DISSERTAÇÃO DE MESTRADO - repositorio.ufrn.br · obtenção do pó metálico sob diferentes...
71
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE CENTRO DE TECNOLOGIA (CT) PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS DISSERTAÇÃO DE MESTRADO EFEITO DA SINTERIZAÇÃO E DA MOAGEM DE ALTA ENERGIA NA MICROESTRUTURA E NAS PROPRIEDADES MECÂNICAS EM LIGAS DE ALUMÍNIO RECICLADAS A PARTIR DE LATAS DE BEBIDAS José Raelson Pereira de Souza Orientador: Prof. Dr. Mauricio Mhirdaui Peres Dissertação n.º ______ /PPGCEM Fevereiro de 2017 Natal – RN
Transcript of DISSERTAÇÃO DE MESTRADO - repositorio.ufrn.br · obtenção do pó metálico sob diferentes...
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA (CT)
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E
ENGENHARIA DE MATERIAIS
DISSERTAÇÃO DE MESTRADO
EFEITO DA SINTERIZAÇÃO E DA MOAGEM DE ALTA ENERGIA NA MICROESTRUTURA E NAS
PROPRIEDADES MECÂNICAS EM LIGAS DE ALUMÍNIO RECICLADAS A PARTIR DE LATAS DE BEBIDAS
José Raelson Pereira de Souza
Orientador: Prof. Dr. Mauricio Mhirdaui Peres
Dissertação n.º ______ /PPGCEM
Fevereiro de 2017 Natal – RN
José Raelson Pereira de Souza
EFEITO DA SINTERIZAÇÃO E DA MOAGEM DE ALTA ENERGIA NA MICROESTRUTURA E NAS
PROPRIEDADES MECÂNICAS EM LIGAS DE ALUMÍNIO RECICLADAS A PARTIR DE LATAS DE BEBIDAS
Dissertação apresentada ao Programa de
Pós-graduação em Ciência e Engenharia
de Materiais da Universidade Federal do
Rio Grande do Norte, como requisito para
obtenção do título de mestre em Ciência e
Engenharia de Materiais.
Fevereiro de 2017 Natal – RN

Universidade Federal do Rio Grande do Norte - UFRN
Sistema de Bibliotecas - SISBI
Catalogação de Publicação na Fonte. UFRN - Biblioteca Central Zila Mamede
Souza, José Raelson Pereira de.
Efeito da sinterização e da moagem de alta energia na
microestrutura e nas propriedades mecânicas em ligas de alumínio
recicladas a partir de latas de bebidas / José Raelson Pereira
de Souza. - 2017.
70 f.: il.
Mestrado (Dissertação) - Universidade Federal do Rio Grande
do Norte, Centro de Tecnologia, Programa de Pós-graduação em
Ciência e Engenharia de Materiais. Natal, RN, 2017.
Orientador: Prof. Dr. Mauricio Mhirdaui Peres.
1. Reciclagem - Dissertação. 2. Alumínio - Dissertação. 3.
Moagem de alta energia - Dissertação. 4. Metalurgia do pó -
Dissertação. I. Peres, Prof. Dr. Mauricio Mhirdaui. II. Título.
RN/UF/BCZM CDU 620.163.4
JOSÉ RAELSON PEREIRA DE SOUZA
EFEITO DA SINTERIZAÇÃO E DA MOAGEM DE ALTA ENERGIA NA MICROESTRUTURA E NAS
PROPRIEDADES MECÂNICAS EM LIGAS DE ALUMÍNIO RECICLADAS A PARTIR DE LATAS DE BEBIDAS
Dissertação apresentada ao Programa de
Pós-graduação em Ciência e Engenharia
de Materiais da Universidade Federal do
Rio Grande do Norte, como requisito para
obtenção do título de mestre em Ciência e
Engenharia de Materiais.
Aprovada em 24/02/2017.
BANCA EXAMINADORA
______________________________________
(Orientador)
Prof. Dr. Mauricio Mhirdaui Peres
Departamento de Engenharia de Materiais - UFRN
______________________________________
Membro interno
Prof. Dr. Rubens Maribondo do Nascimento
Departamento de Engenharia de Materiais -UFRN
_____________________________________
Membro externo
Prof. Dr. Bruno Bellini Medeiros
Departamento de Engenharia de Mecânica
Universidade Tecnológica Federal do Paraná-Campus Pato Branco

Dedicado à minha família.
AGRADECIMENTOS
Aos meus familiares que incentivaram e apoiaram as minhas decisões, e pela
contribuição na minha formação pessoal e profissional.
Ao professor Dr. Maurício Peres pela orientação neste trabalho.
À todos os professores do PPGCEM, que compartilharam conhecimento e
orientação durante o mestrado.
Aos técnicos de laboratório que auxiliaram e realizaram análises fundamentais
para o andamento da pesquisa
Ao PPGCEM e ao DEMAT – UFRN pelo apoio e estrutura disponibilizados.
Agradeço à CAPES pela bolsa,
A todos que de alguma forma contribuíram para elaboração desta dissertação,
meus agradecimentos.
RESUMO
Este trabalho apresenta o estudo da obtenção e caracterização da
reciclagem de alumínio oriundo de latas de bebida composta pelas ligas de
alumínio AA3004, 5042 e 5182, através da técnica de moagem de alta energia e
da metalurgia do pó. As latas foram selecionadas, picotadas e moídas para
obtenção do pó metálico sob diferentes tempos de moagem (1h, 1h30min e 2h).
O pó obtido foi compactado a uma carga de 400 MPa e sinterizado a 600 ºC por
duas horas. Para caracterização do pó de alumínio foram realizadas análises em
DRX, MEV e EDS, e granulometria a laser; enquanto o material consolidado por
sinterização, além das análises via DRX, MEV e EDS, foi caracterizado também
através de ensaios de dilatometria, compressão e microdureza Vickers. Avaliou-
se o tamanho das partículas e sua relação com as propriedades da liga de
alumínio. A rota de processamento adotada resultou na compactação efetiva do
pó de alumínio proveniente da moagem de latinhas de bebidas, porém
apresentando porosidade, típica de metais sinterizados. Observou-se uma
grande incidência de precipitados da fase Al6Mn dispersa na matriz Al-alfa
(CFC). As amostras apresentaram variações em suas propriedades mecânicas
em função do tempo de moagem. A porosidade e a microestrutura da liga podem
ter influenciado as propriedades mecânicas resultando no comportamento
discrepante entre a resistência a compressão.e a microdureza. A resistência a
compressão aumentou de 105 N/mm² com 1h de moagem para 120 N/mm² com
1h30min e diminui para 110 N/mm² com 2h de moagem, mas a ductilidade
apresentou pouca variação. A dureza foi de 56,43 HV, 66,52 HV e 92,21 HV para
os tempos de 1h, 1h30min e 2h, respectivamente.
Palavras-chave: Reciclagem, alumínio, moagem de alta energia, metalurgia do
pó.

ABSTRACT
This work presents the study of the production and characterization of
aluminum recycling from beverage cans composed of aluminum alloys AA3004,
5042 and 5182, using high energy grinding and powder metallurgy. The cans
were selected, punched and ground to obtain the metallic powder under different
milling times (1h, 1h30min and 2h). The obtained powder was compacted at a
load of 400 MPa and sintered at 600 ° C for two hours. For characterization of
the aluminum powder, XRD, SEM and EDS analyzes were performed, and laser
grading; While the material consolidated by sintering, in addition to the analyzes
via DRX, SEM and EDS, was also characterized by Vickers dilatometry,
compression and microhardness tests. The size of the particles and their
relationship to the properties of the aluminum alloy were evaluated. The
processing route adopted resulted in the effective compaction of the aluminum
powder from the beverage cans mill, but with porosity, typical of sintered metals.
A high incidence of precipitates of the Al6Mn phase dispersed in the Al-alpha
matrix (CFC) was observed. The samples presented variations in their
mechanical properties as a function of milling time. The porosity and
microstructure of the alloy may have influenced the mechanical properties
resulting in the dissimilar behavior between the compressive strength and
microhardness. The compressive strength increased from 105 N / mm² with 1h
grinding to 120 N / mm² with 1h30min and decreasing to 110N / mm² with 2h
grinding, but the ductility presented little variation. The hardness was 56.43 HV,
66.52 HV and 92.21 HV for the times of 1h, 1h30min and 2h, respectively.
Keywords: Recycling, aluminium, high energy milling, powder metallurgy.
LISTA DE FIGURAS
Figura 1: Precipitado tipo Al6(MnFe) com forma alongada [17]. ................ 22
Figura 2: Diagrama de fase Al-Mn [3]. .......................................................... 23
Figura 3: Diagrama de fase Al-Mg [3]. .......................................................... 24
Figura 4: Fluxograma simples da técnica de metalurgia do pó. Adaptado da
ASM Handbook [3]. ........................................................................................ 28
Figura 5: Colisão das bolas sobre o material, em um processo de moagem
de alta energia (MAE). Adaptado de Suryanarayana [26]. .......................... 30
Figura 6: Etapas envolvidas na moagem de alta energia (MAE) [25]. ....... 31
Figura 7: Esquema da moagem em um moinho atritor [26]. ...................... 32
Figura 8: Fluxograma simples do processo de obtenção e caracterização
da liga reciclada de alumínio [Autor]. ........................................................... 39
Figura 9: Lata de alumínio recortada [Autor]. .............................................. 40
Figura 10: Moinho Spex. Adaptado de Suryanarayana [26]. ...................... 40
Figura 11: Pó de alumínio obtido por MAE [Autor]. .................................... 41
Figura 12: Corpo de prova para compressão [Autor]. ................................ 44
Figura 13: Ensaio de microdureza Vickers [Autor]. .................................... 45
Figura 14: Distribuição granulométrica do pó no tempo de moagem de 1 h
[Autor]. ............................................................................................................ 46
Figura 15: Distribuição granulométrica do pó no tempo de moagem de
1h30min [Autor]. ............................................................................................. 47
Figura 16: Distribuição granulométrica do pó no tempo de moagem de 2 h
[Autor]. ............................................................................................................ 47
Figura 17: Comparativo da distribuição granulométrica para os tempos de
moagem de 1h, 1h30min e 2h [Autor]. .......................................................... 48
Figura 18: Morfologia das partículas observadas no MEV (a) partículas
obtidas com 1h de moagem (b) partículas obtidas com 1h30min de moagem
(c) partículas obtidas com 2h de moagem [Autor]. ..................................... 49
Figura 19: Comportamento dilatométrico à temperatura de 550ºC [Autor].
......................................................................................................................... 51
Figura 20: Porosidade da liga sinterizada a 600 ºC observada em MEV (a)
liga com 1h de moagem (b) liga com 1h30min de moagem (c) liga com 2h
de moagem [Autor]. ....................................................................................... 52

Figura 21: Coalescência das partículas sinterizadas observadas em MEV
(a) liga com 1h de moagem (b) liga com 1h30min de moagem (c) liga com
2h de moagem [Autor]. .................................................................................. 54
Figura 22: Caracterização química através de MEV/EDS [Autor]. .............. 55
Figura 23: Difratograma do pó de alumínio com os tempos de moagem de
1h, 1h30min e 2h [Autor]. ............................................................................... 57
Figura 24: Difratograma do sinterizado de alumínio com os tempos de
moagem de 1h, 1h30min e 2h [Autor]. .......................................................... 58
Figura 25: Micrografia da distribuição da fases precipitadas na liga
sinterizada obtida em MEV [Autor]. .............................................................. 59
Figura 26: Análise de EDS das fases precipitadas na liga [Autor]. ........... 59
Figura 27: Micrografias obtidas no MEV-FEG da liga com 1h de moagem.
(a) tamanho de grão (b) coalescência das partículas [Autor]. ................... 60
Figura 28: Micrografias obtidas no MEV-FEG da liga com 1h30min de
moagem. (a) tamanho de grão (b) coalescência das partículas [Autor] .... 61
Figura 29: Micrografias obtidas no MEV-FEG da liga com 2h de moagem.
(a) tamanho de grão (b) coalescência das partículas [Autor] .................... 62
Figura 30: Diagrama Tensão versus deformação dos ensaios de
compressão [Autor]. ...................................................................................... 63
Figura 31: Microdureza Vickers em função do tempo de moagem [Autor].
......................................................................................................................... 64
LISTA DE TABELAS
Tabela 1: Nomenclatura das ligas de alumínio [3]. ..................................... 18
Tabela 2: Composição química da liga 3004 [3]. ......................................... 19
Tabela 3: Composição química da liga 5042 [3]. ......................................... 20
Tabela 4: Composição química da liga 5182 [3]. ......................................... 20
Tabela 5: Porosidade da liga sinterizada [Autor]. ....................................... 51
Tabela 6: Composições químicas da liga processada após cada moagem,
obtidas via MEV/EDS [Autor]. ........................................................................ 56
Tabela 7: Microdureza Vickers (HV) [Autor]. ................................................ 64
SUMÁRIO
1. INTRODUÇÃO .......................................................................................... 14
1.1. OBJETIVOS ........................................................................................ 16
1.1.1. Objetivo Geral ............................................................................. 16
1.1.2. Objetivos específicos ................................................................. 16
2. REVISÃO DE LITERATURA .................................................................... 17
2.1. ALUMÍNIO E SUAS LIGAS ................................................................ 17
2.1.1. Ligas de Al-Mn (3xxx ou 3xx.x).................................................. 18
2.1.2. Ligas de Al-Mg (5xxx ou 5xx.x).................................................. 19
2.2. FABRICAÇÃO DAS LATAS DE ALUMÍNIO ...................................... 19
2.3. SISTEMAS MICROESTRUTURAIS DAS LIGAS DE Al-Mn, Al-Mg, Al-
Mg-Si e Al-Mn-Si ......................................................................................... 21
2.3.1. Sistema Al - Mn ........................................................................... 21
2.3.2. Sistema Al – Mg .......................................................................... 23
2.3.3. Sistema Al-Mg-Si ........................................................................ 24
2.3.4. Sistema Al-Mn-Si ........................................................................ 24
2.4. INTERMETÁLICOS NAS LIGAS DE ALUMÍNIO ............................... 25
2.4.1. Fase alfa - α (Al8Fe2Si) ................................................................ 25
2.4.2. Fase beta - β (Al5FeSi) ................................................................ 25
2.5. TRATAMENTO TÉRMICO DE SOLUBILIZAÇÃO E
ENVELHECIMENTO .................................................................................... 26
2.6. METALURGIA DO PÓ ........................................................................ 27
2.6.1. Moagem de alta energia ............................................................. 29
2.6.2. Tipos de moinho de bolas.......................................................... 31
2.6.3. Cadinho do processo de moagem ............................................ 33
2.6.4. Velocidade de moagem .............................................................. 33
2.6.5. Tempo de moagem ..................................................................... 34
2.6.6. Razão massa das esferas/massa do material .......................... 34
2.6.7. Atmosfera da moagem ............................................................... 35
2.7. COMPACTAÇÃO................................................................................ 35
2.8. SINTERIZAÇÃO ................................................................................. 37
3. PROCEDIMENTO EXPERIMENTAL ........................................................ 39
3.1. PREPARAÇÃO DAS AMOSTRAS ..................................................... 39
3.1.1. Seleção do material .................................................................... 39
3.1.2. Moagem de alta energia ............................................................. 40
3.1.3. Compactação e sinterização...................................................... 41
3.2. CARACTERIZAÇÃO DAS AMOSTRAS ............................................ 42
3.2.1. Granulometria ............................................................................. 42
3.2.2. Dilatometria ................................................................................. 42
3.2.3. Determinação da composição química da liga ........................ 42
3.2.4. Análise de Difração de Raios-X ................................................. 43
3.2.5. Análise Microestrutural .............................................................. 43
3.2.6. Ensaio de compressão ............................................................... 44
3.2.7. Ensaio de microdureza .............................................................. 44
4. RESULTADOS E DISCUSSÕES .............................................................. 46
4.1. EFEITO DO TEMPO DE MOAGEM DE ALTA ENERGIA .................. 46
4.1.1. Distribuição granulométrica ......................................................... 46
4.1.2. Análise da morfologia das partículas de pó ............................. 48
4.2. EFEITO DA SINTERIZAÇÃO ............................................................. 50
4.2.1. Análise do ensaio de dilatometria ................................................ 50
4.2.3. Análise da sinterização ................................................................. 53
4.3. DETERMINAÇÃO DA COMPOSIÇÃO QUÍMICA DA LIGA ............... 55
4.4. RESULTADO DA ANÁLISE DE DIFRAÇÃO DE RAIOS-X ............... 56
4.5. ANÁLISE MICROESTRUTURAL ....................................................... 58
4.6. ENSAIO DE COMPRESSÃO .............................................................. 62
4.7. ENSAIO DE MICRODUREZA VICKERS ............................................ 64
5. CONCLUSÕES ......................................................................................... 66
6. SUGESTÕES PARA TRABALHOS FUTUROS ....................................... 67
7. REFERÊNCIAS BIBLIOGRÁFICAS ......................................................... 68
14 1. INTRODUÇÃO
O Brasil é um dos maiores produtores de alumínio, em função das grandes
reservas do minério bauxita, encontradas nos estados Minas Gerais e Pará, além
dos recursos para produzir eletricidade, que é intensamente utilizada no
processo de beneficiamento ou redução da bauxita para obtenção do alumínio.
Hoje o panorama está mudando devido a crise mundial e ao alto custo de
produção do alumínio no Brasil, ocasionando no fechamento de algumas
empresas de extração da bauxita e refino do alumínio primário [1].
Além do fato de ser o segundo elemento mais abundante na crosta
terrestre, o alumínio é o metal não ferroso mais consumido devido as suas
características físico-químicas, que favorecem sua utilização [2]. Quando
comparado a outros metais o alumínio apresenta: baixa densidade, baixo ponto
de fusão, alta resistência mecânica, alta resistência à corrosão, alta
condutividade térmica e elétrica. Além disso, é durável, atóxico, versátil, pode
ser reciclado infinitamente, economicamente viável pela aparência e pela gama
de propriedades desenvolvidas a partir do alumínio puro e suas ligas [3].
O alumínio tem suas características alteradas quando adicionados
elementos de liga, tais como, Mg, Si, Cu, Mn, Fe, Zn; permitindo assim, a
aplicação em diversos segmentos, principalmente em indústria automotiva, de
transporte, de bens de consumo e de construção civil [4].
O ciclo da reciclagem transforma a sucata, gerada após consumo de bens,
em matéria prima, recolocando-a no início do processo industrial para fabricação
de novos produtos [5].
Durante a reciclagem a perda de material por formação de óxido e
contaminação por outros elementos são insignificantes em relação a economia
e benefícios que a reciclagem possibilita, tal como economia de energia.
A reciclagem de alumínio no Brasil desde 2001 vem apresentando altos
índices de aproveitamento, sendo que no ano de 2015 se destacou por ter
apresentado o surpreendente resultado de 97,9% das latas de bebida recicladas,
correspondendo a 292,5 mil toneladas de sucata. O alumínio é reciclado
principalmente das latas para bebida, mas também de bens e utensílios
domésticos, dos setores de transporte e da construção civil [6].

