DOCUMENTO PROTEGIDO PELA LEI DE DIREITO … · O processo de produção de água para uso...
108
UNIVERSIDADE CANDIDO MENDES PÓS-GRADUAÇÃO LATO SENSU INSTITUTO A VEZ DO MESTRE GESTÃO DA QUALIDADE EM PROCESSOS DE TRATAMENTO DE ÁGUA PARA A INDÚSTRIA FARMACÊUTICA VALIDAÇÃO DE PROCESSOS Edmar Dias da Silva Orientador Mario Luiz Trindade Rocha Goiânia 2011 DOCUMENTO PROTEGIDO PELA LEI DE DIREITO AUTORAL
Transcript of DOCUMENTO PROTEGIDO PELA LEI DE DIREITO … · O processo de produção de água para uso...

UNIVERSIDADE CANDIDO MENDES
PÓS-GRADUAÇÃO LATO SENSU
INSTITUTO A VEZ DO MESTRE
GESTÃO DA QUALIDADE EM PROCESSOS DE TRATAMENTO
DE ÁGUA PARA A INDÚSTRIA FARMACÊUTICA VALIDAÇÃO
DE PROCESSOS
Edmar Dias da Silva
Orientador
Mario Luiz Trindade Rocha
Goiânia 2011
DOCU
MENTO
PRO
TEGID
O PEL
A LE
I DE D
IREIT
O AUTO
RAL
2
UNIVERSIDADE CANDIDO MENDES
PÓS-GRADUAÇÃO LATO SENSU
INSTITUTO A VEZ DO MESTRE
GESTÃO DA QUALIDADE EM PROCESSOS DE TRATAMENTO
DE ÁGUA PARA A INDÚSTRIA FARMACÊUTICA VALIDAÇÃO
DE PROCESSOS
Apresentação de monografia ao Instituto A Vez do
Mestre – Universidade Candido Mendes como
requisito parcial para obtenção do grau de
especialista em Gestão Estratégica e Qualidade

3
AGRADECIMENTOS
A todos os meus colegas da HalexIsta e
em especial ao Frank, que me apoiou
muito, nunca se preocupando em passar
os seus conhecimentos, que
representou juntamente com a eficiência
a parte divertida do trabalho.

4
DEDICATÓRIA
A minha mãe, meu girassol, pela dedicação e por me
amar tanto.
A minha esposa por confiar e acreditar em mim.
A Silvana, pelo carinho, pela oportunidade e disposição
a me ensinar (sem cobrar nada!), e pela sua paciência
com a minha inexperiência. Farei sempre o possível
para não esquecer os seus ensinamentos, pois tenho a
certeza de que eles me valerão muito tanto em minha
vida profissional quanto pessoal.
Ao meu pai pelo apoio moral, carinho e a confiança.
Às minhas jóias Kamylle, Lucas e Ana Carollina que
através do seu apoio e companheirismo desprendido
mesmo que não saibam medir, me ajudaram a vencer
esta fase de forma mais leve e alegre.
A todos que torceram por mim e que tornaram isso
possível.
E finalmente a Deus, que sempre segura na minha mão
durante a minha caminhada.

5
RESUMO
Segundo a organização americana de Administração de Alimentos e
Medicamentos (Food and Drugs Administration – FDA, 1987), validação
consiste em estabelecer evidência documentada, que proporcione com alto
grau de segurança, que determinado procedimento quando executado sob
condições pré-estudadas e definidas, seja capaz de reproduzir um serviço ou
bem dentro das especificações e atributos de qualidade desejáveis. Na
indústria farmacêutica todos os projetos de validação devem ser
cuidadosamente planejados, objetivando principalmente demonstrar a
conformidade do sistema com o projeto aprovado, assim como contribuir para
implementações de melhorias. Tratando-se de sistemas de purificação de
água, esse estudo de validação deve receber maior atenção, visto que a água
é considerada a principal matéria-prima para produtos parenterais e a sua
qualidade deve ser garantida desde a sua fase de captação até a sua
distribuição, já que as soluções parenterais são aplicadas em via paralela ao
tubo digestivo (via enteral) e sua administração é crítica e sua reversão é
complexa, pois seu meio de transporte é o sangue e este circula rapidamente
pelo corpo estendendo suas características de igual forma. Este trabalho teve
como objetivo validar o sistema de tratamento de água da indústria
Farmacêutica seguindo as diretrizes ditadas pelo FDA, para tanto foram
realizados inicialmente estudos de qualificação do projeto, instalação e
qualificação de operação, que compreendem a qualificação de equipamentos
e, posteriormente, durante doze meses com o intuito de mostrar os efeitos de
sazonalidade, executaram-se análises de qualificação de performance.
Ferramentas estatísticas, como avaliação de estabilidade e capacidade, foram
adotadas na análise do processo. Foi determinado, através de estudo realizado
com a aplicação da ferramenta FMEA e de acordo com as normas vigentes
(USP 30 e Farmacopéia Brasileira), que as variáveis críticas do processo
seriam condutividade, carbono orgânico total (TOC) e cloração.
6
METODOLOGIA
O presente estudo, quanto á natureza, caracteriza-se por ser uma pesquisa do
tipo aplicada, que tem com objetivo gerar reflexão sobre o assunto e a
Validação do Processo de Tratamento de Água da Empresa estudada.
Trata-se de estudo bibliográfico que, para sua execução teve por método a
leitura exploratória e seletiva do material de pesquisa.
A seleção de fontes de pesquisa foi baseada em publicações de autores de
reconhecida importância no meio acadêmico e em livros e artigos veiculados e
pesquisados através da internet.
O delineamento de pesquisa contemplou as fases de levantamento e seleção
da bibliografia, coleta dos dados in loco e leitura minuciosa sobre o assunto.
De posse dos indicadores se buscará analisar junto à empresa a estudar,
seu nível de conformidade aos mesmos, o que se dará pela pesquisa
documental, entrevistas dos operadores do sistema, por meio de relatórios
próprios, e observação in loco pelo pesquisador.
A compilação dos dados se dará por meio da análise dos indicadores
numéricos gerados, que permitirá se chegar a uma valoração relativa à
adequação ao tratamento de água, quanto suas preocupações com a
Qualidade e Validação do Processo que lhe é pertinente.

7
SUMÁRIO
INTRODUÇÃO........................................................................................ 8
CAPÍTULO I
FUNDAMENTAÇÃO TEÓRICA............................................................... 11
CAPÍTULO II
ÁGUA PARA USO FARMACÊUTICO..................................................... 16
CAPÍTULO III
PARTE EXPERIMENTAL........................................................................ 58
CONCLUSÃO.......................................................................................... 98
BIBLIOGRAFIA....................................................................................... 100
ANEXO.................................................................................................... 104
ÍNDICE.................................................................................................... 105
8
INTRODUÇÃO
As monografias farmacopêicas definem diferentes níveis de
exigências, vinculados aos tipos de tratamento considerando-se o uso final do
produto onde será empregada uma determinada água.
O escopo, instalação e operação de sistemas para produção de PW
(Água Potável) e WFI (Água para Injetáveis) possuem componentes similares
de controles técnicos e processos. A qualidade atribuída a ambas as águas
difere apenas nas quantidades de endotoxinas e contagem bacteriológica
exigida para a água WFI durante a sua fase de preparação.
A diferença crítica encontra-se no grau de controle do sistema, na
purificação final e nos passos necessários para assegurar a remoção da
contagem bacteriológica e endotoxinas. Quanto à qualidade físico-química da
água WFI, são observados dois parâmetros: TOC (Carbono Orgânico Total) e
condutividade.
O processo de produção de água para uso farmacêutico utiliza uma
seqüência de operações unitárias (etapas de um processo) para dar o
tratamento requerido à água e garantir que ela atenda à especificação e
assegura que não haja interferência de contaminantes que afetem a qualidade
das drogas produzidas ou injetadas, o que é crucial para sua eficácia e para a
saúde do paciente.
Embora as diferentes farmacopéias descrevam diferentes tipos de
água para uso farmacêutico, pode-se dividi-las em dois grupos: água para
injeção (WFI Water for injection) e (PW*: Purified Water) água purificada nosso
trabalho será focado nestas duas linhas. Tecnologia recente baseada no
fenômeno natural de osmose, que consiste na passagem de água pura de uma
solução salina diluída, para uma mais concentrada, através de membrana
semipermeável. O fluxo de água é interrompido quando se atinge o equilíbrio. A
diferença de nível entre as duas soluções é conhecida como pressão osmótica
de equilíbrio. Pressão hidráulica, superior a pressão osmótica de equilíbrio, na

9
solução concentrada, resulta no processo inverso, dando origem ao nome de
osmose reversa.
Constituição de um sistema de tratamento de água: o sistema de
tratamento é constituído por unidades de pré-tratamento, unidade de
tratamento, dispositivos de armazenagem e distribuição de água, dispositivos
necessários para a monitoração e o controle do processo e sistemas de limpeza
química e sanitização. Também devem existir procedimentos de rotina
relacionados às ações corretivas do sistema de tratamento de água, definindo
os pontos nos quais são necessárias atuações. Devem detalhar a função de
cada cargo, quem é responsável pela execução da atividade, e descrever como.
Programa de Monitoração Com os parâmetros críticos definidos é
necessário incluir a freqüência de amostragem, pois estas devem ser
monitoradas e avaliadas para eventuais ações corretivas. Os parâmetros
críticos que devem ser monitorados com freqüência são: condutividade, o índice
de carbono orgânico total e a contagem microbiana bem como algumas análises
específicas.
Controle microbiológico: o controle microbiológico é dos
monitoramentos mais difíceis e deve ser feito utilizando-se um dos seguintes
procedimentos, sendo os dois primeiros mais utilizados pela indústria
farmacêutica: Método de filtração em membranas
, Método de contagem em placas
Existem kits que permitem incorporar amostras e os resultados podem ser
obtidos em torno de 24 ou 48 horas. Muito importante é a coleta da amostra,
pois é esta porção que representará o sistema como um todo.
Qualificação e validação do sistema de tratamento de água: todo
sistema de tratamento de água deve ter seus equipamentos qualificados e
calibrados para que funcionem corretamente e conduzam aos resultados
esperados e validados. Geralmente para sistemas de tratamento de água o
tempo para observação análise e validação gira em torno de um ano.

10
Aplicar a Gestão da Qualidade item 7.5.2 da ISO 9001/2008
Validação de Processos e Serviços, para validar o sistema de tratamento,
armazenamento e de distribuição de água WFI (Water for Injection) da empresa
Halexistar Indústria Farmacêutica em Goiânia para produção de água industrial,
que atenda às especificações requeridas pela USP 30 - The United States
Pharmacopeia-, Farmacopéia Brasileira, Portaria n° 500 de 09/10/1997 do
Ministério da Saúde, FDA - Food and Drug Administration-, ISPE - International
Society for Pharmaceutical Engineering- e BPF - Boas Práticas de Fabricação.
Item 7.5.2 da norma ISO 9001/2008 – Validação dos Processos de
Produção e Prestação de Serviço.
Diz que a organização deve validar quaisquer processos de produção e
prestação de serviço onde a saída resultante não possa ser verificada por
monitoramento ou medição subseqüente e, como conseqüência, deficiências
tornam-se aparentes somente depois que o produto esteja em uso ou o serviço
tiver sido entregue.
Só para exemplificar: Vocês já imaginaram como uma fábrica de fósforos
garante que eles irão funcionar?
A validação deve demonstrar a capacidade desses processos de alcançar os
resultados planejados.
11
CAPITULO – I
FUNDAMENTAÇÃO TEÓRICA
1. Soluções Parenterais
As Soluções Parenterais (SP), também chamadas de soro, são
soluções aplicadas em via paralela ao tubo digestivo (via enteral) podendo ser
venosa, arterial, muscular e subcutânea, sua administração é crítica e sua
reversão é complexa, pois seu meio de transporte é o sangue e este circula
rapidamente pelo corpo estendendo suas características.
A história das Soluções Parenterais teve início em 1616, quando o
médico inglês William Harvey tornou pública sua descoberta sobre a circulação
sanguínea, assim como os detalhes do sistema circulatório do sangue ao ser
bombeado por todo o corpo pelo coração. Continuando na história das SP’s
tem destaque Thomas Latta que em 1831, devido a uma considerável epidemia
de cólera na Inglaterra, aplicou grande quantidade de solução salina, líquido
intravenoso, em humanos com o intuito de amenizar os efeitos da desidratação
ocasionada pela doença e obteve resultados satisfatórios.
Somando-se a essas descobertas que despertaram interesse da
sociedade científica quanto às soluções parenterais, tem-se no final do século
XIX a descoberta da teoria da infecção microbiana proposta por Louis Pasteur.
Abriram-se então caminho para as soluções parenterais seguras. Desde então
vem ocorrendo modernização e melhorias na sua fabricação. Segundo Elias
(2003), no Brasil o setor se desenvolveu muito tecnologicamente nos últimos
15 anos.
As soluções parenterais podem ser classificadas dentre outros
aspectos, conforme o seu volume e de acordo com a segurança na
administração ao paciente.
Quanto ao seu volume, de acordo com a Diretoria Colegiada da
Agência Nacional de Vigilância Sanitária (RDC 210), elas estão classificadas

12
em Soluções Parenterais de Grande volume (SPGV) e Soluções Parenterais de
Pequeno Volume (SPPV).
As SPGV são soluções injetáveis em base aquosas estéreis e
apirogências, acondicionadas em recipiente único com sistema fechado e
capacidade de 100 mL ou mais, esterilizadas, terminalmente. Estão incluídas
nesta definição as soluções para administração endovenosas, solução para
irrigação e soluções para diálise peritoneal.
Já as SPPV são soluções estéreis e apirogênicas, acondicionadas
em recipiente com capacidade inferior a 100 mL, para administração por via
parenteral.
Quanto à segurança na aplicação no paciente elas estão divididas
em sistema aberto: sistema de administração de SP que permite o contato da
solução estéril com o meio ambiente seja no momento da abertura do frasco,
na adição de medicamentos ou na introdução de equipo para administração; e
sistema fechado: sistema de administração de SP que, durante todo o preparo
e administração, não permite o contato da solução com o meio ambiente.
As SP’s são de grande importância no cuidado da saúde humana,
seja em situações corriqueiras como um desconforto etílico ou em
procedimentos cirúrgicos, que são geralmente mais complexos e requerem
maior cuidado. Daí a preocupação em evitar a potencialização da
contaminação bacteriana e da presença de pirogênios durante a manipulação.
A ANVISA ciente da necessidade de segurança na administração
das SP’s resolveu na Consulta Pública nº 68, de 27 de outubro de 2006,
aprovar as regras referentes ao registro e comercialização para a substituição
do sistema de infusão aberto para fechado. Ficou determinada a proibição da
produção e comercialização, a partir do dia 30/11/2008, de Soluções
Parenterais de Grande Volume em Sistema Aberto, com a indicação para uso
parenteral. As soluções servem para manter imunes de micro-organismos
medicamentos essenciais para o uso de toda a sociedade. Normas e
adequações devem ser seguidas à risca para proporcionar uma melhoria na
produtividade, gerando qualidade em todos os processos de produção. Esse é

13
o panorama das empresas que desenvolvem as soluções parenterais – drogas
intravenosas ou intramusculares acima de 100 ml – que atualmente chegam a
produzir cerca de R$ 31 milhões em medicamentos por mês.
Um dos órgãos de controle do ministério da saúde, com uma série de
mudanças significativas nos procedimentos de produção, por meio das
Resoluções de Diretoria Colegiada – as chamadas e temidas RDC -,
estabelecidas atualmente, pela Agência Nacional de Vigilância Sanitária
(Anvisa), como o caso da Soluções Parenterais de Grande Volume (SPGV) –
acima de 100 ml – de sistema aberto para fechado, o segmento passou por
uma pulverização e reduziu de 23 para 11 empresas atuantes no mercado e
produção deste tipo de solução.
De acordo com o presidente da Associação Brasileira dos Produtores de
Soluções Parenterais (ABRASP), Luiz Moreira de Castro, o segmento sofreu
com as adequações estabelecidas pela Anvisa, mas isso trouxe
desenvolvimento ao mercado. “Muitas empresas tiveram de se adequar as
novas RDCs da Anvisa, por isso, empresas importantes no segmento deixaram
de existir”, devido ao alto custo para implementação das novas mudanças de
sistemas e tecnologias para desenvolvimento e produção em geral destas
soluções.
A solução parenteral ao contrário do que muita gente pensa ela não está
ligada somente no soro ela é mais abrangente, quando foi estabelecida a RCD
45 pela Anvisa – que submeteu a solução parenteral como todo um processo –
a agencia estabeleceu que todo o medicamento acima de 100 ml deveria estar
enquadrado no sistema fechado. Ainda hoje, os medicamentos abaixo de 100
ml ainda aparecem na versão aberta, como por exemplo, as ampolas de vidro,
mas a tendência do mercado é que esse tipo de embalagem desapareça e se
transforme em soluções fechadas. Nossa legislação cresce acelerado. A
Anvisa tem um papel muito importante, no sentido de impor regras novas, isso
sem estrangular as empresas e causar gargalos no mercado.
Já está acontecendo atualizações importantes no mercado. Hoje temos
uma mudança na legislação, onde a RDC 210 está sendo atualizada e a
qualquer momento ela deve ser publicada. Esta nova resolução aproxima muito

14
o Brasil de países da Europa e dos Estados Unidos, com relação à legislação
de regulação. Além disso, a reformulação da Farmacopéia brasileira, também é
um fator importante da atualização do País com relação ao controle do que é
produzido e distribuído no Brasil. Com relação à indústria, as multinacionais
estão mais próximas destes processos por já viverem realidades parecidas em
seus países de origem, mas a indústria nacional vem acompanhando este
crescimento com responsabilidade e maturidade.
O que é sabido por nós é que a humanidade passou em toda sua
história por duas grandes revoluções - agrícola e industrial, a água esteve
presente nas duas; paradoxalmente ocasionando evolução por um lado e por
outro, conflitos, doenças e morte. O termo revolução é usado devido à
mudança radical que ocorreu nos lugares nos hábitos e costumes dos
humanos nos últimos três milhões de anos. Imaginem pequenos grupos de
pessoas vivendo numa caverna, depois noutra, ou ao relento, enquanto se
moviam atrás dos animais que caçavam ou dos vegetais que coletavam;
nenhum tempo para pensar em algo mais do que comida; vivendo exatamente
como animais. A grande novidade foi fazer a água trabalhar pelo homem; e
aprender a controlar os rios implicava também em controlar homens.
Por mais cuidado que se tenha, sempre é possível ocorrer à
contaminação da solução parenteral. Mas é possível reduzir o risco e detectar
o problema antes de se administrar o produto ao paciente. Água bruta, a água
desse tipo é retirada de poços, lagos, mares, ou seja, é a forma primária de
como se encontra a água. Esta, por sua vez pode ser de boa qualidade, já
sendo própria para o consumo, que é o caso de aquíferos, onde a água já é
previamente filtrada pelo solo terrestre, ou de baixa qualidade imprópria para o
consumo, como ocorre na maioria dos casos. Assim, para se tornar de
interesse industrial, é necessário retirar sedimento, diminuir a carga de
microrganismos e de matéria orgânica, utilizando processos como a filtração
por areia, sedimentação, decantação, floculação e carvão mineral. Este
processo também é conhecido como abrandamento. A partir deste ponto a
água passa a ter outra denominação. Água para injetáveis e água estéril para
injetáveis

15
Com um nível de tecnologia alto aplicado, denominado de osmose
inversa, a água está com um nível de pureza tão alto que os pirogênios
contidos na água são eliminados. A preocupação com a qualidade da água é
tamanha que após todo o tratamento de purificação e armazenamento em
ampolas ou bolsas, as indústrias farmacêuticas ainda enviam o produto
acabado pelas máquinas de autoclave, denominado água estéril para
injetáveis.

16
CAPITULO – II
Água para uso farmacêutico
Yuan Lee, prêmio Nobel em Química em 1986, escreveu: “A água é
esquisita. É um líquido, quando deveria ser um gás; expande, quando deveria
contrair; e dissolve quase tudo que toca, se tiver tempo suficiente. No entanto,
sem a esquisitice da água, a Terra deveria ser mais uma bola de gelo sem vida
no espaço”.
Impossível negar a importância da água, a vida se apoia no
comportamento anormal da água que é uma molécula simples e estranha e
que pode ser considerada o líquido da vida. É a substância mais abundante da
biosfera – onde a encontramos em seus três estados: sólido, líquido e gasoso –
o componente majoritário dos seres vivos, podendo representar de 65 a 95%
de massa da maior parte das formas vivas. Possui extraordinárias propriedades
físico-químicas que são responsáveis por sua importância biológica (ARRAKIS,
2008).
A água além de ser indispensável para os seres vivos ainda possui
diversas aplicações também importantes. Uma dessas utilidades da água está
na manufatura de produtos farmacêuticos (USP 30). A água para uso
farmacêutico exige tratamento de alta pureza para assegurar que não haja
interferência de contaminantes que afetem a qualidade das drogas produzidas
ou injetadas (GRELA, 2004). Esta qualidade é alcançada através de apropriada
seleção, instalação, validação e operação dos processos unitários de sua
purificação, bem como dos sistemas de armazenagem e distribuição (MORETO
e ZARDO, 1999).
A principal referência seguida para a produção, armazenagem e
distribuição de WFI é a farmacopéia americana USP 30, que dita quais os
parâmetros devem ser analisados juntamente com os seus limites de
aceitação, assim como sugere como devem ser feitos o monitoramento das
variáveis de controle, sanitização do tanque de armazenagem e da tubulação
de distribuição de água.

