“DISEÑO DE UN TROQUEL COAXIAL DOBLE PARA LA PRODUCCIÓN DE …
131
“DISEÑO DE UN TROQUEL COAXIAL DOBLE PARA LA PRODUCCIÓN DE LA PIEZA TAPA BETÚN 30G-36G Y USO EXCLUSIVO DE LA PRENSA (ALFONS HAAR P15) EN LA EMPRESA INCOLTAPAS S.A.” CINDY LORENA SARMIENTO BELTRÁN DANIEL CAMILO VELÁSQUEZ UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA BOGOTÁ D.C 2016
Transcript of “DISEÑO DE UN TROQUEL COAXIAL DOBLE PARA LA PRODUCCIÓN DE …

“DISEÑO DE UN TROQUEL COAXIAL DOBLE PARA LA PRODUCCIÓN DE LA
PIEZA TAPA BETÚN 30G-36G Y USO EXCLUSIVO
DE LA PRENSA (ALFONS HAAR P15) EN LA EMPRESA INCOLTAPAS S.A.”
CINDY LORENA SARMIENTO BELTRÁN
DANIEL CAMILO VELÁSQUEZ
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ D.C
2016

“DISEÑO DE UN TROQUEL COAXIAL DOBLE PARA LA PRODUCCIÓN DE LA
PIEZA TAPA BETÚN 30G-36G Y USO EXCLUSIVO
DE LA PRENSA (ALFONS HAAR P15) EN LA EMPRESA INCOLTAPAS S.A.”
CINDY LORENA SARMIENTO BELTRÁN
DANIEL CAMILO VELÁSQUEZ
Monografía para optar por el título de:
INGENIERO(A) MECÁNICO
Director del proyecto (E)
ING. JHON ALEJANDRO FORERO CASALLAS
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ D.C
2016

Nota de aceptación
____________________________________ ____________________________________ ____________________________________ ____________________________________ ____________________________________ ____________________________________ ____________________________________ ____________________________________ ____________________________________
____________________________________ Firma del autor
____________________________________ Firma del autor
____________________________________ Firma del jurado
____________________________________ Firma del jurado
Bogotá 3 de Marzo de 2016
AGRADECIMIENTOS
Al Ingeniero Miguel Hernando Morales, ya que con sus años de trabajo y experiencia realizo grandes aportes técnicos a los diseños del troquel.
A la industria Colombiana de Tapas INCOLTAPAS S.A, y sus directivas, Ing. Pedro Cubides, por permitir el acceso a sus instalaciones, el conocimiento del proceso del troquelado de láminas y hojalatas, así como la confianza consignada en los autores para el desarrollo del proyecto.

TABLA DE CONTENIDO
RESUMEN ……………………………………………………………………………..12
INTRODUCCIÓN ................................................................................................... 13
1. PLANTEAMIENTO DEL PROBLEMA ................................................................ 14
2. JUSTIFICACIÓN ................................................................................................ 15
3. OBJETIVO GENERAL ....................................................................................... 16
3.1 OBJETIVOS ESPECÍFICOS ........................................................................ 16
4. MARCO TEÓRICO ............................................................................................ 17
4.1 PROCESO DE TROQUELADO ................................................................... 17
4.2 PARTES PRINCIPALES DE UN TROQUEL ................................................ 17
4.3 TIPOS DE TROQUELES .............................................................................. 19
4.4 PROCESOS DE FABRICACIÓN .................................................................. 20
4.5 RESISTENCIA AL CORTE DE LOS MATERIALES. .................................... 23
4.6 TRATAMIENTOS TÉRMICOS. .................................................................... 24
5. REQUERIMIENTOS DEL CLIENTE .................................................................. 26
5.1 ANÁLISIS DE LA COMPETENCIA. .............................................................. 28
5.2 REQUERIMIENTOS DE DISEÑO. ............................................................... 30
6. PIEZA A FABRICAR .......................................................................................... 35
6.1 PROCESOS DE OBTENCIÓN DE LA TAPA METÁLICA. ........................... 35
7. MATERIA PRIMA ............................................................................................... 40
7.1 ESPECIFICACIONES TÉCNICAS. .............................................................. 40
7.2 DISEÑOS LITOGRÁFICOS .......................................................................... 45
7.3 PORCENTAJE ACTUAL DE APROVECHAMIENTO DE LA LÁMINA. ........ 46
8. REQUERIMIENTOS TÉCNICOS PARA LA ADAPTACIÓN DE NUEVOS TROQUELES EN LA PRENSA ALFONS HAAR P15. ........................................... 49
8.3 GENERALIDADES. ...................................................................................... 50
8.4 DISEÑO BÁSICO DE UN TROQUEL PARA LA PRENSA ALFONS HAAR P15. .................................................................................................................... 50
9. DISEÑO DEL TROQUEL DOBLE ...................................................................... 65
9.1 ETAPA DE DEFINICIÓN Y PLANEACIÓN ................................................... 65
9.2 CÁLCULOS. ................................................................................................. 65
9.3 CONFIGURACIÓN GEOMÉTRICA DEL TROQUEL DOBLE ....................... 83

9.4 DISEÑO PARTE SUPERIOR DEL TROQUEL DOBLE ................................ 86
9.5 DISEÑO PARTE INFERIOR DEL TROQUEL DOBLE ................................. 92
9.6 NUEVA DISTRIBUCIÓN LITOGRÁFICA EN LÁMINA. ................................ 98
9.7 VIDA ÚTIL DEL TROQUEL. ....................................................................... 103
10. ELEMENTOS NORMALIZADOS ................................................................... 105
10.1 MUELLES. ................................................................................................ 105
10.2 RACORES NEUMÁTICOS. ...................................................................... 105
10.3 COLUMNAS GUÍA ................................................................................... 105
10.4 CASQUILLOS GUÍA. ................................................................................ 106
10.5 JAULA DE BOLAS. .................................................................................. 106
10.6 TORNILLOS. ............................................................................................ 106
10.7 BARRA DE ACERO CALIBRADA (ACERO PLATA). ............................... 106
10.8 TAPÓN OBTURADOR. ............................................................................ 107
11. GENERALIDADES ........................................................................................ 108
11.1 SUMINISTRO DE AIRE. ........................................................................... 108
11.2 PROCEDIMIENTO PARA EL MONTAJE DEL TROQUEL. ...................... 109
12. ANÁLISIS DE ESFUERZOS POR ANSYS .................................................... 115
12.1 RESULTADOS DE LA SIMULACIÓN....................................................... 117
13. SIMULACIONES DE ENSAMBLE Y FUNCIONAMIENTO DEL TROQUEL ... 120
13.1 EXPLOSIONADO AUTOMÁTICO. ........................................................... 120
13.2 SIMULACIÓN DEL MOVIMIENTO DEL TROQUEL. ................................ 122
14. ANÁLISIS DE COSTOS ................................................................................. 125
15. CONCLUSIONES Y RECOMENDACIONES ................................................. 129
15.1 CONCLUSIONES ..................................................................................... 129
15.2 RECOMENDACIONES ............................................................................ 130
16. BIBLIOGRAFÍA .............................................................................................. 131

LISTA DE FIGURAS
Figura 1. Partes principales de un troquel. ............................................................ 17
Figura 2. Cizallado o corte de una lámina metálica. .............................................. 20 Figura 3. Punzonado fino. ...................................................................................... 21 Figura 4. Proceso de embutido. ............................................................................. 22 Figura 5. Gráfica esfuerzo-deformación de ingeniería. .......................................... 23 Figura 6. Tapa metálica de Betún. ......................................................................... 35
Figura 7: Proceso de obtención de la tapa metálica. ............................................. 36 Figura 8. Plano mecánico tapa metálica. ............................................................... 36 Figura 9. Representación esquemática del troquel Actual. .................................... 37 Figura 10. Tendencia de la demanda del producto por mes (año 2014). ............... 38 Figura 11. Composición de la Lámina Cromada. ................................................... 41
Figura 12. Bulto Paletizado x 1tn. .......................................................................... 44
Figura 13. Diseños litográficos comerciales. ......................................................... 45 Figura 14. Retal sobrante del proceso actual de troquelado. ................................. 48
Figura 15. Variedad de productos a partir de hojalata. .......................................... 50 Figura 16. Partes básicas de un troquel para la prensa Alfons Haar p15. ............. 51 Figura 17. Distancias H1 y H2. .............................................................................. 52
Figura 18. Fotografía parte superior de la prensa (martinete) ............................... 53 Figura 19. Agujeros para fijación al martinete base superior37. ............................. 53
Figura 20. Principales parámetros de sujeción de la base superior. ...................... 54 Figura 21. Fotografía parte inferior de la prensa (mesa). ....................................... 54 Figura 22. Principales parámetros de sujeción base inferior / mesa. ..................... 55
Figura 23. Vista esquemática superior de la prensa .............................................. 56
Figura 24. Distancia de seguridad los pasadores de rebordeado. ......................... 57
Figura 25. Dimensiones permisibles de la base inferior del troquel. ...................... 57 Figura 26. Última fila inferior en una lámina troquelada (troquel doble) . ............... 58
Figura 27. Desbaste aro de corte. .......................................................................... 59 Figura 28. Eyector. ................................................................................................ 60 Figura 29. Toberas de soplado. ............................................................................. 61
Figura 30. Canales de aireación /des aireación. .................................................... 63 Figura 31. Diametro de corte y espesor de lámina ................................................ 68
Figura 32. Tolerancias de corte punzón matriz . .................................................... 72 Figura 33. Inicio del proceso de embutido de la tapa . .......................................... 73 Figura 34. Formado de la tapa (2° fase de embutido de la lámina) . ..................... 77
Figura 35. Formado de la tapa (3° fase de embutido de la lámina) ....................... 77 Figura 36. Formado de la tapa (4° fase de embutido de la lámina) . ..................... 78
Figura 37. Detalle aro de muelle para inicio del rebordeado. ................................. 79 Figura 38. Fuerza de rebordeado y de sostenimiento. ........................................... 79
Figura 39. Inicio del proceso de rebordeado. ......................................................... 81 Figura 40. Rebordeo de contorno inferior de la tapa. ............................................. 81 Figura 41. Finalización del proceso de rebordeado. .............................................. 82 Figura 42. Extracción de la tapa del troquel. .......................................................... 82 Figura 43. Espacios disponibles parte inferior del troquel. ..................................... 84
Figura 44. Base Superior troquel doble. ................................................................ 84 Figura 45. Base Inferior del troquel doble. ............................................................. 85 Figura 46. Conjunto de bases troquel doble. ........................................................ 85 Figura 47. Representación gráfica del aumento del diámetro del pistón. .............. 86 Figura 48. Cambio geométrico porta punzón. ........................................................ 87
Figura 49. Sub sistema de expulsión. .................................................................... 88 Figura 50. Sub sistema de rebordeado. ................................................................. 89 Figura 51. Modificación externa del punzón. ......................................................... 90 Figura 52. Modificación expulsor de retal .............................................................. 90 Figura 53. Ensamble esquemático de las partes superiores modificadas. ............ 91
Figura 54. Modificación del aro de corte ................................................................ 93 Figura 55. Cambios geométricos del taco centrador inferior. ................................ 93
Figura 56. Modificación formador inferior. .............................................................. 94 Figura 57. Modificaciones generales del aro de muelle. ........................................ 95 Figura 58. Adaptaciones generales Base inferior. ................................................. 96 Figura 59. Ensamble esquemático de las piezas inferiores modificadas. ............. 96
Figura 60. Alturas generales del conjunto. ............................................................. 97 Figura 61. Formas de programación de troquelado para láminas.......................... 98
Figura 62. Distancias mínimas según el programa de troquelado86. ..................... 98 Figura 63. Opción N° 1 de troquelado. ................................................................. 99 Figura 64. Opción N° 2 de troquelado. ................................................................ 100
Figura 65. Opción N° 3 de troquelado. ................................................................. 101 Figura 66. Opción N° 4 de troquelado. ................................................................. 102
Figura 67. Montaje del troquel en la prensa 1°parte. .......................................... 109 Figura 68. Montaje del troquel en la prensa 2°parte. .......................................... 110
Figura 69. Montaje del troquel en la prensa 3°parte. .......................................... 110 Figura 70. Montaje del troquel en la prensa 4°parte. .......................................... 111 Figura 71. Montaje del troquel en la prensa 5°parte. .......................................... 111
Figura 72. Montaje del troquel en la prensa 6°parte. .......................................... 112 Figura 73. Montaje del troquel en la prensa 7°parte. .......................................... 112
Figura 74. Montaje del troquel en la prensa 8°parte. .......................................... 113 Figura 75. Montaje del troquel en la prensa 9°parte. .......................................... 113 Figura 76. Condiciones de contorno y fuerzas en las piezas criticas del troquel. ............................................................................................................................. 115 Figura 77. Condiciones de contorno y fuerzas en las piezas criticas del troquel. ............................................................................................................................. 116 Figura 78. Deformación en las piezas del troquel. .............................................. 118
Figura 79. Deformación en las piezas criticas del troquel. .................................. 119 Figura 80. Explosionado del troquel. .................................................................... 121 Figura 81. Controles de animación software solid edge st v6. ............................. 122 Figura 82. Capturas de pantalla del video del ensamble del troquel software solid edge st v6. ........................................................................................................... 123 Figura 83. Capturas de pantalla del video del movimiento detallado de las herramientas. software solid edge st v6. ............................................................. 124

LISTA DE TABLAS
Tabla 1. Necesidades del cliente. .......................................................................... 26
Tabla 2. Matriz QUE Vs QUE. ................................................................................ 27 Tabla 3. Análisis De La Competencia. ................................................................... 29 Tabla 4. Requerimientos de diseño. ...................................................................... 32 Tabla 5. Casa de la calidad para el diseño del troquel coaxial doble. .................... 34 Tabla 6. Reporte de producción tapa betún (30-36)g año 2014. ........................... 38
Tabla 7. Reporte de producción tapa betún 30-36g año 2015. .............................. 39
Tabla 8. Rango de dureza Rockwell HR . .............................................................. 42 Tabla 9. Límite elástico láminas de hojalata .......................................................... 43
Tabla 10. Escalas de dureza Rockwell superficial. ................................................ 44 Tabla 11. Datos técnicos de la prensa Alfons Haar p15 ........................................ 49 Tabla 12. Generalidades para la adaptación de troqueles. .................................... 64
Tabla 13. Formas y Formulas Básicas para envases embutidos. .......................... 66 Tabla 14. Comparativos del diámetro de corte ..................................................... 67
Tabla 15. Factor de tolerancia en función de la resistencia al corte. ..................... 71 Tabla 16. Promedio de vida útil del troquel. ......................................................... 104 Tabla 17. Presión en los subsistemas de la prensa. ............................................ 108
Tabla 18 Resultados del análisis de esfuerzos en Ansys ................................... 117
Tabla 19 Tarifas de costo hora-máquina ............................................................. 125
Tabla 20 Tiempos de programación y fabricación pieza 1 y total ........................ 125 Tabla 21 Hora de dibujo y diseño pieza 1 y total costo. ....................................... 126
Tabla 22 Costos de tratamiento temple y revenido por Bohler ............................ 126 Tabla 23 Costo tratamiento primer pieza y total................................................... 127 Tabla 24 Costo por material pieza 1 y valor total por troquel. .............................. 127
Tabla 25 Costo total por pieza y por el conjunto. ................................................. 127

LISTA DE ANEXOS
Anexo N° 1. Cotización Troquel VARAS S.A Anexo N° 2. Plano mecánico tapa betún. Anexo N° 3. Ficha técnica tapa betún 36g. Anexo N° 4. Ficha técnica tapa betún 30g. Anexo N° 5. Distribución en lámina. Anexo N° 6. Listado de materiales en bruto. Anexo N° 7. Tornillería requerida. Anexo N° 8. Ensamble general. Anexo N° 9. Espiga de sujeción. Anexo N° 10. Base superior. Anexo N° 11 . Porta punzones. Anexo N° 12 . Centrador superior. Anexo N° 13 . Tope superior rebordeado. Anexo N° 14 . Punzón. Anexo N° 15 . Formador superior. Anexo N° 16 . Camisa. Anexo N° 17 . Expulsor de retal. Anexo N° 18 . Buje expulsor de retal. Anexo N° 19 . Base inferior. Anexo N° 20 . Tope interior de rebordeado. Anexo N° 21 . Taco centrador inferior. Anexo N° 22 . Matriz. Anexo N° 23 . Aro de muelle. Anexo N° 24 . Formador inferior. Anexo N° 25 . Aguja inferior. Anexo N° 26 . Tapón Formador inferior. Anexo N° 27 . Vástago Expulsor. Anexo N° 28 . Expulsor superior. Anexo N° 29 . Vástago formador / accesorios. Anexo N° 30 . Tope superior camisa. Anexo N° 31 . Aguja superior. Anexo N° 32 . Pistón superior Rebordeado. Anexo N° 33 . Vástago expulsor de retal. Anexo N° 34 . Secuencia de impresión. Anexo N° 35. Muelles. Anexo N° 36. Racores Neumáticos. Anexo N° 37. Columnas guía. Anexo N° 38. Casquillos guía. Anexo N° 39. Jaula de bolas.
Anexo N° 40. Tornillos Allen. Anexo N° 41. Barra de acero plata (calibrada). Anexo N° 42. Tapón obturador. Anexo N° 43. Análisis de costos proyecto. Anexo N° 44. Análisis de esfuerzos por Ansys, piezas críticas. Anexo N° 45. Video ensamble troquel doble. Anexo N° 46. Video proceso de troquelado 1. Anexo N° 47. Video proceso de troquelado 2.

RESUMEN
El presente proyecto, plantea una solución para ampliar la capacidad de producción y bajar los costos de mano de obra en la producción de la tapa metálica empleada para la presentación comercial del envase de betún de 30g y 36g en la empresa INCOLTAPAS S.A, con el diseño de un troquel coaxial doble.
La metodología y desarrollo del proyecto se enmarca dentro del proceso de ingeniería, siguiendo estrictos procedimientos de recolección de datos, identificación de la necesidad, definición del problema en etapas preliminares para posteriores memorias de cálculo detallado, evaluación y documentación.
La necesidad principal del diseño de un troquel coaxial doble, parte del requerimiento de la empresa en producir alrededor de 950.000 unidades (mensuales) de tapas para betún, en tiempos estrechos de producción; debido a un incremento cercano al 45 % comparado con la producción mensual del año inmediatamente anterior; situación que ha llevado a los directivos a gestionar la adquisición de un troquel más eficiente que el actual, sin alterar especificaciones de calidad del producto y que cumpla con todos y cada uno de los requerimientos técnicos para ser operado en la prensas alemanas completamente automatizadas, (Alfons Haar P15), de propiedad de la empresa.

13
INTRODUCCIÓN
El troquelado se ha posicionado en la industria como un proceso de manufactura práctico y de gran uso cuando los productos o piezas son requeridos en cantidades significativamente grandes; así como el progreso tecnológico en los procesos de fabricación tiende hacia los sistemas cada vez más automatizados, el troquelado también ha tenido avances importantes en dispositivos, prensas y materiales; logrando la fabricación de piezas cada vez más complejas en menor tiempo.
El conformado de lámina en general y en particular el troquelado, suele asociarse con un proceso mecánico relativamente simple de reducida aportación tecnológica y escasa complejidad; sin embargo, la realidad es muy diferente, ya que este tipo de proceso al igual que otras técnicas de tipo mecánico, abarca una serie de técnicas llenas de virtuosismo y maestría.
En la industria Colombiana, se hace necesario la calidad en la producción en línea, pues el sector de los envases metálicos es cada vez más competitivo y se debe añadir un valor agregado a los servicios con algo más de ingeniería en su desarrollo, usando estándares internacionales, conocimiento y experiencia.
Aunque las grandes compañías, especialmente en el sector automotriz, cuentan con departamentos internos para la fabricación de sus propias matrices, el negocio de troquelado se apoya sobre la subcontratación y el outsourcing1, muchas empresas fabrican partes para todo tipo de industrias, así como la construcción de dispositivos o en el caso en particular empresas dedicadas exclusivamente a la fabricación de troqueles como tal, dependiendo del requerimiento del cliente, sustentado en una cadena productiva de la que hacen parte, importadores de aceros, diseñadores y ‘ajustadores’2.
El mercado de matrices y troqueles en los últimos años ha tenido crecimiento, esto debido al aumento de la demanda de productos y nuevos diseños de piezas obtenidas a partir de chapa metálica, así como la búsqueda de troqueles cada vez más eficientes; en Colombia esto abre puertas al negocio de la troquelaría en muchas ramas, a su vez hace que los ‘ajustadores’ nacionales cuenten con más prestigio y reconocimiento en la manufactura, quienes ayudados por el talento de profesionales, software especializados, tecnología de máquinas C.N.C, y el interés de los importadores y proveedores de aceros especiales; hacen que este tipo de proyectos se puedan llevar a cabo en niveles de calidad bastante altos, cumpliendo con los requerimientos de una industria en continuo desarrollo.
1 Utilización de recursos externos o contratación de proceso de negocio en otra parte. 2 A los fabricantes de troqueles se les llama “ajustadores matriceros” debido a la relación que hay entre su labor y el ajuste.

14
1. PLANTEAMIENTO DEL PROBLEMA
Desde hace 15 años la empresa INCOLTAPAS S.A, cubre la demanda del producto denominado envase metálico 30g y 36g de forma automatizada, utilizando una prensa Alemana referencia (Alfons Haar p15), en donde se puede realizar el montaje de troqueles para la obtención del producto.
La tapa es producida actualmente en la planta principal de la empresa, a partir de una lámina de calibre específico, con una serie de tratamientos, propiedades mecánicas definidas y disposición de tintas en los diseños litográficos, que luego es transformada por medio de un proceso de troquelado, embutido y rebordeado, para finalmente obtener la pieza metálica como tal; todo esto por medio de un troquel sencillo destinado a una producción ya programada; clientes de marcas de betunes como Cherry, Nugget, Beisbol, Bowy y Búfalo, son consumidores potenciales de esta referencia de envase para el empaque de betún en pasta, la creciente demanda se ve cuantificada a Diciembre de 2014 en aproximadamente (7 764 000) unidades.
La necesidad de cubrir esta demanda con más unidades producidas mensualmente, permite postular una solución diseñando o rediseñando un troquel coaxial doble, que mejore la eficiencia en producción, reduzca sustancialmente los costos por mano de obra, y los tiempos de entrega sean más cortos.
El objetivo principal del proyecto, se estructura en un proceso de diseño, análisis de los procedimientos y de los recursos actuales para así buscar su optimización, incorporando un segundo conjunto de herramientas en un mismo troquel.
15
2. JUSTIFICACIÓN
La implementación y diseño de un nuevo troquel con el doble de capacidad de producción para la fabricación de la tapa metálica de betún referencia 30g-36g desarrollado para la empresa INCOLTAPAS S.A, además de ser un aporte significativo al desarrollo de elementos tecnológicos a la industria Colombiana, genera de manera proactiva la necesidad al ingeniero Mecánico de profundizar en el estudio de este tipo de máquinas y dispositivos, formando competencias encaminadas al diseño, al rediseño, selección de materiales, y criterios formales en la elección de ajustes, entre otros.
La colectividad de personas que buscan productos en el mercado de buena calidad, se ve reflejada principalmente en su empaque y presentación; un producto de consumo masivo como lo es el betún en pasta que puede ser atractivo a simple vista; lograr este efecto en el consumidor final, genera sobre costos en publicidad y presentaciones llamativas, sin dejar de lado la funcionalidad del empaque; la implementación de este tipo de troqueles en la industria Colombiana hace que la obtención del producto cumpla con este objetivo y se pueda lograr a un bajo costo, teniendo así una reducción de montos económicos que finalmente son pagados por los consumidores.
La justificación principal del proyecto, es la búsqueda en la reducción del costo de manufactura del producto y el incremento en la producción del mismo, ligado a esto se contempla que los costos de diseño y fabricación del troquel con estas características a nivel nacional, son significativamente más reducidos en comparación con una fabricación europea del mismo, (ver Anexo N°1).
Las empresas y multinacionales se toman su tiempo para decidir y contratar, analizan sus estados financieros, la evolución del mercado y las expectativas a mediano y largo plazo dependiendo de las demandas de un producto; es así como las características en la fabricación de un troquel, hacen que este tipo de proyectos se planeen a mediano plazo, incluso, se invierten varios meses de estudios, cotizaciones y proyecciones para firmar la construcción del mismo; Sin embargo el interés expresado por las directivas de la empresa INCOLTAPAS S.A hace que este proyecto sea prioritario y exista una necesidad que se viene gestionando desde finales del año 2014; a raíz del incremento en ventas de este producto en el mes de Septiembre de 2014, y la proyección positiva de ventas para el 2015.

16
3. OBJETIVO GENERAL
Diseñar un troquel coaxial doble para la producción de la pieza metálica tapa betún 30g-36g y uso exclusivo en la prensa (Alfons Haar p15), para la empresa INCOLTAPAS S.A.
3.1 OBJETIVOS ESPECÍFICOS
Establecer los requerimientos de diseño del proyecto de acuerdo al estudio de viabilidad, costos, demanda del producto y necesidades de la empresa.
Realizar los cálculos técnicos para la determinación de las dimensiones de cada una de las piezas que componen el troquel, materiales, tratamientos térmicos, tolerancias y ajustes.
Planificar el proceso de fabricación de cada una de las piezas del troquel y su ensamble general.
Seleccionar de forma detallada los elementos normalizados necesarios para el ensamble del troquel.
Obtener simulaciones en un software de diseño, que permitan avalar la funcionalidad del troquel.

17
4. MARCO TEÓRICO
4.1 PROCESO DE TROQUELADO
El conjunto de operaciones con las cuales sin producir viruta, se somete una lámina plana a ciertas transformaciones a fin de obtener una pieza de forma geométrica propia, se denomina troquelado o estampado; al, este trabajo se realiza con troqueles en máquinas llamadas prensas (generalmente de movimiento rectilíneo alternativo). Los parámetros principales que se tienen en cuenta en un proceso de troquelado son la forma y los materiales del punzón y la matriz, la velocidad y la fuerza de punzonado, la lubricación, el espesor del material y la holgura o luz entre el punzón y la matriz así como entre los formadores, la determinación de la tolerancia entre estas herramientas influirá en la forma geométrica de la pieza y la calidad del borde cortado.
4.2 PARTES PRINCIPALES DE UN TROQUEL
La herramienta de producción cuyo propósito es producir partes consistentes y según requisitos especificados se denomina troquel, las principales partes que lo conforman se ilustran en la figura 1.
Figura 1. Partes principales de un troquel3.
3Fuente: Fundación Ascamm centro tecnológico, Tecnología de matrices. España 2005.

18
La descripción general y la función que cumplen en el conjunto son descritas a continuación:
Espiga: De acuerdo a las especificaciones de la prensa, este elemento se diseña con el fin de permitir un montaje centrado y repetitivo del troquel con respecto a la parte móvil en la prensa, a su vez permite el amarre íntegro de la parte superior del troquel.
Base superior del troquel: Es el elemento rígido que alberga herramientas y subconjunto superiores del troquel.
Porta punzón: Porta herramienta, que de acuerdo a los requerimientos permite centrar y guiar el punzón.
Punzón o macho: Es el elemento que ejerce presión sobre la lámina a troquelar, cortándola gracias al juego existente entre éste y la matriz.
Matriz o hembra: Es uno de los elementos primordiales de un troquel, debido que permite gracias a sus dimensiones la entrada del punzón para efectuar el corte de la lámina, Allí se encuentra tallada con exactitud la figura de la pieza que se ha de obtener. La superficie de la matriz determina la vida del troquel, debido a que posee una porción recta que se va desgastando con el uso y debe ser rectificada para conservar una buena calidad de los productos.
Placa extractora: Orientan la lámina haciendo que ésta se mantenga alineada según el trabajo requerido, a su vez Impide el movimiento de la lámina antes de realizar el troquelado y garantiza su correcta ubicación con respecto a la hembra y el macho.
Chapa: Materia prima a ser troquelada.
Base inferior del troquel: Elemento rígido que alberga herramientas y subconjuntos inferiores del troquel.
Porta matriz: Porta herramienta que de acuerdo a los requerimientos permite centrar y guiar la matriz en la parte inferior del troquel.
Reglas guía: Hace parte de un grupo de accesorios que complementan la funcionalidad del troquel, su función principal es guiar la chapa que luego será troquelada.
Resortes de espira redonda: Presionan la placa guía contra el fleje a troquelar, evitando que se deforme durante el corte.