15
A sucata gerada após consumo de bens baseados em ligas de alumínio
tem um valor comercial, e nesse aspecto existe uma cadeia produtiva que
viabiliza a reciclagem.
A reciclagem permite grande economia de energia, pois utiliza apenas 5%
da energia usada no processo de beneficiamento da bauxita que resulta no
alumínio primário, além do fato de emitir somente 5% de gás de efeito estufa. Os
fatores sociais, ambientais e econômicos envolvidos tornam a reciclagem um
processo altamente viável, visto que diminui os impactos da exploração desse
metal, gera empregos e economia na fabricação de produtos [7].
A reciclagem de alumínio permite a inclusão social pela capacidade de
geração de emprego e renda. No Brasil há milhares de pessoas que trabalham
com coleta da sucata e que permitem ao país alcançar os altos índices de
reciclagem. LIMA [8] afirma também que a política nacional de resíduos sólidos
trará mais benefícios, principalmente se acompanhada de política, de ciência e
tecnologia voltada a reciclagem em pequena e média escala.
A moagem de alta energia promove a redução de tamanho e
homogeneização dos pós, num processo de fratura e soldagem, podendo ser
aplicada ao processo de reciclagem de alumínio, associada a técnica de
metalurgia do pó, que permite a fabricação de peças metálicas a partir do
material sólido particulado sem que haja fundição. Na técnica de metalurgia do
pó as etapas principais para confecção da peça são a compactação e a
sinterização. Portanto, a reciclagem de alumínio utilizando moagem de alta
energia e metalurgia do pó consiste em reduzir a sucata à forma de pó, realizar
compactação e sinterização para obtenção de um corpo sólido.
Na reciclagem de alumínio pela técnica de metalurgia do pó não há
fundição, dessa forma o consumo de energia durante o processo é menor
quando comparado ao processo de reciclagem por fundição, portanto pode ser
uma alternativa para reciclagem de alumínio.

16
1.1. OBJETIVOS
1.1.1. Objetivo Geral
Este trabalho possui como objetivo geral a reciclagem de alumínio a partir
de recipiente de bebida via moagem de alta energia e metalurgia do pó.
1.1.2. Objetivos específicos
Estudar a influência do tempo de moagem de alta energia (1h, 1h30min e
2h) e correlacionar a resistência mecânica e a microestrutura do material
consolidado
Caracterização mecânica e microestrutural da liga de alumínio reciclada;
Avaliar a viabilidade da técnica de metalurgia do pó como alternativa para
produção de peças de alumínio a partir de matéria prima reciclada.
17 2. REVISÃO DE LITERATURA
2.1. ALUMÍNIO E SUAS LIGAS
O alumínio possui estrutura cristalina CFC e densidade de 2,69 g/cm³ na
forma pura, características que podem ser modificadas quando aplicada na
forma de ligas. O ponto de fusão do alumínio é 660 ºC, quando comparado a
outros metais é relativamente baixo, com a adição de elementos de liga o ponto
de fusão varia em função do soluto [1].
O alumínio é bastante dúctil e apresenta resistência mecânica e dureza
relativamente baixas, característica limitante para algumas aplicações. Essas
propriedades são significativamente melhoradas através de trabalho a frio
(comercialmente puro ou baixa liga) ou tratamento térmico de endurecimento por
precipitação (ligas Al-Cu. Al-Zn e Al-Mg) [4].
A capacidade de transferência de energia térmica do alumínio
comercialmente puro, mesmo sendo inferior a do cobre, confere sua
aplicabilidade na indústria como trocadores e dissipadores de calor. A
condutividade elétrica, ainda que inferior ao cobre, é bastante competitiva em
aplicações, devido a baixa densidade, apesar da baixa resistência mecânica [1].
O alumínio pode sofrer corrosão em meio ácido ou alcalino, embora ocorra
uma rápida formação da camada passiva de óxido de alumínio na superfície, que
confere a elevada resistência à corrosão ao alumínio [9].
As ligas de alumínio são divididas em duas classes: ligas conformadas ou
trabalhadas e ligas fundidas. A primeira refere-se às destinadas a fabricação de
produtos que envolvem laminação, extrusão, forjamento, trefilação e usinagem.
Esses processos são realizados por meio de trabalho mecânico, normalmente a
frio, que forçam o material a adquirir a forma desejada. A segunda menciona as
ligas destinadas a fabricação de produtos fundidos. Essas são vantajosas para
produção de peças complexas com áreas ocas ou tubulares e contornos
complexos, ainda nesse processo não há necessidade de acabamentos e nem
grandes limitações de forma e tamanho. O preparo da liga exige cuidados que
podem influir nas propriedades das peças. Na fundição são utilizados fornos de
indução e moldes de areia [3].
As ligas de alumínio são classificadas em função dos elementos de liga e
do processo de fabricação, isto é, ligas fundidas ou ligas forjadas. A Associação
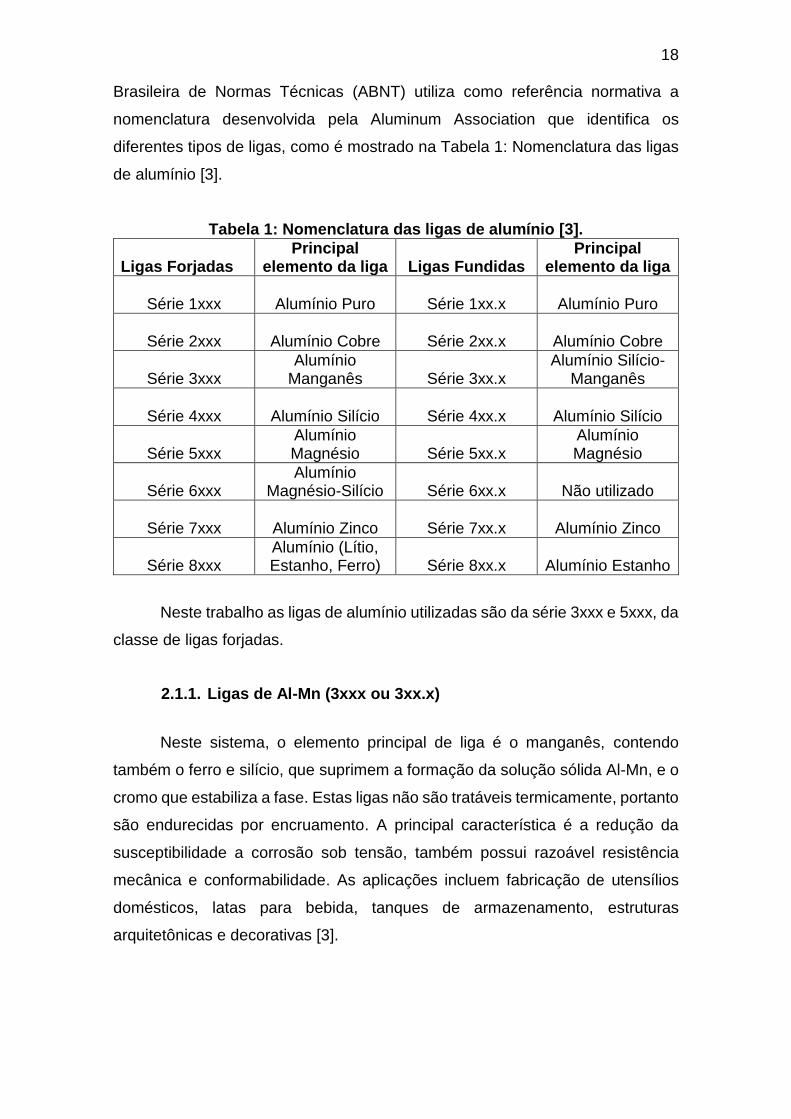
18 Brasileira de Normas Técnicas (ABNT) utiliza como referência normativa a
nomenclatura desenvolvida pela Aluminum Association que identifica os
diferentes tipos de ligas, como é mostrado na Tabela 1: Nomenclatura das ligas
de alumínio [3].
Tabela 1: Nomenclatura das ligas de alumínio [3].
Ligas Forjadas
Principal elemento da liga
Ligas Fundidas
Principal elemento da liga
Série 1xxx
Alumínio Puro
Série 1xx.x
Alumínio Puro
Série 2xxx
Alumínio Cobre
Série 2xx.x
Alumínio Cobre
Série 3xxx
Alumínio Manganês
Série 3xx.x
Alumínio Silício-Manganês
Série 4xxx
Alumínio Silício
Série 4xx.x
Alumínio Silício
Série 5xxx
Alumínio Magnésio
Série 5xx.x
Alumínio Magnésio
Série 6xxx
Alumínio Magnésio-Silício
Série 6xx.x
Não utilizado
Série 7xxx
Alumínio Zinco
Série 7xx.x
Alumínio Zinco
Série 8xxx
Alumínio (Lítio, Estanho, Ferro)
Série 8xx.x
Alumínio Estanho
Neste trabalho as ligas de alumínio utilizadas são da série 3xxx e 5xxx, da
classe de ligas forjadas.
2.1.1. Ligas de Al-Mn (3xxx ou 3xx.x)
Neste sistema, o elemento principal de liga é o manganês, contendo
também o ferro e silício, que suprimem a formação da solução sólida Al-Mn, e o
cromo que estabiliza a fase. Estas ligas não são tratáveis termicamente, portanto
são endurecidas por encruamento. A principal característica é a redução da
susceptibilidade a corrosão sob tensão, também possui razoável resistência
mecânica e conformabilidade. As aplicações incluem fabricação de utensílios
domésticos, latas para bebida, tanques de armazenamento, estruturas
arquitetônicas e decorativas [3].
19
2.1.2. Ligas de Al-Mg (5xxx ou 5xx.x)
O principal elemento de liga deste sistema é o magnésio, que aumenta a
dureza da liga, contêm ainda o manganês, o ferro, o silício, titânio e cromo. As
ligas do sistema 5xxx não são tratáveis termicamente, pois não apresentam
ganho de dureza com a precipitação, e ainda causa susceptibilidade a corrosão
nos contornos de grão, sendo necessário o endurecimento por encruamento. A
liga de Al-Mg propicia elevada ductilidade, resistência a corrosão e soldabilidade,
assim como excelente acabamento superficial. É aplicado na fabricação de
utensílios domésticos, latas para bebida, estrutura automotiva, barcos e
estruturas arquitetônicas e decorativas [3].
2.2. FABRICAÇÃO DAS LATAS DE ALUMÍNIO
2.2.1. Ligas para fabricação das latas de alumínio
Considerando a fabricação de latas de bebidas, são utilizadas ligas de
alumínio baixa liga, ou seja, que recebem a adição de elementos de liga em
pequenas quantidades para o alcance das propriedades especificas requeridas,
tal como a associação de resistência mecânica com alta ductilidade e
estampabilidade. Os elementos de liga mais comuns são o cobre, silício,
manganês, magnésio, ferro, zinco, níquel, bismuto e titânio. Usualmente, uma
lata de alumínio é fabricada a partir de três ligas diferentes, sendo a liga 3004
usada para compor o corpo da lata, que equivale a 75% do peso total, a liga 5182
compõe a tampa, equivalendo a 23% do peso, e por fim, a liga 5042 é usada
para o anel de abertura e equivale a 2% do peso [5]
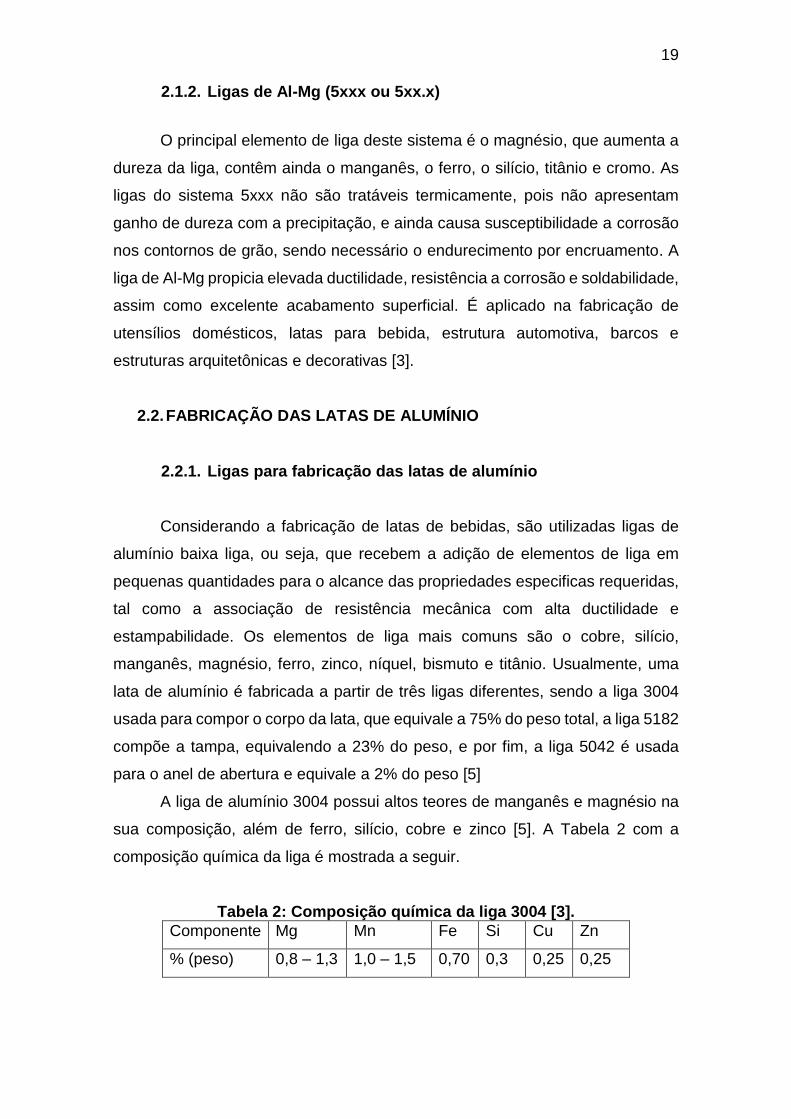
A liga de alumínio 3004 possui altos teores de manganês e magnésio na
sua composição, além de ferro, silício, cobre e zinco [5]. A Tabela 2 com a
composição química da liga é mostrada a seguir.
Tabela 2: Composição química da liga 3004 [3].
Componente Mg Mn Fe Si Cu Zn
% (peso) 0,8 – 1,3 1,0 – 1,5 0,70 0,3 0,25 0,25
20
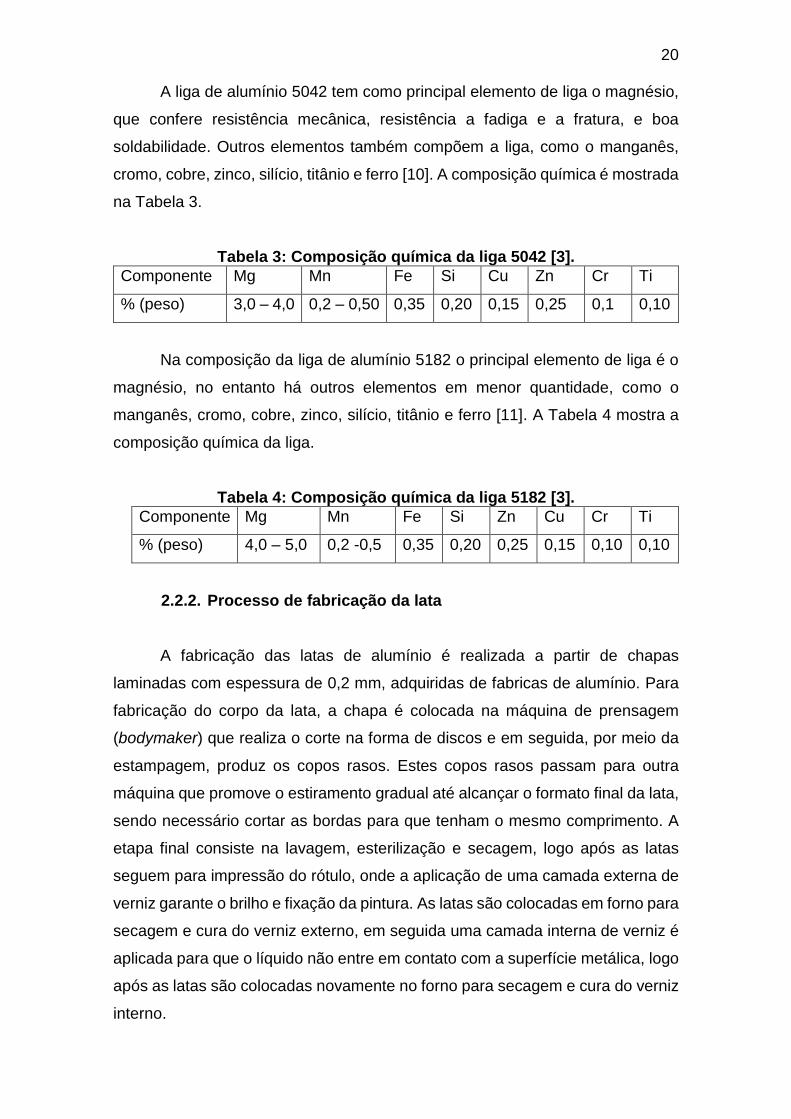
A liga de alumínio 5042 tem como principal elemento de liga o magnésio,
que confere resistência mecânica, resistência a fadiga e a fratura, e boa
soldabilidade. Outros elementos também compõem a liga, como o manganês,
cromo, cobre, zinco, silício, titânio e ferro [10]. A composição química é mostrada
na Tabela 3.
Tabela 3: Composição química da liga 5042 [3].
Componente Mg Mn Fe Si Cu Zn Cr Ti
% (peso) 3,0 – 4,0 0,2 – 0,50 0,35 0,20 0,15 0,25 0,1 0,10
Na composição da liga de alumínio 5182 o principal elemento de liga é o
magnésio, no entanto há outros elementos em menor quantidade, como o
manganês, cromo, cobre, zinco, silício, titânio e ferro [11]. A Tabela 4 mostra a
composição química da liga.
Tabela 4: Composição química da liga 5182 [3].
Componente Mg Mn Fe Si Zn Cu Cr Ti
% (peso) 4,0 – 5,0 0,2 -0,5 0,35 0,20 0,25 0,15 0,10 0,10
2.2.2. Processo de fabricação da lata
A fabricação das latas de alumínio é realizada a partir de chapas
laminadas com espessura de 0,2 mm, adquiridas de fabricas de alumínio. Para
fabricação do corpo da lata, a chapa é colocada na máquina de prensagem
(bodymaker) que realiza o corte na forma de discos e em seguida, por meio da
estampagem, produz os copos rasos. Estes copos rasos passam para outra
máquina que promove o estiramento gradual até alcançar o formato final da lata,
sendo necessário cortar as bordas para que tenham o mesmo comprimento. A
etapa final consiste na lavagem, esterilização e secagem, logo após as latas
seguem para impressão do rótulo, onde a aplicação de uma camada externa de
verniz garante o brilho e fixação da pintura. As latas são colocadas em forno para
secagem e cura do verniz externo, em seguida uma camada interna de verniz é
aplicada para que o líquido não entre em contato com a superfície metálica, logo
após as latas são colocadas novamente no forno para secagem e cura do verniz
interno.
21
O corpo da lata de alumínio rotulado é submetido ao processo de
formação do perfil da boca para que a tampa possa ser encaixada e recravada
após envasamento.
No processo de fabricação da tampa básica, em uma prensa são cortados
os discos e posteriormente moldados. A reborda da tampa é moldada para
garantir a recravação e uma boa fixação, além da aplicação de um selante que
evita vazamentos. A tampa básica é submetida à formação de relevo, do rebite
para sustentação do anel e das linhas para abertura por um processo de
conformação rigorosamente controlado.
2.3. SISTEMAS MICROESTRUTURAIS DAS LIGAS DE Al-Mn, Al-Mg, Al-
Mg-Si e Al-Mn-Si
Como citado anteriormente as ligas utilizadas na fabricação de latas de
alumínio são as 3004, 5042 e 5182. A composição química da liga obtida a partir
da reciclagem de alumínio por meio da moagem de alta energia,
necessariamente apresenta maiores percentagens de magnésio, manganês,
ferro e silício, além do próprio alumínio. Estas ligas não respondem ao
tratamento térmico de envelhecimento e por isso são classificadas como ligas
não tratáveis.
2.3.1. Sistema Al - Mn
A liga Al-Mn tem na sua composição uma porcentagem limitada de Mn,
na temperatura eutética, que vai até 1,7 %. Para adição de Fe e Si o limite é de
0,7% cada, levando ao aumento da resistência da liga sem diminuir a resistência
a corrosão [12].
As ligas de alumínio do sistema Al-Mn possuem como microestrutura uma
matriz de alumínio com estrutura dendrítica de fases intermetálicas nos
contornos de grão. A fase ortorrômbica Al6(MnFe) e a fase cúbica α Al(MnFe)Si
são as fases intermetálicas presentes na liga [13].
Ligas de alumínio contendo Mn, Si e Fe solidificam formando
intermetálicos na região interdendrítica. A estrutura intermetálica é instável em
razão da morfologia irregular na forma ramificada e da alta densidade de defeitos
de crescimento [14].
22
A fase intermetálica, com composição Al6Mn, em equilíbrio com a solução
sólida de alumínio, é separada da solução líquida se a concentração de Mn
estiver entre 1,9 e 4,1%, formado por reação peritética a uma temperatura de
710 ºC. A presença Fe e Si, superior em 0,2%, dificulta a formação do Al6Mn,
pois o Fe acaba por substituir o Mn para formar a fase Al6Fe. A facilidade de
difusão do Mn permite a formação da fase Al6(MnFe) quando se alcança a
máxima solubilidade e passa a formar Al6(Mn0,5Fe0,5) [14] [15].
O Fe possui maior tendência de segregação no alumínio que o Mn,
portanto os intermetálicos contêm maior teor de Fe. Esta baixa solubilidade do
Fe favorece a formação da fase beta β (Al5FeSi), que é altamente prejudicial, no
entanto a presença do Mn provoca mudança na morfologia levando a formação
da fase alfa α (Al8Fe2Si), que é menos danosa.
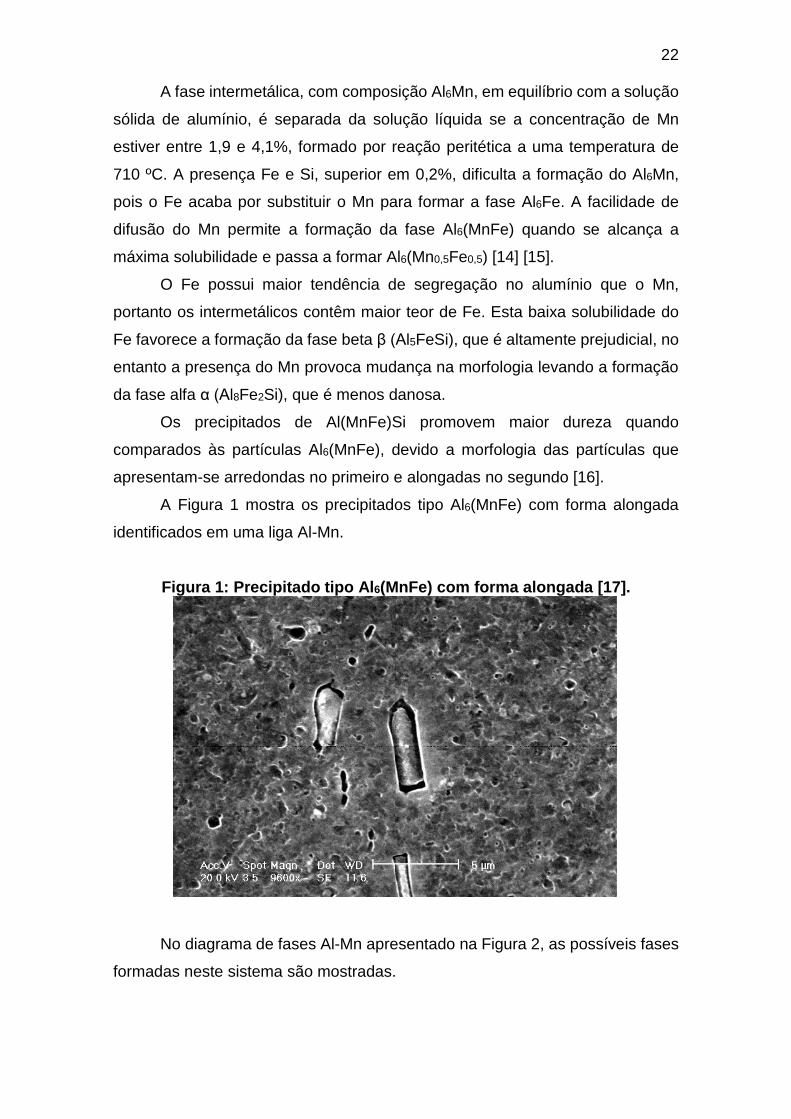
Os precipitados de Al(MnFe)Si promovem maior dureza quando
comparados às partículas Al6(MnFe), devido a morfologia das partículas que
apresentam-se arredondas no primeiro e alongadas no segundo [16].
A Figura 1 mostra os precipitados tipo Al6(MnFe) com forma alongada
identificados em uma liga Al-Mn.
Figura 1: Precipitado tipo Al6(MnFe) com forma alongada [17].
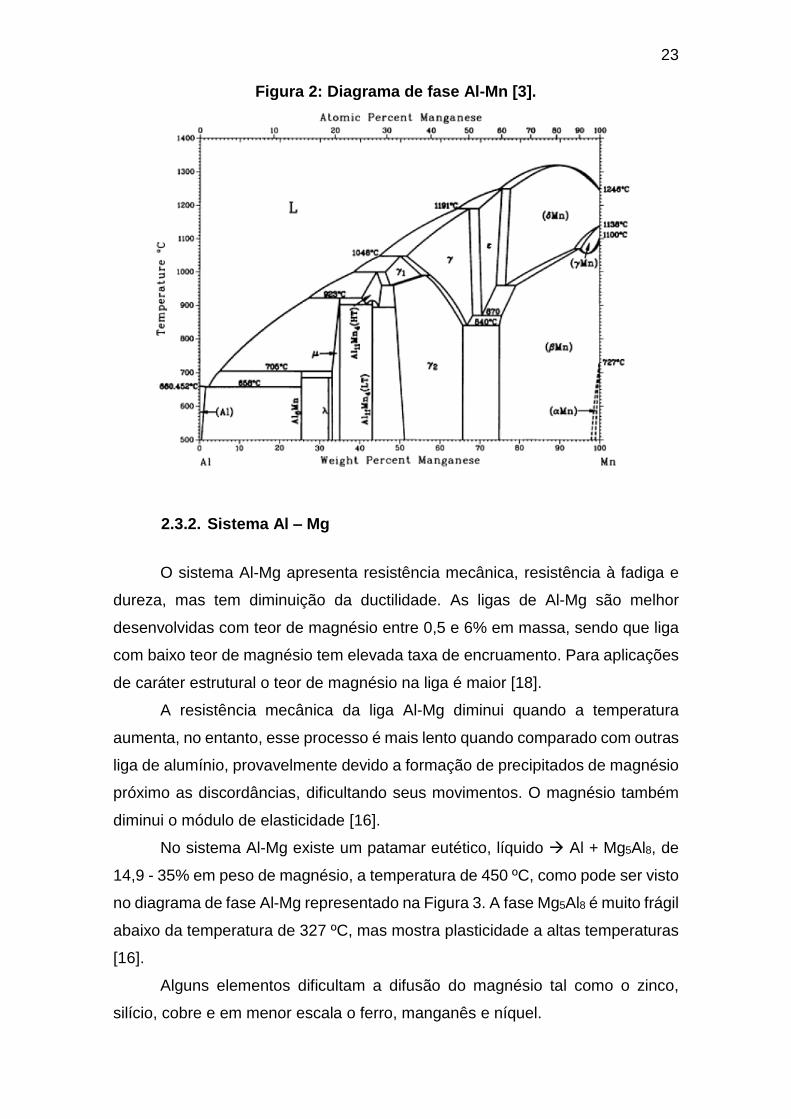
No diagrama de fases Al-Mn apresentado na Figura 2, as possíveis fases
formadas neste sistema são mostradas.
23
Figura 2: Diagrama de fase Al-Mn [3].
2.3.2. Sistema Al – Mg
O sistema Al-Mg apresenta resistência mecânica, resistência à fadiga e
dureza, mas tem diminuição da ductilidade. As ligas de Al-Mg são melhor
desenvolvidas com teor de magnésio entre 0,5 e 6% em massa, sendo que liga
com baixo teor de magnésio tem elevada taxa de encruamento. Para aplicações
de caráter estrutural o teor de magnésio na liga é maior [18].
A resistência mecânica da liga Al-Mg diminui quando a temperatura
aumenta, no entanto, esse processo é mais lento quando comparado com outras
liga de alumínio, provavelmente devido a formação de precipitados de magnésio
próximo as discordâncias, dificultando seus movimentos. O magnésio também
diminui o módulo de elasticidade [16].
No sistema Al-Mg existe um patamar eutético, líquido Al + Mg5Al8, de
14,9 - 35% em peso de magnésio, a temperatura de 450 ºC, como pode ser visto
no diagrama de fase Al-Mg representado na Figura 3. A fase Mg5Al8 é muito frágil
abaixo da temperatura de 327 ºC, mas mostra plasticidade a altas temperaturas
[16].
Alguns elementos dificultam a difusão do magnésio tal como o zinco,
silício, cobre e em menor escala o ferro, manganês e níquel.