17
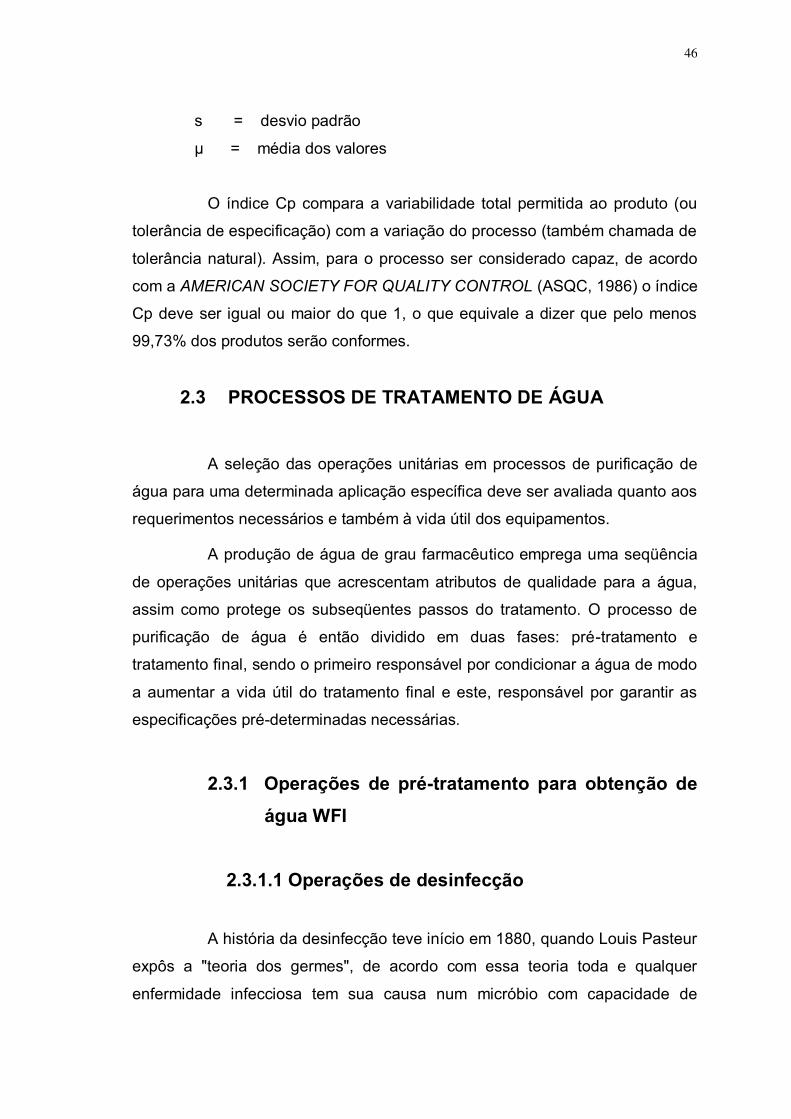
Apesar de existirem outros parâmetros importantes para os
processos de purificação de água, como dureza e concentração de cloro na
água, os principais atributos físico-químicos e microbiológicos, que são
especificados tanto pela USP 30 como pela Farmacopéia Brasileira quarta
edição, estão descritos no Quadro 01.
QUADRO 01. Parâmetros de qualidade da água WFI
Ensaio Valores/Limites
Condutividade < 1,3 µS. cm-1
Carbono Orgânico Total < 500 mg.m-3
Bactérias Heterotróficas a 35°C/48
horas
10 UFC.100 mL-1
Coliformes Totais Ausência.100mL-1
Coliformes Termotolerantes / E.Coli Ausência.100mL-1
Pseudomonas Aeruginosa Ausência.100mL-1
Endotoxinas Bacterianas 0,250 EU.mL-1
Esterilidade Estéril
FONTE: USP U.S. Pharmacopeia 30ª Ed.
Onde: µS. cm-1 = microsiemens por centímetro
mg.m-3 = miligramas por metro cúbico
UFC. mL-1 = unidades formadoras de colônia por mililitro

18
EU. mL-1 = unidade de endotoxinas por mililitro
2.1.1 Considerações Físico-químicas
É imprescindível que em um sistema de água opere o maior tempo
possível sem paradas, objetivando o abastecimento às produções e atender às
especificações microbianas. Anteriormente à norma USP 23, eram cobradas
uma série de testes físico-químicos, como cloreto, amônia, cálcio e dióxido de
enxofre, essas análises atendiam às especificações do controle de qualidade,
no entanto eles não resistiam ao teste do tempo, visto que se algum desses
parâmetros atingissem os limites especificados o operador não poderia tomar
nenhuma ação corretiva imediata, devido à demora no resultado das análises.
A introdução de novas normas na USP 23, reafirmada pela USP 24, veio
modicar essa concepção referente à quantidade e especificação de testes
realizados na água WFI, a partir da USP 23 passam a ser recomendados
apenas testes de condutividade elétrica, que abrangem a análise dos íons
inorgânicos, e de Carbono Orgânico Total (TOC- Total Organic Carbon) que é
referente aos contaminantes orgânicos.
Diferentemente das outras análises que eram anteriormente
executadas, as variáveis condutividade e TOC podem ser analisadas de forma
on-line, em tempo real, e em linha, determinando imediatamente as
características da água e permitindo ação corretiva em menor prazo de tempo,
otimizando assim a produção de WFI e ainda evitanto a interferência do meio
no resultado da análise.
2.1.1.1 Condutividade Elétrica
A água é uma solução eletrolítica e a sua condutividade é a
expressão numérica quantitativa da sua capacidade de transportar a corrente
elétrica através dos íons inorgânicos presentes, daí a tomada de decisão de
suprimir os demais testes físico-químicos, visto que se torna redundante a sua
19
determinação já que a determinação da condutividade da água é diretamente
proporcional à detecção destes sais dissociados.
As moléculas de água se dissociam em íons em função da
temperatura e do pH, previsivelmente afetanto a condutividade. No entando
desde a USP 23, nenhuma exigência quanto ao pH da água é feita, pois
entende-se que, se a água estiver em conformidade com o valor de
condutividade fixado, forçosamente deverá estar em conformidade com os
valores de pH exigidos, já que em água WFI as concentrações de íons OH- e
H+ são iguais devido a sua alta pureza, comprovando que não é necessário
medir pH em água ultrapura, conforme a Sociedade Americana para Testes e
Materiais (ASTM - American Society for Testing and Materials) especifica.
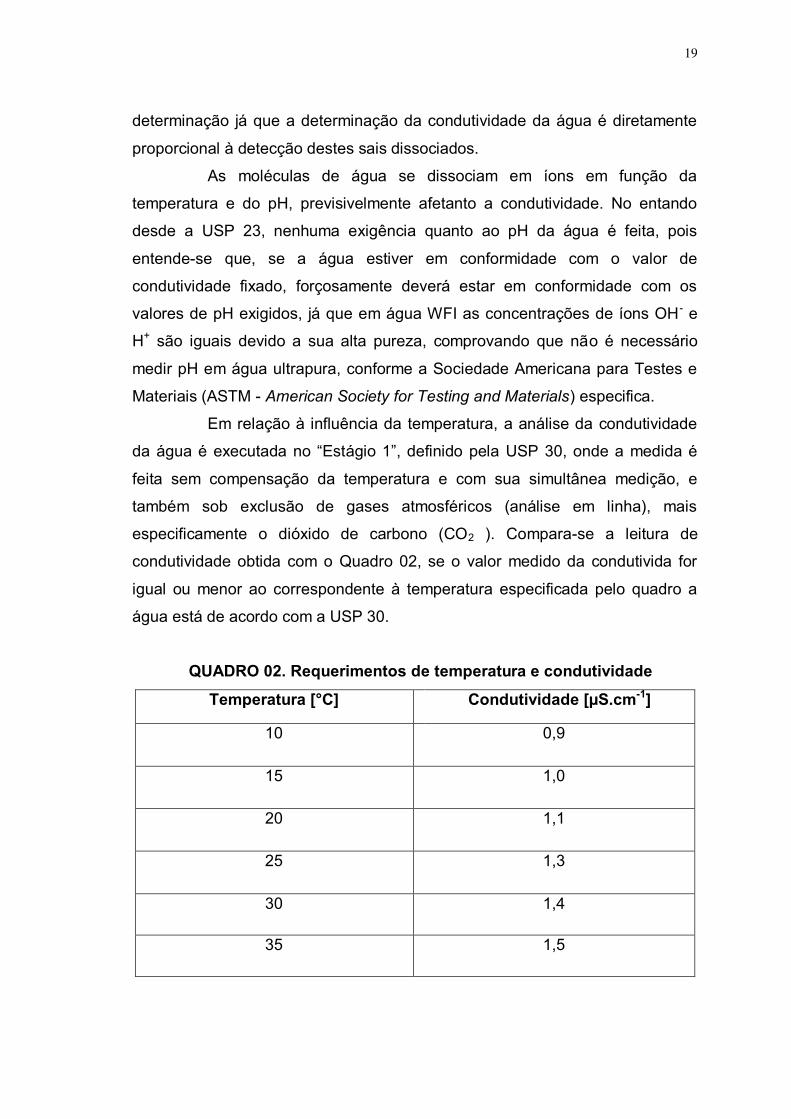
Em relação à influência da temperatura, a análise da condutividade
da água é executada no “Estágio 1”, definido pela USP 30, onde a medida é
feita sem compensação da temperatura e com sua simultânea medição, e
também sob exclusão de gases atmosféricos (análise em linha), mais
especificamente o dióxido de carbono (CO2 ). Compara-se a leitura de
condutividade obtida com o Quadro 02, se o valor medido da condutivida for
igual ou menor ao correspondente à temperatura especificada pelo quadro a
água está de acordo com a USP 30.
QUADRO 02. Requerimentos de temperatura e condutividade
Temperatura [°C] Condutividade [µS.cm-1]
10 0,9
15 1,0
20 1,1
25 1,3
30 1,4
35 1,5

20
40 1,7
FONTE: USP U.S. Pharmacopeia 30ª Ed.
2.1.1.2 Carbono Orgânico Total (TOC - Total Organic
Carbon)
A determinação de TOC é uma medida indireta de moléculas
orgânicas presentes nas águas farmacêuticas, essas moléculas são oriundas
tanto de material orgânico presente na água de alimentação como também de
bactérias mortas que liberam moléculas orgânicas.
A tecnologia de determinação de TOC é baseada na foto-oxidação
catalítica, através de radiação ultravioleta, da matéria orgânica, convertendo-a
a dióxido de carbono (CO2), que altera sensivelmente a condutividade da água,
que por fim é registrada por um condutivímetro e convertida em TOC. A medida
da concentração de carbono orgânico é feita diretamente pela diferença da
concentração de carbono total e carbono inorgânico, conforme a Equação 01.
TOC = TC – IC
Eq. 01
Onde: TC = Carbono Total (Total Carbon)
IC = Carbono Inorgânico (Inorganic Carbon)
A análise de TOC é importante, visto que permite revelar a presença
de biofilme nos diversos estágios do processo, como no sistema de distribuição
e armazenamento, favorecendo a tomada de decisões quanto a procedimentos
de ação corretiva ou preventiva em relação às sanitizações do sistema.
A USP 30 recomenda que a concentração de TOC na água para
injetáveis deve ser de 500 mg.m-3, e ainda prioriza que os analisadores do
carbono orgânico sejam qualificados e desafiados com padrões primários de
sacarose e benzoquinona, por procedimento descrito como System Suitability
Test.

21
Um aspecto importante em relação ao TOC deve ser levado em
consideração, são os detalhes estruturais, tais como, utilização de anéis de
vedação em borracha, uso de graxas a base de vaselina, materiais plásticos
não inertes, estes materiais devem ser evitados pois liberam TOC na água.
2.1.2 Considerações microbiológicas
Os microorganismos representam um alto risco à saúde humana, e
se tratanto de produtos farmacêuticos parenterais esse risco é potencializado,
visto que a sua administração é feita no organismo sem a barreira do trato
digestivo, favorecendo a ação de microorganismos patogênicos. Com o intuito
de atingir bom nível de qualidade microbiana nos produtos farmacêuticos é
imprescindível que se conheçam as origens e os mecanismos responsáveis por
esta contaminação.
Existem várias fontes de contaminação microbiológica em potencial
de sistemas de água na indústria farmacêutica, a origem principal é a água de
alimentação, devido a esse fator, para sistemas de produção de água WFI, a
norma USP 30 recomenda que a água deve ser no mínimo potável, a nível de
coliformes totais e fecais. No entanto a água de alimentação não é a única
origem de contaminação microbiana, a contaminação pode ser oriunda das
diversar etapas do processo e também do ambiente, pode-se citar entre outras
fontes os tanques de armazenamento desprotegidos, discos de ruptura
corrompidos e sanitização ineficiente e ainda erros de engenharia como
presença de pontos mortos nas tubulações de passagem e distribuição de
água ou ainda paradas prolongadas da planta, a atenção quanto a esses
fatores é imprescindível, e medidas devem ser tomadas para a eficiente
prevenção, detecção e remediação referente à contagem bacteriológica.
Os microorganismos presentes na água de alimentação, além de
compromoter a qualidade do produto requerido, água WFI, ainda podem
representar risco para as operações unitárias do processo através da formação
de biofilme, como é o caso das resinas de abrandadores, os microorganismos
fixam nas suas superfícies evitando que as mesmas executem a sua função de

22
troca iônica e, tornando-se ainda fonte de cotaminação para as fases
subseqüêntes.
Visando a qualidade da água durante as fases de produção,
armazenamento e distribuição, devem ser selecionados métodos de
monitoramento microbiano capazes de determinar as quantidades e tipos de
microorganismos críticos para o sistema de água (USP 30, 2007), bem como
devem ser determinados procedimentos eficazes de sanitizações e limpezas
que atendam às BPF’s.
2.1.2.1 Endotoxinas
Endotoxinas são complexos de alto peso molecular associandas à
membrana externa de bactérias Gran (-), e são a principal fonte de pirogênio
para a água de grau farmacêutico. As endotoxinas são constituidas
basicamente de lipopolissacarídeos (LPS), e a sua composição, porção central,
auxilia na dispersão da molécula e, a porção lipídica é responsável pela sua
ação biológica.
Dentre as várias atividades biológicas da unidade lipídica das
endotoxinas pode-se citar pirogenicidade, aumento da temperatura corpórea, e
toxicidade letal. As características de universalidade, relativa estabilidade
térmica, e capacidade de provocar profundas alterações fisiológicas quando
administrada via parenteral, tornam sua detecção e eliminação um desafio ao
produtor de parenterais (PINTO, 2000).
As endotoxinas são ainda um ótimo indicador de presença de
biofilme nas instalações de produção WFI, servindo como parâmetro para a
realização de ações corretivas. Um método muito disseminado na indústria
farmacêutica quanto ao controle de endotoxinas é a ultrafiltração, que tem seu
mecanismo fundamentado em limites de exclusão de peso molecular (USP 30,
2007).

23
2.1.3 Sistema de distribuição de água aos pontos de
uso
A USP 30 recomenda que a distribuição da água aos pontos de uso
deve ser de fluxo contínuo (recirculação) e turbulento, com bombas que
distribuam a água e permitam sanitizações à quente, as duas medidas citadas
evitam desenvolvimento microbiológico.
O sistema deverá contar com válvulas de amostragem sanitárias que
permitem a coleta de amostras da água para posterior determinação de suas
características.
2.1.4 Tanque de armazenagem de água WFI
A fabricação do tanque de armazenagem de WFI deve ser feita em
concordância com as BPF’s, objetivando a diminuição do risco de
contaminação microbiana e a ocorrência de corrosão. Essas considerações
são garantidas utilizando-se tanques fechados com polimento interno, entrada
de água através de sprayball que garante que as superfícies internas sejam
molhadas e recirculação constante.
A USP 30 ainda recomenda que seja utilizado filtro de ar hidrofóbico
de retenção microbiana para evitar contaminação proveniente do ar e permitir a
dinâmida de alteração do nível do tanque, além da instalação de um disco de
ruptura para resguardar a integridade física do tanque.
A sanitização do tanque deverá estar defina em procedimento
específico que determine sua freqüência e modo de execução.
2.1.5 Operação, manutenção e controle operacional
do sistema WFI
Toda a planta de purificação, armazenagem e distribuição de água
deverá contar com um programa de manutenção preventiva que assegura que
24
o sistema opera em conformidade com as especificações e sob o modo de
“controlado”.
O programa deverá conter: procedimentos de operação; programas
de monitoramento (RDC 210, 2003) das variáveis críticas assim como a
calibração dos instrumentos analíticos; definição de sanitização periódicas;
realização de manutenções preventivas e finalmente controle de mudanças.
2.1.5.1 Procedimentos Operacionais Padrão – POP’s
Segundo a RDC 210, POP’s são procedimentos escritos e
autorizados que dão instruções detalhadas para a realização de operações
específicas, que podem ser operações rotineiras de uma planta como também
ações corretivas quando essas são necessárias, na produção de produto
farmacêutico e outras atividades de natureza geral.
A elaboração dos POP’s é realizada juntamente com o processo de
validação do sistema estando os mesmos disponívies logo que a planta
começar a operar. Os procedimetos deverão estar disponíveis para todo o
pessoal da operação para que seja consultado quando necessário.
2.1.5.2 Programa de monitoramento e sanitizações
Os atributos críticos de qualidade assim como os parâmetros de
operação de um processo de purificação de água devem ser monitorados, esse
monitoramento tanto pode ser realizado de forma on-line, as análises são feitas
por instrumentos que indicam o resultado do teste (e.g., condutividade e TOC)
instantaneamente, ou também nos laboratórios de análises, que requerem um
tempo maior para a determinação do resultado (e.g., contagem microbiana
total). A vantagem do monitoramento on line, em tempo real, é que, se caso
algum parâmetro atingir o seu limite de alerta, este permite que seja tomada
ação corretiva imediatamente à detecção do problema, otimizando o processo
e evitando paradas prolongadas nos sistemas.
25
No caso dos parâmetros microbiológicos, que não podem ser
monitorados em tempo real, são tomadas medidas indiretas para garantir o
controle microbiano dos processos. Conforme a USP 30 o controle microbiano
deve ser realizado através de sanitizações das plantas de tratamento,
distribuição e armazenagem de água WFI, estas podem ser feitas de diferentes
maneiras, como sanitizações químicas utilizando peróxido de hidrogênio, ácido
peracético dentre outros, no entanto a mais largamente aplicada na indústria
farmacêutica é a sanitização a quente, que confere o controle da formação de
biofilme na planta.
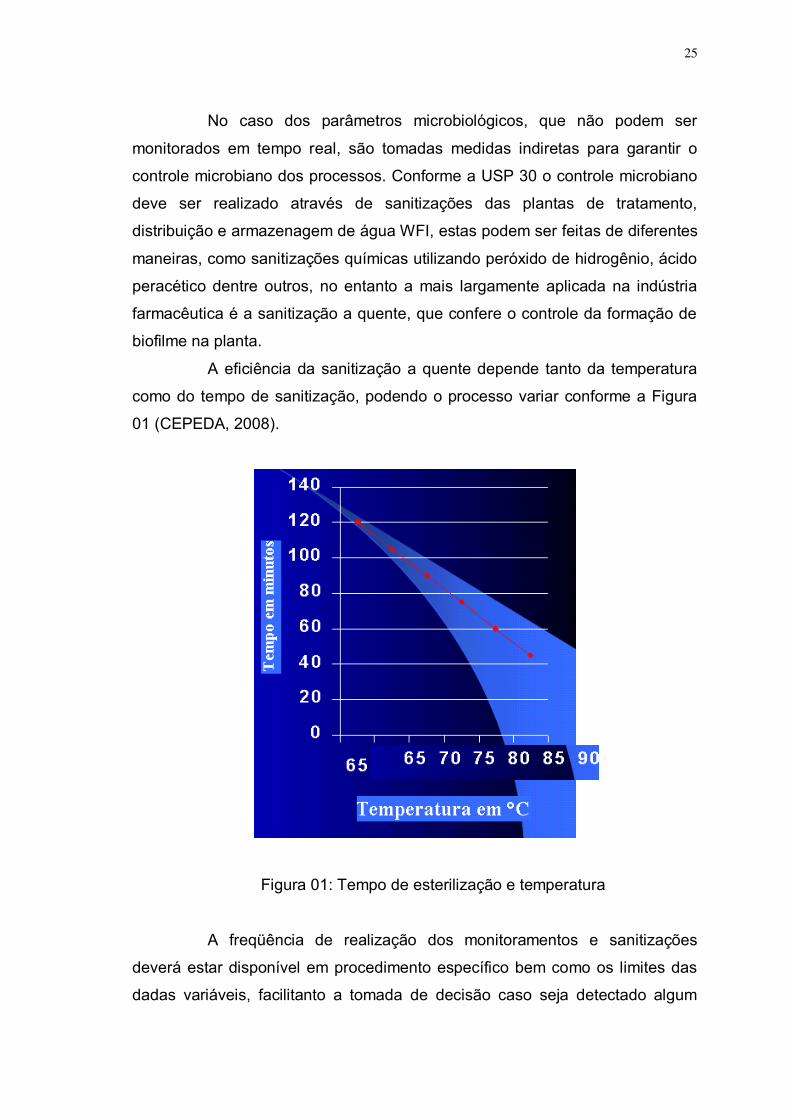
A eficiência da sanitização a quente depende tanto da temperatura
como do tempo de sanitização, podendo o processo variar conforme a Figura
01 (CEPEDA, 2008).
Figura 01: Tempo de esterilização e temperatura
A freqüência de realização dos monitoramentos e sanitizações
deverá estar disponível em procedimento específico bem como os limites das
dadas variáveis, facilitanto a tomada de decisão caso seja detectado algum
26
desvio dos parâmetros analisados.Todos e quaisquer monitoramento ou
procedimento de sanitização devem estar documentado nas fichas de
monitoramento consoantemente a execução de ações preventivas ou
corretivas (RDC 210, 2003).
2.1.5.3 Manutenções preventivas de sistemas de
purificação de água
O programa de manutenções preventivas deve ter sua freqüência
previamente definida e ser feito de forma a abranger todos os equipamentos
da planta (e.g., bombas, válvulas e calibração de instrumentos analíticos). Um
programa de manutenção preventiva assegura que o processo irá operar em
conformidade com as especificações evitanto que ocorram imprevistos que
afetem a viabilidade do processo.
O plano de manutenção preventica deve estar especificado e
documentado, assim como os trabalhos executados na planta.
2.1.5.4 Controle de mudança de sistemas de
purificação de água
As configurações físicas e de operação de sistemas de água devem
ser controladas de modo a manter a confiabilidade e correlação à sua
validação e aos desenhos da planta.
As propostas de mudanças devem ser analisadas por uma equipe
multidisciplinar, formada dentre outros pela equipe de validação, engenharia,
produção e operação, que tem a função de aprovar ou rejeitar a mudança
proposta.
No caso de mudanças aprovadas é de suma relevância a análise do
impacto desta na validação do sistema bem como que se realize revisão
sistemática nos procedimentos e manuais do sistema . De acordo com a RDC
210 devem ser requalificados os processos de fabricação que tiveram
quaisquer modificações significativas, incluindo qualquer mudança de