19
4.3 TIPOS DE TROQUELES
En la industria existen gran variedad de troqueles, cada uno se puede considerar una pieza única debido a la puntualidad para lo cual este dispositivo se diseña, la clasificación de estos de da desacuerdo la funcionalidad principal entre las que se encuentran: cizallado, corte, doblado, perforado, estampado, embutido, etc; es común encontrar troqueles que combinen dos o más operaciones.
La estructura de un troquel debe responder a la forma de la pieza; pero influye también el número de piezas a fabricar, su material, etc. A pesar de existir, como antes se ha dicho, innumerables tipos de troquel, se pueden éstos reducir a unos cuantos fundamentales, de los cuales se derivan los demás, como variantes.
Clasificación general:
Troqueles Simples: Estos troqueles permiten realizar solamente una operación en cada golpe o ciclo, son de baja productividad y normalmente es necesario el uso de otros troqueles para poder concluir una pieza y considerarla terminada.
Troqueles Compuestos: Estas herramientas permiten aprovechar la fuerza ejercida por la maquina actuadora realizando dos o más operaciones en cada golpe o ciclo, agilizando considerablemente el proceso de obtención de piezas.
Troqueles Progresivos: Estos dispositivos mecánicos, constan de diferentes etapas o pasos, cada uno de ellos modifica el material en una determinada secuencia establecida en el diseño, de tal manera que al final del recorrido por las estaciones del troquel es posible obtener una pieza o piezas terminadas.
4.3.1 Troquel coaxial.
Este tipo de troquel se emplea para piezas que requieren más de un procesos de troquelado, se clasifican en el grupo de (troqueles compuestos), Su principal característica es la de trabajar con dos o más punzones, formadores, introducidos uno dentro de otro, de tal manera que un punzón es, a la vez, matriz respecto a otros punzones o formadores, y viceversa.
Otra característica de este tipo de troquel es el sistema de expulsión del retal y de la pieza cortada, por medio de elementos elásticos y mecanismos auxiliares. Todo ello hace que sea, en general, de fabricación delicada y costosa, por lo cual sólo es más rentable que los demás tipos de troqueles, cuando se trata de series de producción importantes y piezas de precisión.
20
4.4 PROCESOS DE FABRICACIÓN
Un proceso de fabricación es el conjunto de operaciones unitarias necesarias para modificar las características de las materias primas; estas características pueden ser de naturaleza muy variada tales como la forma, la densidad, la resistencia, el tamaño o la estética.
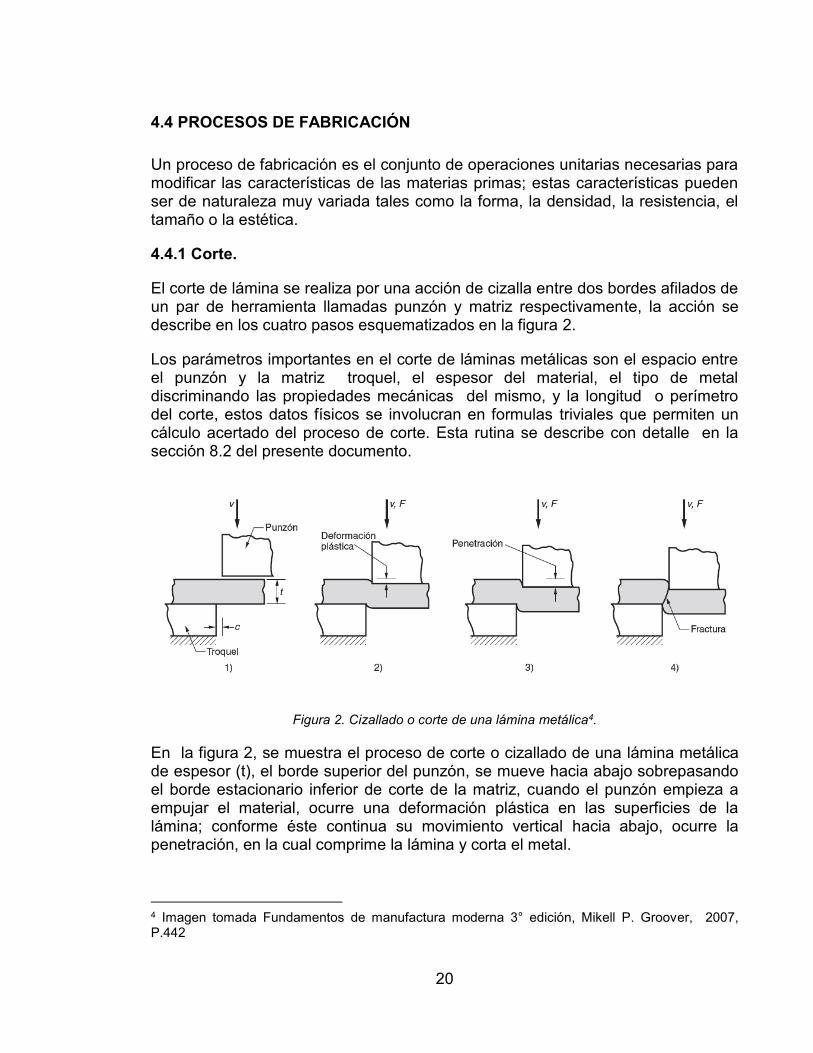
4.4.1 Corte.
El corte de lámina se realiza por una acción de cizalla entre dos bordes afilados de un par de herramienta llamadas punzón y matriz respectivamente, la acción se describe en los cuatro pasos esquematizados en la figura 2.
Los parámetros importantes en el corte de láminas metálicas son el espacio entre el punzón y la matriz troquel, el espesor del material, el tipo de metal discriminando las propiedades mecánicas del mismo, y la longitud o perímetro del corte, estos datos físicos se involucran en formulas triviales que permiten un cálculo acertado del proceso de corte. Esta rutina se describe con detalle en la sección 8.2 del presente documento.
Figura 2. Cizallado o corte de una lámina metálica4.
En la figura 2, se muestra el proceso de corte o cizallado de una lámina metálica de espesor (t), el borde superior del punzón, se mueve hacia abajo sobrepasando el borde estacionario inferior de corte de la matriz, cuando el punzón empieza a empujar el material, ocurre una deformación plástica en las superficies de la lámina; conforme éste continua su movimiento vertical hacia abajo, ocurre la penetración, en la cual comprime la lámina y corta el metal.
4 Imagen tomada Fundamentos de manufactura moderna 3° edición, Mikell P. Groover, 2007, P.442
21
4.4.2 Punzonado.
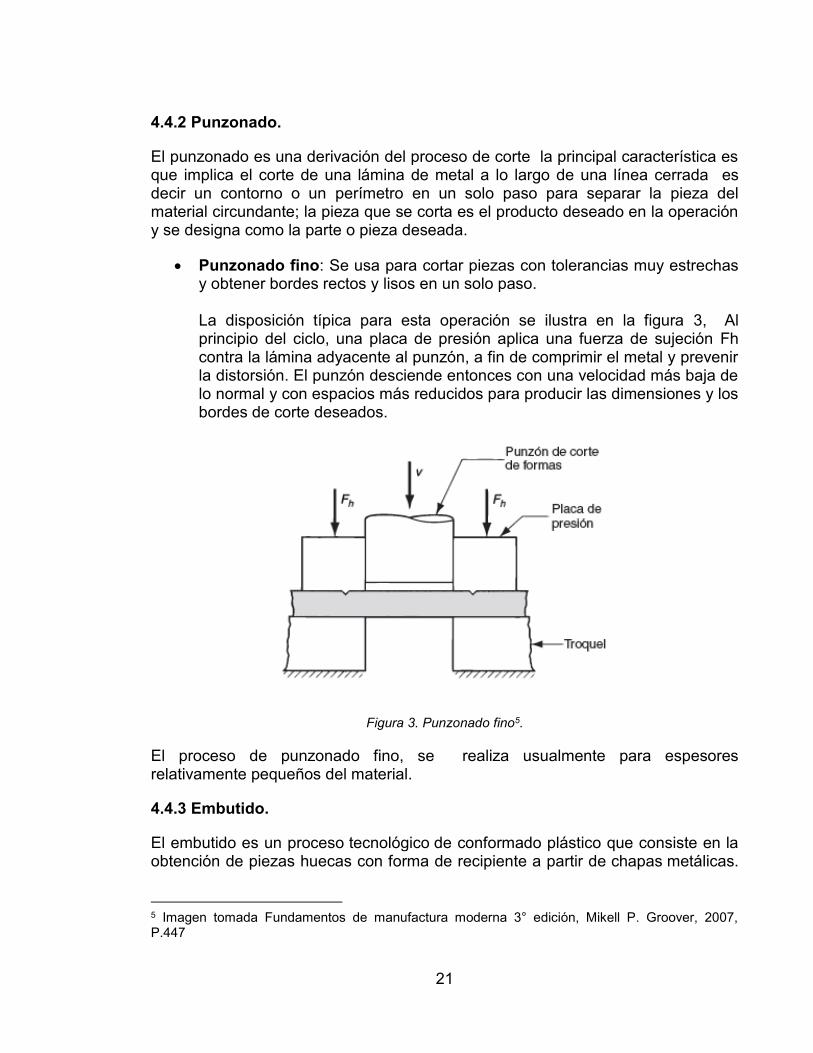
El punzonado es una derivación del proceso de corte la principal característica es que implica el corte de una lámina de metal a lo largo de una línea cerrada es decir un contorno o un perímetro en un solo paso para separar la pieza del material circundante; la pieza que se corta es el producto deseado en la operación y se designa como la parte o pieza deseada.
Punzonado fino: Se usa para cortar piezas con tolerancias muy estrechas y obtener bordes rectos y lisos en un solo paso. La disposición típica para esta operación se ilustra en la figura 3, Al principio del ciclo, una placa de presión aplica una fuerza de sujeción Fh contra la lámina adyacente al punzón, a fin de comprimir el metal y prevenir la distorsión. El punzón desciende entonces con una velocidad más baja de lo normal y con espacios más reducidos para producir las dimensiones y los bordes de corte deseados.
Figura 3. Punzonado fino5.
El proceso de punzonado fino, se realiza usualmente para espesores relativamente pequeños del material.
4.4.3 Embutido.
El embutido es un proceso tecnológico de conformado plástico que consiste en la obtención de piezas huecas con forma de recipiente a partir de chapas metálicas.
5 Imagen tomada Fundamentos de manufactura moderna 3° edición, Mikell P. Groover, 2007, P.447

22
Este proceso permite obtener piezas de formas muy diversas y es una técnica de gran aplicación en todos los campos de la industria.
El formado por el proceso de embutido de láminas metálicas se realiza colocando una lámina de metal sobre una cavidad o un formador con figura definida, luego el material es empujando por medio de un punzón, obligando a ser acoplado entre los formadores que casan entre sí o en la cavidad mencionada, en la figura N° 4 se observa cómo se embute un disco de diámetro Db dentro de un troquel por medio de un punzón de diámetro Dp. El punzón y el troquel deben tener un radio en las esquinas determinado por Rp y Rd.
𝒄 = espacio. 𝑫𝒃 = diámetro de la forma inicial. 𝑫𝒑 = diámetro del punzón. 𝑹𝒅 = radio de la esquina del troquel.
𝑹𝒑 = radio de la esquina del punzón. 𝑭 = fuerza de embutido. 𝒇𝒉 = fuerza de sujeción.
Figura 4. Proceso de embutido6.
De acuerdo a un previo proceso de corte de la lámina Al inicio de la operación antes de que el punzón toque la lámina, se debe contar con un prensa chapas o pisador, el cual gracias a una fuerza Fh, mostrada en la figura N° 4 esta permite el
6 Imagen tomada Fundamentos de manufactura moderna 3° edición, Mikell P. Groover, 2007, P.453
23
deslizamiento de la chapa metálica para formar la copa, evitando arrugas indeseadas.
Las piezas comunes que se hacen por embutido son latas de bebidas, casquillos de municiones Etc
4.5 RESISTENCIA AL CORTE DE LOS MATERIALES.
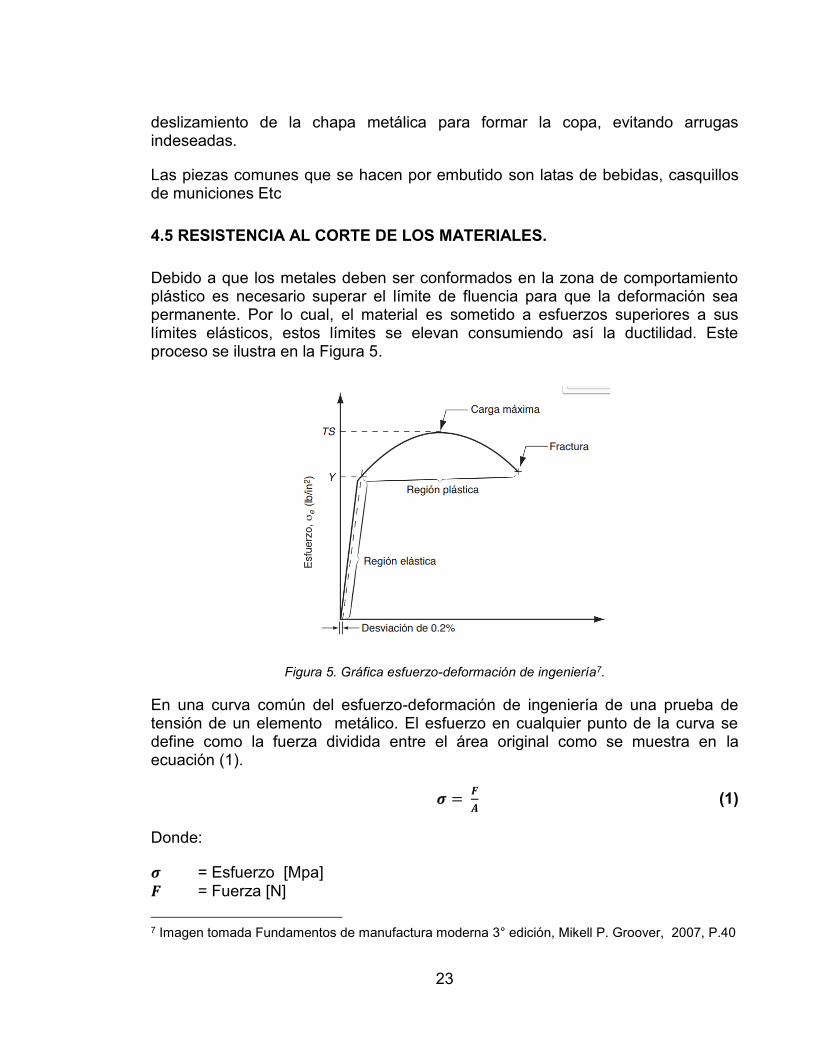
Debido a que los metales deben ser conformados en la zona de comportamiento plástico es necesario superar el límite de fluencia para que la deformación sea permanente. Por lo cual, el material es sometido a esfuerzos superiores a sus límites elásticos, estos límites se elevan consumiendo así la ductilidad. Este proceso se ilustra en la Figura 5.
Figura 5. Gráfica esfuerzo-deformación de ingeniería7.
En una curva común del esfuerzo-deformación de ingeniería de una prueba de tensión de un elemento metálico. El esfuerzo en cualquier punto de la curva se define como la fuerza dividida entre el área original como se muestra en la ecuación (1).
𝝈 = 𝑭
𝑨 (1)
Donde:
𝝈 = Esfuerzo [Mpa] 𝑭 = Fuerza [N]
7 Imagen tomada Fundamentos de manufactura moderna 3° edición, Mikell P. Groover, 2007, P.40

24
𝑨 = Área de la sección transversal [mm2]
De igual forma la deformación de ingeniería en cualquier punto de la prueba está dada por la ecuación (2)
𝒆 = 𝑳−𝑳𝒐
𝑳𝒐 (2)
Dónde:
𝒆 = deformación de ingeniería [mm/mm] 𝑳 = longitud en cualquier punto durante el estiramiento, [mm] 𝑳𝒐 = longitud de medición original, [mm]. Las unidades de la deformación de ingeniería representan estiramiento por unidad de longitud, sin unidades. La relación esfuerzo-deformación de la figura 5, tiene dos regiones que indican dos modos distintos de comportamiento:
Región elástica: En la región elástica, la relación entre el esfuerzo y la deformación es lineal, y el material muestra un comportamiento elástico porque regresa a su longitud original si la carga (esfuerzo) se interrumpe.
Región plástica: El límite elástico (Y) de la figura 5, también conocido como esfuerzo de deformación, es el punto que marca el comienzo de la deformación plástica del material, en esta región el material es deformado permanente e irreversiblemente cuando se encuentra sometido a esfuerzo; la aplicación continuada de cargas hace que se llegue a un punto de fractura del material
En ingeniería, las propiedades mecánicas de los materiales son las características inherentes las cuales permiten diferenciar un material de otro; en un proceso de fabricación es necesario tener en cuenta estas características, las cuales proyectan y facilitan cálculos del comportamiento de que el material que pueda presentar, en el proceso.
4.6 TRATAMIENTOS TÉRMICOS.
El conjunto de rutinas de calentamiento y enfriamiento, bajo situaciones controladas de temperatura, tiempo de permanencia, velocidades, presiones, de los metales o las aleaciones en estado sólido, para efectuar cambios micro estructurales en el material se conoce como tratamiento térmico; el principal objetivo es la modificación de las propiedades mecánicas del elemento, especialmente la dureza, la resistencia y la elasticidad.

25
4.6.1 Temple.
Este tipo de tratamiento térmico enfoca su procedimiento al calentamiento del acero hasta una temperatura de Austenización8 la cual depende de la composición química, posteriormente se emplea un tiempo de sostenimiento a dicha temperatura para que ocurra la transformación de la estructura que posee el acero cuando se encuentra a temperatura ambiente, y finalmente se somete a enfriamiento a una velocidad crítica proporcionada por el medio de enfriamiento que se vaya a utilizar.
El objetivo principal del temple es endurecer el acero. Dependiendo del material base, la temperatura y tiempo de calentamiento, y severidad del enfriamiento se puede conseguir una amplia gama de durezas; la gran mayoría de los aceros destinados al uso industrial se pueden templar.
Las Propiedades principales a mejorar con este tipo de tratamiento térmico son:
Dureza: que se puntualiza como la resistencia que ofrece un material para dejarse penetrar. Se mide en unidades BRINELL (HB), unidades ROCKWEL C (HRC), VICKERS (HV),etc.
Resistencia al desgaste: descrita como resistencia que ofrece un material a dejarse erosionar cuando está en contacto de fricción con otro material.
4.6.2 Revenido.
Luego del temple realizado a un acero, se hace indispensable proceder con un tratamiento térmico de revenido el cual consiste en someter la pieza a una temperatura y un enfriamiento apropiado en un tiempo adecuado. Este tratamiento le permite al acero neutralizar lentamente las tensiones internas producidas durante el temple y estabilizar sus estructuras, para así conservar parte de la dureza y aumentar la capacidad de absorber energía sin producir fisuras, (resistencia al impacto) dejando al acero con la dureza deseada.
8 La austenización es un proceso que ocurre en el acero, en el cual, a una determinada temperatura, se forma austenita. Esto es deseable, porque la austenita, al ser enfriada rapidamente genera martensita, que es el cristal que da al acero la máxima resistencia posible.

26
5. REQUERIMIENTOS DEL CLIENTE
La metodología del QFD9 nos permite alinear recursos con las verdaderas necesidades del cliente (INCOLTAPAS S.A), por medio de esta herramienta es posible ofrecer resultados enfocados al diseño y en busca de suplir la necesidad la cual es también es evaluada de manera sistemática y coherente.
Los gerentes y responsables líderes del proyecto, en compañía de los técnicos y operarios de la máquina, durante una visita a la planta y en el trascurso del conocimiento del proceso de producción de la tapa, expresaron y describieron las necesidades, de manera específica pero el acompañamiento de ingeniería se sintetizaron de necesidades generales a lo más particular posible, apoyando al cliente en la interpretación.
El proceso utilizado para identificar, nombrar y priorizar las necesidades de la empresa se realizaron en un orden cronológico básico el cual consiste en la reunión de necesidades expresadas literalmente por el cliente, seguido de una interpretación técnica para dar una jerarquía y fácilmente identificar las necesidades más importantes objetivo fundamental del diseño para su desarrollo.
Las necesidades de la empresa para el desarrollo del proyecto del troquel coaxial doble se discriminan en la tabla N°1:
Tabla 1. Necesidades del cliente.
9 Despliegue de la función calidad (QFD) es un método basado en transformar las demandas del usuario en la calidad del diseño.
N° NECESIDADES DEL CLIENTE
1 Incrementar la producción.
2 La tapa cumpla las especificaciones.
3 Ejecutable en la prensa disponible Alfons Harr p15
4 Vida útil prolongada.
5 Fácil mantenimiento.
6 Realice los 3 procesos de conformado.
7 Compacto.
8 Estética y presentación.
9 Facilidad en el montaje.
10 Más económico que un troquel importado.
11 Tiempo de entrega corto.
12 Fabricado con materiales nacionales.

27
1 2 3 4 5 6 7 8 9 10
11
12
UN
IDA
DE
S A
CU
MU
LA
DA
S
PO
ND
ER
AD
O
1 0 0 1 1 0 1 1 1 1 1 1 8 12%
2 1 1 1 1 1 1 1 1 1 1 1 11 17%
3 1 0 1 1 0 1 1 1 1 1 1 9 14%
4 0 0 0 0 0 1 1 1 0 1 1 5 8%
5 0 0 0 1 0 0 1 1 0 1 1 5 8%
6 1 0 1 1 1 1 1 1 0 1 1 9 14%
7 0 0 0 0 1 0 0 0 0 0 1 2 3%
8 0 0 0 0 0 0 1 0 0 0 0 1 2%
9 0 0 0 0 0 0 1 1 0 0 1 3 5%
10 0 0 0 1 1 1 1 1 1 1 1 8 12%
11 0 0 0 0 0 0 1 1 1 0 1 4 6%
12 0 0 0 0 0 0 0 1 0 0 0 1 2%
66 100%
MAS ECONOMICO QUE EL IMPORTADO
TIEMPO DE ENTREGA CORTO
FABRICADO CON MATERIALES NACIONALES
FA
BR
ICA
DO
CO
N M
AT
ER
IALE
S N
AC
ION
ALE
S
INC
RE
ME
NT
O D
E P
RO
DU
CC
ION
CU
MP
LIR
ES
PE
CIF
ICA
CIÓ
NE
S D
E P
RO
DU
CT
O
FA
CIL
IDA
D E
N E
L M
ON
TA
JE
MA
S E
CO
NO
MIC
O Q
UE
EL I
MP
OR
TA
DO
TIE
MP
O D
E E
NT
RE
GA
CO
RT
O
FU
NC
ION
AL E
N L
A P
RE
NS
A A
LF
ON
S H
AA
R P
15
VID
A Ú
TIL
PR
OLO
NG
AD
A
FA
CIL
MA
NT
EN
IMIE
NT
O
RE
ALIC
E L
OS
3 P
RO
CE
SO
S
CO
MP
AC
TO
ES
TE
TIC
A Y
PR
ES
EN
TA
CIO
N
MATRIZ DE NECESIDADES DEL CLIENTE
[TROQUEL COAXIAL DOBLE PARA TAPA BETÚN (30 -36 g)]
TOTAL
NECECIDADES DEL CLIENTE (QUE VS QUE)
REALICE LOS 3 PROCESOS
INCREMENTO DE PRODUCCION
CUMPLIR ESPECIFICACIÓNES DE PRODUCTO
FUNCIONAL EN LA PRENSA ALFONS HAAR P15
VIDA ÚTIL PROLONGADA
FACIL MANTENIMIENTO
COMPACTO
ESTETICA Y PRESENTACION
FACILIDAD EN EL MONTAJE
Es necesario porcentual izar y dar jerarquía a las necesidades del cliente, si bien, el diseño del troquel debe cumplir la mayor parte de las necesidades hay algunas que son 0más importante que otras el resultado se muestra en la siguiente matriz:
Tabla 2. Matriz QUE Vs QUE.
Cuando se está conceptualizando un nuevo diseño o un re diseño de un producto, dispositivo o maquina las necesidades latentes pueden ser incluso más importantes que las explicitas para satisfacer una o varias necesidades del cliente, este tipo de necesidades son aquellas que se reconocen como importantes en un producto final, pero que no es posible articular por anticipado.

28
En la tabla N° 2 es fácil evidenciar las prioridades para el desarrollo del nuevo troquel:
1. El ítem N° 2 hace referencia a cumplir con todas y cada una de las especificaciones técnicas y físicas del producto (Tapa betún 30-36g); puesto que es un producto consolidado en el mercado este requerimiento toma de especial cuidado al momento de diseñar el nuevo troquel, puesto que se deben respetar estrictamente la configuración de la tapa.
2. El item N°3 como necesidad del cliente enmarca el requerimiento que el nuevo troquel sea completamente funcional para la puesta en marcha en la prensa Alemana Alfons Haar p15; este requerimiento se liga directamente con la realización de los 3 procesos que requiere la tapa para su conformado contemplado en el ítem N°7. Compartiendo un porcentaje de prioridad igual.
3. Aunque el principal objetivo expresado por el cliente sea el aumento de la producción, la poca visión y una apresurada necesidad hace que este ítem sea relevado a un 3 lugar, sin embargo esto no es sinónimo de dejarlo de lado en el proceso del diseño del troquel doble, pero si hace una acertada interpretación de las verdaderas necesidades en el proceso del diseño mecánico.
5.1 ANÁLISIS DE LA COMPETENCIA.
En un proyecto de diseño de un troquel, por lo general se materializa bajo pedido o solicitud de una necesidad en particular y específica, razón por la cual suelen ser costos y de tiempos de fabricación prolongados hasta su puesta en marcha; los estudios y análisis de un proyecto de este tipo conllevan a un conocimiento previo de muchas de las restricciones, configuraciones geométricas, requerimiento técnicos y además de una comprensión detallada que las maquinas donde van a ser operados.
Es así que a pesar que en Colombia existan empresa especializadas y con años de experiencia en la fabricación de troqueles no se contemplan como competencia, toda vez que el diseño del proyecto es un estudio detallado de la función de las partes así como un desglosamiento de las posibilidades que la prensa permite para la adaptación.
En este caso en particular, la competencia directa es (VARAS S.A) una empresa española especializada en la configuración de este tipo de troqueles, y que conocen detalladamente el funcionamiento de la prensa así como los requerimientos y necesidades del cliente. VARAS S.A desde la adquisición de las prensas Alfons Harr p15 en la compañía, han sido quienes suplen las diferentes
29
necesidades de troqueles solicitados para las producciones de mercados en particular, son los autores y diseñadores del actual troquel sencillo que forma la tapa betún 30-36g de betún. Traído a la empresa en el año 2000.
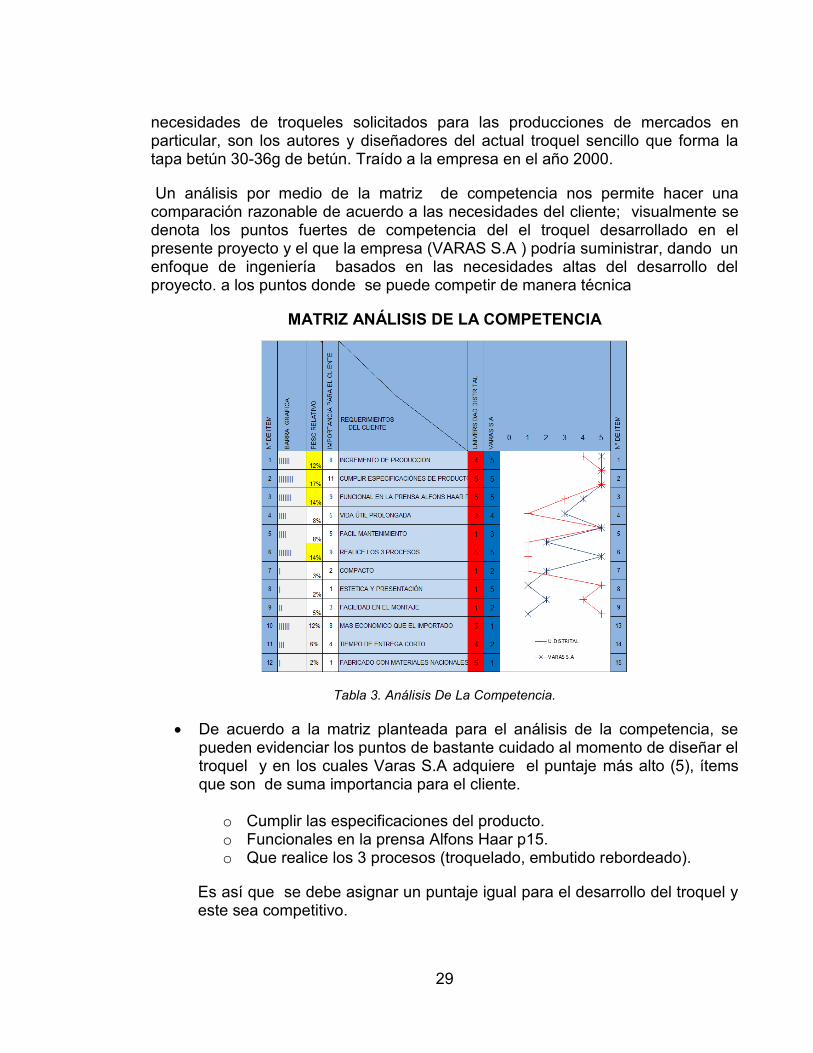
Un análisis por medio de la matriz de competencia nos permite hacer una comparación razonable de acuerdo a las necesidades del cliente; visualmente se denota los puntos fuertes de competencia del el troquel desarrollado en el presente proyecto y el que la empresa (VARAS S.A ) podría suministrar, dando un enfoque de ingeniería basados en las necesidades altas del desarrollo del proyecto. a los puntos donde se puede competir de manera técnica
MATRIZ ANÁLISIS DE LA COMPETENCIA
Tabla 3. Análisis De La Competencia.
De acuerdo a la matriz planteada para el análisis de la competencia, se pueden evidenciar los puntos de bastante cuidado al momento de diseñar el troquel y en los cuales Varas S.A adquiere el puntaje más alto (5), ítems que son de suma importancia para el cliente.
o Cumplir las especificaciones del producto. o Funcionales en la prensa Alfons Haar p15. o Que realice los 3 procesos (troquelado, embutido rebordeado).
Es así que se debe asignar un puntaje igual para el desarrollo del troquel y este sea competitivo.
30
Aunque el incremento de producción es un punto a tratar, y el troquel de la competencia podría lograrlo de igual a igual con el desarrollado en el presente proyecto, este se le asigna un punto por abajo en la apreciación de diseño, ya que para el cliente no es tan relevante.
Los puntos clave para lograr la aceptación del cliente en el desarrollo del proyecto se enfocan claramente en:
o La fabricación con materiales nacionales. o Más económico que el troquel importado (Varas s.a) o Estética y presentación.
Estas apreciaciones NO justifican en ningún momento que se van a dejar de lado la obtención de un troquel pulcro, que cumpla con todas y cada una de las especificaciones que se requieren, pues de eso parte también la vida útil prolongada que se busca por el cliente así como su mantenimiento, sin embargo los costos de estudio, materiales, elaboración, y puesta en marcha son significativamente más bajos que el troquel importado, dando un puntos bastante atractivos para el cliente.
Aunque la seguridad es un punto bastante relevante al momento de diseñar un elemento mecánico, en este caso en particular no se considera como un requerimiento del cliente, debido a que el montaje y manipulación de este tipo de dispositivos y maquinas lo hacen personal altamente capacitado.
Durante los últimos años en el mundo se ha venido creando una cultura de concientización para el diseño y desarrollo de productos con la utilización de materiales renovables; la utilización de aceros en la materialización del troquel hace que sea un dispositivo que al finalizar su vida útil sea 100% reciclable y amigable con el Medio ambiente.
5.2 REQUERIMIENTOS DE DISEÑO.
De acuerdo a las necesidades previamente expuestas, se hace ineludible investigar por medio de conocimiento y experiencia, soluciones de ingeniería que las suplan; el planteamiento de requerimientos del diseño cuantificados son relacionados y agrupados con el fin de determinar la solución más adecuada a dichos requerimientos.
Este procedimiento se enfoca a la confrontación por medio de una matriz Q.F.D que permite la relación de los requerimientos del cliente y los requerimientos de diseño (QUE vs COMO), buscando el enfoque que se le debe dar al desarrollo de ingeniería en la configuración del troquel. A continuación se hace un listado inicial

31
en el cual se titula el requerimiento del cliente, acompañado de unas propuestas de solución, para finalmente tabular en la matriz las soluciones más adecuadas.
1. Aumentar la producción: N° de unidades por unidad de tiempo. Porcentaje de aprovechamiento de la materia prima. Número de operaciones para conformar la tapa. Disminuir el Consumo de energía.
2. Cumplir con las especificaciones del producto:
Re diseñar las herramientas de corte y formado actuales. Garantizar las medidas en las herramientas.
3. Sea funcional en la prensa Alfons Haar p15:
Volumen limitado. Dimensión de las partes. Distribución de las partes.
4. Vida útil prolongada:
Materiales de buena calidad Ajustes entre las partes sea el adecuado.
5. Fácil mantenimiento:
Numero de partes. Desarmable. Piezas poco complejas. Planos de fabricación de fácil descifrado.
6. Realice los 3 procesos (corte, embutido , rebordeado)
Rediseño de troquel actual.
7. Que sea compacto Se relaciona directamente con los requerimientos de diseño
propuestos en el ítem N° 3, buscando una funcionalidad en la prensa Alfons Haar p15.
8. Estética y presentación
Terminados superficiales finos. Distribución equidistante de elementos de sujeción. Distribución simétrica de herramientas. Pintura externa de las partes.
9. Facilidad en el montaje
Poco peso.

32
10. más económico que el importado. Costo de materiales. Tratamientos térmicos adecuados.
11. Tiempo de entrega corto
Agilidad en los estudios previos. Fabricación de piezas en la empresa. Simulación de funcionamiento.
12. Fabricado con materiales nacionales :
Se relaciona directamente con los requerimientos de diseño propuesto en el ítem N° 10, buscando que el troquel sea fabricado con materiales de bajo costo, aumentado las propiedades mecánicas con tratamientos térmicos adecuados.
De acuerdo al glosario en las propuestas de los requerimientos de diseño se agrupan en un total 11, las cuales cubren de manera coherente y técnicas las necesidades del cliente en los 12 ítems iniciales, los resultados se compilan en la siguiente tabla:
Tabla 4. Requerimientos de diseño.
La evaluación de los datos se hace por medios de una matriz que enlista las necesidades de los clientes “QUE” y las compara con los requerimientos de diseño “COMO”, es así como se organizan los datos obtenidos. El uso de este tipo matrices es la clave para poder construir un diseño enfocado a las necesidades del cliente, además de mostrar a los puntos donde más se debe enfocar el diseño del nuevo troquel.
La matriz completamente diligenciada se muestra en la tabla N°5, donde se incluye los requerimientos de diseño optados para el estudio; un correcto
N° REQUERIMIENTOS DE DISEÑO
1 Unidades por unidad de tiempo
2 Porcentaje de aprovechamiento materia prima
3 Re diseño del troquel actual.
4 Volumen físico
5 Costo de materiales
6 Ajustes adecuados entre piezas
7 Troquel Desarmable
8 Terminados superficiales finos.
9 Tratamiento térmico adecuado
10 Simulación de funcionamiento.
11 Fabricación local.

