ESTRATÉGIAS DE PREENCHIMENTO METÁLICO DE … · universidade de brasilia faculdade de tecnologia...
118
DISSERTAÇÃO DE MESTRADO ESTRATÉGIAS DE PREENCHIMENTO METÁLICO DE CAVIDADES COM CONTORNO FECHADO POR MEIO DO PROCESSO GMAW-P, NAS POSIÇÕES PLANA E HORIZONTAL. Por EDISON ANDRÉS ARTEAGA LÓPEZ Brasília, 16 de junho de 2016 UNIVERSIDADE DE BRASILIA FACULDADE DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA MECÂNICA
Transcript of ESTRATÉGIAS DE PREENCHIMENTO METÁLICO DE … · universidade de brasilia faculdade de tecnologia...

DISSERTAÇÃO DE MESTRADO
ESTRATÉGIAS DE PREENCHIMENTO METÁLICO DE
CAVIDADES COM CONTORNO FECHADO POR MEIO DO
PROCESSO GMAW-P, NAS POSIÇÕES PLANA E
HORIZONTAL.
Por
EDISON ANDRÉS ARTEAGA LÓPEZ
Brasília, 16 de junho de 2016
UNIVERSIDADE DE BRASILIA
FACULDADE DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA MECÂNICA

UNIVERSIDADE DE BRASILIA
FACULDADE DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA MECÂNICA
ESTRATÉGIAS DE PREENCHIMENTO METÁLICO DE
CAVIDADES COM CONTORNO FECHADO POR MEIO DO
PROCESSO GMAW-P, NAS POSIÇÕES PLANA E
HORIZONTAL.
EDISON ANDRÉS ARTEAGA LÓPEZ
ORIENTADOR: GUILHERME CARIBÉ DE CARVALHO
DISSERTAÇÃO DE MESTRADO
PUBLICAÇÃO: ENM.DM – 102/16
BRASÍLIA, DF: JUNHO – 2016


FICHA CATALOGRÁFICA
REFERÊNCIA BIBLIOGRÁFICA
LOPÉZ, E. A. A. (2016) ESTRATÉGIAS DE PREENCHIMENTO METÁLICO DE
CAVIDADES COM CONTORNO FECHADO POR MEIO DO PROCESSO GMAW-P,
NAS POSIÇÕES PLANA E HORIZONTAL. Dissertação de Mestrado em Sistemas
Mecatrônicos, Publicação ENM.DM:102/16 Departamento de Engenharia Mecânica,
Universidade de Brasília, DF, 98 p.
CESSÃO DE DIREITOS
AUTOR: Edison Andrés Arteaga López.
TÍTULO: ESTRATÉGIAS DE PREENCHIMENTO METÁLICO DE CAVIDADES COM
CONTORNO FECHADO POR MEIO DO PROCESSO GMAW-P, NAS POSIÇÕES
PLANA E HORIZONTAL.
GRAU: Mestre ANO: 2016
É concedida à Universidade de Brasília permissão para reproduzir cópias desta dissertação de
mestrado e para emprestar ou vender tais cópias somente para propósitos acadêmicos e
científicos. O autor reserva outros direitos de publicação e nenhuma parte dessa dissertação de
mestrado pode ser reproduzida sem autorização por escrito do autor.
________________________________
EDISON ANDRÉS ARTEAGA LÓPEZ
LÓPEZ ARTEAGA, EDISON ANDRÉS
Estratégias de preenchimento metálico de cavidades com contorno fechado por meio do processo GMAW-P,
nas posições plana e horizontal [Distrito Federal] 2016. xvii 98 p., 210 x 297 mm (ENM/FT/UnB, Mestre,
Sistemas Mecatrônicos, 2016)
Dissertação de Mestrado – Universidade de Brasília, Faculdade de Tecnologia. Departamento de Engenharia
Mecânica.
1. Preenchimento de Cavidades 2. GMAW-Pulsado
3. Soldagem Posicional. 4. Recuperação em turbinas.
I. ENM/FT/UnB. II. Título.

Dedico este trabalho aos meus pais Sandra
Lorena e Edison, a minha irmã Natalia, pelo carinho,
amor e incentivo ao longo destes anos de trabalho.
EDISON ANDRÉS ARTEAGA LÓPEZ

AGRADECIMENTOS
Agradecer primeiro a Deus pelo dom da vida, meus pais Sandra Lorena López Campo
e Edison Arteaga Córdoba, a minha irmã Natalia Arteaga López por todo o apoio, carinho e
amor oferecidos neste tempo. Ao meu tio Enrique Arteaga Córdoba por seu apoio e motivação
e outros parentes que me apoiaram direta e indiretamente durante o desenvolvimento deste
trabalho. À Liseth Herrera pelo apoio e incentivo desde o inicio.
Meu orientador, o professor Guilherme Caribé por sua orientação, dedicação,
paciência e amizade ao longo deste trabalho. Por seus conhecimentos e conselhos dados.
Aos meus amigos, Andrés Girón e Margarita Moncayo pelo apoio e ajuda desde o
início deste processo.
Aos colegas do GRACO, especialmente Jose Lazaro por sua amizade e apoio no
desenvolvimento deste trabalho.
Aos meus amigos, José Bonilla, Mauricio Merino, Carolina Castro, Karen Fabara,
Paola Cajas, Evone Lopez entre outros, pela amizade oferecida.
Aos técnicos do departamento de mecânica, especialmente Pereira, Artur, Tarses e
Alexandre por sua ajuda durante o desenvolvimento deste trabalho.
Ao CNPq, Conselho Nacional de Desenvolvimento Científico e Tecnológico
Desenvolvimento, pelo apoio financeiro.
Á todas as pessoas que apoiaram meu trabalho direta e indiretamente.
EDISON ANDRÉS ARTEAGA LÓPEZ

“A simplicidade é a maior sofisticação”
Leonardo Da Vinci

RESUMO
Autor: López, E. A. A. ESTRATÉGIAS DE PREENCHIMENTO METÁLICO DE CAVIDADES COM
CONTORNO FECHADO POR MEIO DO PROCESSO GMAW-P, NAS POSIÇÕES
PLANA E HORIZONTAL.
Programa de Pós-Graduação em Sistemas Mecatrônicos.
Brasília, junho de 2016.
Este trabalho apresenta o desenvolvimento de uma metodologia para a definição de
estratégias de preenchimento metálico de cavidades de contorno fechado, por meio do
processo GMAW pulsado, visando à automatização do processo de recuperação de turbinas
hidroelétricas afetadas por problemas de erosão por cavitação. São estudadas estratégias de
preenchimento tanto para a posição plana, quanto para a posição horizontal. A metodologia
inicia-se pela busca de parâmetros do processo para a obtenção de um cordão de solda com
boas características geométricas, depositado com baixa geração de respingos, por meio de um
planejamento experimental com arranjo composto central. Obtido o cordão com as
características desejadas, realiza-se um estudo sobre o percentual de sobreposição entre
cordões dispostos de forma paralela, de modo a se obter uma camada de solda com boas
características de planicidade, definidas por um critério de ondulação máxima. Implementam-
se, então, diferentes estratégias de sequenciamento de cordões, de modo a se estudarem seus
efeitos no resultado da deposição, terminando por realizar ensaios de preenchimento de um
modelo de cavidade de contorno fechado, usinada em placa de aço.
Palavras-chave: Preenchimento de Cavidades, GMAW-Pulsado, Soldagem posicional,
Recuperação em Turbinas.

ABSTRACT
Author: López, E. A. A. STRATEGIES FOR METALLIC FILLING OF CLOSED BOUNDARY CAVITIES BY
MEANS OF THE GMAW-P PROCESS, IN FLAT AND HORIZONTAL POSITIONS.
Programa de Pós-Graduação em Sistemas Mecatrônicos.
Brasília, July of 2016.
This work presents the development of a methodology for defining strategies of
metallic filling of closed boundary cavities by means of the pulsed GMAW process, aiming at
the robotizing of the cavitation repair in hydroelectric turbine runners. Filling strategies both
for the flat (1G) and the horizontal (2G) positions are investigated. The methodology starts by
searching the welding process parameters suitable for producing a sound weld bead, with
good geometric characteristics, deposited with low spatter in the flat position, by means of a
central composite design experimental planning. After obtaining the desired weld bead, an
experimental study on the distance between parallel overlapped weld beads required for the
formation of a smooth and flat weld layer was carried out. A smoothness criterion (based on
the maximum and the average undulation) was adopted to classify the resulting weld layers
for the different overlapping percentages tested. Several deposition sequences were also tested
in order to obtain the best combination (percentage overlap and deposition sequence) for the
flat (1G) and the horizontal (2G) welding positions. Crater filling experiments are then carried
out on closed boundary circular 5 mm deep cavities machined on steel plates.
Key words: Cavity filling, Pulsed-GMAW, Positional Welding, Cavitation repair

LISTA DE FIGURAS
FIGURA 2.1. TRANSFERÊNCIA POR CURTO CIRCUITO (MODENESI, 2012). ........................................................... 26
FIGURA 2.2. REPRESENTAÇÃO ESQUEMÁTICA DA PULSAÇÃO DE CORRENTE: IP- CORRENTE DE PICO, IB –
CORRENTE DE BASE, TP- TEMPO DE PICO E TB-TEMPO DE BASE. (MODENESI, 2012) .................................. 30
FIGURA 2.3. INTERPOLAÇÃO ENTRE 5 PONTOS DE OPERAÇÃO (FISCHER, 2011) ................................................. 33
FIGURA 2.4. POSIÇÃO DE SOLDAGEM. ADAPTADO DE AWS (2000). ................................................................... 34
FIGURA 2.5. POSIÇÕES DE ELETRODOS E MOVIMENTOS NA SOLDAGEM HORIZONTAL. (GETSOLDA, 2007) ....... 35
FIGURA 2.6. SOLDAGEM HORIZONTAL INADEQUADA (GETSOLDA, 2007) ............................................................ 35
FIGURA 2.7 CORDÕES DEPOSITADOS NUMA SOLDAGEM DE ENCHIMENTO (GETSOLDA, 2007). ........................ 37
FIGURA 2.8. TIPOS DE TRAJETÓRIAS DE SOLDAGEM NO PREENCHIMENTO DE CAVIDADES. (A) RASTRO, (B)
CONTORNO E (C) ESPIRAL. (SIMINSKI, 2003) ............................................................................................... 39
FIGURA 2.9. CORÕES SEQUENCIAIS (A) E CORDÕES INTERCALADOS (B) (SIMINSKI, 2003) APUD (PINHEIRO, 2014)
..................................................................................................................................................................... 39
FIGURA 2.10. PREENCHIMENTO COM PAREDE RESTRITIVA (A) E COM CAMADAS SUCESSIVAS INTERCALADAS (B)
(SIMINSKI, 2003) APUD (PINHEIRO, 2014) ................................................................................................... 40
FIGURA 2.11 PLANEJAMENTO COMPOSTO CENTRAL (PCC). COM DOIS NIVEIS PARA DUAS VARIAVEIS DE
ENTRADA (X1, X2) (LOPERA, 2010) (MONTGOMERY, 1983). ........................................................................ 44
FIGURA 3.1 METODOLOGIA .................................................................................................................................. 47
FIGURA 3.2 ASPECTO DO CORDÃO DE SOLDA PARA VÁRIOS TIPOS DE GASES (PLATA, 2016) ............................. 49
FIGURA 3.3 CÉLULA DE SOLDAGEM COMPOSTA DE: (A) ROBÔ ABB IRB 2000AW E (B) FONTE FRONIUSTPS-5000
CMT. ............................................................................................................................................................. 51
FIGURA 3.4 SUPORTE PARA FIXAÇÃO E POSICIONAMENTO DE PLACAS DE TESTE (AURES, 2013). ..................... 52
FIGURA 3.5 DEFINIÇÃO DE ÂNGULO DE TRABALHO E ÂNGULO DE ATAQUE. ADAPTADA DE WELDCORD (2016) 55
FIGURA 3.6 CORDÃO RESULTANTE DOS PARÂMETROS SELECIONADOS. ............................................................. 58
FIGURA 3.7 MACROGRAFIA (CHAVEZ, 2014). ....................................................................................................... 58
FIGURA 3.8 CARACTERÍSTICAS GEOMÉTRICAS DA SOLDA: ALTURA (H), LARGURA (L) E PENETRAÇÃO (P)
VISUALIZADAS NO PROJETOR DE PERFIL. .................................................................................................... 59
FIGURA 3.9 SOBREPOSIÇÃO ENTRE DOIS CORDÕES DE SOLDA. ........................................................................... 60
FIGURA 3.10 SOBREPOSIÇÃO DE SOLDAGEM (A) 30%, (B) 35%, (C) 40%, (D) 45%, (E) 50%. ................................ 62
FIGURA 3.11 SOBREPOSIÇÃO 30%,35%, 40%,45% ................................................................................................ 63
FIGURA 3.12 SOBREPOSIÇÃO 50% ........................................................................................................................ 63
FIGURA 3.13 TOMADA DE DADOS DA PRIMEIRA CAMADA .................................................................................. 63
FIGURA 3.14 PRIMEIRA CAMADA NA POSIÇÃO PLANA......................................................................................... 64
FIGURA 3.15 SEGUNDA CAMADA (POSIÇÃO PLANA). ........................................................................................... 65
FIGURA 3.16 PRIMEIRA E SEGUNDA CAMADA NA POSIÇÃO PLANA (PERFIL). ...................................................... 65
FIGURA 3.17 CRESCIMENTO DA LARGURA EM CADA CAMADA DE RECOBRIMENTO ........................................... 66

FIGURA 3.18. PERFIL DA PRIMEIRA CAMADA ....................................................................................................... 67
FIGURA 3.19. PERFIL DA SEGUNDA CAMADA ....................................................................................................... 67
FIGURA 3.20 CORDÃO ISOLADO NA POSIÇÃO HORIZONTAL. ............................................................................... 68
FIGURA 3.21 SOLDA NA POSIÇÃO HORIZONTAL DE CIMA PARA BAIXO. .............................................................. 68
FIGURA 3.22 ÂNGULO DE TRABALHO PARA POSIÇÃO HORIZONTAL. ................................................................... 69
FIGURA 3.23 DEPOSIÇÃO DE CORDÕES SEQUENCIAIS COM SOBREPOSIÇÃO DE 25% COM SEQUÊNCIA DE
CORDÕES DE BAIXO PARA CIMA (A) E DE CIMA PARA BAIXO (B). ............................................................... 69
FIGURA 3.24 DEPOSIÇÃO DE CORDÕES SEQUENCIAIS COM SOBREPOSIÇÃO DE 40% COM SEQUÊNCIA DE
CORDÕES DE CIMA PARA BAIXO (A) E BAIXO PARA CIMA (B). .................................................................... 70
FIGURA 3.25. PRIMEIRA CAMADA NA POSIÇÃO HORIZONTAL. ............................................................................ 71
FIGURA 3.26. SEGUNDA CAMADA NA POSIÇÃO HORIZONTAL. ............................................................................ 72
FIGURA 3.27. PERFIL DA PRIMEIRA CAMADA NA POSIÇÃO HORIZONTAL ............................................................ 72
FIGURA 3.28. PERFIL DA SEGUNDA CAMADA NA POSIÇÃO HORIZONTAL. ........................................................... 72
FIGURA 3.29 DESENHO DO CORPO DE PROVA EM SOLIDWORKS®. ...................................................................... 73
FIGURA 3.30 DESENHO DO CORPO DE PROVA EM SOLIDWORKS® (VISTA ISOMÉTRICA) ..................................... 74
FIGURA 3.31 CORPO DE PROVA FEITO DE AÇO 1020. ........................................................................................... 74
FIGURA 4.1 TIPOS DE FATIAMENTO ...................................................................................................................... 75
FIGURA 4.2. ANGULO DE 90° PARA ATAQUE NO INÍCIO, MEIO E NO FIM DO CORPO DE PROVA. ....................... 76
FIGURA 4.3. SUBIDA (A) E DESCIDA (B) FEITO COM O ANGULO DE ATAQUE MANTIDO EM 90º. ........................ 77
FIGURA 4.4. ANGULO DE ATAQUE DE 45° NA DESCIDA (A) E SUBIA DO CORPO DE PROVA (B). .......................... 77
FIGURA 4.5 CORDÃO DEPOSITADO COM A ESTRATÉGIA PROPOSTA NO CORPO DE PROVA. .............................. 77
FIGURA 4.6.FULIGEM RESULTANTE DA DEPOSIÇÃO SOBRE PRIMEIRA CAMADA DE AÇO AWS 410NIMO ........... 78
FIGURA 4.7 INÍCIO DO CORDÃO DE SOLDA. .......................................................................................................... 80
FIGURA 4.8 FIM DE CORDÃO DE SOLDA. ............................................................................................................... 80
FIGURA 4.9. SEQUENCIAL NA MESMA DIREÇÃO. .................................................................................................. 81
FIGURA 4.10. CORDÃO NO MEIO E DEPOIS UM CORDÃO PARA CADA LADO. ...................................................... 81
FIGURA 4.11. SEQUENCIALMENTE IDA E VOLTA. .................................................................................................. 82
FIGURA 4.12 DISPOSIÇÃO DOS PONTOS DE PROGRAMAÇÃO DO CORDÃO DE SOLDA. ....................................... 82
FIGURA 4.13. PRIMEIRA CAMADA DE PREENCHIMENTO REALIZADA COM CORDÕES PARALELOS SEQUENCIAIS
INVERTIDOS (IDA E VOLTA). ......................................................................................................................... 84
FIGURA 4.14. SEGUNDA CAMADA TERMINADA NA POSIÇÃO PLANA. ................................................................. 84
FIGURA 4.15. PEÇA DE TRABALHO SEM PREENCHIMENTO (A); PEÇA COM UMA CAMADA DE SOLDA (B), PEÇA
PREENCHIDA COM DUAS CAMADAS DE SOLDA (C). .................................................................................... 85
FIGURA 4.16 CORTE TRANSVERSAL DA PEÇA NA POSIÇÃO PLANA COM ATAQUE QUÍMICO DE NITAL. .............. 86
FIGURA 4.17 CORTE TRANSVERSAL DA PEÇA NA POSIÇÃO PLANA COM ATAQUE QUÍMICO COM REAGENTE
KALLING ....................................................................................................................................................... 86
FIGURA 4.18 CORTE LONGITUDINAL DA PEÇA NA POSIÇÃO PLANA COM ATAQUE QUÍMICO DE NITAL. ............ 86

FIGURA 4.19 CORTE LONGITUDINAL DA PEÇA NA POSIÇÃO PLANA COM ATAQUE QUÍMICO COM REAGENTE
KALLING. ...................................................................................................................................................... 87
FIGURA 4.20 POSICIONAMENTO DA TOCHA DE SOLDAGEM NA POSIÇÃO HORIZONTAL COM RESPEITO À PEÇA.
..................................................................................................................................................................... 88
FIGURA 4.21. PRIMEIRA CAMADA DE SOLDA FEITA NA POSIÇÃO HORIZONTAL. ................................................. 88
FIGURA 4.22 PEÇA PREENCHIDA NA POSIÇÃO HORIZONTAL COM DUAS CAMADAS DE SOLDA. ......................... 89
FIGURA 4.23 CORTE TRANSVERSAL DA PEÇA EM POSIÇÃO HORIZONTAL, ATACADA COM NITAL. ...................... 90
FIGURA 4.24 CORTE TRANSVERSAL DA PEÇA EM POSIÇÃO HORIZONTAL, ATACADA COM REAGENTE KALLING. 90
FIGURA 4.25 CORTE LONGITUDINAL DA METADE DO CORPO DE PROVA PREENCHIDO NA POSIÇÃO
HORIZONTAL. ............................................................................................................................................... 90
FIGURA 5.1 DEFEITOS POR MÁ LIMPEZA DA PEÇA NA POSIÇÃO PLANA (A) E NA POSIÇÃO HORIZONTAL (B) E (C).
..................................................................................................................................................................... 92
FIGURA 5.2 RESULTADOS DA RECUPERAÇÃO NA POSIÇÃO PLANA (A) E HORIZONTAL (B) NO PROCESSO GMAW-
P, RESULTADO DE BONACORSO (2004) COM O PROCESSO PLASMA (C). .................................................... 94
FIGURA 5.3 CORPO PREENCHIDO DO TRABALHO DE PINHEIRO,(2014). ............................................................... 95
FIGURA 5.4 RESULTADO DO TRABALHO DE NICHOLSON, (2005). ........................................................................ 95
FIGURA 5.5 RESULTADOS OBTIDO PELO SCOMPI (BONACORSO, 2004). .............................................................. 95
FIGURA A.1 (A) GRÁFICO DE PROBABILIDADE NORMAL DOS RESÍDUOS (B) O EFEITO DOS ELEMENTOS EM
ALTURA DO CORDÃO DE SOLDA. ............................................................................................................... 108
FIGURA A.2 (A) GRÁFICO DE PROBABILIDADE NORMAL DOS RESÍDUOS; (B) E OS GRÁFICOS (C) O EFEITO DE 3D
DOS ELEMENTOS EM LARGURA DO CORDÃO. ........................................................................................... 109
FIGURA A.3 (A) GRÁFICO DE PROBABILIDADE NORMAL DOS RESÍDUOS; (B) E (C) O EFEITO3D DOS FATORES DA
PENETRAÇÃO. ............................................................................................................................................ 110

LISTA DE TABELAS
TABELA 3.1 TIPOS DE GASES. (SOLGAS, 2016) ...................................................................................................... 48
TABELA 3.2 PARÂMETROS INICIAIS DE SOLDAGEM GMAW-P. (CHAVEZ, 2014) ................................................... 54
TABELA 3.3 VARIÁVEIS .......................................................................................................................................... 56
TABELA 3.4 CODIFICAÇÃO DAS VARIÁVEIS ........................................................................................................... 57
TABELA 3.5. MELHORES PARÂMETROS. ................................................................................................................ 57
TABELA 3.6 MEDIA DOS PARÂMETROS DAS REPETIÇÕES DO PONTO CENTRAL (SEÇÃO DA TABELA A.1). ........... 59
TABELA 3.7 SOBREPOSIÇÃO POSIÇÃO PLANA ....................................................................................................... 62
TABELA 3.8 RESULTADO DOS VALORES MEDIDOS DAS CAMADAS ....................................................................... 64
TABELA 3.9 PRIMEIRA CAMADA NA POSIÇÃO PLANA ........................................................................................... 65
TABELA 3.10. SEGUNDA CAMADA NA POSIÇÃO PLANA ....................................................................................... 66
TABELA 3.11 DADOS GERAL DAS CAMADAS (ALTURA E LARGURA) POSIÇÃO PLANA .......................................... 67
TABELA 3.12 VALORES ACHADOS DO CRITÉRIO DE SELEÇÃO PARA A SOBREPOSIÇÃO NA POSIÇÃO HORIZONTAL.
..................................................................................................................................................................... 70
TABELA 3.13 MEDIDA DOS PARÂMETROS GEOMÉTRICOS DAS CAMADAS EM POSIÇÃO HORIZONTAL NO
CONFOCAL. .................................................................................................................................................. 73
TABELA 4.1 COMPARAÇÃO DAS ESTRATÉGIAS DE PREENCHIMENTO. ................................................................. 79
TABELA A.1 PLANEJAMENTO EXPERIMENTAL .................................................................................................... 106
TABELA A.2 A ANÁLISE DE VARIÂNCIA (ANOVA) PARA O MODELO DE SUPERFÍCIE DE RESPOSTA PARA A ALTURA
DO GRÂNULO ............................................................................................................................................. 107
TABELA A.3 ANÁLISE DE VARIÂNCIA (ANOVA) PARA O MODELO DE SUPERFÍCIE DE RESPOSTA PARA A LARGURA
DO CORDÃO DE SOLDA. ............................................................................................................................. 108
TABELA A.4 A ANÁLISE DE VARIÂNCIA (ANOVA) PARA O MODELO DE SUPERFÍCIE DE RESPOSTA DA
PENETRAÇÃO DO CORDÃO DE SOLDA. ...................................................................................................... 110

LISTA DE SÍMBOLOS, NOMENCLATURAS E ABREVIAÇÕES
Símbolos
A Amperes
Al Alumínio
Ar Argônio
C Carbono
CA Corrente Alternada
CC Corrente Continua
CO2 Dióxido de carbono
Cr Cromo
F Queda
Fr Frequência de pulso
He Helio
Hz Hertz
Ib Corrente de base
Ic Corrente de transição
Ip Corrente de pico
K Fatores de entrada
L Largura do cordão
Mo Molibdênio
Ni Níquel
O Oxigênio
Pol Polegada
Q Vazão volumétrica
Tb tempo de base
Tp tempo de pico
V Tensão
Va velocidade de alimentação
Vt velocidade de soldagem