27
equipamento ou de materiais que possa afetar a qualidade e/ou a
reprodutibilidade do processo. Todas as mudanças executadas devem ser
documentadas (USP 30, 2007).
2.1.6 Instalação, materiais de construção e seleção
de componentes de sistemas de purificação de
água
As técnicas de instalação são importantes porque podem afetar as
integridades mecânicas, corrosivas e sanitárias do sistema. A instalação das
válvulas deve promover e facilitar a drenagem completa do tanque de
armazenagem e da tubulução de distribuição possibilitanto a manutenção dos
mesmos caso for necessário. A construção das tubulações deve estar
desenhada de modo a suportar fluxo, temperatura e vazão sob condições de
estresse.
As conexões e os componentes do sistema, incluindo unidades de
operação, tanque e distribuição requerem cuidado e atenção para evitar
problemas em pontencial, é recomendável que se faça limpezas e passivações
com o intuito de remover contaminação, produtos de corrosão e reestabelecer
a superfície lisa da tubulação, a execução desse procedimento em períodos
pré-determinados é realizada pois com o passar do tempo a vazão turbulenta
juntamente com a água ultrapura, que não possui eletrólitos, arrastam a linha
passivadora, potencializando corrosões e formação de biofilme
As soldaduras devem fornecer uniões seguras, internamente polidas
e livre de corrosão, essas características podem se alcançadas com a
utilização de aço inoxidável de boa qualidade, baixo teor de ácido carbônico na
água e soldaduras de qualidade, além de inspeções regulares. Um exemplo
muito disseminado na indústria farmacêutica é a soldagem orbital autógena,
neste tipo de soldagem é intalado um cabeçote de soldagem que se desloca ao
redor do tubo através de uma cinta. O tubo permanece parado enquanto o
cabeçote de soldagem circunda ou orbita ao longo da junta circunferencial até
completar a soldagem, o processo é autogeno, ou seja, sem utilização de



30
Especificações: documento descrevendo em detalhes os requisitos a
que devem atender os produtos ou materiais usados ou obtidos durante a
fabricação. As especificações servem como base da avaliação da qualidade.
Plano Mestre de Validação (PMV): planejamento de todas as
atividades de validação com os objetivos, procedimentos, prazos e
responsabilidades definidos.
Protocolo de Validação: documento da empresa específico para
cada atividade que descreve os procedimentos a serem realizados na
validação, incluindo os critérios de aceitação para a aprovação de um processo
de produção ou de parte do mesmo.
Qualificação de Equipamentos (QE): conjunto de operações que
estabelece sob condições especificadas, que os resultados dos testes de
determinado equipamento demonstram que o mesmo apresenta o desempenho
previsto. Os instrumentos e sistemas de medição devem estar calibrados. A QE
abrange as fases de Qualificação de Instalação e Qualificação de Operação.
Qualificação de Instalação (QI): conjunto de operações que
estabelece, sob condições especificadas, que a instalação dos equipamentos,
utilidades, instrumentos de pesagem e medidas e áreas de produção; na
fabricação de medicamentos, foram selecionados adequadamente e
encontram-se corretamente instalados, de acordo com as especificações
estabelecidas.
Qualificação de Operação (QO): conjunto de operações que
estabelece, sob condições especificadas, que o sistema ou subsistema
apresenta desempenho conforme previsto, em todas as faixas operacionais
consideradas. Todos os equipamentos utilizados na execução dos testes,
devem ser identificados e calibrados antes de serem usados.
Relatório de validação: documento no qual encontram-se reunidos
os registros, resultados e avaliação de um processo ou sistema de validação
concluído.
Revalidação: repetição do processo de validação aprovado, que
fornece a garantia de que as mudanças introduzidas no processo/equipamento,
de acordo com as mudanças dos procedimentos, ou repetição periódica
31
realizada a intervalos programados, não afetam adversamente as
características do processo nem a qualidade do produto.
Testes de escolha / pior caso: uma condição ou conjunto de
condições abrangendo os limites superior e inferior de processamento e as
respectivas circunstâncias, dentro das especificações dos Procedimentos
Operacionais Padrão, que apresentam as maiores possibilidades de defeito do
produto ou do processo, quando comparadas com as condições ideais.
Validação: ato documentado que atesta que qualquer procedimento,
processo, equipamento, material, operação ou sistema, realmente conduz aos
resultados esperados.
2.2.2 Objetivo da validação de processos
Conforme a RDC 210 (2003) a validação, ao contrário de outros
requisitos das BPF, por sí só, não melhora os processos. Ela possui como
objetivo essencial certificar que o processo ocorre dentro de parâmetros pré-
estabelecidos, de forma reproduzível e robusta.
No entando, ao observar a validação de uma forma menos simplista
fica evidente as demais vantagens que ela pode conferir. Quando a validação é
realizada nas diversar fases do processo industrial ela permite o conhecimento
de particularidades inerentes a este e isso permite a sua otimização e melhoria
contínua.
Um exemplo perfeitamente aplicável encontra-se nas indústrias
farmacêuticas de fabricação de soluções parenterais, onde é exigênica de
orgãos regulatórios como a ANVISA a validação de processos produtivos,
primários e secundários. Nestas indústrias a principal matéria-prima é a água,
logo é de suma importância que esta esteja dentro dos parâmetros exigidos,
isso é garantido quando existe a validação do sistema de tratamento de água,
o que soma as vantagens já referidas, como também agrega valor ao produto
final, visto que a qualidade dos produtos não é garantida apenas nos processos
de manipulação e envase, mas também é assegurada em outros aspectos,
como na conformidade de outras matérias-primas.

32
A confiabilidade, por parte do cliente, em relação aos produtos de
uma empresa que possui todos os seus processos tanto primários, entende-se
processo produtivo, quanto secundários, como tratamento de água, aumenta,
assegurando então a permanênica da indústria no mercado competitivo e
potencializando o seu desenvolvimento.
2.2.3 Tipos de validação de processo
A validação pode ser conduzida em diferentes momentos durante o
ciclo de vida de um processo, esta decisão está vinculada ao período em que é
realizada tendo como referência o projeto do processo.
Conforme a RDC 210 (2003), existem dois tipos de abordagens no
processo de validação: a abordagem experimental, que refere-se às validações
prospectiva e concorrente, onde são realizadas provas relacionadas à
capacidade do processo, verificando-se a sua habilitação a operar sem
dificuldades quando as variáveis se aproximam de limites aceitáveis, assim
como o monitoramento de parâmetros críticos de processo, garantindo a sua
robustez e confiabilidade; e a abordagem de dados históricos, em que não
ocorrem experimentos ou testes, todo o processo e realizado servindo-se de
dados históricos disponíveis referentes a um determinado processo, os dados
são compilados e analisados.
2.2.3.1 Validação prospectiva
A validação prospectiva é um ato documentado, baseado na
execução de um plano de testes previamente definidos, que demonstra que um
sistema, processo, equipamento ou instrumento, ainda não operacionalizado
ou que sofreu alterações expressivas, satisfaz as especificações funcionais e
expectativas de desempenho.
A validação prospectiva é realizada durante o estágio de
desenvolvimento do sistema, através de análise de riscos, onde são detalhados
os passos individuais, com seus pontos críticos, juntamente com a sua

33
probabilidade de ocorrência, extensão e causas. Essa abordagem permite que
sejam criandos planos de contingência quando da circustância de algum
desvio.
Durante o processo de validação todo o sistema é testado
rigorosamente, e analisados os resultados, que tanto podem ser satisfatórios,
sistema validado, ou insatisfatórios, o que faz necessária a sua requalificação
para posterior validação.
Não existe nenhuma referência quanto à freqüência de testes que
devem ser realizados durante o processo de validação, apenas a RDC 210
(2003) recomenda que os 03 (três) primeiros lotes de produção industrial não
sejam liberados da quarentena após sua aprovação pelo controle de qualidade,
até que a validação tenha sido concluída, os resultados apresentados e
revisados e o processo aprovado.
2.2.3.2 Validação concorrente ou simultânea
A validação concorrente é realizada contemporaneamente à rotina
do processo. Este método somente é eficaz quando o estágio de
desenvolvimento do processo tenha resultado no conhecimento adequado das
suas fases. A natureza e as especificações dos testes subseqüentes em
processo e finais estão baseados na avaliação dos resultados do referido
monitoramento (RDC 210, 2003).
Reportando a sistemas de produção de água para injetáveis, a
Agência Nacional de Vigilância Sanitária (ANVISA) sugere que a revalidação
seja executada a cada ano, ou quando forem feitas modificações significativas
no processo ou nos equipamentos, com o intuito de garantir a uniformidade e
conformidade do processo em questão.
A validação concorrente é realizada num processo validado
anteriormente para certificar que o mesmo ainda mantém o status validado,
confirmando que não há alterações no processo e há indicação de que ele está
operando em estado de controle (VILLELA, 2004).

34
A diferença entre a validação concorrente e a revalidação é que a
última é realizada quando ocorrem alterações significativas no processo, já a
execução da primeira é periodicamente pré-definida em um Plano Mestre de
Validação (PMV).
2.2.3.3 Validação retrospectiva
Validação retrospectiva é um ato documentado, baseado na revisão
e análise de registros históricos, atestando que um sistema, processo,
equipamento ou instrumento, já em uso, satisfaz as especificações funcionais e
expectativas de desempenho, envolve a verificação da experiência passada de
produção, assumindo-se que a composição, procedimentos e equipamentos
permanecem inalterados.
A referida experiência e os resultados dos testes de controle em
processo são avaliados. As dificuldades e defeitos registrados na produção são
analisados para determinar os limites dos parâmetros do processo. Pode ser
realizada uma análise de tendência para determinar a extensão na qual os
parâmetros do processo encontram-se dentro da faixa permissível.
Neste caso a validação retrospectiva pode ser útil para estabelecer
as prioridades do programa de validação. Caso os resultados da validação
retrospectiva sejam positivos, isto indica que o processo não tem necessidade
de atenção imediata e pode ser validado de acordo com a programação
normal.
Tratando-se de validação retrospectiva é importante salientar que o
Controle Estatístico de Processo (CEP) é uma ferramenta valiosa,
possibilitando e facilitanto tanto a geração quanto a visualização dos dados
necessários para a análise retrospectiva a fim de revalidar um processo e
mostrar que ele continua a operar dentro dos parâmetros pré-definidos
(VILELLA, 2004).

35
2.2.3.4 Revalidação de processo
A revalidação é necessária para assegurar que as mudanças
intencionais ou não, no processo de produção, equipamentos e no ambiente,
não afetam adversamente as características do processo e qualidade do
produto.
De acordo com a RDC 210 (2003) cada mudança de matéria-prima,
material de embalagem, processo de fabricação, equipamento, controles em
processo, áreas de fabricação e utilidades (água, vapor, etc.), deve ser
avaliada pelo grupo de validação da empresa, que decide se a mesma é
suficientemente significativa para justificar a revalidação e sua abrangência.
A revalidação após as mudanças pode estar baseada no
desempenho dos mesmos testes e atividades realizados durante a validação
original, incluindo os testes em processo e aqueles referentes aos
equipamentos.
Todas as atividades de análise crítica, avaliação e revalidação
deverão ser documentadas.
2.2.4 Plano de validação
O plano de validação é concebido para estabelecer a adequação do
sistema, proporcionar um completo entendimento dos mecanismos de
purificação, das condições de operação, necessidades do pré-tratamento, além
de possíveis falhas no processo a ser validado. Também é necessário para
demonstrar a efetividade do sistema e fundamentar a documentação e
qualificação da requerida validação do processo (USP 30, vol. I, p.694).
Antes da implementação do plano de validação é imprescindível que
haja a determinação das características do processo, por parte do usuário,
através do Requerimento do Usuário (RU).
O RU deve conter entre outros, os parâmetros do produto final,
assim como a qualidade da matéria-prima, no caso de tratamento de água, de
acordo com a USP 30 (2007), devem estar claras as características da água de

36
alimentação; definição sistemática das operações unitárias e seus parâmetros
de operação; definição das tecnologias de monitoramento e os instrumentos de
automação e controle.
Subseqüentemente à determinação das características inerentes ao
processo de elaboração do RU o programa de validação é iniciado e submetido
a quatro etapas fundamentais, a Qualificação do Projeto – DQ (Design
Qualification), a Qualificação da Instalação – IQ (Installation Qualification),
Qualificação da Operação - OQ (Operation Qualification) e Qualificação de
Performance – PQ (Performance Qualification) (GRELA, 2004).
A validação é um procedimento contínuo, aonde se deve manter um
registro fidedigno dos controles de operação da planta que perdurará enquanto
a referida estiver em operação. A representação gráfica do ciclo vivo de
validação de sistemas, por exemplo de água, está descrita na Figura 02.
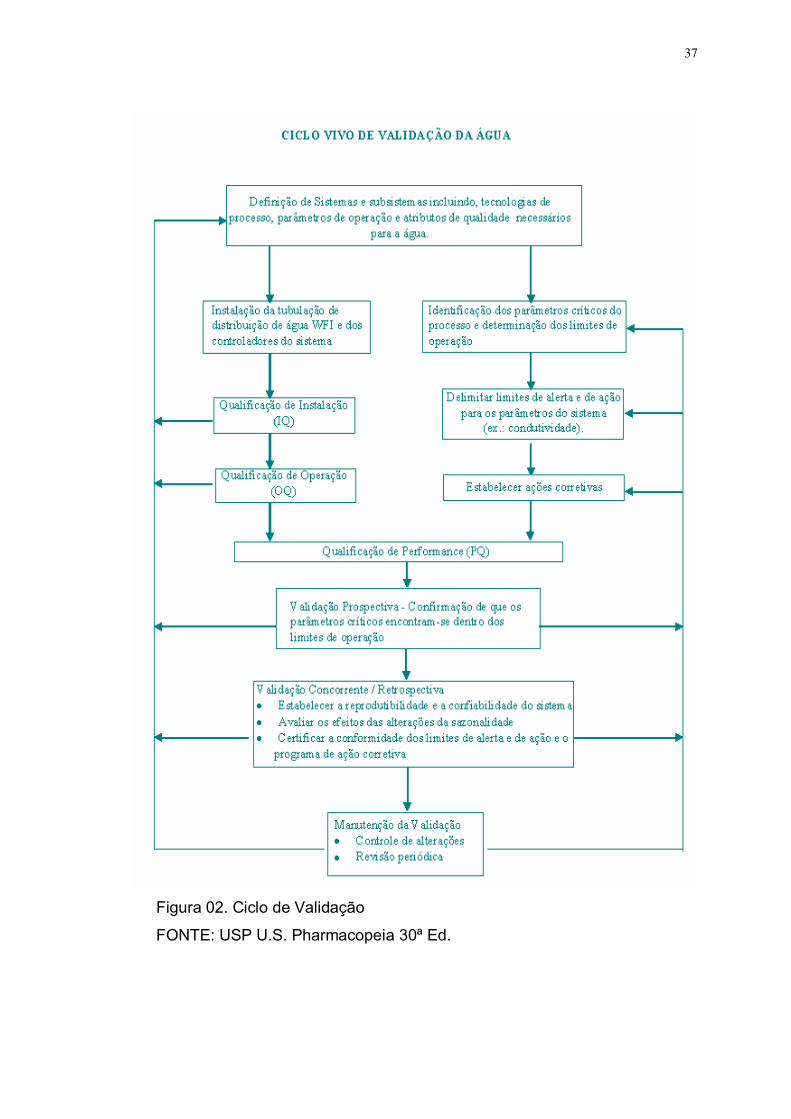
37
Figura 02. Ciclo de Validação
FONTE: USP U.S. Pharmacopeia 30ª Ed.

38
2.2.4.1 Qualificação do projeto – DQ (Design
Qualification)
A Qualificação de Projeto objetiva a verificação de que o escopo do
projeto (desenhos, diagramas, etc.), dos sistemas auxiliares (componentes de
automação) e os equipamentos correspondem aos Requerimentos do Usuário
e, que finalmente ambos atendem às exigencias da ANVISA e os critérios
estabelecidos pelas BPF’s.
É de suma importância efetuar a qualificação dos fornecedores,
tanto de serviços quanto de insumos, pois deve-se manter parceria com os
mesmos objetivando a agilidade para resolver problemas, caso eles apareçam.
Nesta fase da validação é fundamental o desenvolvimento dos
protocolos e dos Procedimentos Operacionais Padrão (POP’s), eles devem ser
entregues prontos para o trabalho de campo e proporcionar a comprovação de
que o sistema e os equipamentos foram instalados e operam em conformidade
com o projeto.
Constatado que o escopo do projeto está conforme o RU e as
exigências normativas, elaborados os POP’s e os protocolos, passa-se para a
fase de comissionamento em que os equipamentos serão desafiados quanto a
sua operacionalização.
O comissionamento ocorre em duas fases: Testes na Fábrica – FAT
(Factory Acceptability Test) e Testes no Destino – SAT (Site Acceptability Test).
Ele tem como objetivo evitar que seja desenvolvida a IQ sem que os
equipamentos tenham sido testados.
Os FAT são atividades realizadas antes da liberação do
equipamento na fábrica com a finalidade de testar todos os componentes da
instalação, para verificar se estão operando corretamente, ou se não, realizar a
substituição de peças com defeito, assim como executar ajustes e regulagens.
Os SAT são testes executados no equipamento no seu destino.
Confirmam se os componentes específicos do equipamento foram instalados
corretamente, segundo suas especificações, assim como, se os mesmos se
encontram calibrados e estas atividades documentados. Checa-se aspectos de

39
manutenção e limpeza do equipamento no local instalado. É realizada a
certificação de que os componentes dos equipamentos correspondem ao
projeto do mesmo e seu manual e ainda, confere-se os materiais utilizados na
sua construção, garantindo a identidade dos mesmos. Como exemplo é
cobrada a certificação do aço inox e soldas orbitais utilizadas em um duto para
condução de WFI.
Esta etapa garante que o equipamento foi construído de acordo com
a solicitação da empresa e instalado conforme a especificação do fabricante.
Aspecto imprescindível nesta fase é que haja a identificação do equipamento
pelo uso de numeração seqüencial (TAG), pois facilita por exemplo as futuras
manutenções do sistema.
Evidenciada a conformidade do projeto pela fase de
comissionamento segue-se para a fase da Qualificação de Instalação.
2.2.4.2 Qualificação da instalação – IQ (Installation
Qualification)
Esta fase da validação descreve os procedimentos a serem
realizados para assegurar que todos os equipamentos que compõem o sistema
cumpram com as especificações do projeto e estão corretamente instalados e
calibrados, assegurando que o sistema é capaz de operar dentro dos limites e
tolerâncias estabelecidos. A IQ estabelece a confiança de todos os
equipamentos usados no processo estão corretamente, projetados,
construidos, alocados e instalados, facilitando suas manutenções, ajustes,
limpeza e utilização.
A IQ contempla os sub-sistemas de operação e a revisão da
documentação de engenharia e dos programas de calibração, proporcionando
um nível de segurança que garante que a instalação cumpre com os critérios
de aceitação. Tanto os testes quanto as revisões deverão ser realizados por
pessoal treinado e qualificado. Deve-se garantir que as pessoas que realizarem
as verificações, assim como todas que participaram do processo de
40
qualificação, colocarão suas assinaturas e as datas de execução nos campos
estabelecidos.
Todas as não-conformidades devem ser registradas e analisadas
pelo pessoal técnico para decidir se são críticas ou não-críticas. As não-
conformidades críticas deverão ser sujeitadas a medidas corretivas. Uma vez
corrigidos os desvios e realizados novas provas que comprovem a
conformidade do equipamento em questão, segue-se para a fase de OQ.
Concluidos os testes e confirmada a conformidade do sistema
deverá ser confeccionado um relatório informativo que comprova e aprova
todos os equipamentos e instrumentos que compreendem o sistema a ser
validado (RDC 210, 2003).
2.2.4.3 Qualificação da operação - OQ (Operation
Qualification)
Os testes realizados no protocolo de Qualificação de Operação têm
por finalidade a verificação de que os subsistemas e os componentes
individuais estão operando em conformidade com suas especificações,
metodologias, procedimentos e critérios de aceitação, demonstrando que os
mesmos apresentam características compatíveis no caso de tratamento de
água para injetáveis, para o uso farmacêutico, atendendo às BPF. As
avaliações dos resultados dos testes assim como as condições de operação do
equipamento deverão estar documentadas, referenciadas e registradas. A OQ
é dividida em três etapas principais que devem contemplar todo o sistema a ser
qualificado.
A primeira etapa é a de aceitação e funcionamento do sistema,
nesta fase são executadas as provas de funcionamento dos diferentes
componentes do sistema integrado. No protocolo deverão constar as provas
realizadas, os resultados obtidos e as conclusões e decisões tomadas. Os
resultados podem ser “conforme”, no caso em que todas as provas realizadas
obtiveram resultados satisfatórios, ou “não conforme” quando tenham sido
observados resultados insatisfatório. Caso alguma prova realizada apresente
41
resultado “não conforme”, devem ser realizadas subseqüentes correção e
realização de novo teste. Na documentação de OQ, juntamente com o novo
teste, também deverá constar como corrida dois a descrição do teste que
obteve resultado insatisfatório.
Depois de certificado o funcionamento dos equipamentos e
subsistemas, tem início a a segunda fase da OQ, que é constituida pela
verificação das variáveis de operação com o sistema em serviço. Nesta fase é
observado o comportamento das diversas variáveis inerentes ao
funcionamento do sistema, assegurando que as mesmas estão dentro das
faixas de operação prevista pelo fabricante.
Como na primeira fase, os resultados deverão ser transcritos para as
folhas de testes, que contém os campos para o nome do equipamento,
especificação requerida, resultado obtido, assinatura do executor do teste e
data da execução do teste. Juntamente à sua compilação os resultados dos
testes deverão ser analisados recebendo a caracterização de “conforme” ou
“não conforme” e, no caso de “não conforme”, deverá ser executada a correção
imediata e posteriormente emitida nova folha de testes.
Findada a segunda parte da OQ são realizados os testes de
aceitação do produto, esta etapa constitui a terceira fase da OQ. O produto é
analisado quanto à sua adequação às recomendações das normas vigentes.
Os resultados das analises do produto são confrontados com os critérios de
aceitação definidos, são determinadas então as “Conformidades” ou “Não
Conformidades”
Da mesma forma que na primeira e segunda fase, no caso de não
conformidade, esta deverá ser corrigida e emitida nova folha de testes para a
realização de nova prova, finalizando as atividades de Qualificação de
Operação.
Uma vez encerrados todos os testes e verificações deverá ser
elaborado um relatório de informe final da OQ que contemplará o resultado dos
testes e comprovará de forma documentada a operacionalidade do sistema e
suas funções (RDC 210, 2003). Concluído que o sistema encontra-se

42
qualificado operacionalmente segue-se para os estudos de qualificação de
performance.
Paralelamente aos trabalhos da OQ é recomendado que sejam
realizadas revisões e a aprovação dos POP’s para uso na Qualificação de
Performance, assegurando que um sistema completamente em conformidade
esteja posicionado no serviço de rotina.
2.2.4.4 Qualificação de performance – PQ
(Performance Qualification
Depois de obtidos os resultados dos testes de Qualificação de
Instalação e de Operação e comprovado que os mesmos estão em
conformidade com os critérios de aceitação estabelecidos nos protocolos
específicos tem início a Qualificação de Performance, fase final da validação do
processo definida, de acordo com o FDA - GUIDELINE ON GENERAL
PRINCIPLES OF PROCESS VALIDATION, como fase que demonstra que um
determinado processo é efetivo e reproduzível, comprovando a uniformidade e
consistência das operações descritas nos procedimentos padrões.
Na bibliografia referente à validação não é determinada a quantidade
exata de lotes ou dias para constatar que um produto ou sistema encontra-se
validado, no entanto existe consenso geral, baseado em artigos técnicos e
estudos reconhecidos, de que se a partir de três lotes consecutivos de fabrico
de um produto, este apresentar valores satisfatórios sua validação está
comprovada e no caso de sistemas críticos a RDC 210 determina que a fase
de Qualificação de Performance tem de ser realizada no mínimo com
freqüência anual.
Todo o referido processo de qualificação de performance deve ser
embasado em forte planejamento e deve considerar todos os pontos críticos do
sistema e a estratégia de amostragem. O protocolo deverá conter as
informações gerais do sistema, as responsabilidades dos setores envolvidos
durante processo de qualificação, fluxogramas e a metodologia de análise das
variáveis de processo.

