CESPE - INPI - Químico, Químico Industrial, Engenheiro Químico - Resolução Comentada
Eixo de Comando de Válvulas
SMM0176
Engenharia de Fabricação Metalúrgica
Departamento de Engenharia de Materiais, Aeronáutica e Automobilística
© MAHLE
Eixo de Comando de Válvulas
Grupo:
Bruno Capristo Watanabe
Cesar Hideyuki Hojo Ferreira
Glauco Manfrim Porto Prof Dr Marcelo Falcão
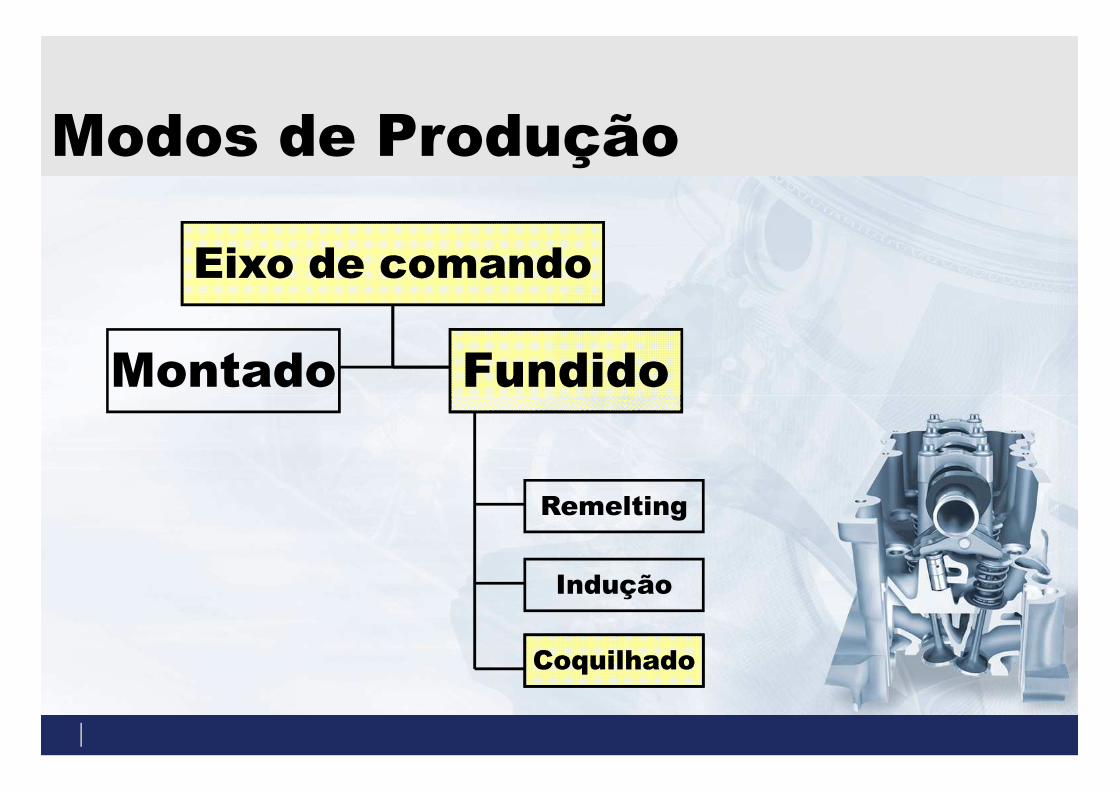
FundidoMontado
Eixo de comandoEixo de comando
Fundido
Modos de Produção
FundidoMontado
Remelting
Indução
Coquilhado
Fundido
Coquilhado
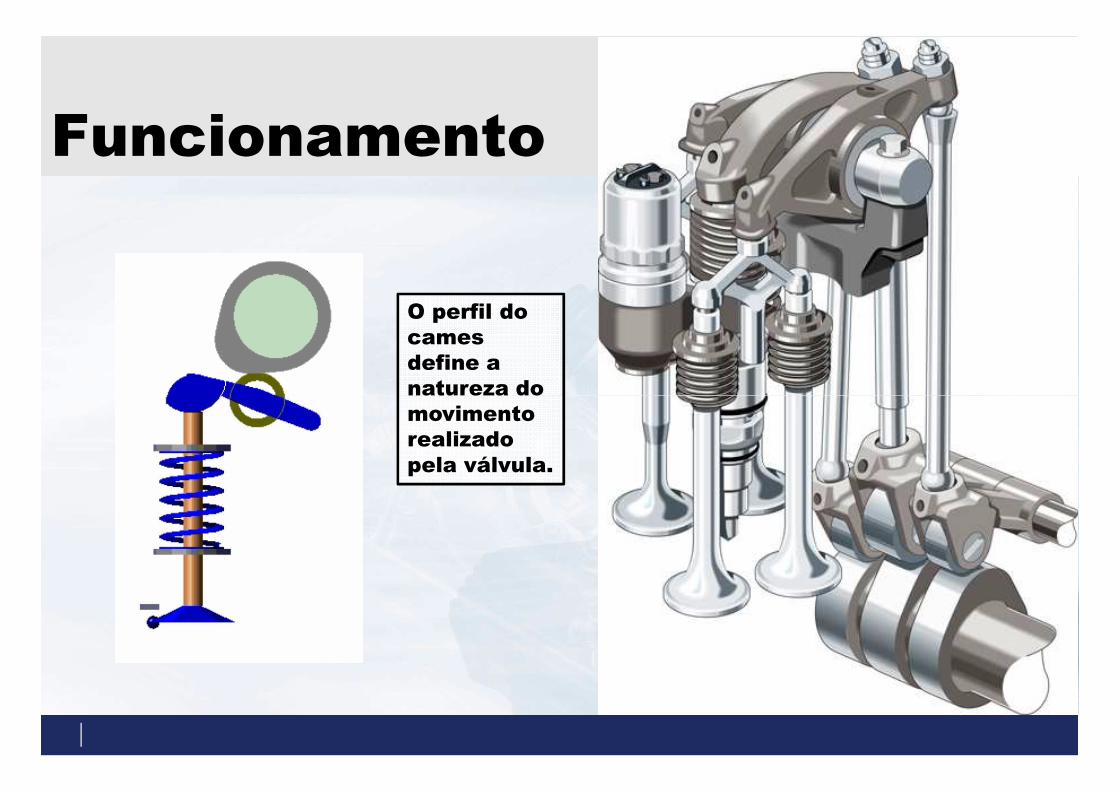
Funcionamento
O perfil do cames define a natureza do natureza do movimento realizado pela válvula.