Siglas
ABB Asea Brown Boveri
AISI American Iron and Steel Institute
ARLA Asea Robot LAnguege
ASTM American Society for Testing and Materials
AWS American Welding Society
CAD Computer Aided Design
FCAW Flux Cored Arc Welding
FCAW Flux Cored Arcwelding
GMAW Gas Metal Arc Welding
GMAW-P Pulsed Gas Metal Arcwelding
GMAW-S Gas Metal Arc Welding- Short Circuit Mode
GRACO Grupo de Automação de Controle
GTAW Gas Tungsten Arc Welding
IREQ Institut de recherched’Hydro-Québec
MAG Metal Active Gas
MC Metal Cored
MIG Metal Inert Gas
PCC Planejamento Composto Central
RSM Metodologia De Superficie De Resposta
SAW Submerged Arc welding
SMAW Shielded Metal Arc Welding
TIG Tungsten Inert gas
TTPS Tratamento Térmico Pós Soldagem
TWI The Welding Institute
ZTA Zona Termicamente Afetada pelo calor
CMT Cold Metal Transfer

SUMÁRIO
1. INTRODUÇÃO ................................................................................................................ 18
1.1 OBJETIVOS ....................................................................................................................... 19
1.2 ESTRUTURA DO TEXTO ................................................................................................ 19
2. REVISÃO BIBLIOGRÁFICA. ......................................................................................... 21
2.1 TURBINAS HIDRÁULICAS ............................................................................................ 21
2.2 RECUPERAÇÃO DE CAVIDADES EM TURBINAS HIDRÁULICAS. ....................... 23
2.3 PROCESSOS DE SOLDAGEM ........................................................................................ 24
2.4 TRANSFERÊNCIA DE METAL NO PROCESSO GMAW: ........................................... 25
2.4.1 Transferência por curto circuito: .............................................................................. 25
2.4.2 Transferência globular: ............................................................................................ 26
2.4.3 Transferência spray: ................................................................................................. 27
2.4.4 Transferência com corrente pulsada ......................................................................... 27
2.5 SOLDAGEM NA POSIÇÃO PLANA E FORA DA POSIÇÃO. ...................................... 33
2.5.1 Soldagem na Posição Plana. ..................................................................................... 34
2.5.2 Soldagem Horizontal (2G) ....................................................................................... 35
2.5.3 Soldagem Sobre Cabeça. .......................................................................................... 36
2.6 SOLDAGEM DE ENCHIMENTO .................................................................................... 36
2.6.1 Soldagem multicamada. ........................................................................................... 37
2.6.1 Técnica da dupla camada ......................................................................................... 37
2.7 ESTRATÉGIA DE SOLDAGEM PARA PREENCHIMENTO. ...................................... 38
2.7.1 Trajetórias de soldagem. .......................................................................................... 38
2.8 ESTADO DA ARTE NO PREENCHIMENTO DE CAVIDADES .................................. 40
2.9 METODOLOGIA DE SUPERFICIE DE RESPOSTA (RSM) ......................................... 43
2.9.1 Planejamento experimental. ..................................................................................... 44
2.9.2 Desenho fatorial fracionado 2k-1
. .............................................................................. 45
3. METODOLOGIA E DESENVOLVIMENTO ................................................................. 46

3.1 METODOLOGIA. .............................................................................................................. 46
3.2 MATERIAIS ...................................................................................................................... 47
3.2.1 Gás de proteção ........................................................................................................ 48
3.2.2 Arame consumível.................................................................................................... 50
3.2.3. Material base ........................................................................................................... 50
3.3 EQUIPAMENTOS ............................................................................................................. 50
3.3.1 Robô ......................................................................................................................... 50
3.3.2 Fonte de soldagem .................................................................................................... 51
3.3.3 Tocha de soldagem ................................................................................................... 52
3.3.4 Aparelho de fixação dos corpos de prova ................................................................ 52
3.3.5 Equipamentos para preparação de amostras e medição de geometria dos cordões. 52
3.3.6 Câmera termográfica Thermovision A40. ................................................................ 53
3.4 DESENVOLVIMENTO ..................................................................................................... 53
3.4.1 Obtenção e seleção de parâmetros ........................................................................... 54
3.4.2 Planejamento composto central a partir de um projeto fatorial fracionado ............. 55
3.5 MACROGRAFIA DO CORDÃO DE SOLDA ................................................................. 58
3.6 SOBREPOSIÇÃO DE CORDÕES PARA FORMAÇÃO DE UMA CAMADA. ............ 59
3.6.1 Sobreposição na posição plana ................................................................................. 61
3.6.2 Sobreposição na posição horizontal (2G)................................................................. 67
3.7 DESENHO DO CORPO DE PROVA UTILIZADO PARA FINS DE
PREENCHIMENTO POR CAMADAS DE SOLDA. ............................................................. 73
4. RESULTADOS DE ENSAIOS DE PREENCHIMENTO DE CAVIDADE. .................. 75
4.1 PREENCHIMENTO DA CAVIDADE NA POSIÇÃO PLANA. ..................................... 75
4.1.1 Posicionamento da tocha de soldagem na posição plana. ........................................ 75
4.2.2 Estratégias de preenchimento. .................................................................................. 78
4.1.3 Camadas de solda na posição plana ......................................................................... 82
4.1.4 Macrografia na posição plana .................................................................................. 85

4.2 PREENCHIMENTO DA PEÇA NA POSIÇÃO HORIZONTAL. .................................... 87
4.2.1 Estratégia de preenchimento .................................................................................... 87
4.2.2 Posicionamento da tocha de soldagem ..................................................................... 87
4.2.3 Camadas de solda na posição horizontal .................................................................. 88
4.2.4 Macrografia na posição horizontal ........................................................................... 89
5. DISCUSSÃO ..................................................................................................................... 91
6. CONCLUSÕES ................................................................................................................. 97
7. TRABALHOS FUTUROS. ............................................................................................... 98
REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................................... 99
A. MODELAGEM DO CORDÃO DE SOLDA .............................................................. 105
B. CODIGO ARLA .......................................................................................................... 112
B.1 POSIÇÃO PLANA ........................................................................................... 112 1.1
B.2 POSIÇÃO HORIZONTAL ............................................................................... 114 1.2

18
1. INTRODUÇÃO
Uma das principais fontes geradoras de eletricidade são as usinas hidrelétricas. Devido
à necessidade de suprir a demanda e, consequentemente, manter o fluxo de geração de
eletricidade em compasso com a demanda, as unidades geradoras nas usinas hidroelétricas são
submetidas a condições próximas de seus limites de operação e, às vezes, até operam em
condições fora do previsto em seu projeto hidrodinâmico. As operações fora das condições
idealizadas em projeto geralmente ocasionam desgastes devido ao problema da cavitação, o
que pode resultar em diminuição significativa na sua capacidade de geração. No caso de
turbinas hidráulicas, o fenômeno da cavitação causa erosão localizada e perda progressiva de
material nas regiões de sua ocorrência. Tal fenômeno é caracterizado pela formação de bolhas
de vapor, quando o fluxo de água passa através de uma região de baixa pressão que de repente
colapsam devido a variações na pressão do fluxo. Ao colapsarem, produzem ondas de choque
que atingem a superfície do rotor, causando tensões cíclicas que levam à fadiga superficial em
seu material, provocando seu eventual arrancamento. Dependendo da quantidade de material
removido e da extensão da superfície afetada, a erosão pode levar a desequilíbrio dinâmico do
rotor, produzindo altos níveis de vibração, que por sua vez podem danificar os mancais de
sustentação da turbina (BONACORSO, 2004).
De um modo geral, a recuperação das zonas sujeitas a erosão por cavitação é realizada
pela deposição de material por meio de soldagem. Normalmente, essas regiões apresentam
superfícies de geometria complexa e localizam-se em posições muito desfavoráveis para
soldagem, tanto do ponto de vista do conforto para o soldador quanto do ponto de vista do
processo, considerando as dificuldades impostas pela soldagem fora de posição (VAZ, 2004).
A recuperação da geometria original é tradicionalmente realizada por meio da
deposição de metal de solda realizada manualmente por um grupo de soldadores experientes,
utilizando um processo de soldagem a arco. A deposição manual possui problemas técnicos,
uma vez que seus resultados são altamente dependentes da habilidade do operador. Além
disso, restrições, tais como a soldagem fora de posição e a dificuldade de acesso às áreas
danificadas impõem uma alta exigência física sobre os soldadores, o que pode levar à fadiga e
à inconsistência na qualidade das soldas depositadas assim como ao aumento do tempo de
reparo. (GONÇALVES, 2007) (SANTOS, 2014).

19
Além disso, a soldagem manual em locais confinados confere ambiente nocivo à saúde
humana, pois fumos de solda, calor e radiação ultravioleta proveniente do arco elétrico, além
da umidade presente no ambiente da turbina, agravam as condições do ambiente de trabalho
em reparos de pás de turbina hidrelétrica (NICHOLSON, 2005)
Um dos problemas a serem enfrentados quando se deseja realizar o preenchimento de
uma cavidade com metal de solda, seja de forma manual ou automatizada, é a definição da
estratégia de deposição de cordões a ser seguida, de modo a se conseguir um preenchimento
satisfatório, tanto do ponto de vista geométrico, quanto do ponto de vista metalúrgico. Neste
trabalho, aborda-se o problema do ponto de vista geométrico.
1.1 OBJETIVOS
O objetivo principal deste trabalho é realização de um estudo sobre as estratégias de
preenchimento a serem usadas com o processo GMAW-P de modo a se conseguir preencher
uma cavidade proveniente de erosão por cavitação por meio de deposição de metal de solda,
considerando variações de posição de soldagem. Para se atingir esses objetivos
estabeleceram-se objetivos específicos explicitados a seguir:
Estabelecer os parâmetros de soldagem adequados para o processo GMAW-P;
Estabelecer um percentual de sobreposição de cordões para deposição de camadas,
levando em conta a assimetria dos cordões decorrentes da posição de soldagem.
Estudar diferentes estratégias de sequenciamento de cordões de solda, de modo a
se obter a deposição de uma camada com acabamento suave, com poucas
irregularidades.
Realizar testes de deposição para validação da estratégia de deposição escolhida a
partir do estudo realizado.
1.2 ESTRUTURA DO TEXTO
Esse trabalho de dissertação aborda o tema proposto e apresenta suas conclusões em 7
capítulos, incluindo este, além das referências bibliográficas e anexos.
O Capítulo 1 introduz o leitor à importância desse trabalho diante a problemática do
reparo de turbinas, os objetivos e motivações do seu desenvolvimento. Além disso, este

20
capítulo mostra outros projetos que possuem funcionalidade semelhante, mas que adotaram
metodologias de desenvolvimento diferentes.
O Capítulo 2 apresenta a revisão bibliográfica dos principais tópicos relacionados ao
trabalho, isto é, recuperação de cavidades em turbinas hidráulicas, processos de soldagem, o
processo de soldagem pulsado (GMAW-P), soldagem fora da posição plana, soldagem de
enchimento, estratégias para preenchimento entre outras.
O Capitulo 3 descreve a metodologia a ser empregada, como também o equipamento e
material necessário para o projeto. Como foi feita o processo para a obtenção de parâmetro de
soldagem por meio de projetos experimentais no processo pulsado nas posições plana e
horizontal. Além disso, o cálculo do afastamento entre cordões de uma mesma camada,
mantendo a qualidade das deposições. Desenho e implementação do corpo de prova.
O Capítulo 4 contém os resultados da metodologia empregada. Realização de testes de
preenchimento para implementação das estratégias de preenchimento nas posições plana e
horizontal com geometria e qualidade final do reparo.
O Capítulo 5 mostra a discussão dos resultados obtidos.
O Capítulo 6 descreve as conclusões do trabalho.
O Capítulo 7 propõe trabalhos futuros que possam contribuir e aperfeiçoar o tema
proposto.
As referências bibliográficas são apresentadas após o capítulo 7 e alguns apêndices
referenciados no texto são incluídos.

21
2. REVISÃO BIBLIOGRÁFICA.
Este capítulo apresenta uma revisão bibliográfica referente aos temas envolvidos nesta
pesquisa. Inicialmente, apresenta-se o tópico que trata das usinas e turbinas hidroelétricas, o
problema da perda de material em pás devido à erosão pela cavitação. Realiza-se um estudo
geral sobre os processos de soldagem, centrando-se no processo GMAW, dando ênfase à
transferência de metal por corrente pulsada (GMAW-P). Além disso, abordam-se aspectos
relativos à soldagem fora da posição plana, soldagem de enchimento e estratégias de
soldagem.
Na seção final, serão mencionados temas relacionados aos métodos de reconstrução de
superfícies.
2.1 TURBINAS HIDRÁULICAS
As centrais hidrelétricas utilizam turbinas hidráulicas para gerar a eletricidade. A
energia potencial gravitacional acumulada no reservatório é convertida em energia mecânica
útil quando flui através da turbina, produzindo energia cinética rotacional em seu rotor. Este,
por sua vez, é acoplado de forma solidária ao rotor de um gerador elétrico que, ao girar,
converte a energia mecânica em energia elétrica.
O princípio e as características de funcionamento das turbinas são determinados pela
forma e pelo arranjo da passagem do fluxo. A entrada do fluxo, a turbina, e o mecanismo de
descarga do fluxo são os três elementos principais na operação de turbinas hidráulicas
(SANTOS, 2014). Estas se dividem entre três tipos principais quanto ao tipo de rotor: Pelton,
Francis e Kaplan. Cada um destes tipos é adaptado para funcionar em usinas com uma
determinada faixa de altura de queda. As vazões podem ser igualmente grandes em qualquer
uma delas, mas a potência será proporcional ao produto da queda (F) e da vazão volumétrica
(Q) (GONÇALVES, 2007).
Em todos os tipos há alguns princípios de funcionamento comuns. A água entra pela
tomada d’água (localizada em um nível mais elevado) a montante da usina hidrelétrica e é
levada através de um conduto forçado até a entrada da turbina. Lá, a água passa por um
sistema de palhetas guias móveis, que controlam a vazão volumétrica fornecida à turbina.
Para aumentar a potência, as palhetas se abrem e para diminuir a potência elas se fecham.
Após passar por este mecanismo, a água chega ao rotor da turbina onde, por transferência de

22
quantidade de movimento, parte da energia potencial dela é transferida para este rotor na
forma de torque e velocidade de rotação. Devido a este fato, a água na saída da turbina está a
uma pressão um pouco menor que a atmosférica, e bem menor do que a inicial. Após passar
pelo rotor, um duto chamado tubo de sucção conduz a água até a parte a jusante do rio, no
nível mais baixo. As turbinas Pelton têm um princípio um pouco diferente (impulsão), pois a
pressão primeira é transformada em energia cinética em um bocal, onde o fluxo de água é
acelerado até uma alta velocidade e, em seguida, choca-se com as pás da turbina imprimindo-
lhe rotação e torque. (GONÇALVES, 2007)
Turbinas modernas têm uma eficiência típica entre 85% e 99%, que varia conforme a
vazão de água e a potência gerada. As principais causas gerais da perda de eficiência nas
turbinas são (GONÇALVES, 2007):
Perdas hidráulicas: a água tem que deixar a turbina com alguma velocidade, e esta
quantidade de energia cinética não pode ser aproveitada pela turbina.
Perdas mecânicas: são originadas por atrito nas partes móveis da turbina e calor
perdido pelo aquecimento dos mancais. Observa-se também, perda de eficiência devido a
erosão por cavitação e a atrito direto da água misturada com areia ou resíduos com os
componentes da turbina, ocasionando a perda do perfil hidrodinâmico original. O problema da
erosão por cavitação nas turbinas hidráulicas traz enormes prejuízos para as empresas
geradoras de energia elétrica, pois compromete o funcionamento de turbinas hidráulicas,
levando a frequentes paradas para recuperação de regiões cavitadas. Apesar do avanço
tecnológico no projeto e construção de máquinas hidráulicas, verifica-se que as possibilidades
de eliminação por completo do fenômeno de cavitação são limitadas. (WILL, 2012)
Embora o fenômeno da cavitação fosse conhecido há muito tempo, uma vez que Euler,
apud Lopes (1944, p.7) já lhe fazia referência em seu tratado sobre as máquinas hidráulicas.
Entretanto, só em data relativamente recente (fim do século passado) é que os progressos da
técnica focaram sobre ele a atenção. Estudos teóricos e experimentais foram dedicados à
explicação do fenômeno. Dentre as primeiras observações, devem ser citadas as do
engenheiro francês A. Normand, apud Lopes (1944, p.7), que já no fim do século XIX
chamou a atenção para a formação de cavidades no funcionamento das hélices marítimas, e na
sua Memória à Academia das Ciências precisou as condições em que o fenômeno se
manifestava. Sensivelmente na mesma época, Froude e Parsons, apud Lopes (1944, p.7)

23
tinham observado o mesmo fenômeno em idênticas condições. Parece ter sido na Inglaterra
que o termo “cavitação” começou a ser empregado a propósito das observações feitas nas
experiências do contratorpedeiro “Daring”. Verificou-se que para velocidades superiores a
um determinado valor se dava um aumento rápido do escorregamento de hélice ao mesmo
tempo em que o rendimento baixava consideravelmente. Além disso, o fenômeno era
acompanhado pelo aparecimento de corrosões em grande escala, com um aspecto que as
diferenciava nitidamente das que eram provocadas pelas ações químicas ou galvânicas
devidas à água do mar. (LOPES, 1944)
2.2 RECUPERAÇÃO DE CAVIDADES EM TURBINAS HIDRÁULICAS.
As turbinas hidráulicas são geralmente desenvolvidas para ter uma vida útil de cerca
de 60 anos. Durante este período, ocorrem paradas para manutenção preventiva e preditiva e
paradas forçadas, devido a circunstâncias não previstas. Estas últimas podendo vir gerar altos
custos. Cerca de metade das paradas programadas são para manutenção de equipamentos
elétricos e a outra metade para a manutenção de turbinas e de seus respectivos componentes.
(GONÇALVES, 2007)
O reparo dos rotores é feito, principalmente, devido à erosão por cavitação e ao
surgimento de trincas por fadiga, além do eventual reparo de possíveis defeitos de fundição
durante a fabricação. Embora as trincas por fadiga sejam vistas com maior preocupação do
que o dano cavitacional, este último é frequentemente a causa da parada programada, uma vez
que muda o perfil hidrodinâmico do equipamento, levando a altas tensões dinâmicas no rotor
e nas estruturas associadas a ele, além de provocar queda na eficiência e redução da vida útil
do equipamento. A erosão por cavitação raramente causa uma parada forçada, no entanto ela
aumenta significativamente o tempo gasto em uma parada programada para manutenção.
(GONÇALVES, 2007)
A recuperação das partes danificadas é feita através de soldagem e, mais recentemente,
também tem sido utilizado o recobrimento por aspersão térmica. Vários processos de
soldagem têm sido utilizados nesta recuperação, entre os quais podem-se citar a soldagem
com eletrodos revestidos (SMAW – Shielded Metal Arc Welding), a soldagem GMAW
convencional ou pulsada com arames sólidos ou tubulares com fluxo metálico (GMAW - Gas
Metal Arc Welding) e soldagem com arames tubulares com fluxo não metálico (FCAW - Flux
Cored Arc Welding) (AKTHAR, 1986), sendo estes dois últimos os mais empregados

24
atualmente. A escolha do melhor processo em cada caso depende de fatores tais como a
posição de soldagem, acessibilidade e os custos de mão de obra, equipamentos e consumíveis.
Boa soldabilidade faz a diferença, daí o motivo da crescente substituição da utilização de
arames sólidos por arames tubulares similares para esta aplicação, os quais trazem algumas
vantagens que ajudam na redução do tempo total de recondicionamento das turbinas,
contribuindo desta forma para um reparo mais eficiente. Dentre estas vantagens, pode-se citar
principalmente o melhor acabamento final e menor probabilidade de haver mordeduras,
levando desta forma a uma menor necessidade de esmerilhamento, o qual influencia
negativamente a resistência à erosão por cavitação de uma superfície. Um ligeiro
esmerilhamento, entretanto, é necessário de forma a eliminar irregularidades superficiais que
se constituem em intensificadores locais da cavitação. (GONÇALVES, 2007)
Na seção 0 vai se tratar alguns dos processos de soldagem importantes, na área de
recuperação de turbinas, e entrara se mais em detalhe no processo GMAW-P.
2.3 PROCESSOS DE SOLDAGEM
Os métodos de união de metais podem ser divididos em duas categorias principais, isto
é, aqueles baseados no aparecimento de forças mecânicas externas macroscópicas e aqueles
baseados em forças inter-atômicas ou intermoleculares. No primeiro caso, do qual são
exemplos a parafusassem e a rebitagem, a resistência da junta é dada pela resistência ao
cisalhamento do parafuso ou rebite, mais as forças de atrito entre as superfícies em contato.
No segundo caso, a união é conseguia pela aproximação dos átomos e moléculas das partes a
serem unidas, ou destas e um material intermediário, até distâncias suficientemente pequenas
para a formação de ligações metálicas e de Van der Waals. Como exemplo desta categoria,
citam-se a soldagem, a brasagem e a colagem. (MODENESI, 2012)
Um grande número de diferentes processos utilizados na fabricação e recuperação de
peças, equipamentos e estruturas é abrangido pelo termo SOLDAGEM. Classicamente, a
soldagem é considerada como um método de união, porém, muitos processos de soldagem ou
variações destes são usados para a deposição de material sobre uma superfície, visando à
recuperação de peças desgastadas ou para a formação de um revestimento com características
especiais. Diferentes processos relacionados com os de soldagem são utilizados para o corte
ou para o recobrimento de peças. Diversos aspectos dessas operações de recobrimento e

25
cortes são similares à soldagem e, por isso, muitos aspectos destes processos são abordados
juntamente com esta. (MODENESI, 2012).
2.4 TRANSFERÊNCIA DE METAL NO PROCESSO GMAW:
A transferência metálica no processo GMAW apresenta variações decorrentes das
combinações de gás de proteção e de níveis de corrente e de tensão de soldagem utilizadas.
De maneira geral, os modos de transferência podem ser classificados em dois grupos
principais:
Transferência metálica por curtos-circuitos (dip transfer)
Transferência metálica através do arco elétrico (free-flight)
A transferência metálica através do arco pode ainda ser classificada de acordo com as
dimensões das gotas de metal transferidas assim como com a frequência com que as gotas são
destacadas. Dentre os principais modos de transferência através do arco, podem-se citar:
Modo globular;
Modo spray;
Modo pulsado.
Os principais modos de transferência citados são descritos nas subseções seguintes.
2.4.1 Transferência por curto circuito:
A transferência por curto circuito ocorre na soldagem com um pequeno comprimento
do arco (baixa tensão média) e, em geral, uma baixa corrente média. Nesta forma de
transferência, a ponta do elétrodo atinge periodicamente a poça de fusão. Ao mesmo tempo, o
metal fundido tende a se transferir para a poça de fusão por ação da tensão superficial e de
forças de origem magnética. Com isto, o curto circuito é rompido e o arco é restabelecido. A
Figura 2.1 ilustra o processo, mostrando as variações de corrente e tensão típicas deste tipo de
transferência. Nesta figura, o arco existe entre A e B, o curto circuito ocorre durante C e, em
D tem-se a reabertura do arco (MODENESI, 2012).

