ENCARREGADO DE MONTAGEM...
35
1- 1 - ENCARREGADO DE MONTAGEM MECÂNICA SOLDAGEM
Transcript of ENCARREGADO DE MONTAGEM...
1- 1 -
ENCARREGADO DE MONTAGEM MECÂNICA
SOLDAGEM
2
ENCARREGADO DE MONTAGEM MECÂNICA
SOLDAGEM

3
© PETROBRAS – Petróleo Brasileiro S.A. Todos os direitos reservados e protegidos pela Lei 9.610, de 19.2.1998.
É proibida a reprodução total ou parcial, por quaisquer meios, bem como a produção de apostilas, sem
autorização prévia, por escrito, da Petróleo Brasileiro S.A. – PETROBRAS.
Direitos exclusivos da PETROBRAS – Petróleo Brasileiro S.A.
LEITZKE, Rafael Blank Soldagem / CEFET-RS. Pelotas, 2006.
34 p.:il.
PETROBRAS – Petróleo Brasileiro S.A.
Av. Almirante Barroso, 81 – 17º andar – Centro CEP: 20030-003 – Rio de Janeiro – RJ – Brasil
4
ÍNDICE Introdução.................................................................................................................................................6 1. Soldagem .............................................................................................................................................7
1.1 Um pouco de história .....................................................................................................................7 1.2 Definição ........................................................................................................................................8
2. Classificação dos processos de soldagem ........................................................................................10
2.1. Soldagem por Fusão (fases líquida – líquida) ............................................................................10 2.2. Soldagem por Pressão (fases sólida – sólida) ...........................................................................10 2.3. Brasagem (fases sólida – líquida)...............................................................................................10
3. Tipos de Processos de Soldagem .....................................................................................................12
3.1. Solda Oxi-Gás.............................................................................................................................12 3.1.1. Chamas de Soldagem .........................................................................................................13 3.1.2. Segurança na Soldagem Oxi-Gás.......................................................................................14
3.2. Solda a Arco Elétrico com Eletrodo Revestido ...........................................................................15 3.2.1. O Arco Elétrico.....................................................................................................................16 3.2.2. Equipamentos de Soldagem ...............................................................................................16 3.2.3. Funções dos Revestimentos dos Eletrodos ........................................................................17 3.2.4. Especificações AWS para Eletrodos Revestidos ................................................................18 3.2.5. Manutenção e Cuidados com os Eletrodos.........................................................................19
3.3. Solda MIG (Metal Inert Gas) / MAG (Metal Active Gas) .............................................................20 3.3.1. Equipamento para Soldagem MIG / MAG...........................................................................22 3.3.2. Consumíveis no Processo MIG / MAG................................................................................22
3.4. Solda TIG (Tungsten Inert Gas) ou GTAW (Gas Tungsten Arc Welding)..................................23 3.4.1. O Equipamento para Soldagem TIG ...................................................................................24 3.4.2. Fonte de Corrente Elétrica ..................................................................................................24 3.4.3. Tocha...................................................................................................................................25 3.4.4. Fonte de Gás .......................................................................................................................25 3.4.5. Cabos e Mangueiras ...........................................................................................................25 3.4.6. Eletrodo ...............................................................................................................................25 3.4.7. Gases de Proteção..............................................................................................................26
3.5. Soldagem por Arco Submerso....................................................................................................26 3.5.1. Princípio de Funcionamento do Processo...........................................................................27 3.5.2. Fluxo ....................................................................................................................................27 3.5.3. Características do Processo................................................................................................28
4. Terminologias de Soldagem...............................................................................................................29
4.1. Junta Soldada .............................................................................................................................29 4.3. Posições de Soldagem ...............................................................................................................30
5. Simbologias de Soldagem..................................................................................................................32 Bibliografia..............................................................................................................................................35
5
Lista de figuras e tabelas Figura 1. Classificação dos processos de soldagem a partir da natureza da união..............................11 Figura 2. Estação típica de soldagem oxi-acetilênica............................................................................12 Figura 3. Processo de soldagem a gás..................................................................................................13 Figura 4. Formato da chama. .................................................................................................................14 Figura 5. Soldagem com eletrodo revestido. .........................................................................................15 Figura 6. Esquema de equipamento de soldagem. ...............................................................................16 Figura 7. Norma AWS A 5.1 – Eletrodos para aço ao carbono. ............................................................19 Figura 8. Processo de soldagem MIG / MAG. .......................................................................................21 Figura 9. Equipamento de soldagem MIG / MAG. .................................................................................22 Figura 10. Rolo de eletrodo MIG / MAG.................................................................................................22 Figura 11. Representação esquemática do processo TIG. ...................................................................24 Figura 12. Equipamento básico para soldagem TIG..............................................................................24 Figura 13. Componentes essenciais de um equipamento de soldagem por Arco Submerso...............27 Figura 14. Dispositivo para sustentação de fluxo. .................................................................................28 Figura 15. Representação de juntas soldadas.......................................................................................29 Figura 16. Representação de chanfros..................................................................................................30 Figura 17. Características dimensionais de chanfros e soldas..............................................................30 Figura 18. Posições de Soldagem. ........................................................................................................31 Figura 19. Simbologia de soldagem conforme norma AWS A 2.4–86...................................................32 Figura 20. Tipos Básicos de soldas e seus símbolos. ...........................................................................33 Figura 21. Símbolos suplementares de soldagem.................................................................................33 Figura 22. Diversos tipos de soldas com suas simbologias. .................................................................34 Figura 23. Simbologia de soldas em chanfros. ......................................................................................34 Figura 24. Simbologia de solda com cordão intermitente......................................................................35 Tabela 1. Tabela de Elementos Adicionados no Revestimento ............................................................18 Tabela 2. Tabela de especificações AWS para eletrodos revestidos....................................................18 Tabela 3. Tabela de desempenho de alguns eletrodos em diferentes aplicações................................19 Tabela 4. Tabela de gases consumíveis nos processos MIG / MAG. ...................................................23 Tabela 5. Classificação AWS A 5.12-92 de valores máximos de elementos de liga em eletrodos
TIG. .......................................................................................................................................26
6
Introdução
A constante evolução da indústria moderna cada vez mais exige de seus trabalhadores a
ampliação de seus conhecimentos para que os mesmos assegurem suas colocações no mercado de
trabalho.
O Curso de Encarregado de Montagem Mecânica proposto é uma prova disso.
Entende-se que um encarregado de montagem mecânica, considerando o perfil profissional
desejado, deva possuir competências para poder aplicar métodos, processos e logística para a
execução de montagens, sendo capaz de ler e interpretar desenhos e projetos, identificar materiais
mecânicos, conhecer métodos e elementos de montagem e realizar medições.
Neste trabalho, desenvolveremos algumas das competências inerentes ao profissional da
área de Soldagem, em consonância com as necessidades específicas do curso CM – Construção e
Montagem.
A área de Soldagem possui uma extensa gama de processos e atividades que, pelas
competências exigidas neste Curso, teve que ser resumida a alguns processos de mais larga
utilização na indústria mecânica em geral.
Esta apostila é um material de apoio aos alunos que executarão, em complemento às aulas
teóricas de Soldagem, aulas práticas, onde desenvolverão as competências próprias do processo em
sí.
Saliento, por fim, que esta apostila é um trabalho elaborado com base nas bibliografias
citadas, não possuindo caráter inédito.
7
1. Soldagem
1.1 Um pouco de história
A Soldagem é um processo de Fabricação Mecânica que tem por objetivo a união de
materiais, similares ou não, de forma permanente, assegurando na junta a continuidade das
propriedades físicas e químicas necessárias ao seu desempenho. É uma das formas mais
importantes de união permanente de peças usadas industrialmente.
A história da soldagem remonta a milhares de anos antes de Cristo. Existe, no museu do
Louvre, em Paris, França, jóias Persas datadas de aproximadamente 4.000 anos A.C., que
apresentam indicações de solda. Também da Pérsia, hoje Irã e Iraque, tem-se armamentos datados
de 1.300 A.C. onde, através de uma técnica de sopro oriunda das civilizações grega e romana, funde-
se o bronze, promovendo sua soldagem.
A soldagem moderna propriamente dita, originou-se fundamentalmente da descoberta da
possibilidade de se fundir metais através de descargas elétricas, ou seja, do advento do arco elétrico,
bem como também a sintetização do gás Acetileno, o que permitiu que se iniciassem alguns
processos de fabricação de peças, utilizando estes novos recursos.
Abaixo, uma cronologia resumida sobre a evolução da soldagem.
1801 Sir Humphey Davis descobre o fenômeno do arco elétrico.
1836 Edmund Davy descobre o Acetileno.
1885 N. Bernardos e S. Olsewski depositam patente do processo de soldagem por arco
elétrico.
1889 N.G. Slavianoff e C. Coffin substituem o eletrodo de grafite por arame metálico.
1901 Fouché e Picard desenvolvem o primeiro maçarico industrial para soldagem
oxiacetilênica.
1903 Goldschmidt descobre a solda aluminotérmica.
1907 O. Kjellberg deposita a patente do primeiro eletrodo revestido.
1919 C. J. Halsag introduz a corrente alternada nos processos de soldagem.
1926 H.M. Hobart e P.K. Denver utilizam gás inerte como proteção do arco elétrico.
1930 Primeiras normas para eletrodo revestido nos EUA.
1935 Desenvolvimento dos processos de soldagem TIG e Arco Submerso.
1948 H.F. Kennedy desenvolve o processo de soldagem MIG.
1950 França e Alemanha desenvolvem o processo de soldagem por feixe de elétrons.
1953 Surgimento do processo MAG.
1957 Desenvolvimento do processo de soldagem com arame tubular e proteção gasosa.
8
1958 Desenvolvimento do processo de soldagem por eletro-escória, na Rússia.
1960 Desenvolvimento de processo de soldagem a laser, nos EUA.
1970 Aplicados os primeiros robôs nos processos de soldagem.
A Soldagem, em relação aos demais processos de união mecânica, apresenta vantagens que
consistem em sua simplicidade e economia, pode ser aplicado em praticamente qualquer local, requer
pequena quantidade de material, e além do mais, pode ser utilizada na manutenção e recuperação de
produtos manufaturados.
A soldagem apresenta uma ampla área de aplicação, incluindo desde o reparo de um simples
objeto doméstico até uma estrutura de aeronave. A soldagem é indispensável na indústria da
construção naval, usinas hidrelétricas, na construção civil, indústrias automobilísticas, indústrias
aeronáuticas, materiais ferroviários, materiais metroviários, indústria petroquímica, indústria nuclear,
tanques de armazenamento, plataformas marítimas, indústria eletro-eletrônica, além de outras
aplicações.
1.2 Definição Segundo a AWS – American Welding Society (Sociedade Americana de Soldagem),
soldagem é um “processo de união de materiais, usado para obter coalescência localizada de metais
e não-metais, produzida por aquecimento até uma temperatura adequada, com ou sem a utilização de
pressão e/ou material de adição”.
Este conceito, para fins de estudos, pode ser dividido em quatro partes;
• “processo de união de materiais ...” – a união de materiais aqui mencionada é
aquela feita objetivando-se a coalescência dos mesmos, tanto similares quanto não similares, de
forma mais permanente possível. Para tanto, os grãos das microestruturas dos materiais a serem
unidos devem ser iguais, ou ao menos compatíveis entre si. Neste momento, vem a tona a grande
importância dos tratamentos térmicos nos materiais, pois são através deles que se pode controlar
suas microestruturas, deixando-as uniformes e/ou compatíveis entre si.
• “... usado para obter coalescência localizada de metais e não-metais, ...” – a
coalescência localizada que aqui abordamos nada mais é do que o próprio cordão de solda gerado
pelo processo de soldagem. É de suma importância o conhecimento das propriedades mecânicas da
solda, principalmente quando houver metal de deposição a ser utilizado no processo.
• “... produzida por aquecimento até uma temperatura adequada, ...” – é de
fundamental importância a expressão “temperatura adequada” mencionada neste conceito de
soldagem. Para cada situação de soldagem que se apresenta no quotidiano, o conhecimento do
processo a ser utilizado para a execução da solda, bem como da composição dos elementos a serem
ligados entre si, é que serão determinantes na boa ou má qualidade da solda. A escolha errônea de
9
um processo de solda poderá acarretar em utilização de temperaturas inadequadas no processo, que
acarretarão em falhas na solda, principalmente fissuras e trincas.