43
A análise de riscos é executada por toda a equipe envolvida na
qualificação e deverá conter os parâmetros envolvidos, os riscos e as medidas
de ação preventiva e corretiva.
De forma sucinta a PQ trata de confirmar os resultados obtidos na
OQ comprovando que os mesmos são robustos. De forma análoga às outras
fases do processo de validação, deve-se elaborar um relatório com a conclusão
de todo o processo, definindo que o mesmo encontra-se validado. O relatório
deverá ser assinado pela equipe de validação.
2.2.5 Estratégia de amostragem
A definição dos pontos de amostragem é de suma importância, visto
que colabora para avaliação dos resultados analíticos obtidos durante e após o
processo, demonstrando que um resultado analítico fora da especificação pode
não ser reflexo de mau desempenho do sistema, mas a indicação de um desvio
pontual no procedimento de amostragem ou de manutenção, não implicando
na revisão de todo o sistema, mas de uma revisão também pontual e uma nova
amostragem do ponto “não conforme”.
Segundo a NBR 5426 (1985) o plano de amostragem determina o
número de unidades de produto de cada lote a ser inspecionado, garantindo
que essa quantidade seja representativa em relação à população.
A metodologia de amostragem mais amplamente utilizada em
validação de processos é a amostragem sistemática, utilizada quando se quer
planejar um período de tempo para execução da coleta de dados ou quando se
deseja cobrir um determinado período de tempo com a amostra estudada e
também por este tipo de técnica ter como premissa que cada componente da
população estudada tem igual probabilidade de ser escolhido para compor a
amostra de forma aleatória e independentemente de sua qualidade (NRB 5426,
1985).
Depois de coletadas as amostras, é realizado tratamento estatístico
que avalia se o denominado processo consegue gerar produtos conformes que
atendam às especificações.

44
2.2.6 Validação estatística do processo
A metodologia de tratamento estatístico de processo consiste em
avaliar estatisticamente as variáveis obtidas durante a fase de PQ do processo
e é constituída das seguintes etapas: avaliação da estabilidade estatística e
quantificação da capacidade do processo.
A fase de avaliação da estabilidade estatística (previsibilidade) é
realizada mediante a construção de gráficos de controle, que consiste em uma
linha central, um par de limites de controle, um dos quais se localiza abaixo e
outro acima da linha central, e valores característicos marcados no gráfico
representando o estado de um processo. O objetivo da construção dos gráficos
de controle é verificar se o padrão de variação do processo se mantém ou não
ao longo do período de qualificação do processo (KUME, 1993).
Em validação estatística de processos existem vários tipos de
gráficos de controle, conforme os valores característicos ou finalidade. Em
qualquer tipo de gráfico de controle, os limites de controle são calculados pela
Equação 02.
(valor médio) ± 3 x (desvio-padrão)
Eq. 02
Onde o desvio-padrão é o da variação devida a causas aleatórias.
Este tipo de gráfico é chamado de gráfico de controle 3j.
Em relação aos valores característicos existem dois tipos de gráficos
de controle: um para valor contínuo e outro para valor discreto. Em validação
de processos em que os dados são obtidos num longo intervalo de tempo, de
forma contínua e que a formação de subgrupos não é justificável, adota-se a
utilização do gráfico de controle “Gráfico x”. Uma vez que não existem
subgrupos e o valor da amplitude R não pode ser calculada, a amplitude móvel
Rm, de dados sucessivos, é usada no cálculo dos limites de controle de x
conforme as seguintes Equações 03, 04 e 05:
LSC = x + 2,66 Rm
Eq. 03

45
LC = x
Eq. 04
LIC = x - 2,66 Rm
Eq. 05
Onde: LSC = limite superior de controle
LC = média dos valores
LIC = limite inferior de controle
Verificada a estabilidade estatística do processo, é iniciada a
segunda e última etapa do tratamento estatístico que é composta pela análise
de capabilidade onde a capacidade do processo e quantificada.
De acordo com BOTHE (1997) a determinação da capacidade do
processo pode ser feita mediante o uso de diversos índices de capacidade, no
entanto em estudos de validação, é recomendada a utilização do índice de
capacidade do processo, Cp, este tanto pode ser um índice bilateral (LSC e
LIC) quanto unilateral (LSC ou LIC), de acordo, respectivamente, com as
Equações 06, 07 e 08.
Cp = LSE – LIE
Eq. 06
6s
Cp = LSE - µ
Eq. 07
3s
ou
Cp = µ – LIE
Eq. 08
3s
Onde: LSE = limite superior especificado
LIC = limite inferior especificado
46
s = desvio padrão
µ = média dos valores
O índice Cp compara a variabilidade total permitida ao produto (ou
tolerância de especificação) com a variação do processo (também chamada de
tolerância natural). Assim, para o processo ser considerado capaz, de acordo
com a AMERICAN SOCIETY FOR QUALITY CONTROL (ASQC, 1986) o índice
Cp deve ser igual ou maior do que 1, o que equivale a dizer que pelo menos
99,73% dos produtos serão conformes.
2.3 PROCESSOS DE TRATAMENTO DE ÁGUA
A seleção das operações unitárias em processos de purificação de
água para uma determinada aplicação específica deve ser avaliada quanto aos
requerimentos necessários e também à vida útil dos equipamentos.
A produção de água de grau farmacêutico emprega uma seqüência
de operações unitárias que acrescentam atributos de qualidade para a água,
assim como protege os subseqüentes passos do tratamento. O processo de
purificação de água é então dividido em duas fases: pré-tratamento e
tratamento final, sendo o primeiro responsável por condicionar a água de modo
a aumentar a vida útil do tratamento final e este, responsável por garantir as
especificações pré-determinadas necessárias.
2.3.1 Operações de pré-tratamento para obtenção de
água WFI
2.3.1.1 Operações de desinfecção
A história da desinfecção teve início em 1880, quando Louis Pasteur
expôs a "teoria dos germes", de acordo com essa teoria toda e qualquer
enfermidade infecciosa tem sua causa num micróbio com capacidade de
47
propagar-se entre as pessoas (CARRETA, 2006). Determinada a causa das
infecções tem início o estudo de formas de combater esses microorganismos.
Os estudos levaram a variados métodos de desinfecção, como a
utilização do gás ozônio, que age na parede celular do microorganismo,
causando a sua lise e conseqüente destruição. Ele é um bom desinfetante e
tem a vantagem de não deixar gosto ou cheiro na água, porém possui os
inconvenientes de não formar resíduo protetor na água tratada devido à sua
alta instabilidade, e apresentar custo elevado (GRELA, 2004).
O método mais amplamente utilizado na desinfecção da água de
sistema de tratamento de água é a cloração através do hipoclorito de sódio
(NaClO). O cloro é um forte agente oxidante, atua por difusão através da
parede celular, para então agir sobre os processos enzimáticos, atingindo
enzimas, proteínas, DNA e RNA (MINISTÉRIO DA SAÚDE, 2006).
Ao discorrer sobre cloração deve-se levar em conta trihalometanos
(THMs) que são carcinogênicos e, sua formação se dá através da reação do
cloro com substâncias orgânicas naturais. Este é um aspecto relevante, uma
vez que presente na água administrada via oral, estes compostos são
rapidamente absorvidos, além da absorção via inalação ou pela pele
ocasionando efeitos tóxicos principalmente no fígado e nos rins (MÍDIO, 1999).
Além da baixa concentração de matéria-orgânica, a Agência
Ambiental dos Estados Unidos (US Environmental Protection Agency - EPA),
em novembro de 2000, após estudos sobre a ação do cloro determinou que a
sua concentração seria problemática, em relação aos THMs, acima do limite de
10 ppm. A legislação brasileira determina que o limite máximo de cloro
presente na água potável deve ser de 2,0 ppm (Portaria MS n° 518, 2004),
valor explicitamente inferior ao recomendável pela EPA.
A Equação 09 é a reação chave da ação bactericida do cloro.
NaClO + H2O HClO + Na+ + OH-
Eq. 09

48
Após o cloro ser adicionado à água, primeiramente ocorre a
oxidação da matéria orgânica, que recebe o nome de “demanda de cloro”,
depois de satisfeita a demanda, o cloro combina-se com a amônia, formando
as cloraminas, denominadas de “cloro residual combinado” e, finalmente depois
de formadas as cloraminas, tem-se a presença do chamado “cloro livre”, sob as
formas de ácido hipocloroso (HClO) e íon hipoclorito (ClO-), essa é a sua
principal vantagem, pois além de baixo custo comercial e fácil manuseio
operacional, o cloro possui esse residual que protege a água tratada contra
possível contaminação decorrente dos passos subseqüentes (MACEDO,
2004).
Outro método de controle microbiológico amplamente utilizado no
tratamento de água é radiação ultravioleta. O efeito bactericida da radiação
ultravioleta está relacionado à sua ação ou dose (D) no material genético da
bactéria, quebrando o seu ciclo reprodutivo e evitando seu crescimento quando
irradiadas, ou destruindo o seu material genético (DNA/RNA). A dose depende
fundamentalmente do tempo de exposição e da intensidade da radiação UV,
conforme a Equação 10 (MIERZWA, 2008).
D = I x T
Eq. 10
Onde:
D = dose da radiação UV (mW.s.cm-2 ou mJ.cm-2);
I = intensidade da radiação (MW.cm-2);
T = tempo de exposição (s).
Quando a radiação UV penetra na parede celular de
microorganismos, como vírus e bactérias desencadeiam-se uma reação
fotoquímica que alteram os componentes moleculares essenciais para o
funcionamento da célula causando o dano direto (DONAIRE, 2001). A ação
bactericida é mais efetiva no comprimento de onda de 254 nanômetros (nm),
conforme Figura 03.

49
Figura 03: Espectro de emissão das lâmpadas de radiação UV.
Fonte: http://www.americanairandwater.com/lamps.htm
Além da ação bactericida a radiação ultravioleta ainda inibe o
qualquer fuga de cloro livre após doseamento de metabissulfito de sódio.
2.3.1.2 Operações de pré-filtração
A finalidade da pré-filtração - também denominada inicial, grosseira,
ou filtração de profundidade - é a de remover contaminantes sólidos de
tamanho de 7 a 10 µm e proteger o sistema de componentes particulados que
podem inibir o desempenho de equipamentos e encurtar sua vida útil (USP 30,
2007).
A pré-filtração é utilizada, principalmente, para efeitos de peneiração
de partículas grosseiras, essas unidades de filtração estão disponíveis em uma
ampla gama de modelos e para diversas aplicações. Remoção, eficiências e
capacidades diferem significativamente, a partir de leito granular ou multimedia,
tais como filtros de areia, cartuchos de profundidade para pequenos sistemas
hídricos e ainda filtros tipo bolsa, utilizados para sistemas com alta vazão e
sanitizáveis a quente (USP 30, 2007), este tipo de filtro possui a vantagem de
além de possuir baixo custo de reposição e fácil troca, os sólidos removidos

51
2.3.1.4 Operações de ultrafiltração
O processo de ultrafiltração é uma tecnologia empregada na maioria
das vezes em sistemas de purificação de água de grau farmacêutico, utiliza-se
na grande maioria dos casos membrana de polietersulfona, no entanto existem
outros tipos de materiais, como os ultrafiltros de cerâmica, que são outra forma
de peneiramento molecular, de igual eficiência em relação às membranas de
polietersulfona, porém exigem uma maior pressão de operação da planta.
As membranas de polietersulfona são capilares de fibra oca (ver
Figura 4.b), as fibras resistem a até 2,0 ppm de cloro residual de forma
contínua e 100 ppm de modo instantâneo (DESMINERALIZAÇÃO DE ÁGUA,
2001). A água é submetida à ultrafiltração de acordo o fluxo descrito na Figura
4.a.
Figura 4. (A) Fluxo de passagem de água através das membranas de ultrafiltração; Figura 4. (B) Estrutura da membrana de fibra oca da ultrafiltração. Fonte: www.sanevita.com.br
De acordo com a USP 30 os poros dos ultrafiltro são muito
pequenos de modo que não é possível determinar o seu tamanho, mas sim sua
capacidade de retenção que é de partículas de até 0,001 nm com rendimento
de pelo menos de 99,9%.
No processo são retidas matéria orgânica de alta massa molar,
partículas coloidais e vírus, conforme Figura 5. Dentre essas diversas
partículas, existem as que são especialmente importantes para o processo, as
a)
b)
Membrana de Fibra oca Fluxo de
alimentação do Processo
Fluxo de Saída do Permeado

52
endotoxinas, que são complexos de alta massa molar associados à membrana
externa de bactérias Gram (-), e constituem a principal fonte de pirogênios para
a indústria farmacêutica. As endotoxinas têm a propriedade de provocar
perturbações na estabilidade térmica corpórea, além de alterações fisiológicas
como queda de pressão sanguínea e necrose da medula óssea, quando
aplicada em via parenteral (PINTO, 2000). A ultrafiltração tem a função de
conter esses contaminantes, protegendo as membranas de osmose reversa e
aumentando a sua vida útil.
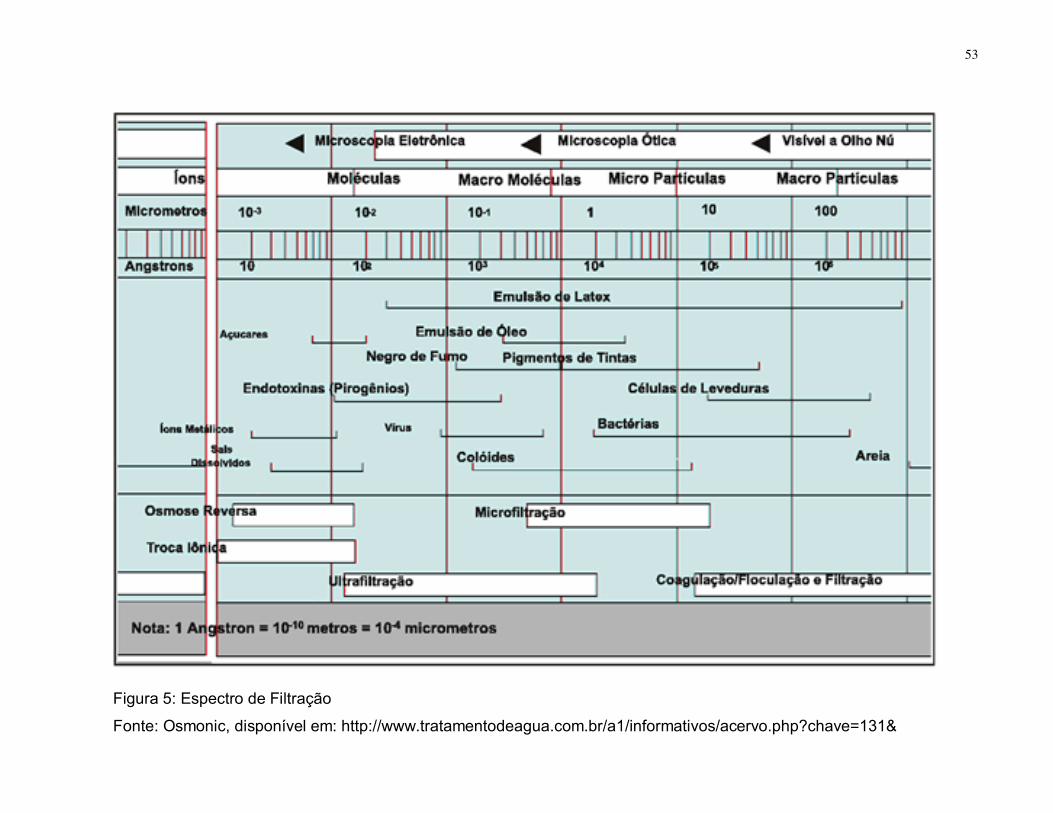
53
Figura 5: Espectro de Filtração
Fonte: Osmonic, disponível em: http://www.tratamentodeagua.com.br/a1/informativos/acervo.php?chave=131&

54
2.3.1.5 Adição de produtos químicos à água
Os aditivos químicos são utilizados nos sistemas de purificação de
água em diversas aplicações, como exemplos existem as substâncias
utilizadas no controle de microorganismos com o uso de sanitizantes como
ozônio e componentes de cloro e, para remover componentes de cloro, retirada
de dureza da água para evitar saturação de membranas de osmose reversa e
ainda ajuste de pH para retirada de dióxido de carbono e amônia presentes na
água de alimentação.
Um método utilizado na retirada do cloro livre presente na água de
alimentação é a injeção de metabissulfito de sódio dissolvido em água,
procedimento necessário visto que o cloro provoca a degradação das
membranas de osmose reversa, sendo imprescindível a utilização de um
agente redutor para a eliminação do cloro.
O metabissulfito reage com o cloro livre formando um sal inofensivo
que será rechaçado pelas membranas de osmose, conforme a reação
mostrada na Equação 13.
3Na2S2O5 + H2O + 2NaClO3 3Na2SO4 + 3H2SO4 + 2NaCl
Eq. 13
Outro exemplo de aplicação de produtos químicos na purificação de
água é injeção de hidróxido de sódio, que é necessária visto que o dióxido de
carbono, gás dissolvido na água bruta, atravessa as membranas de osmose
reversa. O gás carbônico ainda coexiste com o ácido carbônico, o qual por sua
vez se dissocia segundo a reação mostrada na Equação 14.
CO2 + H2O H2 CO3 CO3- + 2 H+
Eq. 14
Como estes íons aumentam a condutividade da água, pode-se
retirá-los através do aumento do pH da água de alimentação, que converte

55
todo o dióxido de carbono em bicarbonato de sódio, conforme a reação
mostrada na Equação 15.
CO2 + NaOH CO3H- + Na+
Eq. 15
Sendo então estes últimos íons retirados pelas membranas de
osmose reversa, diminuindo assim a condutividade para valores inferiores a
1,30 µS/cm, valor definido de acordo com a USP 30.
2.3.2 Operações de tratamento final para obtenção de
água WFI
Na obtenção de água de grau farmacêutico, WFI, podem ser
empregadas diversas operações unitárias, como destilação, deionização e
osmose reversa, atualmente o mais aplicado na indústria farmacêutica.
No passado, um processo amplamente utilizado era a destilação.
Operação simples que envolve mudanças de fases da água, do estado líquido
para vapor e depois por condensação o vapor passa para a fase líquida,
deixando no destilador, na parte denominada caldeira, as impurezas (WADE e
WELLER, 1994) O processo de destilação pode retirar até 10 ng/L (dez partes
por trilhão) de impurezas, geralmente sais dissolvidos, no entanto os
destiladores não conseguem retirar os contaminantes voláteis, como álcoois,
fenóis e matéria orgânica de baixa massa molecular o que tem influência direta
na condutividade da água.
Outro processo bastante disseminado na indústria farmacêutica
para produção de WFI é a deionização (DI), este processo consiste em suprimir
impurezas ionizadas na água, como sólidos ionizáveis dissolvidos e gases
ionizáveis dissolvidos, com a utilização de resinas sintéticas que realizam a
troca seletiva de íons H+ ou OH- pelas impurezas ionizadas na água
(MACÊDO, 2004). As resinas requerem regenerações periódicas com um

56
ácido, geralmente o ácido clorídrico, e uma base, que pode ser tanto hidróxido
de sódio ou de potássio. Essas soluções ajudam no controle microbiano, já que
diminuem a flora bacteriana presente nas resinas, porém, durante o processo
de purificação dá água é necessária a retirada do cloro presente na água de
alimentação, devido à sua ação oxidante na estrutura da resina, isso contribui
para o crescimento microbiano e também a formação de pirogênios.
De todos os processos mencionados o que é mais eficaz no
tratamento da água é o de osmose reversa. A tecnologia de osmose reversa
teve aplicação prática como operação unitária no final da década de 50 e início
da década de 60, com o objetivo de reduzir o consumo de água e energia e
também controle da poluição.
O processo baseia-se no fenômeno natural de osmose, que consiste
na passagem de água pura de uma solução salina diluída, para uma mais
concentrada, através de uma membrana semipermeável, que separa as duas
soluções. O fluxo de água ocorre até que seja atingido um equilíbrio, que é
representado pela pressão osmótica de equilíbrio. Quando uma pressão
hidráulica, superior a pressão osmótica de equilíbrio, é aplicada do lado da
solução mais concentrada, o fluxo de água passa a ser da solução mais
concentrada para a mais diluída, daí o termo osmose reversa (MIERZWA e
HESPANHOL, 2004). Na Figura 06 é apresentado esquema do processo de
osmose e osmose reversa.

57
Figura 06: Processos de osmose e osmose reversa
O processo de osmose reversa remove material particulado, pirogênios,
microorganismos, como bactérias e vírus, material orgânico dissolvido, material
inorgânico dissolvido e materiais insolúveis. As membranas não removem
apenas os gases dissolvidos, porém esse problema é resolvido quando da
injeção de hidróxido de sódio (GRELA, 2004).
É de grande importância salientar que para garantir a eficácia de
processos de tratamento final para produção de água de grau farmacêutico,
deve ser empregado um pré-tratamento. Depois de determinadas as
características da água de alimentação, é necessário empregar as operações
unitárias que conduzirão a água à qualidade requerida pelos padrões de
potabilidade definidos na Portaria do Ministério da Saúde n° 518, de
25/03/2004.


