
Dissertação de Mestrado Efeito da Taxa de Resfriamento e ...‡ÃO... · Mariana, fontes de...
104
Dissertação de Mestrado "Efeito da Taxa de Resfriamento e dos Tratamentos Térmicos sobre as Propriedades Mecânicas da Liga Al-Si-Mg (A356.0) Fundida" Autor: Paulo Sérgio Moreira Orientador: Profº Dr. Adilson Rodrigues da Costa Co-Orientadora: Profª Dra. Maria Aparecida Pinto Dezembro de 2011
Transcript of Dissertação de Mestrado Efeito da Taxa de Resfriamento e ...‡ÃO... · Mariana, fontes de...
Dissertação de Mestrado
"Efeito da Taxa de Resfriamento e dos Tratamentos Térmicos sobre as Propriedades Mecânicas da Liga
Al-Si-Mg (A356.0) Fundida"
Autor: Paulo Sérgio Moreira Orientador: Profº Dr. Adilson Rodrigues da Costa Co-Orientadora: Profª Dra. Maria Aparecida Pinto
Dezembro de 2011
Paulo Sérgio Moreira
“Efeito da Taxa de Resfriamento e dos Tratamentos Térmicos sobre as Propriedades Mecânicas da Liga
Al-Si-Mg (A356.0) fundida"
Dissertação de Mestrado apresentada ao Programa
de Pós-Graduação em Engenharia de Materiais da
REDEMAT, como parte integrante dos requisitos
para a obtenção do título de Mestre em Engenharia
de Materiais.
Área de concentração: Processo de Fabricação. Orientador: Profº Dr. Adilson Rodrigues da Costa Co-Orientadora: Profª Dra. Maria Aparecida Pinto
Ouro Preto, 15 de Dezembro de 2011.

I
AGRADECIMENTOS
Agradeço primeiramente a DEUS, pela saúde, sabedoria e por propiciar mais essa
conquista.
Agradeço especialmente à minha Querida esposa Ana Paula e à minha Linda filha
Mariana, fontes de esperança e alegria em minha vida.
À Professora Maria Aparecida, pela paciência, pela disponibilidade, pelos ensinamentos
e pela idealização deste Trabalho. Foi um grande aprendizado.
A todos os Técnicos e colegas de trabalho do DEMET: Sr. Osvaldo, Sidney, Celso,
Graciliano e José Procópio. Sem eles esse Trabalho não teria êxito.
Em Especial, ao Amigo Reinaldo, Técnico do Departamento de Controle e
Automação/EM/UFOP.
Ao Amigo Luiz Mauro. Sempre me apoiando.
Ao Professor Adilson Rodrigues, pelo apoio e pela confiança em meu Trabalho.
Aos Professores Eloísio, Raimundo e Itavahn. Participantes e incentivadores nesta
conquista. Muito Obrigado.
Ao Professor Geraldo pela sua colaboração, que, realmente, repercutiu nos bons
resultados deste Trabalho.
Ao Departamento de Engenharia Metalúrgica e de Materiais/EM/UFOP.
À Empresa ALCOA pela doação da liga.
À Empresa NOVELIS pela realização da análise química.
E a todos que me incentivaram neste Trabalho.
II
ÍNDICE
Agradecimentos ................................................................................................................ I
Lista de Figuras ................................................................................................................. III
Lista de Tabelas ................................................................................................................ X
Lista de Notações .............................................................................................................. XI
Resumo ............................................................................................................................. XIII
Abstract ............................................................................................................................. XIV
1 Introdução ...................................................................................................................... 01
2 Objetivos ........................................................................................................................
2.1 Objetivo Geral .........................................................................................................
2.2 Objetivos Específicos .............................................................................................
03
03
03
3 Revisão Bibliográfica ....................................................................................................
3.1 Ligas de Alumínio-Silício .......................................................................................
3.2 Liga Hipoeutética (A356.0) ....................................................................................
3.3 Refino de Grão ........................................................................................................
3.4 Condições de Solidificação da Liga A356.0 ...........................................................
3.5 Tratamento Térmico da Liga A356.0 .....................................................................
3.5.1 Tratamento térmico de solubilização e envelhecimento ................................
3.6 Propriedades Mecânicas da Liga A356.0 ...............................................................
3.6.1 Fraturas ..........................................................................................................
04
04
07
08
13
23
24
35
44
4 Materiais e Métodos .......................................................................................................
4.1 Produção das amostras.............................................................................................
4.2 Tratamento Térmico................................................................................................
4.3 Caracterização Microestrutural................................................................................
4.4 Avaliação do refino da estrutura..............................................................................
4.5 Análise das propriedades mecânicas........................................................................
46
46
50
52
52
43
III
5 Apresentação e discussão dos resultados .......................................................................
5.1 Perfil Térmico de Resfriamento e Espaçamento Dendrítico ..................................
5.1.1 Perfis térmicos de resfriamento .....................................................................
5.1.2 Espaçamento dendrítico .................................................................................
5.2 Caracterização Microestrutural das Amostras ........................................................
5.2.1 Análise microestrutural das amostras no estado bruto de solidificação ........
5.2.2 Análise microestrutural das amostras submetidas ao tratamento térmico T6.
5.2.3 Análise microestrutural do constituinte Mg2Si ..............................................
5.2.4 Microdureza Vickers ......................................................................................
5.3 Avaliação das Propriedades Mecânicas ..................................................................
5.3.1 Ensaio de tração .............................................................................................
5.3.2 Ensaio de impacto Charpy .............................................................................
5.3.3 Dureza Brinell ................................................................................................
5.3.4 Avaliação dos resultados obtidos nos ensaios mecânicos .............................
5.3.4.1 Efeito das condições de solidificação ................................................
5.3.4.2 Efeito do tratamento térmico (T6) .....................................................
5.3.5 Fractografia ....................................................................................................
55
55
55
57
60
60
62
64
65
67
67
68
69
70
70
71
72
6 Conclusões ..................................................................................................................... 77
7 Sugestões para trabalhos futuros .................................................................................... 78
Referências Bibliográficas ................................................................................................ 79
Anexo A ............................................................................................................................
Anexo B ............................................................................................................................
83
86
IV
LISTA DE FIGURAS
Figura 3.1 Diagrama de fases Al-Si (MURRAY & MCALISTER, 1998)..................................... 05
Figura 3.2 Microestruturas das ligas Al-Si (ROOY, 1998)............................................................ 06
Figura 3.3 Eficiências de titânio e boro no refino de ligas de alumínio (GARCIA, 2001).....................................................................................................................
10
Figura 3.4 Nucleação do alumínio pela reação peritética Líquido + TiAl3 → Al (FURLAN, 2008; GRUZLESKI & CLOSSET, 1990).....................................................................
11
Figura 3.5 Efeito da adição do refinador de grão Al-5Ti-1B: (a) sem adição, (b) com adição (ASM HANDBOOK, 1992)..........................................................................................
12
Figura 3.6 Modificação eutética observada por microscopia óptica de baixa resolução, (a) sem refinamento e (b) com refinamento (JIAN et al, 2006).................................................
12
Figura 3.7 Representação esquemática de uma microestrutura de solidificação (GARCIA, 2001)..............................................................................................................................
16
Figura 3.8 Rede dendrítica tridimensional para uma liga de alumínio hipoeutética 500x (CORRADI, 2006)........................................................................................................
16
Figura 3.9 Eutético Al-Si não modificado com o silício liderando o crescimento e cristais de silício interpenetrando os contornos de células eutéticas (FURLAN, 2008)..............................................................................................................................
16
Figura 3.10 Microestrutura de uma liga de Al-Si com solução sólida predominante (CORRADI, 2006)..............................................................................................................................
17
Figura 3.11 Microestrutura de uma liga de alumínio silício hipoeutética 100x (CORRADI, 2006)..............................................................................................................................
17
Figura 3.12 Influência da taxa de resfriamento sobre a microestrutura de solidificação (GARCIA, 2001)...........................................................................................................
18
Figura 3.13 Microestrutura da liga A356 fundida em molde de cobre refrigerado a água (ZHANG et al., 2008)...................................................................................................
18
Figura 3.14 Microestrutura da liga A356 correspondente à solidificação em areia (PERES et al., 2005)..............................................................................................................................
18
Figura 3.15 Micrografia da liga A356.2 não-modificada e solidificada rapidamente (PERES et al., 2005)........................................................................................................................
20
V
Figura 3.16 Relação entre DAS e taxa de resfriamento para a liga A356 (ZHANG et al., 2008)..............................................................................................................................
21
Figura 3.17 Efeito das condições de solidificação e da adição de cobre sobre o espaçamento dendrítico da liga A356 (SHABESTARI & MOEMENI, 2004)..................................
21
Figura 3.18 Microestrutura de solidificação de uma amostra da liga A356 fundida e não modificada: (a) molde de areia, (b) molde metálico (SHIVKUMAR et al., 1994)..............................................................................................................................
22
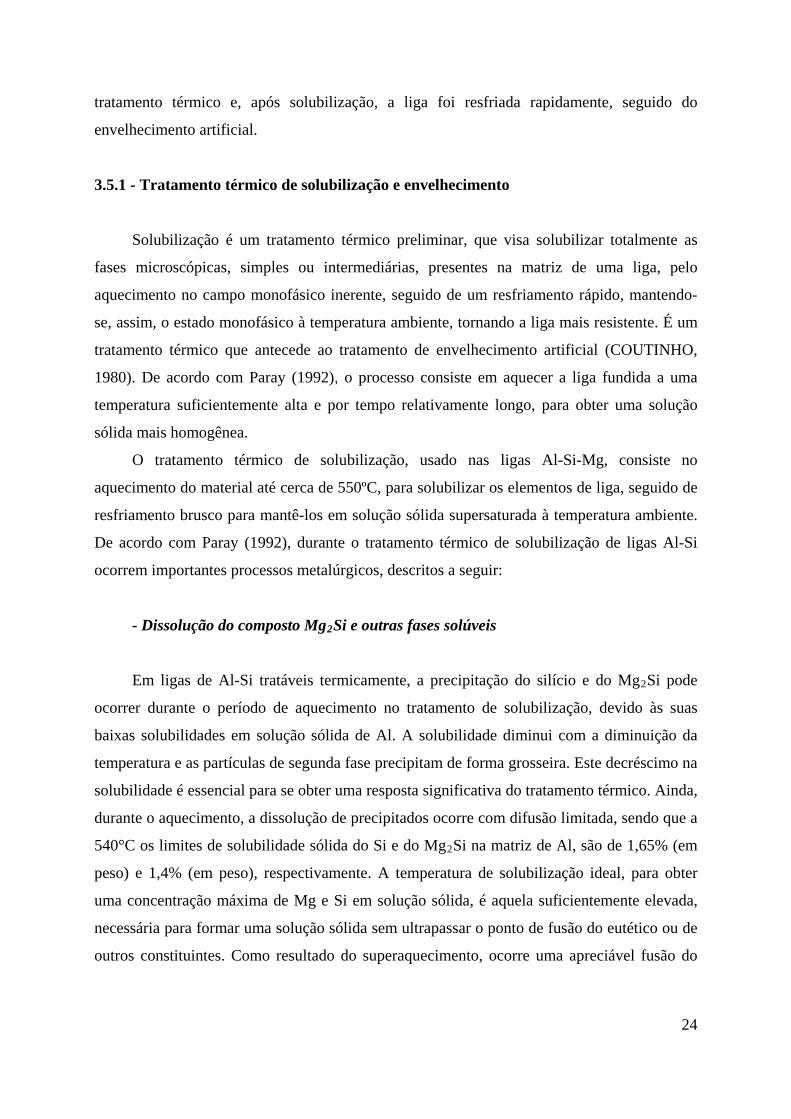
Figura 3.19 Precipitados de Mg2Si (fase mais escura, indicada pelas setas) em uma liga Al-Si antes do tratamento térmico (FURLAN, 2008; GARAT & SCALLET, 1978)..............................................................................................................................
25
Figura 3.20 (a) Estrutura bruta de solidificação da liga A356, com o silício na forma de placas; (b) Estrutura da liga A356 após tratamento térmico de solubilização a 535°C, por 4 horas (200X), (FURLAN, 2008; GARAT & SCALLET, 1978)................................................................................................................................
25
Figura 3.21 Diagrama de fase típico de sistemas que podem sofrer endurecimento por precipitação. A solubilidade de B em A diminui com a diminuição da temperatura, o que confere condição para ocorrer o endurecimento por precipitação (Adaptado de PARAY, 1992)..............................................................................................................
26
Figura 3.22 Relação entre as microestruturas de amostras da liga A356, fundida em areia e tratada termicamente, em função do tempo de solubilização. Não modificada: (a) 4h, (b) 16h, (c) 168h. Modificada: (d) 4h, (e) 16h, (f) 168h (SHIVKUMAR et al.,1994).........................................................................................................................
28
Figura 3.23 Micrografias obtidas por microscopia eletrônica de varredura (MEV), apresentando a influência do tempo de solubilização na evolução microestrutural da liga Al-Si-Mg-Cu (6,4%Si – 3,02%Cu – 0,59%Mg) tratada à 480°C. (a) após 4 horas, (b) após 12 horas, (c) após 30 horas, (d) após 72 horas, [1: partículas de silício eutético, 2: fase Al2Cu] (ALFONSO et al., 2006)...........................................................................
29
Figura 3.24 Relação entre as microestruturas de amostras da liga A356, fundida em molde metálico e tratada termicamente, em função do tempo de solubilização. Não modificada: (a) 4h, (b) 16h, (c) 168h. Modificada: (d) 4h, (e) 16h, (f) 168h (SHIVKUMAR et al., 1994).........................................................................................
31
Figura 3.25 Caracterização esquemática mostrando os principais estágios de mudança morfológica que ocorre com a fase silício eutético durante o tratamento térmico de solubilização, em ligas Al-Si não modificadas (Adaptado de SIGWORT, 1989)........
32
Figura 3.26 Diagrama de equilíbrio típico de sistemas que podem sofrer endurecimento por precipitação (Adaptado de PARAY, 1992)...................................................................
34
VI
Figura 3.27 Propriedades mecânicas de estruturas brutas de solidificação em função do tamanho de grão: A) Al 4,5% Cu; e B) Al 7%Si: pontos em negrito – modificada com sódio; e pontos claros – estado normal sem modificação (GARCIA, 2001)................................................................................................................................
37
Figura 3.28 Propriedades mecânicas da liga Al 7%Si em função do espaçamento dendrítico primário (GARCIA, 2001)..............................................................................................
38
Figura 3.29 Variação do limite de resistência à tração, da tensão limite de escoamento e do alongamento, em função do espaçamento dendrítico, para a liga A356 (GRUZLESKI & CLOSSET, 1990)........................................................................................................
39
Figura 3.30 Efeito da taxa de resfriamento sobre a microdureza (ZHANG et al., 2008)................................................................................................................................
40
Figura 3.31 Variação nas propriedades mecânicas de acordo com a quantidade de dendritas da fase Al- α, presentes na liga Al- Si 11,6% Fe 0,15% (LIAO et al., 2002)................................................................................................................................
41
Figura 3.32 Correlação entre as propriedades mecânicas e a quantidade de dendritas da fase Al- α na liga Al-Si 11,6% Fe 0,15% modificada completamente (LIAO et al., 2002)................................................................................................................................
41
Figura 3.33 Curvas de envelhecimento artificial de amostras da liga Al-Si-Cu-Mg tratadas em diferentes temperaturas (LI et al., 2004).........................................................................
42
Figura 3.34 Limite de resistência à tração (LRT) e alongamento da liga Al-Si-Cu-Mg envelhecida a 175°C em diferentes tempos (LI et al., 2004)..............................................................
43
Figura 3.35 Fractografia de uma liga não modificada e tratada termicamente, 1000X (FURLAN, 2008)................................................................................................................................
44
Figura 3.36 Fractografia de uma liga modificada e tratada termicamente, 1000X (FURLAN, 2008)................................................................................................................................
45
Figura 4.1 Caixa e modelo em madeira, utilizados para a confecção do molde de areia..................................................................................................................................
47
Figura 4.2 Molde de areia aglomerada com silicato de sódio/CO2...................................................
48
Figura 4.3 Molde metálico com sistema de refrigeração.................................................................. 48
Figura 4.4 Desenho esquemático do molde metálico bipartido, apresentando o sistema de refrigeração......................................................................................................................
48
Figura 4.5 Equipamento utilizado no monitoramento da extração de calor durante a solidificação.....................................................................................................................
49
VII
Figura 4.6 Destaque para o posicionamento dos termopares no molde metálico (a) e no molde de areia (b)............................................................................................................................
49
Figura 4.7 Peça final (lingote) obtida pela solidificação em molde de areia (a), em molde metálico sem refrigeração (b) e em molde metálico refrigerado (c)...............................
50
Figura 4.8 Análise microestrutural por MEV e análise pela técnica EDS da amostra solubilizada por 5 horas.......................................................................................................................
51
Figura 4.9 Exemplo de medições do espaçamento dendrítico secundário de amostra do lingote obtido em molde metálico refrigerado.............................................................................
52
Figura 4.10 Fabricação dos corpos de prova a partir do lingote solidificado: (a) corpo de prova para ensaio de impacto Charpy, (b) corpo de prova para ensaio de tração................................................................................................................................
54
Figura 4.11 Esquema do corpo-de-prova confeccionado para o ensaio de tração, de acordo com a norma ASTM E 8M – 04.................................................................................................
54
Figura 4.12 Esquema do corpo-de-prova Charpy utilizado no Ensaio de Impacto, de acordo com a norma ASTM E23 – 02 – Tipo A....................................................................................
54
Figura 5.1 Perfis térmicos de resfriamento obtidos no molde de areia, no molde metálico sem refrigeração e no molde metálico refrigerado..................................................................
55
Figura 5.2 Taxa de resfriamento (°C/s) em função do tempo (s) durante a solidificação em molde de areia, molde metálico sem refrigeração e molde metálico refrigerado........................................................................................................................
56
Figura 5.3 Taxas de resfriamento (°C/s) em função da temperatura (°C) durante a solidificação em molde de areia, molde metálico sem refrigeração e molde metálico refrigerado........................................................................................................................
56
Figura 5.4 Microestrutura das amostras da liga A356.0 obtidas em areia (a), em molde metálico refrigerado (b) e em molde metálico sem refrigeração (c), destacando as medições de algumas ramificações secundárias (λ2)............................................................................
58
Figura 5.5 Silício eutético lamelar com placas finas e quase paralelas em algumas regiões..............................................................................................................................
60
Figura 5.6 Amostra A, fundida em areia........................................................................................... 61
Figura 5.7 Amostra SR, fundida em molde metálico sem refrigeração............................................ 61
Figura 5.8 Amostra R, fundida em molde metálico refrigerado....................................................... 62
Figura 5.9 Amostra AT, fundida em areia e tratada termicamente................................................... 63
VIII
Figura 5.10 Amostra SRT, fundida em molde metálico sem refrigeração e tratada termicamente....................................................................................................................
63
Figura 5.12 Figura 5.12: Amostra AT, fundida em areia e tratada termicamente.............................. 63
Figura 5.13 Amostra SRT, fundida em molde metálico sem refrigeração e tratada termicamente...................................................................................................................
63
Figura 5.11 Amostra RT, fundida em molde metálico refrigerado e tratada termicamente....................................................................................................................
64
Figura 5.14 Amostra RT, fundida em molde metálico refrigerado e tratada termicamente....................................................................................................................
64
Figura 5.15 Microestrutura de solidificação de amostra da liga A356.0 obtida em molde de areia..................................................................................................................................
64
Figura 5.16 Microestrutura de solidificação de amostra da liga A356.0 obtida em molde metálico sem refrigeração...............................................................................................................
64
Figura 5.17 Mg2Si precipitado após tratamento térmico.................................................................... 65
Figura 5.18 Destaque das indentações observadas na região da matriz (Al-α) de uma amostra da liga A356.0 solidificada em molde de areia....................................................................
66
Figura 5.19 Efeito das condições de solidificação e do tratamento térmico sobre a Energia Absorvida no ensaio de Impacto Charpy.........................................................................
68
Figura 5.20 Porosidade (micro-rechupe) na amostra fundida em molde metálico refrigerado e tratada termicamente........................................................................................................
70
Figura 5.21 Mapas de Fluorescência de Raios-X da amostra RT....................................................... 71
Figura 5.22 Macrofratografia da amostra fundida em molde metálico sem refrigeração, rompida por tração, à temperatura ambiente (a) sem tratamento térmico; (b) tratada termicamente....................................................................................................................
73
Figura 5.23 Microfratografia da amostra fundida em molde de areia, rompida por tração, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente....................................................................................................................
73
Figura 5.24 Microfratografia da amostra fundida em molde metálico sem refrigeração, rompida por tração, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente....................................................................................................................
74
Figura 5.25 Microfratografia da amostra fundida em molde metálico refrigerado, rompida por tração, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente.
74
IX
Figura 5.26 Macrofratografia da amostra fundida em molde metálico sem refrigeração, rompida por impacto, à temperatura ambiente (a) sem tratamento térmico; (b) tratada termicamente....................................................................................................................
75
Figura 5.27 Microfratografia da amostra fundida em molde de areia, rompida por impacto, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente....................................................................................................................
75
Figura 5.28 Microfratografia da amostra fundida em molde metálico sem refrigeração, rompida por impacto, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente....................................................................................................................
75
Figura 5.29 Microfratografia da amostra fundida em molde metálico refrigerado, rompida por impacto, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente....................................................................................................................
76
X
LISTA DE TABELAS
Tabela 3.1 Composição química nominal (% em peso) da liga Al-Si - A356.0 (CAYLESS, 1997; ROOY, 1998)............................................................................................................08 Tabela 3.2 Propriedades Físicas da Liga A356.0 Fundida, Tratável Termicamente (Adaptado de ALCAN, 1993).............................................................................................08 Tabela 3.3 Propriedades Mecânicas da Liga A356.0 Fundida, Tratável Termicamente (Adaptado de ALCAN, 1993).............................................................................................08 Tabela 3.4 Valores médios de DAS e tamanho de grão de amostras da liga A356 fundida em molde de areia e molde metálico (molde de cobre) (SHIVKUMAR et al., 1994)....................................................................................................................................22 Tabela 4.1 Composição química nominal e real (% em peso) da liga Al-Si - A356.0.......46 Tabela 4.2 Resultados da análise química (EDS) realizada na região da matriz................51 Tabela 4.3 Identificação das amostras.................................................................................51 Tabela 5.1 Média dos valores do espaçamento dendrítico secundário (λ2) medidos em amostras obtidas nas diferentes condições de resfriamento................................................58 Tabela 5.2 Média dos valores calculados da constante K...................................................59 Tabela 5.3 Microdureza Vickers na região da matriz (Al α) das amostras analisadas.............................................................................................................................66 Tabela 5.4 Resultados obtidos no ensaio de tração.............................................................67 Tabela 5.5 Valores médios de Energia Absorvida (J) pelos corpos-de-prova no ensaio de Impacto Charpy...................................................................................................................68 Tabela 5.6 Dureza Brinell das amostras no estado bruto de solidificação e tratadas termicamente.......................................................................................................................69
XI
LISTA DE NOTAÇÕES
ALCAN – Alcan Alumínio do Brasil - SA
ALCOA – Aluminium Company of American
ASM - American Society for Metals
d - diâmetro do grão
DAS – Dendritic Arm Spacing / Espaçamento Inter Dendrítico (μm)
DSC - Calorimetria de Varredura Diferencial
EDS – Espectroscopia de Energia Dispersiva
EEO – Espectrometria de Emissão Ótica
GP - Zonas Guinier-Preston
HV – Microdureza Vickers
K - Constante que apresenta uma medida da extensão do empilhamento de discordâncias
LRT – Limite de resistência à tração
σo - Tensão de Atrito que se opõe ao movimento das discordâncias
M – Liga Al-Si modificada
XII
MEV – Microscopia Eletrônica de Varredura
Microlab - Laboratório de Microscopia e Microanálise
MO – Microscopia Óptica
mV - Milivoltagem
NM – Liga Al-Si sem modificação
SDAS - Espaçamento Interdendrítico Secundário
T6 – Tratamento Térmico de Solubilização e Envelhecimento Artificial
UTS – Limite de Resistência à Tração
YS – Limite de Escoamento
α- Fase da liga Al-Si
β – Fase Estável
β’- Fase Intermediária
λ1 – Espaçamento Dendrítico Primário
λ2 – Espaçamento Dendrítico Secundário
XIII
RESUMO
A liga A356.0 é muito utilizada na indústria aeroespacial, automotiva e em outras
aplicações estruturais onde se requer resistência mecânica elevada. O controle da taxa de
resfriamento na solidificação e os tratamentos térmicos são necessários para a obtenção de
microestruturas adequadas resultando em melhoria de suas propriedades. Neste trabalho
avaliou-se a influência da taxa de resfriamento imposta pela utilização de moldes de
diferentes materiais e de tratamento térmico (T6), sobre as microestruturas formadas em
amostras da liga A356.0 fundida e, posteriormente, a influência dessas alterações
microestruturais sobre as propriedades mecânicas da liga. As amostras foram fundidas em
molde de areia, em molde metálico sem refrigeração e em molde metálico refrigerado, sendo,
posteriormente, tratadas termicamente. As estruturas das amostras produzidas nos moldes
metálicos apresentaram um maior grau de refinamento em relação às amostras fundidas em
areia, visto que a taxa de resfriamento é mais elevada. Nas amostras tratadas termicamente
observou-se que a morfologia da matriz de Al-α não sofreu mudanças e que ocorreu uma
fragmentação e esferoidização das partículas de silício de forma mais discreta nas amostras
fundidas em areia e de forma mais acentuada nas amostras fundidas em molde metálico. As
propriedades mecânicas foram medidas por meio de ensaios mecânicos de tração, de impacto
Charpy e de dureza Brinell. Os lingotes produzidos no molde de areia apresentaram uma
microestrutura mais grosseira, sendo este um fator determinante para a diminuição das
propriedades mecânicas da liga. Em alguns lingotes produzidos no molde metálico refrigerado
observou-se a presença de poros (micro-rechupe) que, provavelmente, foram responsáveis
pela diminuição das propriedades mecânicas. Os lingotes produzidos nos molde metálicos
(sem refrigeração e refrigerado), onde a taxa de extração de calor foi maior, apresentaram
microestrutura mais refinada, com menores espaçamentos dendríticos. Tal microestrutura
propiciou as melhores características mecânicas às amostras. O tratamento térmico T6
melhorou consideravelmente as propriedades mecânicas da liga. A precipitação do Mg2Si
metaestável da solução supersaturada foi o principal fator que promoveu o aumento da
resistência mecânica.
Palavras-Chave: Liga A356.0, espaçamentos dendríticos, tratamento térmico T6, Mg2Si
metaestável.
XIV
ABSTRACT
The A356.0 alloy is widely used in aerospace and automotive industry and other
structural applications which require high mechanical strength. The control of solidification
cooling rate and heat treatments are necessary to obtain more appropriate microstructures
resulting in improvement of their properties. In this paper was evaluated the influence of
cooling rate imposed by the different mold materials and heat treatment (T6) on the
microstructures formed in samples of the alloy A356.0. In addition the influence of these
microstructural changes on mechanical properties of alloy was evaluated. The samples were
cast in sand mold, in metal mold without and with cooling cooled and then heat treated. The
structure refinement was greater in the metallic mold cast than the sand cast sample, due to
the higher cooling rate. The heat treated samples showed that the morphology of the Al-
matrix has not changed. The silicon particles undergo fewer fragmentations and
spheroidization in the sand cast samples compared to the samples cast in metallic molds. The
mechanical properties were measured by means of tensile test, Charpy impact and Brinell
hardness. The ingots produced in the sand mold present a coarse microstructure, which is a
determining factor for the decrease in mechanical properties of the alloy. In some ingots
produced in the cooled metal mold the presence of micropores was observed probably, being
responsible for the decrease in mechanical properties. The ingots produced in the metal mold
(without cooling and cooled), where the heat extraction rate was higher, showed finer
microstructure with smaller dendritic spacing. Such a microstructure provided the best
mechanical characteristics of the samples. The T6 heat treatment significantly improved the
mechanical properties of the alloy. The precipitation of the metastable supersaturated solution
Mg2Si was the main factor promoting the increase of mechanical strength.
Key-Words: A356.0 Alloy, dendritic spacings, T6 heat treatment, metastable Mg2Si.
1
CAPÍTULO 1 - INTRODUÇÃO
Buscando aumentar o campo de aplicação industrial das ligas de alumínio, faz-se
necessário um estudo minucioso do desenvolvimento e controle de processos de produção
destas ligas visando a melhoria de suas características de fundição e as propriedades físicas,
químicas e mecânicas das ligas.
O estudo das microestruturas dos materiais fundidos e tratados termicamente, mais
especificamente da liga A356.0, é fundamental para o entendimento da influência dos
parâmetros de processamento sobre as estruturas e propriedades da liga.
A liga A356.0 (Si – 7% e Mg – 0,35%), objeto deste trabalho, é muito utilizada na
indústria aeroespacial, indústria automotiva e outras aplicações estruturais onde é requerida
resistência mecânica elevada.
As ligas do sistema Al-Si são consideradas as mais importantes entre as ligas fundidas
de alumínio, principalmente por sua alta fluidez, baixa contração de solidificação, elevada
resistência à corrosão, boa soldabilidade, fácil brasagem e seu baixo coeficiente de expansão
térmica (PERES, 2005, SHABESTARI & MOEMENI, 2004).
A obtenção das melhores combinações de propriedades mecânicas de uma liga metálica
depende do controle de fatores envolvidos no tratamento do metal líquido e na solidificação,
tais como: grau de modificação do eutético, velocidade de solidificação e refino de grãos, bem
como etapas posteriores de processamentos, tais como tratamentos térmicos (FURLAN,
2008).
No processo de fundição, durante a solidificação, os metais e suas ligas formam
estruturas cristalinas com complexidades diversas. As microestruturas, constituídas de cristais
ou grãos cristalinos, que se formam à volta de núcleos de solidificação, podem apresentar
morfologias e dimensões muito variáveis em função da taxa de resfriamento, influenciando
diretamente as propriedades físicas, químicas e mecânicas do material. Neste sentido, Campos
Filho (1978) ressalta a necessidade de controle do processo de solidificação de uma liga, uma
vez que a frequência de nucleação é fator determinante no tamanho dos cristais.
A estrutura formada imediatamente após a solidificação determina as propriedades dos
produtos finais, não somente no caso de produtos fundidos, que são utilizados no estado bruto
de solidificação, mas também quando esses produtos são trabalhados para a produção de
barras, chapas e fios (OHNO, 1988; GARCIA, 2001). Geralmente procura-se obter uma
2
microestrutura mais homogênea, composta por grãos refinados e equiaxias, proporcionando
ao material melhores propriedades mecânicas.
Estudos mostram que a taxa de resfriamento é fator determinante no espaçamento entre
os ramos dendríticos e, segundo Zhang et al. (2008), esses espaçamentos (DAS – Dendritic
Arm Spacing) diminuem com o aumento da taxa de resfriamento e, consequentemente,
observa-se um acréscimo na resistência mecânica da liga. Uma condição operacional de alta
taxa de resfriamento da liga, o que reflete em menor tempo de solidificação, pode levar à
formação de uma microestrutura, granulometricamente, mais refinada, aumentando a
solubilidade do(s) soluto(s) e a formação de fases metaestáveis ou de precipitados
intergranulares. Além dos espaçamentos dendríticos, outros aspectos microestruturais têm
forte influência sobre as características mecânicas do produto, tais como: heterogeneidades de
composição química, tamanho, forma e distribuição espacial de inclusões não metálicas,
porosidades oriundas do aprisionamento de bolhas durante o processo de solidificação,
aspectos estes fortemente dependentes das condições de solidificação (GARCIA, 2001).
O controle da taxa de resfriamento por meio das condições de fundição, bem como a
aplicação de tratamentos térmicos específicos faz-se necessário, tendo em vista a obtenção de
microestruturas mais adequadas repercutindo, dessa forma, na melhoria das propriedades do
produto final, ampliando o seu campo de aplicação.
Neste trabalho avaliou-se a influência da taxa de resfriamento, imposta pela utilização
de moldes de diferentes materiais e dos tratamentos térmicos, sobre as microestruturas
formadas em amostras da liga A356.0 fundida e a consequente alteração nas propriedades do
material lingotado.
As amostras foram fundidas em molde de areia, em molde metálico sem refrigeração e
em molde metálico refrigerado, sendo, posteriormente, tratadas termicamente.
A caracterização da liga metálica, após as etapas de solidificação e tratamentos
térmicos, foi realizada por meio de microscopia óptica e microscopia eletrônica de varredura
(MEV), além de ensaios mecânicos de tração, dureza e impacto para avaliar a influência das
modificações microestruturais nas propriedades mecânicas.

3
CAPÍTULO 2 - OBJETIVOS
2.1 – Objetivo Geral
Avaliar a influência da taxa de resfriamento e do tratamento térmico T6 (solubilização e
envelhecimento artificial) sobre as propriedades mecânicas da liga Al-Si-Mg - A356.0
fundida, tais como: dureza, resistência à tração, resistência ao impacto, visando encontrar um
conjunto de parâmetros que otimize as propriedades do material.
2.2 – Objetivos Específicos
- Avaliar o efeito das condições de solidificação sobre a microestrutura por meio de
microscopia óptica e microscopia eletrônica de varredura;
- Avaliar o efeito do tratamento térmico T6 (solubilização e envelhecimento artificial) sobre a
microestrutura por meio de microscopia óptica e microscopia eletrônica de varredura;
- Avaliar o efeito das condições de solidificação e dos tratamentos térmicos sobre as
propriedades mecânicas da liga, por meio de ensaio de tração, ensaio de impacto (Charpy) e
dureza Brinell.

4
CAPÍTULO 3 – REVISÃO BIBLIOGRÁFICA 3.1 – Ligas de Alumínio-Silício
Quando se associa a crescente demanda por produtos de maior qualidade e durabilidade
aos requisitos de redução de consumo de matérias-primas, o alumínio e suas ligas aparecem
como alternativa bastante atrativa. O uso desses materiais, principalmente em substituição ao
aço e ao ferro fundido, permite a redução de peso do componente, a redução das perdas por
corrosão e o aumento do potencial de reciclagem. O considerável crescimento do consumo
desses materiais ao longo dos últimos anos é um bom indicador dessa tendência. As principais
limitações do alumínio referem-se à resistência mecânica e dureza, que são relativamente
baixas, mas que podem ser melhoradas pela adição de elementos de liga e por meio de
tratamentos térmicos específicos. Assim, justifica-se o crescimento do emprego das ligas de
alumínio em um grande número de aplicações, inclusive naquelas sujeitas a severas
solicitações mecânicas (INFOSOLDA, 2008).
De acordo com a ABAL (2007), o sucesso comercial no desenvolvimento de ligas de
alumínio data do descobrimento do fenômeno de “envelhecimento” de ligas metálicas, em
1906. O envelhecimento de ligas de alumínio que continham magnésio e silício como
elementos de liga conduziu também, ao desenvolvimento das principais ligas estruturais para
aplicações gerais de engenharia.
As ligas fundidas de alumínio exibem vantagens decisivas que levaram ao seu uso geral
e amplo. Dentre as vantagens das ligas de alumínio, destacam-se algumas tais como (ABIFA,
2008):
• redução de peso dos componentes;
• melhor absorção de vibração;
• boa resistência à fadiga, ductilidade, resistência à formação de trincas a quente;
• ausência de fragilização a temperaturas muito baixas;
• boa resistência ao desgaste;
• alta condutividade térmica, dentre outras.
Segundo Garcia (2001) cerca de 50% das ligas de alumínio utilizadas na indústria de
fundição consistem de ligas do sistema alumínio-silício. A ampla utilização de ligas desse
sistema deve-se à combinação de diferentes características físicas e mecânicas, tais como:
5
elevada fluidez, pequena contração na solidificação, resistência à corrosão, soldabilidade e
boa relação resistência/peso, dentre outras.
É importante ressaltar que as ligas do sistema Al-Si, em virtude de suas propriedades
físicas e mecânicas, são utilizadas para a fabricação de peças fundidas, como por exemplo,
pistões para motores de automóveis e aviões. Entretanto elas também encontram algumas
aplicações, tais como: produtos trabalhados, metais de adição para soldagem (caso da liga
4043), podendo também ser usadas para a fabricação de pistões forjados e em algumas
aplicações arquitetônicas (INFOMET, 2008). De acordo com Moreira e Fuoco (2008), as
principais aplicações dessas ligas envolvem peças de uso geral, coletores de admissão,
cabeçotes e blocos de motor, pistões e rodas automotivas, peças estruturais para a indústria
aeroespacial e componentes de suspensão.
O amplo uso das ligas Al-Si, em aplicações nas quais a qualidade da estrutura resultante
da solidificação é muito importante, está relacionado com as características que o seu
principal elemento de liga, o silício, confere às primeiras. O silício propicia a redução da
contração durante a solidificação, reduz a porosidade nas peças fundidas, reduz o coeficiente
de expansão térmica e melhora a soldabilidade (INFOMET, 2008). Além destas
características, pode-se citar o aumento da fluidez, da fundibilidade, da resistência mecânica e
da resistência às trincas de solidificação (FURLAN, 2008).
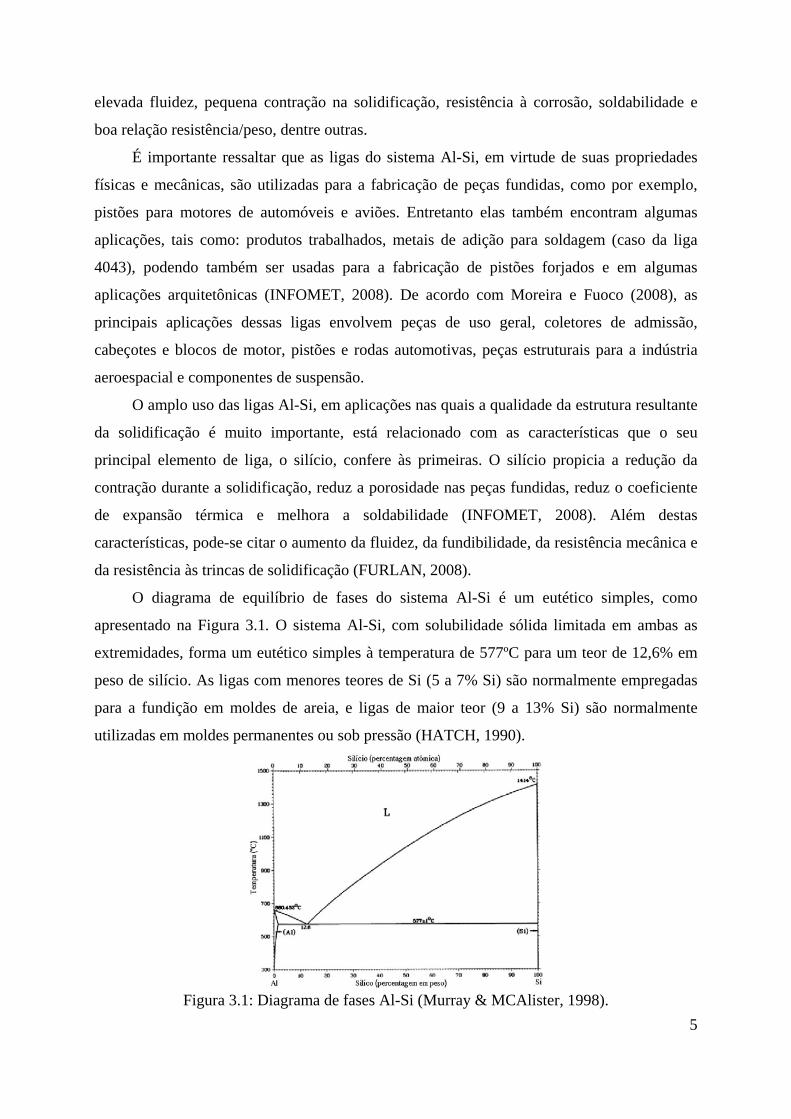
O diagrama de equilíbrio de fases do sistema Al-Si é um eutético simples, como
apresentado na Figura 3.1. O sistema Al-Si, com solubilidade sólida limitada em ambas as
extremidades, forma um eutético simples à temperatura de 577ºC para um teor de 12,6% em
peso de silício. As ligas com menores teores de Si (5 a 7% Si) são normalmente empregadas
para a fundição em moldes de areia, e ligas de maior teor (9 a 13% Si) são normalmente
utilizadas em moldes permanentes ou sob pressão (HATCH, 1990).
Figura 3.1: Diagrama de fases Al-Si (Murray & MCAlister, 1998).
6
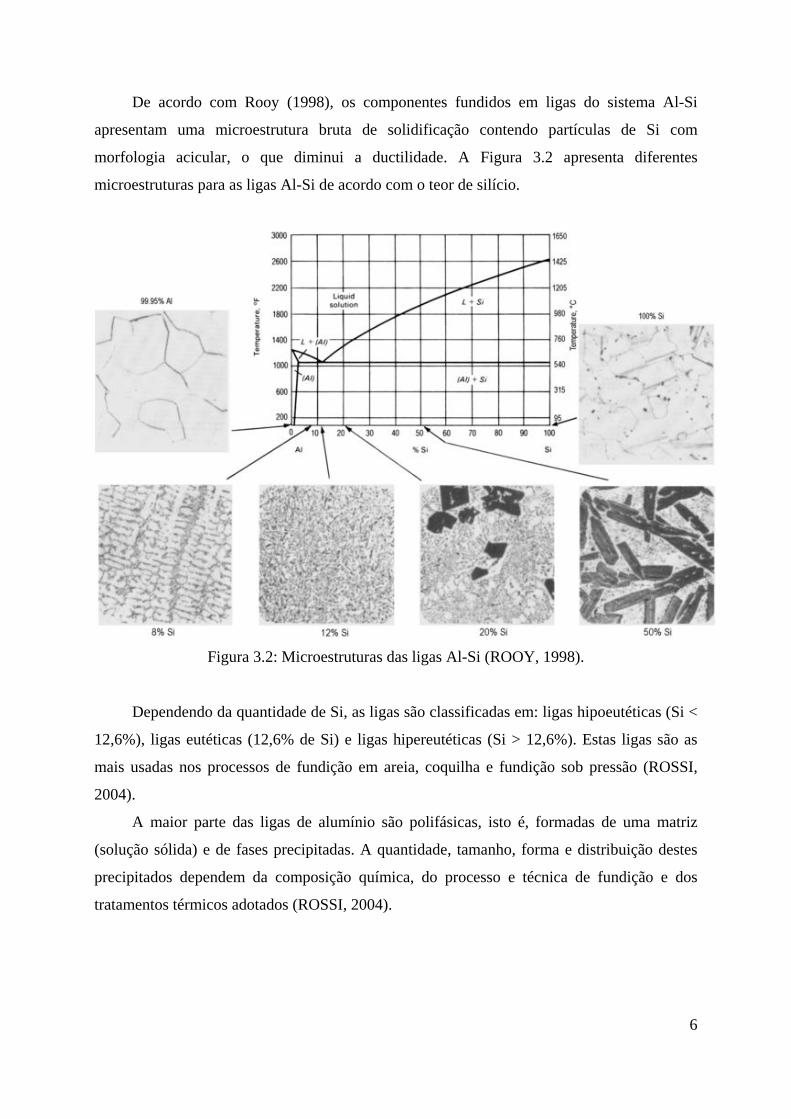
De acordo com Rooy (1998), os componentes fundidos em ligas do sistema Al-Si
apresentam uma microestrutura bruta de solidificação contendo partículas de Si com
morfologia acicular, o que diminui a ductilidade. A Figura 3.2 apresenta diferentes
microestruturas para as ligas Al-Si de acordo com o teor de silício.