33
diligenciamiento de la matriz aporta bastante información para enfocar el diseño así como la facilidad para identificar los objetivos del proyecto, en función del diseño, y que puntos se deben maximizar y minimizar de acuerdo a la evaluación de las necesidades realizada.
El techo de la matriz indica que requerimientos de diseños se correlacionan entre sí; esta correlación se indica positivamente (+) o negativamente (-) o una nula correlación, para determinar que modificaciones que implica abordar en el diseño determinado requerimiento.
En la parte inferior de la matriz se hace nuevamente un comparativo con la competencia en función de los requerimientos de diseño, allí se asignan un puntaje de acuerdo a la relevancia propia de cada punto.
5.2.2 Enfoques del diseño del troquel:
1. Re diseño: El proyecto estará encaminado a un rediseño del troquel actual con el que se obtiene la tapa de betún; este rediseño contempla un total desglosamiento del troquel actual, buscando las mejores alternativas en la inclusión de dos juegos de herramientas sin vulnerar los requisitos técnicos, los espacios limitados y las indicaciones dadas por el fabricante de las prensas.
2. Fabricación nacional: Los estudios, diseños y manufactura del nuevo troquel coaxial doble para la tapa de betún, serán 100% realizados en Colombia, enfocado a la utilización de materiales de excelente calidad acompañados de tratamientos térmicos adecuados en busca de el alargamiento de la vida útil del dispositivo.
3. Ajuste entre piezas: De gran importancia y eje fundamental de un correcto funcionamiento del troquel, hace parte los ajustes entre las piezas, este enfoque del diseño cobra gran valor ya que de esto depende en gran parte la vida útil del dispositivo, así como la garantía de que el producto troquelado cumplirá con las medidas solicitadas.
A continuación se muestra la matriz QFD completa para el desarrollo del troquel coaxial doble para la tapa de betún. (Tabla N°5).

34
QFD: Casa de la calidad.Proyecto: TROQUEL COAXIAL DOBLE PARA TAPA BETÚN (30-36)g
Revision: 1
Fecha: Miercoles 23 de Septiembre de 2015
Req
uer
imie
nto
s del
dis
eño
Requerimientos del
cliente
1 | | | | | | 12% 8 9 4 5 1
2 | | | | | | | | 17% 11 9 5 5 2
3 | | | | | | | 14% 9 9 5 5 3
4 | | | | 8% 5 9 3 4 4
5 | | | | 8% 5 9 1 3 5
6 | | | | | | | 14% 9 9 5 5 6
7 | 3% 2 9 1 2 7
8 | 2% 1 9 1 5 8
9 | | 5% 3 9 1 2 9
10 | | | | | | 12% 8 9 5 1 10
11 | | | 6% 4 9 4 2 11
12 | 2% 1 9 5 1 12
13 13
14 14
15 15
16 16
Technic
al C
om
petitive A
ssesm
ent
Analisis de la competencia
M
axim
um
Rel
atio
nsh
ip
32
10
VASAR S.A
54
5
5
UNIVERSIDAD DISTRITAL
5 3 4 5 5 4
4 2 5 5 5
4 5 1 1
5
It
em
5
1 2 3 4
UN
IVE
RS
IDA
D D
IST
RIT
AL
V
AR
AS
S.A
0
|| |||||
Correlación
Positiva +
Negativa −sin Correlación
Dirección de mejora
Relaciones
Alta ●Media ○
Baja ▽
▲
◇
▼
Maximizar
Objetivo
Minimizar
9 9 99 9 9 9 9 9
◇ ▼4 5 6 7 8 9 10
Technical Importance Rating
Target
Max Relationship 9 9
14 15 16Column #
Weight Chart
Relative Weight
4 4 2 5
8 9 10 11 12 131 2 3 4 5 6 7
|||
|||||
||||
|||
|||||||
|||
|| |||||
||||
7% 12% 5% 12%9% 6% 15% 8% 6% 11% 10%
320 534401 293 705 366 271 507 443
TE
RM
INA
DO
S
SU
PE
RF
ICIA
LE
S F
INO
S
TR
AT
AM
IEN
TO
TE
RM
ICO
AD
EC
UA
DO
SIM
ULA
CIO
N D
EL
FU
NC
ION
AM
IEN
TO
FA
BR
ICA
CIÓ
N L
OC
AL
223 531
14 15 16
▲ ◇ ▼ ▼ ◇Numero de Columna
UN
IDA
DE
S P
OR
UN
IDA
D
DE
TIE
MP
O
% A
PR
OB
EC
HA
MIE
NT
O
DE
MA
TE
RIA
PR
IMA
RE
DIS
EÑ
O D
EL T
RO
QU
EL
AC
TU
AL
VO
LU
ME
N F
ISIC
O D
EL
TR
OQ
UE
L
CO
ST
O M
AT
ER
IALE
S
AJU
ST
ES
AD
EC
UA
DO
S
EN
TR
E P
IEZ
AS
TR
OQ
UE
L D
ES
AR
MA
BLE
1
▲2 3
○
○ ▽
◇ ◇
C
ust
om
er Im
port
ance
R
elat
ive
Wei
ght
Item
W
eight C
har
t
Dirección de mejora
○ ●▽ ●
●● ▽ ○ ○
▽ ● ○ ●
● ●
● ● ○ ▽ ● ▽
▽ ○
●
●● ○ ▽ ▽ ● ●
▽ ▽ ● ▽○ ● ●
●
○ ○ ● ▽ ● ○ ● ● ▽
●○ ▽
●
○
▽
▽ ● ● ● ●
○ ○● ▽ ▽ ● ▽
▽ ○▽ ● ▽ ● ▽ ○ ● ○
▽ ○▽
TIEMPO DE ENTREGA CORTO
●● ●
● ●
● ▽ ●
●
FABRICADO CON MATERIALES NACIONALES
INCREMENTO DE PRODUCCION
CUMPLIR ESPECIFICACIONES DE PRODUCTO
FUNCIONAL EN LA PRENSA ALFONS HAAR P15
VIDA ÚTIL PROLONGADA
FÁCIL MANTENIMIENTO
REALICE LOS 3 PROCESOS
TE
RM
INA
DO
S S
UP
ER
FIC
IALE
S F
INO
S
TR
AT
AM
IEN
TO
TE
RM
ICO
AD
EC
UA
DO
UN
IDA
DE
S P
OR
UN
IDA
D D
E T
IEM
PO
% A
PR
OB
EC
HA
MIE
NT
O D
E M
AT
ER
IA P
RIM
A
RE
DIS
EÑ
O D
EL T
RO
QU
EL A
CT
UA
L
VO
LU
ME
N F
ISIC
O D
EL T
RO
QU
EL
CO
ST
O M
AT
ER
IALE
S
AJU
ST
ES
AD
EC
UA
DO
S E
NT
RE
PIE
ZA
S
TR
OQ
UE
L D
ES
AR
MA
BLE
●
○
●COMPACTO
ESTÉTICA Y PRESENTACIÓN
FACILIDAD EN EL MONTAJE
MAS ECONÓMICO QUE EL IMPORTADO
FA
BR
ICA
CIÓ
N L
OC
AL
11 12
▲
−
SIM
ULA
CIO
N D
EL F
UN
CIO
NA
MIE
NT
O
+ +
+ +
−+
+
+
+ +
+ + +
+
+
+
+ +
−
13
+ + +
UNIVERSIDAD DISTRITAL
VARAS S.A
UNIVERSIDADDISTRITAL
VARAS S.A
Tabla 5. Casa de la calidad para el diseño del troquel coaxial doble.

35
6. PIEZA A FABRICAR
El punto de partida para diseñar el troquel es la definición de manera detallada de la pieza que se desea fabricar, así como la determinación del material. La pieza tomada como objeto de estudio para el diseño del troquel coaxial doble, hace referencia a una tapa metálica (figura 6), cuyas dimensiones geométricas y características físicas se encuentran completamente definidas por fichas técnicas y planos mecánicos existentes en la empresa INCOLTAPAS S.A (ver Anexo N°3 y N°4).
Figura 6. Tapa metálica de Betún10.
6.1 PROCESOS DE OBTENCIÓN DE LA TAPA METÁLICA.
La pieza metálica es obtenida mediante un corte circular de la lámina que luego es embutida y por último rebordeada en su parte inferior como se ilustra en la Figura 7, para así entregar un producto totalmente terminado; Esto se hace por medio de un troquel diseñado para realizar estos tres procesos en un solo golpe.
La disposición de las herramientas de corte, formado y rebordeado, así como la versatilidad de la prensa hace posible el diseño de este tipo de troqueles, sumado a una alimentación de la materia prima totalmente automatizada y velocidades altas de troquelado.
10 Fuente: De los autores

36
Figura 7: Proceso de obtención de la tapa metálica11.
La configuración geométrica de la tapa fue diseñada en el año de 1970; los troqueles que lograban esta pieza eran en un principio instalados en prensas manuales, y se requería además sub procesos como el rebordeado para obtener el producto final tal y como lo conocemos comercialmente. Luego de la incursión de las prensas automatizadas en el año 2000, la obtención del producto final fue lograda en tan solo un golpe.
Figura 8. Plano mecánico tapa metálica12.
11 Fuente: De los autores.

37
6.2.1 Troquel actual.
Requiriendo de un troquel funcional para las nuevas prensas, que cumpliera con todas y cada una de las especificaciones del producto que ya se venía trabajando desde el año 1985 aproximadamente, fue necesario importarlo de Europa, diseñado y fabricado exclusivamente para ser operado en la prensa (Alfons Haar p15), por la empresa AMADOR VARAS S.A13, en el año 2000, el diseño fue hecho para producir una tapa cada golpe o ciclo de 360° de la prensa, vigente a la fecha como troquel productor de la tapa metálica.
Una representación gráfica del modelo del troquel sencillo, se muestra en la Figura 9, la cual consta principalmente de dos bases una superior y una inferior respectivamente, las cuales contienen el grupo de herramientas dispuestas de tal forma que garantizan todas y cada una de las medidas requeridas por el producto terminado.
Figura 9. Representación esquemática del troquel Actual14.
12 planos existentes en los archivos de la empresa. 13 Empresa fabricante de Matricería, troqueles, utillajes y maquinaria para la industria del envase metálico (Montalegre 32-44 08915 Badalona (Barcelona) España. 14 Fuente: de los autores.
38
MES TAPA 30g (UNIDADES) TAPA 36g (UNIDADES) TOTAL
ENERO 0 96.350 96.350
FEBRERO 0 64.400 64.400
MARZO 0 119.500 119.500
ABRIL 0 389.100 389.100
MAYO 38.100 540.800 578.900
JUNIO 228.200 254.400 482.600
JULIO 289.800 770.650 1.060.450
AGOSTO 140.000 96.600 236.600
SEPTIEMBRE 314.600 1.416.450 1.731.050
OCTUBRE 500.900 42.700 543.600
NOVIEMBRE 1.395.700 146.000 1.541.700
DICIEMBRE 284.100 635.600 919.700
7.763.950
646.996
(ENERO A DICIEMBRE) AÑO 2014
TOTAL PRODUCCION AÑO 2014
PROMEDIO MENSUAL DE UNIDADES AÑO 2014
REPORTE DE PRODUCCIÓN TAPA BETÚN REFERENCIA 30g Y 36g
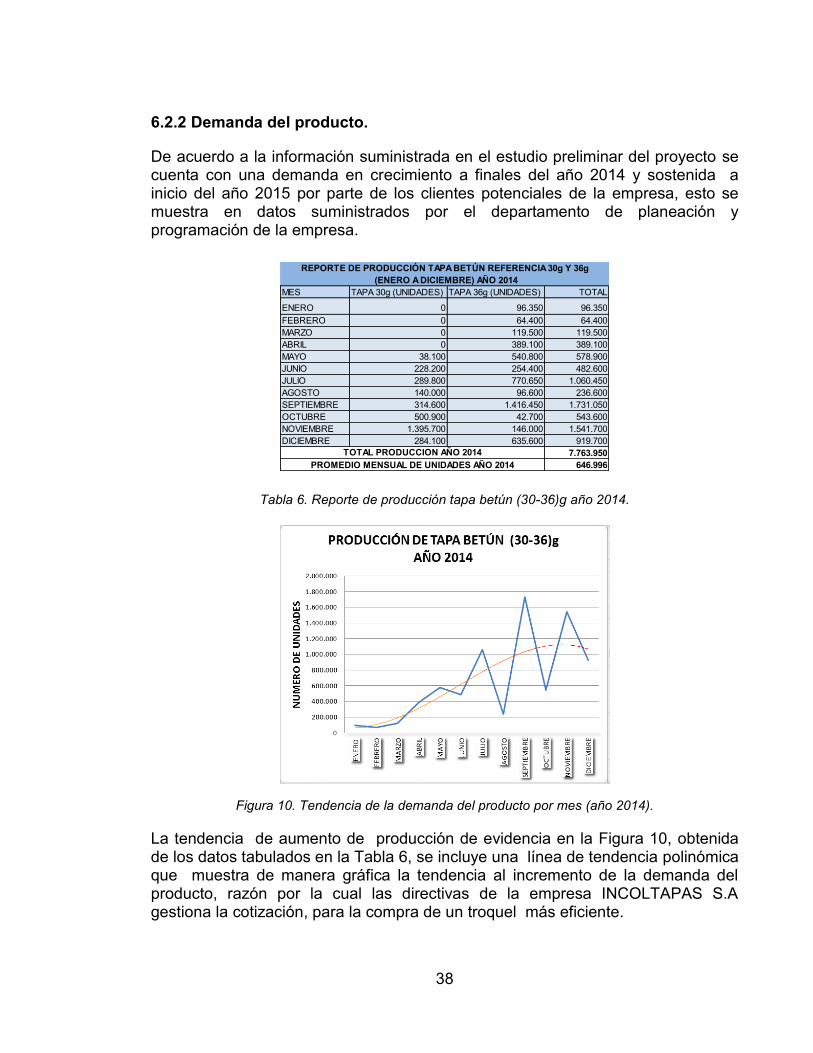
6.2.2 Demanda del producto.
De acuerdo a la información suministrada en el estudio preliminar del proyecto se cuenta con una demanda en crecimiento a finales del año 2014 y sostenida a inicio del año 2015 por parte de los clientes potenciales de la empresa, esto se muestra en datos suministrados por el departamento de planeación y programación de la empresa.
Tabla 6. Reporte de producción tapa betún (30-36)g año 2014.
Figura 10. Tendencia de la demanda del producto por mes (año 2014).
La tendencia de aumento de producción de evidencia en la Figura 10, obtenida de los datos tabulados en la Tabla 6, se incluye una línea de tendencia polinómica que muestra de manera gráfica la tendencia al incremento de la demanda del producto, razón por la cual las directivas de la empresa INCOLTAPAS S.A gestiona la cotización, para la compra de un troquel más eficiente.

39
MES TAPA 30g (UNIDADES) TAPA 36g (UNIDADES) TOTAL
ENERO 1.442.000 64.000 1.506.000
FEBRERO 531.800 129.450 661.250
MARZO 917.700 306.300 1.224.000
ABRIL 472.500 9.800 482.300
MAYO 507.800 67.600 575.400
JUNIO 359.800 214.550 574.350
JULIO 649.000 1.300 650.300
5.673.600
945.600
(ENERO A JUNIO) AÑO 2015
TOTAL PRODUCCION
REPORTE DE PRODUCCIÓN TAPA BETÚN REFERENCIA 30g Y 36g
PROMEDIO MENSUAL
Es necesario relacionar la producción actual del producto, la cual se discriminada al mes de Julio 2015 en la Tabla 7.
Tabla 7. Reporte de producción tapa betún 30-36g año 2015.
Aunque se evidencia un decaimiento actual de la demanda de la tapa betún (30-36)g (Junio de 2015), El interés de la empresa por cubrir la futura producción con un troquel doble se enfoca en el incremento de pedidos de un 46% proyectado para finales de año.
El promedio de la producción mensual a junio del 2015, supera en 300.000 unidades las obtenidas en el promedio mensual del año inmediatamente anterior, este comportamiento augura un sostenimiento productivo de la empresa cercano a las 11.335.367 unidades total producidas para el año 2015.

40
7. MATERIA PRIMA
Para el diseño del troquel además de tener completamente definida la pieza a fabricar, es de suma importancia contar con todas y cada una de las especificaciones técnicas de la materia prima de la cual está fabricada, debido a que de esto depende gran variedad de factores en el diseño, como lo son las tolerancias entre las herramientas del troquel, la fuerza requerida por la prensa para troquelar y formar la pieza, entre otras.
A continuación se mencionan las principales características técnicas de la lámina que actualmente se utiliza para la obtención de la tapa de betún tomadas de la ficha técnica.
7.1 ESPECIFICACIONES TÉCNICAS.
Lamina cromada (tin free Steel)
Componentes : Carbono (C) 0,05%
Silicio (Si) 0,01%
Manganeso (Mn) 0,19%
Fosforo (P) 0,022%
Azufre (S) 0,009%
Calibre : 0,16 ± 0,008
Dimensiones de suministro : Ancho 865 mm
Largo 832 mm
Temple : DR8
Dureza : 73±3 HR30T
Acabado superficial : Brillante (cromado)
Densidad : 7,85x10-6 kg/mm2
Limite elástico: : 380 Mpa
Límite máximo : 530 Mpa
Elongación : 5%

41
7.1.1 Lámina cromada.
La lámina cromada, o Tin Free Steel (TFS), es una lámina de acero cubierta en ambas caras con una película de cromo metálico y óxido de cromo; siendo este un tratamiento superficial basado en la electrólisis, por medio del cual se deposita una fina capa de cromo metálico sobre objetos para protegerlos de la corrosión y mejorar su presentación, que puede variar entre un rango de 0,05 mm a 0,1 mm de espesor. Seguida de una película de aceite que la protege de la humedad del aire y facilita su manejo.
Figura 11. Composición de la Lámina Cromada15.
Esta lámina cromada se emplea para la fabricación de tapas y fondos16 para envases y envases embutidos, propios para productos ricos en proteínas. Presenta múltiples ventajas para la fabricación de toda clase de envases como lo son:
Precio más bajo que la Hojalata Electrolítica17.
Apariencia atractiva.
Excelente adhesión a los recubrimientos.
Alta resistencia a la corrosión.
Buena resistencia al rayado y a la oxidación.
Excelente formabilidad.
15 Fuente: http://www.holasa.com.co/contenidos/producto/composicion_de_la_lamina_cromada.php 16 Fondos: parte inferior del envase, el cual es fabricado en hojalata 17 Hojalata electrolítica: lámina de acero, recubierta de estaño por ambas caras.

42
7.1.2 Temple DR8.
El temple es un tratamiento térmico enfocado a obtener determinadas propiedades mecánicas, llamado también dureza relativa del acero base. En la hojalata, este es el resultado acumulado de una serie de factores como la composición del acero, las técnicas de laminado (skin-pass)18, recocido y templado, características que lo hacen propicio en determinados usos y aplicaciones.
La dureza de la lámina se designa con unas letras seguidas de un número, esta nominación varia si se trata de una lámina tipo simple reducida o doble reducida.
En la lámina de tipo simple reducida, se emplea la letra “T” seguida por un número de dos cifras. La letra procede de la palabra “temple”, y las cifras se corresponden con el valor medio del campo de durezas (Tabla 8), medidas en la escala Rockwell HR30T:
Tabla 8. Rango de dureza Rockwell HR 19.
Cuando se trata de lámina doble reducida, el código de designación Europeo se compone de las letras “DR” (doble reducida) y una cifra de tres dígitos que indican el límite elástico de la misma expresado en N/mm2. El código americano emplea las mismas letras “DR” seguido de un digito, correspondiente a la primera cifra del
18 El Skin-Pass es una caja de laminación con cilindros de trabajo de ajuste hidráulico, accionada mediante motores y velocidad variable. 19 Fuente : http ://www.mundolatas.com/ información % 20tecnica / propiedades % 20 de l%20acero%20base.htm

43
valor de su límite elástico expresado en psi. Se puede dar un valor aproximado de dureza en la escala Rockwell HR 30T.
El metal base producido por el proceso de doble reducción en frío; brinda mayor rigidez y resistencia que el metal base convencional y por lo tanto proporciona la misma resistencia en secciones más delgadas. Debido a esto es posible fabricarse más envases por unidad de peso de hojalata.
Tabla 9. Límite elástico láminas de hojalata20
7.1.3 Escala Rockwell HR 30 T.
El método para determinar la dureza de la superficie de la Lámina, es decir la resistencia de ser penetrada se hace por medio del ensayo de dureza Rockwell, que consta de diferentes escalas provenientes de la utilización de distintas combinaciones de penetradores y cargas, lo cual permite ensayar una amplia gama de materiales.
Debido a que la lámina es un material muy delgado, se debe utilizar cargas más ligeras, el cual se ubica en el rango Rockwell 30T de rutinas y escalas normalizadas utilizadas para medir la dureza de chapas finas, laminas, recubrimientos tratamientos superficiales y polímeros.
Para ensayos superficiales, la carga menor será de 3Kg, mientras que la carga mayor puede ser 15Kg, 30Kg ó 45Kg. Estas escalas se identifican mediante un número (15,30,45 según la carga), y una letra (N, T, W o Y, según el penetrador ).
20Fuente:http://www.mundolatas.com/informacion%20tecnica/propiedades%20del%20acero%20base.htm

44
la Tabla 10, representa varias escalas superficiales para probetas delgadas que se logran por medio de un durómetro Rockwell21
Tabla 10. Escalas de dureza Rockwell superficial.22
La designación consta de un número de dureza Rockwell, seguido de las letras HR (hardness rockwell) acompañado luego de una escala y por último el tipo de penetrador utilizado. Así: 73±3 HR30T, hace referencia a una dureza superficial de 73±3 Rockwell para la escala 30Kgf y penetrador esférico de acero templado y pulido de diámetro (1/16").
7.1.4 Forma de suministro.
La importación de la materia prima actualmente se hace desde la Ciudad de Beijing (China), consta de hojalatas con dimensiones, espesores y características mecánicas establecidas en la ficha técnica, esta es despachada en bultos23 paletizados de 1,5 Tn (1500 kg) como se muestra en la (Figura 12). Por el Proveedor CNBM International Corporation.
Figura 12. Bulto Paletizado x 1tn24.
21 Es un equipo universal que emplea diferentes partes de cambio en función del material a medir, que le hacen apropiado para probar un gran número de tipos de aceros y de diferentes gruesos. es el equipo estándar de determinación de la dureza superficial, utilizado para comprobar su temple. 22 Pag. 138 propiedades mecánica de los materiales ,Introducción a la ciencia e ingeniería de los materiales 1, William D.Callister, JR, Erditorial reverete Barcelona España Julio 2007 23 Hace referencia a una cantidad de hojalatas apiladas una encima de otra. (fig N°6) 24 (De los autores)

45
Las dimensiones de suministro (ancho y largo) de la hojalata, son establecidas por el cliente y se solicitan al proveedor de acuerdo a las medidas óptimas para obtener un porcentaje de aprovechamiento máximo de la lámina a ser utilizada en los procesos de troquelado, siendo este un factor a favor ya que al diseñar el nuevo troquel doble, es necesario modificar la distribución litográfica en la hojalata, para ajustarla a los límites permitidos de separación y seguridad que permite la prensa.
7.2 DISEÑOS LITOGRÁFICOS
EL diseño litográfico está desarrollado por una serie de barnices y tintas que se aplican sucesivamente sobre el metal. Estos se aplican en un orden secuencial que se determina por el fin de cada uno de ellos, su clase y las condiciones de horneado de los mismos. Todas las aplicaciones deben soportar un proceso de curado y secado. Cuando se trata de una lámina y al no ser un material absorbente se requiere recurrir a un secado y curado mediante reacciones químicas, Ello se consigue haciendo pasar las hojas metálicas por un horno después de la aplicación.
De acuerdo a los clientes a los que Incoltapas s.a suministra esta referencia de envase, el diseño en la litografía varia a cada cliente según el nombre del producto consolidado en el mercado, sin embargo la tapa 30g o 36g es exactamente la misma.
A continuación se ilustran algunos de los diseños que se pueden obtener por medio de planchas litográficas existentes en la compañía (Figura 13)
Figura 13. Diseños litográficos comerciales25.
25 Fuente: Tomada de internet https://www.google.com.co/search?q=betunes+colombia&es (Septiembre de 2015)

46
7.2.1 Espesor de la secuencia de impresión.
Las tintas, barnices, bases y lacas utilizadas en el proceso de litografía de la lámina son recubrimientos que deben garantizar la suficiente adhesión sobre la lámina, además estos recubrimientos deben combinar la dureza adecuada con la flexibilidad que se le exija según el proceso de troquelado, con coeficientes de deslizamiento acordes al uso. Por otra parte, hay determinados envases que pueden ser sometidos a diversos tratamientos como esterilización, congelación y resistir vida útiles prologadas (hasta 3 años). Ante requerimientos así, las tintas deben permanecer inalterables, desempeñando su función gráfica en el envase.
De acuerdo a la secuencia de impresión, (ver Anexo N°34) para una tapa con diseño litográfico específico, el espesor de la lámina a troquelar se incrementa en función de la cantidad aplicada de las bases poliéster, Barniz poliester y Sizing vinílico, los cuales son recubrimientos que más se aplica. De este proceso se conoce que las cantidades de cada uno de ellos se dan por unidad de peso distribuida en una área en m2:
Las bases poliéster (15-16) g/ m2.
Los Barnices poliéster (4 - 6 ) g/ m2.
El Sizing vinílico (1,9- 2) g/ m2.
Las tintas litográficas que plasman los colores del diseño en la tapa se aportan en cantidades pequeñas de (0,4 – 0,5) g/m2 aproximadamente y están en función del número de pasos (colores) requeridos para obtener determinado diseño.
Así la lámina de 0,16 ± 0,008mm (tolerancia de ± 5% del espesor nominal, medido en cualquier punto a no menos de 3/8” (9,525 mm) de la orilla.)26 , se incrementa aproximadamente 0,015mm ± 0,005mm para un espesor total de la lámina a troquelar 0,175 ±0,006mm.
El (e) en la lámina debido a los diseños litográficos no súpera un incremento mayor a 0,02mm, para efectos de diseño de los ajustes necesarios entre las herramientas de formado del nuevo troquel, este nos es un factor relevante.
7.3 PORCENTAJE ACTUAL DE APROVECHAMIENTO DE LA LÁMINA.
De acuerdo a la cantidad de piezas que se pueden obtener de una lámina definida dimensionalmente, es posible conocer el porcentaje de aprovechamiento aplicando la formula (3):
26 Catalogo: productos planos laminados en frio altos hornos de mexico ahmsa pag 14

47
PORCENTAJE DE APROVECHAMIENTO (%A)
%𝐴 =(𝑆𝑃).(𝑁𝑃)
(𝑆) . 100 (3)
Dónde:
𝑆𝑃 = SUPERFICIE DE LA PIEZA mm2
𝑆 = SUPERFICIE DE LA LAMINA mm2
𝑁𝑃 = NUMERO DE PIEZAS
La superficie de la pieza 𝑆𝑃, hace referencia al área del círculo a troquelar, este se
calcula por medio de la ecuación (4).
𝑆𝑃 (𝐴𝑐𝑡𝑢𝑎𝑙) = 𝜋
4 Ø2 (4)
𝑆𝑃 (𝐴𝑐𝑡𝑢𝑎𝑙) = 𝜋
4 (96,9𝑚𝑚)2
𝑆𝑃 (𝐴𝑐𝑡𝑢𝑎𝑙) = 7 374,582𝑚𝑚2
La superficie de la lámina 𝑆, hace referencia al área total de la materia prima esta
se calcula por medio de la ecuación (5).
𝑆 (𝐴𝑐𝑡𝑢𝑎𝑙) = (𝑏)𝑥(ℎ) (5)
𝑏 = 832𝑚𝑚
ℎ = 865𝑚𝑚
𝑆 (𝐴𝑐𝑡𝑢𝑎𝑙) = (832𝑚𝑚) 𝑥 (865𝑚𝑚)
𝑺 (𝑨𝒄𝒕𝒖𝒂𝒍) = 𝟕𝟏𝟗 𝟔𝟖𝟎𝒎𝒎𝟐
𝑁𝑃 (Actual) = 80 (Unidades)
Remplazando en la ecuación (3):
%𝐴 (𝐴𝑐𝑡𝑢𝑎𝑙) =(7 374,582𝑚𝑚2)𝑥(80)
(719 680𝑚𝑚2) 𝑥 100 = 𝟖𝟏, 𝟗𝟕 %
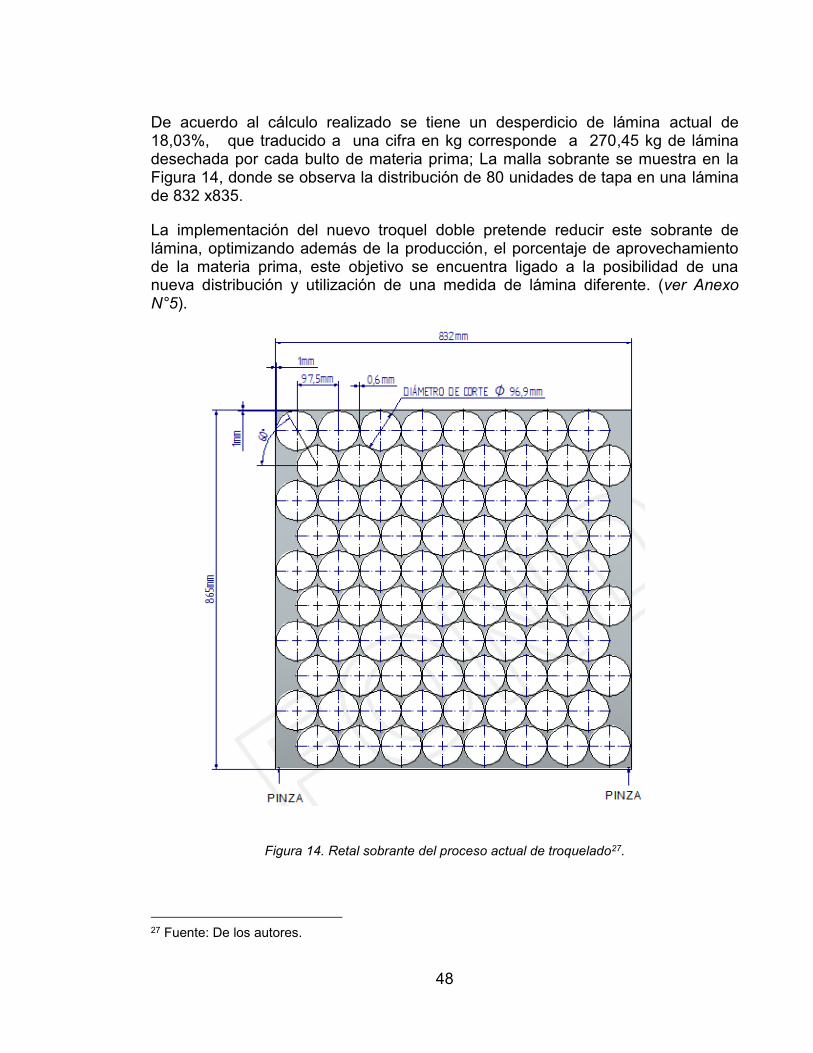
48
De acuerdo al cálculo realizado se tiene un desperdicio de lámina actual de 18,03%, que traducido a una cifra en kg corresponde a 270,45 kg de lámina desechada por cada bulto de materia prima; La malla sobrante se muestra en la Figura 14, donde se observa la distribución de 80 unidades de tapa en una lámina de 832 x835.
La implementación del nuevo troquel doble pretende reducir este sobrante de lámina, optimizando además de la producción, el porcentaje de aprovechamiento de la materia prima, este objetivo se encuentra ligado a la posibilidad de una nueva distribución y utilización de una medida de lámina diferente. (ver Anexo N°5).
Figura 14. Retal sobrante del proceso actual de troquelado27.
27 Fuente: De los autores.