Funcionamento
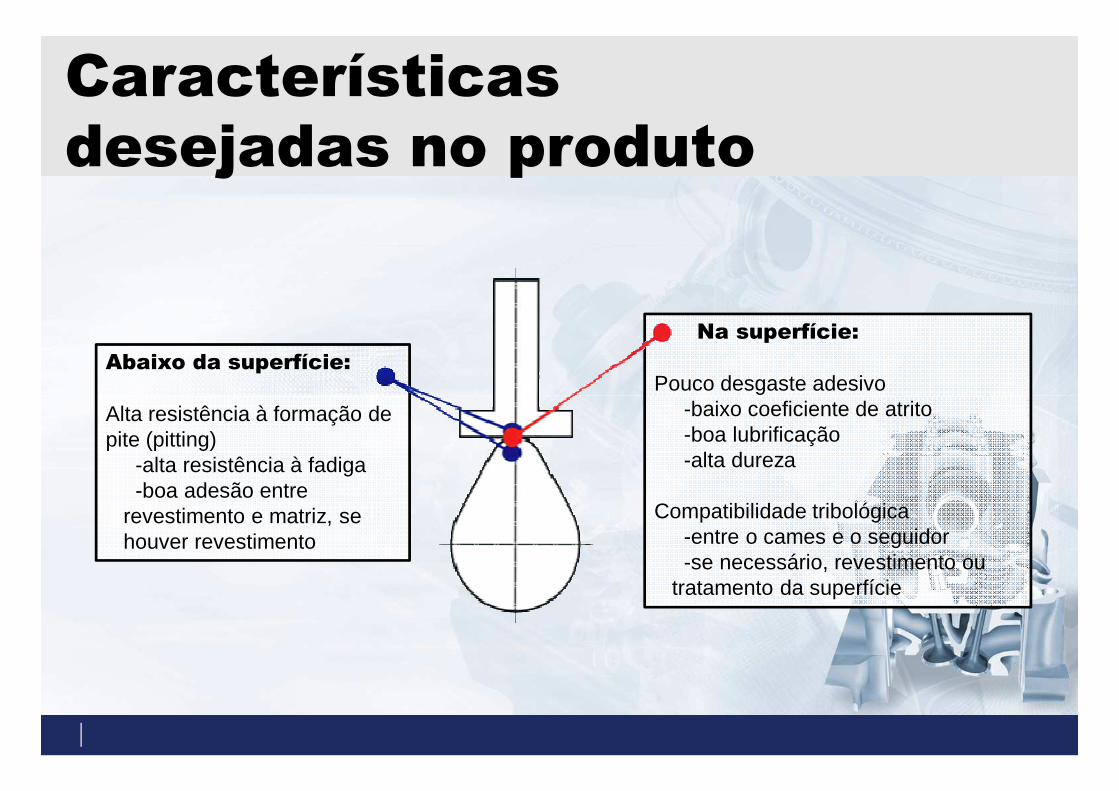
Características desejadas no produto
Abaixo da superfície:
Na superfície:
Pouco desgaste adesivoAlta resistência à formação de pite (pitting)
-alta resistência à fadiga-boa adesão entre
revestimento e matriz, sehouver revestimento
-baixo coeficiente de atrito-boa lubrificação-alta dureza
Compatibilidade tribológica-entre o cames e o seguidor-se necessário, revestimento ou
tratamento da superfície

Localização no motor
Motor Roncan – Ford FIESTA : Eixo de Comando Montado por Interferência