Figura 3.2: Microestruturas das ligas Al-Si (ROOY, 1998).
Dependendo da quantidade de Si, as ligas são classificadas em: ligas hipoeutéticas (Si <
12,6%), ligas eutéticas (12,6% de Si) e ligas hipereutéticas (Si > 12,6%). Estas ligas são as
mais usadas nos processos de fundição em areia, coquilha e fundição sob pressão (ROSSI,
2004).
A maior parte das ligas de alumínio são polifásicas, isto é, formadas de uma matriz
(solução sólida) e de fases precipitadas. A quantidade, tamanho, forma e distribuição destes
precipitados dependem da composição química, do processo e técnica de fundição e dos
tratamentos térmicos adotados (ROSSI, 2004).
7
3.2 – Liga Hipoeutética (A356. 0)
As ligas da série 300 são ligas que contêm o silício como elemento de liga principal,
além de adições de outros elementos como o magnésio ou o cobre. Esta categoria de ligas de
alumínio é a mais utilizada para fundição, com diversas aplicações na engenharia elétrica,
naval, automotiva, aeroespacial, por apresentar elevada relação resistência/peso e excelente
fundibilidade (JENG & CHEN; 1997; ZHANG et al, 2008; KORI et al, 2000). As ligas de Al-
Si são endurecíveis por precipitação devido à presença de magnésio que forma o composto
Mg2Si (siliceto de magnésio). Uma distribuição mais uniforme desse composto pode ser
obtida através do tratamento térmico de solubilização, com resfriamento rápido e posterior
tratamento de envelhecimento (PARAY, 1992). Além disso, essa adição melhora as
propriedades mecânicas e físicas do material.
Na liga A356.0 o teor de magnésio é de 0,35%. Esta liga apresenta baixas quantidades
de impurezas e de fases intermetálicas, além de excelente soldabilidade, resistência à
corrosão, estanqueidade, ótima fundibilidade, elevada relação resistência/peso e baixo custo
(LIOU et al., 1997; ALFONSO et al, 2006). O cobre e o ferro são impurezas que devem ser
controladas, pois formam compostos intermetálicos que fragilizam o material (FURLAN,
2008).
Segundo Jian et al (2006) ligas da série 300, mais especificamente a liga A356, contêm
aproximadamente 50% em volume de fases eutéticas, sendo que a microestrutura final é
fortemente determinada pela reação eutética. Devido à sua estrutura cristalina romboédrica, o
crescimento do silício ocorre preferencialmente nas direções <112> sobre planos (111), sendo
esta fase facetada com crescimento fortemente anisotrópico.
As ligas hipoeutéticas (teor de silício menor que 12,6%) são formadas por uma fase
primária de alumínio com morfologia dendrítica e do eutético Al-Si. Os vazios entre esses
ramos dendríticos são preenchidos por fases intermetálicas e pela estrutura eutética. O
eutético Al-Si é do tipo anômalo, porque as características de crescimento do alumínio e do
silício eutéticos são não-facetado e facetado, respectivamente (GRUGEL, 1993; ROSSI,
2004; PERES et al, 2005; MOREIRA e FUOCO, 2008; FURLAN, 2008).
Para baixas taxas de crescimento dos cristais da fase pró-eutética (e baixos gradientes de
temperatura), a fase silício facetada nucleia e cresce antes da fase rica em alumínio e assume
sua morfologia de placas. Em taxas de resfriamento e gradientes de temperatura mais
elevados, a cinética de super-resfriamento constitucional necessário para o crescimento da
8
fase silício aumenta de tal forma que a fase alumínio cresce à frente do silício, levando a fase
silício a crescer em vazios ou cavidades, na frente de solidificação (FLEMINGS, 1974).
A composição química nominal e algumas propriedades físicas e mecânicas da liga
A356.0, foco do presente trabalho, são apresentadas nas Tabelas 3.1, 3.2 e 3.3,
respectivamente.
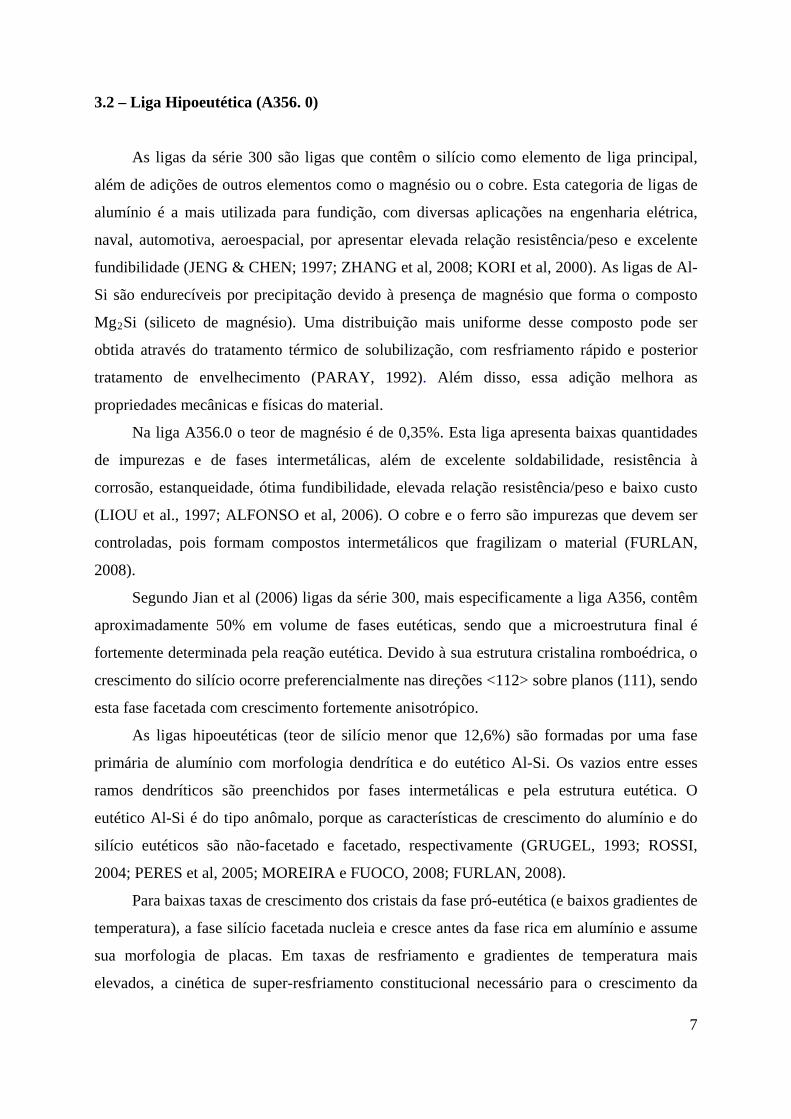
Tabela 3.1 -: - Composição química nominal (% em peso) da liga Al-Si - A356.0 (CAYLESS, 1997; ROOY, 1998).
Si Femáx Cumáx Mn Mg Zn Ti Outrosmáx. Al
6,5-7,5 0,20 0,20 0,10 0,25-0,45 0,10 0,20 0,15 Balanço
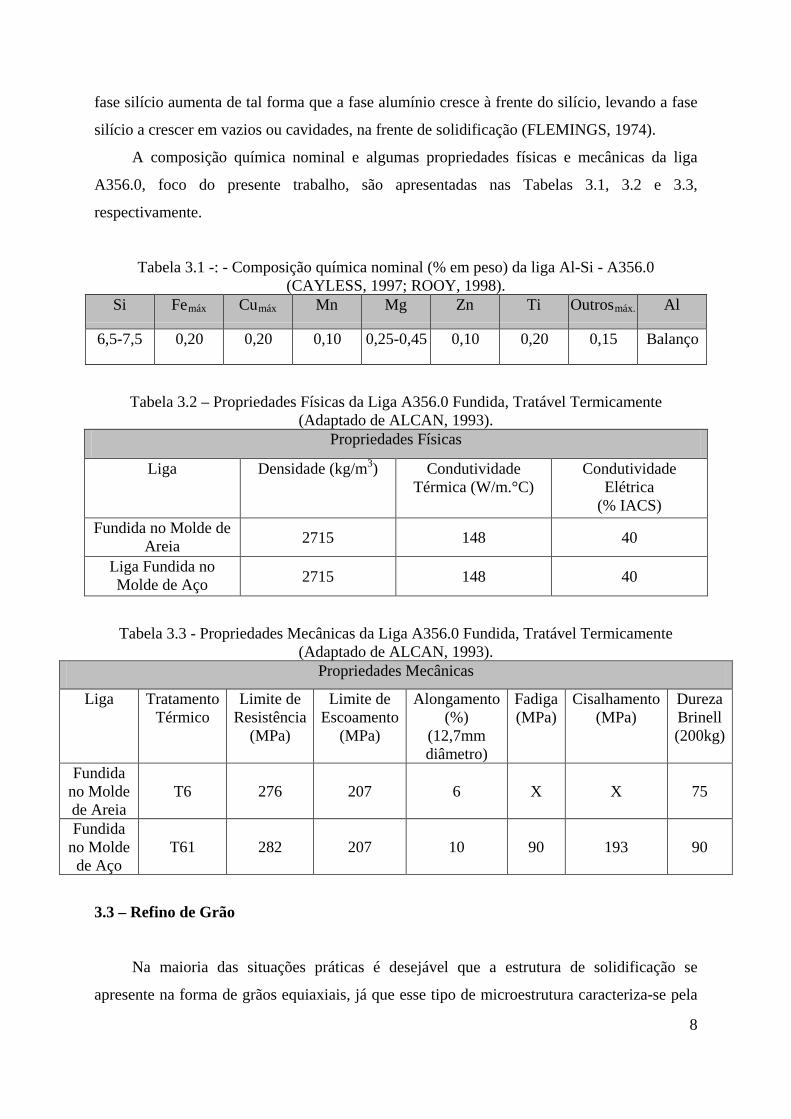
Tabela 3.2 – Propriedades Físicas da Liga A356.0 Fundida, Tratável Termicamente (Adaptado de ALCAN, 1993).
Propriedades Físicas
Liga Densidade (kg/m3) Condutividade Térmica (W/m.°C)
Condutividade Elétrica
(% IACS) Fundida no Molde de
Areia 2715 148 40
Liga Fundida no Molde de Aço 2715 148 40
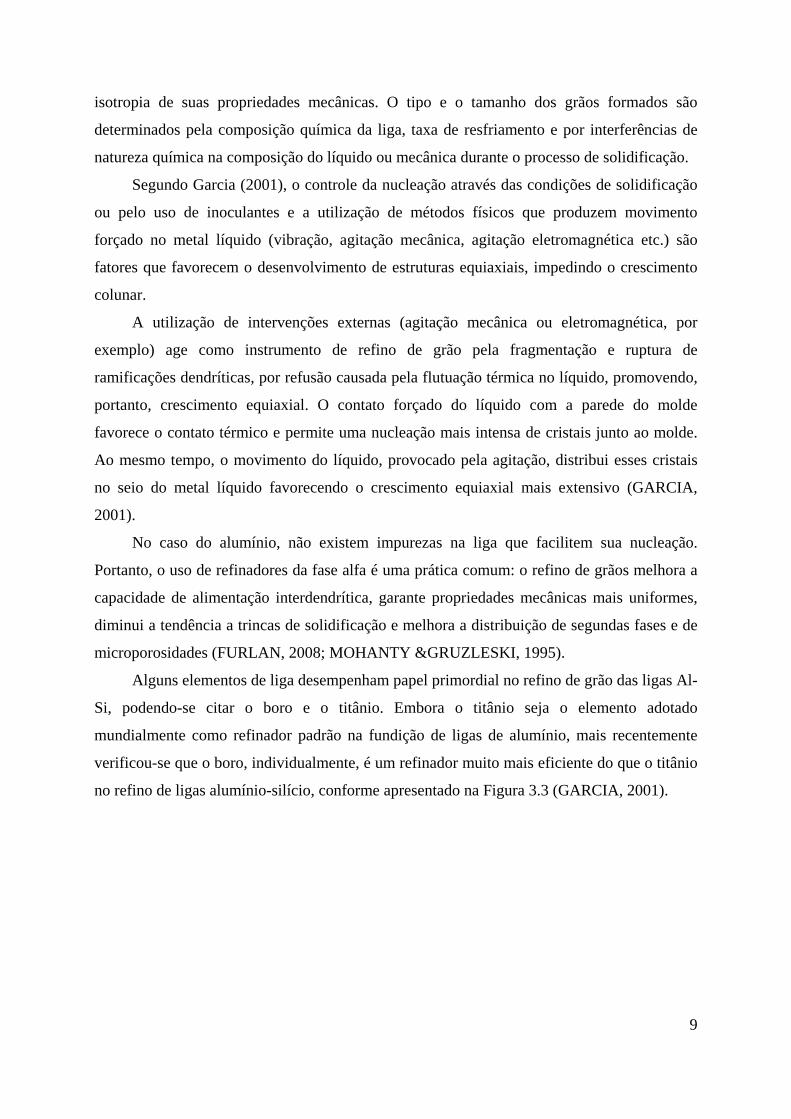
Tabela 3.3 - Propriedades Mecânicas da Liga A356.0 Fundida, Tratável Termicamente (Adaptado de ALCAN, 1993).
Propriedades Mecânicas
Liga Tratamento Térmico
Limite de Resistência
(MPa)
Limite de Escoamento
(MPa)
Alongamento (%)
(12,7mm diâmetro)
Fadiga (MPa)
Cisalhamento (MPa)
Dureza Brinell (200kg)
Fundida no Molde de Areia
T6 276 207 6 X X 75
Fundida no Molde
de Aço T61 282 207 10 90 193 90
3.3 – Refino de Grão
Na maioria das situações práticas é desejável que a estrutura de solidificação se
apresente na forma de grãos equiaxiais, já que esse tipo de microestrutura caracteriza-se pela
9
isotropia de suas propriedades mecânicas. O tipo e o tamanho dos grãos formados são
determinados pela composição química da liga, taxa de resfriamento e por interferências de
natureza química na composição do líquido ou mecânica durante o processo de solidificação.
Segundo Garcia (2001), o controle da nucleação através das condições de solidificação
ou pelo uso de inoculantes e a utilização de métodos físicos que produzem movimento
forçado no metal líquido (vibração, agitação mecânica, agitação eletromagnética etc.) são
fatores que favorecem o desenvolvimento de estruturas equiaxiais, impedindo o crescimento
colunar.
A utilização de intervenções externas (agitação mecânica ou eletromagnética, por
exemplo) age como instrumento de refino de grão pela fragmentação e ruptura de
ramificações dendríticas, por refusão causada pela flutuação térmica no líquido, promovendo,
portanto, crescimento equiaxial. O contato forçado do líquido com a parede do molde
favorece o contato térmico e permite uma nucleação mais intensa de cristais junto ao molde.
Ao mesmo tempo, o movimento do líquido, provocado pela agitação, distribui esses cristais
no seio do metal líquido favorecendo o crescimento equiaxial mais extensivo (GARCIA,
2001).
No caso do alumínio, não existem impurezas na liga que facilitem sua nucleação.
Portanto, o uso de refinadores da fase alfa é uma prática comum: o refino de grãos melhora a
capacidade de alimentação interdendrítica, garante propriedades mecânicas mais uniformes,
diminui a tendência a trincas de solidificação e melhora a distribuição de segundas fases e de
microporosidades (FURLAN, 2008; MOHANTY &GRUZLESKI, 1995).
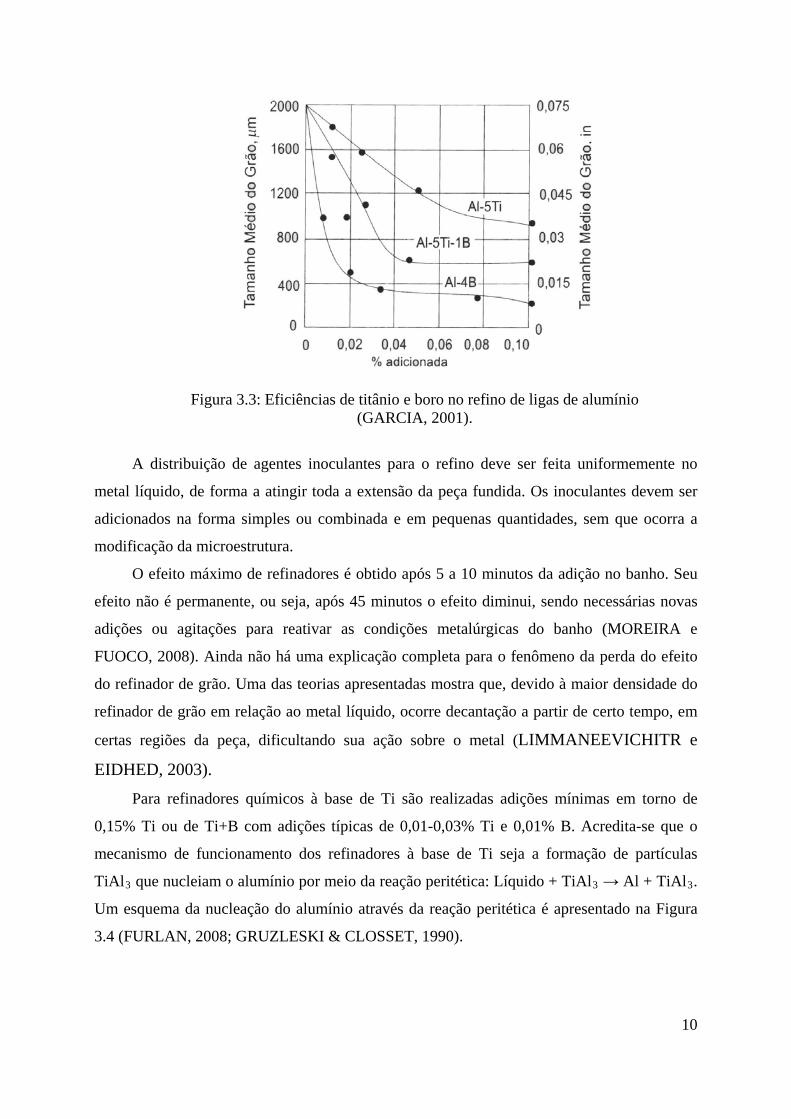
Alguns elementos de liga desempenham papel primordial no refino de grão das ligas Al-
Si, podendo-se citar o boro e o titânio. Embora o titânio seja o elemento adotado
mundialmente como refinador padrão na fundição de ligas de alumínio, mais recentemente
verificou-se que o boro, individualmente, é um refinador muito mais eficiente do que o titânio
no refino de ligas alumínio-silício, conforme apresentado na Figura 3.3 (GARCIA, 2001).
10
Figura 3.3: Eficiências de titânio e boro no refino de ligas de alumínio
(GARCIA, 2001).
A distribuição de agentes inoculantes para o refino deve ser feita uniformemente no
metal líquido, de forma a atingir toda a extensão da peça fundida. Os inoculantes devem ser
adicionados na forma simples ou combinada e em pequenas quantidades, sem que ocorra a
modificação da microestrutura.
O efeito máximo de refinadores é obtido após 5 a 10 minutos da adição no banho. Seu
efeito não é permanente, ou seja, após 45 minutos o efeito diminui, sendo necessárias novas
adições ou agitações para reativar as condições metalúrgicas do banho (MOREIRA e
FUOCO, 2008). Ainda não há uma explicação completa para o fenômeno da perda do efeito
do refinador de grão. Uma das teorias apresentadas mostra que, devido à maior densidade do
refinador de grão em relação ao metal líquido, ocorre decantação a partir de certo tempo, em
certas regiões da peça, dificultando sua ação sobre o metal (LIMMANEEVICHITR e
EIDHED, 2003).
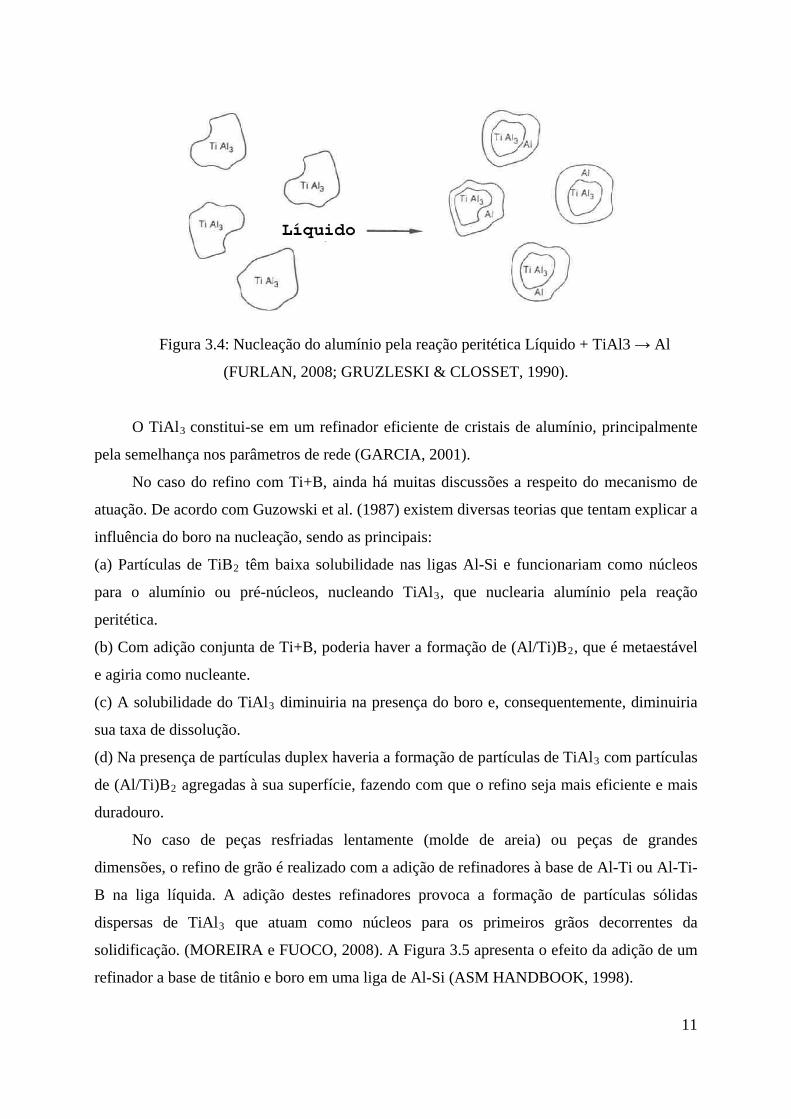
Para refinadores químicos à base de Ti são realizadas adições mínimas em torno de
0,15% Ti ou de Ti+B com adições típicas de 0,01-0,03% Ti e 0,01% B. Acredita-se que o
mecanismo de funcionamento dos refinadores à base de Ti seja a formação de partículas
TiAl3 que nucleiam o alumínio por meio da reação peritética: Líquido + TiAl3 → Al + TiAl3.
Um esquema da nucleação do alumínio através da reação peritética é apresentado na Figura
3.4 (FURLAN, 2008; GRUZLESKI & CLOSSET, 1990).
11
Figura 3.4: Nucleação do alumínio pela reação peritética Líquido + TiAl3 → Al
(FURLAN, 2008; GRUZLESKI & CLOSSET, 1990).
O TiAl3 constitui-se em um refinador eficiente de cristais de alumínio, principalmente
pela semelhança nos parâmetros de rede (GARCIA, 2001).
No caso do refino com Ti+B, ainda há muitas discussões a respeito do mecanismo de
atuação. De acordo com Guzowski et al. (1987) existem diversas teorias que tentam explicar a
influência do boro na nucleação, sendo as principais:
(a) Partículas de TiB2 têm baixa solubilidade nas ligas Al-Si e funcionariam como núcleos
para o alumínio ou pré-núcleos, nucleando TiAl3, que nuclearia alumínio pela reação
peritética.
(b) Com adição conjunta de Ti+B, poderia haver a formação de (Al/Ti)B2, que é metaestável
e agiria como nucleante.
(c) A solubilidade do TiAl3 diminuiria na presença do boro e, consequentemente, diminuiria
sua taxa de dissolução.
(d) Na presença de partículas duplex haveria a formação de partículas de TiAl3 com partículas
de (Al/Ti)B2 agregadas à sua superfície, fazendo com que o refino seja mais eficiente e mais
duradouro.
No caso de peças resfriadas lentamente (molde de areia) ou peças de grandes
dimensões, o refino de grão é realizado com a adição de refinadores à base de Al-Ti ou Al-Ti-
B na liga líquida. A adição destes refinadores provoca a formação de partículas sólidas
dispersas de TiAl3 que atuam como núcleos para os primeiros grãos decorrentes da
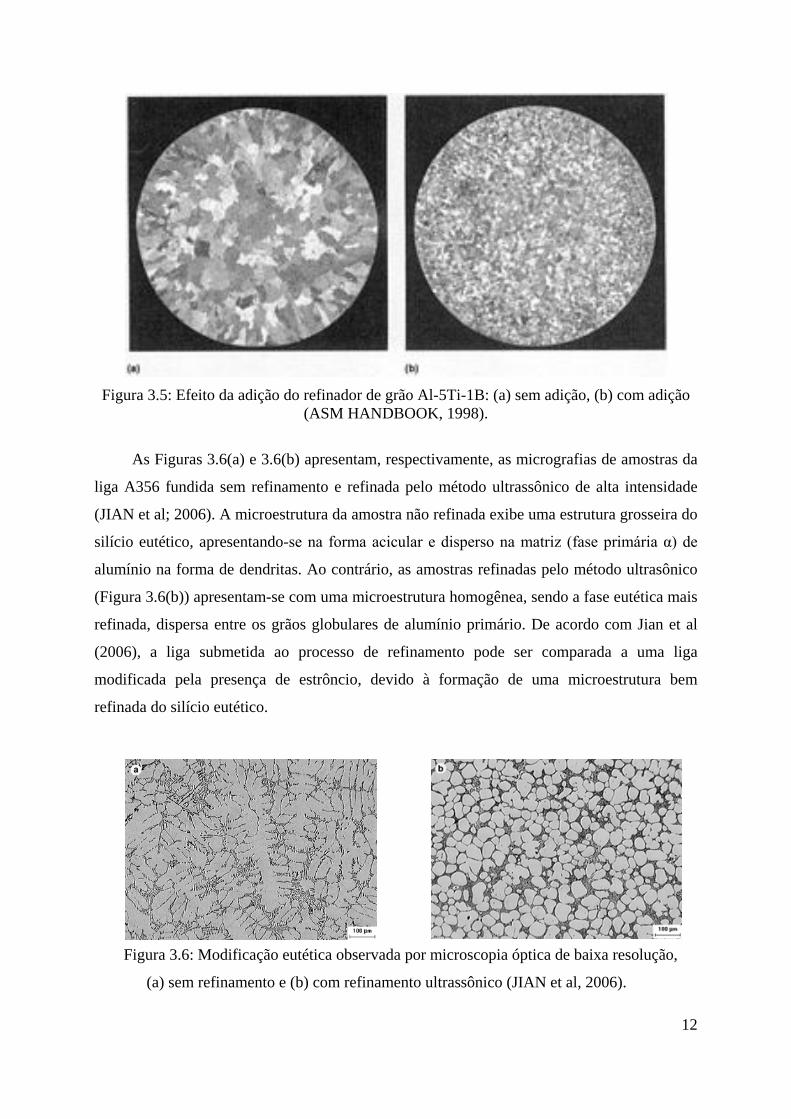
solidificação. (MOREIRA e FUOCO, 2008). A Figura 3.5 apresenta o efeito da adição de um
refinador a base de titânio e boro em uma liga de Al-Si (ASM HANDBOOK, 1998).
12
Figura 3.5: Efeito da adição do refinador de grão Al-5Ti-1B: (a) sem adição, (b) com adição
(ASM HANDBOOK, 1998).
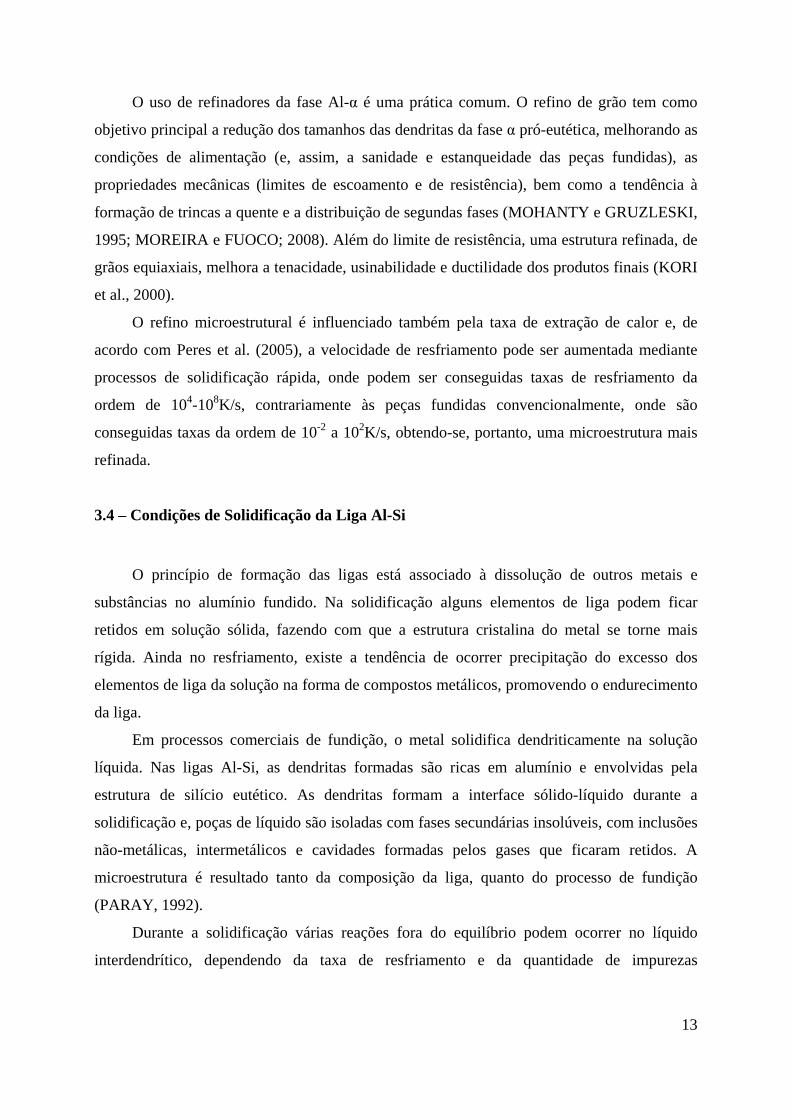
As Figuras 3.6(a) e 3.6(b) apresentam, respectivamente, as micrografias de amostras da
liga A356 fundida sem refinamento e refinada pelo método ultrassônico de alta intensidade
(JIAN et al; 2006). A microestrutura da amostra não refinada exibe uma estrutura grosseira do
silício eutético, apresentando-se na forma acicular e disperso na matriz (fase primária α) de
alumínio na forma de dendritas. Ao contrário, as amostras refinadas pelo método ultrasônico
(Figura 3.6(b)) apresentam-se com uma microestrutura homogênea, sendo a fase eutética mais
refinada, dispersa entre os grãos globulares de alumínio primário. De acordo com Jian et al
(2006), a liga submetida ao processo de refinamento pode ser comparada a uma liga
modificada pela presença de estrôncio, devido à formação de uma microestrutura bem
refinada do silício eutético.
Figura 3.6: Modificação eutética observada por microscopia óptica de baixa resolução,
(a) sem refinamento e (b) com refinamento ultrassônico (JIAN et al, 2006).
13
O uso de refinadores da fase Al-α é uma prática comum. O refino de grão tem como
objetivo principal a redução dos tamanhos das dendritas da fase α pró-eutética, melhorando as
condições de alimentação (e, assim, a sanidade e estanqueidade das peças fundidas), as
propriedades mecânicas (limites de escoamento e de resistência), bem como a tendência à
formação de trincas a quente e a distribuição de segundas fases (MOHANTY e GRUZLESKI,
1995; MOREIRA e FUOCO; 2008). Além do limite de resistência, uma estrutura refinada, de
grãos equiaxiais, melhora a tenacidade, usinabilidade e ductilidade dos produtos finais (KORI
et al., 2000).
O refino microestrutural é influenciado também pela taxa de extração de calor e, de
acordo com Peres et al. (2005), a velocidade de resfriamento pode ser aumentada mediante
processos de solidificação rápida, onde podem ser conseguidas taxas de resfriamento da
ordem de 104-108K/s, contrariamente às peças fundidas convencionalmente, onde são
conseguidas taxas da ordem de 10-2 a 102K/s, obtendo-se, portanto, uma microestrutura mais
refinada.
3.4 – Condições de Solidificação da Liga Al-Si
O princípio de formação das ligas está associado à dissolução de outros metais e
substâncias no alumínio fundido. Na solidificação alguns elementos de liga podem ficar
retidos em solução sólida, fazendo com que a estrutura cristalina do metal se torne mais
rígida. Ainda no resfriamento, existe a tendência de ocorrer precipitação do excesso dos
elementos de liga da solução na forma de compostos metálicos, promovendo o endurecimento
da liga.
Em processos comerciais de fundição, o metal solidifica dendriticamente na solução
líquida. Nas ligas Al-Si, as dendritas formadas são ricas em alumínio e envolvidas pela
estrutura de silício eutético. As dendritas formam a interface sólido-líquido durante a
solidificação e, poças de líquido são isoladas com fases secundárias insolúveis, com inclusões
não-metálicas, intermetálicos e cavidades formadas pelos gases que ficaram retidos. A
microestrutura é resultado tanto da composição da liga, quanto do processo de fundição
(PARAY, 1992).
Durante a solidificação várias reações fora do equilíbrio podem ocorrer no líquido
interdendrítico, dependendo da taxa de resfriamento e da quantidade de impurezas
14
(principalmente ferro e manganês) (PARAY, 1992). Backerud et al. (1990) fizeram um estudo
abrangente que revelou as seguintes reações na solidificação da liga A356:
A macroestrutura típica de materiais fundidos é caracterizada pela presença de três
regiões distintas, ou seja, zonas com diferentes morfologias entre os grãos, sendo
caracterizadas como zona colunar, zona coquilhada e zona equiaxial central. A zona
coquilhada é constituída por grãos refinados que se formam antes da zona colunar. A zona
colunar é formada por grãos alongados e na região central tem-se a zona equiaxial
caracterizada por uma estrutura mais homogênea, com grãos de mesmo tamanho.
De acordo com Flemings (1974) metais com estrutura cúbica apresentam orientação de
crescimento de grãos ao acaso, sendo que o crescimento colunar se inicia a partir da zona
coquilhada, onde os grãos avançam orientados favoravelmente, desenvolvendo rapidamente
uma textura preferencial com os grãos vizinhos. A orientação mais favorável para o
crescimento é, na maioria das vezes, a direção dendrítica preferencial, por exemplo, <100>
para metais cúbicos. Um fator adicional na orientação dos grãos é o fluxo de calor na interface
sólido-líquido.
A granulometria da estrutura de ligas de alumínio fundidas pode ser definida através do
controle da taxa de solidificação onde o tamanho da célula dendrítica ou espaçamento do
ramo dendrítico, a formação e a distribuição das fases microestruturais e o tamanho de grão
sofrem alterações (ASM HANDBOOK, 1998).
Uma vez fixada a composição química da liga metálica, os parâmetros térmicos e
cinéticos do processo de solidificação se encarregarão de determinar a microestrutura
resultante. A temperatura de vazamento do metal líquido surge como primeira variável a ser
15
considerada no processo de solidificação, associada às correntes convectivas que são geradas
durante o preenchimento do molde. O molde por sua vez absorve o calor do metal líquido e,
dependendo da sua capacidade de extração de calor, têm-se diferentes taxas de resfriamento
da peça.
Dependendo da composição da liga, as condições termodinâmicas do processo de
solidificação podem impor a rejeição de soluto ou solvente cuja movimentação está associada
à transferência de calor. Essa associação de transferência de massa e calor impõe condições
que determinarão a morfologia de crescimento e, consequentemente, o arranjo
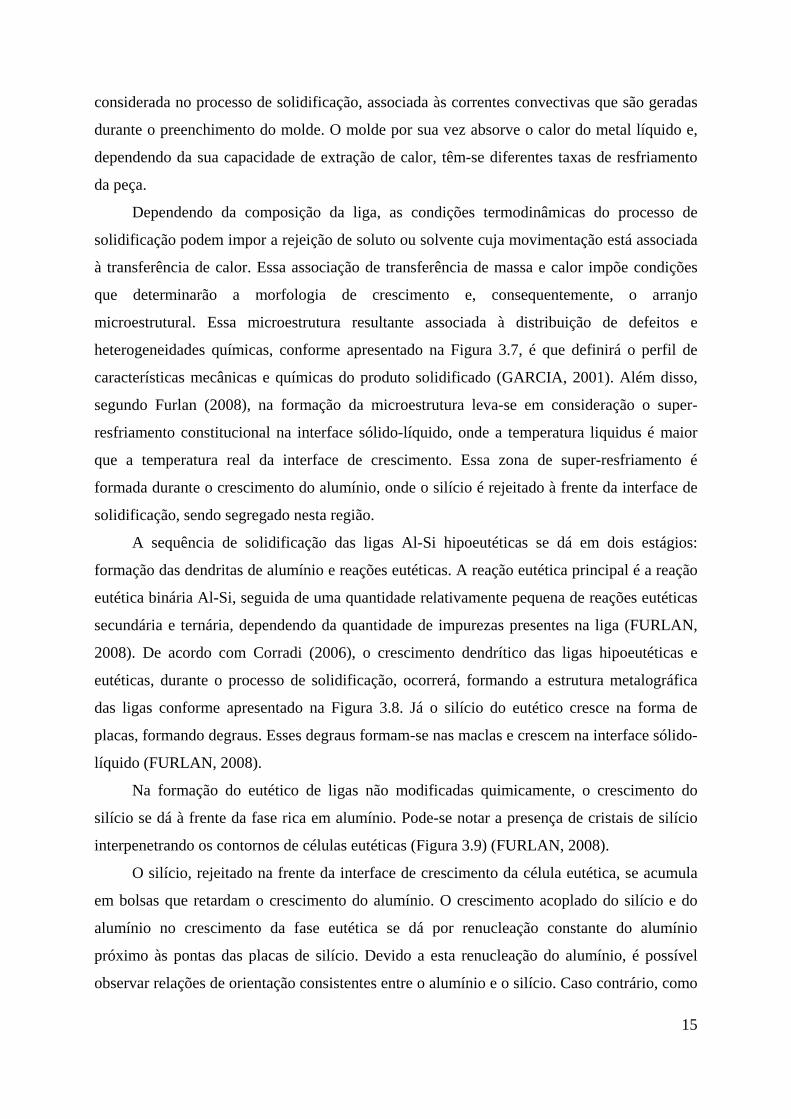
microestrutural. Essa microestrutura resultante associada à distribuição de defeitos e
heterogeneidades químicas, conforme apresentado na Figura 3.7, é que definirá o perfil de
características mecânicas e químicas do produto solidificado (GARCIA, 2001). Além disso,
segundo Furlan (2008), na formação da microestrutura leva-se em consideração o super-
resfriamento constitucional na interface sólido-líquido, onde a temperatura liquidus é maior
que a temperatura real da interface de crescimento. Essa zona de super-resfriamento é
formada durante o crescimento do alumínio, onde o silício é rejeitado à frente da interface de
solidificação, sendo segregado nesta região.
