Soldagem I Introdução aos Processos de Soldagem - Paulo Modenesi
Upload
trinhkhanhCategory
view
219download
3
CAMPOS DOS GOYTACAZES - RJ MARÇO - 2012
EFEITO DO TRATAMENTO TÉRMICO PÓS-SOLDAGEM NA MICRO E SUBESTRUTURA DE AÇOS INOXIDÁVEIS AUSTENÍTICOS E
SUPERDUPLEX
RENATA BARBOSA GONÇALVES
UNIVERSIDADE ESTADUAL DO NORTE FLUMINENSE – UENF
EFEITO DO TRATAMENTO TÉRMICO PÓS-SOLDAGEM NA MICRO E SUBESTRUTURA DE AÇOS INOXIDÁVEIS AUSTENÍTICOS E
SUPERDUPLEX
RENATA BARBOSA GONÇALVES
Dissertação de Mestrado submetida ao
corpo docente do Centro de Ciência e
Tecnologia, da Universidade Estadual do
Norte Fluminense Darcy Ribeiro, como
parte dos requisitos necessários à
obtenção do título de Mestre em
Engenharia e Ciência dos Materiais.
Orientador: Prof. Dr. Luis Augusto Hernandez Terrones
Co-orientador: Prof. Dr. Ronaldo Pinheiro da Rocha Paranhos
Campos dos Goytacazes - RJ
Março de 2012
FICHA CATALOGRÁFICA
Preparada pela Biblioteca do CCT / UENF 21/2012
Gonçalves, Renata Barbosa
Efeito do tratamento térmico pós-soldagem na micro e subestrutura de aços inoxidáveis austeníticos e superduplex / Renata Barbosa Gonçalves. – Campos dos Goytacazes, 2012. xiv, 115 f. : il. Dissertação (Mestrado em Engenharia e Ciências dos Materiais) -- Universidade Estadual do Norte Fluminense Darcy Ribeiro. Centro de Ciência e Tecnologia. Laboratório de Materiais Avançados. Campos dos Goytacazes, 2012. Orientador: Luis Augusto Hernandez Terrones. Co-orientador: Ronaldo Pinheiro da Rocha Paranhos. Área de concentração: Metalurgia física. Bibliografia: f. 110-115. 1. Aços inoxidáveis austeníticos e superduplex soldados 2. Tratamentos térmicos 3. Microestrutura l. Universidade Estadual do Norte Fluminense Darcy Ribeiro. Centro de Ciência e Tecnologia. Laboratório de Materiais Avançados II. Título.
CDD 669.96142

EFEITO DO TRATAMENTO TÉRMICO PÓS-SOLDAGEM NA MICRO E SUBESTRUTURA DE AÇOS INOXIDÁVEIS AUSTENÍTICOS E SUPERDUPLEX
RENATA BARBOSA GONÇALVES
Dissertação de Mestrado submetida ao corpo
docente do Centro de Ciência e Tecnologia, da
Universidade Estadual do Norte Fluminense
Darcy Ribeiro, como parte dos requisitos
necessários à obtenção do título de Mestre em
Engenharia e Ciência dos Materiais.
Aprovada em 19 de Março de 2012.
Comissão Examinadora:
___________________________________________________________
Prof. Dra. Ana Lúcia Diegues Skury – UENF
___________________________________________________________
Prof. Dr. João José de Assis Rangel – Universidade Candido Mendes
___________________________________________________________
Prof. Dr. Eduardo Atem de Carvalho – UENF
___________________________________________________________
Prof. Dr. Luis Augusto Hernandez Terrones – UENF
O importante é não parar de questionar. A
curiosidade tem sua própria razão de existir.
Uma pessoa não pode deixar de se sentir
reverente ao contemplar os mistérios da
eternidade, da vida, da maravilhosa
estrutura da realidade. Basta que a pessoa
tente compreender um pouco mais desse
mistério a cada dia.
Albert Einstein

Dedico este trabalho a Deus por ter colocado muitos sonhos em meu coração e por a cada dia me dar sabedoria, coragem, temor e amor para que possa vê-los se concretizando.

AGRADECIMENTOS
Agradeço a Deus por seu imenso amor e misericórdia, permitindo que a cada
dia eu possa superar os obstáculos encontrados, crescendo.
Agradeço a todos os meus familiares por me amarem incondicionalmente, em
especial aos meus pais Luciene e Carlos Augusto por estarem sempre torcendo por
mim e muita das vezes abrindo mão de seus sonhos para que eu possa realizar os
meus. À minha irmã Juliana por compreender todos os momentos em que estive
ausente em sua vida. Aos meus tios Tereza e Laélio, que nestes últimos anos
estiveram ao meu lado nos momentos mais difíceis com paciência, atenção e amor.
À Inácia Rangel por todo afeto, carinho e amizade.
Agradeço a professora Sirley Brandão e à Beatriz pela amizade e incentivo
em todas as etapas vivenciadas até agora na minha vida acadêmica e também
pessoal. Agradeço a todos os meus amigos, que fazem os meus dias bem mais
alegres e coloridos, em especial a Carla, Gleydiane, Cleitor, Maria Fernanda,
Rogério, Ricardo, Silvio, Zulmira, Joadélio, Marlon, Luciane e Mariana. A Ewerton
Maick a quem mais que amigo já se tornou um irmão, por todas as ligações
intermináveis, estresses, angústias e, claro, momentos compartilhados de muitas
alegrias. Ao meu namorado Rodrigo por todo amor, compreensão, carinho, amizade,
e disponibilidade, se fazendo presente em todos os momentos em minha vida.
Agradeço aos professores, técnicos e estagiários da UENF por todo
conhecimento prático e teórico proporcionado para a concretização deste trabalho.
Em especial a professora Ana Lúcia pelo seu bom dia sempre bem humorado, ao
Eduardo Atem, Angellus e Sérgio Neves. Ao professor Anatoliy (in memoriam) por
todo conhecimento e discussão disponibilizado ao longo da parte experimental. Aos
ex-estagiários do Laboratório de Metalografia: Anderson, Ramon e Mateus e às
alunas Juliana e Bárbara pelas discussões e atividades referentes à parte
experimental.
Ao co-orientador prof. Ronaldo Paranhos, pela atenção e conhecimentos
encontrados em suas aulas e ao meu orientador prof. Luis Augusto Terrones por
todo incentivo, comprometimento, experiência e amizade disponibilizados ao longo
deste trabalho.
Sumário
I
SUMÁRIO
ÍNDICE DE FIGURAS V
ÍNDICE DE TABELAS XII
LISTA DE SÍMBOLOS XIII
LISTA DE ABREVIATURAS XIV
CAPÍTULO 1: INTRODUÇÃO 1
1.1 Objetivos 3
1.1.1 Objetivo Geral 3
1.1.2 Objetivos Específicos 3
1.2 Justificativas 4
CAPÍTULO 2: REVISÃO BIBLIOGRÁFICA 5
2.1 Aços Inoxidáveis 5
2.1.1 Classificação dos Aços Inoxidáveis 7
2.1.1.1 Aços Inoxidáveis Ferríticos 7
2.1.1.2 Aços Inoxidáveis Martensíticos 8
2.1.1.3 Aços Inoxidáveis Austeníticos 8
2.1.1.4 Aços Inoxidáveis Duplex 9
2.2 Metalurgia Física 10
2.2.1 Diagrama de equlíbrio Fe-Cr 10
2.2.2 Diagrama de equlíbrio Fe-Cr-Ni 11
2.2.3 Diagrama Pseudo-Binário 70%Fe-30%Cr-Ni 13
2.3 Microestrutura dos Aços Inoxidáveis Austeníticos e Superduplex 14
2.3.1 Aços Inoxidáveis Austeníticos 14
2.3.2 Aços Inoxidáveis Superduplex 15
2.3.3 Fases Formadas e Suas Características 15
2.3.3.1 Carbetos 15
2.3.3.2 Carbetos do tipo M23C6 16
2.3.3.3 Carbetos do tipo MC 17
2.3.3.4 Carbetos do tipo M6C 19

Sumário
II
2.3.3.5 Carbetos do tipo M7C3 e M5C2 20
2.3.3.6 Fases Intermetálicas 20
2.3.3.6.1 Fase sigma () 20
2.3.3.6.2 Fase chi () 21
2.3.3.6.3 Fase de Laves () 22
2.3.3.6.4 Nitretos 23
2.4 Sensitização, Solubilização e Estabilização em Aços Inoxidáveis 24
2.5 Microestrutura dos Aços Inoxidáveis Soldados 28
2.5.1 Aços Inoxidáveis Austeníticos 29
2.5.2 Aços Inoxidáveis Superduplex 33
CAPÍTULO 3: MATERIAIS E MÉTODOS 38
3.1 Materiais 38
3.2 Preparação Metalográfica 40
3.3 Tratamentos Térmicos 41
3.4 Técnicas para Avaliação Microestrutural 42
3.4.1 Ataques 42
3.4.2 Microscopia Ótica 44
3.4.3 Microscopia Eletrônica de Varredura 44
CAPÍTULO 4: RESULTADOS E DISCUSSÃO 46
4.1 Microscopia Ótica 47
4.1.1 Aço Inoxidável Austenítico AISI 347 47
4.1.1.1 Material como Recebido 47
4.1.1.2 Material Soldado 49
4.1.1.2.1 Metal Base 49
4.1.1.2.2 Zona Termicamente Afetada 50
4.1.1.2.3 Zona Fundida 52
4.1.1.3 Material com Tratamento Térmico de Solubilização 53
4.1.1.3.1 Metal Base 53
4.1.1.3.2 Zona Termicamente Afetada 54
4.1.1.3.3 Zona Fundida 54
4.1.1.4 Material com Tratamento Térmico de Estabilização 55

Sumário
III
4.1.1.5 Contagem da ferrita delta na ZF 57
4.1.2 Aço Inoxidável Superduplex SAF 2507 59
4.1.2.1 Material como recebido 59
4.1.2.2 Material Soldado 60
4.1.2.2.1 Metal Base 60
4.1.2.2.2 Zona Termicamente Afetada 61
4.1.2.2.3 Zona Fundida 63
4.1.2.3 Material com Tratamento Térmico de Solubilização a
900°C por 1 h
64
4.1.2.3.1 Metal Base 64
4.1.2.3.2 Zona Termicamente Afetada 65
4.1.2.3.3 Zona Fundida 66
4.1.2.4 Material com Tratamento Térmico de Solubilização a
1100°C por 18 min
67
4.1.2.4.1 Metal Base 67
4.1.2.4.2 Zona Termicamente Afetada 68
4.1.2.4.3 Zona Fundida 70
4.1.2.5 Material com Tratamento Térmico de Solubilização a
1150°C por 30 min
71
4.2 Microscopia Eletrônica de Varredura 73
4.2.1 Aço Inoxidável Austenítico AISI 347 73
4.2.1.1 Material como Recebido 73
4.2.1.2 Material Soldado 73
4.2.1.2.1 Metal Base 73
4.2.1.2.2 Zona Termicamente Afetada 74
4.2.1.2.3 Zona Fundida 76
4.2.1.3 Material com Tratamento Térmico de Solubilização 82
4.2.1.3.1 Metal Base 82
4.2.1.3.2 Zona Termicamente Afetada 83
4.2.1.3.3 Zona Fundida 85
4.2.2 Aço Inoxidável Superduplex SAF 2507 87
4.2.2.1 Material como Recebido 87

Sumário
IV
4.2.2.2 Material Soldado 87
4.2.2.2.1 Metal Base 87
4.2.2.2.2 Zona Termicamente Afetada 88
4.2.2.2.3 Zona Fundida 90
4.2.2.3 Material com Tratamento Térmico de Solubilização a
900°C por 1 h
93
4.2.2.3.1 Metal Base 93
4.2.2.3.2 Zona Termicamente Afetada 93
4.2.2.3.3 Zona Fundida 95
4.2.2.4 Material com Tratamento Térmico de Solubilização a
1100°C por 18 min
97
4.2.2.4.1 Metal Base 97
4.2.2.4.2 Zona Termicamente Afetada 97
4.2.2.4.3 Zona Fundida 99
4.2.2.5 Material com Tratamento Térmico de Solubilização a
1150°C por 30 min
102
CAPÍTULO 5: CONCLUSÕES 106
5.1 Aço Inoxidável Austenítico AISI 347 106
5.2 Aço Inoxidável Superduplex SAF 2507 107
CAPÍTULO 6: SUGESTÕES 109
CAPÍTULO 7: REFERÊNCIAS 110

Índice de Figuras
V
ÍNDICE DE FIGURAS
FIGURA 1: Diagrama de equilíbrio Fe-Cr.
11
FIGURA 2: Seção vertical do diagrama de equilíbrio Fe-Cr-Ni.
12
FIGURA 3: Relação entre as temperaturas e a precipitação de fases no diagrama de equilíbrio 70%Fe-30%Cr-Ni.
13
FIGURA 4: Microestrutura típica do aço inoxidável austenítico observada por MO: a) aço 316, b) aço 18Cr-8Ni.
14
FIGURA 5: Microestrutura típica do aço inoxidável superduplex. MO: ataque com o ácido oxálico: a) 200x, b) 500x.
15
FIGURA 6: Carbeto do tipo M23C6 nos contornos de grão do aço AISI 321,
estabilizado a 1000ºC com Ti: a) observado por MEV, b) observado por MO.
16
FIGURA 7: Formação de carbetos nos contornos: a) serrilhados, b) planos.
17
FIGURA 8: Carbetos do tipo MC: a) (Ti, Mo)C em aço laminado estabilizado com Ti, solubilizado, b) NbC identificado no interior de grãos do aço 18Cr-10Ni.
18
FIGURA 9: Microestrutura da amostra estabilizada em: a) 875ºC, e envelhecida a 600ºC por 100 h; b) a 950ºC e envelhecida em 600ºC por 24 h. MO: ataque ácido oxálico.
18
FIGURA 10: Microestruturas típicas do aço 347. MO: ataque com 20 mL de ácido acético, 20 mL de ácido nítrico, 30 mL de ácido clorídrico e 10 mL glicerol.
19
FIGURA 11: Fase sigma no aço inoxidável austenítico 316L tratado em 550ºC por 85.000 h, microscopia eletrônica de varredura: a) 20000x, b) 6500x.
21
FIGURA 12: Fase chi nos contornos de grão do aço inoxidável superduplex SAF 2507: a) próxima a nitretos, b) próxima a fase sigma.
22
FIGURA 13: Microestruturas com a precipitação da fase de Laves do tipo Fe2Nb em aço inoxidável austenítico contendo 1,7% Nb após envelhecimento por 25 h a 800ºC.
23
FIGURA 14: TiN no aço AISI 321. Microscopia ótica: a) tratado a 1100ºC, b) envelhecido a 600ºC.
24
Índice de Figuras
VI
FIGURA 15: Corrosão intergranular.
24
FIGURA 16: Influência da temperatura na precipitação de carbetos.
25
FIGURA 17: Influência dos tratamentos térmicos empregados no grau de sensitização do aço.
27
FIGURA 18: Esquema das 3 zonas formadas no material após a soldagem.
28
FIGURA 19: Esquema com as morfologias da ferrita que se forma na zona fundida do aço inoxidável austenítico.
31
FIGURA 20: Morfologia vermicular da ferrita delta precipitada na ZF do aço 316.
31
FIGURA 21: Sensitização: a) aço 316L. MO: ataque eletrolítico, b) aço 347. MEV: ataque eletrolítico.
32
FIGURA 22: Ferrita delta, no aço AISI 316L solubilizado. MEV: ataque com água régia.
32
FIGURA 23: Quantificação da ferrita delta por diferentes métodos.
33
FIGURA 24: Identificação das morfologias da austenita formada no resfriamento de aços inoxidáveis duplex.
34
FIGURA 25: Esquema de correlação da formação da microestrutura da solda de um aço inoxidável com o corte do sistema Fe-Ni-Cr com 70%Fe.
36
FIGURA 26: Microestrutura da ZTA de um aço duplex. As regiões escuras correspondem à ferrita e as claras à austenita.
37
FIGURA 27: Esquema da retirada de amostras, observações na face lateral, transversal a solda.
38
FIGURA 28: Amostra do AISI 347.
39
FIGURA 29: Amostra do SAF 2507 soldado.
40
FIGURA 30: Esquema do ataque eletrolítico.
42
FIGURA 31: AISI 347 atacado com glicerégia, MO: 200. a) 200x, b) 500x.
44
FIGURA 32: Esquema indicando as regiões analisadas por MO, corte transversal a solda.
46
FIGURA 33: Macrografia indicando as regiões analisadas por MEV.
47
FIGURA 34: Microestrutura do aço 347 como recebido. 500x. 48
Índice de Figuras
VII
FIGURA 35: Microestrutura do material como recebido. Solução de ácido nítrico, 500x: a) e b) identificação da microestrutura.
48
FIGURA 36: Microestrutura característica do metal base do aço inoxidável austenítico AISI 347. Ataque com ácido nítrico: a) 200x, b) 500x.
49
FIGURA 37: Zona termicamente afetada do aço AISI 347, atacado com ácido oxálico: a) 200x, b) 500x.
50
FIGURA 38: Zona termicamente afetada. Ataque eletrolítico com solução de ácido nítrico. 500x.
51
FIGURA 39: Microestrutura da ZTA. Ataque com solução de ácido nítrico. 500x. a) e b) Presença de ferrita delta na zona termicamente afetada.
51
FIGURA 40: Microestrutura da ZF por MO, ataque com ácido nítrico: a)
identificação da morfologia da ferrita , 320x; b) centro da ZF sem a evidência de contornos de grão, 200x; c) microestrutura da região próxima a ZTA evidenciando os contornos de grão,
200x; d) diferentes morfologias da ferrita , 200x; e) microestrutura do centro da ZF, 500x; f) ferrita eutética na região da ZF próxima a ZTA, 500x.
52
FIGURA 41: Microestrutura do metal base do aço soldado após tratamento térmico de solubilização. Ataque eletrolítico com ácido oxálico. 500x.
53
FIGURA 42: ZTA, aço soldado com tratamento térmico de solubilização. Ataque eletrolítico com solução de ácido oxálico. 500x.
54
FIGURA 43: Zona fundida, aço soldado com tratamento térmico de solubilização. Ataque eletrolítico com ácido oxálico. a) 200x, b) 500x.
55
FIGURA 44: Microestrutura do aço 347 estabilizado. Ataque eletrolítico com ácido oxálico. MB: a) 200x, d) 500x; ZTA: b) 200x, e) 500x; ZF: c) 200x, f) 500x.
56
FIGURA 45: Microestrutura do aço inoxidável superduplex como recebido. Ataque com ácido oxálico: a) 200x b) 500x.
60
FIGURA 46: Microestrutura do aço inoxidável superduplex: zona do metal base. Ataque com ácido oxálico: a) 200x b) 500x.
60
FIGURA 47: Microestrutura da ZTA do aço inoxidável superduplex. Ataque com ácido oxálico, 500x.
61
Índice de Figuras
VIII
FIGURA 48: Morfologia da austenita precipitada na ZTA do aço inoxidável superduplex. Ataque com ácido oxálico, 500x.
62
FIGURA 49: Morfologia da austenita precipitada na ZF do aço inoxidável
superduplex. Ataque eletrolítico com solução de ácido oxálico, a) 200x, b) 500x.
63
FIGURA 50: Microestrutura do metal base do aço inoxidável 2507 com tratamento térmico a 900°C. Ataque eletrolítico com solução de ácido oxálico, a) 200x, b) 500x.
64
FIGURA 51: Microestrutura da zona termicamente afetada do aço inoxidável 2507 com tratamento térmico a 900°C. Ataque eletrolítico com solução de ácido oxálico. a) e b) 400x.
65
FIGURA 52: Microestrutura da zona fundida do aço inoxidável 2507 com tratamento térmico a 900°C. Ataque eletrolítico com solução de ácido oxálico, a) e c) 200x; b) e d) 500x.
66
FIGURA 53: Microestrutura do metal base do aço inoxidável 2507 com tratamento térmico a 1100°C. Ataque eletrolítico com solução de ácido oxálico. 200x.
67
FIGURA 54: Microestrutura do metal base do aço inoxidável 2507 com tratamento térmico a 1100°C. Ataque eletrolítico com solução de ácido oxálico. 500x.
68
FIGURA 55: Microestrutura da zona termicamente afetada do aço inoxidável 2507 com tratamento térmico a 1100°C. Ataque eletrolítico com solução de ácido oxálico. 200x.
69
FIGURA 56: Precipitados nos grãos das fases na zona termicamente afetada do aço inoxidável 2507 com tratamento térmico a 1100°C. Ataque eletrolítico com solução de ácido oxálico. 500x.
70
FIGURA 57: Microestrutura da zona fundida do aço inoxidável 2507 com tratamento térmico a 1100°C. Ataque eletrolítico com solução de ácido oxálico, a) 200x, b) 400x.
70
FIGURA 58: Microestrutura da zonas do aço inoxidável 2507 com tratamento térmico a 1150°C. Ataque eletrolítico com solução de ácido oxálico. a) MB, 400x, b) ZTA, 200x, c) ZTA, 500x, d) ZF, 200x, e) ZF, 500x, f) ZF, 500x.
72
FIGURA 59: Microestrutura da zona do metal base do aço 347 soldado.
73
FIGURA 60: Microestrutura da ZTA-AT observada por MEV.
74

Índice de Figuras
IX
FIGURA 61: Microestrutura da ZTA do aço 347 soldado com interface: MB-ZF. MEV.
75
FIGURA 62: Análise qualitativa por EDS dos precipitados indicados pelos pontos na micrografia da ZTA.
76
FIGURA 63: Microestrutura da 1-ZF. a) identificação da morfologia da ferrita delta precipitada, b) distribuição da ferrita delta na matriz austenítica.
77
FIGURA 64: Análise qualitativa por EDS dos precipitados indicados pelos pontos na micrografia da 1-ZF.
78
FIGURA 65: Microestrutura da C-ZF. a) identificação da morfologia da ferrita delta laminar, b) identificação da morfologia da ferrita delta vermicular. MEV.
79
FIGURA 66: Análise qualitativa por EDS dos precipitados indicados pelos pontos na micrografia da C-ZF.
80
FIGURA 67: Microestrutura da 3-ZF com predominância da ferrita com morfologia laminar.
80
FIGURA 68: Análise qualitativa por EDS dos precipitados indicados pelos pontos na micrografia da 3-ZF.
81
FIGURA 69: Pontos em que foi realizada análise qualitativa por EDS na microestrutura do MB do aço 347 solubilizado.
83
FIGURA 70: Precipitados na microestrutura da ZTA próxima a 3-ZF, no aço 347 solubilizado.
84
FIGURA 71: Análise qualitativa por EDS dos precipitados na micrografia da ZTA próxima ao primeiro passe do aço 347 solubilizado.
84
FIGURA 72: Análise qualitativa por EDS dos precipitados na 1-ZF do aço 347 solubilizado.
85
FIGURA 73: Precipitados na microestrutura da C-ZF no aço 347 solubilizado.
86
FIGURA 74: Análise qualitativa por EDS dos precipitados na 3-ZF do aço 347 solubilizado.
86
FIGURA 75: Microestrutura do aço SAF 2507 na condição como recebido.
87
FIGURA 76: Microestrutura do MB do aço SAF 2507 soldado.
88
FIGURA 77: Microestrutura da ZTA do aço SAF 2507 próxima a 1-ZF.
88
Índice de Figuras
X
FIGURA 78: Análise qualitativa por EDS dos precipitados na ZTA próxima a1-ZF do aço SAF 2507.
89
FIGURA 79: Microestrutura da ZTA do aço SAF 2507 próxima a 3-ZF.
90
FIGURA 80: Morfologias da austenita precipitada na 1-ZF do SAF 2507 soldado: a) 700x, b) 1000x.
90
FIGURA 81: Identificação de fases e precipitados por EDS na 1-ZF. 91
FIGURA 82: Microestrutura da ZF do aço SAF 2507, a) precipitados na C-ZF, b) região 3-ZF.
92
FIGURA 83: Microestrutura no MB do aço SAF 2507 submetido a 900C por 1 h.
93
FIGURA 84: Precipitados encontrados na ZTA do aço SAF 2507 submetido
a 900C por 1 h.
94
FIGURA 85: Microestrutura da ZTA do aço SAF 2507, submetido a 900C por 1 h.
94
FIGURA 86: Morfologias da austenita precipitada na ZTA do aço SAF 2507,
submetido a 900C por 1 h.
95
FIGURA 87: Identificação de precipitados na microestrutura da zona
fundida do aço SAF 2507, submetido a 900C por 1 h. a) 1-ZF, b) 3-ZF.
95
FIGURA 88:
Análise EDS de precipitados na microestrutura da C-ZF do aço
SAF 2507, submetido a 900C por 1 h.
96
FIGURA 89: Microestrutura do MB do aço SAF 2507, submetido a 1100C por 18 min.
97
FIGURA 90: Microestrutura da ZTA do aço SAF 2507, submetido a 1100C por 18 min. a) ZTA próxima a 1-ZF, b) ZTA próxima a C-ZF e c) ZTA próxima a 3-ZF.
98
FIGURA 91:
Microestrutura da 1-ZF do aço SAF 2507, submetido a 1100C
por 18 min: a) distribuição da morfologia da , b) frações entre
as fases e .
99
FIGURA 92: Microestrutura da C-ZF do aço SAF 2507, submetido a 1100C
por 18 min: a) distribuição da morfologia da , b) frações entre
as fases e .
100
Índice de Figuras
XI
FIGURA 93: Microestrutura da 3-ZF do aço SAF 2507, submetido a 1100C
por 18min: a) distribuição da morfologia da , b) precipitados
presentes nas fases e .
100
FIGURA 94: Análise EDS de precipitados na microestrutura da C-ZF do aço
SAF 2507, submetido a 1100C por 18 min.
101
FIGURA 95: Microestrutura do MB do aço SAF 2507, submetido a 1150C
por 30 min: a) distribuição das fases e , b) identificação dos pontos analisados por EDS.
102
FIGURA 96: Microestrutura da ZTA do aço SAF 2507, submetido a 1150C por 30 min. a) e c) ZTA próxima a 1-ZF, b) e d) ZTA próxima a 3-ZF.
103
FIGURA 97: Microestrutura da ZF do aço SAF 2507, submetido a 1150C por 30 min. a), d) e g): 1-ZF, b), e) e f): C-ZF, c), f) e i) 3-ZF.
104
Índice de Tabelas
XII
ÍNDICE DE TABELAS
TABELA 1: Condições das amostras estudadas.
38
TABELA 2: Composição química do aço inoxidável AISI 347.
39
TABELA 3: Composição química do aço inoxidável SAF 2507.
40
TABELA 4: Parâmetros utilizados nos tratamentos térmicos.
41
TABELA 5: Soluções utilizadas no teste de ataques.
43
TABELA 6: Contagem da ferrita delta na zona fundida.
58

Lista de Símbolos
XIII
LISTA DE SÍMBOLOS
Fase Sigma
Fase Chi
α Ferrita Alfa
Ferrita Delta
Austenita
Fase de Laves
Lista de Abreviaturas
XIV
LISTA DE ABREVIATURAS
AISI American Iron and Steel Institute
CCC Cúbico de Corpo Centrado
CFC Cúbico de Face Centrada
EDS Energy Dispersive X-ray detector
LAMAV Laboratório de Materiais Avançados
MB Metal de Base
MEV Microscopia Eletrônica de Varredura
MO Microscopia Ótica
PRE Pitting Resistance Equivalent
SAF Sandvik Austenite Ferrite
SMAW Shielded Metal Arc Welding
TIG(GTAW) Tungsten Inert Gas (Gas Tungsten Arc Welding)
UENF Universidade Estadual do Norte Fluminense Darcy Ribeiro
ZF Zona Fundida
ZTA Zona Termicamente Afetada
Resumo
Entre os diferentes tipos de aços inoxidáveis, os austeníticos e superduplex são os
que apresentam melhores propriedades mecânicas e de resistência à corrosão. Em
condições de serviço a altas temperaturas ou quando expostos a operações de
soldagem, várias fases podem se precipitar na sua microestrutura provocando
modificações das suas propriedades. Após operações de soldagem são formadas no
material as zonas do metal base (MB), zona termicamente afetada (ZTA) e zona
fundida (ZF) onde são consideradas prejudiciais a ocorrência da precipitação de
diferentes fases. Os aços inoxidáveis austeníticos apresentam na ZF a austenita
como fase matriz e a ferrita delta como precipitado, enquanto que os superduplex,
nesta zona, tem uma matriz ferrítica e a austenita como precipitado. Visando diminuir
a precipitação de fases indesejáveis podem ser empregados tratamentos térmicos
pós-soldagem. Neste trabalho foi analisado o efeito dos tratamentos térmicos pós-
soldagem na micro e subestrutura do aço inoxidável austenítico AISI 347 e do
superduplex SAF 2507. Os resultados encontrados mostram que, em ambos os
aços, as alterações são ressaltantes na ZF e na ZTA, onde as fases precipitadas
sofrem solubilização. O AISI 347, tratado termicamente, apresenta uma diminuição
na fração de ferrita presente na ZF, e ausência da precipitação de fases como .
Na ZTA, verificou-se um crescimento anormal de grãos mesmo após o tratamento
térmico. Na análise qualitativa da influência dos diferentes tratamentos térmicos, a
900, 1100 e 1150°C, aos quais foi submetido o SAF 2507, foi observado um
aumento na relação das frações volumétricas das fases, na ZF e ZTA, nas
temperaturas de 1100 e 1150°C. Nestas zonas a dissolução da austenita ocorreu e
originou, na solidificação, maior quantidade de austenita secundária intragranular. A
melhora no balanceamento das fases na ZF é muito desejável para que estes aços
mantenham suas propriedades.
Palavras-chave: aços inoxidáveis austeníticos e superduplex soldados; tratamentos
térmicos; microestrutura.

ABSTRACT
Among the different types of stainless steels, the austenitic and superduplex are the
ones with the best mechanical properties and corrosion resistance. When these
materials are exposed to high temperatures in service conditions or welding
operations, many phases may precipitate on the microstructure causing modifications
in its properties. After the welding operation different zones are formed in the material
base metal (BM), heat-affected zone (HAZ) and fusion zone (FZ) where the presence
of different phase precipitation are considered detrimental. The austenitic stainless
steel has on the FZ austenite as the matrix phase and delta ferrite as a precipitate,
where as the superduplex stainless steel, in this zone, has a ferritic matrix and the
austenite as a precipitate. Aiming to decrease the precipitation of undesirable
phases, postwelding heat treatments may be used. This work analyzed the effects of
the postwelding heat treatment on the austenitic stainless steel AISI 347 and
superduplex SAF 2507 in their micro and substructures. The results show that, in
both steels, the changes are mainly in the FZ and the HAZ, where the solubilization
of the precipitated phases is observed. The AISI 347, after heat treated, presents a
decrease on the fraction of ferrite in the FZ, and the absence of phase as a
precipitate, such as . The HAZ presented an abnormal grain growth even after the
heat treatment. The qualitative analysis of the different temperature heat treatment’s
influence at 900, 1100 and 1150°C, on the SAF 2507, showed an increase of the
volumetric fraction relation between phases, in the FZ and HAZ, at 1100 and 1150°C.
In these zones the austenitic dissolution occurred and originated, on the
solidification, a bigger amount of secondary intragranular austenite. The improvement
in the FZ phases balancing is excellent to maintain the steel’s properties.
Keywords: austenitic and superduplex stainless steels welded; heat treatments,
microstructure.
Introdução 1
CAPÍTULO 1: INTRODUÇÃO
A demanda, dos diversos setores da sociedade, por materiais que
apresentassem melhor resistência à corrosão e que mantivessem suas propriedades
mecânicas estimulou o surgimento dos aços inoxidáveis nas primeiras décadas do
século XX e um grande desenvolvimento destes materiais nas últimas décadas
(Modenesi, 2001).
Os aços inoxidáveis são ligas do sistema Fe-C que podem ter diferentes
composições químicas desde que se mantenha um teor mínimo de
aproximadamente 11% em peso de cromo, que proporciona a formação de uma
camada protetora em sua superfície.
Esse grupo de materiais pode ser classificado em quatro tipos com base na
microestrutura predominante: ferríticos, martensíticos, austeníticos e duplex. A
utilização destes aços é muito ampla nas indústrias química, alimentícia, têxtil,
petroquímica, nuclear entre outras (ASM Handbook, 1990).
Os aços inoxidáveis austeníticos e superduplex possuem em sua composição
química principalmente o Fe, Cr e o Ni. Estes elementos proporcionam a estes aços
uma excelente combinação de resistência à corrosão, propriedades mecânicas e
soldabilidade, tornando-os adequados para diversas aplicações de engenharia. A
realização de operações de soldagem pode gerar alterações microestruturais
significativas, levando à degradação dessas propriedades (Ibrahim et al., 2010).
Em condições de serviço de alta temperatura, durante tratamentos térmicos,
processamento termomecânico, ou mesmo na zona termicamente afetada pelo calor
em soldagens, os aços inoxidáveis podem apresentar a precipitação de numerosas
fases. Como conseqüência desta precipitação o fenômeno da sensitização pode
acontecer. Esse fenômeno é responsável pela diminuição de Cr nas regiões
próximas aos contornos de grãos, tornando-as susceptíveis à corrosão. A
microestrutura dos aços inoxidáveis austeníticos consiste basicamente de uma
matriz austenítica, na qual podem estar presentes outros precipitados como
carbetos, ferrita delta, dependendo das condições a que o aço é submetido (Farahat
e Bitar, 2007).

Introdução 2
Os aços inoxidáveis superduplex apresentam uma microestrutura bifásica que
confere a estes materiais as propriedades mais favoráveis da ferrita e da austenita,
pois estas fases estão presentes em aproximadamente as mesmas quantidades.
Estes aços quando expostos a temperaturas elevadas, como durante tratamentos
térmicos ou soldagem, podem apresentar uma alteração na razão entre as frações
volumétricas das fases, podendo ocorrer também à precipitação de fases
indesejáveis (Dobranszky et al., 2004).
Dois aspectos muito importantes devem ser considerados durante a utilização
ou aplicação dos aços inoxidáveis austeníticos e superduplex: (i) os processos de
soldagem utilizados na conformação de peças ou sistemas e (ii) o comportamento
desses materiais a altas temperaturas.
Devido aos processos de soldagem são observadas diferenças
microestruturais, nas regiões adjacentes à junta soldada, a mais ressaltante é na
zona fundida. Nesta zona, nos aços inoxidáveis austeníticos a ferrita delta, presente
com alta fração volumétrica, influencia nas propriedades mecânicas e de corrosão
destes materiais. Para diminuir a quantidade de ferrita delta, é recomendada a
realização de tratamento térmico de solubilização (Kina et al., 2008).
Devido às altas temperaturas, que podem ser resultantes do ciclo térmico da
soldagem, pode ocorrer a precipitação de fases como a fase sigma, fase chi,
carbetos, alfa linha, nitretos entre outras. A presença destas fases na microestrutura
pode levar a reduções consideráveis nas propriedades mecânicas como tenacidade,
ductilidade e resistência à fadiga, bem como a diminuição da resistência à corrosão.
O presente trabalho avalia a micro e subestrutura dos aços inoxidáveis AISI
347 e SAF 2507, formadas como conseqüência do processo de soldagem e do
emprego de tratamentos térmicos pós-soldagem de solubilização. As principais
técnicas envolvidas nesta caracterização são a microscopia ótica e a microscopia
eletrônica de varredura.