24
O sistema binário Al-Mg apresenta as fases constituintes Mg2Si,
Al18Mg3Cr2, Al6Mn.
Figura 3: Diagrama de fase Al-Mg [3].
2.3.3. Sistema Al-Mg-Si
Este sistema é uma classe de ligas tratáveis, que apresenta alta
resistência mecânica e boa resistência a corrosão. A fase Al-Mg2Si é formada no
eutético a 595 ºC, em composição com razão de magnésio para silício de 1,73 –
1¨p%. A solubilidade do Mg2Si no alumínio é reduzida pelo excesso de silício e
do magnésio [16].
2.3.4. Sistema Al-Mn-Si
As ligas do sistema Al-Mn têm sua resistência mecânica melhorada com
a adição do Si. As fases mais comuns formadas neste sistema são as Al, MnAl6,
MnSiAl [16].

25
2.4. INTERMETÁLICOS NAS LIGAS DE ALUMÍNIO
2.4.1. Fase alfa - α (Al8Fe2Si)
Esta fase intermetálica apresenta morfologia do tipo escrita chinesa, e
está associada a presença de óxidos, sendo que sua presença é efetiva quando
o metal é superaquecido, que favorece a formação da alumina alfa (Al2O3-α).
O surgimento da alumina alfa (Al2O3-α) ocorre em duas transformações,
na primeira, o óxido formado na superfície do fundido, devido a afinidade do
alumínio com o oxigênio, é denominado alumina amorfa, que é uma fase
metaestável e com aumento de temperatura transforma-se em alumina gama
(Al2O3-γ), através de nucleação de um cristal de alumina gama (Al2O3-γ) em meio
a alumina amorfa. Na segunda, com o superaquecimento a alumina gama (Al2O3-
γ) se transforma em alumina alfa (Al2O3-α). A alumina alfa (Al2O3-α) favorece a
formação da fase-α (Al8Fe2Si) por apresentar um desajuste de reticulado com o
núcleo, mas não favorece a formação da fase β (Al5FeSi) [19].
Alguns elementos são adicionados, principalmente o manganês que
neutraliza a fragilidade do ferro, há uma preferência pela formação da fase α,
visto que ambas as fases reduzem a resistência mecânica, no entanto a fase β
é mais danosa [19].
2.4.2. Fase beta - β (Al5FeSi)
A solubilidade do ferro no alumínio, a 655 ºC, é muito baixa (0,052 % em
peso), o que resulta na precipitação da fase AlFe3 entre os espaçamentos
dendríticos. A formação da fase beta ocorre devido à redução do limite de
solubilidade do ferro no alumínio durante a solidificação, sendo o ferro segregado
para o contorno de grão, que acontece na forma de plaquetas. A fase β tem
morfologia em forma de agulha e é um dos compostos intermetálicos mais
prejudiciais, pois reduz bastante as propriedades mecânicas das ligas. Devido a
formação de intermetálico do tipo AlSiFeMn a adição de manganês altera a
morfologia, da forma plaquetas para a escrita chinesa, tornando a fase β em fase
α, que é menos prejudicial [15] [19].
As ligas de alumínio fundidas geralmente apresentam grãos colunares ou
equiaxiais, ambos grosseiros, assim o tratamento de refino é realizado com a
26 introdução de titânio e boro, que são eficientes para o refinamento pela
nucleação heterogênea de novos grãos através da formação de partículas de
Al3Ti atuando como substrato [20].
2.5. TRATAMENTO TÉRMICO DE SOLUBILIZAÇÃO E
ENVELHECIMENTO
Com teores entre 8 e 14% de silício, as ligas podem ser melhoradas pela
adição de agentes modificadores, tais como antimónio, estrôncio e sódio. A
formação de plaquetas e cristais grosseiros ocorrem no resfriamento lento em
moldes de areia, nas ligas eutéticas (12,6% silício a 577ºC) e também
hipereutéticas, essa morfologia acicular diminui a ductilidade. O efeito da
modificação é a baixar a isoterma de reação eutética para 562 ºC, tornando a
liga levemente hipoeutética, o que leva a redução do tamanho e arredondamento
dos cristais de silício, constituindo assim o tratamento de modificação do silício.
A adição dos elementos resulta na alteração da formação da fase eutética, que
passa a exibir grãos mais refinados, aumentando a ductilidade [6]. Os
modificadores mais conhecidos são o Na, K, Ca, Cd, Bi, BCl3, NaF, KF, entre
outros, sendo o sódio o mais usado [21].
O tratamento térmico de solubilização e envelhecimento artificial (T6)
pode resultar em aumento da dureza. O tratamento de solubilização consiste em
aquecer o material a uma temperatura bem elevada, em geral relativamente
próxima do ponto de fusão, de tal modo que nesta temperatura, com os
coeficientes de difusão dos elementos de liga no alumínio já suficientemente
aumentados, seja possível a migração desses átomos, proporcionando a
dissolução completa depois de certo tempo de permanência nesta temperatura.
Esta etapa do tratamento térmico é fundamental para assegurar que o
envelhecimento subsequente, realizado em temperatura bem mais baixa e
tempo mais prolongado, ocorra de modo controlado, de tal maneira que os
precipitados sejam formados de maneira controlada, principalmente no que se
refere ao tamanho dos mesmos e consequentemente sua coerência com a
matriz [22].
O aquecimento da liga inicia a temperatura ambiente e chega a uma
temperatura abaixo da necessária para a formação de fase líquida para
aumentar ao máximo o limite de solubilidade da fase alumínio alfa. Com o
27 resfriamento rápido em água, mantém-se à temperatura ambiente a solução
sólida supersaturada. Posteriormente, a manutenção do material à temperatura
ambiente (envelhecimento natural) ou a uma temperatura mais elevada
(envelhecimento artificial) leva à formação de precipitados endurecedores [22].
O aumento da temperatura, abaixo da temperatura de solubilização, de
uma liga solubilizada favorece a precipitação artificial submicroscópica da fase
ou de fases intermediárias, com aumento da dureza e da resistência a tração.
Esse aumento da resistência é devido a formação de precipitados da liga no
interior da estrutura metálica. O tratamento deve ter tempo mínimo de duração
de 2h e máximo de 24h, esse critério leva em consideração as características da
liga. O envelhecimento natural à temperatura ambiente leva vários dias para
alcançar estabilidade estrutural [22].
2.6. METALURGIA DO PÓ
A metalurgia do pó é uma técnica de processamento a qual permite a
fabricação de peças a partir da utilização de pós metálicos e não-metálicos,
através da aplicação de pressão e calor. As etapas que a técnica envolve são a
obtenção e moagem do pó, a compactação e sinterização. A composição
química, o tamanho médio de partículas, e morfologia são características
relevantes à obtenção do pó [23].
O que torna viável essa técnica é a possibilidade de fabricar peças
metálicas sem necessidade de fundição, sendo nesse caso um processamento
no estado líquido/sólido, isto é; a existência de fase sólida e fase líquida numa
dada temperatura. As peças fabricadas a partir da metalurgia do pó dispensam
usinagem ou acabamentos, e podem ser produzidas em série, mesmo tendo
geometria complexa [23].
Nesta técnica o pó é compactado por aplicação de uma pressão uniaxial
ou isostática, em um molde com formato da peça desejada, e sinterizado a uma
temperatura abaixo da temperatura de fusão.
As vantagens deste processo incluem a possibilidade de utilizar metais de
alto ponto de fusão, controle de porosidade, viabilidade de confeccionar
compósitos de matriz metálica, controle rígido do acabamento do produto [23].
28
As limitações deste processo se dão pela dimensão das peças e
complexidade geométrica, pois demanda cargas maiores para prensagem
eficiente, podendo gerar inviabilidade para o produto desejado.
A metalurgia do pó apresenta variações no processamento, como por
exemplo: compactação a frio, compactação a quente, prensagem uniaxial e
isostática, moldagem por injeção do pó (misturado com ligantes).
Os pós podem ser obtidos por várias técnicas, e uma delas é a moagem
que tem como objetivo reduzir o tamanho das partículas, misturar ligas, modificar
forma da partícula, aglomerar pós. No moinho de bolas a partícula fragmenta-se
quando choca com um corpo mais duro.
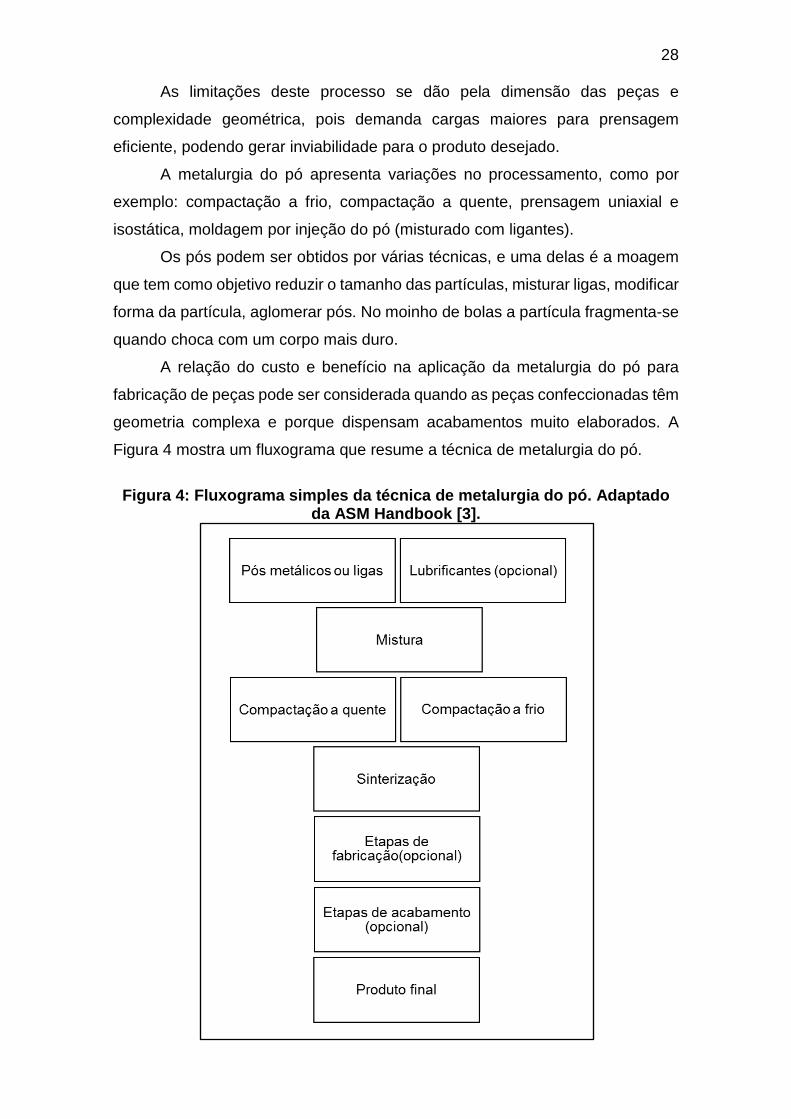
A relação do custo e benefício na aplicação da metalurgia do pó para
fabricação de peças pode ser considerada quando as peças confeccionadas têm
geometria complexa e porque dispensam acabamentos muito elaborados. A
Figura 4 mostra um fluxograma que resume a técnica de metalurgia do pó.
Figura 4: Fluxograma simples da técnica de metalurgia do pó. Adaptado
da ASM Handbook [3].
29
2.6.1. Moagem de alta energia
Os pós metálicos são obtidos por métodos químicos e físicos, dentre eles
decomposição, atomização, eletrólise, moagem etc. Podendo utilizar mais de um
método para a obtenção do pó. Geralmente os métodos químicos são utilizados
quando um maior grau de pureza é desejado, enquanto o físico para materiais
de alta dureza [3].
A moagem é o método mais comum na obtenção de pós e consiste na
cominuição de metais duros. Entre os objetivos de moagem os principais são:
Redução do tamanho da partícula
Crescimento do grão
Mudança da forma da partícula
Aglomeração
Formação da liga em estado sólido
Modificação de propriedades de um material (densidade, fluência)
Mistura
Os efeitos específicos que a moagem tem dependem das propriedades
físicas e químicas do pó, do vácuo, dos gases ou líquidos no ambiente de
moagem, bem com as condições da moagem. Assim a seleção do tipo moagem
é baseada nas características do pó a ser obtido [3].
O tamanho e forma das partículas são características importantes dos
pós, e dependem do processo de moagem, no entanto a maioria são formas
irregulares, mas podem ser acicular, dentrítico, escamoso, esférico,
arredondado, poroso, angular [23]. O tamanho de partícula deve ser considerado
em relação ao processo de compactação e sinterização visto que uma
distribuição de tamanho de partícula adequada favorece a estes processos [3].
Na moagem de alta energia (MAE) a fratura das partículas reduz o
tamanho, chegando a dimensões de nanopartícula, isso leva a uma maior área
superficial, modifica a forma das partículas, induzindo à dispersão e o aumento
de defeitos nos sólidos [3].
O princípio da MAE em moinho de bolas é caracterizado por envolver altas
velocidades de rotação e frequência de impacto entre as bolas de moagem e
material a ser cominuido. As forças que atuam sobre o material, durante a
moagem são impacto, atrito, cisalhamento e compressão, no qual é
caracterizado pela energia cinética, que o moinho promove através do
30 movimento das bolas durante a rotação, envolvendo a massa da bola e altura da
queda. No MAE a energia cinética aumenta consideravelmente, uma vez que a
aceleração das esferas é superior à da gravidade [3] [24] [25].
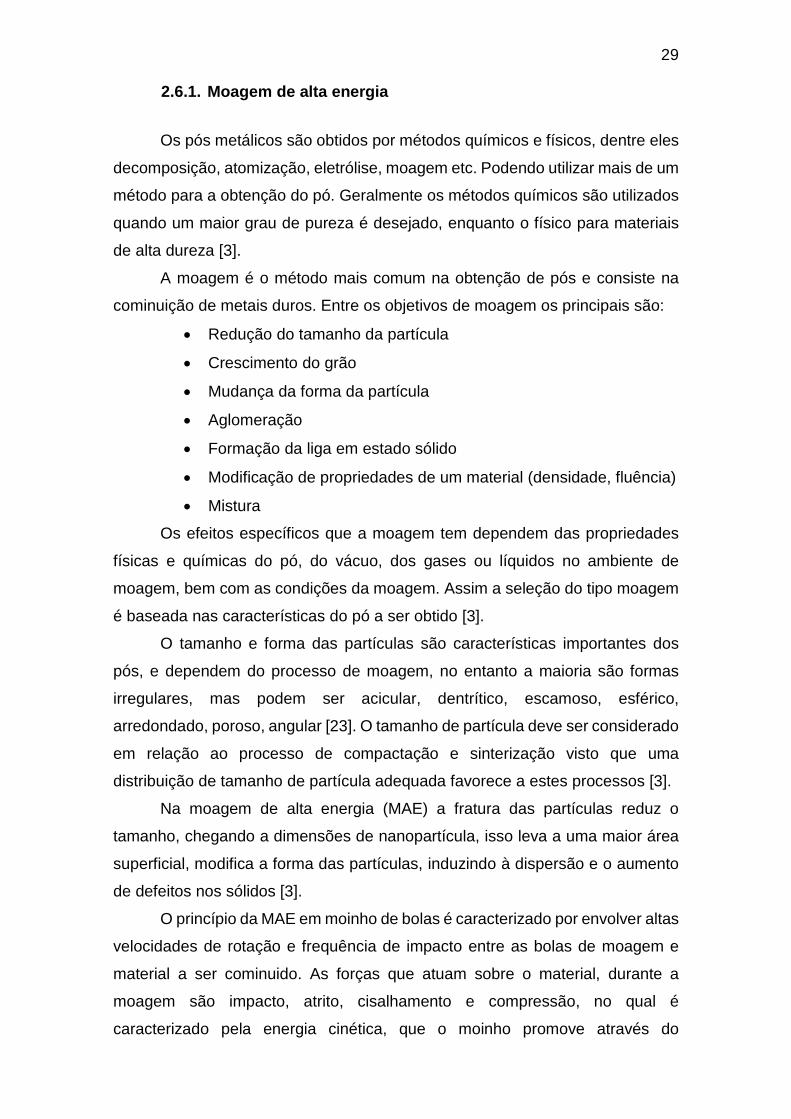
Em materiais dúcteis a operação de moagem provoca a fratura por
frequentes ciclos de deformação plástica a frio e solda a frio, e por impacto das
partículas. Essa repetição de deformação plástica e soldagem, a probabilidade
de ocorrer é maior [24]. A Figura 5 mostra a operação de moagem.
Figura 5: Colisão das bolas sobre o material, em um processo de moagem de alta energia (MAE). Adaptado de Suryanarayana [26].
A moagem de alta energia de materiais dúcteis apresenta quatro fases,
nas quais a primeira consiste na deformação plástica da partícula que assume
forma achatada, que é dependente da ductilidade do material e da energia de
impacto. Posteriormente ocorre a soldagem a frio das partículas, caracterizada
por agregar as partículas formando um composto. O ciclo de deformação resulta
no aumento do encruamento e resistência mecânica das partículas, que leva a
fratura das partículas e dos agregados formados. Outra fase da MAE é a
homogeneização da mistura, pois com o passar do tempo de moagem o
processo de fratura e soldagem atingem o equilíbrio em que o tamanho da
partícula muito pequena não permite mais a nucleação e propagação da trinca,
com tendência a estabilizar. Por fim a última fase do MAE é o refinamento da
microestrutura do material, como é mostrado na Figura 6 [24].

