
ESTUDO DA HIDRÓLISE ÁCIDA COM ÁCIDO CLORÍDRICO EM ...
131
CENTRO UNIVERSITÁRIO DO LESTE DE MINAS GERAIS – Unileste Programa de Pós-Graduação em Engenharia Industrial MARIA JOSÉ DE OLIVEIRA FONSECA ESTUDO DA HIDRÓLISE ÁCIDA COM ÁCIDO CLORÍDRICO EM ÁGUA E ETANOL NA QUALIDADE DA POLPA DE Eucalyptus spp. E Pinus spp. PARA APLICAÇÃO NA PRODUÇÃO DE PAPEL DE IMPRESSÃO E CARBOXIMETILCELULOSE (CMC) Coronel Fabriciano 2014
Transcript of ESTUDO DA HIDRÓLISE ÁCIDA COM ÁCIDO CLORÍDRICO EM ...
CENTRO UNIVERSITÁRIO DO LESTE DE MINAS GERAIS – Unileste
Programa de Pós-Graduação em Engenharia Industrial
MARIA JOSÉ DE OLIVEIRA FONSECA
ESTUDO DA HIDRÓLISE ÁCIDA COM ÁCIDO CLORÍDRICO EM ÁGUA E ETANOL
NA QUALIDADE DA POLPA DE Eucalyptus spp. E Pinus spp. PARA APLICAÇÃO NA
PRODUÇÃO DE PAPEL DE IMPRESSÃO E CARBOXIMETILCELULOSE (CMC)
Coronel Fabriciano
2014
MARIA JOSÉ DE OLIVEIRA FONSECA
ESTUDO DA HIDRÓLISE ÁCIDA COM ÁCIDO CLORÍDRICO EM ÁGUA E ETANOL
NA QUALIDADE DA POLPA DE Eucalyptus spp. E Pinus spp. PARA APLICAÇÃO NA
PRODUÇÃO DE PAPEL DE IMPRESSÃO E CARBOXIMETILCELULOSE (CMC)
Dissertação apresentada ao Programa de Pós-Graduação
em Engenharia Industrial do Centro Universitário do
Leste de Minas Gerais, como requisito parcial para
obtenção do título de Mestre em Engenharia Industrial.
Orientador: Prof. Dr. Fabrício de Moura Dias
Coronel Fabriciano
2014
VERSO DA PÁGINA 2 – NÃO PAGINADO
F676e Fonseca, Maria José de Oliveira.
Estudo da hidrólise ácida com ácido clorídrico em água e
etanol na qualidade da polpa de Eucalyptus spp. e Pinus spp.
para aplicação na produção de papel de impressão e
carboximetilcelulose (CMC) / Maria José de Oliveira Fonseca.
─ . 2013.
130 f. : il.
Dissertação (mestrado) − Centro Universitário do Leste
de Minas Gerais, 2013.
Orientação: Fabrício Moura Dias.
1. Hidrólise ácida. 2. Hidrólise – Etanol. 3. Hidrólise –
Água. 4. Hidrólise - celulose. 4. Eucalyptus . I. Título.
CDU-54

MARIA JOSÉ DE OLIVEIRA FONSECA
ESTUDO DA HIDRÓLISE ÁCIDA COM ÁCIDO CLORÍDRICO EM ÁGUA E ETANOL
NA QUALIDADE DA POLPA DE Eucalyptus spp. E Pinus spp. PARA APLICAÇÃO NA
PRODUÇÃO DE PAPEL DE IMPRESSÃO E CARBOXIMETILCELULOSE (CMC)
Dissertação de Mestrado submetida à banca
examinadora designada pelo conselho de Curso do
Programa de Pós-Graduação em engenharia,
Mestrado em Engenharia Industrial, do Centro
Universitário do Leste de Minas Gerais, como
parte dos requisitos necessários à obtenção do
grau de Mestre em Engenharia Industrial.

Dedico este trabalho aos meus filhos, e a todos os
colegas, professores que se dispuseram a
compartilharem os seus conhecimentos e
experiências permitindo a conclusão deste projeto
e, ao desafio pessoal e profissional.
AGRADECIMENTOS
Primeiramente, a Deus e ao nosso Senhor Jesus Cristo pelas bênçãos e amor incondicional
durante toda minha vida.
Aos meus pais José Wilson da Fonseca e Maria da Conceição R. O. Fonseca, in memorian, pelo
amor incondicional e incentivo na luta pelos meus objetivos e, em especial a minha mãe que foi
um exemplo de dedicação e amor ao ser humano e, em tudo que fez nesta vida.
Aos meus filhos Thiago Fonseca Freire e Tamara Fonseca Freire que souberam entender os
momentos ausentes para dedicação às atividades do mestrado e são a razão do meu viver.
Ao Sr. Ceslavas Zvinakevicius, in memorian, que foi um grande gerente, profissional e
pesquisador que sempre me incentivou fazer pesquisas e, deu oportunidade para que pudesse
aplicar os conhecimentos e novas ideias.
Ao Celso Edmundo Foelkel, Dr. por ter sido um exemplo para a minha vida profissional, pessoal,
estar compartilhando a concretização deste sonho e momento único importante na minha carreira.
Aos amigos Yuji Miyabara que sempre me ajudou e incentivou a fazer este curso de mestrado, e
ao Marcelo Moreira Costa, Dr. sempre confiou no meu trabalho e acreditou no meu potencial.
Ao meu orientador professor Dr. Fabrício Moura Dias, e a professora Dra. Maria Adelaide R.
Vasconcelos Veado, pelas ricas contribuições científicas e acadêmicas, bem como por todos os
ensinamentos de vida.
Aos professores desta instituição que contribuíram para meu crescimento acadêmico e
profissional, em especial ao Coordenador do curso de mestrado professor Dr. Roselito de
Albuquerque Teixeira, pelas oportunidades e a professora Dra. Claudia Nazaré dos Santos.
À CENIBRA e ao Sandro Morais, gerente do meu departamento, por proporcionar a
oportunidade de usar o laboratório da empresa para realização dos experimentos e efetuar testes
no Laboratório de microscopia da UFMG para complementação dessa pesquisa.
Aos colegas de trabalho do Departamento de Meio Ambiente e Qualidade: Aline Salles, Raquel
Bicalho, Renato Moreira, Cleide Justino, Leonardo Caux da equipe de P&D, o estatístico
Walaston Souza da equipe de Clientes, e a Yngrid estagiária que direta ou indiretamente
contribuíram na execução dos experimentos ou na revisão desta dissertação. Enfim, a todos que
caminharam comigo durante este período.

“Feliz o homem que pôs sua fé no Senhor”.
(Salmo 39)
RESUMO
No Vale do Rio Doce, Minas Gerais, as florestas de Eucalyptus spp. foram plantadas com o
objetivo de obtenção de pasta celulósica branqueada para o mercado nacional e exportação pela
empresa Celulose Nipo-Brasileira – CENIBRA. Este estudo propõe uma avaliação do impacto da
hidrólise ácida com ácido clorídrico (HCl) em água e etanol na qualidade da polpa obtida de
madeira por processo químico sulfato ou Kraft (em alemão significa fibra forte) de fibra curta
(Eucalyptus spp.) e fibra longa (Pinus spp.) por comparação do efeito destas hidrólises com
amostra de polpa de referência (sem hidrólise ácida) e estudo com fibra de algodão avaliadas por
Microscopia Eletrônica de Varredura - MEV (Scanning Electron Microscope, SEM). Para
análises comparativas destes efeitos foram efetuadas medições de morfologia da fibra (teor de
finos), composição química (solubilidade em soda cáustica, pentosanas e viscosidade) e
resistências físico-mecânicas (drenabilidade Freeness - CSF, índices de tração, estouro, rasgo e
dobras-duplas) da polpa de Eucalyptus spp. e Pinus spp., após cada tratamento. Esta avaliação
mostrou que a hidrólise ácida em água é menos agressiva à polpa de madeira (fibra curta ou
longa) em relação à hidrólise ácida em etanol, principalmente na temperatura mais elevada de
65ºC e tempo de reação de 1 hora. Os resultados deste experimento sugerem que houve diferença
significativa na qualidade da polpa, comparando com amostra de referência, entre as hidrólises
ácidas em etanol com aumento de temperatura tanto para polpa de Eucalyptus spp. e Pinus spp.
com impacto negativo para produção de papéis de impressão e sendo uma alternativa para
produção de CMC.
Palavras-chave: Hidrólise ácida. Hidrólise em água. Hidrólise em etanol.
Qualidade de polpa de madeira. Carboximetilcelulose. Celulose de Eucalyptus spp. Celulose de
Pinus spp.

ABSTRACT
In the Rio Doce valley, Minas Gerais, plantations of Eucalyptus spp. were planted with the aim of
producing pulp bleached with the company Celulose Nipo-Brasileira - CENIBRA. This study
proposes an evaluation of the impact of acid hydrolysis with hydrochloric acid (HCl) in water and
ethanol in the pulp quality obtained by wood by a chemical process - sulphate or Kraft (German
for strong fiber) by short fiber (Eucalyptus spp.) and long fiber (Pinus spp.) by comparing of the
effect of hydrolysis with samples of the reference pulp (without acid hydrolysis) and study with
fiber cotton assessed by Microscopia Eletrônica de Varredura, MEV (Scanning Electron
Microscope, SEM). For comparative analysis of these effects were made measurements of fiber
morphology (fines), chemical composition (solubility in caustic soda, pentosans and viscosity)
and physical-mechanical resistance (drenability Freeness – CSF, levels of strength, burst, tear and
double-folds) of the pulp of Eucalyptus spp. e Pinus spp. after each treatment. This evaluation
showed that the acid hydrolysis in water is less aggressive to the pulp of the wood (short and long
fiber) in relation to acid hydrolysis in ethanol, especially in higher temperature of 65º (degree
Centigrade) and reaction time of 1 hour. The results suggest that a significant difference in the
quality of the pulp, comparing with reference pulp, between the acid hydrolysis in ethanol with
increasing temperature both pulp of Eucalyptus spp. and Pinus spp. with negative impact to Print
and Write paper – P&W and alternative to production Carboximetilcelulose - CMC
Key Words: Acid Hydrolysis. Hydrolysis in water. Hydrolysis in ethanol. Pulp quality of the
wood. Carboxymetylcelullose. Eucalyptus spp. Pulp. Pinus spp. pulp.