Introdução 3
1.1 OBJETIVOS
1.1.1 OBJETIVO GERAL
O objetivo geral deste trabalho é estudar o efeito dos tratamentos térmicos
pós-soldagem na micro e subestrutura do aço inoxidável austenítico AISI 347 e do
superduplex SAF 2507.
1.1.2 OBJETIVOS ESPECÍFICOS
Realizar no aço inoxidável austenítico AISI 347 tratamento térmico pós-
soldagem de solubilização a 1060°C e tratamento térmico de estabilização a
900°C posteriormente.
Quantificar a ferrita delta formada na zona fundida do aço AISI 347, nos
aumentos de 200 e 400x.
Realizar tratamento térmico pós-soldagem a 900, 1100 e 1150°C no aço
inoxidável superduplex SAF 2507.
Caracterizar as mudanças micro e subestruturais resultantes dos tratamentos
térmicos empregados nos dois tipos de aço inoxidável no que se refere as
frações volumétricas das fases.
Identificar os precipitados e as fases presentes na microestrutura dos aços
em estudo.
Introdução 4
1.2 JUSTIFICATIVAS
A escolha dos aços inoxidáveis austeníticos e superduplex, para diferentes
aplicações, baseia-se na sua microestrutura característica que lhe confere
excelentes propriedades. Em condições de soldagem alterações microestruturais
significativas podem ocorrer. Estas estão relacionadas com o tipo e a quantidade de
precipitados ao longo das zonas no material. Estudos sobre tratamentos térmicos
pós-soldagem de solubilização podem possibilitar aos pesquisadores reunir os
dados necessários para o avanço na melhoria da aplicação destes materiais. No
caso específico da região Norte Fluminense, em que a indústria de petróleo utiliza
em grande escala esses tipos de aços inoxidáveis, as pesquisas nesta área são de
grande relevância para o desenvolvimento regional.
Revisão Bibliográfica 5
CAPÍTULO 2: REVISÃO BIBLIOGRÁFICA
2.1 AÇOS INOXIDÁVEIS
Os aços inoxidáveis são ligas que surgiram para atender às solicitações de
materiais resistentes à corrosão. O aparecimento destas ligas ocorreu no início do
século XX, praticamente de forma simultânea em diversos países. Para que os aços
inoxidáveis apresentem uma boa resistência à corrosão, devem conter em sua
composição química ao menos 11% em peso de cromo. Devido às suas excelentes
propriedades de resistência a corrosão, oxidação, trabalhabilidade e soldabilidade,
estas ligas são utilizadas em diversas aplicações. Podendo ser expostas a
temperaturas criogênicas ou a altas temperaturas (ASM Handbook, 1990; Modenesi,
2001).
A exposição dos aços inoxidáveis ao ar atmosférico ou a outros meios
oxidantes proporciona a formação, em sua superfície, de uma camada de óxido de
cromo. A menor ou maior capacidade de resistência à corrosão dependerá da
natureza do óxido, da sua aderência, permeabilidade, composição química,
estrutura, ponto de fusão e volatilização. Isto significa que a resistência à oxidação a
alta temperatura de um metal ou liga é determinada pelas propriedades de difusão
do óxido que se forma na sua superfície (Tang et al., 2001).
Fatores como a composição química do aço e a capacidade de oxidação do
meio terão grande influência na resistência à corrosão. A presença dos elementos
de liga, vão influenciar essa resistência, podem estar associados ao aumento ou à
diminuição da precipitação de fases. Várias fases secundárias como: carbetos,
sigma (), chi () e fases Laves () podem ocorrer quando os aços inoxidáveis são
expostos a temperaturas elevadas, seja durante tratamentos térmicos ou em serviço
(Terada et al., 2006).
Os elementos de liga presentes nos aços inoxidáveis podem estar em solução
sólida substitucional ou intersticial, melhorando as propriedades dos aços para
certas aplicações. Os elementos que estabilizam a fase ferrita são os chamados
elementos ferritizantes: cromo, molibdênio, titânio, silício, alumínio, nióbio, vanádio,
tungstênio e boro. Já os elementos estabilizadores da austenita são chamados
austenitizantes: níquel, cobre, carbono, nitrogênio, manganês e cobalto.
Revisão Bibliográfica 6
Os principais efeitos provocados pelos elementos de liga e de impurezas em
aços inoxidáveis são sistematizados por Modenesi (2001) da seguinte forma:
Alumínio: elemento considerado formador de ferrita, e nitretos. Colabora para
aumentar a resistência à formação de carepa a alta temperatura. Usado em conjunto
com o Ti, pode causar endurecimento por precipitação (aços inoxidáveis,
endurecíveis por precipitação).
Carbono: elemento considerado formador de austenita. Aumenta fortemente a
resistência mecânica e dureza, particularmente nos aços martensíticos. No entanto,
afeta a resistência à corrosão e tenacidade à baixa temperatura.
Cobalto: aumenta a resistência mecânica e a fluência em temperatura elevada.
Cromo: elemento considerado formador de ferrita e de carbeto. É o elemento
principal responsável pela resistência à corrosão.
Manganês: elemento considerado formador de austenita. Aumenta a resistência à
fissuração da solda com estrutura austenítica.
Molibdênio: elemento considerado formador de ferrita e de carbeto. Está associado
ao aumento da resistência mecânica e à fluência em temperaturas elevadas.
Melhora a resistência à corrosão geral em meios não oxidantes.
Nióbio: elemento considerado como forte formador de carbeto e ferrita de intensidade
moderada. Pode causar endurecimento por precipitação.
Níquel: elemento considerado como formador de austenita. Aumenta a resistência à
corrosão em meios não oxidantes. Quando está presente em pequenas quantidades,
melhora a tenacidade e a soldabilidade de ligas ferríticas e martensíticas.
Nitrogênio: elemento considerado como formador de austenita. Pode ser responsável
por aumentar a resistência mecânica, mas também degradar fortemente a
soldabilidade de ligas ferríticas.
Silício: elemento considerado como formador de ferrita. Melhora a resistência à
formação de carepa e à carburização a alta temperatura.
Titânio: elemento considerado formador de ferrita, carbeto e nitreto. Melhora a
resistência mecânica à alta temperatura. Em conjunto com o Al, causa
endurecimento por precipitação.
Cobre: considera-se que este elemento aumenta a resistência à corrosão em meios
líquidos redutores.
Tungstênio: elemento considerado como forte formador de ferrita. Aumenta a
resistência mecânica e a fluência em temperaturas elevadas.
Revisão Bibliográfica 7
Enxofre, Fósforo e Selênio: são elementos utilizados geralmente em conjunto com
Mo ou Zr. Melhoram a usinabilidade, mas podem aumentar a sensibilidade à
fissuração.
2.1.1 Classificação dos Aços Inoxidáveis
Os aços inoxidáveis podem ser classificados tendo como referência a sua
microestrutura apresentada na temperatura ambiente. De acordo com esse critério,
os aços inoxidáveis podem ser divididos em quatro classes: ferríticos, martensíticos,
austeníticos e duplex (ASM Handbook, 1990).
2.1.1.1 Aços Inoxidáveis Ferríticos
Este tipo de aço apresenta na sua composição química de 12 a 30% de
cromo e porcentagens inferiores a 0,1% de carbono. Possuem uma microestrutura
ferrítica, até a sua fusão, predominando em qualquer temperatura e com qualquer
velocidade de resfriamento (ASM Handbook, 1990).
São considerados mais econômicos que os aços inoxidáveis austeníticos
porque não contêm um alto teor de níquel em sua composição. Além disso tem
como característica maior resistência à fissuração (Yan et al., 2009).
O aumento no tamanho de grão pode ocorrer no resfriamento, ocasionando
uma diminuição da tenacidade. Isso ocorre devido à estrutura cristalina da matriz ser
cúbica de corpo centrado (CCC) e não conter os elementos intersticiais (C, N) em
solução, pois estes se precipitam na forma de carbetos e nitretos de cromo. O
tamanho de grão destes aços pode ser refinado através da combinação adequada
de trabalho mecânico e tratamento térmico de recristalização. Os precipitados
(carbetos e nitretos) podem se dissolver quando o material for aquecido a
temperaturas superiores a 1000ºC (Modenesi, 2001).
Os aços inoxidáveis ferríticos (AIF) não são endurecíveis por têmpera, sendo
necessário um tratamento térmico de recozimento para alívio das tensões
resultantes do tratamento a frio e para se obter uma máxima ductilidade.
Apresentam, geralmente, baixos valores da dureza, da resiliência e do coeficiente de
expansão térmica. A altas temperaturas são resistentes à corrosão e à oxidação,
porém em geral tem uma baixa soldabilidade. Esta pode ser melhorada adicionando-
se alumínio, considerado responsável por melhorar a tenacidade (Chiaverini, 2005).
Revisão Bibliográfica 8
A utilização dos aços inoxidáveis ferríticos é bem ampla, como em condições
de serviço expostas ao ácido nítrico, atmosferas com gases sulfurosos secos e
quentes, a temperaturas elevadas. Servem como matéria-prima da fabricação de
eletrodomésticos, de utensílios de laboratório, da indústria automobilística entre
outros (Yan et al., 2009).
Existe uma variedade de aços inoxidáveis ferríticos, e por causa do seu baixo
custo, boa formabilidade, e coeficiente de expansão térmica semelhante à cerâmica
tem sido utilizados também como componentes da célula de combustível a óxido
sólido (Phaniraj et al., 2011).
2.1.1.2 Aços Inoxidáveis Martensíticos
Os aços inoxidáveis martensíticos são ligas do tipo Fe-Cr-C, que apresentam
composições entre 10,5 a 18% de cromo, entre 0,1 a 0,5% de carbono. Podem ter
adições de Mo, W, V, ou Ni, em pequenas quantidades, para melhorar a resistência
à fluência em condições a alta temperatura e também à adição de outros elementos
estabilizadores da austenita para substituição parcial do carbono, melhorando a sua
resistência à corrosão. São ferro-magnéticos e endurecíveis por tratamento térmico
(Neri e Cola, 2001).
Estas ligas podem ser austenizadas quando aquecidas a uma temperatura
adequada (suficientemente alta). A velocidade de resfriamento é responsável por
transformar a austenita em outros produtos. Em condições de resfriamento com
velocidade baixa, são formados ferrita e carbetos, enquanto que em condições de
alta velocidade a martensita é formada (ASM Handbook, 1990).
Podem ser utilizados, na condição temperada ou na condição recozida,
quando são necessárias elevada resistência mecânica, dureza e resistência à
abrasão ou erosão em ambiente seco ou úmido. São empregados na construção de
turbinas, compressores, componentes de instrumentos de medida, componentes da
indústria petroquímica (Modenesi, 2001).
2.1.1.3 Aços Inoxidáveis Austeníticos
São ligas principalmente do tipo Fe-Cr-Ni, com o predomínio de uma
microestrutura austenítica. O Cr é responsável por garantir a resistência à corrosão,
Revisão Bibliográfica 9
enquanto o Ni proporciona a extenção da região austenítica na temperatura
ambiente (Dolinšek, 2003).
Apresentam composições químicas com cerca de 6 até 26% de níquel, 16 até
30% de cromo e porcentagens inferiores a 0,30% de carbono, com um teor de 26%
de elementos de liga no total. À temperatura ambiente, estes aços possuem um
baixo limite de escoamento, um alto limite de resistência à tração e uma elevada
ductilidade. Geralmente estes aços são utilizados após um tratamento de
estabilização com elementos como Nb e V, para evitar a sensitização e a corrosão
intergranular (Lo et al., 2009).
São os mais utilizados representando aproximadamente de 65 a 70% do total
de aços inoxidáveis produzidos. Isso ocorre devido características (Lo et al., 2009;
Garcia et al., 2008).
Estes aços são, portanto, muito encontrados em uma ampla variedade de
indústrias, incluindo energia, química, petroquímica, nuclear por apresentarem
excelente resistência à corrosão em geral, adequadas propriedades mecânicas e
boas condições para fabricação (Shaikh et al., 2006).
No entanto, em geral, aços inoxidáveis austeníticos não são relativamente
resistentes à corrosão sob tensão em ambientes com cloro e soda cáustica. A
degradação de suas propriedades mecânicas está relacionada com a morfologia e a
quantidade de precipitados em sua microestrutura, pois estes influenciam de
maneira significativa à redução da ductilidade e tenacidade (Sasikala et al., 1999).
2.1.1.4 Aços Inoxidáveis Duplex
Os aços inoxidáveis duplex apresentam uma microestrutura com frações
volumétricas aproximadamente iguais, da matriz ferrita e da fase dispersa austenita.
São ligas Fe-C-Cr-Ni que podem apresentar de 18 a 30%Cr, 1,5 a 4,5%Mo, que são
elementos estabilizadores da ferrita, chamados alfagênicos; e de elementos
formadores e estabilizadores da austenita, chamados gamagênicos, principalmente
o níquel (3,5 a 8%) e o nitrogênio até 0,35% (ASM Handbook, 1990).
A fabricação destes aços ocorre por processos de conformação mecânica;
existem também especificações para aços inoxidáveis fabricados por processo de
fundição. Como conseqüência da microestrutura bifásica e adequada combinação
de elementos de liga, os aços inoxidáveis duplex, possuem elevada resistência à
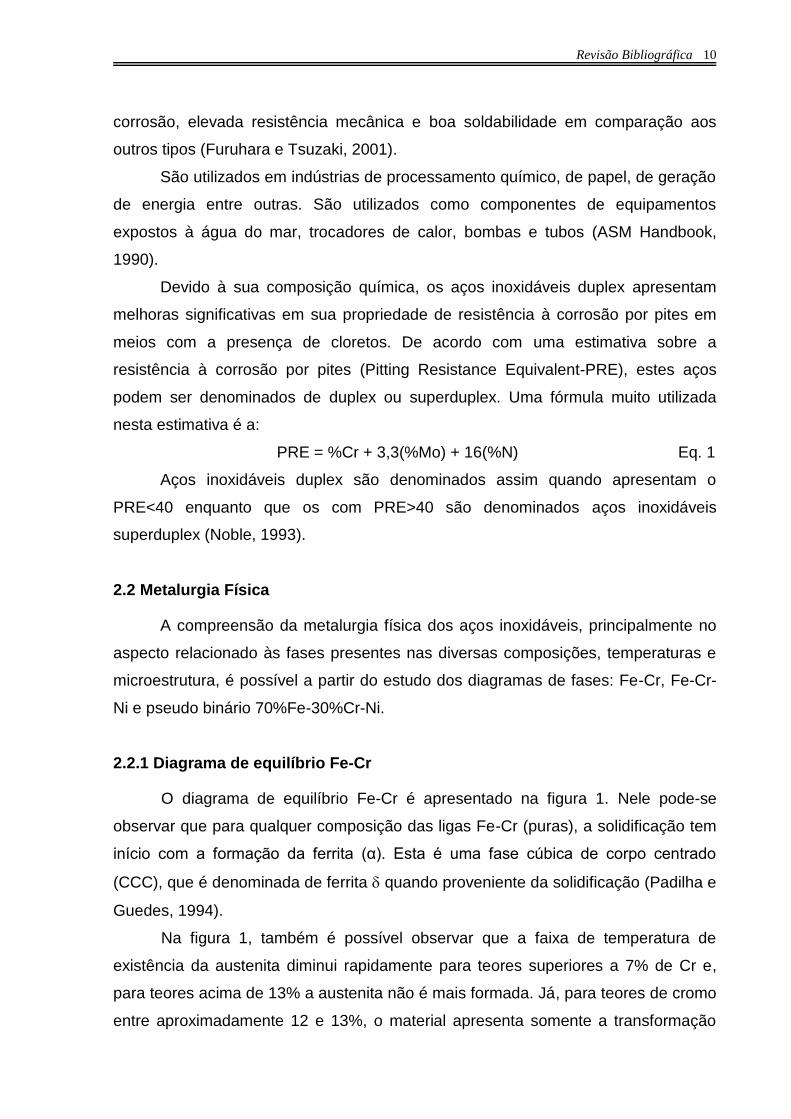
Revisão Bibliográfica 10
corrosão, elevada resistência mecânica e boa soldabilidade em comparação aos
outros tipos (Furuhara e Tsuzaki, 2001).
São utilizados em indústrias de processamento químico, de papel, de geração
de energia entre outras. São utilizados como componentes de equipamentos
expostos à água do mar, trocadores de calor, bombas e tubos (ASM Handbook,
1990).
Devido à sua composição química, os aços inoxidáveis duplex apresentam
melhoras significativas em sua propriedade de resistência à corrosão por pites em
meios com a presença de cloretos. De acordo com uma estimativa sobre a
resistência à corrosão por pites (Pitting Resistance Equivalent-PRE), estes aços
podem ser denominados de duplex ou superduplex. Uma fórmula muito utilizada
nesta estimativa é a:
PRE = %Cr + 3,3(%Mo) + 16(%N) Eq. 1
Aços inoxidáveis duplex são denominados assim quando apresentam o
PRE<40 enquanto que os com PRE>40 são denominados aços inoxidáveis
superduplex (Noble, 1993).
2.2 Metalurgia Física
A compreensão da metalurgia física dos aços inoxidáveis, principalmente no
aspecto relacionado às fases presentes nas diversas composições, temperaturas e
microestrutura, é possível a partir do estudo dos diagramas de fases: Fe-Cr, Fe-Cr-
Ni e pseudo binário 70%Fe-30%Cr-Ni.
2.2.1 Diagrama de equilíbrio Fe-Cr
O diagrama de equilíbrio Fe-Cr é apresentado na figura 1. Nele pode-se
observar que para qualquer composição das ligas Fe-Cr (puras), a solidificação tem
início com a formação da ferrita (α). Esta é uma fase cúbica de corpo centrado
(CCC), que é denominada de ferrita quando proveniente da solidificação (Padilha e
Guedes, 1994).
Na figura 1, também é possível observar que a faixa de temperatura de
existência da austenita diminui rapidamente para teores superiores a 7% de Cr e,
para teores acima de 13% a austenita não é mais formada. Já, para teores de cromo
entre aproximadamente 12 e 13%, o material apresenta somente a transformação

Revisão Bibliográfica 11
parcial da ferrita, isto é, permanece bifásico com ferrita e austenita, entre
temperaturas de 900 e 1200ºC.
Na composição química dos aços inoxidáveis, existe a presença de outros
elementos, fazendo com que alterações na previsão do diagrama ocorra, por
exemplo, na presença de elementos gamagênios (particularmente C e N), o campo
de existência da austenita é expandido em maiores teores de Cr. A diminuição ou
até a completa eliminação da austenita é favorecida por maiores teores de cromo
simultaneamente com menores teores de elementos intersticiais (C e N) e pela
presença de elementos com alta afinidade por C e N (como nióbio e titânio, por
exemplo) (Modenesi, 2001).
2.2.2 Diagrama de equilíbrio Fe-Cr-Ni
As ligas do sistema Fe-Cr-Ni possuem um complexo mecanismo de
solificação, sua microestrutura pode ser formada a partir de estruturas parcialmente
ferríticas ou totalmente austeníticas (Fu et al., 2008).
Devido às ligas mais utilizadas serem as de composição 18%Cr e 10%Ni
(ASM Handbook, 1990), é conveniente uma maior atenção ao diagrama de equilíbrio
para um teor fixo de 18% de Cr e variadas quantidades de Ni. A figura 2 mostra a
Figura 1: Diagrama de equilíbrio Fe-Cr (Metals Handbook, 1973).

Revisão Bibliográfica 12
seção vertical do diagrama de fases Fe-Cr-Ni com 18% de cromo, válido para um
teor de carbono inferior a 0,03%.
Analisando-se o diagrama de equilíbrio mostrado na figura 2, verifica-se que,
para teores de níquel abaixo de 1 ou 1,5%, a microestrutura formada será
completamente ferrítica, em temperaturas entre a ambiente e a de início de fusão.
Para ligas com composições com maiores teores de Ni, vão existir faixas de
temperaturas, nas quais o processo de solidificação da liga resultará numa
microestrutura bifásica (austenita + ferrita ). A ampliação das faixas de existência
desta microestrutura ocorre à medida que se aumenta o teor deste elemento. Para
composições acima de 3,5% de Ni, existe um intervalo de temperatura, na qual a liga
está completamente austenítica, e que é aumentado com maiores teores de Ni.
Considera-se que, até cerca de 7 a 8% de Ni, a temperatura de formação da
martensita permanece acima da temperatura ambiente, portanto, o aço é
martensítico. Em teores de Ni acima de 8%, a estrutura austenítica é mantida à
temperatura ambiente, portanto as ligas contendo teores superiores a 18% de Cr e
8% de Ni são os aços inoxidáveis austeníticos (Modenesi, 2001).
Figura 2: Seção vertical do diagrama de equilíbrio Fe-Cr-Ni (Castro e Cadenet, 1975).

Revisão Bibliográfica 13
2.2.3 Diagrama Pseudo-Binário 70%Fe-30%Cr-Ni
O diagrama de fases para ligas contendo Fe-Cr-Ni com um teor fixo de ferro
de 70% é apresentado na figura 3. Nesta observa-se que o metal líquido pode se
solidificar inteiramente como austenita, inicialmente como austenita e posteriormente
como ferrita, variando de acordo com o aumento da relação Cr/Ni.
Pode ser visto, também na figura 3, que para um aço com composição
correspondente aos aços inoxidáveis superduplex, indicado pela linha vertical
tracejada, a solidificação se inicia com a formação da fase ferrita. Em temperaturas
próximas a 1200C, é possível que já tenha início a formação de precipitados da
austenita a partir da matriz ferrita. Esta microestrutura bifásica de ferrita e austenita
pode ser obtida à temperatura ambiente se, a partir de 1200ºC, for realizado um
resfriamento adequado, para evitar a formação de outras fases, principalmente à
fase sigma.
A solidificação, portanto, dos aços inoxidáveis duplex e superduplex ocorre
principalmente com uma transformação parcial da ferrita em austenita, à
Solidificação primária de
carbetos (/).
Nitretos (CrN, Cr2N)
Fase
Fase
Carbetos secundários
Transformação 2.
Solidificação primária de
carbetos (/).
Fase (Cu)
Precipitados - `
Fragilização 475C
Fases na microestrutura
dos aços duplex e superduplex.
Figura 3: Relação entre as temperaturas e a precipitação de fases no diagrama de equilíbrio 70%Fe-30%Cr-Ni (Pohl et al., 2007).
Tem
per
atura
(C
)
Revisão Bibliográfica 14
temperaturas mais baixas por uma reação no estado sólido. Assim, a razão entre
ferrita e austenita é ajustada próxima a uma temperatura de 1000°C.
Analisando a relação entre os precipitados e as faixas de temperaturas
mostradas no diagrama da figura 3, percebe-se que o intervalo mais perigoso para a
precipitação de fases é entre 700-900°C, onde pode ocorrer uma fragilização
principalmente devido à nitretos (Cr2N), α'(475°C fragilização), fase e fase . As
precipitações de intermetálicos são de maior interesse, pois além de sua influência
nas propriedades mecânicas estão relacionados com a resistência à corrosão (Pohl
et al., 2007).
2.3 Microestrutura dos Aços Inoxidáveis Austeníticos e Superduplex
Neste item são apresentadas as diversas fases e compostos intermetálicos,
presentes nos aços inoxidáveis austeníticos e superduplex, que resultam dos
tratamentos térmicos empregados e da variação da composição química,
principalmente na porcentagem dos elementos cromo e níquel.
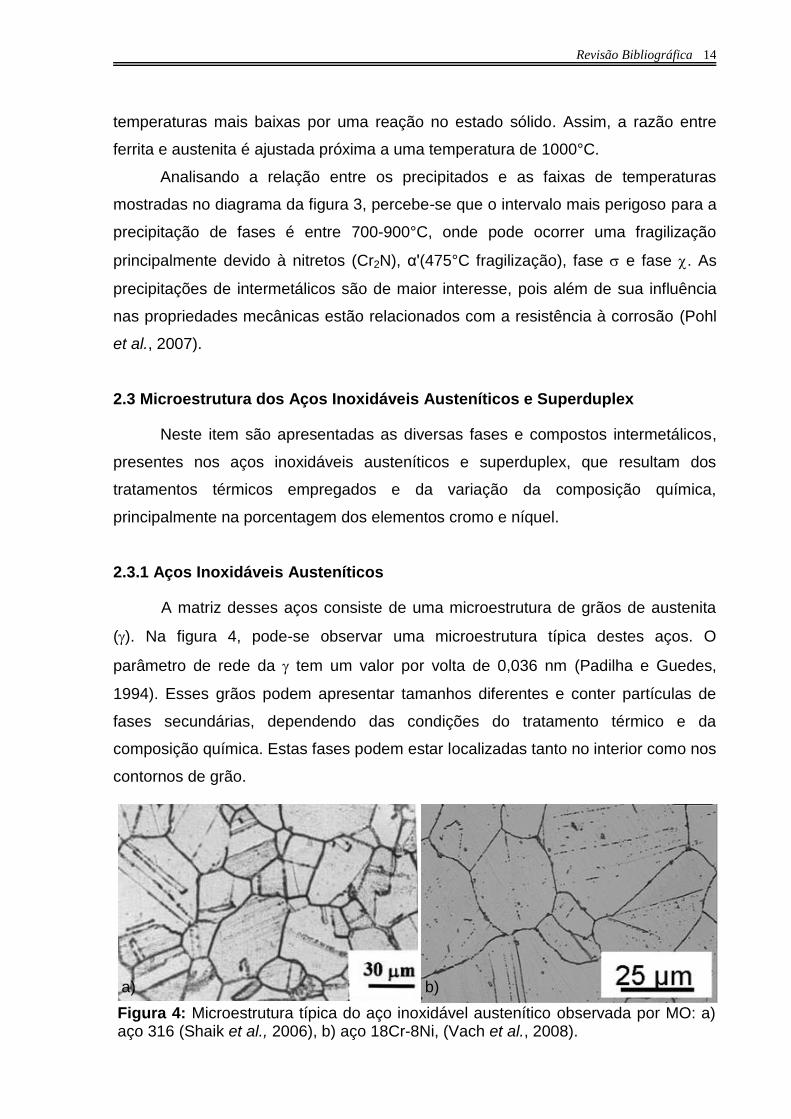
2.3.1 Aços Inoxidáveis Austeníticos
A matriz desses aços consiste de uma microestrutura de grãos de austenita
(). Na figura 4, pode-se observar uma microestrutura típica destes aços. O
parâmetro de rede da tem um valor por volta de 0,036 nm (Padilha e Guedes,
1994). Esses grãos podem apresentar tamanhos diferentes e conter partículas de
fases secundárias, dependendo das condições do tratamento térmico e da
composição química. Estas fases podem estar localizadas tanto no interior como nos
contornos de grão.
a) b)
Figura 4: Microestrutura típica do aço inoxidável austenítico observada por MO: a) aço 316 (Shaik et al., 2006), b) aço 18Cr-8Ni, (Vach et al., 2008).
Revisão Bibliográfica 15
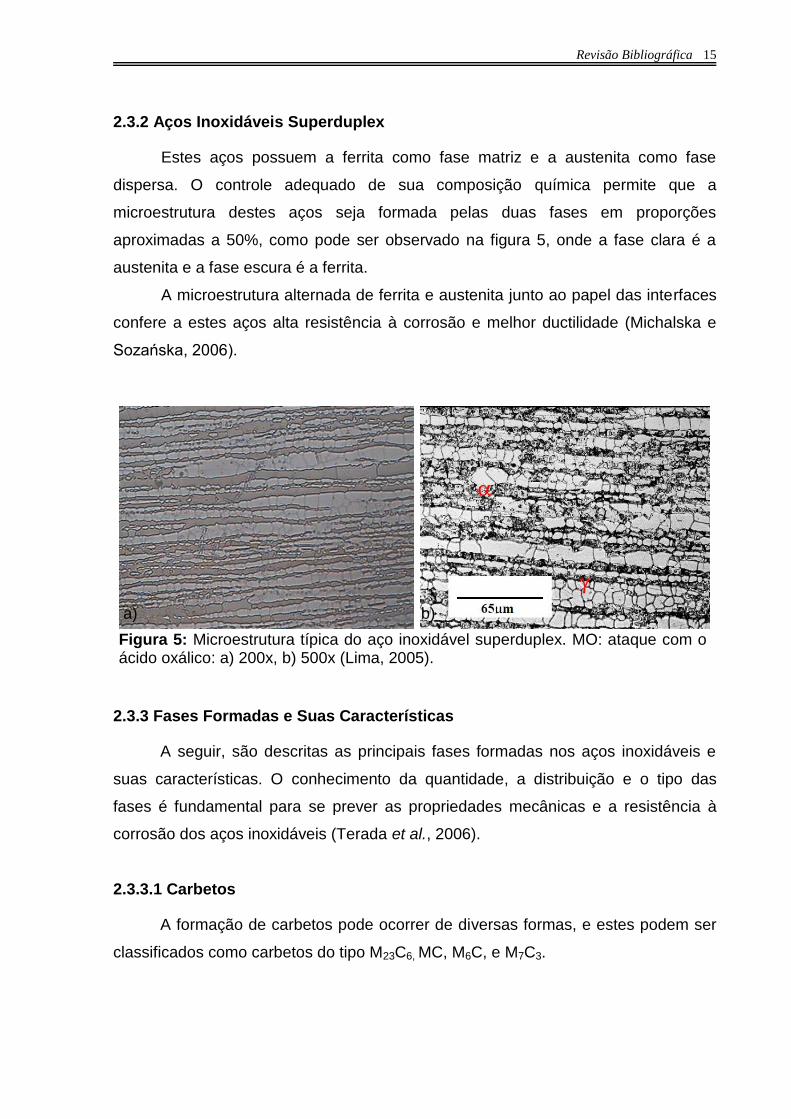
2.3.2 Aços Inoxidáveis Superduplex
Estes aços possuem a ferrita como fase matriz e a austenita como fase
dispersa. O controle adequado de sua composição química permite que a
microestrutura destes aços seja formada pelas duas fases em proporções
aproximadas a 50%, como pode ser observado na figura 5, onde a fase clara é a
austenita e a fase escura é a ferrita.
A microestrutura alternada de ferrita e austenita junto ao papel das interfaces
confere a estes aços alta resistência à corrosão e melhor ductilidade (Michalska e
Sozańska, 2006).
2.3.3 Fases Formadas e Suas Características
A seguir, são descritas as principais fases formadas nos aços inoxidáveis e
suas características. O conhecimento da quantidade, a distribuição e o tipo das
fases é fundamental para se prever as propriedades mecânicas e a resistência à
corrosão dos aços inoxidáveis (Terada et al., 2006).
2.3.3.1 Carbetos
A formação de carbetos pode ocorrer de diversas formas, e estes podem ser
classificados como carbetos do tipo M23C6, MC, M6C, e M7C3.
a) b)
Figura 5: Microestrutura típica do aço inoxidável superduplex. MO: ataque com o ácido oxálico: a) 200x, b) 500x (Lima, 2005).

Revisão Bibliográfica 16
2.3.3.2 Carbetos do tipo M23C6
Estes são os mais estudados entre os vários precipitados, em razão da sua
presença em todos os aços inoxidáveis. A sua formação começa com a associação
de átomos de carbono em aglomerados nos intertícios, em temperaturas
aproximadas de 600 a 950ºC (Lo et al., 2009).
Em materiais solubilizados e envelhecidos, a sua precipitação pode ocorrer no
contorno de grão, nos contornos incoerentes e/ou incoerentes de macla, no interior
dos grãos em discordâncias e também pode ocorrer na interface de inclusões
(Padilha e Guedes, 1994). Na figura 6, é mostrada a precipitação desse carbeto nos
contornos de grão do aço inoxidável austenítico estabilizado.
Estes carbetos apresentam uma estrutura CFC, com 116 átomos por célula
unitária, sendo 92 átomos metálicos e 24 de carbono. O parâmetro de rede mais
comum para o M23C6 puro é 1,0638 nm (Padilha e Guedes, 1994; Lo et al, 2009).
A formação dos M23C6 tem sido amplamente observada quando ocorre
exposição do material por muito tempo nas temperaturas em torno de 550°C. Essas
partículas se estabelecem nos contornos de grãos, o que pode levar à
susceptibilidade à corrosão intergranular (Vach et al., 2008).
Ao se formarem nos contornos de grãos planos, esses carbetos tendem a ter
um formato triangular e a serem numerosos (figura 7.b), enquanto os que se formam
nos contornos de grãos serrilhados são geralmente planos ou facetados (figura 7.a)
e são inferiores em quantidade (Lo et al., 2009).
Figura 6: Carbeto do tipo M23C6 nos contornos de grão do aço AISI 321, estabilizado a 1000ºC com Ti: a) observado por MO, b) observado por MEV (Moura et al., 2008).
a) b)

Revisão Bibliográfica 17
Antes de ser utilizado, é recomendado que o aço passe por um tratamento
térmico de estabilização. Porém, a adição de elementos estabilizadores não impede
a precipitação de M23C6, mesmo quando estes estão presentes em grandes
quantidades (Terada et al., 2006).
Uma forma de suprimir a formação de M23C6 é alterar a química do aço, por
exemplo, a adição de nitrogênio retarda a sua formação. Os estudos mostram que o
nitrogênio é absolutamente insolúvel em M23C6, o que desestabiliza o carbeto (Lo et
al., 2009).
2.3.3.3 Carbetos do tipo MC
Esses carbetos possuem baixa energia interfacial e, portanto, são menos
prejudiciais às propriedades mecânicas como a resistência à fluência. Em aços
inoxidáveis austeníticos em temperaturas compreendidas entre 600 e 800°C, a taxa
de crescimento do MC é mais baixa do que M23C6 (Lo et al, 2009). Esse tipo de
carbeto (figura 8) costuma apresentar uma maior solubilidade na matriz (Padilha e
Guedes, 1994).
Quando estes carbetos são finos, são capazes de inibir o crescimento de
grãos. Assim, é sempre desejável manter os carbetos de elementos de
estabilização. Apesar de MC finos serem desejáveis, MC grosseiros degradam
propriedades, como resistência à fluência-fadiga e resistência à fratura (Lo et al,
2009).
Figura 7: Formação de carbetos nos contornos: a) serrilhados, b) planos (Lo et al., 2009).
a) b)
Revisão Bibliográfica 18
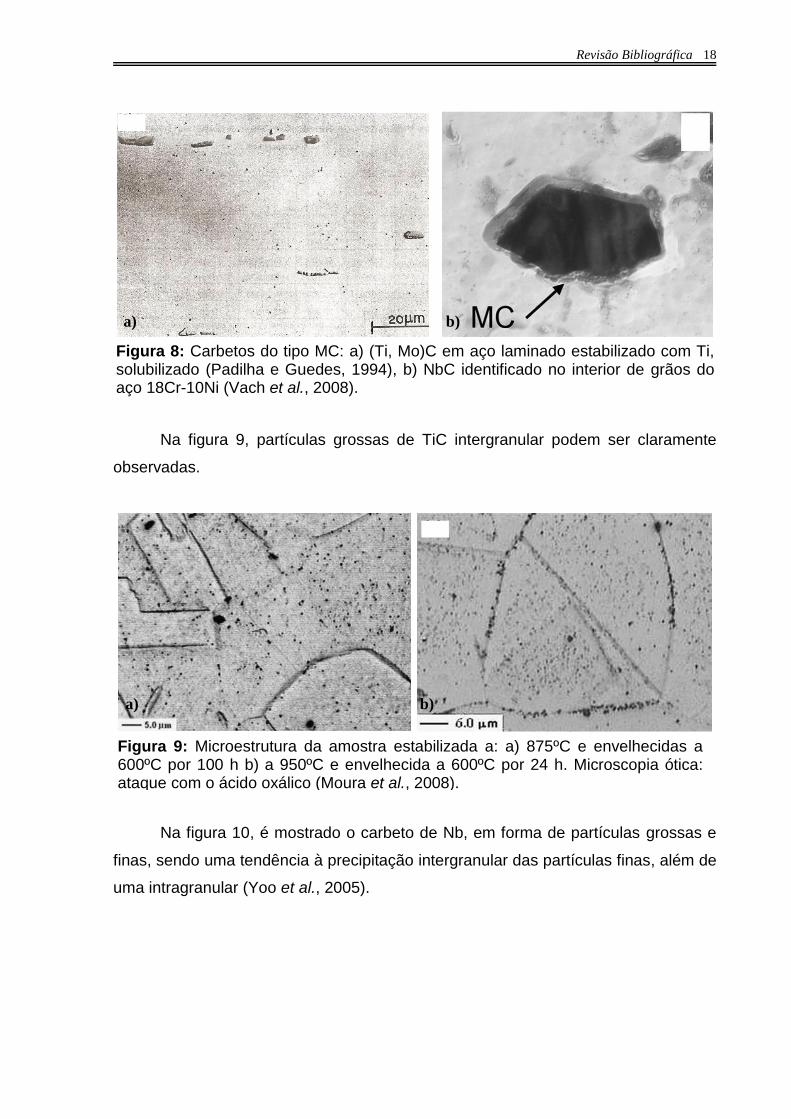
Na figura 9, partículas grossas de TiC intergranular podem ser claramente
observadas.
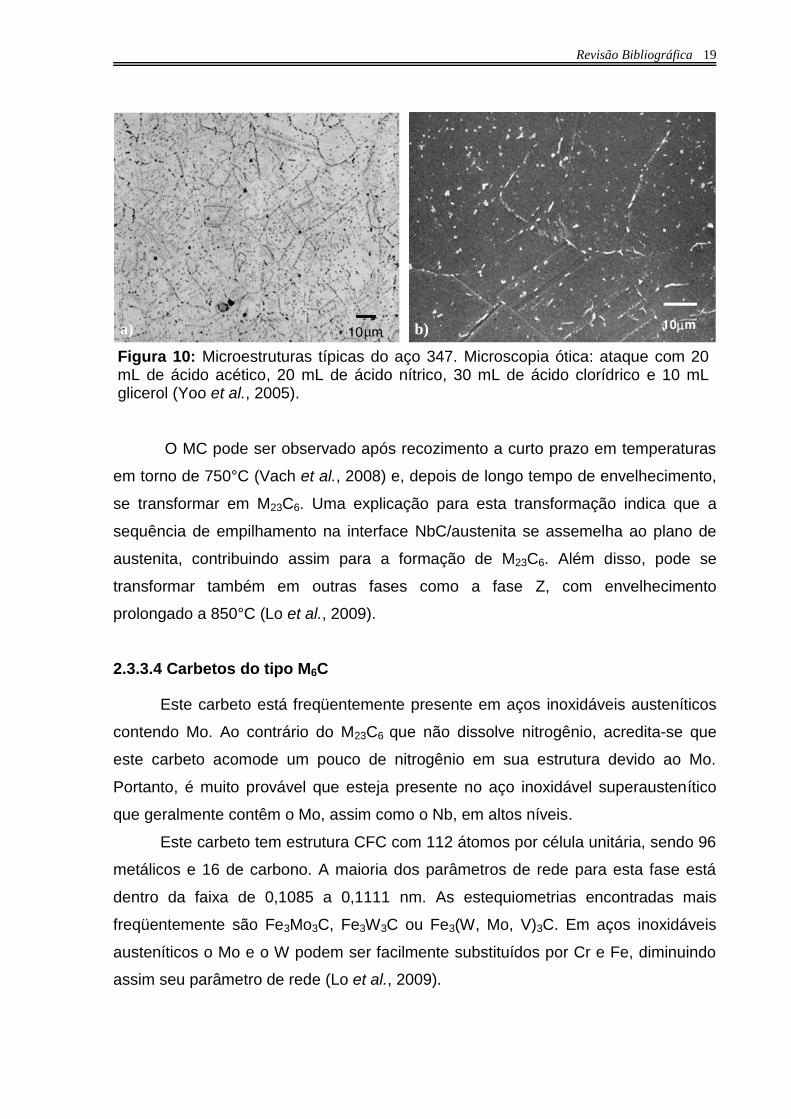
Na figura 10, é mostrado o carbeto de Nb, em forma de partículas grossas e
finas, sendo uma tendência à precipitação intergranular das partículas finas, além de
uma intragranular (Yoo et al., 2005).
Figura 8: Carbetos do tipo MC: a) (Ti, Mo)C em aço laminado estabilizado com Ti, solubilizado (Padilha e Guedes, 1994), b) NbC identificado no interior de grãos do aço 18Cr-10Ni (Vach et al., 2008).
Figura 9: Microestrutura da amostra estabilizada a: a) 875ºC e envelhecidas a 600ºC por 100 h b) a 950ºC e envelhecida a 600ºC por 24 h. Microscopia ótica: ataque com o ácido oxálico (Moura et al., 2008).
a) b)
a) b)
Revisão Bibliográfica 19
O MC pode ser observado após recozimento a curto prazo em temperaturas
em torno de 750°C (Vach et al., 2008) e, depois de longo tempo de envelhecimento,
se transformar em M23C6. Uma explicação para esta transformação indica que a
sequência de empilhamento na interface NbC/austenita se assemelha ao plano de
austenita, contribuindo assim para a formação de M23C6. Além disso, pode se
transformar também em outras fases como a fase Z, com envelhecimento
prolongado a 850°C (Lo et al., 2009).
2.3.3.4 Carbetos do tipo M6C
Este carbeto está freqüentemente presente em aços inoxidáveis austeníticos
contendo Mo. Ao contrário do M23C6 que não dissolve nitrogênio, acredita-se que
este carbeto acomode um pouco de nitrogênio em sua estrutura devido ao Mo.
Portanto, é muito provável que esteja presente no aço inoxidável superaustenítico
que geralmente contêm o Mo, assim como o Nb, em altos níveis.
Este carbeto tem estrutura CFC com 112 átomos por célula unitária, sendo 96
metálicos e 16 de carbono. A maioria dos parâmetros de rede para esta fase está
dentro da faixa de 0,1085 a 0,1111 nm. As estequiometrias encontradas mais
freqüentemente são Fe3Mo3C, Fe3W3C ou Fe3(W, Mo, V)3C. Em aços inoxidáveis
austeníticos o Mo e o W podem ser facilmente substituídos por Cr e Fe, diminuindo
assim seu parâmetro de rede (Lo et al., 2009).
Figura 10: Microestruturas típicas do aço 347. Microscopia ótica: ataque com 20 mL de ácido acético, 20 mL de ácido nítrico, 30 mL de ácido clorídrico e 10 mL glicerol (Yoo et al., 2005).
a) b)

Revisão Bibliográfica 20
2.3.3.5 Carbetos do tipo M7C3 e M5C2
O carbeto M7C3 possui uma estrutura hexagonal, com 80 átomos por célula
unitária, parâmetros de rede a = 0,0140 nm e c = 0,0045 nm, podendo dissolver Fe,
Mn e Mo. O parâmetro diminui linearmente com o teor de Fe, enquanto para o
parâmetro c as variações são menores que 1% (Padilha e Guedes, 1994).
Esses carbetos são encontrados apenas quando os níveis de carbono são
muito altos. Em aços inoxidáveis austeníticos com uma super saturação de carbono,
o carbeto M5C2 também pode se formar (Lo et al., 2009).
2.3.3.6 Fases Intermetálicas
Nos aços inoxidáveis, se precipitam mais freqüentemente três tipos de fases
intermetálicas: a fase sigma (), a fase chi () e a fase de Laves ().
2.3.3.6.1 Fase sigma ()
A fase frágil σ é a fase intermetálica mais precipitada em aços austeníticos e
superduplex. Ela tem um efeito negativo sobre as propriedades de fluência, quando
precipitada nos contornos de grãos (Vach et al., 2008). E torna-se um problema
grave quando estes aços inoxidáveis são utilizados em temperaturas elevadas pois
essa fase não só reduz a resistência à corrosão, devido à remoção de cromo e
molibdênio, mas também deterioram as propriedades mecânicas destes aços (Guan
et al., 2005).
Esta fase apresenta em sua composição química principalmente os
elementos ferro e cromo (Pohl et al., 2007). É considerada um composto
intermetálico de ferro e cromo, não magnético, é dura e quebradiça. Possui uma
célula unitária tetragonal, com os seguintes parâmetros de rede: a = 0,88 nm e c =
0,4544 nm (Guan et al., 2005).
A fase sigma () é formada no intervalo de temperaturas de 600 a 1000ºC,
necessitando em geral de exposição nestas temperaturas por tempos longos, pois
apresenta dificuldades de nucleação (incoerentemente com a matriz nucleia-se em
locais de alta energia como contornos de grão) e crescimento (é dependente da
baixa difusividade dos elementos intersticiais). Por não dissolver elementos
intersticiais (carbono, boro e provavelmente nitrogênio), necessita do
empobrecimento prévio da matriz nestes elementos para sua posterior precipitação

Revisão Bibliográfica 21
(Padilha e Guedes, 1994). Na figura 11, é mostrada a fase sigma no aço inoxidável
austenítico.
A difusão de Cr pode ser considerada como um dos fatores que controlam a
sua precipitação. Além do Cr, a difusão de outro elemento substitucional como Mo
também poderia ser importante para formação da fase sigma (Lo et al., 2009).
Estudos mostram que a fase sigma, quando está finamente dispersa no
contorno do grão, pode melhorar a resistência à fluência de um aço 25Cr-20Ni. Uma
boa quantidade de fase sigma é relatada como responsável por melhorar o
comportamento de desgaste corrosivo de aços inoxidáveis em ácido sulfúrico (Lo et
al., 2009).
O arrefecimento rápido das altas temperaturas é necessário para prevenir a
formação da fase sigma (Shek et al.,1996).
Após repetidos tratamentos térmicos, a fase sigma se forma de acordo com a
reação eutetóide + 2 (Topolska et al., 2009).
2.3.3.6.2 Fase chi ()
A fase é relativamente a menor fase (figura 12), se forma em temperaturas
entre 700 e 900ºC, principalmente na interface ferrita-austenita (/), nos aços
superduplex após períodos de tempo menores que os associados às fases
anteriores. É uma fase com estrutura cristalina cúbica de corpo centrado, dura e
frágil que, em geral, para a sua formação necessita de molibdênio. O tungstênio é
Figura 11: Fase sigma no aço inoxidável austenítico 316L tratado em 550ºC por 85.000 h, microscopia eletrônica de varredura: a) 20000x, b) 6500x (Villenueva et al., 2006).
a) b)
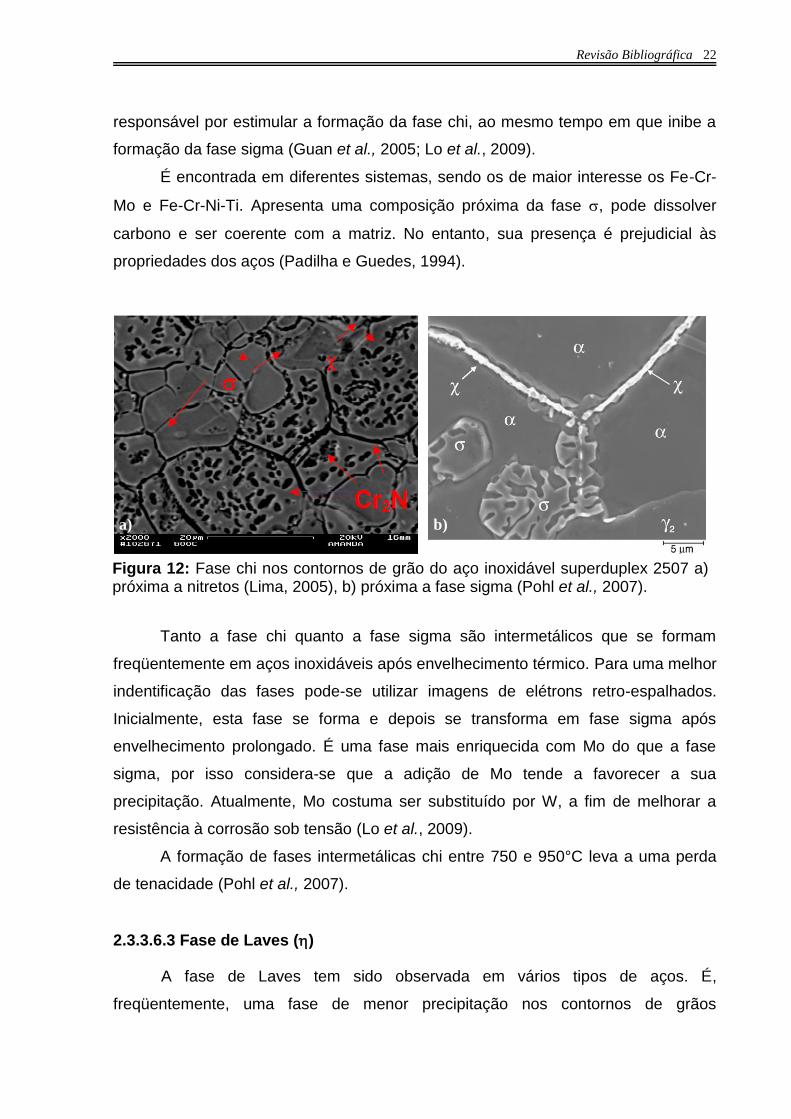
Revisão Bibliográfica 22
responsável por estimular a formação da fase chi, ao mesmo tempo em que inibe a
formação da fase sigma (Guan et al., 2005; Lo et al., 2009).
É encontrada em diferentes sistemas, sendo os de maior interesse os Fe-Cr-
Mo e Fe-Cr-Ni-Ti. Apresenta uma composição próxima da fase , pode dissolver
carbono e ser coerente com a matriz. No entanto, sua presença é prejudicial às
propriedades dos aços (Padilha e Guedes, 1994).
Tanto a fase chi quanto a fase sigma são intermetálicos que se formam
freqüentemente em aços inoxidáveis após envelhecimento térmico. Para uma melhor
indentificação das fases pode-se utilizar imagens de elétrons retro-espalhados.
Inicialmente, esta fase se forma e depois se transforma em fase sigma após
envelhecimento prolongado. É uma fase mais enriquecida com Mo do que a fase
sigma, por isso considera-se que a adição de Mo tende a favorecer a sua
precipitação. Atualmente, Mo costuma ser substituído por W, a fim de melhorar a
resistência à corrosão sob tensão (Lo et al., 2009).
A formação de fases intermetálicas chi entre 750 e 950°C leva a uma perda
de tenacidade (Pohl et al., 2007).
2.3.3.6.3 Fase de Laves ()
A fase de Laves tem sido observada em vários tipos de aços. É,
freqüentemente, uma fase de menor precipitação nos contornos de grãos
Figura 12: Fase chi nos contornos de grão do aço inoxidável superduplex 2507 a) próxima a nitretos (Lima, 2005), b) próxima a fase sigma (Pohl et al., 2007).
a) b)