A sequência de solidificação das ligas Al-Si hipoeutéticas se dá em dois estágios:
formação das dendritas de alumínio e reações eutéticas. A reação eutética principal é a reação
eutética binária Al-Si, seguida de uma quantidade relativamente pequena de reações eutéticas
secundária e ternária, dependendo da quantidade de impurezas presentes na liga (FURLAN,
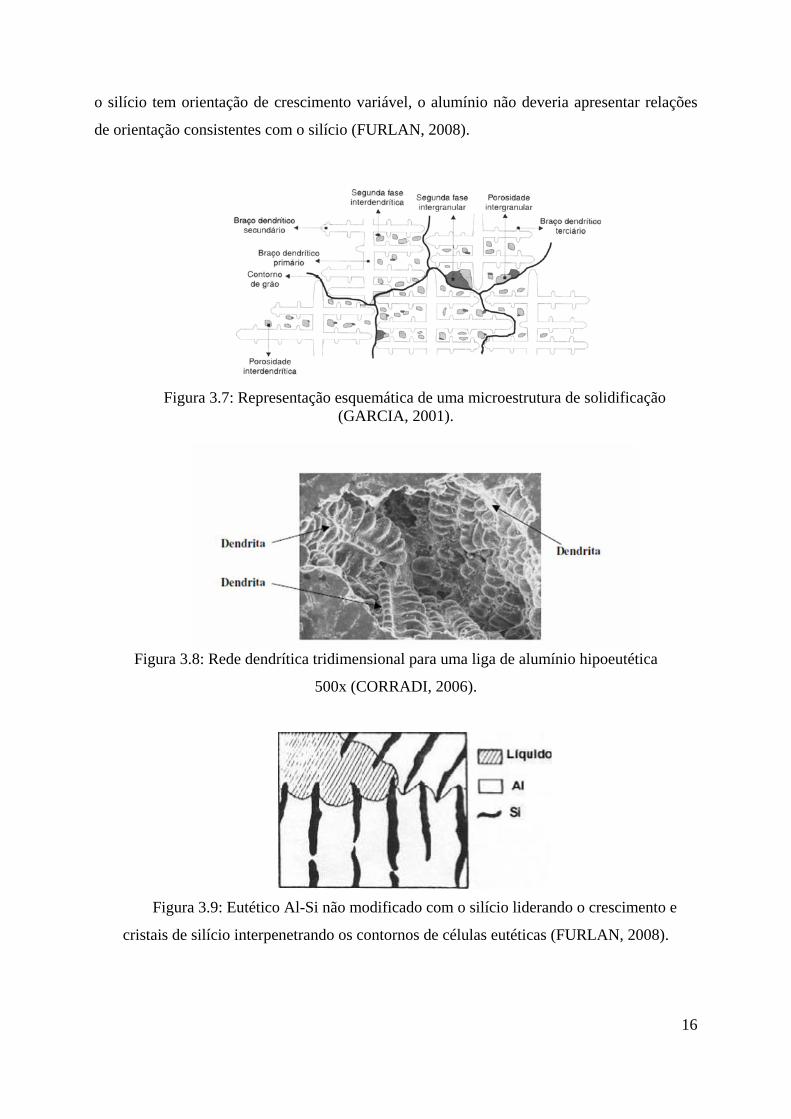
2008). De acordo com Corradi (2006), o crescimento dendrítico das ligas hipoeutéticas e
eutéticas, durante o processo de solidificação, ocorrerá, formando a estrutura metalográfica
das ligas conforme apresentado na Figura 3.8. Já o silício do eutético cresce na forma de
placas, formando degraus. Esses degraus formam-se nas maclas e crescem na interface sólido-
líquido (FURLAN, 2008).
Na formação do eutético de ligas não modificadas quimicamente, o crescimento do
silício se dá à frente da fase rica em alumínio. Pode-se notar a presença de cristais de silício
interpenetrando os contornos de células eutéticas (Figura 3.9) (FURLAN, 2008).
O silício, rejeitado na frente da interface de crescimento da célula eutética, se acumula
em bolsas que retardam o crescimento do alumínio. O crescimento acoplado do silício e do
alumínio no crescimento da fase eutética se dá por renucleação constante do alumínio
próximo às pontas das placas de silício. Devido a esta renucleação do alumínio, é possível
observar relações de orientação consistentes entre o alumínio e o silício. Caso contrário, como
16
o silício tem orientação de crescimento variável, o alumínio não deveria apresentar relações
de orientação consistentes com o silício (FURLAN, 2008).
Figura 3.7: Representação esquemática de uma microestrutura de solidificação
(GARCIA, 2001).
Figura 3.8: Rede dendrítica tridimensional para uma liga de alumínio hipoeutética
500x (CORRADI, 2006).
Figura 3.9: Eutético Al-Si não modificado com o silício liderando o crescimento e
cristais de silício interpenetrando os contornos de células eutéticas (FURLAN, 2008).
17
De acordo com Dobrzanski et al. (2007), as condições de solidificação da liga também
têm forte influência sobre a estrutura eutética. Ligas com concentração de silício menor que
12,6% formam precipitados de alumínio como fases primárias, com morfologia dendrítica e,
acima de 12,6%, formam partículas de silício primário.
Ligas AlSiCu hipoeutéticas de alta pureza exibem três reações durante o processo de
solidificação, iniciando com a formação de dendritas de alumínio, seguido pelo
desenvolvimento de duas principais fases eutéticas. A presença de elementos de liga e
impurezas tais como Cu, Mg, Mn e Fe, leva à formação de constituintes mais complexos
(incluindo intermetálicos) (DOBRZANSKI et al., 2007).
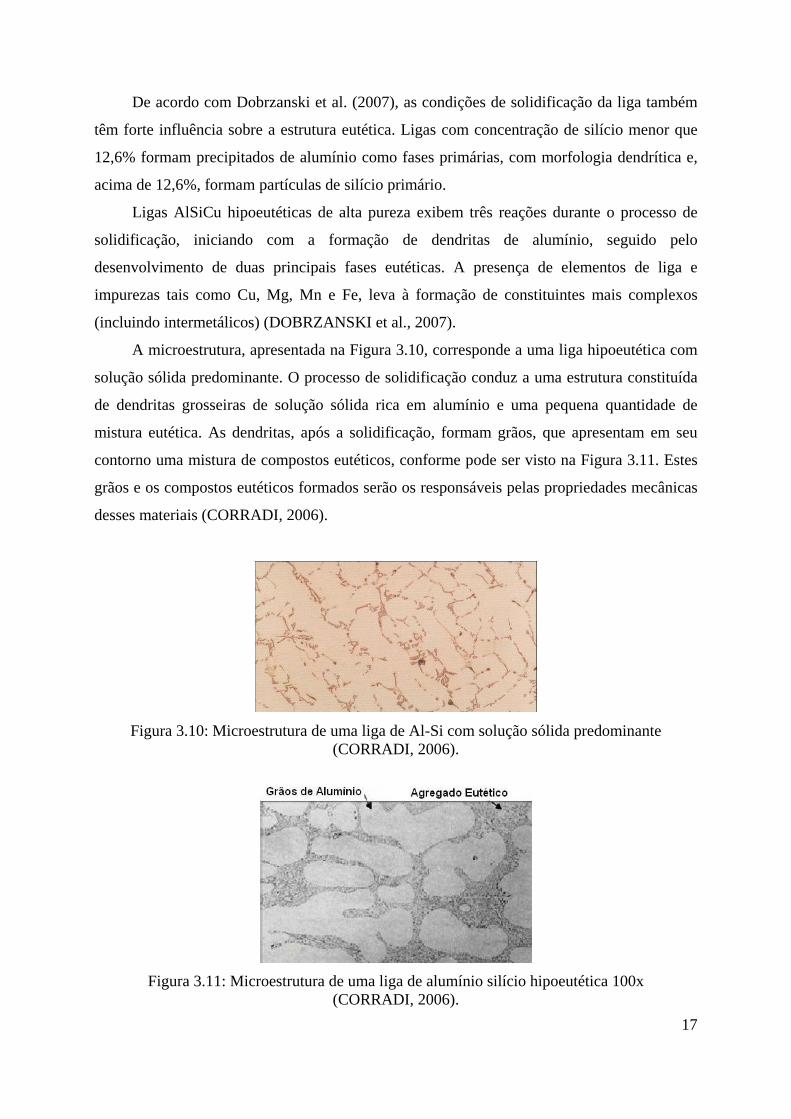
A microestrutura, apresentada na Figura 3.10, corresponde a uma liga hipoeutética com
solução sólida predominante. O processo de solidificação conduz a uma estrutura constituída
de dendritas grosseiras de solução sólida rica em alumínio e uma pequena quantidade de
mistura eutética. As dendritas, após a solidificação, formam grãos, que apresentam em seu
contorno uma mistura de compostos eutéticos, conforme pode ser visto na Figura 3.11. Estes
grãos e os compostos eutéticos formados serão os responsáveis pelas propriedades mecânicas
desses materiais (CORRADI, 2006).
Figura 3.10: Microestrutura de uma liga de Al-Si com solução sólida predominante
(CORRADI, 2006).
Figura 3.11: Microestrutura de uma liga de alumínio silício hipoeutética 100x
(CORRADI, 2006).
18
De acordo com Paray (1992), um aumento na taxa de resfriamento promove o
refinamento da microestrutura. Uma microestrutura refinada contém partículas de compostos
intermetálicos que favorecem a nucleação heterogênea. Tamanho de grão fino melhora a
sanidade e propriedades mecânicas da peça fundida, além de minimizar a contração, a
formação de trincas a quente e as porosidades.
O aumento da taxa de solidificação leva ao refinamento dos parâmetros estereológicos
do silício, tais como a redução no alargamento das placas e um aumento na fração do nível de
modificação do silício (DOBRZANSKI et al., 2007).
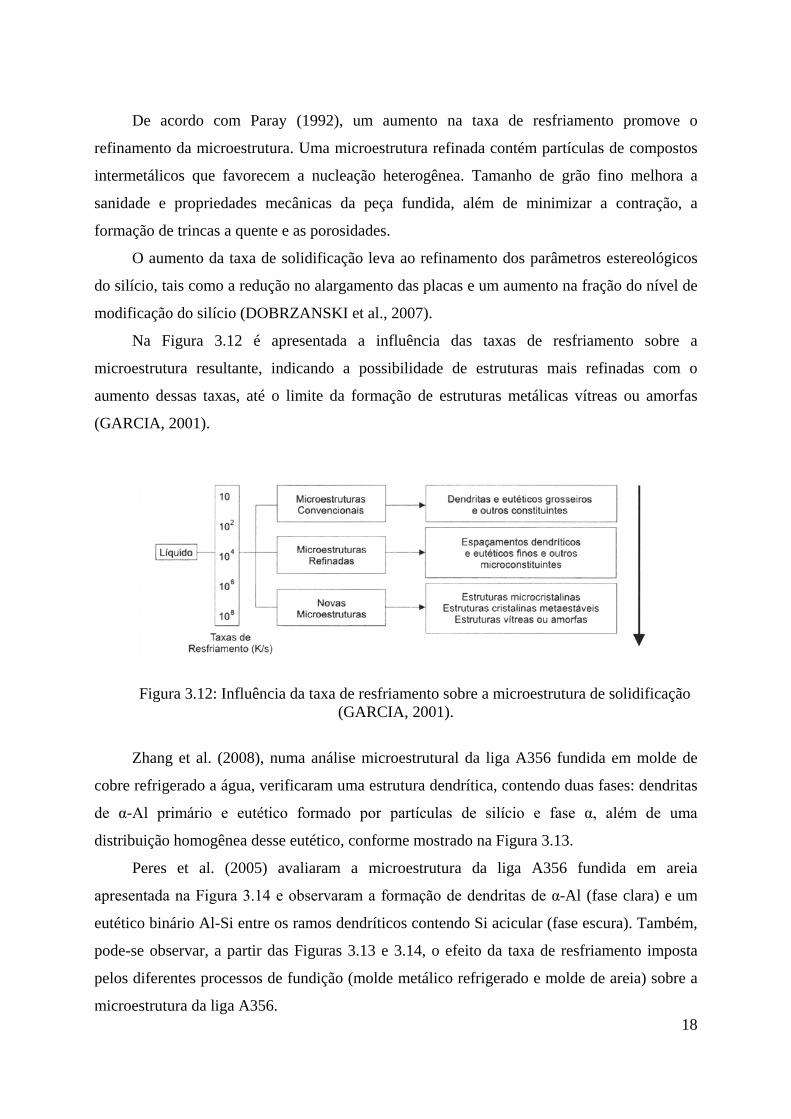
Na Figura 3.12 é apresentada a influência das taxas de resfriamento sobre a
microestrutura resultante, indicando a possibilidade de estruturas mais refinadas com o
aumento dessas taxas, até o limite da formação de estruturas metálicas vítreas ou amorfas
(GARCIA, 2001).
Figura 3.12: Influência da taxa de resfriamento sobre a microestrutura de solidificação
(GARCIA, 2001).
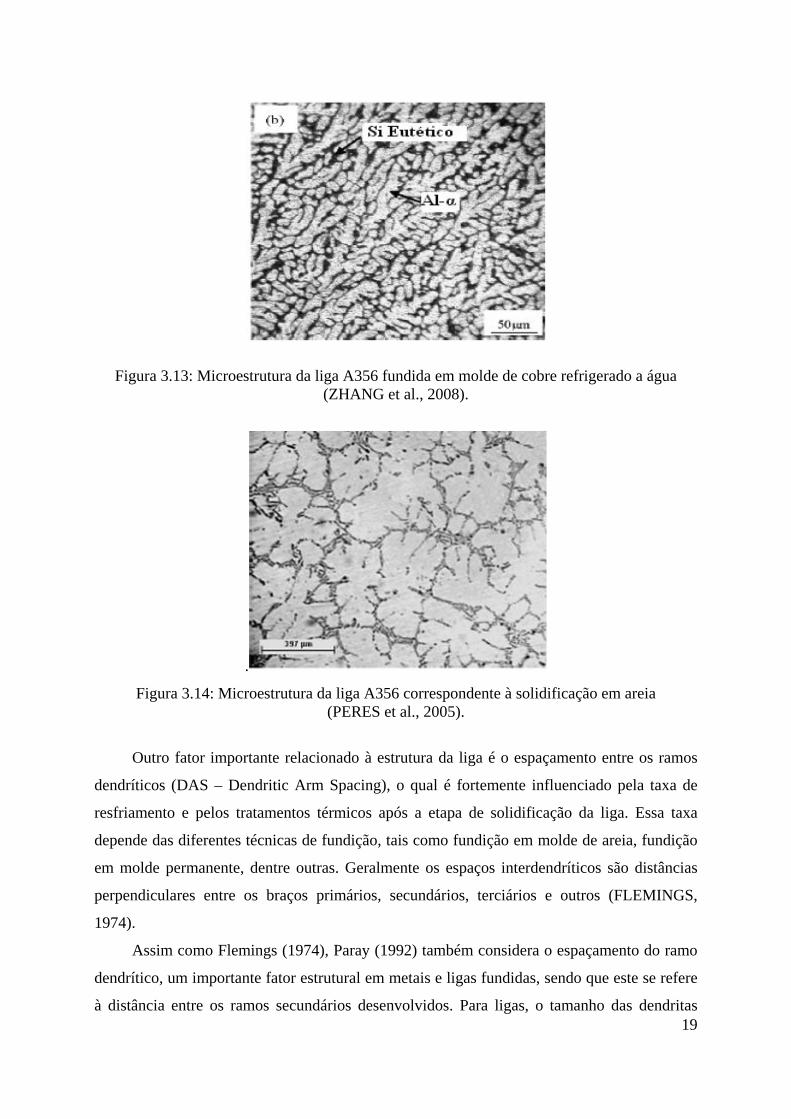
Zhang et al. (2008), numa análise microestrutural da liga A356 fundida em molde de
cobre refrigerado a água, verificaram uma estrutura dendrítica, contendo duas fases: dendritas
de α-Al primário e eutético formado por partículas de silício e fase α, além de uma
distribuição homogênea desse eutético, conforme mostrado na Figura 3.13.
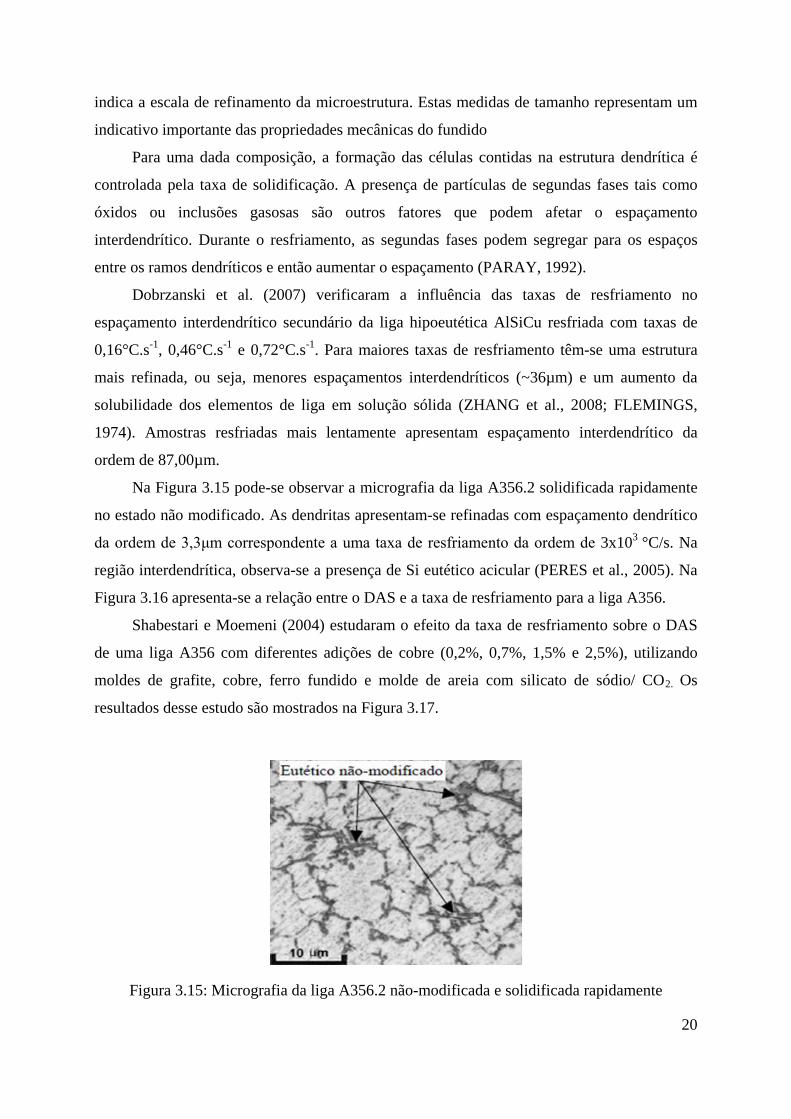
Peres et al. (2005) avaliaram a microestrutura da liga A356 fundida em areia
apresentada na Figura 3.14 e observaram a formação de dendritas de α-Al (fase clara) e um
eutético binário Al-Si entre os ramos dendríticos contendo Si acicular (fase escura). Também,
pode-se observar, a partir das Figuras 3.13 e 3.14, o efeito da taxa de resfriamento imposta
pelos diferentes processos de fundição (molde metálico refrigerado e molde de areia) sobre a
microestrutura da liga A356.
19
Figura 3.13: Microestrutura da liga A356 fundida em molde de cobre refrigerado a água (ZHANG et al., 2008).
.
Figura 3.14: Microestrutura da liga A356 correspondente à solidificação em areia (PERES et al., 2005).
Outro fator importante relacionado à estrutura da liga é o espaçamento entre os ramos
dendríticos (DAS – Dendritic Arm Spacing), o qual é fortemente influenciado pela taxa de
resfriamento e pelos tratamentos térmicos após a etapa de solidificação da liga. Essa taxa
depende das diferentes técnicas de fundição, tais como fundição em molde de areia, fundição
em molde permanente, dentre outras. Geralmente os espaços interdendríticos são distâncias
perpendiculares entre os braços primários, secundários, terciários e outros (FLEMINGS,
1974).
Assim como Flemings (1974), Paray (1992) também considera o espaçamento do ramo
dendrítico, um importante fator estrutural em metais e ligas fundidas, sendo que este se refere
à distância entre os ramos secundários desenvolvidos. Para ligas, o tamanho das dendritas
20
indica a escala de refinamento da microestrutura. Estas medidas de tamanho representam um
indicativo importante das propriedades mecânicas do fundido
Para uma dada composição, a formação das células contidas na estrutura dendrítica é
controlada pela taxa de solidificação. A presença de partículas de segundas fases tais como
óxidos ou inclusões gasosas são outros fatores que podem afetar o espaçamento
interdendrítico. Durante o resfriamento, as segundas fases podem segregar para os espaços
entre os ramos dendríticos e então aumentar o espaçamento (PARAY, 1992).
Dobrzanski et al. (2007) verificaram a influência das taxas de resfriamento no
espaçamento interdendrítico secundário da liga hipoeutética AlSiCu resfriada com taxas de
0,16°C.s-1, 0,46°C.s-1 e 0,72°C.s-1. Para maiores taxas de resfriamento têm-se uma estrutura
mais refinada, ou seja, menores espaçamentos interdendríticos (~36µm) e um aumento da
solubilidade dos elementos de liga em solução sólida (ZHANG et al., 2008; FLEMINGS,
1974). Amostras resfriadas mais lentamente apresentam espaçamento interdendrítico da
ordem de 87,00µm.
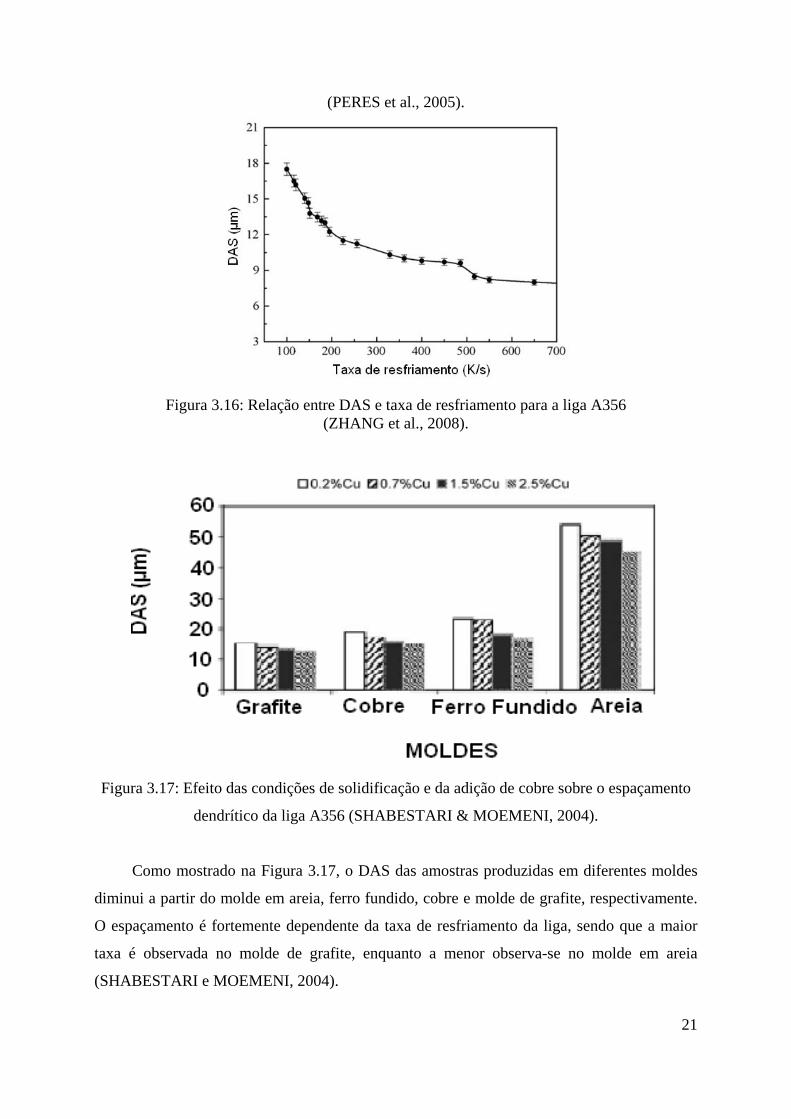
Na Figura 3.15 pode-se observar a micrografia da liga A356.2 solidificada rapidamente
no estado não modificado. As dendritas apresentam-se refinadas com espaçamento dendrítico
da ordem de 3,3μm correspondente a uma taxa de resfriamento da ordem de 3x103 °C/s. Na
região interdendrítica, observa-se a presença de Si eutético acicular (PERES et al., 2005). Na
Figura 3.16 apresenta-se a relação entre o DAS e a taxa de resfriamento para a liga A356.
Shabestari e Moemeni (2004) estudaram o efeito da taxa de resfriamento sobre o DAS
de uma liga A356 com diferentes adições de cobre (0,2%, 0,7%, 1,5% e 2,5%), utilizando
moldes de grafite, cobre, ferro fundido e molde de areia com silicato de sódio/ CO2. Os
resultados desse estudo são mostrados na Figura 3.17.
Figura 3.15: Micrografia da liga A356.2 não-modificada e solidificada rapidamente
21
(PERES et al., 2005).
Figura 3.16: Relação entre DAS e taxa de resfriamento para a liga A356 (ZHANG et al., 2008).
Figura 3.17: Efeito das condições de solidificação e da adição de cobre sobre o espaçamento
dendrítico da liga A356 (SHABESTARI & MOEMENI, 2004).
Como mostrado na Figura 3.17, o DAS das amostras produzidas em diferentes moldes
diminui a partir do molde em areia, ferro fundido, cobre e molde de grafite, respectivamente.
O espaçamento é fortemente dependente da taxa de resfriamento da liga, sendo que a maior
taxa é observada no molde de grafite, enquanto a menor observa-se no molde em areia
(SHABESTARI e MOEMENI, 2004).
22
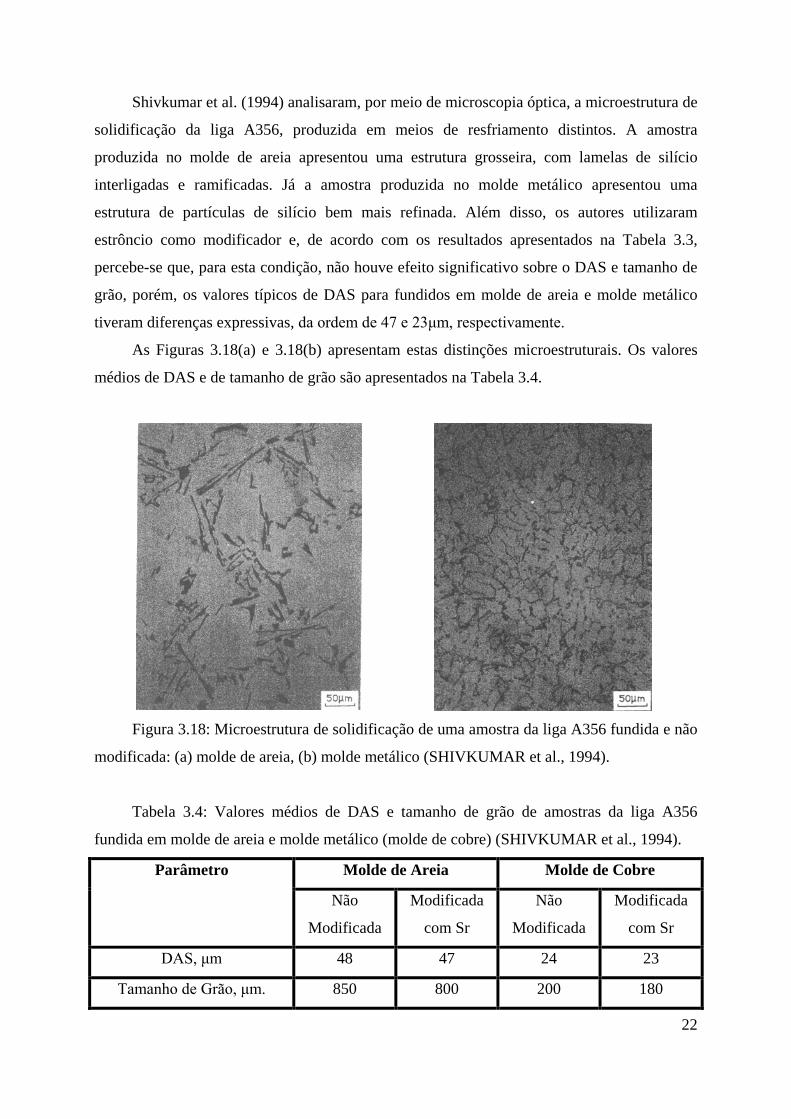
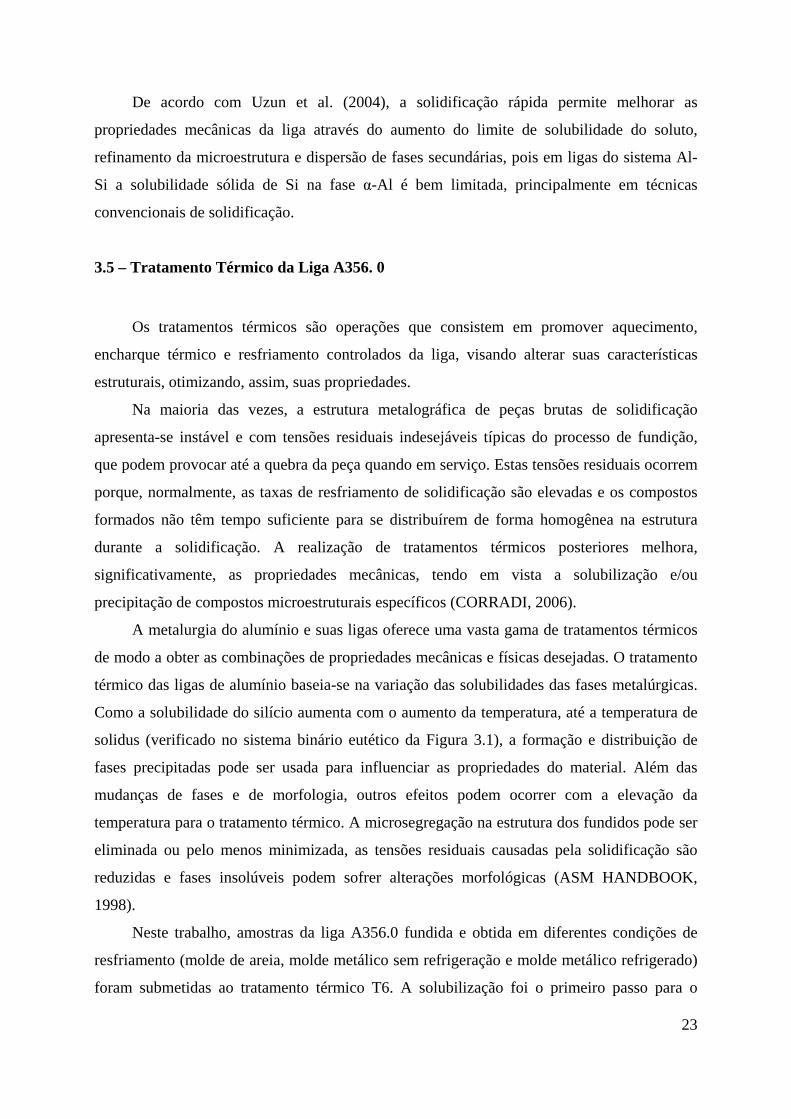
Shivkumar et al. (1994) analisaram, por meio de microscopia óptica, a microestrutura de
solidificação da liga A356, produzida em meios de resfriamento distintos. A amostra
produzida no molde de areia apresentou uma estrutura grosseira, com lamelas de silício
interligadas e ramificadas. Já a amostra produzida no molde metálico apresentou uma
estrutura de partículas de silício bem mais refinada. Além disso, os autores utilizaram
estrôncio como modificador e, de acordo com os resultados apresentados na Tabela 3.3,
percebe-se que, para esta condição, não houve efeito significativo sobre o DAS e tamanho de
grão, porém, os valores típicos de DAS para fundidos em molde de areia e molde metálico
tiveram diferenças expressivas, da ordem de 47 e 23μm, respectivamente.
As Figuras 3.18(a) e 3.18(b) apresentam estas distinções microestruturais. Os valores
médios de DAS e de tamanho de grão são apresentados na Tabela 3.4.
Figura 3.18: Microestrutura de solidificação de uma amostra da liga A356 fundida e não
modificada: (a) molde de areia, (b) molde metálico (SHIVKUMAR et al., 1994).
Tabela 3.4: Valores médios de DAS e tamanho de grão de amostras da liga A356
fundida em molde de areia e molde metálico (molde de cobre) (SHIVKUMAR et al., 1994).
Parâmetro Molde de Areia Molde de Cobre
Não
Modificada
Modificada
com Sr
Não
Modificada
Modificada
com Sr
DAS, μm 48 47 24 23
Tamanho de Grão, μm. 850 800 200 180
23
De acordo com Uzun et al. (2004), a solidificação rápida permite melhorar as
propriedades mecânicas da liga através do aumento do limite de solubilidade do soluto,
refinamento da microestrutura e dispersão de fases secundárias, pois em ligas do sistema Al-
Si a solubilidade sólida de Si na fase α-Al é bem limitada, principalmente em técnicas
convencionais de solidificação.
3.5 – Tratamento Térmico da Liga A356. 0
Os tratamentos térmicos são operações que consistem em promover aquecimento,
encharque térmico e resfriamento controlados da liga, visando alterar suas características
estruturais, otimizando, assim, suas propriedades.
Na maioria das vezes, a estrutura metalográfica de peças brutas de solidificação
apresenta-se instável e com tensões residuais indesejáveis típicas do processo de fundição,
que podem provocar até a quebra da peça quando em serviço. Estas tensões residuais ocorrem
porque, normalmente, as taxas de resfriamento de solidificação são elevadas e os compostos
formados não têm tempo suficiente para se distribuírem de forma homogênea na estrutura
durante a solidificação. A realização de tratamentos térmicos posteriores melhora,
significativamente, as propriedades mecânicas, tendo em vista a solubilização e/ou
precipitação de compostos microestruturais específicos (CORRADI, 2006).
A metalurgia do alumínio e suas ligas oferece uma vasta gama de tratamentos térmicos
de modo a obter as combinações de propriedades mecânicas e físicas desejadas. O tratamento
térmico das ligas de alumínio baseia-se na variação das solubilidades das fases metalúrgicas.
Como a solubilidade do silício aumenta com o aumento da temperatura, até a temperatura de
solidus (verificado no sistema binário eutético da Figura 3.1), a formação e distribuição de
fases precipitadas pode ser usada para influenciar as propriedades do material. Além das
mudanças de fases e de morfologia, outros efeitos podem ocorrer com a elevação da
temperatura para o tratamento térmico. A microsegregação na estrutura dos fundidos pode ser
eliminada ou pelo menos minimizada, as tensões residuais causadas pela solidificação são
reduzidas e fases insolúveis podem sofrer alterações morfológicas (ASM HANDBOOK,
1998).
Neste trabalho, amostras da liga A356.0 fundida e obtida em diferentes condições de
resfriamento (molde de areia, molde metálico sem refrigeração e molde metálico refrigerado)
foram submetidas ao tratamento térmico T6. A solubilização foi o primeiro passo para o
24
tratamento térmico e, após solubilização, a liga foi resfriada rapidamente, seguido do
envelhecimento artificial.
3.5.1 - Tratamento térmico de solubilização e envelhecimento
Solubilização é um tratamento térmico preliminar, que visa solubilizar totalmente as
fases microscópicas, simples ou intermediárias, presentes na matriz de uma liga, pelo
aquecimento no campo monofásico inerente, seguido de um resfriamento rápido, mantendo-
se, assim, o estado monofásico à temperatura ambiente, tornando a liga mais resistente. É um
tratamento térmico que antecede ao tratamento de envelhecimento artificial (COUTINHO,
1980). De acordo com Paray (1992), o processo consiste em aquecer a liga fundida a uma
temperatura suficientemente alta e por tempo relativamente longo, para obter uma solução
sólida mais homogênea.
O tratamento térmico de solubilização, usado nas ligas Al-Si-Mg, consiste no
aquecimento do material até cerca de 550ºC, para solubilizar os elementos de liga, seguido de
resfriamento brusco para mantê-los em solução sólida supersaturada à temperatura ambiente.
De acordo com Paray (1992), durante o tratamento térmico de solubilização de ligas Al-Si
ocorrem importantes processos metalúrgicos, descritos a seguir:
- Dissolução do composto Mg2Si e outras fases solúveis
Em ligas de Al-Si tratáveis termicamente, a precipitação do silício e do Mg2Si pode
ocorrer durante o período de aquecimento no tratamento de solubilização, devido às suas
baixas solubilidades em solução sólida de Al. A solubilidade diminui com a diminuição da
temperatura e as partículas de segunda fase precipitam de forma grosseira. Este decréscimo na
solubilidade é essencial para se obter uma resposta significativa do tratamento térmico. Ainda,
durante o aquecimento, a dissolução de precipitados ocorre com difusão limitada, sendo que a
540°C os limites de solubilidade sólida do Si e do Mg2Si na matriz de Al, são de 1,65% (em
peso) e 1,4% (em peso), respectivamente. A temperatura de solubilização ideal, para obter
uma concentração máxima de Mg e Si em solução sólida, é aquela suficientemente elevada,
necessária para formar uma solução sólida sem ultrapassar o ponto de fusão do eutético ou de
outros constituintes. Como resultado do superaquecimento, ocorre uma apreciável fusão do
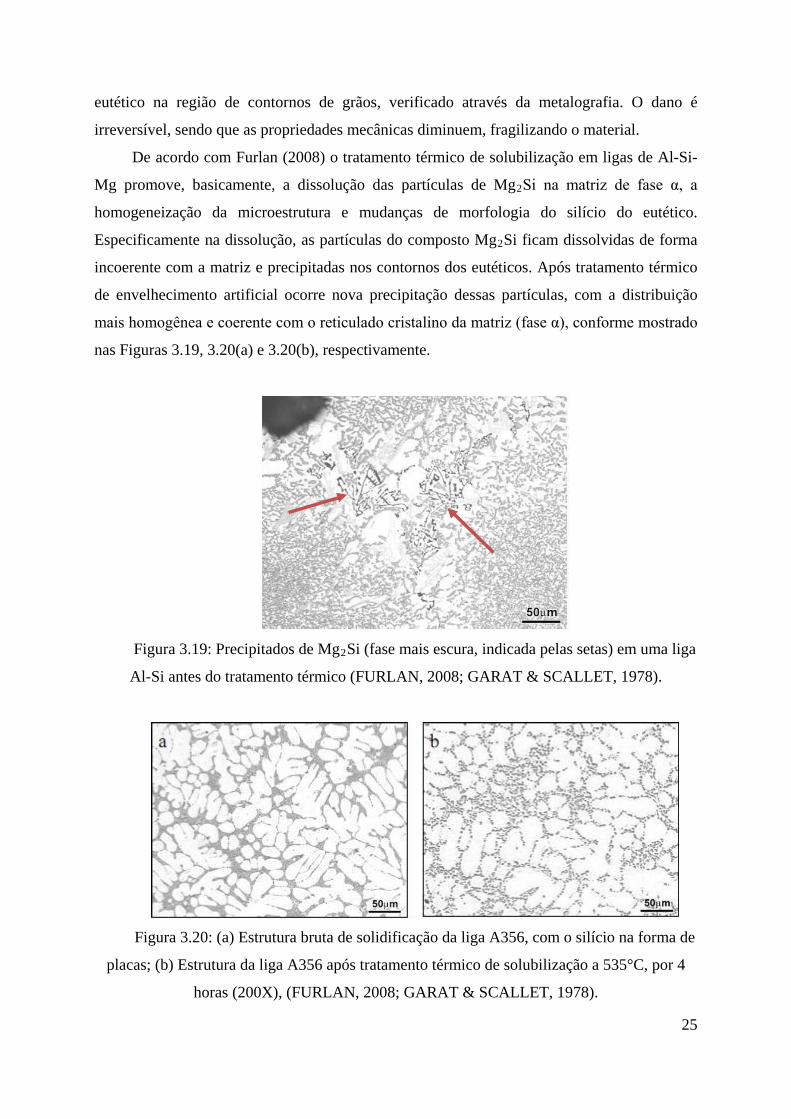
25
eutético na região de contornos de grãos, verificado através da metalografia. O dano é
irreversível, sendo que as propriedades mecânicas diminuem, fragilizando o material.
De acordo com Furlan (2008) o tratamento térmico de solubilização em ligas de Al-Si-
Mg promove, basicamente, a dissolução das partículas de Mg2Si na matriz de fase α, a
homogeneização da microestrutura e mudanças de morfologia do silício do eutético.
Especificamente na dissolução, as partículas do composto Mg2Si ficam dissolvidas de forma
incoerente com a matriz e precipitadas nos contornos dos eutéticos. Após tratamento térmico
de envelhecimento artificial ocorre nova precipitação dessas partículas, com a distribuição
mais homogênea e coerente com o reticulado cristalino da matriz (fase α), conforme mostrado
nas Figuras 3.19, 3.20(a) e 3.20(b), respectivamente.
Figura 3.19: Precipitados de Mg2Si (fase mais escura, indicada pelas setas) em uma liga
Al-Si antes do tratamento térmico (FURLAN, 2008; GARAT & SCALLET, 1978).
Figura 3.20: (a) Estrutura bruta de solidificação da liga A356, com o silício na forma de
placas; (b) Estrutura da liga A356 após tratamento térmico de solubilização a 535°C, por 4
horas (200X), (FURLAN, 2008; GARAT & SCALLET, 1978).
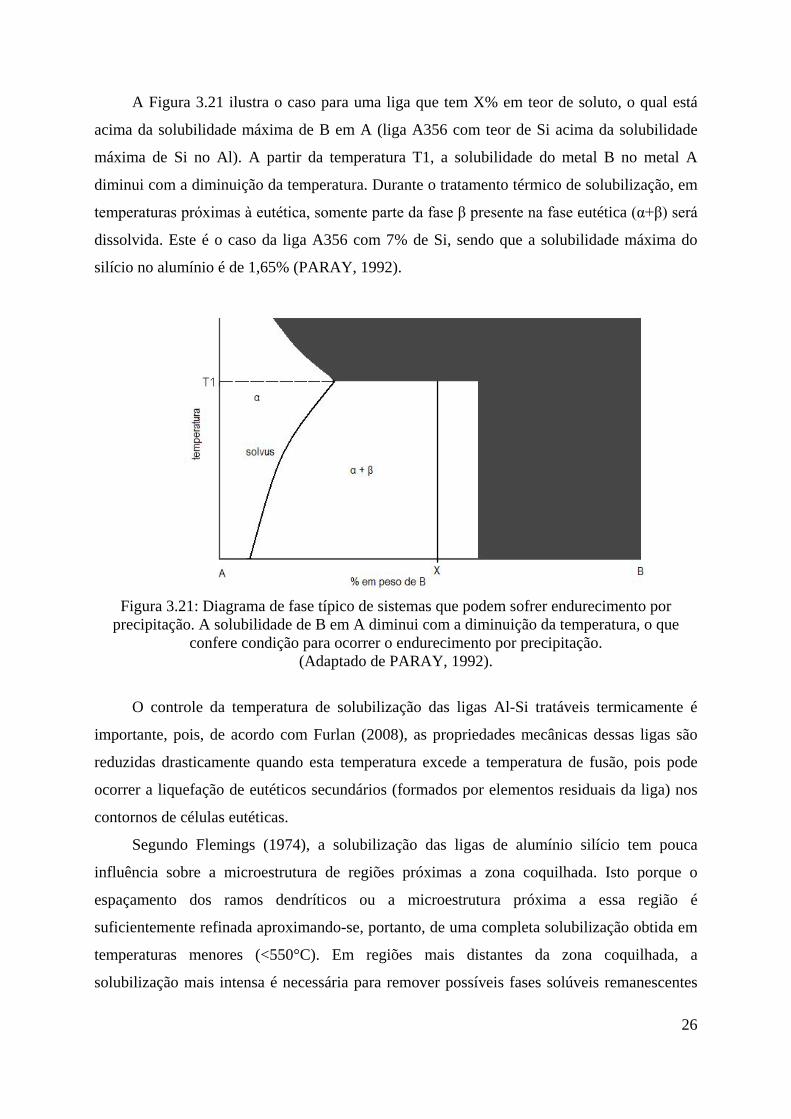
26
A Figura 3.21 ilustra o caso para uma liga que tem X% em teor de soluto, o qual está
acima da solubilidade máxima de B em A (liga A356 com teor de Si acima da solubilidade
máxima de Si no Al). A partir da temperatura T1, a solubilidade do metal B no metal A
diminui com a diminuição da temperatura. Durante o tratamento térmico de solubilização, em
temperaturas próximas à eutética, somente parte da fase β presente na fase eutética (α+β) será
dissolvida. Este é o caso da liga A356 com 7% de Si, sendo que a solubilidade máxima do
silício no alumínio é de 1,65% (PARAY, 1992).