26
Figura 2.1. Transferência por curto circuito (MODENESI, 2012).
A quantidade de calor transferida à peça é menor quando comparada a outros tipos de
transferências e, consequentemente, a penetração tende a ser menor e os cordões formados são
menores tanto em sua largura quanto no reforço. Este modo de transferência é caracterizado
por uma maior instabilidade do arco e possível formação de uma quantidade elevada de
respingos. A formação de respingos pode ser controlada por meio da seleção adequada dos
parâmetros de soldagem e fonte de energia, suavizando os curtos-circuitos (CHAVEZ, 2014).
2.4.2 Transferência globular:
Neste modo, a distância é suficiente para que a gota viaje através do arco sem realizar
nenhum curto-circuito. Ocorre, em geral, para baixas densidades de corrente, mas para valores
intermediários de tensão de soldagem. Além disso, ocorre para qualquer tipo de gás de
proteção (CHAVEZ, 2014). A transferência globular é caracterizada pela formação, na ponta
do eletrodo, de grandes gotas de metal liquido (diâmetro superior ao do eletrodo) que se
transferem sob a ação de gravidade para poça de fusão com uma baixa frequência. Com um
gás de proteção a base de argônio, esta forma de transferência é observada para corrente baixa
e tensão (e comprimento de arco) elevada. Na soldagem de aço com proteção a base de CO2, a
transferência globular ocorre mesmo com valores elevados de corrente. (SARNI, 2011)
A transferência globular típica é similar a uma torneira escorrendo. O metal líquido
forma-se na ponta do arame e mantém-se preso a esta por ação da tensão superficial. Com o
aumento do tamanho da gota, o seu peso aumenta e causa a sua separação do arame e a
transferência para a poça de fusão ocorre por ação da gravidade. Como a transferência
globular depende da gravidade (não podendo, assim, ser utilizada fora da posição plana) e está
associada com arco instável e grande volume de respingos, o seu uso na soldagem GMAW é
limitado. (MODENESI, 2012)

27
2.4.3 Transferência spray:
Observa-se que, quando a mistura de proteção é rica em argônio e o eletrodo está
ligado ao positivo, o diâmetro das gotas transferidas se reduz com o aumento da corrente. Por
cima de certo nível de corrente (corrente de transição para o spray, Ic), contudo, ocorre uma
rápida redução do diâmetro das gotas ao mesmo tempo em que o arco, que antes atingia
apenas a parte inferior da gota na ponta do eletrodo, passa a envolvê-la completamente. A
transferência não é mais controlada pela força de gravidade, passando a ser dominada pela
força magnética, e as gotas são lançadas para a poça de fusão independentemente da posição
de soldagem. A transferência tende a ser muito estável, com mínimas perturbações no arco e
poucos respingos. A necessidade de uma corrente relativamente alta dificulta ou inviabiliza a
soldagem de chapas finas (pela facilidade de furar o metal de base) ou a soldagem fora da
posição plana (pela formação de uma poça de fusão grande e de difícil controle) com
transferência spray. (MODENESI, 2012) (SARNI, 2011)
2.4.4 Transferência com corrente pulsada
As aplicações do processo GMAW convencional têm sofrido fortes restrições devido
às limitações sobre o controle da transferência metálica, o que torna o processo muito instável
e de difícil controle. A transferência metálica por spray, por ser estável, oferece grandes
vantagens como já mencionado anteriormente, entretanto isto é possível com altos níveis de
corrente, sendo que com o processo GMAW convencional, esse tipo de transferência não
pode ser regulado independentemente da quantidade de calor transferida para a solda. Então,
desenvolveu-se uma fonte de soldagem que gera ondas intermitentes, ou pulsos, de corrente
elevada, possibilitando da mesma forma o tipo de transferência por spray, ao passo que menor
quantidade de calor é transferida para a peça, diminuindo assim deformações e possibilitando
a soldagem de chapas mais finas (COLLARD, 1988) (CORAINI, 2011)
No modo pulsado, são muitos os fatores variáveis responsáveis pela manutenção da
operação de soldagem. Neste sentido, torna-se bastante complexa a tarefa de seleção de
parâmetros que possam ser adequados às necessidades de estabilidade do arco, vantagens
econômicas, qualidade e propriedades mecânicas da solda. No entanto, com o uso da corrente
pulsada, obtêm-se um maior controle da poça de fusão, o refino da estrutura bruta de
solidificação e uma corrente média mais baixa em relação ao modo convencional e, com isso,

28
a quantidade de calor colocada na peça é menor, podendo-se soldar espessuras de chapas
menores e em todas as posições (NORRISH, 1992)
Essa tecnologia do processo GMAW pulsado foi lançada comercialmente por volta de
1970 com um controle limitado. Avanços tecnológicos conseguidos nas fontes de soldagem
têm alcançado boas melhorias no desempenho dos equipamentos utilizados na soldagem
GMAW e assim possibilitando seu uso em áreas que antes eram impraticáveis, por permitir
melhor controle dos parâmetros envolvidos no processo.
O controle mais aprimorado dos parâmetros do processo juntamente com o baixo
índice de respingos conseguido e boa estabilidade do arco são fatores que contribuem para o
bom desempenho do modo pulsado quando utilizado na soldagem de chapas mais finas ou
componentes que requerem maior precisão. Outra vantagem que se pode citar é a
possibilidade de uso de eletrodos com diâmetros maiores que 1,6 mm, o que proporciona
taxas maiores de deposição de material, gerando maior eficiência do processo. Como não
poderia deixar de ser, o modo pulsado traz consigo algumas desvantagens, como por exemplo,
o maior número de parâmetros a serem controlados durante a soldagem em relação ao
processo GMAW convencional. Esses parâmetros adicionais, chamados de parâmetros de
pulso, devem ser analisados em conjunto com os já existentes do modo convencional, sendo
que os parâmetros de pulso são a corrente de pico e corrente de base, tempo de pico e tempo
de base, frequência de pulso (Figura 2.2) (WEBER, 1982)
Algumas vantagens de se aplicar o processo pulsado em relação ao convencional
(CORRÊA, 2000).
Possibilidade de se soldar em qualquer posição e com taxa de fusão maior do que
aquela obtida em curto-circuito;
A corrente média é bem menor do que a utilizada com uma fonte convencional, para
um mesmo resultado;
Transferência do metal sem curto-circuito e sem formação de respingos, se os
parâmetros de soldagem são adequadamente selecionados;
A produção de respingos é quase nula; há ótima estabilidade do arco e a velocidade de
soldagem pode ser bastante elevada;
A geometria do cordão se mantém praticamente constante;

29
O sistema pode ser controlado por um único comando, quando sinérgico, facilitando o
estabelecimento das condições operacionais ótimas;
Melhor controle da transferência do metal;
A solda executada possui melhor qualidade.
Aumento da velocidade de soldagem em comparação com transferência por curto-
circuito e globular;
Aplicação de arames com maior diâmetro na soldagem de chapas finas.
Um mesmo diâmetro de arame pode ser utilizado num amplo intervalo de corrente.
Por exemplo, o diâmetro de 1,2 mm (aço) permite valores de corrente média desde 80
A até 350 A, com a taxa de deposição equivalente àquela de eletrodos revestidos de
diâmetro de 3,2 a 5,0 mm;
Desvantagens do modo pulsado (BARRA, 2003):
Necessidade de mão-de-obra mais qualificada, devido à complexidade na escolha dos
parâmetros;
Exige fontes de soldagem mais caras do que no modo convencional;
Maior emissão de raios ultravioleta pelo arco.
A transferência spray apresenta excelentes características operacionais. Contudo,
devido à necessidade de correntes superiores a Ic, o uso desta forma de transferência fica, em
geral, limitado à soldagem de juntas de maior espessura e na posição plana. Para outras
condições, trabalha-se, usualmente, com a transferência por curto circuito. Esta, contudo,
tende a ser menos estável, gerar elevada quantidade de respingos, além de ser sensível à
formação de defeitos de falta de fusão. Adicionalmente, para metais como o alumínio e o
cobre, a transferência por curtos circuitos pode ser difícil de ser realizada devido à baixa
resistividade elétrica destes materiais. (MODENESI, 2012)

30
Figura 2.2. Representação esquemática da pulsação de corrente: Ip- corrente de pico, Ib –
corrente de base, Tp- tempo de pico e Tb-tempo de base. (MODENESI, 2012)
A soldagem GMAW com corrente pulsada não teve inicialmente um grande sucesso
devido à necessidade de se controlar parâmetros adicionais em um processo que é bastante
sensível a variações de regulagem. Dependendo do equipamento, a seleção e controle dos
parâmetros de pulsação são feitos automaticamente pelo próprio sistema de controle, baseado
em curvas sinérgicas de parâmetros, previamente desenvolvidas para diferentes combinações
de tipos de arames e gases de proteção, e armazenadas na memória da fonte. Isso reduz a
complexidade no ajuste das condições de soldagem. (MODENESI, 2012)
2.4.4.1 Parâmetros do modo pulsado
A forma de onda da corrente do processo GMAW pulsado pode ser descrita através de
alguns parâmetros, com característica periódica, em que há um valor máximo de corrente,
chamado corrente de pico (Ip), um valor mínimo de corrente, denominado corrente de base
(Ib), pelo tempo de permanência da corrente em cada um dos pontos, de pico e base,
denominados respectivamente de tempo de pico (Tp) e tempo de base (Tb). Destes parâmetros
básicos, podem-se gerar alguns parâmetros, como a frequência de pulso (Fr), corrente média
(Im). Estas variáveis precisam ser consideradas juntamente com os outros parâmetros do
processo GMAW convencional, como o comprimento do arco voltaico, velocidade de
alimentação do arame, gás de proteção e diâmetro do eletrodo. (AMERICAN WELDING
SOCIETY, 1991)
As características de transferência, difusão e de desempenho são determinadas pela
combinação dos parâmetros de pulso, influenciando diretamente nas características
geométricas do cordão de solda. A grande dificuldade está na determinação correta destes

31
parâmetros para uma boa qualidade de solda, devido ao número de variáveis envolvidas
(PALANI, 2006).
Uma destas variáveis é o tempo de pico (Tp). Ele refere-se ao tempo no qual é mantida
a intensidade de pico (Ip), tendo em conta que uma soldagem ótima deve desprender uma gota
por pulso, um tempo de pico inferior a este gera uma energia de pulsação insuficiente para
formar e desprender uma gota por pulso ou um tempo superior gera a formação de várias
gotas por pulso. Qualquer seja o caso, a qualidade da solda será menor. Por outra parte a
frequência de pulso (Fr) é uma variação da frequência do pulso gera uma variação do tempo
de base (Tb), de modo que, se aumenta a frequência, aumentam os pulsos por unidade de
tempo com igual tempo de pico e menor tempo de base. Da mesma forma, tem-se um
aumento de quantidade de gotas por tempo, mas com a mesma quantidade de gotas por pulso.
A demanda do material faz com que se deva incrementar o aumento na velocidade de
alimentação do arame. Do mesmo modo, uma diminuição da frequência exigirá uma
diminuição da velocidade (SARNI, 2011). Outro parâmetro é a corrente de pico (Ip) e é a
intensidade do pulso que com o tempo de pico fornece a energia transferida no material para a
formação da gota. Existem múltiplas combinações para conseguir o mesmo resultado, mas
com diferentes características. Por exemplo, se a fonte de trabalho não pode dar uma corrente
elevada, então, se incrementa o tempo de pulso. Um dos objetivos da corrente de base (Ib) é
manter o arco aceso entre pulsações, porém sem fundir o material. Se o valor é elevado,
aumenta, necessariamente, a intensidade média. Ao contrário, se o valor é baixo, o arco perde
estabilidade e pode extinguir-se (CHAVEZ, 2014).
Conforme Sarni (2011), em relação à taxa de deposição, o arame tubular metálico
pode apresentá-la cerca de 10-30% maior do que os arames sólidos ou os arames tubulares
não metálicos, além de uma elevada taxa de deposição, resultando em maior velocidade de
soldagem para uma mesma aplicação; pequena formação de escória sobre o cordão de solda;
baixa geração de fumos de soldagem; baixa probabilidade da ocorrência de porosidade,
devido ao baixo teor de hidrogênio difusível e uma alta resistência à reabsorção da umidade;
ótima estabilidade do arco; entre outros. Outro aspecto observado é a pequena influência do
diâmetro do arame em relação à profundidade de penetração, notando-se uma tendência no
aumento da penetração à medida que o diâmetro do consumível diminuía. Verificaram
experimentalmente que para vários diâmetros e tipos de consumíveis, as áreas de fusão e de

32
depósito aumentam quando a intensidade de corrente aumenta. Também, a diluição assume
valores crescentes com o aumento da corrente (SANTOS, 1989).
2.4.4.2 Soldagem sinérgica com arco pulsado
O principal problema de GMAW-P é o ajuste dos parâmetros de soldagem. No caso do
processo GMAW convencional (modos de transferência por curto circuito e spray), o ajuste
dos parâmetros é feito de forma essencialmente empírica, o que possibilita a obtenção de
diferentes combinações de tensão e velocidade de alimentação que produzem cordões com
qualidade aceitável quando comparada com algum critério ou padrão de qualidade pré-
definido. Para os modos de transferência por curto-circuito e spray, este ajuste é rapidamente
conseguido. Diferentemente, para o modo de arco pulsado é necessário ajustar um grande
número de parâmetros, exigindo um soldador com grande experiência e, mesmo assim,
precisa-se de um tempo longo para se encontrarem parâmetros adequados.
Na década 80, o Instituto de Soldagem TWI (The Welding Institute) desenvolveu um
sistema de controle e de gravação dos parâmetros. O sistema é conhecido como soldagem
GMAW Sinérgica (Synergic GMA welding). No contexto de soldagem GMAW, sinérgica
significa trabalhar junto, ou seja, os parâmetros de pulso trabalhar em conjunto com a
velocidade de alimentação do arame. No processo arco pulsado sinérgico, a velocidade de
arame é relacionada aos parâmetros principais como frequência de pulsação, duração do
pulso, corrente/ tensão do pulso. Apenas com a seleção da velocidade do arame a máquina
regula todos dos outros parâmetros necessários com base em um banco de dados previamente
desenvolvido para diversas combinações de arame e de gás de proteção. Por causa deste
sistema, as máquinas de soldagem sinérgicas só precisam de um controle para ajustar os
parâmetros principais (velocidade de alimentação do arame) permitindo também chamar o
equipamento de "com ajuste em um único controle" (one-knob-machine) (AMIN e
WATKINS, 1977) (FISCHER, 2011). Para as diferentes aplicações, somente é necessário
escolher o gás de proteção, diâmetro do arame, material de adição e velocidade de
alimentação.
A fonte tem, considerando essas informações, um programa com todos os parâmetros
de soldagem gravados para cada velocidade do arame. Com este sistema é possível programar
diferentes parâmetros para a ignição do arco, para a soldagem em si e para o fim da soldagem.

33
A tecnologia da fonte sinérgica simplificou muito a seleção dos parâmetros do
processo com arco pulsado e melhorou a possibilidade de aplicação em sistemas
automatizados e semi-automatizados. Atualmente o sistema sinérgico é aplicado em
basicamente todas as máquinas industriais de soldagem com arco pulsado. Os parâmetros são
programados pelo fabricante da fonte. As curvas de parâmetros (pontos de operação), por
exemplo, para uma área de trabalho de 1 até 15 m/min de velocidade de arame, são testadas
em 5 pontos de operação, significando que parâmetros para 5 aplicações (VA= 2, 3, 4, 10, 15
m/min) são verificados e, entre os pontos, um programa faz uma interpolação, como
apresentado na Figura 2.3 (KRÖGER e KILLING, 2003) (FISCHER, 2011).
Figura 2.3. Interpolação entre 5 pontos de operação (FISCHER, 2011)
2.5 SOLDAGEM NA POSIÇÃO PLANA E FORA DA POSIÇÃO.
A procura por processos de soldagem versáteis e de alta produtividade é uma
necessidade contínua, em especial no reparo das pás em turbinas hidroelétricas, as quais têm
uma geometria complexa e de difícil acesso. A soldagem fora da posição plana e a própria
geometria da peça de trabalho tornam o processo complicado, uma vez que a força
gravitacional passa a ter um papel importante no balanço de forças que possibilita a
estabilização da poça de soldagem. Este efeito faz com que a solda apresente problemas de
qualidade, pelo escoamento da poça de fusão, o que também causa instabilidade na
transferência metálica (MENESES, 2013).
Neste sentido, se tocaram os temas relacionados com a soldagem fora da posição,
principalmente a posição horizontal (2G), que juntamente com a posição plana são objetos de
estudo neste projeto. Para melhor ilustração, a Figura 2.4 mostra a classificação das posições
de soldagem com base nos ângulos de rotação da face e de inclinação do eixo da solda,
segundo o Welding Handbook (AMERICAN WELDING SOCIETY, 1991). Cabe aclarar,

34
que na literatura está pouco documentado sobre as diferentes técnicas de execução em cada
uma das posições.
Figura 2.4. Posição de soldagem. Adaptado de AWS (2000).
2.5.1 Soldagem na Posição Plana.
A soldagem plana é a posição de soldagem mais utilizada. De fato, a soldagem que
não é feita nesta posição é dita como soldagem fora de posição. Esta posição é a mais popular,
pois requer menos habilidade para se produzir boa solda com a máxima penetração. Não há
perigo de o metal fundido escorrer para fora da poça de fusão. É também conveniente
observar o progresso da soldagem nessa posição. (GETSOLDA, 2007) (CAYO, 2013)
Não há regra definida para o ângulo ao qual o eletrodo deve ser mantido, entretanto é
usualmente ajustado de forma perpendicular ao material de base no caso do processo GMAW.
Pode-se também inclinar o eletrodo para frente ou para trás, caso se deseje aumentar ou
reduzir a penetração (GETSOLDA, 2007) ou ainda para melhorar a visibilidade da poça nos
casos em que a distância do bocal de gás ao metal de base é curta. Soldagem plana é usada
principalmente para soldas de filete, de topo e soldas de revestimento. (GETSOLDA, 2007)

35
2.5.2 Soldagem Horizontal (2G)
A taxa de metal depositado na soldagem horizontal é parecida com depositada na
soldagem plana, portanto ela é muito usada. Esta posição de soldagem é encontrada mais
comumente na soldagem de vasos de pressão e reservatórios. A preparação da borda é
usualmente de chanfro simples. Para evitar que o metal escorra pela borda inferior da chapa, a
mesma não é chanfrada. Pela mesma razão a iniciação do arco é feita na borda horizontal da
chapa inferior e então movido para a face chanfrada enquanto movimenta o eletrodo para trás
conforme mostrado nas posições 1, 2 e 3 na Figura 2.5. (GETSOLDA, 2007)
O ângulo do eletrodo com a horizontal está entre 5 e 25 graus com a ponta do eletrodo
apontada para cima para reduzir efeito da gravidade no metal fundido, e a inclinação da
direção de soldagem é de 10 a 25 graus. (GETSOLDA, 2007)
Figura 2.5. Posições de eletrodos e movimentos na soldagem horizontal. (GETSOLDA, 2007)
O escorrimento da poça de fusão pode ser evitado mantendo-se o comprimento de arco
curto e um rápido movimento de eletrodo maior que na posição plana. O rápido movimento
de eletrodo ajuda no rápido resfriamento do metal depositado e isso diminui a chance de a
poça de fusão cair. Uma soldagem horizontal imprópria leva a mordeduras e superposições
conforme mostrado na Figura 2.6. (CAYO, 2013)
Figura 2.6. Soldagem horizontal inadequada (GETSOLDA, 2007)

36
2.5.3 Soldagem Sobre Cabeça.
A soldagem sobre cabeça não é somente a mais difícil de conseguir devido a poça de
fusão estar na posição de cabeça para baixo e o metal tende constantemente a cair, mas
também a mais perigosa devido ao centelhamento e aos respingos.
Para uma soldagem sobre cabeça bem-sucedida é, entretanto, essencial usar um arco
muito curto no modo de transferência de metal curto-circuito. Para manter a poça de solda
pequena, os eletrodos empregados na soldagem sobre cabeça não têm mais que 3,15 mm de
diâmetro. O eletrodo deve ser movimentado de 10 a 25 graus na direção da solda com rápida
manipulação do eletrodo para provocar uma rápida solidificação do metal depositado.
(GETSOLDA, 2007)
É uma boa prática usar eletrodos com revestimento básico na soldagem sobre cabeça.
Este tipo de revestimento se funde a uma taxa mais baixa do que a alma do eletrodo e,
portanto, provê uma barreira protetora ao metal fundido a ser projetado na poça de fusão; isto
também resulta em menos salpico. A corrente usada na soldagem sobre cabeça é 20 a 25%
mais baixa do que na posição plana. (GETSOLDA, 2007)
2.6 SOLDAGEM DE ENCHIMENTO
A soldagem de enchimento consiste em sucessivas camadas superpostas de cordão de
solda. É usada na recomposição de peças quebradas ou desgastadas, no reparo de defeitos de
usinagem ou para fazer protuberâncias localizadas numa peça, e para enchimento de grandes
cavidades quando seções espessas são soldadas. Dependendo do espaço a ser cheio, uma
soldagem de enchimento pode ser feita em camadas simples ou camadas múltiplas
(GETSOLDA, 2007)
Para depositar uma solda de enchimento a superfície é completamente limpa antes de
depositar o primeiro cordão na borda da superfície usando cordão estreito ou levemente
espalhado. Isto é seguido pelos passes subsequentes cuidadosamente estudados para se
conseguir uma completa união entre a material base e as corridas precedentes Figura 2.7. Se
os dois cordões de enchimento adjacentes são separados por uma depressão, então o
enchimento não será contínuo e, portanto, pode ser insatisfatório. Antes de se depositar o
próximo cordão, os cordões já depositados devem ser completamente livres de escória com
ajuda de talhadeira e de uma escova de aço. No enchimento de múltiplas camadas, cada

37
conjunto de cordões de solda que formam uma camada devem ser completamente limpos
antes de depositar a próxima camada. Cuidado deve ser tomado na limpeza de cordões
depositados com eletrodos que tenham enchimento espesso já que eles produzem mais escória
que permanecem grudados nas depressões e nas mordeduras.
Figura 2.7 Cordões depositados numa soldagem de enchimento (GETSOLDA, 2007).
Depois de completar uma camada de cordão de enchimento a próxima camada de
cordões devem ser depositadas através da primeira camada para produzir um padrão
transversal. (GETSOLDA, 2007).
2.6.1 Soldagem multicamada.
Durante a realização de uma solda com passe único, a poça de fusão e as regiões
adjacentes da metal base são submetidas a ciclos térmicos cujas temperaturas de pico
decrescem à medida que se afastam do eixo central da solda o que causa alterações
microestruturais em relação ao material original. Os problemas gerados por estas alterações
microestruturais só podem ser solucionados através de tratamentos térmicos após a soldagem.
Na soldagem com vários passes as referidas regiões da solda são submetidas a ciclos térmicos
múltiplos devido aos vários passes provocando novas alterações nas microestruturas destas
regiões com um grau de complexidade maior. Neste tipo de solda, o calor gerado pelo ciclo de
um passe pode ser aproveitado para fazer um tratamento térmico no passe anterior, evitando
muitas vezes o tratamento após a soldagem. (AGUIAR, 2001)
2.6.1 Técnica da dupla camada
A técnica da dupla camada foi desenvolvida nos anos 60 para evitar trincas de
reaquecimento. Com o passar dos anos percebeu-se que esta técnica poderia ser utilizada para
evitar o tratamento térmico pós-soldagem (TTPS). (AGUIAR, 2001)
A técnica da dupla camada utiliza um método controlado de deposição, de modo que a
segunda camada promova o refino e a redução da dureza da zona termicamente afetada (ZTA)
gerada pela primeira camada. O efeito desta técnica vai depender principalmente dos
parâmetros de soldagem utilizados na deposição das camadas. (BUENO, 1999)

38
A primeira camada produz, inicialmente, certo grau de refino, sendo dependente da
sequência de deposição. A segunda camada penetra na primeira camada promovendo um
refino da região de grãos grosseiros da ZTA da mesma. Os principais parâmetros, que devem
ser observados para uma aplicação eficaz desta técnica, são: dimensões do cordão da primeira
camada; deposição adequada das camadas; relação de aporte térmico entre as camadas; e a
cavidade de reparo deve estar suficientemente aberta para permitir adequado ângulo de ataque
do eletrodo. (BUENO, 1999)
2.7 ESTRATÉGIA DE SOLDAGEM PARA PREENCHIMENTO.
Para fazer o preenchimento é muito importante ter o conhecimento prévio da
geometria do cordão de solda (largura e reforço) quando realizado de forma individual ou
sequencial, além disso, também a influência das condições do contorno (paredes de apoio) na
concentração ou dispersão do metal é essencial na escolha da estratégia de preenchimento,
principalmente quando se trata de uma programação realizada de forma off-line
(NICHOLSON, 2005)
2.7.1 Trajetórias de soldagem.
Nicholson (2005), em sua tese, divide o planejamento de trajetórias em três partes:
trajetórias de aproximação e distanciamento, trajetórias de soldagem e trajetórias entre
operações sucessivas. Essas trajetórias, individualmente, são definidas por pontos sequenciais
executadas pelo robô, denominado fly-by points (NICHOLSON, 2005).
Abordagens sobre preenchimento multicamadas foram consideradas por Siminski
(2003), o qual descreve três formas de preenchimento de cavidades: rastro, contorno e espiral.
Essas formas de preenchimento são distintas em acordo com o tipo de trajetória a ser
percorrida internamente em uma cavidade. A Figura 2.8 mostra a vista superior desses três
tipos de trajetórias.