Revisão Bibliográfica 23
austeníticos, apresentando-se na forma de partículas equiaxiais, com ocorrência
ocasional nos contornos de grãos (Guan et al., 2005).
As fases de Laves () mais freqüentes nos aços inoxidáveis austeníticos são
Fe2Mo, Fe2Ti e Fe2Nb ou mistura delas, por exemplo, Fe2(Nb, Mo). Estas fases
podem dissolver carbono, o que pode favorecer a sua precipitação. A fase de Laves
Fe2Nb pode ser coerente com a matriz e causar endurecimento por precipitação.
Sugere-se que o Zr, Nb, Ti e V sejam estabilizadores formadores de fases de
Laves. Esta fase pode ser observada na figura 13 (Padilha e Guedes, 1994).
2.3.3.6.4 Nitretos
A fase pi () é um nitreto que foi encontrado por se precipitar dentro dos grãos
da fase ferrita do aço inoxidável duplex 22Cr-3Mo-8Ni e do aço inoxidável
austenítico ligado com Mn (Lo et al, 2009). Na figura 14, é possível observar alguns
exemplos de nitretos.
A fase S é uma fase mais estável nos aços inoxidáveis austeníticos do que
nos aços inoxidáveis ferríticos, em relação ao recozimento térmico, devido à maior
taxa de difusão de nitrogênio na rede CCC. Esta fase costuma se formar através de
nitretação, mas pode se formar também devido à cementação. A fase Z deve ser um
nitreto com rede distorcida, que se forma mesmo quando o nível de N é
relativamente baixo (como 0,06% em peso), e existe uma estreita associação entre
esta fase e o carbeto M7C3 em aços contendo N (Lo et al., 2009).
Figura 13: Microestruturas com a precipitação da fase de Laves do tipo Fe2Nb em aço inoxidável austenítico contendo 1,7%Nb após envelhecimento por 25 h a 800ºC (Padilha e Guedes, 1994).
a) b)

Revisão Bibliográfica 24
2.4 Sensitização, Solubilização e Estabilização em Aços Inoxidáveis
Uma das maneiras mais comuns de combate ao fenômeno da sensitização
em aços inoxidáveis é fazer adições de elementos estabilizadores (Thorvaldsson e
Dunlop, 1982).
A estabilização consiste na adição de elementos de liga como Titânio,
Vanádio e Nióbio nos aços inoxidáveis devido à afinidade destes elementos com o
carbono. Os elementos de estabilização têm como princípio maior afinidade ao
carbono do que o cromo, e eles formam carbetos do tipo MC. Estes se associam ao
carbono dentro dos grãos e reduzem desta forma a susceptibilidade à corrosão
intergranular (Vach et al., 2008).
A corrosão intergranular ocorre devido ao fenômeno conhecido como
sensitização, que consiste na diminuição da quantidade de cromo em regiões
próximas aos contornos de grão (figura 15), que tornam-se mais suscetíveis à
corrosão. Portanto, em condições de temperatura favoráveis, o carbono e o cromo
se combinam formando o carbeto M23C6.
Figura 14: TiN, aço AISI 321. Microscopia ótica: a) tratado a 1100ºC, b) envelhecido a 600ºC (Moura et al., 2007).
Figura 15: Corrosão intergranular (Callister, 2008).
Revisão Bibliográfica 25
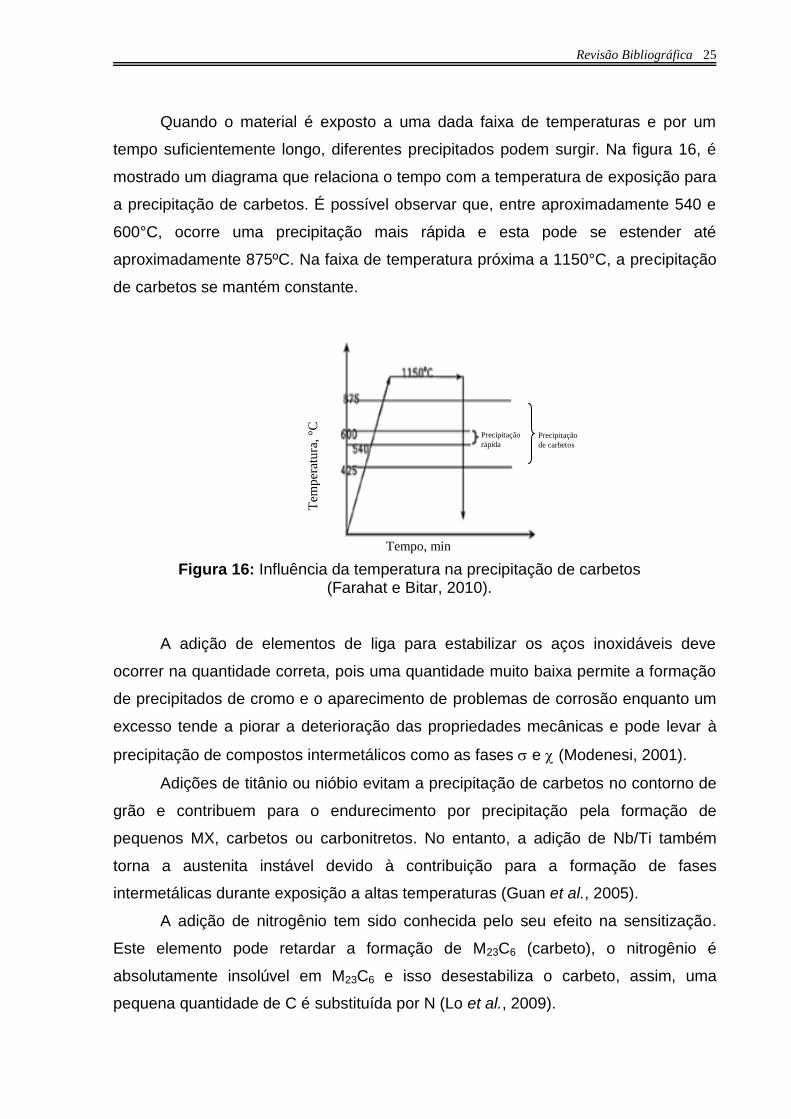
Quando o material é exposto a uma dada faixa de temperaturas e por um
tempo suficientemente longo, diferentes precipitados podem surgir. Na figura 16, é
mostrado um diagrama que relaciona o tempo com a temperatura de exposição para
a precipitação de carbetos. É possível observar que, entre aproximadamente 540 e
600°C, ocorre uma precipitação mais rápida e esta pode se estender até
aproximadamente 875ºC. Na faixa de temperatura próxima a 1150°C, a precipitação
de carbetos se mantém constante.
A adição de elementos de liga para estabilizar os aços inoxidáveis deve
ocorrer na quantidade correta, pois uma quantidade muito baixa permite a formação
de precipitados de cromo e o aparecimento de problemas de corrosão enquanto um
excesso tende a piorar a deterioração das propriedades mecânicas e pode levar à
precipitação de compostos intermetálicos como as fases e (Modenesi, 2001).
Adições de titânio ou nióbio evitam a precipitação de carbetos no contorno de
grão e contribuem para o endurecimento por precipitação pela formação de
pequenos MX, carbetos ou carbonitretos. No entanto, a adição de Nb/Ti também
torna a austenita instável devido à contribuição para a formação de fases
intermetálicas durante exposição a altas temperaturas (Guan et al., 2005).
A adição de nitrogênio tem sido conhecida pelo seu efeito na sensitização.
Este elemento pode retardar a formação de M23C6 (carbeto), o nitrogênio é
absolutamente insolúvel em M23C6 e isso desestabiliza o carbeto, assim, uma
pequena quantidade de C é substituída por N (Lo et al., 2009).
Figura 16: Influência da temperatura na precipitação de carbetos (Farahat e Bitar, 2010).
Precipitação
de carbetos
Precipitação
rápida
Tem
per
atu
ra, °C
Tempo, min
Revisão Bibliográfica 26
É importante ressaltar que o nitrogênio apresenta uma solubilidade alta na
austenita, não colaborando para a corrosão intergranular nos aços austeníticos,
enquanto nos aços ferríticos promove a precipitação de nitretos que também causam
a sensitização e à corrosão intergranular. Nestes aços, este fenômeno ocorre
durante o resfriamento após um aquecimento acima de aproximadamente 925°C, na
medida que são necessárias temperaturas maiores para solubilizar os elementos
intersticiais (Modenesi, 2001).
Alguns tratamentos térmicos podem ser feitos para favorecer a presença de
fases desejáveis na microestrutura assim como controlar a quantidade de
precipitados que depreciam as propriedades mecânicas e de resistência a corrosão.
O tratamento térmico de solubilização tem o objetivo de deixar o material na
melhor condição para aplicação, dissolvendo grande parte dos precipitados
formados durante o processo de solidificação e mantendo os elementos de liga em
solução sólida na matriz austenítica (Moura et al., 2008; Ritoni et al., 2010).
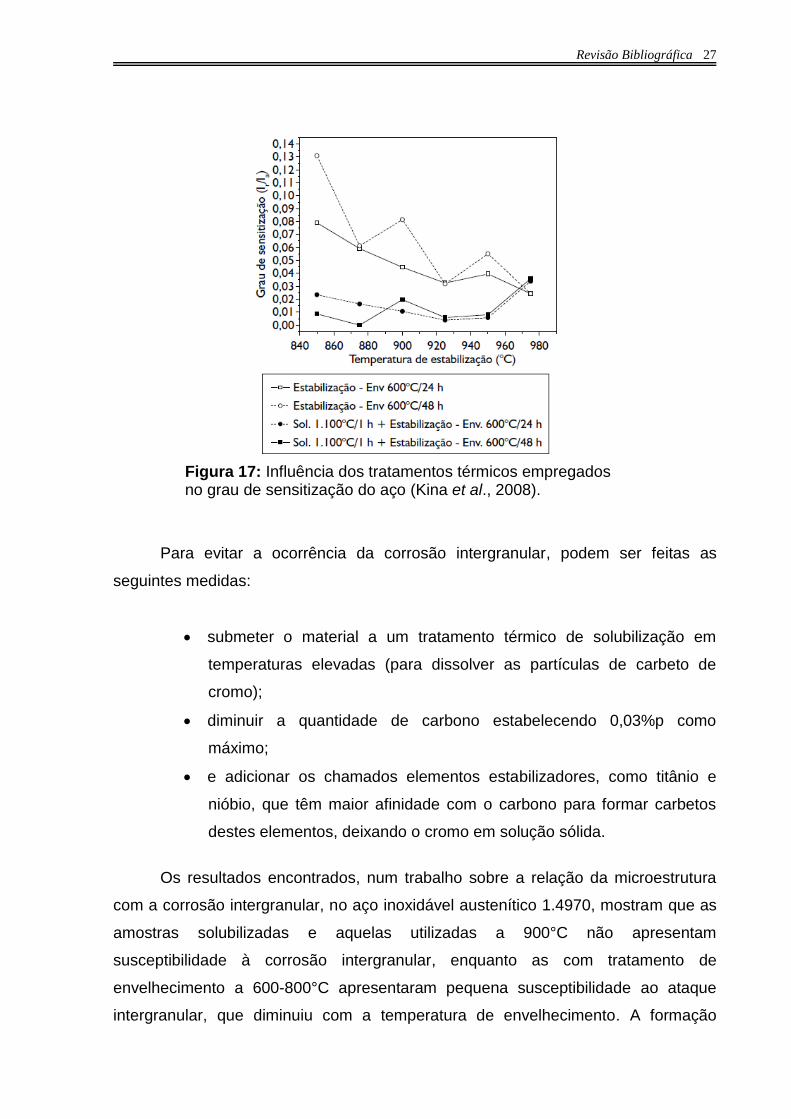
Em sua pesquisa, Kina e colaboradores (2008) afirmam que os tratamentos
de estabilização nos aços inoxidáveis, tornam-se mais eficazes quando o material é
previamente solubilizado, pois o nióbio dissolve-se em maior quantidade,
proporcionando uma melhor resposta ao tratamento posterior de estabilização. Este
procedimento é o mais indicado para evitar a sensitização das peças soldadas e
componentes fundidos durante os serviços de alta temperatura.
Na figura 17, é mostrada a comparação feita por Kina et al., (2008) entre o
comportamento do grau de sensitização em função dos tratamentos térmicos
empregados no aço AISI 347. Nota-se que a precipitação de carbetos,
consequentemente o grau de sensitização, é menor nos aços solubilizados e
posteriormente estabilizados quando comparados com aços estabilizados sem
tratamento de solubilização.
A utilização de menores quantidades de elementos intersticiais,
principalmente nos aços inoxidáveis ferríticos, minimiza a tendência à corrosão
intergranular, assim como a utilização de elementos estabilizantes como nióbio e
titânio em aços com maiores teores de elementos intersticiais (Modenesi, 2001).
Quanto maior a quantidade de carbono presente no material maior também será a
quantidade de cromo removido no processo de sensitização, favorecendo a
corrosão intergranular.
Revisão Bibliográfica 27
Para evitar a ocorrência da corrosão intergranular, podem ser feitas as
seguintes medidas:
submeter o material a um tratamento térmico de solubilização em
temperaturas elevadas (para dissolver as partículas de carbeto de
cromo);
diminuir a quantidade de carbono estabelecendo 0,03%p como
máximo;
e adicionar os chamados elementos estabilizadores, como titânio e
nióbio, que têm maior afinidade com o carbono para formar carbetos
destes elementos, deixando o cromo em solução sólida.
Os resultados encontrados, num trabalho sobre a relação da microestrutura
com a corrosão intergranular, no aço inoxidável austenítico 1.4970, mostram que as
amostras solubilizadas e aquelas utilizadas a 900°C não apresentam
susceptibilidade à corrosão intergranular, enquanto as com tratamento de
envelhecimento a 600-800°C apresentaram pequena susceptibilidade ao ataque
intergranular, que diminuiu com a temperatura de envelhecimento. A formação
Figura 17: Influência dos tratamentos térmicos empregados no grau de sensitização do aço (Kina et al., 2008).
Revisão Bibliográfica 28
preferencial de carbetos dos elementos estabilizadores em temperaturas mais
elevadas, comparativamente ao envelhecimento como o M23C6, manteve o cromo
em solução sólida prevenindo a sensitização do aço e, consequentemente, a
corrosão intergranular (Terada et al., 2006).
2.5 Microestrutura dos Aços Inoxidáveis Soldados
O processo de soldagem de materiais consiste na união de duas ou mais
partes com a utilização de uma fonte de calor. Objetiva-se uma peça com junta
soldada que apresente uma continuidade das propriedades químicas, físicas,
mecânicas e metalúrgicas do material base (Wainer et al., 1995).
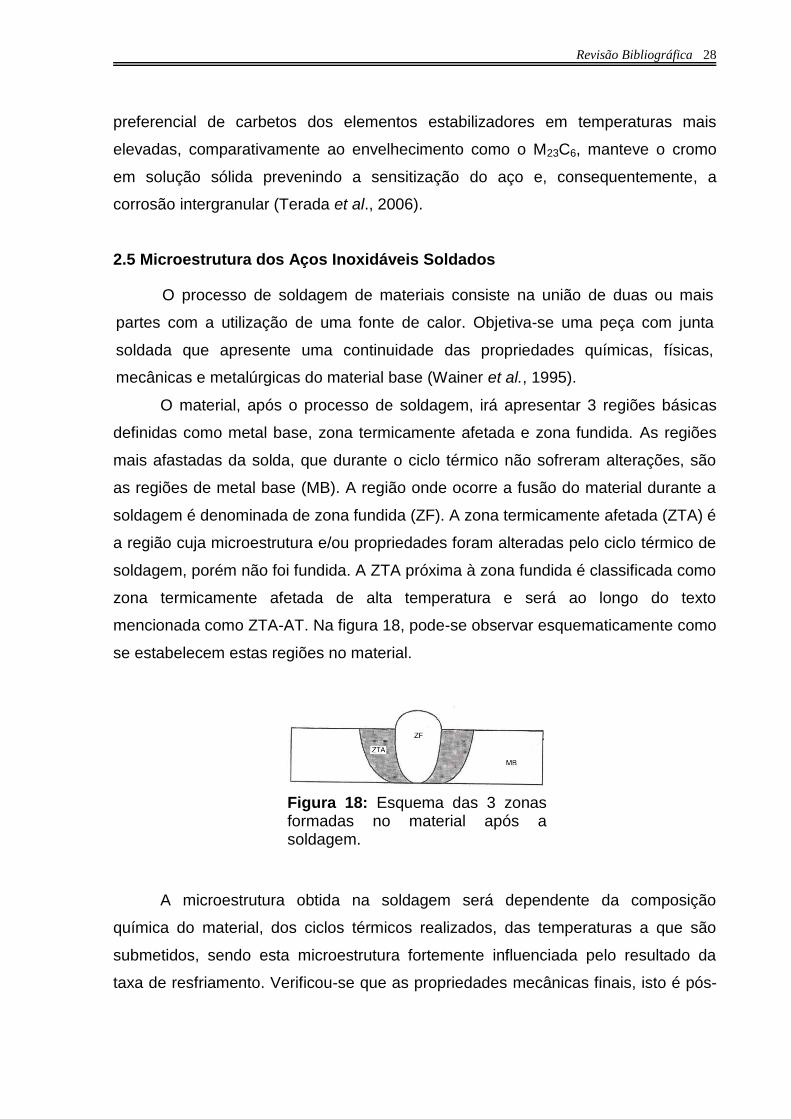
O material, após o processo de soldagem, irá apresentar 3 regiões básicas
definidas como metal base, zona termicamente afetada e zona fundida. As regiões
mais afastadas da solda, que durante o ciclo térmico não sofreram alterações, são
as regiões de metal base (MB). A região onde ocorre a fusão do material durante a
soldagem é denominada de zona fundida (ZF). A zona termicamente afetada (ZTA) é
a região cuja microestrutura e/ou propriedades foram alteradas pelo ciclo térmico de
soldagem, porém não foi fundida. A ZTA próxima à zona fundida é classificada como
zona termicamente afetada de alta temperatura e será ao longo do texto
mencionada como ZTA-AT. Na figura 18, pode-se observar esquematicamente como
se estabelecem estas regiões no material.
A microestrutura obtida na soldagem será dependente da composição
química do material, dos ciclos térmicos realizados, das temperaturas a que são
submetidos, sendo esta microestrutura fortemente influenciada pelo resultado da
taxa de resfriamento. Verificou-se que as propriedades mecânicas finais, isto é pós-
Figura 18: Esquema das 3 zonas formadas no material após a soldagem.

Revisão Bibliográfica 29
soldagem estão diretamente relacionados com estes parâmetros do processo
utilizado (Karci et al., 2009)
A presença das diferentes fases na microestrutura dos aços inoxidáveis é
influenciada por um número de fatores como a composição do metal de solda,
percentual de ferrita e sua morfologia, além da temperatura e do tempo de
transformação (Gill et al., 1995).
O crescimento de grão costuma acontecer motivado pela diminuição da
energia superficial dos contornos de grão. À medida que grãos crescem, outros são
reduzidos e alguns completamente eliminados. Como a área total de contornos de
grão diminui, em consequência, a energia total do contorno de grão também vai
diminuir com a temperatura sendo o agente da mudança. O crescimento de grão,
portanto, é um processo onde os fatores como tempo, temperatura, átomos do
soluto, partículas de precipitados podem influenciar de diferentes formas. Esse
mecanismo de crescimento de grão pode ser normal ou anormal. O crescimento de
grão anormal é atribuído ao movimento dos contornos de grãos pelo mecanismo de
nucleação, onde novos contornos são formados em detrimento de outros. O
crescimento normal de grãos é diminuído ou cessado em função da fração
volumétrica considerável de precipitados distribuídos no material, quando estes são
estabilizados, como o AISI 347. Entretanto, verifica-se que o crescimento anormal
dos grãos só acontece quando estes aços são submetidos a temperaturas, nas
quais essas partículas se dissolvem ou sofrem coalescência, liberando alguns
contornos para se moverem (Reed-Hill, 1992).
2.5.1 Aços Inoxidáveis Austeníticos
Os aços inoxidáveis austeníticos, em geral, não são relativamente resistentes
à corrosão sob tensão em ambientes com cloro e soda cáustica. Em aços 316
soldados, observou-se que as soldas, quando expostas a ambientes marinhos,
apresentaram falhas na zona termicamente afetada por corrosão sob tensão, devido
à sensitização e à presença de tensões residuais introduzidas durante a soldagem
(Garcia et al., 2008).
Nas soldas, a presença da ferrita delta, a cinética da sua transformação e da
natureza dos produtos de sua transformação controlam o comportamento de
deformação e fratura. Em testes de curto prazo de fluência, a ferrita delta, com a
Revisão Bibliográfica 30
estrutura cristalina CCC, por ser menos compacta, configura-se como um caminho
mais fácil para a difusão em comparação com a austenita (CFC). As interfaces -
podem também atuar como caminhos de difusão (Guan et al., 2005).
Em aços inoxidáveis austeníticos, o nitrogênio retarda o início da precipitação
de qualquer fase que tem menor solubilidade que ele, até que todo o nitrogênio seja
removido de outra forma, como precipitados. No entanto, a austenita tem uma boa
solubilidade de nitrogênio, suportando até 0,15% em peso de nitrogênio para que
ocorra a precipitação de nitretos. Além disso, a presença de nitrogênio é conhecida
por retardar o endurecimento por precipitação dos M23C6 (Kim et al., 2003).
A ductilidade e tenacidade podem ser significativamente reduzidas no
material, especialmente na solda. Podem aparecer fissuras no metal de solda devido
principalmente à fragilização do material causada por precipitação da fase sigma
(fase sigma pode se originar da transformação de ferrita delta, e/ou austenita e/ou
carbetos) e excessivas tensões na solda.
A fase sigma se configura como um grande concentrador de tensão e
desempenha um papel como iniciador de trincas na interface com a matriz. Várias
abordagens são encontradas no que se refere ao controle dessa precipitação de
fase sigma em soldas, por exemplo, a diminuição do teor de ferrita e carbeto M23C6
em solda através da seleção de Nb para estabilização (Sasikala et al., 1999).
O fato da precipitação de fase sigma ser menor no metal base do que na
solda, faz com que a redução da ductilidade e da tenacidade no metal base não seja
tanto quanto na solda. Assim, as trincas terão forte tendência a ocorrerem apenas
nas regiões da zona fundida e próximo a ZTA (Guan et al., 2005).
A precipitação da ferrita delta, que é ferromagnética, e sua presença na zona
de fundida de peças soldadas, em frações volumétricas adequadas, tem efeito
positivo (Padilha e Guedes, 1994).
Para quantidades de ferrita mais elevadas, geralmente acima de 13%, nos
aços inoxidáveis austeníticos, esta poderá apresentar características de crescimento
com morfologia colunar e acicular (Kim et al., 2003).
Em soldas de aços inoxidáveis austeníticos, podem ser encontradas ferrita
com as seguintes morfologias: ferrita eutética, ferrita em espinha, ferrita laminar e
ferrita com austenita de Widmanstätten. O esquema destas é apresentado na figura
19.

Revisão Bibliográfica 31
A microestrutura mais comum da ferrita delta na região soldada de um aço
inoxidável austenítico é a de morfologia denominada de ferrita em espinha ou
vermicular, mostrada na figura 20.
A zona termicamente afetada desses aços pode sofrer sensitização tornando
essa região mais propensa ao ataque corrosivo. Na figura 21, é possível observar a
micrografias de grãos na ZTA com sensitização.
Figura 20: Morfologia vermicular da ferrita delta precipitada na ZF do aço 316 (Sasikala, 1999).
Figura 19: Esquema com as morfologias da ferrita formada na zona fundida do aço inoxidável austenítico (Brooks e Thompson, 1991).

Revisão Bibliográfica 32
Em comparação com a austenita, a ferrita delta tem maior capacidade de
dissolver elementos formadores de eutéticos de baixo ponto de fusão, tais como Nb,
Si, P, S, assim como maior capacidade de acomodar tensões térmicas provenientes
do resfriamento (Padilha e Guedes, 1994).
A ferrita delta na matriz austenítica pode ser observada na figura 22. Esta
fase tem uma estrutura cristalina CFC, com baixa energia de falha de empilhamento.
A ferrita delta se origina na solidificação; as ilhas estão com uma ferrita de forma
alongada e paralelas à direção de laminação (Villanueva et al., 2006).
Figura 22: Ferrita delta, no aço AISI 316L solubilizado. Microscopia eletrônica de varredura: ataque com água régia (Villanueva et al., 2006).
Figura 21: Sensitização: a) aço 316L. Microscopia ótica: ataque eletrolítico (Farahat e Bitar, 2010), b) aço 347. Microscopia eletrônica de varredura: ataque eletrolítico (Kina et al., 2008).
a) b
)

Revisão Bibliográfica 33
Como discutido ao longo do texto, uma quantidade desejável de ferrita delta
pode ser importante na manutenção de algumas propriedades do aço. A quantidade
de ferrita delta presente em um material pode ser encontrada por diferentes
métodos. No trabalho de Glownia et al.(2001), são medidas as quantidades de ferrita
delta em aços duplex com altos teores de nitrogênio por três técnicas: quantificação,
software e ferritoscópio. Como pode-se observar na figura 23, ocorre uma pequena
variação nos resultados encontrados para a quantidade de ferrita delta utilizando
diferentes métodos.
2.5.2 Aços Inoxidáveis Superduplex
Os aços inoxidáveis superduplex apresentam na região da zona fundida
(ZF), quando o metal de solda tem composição similar ao metal base, a formação
de uma microestrutura similar e caracterizada pela existência de grãos colunares
de ferrita. O excesso de ferrita pode ser controlado pelo uso de um metal de
adição com maior teor de elementos gamagênicos, principalmente o níquel (cerca
de 2 a 3%Ni a mais que o metal base). Em casos de soldagem com proteção
gasosa, sugere-se adicionar uma mistura que contenha o nitrogênio (Modenesi,
2001).
Estudos mostram que as temperaturas elevadas, provocadas por operaçõs
de soldagem, aumentam a susceptibilidade a fissuras na solidificação da zona de
Utilização de Equações
Ferritoscópio
Quantificação
Software
Ferritoscópio
Figura 23: Quantificação da ferrita delta por diferentes métodos (Glownia et al., 2001). ,
Fer
rita
(
%)
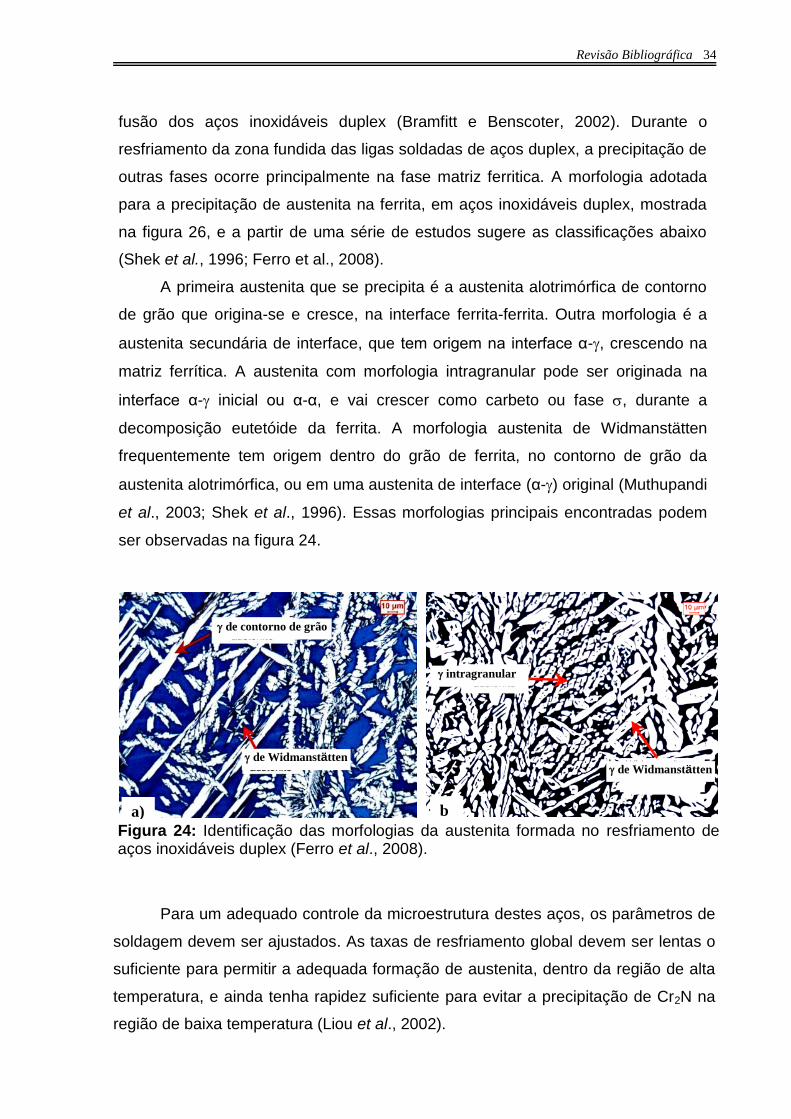
Revisão Bibliográfica 34
fusão dos aços inoxidáveis duplex (Bramfitt e Benscoter, 2002). Durante o
resfriamento da zona fundida das ligas soldadas de aços duplex, a precipitação de
outras fases ocorre principalmente na fase matriz ferritica. A morfologia adotada
para a precipitação de austenita na ferrita, em aços inoxidáveis duplex, mostrada
na figura 26, e a partir de uma série de estudos sugere as classificações abaixo
(Shek et al., 1996; Ferro et al., 2008).
A primeira austenita que se precipita é a austenita alotrimórfica de contorno
de grão que origina-se e cresce, na interface ferrita-ferrita. Outra morfologia é a
austenita secundária de interface, que tem origem na interface α-, crescendo na
matriz ferrítica. A austenita com morfologia intragranular pode ser originada na
interface α- inicial ou α-α, e vai crescer como carbeto ou fase , durante a
decomposição eutetóide da ferrita. A morfologia austenita de Widmanstätten
frequentemente tem origem dentro do grão de ferrita, no contorno de grão da
austenita alotrimórfica, ou em uma austenita de interface (α-) original (Muthupandi
et al., 2003; Shek et al., 1996). Essas morfologias principais encontradas podem
ser observadas na figura 24.
Para um adequado controle da microestrutura destes aços, os parâmetros de
soldagem devem ser ajustados. As taxas de resfriamento global devem ser lentas o
suficiente para permitir a adequada formação de austenita, dentro da região de alta
temperatura, e ainda tenha rapidez suficiente para evitar a precipitação de Cr2N na
região de baixa temperatura (Liou et al., 2002).
Figura 24: Identificação das morfologias da austenita formada no resfriamento de aços inoxidáveis duplex (Ferro et al., 2008).
de contorno de grão
de Widmanstätten
intragranular
de Widmanstätten
a) b
)

Revisão Bibliográfica 35
Para atingir o desejado equilíbrio entre a fração de ferrita e austenita e,
portanto, as propriedades resultantes, tanto a composição química do metal de
solda e/ou a entrada de calor devem ser controladas (Muthupandi et al., 2003).
Condições de soldagem com velocidades de resfriamento baixas favorecem a
formação de um tamanho de grão ferrítico maior na ZTA e a precipitação de nitretos
e carbetos. Por outro lado, uma soldagem com elevadas velocidades de
resfriamento favorecem uma maior quantidade de ferrita na ZTA, e diminuição da
quantidade de austenita (Modenesi, 2001).
Assim, é desejável controlar as condições de soldagem, tais que o
resfriamento seja lento o suficiente para adequada formação de austenita, mas
rápido o suficiente para evitar a precipitação de fases indesejáveis (Muthupandi, et
al., 2003).
Como nos outros tipos de aços inoxidáveis, também nos aços duplex, a ferrita
presente na ZTA prejudica as propriedades mecânicas, especificamente a
tenacidade e a resistência à corrosão. Além disso, quando uma microestrutura
apresenta mais de 80% de ferrita, a solda tende a tornar-se sensível ao
aparecimento de trincas pelo hidrogênio. Devem, portanto, serem estabelecidas
condições de resfriamento adequadas especificamente para cada tipo de aços.
Aportes térmicos com velocidades entre cerca de 0,5 e 2,5 kJ/mm são os
recomendados para os aços inoxidáveis duplex visando manter a quantidade original
entre as fases e , bem como evitando a precipitação de fases intermetálicas.
(Modenesi, 2001).
Nas regiões de MB, as temperaturas de pico são elevadas, porém, são
inferiores às que ocorrem na ZTA, promovendo uma microestrutura com um
crescimento de grão menos intenso do que o que ocorre nas regiões na ZF e ZTA.
Acontece uma pequena redução na quantidade de austenita, que, porém, não
apresenta mudança na sua morfologia (Modenesi, 2001).
Na figura 25, é mostrado um corte do diagrama ternário Fe-Cr-Ni, para um
teor constante de 70% em peso de Fe e para uma composição referente a um aço
inoxidável duplex (linha vertical no diagrama da direita). Para essa composição e em
temperaturas muito elevadas (acima de cerca de 1300°C), a austenita torna-se
instável e o material tende a tornar-se completamente ferrítico, ocorrendo um
intenso crescimento de grão. A austenita começa novamente a se formar no
resfriamento, nucleando-se nos contornos de grão da ferrita e apresentando um
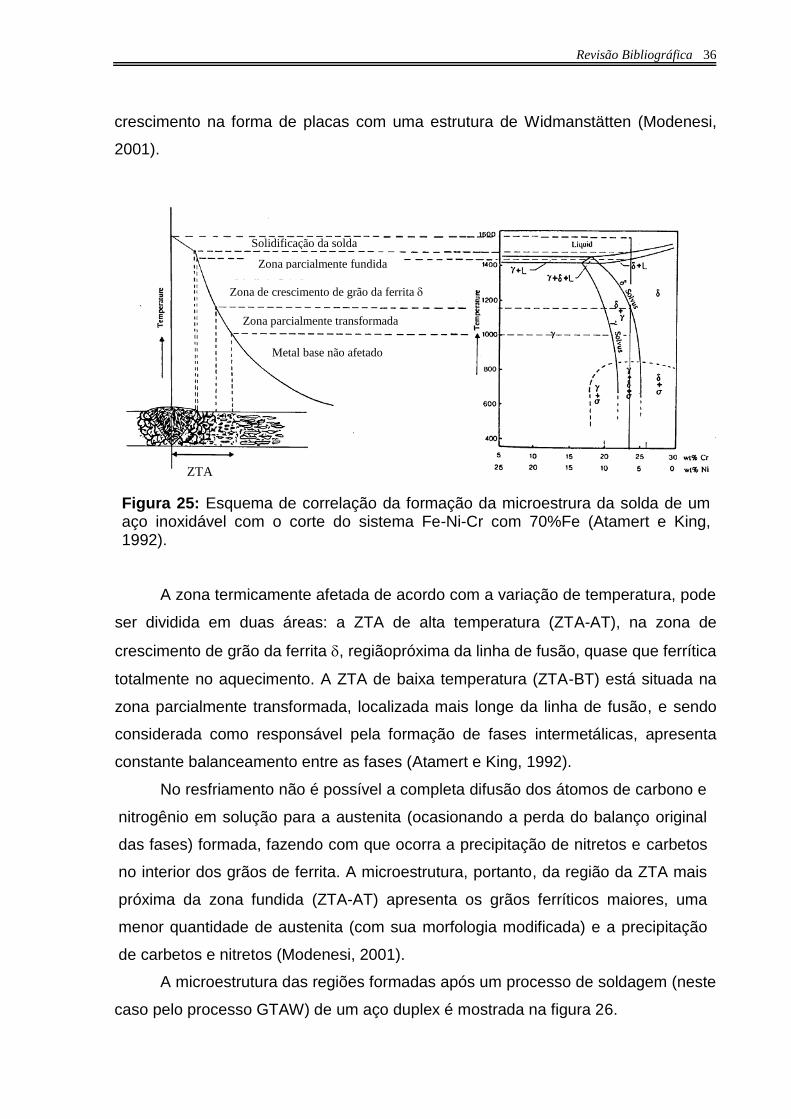
Revisão Bibliográfica 36
crescimento na forma de placas com uma estrutura de Widmanstätten (Modenesi,
2001).
A zona termicamente afetada de acordo com a variação de temperatura, pode
ser dividida em duas áreas: a ZTA de alta temperatura (ZTA-AT), na zona de
crescimento de grão da ferrita , regiãopróxima da linha de fusão, quase que ferrítica
totalmente no aquecimento. A ZTA de baixa temperatura (ZTA-BT) está situada na
zona parcialmente transformada, localizada mais longe da linha de fusão, e sendo
considerada como responsável pela formação de fases intermetálicas, apresenta
constante balanceamento entre as fases (Atamert e King, 1992).
No resfriamento não é possível a completa difusão dos átomos de carbono e
nitrogênio em solução para a austenita (ocasionando a perda do balanço original
das fases) formada, fazendo com que ocorra a precipitação de nitretos e carbetos
no interior dos grãos de ferrita. A microestrutura, portanto, da região da ZTA mais
próxima da zona fundida (ZTA-AT) apresenta os grãos ferríticos maiores, uma
menor quantidade de austenita (com sua morfologia modificada) e a precipitação
de carbetos e nitretos (Modenesi, 2001).
A microestrutura das regiões formadas após um processo de soldagem (neste
caso pelo processo GTAW) de um aço duplex é mostrada na figura 26.
Figura 25: Esquema de correlação da formação da microestrura da solda de um aço inoxidável com o corte do sistema Fe-Ni-Cr com 70%Fe (Atamert e King, 1992).
ZTA
Metal base não afetado
Zona parcialmente transformada
Zona de crescimento de grão da ferrita
Zona parcialmente fundida
Solidificação da solda

Revisão Bibliográfica 37
Os ciclos térmicos podem provocar efeitos indesejados tanto na zona fundida
(ZF) quanto na zona termicamente afetada (ZTA). O surgimento de tensões
residuais pode levar à propagação de trincas, corrosão sob tensão, fadiga. Os
aspectos do ciclo térmico que são considerados mais importantes são: a taxa de
aquecimento, a temperatura de pico, a distribuição da temperatura ao longo da
peça, o tempo em determinada temperatura, à taxa de resfriamento das zonas
aquecidas e a utilização de múltiplos passes (Wainer et al., 1995).
Figura 26: Microestrutura da ZTA de um aço duplex. As regiões escuras correspondem à ferrita e as claras à austenita (Modenesi, 2001).

Materiais e Métodos
38
CAPÍTULO 3: MATERIAIS E MÉTODOS
Neste capítulo, são apresentados os materiais, procedimentos, tratamentos
térmicos e as principais técnicas que foram utilizadas para o presente estudo.
3.1 Materiais
As amostras estudadas foram retiradas de chapas de dois tipos de aço
inoxidável que tinham um formato tubular: (i) austenítico AISI 347 e (ii) superduplex
SAF 2507. Um esquema da retirada de amostras para o estudo é apresentado na
figura 27. Estas amostras foram observadas nas diferentes técnicas de microscopia
pela face lateral, isto é, transversal ao cordão de solda.
Na tabela 1 são mostradas as condições das amostras estudadas, isto é, as
condições a que o material foi submetido.
Aços Condição 1 Condição 2 Condição 3 Condição 4 Condição 5
AISI 347 Como Recebido
Soldado Solubilizado a 1060°C
Estabilizado a 900°C
______
SAF 2507 Como
Recebido Soldado Solubilizado a
900°C
Solubilizado a 1100°C
Solubilizado a 1150°C
Tabela 1: Condições das amostras estudadas.
Figura 27: Esquema da retirada de amostras, observações na face lateral, transversal a solda.