Componentes da ligaFerro-Vanádio
Ferro-Ferro-
Ferro-Manganês
Ferro-Silício
Ferro-Molibidênio
Ferro-Fósforo
Ferro-Cromo
Ferro Gusa Carvão CardiffSucata de aço
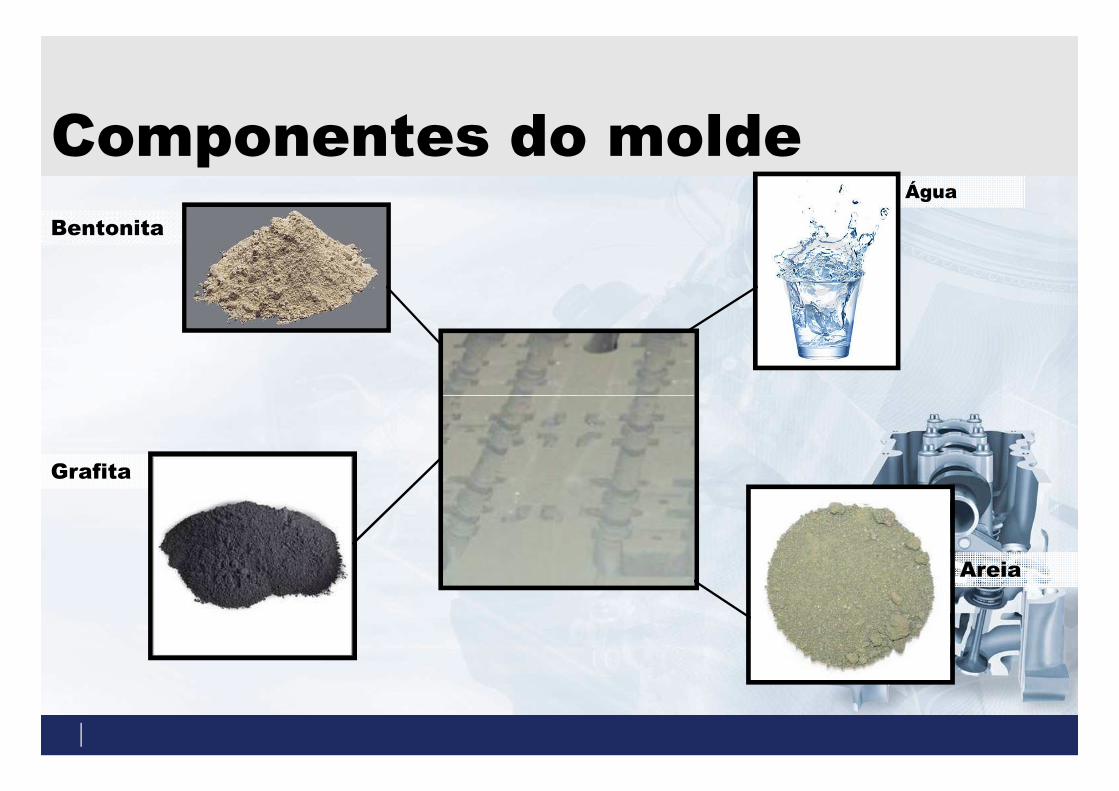
Componentes do moldeBentonita
Água
Grafita
Areia
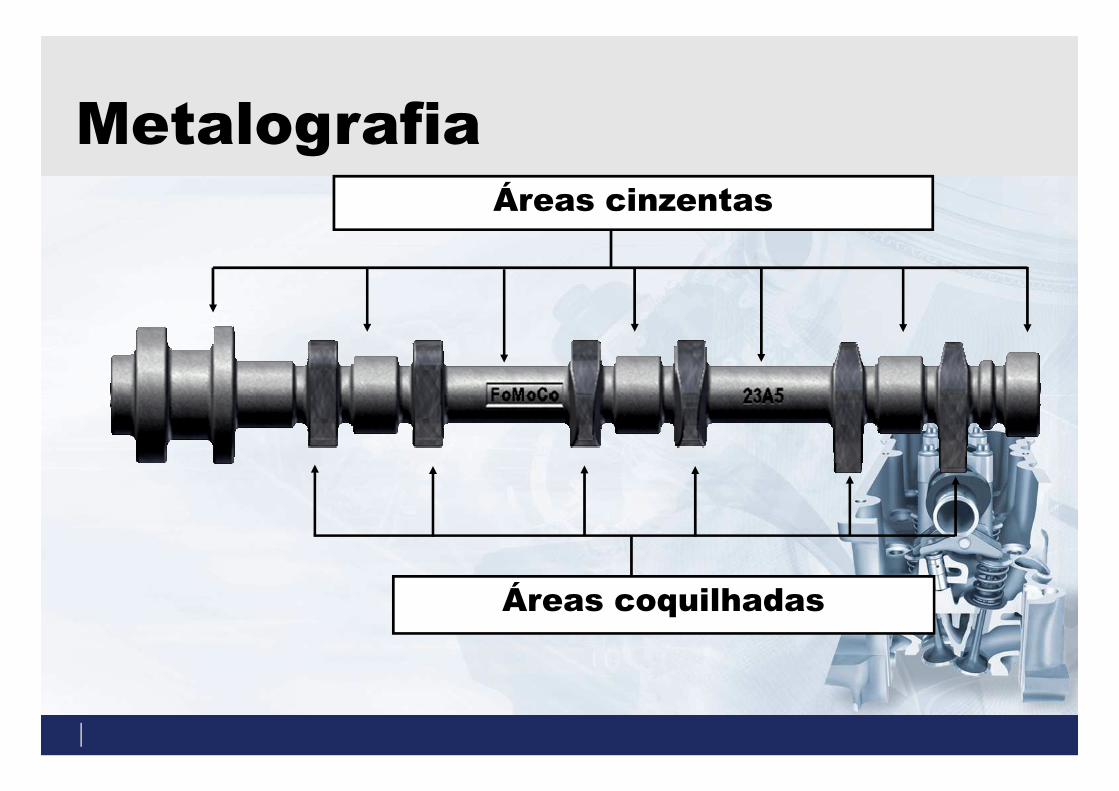
MetalografiaÁreas cinzentas
Áreas coquilhadas

Áreas cinzentas e áreas de transição
Área cinzenta Área de transição
A matriz é predominantemente de Perlita, contendo Carbonetos e Ferrita.

Área coquilhada
Sem ataque químico Com ataque químico
A micrografia mostra uma microestrutura de finos precipitados de grafita e
ledeburita.

Durezas
Ondas de resfriamento definem a configuração e a distribuição das durezas na
peça
321 HB
283 HB
285 HB
283 HB
485 HB

Exemplo de composição típicaElemento Composição na liga (%)
Carbono Total 3,1 – 3,5
Silício 1,5 – 2,5
Manganês 0,5 – 0,8Manganês 0,5 – 0,8
Enxofre 0,15 máx
Fósforo 0,15 máx
Níquel 0,25 máx
Molibidênio 0,25 máx
Cromo 0,80 máx