60
calibrados, e da SAT, com testes realizados nos equipamentos, instalados na
empresa HalexIstar.
3.3 2ª Fase: Qualificação de Instalação
Após o equipamento ter sido instalado e executado o
comissionamento, foi realizada a análise da conformidade das utilidades e
instalações dos componentes do projeto.
Após a conferência das instalações foi realizado, pela equipe de
validação, um Brainstorming, para a determinação dos modos de falhas
potenciais do processo, lançando mão à ferramenta FMEA (ver Anexo V). Esta
análise resultou em informações importantes para a fase de OQ.
3.4 3ª Fase: Qualificação de Operação
Ao término da IQ foram realizados testes nos equipamentos
considerando a capacidade funcional dos mesmos bem como o atendimento
aos comandos.
Foi executada a rastreabilidade da calibração dos equipamentos de
teste juntamente com a elaboração dos procedimentos operacionais padrão do
setor e posterior treinamento do pessoal que iria operar o sistema.
Foi elaborado um plano de amostragem para as variáveis críticas
determinadas na fase de qualificação de instalação esta análise na fase de OQ
teve a duração de um mês e contemplou a amostragem diária dos pontos para
a realização dos testes de adequação às especificações, a estabilidade do
processo através do gráfico 3 j, representada com a Equação o
monitoramento através da flutuação das variáveis críticas e ainda a sua
capacidade por meio das Equações. Este estudo objetivou o conhecimento do
comportamento do processo.

61
3.5 4ª Fase: Qualificação de Performance
Nesta fase foi realizado um plano de amostragem sistemática que
compreendeu a coleta de dados semanais das variáveis críticas do processo
de forma aleatória durante um ano objetivando a análise do efeito da
sazonalidade no sistema. Foi executado ao final do período de um ano os
estudos de estabilidade e capacidade do processo através do gráfico 3 j (Eq.
02, pág. 48), do monitoramento através da flutuação das variáveis e finalmente
do índice de capacidade Cp (Eq. 06, 07, 08, pág. 49), das variáveis críticas na
qualificação de performance.
Durante a fase de qualificação de performance foram realizados os
procedimentos de sanitizações e limpezas, bem como de manutenção
preventiva no equipamento, com o intuito de analisar o seu impacto no
processo de purificação da água e consolidar as suas execuções.
4. RESULTADOS E DISCUSSÕES
Neste capítulo serão apresentados os resultados obtidos com a
pequisa experimental, realizada através de análises físico-químicas e
microbiológicas da água nos seus diversos pontos críticos.
Os resultados serão apresentados com o emprego de gráficos de
controle 3j para valores individuais e de flutuação das variáveis críticas, além
da avalidação da capacidade do processo mediante o cálculo dos índices de
capacidade.
Para compreensão dos resultados obtidos será feita a descrição do
processo de tratamento de água da Indústria Farmacêutica.
4.1 Descrição geral do equipamento
A Planta de Tratamento de Água por osmose reversa duplo passo,
fabricada por Idenor Engenharia, empresa argentina, foi instalada em março de
2006, e possui capacidade instalada para produção em torno de 13,5 m3.h-1 de


63
ANÁLISE RESULTADO MÁXIMO
PERMITIDO* POÇO I POÇO III POÇO IV
Odor Não Não Não 5,0
Turbidez (uT) 0,19 0,18 0,19 5,0
Ph 6,44 5,83 6,73 6,0-9,5
Dureza total (mg.L-1) 38,0 28,0 82,0 500,0
Cloretos (mg.L-1) 0,5 11,0 13,0 250,0
Nitrogênio Amoniacal -1
Ausente Ausente Ausente Ausente
Sólidos totais (mg.L-1) 87,0 88,0 162,0 1.000,0
Fluoretos (mg.L-1) 0,05 0,08 0,08 1,5
Contagem Total -1
96 132 68 500
Coliformes Totais
(UFC.100mL-1)
Ausente Ausente Ausente Ausente
Coliformes
Termotolerantes
Ausente Ausente Ausente Ausente
* Limite máximo conforme portaria n° 518 de 25 de março de 2004 do
Ministério da Saúde Onde: uT = unidade de turbidez
mg.L-1 = miligramas por litro
UFC.100mL-1 = Unidades Formadoras de Colônia por 100 mililitros
UFC.mL-1 = Unidades Formadoras de Colônia por mililitro
Analisando os resultados obtidos na Tabela 01, que demonstram a
qualidade da água dos lençóis subterrâneos, podem-se definir quais operações
unitárias são cabíveis em todos os níveis da purificação da água.

64
Figura 07: Poços artesianos
4.1.1.2 Desinfecção por cloro
O método utilizado na desinfecção do sistema de tratamento de
água é a cloração através do hipoclorito de sódio (NaClO). O doseamento do
cloro é realizado com base na vazão dos poços de acordo com a Tabela 02.
Tabela 02. Controle do teor de cloro nos depósitos de água.
Vazão da Água em m³.h-1 Velocidade de Gotejamento a Bomba
(% de 18 litros por hora na escala de 0 a 20 %)
6,0 a 7,0 3% a 4%
7,001 a 9,0 4% a 5%
9,001 a 12,0 5% a 6%
12,001 a 14,0 6% a 8%
14,001 a 19,0 8% a 12%
19,001 a 25,0 12% a 16%
25,001 a 31,0 16% a 18%
31,001 a 34,0 18% a 20%
Fonte: Ficha de Controle do teor de cloro no depósito de água – Clorador

65
4.1.1.3 Pré-filtração com filtro de areia
Depois de determinadas às características da água de alimentação,
é necessário empregar as operações unitárias que produzem água de
qualidade requerida pelos padrões de potabilidade definidos na Portaria do
Ministério da Saúde n° 518, de 25/03/2004.
Para atender a referida portaria é utilizado, no tratamento inicial da
água, um filtro de areia (Figura 08), de modelo F20, o filtro possui forma
cilíndrica e é confeccionado em aço-carbono, suas paredes internas são
revestidas de epóxido anticorrosivo e possui sete camadas de areia (quartzo)
de diferentes granulometrias.
O filtro ainda conta com sistema de retrolavagem, em que a água
passa em fluxo contracorrente durante quinze minutos, esse procedimento
elimina as sujidades acumuladas em suas camadas e evita que estas sejam
transmitidas para as caixas de passagem e armazenagem subterrâneas.
Figura 08: Filtro de areia
4.1.1.4 Caixas de passagem e armazenagem
A água depois de clorada e filtrada é armazenada em duas caixas
subterrâneas, feitas de alvenaria e revestimento de epóxido, possuem
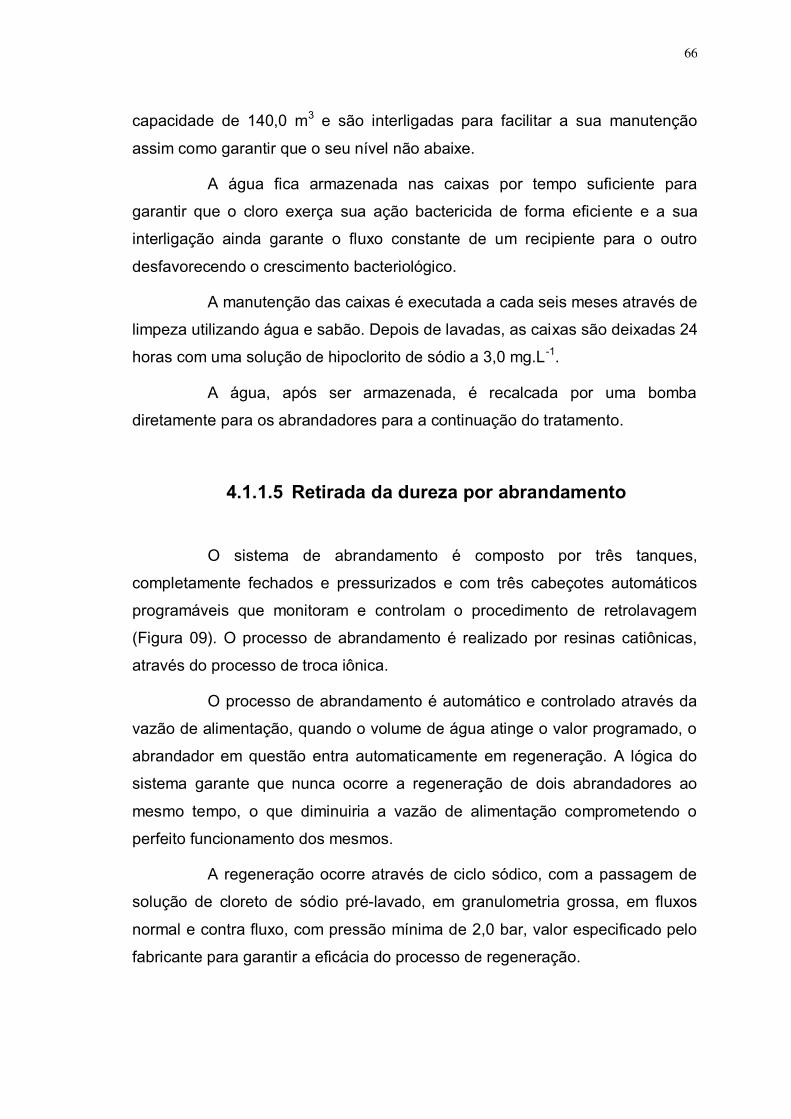
66
capacidade de 140,0 m3 e são interligadas para facilitar a sua manutenção
assim como garantir que o seu nível não abaixe.
A água fica armazenada nas caixas por tempo suficiente para
garantir que o cloro exerça sua ação bactericida de forma eficiente e a sua
interligação ainda garante o fluxo constante de um recipiente para o outro
desfavorecendo o crescimento bacteriológico.
A manutenção das caixas é executada a cada seis meses através de
limpeza utilizando água e sabão. Depois de lavadas, as caixas são deixadas 24
horas com uma solução de hipoclorito de sódio a 3,0 mg.L-1.
A água, após ser armazenada, é recalcada por uma bomba
diretamente para os abrandadores para a continuação do tratamento.
4.1.1.5 Retirada da dureza por abrandamento
O sistema de abrandamento é composto por três tanques,
completamente fechados e pressurizados e com três cabeçotes automáticos
programáveis que monitoram e controlam o procedimento de retrolavagem
(Figura 09). O processo de abrandamento é realizado por resinas catiônicas,
através do processo de troca iônica.
O processo de abrandamento é automático e controlado através da
vazão de alimentação, quando o volume de água atinge o valor programado, o
abrandador em questão entra automaticamente em regeneração. A lógica do
sistema garante que nunca ocorre a regeneração de dois abrandadores ao
mesmo tempo, o que diminuiria a vazão de alimentação comprometendo o
perfeito funcionamento dos mesmos.
A regeneração ocorre através de ciclo sódico, com a passagem de
solução de cloreto de sódio pré-lavado, em granulometria grossa, em fluxos
normal e contra fluxo, com pressão mínima de 2,0 bar, valor especificado pelo
fabricante para garantir a eficácia do processo de regeneração.
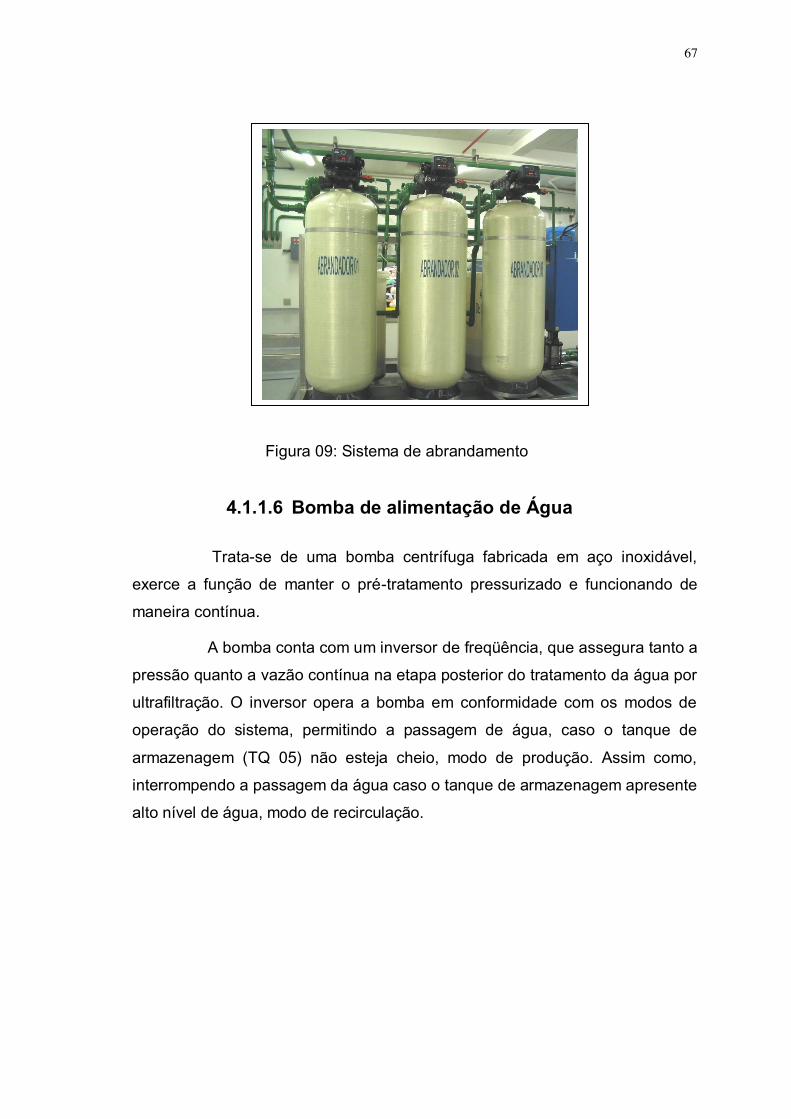
67
Figura 09: Sistema de abrandamento
4.1.1.6 Bomba de alimentação de Água
Trata-se de uma bomba centrífuga fabricada em aço inoxidável,
exerce a função de manter o pré-tratamento pressurizado e funcionando de
maneira contínua.
A bomba conta com um inversor de freqüência, que assegura tanto a
pressão quanto a vazão contínua na etapa posterior do tratamento da água por
ultrafiltração. O inversor opera a bomba em conformidade com os modos de
operação do sistema, permitindo a passagem de água, caso o tanque de
armazenagem (TQ 05) não esteja cheio, modo de produção. Assim como,
interrompendo a passagem da água caso o tanque de armazenagem apresente
alto nível de água, modo de recirculação.

68
4.1.1.7 Filtração primária
Após o recalque da bomba de alimentação, a água passa por uma
filtração primária. Este sistema é composto por uma carcaça de aço inoxidável,
um elemento filtrante do tipo bolsa manufaturada em 100% de polipropileno
com capacidade de filtração de 0,5 µm absolutos (Figura 10).
O conjunto tem a função de dar polimento à água proveniente dos
abrandadores e proteger os ultrafiltros posteriores ao filtro, retirando materiais
em suspensão, como particulados provenientes das caixas de passagem ou
possíveis partículas de resina advindas dos abrandadores, após o desgaste
das mesmas.
A troca do filtro é feita periodicamente como medida preventiva ou
quando é observado diferencial de pressão maior ou igual a 2,0 bar, valor
obtido pela diferença de leitura de dois manômetros localizados imediatamente
antes e depois da carcaça do filtro (BEGA et al., 2006).
Figura 10: Filtro primário
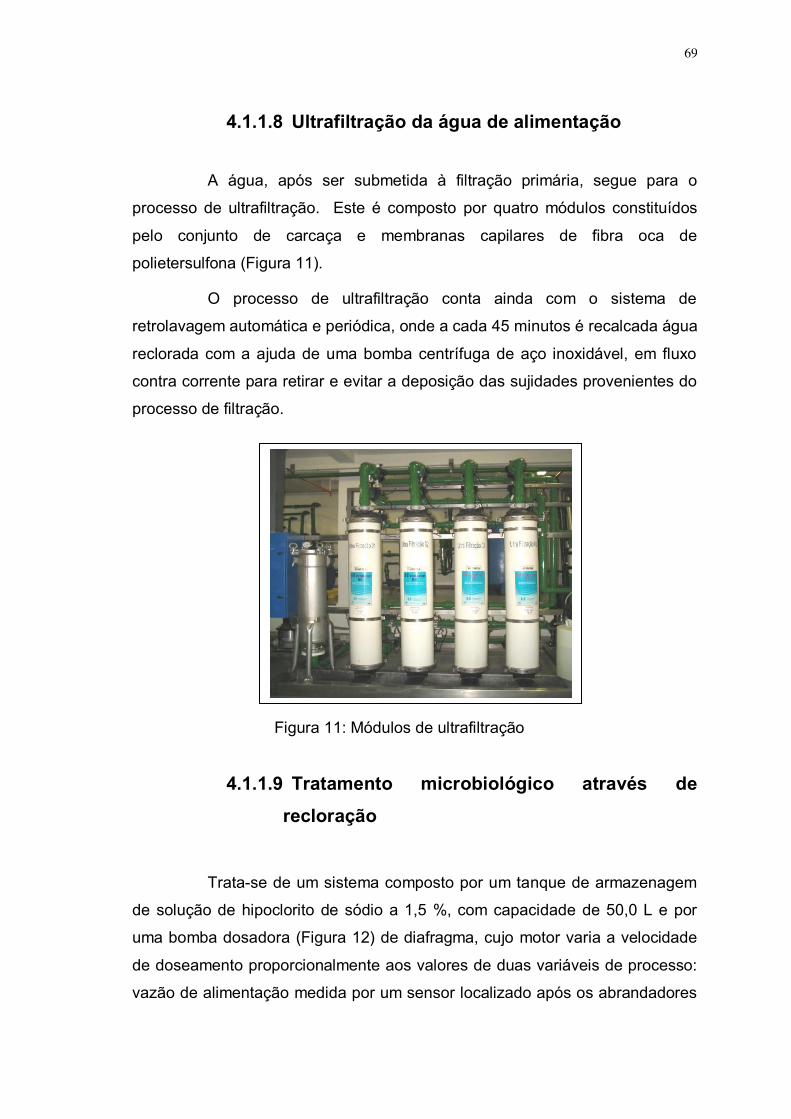
69
4.1.1.8 Ultrafiltração da água de alimentação
A água, após ser submetida à filtração primária, segue para o
processo de ultrafiltração. Este é composto por quatro módulos constituídos
pelo conjunto de carcaça e membranas capilares de fibra oca de
polietersulfona (Figura 11).
O processo de ultrafiltração conta ainda com o sistema de
retrolavagem automática e periódica, onde a cada 45 minutos é recalcada água
reclorada com a ajuda de uma bomba centrífuga de aço inoxidável, em fluxo
contra corrente para retirar e evitar a deposição das sujidades provenientes do
processo de filtração.
Figura 11: Módulos de ultrafiltração
4.1.1.9 Tratamento microbiológico através de
recloração
Trata-se de um sistema composto por um tanque de armazenagem
de solução de hipoclorito de sódio a 1,5 %, com capacidade de 50,0 L e por
uma bomba dosadora (Figura 12) de diafragma, cujo motor varia a velocidade
de doseamento proporcionalmente aos valores de duas variáveis de processo:
vazão de alimentação medida por um sensor localizado após os abrandadores

70
e a concentração de cloro residual livre, medida através de um sensor de
Potencial de Óxido Redução (ORP – Oxide Reduction Potential) instalado
antes do tanque de armazenagem de água reclorada. O sistema conta ainda
com uma câmara de mistura, que homogeneíza a solução de hipoclorito de
sódio.
Esse sistema que garante que a água estará a uma concentração de
até 3,0 mg.L-1 de cloro, é colocado na entrada do tanque de armazenagem do
pré-tratamento a fim de eliminar uma possível carga microbiana que
eventualmente exista e possa prejudicar o tratamento da água.
Figura 12: Sistema de recloração
4.1.1.10 Tanque de água armazenagem de água
reclorada
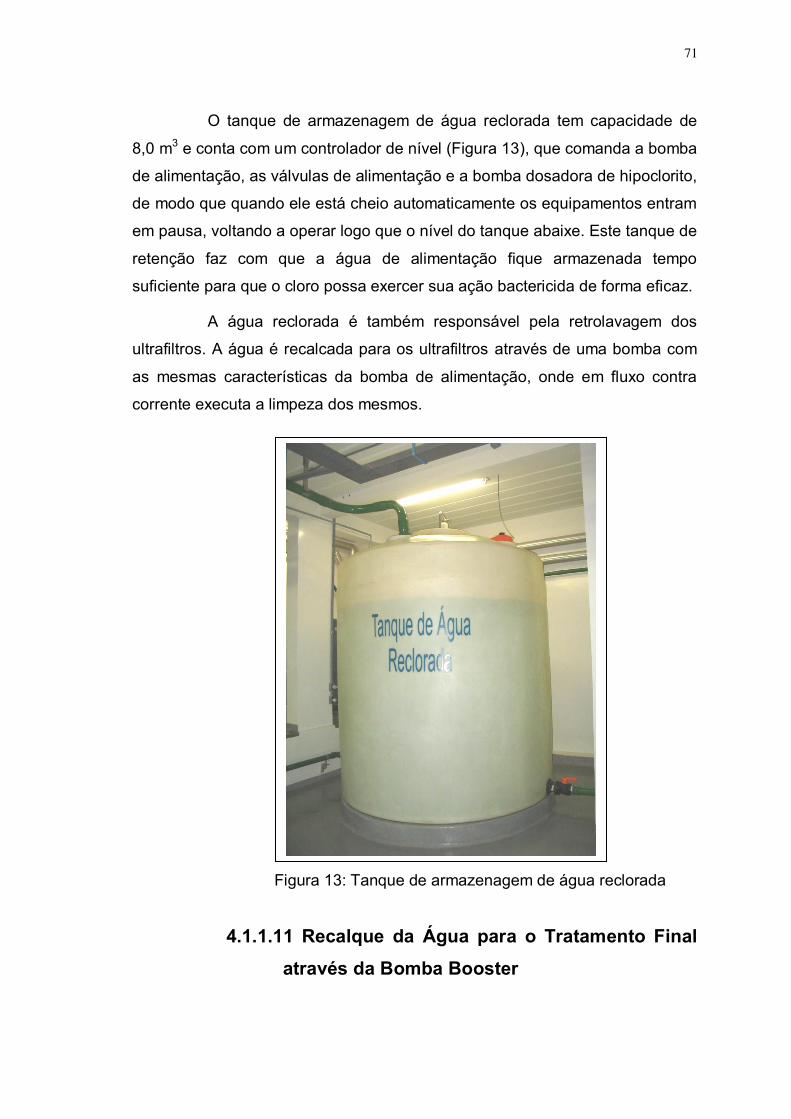
71
O tanque de armazenagem de água reclorada tem capacidade de
8,0 m3 e conta com um controlador de nível (Figura 13), que comanda a bomba
de alimentação, as válvulas de alimentação e a bomba dosadora de hipoclorito,
de modo que quando ele está cheio automaticamente os equipamentos entram
em pausa, voltando a operar logo que o nível do tanque abaixe. Este tanque de
retenção faz com que a água de alimentação fique armazenada tempo
suficiente para que o cloro possa exercer sua ação bactericida de forma eficaz.
A água reclorada é também responsável pela retrolavagem dos
ultrafiltros. A água é recalcada para os ultrafiltros através de uma bomba com
as mesmas características da bomba de alimentação, onde em fluxo contra
corrente executa a limpeza dos mesmos.
Figura 13: Tanque de armazenagem de água reclorada
4.1.1.11 Recalque da Água para o Tratamento Final
através da Bomba Booster

