Edição 87 | Ano IX | Outubro de 2018 · A Abendi participou do Workshop de Trilhos da Vale,...
60
Edição 87 | Ano IX | Outubro de 2018 O primeiro, dos cinco submarinos que serão construídos, ficará pronto em dezembro Confira os melhores momentos do ConaEnd&IEV 2018 Setor Naval renasce Na Seção Técnica, leia: Inspeção de uniões adesivadas e laminadas com tomografia computadorizada, micro tomografia e Ultrassom Prognóstico de vida remanescente em componentes de turbinas a vapor que operam em alta temperatura
Transcript of Edição 87 | Ano IX | Outubro de 2018 · A Abendi participou do Workshop de Trilhos da Vale,...

Edição 87 | Ano IX | Outubro de 2018
O primeiro, dos cinco
submarinos que serão
construídos, ficará pronto
em dezembro
Confira os melhoresmomentos do ConaEnd&IEV 2018Setor Naval
renasce Na Seção Técnica, leia:
Inspeção de uniões adesivadase laminadas com tomografiacomputadorizada, micro tomografiae Ultrassom
Prognóstico de vida remanescente em componentes de turbinas a vapor que operam em alta temperatura


Conselho EditorialPedro Paiva – MagnafluxJan Smid – RadiolabWagner Romano – GEOswaldo Rossi Júnior – IntermetroCarlos Madureira – BBL
Comitê CientíficoProf. Sérgio Brandi – USPProf. Sérgio Barra – UFRNProf. Thomas Clarke – UFRGSProf. Armando Albertazzi – UFSC Prof. Américo Scotti - UFUProfa. Raquel Gonçalves – UnicampProf. Armando Shinohara – UFPEProf. Francisco Ilo – UPE
EquipeSupervisora: Ana Cristina MotaJornalista responsável: Alexandra Alves (MTB 26660)Comercial: Nicole BolantDesigner: Henrique LealRevisor: Paulo RanieriProjeto Gráfico e Diagramação:Giovana Garofalo Capa/Foto: Submarino Riachuelo Ed. Gráfica: Giovana GarofaloGráfica: Hawaii Gráfica
Tiragem7.000 exemplares
Público leitorProfissionais especializados (enge-nheiros, gerentes, administradores) de empresas de END e Inspeção, usuários dessa tecnologia, técnicos (supervi-sores, inspetores e operadores) que estão diretamente envolvidos com o tema e instituições de ensino.
ISSN: 1980-1599
A Abendi não se responsabiliza por ideias e conceitos emitidos em artigos ou matérias assinadas, que expressam apenas o pensa-mento dos autores, não representando neces-sariamente a opinião da revista. À publicação reserva-se o direito de, por motivo de espaço e clareza, resumir cartas e artigos.
Se você tiver ideias, sugestões ou críticas a fazer, envie para: [email protected]
Prezados leitores,
Muito satisfeito por testemunhar um ConaEnd tão rico em programação e negócios. É assim que faço questão de iniciar o meu editorial desta edição, além de aproveitar o mo-mento, é claro, para agradecer imensamente a todos que acreditam no empenho da nossa Abendi em reverter os reflexos negativos do atual período econômico do País. Todos sa-bem que a soma de esforços é uma poderosa estratégia de sucesso em qualquer emprei-tada. Foi exatamente o que comprovamos no congresso. Colaboradores da entidade, apre-sentadores de trabalhos técnicos, coordenadores de sala, expositores e participantes em geral lotaram o Centro de Convenções Frei Caneca, em São Paulo, com conteúdo altamente relevante ao desenvolvimento da cadeia industrial brasileira.
Sinceramente, considerei essa experiência a primeira de muitas vitórias que ainda tere-mos para a comunidade de END e Inspeção, em tempos desafiadores. A próxima é a recolo-cação de nossos profissionais certificados no mercado de trabalho. Já estamos vivenciando um recomeço, com leve retomada da produção industrial e queda no desemprego. Novos postos começam a se abrir para inspetores, fabricantes, prestadores de serviços e cada pes-soa ligada, de alguma forma, ao segmento.
A Abendi vem, a cada dia, buscando, junto às empresas e órgãos públicos, mais oportu-nidades para mão de obra. Só para se ter uma ideia, estamos em contato contínuo com o Ministério do Trabalho e Emprego (MTE), pleiteando a exigência de profissional certificado nas Normas Regulamentadoras (NRs); Inmetro, solicitando essa mesma condição nos regu-lamentos técnicos; a ANP e Aneel, demandando que ambas exijam esses profissionais, de acordo com a ABNT NBR 9712, para trabalhar no Brasil, entre outras ações.
Para encerrar, quero reforçar que a associação é a união de todos nós. Temos o mesmo objetivo: disseminar as técnicas de END e Inspeção e reafirmar, incessantemente, a certifica-ção profissional como fator de confiabilidade e segurança às empresas.
Boa leitura a todos!
João Gabriel Hargreaves Ribeiro - Presidente
E d i t o r i a l
E x p e d i e n t e

A retomada dosetor naval26
O Brasil se prepara para construir o primeiro submarino nuclear inteiramente com tecnologia nacional, tornando-se o sétimo país no mundo a dominar esse ciclo de desenvolvimento

06
Notícias• Vencedor de Campeonato de END e Inspeção visita a associação• Abendi e Instituto de Engenharia mais próximos• Programa Instituições de Ensino está forte no Vale do Paraíba• Corendi e IBP se reúnem na Bahia• Lançada a frente de Associações da Área Nuclear• Evento da Vale conta com a entidade• Visita da ASNT• Simpósio de Emissão Acústica no Japão tem participação brasileira• Gigante chinesa de US visita a Abendi• Abendi participa de reunião no GSI
SóciosO espaço do sócio no ConaEnd 2018
TreinamentosCurso in company: desenvolvido a partir da sua necessidade
EventosConaend 2018 foi um Sucesso
Certificação• Mantenha a sua certificação e esteja preparado para a retomada do mercado• Profissional, saiba como a Abendi está estimulando o seu mercado de trabalho• Inspetores FBTS podem ser reconhecidos pela Abendi
36
Seção técnica• Inspeção de uniões adesivadas e laminadas com tomografiacomputadorizada, micro tomografia e Ultrassom • Prognóstico de vida remanescente em componentes de turbinasa vapor que operam em alta temperatura
Sede AbendiAv. Onze de Junho, 1317 – Vila Clementino - CEP: 04041-054São Paulo (SP). Tel.: (11) 5586-3199 – Fax: (11) 3302-5850Site: www.abendi.org.br
BibliotecaLançamentos de livros, apostilas, anais e produtos [email protected] (11) 5586-3196
CertificaçãoBureau de Certificação Abendi. (11) 5586-3181
EventosFeiras, eventos, simpósios e encontros do [email protected] (11) 5586-3197
Área Técnica da [email protected] (11) 5586-3195
SóciosSeja um sócio ou sócio patrocinador da [email protected] (11) 5586-3190 ou 3146
TreinamentosTreinamentos e Ensino a Distância (EaD) - [email protected]
Informações Gerais(11) 5586-3141 ou 3175 [email protected]
Para anunciar nos Veículos AbendiNicole Bolant [email protected] (11) 5586-3190 / 5586-3168
Comunicaçã[email protected]
Representante Regional (AL)Jarbas Cabral Fagundes - [email protected] - (82) 9-9911-7619Representante Regional (BA)Antonio Luiz de Melo Vieira Leite - [email protected](71) 99964-8636Representante Regional(AM, CE, MA e PA)Antonio Noca Freire - [email protected](85) 99932-9159 ou (12)99644-8477Representante Regional (SE)Carlos Otávio Damas Martins - [email protected] (79) 99679-2747Representante Regional (PB, PE e PI)Marco Antonio Souza Brito - [email protected](81) 9961-5110 e ID 97 * 34748 (Nextel)Representante Regional (RN)Sérgio Rodrigues Barra - [email protected] - (84) 98828-1266Representante Regional(SC)Jean Eduardo Lima - [email protected] - (47) 99729-3786Sócios recebem gratuitamente a revista. Para assinar, envie ume-mail para: [email protected].
Acompanhe a Abendi nas mídias sociais
F a l e C o n o s c o
abendi.org.br
abendi_end
associacao.abendi
abendinews.org.br Abendi Associação
Abendi
Sócios patrocinadoresGrupo BRITO&KERCHE é o novo Sócio Patrocionador da Abendi
Área técnicaMais um Encontro Mercosul de Normalização em END
10
14
15
16
18
22
57
CalendárioConfira os treinamentos da Abendi e Cetre para os mêses denovembro e dezembro de 2018
N o t í c i a s
6 Revista Abendi no 87 Outubro de 2018
Vencedor de Campeonato de ENDe Inspeção visita a associação
Ao conhecer as instalações da Abendi, André foi recebido pelo diretor executivo, João Conte, e pela gerente executiva da Divisão Associativa: Treinamentos/Even-tos/Sócios, Irani de Oliveira
“A preparação para essa vitória se iniciou a partir do momento em
que comecei a trabalhar com END, em 1987. Isso (a recente conquista) foi só uma consequência. Sempre procurei fazer o melhor como inspetor de PM, in-clusive, mantendo a minha certificação a qualquer custo. ’’ As palavras são de André Luiz Ribeiro Leite, que conquis-tou o 1º lugar no Campeonato de END e Inspeção, realizado em agosto, du-rante o ConaEnd&IEV 2018. Ao visitar a Abendi, recentemente, ele aproveitou a ocasião para agradecer a associação e a patrocinadora da disputa, Metal-Chek, pela oportunidade. “Muito obrigado a todos que, com o profissionalismo pe-culiar dessa entidade, nos proporcio-naram um momento de tanta emoção. Nunca permitam que esse tipo de even-to pare de ser realizado”, disse.
Desempregado há um ano, o cam-peão acredita que o título conquistado será um grande apoio na busca pela re-colocação profissional. “O Brasil está co-meçando a reagir e melhorar a situação econômica. Somando a isso, quando a
Sem trabalho há um ano, André Luiz está esperançoso em recolocar-se rapidamente no mercado
a gente participa de um campeonato desse, acaba se tornando uma vitrine ao empregador, que passa a ter um outro olhar imediato em relação à nossa ba-gagem profissional”.
Além da experiência e dedicação, An-dré Luiz contou com outro importante estímulo, o apoio do filho, de 11 anos, que escreveu uma cartinha de incentivo ao pai. Confira, na íntegra, ao lado.
Evento da Vale conta com a entidadeA Abendi participou do Workshop de Trilhos da Vale, realizado em agosto, em São Luís do Maranhão, voltado a discutir a manutenção e os desafios da Área de Via Permanente. Ao lado da associação estavam as principais ferrovias de carga do Brasil, como Vale, VLI, MRS, Rumo, Transnordestina (FTLSA) e MRN, além de empresas fornecedoras de equipamentos e trilhos e universidades. O evento abordou, entre outros temas, políticas de manutenção, gestão dos trilhos e atrito, modos de falha, novos materiais, soldagem, Ensaios Não Destrutivos, certificação de profissionais em Ultrassom (US) e projetos de P&D. Ao apresentar as atividades da Abendi, o gerente de Relações Institucionais, Antonio Aulicino, falou sobre a responsabilidade e as implicações dos trabalhos de inspeção, certificação, treinamento, acreditação e normas técnicas. Ele esteve acompanhado por outros dois colaboradores da associação, o professor Mar-celo Cabeça e o Nível 3 em US de Via Permanente, Raimundo Baldez.

Abendi e Instituto de Engenhariaestão mais próximos
A Abendi e o Instituto de Engenharia pretendem assinar um acordo vol-
tado ao desenvolvimento de atividades em conjunto. Durante uma reunião na sede da associação, o diretor executivo, João Conte (à direita), recebeu os seguin-tes representantes do instituto: Miria-na Pereira Marques (vice-presidente), e Claudio Forjaz (coordenador da Divisão Técnica de Materiais) para acertar os detalhes do acordo. Entre as ações, está prevista a realização de treinamentos. Em breve, daremos mais informações.
Abendi e Instituto de Engenharia devem definir treinamentos em parceria
a
Programa Instituições de Ensino está forte no Vale do Paraíba
T rês cidades do Vale do Paraíba, em São Paulo, tiveram acesso, neste
mês, ao Programa Difusão de ENDs em Instituições de Ensino, da Abendi. Em Guaratinguetá, um grupo de 105 estu-dantes, da Escola Técnica Estadual (Etec), assistiu a uma palestra sobre Ensaios Não Destrutivos (ENDs) apresentada pelo dis-seminador da Abendi Ayslan Marques. Já no Senai, de Taubaté, Marques falou sobre o mesmo tema para cem alunos. Na ocasião, inclusive, foi sorteada uma inscrição para participação no Congres-so Nacional de Ensaios Não Destrutivos e Inspeção (ConaEnd&IEV 2018), progra-mado para os dias de 27 a 29 deste mês. Por último, no Senai de Pindamonhan-gaba, 145 estudantes também tiveram a oportunidade de conhecer mais sobre END com, além de Marques, o também colaborador da Abendi, Henrique dos
Reis. Lembrando que, o programa é vol-tado à disseminação das técnicas de END e Inspeção por meio de ações focadas no aprimoramento da tecnologia e qualifi-cação de pessoas. Ao participar do pro-
jeto, a pessoa pode se tornar ‘’estudante sócio online’’, tendo direito a consultar as áreas restritas do site e descontos nos serviços da associação pelo período de um ano.
Na selfie de Ayslan, dá para ver que a sala ficou lotada em Pinda
a

N o t í c i a s
8 Revista Abendi no 87 Outubro de 2018
Corendi e IBPse reúnem na Bahia
R epresentantes da Comissão Regio-nal de Ensaios Não Destrutivos e
Inspeção (Corendi) da Abendi, na Bahia, e da Subcomissão Regional de Inspeção de Equipamentos; do Instituto Brasileiro de Petróleo, Gás e Biocombustíveis (IBP), se encontraram para apresentar as no-vidades de área de inspeção. Confira, a seguir, as palestras realizadas:
• Experiências e aprendizados na im-plementação da Norma API 581 em uma planta petroquímica, por Eduardo Cabral (Braskem);
• Programa de Seleção de Inibidores de
Simpósio de Emissão Acústica no Japão tem participação brasileira
O Instituto Internacional de Inovação em Emissão Acústica (I3AE) realiza, de 5 a 9 de novembro, o Simpósio Internacional de Emissão acústica (IAES 24), encontro bianual, com 40 anos de história, focado em PD&I e no intercâmbio de informa-ções globais sobre o tema, incluindo, além da Engenharia, a Área Médica. O vice--presidente da Abendi, Pedro Feres Filho, participará do IAES 24 como conselheiro consultivo, ajudando a definir a programa-ção do evento. Vale destacar que o I3AE é constituído por três equipes: Grupo de Trabalho de Emissão Acústica (AEWG), Co-mitê Japonês de Emissão Acústica (JCAE) e Grupo de Trabalho Europeu sobre Emissão Acústica (EWGAE).‘’Durante as discussões, são divulgados projetos científicos das universidades. Mui-tos são dissertações e teses de doutorado’’, complementa Filho.O congresso acontecerá na cidade de Sap-poro, no Norte do Japão.
Gigante chinesade US visita a Abendi
A gerente comercial da SIUI, Candy Hong, visitou a sede da Abendi, no mês passado, quando conheceu as atividades
gerais da associação. Candy foi recebida pela gerente executiva da Área Associativa, Irani de Oliveira, e pelos respectivos gerentes de Relações Institucionais e do Centro de Exames de Qualificação (CEQ), Antonio Aulicino e Marcelo Neris. Localizada em Shantou, na China, a SIUI é considerada a principal fabricante de Ultrassom (US) daquele país. Esta foi a primeira visita da empresa chinesa à Abendi
Corrosão, por Paulo Moura (Metal Ana-lisys e Nalco);
• Aplicação de Solavite Hydro para de-sincrustação em caldeira de baixa pres-são, por Luis Meneses Filho (Denkentech);
• Aplicações de aços inoxidáveis da família duplex em empresas químicas e petroquímicas, por. Ivy Frazão (Sandvik);
• Inspeção: Uma visão do futuro, por Ricardo Barbosa Caldeira (ISQ);
• A importância do ConaEnd&IEV, por Antônio Luís Aulicino (Abendi).
A reunião foi realizada na Braskem, no Polo Petroquímico de Camaçari. a
a
O objetivo do encontro foidiscutir as novidades daÁrea de END e Inspeção

abendi.org.br 9
Abendiparticipade reuniãono GSI
A Abendi participou, recentemen-te, como integrante, da segunda
reunião da Frente de Entidades da Área Nuclear (Fasen), criada para unir todas as entidades envolvidas com o tema. Du-rante o encontro, realizado no Gabinete de Segurança Institucional da Presidên-cia da República (GSI), em Brasília, foi apresentada a palestra sobre ‘’Política Nuclear Brasileira’’, pelo capitão Gleiber Banus Barboza.
Visitada ASNTO diretor executivo da Associação
Americana de Ensaios Não Des-trutivos (ASNT), Arny Berenson, acom-panhado pelo presidente do Conselho de Administração, David Bajula, estive-ram, recentemente, na Abendi, quando tiveram a oportunidade de conhecer o Centro de Exames de Qualificação (CEQ) e as instalações em geral. O objetivo da visita foi estreitar o relacionamento entre as duas entidades, a partir das seguintes atividades: realização de eventos em par-ceria; troca de informações sobre alguns segmentos industriais, como o aeroes-pacial; e, principalmente, processos de qualificação e certificação de pessoas. Durante o encontro, com os respectivos representantes da Abendi, o diretor exe-
cutivo, João Conte, gerente do Bureau de Certificação, João Rufino Teles Filho, e gerente de Relações Institucionais, An-tonio Aulicino, ainda foram discutidas a
As duas entidades ampliam trabalhos em conjunto
aplicação incorreta da Prática Recomen-dada (PRe) TC-1ª no Brasil e a implemen-tação do sistema de certificação ACCP ISO 9712 pela ASNT. a
a
Lançada a frente de Associações da Área Nuclear, formada em agosto, na Capital, durante o Congresso deMedicina Nuclear, por entidades ligadas ao temade alguma forma. A Abendi participou do evento