• “... com ou sem a utilização de pressão e/ou material de adição.” – considerando-
se os diversos tipos de processos de solda que estudaremos a seguir, veremos que a mesma pode
ser realizada adicionando-se ou não metal na junção, bem como utilizando-se, ou não, de pressão no
processo, ou seja, esta última parte do conceito relaciona-se diretamente com os processos de
soldagem propriamente ditos.
10
2. Classificação dos processos de soldagem Como aparentemente todas as classificações criadas para dividir-se quaisquer tipos de
processos nunca são unânimes, o mesmo ocorre com os processos de soldagem, embora seja usual
classificá-los segundo o tipo de processo físico envolvido ou a fonte de energia empregada.
A classificação aqui adotada embasou-se na divisão da soldagem por processo físico
envolvido.
2.1. Soldagem por Fusão (fases líquida – líquida) Processo de soldagem em que as partes são fundidas por meio de aplicação de descargas
elétricas ou através de reações químicas, sem a aplicação de pressão.
Nestes processos ocorre a fusão dos materiais de base e/ou de adição a fim de possibilitar a
solubilização entre os mesmos. Isso assegura a continuidade das propriedades preexistentes.
2.2. Soldagem por Pressão (fases sólida – sólida) Processo de soldagem no qual as partes são coalescidas (juntadas) e pressionadas umas
contra as outras.
Os processos de soldagem por pressão são aqueles nos quais as peças são postas em
contato direto, sem material de adição, enquanto é fornecida energia afim de que haja solubilização
ainda no estado sólido.
2.3. Brasagem (fases sólida – líquida) Processo de soldagem no qual as partes são unidas através de uma liga metálica de ponto de
fusão baixo. Por este método, o metal base não é fundido.
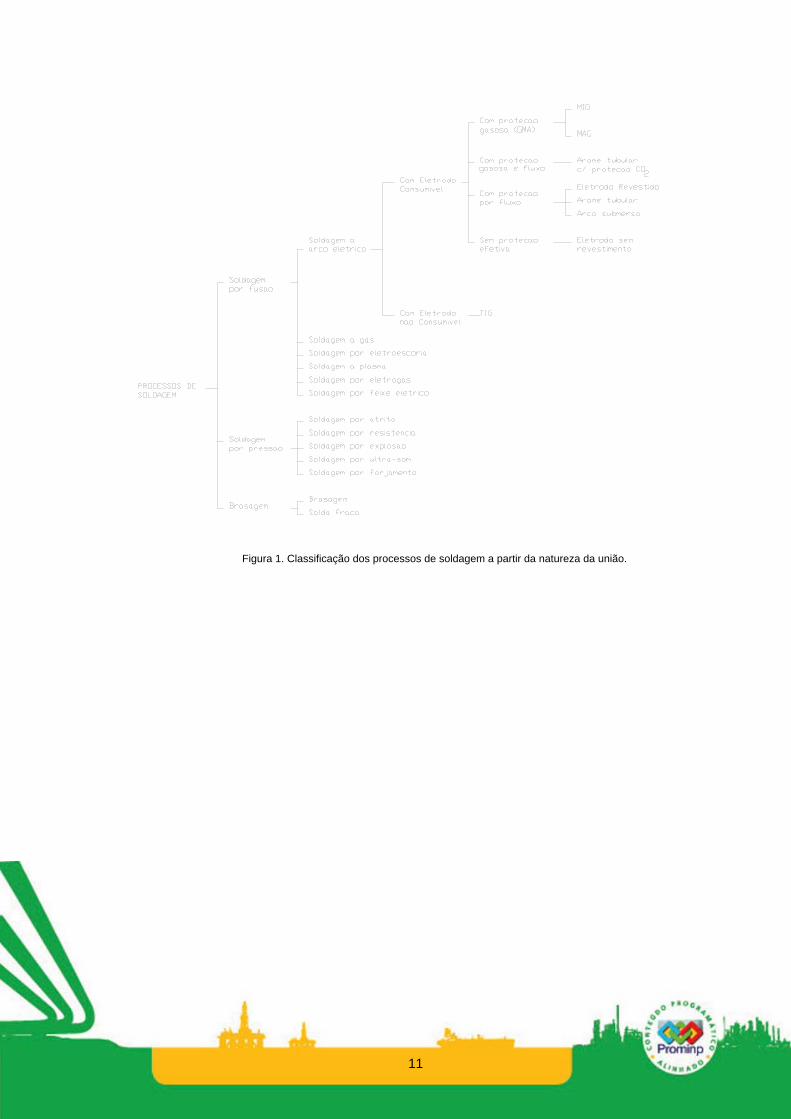
Na figura 1, temos a classificação dos principais processos de soldagem segundo o processo
físico envolvido.
11
Figura 1. Classificação dos processos de soldagem a partir da natureza da união.
12
3. Tipos de Processos de Soldagem
3.1. Solda Oxi-Gás O processo de soldagem oxi-gás é um processo de soldagem por fusão, no qual a união entre
os metais é feita através do calor gerado por uma ou mais chamas, oriundas da combustão de um
gás, com ou sem o auxílio de pressão, podendo ou não haver metal de adição. O objetivo desta solda
é fazer com que os metais a serem unidos, através da presença ou não de um metal de adição,
fundam-se em conjunto formando uma poça líquida única, que após o resfriamento se comportará
como um único material.
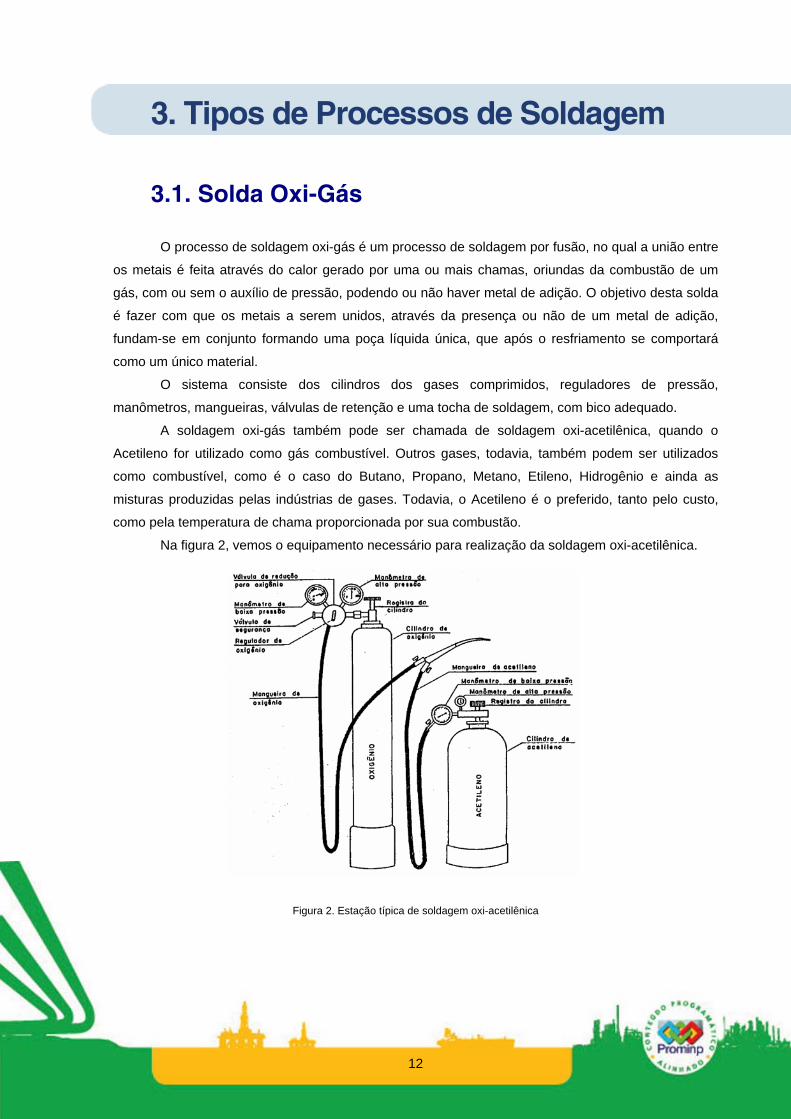
O sistema consiste dos cilindros dos gases comprimidos, reguladores de pressão,
manômetros, mangueiras, válvulas de retenção e uma tocha de soldagem, com bico adequado.
A soldagem oxi-gás também pode ser chamada de soldagem oxi-acetilênica, quando o
Acetileno for utilizado como gás combustível. Outros gases, todavia, também podem ser utilizados
como combustível, como é o caso do Butano, Propano, Metano, Etileno, Hidrogênio e ainda as
misturas produzidas pelas indústrias de gases. Todavia, o Acetileno é o preferido, tanto pelo custo,
como pela temperatura de chama proporcionada por sua combustão.
Na figura 2, vemos o equipamento necessário para realização da soldagem oxi-acetilênica.
Figura 2. Estação típica de soldagem oxi-acetilênica

13
O metal utilizado como adição geralmente apresenta-se sob forma de uma vareta ou de
arames. Em consonância com os metais que desejamos unir, deve estar o metal de adição.
Importante salientar que, em alguns casos específicos, como na soldagem de metais não
ferrosos e do ferro-fundido, devemos utilizar um fluxo de soldagem, ordinariamente chamado de
fundente, que tem por objetivo limpar o metal base na área da solda e ajudar a remover óxidos
formados na superfície da mesma.
Na figura 3, vemos esquematicamente o processo de soldagem oxi-acetilênica.
Figura 3. Processo de soldagem a gás.
O processo de soldagem oxi-gás tem como vantagem sobre outros processos de soldagem
ser relativamente barato, portátil, permite soldar em todas as posições e pode ser utilizado na
soldagem de chapas finas. Todavia, tem como desvantagem o grau de alta habilidade exigida do
soldador, tanto no controlar a temperatura, na posição e direção da chama e também no manipular o
metal de adição. Além disso, não é econômico para a soldagem de chapas espessas e tem baixo
índice de deposição de material.
3.1.1. Chamas de Soldagem O formato da chama no processo de soldagem oxi-gás é de essencial importância no
processo de soldagem.
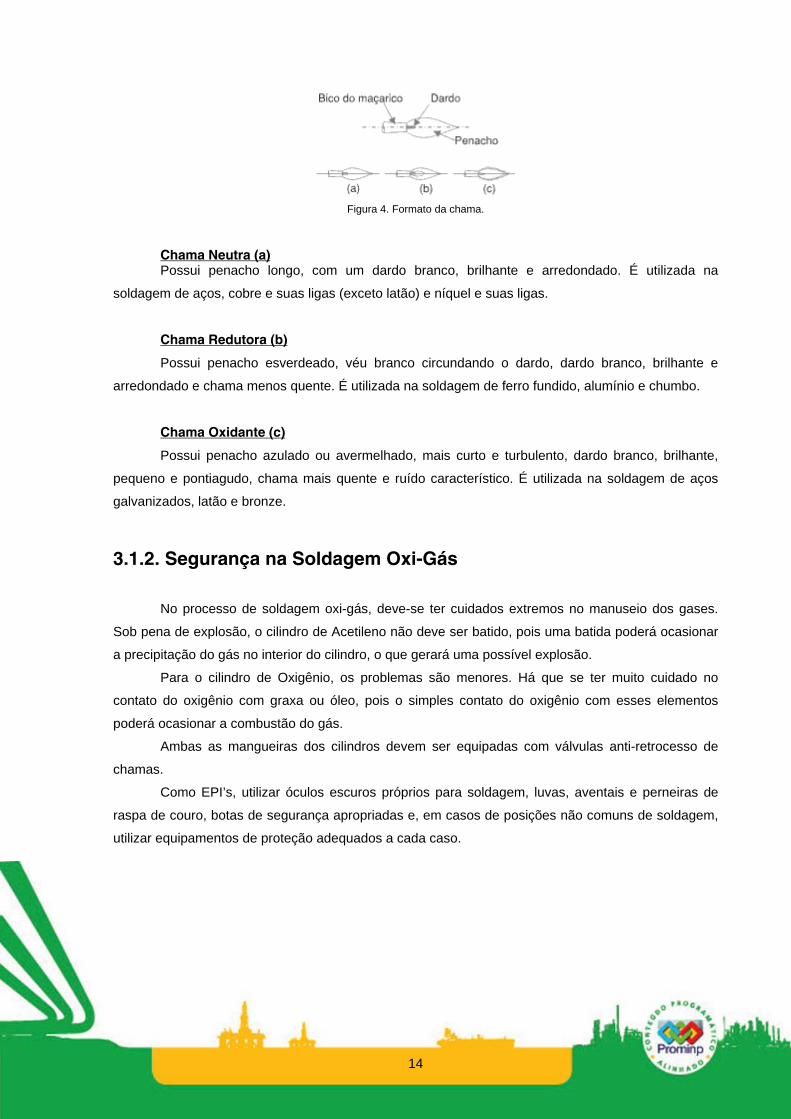
Controla-se o formato da chama manualmente, regulando-se as proporções da mistura de
gases na tocha, produzindo-se a chama Neutra (a), Redutora (b) ou Oxidante (c), conforme figura 4.