31
Figura 6: Etapas envolvidas na moagem de alta energia (MAE) [25].
A moagem de alta energia é um processo complexo que envolve vários
parâmetros para a obtenção do produto nas condições desejadas. Estes
parâmetros têm efeito importante no resultado final do pó e são dependentes
entre si [26].
2.6.2. Tipos de moinho de bolas
São vários os tipos de moinhos nos quais a moagem de alta energia pode
ser efetuada, no entanto há diferenças quanto a capacidade de moagem,
velocidade de operação, eficiência, e dispositivos adicionais. Os principais
moinhos são os agitadores, planetários, atritores e convencionais [26].
O modelo planetário é assim chamado em razão do movimento da câmara
que tem como característica a rotação em torno de seu próprio eixo e em torno
do eixo do moinho. A capacidade de moer pequenas quantidades de pó. A
moagem por impacto é causada pela força centrípeta, que atua sobre as esferas
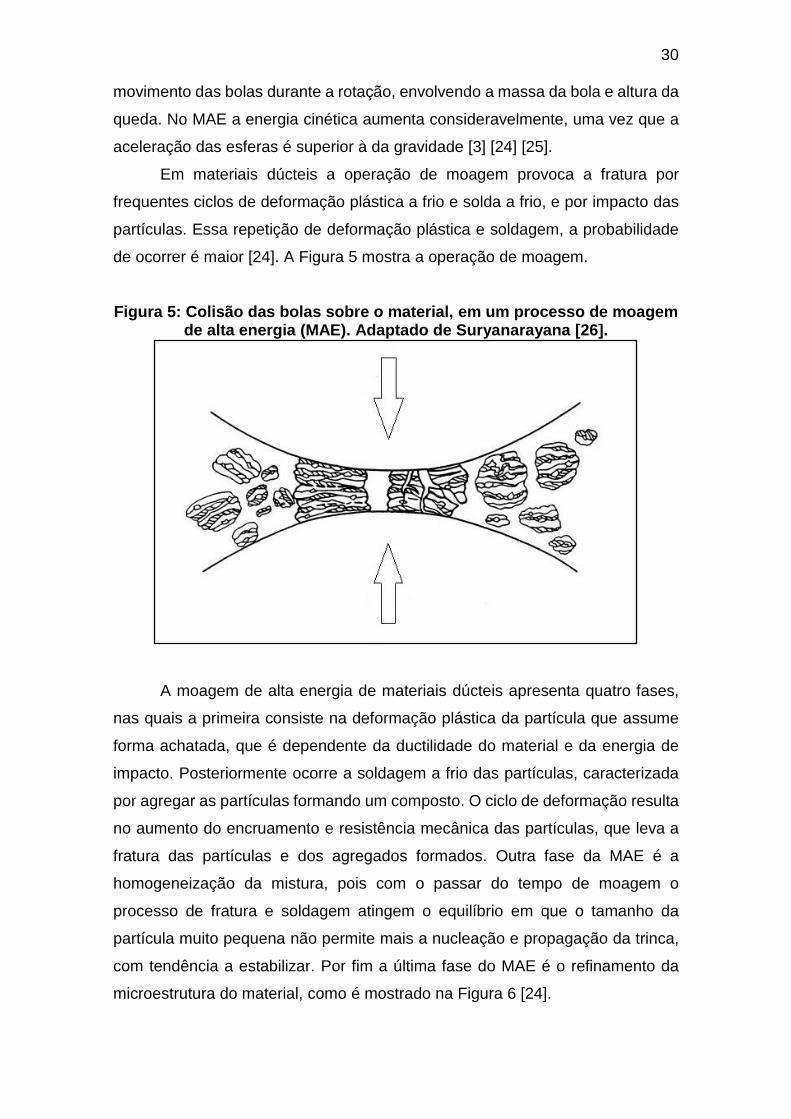
fazendo com que colidam. Na Figura 7 é mostrado o esquema de moagem.
32
Figura 7: Esquema da moagem em um moinho atritor [26].
O moinho atritor consiste em uma câmara fixa verticalmente com hélices
giratórias impulsionando as bolas no interior. O impacto entre os impulsores, as
bolas e as paredes confere grande quantidade energia no pó. O material é
agitado pela hélice com os impulsores girando em altas velocidades, provocando
forças de cisalhamento e impacto, que leva a fratura. Os moinhos atritores
podem ser verticais ou horizontais e são disponíveis em diferentes tamanhos e
capacidade [26].
O moinho convencional consiste em uma câmara cilíndrica horizontal no
qual as bolas realizam a função de moer o material. O movimento rotacional
provoca a moagem pelo impacto do material contra as bolas e as paredes da
jarra. A energia cinética das esferas é proporcional a massa e da altura da queda
as quais são submetidas, se a velocidade for lenta as bolas não terão impulso
suficiente e ficaram na base da câmara. No entanto em uma velocidade muito
alta a força centrifuga impede que a queda das bolas, e estas permanecerão na
parede da câmara durante a rotação [26].
Os moinhos agitadores ou tipo SPEX (nome do fabricante) são
comumente usados em laboratórios e tem capacidade para moagem de 10 a 20
g de pó. Neste moinho um eixo de motor rotaciona uma correia que provoca a
agitação vigorosa da câmara presa numa biela. O movimento da câmara
acontece mutuamente perpendicular nas três direções em alta velocidade, e
assim é repetido milhares de vezes por minuto, dessa forma as bolas no interior
ao se chocarem entre si e contra as paredes da jarra, promovem a moagem e

33 mistura do material. Este moinho é considerado de alta energia devido a alta
velocidade das bolas, devido a agitação acelerada da câmara (1200 rpm), e que
consequentemente tem uma força de impacto muito elevada. Uma grande
variedade de materiais pode ser processada neste tipo de moinho,
principalmente os de alta dureza, tais como alumina, carbeto de tungstênio,
zircônia, aços ferramenta [26].
2.6.3. Cadinho do processo de moagem
O material usado na confecção do cadinho, também denominado câmara,
jarra ou copo, tem relevância no processo de moagem visto que há risco de
contaminação do material em razão do desgaste do cadinho por atrito com as
bolas, no entanto a contaminação promovida pela ação da moagem é inevitável.
Os materiais mais usados para confecção do cadinho e das esferas são aços
carbono, aço ligados e metal duro. Outra característica importante do cadinho é
o formato interno, no qual pode possuir fundo plano ou curvo, sendo que a taxa
de ativação no primeiro geralmente é maior [26].
2.6.4. Velocidade de moagem
A velocidade de moagem está diretamente relacionada com a energia de
moagem do pó, no entanto há limitações, em casos de velocidade muito alta as
bolas ficam presas na parede interna da câmara e não exercem a força de
impacto, ou seja, não colidem entre si. Dessa forma a velocidade máxima da
moagem deve ser logo abaixo da velocidade crítica. O número de colisões entre
as bolas e o material é maior em velocidades maiores, pois estão relacionadas
a frequência de movimentação da câmara [26].
O aumento da velocidade da moagem provoca o aumento da temperatura
do meio, que influencia o resultado da moagem, tornando-se vantajoso em
alguns casos, como por exemplo quando a difusão promove a homogeneização
do material. E a desvantagem do aumento da temperatura é que pode acelerar
o processo de transformação e resultar na decomposição de soluções sólidas
supersaturadas ou fases metaestáveis [26].
34
2.6.5. Tempo de moagem
O tempo de moagem é um parâmetro muito relevante, é determinado
como o tempo em que ocorre o equilíbrio entre a fratura e a soldagem a frio das
partículas do pó. O tempo de moagem é dependente do material, do moinho, da
intensidade da moagem, da razão bola/massa do pó e temperatura [26].
O tempo de moagem deve ser definido considerando os parâmetros
citados, mas vale ressaltar que longos tempos de moagem aumentam as
chances de contaminação e formação de fases indesejáveis, dessa forma é
recomendável otimizar o tempo de moagem de forma a obter os pós no estado
final desejado no menor tempo possível [26].
2.6.6. Razão massa das esferas/massa do material
A razão entre a massa das esferas e a massa do material é um parâmetro
importante da moagem e varia de 1:1 até 220:1. Geralmente, no moinho SPEX,
a razão mais comum é 10:1, quando são usadas pequenas quantidades de
material. No entanto, em moagens com quantidades maiores de material é
requerido razão de 50:1 ou 100:1 [23] [26].
A razão esferas/material está diretamente relacionada com o tempo de
moagem, quanto maior a razão menor o tempo, pois o número de colisões entre
esferas aumenta, e consequentemente a energia de colisão também aumenta.
O tamanho das esferas também influencia no resultado da moagem, em
que esferas maiores e mais densas têm capacidade de transferir mais energia
de impacto. Em alguns casos é comum utilizar esferas de diferentes tamanhos,
que aumenta o número de colisões, e torna os movimentos mais aleatórios.
O volume ocupado pelo material no interior da câmara não deve ser
superior a 50%, considerando que as esferas requerem espaços para se
movimentarem livremente. Por outro lado, quando a quantidade de pó no
recipiente é pequena a eficiência da moagem é baixa [23] [26].
35
2.6.7. Atmosfera da moagem
A atmosfera da moagem é importante para a composição química do pó
obtido, pois diz respeito a contaminação. A atmosfera inerte, com gás hélio ou
argônio, é desejável para prevenir formação de óxidos [26].
As características do pó obtido sofrem influência da atmosfera de
moagem. As ligas de alumínio obtidas por moagem de alta energia possuem
óxidos (Al2O3) dispersos na matriz, sendo que essa quantidade de óxidos é
dependente da atmosfera usada na moagem. Em caso de moagem em
atmosfera inerte o óxido na matriz é oriundo somente do óxido que se forma
sobre a superfície da partícula, já na atmosfera ambiente (ar) a quantidade de
óxido é maior, pois ocorre mais oxidação durante o processo [27].
2.7. COMPACTAÇÃO
A conformação dos pós é outra etapa importante da metalurgia do pó, na
qual o objetivo é formar um sólido compacto com resistência e densidade
adequada, garantido a geometria final nas dimensões do projeto. O resultado da
consolidação depende das características das partículas e também dos métodos
de compactação utilizados.
A compactação consiste em densificar um material na forma de pó em um
molde, por aplicação de uma carga, de modo a obter o agregado metálico nas
dimensões mais próximas possíveis da versão final do produto. A carga aplicada
provoca pressão sobre as partículas que sofrem deformação, resultando em
aumento do contato, da adesão entre elas e preenchimento dos espaços, e
consequentemente a redução da porosidade [27].
A compactação dos pós é realizada, em uma matriz com formato da peça
a ser fabricada em que a cavidade é preenchida com o pó, por aplicação de uma
carga que varia de 350 a 700 MPa num movimento axial de punções, utilizando
prensas hidráulicas ou mecânicas. A pressão promove a junção das partículas
pelo mecanismo de solda a frio ou a quente dando forma final ao componente
[3].
Existem variações no processo de compactação em função da
temperatura e da forma de aplicação da carga, são estes: compactação uniaxial

36 a frio, compactação isostática a frio e compactação uniaxial a quente e
compactação isostática a quente.
Na compactação uniaxial a frio a pressão sobre o pó colocado no molde
é aplicada de forma uniaxial por um punção. Esta técnica apresenta a
desvantagem da irregularidade de distribuição da densidade, resultante da
fricção entre as partículas e a parede do molde. A densidade da peça decresce
à medida que se distância da superfície em contato com o punção, isto é, onde
a carga é aplicada. Esse problema pode ser minimizado com a utilização de dois
punções pressionando em sentidos contrários [27].
A compactação isostática a frio reduz a heterogeneidade da densidade da
peça, pois a aplicação da carga é igual em todas as direções, através de um
meio de pressurização. Essa técnica consiste em compactar o pó em um molde
deformável (algum tipo de borracha) através de uma câmara de alta pressão
contendo um fluido. O molde que envolve e isola o pó do fluido, é colocado
submerso em fluido no interior da câmara, sendo que a pressão aplicada pelo
pistão no fluido é transferida para o molde isostaticamente [27].
Na compactação uniaxial a quente o processo de sinterização ocorre
simultâneo a compactação, isso exige o controle criterioso da temperatura,
geralmente 2/3 da temperatura de fusão. A aplicação da pressão uniaxial na
matriz juntamente com a aplicação de calor, por meio de uma corrente elétrica
que atravessa a matriz, resulta na consolidação dos pós [27].
A compactação isostática a quente consiste na aplicação de carga igual
em todas as direções e aplicação simultânea de calor. O pó geralmente é pré
compactado, encapsulado e desgaseificado. O molde deve suportar a
temperatura de prensagem e não pode reagir com o pó. É necessário controlar
a temperatura do fluido, que geralmente é um gás. As peças obtidas nesse
processo possuem propriedades mecânicas elevadas [27].
Os fatores que afetam a compactação das partículas estão: a geometria
que pode limitar o movimento dos punções, o atrito entre as partículas e a parede
da matriz, variação no formado das partículas, propriedades mecânicas do
componentes sinterizados em função da densidade.
A densidade do produto depende dos fatores da compactação que afetam
também a sinterização do compactado. A lubrificação do molde reduz o atrito
das partículas com a parede do molde e facilita a ejeção do compactado,
diminuindo a formação de gradiente de densidade. A velocidade de