10 Revista Abendi no 87 Outubro de 2018
Á r e a T é c n i c a
Mais um Encontro Mercosulde Normalização em END
C om participação de profissio-nais brasileiros e argentinos, o 22o Encontro do Comitê Merco-
sul de Normalização em END, realizado durante o último ConaEnd, em agosto, discutiu, sobretudo, questões voltadas às técnicas de Ultrassom (US), Radio-grafia, Métodos Superficiais e Emissão Acústica (EA). No centro dos debates, estavam os seguintes projetos:
• PNM 24:05-ISO 12706 - Non-destruc-tive testing – Penetrant testing – Voca-bulary;
• PNM 24:05-ISO 12707 Non-destruc-tive testing. Magnetic particle testing. Vocabulary;
• PNM 24:01-ISO 18081 - Ensaios não destrutivos – Detecção e localização de vazamento utilizando emissão acústica – Procedimento;
• PNM 24:04-ISO 19232-1 - Ensaio não destrutivo – Qualidade da imagem de ra-diografias. Parte 1: Indicadores de quali- dade de imagem (tipo de fio) - Deter-minação do valor da qualidade da ima-gem;
• PNM 24:04-ISO 19232-2 - Ensaios não destrutivos - Qualidade da imagem de radiografias - Parte 2: Determinação do valor de qualidade de imagem usando indicadores de qualidade de imagem tipo degrau/furo;
• PNM 24:04-ISO 19232-3 - Ensaios não destrutivos - Qualidade da imagem de radiografias - Parte 3: Classes de quali-dade da imagem;
• PNM 24:04-ISO 19232-4 - Ensaio não destrutivo – Qualidade da imagem ra-diográfica – Parte 4: Avaliação experi-
Invista na sua experiência e faça parte desse grupo
mental de níveis de qualidade de ima-gem e tabela de qualidade de imagem;
• PNM 24:04-ISO 19232-5 - Ensaios não destrutivos - Qualidade da imagem de radiografias - Parte 5: Determinação do valor de penumbra da imagem usando indicadores de qualidade da imagem do tipo fio duplo;
• PNM 24:02-ISO 5577 - Ensaios não destrutivos - Ultrassom – Terminologia.
Lembrando que o Organismo de Normalização Setorial de Ensaios Não Destrutivos (ABNT/ONS-058) é quem representa o Brasil no CSM-24 (Comitê Setorial Mercosul), criado em 2004 para desenvolver normas de END. De forma geral, os integrantes do comitê trocam informações e experiências, no sentido de aprovar Normas Mercosul com espe-
cificações favoráveis aos interesses eco-nômicos e tecnológicos comuns. Vale destacar que a participação do Brasil nesses encontros alinha o País às ten-dências mundiais de inovação indus-trial, além de reforçar a interferência nas votações e trazer boas contribuições à economia nacional.
Participaram das reuniões: Alejandro Damián García (Comisión Nacional de Energía Atómica), Alejandro Monte-negro (Universidad Nacional del Co-mahue), Amauri Firmino dos Santos (Mistras), Antonio Marcos Venanzi (Me-tal-Chek), Aroldo Jesús Claus (Nucleo-eléctrica Argentina S.A.), Ayslan Ma-rkes C. Rodrigues (Basf), Cláudio Forjaz (UniSantana), Cristian Marcelo Olijnyk (Nucleoeléctrica Argentina S.A.), Dafley
Participantes do 22o Encontro

a
Os interessados em participar das atividades de Normalização da Abendi, patrocinadas pelo Intermetro, devem entrar em contato por telefone ou email: (011) 5586-3145 e [email protected].
Ferreira (END-Check), Edson Vasques Moreira (Vasques e Arroyo), Fernan-do Gribaldo (CNEA – ENDE ), Germán Gordyn (AAENDE), Heleno Ribeiro Si-mões (Confab), João Rafael (ENDT Qua-lidade), Jorge Amsler (AAENDE), Jose Antonio Estevez (Universidad Nacio-nal del Comahue), Leandro Sebastián Rojas (Instituto Nacional de Tecnolo-gía Industrial), Leonardo José Visconti (Nucleoeléctrica Argentina S.A.), Luiz
Mauro Alves (Abendi), Marcelo de Car-valho Salomão (Poliend), Marcelo Ne-ris de Santana (Abendi), Marcos Aiub de Mello (Petrobras), María Isabel Ló-pez Pumarega (Comisión Nacional de Energía Atómica), Mariano Semorile (IRAM), Martín Pedro Gómez (Comisión Nacional de Energía Atómica), Nicolás Marcelo Nuñez (Comisión Nacional de Energía Atómica), Raúl Rainusso (UNIT Instituto Uruguayo de Normas Técni-
cas), Romildo Rudek Junior (Petrobras).
Agenda
Com dia a ser definido, o próximo encontro acontece em maio de 2019, pouco antes da Conferência sobre Tec-nologia de Equipamentos (Coteq). Já o segundo encontro está previsto para o fim do mesmo ano, em Buenos Aires, na Argentina.

12 Revista Abendi no 87 Outubro de 2018
S ó c i o s
ACINOR Inspeções e ServiçosTécnicos LtdaALTIPLANOASP Serviços Industriais LtdaAraujo Engenharia e Integridadeem EquipamentosArotec S/AAss. Bras. Tecnologia paraConstrução e Mineração -SOBRATEMAÁtomo Radiop. e SegurançaNuclear S/C LtdaSacchelli AçosBL Inspeções TécnicasGEBRITO E KERCHE Inspeções e Serviços Ltda MEBruke Do Brasil LtdaC.I.C Certificação em Equipamentos Industriais e Cabos LtdaCerro Engenharia Soluções emAlpinismo IndustrialCBC Indústrias Pesadas S/ACG. GEO Sensoriamento Remoto e TopografiaCIA - Centro Nacional de Tecnologia e Com. LtdaCONSINSP - Insp. Equips. eManut. Indl. LtdaCRIATIVA EX Projetos eInstalações LtdaKodak IndustrexMarques e Cia. LtdaExtremo AcessoCentro de Pesquisa EnergiaElétrica - CEPELCieme Engenharia EireliConcremat - Engenharia eTecnologia S/AConfab Industrial S/ACOOINSP
CyberiaDiretoria de DesenvolvimentoNuclear da MarinhaDiagnostic Imagind Automação LtdaEND Oliveira Ensaios Não Destruti-vosEND-Check Consult. e Serv. Espec.de Peças e Equip. LtdaENDI - Ensaios Não Destrutivos, Inspeção e Soldagem e CoENVESPEngisa Insp. e Pesquisa Aplicada à Indústria LtdaErcon Engenharia LtdaExtendeFASC - Serviços em Segurança do Trabalho LTDAFMC Technologies do Brasil LtdaFarol ServicosFlir Systems Brasil Com. deCâmeras Infravermelhas LtdaFugro Brasil Serviços Submarinos e Levantamentos LtdaFurnas Centrais Elétricas S/AGerman Engenharia e Serviços de Manutenção LtdaGuided Ultrasonics LtdaHCG TecnologiaHelling GmbHICV Brasil LtdaÍntegra Integridade de EquipamentosISQ Brasil - Instituto de Soldadura e Qualidade LtdaMagnafluxInoservice Serviços deInspeção LtdaInspek Serviços Técnicos Ltda - MEInstrumental Inst. de Medição LtdaIntermetro Serviços Especiais LtdaIntertek Industry Services Brasil Ltda.
JBS Inspeção e Ensaios LtdaK2 do Brasil Serviços LtdaKroma Produtos Fotográficos eRepresentação LtdaKubika Comercial LtdaLenco - Centro de ControleTecnológico LtdaLifting Assitência Técnica Elétrica e Comercial LtdaLloyds Register do Brasil LtdaEND TreinamentUSMETRÔ SP - Cia do Metropolitano de São PauloMKS Serviços Especiais deEngenharia LtdaMaex Engenharia LtdaPOLIEND Ensaios Não DestrutivosMaxim Comércio e Consultoria Industrial LtdaMegasteam Instrumentação &Mecânica LtdaMeta Servicos De Engenharia Ltda - EppMetal-Chek do Brasil Indústria e Comércio LtdaMetaltec Não Destrutivos LtdaNDT do BrasilNR Treinamentos Ltda. EPPNews Inspeções LtdaNuclebrás Equipamentos Pesados S/A - NUCLEPNúcleo Serviços de Inspeção de Equipamentos LtdaO.S. InspeçõesOceanica Engenharia e Consultoria LtdaOlympus Scientific SolutionsAmericas CorpPanamerican TechnologyPectronPhysical Acoutics South America
Empresas sócias da Abendi

Petróleo Brasileiro S/A -PetrobrasPhotonita Metrologia Óptica Ltda.Polimeter Comércio eRepresentações LtdaPolotest Consultoria, C. Q. e Serviços LtdaPolyteste InspeçõesPro - Safe Ass. e Cons. em Seg. do Trab. LTDAProaqt EmpreedimentosTecnológicosQualitec Engenharia daQualidade LtdaQualitech Inspeção, Reparo e Manutenção Ltda.Qualy End Inspeções LtdaRompe Mountain & BuildingRufino Teles EngenhariaTech-Insp Treinamentos eServiços
SENAT Group do Brasil -Serviços Marítimos e Terrestres Ltda.SGS do Brasil LtdaSINDIPESASISTAC - Sistemas de Acesso LtdaSKE Inspeção e Consultoria LtdaSafety Engenharia eTreinamentos LtdaSaipem do Brasil Serviços de Petróleo LtdaSanesi Engenharia eSaneamento LtdaServ-End Indústria eComércio LtdaCentro de Tecnologia Senai-RJ SoldaServiços MarítimosContinental S/ASiemens Ltda
SÓCIOS PATROCINADORES
Starnort Comércio e Serviços Téc-nicosSystem Asses., Insp. e Controle da Qualidade LtdaT&D Inspeções e ConsultoriasTechnotest Serviços deInspeções Técnicas LtdaTecnomedição Sistemas de Medição LtdaTrac Oil And Gas LTDA.Tracerco do Brasil Diagnósticos de Processos Industriais LtdaVallourec Soluções Tubulares do Brasil S.AVallourec Tubos do BrasilVertical ServicesVillares Metals S/AVoith Hydro LtdaXcel Inspection Solutions LtdaZanetti & Martins Ltda ME

14 Revista Abendi no 87 Outubro de 2018
S ó c i o s
O s associados da Abendi tive-ram um estande exclusivo to-talmente pensado em atendê-
-los com conforto e eficiência, durante o Congresso Nacional de Ensaios Não Destrutivos e Inspeção (ConaEnd&IEV), realizado em agosto. Nos três dias de evento, quem passou por ali recebeu in-formações sobre os benefícios de se tor-nar sócio, temas de treinamentos e for-mas de pagamentos, modalidades de certificação, entre outras questões. E, para animar o público, foram realizados alguns sorteios de brindes, que incluí-ram desde kits Abendi, com itens de es-tudo, até descontos nos serviços. Veja alguns momentos...
O espaço do sócio no ConaEnd 2018
Alguns associados foram premiados O estande foi montado bem no início da área de exposição
A equipe de vendas da Abendi também esteve no evento oferecendo condições especiais aos visitantes

abendi.org.br 15
S ó c i o s P a t r o c i n a d o r e s
Grupo BRITO&KERCHE é o novo Sócio Patrocionador da Abendi
O grupo BRITO&KERCHE foi fun-dado em 2011 pelos profissio-nais Gustavo Brito e Rodrigo
Kerche, que, juntos, somam experiência e qualificações nível 3 em ensaios não destrutivos convencionais e avançados pela Associação Brasileira de ensaios não destrutivos (ABENDI) e pelo Institu-to Britânico de ensaio não destrutivos (BINDT).
Com foco na qualidade, segurança e proteção dos ativos dos clientes, o gru-po BRITO&KERCHE oferece uma gama de soluções integradas e serviços es-pecializados nas áreas de construção/montagem, manutenção e integridade de ativos.
Através da nossa equipe técnica (En-genheiros, Consultores e Inspetores qualificados níveis 2 e 3), fornecemos serviços de alto padrão com recursos de última geração e equipe motivada e comprometida com a excelência opera-cional.
Confira
- Engenharia de Integridade Mecânica e NR-13;
- Inspeção de soldas com as técnicas de Ultrassom Phased Array, TOFD e Cor-rentes Parasitas;
- Mapeamento de corrosão com as técnicas Phased Array A/B/C/D-Scan;
- Mapeamento de corrosão com a técnica de Correntes Parasitas Pulsadas (PEC) para linhas e equipamentos isola-dos termicamente;
- Emissão Acústica.- PMI (Positive Material Identification);
Além da busca constante por no-vas tecnologias, treinamento e aper-feiçoamento de seus colaboradores e pela expansão de mercado, o grupo BRITO&KERCHE procura também di-versificar sua linha de negócios, repre-sentando empresas que são referências mundiais. Em 2014, iniciamos uma par-
Visitem nosso site (www.britoekerche.com.br) para maiores informações sobre nossos serviços e produtos.
ceria com a ZETEC, maior fornecedora de equipamentos de Ultrassom Phased Array / TOFD e Correntes Parasitas do mundo. a

16 Revista Abendi no 87 Outubro de 2018
T r e i n a m e n t o s
Curso in company: desenvolvidoa partir da sua necessidadeEsse tipo de treinamento também é uma forma de valorizar mais os colaboradores

É comum as empresas se depara-rem com um obstáculo na hora de preencher uma vaga: a in-
compatibilidade entre o currículo e a realidade do cargo oferecido. Esse tipo de problema prejudica as empresas focadas em manter o melhor padrão de qualidade, nos produtos e serviços, para enfrentar o mercado competitivo. É por isso que os cursos in company vêm se tornando um ótimo caminho, por
Precisa de um treinamento in company?Faça já uma proposta:[email protected]
a
Os alunos tiveram a chance dedirecionar o conteúdo de acordo com as áreas de interesse
1. Qual foi o treinamento solicitado pela empresa?
Inspeção de dutos Flexíveis.
2. Atendeu às expectativas? Sim
3. Fale sobre as vantagens do trei-namento in company, comparado ao presencial?
A empresa poupa os gastos com des-locamento e hospedagem de pessoal, além de diminuir o tempo de indisponi-bilidade do funcionário.
serem planejados para suprir necessi-dades específicas e, o melhor, realiza-dos no próprio local de trabalho. Além disso, a opção também representa uma oportunidade de crescimento e apren-dizado aos profissionais, fatores que contribuem para a motivação e a pro-dutividade dos colaboradores.
Resumindo, os cursos in company pro-movem mais integração com a equipe, redução de custos para empregado e
empregador, possibilidade de conteú-do específico e melhor aproveitamento de tempo. Atenta à tendência, a Abendi oferece essa modalidade de treinamen-to. Os interessados devem entrar em contato com o setor de Treinamentos e fazer a sua proposta. A seguir, confira a entrevista com o Líder de Vigilância Submarina da Shell Brasil Petróleo, Feli-pe Duncan, que passou pela experiên-cia recentemente.
4. O que achou da experiência em planejar o conteúdo do curso em parceria com a Abendi?
Não planejamos previamente o conteúdo, ele já veio com o formato fechado. Porém, durante o curso, o instrutor mostrou-se disposto a focar mais em certas áreas e menos em ou-tras, conforme o interesse da turma.
5. A capacitação profissional é uma estratégia de recuperação de mercado?
Diria que é uma estratégia que, além
de proporcionar a fidelização do em-pregado com a empresa, promove a melhoria dos processos internos.
6. Faça qualquer comentário que considerar importante?
A disponibilização do curso nas imediações da Shell Brasil, no Rio de Janeiro, possibilitou que um maior nú-mero de funcionários comparecesse ao treinamento, já que o deslocamen-to para São Paulo iria impedir que pra-ticamente dois terços da turma fosse treinada.

18 Revista Abendi no 87 Outubro de 2018
E v e n t o s
Q uase mil pessoas, três dias de evento, cem partici- pantes em dois minicursos, além das apresenta- ções de 77 trabalhos técnicos e 95 palestras. Esse
foi o saldo positivo da 36ª edição do Congresso Nacional de Ensaios Não Destrutivos e Inspeção (ConaEnd&Iev), o maior do gênero no País. Neste ano, o evento superou todas as dificuldades econômicas e atraiu um público sele-
Conaend 2018 foi um Sucessoto de técnicos, engenheiros, empresários, estudantes e representantes da comunidade científica e acadêmica e, inclusive, de participantes internacionais. A Inovação foi a base das discussões, realizadas de 27 a 29 de agosto no Centro de Convenções do Shopping Frei Caneca, em São Paulo. A seguir, você confere os melhores momentos do en-contro:
Durante o cerimonial de abertura do evento, o presidente da Abendi, João Gabriel Hargreaves Ribeiro, falou sobre os esforços para a realização do ConaEnd e deu as boas vindas ao público
O violinista Guido Santana, de apenas 13 anos, emocionou os participantes com a apresentação de músicas clássicas Foto: Abertura Feira
Da esquerda para a direita, o diretor executivo da Abendi, João Conte; e o vice-presidente da Abendi, Pedro Feres Filho
Da esquerda para a direita, o diretor executivo da ASNT, Arnold Berenson; presidente da Abendi, João Gabriel Har-greaves Ribeiro; e o capitão de Mar e Guerra da Marinha, o engenheiro Teilor Maciel Kopavnik

abendi.org.br 19
A área de exposição da feira ficou lotada todos os dias
“Avaliação de um sistema óptico para monitoramento de dano na armadura de tração de dutos flexíveis”, de autoria de Felipe Lutckmeier, foi o trabalho técnico vencedor
Evento Paralelo Internacional NDT Aerospace

20 Revista Abendi no 87 Outubro de 2018
E v e n t o s
Nas salas de palestras e debates, total interatividade entre apresentadores e público
Finalistas aguardam, ansiosos, o anúncio dos vencedores, no encerramento do evento
Durante o Encontro Anual Abendi sobre Atmosferas Explo-sivas, o consultor da Abendi, Hélio Rodrigues, apresentou a palestra: “Detalhamento do sistema Abendi de certificação de competências pessoais em atmosferas explosivas - Passo a passo”

abendi.org.br 21
Competidores esperam a divulgação da classificação preliminar
No pódio, da 3ª Edição do Campeonato de END e Inspeção, em primeiro lugar, André Luiz Ribeiro Leite; 2º, Eduardo Cellini; e, em 3º, Daniel Kapor Conessa
O grande vencedor, o melhor inspetor de PartículasMagnéticas do Brasil, André Luiz Ribeiro Leite, dedicoua conquista ao filho de 11 anos
A Abendi agradece aos coordenadores de sessões pelo indispensável apoio àqualidade técnica do Evento:
Um encontro direcionado à indústria com foco em manutenção, confia-bilidade, integridade de equipamentos e aplicação de END’s e Inspeção. Nesta edição, o evento propõe temas relacionados ao segmento de ge-ração de energia/renováveis, que vem ao encontro do forte desenvolvi-mento na região.
Agende-se
Participe! Consulte a programação no site:http://www.abendieventos.org.br/13_encontro/index.php
É dia 18 deste mêsBahia - Othon Palace
Hotel - Av. Oceâni-ca, 2294 - Ondina Salvador – Bahia
Antonio Aulicino (Abendi) - Sessões Especiais: Indústria 4.0 / Internet das Coisas / Automação e Robótica e Metroferroviário. Evento Paralelo: NDT Aerospace.
Denise Freitas (INT/Abraco) e Simone Louise (UFRJ/Abraco) Sessão Especial: ABRACO - Corrosão: Redução, prevenção esoluções atuais.
Gabriela Ribeiro Pereira (LNDC/UFRJ) - Sessão Especial: Boas práticas em engenharia e inspeção
Heloisa Cunha Furtado (Eletrobras Cepel) - Sessão Especial: Energias Renováveis.
Jarbas Cabral Fagundes - Sessão Especial: Autorrefrigeração - Consequências & Prevenção.
João Márcio de Castilho Santos (Petrobras) - Sessão Espe-cial: Autorrefrigeração - Tubulações e Dutos - Sistemas Submarinos
Julio Soriano (UNICAMP) - Sessão Especial: IBRACON -Construção Civil.
Marcelo Pereira (Abendi) - Sessão Especial: Análise de Falhas e Integridade.
Milton Mentz (MKS) - Sessão Especial: Inspeção por VANTS/RPAS.
Ricardo Caldeira (ISQ) - Sessão Especial: Inspeção Não Intrusiva.
Roberval Bulgarelli (Petrobras) - Evento Paralelo: Encontro Anual Abendi Sobre Atmosferas Explosivas
Sérgio Damasceno Soares (Petrobras/Cenpes) - Sessões Especiais: Avanços nos Métodos de END e Inspeção em Materiais Compósitos