14
Figura 4. Formato da chama.
Chama Neutra (a) Possui penacho longo, com um dardo branco, brilhante e arredondado. É utilizada na
soldagem de aços, cobre e suas ligas (exceto latão) e níquel e suas ligas.
Chama Redutora (b)
Possui penacho esverdeado, véu branco circundando o dardo, dardo branco, brilhante e
arredondado e chama menos quente. É utilizada na soldagem de ferro fundido, alumínio e chumbo.
Chama Oxidante (c)
Possui penacho azulado ou avermelhado, mais curto e turbulento, dardo branco, brilhante,
pequeno e pontiagudo, chama mais quente e ruído característico. É utilizada na soldagem de aços
galvanizados, latão e bronze.
3.1.2. Segurança na Soldagem Oxi-Gás No processo de soldagem oxi-gás, deve-se ter cuidados extremos no manuseio dos gases.
Sob pena de explosão, o cilindro de Acetileno não deve ser batido, pois uma batida poderá ocasionar
a precipitação do gás no interior do cilindro, o que gerará uma possível explosão.
Para o cilindro de Oxigênio, os problemas são menores. Há que se ter muito cuidado no
contato do oxigênio com graxa ou óleo, pois o simples contato do oxigênio com esses elementos
poderá ocasionar a combustão do gás.
Ambas as mangueiras dos cilindros devem ser equipadas com válvulas anti-retrocesso de
chamas.
Como EPI’s, utilizar óculos escuros próprios para soldagem, luvas, aventais e perneiras de
raspa de couro, botas de segurança apropriadas e, em casos de posições não comuns de soldagem,
utilizar equipamentos de proteção adequados a cada caso.
15
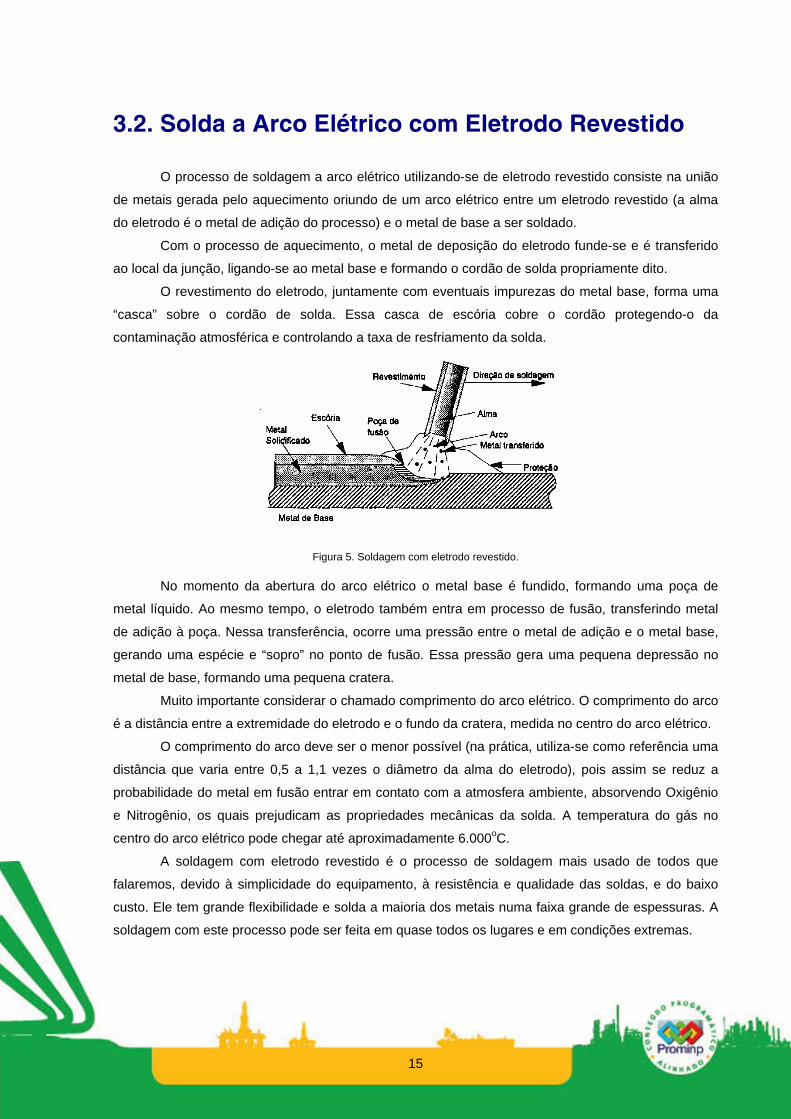
3.2. Solda a Arco Elétrico com Eletrodo Revestido O processo de soldagem a arco elétrico utilizando-se de eletrodo revestido consiste na união
de metais gerada pelo aquecimento oriundo de um arco elétrico entre um eletrodo revestido (a alma
do eletrodo é o metal de adição do processo) e o metal de base a ser soldado.
Com o processo de aquecimento, o metal de deposição do eletrodo funde-se e é transferido
ao local da junção, ligando-se ao metal base e formando o cordão de solda propriamente dito.
O revestimento do eletrodo, juntamente com eventuais impurezas do metal base, forma uma
“casca” sobre o cordão de solda. Essa casca de escória cobre o cordão protegendo-o da
contaminação atmosférica e controlando a taxa de resfriamento da solda.
Figura 5. Soldagem com eletrodo revestido.
No momento da abertura do arco elétrico o metal base é fundido, formando uma poça de
metal líquido. Ao mesmo tempo, o eletrodo também entra em processo de fusão, transferindo metal
de adição à poça. Nessa transferência, ocorre uma pressão entre o metal de adição e o metal base,
gerando uma espécie e “sopro” no ponto de fusão. Essa pressão gera uma pequena depressão no
metal de base, formando uma pequena cratera.
Muito importante considerar o chamado comprimento do arco elétrico. O comprimento do arco
é a distância entre a extremidade do eletrodo e o fundo da cratera, medida no centro do arco elétrico.
O comprimento do arco deve ser o menor possível (na prática, utiliza-se como referência uma
distância que varia entre 0,5 a 1,1 vezes o diâmetro da alma do eletrodo), pois assim se reduz a
probabilidade do metal em fusão entrar em contato com a atmosfera ambiente, absorvendo Oxigênio
e Nitrogênio, os quais prejudicam as propriedades mecânicas da solda. A temperatura do gás no
centro do arco elétrico pode chegar até aproximadamente 6.000oC.
A soldagem com eletrodo revestido é o processo de soldagem mais usado de todos que
falaremos, devido à simplicidade do equipamento, à resistência e qualidade das soldas, e do baixo
custo. Ele tem grande flexibilidade e solda a maioria dos metais numa faixa grande de espessuras. A
soldagem com este processo pode ser feita em quase todos os lugares e em condições extremas.
16
3.2.1. O Arco Elétrico O arco elétrico é gerado através do contato físico entre o eletrodo e a peça a ser soldada. A
fim de evitarem-se danos à peça e mesmo que, ao invés de abrir o arco o eletrodo simplesmente
grude na peça, é necessária habilidade e sensibilidade do soldador, apesar de não exigir-se nenhum
tipo de técnica especial para fazê-lo.
Depois de gerado o arco, é a habilidade do soldador que fará com que o mesmo se
mantenha, controlando sua velocidade de aproximação da peça - conseqüentemente de deposição de
metal de adição - bem como do comprimento do arco, é que o soldador fará uma deposição perfeita
de material com a fusão desejada.
Ao final da solda, com a respectiva extinção do arco, muito cuidado deve-se ter relativamente
à geração de uma cratera ao final do cordão. Para evitá-la, o soldador deve preenchê-la de forma
conveniente, mantendo o eletrodo posicionado e com arco aberto até preenchê-la totalmente.
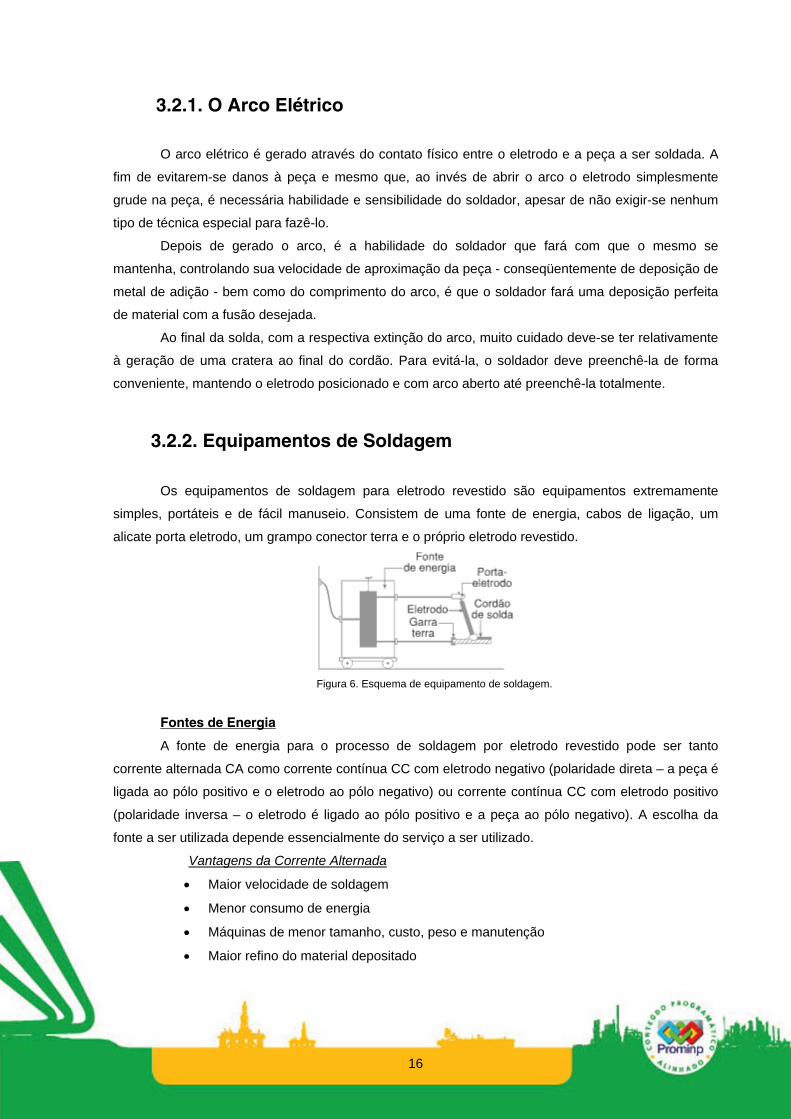
3.2.2. Equipamentos de Soldagem Os equipamentos de soldagem para eletrodo revestido são equipamentos extremamente
simples, portáteis e de fácil manuseio. Consistem de uma fonte de energia, cabos de ligação, um
alicate porta eletrodo, um grampo conector terra e o próprio eletrodo revestido.
Figura 6. Esquema de equipamento de soldagem.
Fontes de Energia
A fonte de energia para o processo de soldagem por eletrodo revestido pode ser tanto
corrente alternada CA como corrente contínua CC com eletrodo negativo (polaridade direta – a peça é
ligada ao pólo positivo e o eletrodo ao pólo negativo) ou corrente contínua CC com eletrodo positivo
(polaridade inversa – o eletrodo é ligado ao pólo positivo e a peça ao pólo negativo). A escolha da
fonte a ser utilizada depende essencialmente do serviço a ser utilizado.