Enchimento do molde Características:
Velocidades maiores, menos homogêneas
Líquido preenche peças
Discutir o q se espera do enchimento ( velocidades menores que TANTO –vide bula )
Discussao de como está disposto o molde e tals.disposto o molde e tals.
Características:
Velocidades menores, mais homogêneas
Líquido preenche peças de maneira uniforme
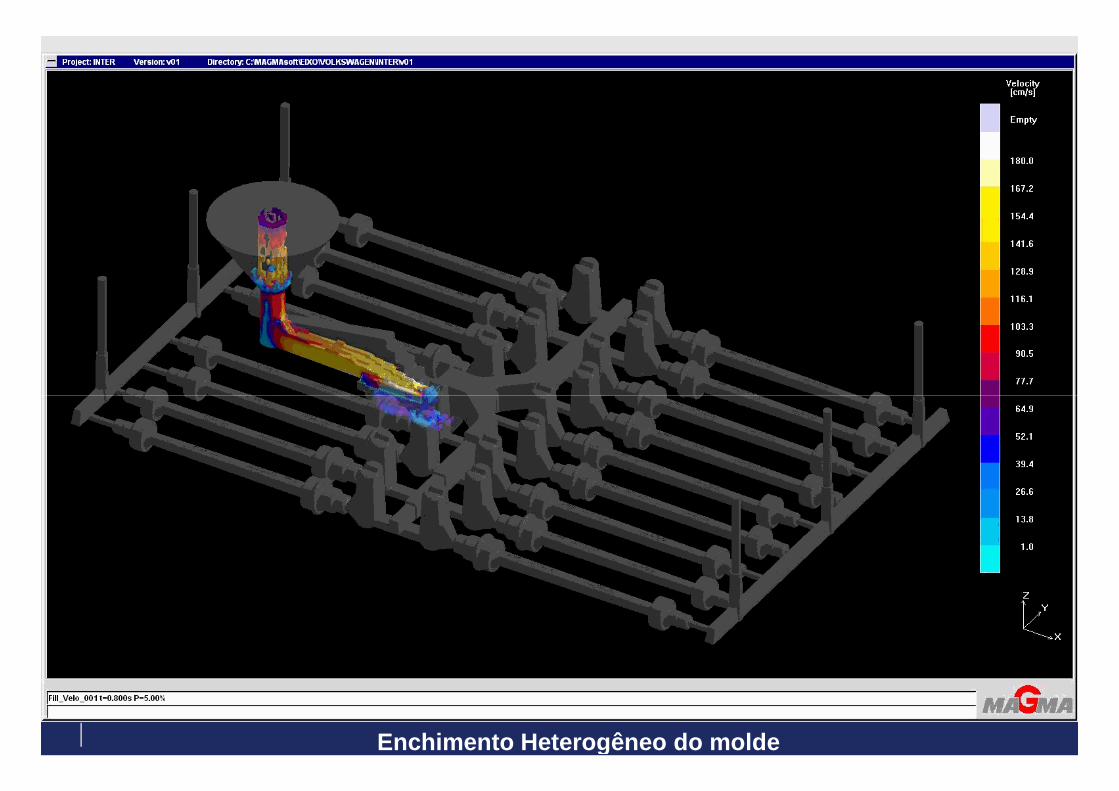
Enchimento Heterogêneo do molde
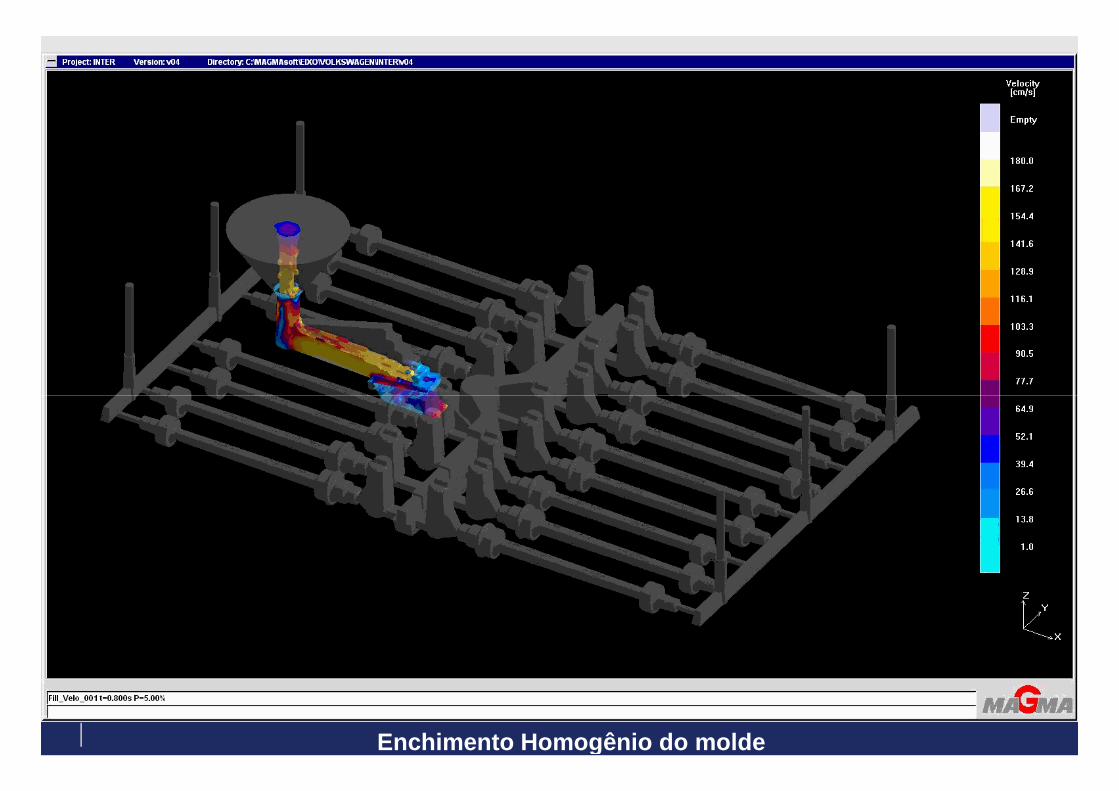
Enchimento Homogênio do molde