LISTA DE ILUSTRAÇÕES
Figura 1 – Estrutura da celulose ................................................................................................ 28
Figura 2 – Distribuição da celulose na parede celular ............................................................. 29
Figura 3 – Formação de compostos de adição da celulose ....................................................... 32
Figura 4 – Estrutura da CMC .................................................................................................... 36
Figura 5 – Imagens de amostra de algodão in nature (A), Hidrólise com HCl e ÁGUA a
65ºC tratada por 1 hora (B) e Hidrólise com HCl e ÁGUA a 65ºC por 5 horas (C). ............ 41
Figura 6 – Imagens de amostra de algodão in nature (A), Hidrólise com HCl e ETANOL a
65C tratada por 1 hora (B) e Hidrólise com HCL e ETANOL a 65ºC por 5 horas (C). ....... 42
Figura 7 – Correlação entre percentual de pentosanas e xilanas ............................................ 48
Figura 8 – Correlação entre material solúvel em soda 5% e xilanas ...................................... 48
Figura 9 – Correlação entre material solúvel em NaOH 5% e pentosanas ........................... 49
Figura 10 – Equipamentos Laboratoriais de preparo de amostra – (A) máquina laboratório,
(B) liquidificador comercial adaptado - sem cortes, (C) amostra de Eucalyptus spp. com
preparo industrial, enviada por um cliente ............................................................................... 55
Figura 11 – Fluxograma do experimento preliminar ............................................................... 58
Figura 12 – Fluxos do método utilizado neste experimento .................................................... 60
Figura 13 – Banho refrigerado a 25ºC e viscosímetro SAYBOT ............................................ 67
Figura 14 – Aparelho para determinação de pentosanas ........................................................ 67
Figura 15 – Espectros IR (infravermelho) de polpa de Eucalyptus spp. Amostra A
(referência, sem hidrólise com HCl), Amostra B (hidrólise com HCl e Água) e Amostra C
(hidrólise com HCl e Etanol) – Fase I ........................................................................................ 71
Figura 16 – Amostra de Eucalyptus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
ampliada 5.000 X efetuada utilizando MEV-JEOL com alto vácuo e cobertura de ouro –
Fase II ........................................................................................................................................... 73
Figura 17 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ÁGUA, a 65ºC por 1 hora (T4), e imagem ampliada 5.000X utilizando MEV-JEOL com alto
vácuo e cobertura de ouro – Fase II ........................................................................................... 74
Figura 18 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 1 hora (T8), e imagem ampliada 5.000X utilizando MEV-JEOL com
alto vácuo e cobertura de ouro – Fase II ................................................................................... 74
Figura 19 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 5 horas (T8), e imagem ampliada 5.000X utilizando MEV-JEOL com
alto vácuo e cobertura de ouro – Fase II ................................................................................... 75
Figura 20 – Amostra de Pinus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
ampliada 5.000X utilizando MEV-JEOL com alto vácuo e cobertura de ouro – Fase II ..... 75
Figura 21 – Amostra de Pinus spp. tratada com hidrólise ácida com HCl (20 ml) e ÁGUA, a
65ºC por 1 hora (T4), e imagem ampliada 5.000X utilizando MEV-JEOL com alto vácuo e
cobertura de ouro – Fase II ........................................................................................................ 76
Figura 22 – Amostra de Pinus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 1 hora (T8), e imagem ampliada 5.000X utilizando MEV-JEOL com
alto vácuo e cobertura de ouro – Fase II ................................................................................... 76
Figura 23 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 5 horas (T8), e imagem ampliada 15.000X utilizando MEV- JEOL
com alto vácuo e cobertura de ouro, na mesma fibra da figura 19 – Fase II ......................... 77
Figura 24 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 5 horas (T8), e imagem ampliada 30.000X utilizando MEV- JEOL
com alto vácuo e cobertura de ouro, na mesma fibra da figura 19 – Fase II ......................... 78
Figura 25 – Amostra de Eucalyptus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
ampliada 7.500X utilizando MEV-FEG com baixo vácuo e sem cobertura de ouro – Fase II
....................................................................................................................................................... 79
Figura 26 – Amostra de Eucalyptus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
ampliada 12.500X utilizando MEV-FEG, c/ baixo vácuo e sem cobertura de ouro – Fase II
....................................................................................................................................................... 79
Figura 27 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 5 horas (T8), e imagem ampliada 6.000X utilizando MEV-FEG, com
baixo vácuo e sem cobertura de ouro – Fase II ......................................................................... 80
Figura 28 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 5 horas (T8), e imagem ampliada 50.000X utilizando MEV-FEG, com
baixo vácuo e sem cobertura de ouro – Fase II ......................................................................... 80
Figura 29 – Amostra de Pinus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
ampliada 1.250X utilizando MEV-FEG, com baixo vácuo e sem cobertura de ouro – Fase II
....................................................................................................................................................... 81
Figura 30 – Amostra de Pinus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 1 hora (T8), e imagem ampliada 5.000X utilizando MEV-FEG, com
baixo vácuo e sem cobertura de ouro – Fase II ......................................................................... 81
Figura 31 – Amostra de Pinus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 1 hora (T8), e imagem ampliada 17.500X utilizando MEV-FEG, com
baixo vácuo e sem cobertura de ouro – Fase II ......................................................................... 82
Figura 32 – Amostra de Pinus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 1 hora (T8), e imagem ampliada 40.000X utilizando MEV-FEG, com
baixo vácuo e sem cobertura de ouro – Fase II ......................................................................... 82
Figura 33 – Amostra de Eucalyptus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
efetuada utilizando microscópio AFM determinada na superfície lisa da folha de papel com
60g/m2, e sem carga mineral, preparada em laboratório – Fase II ......................................... 83
Figura 34 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com 20 ml de HCl e
ÁGUA, a 65ºC por 1 hora (T4), e imagem efetuada utilizando microscópio AFM
determinada na superfície lisa da folha de papel com 60g/m2, e sem carga mineral,
preparada em laboratório – Fase II ........................................................................................... 84
Figura 35 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com 20ml de HCl e
ÁGUA, a 65ºC por 1 hora (T4), e imagem efetuada utilizando microscópio AFM
determinada na superfície lisa da folha de papel com 60g/m2, e sem carga mineral,
preparada em laboratório – Fase II ........................................................................................... 84
Figura 36 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com 20 ml de HCl e
ETANOL, a 65ºC por 1 hora (T8), e imagem efetuada utilizando microscópio AFM
determinada na superfície lisa da folha de papel com 60 g/m2, e sem carga mineral,
preparada em laboratório – Fase II ........................................................................................... 85
Figura 37 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com 20 ml de HCl e
ETANOL, a 65ºC por 1 hora (T8), e imagem efetuada utilizando microscópio AFM
determinada na superfície lisa da folha de papel com 60g/m2, e sem carga mineral,
preparada em laboratório – Fase II ........................................................................................... 85
Figura 38 – Resultados de análises anatômicas e distribuição de fibras determinadas na
polpa da amostra de REFERÊNCIA, sem hidrólise ácida (Teste A) e repetição da análise na
mesma amostra (Teste B) – Fase II ............................................................................................ 87
Figura 39 – Análise gráfica do comprimento e largura da fibra da amostra de
REFERÊNCIA, sem hidrólise ácida, (Teste A) e repetição da análise na mesma amostra
(Teste B) – Fase II ........................................................................................................................ 88
Figura 40 – Resultados de análise anatômica e distribuição de fibras da amostra do
experimento T4, hidrólise acida em ÁGUA a 65ºC por 1 hora, (Teste A) e da repetição do
experimento T4 (Teste A1) – Fase II .......................................................................................... 89
Figura 41 – Análise gráfica do comprimento e largura da fibra do experimento T4,
hidrólise acida em ÁGUA a 65ºC por 1 hora, (Teste A) e da repetição do experimento T4
(Teste A1) – Fase II ...................................................................................................................... 90
Figura 42 – Resultados de análise anatômica e distribuição de fibras da amostra do
experimento T8, hidrólise acida em ETANOL a 65ºC por 1 hora, (Teste A) e da repetição
do experimento T8 (Teste A1) – Fase II .................................................................................... 91
Figura 43 – Análise gráfica do comprimento e largura da fibra dos experimentos T8,
hidrólise acida em ETANOL a 65ºC por 1 hora, (Teste A) e da repetição do experimento T8
(Teste A1) – Fase II ...................................................................................................................... 92
Figura 44 – Análise gráfica da perda de RENDIMENTO (A) e VISCOSIDADE (B) para
fibra curta (TAB. 10) e fibra longa (TAB. 12) comparando amostra de referência (sem
hidrólise ácida) e experimentos T1 a T8 (hidrólise ácida em ÁGUA e ETANOL) – Fase II 96
Figura 45 – Análise gráfica da PENTOSANAS e solubilidade SODA 5% para fibra curta
(TAB. 11) comparando com amostra de referência (sem hidrólise ácida) e os experimentos
T1 a T8 (com hidrólise ácida em ÁGUA e ETANOL) – Fase II .............................................. 97
Figura 46 – Análise gráfica comparativa para as propriedades de resistência à drenagem
(A) - Schopper Riegler (ºSR) e de drenabilidade (B) - Canadian Standard Freeness (CSF)
entre a amostra de referência (sem hidrólise ácida) e os experimentos T1 a T8 (com
hidrólise ácida em água e etanol) – Fase II ............................................................................. 104
Figura 47 – Análise gráfica comparativa para as propriedades físico-mecânicas do índice de
tração – IT (A) e índice de estouro – IE (B) entre a amostra de referência (sem hidrólise
ácida) e os experimentos T1 a T8 (com hidrólise ácida em água e etanol) – Fase II .......... 105
Figura 48 – Análise gráfica comparativa para as propriedades físico-mecânicas do índice de
rasgo - (A) e de resistência à passagem de ar - (B) entre a amostra de referência (sem
hidrólise ácida) e os experimentos T1 a T8 (hidrólise ácida em água e etanol) – Fase II ... 105
Figura 49 – Análise gráfica comparativa para as propriedades ópticas de coeficiente de
dispersão de luz – CDL (A) e de opacidade – OP (B) entre a amostra de referência (sem
hidrólise ácida) e os experimentos T1 a T8 (hidrólise ácida em água e etanol) – Fase II ... 106
Figura 50 – Análise gráfica comparativa para propriedade óptica de ALVURA entre a
amostra de referência (sem hidrólise ácida) e os experimentos T1 a T8 (com hidrólise ácida
em água e etanol) – Fase II ....................................................................................................... 106
Figura 51 – Efeito da temperatura e do aditivo, para volume de 10 ml de HCl conc. na
VISCOSIDADE por tipo de produto acabado (Eucalyptus spp.- fibra curta e Pinus spp. –
fibra longa) – Fase II ................................................................................................................. 113
Figura 52 – Efeito da temperatura e do aditivo para volume de 20 ml de HCl conc. na
VISCOSIDADE por tipo de produto acabado (Eucalyptus spp.- fibra curta e Pinus spp. –
fibra longa) – Fase II ................................................................................................................. 113
Figura 53 – Efeito do volume de HCl e do aditivo para temperatura constante (50ºC) na
VISCOSIDADE por tipo de produto acabado (Eucalyptus spp.- fibra curta e Pinus spp. –
fibra longa) – Fase II ................................................................................................................. 114
Figura 54 – Efeito do volume de HCl e do aditivo para temperatura constante (65ºC) na
VISCOSIDADE por tipo de produto acabado (Eucalyptus spp.- fibra curta e Pinus spp. –
fibra longa) – Fase II ................................................................................................................. 115
Figura 55 – Efeito do aditivo por dosagem de HCl e faixa de temperatura na
PENTOSANAS para produto acabado de Eucalyptus spp. – Fase II ................................... 117
Figura 56 – Efeito da temperatura (50 ou 65)ºC por tipo de aditivo e dosagem de HCl na
PENTOSANAS para produto acabado de Eucalyptus spp. – Fase II ................................... 118
Figura 57 – Efeito da concentração do ácido por tipo de aditivo e faixa de temperatura na
PENTOSANAS para produto acabado de Eucalyptus spp. – Fase II .................................. 119
Figura 58 – Efeito do aditivo por dosagem de HCl e faixa de temperatura na solubilidade
em SODA 5% para produto acabado de Eucalyptus spp. – Fase II ...................................... 121
Figura 59 – Efeito da temperatura por dosagem de HCl e tipo de aditivo na solubilidade em
SODA 5% para produto acabado de Eucalyptus spp. – Fase II ............................................ 122
Figura 60 – Efeito do volume de HCl por faixa de temperatura e tipo de aditivo na
solubilidade em SODA 5% para produto acabado de Eucalyptus spp. – Fase II ................ 123
LISTA DE TABELAS
Tabela 1 - Teor de açúcares solúveis por tipo de hidrólise e faixa de temperatura, na polpa
de algodão, 1 hora. ....................................................................................................................... 40
Tabela 2 - Definição das variáveis ou fatores- Delineamento Taguchi ................................... 61
Tabela 3 - Montagem do delineamento pela metodologia Taguchi ........................................ 61
Tabela 4 - Planilha de Trabalho – Delineamento Taguchi ...................................................... 62
Tabela 5 - Metodologias das propriedades químicas e anatômica analisadas nas polpas de
Eucalyptus spp. ou Pinus spp. ..................................................................................................... 65
Tabela 6 - Metodologias das propriedades físico-mecâncias e ópticas analisadas nas polpas
de Eucalyptus spp. ou Pinus spp. – sem refino .......................................................................... 65
Tabela 7 – Resultados das propriedades anatômicas e químicas analisadas na polpa de
Eucalyptus spp. – Fase I .............................................................................................................. 69
Tabela 8 – Resultados das propriedades físico-mecâncias e ópticas analisadas na polpa de
Eucalyptus spp. (sem refino) – Fase I ......................................................................................... 70
Tabela 9 – Resultados comparativos de viscosidade no produto acabado de amostra
preparada em laboratório e industrial de Eucalyptus spp.– Fase II ....................................... 93
Tabela 10 – Resultados das propriedades físicas e químicas analisadas no produto acabado
de Eucalyptus spp. – Fase II ........................................................................................................ 94
Tabela 11 – Resultados das propriedades químicas analisadas no produto acabado de
Eucalyptus spp. – Fase II ............................................................................................................. 95
Tabela 12 – Resultados das propriedades físicas e químicas analisadas no produto acabado
de Pinus spp. – Fase II ................................................................................................................. 98
Tabela 13 – Resultados das propriedades físico-mecânicas e ópticas analisadas no produto
acabado de Eucalyptus spp. – Fase II ....................................................................................... 100
Tabela 14 – Resultados das propriedades físico-mecânicas e ópticas analisadas no produto
acabado de Eucalyptus spp. – Fase II ....................................................................................... 101
Tabela 15 – Resultados das propriedades físico-mecânicas e ópticas analisadas no produto
acabado de Pinus spp. – Fase II ............................................................................................... 102
Tabela 16 – Resultados das propriedades físico-mecânicas e ópticas analisadas no produto
acabado de Pinus spp. – Fase II ............................................................................................... 103
Tabela 17 – Efeito das variáveis analisadas e interações na viscosidade do produto acabado
Eucalyptus spp. (Teste A) – Fase II .......................................................................................... 107
Tabela 18 – Efeito das variáveis analisadas e interações na viscosidade do produto acabado
Eucalyptus spp.(Teste A1 - repetição experimento) – Fase II ................................................ 108
Tabela 19 – Efeito das variáveis analisadas e interações na viscosidade do produto acabado
Pinus spp. (Teste A) – Fase II ................................................................................................... 109
Tabela 20 – Efeito das variáveis analisadas e interações na pentosanas do produto acabado
Eucalyptus spp. (Teste A) – Fase II .......................................................................................... 110
Tabela 21 – Efeito das variáveis analisadas e interações na solubilidade em soda 5% do
produto acabado Eucalyptus spp. (Teste A) – Fase II ............................................................ 111
Tabela 22 – ANOVA, propriedade viscosidade das variáveis analisadas na polpa de
Eucalyptus spp. (Teste A - sem refino) – Fase II ..................................................................... 112
Tabela 23 – ANOVA, propriedade pentosanas das variáveis analisadas na polpa de
Eucalyptus spp. (Teste A - sem refino) – Fase II ..................................................................... 116
Tabela 24 – ANOVA, propriedade solubilidade em soda 5% das variáveis analisadas na
polpa de Eucalyptus spp. (Teste A - sem refino) – Fase II ..................................................... 120