37 compactação é um fator importante, pois durante prensagem, quando as
partículas são submetidas à pressão, elas se rearranjam antes de iniciar a
deformação plástica. O resultado de velocidades de compactação altas é a baixa
densidade do compactado, e ainda que a pressão aplicada seja a mesma, a
densidade varia em função da velocidade aplicada na compactação. O tamanho
e forma da partícula afetam a densidade final do compactado, visto que
partículas irregulares e muito pequenas apresentam maior área de superfície
resultando em menor densidade. As partículas de diferentes tamanhos tendem
a uma melhor compactação e densidade maior [24].
2.8. SINTERIZAÇÃO
O componente prensado é definido produto verde, o qual deve passar pela
sinterização em uma temperatura menor que a temperatura de fusão,
geralmente varia de 2/3 a 3/4. O mecanismo de difusão dos átomos permite que
as partículas se unam e formem os grãos, promovendo a resistência mecânica,
dureza e densidade do produto [3].
A sinterização é a última etapa do processo de metalurgia do pó e constitui
a consolidação final dos pós metálicos por meio da difusão de átomos ou
vacâncias. O processo termodinâmico de sinterização, ativada termicamente,
envolve a difusão de átomos e redução da área superficial específica, resultando
na formação de contornos de grãos e contração volumétrica. O componente
compactado possui grande área superficial especifica, sendo assim a energia
livre do sistema é alta, pois é proporcional a área superficial, dessa forma para
o sistema entrar em equilíbrio a energia livre deve ser reduzida através da
sinterização que consiste em diminuir a área superficial [28] [29].
A aplicação de calor ativa a sinterização, as partículas que estão em
contato e possuem energia suficiente promovem a coalescência, isto é a união
das superfícies. O mecanismo difusional inicia a interação entre as partículas a
partir do crescimento de grão e surgimento de um pescoço. A fase final da
sinterização caracteriza-se pelo surgimento de poros fechados e isolados no
contorno de grão. A aproximação das partículas tem como consequência a
redução volumétrica da peça, ou seja, a densificação[30].
A sinterização pode ser classificada em três tipos: sinterização em fase
sólida, sinterização em fase liquida e sinterização em fase vapor. A sinterização
38 em fase sólida ocorre quando o processo é completamente em estado sólido,
tanto em material cristalino como amorfo, sendo a difusão o mecanismo de
transporte de massa. Na sinterização em fase líquida há formação de fase
líquida durante o processo devido a fusão de um dos elementos presente na
mistura, este tipo permite a máxima densificação com pequena porosidade
residual, promovido o transporte de massa por difusão e fluxo viscoso. A
sinterização em fase vapor envolve a sinterização com presença de fase vapor
através de evaporação e condensação, este não tem valor tecnológico [29] [31].
A sinterização no alumínio segue uma característica particular devido a
formação da camada óxido sobre as partículas que dificulta a sinterização [32].
39 3. PROCEDIMENTO EXPERIMENTAL
O procedimento experimental desse trabalho consistiu na seleção das
latas de alumínio para bebidas, que posteriormente foram fragmentadas por
moagem de alta energia variando o tempo de moagem, compactados a frio e
sinterizados. A caracterização do pó obtido e dos produtos foi realizada conforme
a metodologia descrita a seguir. A Figura 8: Fluxograma simples do processo de
obtenção e caracterização da liga reciclada de alumínio [Autor]. Figura 8
apresenta um fluxograma do processo realizado na pesquisa.
Figura 8: Fluxograma simples do processo de obtenção e caracterização da liga reciclada de alumínio [Autor].
3.1. PREPARAÇÃO DAS AMOSTRAS
3.1.1. Seleção do material
As latinhas de alumínio foram selecionadas considerando apenas as de
um mesmo fabricante, e que são produzidas a partir de ligas dos sistemas Al-Mg
e Al-Mn, mais especificamente as ligas 3004, 5042 e 5182. Estas foram
picotadas com tesoura em tamanho de aproximadamente 5 x 5 mm, incluindo o
corpo, a tampa e o lacre da lata, como mostra a Figura 9. Esse procedimento foi
realizado com intuito de facilitar a pesagem da sucata e também porque o vaso
do moinho não tem capacidade para grandes cargas de material.
Seleção das latas
Corte manualMoagem de alta
energia
Caracterização do pó
Compactação e sinterização
Caracterização dos produtos
40
Figura 9: Lata de alumínio recortada [Autor].
3.1.2. Moagem de alta energia
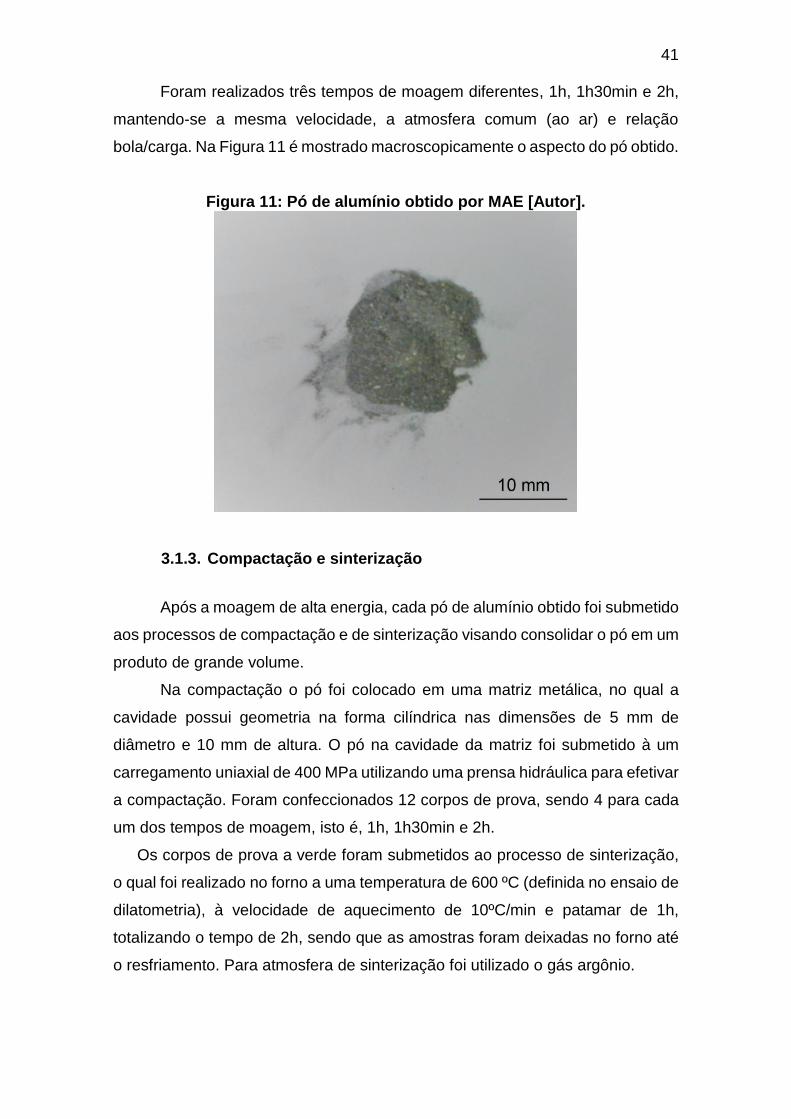
A moagem de alta energia foi realizada utilizando um moinho agitador do
tipo Spex (Figura 10) de alta rotação, com relação 10:1 entre o peso das bolas e
o peso do material. Para cada moagem foram usadas 5 bolas, totalizando 30
gramas de massa, com 3 gramas de sucata de alumínio.
Figura 10: Moinho Spex. Adaptado de Suryanarayana [26].
41
Foram realizados três tempos de moagem diferentes, 1h, 1h30min e 2h,
mantendo-se a mesma velocidade, a atmosfera comum (ao ar) e relação
bola/carga. Na Figura 11 é mostrado macroscopicamente o aspecto do pó obtido.
Figura 11: Pó de alumínio obtido por MAE [Autor].
3.1.3. Compactação e sinterização
Após a moagem de alta energia, cada pó de alumínio obtido foi submetido
aos processos de compactação e de sinterização visando consolidar o pó em um
produto de grande volume.
Na compactação o pó foi colocado em uma matriz metálica, no qual a
cavidade possui geometria na forma cilíndrica nas dimensões de 5 mm de
diâmetro e 10 mm de altura. O pó na cavidade da matriz foi submetido à um
carregamento uniaxial de 400 MPa utilizando uma prensa hidráulica para efetivar
a compactação. Foram confeccionados 12 corpos de prova, sendo 4 para cada
um dos tempos de moagem, isto é, 1h, 1h30min e 2h.
Os corpos de prova a verde foram submetidos ao processo de sinterização,
o qual foi realizado no forno a uma temperatura de 600 ºC (definida no ensaio de
dilatometria), à velocidade de aquecimento de 10ºC/min e patamar de 1h,
totalizando o tempo de 2h, sendo que as amostras foram deixadas no forno até
o resfriamento. Para atmosfera de sinterização foi utilizado o gás argônio.
42
3.2. CARACTERIZAÇÃO DAS AMOSTRAS
3.2.1. Granulometria
A identificação do tamanho médio de partículas dos pós obtidos foi
realizada pela técnica de granulometria a laser, utilizando o analisador de
tamanho de partículas por difração de laser (Granulômetro), modelo CILAS 920,
do Laboratório de Materiais Cerâmicos e Metais Especiais da UFRN. As curvas
foram fornecidas automaticamente pelo equipamento através de um software.
3.2.2. Dilatometria
Os ensaios de dilatometria dos corpos de prova compactados foram
realizados em um dilatômetro NETZSCH DIL 402, do laboratório de análises
térmicas do DEMAT_UFRN, utilizando atmosfera de argônio com taxa de
aquecimento de 10 ºC/min. As temperaturas nas quais as amostras foram
submetidas foram 500, 550 e 600 ºC, permanecendo por 1h no patamar da
temperatura alcançada, com o resfriamento posterior. Nesse ensaio de
dilatometria foram submetidas apenas amostras com tempo de moagem de 2h,
visto que o objetivo do ensaio foi avaliar a temperatura de sinterização para dar
seguimento ao trabalho.
3.2.3. Determinação da composição química da liga
As análises qualitativas e quantitativas da composição química da liga
após a moagem de alta energia e após a sinterização foram realizadas utilizando
a espectroscopia de energia dispersiva (EDS) no equipamento MEV de bancada,
modelo TM 3000 HITACHI, do Laboratório de Caracterização Microestrutural do
DEMAT_UFRN. A análise EDS foi realizada em três amostras de pó, uma para
cada tempo de moagem (1h, 1h30min e 2h) e em cada uma delas após a
sinterização.
43
3.2.4. Análise de Difração de Raios-X
A caracterização por difração de raios-X (DRX) foi usada para auxiliar na
identificação das fases presentes, tanto para os pós gerados por moagem de
alta energia (tempos de 1h, 1h30min e 2h) como para os produtos sinterizados.
A análise de DRX foi realizada no difratômetro de raios X da Shimadzu
modelo XRD-7000 utilizando-se fonte de radiação de CuKα com tensão de 30
kV e corrente de 30 mA, variando o ângulo 2de 10º e 90º aplicando uma
velocidade de corrida de 1 º/min. Equipamento do Laboratório de Caracterização
Microestrutural do DEMAT_UFRN.
3.2.5. Análise Microestrutural
Para analise microestrutural foram obtidas micrografias utilizando o
microscópio eletrônico de varredura (MEV) de bancada e o microscópio
eletrônico de varredura com emissão de campo (MEV-FEG), como descrito a
seguir.
No microscópio eletrônico de varredura (MEV) de bancada, modelo TM
3000 HITACHI, com detector de elétrons retroespalhados (BSE), do Laboratório
de Caracterização Microestrutural do DEMAT_UFRN, foram analisadas, para
cada tempo de moagem uma amostra de pó e uma do corpo de prova
compactado e sinterizado a 600 ºC. As amostras em pó foram apenas
depositadas a seco no suporte do DRX e planificadas para a correta medição do
equipamento. As amostras sinterizadas foram preparadas para análise, partindo-
se do lixamento em várias lixas (120, 220, 400, 600, 1200 e 2000 mesh) e
posteriormente polidas com alumina (1µm) e acabamento final com pasta de
diamante (1µm). Para revelação da microestrutura, as amostras foram atacadas
quimicamente com reagente ácido fluorídrico (HF). Foram feitas análises da
morfologia das partículas de pó e dos constituintes microestruturais via BSE e
como o recurso de espectroscopia por dispersão de energia de raios-X (EDS)
foram realizadas análises dos elementos presentes para auxiliar na identificação
das fases constituintes de cada microestrutura e correlaciona-las com os
resultados de DRX.
No microscópio eletrônico de varredura com emissão de campo (MEV-
FEG), modelo Zeiss Auriga 40, foram obtidas micrografias das amostras da liga
44 compactadas e sinterizadas para cada um dos tempos de moagem. A
preparação das amostras foi a mesma descrita para o MEV de bancada.
3.2.6. Ensaio de compressão
Para caracterização mecânica das amostras sinterizadas, foram
realizados ensaios de compressão em um equipamento de ensaio universal
Instron EMIC, seguindo a norma ASTM E9, à temperatura ambiente. Os corpos
de prova usados tinham geometria cilíndrica com 5 mm de diâmetro e 10mm de
altura, confeccionados a partir da compactação e sinterização dos pós de
alumínio moídos com tempos de moagem de 1h, 1h3omin e 2h. A velocidade de
descida do cabeçote foi mantida em 0,5 mm/min até a ruptura dos corpos de
prova. As curvas tensão x deformação foram construídas a partir das
informações de carga e deslocamento. A Figura 12 apresenta o corpo de prova
para o ensaio de compressão.
Figura 12: Corpo de prova para compressão [Autor].
3.2.7. Ensaio de microdureza
Para este ensaio as amostras foram preparadas por meio de lixamento
com várias lixas (120, 220, 400, 600, 1200 e 2000 mesh) e posteriormente polida
com alumina 1µm. O ensaio de microdureza Vickers foi realizado em um
equipamento Pantec MV200A (Figura 13), com penetrador de diamante de
formato piramidal, aplicando-se uma carga de 2,94N durante 15 segundos, em
pontos aleatórios da amostra. O equipamento usado foi gentilmente
disponibilizado pelo laboratório GET da UFRN.