Vantagens da Corrente Alternada
• Maior velocidade de soldagem
• Menor consumo de energia
• Máquinas de menor tamanho, custo, peso e manutenção
• Maior refino do material depositado
17
Vantagens da Corrente Contínua
• Maior facilidade para soldagem de chapas finas
• Melhor uso de eletrodos para ferro fundidos e aços inoxidáveis
• Mais recomendada para soldagem fora de posição
•
Cabos de Soldagem
Tem por objetivo conectarem o alicate porta eletrodo e o grampo conector terra à fonte de
energia. Com o intuito de facilitar sua manipulação, os cabos devem ser flexíveis, porém
mecanicamente resistentes às altas temperaturas que, porventura, podem ser submetidos e terem um
bom isolamento elétrico.
Alicate Porta Eletrodo
É um alicate isolado eletricamente, com conector próprio para fixação do eletrodo, que tem
por objetivo, além de fixar o eletrodo, permitir que o soldador o manipule durante o processo de
soldagem.
Grampo Conector Terra
Nada mais é que um grampo metálico utilizado para fazer o aterramento da peça a ser
soldada.
3.2.3. Funções dos Revestimentos dos Eletrodos Os revestimentos dos eletrodos apresentam diversas funções, dentre as quais destacamos a
Função Elétrica e a Função Metalúrgica.
Função Elétrica
Se o eletrodo fosse composto apenas de sua alma, sem nenhum tipo de revestimento sólido
ou cobertura gasosa, seria impossível abrir o arco elétrico. Devido a ação ionizante dos silicatos
contidos no revestimento, a passagem da corrente elétrica é facilitada entre o eletrodo e a peça a ser
soldada.
Desta forma, a presença do revestimento no eletrodo permitirá a continuidade e a estabilidade
do arco elétrico.
Função Metalúrgica
O revestimento, ao fundir-se, cria uma atmosfera gasosa que protege a poça de fusão contra
a ação do Oxigênio e do Nitrogênio do ar. A escória por ele depositada, e que ficará na superfície do
cordão de solda por ser composta de material mais leve que o depositado, protegerá a fusão tanto da
18
oxidação e nitretação da mesma, estabilizando também a velocidade de resfriamento. A escória
gerada torna-se um isolante térmico que permite a liberação dos gases retidos no metal adicionado,
evitando a formação de poros e, controlando a velocidade de resfriamento, minimiza o endurecimento
por têmpera do material depositado.
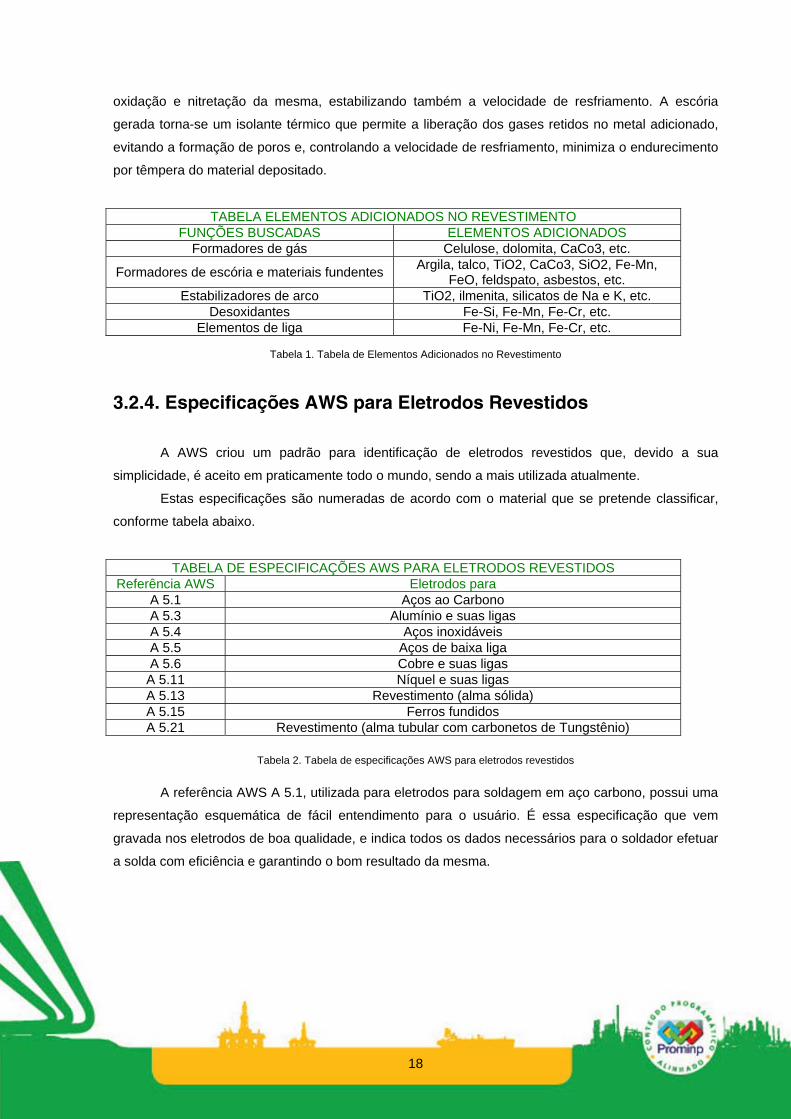
TABELA ELEMENTOS ADICIONADOS NO REVESTIMENTO FUNÇÕES BUSCADAS ELEMENTOS ADICIONADOS
Formadores de gás Celulose, dolomita, CaCo3, etc.
Formadores de escória e materiais fundentes Argila, talco, TiO2, CaCo3, SiO2, Fe-Mn, FeO, feldspato, asbestos, etc.
Estabilizadores de arco TiO2, ilmenita, silicatos de Na e K, etc. Desoxidantes Fe-Si, Fe-Mn, Fe-Cr, etc.
Elementos de liga Fe-Ni, Fe-Mn, Fe-Cr, etc.
Tabela 1. Tabela de Elementos Adicionados no Revestimento
3.2.4. Especificações AWS para Eletrodos Revestidos A AWS criou um padrão para identificação de eletrodos revestidos que, devido a sua
simplicidade, é aceito em praticamente todo o mundo, sendo a mais utilizada atualmente.
Estas especificações são numeradas de acordo com o material que se pretende classificar,
conforme tabela abaixo.
TABELA DE ESPECIFICAÇÕES AWS PARA ELETRODOS REVESTIDOS Referência AWS Eletrodos para
A 5.1 Aços ao Carbono A 5.3 Alumínio e suas ligas A 5.4 Aços inoxidáveis A 5.5 Aços de baixa liga A 5.6 Cobre e suas ligas
A 5.11 Níquel e suas ligas A 5.13 Revestimento (alma sólida) A 5.15 Ferros fundidos A 5.21 Revestimento (alma tubular com carbonetos de Tungstênio)
Tabela 2. Tabela de especificações AWS para eletrodos revestidos
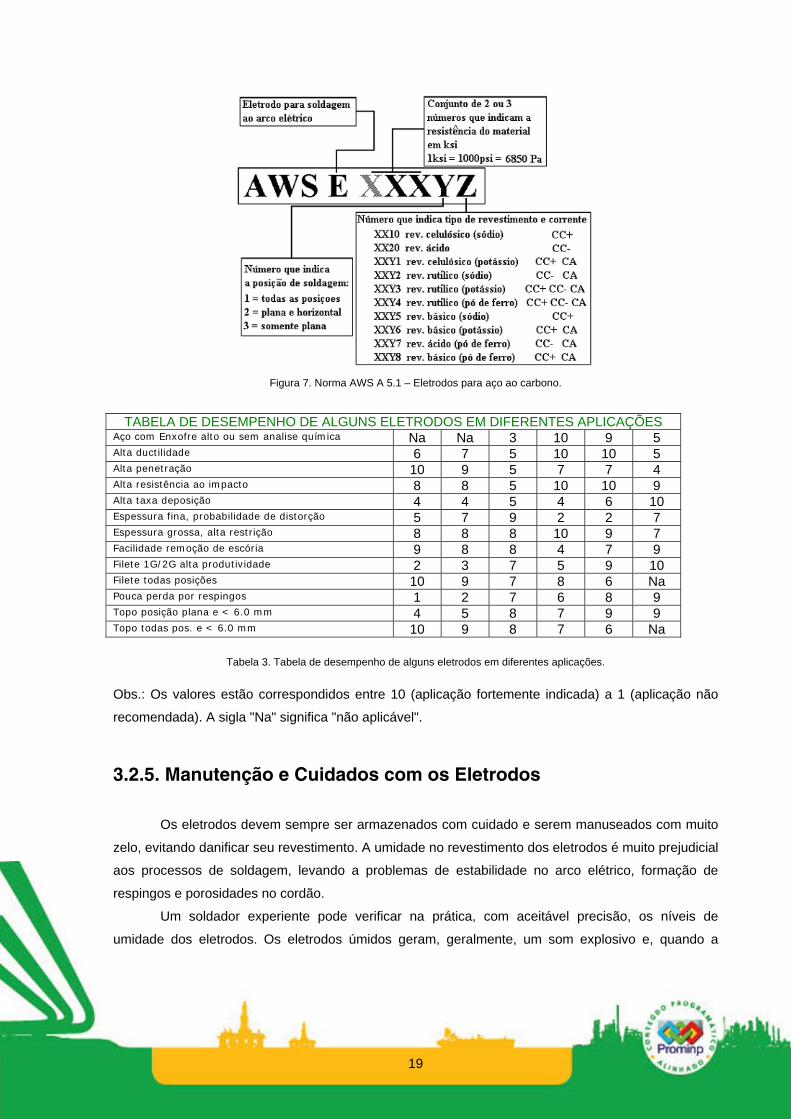
A referência AWS A 5.1, utilizada para eletrodos para soldagem em aço carbono, possui uma
representação esquemática de fácil entendimento para o usuário. É essa especificação que vem
gravada nos eletrodos de boa qualidade, e indica todos os dados necessários para o soldador efetuar
a solda com eficiência e garantindo o bom resultado da mesma.
19
Figura 7. Norma AWS A 5.1 – Eletrodos para aço ao carbono.
TABELA DE DESEMPENHO DE ALGUNS ELETRODOS EM DIFERENTES APLICAÇÕES Aço com Enxofre alto ou sem analise química Na Na 3 10 9 5 Alta ductilidade 6 7 5 10 10 5 Alta penetração 10 9 5 7 7 4 Alta resistência ao impacto 8 8 5 10 10 9 Alta taxa deposição 4 4 5 4 6 10 Espessura fina, probabilidade de distorção 5 7 9 2 2 7 Espessura grossa, alta restrição 8 8 8 10 9 7 Facilidade remoção de escória 9 8 8 4 7 9 Filete 1G/2G alta produtividade 2 3 7 5 9 10 Filete todas posições 10 9 7 8 6 Na Pouca perda por respingos 1 2 7 6 8 9 Topo posição plana e < 6.0 mm 4 5 8 7 9 9 Topo todas pos. e < 6.0 mm 10 9 8 7 6 Na
Tabela 3. Tabela de desempenho de alguns eletrodos em diferentes aplicações.
Obs.: Os valores estão correspondidos entre 10 (aplicação fortemente indicada) a 1 (aplicação não
recomendada). A sigla "Na" significa "não aplicável".
3.2.5. Manutenção e Cuidados com os Eletrodos
Os eletrodos devem sempre ser armazenados com cuidado e serem manuseados com muito
zelo, evitando danificar seu revestimento. A umidade no revestimento dos eletrodos é muito prejudicial
aos processos de soldagem, levando a problemas de estabilidade no arco elétrico, formação de
respingos e porosidades no cordão.
Um soldador experiente pode verificar na prática, com aceitável precisão, os níveis de
umidade dos eletrodos. Os eletrodos úmidos geram, geralmente, um som explosivo e, quando a
20
umidade for excessiva, haverá desprendimento de vapor d’água do eletrodo, principalmente no início
da soldagem. Ao se produzir o choque entre dois eletrodos, os úmidos tendem a produzir um som
mais abafado e grave que os eletrodos secos, que produzem um som mais agudo e metálico.
Sempre é aconselhável armazenar-se eletrodos em ambientes controlados, com umidade
relativa do ar inferior a 50%. Ao se adquirir eletrodos, comprar sempre na quantidade necessária ao
trabalho e de embalagens hermeticamente fechadas, pois as mesmas são consideradas estanques
quando fechadas. Após abertas, os eletrodos devem ser guardados em estufas. O tempo máximo
para os mesmos ficarem fora delas é de 2 horas, pois os mesmos correm o risco de absorverem
umidade se ficarem expostos ao clima úmido por excessivo intervalo de tempo.