LISTA DE ABREVIATURAS E SIGLAS
ABNT: Associação Brasileira de Normas Técnicas
ABTCP – Associação Brasileira de Celulose e Papel
ABRAF – Associação Brasileira de Florestas
AFM – Microscopia de Força Atômica
ASP – Acid Sulphite Pulp
Brancura CIE – Índice de amarelamento da pasta celulósica
CENIBRA – Celulose Nipo-Brasileira S.A
CMC – Carboximetilcelulose ou celulose microcristalina (MCC, em inglês)
CM/UFMG: Centro de Microscopia da Universidade Federal de Minas Gerais
CSF – Canadian Standard Freeness, Drenabilidade
DP –Degree of Polymerization, Grau de Polimerização
EBSD: Difração de eletros retropelhados
EDS: Espectrometria de raio-X de energia dispersiva
HCl – Ácido Clorídrico
ISO – International Standartization Organization
LM – Lamela Média da fibra
MEV – Microscopia Eletrônica de Varredura
NBR – Normas Técnicas Brasileiras
P – Parede secundária da fibra
P&W – Print and Write (imprimir e escrever)
S – Parede Secundária da fibra
SEM – Scanning Electron Microscope
STEM – Detector de elétrons transmitidos
ºSR – Grau Schopper-Riegler, Resistência a drenagem
TAPPI – Technical Association for the Pulp, Paper and converting Industry
tsa – Tonelada seca ao ar
UFMG: Universidade Federal de Minas Gerais
VEA – Volume Específico Aparente
SUMÁRIO
1 INTRODUÇÃO ........................................................................................................................ 22
2 OBJETIVOS ............................................................................................................................. 24
2.1 Objetivos específicos .............................................................................................................. 24
3 REVISÃO BIBLIOGRÁFICA ................................................................................................ 25
3.1 Madeira .................................................................................................................................. 25
3.1.1 Processo simplificado de fabricação da pasta celulósica ................................................... 25
3.2 Celulose ................................................................................................................................... 27
3.2.1 Estrutura da Celulose .......................................................................................................... 28
3.2.2 Fibras de Celulose ............................................................................................................... 29
3.2.3 Grau de polimerização e massa celular .............................................................................. 30
3.2.4 Reatividade da celulose ....................................................................................................... 30
3.2.5 Intumescimento e dissolução da celulose ........................................................................... 31
3.2.6 Reações de adição da celulose ............................................................................................. 31
3.2.6.1 Celuloses alcalinas ........................................................................................................... 32
3.2.6.2 Celuloses ácidas ............................................................................................................... 33
3.2.7 Reações de degradação da celulose .................................................................................... 33
3.2.7.1 Degradação hidrolítica .................................................................................................... 33
3.2.7.2 Degradação oxidativa ...................................................................................................... 34
3.2.8 Histerese da celulose............................................................................................................ 34
3.2.9 Hornificação da celulose ..................................................................................................... 34
3.3 Derivados da celulose - CMC ............................................................................................... 35
3.3.1 Fórmula estrutural - CMC .................................................................................................. 35
3.3.2 Processo simplificado de fabricação - CMC ....................................................................... 36
3.3.3 Aplicações e propriedades do CMC .................................................................................... 37
3.4 Tipos de hidrólises ácidas ..................................................................................................... 39
3.4.1 Hidrólise ácida - celulose de Eucalyptus spp...................................................................... 39
3.4.2 Hidrólise ácida - celulose de algodão Sigma-Aldrich ........................................................ 40
3.4.3 Hidrólise ácida - madeira de Eucalytus grandis. ............................................................... 42
3.5 Tipos de Papéis ...................................................................................................................... 43
3.5.1 Papel de impressão .............................................................................................................. 43
3.5.2 Papel Jornal ......................................................................................................................... 43
3.5.3 Papel Offset .......................................................................................................................... 44
3.5.4 Papel fotográfico .................................................................................................................. 44
3.5.4.1 Cast-coated ........................................................................................................................ 44
3.5.4.2 Microporos ....................................................................................................................... 44
3.5.5 Papel Couchê/Couché ......................................................................................................... 45
3.5.6 Papel de revista .................................................................................................................... 46
3.6 Propriedades da celulose ....................................................................................................... 46
3.6.1 Propriedades anatômicas da celulose ................................................................................. 46
3.6.2 Propriedades químicas ........................................................................................................ 46
3.6.2.1 Viscosidade ....................................................................................................................... 47
3.6.2.2 Pentosanas e Solubilidades em soda .............................................................................. 47
3.6.3 Propriedades físico-mecânicas da celulose ........................................................................ 49
3.6.3.1 Tração ............................................................................................................................... 49
3.6.3.2 Estouro .............................................................................................................................. 50
3.6.3.3 Rasgo ................................................................................................................................. 50
3.6.3.4 Dobras-duplas .................................................................................................................. 50
3.6.4.1 Alvura ............................................................................................................................... 51
3.7 Delineamento de experimentos - Taguchi ........................................................................... 51
4 MATERIAIS E MÉTODOS .................................................................................................... 54
4.1 Materiais ................................................................................................................................. 55
4.1.1 Preparo das amostras de cada experimento. ...................................................................... 55
4.2 Métodos .................................................................................................................................. 56
4.2.1 Testes preliminares – Fase I ............................................................................................... 58
4.2.2 Delineamento de experimentos – Fase II ........................................................................... 59
4.2.2.1 Fluxos e delineamento do experimento - Taguchi ........................................................ 59
4.2.2.2 Detalhamento do experimento - Taguchi ...................................................................... 63
4.2.3 Propriedades analisadas e normas utilizadas ..................................................................... 64
4.2.4 Técnicas de análises de microscopia e equipamentos utilizadas ....................................... 66
4.2.5 Principais equipamentos utilizados nas demais análises gravimétricas e volumétricas ... 66
5 RESULTADOS E DISCUSSÃO ............................................................................................. 69
5.1 Testes preliminares – Fase I ................................................................................................. 69
5.1.1 – Análises anatômicas, químicas e físico-mecânicas ......................................................... 69
5.1.2 Conclusão – Teste preliminar ............................................................................................. 72
5.2 Experimentos por delineamento Taguchi – Fase II ............................................................ 72
5.2.1 Resultados de microscopias MEV – anatomia da fibra ..................................................... 73
5.2.1.1 Imagens - Microscópio JEOL ......................................................................................... 73
5.2.1.2 Imagens - Microscópio FEG ........................................................................................... 78
5.2.1.3 Imagens - Microscópio AFM .......................................................................................... 83
5.2.2 Resultados de análises anatômicas da fibra ....................................................................... 86
5.2.2.1 Pasta celulósica de fibra curta - Eucalyptus spp. .......................................................... 86
5.2.3 Resultados de análises das propriedades físicas e químicas .............................................. 93
5.2.3.1 Pasta celulósica de fibra curta - Eucalyptus spp. .......................................................... 93
5.2.3.2 Pasta celulósica de fibra longa - Pinus spp. ................................................................... 98
5.2.4 Resultados de propriedades físico-mecânicas e ópticas ..................................................... 99
5.2.4.1 Pasta celulósica de fibra curta - Eucalyptus spp. .......................................................... 99
5.2.4.2 Pasta celulósica de fibra longa - Pinus spp. ................................................................. 102
5.2.5 Resultados de análise estatística - FATORIAL ................................................................ 107
5.2.5.1 Efeito na viscosidade da pasta celulósica – Eucalyptus spp. ...................................... 107
5.2.5.2 Efeito na viscosidade da pasta celulósica – Pinus spp. ............................................... 108
5.2.5.3 Efeito na pentosanas da pasta celulósica – Eucalyptus spp. ....................................... 109
5.2.5.4 Efeito na solubilidade em Soda 5% da pasta celulósica – Eucalyptus spp. .............. 110
5.2.6 Resultados de análise estatística - ANOVA ...................................................................... 111
5.2.6.1 Efeito na viscosidade da pasta celulósica. .................................................................... 111
5.2.6.2 Efeito na pentosanas da pasta celulósica. .................................................................... 116
5.2.6.3 Efeito na solubilidade em soda 5% da pasta celulósica. ............................................ 119
6 CONCLUSÃO ......................................................................................................................... 124
6.1 Recomendações para Trabalhos Futuros .......................................................................... 127
REFERÊNCIAS ........................................................................................................................ 128
22
1 INTRODUÇÃO
No Brasil as florestas de Eucalyptus spp. foram 100% plantadas devidas esta espécie de
madeira não ser nativa no país, sendo uma planta exótica. No Vale do Rio Doce, Minas
Gerais, tem grande escala de florestas de Eucalyptus spp. plantadas com o objetivo de
produção de madeira para carvão (siderurgia) e de pasta celulósica branqueada (matéria-prima
do papel e derivados da celulose). Na CENIBRA - Celulose Nipo-Brasileira, instalada em
Belo Oriente no Vale do Rio Doce, as florestas inicialmente plantadas foram sementes de
Eucalyptus spp. provenientes do sul da Austrália e da África do Sul, onde o Eucalyptus spp. é
madeira nativa.
As pastas celulósicas branqueadas obtidas a partir de madeira Pinus spp. são normalmente
importadas da América do Sul, e utilizadas para produção de papéis de impressão - P&W
(Print and Write), sanitários (Tissue paper) e derivados da celulose CMC
(carboximetilcelulose ou celulose microcristalina). Nestes processos utilizam fibras: longa
(preferencialmente, Pinus spp.) e curta (Eucalyptus spp.) ou mistura destas fibras.
Nas diferentes plantas existentes no mundo, para fabricação de pasta celulósica, o principal
processo é um processo químico denominado processo sulfato ou Kraft que em alemão
significa fibra forte. Esta nomenclatura mais conhecida como processo fabril é devido à
utilização de sulfato de sódio no ciclo de recuperação dos produtos químicos. O processo
sulfato é o mais utilizado pelas empresas produtoras de pasta celulósica, devido ao seu
principal consumo para a fabricação de diferentes tipos de papéis. Com objetivo de produção
de pasta celulósica branqueada ECF, com baixo consumo do produto químico dióxido de
cloro, existem tecnologias com utilização de estágio com hidrólise ácida utilizando o ácido
sulfúrico no branqueamento. Porém, não tem estudo e processo industrial utilizando a
hidrólise ácida com ácido clorídrico em etanol na pasta branqueada ou no produto acabado
para os segmentos de papéis ou CMC.
Existem também outros segmentos que utilizam a pasta celulósica obtida por meio do
processo Kraft como matéria prima para produção de CMC a qual é muito utilizada em outras
indústrias: mineração (no processo de peletização do minério de ferro), perfuração de
petróleo, alimentícia, farmacêutica, produtos de limpeza, e outros, porém ainda em volumes
pequenos de 300 a 500tsa/mês. No mercado nacional, a CMC pode ser obtida em duas
23
categorias: CMC de alto peso molecular ou purificada (utiliza no processo celulose de fibra
longa de madeira ou de bagaço-de-cana) e o CMC técnico ou bruto (utiliza no processo
celulose de fibra curta com baixa viscosidade), o qual está sendo utilizado em maior escala no
mercado.
A produção de CMC técnico depende de uma pasta celulósica com baixo grau de
polimerização (DP) da celulose, sendo utilizada metodologia de viscosidade para medição do
DP da pasta celulósica para seleção de matéria-prima de celulose com baixo peso molecular.
A viscosidade é uma propriedade da pasta celulósica utilizada para o monitoramento do
processo, e item de controle da matéria-prima (pasta celulósica branqueada) nas fábricas de
papéis e de derivados da celulose Para produção do segmento CMC técnico com baixa
viscosidade na pasta celulósica (< 8,0mPa.s ou cP) está tendo como desafio buscar novas
alternativas devido a dificuldade de obtenção de pasta celulósica no mercado na faixa desta
propriedade supracitada. As fábricas de pastas celulósicas branqueadas estão buscando
exatamente o contrário com o direcionando da qualidade da madeira e o uso de aditivos de
processo buscando incremento do rendimento de polpação, e redução de álcali efetivo para
um determinado número kappa. Desta forma o processo produz fibra forte, com viscosidade
mais elevada acima de 14mPa.s. Estes redirecionamentos ocorrem, principalmente porque o
maior mercado é a fabricação de papéis de imprimir e escrever – P&W.
Atualmente, para produção de CMC técnico a faixa de viscosidade desejável é obtida na
especificação da matéria-prima (pasta celulósica branqueada) ou durante a reação do processo
de produção do CMC, com utilização de peróxido de hidrogênio, conforme QUADRO1 (item
3.3.2), o qual é um produto químico de custo elevado. Sendo assim, este trabalho apresenta
estudo de hidrólise ácida com ácido clorídrico em água e etanol, na polpa branqueada de
Eucalyptus spp. e Pinus spp., para contribuição com informações científicas e alternativas
para produção CMC técnico com viscosidade desejável, independentemente da faixa de
viscosidade inicial da matéria-prima fibrosa (pasta celulósica de fibra curta ou longa), e com
expectativa de redução no custo operacional.

24
2 OBJETIVOS
O objetivo deste estudo consiste em avaliar o efeito da hidrólise em ácido clorídrico em água
e etanol na formação de pin-holes na superfície da fibra da pasta celulósica de fibra curta -
Eucalyptus spp. e de fibra longa – Pinus spp., e na qualidade da polpa para produção de papel
de impressão, e aplicação no processo de produção CMC, com foco em:
- Sustentabilidade do setor de celulose e papel;
- Novos mercados e clientes.
2.1 Objetivos específicos
Os experimentos preliminares foram realizados com os objetivos específicos de:
Simular os testes de hidrólises ácidas com ácido clorídrico em água e etanol com polpa
de algodão, conforme LIN (2009) – FASE I;
Identificar qual tipo de tratamento ácido (água ou etanol) tem impacto mais
significativo no processo (rendimento) e na qualidade da polpa de celulose de
Eucalyptus spp. para o delineamento dos experimentos complementares – FASE II.
Além destes, são objetivos específicos:
- Efetuar análise comparativa de propriedade anatômica, composição química e resistências
físico-mecânicas da pasta celulósica branqueada de fibra curta - Eucalyptus spp. e fibra longa
– Pinus spp. sem tratamento e tratada com ácido clorídrico, em meio aquoso e em etanol;
- Avalia, por meio de Microscopia Eletrônica de Varredura (MEV), o impacto da hidrólise
com ácido clorídrico em meio aquoso e etanol na qualidade da pasta celulósica branqueada de
fibra curta - Eucalyptus spp. e fibra longa – Pinus spp. na formação de pin-holes na superfície
da fibra;
- Avaliar, por meio de Microscopia de Força Atômica (AFM), a alteração na topografia da
fibra da pasta celulósica branqueada de fibra curta - Eucalyptus spp.
- Avaliar o efeito da hidrólise com ácido clorídrico em etanol na qualidade da pasta celulósica
branqueada de fibra curta - Eucalyptus spp. para produção de papel de impressão e aplicação
no processo de produção CMC.
25
3 REVISÃO BIBLIOGRÁFICA
3.1 Madeira
A madeira é a principal matéria prima utilizada para produção de celulose sendo divididas
entre coníferas (softwood) - fibras longas (são células estreitas e alongadas - traqueídeos) com
tamanho entre 2,0 a 5,0mm de comprimento e folhosas (hardwood) - fibras curtas (libriforme)
com tamanho < 1,0mm de comprimento (D’ALMEIDA, 1988).