39
Figura 2.8. Tipos de trajetórias de soldagem no preenchimento de cavidades. (a) Rastro, (b)
contorno e (c) espiral. (SIMINSKI, 2003)
Nos três tipos de trajetórias, por ser um trabalho diretamente relacionado à
prototipagem rápida, Siminski (2003) observou o efeito do perfil da solda e seu resultado de
preenchimento, observando a qualidade superficial obtida em cada uma delas. Em cada tipo
de trajetória, foram aplicados cordões intercalados ou sequenciais. A Figura 2.9 mostra cortes
transversais utilizando cordões sequenciais (a) e cordões intercalados (b).
Figura 2.9. Corões sequenciais (a) e cordões intercalados (b) (SIMINSKI, 2003) apud
(PINHEIRO, 2014)
O corte mostrado na Figura 2.9b mostra a deposição inicialmente de duas sequências
internas que serviram de apoio ao preenchimento restante (cordões na cor sólida). Essa
sequência resultou superior qualidade superficial, porém a geometria de cada cordão não
poderá ser considerada única a todos os cordões (PINHEIRO, 2014).
A Figura 2.9a mostra o uso de paredes restritivas dispostas anteriormente ao início do
preenchimento da cavidade. Neste modelo, considerações sobre colisão da tocha de soldagem
devem ser feitas, pois as paredes podem obstruir o acesso da tocha à primeira camada de
preenchimento. Uma possível solução seria a construção parcial das paredes a cada camada,
de forma semelhante ao apresentado na Figura 2.10a. O preenchimento por camadas

40
sucessivas intercaladas é mostrado na Figura 2.10b, em que se produz geometria semelhante
dos cordões para diferentes camadas, exceto nos cordões laterais. (PINHEIRO, 2014)
Figura 2.10. Preenchimento com parede restritiva (a) e com Camadas Sucessivas intercaladas
(b) (SIMINSKI, 2003) apud (PINHEIRO, 2014)
2.8 ESTADO DA ARTE NO PREENCHIMENTO DE CAVIDADES
O estudo da estado da arte sobre o processo de recuperação de cavidades por
deposição de metal de solda envolveu a busca por literatura que abordasse o problema da
definição das estratégias de preenchimento a serem seguidas. Entretanto, observou-se que não
há muitas referências que abordam especificamente o problema do preenchimento, mas há
uma quantidade razoável relacionada às características metalúrgicas do metal depositado. Para
os objetivos deste trabalho, o interesse maior está no problema geométrico da distribuição dos
cordões de modo que a cavidade possa ser preenchida. Considerando o ponto de vista
exposto, citam-se as referências descritas nos próximos parágrafos.
Bonacorso (2004), por exemplo, desenvolveu uma estratégia robotizada para a
recuperação de superfície danificada da pá da turbina hidráulica, por deposição por soldagem
a plasma, com alimentação automática de arame. A metodologia de preenchimento de
cavidades provenientes de erosão por cavitação é baseada em três etapas:
a) Medição automatizada da superfície, incluindo a região cavitada, usando sensor óptico
a laser com feixe na forma de "folha de luz" tripla, produzindo três linhas no plano de
incidência do laser. Por meio de processamento da imagem das “folhas de luz”
refletidas na superfície em várias posições da cavidade e da região vizinha as estas, se
obtêm pontos para descrevê-las matematicamente.

41
b) Definição dos pontos de início e fim de cordões, não necessariamente retilíneos1,
contidos em planos paralelos entre si e perpendiculares à superfície original a ser
recuperada. Os cordões eram então depositados de forma sequencial, invertendo o
sentido de deslocamento da tocha a cada novo cordão. A estratégia seguida usa como
premissa que os cordões têm seu início e fim fora da região a ser preenchida, ou seja,
fora da cavidade, sobre a superfície original não afetada pela cavitação. Bonacorso
(2004) sugere ainda a sobreposição parcial entre cordões sucessivos de 75% da largura
de um cordão depositado sobre chapa, considerando o processo plasma com adição de
material. Isso implica que o afastamento entre cordões sucessivos utilizados pelo autor
foi de L/4, sendo L a largura de um cordão de solda depositado em chapa.
c) Realização de uma nova medição, após a deposição de cada camada, para verificar a
necessidade da deposição de uma nova camada sobre a anterior.
Em outro estudo, Pinheiro (2014), programa algoritmos de segmentação, reconstrução
e filtragem que manipula uma nuvem de pontos, representando uma cavidade e obtém sua
descrição matemática por meio de uma grade deformada. Esta é então fatiada por meio de
planos paralelos, tanto horizontais (com mesma normal que o centro geométrico cavidade,
tomada em relação à superfície original) quanto verticais, de modo a se definirem os eixos dos
cordões de solda a partir das intersecções entre os planos paralelos perpendiculares entre si.
Os pontos de início e fim dos cordões de solda são definidos pelas intersecções entre os eixos
dos cordões e as superfícies limitantes da cavidade. A programação do robô que deverá
executar a deposição é então feita a partir dos pontos gerados pelo programa. A estratégia
usada para definir a direção dos planos verticais e, consequentemente, dos cordões retilíneos e
paralelos, foi proposta para o caso de uma representação de cavidade proveniente da remoção
de uma trinca parcialmente passante. A geometria da cavidade foi representada por meio de
dois planos oblíquos entre si e entre o plano da base, sendo este correspondente a uma placa
mata-juntas. Adotou-se a direção paralela à bissetriz do ângulo formado entre os planos
oblíquos, na sua intersecção com o plano da base.
A validação do processo de reparação completa, incluindo o mapeamento 3D, geração
de trajetória e deposição de metais por soldagem, é feita com base na digitalização de um
1Seguindo o caminho resultante da intersecção entre um plano perpendicular à superfície e o fundo da cavidade,
incluindo partes da superfície não danificada.

42
modelo de cavidade usinada em um bloco metálico e digitalizado por um scanner 3D
comercial. Os algoritmos desenvolvidos foram capazes de mapear a cavidade, gerar a
trajetória e a saída de um programa em linguagem ARLA (ABB Robot Language) para um
robô industrial de IRB2000, que tem acoplado uma tocha de soldagem GMAW em seu órgão
terminal. Observa-se que nos resultados apresentados há o preenchimento de uma cavidade
representativa do caso de reparação de uma trinca, porém não se deu a devida atenção à
seleção dos parâmetros de soldagem, o que resultou em um preenchimento com inclusões,
restos de escória não limpas e aspecto inadequado. Observa-se ainda que a estratégia de
preenchimento com cordões oblíquos às faces laterais da cavidade produziu zonas sem
preenchimento, propiciando a formação de defeitos nas regiões entre dois cordões depositados
de forma paralela e sequencial.
Nicholson (2005), em sua tese de doutorado demonstrou a aplicabilidade de um
sistema de detecção regiões cavitadas e geração de trajetórias de preenchimento por meio da
deposição de metal de solda utilizando o processo GMAW-P (Pulsed Gas Metal Arc
Welding). Em seu trabalho, a identificação das áreas cavitadas era feita manualmente a partir
das imagens da região erodida. O sistema gerava então o contorno da cavidade a partir dos
pontos definidos pelo operador e sequenciava cordões de modo que somente uma camada
seria suficiente para o preenchimento por deposição de metal pelo processo GMAW-P. Deve-
se notar aqui que Nicholson considerava que o dano produzido pela cavitação estava em seu
estágio inicial e, portanto, o preenchimento era feito com somente uma camada de deposição.
Institut de recherched’Hydro-Québec (IREQ) apud Nicholson (2005), desenvolveu um
robô, a que denominou de Scompi, especialmente projetado para a tarefa de recuperação de
regiões danificadas por cavitação, em turbinas hidráulicas. Até onde se tem notícia, é o único
robô desta natureza existente. A companhia canadense não vende este sistema, apenas aluga
por um valor que não compensa economicamente, se comparado com o processo de
recuperação manual.
O robô tem três efetuadores, um apalpador rígido para fazer a medição da superfície
danificada, a medição é feita por meio do dispositivo de aprendizagem teach pendant. O
segundo é uma tocha de soldagem GMAW que trabalha no modo convencional e pulsado. O
terceiro é um esmeril para melhorar o acabamento superficial da superfície recuperada.

43
O Scompi proporciona benefícios tais como a diminuição do tempo consumido de
recuperação; - Redução do custo total na recuperação de turbinas hidráulicas; - Redução do
tempo de permanência de pessoas em local insalubre; - Melhor controle da geometria das pás
da turbina, além das vantagens do processo GMAW-P.
Além de a recuperação de cavidades pela soldagem também se encontraram trabalhos
relacionados aos aspectos metalúrgicos e de seleção de parâmetros de soldagem e de material,
conforme descrito nos parágrafos seguintes.
Chavez, (2014) apresenta em seu trabalho uma metodologia para a busca de
parâmetros de entrada no processo GMAW-P que ajude a conseguir boas características
geométricas da solda, eliminando os respingos, minimizando a instabilidade durante o
processo de soldagem e diminuindo a quantidade de testes durante a procura das variáveis até
obter uma geometria adequada do cordão e das camadas. Para ajudar na busca dos
parâmetros, foram utilizados critérios de transferência metálica, estabilidade e energia,
apoiados por análises estatísticas, técnicas de avaliação, como a análise de sinais com
Transformada Rápida de Fourier e análises de imagens por perfilografia.
Os trabalhos descritos anteriormente descrevem técnicas de preenchimento utilizadas
em recuperação de cavidades em pás de turbinas hidráulicas com diferentes processos de
soldagem, mas não exploram fazem um estudo sobre o efeito que diferentes estratégias de
preenchimento podem ter nos resultados da recuperação da cavidade. Desta forma, para dar
solução a esta problemática vão-se a plantear os seguintes objetivos.
2.9 METODOLOGIA DE SUPERFICIE DE RESPOSTA (RSM)
Estabelecidas as bases teóricas no tocante das cavidades nas pás de turbinas
hidroelétricas causadas pela erosão por cavitação e os processos de soldagem. Vai-se gerar
uma base teórica sobre a geração de metodologias e planejamento dos procedimentos
experimentais para a realização do projeto em questão.
A metodologia de superfície de resposta é um conjunto de técnicas estatísticas e
matemáticas usadas para modelar processos nos quais as respostas sejam influenciadas por
diferentes variáveis independentes (k= fatores de entrada) (MONTGOMERY, 1983).

44
O eventual objetivo de RSM é para determinar as condições ótimas de operação para o
sistema, ou para determinar uma região do espaço em que o fator de especificações
operacionais é satisfeito.
O modelo gerado é uma equação matemática que permite estimar o valor da resposta
do processo em função das variáveis de estudo dentro da região de trabalho (RICHETTI,
2003) (LOPERA, 2010).
2.9.1 Planejamento experimental.
O planejamento experimental na metodologia de superfície de resposta está baseado
em um planejamento fatorial fraccionado mais um planejamento estrela com réplicas do ponto
central. Um dos mais conhecidos é o Planejamento Composto Central (PCC) “Central
Composite Design”, o qual é usado em modelos de segunda ordem. Neste caso, os testes do
planejamento fatorial são utilizados para a obtenção dos termos lineares e de interação, os
testes do planejamento estrela fornecem os termos de segunda ordem e os testes replicados
(no ponto central) fornecem uma estimativa do erro experimental. A Figura 2.11 apresenta
uma representação do planejamento experimental baseado no PCC para duas variáveis de
entrada (LOPERA, 2010).
Figura 2.11 Planejamento composto central (PCC). Com dois niveis para duas variaveis de
entrada (x1, x2) (LOPERA, 2010) (MONTGOMERY, 1983).
45
2.9.2 Desenho fatorial fracionado 2k-1
.
O planejamento fatorial fracionado fornece um meio de obter boas estimativas dos
efeitos principais e das interações de ordens baixas, mas com uma fração do esforço
computacional requerido por um planejamento completo (2k), reduzindo, assim, a quantidade
de experimentos. Um planejamento fatorial fracionado é construído selecionando um
subconjunto de tamanho 2k-1
de todos os pontos possíveis de um planejamento 2k, e
executando a simulação somente dos pontos escolhidos (MONTGOMERY, 1983).

46
3. METODOLOGIA E DESENVOLVIMENTO
3.1 METODOLOGIA.
Para cumprir os objetivos específicos mencionados na seção 0 é necessário em
primeira instância obter um cordão de solda com boas características geométricas que possa
atingir as necessidades de reparo no tocante à recuperação de superfícies erodidas pela
cavitação. A partir da determinação dos parâmetros necessários à obtenção de um cordão com
a qualidade desejada, passa-se à determinação da estratégia de formação de camadas, por
meio de deposição de cordões paralelos. Aqui o problema está em definir que afastamento
entre eixos de dois cordões paralelos é necessário à formação de uma camada com superfície
suave, susceptível à superposição de uma nova camada de preenchimento constituída também
de cordões paralelos. Considerar-se-ão estratégias de sequenciamento entre os cordões de
modo a se conseguirem as melhores características de formação de uma camada para
deposição tanto na posição plana, quando na posição horizontal. Por fim, realizar-se-ão
ensaios de deposição em cavidades usinadas em placas de aço, de modo a se verificarem as
estratégias sugeridas.
A metodologia proposta baseou-se em quatro fases ou etapas, a fim de satisfazer as
exigências envolvidas na investigação experimental:
Etapa 1- Busca de uma boa geometria do cordão e de parâmetros iniciais para o modo de
transferência GMAW-P: Nesta etapa, buscaram-se parâmetros que apresentassem
características estáveis no processo de soldagem e que resultassem em boas características
geométricas no cordão de solda,
Etapa 2-. Estudo da superposição entre cordões, de modo a se conseguir a formação de
camadas com boas características de planicidade e de preenchimento. Aqui se procura a
relação entre a altura da camada depositada e o afastamento entre cordões, definido como
percentual de sobreposição.
Etapa. 3-. Estudo e implementação de estratégias de preenchimento com os parâmetros de
cordão e de camada previamente estabelecidos.
Etapa 4- Análise comparativa dos resultados de preenchimento de cavidades com base em
diferentes estratégias de sequenciamento de cordões de modo a se definirem as melhores
estratégias.

47
A Figura 3.1 mostra o fluxo das quatro etapas da metodologia descrita nos parágrafos
anteriores.
Figura 3.1 Metodologia
3.2 MATERIAIS
Neste trabalho, optou-se por definir as estratégias de preenchimento com base no
material de adição com especificação compatível com a AWS 410NiMo. Trata-se de um aço
com composição compatível com o CA6NM, normalmente utilizado na fabricação de turbinas
hidráulicas. Este aço classifica-se dentre os aços inoxidáveis martensíticos e, devido a essa
característica, sugere-se na literatura que seja feito um controle de temperatura de pré-
aquecimento, para evitar trincas, e de interpasse, de modo a se produzir uma microestrutura
com austenita retida (martensita macia) (SANTOS, 2014). O material utilizado para o
preenchimento foi então o arame tubular de alma metálica ESAB OK Tubrod 410 NiMo
(MC), por já estar disponível no laboratório. Como não se tinha disponível o aço CA6NM, e
como neste trabalho visavam-se somente aspectos geométricos da deposição, decidiu-se por
utilizar como material de base o aço doce (AISI 1020).
ETAPA 1
•Obtenção dos parâmetros no processo GMAW-P
•Análise da geometria do cordão isolado
ETAPA 2
•Escolha do percentual de sobreposição
•Definição do critério de ondulação máxima
•Deposição de camadas formadas por cordões de solda.
ETAPA 3
•Escolha do modo de fatiamento
•Escolha da estratégia de preenchimento
ETAPA 4
•Preenchimento dos corpos de prova
•Análise do preenchimento do corpo de prova

48
3.2.1 Gás de proteção
Para processos GMAW-P são usados gases com misturas ricas em Argônio. A
transferência do metal de enchimento ocorre de uma maneira controlada com cada impulso da
corrente de soldagem, sem curto-circuito. As misturas de argônio (Ar) e dióxido de carbono
(CO2) são versáteis, ideais para soldagem de aços carbono, aços de baixa liga e alguns aços
inoxidáveis. Ao se aumentar o teor de CO2, aumenta-se a penetração da solda e as
características de molhabilidade do cordão; entretanto, aumenta-se também o volume de
respingos. Misturas de Ar e CO2 podem ser usadas para a soldagem de uma vasta gama de
espessuras de materiais por uma variedade de modos de transferência de metal (PRAXAIR,
2016)
Para o projeto foram testados três tipos de mistura de gás, Ar + 6% CO2, Ar + 4% CO2
e Ar + 2% O2, ajustados para uma vazão de 15 l/min. Na Tabela 3.1, explicitam-se as
vantagens e aplicabilidade dos gases testados.
Tabela 3.1 Tipos de gases. (SOLGAS, 2016)
Ar + 6% CO2 Ar + 4% CO2 Ar + 2% O2
Vantagens Vantagens Vantagens
Alta penetração
Baixa incidência de
respingos
Elevadas velocidades de
soldagem
Excelente acabamento
visual
Excelente estabilidade do
arco
Baixa incidência de
respingos
Elevadas velocidades de
soldagem
Eliminação de escória
(silicatos)
Excelente estabilidade do
arco
Facilita a soldagem fora de
posição
Transfere pouca
quantidade de calor para a
peça.
Baixa incidência de
respingos
Baixo volume de escória e
fácil remoção da mesma
Excelente estabilidade do
arco
Aplicações Aplicações Aplicações
Soldagem de aços carbono
e aços de baixa liga.
Indicado para o processo
de soldagem GMAW com
transferência por curto-
circuito ou spray para
Soldagem de aços carbono
em sistemas mecanizados
ou robotizados com
eliminação da escória
(silicatos).
Processo soldagem
Soldagem de chapas finas
de aços carbono e baixa
liga
Processo de soldagem
GMAW com transferência
por spray. Apresenta ainda

49
qualquer espessura.
GMAW em todas as
formas de transferência:
curto-circuito, spray e
spray pulsado.
excelentes resultados no
processo GMAW Pulsado
O resultado dos testes feitos com os gases fornecidos pelo laboratório são os
mostrados na Figura 3.2.
Pode-se observar, na Figura 3.2, que a solda com Ar + 6% CO2 apresenta respingos e
presença de oxidação/fuligem no contorno do cordão. A solda feita com o gás Ar + 4% CO2
apresenta pouco ou nenhum respingo e apresenta menor quantidade de oxidação/fuligem
depositada. Embora o gás Ar + 2% O2 tenha resultado em um processo com baixa ejeção de
respingos, observou-se presença de oxidação e formação de fuligem com maior intensidade
que o caso da mistura Ar+4% CO2. Além disso, observa-se presença de escória na superfície
de todos os cordões de solda, porém com intensidade reduzida no caso das misturas
Ar+4%CO2 e Ar+2%O2.
Figura 3.2 Aspecto do cordão de solda para vários tipos de gases (PLATA, 2016)
Após análise visual das soldas, considerou-se como a melhor opção o gás 96% de
Argônio e 4% de CO2, já que foi a mistura que apresentou a menor ejeção de respingos e que
resultou em menor oxidação (fuligem) no contorno do cordão. Deve-se observar que a
literatura sugere o uso da mistura Ar+2%O2 ou Ar+4%CO2 para a soldagem do AWS
410NiMo (SANTOS, 2014) e que o fabricante do arame sugere a mistura Ar+4%CO2. Do
ponto de vista da disponibilidade de oxigênio para estabilização do arco e molhabilidade do

50
cordão, ambas as misturas são equivalentes (ESAB, 2016), porém a mistura com CO2 resulta
em um arco com maior energia e, consequentemente, em maior penetração (ESAB, 2016).
3.2.2 Arame consumível
Como já explicitado no item 0, o material de adição utilizado neste projeto é arame
tubular ESAB OK Tubrod 410NiMo (MC) (AWS 410 NiMo) com diâmetro de 1,2 mm.
Trata-se de um arame tubular tipo “metal cored”, que deposita um metal de solda contendo
13% Cr, 4% Ni e 0,4% Mo. Apresenta uma microestrutura constituída por martensita macia.
Foi desenvolvido especialmente para a construção e recuperação de componentes de turbinas
Pelton, Francis e Kaplan em aço CA-6NM. (ESAB, 2014).
3.2.3. Material base
Em primeira instância foram utilizados corpos de prova de aço doce (AISI 1020)
cortados a partir de uma barra chata de 6,35 mm (1/4 pol.) de espessura e 200 mm por 50 mm
de comprimento e largura, respectivamente, previamente limpos e esmerilados, para
deposição de cordões sobre chapa, de modo a reduzir o custo experimental.
Para os testes finais foram utilizados corpos de prova usinados de aço 1020 de
15,875mm (5/8”) de espessura e 200 mm por 100 mm (comprimento versus largura), visando
uma cavidade com contorno fechado. A maior espessura foi escolhida para possibilitar que o
corpo de prova apresentasse rigidez elevada após a usinagem da cavidade circular, de modo a
reduzir sua deformação devido aos gradientes térmicos gerados no processo de
preenchimento.
3.3 EQUIPAMENTOS
3.3.1 Robô
O robô utilizado foi um ABB IRB 2000 (mostrado na Figura 3.3a), de rápida
aceleração e desaceleração, com um braço fino que tem um alcance de mais de 1,5 m (5 pés) e
até 3m quando é montado no alto permitindo uma ampla capacidade de trabalho. O IRB 2000

51
tem seis eixos de movimento, a capacidade de movimentação de 10 kg (22 libras)
(ROBTWORX, 2016).
Figura 3.3 Célula de soldagem composta de: (a) robô ABB IRB 2000AW e (b) fonte
FroniusTPS-5000 CMT.
3.3.2 Fonte de soldagem
Utilizou-se uma fonte inversora multiprocesso Trans Puls Synergic 5000 (Figura
3.3b), fabricada pela FRONIUS. Essa fonte é controlada digitalmente por microprocessador e
tem capacidade máxima de corrente de 500 A e implementa o processo GMAW-P além do
GMAW convencional, do GTAW, do SMAW e do processo derivativo Cold Metal Transfer -
CMT (FRONIUS, 2016).