Figura 3.21: Diagrama de fase típico de sistemas que podem sofrer endurecimento por
precipitação. A solubilidade de B em A diminui com a diminuição da temperatura, o que confere condição para ocorrer o endurecimento por precipitação.
(Adaptado de PARAY, 1992).
O controle da temperatura de solubilização das ligas Al-Si tratáveis termicamente é
importante, pois, de acordo com Furlan (2008), as propriedades mecânicas dessas ligas são
reduzidas drasticamente quando esta temperatura excede a temperatura de fusão, pois pode
ocorrer a liquefação de eutéticos secundários (formados por elementos residuais da liga) nos
contornos de células eutéticas.
Segundo Flemings (1974), a solubilização das ligas de alumínio silício tem pouca
influência sobre a microestrutura de regiões próximas a zona coquilhada. Isto porque o
espaçamento dos ramos dendríticos ou a microestrutura próxima a essa região é
suficientemente refinada aproximando-se, portanto, de uma completa solubilização obtida em
temperaturas menores (<550°C). Em regiões mais distantes da zona coquilhada, a
solubilização mais intensa é necessária para remover possíveis fases solúveis remanescentes
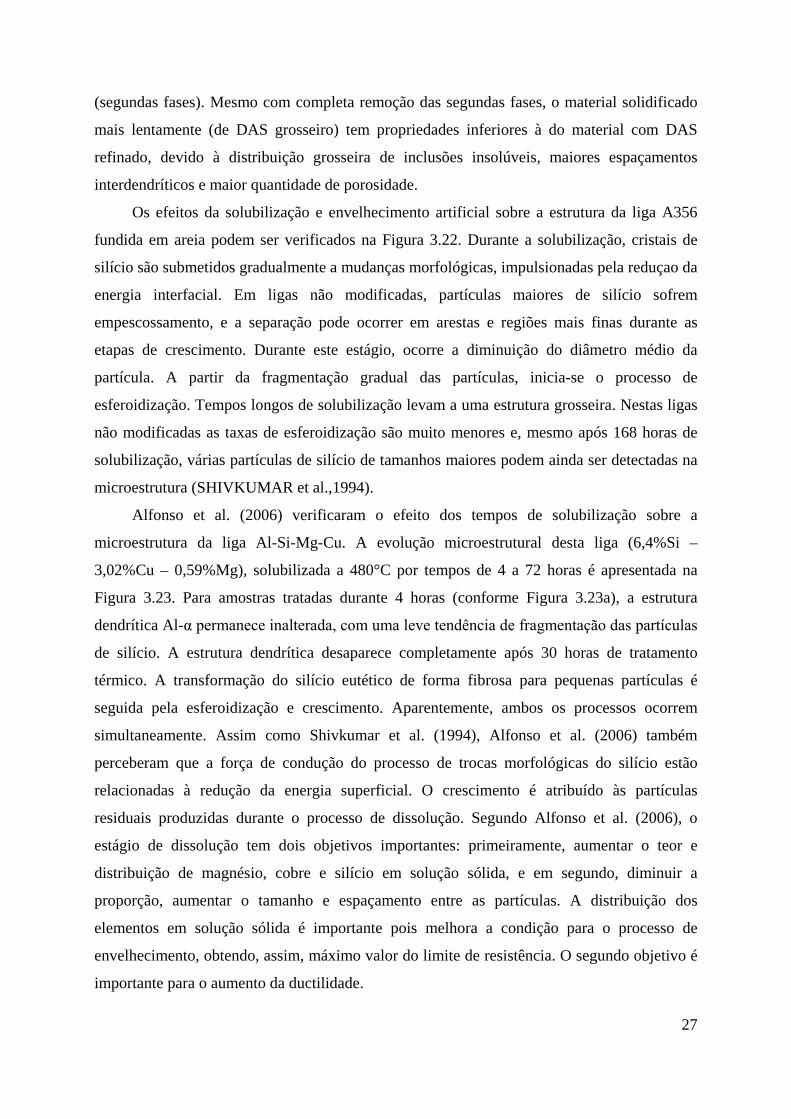
27
(segundas fases). Mesmo com completa remoção das segundas fases, o material solidificado
mais lentamente (de DAS grosseiro) tem propriedades inferiores à do material com DAS
refinado, devido à distribuição grosseira de inclusões insolúveis, maiores espaçamentos
interdendríticos e maior quantidade de porosidade.
Os efeitos da solubilização e envelhecimento artificial sobre a estrutura da liga A356
fundida em areia podem ser verificados na Figura 3.22. Durante a solubilização, cristais de
silício são submetidos gradualmente a mudanças morfológicas, impulsionadas pela reduçao da
energia interfacial. Em ligas não modificadas, partículas maiores de silício sofrem
empescossamento, e a separação pode ocorrer em arestas e regiões mais finas durante as
etapas de crescimento. Durante este estágio, ocorre a diminuição do diâmetro médio da
partícula. A partir da fragmentação gradual das partículas, inicia-se o processo de
esferoidização. Tempos longos de solubilização levam a uma estrutura grosseira. Nestas ligas
não modificadas as taxas de esferoidização são muito menores e, mesmo após 168 horas de
solubilização, várias partículas de silício de tamanhos maiores podem ainda ser detectadas na
microestrutura (SHIVKUMAR et al.,1994).
Alfonso et al. (2006) verificaram o efeito dos tempos de solubilização sobre a
microestrutura da liga Al-Si-Mg-Cu. A evolução microestrutural desta liga (6,4%Si –
3,02%Cu – 0,59%Mg), solubilizada a 480°C por tempos de 4 a 72 horas é apresentada na
Figura 3.23. Para amostras tratadas durante 4 horas (conforme Figura 3.23a), a estrutura
dendrítica Al-α permanece inalterada, com uma leve tendência de fragmentação das partículas
de silício. A estrutura dendrítica desaparece completamente após 30 horas de tratamento
térmico. A transformação do silício eutético de forma fibrosa para pequenas partículas é
seguida pela esferoidização e crescimento. Aparentemente, ambos os processos ocorrem
simultaneamente. Assim como Shivkumar et al. (1994), Alfonso et al. (2006) também
perceberam que a força de condução do processo de trocas morfológicas do silício estão
relacionadas à redução da energia superficial. O crescimento é atribuído às partículas
residuais produzidas durante o processo de dissolução. Segundo Alfonso et al. (2006), o
estágio de dissolução tem dois objetivos importantes: primeiramente, aumentar o teor e
distribuição de magnésio, cobre e silício em solução sólida, e em segundo, diminuir a
proporção, aumentar o tamanho e espaçamento entre as partículas. A distribuição dos
elementos em solução sólida é importante pois melhora a condição para o processo de
envelhecimento, obtendo, assim, máximo valor do limite de resistência. O segundo objetivo é
importante para o aumento da ductilidade.
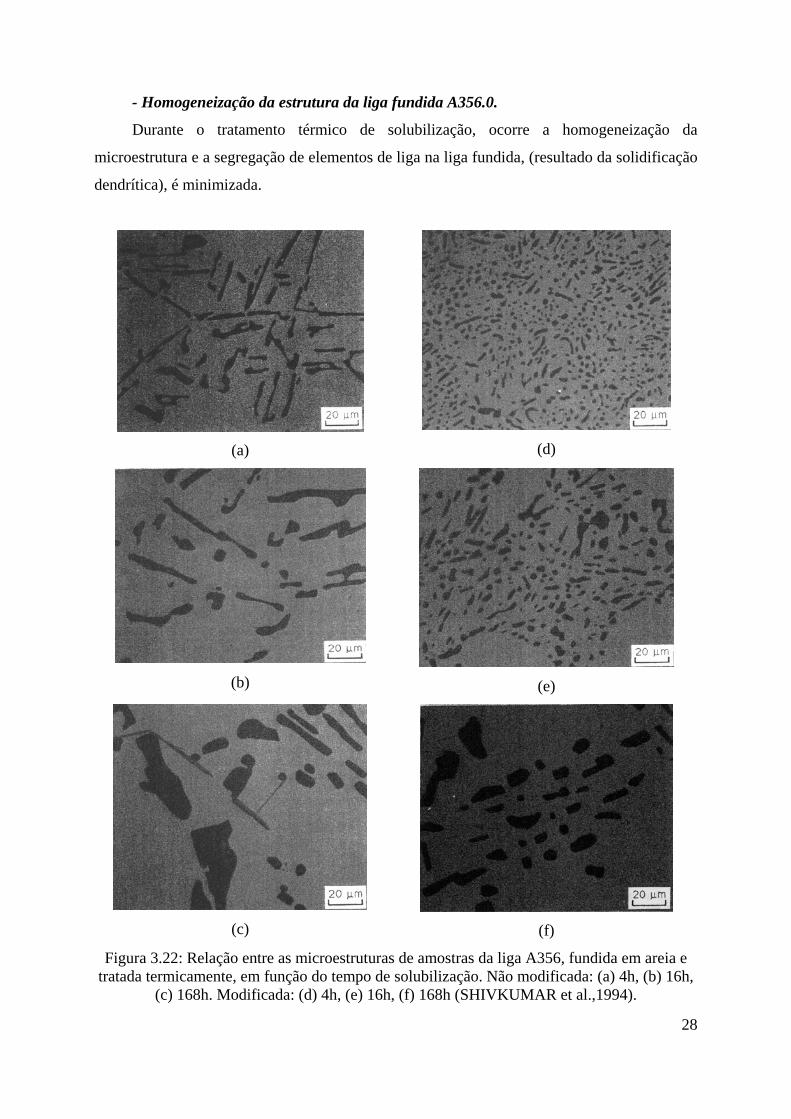
28
- Homogeneização da estrutura da liga fundida A356.0.
Durante o tratamento térmico de solubilização, ocorre a homogeneização da
microestrutura e a segregação de elementos de liga na liga fundida, (resultado da solidificação
dendrítica), é minimizada.
(a)
(d)
(b)
(e)
(c)
(f)
Figura 3.22: Relação entre as microestruturas de amostras da liga A356, fundida em areia e tratada termicamente, em função do tempo de solubilização. Não modificada: (a) 4h, (b) 16h,
(c) 168h. Modificada: (d) 4h, (e) 16h, (f) 168h (SHIVKUMAR et al.,1994).
29
Figura 3.23: Micrografias obtidas por microscopia eletrônica de varredura (MEV),
apresentando a influência do tempo de solubilização na evolução microestrutural da liga Al-
Si-Mg-Cu (6,4%Si – 3,02%Cu – 0,59%Mg) tratada à 480°C. (a) após 4 horas, (b) após 12
horas, (c) após 30 horas, (d) após 72 horas, [1: partículas de silício eutético, 2: fase Al2Cu]
(ALFONSO et al., 2006).
- Esferoidização.
A morfologia da fase Si eutético tem importância vital nas propriedades mecânicas da
liga.
Para as ligas produzidas em moldes metálicos, Shivkumar et. al. (1994) verificaram a
existência de uma rápida modificação com consequente refino da estrutura e, após tratamento
térmico, a esferoidização ocorreu rapidamente, tanto na liga não modificada quanto na
modificada, conforme pode ser observado na Figura 3.24. Estes resultados indicam que os
efeitos da modificação com estrôncio são mais significativos em baixas taxas de resfriamento,
tais como aquelas observadas em fundição em areia. Ainda, de acordo com Closset et al.
(1986 apud FURLAN 2008), para amostras com alto índice de modificação, o processo de
esferoidização das partículas do silício eutético ocorre em intervalos de tempo menores, em
torno de 30 minutos, porém, em amostras não modificadas, mesmo após solubilização de 8
horas, as partículas permanecem inalteradas e interligadas.
A força de condução do processo de esferoidização é a redução na energia interfacial,
isto é, o sistema tenta reduzir a energia de superfície ao mínimo possível. Na maioria dos
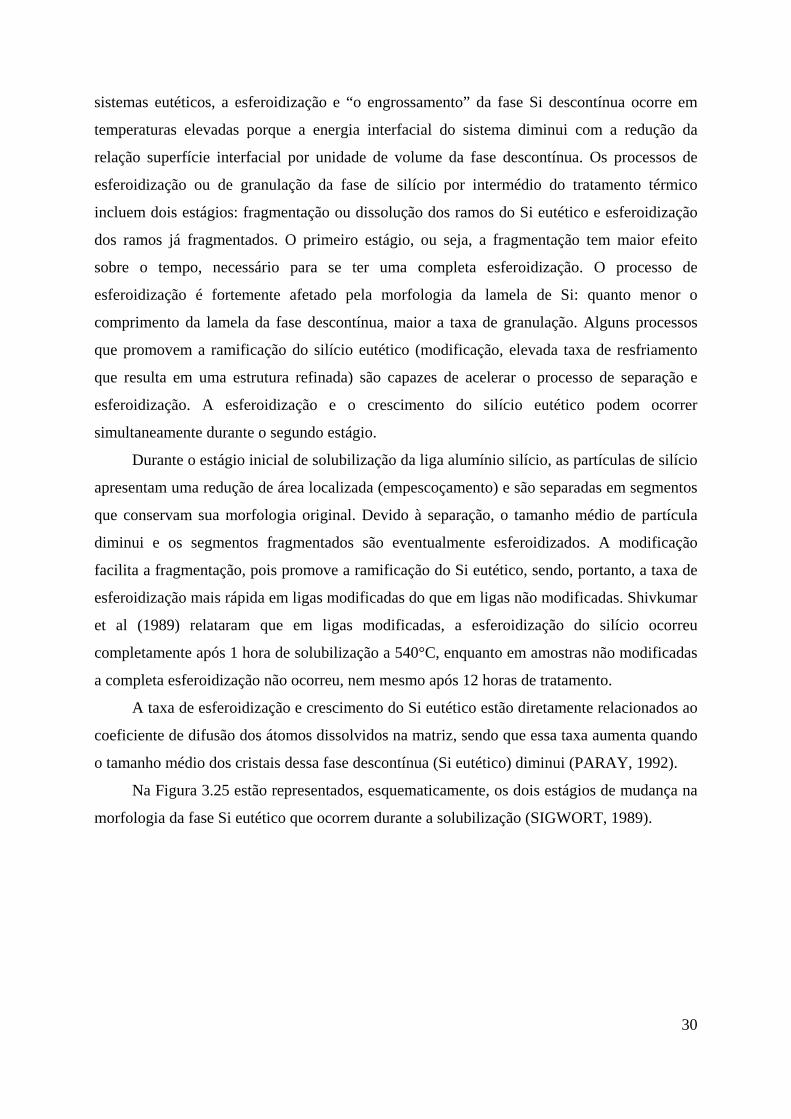
30
sistemas eutéticos, a esferoidização e “o engrossamento” da fase Si descontínua ocorre em
temperaturas elevadas porque a energia interfacial do sistema diminui com a redução da
relação superfície interfacial por unidade de volume da fase descontínua. Os processos de
esferoidização ou de granulação da fase de silício por intermédio do tratamento térmico
incluem dois estágios: fragmentação ou dissolução dos ramos do Si eutético e esferoidização
dos ramos já fragmentados. O primeiro estágio, ou seja, a fragmentação tem maior efeito
sobre o tempo, necessário para se ter uma completa esferoidização. O processo de
esferoidização é fortemente afetado pela morfologia da lamela de Si: quanto menor o
comprimento da lamela da fase descontínua, maior a taxa de granulação. Alguns processos
que promovem a ramificação do silício eutético (modificação, elevada taxa de resfriamento
que resulta em uma estrutura refinada) são capazes de acelerar o processo de separação e
esferoidização. A esferoidização e o crescimento do silício eutético podem ocorrer
simultaneamente durante o segundo estágio.
Durante o estágio inicial de solubilização da liga alumínio silício, as partículas de silício
apresentam uma redução de área localizada (empescoçamento) e são separadas em segmentos
que conservam sua morfologia original. Devido à separação, o tamanho médio de partícula
diminui e os segmentos fragmentados são eventualmente esferoidizados. A modificação
facilita a fragmentação, pois promove a ramificação do Si eutético, sendo, portanto, a taxa de
esferoidização mais rápida em ligas modificadas do que em ligas não modificadas. Shivkumar
et al (1989) relataram que em ligas modificadas, a esferoidização do silício ocorreu
completamente após 1 hora de solubilização a 540°C, enquanto em amostras não modificadas
a completa esferoidização não ocorreu, nem mesmo após 12 horas de tratamento.
A taxa de esferoidização e crescimento do Si eutético estão diretamente relacionados ao
coeficiente de difusão dos átomos dissolvidos na matriz, sendo que essa taxa aumenta quando
o tamanho médio dos cristais dessa fase descontínua (Si eutético) diminui (PARAY, 1992).
Na Figura 3.25 estão representados, esquematicamente, os dois estágios de mudança na
morfologia da fase Si eutético que ocorrem durante a solubilização (SIGWORT, 1989).
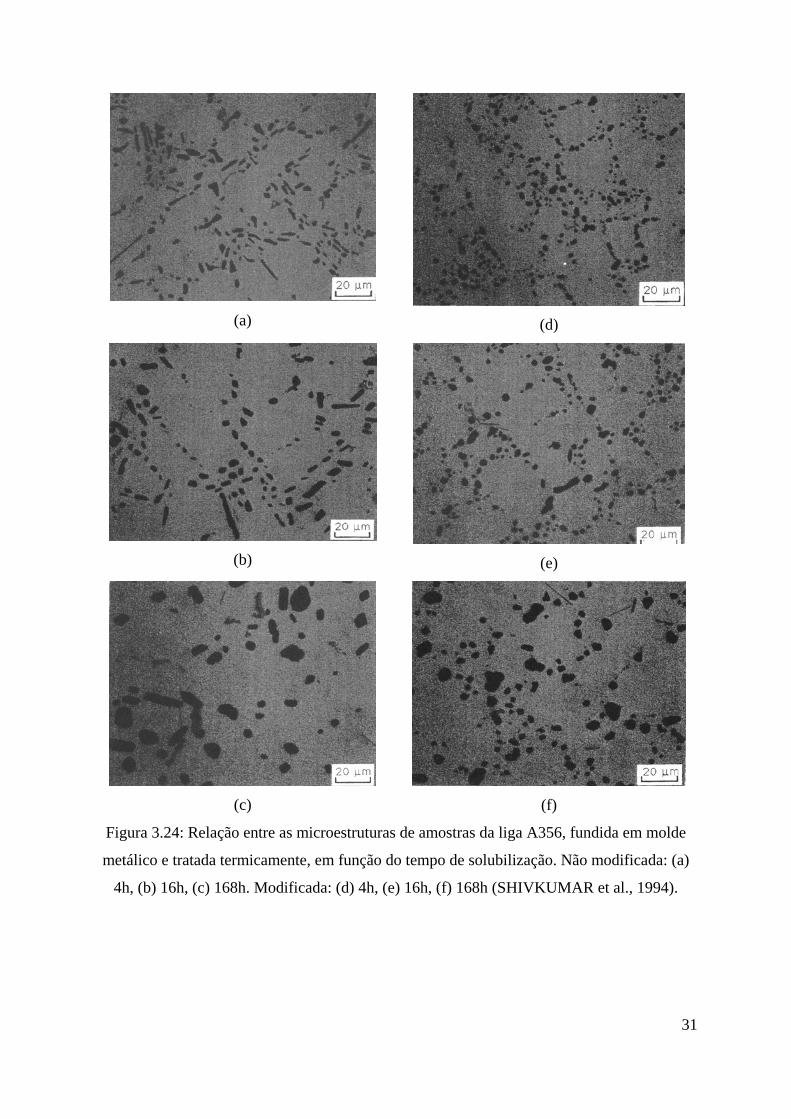
31
(a)
(d)
(b)
(e)
(c)
(f)
Figura 3.24: Relação entre as microestruturas de amostras da liga A356, fundida em molde
metálico e tratada termicamente, em função do tempo de solubilização. Não modificada: (a)
4h, (b) 16h, (c) 168h. Modificada: (d) 4h, (e) 16h, (f) 168h (SHIVKUMAR et al., 1994).
32
Figura 3.25: Esquema mostrando os principais estágios de mudança morfológica que
ocorre com a fase silício eutético durante o tratamento térmico de solubilização, em ligas Al-
Si não modificadas (Adaptado de SIGWORT, 1989).
- Têmpera.
O resfriamento é uma importante etapa no ciclo do tratamento térmico das ligas
metálicas, sendo que o propósito é reter, à temperatura ambiente, a solução sólida formada
durante a solubilização. O resfriamento rápido promove a formação de solução sólida
supersaturada, à temperatura ambiente, condição ideal para o endurecimento por precipitação
da liga. Assim, os tipos de precipitados que são prejudiciais às propriedades mecânicas ou à
resistência à corrosão são evitados. Em ligas Al-Si-Mg, o resfriamento rápido suprime a
formação da fase de equilíbrio Mg2Si.
Quanto mais rápido o resfriamento, maior é a retenção da solução sólida e melhor é o
efeito do endurecimento por precipitação posterior. A maior resistência mecânica da liga é
obtida com resfriamento rápido, mas existem alguns fatores limitantes para elevadas taxas de
resfriamento, que são distorções e tensões internas introduzidas no fundido.
Consequentemente, a severidade da têmpera pode ser escolhida em função do uso final do
produto fundido, isto é, propriedades mecânicas e/ou parâmetros dimensionais requeridos.
Na maioria dos casos, água é o meio de têmpera escolhido para ligas de alumínio,
devido à sua superioridade em termos de característica de resfriamento em relação a outros
meios refrigerantes. Como esperado, quanto maior a temperatura da água, maior é o tempo
necessário para que a amostra resfrie. As propriedades mecânicas da liga A356 aumentam,
quando a temperatura da água de resfriamento é mais baixa (PARAY,1992).
- Envelhecimento Artificial
O envelhecimento artificial ou o endurecimento por precipitação é um tratamento
térmico conduzido para desenvolver melhores propriedades mecânicas no material. Assim, a
33
condição T6 proporciona um aumento da resistência mecânica e da dureza, com uma
correspondente diminuição na ductilidade, bem como o desenvolvimento de propriedades
mecânicas mais estáveis, como a usinabilidade e redução de tensões internas nas ligas
alumínio silício (PARAY, 1992).
O envelhecimento artificial ou endurecimento por precipitação consiste no
reaquecimento da liga Al-Si solubilizada (monofásica), favorecendo a precipitação artificial
submicroscópica da fase ou fases intermediárias, com aumento da dureza e da resistência à
tração.
O envelhecimento artificial da liga Al-Si à temperatura de aproximadamente 160ºC
promove a precipitação coerente, com um efeito acentuado de endurecimento da liga
(FURLAN, 2008).
O mecanismo do envelhecimento artificial, responsável pelo endurecimento da liga, está
relacionado à formação de compostos intermetálicos durante a decomposição da solução
sólida supersaturada da fase metaestável, obtida pelo tratamento de solubilização seguido de
resfriamento rápido. As propriedades mecânicas das ligas submetidas a esse tratamento são
fortemente influenciadas pela presença de precipitados (LI et al., 2004). A têmpera, realizada
após o tratamento de solubilização, retém os elementos de liga (soluto) em solução sólida
supersaturada, à temperatura ambiente e, a partir daí, inicia-se o processo de endurecimento,
com baixa precipitação dos componentes do soluto (PARAY, 1992).
Segundo Paray (1992), o envelhecimento artificial das ligas surge como um processo
necessário para acelerar o endurecimento do material fundido, utlizando-se temperaturas da
ordem de 95°C a 260°C, por um determinado tempo, dependendo da liga e das propriedades
desejadas.
Sistemas típicos de ligas que respondem ao tratamento T6 têm diagrama de fases como
verificado na Figura 3.26. Tal sistema pode mostrar o endurecimento, como resultado da
precipitação da fase β a partir da solução sólida supersaturada da fase α. Neste caso
específico, o endurecimento máximo pode ser obtido em 6% de metal B, limite de
solubilidade do metal B no metal A, mas o endurecimento pode ocorrer em toda a faixa de
composições na qual a fase (α+β) se extende (PARAY, 1992).
Componentes de ligas Al-Si-Mg fundida (por exemplo, a liga A356) estão sujeitos ao
envelhecimento artificial, a fim de melhorar as propriedades mecânicas, sendo que,
normalmente, são envelhecidos entre 155 e 175°C, por 4 a 6 horas. Este tratamento térmico
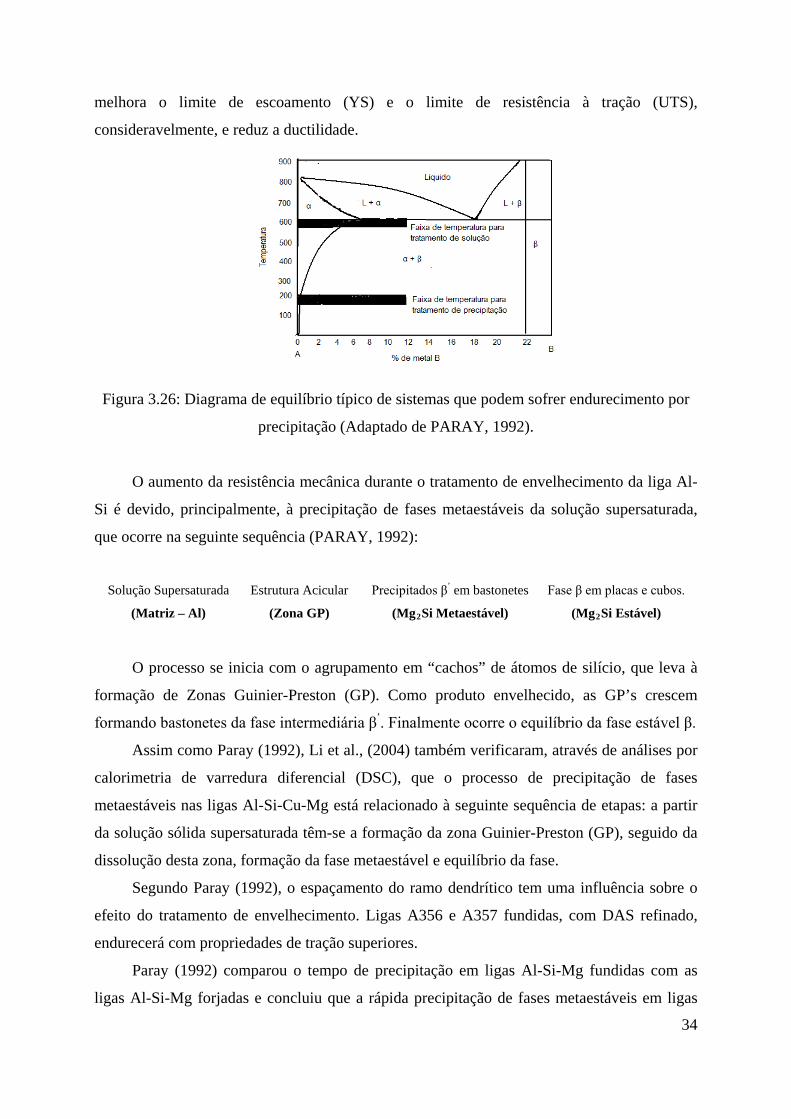
34
melhora o limite de escoamento (YS) e o limite de resistência à tração (UTS),
consideravelmente, e reduz a ductilidade.
Figura 3.26: Diagrama de equilíbrio típico de sistemas que podem sofrer endurecimento por
precipitação (Adaptado de PARAY, 1992).
O aumento da resistência mecânica durante o tratamento de envelhecimento da liga Al-
Si é devido, principalmente, à precipitação de fases metaestáveis da solução supersaturada,
que ocorre na seguinte sequência (PARAY, 1992):
Solução Supersaturada Estrutura Acicular Precipitados β’ em bastonetes Fase β em placas e cubos.
(Matriz – Al) (Zona GP) (Mg2Si Metaestável) (Mg2Si Estável)
O processo se inicia com o agrupamento em “cachos” de átomos de silício, que leva à
formação de Zonas Guinier-Preston (GP). Como produto envelhecido, as GP’s crescem
formando bastonetes da fase intermediária β’. Finalmente ocorre o equilíbrio da fase estável β.
Assim como Paray (1992), Li et al., (2004) também verificaram, através de análises por
calorimetria de varredura diferencial (DSC), que o processo de precipitação de fases
metaestáveis nas ligas Al-Si-Cu-Mg está relacionado à seguinte sequência de etapas: a partir
da solução sólida supersaturada têm-se a formação da zona Guinier-Preston (GP), seguido da
dissolução desta zona, formação da fase metaestável e equilíbrio da fase.
Segundo Paray (1992), o espaçamento do ramo dendrítico tem uma influência sobre o
efeito do tratamento de envelhecimento. Ligas A356 e A357 fundidas, com DAS refinado,
endurecerá com propriedades de tração superiores.
Paray (1992) comparou o tempo de precipitação em ligas Al-Si-Mg fundidas com as
ligas Al-Si-Mg forjadas e concluiu que a rápida precipitação de fases metaestáveis em ligas

35
Al-Si-Mg fundidas, comparado às ligas Al-Si-Mg forjadas, está associada à presença de
excesso de silício em solução sólida. O silício não dissolvido tem pouco ou nenhum efeito
sobre o envelhecimento.
O termo “silício em excesso” refere-se à dissolução do silício o qual está
estequiometricamente em excesso, ou seja, acima da quantidade necessária para a formação
do composto Mg2Si. Em ligas A356 com 0,4%Mg, o excesso de Si está em torno de 1,35%
(SHIVKUMAR et al., 1990).
3.6 – Propriedades Mecânicas da liga A356. 0
Geralmente, as propriedades finais da liga fundida dependem do processo de fundição,
das adições químicas introduzidas para controlar a estrutura eutética, da distribuição do
silício, da granulometria da estrutura e dos tratamentos térmicos ao qual a liga foi submetida.
Além disso, segundo Furlan (2008), a reação eutética é o principal fator que influencia nas
propriedades mecânicas da liga, pois é responsável pelo tamanho, morfologia e quantidade de
fases eutéticas presentes, além da distribuição e morfologia das partículas de silício e do nível
de microporosidades na microestrutura.
A presença de segunda fase Si, insolúvel, em estruturas das ligas A356 e A357, sem
modificação, leva à formação de uma microestrutura acicular, grosseira. Consequentemente,
placas de silício, grosseiras, com formato pontiagudo, agem como concentradores de tensão
na microestrutura, provocando facilmente pontos de fratura (PARAY, 1992).
Além do silício, que é o elemento principal e que forma o eutético, outros elementos
estão presentes na liga, os quais são adicionados intencionalmente em quantidades menores, a
fim de melhorar as propriedades do material (PARAY, 1992). O magnésio é a base para o
desenvolvimento da resistência mecânica e da dureza em ligas de Al-Si tratadas
termicamente. Na condição tratada, a fase Mg2Si tem um limite de solubilidade no alumínio
correspondente a aproximadamente 0,7% de Mg. Além desse limite, não ocorre mais o
endurecimento ou ocorre a redução de dureza da matriz. Na temperatura ambiente,
quantidades de magnésio que excedem a 0,3% podem estar sob a forma de Mg2Si. Um
aumento de Mg dentro da faixa de composição da liga, resulta em acréscimo de resistência
mecânica associado à diminuição da ductilidade. O magnésio também tem efeitos benéficos
sobre a resistência à corrosão (PARAY, 1992).
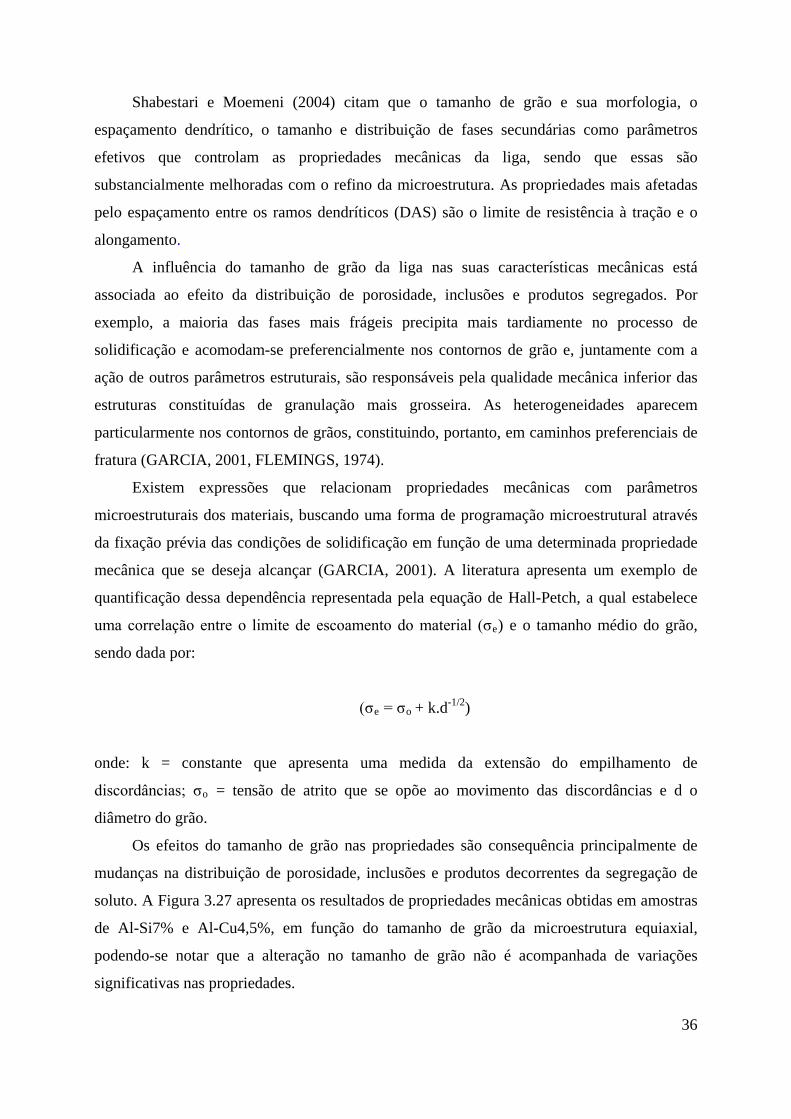
36
Shabestari e Moemeni (2004) citam que o tamanho de grão e sua morfologia, o
espaçamento dendrítico, o tamanho e distribuição de fases secundárias como parâmetros
efetivos que controlam as propriedades mecânicas da liga, sendo que essas são
substancialmente melhoradas com o refino da microestrutura. As propriedades mais afetadas
pelo espaçamento entre os ramos dendríticos (DAS) são o limite de resistência à tração e o
alongamento.
A influência do tamanho de grão da liga nas suas características mecânicas está
associada ao efeito da distribuição de porosidade, inclusões e produtos segregados. Por
exemplo, a maioria das fases mais frágeis precipita mais tardiamente no processo de
solidificação e acomodam-se preferencialmente nos contornos de grão e, juntamente com a
ação de outros parâmetros estruturais, são responsáveis pela qualidade mecânica inferior das
estruturas constituídas de granulação mais grosseira. As heterogeneidades aparecem
particularmente nos contornos de grãos, constituindo, portanto, em caminhos preferenciais de
fratura (GARCIA, 2001, FLEMINGS, 1974).
Existem expressões que relacionam propriedades mecânicas com parâmetros
microestruturais dos materiais, buscando uma forma de programação microestrutural através
da fixação prévia das condições de solidificação em função de uma determinada propriedade
mecânica que se deseja alcançar (GARCIA, 2001). A literatura apresenta um exemplo de
quantificação dessa dependência representada pela equação de Hall-Petch, a qual estabelece
uma correlação entre o limite de escoamento do material (σe) e o tamanho médio do grão,
sendo dada por:
(σe = σo + k.d-1/2)
onde: k = constante que apresenta uma medida da extensão do empilhamento de
discordâncias; σo = tensão de atrito que se opõe ao movimento das discordâncias e d o
diâmetro do grão.
Os efeitos do tamanho de grão nas propriedades são consequência principalmente de
mudanças na distribuição de porosidade, inclusões e produtos decorrentes da segregação de
soluto. A Figura 3.27 apresenta os resultados de propriedades mecânicas obtidas em amostras
de Al-Si7% e Al-Cu4,5%, em função do tamanho de grão da microestrutura equiaxial,
podendo-se notar que a alteração no tamanho de grão não é acompanhada de variações
significativas nas propriedades.
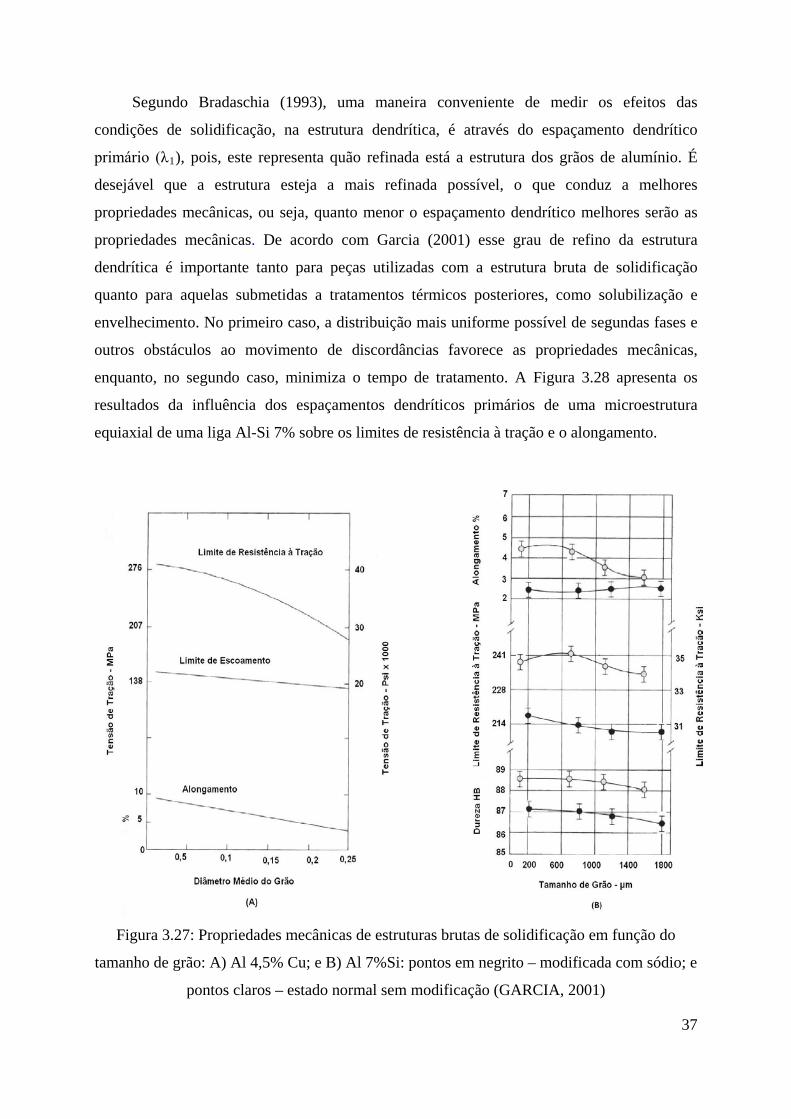
37
Segundo Bradaschia (1993), uma maneira conveniente de medir os efeitos das
condições de solidificação, na estrutura dendrítica, é através do espaçamento dendrítico
primário (λ1), pois, este representa quão refinada está a estrutura dos grãos de alumínio. É
desejável que a estrutura esteja a mais refinada possível, o que conduz a melhores
propriedades mecânicas, ou seja, quanto menor o espaçamento dendrítico melhores serão as
propriedades mecânicas. De acordo com Garcia (2001) esse grau de refino da estrutura
dendrítica é importante tanto para peças utilizadas com a estrutura bruta de solidificação
quanto para aquelas submetidas a tratamentos térmicos posteriores, como solubilização e
envelhecimento. No primeiro caso, a distribuição mais uniforme possível de segundas fases e
outros obstáculos ao movimento de discordâncias favorece as propriedades mecânicas,
enquanto, no segundo caso, minimiza o tempo de tratamento. A Figura 3.28 apresenta os
resultados da influência dos espaçamentos dendríticos primários de uma microestrutura
equiaxial de uma liga Al-Si 7% sobre os limites de resistência à tração e o alongamento.