Os principais constituintes da madeira se dividem em duas categorias: lignina, o que constitui
até 35% da massa seca e de carboidratos até 75%. A porção de carboidrato é constituída por
dois componentes: celulose (aproximadamente 50% do peso de madeira seca) e hemicelulose
20 a 35%. As hemiceluloses são misturas de polissacarídeos, sintetizados em madeira quase
que inteiramente a partir da glicose, manose, galactose, xilose, arabinose, ácido 4-O-
metilglucurônico e resíduos de ácido galacturônico. Estes polissacarídeos são de baixo peso
molecular, alguns são ramificados, não são cristalinos, portanto não apresentando as mesmas
barreiras à acessibilidade como faz a maioria da celulose (D’ALMEIDA, 1988).
Os materiais lignocelulósicos são constituídos basicamente de celulose, polioses, lignina,
extrativos e substâncias minerais (cinza), e a proporção destes constituintes depende do tempo
de maturação, origem botânica, e das conduções utilizadas para obter a fibra (MOREIRA,
2010, apud NETO, 2012).
3.1.1 Processo simplificado de fabricação da pasta celulósica
O processo utilizado para fabricação de pasta celulósica branqueada na empresa Celulose
Nipo-Brasileira S.A – CENIBRA é o processo sulfato ou Kraft que em alemão significa “fibra
forte”. Esta nomenclatura mais conhecida como processo fabril é devido à utilização de
sulfato de sódio no ciclo de recuperação dos produtos químicos.
26
O processo sulfato é o mais utilizado pelas empresas produtoras de pasta celulósica
branqueada por este processo ter ciclo de recuperação do licor preto, obtido após o cozimento
da madeira num vaso de pressão, denominado digestor, com a obtenção de vapor para
produção de energia, através da queima do licor preto concentrado. Este sistema de
recuperação viabiliza o custo operacional deste processo, e o principal consumo desta pasta
celulósica é utilizado para fabricação de diferentes tipos de papéis.
No processo Kraft as toras de madeira, após serem picadas em tamanhos pequenos
(denominados cavacos), são colocados no digestor (vaso de pressão) em meio alcalino (licor
de cozimento) em temperatura entre 150 a 170ºC e pressão de 9 a 11kgf/cm2, durante um
tempo determinado para a separação das fibras.
Segundo Costa et al. (2000) e Costa et al. (2001), as etapas de polpação e de branqueamento
afetam a química dos carboidratos de polpas kraft. O efeito mais significativo é observado nas
hemiceluloses, que são parcialmente solubilizadas e modificadas. Dentre as hemiceluloses da
madeira de Eucalyptus spp., as xilanas são as mais importantes. Esses por sua vez, são
modificadas durante a etapa de polpação pela conversão parcial dos grupos de ácido 4-O-
metil-D-glucurônico (MeGlcA’s) em grupos de ácido 4- deoxyhex-4-enurônico (ácidos
hexenurônicos - HexA’s).
De acordo com Costa et al. (2000), a polpa kraft-O (deslignificada com oxigênio no pré-
branqueamento) apresenta conteúdo elevado de hemiceluloses. Devido sua maior
acessibilidade e reatividade, esses constituintes químicos, são mais susceptíveis às reações de
dissolução alcalina e de despolimerização terminal alcalina. Essas reações são as principais
responsáveis e consequentemente, de rendimento. Entretanto essas reações se fazem presentes
sob condições alcalinas às temperaturas superiores a 60°C. No branqueamento da polpa
celulósica Kraft são empregados reagentes químicos com o objetivo de remover compostos
cromóforos para atingir alvuras de mercado de 90% ISO.
27
Muitos têm sido os meios propostos para o branqueamento de que consistem de etapas
alternadas de estágios ácidos tais como: Cloração (C) e dioxidação (D) seguidos por estágios
alcalinos tais como: extração alcalina (E) na clássica sequência CEDED. Esta sequência e
suas variantes por meio do uso de hipoclorito de hidróxido de sódio ou de cálcio (H),
Peróxido de hidrogênio (P) e Ozônio (Z) já foram, exaustivamente, estudados pelo estado da
técnica. Portanto menores consumos de soda cáustica são requeridos, além de menores
consumos de vapor já que temperaturas mais elevadas são usualmente empregadas em
extração alcalina reforçada com oxigênio e peróxido de hidrogênio (COSTA et al, 2002).
As etapas de branqueamento modificam as propriedades das polpas, porém de forma menos
acentuada que a etapa de polpação. A viscosidade é severamente afetada pelo branqueamento
principalmente na deslignificação com oxigênio, porém de acordo com Colodette et al. (2001)
as propriedades físico mecânicas não são reduzidas significativamente.
3.2 Celulose
A Celulose é um dos mais abundantes polissacarídeos na terra e os
resíduos celulósicos são gerados em quantidades significativas na indústria e na agricultura.
Estes resíduos são importantes potenciais de materiais energéticos renováveis (THANACOSE
et al., 2003 apud LIN et al, 2009) e fibras segundo Mehr et al (2004), a celulose é o mais
abundante biopolímero renovável, sendo um material muito promissor disponível a baixo
custo para a preparação de vários polímeros funcionais.
No Vale do Rio Doce, estado de Minas Gerais, tem em grande escala plantios de Eucalyptus
spp. os quais foram plantados com o objetivo de madeira energética para o setor de siderurgia
ou para produção de pasta celulósica branqueada. A maior parte da celulose produzida no
mundo está na forma de fibras para serem utilizadas na fabricação de diferentes tipos de
papéis de imprimir e escrever, cartão para embalagens, compósitos de formas e aplicações
variadas. Outra parte é utilizada na produção de celulose microcristalina, filmes finos, polpa
para dissolução e produção de derivados como acetado e xantato de celulose, e
carboximetilcelulose (CMC) para o setor de alimentos, tinta, farmacêuticos e outros
segmentos.
28
3.2.1 Estrutura da Celulose
A celulose é um polissacarídeo de cadeia linear que consiste única e exclusivamente em
unidades de β-D-anidroglicopiranose, e a celobiose é considerada como unidade básica
repetidora para estrutura de celulose devido à rotação de aproximadamente 180° entre as
moléculas de glicose adjacentes, conforme figura 1 (D’ALMEIDA, 1988).
A fórmula estrutural da celulose está descrita na figura 1, onde pode ser observadas a ligação
glicosídica entre os carbonos 1 e 4 dando origem a um polímero linear; os grupos álcoois
secundários em C2 e C3; primários em C6, C4 e na extremidade não redutora. Na
extremidade redutora é observado ainda o grupo hemiacetal em C1. A figura 1 mostra
também a conformação em cadeia proposta por Sponsler e Dore em 1926 (ZUGENMAIER,
2001 apud CAUX, 2009).
Figura 1 – Estrutura da celulose
Fonte: (D`ALMEIDA, 1988) e (CHAPLIN, 2006 apud AMORIM, 2012).
A estrutura molecular do polímero natural celulose e sua unidade monomérica celobiose pode
ser explicada em 3 partes: (A) grupo não-redutor, (B) Celobiose e (C) grupo redutor,
conforme mostrado na figura 4 (KLEMM et al., 2005 apud NETO, 2012).
A estrutura da celulose pode ser modificada por meio de reações de derivatização, isto é, da
introdução de grupos funcionais na sua cadeia. A carboximetilcelulose é o derivado do tipo
éter solúvel em água, mostrado na figura 4 (AMORIM, 2012).
O
OH
HH
CH2OH
H
OH
H
O H
O
OH
CH2OH
OH
H OH
HH
H
O
OH
CH2OH
HOH
H
H
OH
H
O
O
H
OH
OH
HH
CH2OH
H
OH
1
23
4
5
6
1
234
5
6
O
HO HO
O
CH2OH
O
HOHO
CH2OHO
CH2OH
OO
HOHO
O(A) (B) (C)
29
Segundo Caux (2009), a compreensão da estrutura da celulose, ligações, reatividade e formas
de interação com as cadeias adjacentes e outros compostos nas fases cristalinas e amorfas
sofreram grandes modificações desde os primeiros modelos propostos no início do século XX.
Ainda hoje estes modelos são modificados devido à evolução das técnicas analíticas e
equipamentos.
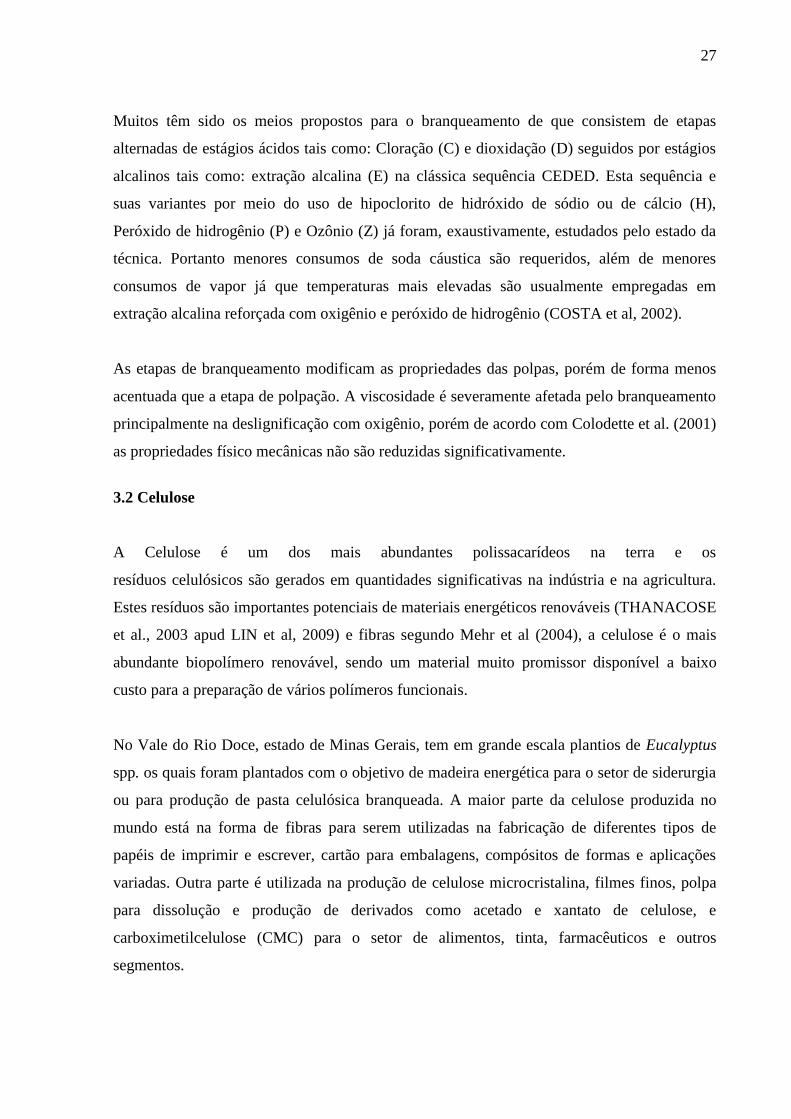
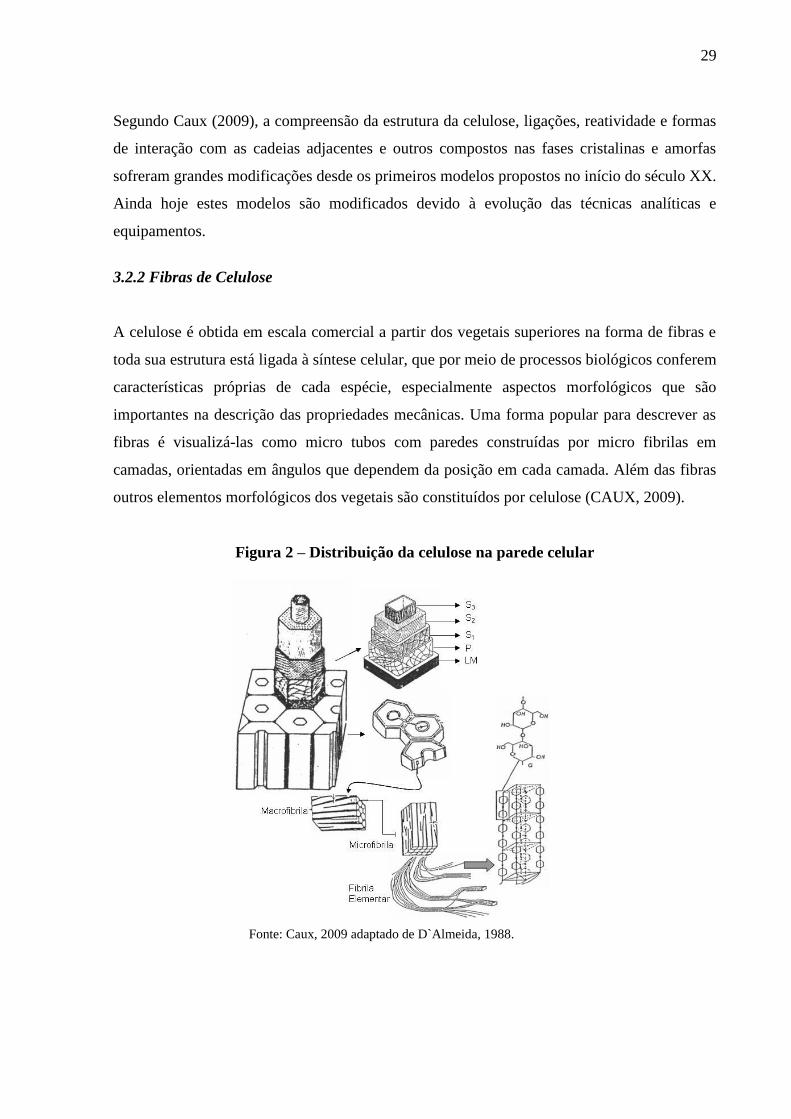
3.2.2 Fibras de Celulose
A celulose é obtida em escala comercial a partir dos vegetais superiores na forma de fibras e
toda sua estrutura está ligada à síntese celular, que por meio de processos biológicos conferem
características próprias de cada espécie, especialmente aspectos morfológicos que são
importantes na descrição das propriedades mecânicas. Uma forma popular para descrever as
fibras é visualizá-las como micro tubos com paredes construídas por micro fibrilas em
camadas, orientadas em ângulos que dependem da posição em cada camada. Além das fibras
outros elementos morfológicos dos vegetais são constituídos por celulose (CAUX, 2009).