52
3.3.3 Tocha de soldagem
A tocha instalada na fonte era um modelo próprio para o processo CMT (Robacta
Drive CMT), porém também capaz de realizar os processos GMAW convencional e pulsado
(FRONIUS, 2016).
3.3.4 Aparelho de fixação dos corpos de prova
Para fins de fixação dos corpos de prova, utilizou-se o aparato desenvolvido por Aures
(2013), que possibilita alterar continuamente a posição de soldagem entre a posição plana e a
sobre cabeça. Trata-se de uma estrutura de aço dividida em duas partes: a primeira parte é
denominada de “mesa”, onde as chapas de teste são fixadas, e a segunda parte é uma estrutura
“base” que consta principalmente de duas hastes cilíndricas paralelas, onde a mesa desliza, e
de uma cantoneira central a qual ajuda na fixação e na mudança de posição (AURES, 2013).
A Figura 3.4 mostra um desenho da estrutura de fixação dos corpos de prova.
Figura 3.4 Suporte para fixação e posicionamento de placas de teste (AURES, 2013).
3.3.5 Equipamentos para preparação de amostras e medição de geometria dos cordões.
Para a preparação das amostras para a medição da geometria dos cordões, utilizaram-
se uma cortadeira com um disco especial de corte fino para aço e uma politriz Polipan U

53
(Pantec), com pratos de lixas e de polimento. No processo de polimento, utilizaram-se lixas
com granulometria desde 100 até 2400 e pasta com micropartículas de alumina.
A visualização e a medição da geometria dos cordões foram feitas inicialmente em um
projeto de perfis (Mitutoyo PJ A3000) e, posteriormente, em um microscópio confocal Laser
(Olympus LEXT OLS4100). O primeiro tem resolução de 0,001 mm e o segundo, de
0,00001mm.
3.3.6 Câmera termográfica Thermovision A40.
Conforme já comentado no item 0, a soldagem com o aço AWS 410NiMo em aço
CA6NM exige controle tanto da temperatura de pré-aquecimento quanto da temperatura de
interpasse. O controle da temperatura de pré-aquecimento é importante quando o material de
base é o aço CA6NM. Devido à dificuldade de se obter esse aço para confecção dos corpos de
prova, optou-se por utilizar o aço doce comercial, motivo pelo qual não se realizou o pré-
aquecimento. Entretanto, considerando a deposição com o arame AWS 410NiMo e levando
em conta que no processo de recuperação de cavidades em turbinas de aço CA6NM há
necessidade de se fazer o controle da temperatura de interpasse (GOUVEIA, 2008) (VAZ,
2004) e, ainda, consideram do que a geometria da seção transversal dos cordões relaciona-se,
dentre outras variáveis, à taxa de resfriamento da poça, decidiu-se por monitorar durante os
ensaios a temperatura de interpasse, de modo a se garantir condições de resfriamento
semelhantes entre os diversos cordões depositados. Para isso, utilizou-se uma câmera
termográfica FLIR A40-M, com emissividade ajustada para 0,5 (SANTOS, 2014). Essa
emissividade foi adotada com base nos gráficos de emissividade versus temperatura medida
por Santos (2014) para o aço resultante da deposição do arame OK TUBROD 410 NiMo
(MC), com superfície limpa por escovação com escovas de cerdas de aço. Deve-se observar
que durante os ensaios, os cordões eram limpos com escova de cerdas de aço antes de se fazer
uma nova deposição, deixando a superfície do cordão depositado com aspecto brilhante.
3.4 DESENVOLVIMENTO
Nesta seção, apresenta-se o planejamento para a realização dos testes experimentais
com vistas à obtenção do envelope de parâmetros de soldagem do processo GMAW-P, assim
como para definir os parâmetros geradores do cordão de solda com as características
desejadas (pouco respingo, pouca fuligem e pouca escória). Apresenta-se também a forma

54
como foi feita a análise dos resultados e a escolha dos parâmetros de formação de camadas,
enfocando no percentual de sobreposição entre cordões paralelos necessários à formação de
uma camada com qualidade adequada (planicidade).
3.4.1 Obtenção e seleção de parâmetros
Como ponto de partida, tomou-se como referência a faixa de trabalho para os
parâmetros no processo GMAW-P definidos por Chavez (2014). A Tabela 3.2 mostra as
faixas adotadas.
Tabela 3.2 Parâmetros iniciais de soldagem GMAW-P. (CHAVEZ, 2014)
Parâmetros variáveis Parâmetros fixos
Velocidade de soldagem
Vt= 6 a 12 mm/seg.
A distância entre o bico de contato ou
tocha e a peça (DPCB); 15 mm
Velocidade de alimentação do arame VA=
2 a 8 m/min
Frequência de pulsação Fr=55 a 280 Hz Ângulo da tocha perpendicular respeito
ao corpo de prova. Corrente de pico Ip=120 a 450 A
Corrente de base Ib=50 a 110 A Diâmetro do arame 1,2 mm
Indutância 0 a 50 % (Stand off) Distância de bocal com a peça
12 mm Tempo de ciclo ou período Tc=1/Fr
Tempo de base Tb=40 a 50% Tc Gás de proteção: 96% argônio + 4% de
dióxido de carbono (CO2), vazão 15
l/min
Tempo de pico Tp=40 a 50% Tc
Outros parâmetros a se ter em conta foram o ângulo de ataque e o ângulo de trabalho.
O ângulo de ataque é aquele formado entre a tocha de soldagem e o sentido longitudinal da
junta a ser soldada e o ângulo de trabalho é definido como aquele formado entre a tocha e a
chapa ou peça de trabalho no sentido transversal da junta(vide Figura 3.5). (ESAB, 2016)
(AWS, 2001)

55
Figura 3.5 Definição de ângulo de trabalho e ângulo de ataque. Adaptada de WELDCORD
(2016)
3.4.2 Planejamento composto central a partir de um projeto fatorial fracionado
Em busca dos melhores parâmetros para o projeto no processo GMAW-P, foi feito um
planejamento experimental por meio de um projeto fatorial fracionado, para garantir a escolha
do cordão de solda com as melhores características (pouco respingo, pouca fuligem e pouca
escoria).
Considerando que o processo GMAW-P tem muitos fatores para analisar, o objetivo
do planejamento foi identificar os fatores que apresentam grandes efeitos. Experimentos de
seleção geralmente são realizados nas fases iniciais de um projeto, quando é provável que
muitos dos fatores considerados inicialmente tenham pouco ou nenhum efeito sobre a
resposta. Os fatores que são identificados como importantes são então investigados mais
profundamente em experimentos subsequentes (MONTGOMERY, 1983). Para a escolha dos
melhores parâmetros, foram realizados vários experimentos usando um projeto fatorial
fracionado de soldagem GMAW-P (2k-1
), considerando 5 fatores (k) a 2 níveis cada, com
quatro pontos centrais.

56
As variáveis ajustáveis na fonte utilizada e consideradas para fins de planejamento
experimental foram:
Ip: corrente de pico
Ib: corrente de base
Tp: tempo de pico
Va: velocidade de alimentação
Fr: frequência
Realizaram-se vários testes com parâmetros escolhidos dentro da faixa que Chavez
(2014) define, a partir dos quais escolheu-se como ponto central o cordão com as melhores
características. A partir do ponto central definido, estabeleceram-se os níveis superior e
inferior necessários ao planejamento experimental. A Tabela 3.3 mostra o ponto central
(codificado como “0”) e os níveis inferior e superior (codificados como “-1” e “+1”,
respectivamente).
Tabela 3.3 Variáveis
Variáveis -1 0 1
Ip 360 375 390
Ib 60 80 90
Tp 2 2,5 3
Va 7,5 8 8,5
Fr 190 200 210
A codificação é explicitada na Tabela 3.4 e a ordem de execução das corridas é
mostrada na Tabela A.1, no Apêndice A.
Para obter um modelo polinomial mais satisfatório, e descrever a resposta de interesse,
foi aplicado o planejamento composto central (CCD) para investigar os efeitos das cinco
variáveis. Para reduzir erros sistemáticos, codificaram-se os valores dos parâmetros e
estabeleceu-se uma ordem aleatória de realização dos experimentos independentes sobre as
funções de resposta. As variáveis independentes foram correntes de pico (X1), a corrente de
base (X2), tempo de picoo (X3), frequência (X4) e velocidade de alimentação do arame (X5).
A execução correspondente ao ponto central foi repetida seis vezes para verificar a
reprodutibilidade e a avaliar o erro experimental. O valor de α para CCD rotativo está

57
dependente do número de parâmetros de entrada, neste caso, o número de parâmetros de
entrada é de cinco, de modo que o valor de α é 2. Por conseguinte, os limites superior e
inferior do desenho foram codificados como +2 e -2, respectivamente. A matriz de projeto
consiste em dezesseis combinações fatoriais, com dez pontos axiais (α = ± 2) e seis repetições
dos pontos centrais (MONTGOMERY, 1983). Um conjunto total de 32 experimentos foi
realizado neste estudo.
Tabela 3.4 Codificação das variáveis
Códi
go
Corrente de
pico
(X1, A)
Corrente de
base
(X2, A)
Tempo de
pico
(X3, ms)
Frequência de
pulso
(X4, s-1
)
Velocidade de
alimentação
(X5, m/min)
-1 360 60 2 190 7.5
0 375 80 2.5 200 8
+1 390 90 3 210 8.5
Depois de fazer o planejamento experimental, observou-se que todos os cordões
depositados apresentaram boa aparência e ausência de defeitos. Entretanto, observaram-se
variações no nível de ejeção de respingos e na presença de escória e no nível de
oxidação/fuligem no contorno dos cordões. Dentre todos, os cordões que apresentaram as
melhores características de baixa ejeção de respingos, menor quantidade de escória e menor
formação de oxidação/fuligem em seu contorno foram aqueles depositados com os parâmetros
do ponto central. De igual forma, todos os cordões necessitariam limpeza por escovação para
possibilitarem sua superposição por outro cordão de solda. A Figura 3.6 mostra um dos
cordões resultantes dos parâmetros do ponto central (Tabela 3.5) depositado sobre chapa, na
posição plana.
Tabela 3.5. Melhores parâmetros.
Ip Ib Tp Va Fr
375 75 2,5 8 200

58
Figura 3.6 Cordão resultante dos parâmetros selecionados.
3.5 MACROGRAFIA DO CORDÃO DE SOLDA
Para conhecer os parâmetros geométricos caraterísticos do cordão de solda, é preciso
fazer um corte transversal do cordão de modo a possibilitar a observação de sua geometria. As
amostras foram cortadas com um disco especial de corte fino para aço, depois foi feita sua
preparação por lixamento, com lixas de grão progressivamente mais finas (até 2400), e
finalmente o polimento com micropartículas de alumina (Al2O3).
Para revelar a geometria do cordão individual depositado sobre chapa de aço doce
(Figura 3.7), bastava atacar a face polida com um reagente capaz de diferenciar o aço doce do
aço inox. Neste caso, o reagente indicado para foi o NITAL a 2%v.v, composto de 2 ml de
ácido nítrico (HNO3) e 98 ml de álcool etílico 96ºGL (96%v.vCH3 CH2OH +4%v.vH2O).
Figura 3.7 Macrografia (CHAVEZ, 2014).
Na Figura 3.8, mostram-se as características geométricas medidas do cordão de solda
no projetor de perfis.

59
Figura 3.8 Características geométricas da solda: altura (H), largura (L) e penetração (P)
visualizadas no projetor de perfil.
A Tabela 3.6 apresenta os valores médios das características geométricas medidas a
partir dos quatro pontos centrais, que resultaram em amostras de cordões depositados com os
mesmos parâmetros e condições de soldagem.
Tabela 3.6 Media dos parâmetros das repetições do ponto central (seção da Tabela A.1).
Número de experimento (cordão) H (mm) L (mm) P (mm)
32 2,562 8,159 2,074
29 2,622 7,743 2,09
28 2,636 8,021 1,784
31 2,443 8,063 2,071
27 2,623 7,816 2,072
30 2,668 7,24 2,359
Valor médio 2,592 7,840 2,075
3.6 SOBREPOSIÇÃO DE CORDÕES PARA FORMAÇÃO DE UMA CAMADA.
Com a obtenção dos parâmetros do processo GMAW-P (vide Tabela 3.5) que
resultaram em cordões com características consideradas adequadas (pouco ou sem respingo,
pouco fuligem e pouca escoria) à formação de camadas a partir da deposição de cordões
paralelos, passou-se a estudar o afastamento entre cordões paralelos que resulta na deposição
de uma camada com boas características de planicidade e de preenchimento.

60
A formação de uma camada resulta da disposição de cordões paralelos com
sobreposição parcial, ou seja, o afastamento entre os cordões deve ser menor que a largura de
um cordão depositado isoladamente sobre a chapa. Define-se aqui o percentual de
sobreposição como sendo razão entre a largura máxima da intersecção teórica entre as
geometrias de dois cordões paralelos, parcialmente sobrepostos, e a largura de um cordão
individual depositado isoladamente (Figura 3.9). Trata-se de uma definição teórica, uma vez
que o material de um cordão superposto não ocupa o mesmo volume já ocupado por um
cordão previamente depositado. Supõe-se aqui que esse material superposto irá distribuir-se
no volume vazio por cima do cordão já depositado previamente.
Figura 3.9 Sobreposição entre dois cordões de solda.
A geometria de um cordão depositado na posição plana, com ângulos de trabalho e de
ataque da tocha ajustados em 90º, apresenta-se normalmente simétrica em relação ao plano
definido pelo eletrodo durante seu movimento no processo de deposição. Conforme mostra a
Figura 2.4, a posição plana é considerada quando a direção definida pelo vetor normal à face
do cordão de solda e o vetor aceleração gravitacional (ângulo de rotação da face) formam um
ângulo situado entre 150º e 210º, para inclinação do eixo longitudinal do cordão entre 0º e
15º. Nesse intervalo as direções da força do arco e da força peso, ambas atuantes sobre a
massa de metal líquido da poça de fusão, são aproximadamente paralelas, não causando
grandes assimetrias no cordão. Quando o ângulo de rotação da face situa-se entre 125º e 150º
e entre 210º e 235º (definição de posição horizontal de acordo com a Figura 2.4) a força
gravitacional atuante sobre a massa de metal líquido tende a causar seu deslocamento lateral,
produzindo assimetria na geometria do cordão. Essa assimetria pode ser reduzida por meio da
utilização de um ângulo de inclinação da tocha, de modo que a pressão do arco tenha uma
componente que se contraponha à força gravitacional.

61
Neste trabalho, considerando o objetivo de desenvolver estratégias de preenchimento
de cavidades causadas pela erosão por cavitação em pás de turbinas hidráulicas, considerando
que estas têm geometria complexa, é de se esperar que as regiões a serem preenchidas não se
apresentem necessariamente em posições consideradas como planas para fins de soldagem.
Para se levar essa condição em conta na definição do processo de recuperação, realizaram-se
experimentos de preenchimento na posição plana e na posição horizontal, de modo se a tentar
cobrir um intervalo razoável de posições de soldagem.
3.6.1 Sobreposição na posição plana
Realizaram-se testes de sobreposição na posição plana em porcentuais de 30%, 35%,
40%, 45%, 50% em busca da obtenção de uma camada com boas características de
planicidade. Antes de se avaliar a planicidade das camadas depositadas, deve-se aqui definir
um critério quantitativo para se qualificar esse aspecto. Bonacorso (2009) estabeleceu que a
diferença máxima entre o pico mais alto e o vale mais baixo não deve superar 1/3 da altura do
reforço para um cordão isolado. Considerando altura aproximada de reforço para um cordão
em torno de 3 mm, decidiu-se neste trabalho, limitar essa diferença a 1 mm. Além disso,
estabeleceu-se como critério adicional de planicidade que a ondulação média para toda a
camada não deve superar 0,5 mm. A sobreposição foi feita com cordões sequenciais no
mesmo sentido e as medidas resultantes de largura (L) e de altura (H) do preenchimento são
mostradas, para cada novo cordão depositado, na Tabela 3.7. Foram feitos seis cordões de
solda para cada porcentagem de sobreposição. As medidas dos parâmetros da largura e altura
mostrados na Tabela 3.7 foram obtidas por meio de um paquímetro. Isso implica que as
medidas da altura do preenchimento refletiram as alturas das cristas dos cordões depositados,
resultando em um valor ligeiramente maior que a altura média.
Na Figura 3.10, mostra-se o resultado das diferentes superposições testadas na posição
plana. Note-se que a solda feita com sobreposição de 50% foi feita em um só sentido, por isso
o reforço fica maior no começo da solda, e mais baixo no final dos cordões. Por isto, para
eliminar este efeito indesejável, os ensaios de preenchimento seguintes foram feitos com
passes de ida e volta para compensar este efeito.

62
Tabela 3.7 Sobreposição posição plana
Cordão
50% 45% 40% 35% 30%
L
(mm)
H
(mm)
L
(mm)
H
(mm)
L
(mm)
H
(mm)
L
(mm)
H
(mm)
L
(mm)
H
(mm)
1 7,7 2,8 7,7 2,8 7,7 2,8 7,7 2,8 7,7 2,8
2 11,0 3,4 11,1 3,4 11,5 3,4 12,6 3,0 13,3 2,9
3 15,0 3,5 15,3 3,3 17,0 3,2 17,7 2,9 18,6 2,8
4 19,0 3,5 20 3,2 21,5 3,1 22,3 2,9 23,6 2,8
5 23,0 3,5 24,3 3,2 26,0 3,1 27,4 2,9 29,3 2,8
6 26,5 3,5 28,5 3,2 30,4 3,1 32,1 2,9 34,8 2,8
Media 17,0 3,4 17,8 3,2 19,0 3,1 20,0 2,9 21,2 2,8
Figura 3.10 Sobreposição de soldagem (a) 30%, (b) 35%, (c) 40%, (d) 45%, (e) 50%.
A Figura 3.11 mostra os defeitos presentes nas sobreposições de 30%, 35% e 40%.
Nestas sobreposições, identificam-se regiões entre os cordões em que não houve
preenchimento total, dando origem à presença de ondulações, o que resulta em falha no
atendimento do critério de planicidade adotado. Algumas dessas ondulações, no caso de
deposição de uma nova camada de preenchimento, poderiam dar origem a inclusões
decorrentes, por exemplo, da dificuldade de se realizar limpeza em cavidades da superfície da
camada depositada antes da deposição dos cordões de uma nova camada. Essas inclusões
poderiam nuclear trincas (MODENESI, 2012).

63
Figura 3.11 Sobreposição 30%,35%, 40%,45%
Por outro lado, as sobreposições de 45% e 50% (Figura 3.12) possuem um aspecto
mais plano visualmente e suave ao tato, o que é o desejável para o projeto em questão.
Figura 3.12 Sobreposição 50%
Para escolher o porcentual da sobreposição, foi realizada a medição da diferença entre
as partes mais altas e os sulcos das camadas (picos e vales das ondulações), para os diferentes
percentuais de sobreposição testados. A Figura 3.13 mostra o processo de medição realizado
em uma das amostras soldadas.
Figura 3.13 Tomada de dados da primeira camada
A Tabela 3.8 mostra os valores resultantes de medidas da largura e da distância média
pico a pico entre vales e cristas das ondulações (ondulação média), realizadas por meio do
microscópio Confocal. Os valores foram tomados a partir de medidas em camadas formadas
por seis cordões parcialmente superpostos, variando-se o percentual de sobreposição desde
30% a 50%.

64
Tabela 3.8 Resultado dos valores medidos das camadas
Percentual de sobreposição
Camada de 6 cordões de solda 50% 45% 40% 35% 30%
valor da largura (mm) 26,492 28,436 30,480 32,402 34,446
ondulação média (mm) 0,264 0,471 0,422 0,448 0,682
ondulação máxima (mm) 0,581 0,693 0,698 1,537 1,018
Altura do preenchimento (mm) 3,4 3,2 3,1 2,9 2,8
Observa-se da Tabela 3.8 que as camadas preenchidas com percentuais de
sobreposição de 40%, 45% e 50% satisfizeram o critério de planicidade adotado. Observa-se
também que a maior altura de preenchimento foi atingida com 50% de sobreposição.
Considerando que um maior valor de altura de preenchimento implica em menor número de
camadas a serem depositadas, escolheu-se o percentual de sobreposição de 50%. Deve-se
observar que Chavez (2014) adotou o mesmo valor em seus experimentos. O mesmo autor fez
um cálculo matemático dos melhores valores de sobreposição para a posição plana no
processo GMAW-P, considerando geometria semicircular para os cordões, e chegou ao
resultado que os melhores porcentuais de sobreposição são de 45% e de 50%.
3.6.1.1 Camadas na posição plana
Depois da seleção dos parâmetros e do percentual de sobreposição, foram feitos testes
de sobreposição de camadas na posição plana para obter as dimensões de cada camada e ter o
conhecimento do comportamento da altura do preenchimento resultante. A Figura 3.14 e a
Figura 3.15 mostram os resultados da primeira e da segunda camada desde uma vista superior.
A Figura 3.16 mostra uma vista lateral das duas camadas depositadas.
Figura 3.14 Primeira camada na posição plana.

65
Figura 3.15 Segunda camada (posição plana).
Figura 3.16 Primeira e segunda camada na posição plana (perfil).
A
Tabela 3.9 e a
Tabela 3.10 mostram os dados de cada cordão para a primeira e a segunda camada,
respectivamente. Os dados apresentados nas tabelas são: velocidade de alimentação de arame
(Va), ajustada na fonte; altura (H) e largura (L) do preenchimento, medidas com um
paquímetro inicialmente. Cada valor resulta da média entre três medições realizadas nas
regiões estáveis de cada cordão depositado. Deve-se observar que as medidas realizadas pelo
paquímetro se restringiram a valores referentes às cristas dos cordões depositados, uma vez
que não se mediu a profundidade dos vales formados entre cordões.
Tabela 3.9 Primeira camada na posição plana
Cordões Va
(m/s)
H
(mm)
L
(mm)
1 8 3,0 8,0
2 8 3,5 12,0
3 8 3,6 15,6
4 8 3,5 19,5
5 8 3,5 22,9

66
6 8 3,5 27,2
7 8 3,5 31,0
8 8 3,4 34,9
Tabela 3.10. Segunda camada na posição plana
Cordões Varame
(m/s)
H
(mm)
L
(mm)
1 8 2,9 8,0
2 8 3,2 11,4
3 8 3,2 15,9
4 8 3,1 20,0
5 8 3,2 23,3
6 8 3,2 28,0
A representação gráfica dos dados da
Tabela 3.9 e da
Tabela 3.10 é evidenciada na Figura 3.17, a qual revela o crescimento da largura das
camadas a cada novo cordão depositado. Pode-se observar o comportamento linear da largura
depois de cada deposição de solda nas duas camadas. O comportamento linear da largura da
camada em relação ao número de seus cordões formadores permite prever com precisão
quantos cordões são necessários ao preenchimento de uma camada.
Figura 3.17 Crescimento da largura em cada camada de recobrimento
3.6.1.2 Macrografia na posição plana

67
Para realizar a macrografia na posição plana foi feito o mesmo procedimento da seção
0. A Figura 3.18 e a Figura 3.19 mostram as seções transversais das camadas depositadas na
primeira e segunda camada, respetivamente. Por meio destas figuras, tomadas pelo Confocal,
foi possível medir os valores médios da altura do preenchimento de cada camada (vide Tabela
3.11), relativos ao plano inferior da chapa sobre a qual foram depositados os diversos cordões.
Figura 3.18. Perfil da primeira camada
Figura 3.19. Perfil da segunda camada
Tabela 3.11 Dados geral das camadas (altura e largura) posição plana
Camada Número de
cordões
Incremento
médio em altura
(mm)
Altura média
acumulada do
revestimento
(mm)
Largura total
da camada
(mm)
1ª Camada 8 3,258 3,258 35,436
2ª Camada 6 3,003 6,261 28,090
O valor do incremento médio em altura de preenchimento diminui da primeira camada
para a segunda camada como mostra a Tabela 3.11, isto pode ser devido à molhabilidade do
material depositado sobre uma cama de aço inox previamente depositado. A primeira camada
de solda é depositada sobre a material base AISI 1020 e já para a segunda camada é
depositada sobre o mesmo material, resultando em diminuição na altura de preenchimento.
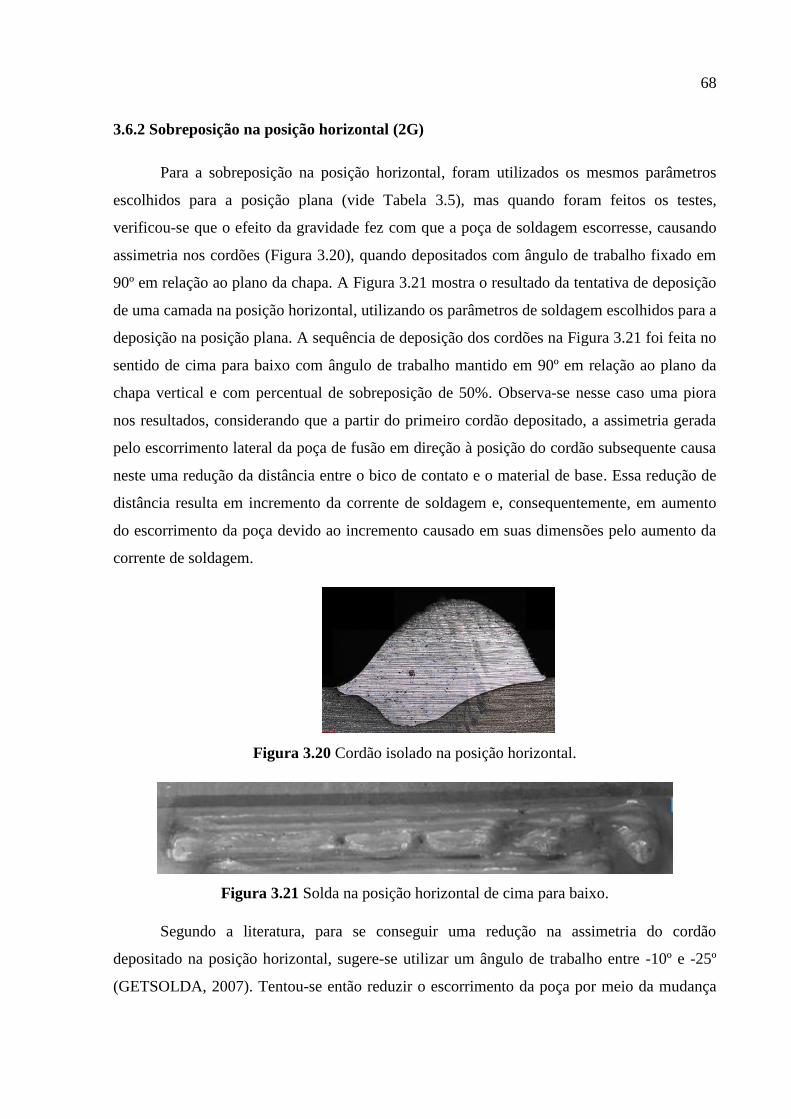
68
3.6.2 Sobreposição na posição horizontal (2G)
Para a sobreposição na posição horizontal, foram utilizados os mesmos parâmetros
escolhidos para a posição plana (vide Tabela 3.5), mas quando foram feitos os testes,
verificou-se que o efeito da gravidade fez com que a poça de soldagem escorresse, causando
assimetria nos cordões (Figura 3.20), quando depositados com ângulo de trabalho fixado em
90º em relação ao plano da chapa. A Figura 3.21 mostra o resultado da tentativa de deposição
de uma camada na posição horizontal, utilizando os parâmetros de soldagem escolhidos para a
deposição na posição plana. A sequência de deposição dos cordões na Figura 3.21 foi feita no
sentido de cima para baixo com ângulo de trabalho mantido em 90º em relação ao plano da
chapa vertical e com percentual de sobreposição de 50%. Observa-se nesse caso uma piora
nos resultados, considerando que a partir do primeiro cordão depositado, a assimetria gerada
pelo escorrimento lateral da poça de fusão em direção à posição do cordão subsequente causa
neste uma redução da distância entre o bico de contato e o material de base. Essa redução de
distância resulta em incremento da corrente de soldagem e, consequentemente, em aumento
do escorrimento da poça devido ao incremento causado em suas dimensões pelo aumento da
corrente de soldagem.
Figura 3.20 Cordão isolado na posição horizontal.
Figura 3.21 Solda na posição horizontal de cima para baixo.
Segundo a literatura, para se conseguir uma redução na assimetria do cordão
depositado na posição horizontal, sugere-se utilizar um ângulo de trabalho entre -10º e -25º
(GETSOLDA, 2007). Tentou-se então reduzir o escorrimento da poça por meio da mudança

69
do ângulo de trabalho para 15º (de modo a se ter uma componente da força do arco na direção
oposta à aceleração gravitacional), conforme mostra a Figura 3.22.
Figura 3.22 Ângulo de trabalho para posição horizontal.
Com esse ângulo de trabalho, depositaram-se camadas com diferentes percentuais de
sobreposição (25% e 40%), variando também o sequenciamento dos cordões, ora de baixo
para cima, ora de cima para baixo mantendo o mesmo ângulo de trabalho. Os resultados são
mostrados na Figura 3.23 e na Figura 3.24
Figura 3.23 Deposição de cordões sequenciais com sobreposição de 25% com sequência de
cordões de baixo para cima (a) e de cima para baixo (b).