3.3. Solda MIG (Metal Inert Gas) / MAG (Metal Active Gas) A soldagem MIG / MAG é um processo que emprega um eletrodo alimentado de maneira
contínua. Entre o eletrodo e a peça a ser soldada, se forma um arco elétrico onde a poça de metal
fundido é gerada, depositado o metal de adição do eletrodo e, ao esfriar-se, se solidifica permitindo a
união dos metais.
O processo de soldagem a arco elétrico com eletrodos fusíveis sobre proteção gasosa é
conhecido pelas denominações de MIG, quando a proteção gasosa utilizada for constituída de um gás
inerte como Argônio ou Hélio, e que não tem nenhuma atividade física com a poça de fusão; e MAG,
quando a proteção gasosa é feita com um gás ativo, ou seja, um gás que interage com a poça de
fusão, normalmente CO2 – Dióxido de Carbono.
A alimentação do eletrodo se faz através da tocha de maneira contínua por meio de um
sistema automático de alimentação. A principal vantagem desse processo sobre a soldagem com
eletrodos revestidos é que aqui não há a necessidade de troca constante de eletrodos.
A solda é protegida por meio de uma atmosfera de gás, que cobre a poça fundida e que se
alimenta também por meio da mesma tocha que alimenta o eletrodo. O processo MIG / MAG permite
fazer soldas com um mínimo de respingos, proporciona um melhor controle de aplicação e produz
soldas limpas e livres de escória.
21
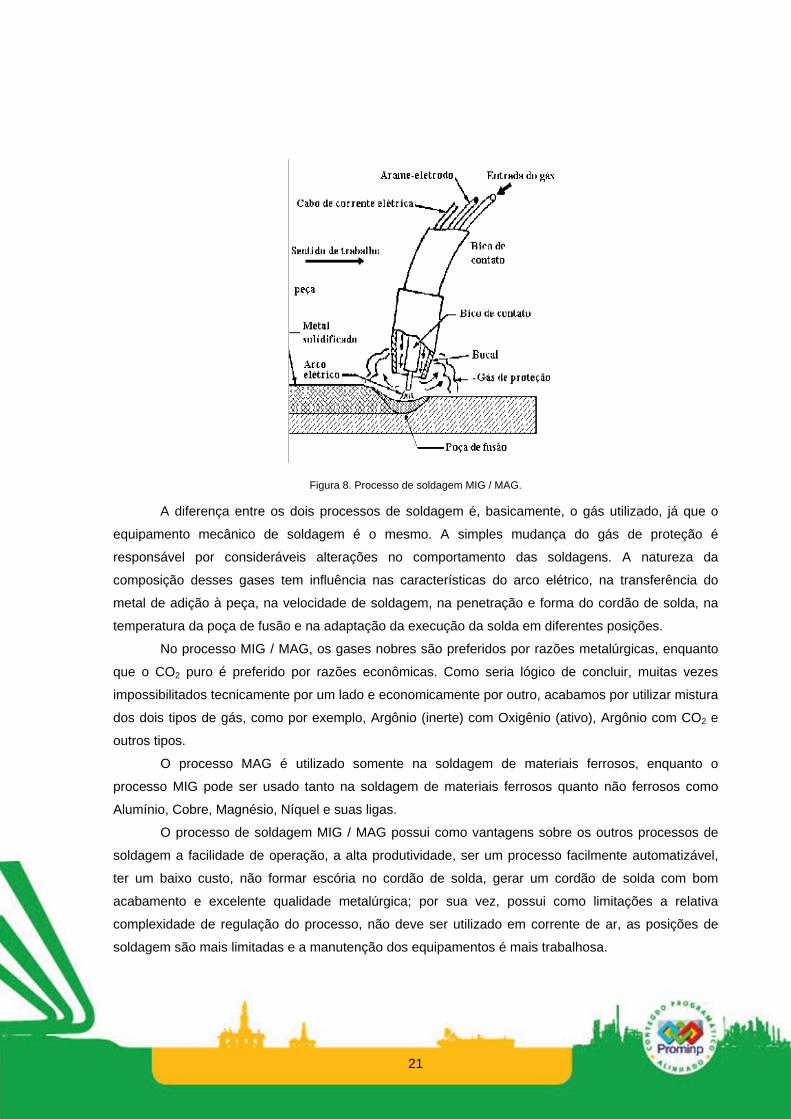
Figura 8. Processo de soldagem MIG / MAG.
A diferença entre os dois processos de soldagem é, basicamente, o gás utilizado, já que o
equipamento mecânico de soldagem é o mesmo. A simples mudança do gás de proteção é
responsável por consideráveis alterações no comportamento das soldagens. A natureza da
composição desses gases tem influência nas características do arco elétrico, na transferência do
metal de adição à peça, na velocidade de soldagem, na penetração e forma do cordão de solda, na
temperatura da poça de fusão e na adaptação da execução da solda em diferentes posições.
No processo MIG / MAG, os gases nobres são preferidos por razões metalúrgicas, enquanto
que o CO2 puro é preferido por razões econômicas. Como seria lógico de concluir, muitas vezes
impossibilitados tecnicamente por um lado e economicamente por outro, acabamos por utilizar mistura
dos dois tipos de gás, como por exemplo, Argônio (inerte) com Oxigênio (ativo), Argônio com CO2 e
outros tipos.
O processo MAG é utilizado somente na soldagem de materiais ferrosos, enquanto o
processo MIG pode ser usado tanto na soldagem de materiais ferrosos quanto não ferrosos como
Alumínio, Cobre, Magnésio, Níquel e suas ligas.
O processo de soldagem MIG / MAG possui como vantagens sobre os outros processos de
soldagem a facilidade de operação, a alta produtividade, ser um processo facilmente automatizável,
ter um baixo custo, não formar escória no cordão de solda, gerar um cordão de solda com bom
acabamento e excelente qualidade metalúrgica; por sua vez, possui como limitações a relativa
complexidade de regulação do processo, não deve ser utilizado em corrente de ar, as posições de
soldagem são mais limitadas e a manutenção dos equipamentos é mais trabalhosa.

22
3.3.1. Equipamento para Soldagem MIG / MAG O gerador de corrente elétrica continua (CC) e característica de saída constante, este
equipamento é composto por três principais componentes:
• Gerador
• Desbobinador
• Tocha
O gerador fornece a corrente elétrica necessária à tocha e esta, por sua vez, energiza o
eletrodo. O desbobinador deverá colocar este eletrodo na tocha de uma forma contínua, estável e
regulável. Consoante o tipo de material, a espessura, o diâmetro do fio e a posição de soldagem, essa
velocidade deverá ser alterada de uma forma precisa de modo a manter um arco estável. A tocha
assegura a condução do fio, do gás, e da corrente desde o desbobinador e gerador até ao ponto de
soldagem. Deverá estar adequada em dimensões e potência ao trabalho a ser executado.
Figura 9. Equipamento de soldagem MIG / MAG. Figura 10. Rolo de eletrodo MIG / MAG.
3.3.2. Consumíveis no Processo MIG / MAG Gases Consumíveis
Argônio CO2 Hélio CO2 + 5 a 10% de O2
Argônio + 1% de O2 Argônio + 15 a 30% de CO2 Argônio + 3% de O2 Argônio + 5 a 15% de O2
MIG
Argônio + 5 a 10% de O2
MAG
Argônio + 25 a 30% de N2
23
Tabela 4. Tabela de gases consumíveis nos processos MIG / MAG.
Metais de Adição
Para os processos de soldagem MIG / MAG os eletrodos consumíveis apresentam-se na
forma de arames contínuos com diâmetros que variam de 0,6 a 2,4 mm, em rolos de 12 kg a 15 kg,
porém podendo ser encontrados rolos de até 200 kg. Os eletrodos recebem, geralmente, revestimento
de cobre, pois esse metal melhora a condutibilidade elétrica do eletrodo, melhorando o contato
elétrico com a pistola e para minimizar a incidência da corrosão.
Existem arames de adição sólidos e tubulares, sendo estes últimos compostos em seus
interiores de fluxos com as mesmas características e funções dos revestimentos dos eletrodos
revestidos. Esses arames tubulares permitem a utilização do processo chamado NON-GAS, que
consiste na utilização do fluxo interno do arame como gerador do gás de proteção da poça de fusão.
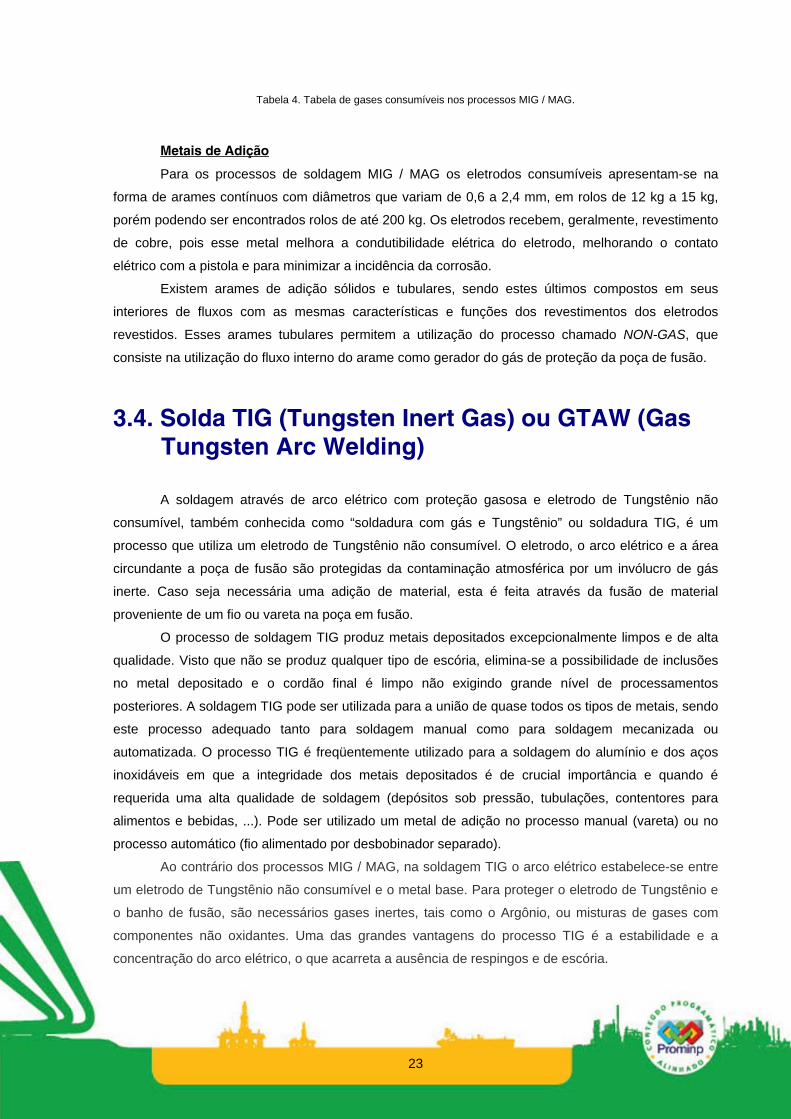
3.4. Solda TIG (Tungsten Inert Gas) ou GTAW (Gas Tungsten Arc Welding) A soldagem através de arco elétrico com proteção gasosa e eletrodo de Tungstênio não
consumível, também conhecida como “soldadura com gás e Tungstênio” ou soldadura TIG, é um
processo que utiliza um eletrodo de Tungstênio não consumível. O eletrodo, o arco elétrico e a área
circundante a poça de fusão são protegidas da contaminação atmosférica por um invólucro de gás
inerte. Caso seja necessária uma adição de material, esta é feita através da fusão de material
proveniente de um fio ou vareta na poça em fusão.