45
Figura 13: Ensaio de microdureza Vickers [Autor].
46 4. RESULTADOS E DISCUSSÕES
4.1. EFEITO DO TEMPO DE MOAGEM DE ALTA ENERGIA
A análise do tempo de moagem apresenta a influência nas características
das partículas do pó obtido, por meio dos resultados da análise
granulométrica e da morfologia.
4.1.1. Distribuição granulométrica
As curvas do ensaio de distribuição granulométrica, obtidas no
granulômetro a laser são exibidas a seguir.
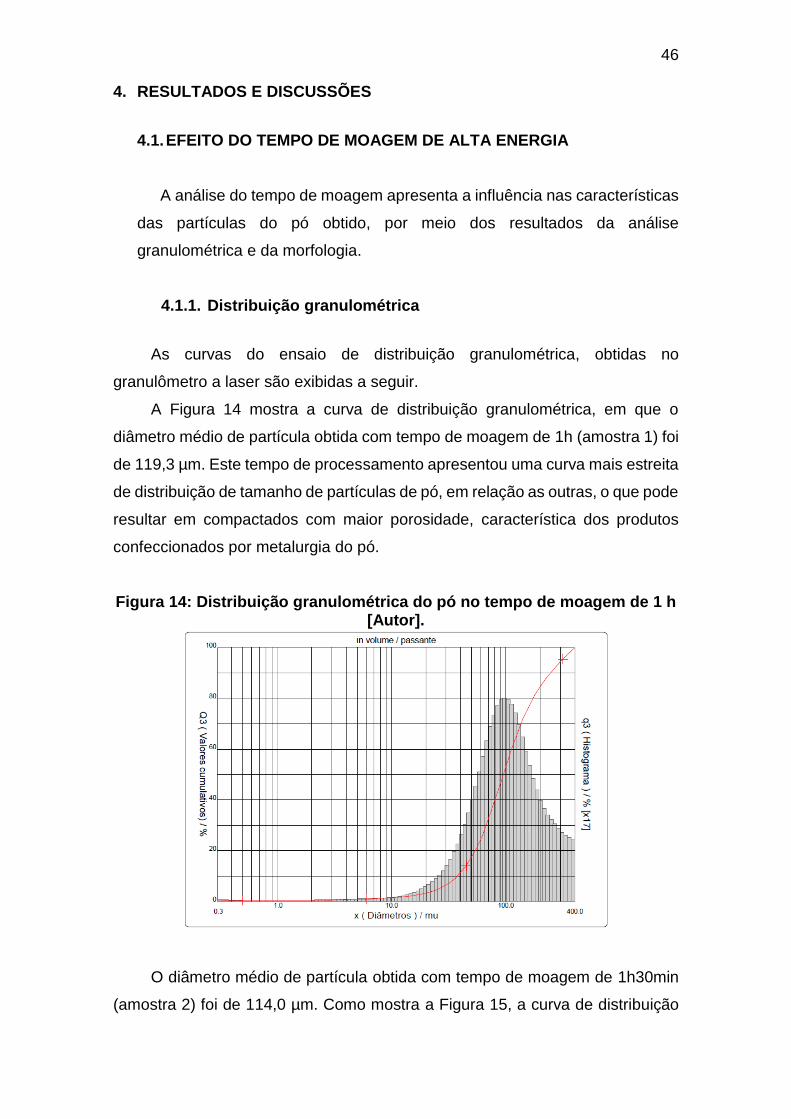
A Figura 14 mostra a curva de distribuição granulométrica, em que o
diâmetro médio de partícula obtida com tempo de moagem de 1h (amostra 1) foi
de 119,3 µm. Este tempo de processamento apresentou uma curva mais estreita
de distribuição de tamanho de partículas de pó, em relação as outras, o que pode
resultar em compactados com maior porosidade, característica dos produtos
confeccionados por metalurgia do pó.
Figura 14: Distribuição granulométrica do pó no tempo de moagem de 1 h [Autor].
O diâmetro médio de partícula obtida com tempo de moagem de 1h30min
(amostra 2) foi de 114,0 µm. Como mostra a Figura 15, a curva de distribuição
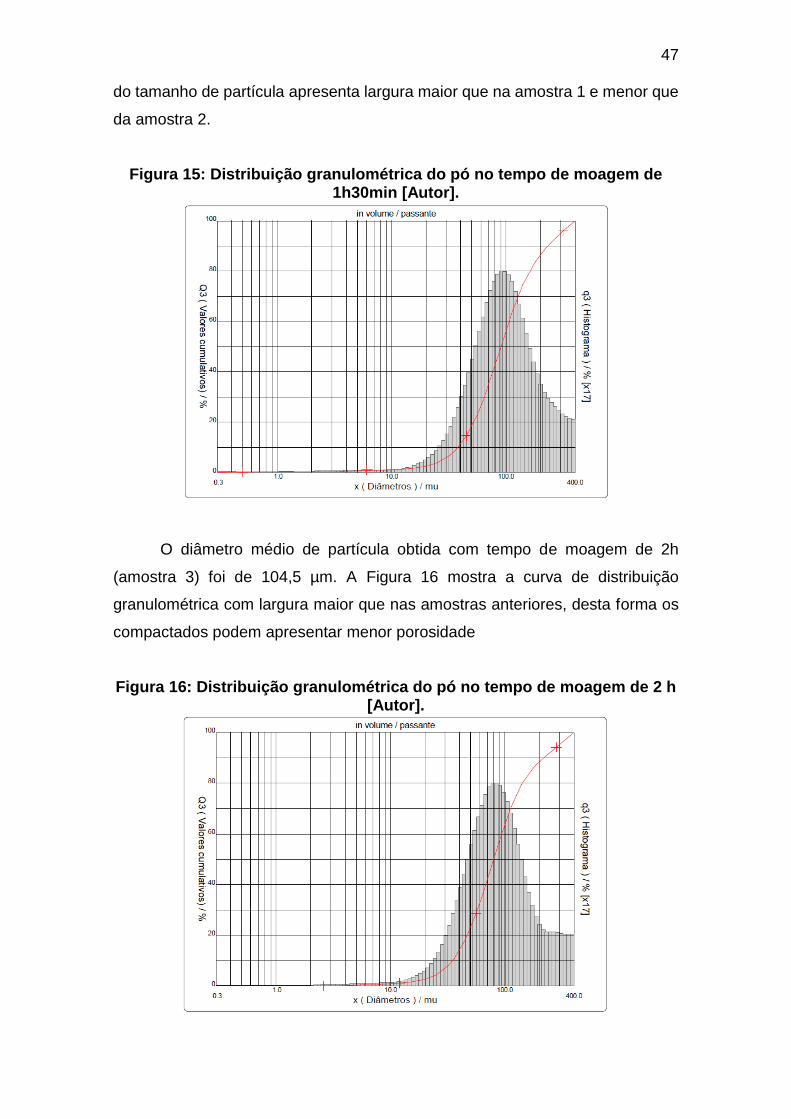
47 do tamanho de partícula apresenta largura maior que na amostra 1 e menor que
da amostra 2.
Figura 15: Distribuição granulométrica do pó no tempo de moagem de 1h30min [Autor].
O diâmetro médio de partícula obtida com tempo de moagem de 2h
(amostra 3) foi de 104,5 µm. A Figura 16 mostra a curva de distribuição
granulométrica com largura maior que nas amostras anteriores, desta forma os
compactados podem apresentar menor porosidade
Figura 16: Distribuição granulométrica do pó no tempo de moagem de 2 h [Autor].
48
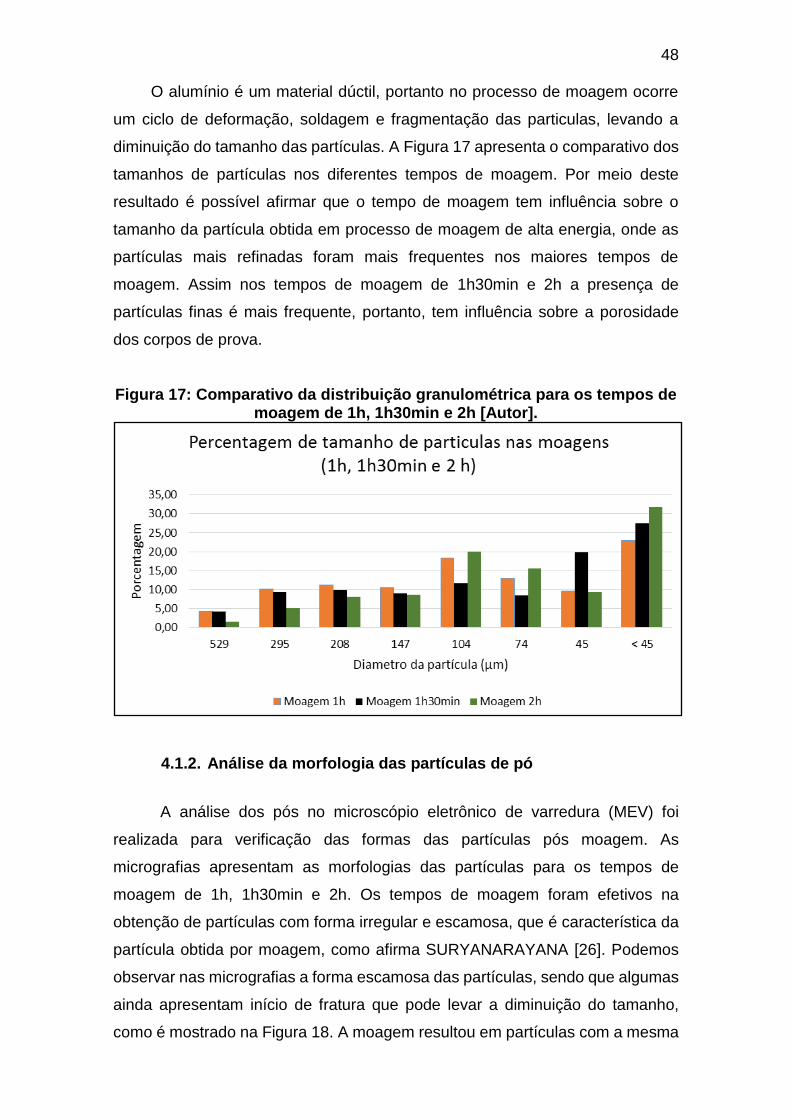
O alumínio é um material dúctil, portanto no processo de moagem ocorre
um ciclo de deformação, soldagem e fragmentação das particulas, levando a
diminuição do tamanho das partículas. A Figura 17 apresenta o comparativo dos
tamanhos de partículas nos diferentes tempos de moagem. Por meio deste
resultado é possível afirmar que o tempo de moagem tem influência sobre o
tamanho da partícula obtida em processo de moagem de alta energia, onde as
partículas mais refinadas foram mais frequentes nos maiores tempos de
moagem. Assim nos tempos de moagem de 1h30min e 2h a presença de
partículas finas é mais frequente, portanto, tem influência sobre a porosidade
dos corpos de prova.
Figura 17: Comparativo da distribuição granulométrica para os tempos de moagem de 1h, 1h30min e 2h [Autor].
4.1.2. Análise da morfologia das partículas de pó
A análise dos pós no microscópio eletrônico de varredura (MEV) foi
realizada para verificação das formas das partículas pós moagem. As
micrografias apresentam as morfologias das partículas para os tempos de
moagem de 1h, 1h30min e 2h. Os tempos de moagem foram efetivos na
obtenção de partículas com forma irregular e escamosa, que é característica da
partícula obtida por moagem, como afirma SURYANARAYANA [26]. Podemos
observar nas micrografias a forma escamosa das partículas, sendo que algumas
ainda apresentam início de fratura que pode levar a diminuição do tamanho,
como é mostrado na Figura 18. A moagem resultou em partículas com a mesma
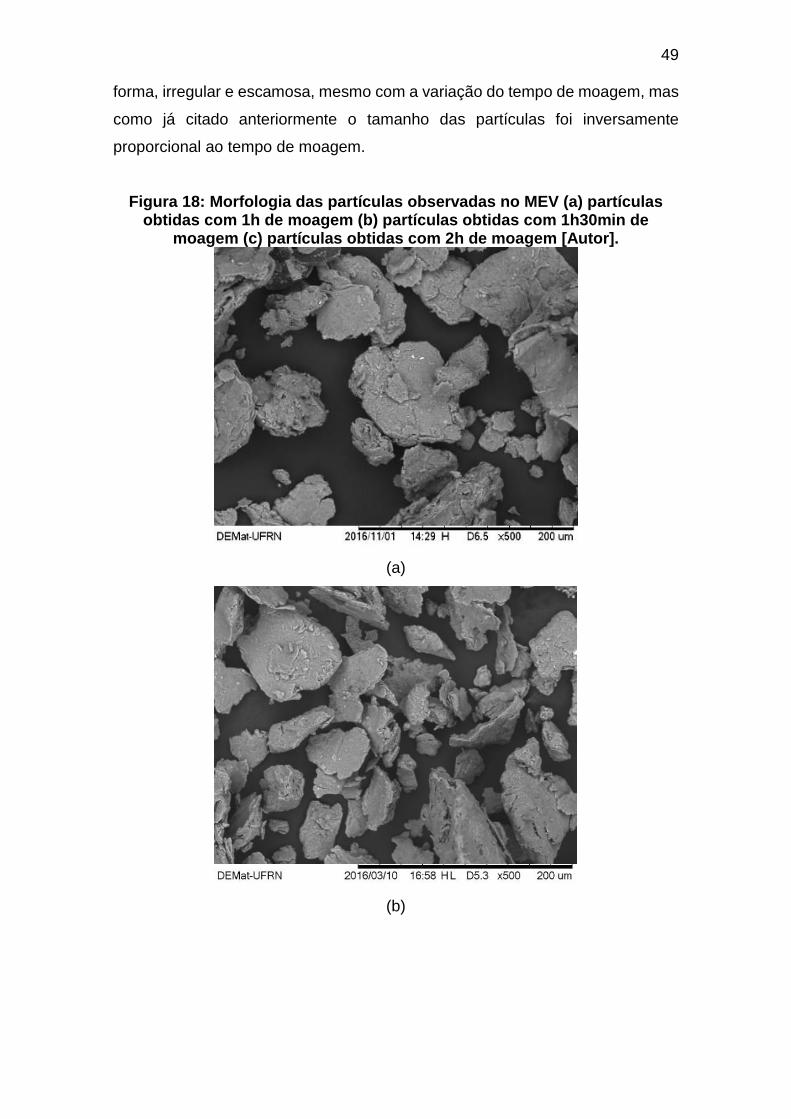
49 forma, irregular e escamosa, mesmo com a variação do tempo de moagem, mas
como já citado anteriormente o tamanho das partículas foi inversamente
proporcional ao tempo de moagem.
Figura 18: Morfologia das partículas observadas no MEV (a) partículas obtidas com 1h de moagem (b) partículas obtidas com 1h30min de
moagem (c) partículas obtidas com 2h de moagem [Autor].
(a)
(b)

50
(c)
4.2. EFEITO DA SINTERIZAÇÃO
4.2.1. Análise do ensaio de dilatometria
O ensaio de dilatometria foi realizado com as amostras após compactação
para identificar a temperatura de sinterização do pó alumínio, isto é a
temperatura em que ocorre a efetiva densificação da liga. A Figura 19 apresenta
o comportamento dilatométrico da amostra submetida a uma temperatura
máxima de 550ºC. A curva demonstra o comportamento da amostra
compactada, quando submetida ao aumento da temperatura, sendo que o pico
de expansão linear ocorre pouco abaixo de 550ºC, e logo após a curva apresenta
uma redução do volume que indica o início da sinterização.
Uma vez que, no processo de sinterização, a difusão dos átomos tem
como resultado a redução da área superficial específica e contração volumétrica.
O resultado da dilatometria identificou a temperatura mais adequada de
sinterização, dessa maneira definiu-se 600 ºC como a temperatura para
sinterização em forno.
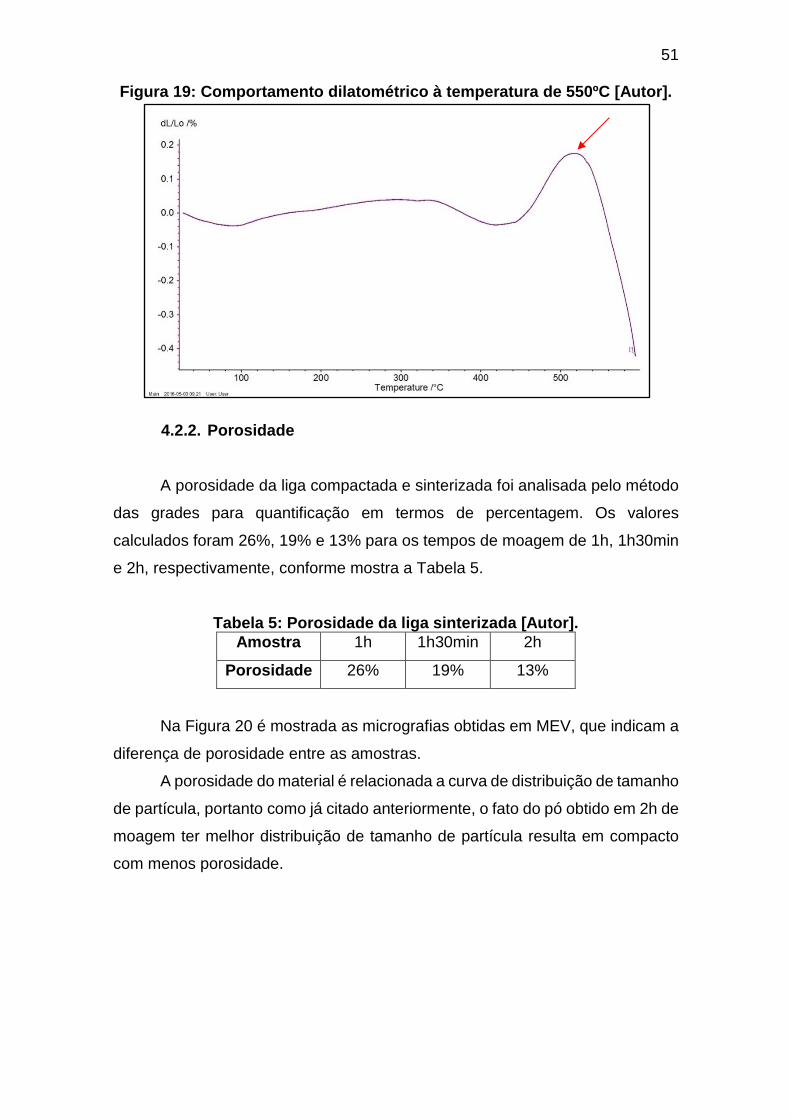
51 Figura 19: Comportamento dilatométrico à temperatura de 550ºC [Autor].
4.2.2. Porosidade
A porosidade da liga compactada e sinterizada foi analisada pelo método
das grades para quantificação em termos de percentagem. Os valores
calculados foram 26%, 19% e 13% para os tempos de moagem de 1h, 1h30min
e 2h, respectivamente, conforme mostra a Tabela 5.
Tabela 5: Porosidade da liga sinterizada [Autor].
Amostra 1h 1h30min 2h
Porosidade 26% 19% 13%
Na Figura 20 é mostrada as micrografias obtidas em MEV, que indicam a
diferença de porosidade entre as amostras.
A porosidade do material é relacionada a curva de distribuição de tamanho
de partícula, portanto como já citado anteriormente, o fato do pó obtido em 2h de
moagem ter melhor distribuição de tamanho de partícula resulta em compacto
com menos porosidade.
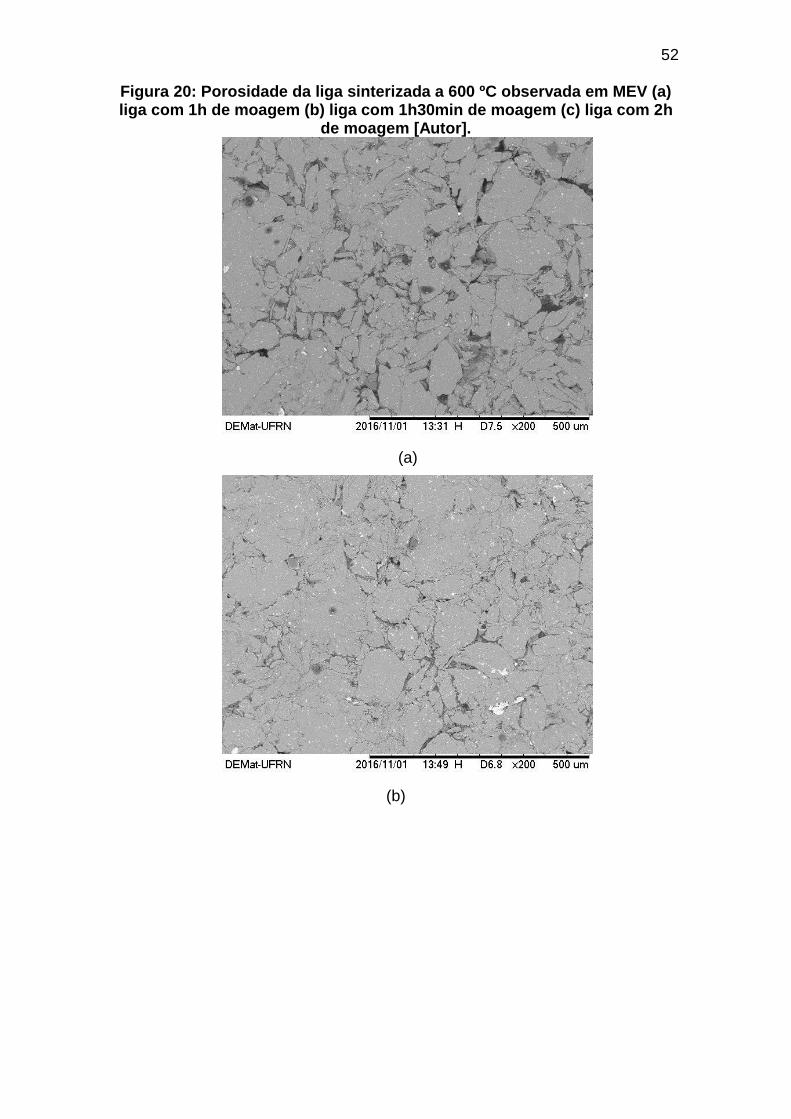
52 Figura 20: Porosidade da liga sinterizada a 600 ºC observada em MEV (a) liga com 1h de moagem (b) liga com 1h30min de moagem (c) liga com 2h
de moagem [Autor].
(a)
(b)
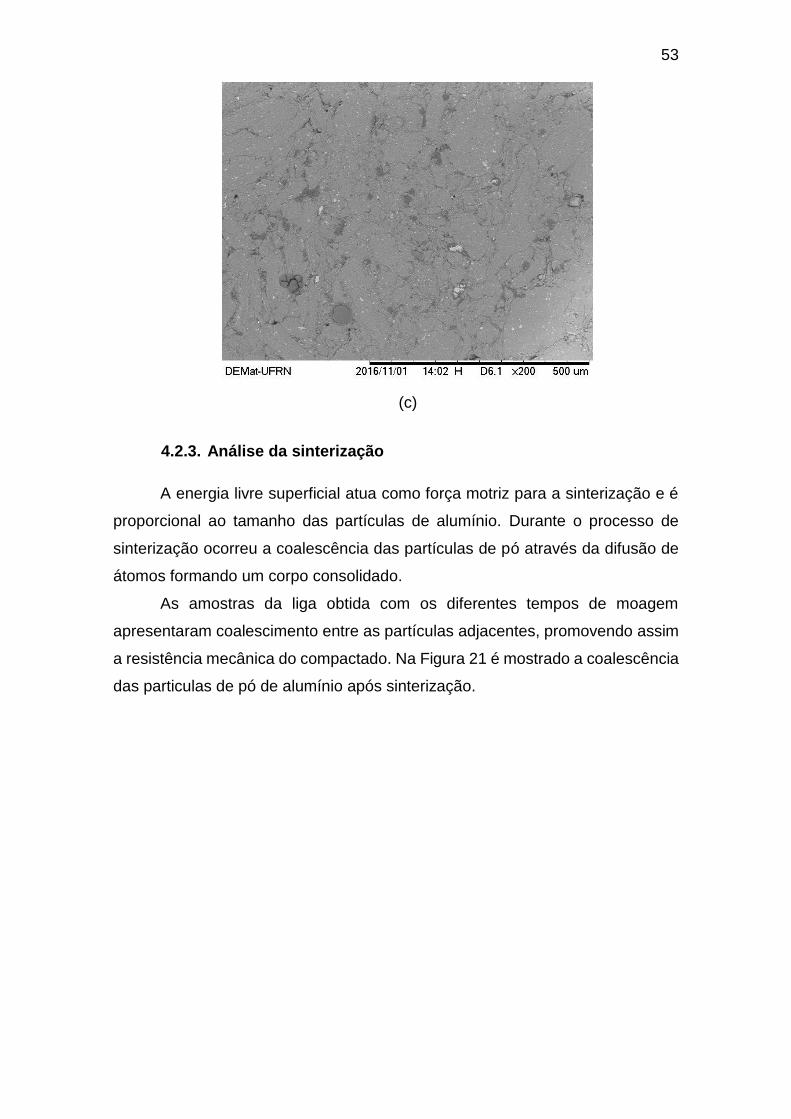
53
(c)
4.2.3. Análise da sinterização
A energia livre superficial atua como força motriz para a sinterização e é
proporcional ao tamanho das partículas de alumínio. Durante o processo de
sinterização ocorreu a coalescência das partículas de pó através da difusão de
átomos formando um corpo consolidado.
As amostras da liga obtida com os diferentes tempos de moagem
apresentaram coalescimento entre as partículas adjacentes, promovendo assim
a resistência mecânica do compactado. Na Figura 21 é mostrado a coalescência
das particulas de pó de alumínio após sinterização.
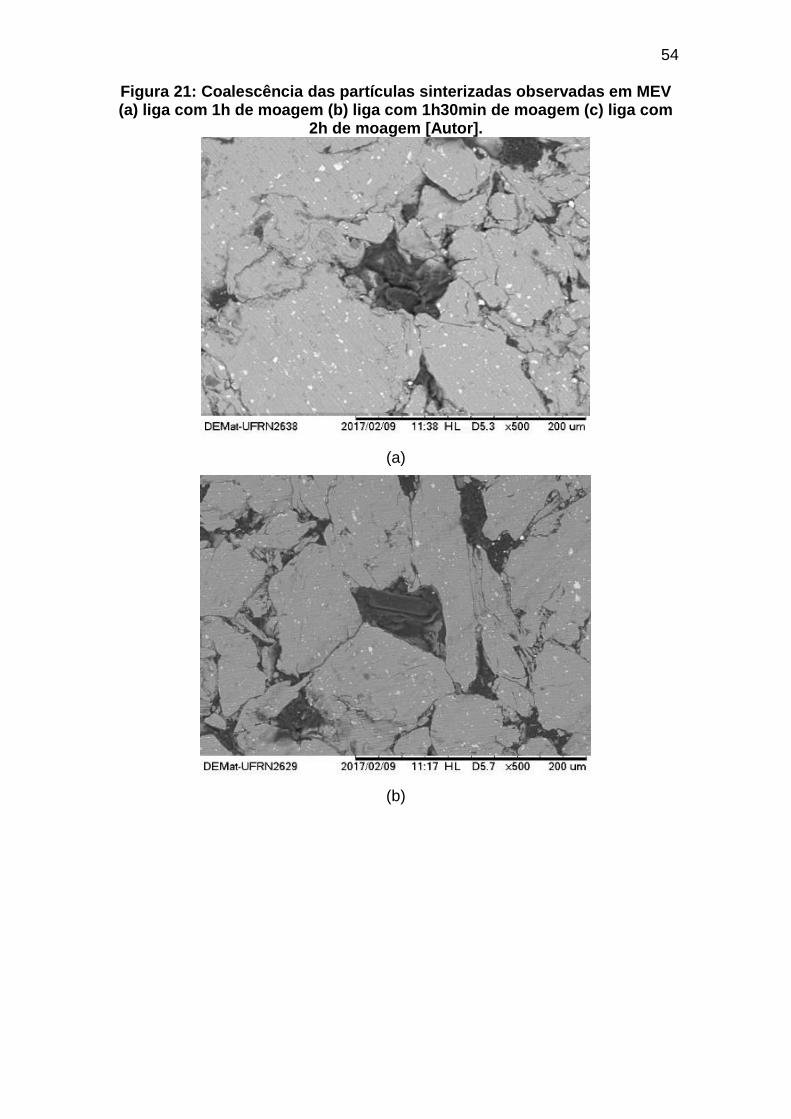
54 Figura 21: Coalescência das partículas sinterizadas observadas em MEV (a) liga com 1h de moagem (b) liga com 1h30min de moagem (c) liga com
2h de moagem [Autor].
(a)
(b)
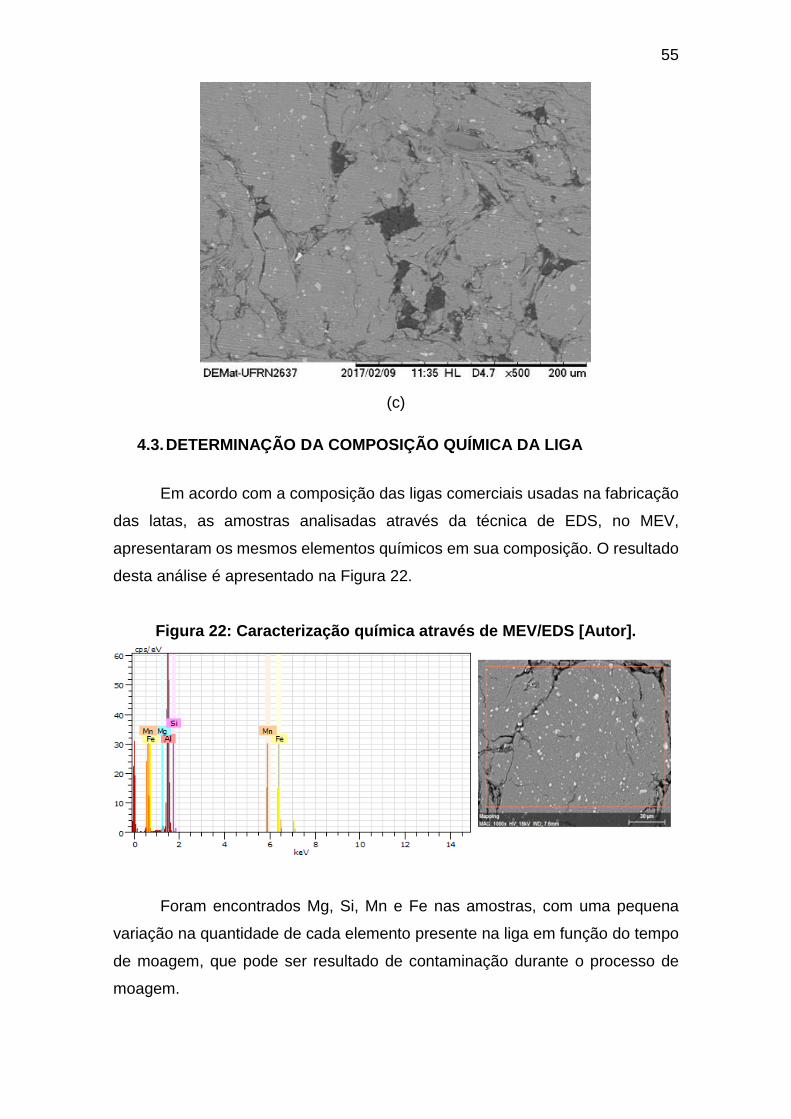
55
(c)
4.3. DETERMINAÇÃO DA COMPOSIÇÃO QUÍMICA DA LIGA
Em acordo com a composição das ligas comerciais usadas na fabricação
das latas, as amostras analisadas através da técnica de EDS, no MEV,
apresentaram os mesmos elementos químicos em sua composição. O resultado
desta análise é apresentado na Figura 22.
Figura 22: Caracterização química através de MEV/EDS [Autor].
Foram encontrados Mg, Si, Mn e Fe nas amostras, com uma pequena
variação na quantidade de cada elemento presente na liga em função do tempo
de moagem, que pode ser resultado de contaminação durante o processo de
moagem.