22 Revista Abendi no 87 Outubro de 2018
C e r t i f i c a ç ã o
As informações completas sobre cada profissional certificado nos meses de agosto e setembro de 2018 estão disponíveis no site da Abendi, em consultas/profissionais certificados.
Profissionais Certificados em END - Nível1
Sergio Paulo de OliveiraDiego de Araújo FerreiraPedro Eustáquio Lima e SilvaJosé Alberto Silva SantosRodrigo Andrade de MatosSteiner Luiz de AzambujaAdriano Miranda BarbosaTheófilo Matheus HonórioMaicol Santos de SouzaSebastião Soares de Lima Junior
Profissionais Certificados em END - Nível2
Jair Sebastião de OliveiraElton Manoel Gomes
Lista de profissionais certificados pela Abendi
Daniel Souto Padrón de FigueiredoVictor Foganholi SeuaciucAlexandre Renato da Silva LuizWilson Vieira PintoFilipe Bernardo BuricheElton da Silva MendesHeric Marone de SouzaIsaac Barcelos VieiraJefferson Pereira SilvaDiego Govêa OliveiraVinicius Ranhel PignattiJacó de Souza AbrantesPaulo Roberto BarbosaAlvim Albuquerque MarinsRodrigo Daumas RibeiroFrancisco Wyndson Monteiro AbreuRafael Motta Guerreiro Silva Anderson da Costa SodréRodrigo De Medeiros
Gabriel Machado EscobarFabio Roberto da SilvaPaulo Victor de Oliveira GalvanhoLeandro de Oliveira SouzaNelson Yuran Carvalho RobertoFelipe Angel Gonzalez GonzalezJose Juan Lopez Flores
Profissionais Certificados em END - Nível3
Márcio Humberto Silva SiqueiraJosé de Castro da Silva JuniorAdalberto Pires dos SantosNalter Camargo dos Santos

abendi.org.br 23
Mantenha a sua certificação eesteja preparado para a retomada do mercado
A lheios à modesta previsão de crescimento do PIB, pelo Ban-co Central, de 1,6% para 2018,
alguns setores industriais vêm apresen-tando, nos últimos seis meses, sinais de comprometimento positivo com o ambiente macroeconômico. Gigantes mundiais, principalmente dos Setores de Óleo&Gás e Automotivo, já anuncia-ram audaciosos investimentos no País, como GM, Volks, Petrobras e Shell. Para se ter uma ideia, só as petroleiras, se-gundo o Ministério de Minas e Energia (MME), devem gastar entre US$ 280 bi-lhões e US$ 300 bilhões no Brasil, desde já até 2026. Entre elas, estão a Petrobras, Shell e Equinor.
Diante da boa notícia, a Abendi re-força a necessidade da manutenção da certificação profissional como fator de empregabilidade e diferencial no momento de atender a essa nova de demanda de trabalho que vem por aí. Um dos carros chefes da associação, o Sistema Nacional de Qualificação e Certificação de Pessoas em Ensaios Não Destrutivos (SNQC-END) representa um dos principais modelos de certificação da entidade, baseado na norma inter-nacional referente ao tema, a ISO 9712. Nela, consta a necessidade da recertifi-cação ou renovação a cada cinco anos, tendo o profissional, ao término desse período, que comprovar atividade na área. Porém, caso esses prazos não se-jam cumpridos, a pessoa será obrigada a reiniciar o processo.
‘’Infelizmente, em função da falta de obras e empreendimentos, muitos pro-
Procure a Abendi e negocie uma forma de pagamento das taxas de certificaçãoque melhor atenda você
Só as petroleiras devem investir até US$ 300 bilhões no País
fissionais enfrentam dificuldade para pagar as taxas de manutenção das suas certificações. Esse fato traz muita preo-cupação, porque representa o risco de inúmeros inspetores, antigos na área, com bastante experiência e conheci-mento, deixarem o mercado. Certamen-te, o Brasil já está caminhando rumo ao crescimento. Porém, o que fazer com a falta de profissionais qualificados, que, certamente, ocorrerá, se persistir esse ciclo, decorrente da situação econômica financeira?’’, questiona o diretor execu-tivo da Abendi, João Conte.
A associação está extremamente fo-cada em interferir nesse cenário de de-
safios, complementa o gerente de certi-ficação, Maurício Ballarine. Segundo ele, a entidade vem estreitando laços com as instituições responsáveis pelo acompa-nhamento, fiscalização e contratações, no sentido de que as certificações, nos moldes como é praticada pela Abendi, seguindo a ISO 9712, sejam exigidas.
Lembrando que, a certificação é si-nônimo de confiabilidade no trabalho, proporcionando um serviço com quali-dade, livre de falhas e gargalos opera-cionais.
‘’Temos prazos bem definidos com relação à vigência da certificação e, por decorrência dos seus processos de Re-

24 Revista Abendi no 87 Outubro de 2018
C e r t i f i c a ç ã o
a
Lembrando que cada esquema de certificação possui regras diferentes. Para saber mais sobre o assunto, acesse o site da Abendi: www.abendi.org.br e clique em “Certificação”. Mais informações: [email protected]
novação e Recertificação, estamos cum-prindo isso à risca. Por isso, chamo a atenção para que todos estejam atentos às suas certificações e às datas de venci-mento. Estamos divulgando, nas nossas
A seguir, considerando, como exemplo, as modalidades de END, entenda a validade do Processo de Certificação
Emissão da sua Certificação Validade da Certificação - 5 anos
6 meses antes do término da validade Encaminhe a solicitação de Renovação/Recertificação
Término da validade 5 anos após a data de emissão
1 dia após o término da validade A Certificação é cancelada. Sai da consulta pública do site
mídias, a forma como esse processo se dá, quais os documentos necessários e os períodos possíveis. A certificação é de responsabilidade de cada um, e que-remos ajudá-los a mantê-la. Enviem as
documentações, comuniquem-nos se tiver algo dificultando. O que estiver ao nosso alcance, certamente será feito. Estamos à disposição para conversar’’, reforçou. a
Inspetores FBTS podem ser reconhecidos pela Abendi
A Abendi está fazendo o reco-nhecimento dos Inspetores de Soldagem, Níveis 1 e 2, da Fun-
dação Brasileira de Tecnologia da Sol-dagem (FBTS), como Níveis 2 em Ensaio Visual (EV-S). Os interessados devem encaminhar, à associação, os seguintes documentos:
• solicitação (por meio do Formulário de Solicitação – FM-114);
A taxa a ser paga é de
R$ 220,00, para não sócio, e
R$ 154,00 para sócio.Os valores podem ser parcelados
em até dez vezes no cartão
de crédito.
Vale destacar
Ingresse num setor forte do mercado de trabalho
• cópia de documento de identifica-ção – RG e CPF (caso o profissional já seja certificado na Abendi, não é neces-sário);
• atestado de acuidade visual confor-me NA-001 (os profissionais já certifica-dos pela Abendi, e que tenham enviado à entidade, neste ano, um atestado de acuidade visual, de acordo com o requi-sito da NA-001, não é necessário);
• comprovante de escolaridade (para confirmar curso de educação profissio-nal técnica de nível médio, conforme NA-001);
• número de registro na FBTS (certifi-cação vigente).
Os documentos podem ser enviados para o e-mail [email protected].

abendi.org.br 25
Profissional, saiba como a Abendi está estimulando o seu mercado de trabalho
F irme em encontrar soluções para enfrentar a retração econô-mica do País, com forte impacto
na empregabilidade do profissional cer-tificado, a Diretoria da Abendi continua ativa no plano de ação focado em bus-car novas oportunidades de trabalho. Conheça, a seguir, medidas que estão sendo tomadas para:
Promover a exigência doprofissional certificado
• Realizada uma reunião com o Minis-tério do Trabalho (MTE) para pleitear a exigência de profissional certificado nas Normas Regulamentadoras (NRs);
• Encontros com Agência Nacional do Petróleo, Gás Natural e Biocombustíveis (ANP) e Agência Nacional de Energia Elétrica (Aneel). O objetivo foi solicitar que ambas exijam profissionais certifi-cados, de acordo com a ABNT NBR 9712, para trabalhar no Brasil;
• Esclarecimento, junto às empresas e aos profissionais em geral, da Lei 4150 (que institui o regime obrigatório de pre-paro e observância das normas técnicas nos contratos de obras e compras do ser-viço público de execução direta, concedi-da, autárquica ou de economia mista, por meio da Associação Brasileira de Normas Técnicas e de outras providências);
• Contatos com o Inmetro para cons-tar exigência de pessoal certificado nos Regulamentos Técnicos (promover Workshops com Abendi, Abraco, Abra-
man, Ibracon e IBP);• Enfatizando a exigência de profis-
sionais certificados pelo (SNQC-END) às novas empresas estrangeiras de Óleo&Gás, como Shell, Equinor, Che-vron, Repsol (nas quais já foram realiza-das reuniões), entre outras. Além disso, o IBP está verificando a possibilidade de promover um encontro entre a Abendi e as empresas sócias do instituto;
• Contatos junto à Marinha para espe-cificação na NORMAN de pessoal certi-ficado, quando aconteceram encontros com a Coordenação de Estudos e Dire-toria Geral de Desenvolvimento Nuclear e Tecnológico da Marinha do Brasil;
• Divulgações, nas mídias da Abendi, sobre a prática, incorreta, no País da cer-tificação ASNT TC 1ª;
• Reuniões com seguradoras para des-tacar a importância do profissional cer-tificado, como fator de segurança, nas instalações e nos empreendimentos.
Atribuir mais valorização aoprofissional certificado
• Providenciando o Registro da profis-são na Classificação Brasileira de Ocu-pações (CBO), pela Divisão Jurídica da Abendi;
• Em contato com a Diretoria da Petro-bras para reforçar a importância de pro-fissional certificado à empresa;
• Discutindo com a Petrobras a reali-zação das auditorias em obras e empre-endimentos.
Ampliar o mercado
• Realizadas reuniões com os Organis-mos de Certificação de Pessoas (OPCs) para atividades em conjunto;
• Em andamento a criação de uma ‘’Rede de Empregos’’ entre os OPCs;
• Difusão da certificação em outras áreas industriais, como os setores Eóli-co, Metroferroviário, Subaquático, Side-rúrgico, Papel e Celulose, Sucroalcolei-ro, Civil e Elétrico.
Intensificar a Comunicação
• Publicando matérias nos veículos oficiais de comunicação, e posts, nas re-des sociais, sobre assuntos de interesse dos profissionais certificados;
• Realizando encontros com os grupos de representantes regionais dos profis-sionais.
Manter a certificação profissional
• Os Centros de Exames de Qualifica-ção (CEQs), de São Paulo (SP) e do Rio de Janeiro (RJ), abriram para que os profis-sionais possam fazer a comprovação de atividades nos corpos de provas;
• O pagamento dos valores pode ser realizado em até dez vezes no cartão de crédito;
• Concessão de bolsas de estudos para quem está, comprovadamente, sem co-locação e em situação crítica.
Vale destacar que a associação está aberta a sugestões e comentários de toda a comunidade de END e Inspeção. Acesse o nosso site www.abendi.org.br e clique em fale conosco.
a

26 Revista Abendi no 87 Outubro de 2018
C a p a
Alexandra Alves
O gigante adormecido nova-mente começa a desper-tar, desta vez para o Setor Naval. Há onze anos, o
segmento se esbaldava em investimen-tos em torno do pré-sal; nos últimos quatro anos, as movimentações foram mínimas; porém, agora, o crescimento da área é dado como certo. E o protago-nista da nova fase é a Marinha brasileira, com encomendas já definidas de cinco submarinos, sendo o primeiro deles a ser entregue neste mês de dezembro. Sob administração do Programa de Desenvolvimento de Submarinos (Pro-sub) – saiba mais na página 31, o apor-te financeiro direcionado à empreitada chega a R$ 35,50 bilhões, incluindo a construção de toda a infraestrutura in-dustrial para dar suporte ao desenvolvi-mento dos submarinos, como os traba-lhos de inspeção.
Com frota muito antiga, a Marinha deve renovar seu comboio. Por isso, com recursos do Fundo da Marinha Mer- cante (FMM), os esforços devem ser re-direcionados, também, à construção de quatro Corvetas, ainda neste ano. ‘’Além da Marinha, precisamos, urgentemente, de novas encomendas, caso contrário, todo o investimento realizado no setor naval, no passado, ficará perdido. Espe-ramos que a Petrobras, demais opera-doras que estão no Brasil e empresas de cabotagem façam esses pedidos’’, sina-liza o presidente do Sindicato da Indús-tria da Construção e Reparação Naval e Offshore (Sinaval), Ariovaldo Rocha.
O Prosub prevê a construção de quatro submarinos convencionais (S-BR), deri- vados dos submarinos franceses classe Scorpène, e do primeiro submarino bra-sileiro com propulsão nuclear (SN-BR), além da infraestrutura associada, como estaleiro e base naval.
Os quatro submarinos convencionais
O Brasil se prepara para construir o primeiro submarino nuclear inteiramente com tecnologia nacional, tornando-se o sétimo país no mundo a dominar esse ciclo de desenvolvimento
brasileiros estão sendo construídos pa-ralelamente e devem ficar prontos até o final de 2022. O primeiro, o Riachue-lo (S-40), tem previsão de lançamento para dezembro de 2018, seguido do Hu-
maitá (S-41), em 2020; Tonelero (S-42), em 2021 e Angostura (S-43), em 2022. O SN-BR Álvaro Alberto, primeiro equipa-do com reator nuclear, tem previsão de ser lançado ao mar em 2029.

abendi.org.br 27
A retomada do Setor Naval
Diferenças
Os submarinos convencionais são movidos à propulsão diesel elétrica e, por isso, têm capacidade de ocultação
limitada, uma vez que necessitam se posicionar próximo à superfície do mar para aspirar o ar atmosférico em deter-minados intervalos de tempo. O proce-dimento é necessário para permitir o
funcionamento dos motores diesel, que recarregam as baterias, e renovação do ar ambiente. Nessas horas, em função das partes expostas acima da água, tornam--se vulneráveis, podendo ser detecta-
Submarino Riachuelo, o primeiro a ser entregue

28 Revista Abendi no 87 Outubro de 2018
C a p a
dos por radares de aeronaves ou navios. Para evitar exposição, devem econo-
mizar energia ao máximo, o que limita a mobilidade. Por isso, são empregados segundo uma estratégia de posição, isto é, são posicionados em uma área limi-tada, onde permanecem em patrulha, a baixa velocidade. Em razão de possuí-rem reduzidas dimensões, que lhes per-mitem manobrar em águas muito rasas, são normalmente empregados em áre-as litorâneas.
Já nos submarinos nucleares, a fonte de energia é um reator nuclear, cujo ca-lor gerado vaporiza água, possibilitan-do o emprego desse vapor em turbinas, que podem acionar geradores elétricos ou o próprio eixo propulsor. No modelo brasileiro, as turbinas produzirão a ele-tricidade que alimentará os motores de propulsão e fornecerá a energia auxiliar às demais necessidades do submarino. Diferentemente dos submarinos con-vencionais, os nucleares dispõem de elevada mobilidade, fundamental para a defesa das águas oceânicas. Por ter fonte virtualmente inesgotável de ener-gia, podem ficar submersos por tempo ilimitado. A capacidade de desenvolver altas velocidades, cobrindo rapidamen-te áreas geográficas consideráveis, per-mite que sejam empregados segundo uma estratégia de movimento. Em face dessas características, podem chegar a qualquer lugar em pouco tempo, o que, na equação do oponente, significa estar em todos os lugares ao mesmo tempo.
Em termos estratégicos, de acordo com o contra-almirante José Roberto Bueno Jr, assessor-chefe de Relações Institucionais e Comunicação Social da Diretoria Geral de Desenvolvimento Nu-clear Tecnológico da Marinha, a dispo-nibilidade dos submarinos com propul-são nuclear significa acrescentar uma nova dimensão ao Poder Naval do País, resultando na capacidade de dissuasão e negação do uso do mar ao potencial oponente. A crescente inserção geopo-
lítica do Brasil, no cenário internacional, também fortalece a necessidade de o País dispor de submarinos com propul-são nuclear.
Vale destacar que a finalidade dos submarinos é o monitoramento, a vigi-lância e a segurança e defesa das áreas jurisdicionais brasileiras, como a Ama-zônia Azul, um espaço de 4,5 milhões de quilômetros de incalculáveis bens naturais, concentração do pré-sal, bio-diversidade, mas numa posição de vul-nerabilidade. Nesse contexto, a Marinha desenvolve atividades de Inspeção Na-val, Patrulha Naval e Ações de Presença, voltadas em salvaguardar os interesses brasileiros.
Ricardo Teixeira Marques, gerente da Qualidade da ICN, uma joint venture entre a francesa, Naval Goup, e a bra-sileira, Odebrecht, criada para atender ao Prosub, afirma que esse é o grande momento da indústria naval brasileira. “Isso representa um importante legado para o nosso país. A partir do Prosub, se-remos autossuficientes na fabricação e manutenção de submarinos e até mais, como o desenvolvimento de novos sis-
temas e tecnologias complexas, contri-buindo diretamente com o desenvolvi-mento de diversos novos mercados e a geração de milhares empregos’’, prevê o gerente da Qualidade, Ricardo Teixeira Marques.
Segundo ele, outra informação im-portante é que a engenharia do projeto do submarino nuclear é inteiramente brasileira, bem como a planta do reator, tornando o País o sétimo no mundo a dominar esse ciclo construtivo. ‘’Isso nos coloca numa importante posição geo-política ante às grandes potencias mi-litares. É uma grande honra fazer parte desse projeto tão desafiador’’.
Complementando, ele ainda destaca que esse projeto está proporcionando grandes avanços científicos e tecno-lógicos nas áreas naval, industrial, do conhecimento e da inovação e, em es-pecial, para o mercado de defesa. ‘’Den-tro dos contratos do Prosub existe uma cláusula de nacionalização, que trata da incorporação de equipamentos e tec-nologias brasileiras na fabricação dos submarinos, objetivando fomentar o crescimento da indústria nacional, não
Estaleiro e base naval da Marinha