Figura 2 – Distribuição da celulose na parede celular
Fonte: Caux, 2009 adaptado de D`Almeida, 1988.
30
A estrutura da parede celular nos vegetais superiores dividida em parede primária, secundária
e o espaço interfibra (lamela média) são apresentados na figura 2. A lamela média (LM) é
constituída de substâncias pécticas, lignina e carboidratos não celulósicos. A parede primária
(P) é bastante delgada e contém uma rede aleatória de microfibrilas dispersas em uma matriz
de pectinas e hemiceluloses. A parede secundária (S) compreende praticamente toda parede
celular sendo dividida em três camadas, S1, S2 e S3. Na camada mais externa S1 as
microfibrilas estão orientadas de forma cruzada, enquanto na camada S2 estão orientadas
quase que paralelamente ao eixo da fibra. A camada S2 é a mais espessa sendo responsável
pela maior parte do volume da parede secundária. Na camada S3 as microfibrilas estão
orientadas em forma de hélice na direção transversal. A camada mais interna da fibra (lúmen)
é composta por fragmentos do protoplasma celular (D’ALMEIDA, 1988). Esta distribuição
confere anisotropia nas propriedades das fibras.
3.2.3 Grau de polimerização e massa celular
Segundo D’Almeida (1988), o grau de polimerização (DP) de uma molécula de celulose é o
número de unidades de β-D-glucose. Como a massa da molécula de glucose é 162, então
162x DP leva a massa molecular da celulose. Devido à fibra de celulose consistir em uma
mistura de moléculas de celulose de tamanhos diferentes, o DP ou massa molecular refere-se
ao valor médio da amostra analisada. Os valores médios encontrados para o DP estão na faixa
de 1.000 a 15.000 e a massa molecular entre 162.000 a 243.000, porém a metodologia para
determinação tem influência no valor médio.
O DP de celulose é representado pelo número de unidades de monômero (glicose), ou seja,
que em média formam um filamento de celulose (HEINZE, et al, 2001 apud MEHR et al,
2004).
3.2.4 Reatividade da celulose
Conforme D’Almeida (1988), a reatividade da celulose é governada pela sua estrutura
química e física. A molécula de celulose pertence à função química dos carbohidratos, mais
adequadamente a dos glicídeos cuja principal característica é conter um grupo alcoólico
ligado a um átomo de carbono vizinho a um grupo carbonila aldeído ou cetônico.
31
Com relação à estrutura química tem-se que: os grupos hidroxilas podem reagir com reações
de adição, substituição e oxidação; os grupos acetais podem sofrer hidrólise tanto em meio
ácido como alcalino; os grupos aldeídicos terminais podem ser reduzidos por grupos álcoois
oxidados pelos grupos carboxílas, ou, quando na presença de álcali, rearranjados para formar
grupos finais alcoólicos ou carboxílicos. Por outro lado à estrutura física é responsável por
suas reações não uniformes, e algumas de suas propriedades. Devido à presença de regiões
amorfas e cristalinas, permite acessibilidade de reagentes químicos nas reações
(D’ALMEIDA, 1988).
3.2.5 Intumescimento e dissolução da celulose
As fibras de celulose sofrem intumescimento quando em contato com certos reagentes
químicos, que se levado ao extremo resulta na desintegração das regiões cristalinas da fibra e,
consequentemente, na dissolução destas. O intumescimento da celulose, em inglês swelling,
pode ser dividido em dois tipos: Intercristalino e intracristalino. No intumescimento
intercristalino, o agente intumescedor penetra nas regiões amorfas das microfibrilas e nos
espaços entre estas regiões, sendo o exemplo mais comum o inchaço da celulose em água.
Podendo também ser causado por substâncias orgânicas, tais como metanol, etanol, anilina,
benzaldeído e nitrobenzeno. No intumescimento intracristalino o agente penetra nas regiões
cristalinas das microfibrilas e podem ser causados por soluções concentradas de ácidos ou
bases fortes e de alguns sais. Quando a celulose é intumescida, as forças intermoleculares são
menores devido a solvatação, tornando as moléculas mais reativas (D’ALMEIDA, 1988).
3.2.6 Reações de adição da celulose
Os compostos de adição ou de intumescimento são importantes por possuírem grande
reatividade. A razão disto é que as pontes de hidrogênio entre as cadeias adjacentes de
celulose são cindidas durante o intumescimento com a introdução das moléculas do agente
intumescedor. Na estrutura intumescida, um reagente químico pode penetrar e propagar-se
livremente, chegando a formar derivados de celulose homogêneos.
32
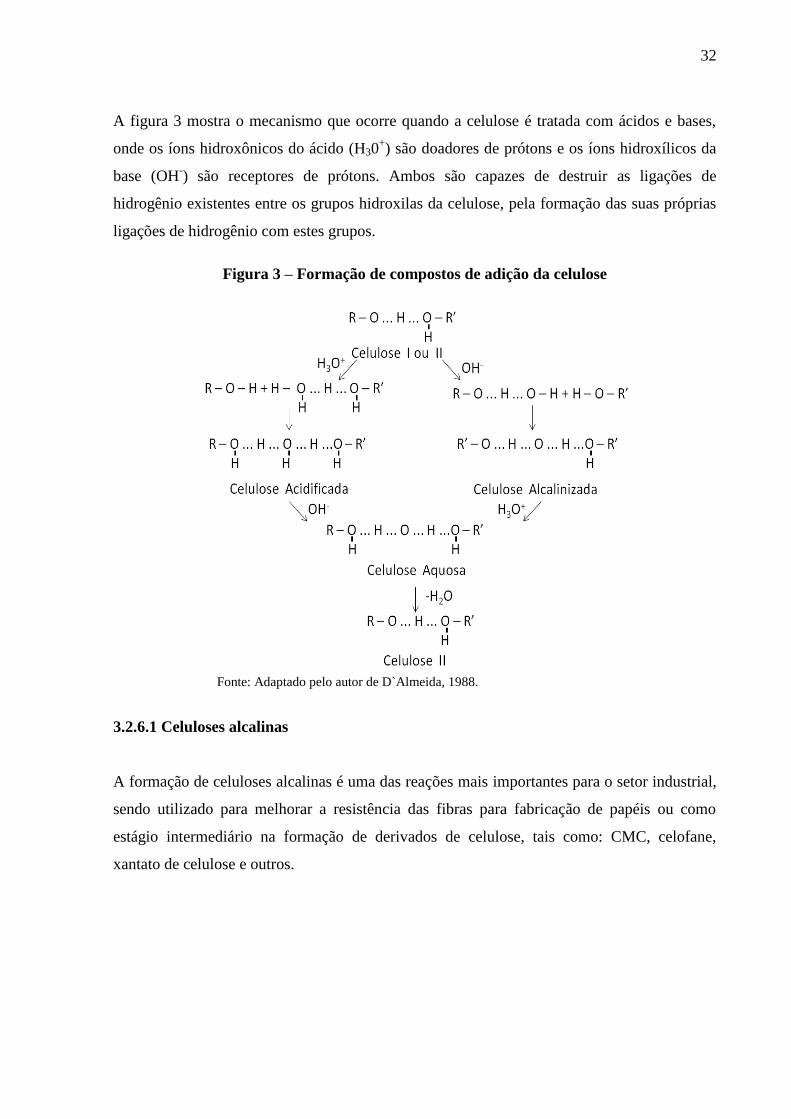
A figura 3 mostra o mecanismo que ocorre quando a celulose é tratada com ácidos e bases,
onde os íons hidroxônicos do ácido (H30+) são doadores de prótons e os íons hidroxílicos da
base (OH-) são receptores de prótons. Ambos são capazes de destruir as ligações de
hidrogênio existentes entre os grupos hidroxilas da celulose, pela formação das suas próprias
ligações de hidrogênio com estes grupos.
Figura 3 – Formação de compostos de adição da celulose
Fonte: Adaptado pelo autor de D`Almeida, 1988.
3.2.6.1 Celuloses alcalinas
A formação de celuloses alcalinas é uma das reações mais importantes para o setor industrial,
sendo utilizado para melhorar a resistência das fibras para fabricação de papéis ou como
estágio intermediário na formação de derivados de celulose, tais como: CMC, celofane,
xantato de celulose e outros.
33
Entre as celuloses alcalinas, existem os reagentes intumescedor que possui grupos muito
volumosos onde as cadeias de celulose são tão afastadas umas das outras fibras levando a
dissolução da celulose, por exemplo: a solução básica de cuproetilenodiamina (CUEN ou
CED) utilizada na determinação da viscosidade. Nesta reação, em temperatura a 25ºC ocorre à
formação do complexo entre os íons metálicos e os grupos hidroxilas da celulose que elimina
as pontes de hidrogênio entre as cadeias de celulose (D’ALMEIDA, 1988).
3.2.6.2 Celuloses ácidas
O composto C6H10O5.HNO3 obtido pelo tratamento da celulose com ácido clorídrico,
aproximadamente a 61%, ou como um intermediário na esterificação da celulose com ácido
nítrico em concentrações elevadas (D’ALMEIDA, 1988).
3.2.7 Reações de degradação da celulose
A degradação da celulose entende-se a cisão da ligação 1,4-glucosídica da molécula de
celulose, ou seja, entre os monômeros de glucose. A degradação produz moléculas com DP
menores afetando, portanto, as propriedades que dependem do comprimento da cadeia
molecular da celulose, tais como a viscosidade e algumas propriedades mecânicas. Pode-se
agrupar a degradação em quatro classes: hidrolítica, oxidativa, microbiológica e outras que
não se enquadram nestas três classes (D’ALMEIDA, 1988).
3.2.7.1 Degradação hidrolítica
De acordo com D’Almeida (1988), a degradação hidrolítica da celulose pode ocorrer em meio
ácido e em meio alcalino, sendo a hidrólise ácida bastante dependente do potencial
hidrogeniônico (pH) e, se a concentração do ácido for elevada, sua velocidade de reação é
apreciável, mesmo em temperaturas inferiores a 100ºC.
34
3.2.7.2 Degradação oxidativa
Segundo D’Almeida (1988), a degradação oxidativa da celulose pode ocorrer em meio ácido e
alcalino, sendo os grupos hidroxilas e aldeídicos os pontos mais susceptíveis ao ataque. Na
maioria dos processos de oxidação ocorrem introdução de grupos carbonilas e carboxilas em
várias posições das glucoses da cadeia de celulose. As ligações glucosídicas ativadas pelos
grupos supracitados podem sofrer degradação em meio ácido ou alcalino. Portanto, a
degradação oxidativa consiste em uma oxidação seguida de degradação hidrofílica.
3.2.8 Histerese da celulose
A celulose mesmo sendo insolúvel em água, possui grande afinidade com esta. Quando seca,
a celulose absorve a umidade do ar até alcançar um equilíbrio com a atmosfera. Para
comercialização da celulose não efetua a secagem acima de 92% de teor seco para que não
ocorra o fenômeno de histerese dificultando a hidratação da celulose nos tanques industriais
(hidrapulper) durante a preparação da massa para fabricação de papéis.
Segundo D’Almeida (1988), para o fenômeno de histerese baseia-se na interconversão da
ponte de hidrogênio de celulose-água e celulose-celulose. Durante a dessorção, muitas pontes
de hidrogênio entre a celulose e a água são convertidas em pontes de celulose-celulose, as
quais são somente desfeitas pela absorção de água á pressão de vapor elevada.
3.2.9 Hornificação da celulose
Estudos efetuados com polpa branqueada de Eucalyptus glóbulus: polpa sulfato (em inglês,
Kraft Pulp - KP) e polpa sulfito ácido (ASP) mostrou efeitos significativos de hornificação
com graus distintos de 48% e 29%, respectivamente. O efeito de hornificação da polpa KP
diminuiu para 21% depois da refinação indicando uma recuperação parcial do seu inchaço
água. Isto foi especialmente notável no caso do ASP mostrando a perda da resistência à tração
e resistência ao estouro em quase 50%. A restauração das propriedades mecânicas após refino
foi muito mais pronunciado para KP do que para ASP. Por isso, as polpas sofreram uma
deterioração notável nas propriedades de resistências após a secagem, sendo mais acentuado
para ASP que KP (REBUZZI, 2006).
35
3.3 Derivados da celulose - CMC
O polímero CMC é o primeiro derivado solúvel em água iônico de celulose e o mais
importante éter de celulose funcionalizada iônica com uma produção mundial anual de
300.000 toneladas (HEINZE, et al, 2001 apud MEHR et al, 2004).
Segundo Dapía et al. (2003), produção industrial de CMC, cerca de 360.000 toneladas/ano, é
realizada principalmente pela reação álcali celulose com ácido monocloroacetico (MCA) ou
cloroacetato de sódio.
Por esta razão, as CMCs estão encontrando mais e mais aplicações na indústria como
estabilizantes em alimentos congelados, bebidas e sorvetes, devido às suas propriedades
insípida e inodora, bem como um aditivo em alimentos com baixo teor calórico (BOURSIER,
et al., 1985 apud DAPÍA et al., 2003).
As polpas de celulose podem ser utilizadas para a fabricação de CMC e devem caber as
especificações: Alvura ISO > 89% ISO, R18 > 90%, R10 > 87%, hemicelulose e conteúdo de
cinza baixos, e os graus de viscosidade média de polimerização na faixa de 800-2500
(KLEMN, et al., 1998 apud DAPÍA, 2003).