72
Bomba fabricada em aço inoxidável tem a função de pressurizar a
água pré-tratada a uma pressão constante que garanta que o sistema de
osmose reversa possa operar de forma correta, otimizando o processo e
aumentando a vida útil dos elementos filtrantes. Essa bomba também é
utilizada para a realização de limpezas químicas e sanitizações do sistema.
A bomba é controlada tanto pelo sensor de nível instalado no tanque
de armazenagem de água reclorada, quanto pela válvula de alimentação da
osmose reversa, sendo que ela para seu funcionamento quando o nível do
tanque de armazenagem está baixo e quando a pressão de alimentação da
osmose também está abaixo 0,5 bar.
Depois de passar pelo pré-tratamento, a água segue para o
tratamento final, onde é submetida a uma série de processos unitários
responsáveis pelo polimento final da água.
O tratamento final é composto pelos seguintes processos: filtração
final, diminuição da temperatura da água de alimentação, retirada de cloro
através de doseamento de metabissulfito de sódio, retirada de dióxido de
carbono por doseamento de hidróxido de sódio, desinfecção por radiação
ultravioleta pré-osmose, recalque para as membranas de osmose através das
bombas de alta pressão, purificação da água por osmose reversa e
esterilização por radiação ultravioleta pré-osmose.
4.1.2 Tratamento final da água WFI
4.1.2.1 Filtração final
Este filtro possui a mesma função do filtro primário, que é dar
polimento à água. Este é instalado antes da osmose reversa com a função de
protegê-la. Possui carcaça em aço inoxidável e elemento filtrante de 1,0 たm
absoluto (Figura 14). O controle do filtro é feito através da pressão de entrada
73
e, as trocas realizadas de forma preventiva a cada três sanitizações a quente
da osmose.
Figura 14: Filtro final
4.1.2.2 Sanitização a quente das membranas de
osmose reversa
Na literatura referente a sistemas de purificação de água para uso
farmacêutico não é encontrada nenhuma indicação quanto à freqüência da
realização de sanitizações, apenas é sugerido que seja feita de forma a evitar a
formação de biofilme. Com o intuito de atender a essa necessidade, o
procedimento de sanitização das membranas de osmose reversa é executado
quinzenalmente e de forma preventiva, objetivando a diminuição do risco de
formação de biofilme (USP 30, 2007) ou quando os limites de alerta
microbiológicos são atingidos.
Para a execução do processo de sanitização, o sistema conta com
um trocador de calor do tipo de placas em aço inoxidável. As mesmas ficam em
contato com a água (Figura 15) e, o controle do sistema de aquecimento é
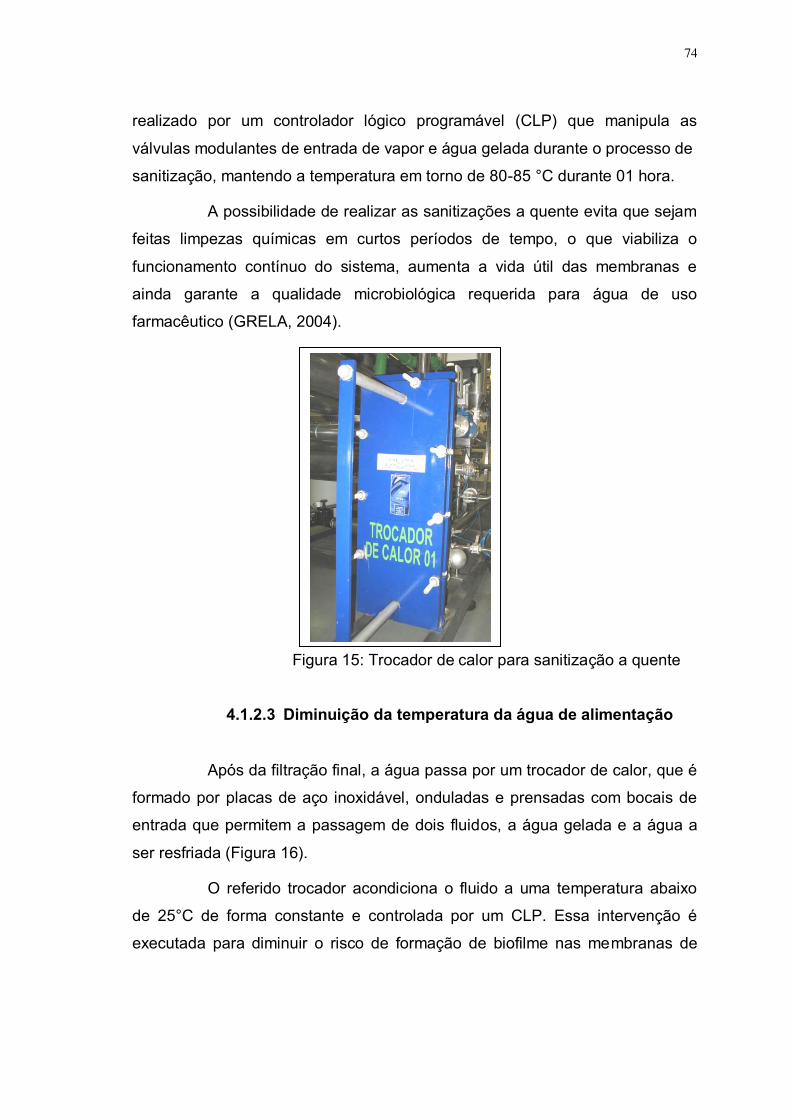
74
realizado por um controlador lógico programável (CLP) que manipula as
válvulas modulantes de entrada de vapor e água gelada durante o processo de
sanitização, mantendo a temperatura em torno de 80-85 °C durante 01 hora.
A possibilidade de realizar as sanitizações a quente evita que sejam
feitas limpezas químicas em curtos períodos de tempo, o que viabiliza o
funcionamento contínuo do sistema, aumenta a vida útil das membranas e
ainda garante a qualidade microbiológica requerida para água de uso
farmacêutico (GRELA, 2004).
Figura 15: Trocador de calor para sanitização a quente
4.1.2.3 Diminuição da temperatura da água de alimentação
Após da filtração final, a água passa por um trocador de calor, que é
formado por placas de aço inoxidável, onduladas e prensadas com bocais de
entrada que permitem a passagem de dois fluidos, a água gelada e a água a
ser resfriada (Figura 16).
O referido trocador acondiciona o fluido a uma temperatura abaixo
de 25°C de forma constante e controlada por um CLP. Essa intervenção é
executada para diminuir o risco de formação de biofilme nas membranas de

75
osmose, sendo esse processo particularmente importante nos períodos de
recirculação, quando a temperatura tende a aumentar consideravelmente.
Figura 16: Trocador de calor para diminuição de temperatura
4.1.2.4 Retirada de cloro através de doseamento de
metabissulfito de sódio
O método utilizado na retirada do cloro livre presente na água de
alimentação é a injeção de metabissulfito de sódio dissolvido em água. O
sistema injeta uma quantidade de solução proporcional à vazão de água de
alimentação e ao valor de ORP medido após a recloração. O conjunto de
doseamento de metabissulfito de sódio é composto por um tanque de
capacidade de 50 L e uma bomba dosadora diafragma (Figura 17) com vazão
proporcional às variáveis de processo, que são o Potencial de Óxido Redução
(ORP) após recloração e vazão da água de alimentação.
A fim de proteger o sistema contra possíveis falhas de doseamento,
foi instalado um sensor de ORP após o doseamento da solução redutora que
detecta possíveis fugas de cloro, parando a bomba booster e disparando
alarme sonoro.

76
4.1.2.5 Retirada de dióxido de carbono por
doseamento de hidróxido de sódio
O doseamento de hidróxido de sódio é realizado por uma bomba
diafragma, cujo motor oferece a possibilidade de variar a sua capacidade,
alterando a quantidade de solução injetada. Esse conjunto conta ainda com um
tanque de capacidade de 50 L (Figura 17) que detém a solução a ser injetada
na tubulação de passagem.
É importante lembrar que a bomba dosadora opera
automaticamente, com controles proporcional, integral e derivativo (PID) de pH,
o qual dosa de maneira regular e constante a solução de hidróxido de sódio. O
valor de pH a ser determinado varia conforme o valor de condutividade da água
de alimentação, podendo ser hora de maior valor, caso a concentração de CO2
esteja alta, ou de menor valor, caso a concentração de CO2 esteja baixa.
Figura 17: Sistemas de retirada de CO2 e cloro livre
4.1.2.6 Desinfecção por radiação ultravioleta pré-
osmose
O sistema é composto por uma câmara de esterilização de aço
inoxidável e tubos fluorescentes de quartzo contendo eletrodos de mercúrio
(Figura 18) que irradiam radiação U.V. para a água que circula pela câmara de

77
passagem, com comprimentos de onda de 254 nm. O equipamento não
apresenta modos de operação, já que o mesmo funciona durante todo o
processo de operação. Dentro dos painéis elétricos encontram-se indicadores
luminosos que sinalizam o funcionamento de cada lâmpada, facilitando assim a
sua manutenção.
Figura 18: Câmara de esterilização 01
4.1.2.7 Recalque para as membranas de osmose
através das bombas de alta pressão
Trata-se de duas bombas verticais em aço inoxidável que possuem
dois inversores de freqüência que controlam as velocidades dos motores de
acordo com o requerido pelo sistema. As bombas são controladas tanto pelos
inversores quanto por pressostatos localizados anteriormente a elas, tendo a
função de protegê-las evitando que as mesmas operem com pressão inferior a
0,5 bar, o que causa entrada de ar e conseqüente rompimento do seu selo
mecânico.
A água de alimentação é pressurizada para assegurar a força motriz
mínima de operação nos dois passos da osmose reversa, garantindo assim a
sua eficiência.
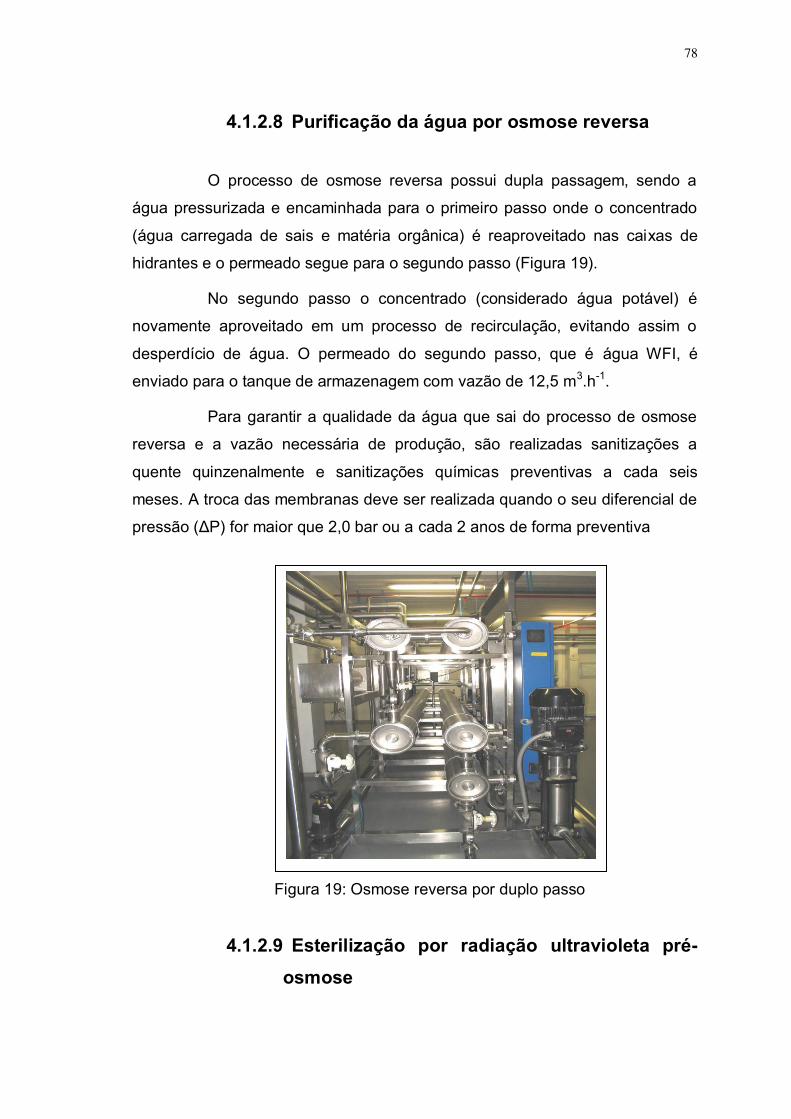
78
4.1.2.8 Purificação da água por osmose reversa
O processo de osmose reversa possui dupla passagem, sendo a
água pressurizada e encaminhada para o primeiro passo onde o concentrado
(água carregada de sais e matéria orgânica) é reaproveitado nas caixas de
hidrantes e o permeado segue para o segundo passo (Figura 19).
No segundo passo o concentrado (considerado água potável) é
novamente aproveitado em um processo de recirculação, evitando assim o
desperdício de água. O permeado do segundo passo, que é água WFI, é
enviado para o tanque de armazenagem com vazão de 12,5 m3.h-1.
Para garantir a qualidade da água que sai do processo de osmose
reversa e a vazão necessária de produção, são realizadas sanitizações a
quente quinzenalmente e sanitizações químicas preventivas a cada seis
meses. A troca das membranas deve ser realizada quando o seu diferencial de
pressão (〉P) for maior que 2,0 bar ou a cada 2 anos de forma preventiva
Figura 19: Osmose reversa por duplo passo
4.1.2.9 Esterilização por radiação ultravioleta pré-
osmose

79
Após a passagem pelas membranas de osmose reversa a água é
submetida mais uma vez à radiação ultravioleta (Figura 20). Esse equipamento
é instalado como o objetivo de evitar possível fuga bacteriológica proveniente
das membranas de osmose reversa. O equipamento funciona de forma similar
às lâmpadas pré-osmose a sua troca é feita a cada 8.000 h de uso.
Figura 20: Câmara de esterilização 02
4.1.3 Setores de armazenagem e distribuição
4.1.3.1 Tanque de armazenagem de água WFI
O sistema de armazenagem de água conta com um tanque de
capacidade de 15 m3, fabricado em aço inoxidável AISI 316 L (Figura 21). Este
aço inoxidável é padronizado pela norma americana AISI (Association of Iron
and Steel Engineers) e deve ser eletropolido, processo que remove uma
camada bem fina de material na superfície de uma peça ou componente de

80
metal (CATTO, 2006) e, confeccionado de acordo com as Boas Práticas de
Fabricação (BPF).
Toda a água que entra no tanque, vinda da osmose ou da
recirculação, passa por um spray ball, que é um equipamento que dispersa a
água no interior do tanque, molhando suas paredes internas e,
conseqüentemente, evitando possível formação de biofilme.
O tanque possui ainda um controlador de nível que comanda a
válvula de alimentação do mesmo. Quanto ele encontra-se cheio, a válvula é
fechada e o sistema de osmose reversa passa ao modo de recirculação.
Quando o nível volta a atingir o limite inferior, o sistema automaticamente abre
a válvula de alimentação e volta a operar em modo de produção alimentando o
tanque.
Sobre o tanque está instalado um filtro de ar, que também tem a
função evitar a contaminação microbiana, pois bloqueia a passagem de
contaminantes do meio externo para o interior do tanque.
Figura 21: Tanque de armazenagem de água WFI
4.1.3.2 Distribuição de água aos pontos de uso
através de bomba sanitária
A água após ser armazenada é recalcada por uma bomba sanitária
de alta pressão, fabricada em aço inoxidável de acordo com a BPF. A bomba
possui um variador de freqüência que mantêm a pressão na linha de

81
distribuição constante e se detêm quando ocorre baixo nível de água no tanque
de armazenagem, voltando a funcionar logo que seja restabelecido o volume
no tanque. Esta bomba tem a função principal de distribuir água aos setores de
produção e também a recirculação desta, impedindo a estagnação da água no
tanque de armazenagem e nas tubulações de distribuição.
4.1.3.3 Controle da temperatura do looping de
distribuição de água e sanitização
Da mesma forma que os outros trocadores de calor citados, o
trocador de calor 03 (CTU 03) é formado por placas de aço inoxidável,
onduladas e prensadas com bocais de entrada que permitem a passagem de
dois fluidos, a água gelada e a água a ser resfriada.
Tem a função de manter a temperatura da água a ser distribuída em
produção abaixo de 21°C, mais uma vez com o intuito de evitar o crescimento
bacteriológico. Paralelamente á função de resfriar a água que alimenta os
pontos de uso, este trocador de calor é empregado, semanalmente, na
realização da sanitização a quente do tanque de armazenagem de WFI e das
tubulações de distribuição de água.
De forma similar ao trocador de calor 01, o CTU 03 possui sistema
de controle PID com válvulas modulantes para a entrada de vapor e água
gelada, e ainda válvulas manuais, que permitem a regulagem da saída de
condensado. As sanitizações do sistema de distribuição e armazenagem são
feitas uma vez por semana, ou quando os valores microbiológicos atinjam os
seus limites de alerta.
4.1.4 Equipamentos de monitoramento e controle do
sistema de purificação de água.
Todo o sistema de tratamento, armazenagem e distribuição de água
WFI conta com instrumentos de indicação e controle das suas operações.
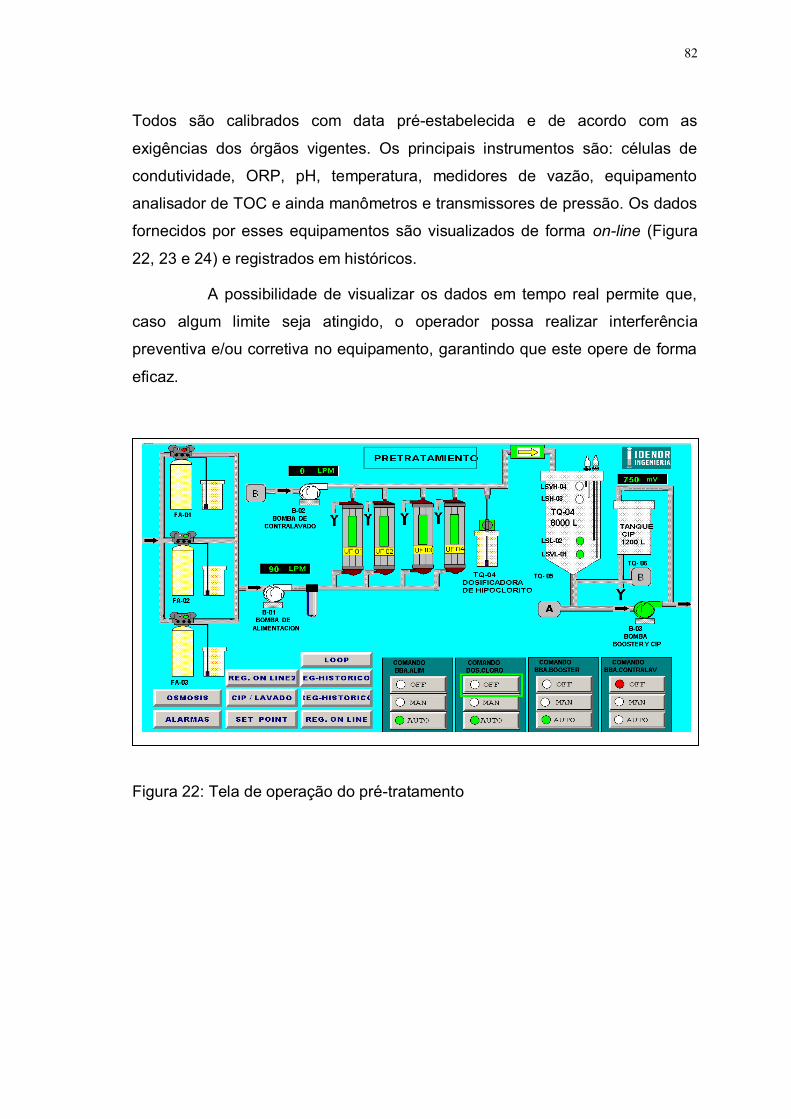
82
Todos são calibrados com data pré-estabelecida e de acordo com as
exigências dos órgãos vigentes. Os principais instrumentos são: células de
condutividade, ORP, pH, temperatura, medidores de vazão, equipamento
analisador de TOC e ainda manômetros e transmissores de pressão. Os dados
fornecidos por esses equipamentos são visualizados de forma on-line (Figura
22, 23 e 24) e registrados em históricos.
A possibilidade de visualizar os dados em tempo real permite que,
caso algum limite seja atingido, o operador possa realizar interferência
preventiva e/ou corretiva no equipamento, garantindo que este opere de forma
eficaz.
Figura 22: Tela de operação do pré-tratamento