70
Figura 3.24 Deposição de cordões sequenciais com sobreposição de 40% com sequência de
cordões de cima para baixo (a) e baixo para cima (b).
Observa-se na Figura 3.23 que se conseguiu depositar uma camada para deposição
sequencial tanto de baixo para cima, quanto de cima para baixo. Porém, as camadas
resultantes apresentaram grandes ondulações quando comparadas com o critério de ondulação
máxima admissível.
Nos testes realizados com ângulo de trabalho de -15º, conseguiu-se obter o melhor
resultado para o percentual de sobreposição de 40% com sequência de cordões depositados de
baixo para cima, já que após a deposição do primeiro cordão de solda, este serviu de suporte
para os cordões subsequentes. A Figura 3.25 mostra o resultado desta combinação de
parâmetros. A Tabela 3.12 mostra as medidas da ondulação máxima e média resultantes da
combinação escolhida. Esta combinação de parâmetros e de procedimento foi adotada para o
preenchimento de cavidades na posição horizontal. Observa-se que o sequenciamento adotado
para deposição de cordões, de baixo para cima, propicia aos cordões, a partir do segundo de
cada camada, um suporte que reduz o escorrimento da poça de fusão.
Tabela 3.12 Valores achados do critério de seleção para a sobreposição na posição horizontal.
Camada de 6 cordões de solda 40%
valor da largura 30,640 mm
ondulação média 0,316 mm
ondulação máxima 0,676 mm

71
Com base na avaliação visual das camadas depositadas em chapa na posição 2G, com
os percentuais de sobreposição entre cordões de 25% e de 50% (Figura 3.21 e Figura 3.23), e
considerando o longo tempo de trabalho necessário para a realização das medidas das
ondulações, julgou-se desnecessário confirmar quantitativamente os valores de ondulação
máxima e média resultantes desses percentuais, uma vez que a avaliação qualitativa levou ao
seu descarte.
3.6.2.1 Superposição de camadas na posição horizontal
Os testes realizados neste item referem-se à superposição de camadas formadas por
cordões depositados na posição horizontal segundo o procedimento estabelecido para a
deposição de uma camada (sobreposição de 40%, sequenciamento de baixo para cima e
ângulo de trabalho de -15). Depositaram-se duas camadas superpostas de modo a se observar
o comportamento do processo com mais de uma camada depositada. O resultado da deposição
da primeira camada, formada por seis cordões, é mostrada na Figura 3.25. Observa-se que se
repetiu o resultado obtido anteriormente (Figura 3.24 b).
Figura 3.25. Primeira camada na posição horizontal.
A Figura 3.26 apresenta o resultado da deposição da segunda camada, com base nos
parâmetros e procedimentos adotados para a primeira camada. Depositaram-se 4 cordões para
sua formação e observou-se a repetição do comportamento verificado na primeira camada, em
que não houve escorrimento da poça em nenhum dos cordões e se manteve a aparência suave.

72
Figura 3.26. Segunda camada na posição horizontal.
3.6.2.2 Macrografia na posição horizontal
As macrografias dos cortes transversais das amostras depositadas na posição
horizontal foram feitas da mesma forma que na seção 0. As medidas da altura de
preenchimento e da largura de cada camada foram tomadas por meio do microscópio
Confocal. A Figura 3.27 e a Figura 3.28 mostram a primeira e a segunda camada na posição
horizontal, respetivamente, com corte transversal na seção localizado na região central dos
cordões, de modo a se reduzirem efeitos das regiões de início e fim de cada cordão.
Figura 3.27. Perfil da primeira camada na posição horizontal
Figura 3.28. Perfil da segunda camada na posição horizontal.
Na Tabela 3.13 podem se verificar os valores médios dos resultados das medições no
Confocal da primeira e da segunda camada.

73
Tabela 3.13 Medida dos parâmetros geométricos das camadas em posição horizontal no
Confocal.
Camada Número de
cordões
Incremento
médio em
altura (mm)
Altura média
acumulada do
revestimento
(mm)
Largura total
da camada
(mm)
1ª Camada 6 2,837 2,837 35,377
2ª Camada 4 2,482 5,319 27,862
3.7 DESENHO DO CORPO DE PROVA UTILIZADO PARA FINS DE
PREENCHIMENTO POR CAMADAS DE SOLDA.
As cavidades resultantes da erosão por cavitação em pás de turbinas hidroelétricas não
têm uma geometria definida. Para facilitar a confecção de corpos de prova, adotou-se uma
geometria de contorno circular, de modo que simulações de cavidade pudessem ser usinadas
em um torno manual com boa compatibilidade geométrica entre si. Com base em experiência
de campo na recuperação de turbinas da empresa ELETRONORTE (Centrais Elétricas do
Norte do Brasil S.A.) a profundidade da cavidade usinada foi fixada em 5 mm, que é o valor
máximo admissível na empresa antes que seja feito um processo de recuperação. O desenho
do corpo de prova foi feito em software CAD (Solidworks®) e é mostrado na Figura 3.29 e
Figura 3.30.
Figura 3.29 Desenho do corpo de prova em Solidworks®.

74
Figura 3.30 Desenho do corpo de prova em Solidworks® (vista isométrica)
A Figura 3.31 mostra um dos corpos de prova com a cavidade circular usinada.
Figura 3.31 Corpo de prova feito de aço 1020.

75
4. RESULTADOS DE ENSAIOS DE PREENCHIMENTO DE
CAVIDADE.
Este capítulo apresenta os resultados obtidos com as diferentes estratégias de
preenchimento estudadas nesta pesquisa. Todos os procedimentos de preenchimento testados,
tanto para a posição plana quanto para a posição horizontal, foram realizados em cavidades
circulares usinadas em placas de aço 1020, conforme já foi apresentado no item 3.7.
4.1 PREENCHIMENTO DA CAVIDADE NA POSIÇÃO PLANA.
Para o preenchimento da cavidade, há duas formas de fatiar seu volume em camadas
de preenchimento:
Criar planos paralelos desde o fundo do corpo de prova até recobrir a superfície do
corpo de prova (Figura 4.1a).
Criar superfícies tangentes à superfície da cavidade, e que sejam paralelas umas às
outras e afastadas entre si pela espessura da camada (Figura 4.1b).
Figura 4.1 Tipos de fatiamento
Criar planos paralelos desde o fundo da peça (Figura 4.1a) foi descartada pela
geometria do início e fim do cordão de solda. Esta geometria geraria falhas no preenchimento
das bordas do corpo de prova, conforme já verificado por Pinheiro (2014), devido à
sobreposição incompleta entre cordões paralelos em seus inícios e fins, assim como no
encontro com as bordas da cavidade. Por conseguinte, neste trabalho foi adotado o fatiamento
criando superfícies tangenciais à superfície do fundo da cavidade (Figura 4.1b), iniciando e
finalizando os cordões formadores de cada camada fora da cavidade. Este esquema de
fatiamento foi o mesmo adotado no trabalho de Bonacorso (2004), gerando bons resultados.
4.1.1 Posicionamento da tocha de soldagem na posição plana.
A Figura 4.2 apresenta a configuração a ser utilizada pela tocha de soldagem nas
bordas do corpo de prova. O ângulo de ataque é 90º perpendicular com respeito ao corpo de
prova, como mostra a Figura 4.2.

76
Figura 4.2. Angulo de 90° para ataque no início, meio e no fim do corpo de prova.
A trajetória de soldagem para um cordão formador da camada é contida no plano
perpendicular ao plano do corpo de prova. Observa-se que pela geometria adotada, o cordão
inicia-se fora da cavidade, na posição plana. Em sua borda proximal2, a trajetória passa a ser
vertical descendente, voltando à posição plana ao atingir o fundo. Próximo à borda distal3, a
trajetória passa a ser vertical ascendente, voltando novamente à posição plana ao ultrapassar
esta borda. Em um primeiro ensaio, estabeleceu-se que o ângulo de ataque e o ângulo de
trabalho permaneceriam em 90º em relação ao plano do corpo de prova. Entretanto, observou-
se que com essa configuração, o cordão perde sua geometria, principalmente no movimento
ascendente, em que apresenta escorrimento da poça em direção ao fundo da cavidade,
conforme mostra a Figura 4.3a. Esta mostra que na subida a poça de fusão é empurrada no
sentido da gravidade, por isto fica material acumulado no fundo da peça o que é indesejado
para o preenchimento uniforme do corpo de prova. Na descida (Figura 4.3b) o cordão
apresenta um maior espalhamento.
Em vista disso, decidiu-se por alterar o ângulo de ataque durante a deposição,
variando-o linearmente entre 90º e 45º até o meio da descida e retornando gradualmente a 90º
do meio da descida até o fundo da cavidade, “puxando” a poça na descida e “empurrando” na
subida, inclinando gradualmente a tocha, no sentido oposto ao deslocamento, entre 90º e 45º,
até o meio da subida, e voltando gradualmente à inclinação de 90º entre o meio e o fim da
2 Mais próxima do início do cordão.
3 Mais distante do início do cordão.

77
subida. A Figura 4.4 mostra o ângulo de ataque no meio da descida (a) e no meio da subida
(b). A Figura 4.5 mostra o resultado dessa alteração.
Figura 4.3. Subida (a) e descida (b) feito com o angulo de ataque mantido em 90º.
Figura 4.4. Angulo de ataque de 45° na descida (a) e subia do corpo de prova (b).
Figura 4.5 Cordão depositado com a estratégia proposta no corpo de prova.

78
4.2.2 Estratégias de preenchimento.
Na secção 2.7, discorreu-se sobre possíveis estratégias de preenchimento (vide Figura
2.8) a serem investigadas neste trabalho. Neste item, analisam-se as vantagens e desvantagens
das estratégias então abordadas (rastro, contorno e espiral), levando-se em conta as
características do processo GMAW-P, aplicado na combinação de gás de proteção e de arame
adotados. Deve-se lembrar que se observou formação de fuligem/oxidação no contorno dos
cordões, tanto para deposição sobre a chapa de aço 1020 (vide Figura 3.2), quanto para
deposição sobre a primeira camada de aço AWS 410NiMo anteriormente depositada (vide
Figura 4.6). A oxidação observada no caso da primeira camada já era esperada, porém
também se observou esse mesmo problema a partir da segunda camada. Essa
fuligem/oxidação causa instabilidade no processo ao se depositar um novo cordão
parcialmente sobreposto ao anteriormente depositado, possibilitando a formação de defeitos
no preenchimento. Portanto, há a necessidade de se realizar limpeza por escovação a cada
cordão depositado. Com base nessa observação, a
Tabela 4.1 mostra uma avaliação comparativa entre as estratégias estudadas.
Figura 4.6.Fuligem resultante da deposição sobre primeira camada de aço AWS 410NiMo

79
Tabela 4.1 Comparação das estratégias de preenchimento.
Estratégia Vantagem Desvantagem
Rastro
Esta estratégia é aplicável para o
projeto, já que se pode realizar a
limpeza pós-soldagem, enquanto se
aguarda a temperatura de interpasse
ser atingida.
A programação do cordão de solda é de
linha por linha off-line. Por tanto demora
mais tempo a programação
Contorno
As trajetórias fariam mais fácil o
preenchimento através do
percorrido da peça. Camada planas
poderiam ser depositadas sem o
problema do encontro entre início e
fim dos cordões e as bordas da
cavidade.
A estratégia de contorno não é adequada
para o projeto, pelo motivo da geometria
do cordão de solda, em relação ao seu
início e fim (Figura 4.7, Figura 4.8). Na
junção podem-se gerar malformações as
quais geram mal preenchimento.
Não se espera uma boa planicidade,
principalmente no encontro do início com o
fim de cada cordão.
Espiral
O preenchimento de uma camada
em um passe só de solda. Camadas
planas poderiam ser depositadas
A estratégia de espiral principalmente tem
dois problemas. O aporte térmico é muito
grande, uma vez que o arco não se apagaria
durante todo o preenchimento de uma
camada, e o segundo é a necessidade da
limpeza da peça depois de cada cordão de
solda devido à formação de
oxidação/fuligem. Além disso, a
programação desta estratégia é muito
complexa.
Pelos aspectos mencionados na
Tabela 4.1, a estratégia escolhida para o projeto foi o rastro, considerando que os
cordões seriam iniciados e finalizados na região externa à cavidade, de modo semelhante ao
adotado por Bonacorso (2004). Um problema a ser resolvido na programação do robô é o
quão distante das bordas da cavidade, na região não danificada pela cavitação, os cordões
iniciam e terminam sua deposição. A partir dos resultados dos testes realizados na seção 3.4,
em que se observou a grande diferença entre as características geométricas do início, do meio
e do fim de cada cordão, decidiu-se definir a distância de início e de fim dos cordões, em
relação às bordas proximal e distal da cavidade, como aquela necessária ao atingimento da
geometria observada na região central dos cordões. A Figura 4.7 mostra a geometria
observada no início dos cordões, em que há um aumento na altura do reforço e na largura do

80
cordão. O início do cordão de solda, para os parâmetros selecionados, tem um comprimento
de 18 mm até normalizar as características geométricas.
Figura 4.7 Início do cordão de solda.
A Figura 4.8 mostra a geometria observada no fim dos cordões, em que há redução
gradual na altura do reforço. No cordão mostrado, mediu-se o comprimento de 19 mm em que
ocorre a redução gradual na altura do reforço.
Figura 4.8 Fim de cordão de solda.
Outro problema a ser resolvido é a definição do sequenciamento na deposição dos
cordões na estratégia adotada (rastro). Realizaram-se testes com 4 diferentes configurações:
a) Cordões paralelos sequenciais na mesma direção.
b) Cordão no meio e depois um para cada lado.
c) Cordões paralelos sequenciais ida e volta.
Os resultados dos testes de sequenciamento realizados na posição plana foram os
seguintes:

81
a) Cordões paralelos sequenciais na mesma direção.
A Figura 4.9 mostra o resultado da deposição de uma camada parcial depositada com
cordões sequenciais, todos no mesmo sentido, com os parâmetros e o percentual de
sobreposição definidos no item 3.6. Esta configuração tem um bom comportamento no
preenchimento do corpo de prova, com um acabamento plano no meio do preenchimento, mas
é muito visível a diferença do início e do fim dos cordões de solda, o que resulta em excesso
de material a ser removido no início dos cordões. Isso, entretanto, não afeta o comportamento
na região interna da cavidade, sendo por tanto aceitável do ponto de vista do preenchimento.
Figura 4.9. Sequencial na mesma direção.
b) Cordão no meio e depois um para cada lado.
O cordão depositado no meio se perde quando os cordões de cada lado são feitos
(Figura 4.10), dando um acabamento de cavidade no meio da peça, provavelmente devido ao
percentual de sobreposição de 50%. Este acabamento de cavidade no meio da peça após da
primeira camada é indesejável para o projeto, uma vez que não satisfaz visualmente o critério
de ondulação máxima adotado.

82
Figura 4.10. Cordão no meio e depois um cordão para cada lado.
c) Cordões paralelos sequenciais ida e volta.
Esta configuração tem um acabamento considerado o melhor para o projeto, além de
ficar plano no centro da peça ele tem um acabamento muito bom nas bordas, já que tem
compensação do início e o fim com a ida e volta do cordão de solda. O resultado dessa
deposição pode ser visualizado na Figura 4.11.
Figura 4.11. Sequencialmente ida e volta.
4.1.3 Camadas de solda na posição plana
De acordo com os parâmetros geométricos medidos dos cordões de solda estudados na
seção 3.4 para preencher uma cavidade com altura de 5 mm, precisa-se de duas camadas de
solda para preencher a cavidade, deixando um excesso de material para ser removido ao se
dar o acabamento na região recuperada.
4.1.3.1 Primeira camada de solda na posição plana.
Para o preenchimento da primeira camada no corpo de prova foram feitos 21 cordões
de solda, os passes de cada cordão de solda foram programados como mostra a Figura 4.12.

83
Figura 4.12 Disposição dos pontos de programação do cordão de solda.
Cada cordão de solda foi programado manualmente, ou seja, cada ponto i de cada
cordão j foi marcado levando o robô manualmente até a posição desejada com a orientação
desejada, anotando-se as coordenadas correspondentes (coordenadas retangulares Xij, Yij, e Zij
e os quaternions Q1ij, Q2ij, Q3ij e Q4ij para i = 1 a 8 e j=1 a 21). A programação do robô foi
feita de forma off-line utilizando os pontos anotados na primeira fase de definição das
trajetórias de cada cordão. Foram adotados incrementos no eixo X levando em conta o valor
de sobreposição calculado para o projeto. O resultado da programação está no Apêndice B
(código ARLA).
O percorrido do cordão de solda começa no ponto 1, e ele vai até o ponto 8. Desde o
ponto 1 até o ponto 2 há um afastamento de 21 mm tendo em conta as considerações da
geometria de início e de fim do cordão de solda explicitadas na seção 4.2.2. Cada cordão
estava contido em um plano perpendicular ao plano do corpo de prova, resultando em uma
projeção retilínea. Do ponto 2 até o 4 faz um percorrido circular passando pelo ponto 3 com
um ângulo de ataque de 45°. O ângulo de ataque inicia a trajetória circular em 90º e termina
em 90º. Do ponto 4 até o 5 vai reto com ângulo de ataque de 90°, desde o ponto 5 até o 7 vai
com um movimento circular passando pelo ponto 6 com um ângulo de 45°. De forma
semelhante à descida, o ângulo de ataque inicia a trajetória circular em 90º e finaliza em 90º.
Do ponto 7 ao ponto 8, a tocha descreve uma trajetória retilíneacom ângulo de ataque de 90º.
O ponto 8 foi programado com uma distância de 21 mm em relação ao ponto 7, de modo a
garantir uma geometria mais uniforme no cordão de solda no interior da região de
preenchimento e compensar a variação na geometria do cordão em seu início e fim,
mantendo-os na região fora da cavidade (vide Figura 4.12).
Para atingir a totalidade da cavidade, os cordões de solda foram feitos começando fora
da borda inicial até fora da borda final, no sentido transversal aos cordões.
A temperatura de interpasse foi definida em 150 ºC com base na literatura, isto
também foi considerado para as teses inicias, e foi monitorada com câmera termográfica
Thermovision A40 fabricada pela FLIR Systems, posicionada a 1,50 m do corpo de prova
(SANTOS, 2014). O resultado da deposição dos 21 cordões formadores da primeira camada
de preenchimento, após a limpeza por escovação com escova de cerdas de aço, é mostrado na

84
Figura 4.13. Observa-se um bom acabamento resultante da estratégia de preenchimento
adotada.
Figura 4.13. Primeira camada de preenchimento realizada com cordões paralelos sequenciais
invertidos (ida e volta).
4.1.3.2 Segunda camada de solda na posição plana.
Na segunda camada, foram necessários 18 cordões de solda para preencher a cavidade
até a superfície original como mostra a Figura 4.14.
Após da primeira camada, a cavidade tem um acabamento mais suave em suas bordas,
o que torna desnecessário fazer a variação no ângulo de ataque na descida para dentro e na
subida para fora da cavidade. Desta forma, a tocha de soldagem foi matida em 90° no ângulo
de ataque e do trabalho em relação a peça de trabalho. O início e o fim do cordão de solda foi
deslocado ate o início da borda da peça original, ou seja, para os pontos 2 e 7 da Figura 4.12,
respectivamente. Esse deslocamento dos pontos iniciais e finais de cada cordão em direção à
região central da cavidade tem o objetivo de reduzir o excesso de material depositado na
região externa àquela, considerando que a primeira camada depositada resulta em uma nova
cavidade a ser preenchida, com dimensões menores que a original.

85
Figura 4.14. Segunda camada terminada na posição plana.
A Figura 4.15 mostra a cavidade original (a), e seu preenchimento pela primeira (b) e
segunda (c) camadas.
Figura 4.15. Peça de trabalho sem preenchimento (a); peça com uma camada de solda (b),
peça preenchida com duas camadas de solda (c).
4.1.4 Macrografia na posição plana
Para comprovar que a peça foi preenchida em sua totalidade com duas camadas, foram
feitos cortes transversal e longitudinal no corpo de prova preenchido. A revelação do material
de solda adicionado foi feita segundo o procedimento descrito na seção 3.5.
O corte é inicialmente atacado quimicamente com NITAL para revelar a diferença de
aços (vide Figura 4.16). Considerando que o metal de adição utilizado é um aço inox

86
martensitico, a revelação da sua microestrutura e das interfaces entre cordões superpostos é
feita mediante ataque químico com o reagente Kalling (PINHEIRO, 2014), cujo resultado é
mostrado na Figura 4.17. O reagente Kalling é composto a partir da dissolução de cloreto de
cobre (CuCl2) em solução de ácido clorídrico (HCl), álcool etílico 96ºGL e água destilada, nas
proporções 3gr CuCl2+ 66 ml HCl + 66ml H2O + 66ml CH3 CH2OH 96ºGL.
Figura 4.16 Corte transversal da peça na posição plana com ataque químico de NITAL.
Cabe destacar que, visualmente, a peça após o ataque químico não revela trincas nem
inclusões, as quais são indesejáveis para os processos de recuperação de cavidades. Além
disso, pode-se observar da Figura 4.17 que o material de preenchimento ultrapassou o nível da
superfície original, podendo o excesso ser removido para fins de acabamento.
Figura 4.17 Corte transversal da peça na posição plana com ataque químico com reagente
Kalling
Para uma melhor observação do preenchimento da peça, foi feito um corte
longitudinal (no meio do cordão de solda) e se realizou o mesmo tratamento químico com
NITAL (Figura 4.18) e reagente Kalling (Figura 4.19). A Figura 4.18 mostra nenhum defeito
indesejável além do preenchimento total da peça.