3.3.1 Fórmula estrutural - CMC
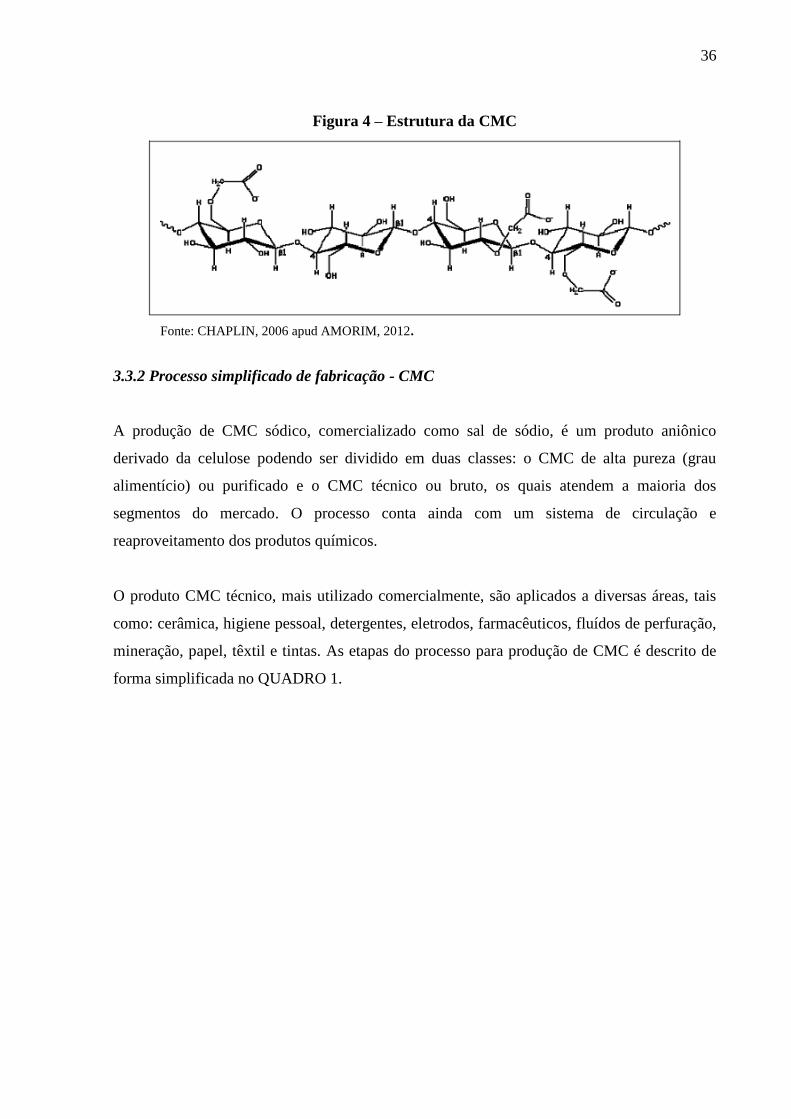
A CMC é um polímero solúvel em água, obtido por meio da carboximetilação da cadeia de
celulose em um processo que envolve etapas de preparo da matéria prima, carboximetilação e
purificação do produto. A estrutura de CMC é baseada no polímero β-(1-4)-D-glucopiranose
de celulose. A CMC é inodora, atóxica, biodegradável, e tem estrutura conforme mostra na
figura 4. É um polieletrólito aniônico, normalmente vendido na forma de sal de sódio devido
sua forma ácida apresentar baixa solubilidade em água (AMORIM, 2012).
36
Figura 4 – Estrutura da CMC
Fonte: CHAPLIN, 2006 apud AMORIM, 2012.
3.3.2 Processo simplificado de fabricação - CMC
A produção de CMC sódico, comercializado como sal de sódio, é um produto aniônico
derivado da celulose podendo ser dividido em duas classes: o CMC de alta pureza (grau
alimentício) ou purificado e o CMC técnico ou bruto, os quais atendem a maioria dos
segmentos do mercado. O processo conta ainda com um sistema de circulação e
reaproveitamento dos produtos químicos.
O produto CMC técnico, mais utilizado comercialmente, são aplicados a diversas áreas, tais
como: cerâmica, higiene pessoal, detergentes, eletrodos, farmacêuticos, fluídos de perfuração,
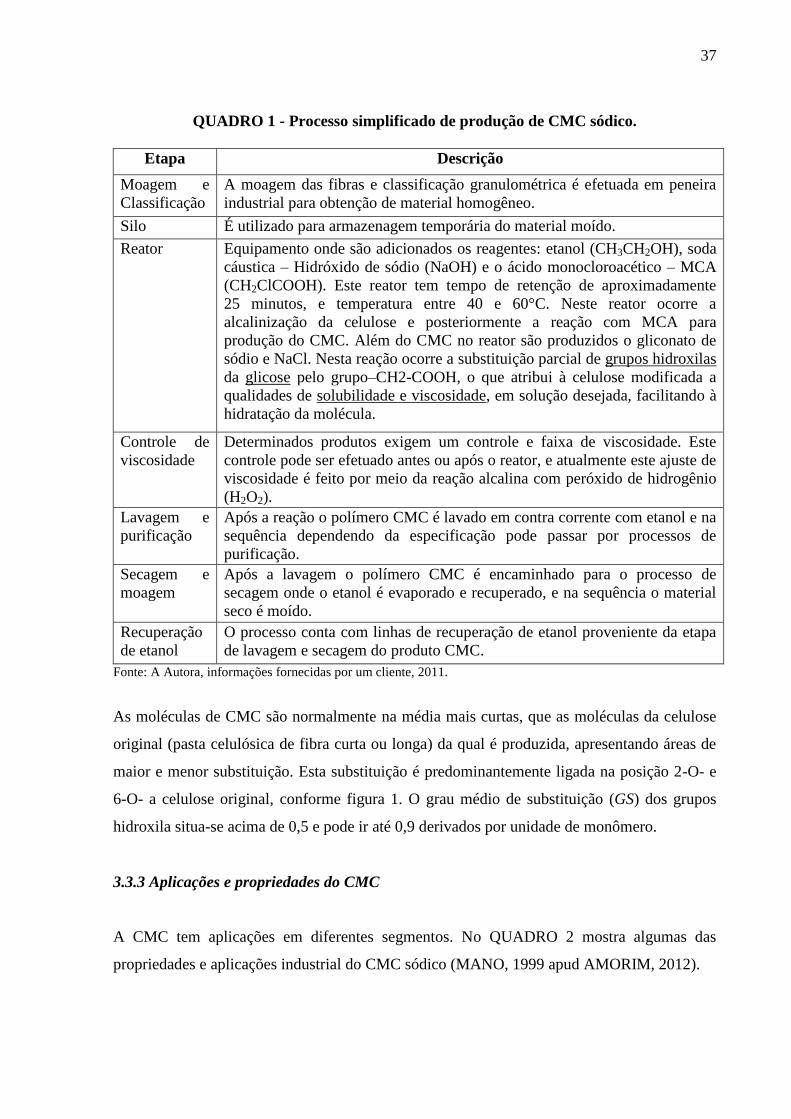
mineração, papel, têxtil e tintas. As etapas do processo para produção de CMC é descrito de
forma simplificada no QUADRO 1.
37
QUADRO 1 - Processo simplificado de produção de CMC sódico.
Etapa Descrição
Moagem e
Classificação
A moagem das fibras e classificação granulométrica é efetuada em peneira
industrial para obtenção de material homogêneo.
Silo É utilizado para armazenagem temporária do material moído.
Reator Equipamento onde são adicionados os reagentes: etanol (CH3CH2OH), soda
cáustica – Hidróxido de sódio (NaOH) e o ácido monocloroacético – MCA
(CH2ClCOOH). Este reator tem tempo de retenção de aproximadamente
25 minutos, e temperatura entre 40 e 60°C. Neste reator ocorre a
alcalinização da celulose e posteriormente a reação com MCA para
produção do CMC. Além do CMC no reator são produzidos o gliconato de
sódio e NaCl. Nesta reação ocorre a substituição parcial de grupos hidroxilas
da glicose pelo grupo–CH2-COOH, o que atribui à celulose modificada a
qualidades de solubilidade e viscosidade, em solução desejada, facilitando à
hidratação da molécula.
Controle de
viscosidade
Determinados produtos exigem um controle e faixa de viscosidade. Este
controle pode ser efetuado antes ou após o reator, e atualmente este ajuste de
viscosidade é feito por meio da reação alcalina com peróxido de hidrogênio
(H2O2).
Lavagem e
purificação
Após a reação o polímero CMC é lavado em contra corrente com etanol e na
sequência dependendo da especificação pode passar por processos de
purificação.
Secagem e
moagem
Após a lavagem o polímero CMC é encaminhado para o processo de
secagem onde o etanol é evaporado e recuperado, e na sequência o material
seco é moído.
Recuperação
de etanol
O processo conta com linhas de recuperação de etanol proveniente da etapa
de lavagem e secagem do produto CMC.
Fonte: A Autora, informações fornecidas por um cliente, 2011.
As moléculas de CMC são normalmente na média mais curtas, que as moléculas da celulose
original (pasta celulósica de fibra curta ou longa) da qual é produzida, apresentando áreas de
maior e menor substituição. Esta substituição é predominantemente ligada na posição 2-O- e
6-O- a celulose original, conforme figura 1. O grau médio de substituição (GS) dos grupos
hidroxila situa-se acima de 0,5 e pode ir até 0,9 derivados por unidade de monômero.
3.3.3 Aplicações e propriedades do CMC
A CMC tem aplicações em diferentes segmentos. No QUADRO 2 mostra algumas das
propriedades e aplicações industrial do CMC sódico (MANO, 1999 apud AMORIM, 2012).
38
QUADRO 2 – Importância industrial da produção de CMC sódico.
Etapa Descrição
Preparação Modificação química, ácido monocloro-acético, hidróxido de sódio, água,
20-100ºC.
Nome
Comercial
Tylose
Propriedades Peso molecular – densidade: 1,59; Cristalinidade: amorfo; Tg-Tm1: 250º
dec.; material termorrígido físico; solubilidade em água; atacável por micro-
organismos.
Aplicações
(espessante)
Cosméticos: loções e xampus; Alimentos: preparações dietéticas; Tecidos:
em banho para acabamento, e Tintas: emulsões aquosas.
Observações A solubilidade de CMC depende do grau de substituição. A substituição das
hidroxilas pelas carbometoxilas reduz as ligações hidrogênicas, libera as
moléculas e aumenta a solubilização em água.
Fonte: AMORIM, 2012.
Os fuidos salinos são utilizados para a estabilização de perfurações de rochas salinas, e alguns
são preparados com polímeros que aumentam a viscosidade da água. Nestas soluções salinas
são utilizadas a goma e CMC para o controle da perda do filtrado durante a perfuração. A
estabilidade da perfuração está diretamente relacionada com a viscosidade adquirida pelo
sistema (MELO, 2008).
Segundo Rakkolainen et al. (2009), o produto CMC pode ser usado na fabricação de papel de
imprimir como inibidor de vessel picking (arrancamento de vasos) e com substancial
incremento de resistência interna da fibra de polpas de Eucalyptus spp., obtidos nos teste em
laboratório.
1 Tg – transição vítrea e Tm – temperatura de fusão.
39
3.4 Tipos de hidrólises ácidas
3.4.1 Hidrólise ácida - celulose de Eucalyptus spp.
Segundo Costa et al. (2000) e Costa et al. (2001), a hidrólise ácida otimizada é uma
alternativa para redução de cloro e dióxido de cloro no branqueamento de pasta celulósica
mantendo alvura de mercado sem impacto significativo nas propriedades da polpa.
Usualmente, as sequencias de branqueamento apresentam pelo menos um estágio sob
condições alcalinas após um estágio ácido de deslignificação da polpa. A etapa alcalina tem
por finalidade extrair do interior da parede celular das fibras, moléculas de lignina de baixo
peso molecular, previamente oxidadas por dióxido de cloro e ozônio. Esses oxidantes são,
usualmente, utilizados em sequencias ECF2. Além da lignina residual quantidades
consideráveis das hemiceluloses também são degradadas e/ou solubilizadas sob as condições
desta etapa alcalina, principalmente aqueles carboidratos de baixo peso molecular que foram
previamente oxidados (COSTA et al, 2002).
Segundo Costa et al. (2002), a hidrólise ácida com ácido sulfúrico em média consistência,
numa concentração de 1,0 a 1,5% e numa temperatura de 85 a 110ºC é uma alternativa para
redução de dióxido de cloro no branqueamento de pasta celulósica mantendo alvura de
mercado sem impacto significativo nas propriedades da polpa.
A hemicelulose pode sofrer hidrólise ácida em condições relativamente brandas quanto à
temperatura e concentração do ácido. Em contrapartida, a celulose é bastante resistente à
hidrólise ácida, exigindo tempos de contatos mais longos e temperaturas mais altas. Quando é
usado o ácido sulfúrico as concentrações indicadas com mais frequência são de 0,5 a 3,0% e a
temperatura entre 130 a 260ºC. Este, porém, pode ser um inconveniente sério porque estas
condições podem favorecer reações paralelas, particularmente a decomposição dos açúcares,
reduzindo o rendimento do processo (BULLA et al, 2005).
2 ECF Elemental Chorine Free, com sequência de branqueamento - (OD(Ep)DP
40
A preservação da celulose e hemicelulose é fundamental para a fabricação de papel de
imprimir e escrever. Segundo Saeman (1945) e Chiang et al. (2003) apud LIN et al. (2009), os
tratamentos ácidos sob condições violentas podem causar a degradação da celulose.
3.4.2 Hidrólise ácida - celulose de algodão Sigma-Aldrich
Segundo Lin et al. (2009), a taxa de degradação da celulose tratada em etanol foi mais rápido
do que a de celulose tratada em água. Os resultados indicam que o tratamento ácido em etanol
tem mais profundo efeito sobre a degradação molecular e a estrutura de superfície celulose do
que o tratamento ácido na água. No entanto, a cristalinidade da celulose após tratamentos
ácidos permaneceram constantes ou aumentaram ligeiramente.
Os resultados indicam que os tratamentos de celulose em água, por um tempo de 1 hora,
produziram mais açúcares solúveis do que tratada em etanol a 45 e 65ºC. Além disso, a
diferença em teor de açúcares solúveis de celulose tratadas a 45 e 65ºC em etanol foram mais
evidentes do que a de celulose em água tratada (LIN et al, 2009).
O tratamento ácido sob condições violentas produzem subprodutos, consequentemente este
processo reduz o rendimento de glicose (TOMAYA et al, 1987; JIA & SHEM, 2002 apud
LIN et al, 2009).
A diferença em teor de açúcares solúveis de celulose tratadas a 45 e 65ºC em etanol foram
mais evidentes do que a de celulose tratada em água, conforme pode ser mostrado na TAB. 1.