abendi.org.br 29
“Inspetores certificados que trabalham no projeto, tanto pelo profissionalismo
como pelo alto nível de formação, oferecem aconfiança à Marinha do Brasil
com relação à qualidade na construção dos quatro submarinos convencionais e,
futuramente, a do primeiro submarino brasileiro com propulsão nuclear’’
(contra-almirante José Roberto Bueno Jr, assessor-chefe de Relações
Institucionais e Comunicação Social da Diretoria Geral de Desenvolvimento
Nuclear Tecnológico da Marinha)
só ligada ao setor naval, mas, também, em diversos segmentos. ’’
Profissionais
Em relação à geração de emprego, a ICN, de acordo com o gerente da Qua-lidade, está no auge da sua capacidade construtiva, fabricando, simultanea-mente, os quatro submarinos conven-cionais, operando em três turnos, com aproximadamente 2,4 mil funcionários diretos e outros três mil indiretos. Hoje, a empresa conta com 33 inspetores de controle da Qualidade, qualificados em técnicas como: Dimensional, Solda, Ele-tricidade, Pintura, Acústica e Vibração, Controle de Peso, Mecânica, Radiografia Industrial e Instalação de Equipamen-tos. ‘’A equipe de inspetores também acompanha a produção nos três turnos de trabalho. Com a necessidade de con-tratações de inspetores qualificados, o RH faz o processo seletivo por meio dos currículos cadastrados. Quando os no-vos inspetores chegam à ICN, passam por um processo de treinamento sobre os requisitos do projeto e, a partir daí, fazem parte da relação dos inspetores qualificados e treinados para exercerem atividades de inspeção nas oficinas e a bordo dos submarinos. Essa relação é enviada à Naval Group, na França, que acompanha todo o nosso processo de revalidação das qualificações junto aos organismos certificadores, como a Abendi’’, explica.
Complementando, de acordo com a Marinha, é importante salientar que o acordo de transferência de tecnologia assinado entre o Brasil e a França é bem amplo, prevendo a prestação de Assis-tência Técnica e a capacitação brasilei-ra para concepção, projeto, fabricação, operação e manutenção de estruturas e dos próprios submarinos, com ênfa-se no SN-BR que é o objeto precípuo do Prosub. O processo de Transferência de Tecnologia envolve a transmissão de conhecimentos e informações técnicas em diversas áreas, exceto na área nucle-ar. A capacitação e a qualificação de en-genheiros e técnicos brasileiros foram iniciadas na França e permanecem em realização no Brasil, por meio da execu-ção de atividades reais (“On the Job Trai-ning”) e da consultoria técnica do Naval Group até o fim do Programa.
Parte dos treinamentos foi realiza-da, inicialmente, em Cherbourg, onde os engenheiros e técnicos brasileiros acompanharam a construção das se-ções dianteiras do primeiro submarino convencional, Riachuelo. O grupo reu-nia duzentos profissionais da Marinha e das empresas ICN e Nuclep. Nesse local, os profissionais qualificaram-se em diversos tipos de procedimentos, tais como: soldagem, conformação de peças, fabricação de estruturas, dentre outros processos aplicados à constru-ção naval.
No que diz respeito ao Projeto do SN--BR, desde 2010, 80 engenheiros brasi-
leiros realizaram cursos e treinamentos ministrados pela Naval Group, na França e no Brasil, fruto do Contrato de Trans-ferência de Tecnologia firmado pelo Prosub. Esses profissionais, destaca o contra-almirante, transferem os ensina-mentos obtidos, perfazendo, hoje, um total de 200 profissionais capacitados, que desenvolvem o Projeto do SN-BR.
Para Bueno, sem a certificação profis-sional não seria possível a admissão de inspetores nesse projeto. ‘’No início das atividades, a Naval Group, autoridade de projeto para o S-BR, quando analisava as condições técnicas do Brasil para reali-zação dos trabalhos, exigiu que todos os profissionais de inspeções fossem certifi-cados profissionalmente na França, o que acarretaria um alto custo com traslado e permanência de vários inspetores no ex-terior. No entanto, após a apresentação das grades curriculares de certificação das diversas instituições brasileiras que pro-movem essas certificações profissionais, inclusive a Abendi, o Naval Group dispen-sou a certificação francesa’’, explica.
De uma forma geral, o presidente do Sinaval, Ariovaldo Rocha, acredita que, nesse primeiro momento, serão con-tratados profissionais de projetos e, posteriormente, pessoal operacional. ‘’Entidades como a Abendi são funda-mentais à capacitação de técnicos de todos os segmentos. O trabalho dessas instituições faz com que os produtos, aqui construídos, sejam de qualidade excelente’’, destaca.

30 Revista Abendi no 87 Outubro de 2018
C a p a
Na construção dos submarinos, se-gundo a Marinha, há uma série de tec-nologias e competências associadas à realização das diversas atividades cons-trutivas, como:• Traçagem, corte e conformação de chapas metálicas;• Fabricação de estruturas de casco re-sistentes;• Fabricação de estruturas não resisten-tes;• Tecnologia de soldagem e técnicas de Ensaios Não Destrutivos;• Fabricação e instalação de redes;• Operações de usinagem de campo;• Instalação de equipamentos mecâni-cos, hidráulicos, pneumáticos e elétri-cos;• Instalação de equipamentos de siste-mas de combate;• Comissionamento e testes de sistemas.
Em relação aos Ensaios Não Destru-tivos (ENDs), são empregados Líquido Penetrante (LP), Partículas Magnéticas (PM) e Ultrassom (US). Tais técnicas são aplicadas nas soldas do casco resistente de submarinos, como forma de garantir a qualidade de soldas críticas que estão diretamente ligadas à integridade do casco. Esses ensaios são complementa-dos com a Gamagrafia, com o objetivo de identificar defeitos não detectados anteriormente. A Gamagrafia também é empregada para avaliar a qualidade da solda em tubulação, outro aspecto crí-tico do projeto devido às altas pressões dos fluidos que circulam pelos diversos sistemas do submarino.
Tubulações e acessórios, após as fases de fabricação e montagem, são subme-tidos a rigorosos testes de resistência e estanqueidade, na intenção de verificar a ausência de falhas que possam provo-car perigosos vazamentos ou perdas de fluidos internamente ao submarino.
A participação dos ENDs nesse cenário

abendi.org.br 31
Com a aprovação da Estratégia Nacional de Defesa (END), por meio do Decreto nº 6.703, de 18 de dezembro de 2008, ficou es-tabelecido que “o Brasil contará com força naval submarina de envergadura, composta de submarinos convencionais e com pro-pulsão nuclear, devendo manter e desenvolver sua capacidade de projetar e de fabricar tanto submarinos de propulsão convencio-nal, como de propulsão nuclear, buscando os investimentos e as parcerias necessárias para o sucesso do empreendimento”.A partir daí, com intenção de pular etapas e obter, mais rapida-mente, o submarino com propulsão nuclear (SN-BR), concluiu-se que a melhor linha de ação seria buscar parcerias estratégicas com países detentores de tecnologias de projeto e construção de submarinos modernos que estivessem dispostos a transferi-las. Desta forma, o Brasil daria um salto tecnológico, em médio prazo, capacitando-se para desenvolver e construir seus próprios projetos no futuro. Apenas Rússia e França atendiam a esse requisito, e so-mente a França aceitou ceder tecnologia ao Brasil.Nesse contexto, o Programa de Desenvolvimento de Submarinos (Prosub) foi concebido por meio da parceria estratégica estabe-lecida entre o Brasil e a França, firmada em 23 de dezembro de 2008. O programa prevê a construção de quatro submarinos con-vencionais, de um com propulsão nuclear, e da infraestrutura asso-ciada – estaleiros de construção e de manutenção, base naval e de instalações complementares.A França, fornecedora tradicional de material de defesa, desen-volveu sua própria tecnologia e produz suas frotas navais con-vencionais e nucleares por meio da capacitação técnica da Naval Group (ex-DCNS), designada pelo estado francês para transferir a tecnologia de projeto e construção e fornecer bens, equipamentos e peças necessárias.O projeto francês do Scorpène, base dos submarinos convencionais do Prosub (S-BR), pertence a uma geração tecnológica moderna desenvolvida no final da década de 1990, com base em tecnolo-gia empregada nos submarinos nucleares daquele país. O modelo escolhido foi modificado de acordo com requisitos específicos da Marinha.O Programa vai dotar o Brasil com tecnologia de ponta, como destacado na Estratégia Nacional de Defesa. A concretização do programa fortalecerá, ainda, diversos setores industriais nacionais de importância estratégica para o desenvolvimento econômico do País. Priorizando a aquisição de componentes fabricados no Brasil para os submarinos, o Prosub é considerado um forte incentivo à Base Industrial de Defesa (BID).
O que é o ProsubEmpresas envolvidas na construçãodos submarinos
A Marinha está construindo os submarinos con-vencionais por meio da empresa Itaguaí Construções Navais (ICN) no Complexo Naval de Itaguaí (CNI), em Itaguaí (RJ). Eles são derivados dos submarinos fran-ceses classe Scorpène, desenvolvido pela empresa estatal francesa NAVAL GROUP (ex-DCNS). Já o pro-jeto do SN-BR é brasileiro, concebido por uma equi-pe de engenheiros do Corpo Técnico de Projeto do SN-BR (CTP), pertencentes ao Centro de Desenvol-vimento de Submarinos (CDS), localizado no Centro Tecnológico da Marinha em São Paulo (CTMSP).
A Naval Group realiza a transferência de tecnologia no projeto, na construção da infraestrutura industrial e no apoio à operação e manutenção dos submari-nos, exceto no que se refere a área nuclear. Já a Ode-brecht (CNO), indicada pela Naval Group, é a contra-tada responsável pela implantação da infraestrutura industrial. Ressaltando que a Itaguaí Construções Na-vais (ICN) é uma Sociedade de Propósito Específico (SPE), na qual o Governo Federal é representado pela Marinha do Brasil e possui uma ação especial - Gol-den Share - com poder de veto sobre algumas deci-sões estratégicas da empresa. A ICN é a responsável pela construção dos submarinos convencionais e com propulsão nuclear.
A empresa encarregada pela mecânica pesada e fabricação dos cascos resistentes é a Nuclebrás Equipamentos Pesados (NuclepaUCLEP), enquanto a Amazul, estatal brasileira, é responsável pela gestão e retenção do conhecimento transferido ou desen-volvido nos programas, além da captação de pessoal qualificado, para alocação nos projetos estratégicos, com salário compatível ao mercado de trabalho, por meio de concurso público. Cabe ressaltar que o Pro-grama de Nacionalização, com base em transferência de tecnologia, promove a participação da indústria brasileira como fornecedora de sistemas, equipa-mentos e componentes para a construção da infraes-trutura industrial (Estaleiros e Base Naval em Itaguaí--RJ), bem como para os Submarinos Convencionais (S-BR) e, futuramente, para o SN-BR.
Portanto, participam desse projeto as seguintes empresas: WEG Motores Elétricos, ISSARTEL do Brasil, Schneider do Brasil, Sauer Compressores, Microma-zza, Ezute, entre outras.

32 Revista Abendi no 87 Outubro de 2018
C a p a
Para construir o primeiro submarino brasileiro com propulsão nuclear, batizado de Álvaro Alberto, foi cria-do um Laboratório de Geração de Energia Nucleoelétri-ca (Labgene), no Centro Experimental de Aramar, que será o protótipo em terra do sistema de propulsão do futuro submarino nuclear brasileiro. O Labgene terá um reator do tipo PressurizedWaterReactor (PWR), com po-tência térmica de 48MW, e será provido por quatro tur-bogeradores e um Motor Elétrico de Propulsão (MEP). O sistema seria capaz de abastecer uma cidade com 20 mil habitantes. Nessa estrutura, será testado o sistema de propulsão similar ao que será instalado no submari-no. O local também servirá como centro de treinamen-to das tripulações responsáveis pela operação do siste-ma de propulsão do submarino.
O processo de licenciamento do Laboratório come-çou em 1996, quando foi solicitada à Comissão Nacio-nal de Energia nuclear (CNEN) a aprovação do local, emitida três anos depois. Em 2000, foi recebida a pri-meira licença parcial para a concretagem das funda-ções da construção. Após essa etapa, a obra permane-ceu em estado vegetativo por restrição orçamentária. A retomada do programa aconteceu em 2008 e, em 2010, foi solicitada a autorização para construção do prédio do reator, estando, atualmente, as obras em estado avançado.
Localizado em Sorocaba, no Interior de São Paulo, o Centro Experimental de Aramar, abriga, além do Labge-ne, a Unidade Piloto de Hexafluoreto de Urânio (Usexa), que transforma o urânio em gás, para ser enriquecido nas cascatas, o Laboratório de Materiais Nucleares (Lab-mat) e o Laboratório de Enriquecimento Isotópico (LEI), voltado a atender ao Programa Nuclear da Marinha, ao Prosub e também ao setor de enriquecimento de urâ-nio das Indústrias Nucleares do Brasil (INB).
A Usexa tem três subunidades em operação, uma em fase de comissionamento e duas em etapa de testes e ajustes de montagens. Já o LEI está operando e recebe atualização de novas versões de ultracentrífugas, em função de modernização dos equipamentos. As ultra-centrífugas são fabricadas em maior escala para instala-ção na INB, responsável por fabricação de combustível nuclear de uso comercial.
Protótipo do primeiro submarino brasileiro com propulsão nuclear
O Programa Nuclear da Marinha (PNM) tem previsão de receber um aporte financeiro de R$ 2,2 bilhões até 2023, do quais R$ 1,8 bilhão será destinado ao Labgene
Em construção, o Laboratório de Geração de Energia Nucleoelétrica (Labgene) será o protótipo em terra do sistema de propulsão do futuro submarino nuclear brasileiro

abendi.org.br 33
Labgene
Será equipado com um reator nucle-ar do tipo PWR, com enriquecimento médio de 4,3%. Como protótipo de pro-pulsão nuclear, o laboratório está sendo construído em escala um para um, de tal forma que o diâmetro do submarino que abrigará o reator é de aproximada-mente 10 m. Destacam-se as seguintes características tecnológicas:
• O reator é instalado dentro de con-tenção nuclear metálica e essa conten-ção é imersa em piscina de blindagem, dentro do prédio do reator;
• Os prédios que abrigam equipamen-tos diretamente relacionados à segu-rança nuclear são de categoria sísmica;
• A sala de controle é de tecnologia digital.
O Labgene está sendo desenvolvido pela Diretoria de Desenvolvimento Nu-clear da Marinha (DDNM) e pelo Centro Industrial e Nuclear de Aramar (Cina), sob coordenação do Centro Tecnológi-co da Marinha em São Paulo (CTMSP), subordinado à Diretoria Geral de De-senvolvimento Nuclear e Tecnológico da Marinha (DGDNTM). Desde o início, vem contando com o apoio das seguin-tes instituições científicas e empresas:
• Instituto de Pesquisas Energéticas e Nucleares (IPEN);
• Universidade de São Paulo (USP);• Universidade Estadual de Campinas
(UNICAMP);• Universidade Federal de Santa Cata-
rina (UFSC);• Universidade Federal do Rio de Ja-
neiro (UFRJ);• Instituto Tecnológico de Aeronáu-
tica (ITA);• Universidade Estadual de Maringá,
Instituto de Pesquisas Tecnológicas (IPT);• Centro de Desenvolvimento da Tec-
nologia Nuclear (CDTN);• Centro Tecnológico Aeroespacial
(CTA);• Instituto Nacional de Metrologia,
Leilões previstos o ano que vem
Para 2019, está prevista a 6ª Rodada de Partilha e a 16ª Rodada de Licitações no regime de concessão. O Conselho Nacional de Política Energética (CNPE) já deliberou ainda sobre a 17ª e a 18ª Rodadas de Licitações no regime de concessão, que devem acontecer em 2020 e 2021, respectivamente. Lembrando que as rodadas de licitações são leilões por meio dos quais a União concede o direito de explo-rar e produzir petróleo e gás natural no Brasil. Tais processos são controlados pela ANP a partir das diretrizes do Conselho Nacional de Política Energética (CNPE). É com base nessas orientações que a agência realiza os estudos e indica as áreas com as características determinadas pelo CNPE, que, após aprová-las, autoriza a realiza-ção das rodadas. Mais informações: http://rodadas.anp.gov.br.
Previsões da Agência Nacional do Petróleo, Gás Natural e Biocombustíveis (ANP)
Qualidade e Tecnologia (INMETRO);• Instituto de Pesquisas da Marinha
(IPqM), Bardella S.A.;• Nuclebrás Equipamentos Pesados
(NUCLEP);• Construtora Teixeira de Freitas,
Construtora Contracta;• Engecall Engenharia de Calibração;• Hersa;• Multilight;
• GENPRO Engenharia;• Instituto Brasileiro de Qualidade Nu-
clear (IBQN);• entre outras.Em paralelo à construção do sub-
marino com propulsão nuclear, o PNM pretende aproveitar a energia nuclear em diversas atividades da vida nacional, como medicina nuclear, atividades in-dustriais, agricultura, entre outras.