Observa-se que as regiões dos cames resfriam mais rapidamente, possibilitando a formação de ledeburita, que apresenta maior dureza.
Resfriamento da peça
dureza.
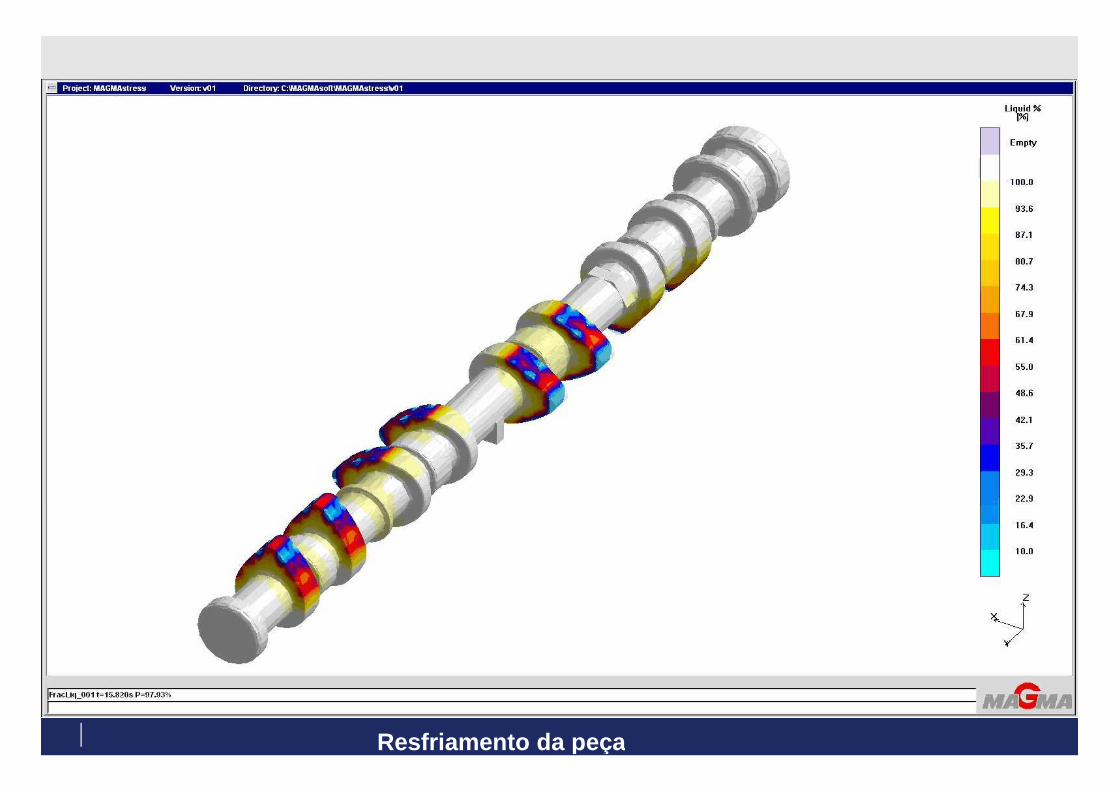
Resfriamento da peça