Materiais e Métodos
39
O aço inoxidável austenítico AISI 347, na condição como recebido, está
estabilizado com Nb. O material consiste de um tubo com espessura de
1,5 cm que foi soldado longitudinalmente pelo processo TIG automático no passe de
raiz, e soldagem a plasma nos passes de enchimento e acabamento. A solda foi do
tipo junta de topo com chanfro em “V” simples e com três cordões de solda, como
pode ser observada na figura 28.
A composição química nominal deste aço e do consumível utilizado na
soldagem está apresentada na tabela 2. Nesta composição é possível observar que
o teor de Nb encontra-se aproximadamente 10 vezes mais que o teor de C presente
no material.
O aço inoxidável superduplex SAF 2507, com espessura de 5,5 mm, foi
soldado pelo processo TIG (GTAW) na raiz e eletrodo revestido (SMAW) nos passes
de enchimento. Uma amostra deste aço nesta condição é mostrada na figura 29.
Elementos
C Si Mn P S Cr Ni Mo N Al Nb Outros
AISI 347 0,047 0,410 1,850 0,027 0,002 17,430 9,020 0,010 0,00 0,0036 0,483 ____
Metal de Solda
ER308L
0,047 0,480 1,850 0,015 0,010 20,000 10,100 0,500 <0,60 0,000 0,000 Cu:
<0,200
Figura 28: Amostra do AISI 347soldado.
Tabela 2: Composição química do aço inoxidável AISI 347.
Materiais e Métodos
40
A composição química nominal do aço como recebido e do consumível
utilizado no processo de soldagem está apresentada na tabela 3.
3.2 Preparação Metalográfica
As amostras dos aços inoxidáveis austenítico e superduplex, nas condições
citadas na tabela 1, passaram pelas etapas de preparação metalográfica.
As amostras foram cortadas de forma transversal ao cordão de solda, no
cortador mecânico Mesotom, com disco de alumina. Para facilitar o manuseio, o
tamanho das amostras foi de forma a permitir que estas não precisassem ser
embutidas.
Foi realizado o lixamento manual das amostras (úmido com água corrente)
sucessivamente com lixas de granulometria cada vez menor: 100#, 220#, 320#,
400#, 600#, 1000#, 1200#, alternando-se em 90o o sentido do lixamento a cada
troca de lixa.
Após o lixamento, foi feito o uso sucessivo de suspensões de alumina com
granulometrias de 1 m e 0,3 m dispersas em água destilada para o polimento. As
amostras foram lavadas, secas e observadas no microscópio Jenavert em campo
Elementos
C Si Mn P S Cr Ni Mo N Cu Co
SAF 2507 0,030 0,800 1,200 0,035 0,015 25,000 7,000 4,000 0,300 ___ 0,010
Metal de Solda E2293 0,030 0,510 0,600 0,018 0,005 24,700 10,300 3,900 0,240 0,000 0,010
Figura 29: Amostra do SAF 2507 soldado.
Tabela 3: Composição química do aço inoxidável SAF 2507.
Materiais e Métodos
41
escuro. Não identificando riscos consideráveis, na amostra observada em campo
escuro, fez-se o ataque eletrolítico com diferentes reagentes e tempos com o
objetivo de identificar os precipitados presentes, utilizando-se microscopia ótica (MO)
e microscopia eletrônica de varredura (MEV).
3.3 Tratamentos Térmicos
Os tratamentos térmicos foram realizados nas amostras dos aços inoxidáveis
austenítico e superduplex soldados, e tiveram como objetivo provocar as mudanças
microestruturais previstas no diagrama de fases como, por exemplo, a dissolução da
ferrita delta presente na zona fundida do aço inoxidável austenítico, e no caso do
aço inoxidável superduplex a solubilização dos diferentes precipitados.
Foi utilizado o forno da marca EDG 7000, disponível no LAMAV/UENF. Este
possibilita um aquecimento controlado com a programação da temperatura desejada
e do tempo de permanência na mesma. Os parâmetros utilizados nos tratamentos
térmicos são apresentados na tabela 4.
Tratamentos Térmicos
Taxa de Aquecimento
Tempo no patamar
Resfriamento Aço
Solubilização a 1060°C
7º/min 60 min ao ar AISI 347 soldado
Estabilização a 900°C
7º/min
45 min ao ar AISI 347 solubilizado
Solubilização a 900°C
7º/min 60 min
em água a 35°C
SAF 2507 soldado
Solubilização a 1100°C
7°/min 18 min em água a 35°C
SAF 2507 Soldado
Solubilização a 1150°C
7°/min 30 min em água a 35°C
SAF 2507 Soldado
Tabela 4: Parâmetros utilizados nos tratamentos térmicos.
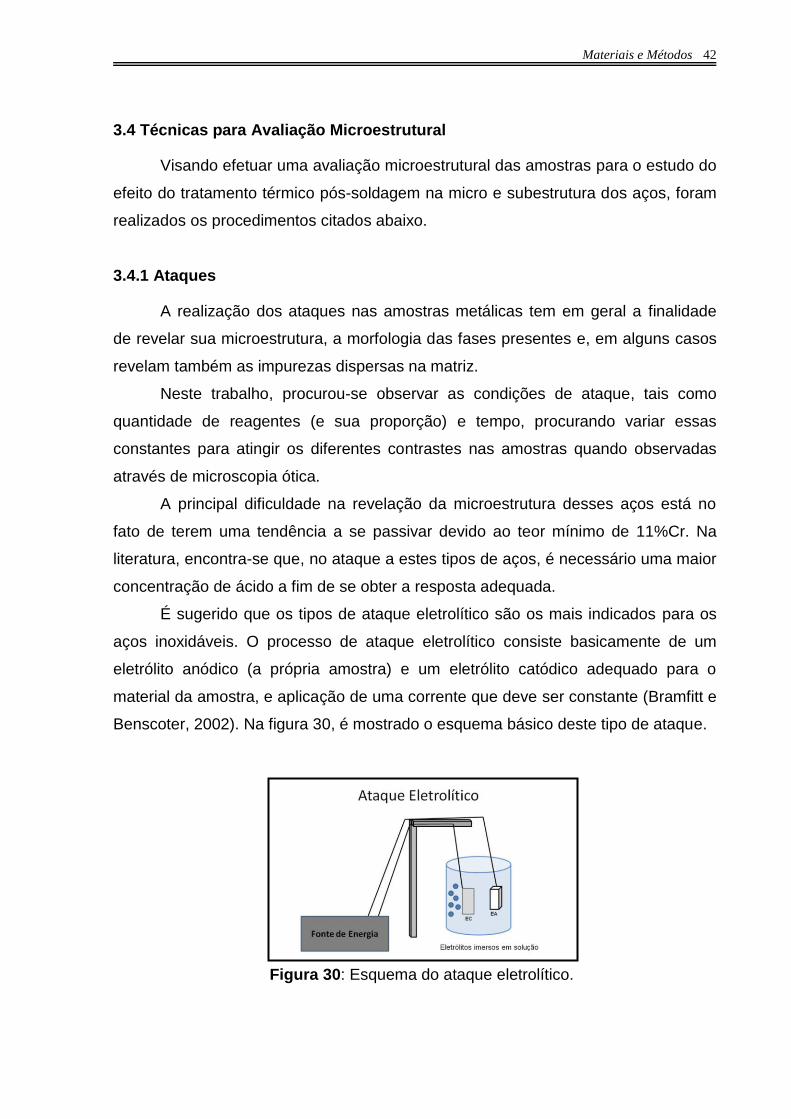
Materiais e Métodos
42
3.4 Técnicas para Avaliação Microestrutural
Visando efetuar uma avaliação microestrutural das amostras para o estudo do
efeito do tratamento térmico pós-soldagem na micro e subestrutura dos aços, foram
realizados os procedimentos citados abaixo.
3.4.1 Ataques
A realização dos ataques nas amostras metálicas tem em geral a finalidade
de revelar sua microestrutura, a morfologia das fases presentes e, em alguns casos
revelam também as impurezas dispersas na matriz.
Neste trabalho, procurou-se observar as condições de ataque, tais como
quantidade de reagentes (e sua proporção) e tempo, procurando variar essas
constantes para atingir os diferentes contrastes nas amostras quando observadas
através de microscopia ótica.
A principal dificuldade na revelação da microestrutura desses aços está no
fato de terem uma tendência a se passivar devido ao teor mínimo de 11%Cr. Na
literatura, encontra-se que, no ataque a estes tipos de aços, é necessário uma maior
concentração de ácido a fim de se obter a resposta adequada.
É sugerido que os tipos de ataque eletrolítico são os mais indicados para os
aços inoxidáveis. O processo de ataque eletrolítico consiste basicamente de um
eletrólito anódico (a própria amostra) e um eletrólito catódico adequado para o
material da amostra, e aplicação de uma corrente que deve ser constante (Bramfitt e
Benscoter, 2002). Na figura 30, é mostrado o esquema básico deste tipo de ataque.
Figura 30: Esquema do ataque eletrolítico.

Materiais e Métodos
43
O objetivo do teste com diferentes ataques foi selecionar ataques, sejam
químicos ou eletrolíticos que revelassem os principais precipitados e também os
contornos de grão na microestrutura dos aços: AISI 347 e SAF 2507.
A escolha das variáveis empregadas nos testes tiveram como referência
teórica os trabalhos que estão relacionados com o ataque a materiais como os deste
estudo. Na tabela 5, são mostradas as principais soluções utilizadas. As variáveis
citadas são ilustrativas tendo em vista que, durante os testes, foram utilizadas pelo
menos 3, em cada ataque.
Na micrografia mostrada na figura 31, é mostrada a microestrutura revelada
pelo ataque com Glicerégia, com observação feita por microscopia ótica, utilizando a
técnica de interferência diferencial, aço AISI 347.
Ataque Reagentes Variáveis Função Metalográfica
Ácido Clorídrico (ataque eletrolítico)
5 mL de HCl 95 mL de CH3OH
tempo: 30s, 2V DC
Criou uma película, na superfície, que não permitiu distinguir os precipitados.
Ácido Oxálico (ataque eletrolítico)
10 g de H2C2O4.H2O
100 mL de H2O
tempo: 60 s, 0,02V DC
Revelou as fases, os contornos de grão e precipitados.
Hidróxido de Potássio
(ataque eletrolítico)
56 g de KOH 100 mL de H2O
tempo: 60 s, 2V DC
Era esperado que a fase sigma e a ferrita fossem coloridas, mas não ocorreu.
Ácido Nítrico (ataque eletrolítico)
60 mL de HNO3
40 mL de H2O tempo: 15 s,
0,02V DC Revelou os grãos e precipitados de forma geral.
Água-Régia (ataque químico)
45 mL de HCl 15 mL de HNO3
tempo: 30 s Realçou a ferrita, mas não os contornos.
Reativo Vilela (ataque químico)
1 g de C6H3N3O2
5 mL de HCl tempo: 30 s Destacou a ferrita delta e
carbetos, mas não revelou os contornos de grão.
Glicerégia (ataque químico)
30 mL de glicerina 50 mL de HCl
10 mL de HNO3
tempo: 30 s Realçou os carbetos, mas não destacou contornos.
Tabela 5: Soluções utilizadas no teste de ataques.
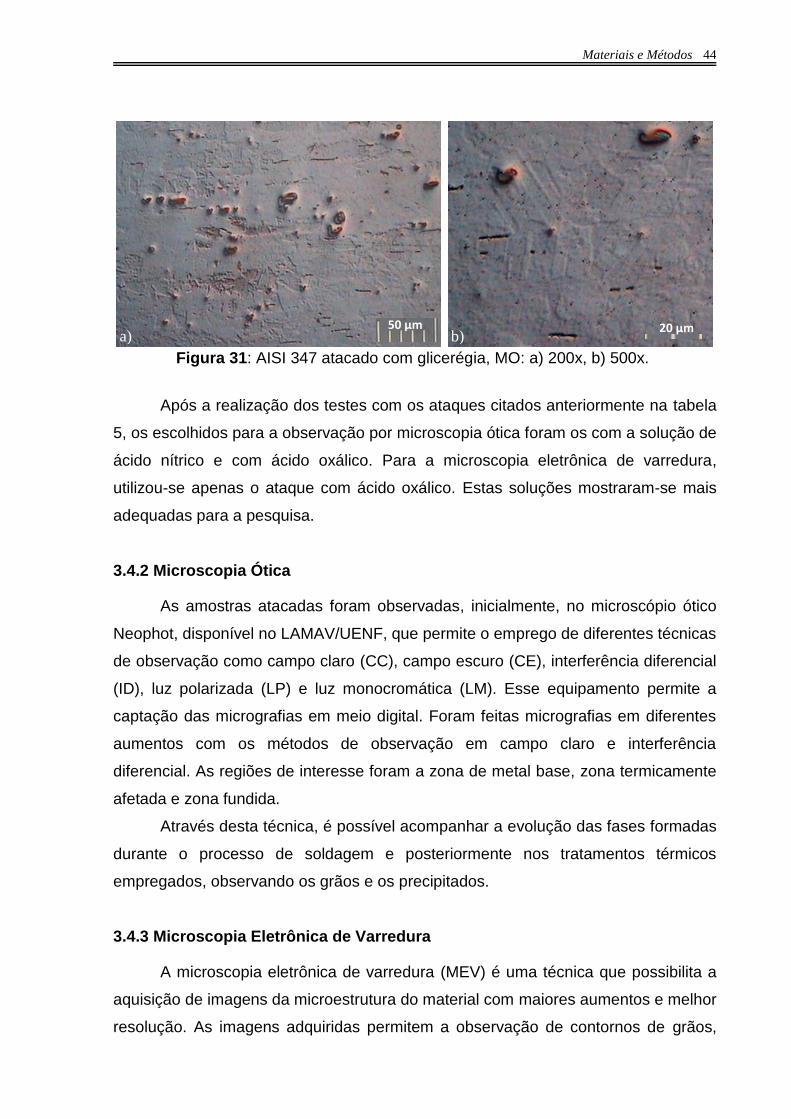
Materiais e Métodos
44
Após a realização dos testes com os ataques citados anteriormente na tabela
5, os escolhidos para a observação por microscopia ótica foram os com a solução de
ácido nítrico e com ácido oxálico. Para a microscopia eletrônica de varredura,
utilizou-se apenas o ataque com ácido oxálico. Estas soluções mostraram-se mais
adequadas para a pesquisa.
3.4.2 Microscopia Ótica
As amostras atacadas foram observadas, inicialmente, no microscópio ótico
Neophot, disponível no LAMAV/UENF, que permite o emprego de diferentes técnicas
de observação como campo claro (CC), campo escuro (CE), interferência diferencial
(ID), luz polarizada (LP) e luz monocromática (LM). Esse equipamento permite a
captação das micrografias em meio digital. Foram feitas micrografias em diferentes
aumentos com os métodos de observação em campo claro e interferência
diferencial. As regiões de interesse foram a zona de metal base, zona termicamente
afetada e zona fundida.
Através desta técnica, é possível acompanhar a evolução das fases formadas
durante o processo de soldagem e posteriormente nos tratamentos térmicos
empregados, observando os grãos e os precipitados.
3.4.3 Microscopia Eletrônica de Varredura
A microscopia eletrônica de varredura (MEV) é uma técnica que possibilita a
aquisição de imagens da microestrutura do material com maiores aumentos e melhor
resolução. As imagens adquiridas permitem a observação de contornos de grãos,
Figura 31: AISI 347 atacado com glicerégia, MO: a) 200x, b) 500x.
20 µm 50 µm a) b)

Materiais e Métodos
45
regiões inter e intragranular, revelando a existência de fases que não são reveladas
em menores aumentos por microscopia ótica.
A análise destas imagens teve como finalidade a identificação das
transformações ocorridas no resfriamento do material após o processo de soldagem
e dos tratamentos térmicos, proporcionando estabelecer o tamanho, morfologia e
distribuição das fases presentes.
Foram feitas micrografias nas diferentes zonas dos materiais no microscópio
eletrônico disponível no LAMAV/UENF, fabricado pela Shimadzu, modelo SSX-550
Super Scan, utilizando-se a técnica de elétrons secundários.
Micrografias da zona fundida do aço inoxidável austenítico foram feitas em
diferentes aumentos na perspectiva de se observar a dependência dos aumentos na
quantificação da ferrita delta presente nessa região.
A quantificação da ferrita delta fundamenta-se no método da contagem de
pontos. Este método consiste na aplicação sobre a micrografia de uma malha com
100 pontos, e, posteriormente, identificação da quantidade de pontos que
interceptam cada fase. O número de pontos que interceptam a fase (np) dividido pelo
número total de pontos (P) permite o estabelecimento do percentual de fases
presentes, isto é, a fração volumétrica das fases na microestrutura.
Além das micrografias, foram feitas análises pontuais qualitativas nas fases
presentes na microestrutura dos aços, utilizando-se espectrometria de energia
dispersiva de raios-X (mencionada ao longo do texto como EDS, sigla devido o
nome em inglês: energy-disperse X-ray spectroscopy) acoplado ao microscópio
eletrônico.
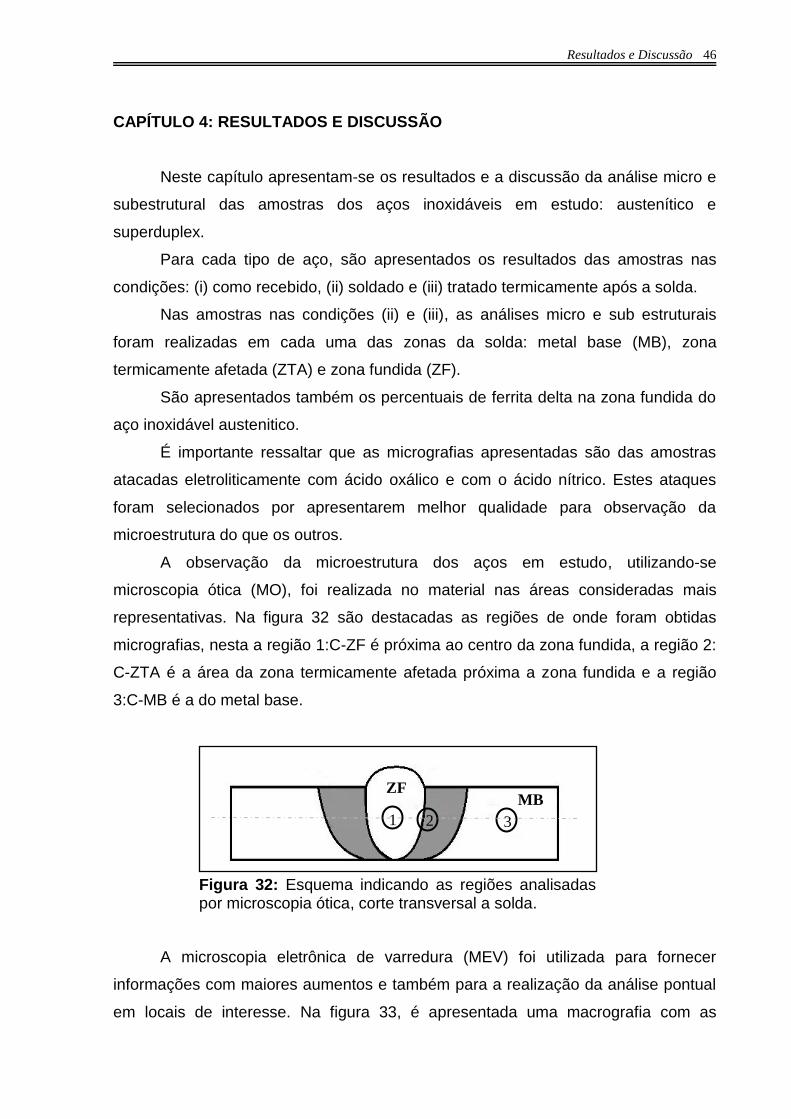
Resultados e Discussão
46
CAPÍTULO 4: RESULTADOS E DISCUSSÃO
Neste capítulo apresentam-se os resultados e a discussão da análise micro e
subestrutural das amostras dos aços inoxidáveis em estudo: austenítico e
superduplex.
Para cada tipo de aço, são apresentados os resultados das amostras nas
condições: (i) como recebido, (ii) soldado e (iii) tratado termicamente após a solda.
Nas amostras nas condições (ii) e (iii), as análises micro e sub estruturais
foram realizadas em cada uma das zonas da solda: metal base (MB), zona
termicamente afetada (ZTA) e zona fundida (ZF).
São apresentados também os percentuais de ferrita delta na zona fundida do
aço inoxidável austenitico.
É importante ressaltar que as micrografias apresentadas são das amostras
atacadas eletroliticamente com ácido oxálico e com o ácido nítrico. Estes ataques
foram selecionados por apresentarem melhor qualidade para observação da
microestrutura do que os outros.
A observação da microestrutura dos aços em estudo, utilizando-se
microscopia ótica (MO), foi realizada no material nas áreas consideradas mais
representativas. Na figura 32 são destacadas as regiões de onde foram obtidas
micrografias, nesta a região 1:C-ZF é próxima ao centro da zona fundida, a região 2:
C-ZTA é a área da zona termicamente afetada próxima a zona fundida e a região
3:C-MB é a do metal base.
A microscopia eletrônica de varredura (MEV) foi utilizada para fornecer
informações com maiores aumentos e também para a realização da análise pontual
em locais de interesse. Na figura 33, é apresentada uma macrografia com as
3
ZTA
1 2
MB ZF
Figura 32: Esquema indicando as regiões analisadas por microscopia ótica, corte transversal a solda.
3
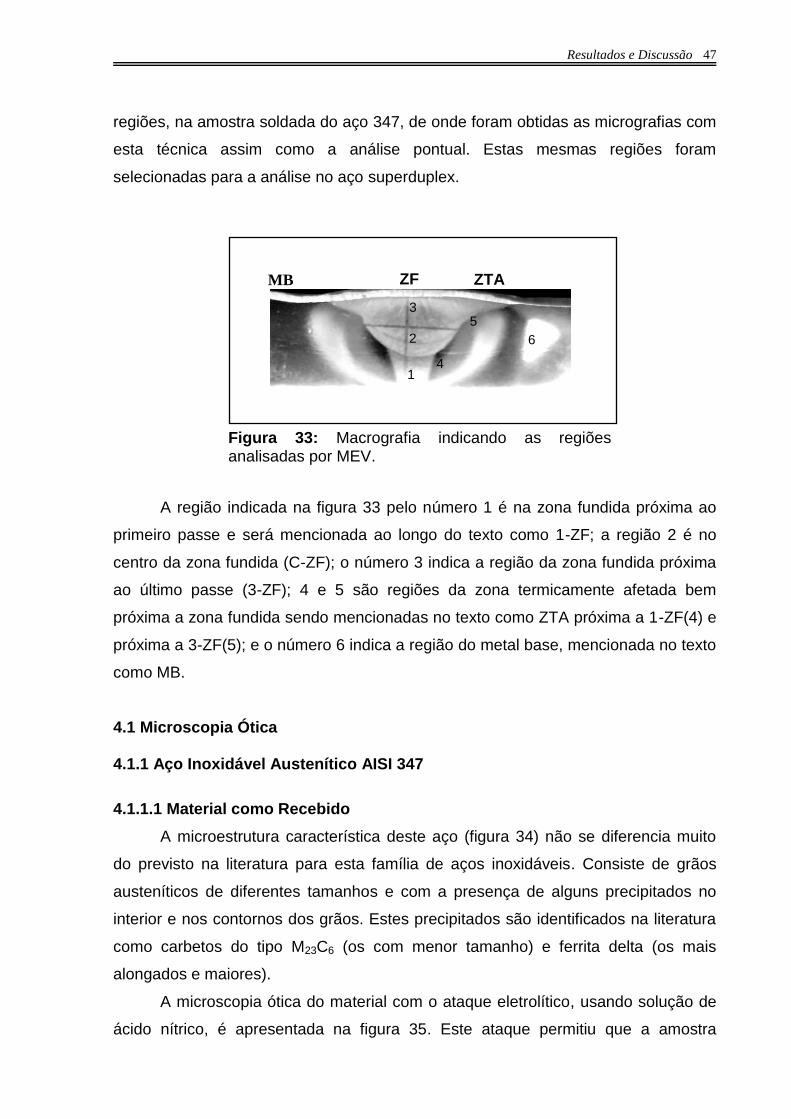
Resultados e Discussão
47
regiões, na amostra soldada do aço 347, de onde foram obtidas as micrografias com
esta técnica assim como a análise pontual. Estas mesmas regiões foram
selecionadas para a análise no aço superduplex.
A região indicada na figura 33 pelo número 1 é na zona fundida próxima ao
primeiro passe e será mencionada ao longo do texto como 1-ZF; a região 2 é no
centro da zona fundida (C-ZF); o número 3 indica a região da zona fundida próxima
ao último passe (3-ZF); 4 e 5 são regiões da zona termicamente afetada bem
próxima a zona fundida sendo mencionadas no texto como ZTA próxima a 1-ZF(4) e
próxima a 3-ZF(5); e o número 6 indica a região do metal base, mencionada no texto
como MB.
4.1 Microscopia Ótica 4.1.1 Aço Inoxidável Austenítico AISI 347
4.1.1.1 Material como Recebido
A microestrutura característica deste aço (figura 34) não se diferencia muito
do previsto na literatura para esta família de aços inoxidáveis. Consiste de grãos
austeníticos de diferentes tamanhos e com a presença de alguns precipitados no
interior e nos contornos dos grãos. Estes precipitados são identificados na literatura
como carbetos do tipo M23C6 (os com menor tamanho) e ferrita delta (os mais
alongados e maiores).
A microscopia ótica do material com o ataque eletrolítico, usando solução de
ácido nítrico, é apresentada na figura 35. Este ataque permitiu que a amostra
1 4
Figura 33: Macrografia indicando as regiões analisadas por MEV.
MB
6
3 5
2
ZTA ZF
1 4

Resultados e Discussão
48
observada apresenta-se um melhor contraste da microestrutura, revelando melhor
os contornos de grão (figura 35: i), maclas (figura 35: ii), e os carbetos (Figura 35: iii).
As excelentes propriedades mecânicas destes aços são atribuídas à sua
microestrutura. A estrutura cristalina austenítica tem uma maior tendência para se
deformar devido ao maior número de planos de deslizamento, enquanto o aumento
da resistência e dureza são resultados da deformação resultante da transformação
da austenita metaestável (Dolinšek, 2003).
O aço inoxidável AISI 347 é estabilizado com Nb. Essa adição tem como
função provocar a precipitação de carbetos do tipo NbC, que evitam o fenômeno da
sensitização e aumentam a resistência a fluência.
Figura 34: Microestrutura do aço 347 como recebido. 500x.
Figura 35: Microestrutura do material como recebido. Solução de ácido nítrico, 500x: a) e b) identificação da microestrutura.
ii
i
iii
20 µm 20
µm
20 µm
20 µm
20 µm a) b)
ii
iii
i
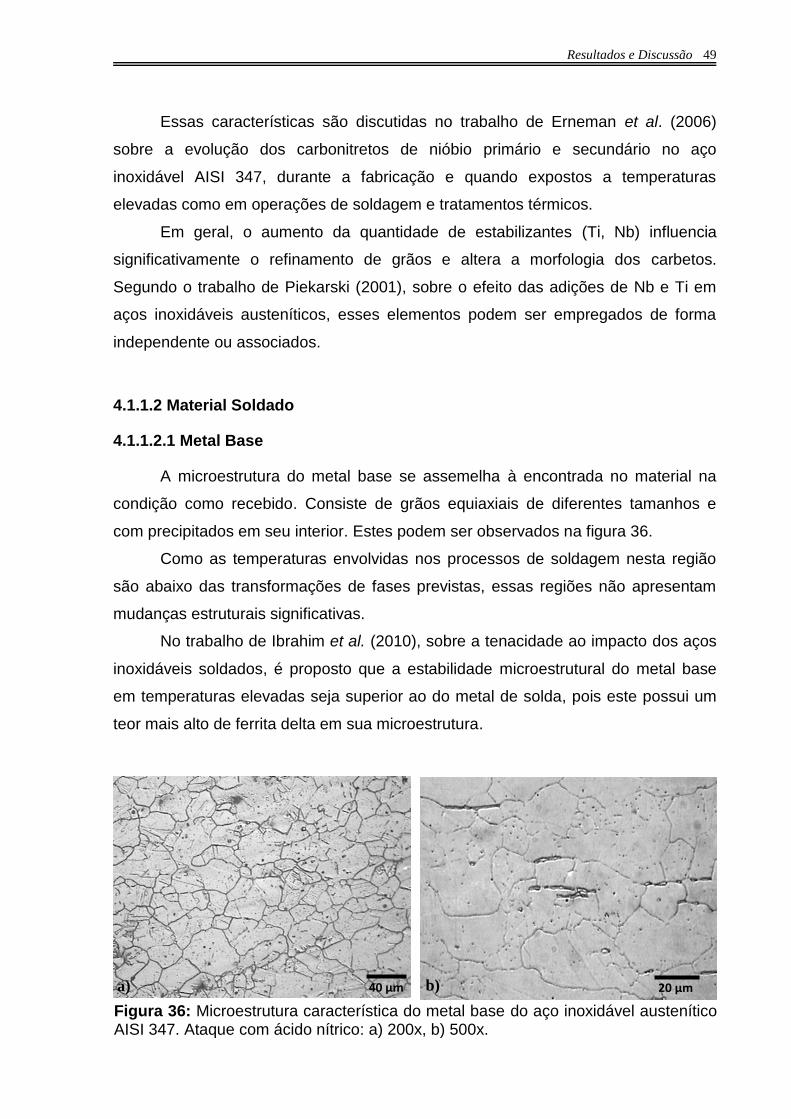
Resultados e Discussão
49
Essas características são discutidas no trabalho de Erneman et al. (2006)
sobre a evolução dos carbonitretos de nióbio primário e secundário no aço
inoxidável AISI 347, durante a fabricação e quando expostos a temperaturas
elevadas como em operações de soldagem e tratamentos térmicos.
Em geral, o aumento da quantidade de estabilizantes (Ti, Nb) influencia
significativamente o refinamento de grãos e altera a morfologia dos carbetos.
Segundo o trabalho de Piekarski (2001), sobre o efeito das adições de Nb e Ti em
aços inoxidáveis austeníticos, esses elementos podem ser empregados de forma
independente ou associados.
4.1.1.2 Material Soldado
4.1.1.2.1 Metal Base
A microestrutura do metal base se assemelha à encontrada no material na
condição como recebido. Consiste de grãos equiaxiais de diferentes tamanhos e
com precipitados em seu interior. Estes podem ser observados na figura 36.
Como as temperaturas envolvidas nos processos de soldagem nesta região
são abaixo das transformações de fases previstas, essas regiões não apresentam
mudanças estruturais significativas.
No trabalho de Ibrahim et al. (2010), sobre a tenacidade ao impacto dos aços
inoxidáveis soldados, é proposto que a estabilidade microestrutural do metal base
em temperaturas elevadas seja superior ao do metal de solda, pois este possui um
teor mais alto de ferrita delta em sua microestrutura.
Figura 36: Microestrutura característica do metal base do aço inoxidável austenítico AISI 347. Ataque com ácido nítrico: a) 200x, b) 500x.
40 µm 20 µm a) b)
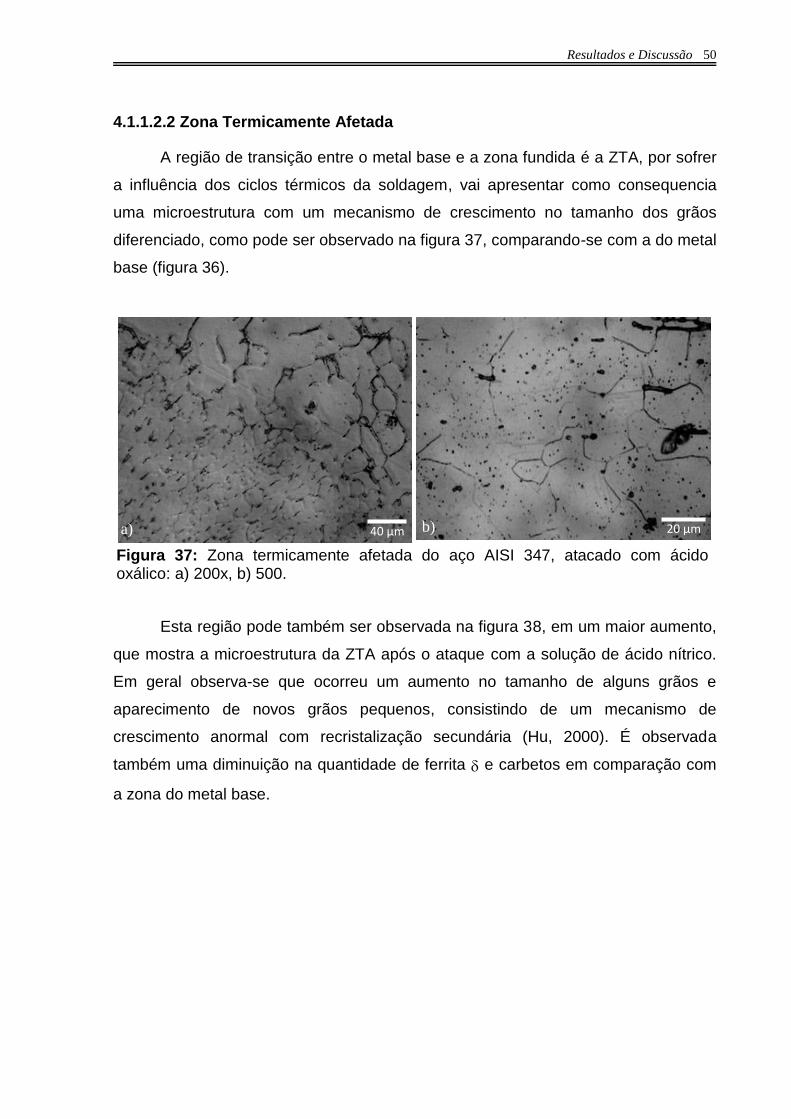
Resultados e Discussão
50
4.1.1.2.2 Zona Termicamente Afetada
A região de transição entre o metal base e a zona fundida é a ZTA, por sofrer
a influência dos ciclos térmicos da soldagem, vai apresentar como consequencia
uma microestrutura com um mecanismo de crescimento no tamanho dos grãos
diferenciado, como pode ser observado na figura 37, comparando-se com a do metal
base (figura 36).
Esta região pode também ser observada na figura 38, em um maior aumento,
que mostra a microestrutura da ZTA após o ataque com a solução de ácido nítrico.
Em geral observa-se que ocorreu um aumento no tamanho de alguns grãos e
aparecimento de novos grãos pequenos, consistindo de um mecanismo de
crescimento anormal com recristalização secundária (Hu, 2000). É observada
também uma diminuição na quantidade de ferrita e carbetos em comparação com
a zona do metal base.
a) b) 40 µm 20 µm
Figura 37: Zona termicamente afetada do aço AISI 347, atacado com ácido oxálico: a) 200x, b) 500.