56
A Tabela 6 apresenta as porcentagens de cada elemento nas amostras
de alumínio obtido nos três tempos de moagem que foram compactadas e
sinterizadas. Os elementos da composição química presentes na liga reciclada,
obtida por moagem da lata de alumínio, foram os mesmos presentes nas ligas
3004, 5042 e 5182, descritos na literatura [3]. No entanto, o teor de alguns
elementos apresentou maior variação que outros, tal como o silício que mostrou
grande variação, já o teor de ferro é mais coerente, em que na liga 3004 é 0,7 e
na liga reciclada é 0,71 para 1h30min.
Tabela 6: Composições químicas da liga processada após cada moagem, obtidas via MEV/EDS [Autor].
Elemento
1h de moagem
% Peso
1h30min de
moagem
% Peso
2 h de moagem
% Peso
Alumínio 95,69 95,20 95,73
Magnésio 2,32 2,29 2,08
Manganês 0,97 0,79 0,79
Silício 0,39 0,95 0,64
Ferro 0,62 0,71 0,68
4.4. RESULTADO DA ANÁLISE DE DIFRAÇÃO DE RAIOS-X
A análise de difração de raios-x permitiu identificar as fases existentes no
pó obtido através da moagem de alta energia e nos corpos de prova
compactados e sinterizados. Os dados obtidos na análise foram tratados por
meio da comparação dos valores obtidos com as fichas catalográficas (cartas)
dos elementos possíveis, para identificação das fases.
A Figura 23 apresenta os difratogramas com as fases encontradas por
meio das análises das amostras do pó de alumínio conforme os diferentes
tempos de moagem. As fases encontradas na liga reciclada são as mesmas
presentes nas ligas utilizadas para confecção da lata de alumínio, uma vez que
o único processo sofrido foi o de moagem de alta energia.
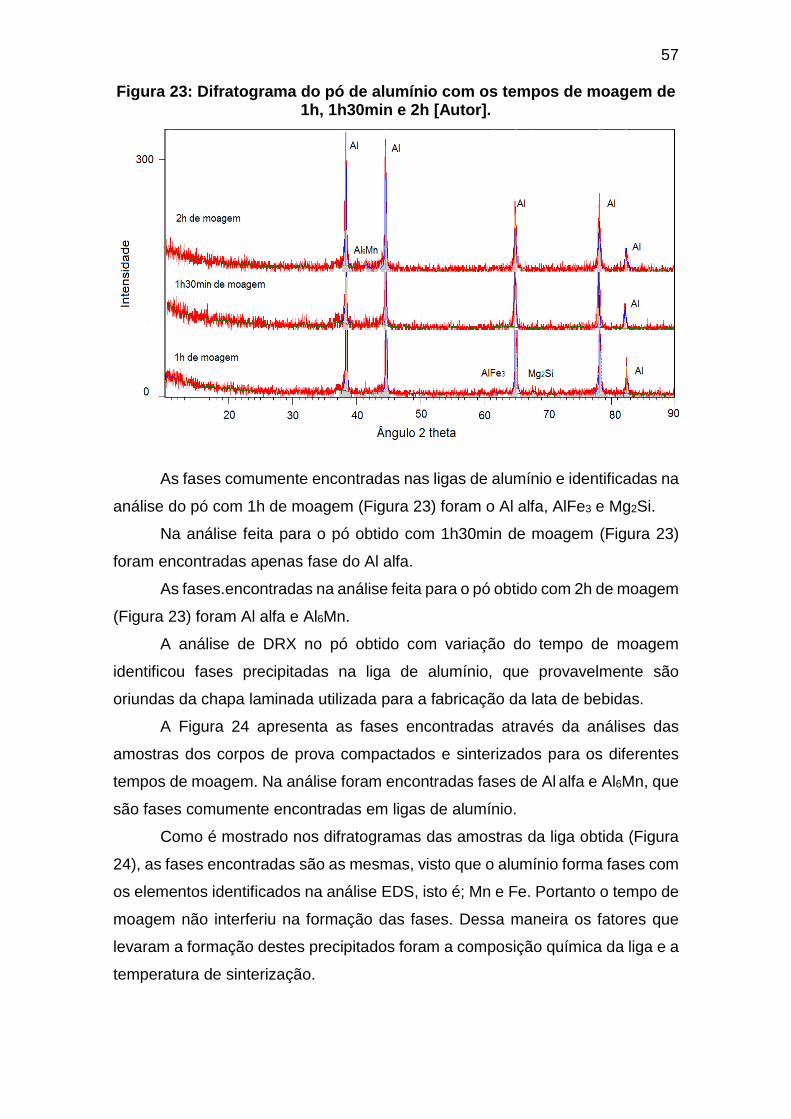
57 Figura 23: Difratograma do pó de alumínio com os tempos de moagem de
1h, 1h30min e 2h [Autor].
As fases comumente encontradas nas ligas de alumínio e identificadas na
análise do pó com 1h de moagem (Figura 23) foram o Al alfa, AlFe3 e Mg2Si.
Na análise feita para o pó obtido com 1h30min de moagem (Figura 23)
foram encontradas apenas fase do Al alfa.
As fases.encontradas na análise feita para o pó obtido com 2h de moagem
(Figura 23) foram Al alfa e Al6Mn.
A análise de DRX no pó obtido com variação do tempo de moagem
identificou fases precipitadas na liga de alumínio, que provavelmente são
oriundas da chapa laminada utilizada para a fabricação da lata de bebidas.
A Figura 24 apresenta as fases encontradas através da análises das
amostras dos corpos de prova compactados e sinterizados para os diferentes
tempos de moagem. Na análise foram encontradas fases de Al alfa e Al6Mn, que
são fases comumente encontradas em ligas de alumínio.
Como é mostrado nos difratogramas das amostras da liga obtida (Figura
24), as fases encontradas são as mesmas, visto que o alumínio forma fases com
os elementos identificados na análise EDS, isto é; Mn e Fe. Portanto o tempo de
moagem não interferiu na formação das fases. Dessa maneira os fatores que
levaram a formação destes precipitados foram a composição química da liga e a
temperatura de sinterização.
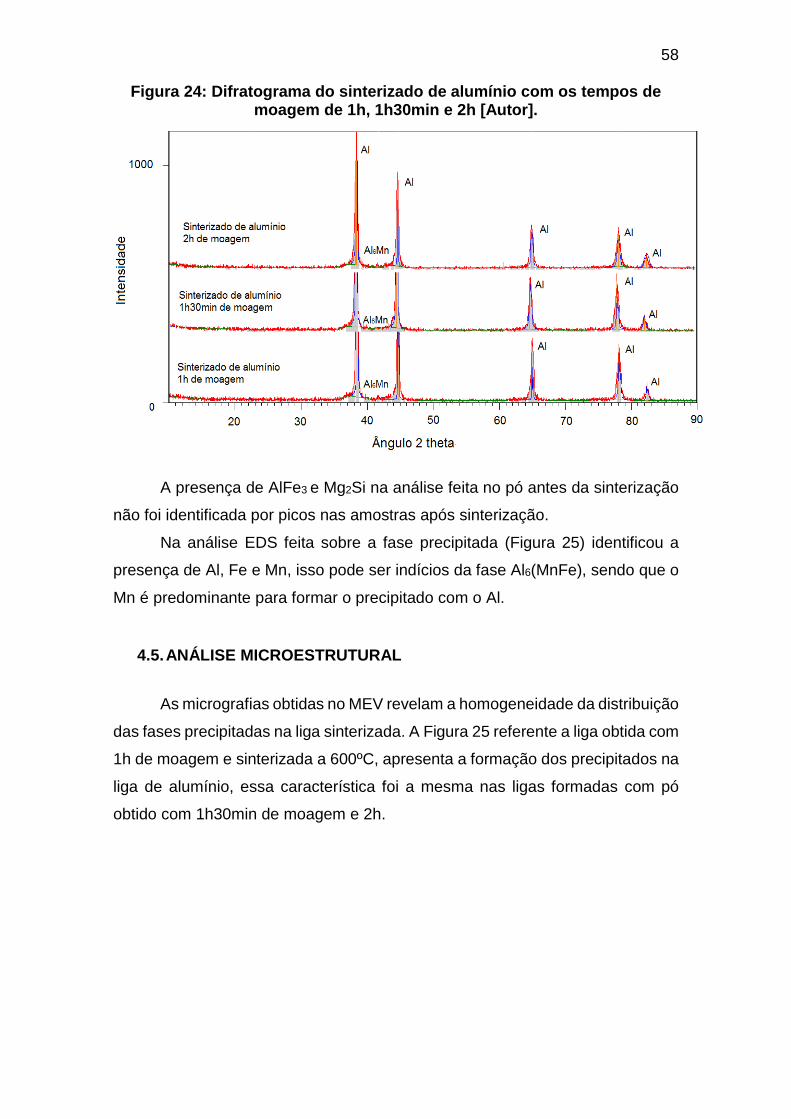
58
Figura 24: Difratograma do sinterizado de alumínio com os tempos de moagem de 1h, 1h30min e 2h [Autor].
A presença de AlFe3 e Mg2Si na análise feita no pó antes da sinterização
não foi identificada por picos nas amostras após sinterização.
Na análise EDS feita sobre a fase precipitada (Figura 25) identificou a
presença de Al, Fe e Mn, isso pode ser indícios da fase Al6(MnFe), sendo que o
Mn é predominante para formar o precipitado com o Al.
4.5. ANÁLISE MICROESTRUTURAL
As micrografias obtidas no MEV revelam a homogeneidade da distribuição
das fases precipitadas na liga sinterizada. A Figura 25 referente a liga obtida com
1h de moagem e sinterizada a 600ºC, apresenta a formação dos precipitados na
liga de alumínio, essa característica foi a mesma nas ligas formadas com pó
obtido com 1h30min de moagem e 2h.