83
Figura 23: Tela de operação do tratamento final.
Figura 24: Tela de operação dos sistemas de distribuição e armazenagem de
água
O fluxograma do processo descrito está representado na Figura 25.
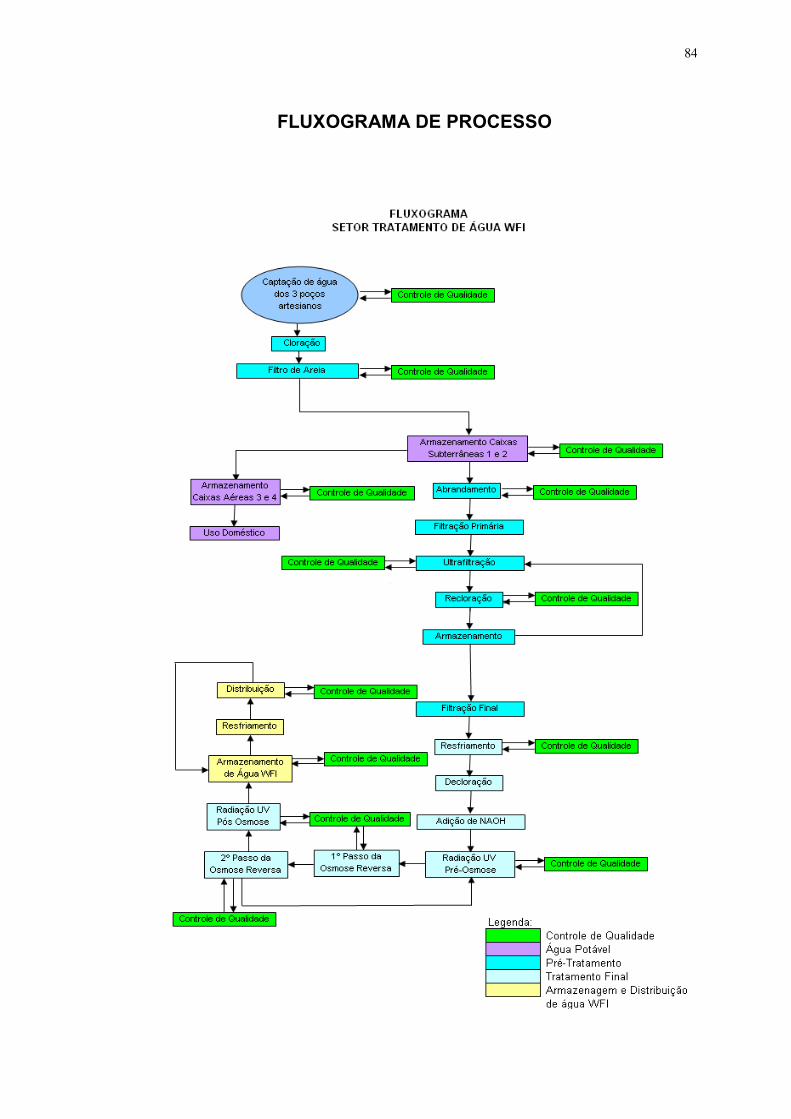
84
FLUXOGRAMA DE PROCESSO

85
4.5 Qualificação de projeto (QD)
Na análise da correnspondência do escopo do projeto com o RU,
após o comissionamento, foi verificado que o sistema estava instalado de
acordo com as especificações do usuário, em conformidade com as BPF’s e os
instrumentos críticos encontravam-se calibrados pelo seus fabricantes (ver
Figuras 26.a e 26.b).
Figura 26. (a) Testes do FAT; Figura 26. (b) Conclusão do FAT
Não foram encontradas “não conformidades” significativas, porém na
realização do FAT, conforme Anexo I(Conclusión parcial / final del FAT), foi
observado que alguns manuais da planta, bem como cópia atualizada do
programa de CLP e configuração que permita impressão de relatórios não
constavam, sendo estes entregues na chegada do equipamento à HalexIstar.
4.6 Qualificação de instalação (QI)
Foi verificado através de testes de check-list de equipamentos,
componentes e de utilidades que estes foram corretamente instalados, de
acordo com as especificações do desenho da planta e BPF’s e que operavam
apropriadamente à execução das atividades a que se destinavam. Foi
executada, também a revisão da documentação de engenharia e dos
programas de calibração e comprovado que estes estavam de acordo com as
especificações. Este resultado está descrito no relatório final da IQ no Anexo II.
Após a realização do Brainstorming foram levantados os pontos
críticos do processo utilizando a ferramenta FMEA (ver AnexoV) que
86
demosntrou que as variáveis críticas do processo eram a cloração dos poços
artesianos, a condutividade, o TOC e as quantidades de endotoxinas e
contagem bacteriana de saída da água da osmose. As outras variáveis de
processo (pH, ORP, temperatura, vazão, dureza e pressão) não foram
consideradas neste estudo como fator de risco para a água WFI, e por isto
decidiu-se realizar apenas seu monitoramento quanto às suas adequações às
especificações do fabricante.
4.7 Qualificação de operação (QO)
Foram realizados os levantamentos das calibrações dos
equipamentos e instrumentos de análise e controle, e constatado que estes
estavam, juntamente com os seus certificados, funcionando adequadamente,
possibilitanto assim a realização dos testes subseqüêntes.
Depois de analisados os riscos na fase de qualificação de instalação
foi observado que as variáveis críticas do processo, cloração do poços
artesianos, a condutividade, TOC e as quantidades de endotoxinas e contagem
bacteriana de saída da água da osmose, apresentaram
resultados satisfatórios quanto à estabilidade e à capacidade, portanto
concluiu-se que o sistema estava qualificado operacionalmente (Anexo III),
restando apenas a conclusão dos estudos de qualificação de performance.
A Tabela 03 apresenta os resultados obtidos na fase de qualificação
da operação.

87
Tabela 03: Resultados das variáveis críticas na fase de qualificação de operação
Data Unidades formadoras de colônia
UFC.100 mL-
1
Endotoxinas
EU.mL-1
Concentração de cloro em
mg.L-1
TOC em mg.m-3
Condutividade em uS.
cm-1
29/abr <1 <0,125 1,0 23,0 0,93
02/mai
<1 <0,125 0,9 21,0 0,86
03/mai
<1 <0,125 0,9 22,0 1,06
04/mai
<1 <0,125 1,0 26,0 0,93
05/mai
<1 <0,125 0,8 23,0 1,01
06/mai
<1 <0,125 0,8 24,0 1,02
08/mai
<1 <0,125 0,9 25,0 1,05
09/mai
<1 <0,125 0,9 26,0 0,99
10/mai
<1 <0,125 0,9 22,0 0,91
11/mai
<1 <0,125 0,8 24,0 0,96
12/mai
<1 <0,125 0,9 24,0 0,85
13/mai
<1 <0,125 0,8 22,0 0,93
15/mai
<1 <0,125 0,9 24,0 0,83
16/mai
<1 <0,125 1,0 24,0 0,88
17/mai
<1 <0,125 1,0 24,0 0,93
18/mai
<1 <0,125 0,9 21,0 0,87
19/mai
<1 <0,125 1,0 21,0 0,86
20/mai
<1 <0,125 1,0 24,0 0,82
22/mai
<1 <0,125 1,0 22,0 1,02
23/mai
<1 <0,125 0,8 23,0 1,05
24/mai
<1 <0,125 0,9 21,0 1,05
25/mai
<1 <0,125 0,9 22,0 0,85
26/mai
<1 <0,125 0,8 21,0 1,01
27/mai
<1 <0,125 0,8 21,0 0,96
29/mai
<1 <0,125 0,9 22,0 0,96
30/mai
<1 <0,125 0,9 21,0 1,02
31/mai
<1 <0,125 0,9 22,0 0,89

88
4.7.1 Estabilidade de processo - QO
Para a análise de estabilidade do processo foram empregados os
gráficos de controle 3j para valores individuais e o gráfico de monitoramento
através da flutuação da variável de controle. Verificou-se que o processo pode
ser considerado como previsível quanto ao seu desempenho para as variáveis
críticas condutividade (Figura 27), cloração (Figura 28), TOC (Figura 29),
endotoxinas (Figura 30) e contagem de microorganismos aeróbicos totais
(Figura 31), já que nenhum ponto saiu dos limites de controle e, também, pelo
fato dos pontos não apresentarem nenhuma seqüência estranha de variação.
Figura 27: QO - análise da estabilidade da condutividade da água de saída
da osmose reversa
Figura 28: QO - análise da estabilidade da cloração dos poços artesianos
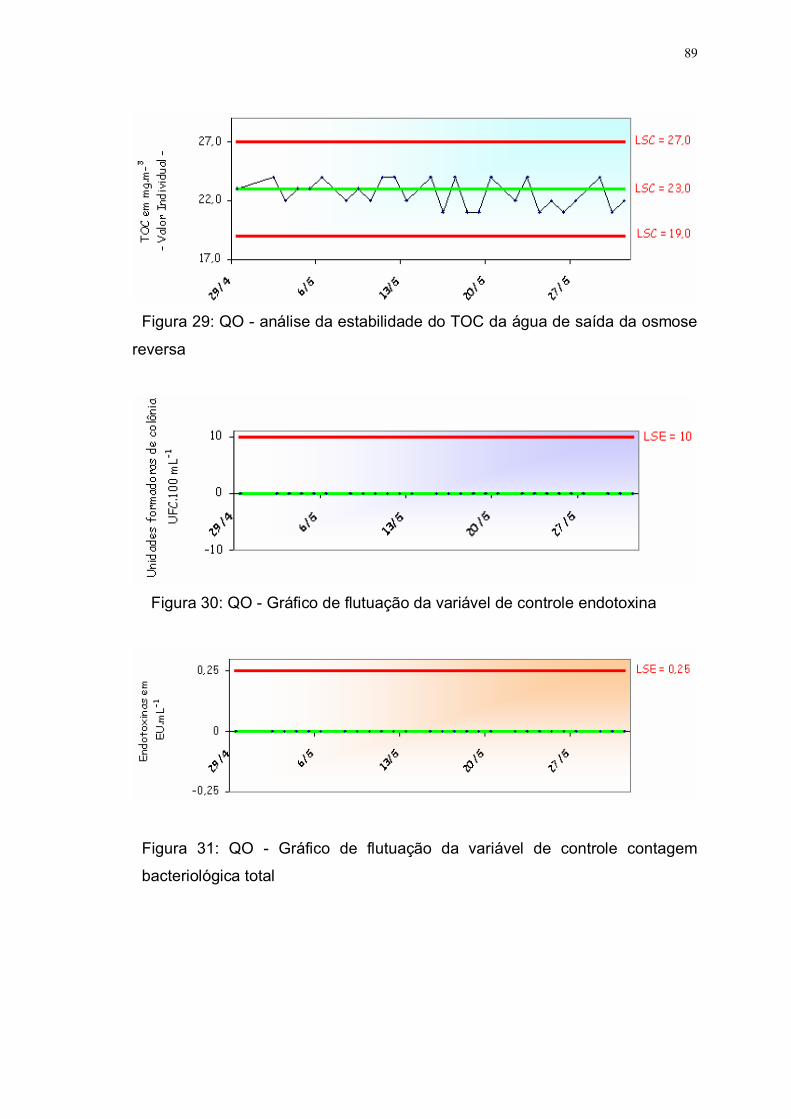
89
Figura 29: QO - análise da estabilidade do TOC da água de saída da osmose
reversa
Figura 30: QO - Gráfico de flutuação da variável de controle endotoxina
Figura 31: QO - Gráfico de flutuação da variável de controle contagem
bacteriológica total

90
4.7.2 Capacidade de processo - QO
Depois de comprovado que o sistema estava sobre controle, avaliou-
se a capacidade do processo mediante o cálculo dos índices de capacidade,
Cp, das variáveis condutividade, cloração e TOC, apresentados nas Figuras
32, 33 e 34.
O processo foi considerado capaz operacionalmente, devido a todos
os índices apresentaram valores acima de 1,0, não havendo nenhuma “não
conformidade”.
Comparando-se aos demais pontos críticos, a condutividade foi a
variável que apresentou menor índice de capacidade, devido ao sistema de
tratamento de água ser dinâmico e operar ora em fase de recirculação ora em
fase de produção, o que impacta nos seus valores.
A condutividade ainda é sensível a variações provenientes de
alterações na temperatura ou quantidade de dióxido de carbono da água de
alimentação, o que reflete nos valores obtidos da condutividade, o que porém é
facilmente corrigido, haja vista que o sistema conta com um controlador lógico
programável que executa as ações corretivas em tempo real, evitando que o
limite superior especificado pelas normas vigentes (1,3 uS. cm-1) seja atingido.
Quanto ao TOC foi observado, através da Figura 33, uma relevante
descentralização dos resultados obtidos em relação às especificação das
normas vigentes (500 mg.m-3), isso vem corroborar com a qualidade da água
produzida, uma vez que os resultados obtidos estão muito abaixo do limite
superior permitido.
A cloração também apresentou índice de capacidade satisfatório
(Figura 33), o que influenciou na qualidade microbiológica da água utilizada na
produção de injetáveis representada através dos gráficos de monitoramento da
flutuação das variáveis de controle endotoxina e contagem bacteriana
representadas nas Figuras 30 e 31.

91
Figura 32: QO - análise de capacidade da condutividade da água de
saída da osmose reversa
Figura 33: QO - análise de capacidade da cloração dos poços artesianos
92
Figura 34: QO - análise da capacidade do TOC da água de saída da
osmose reversa
4.8 Qualificação de performance (QP)
Com os resultados dos estudos iniciais da qualificação de operação,
a gerência de produção com o apoio da equipe de validação decidiu por utilizar
o produto, água WFI, na produção de injetáveis, uma vez que no decorrer do
processo de análise os resultados da QO comprovaram que o sistema estava
sob controle e que atendia às especificações pré-determinadas.
A análise de um ano, realizada para estudar a sazonalidade,
determinou que não existiam variações decorrentes deste fator.
Durante o período de qualificação de performanse foram executados
os procedimentos de limpeza, bem como de manutenção preventiva do sistema
e comprovado que estes atendiam às necessidades do equipamento, não
oferecendo impacto sobre a qualidade do produto.
Após a avaliação dos resultados obtidos através do monitoramento
do sistema de tratamento de água WFI durante 12 (doze) meses, foi concluído
que o sistema cumpre com as especificações definidas, apresentando
estabilidade e repetibilidade, demonstrando ser capaz para produção de água
para injetáveis com qualidade adequada ao que se destina, sendo, portanto,
considerado validado (Anexo IV).
Os resultados obtidos durante a QP estão representados na Tabela
04.

93
Tabela 04: Resultado das varíaves críticas de qualificação de performance
Mês Unidades formadoras de
colônia UFC.100 mL-1
Endotoxinas EU.mL-1
Concentração de cloro em
mg.L-1
Condutividade em uS. Cm-
1
TOC mg.m-3
Junho <1 <0,125 1,4 0,89 0,90
<1 <0,125 1,2 0,99 1,20 <1 <0,125 1,2 1,11 0,60 <1 <0,125 1,4 0,92 0,90
Julho <1 <0,125 1,4 1,10 0,70 <1 <0,125 1,3 0,97 0,70 <1 <0,125 1,5 0,87 0,60 <1 <0,125 1,4 0,90 1,30
Agosto <1 <0,125 1,4 0,96 0,80 <1 <0,125 1,3 0,92 1,10 <1 <0,125 1,4 1,01 0,90 <1 <0,125 1,2 0,91 1,10 Setembro <1 <0,125 1,4 0,98 0,70
<1 <0,125 1,4 0,97 0,90 <1 <0,125 1,4 1,10 1,20 <1 <0,125 1,3 0,91 1,00
Outubro <1 <0,125 1,2 0,92 0,90 <1 <0,125 1,3 0,99 0,30 <1 <0,125 1,4 1,02 0,50 <1 <0,125 1,3 0,92 0,90 Novembro <1 <0,125 1,3 0,99 0,60
<1 <0,125 1,5 1,04 0,90 <1 <0,125 1,4 1,00 0,80 <1 <0,125 1,3 1,07 0,60 Dezembro <1 <0,125 1,3 0,94 1,00
<1 <0,125 1,4 1,07 0,80 <1 <0,125 1,3 1,02 0,30 <1 <0,125 1,2 1,10 1,00
Janeiro <1 <0,125 1,4 1,08 0,40 <1 <0,125 1,3 0,92 0,50 <1 <0,125 1,2 0,96 0,70 <1 <0,125 1,3 1,09 0,80 Fevereiro <1 <0,125 1,4 1,11 0,60
<1 <0,125 1,2 0,88 1,10 <1 <0,125 1,2 1,08 0,40 <1 <0,125 1,3 1,12 0,60
Março <1 <0,125 1,3 0,95 0,60 <1 <0,125 1,2 1,03 0,80 <1 <0,125 1,2 1,11 1,12 <1 <0,125 1,4 0,91 0,97
Abril <1 <0,125 1,2 1,15 0,72 <1 <0,125 1,3 1,02 1,32 <1 <0,125 1,3 1,04 0,97 <1 <0,125 1,4 0,97 0,87
Maio <1 <0,125 1,3 1,06 1,00 <1 <0,125 1,2 0,93 0,64 <1 <0,125 1,2 0,95 0,97 <1 <0,125 1,2 1,00 1,39

94
4.8.1 Estabilidade de processo - QP
Em consonância à qualificação de operação foi realizada a aplicação
dos gráficos 3j para valores individuais e monitoramento da flutuação da
variável de controle.
Não foi observado nenhum comprimento de seqüência anormal, com
mais de 7 (sete) pontos consecutivos incidindo em um dos lados da linha
central, bem como pontos tendenciosos ou ainda valores próximos aos limites
de controle. Estas observações comprovaram que o sistema era
completamente previsível e robusto através da análise das variáveis críticas
condutividade (Figura 35), cloração (Figura 36), TOC (Figura 37), endotoxinas
(Figura 38) e contagem de microorganismos aeróbicos totais (Figura 39).
Figura 35: QP - análise da estabilidade da condutividade da água de saída da
osmose reversa
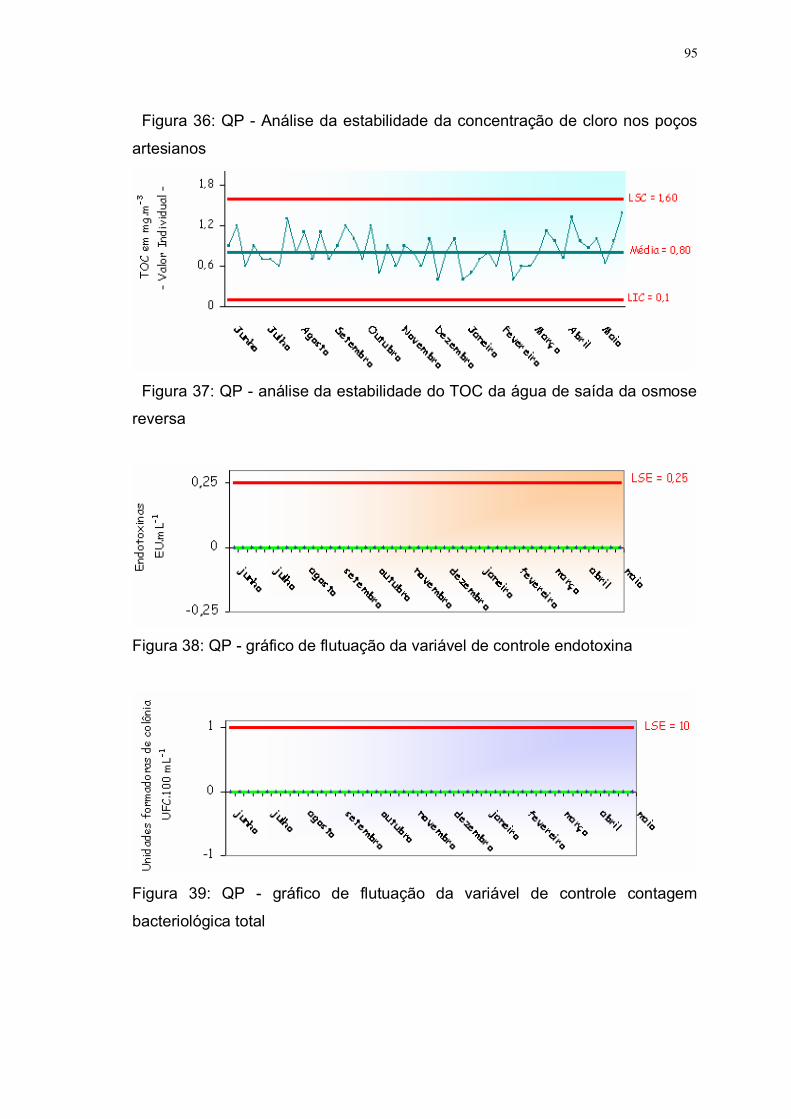
95
Figura 36: QP - Análise da estabilidade da concentração de cloro nos poços
artesianos
Figura 37: QP - análise da estabilidade do TOC da água de saída da osmose
reversa
Figura 38: QP - gráfico de flutuação da variável de controle endotoxina
Figura 39: QP - gráfico de flutuação da variável de controle contagem
bacteriológica total

96
4.8.2 Capacidade de processo - QP
Com a comprovação de que o sistema era robusto e que não
apresentava variações consideraveis seguiu-se para a confirmação da
capacidade do processo determinada na fase do QO, nesta fase foram
realizados os estudos dos índices de capacidade e feitas algumas
observações.
Foi observado na análise da variável TOC, que este apresenta um
índice Cp (Figura 42) muito alto devido aos seus resultados estarem muito
abaixo das especificações, o que comprovou que o sistema além de ser capaz
de produzir a água WFI dentro dos parâmetros especificados, ainda o fazia
além das espectativas.
Quanto à condutividade o sistema apresentou índice satisfatório de
1,3 (Figura 40) acima do especificado (1,0), o que comprovou que o sistema
era capaz de produzir água WFI de forma robusta.
De forma semelhante às variáveis citadas, a cloração do sistema
também obteve índice satisfatório contribuindo para a qualidade microbiológica
do sistema, que ficou evidenciada nos gráficos de monitoramento de
endotoxinas (Figura 38) e contagem bacteriana total (Figura 39).

97
Figura 40: QP - análise de capacidade da condutividade da água de saída da
osmose reversa
Figura 41: QP - análise de capacidade da cloração dos poços artesianos
Figura 42: QP - análise da capacidade do TOC da água de saída da osmose
reversa

98
CONCLUSÃO
A proposta do trabalho era validar o sistema de tratamento,
armazenamento e de distribuição de água WFI (Water for Injection) da empresa
Halexistar Indústria Farmacêutica em Goiânia para produção industrial, que
atendesse às especificações requeridas pelas normas aplicáveis.
Conforme pôde ser observado nos gráficos de análise de
estabilidade, o sistema é previsível e encontra-se sob controle, pois não
apresentaram, em nenhuma de suas fases de qualificação, resultados fora da
especificação ou padrões estranhos de variação.
Consoantemente à análise de estabilidade a verificação da
capacidade do processo também foi satisfatória, apresentando índices de
capacidade, em todas as fases de qualificação, superiores a 1,0, valor
estabelecido como padrão.
Com base nestas observações o sistema foi considerado validado e
apto a produzir água para fins farmacêuticos.
Este trabalho proporcionou o conhecimento do processo de validação
nas suas quatro fases, evidenciando a sua importância na qualidade do produto
final, medicamentos parenterais, por ser uma possível ferramenta para a
melhoria e garantia da qualidade.
O estudo também evidenciou a grande importância e criticidade da
água, já que esta é a principal matéria-prima utilizada nas indústrias de
injetáveis.
Durante a etapa de qualificação de performance, confirmou-se o
plano de controle de processo desenvolvido na fase de qualificação de
operação pelo atendimento do critérios para o sucesso. Concluindo-se que o
sistema encontrava-se validado e apto a produzir a água para os fins a que se
destinava. Tão importante quanto a conclusão com sucesso da validação é a
sua manutenção, visto que a validação abrange um período restrito de tempo,
recomenda-se então o contínuo monitoramento do processo quanto aos
requisitos pré-determinados juntamente com a continuação da aplicação do
controle estatístico de processo (CEP).