Resultados e Discussão
51
O mecanismo de precipitação da ferrita delta ocorre predominantemente nos
grãos austeníticos ao longo dos contornos, mas pode ocorrer também no seu
interior, como indicado pelas setas na figura 39.
Segundo Brummer e Charlott (1986), em seu trabalho com aços do tipo 304 e
316, a probabilidade da zona termicamicamente afetada ser sensitizada durante a
soldagem dependerá do tempo que o material permanece na faixa de temperatura
de sensitização, de acordo com a entrada de calor de soldagem, que irá governar o
aquecimento e as taxas de resfriamento.
Figura 39: Microestrutura da ZTA. Ataque com solução de ácido nítrico. 500x: a) e b) presença de ferrita delta na zona termicamente afetada.
Figura 38: Zona termicamente afetada. Ataque eletrolítico com solução de ácido nítrico. 500x.
ZTA-AT ZF
20 µm
20 µm 20 µm a) b)
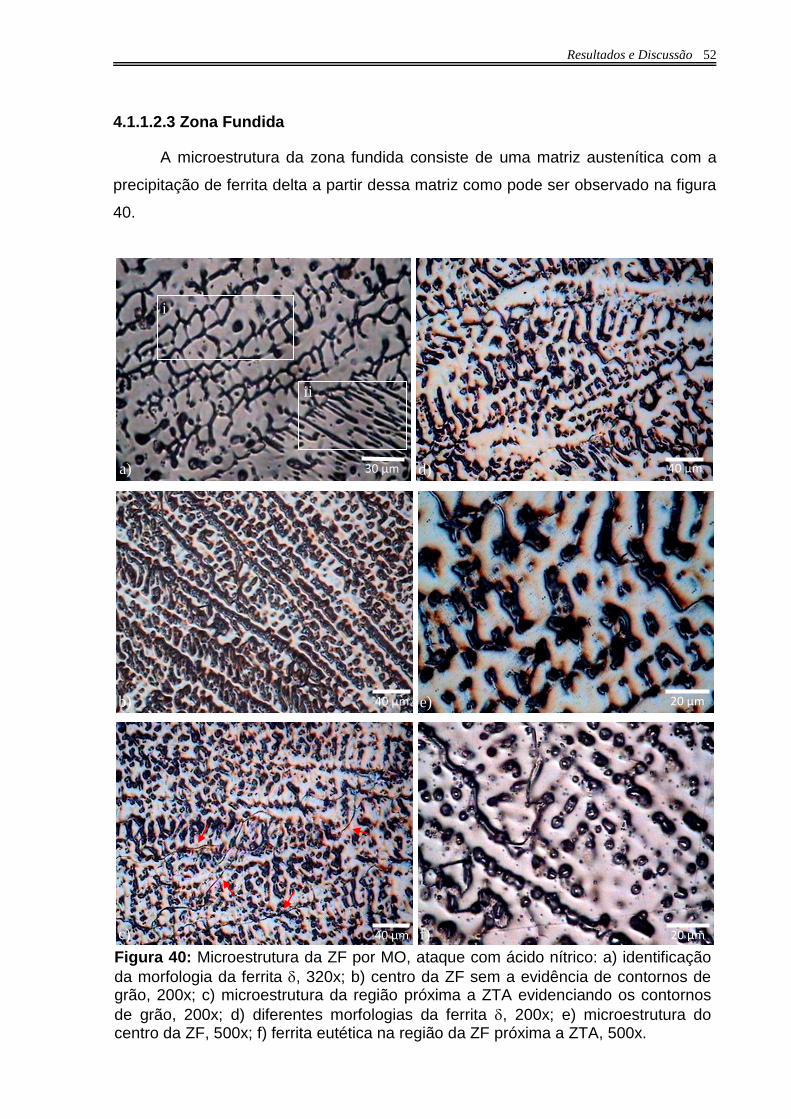
Resultados e Discussão
52
4.1.1.2.3 Zona Fundida
A microestrutura da zona fundida consiste de uma matriz austenítica com a
precipitação de ferrita delta a partir dessa matriz como pode ser observado na figura
40.
Figura 40: Microestrutura da ZF por MO, ataque com ácido nítrico: a) identificação
da morfologia da ferrita , 320x; b) centro da ZF sem a evidência de contornos de grão, 200x; c) microestrutura da região próxima a ZTA evidenciando os contornos
de grão, 200x; d) diferentes morfologias da ferrita , 200x; e) microestrutura do centro da ZF, 500x; f) ferrita eutética na região da ZF próxima a ZTA, 500x.
i
ii
30 µm
40 µm
40 µm
a) d)
b) e)
c) f) 20 µm
40 µm
20 µm
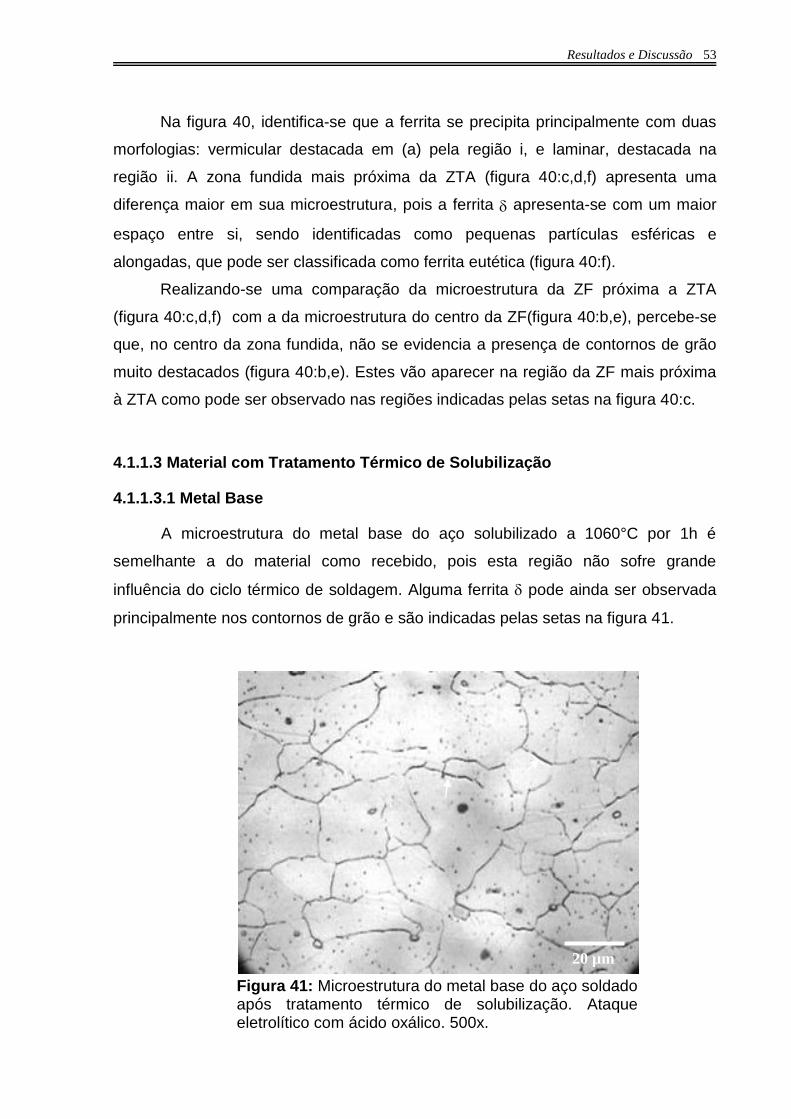
Resultados e Discussão
53
Na figura 40, identifica-se que a ferrita se precipita principalmente com duas
morfologias: vermicular destacada em (a) pela região i, e laminar, destacada na
região ii. A zona fundida mais próxima da ZTA (figura 40:c,d,f) apresenta uma
diferença maior em sua microestrutura, pois a ferrita apresenta-se com um maior
espaço entre si, sendo identificadas como pequenas partículas esféricas e
alongadas, que pode ser classificada como ferrita eutética (figura 40:f).
Realizando-se uma comparação da microestrutura da ZF próxima a ZTA
(figura 40:c,d,f) com a da microestrutura do centro da ZF(figura 40:b,e), percebe-se
que, no centro da zona fundida, não se evidencia a presença de contornos de grão
muito destacados (figura 40:b,e). Estes vão aparecer na região da ZF mais próxima
à ZTA como pode ser observado nas regiões indicadas pelas setas na figura 40:c.
4.1.1.3 Material com Tratamento Térmico de Solubilização
4.1.1.3.1 Metal Base
A microestrutura do metal base do aço solubilizado a 1060°C por 1h é
semelhante a do material como recebido, pois esta região não sofre grande
influência do ciclo térmico de soldagem. Alguma ferrita pode ainda ser observada
principalmente nos contornos de grão e são indicadas pelas setas na figura 41.
Figura 41: Microestrutura do metal base do aço soldado após tratamento térmico de solubilização. Ataque eletrolítico com ácido oxálico. 500x.
20 µm
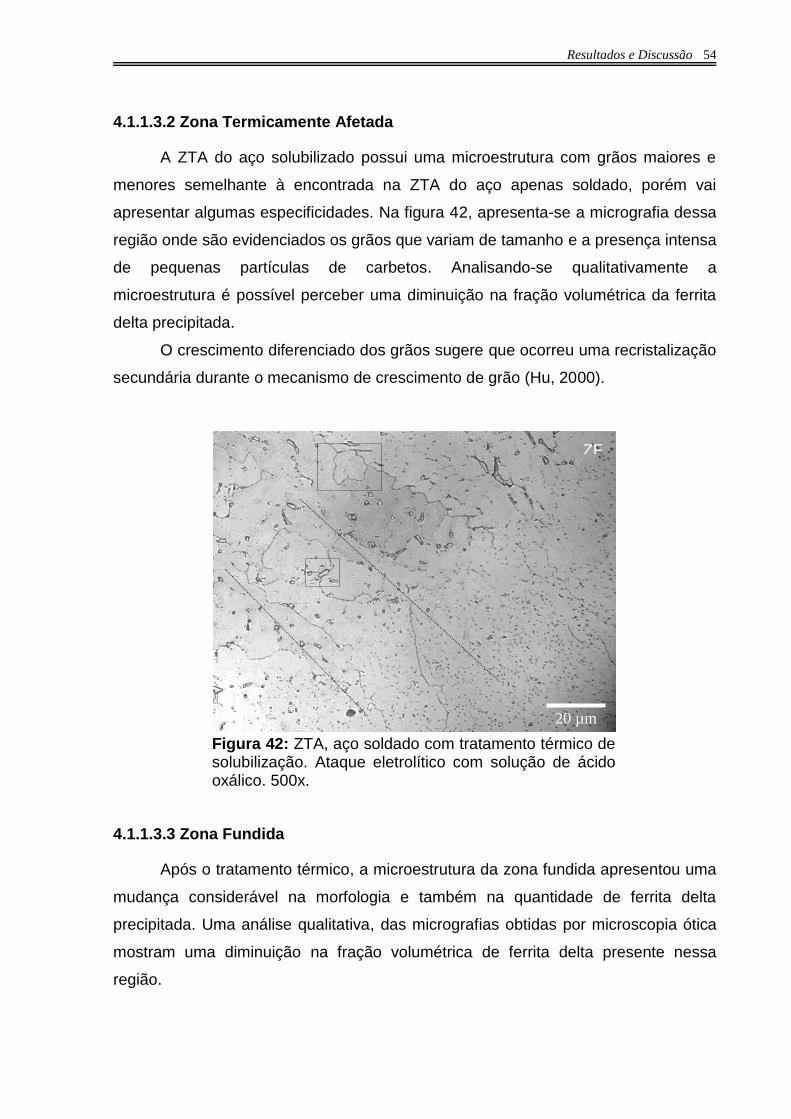
Resultados e Discussão
54
4.1.1.3.2 Zona Termicamente Afetada
A ZTA do aço solubilizado possui uma microestrutura com grãos maiores e
menores semelhante à encontrada na ZTA do aço apenas soldado, porém vai
apresentar algumas especificidades. Na figura 42, apresenta-se a micrografia dessa
região onde são evidenciados os grãos que variam de tamanho e a presença intensa
de pequenas partículas de carbetos. Analisando-se qualitativamente a
microestrutura é possível perceber uma diminuição na fração volumétrica da ferrita
delta precipitada.
O crescimento diferenciado dos grãos sugere que ocorreu uma recristalização
secundária durante o mecanismo de crescimento de grão (Hu, 2000).
4.1.1.3.3 Zona Fundida
Após o tratamento térmico, a microestrutura da zona fundida apresentou uma
mudança considerável na morfologia e também na quantidade de ferrita delta
precipitada. Uma análise qualitativa, das micrografias obtidas por microscopia ótica
mostram uma diminuição na fração volumétrica de ferrita delta presente nessa
região.
Figura 42: ZTA, aço soldado com tratamento térmico de solubilização. Ataque eletrolítico com solução de ácido oxálico. 500x.
ZF
20 µm
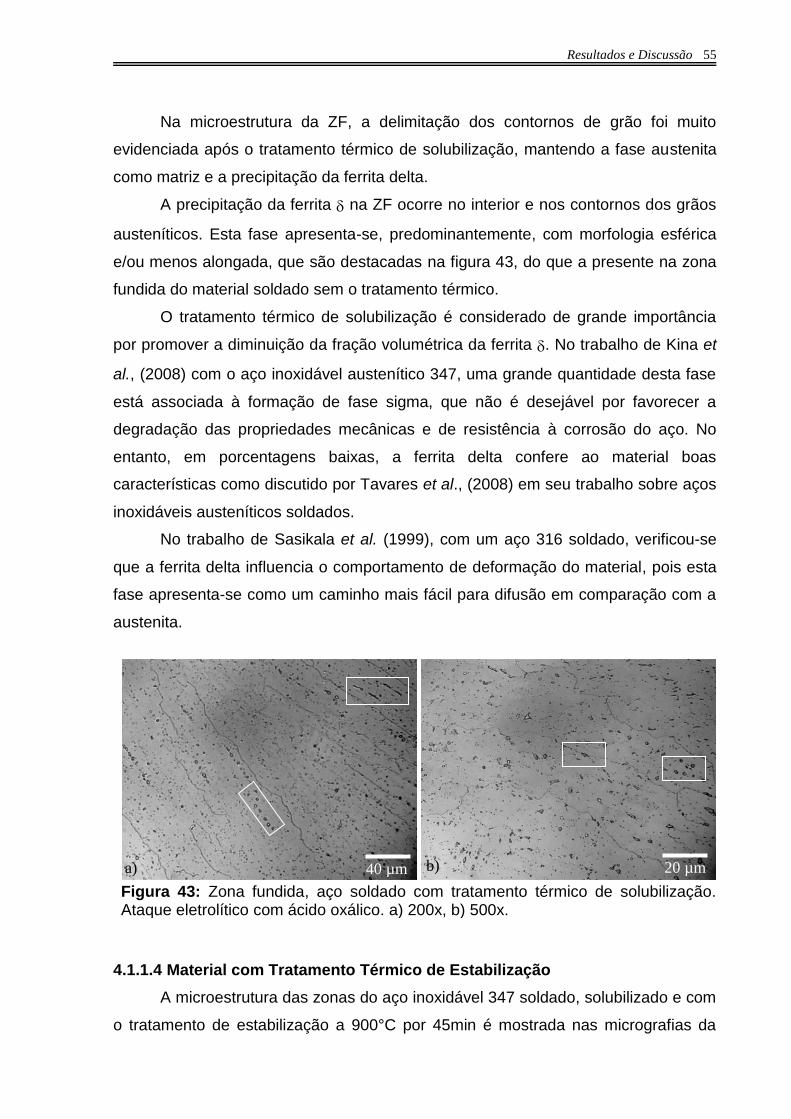
Resultados e Discussão
55
Na microestrutura da ZF, a delimitação dos contornos de grão foi muito
evidenciada após o tratamento térmico de solubilização, mantendo a fase austenita
como matriz e a precipitação da ferrita delta.
A precipitação da ferrita na ZF ocorre no interior e nos contornos dos grãos
austeníticos. Esta fase apresenta-se, predominantemente, com morfologia esférica
e/ou menos alongada, que são destacadas na figura 43, do que a presente na zona
fundida do material soldado sem o tratamento térmico.
O tratamento térmico de solubilização é considerado de grande importância
por promover a diminuição da fração volumétrica da ferrita . No trabalho de Kina et
al., (2008) com o aço inoxidável austenítico 347, uma grande quantidade desta fase
está associada à formação de fase sigma, que não é desejável por favorecer a
degradação das propriedades mecânicas e de resistência à corrosão do aço. No
entanto, em porcentagens baixas, a ferrita delta confere ao material boas
características como discutido por Tavares et al., (2008) em seu trabalho sobre aços
inoxidáveis austeníticos soldados.
No trabalho de Sasikala et al. (1999), com um aço 316 soldado, verificou-se
que a ferrita delta influencia o comportamento de deformação do material, pois esta
fase apresenta-se como um caminho mais fácil para difusão em comparação com a
austenita.
4.1.1.4 Material com Tratamento Térmico de Estabilização
A microestrutura das zonas do aço inoxidável 347 soldado, solubilizado e com
o tratamento de estabilização a 900°C por 45min é mostrada nas micrografias da
Figura 43: Zona fundida, aço soldado com tratamento térmico de solubilização. Ataque eletrolítico com ácido oxálico. a) 200x, b) 500x.
40 µm 20 µm a) b)
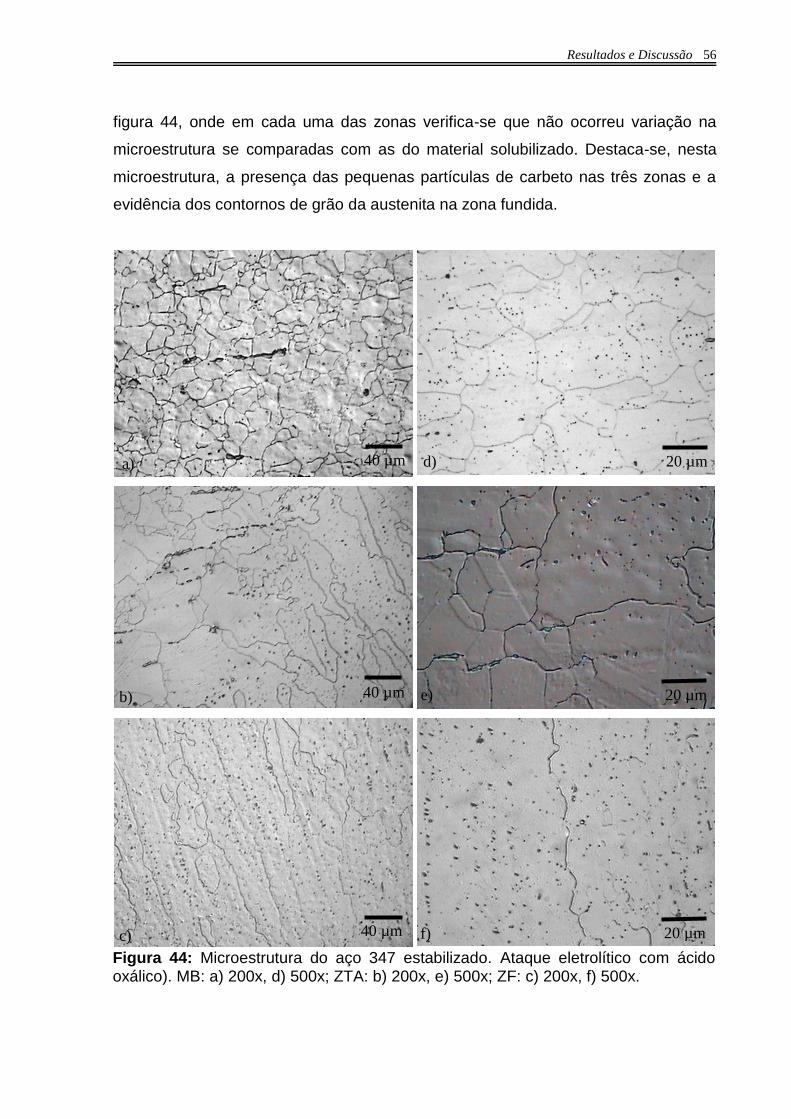
Resultados e Discussão
56
figura 44, onde em cada uma das zonas verifica-se que não ocorreu variação na
microestrutura se comparadas com as do material solubilizado. Destaca-se, nesta
microestrutura, a presença das pequenas partículas de carbeto nas três zonas e a
evidência dos contornos de grão da austenita na zona fundida.
Figura 44: Microestrutura do aço 347 estabilizado. Ataque eletrolítico com ácido oxálico). MB: a) 200x, d) 500x; ZTA: b) 200x, e) 500x; ZF: c) 200x, f) 500x.
a) d)
b) e)
c) f)
40 µm 20 µm
40 µm 20 µm
40 µm 20 µm
Resultados e Discussão
57
Em seu trabalho sobre o aço 347 soldado, Kina et al., (2008) relacionam o
efeito dos tratamentos térmicos na resistência à corrosão intergranular, quando
estes aços são utilizados em serviços a altas temperaturas. Neste é mostrado que o
tratamento de estabilização permite que parte da ferrita delta se dissolva,
favorecendo a redistribuição do nióbio na fase austenita, evitando a formação de
carbetos de cromo e consequentemente o fenômeno da sensitização.
Segundo Moura et al.(2008), o tratamento térmico de estabilização deve ser
realizado a partir de 900°C. Com este tratamento, o aço inoxidável pode ser melhor
utilizado em aplicações de alta temperatura. Isto ocorre porque as finas partículas de
TiC, NbC distribuídas previnem a corrosão intergranular, sensitização e melhoram o
comportamento em fluência.
4.1.1.5 Contagem da ferrita delta na ZF
Em diferentes pesquisas, é discutida a influência da quantidade de ferrita
delta na microestrutura dos aços, estando relacionadas com a resistência à corrosão
e com as propriedades mecânicas. Como mencionado anteriormente, uma alta
fração volumétrica dessa fase pode ser considerada prejudicial por ser facilitadora à
precipitação de fases indesejáveis como a fase sigma (Kim et al., 2003).
No entanto, pequenas quantidades, em geral em torno de 5%, costumam ser
intencionalmente retidas na microestrutura para evitar a ocorrência de trincas na
solidificação em operações de soldagem, como encontrado no trabalho de Gill et al.
(1995), com o aço austenítico 316.
É previsto que a ferrita delta se precipite tanto nos contornos de grão quanto
intragranularmente. Os seus aspectos benéficos são no sentido de reduzir a
susceptibilidade a trincas à quente, durante a solidificação da poça de fusão nos
processos de soldagem, e de maximizar a resistência à corrosão em ambientes
agressivos. A presença de pequenas quantidades de ferrita nestes aços também
contribui para o aumento da resistência à formação de trincas no processo de
corrosão sob tensão e na corrosão intergranular. Estas favorecem a precipitação de
carbetos no seu interior, ao invés de se precipitarem nos contornos de grão
austenítico, o que reduz a susceptibilidade à sensitização (David et al., 1996)
Num trabalho, Tavares et al., (2008) através de metalografia quantitativa
observou que o teor de ferrita delta em aços soldados diminuiu com o tratamento de
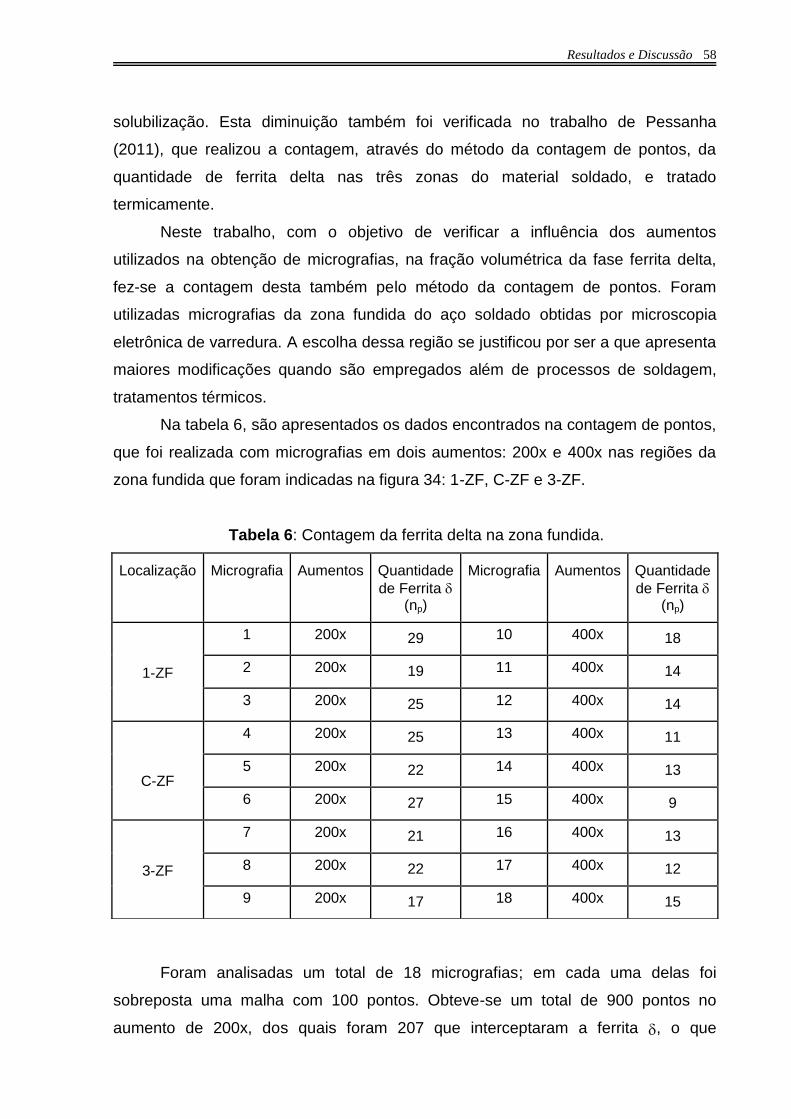
Resultados e Discussão
58
solubilização. Esta diminuição também foi verificada no trabalho de Pessanha
(2011), que realizou a contagem, através do método da contagem de pontos, da
quantidade de ferrita delta nas três zonas do material soldado, e tratado
termicamente.
Neste trabalho, com o objetivo de verificar a influência dos aumentos
utilizados na obtenção de micrografias, na fração volumétrica da fase ferrita delta,
fez-se a contagem desta também pelo método da contagem de pontos. Foram
utilizadas micrografias da zona fundida do aço soldado obtidas por microscopia
eletrônica de varredura. A escolha dessa região se justificou por ser a que apresenta
maiores modificações quando são empregados além de processos de soldagem,
tratamentos térmicos.
Na tabela 6, são apresentados os dados encontrados na contagem de pontos,
que foi realizada com micrografias em dois aumentos: 200x e 400x nas regiões da
zona fundida que foram indicadas na figura 34: 1-ZF, C-ZF e 3-ZF.
Foram analisadas um total de 18 micrografias; em cada uma delas foi
sobreposta uma malha com 100 pontos. Obteve-se um total de 900 pontos no
aumento de 200x, dos quais foram 207 que interceptaram a ferrita , o que
Localização Micrografia Aumentos Quantidade
de Ferrita (np)
Micrografia Aumentos Quantidade
de Ferrita (np)
1-ZF
1 200x 29 10 400x 18
2 200x 19 11 400x 14
3 200x 25 12 400x 14
C-ZF
4 200x 25 13 400x 11
5 200x 22 14 400x 13
6 200x 27 15 400x 9
3-ZF
7 200x 21 16 400x 13
8 200x 22 17 400x 12
9 200x 17 18 400x 15
Tabela 6: Contagem da ferrita delta na zona fundida.
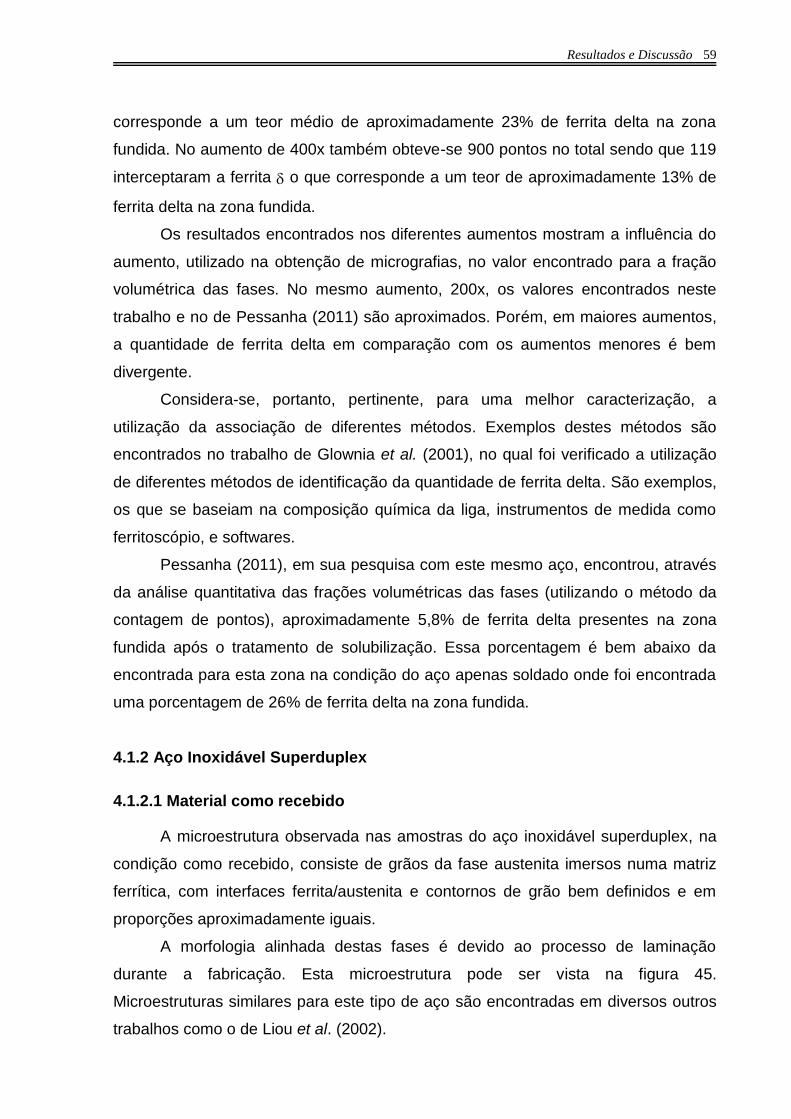
Resultados e Discussão
59
corresponde a um teor médio de aproximadamente 23% de ferrita delta na zona
fundida. No aumento de 400x também obteve-se 900 pontos no total sendo que 119
interceptaram a ferrita o que corresponde a um teor de aproximadamente 13% de
ferrita delta na zona fundida.
Os resultados encontrados nos diferentes aumentos mostram a influência do
aumento, utilizado na obtenção de micrografias, no valor encontrado para a fração
volumétrica das fases. No mesmo aumento, 200x, os valores encontrados neste
trabalho e no de Pessanha (2011) são aproximados. Porém, em maiores aumentos,
a quantidade de ferrita delta em comparação com os aumentos menores é bem
divergente.
Considera-se, portanto, pertinente, para uma melhor caracterização, a
utilização da associação de diferentes métodos. Exemplos destes métodos são
encontrados no trabalho de Glownia et al. (2001), no qual foi verificado a utilização
de diferentes métodos de identificação da quantidade de ferrita delta. São exemplos,
os que se baseiam na composição química da liga, instrumentos de medida como
ferritoscópio, e softwares.
Pessanha (2011), em sua pesquisa com este mesmo aço, encontrou, através
da análise quantitativa das frações volumétricas das fases (utilizando o método da
contagem de pontos), aproximadamente 5,8% de ferrita delta presentes na zona
fundida após o tratamento de solubilização. Essa porcentagem é bem abaixo da
encontrada para esta zona na condição do aço apenas soldado onde foi encontrada
uma porcentagem de 26% de ferrita delta na zona fundida.
4.1.2 Aço Inoxidável Superduplex
4.1.2.1 Material como recebido
A microestrutura observada nas amostras do aço inoxidável superduplex, na
condição como recebido, consiste de grãos da fase austenita imersos numa matriz
ferrítica, com interfaces ferrita/austenita e contornos de grão bem definidos e em
proporções aproximadamente iguais.
A morfologia alinhada destas fases é devido ao processo de laminação
durante a fabricação. Esta microestrutura pode ser vista na figura 45.
Microestruturas similares para este tipo de aço são encontradas em diversos outros
trabalhos como o de Liou et al. (2002).
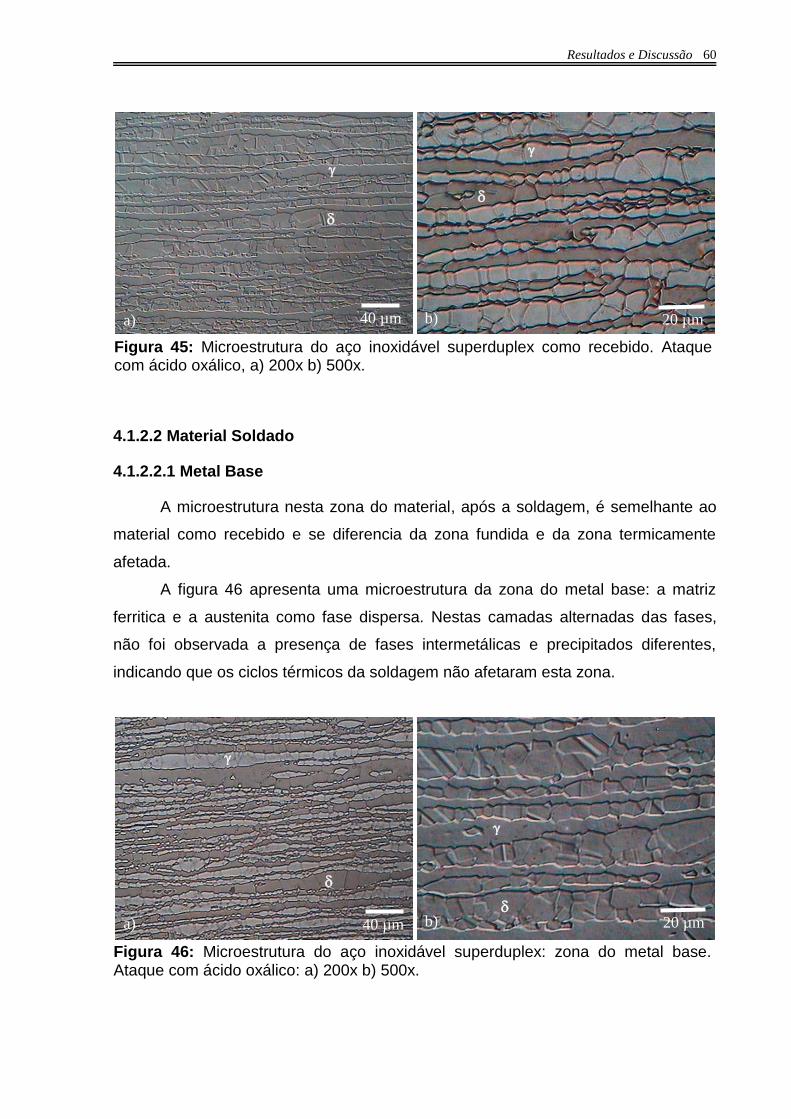
Resultados e Discussão
60
4.1.2.2 Material Soldado
4.1.2.2.1 Metal Base
A microestrutura nesta zona do material, após a soldagem, é semelhante ao
material como recebido e se diferencia da zona fundida e da zona termicamente
afetada.
A figura 46 apresenta uma microestrutura da zona do metal base: a matriz
ferritica e a austenita como fase dispersa. Nestas camadas alternadas das fases,
não foi observada a presença de fases intermetálicas e precipitados diferentes,
indicando que os ciclos térmicos da soldagem não afetaram esta zona.
Figura 45: Microestrutura do aço inoxidável superduplex como recebido. Ataque com ácido oxálico, a) 200x b) 500x.
Figura 46: Microestrutura do aço inoxidável superduplex: zona do metal base. Ataque com ácido oxálico: a) 200x b) 500x.
40 µm 20 µm
40 µm 20 µm a) b)
a) b)
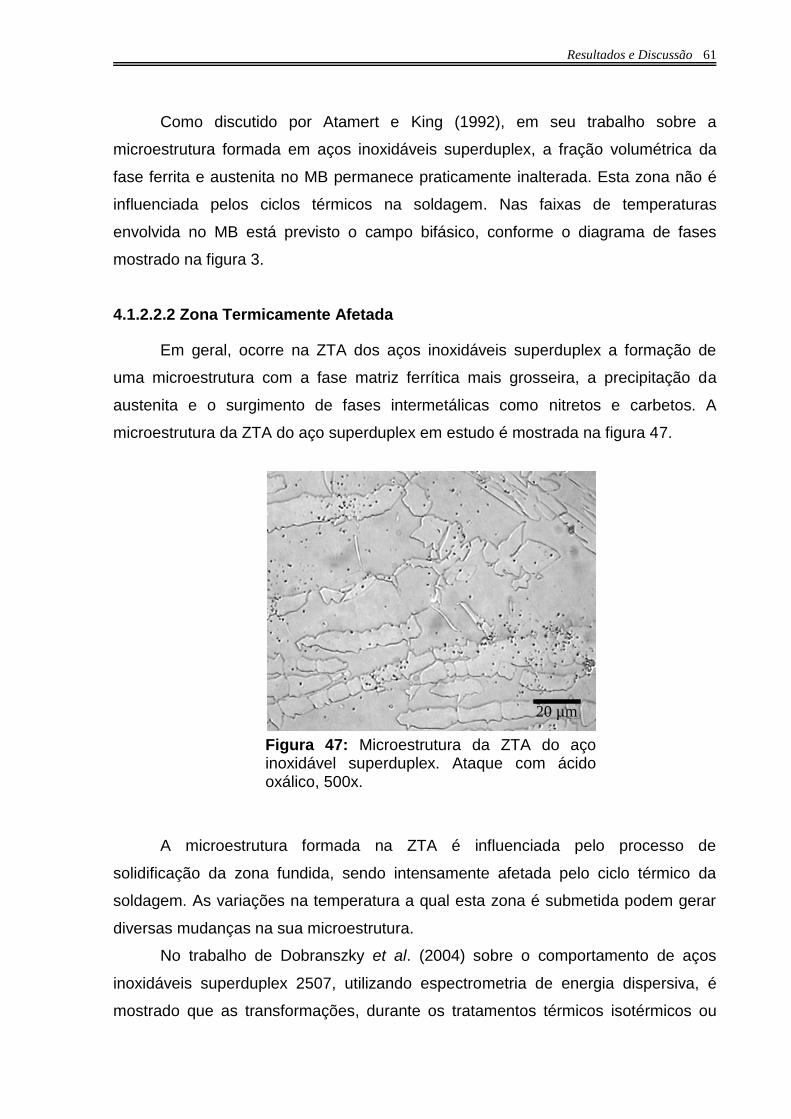
Resultados e Discussão
61
Como discutido por Atamert e King (1992), em seu trabalho sobre a
microestrutura formada em aços inoxidáveis superduplex, a fração volumétrica da
fase ferrita e austenita no MB permanece praticamente inalterada. Esta zona não é
influenciada pelos ciclos térmicos na soldagem. Nas faixas de temperaturas
envolvida no MB está previsto o campo bifásico, conforme o diagrama de fases
mostrado na figura 3.
4.1.2.2.2 Zona Termicamente Afetada
Em geral, ocorre na ZTA dos aços inoxidáveis superduplex a formação de
uma microestrutura com a fase matriz ferrítica mais grosseira, a precipitação da
austenita e o surgimento de fases intermetálicas como nitretos e carbetos. A
microestrutura da ZTA do aço superduplex em estudo é mostrada na figura 47.
A microestrutura formada na ZTA é influenciada pelo processo de
solidificação da zona fundida, sendo intensamente afetada pelo ciclo térmico da
soldagem. As variações na temperatura a qual esta zona é submetida podem gerar
diversas mudanças na sua microestrutura.
No trabalho de Dobranszky et al. (2004) sobre o comportamento de aços
inoxidáveis superduplex 2507, utilizando espectrometria de energia dispersiva, é
mostrado que as transformações, durante os tratamentos térmicos isotérmicos ou
20 µm
Figura 47: Microestrutura da ZTA do aço inoxidável superduplex. Ataque com ácido oxálico, 500x.
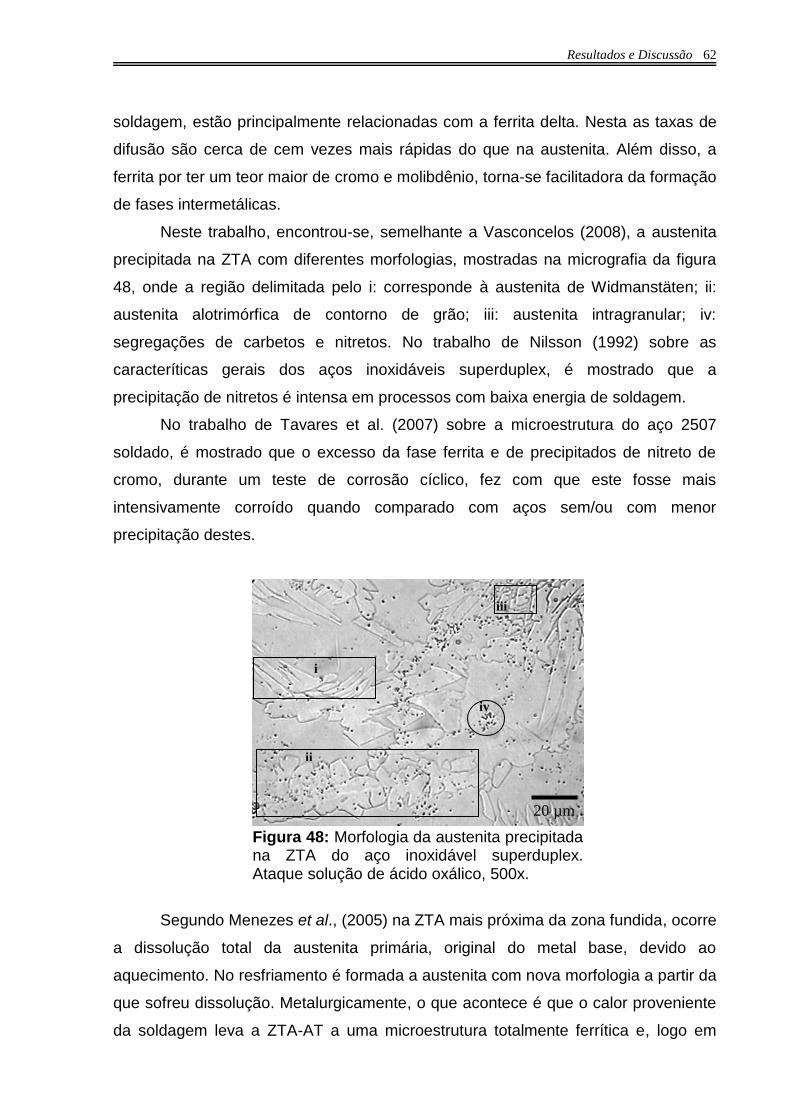
Resultados e Discussão
62
soldagem, estão principalmente relacionadas com a ferrita delta. Nesta as taxas de
difusão são cerca de cem vezes mais rápidas do que na austenita. Além disso, a
ferrita por ter um teor maior de cromo e molibdênio, torna-se facilitadora da formação
de fases intermetálicas.
Neste trabalho, encontrou-se, semelhante a Vasconcelos (2008), a austenita
precipitada na ZTA com diferentes morfologias, mostradas na micrografia da figura
48, onde a região delimitada pelo i: corresponde à austenita de Widmanstäten; ii:
austenita alotrimórfica de contorno de grão; iii: austenita intragranular; iv:
segregações de carbetos e nitretos. No trabalho de Nilsson (1992) sobre as
caracteríticas gerais dos aços inoxidáveis superduplex, é mostrado que a
precipitação de nitretos é intensa em processos com baixa energia de soldagem.
No trabalho de Tavares et al. (2007) sobre a microestrutura do aço 2507
soldado, é mostrado que o excesso da fase ferrita e de precipitados de nitreto de
cromo, durante um teste de corrosão cíclico, fez com que este fosse mais
intensivamente corroído quando comparado com aços sem/ou com menor
precipitação destes.
Segundo Menezes et al., (2005) na ZTA mais próxima da zona fundida, ocorre
a dissolução total da austenita primária, original do metal base, devido ao
aquecimento. No resfriamento é formada a austenita com nova morfologia a partir da
que sofreu dissolução. Metalurgicamente, o que acontece é que o calor proveniente
da soldagem leva a ZTA-AT a uma microestrutura totalmente ferrítica e, logo em
20 µm
Figura 48: Morfologia da austenita precipitada na ZTA do aço inoxidável superduplex. Ataque solução de ácido oxálico, 500x.
i
ii
iii
iv

Resultados e Discussão
63
seguida, inicia-se o resfriamento que pode ser longo ou rápido. Durante esse
resfriamento, vão ocorrer diferentes processos metalúrgicos como a precipitação da
fase austenítica, que será mais intensa para tempos de resfriamentos mais longos e
menos intensa para tempos mais curtos.
4.1.2.2.3 Zona Fundida
Na zona fundida desses aços, encontra-se a presença da austenita,
principalmente com as morfologias indicadas na figura 49: austenita alotrimórfica de
contorno de grão (i), austenita intragranular (ii) e austenita de Widmanstätten (iii).
No trabalho de Glownia et al. (2001) com o aço inoxidável superduplex, o
estudo da fração volumétrica da ferrita delta é apresentado com micrografias da
microestrutura da região da zona fundida semelhante à encontrada neste trabalho,
onde a austenita está precipitada com diferentes morfologias e segregações no
interior desta região. É realizada também a discussão acerca da solidificação destes
aços, que pode ocorrer dependendo fortemente do teor de nitrogênio, como uma
microestrutura predominantemente acicular ou globular. Neste material, o
predomínio da microestrutura é acicular, sendo a fase austenita encontrada com
diferentes morfologias.
Muthupandi et al., (2003) pesquisando sobre o efeito dos metais de adição e a
entrada de calor na microestrutura e propriedades dos aços inoxidáveis duplex,
encontrou, na zona fundida, uma microestrutura com a austenita precipitada também
Figura 49: Morfologia da austenita precipitada na ZF do aço inoxidável superduplex. Ataque eletrolítico com solução de ácido oxálico, a) 200x, b) 500x.
i
ii iii
40 µm 20 µm
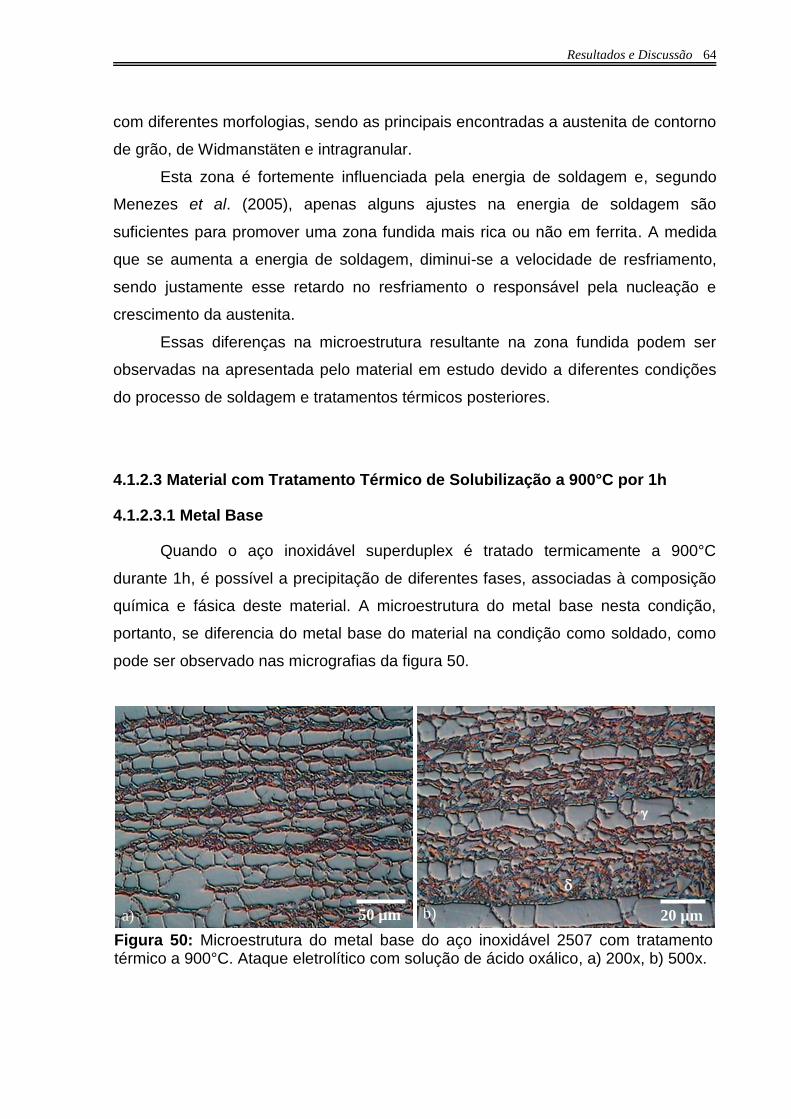
Resultados e Discussão
64
com diferentes morfologias, sendo as principais encontradas a austenita de contorno
de grão, de Widmanstäten e intragranular.
Esta zona é fortemente influenciada pela energia de soldagem e, segundo
Menezes et al. (2005), apenas alguns ajustes na energia de soldagem são
suficientes para promover uma zona fundida mais rica ou não em ferrita. A medida
que se aumenta a energia de soldagem, diminui-se a velocidade de resfriamento,
sendo justamente esse retardo no resfriamento o responsável pela nucleação e
crescimento da austenita.
Essas diferenças na microestrutura resultante na zona fundida podem ser
observadas na apresentada pelo material em estudo devido a diferentes condições
do processo de soldagem e tratamentos térmicos posteriores.
4.1.2.3 Material com Tratamento Térmico de Solubilização a 900°C por 1h
4.1.2.3.1 Metal Base
Quando o aço inoxidável superduplex é tratado termicamente a 900°C
durante 1h, é possível a precipitação de diferentes fases, associadas à composição
química e fásica deste material. A microestrutura do metal base nesta condição,
portanto, se diferencia do metal base do material na condição como soldado, como
pode ser observado nas micrografias da figura 50.
Figura 50: Microestrutura do metal base do aço inoxidável 2507 com tratamento térmico a 900°C. Ataque eletrolítico com solução de ácido oxálico, a) 200x, b) 500x.
20 µm 50 µm a) b)