O processo de soldagem TIG produz metais depositados excepcionalmente limpos e de alta
qualidade. Visto que não se produz qualquer tipo de escória, elimina-se a possibilidade de inclusões
no metal depositado e o cordão final é limpo não exigindo grande nível de processamentos
posteriores. A soldagem TIG pode ser utilizada para a união de quase todos os tipos de metais, sendo
este processo adequado tanto para soldagem manual como para soldagem mecanizada ou
automatizada. O processo TIG é freqüentemente utilizado para a soldagem do alumínio e dos aços
inoxidáveis em que a integridade dos metais depositados é de crucial importância e quando é
requerida uma alta qualidade de soldagem (depósitos sob pressão, tubulações, contentores para
alimentos e bebidas, ...). Pode ser utilizado um metal de adição no processo manual (vareta) ou no
processo automático (fio alimentado por desbobinador separado).
Ao contrário dos processos MIG / MAG, na soldagem TIG o arco elétrico estabelece-se entre
um eletrodo de Tungstênio não consumível e o metal base. Para proteger o eletrodo de Tungstênio e
o banho de fusão, são necessários gases inertes, tais como o Argônio, ou misturas de gases com
componentes não oxidantes. Uma das grandes vantagens do processo TIG é a estabilidade e a
concentração do arco elétrico, o que acarreta a ausência de respingos e de escória.
24
Figura 11. Representação esquemática do processo TIG.
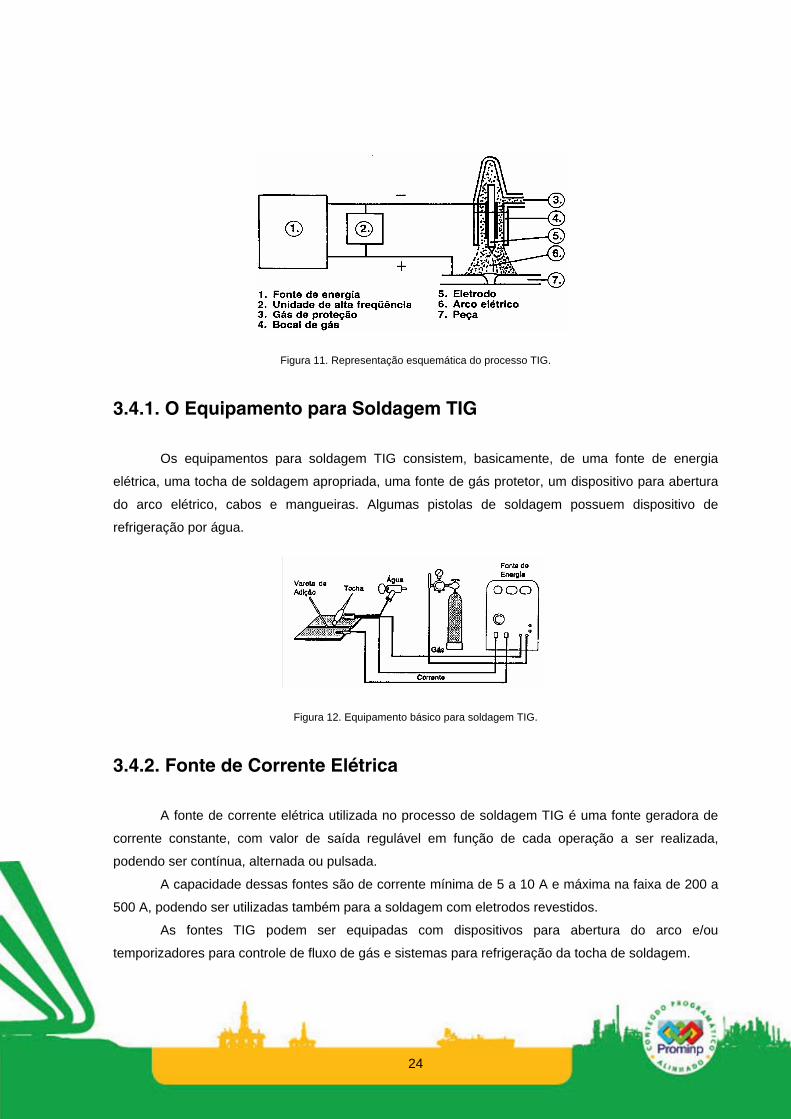
3.4.1. O Equipamento para Soldagem TIG Os equipamentos para soldagem TIG consistem, basicamente, de uma fonte de energia
elétrica, uma tocha de soldagem apropriada, uma fonte de gás protetor, um dispositivo para abertura
do arco elétrico, cabos e mangueiras. Algumas pistolas de soldagem possuem dispositivo de
refrigeração por água.
Figura 12. Equipamento básico para soldagem TIG.
3.4.2. Fonte de Corrente Elétrica A fonte de corrente elétrica utilizada no processo de soldagem TIG é uma fonte geradora de
corrente constante, com valor de saída regulável em função de cada operação a ser realizada,
podendo ser contínua, alternada ou pulsada.
A capacidade dessas fontes são de corrente mínima de 5 a 10 A e máxima na faixa de 200 a
500 A, podendo ser utilizadas também para a soldagem com eletrodos revestidos.
As fontes TIG podem ser equipadas com dispositivos para abertura do arco e/ou
temporizadores para controle de fluxo de gás e sistemas para refrigeração da tocha de soldagem.
25
3.4.3. Tocha A tocha tem como função principal alojar o eletrodo não consumível de Tungstênio e fornecer
à área de soldagem o gás de proteção apropriado. Podem ser refrigeradas pelo próprio gás de
proteção como possuírem dispositivos de resfriamento a base de água.
Em sua parte interna, a tocha possui uma pinça que tem por objetivo fixar o eletrodo, e fazer o
contato elétrico. Externamente possuem bocais metálicos ou cerâmicos que tem por objetivo
direcionar o fluxo de gás.
Importante observar a escolha do diâmetro do eletrodo e do bocal, que devem considerar a
espessura da peça a ser soldada e a intensidade de corrente a ser utilizada.
3.4.4. Fonte de Gás A fonte de gás protetor consiste em um ou mais cilindros de gases inertes, reguladores de
pressão e de vazão de gases.
No caso de se ter de utilizar mistura de gases, é imprescindível a utilização de um misturador
para obter maior homogeneidade de solução.
3.4.5. Cabos e Mangueiras Os cabos são utilizados para fazerem a condução da corrente elétrica no processo de
soldagem. Seu diâmetro deve ser compatível com a corrente elétrica utilizada no procedimento.
As mangueiras, por sua vez, são utilizadas para levar até o ponto de soldagem os gases
utilizados no processo bem como, no caso de refrigeração da tocha através de água, levar esse
elemento para proceder no resfriamento da mesma.
3.4.6. Eletrodo No processo de soldagem TIG, utilizamos um eletrodo não consumível de Tungstênio puro ou
ligado a outros elementos químicos. Esses elementos de liga aumentam a capacidade de emissão de
elétrons do eletrodo e permitem maior vida útil aos mesmos.
A AWS classifica os valores máximos de cada elemento de liga.
26
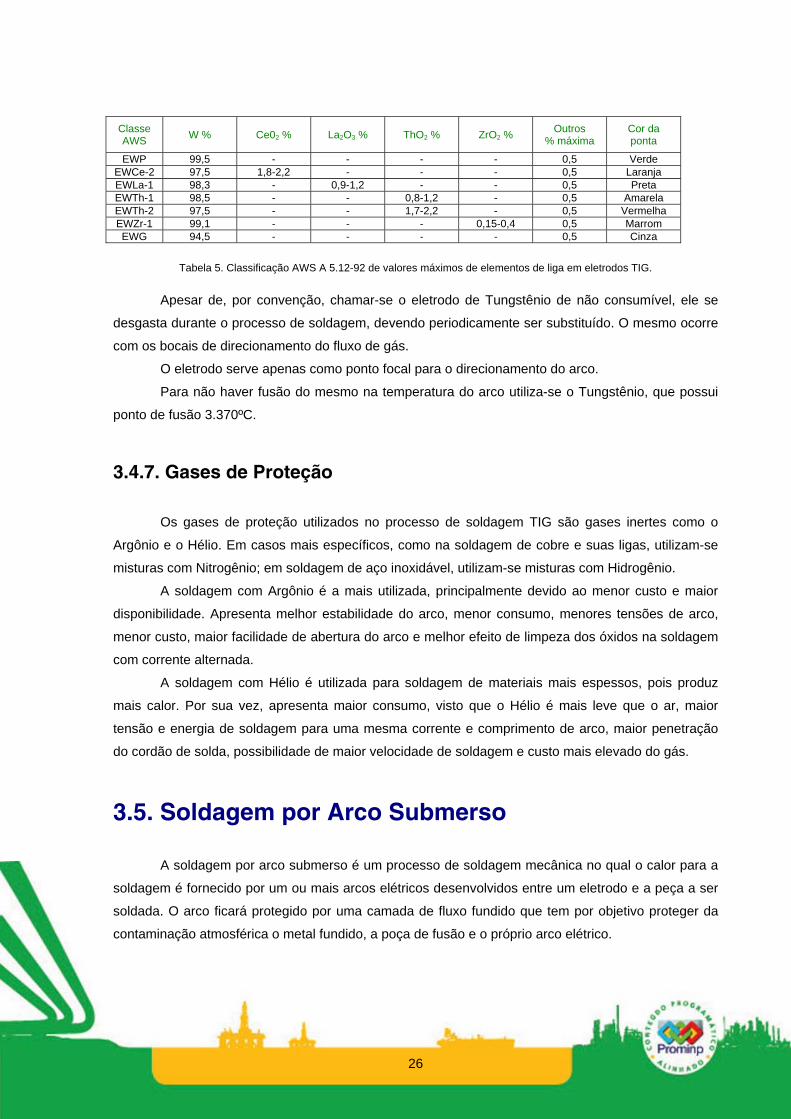
Classe AWS W % Ce02 % La2O3 % ThO2 % ZrO2 % Outros
% máxima Cor da ponta
EWP 99,5 - - - - 0,5 Verde EWCe-2 97,5 1,8-2,2 - - - 0,5 Laranja EWLa-1 98,3 - 0,9-1,2 - - 0,5 Preta EWTh-1 98,5 - - 0,8-1,2 - 0,5 Amarela EWTh-2 97,5 - - 1,7-2,2 - 0,5 Vermelha EWZr-1 99,1 - - - 0,15-0,4 0,5 Marrom EWG 94,5 - - - - 0,5 Cinza
Tabela 5. Classificação AWS A 5.12-92 de valores máximos de elementos de liga em eletrodos TIG.
Apesar de, por convenção, chamar-se o eletrodo de Tungstênio de não consumível, ele se
desgasta durante o processo de soldagem, devendo periodicamente ser substituído. O mesmo ocorre
com os bocais de direcionamento do fluxo de gás.
O eletrodo serve apenas como ponto focal para o direcionamento do arco.
Para não haver fusão do mesmo na temperatura do arco utiliza-se o Tungstênio, que possui
ponto de fusão 3.370ºC.
3.4.7. Gases de Proteção Os gases de proteção utilizados no processo de soldagem TIG são gases inertes como o
Argônio e o Hélio. Em casos mais específicos, como na soldagem de cobre e suas ligas, utilizam-se
misturas com Nitrogênio; em soldagem de aço inoxidável, utilizam-se misturas com Hidrogênio.
A soldagem com Argônio é a mais utilizada, principalmente devido ao menor custo e maior
disponibilidade. Apresenta melhor estabilidade do arco, menor consumo, menores tensões de arco,
menor custo, maior facilidade de abertura do arco e melhor efeito de limpeza dos óxidos na soldagem
com corrente alternada.
A soldagem com Hélio é utilizada para soldagem de materiais mais espessos, pois produz
mais calor. Por sua vez, apresenta maior consumo, visto que o Hélio é mais leve que o ar, maior
tensão e energia de soldagem para uma mesma corrente e comprimento de arco, maior penetração
do cordão de solda, possibilidade de maior velocidade de soldagem e custo mais elevado do gás.
3.5. Soldagem por Arco Submerso A soldagem por arco submerso é um processo de soldagem mecânica no qual o calor para a
soldagem é fornecido por um ou mais arcos elétricos desenvolvidos entre um eletrodo e a peça a ser
soldada. O arco ficará protegido por uma camada de fluxo fundido que tem por objetivo proteger da
contaminação atmosférica o metal fundido, a poça de fusão e o próprio arco elétrico.
27
Neste processo, o arco elétrico fica completamente envolvido pelo fluxo, tendo a solda seu
desenvolvimento sem luminosidade, faíscas ou respingos, comuns em outros processos de soldagem
por arco elétrico.