49
8. REQUERIMIENTOS TÉCNICOS PARA LA ADAPTACIÓN DE NUEVOS TROQUELES EN LA PRENSA ALFONS HAAR P15.
Analizadas las alternativas que la prensa ofrece, partiendo del plano mecánico de la pieza que se va a realizar, así como de las medidas, tolerancias requeridas, y el material del cual está fabricada, la solución adoptada para la fabricación del nuevo troquel será conformada de manera similar al existente actualmente en la empresa, pero de manera que en un solo golpe se obtengan 2 piezas idénticas.
Esto se logra luego de un análisis técnico de espacios, posibilidades de configuración de las nuevas herramientas, sin exceder los límites permitidos por la prensa para así garantizar su funcionalidad; visitas realizadas a la planta principal de la empresa, para el estudio y conocimiento del funcionamiento de las prensas Alemana utilizadas y entrevistas con las personas encargadas del mantenimiento y operación de las mismas, refrenda que estas cuentan con la capacidad, recursos y conjunto de dispositivos necesarios para poder operar el nuevo troquel a desarrollar.
DATOS TÉCNICOS DE LA PRENSA ALFONS HAAR
Tipo P15
Capacidad 15 t
Longitud de la carrera28 120 [mm]
Altura máxima de la copa29 30 [mm]
Diámetro máximo de corte 200 [mm]
Tamaño máximo de la hojalata 1150 [mm] x 1000 [mm]
Velocidad máxima 200 (golpes por minuto)
Freno del volante Mecánico
Voltaje 440 V (ac)
Potencia de accionamiento 2,2 kw
Tabla 11. Datos técnicos de la prensa Alfons Haar p15
28 Es la distancia máxima de recorrido en milímetros que se permite en un giro de 360° contado desde 0° o posición superior y 180° posición máxima inferior. 29 Es la altura máxima permitida para el embutido de la hojalata en obtención de un producto.

50
8.3 GENERALIDADES.
Este tipo de prensa excéntrica altamente automatizada, posee una serie de servo motores30 controlados por un computador central, el cual permite la programación y control de los mismos, contando así con una máquina de precisión en el orden de centésimas de milímetro (0,01mm); a su vez sensores de proximidad y posicionamiento en la parte de alimentación de la hojalata que ayudados por ventosas neumáticas sitúa la materia prima contra guías, para luego iniciar el proceso de troquelado completamente sincronizado y automático. Permite el almacenamiento de macros o programas de cada referencia de producto según el montaje del troquel, permitiendo ajustar topes, sensores, guías, recorridos, numero de golpes por minuto, eliminación de piezas defectuosas de litografía por medio exclusión de golpes, permitiendo así adquirir gran variedad de productos de hojalata.
Figura 15. Variedad de productos a partir de hojalata.31
8.4 DISEÑO BÁSICO DE UN TROQUEL PARA LA PRENSA ALFONS HAAR P15.
El diseño de este tipo de troqueles para la adaptación e instalación en la prensa, requiere de un protocolo así como del acatamiento de parámetros según el manual de instalación, como lo es la altura del troquel máxima permitida, la fijación de la placa superior al martinete32 de la máquina y la fijación de la placa inferior a la mesa de la máquina, sin dejar de lado la Dimensiones máximas y
30 Un servomotor es un dispositivo similar a un motor de corriente continua que tiene la capacidad de ubicarse en cualquier posición dentro de su rango de operación, y mantenerse estable en dicha posición. 31 Fuente: http://www.alfons-haar.de/fileadmin/user_upload/648287_sheetfeed.pdf 32 Martillo mecánico que trasmite la energía acumulada en el volante y ejercer la fuerza necesaria para el troquelado.

51
mínimas permitidas en los componentes del troquel; La figura 16, muestra las partes básicas que compone este tipo de troqueles:
Figura 16. Partes básicas de un troquel para la prensa Alfons Haar p1533.
8.4.1 Altura del troquel Cerrado (H1).
Al diseñar el troquel se debe tener en cuenta la altura total de este cuando se encuentra completamente cerrado o en el punto muerto inferior, esto con el fin de poder contar con un rango de tolerancia para ajustar el martinete en su recorrido.
H1 = Altura total del troquel en el punto muerto inferior 180° de giro. H1 = 310 ± 25 [mm]. H1 Max = 335 [mm]. H1 Min = 285 [mm]. Rango de tolerancia ± 25 [mm] (ajuste de martinete)
33 Fuente: Manual de instalación del troquel p15 Die Installation P(v)15Alfons Haar Incorporated. pag 4

52
8.4.2 Altura de la parte inferior del troquel (H2)
De acuerdo a la altura de la mesa de alimentación de la materia prima y la altura de las pinzas ubicadas en la parte trasera del bastidor de la prensa, la altura total de la parte inferior del conjunto de herramientas del troquel debe ser 110 mm, aunque el fabricante no indica una tolerancia, esta debe ser estrecha, puesto que una variación significativa de esta medida puede generar interferencias en la alimentación y posicionamiento de la lámina a troquelar. La figura 17, muestra la cota H1 y H2.
Figura 17. Distancias H1 y H234.
8.4.3 Fijación de la base superior del troquel al martinete.
La parte superior de la prensa en el espacio destinado para la fijación de la base superior del troquel cuenta con 4 ranuras en T como se muestra en la figura 18, y guías roscadas deslizables para tornillos de rosca M16 x1,5 el diseño de la base superior del troquel que se acoplara al martinete de la prensa, deberá tener 4 agujeros pasantes de diámetro 18mm equidistantes a 45° y un Radio de 125 ± 25mm respecto al centro de la aplicación de la fuerza de corte del troquel. Figura 19.
34 Fuente: Manual de instalación del troquel p15 Die Installation P(v)15Alfons Haar Incorporated. pag 6
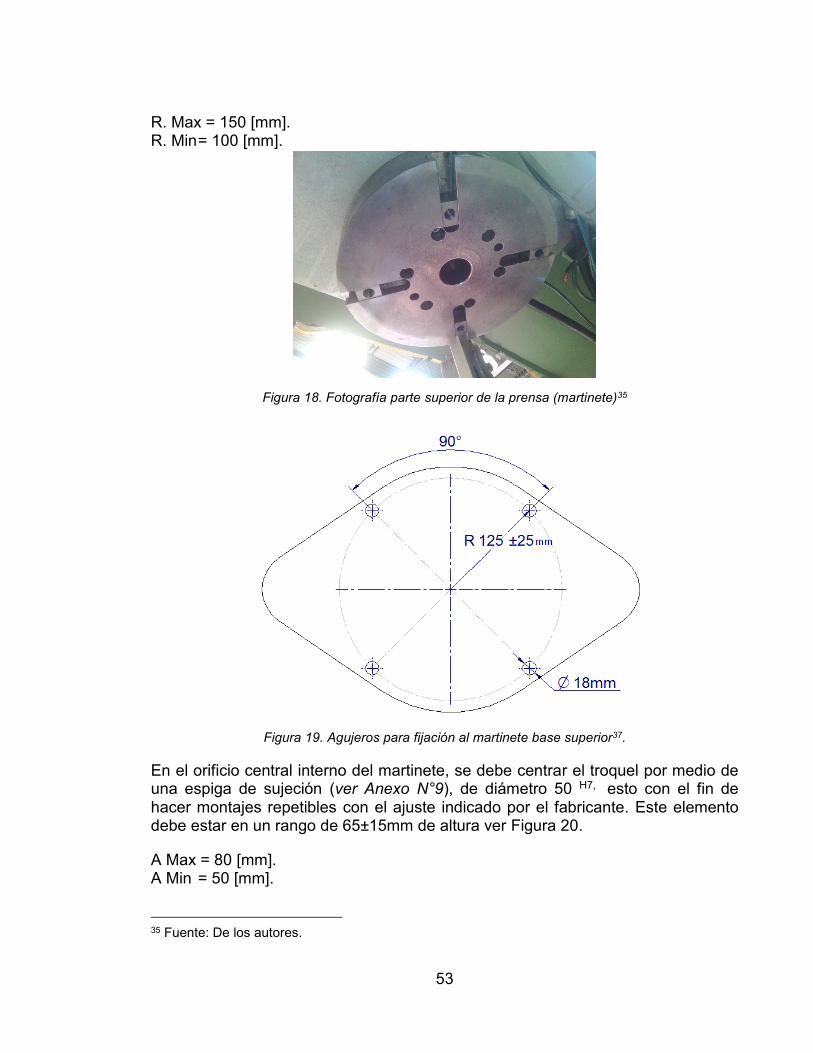
53
R. Max = 150 [mm]. R. Min = 100 [mm].
Figura 18. Fotografía parte superior de la prensa (martinete)35
Figura 19. Agujeros para fijación al martinete base superior37.
En el orificio central interno del martinete, se debe centrar el troquel por medio de una espiga de sujeción (ver Anexo N°9), de diámetro 50 H7, esto con el fin de hacer montajes repetibles con el ajuste indicado por el fabricante. Este elemento debe estar en un rango de 65±15mm de altura ver Figura 20.
A Max = 80 [mm]. A Min = 50 [mm].
35 Fuente: De los autores.

54
Figura 20. Principales parámetros de sujeción de la base superior.36
8.4.4 Fijación de la base inferior del troquel a la mesa de la prensa.
La parte inferior de la prensa en el espacio destinado para la fijación de la base inferior del troquel, cuenta con 4 ranuras en T como se muestra en la Figura 21, y guías roscadas deslizables para tornillos de rosca M16 x1,5 el diseño de la base inferior del troquel que se acoplara a la mesa de la prensa, deberá tener 4 agujeros pasantes de diámetro 18mm equidistantes a 45°, respecto al centro de la aplicación de la fuerza de corte del troquel.
Figura 21. Fotografía parte inferior de la prensa (mesa)37.
36 Fuente: Manual de instalación del troquel p15 Die Installation P(v)15Alfons Haar Incorporated. pag 8

55
El radio mínimo de la ubicación de estos agujeros se encuentra en función del diámetro del cojín neumático inferior, que para el modelo de la prensa en estudio es de 210mm, la distancia mínima L de la ubicación de los tornillos de sujeción debe ser 145 mm (ver figura 22).
Se debe tener atención con la longitud del tornillo que sujeta la base inferior del troquel a la mesa, esto a razón que no debe sobrepasar la medida de K=30mm (ver figura 22).
Figura 22. Principales parámetros de sujeción base inferior / mesa.38
8.4.5 Dimensiones máximas bases inferior y superior (largo y ancho).
Las bases del troquel se ven limitadas a un ancho y un largo permisible por el martinete y la mesa de la prensa respectivamente, estas de observan en la vista superior figura 23.
Ancho Máximo de las bases superior e inferior (B Max) = 360 [mm].
Largo Máximo de las bases superior e inferior (L Max) = 580 [mm].
37 Fuente: de los autores. 38 Fuente: Manual de instalación del troquel p15 Die Instalación P(v)15Alfons Haar Incorporated. pag 10
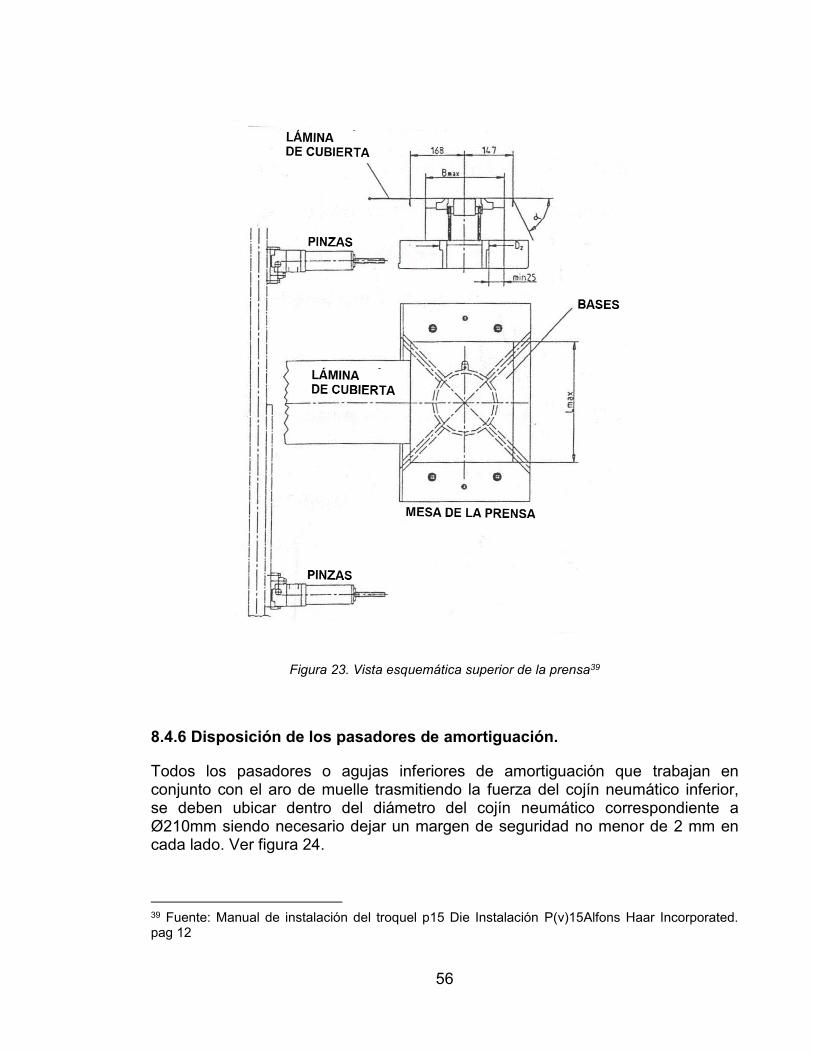
56
Figura 23. Vista esquemática superior de la prensa39
8.4.6 Disposición de los pasadores de amortiguación.
Todos los pasadores o agujas inferiores de amortiguación que trabajan en conjunto con el aro de muelle trasmitiendo la fuerza del cojín neumático inferior, se deben ubicar dentro del diámetro del cojín neumático correspondiente a Ø210mm siendo necesario dejar un margen de seguridad no menor de 2 mm en cada lado. Ver figura 24.
39 Fuente: Manual de instalación del troquel p15 Die Instalación P(v)15Alfons Haar Incorporated. pag 12

57
Figura 24. Distancia de seguridad los pasadores de rebordeado.40
De acuerdo a los parámetros y protocolos de diseño para la instalación de la base inferior del troquel en la prensa, se tiene el siguiente boceto inicial41 representado en la figura 25:
Figura 25. Dimensiones permisibles de la base inferior del troquel42.
40 Fuente: Manual de instalación del troquel p15 Die Instalación P(v)15Alfons Haar Incorporated. pag 10 41 El contorno semi-ovalado de las bases mostradas en las figuras 19 y 25, son tomados de acuerdo a la geometría con la que desde un principio se fabricaron los diferentes troqueles existentes en la compañía, esto con el fin de evitar bases cuadradas pesadas, y con la funcionalidad de ubicar dos columnas centradoras en los extremos. (ver Anexo N°10 y N°19).

58
Las columnas centradoras que se empleen en el diseño del troquel, únicamente cumplirán la función de centrar correctamente los dos conjuntos superior e inferior al momento del montaje del troquel en la prensa, para luego ser retiradas completamente junto con los bujes.
8.4.7 Desbastes laterales de la matriz (aro de corte).
Especialmente con diámetros pequeños de corte, el avance de las pinzas de agarre de la lámina es muy cercano al troquel cuando se realiza el troquelado de la última fila de la lámina en las dos piezas externas, para evitar daños por choques, es necesario dejar una cavidad especial en la placa de corte.
Figura 26. Última fila inferior en una lámina troquelada (troquel doble)43 .
De acuerdo al fabricante este desbaste en el aro de corte o matriz, debe ser de 8mm x 14mm, tomados a partir del borde del diámetro de corte y una profundidad no menor a 5,5mm tal y como se muestra en la figura 27.
Los desbastes a esta pieza se pueden variar según la programación de troquelado que se ajuste en la máquina, en ocasiones no se requiere de estos desbastes cuando los diámetros de troquelado son mayores a 150mm.
42 Fuente: De los autores 43 Fuente: De los autores.

59
Figura 27. Desbaste aro de corte44.
Debido a que el nuevo diseño involucra dos diámetros de corte, es necesario diseñar la geometría de la matriz para así definir estas cavidades en él y así evaluar posibles choques de las pinzas alimentadoras, además la placa de corte debe tener bordes biselados para facilitar la alimentación de la lámina, (ver Anexo N°22).
8.4.8 Vástago expulsor superior (eyector).
De acuerdo a la figura 28, se muestra la posición del eyector cuando el troquel se encuentra completamente abierto; la distancia entre la parte superior del vástago expulsor, y el borde superior de la base superior del troquel, deben estar en el siguiente rango. A Mínimo = 40 [mm]. A Máximo =115 [mm]. La función principal es conectar de manera lineal la transmisión de la fuerza necesaria para realizar la expulsión de la tapa.
44 Fuente: Manual de instalación del troquel p15 Die Instalación P(v)15Alfons Haar Incorporated. pag 10
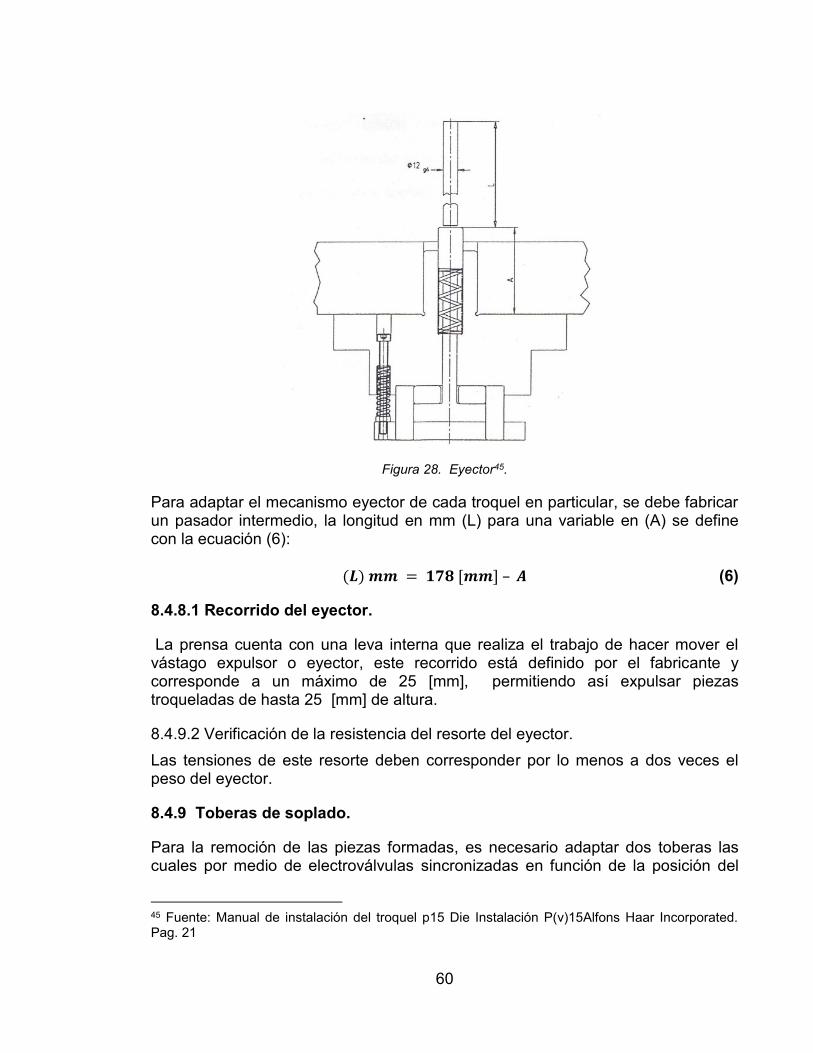
60
Figura 28. Eyector45.
Para adaptar el mecanismo eyector de cada troquel en particular, se debe fabricar un pasador intermedio, la longitud en mm (L) para una variable en (A) se define con la ecuación (6):
(𝑳) 𝒎𝒎 = 𝟏𝟕𝟖 [𝒎𝒎] – 𝑨 (6)
8.4.8.1 Recorrido del eyector.
La prensa cuenta con una leva interna que realiza el trabajo de hacer mover el vástago expulsor o eyector, este recorrido está definido por el fabricante y corresponde a un máximo de 25 [mm], permitiendo así expulsar piezas troqueladas de hasta 25 [mm] de altura.
8.4.9.2 Verificación de la resistencia del resorte del eyector.
Las tensiones de este resorte deben corresponder por lo menos a dos veces el peso del eyector.
8.4.9 Toberas de soplado.
Para la remoción de las piezas formadas, es necesario adaptar dos toberas las cuales por medio de electroválvulas sincronizadas en función de la posición del
45 Fuente: Manual de instalación del troquel p15 Die Instalación P(v)15Alfons Haar Incorporated. Pag. 21
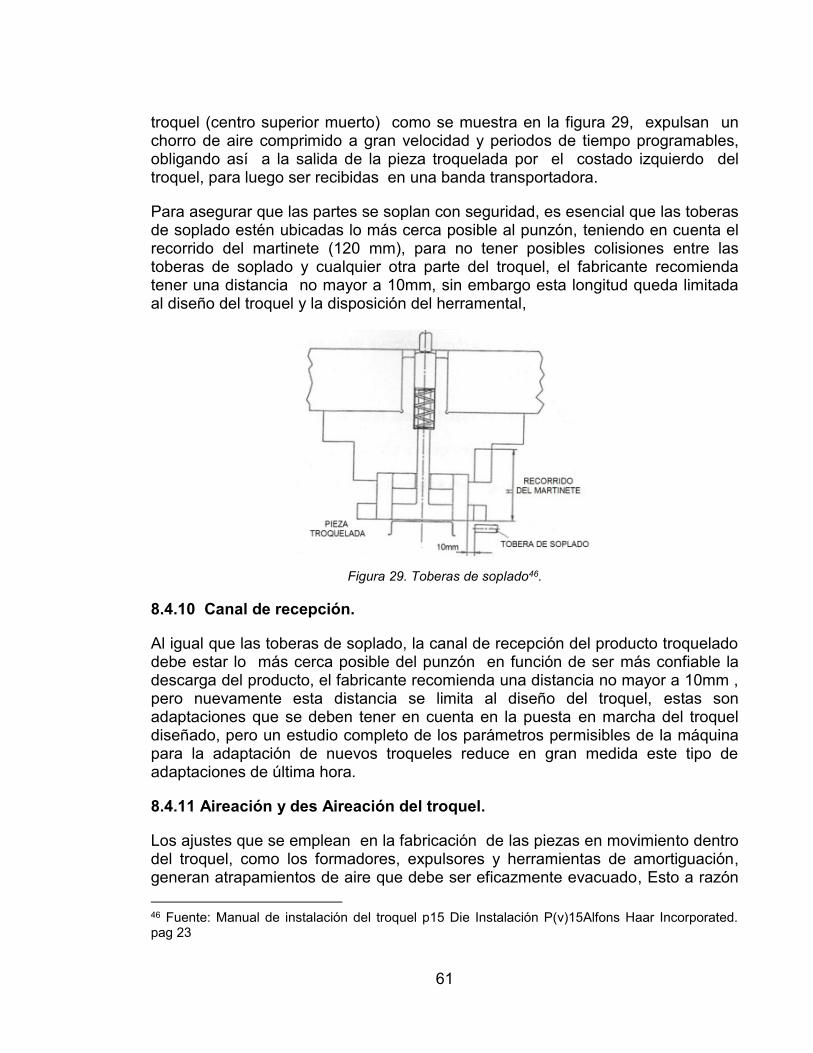
61
troquel (centro superior muerto) como se muestra en la figura 29, expulsan un chorro de aire comprimido a gran velocidad y periodos de tiempo programables, obligando así a la salida de la pieza troquelada por el costado izquierdo del troquel, para luego ser recibidas en una banda transportadora.
Para asegurar que las partes se soplan con seguridad, es esencial que las toberas de soplado estén ubicadas lo más cerca posible al punzón, teniendo en cuenta el recorrido del martinete (120 mm), para no tener posibles colisiones entre las toberas de soplado y cualquier otra parte del troquel, el fabricante recomienda tener una distancia no mayor a 10mm, sin embargo esta longitud queda limitada al diseño del troquel y la disposición del herramental,
Figura 29. Toberas de soplado46.
8.4.10 Canal de recepción.
Al igual que las toberas de soplado, la canal de recepción del producto troquelado debe estar lo más cerca posible del punzón en función de ser más confiable la descarga del producto, el fabricante recomienda una distancia no mayor a 10mm , pero nuevamente esta distancia se limita al diseño del troquel, estas son adaptaciones que se deben tener en cuenta en la puesta en marcha del troquel diseñado, pero un estudio completo de los parámetros permisibles de la máquina para la adaptación de nuevos troqueles reduce en gran medida este tipo de adaptaciones de última hora.
8.4.11 Aireación y des Aireación del troquel.
Los ajustes que se emplean en la fabricación de las piezas en movimiento dentro del troquel, como los formadores, expulsores y herramientas de amortiguación, generan atrapamientos de aire que debe ser eficazmente evacuado, Esto a razón
46 Fuente: Manual de instalación del troquel p15 Die Instalación P(v)15Alfons Haar Incorporated. pag 23

62
puede generar presiones indeseadas durante el proceso de troquelado, dificultando así el formado de la pieza.
Debido a la gran velocidad a la que opera la prensa, las canales de aireación y des aireación de los troqueles diseñados para esta máquina deben ser lo bastante eficientes y se encuentran en función de la complejidad y tamaño de la pieza a troquelar.
Parte superior del troquel: el área que comprende la parte superior del formador superior (ver Anexo N°15), debe airarse para facilitar la expulsión de la pieza troquelada y desairarse para facilitar el formado de la pieza en cuanto el troquel inicia el proceso de embutido o formado de la pieza.
Parte inferior del troquel: En la parte inferior del troquel, es necesario desairar el área superior del formador inferior, así como el volumen de aire que pueda quedar atrapado en el espacio donde se le permite el movimiento al aro de muelle.
La figura 30 muestra una configuración básica de canales de desaireación superior e inferior en un troquel básico para la prensa Alfons Haar p15. La cantidad de ductos, y el diámetro de estos varían según el diseño van desde Ø 1.5 mm a Ø 5mm, a su vez deberán siempre ir al exterior del troquel y contar con un rosca M12 o ¼ “NPT47 para conexiones de aire comprimido o bombas de vacío.
8.4.12 parámetros adicionales.
Cuando los troqueles se diseñan de manera simétrica respecto a su eje central, se puede incurrir el en error de un montaje girado 90° o 180° de las bases de sujeción a la máquina, esto se debe evitar identificando muy bien los siguientes aspectos:
Topes de posicionamiento.
Canal de descarga.
Cavidad para las pinzas.
Ubicación de las boquillas de soplado.
47 NPT: norma técnica estadounidense Para designar las roscas cónicas para tubos que se aplica para la estandarización del roscado de los elementos de conexión empleados en los sistemas de instalaciones hidráulicas o neumáticas.

63
Figura 30. Canales de aireación /des aireación48.
En la Tabla 11 se condensan todos los aspectos y generalidades importantes para la construcción de nuevos troqueles funcionales en la prensa Alfons Haar p15, descritos anteriormente:
48 Fuente: Manual de instalación del troquel p15 Die Instalación P(v)15Alfons Haar Incorporated. pag 23

64
ABIERTO (H1) CERRADO
MÁXIMA 455 335
MÍNIMA 405 285
SUPERIORES INFERIORES (H2)
ESTÁNDAR - 110
BASE SUPERIOR (L) BASE INFERIOR (L)
MÁXIMA 150 195
MÍNIMA 100 145
ANGULO 45° 45°
PROFUNDIDAD (K) 30 30
MEDIDA Ø 18 Ø 18
MÁXIMA
MÍNIMA
MEDIDA (NOMINAL)
SUPERIOR INFERIOR
MAXIMA MINIMA
LARGO (L) 580 580
ANCHO (B) 360 360
SUPERIOR INFERIOR
RADIO MÁXIMO 186 206
ALTURA (A) MAX MIN
115 40
LONGITUD (L) MAX MIN
138 63
DISTANCIA MÁXIMA
DISTANCIA MÍNIMA
MÁXIMO
MÍNIMO
ACOPLES 1/4" NPT
CONEXIÓN AIRE COMPRIMIDO
PASADOR INTERMEDIO
VÁSTAGO EXPULSOR
PASADORES [mm]
Ø 5mm
Ø 1,5mm
DESAIRADO RES
TOBERA DE SOPLADO /CANAL DE RECEPCIÓN
10mm
-
80
50
50H7
DIMENSIONES BASES [mm]
ALTURA ESPIGA [mm]
GENERALIDADES TÉCNICAS ADAPTACIÓN DE NUEVOS TROQUELES
PRENSA ALFONS HAAR P15
ALTURA DEL TROQUEL [mm]
RADIO DE FIJACIÓN TORNILLERÍA [mm]
ALTURA DE HERRAMIENTAS [mm]
Tabla 12. Generalidades para la adaptación de troqueles.