Figura 3.27: Propriedades mecânicas de estruturas brutas de solidificação em função do
tamanho de grão: A) Al 4,5% Cu; e B) Al 7%Si: pontos em negrito – modificada com sódio; e
pontos claros – estado normal sem modificação (GARCIA, 2001)
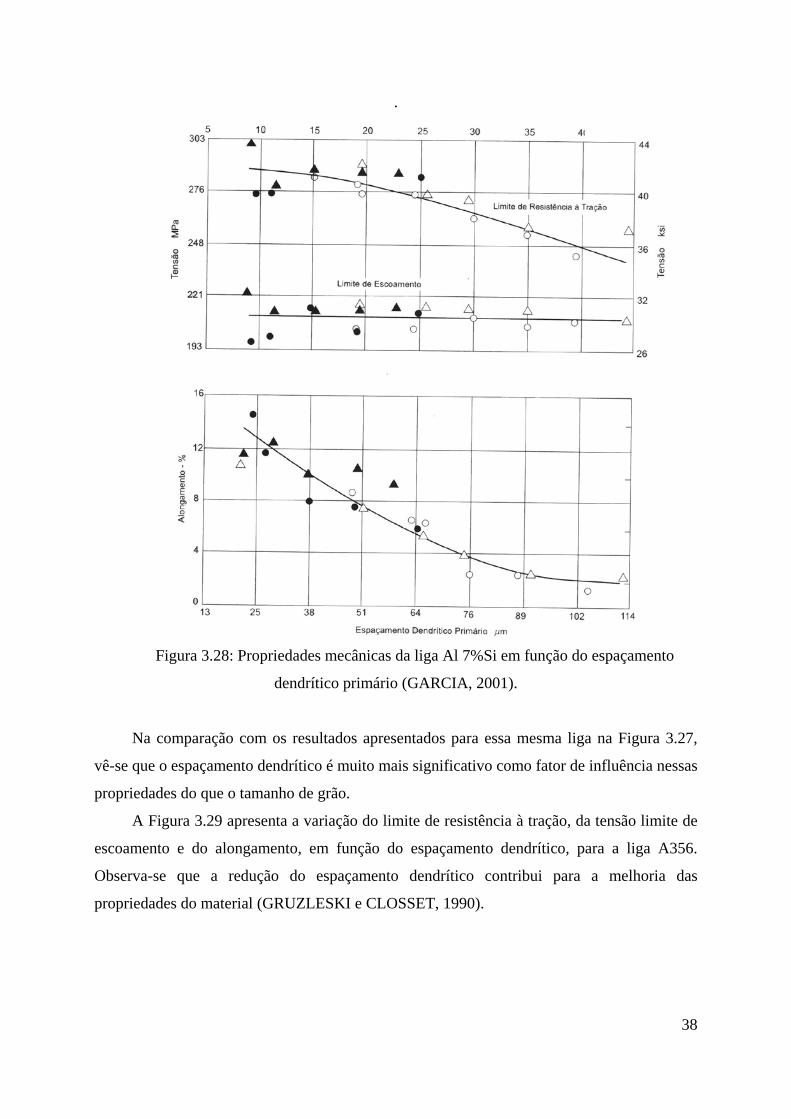
38
.
Figura 3.28: Propriedades mecânicas da liga Al 7%Si em função do espaçamento
dendrítico primário (GARCIA, 2001).
Na comparação com os resultados apresentados para essa mesma liga na Figura 3.27,
vê-se que o espaçamento dendrítico é muito mais significativo como fator de influência nessas
propriedades do que o tamanho de grão.
A Figura 3.29 apresenta a variação do limite de resistência à tração, da tensão limite de
escoamento e do alongamento, em função do espaçamento dendrítico, para a liga A356.
Observa-se que a redução do espaçamento dendrítico contribui para a melhoria das
propriedades do material (GRUZLESKI e CLOSSET, 1990).
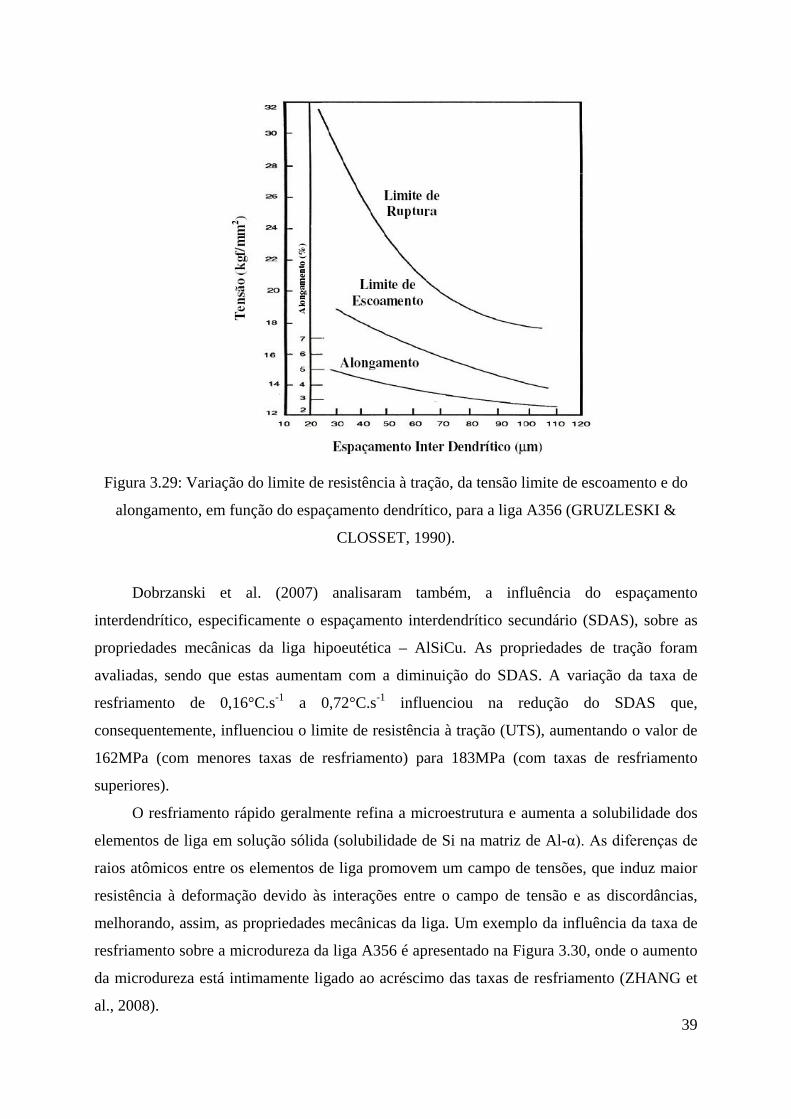
39
Figura 3.29: Variação do limite de resistência à tração, da tensão limite de escoamento e do
alongamento, em função do espaçamento dendrítico, para a liga A356 (GRUZLESKI &
CLOSSET, 1990).
Dobrzanski et al. (2007) analisaram também, a influência do espaçamento
interdendrítico, especificamente o espaçamento interdendrítico secundário (SDAS), sobre as
propriedades mecânicas da liga hipoeutética – AlSiCu. As propriedades de tração foram
avaliadas, sendo que estas aumentam com a diminuição do SDAS. A variação da taxa de
resfriamento de 0,16°C.s-1 a 0,72°C.s-1 influenciou na redução do SDAS que,
consequentemente, influenciou o limite de resistência à tração (UTS), aumentando o valor de
162MPa (com menores taxas de resfriamento) para 183MPa (com taxas de resfriamento
superiores).
O resfriamento rápido geralmente refina a microestrutura e aumenta a solubilidade dos
elementos de liga em solução sólida (solubilidade de Si na matriz de Al-α). As diferenças de
raios atômicos entre os elementos de liga promovem um campo de tensões, que induz maior
resistência à deformação devido às interações entre o campo de tensão e as discordâncias,
melhorando, assim, as propriedades mecânicas da liga. Um exemplo da influência da taxa de
resfriamento sobre a microdureza da liga A356 é apresentado na Figura 3.30, onde o aumento
da microdureza está intimamente ligado ao acréscimo das taxas de resfriamento (ZHANG et
al., 2008).
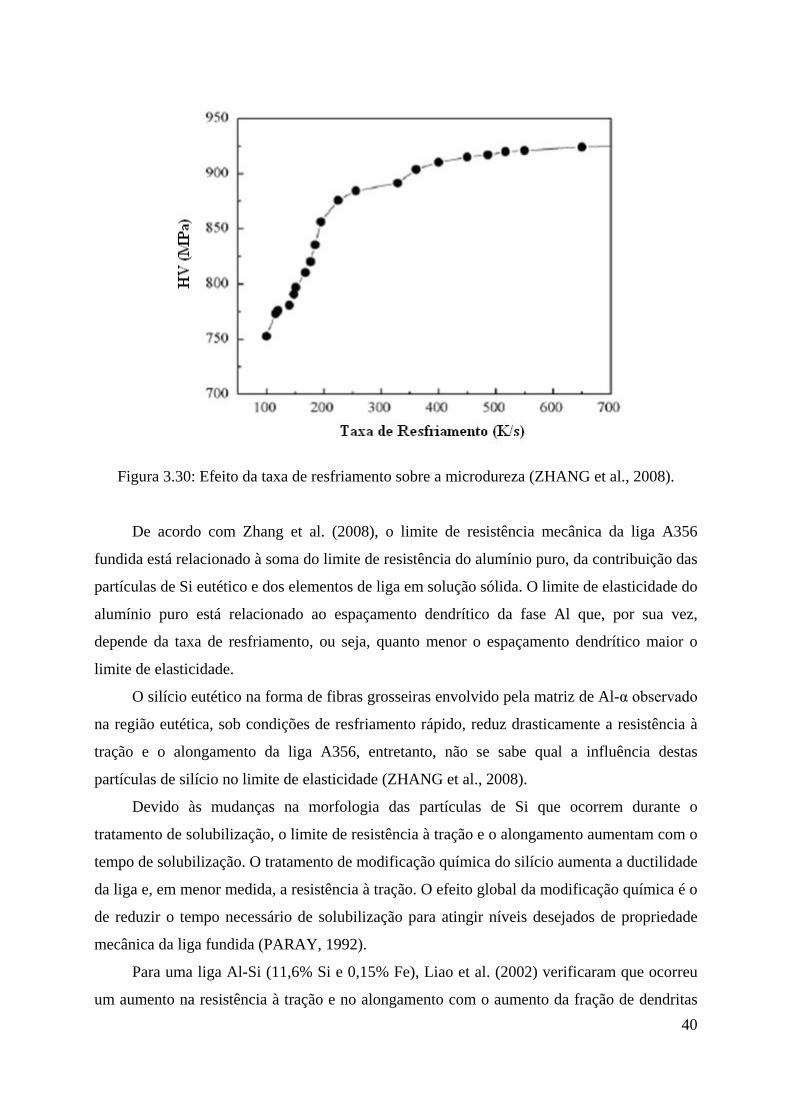
40
Figura 3.30: Efeito da taxa de resfriamento sobre a microdureza (ZHANG et al., 2008).
De acordo com Zhang et al. (2008), o limite de resistência mecânica da liga A356
fundida está relacionado à soma do limite de resistência do alumínio puro, da contribuição das
partículas de Si eutético e dos elementos de liga em solução sólida. O limite de elasticidade do
alumínio puro está relacionado ao espaçamento dendrítico da fase Al que, por sua vez,
depende da taxa de resfriamento, ou seja, quanto menor o espaçamento dendrítico maior o
limite de elasticidade.
O silício eutético na forma de fibras grosseiras envolvido pela matriz de Al-α observado
na região eutética, sob condições de resfriamento rápido, reduz drasticamente a resistência à
tração e o alongamento da liga A356, entretanto, não se sabe qual a influência destas
partículas de silício no limite de elasticidade (ZHANG et al., 2008).
Devido às mudanças na morfologia das partículas de Si que ocorrem durante o
tratamento de solubilização, o limite de resistência à tração e o alongamento aumentam com o
tempo de solubilização. O tratamento de modificação química do silício aumenta a ductilidade
da liga e, em menor medida, a resistência à tração. O efeito global da modificação química é o
de reduzir o tempo necessário de solubilização para atingir níveis desejados de propriedade
mecânica da liga fundida (PARAY, 1992).
Para uma liga Al-Si (11,6% Si e 0,15% Fe), Liao et al. (2002) verificaram que ocorreu
um aumento na resistência à tração e no alongamento com o aumento da fração de dendritas
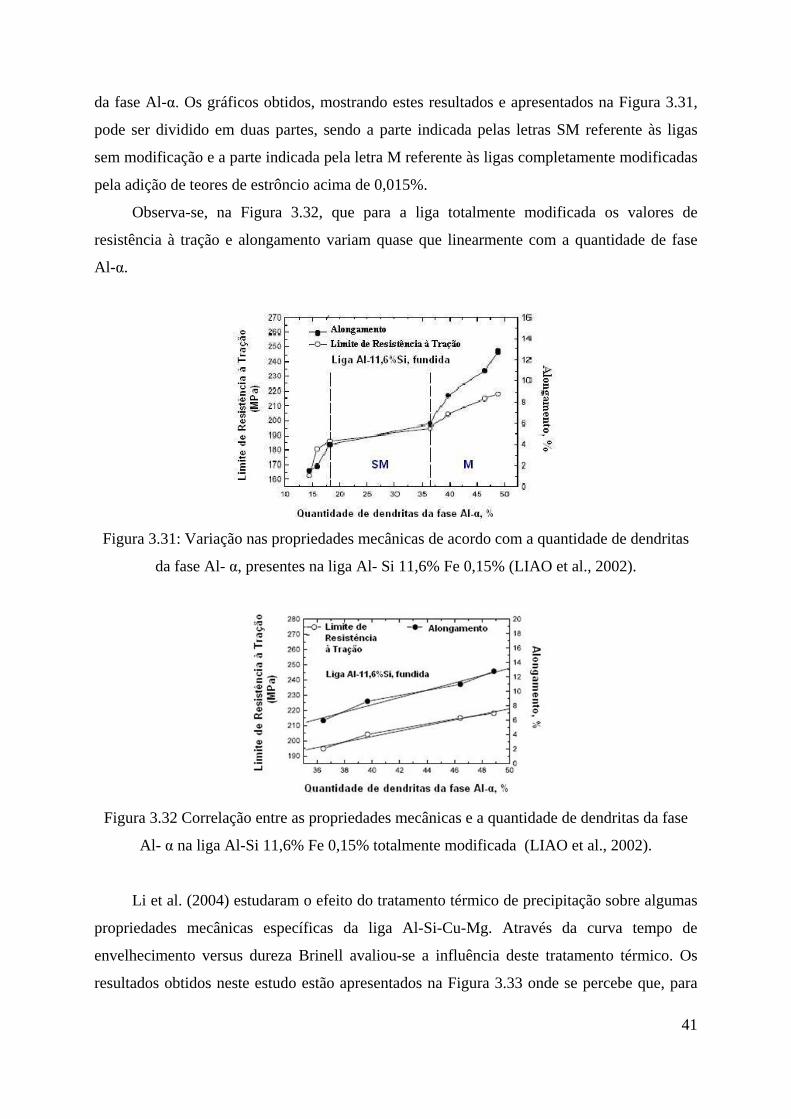
41
da fase Al-α. Os gráficos obtidos, mostrando estes resultados e apresentados na Figura 3.31,
pode ser dividido em duas partes, sendo a parte indicada pelas letras SM referente às ligas
sem modificação e a parte indicada pela letra M referente às ligas completamente modificadas
pela adição de teores de estrôncio acima de 0,015%.
Observa-se, na Figura 3.32, que para a liga totalmente modificada os valores de
resistência à tração e alongamento variam quase que linearmente com a quantidade de fase
Al-α.
Figura 3.31: Variação nas propriedades mecânicas de acordo com a quantidade de dendritas
da fase Al- α, presentes na liga Al- Si 11,6% Fe 0,15% (LIAO et al., 2002).
Figura 3.32 Correlação entre as propriedades mecânicas e a quantidade de dendritas da fase
Al- α na liga Al-Si 11,6% Fe 0,15% totalmente modificada (LIAO et al., 2002).
Li et al. (2004) estudaram o efeito do tratamento térmico de precipitação sobre algumas
propriedades mecânicas específicas da liga Al-Si-Cu-Mg. Através da curva tempo de
envelhecimento versus dureza Brinell avaliou-se a influência deste tratamento térmico. Os
resultados obtidos neste estudo estão apresentados na Figura 3.33 onde se percebe que, para
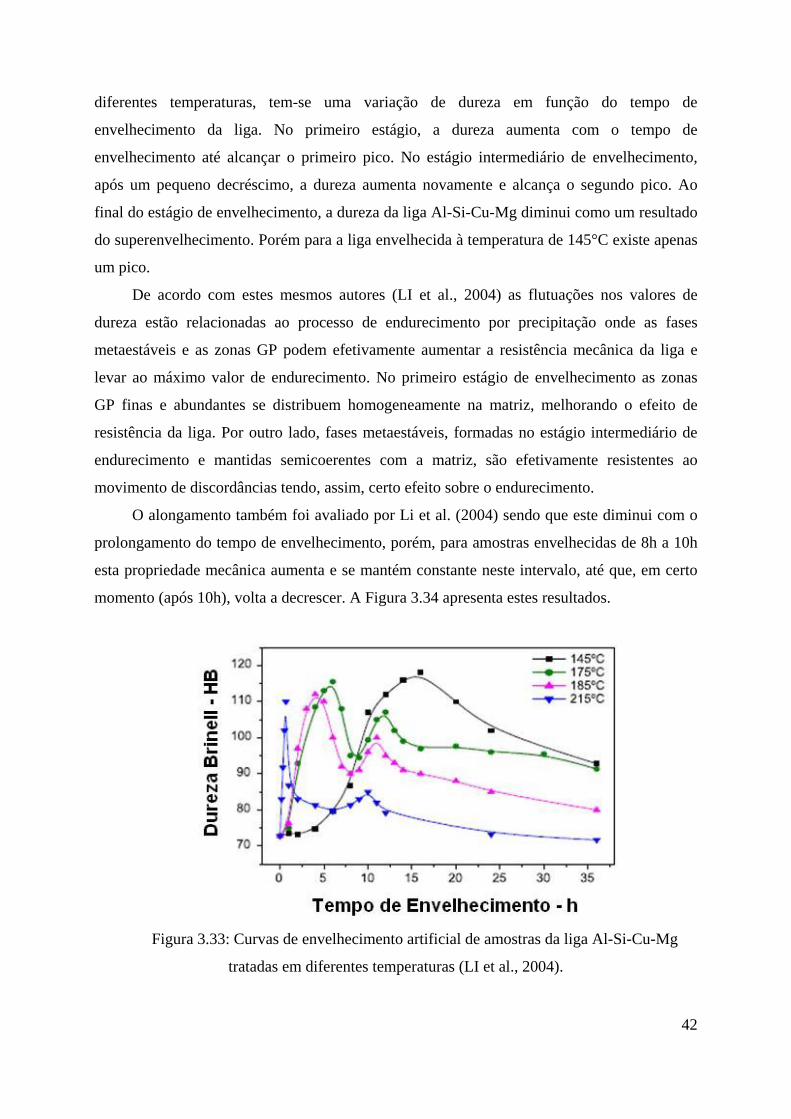
42
diferentes temperaturas, tem-se uma variação de dureza em função do tempo de
envelhecimento da liga. No primeiro estágio, a dureza aumenta com o tempo de
envelhecimento até alcançar o primeiro pico. No estágio intermediário de envelhecimento,
após um pequeno decréscimo, a dureza aumenta novamente e alcança o segundo pico. Ao
final do estágio de envelhecimento, a dureza da liga Al-Si-Cu-Mg diminui como um resultado
do superenvelhecimento. Porém para a liga envelhecida à temperatura de 145°C existe apenas
um pico.
De acordo com estes mesmos autores (LI et al., 2004) as flutuações nos valores de
dureza estão relacionadas ao processo de endurecimento por precipitação onde as fases
metaestáveis e as zonas GP podem efetivamente aumentar a resistência mecânica da liga e
levar ao máximo valor de endurecimento. No primeiro estágio de envelhecimento as zonas
GP finas e abundantes se distribuem homogeneamente na matriz, melhorando o efeito de
resistência da liga. Por outro lado, fases metaestáveis, formadas no estágio intermediário de
endurecimento e mantidas semicoerentes com a matriz, são efetivamente resistentes ao
movimento de discordâncias tendo, assim, certo efeito sobre o endurecimento.
O alongamento também foi avaliado por Li et al. (2004) sendo que este diminui com o
prolongamento do tempo de envelhecimento, porém, para amostras envelhecidas de 8h a 10h
esta propriedade mecânica aumenta e se mantém constante neste intervalo, até que, em certo
momento (após 10h), volta a decrescer. A Figura 3.34 apresenta estes resultados.
Figura 3.33: Curvas de envelhecimento artificial de amostras da liga Al-Si-Cu-Mg
tratadas em diferentes temperaturas (LI et al., 2004).
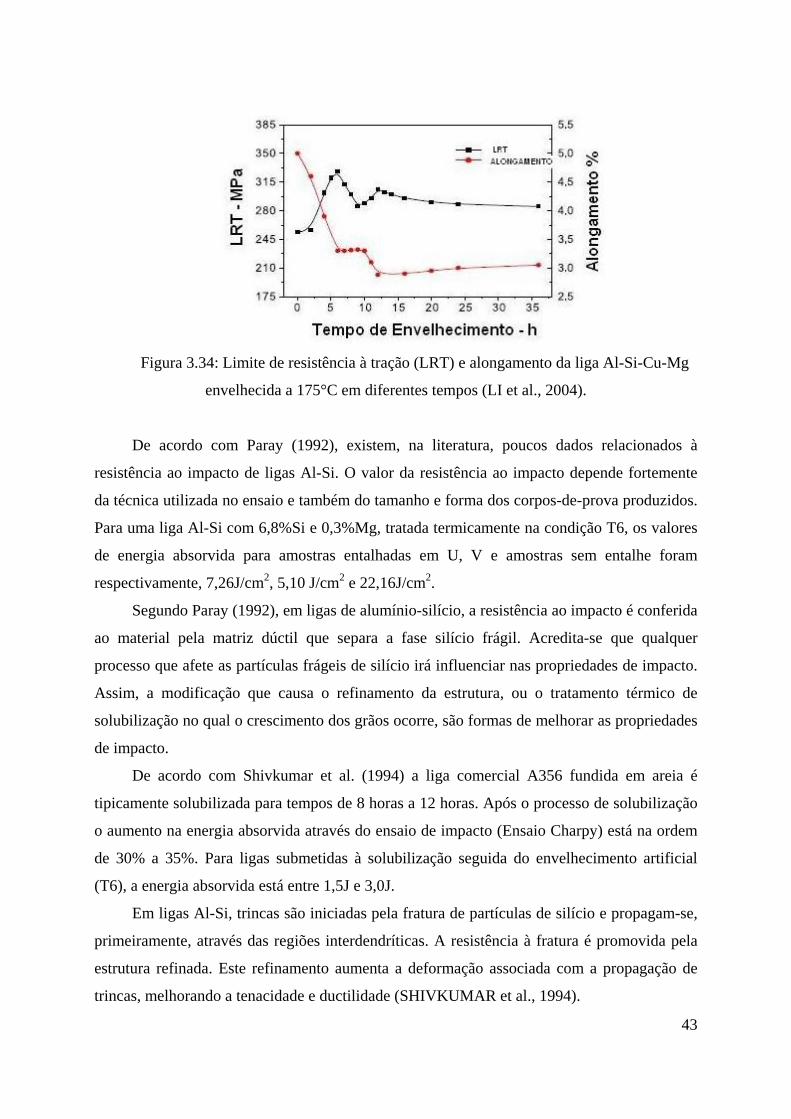
43
Figura 3.34: Limite de resistência à tração (LRT) e alongamento da liga Al-Si-Cu-Mg
envelhecida a 175°C em diferentes tempos (LI et al., 2004).
De acordo com Paray (1992), existem, na literatura, poucos dados relacionados à
resistência ao impacto de ligas Al-Si. O valor da resistência ao impacto depende fortemente
da técnica utilizada no ensaio e também do tamanho e forma dos corpos-de-prova produzidos.
Para uma liga Al-Si com 6,8%Si e 0,3%Mg, tratada termicamente na condição T6, os valores
de energia absorvida para amostras entalhadas em U, V e amostras sem entalhe foram
respectivamente, 7,26J/cm2, 5,10 J/cm2 e 22,16J/cm2.
Segundo Paray (1992), em ligas de alumínio-silício, a resistência ao impacto é conferida
ao material pela matriz dúctil que separa a fase silício frágil. Acredita-se que qualquer
processo que afete as partículas frágeis de silício irá influenciar nas propriedades de impacto.
Assim, a modificação que causa o refinamento da estrutura, ou o tratamento térmico de
solubilização no qual o crescimento dos grãos ocorre, são formas de melhorar as propriedades
de impacto.
De acordo com Shivkumar et al. (1994) a liga comercial A356 fundida em areia é
tipicamente solubilizada para tempos de 8 horas a 12 horas. Após o processo de solubilização
o aumento na energia absorvida através do ensaio de impacto (Ensaio Charpy) está na ordem
de 30% a 35%. Para ligas submetidas à solubilização seguida do envelhecimento artificial
(T6), a energia absorvida está entre 1,5J e 3,0J.
Em ligas Al-Si, trincas são iniciadas pela fratura de partículas de silício e propagam-se,
primeiramente, através das regiões interdendríticas. A resistência à fratura é promovida pela
estrutura refinada. Este refinamento aumenta a deformação associada com a propagação de
trincas, melhorando a tenacidade e ductilidade (SHIVKUMAR et al., 1994).
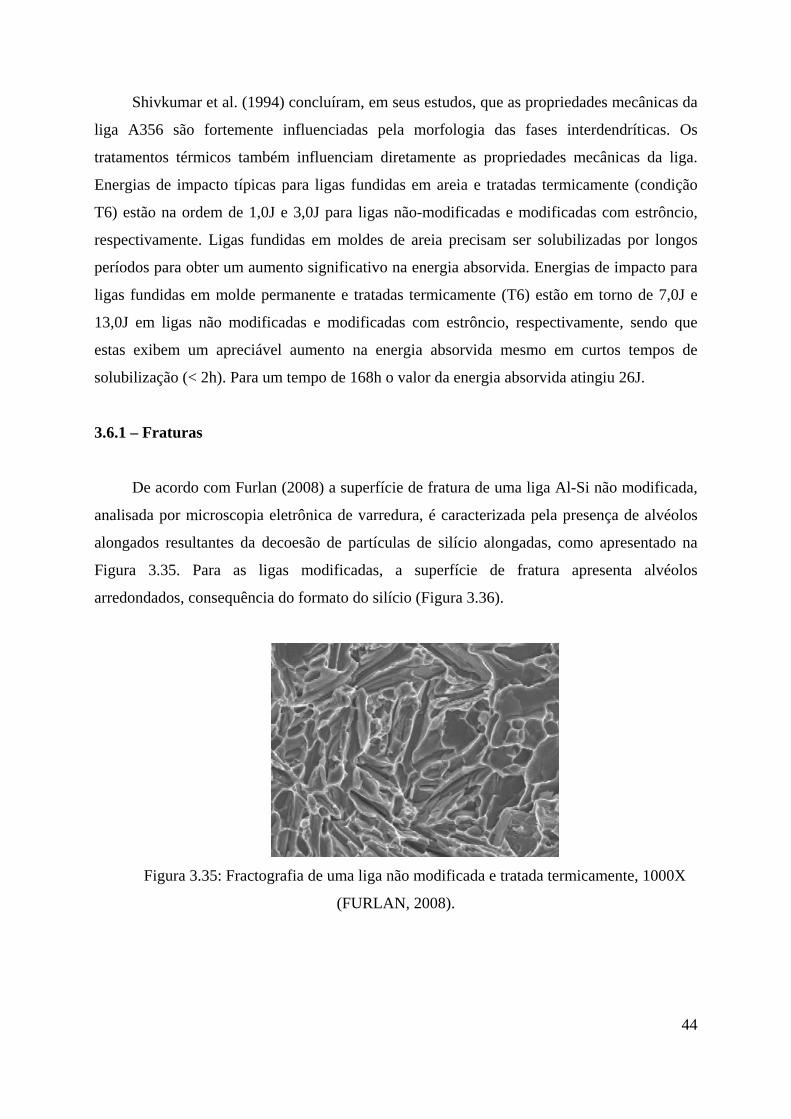
44
Shivkumar et al. (1994) concluíram, em seus estudos, que as propriedades mecânicas da
liga A356 são fortemente influenciadas pela morfologia das fases interdendríticas. Os
tratamentos térmicos também influenciam diretamente as propriedades mecânicas da liga.
Energias de impacto típicas para ligas fundidas em areia e tratadas termicamente (condição
T6) estão na ordem de 1,0J e 3,0J para ligas não-modificadas e modificadas com estrôncio,
respectivamente. Ligas fundidas em moldes de areia precisam ser solubilizadas por longos
períodos para obter um aumento significativo na energia absorvida. Energias de impacto para
ligas fundidas em molde permanente e tratadas termicamente (T6) estão em torno de 7,0J e
13,0J em ligas não modificadas e modificadas com estrôncio, respectivamente, sendo que
estas exibem um apreciável aumento na energia absorvida mesmo em curtos tempos de
solubilização (< 2h). Para um tempo de 168h o valor da energia absorvida atingiu 26J.
3.6.1 – Fraturas
De acordo com Furlan (2008) a superfície de fratura de uma liga Al-Si não modificada,
analisada por microscopia eletrônica de varredura, é caracterizada pela presença de alvéolos
alongados resultantes da decoesão de partículas de silício alongadas, como apresentado na
Figura 3.35. Para as ligas modificadas, a superfície de fratura apresenta alvéolos
arredondados, consequência do formato do silício (Figura 3.36).
Figura 3.35: Fractografia de uma liga não modificada e tratada termicamente, 1000X
(FURLAN, 2008).

45
Figura 3.36: Fractografia de uma liga modificada e tratada termicamente, 1000X
(FURLAN, 2008).
46
CAPÍTULO 4: MATERIAIS E MÉTODOS
A liga Al-Si - A356.0, utilizada para a produção das amostras, foi cedida pela empresa
Alcoa Alumínio S.A. – Poços de Caldas- MG. Sua composição química básica nominal e a
composição real obtida pelo método de Espectrometria de Emissão Ótica (EEO) estão
apresentadas na Tabela 4.1. A análise química (EEO) foi realizada na Empresa NOVELIS–
Ouro Preto - MG. Os resultados apresentados da composição química real correspondem à
média de sete análises realizadas em amostras distintas, sendo uma amostra no estado de
entrega, três amostras no estado bruto de solidificação (fundidas em molde de areia, em molde
metálico sem refrigeração e em molde metálico refrigerado) e três amostras tratadas
termicamente (Condição T6). Resultados apresentados no anexo B.
Amostras fundidas da liga Al-Si – A356.0 foram obtidas em diferentes condições de
resfriamento e tratadas termicamente, com o propósito de avaliar a influência das alterações
microestruturais sobre as propriedades mecânicas.
Tabela 4.1: Composição química nominal e real (% em peso) da liga Al-Si - A356.0.
Elementos Si Femáx Cumáx Mn Mg Zn Ti Outrosmáx Al
*Nominal 6,5-7,5 0,20 0,20 0,10 0,25-0,45 0,10 0,20 0,15 balanço
**Real 6,88 0,06 0,00 0,00 0,22 0,01 0,06 0,014 balanço *(CAYLESS, 1997; ROOY, 1998)
** EEO – NOVELIS
Todo o trabalho experimental foi desenvolvido nos laboratórios do Departamento de
Engenharia Metalúrgica e de Materiais da Escola de Minas da Universidade Federal de Ouro
Preto; mais especificamente os laboratórios de Tratamentos Térmicos, Microscopia Óptica,
Fundição e Ensaios Mecânicos. A análise da microestrutura, por microscopia eletrônica de
varredura, das várias amostras, foi realizada no Laboratório de Microscopia e Microanálise –
Microlab - EM – UFOP.
4.1 - Produção das amostras
Lingotes cilíndricos com 24mm de diâmetro e 140mm de comprimento foram fundidos
em moldes de areia aglomerada com silicato de sódio/CO2 (Figura 4.1, Figuras 4.2(a) e
4.2(b)) e lingotes cilíndricos com 19mm de diâmetro e 140mm de comprimento foram
fundidos em moldes metálicos sem refrigeração e refrigerado, visando a obtenção de
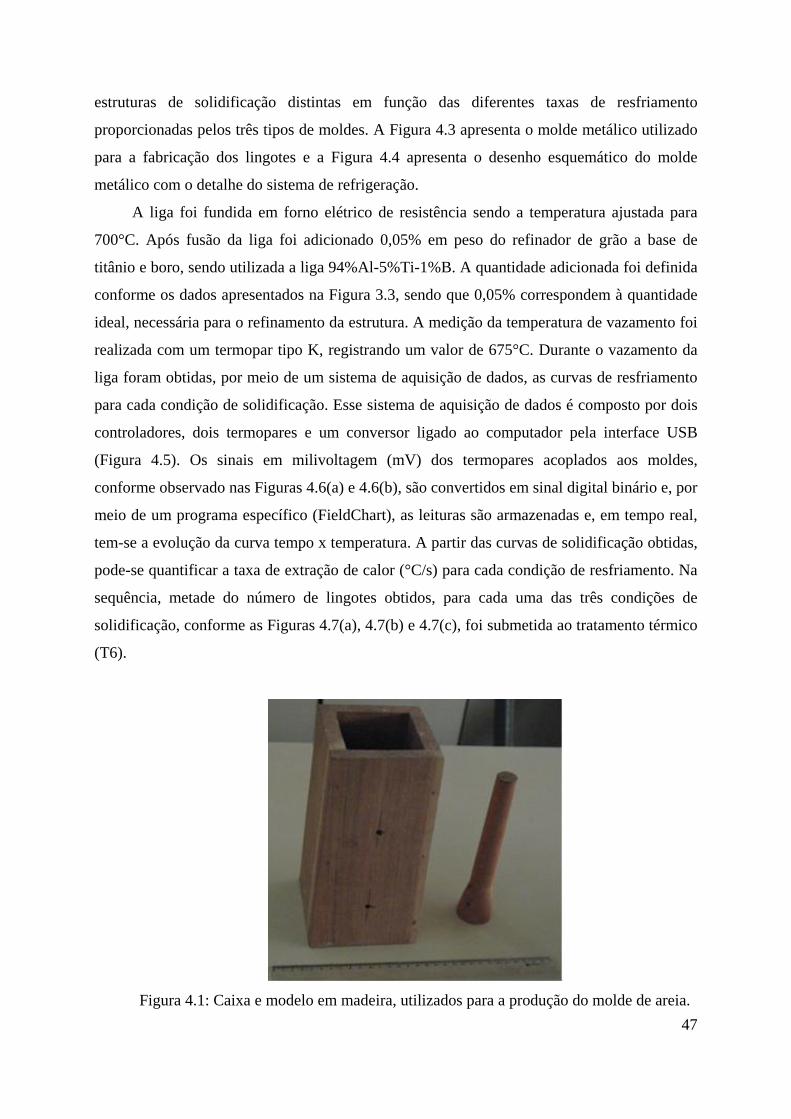
47
estruturas de solidificação distintas em função das diferentes taxas de resfriamento
proporcionadas pelos três tipos de moldes. A Figura 4.3 apresenta o molde metálico utilizado
para a fabricação dos lingotes e a Figura 4.4 apresenta o desenho esquemático do molde
metálico com o detalhe do sistema de refrigeração.
A liga foi fundida em forno elétrico de resistência sendo a temperatura ajustada para
700°C. Após fusão da liga foi adicionado 0,05% em peso do refinador de grão a base de
titânio e boro, sendo utilizada a liga 94%Al-5%Ti-1%B. A quantidade adicionada foi definida
conforme os dados apresentados na Figura 3.3, sendo que 0,05% correspondem à quantidade
ideal, necessária para o refinamento da estrutura. A medição da temperatura de vazamento foi
realizada com um termopar tipo K, registrando um valor de 675°C. Durante o vazamento da
liga foram obtidas, por meio de um sistema de aquisição de dados, as curvas de resfriamento
para cada condição de solidificação. Esse sistema de aquisição de dados é composto por dois
controladores, dois termopares e um conversor ligado ao computador pela interface USB
(Figura 4.5). Os sinais em milivoltagem (mV) dos termopares acoplados aos moldes,
conforme observado nas Figuras 4.6(a) e 4.6(b), são convertidos em sinal digital binário e, por
meio de um programa específico (FieldChart), as leituras são armazenadas e, em tempo real,
tem-se a evolução da curva tempo x temperatura. A partir das curvas de solidificação obtidas,
pode-se quantificar a taxa de extração de calor (°C/s) para cada condição de resfriamento. Na
sequência, metade do número de lingotes obtidos, para cada uma das três condições de
solidificação, conforme as Figuras 4.7(a), 4.7(b) e 4.7(c), foi submetida ao tratamento térmico
(T6).
Figura 4.1: Caixa e modelo em madeira, utilizados para a produção do molde de areia.
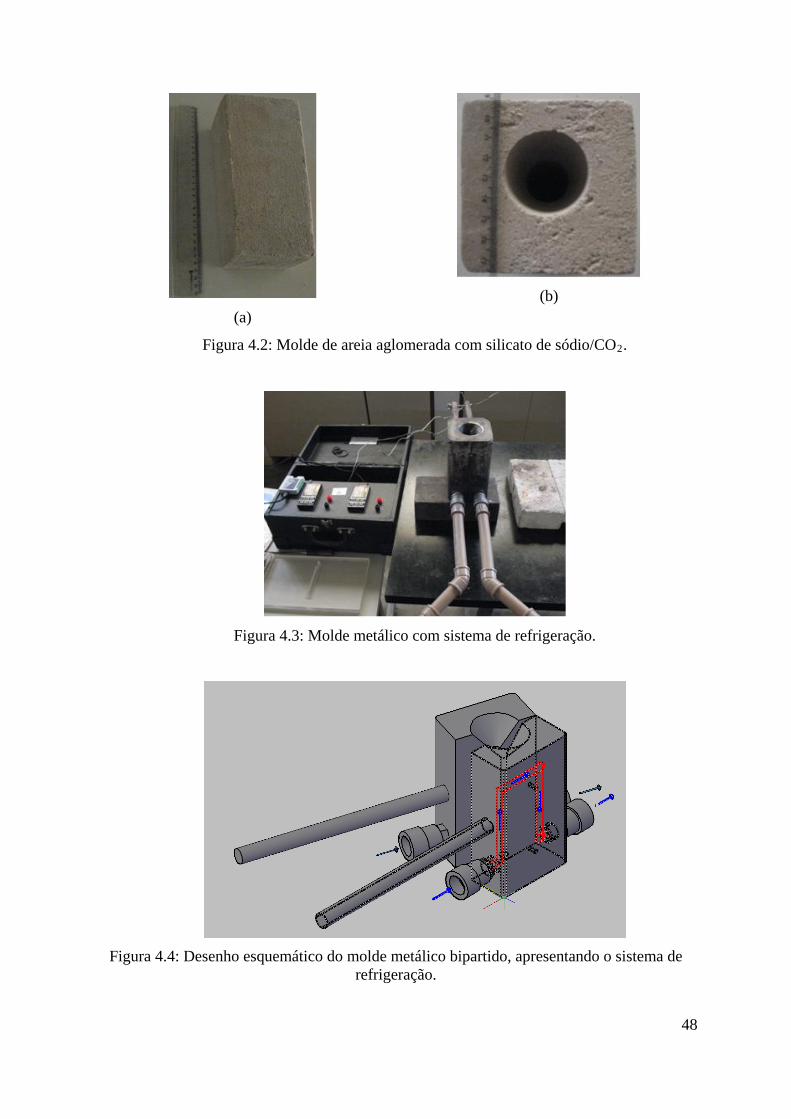
48
(a)
(b)
Figura 4.2: Molde de areia aglomerada com silicato de sódio/CO2.
Figura 4.3: Molde metálico com sistema de refrigeração.
Figura 4.4: Desenho esquemático do molde metálico bipartido, apresentando o sistema de
refrigeração.
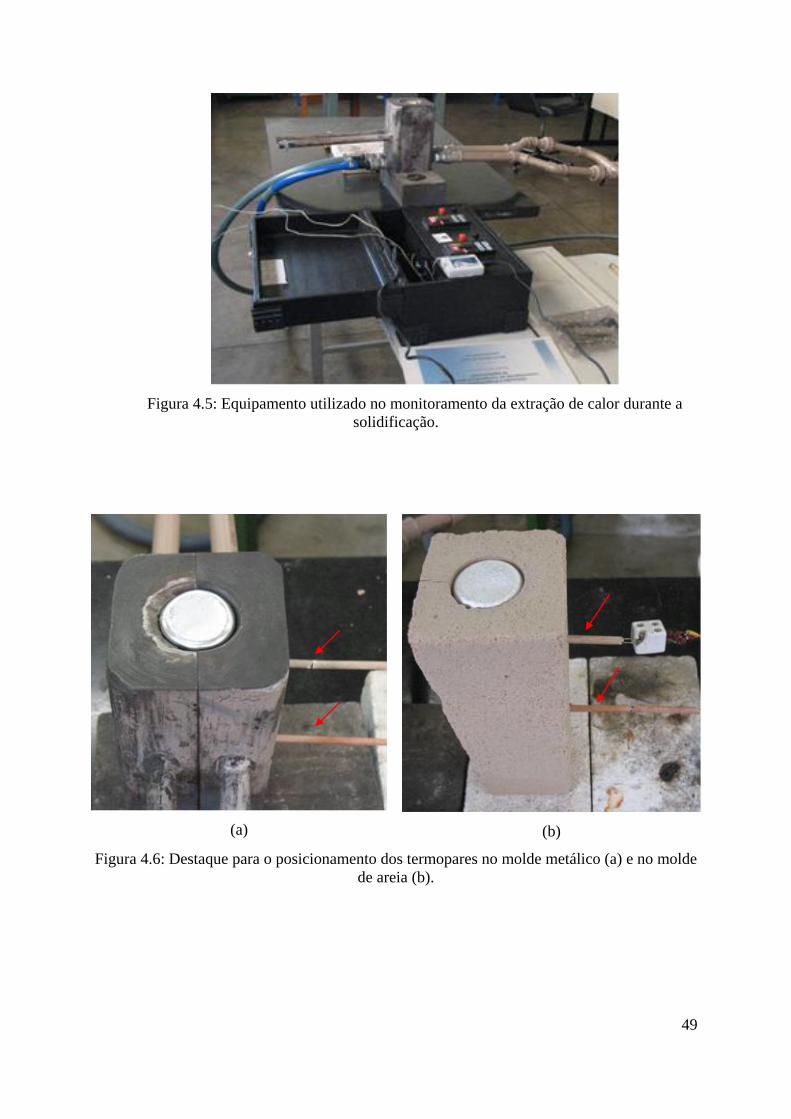
49
Figura 4.5: Equipamento utilizado no monitoramento da extração de calor durante a
solidificação.
(a)
(b)
Figura 4.6: Destaque para o posicionamento dos termopares no molde metálico (a) e no molde de areia (b).