Resultados e Discussão
65
A ferrita apresentada com um contraste escuro (figura 50) sofreu uma
dissolução, e no seu interior, ocorreu a formação de uma alta concentração de
precipitados. A formação destes precipitados na ferrita, nesta temperatura, é prevista
no diagrama de fases, mostrado na figura 3.
Segundo Dobranszky et al. (2004), os processos de precipitação que ocorrem
nos aços inoxidáveis duplex podem ser classificados em intervalos de temperatura
claramente distintos, sendo o maior intervalo entre 550 e 1000°C. A esta
temperatura, a qual o material foi submetido no tratamento térmico (900°C) a fase
sigma pode se formar muito rapidamente, assim como é possível também a
formação de fase chi.
4.1.2.3.2 Zona Termicamente Afetada
A microestrutura da zona termicamente afetada é mostrada na figura 51.
Nesta é possível observar a precipitação da fase austenita com diferentes
morfologias e orientações. A principal diferença em comparação com a do material
soldado (figura 48) é a dissolução da ferrita formando outras fases como nitretos,
carbetos, sigma.
A morfologia da austenita presente nessa região consiste basicamente de
austenita alotrimórfica de contorno de grão, identificada na figura 51, com a seta,
enquanto a região indicada pela letra i apresenta a austenita intragranular e a ii a
austenita de Widmanstätten.
Figura 51: Microestrutura da zona termicamente afetada do aço inoxidável 2507 com tratamento térmico a 900°C. Ataque eletrolítico com solução de ácido oxálico. MO: a) e b) 400x.
ii
i
ZF AT-ZTA
20 µm a) b) 20 µm
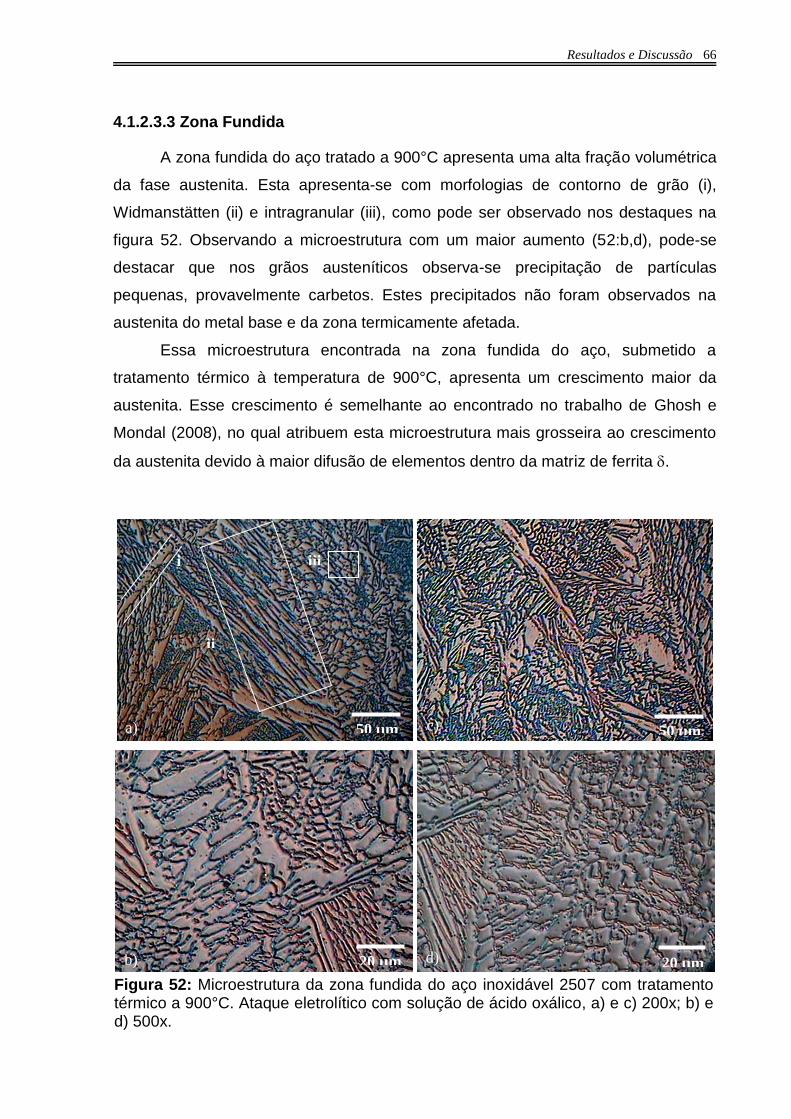
Resultados e Discussão
66
4.1.2.3.3 Zona Fundida
A zona fundida do aço tratado a 900°C apresenta uma alta fração volumétrica
da fase austenita. Esta apresenta-se com morfologias de contorno de grão (i),
Widmanstätten (ii) e intragranular (iii), como pode ser observado nos destaques na
figura 52. Observando a microestrutura com um maior aumento (52:b,d), pode-se
destacar que nos grãos austeníticos observa-se precipitação de partículas
pequenas, provavelmente carbetos. Estes precipitados não foram observados na
austenita do metal base e da zona termicamente afetada.
Essa microestrutura encontrada na zona fundida do aço, submetido a
tratamento térmico à temperatura de 900°C, apresenta um crescimento maior da
austenita. Esse crescimento é semelhante ao encontrado no trabalho de Ghosh e
Mondal (2008), no qual atribuem esta microestrutura mais grosseira ao crescimento
da austenita devido à maior difusão de elementos dentro da matriz de ferrita .
Figura 52: Microestrutura da zona fundida do aço inoxidável 2507 com tratamento térmico a 900°C. Ataque eletrolítico com solução de ácido oxálico, a) e c) 200x; b) e d) 500x.
ii
i iii
50 µm 50 µm
20 µm 20 µm
a) c)
b) d)
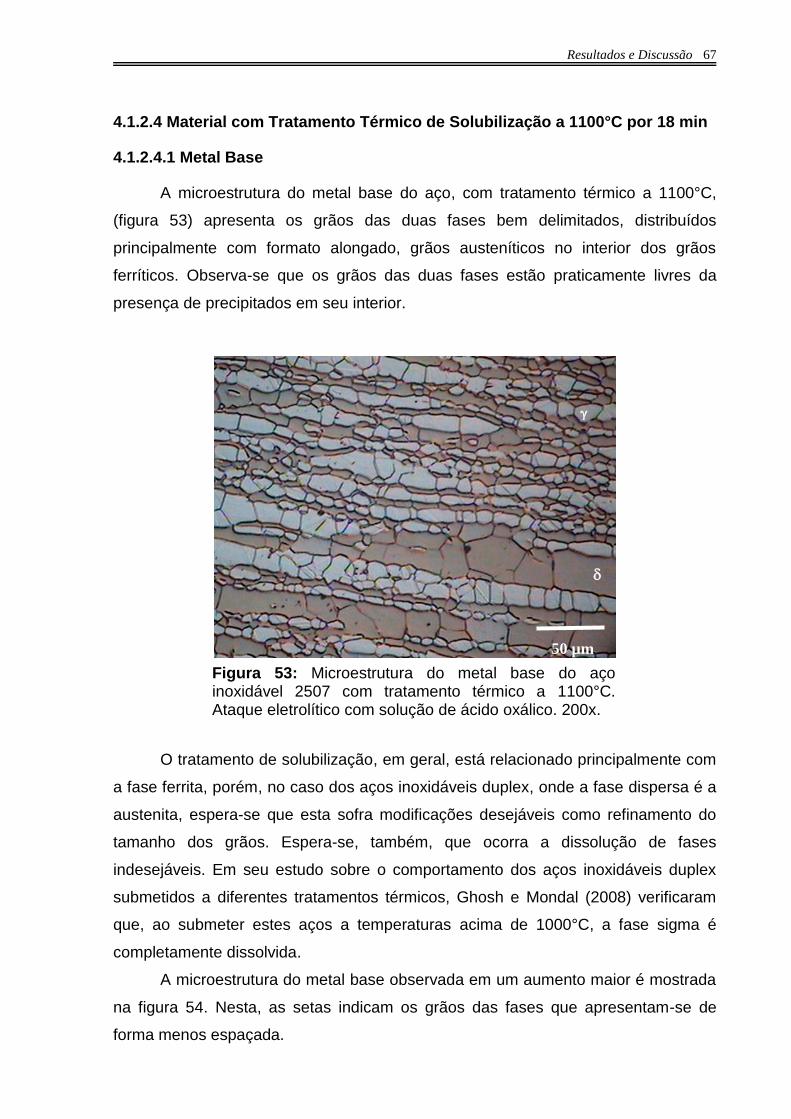
Resultados e Discussão
67
4.1.2.4 Material com Tratamento Térmico de Solubilização a 1100°C por 18 min
4.1.2.4.1 Metal Base
A microestrutura do metal base do aço, com tratamento térmico a 1100°C,
(figura 53) apresenta os grãos das duas fases bem delimitados, distribuídos
principalmente com formato alongado, grãos austeníticos no interior dos grãos
ferríticos. Observa-se que os grãos das duas fases estão praticamente livres da
presença de precipitados em seu interior.
O tratamento de solubilização, em geral, está relacionado principalmente com
a fase ferrita, porém, no caso dos aços inoxidáveis duplex, onde a fase dispersa é a
austenita, espera-se que esta sofra modificações desejáveis como refinamento do
tamanho dos grãos. Espera-se, também, que ocorra a dissolução de fases
indesejáveis. Em seu estudo sobre o comportamento dos aços inoxidáveis duplex
submetidos a diferentes tratamentos térmicos, Ghosh e Mondal (2008) verificaram
que, ao submeter estes aços a temperaturas acima de 1000°C, a fase sigma é
completamente dissolvida.
A microestrutura do metal base observada em um aumento maior é mostrada
na figura 54. Nesta, as setas indicam os grãos das fases que apresentam-se de
forma menos espaçada.
Figura 53: Microestrutura do metal base do aço inoxidável 2507 com tratamento térmico a 1100°C. Ataque eletrolítico com solução de ácido oxálico. 200x.
50 µm
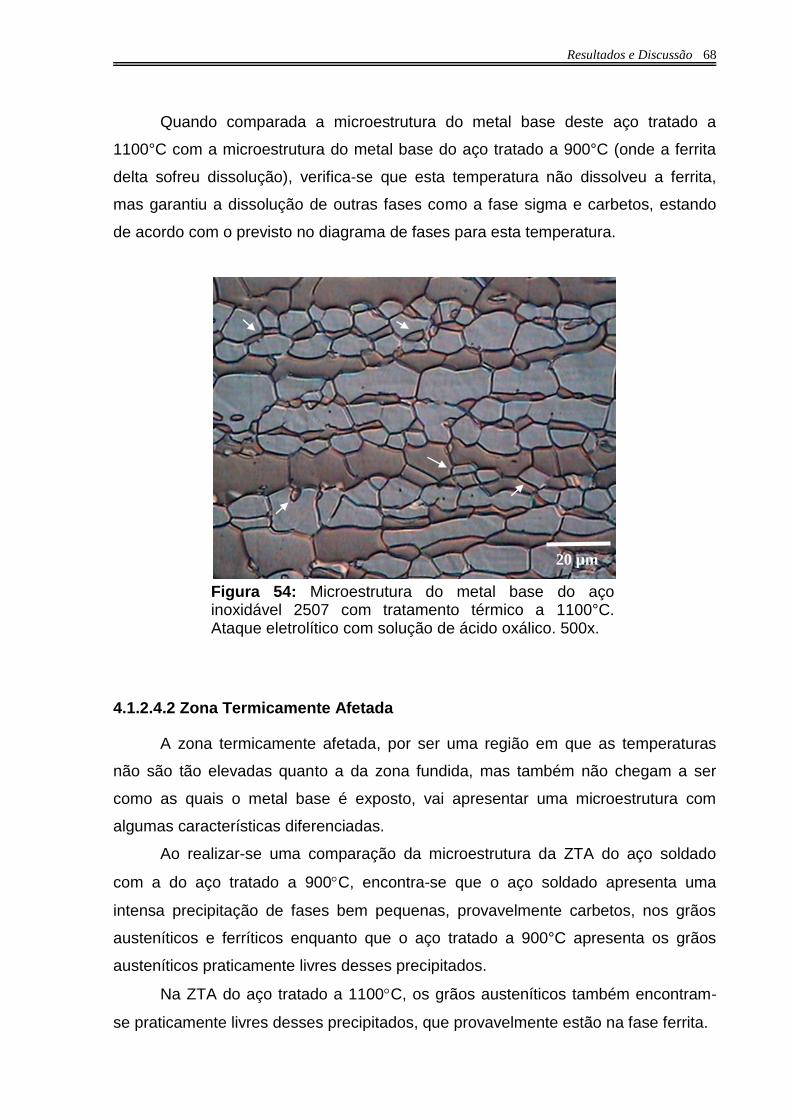
Resultados e Discussão
68
Quando comparada a microestrutura do metal base deste aço tratado a
1100°C com a microestrutura do metal base do aço tratado a 900°C (onde a ferrita
delta sofreu dissolução), verifica-se que esta temperatura não dissolveu a ferrita,
mas garantiu a dissolução de outras fases como a fase sigma e carbetos, estando
de acordo com o previsto no diagrama de fases para esta temperatura.
4.1.2.4.2 Zona Termicamente Afetada
A zona termicamente afetada, por ser uma região em que as temperaturas
não são tão elevadas quanto a da zona fundida, mas também não chegam a ser
como as quais o metal base é exposto, vai apresentar uma microestrutura com
algumas características diferenciadas.
Ao realizar-se uma comparação da microestrutura da ZTA do aço soldado
com a do aço tratado a 900C, encontra-se que o aço soldado apresenta uma
intensa precipitação de fases bem pequenas, provavelmente carbetos, nos grãos
austeníticos e ferríticos enquanto que o aço tratado a 900°C apresenta os grãos
austeníticos praticamente livres desses precipitados.
Na ZTA do aço tratado a 1100C, os grãos austeníticos também encontram-
se praticamente livres desses precipitados, que provavelmente estão na fase ferrita.
Figura 54: Microestrutura do metal base do aço inoxidável 2507 com tratamento térmico a 1100°C. Ataque eletrolítico com solução de ácido oxálico. 500x.
20 µm

Resultados e Discussão
69
Na figura 55 pode-se observar a microestrutura da ZTA do aço tratado a
1100C. Nesta qualitativamente a fase austenita apresenta-se com grãos menores
em comparação com a ZTA dos aços citados anteriormente.
Na micrografia da figura 55, também é possível observar que a microestrutura
encontrada, com este tratamento térmico, qualitativamente apresenta a fração
volumétrica das fases austenita e ferrita mais próximas.
A alta temperatura envolvida mais o resfriamento rápido em água favorecem a
precipitação da austenitia intragranular. Nestes grãos é encontrada uma maior
quantidade de carbetos do que na fase ferrita, como pode ser observado em
maiores aumentos (figura 56). Deve ser observado também que os grãos das duas
fases, ferrita e austenita, não apresentam-se de forma alinhada, isto é, não
apresentam-se orientados, estando precipitados dentro de grãos da fase ferrita além
das lamelas de austenita.
Figura 55: Microestrutura da zona termicamente afetada do aço inoxidável 2507 com tratamento térmico a 1100°C. Ataque eletrolítico com solução de ácido oxálico. 200x.
50 µm
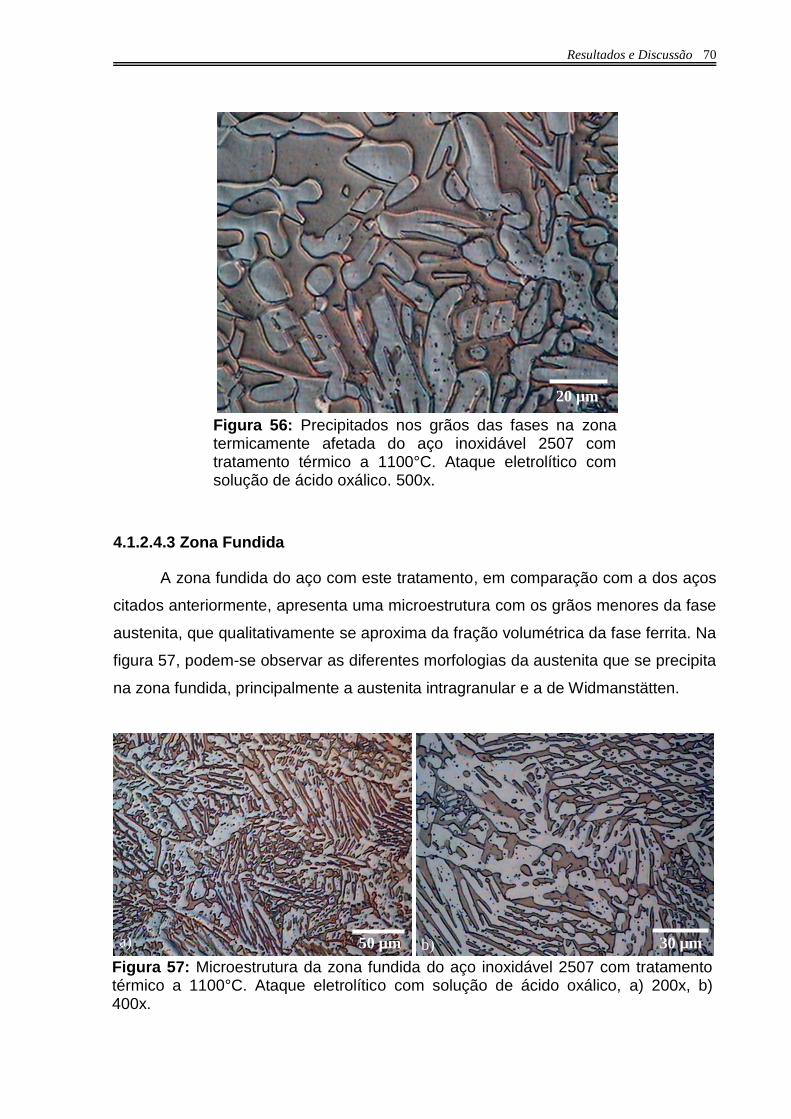
Resultados e Discussão
70
4.1.2.4.3 Zona Fundida
A zona fundida do aço com este tratamento, em comparação com a dos aços
citados anteriormente, apresenta uma microestrutura com os grãos menores da fase
austenita, que qualitativamente se aproxima da fração volumétrica da fase ferrita. Na
figura 57, podem-se observar as diferentes morfologias da austenita que se precipita
na zona fundida, principalmente a austenita intragranular e a de Widmanstätten.
Figura 56: Precipitados nos grãos das fases na zona termicamente afetada do aço inoxidável 2507 com tratamento térmico a 1100°C. Ataque eletrolítico com solução de ácido oxálico. 500x.
Figura 57: Microestrutura da zona fundida do aço inoxidável 2507 com tratamento térmico a 1100°C. Ataque eletrolítico com solução de ácido oxálico, a) 200x, b) 400x.
20 µm
50 µm 30 µm a) b)

Resultados e Discussão
71
Em maiores aumentos (figura 57:b), é possível observar a diferenciação entre
esta microestrutura da zona fundida do aço com esse tratamento e a dos aços
citados anteriormente. Nestes, evidencia-se principalmente, no que se refere ao
balanceamento das fases, que é semelhante a microestrutura encontrada na zona
do metal base. A distribuição das fases ocorre sem orientação, devido o material não
ter sido submetido a uma conformação.
4.1.2.5 Material com Tratamento Térmico de Solubilização a 1150°C por 30 min
A microestrutura das 3 zonas do material solubilizado a 1150°C por 30
minutos é mostrada na figura 58. Esta não difere muito da microestrutura das zonas
do material tratado a 1100°C.
A zona do metal base apresenta uma microestrutura (figura 58:a) que
consiste basicamente de lamelas das duas fases em proporções aproximadas. Nos
grãos das fases, praticamente, não são observados precipitados.
Na zona termicamente afetada do aço nessa condição (figura 58:b,c), a
microestrutura consiste das fases ferrita e austenita que apresentam-se com
espessuras aproximadas. As morfologias da austenita precipitada nessa região são
basicamente a austenita de Widmanstätten e austenita intragranular. Estas mesmas
morfologias são encontradas na microestrutura da zona fundida (figura 58:d,e,f). A
presença de fases intermetálicas não são previstas, na microestrutura do material
com este tratamento térmico, em virtude da temperatura empregada que, segundo a
literatura, está acima da temperatura que permite a solubilização destas fases.
Embora na zona fundida ainda tenha austenita de Widmanstätten esta se
encontra mais dispersa. De forma geral houve uma diminuição no tamanho das
fases presentes nesta zona, sendo a austenita intragranular a fase predominante.
Destaca-se, ainda, que a microestrutura do material com este tratamento, quando
comparada com a do anterior (1100°C), qualitativamente apresenta uma fração de
ferrita mais próxima da fração de austenita.
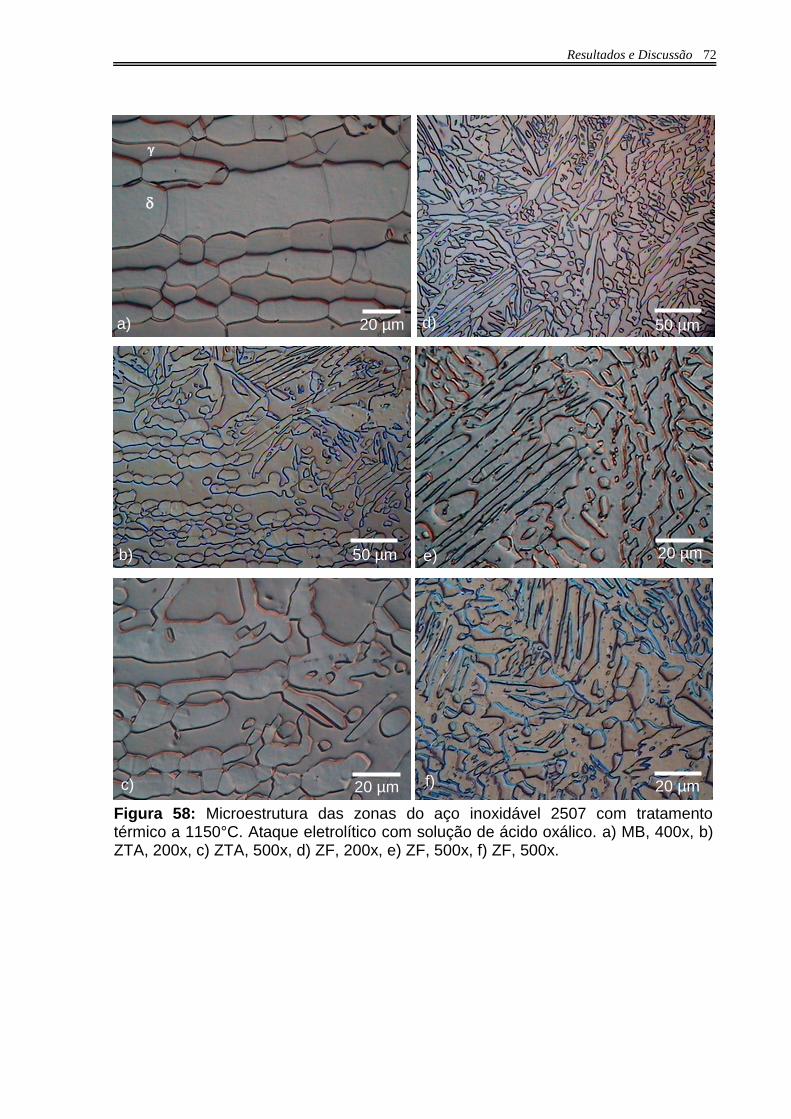
Resultados e Discussão
72
Figura 58: Microestrutura das zonas do aço inoxidável 2507 com tratamento térmico a 1150°C. Ataque eletrolítico com solução de ácido oxálico. a) MB, 400x, b) ZTA, 200x, c) ZTA, 500x, d) ZF, 200x, e) ZF, 500x, f) ZF, 500x.
a)
d)
e)
b)
c)
f)
50 µm
50 µm
20 µm
20 µm
20 µm
20 µm
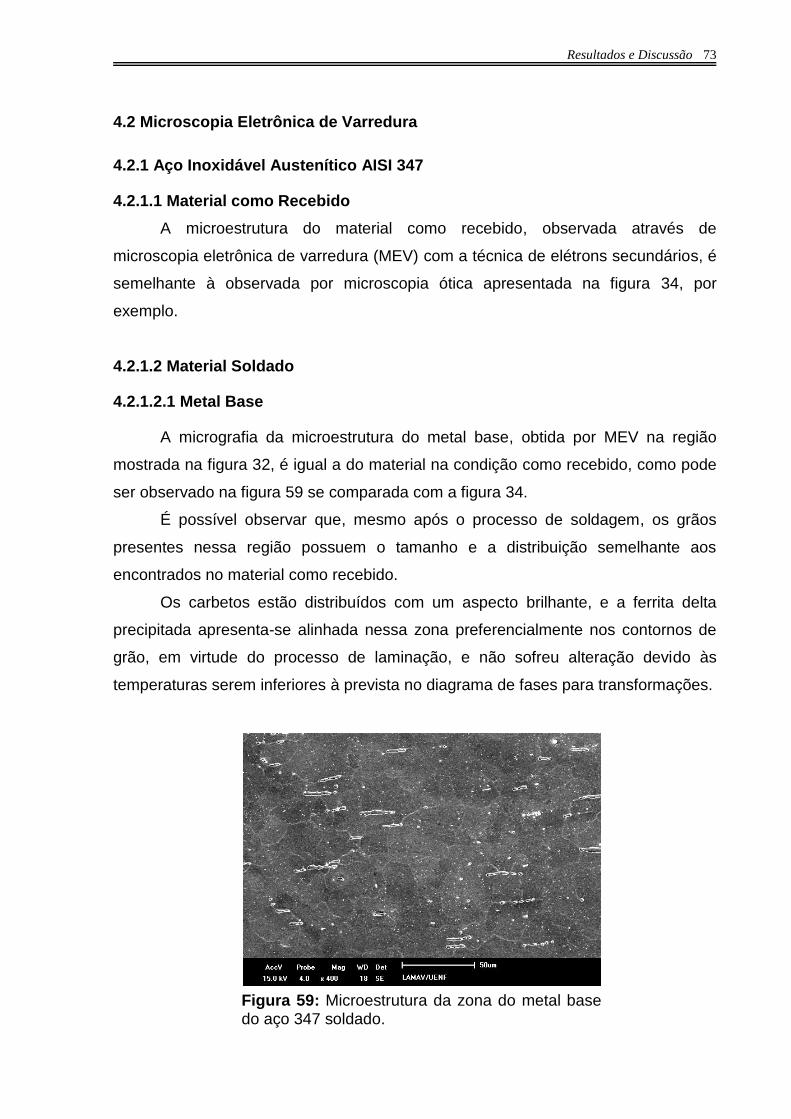
Resultados e Discussão
73
4.2 Microscopia Eletrônica de Varredura
4.2.1 Aço Inoxidável Austenítico AISI 347
4.2.1.1 Material como Recebido
A microestrutura do material como recebido, observada através de
microscopia eletrônica de varredura (MEV) com a técnica de elétrons secundários, é
semelhante à observada por microscopia ótica apresentada na figura 34, por
exemplo.
4.2.1.2 Material Soldado
4.2.1.2.1 Metal Base
A micrografia da microestrutura do metal base, obtida por MEV na região
mostrada na figura 32, é igual a do material na condição como recebido, como pode
ser observado na figura 59 se comparada com a figura 34.
É possível observar que, mesmo após o processo de soldagem, os grãos
presentes nessa região possuem o tamanho e a distribuição semelhante aos
encontrados no material como recebido.
Os carbetos estão distribuídos com um aspecto brilhante, e a ferrita delta
precipitada apresenta-se alinhada nessa zona preferencialmente nos contornos de
grão, em virtude do processo de laminação, e não sofreu alteração devido às
temperaturas serem inferiores à prevista no diagrama de fases para transformações.
Figura 59: Microestrutura da zona do metal base do aço 347 soldado.
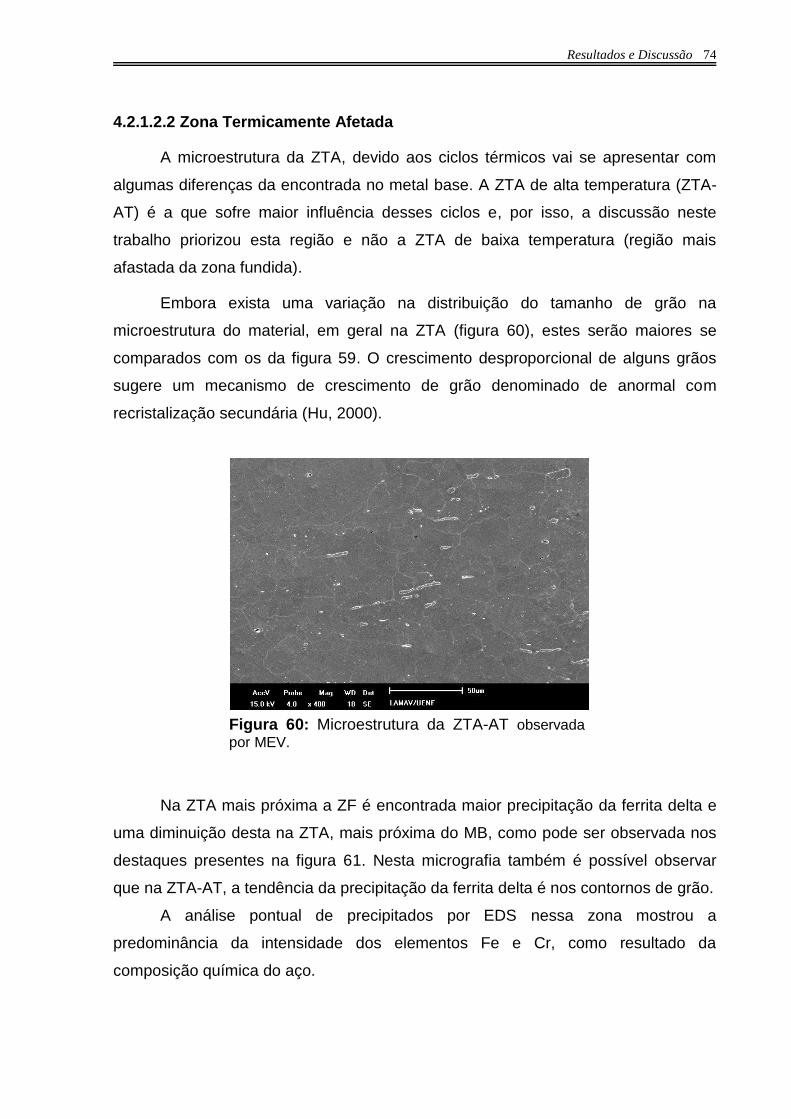
Resultados e Discussão
74
4.2.1.2.2 Zona Termicamente Afetada
A microestrutura da ZTA, devido aos ciclos térmicos vai se apresentar com
algumas diferenças da encontrada no metal base. A ZTA de alta temperatura (ZTA-
AT) é a que sofre maior influência desses ciclos e, por isso, a discussão neste
trabalho priorizou esta região e não a ZTA de baixa temperatura (região mais
afastada da zona fundida).
Embora exista uma variação na distribuição do tamanho de grão na
microestrutura do material, em geral na ZTA (figura 60), estes serão maiores se
comparados com os da figura 59. O crescimento desproporcional de alguns grãos
sugere um mecanismo de crescimento de grão denominado de anormal com
recristalização secundária (Hu, 2000).
Na ZTA mais próxima a ZF é encontrada maior precipitação da ferrita delta e
uma diminuição desta na ZTA, mais próxima do MB, como pode ser observada nos
destaques presentes na figura 61. Nesta micrografia também é possível observar
que na ZTA-AT, a tendência da precipitação da ferrita delta é nos contornos de grão.
A análise pontual de precipitados por EDS nessa zona mostrou a
predominância da intensidade dos elementos Fe e Cr, como resultado da
composição química do aço.
Figura 60: Microestrutura da ZTA-AT observada
por MEV.

Resultados e Discussão
75
Na figura 62, são identificados na microestrutura, através de números, os
precipitados analisados por EDS. Estes apresentam diferentes morfologias, no
entanto, possuem um aspecto visual muito parecido quanto ao contraste. Nesta
técnica de observação, estão distribuídos na microestrutura tanto nos contornos de
grão quanto no seu interior.
O fato do material ter no processo de fabricação o Nb, partículas como
carbetos de Nb estão presentes de forma intensa na microestrutura. Estes são
identificados na figura 62 com a cor esbranquiçada e indicados por setas.
Apresentam diferentes morfologias e um tamanho, em geral, menor do que o da
ferrita delta e maior do que os carbetos de Cr. O ponto 1 é um carbeto de Nb, onde
observa-se que o pico é intenso para o elemento Nb.
A fase ferrita delta está indicada pelo ponto 2, precipitada no contorno do grão
austenítico.Os pontos 3 e 4 apresentam morfologias distintas, como pode ser
observado, provavelmente por causa do plano em que foram cortados. Os picos da
intensidade dos elementos que constituem estes precipitados são muito parecidos,
sugerindo que seja o mesmo tipo de precipitado: ferrita delta. A presença dos picos
Figura 61: Microestrutura da ZTA do aço 347 soldado com interface: MB-ZF. MEV.
ZF ZTA MB

Resultados e Discussão
76
de Nb para esta fase pode ser justificada pela preferência deste elemento em se
precipitar nesta fase.
4.2.1.2.3 Zona Fundida
A microestrutura da zona fundida na região 1-ZF é mostrada na figura 63. A
ferrita delta, que está precipitada nesta zona com diferentes morfologias, está
identicada na figura 63(a): ferrita delta vermicular (i), e laminar (ii). A distribuição
destas ocorre de forma uniforme (figura 63:b).
Figura 62: Análise qualitativa por EDS dos precipitados indicados pelos pontos na micrografia da ZTA.
Ponto
1 Ponto
2
Ponto
3
Ponto
4
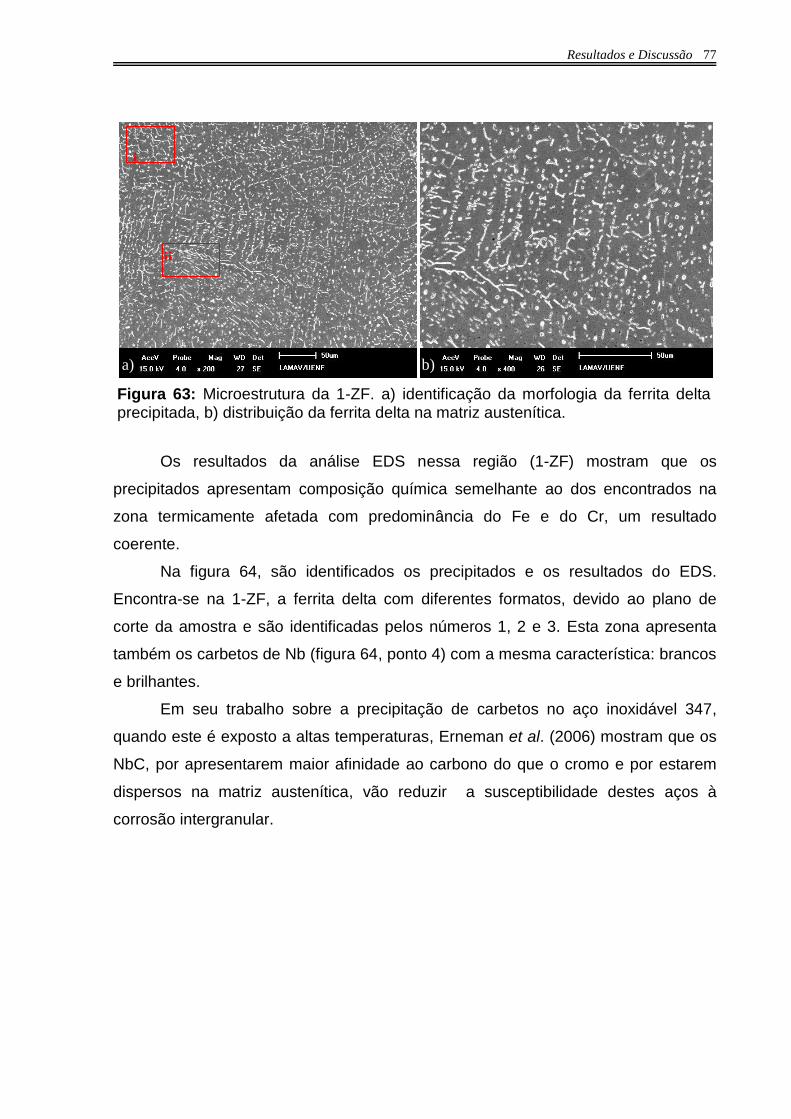
Resultados e Discussão
77
Os resultados da análise EDS nessa região (1-ZF) mostram que os
precipitados apresentam composição química semelhante ao dos encontrados na
zona termicamente afetada com predominância do Fe e do Cr, um resultado
coerente.
Na figura 64, são identificados os precipitados e os resultados do EDS.
Encontra-se na 1-ZF, a ferrita delta com diferentes formatos, devido ao plano de
corte da amostra e são identificadas pelos números 1, 2 e 3. Esta zona apresenta
também os carbetos de Nb (figura 64, ponto 4) com a mesma característica: brancos
e brilhantes.
Em seu trabalho sobre a precipitação de carbetos no aço inoxidável 347,
quando este é exposto a altas temperaturas, Erneman et al. (2006) mostram que os
NbC, por apresentarem maior afinidade ao carbono do que o cromo e por estarem
dispersos na matriz austenítica, vão reduzir a susceptibilidade destes aços à
corrosão intergranular.
Figura 63: Microestrutura da 1-ZF. a) identificação da morfologia da ferrita delta precipitada, b) distribuição da ferrita delta na matriz austenítica.
a) b) a) b)
ii
i
a) b)
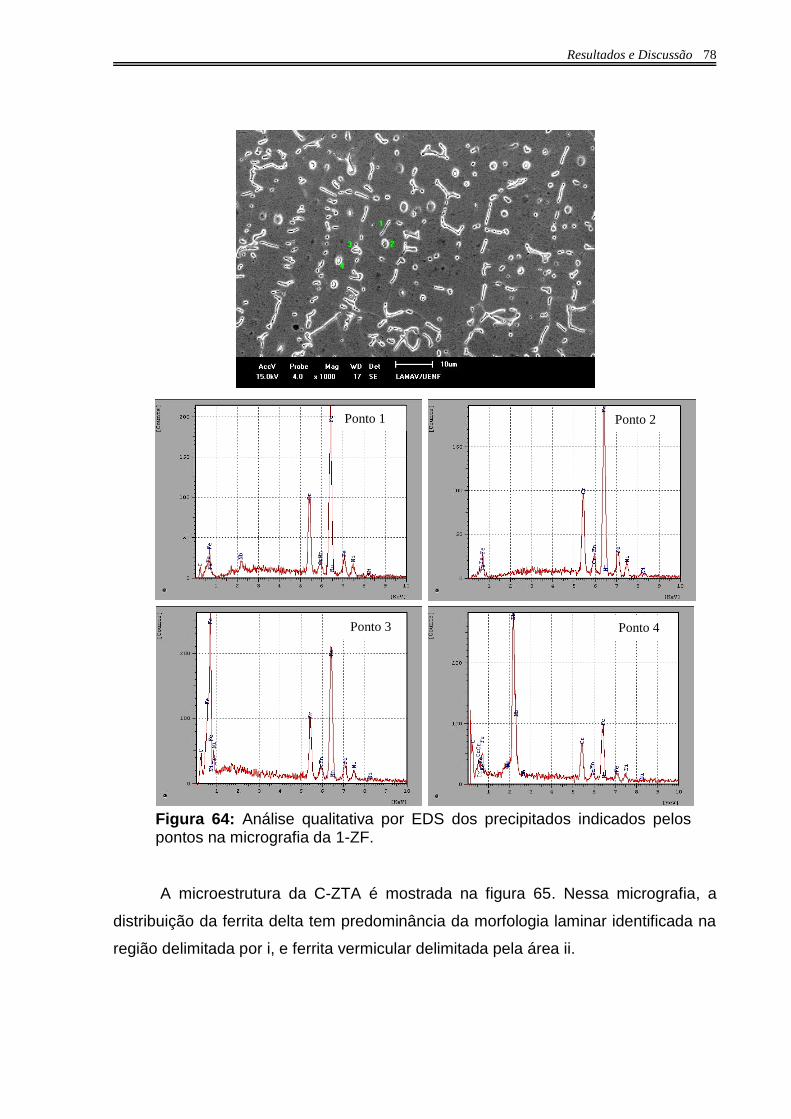
Resultados e Discussão
78
A microestrutura da C-ZTA é mostrada na figura 65. Nessa micrografia, a
distribuição da ferrita delta tem predominância da morfologia laminar identificada na
região delimitada por i, e ferrita vermicular delimitada pela área ii.
Figura 64: Análise qualitativa por EDS dos precipitados indicados pelos pontos na micrografia da 1-ZF.
Ponto 1 Ponto 2
Ponto 3 Ponto 4

Resultados e Discussão
79
Essa região apresenta variações na microestrutura devido à realização do
primeiro passe já ter influenciado essa região. Este promove uma variação na
temperatura como se fosse um pré-aquecimento.
A análise, utilizando EDS, foi feita nos pontos identificados na figura 66. Os
precipitados possuem composição química e aspecto visual semelhante ao dos
citados anteriormente. Nesta micrografia, os pontos 1 e 2 possuem a intensidade
dos picos com uma composição química muito parecida, sendo o pico do Nb o de
maior intensidade, são carbetos de Nb do tipo NbC.
Estes carbetos são desejáveis na microestrutura como demonstra Yoon et al.
(2007), em seu trabalho. Este correlacionou a microestrutura com variáveis como a
composição química dos aços austeníticos estabilizados com Nb, demonstrando a
importância do NbC na prevenção da formação de carbetos do tipo M23C6. Estes por
serem ricos em cromo podem gerar um empobrecimento neste elemento, na matriz
austenítica, o que favoreceria o fenômeno da sensitização.
Os pontos 3 e 4 apresentam os elementos com a intensidade dos picos
semelhantes, os de maior intensidade são os do Fe e do Cr.
Na região próxima ao último passe (3-ZF), a microestrutura é mais grosseira,
apresentando a ferrita precipitada predominantemente com morfologia laminar
(figura 67).
ii
Figura 65: Microestrutura da C-ZF. a) identificação da morfologia da ferrita delta laminar, b) identificação da morfologia da ferrita delta vermicular. MEV.
i
a) b)
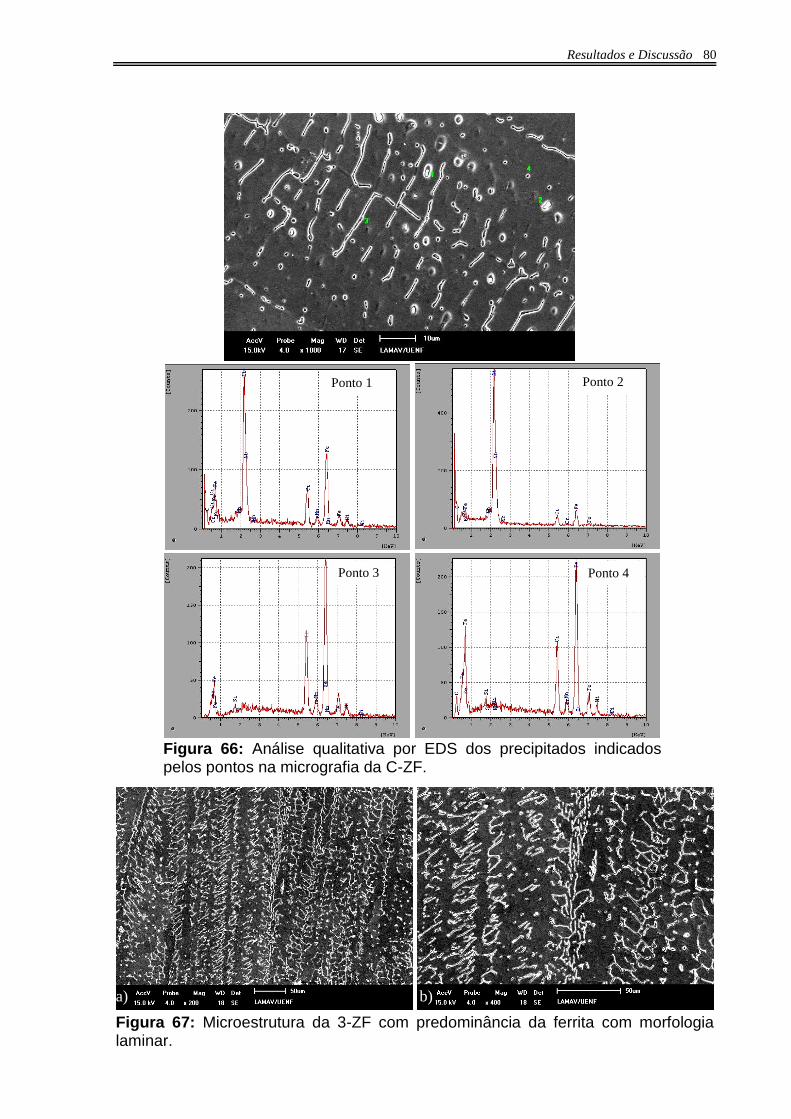
Resultados e Discussão
80
Figura 66: Análise qualitativa por EDS dos precipitados indicados pelos pontos na micrografia da C-ZF.
Ponto 1 Ponto 2
Ponto 3 Ponto 4
Figura 67: Microestrutura da 3-ZF com predominância da ferrita com morfologia laminar.
a) b)