34 Revista Abendi no 87 Outubro de 2018
C a p a
O petróleo produzido no Brasil é re-tirado em sua maior parte das profun-dezas da terra em campos localizados a vários quilômetros da costa e em lâmi-nas d’água de algumas poucas dezenas de metros até grandes profundidades.
Plataformas fixas, semissubmersíveis, navios FPSO, dutos, terminais, enfim, vários tipos de estruturas metálicas que sofrem constantemente a ação corro-siva do meio marítimo, além dos enor-mes esforços provocados pelos ventos, marés entre outros. Estas estruturas precisam ser constantemente inspecio-nadas para garantir a sua integridade, a segurança das pessoas que sobre elas trabalham e para que o meio ambiente seja preservado.
O profissional que faz este trabalho é o inspetor subaquático. É ele que faz dos oceanos, dos lagos e dos rios o seu local de trabalho, arriscando, sempre que mergulha, a sua vida.
A Petrobras, na década de 1980, de-senvolveu um sistema próprio de ca-pacitação e qualificação de inspetores subaquáticos, tomando como modelo o sistema de qualificação em inspeção subaquática adotado no Reino Unido. Este sistema desenvolvido pela Petro-bras atendia somente funcionários de empresas que tinham contrato com a Petrobras. As provas práticas eram rea-lizadas no terminal de Angra dos Reis e, uma vez aprovado em uma prova teóri-ca e uma prática, o candidato passava a ser inspetor e a fazer parte de uma rela-ção de pessoal qualificado da Petrobras.
Foi criado pela Abendi, em parceira com a Petrobras, um grupo de traba-lho que, depois de muitas reuniões e discussões, criou o Sistema Nacional de
Você conhece o Sistema de Certificação Subaquática da Abendi ?
Por: Marcelo Neris (gerente do Centro de Exames de Certificação da Abendi) e Umberto Tomazi (Nível 3 e examinador)
Qualificação e Certificação de pessoal em inspeção subaquática com a aprova-ção do Conselho de Certificação da NA-003. Este sistema teve como embrião o sistema interno da Petrobras, porém foi modificado para tornar-se compatível com as normas internacionais de qua-lificação e certificação de pessoal. Tam-bém foi iniciado um trabalho de discus-são e aprovação de normas Brasileiras através da ABNT utilizando-se como base as normas internas da Petrobras.
O grupo de especialistas, entre eles vários níveis 3, continua até hoje a reu-nir-se periodicamente para discutir e
propor mudanças, atualizações e resul-tados do sistema. Este grupo, denomi-nado Comitê Subaquático, é composto por pessoal com muita experiência na área e reconhecido pela comunidade. As reuniões são efetuadas sempre com a supervisão da ABENDI. Estas reuniões acontecem no Rio de Janeiro e a última reunião, de número 73, aconteceu em maio de 2018.
A Abendi certifica profissionais que atuam no setor subaquático nos méto-dos de Partículas Magnéticas, Medição de espessura por Ultrassom, Ensaio Visu-al, Potencial Eletroquímico e ACFM (Al-
Fonte: https://diariodopresal.files.wordpress.com/2009/01/plataformas-siste-ma-de-producao-peq.jpg

abendi.org.br 35
ternating Current Field Measurement). Além da certificação tradicional, come-çamos neste ano a certificação para pro-fissionais que realizam os ensaios em ve-ículos operados remotamente, também conhecidos como ROV. Em ROV já está disponível a certificação para os méto-dos de Potencial Eletroquímico e Me-dição de Espessura por Ultrassom, em breve teremos disponível também para ensaio Visual. Os exames de qualificação são compostos pelas provas teóricas ge-ral e específica e uma prova prática.
Como comentado no início deste tex-to, a certificação de END subaquática foi desenvolvida para garantir a integrida-de dos equipamentos e estruturas sub-mersas de plataformas, tais como riser, árvore de natal, manifold, entre outros. Estes equipamentos operam em condi-ções extremas e um acompanhamento das condições através dos ensaios é essencial para a operação segura. Para se submeter ao processo de qualifica-ção e certificação, o candidato deve ser mergulhador profissional, exceto para o método de ACFM ou no caso de profis-sionais que realizam os ensaios com o auxilio do ROV. Os mergulhadores atu-am em profundidades de até 300 me-tros, aproximadamente, mas a maioria dos serviços é realizada até 50 metros. Para profundidades maiores que 300 metros, os ensaios geralmente são rea-lizados através de ROV.
Apenas como curiosidade, o termo conhecido entre os profissionais do subaquático como “árvore de natal”, refere-se a um conjunto de válvulas operadas remotamente, que controlam o fluxo dos fluidos produzidos ou inje-tados no poço. Este nome “árvore de natal” surgiu na década de 1930, quan-do habitantes de províncias petrolíferas terrestres nos EUA associaram o equipa- a
Figura 1- Árvore de natal
mento (que estava coberto de neve) a um pinheiro de Natal. Com o início dos primeiros poços submarinos na década de 60, o termo ganhou o adjetivo “mo-lhada” quando passou a ser instalada no fundo do mar.Atualmente, cerca de 1100 profissionais estão certificados e aptos a realizar os ensaios nos diversos métodos de END subaquático. A certi-ficação que possui o maior número de
profissionais é o método de Ensaio Visu-al, que representa cerca de 40% do total. A maioria dos profissionais certificados, cerca de 67%, reside no estado do Rio de Janeiro. Todo o processo de certi-ficação, detalhamento dos requisitos, tipos de prova e as atribuições destes profissionais estão descritos na Norma Abendi número 3 (NA-003) e podem ser visualizados no site da Abendi.
Todo o processo de certificação, detalhamento dos requisitos, tipos de prova e as atribuições destes profissionais estão descritos na Norma Abendi número 3 (NA-003) e podem ser visualizados no site da Abendi.
Fon
te: h
ttp
://w
ww
.pet
rob
ras.
com
.br/
fato
s-e-
dad
os/
con
hec
a-cu
rio
sid
ades
-so
bre
-eq
uip
amen
tos-
de-
no
sso
s-si
stem
as-s
ub
mar
ino
s.h
tm

36 Revista Abendi no 87 Outubro de 2018
S e ç ã o T é c n i c a
IntroduçãoOs materiais compósitos têm grandes
atrativos para sua utilização, tais como alta resistência em direções orientadas, baixo peso, flexibilidade de conformação, estabilidade dimensional, alta resistência dielétrica, resistência à corrosão, resistên- cia à fadiga, boa tenacidade à fratura, bom acabamento superficial, baixo cus-
Weslley Carlos Dias da Silva1
Carla Alves Marinho2
Fabiana Dias Fonseca Martins3
Inspeção de Uniões Adesivadas eLaminadas com Tomografia Computadorizada, Micro tomografia e Ultrassom
1MSc, Engenheiro Mecânico – PETROBRAS 2 MSc Engenheira Metalúrgica e de Materiais – PETROBRAS3 MSc Engenheira Mecânica - PETROBRAS
Copyright 2017, ABENDI, ABRACO, ABCM , IBP e FBTS.Trabalho apresentado durante a 14ª Conferência sobre Tecnologia de Equipamentos.As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade do(s) autor(es).
SINOPSEOs materiais compósitos têm grandes atrativos para sua utilização, tais como alta resistência em direções orientadas, resistência à corrosão, baixo peso, dentre outros. Devido a estas características, o uso destes materiais tem crescido nos últimos anos na indústria de petróleo e gás. Apesar destas vantagens oferecidas, tem sido reportado na literatura algumas não conformidades em equipamentos feitos com estes materiais. Geralmente, tais falhas ocorrem devido a problemas na fase de projeto e/ou montagem, suportação e flexibilidade inadequadas, desalinhamento, torqueamento excessivo e golpe de aríete. Assim sendo, dentro deste contexto, o avanço nas técnicas de ensaios não destrutivos aplicados na inspeção de materiais compósitos torna-se necessário, pois eventuais falhas nestes componentes podem ser evitadas com a devida inspeção durante as fases de fabricação, construção e montagem, assim como durante a operação e nas paradas operacionais para manutenção. Neste trabalho foram fabricadas uniões laminadas e adesivadas de sistemas de tubulações de plástico reforçado com fibra de vidro no diâmetro nominal de 6 polegadas, totalizando quatro amostras de uniões laminadas e nove amostras de uniões adesivadas (estas últimas distribuídas por cinco corpos de prova), contendo áreas com falta de adesivo. Para inspeção, foram adotadas as técnicas de ultrassom, tomografia e microtomografia computadorizada . Os resultados mostraram uma razoável equivalência de detectabilidade entre as técnicas de ultrassom, tomografia e microtomografia computadorizada. Contudo, deve-se ressaltar que a dificuldade de acoplamento é um ponto de negativo do ultrassom. As técnicas de tomografia e microtomografia mostraram-se muito promissoras para a inspeção de uniões adesivadas e laminadas, sendo importante destacar a rapidez de execução e independência total das condições de rugosidade de superfície, apesar de ainda não ser portável a ponto de ser aplicada no campo. Além disto, observou-se que a melhor resolução da microtomografia foi importante para que a mesma apresentasse maior detectabilidade e definição das descontinuidades com relação à tomografia.
to de ferramentaria. Devido a estas ca- racterísticas, o uso destes materiais tem crescido nos últimos anos na indústria de óleo e gás, com as seguintes aplicações: grades de piso, escadas, eletrocalhas, tan- ques, tubulações de plantas de produção, reparo de dutos metálicos, risers de perfuração e produção, reparo a frio de estruturas de FPSOs e cabo de ancoragem

abendi.org.br 37
de fibra de carbono (1).Apesar destas vantagens oferecidas,
tem-se observado algumas não confor- midades em equipamentos feitos com es- tes materiais. Geralmente, tais falhas ocor- rem devido a problemas na fase de pro- jeto e/ou montagem, suportação e flexi- bilidade inadequada, desalinhamento, torqueamento excessivo e golpe de aríete.
Assim sendo, dentro deste contexto, o avanço nas técnicas de ensaios não des- trutivos aplicados na inspeção de ma- teriais compósitos torna-se necessário, pois eventuais falhas nestes componentes podem ser evitadas com a devida inspeção durante as fases de fabricação, construção e montagem, assim como durante a operação e nas paradas operacionais para manutenção. Vale ressaltar que tais falhas, a depender da criticidade do componente, podem levar a perdas humanas, ecológicas e econômicas.
Os ensaios não destrutivos mais ade- quados para serem utilizados na inspeção de materiais compósitos na indústria de óleo e gás são os seguintes: ultrassom, ra- diografia, tomografia, shearografia, termo- grafia e terahertz. Contudo, ainda não se tem observado uma grande utilização destas técnicas no campo, sendo feito apenas a inspeção visual e o teste hi- drostático, além de outros ensaios de aplicação mais particular (como spark test e medição de dureza, por exemplo).
A técnica de tomografia computado- rizada apresenta grande potencial para inspeção de compósitos. A partir dela é possível visualizar as descontinuidades presentes nestes materiais e nas suas res- pectivas uniões, com dimensionamento preciso e localização de profundidade após reconstrução das imagens. Po- de-se também compor o sólido inspe- cionado, com visualização em 3D após aplicação de um algoritmo dedicado (2). Como limitação, temos o fato de que os tomógrafos de uso industrial são equipamentos do tipo cabine, não portáveis, voltados ao trabalho em
Figura 1. Amostra de testumunho do reservatório do Pré-Sal (bacia de Santos)e seu “análogo”, estromatólito recente da lagoa salgada,
litoral Norte do estado do Rio de Janeiro (5)
bunkers e linhas de produção. O CENPES/PETROBRAS trabalha para superar estas limitações e construir uma ferramenta para inspeção de linhas de material compósito no campo, seja durante a etapa de construção e montagem, seja em serviço. Os testes apresentados neste artigo estão inseridos no escopo de um projeto de pesquisas maior, cuja finalidade é exatamente esta: desenvolver uma ferramenta de campo. Por ora, apresenta-se um comparativo entre as técnicas de inspeção selecionadas.
Revisão Bibliográfica – Tomografiae Microtomografia Computadorizada
A tomografia computadorizada é uma técnica amplamente utilizada na área mé- dica. O primeiro tomógrafo foi desen- volvido em 1971 por Hounsfield (3). Toda- via, é importante ressaltar que em 1924, Johann Radon, formulou a teoria mate- mática para reconstrução de imagens tomográficas (2). As primeiras aplicações
industriais da tomografia computadori- zada ocorreram na década de 1980, sen- do que na década de 1990 foram realiza- dos grandes avanços na visualização 3D dos objetos avaliados pela CT (Computed Tomography). Os principais campos de aplicação da tomografia computadorizada, além da consagrada aplicação na área médica, são os seguintes: petróleo e gás, ciência dos materiais, eletrônica, área militar, alimentos, arqueologia, segurança, aeroespacial, automotiva (4). A Figura 1 mostra o uso da tomografia para avaliação de rochas na indústria de petróleo e gás (5). A tomografia computadoriza pode ser categorizada em quatro grupos, a saber: aceleradores lineares, macro CT, micro CT e nano CT (4). A Figura 2 mostra as faixas de resoluções que podem ser obtidas para esses quatro grupos. Além disto, a tomografia computadorizada pode ser categorizada conforme a geometria do escâner, a saber: primeira geração, segunda geração, terceira geração, quarta
Figura 2. Resolução em função da faixa de medição (4)

38 Revista Abendi no 87 Outubro de 2018
S e ç ã o T é c n i c a
geração e quinta geração. A Figura 3 ilustra as diferenças básicas entre as cinco gerações, sendo importante notar que o processo de evolução tecnológica ocorreu, historicamente, da primeira para a quinta geração (4). A título de informação, o primeiro tomógrafo desenvolvido por Hounsfield (primeira geração) usava uma fonte de Amerício e gastou nove dias para escanear o objeto. Em sequência, o computador deste tomógrafo precisou de noventa minutos para processar os 28000 pontos coletados pelo detector (3). Portanto, os avanços tecnológicos al- cançados no desenvolvimento de tomó- grafos nos últimos 40 anos foram vertigi- nosos.
Os sistemas de micro CT são usados para análise de objetos pequenos, enquanto a macro CT é utilizada para objetos de maiores dimensões do que a micro CT. A micro CT utiliza tubos de raios X com pequeno tamanho focal (1 a 50 µm), sendo que o objeto a ser inspecionado deve ser posicionado o mais próximo possível do foco. Desta maneira, uma magnificação geométrica mais alta pode ser alcançada. A resolução da micro CT é limitada, entre outros fatores, pelo tamanho do foco do equipamento de raios X (4). Silva (2015) utilizou a técnica de microtomografia para inspeção de juntas adesivadas. Os resultados obtidos mostraram que a micro CT foi útil para avaliar qualitativamente e quantitativamente defeitos vazios na região do adesivo, com resultados supe- riores à radiografia digital (6). A Figura 4 apresenta alguns resultados obtidos por Silva (2015).
MetodologiaA Figura 5(a) apresenta as quatro
amostras laminadas e algumas das respectivas indicações dos locais onde se encontram os defeitos artificialmente preparados (áreas com falta de aderência entre camadas). Foram inseridos seis defeitos de mesmas dimensões por corpo de prova (¼” x ¼”, ½” x ½”, 1” x 1” e 2” x 2”). A Figura 5(b) esquematiza a união
Figura 3. Evolução das geometrias dos escâneres de tomografia computadorizada médica: a) primeira geração (ponto-ponto), b) segunda geração com múltiplos sen-
sores, c) terceira geração com rotação do conjunto fonte-detector, d) quarta geração com rotação da fonte e detectores em arranjo estacionário e e) quinta geração (4)
Figura 4. Imagem 3D do VOI quantificado por Micro CT evidenciando a região de oclusões (vermelho), a matriz do material (azul) e a cola (verde) (6)
laminada em hand lay up.Os defeitos foram induzidos da seguinte
maneira:a) Colocação de pedaços de MYLAR
(película de poliéster desmoldante que apresenta propriedades de isolamento térmico) com 0,036 mm ou 0,050 mm de espessura;

abendi.org.br 39
b) Aplicando-se uma camada de cera desmoldante (pastosa), sem polir, provo- cando a “não aderência” entre camadas neste local;
c) Deixando-se propositalmente bolhas no laminado, que provocam vazios volu- métricos.
Tais defeitos foram posicionados entre o liner da barreira química e a primeira camada da laminação da união; entre as camadas de laminado estrutural da união laminada; e entre a camada externa do tubo e a primeira camada da união laminada. Cada agente indutor de defeito foi colocado em uma posição e ângulo diferentes.
Em sequência, foram montados 5 spools (amostras), correspondendo a 9 uniões, conforme pode ser visualizado na Figura 6. O material dos tubos se constitui de resina epóxi reforçada com fibra de vidro e a união é do tipo ponta e bolsa. As uniões foram numeradas da seguinte maneira: 00, 01, 02, 03, 04, 05, 06, 07 e 08. Segue um resumo dos defeitos inseridos em cada uma delas:
-CP00 – Foram simulados cinco defeitos, sendo suas dimensões correspondentes a quadrados de lado igual a 1/4”, 1/2”, 1”, 1” e 2”, respectivamente – foi mantido o filme termoplástico nas regiões de um dos defeitos de 1” e do defeito de 2”;
- CP01 – Foram inseridos seis defeitos de dimensão de 1” x 1” – com filme termoplástico na região dos defeitos;
- CP02 – Nessa junta foi realizado um procedimento visando simular uma situação de cura inadequada na união;
- CP03 – Foram inseridos oito defeitos de dimensão de 1/2” x1/2” – todos filmes termoplásticos das regiões dos defeitos foram removidos;
- CP04 – Foram inseridos sete defeitos, sendo dois de dimensões de 2”x2”, dois de dimensões de 1/2”x1/2” e três de dimensões de 1”x1 – com adição de graxa na região dos defeitos;
- CP05 – Foram inseridos oito defeitos de dimensão de 1/4”x1/4” – todos filmes
Figura 5. a) Corpos de prova laminados e b) Croqui das amostras laminadas
Figura 6. Amostras adesivadas
Figura 7. Tomógrafo GE BrightSpeed Elite examinando uma das amostras
termoplásticos das regiões dos defeitos foram removidos;
- CP06 – Nessa junta foi realizado um procedimento de inserção desalinhada da ponta do tubo com relação à bolsa da luva;
- CP07 – Foi feita uma tentativa de inserir defeitos com dimensões aleatórias (pelo menos um dos lados com valor igual a 1/4”, 1/2”, 1” e 2”, respectivamente). Essa junta posteriormente foi laminada, para simular as condições de overwrap previstas nos diâmetro maiores que 6”;
- CP08 – Foram inseridos seis defeitos de dimensão de 2”x2 – todos filmes termoplásticos das regiões dos defeitos foram removidos.
Em sequência, as amostras foram ins- pecionadas em um tomógrafo médico. O equipamento utilizado foi o GE
BrightSpeed Elite (Figura 7). A Tabela 1 (na página seguinte) mostra os parâmetros de ensaio adotados. A micro CT foi feita somente nas amostras adesivadas no equipamento GE Phoenix V
Após o mapeamento dos defeitos por tomografia, as amostras foram inspecionadas através da técnica de ultrassom convencional. Utilizou-se um aparelho da Olympus (Epoch 600) e um cabeçote modelo V103 de 1 MHz e 0,5” de diâmetro, da Panametrics - Olympus, onda longitudinal, monocristal 0°. Todas as uniões inspecionadas tiveram 100% de cobertura. A identificação dos defeitos foi feita com base no eco de fundo. Caso fosse visível visualizar dois picos na tela do equipamento (reflexão de parte do som na interface “laminação ou bolsa + adesivo” / parede do tubo e reflexão
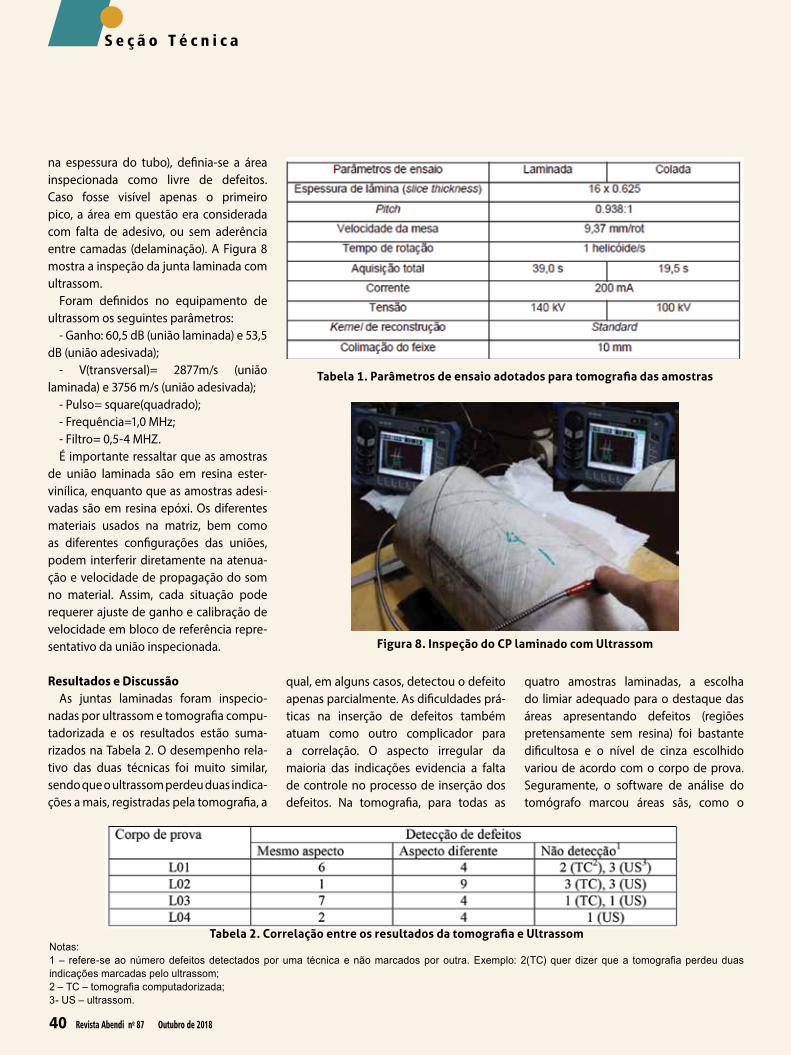
40 Revista Abendi no 87 Outubro de 2018
S e ç ã o T é c n i c a
Tabela 1. Parâmetros de ensaio adotados para tomografia das amostras
Figura 8. Inspeção do CP laminado com Ultrassom
na espessura do tubo), definia-se a área inspecionada como livre de defeitos. Caso fosse visível apenas o primeiro pico, a área em questão era considerada com falta de adesivo, ou sem aderência entre camadas (delaminação). A Figura 8 mostra a inspeção da junta laminada com ultrassom.
Foram definidos no equipamento de ultrassom os seguintes parâmetros:
- Ganho: 60,5 dB (união laminada) e 53,5 dB (união adesivada);
- V(transversal)= 2877m/s (união laminada) e 3756 m/s (união adesivada);
- Pulso= square(quadrado);- Frequência=1,0 MHz;- Filtro= 0,5-4 MHZ.É importante ressaltar que as amostras
de união laminada são em resina ester- vinílica, enquanto que as amostras adesi- vadas são em resina epóxi. Os diferentes materiais usados na matriz, bem como as diferentes configurações das uniões, podem interferir diretamente na atenua- ção e velocidade de propagação do som no material. Assim, cada situação pode requerer ajuste de ganho e calibração de velocidade em bloco de referência repre- sentativo da união inspecionada.
Resultados e DiscussãoAs juntas laminadas foram inspecio-
nadas por ultrassom e tomografia compu- tadorizada e os resultados estão suma- rizados na Tabela 2. O desempenho rela- tivo das duas técnicas foi muito similar, sendo que o ultrassom perdeu duas indica- ções a mais, registradas pela tomografia, a
Tabela 2. Correlação entre os resultados da tomografia e Ultrassom
qual, em alguns casos, detectou o defeito apenas parcialmente. As dificuldades prá- ticas na inserção de defeitos também atuam como outro complicador para a correlação. O aspecto irregular da maioria das indicações evidencia a falta de controle no processo de inserção dos defeitos. Na tomografia, para todas as
quatro amostras laminadas, a escolha do limiar adequado para o destaque das áreas apresentando defeitos (regiões pretensamente sem resina) foi bastante dificultosa e o nível de cinza escolhido variou de acordo com o corpo de prova. Seguramente, o software de análise do tomógrafo marcou áreas sãs, como o
Notas: 1 – refere-se ao número defeitos detectados por uma técnica e não marcados por outra. Exemplo: 2(TC) quer dizer que a tomografia perdeu duas indicações marcadas pelo ultrassom;2 – TC – tomografia computadorizada;3- US – ultrassom.