Empenamento da peça
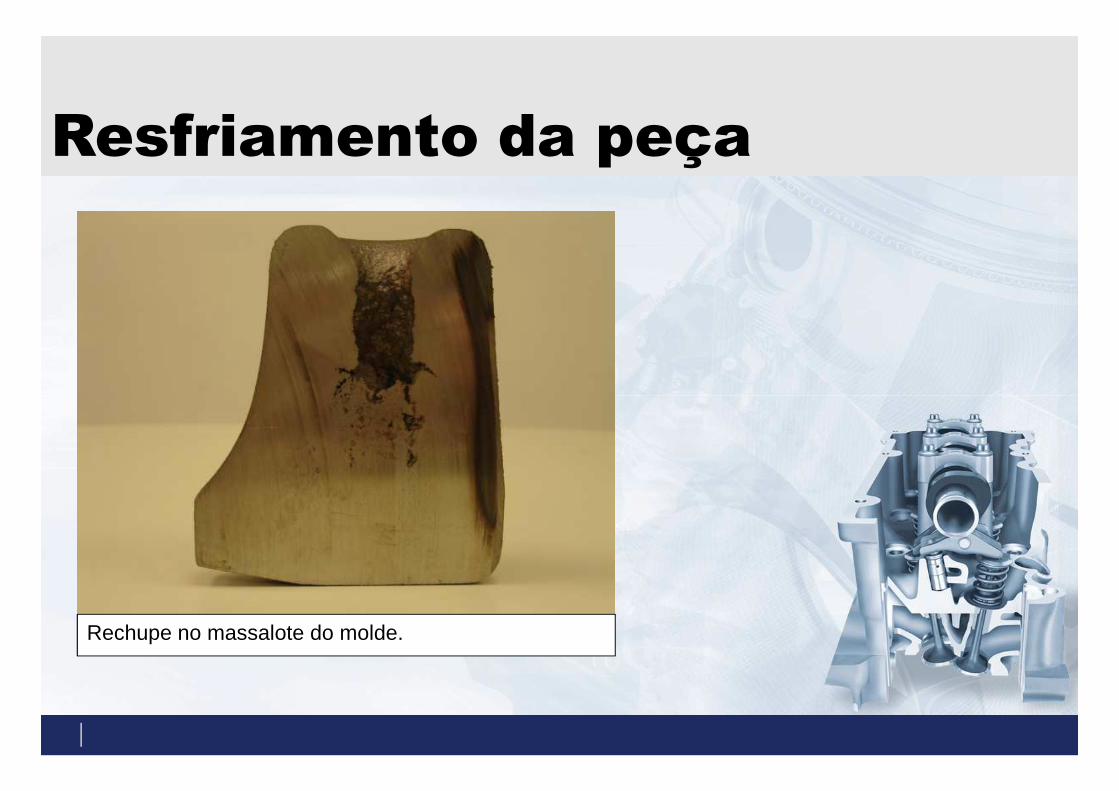
Resfriamento da peça
Rechupe no massalote do molde.
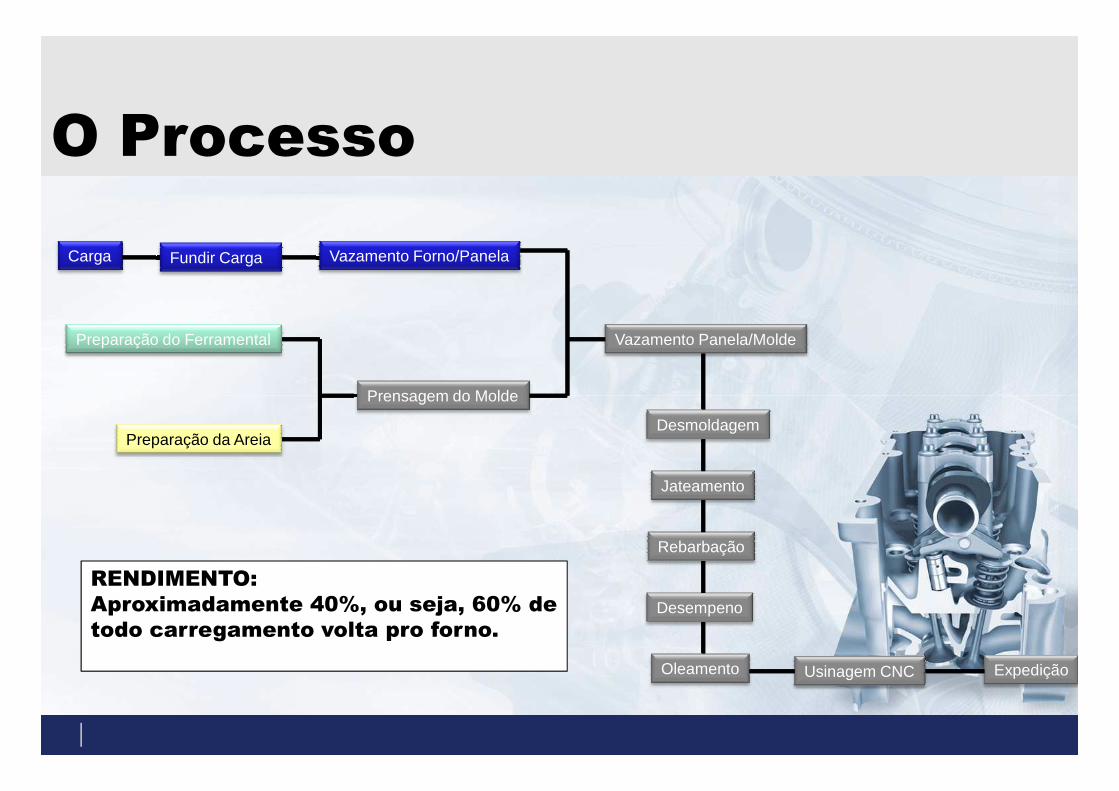
O Processo
Carga Fundir Carga
Preparação do Ferramental Vazamento Panela/Molde
Prensagem do Molde
Vazamento Forno/Panela
Preparação da Areia
Prensagem do Molde
Desmoldagem
Jateamento
Rebarbação
Desempeno
Oleamento Usinagem CNC Expedição
RENDIMENTO:Aproximadamente 40%, ou seja, 60% de todo carregamento volta pro forno.
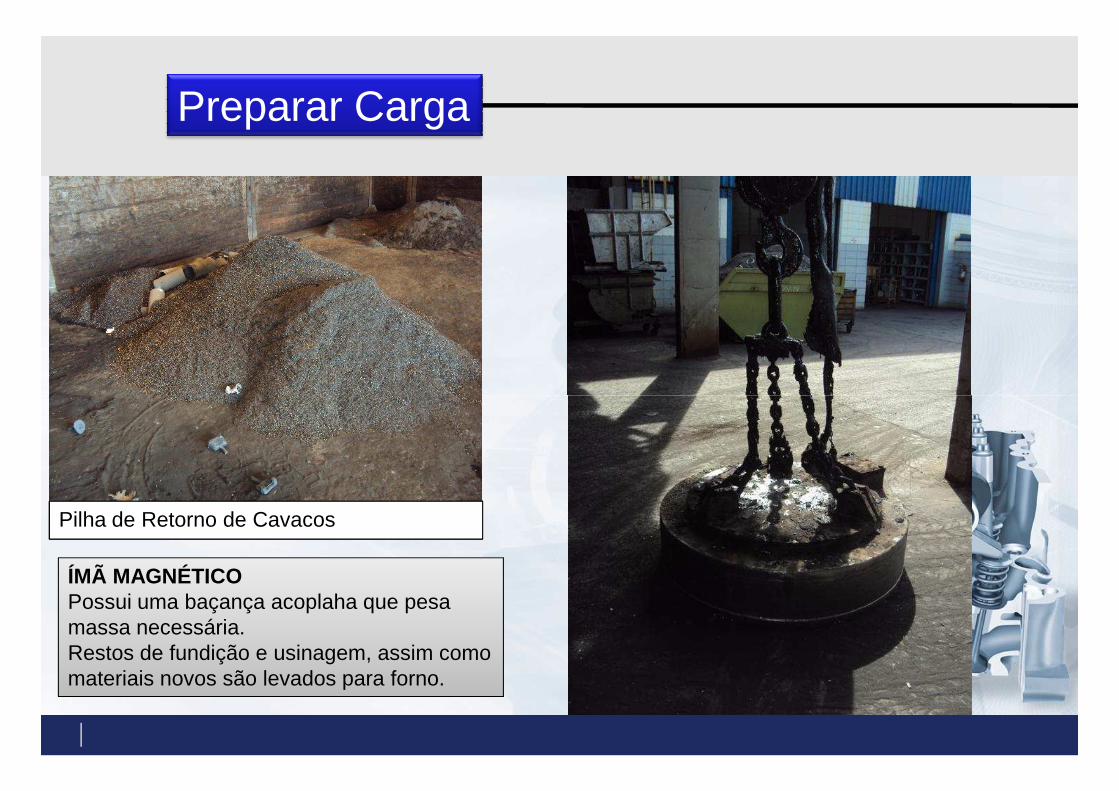
Preparar Carga
ÍMÃ MAGNÉTICOPossui uma baçança acoplaha que pesa massa necessária.Restos de fundição e usinagem, assim como materiais novos são levados para forno.
Pilha de Retorno de CanaisPilha de Retorno de Cavacos