Resultados e Discussão
81
Os precipitados identificados por EDS na região 3-ZF são mostrados na
figura 68.
O ponto 1 apresenta picos de maior intensidade do Fe, Cr, Nb e baixa
intensidade de Ni. Este está sobre a ferrita delta. O contorno de grão da ferrita é
Ponto 1 Ponto 2
Ponto 3 Ponto 4
Figura 68: Análise qualitativa por EDS dos precipitados indicados pelos pontos na micrografia da 3-ZF.
Resultados e Discussão
82
indicado pelo ponto 2. Neste, os picos dos elementos que se apresentam de forma
geral com maior intensidade são Al, Nb, Mn, Fe, Cr. O ponto 3 está próximo a ferrita
delta onde foi feita análise EDS. A distribuição da intensidade dos picos é bem
semelhante à encontrada no ponto 1. O ponto 4 consiste de uma fase rica em Nb,
um carbeto do tipo NbC. Destaca-se que, visualmente, é possível observar que este
encontra-se precipitado sobre a ferrita delta, embora esta esteja com um tamanho
bem reduzido.
Fu et al. (2008), em seu trabalho sobre a solidificação de ligas Fe-Cr-Ni,
mostram que a morfologia da ferrita delta geralmente está vinculada ao modo de
solidificação da liga. No trabalho de Brooks e Thompson (1991) sobre o processo de
solidificação nos aços inoxidáveis austeníticos soldados, foi observado que a ferrita
delta, presente numa solidificação primariamente austenítica, se solidifica nas
regiões entre os braços das dendritas, e a sua morfologia mais característica é a
vermicular.
Segundo Hunter e Ferry (2002), em seu trabalho sobre a formação de fases
durante a solidificação do aço inoxidável austenítico AISI 304, as variações de
composição no aço, adições de elementos de liga e condições de resfriamento vão
contribuir nessa diferenciação das morfologias da ferrita delta. A ferrita delta com
morfologia vermicular tende a se apresentar de forma mais espaçada enquanto que
a ferrita laminar apresenta-se com um formato mais regular, consistindo de placas
paralelas (numerosas ripas).
4.2.1.3 Material com Tratamento Térmico de Solubilização
4.2.1.3.1 Metal Base
O efeito do tratamento térmico de solubilização, a 1060°C durante 1h, na
microestrutura do metal base pode ser observado na figura 69.
Após este tratamento, a microestrutura do MB possui uma quantidade de
pequenos precipitados no interior dos grãos da austenita. É possível identificar que
os carbetos de Nb estão presentes, porém visualmente estes estão com tamanhos
menores. O tempo e a temperatura utilizados não foram suficientes para sua
completa solubilização.
Nos contornos da matriz austenítica, observa-se ainda a presença da ferrita
delta com formatos alongados e irregulares. A explicação para isto é encontrada no
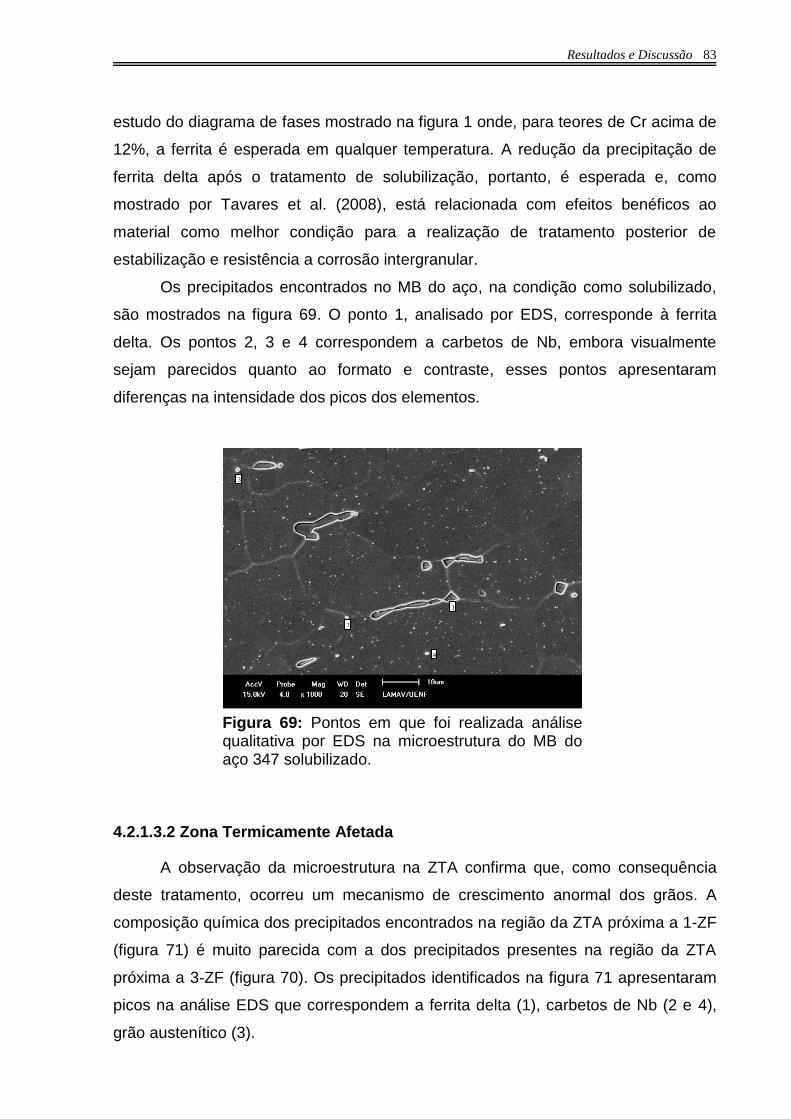
Resultados e Discussão
83
estudo do diagrama de fases mostrado na figura 1 onde, para teores de Cr acima de
12%, a ferrita é esperada em qualquer temperatura. A redução da precipitação de
ferrita delta após o tratamento de solubilização, portanto, é esperada e, como
mostrado por Tavares et al. (2008), está relacionada com efeitos benéficos ao
material como melhor condição para a realização de tratamento posterior de
estabilização e resistência a corrosão intergranular.
Os precipitados encontrados no MB do aço, na condição como solubilizado,
são mostrados na figura 69. O ponto 1, analisado por EDS, corresponde à ferrita
delta. Os pontos 2, 3 e 4 correspondem a carbetos de Nb, embora visualmente
sejam parecidos quanto ao formato e contraste, esses pontos apresentaram
diferenças na intensidade dos picos dos elementos.
4.2.1.3.2 Zona Termicamente Afetada
A observação da microestrutura na ZTA confirma que, como consequência
deste tratamento, ocorreu um mecanismo de crescimento anormal dos grãos. A
composição química dos precipitados encontrados na região da ZTA próxima a 1-ZF
(figura 71) é muito parecida com a dos precipitados presentes na região da ZTA
próxima a 3-ZF (figura 70). Os precipitados identificados na figura 71 apresentaram
picos na análise EDS que correspondem a ferrita delta (1), carbetos de Nb (2 e 4),
grão austenítico (3).
Figura 69: Pontos em que foi realizada análise qualitativa por EDS na microestrutura do MB do aço 347 solubilizado.
3
1
2
4
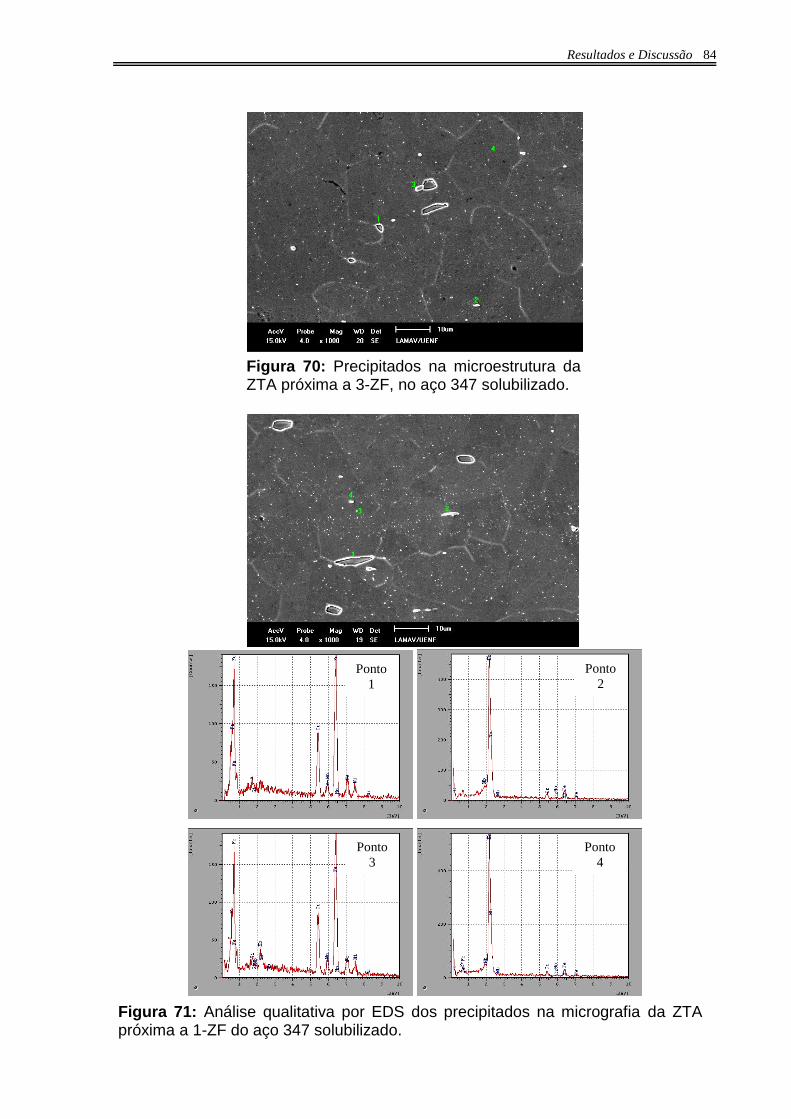
Resultados e Discussão
84
Figura 71: Análise qualitativa por EDS dos precipitados na micrografia da ZTA próxima a 1-ZF do aço 347 solubilizado.
Figura 70: Precipitados na microestrutura da ZTA próxima a 3-ZF, no aço 347 solubilizado.
Ponto
1
Ponto
2
Ponto
3
Ponto
4

Resultados e Discussão
85
4.2.1.3.3 Zona Fundida
A região 1-ZF é mostrada na figura 72. A análise EDS nesta região mostrou
que os precipitados apresentam em geral picos com maior intensidade dos
elementos Fe, Cr e Nb. Os pontos 1 e 3 correspondem a um contorno de grão
austenítico, 2 e 4 está localizado sobre a ferrita delta.
Figura 72: Análise qualitativa por EDS dos precipitados na 1-ZF do aço 347 solubilizado.
Ponto
1 Ponto
2
Ponto
3
Ponto
4
1
2
3
4
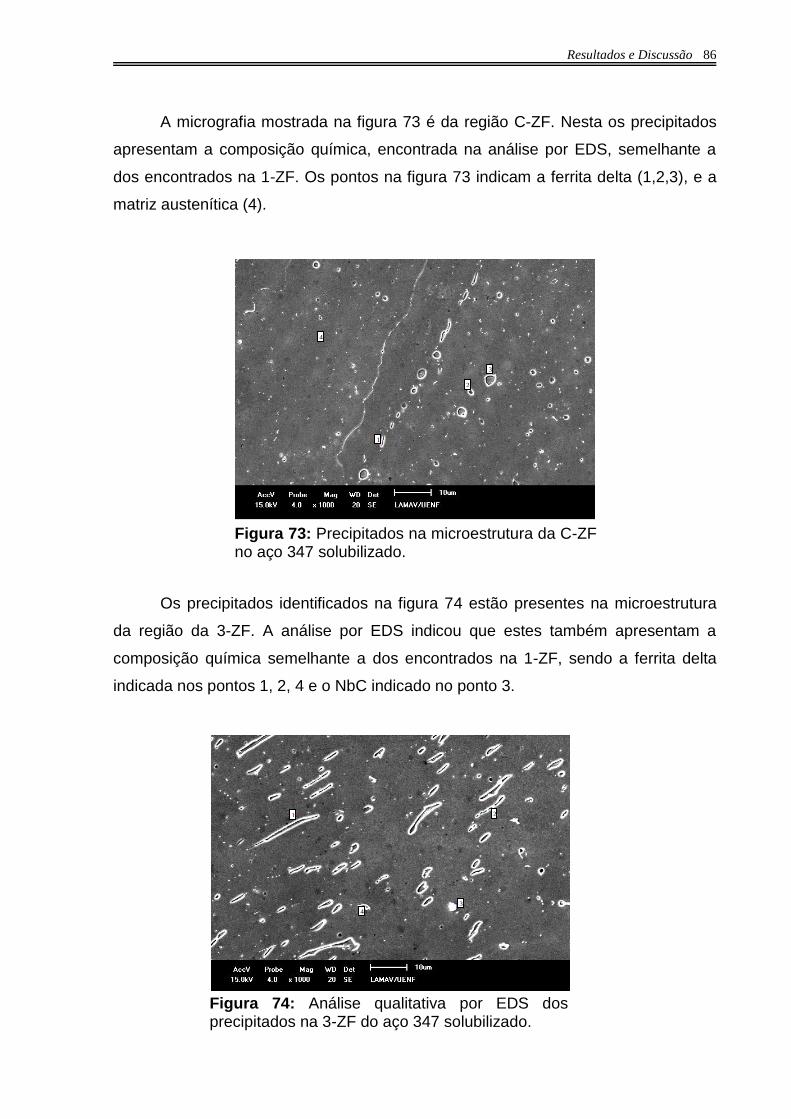
Resultados e Discussão
86
A micrografia mostrada na figura 73 é da região C-ZF. Nesta os precipitados
apresentam a composição química, encontrada na análise por EDS, semelhante a
dos encontrados na 1-ZF. Os pontos na figura 73 indicam a ferrita delta (1,2,3), e a
matriz austenítica (4).
Os precipitados identificados na figura 74 estão presentes na microestrutura
da região da 3-ZF. A análise por EDS indicou que estes também apresentam a
composição química semelhante a dos encontrados na 1-ZF, sendo a ferrita delta
indicada nos pontos 1, 2, 4 e o NbC indicado no ponto 3.
Figura 73: Precipitados na microestrutura da C-ZF no aço 347 solubilizado.
Figura 74: Análise qualitativa por EDS dos precipitados na 3-ZF do aço 347 solubilizado.
1
2
3
4
1 2
3
4
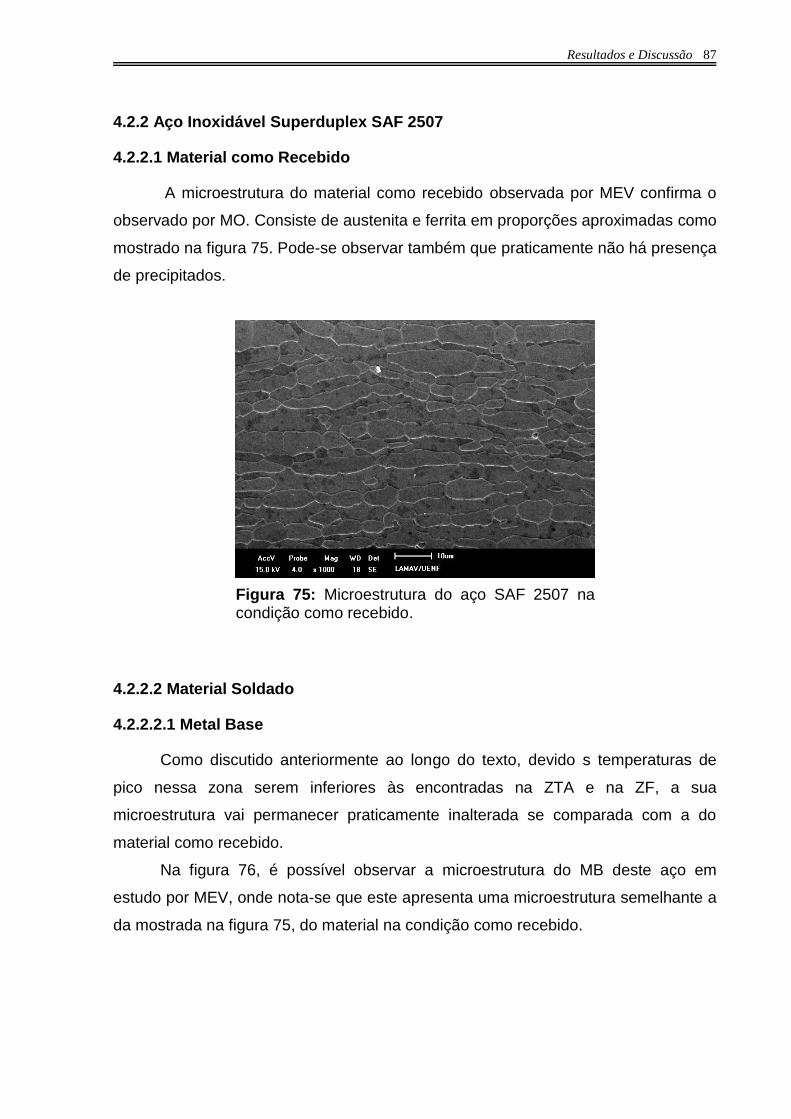
Resultados e Discussão
87
4.2.2 Aço Inoxidável Superduplex SAF 2507
4.2.2.1 Material como Recebido
A microestrutura do material como recebido observada por MEV confirma o
observado por MO. Consiste de austenita e ferrita em proporções aproximadas como
mostrado na figura 75. Pode-se observar também que praticamente não há presença
de precipitados.
4.2.2.2 Material Soldado
4.2.2.2.1 Metal Base
Como discutido anteriormente ao longo do texto, devido s temperaturas de
pico nessa zona serem inferiores às encontradas na ZTA e na ZF, a sua
microestrutura vai permanecer praticamente inalterada se comparada com a do
material como recebido.
Na figura 76, é possível observar a microestrutura do MB deste aço em
estudo por MEV, onde nota-se que este apresenta uma microestrutura semelhante a
da mostrada na figura 75, do material na condição como recebido.
Figura 75: Microestrutura do aço SAF 2507 na condição como recebido.
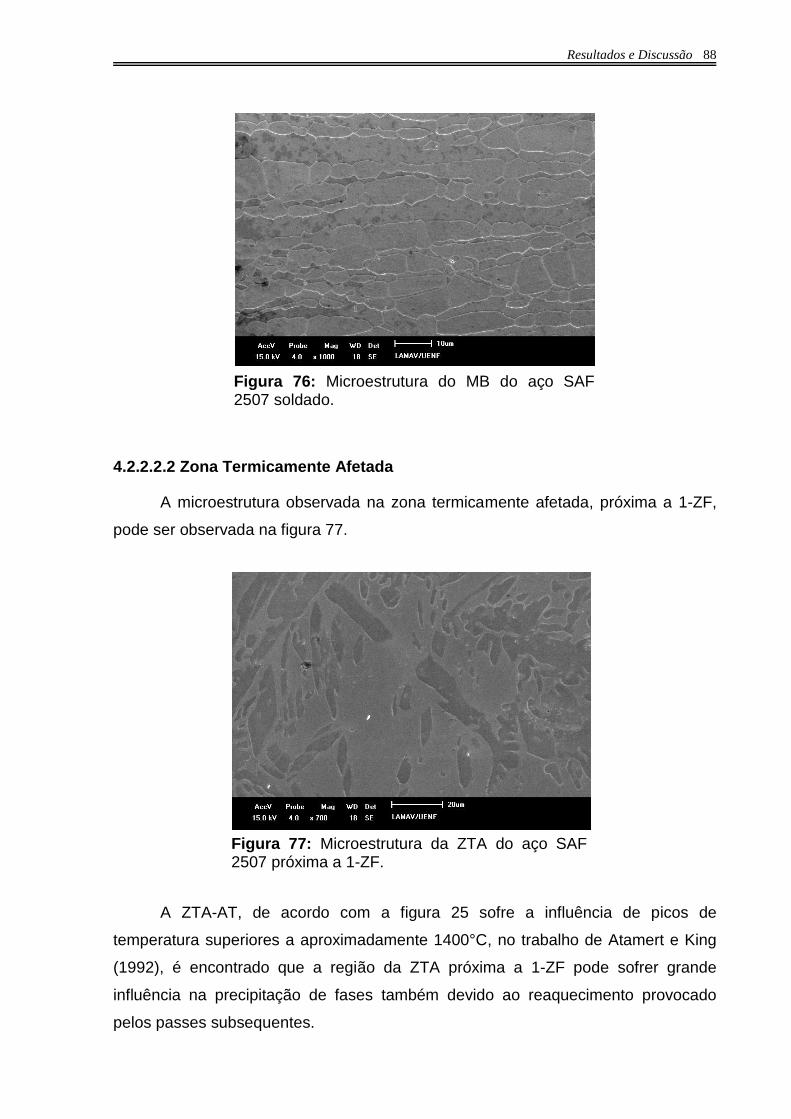
Resultados e Discussão
88
4.2.2.2.2 Zona Termicamente Afetada
A microestrutura observada na zona termicamente afetada, próxima a 1-ZF,
pode ser observada na figura 77.
A ZTA-AT, de acordo com a figura 25 sofre a influência de picos de
temperatura superiores a aproximadamente 1400°C, no trabalho de Atamert e King
(1992), é encontrado que a região da ZTA próxima a 1-ZF pode sofrer grande
influência na precipitação de fases também devido ao reaquecimento provocado
pelos passes subsequentes.
Figura 76: Microestrutura do MB do aço SAF 2507 soldado.
Figura 77: Microestrutura da ZTA do aço SAF 2507 próxima a 1-ZF.
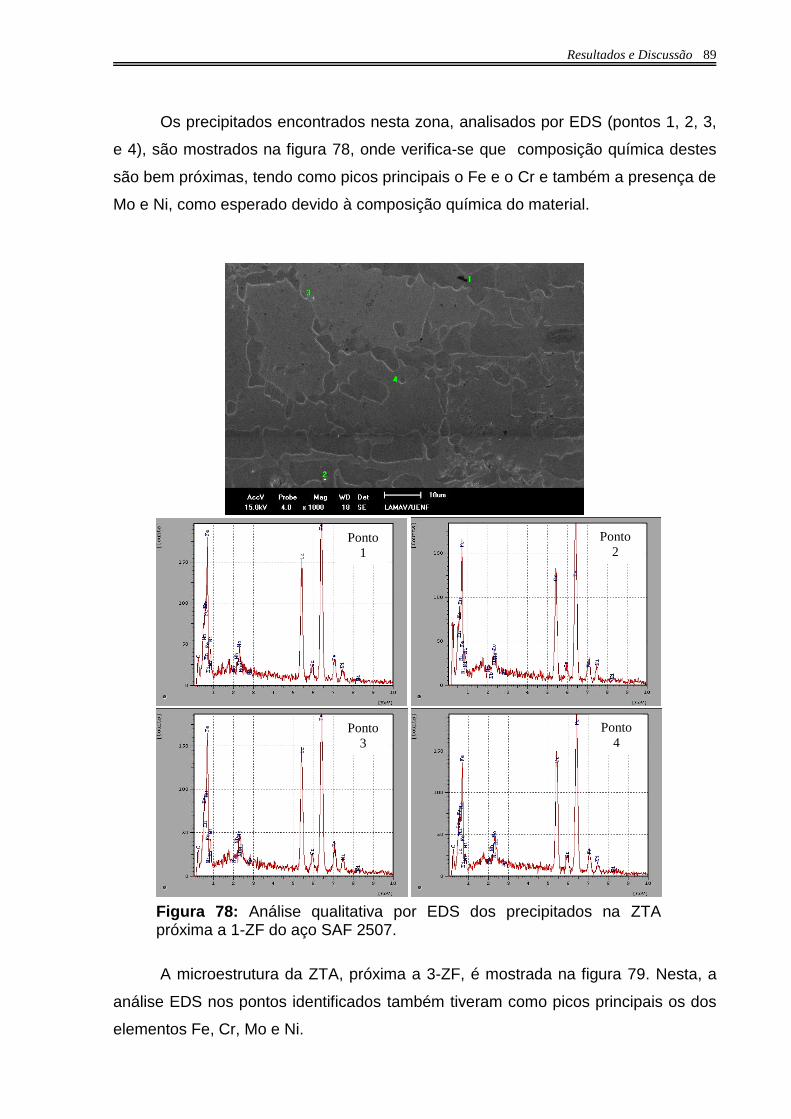
Resultados e Discussão
89
Os precipitados encontrados nesta zona, analisados por EDS (pontos 1, 2, 3,
e 4), são mostrados na figura 78, onde verifica-se que composição química destes
são bem próximas, tendo como picos principais o Fe e o Cr e também a presença de
Mo e Ni, como esperado devido à composição química do material.
A microestrutura da ZTA, próxima a 3-ZF, é mostrada na figura 79. Nesta, a
análise EDS nos pontos identificados também tiveram como picos principais os dos
elementos Fe, Cr, Mo e Ni.
Figura 78: Análise qualitativa por EDS dos precipitados na ZTA próxima a 1-ZF do aço SAF 2507.
Ponto
1
Ponto
2
Ponto
3
Ponto
4
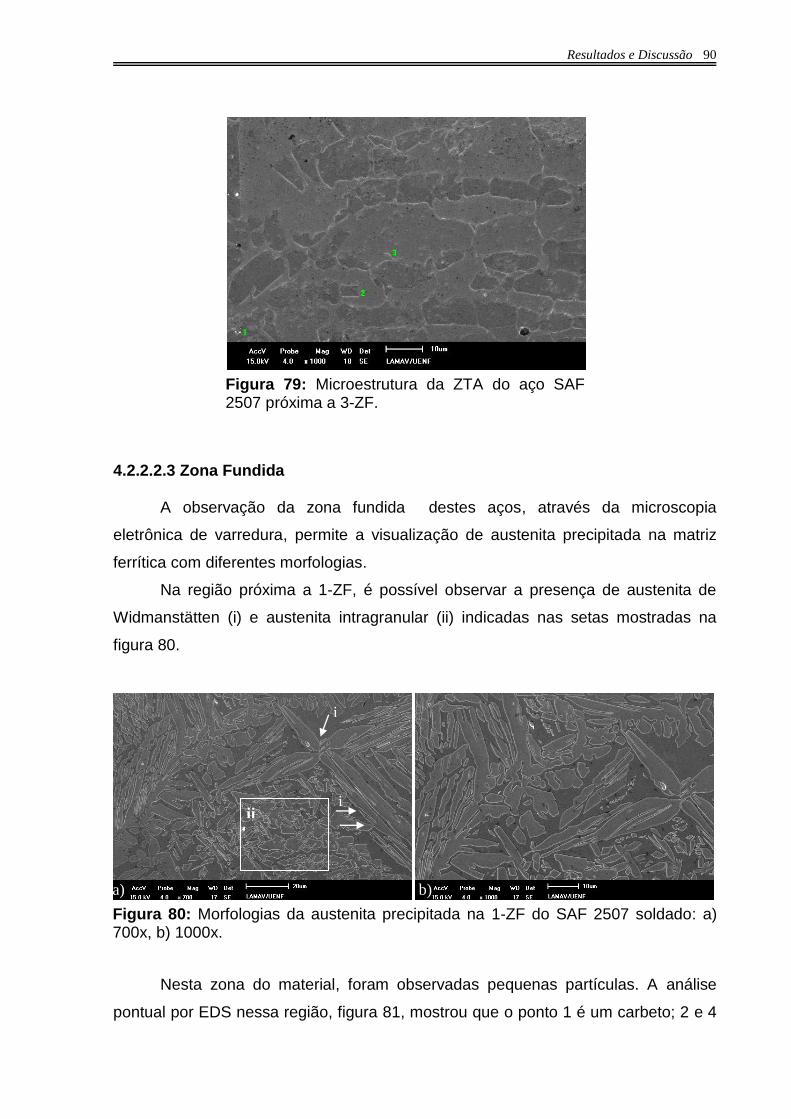
Resultados e Discussão
90
4.2.2.2.3 Zona Fundida A observação da zona fundida destes aços, através da microscopia
eletrônica de varredura, permite a visualização de austenita precipitada na matriz
ferrítica com diferentes morfologias.
Na região próxima a 1-ZF, é possível observar a presença de austenita de
Widmanstätten (i) e austenita intragranular (ii) indicadas nas setas mostradas na
figura 80.
Nesta zona do material, foram observadas pequenas partículas. A análise
pontual por EDS nessa região, figura 81, mostrou que o ponto 1 é um carbeto; 2 e 4
Figura 80: Morfologias da austenita precipitada na 1-ZF do SAF 2507 soldado: a) 700x, b) 1000x.
Figura 79: Microestrutura da ZTA do aço SAF 2507 próxima a 3-ZF.
a) b)
i
ii i
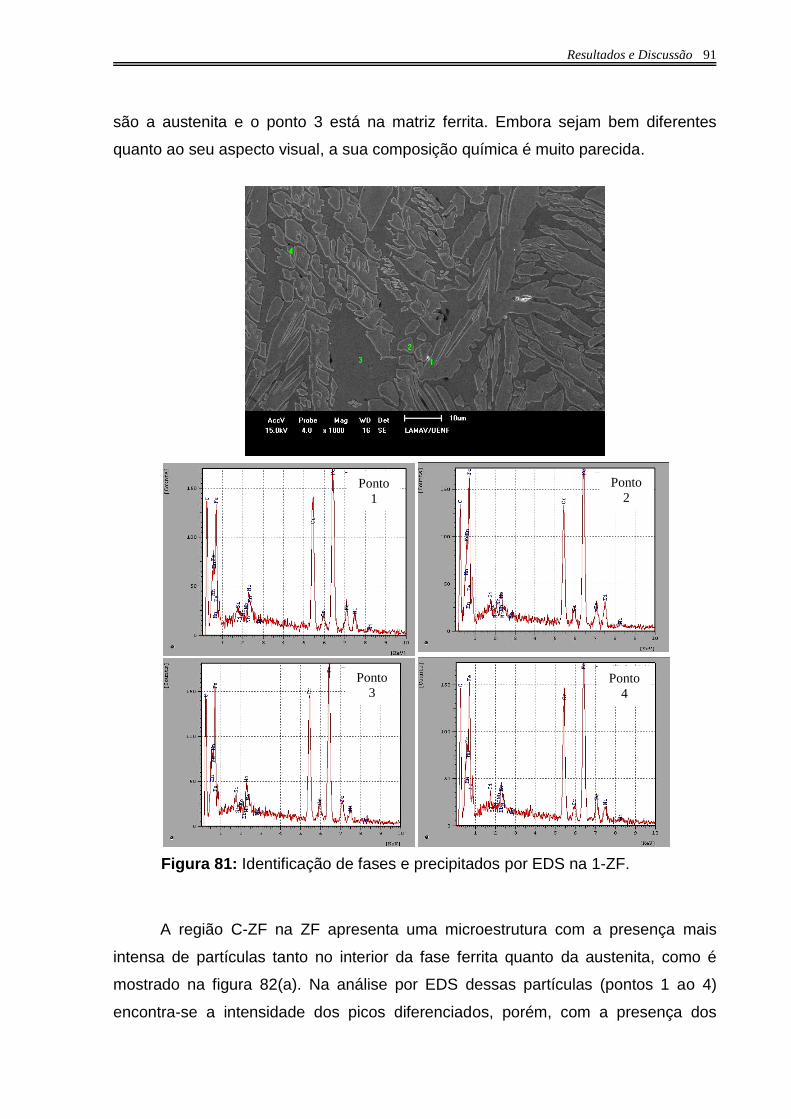
Resultados e Discussão
91
são a austenita e o ponto 3 está na matriz ferrita. Embora sejam bem diferentes
quanto ao seu aspecto visual, a sua composição química é muito parecida.
A região C-ZF na ZF apresenta uma microestrutura com a presença mais
intensa de partículas tanto no interior da fase ferrita quanto da austenita, como é
mostrado na figura 82(a). Na análise por EDS dessas partículas (pontos 1 ao 4)
encontra-se a intensidade dos picos diferenciados, porém, com a presença dos
Figura 81: Identificação de fases e precipitados por EDS na 1-ZF.
Ponto
1
Ponto
2
Ponto
3 Ponto
4

Resultados e Discussão
92
mesmos elementos, em geral, Fe, Cr, Si, C, Mo e Ni. O precipitado que se diferencia
quanto à composição química é o ponto 2, este apresentou picos de Ti e O.
Embora a microestrutura das 3 regiões observadas na zona fundida sejam
semelhantes, as regiões C-ZF (figura 82.a) e 3-ZF (figura 82b) são mais parecidas
entre si e apresentam maior quantidade de precipitados se forem comparadas com a
região 1-ZF (figura 81).
O resultado da análise por EDS nos precipitados presentes na microestrutura
da 3-ZF mostrou que estes também possuem em sua composição química o Fe, Cr,
Si, C, Mo e Ni.
Figura 82: Microestrutura da ZF do aço SAF 2507, a) precipitados na C-ZF, b) regiāo 3-ZF.
a)
b)
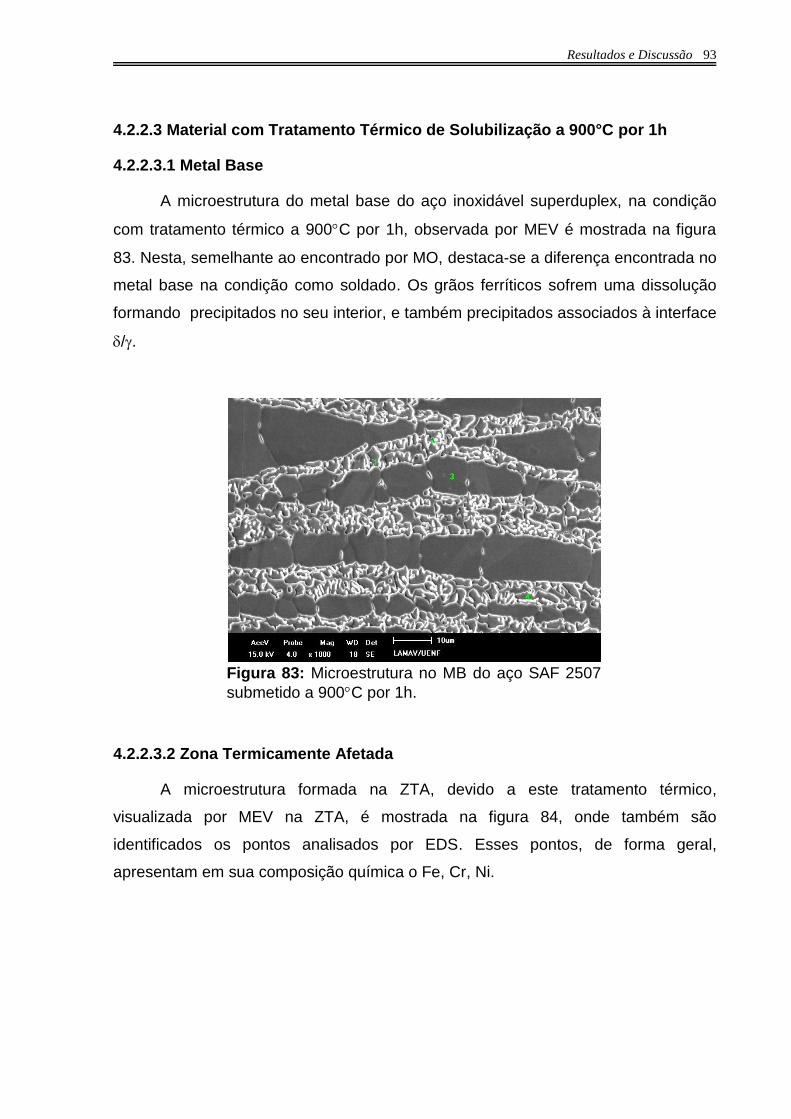
Resultados e Discussão
93
4.2.2.3 Material com Tratamento Térmico de Solubilização a 900°C por 1h
4.2.2.3.1 Metal Base
A microestrutura do metal base do aço inoxidável superduplex, na condição
com tratamento térmico a 900C por 1h, observada por MEV é mostrada na figura
83. Nesta, semelhante ao encontrado por MO, destaca-se a diferença encontrada no
metal base na condição como soldado. Os grãos ferríticos sofrem uma dissolução
formando precipitados no seu interior, e também precipitados associados à interface
/.
4.2.2.3.2 Zona Termicamente Afetada
A microestrutura formada na ZTA, devido a este tratamento térmico,
visualizada por MEV na ZTA, é mostrada na figura 84, onde também são
identificados os pontos analisados por EDS. Esses pontos, de forma geral,
apresentam em sua composição química o Fe, Cr, Ni.
Figura 83: Microestrutura no MB do aço SAF 2507
submetido a 900C por 1h.
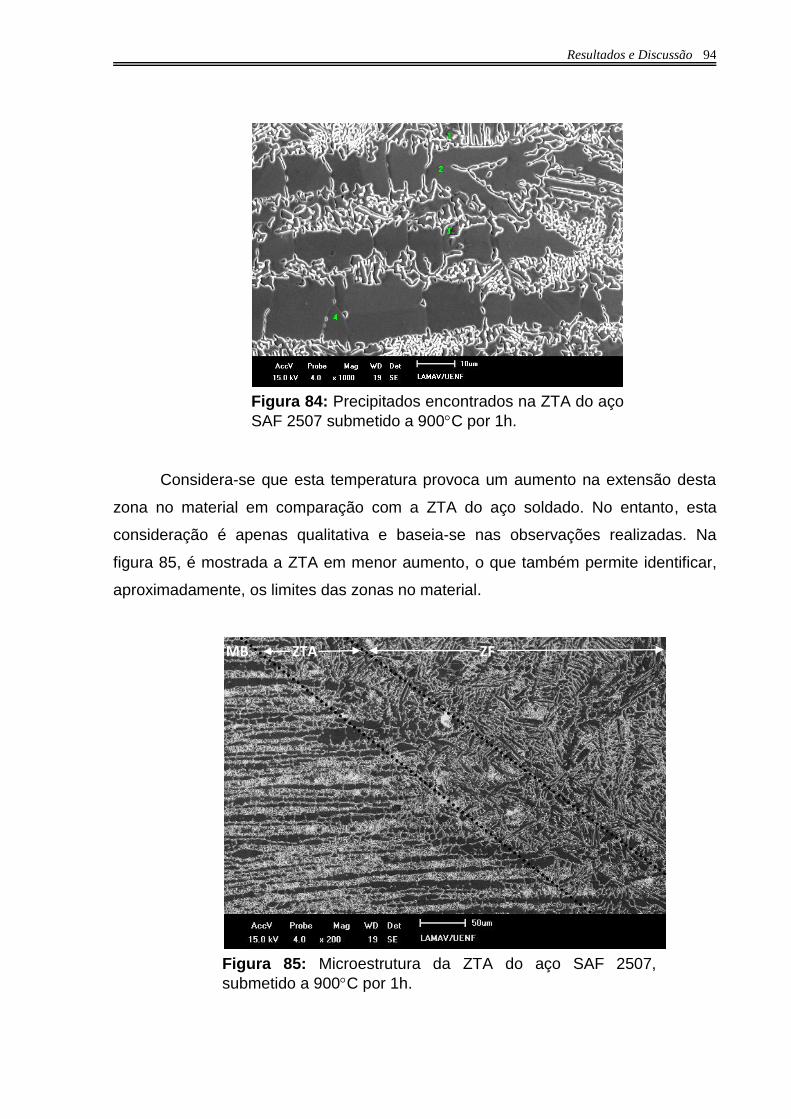
Resultados e Discussão
94
Considera-se que esta temperatura provoca um aumento na extensão desta
zona no material em comparação com a ZTA do aço soldado. No entanto, esta
consideração é apenas qualitativa e baseia-se nas observações realizadas. Na
figura 85, é mostrada a ZTA em menor aumento, o que também permite identificar,
aproximadamente, os limites das zonas no material.
Figura 84: Precipitados encontrados na ZTA do aço
SAF 2507 submetido a 900C por 1h.
Figura 85: Microestrutura da ZTA do aço SAF 2507,
submetido a 900C por 1h.
MB ZTA ZF