59
Figura 25: Micrografia da distribuição da fases precipitadas na liga sinterizada obtida em MEV [Autor].
As partículas mais claras na amostra indicam a formação de fases
precipitadas de Al6Mn e de AlFe3, as quais foram detectados na análise de DRX.
A análise EDS mostrada na Figura 26 revelam a presença de Mn e Fe, que são
os formadores dos precipitados. A formação e o tamanho dos precipitados na
liga são dependentes da composição química. A trinca mostrada na micrografia
é resultado do processo de moagem, devido a fragmentação incompleta da
partícula.
Figura 26: Análise de EDS das fases precipitadas na liga [Autor].
As micrografias obtidas no MEV-FEG permitem observar os grãos
formados e as fases precipitadas na liga sinterizada. Os grãos têm tamanho de
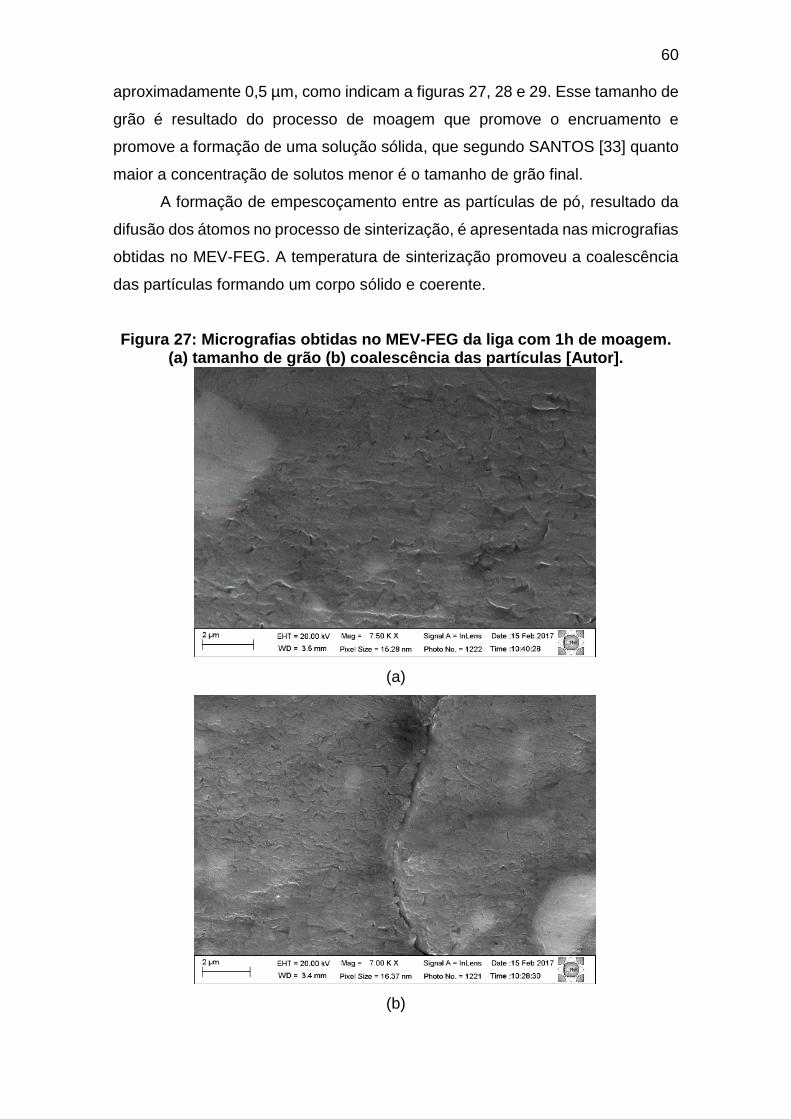
60 aproximadamente 0,5 µm, como indicam a figuras 27, 28 e 29. Esse tamanho de
grão é resultado do processo de moagem que promove o encruamento e
promove a formação de uma solução sólida, que segundo SANTOS [33] quanto
maior a concentração de solutos menor é o tamanho de grão final.
A formação de empescoçamento entre as partículas de pó, resultado da
difusão dos átomos no processo de sinterização, é apresentada nas micrografias
obtidas no MEV-FEG. A temperatura de sinterização promoveu a coalescência
das partículas formando um corpo sólido e coerente.
Figura 27: Micrografias obtidas no MEV-FEG da liga com 1h de moagem. (a) tamanho de grão (b) coalescência das partículas [Autor].
(a)
(b)

61
Figura 28: Micrografias obtidas no MEV-FEG da liga com 1h30min de moagem. (a) tamanho de grão (b) coalescência das partículas [Autor]
(a)
(b)

62 Figura 29: Micrografias obtidas no MEV-FEG da liga com 2h de moagem.
(a) tamanho de grão (b) coalescência das partículas [Autor]
(a)
(b)
4.6. ENSAIO DE COMPRESSÃO
O ensaio de compressão foi realizado nos corpos de prova sinterizado
para averiguação da resistência mecânica, pois as dimensões das amostras
confeccionadas impossibilitaram o ensaio de tração.
O gráfico de resistência à compressão demonstrado na Figura 30 é uma
média dos valores encontrados no ensaio. O comparativo entre os três tempos
de moagem revela um melhor resultado no tempo de moagem de 1h30min.
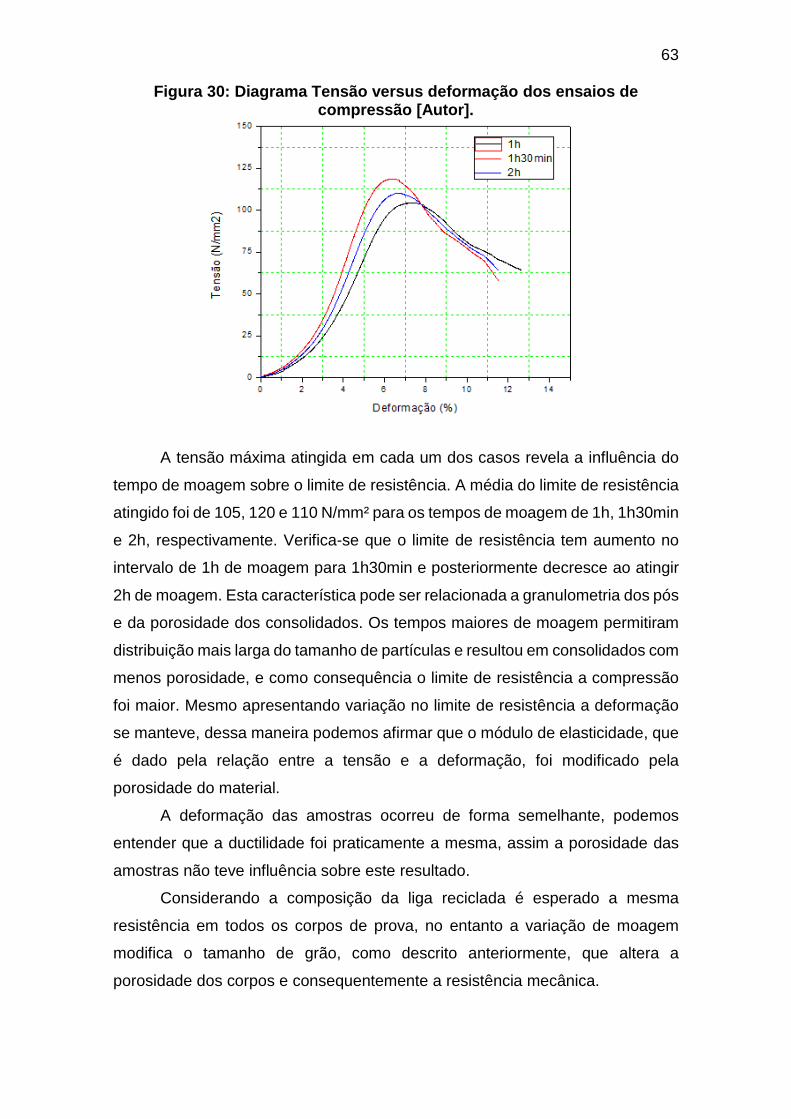
63
Figura 30: Diagrama Tensão versus deformação dos ensaios de compressão [Autor].
A tensão máxima atingida em cada um dos casos revela a influência do
tempo de moagem sobre o limite de resistência. A média do limite de resistência
atingido foi de 105, 120 e 110 N/mm² para os tempos de moagem de 1h, 1h30min
e 2h, respectivamente. Verifica-se que o limite de resistência tem aumento no
intervalo de 1h de moagem para 1h30min e posteriormente decresce ao atingir
2h de moagem. Esta característica pode ser relacionada a granulometria dos pós
e da porosidade dos consolidados. Os tempos maiores de moagem permitiram
distribuição mais larga do tamanho de partículas e resultou em consolidados com
menos porosidade, e como consequência o limite de resistência a compressão
foi maior. Mesmo apresentando variação no limite de resistência a deformação
se manteve, dessa maneira podemos afirmar que o módulo de elasticidade, que
é dado pela relação entre a tensão e a deformação, foi modificado pela
porosidade do material.
A deformação das amostras ocorreu de forma semelhante, podemos
entender que a ductilidade foi praticamente a mesma, assim a porosidade das
amostras não teve influência sobre este resultado.
Considerando a composição da liga reciclada é esperado a mesma
resistência em todos os corpos de prova, no entanto a variação de moagem
modifica o tamanho de grão, como descrito anteriormente, que altera a
porosidade dos corpos e consequentemente a resistência mecânica.

64
4.7. ENSAIO DE MICRODUREZA VICKERS
O resultado do ensaio de microdureza Vickers apresentou valores
próximos aos obtidos pelas ligas de alumínio em geral, de acordo com a literatura
consultada [12], [18], [34]. Na Figura 31 é mostrado o comparativo da média dos
valores de microdureza com o tempo de moagem.
Figura 31: Microdureza Vickers em função do tempo de moagem [Autor].
A partir dos dados obtidos, foram calculadas as médias dos valores de
microdureza e os desvios padrões para a liga de alumínio. Estes são mostrados
na Tabela 7.
Tabela 7: Microdureza Vickers (HV) [Autor].
Tempo de moagem
1h 1h30min 2h
Microdureza (HV) 56,42 66,52 92,21
Desvio padrão ± 9,6 ± 13,9 ± 12,9
A composição da liga reciclada pode ter contribuído para aumento da
dureza, favorecendo a precipitação de partículas, que é uns dos mecanismos de
endurecimento do alumínio. Nas micrografias analisadas é possível observar a
presença da fase Al6Mn distribuída de forma homogênea na liga, o que resulta
no aumento da dureza. Os valores de microdureza obtidos estão próximos aos
65 valores que as ligas de alumínio apresentam em geral, de acordo com a literatura
consultada [12], [18], [34].
Na latinha o material está encruado por laminação, enquanto na
sinterização houve alívio de tensões e crescimento de grão que são mecanismos
de amolecimento, porém pode ter ocorrido precipitação como mecanismo de
endurecimento.
Um segundo fator a ser analisado é o tempo de moagem, que quanto
maior for tende a promover microestruturas mais metaestáveis (menor tamanho
de grão, maior formação de solução sólida super saturada da fase Al-alfa, maior
grau de encruamento.
Um terceiro fator é o tamanho de partícula de pó, que quanto menor for,
mais reativo e mais rápido tende a formar a união das partículas por difusão
(empescoçamento) no processo de sinterização.
Assim, há um processo competitivo de mecanismos de endurecimento e
de amolecimento durante a sinterização dos pós provenientes de três tempos de
moagem diferentes, onde pelo ensaio de dureza verificou-se que o maior tempo
de moagem promoveu o domínio de mecanismos de endurecimento nos
produtos sinterizados. Em contrapartida, esse efeito não foi o mesmo para o
comportamento sob compressão, onde a maior resistência foi obtida para
1h30min de moagem, seguida de 2h e de 1h. Nesse caso, uma análise mais
detalhada da porosidade e da microestrutura é recomendada para trabalhos
futuros, tais como a análise de precipitados nanométricos via microscopia de
emissão de campo (FEG) ou por microscopia eletrônica de transmissão (MET).

66 5. CONCLUSÕES
Os resultados das análises granulométricas mostraram que os tempos de
moagem maiores foram efetivos para distribuição de tamanho de partícula, pois
apresentaram partículas mais finas e melhor distribuídas.
A morfologia das partículas na forma irregular e de plaquetas ocorreu
devido ao impacto das bolas com o material, que provoca deformação,
encruamento e fratura das partículas.
A distribuição de tamanho de partícula com partículas mais finas resultou
em um material consolidado com menos poros, isso foi benéfico para uma
sinterização eficiente.
As amostras sinterizadas apresentaram coalescência entre partículas, isto
é, podem ter contribuído para densificação dos corpos de prova.
As propriedades mecânicas da liga foram condizentes com a literatura. A
microdureza Vickers apresentou valores semelhantes aos das ligas de alumínio
em geral. O limite de resistência teve variação em função do tempo de moagem,
no entanto as deformações foram bem próximas.
As fases identificadas através das análises de DRX correspondem as fases
encontradas nas ligas de alumínio dos sistemas 3000 e 5000. As fases
precipitadas de Al6(MnFe) contribuíram para as características mecânicas da liga
reciclada.
67 6. SUGESTÕES PARA TRABALHOS FUTUROS
Como sugestão para prosseguimento de estudo nesta linha de pesquisa são
apresentados os seguintes temas:
Controle e analise do processo de moagem para identificar o efeito dos
contaminantes.
Controle da distribuição granulométrica do pó e do processamento por
extrusão para comparação do efeito da porosidade.
Estudo da temperatura de sinterização e da formação de fases AlSi.
Estudo do efeito do tratamento térmico de solubilização sobre os
precipitados Al6(MnFe) para melhoria das propriedades mecânicas.
Estudo da variação do tempo e da temperatura de sinterização sobre a
microestrutura da liga.
Estudo da presença de fases líquidas na sinterização.
68 7. REFERÊNCIAS BIBLIOGRÁFICAS
[1] ABAL: Associação Brasileira do Alumínio. Fundamentos e aplicações do
alumínio. ABAL. São Paulo, 2012.
[2] HYDRO Aluminium metal and aluminium products. Disponível em:
http://www.hydro.com/en/Products/Bauxite-and-alumina/ Acesso em: 14 mar.
2015.
[3] AMERICAN SOCIETY FOR METALS HANDBOOK. Properties and selection:
nonferrous alloys and special-purpose materials, V.2, ASM, 1992.
[4] CALLISTER JR., W. D.; Ciência e engenharia de materiais: Uma introdução.
8 ed. LTC. Rio de Janeiro, 2012.
[5] REIS , A. A.; Parâmetros de processamento para tixoconformação de uma
liga Al-3,8%Si reciclada a partir de latas de alumínio.130f. Dissertação de
mestrado em Engenharia Metalúrgica e de Materiais -. IFES. Vitória, 2013.
[6] ABAL: Associação Brasileira do Alumínio. Disponível em:
http://www.abal.org.br/. Acesso em 19 de setembro de 2016
[7] SHAZAREL, S.; LAJIS, M. A.; ZHONG, Z. W.; Evolutionary in solid state
recycling techniques of aluminium: A review. Science Direct. 2016.
[8] LIMA, D. R; O fenômeno da reciclagem de lata de alumínio no Brasil: Inovação
tecnológica, oligopólios e catadores. 201f. Dissertação (Mestrado em
Desenvolvimento Sustentável). UnB. Brasília, 2007
[9] SANTOS, W. I. Z.; Caracterização da resistência à corrosão de ligas de
alumínio após tratamento alternativos à cromatização com e sem revestimento
orgânico 120f. Dissertação (Mestrado em Ciências). USP. São Paulo, 2011.
[10] TIER, M. D.; ROSENDO,T. S.; SANTOS, J. F.; HUBER, N.; MAZZAFERRO,
J. A.; MAZZAFERRO, C. P.; STROHAECKER, T. R.; The influence of refill

69 FSSW parameters on the microstructure and shear strength of 5042 aluminium
welds. Journal of Materials Processing Technology. 2013
[11] PICU, R. C.; VINCZEB, G.; OZTURK, F.; GRACIO, J. J.; BARLATB, F.;
MANIATTYA, A. M.; Strain rate sensitivity of the commercial aluminum alloy
AA5182-O. Materials Science and Engineering. 2005
[12] MARTINS, J. de P.; Evolução da microestrutura e da textura durante o
processamento de chapas da liga Al-Mn-Fe-Si (3003) produzidas por
lingotamento contínuo: um estado comparativo com o processo continuo. 203F.
Tese (Doutorado em engenharia). USP. São Paulo, 2005
[13] PATROCINIO, P. R. G.; Caracterização da textura e do orelhamento (aering)
da liga AA3104 após redução a frio. 117f. Dissertação (Mestrado em ciências).
USP. Lorena, 2011.
[14] MERCHANT, H. D.; MORRIS, J. D.; HODGSON, D. S.; Characterization of
intermetallics in Aluminum Alloy 3004. Materials Characterization 25: 339-373.
1990.
[15] HATCH, J. E.; Aluminum: properties and physical metallurgy. ASM.1993.
[16] MONDOLFO, L. F.; Aluminum alloys: structure and properties. Butterworths.
London, 1976.
[17] FOGAZZI, W. FERREIRA, C. R. F.;SANTOS, C. A.; DEDAVID, B. A.; SPIM,
J. A.; Et al.; Análise microestrutural da liga AA 3104 H19. 4º Congresso Brasileiro
de Engenharia de Fabricação. Estancia de São Pedro, 2007.
[18] ALMEIDA, D. T.; Análise microestrutural e avaliação mecânica de juntas de
soldadas por fricção e mistura mecânica (FSW) da liga de alumínio 5182-O.120f.
Dissertação (Mestrado em Engenharia), UFRS. Porto Alegre, 2015.

70 [19] MALAVAZI, J.; Caracterização microestrutural dos compostos intermetálicos
e seu efeito no comportamento mecânicos nas ligas Al-9%Si com adições de Fe
e Mn. 79f. Dissertação (Mestrado em Tecnologia Nuclear), IPEN-USP. São
Paulo, 2013.
[20]. MOREIRA, M. F.; FUOCO R.; Ligas de Alumínio Fundidas. Disponível em
http://www.dalmolim.com.br/educacao/materiais/biblimat/aluminiofund.pdf.
Acesso em 23/07/3015.
[21] SOUZA, A. L.; Estudo da tensão média de escoamento de aços laminados
em tiras a quente. 55f. Dissertação (Mestrado em Engenharia Metalurgia e de
Minas), UFMG. Belo Horizonte, 2010.
[22] INFOMET. Disponível em: www.infomet.com.br. Acessado em 08/10/2015.
[23] CHIAVERINI, V., Metalurgia do pó: Técnica e produtos, 3ª Ed., São Paulo,
1992.
[24] CASTAGNET, M.; Avaliação da compressibilidade de mistura de pós de
nióbio e alumínio ativadas termicamente. Dissertação (Mestrado em Tecnologia
Nuclear), IPEN-USP. São Paulo, 2008.
[25] KUBASKI, E. V.; Efeito das variáveis de moagem e dos moinhos de alta
energia sobre a síntese do composto intermetálico NiAl. 220f. Tese (Doutorado
em Engenharia), USP. São Paulo, 2010.
[26] SURYANARAYANA, C. Mechanical alloying and milling. Progress in
Materials Science, 46, p. 1-184, 2001.
[27] FOGAGNOLO, J.B. Estudo do processo de fabricação de materiais
compósitos de matriz de alumínio por metalurgia do pó, via moagem de alta
energia e extrusão. 256f Tese (Doutorado em Engenharia Mecânica), UNICAMP.
Campinas, 2000.
71 [28] PINTO, G. B.; Análise do efeito do tempo da moagem de alta energia no
tamanho de cristalito e microdeformação da rede cristalina do WC-Co. 82f.
Dissertação (Mestrado em Engenharia Mecânica), UFRN. Natal, 2008.
[29] RUMBAO, A. H.; Influência da ítria nas propriedades mecânicas e térmicas
do compósito Al2O3-20%NbC.116f. Dissertação (Mestrado em Tecnologia
Nuclear), IPEN-USP. São Paulo, 2002.
[30] SOUZA, M. M. S.; Estudo do Processo de Fabricação de Compósitos de
Matriz Metálica da Liga de Alumínio AA6061 por Metalurgia do Pó via Moagem
de Alta Energia e Sinterização a Vácuo. Dissertação (Mestrado em Engenharia
de Mecânica), UFPE. Recife, 2012.
[31] SCHAFFER, G.B.; Powder processed aluminum alloys. Materials Forum.
V28. 2004.
[32] ZANATTA, A.M. Influência do tratamento térmico e do tipo de reforço nas
propriedades de compósitos a base de ligas de alumínio obtidas via metalurgia
do pó. 107f. Dissertação (Mestrado em Ciência e Engenharia de Materiais),
UDESC. Joinville, 2007.
[33] SANTOS F., O. C.; Caracterizações de propriedades microestruturais e
mecânicas de ligas AA1100 e AA5052 processadas pela técnica de laminação
acumulativa (“ Accumulated Roll Bonding” – “ ARB”). Dissertação (Mestrado em
Engenharia de Materiais e Metalurgia), USP. São Paulo, 2009.
[34] BARBOSA, C. Caracterização de ligas de alumínio extrudadas e soldadas
por centelhamento. 163f. Tese (Doutorado em Ciências em Engenharia
Metalúrgica e de Materiais), COPPE/UFRJ. Rio de Janeiro, 2001.