65
9. DISEÑO DEL TROQUEL DOBLE
De acuerdo a los parámetros ya expuestos, la definición de la materia prima y el plano mecánico detallado de la pieza a fabricar, es viable comenzar con el diseño de un troquel doble que cumpla los objetivos trazados.
9.1 ETAPA DE DEFINICIÓN Y PLANEACIÓN
En esta etapa de diseño conceptual y teórico se plantean las configuraciones posibles del nuevo troquel doble, los cálculos iniciales como la fuerza necesaria para troquelar y formar dos piezas en un solo golpe, las distancias requeridas para una ubicación funcional de los dos nuevos grupos de herramientas que deberán ser dispuestos en troquel, así como el cumplimiento de las restricciones que el diseño demanda, buscando así una síntesis desde una perspectiva general.
Parte fundamental para la configuración del nuevo troquel doble, es el estudio detallado del troquel sencillo existente que se encuentra actualmente produciendo la tapa de betún 30 – 36 gr, del cual se desea obtener la mayor cantidad de información técnica y adoptarla al nuevo diseño del troquel doble propuesto.
9.1.2 Rediseño del nuevo troquel.
El proceso de descubrir los principios tecnológicos del troquel sencillo, estudiar sus herramientas de corte, formado y rebordeado de la tapa, así como sub conjuntos mecánicos como los empleados para la expulsión de la pieza troquelada, y accesorios propios del troquel actual, tomando medidas dimensionales exhaustivas, estudiando planos existentes de las partes, permitirá analizar su funcionamiento en detalle, para crear un dispositivo que troquele la misma pieza (tapa metálica de betún 30 -36g) de manera similar pero obteniendo dos piezas idénticas en un solo golpe, sin incurrir en la copia del troquel original.
El desarrollo de este troquel debe ser 100% compatible, funcional y operable en la prensa Alfons Haar p15, por lo cual los aportes técnicos tomados de troqueles ya existentes de diferentes productos aportaran datos para cumplir el objetivo mencionado.
9.2 CÁLCULOS.
Los modelos matemáticos para el cálculo del troquel se enfocan principalmente a la obtención de fuerzas necesarias para conformar la tapa y a la definición de las tolerancias adecuadas entre las herramientas, de acuerdo a los procesos descritos en el numeral 4.4.
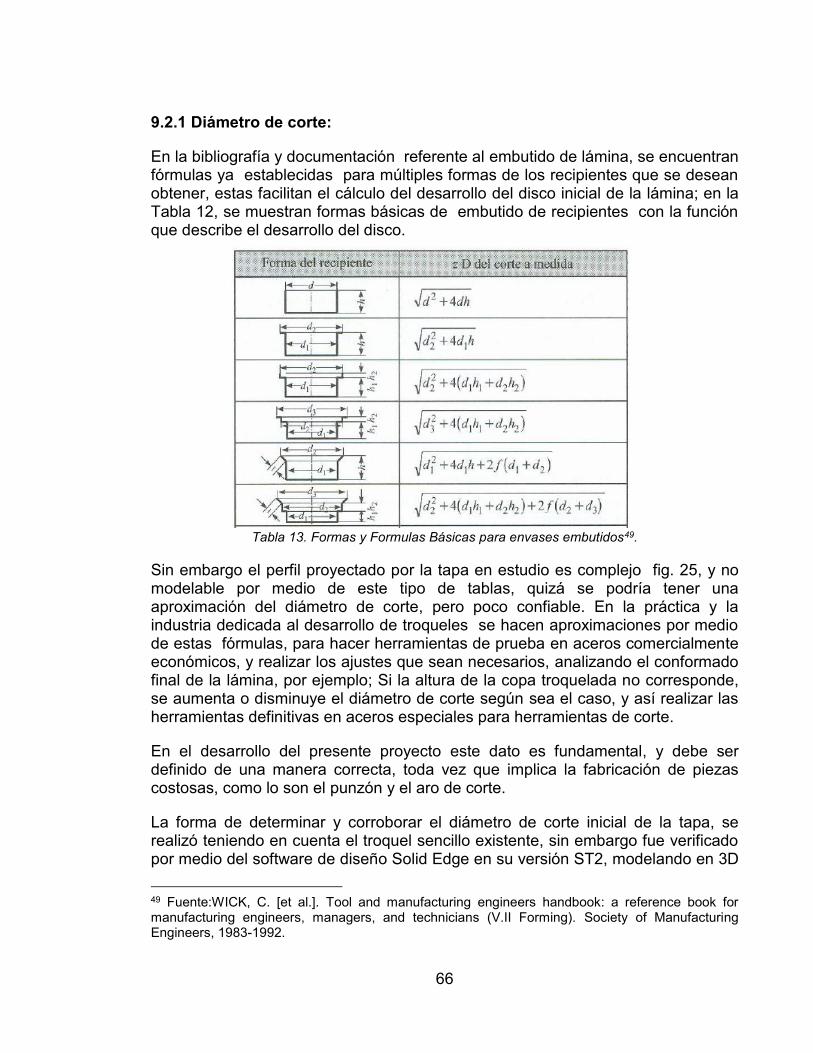
66
9.2.1 Diámetro de corte:
En la bibliografía y documentación referente al embutido de lámina, se encuentran fórmulas ya establecidas para múltiples formas de los recipientes que se desean obtener, estas facilitan el cálculo del desarrollo del disco inicial de la lámina; en la Tabla 12, se muestran formas básicas de embutido de recipientes con la función que describe el desarrollo del disco.
Tabla 13. Formas y Formulas Básicas para envases embutidos49.
Sin embargo el perfil proyectado por la tapa en estudio es complejo fig. 25, y no modelable por medio de este tipo de tablas, quizá se podría tener una aproximación del diámetro de corte, pero poco confiable. En la práctica y la industria dedicada al desarrollo de troqueles se hacen aproximaciones por medio de estas fórmulas, para hacer herramientas de prueba en aceros comercialmente económicos, y realizar los ajustes que sean necesarios, analizando el conformado final de la lámina, por ejemplo; Si la altura de la copa troquelada no corresponde, se aumenta o disminuye el diámetro de corte según sea el caso, y así realizar las herramientas definitivas en aceros especiales para herramientas de corte.
En el desarrollo del presente proyecto este dato es fundamental, y debe ser definido de una manera correcta, toda vez que implica la fabricación de piezas costosas, como lo son el punzón y el aro de corte.
La forma de determinar y corroborar el diámetro de corte inicial de la tapa, se realizó teniendo en cuenta el troquel sencillo existente, sin embargo fue verificado por medio del software de diseño Solid Edge en su versión ST2, modelando en 3D
49 Fuente:WICK, C. [et al.]. Tool and manufacturing engineers handbook: a reference book for manufacturing engineers, managers, and technicians (V.II Forming). Society of Manufacturing Engineers, 1983-1992.
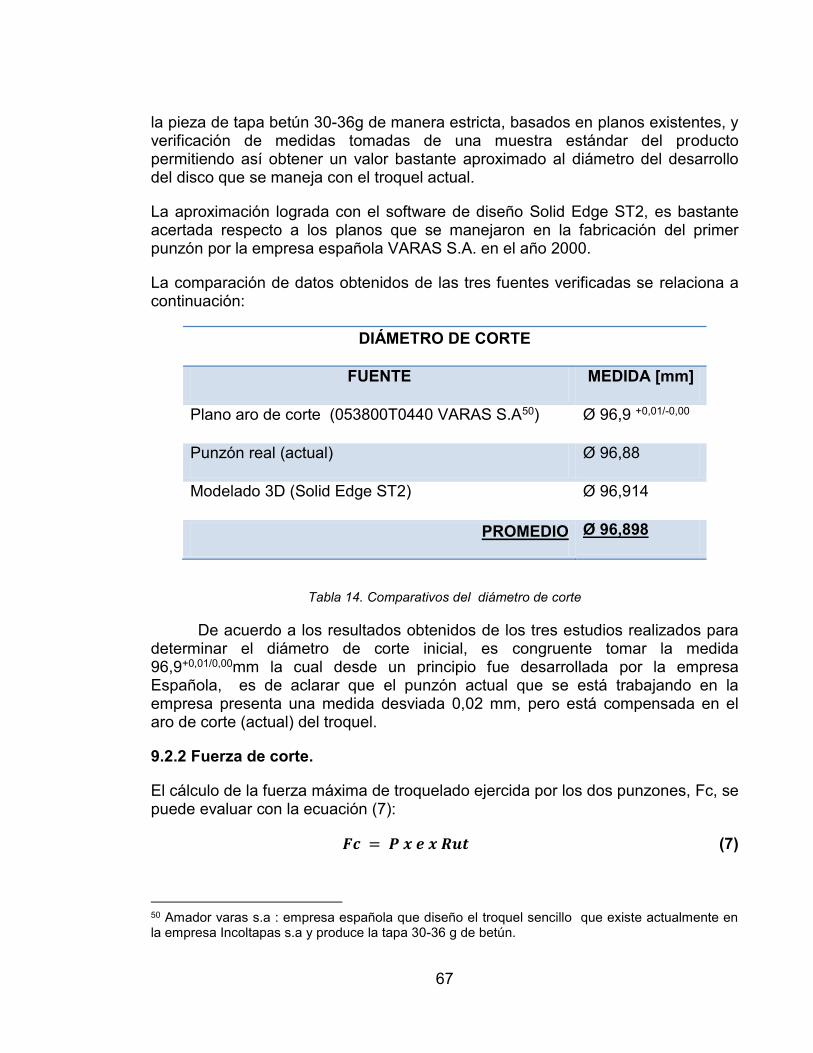
67
la pieza de tapa betún 30-36g de manera estricta, basados en planos existentes, y verificación de medidas tomadas de una muestra estándar del producto permitiendo así obtener un valor bastante aproximado al diámetro del desarrollo del disco que se maneja con el troquel actual.
La aproximación lograda con el software de diseño Solid Edge ST2, es bastante acertada respecto a los planos que se manejaron en la fabricación del primer punzón por la empresa española VARAS S.A. en el año 2000.
La comparación de datos obtenidos de las tres fuentes verificadas se relaciona a continuación:
DIÁMETRO DE CORTE
FUENTE MEDIDA [mm]
Plano aro de corte (053800T0440 VARAS S.A50) Ø 96,9 +0,01/-0,00
Punzón real (actual) Ø 96,88
Modelado 3D (Solid Edge ST2) Ø 96,914
PROMEDIO Ø 96,898
Tabla 14. Comparativos del diámetro de corte
De acuerdo a los resultados obtenidos de los tres estudios realizados para determinar el diámetro de corte inicial, es congruente tomar la medida 96,9+0,01/0,00mm la cual desde un principio fue desarrollada por la empresa Española, es de aclarar que el punzón actual que se está trabajando en la empresa presenta una medida desviada 0,02 mm, pero está compensada en el aro de corte (actual) del troquel.
9.2.2 Fuerza de corte.
El cálculo de la fuerza máxima de troquelado ejercida por los dos punzones, Fc, se puede evaluar con la ecuación (7):
𝑭𝒄 = 𝑷 𝒙 𝒆 𝒙 𝑹𝒖𝒕 (7)
50 Amador varas s.a : empresa española que diseño el troquel sencillo que existe actualmente en la empresa Incoltapas s.a y produce la tapa 30-36 g de betún.

68
En donde (𝒆) es el espesor de la lámina, (𝑷) es el perímetro de la pieza, (𝑹𝒖𝒕) es la resistencia última a la tensión del material.
El punto más importante para efectuar este cálculo, es conocer el Perímetro de corte de la pieza, este puede ser el de uno o varios contornos de la parte a recortar o punzonar según sea el caso. De acuerdo al planteamiento inicial del diseño se requiere obtener dos piezas idénticas de la tapa betún (30-36) g las cuales se conforman inicialmente cada una, de un contorno circular de diámetro 96.9mm, que previamente fue definido.
9.2.3 Perímetro de la pieza.
Conociendo el diametro de corte (𝑑) de la pieza a troquelar, se determina el
perimetro (𝑃) de la circunferencia mediante la ecuacion (8):
𝑷 = 𝝅 𝒙 d (8)
𝑃 = 𝜋 𝑥 96,9𝑚𝑚 𝑃 = 304,4203𝑚𝑚
Figura 31. Diametro de corte y espesor de lámina51
Debido a que se requiere garantizar la medida de la pieza troquelada, el diámetro nominal de corte se asigna a la matriz y la tolerancia se asigna al punzón perforador.
9.2.4 Espesor de lámina (𝒆).
El calibre o espesor de la lámina, es un parámetro que se determina con cualquier procedimiento valido para comprobar el grosor, este puede ser por medida directa mediante un instrumento de medición como el micrómetro; con una tolerancia de ± 5% del espesor nominal.
(𝒆) = 𝟎, 𝟏𝟔 ± 𝟎, 𝟎𝟎𝟖 [𝒎𝒎] 51 Fuente: de los autores.

69
9.2.5 Resistencia a la Rotura de la lámina (𝑹𝒖𝒕).
Siendo el valor máximo del esfuerzo que puede ser aplicado a la lámina y lograr la fractura, se tiene por datos aportados en la ficha técnica 530 Mpa.
(𝑅𝑢𝑡) = 530 000 000 𝑁
𝑚2 𝑥 𝑚2
1 000 000𝑚𝑚2 𝑥 1𝑘𝑔𝑓
9,8067 𝑁 = 54,045
𝑘𝑔𝑓
𝑚𝑚2
De acuerdo a los datos calculados se remplazan los valores en la ecuación (7):
𝐹𝑐 = 304,420𝑚𝑚 𝑥 0,16𝑚𝑚 𝑥 54,045 𝑘𝑔𝑓
𝑚𝑚2
𝐹𝑐 = 26 320,38 𝑘𝑔𝑓 (Para una sola tapa)
Debido a que el nuevo troquel realizara el formado de 2 tapas, la fuerza total
empleada se calcula con la ecuación (9):
𝑭𝒄 𝑻𝑶𝑻𝑨𝑳 = 𝑭𝒄 𝒙 𝟐 (9)
𝐹𝑐 𝑇𝑂𝑇𝐴𝐿 = 2 632,38 𝑘𝑔𝑓 𝑥 2
𝑭𝒄 𝑻𝑶𝑻𝑨𝑳 = 𝟓 𝟐𝟔𝟒, 𝟕𝟔 𝒌𝒈𝒇
La prensa Alfons Haar cuenta con una capacidad de 15 t (15000 kgf), se proyecta una utilización del 35,1 % de la capacidad de la máquina para la obtención de las dos piezas en 1 ciclo, sin embargo este porcentaje puede verse aumentado a razón de la velocidad de troquelado que se ajuste al momento del montaje y puesta en marcha del troquel. 9.2.6 Velocidad de troquelado.
La velocidad del punzón influye decisivamente en el acabado de las piezas troqueladas presentando mejores acabados, con menos rebabas a velocidades de trabajo altas. La prensa es operada en un promedio de 170 golpes por minuto, dependiendo del troquel que se encuentre instalado, para realizar el cálculo de la velocidad lineal con la que se troquela la lámina es necesario relacionar la carrera del martinete (120mm), con los golpes por minutos programados:
𝑉𝑓 = 170 𝐺𝑜𝑙𝑝𝑒𝑠/𝑚𝑖𝑛52
52 Datos experimentales hechos con el troquel sencillo.

70
1 𝐺𝑜𝑙𝑝𝑒 = 120𝑚𝑚 𝑥 2 = 240𝑚𝑚 = 0,24𝑚
0,24 𝑚 𝑥 170 = 40,8𝑚/𝑚𝑖𝑛 𝑥 1 𝑚𝑖𝑛/60𝑠
𝑽𝒇 = 𝟎, 𝟔𝟖 𝒎/𝒔
Una velocidad lineal del punzón del orden de los 0,68 m/s, genera un producto totalmente terminado de una excelente calidad y presentación. La necesidad de flexibilizar el proceso, y automatizarlo ha hecho que se adopten en estas máquinas los convertidores de frecuencia (variadores de velocidad); debe tenerse en cuenta que las variaciones de velocidad de conformado de las piezas afectan a la fuerza suministrada, por tanto una variación de velocidad sobre el estándar del fabricante del 50 % significa una disminución de fuerza disponible del 75 %.
Asi: Velocidad máxima permisible de prensa Alfons Haar p15:
200 (golpes por minuto) representan 15 000 Kgf.
Disminución del 50% de la velocidad : 100 (golpes por minuto) representa 3 750 Kgf.
De acuerdo al cálculo realizado la fuerza de corte requerida corresponde a 5264,76 Kgf, (pág. 69), es así que la velocidad mínima de operación para el nuevo troquel doble deberá estar en un promedio de 140 (golpes por minuto), que reflejado en producción corresponde a 280 unidades por minuto. Con un aumento de producción mínima de 64 % respecto al actual. Es necesario recalcular la velocidad lineal de la aplicación de la fuerza, esto con el fin de proyectar la variación debido a la reducción de velocidad de troquelado.
𝑉𝑓´ = 140 𝐺𝑜𝑙𝑝𝑒𝑠/𝑚𝑖𝑛
1 𝐺𝑜𝑙𝑝𝑒 = 120𝑚𝑚 𝑥 2 = 240𝑚𝑚 = 0.24𝑚
0,24 𝑚 𝑥 140 = 33,6𝑚/𝑚𝑖𝑛 𝑥 1 𝑚𝑖𝑛/60𝑠
𝑽𝒇´ = 𝟎, 𝟓𝟔 𝒎/𝒔
Con una variación del 17,6% en la velocidad lineal del punzón, se realizaron pruebas de funcionamiento con el troquel actual (troquel sencillo) y se pudo evidenciar que trabajando la prensa a 140 golpes por minuto, el producto final tapa betún (30-36)g continuaba cumpliendo con todos los requerimientos de control de calidad.

71
Observación: Una velocidad de operación del nuevo troquel doble, igual a 170 golpes por minuto, correspondería a 340 unidades por minuto, es decir, un aumento del 100% de producción, sin embargo esta proyección se puede ver limitada a los ajustes que se deban hacer para la expulsión de las dos piezas troqueladas.
9.2.7 Tolerancia de corte (𝑻𝒄)
La tolerancia de corte es la holgura que se deja entre punzón y matriz de un mismo perfil, con el objetivo de aliviar la expansión del material, producida por efecto de la presión de los elementos cortantes sobre la lámina; en el proceso de troquelado sólo pueden producirse piezas de calidad aplicando correctamente los valores de tolerancia entre el punzón y la matriz. Una tolerancia de corte demasiado grande permite una fluencia excesiva de la lámina entre el punzón y la matriz, de tal forma que no existe la compactación necesaria de las fibras para que se produzca su rotura.
Además, aparte del resultado final del producto fabricado, las herramientas de corte pueden sufrir desgastes prematuros o roturas por la nula o incorrecta aplicación de la tolerancia.
Una manera de determinar la tolerancia de corte de una forma consecuente y teórica es realizando el cálculo en función del espesor de la lámina y la resistencia corte del material basado en la siguiente Tabla:
Tabla 15. Factor de tolerancia en función de la resistencia al corte53.
Resistencia al corte de la lámina : 54,045 [𝑘𝑔𝑓
𝑚𝑚2]
Espesor de la lámina (𝑒) : 0,16 [𝑚𝑚] De acuerdo a la tabla 14 se tiene el cálculo de la tolerancia de acuerdo a una ecuación planteada, ecuación (10).
53 Fuente: Rossi, Mario. Estampado en frio de la chapa, editorial dossat. Madrid 1989

72
Factor de tolerancia (𝑻𝒄) = 𝟎, 𝟎𝟕𝒙(𝒆) (10)
= 0,07 𝑥 (0,16𝑚𝑚) Tolerancia de corte calculada = 𝟎, 𝟎𝟏𝟏 𝒎𝒎 (𝑻𝒆ó𝒓𝒊𝒄𝒐) Sin embargo múltiples trabajos realizados en el diseño y fabricación de troqueles coinciden con la forma de calcular la tolerancia óptima basada en la experiencia y se establece entre el 5 % y el 13% del espesor de la lámina. De acuerdo al espesor de la lámina (𝑒) = 0,16 mm se tiene:
(Tc) mínima 0,16 𝑥 0,05 = 0,008𝑚𝑚 (Tc) promedio = 𝟎, 𝟎𝟏𝟒𝒎𝒎 (𝑬𝒙𝒑𝒆𝒓𝒊𝒆𝒏𝒄𝒊𝒂)
(Tc) máxima 0,16 𝑥 0,13 = 0,020𝑚𝑚 De acuerdo a los datos obtenidos para determinar la tolerancia de corte, basados en la experiencia de fabricantes, y cálculos teóricos, se decide establecer la medida en 0.01mm despreciando las milésimas de milímetro, diferencia que no es relevante al cálculo, ya que las tolerancias de fabricación de las herramientas de corte, se indican en los planos correspondientes (ver Anexo N°14 y N°22).
Figura 32. Tolerancias de corte punzón matriz54 .
En la figura 36 se representa la medida nominal Ø 96,9 se asignara a la matriz y la tolerancia corte (96,9-0,01) mm = Ø 96,89mm al punzón, esto a razón que la pieza que se requiere con el diámetro de corte calculado en el numeral 9.2.1, es el disco que inicialmente se troquela, para luego embutir y conformar la lámina.
9.2.8 Fuerza de extracción (𝑭𝒆𝒙)
Se llama así a la fuerza que se demanda para separar los punzones del segmento de lámina adherida a estos (retal sobrante), una vez ha sido efectuado el corte, este valor depende de la naturaleza del material a cortar y nuevamente de su
54 Fuente: de los autores

73
espesor, así como de la figura o su perímetro de corte. La fuerza de extracción se puede aproximar según la teoría de troquelado a un 10% de la fuerza de corte, ecuación (11):
𝑭𝒆𝒙 = 𝑭𝒄 𝒙 𝟎, 𝟏 (11)
Teniendo en cuenta que la fuerza de extracción será la suma de las fuerzas de corte en cada punzón se tiene:
(𝐹𝑐) = 2 632,38 𝑘𝑔𝑓 (Para una sola tapa)
(𝐹𝑒𝑥) = 2 632,38 𝑘𝑔𝑓 𝑥 0,1 = 263,23 𝑘𝑔𝑓 (Para una sola tapa)
(𝑭𝒆𝒙) 𝑻𝑶𝑻𝑨𝑳 = 𝟐𝟔𝟑, 𝟐𝟑 𝒌𝒈𝒇 𝒙 𝟐
(𝑭𝒆𝒙)𝑻𝑶𝑻𝑨𝑳 = 𝟓𝟐𝟔, 𝟕𝟒 𝒌𝒈𝒇
9.2.9 Fuerza de embutido (𝑭𝒆) y fuerza del pisador (𝑭𝒑).
Seguido al proceso de troquelado del disco, se debe hacer el estudio de la fuerza necesaria para embutir y formar la tapa, Es necesario nuevamente calcular la holgura o juego entre el punzón y los formadores la cual permitirá al material desplazarse y formar las paredes de la tapa, en este proceso se involucra una nueva herramienta, aro de muelle o pisador, (ver Anexo N°23), que junto al punzón, cumplen un papel fundamental en el proceso de embutido y formado de la tapa, el cual consiste en conducir la lámina en su deformación evitando pliegues indeseables.
La figura 34 muestra un análisis general las herramientas involucradas en el 2° proceso de conformado de la tapa betún 30-36 g, el inicio del proceso de embutido que relaciona la fuerza de embutido y fuerza del pisador las cuales deben ser calculadas en función de un correcto conformado de la tapa, ya que una excesiva relación de fuerzas conlleva a la ruptura o rasgamiento de la lámina y una escaza relación de fuerzas permite en el formado de arrugas en las paredes de la tapa.
Figura 33. Inicio del proceso de embutido de la tapa55 .
55 Fuente: de los autores.

74
Dónde:
𝐷𝑝 : Diámetro del formador. (Diámetro interno de ajuste de la tapa = 71,64mm) 𝐷𝑜 : Diámetro inicial del disco (96,9mm). 𝐷𝑚 : Diámetro interior del punzón. 𝑅𝑝 : Radio entrada del formador
𝑅𝑚 : Radio de entrada del punzón (𝑒) : Espesor del disco La bibliografía relaciona estas variables de acuerdo al diseño en particular de las herramientas que forman las piezas embutidas, de acuerdo al diseño de la tapa de betún (30-36)g de adopto la designación de las variables al diseño en estudio para definir una fuerza de embutido, la cual se halla relacionando las variables mencionadas: Para determinar que la geometría de la pieza que es apta para ser formada por el proceso de embutido, se deben comprobar la relación de embutido ecuación (12) y la reducción de embutido ecuación (13) Relación de embutido (𝑹𝑬)
𝑹𝑬 =𝑫𝒐
𝑫𝒑≤ 𝟐 (12)
𝑅𝐸 =96,9𝑚𝑚
71,64𝑚𝑚≤ 2
𝑹𝑬 = 𝟏, 𝟑𝟓𝟐 ≤ 𝟐 Reducción de embutido (𝒓)
𝒓 =𝑫𝒐−𝑫𝒑
𝑫𝒑≤ 𝟎, 𝟓 (13)
𝑟 =96,9𝑚𝑚 − 71,64𝑚𝑚
71,64𝑚𝑚≤ 0,5
𝒓 = 𝟎, 𝟑𝟐𝟓 ≤ 𝟎, 𝟓

75
Fuerza de embutido (𝑭𝒆)
𝐹𝑒 = 𝜋. 𝐷𝑝. (𝑒). (𝑅𝑢𝑡). [(𝐷𝑜
𝐷𝑝) − (0,7)] (14)
𝐹𝑒 = 𝜋. 71,64𝑚𝑚. (0,16𝑚𝑚). 54,045 𝑘𝑔𝑓
𝑚𝑚2. [(
96,9𝑚𝑚
71,64𝑚𝑚) − (0,7)]
(𝐹𝑒) = 1270,06 𝑘𝑔𝑓 (Para una tapa)
(𝐹𝑒) 𝑇𝑂𝑇𝐴𝐿 = (2)𝑥 (1270,06 𝑘𝑔𝑓 )
(𝑭𝒆)𝑻𝑶𝑻𝑨𝑳 = 𝟐𝟓𝟒𝟎, 𝟏𝟐 𝒌𝒈𝒇
Fuerza del pisador (𝑭𝒑)
𝐹𝑝 =1
3 (𝐹𝑒) (15)
𝐹𝑝 =1
3 (1270,06 𝑘𝑔𝑓)
(𝐹𝑝) = 423,35 𝑘𝑔𝑓(𝑃𝑎𝑟𝑎 𝑢𝑛𝑎 𝑡𝑎𝑝𝑎)
(𝐹𝑝)𝑇𝑂𝑇𝐴𝐿 = (423,35 𝑘𝑔𝑓) 𝑥 2
(𝑭𝒑)𝑻𝑶𝑻𝑨𝑳 = 𝟖𝟒𝟔, 𝟕𝟎 𝒌𝒈𝒇
Una forma teórica de determinar la fuerza que debe hacer el aro de muelle o pisador, es la mostrada en la ecuación (11), sin embargo este valor es ajustado de manera experimental en la puesta en marcha de la máquina. En la práctica la fuerza teórica 𝐹𝑝 calculada deberá dividirse entre un factor de rendimiento 𝐹𝑝 < 1 debido al rozamiento de la lámina con la matriz. La mesa inferior de la prensa Alfons Haar p15 cuenta con un pistón de amortiguamiento de diámetro 210mm Fig N° 21, el cual por medio de agujas transmite la fuerza generada por la presión de aire (graduable), contenida en la recamara. De acuerdo a la operación actual del troquel sencillo, el operario ajusta la presión de aire en el pistón en valores que oscilan entre 1,2 bar56 y 1,5 bar, Es así que la fuerza desarrollada real se estima con la formula (16) en:
𝑃 =𝐹
𝐴 (16)
Despejando la fuerza:
𝐹 = 𝑃 (𝐴) (17)
56 1 bar = 0,0102 kgf/mm2; 1 kgf/mm2 = 98,039216 bar

76
Área del pistón:
𝐴 = 𝜋
4 ∅2 (18)
𝐴 =𝜋
4 (210𝑚𝑚)2
𝐴 = 34636,06𝑚𝑚2
𝑃 (𝑚𝑖𝑛) = 1,2 𝑏𝑎𝑟 = 0,0122 𝐾𝑔𝑓/𝑚𝑚2
𝑃 (𝑚𝑎𝑥) = 1,5 𝑏𝑎𝑟 = 0,0153 𝐾𝑔𝑓/𝑚𝑚2
Remplazando en la ecuación (17) se tiene la fuerza mínima 𝐹(𝑚𝑖𝑛)
𝐹 (𝑚𝑖𝑛) = 0,0122 𝑘𝑔𝑓
𝑚𝑚2 . (34 636,06𝑚𝑚2)
𝑭 (𝒎𝒊𝒏) = = 𝟒𝟐𝟑, 𝟗 𝒌𝒈𝒇
Remplazando en la ecuación (17) se tiene la fuerza máxima 𝐹(𝑚𝑎𝑥)
𝐹 (𝑚𝑎𝑥) = 0,0153 𝑘𝑔𝑓
𝑚𝑚2 . (34 636,06𝑚𝑚2)
𝑭 (𝒎𝒂𝒙) = 𝟓𝟐𝟗, 𝟗𝟑 𝒌𝒈𝒇
De acuerdo a datos reales se puede estimar un valor promedio de 476,9 kgf, (para una sola tapa), valor que difiere en un 10% calculado teóricamente.
9.2.10 Juego entre punzón y formador (j).
Ya mencionado, este se da como un pequeño juego u holgura entre el punzón y la los formadores, el cual permite que la lámina se desplace y forme las paredes de la tapa, la manera de calcular este juego está dado por la fórmula (19):
𝒋 = 𝟏, 𝟏 (𝒆) (19) 57
Dónde:
𝒋 : Juego entre punzón y formador. (𝒆) : Espesor de la lámina.
Así se tiene que:
𝑗 = 1,1 (0,16𝑚𝑚)
𝒋 = 𝟎, 𝟏𝟕𝟔𝒎𝒎 (Ver figura 37)
57 Procesos-industriales-para-materiales-metálicos 2° edición (Julián rodríguez montes, Lucas castro Martinez, juan Carlos del real romero )editorial visión net Madrid España 2006 pag223

77
Analógicamente de deduce una Tolerancia de embutido (𝑻𝒆) mediante la fórmula (20):
(𝑻𝒆) = 𝟐 𝒙 (𝒋) (20)
(𝑇𝑒) = 2 𝑥 (0,176𝑚𝑚)
(𝑻𝒆) = 𝟎, 𝟑𝟓𝟐𝒎𝒎
A continuación se ilustra por medio de unas graficas el proceso de embudito de la tapa betún 30-36 g .
Figura 34. Formado de la tapa (2° fase de embutido de la lámina)58 .
Luego de troquelar el disco inicial de lámina, la parte superior del troquel continua su desplazamiento vertical obligando al aro de corte a prensar el disco de lámina contra la parte inferior del punzón, logrando obtener una copa inicial mostrada en la figura 36.
Figura 35. Formado de la tapa (3° fase de embutido de la lámina)59
El proceso de conformado de las paredes de la tapa continua obligando al deslizamiento de la lámina entre el punzón y el aro de corte o pisador figura 37.
58 Fuente: de los autores. 59 Fuente: de los autores.