abendi.org.br 41
centro da junta, e a decisão quanto à classificação em defeito ou falso positivo baseou-se nas marcações do fabricante sobre os corpos de prova e, em menor grau, nos resultados do ultrassom. O software do tomógrafo, voltado principal- mente para demandas da área médica, não possibilitou o dimensionamento ade- quado das indicações. Por isto, optou-se pela análise apenas qualitativa. Co- mo pontos fortes da tomografia des- tacam-se: rapidez de execução (39 s por amostra), independência total das condições de rugosidade de superfície, geração de registro permanente e todos os recursos gráficos de visualização pro- porcionados pelo software de análise da tomografia. A inspeção por ultrassom ma- nual também apresentou pontos críti- cos, como a dificuldade para um bom acoplamento na superfície (muito irre- gular) e a baixa produtividade do méto- do. Esta última causada seja pela ques- tão do acoplamento, seja pela interpre- tação dos resultados, exigindo expe- riência por parte do (a) inspetor (a). O registro dos resultados, dependente da marcação das indicações na superfície das amostras, também representa uma fonte de incertezas quanto ao seu corre- to dimensionamento e localização. Desta- cam-se como vantagens do ultrassom: viabilidade de implementação no cam- po, relativo baixo custo e a falta de neces- sidade de cuidados com radioproteção. As duas técnicas, apesar dos limitadores expostos, são capazes de fornecer resul- tados confiáveis.
Os resultados obtidos com as técnicas de ultrassom, tomografia e microtomografia computadorizada para as amostras ade- sivadas estão sumarizados nas Figuras 9, 10, 11, 12 e 13 e nas Tabelas 3 e 4. A partir dos resultados obtidos, pode-se inferir que houve uma razoável correlação entre os defeitos encontrados pelas técnicas supracitadas, sendo notório um grande avanço em termos de detectabilidade e qualidade das imagens
obtidas com a micro CT com relação à tomografia. Pode-se observar que houve uma boa correlação entre as três técnicas utilizadas para os CPs 00, 03, 04, 05, 06, 07 e 08. É importante notar que as bordas dos defeitos delimitados por tomografia não estão bem definidas como nos resultados obtidos por ultrassom. Isso se deve à dificuldade em se estabelecer um critério para a definição de regiões caracterizadas como estando sem ou com pouco adesivo. Dado que o software de análise de imagens do tomógrafo utilizado não foi desenvolvido para inspeção de com- pósitos no campo, as suas ferramentas não estão otimizadas para as caracte- rísticas das descontinuidades tipicamente encontradas em uniões montadas com estes materiais. Além disto, é razoável supor que a resolução do tomógrafo médico não seja suficiente para discernir os detalhes das bordas dos defeitos. Contudo, é importante também notar que a delimitação dos defeitos do ultras- som está vinculada ao diâmetro do transdutor, sendo isto uma fonte de er- ros na determinação dos limites das descontinuidades. No CP-07, onde foi feito o overwarp, observou-se que este revestimento limitou o uso das três técnicas, seja pela maior dificuldade de acoplamento com o ultrassom ou pela maior dificuldade na segmentação dos defeitos por parte da tomografia e micro CT.
De forma geral, a técnica de ultrassom se mostrou eficaz para detecção de regiões com falta de adesivo nos corpos de prova avaliados. Não é possível concluir, no entanto, que a falta de uma perfeita correlação entre os defeitos pla- nejados e os defeitos detectados ocor- reu devido a alguma limitação da técni- ca para essa aplicação, ou se houve algu- ma falha no processo de inserção dos defeitos. A dificuldade de realizar o aco- plamento em algumas regiões das uni- ões com irregularidades superficiais acar- retou em incertezas em algumas re- giões inspecionadas. A inspeção por
ultrassom apresentou em sua execução maior morosidade comparativamente à execução da tomografia e micro CT. Entretanto, embora as irregularidades su- perficiais não representem uma dificuldade para a tomografia computadorizada, a limitação da resolução, em termos de espessura, proporcionou certa dificuldade na interpretação dos resultados do en- saio. Conforme será reportado com mais detalhes em sequência, a melhor reso- lução da micro CT (maior definição) pro- porcionou uma maior detecção dos de- feitos. Fazendo uma análise comparativa com a tomografia, o resultado obtido por ultrassom, uma vez entendido como descontinuidade, é de mais fácil correlação, os custos envolvidos são mais baixos e não há preocupações concernentes a ra- dioproteção. É importante ressaltar que o nível de eficiência de detecção do ultrassom para esta aplicação irá depender do nível de experiência do inspetor, pois a avaliação quanto à existência ou não de um defeito irá depender, além do critério estabelecido, da percepção do profissional. Dependendo da região inspecionada, é bem evidente a diferença entre uma região sã e uma região com descontinuidade. Contudo, em algumas outras regiões na peça, esta diferença não ficou tão clara, sendo o julgamento dependente da experiência do inspetor.
É importante ressaltar que a detecção das descontinuidades na microtomografia está diretamente relacionada ao plano escolhido para avaliação das imagens. Sendo assim, é aconselhável que ao se avaliar imagens com a microtomografia, o inspetor não deve se reter a um plano específico, mas ao menos cinco planos vizinhos para aumentar a eficiência na detecção das descontinuidades. Deve-se salientar também que as imagens tomográficas devem ser avaliadas utili- zando recursos computacionais robustos e um monitor adequado. A título de informação, as descontinuidades dos CPs 01 e 02 ficam bem evidentes quando

42 Revista Abendi no 87 Outubro de 2018
S e ç ã o T é c n i c a
Figura 9. Resultados obtidos com a tomografia (a), Ultrassom (b) e microtomografia (c) para o CP00
Figura 10. Resultados obtidos com a tomografia (a),Ultrassom (b) e microtomografia (c) para os CPs 01 e 02
Figura 11. Resultados obtidos com a tomografia (a), Ultrassom (b) e microtomografia (c) para o CPs 03 e 04
Figura 12. Resultados obtidos com a tomografia (a), Ultrassom (b) e microtomografia (c) para o CPs 05 e 06

abendi.org.br 43
Figura 13. Resultados obtidos com a tomografia (a),Ultrassom (b) e microtomografia (c) para o CPs 07 e 08
Tabela 3. Correlação entre os resultados da tomografia e do Ultrassom
Tabela 4:. Correlação entre os resultados da microtomografia e Ultrassom
são avaliadas no sistema de aquisição e análise do micro CT GE Phoenix VTomex L300. Contudo, é evidente a perda de qualidade de imagem e detectabilidade ao se utilizar um computador com configuração tradicional.
Por fim, os resultados obtidos com a microtomografia e tomografia computadorizada podem ser avaliados pelo cômputo das áreas sem adesivo e avaliados conforme a norma ISO 14692-4 (7). Assim, tais técnicas se mostram bastante promissoras para inspeção de juntas adesivadas nas etapas de fabricação e montagem, bem como em serviço.
ConclusõesA partir da análise por tomografia computadorizada, micro CT
e ultrassom em uniões laminadas e adesivadas, destacam-se as seguintes conclusões:
1) A técnica de ultrassom apresentou bom desempenho para inspeção das uniões laminadas e adesivadas, sendo que as suas principais vantagens, comparativamente com a tomografia, seriam: menor custo, confiabilidade e a falta de necessidade de cuidados quanto à radioproteção. Contudo, como principais desvantagens, destacam-se a baixa produtividade do método, a necessidade de experiência por parte do inspetor e problemas com acoplamento devido à rugosidade superficial;

44 Revista Abendi no 87 Outubro de 2018
S e ç ã o T é c n i c a
2) A técnica de tomografia mostrou-se muito interessante para a inspeção de uniões adesivadas e laminadas, sendo que os seus principais pontos fortes são: rapidez de execução (poucos segundos por amostra), independência total das condições de rugosidade de superfície, geração de registro permanente e recur- sos gráficos de visualização. Como pon- tos negativos, apontam-se os cuidados com radioproteção, necessidade de gran- de capacitação do inspetor e indisponi- bilidade de equipamentos portáveis para emprego no campo;
3) Para as amostras laminadas e adesiva- das, a detectabilidade relativa entre ul- trassom e tomografia foi similar, no en- tanto, a incapacidade de se dimensionar as indicações através do software de análise da tomografia dificultou a comparação, apa- rentemente favorecendo o desempenho do ultrassom;
4) Para as amostras adesivadas, houve uma boa correlação entre os defeitos planejados e os defeitos detectados pelo ultrassom, o que mostra a adequabilidade da metodologia utilizada para inserção de defeitos, como também a eficácia da técnica de ultrassom para a detecção destes;
5) A tomografia e o ultrassom apresen- taram melhor desempenho para as amos- tras adesivadas, sendo que a detecta- bilidade da tomografia foi superior. Ob- servou-se que defeitos de menor área exigem, como esperado, mais atenção durante a inspeção, uma vez que a área do refletor em relação ao diâmetro do cristal é um fator limitante;
6) A permanência dos filmes plásticos durante a inserção de defeitos nas uniões adesivadas foi benéfica para o controle dimensional dos defeitos planejados nas uniões adesivadas;
7) A microtomografia mostrou resultados superiores aos obtidos pelas técnicas de
tomografia computadorizada e ultrassom para as juntas adesivadas, mostrando-se como uma alternativa promissora para inspeção destes componentes. Contudo, deve-se ressaltar que por questões técnicas e orçamentarias, o projeto do tomógrafo de campo que se encontra em desenvolvimento, não utilizará a micro CT.
Referências Bibliográficas1. Price J. C., “The “State of the Art” In
Composite Material Development And Applications For The Oil And Gas Industry”, Houston Texas, EUA, Proceedings of The Twelfth (2002) International Offshore and Polar Engineering Conference Kitakyushu, Japan, May 26–31, 2002.
2. Buzug T. M., “Computed Tomography”, From Photon Statistics To Modern Cone-Beam CT”, Springer, Germany, 2008.
3. Seeram E. “Computed Tomography: Physical Principles, Clinical Aplications, and Quality Control”, Second Edition, Burnaby, British Columbia, Canada, Saunders, 2001.
4. Cantatore A., Muller P., “Introduction to Computed Tomography”, Technical University of Denmark, 2011. Downloaded from orbit.dtu.dk on: Jan 18, 2017.
5. Machado A. S., “Caracterização Geo- lógica De Rochas Carbonáticas Através Da Técnica De Microtomografia Computa- dorizada de Raios X”, tese de doutorado, UFRJ, Fevereiro, 2015.
6. Silva A. M. R., “Estudo De Juntas Adesivas Por Ensaios Não Destrutivos Com Radiações Ionizantes”, dissertação, UFRJ, 2015. Proceedings of COBEM, 21st Brazilian Congress of Mechanical Engineering, Oct 2011, Natal-RN, Brasil.
7. International Standard Organization, “ISO 14692 - Petroleum And Natural Gas Industries – Glass-reinforced Plastics (GRP) Piping – Part 4: Fabrication, Installation and Operation”, 2006. a

abendi.org.br 45
Carlos F. T. Matt1
Heloísa C. Furtado2
Bruno R. Cardoso3
Prognóstico de vida remanescente decomponentes de turbinas a vapor que operam em alta temperatura
1D.Sc., Engenheiro Mecânico - Centro de Pesquisas de Energia Elétrica (CEPEL)2D.Sc., Engenheira Metalúrgica - Centro de Pesquisas de Energia Elétrica (CEPEL)3Mestre, Engenheiro Metalúrgico - Centro de Pesqui-sas de Energia Elétrica (CEPEL)
Copyright 2017, ABENDI, ABRACO, ABCM , IBP e FBTS.Trabalho apresentado durante a 14ª Conferência sobre Tecnologia de Equipamentos.As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade do(s) autor(es).
SinopseO artigo apresenta uma metodologia computacional desenvolvida pelo CEPEL para prognóstico de dano em três componentes de uma turbina a vapor que estão sujeitos aos mecanismos de degradação por fluência e fadiga termomecânica. Os dados de entrada da metodologia compreendem medidas de vazão, pressão e temperatura do vapor, temperaturas de metal obtidas durante um período de 3 anos de monitoramento de uma usina de geração termelétrica nacional, e medidas de resistência do material à fluência e à fadiga termomecânica, obtidas a partir de ensaios em laboratório no material utilizado para confecção dos componentes da turbina. Modelos computacionais são utilizados para previsão de tensão mecânica no componente para uma dada condição de operação em regime permanente ou transiente. As tensões resultantes são, então, utilizadas como dados de entrada em modelos mecânicos de propagação de dano para prognóstico de sua evolução e avaliação de vida remanescente do componente.
1. IntroduçãoO tema apresentado neste trabalho
se insere no contexto geral de metodo- logias para prognóstico de vida rema- nescente em componentes de usinas termelétricas que operam em alta tem- peratura, mais especificamente compo- nentes de turbinas a vapor. Em razão da natureza cíclica de operação das usinas termelétricas brasileiras, dois mecanismos de degradação do material constituinte daqueles componentes atuam concomitantemente: a fluência e a fadiga termomecânica. O desen- volvimento de metodologias capazes de prever, com acurácia satisfatória para os propósitos da engenharia de manutenção das usinas, a vida remanes- cente de um determinado componente em termos do seu histórico de operação e da ação dos dois mecanismos de dano supracitados tem-se mostrado uma fer- ramenta importante para gestão dos ativos da usina e para garantia da con-
fiabilidade de sua operação. Paradas não programadas oriundas de defeitos não previstos durante a operação podem levar a significativos prejuízos e, por esse motivo, devem ser minimizadas. Diante deste cenário, o desenvolvimento de metodologias para previsão de vida re- manescente de componentes que ope- ram em alta temperatura tem des- pertado cada vez mais o interesse da comunidade científica e da indústria.
Antecipando-se a essa necessidade, em 2005, o CEPEL iniciou uma linha de pesquisa cujo objetivo é desenvol- ver metodologias para avaliação de vida remanescente em componentes que operam em alta temperatura. Ini- cialmente, foram desenvolvidas meto- dologias para avaliação de vida rema- nescente à fluência em componentes de caldeiras utilizadas para geração de energia. Posteriormente, propôs-se uma extensão com foco na previsão de vida remanescente de componentes de