Tabela 1 - Teor de açúcares solúveis por tipo de hidrólise e faixa de temperatura, na
polpa de algodão3, 1 hora.
Tratamento ácido Unidade 45(ºC) 65(ºC)
Água % 0,85 1,14
Etanol % 0,24 0,84
Fonte: Lin et al, 2009.
3 No estudo efetuado por Lin et al. (2009) utilizou-se a celulose de algodão, Sigma-Aldrich (St. Louis, USA).
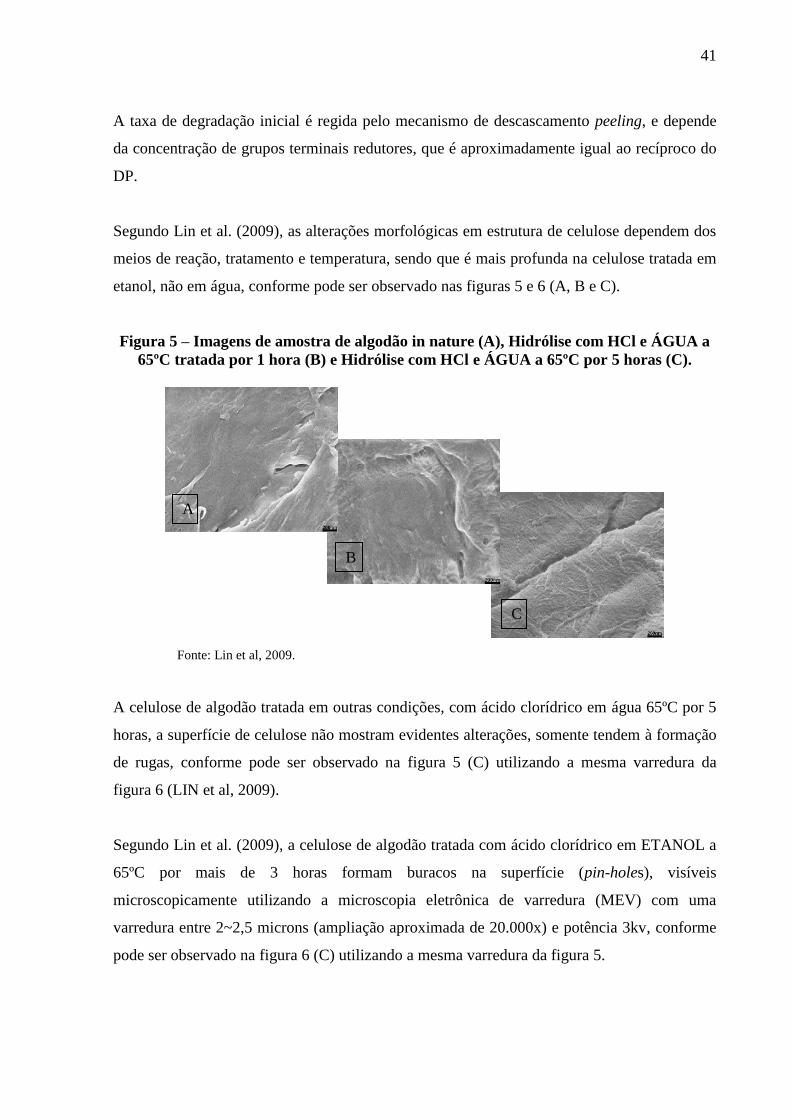
41
A taxa de degradação inicial é regida pelo mecanismo de descascamento peeling, e depende
da concentração de grupos terminais redutores, que é aproximadamente igual ao recíproco do
DP.
Segundo Lin et al. (2009), as alterações morfológicas em estrutura de celulose dependem dos
meios de reação, tratamento e temperatura, sendo que é mais profunda na celulose tratada em
etanol, não em água, conforme pode ser observado nas figuras 5 e 6 (A, B e C).
Figura 5 – Imagens de amostra de algodão in nature (A), Hidrólise com HCl e ÁGUA a
65ºC tratada por 1 hora (B) e Hidrólise com HCl e ÁGUA a 65ºC por 5 horas (C).
Fonte: Lin et al, 2009.
A celulose de algodão tratada em outras condições, com ácido clorídrico em água 65ºC por 5
horas, a superfície de celulose não mostram evidentes alterações, somente tendem à formação
de rugas, conforme pode ser observado na figura 5 (C) utilizando a mesma varredura da
figura 6 (LIN et al, 2009).
Segundo Lin et al. (2009), a celulose de algodão tratada com ácido clorídrico em ETANOL a
65ºC por mais de 3 horas formam buracos na superfície (pin-holes), visíveis
microscopicamente utilizando a microscopia eletrônica de varredura (MEV) com uma
varredura entre 2~2,5 microns (ampliação aproximada de 20.000x) e potência 3kv, conforme
pode ser observado na figura 6 (C) utilizando a mesma varredura da figura 5.
C
B
A
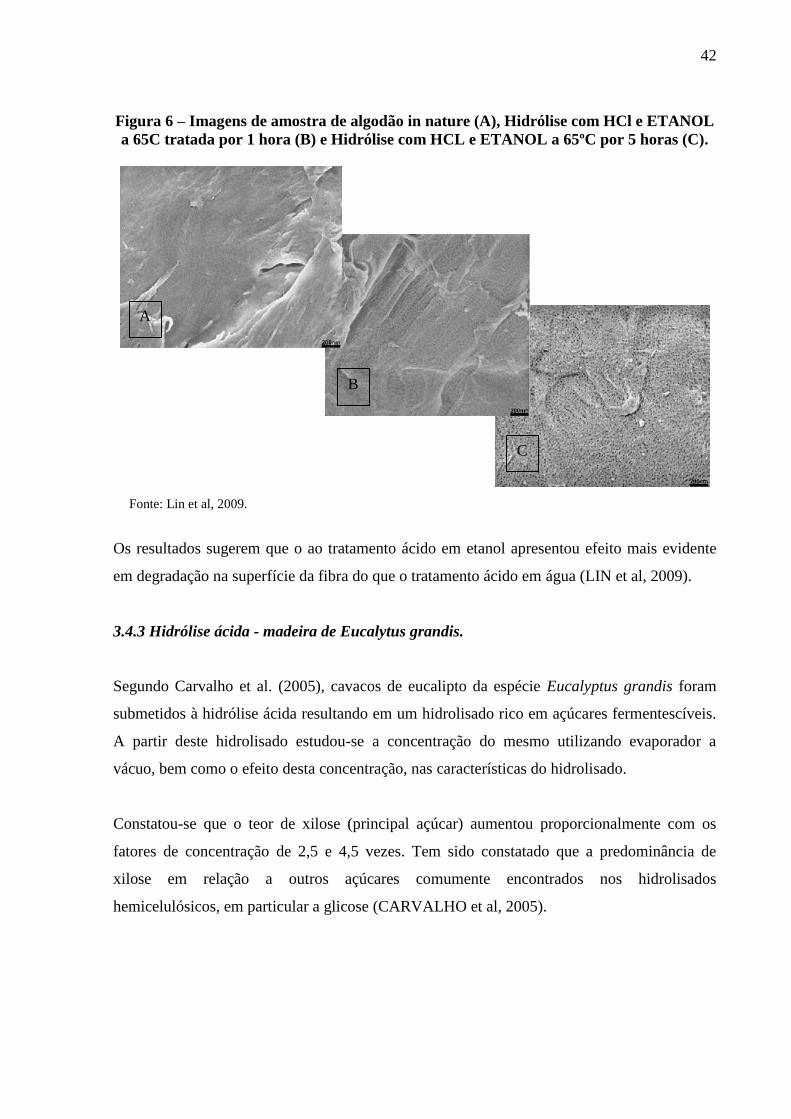
42
Figura 6 – Imagens de amostra de algodão in nature (A), Hidrólise com HCl e ETANOL
a 65C tratada por 1 hora (B) e Hidrólise com HCL e ETANOL a 65ºC por 5 horas (C).
Fonte: Lin et al, 2009.
Os resultados sugerem que o ao tratamento ácido em etanol apresentou efeito mais evidente
em degradação na superfície da fibra do que o tratamento ácido em água (LIN et al, 2009).
3.4.3 Hidrólise ácida - madeira de Eucalytus grandis.
Segundo Carvalho et al. (2005), cavacos de eucalipto da espécie Eucalyptus grandis foram
submetidos à hidrólise ácida resultando em um hidrolisado rico em açúcares fermentescíveis.
A partir deste hidrolisado estudou-se a concentração do mesmo utilizando evaporador a
vácuo, bem como o efeito desta concentração, nas características do hidrolisado.
Constatou-se que o teor de xilose (principal açúcar) aumentou proporcionalmente com os
fatores de concentração de 2,5 e 4,5 vezes. Tem sido constatado que a predominância de
xilose em relação a outros açúcares comumente encontrados nos hidrolisados
hemicelulósicos, em particular a glicose (CARVALHO et al, 2005).
C
B
A

43
3.5 Tipos de Papéis
A seguir serão apresentados alguns tipos de papéis em função deste trabalho contemplar a
influência da hidrólise ácida (água e etanol) na qualidade da pasta celulósica.
3.5.1 Papel de impressão
Existem vários tipos de impressoras e diversas configurações para imprimir o tipo certo de
documento. O papel é outro fator que possui bastante influência no tipo e qualidade de
impressão. A classificação básica é efetuada por meio do peso, formato, cor e textura. Cada
papel é criado para obter o máximo da configuração exigida, sendo os 5 tipos de papéis mais
comuns para impressão.
3.5.2 Papel Jornal
É fabricado com celulose sulfito não branqueada ou sulfato semi-branqueada, com elevada
percentagem de pasta mecânica e/ou amparas limpas, monolúcido ou alisado, usado
principalmente em serviços de qualidade inferior para impressão tipográfica comercial de uso
geral. Ele pode ser encontrado em rolos (comuns em jornais) ou em folhas lisas. O papel de
jornal é pouco resistente, com o passar do tempo vai se tornando amarelado, ao qual
facilmente é rasgado, bastando colocar um mínimo de força para conseguir dividir uma folha,
fabricado com variação de gramatura acima de 40g/m2.
O papel usado em jornais é um pouco diferente, seu preparo é feito de modo mais grosseiro
em relação ao papel tradicional. A polpa de celulose neste caso contém impurezas que não são
retiradas antes de entrarem no processo. A matéria-prima sai mais barata, mas os materiais
contaminantes aceleram a decomposição da celulose. O papel pronto se torna mais vulnerável
à ação do tempo e, portanto, é menos durável.
44
3.5.3 Papel Offset
É utilizado para a impressão offset. Esse tipo é muito usado para impressão de livros, revistas
e outros trabalhos de impressão do mesmo estilo. Sua forte característica é a boa durabilidade
e resistência à umidade, e a gramatura varia entre 56 a 240g/m2.
Assemelha-se ao papel sulfite, porém suas características técnicas são diferentes. Por ser
macro poroso, esse papel absorve muito mais tintas, dando ao impresso um aspecto lavado,
sem vida. Sua vantagem é que podemos escrever e fazer anotações nesse papel. Seu preço é
também uma vantagem, já que custa menos que os couchês. É um papel bastante versátil,
utilizado em folhetos, volantes e principalmente em papelaria interna (envelopes, papel carta,
blocos, etc.), mas não recomendado para impressos coloridos (crômicas). Gramaturas mais
utilizadas na gráfica nacional: 75g/m², 90g/m², 120g/m², 150g/m², 180g/m² e 240g/m².
3.5.4 Papel fotográfico
Esse papel possui características que permitem a impressão de fotografias com boa qualidade.
Ele é um papel couché com um revestimento de polietileno. É um papel resistente que pode
ser encontrado na forma brilhante ou fosca.
3.5.4.1 Cast-coated
Geralmente tem gramaturas menores 90 a 230g/m² devido à baixa densidade, só aceitam tinta
corante, com muita dificuldade para absorver tinta pigmentada, não têm a textura de foto, a
capacidade de brilho é menor. O custo desse papel é menor, e esse deve ser a principal
vantagem.
3.5.4.2 Microporos
É possível obter no mercado com variações de gramatura entre 75 a 380g/m². Este tipo de
papel devido à alta densidade aceita tinta corante e pigmentada, sendo mais parecido com foto
analógica e alta capacidade de brilho.
45
Portanto, no mercado tem mais disponibilidade de escolhas de acabamentos, aceita mais tinta
no papel (melhor resolução) e a resistência à água é bem maior, até utilizando tinta corante.
Seu custo é ligeiramente maior, mas a qualidade é muito superior ao o cast-coated. Este papel
tem qualidades adequadas para quem vende fotos digitais e quer entregar serviço de
qualidade.
Para diferenciar é simples: geralmente o papel microporos é liso atrás o cast-coated é mais
rugoso. Outra maneira de diferenciar é rasgando o papel. Se o papel for separando as camadas
e mais irregular é cast-coated, se o papel for mais difícil de rasgar e o rasgo for mais certo é
microporos.
3.5.5 Papel Couchê/Couché
A palavra couchê ou couché que dá nome ao papel vem do francês, que significa camada. É
utilizado para impressões de alta qualidade. Uma ou ambas as faces são cobertas por uma
camada que deixam o aspecto do papel mais brilhante.
Suas características básicas são: a lisura de suas folhas, a ótima qualidade de impressão e sua
microporosidade, ou seja, quando a tinta é depositada permanece na superfície do papel,
garantindo assim cores mais vivas no impresso. Esse papel é muito utilizado pelo mercado
para fazer folders, flyers, catálogos, cartões de visita, folhetos, volantes, malas-diretas,
cartazes, revistas, enfim, uma variedade de materiais promocionais, de publicidade e técnicos
que exigem um aspecto profissional em sua apresentação.
Pode ser encontrado com aspecto brilhante ou fosco. As gramaturas mais utilizadas na Gráfica
Nacional para Couchê brilhante e Couchê fosco: 90g/m², 115g/m², 150g/m², 170g/m² e
250g/m².
46
3.5.6 Papel de revista
A qualidade da impressão não é o seu ponto forte. É um papel utilizado em revistas ou outro
tipo de publicação de vida curta. Tem a característica de amarelar rapidamente. No entanto,
tem uma elevada resistência que permite uma impressão rápida, característica exigida pela
indústria gráfica para a produção em grande escala.