78
Figura 36. Formado de la tapa (4° fase de embutido de la lámina)60 .
Finalmente luego de un recorrido de 15,9mm a partir de la obtención disco de lámina, el juego de formadores superiores e inferiores casan según la estampa de la tapa definidas con las tolerancias propias de las herramientas, es de especial cuidado permitir el formado de un radio en la parte inferior de la pared de la tapa con el fin de dar inicio al rebordeado del filo de la tapa, este se logra con los ajustes de recorrido que permite el martinete de la maquina en un rango de tolerancia ± 25 mm.
Para el diseño de las herramientas de embutido y formado de la tapa se debe tener en cuenta la construcción de formadores con superficies perfectamente pulidas así como, admitir el juego correcto entre punzón, lámina y formador; el uso de una película de lubricante adecuada en la lámina, facilita aún más el proceso, de igual forma
Los radios Rp y Rm, juegan un papel muy importante en el formado de la tapa, estos permiten un deslizamiento de la lámina durante el proceso de embutido.
Rp: Radio entrada del formador = 0,8mm que corresponde al radio interno del hombro la tapa betún 30-36g (ver Anexo N°2).
Rm: Radio de entrada del punzón = 1 mm correspondiente al radio de inicio
de rebordeado planteado en el plano de la herramienta aro de muelle, (ver Anexo N°23).
Observación: Si estos radios son demasiado pequeños se puede producir una
mayor tensión en las fibras causando la ruptura de la misma.
9.2.11 Rebordeado de la tapa.
El objetivo de este proceso es reforzar la tapa en el diámetro crítico de ajuste de 71,63mm para mantenerlo dimensionalmente lo más rígido posible sin aumentar 60 Fuente: de los autores.
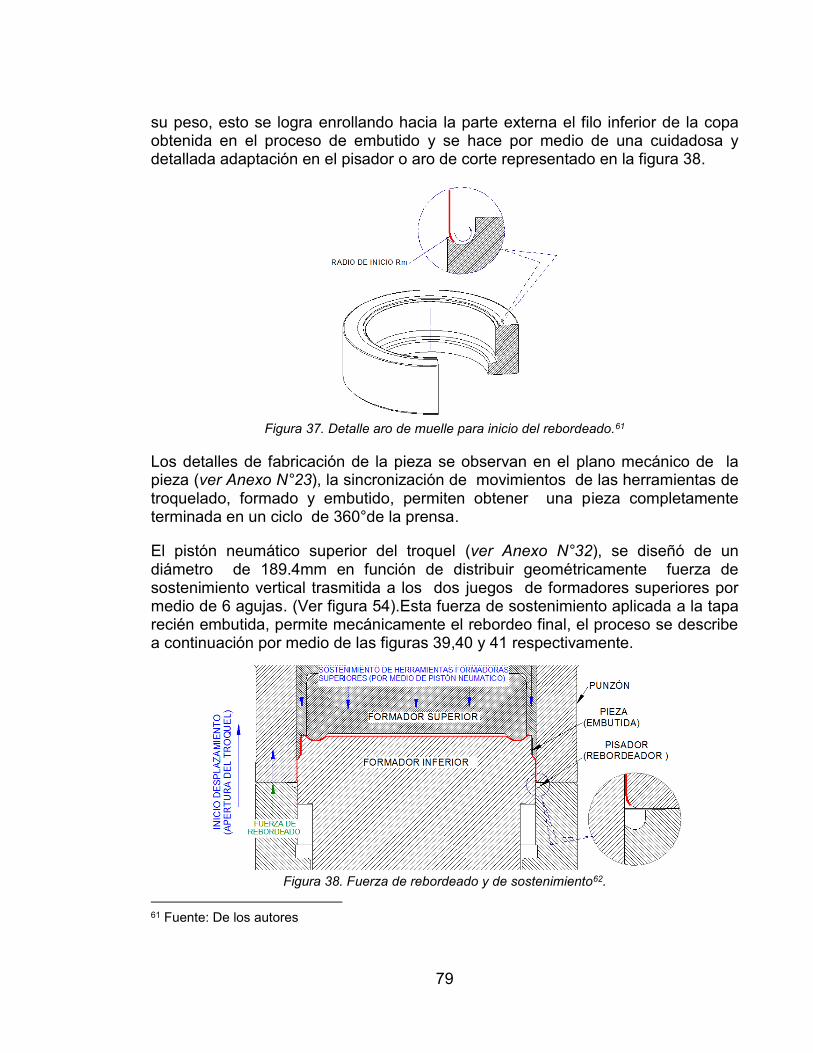
79
su peso, esto se logra enrollando hacia la parte externa el filo inferior de la copa obtenida en el proceso de embutido y se hace por medio de una cuidadosa y detallada adaptación en el pisador o aro de corte representado en la figura 38.
Figura 37. Detalle aro de muelle para inicio del rebordeado.61
Los detalles de fabricación de la pieza se observan en el plano mecánico de la pieza (ver Anexo N°23), la sincronización de movimientos de las herramientas de troquelado, formado y embutido, permiten obtener una pieza completamente terminada en un ciclo de 360°de la prensa.
El pistón neumático superior del troquel (ver Anexo N°32), se diseñó de un diámetro de 189.4mm en función de distribuir geométricamente fuerza de sostenimiento vertical trasmitida a los dos juegos de formadores superiores por medio de 6 agujas. (Ver figura 54).Esta fuerza de sostenimiento aplicada a la tapa recién embutida, permite mecánicamente el rebordeo final, el proceso se describe a continuación por medio de las figuras 39,40 y 41 respectivamente.
Figura 38. Fuerza de rebordeado y de sostenimiento62.
61 Fuente: De los autores

80
Finalizado el recorrido vertical del conformado de la tapa (180°), inicia el retorno del conjunto superior del troquel al origen del ciclo, completando al finalizar un giro de 360°, durante este recorrido, el punzón, el aro de corte inician un acenso vertical mientras que los formadores superiores son retenidos por la fuerza de sostenimiento generada neumáticamente por el pistón superior, obligando a sostener la tapa formada contra los formadores inferiores (ver figura 39).
La fuerza de sostenimiento lograda en el pistón superior es graduable por medio de reguladores neumáticos; de acuerdo a la experiencia con el troquel sencillo esta presión de suministro de aire se ajusta en 4 bar ± 1, y se realiza en la puesta en marcha del troquel:
𝑃 (𝑠𝑢𝑚𝑖𝑛𝑖𝑠𝑡𝑟𝑜) = 0,0408 [𝑘𝑔𝑓
𝑚𝑚2]
Remplazando en la ecuación (18):
𝐴 (𝑝𝑖𝑠𝑡ó𝑛 𝑠𝑢𝑝𝑒𝑟𝑖𝑜𝑟) = 𝜋
4 ∅2
= 𝜋
4 (189,4𝑚𝑚)2 = 28174,09𝑚𝑚2
De la ecuación (17) se tiene:
𝐹 (𝑆𝑜𝑠𝑡𝑒𝑛𝑖𝑚𝑖𝑒𝑛𝑡𝑜) = 𝑃. (𝐴)
= 0,0408 𝑘𝑔𝑓
𝑚𝑚2 . (28 174,09𝑚𝑚2)
= 1 149,5 ± 280 𝑘𝑔𝑓 El Valor de la fuerza de sostenimiento no debe ser inferior en ningún momento a la fuerza total de los pisadores del embutido calculada en 846.70 kgf, debido a que luego de terminado el proceso de embutido y conformado de la tapa, esta fuerza de los pisadores es la misma fuerza de rebordeo debido a la presión de aire contenida en el pistón inferior y la que permitirá obligar al rebordeo de la lámina en el acenso de la herramienta.
62 Fuente: de los autores.
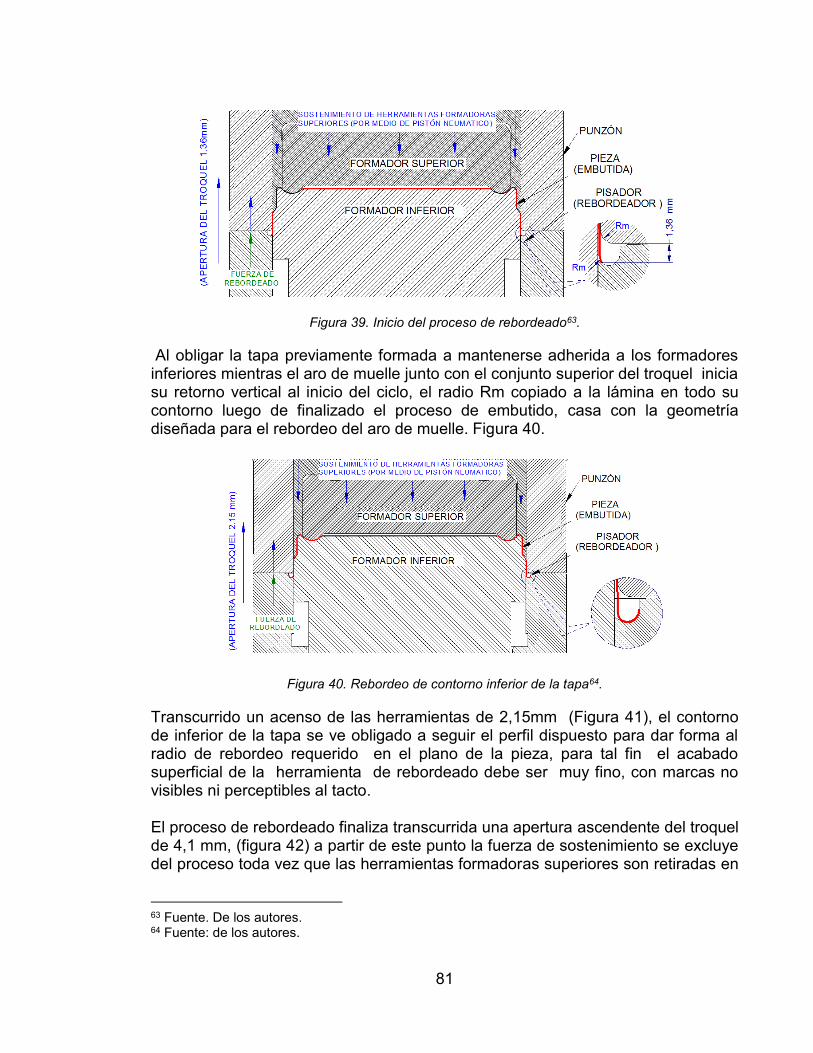
81
Figura 39. Inicio del proceso de rebordeado63.
Al obligar la tapa previamente formada a mantenerse adherida a los formadores inferiores mientras el aro de muelle junto con el conjunto superior del troquel inicia su retorno vertical al inicio del ciclo, el radio Rm copiado a la lámina en todo su contorno luego de finalizado el proceso de embutido, casa con la geometría diseñada para el rebordeo del aro de muelle. Figura 40.
Figura 40. Rebordeo de contorno inferior de la tapa64.
Transcurrido un acenso de las herramientas de 2,15mm (Figura 41), el contorno de inferior de la tapa se ve obligado a seguir el perfil dispuesto para dar forma al radio de rebordeo requerido en el plano de la pieza, para tal fin el acabado superficial de la herramienta de rebordeado debe ser muy fino, con marcas no visibles ni perceptibles al tacto. El proceso de rebordeado finaliza transcurrida una apertura ascendente del troquel de 4,1 mm, (figura 42) a partir de este punto la fuerza de sostenimiento se excluye del proceso toda vez que las herramientas formadoras superiores son retiradas en
63 Fuente. De los autores. 64 Fuente: de los autores.
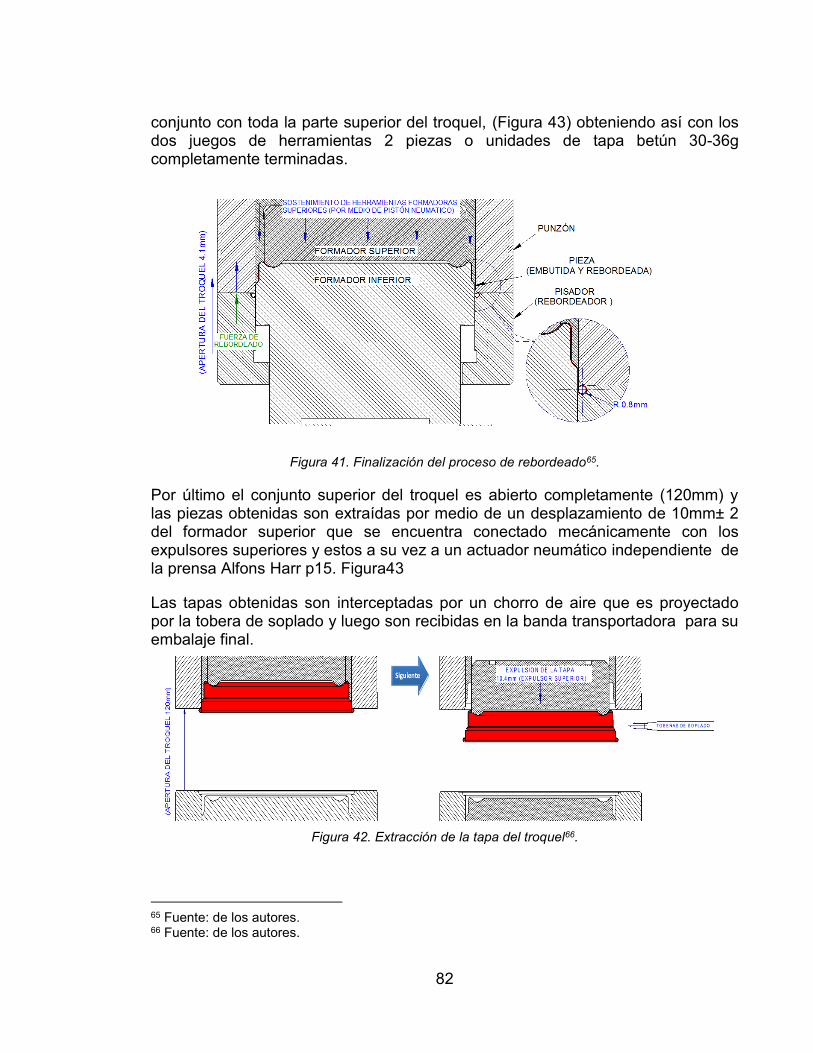
82
conjunto con toda la parte superior del troquel, (Figura 43) obteniendo así con los dos juegos de herramientas 2 piezas o unidades de tapa betún 30-36g completamente terminadas.
Figura 41. Finalización del proceso de rebordeado65.
Por último el conjunto superior del troquel es abierto completamente (120mm) y las piezas obtenidas son extraídas por medio de un desplazamiento de 10mm± 2 del formador superior que se encuentra conectado mecánicamente con los expulsores superiores y estos a su vez a un actuador neumático independiente de la prensa Alfons Harr p15. Figura43
Las tapas obtenidas son interceptadas por un chorro de aire que es proyectado por la tobera de soplado y luego son recibidas en la banda transportadora para su embalaje final.
Figura 42. Extracción de la tapa del troquel66.
65 Fuente: de los autores. 66 Fuente: de los autores.

83
9.3 CONFIGURACIÓN GEOMÉTRICA DEL TROQUEL DOBLE
El previo estudio documentado, el conocimiento del proceso así como la cuantificación de todas y cada una de las variables involucradas en el conformado de la tapa en este tipo de prensas, permite con seguridad abordar y consolidar el diseño del dispositivo como tal.
El primer paso en la evaluación de las ideas preliminares se concentra bastante en el análisis de las limitaciones. Todos los esquemas, bosquejos, y estudios preliminares se revisan, combinan, perfeccionan con el fin de obtener una solución razonable al problema.
Deben tenerse en cuenta las limitaciones y restricciones impuestas sobre el diseño del troquel, (Tabla 11); seguido a esto se realizaron bosquejos a escala, para que partir de estos se pudieran determinar tamaños reales, tolerancias, mediante la aplicación de geometría descriptiva y dibujos analíticos, se pueden encontrar longitudes, pesos, ángulos y formas.
Las características físicas se determinaron en las etapas preliminares del diseño, puesto que estas afectan directa o indirectamente al diseño final del troquel.
El modelamiento del todas las partes del troquel Doble para la tapa de betún se logró por medio del programa de diseño (Solid Edge ST2), A continuación se muestran y se describen las etapas requeridas para el re diseño de troquel.
9.3.1 Bosquejos iniciales.
Un punto de partida para el dimensionamiento del nuevo troquel doble se hace de acuerdo a las limitaciones tomadas de la tabla N°12 se identifican los espacios disponibles para la ubicación de los dos juegos de herramientas, la distancia entre centros se asigna a razón de garantizar las distancias y espacios para la ubicación de los dos juegos de herramientas, así como el puente adecuado entre los filos de corte para evitar fisuras.
La bibliografía indica que el espacio mínimo permisible entre dos piezas a troquelar (puente) sea de 1,5 a 2 veces el espesor de la chapa (s); Esta relación teniendo en cuenta el espesor de la chapa de 0.16mm tabularía un puente de 0,32mm el cual es demasiado pequeño para la ubicación de herramientas y piezas en el troquel, es así que luego de varias iteraciones geométricas de la distribución de las piezas se establece una distancia (T) de 4.6mm, la cual garantiza la funcionalidad de la matriz. Ver figura 44.

84
Figura 43. Espacios disponibles parte inferior del troquel67.
Otro limitante en el dimensionamiento del troquel hace referencia al área proyectada de las bases tanto superior como inferior mostrada en la Figura 45 y figura 46 respectivamente, las cuales son geométricamente iguales para todos los troqueles adaptados en este tipo de prensas.
Figura 44. Base Superior troquel doble68.
67 Fuente: de los autores.

85
Las variaciones significativas están en función del diámetro de corte de la pieza, o la distribución de las herramientas en el conjunto del troquel, en la sección 9.4.1 y 9.5.3, se describe los cambios realizados a las bases.
Figura 45. Base Inferior del troquel doble69.
Estas dos piezas son encolumnadas en los extremos laterales, formando así un conjunto establecido, con espacios definidos para la ubicación de las herramientas, porta herramientas y mecanismos que conforman el troquel. Ver figura 47.
Figura 46. Conjunto de bases troquel doble70.
68 Fuente. De los autores. 69 Fuente: De los autores,
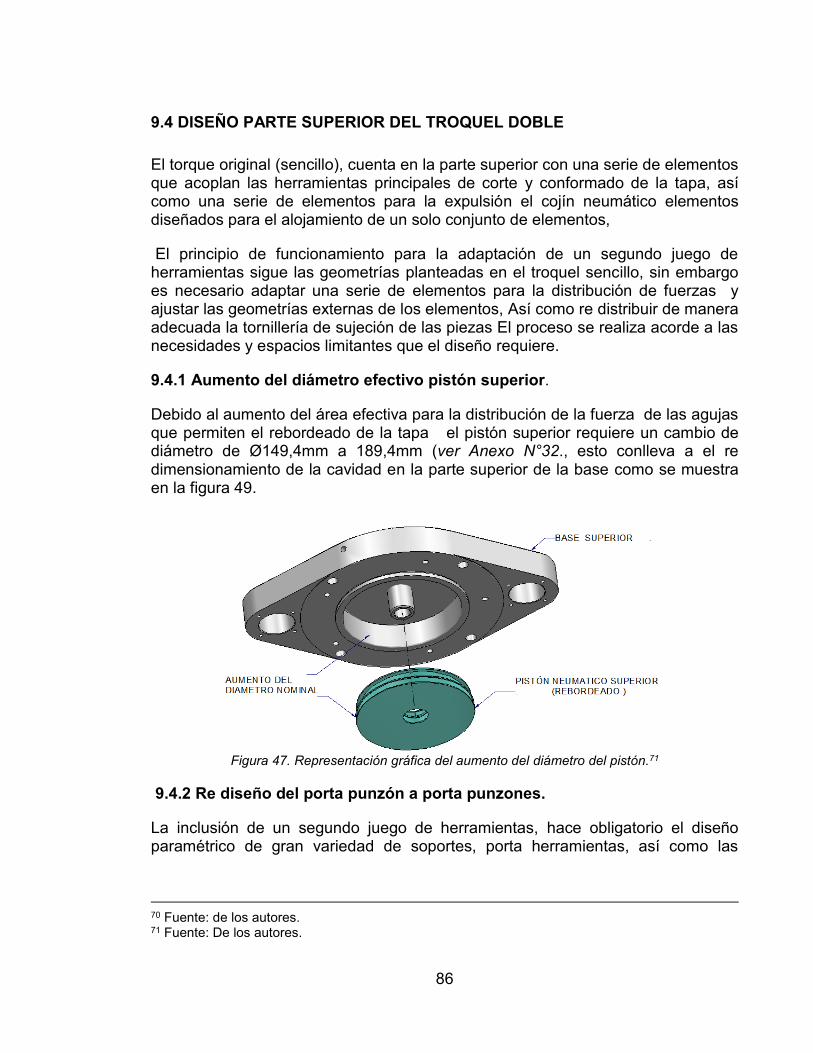
86
9.4 DISEÑO PARTE SUPERIOR DEL TROQUEL DOBLE
El torque original (sencillo), cuenta en la parte superior con una serie de elementos que acoplan las herramientas principales de corte y conformado de la tapa, así como una serie de elementos para la expulsión el cojín neumático elementos diseñados para el alojamiento de un solo conjunto de elementos,
El principio de funcionamiento para la adaptación de un segundo juego de herramientas sigue las geometrías planteadas en el troquel sencillo, sin embargo es necesario adaptar una serie de elementos para la distribución de fuerzas y ajustar las geometrías externas de los elementos, Así como re distribuir de manera adecuada la tornillería de sujeción de las piezas El proceso se realiza acorde a las necesidades y espacios limitantes que el diseño requiere.
9.4.1 Aumento del diámetro efectivo pistón superior.
Debido al aumento del área efectiva para la distribución de la fuerza de las agujas que permiten el rebordeado de la tapa el pistón superior requiere un cambio de diámetro de Ø149,4mm a 189,4mm (ver Anexo N°32., esto conlleva a el re dimensionamiento de la cavidad en la parte superior de la base como se muestra en la figura 49.
Figura 47. Representación gráfica del aumento del diámetro del pistón.71
9.4.2 Re diseño del porta punzón a porta punzones.
La inclusión de un segundo juego de herramientas, hace obligatorio el diseño paramétrico de gran variedad de soportes, porta herramientas, así como las
70 Fuente: de los autores. 71 Fuente: De los autores.
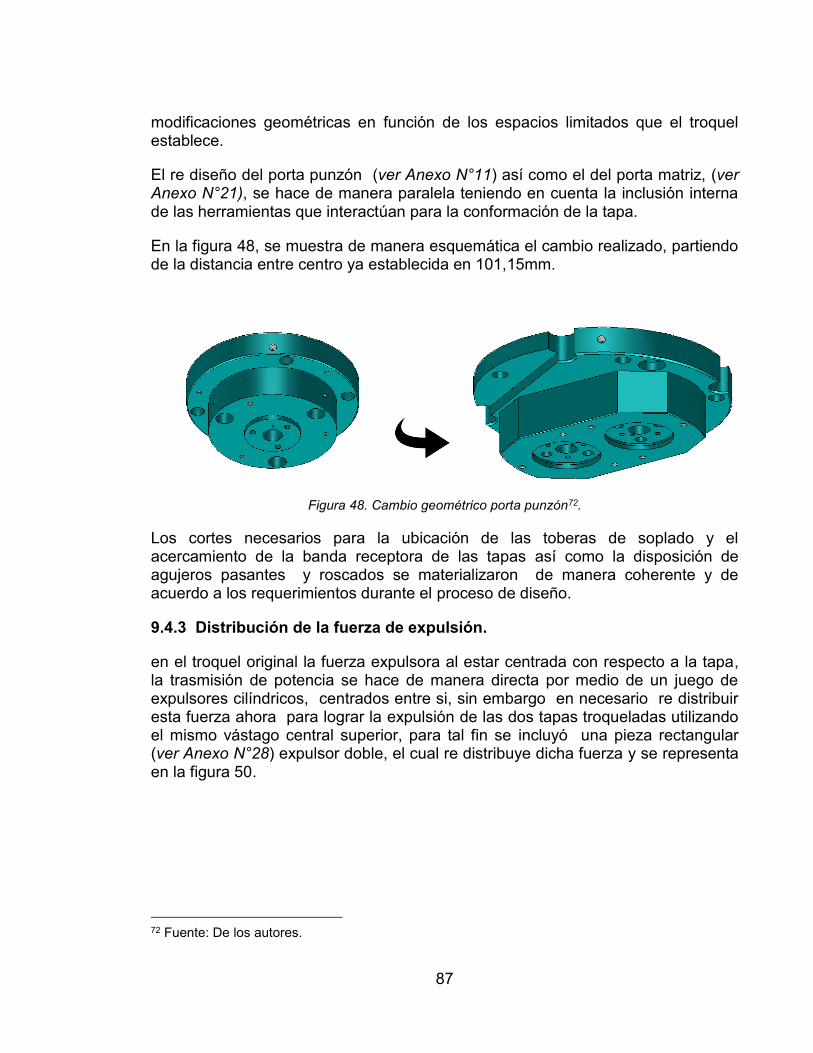
87
modificaciones geométricas en función de los espacios limitados que el troquel establece.
El re diseño del porta punzón (ver Anexo N°11) así como el del porta matriz, (ver Anexo N°21), se hace de manera paralela teniendo en cuenta la inclusión interna de las herramientas que interactúan para la conformación de la tapa.
En la figura 48, se muestra de manera esquemática el cambio realizado, partiendo de la distancia entre centro ya establecida en 101,15mm.
Figura 48. Cambio geométrico porta punzón72.
Los cortes necesarios para la ubicación de las toberas de soplado y el acercamiento de la banda receptora de las tapas así como la disposición de agujeros pasantes y roscados se materializaron de manera coherente y de acuerdo a los requerimientos durante el proceso de diseño.
9.4.3 Distribución de la fuerza de expulsión.
en el troquel original la fuerza expulsora al estar centrada con respecto a la tapa, la trasmisión de potencia se hace de manera directa por medio de un juego de expulsores cilíndricos, centrados entre si, sin embargo en necesario re distribuir esta fuerza ahora para lograr la expulsión de las dos tapas troqueladas utilizando el mismo vástago central superior, para tal fin se incluyó una pieza rectangular (ver Anexo N°28) expulsor doble, el cual re distribuye dicha fuerza y se representa en la figura 50.
72 Fuente: De los autores.

88
Figura 49. Sub sistema de expulsión73.
9.4.4 Distribución de la Fuerza de Sostenimiento.
En la figura 54, se representa la función principal que cumple el tope superior de rebordeado (ver Anexo N°13), este elemento se incluye debido a la necesidad de distribuir la fuerza de rebordeado proveniente del pistón neumático superior en las agujas superiores.
73 Fuente. De los autores

89
Figura 50. Sub sistema de rebordeado74.
9.4.5 Re diseño del juego de punzones.
Debido a que la geometría de las herramientas de formado de la tapa no son modificables, al igual que el diámetro de corte de 96,9 mm, todas y cada una de en estas medidas en diámetros, alturas y formas son respetadas a cabalidad en el diseño del nuevo juego de punzones, sin embargo para el ajuste correcto entre centros es necesario modificaciones externas, (ver Anexo N°14).
Básicamente se redistribuyeron los agujeros para la sujeción del punzón al porta punzones, así como una reducción geométrica de la pestaña superior y cortes al límite del diámetro para lograr un acercamiento de los diámetros de corte, en la figura 52 se muestra de manera esquemática los cambios realizados.
74 Fuente. De los autores.

90
Figura 51. Modificación externa del punzón75.
9.4.6 Re diseño del expulsor de retal.
La función principal de este elemento (Figura 53), es la de retener la malla sobrante (retal) luego del troquelado de la tapa, la adaptación de dos punzones hace necesario re diseñar esta pieza la cual debe llevar una tolerancia de fabricación adecuada en función de los diámetros de corte, así como una geometría que no interrumpa la expulsión de la tapa al finalizar el ciclo, el detalle de la geometría se muestra en el plano mecánico de la pieza (ver Anexo N°17).
Figura 52. Modificación expulsor de retal76
75 Fuente : de los autores. 76 Fuente: De los autores.

91
Figura 53. Ensamble esquemático de las partes superiores modificadas77.
Un pre ensamble de las piezas modificadas, en la parte superior del troquel se muestra en la figura 54, estos elementos se acompañan de más accesorios y partes que se acoplan entre sí de manera coherente y con las tolerancias adecuadas. (ver Anexo N°8). Ensamble general del troquel.
77 Fuente: de los autores.

92
9.5 DISEÑO PARTE INFERIOR DEL TROQUEL DOBLE
En la parte inferior del troquel se instalan una serie de elementos y piezas mecánicas que se acoplan con el juego de herramientas principales de corte y conformado de la tapa, instaladas en la parte superior del troquel, estas son perfectamente centradas con una tolerancia general de ±0,01 mm.
El principio de funcionamiento y la adaptación de un segundo juego de herramientas en la parte inferior del troquel, siguen las reglas planteadas en el troquel sencillo, sin embargo es necesario distribuir los espacios de fijación y hacer una serie modificaciones geométricas de las piezas sin afectar la forma principal que configura la tapa.
El proceso se realiza acorde a las necesidades y espacios limitantes que el diseño requiere.
9.5.1 Re diseño del aro de corte (matriz).
La modificación de este elemento de corte es cuidadosamente diseñada a razón de una distancia entre centros adecuada que permita asegurar el funcionamiento del elemento sin presentar fisuras, en la parte central donde se genera un puente frontera entre los dos diámetros de corte. (Ver Figura 44).
En la parte inferior de la mesa en la prensa Alfons Haar se definieron unas distancias limites, razón por la cual los elementos que permiten el embutido y formado de la tapa así como las agujas de amortiguamiento deben estar contenidos en estos espacios (Ver Figura 44).
La figura 55 muestra de manera esquemática la transformación realizada al elemento en mención.
9.5.2 Re diseño del porta cuchilla.
El elemento en mención, hace referencia a una pieza que contiene el conjunto de herramientas de corte formado y embutido en la parte inferior del troquel, agrupándolas en dos juegos idénticos para ser acoplados a la placa inferior del troquel y garantizar la altura requerida de 110mm.
Esquemáticamente se muestra en la figura 56 los cambios generales realizados a este elemento, manejados de manera cuidadosa en interacciones geométricas y re diseños.
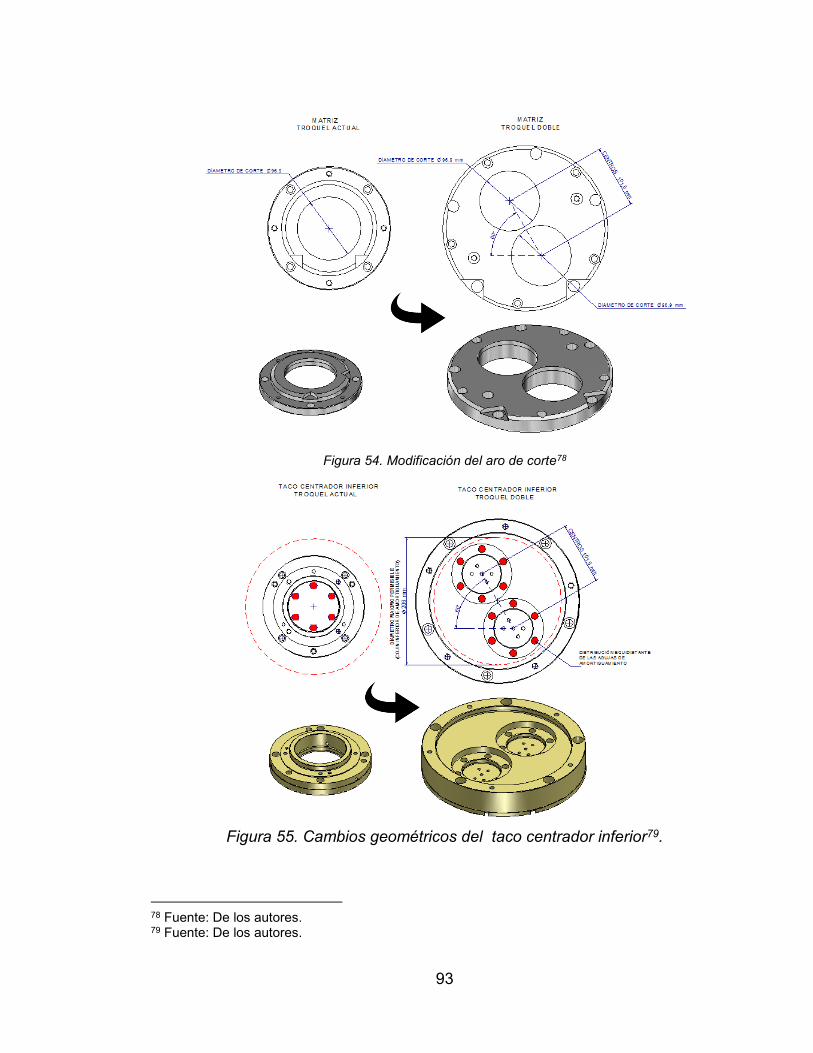
93
Figura 54. Modificación del aro de corte78
Figura 55. Cambios geométricos del taco centrador inferior79.
78 Fuente: De los autores. 79 Fuente: De los autores.

94
La redistribución de agujeros de sujeción, agujeros para el paso libre de las agujas de amortiguamiento, los canales de des airamiento y las especificaciones técnicas requeridas se indican en el plano mecánico de la pieza (ver Anexo N°21).
9.5.3 Re diseño del formador inferior.
Una de las herramientas que define la forma y asegura los ajustes requeridos en el plano mecánico del producto es en conjunto con los formadores superiores (ver Anexo N°15), el formador inferior, (ver Anexo N°24), esta pieza se encuentra empotrada en la parte inferior del troquel y permite el deslizamiento del aro de muelle (ver Anexo N°23), y debido al espacio reducido para la ubicación de los dos juegos requeridos en el nuevo troquel, se hace necesario modificarlo geométricamente como se muestra en la figura 57.
Esta modificación respeta completamente la parte superior del formador, así como las alturas y detalles geométricos que dan forma a la tapa en la parte interior, que junto con los formadores ubicados en la parte superior del troquel (ver Anexo N°15 y N° 16), casan perfectamente manteniendo las tolerancias y espacios necesarios para conformar la lámina cortada y formar la tapa.
Figura 56. Modificación formador inferior80.
80 Fuente: De los autores.