FORNO DE INDUÇÃOMassa: 5tTemperatura: 1450 – 1470 °C
A Temperatura é medida antes do vazamento.
Depois de fundido é retirada a escória que nada
Fundir Carga
retirada a escória que nada sobre a liga derretida.
Carregamento do forno de induçãoMedição da temperatura no fornoRetirada da Escória
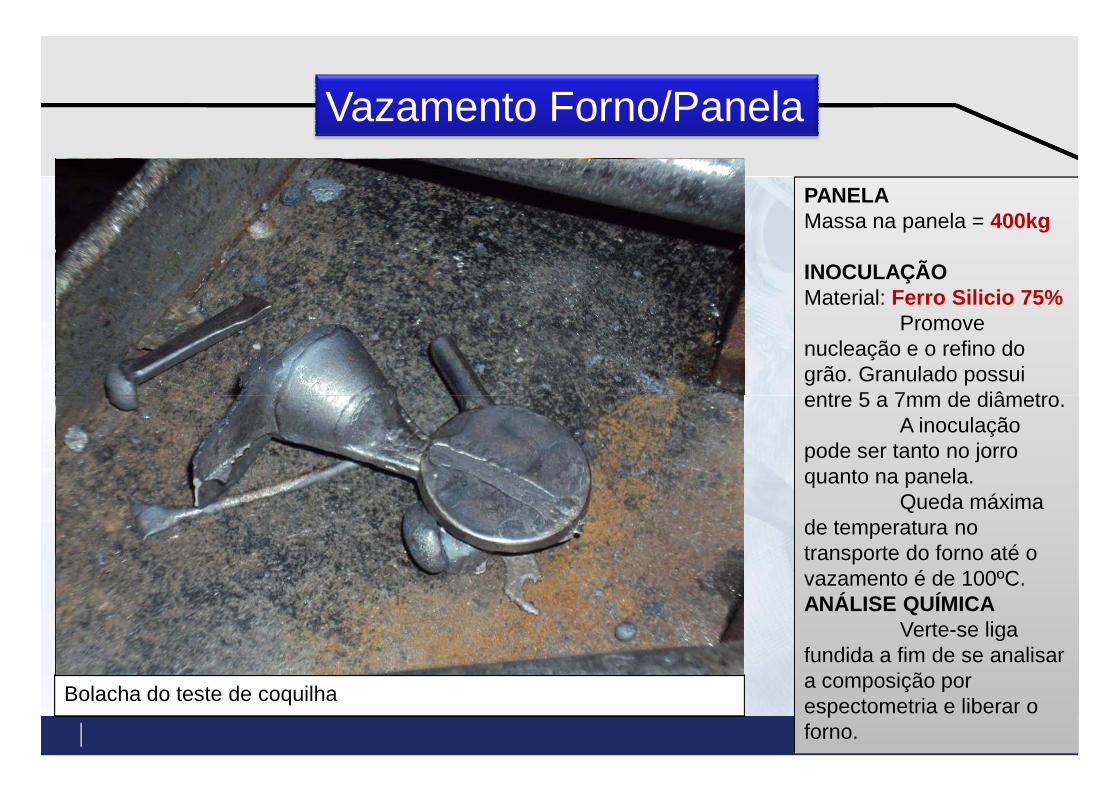
PANELAMassa na panela = 400kg
INOCULAÇÃOMaterial: Ferro Silicio 75%
Promove nucleação e o refino do grão. Granulado possui entre 5 a 7mm de diâmetro.
Vazamento Forno/Panela
entre 5 a 7mm de diâmetro.A inoculação
pode ser tanto no jorro quanto na panela.
Queda máxima de temperatura no transporte do forno até o vazamento é de 100ºC.ANÁLISE QUÍMICA
Verte-se liga fundida a fim de se analisar a composição por espectometria e liberar o forno.
Vazamento Forno/PanelaPrimeiramente, o inoculante é medido e pesado.Em seguida, o inoculante é colocado em uma caneca de inoculaçao.Demonstração de inoculaçao no jorro. Teste da Coquilha: Coquilha de cobre fechadaTeste da Coquilha: coquilha de cobre abertaBolacha do teste de coquilha

FERRAMENTAL�Modelo� Canais de descida� Canal flotador� Filtro� Réguas� Massalote� Pino centralizador� Coquilha
Preparação do Ferramental
� CoquilhaCOMPOSIÇÃOMadeira, metal,...
COQUILHADORPOSIÇÃO: Superfície do camesFUNÇÃO: Aumento da taxa de resfriamento e da dureza (ledeburita)
FILTRORetém a escória, impurezas sólidas
FOTO INDISPONÍVEL

Preparação da Areia
Carvão5 kg
Água
29 L
Areia
20 kg
BALANÇA
Areia de reuso
�27s
Bentonita3kg nacional3kg internacional
PREPARAÇÃO DA AREIA
Aproximadamente 70% da areia do molde será vinda do reuso.
A areia de reuso é somente composta da areia fina. Toda a areia que, depois do processo, encontrava-se empelotada é descartada.
SISTEMAMISTURADOR
Silo Diário
� 90s
AREIA VERDE
Abastecimento de

PRENSAGEMMáquina Modeladora pressiona a areia sobre o ferramental. Carga: SEGREDO!
Prensagem do Molde
Máquina ModeladoraMoldes – Bipartição inferior

Vazamento Panela/Molde
VAZAMENTOVerificação da
temperatura:1380ºC < T <1390 ºC
Estouros por aprisionamento de gases
TESTE DE COQUILHADOR
Vazamento Panela/Molde.
TESTE DE COQUILHADORÉ realizado ao fim
do vazamento da panela. É vazado a liga em uma cunha em V.
Medição da espessura da região coquilhada (ledeburítica), oferecendo um feedback para o forno, informando se deve-se aumentar ou diminuir a inoculação.

DESMOLDAGEMO molde é deixado resfriar por 1 hora. Em seguida, é posto em uma esteira vibrante, que retira a areia.A árvore segue até uma estação, onde seus
Desmoldagem
estação, onde seus massalotes, canais e outros serão separados da peça por marretadas.Canais retirados da árvore são devidamente limpados e direcionados à pilha de reciclagem, junto ao imã magnético.
Peças e Canais depois da retirada da areia por vibração.