87
Figura 4.18 Corte longitudinal da peça na posição plana com ataque químico de NITAL.
Depois do ataque químico com reagente Kalling os cordões sobrepostos são revelados,
conforme mostra a Figura 4.19 mostra os passes da solda na peça, além do bom acabamento,
sem muitas ondulações e sem defeitos.
Figura 4.19 Corte longitudinal da peça na posição plana com ataque químico com reagente
Kalling.
4.2 PREENCHIMENTO DA PEÇA NA POSIÇÃO HORIZONTAL.
Este item apresenta os resultados obtidos com o preenchimento de cavidades dispostas na
posição horizontal.
4.2.1 Estratégia de preenchimento
A estratégia utilizada nesta posição é a mesma da posição plana. A estratégia é o rastro
ida e volta sequencial com cordões horizontais (perpendiculares ao vetor aceleração
gravitacionais) dispostos de baixo para cima (sequência ascendente), conforme resultados de
testes mostrados na seção 3.6.2.
4.2.2 Posicionamento da tocha de soldagem
A tocha de soldagem foi orientada com ângulo de trabalho fixado em -15º (em relação
ao vetor normal da peça) e foi mantida nessa posição durante o percorrido do cordão de solda

88
de início ao fim (Figura 4.20) (veja-se secção 3.6.2). Não foi necessário virar a tocha de
soldagem no ângulo de ataque, ao contrário da posição plana, já que ao longo do
preenchimento na posição horizontal (2G) não muda a posição de soldagem.
Figura 4.20 Posicionamento da tocha de soldagem na posição horizontal com respeito à peça.
4.2.3 Camadas de solda na posição horizontal
Para o preenchimento da totalidade da peça de trabalho foram necessárias duas
camadas de solda, conforme o estudo feito na secção 3.6.2, isto para atingir a profundidade de
5 mm.
4.2.3.1 Primeira camada de solda na posição horizontal.
Para o preenchimento da primeira camada foram necessários 21 cordões de solda.
Cabe destacar a sequência da deposição dos cordões, paralelos e ascendentes (Figura 4.21). A
obtenção dos pontos e a programação foram feitas da mesma maneira descrita na secção
4.1.3.1, com o ângulo de ataque fixado em 90º e o ângulo de trabalho fixado em -15º.

89
Figura 4.21. Primeira camada de solda feita na posição horizontal.
4.2.3.2 Segunda camada de solda na posição horizontal
Para o preenchimento total do corpo de prova na posição horizontal, foram necessários
17 cordões de solda (vide Figura 4.22). O efeito da gravidade é muito notório em contraste
com o aspecto da posição plana (Figura 4.14). A camada tem um acabamento no início e no
fim de cada cordão com tendência a escorrer devido à força peso atuante massa líquida da
poça. Observa-se, entretanto, que o ângulo de trabalho adotado (-15º) foi suficiente para evitar
um escorrimento que pudesse comprometer o acabamento desejado para o preenchimento,
resultando em uma superfície com acabamento suave, com poucas ondulações e altura final
maior que a profundidade máxima da cavidade.
Figura 4.22 Peça preenchida na posição horizontal com duas camadas de solda.

90
4.2.4 Macrografia na posição horizontal
Com o fim de analisar se a peça foi preenchida em sua totalidade foi necessário fazer
um corte transversal e um corte longitudinal, cujas superfícies foram preparadas segundo os
procedimentos explicitados na 0. A Figura 4.23 mostra o corte transversal aos cordões,
revelado com o reagente NITAL. A Figura 4.24 mostra o mesmo corte, agora atacado com o
reagente Kalling, visto em um microscópio (Confocal)
O corte transversal após do ataque químico com NITAL não revela trincas, inclusões
ou defeito algum no preenchimento pelas duas camadas de solda (Figura 4.23).
Figura 4.23 Corte transversal da peça em posição horizontal, atacada com NITAL.
A Figura 4.24 mostra o preenchimento total da cavidade. O nível de preenchimento
ultrapassa o nível da superfície original da peça de trabalho. Além disso, a figura mostra um
acabamento sem trincas nem inclusões.
Figura 4.24 Corte transversal da peça em posição horizontal, atacada com reagente Kalling.
A Figura 4.25 mostra o corte longitudinal da metade da cavidade preenchida na
posição horizontal, resultante do primeiro corte transversal do corpo de prova. Não se observa
nenhum defeito tipo porosidade, inclusão ou trinca.

91
Figura 4.25 Corte longitudinal da metade do corpo de prova preenchido na posição
horizontal.

92
5. DISCUSSÃO
No presente capítulo, tem-se a discussão dos resultados obtidos a partir de diversas
investigações e experiências realizadas na pesquisa em questão.
Em primeira instância o processo GMAW-P é um processo de alta complexidade já
que envolve muitas variáveis, portanto, um dos primeiros problemas a serem resolvidos era a
escolha das variáveis a serem consideradas importantes dentro das características do processo
para o projeto e depois realizar um arranjo composto central, baseado em um planejamento
fatorial fracionado (item 3.4.2), para encontrar os parâmetros de um cordão de solda com boas
características geométricas, com poucos respingos, pouca escória e pouca fuligem.
No caso da escolha do percentual de sobreposição, foram feitos testes em diferentes
porcentuais, com o fim de gerar um critério de seleção para a planicidade nas camadas de
soldagem. O resultado da avaliação desse critério de seleção foi o porcentual de 50% da
largura do cordão de solda.
Nos preenchimentos dos corpos de prova simulando uma cavidade, detectaram-se
problemas nos testes iniciais, devido à mudança de posição de soldagem na entrada e na saída
da cavidade, da posição plana para a posição vertical descendente na entrada e da posição
plana para a posição vertical ascendente na saída. Considerando a orientação da tocha
inicialmente adotada, com ângulos de ataque e de trabalho fixados em 90º, a mudança da
posição plana para a posição vertical de soldagem a partir da borda até o fundo da cavidade
foi uns dos problemas com maior dificuldade. A mudança gradual do ângulo de ataque tanto
na descida quanto na subida, variando entre 90º e 45º, apresentou resultados satisfatórios do
ponto de vista do preenchimento, conforme descrito no item 4.1.1.
A escolha da estratégia de soldagem e da sobreposição na posição horizontal foi feita
testando os parâmetros obtidos na posição plana. Fizeram-se testes com diferentes percentuais
de sobreposição, inicialmente com ângulo de trabalho fixado em 90º em relação à superfície
do corpo de prova. O efeito da gravidade fez escorrer a poça, gerando acúmulo de material na
parte inferior dos cordões e falta de material em sua parte superior. Isso impediu a formação
de uma camada com características adequadas à sua superposição por outra camada. Na
revisão da literatura não se encontraram trabalhos que tenham feito deposições na posição
horizontal com o processo GMAW-P.

93
Outro limitante dentro da pesquisa foi a programação das trajetórias dos cordões de
solda no robô. Para a programação de um só cordão de solda, as coordenadas de posição e
orientação de todos os seus pontos necessitaram ser medidas pelo próprio robô, levado
manualmente a cada um dos pontos. Isto é, a tocha de soldagem era levada até cada ponto
desejado, com a orientação necessária, e as coordenadas eram salvas para sua posterior
programação off-line. Para cada cordão de solda foi necessário medir as coordenadas de oito
pontos, os quais geram a trajetória do cordão de solda, a programação de cada cordão de solda
demorava, em média, quinze minutos.
Devido às características do processo, depois de terminar a deposição de um cordão de
solda era necessário limpar a superfície dos cordões depositados com uma escova com cerdas
de aço para que o próximo cordão pudesse ser depositado adequadamente, sem o risco de
instabilidades no processo de soldagem. Se a limpeza da área de trabalho não era feita de
forma adequada, os cordões de solda subsequentes apresentavam defeitos visíveis como
respingos, inclusões, má formação e excesso de fuligem, como mostrado na Figura 5.1.
Figura 5.1 Defeitos por má limpeza da peça na posição plana (a) e na posição horizontal (b) e
(c).
Outra das considerações importantes a ter em conta no projeto é onde começar e onde
terminar os cordões de solda para cada camada. Essa consideração é importante para garantir

94
o preenchimento adequado da cavidade no corpo de prova com boa aparência visual,
acabamento sem defeitos e com menor desperdício de material. Para a primeira camada só
levaram em conta considerações de início (Figura 4.7) e fim (Figura 4.8) dos cordões de
solda. Já para a segunda camada foi mais complexo, uma vez que não havia uma borda
definida. Portanto, uma das considerações para melhorar o uso de material de adição, foi
iniciar os cordões de solda da segunda camada nas mesmas coordenadas da borda inicial,
obtendo-se os resultados da Figura 3.26.
A principal contribuição deste trabalho é a seleção da estratégia de soldagem adequada
para a recuperação de cavidades causadas pela erosão em turbinas hidrelétricas. Na seção
4.2.2, foram testados diferentes tipos de estratégias propostas na literatura (SIMINSKI, 2003),
mas o melhor resultado obtido com o processo GMAW-P resultou da estratégia de deposição
sequencial com alternância entre início e fim de cordões (ida e volta).
Bonacorso (2004) em sua tese de doutorado trabalhou na recuperação de cavidades
causadas pela erosão na posição sobre cabeça com o processo a plasma, com trajetórias
sequenciais, obtendo o resultado mostrado na Figura 5.2c onde são mostradas três camadas de
solda em contraste com o presente trabalho, em que se depositaram somente duas camadas de
solda. (vide Figura 5.2a e Figura 5.2b). Cabe aclarar que o processo plasma tem níveis
inferiores de taxa de deposição e de velocidade de soldagem. Porém, segundo, a excelente
qualidade geométrica e superficial da deposição e a redução significativa dos defeitos de
solda, aliada a ausência de respingos e salpicos pode justificar sua escolha em detrimento da
produtividade.

95
Figura 5.2 Resultados da recuperação na posição plana (a) e horizontal (b) no processo
GMAW-P, resultado de Bonacorso (2004) com o processo plasma (c).
A Figura 5.2 (a, b) mostra os bons resultados obtidos no processo GMAW-P apesar de
ser um processo mais complexo de controlar que o processo a plasma.
Pinheiro (2014) fez a recuperação de cavidades provenientes de uma trinca com o
processo GMAW-S, mas ele concentrou-se mais na parte de visão computacional que no
processo GMAW-S. Seus resultados de deposição apresentaram excesso de respingos,
provavelmente devido ao ajuste deficiente nos parâmetros de soldagem adotados. Além disso,
seu trabalho concentrou-se no preenchimento de cavidades abertas, com grande profundidade.
Sua estratégia de especificação da direção para os cordões paralelos de preenchimento
resultou em formação de vazios e retenção de inclusões nas regiões de encontro entre início e
fim de cordões e as superfícies limitantes da cavidade como mostra a Figura 5.3. Neste
trabalho, as cavidades são relativamente rasas, o que possibilita que o encontro de cordões
com as superfícies limitantes seja evitado, por meio da deposição de cordões tangentes ao
fundo da cavidade, com início e fim localizados fora da mesma.

96
Figura 5.3 Corpo preenchido do trabalho de PINHEIRO,(2014).
Nicholson (2005) em sua tese de doutorado fez uma recuperação de cavidade com o
processo GMAW-P, com a consideração que a cavidade estava em sua etapa inicial e,
portanto, com baixa profundidade de modo que somente uma camada fosse necessária ao seu
preenchimento. Esse autor também utilizou a estratégia de preenchimento por cordões
paralelos sequenciais, conforme mostrado na Figura 5.4.
Figura 5.4 Resultado do trabalho de NICHOLSON, (2005).
A Figura 5.5 mostra o resultado final (após do esmerilhamento) de uma recuperação
com o processo GMAW-P pelo robô Scompi desenvolvido pela IREQ com três atuadores.
Figura 5.5 Resultados obtido pelo Scompi (BONACORSO, 2004).
97
Chavez (2014) em sua dissertção realiza um estudo dos parametros do cordão de solda
para o processo GMAW-P, obtendo uma faixa de trabalho, tambem ele fez um estudo da
geometria do cordão de solda para gerar camadas de soldagem, chegando, por meio de
simulação computacional, ao mesmo resultado do percentual de sobreposição de 50%
comestratégia de soldagem de passes sequenciais invertidos (ida e volta). Neste trabalho,
obtiveram-se procedimentos para a recuperação de cavidades na posição horizontal, além da
posição plana, com deposição real de solda nas cavidades, abrangendo aspectos relacionados
aos ângulos de ataque e de trabalho necessários à estabilização da poça de fusão durante a
deposição.
.

98
6. CONCLUSÕES
Com base nos resultados apresentados e discutidos sobre os parâmetros de soldagem,
as camadas e as estratégias de soldagem, que foram feitos conforme a metodologia
estabelecida para o reparo de cavidades causadas pela erosão em turbinas hidráulicas, podem
ser obtidas as seguintes conclusões:
Estruturou-se uma metodologia para realizar um preenchimento de uma cavidade para
o caso do estudo em uma pá de uma turbina hidroelétrica.
O planejamento experimental resultou em um conjunto de parâmetros de soldagem
para o processo GMAW-P, geradores de um cordão com características geométricas
consideradas adequadas para fins de preenchimento de cavidades, quase sem
respingos, com pouca fuligem e pouca escória.
A deposição de cordões sequenciais alternados (ida e volta) resulta na formação de
uma camada de solda com acabamento superficial considerado de melhor qualidade
quando comparado aos resultados das demais estratégias testadas.
O critério de ondulação proposto possibilitou a definição do percentual de
sobreposição necessário à obtenção de um bom acabamento superficial a uma camada
de deposição
As estratégias propostas têm bom aspecto no acabamento, e não apresentam inclusões
nem trincas nos cortes do corpo de prova feitos longitudinalmente e transversalmente.
O corpo de prova adotado para os testes de preenchimento apresentou características
de bordas muito pronunciadas, o qual implicou em maior complexidade ao processo
de recuperação no projeto de pesquisa.
A deposição da primeira camada de preenchimento exigiu variação do ângulo de
ataque da tocha, o que não foi necessário na deposição da segunda camada, tendo em
vista a redução da inclinação da borda da cavidade decorrente da deposição prévia da
primeira camada.
.

99
7. TRABALHOS FUTUROS.
Com base nos resultados desta pesquisa, sugere-se que alguns aspectos sejam mais
explorados.
Validar a metodologia proposta para as posições vertical e sobre cabeça.
Validar a metodologia proposta com diferentes tipos de materiais de base,
principalmente o material que é utilizado em pás de turbinas hidrelétricas, e gases
de proteção visando eliminar a necessidade de limpar após a deposição de cada
cordão de solda.
Integrar a metodologia estruturada neste projeto com recursos computacionais para
possibilitar a programação automática das trajetórias de preenchimento em
cavidades em pás de turbinas hidroelétricas pelo escaneamento da cavidade.
Avaliar a micro dureza da recuperação feita e realizar análises em nível
microestrutural.
Aumentar o número de camadas de preenchimento e verificar os resultados do
ponto de vista geométrico e de acabamento.
Realizar o estudo dos efeitos dos ângulos de entrada e de saída da cavidade de
modo a se determinar sua influência na estratégia de preenchimento.

100
REFERÊNCIAS BIBLIOGRÁFICAS
AGUIAR, W. M. Soldagem do aço ABNT 4140 sem Tratamento Térmico Posterior.
Dissertação de mestrado. Fortaleza: Universidade Federal do Ceará, 2001.
AKTHAR, A. Materials technology for turbine performance. Water Power and Dam
Construction. [S.l.]: v.38, n.8, p13-19, 1986.
AMERICAN WELDING SOCIETY. Welding Processes, 2. Miami: AWS, v. 3, 1991.
AMIN, M.; WATKINS, P. C. V. Synergic pulse MIG welding. [S.l.]: Welding Institut
Research Report, 1977. 46/1977/P p.
AURES, J. E. V. Avaliação de Processos MIG/MAG Derivativos Utilizando-se Simulador
de Dutos por Retificação. Tese (Douturado). Brasilia: UnB, 2013.
AWS. Welding Inspection Handbook. [S.l.]: Third Edition, 2000.
AWS. AWS A3.0: 2001 Standard Welding Terms and Definitions. [S.l.]: ANSI, 2001.
BARRA, S. R. Influência do processo MIG/MAG térmico sobre a microestrutura e a
geometria da zona fundida. Tese (Douturado). [S.l.]: [s.n.], 2003.
BONACORSO. Automatização dos processos de medição de superfícies e de deposição
por soldagem visando a recuperação de rotores de turbinas hidráulicas de grande porte.
Tese (Douturado). Santa Catarina,: Universidade Federal de Santa Catarina, 2004.
BONACORSO, N. G. J. C. D. Adaptation of the plasma process with automatic wire
feeding for recovery of surfaces by automated welding.Welding international, Taylor &
Fracis. v. 23, n. 2, p. 106-111. [S.l.]: [s.n.], 2009.
BUENO, E. R. Desenvolvimento do Procedimento de Soldagem do AISI 4140 sem
Tratamento Térmico Posterior. Dissertação (Mestrado). Florianópolis: Universidade
Federal de Santa Catarina, 1999.
CAYO, E. H. Modelagem e Controle da Soldagem Orbital Através do Processo GMAW-
S. Tese (Doutorado). Brasilia: [s.n.], 2013.
CHAVEZ, J. J. M. Uma metodologia para obtenção e validação de parâmetros ótimos em
soldagem GMAW Pulsado. Dissertação (Mestrado). Brasília: Universidade de Brasília,
2014.

101
COLLARD, J. F. Adaptive Pulsed GMAW Control -The Digipulse System. Welding
Journal, p. 67(11), 35-38., 1988.
CORAINI, R. Influência do tipo de chanfro, tecimento, e sentido de laminação na
distorção angular em soldagem gmawp robotizada de alumínio. Soldagem e Inspeção,
16(2), 123-136. BAURU-SP: [s.n.], 2011.
CORRÊA, C. A. Aço inoxidável martensítico aplicado em revestimento pelo processo
MIG pulsado e convencional. Dissertação (Mestrado). Campinas,(São Paulo): Unicamp,
2000.
ESAB. catagolo de arames tubulares., 15 dezembro 2014. Disponivel em:
<www3.esab.com.br/literatura/pdf/1900280%20rev%2010_Catalogo%20Arame%20Tubular_
pt.pdf>.
ESAB. Processo de Soldagem: MIG/MAG (GMAW). Processo de Soldagem: MIG/MAG
(GMAW), 19 Maio 2016. Disponivel em:
<http://www.esab.com.br/br/pt/education/blog/processo_soldagem_mig_mag_gmaw.cfm>.
FISCHER, A. Estudo Da Influência Dos Parâmetros No Processo De Soldagem GMAW-
Arco Pulsado. Tese (Doutorado). Minas Gerais: Universidade Federal de Minas Gerais,
2011.
FRONIUS. Fronius, 16 fevereiro 2016. Disponivel em:
<http://www.fronius.com/cps/rde/xbcr/SID-16FC0973-
6DEFEAF4/fronius_brasil/CMT_cold_metal_transfer_pt.pdf>.
GETSOLDA. Apostila sobre o processo de soldagem eletrodo revestido. Processo De
Soldagem Eletrodo Revestido, 2007. Disponivel em:
<http://www.ufpa.br/getsolda/docs_graduacao/Seguranca_outros.pdf>. Acesso em: 10 out.
2014.
GONÇALVES, B. H. B. Estudo Comparativo da Resistência à Erosão por Cavitação do
Metal de Solda Depositado por um Arame Tubular Tipo 13% Cr-4% Ni-0, 4% Mo e do
Aço Fundido ASTM A 743 CA-6NM. Disertação (Mestrado). Belo Horizonte:
Universidade Federal de Minas Gerais, 2007.

102
GOUVEIA, R. D. A Influência da Temperatura de Interpasse na Tenacidade do Metal de
Solda na Soldagem Multipasse do Aço Inoxidável Martensítico CA6NM pelo processo
TIG. Disertação (Mestrado). Curitiba: [s.n.], 2008.
KRÖGER, S.; KILLING, R. Moderne Software zur Erstellung und Verwaltung von PC-
gestützten Schweißparametern und Schweißprogrammen für MIG/MAG-Stromquellen
EWM. [S.l.]: [s.n.], 2003.
LOPERA, J. E. P. Modelagem Empirírica Da Transferência Goticular Projetada Em
Processos De soldagem GMAW Baseada Em Técnicas De Processamento De Imagens
Digitais e Superficíes De Resposta. Dissertação (Mestrado). BRASILIA-DF: [s.n.], 2010.
LOPES, G. L. A. A cavitação nas turbinas hidráulicas. Dissertação (Mestrado). porto:
[s.n.], 1944. 7-8 p.
MENESES, L. Y. H. Modelagem e simulação da transferência metálica no processo
GMAW-S em soldagem orbital. Dissertação (Mestrado). Distrito Federal: [s.n.], 2013.
MODENESI, P. J. . M. P. V. . &. S. D. B. Introdução à metalurgia da soldagem. p. 4.15.
Belo Horizonte: MG: UFMG., 2012.
MONTGOMERY, D. C. Design and analysis of experiments. 2da. ed. NEW YORK: JHON
WILEY & SONS, INC, 1983.
NICHOLSON, A. Rapid adaptive programming using image data. Tese (Doutorado).
Faculty of Engineering, University of Wollongong.: [s.n.], 2005.
NORRISH, J. Advanced welding processes. Bristol, United Kingdom: Institute of Physics
Publishing, p. (pp. 147-155)., 1992.
PALANI, P. K. . &. M. N. Selection of parameters of pulsed current gas metal arc welding.
Journal of Materials Processing Technology, p. 172(1), 1-10., 2006.
PINHEIRO, L. S. Mapeamento 3D e planejamento de trajetórias para preenchimento de
cavidades por meio de soldagem em múltiplos passes usando o processo Gmaw
robotizado. Dissertação (Mestrado). [S.l.]: [s.n.], 2014.
PLATA, J. L. L. Preenchimento de cavidades provenientes de remoção de trinca em
turbinas hidráulicas por meio do processo GMAW-P. Dissertação (Mestrado). Distrito
Federal: [s.n.], 2016.

103
PRAXAIR. MEZCLAS DE GASES PARA SOLDADURA STARGOLD™. Mezclas
StarGold™, 16 fevereiro 2016. Disponivel em: <http://www.praxair.com.mx/gases/gas-
mixtures/stargold-blends>.
RICHETTI, A. Análise e Modelagem Empírica do Processo de Soldagem a Plasma com
“Keyhole” em Aço Inoxidável. Tese ( Doutorado). Uberlândia, M-G. Brasil.: [s.n.], 2003.
ROBTWORX. robotworx a scott company. robots, 16 fevereiro 2016. Disponivel em:
<https://www.robots.com/abb/irb-2000>.
SANTOS, J. F. O. Q. L. M. R. C. Arames Tubulares à Soldagem MIG com Transferência
Controlada. Soldagem & Materiais, p. v.1, n.4, p.44- 49, 1989.
SANTOS, M. T. Determinação da emissividade e análise microestrutural do aço
inoxidável martensítico ASTM743 CA6NM decorrente da soldagem GMAW em
múltiplos passos com metal de deposição aws 410 NiMo.Dissertação (Mestrado). DF:
[s.n.], 2014.
SARNI, M. I. J. Estudo da soldagem GMAW convencional e pulsada de aço estrutural
temperado e revenido utilizando eletrodo de alma metálica. Dissertação (Mestrado).
BAURU-SP: [s.n.], 2011.
SIMINSKI, M. Weld path optimisation for rapid prototyping and wear replacement by
robotic gas metal arc welding. Tese (Doutorado). Autralia: Faculty of Engineering,
University of Wollongong, 2003.
SOLGAS. Misturas dedicadas aos processos de soldagem ao arco elétrico. Soldagem de aços
caborno, 16 fevereriro 2016. Disponivel em:
<http://solgas.com.br/industrial/gases/stargold_flex/>.
VAZ, C. T. Avaliação da resistência à erosão por cavitação do metal de soldas.
Dissertação (Mestrado). Belo Horizonte: Universidade Federal de Minas Gerais, 2004.
WEBER, J. Pulsed GMAW a plus for Midwestern metalworker. Welding Journal, p. 61(11),
51-52, 1982.
WELDCORD. Encyclopedia of terms. WELDCORD, 30 Maio 2016. Disponivel em:
<http://www.weldcor.ca/encyclopedia.html?alpha=&per_page=84>.

104
WILL, C. R. . C. A. R. . P. A. G. M. . C. J. D. G. . &. P. R. S. C. Comparative study of three
austenitic alloy with cobalt resistant to cavitation deposited by plasma welding. Welding
International, p. 26(2), 96-103., 2012.