95
9.5.4 Re diseño del aro de muelle.
El espacio reducido debido a la inclusión del segundo juego de herramientas hace que el diámetro disponible para la ubicación de las agujas de amortiguación en la parte inferior del troquel también se limite, el aro de muelle (ver Anexo N°23), es la pieza que interactúa directamente con el punzón (ver Anexo N°14), prensando la lámina y luego permitir el deslizamiento de la misma, en la figura 58, Se muestra de manera esquemática los cambios realizados a esta pieza.
Tanto los diámetros como la geometría que permite el rebordeado final de la tapa luego de confirmada, se respetaron de manera estricta.
Figura 57. Modificaciones generales del aro de muelle81.
9.5.5 Re diseño base inferior.
La pieza estructural inferior del troquel (ver Anexo N°19), requiere de unos cambios, los cuales permitan adaptar y contener el grupo de piezas de manera funcional, una representación gráfica de la base se ilustra en la figura 59.
81 Fuente: De los autores.
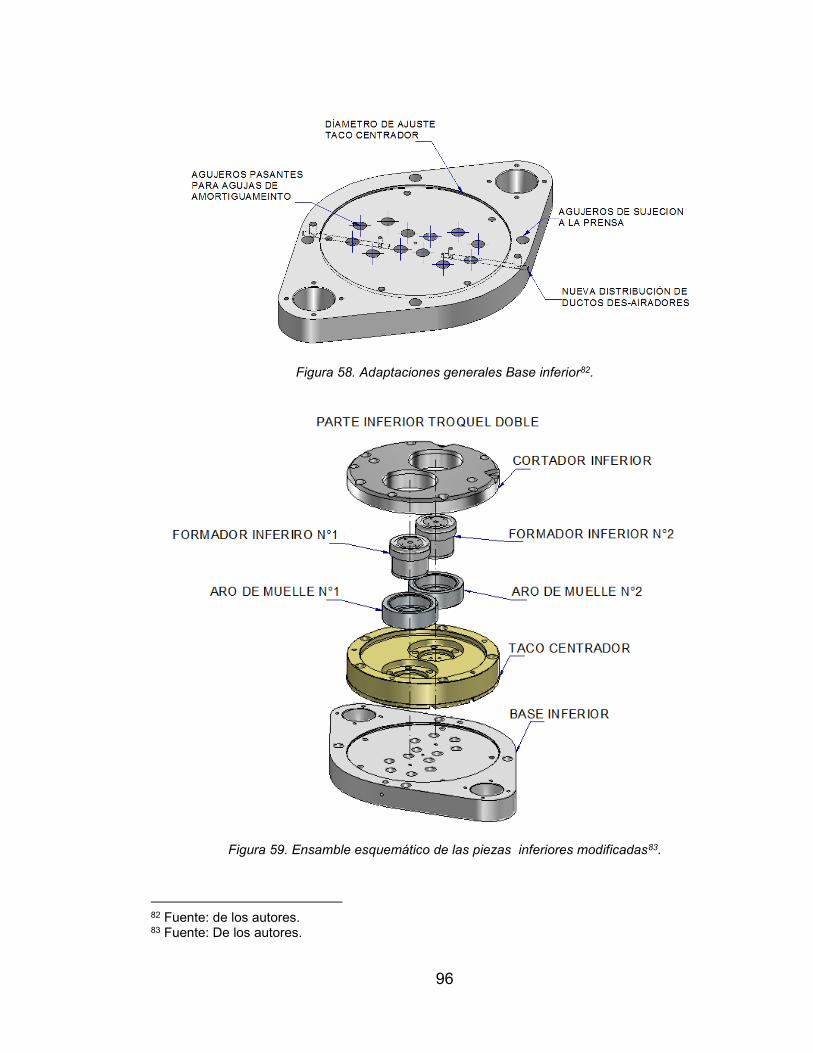
96
Figura 58. Adaptaciones generales Base inferior82.
Figura 59. Ensamble esquemático de las piezas inferiores modificadas83.
82 Fuente: de los autores. 83 Fuente: De los autores.
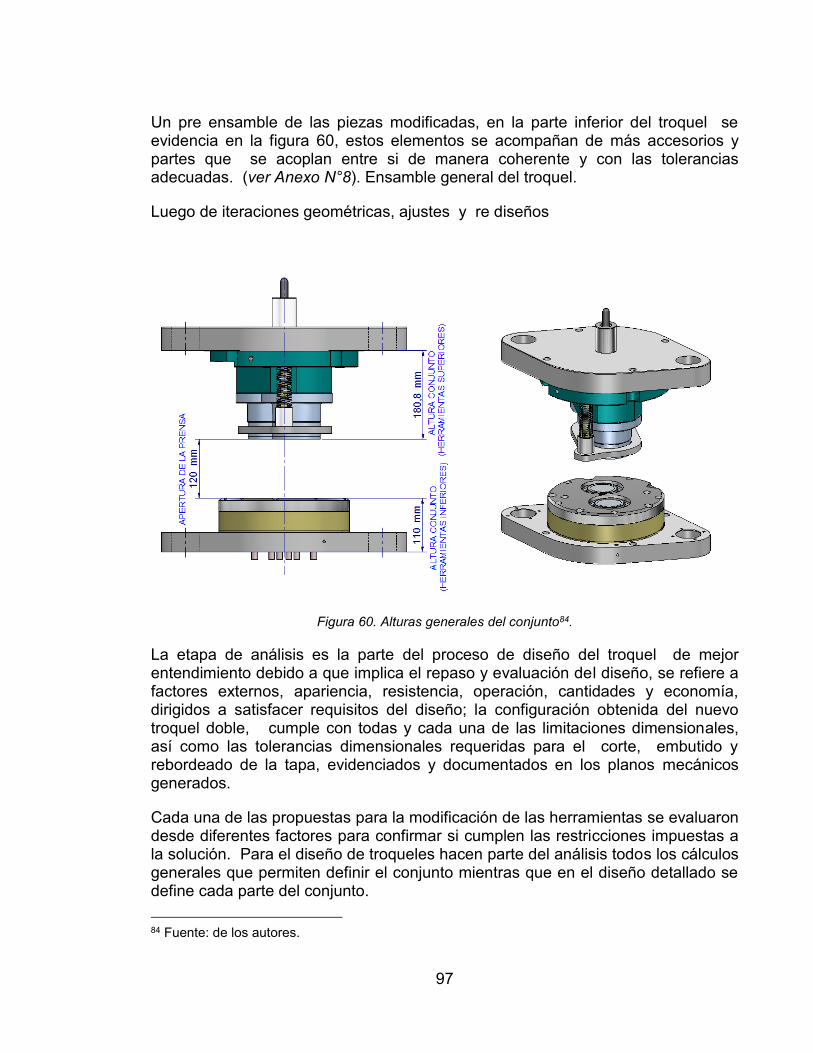
97
Un pre ensamble de las piezas modificadas, en la parte inferior del troquel se evidencia en la figura 60, estos elementos se acompañan de más accesorios y partes que se acoplan entre si de manera coherente y con las tolerancias adecuadas. (ver Anexo N°8). Ensamble general del troquel.
Luego de iteraciones geométricas, ajustes y re diseños
Figura 60. Alturas generales del conjunto84.
La etapa de análisis es la parte del proceso de diseño del troquel de mejor entendimiento debido a que implica el repaso y evaluación del diseño, se refiere a factores externos, apariencia, resistencia, operación, cantidades y economía, dirigidos a satisfacer requisitos del diseño; la configuración obtenida del nuevo troquel doble, cumple con todas y cada una de las limitaciones dimensionales, así como las tolerancias dimensionales requeridas para el corte, embutido y rebordeado de la tapa, evidenciados y documentados en los planos mecánicos generados.
Cada una de las propuestas para la modificación de las herramientas se evaluaron desde diferentes factores para confirmar si cumplen las restricciones impuestas a la solución. Para el diseño de troqueles hacen parte del análisis todos los cálculos generales que permiten definir el conjunto mientras que en el diseño detallado se define cada parte del conjunto.
84 Fuente: de los autores.

98
9.6 NUEVA DISTRIBUCIÓN LITOGRÁFICA EN LÁMINA.
Como aspecto a mejorar se realiza una proyección en busca de mejorar el porcentaje de aprovechamiento de la lámina en función de la distribución de los golpes o piezas litografiadas en la materia prima.
En los manuales de la prensa Alfons Haar p15, se ilustran diferentes opciones posibles de programación para el troquelado de las Hojas metálicas, estas opciones de programación se muestran en la figura 61.
Figura 61. Formas de programación de troquelado para láminas85.
Se permite el troquelado de láminas con un pre corte tipo “scroll” o en zigzag , laminas rectangulares así como programación de troquelado intercalado o lineal según sea la necesidad.
De acuerdo a la selección de los programas de troquelado en la prensa, se debe tener en cuenta los límites permisibles entre golpe y golpe, estas distancias se muestran en la figura 62
Figura 62. Distancias mínimas según el programa de troquelado86.
85 Tomado de: catalogo impreso CNC-E-P(V) 15 SHEET-FEED-PRESS ALFONS HAAR MASCHINENBAU GMBH & CO. KG • Fangdieckstrasse 67 648287.4 Subject to alteration Pag(3)

99
9.6.1 Opciones de troquelado para la tapa betún.
La definición de la distancia entre centros y el conocimiento del diámetro de corte de la tapa a troquelar, son parámetros que aprueban la generación de la nueva distribución litográfica así como las nuevas medidas para la materia prima; es necesario evaluar las opciones disponibles para el troquelado y determinar cuál de ellas genera un menor desperdicio de material.
Se estudian, 4 opciones teniendo en cuenta que no se varia la cantidad de tapas por lamina que actualmente se obtienen (80 unidades), sin embargo el ancho y largo de la lámina de acuerdo a la distribución se alteran a la que actualmente se tiene que es de [832mm x 865mm].
Figura 63. Opción N° 1 de troquelado86.
86 Fuente: de los autores.
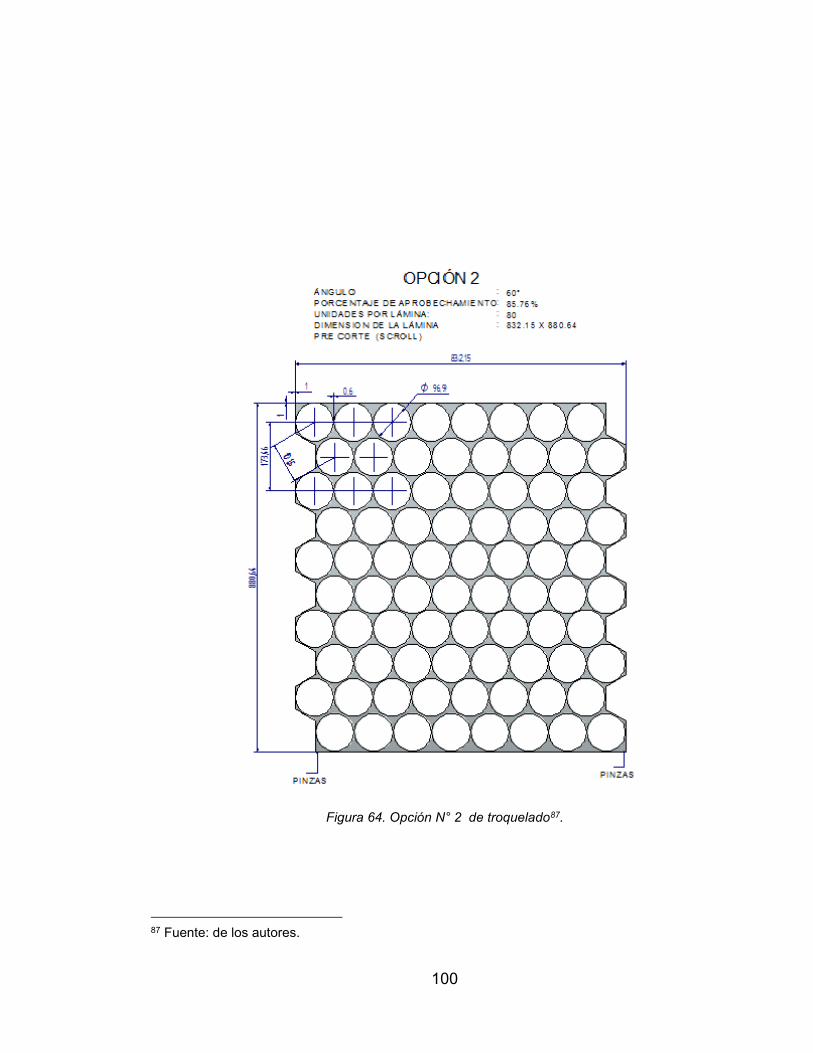
100
Figura 64. Opción N° 2 de troquelado87.
87 Fuente: de los autores.
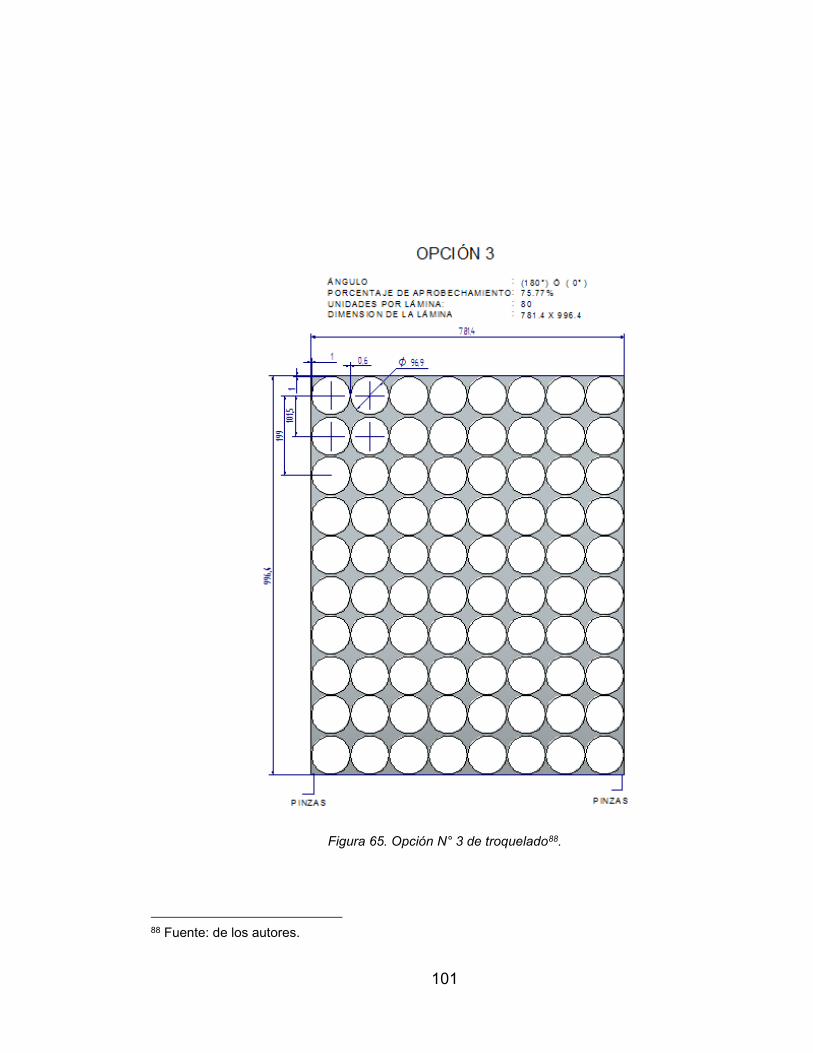
101
Figura 65. Opción N° 3 de troquelado88.
88 Fuente: de los autores.
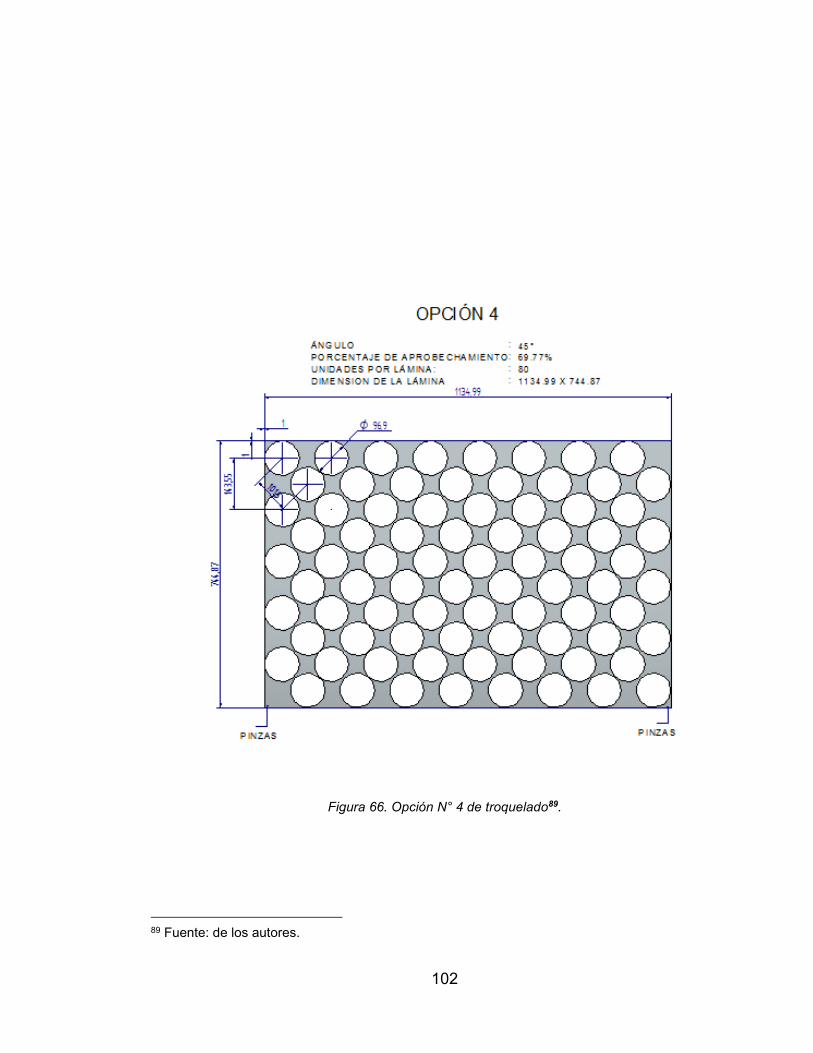
102
Figura 66. Opción N° 4 de troquelado89.
89 Fuente: de los autores.

103
De acuerdo a las opciones planteadas, clara mente se observa que la opción de troquelado N°2 es la que más aprovechamiento de la materia prima ofrece, incluso mejorando de 81,97 % (actual) a 85,76 % (proyectado), con diferencia del 3,8%.
Aunque el tamaño de la lámina se aumente y pase de 832mm x 865mm (actual) a 832,1mm x 880,6mm (proyectado), el pre corte tipo scroll, hace que el área de desperdicio de material sea menor.
La razón principal de no poder utilizar las medidas originales de la materia prima, parte de la necesidad de otorgar una distancia entre centros de las dos piezas troqueladas de 101,15 mm. (ver Anexo N°5).
Un corte tipo scroll o en “Zig-zag” de la opción 2, permite la reducción de costos, esta opción de láminas pre cortadas e ha ido implantando en la industria con el imperativo de aprovechar al máximo, la superficie del metal dedicada a la fabricación de tapas y fondos.
9.7 VIDA ÚTIL DEL TROQUEL.
La base principal para la duración del troquel es su adecuado uso y buen mantenimiento, para eliminar o reducir los posibles problemas a lo largo de la vida útil del troquel, Se garantiza las herramientas para la producción de un número de unidades determinado, no obstante, si los operarios y mecánicos de mantenimiento respetan los parámetros del proceso y hace un riguroso mantenimiento con periodicidad, el troquel supera en millones de veces las unidades garantizadas. En las herramienta de corte (punzón y aro de corte) se asignó un valor de 6mm de altura, adecuadas al filio de corte; estimado para una duración de 18 a 22 afiladas correspondientes a 0,15mm ± 0,05 c/u. tolerancia que disminuye la altura de 6 mm a 3 ± 0,3mm según las condiciones de uso. La capacidad de producción de la prensa se contabiliza de acuerdo a los golpes por minuto programados, así un estándar de producción por horas trabajadas según los turnos proyectados, un estándar promedio de producción en un turno de 8 horas corresponde a una producción del troquel de 50.000 golpes; de acuerdo a la experiencia en la fábrica el afilado de las herramientas de corte se hace cada 3.000.000 de golpes, en condiciones de uso normales, que corresponde a un tiempo promediado de 2 meses de uso.

104
De acuerdo a esta estadística, se tiene:
Tabla 16. Promedio de vida útil del troquel.
Esta proporción de golpes que se traduce a un número estimado de 120.000.000 unidades de vida útil.
N° DE GOLPES AFILADO TIEMPO DE USO PROMEDIO
3 000 000 0,15mm 2 meses
60 000 000 3,0 mm 40 meses (3 años)

105
10. ELEMENTOS NORMALIZADOS
La utilización de elementos normalizados en el diseño mecánico, representa una simplificación en cuanto a fabricación y manufactura de piezas, la disponibilidad y almacenaje así como su estandarización en el mercado, representa un ahorro de tiempo de fabricación y economía en la conformación de dispositivos. En cuanto al mantenimiento, el uso de elementos normalizados reduce significativamente los costos y minimiza de forma considerable los tiempos muertos del troquel, pudiéndose prever el aprovisionamiento de recambios.
La selección de las diferentes partes estandarizadas se hace de acuerdo a la necesidad en particular.
10.1 MUELLES.
Los muelles utilizados en el troquel son en general de tipo helicoidal, trabajan a compresión; tienen su principal aplicación en el pisado de la lámina y en el retroceso del sistema de expulsión y formado superior de la tapa terminada.
En el mercado existen gran variedad de resortes estandarizados, en el Anexo N°35, de igual forma existen pequeñas empresas ubicadas a nivel local que fabrican este tipo de elementos de acuerdo a las necesidades del cliente.
10.2 RACORES NEUMÁTICOS.
Los elementos que permiten acoplar mangueras a los ductos de aireación y des aireación del troquel, así como los que permiten hacer conexiones de la línea de presión de aire necesaria, son de fácil adquisición a nivel comercial; En el Anexo N°36, se muestra la gran variedad de este tipo de elementos, los cuales se seleccionan a criterio del diseñador, y de acuerdo a la medida de las mangueras que se dispone para el suministro de presión de aire.
10.3 COLUMNAS GUÍA.
Las columnas guían, son piezas cilíndricas que forman parte del sistema de guiado y alineado del troquel; de dimensiones robustas, estos elementos aseguran una perfecta alineación de la parte móvil respecto a la parte fija del troquel. Estos elementos son desmontables, la ubicación en las placas del troquel son de acuerdo a los diseños del mismo.
En el mercado existe gran variedad de geometrías para estos elementos, así como aplicaciones de acuerdo al diseño, en el Anexo N°37, se muestra un catálogo de selección para las columnas utilizadas en el proyecto.
106
10.4 CASQUILLOS GUÍA.
Al igual que las columnas guía, los casquillos guía son piezas cilíndricas que forman parte del sistema de guiado y alineado del utillaje, trabajan en conjunto con las columnas y las jaulas de bolas, el Anexo N°38 contiene una serie de este tipo de elementos, los cuales de acuerdo a los requerimientos del diseño del troquel, deben ser desmontables.
En la parte superior este elemento varía geométricamente con respecto al ubicado en la parte inferior, en el plano general del troquel se muestra el montaje del sistema de en columnas del troquel (Ver Anexo N° 8), en función de la columna seleccionada.
10.5 JAULA DE BOLAS.
En el Anexo N°39, se pauta una serie de medidas para este elemento el cual está estrechamente ligado a la selección previa de las columnas guía y los casquillos guía. La jaula de bolas permite el movimiento vertical del troquel de manera suave garantizando el ajuste entre los elementos de centrado.
10.6 TORNILLOS.
Los elementos de fijación que normalmente se utilizan en troquelaría, son tornillos de rosca métrica de cabeza cilíndrica Allen, aunque en ocasiones, y por el mínimo espesor de los elementos a sujetar, se utilizan también tornillos Allen de cabeza cilíndrica de altura reducida, o tornillos Allen de cabeza cónica.
En el anexo N°7 se relaciona el tipo y la cantidad de tornillos necesarios para el ensamble del troquel diseñado, se adjunta el Anexo N°40, el cual muestra un catálogo de tornillería Allen.
10.7 BARRA DE ACERO CALIBRADA (ACERO PLATA).
Una forma de agilizar el proceso de maquinado de piezas sencillas, es la utilización de barras calibradas a diferentes diámetros ya estandarizados, estas pueden ser utilizadas en elementos tales como las agujas superiores (ver Anexo N°31), agujas inferiores (ver anexo N° 25), y el vástago expulsor (Ver Anexo N°27); El Anexo N°41, hace referencia a las barras de acero palta calibradas disponibles en el mercado.

107
10.8 TAPÓN OBTURADOR.
Este elemento permite sellar de manera eficaz agujeros generados durante el proceso de maquinado en piezas complejas como la base inferior (Ver anexo N°19), el Anexo N°42 hace referencia a un catálogo de este tipo de elemento estandarizado
Observaciones: Cada uno de los elementos normalizados cuentan con una gran variedad de proveedores y representantes de las diferentes marcas a nivel local, son empresas especializadas en comercializar este tipo de elementos, los anexos aquí mostrados hacen referencia a los utilizados en el diseño del troquel, sin embargo la diferencia principal radica en la calidad de los elementos así como la disponibilidad que conlleva una marca a la otra por parte de los proveedores.

108
11. GENERALIDADES
11.1 SUMINISTRO DE AIRE.
En la parte lateral derecha, la prensa cuenta con una entrada de aire que toma presión de la red neumática de la empresa (8 bar), que luego es regulada y distribuida a los sub sistemas neumáticos que accionan diferentes mecanismos en la prensa Alfons Harr p15.
La distribución de aire se hace por medio de válvulas reguladoras, y son ajustes que se hacen en la puesta en marcha de los diferentes troqueles que instalan, los valores de presión de aire que se usan frecuentemente se muestran en la siguiente tabla:
Tabla 17. Presión en los subsistemas de la prensa90.
90 Fuente: De los autores.
TABLA DE PRESIÓN NEUMÁTICA
SUB-SISTEMAS DE LA PRENSA ALFONS HAAR P15
SUB SISTEMA PRESIÓN (Bar)
OBSERVACIONES
Freno mecánico del volante 2 Valor fijo de presión.
Diafragma de embrague 6 Valor fijo de presión
Pistones topes guía 2 Valor fijo de presión
Pinzas de sujeción de la lamina 2 Valor fijo de presión
Sistema de alimentación de la lamina 2 Valor fijo de presión
Troquel parte superior 5±1 Valor en función del diámetro de corte y calibre de la lamina
Boquilla de expulsión 4,5±0,5 Variable según el tamaño del producto troquelado
Pistón inferior de embutido 5±1 Valor en función del alto de la pieza y espesor de la lamina

109
11.2 PROCEDIMIENTO PARA EL MONTAJE DEL TROQUEL.
El protocolo de montaje en la prensa Alfons Haar p15 para cualquier troquel, requiere entre 1,5 a 2 horas, esto incluye el desmontaje del troquel que se esté trabajando hasta ese momento y la puesta a punto de la máquina para trabajar el nuevo troquel instalado.
Aunque hay ajustes que se pueden hacer por parte de un solo operario capacitado, la manipulación para la ubicación del troquel en la prensa, requiere de dos personas, principal mente por el peso del mismo. El protocolo de montaje se enlista a continuación, sin embargo el tiempo mencionado, puede variar según la complejidad, y requerimientos de las piezas a troquelar.
Se muestra una secuencia del montaje del troquel sencillo de tapa de 30-36 g existente en la compañía, de acuerdo a los cálculos y las distribuciones geométricas desarrollados en el presente proyecto, los espacios externos de las bases y las alturas corresponden la escala mostrada en las imágenes.
Colocación de la parte inferior del troquel, sobre la mesa de la prensa.
Figura 67. Montaje del troquel en la prensa 1°parte.91
Usualmente en la prensa se encuentra instalado otro troquel el cual debe ser desmontado con anterioridad, realizando un despeje completo de las plataformas, toberas de soplado, bandejas de recepción así como el alejamiento de dispositivos de la zona donde se ubicara el troquel a montar.
91 Fuente: De los autores.

110
Colocación de la parte superior del troquel sobre la parte inferior del troquel.
Figura 68. Montaje del troquel en la prensa 2°parte.92
Es de especial cuidado la colocación de las dos partes del troquel, una encima de la otra y separadas por un elemento aislante (placa plástica o lamina de madera) de 2cm de espesor aproximadamente, en este procedimiento aún no se encuentran centradas una respecto a la otra y esto puede generar graves daños al filo del punzón y o la cuchilla de corte, este procedimiento se hace única y exclusivamente para acoplar fácilmente la parte superior del troquel al martinete de la prensa.
Colocación de las Columnas, y canastillas para centrado.
Figura 69. Montaje del troquel en la prensa 3°parte.93
La colocación de las columnas canastillas y casquillos se hace con el fin de garantizar el centrado correcto de las herramientas de corte ubicadas en la parte superior del troquel y la parte inferior del troquel, el acercamiento se hace
92 Fuente: De los autores. 93 Fuente: De los autores.

111
permitiendo el desplazamiento vertical del martinete; una vez centradas las dos partes se hace el ajuste de los tornillos de sujeción (M 18) de las placas a la máquina.
Desmontaje de los elementos de centrado.
Figura 70. Montaje del troquel en la prensa 4°parte.94
Una vez asegurada correctamente las placas a la máquina, se procede al desmontaje de los elementos mecánicos de centrado, esto con el fin de despejar los elementos que no son necesarios en el proceso de troquelado y permitir a su vez el acople de la bandeja de recepción del producto y las toberas de soplado.
Verificación del nivelado del troquel.
Figura 71. Montaje del troquel en la prensa 5°parte.95
Por medio de comparadores de caratula el personal capacitado hace Una verificación del nivelamiento correcto del troquel en la parte inferior y la parte superior, una manera práctica de verificar el nivelamiento se hace con ayuda de
94 Fuente: De los autores. 95 Fuente: De los autores.
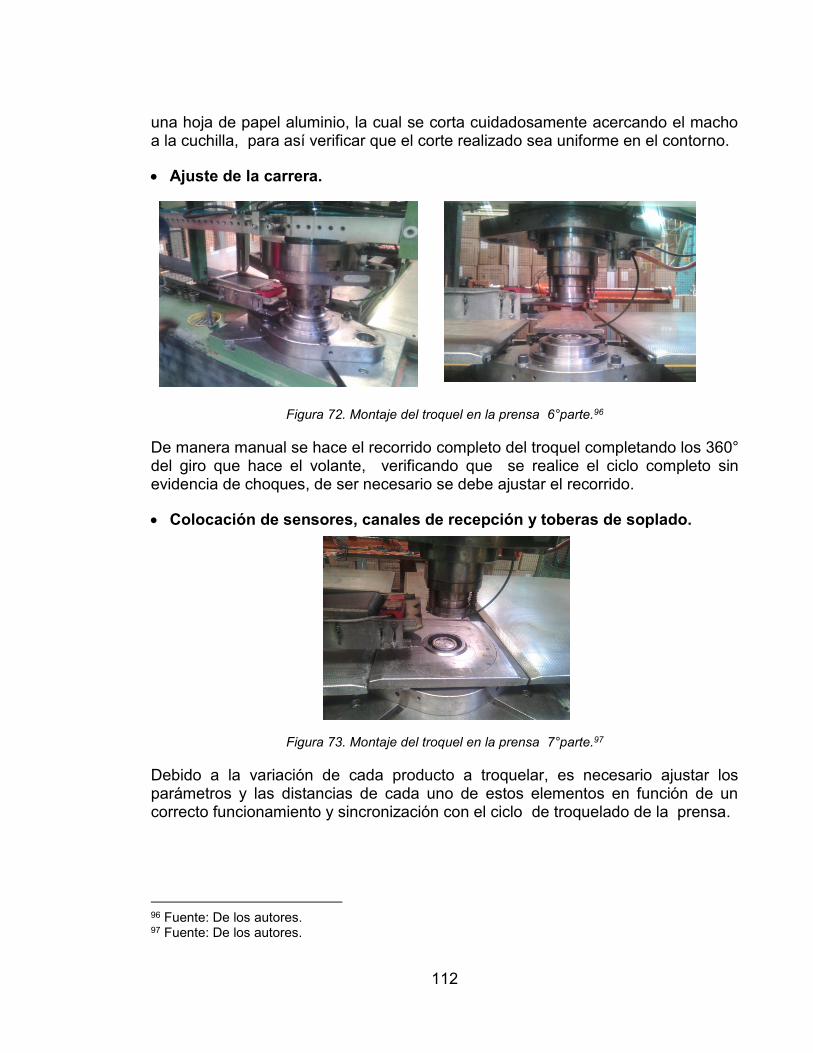
112
una hoja de papel aluminio, la cual se corta cuidadosamente acercando el macho a la cuchilla, para así verificar que el corte realizado sea uniforme en el contorno.
Ajuste de la carrera.
Figura 72. Montaje del troquel en la prensa 6°parte.96
De manera manual se hace el recorrido completo del troquel completando los 360° del giro que hace el volante, verificando que se realice el ciclo completo sin evidencia de choques, de ser necesario se debe ajustar el recorrido.
Colocación de sensores, canales de recepción y toberas de soplado.
Figura 73. Montaje del troquel en la prensa 7°parte.97
Debido a la variación de cada producto a troquelar, es necesario ajustar los parámetros y las distancias de cada uno de estos elementos en función de un correcto funcionamiento y sincronización con el ciclo de troquelado de la prensa.
96 Fuente: De los autores. 97 Fuente: De los autores.