46 Revista Abendi no 87 Outubro de 2018
S e ç ã o T é c n i c a
Figura 1. Desenho esquemático da turbina a vapor cujo rotor foi avaliado no projeto
turbinas a vapor. Apesar de possuírem características similares, a avaliação de integridade em componentes de turbinas a vapor é uma tarefa muito mais desafiadora por envolver componentes rotativos, cujos carregamentos térmico e mecânico são muito mais complexos. Em razão destes carregamentos, há dois mecanismos de degradação principais: a fluência e a fadiga termomecânica. O escopo deste projeto compreende o de- senvolvimento de metodologia para avaliação de dano e da vida rema- nescente em três componentes críticos da turbina a vapor, quais sejam: o rotor de alta pressão, a tubulação da carcaça externa de alta pressão e a válvula de bloqueio.
O objetivo deste trabalho é apresentar, de maneira resumida, a metodologia desenvolvida para avaliação de vida remanescente do rotor de alta pressão de uma turbina a vapor. São apresentadas também as principais características do sistema computacional desenvolvido e resultados de evolução do dano e de vida remanescente para um período de monitoramento de três anos. Maiores detalhes sobre a metodologia aqui ex- posta encontram-se documentados na Ref. [1].
Este trabalho está estruturado da se- guinte maneira: na seção 2 descrevem-se as atividades realizadas ao longo do projeto; na seção 3 descrevem-se as principais características, os materiais constituintes e os fenômenos físicos presentes no rotor de alta pressão; na seção 4 descreve-se, de maneira resumi- da, a metodologia para avaliação do dano por fluência e fadiga termomecânica no rotor; na seção 5 apresentam-se as principais características do sistema computacional TURBODIAG-SOMA e que tipo de informação pode ser extraída pela equipe de operação e manutenção das usinas; e finalmente, na seção 6, apresentam-se as considerações finais.
2. Atividades realizadasAs atividades realizadas durante a
vigência do projeto pesquisa com foco na avaliação de integridade de compo- nentes de turbinas a vapor foram:
• instalação de sensores e de equi- pamentos em campo para aquisição e armazenamento de grandezas rele- vantes para o acompanhamento da operação da turbina como, por exemplo, a pressão do vapor, a temperatura e vazão de vapor;
• desenvolvimento de modelos com- putacionais para avaliação do dano por fluência e fadiga termomecânica em componentes da turbina; e
• desenvolvimento do programa com- putacional TURBODIAG-SOMA.
A equipe de pesquisadores do CEPEL ficou responsável pela instalação em campo de sensores e equipamentos e pelo desenvolvimento de modelos com- putacionais, contando com o suporte da equipe de engenharia da usina.
Com base no levantamento biblio- gráfico realizado Ref. [2]., verificou-se que, na região de alta pressão da turbina, há dois mecanismos interdependentes de degradação do material que com- prometem a integridade estrutural de componentes nesta região: a fluência e
a fadiga termomecânica. Um desenho esquemático da turbina
a vapor avaliada no projeto pode ser visto na Figura 1.
No ano de 2009, iniciaram-se as ati- vidades de campo. Foram instalados sensores de medição e equipamentos para condicionamento e armazenamen- to de grandezas medidas em campo. O CEPEL realizou a instalação de sen- sores de temperatura (termopares) e de deformação (strain-gauges) em locais previamente selecionados em conjunto com a equipe de engenharia da usina. Em paralelo, o CEPEL realizou em con- junto com a equipe de TI da usina a instalação de toda a infra-estrutura de equipamentos (hardwares), programas (softwares) e cabeamento para condi- cionamento e gravação dos sinais cole- tados pelos sensores instalados. Neste ano, iniciaram-se as gravações de gran- dezas de processo oriundas do siste- ma supervisório, de temperatura e de deformação oriundas dos termopares e dos extensômetros instalados pelo CEPEL. A aquisição e o armazenamen- to dos dados são realizados através do sistema SOMA desenvolvido pelo CEPEL com esta finalidade. O sistema SOMA é capaz de monitorar diferentes

abendi.org.br 47
Figura 2. Esquema do ciclo de Rankine com reaquecimento e superaquecimento do vapor
grandezas e é customizado conforme o algoritmo de cálculo que se pretende alimentar.
Foi desenvolvido um ambiente de testes nas instalações do CEPEL, seme- lhante ao instamado na usina. Esse ambiente mostrou-se de fundamental importância para o acopanhamento da coleta e armazenamento de dados, assim como para uma série de análi- ses que permitiram o início do desenvol- vimento dos modelos de dano dos com- ponentes monitorados. No final de 2010, a equipe de pesquisadores do CEPEL iniciou o desenvolvimento dos algoritmos computacionais utilizados para previsão de vida remanescente. Essa etapa, a mais crítica do projeto, por se tratar do núcleo do sistema TURBODIAG, se estendeu até o final do ano de 2013.
Ao longo do ano de 2014, até o presente momento, o foco do projeto foi totalmente direcionado para o de- senvolvimento da ferramenta computa- cional que realiza a integração entre o sistema de monitoramento de da- dos SOMA e os algoritmos de enge- nharia desenvolvido pela equipe de pesquisadores do CEPEL. Diversas visi- tas foram feitas à usina, com o intuito de validar a integração das ferramentas computacionais desenvolvidas e, assim, garantir o automatismo do sistema de- senvolvido.
3. Rotor de alta pressãoUma planta de geração termelétrica
opera segundo um ciclo termodinâmico de Rankine. A caldeira e a turbina a va- por são os dois componentes principais do ciclo Rankine. A caldeira é a fonte de calor necessária para geração de vapor e a turbina a vapor converte a energia térmica do vapor em trabalho mecânico que, por sua vez, é convertido em energia elétrica, em razão do acoplamento do eixo da turbina ao gerador elétrico.
Um desenho esquemático de um ciclo Rankine simples com superaquecimen- to e reaquecimento do vapor está indi- cado na Figura 2, onde pode-se obser- var os três estágios de expansão do va- por, denominados estágio de alta pres- são (AP), estágio de média pressão (MP) e o estágio de baixa pressão (BP). Os outros componentes importantes do ciclo Rankine são o condensador e a torre de resfriamento que, em conjun- to, promovem a condensação do vapor d’água que sai do estágio de baixa pres- são da turbina, e as bombas de ali- mentação da caldeira. Na Figura 2 não está ilustrada a torre de resfriamento, a qual troca é responsável pela con- densação do vapor d’água no conden- sador. Apresenta-se na Figura 3 o dia- grama temperatura versus entropia (diagrama T-s) para o ciclo Rankine com superaquecimento e reaquecimento.
O vapor superaquecido a alta pressão e temperatura que deixa a caldeira é primeiramente expandido no estágio de alta pressão da turbina. O vapor expandido no estágio de alta pressão deixa a turbina em uma pressão intermediária (estágio de média pressão) e retorna à caldeira onde é reaquecido. O vapor reaquecido retorna
ao estágio de média pressão da turbina onde finalmente é expandido até a pressão de saída da turbina, no estágio de baixa pressão.
O objetivo do superquecimento do vapor é elevar a temperatura média na qual o calor é fornecido e, com isso, aumentar a eficiência termodinâmica do ciclo. O reaquecimento do vapor tem como objetivo reduzir o teor de umidade do vapor que expande no estágio de baixa pressão da turbina.
Do ponto de vista construtivo, o superaquecedor e o reaquecedor são trocadores de calor gás-vapor d’água constituídos por dois coletores (de entrada e de saída) e por feixes de tubos com menor diâmetro soldados a eles. Por dentro dos coletores e dos feixes de tubos escoa o vapor d’água e externamente a eles fluem os gases oriundos da queima do combustível.
Representando por vm& a vazão mássica de vapor d’água produzida na caldeira e tomando por base a notação indicada na Figura 2, pode-se calcular a taxa líquida de trabalho produzido no ciclo Rankine com superaquecimento e
reaquecimento, liqW& , por1† 1 †Desprezam-se as variações de
(1)

48 Revista Abendi no 87 Outubro de 2018
S e ç ã o T é c n i c a
Figura 3. Diagrama temperatura versus entropia para o ciclo Rankine da Figura 2, onde p1 é a pressão no superaquecedor e p2 a pressão no reaquecedor da caldeira
onde o símbolo hN, N e {1, 2, 3, 4, 5, 6} se refere à entalpia específica [J/kg] do vapor d’água no estado termodinâmico N. Os estados 2s e 4s indicados na Figura 3 representam os estados isentrópicos do vapor na saída dos estágios de alta e baixa pressão, respectivamente. Eles representam os estados ideais do vapor que seriam obtidos caso o processo de expansão nos estágios de alta e baixa pressão fosse adiabático e reversível (isto é, isentrópico). Os símbolos p1 e p3 indicados na Figura 3 referem-se, respectivamente, à pressão no superaquecedor e e à pressão no reaquecedor da caldeira.
A taxa total de transferência de calor
para o vapor d’água, HQ& , durante o superaquecimento (processo 6-1) e o reaquecimento do vapor (processo 2-3) é dada por:
(2)
A eficiência de primeira lei para o ciclo termodinâmico da Figura 2, hciclo, é
simplesmente a razão Hliq QW && / Outra grandeza de interesse para avaliação do desempenho termodinâmico da turbina é a sua eficiência isentrópica, hs,t. Para o estágio de alta pressão, a eficiência isentrópica é definida pela relação hs,t = (h1 - h2)/(h1 - h2s). Para os estágios de média e baixa pressão, a eficiência isentrópica é definida por hs,t = (h3 - h4)/(h3 - h4s). Os valores de entalpia nos estados termodinâmicos indicados na Figura 3 são obtidos a partir das tabelas de propriedades termodinâmicas do vapor d’água usando-se os valores de pressão e temperatura do vapor nos pontos indicados na Figura 3 e forne- cidos pelo sistema de supervisão da usina.
Do ponto de vista construtivo, uma
)()( 23613216 hhmhhmQQQ vvH −+−=+= −− &&&&&
)()( 23613216 hhmhhmQQQ vvH −+−=+= −− &&&&&
turbina a vapor é composta de um eixo, apoiado em mancais, sobre o qual estão fixadas as rodas (ou discos) em cuja circunferência são encaixadas palhetas. Essas palhetas são denominadas palhe- tas móveis pois o conjunto eixo-disco-palhetas gira com uma velocidade de rotação prescrita. Este conjunto é en- volvido por uma estrutura metálica estacionária, normalmente bi-partida e aparafusada, denominada carcaça (casing). Na superfície da carcaça, são fixadas conjuntos de palhetas denomi- nadas bocais (nozzles). Os bocais (palhetas fixas) e as palhetas móveis são responsáveis pela variação de direção do fluxo de vapor d’água. O conjunto eixo-disco-palheta recebe o nome de rotor. O conjunto disco-palheta recebe o nome de estágio de expansão. Usando a terminologia aqui descrita, o estágio de alta, média e baixa pressão de uma turbina é, na verdade, composto de vários estágios de expansão, isto é, de vários conjuntos disco-pallheta.
Ao escoar pelo conjunto de bocais e de palhetas móveis, há variação na direção e na magnitude da velocidade do vapor e, por conseguinte, variação no estado termodinâmico e na quantidade de movimento angular do vapor.
Em razão da variação de quantidade de movimento angular, um torque resultante é aplicado ao eixo da turbina. Como os mancais não restringem o movimento de rotação do eixo, o torque resultante promove a realização de trabalho mecânico. Posteriormente, o trabalho mecânico é convertido em energia elétrica, ao acoplar ao eixo da turbina um gerador elétrico.
Um dos componentes selecionados para avaliação de dano e de vida remanescente é o rotor de alta pressão da turbina a vapor. Um desenho esque- mático do rotor investigado no projeto está ilustrado na Figura 4. Pode-se observar que o rotor de alta pressão indicado na Figura 4 possui sete estágios de expansão. Detalhes do primeiro estágio de expansão no rotor de alta pressão e da geometria da palheta podem ser visualizados na Figura 5.
Diferentes mecanismos de dano agem isolada ou concomitantemente nos três estágios de uma turbina a va- por. No estágio de alta pressão, em razão da elevada pressão e temperatura a que estão submetido os materiais cons- tituintes dos componentes (estacioná- rios e móveis), os principais mecanismos de degradação são a fluência e a fadiga

abendi.org.br 49
Figura 4. Desenho esquemático do rotor de alta pressão
Figura 5. Desenho esquemático do primeiro estágio de expansão do rotor de alta pressão (à esquerda) e da geometria da palheta e da região de encaixe da mesma no
disco (rabo de andorinha, à direita)
termomecânica. Os locais mais propícios a iniciação de trincas são as regiões onde há variações no raio de curvatura da superfície do eixo como, por exemplo, a região de encaixe dos discos no eixo e a região de encaixe das palhetas nos discos (comumente denominadas rabos de andorinha ou dovetails). Esses locais são pontos de concentração de tensão mecânica. Outro local crítico no estágio de alta pressão é a região do furo no eixo da turbina (bore hole).
4. Metodologia de avaliação de danoO termo dano se refere a desconti-
nuidades superficiais (microtrincas) e a descontinuidades volumétricas (mi- crocavidades) no material, cujas dimen- sões características são muito inferiores às dimensões macroscópicas do compo- nente de interesse (no presente caso, o rotor de alta pressão). Do ponto de vista macroscópico, a presença de des- continuidades superficiais e volumétri- cas contribui para a redução da área de material que efetivamente resiste ao carregamento mecânico aplicado ao componente de interesse. Sob a ação continuada de carregamentos mecânico e térmico, tais descontinuidades micros- cópicas crescem ao longo do tempo até atingirem dimensões de mesma ordem de grandeza que as dimensões macros- cópicas do componente de interesse e são então denominadas macrotrincas.
A chamada mecânica do dano é a parte da mecânica que estuda o com- portamento mecânico de componentes na presença de microtrincas e de mi- crocavidades [3-5]. A análise do compor- tamento mecânico de componentes na presença de macrotrincas faz parte do escopo da mecânica da fratura [5]. O objetivo da mecânica da fratura é prever a taxa de propagação e o tamanho crí- tico de uma macrotrinca que leva ao colapso estrutural do componente em questão. A metodologia proposta
está restrita ao campo de aplicação da mecânica do dano pois, no caso do rotor de alta pressão, o critério de falha é o surgimento de macrotrincas. Não se admite operar um equipamento complexo e vital para a integridade estrutural de uma turbina, como o rotor de alta pressão na presença de macrotrincas. Matematicamente, a variável escalar dano (por fluência ou por fadiga termomecânica) w(t) é definida pela seguinte razão de áreas:
(3)
onde AD(t) e At(t) representam, respectivamente, a área das descontinui- dades superficiais e volumétricas e área de material que efetivamente resiste ao carregamento mecânico, ambas
avaliadas no instante de tempo t. A metodologia de avaliação de dano no rotor de alta pressão compreende quatro etapas, as quais são resumidas nos próximos parágrafos.
A primeira etapa compreende a aqui- sição e pós-processamento das grande- zas de processo relevantes. Representa-se, respectivamente, por TC e TF os períodos de tempo de aquisição das grandezas de processo para avaliação do dano por fluência e fadiga termo- mecânica. Na metodologia implemen- tada no programa TURBODIAG-SOMA, fixou-se TC = 24 horas e TF = 48 horas. Fixou-se TF em 48 horas porque verificou-se, em algumas ocasiões, que manobras de partida e parada da turbina se estendem pela madrugada do dia seguinte, de modo que 24 horas de aquisição é insuficiente para finalização daquelas manobras. Com

50 Revista Abendi no 87 Outubro de 2018
S e ç ã o T é c n i c a
Figura 6. Sinais brutos referentes à pressão e temperatura do vapor
O segundo pós-processamento con- siste em verificar se as grandezas coletadas, após a etapa de suavização, são representativas para avaliação dos mecanismos de degradação por fluência e fadiga termomecânica. A fluência é um mecanismo de degradação de um metal em alta temperatura e submetido a carregamento mecânico estacionário. A fadiga termomecânica é um meca- nismo de degradação de um metal submetido a alta temperatura e a ciclos de carregamento térmico e mecânico onde, normalmente, há deformação plástica localizada. Por esse motivo, as grandezas de processo coletadas so- mente são representativas para ava- liação do dano por fluência e fadiga termomecânica quando os valores mí- nimos da pressão e da temperatura do vapor são superiores a 80 bar e a 200 oC, respectivamente. Com o segundo pós-processamento, eliminam-se dos sinais suavizados todas as medidas coletadas em instantes de tempo para
o pós-processamento das grandezas de processo, obtêm-se os valores das grandezas de processo para a condição de carregamento estacionário (regime permanente) e de carregamento cíclico (regime transiente).
A segunda e a terceira etapas com- preendem o cálculo do dano por fluên- cia e por fadiga termomecânica, com o auxílio dos chamados modelos de dano. Os modelos de dano existentes derivam de equações empíricas para sua evolução ao longo do tempo, o qual é expresso em horas, no caso da flu- ência, ou em ciclos de carregamento, no caso da fadiga termomecânica. O resultado dos modelos de dano são o tempo de ruptura à fluência e o número de ciclos até a iniciação de macrotrincas por fadiga termomecânica. A última etapa compreende o cálculo do dano total acumulado por fluência e fadiga termomecânica, durante um período de avaliação de 48 horas.
4.1 Aquisição e pós-processamento das grandezas de processo
As grandezas de processo necessárias para avaliação do dano por fluência e fadiga termomecânica no rotor de alta pressão são a pressão e temperatura do vapor d’água na entrada da turbina, respectivamente representadas por pv e Tv (valores de pressão e temperatura no ponto 1 da Figura 2), a temperatura de metal na superfície interna da carcaça, Ti,c, a potência gerada,
turbinaW& , e a velocidade de rotação da turbina, Wturbina. Todas essas grandezas são medidas por sensores apropriados, armazenadas no sistema de supervisão e, posteriormente, gravadas no banco de dados do programa TURBODIAG-SOMA a cada período de amostragem.
É importante mencionar também que não há sensores de temperatura e de pressão no bocal de entrada do primeiro estágio de expansão da
turbina. Por esse motivo, a temperatura e a pressão do vapor na linha de vapor superaquecido foram utilizadas como aproximações para aquelas grandezas de processo. O período de amostragem Ts das grandezas de processo foi fixado em 5 minutos. Na Figura 6, são apresentados graficamente os sinais brutos de pressão e temperatura do vapor, para o período total de aquisição de 48 horas.
O primeiro pós-processamento rea- lizado com os sinais brutos coletados compreende a suavização dos mesmos para minimizar oscilações espúrias tais quais as ilustradas no gráfico da Figura 6. Estas oscilações espúrias têm curta duração e podem ser oriundas de lei- turas errôneas dos instrumentos de me- dição ou de manobras de operação intempestivas. Em razão da curta du- ração, sua minimização não compro- mete o cálculo do dano. Implementou-se um algoritmo de média móvel para suavização dos sinais brutos.

abendi.org.br 51
Figura 7. Ilustração da terceira etapa de pós-processamento para identificação do início e do final de uma operação transiente (operação em regime transiente)
os quais a pressão e a temperatura do vapor são inferiores a 80 bar e a 200 oC, respectivamente.
O terceiro pós-processamento tem dois objetivos. O primeiro objetivo é identificar os dois tipos de regime de operação do componente: (i) operação em base (regime permanente) e (ii) operação em regime transiente. Uma vez identificado o regime de operação, o segundo objetivo é extrair dos sinais anteriormente processados (após as duas etapas de pós-processamento) apenas as informações relevantes para avaliação do dano em questão. Por exemplo, para avaliação do dano por fluência, devem-se eliminar dos sinais trechos correspondentes a transientes de operação. Por outro lado, para avaliação do dano por fadiga termomecânica, devem-se eliminar dos sinais trechos correspondentes à operação em regime permanente.
Para a identificação do regime de operação, deve-se escolher uma grandeza de processo cuja variação temporal caracterize inequivocamente os dois tipos de operação. Para o rotor de alta pressão, escolheu-se como grandeza de controle a temperatura na superfície interna da carcaça (temperatura de metal), Ti,c. Em outras palavras, a terceira etapa de pós-processamento consiste em identificar se há ou não operação em regime transiente. Se há regime transiente de operação, tem-se que identificar o seu início e o seu final. Caso contrário, o sinal analisado corresponde a um regime de operação em base.
Na Figura 7 apresenta-se o resulta- do da terceira etapa de pós-processa- mento, com a identificação do início e do final de um transiente de operação através do algoritmo de identificação desenvolvido. A operação transiente in- dicada na Figura 8 representa uma par- tida da turbina. A grandeza de processo indicada nesta figura corresponde à tem- peratura na superfície interna da carcaça. Apenas os valores compreendidos en- tre o início e o final do transiente (in- dicados pelos símbolos na cor azul) são utilizados para avaliação do dano por
fadiga termomecânica; o restante dos dados (indicados pelos símbolos na cor preta) é descartado.
Na seção 4.2, descreve-se a meto- dologia desenvolvida para o cálculo do dano por fluência, o qual depende dos valores médios de pressão e tem- peratura do vapor, de temperatura na superfície interna da carcaça e de po- tência da turbina. Na seção 4.3, descre- ve-se a metodologia desenvolvida pa- ra o cálculo do dano por fadiga termo- mecânica. Três grandezas são necessá- rias para avaliação do dano por fadiga termomecânica: (i) a duração do tran- siente; (ii) a variação de temperatura do vapor durante o transiente, e (iii) a variação de temperatura da carcaça du- rante o transiente. Todas essas grandezas são obtidas com o pós-processamento das grandezas de processo.
4.2 Cálculo do dano por fluênciaO dano por fluência para a i-ésima
condição operacional em regime
permanente durante o intervalo de avaliação, doravante designado pelo símbolo wC,i, é obtido a partir da regra de Robinson, isto é, wC,i = ti/tR,i onde ti e tR,i representam, respectivamente, o tempo de operação na i-ésima con- dição operacional e o tempo de ruptura por fluência para esta condição opera- cional. O tempo de ruptura por fluên- cia depende da temperatura e das ten- sões mecânicas no rotor de alta pres- são. O estado de tensão mecânica no rotor depende da geometria e do carregamento termomecânico ao qual o rotor está sujeito. Informações sobre o tempo de operação e sobre o carrega- mento termomecânico são extraídas com o pós-processamento das grande- zas de operação.
Para obtenção das tensões mecânicas no primeiro estágio de expansão do rotor de alta pressão, adotou-se o mo- delo axissimétrico simplificado indicado na Figura 8. Nesta figura, também está representada a geometria da carcaça