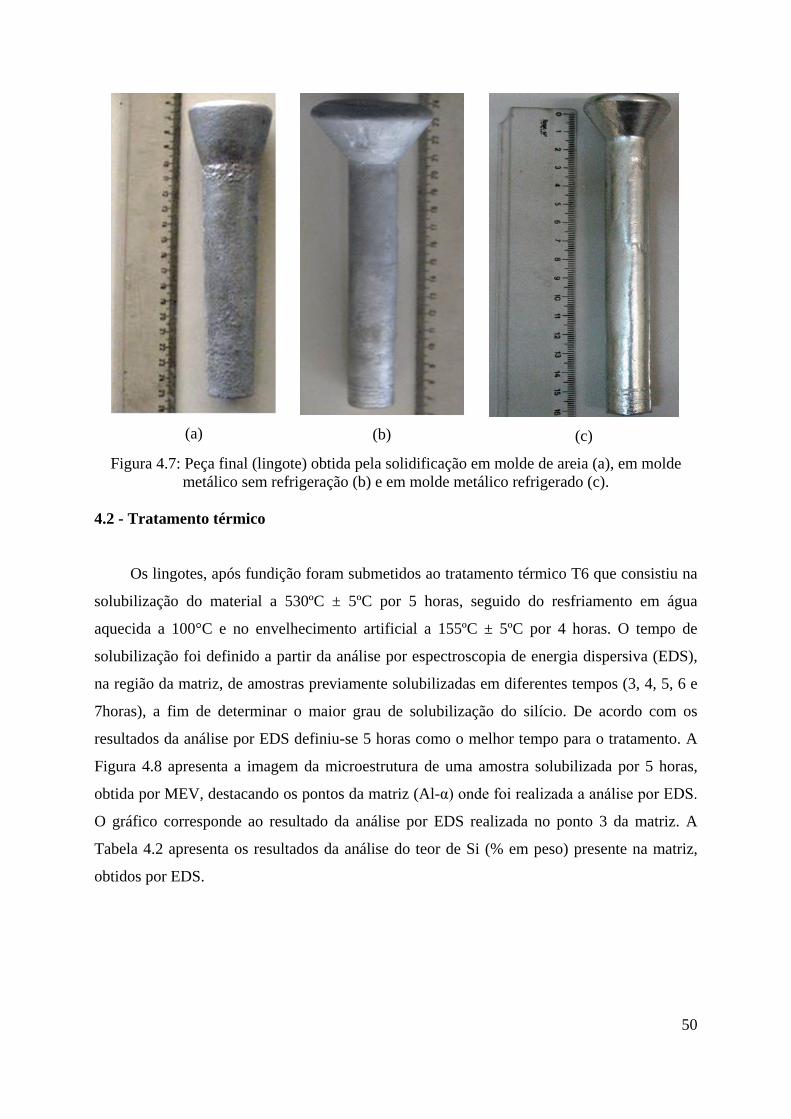
50
(a)
(b)
(c)
Figura 4.7: Peça final (lingote) obtida pela solidificação em molde de areia (a), em molde metálico sem refrigeração (b) e em molde metálico refrigerado (c).
4.2 - Tratamento térmico
Os lingotes, após fundição foram submetidos ao tratamento térmico T6 que consistiu na
solubilização do material a 530ºC ± 5ºC por 5 horas, seguido do resfriamento em água
aquecida a 100°C e no envelhecimento artificial a 155ºC ± 5ºC por 4 horas. O tempo de
solubilização foi definido a partir da análise por espectroscopia de energia dispersiva (EDS),
na região da matriz, de amostras previamente solubilizadas em diferentes tempos (3, 4, 5, 6 e
7horas), a fim de determinar o maior grau de solubilização do silício. De acordo com os
resultados da análise por EDS definiu-se 5 horas como o melhor tempo para o tratamento. A
Figura 4.8 apresenta a imagem da microestrutura de uma amostra solubilizada por 5 horas,
obtida por MEV, destacando os pontos da matriz (Al-α) onde foi realizada a análise por EDS.
O gráfico corresponde ao resultado da análise por EDS realizada no ponto 3 da matriz. A
Tabela 4.2 apresenta os resultados da análise do teor de Si (% em peso) presente na matriz,
obtidos por EDS.
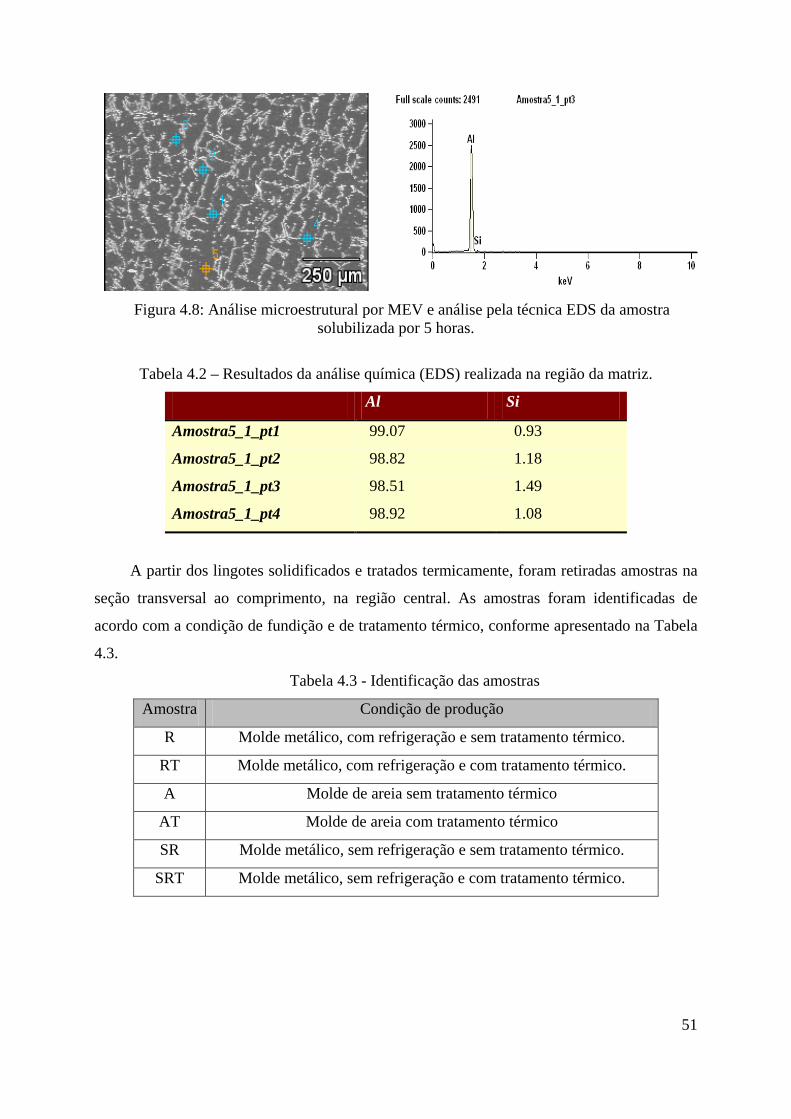
51
Figura 4.8: Análise microestrutural por MEV e análise pela técnica EDS da amostra
solubilizada por 5 horas.
Tabela 4.2 – Resultados da análise química (EDS) realizada na região da matriz.
Al Si
Amostra5_1_pt1 99.07 0.93
Amostra5_1_pt2 98.82 1.18
Amostra5_1_pt3 98.51 1.49
Amostra5_1_pt4 98.92 1.08
A partir dos lingotes solidificados e tratados termicamente, foram retiradas amostras na
seção transversal ao comprimento, na região central. As amostras foram identificadas de
acordo com a condição de fundição e de tratamento térmico, conforme apresentado na Tabela
4.3.
Tabela 4.3 - Identificação das amostras
Amostra Condição de produção
R Molde metálico, com refrigeração e sem tratamento térmico.
RT Molde metálico, com refrigeração e com tratamento térmico.
A Molde de areia sem tratamento térmico
AT Molde de areia com tratamento térmico
SR Molde metálico, sem refrigeração e sem tratamento térmico.
SRT Molde metálico, sem refrigeração e com tratamento térmico.
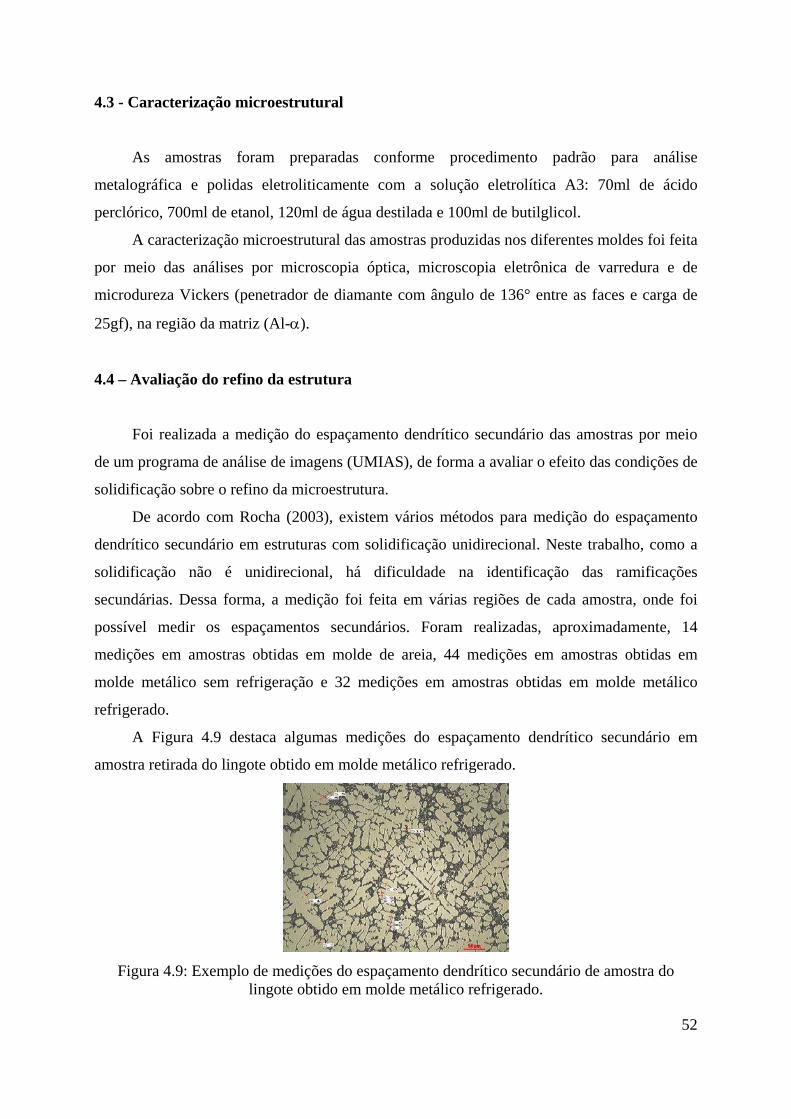
52
4.3 - Caracterização microestrutural
As amostras foram preparadas conforme procedimento padrão para análise
metalográfica e polidas eletroliticamente com a solução eletrolítica A3: 70ml de ácido
perclórico, 700ml de etanol, 120ml de água destilada e 100ml de butilglicol.
A caracterização microestrutural das amostras produzidas nos diferentes moldes foi feita
por meio das análises por microscopia óptica, microscopia eletrônica de varredura e de
microdureza Vickers (penetrador de diamante com ângulo de 136° entre as faces e carga de
25gf), na região da matriz (Al-α).
4.4 – Avaliação do refino da estrutura
Foi realizada a medição do espaçamento dendrítico secundário das amostras por meio
de um programa de análise de imagens (UMIAS), de forma a avaliar o efeito das condições de
solidificação sobre o refino da microestrutura.
De acordo com Rocha (2003), existem vários métodos para medição do espaçamento
dendrítico secundário em estruturas com solidificação unidirecional. Neste trabalho, como a
solidificação não é unidirecional, há dificuldade na identificação das ramificações
secundárias. Dessa forma, a medição foi feita em várias regiões de cada amostra, onde foi
possível medir os espaçamentos secundários. Foram realizadas, aproximadamente, 14
medições em amostras obtidas em molde de areia, 44 medições em amostras obtidas em
molde metálico sem refrigeração e 32 medições em amostras obtidas em molde metálico
refrigerado.
A Figura 4.9 destaca algumas medições do espaçamento dendrítico secundário em
amostra retirada do lingote obtido em molde metálico refrigerado.
Figura 4.9: Exemplo de medições do espaçamento dendrítico secundário de amostra do
lingote obtido em molde metálico refrigerado.
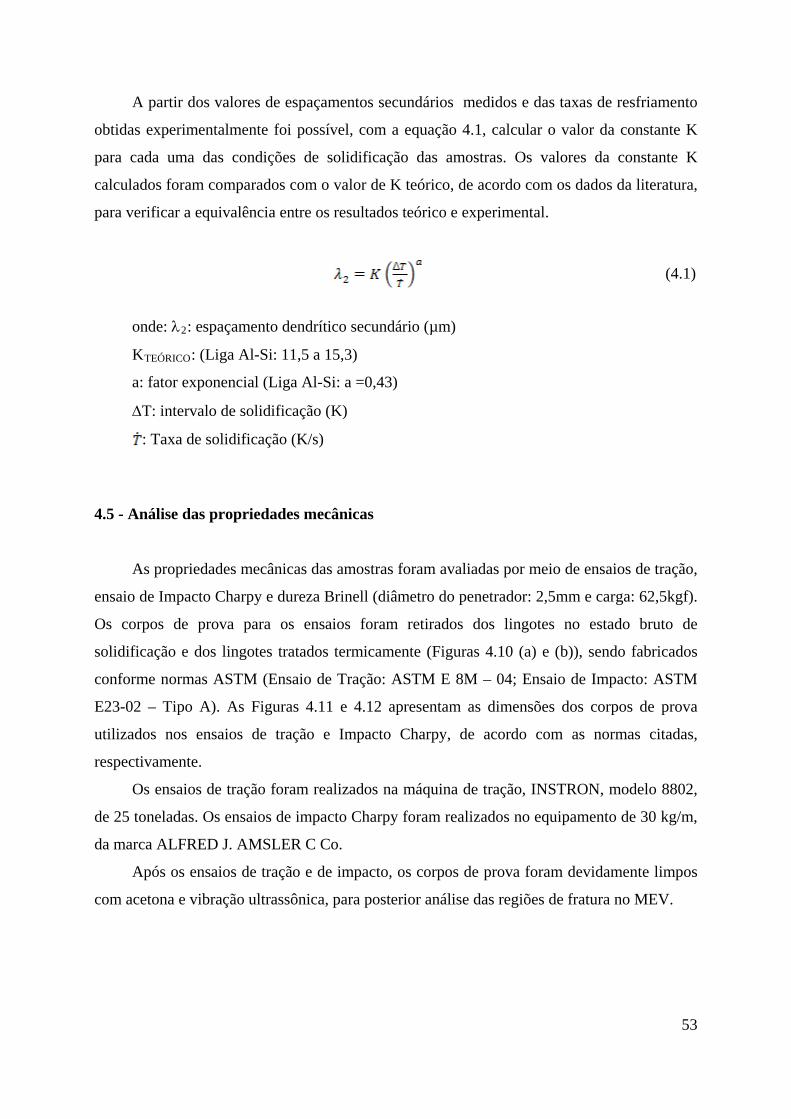
53
A partir dos valores de espaçamentos secundários medidos e das taxas de resfriamento
obtidas experimentalmente foi possível, com a equação 4.1, calcular o valor da constante K
para cada uma das condições de solidificação das amostras. Os valores da constante K
calculados foram comparados com o valor de K teórico, de acordo com os dados da literatura,
para verificar a equivalência entre os resultados teórico e experimental.
(4.1)
onde: λ2: espaçamento dendrítico secundário (µm)
KTEÓRICO: (Liga Al-Si: 11,5 a 15,3)
a: fator exponencial (Liga Al-Si: a =0,43)
∆T: intervalo de solidificação (K)
: Taxa de solidificação (K/s)
4.5 - Análise das propriedades mecânicas
As propriedades mecânicas das amostras foram avaliadas por meio de ensaios de tração,
ensaio de Impacto Charpy e dureza Brinell (diâmetro do penetrador: 2,5mm e carga: 62,5kgf).
Os corpos de prova para os ensaios foram retirados dos lingotes no estado bruto de
solidificação e dos lingotes tratados termicamente (Figuras 4.10 (a) e (b)), sendo fabricados
conforme normas ASTM (Ensaio de Tração: ASTM E 8M – 04; Ensaio de Impacto: ASTM
E23-02 – Tipo A). As Figuras 4.11 e 4.12 apresentam as dimensões dos corpos de prova
utilizados nos ensaios de tração e Impacto Charpy, de acordo com as normas citadas,
respectivamente.
Os ensaios de tração foram realizados na máquina de tração, INSTRON, modelo 8802,
de 25 toneladas. Os ensaios de impacto Charpy foram realizados no equipamento de 30 kg/m,
da marca ALFRED J. AMSLER C Co.
Após os ensaios de tração e de impacto, os corpos de prova foram devidamente limpos
com acetona e vibração ultrassônica, para posterior análise das regiões de fratura no MEV.
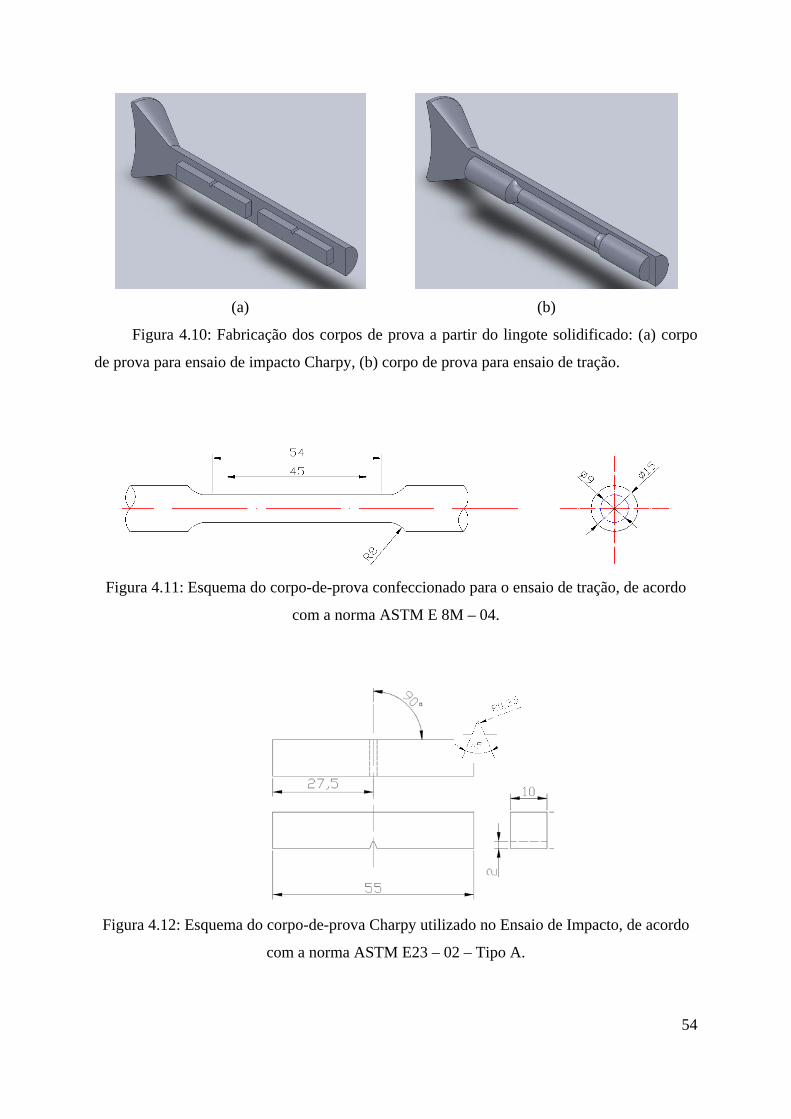
54
(a)
(b)
Figura 4.10: Fabricação dos corpos de prova a partir do lingote solidificado: (a) corpo
de prova para ensaio de impacto Charpy, (b) corpo de prova para ensaio de tração.
Figura 4.11: Esquema do corpo-de-prova confeccionado para o ensaio de tração, de acordo
com a norma ASTM E 8M – 04.
Figura 4.12: Esquema do corpo-de-prova Charpy utilizado no Ensaio de Impacto, de acordo
com a norma ASTM E23 – 02 – Tipo A.
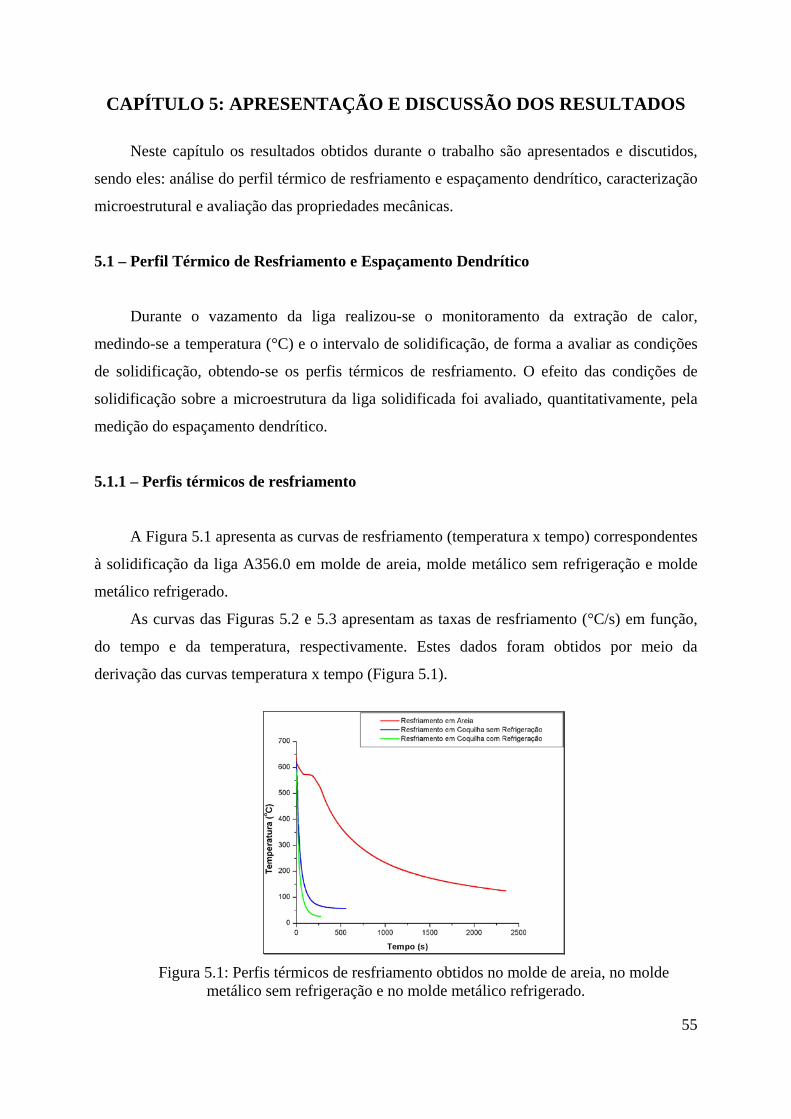
55
CAPÍTULO 5: APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS
Neste capítulo os resultados obtidos durante o trabalho são apresentados e discutidos,
sendo eles: análise do perfil térmico de resfriamento e espaçamento dendrítico, caracterização
microestrutural e avaliação das propriedades mecânicas.
5.1 – Perfil Térmico de Resfriamento e Espaçamento Dendrítico
Durante o vazamento da liga realizou-se o monitoramento da extração de calor,
medindo-se a temperatura (°C) e o intervalo de solidificação, de forma a avaliar as condições
de solidificação, obtendo-se os perfis térmicos de resfriamento. O efeito das condições de
solidificação sobre a microestrutura da liga solidificada foi avaliado, quantitativamente, pela
medição do espaçamento dendrítico.
5.1.1 – Perfis térmicos de resfriamento
A Figura 5.1 apresenta as curvas de resfriamento (temperatura x tempo) correspondentes
à solidificação da liga A356.0 em molde de areia, molde metálico sem refrigeração e molde
metálico refrigerado.
As curvas das Figuras 5.2 e 5.3 apresentam as taxas de resfriamento (°C/s) em função,
do tempo e da temperatura, respectivamente. Estes dados foram obtidos por meio da
derivação das curvas temperatura x tempo (Figura 5.1).
Figura 5.1: Perfis térmicos de resfriamento obtidos no molde de areia, no molde
metálico sem refrigeração e no molde metálico refrigerado.
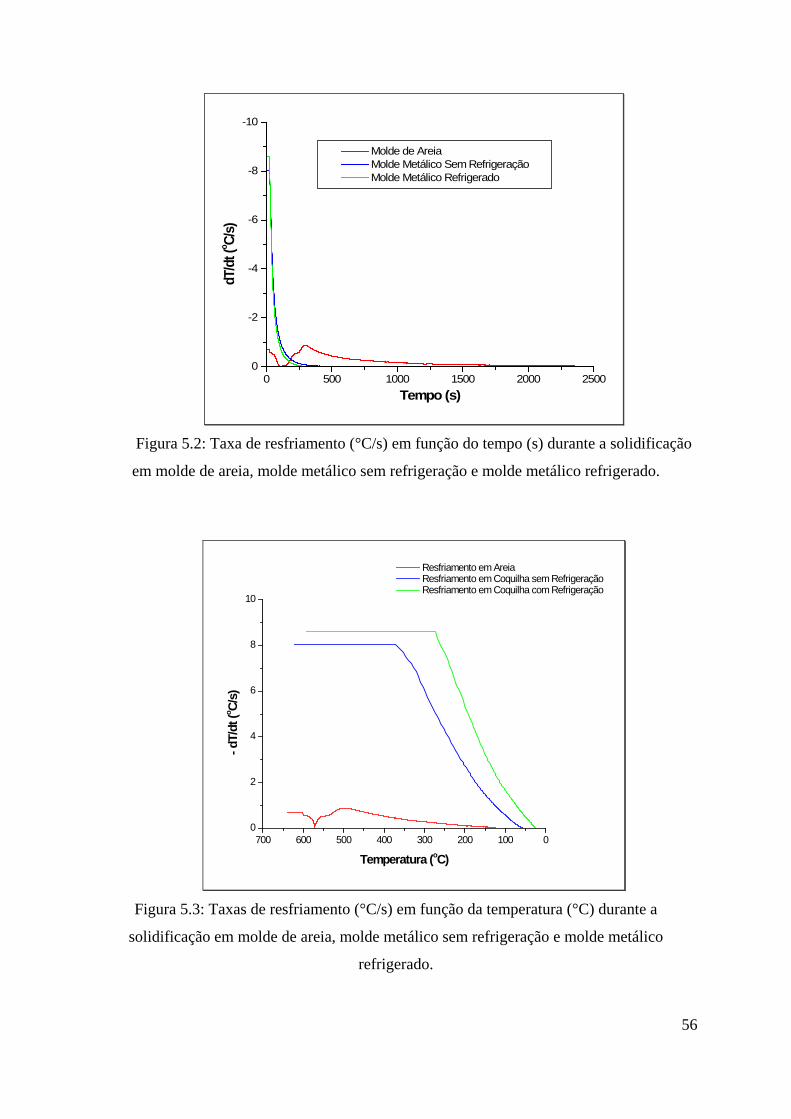
56
0 500 1000 1500 2000 25000
-2
-4
-6
-8
-10
dT/d
t (o C/
s)
Tempo (s)
Molde de Areia Molde Metálico Sem Refrigeração Molde Metálico Refrigerado
Figura 5.2: Taxa de resfriamento (°C/s) em função do tempo (s) durante a solidificação
em molde de areia, molde metálico sem refrigeração e molde metálico refrigerado.
700 600 500 400 300 200 100 00
2
4
6
8
10
Resfriamento em Areia Resfriamento em Coquilha sem Refrigeração Resfriamento em Coquilha com Refrigeração
- dT/
dt (o C/
s)
Temperatura (oC)
Figura 5.3: Taxas de resfriamento (°C/s) em função da temperatura (°C) durante a
solidificação em molde de areia, molde metálico sem refrigeração e molde metálico
refrigerado.
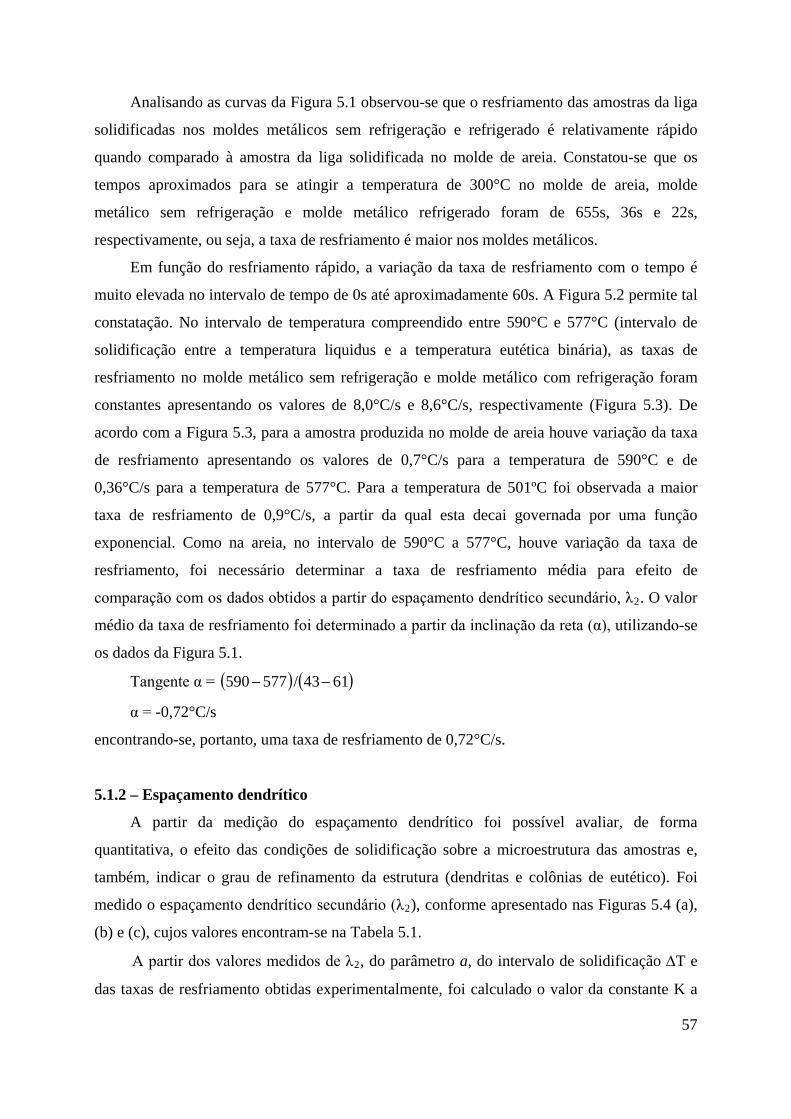
57
Analisando as curvas da Figura 5.1 observou-se que o resfriamento das amostras da liga
solidificadas nos moldes metálicos sem refrigeração e refrigerado é relativamente rápido
quando comparado à amostra da liga solidificada no molde de areia. Constatou-se que os
tempos aproximados para se atingir a temperatura de 300°C no molde de areia, molde
metálico sem refrigeração e molde metálico refrigerado foram de 655s, 36s e 22s,
respectivamente, ou seja, a taxa de resfriamento é maior nos moldes metálicos.
Em função do resfriamento rápido, a variação da taxa de resfriamento com o tempo é
muito elevada no intervalo de tempo de 0s até aproximadamente 60s. A Figura 5.2 permite tal
constatação. No intervalo de temperatura compreendido entre 590°C e 577°C (intervalo de
solidificação entre a temperatura liquidus e a temperatura eutética binária), as taxas de
resfriamento no molde metálico sem refrigeração e molde metálico com refrigeração foram
constantes apresentando os valores de 8,0°C/s e 8,6°C/s, respectivamente (Figura 5.3). De
acordo com a Figura 5.3, para a amostra produzida no molde de areia houve variação da taxa
de resfriamento apresentando os valores de 0,7°C/s para a temperatura de 590°C e de
0,36°C/s para a temperatura de 577°C. Para a temperatura de 501ºC foi observada a maior
taxa de resfriamento de 0,9°C/s, a partir da qual esta decai governada por uma função
exponencial. Como na areia, no intervalo de 590°C a 577°C, houve variação da taxa de
resfriamento, foi necessário determinar a taxa de resfriamento média para efeito de
comparação com os dados obtidos a partir do espaçamento dendrítico secundário, λ2. O valor
médio da taxa de resfriamento foi determinado a partir da inclinação da reta (α), utilizando-se
os dados da Figura 5.1.
Tangente α = ( ) ( )6143/577590 −−
α = -0,72°C/s
encontrando-se, portanto, uma taxa de resfriamento de 0,72°C/s.
5.1.2 – Espaçamento dendrítico
A partir da medição do espaçamento dendrítico foi possível avaliar, de forma
quantitativa, o efeito das condições de solidificação sobre a microestrutura das amostras e,
também, indicar o grau de refinamento da estrutura (dendritas e colônias de eutético). Foi
medido o espaçamento dendrítico secundário (λ2), conforme apresentado nas Figuras 5.4 (a),
(b) e (c), cujos valores encontram-se na Tabela 5.1.
A partir dos valores medidos de λ2, do parâmetro a, do intervalo de solidificação ∆T e
das taxas de resfriamento obtidas experimentalmente, foi calculado o valor da constante K a
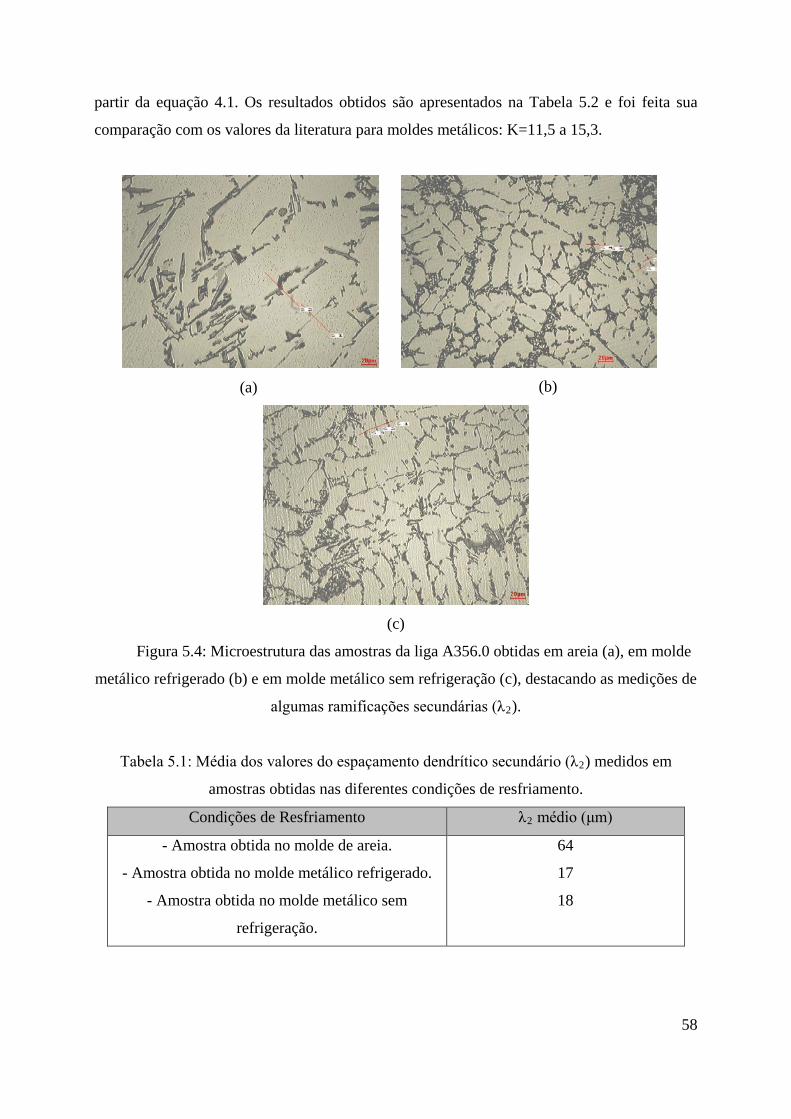
58
partir da equação 4.1. Os resultados obtidos são apresentados na Tabela 5.2 e foi feita sua
comparação com os valores da literatura para moldes metálicos: K=11,5 a 15,3.
(a)
(b)
(c)
Figura 5.4: Microestrutura das amostras da liga A356.0 obtidas em areia (a), em molde
metálico refrigerado (b) e em molde metálico sem refrigeração (c), destacando as medições de
algumas ramificações secundárias (λ2).
Tabela 5.1: Média dos valores do espaçamento dendrítico secundário (λ2) medidos em
amostras obtidas nas diferentes condições de resfriamento.
Condições de Resfriamento λ2 médio (μm)
- Amostra obtida no molde de areia.
- Amostra obtida no molde metálico refrigerado.
- Amostra obtida no molde metálico sem
refrigeração.
64
17
18
59
Os valores médios de λ2, apresentados na Tabela 5.1, mostram a correspondência com
as taxas de resfriamento medidas e com as microestruturas de solidificação apresentadas na
Figura 5.4. A microestrutura de solidificação da amostra obtida no molde de areia é composta
por dendritas de tamanhos maiores, resultado da menor taxa de resfriamento. A maior taxa de
resfriamento foi verificada nos moldes metálicos, tendo como resultado, menores valores de
λ2, ou seja, formação de uma microestrutura de solidificação com dendritas de menor
tamanho.
Estudos realizados por SHIVKUMAR et al. (1994), apresentados no item 3.4 da
Revisão Bibliográfica, também mostraram o efeito dos meios de resfriamento sobre a
microestrutura de solidificação da liga A356, sendo que o DAS das amostras obtidas em
molde metálico foi menor que o DAS das amostras obtidas no molde de areia (Tabela 3.4).
- cálculo da constante K.
(4.1)
Para ligas Al-Si, consideram-se os seguintes valores:
a = 0,43 (GARCIA, 2001)
∆T = (590 – 577) = 13°C = 286K
K TEÓRICO = 11,5 a 15,3 (GARCIA, 2001)
Tabela 5.2: Média dos valores calculados da constante K.
Condições de
Resfriamento
λ2 médio
(μm)
Valores da Taxa de
Resfriamento obtidos
experimentalmente
(°C/s)
KCALCULADO
- Amostra obtida no molde de areia.
- Amostra obtida no molde metálico com
refrigeração.
- Amostra obtida no molde metálico sem
refrigeração.
64
17
18
0,72
8,6
8,0
18,46
14,16
14,51
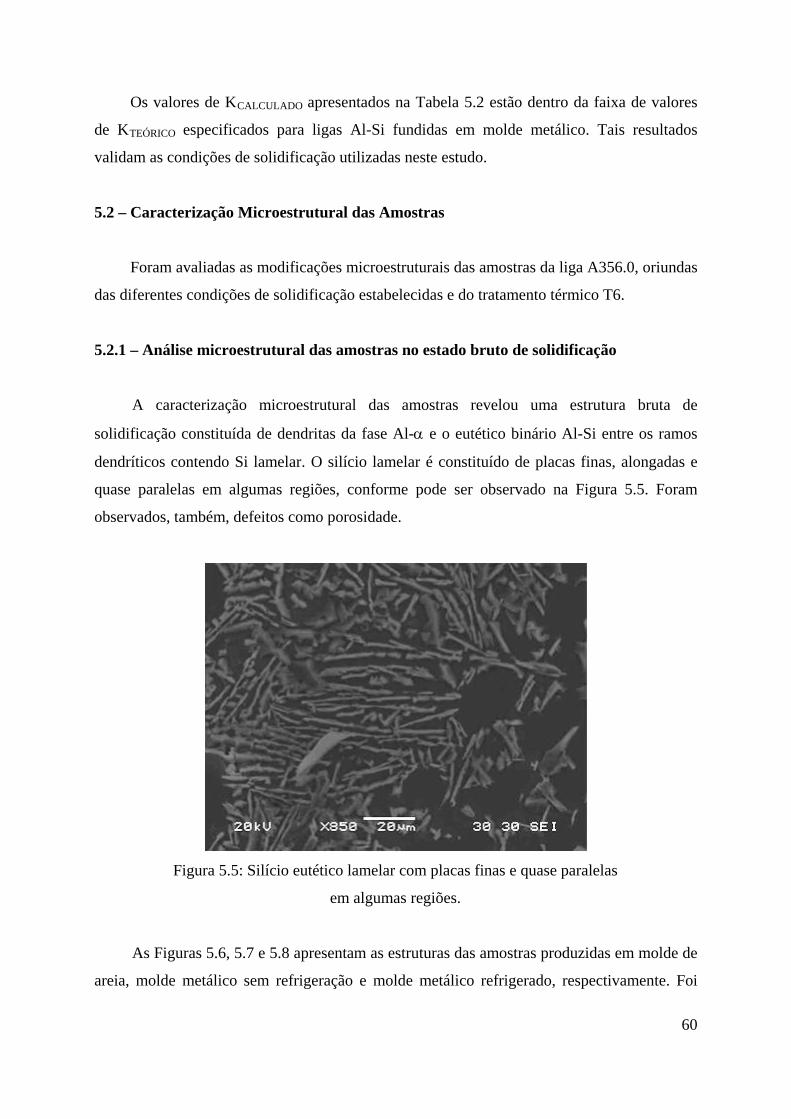
60
Os valores de KCALCULADO apresentados na Tabela 5.2 estão dentro da faixa de valores
de KTEÓRICO especificados para ligas Al-Si fundidas em molde metálico. Tais resultados
validam as condições de solidificação utilizadas neste estudo.
5.2 – Caracterização Microestrutural das Amostras
Foram avaliadas as modificações microestruturais das amostras da liga A356.0, oriundas
das diferentes condições de solidificação estabelecidas e do tratamento térmico T6.
5.2.1 – Análise microestrutural das amostras no estado bruto de solidificação
A caracterização microestrutural das amostras revelou uma estrutura bruta de
solidificação constituída de dendritas da fase Al-α e o eutético binário Al-Si entre os ramos
dendríticos contendo Si lamelar. O silício lamelar é constituído de placas finas, alongadas e
quase paralelas em algumas regiões, conforme pode ser observado na Figura 5.5. Foram
observados, também, defeitos como porosidade.