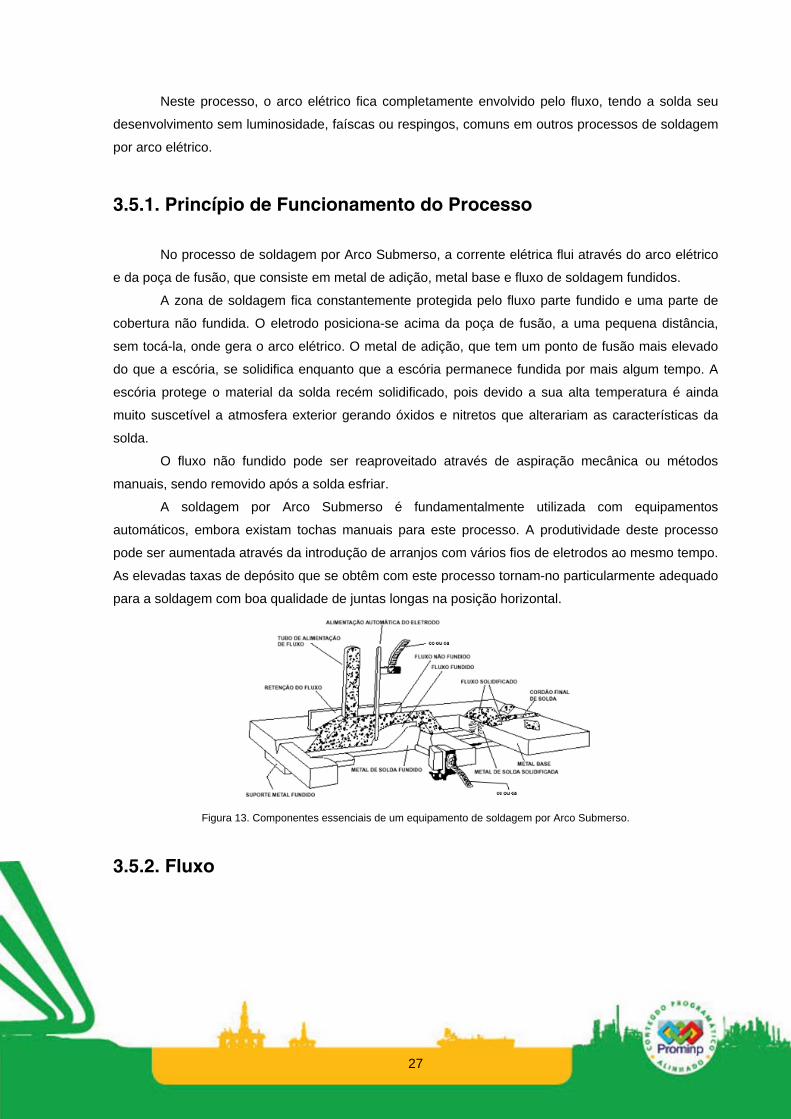
3.5.1. Princípio de Funcionamento do Processo No processo de soldagem por Arco Submerso, a corrente elétrica flui através do arco elétrico
e da poça de fusão, que consiste em metal de adição, metal base e fluxo de soldagem fundidos.
A zona de soldagem fica constantemente protegida pelo fluxo parte fundido e uma parte de
cobertura não fundida. O eletrodo posiciona-se acima da poça de fusão, a uma pequena distância,
sem tocá-la, onde gera o arco elétrico. O metal de adição, que tem um ponto de fusão mais elevado
do que a escória, se solidifica enquanto que a escória permanece fundida por mais algum tempo. A
escória protege o material da solda recém solidificado, pois devido a sua alta temperatura é ainda
muito suscetível a atmosfera exterior gerando óxidos e nitretos que alterariam as características da
solda.
O fluxo não fundido pode ser reaproveitado através de aspiração mecânica ou métodos
manuais, sendo removido após a solda esfriar.
A soldagem por Arco Submerso é fundamentalmente utilizada com equipamentos
automáticos, embora existam tochas manuais para este processo. A produtividade deste processo
pode ser aumentada através da introdução de arranjos com vários fios de eletrodos ao mesmo tempo.
As elevadas taxas de depósito que se obtêm com este processo tornam-no particularmente adequado
para a soldagem com boa qualidade de juntas longas na posição horizontal.
Figura 13. Componentes essenciais de um equipamento de soldagem por Arco Submerso.
3.5.2. Fluxo
28
O fluxo, apresentado na forma granular, tem as funções de proteção e limpeza do arco
elétrico e do metal depositado. Funciona, também, como um isolante térmico, o que garante uma boa
concentração de calor na zona de soldagem, ocasionando a alta penetração obtida com o processo.
É distribuído por gravidade. Fica separado do arco elétrico, ligeiramente a frente deste ou
concentricamente ao eletrodo. Esta independência do par fluxo-eletrodo é característica do processo
que o difere dos processos Eletrodo Revestido e MIG / MAG. No arco submerso, esta separação
permitirá que se utilize diferentes composições fluxo-arame, podendo com isto selecionar
combinações que atendam especificamente um dado tipo de junta em especial.
O fluxo fundido é, normalmente, condutivo (embora no estado sólido, a frio não o seja). Em
adição a sua função protetora, a cobertura de fluxo pode fornecer elementos desoxidantes, e em
solda de aços-liga, pode conter elementos de adição que modificariam a composição química do
metal depositado.
3.5.3. Características do Processo Uma característica do processo de soldagem por arco submerso está em seu alto rendimento,
pois, pode-se dizer que não há perdas de material por respingos (ou perdas insignificantes). Devido
as altas correntes elétricas possibilitadas pelo processo, podendo chegar até 4.000 A, proporciona ao
processo altas taxas de deposição, o que o torna um processo rápido e econômico em altas
produções.
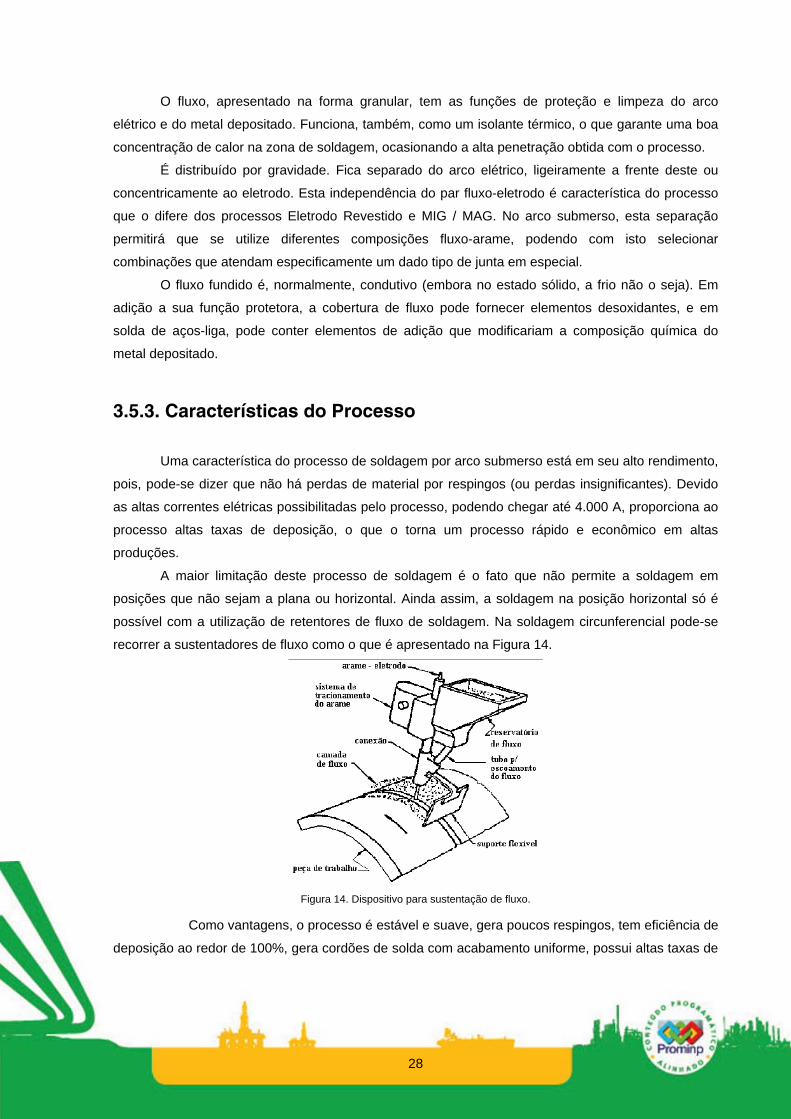
A maior limitação deste processo de soldagem é o fato que não permite a soldagem em
posições que não sejam a plana ou horizontal. Ainda assim, a soldagem na posição horizontal só é
possível com a utilização de retentores de fluxo de soldagem. Na soldagem circunferencial pode-se
recorrer a sustentadores de fluxo como o que é apresentado na Figura 14.
Figura 14. Dispositivo para sustentação de fluxo.
Como vantagens, o processo é estável e suave, gera poucos respingos, tem eficiência de
deposição ao redor de 100%, gera cordões de solda com acabamento uniforme, possui altas taxas de
29
deposição de eletrodo, permite a soldagem com vários arames simultaneamente (visando aumentar a
produtividade).
4. Terminologias de Soldagem A terminologia de soldagem, por ser extremamente extensa e variada, será abordada neste
capítulo de forma simplificada, ocupando-se apenas dos termos mais usuais na atualidade.
O conhecimento dessa terminologia é de fundamental importância para o soldador poder
identificar em desenhos de peças, conjuntos e montagens, o tipo de solda que deverá executar em
cada caso.
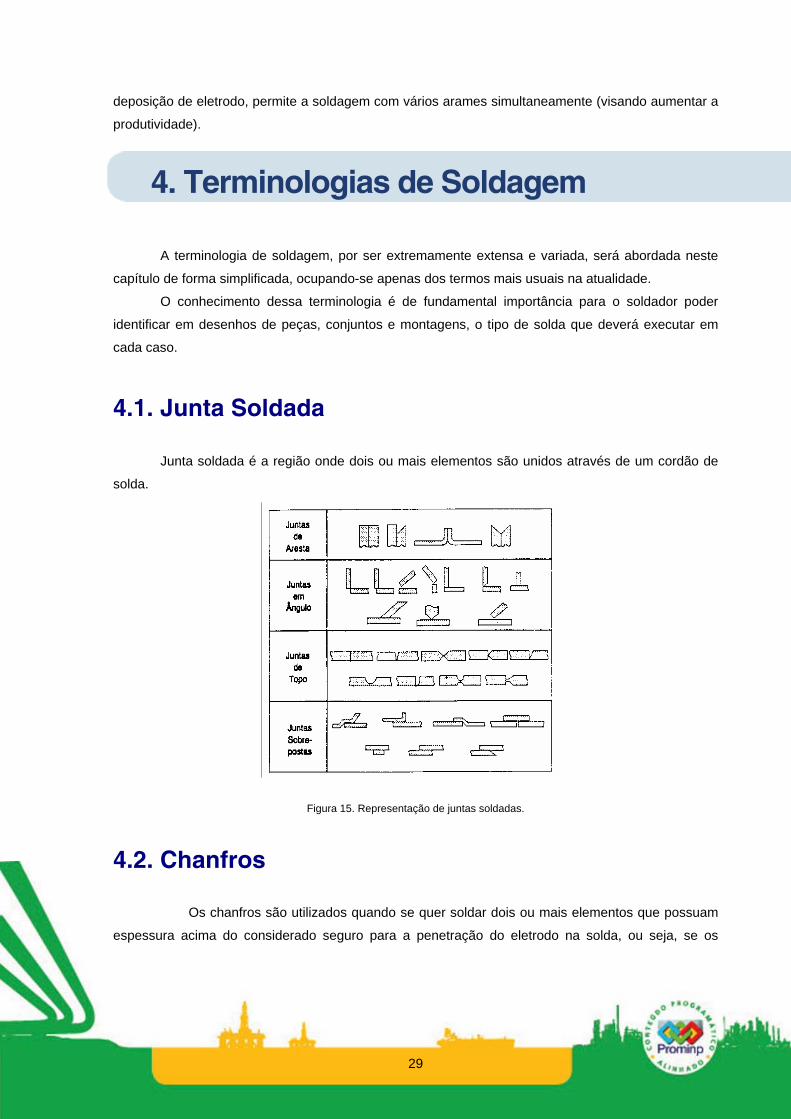
4.1. Junta Soldada Junta soldada é a região onde dois ou mais elementos são unidos através de um cordão de
solda.