99
Na indústria farmacêutica de injetáveis a validação e revalidação de
sistemas de tratamento de água são de suma importância, visto que a água é a
principal matéria-prima para produtos parenterais. Os resultados obtidos
comprovam que o sistema de tratamento da água atendeu, durante este
período, aos parâmetros requeridos pela legislação vigente. Portanto, podemos
afirmar que está validado e poderá posteriormente ser revalidado.
Os métodos tecnológicos e as intervenções da garantia da qualidade
adotadas para melhoria do processo atribuem ao sistema de tratamento de
água um nível de confiabilidade na obtenção da água que satisfaça plenamente
à especificação legalmente exigida. Pudesse ainda obter o grau de
reprodutibilidade requerida na validação. As FQ (ferramentas da qualidade)
foram estratégias efetivas no processo de validação do sistema de tratamento
de água, uma vez que sistematizou o processo de melhoria contínua, bem
como treinamentos dos colaboradores sensibilizando os para o cumprimento
dos POP.s adotados.
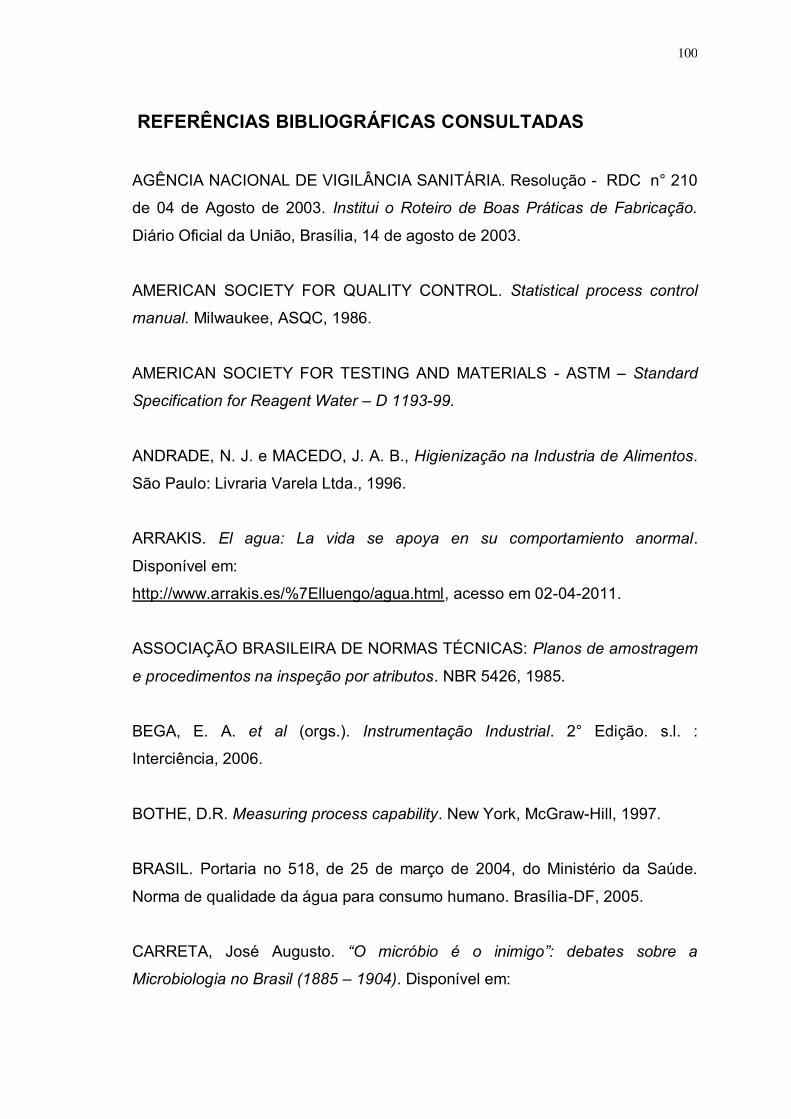
100
REFERÊNCIAS BIBLIOGRÁFICAS CONSULTADAS
AGÊNCIA NACIONAL DE VIGILÂNCIA SANITÁRIA. Resolução - RDC n° 210
de 04 de Agosto de 2003. Institui o Roteiro de Boas Práticas de Fabricação.
Diário Oficial da União, Brasília, 14 de agosto de 2003.
AMERICAN SOCIETY FOR QUALITY CONTROL. Statistical process control
manual. Milwaukee, ASQC, 1986.
AMERICAN SOCIETY FOR TESTING AND MATERIALS - ASTM – Standard
Specification for Reagent Water – D 1193-99.
ANDRADE, N. J. e MACEDO, J. A. B., Higienização na Industria de Alimentos.
São Paulo: Livraria Varela Ltda., 1996.
ARRAKIS. El agua: La vida se apoya en su comportamiento anormal.
Disponível em:
http://www.arrakis.es/%7Elluengo/agua.html, acesso em 02-04-2011.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS: Planos de amostragem
e procedimentos na inspeção por atributos. NBR 5426, 1985.
BEGA, E. A. et al (orgs.). Instrumentação Industrial. 2° Edição. s.l. :
Interciência, 2006.
BOTHE, D.R. Measuring process capability. New York, McGraw-Hill, 1997.
BRASIL. Portaria no 518, de 25 de março de 2004, do Ministério da Saúde.
Norma de qualidade da água para consumo humano. Brasília-DF, 2005.
CARRETA, José Augusto. “O micróbio é o inimigo”: debates sobre a
Microbiologia no Brasil (1885 – 1904). Disponível em:

101
http://libdigi.unicamp.br/document/?code=vtls000401217, acesso em 24 -03-
2011.
CATTO, Marcelo. Processo de Galvanoplastia. Detroid-Circular Informativa
Eng. Aplicação. Número 41. p.1. Abr. 2006.
CEPEDA, Diniz Augusto. Publicação eletrônica [Tempo de esterilização e
temperatura]. Mensagem recebida por <[email protected]> em 09
abr. 2011.
DESMINERALIZAÇÃO DE ÁGUA. Revista Química e Derivados, São Paulo.
Edição n°390. Fev. de 2001. Disponível em http://www.quimica.com.br, acesso
em 02-04-2011.
DIAS, Tiago. Conceitos simples com ótimos resultados. Revista Meio Filtrante.
Ano V. Edição n° 24. Janeiro/Fevereiro de 2007. Disponível em:
http://www.meiofiltrante.com.br/materias, acesso em 20-03-2011.
DONAIRE, Patrícia Pulsini. Desinfecção de águas utilizando radiação
ultravioleta e fotocatálise heterogênia. Campinas: Universidade Estadual de
Campinas, 2001. Dissertação de Mestrado.
ELIAS, L. E., Soluções Parenterais no mundo. ABRASP – Associação
Brasileira dos Produtores de Soluções Parenterais. Disponível em:
http://www.abrasp.org.br/Artigos/Integra.aspx?artigo=1, acesso em 11-03-
2011.
FARMACOPÉIA BRASILEIRA. 4.ed. São Paulo: Atheneu editora, 1988.
FDA (Food and Drug Administration), Center for Drug Evaluation and Research
(CDER). General Principles of Validation, Rockville, 1987. Disponível em:

102
http://www.brcompliance.com/process_validation.pdf, acesso em 05-03-2011.
GRELA, Jorge. A osmose reversa de dupla passagem e o mercado
farmacêutico. Revista Meio Filtrante. Ano II. Edição n°8. Jan. Fev. Mar. de
2004. Disponível em:
http://www.meiofiltrante.com.br/materias.asp?action=detalhe&id=90, acesso
em 20-03-2011.
HARVEY, W., Exercitatio Anatomica de Motu Cordis et Sanguinis in
Animalibus. Francofurti, 1628.
JOAQUIM R. e GIMENES L. Soldagem Tig Orbital. Disponível em:
http://www.infosolda.com.br/download/12dda.pdf, acesso em 06-04-2011.
KUME, Hitoshi. Métodos Estatísticos para a melhoria da Qualidade / Hitoshi
Kume; tradução de Dario Ikuo Miyake; revisão de Alberto Wunderler Ramos.
São Paulo: Editora Gente, 1993.
MACÊDO, Jorge Antônio Barros. Águas & Águas. 2° Edição. Belo Horizonte:
Conselho Regional de Química, 751p., 2004.
MÍDIO, Antônio. Exposição humana a trialometanos presentes em água
tratada. Revista de Saúde Pública. v.33. n.4. São Paulo ago. 1999. Disponível
em:
http://www.scielosp.org/scielo.php?script=sci_arttext&pid=S0034-
89101999000400013&lng=pt&nrm=iso&tlng=pt, acesso em: 25-03-2011.
MIERZWA, José Carlos. Desinfecção de água de abastecimento por radiação
ultravioleta, 2008. Disponível em:
http://143.107.96.240/phd/LeArq.aspx?id_arq=1279, acesso em 10-03-2011.
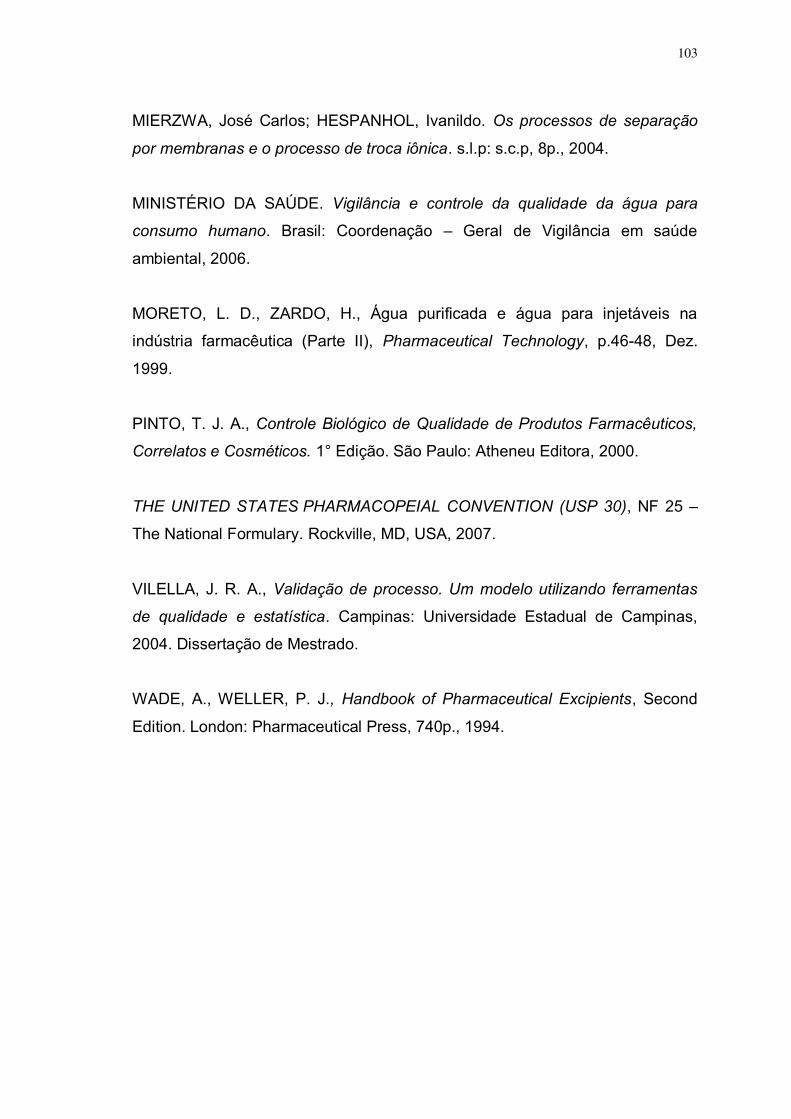
103
MIERZWA, José Carlos; HESPANHOL, Ivanildo. Os processos de separação
por membranas e o processo de troca iônica. s.l.p: s.c.p, 8p., 2004.
MINISTÉRIO DA SAÚDE. Vigilância e controle da qualidade da água para
consumo humano. Brasil: Coordenação – Geral de Vigilância em saúde
ambiental, 2006.
MORETO, L. D., ZARDO, H., Água purificada e água para injetáveis na
indústria farmacêutica (Parte II), Pharmaceutical Technology, p.46-48, Dez.
1999.
PINTO, T. J. A., Controle Biológico de Qualidade de Produtos Farmacêuticos,
Correlatos e Cosméticos. 1° Edição. São Paulo: Atheneu Editora, 2000.
THE UNITED STATES PHARMACOPEIAL CONVENTION (USP 30), NF 25 –
The National Formulary. Rockville, MD, USA, 2007.
VILELLA, J. R. A., Validação de processo. Um modelo utilizando ferramentas
de qualidade e estatística. Campinas: Universidade Estadual de Campinas,
2004. Dissertação de Mestrado.
WADE, A., WELLER, P. J., Handbook of Pharmaceutical Excipients, Second
Edition. London: Pharmaceutical Press, 740p., 1994.

104
ANEXOS
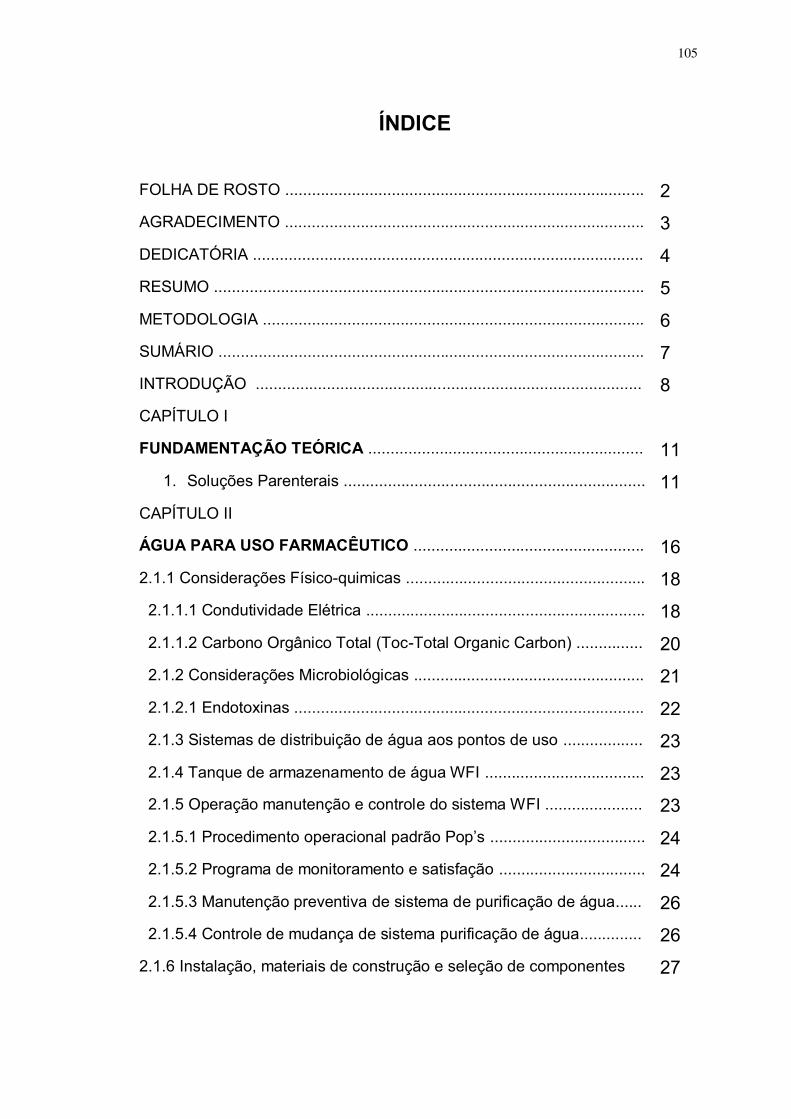
105
ÍNDICE
FOLHA DE ROSTO ................................................................................. 2
AGRADECIMENTO ................................................................................. 3
DEDICATÓRIA ........................................................................................ 4
RESUMO ................................................................................................. 5
METODOLOGIA ...................................................................................... 6
SUMÁRIO ................................................................................................ 7
INTRODUÇÃO ....................................................................................... 8
CAPÍTULO I
FUNDAMENTAÇÃO TEÓRICA .............................................................. 11
1. Soluções Parenterais .................................................................... 11
CAPÍTULO II
ÁGUA PARA USO FARMACÊUTICO .................................................... 16
2.1.1 Considerações Físico-quimicas ...................................................... 18
2.1.1.1 Condutividade Elétrica ............................................................... 18
2.1.1.2 Carbono Orgânico Total (Toc-Total Organic Carbon) ............... 20
2.1.2 Considerações Microbiológicas .................................................... 21
2.1.2.1 Endotoxinas ............................................................................... 22
2.1.3 Sistemas de distribuição de água aos pontos de uso .................. 23
2.1.4 Tanque de armazenamento de água WFI .................................... 23
2.1.5 Operação manutenção e controle do sistema WFI ...................... 23
2.1.5.1 Procedimento operacional padrão Pop’s ................................... 24
2.1.5.2 Programa de monitoramento e satisfação ................................. 24
2.1.5.3 Manutenção preventiva de sistema de purificação de água...... 26
2.1.5.4 Controle de mudança de sistema purificação de água.............. 26
2.1.6 Instalação, materiais de construção e seleção de componentes 27
106
de sistemas de purificação de água ........................................................
2.2 Validação de processos industriais.............................................. 28
2.2.1 Termos e definições aplicados a validação ................................. 29
2.2.2 Objetivo da validação de processos............................................ 31
2.2.3 Tipos de validação de processo .................................................. 32
2.2.3.1 Validação prospectiva ........................................................... 32
2.2.3.2 Validação concorrente ou simultânea ................................... 33
2.2.3.3 Validação retrospectiva ......................................................... 34
2.2.3.4 Revalidação de processo ...................................................... 35
2.2.4 Plano de validação .................................................................... 35
2.2.4.1 Qualificação do Projeto – DQ (Design Qualification) ............. 38
2.2.4.2 Qualificação da Instalação – IQ (Installation Qualification) ... 39
2.2.4.3 Qualificação da Operação - OQ (Operation Qualification)..... 40
2.2.4.4 Qualificação de Performance – PQ (Performance
Qualification)............................................................................................. 42
2.2.5 Estratégia de amostragem........................................................... 43
2.2.6 Validação estatística do processo................................................ 44
2.3 Processos de tratamento de água................................................. 46
2.3.1 Operações de pré-tratamento para obtenção de água WFI......... 46
2.3.1.1 Operações de desinfecção..................................................... 46
2.3.1.2 Operações de pré-filtração..................................................... 49
2.3.1.3 Operações de abrandamento................................................. 50
2.3.1.4 Operações de ultrafiltração.................................................... 51
2.3.1.5 Adição de produtos químicos à água .................................... 54
2.3.2 Operações de tratamento final para obtenção de água WFI ....... 55
CAPITULO 3. PARTE EXPERIMENTAL ................................................ 58
3.1 Materiais utilizados ....................................................................... 58
3.1.1 Reagentes e amostras ................................................................ 58

107
3.1.2 Equipamentos instalados no processo (online) ........................... 59
3.1.3 Métodos de análise microbiológicos empregados....................... 59
3.2 1ª Fase: Qualificação de Projeto...................................................... 59
3.3 2ª Fase: Qualificação de Instalação ................................................ 60
3.4 3ª Fase: Qualificação de Operação ................................................. 60
3.5 4ª Fase: Qualificação de Performance............................................. 61
4. RESULTADOS E DISCUSSÕES......................................................... 61
4.1 Descrição geral do equipamento................................................... 61
4.1.1 Pré-tratamento para obtenção de água WFI................................ 62
4.1.1.1 Captação de água dos poços artesianos .............................. 62
4.1.1.2 Desinfecção por cloro ............................................................ 64
4.1.1.3 Pré-filtração com filtro de areia .............................................. 65
4.1.1.4 Caixas de passagem e armazenagem .................................. 65
4.1.1.5 Retirada da dureza por abrandamento .................................. 66
4.1.1.6 Bomba de alimentação de Água ........................................... 67
4.1.1.7 Filtração primária ................................................................... 68
4.1.1.8 Ultrafiltração da água de alimentação ................................... 69
4.1.1.9 Tratamento microbiológico através de recloração ................. 69
4.1.1.10 Tanque de água armazenagem de água reclorada ............ 70
4.1.1.11 Recalque da Água para o tratamento final através da
bomba booster ........................................................................................ 71
4.1.2 Tratamento final da água WFI ..................................................... 72
4.1.2.1 Filtração final ......................................................................... 72
4.1.2.2 Sanitização a quente das membranas de osmose reversa ... 73
4.1.2.3 Diminuição da temperatura da água de alimentação ............ 74
4.1.2.4 Retirada de cloro através de doseamento de metabissulfito
de sódio.................................................................................................... 75
4.1.2.5 Retirada de dióxido de carbono por doseamento de 76
108
hidróxido de sódio ...................................................................................
4.1.2.6 Desinfecção por radiação ultravioleta pré-osmose ............... 76
4.1.2.7 Recalque para as membranas de osmose através das
bombas de alta pressão .......................................................................... 77
4.1.2.8 Purificação da água por osmose reversa .............................. 78
4.1.2.9 Esterilização por radiação ultravioleta pré-osmose ............... 78
4.1.3 Setores de armazenagem e distribuição ..................................... 79
4.1.3.1 Tanque de armazenagem de água WFI ................................ 79
4.1.3.2 Distribuição de água aos pontos de uso através de bomba
sanitária.................................................................................................... 80
4.1.3.3 Controle da temperatura do looping de distribuição de água
e sanitização ............................................................................................ 81
4.1.4 Equipamentos de monitoramento e controle do sistema de
purificação de água ................................................................................. 81
4.5 Qualificação de projeto (QD) ........................................................ 85
4.6 Qualificação de instalação (QI) .................................................... 85
4.7 Qualificação de operação (QO) .................................................... 86
4.7.1 Estabilidade de processo – QO ................................................... 88
4.7.2 Capacidade de processo – QO ................................................... 90
4.8 Qualificação de performance (QP) ............................................... 92
4.8.1 Estabilidade de processo - QP..................................................... 94
4.8.2 Capacidade de processo - QP..................................................... 96
CONCLUSÃO .......................................................................................... 98
BIBLIOGRAFIA CONSULTADA .............................................................. 100
ANEXO .................................................................................................... 104
ÍNDICE .................................................................................................... 105