JATEAMENTOO jatemaneto é feito
por aproximadamente 5 minutos com granalhas de aço de 1mm de diâmetro . A jateadora possui 3 turbinas para aceleram as gralhas para que atinjam a peça e
Jateamento
que atinjam a peça e removam resquícios de areia .
Após o jateamento, as peças são inspecionadas visualmente.
Eixos de Comando sendo posicionados na gancheira.Entrada das gancheiras carregadas na jateadoraGranalha de aço

REBARBAÇÃORealizada manualmente ou automaticamente com esmeril, disco de corte e rebolo.
Rebarbação
Inspeção visual é realizada após o processo.
Rebarbação de um eixo de comando
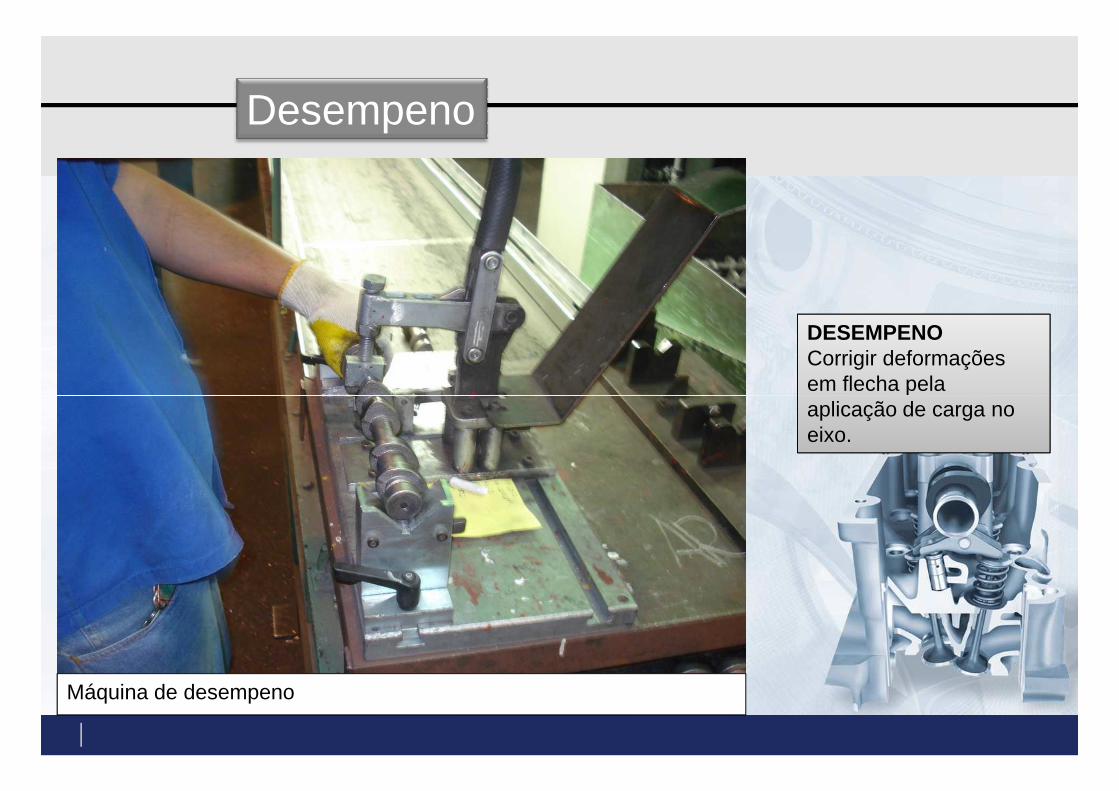
DESEMPENOCorrigir deformações em flecha pela
Desempeno
aplicação de carga no eixo.
Máquina de desempeno

OLEAMENTOPrevenção contra oxidação até o momento da usinagem.
Usinagem CNCOleamento Expedição
USINAGEM CNCUSINAGEM CNCAcabamento final

Possíveis Defeitos do Processo
•Deslocamento do molde (MOLD DISPLACEMENT )
Off-set do molde bipartido foi mal posicionado entre si: pinos centralizadores não impediram o surgimento de
folgas na caixa.

Possíveis Defeitos do Processo
•Molde Mole (SOFT MOLD )
Bipartição superior do molde foi mal compactada e a inferior está bem compactada. Máquina modeladora
não impôs pressão suficiente pra deixar o molde duro.

Possíveis Defeitos do Processo
•Defeito ou quebra do molde (MOLD DEFECT/BREAKAGE )
Defeito grosseiro, associado ao ferramental; especificamente na desmoldagem. Quando a areia se
destaca do molde, parte da superfície interior do molde quebra-se e cai sobre a peça sendo solidificada.

Possíveis Defeitos do Processo
•Enchimento incompleto (MISRUN )
Temperatura do vazamento demasiadamente baixa, vazamento demorado ou interrompido.

Possíveis Defeitos do Processo
•Inclusão de areia (SAND INCLUSION )
Grãos de areia soltos dentro do molde, bolo caiu, fluxo heterogêneo, etc

Possíveis Defeitos do Processo
•Inclusão de escória (SLAG INCLUSION )
O filtro não retira a escoria, pois não estava bem assentado dentro do molde ou não atuou
corretamente.

Possíveis Defeitos do Processo
•Coquilha deslocada (CHILL DISPLACEMENT )
Coquilha foi mal alocada no molde. Regiões coquilhadas não correspondem às regiões do came.

Possíveis Defeitos do Processo
•Solda fria (COLD WELDING )
Encontro de duas frentes de solidificação que não se solidificaram adequadamente. Podem ter vindo uma de
cada direção ou houve fluxo heterogêneo.

Agradecimentos
Agradecemos a Mahle, maior fabricante de eixo de Agradecemos a Mahle, maior fabricante de eixo de comando fundido no Brasil, localizada em Mogi GuaçuDiretor : Marcelo JardimGerente da Qualidade : José Carlos AdornoEngenharia : Francisco Nieri, Roberto Bidetti Cesare eDimas Tomasin Assitencia Técnica : Rubens Manfrim PortoLaboratório: Vanderlei Muller