105
APÊNDICE

106
A. MODELAGEM DO CORDÃO DE SOLDA
A deposição dos cordões de solda foi feito em chapa plana, e resulto em um total de 32
experimentos como se estabeleceu na seção 0. Depois de conhecer os valores para os fatores e
a resposta (variável dependente = geometria do cordão solda), passou a fazer a superfície de
resposta do modelo, que consiste em obter equações matemáticas que se relacionam com as
respostas para os fatores.
O Software estatístico Design-Expert versão 9.0.5 (STAT-EASE, Inc., Minneapolis,
EUA) foi utilizado para estabelecer a matriz de planejamento composto central como mostra a
Tabela A.1.
A análise de variância foi realizada para determinar a significância do modelo e dos
coeficientes de regressão. A qualidade da equação polinomial foi avaliada pelo coeficiente de
determinação (R2), e a significância estatística foi verificada pelo teste F de Fisher. As figuras
de superfície de resposta e de contorno das respostas previu-modelo foram utilizadas para
avaliar as relações interativas entre as variáveis significativas.
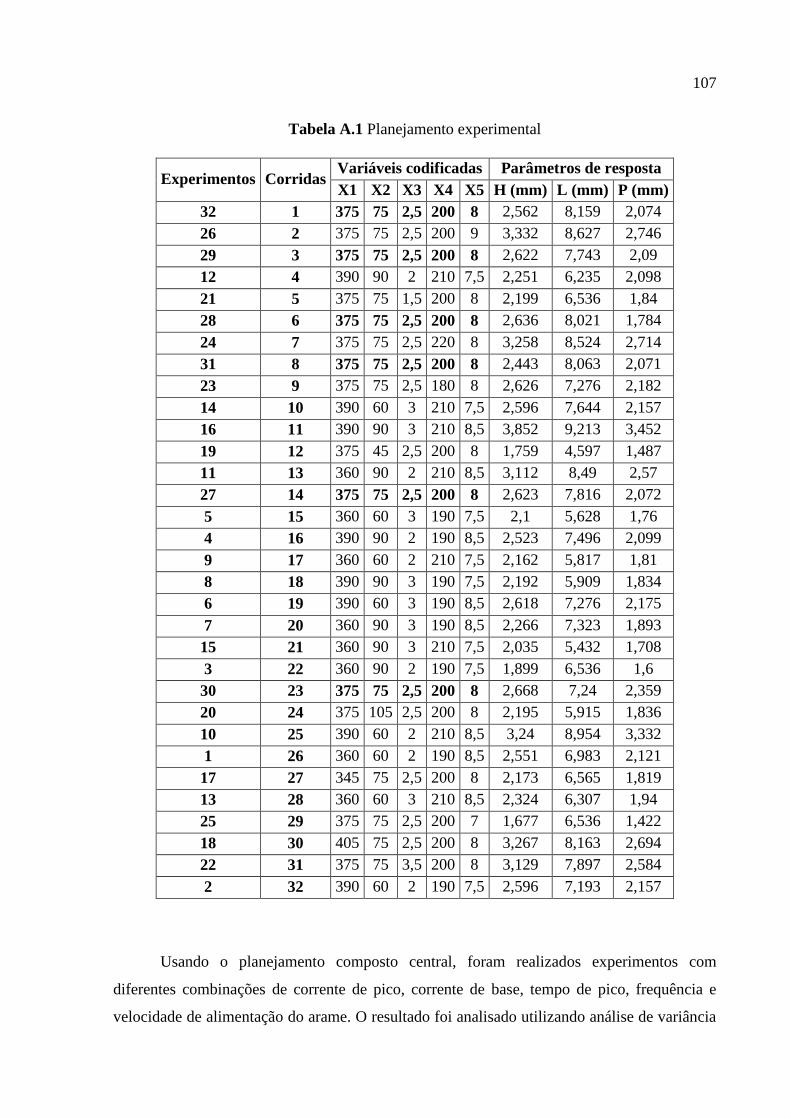
107
Tabela A.1 Planejamento experimental
Experimentos Corridas Variáveis codificadas Parâmetros de resposta
X1 X2 X3 X4 X5 H (mm) L (mm) P (mm)
32 1 375 75 2,5 200 8 2,562 8,159 2,074
26 2 375 75 2,5 200 9 3,332 8,627 2,746
29 3 375 75 2,5 200 8 2,622 7,743 2,09
12 4 390 90 2 210 7,5 2,251 6,235 2,098
21 5 375 75 1,5 200 8 2,199 6,536 1,84
28 6 375 75 2,5 200 8 2,636 8,021 1,784
24 7 375 75 2,5 220 8 3,258 8,524 2,714
31 8 375 75 2,5 200 8 2,443 8,063 2,071
23 9 375 75 2,5 180 8 2,626 7,276 2,182
14 10 390 60 3 210 7,5 2,596 7,644 2,157
16 11 390 90 3 210 8,5 3,852 9,213 3,452
19 12 375 45 2,5 200 8 1,759 4,597 1,487
11 13 360 90 2 210 8,5 3,112 8,49 2,57
27 14 375 75 2,5 200 8 2,623 7,816 2,072
5 15 360 60 3 190 7,5 2,1 5,628 1,76
4 16 390 90 2 190 8,5 2,523 7,496 2,099
9 17 360 60 2 210 7,5 2,162 5,817 1,81
8 18 390 90 3 190 7,5 2,192 5,909 1,834
6 19 390 60 3 190 8,5 2,618 7,276 2,175
7 20 360 90 3 190 8,5 2,266 7,323 1,893
15 21 360 90 3 210 7,5 2,035 5,432 1,708
3 22 360 90 2 190 7,5 1,899 6,536 1,6
30 23 375 75 2,5 200 8 2,668 7,24 2,359
20 24 375 105 2,5 200 8 2,195 5,915 1,836
10 25 390 60 2 210 8,5 3,24 8,954 3,332
1 26 360 60 2 190 8,5 2,551 6,983 2,121
17 27 345 75 2,5 200 8 2,173 6,565 1,819
13 28 360 60 3 210 8,5 2,324 6,307 1,94
25 29 375 75 2,5 200 7 1,677 6,536 1,422
18 30 405 75 2,5 200 8 3,267 8,163 2,694
22 31 375 75 3,5 200 8 3,129 7,897 2,584
2 32 390 60 2 190 7,5 2,596 7,193 2,157
Usando o planejamento composto central, foram realizados experimentos com
diferentes combinações de corrente de pico, corrente de base, tempo de pico, frequência e
velocidade de alimentação do arame. O resultado foi analisado utilizando análise de variância

108
conforme é apropriado para o delineamento experimental. O valor de P foi utilizado como
uma ferramenta para avaliar a significância do modelo e de cada coeficiente; Juntamente com
estas estatísticas, pode concluir-se que o parâmetro parece ser mais importante quando este
reporta um valor de p menor. Além disso, uma vez estimados os valores de p dos parâmetros é
são mais baixo que o nível de significância, que é de 0,05, para este fim. Os resultados da
ANOVA para o modelo H, modelo L e P estão apresentados na Tabela A.2, a Tabela A.3 e a
Tabela A.4, respectivamente. Estes resultados mostram que os modelos são significativos e
adequados. O ANOVA para o modelo de altura do cordão de solda é apresentado na Tabela
A.2. A partir da ANOVA para o modelo de superfície de resposta para a largura do cordão de
solda, o valor de F de 7,10 do modelo implica que o modelo é significativo. Valores de Prob>
F menos do que 0,05 indicaram que os termos modelo foram significativos. Neste caso, o
principal efeito de corrente pico (X1), frequência (X4), velocidade de alimentação do arame
(X5) e o efeito da interação de primeira ordem (X4X5) foram os termos significativos do
modelo, enquanto a corrente de base (X2), tempo de pico (X3) e os termos de interação
(X1X2, X1X3, X1X4, X1X5, X2X3, X3X4 e X3X5) todos foram insignificante para a
resposta. Segunda-ordem de frequência (X4X4) poderia afetar a altura do cordão
Tabela A.2 A análise de variância (ANOVA) para o modelo de superfície de resposta para a
altura do grânulo
Fonte Soma dos
Quadrados
Grau de
Liberdade
Media
Quadrada
F P-
valor
Modelo 7,12648 20 0,35632 7,10 0,001
X1 1,30994 1 1,30994 26,10 0,000
X4 0,69757 1 0,69757 13,90 0,003
X5 2,64219 1 2,64219 52,65 0,000
X4X4 0,1936 1 0,1936 3,86 0,075
X4X5 0,33478 1 0,33478 6,67 0,025
Resíduo 0,55204 11 0,05019 - -
Ajuste 0,51917 6 0,08653 13,16 0,006
Erro puro 0,03286 5 0,00657 - -
Correlação
total
7,67852 31 - - -
S=0,240 R2= 92,81% R
2(aj)= 79,74%

109
(a) (b)
Figura A.1 (a) Gráfico de probabilidade normal dos resíduos (b) o efeito dos elementos em
altura do cordão de solda.
O ANOVA para o modelo de largura do cordão de solda está listado na Tabela A.3. A
partir da ANOVA para o modelo linear de superfície de resposta para a altura do cordão de
solda, o modelo de valor de F de 6,93 implicava que o modelo era bem significativo. Neste
caso, X1, X4, X5 e o efeito da interação de primeira ordem (X1X4, X4X5) foram termos
significativas do modelo enquanto atual tempo de base (X2) e tempo de pico (X3) foram
termos insignificantes para a resposta.
Tabela A.3 Análise de variância (ANOVA) para o modelo de superfície de resposta para a
largura do cordão de solda.
Fonte Soma dos
Quadrados
Grau de
Liberdade
Media
Quadrada
F P-
valor
Modelo 35,59690 20 1,7798 6,93 0,001
X1 4,6807 1 4,6807 18,22 0,001
X4 1,6255 1 1,6255 6,33 0,029
X5 10,4426 1 10,4426 40,64 0,000
X1X4 1,3201 1 1,3201 5,14 0,045
X4X5 1,0112 1 1,0112 3,94 0,073
Resíduo 2,82640 11 0,2569 - -
Ajuste 2,27230 6 0,3787 3,42 0,099
Erro puro 0,55400 5 0,1108 - -
Correlação
total
38,42330 31 - - -
S=0,507 R2= 92,64% R
2(aj)= 79,27%

110
(a) (b) (c)
Figura A.2 (a) Gráfico de probabilidade normal dos resíduos; (b) e os gráficos (c) o efeito de
3D dos elementos em largura do cordão.
O ANOVA para o modelo da penetração é apresentado na Tabela A.4. A partir da
ANOVA para o modelo linear de superfície de resposta para a penetração, o valor do modelo
de F de 5,95 implica que o modelo é bem significativo. Da mesma forma, os principais efeitos
da velocidade de alimentação do arame (X5), frequência (X4), corrente de pico (X1),
frequência de segunda ordem (X4X4), como também os efeitos da interação de (X1X4,
X4X5) são estatisticamente significativos para a resposta. Por outro lado, outros fatores, tais
como a corrente de base (X2) e o tempo de pico (X3) indicam uma quantidade insignificante,
e provando que os coeficientes são substancialmente distintos em relação à zero, como as
medições de valores de p são visivelmente maior.

111
Tabela A.4 A análise de variância (ANOVA) para o modelo de superfície de resposta da
penetração do cordão de solda.
Fonte Soma dos
Quadrados
Grau de
Liberdade
Media
Quadra
da
F P-valor
Model 6,29853 20 0,31493 5,95 0,002
X1 1,33154 1 1,33154 25,17 0,000
X4 0,84135 1 0,84135 15,90 0,002
X5 2,10341 1 2,10341 39,76 0,000
X4X4 0,27764 1 0,27764 5,25 0,043
X1X4 0,28082 1 0,28082 5,31 0,042
X4X5 0,41727 1 0,41727 7,89 0,017
Residuo 0,58192 11 0,05290 - -
Ajuste 0,41629 6 0,06938 2,09 0,217
Erro puro 0,16562 5 0,03312 - -
Correlação
total
6,88044 31 - - -
S=0,230 R2= 91,54% R
2(aj)= 76,17%
(a) (b) (c)
Figura A.3 (a) Gráfico de probabilidade normal dos resíduos; (b) e (c) o efeito3D dos fatores
da penetração.
As regressões obtidas após da análise da variância da geometria do cordão de solda em
função das diferentes variáveis da corrente de pico (X1, A), corrente de base (X2, A), tempo
de pico (X3, ms), frequência (X4, s-1
) e velocidade de alimentação do arame (X5, m / min).
Todos os termos independentemente da sua importância foram incluídos nos seguintes itens
de segunda ordem polinomial Equações

112
YH = 2.599 + 0.234𝜉1 + 0.034𝜉2 + 0.063𝜉3 + 0.171𝜉4 + 0.332𝜉5 + 0.026𝜉12 − 0.160𝜉2
2 + 0.012𝜉32
+ 0.081𝜉42 − 0.03𝜉5
2 − 0.025𝜉1𝜉2 + 0.103𝜉1𝜉3 + 0.074𝜉1𝜉4 + 0.034𝜉1𝜉5
+ 0.092𝜉2𝜉3 + 0.1194𝜉2𝜉4 + 0.131𝜉2𝜉5 + 0.027𝜉3𝜉4 + 0.024𝜉3𝜉5 + 0.145𝜉4𝜉5
(1)
YW = 7.812 + 0.442𝜉1 + 0.145𝜉2 + 0.01𝜉3 + 0.26𝜉4 + 0.66𝜉5 − 0.1𝜉12 − 0.62𝜉2
2 − 0.13𝜉32
+ 0.04𝜉42 − 0.04𝜉5
2 − 0.33𝜉1𝜉2 + 0.21𝜉1𝜉3 + 0.29𝜉1𝜉4 + 0.02𝜉1𝜉5 + 0.076𝜉2𝜉3
+ 0.029𝜉2𝜉4 + 0.323𝜉2𝜉5 + 0.07𝜉3𝜉4 + 0.04𝜉3𝜉5 + 0.25𝜉4𝜉5
(2)
YP = 2.071 + 0.235𝜉1 + 0.021𝜉2 + 0.026𝜉3 + 0.187𝜉4 + 0.3𝜉5 − 0.05𝜉12 − 0.1𝜉2
2 − 0.04𝜉32
+ 0.1𝜉42 − 0.006𝜉5
2 − 0.03𝜉1𝜉2 + 0.05𝜉1𝜉3 + 0.132𝜉1𝜉4 + 0.07𝜉1𝜉5 + 0.12𝜉2𝜉3
+ 0.09𝜉2𝜉4 + 0.068𝜉2𝜉5 + 0.015𝜉3𝜉4 + 0.029𝜉3𝜉5 + 0.161𝜉4𝜉5
(3)
O valor de R2 para a Eq. (1) foi de 0,912, o valor de R
2 para a Eq. (2) foi 0,936 e 0,916
para a Eq. (3). Isto indicou que 92,81%, 92,64% e 91,54% da variação total da largura da
solda, a altura do cordão de solda, e penetração, respectivamente, foi atribuído para as
variáveis experimentais estudadas. O valor R2 também indica que apenas 7,19%, 7,36% e
8,46% da variação total não foi explicada pelo modelo. Os desvios padrão para os três
modelos foram 0,224, 0,507 e 0,230, respectivamente, para as equações (1), (2) e (3). Quanto
mais próximo o valor de R2 a unidade menor será o desvio padrão, o modelo será melhor uma
vez que irá dar o valor previsto, o que está mais perto do valor real para a resposta. Isto
indicou que o valor previsto para YW seriam mais precisos e mais próximos do seu valor real,
em comparação com YH e YP. A partir dos resultados estatísticos obtidos, verificou-se que os
modelos anteriores eram adequados para predizer a largura da solda, a altura do grânulo, e a
penetração dentro das variáveis estudadas. O valor absoluto dos coeficientes de cada variável
que refletem a importância da mesma, em termos do seu efeito sobre a geometria do cordão
de solda. Neste caso, a velocidade de alimentação do arame tem um efeito muito marcado
sobre a geometria do cordão, seguido por a frequência de pulso e a corrente de pico.
Superfície de resposta da Figura A.1, a Figura A.2 e a Figura A.3 permitem observar que,
quanto maior é o excesso de corrente, e quanto maior é a velocidade de alimentação, que,
concordar com bibliografia avaliação. Os lotes tridimensionais e seus respectivos gráficos de
contorno foram obtidos com base no efeito dos níveis dos fatores. superfícies de resposta
tridimensional mostrado na Figura A.1, a Figura A.2 e a Figura A.3, foram geradas usando as
Eqs. (1), (2) e (3), respectivamente, para visualizar os efeitos de interação sobre a altura, a
largura e penetração do cordão de solda..

113
B. CODIGO ARLA
Nesta seção vai se apresentar o código de programação utilizado no preenchimento das
cavidades nas posições plana e horizontal.
B.1 POSIÇÃO PLANA 1.1
COMMENT Posição plana
V=100.0 MAX=1000.0
TCP 1
ROBOT COORD
FRAME 0
COMMENT Reset Weld Start
RESET OUTP 5
COMMENT Pwr Src ErrReset
SET OUTP 6
RESET OUTP 6 DELAY 0.01 S
COMMENT Sel Par Int Mode
LET R 1 = 1
TRANSFER R 1 TO PORT NO 1
POS V=70.00% FINE X=1424.63 Y=165.13 Z=1150.25 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
COMMENT offset 3
TCP 1
WAIT UNTIL INP 5 = 1
TRANSFER R 1 TO PORT NO 1
COMMENT CORDÃO DIRETO
COMMENT INICIO primeiro ponto
POS V=30.00% FINE X=1406.23 Y=142.25 Z=1035.88 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
RECT COORD
COMMENT Ativa com input
WAIT UNTIL INP 5 = 1
SET OUTP 5
RECT COORD
COMMENT finaliza a reta e inicia o circulo primeiro
POS V=10.00% FINE X=1406.23 Y=163.25 Z=1035.88 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
COMMENT POS V=10.00% FINE X=1406.23 Y=125.25 Z=1035.88 Q1=0.9372 Q2=-
0.3489 Q3=0.0000 Q4=0.0000
COMMENT POS V=10.00% FINE X=1406.23 Y=125.25 Z=1035.88 Q1=1.0000 Q2=0.0000
Q3=0.0000 Q4=0.0000
COMMENT finaliza o circulo e inicia a reta quarto ponto
RECT COORD
COMMENT finaliza a reta e inicia o circulo segundo
COMMENT POS V=10.00% FINE X=1406.23 Y=125.25 Z=1035.88 Q1=1.0000 Q2=0.0000
Q3=0.0000 Q4=0.0000

114
COMMENT POS V=10.00% FINE X=1406.23 Y=125.25 Z=1035.88 Q1=0.9221 Q2=0.3870
Q3=0.0000 Q4=0.0000
POS V=10.00% FINE X=1406.23 Y=211.25 Z=1035.88 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
COMMENT finaliza o circulo e inicia a reta sexto ponto
COMMENT inicia a reta
POS V=10.00% FINE X=1406.23 Y=232.25 Z=1035.88 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
COMMENT finaliza a reta sexto ponto
RESET OUTP 5
POS V=40.00% FINE X=1416.63 Y=282.25 Z=1200.50 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
COMMENT CORDÃO INVERSO
COMMENT Posição plana
V=100.0 MAX=1000.0
TCP 1
ROBOT COORD
FRAME 0
COMMENT Reset Weld Start
RESET OUTP 5
COMMENT Pwr Src ErrReset
SET OUTP 6
RESET OUTP 6 DELAY 0.01 S
COMMENT Sel Par Int Mode
LET R 1 = 1
TRANSFER R 1 TO PORT NO 1
POS V=70.00% FINE X=1424.63 Y=165.13 Z=1150.25 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
COMMENT offset 3
TCP 1
WAIT UNTIL INP 5 = 1
TRANSFER R 1 TO PORT NO 1
COMMENT INICIO primeiro ponto
POS V=30.00% FINE X=1402.28 Y=235.15 Z=1035.88 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
RECT COORD
COMMENT Ativa com input
WAIT UNTIL INP 5 = 1
SET OUTP 5
RECT COORD
COMMENT finaliza a reta e inicia o circulo primeiro
POS V=10.00% FINE X=1402.28 Y=214.15 Z=1035.88 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
COMMENT POS V=10.00% FINE X=1402.28 Y=125.25 Z=1035.88 Q1=0.9221 Q2=0.3870
Q3=0.0000 Q4=0.0000
COMMENT POS V=10.00% FINE X=1402.28 Y=125.25 Z=1035.88 Q1=1.0000 Q2=0.0000
Q3=0.0000 Q4=0.0000
COMMENT finaliza o circulo e inicia a reta quarto ponto
RECT COORD

115
COMMENT finaliza a reta e inicia o circulo segundo
COMMENT POS V=10.00% FINE X=1402.28 Y=125.25 Z=1035.88 Q1=1.0000 Q2=0.0000
Q3=0.0000 Q4=0.0000
COMMENT POS V=10.00% FINE X=1402.28 Y=125.25 Z=1035.88 Q1=0.9372 Q2=-
0.3489 Q3=0.0000 Q4=0.0000
POS V=10.00% FINE X=1402.28 Y=157.63 Z=1035.88 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
COMMENT finaliza o circulo e inicia a reta sexto ponto
COMMENT inicia a reta
POS V=10.00% FINE X=1402.28 Y=136.63 Z=1035.88 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
COMMENT finaliza a reta sexto ponto
RESET OUTP 5
POS V=40.00% FINE X=1416.63 Y=282.25 Z=1200.50 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
CALL PROG 50
STOP
B.2 POSIÇÃO HORIZONTAL 1.2
COMMENT Posição horizontal
V=100.0 MAX=1000.0
TCP 1
ROBOT COORD
FRAME 0
COMMENT Reset Weld Start
RESET OUTP 5
COMMENT Pwr Src ErrReset
SET OUTP 6
RESET OUTP 6 DELAY 0.01 S
COMMENT Sel Par Int Mode
LET R 1 = 1
TRANSFER R 1 TO PORT NO 1
POS V=100.00% FINE X=1300.00 Y=-90.00 Z=1176.13 Q1=0.5849 Q2=0.8111 Q3=0.0007
Q4=-0.0000
COMMENT CORDÃO DIRETO
TCP 1
WAIT UNTIL INP 5 = 1
TRANSFER R 1 TO PORT NO 1
POS V=100.00% FINE X=1384.00 Y=120.00 Z=980.00 Q1=0.7068 Q2=0.7075 Q3=0.0003
Q4=-0.0001
POS V=50% FINE X=1289.88 Y=178.5 Z=975.15 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
RECT COORD
COMMENT Ativa com input
WAIT UNTIL INP 5 = 1
SET OUTP 5
RECT COORD
COMMENT BORDA INICIAL DO CORDÃO

116
POS V=10% FINE X=1314.88 Y=178.5 Z=975.15 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT PONTO MEIO 1
POS V=10% FINE X=1324 Y=181.5 Z=975.15 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT PONTA BAJO 1
POS V=10% FINE X=1330.5 Y=182 Z=975.15 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT RECTA
RECT COORD
COMMENT PONTA BAJO 2
POS V=10% FINE X=1341.88 Y=182.13 Z=975.15 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT PONTO MEIO 2
POS V=10% FINE X=1350 Y=181.13 Z=975.15 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT BORDA FINAL DO CORDÃO
POS V=10% FINE X=1356 Y=178.5 Z=975.15 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT PONTO FINAL
POS V=10% FINE X=1381 Y=178.5 Z=975.15 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
RESET OUTP 5
COMMENT CORDÃO INVERSO
TRANSFER R 1 TO PORT NO 1
POS V=80.00% FINE X=1300.00 Y=-90.00 Z=1176.13 Q1=0.5849 Q2=0.8111 Q3=0.0007
Q4=-0.0000
TCP 1
WAIT UNTIL INP 5 = 1
TRANSFER R 1 TO PORT NO 1
POS V=80.00% FINE X=1384.00 Y=120.00 Z=983.55 Q1=0.7068 Q2=0.7075 Q3=0.0003
Q4=-0.0001
COMMENT INICIO
POS V=50% FINE X=1384.88 Y=179.13 Z=983.55 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
RECT COORD
COMMENT Ativa com input
WAIT UNTIL INP 5 = 1
SET OUTP 5
COMMENT BORDA INICIAL DO CORDÃO
RECT COORD
POS V=10% FINE X=1359.88 Y=179.13 Z=983.55 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT PONTO MEIO 1
POS V=10% FINE X=1355.88 Y=180.88 Z=983.55 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT PONTA BAJO 1
POS V=10% FINE X=1350 Y=182.75 Z=983.55 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018

117
COMMENT RECTA
RECT COORD
COMMENT PONTA BAJO 2
POS V=10% FINE X=1324.88 Y=183.38 Z=983.55 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT PONTO MEIO 2
POS V=10% FINE X=1314.63 Y=182 Z=983.55 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT BORDA FINAL DO CORDÃO
POS V=10% FINE X=1308.63 Y=178.5 Z=983.55 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
COMMENT PONTO FINAL
POS V=10% FINE X=1283.63 Y=178.5 Z=983.55 Q1=0.5849 Q2=0.8111 Q3=0.0007 Q4=-
0.0018
RESET OUTP 5
POS V=40.00% FINE X=1416.63 Y=282.25 Z=1200.50 Q1=1.0000 Q2=0.0000 Q3=0.0000
Q4=0.0000
CALL PROG 50
STOP