Figura 15. Representação de juntas soldadas.
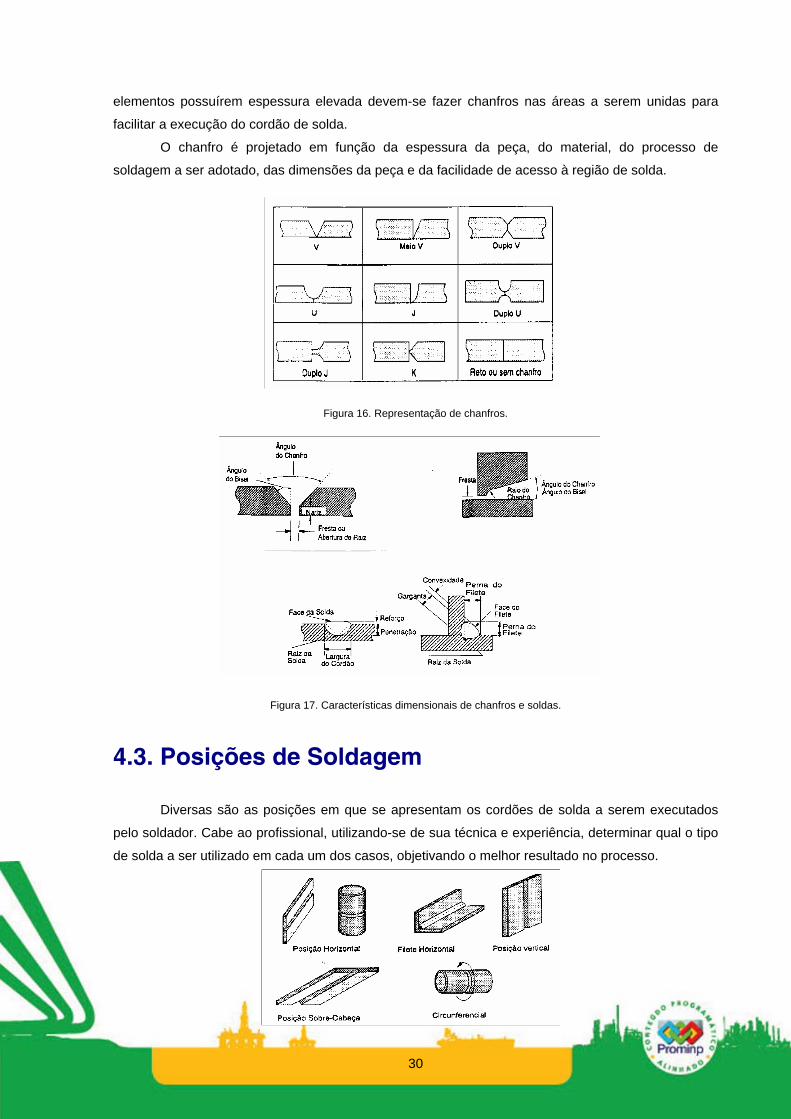
4.2. Chanfros Os chanfros são utilizados quando se quer soldar dois ou mais elementos que possuam
espessura acima do considerado seguro para a penetração do eletrodo na solda, ou seja, se os
30
elementos possuírem espessura elevada devem-se fazer chanfros nas áreas a serem unidas para
facilitar a execução do cordão de solda.
O chanfro é projetado em função da espessura da peça, do material, do processo de
soldagem a ser adotado, das dimensões da peça e da facilidade de acesso à região de solda.
Figura 16. Representação de chanfros.
Figura 17. Características dimensionais de chanfros e soldas.
4.3. Posições de Soldagem Diversas são as posições em que se apresentam os cordões de solda a serem executados
pelo soldador. Cabe ao profissional, utilizando-se de sua técnica e experiência, determinar qual o tipo
de solda a ser utilizado em cada um dos casos, objetivando o melhor resultado no processo.

31
Figura 18. Posições de Soldagem.
32
5. Simbologias de Soldagem
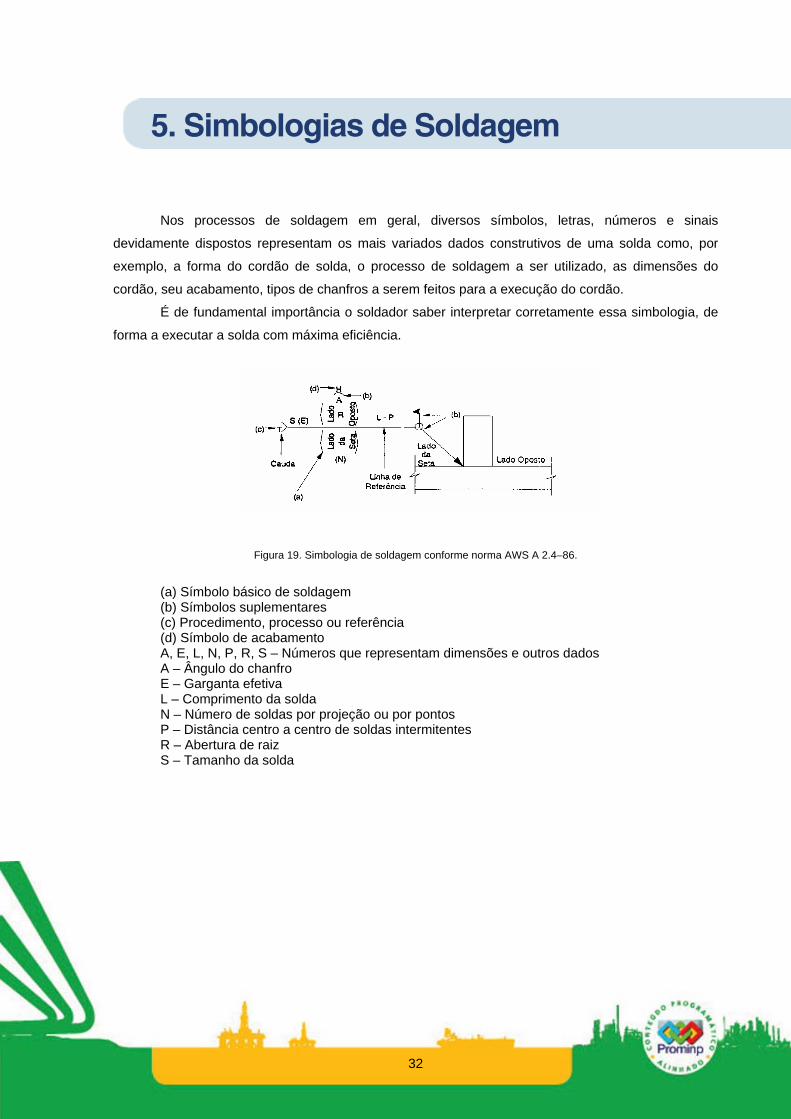
Nos processos de soldagem em geral, diversos símbolos, letras, números e sinais
devidamente dispostos representam os mais variados dados construtivos de uma solda como, por
exemplo, a forma do cordão de solda, o processo de soldagem a ser utilizado, as dimensões do
cordão, seu acabamento, tipos de chanfros a serem feitos para a execução do cordão.
É de fundamental importância o soldador saber interpretar corretamente essa simbologia, de
forma a executar a solda com máxima eficiência.
Figura 19. Simbologia de soldagem conforme norma AWS A 2.4–86.
(a) Símbolo básico de soldagem (b) Símbolos suplementares (c) Procedimento, processo ou referência (d) Símbolo de acabamento A, E, L, N, P, R, S – Números que representam dimensões e outros dados A – Ângulo do chanfro E – Garganta efetiva L – Comprimento da solda N – Número de soldas por projeção ou por pontos P – Distância centro a centro de soldas intermitentes R – Abertura de raiz S – Tamanho da solda

33
Figura 20. Tipos Básicos de soldas e seus símbolos.
Figura 21. Símbolos suplementares de soldagem
34
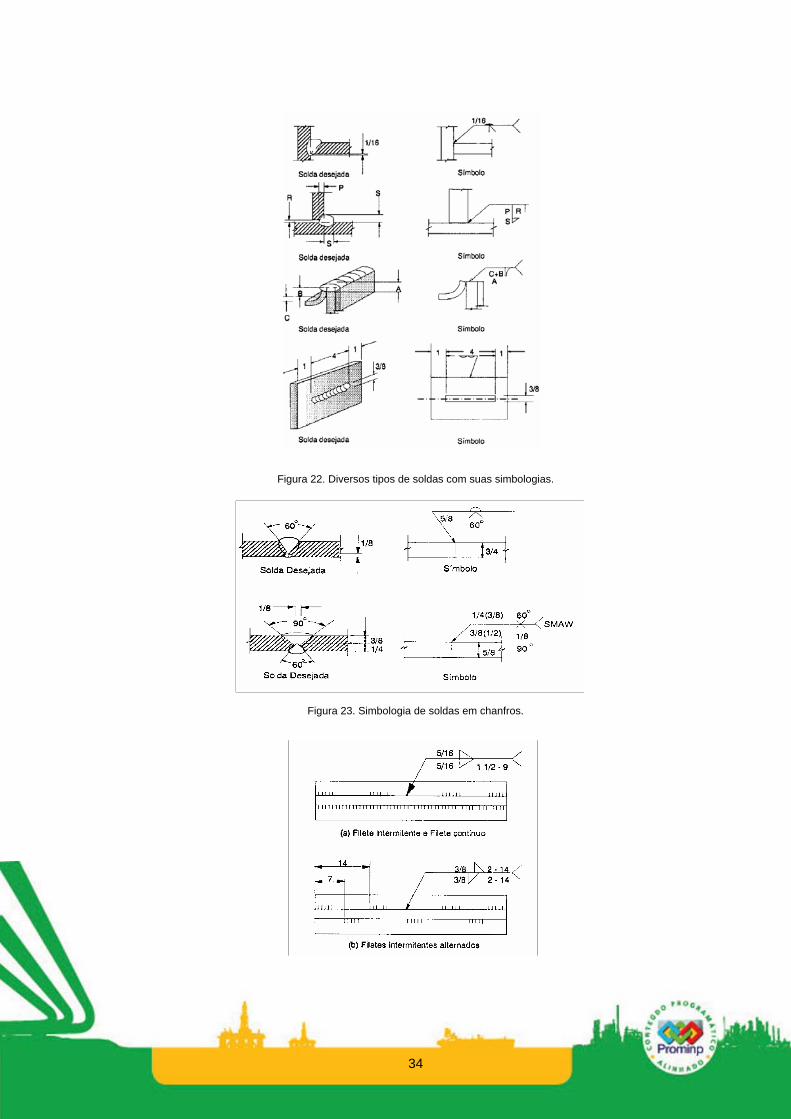
Figura 22. Diversos tipos de soldas com suas simbologias.
Figura 23. Simbologia de soldas em chanfros.

35
Figura 24. Simbologia de solda com cordão intermitente.
Bibliografia AMERICAN WELDING SOCIETY - AWS. Welding Handbook., W.H. Kearns. Miami, 1991. Buzzoni, H.A., Manual de Solda Elétrica. São Paulo, Ediouro, 1996. DE PARIS, Aleir A.F., Tecnologia da Soldagem de Ferros Fundidos. Santa Maria, UFSM, 2003. KREITH, Frank, Mechanical Engineering Handbook. Boca Raton, USA, CRC Press LLC, 1999. Marques, Paulo Villani, Tecnologia da Soldagem / Coordenação de Paulo Villani Marques, Belo Horizonte, ESAB, 1991. WAINER, E., BRANDI, S. e MELLO, F. D.H., Soldagem: Processos e Metalurgia. São Paulo, Edgard Blücher, 1992. Sites e Artigos da Internet http://cursos.unisanta.br/mecanica/solda.html http://www.esab.com.br/literatura/apostilas/Apostila%20Arco%20Submerso.pdf http://www.esab.com.br/literatura/apostilas/Apostila%20Metalurgia%20da%20Soldagem.pdf http://www.esab.com.br/literatura/apostilas/Apostila%20Soldagem%20MIG-MAG.pdf http://www.whitemartins.com.br/site/catalogo/inicio.html http://www.mecatronicafacil.com.br/artigos/soldagem01/sold01.htm