52 Revista Abendi no 87 Outubro de 2018
S e ç ã o T é c n i c a
Figura 8. Geometria do primeiro estágio de expansão do rotor de alta pressão
para o primeiro estágio de expansão. Os parâmetros geométricos do rotor e da carcaça utilizados no cálculo do dano por fluência estão indicados na Figura 8. Estes parâmetros são o raio do furo r1R, o raio externo do eixo r2R, o raio do disco r3R, a largura do disco l, o raio interno da carcaça r1C e o raio externo da carcaça r2C. Para o rotor analisado, os valores de r1R, r2R e r3R são, respectivamente, 48 mm, 365 mm e 471 mm. Os valores de r1C e r2C são, respectivamente, 555 mm e 760 mm.
O estado de tensões no rotor de alta pressão da Figura 8 é resultante da pressão exercida pelo vapor sobre o disco, da força centrífuga oriunda da rotação do conjunto eixo-disco e da dilatação térmica oriunda da diferença de temperatura entre a região do furo e a superfície livre do disco. Para determinar a tensão mecânica oriunda da dilatação térmica, deve-se, primeiramente, obter o campo de temperaturas na superfície do rotor, TR(r), expresso por:
(4)
onde T1R e T2R representam, respectivamente, a temperatura nas superfícies interna (r = r1R) e externa (r = r2R) do rotor. Com base na troca térmica por convecção entre o vapor d’água e a superfície do rotor, obtém-se a seguinte relação entre as temperaturas T2R e T1R:
(5)
onde d2R = 2r2R e hcR representa o coeficiente de transferência de calor por convecção entre o vapor e a superfície do rotor em r = r2R. Este coeficiente é
obtido a partir de correlação empí- rica para o número de Nusselt, Nu, parâ- metro adimensional que representa uma medida do gradiente de temperatura do vapor na superfície do rotor em contato com o mesmo. O número de Nusselt, Nu, para o escoamento do vapor sobre a superfície externa do rotor é definido por:
(6)
onde ),( vvv Tpλ representa a con- dutividade térmica do vapor, a qual depende dos valores médios da pressão e da temperatura do vapor. A correlação empírica adotada neste projeto para o número de Nusselt é dada pela expressão a seguir, extraída da Refs. [6,7]
(7)
Na Eq. (7) os símbolos av e nv representam, respectivamente, a difusi-
vidade térmica e a viscosidade cine- mática do vapor d’água, ambas de- pendentes dos valores médios da pres- são e da temperatura do vapor, e G é a rotação da turbina expressa em rpm. O primeiro termo dentro de pa- rênteses no lado direito da Eq. (7) representa o número de Reynolds para o escoamento do vapor no interior da região delimitada pela superfície do rotor e da carcaça.
Deve-se observar que a temperatura medida Ti,c corresponde à temperatura na superfície interna da carcaça, a qual não é exatamente igual à temperatura T2R, pois há troca térmica por convec- ção entre a superfície interna da carcaça e o vapor. Entretanto, espera-se que esta diferença seja pequena no regime permanente de operação e, por esse motivo, adota-se a aproximação T2R Ti,c. Logo, a temperatura na superfície do furo é:
(8)
e a diferença de temperatura, DTR = T2R - T1R, responsável pela dilatação térmica do rotor é simplesmente:

abendi.org.br 53
Figura 9. Variação de deformação total na superfície do rotor (à esquerda) e fator de concentração de deformação (à direita) para aços baixa liga do tipo CrMoV (retirado
de Viswanathan [8])
(9)
Uma vez obtida a distribuição de tem- peraturas no rotor, procede-se ao cálculo das tensões mecânicas. Expressões ana- líticas para as tensões mecânicas na dire- ção radial, sr, na direção tangencial ou circunferencial, sq, e na direção axial, sz, em função da coordenada radial r, são apresentadas na Ref. [1]. Para o caso mais geral de um estado triaxial de tensões, utilizou-se a tensão equivalente de von Mises, seq, como a tensão mecânica representativa do estado de tensões no rotor. Três abordagens foram empregadas para avaliação do tempo de ruptura por fluência tR,i em termos da tensão equivalente seq e da temperatura média do rotor: (i) parâmetro de Larson-Miller [8]; (ii) parâmetro de Manson-Haferd [8] e (iii) leis de evolução do dano de Kachanov-Rabotnov [3-5].
4.3 Cálculo do dano por fadiga termo- mecânica
O dano por fadiga termomecânica para o i-ésimo transiente de operação durante o intervalo de avaliação, dora- vante designado pelo símbolo wF,i, é obtido a partir da regra de Palmgreen-Miner, definida por wF,i= Ni/NR,i, onde Ni e NR,i representam, respectivamente, o número de ciclos de carregamento e o número de ciclos até a iniciação de trincas por fadiga associados ao i-ésimo transiente de operação.
O número de ciclos até a iniciação de trincas por fadiga, NR,i, depende de parâmetros que caracterizam os ciclos de carregamento térmico e me- cânico tais como a temperatura mé- dia, a variação de temperatura, a tensão
média e a variação de tensão. A variação de tensão, por sua vez, está relacionada à variação de deformação total a qual o material é submetido durante o ciclo de carregamento termomecânico. Esta variação de deformação depende da variação de temperatura, do coeficiente de troca térmica na superfície do ro- tor, da geometria do rotor e das proprie- dades térmicas do seu material cons- tituinte.
A variação de deformação total (no- minal) é calculada com o auxílio das curvas indicadas na Figura 9. Após a coleta e pós-processamento das gran- dezas de operação, obtêm-se a variação de temperatura do vapor DTv(Q) e a duração Dt(Q) = tf
(Q) - ti(Q) do
Q-ésimo transiente de operação, Q = 1, 2, ...; deve-se observar que Dt(Q) ≤ 48 horas. Define-se a duração adi- mensional Dt(Q) do Q-ésimo transiente de operação da seguinte maneira:
(10)
onde o produto (ρcP)R representa a capacidade térmica volumétrica do material do rotor. Tanto a condutividade térmica quanto o calor específico à pressão constante variam com a temperatura; entretanto, pode-se consi- derar, para efeitos de cálculo do dano
por fadiga termomecânica, valores mé- dios dessas propriedades para a faixa de temperatura tipicamente encontrada durante a operação da turbina.
A variação de deformação depende também do número de Biot, Bi, parâ- metro adimensional que expressa a razão entre a resistência térmica à con- dução e a resistência térmica à convec- ção na superfície do rotor definida por r = r2R. O número de Biot é definido por: (11)
Uma vez calculados Dt(Q) e Bi com o auxílio das equações (10) e (11) obtém-se o valor da razão Detn/(2aDTv(Q)) diretamente do gráfico ilus- trado na Figura 9. Como a difusividade térmica a do aço do rotor e a variação de temperatura DTv(Q) são conhecidos, obtém-se, imediatamente, a variação de deformação total nominal Detn. Por causa da presença de entalhes, mudanças de raio de curvatura em uma geometria típica de um rotor real, a variação de deformação real é obtida multiplicando-se o valor nominal, Detn, pelo fator de concentração de deformação Ke; Det = Kex Detn. O fator de concentração de deformação, Ke, é obtido a partir da curva indicada na Figura 9 à direita, correspondente

54 Revista Abendi no 87 Outubro de 2018
S e ç ã o T é c n i c a
Figura 12. Evolução do dano total por fluência e fadiga termomecânica no rotor de alta pressão: dezembro de 2013 a julho de 2014
Figura 10. Curva Det versus NR para o aço CrMoV a 550ºC (adaptada da Ref. [9])
a KT = 3. Escolheu-se o fator de con- centração de tensões KT = 3, pois o mesmo é representativo da geometria do rotor de alta pressão investigado, conforme demonstrado nos resultados de simulações numéricas realizadas pela equipe do CEPEL.
O número de ciclos até a iniciação de trincas, NR,i, é obtido a partir da curva de Det versus NR para o aço CrMoV do rotor, tal qual a curva indicada na Figura 10, extraída da Ref. [9] e obtida para uma temperatura fixa em 550ºC.
4.4 Cálculo do dano total acumulado por fluência e fadiga termomecânica
O dano total acumulado por fluência e fadiga, desde a data de implantação do sistema TURBODIAG-SOMA na usina até o Q-ésimo período de avaliação, wCF
(Q), Q = 1, 2, ..., é simplesmente a soma dos danos acumulados por fluência e fadiga até aquele período, ou seja, wCF
(Q) = wCF(Q-1) + DwC(Q) +
DwF(Q). (12)
com wCF(0) = wC
(0) + wF(0). Os danos
iniciais wC(0) e wF
(0) foram estimados usando-se a metodologia proposta com valores médios das grandezas de processo, do tempo de operação em base e do número de partidas e paradas da unidade. Estes valores médios foram fornecidos pela equipe de engenharia da usina. Os valores iniciais obtidos para o primeiro estágio de expansão de rotor de alta pressão foram wC
(0) = 24% e wF
(0) = 5%.
5. Resultados obtidosNesta seção, são apresentados re-
sultados obtidos com o sistema TURBO- DIAG-SOMA para o dano total acumu- lado e para a vida remanescente do ro- tor de alta pressão. Os resultados apre- sentados foram extraídos da interface
gráfica do programa TURBODIAG-SOMA em 2014.
Na Figura 12 apresenta-se a curva de evolução do dano total acumulado por fluência e fadiga termomecânica para o rotor de alta pressão, para o período de 01 de dezembro de 2013 a 10 de julho de 2014.
As descontinuidades ou interrupções nas curvas ilustradas na Figura 12 são oriundas da inexistência de grandezas de processo no banco de dados do sistema TURBODIAG-SOMA para os intervalos de tempo correspondentes, o que inviabiliza o cálculo de dano e de vida remanescente para aqueles

abendi.org.br 55
Figura 13. Diagrama de dano para o rotor de alta pressão. O eixo vertical representa o dano por fadiga termomecânica e o eixo horizontal o dano por fluência. Período
de visualização: dezembro de 2013 a julho de 2014.
intervalos de tempo. Deve-se observar que os trechos para os quais não há dados armazenados podem ser desprezados se comparados ao período de tempo para os quais há, de fato, dados armazenados para avaliação do dano e da vida remanescente. Este comportamento é um indicativo da robustez e do bom desempenho do sistema TURBODIAG-SOMA.
Na Figura 13, apresenta-se o dia- grama de dano no qual é possível identificar envelopes de dano ,os quais definem as regiões de segurança do componente, e a evolução do par-ordenado (wC(Q),wF(Q)) para o período de análise selecionado. O par-ordenado (wC(Q),wF(Q)) é representado por um ponto (envol- vido por um círculo na Figura 15) no diagrama de dano. Com base no resul- tado indicado na Figura 15 pode-se con- cluir que o rotor de alta pressão está na região de segura com larga folga.
6. CONSIDERAÇÕES FINAISNeste trabalho apresentou-se a
metodologia desenvolvida para avaliação do dano acumulado por fluência e fadiga termomecânica no rotor de alta pressão de turbinas a vapor. A metodologia de avaliação de dano e de vida remanescente foi transformada em um código computacional escrito na linguagem do programa MathCad versão 14 e incorporada à plataforma computacional TURBODIAG-SOMA. Esta plataforma é uma poderosa ferramenta gerencial para o acompanhamento da condição operacional do rotor e deve ser utilizada pela equipe de operação e manutenção da turbina para auxiliar a tomada de decisão quanto à parada ou não da unidade.
Diversas informações são disponibi- lizadas na interface gráfica da plataforma TURBODIAG-SOMA, dentre as quais
cabe destacar a evolução do dano por fluência e fadiga termomecânica ao longo do tempo. É possível observar em tempo real a evolução do par ordenado (wC, wF) em direção às superfícies limítrofes da região de segurança (envelopes de dano). Verificou-se que o dano total acumulado no rotor de alta pressão é inferior a 27%, ou seja, pouco mais de 25% da vida útil do rotor foi consumida devido aos mecanismos de fluência e fadiga termomecânica.
Futuramente, pretende-se incorporar melhorias à metodologia proposta para avaliação de dano em componentes de turbinas a vapor submetidos aos mecanismos de degradação por fluência e fadiga termomecânica. Dentre as melhorias a serem incorporadas pode-se citar:
1. A realização de ensaios de fadiga termomecânica no CEPEL e obtenção de curvas de Det versus NR para ciclos
de carregamento térmico e mecânico mais fidedignos da condição real de operação em campo;
2. A implementação de equações de evolução do dano por fluência extraídas da teoria da mecânica do dano contínuo para avaliação do acréscimo de dano por fluência;
3. A implementação de leis de evolução para o dano total acumulado, considerando o mecanismo de interação fadiga-fluência, a fim de obter estimativas mais acuradas para a vida remanescente do rotor; e
4. A implementação de modelos estatísticos de evolução de dano, de modo a levar em consideração, de maneira matematicamente rigorosa, diferentes fontes incertezas oriundas, por exemplo, de dados obtidos em laboratório, do(s) próprio(s) modelo(s) para evolução do dano e de grandezas medidas em campo.

56 Revista Abendi no 87 Outubro de 2018
C a l e n d á r i o
56 Revista Abendi no 86 Agosto de 2018
S e ç ã o T é c n i c a
a
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Matt C. F., Cardoso B. R. e Furtado H. C., 2014, Metodologia de avaliação de dano total acumulado e de vida remanescente de componentes de plantas termelétricas – Parte 1: Rotor de alta pressão, Relatório Técnico DTE 18428/14, 58p, Centro de Pesquisas de Energia Elétrica, Rio de Janeiro, Brasil.
[2] Matt C. F., Cardoso B. R., Santos F. M. F., Michalski M. A. C. e Furtado H. C., 2009, Descrição da metodologia de avaliação de vida remanescente desenvolvida durante a vigência do projeto de pesquisa Turbodiag, Relatório técnico DTE 42544/09, 105p, Centro de Pesquisas de Energia Elétrica, Rio de Janeiro, Brasil.
[3] Kachanov L. M., 1958, Time of the rupture process under creep conditions, Izv. Akad. Nauk., SSR, Otd Tekh. Nauk No. 8, pp. 26-31.
[4] Rabotnov Y. N., 1969, Creep problems in structural members, North-Holland.
[5] Chaboche J-. L., 1988, Continuum damage mechanics: Part I – General concepts, Journal of Applied Mechanics, Vol. 55, pp. 59 – 64.
[6] Jing J. P., Sun Y., Xia S. B. e Feng G. T., 2001, A continuum damage mechanics model on low cycle fatigue life assessment of steam turbine rotor, International Journal of Pressure Vessels and Piping, Vol. 78, pp. 59-64.
[7] Jing J. P., Guang M., Sun Y. e Xia S. B., 2003, An effective continuum damage mechanics model for creep-fatigue life assessment of a steam turbine rotor, International Journal of Pressure Vessels and Piping, Vol. 80, pp. 389-396.
[8] Viswanathan R., 1993, Damage Mechanisms and Life Assessment of High-Temperature Components, ASM International, New York.
[9] Colombo F., Mazza E., Holdsworth S. R. e Skelton R. P., 2008, Thermo-mechanical fatigue tests on uniaxial and component-like 1CrMoV rotor steel specimens, International Journal of Fatigue, Vol. 30, pp. 241-248.

abendi.org.br 57
DEZEMBRO DATA REALIZAÇÃO LOCALInspeção em Pás, Torres e Estruturas Eólicas 3 a 7 Abendi Abendi Nivelamento N3 3 a 14 Abendi Abendi
UNIDADE BAHIA NOVEMBRO DATAPartículas Magnéticas N2 12/11 a 11/12Controle DimensionalN2 - Calderaria e Tubulação 19/11/2018 a 16/1/2019Ensaio Visual N2 26/11 a 17/12
NOVEMBRO DATA REALIZAÇÃO LOCALAuditoria de Processo em Solda Aluminotérmica 5 a 9 Abendi Abendi Básico de END 5 a 9 Abendi Abendi Avaliação de Integridade Estrutural (Fitness For Service) 5 a 9 Abendi Abendi NOVO - Aplicação de Drones em Inspeções Industriais 6 Abendi Abendi Básico de Ultrassom Phased Array e ToFD 21 a 23 Abendi Abendi END e Inspeção no Setor Metroferroviário 21 a 23 Abendi Abendi Soldagem para Engenheiros e Inspetores de Equipamentos 26 a 30 Abendi Abendi
C a l e n d á r i o
UNIDADE SANTOS
UNIDADE SÃO PAULO
DEZEMBRO DATAUltrassom Medição de Espessura 3 a14Líquido Penetrante N2 3 a 31
DEZEMBRO DATAUltrassom Medição de Espessura 10 a 21Líquido Penetrante N2 10/12/2018 a 8/1/2019
NOVEMBRO DATAUltrassom Medição de Espessura 5 a 9Ultrassom N1 Chapa Laminada 5 a 14Ultrassom N2 5 a 27Ultrassom Phased Array N2 19/11 a 5/12Líquido Penetrante N2 19/11 a 17/12Partículas Magnéticas N2 26/11 a 03/12Controle DimensionalN2 - Calderaria e Tubulação 26/11 a 21/12Detecção de Vazamentos N2 27 a 30Detecção de Vazamentos N1 28 a 30

58 Revista Abendi no 87 Outubro de 2018
C a l e n d á r i o
UNIDADE TAUBATÉ NOVEMBRO DATAUltrassom N2 12/11 a 27/12 Partículas Magnéticas N 2 26/11 a 24/12
DEZEMBRO DATAUltrassom Medição de Espessura 1 a 29Ultrassom Medição de Espessura 3 a 7Ultrassom N1 Chapa Laminada 3 a 12Ultrassom Medição de Espessura 3 a 14Ultrassom N2 3 a 21Líquido Penetrante N2 10 a 21Ensaio Visual N2 10/12/2018 a 2/1/2019
DEZEMBRO DATALíquido Penetrante N2 3/12/2018 a 2/1/2019Ultrassom Medição de Espessura 10 a 21