Figura 5.5: Silício eutético lamelar com placas finas e quase paralelas
em algumas regiões.
As Figuras 5.6, 5.7 e 5.8 apresentam as estruturas das amostras produzidas em molde de
areia, molde metálico sem refrigeração e molde metálico refrigerado, respectivamente. Foi
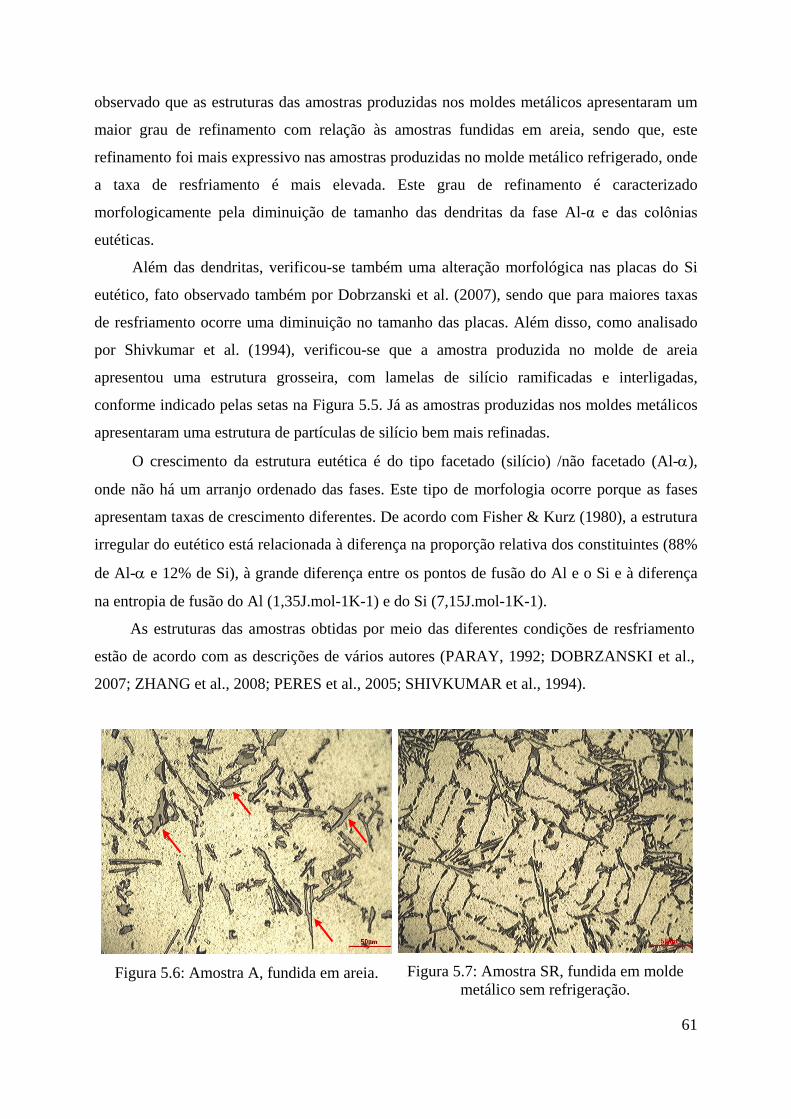
61
observado que as estruturas das amostras produzidas nos moldes metálicos apresentaram um
maior grau de refinamento com relação às amostras fundidas em areia, sendo que, este
refinamento foi mais expressivo nas amostras produzidas no molde metálico refrigerado, onde
a taxa de resfriamento é mais elevada. Este grau de refinamento é caracterizado
morfologicamente pela diminuição de tamanho das dendritas da fase Al-α e das colônias
eutéticas.
Além das dendritas, verificou-se também uma alteração morfológica nas placas do Si
eutético, fato observado também por Dobrzanski et al. (2007), sendo que para maiores taxas
de resfriamento ocorre uma diminuição no tamanho das placas. Além disso, como analisado
por Shivkumar et al. (1994), verificou-se que a amostra produzida no molde de areia
apresentou uma estrutura grosseira, com lamelas de silício ramificadas e interligadas,
conforme indicado pelas setas na Figura 5.5. Já as amostras produzidas nos moldes metálicos
apresentaram uma estrutura de partículas de silício bem mais refinadas.
O crescimento da estrutura eutética é do tipo facetado (silício) /não facetado (Al-α),
onde não há um arranjo ordenado das fases. Este tipo de morfologia ocorre porque as fases
apresentam taxas de crescimento diferentes. De acordo com Fisher & Kurz (1980), a estrutura
irregular do eutético está relacionada à diferença na proporção relativa dos constituintes (88%
de Al-α e 12% de Si), à grande diferença entre os pontos de fusão do Al e o Si e à diferença
na entropia de fusão do Al (1,35J.mol-1K-1) e do Si (7,15J.mol-1K-1).
As estruturas das amostras obtidas por meio das diferentes condições de resfriamento
estão de acordo com as descrições de vários autores (PARAY, 1992; DOBRZANSKI et al.,
2007; ZHANG et al., 2008; PERES et al., 2005; SHIVKUMAR et al., 1994).
Figura 5.6: Amostra A, fundida em areia.
Figura 5.7: Amostra SR, fundida em molde
metálico sem refrigeração.
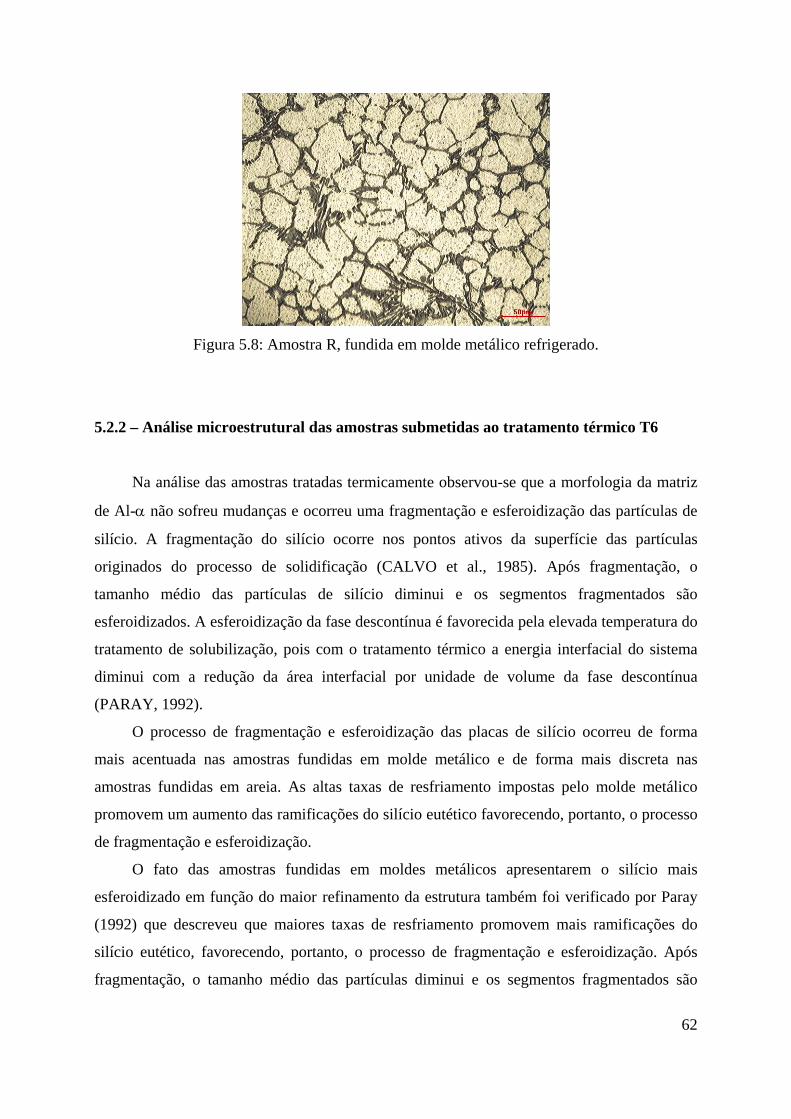
62
Figura 5.8: Amostra R, fundida em molde metálico refrigerado.
5.2.2 – Análise microestrutural das amostras submetidas ao tratamento térmico T6
Na análise das amostras tratadas termicamente observou-se que a morfologia da matriz
de Al-α não sofreu mudanças e ocorreu uma fragmentação e esferoidização das partículas de
silício. A fragmentação do silício ocorre nos pontos ativos da superfície das partículas
originados do processo de solidificação (CALVO et al., 1985). Após fragmentação, o
tamanho médio das partículas de silício diminui e os segmentos fragmentados são
esferoidizados. A esferoidização da fase descontínua é favorecida pela elevada temperatura do
tratamento de solubilização, pois com o tratamento térmico a energia interfacial do sistema
diminui com a redução da área interfacial por unidade de volume da fase descontínua
(PARAY, 1992).
O processo de fragmentação e esferoidização das placas de silício ocorreu de forma
mais acentuada nas amostras fundidas em molde metálico e de forma mais discreta nas
amostras fundidas em areia. As altas taxas de resfriamento impostas pelo molde metálico
promovem um aumento das ramificações do silício eutético favorecendo, portanto, o processo
de fragmentação e esferoidização.
O fato das amostras fundidas em moldes metálicos apresentarem o silício mais
esferoidizado em função do maior refinamento da estrutura também foi verificado por Paray
(1992) que descreveu que maiores taxas de resfriamento promovem mais ramificações do
silício eutético, favorecendo, portanto, o processo de fragmentação e esferoidização. Após
fragmentação, o tamanho médio das partículas diminui e os segmentos fragmentados são
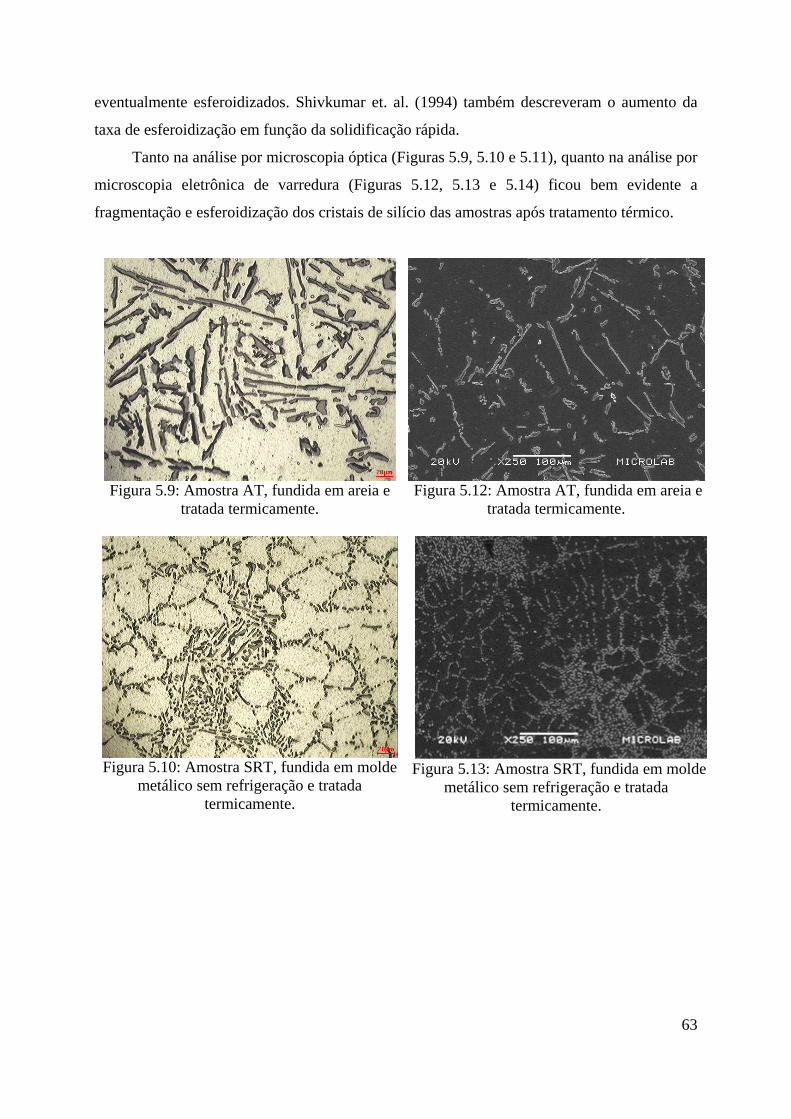
63
eventualmente esferoidizados. Shivkumar et. al. (1994) também descreveram o aumento da
taxa de esferoidização em função da solidificação rápida.
Tanto na análise por microscopia óptica (Figuras 5.9, 5.10 e 5.11), quanto na análise por
microscopia eletrônica de varredura (Figuras 5.12, 5.13 e 5.14) ficou bem evidente a
fragmentação e esferoidização dos cristais de silício das amostras após tratamento térmico.
Figura 5.9: Amostra AT, fundida em areia e
tratada termicamente.
Figura 5.12: Amostra AT, fundida em areia e
tratada termicamente.
Figura 5.10: Amostra SRT, fundida em molde
metálico sem refrigeração e tratada termicamente.
Figura 5.13: Amostra SRT, fundida em molde metálico sem refrigeração e tratada
termicamente.
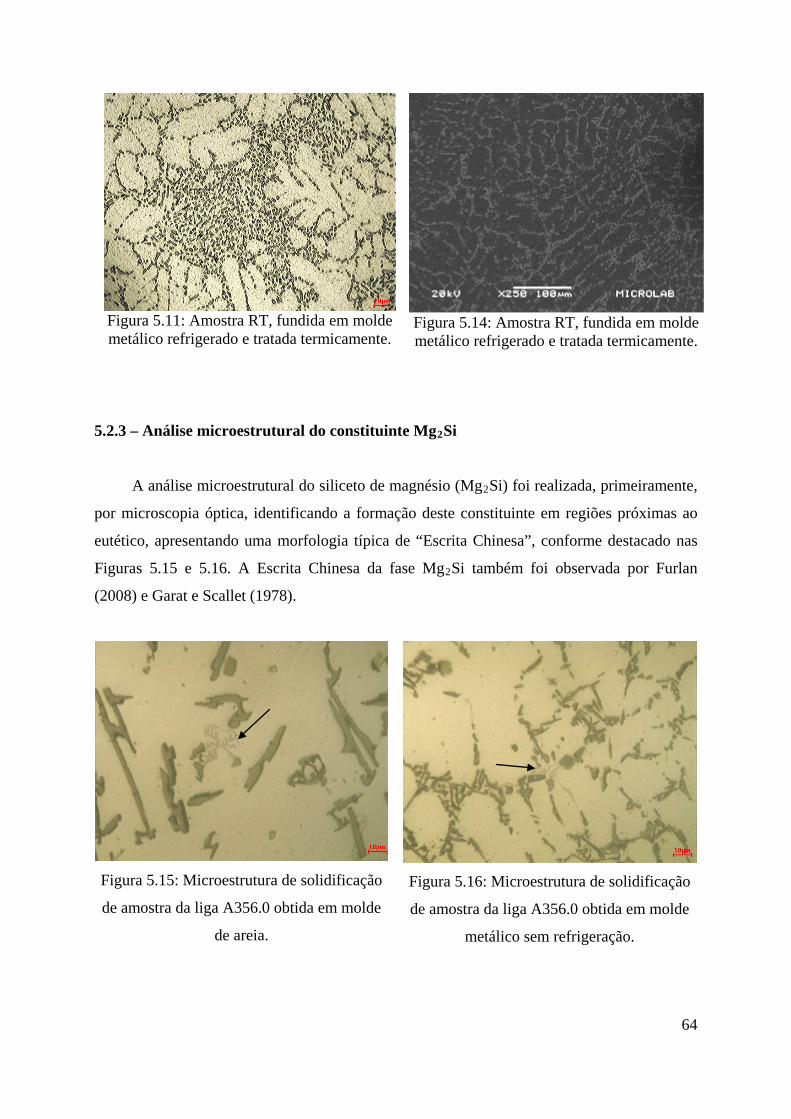
64
Figura 5.11: Amostra RT, fundida em molde metálico refrigerado e tratada termicamente.
Figura 5.14: Amostra RT, fundida em molde metálico refrigerado e tratada termicamente.
5.2.3 – Análise microestrutural do constituinte Mg2Si
A análise microestrutural do siliceto de magnésio (Mg2Si) foi realizada, primeiramente,
por microscopia óptica, identificando a formação deste constituinte em regiões próximas ao
eutético, apresentando uma morfologia típica de “Escrita Chinesa”, conforme destacado nas
Figuras 5.15 e 5.16. A Escrita Chinesa da fase Mg2Si também foi observada por Furlan
(2008) e Garat e Scallet (1978).
Figura 5.15: Microestrutura de solidificação
de amostra da liga A356.0 obtida em molde
de areia.
Figura 5.16: Microestrutura de solidificação
de amostra da liga A356.0 obtida em molde
metálico sem refrigeração.
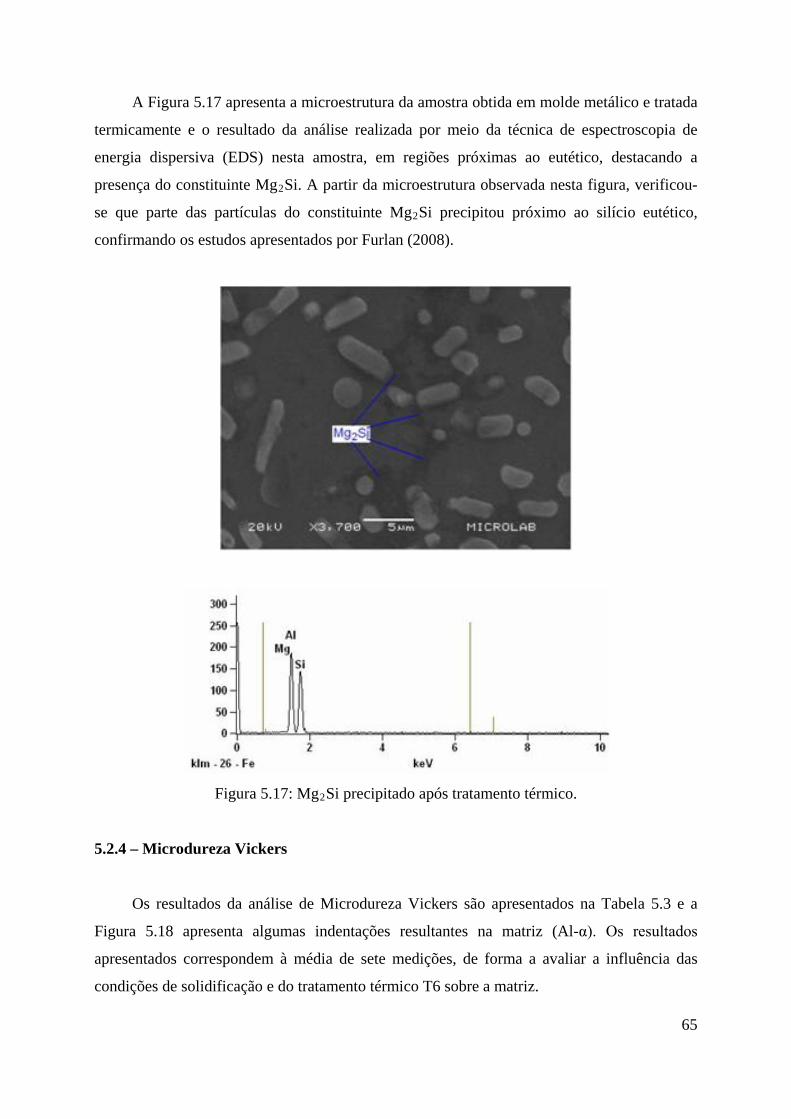
65
A Figura 5.17 apresenta a microestrutura da amostra obtida em molde metálico e tratada
termicamente e o resultado da análise realizada por meio da técnica de espectroscopia de
energia dispersiva (EDS) nesta amostra, em regiões próximas ao eutético, destacando a
presença do constituinte Mg2Si. A partir da microestrutura observada nesta figura, verificou-
se que parte das partículas do constituinte Mg2Si precipitou próximo ao silício eutético,
confirmando os estudos apresentados por Furlan (2008).
Figura 5.17: Mg2Si precipitado após tratamento térmico.
5.2.4 – Microdureza Vickers
Os resultados da análise de Microdureza Vickers são apresentados na Tabela 5.3 e a
Figura 5.18 apresenta algumas indentações resultantes na matriz (Al-α). Os resultados
apresentados correspondem à média de sete medições, de forma a avaliar a influência das
condições de solidificação e do tratamento térmico T6 sobre a matriz.
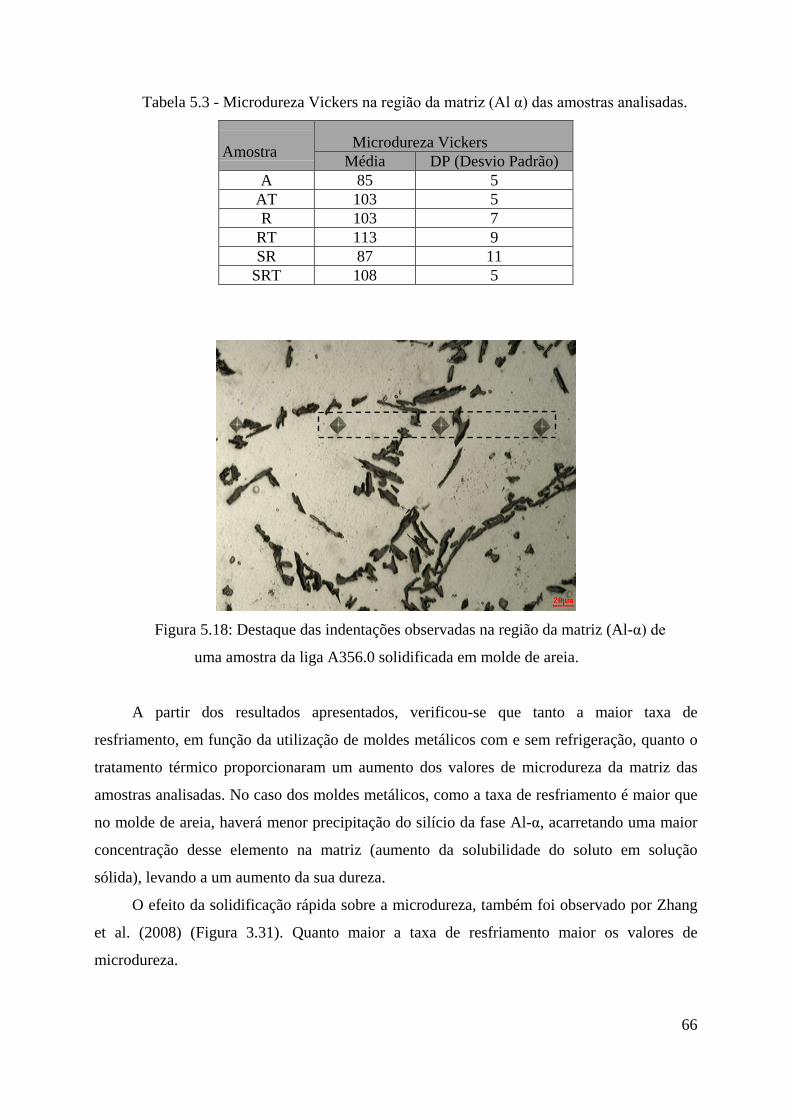
66
Tabela 5.3 - Microdureza Vickers na região da matriz (Al α) das amostras analisadas.
Amostra Microdureza Vickers Média DP (Desvio Padrão)
A 85 5 AT 103 5 R 103 7
RT 113 9 SR 87 11
SRT 108 5
Figura 5.18: Destaque das indentações observadas na região da matriz (Al-α) de
uma amostra da liga A356.0 solidificada em molde de areia.
A partir dos resultados apresentados, verificou-se que tanto a maior taxa de
resfriamento, em função da utilização de moldes metálicos com e sem refrigeração, quanto o
tratamento térmico proporcionaram um aumento dos valores de microdureza da matriz das
amostras analisadas. No caso dos moldes metálicos, como a taxa de resfriamento é maior que
no molde de areia, haverá menor precipitação do silício da fase Al-α, acarretando uma maior
concentração desse elemento na matriz (aumento da solubilidade do soluto em solução
sólida), levando a um aumento da sua dureza.
O efeito da solidificação rápida sobre a microdureza, também foi observado por Zhang
et al. (2008) (Figura 3.31). Quanto maior a taxa de resfriamento maior os valores de
microdureza.
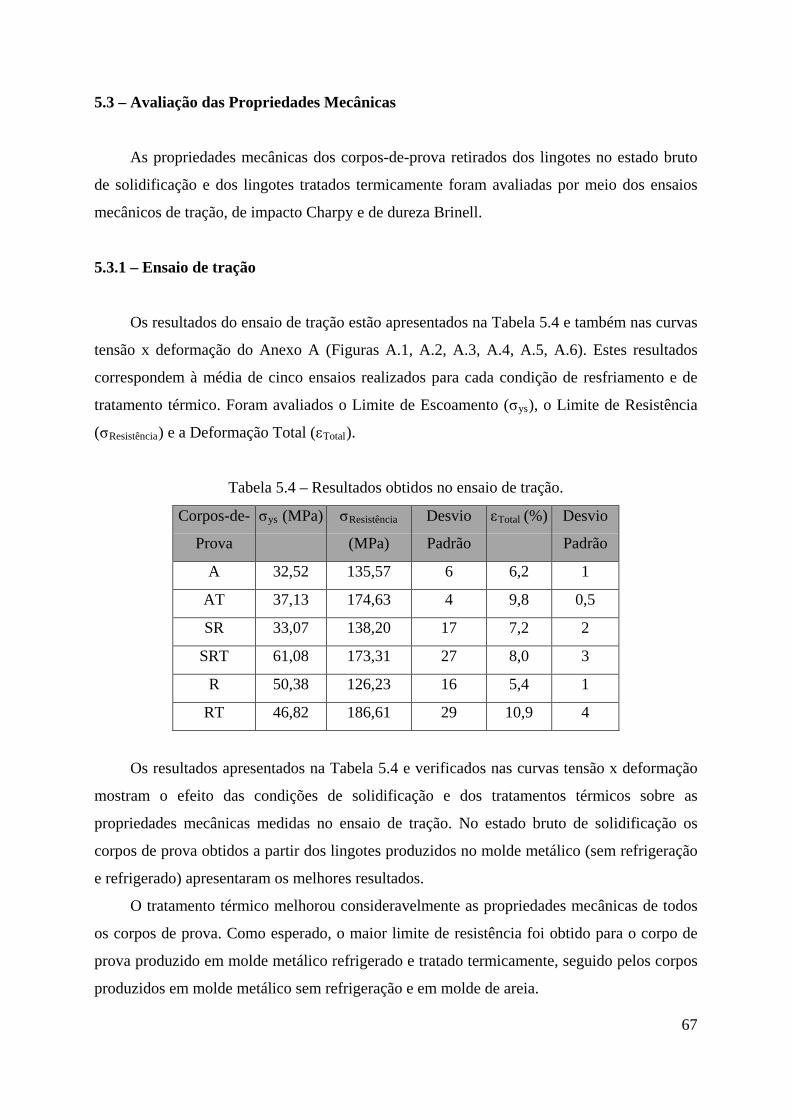
67
5.3 – Avaliação das Propriedades Mecânicas
As propriedades mecânicas dos corpos-de-prova retirados dos lingotes no estado bruto
de solidificação e dos lingotes tratados termicamente foram avaliadas por meio dos ensaios
mecânicos de tração, de impacto Charpy e de dureza Brinell.
5.3.1 – Ensaio de tração
Os resultados do ensaio de tração estão apresentados na Tabela 5.4 e também nas curvas
tensão x deformação do Anexo A (Figuras A.1, A.2, A.3, A.4, A.5, A.6). Estes resultados
correspondem à média de cinco ensaios realizados para cada condição de resfriamento e de
tratamento térmico. Foram avaliados o Limite de Escoamento (σys), o Limite de Resistência
(σResistência) e a Deformação Total (εTotal).
Tabela 5.4 – Resultados obtidos no ensaio de tração.
Corpos-de-
Prova
σys (MPa) σResistência
(MPa)
Desvio
Padrão
εTotal (%) Desvio
Padrão
A 32,52 135,57 6 6,2 1
AT 37,13 174,63 4 9,8 0,5
SR 33,07 138,20 17 7,2 2
SRT 61,08 173,31 27 8,0 3
R 50,38 126,23 16 5,4 1
RT 46,82 186,61 29 10,9 4
Os resultados apresentados na Tabela 5.4 e verificados nas curvas tensão x deformação
mostram o efeito das condições de solidificação e dos tratamentos térmicos sobre as
propriedades mecânicas medidas no ensaio de tração. No estado bruto de solidificação os
corpos de prova obtidos a partir dos lingotes produzidos no molde metálico (sem refrigeração
e refrigerado) apresentaram os melhores resultados.
O tratamento térmico melhorou consideravelmente as propriedades mecânicas de todos
os corpos de prova. Como esperado, o maior limite de resistência foi obtido para o corpo de
prova produzido em molde metálico refrigerado e tratado termicamente, seguido pelos corpos
produzidos em molde metálico sem refrigeração e em molde de areia.
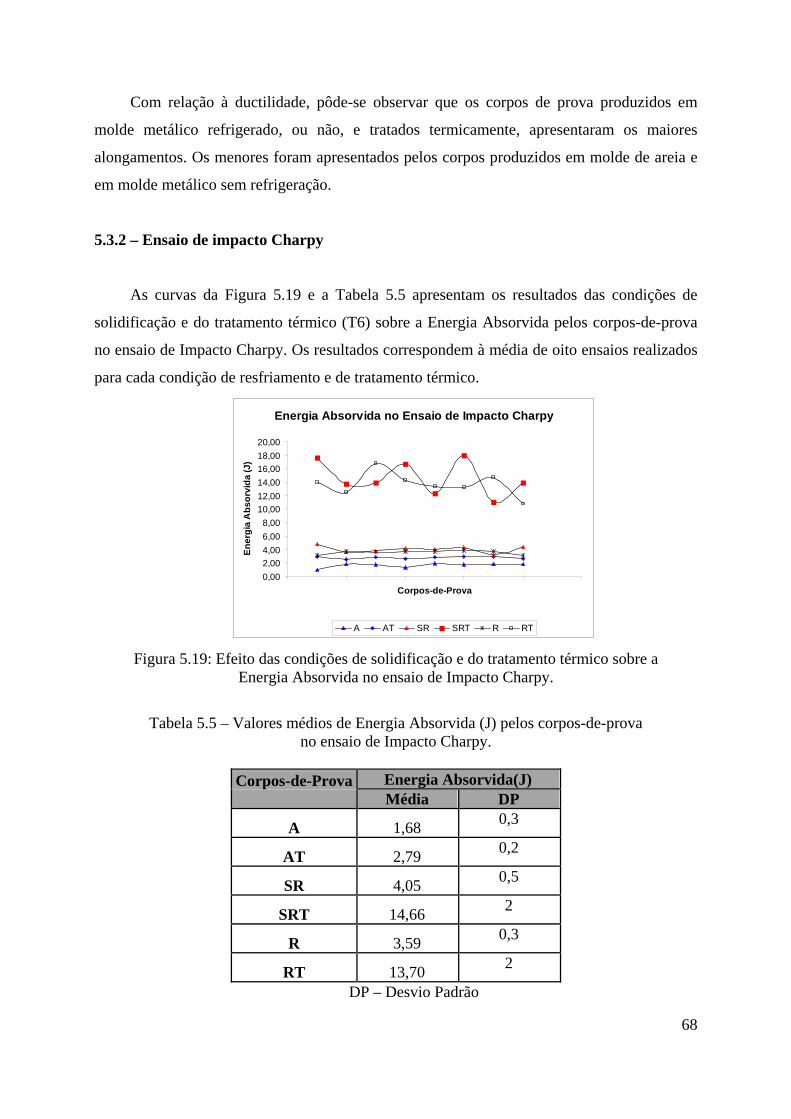
68
Com relação à ductilidade, pôde-se observar que os corpos de prova produzidos em
molde metálico refrigerado, ou não, e tratados termicamente, apresentaram os maiores
alongamentos. Os menores foram apresentados pelos corpos produzidos em molde de areia e
em molde metálico sem refrigeração.
5.3.2 – Ensaio de impacto Charpy
As curvas da Figura 5.19 e a Tabela 5.5 apresentam os resultados das condições de
solidificação e do tratamento térmico (T6) sobre a Energia Absorvida pelos corpos-de-prova
no ensaio de Impacto Charpy. Os resultados correspondem à média de oito ensaios realizados
para cada condição de resfriamento e de tratamento térmico.
Energia Absorvida no Ensaio de Impacto Charpy
0,002,004,006,008,00
10,0012,0014,0016,0018,0020,00
0 2 4 6 8 10Corpos-de-Prova
Ener
gia
Abs
orvi
da (J
)
A AT SR SRT R RT Figura 5.19: Efeito das condições de solidificação e do tratamento térmico sobre a
Energia Absorvida no ensaio de Impacto Charpy.
Tabela 5.5 – Valores médios de Energia Absorvida (J) pelos corpos-de-prova no ensaio de Impacto Charpy.
Corpos-de-Prova
Energia Absorvida(J) Média DP
A 1,68 0,3
AT 2,79 0,2
SR 4,05 0,5
SRT 14,66 2
R 3,59 0,3
RT 13,70 2
DP – Desvio Padrão
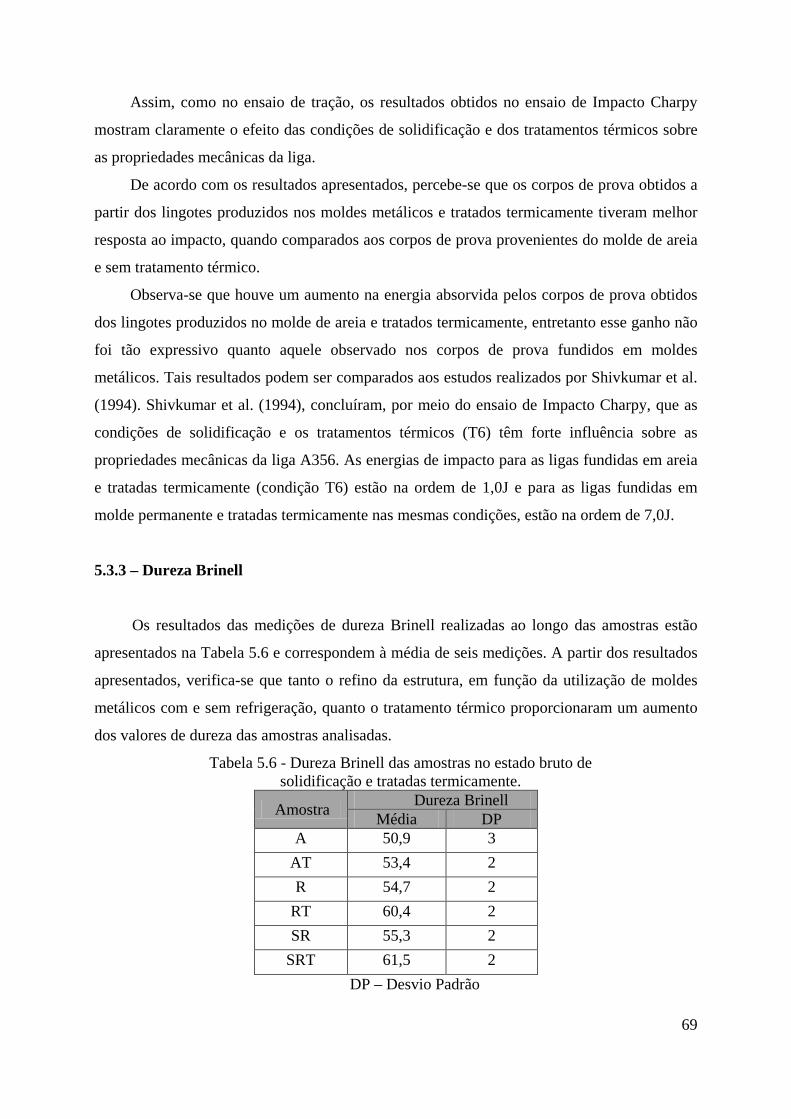
69
Assim, como no ensaio de tração, os resultados obtidos no ensaio de Impacto Charpy
mostram claramente o efeito das condições de solidificação e dos tratamentos térmicos sobre
as propriedades mecânicas da liga.
De acordo com os resultados apresentados, percebe-se que os corpos de prova obtidos a
partir dos lingotes produzidos nos moldes metálicos e tratados termicamente tiveram melhor
resposta ao impacto, quando comparados aos corpos de prova provenientes do molde de areia
e sem tratamento térmico.
Observa-se que houve um aumento na energia absorvida pelos corpos de prova obtidos
dos lingotes produzidos no molde de areia e tratados termicamente, entretanto esse ganho não
foi tão expressivo quanto aquele observado nos corpos de prova fundidos em moldes
metálicos. Tais resultados podem ser comparados aos estudos realizados por Shivkumar et al.
(1994). Shivkumar et al. (1994), concluíram, por meio do ensaio de Impacto Charpy, que as
condições de solidificação e os tratamentos térmicos (T6) têm forte influência sobre as
propriedades mecânicas da liga A356. As energias de impacto para as ligas fundidas em areia
e tratadas termicamente (condição T6) estão na ordem de 1,0J e para as ligas fundidas em
molde permanente e tratadas termicamente nas mesmas condições, estão na ordem de 7,0J.
5.3.3 – Dureza Brinell
Os resultados das medições de dureza Brinell realizadas ao longo das amostras estão
apresentados na Tabela 5.6 e correspondem à média de seis medições. A partir dos resultados
apresentados, verifica-se que tanto o refino da estrutura, em função da utilização de moldes
metálicos com e sem refrigeração, quanto o tratamento térmico proporcionaram um aumento
dos valores de dureza das amostras analisadas.
Tabela 5.6 - Dureza Brinell das amostras no estado bruto de solidificação e tratadas termicamente.
Amostra Dureza Brinell Média DP
A 50,9 3 AT 53,4 2 R 54,7 2
RT 60,4 2 SR 55,3 2
SRT 61,5 2 DP – Desvio Padrão
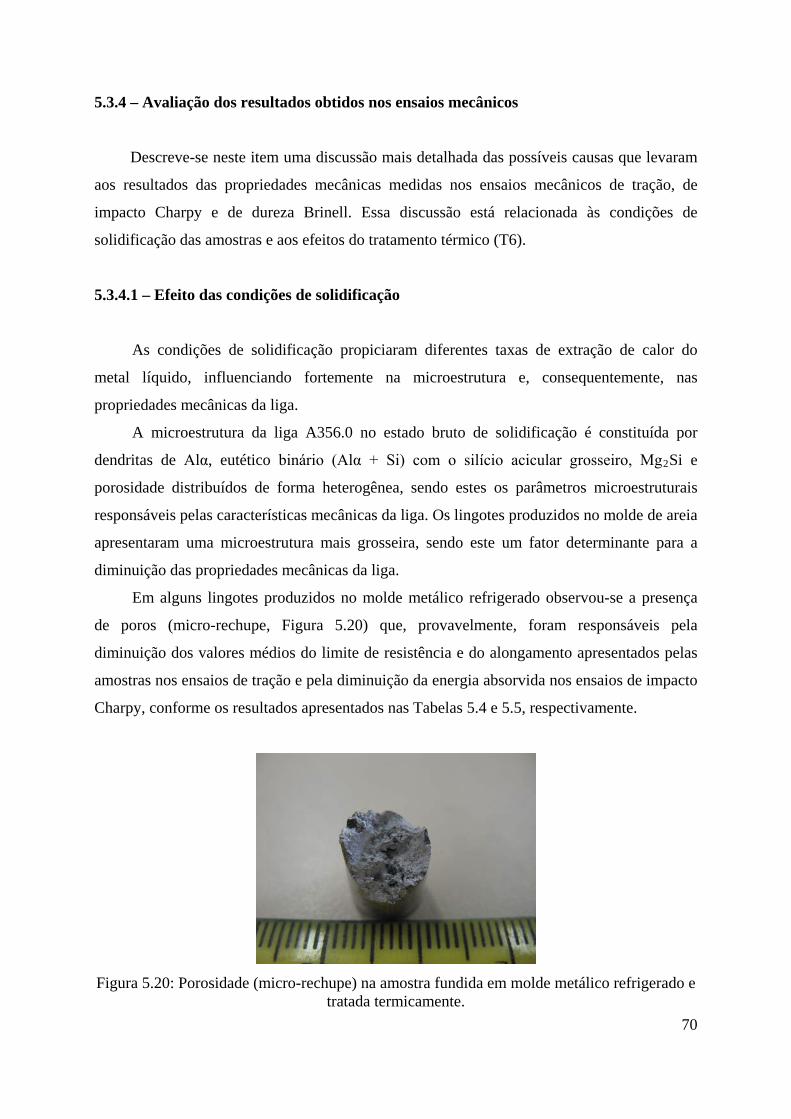
70
5.3.4 – Avaliação dos resultados obtidos nos ensaios mecânicos
Descreve-se neste item uma discussão mais detalhada das possíveis causas que levaram
aos resultados das propriedades mecânicas medidas nos ensaios mecânicos de tração, de
impacto Charpy e de dureza Brinell. Essa discussão está relacionada às condições de
solidificação das amostras e aos efeitos do tratamento térmico (T6).
5.3.4.1 – Efeito das condições de solidificação
As condições de solidificação propiciaram diferentes taxas de extração de calor do
metal líquido, influenciando fortemente na microestrutura e, consequentemente, nas
propriedades mecânicas da liga.
A microestrutura da liga A356.0 no estado bruto de solidificação é constituída por
dendritas de Alα, eutético binário (Alα + Si) com o silício acicular grosseiro, Mg2Si e
porosidade distribuídos de forma heterogênea, sendo estes os parâmetros microestruturais
responsáveis pelas características mecânicas da liga. Os lingotes produzidos no molde de areia
apresentaram uma microestrutura mais grosseira, sendo este um fator determinante para a
diminuição das propriedades mecânicas da liga.