Resultados e Discussão
95
4.2.2.3.3 Zona Fundida
A região 1-ZF é mostrada na figura 86, observa-se na microestrutura, uma
intensa precipitação de austenita, como também foi observado por MO. As
morfologias da austenita são destacadas também nesta micrografia, setas indicam a
austenita de contorno de grão, na região delimitada por i tem-se a austenita de
Widmanstätten, e (ii) austenita intragranular.
Os precipitados presentes na região C-ZF são muito semelhantes aos
encontrados na 1-ZF (figura 87.a) e aos encontrados na 3-ZF (figura 87.b), tanto em
i ii
Figura 86: Morfologias da austenita precipitada na ZTA do
aço SAF 2507, submetido a 900C por 1h.
Figura 87: Identificação de precipitados na microestrutura da zona fundida do aço
SAF 2507, submetido a 900C por 1h. a) 1-ZF, b) 3-ZF.
b) a)
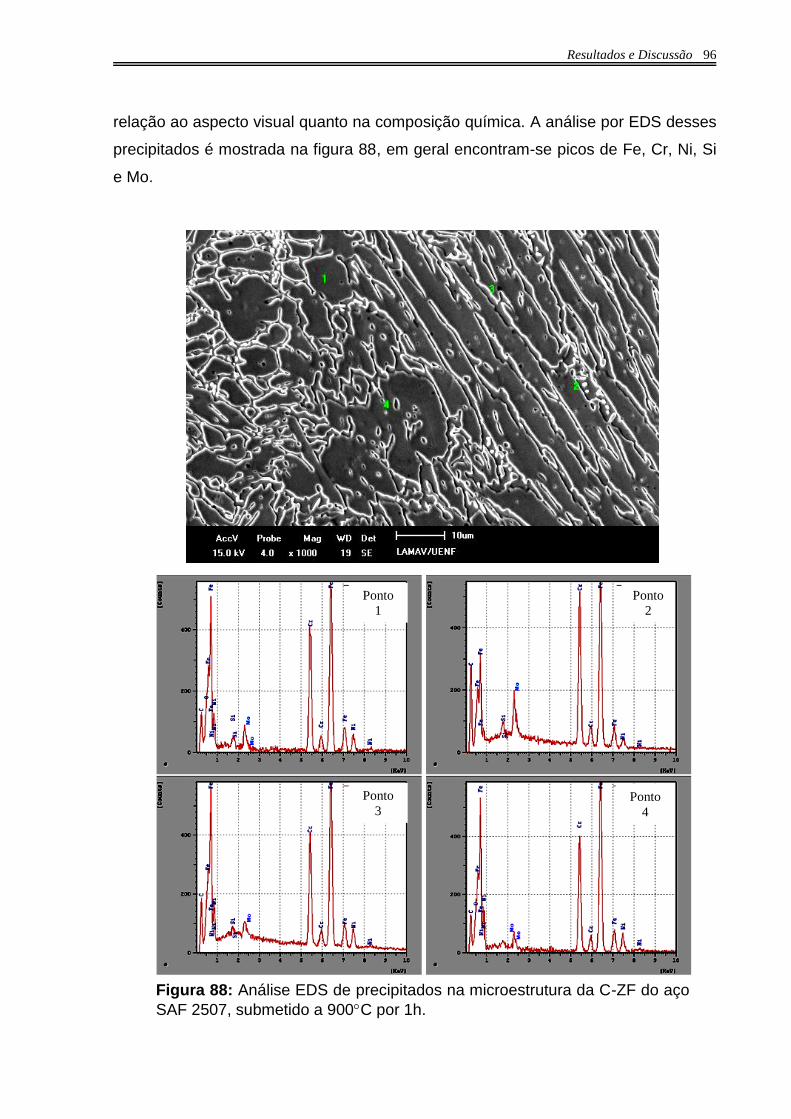
Resultados e Discussão
96
relação ao aspecto visual quanto na composição química. A análise por EDS desses
precipitados é mostrada na figura 88, em geral encontram-se picos de Fe, Cr, Ni, Si
e Mo.
Figura 88: Análise EDS de precipitados na microestrutura da C-ZF do aço
SAF 2507, submetido a 900C por 1h.
Ponto
1
Ponto
2
Ponto
3 Ponto
4
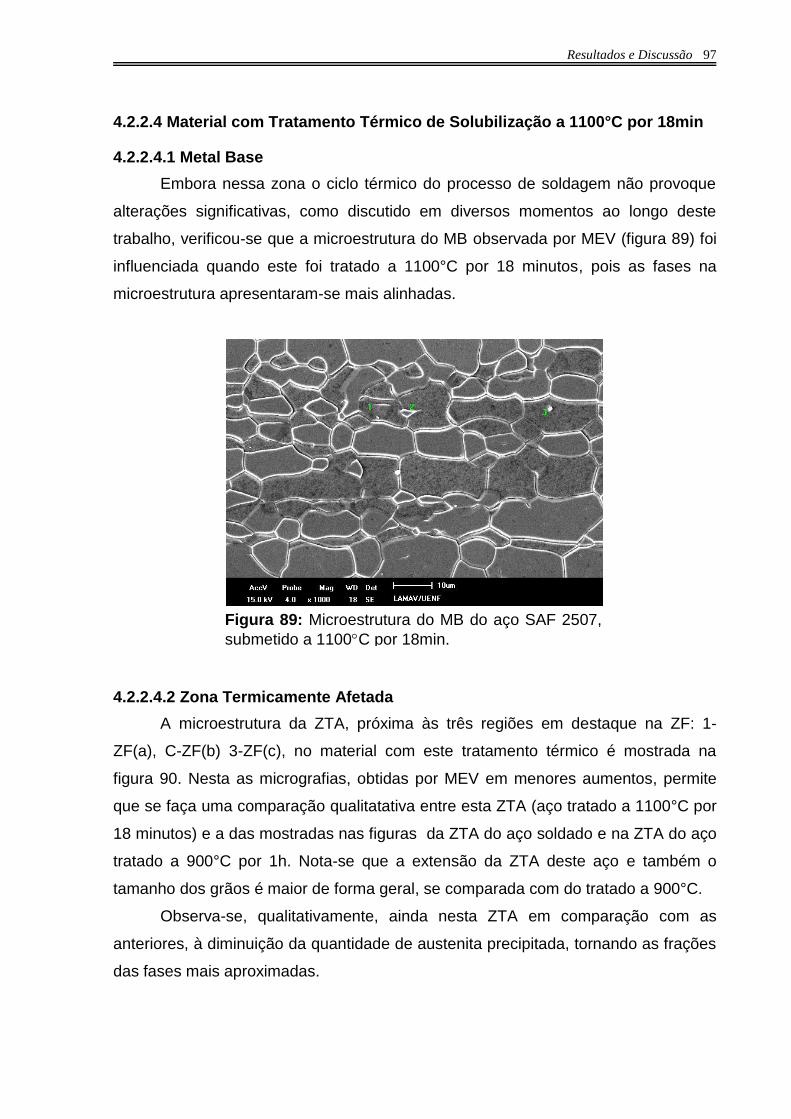
Resultados e Discussão
97
4.2.2.4 Material com Tratamento Térmico de Solubilização a 1100°C por 18min
4.2.2.4.1 Metal Base
Embora nessa zona o ciclo térmico do processo de soldagem não provoque
alterações significativas, como discutido em diversos momentos ao longo deste
trabalho, verificou-se que a microestrutura do MB observada por MEV (figura 89) foi
influenciada quando este foi tratado a 1100°C por 18 minutos, pois as fases na
microestrutura apresentaram-se mais alinhadas.
4.2.2.4.2 Zona Termicamente Afetada
A microestrutura da ZTA, próxima às três regiões em destaque na ZF: 1-
ZF(a), C-ZF(b) 3-ZF(c), no material com este tratamento térmico é mostrada na
figura 90. Nesta as micrografias, obtidas por MEV em menores aumentos, permite
que se faça uma comparação qualitatativa entre esta ZTA (aço tratado a 1100°C por
18 minutos) e a das mostradas nas figuras da ZTA do aço soldado e na ZTA do aço
tratado a 900°C por 1h. Nota-se que a extensão da ZTA deste aço e também o
tamanho dos grãos é maior de forma geral, se comparada com do tratado a 900°C.
Observa-se, qualitativamente, ainda nesta ZTA em comparação com as
anteriores, à diminuição da quantidade de austenita precipitada, tornando as frações
das fases mais aproximadas.
Figura 89: Microestrutura do MB do aço SAF 2507,
submetido a 1100C por 18min.
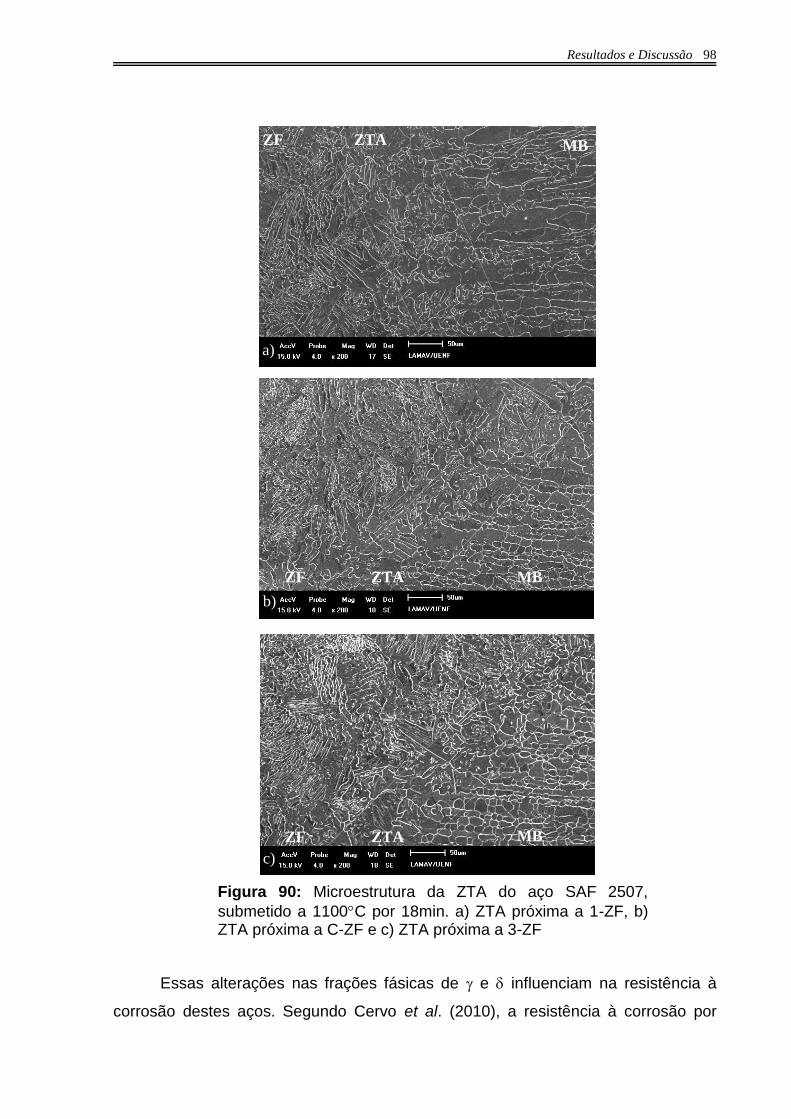
Resultados e Discussão
98
Essas alterações nas frações fásicas de e influenciam na resistência à
corrosão destes aços. Segundo Cervo et al. (2010), a resistência à corrosão por
MB ZTA ZF
a)
MB ZTA ZF
b)
MB ZTA ZF
c)
Figura 90: Microestrutura da ZTA do aço SAF 2507,
submetido a 1100C por 18min. a) ZTA próxima a 1-ZF, b) ZTA próxima a C-ZF e c) ZTA próxima a 3-ZF
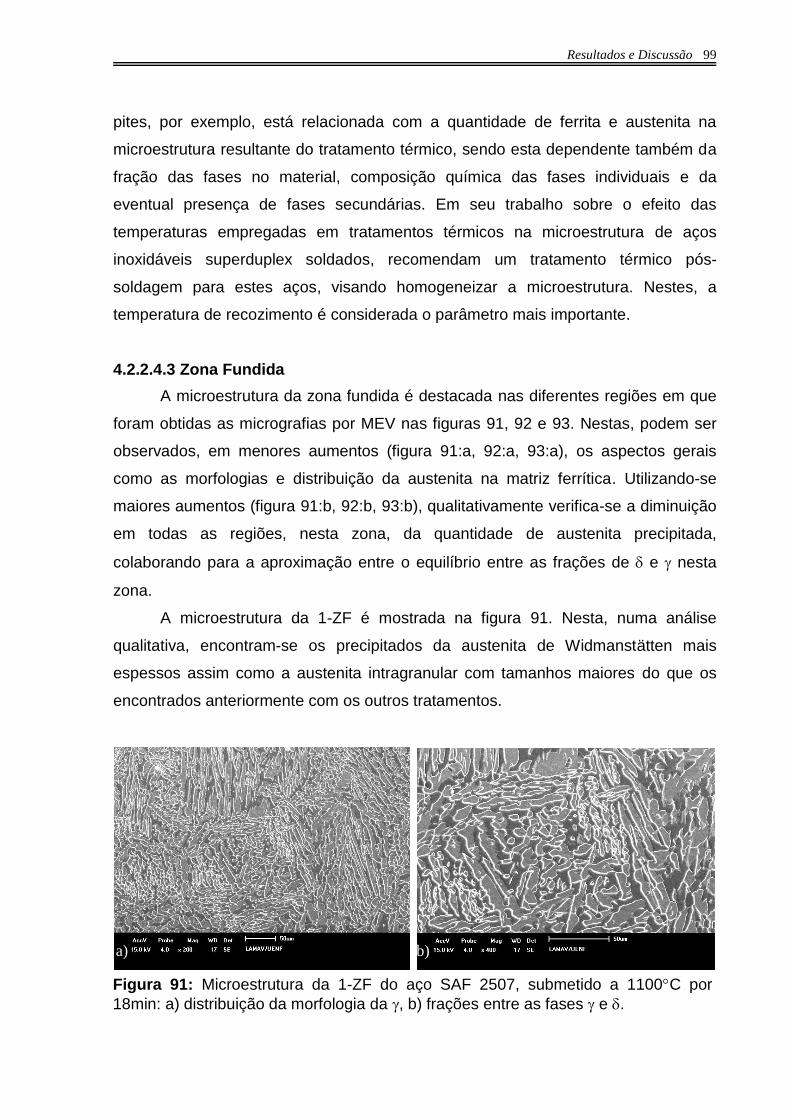
Resultados e Discussão
99
pites, por exemplo, está relacionada com a quantidade de ferrita e austenita na
microestrutura resultante do tratamento térmico, sendo esta dependente também da
fração das fases no material, composição química das fases individuais e da
eventual presença de fases secundárias. Em seu trabalho sobre o efeito das
temperaturas empregadas em tratamentos térmicos na microestrutura de aços
inoxidáveis superduplex soldados, recomendam um tratamento térmico pós-
soldagem para estes aços, visando homogeneizar a microestrutura. Nestes, a
temperatura de recozimento é considerada o parâmetro mais importante.
4.2.2.4.3 Zona Fundida
A microestrutura da zona fundida é destacada nas diferentes regiões em que
foram obtidas as micrografias por MEV nas figuras 91, 92 e 93. Nestas, podem ser
observados, em menores aumentos (figura 91:a, 92:a, 93:a), os aspectos gerais
como as morfologias e distribuição da austenita na matriz ferrítica. Utilizando-se
maiores aumentos (figura 91:b, 92:b, 93:b), qualitativamente verifica-se a diminuição
em todas as regiões, nesta zona, da quantidade de austenita precipitada,
colaborando para a aproximação entre o equilíbrio entre as frações de e nesta
zona.
A microestrutura da 1-ZF é mostrada na figura 91. Nesta, numa análise
qualitativa, encontram-se os precipitados da austenita de Widmanstätten mais
espessos assim como a austenita intragranular com tamanhos maiores do que os
encontrados anteriormente com os outros tratamentos.
a) b)
Figura 91: Microestrutura da 1-ZF do aço SAF 2507, submetido a 1100C por
18min: a) distribuição da morfologia da , b) frações entre as fases e .
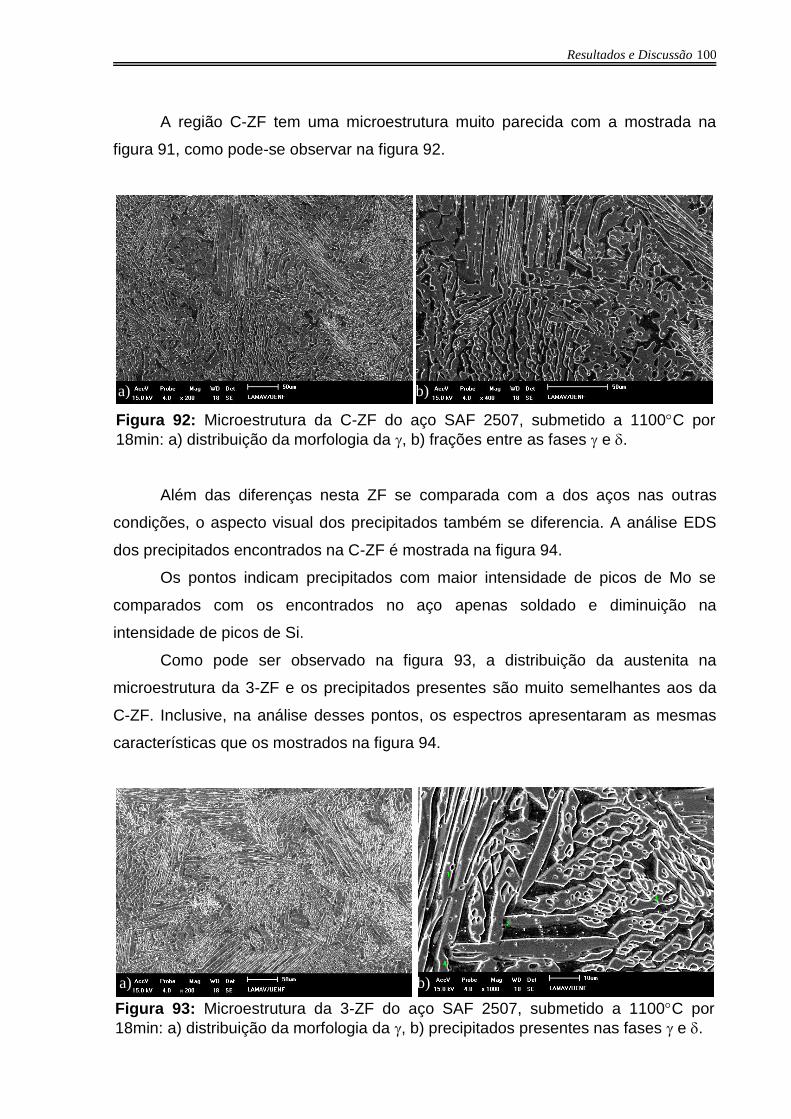
Resultados e Discussão
100
A região C-ZF tem uma microestrutura muito parecida com a mostrada na
figura 91, como pode-se observar na figura 92.
Além das diferenças nesta ZF se comparada com a dos aços nas outras
condições, o aspecto visual dos precipitados também se diferencia. A análise EDS
dos precipitados encontrados na C-ZF é mostrada na figura 94.
Os pontos indicam precipitados com maior intensidade de picos de Mo se
comparados com os encontrados no aço apenas soldado e diminuição na
intensidade de picos de Si.
Como pode ser observado na figura 93, a distribuição da austenita na
microestrutura da 3-ZF e os precipitados presentes são muito semelhantes aos da
C-ZF. Inclusive, na análise desses pontos, os espectros apresentaram as mesmas
características que os mostrados na figura 94.
Figura 92: Microestrutura da C-ZF do aço SAF 2507, submetido a 1100C por
18min: a) distribuição da morfologia da , b) frações entre as fases e .
a) b)
Figura 93: Microestrutura da 3-ZF do aço SAF 2507, submetido a 1100C por
18min: a) distribuição da morfologia da , b) precipitados presentes nas fases e .
a) b)

Resultados e Discussão
101
Figura 94: Análise EDS de precipitados na microestrutura da C-ZF do aço SAF
2507, submetido a 1100C por 18min.
Ponto 5
Ponto 1 Ponto 2
Ponto 3 Ponto 4
Ponto 6

Resultados e Discussão
102
De acordo com o trabalho de Taban (2008), as variações na fração de
austenita tendem a diminuir na ZF com o aumento da temperatura do tratamento
térmico, ou poderiam ser resultantes da alta temperatura a que a microestrutrua do
material é submetida durante operações de soldagem. Muthupandi et al. (2003)
mostram em seu trabalho que isso ocorre devido às altas taxas de resfriamento do
metal de solda, fazendo com que a transformação - seja menor, se comparada
com a do metal base. Este pesquisador sugere que os metais de enchimento sejam
ligas com teores de Ni de 2 a 4% maiores do que o do metal base para que a razão
/ na ZF se mantenha adequada.
4.2.2.5 Material com Tratamento Térmico de Solubilização a 1150°C por 30 min
Para um melhor estudo do efeito do tratamento de solubilização na
microestrututura do aço inoxidável superduplex soldado, foi realizado um tratamento
à maior temperatura e tempo, 1150°C durante 30 minutos.
A microestrutura do metal base do material tratado nesta condição pode ser
observada na figura 95. Analogamente ao material tratado a 1100°C, os grãos das
fases estão orientados e também com contornos bem delimitados.
Através da observação da figura 96, nota-se alguma diferenciação na
microestrutura da ZTA do aço com este tratamento se comparada com a mostrada
na figura 90. As fases estão com um tamanho maior, em proporções mais
Figura 95: Microestrutura do MB do aço SAF 2507, submetido a 1150C por 30min: a)
distribuição das fases e , b) identificação dos pontos analisados por EDS.
a) b)
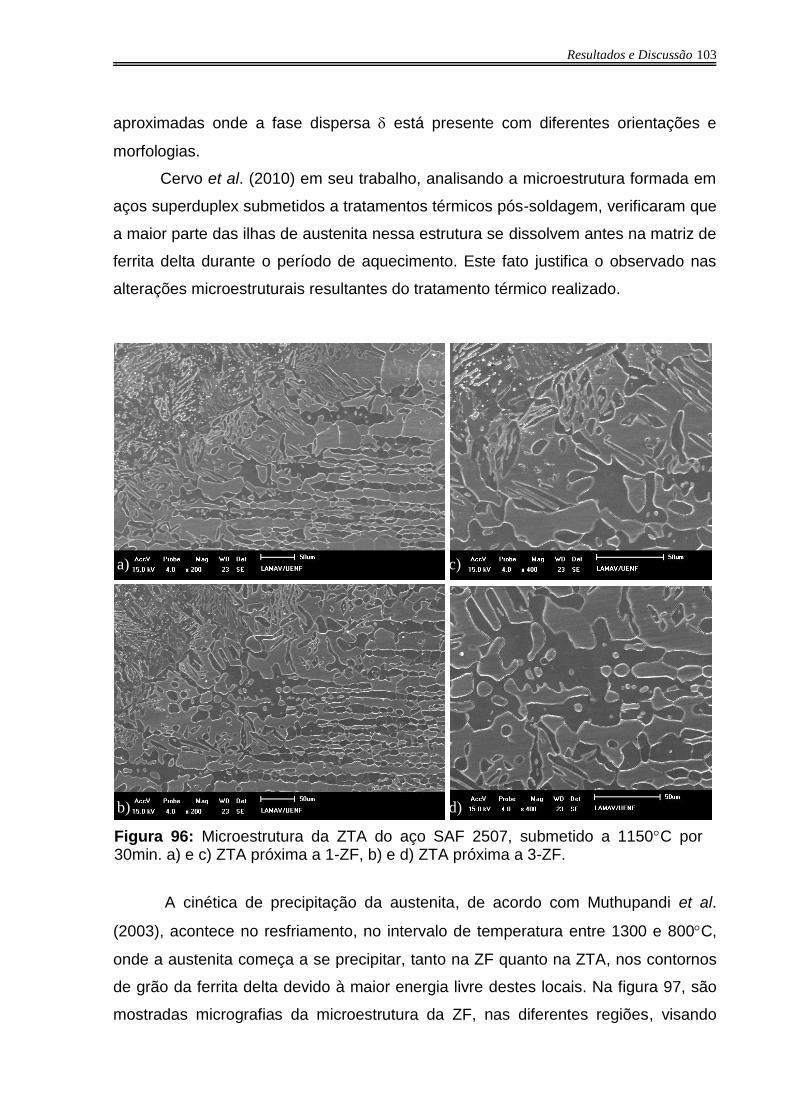
Resultados e Discussão
103
aproximadas onde a fase dispersa está presente com diferentes orientações e
morfologias.
Cervo et al. (2010) em seu trabalho, analisando a microestrutura formada em
aços superduplex submetidos a tratamentos térmicos pós-soldagem, verificaram que
a maior parte das ilhas de austenita nessa estrutura se dissolvem antes na matriz de
ferrita delta durante o período de aquecimento. Este fato justifica o observado nas
alterações microestruturais resultantes do tratamento térmico realizado.
A cinética de precipitação da austenita, de acordo com Muthupandi et al.
(2003), acontece no resfriamento, no intervalo de temperatura entre 1300 e 800C,
onde a austenita começa a se precipitar, tanto na ZF quanto na ZTA, nos contornos
de grão da ferrita delta devido à maior energia livre destes locais. Na figura 97, são
mostradas micrografias da microestrutura da ZF, nas diferentes regiões, visando
a) c)
Figura 96: Microestrutura da ZTA do aço SAF 2507, submetido a 1150C por 30min. a) e c) ZTA próxima a 1-ZF, b) e d) ZTA próxima a 3-ZF.
b) d)

Resultados e Discussão
104
caracterizar a formação da austenita nesta região. Estas permitem concluir que, à
esta temperatura, a fração das fases se aproxima de forma mais evidente do que os
tratamentos anteriores e a morfologia da austenita precipitada consiste basicamente
de intragranular e Widmanstätten.
No trabalho de Cervo et al. (2008) utilizando métodos de análise para
identificação quantitativa da composição química das fases é mostrada a existência
Figura 97: Microestrutura da ZF do aço SAF 2507, submetido a 1150C por 30min. a), d): 1-ZF, b), e): C-ZF, c), f) 3-ZF.
a) d)
b) e)
c) f)
Resultados e Discussão
105
de uma variação nestas, após tratamentos na faixa de temperatura entre 1050-
1150°C. A ferrita apresentou uma diminuição na quantidade de Ni e a austenita uma
diminuição, em sua composição química, da quantidade de Mn.
Como discutido anteriormente, a pricipal dificuldade na aplicação de
operações de soldagem está relacioanda com as mudanças microestruturais
provocadas pelos ciclos térmicos envolvidos. No que se refere aos aços duplex
soldados, Nilsson et al (1995), em seu trabalho, consideram ser a principal
dificuldade a obtenção de frações da austenita próximas a 50%, fato que considera
ser muito importante para evitar a precipitação de fases indesejáveis.
Segundo Ferro et al. (2008) em seu trabalho sobre o efeito de tratamentos
térmicos pós-soldagem na microestrutura dos aços duplex SAF 2207, mostram ser
necessário, geralmente, a realização de um tratamento térmico de solubilização em
estruturas destes aços soldados a fim de provocar a sua homogeneização. Os
tratamentos térmicos sugeridos consistem em aquecimento do material a
temperaturas entre 1050 e 1150°C durante 30 min ou 1 h, seguido por um
resfriamento rápido a fim de evitar a precipitação de fases intermetálicas, tais como
, e outras também deletérias.
Neste estudo, mesmo no material tratado com um tempo inferior ao sugerido
na pesquisa de Ferro et al. (2008) mudanças na microestrutura foram encontradas, e
a proposta deste tratamento a 1150°C com um tempo maior foi verificar se maiores
alterações seriam encontradas. Os resultados obtidos, relacionados à análise
qualitativa da microestrutura foram coerentes com os previstos para esta faixa de
temperatura.
Conclusões
106
CAPÍTULO 5: CONCLUSÕES
Do estudo do efeito dos tratamentos térmicos pós-soldagem na micro e
subestrutura dos aços AISI 347 e SAF 2507, podem-se obter as conclusões
apresentadas a seguir:
5.1. Aço Inoxidável Austenítico AISI 347
1. Na análise microestrutural deste aço, na condição como recebido, verificou-se
que sua microestrutura monofásica está constituída de grãos austeníticos
com pequenos precipitados de carbetos dispersos no seu interior. Também foi
observado a presença constante de maclas.
2. Este aço, na condição como soldado, não apresentou mudanças significativas
na zona do MB se comparado com a microestrutura do material como
recebido. A microestrutura da ZTA apresentou um crescimento de grão com
um mecanismo anormal. Nesta observa-se a presença da ferrita delta na
forma de precipitados principalmente ao longo dos contornos dos grãos. Na
ZF a precipitação da ferrita ocorreu com diferentes morfologias, sendo
predominantes a morfologia vermicular e laminar. Nesta zona, encontra-se
alta concentração de ferrita delta, determinada com fração volumétrica em
torno de 23%.
3. A microestrutura, com tratamento térmico de solubilização, da zona do MB
não apresentou variações. Na ZTA também se observou o mecanismo de
crescimento de grãos anormal. Esta em comparação com a ZTA do material
sem tratamento térmico de solubilização, apresenta uma quantidade menor
da ferrita delta, que também está precipitada principalmente ao longo dos
contornos de grão. Este tratamento foi efetivo na diminuição da ferrita delta,
provocando também uma alteração na sua morfologia. A ferrita delta
apresentou-se, na microestrutura, mais esférica e menos alongada, ocupando
menor fração volumétrica e dispersa inter e intragranularmente. A ZF fundida
do material solubilizado se diferencia também do na condição soldado, nesta

Conclusões
107
pode ser observado uma diminuição da formação de ferrita delta nos
contornos de grão da austenita.
4. Os tratamentos térmicos de solubilização e estabilização nas temperaturas
realizadas não foram suficientes para a completa dissolução dos carbetos que
permaneceram dispersos na microestrutura. Os precipitados encontrados nas
diferentes zonas, MB, ZTA e ZF, analisados qualitativamente por EDS
possuem, em sua composição química, o predomínio do Fe, Cr, Ni, Mn e Nb,
como esperado devido à composição química do aço.
5.2. Aço Inoxidável Superduplex SAF 2507
1. O aço, na condição como soldado, apresenta uma microestrutura do metal
base com as fases /, orientadas e distribuídas em proporções aproximadas,
que não sofrem mudanças significativas como resultado do processo de
soldagem. Nesta condição, a ZTA apresenta a austenita dispersa com
diferentes morfologias, sendo as principais a austenita de Widmanstätten,
intragranular e de contorno de grão. Nesta zona, também verificou-se a
presença de pequenos carbetos e nitretos. A microestrutura da ZF consiste de
uma matriz ferrítica com a precipitação de austenita com as morfologias de
contorno de grão, Widmanstätten, e intragranular.
2. O aço tratado a 900ºC apresenta uma microestrutura diferente, mesmo o MB
apresenta mudanças com este tratamento. Nesta temperatura, a ferrita delta
sofreu uma dissolução em diversas outras fases e a austenita se manteve
inalterada. A ZTA do aço, tratado nesta temperatura, teve a precipitação de
austenita com as morfologias semelhantes às encontradas na ZTA do
material soldado. A ZF apresentou as mesmas morfologias da austenita
precipitada no aço soldado, porém essa precipitação foi mais grosseira,
evidenciando-se mais a austenita com a morfologia de contorno de grão,
também apresentou a austenita intragranular e a de Widmanstätten.
3. Com os tratamentos à alta temperatura 1100 e 1150°C, as zonas, MB, ZTA e
ZF, em geral, tiveram um comportamento semelhante. O MB manteve as
fases alternadas e as frações volumétricas. A microestrutura da ZTA ainda

Conclusões
108
apresentava partículas de carbetos, e a precipitação da austenita com as
mesmas morfologias que na condição soldada. No entanto, a austenita
apresenta-se com um tamanho menor, promovendo nesta região a
aproximação da razão entre a fração volumétrica das fases. Na ZF percebe-
se também a diminuição do tamanho da austenita, as frações volumétricas
das fases próximas e que estas não se apresentam orientadas.
4. A microestrutura da ZTA do aço tratado a 1100°C apresentou uma diminuição
dos carbetos precipitados, se comparada com a do aço na condição soldado,
porém quando tratado a 1150°C, este apresentou novamente uma intensa
precipitação.
5. Na análise EDS dos diversos precipitados encontrados na diferentes zonas,
MB, ZTA e ZF, identificou-se que possuem na composição química o
predomínio do Fe, Cr, Ni, Mo, Mn, e Si, como esperado devido à composição
química do aço.
Sugestões
109
CAPÍTULO 6: SUGESTÕES
1. Verificar a influência dos tratamentos térmicos na microestrutura,
relacionando-as com as propriedades mecânicas e de resistência à corrosão
destes aços.
2. Identificar e caracterizar as fases pequenas não identificadas por microscopia
ótica e microscopia eletrônica de varredura, utilizando-se a microscopia
eletrônica de transmissão.

Referências Bibliográficas 110
CAPÍTULO 7: REFERÊNCIAS
I
ASM Handbook. (1990) Properties and selection: Irons, Steel and High-Perfomance Alloys. 10ª ed. USA: ASM International. Atamert, S., King, J.E. (1992) Super duplex stainless steel - part 1: heat affected zone microstructures. Materials Science and Technology. 8(10): 896-912. Barnhouse, BY E. J., LIPPOLD, J. C. (1998) Microstructure/Property Relationships in Dissimilar Welds Between Duplex Stainless Steels and Carbon Steels. Welding Journal. 77(12): 477-487. Bramfitt, B.C., Benscoter, A.O. (2002) Practices and Procedures for Irons and Steels: The basic etchans for stainless steels. Metallographe’s Guide. ASM International. Brooks, J.A., Thompson, A.W. (1991) Microstructural development and solidification cracking susceptibility of austenitic stainless steel welds. International Materials Reviews. 36: 16-44. Brooks, J.A., Thompson, A.W., Willians, J.C. (1984) A fundamental study of the benefical effects of delta ferrite in reducing weld craking. Welding Journal. 63(3): 71s-33s. Bruemmer, S.M., Charlott, L.A. (1986) Development of grain boundery chromiun depletion in type 304 and 316 stainless steels. Scripta Metallurgica. 20: 1019-1024. Callister Jr, W.D. (2008) Ciência e Engenharia de Materiais: Uma introdução. 7ª edição. Rio de Janeiro: LTC. Castro, R., Cadenet, J. J. (1975) Welding Metallurgy of Stainless and Heat Resisting Steel. Cambridge Universidade Press, Londres. Cervo, R., Ferro, P., Tiziani, A. (2010) Annealing temperature effects on super duplex stainless steel UNS s32750 welded joints. I: microstructure and partitioning of elements. Journal Materials Science. 45: 4369-4377. Chiaverini, V. (1965) Aços-Carbono e Aços-Liga. 2a edição. São Paulo. Associação Brasileira de Metais. Chiaverini, V. (2005) Aços e Ferros Fundidos. 7ª edição. São Paulo: Associação Brasileira de Metais. David, S.A., Vitek, J.M., Alexander, D.J. (1996) Embrittlement of Austenitic Stainless Steel Welds. Journal of Nondestructive Evaluation. 15: 3-4. Díaz, J.J.D.C., Rodríguez, P.M., Nieto, P.J.G., Fresno, D.C. (2010) Comparative analysis of TIG welding distortions between austenitic and duplex stainless steels by FEM. Applied Thermal Engineering. 30: 2448-2459.
Referências Bibliográficas 111
Dobranszky, J., Szabo, P.J., Berecz, T., Hrotko, V., Portko, M. (2004) Energy-dispersive spectroscopy and electron backscatter diffraction analysis of isothermally aged SAF 2507 type superduplex stainless steel. Spectrochimica Acta Part B. 59: 1781-1788. Dolinšek, S. (2003) Work-hardening in the drilling of austenitic stainless steels. Journal of Materials Processing Technology. 133: 63-70. Erneman, J., Schwind. M., Liu, P., Nilsson, J.O., Andrén, H.O., Ågren, J. (2004) Precipitation reactions caused by nitrogen uptake during service at high temperatures of a niobium stabilised austenitic stainless steel. Acta Materialia. 52: 4337-4350. Erneman, J., Schwind, M., Andrén, H.O., Nilsson, J.O., Wilson, A., Ågren, J. (2006) The evolution of primary and secondary niobium carbonitrides in AISI 347 stainless steel during manufacturing and long-term ageing. Acta Materialia. 54: 67-76. Farahat, A.I.Z., Bitar, T.A.E (2010) Effect of Nb, Ti and cold deformation on microstructure and mechanical properties of austenitic stainless steels. Materials Science and Engineering A. 527: 3662-3669. Ferro, P., Tiziani, A., Bonollo, F. (2008) Influence of Induction and Furnace Postweld Heat Treatment on Corrosion Properties of SAF 2205 (UNS 31803). Welding Reserch. 87: 298s-306. Fu, J.W., Yang, Y.S., Guo, J.J., Ma, J.C., Tong, W.H. (2008) Formation of a two-phase microstructure in Fe–Cr–Ni alloy during directional solidification. Journal Of Crystal Growth. 311: 132-136.
Furuhara, M.T.T., Tsuzaki, K. (2001) Microstructure development by
thermomechanical processing in duplex stainless steel. ISIJ. 41: 571-579. Garcia, C., Martin, F., Tiedra, P., Blanco, Y., Lopez, M. (2008) Pitting corrosion of welded joints of austenitic stainless steels studied by using an electrochemical minicell. Corrosion Science. 50: 2390-2397. Gill, T.P.S., Shankar, V., Pujar and, M.G., Rodriguez, P. (1995) Effect of Composition
on The Transformation of -ferrite to in Type 316 Stainless Steel Weld Metals. Scripta Metallurgica et Materialia. 32(10): 595-1600. Guan, K.S., Xu, X.D., Xu, H., Wang, Z.W. (2005) Effect of aging at 700ºC on precipitation and toughness of AISI 321 and AISI 347 austenitic stainless steel welds. Nuclear Engineering and Design. 235: 2485-2494. Ghosh, S.K., Mondal, S. (2008) High temperature ageing behaviour of a duplex stainless steel. Materials Characterization. 59: 1776-1783. Glownia, J., Kalandyka, B., Hübner, K. (2001) Delta ferrite predictions for cast duplex steels with high nitrogen content. Materials Characterization. 47: 149-155.

Referências Bibliográficas 112
Hu, H. (2000) Recovery, recristallization and grain-growth structures. ASM Handbook. Vol.9. Metallography and Microestruture. Hunter, A., Ferry, M. (2002) Phase formation during solidification of AISI 304 austenitic stainless steel. Scripta Materialia. 46: 253-258. Ibrahim, O.H., Ibrahim, I.S., Ibrahim, S., Khalifa, T.A.F. (2010) Effect of aging on the toughness of austenitic and duplex stainless steel weldments. Materials Science and Technology. 26(9): 810-816. Karci, F., Karçar, R., Gunduz, S. (2009) The effect of process parameter on the properties of spot welded cold deformed AISI 304 grade austenitic stainless steel. Journal of Materials Processing Technology. 209: 4011-4019. Kim, S.H., Moon, HK., Kang, T., Lee, C.S. (2003) Dissolution kinetics of delta ferrite in AISI 304 stainless steel produced by strip casting process. Materials Science and Engineering. A356: 390-398. Kina, A.Y., Souza, V.M., Tavares, S.S.M., Souza, J.A., Abreu, H.F.G. (2008) Influence of heat treatments on the intergranular corrosion resistance of the AISI 347 cast and weld metal for high temperature services. Journal of Materials Processing Technology. 199: 391-395. Lima, A.C. (2005) Efeito do envelhecimento a diversas temperaturas na microestrutura de um aço inoxidável superduplex. Tese (Mestrado em Engenharia e Ciência dos Materiais)-Campos dos Goytacazes-RJ, Universidade Estadual do Norte Fluminense-UENF, 92p. Liou, H.Y., Hsieh, R.I., Tsai, W.T. (2002) Microstruture and pitting corrosion in simulated heat-affected zones of duplex stainless steels. Materials Chemistry and Physics. 74: 33-42. Lo, K.H., Shek, C.H., Lai, J.K.L. (2009) Recent Developments in Stainless Steels. Materials Science and Engineering R. 65: 39-104. Metals Handbook. (1973) Metallography, Structure and Phase Diagrams. vol.9, 8ª edição. ASM, Metals Park, Ohio, USA. Menezes, J.W.A., Reis, F.E.U., Abreu, H.F.G, Miranda, H.C., Ribeiro, J.E.M., Oliveira, H.R. (2005) Efeito da energia de soldagem sobre a fração volumétrica da fase ferrítica no aço inoxidável duplex UNS S 31803. Anais do 3° Congresso Brasileiro de P&D em Petróleo e Gás. Salvador-Ba: Instituto Brasileiro de Petróleo e Gás. Michalska, J., Sozańska, M. (2006) Qualitative and quantitative analysis of σ and χ phases in 2205 duplex stainless steel. Materials Characterization. 56: 355-362. Modenesi, P. J. (2001) Soldabilidade dos Aços Austeníticos. São Paulo: SENAI-SP.

Referências Bibliográficas 113
Moura, V., Kina, A.Y., Tavares, S.S.M., Lima, L.D., Mainier, F.B. (2008) Influence of stabilization heat treatments on microstructure, hardness and intergranular corrosion resistance of the AISI 321 stainless steel. Journal of Materials Science. 43: 536-540. Muthupandi, V., Srinivasan, P.B., Seshadri, S.K., Sundaresan, S. (2003) Effect of weld metal chemistry and heat input on the structure and properties of duplex stainless steel welds. Materials Science & Engineering A. 358: 9-16. Neri, M.A., Cola, R. (2001) Analysis of a martensitic stainless steel that failed due to the presence of coarse carbides. Materials Characterization. 47: 283- 289. Nilsson, J.O. (1992) Super duplex stainless steels. Materials Science and Technology. 8: 685-700. Nilsson, J.O., Karlsson, L., Andersson, J.O. (1995) Secondary austenite forl11ation and its relation to pitting corrosion in duplex stainless steel weld metal. Materials Science and Technolog. 11: 276-283. Noble, D.N. (1993) Selection of wrought duplex stainless steels. Welding, Brazing and Soldering. ASM Handbook, v.6. 10a edição. USA: ASM International, 471- 480. Padilha, F., Guedes, L. C. (1994) Aços inoxidáveis austeníticos – Microestrutura e propriedades. São Paulo: Ed. Hemus. Phaniraj, M.P., Kim, D.I., Cho, Y.W. (2011) Effect of grain boundary characteristics on the oxidation behavior of ferritic stainless steel. Corrosion Science. 53: 4124-4130. Pereira, P.A. de S. (2009) Efeito da energia de soldagem na microestrutura de um aço inoxidável duplex e superduplex. Tese (Mestrado em Engenharia e Ciência dos Materiais)-Campos dos Goytacazes-RJ, Universidade Estadual do Norte Fluminense-UENF, 116p. Pessanha, E.C. (2011) Quantificação da ferrita delta e a avaliação da relação microestrutura/propriedades de um aço inoxidável austenítico 347 soldado. Tese (Mestrado em Engenharia e Ciência dos Materiais)-Campos dos Goytacazes-RJ, Universidade Estadual do Norte Fluminense-UENF, 95p. Piekarski. (2001) Effect of Nb and Ti additions on microstructure, and identification of precipitates in stabilized Ni-Cr cast austenitic steels. Materials Characterization. 47:181-186. Pohl, M., Storz, O., Glogowski, T. (2007) Effect of intermetallic precipitations on the properties of duplex stainless steel. Materials Characterization. 58: 65-71. Reed-Hill, R.E. (1992) Princípios de Metalurgia Física. RJ: Guanabara Dois.
Referências Bibliográficas 114
Ritonni, M., Mei, P.R., Martins, M. (2010) Efeito do tratamento térmico de solubilização na microestrutura e nas propriedades de impacto do aço inoxidável superaustenítico ASTM A 744 Gr. CN3MN. Revista Escola de Minas, Ouro Preto, 63(1): 13-20. Sasikala, G., Mathew, M.D., Rao, B.S., Mannan, R.L. (1999) Creep deformation and fracture behaviour of a nitrogen-bearing type 316 stainless steel weld metal. Journal of Nuclear Materials. 273: 257-264. Shaikh, H., Sivaibharasi, N., Sasi, B., Anita, T., Amirthalingam, R., Rao, B.P.C., Jayakumar, T., Khatak, H.S., Raj, B. (2006) Use of eddy current testing method in detection and evaluation of sensitisation and intergranular corrosion in austenitic stainless steels. Corrosion Science. 48: 1462-1482. Shek, C.H. Wong, K.W., Lai, J.K.L. (1996) Review of temperature indicators and the use of duplex stainless steels for life assessment. Materials Science and Engineering. R19: 153-200. Taban, E. (2008) Toughness and microstructural analysis of superduplex stainless steel joined by plasma arc welding. Journal Materials Science. 43: 4309-4315. Tang, J.E., Halvarsson, M., Asteman, H. Svensson, J.E. (2001) The microstructure of the base oxide on 304L steel. Micron. 32: 799-805. Tavares, S.S.M., Castro, J.L.G., Côrte, R.R.A., Souza, V.M., Pardal, J.M. (2006) Detecção de pequenos teores de fase sigma e Avaliação dos seus efeitos na resistência à corrosão do aço inoxidável duplex UNS S31803. ENGEVISTA. 8(2): 77-82. Tavares, S.S., Souza, V.M., Souza, J.A., Kina, A.Y. (2008) Influência dos tratamentos térmicos de estabilização e solubilização na resistência à corrosão intergranular do aço inoxidável AISI 347 fundido. Tecnologia em Metalurgia e Materiais. 4(3): 18-22. Terada, M., Mitiko, S., Costa, I., Padilha, A.F. (2006) Microstructure and intergranular corrosion of the austenitic stainless steel 1.4970. Journal of Nuclear Materials. 358: 40-46. Thorvaldsson, T., Dunlop, G.L. (1982) Effect of stabilizing additions on precipitation reactions in austenitic stainless steel. Metal Science. 16: 184-190. Topolska, S., Labanowski, J. (2009) Effect of microstructure on impact toughness of duplex and superduplex stainless steels. Journal of Achievements in Materials and Manufacturing Engineering. 36(2): 142-149. Vach, M., Kuníková T., Dománková M., Sevc, P., Caplovic, L., Gogola, P., Janovec, J. (2008) Evolution of secondary phases in austenitic stainless steels during long-term exposures at 600, 650 and 800°C. Materials Characterization. 59: 1792-1798.
Referências Bibliográficas 115
Vasconcellos, P.I.G. (2008) Soldagem em Campo de Tubos de Aço Inox Duplex e Superduplex. Tese (Mestrado em Engenharia e Ciência dos Materiais)-Campos dos Goytacazes-RJ, Universidade Estadual do Norte Fluminense-UENF, 92p. Villanueva, D. M. E., Junior, F. C. P., Plaut, R. L., Padilha, A. F. (2006) Comparative study on sigma phase precipitation of three types of stainless steels: austenitic, superferritic and duplex. Materials Science and Technology. 22(9): 1098-1104. Wainer, E.(ed.), Brandi, S.D.(ed.), Mello, F.D.H. (ed.). (1992) Soldagem: processos e metalurgia. São Paulo: E. Blücher. Yan, H., Bi, H., Li, X., Xu, Z. (2009) Microstructure, texture and grain boundaries character distribution evolution of ferritic stainless steel during rolling process. Journal of Materials Processing Technology. 209: 2627-2631.
Yoon, J.H., Yoon, E.P., Lee, B.S. (2007) Correlation of chemistry, microstructure and ductile fracture behaviours of niobium-stabilized austenitic stainless steel at elevated temperature. Scripta Materialia. 57: 25-28. Yoo, O., Oh, Y., Lee. B., Nam, S.W. (2005) The effect of the carbon and nitrogen contents on the fracture toughness of Type 347 austenitic stainless steels. Materials Science and Engineering A. 405: 147-157.




![Sinterização ultra-rápida de materiais cerâmicos usando ... · corte e soldagem [1], tratamento térmico de superfícies e sinterização [2], ... (BGO) compounds were synthesized](https://static.fdocumentos.com/doc/165x107/601dede37e83e412265cca93/sinterizao-ultra-rpida-de-materiais-cermicos-usando-corte-e-soldagem.jpg)