113
Selección o codificación del programa CNC a trabajar.
Figura 74. Montaje del troquel en la prensa 8°parte.98
En el tablero de mando se encuentra grabados los programas de troquelado que controlan las distancias, velocidades, y cuantificaciones en general del ciclo de troquelado, cuando se instala un troquel nuevo, es necesario realizar también una parametrizacion del programa nuevo, que contenga todos y cada uno de los requerimientos del proceso.
En la puesta en marcha del troquel es necesario muchas veces replantear valores al programa, ajustar sensores o tiempos puesto que la velocidad de punzonado es alta, y los sensores de seguridad instalados en la prensa son bastante sensibles.
Cierre de la mesa alimentadora
Figura 75. Montaje del troquel en la prensa 9°parte.99
98 Fuente: De los autores. 99 Fuente: De los autores.

114
Luego de realizar unas pruebas de funcionamiento de manera controlada y de la verificación de que el producto cumple a cabalidad los requerimientos de control de calidad, se procede hacer la ubicación y cierre de los accesorios de alimentación de la materia prima, este procedimiento incluye el ajuste de los límites físicos de acuerdo a la medida de la lámina, así como el aseguramiento de las mallas de protección, cierre de los seguros, para finalmente iniciar el proceso de troquelado totalmente automático.

115
12. ANÁLISIS DE ESFUERZOS POR ANSYS
Los programas de análisis de elementos finitos permiten obtener soluciones aproximadas de problemas que son susceptibles de ser representados por un sistema de ecuaciones diferenciales. En este caso, el proceso bien definido permite obtener productos de calidad superior a un menor costo, mejorando los procesos existentes y estudiando fallas en las piezas críticas del troquelado. Así, se reduce el tiempo total de desarrollo, pues se reducen tiempos de prototipos, ensayos, evaluaciones, etc., y se asegura una calidad de diseño.
En Ansys100 se programó el pre-proceso, allí se configura el material de cada una de las piezas, el módulo de Young, el coeficiente de Poisson y la densidad, se definen los puntos necesarios para definir la trayectoria que debe seguir el perfil, Seguidamente, en el procesador de la solución (SOLUTION), que dispone de los comandos que permiten la aplicación de las condiciones de contorno y las cargas, que una vez introducidos, este procesador calcula la solución y mediante el post-procesador general (POST) se visualizan los resultados.
Después de la creación del modelo, se crea el mallado adecuado y fundamental para obtener buenos resultados. Se selecciona un mallado fino. A continuación se aplican las condiciones de contorno y cargas, tal cual como están expuestas las piezas dentro del ambiente de funcionamiento. Se muestran a continuación;
Figura 76. Condiciones de contorno y fuerzas en las piezas criticas del troquel.101
100 Ansys: Programa que resuelve diversos tipos de análisis en el ámbito ingenieril, mediante el uso del método de elementos finitos. Tales como; problemas estructurales estáticos, dinámicos, de transferencia de calor, continuos, transitorios, magnéticos, etc. 101 Fuente: De los autores.

116
Figura 77. Condiciones de contorno y fuerzas en las piezas criticas del troquel.102
102 Fuente: De los autores.

117
12.1 RESULTADOS DE LA SIMULACIÓN.
Se obtiene el desplazamiento debido a la actuación de las fuerzas; como la tensión de Von Misses para identificar por donde se rompería en caso de falla. Los valores máximos de tensión obtenidos mediante el análisis realizado con Ansys se encuentran especialmente en los cambios de sección, debido a que la mayoría de estas piezas trabajan a compresión con el conjunto del troquel.
A continuación se muestran los resultados de todas las piezas:
PIEZA DEFORMACIÓN TOTAL (mm)
ESFUERZO DE VON MISES
(MPa)
FACTOR DE SEGURIDAD
Expulsor 0.14353 372.64 1.75-15
Aro de muelle 0.0003739 14.851 1.5-15
Vástago 0.011004 32.603 1.5-15
Punzón 0.010733 160.93 9.32-15
Cortador 0.052508 178.56 8.4006-15
Camisa 0.0017315 323.95 4.63-15
Aguja superior 0.006279 28.172 15-15
Aguja inferior 0.0023485 14.895 15-15
Tabla 18 : Resultados del análisis de esfuerzos en Ansys
Las imágenes obtenidas por medio del software donde se presentan las deformaciones totales de las piezas, es una herramienta que permite identificar de manera rápida por medio de una gama de colores los puntos o áreas críticas de la pieza en estudio. Ver figuras 78 y 79.

118
Figura 78. Deformación en las piezas del troquel.103
103 Fuente: De los autores.

119
Figura 79. Deformación en las piezas criticas del troquel.104
En las imágenes se observa las secciones con probabilidades altas de falla, sin embargo estas son sucedidas en tiempos muy largos de funcionamiento. Se tiene por experiencia con el troquel sencillo, que el reemplazo de este tipo de piezas por programación de mantenimiento, es realizado, a los 60’000,000 de golpes, es decir un aproximado de 3 años, al cabo de un trabajo continuo.
104 Fuente: De los autores.
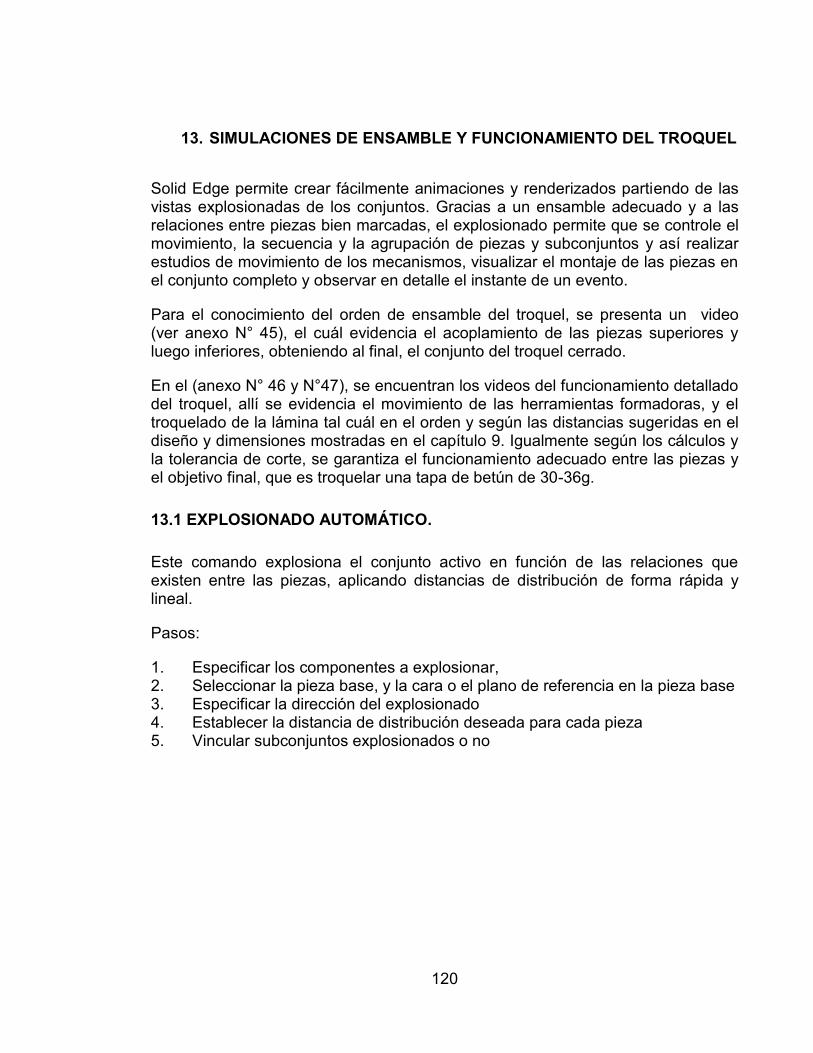
120
13. SIMULACIONES DE ENSAMBLE Y FUNCIONAMIENTO DEL TROQUEL
Solid Edge permite crear fácilmente animaciones y renderizados partiendo de las vistas explosionadas de los conjuntos. Gracias a un ensamble adecuado y a las relaciones entre piezas bien marcadas, el explosionado permite que se controle el movimiento, la secuencia y la agrupación de piezas y subconjuntos y así realizar estudios de movimiento de los mecanismos, visualizar el montaje de las piezas en el conjunto completo y observar en detalle el instante de un evento.
Para el conocimiento del orden de ensamble del troquel, se presenta un video (ver anexo N° 45), el cuál evidencia el acoplamiento de las piezas superiores y luego inferiores, obteniendo al final, el conjunto del troquel cerrado.
En el (anexo N° 46 y N°47), se encuentran los videos del funcionamiento detallado del troquel, allí se evidencia el movimiento de las herramientas formadoras, y el troquelado de la lámina tal cuál en el orden y según las distancias sugeridas en el diseño y dimensiones mostradas en el capítulo 9. Igualmente según los cálculos y la tolerancia de corte, se garantiza el funcionamiento adecuado entre las piezas y el objetivo final, que es troquelar una tapa de betún de 30-36g.
13.1 EXPLOSIONADO AUTOMÁTICO.
Este comando explosiona el conjunto activo en función de las relaciones que existen entre las piezas, aplicando distancias de distribución de forma rápida y lineal.
Pasos:
1. Especificar los componentes a explosionar, 2. Seleccionar la pieza base, y la cara o el plano de referencia en la pieza base 3. Especificar la dirección del explosionado 4. Establecer la distancia de distribución deseada para cada pieza 5. Vincular subconjuntos explosionados o no

121
A continuación se muestra el explosionado del troquel:
Figura 80. Explosionado del troquel.105
105 Fuente: De los autores.

122
13.2 SIMULACIÓN DEL MOVIMIENTO DEL TROQUEL.
Solid Edge crea fácilmente presentaciones animadas de los conjuntos de forma útil para estudios de movimiento de los mecanismos, para visualizar como se montan las piezas dentro de un conjunto completo. Los elementos básicos de la interfaz del usuario se muestran en un panel que permite visualizar y configurar, tal como se muestra en la figura 81;
La escala de cuadro y su indicador actual.
Las barras de duración del evento seleccionado y su indicador.
La barra de desplazamiento vertical y horizontal en el tiempo.
Figura 81. Controles de animación software solid edge st v6.106
A continuación se produce la animación de calidad y los resultados esperados, con la línea de tiempo que consiste en el motor que impulsa las piezas infra restringidas, los eventos del explosionado, los eventos de cámara y de apariencia. (Ver anexo N° 45).
106 Fuente: De los autores.
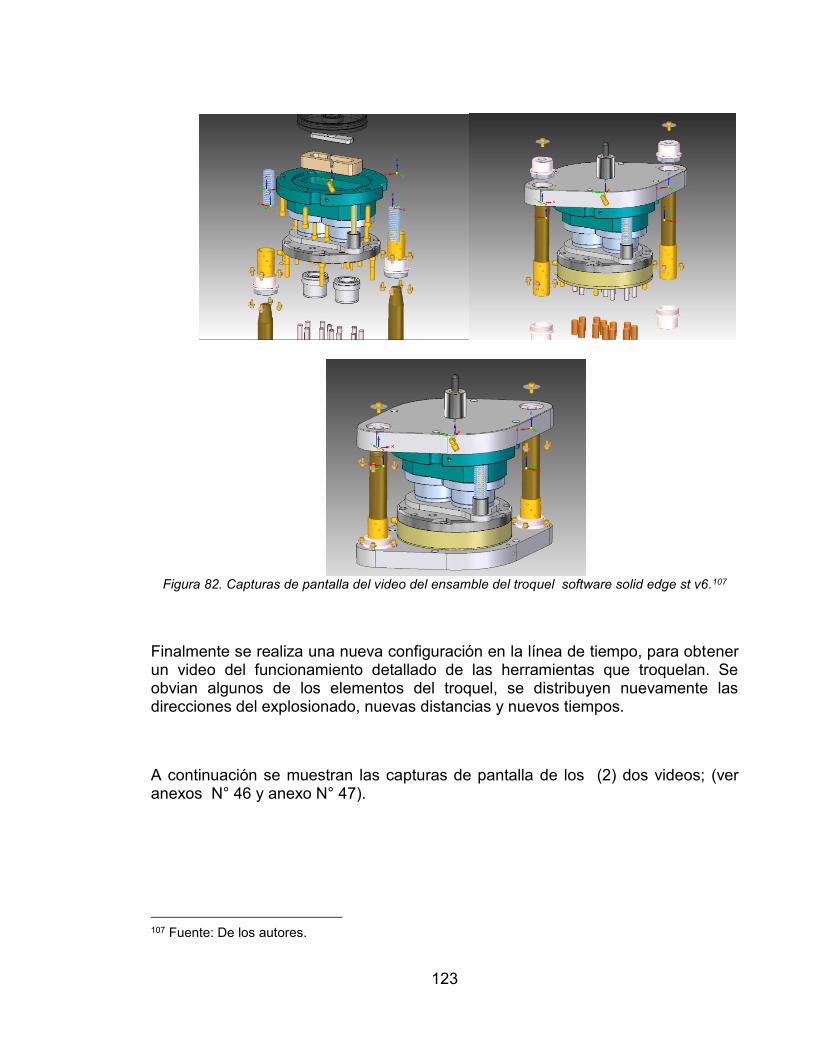
123
Figura 82. Capturas de pantalla del video del ensamble del troquel software solid edge st v6.107
Finalmente se realiza una nueva configuración en la línea de tiempo, para obtener un video del funcionamiento detallado de las herramientas que troquelan. Se obvian algunos de los elementos del troquel, se distribuyen nuevamente las direcciones del explosionado, nuevas distancias y nuevos tiempos.
A continuación se muestran las capturas de pantalla de los (2) dos videos; (ver anexos N° 46 y anexo N° 47).
107 Fuente: De los autores.

124
Figura 83. Capturas de pantalla del video del movimiento detallado de las herramientas. software solid edge st v6.108
108 Fuente: De los autores.

125
14. ANÁLISIS DE COSTOS
Se muestra la identificación de los recursos necesarios para llevar a cabo la fabricación del troquel.
Iniciando con los tiempos de fabricación se toma en cuenta la cotización a cerca del tiempo aproximado de programación y fabricación en máquina torno CNC y Centro de mecanizado sugerido por los operarios de la empresa Mecanopartes Ltda109. Para algunas de las piezas, se hace necesaria una de las máquinas o ambas según su complejidad, por lo que tomando como referencia el costo hora-máquina del “Sistema de costos por orden de producción para la empresa Industrias Acuña Ltda110, se calcula el costo total de todas las piezas.
Costo hora máquina CNC $163.535
Costo hora Centro de mecanizado $149.692
Costo promedio ambas $156.614
Tabla 19 Tarifas de costo hora-máquina
El valor promedio, es usado para calcular el costo de fabricación para piezas que requieren el uso de Torno CNC y Centro de mecanizado.
En el Anexo N° 43, se muestra el tiempo en horas de cada pieza, 14.65 respecto a programación de las máquinas, 104,2 horas de fabricación, por un costo total para el troquel de $19’397.548.
CANT
N° PLANO
TITULO MATERIAL Máquina
sugerida para fabricación
Tiempo programación
(horas)
Tiempo fabricación
(horas)
Costo Fabricación (Mecanopartes) UND.
1 4,0
ESPIGA DE SUJECIÓN
ACERO A-36 / 10-45 Torno CNC 0,25 1 $212.410
14,65 104,2 $19.397.548
Tabla 20 Tiempos de programación y fabricación pieza 1 y total
109 Empresa Mecanopartes Ltda., ubicada en Soacha Cundinamarca, dedicada a la fabricación de repuestos para maquinaria industrial. Cotización informal, según experiencia de los operarios, en cuanto a tiempos. 110 Trabajo de grado para título de Ingeniera Industrial “Sistema de costos por orden de producción para la empresa industrias acuña Ltda.”, por la autora Sandra Paola Chaparro de la Universidad Industrial de Santander, Bucaramanga en 2011.
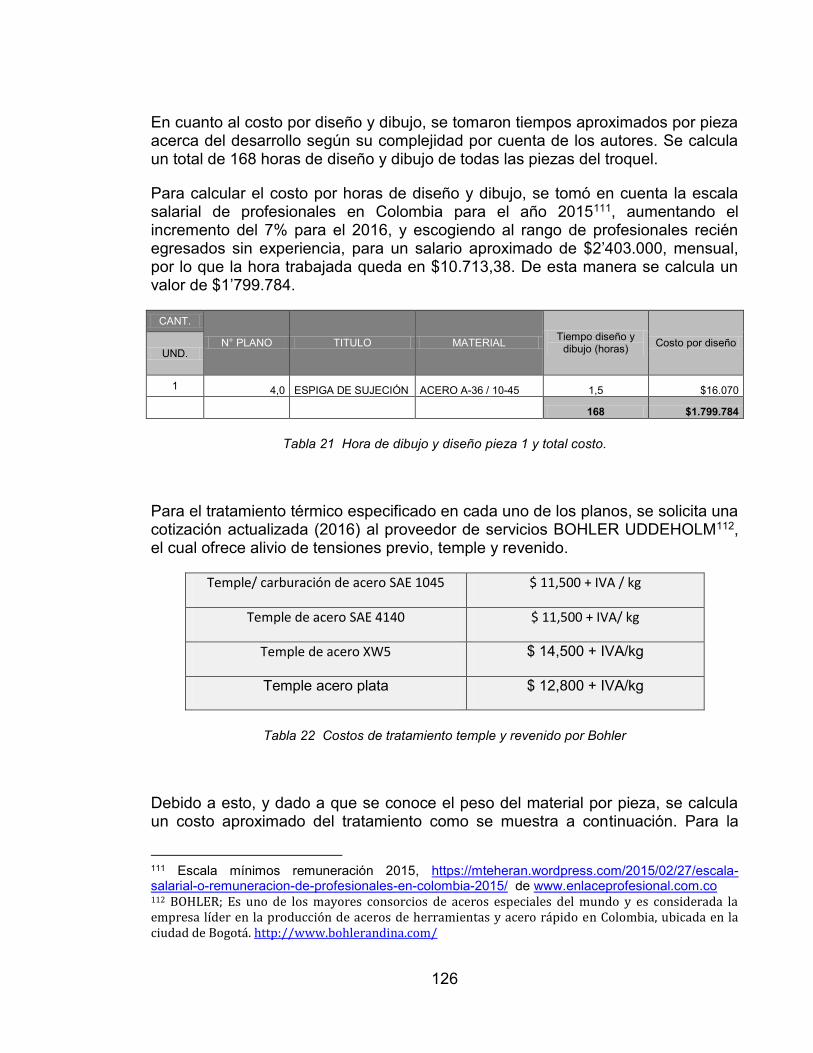
126
En cuanto al costo por diseño y dibujo, se tomaron tiempos aproximados por pieza acerca del desarrollo según su complejidad por cuenta de los autores. Se calcula un total de 168 horas de diseño y dibujo de todas las piezas del troquel.
Para calcular el costo por horas de diseño y dibujo, se tomó en cuenta la escala salarial de profesionales en Colombia para el año 2015111, aumentando el incremento del 7% para el 2016, y escogiendo al rango de profesionales recién egresados sin experiencia, para un salario aproximado de $2’403.000, mensual, por lo que la hora trabajada queda en $10.713,38. De esta manera se calcula un valor de $1’799.784.
CANT.
N° PLANO TITULO MATERIAL Tiempo diseño y
dibujo (horas) Costo por diseño
UND.
1 4,0 ESPIGA DE SUJECIÓN ACERO A-36 / 10-45 1,5 $16.070
168 $1.799.784
Tabla 21 Hora de dibujo y diseño pieza 1 y total costo.
Para el tratamiento térmico especificado en cada uno de los planos, se solicita una cotización actualizada (2016) al proveedor de servicios BOHLER UDDEHOLM112, el cual ofrece alivio de tensiones previo, temple y revenido.
Temple/ carburación de acero SAE 1045 $ 11,500 + IVA / kg
Temple de acero SAE 4140 $ 11,500 + IVA/ kg
Temple de acero XW5 $ 14,500 + IVA/kg
Temple acero plata $ 12,800 + IVA/kg
Tabla 22 Costos de tratamiento temple y revenido por Bohler
Debido a esto, y dado a que se conoce el peso del material por pieza, se calcula un costo aproximado del tratamiento como se muestra a continuación. Para la
111 Escala mínimos remuneración 2015, https://mteheran.wordpress.com/2015/02/27/escala-salarial-o-remuneracion-de-profesionales-en-colombia-2015/ de www.enlaceprofesional.com.co 112 BOHLER; Es uno de los mayores consorcios de aceros especiales del mundo y es considerada la empresa líder en la producción de aceros de herramientas y acero rápido en Colombia, ubicada en la ciudad de Bogotá. http://www.bohlerandina.com/
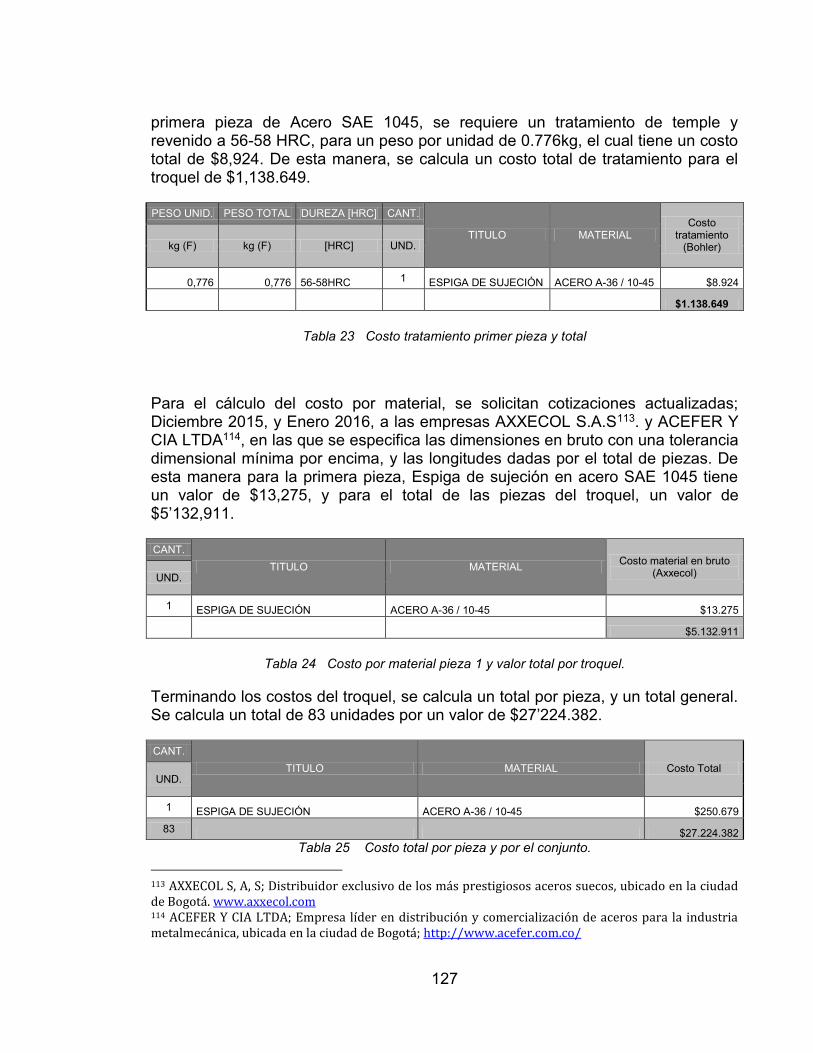
127
primera pieza de Acero SAE 1045, se requiere un tratamiento de temple y revenido a 56-58 HRC, para un peso por unidad de 0.776kg, el cual tiene un costo total de $8,924. De esta manera, se calcula un costo total de tratamiento para el troquel de $1,138.649.
PESO UNID. PESO TOTAL DUREZA [HRC] CANT.
TITULO MATERIAL Costo
tratamiento (Bohler) kg (F) kg (F) [HRC] UND.
0,776 0,776 56-58HRC 1 ESPIGA DE SUJECIÓN ACERO A-36 / 10-45 $8.924
$1.138.649
Tabla 23 Costo tratamiento primer pieza y total
Para el cálculo del costo por material, se solicitan cotizaciones actualizadas; Diciembre 2015, y Enero 2016, a las empresas AXXECOL S.A.S113. y ACEFER Y CIA LTDA114, en las que se especifica las dimensiones en bruto con una tolerancia dimensional mínima por encima, y las longitudes dadas por el total de piezas. De esta manera para la primera pieza, Espiga de sujeción en acero SAE 1045 tiene un valor de $13,275, y para el total de las piezas del troquel, un valor de $5’132,911.
CANT.
TITULO MATERIAL Costo material en bruto
(Axxecol) UND.
1 ESPIGA DE SUJECIÓN ACERO A-36 / 10-45 $13.275
$5.132.911
Tabla 24 Costo por material pieza 1 y valor total por troquel.
Terminando los costos del troquel, se calcula un total por pieza, y un total general. Se calcula un total de 83 unidades por un valor de $27’224.382.
CANT.
TITULO MATERIAL Costo Total UND.
1 ESPIGA DE SUJECIÓN ACERO A-36 / 10-45 $250.679
83 $27.224.382
Tabla 25 Costo total por pieza y por el conjunto.
113 AXXECOL S, A, S; Distribuidor exclusivo de los más prestigiosos aceros suecos, ubicado en la ciudad de Bogotá. www.axxecol.com 114 ACEFER Y CIA LTDA; Empresa líder en distribución y comercialización de aceros para la industria metalmecánica, ubicada en la ciudad de Bogotá; http://www.acefer.com.co/

128
Para finalizar, se sugiere un margen de utilidad del 40%, pues según el artículo, “Calcula correctamente el precio de venta”, de la página Think&tar115 , lo mínimo en la prestación de un servicio o producto es del 30%, según la competencia, la disponibilidad de negociación y la cantidad de clientes posibles. Éste mismo artículo, sugiere una fórmula para el cálculo del precio de venta, tomando en cuenta el valor neto del proyecto, y el porcentaje de utilidad. De esta manera, el precio de venta calculado, es de $45’373,970.
𝑃𝑟𝑒𝑐𝑖𝑜 𝑑𝑒 𝑣𝑒𝑛𝑡𝑎 =𝐶𝑜𝑠𝑡𝑜 𝑢𝑛𝑖𝑡𝑎𝑟𝑖𝑜 𝑡𝑜𝑡𝑎𝑙
1 − % 𝑑𝑒 𝑢𝑡𝑖𝑙𝑖𝑑𝑎𝑑
Realizando la comparación del troquel con la empresa española AMADOR VARAS, el cual es el proveedor original, se evidencia que el costo es mucho más bajo, pasa de 48,300 Euros ($176’987,083 al precio de hoy), a $45’353,970. Es decir, una diferencia de $131’633,113. Sin embargo, en este análisis de costos no se toman en cuenta costos fijos ni variables del proyecto, ya que la universidad debido a la modalidad de proyecto de grado, provee los insumos necesarios; como las instalaciones, las licencias estudiantiles de los programas CAD, las asesorías, libros y demás.
115 “Calcula correctamente el precio de venta”, de Think&Star, http://thinkandstart.com/2014/calcula-correctamente-el-precio-de-venta/
129
15. CONCLUSIONES Y RECOMENDACIONES
15.1 CONCLUSIONES
El diseño de un troquel es una labor minuciosa donde no hay opción para la improvisación, es un proceso que consta de diferentes etapas que van desde el conocimiento de los requerimientos del cliente, el diseño, conocimiento minucioso de la materia prima a transformar y la pieza que se quiere obtener, para luego pasar por la configuración geométrica del troquel, construcción y puesta a punto.
Durante el desarrollo del proyecto se evidencia la integración de diferentes ramas de la ingeniería, las cuales convergen en la obtención de un prototipo que cumple con todos los requerimientos técnicos trazados, las modificaciones realizadas a las herramientas compensan todas y cada una de las restricciones y limitaciones geométricas que la prensa permite.
Una formulación matemática apropiada aproxima valores físicos importantes el diseño de un troquel, como lo es la fuerza de corte y la fuerza de embutido requerida para el conformado de la pieza, esto permite tomar decisiones y confrontar los datos con las capacidades de las maquinas donde será instalado el troquel.
Los resultados mostrados, son producto de la unión industrial y académica, donde converge la experiencia de personal en la empresa y la competencia de nuevos profesionales en el diseño de troqueles, fácilmente materializable con la contribución de los importadores de aceros especiales y piezas para matricería, que ven en Colombia una oportunidad de mercado, haciendo posible la fabricación de estos dispositivos mecánicos con altos estándares de calidad.
Las empresas de fabricación de productos troquelados en serie, deben elegir el tipo de troquel más idóneo para su producción, esto conlleva a forjar una serie de consideraciones y análisis previos, con la finalidad de seguir un orden de prioridades que confluyan en un diseño adecuado y una construcción precisa del troquel.
El ajuste del troquel y de los troqueles en general, es un trabajo dispendioso y que implica gran desarrollo, son herramientas únicas, compuestas, muchas veces, por una gran variedad de piezas y cuyo costo puede oscilar entre US $750 y los US $12.000.

130
15.2 RECOMENDACIONES
o El troquel debe ser utilizado para el calibre de lámina que fue diseñado, y nunca abusar en ese sentido, utilizándolo para diferentes espesores, pues esto es causa del desgaste prematuro, e incluso la ruptura de la herramienta, esto debido a esfuerzos elevados que se pueden generar en las superficies frontales de las herramientas de formado.
o El dispositivo creado debe tener una alta resistencia a la compresión y al
desgaste, de modo que se deben utilizar aceros aleados con tratamiento térmicos indicados. Sin embargo, la eficiencia de las herramientas del troquel depende no solamente del material, sino también de la calidad del acabado superficial de éstas.
o La calidad superficial de la pieza troquelada depende, en gran medida, del
estado superficial de la herramienta, por lo tanto, las caras frontales de los punzones, formadores superiores e inferiores así como la cuchilla de corte, deben estar muy bien mecanizadas y sin rugosidades, de ser posible rectificadas y abrillantadas.
o El juego de punzones y cuchilla de corte, deben ser rectificados periódicamente,
pues no afilar la herramienta en las décimas o el periodo indicado es una de las causas principales de la disminución de la vida útil del elemento.
o La puesta en marcha de este tipo de dispositivos mecánicos, requieren en
ocasiones de ajustes de último momento, re diseño de partes, o adaptación de accesorios extras, esto debido a situaciones de ruido que se presentan en el montaje final.

131
16. BIBLIOGRAFÍA
[1]. Ávila Rodríguez Adolfo. (2009). Diseño y fabricación de un troquel para placas
de apagador. (Tesis curricular para el grado de Ingeniero Mecánico). Instituto
Politécnico Nacional, México.
[2]. Marín Villar, C. (Mayo-Julio 2009). Troqueles y troquelado, para la producción
de grandes series de piezas. Edición 12 (Procesos), primera página 16, última
página 22.
[3]. Cerón Hoyos José Enrique. (2013). Desarrollo de aspectos metodológicos en
el diseño de matrices progresivas. (Tesis para la Para la obtención del Título de
Doctor). Universidad de Cantabria, España.
[4]. Álvarez Luis Silverio. (2009). Metodología para el diseño de troqueles de corte
de chapa metálica, (Tesis curricular para el grado de Ingeniero Mecánico).
Universidad Autónoma de Occidente de Cali, Colombia.
[5]. Paul De Garmo, J. Temple Black, Ronald A. Kohser. (1988). Materiales y
procesos de fabricación, 2° Edición. Barcelona España. Editorial Reverté.
[6]. Steven R. Schmid, Schmid Steven, Serope Kalpakjian. (2002). Manufactura,
ingeniería y tecnología, 4° Edición. México, Editorial Pearson Educación.
[7]. Feldmann Heinz D. coaut, José Pinós Calvet. (1979). Estampado y Prensado
a Maquina: Manual Sobre Conformado en Frío y en Caliente de Aceros. Barcelona
España. Editorial Reverté.