Em alguns lingotes produzidos no molde metálico refrigerado observou-se a presença
de poros (micro-rechupe, Figura 5.20) que, provavelmente, foram responsáveis pela
diminuição dos valores médios do limite de resistência e do alongamento apresentados pelas
amostras nos ensaios de tração e pela diminuição da energia absorvida nos ensaios de impacto
Charpy, conforme os resultados apresentados nas Tabelas 5.4 e 5.5, respectivamente.
Figura 5.20: Porosidade (micro-rechupe) na amostra fundida em molde metálico refrigerado e
tratada termicamente.
71
Nas estruturas mais refinadas, obtidas nas amostras fundidas em moldes metálicos,
observou-se a uma distribuição mais homogênea da fase eutética, mudanças dos parâmetros
estereológicos do silício, tal como a redução na largura das placas, e menores espaçamentos
dendríticos, melhorando, portanto, as propriedades mecânicas da liga. Quanto menor o
espaçamento dendrítico maior o limite de escoamento (Tabela 5.4), fato este também
verificado por Gruzleski e Closset (1990) conforme Figura 3.29.
Dobrzanski et al. (2007) e Zhang et al.(2008) analisaram o efeito do resfriamento rápido
sobre a microestrutura e também concluíram que nessa condição ocorre o refino da
microestrutura e, consequentemente, o ganho nas propriedades mecânicas da liga.
Ainda, segundo Zhang et al.(2008), no resfriamento rápido as propriedades mecânicas
da liga são melhoradas, porque as diferenças de raios atômicos entre os elementos de liga
promovem um campo de tensões, induzindo maior resistência à deformação devido às
interações entre o campo de tensão e as discordâncias. O aumento do limite de resistência está
relacionado à soma do limite de resistência do Al-α, da contribuição das partículas de Si
eutético e dos elementos de liga em solução sólida.
Os lingotes produzidos nos molde metálicos (sem refrigeração e refrigerado), onde a
taxa de extração de calor foi maior, apresentaram microestrutura mais refinada, com menores
espaçamentos dendríticos. Tal microestrutura propiciou as melhores características mecânicas
às amostras.
5.3.4.2 – Efeito do tratamento térmico (T6)
É notório, pelos resultados apresentados, o efeito do tratamento térmico (T6) sobre as
características microestruturais e mecânicas da liga A356.0. De acordo com Paray (1992) o
tratamento térmico melhora o limite de escoamento (YS) e o limite de resistência à tração
(UTS) fato comprovado a partir dos resultados obtidos nos ensaios mecânicos das amostras
analisadas.
A distribuição homogênea dos elementos de liga em solução sólida é importante, pois
melhora a condição para o processo de envelhecimento com consequente aumento no valor do
limite de resistência. A precipitação do Mg2Si metaestável da solução supersaturada é o
principal fator que promove o aumento da resistência mecânica. Os precipitados metaestáveis
Mg2Si são coerentes com a matriz. Estes precipitados coerentes apresentam uma relação de
orientação cristalina com a matriz, resultando num campo de deformação na matriz,
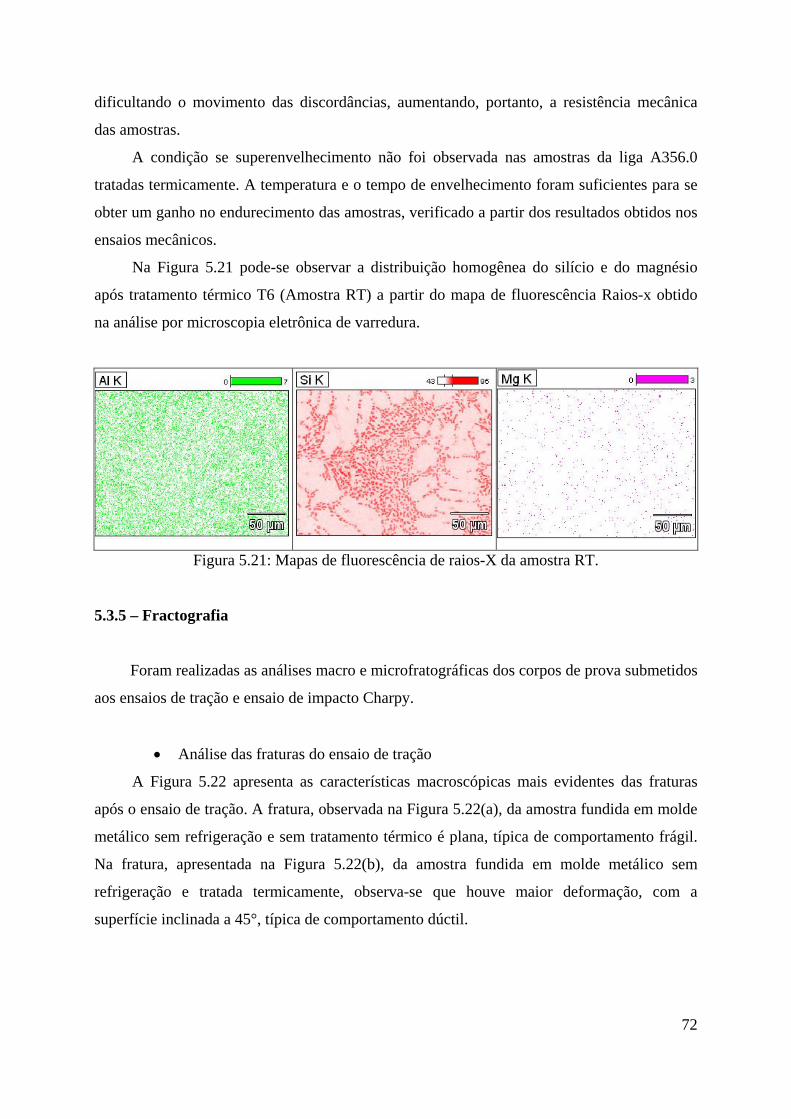
72
dificultando o movimento das discordâncias, aumentando, portanto, a resistência mecânica
das amostras.
A condição se superenvelhecimento não foi observada nas amostras da liga A356.0
tratadas termicamente. A temperatura e o tempo de envelhecimento foram suficientes para se
obter um ganho no endurecimento das amostras, verificado a partir dos resultados obtidos nos
ensaios mecânicos.
Na Figura 5.21 pode-se observar a distribuição homogênea do silício e do magnésio
após tratamento térmico T6 (Amostra RT) a partir do mapa de fluorescência Raios-x obtido
na análise por microscopia eletrônica de varredura.
Figura 5.21: Mapas de fluorescência de raios-X da amostra RT.
5.3.5 – Fractografia
Foram realizadas as análises macro e microfratográficas dos corpos de prova submetidos
aos ensaios de tração e ensaio de impacto Charpy.
• Análise das fraturas do ensaio de tração
A Figura 5.22 apresenta as características macroscópicas mais evidentes das fraturas
após o ensaio de tração. A fratura, observada na Figura 5.22(a), da amostra fundida em molde
metálico sem refrigeração e sem tratamento térmico é plana, típica de comportamento frágil.
Na fratura, apresentada na Figura 5.22(b), da amostra fundida em molde metálico sem
refrigeração e tratada termicamente, observa-se que houve maior deformação, com a
superfície inclinada a 45°, típica de comportamento dúctil.
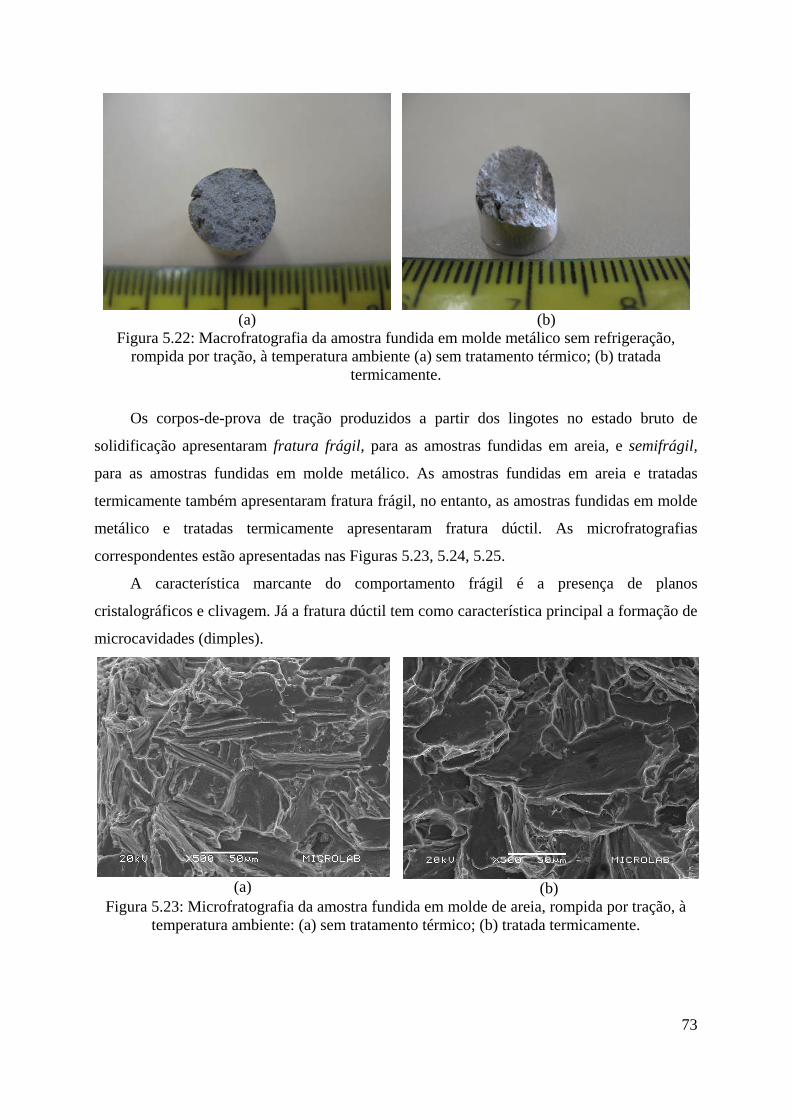
73
(a)
(b)
Figura 5.22: Macrofratografia da amostra fundida em molde metálico sem refrigeração, rompida por tração, à temperatura ambiente (a) sem tratamento térmico; (b) tratada
termicamente.
Os corpos-de-prova de tração produzidos a partir dos lingotes no estado bruto de
solidificação apresentaram fratura frágil, para as amostras fundidas em areia, e semifrágil,
para as amostras fundidas em molde metálico. As amostras fundidas em areia e tratadas
termicamente também apresentaram fratura frágil, no entanto, as amostras fundidas em molde
metálico e tratadas termicamente apresentaram fratura dúctil. As microfratografias
correspondentes estão apresentadas nas Figuras 5.23, 5.24, 5.25.
A característica marcante do comportamento frágil é a presença de planos
cristalográficos e clivagem. Já a fratura dúctil tem como característica principal a formação de
microcavidades (dimples).
(a)
(b)
Figura 5.23: Microfratografia da amostra fundida em molde de areia, rompida por tração, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente.
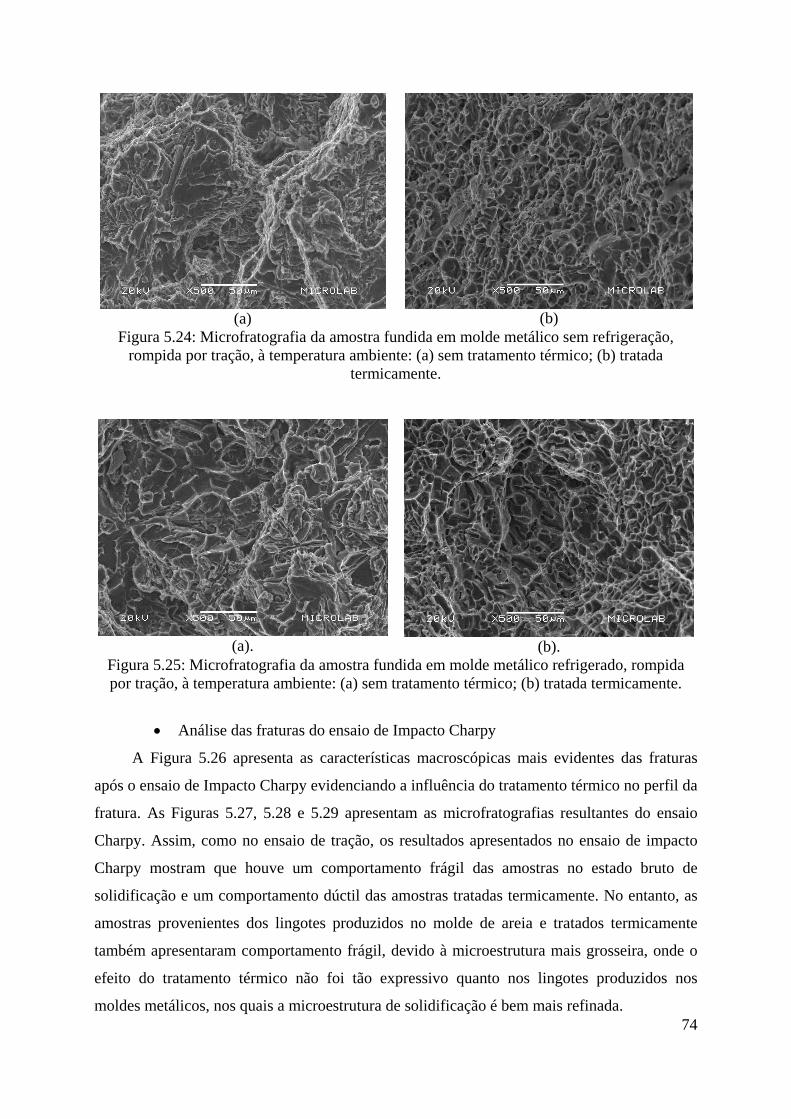
74
(a)
(b)
Figura 5.24: Microfratografia da amostra fundida em molde metálico sem refrigeração, rompida por tração, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada
termicamente.
(a).
(b).
Figura 5.25: Microfratografia da amostra fundida em molde metálico refrigerado, rompida por tração, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente.
• Análise das fraturas do ensaio de Impacto Charpy
A Figura 5.26 apresenta as características macroscópicas mais evidentes das fraturas
após o ensaio de Impacto Charpy evidenciando a influência do tratamento térmico no perfil da
fratura. As Figuras 5.27, 5.28 e 5.29 apresentam as microfratografias resultantes do ensaio
Charpy. Assim, como no ensaio de tração, os resultados apresentados no ensaio de impacto
Charpy mostram que houve um comportamento frágil das amostras no estado bruto de
solidificação e um comportamento dúctil das amostras tratadas termicamente. No entanto, as
amostras provenientes dos lingotes produzidos no molde de areia e tratados termicamente
também apresentaram comportamento frágil, devido à microestrutura mais grosseira, onde o
efeito do tratamento térmico não foi tão expressivo quanto nos lingotes produzidos nos
moldes metálicos, nos quais a microestrutura de solidificação é bem mais refinada.
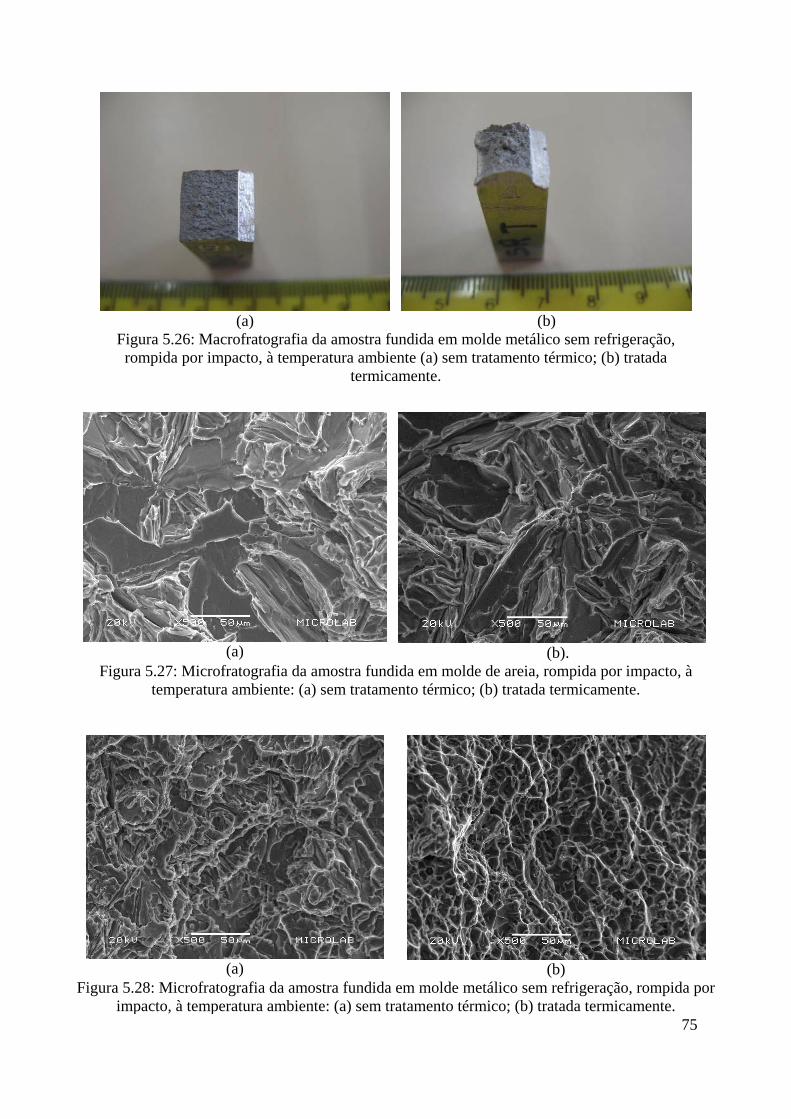
75
(a)
(b)
Figura 5.26: Macrofratografia da amostra fundida em molde metálico sem refrigeração, rompida por impacto, à temperatura ambiente (a) sem tratamento térmico; (b) tratada
termicamente.
(a)
(b).
Figura 5.27: Microfratografia da amostra fundida em molde de areia, rompida por impacto, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente.
(a)
(b)
Figura 5.28: Microfratografia da amostra fundida em molde metálico sem refrigeração, rompida por impacto, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente.

76
(a)
(b)
Figura 5.29: Microfratografia da amostra fundida em molde metálico refrigerado, rompida por impacto, à temperatura ambiente: (a) sem tratamento térmico; (b) tratada termicamente.
77
CAPÍTULO 6 – CONCLUSÕES
A partir das análises dos resultados obtidos neste trabalho, pode-se concluir que:
A maior taxa de extração de calor promovida pelo molde metálico favoreceu o refino
da microestrutura, principalmente no molde refrigerado. No molde de areia, a taxa de
resfriamento é menor, obtendo-se uma estrutura bruta de solidificação mais grosseira.
O tratamento térmico T6 promoveu a fragmentação e esferoidização das partículas de
silício das amostras produzidas.
O processo de fragmentação e esferoidização das partículas de silício, após o
tratamento na condição T6, foi mais acentuado nas amostras fundidas nos moldes metálicos
(sem refrigeração e refrigerado), favorecido pela microestrutura bruta de solidificação mais
refinada, com partículas de silício de menor tamanho.
O refino da microestrutura das amostras produzidas nos moldes metálicos contribuiu
para a melhoria das propriedades mecânicas. No entanto, em algumas amostras produzidas no
molde metálico refrigerado a presença de porosidade (micro-rechupe) interferiu
negativamente nos valores das propriedades mecânicas.
As amostras tratadas termicamente apresentaram melhores propriedades mecânicas
quando comparadas às amostras no estado bruto de solidificação.
Os principais parâmetros que otimizaram as propriedades mecânicas da liga A356.0
foram: a solidificação em molde metálico (sem refrigeração e refrigerado) seguido dos
tratamentos térmicos T6 (solubilização a 530°C por 5h e envelhecimento artificial a 155°C
por 4h).
78
CAPÍTULO 7 – SUGESTÕES PARA TRABALHOS FUTUROS
Realizar uma análise térmica experimental do processo de solidificação, com a
utilização de um maior número de termopares distribuídos ao longo da seção longitudinal do
lingote, para os tipos de moldes utilizados, e correlacionar com os espaçamentos dendríticos
resultantes.
Realizar a simulação computacional do processo de solidificação nas mesmas
condições do processo experimental e correlacionar os resultados.
Realizar um estudo da macroestrutura obtida por solidificação unidirecional da liga
A356.0.
Avaliar outras propriedades como, por exemplo, resistência ao desgaste, resistência à
corrosão, deflexão em ensaio de flexão em três pontos.
Analisar o grau de esferoidização em função do tempo e/ou da temperatura de
solubilização.
79
REFERÊNCIAS BIBLIOGRÁFICAS
ABAL (Associação Brasileira de Alumínio). Fundamentos e Aplicações do Alumínio. Maio
de 2007.
ABIFA (Associação Brasileira de Fundição) Revista Fundição e Matérias Primas. Disponível em: www.abifa.com.br, acessado em 01/12/2008 às 10h.
ALCAN (Alcan Alumínio do Brasil S.A.) Manual de Soldagem, 1993.
ALFONSO, I.; MALDONADO, C.; GONZALEZ, G.; BEDOLLA, A. Effect of Mg content and solution treatment on the microstructure of Al-Si-Cu-Mg alloys, Journal Mater Science,p.1945-1952, 2006.
ASM HANDBOOK, CASTING, v.15, 9th Edition, p. 1659, 1998.
BACKERUD, L.; CHAI G.; TAMMINEN, J. "Solidification Characteristics of Aluminum Alloys", Foundry Alloys, Des Plaines Illinois: AFS (1990).
BRADASCHIA, C. 1993, Fundição de Ligas de Alumínio; São Paulo: ABM, 431p.
CALVO, F.A. et al. Contribuición al estúdio de lós mecanismos de esferoidización de las aleaciones Al-Si. Revista de Metalurgia, Madrid, v. 21, n. 5, p. 312-316, 1985.
CAMPOS FILHO, M. P. Manual de Solidificação e Fundição de Metais e suas ligas. Editora da Universidade de São Paulo, 1978.
CAYLESS, R.B.C. ASM Handbook, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, vol. 2, ASM International, Materials Park, Ohio, p. 39-117, 1997.
CLOSSET, B.; DREW, R.A.L.; GRUZLESKI, J.E. Eutectic silicon shape control by insitu measurement of resistivity; Transactions AFS; v.94; pp.9-16; 1986.
CORRADI, CHRISTIANO ALVES DE LIMA Modelos Matemáticos para a Relação entre Composição Química, Microestrutura e Propriedades Mecânicas de Ligas de Alumínio Fundidas Hipoeutéticas e Eutéticas, Dissertação de mestrado apresentada ao CEFET / MG para obtenção do título de Mestre em Modelagem Matemática e Computacional. Belo Horizonte Agosto / 2006, CEFET – Centro Federal de Educação Tecnológica de Minas Gerais.
COUTINHO, Telmo de Azevedo, Metalografia de Não-Ferrosos/Análise e Prática. São Paulo: Edgar Blucher, 1980.
DOBRZANSKI, L.A. et al. Effect of cooling rate on the solidification behavior of AC AlSi7Cu2 alloy, Journal of Materials Processing Technology, p.317-320, 2007.
80
FISHER, D.J.; KURZ, W. A theory of branching limited growth of irregular eutectics, Acta Metallurgica, v. 28. p. 777-794, 1980.
FLEMINGS, M.C. Materials Science and Engineering Series: Solidification Processing. New York: McGraw-Hill, 1974, 364p.
FURLAN, T.S. Influência do Teor de Estrôncio na Modificação da Liga A356, 2008, 215 páginas, Dissertação (Mestrado em Engenharia Metalúrgica e de Materiais) - Politécnica da Universidade de São Paulo, 2008.
GARCIA, A. Solidificação: fundamentos e aplicações. Editora da Unicamp, 2001, Campinas – SP.
GARAT, M.; SCALLET, R.A review of recent French casting alloy developments; Transactions AFS; v.87; p.549-562; 1978.
GRUGEL, R.N. Secondary and tertiary dendrite arm spacing relationships in directionally solidified Al-Si alloys. Journal Materials Science, vol. 28, p.677, 1993.
GRUZLESKI, J.E.; CLOSSET, B.M. The treatment of liquid aluminum-silicon alloys; American Foudrymen’s Society, Inc., Des Plaines, Illinois, USA; 1990.
GUZOWSKI, M.M.; SIGWORTH, G.K.; SENTNER, D.A. The role of boron in the grain refinement of aluminum with titanium; Metallurgical Transactions A; v.18A; pp.603-619; 1987.
HATCH, J.E. Aluminum: Properties and Physical Metallurgy, ASM, Metals Park, USA, 1990.
INFOMET. Disponível em: www.infomet.com.br. Acessado em 08/11/2008.
INFOSOLDA. Disponível em: www.infosolda.com.br. Acessado em 14/12/2008 às 14h
JENG, S. C.; CHEN, S. W. The solidification characteristics of 6061 and A356 aluminum alloys and their ceramic particle-reinforced composites. Acta Materialia, v. 45, n. 12, p. 4887-4899, 1997.
JIAN, X.; MEEK, T.T.; HAN, Q. Refinement of eutectic silicon phase of aluminum A356 alloy using high-intensity ultrasonic vibration. Scripta Materialia, n.54, p.893-896, 2006.
KORI, S.A.; MURTY, B.S.; CHAKRABORTY, M. Development of an efficient grain refiner for Al – 7Si alloy and its modification with strontium. Materials Science and Engineering A, pp. 94 – 104, 2000.
LI, R. X. Age-hardening behavior of cast Al-Si base alloy, Materials Letters, n58, p.2096-2101, 2004.
LIAO, H.; SUN, Y.; SUN, G. Correlation between mechanical properties and amount of dendritic _-Al phase in as-cast near-eutectic Al–11.6% Si alloys modified with strontium, Materials Science and Engineering A, vol. A335, p. 62–66, 2002.
81
LIMMANEEVICHITR, C.; EIDHED, W. Fading mechanism of grain refinement of aluminum_/silicon alloy with Al_/Ti_/B grain refiners, Materials Science and Engineering A349 (2003) 197_/206
LIOU, J. W.; LUI, T. S.; CHEN, L. H. SiO2 particle erosion of A356.2 aluminum alloy and the related microstructural changes. Wear, v. 211, p. 169-176, 1997.
MOHANTY, P.S.; GRUZLESKI, J.E. Mechanism of grain refinement in aluminum; Acta Metallurgica et Materialia; v.43; n.5; pp.2001-2012; 1995.
MOREIRA, M. F. & FUOCO R. Ligas de Alumínio Fundidas. Disponível em: http/www.dalmolin.com.br/EDUCACAO/MATERIALS/Biblimat/aluminiofund.pdf, acessado em 14/12/2008 às 16h00min.
MURRAY, J.L.; McALISTER, A.J. ASM Handbook, Alloy Phase Diagrams, v. 3, ASM International, Materials Park, Ohio, p. 321, 1998.
OHNO, A. Solidificação dos Metais,Tradutores Paulo da Silva Pontes, Nivaldo Lemos Cupini. São Paulo: Livraria Ciência e Tecnologia, 1988.
PARAY, F. Heat Treatment and Mechanical Properties of Aluminum-Silicon Modified Alloys, National Library of Canadá, Volume 1, 1992.
PERES, M.M. et al. Caracterização da liga de alumínio A356 solidificada rapidamente por centrifugação e fundida em areia. Projeções, v. 23, p. 55-62, jan./dez. 2005.
ROCHA, O.F.L. Análise Teórico-Experimental da Transição Celular/Dendrítica e da Evolução da Morfologia Dendrítica na Solidificação Unidirecional em Condições de Fluxo de Calor Transitório. 2003. 201f. Tese (Doutorado em Engenharia Mecânica) - Faculdade de Engenharia Mecânica, Universidade Estadual de Campinas, Campinas-SP, 2003.
ROOY, E.L. Aluminum and aluminum alloys; in: Metals Handbook, 10a. Ed.; v.5; ASM International; Ohio; p.743-770; 1990.
ROOY, E.L. Metals Handbook, Casting, vol. 15, ASM International, Materials Park, Ohio, p. 1622-1648, 1998
ROSSI, V.L. Influência da composição química e dos parâmetros de processo sobre a
resistência à corrosão em peças fundidas usando as ligas de alumínio 356 e A356. Dissertação (Mestrado), Universidade do Estado de Santa Catarina – UDESC, 2004, Joinville.
SHABESTARI, S.G. & MOEMENI, H. Effect of copper and solidification conditions on the
microstructure and mechanical properties of Al-Si-Mg alloys, Journal of Materials Processing Technology, p.193-198, 2004.
SHIVKUMAR, S.G.; KELLER, C. & APELLIAN, D. "Aging Behavior in Cast Al-Si-Mg
Alloys", Trans. AFS, Vol. 98, (1990), pp 905-911.
82
SHIVKUMAR, S. et al. Influence of Moditïcation on the Solution Heat Treatment Response of Cast AI-Si-Mg Alloys, Cast Meta/s, Vol. 1,4, (1989), pp 227-234.
SHIVKUMAR, S., WANG, L. & KELLER, C. Impact properties of A356-T6 alloys, Journal
of Materials Engineering and Performance, p.83-90, fev. 1994.
SIGWORT, G.K.; SHIVKUMAR, G. & APELIAN, D. The Influence of Molten Metal Processing on Mechanical Properties of Cast Al-Si Mg Alloys, Trans. AFS, (1989), Vol. 97, , pp 811-824.
UZUN, O. et al. Hardness and microstructural characteristics of rapidly solidified Al-8-16wt% Si alloys, Journal of Alloys and Compounds, n.376, p.149-157, 2004.
WANG, J. et al. Grain refinement of Al-Si alloy (A356) by melt thermal treatment, Journal of Materials Processing Technology, n.141, p.29-34, 2003.
ZHANG, L.Y. et al. Effect of cooling rate on solidified microstructure and mechanical properties of aluminium-A356 alloy, Journal of Materials Processing Technology, p.1-5, 2008.
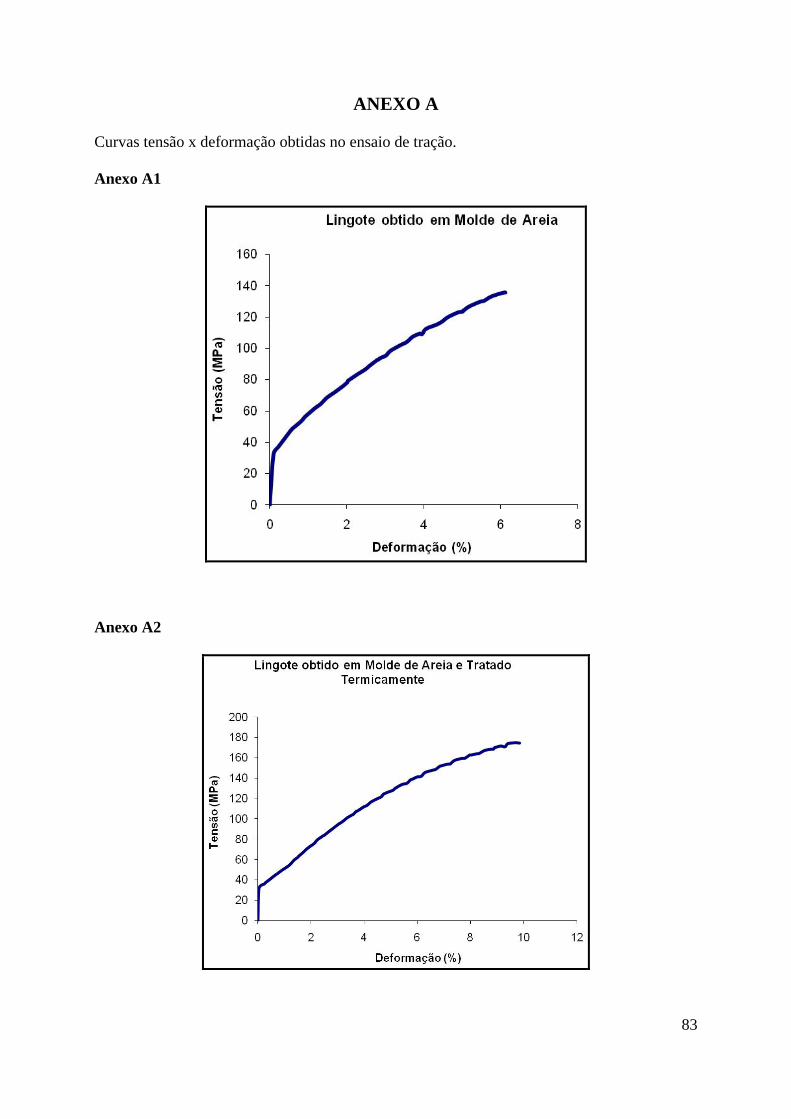
83
ANEXO A Curvas tensão x deformação obtidas no ensaio de tração. Anexo A1
Anexo A2
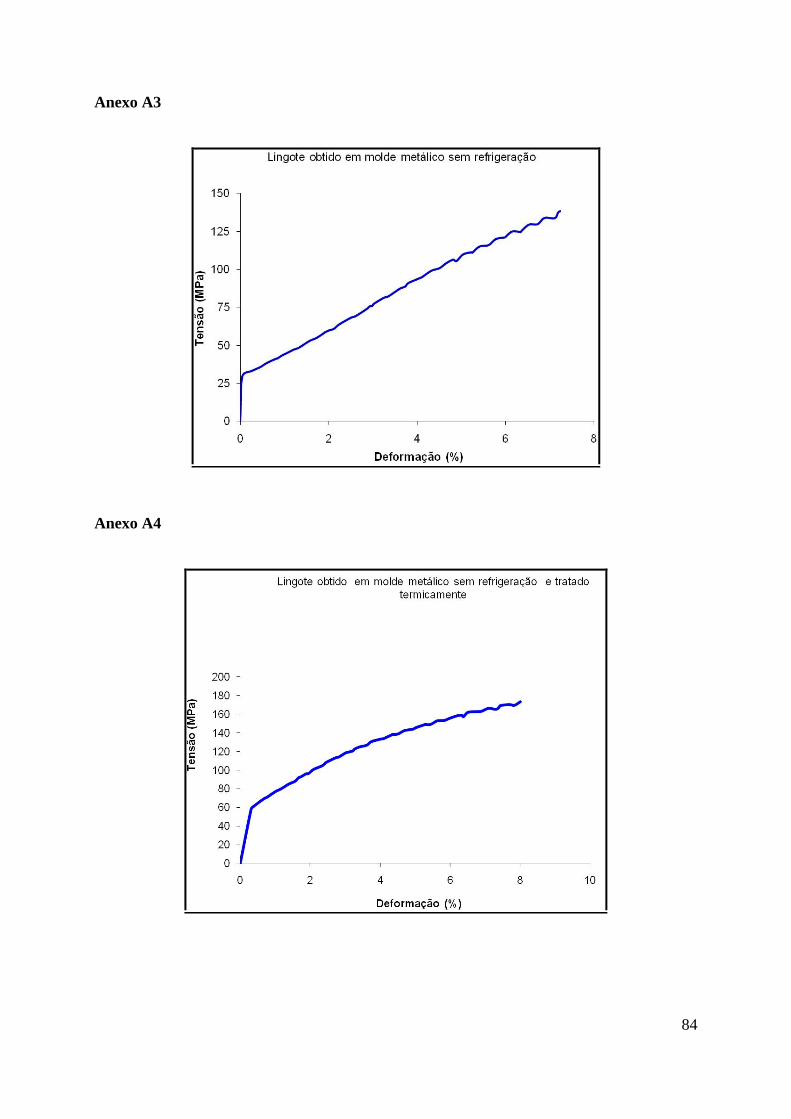
84
Anexo A3
Anexo A4
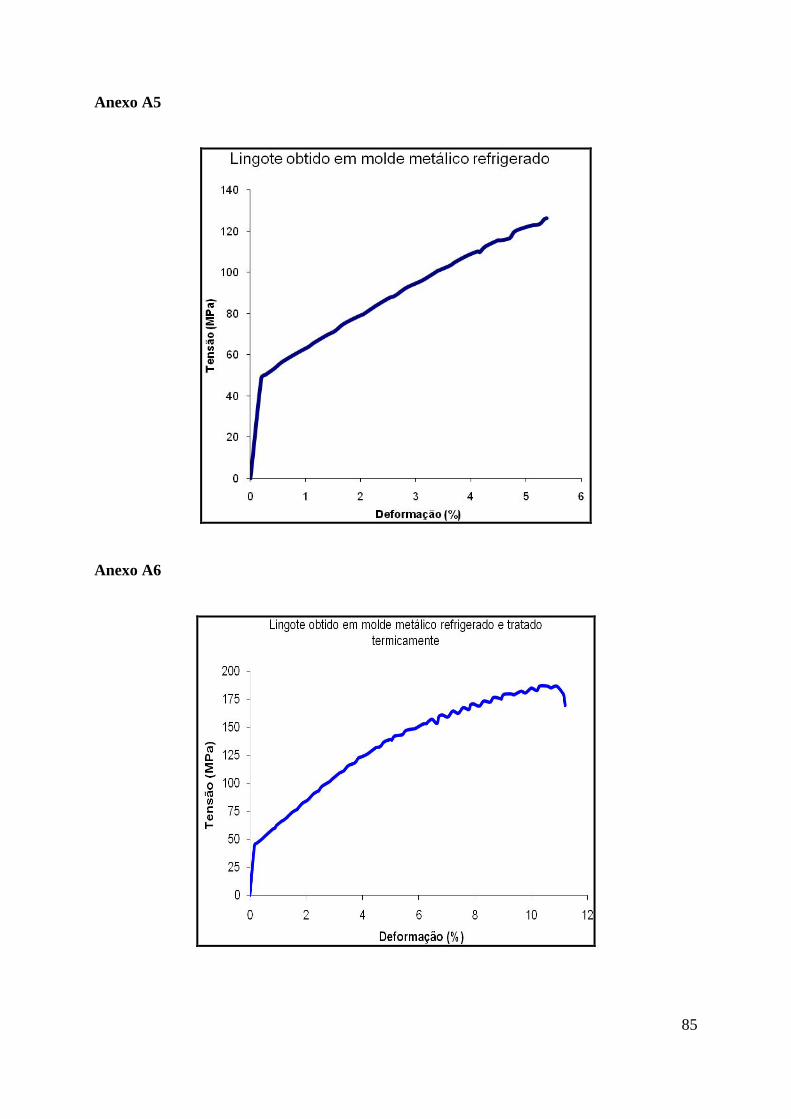
85
Anexo A5
Anexo A6
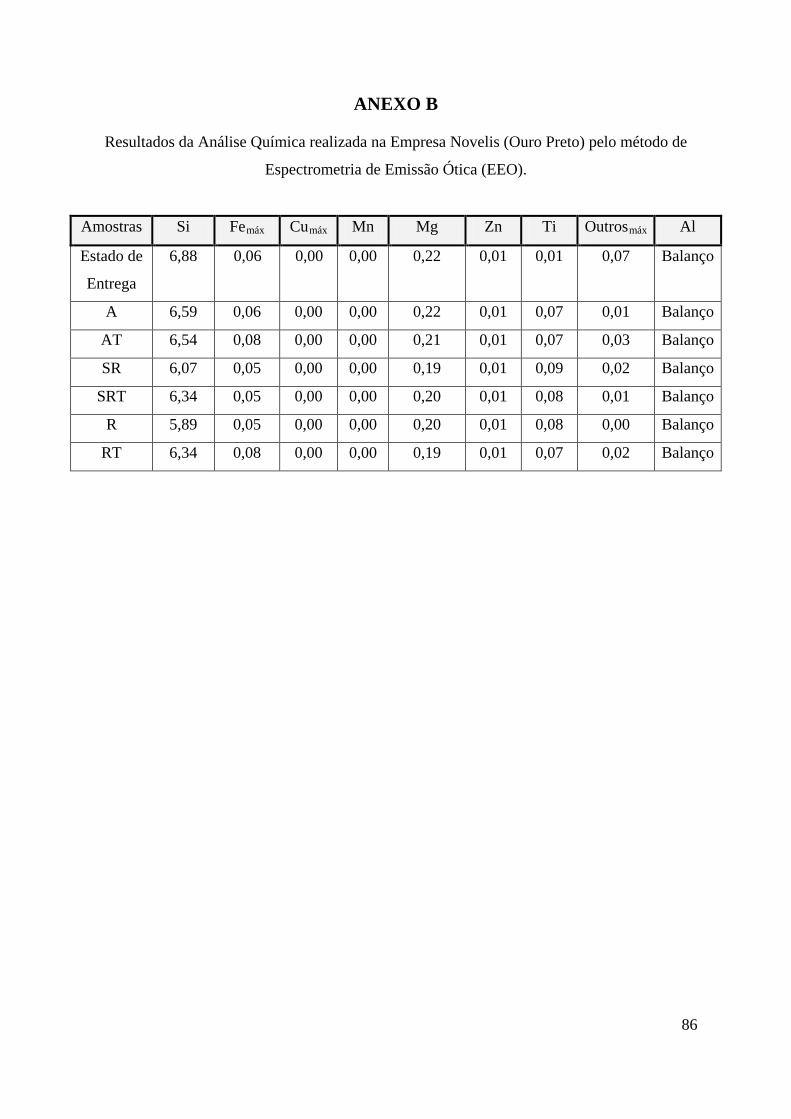
86
ANEXO B
Resultados da Análise Química realizada na Empresa Novelis (Ouro Preto) pelo método de
Espectrometria de Emissão Ótica (EEO).
Amostras Si Femáx Cumáx Mn Mg Zn Ti Outrosmáx Al
Estado de
Entrega
6,88 0,06 0,00 0,00 0,22 0,01 0,01 0,07 Balanço
A 6,59 0,06 0,00 0,00 0,22 0,01 0,07 0,01 Balanço
AT 6,54 0,08 0,00 0,00 0,21 0,01 0,07 0,03 Balanço
SR 6,07 0,05 0,00 0,00 0,19 0,01 0,09 0,02 Balanço
SRT 6,34 0,05 0,00 0,00 0,20 0,01 0,08 0,01 Balanço
R 5,89 0,05 0,00 0,00 0,20 0,01 0,08 0,00 Balanço
RT 6,34 0,08 0,00 0,00 0,19 0,01 0,07 0,02 Balanço


