3.6 Propriedades da celulose
Em geral a celulose é fornecida na forma de polpa ou placas e suas propriedades são reflexos
de características intrínsecas da madeira, das fibras, presença de outras substâncias e do tipo
de processo de produção.
3.6.1 Propriedades anatômicas da celulose
Dentre as propriedades anatômicas o teor de finos é uma importante propriedade a ser
considerada na fabricação de papeis por estar relacionada com perda de rendimento no
processo de fabricação, conforme definido no manual do equipamento e/ou metodologias
correlatas das normas técnicas: ABNT NBR ISO ou TAPPI.
As imagens foram feitas no modo tapping com o microscópio de força atômica, com modo de
operação AFM, modelo MFP-3D-AS, conforme descrito no item 4.2.3.
3.6.2 Propriedades químicas
Dentre as propriedades químicas (pentosanas, solubilidade e resistências em soda cáustica,
teor de extrativos, cinza, etc.), a viscosidade é a mais considerada na fabricação da pasta
celulósica como na produção de papéis e derivados da celulose (CMC), desde o recebimento
da matéria-prima (celulose) quanto para o monitoramento do processo e classificação do
produto final.
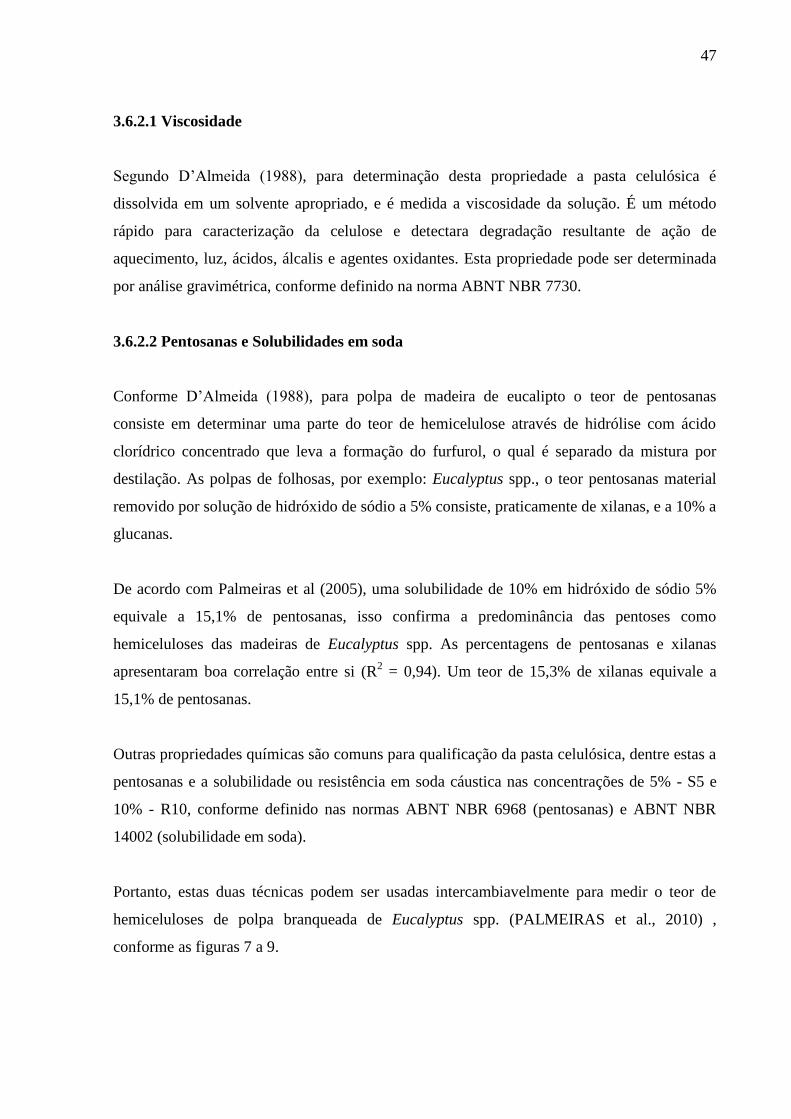
47
3.6.2.1 Viscosidade
Segundo D’Almeida (1988), para determinação desta propriedade a pasta celulósica é
dissolvida em um solvente apropriado, e é medida a viscosidade da solução. É um método
rápido para caracterização da celulose e detectara degradação resultante de ação de
aquecimento, luz, ácidos, álcalis e agentes oxidantes. Esta propriedade pode ser determinada
por análise gravimétrica, conforme definido na norma ABNT NBR 7730.
3.6.2.2 Pentosanas e Solubilidades em soda
Conforme D’Almeida (1988), para polpa de madeira de eucalipto o teor de pentosanas
consiste em determinar uma parte do teor de hemicelulose através de hidrólise com ácido
clorídrico concentrado que leva a formação do furfurol, o qual é separado da mistura por
destilação. As polpas de folhosas, por exemplo: Eucalyptus spp., o teor pentosanas material
removido por solução de hidróxido de sódio a 5% consiste, praticamente de xilanas, e a 10% a
glucanas.
De acordo com Palmeiras et al (2005), uma solubilidade de 10% em hidróxido de sódio 5%
equivale a 15,1% de pentosanas, isso confirma a predominância das pentoses como
hemiceluloses das madeiras de Eucalyptus spp. As percentagens de pentosanas e xilanas
apresentaram boa correlação entre si (R2 = 0,94). Um teor de 15,3% de xilanas equivale a
15,1% de pentosanas.
Outras propriedades químicas são comuns para qualificação da pasta celulósica, dentre estas a
pentosanas e a solubilidade ou resistência em soda cáustica nas concentrações de 5% - S5 e
10% - R10, conforme definido nas normas ABNT NBR 6968 (pentosanas) e ABNT NBR
14002 (solubilidade em soda).
Portanto, estas duas técnicas podem ser usadas intercambiavelmente para medir o teor de
hemiceluloses de polpa branqueada de Eucalyptus spp. (PALMEIRAS et al., 2010) ,
conforme as figuras 7 a 9.
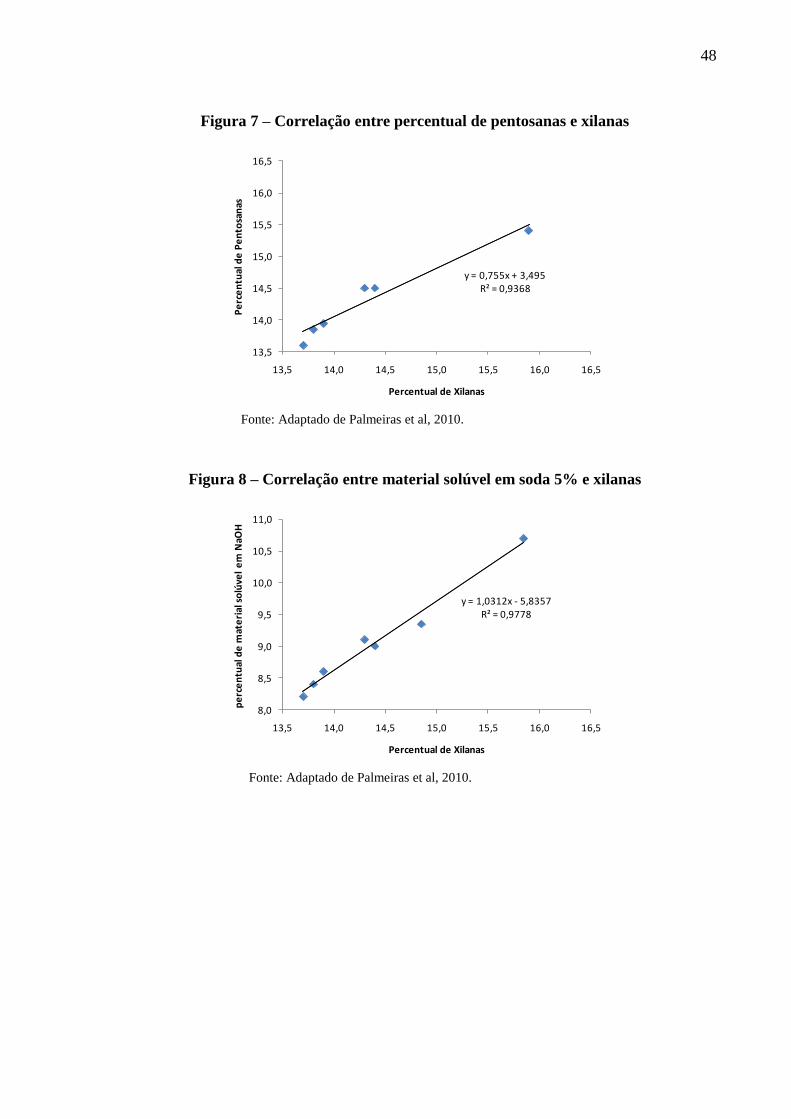
48
Figura 7 – Correlação entre percentual de pentosanas e xilanas
Fonte: Adaptado de Palmeiras et al, 2010.
Figura 8 – Correlação entre material solúvel em soda 5% e xilanas
Fonte: Adaptado de Palmeiras et al, 2010.
y = 0,755x + 3,495R² = 0,9368
13,5
14,0
14,5
15,0
15,5
16,0
16,5
13,5 14,0 14,5 15,0 15,5 16,0 16,5
Pe
rce
ntu
al d
e P
en
tosa
nas
Percentual de Xilanas
y = 1,0312x - 5,8357R² = 0,9778
8,0
8,5
9,0
9,5
10,0
10,5
11,0
13,5 14,0 14,5 15,0 15,5 16,0 16,5
pe
rce
ntu
al d
e m
ate
rial
so
lúve
l e
m N
aOH
Percentual de Xilanas
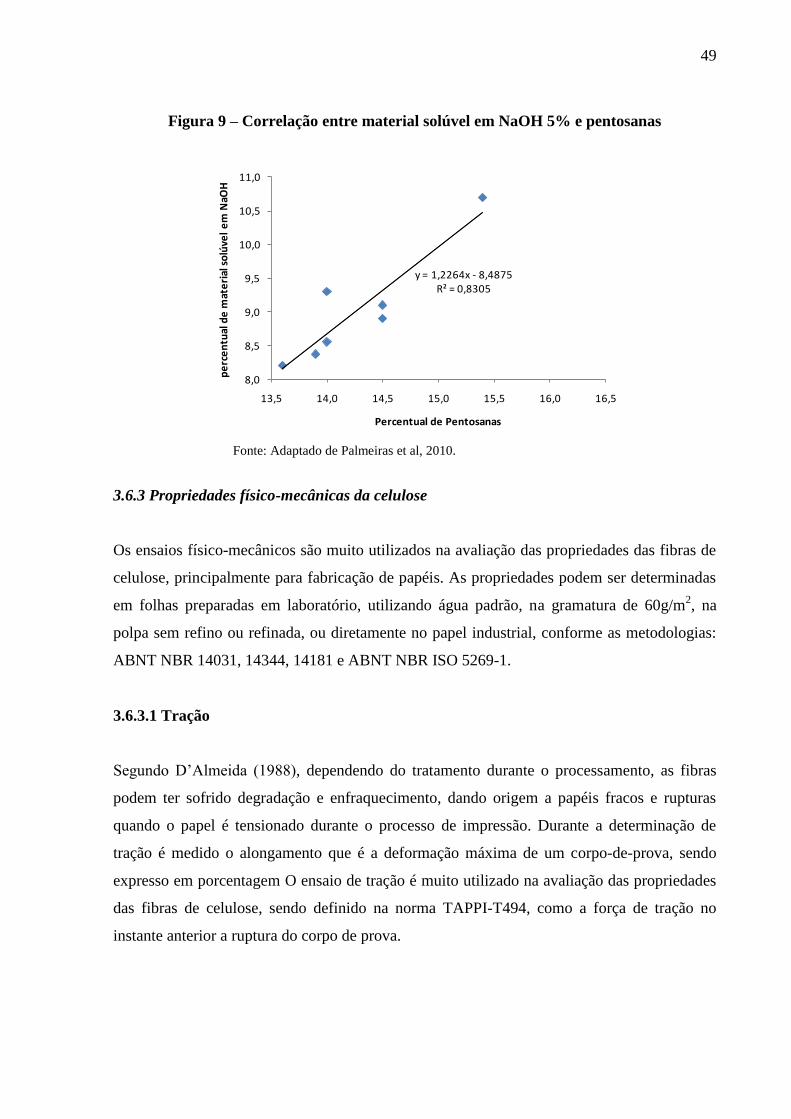
49
Figura 9 – Correlação entre material solúvel em NaOH 5% e pentosanas
Fonte: Adaptado de Palmeiras et al, 2010.
3.6.3 Propriedades físico-mecânicas da celulose
Os ensaios físico-mecânicos são muito utilizados na avaliação das propriedades das fibras de
celulose, principalmente para fabricação de papéis. As propriedades podem ser determinadas
em folhas preparadas em laboratório, utilizando água padrão, na gramatura de 60g/m2, na
polpa sem refino ou refinada, ou diretamente no papel industrial, conforme as metodologias:
ABNT NBR 14031, 14344, 14181 e ABNT NBR ISO 5269-1.
3.6.3.1 Tração
Segundo D’Almeida (1988), dependendo do tratamento durante o processamento, as fibras
podem ter sofrido degradação e enfraquecimento, dando origem a papéis fracos e rupturas
quando o papel é tensionado durante o processo de impressão. Durante a determinação de
tração é medido o alongamento que é a deformação máxima de um corpo-de-prova, sendo
expresso em porcentagem O ensaio de tração é muito utilizado na avaliação das propriedades
das fibras de celulose, sendo definido na norma TAPPI-T494, como a força de tração no
instante anterior a ruptura do corpo de prova.
y = 1,2264x - 8,4875R² = 0,8305
8,0
8,5
9,0
9,5
10,0
10,5
11,0
13,5 14,0 14,5 15,0 15,5 16,0 16,5
pe
rce
ntu
al d
e m
ate
rial
so
lúve
l e
m N
aOH
Percentual de Pentosanas
50
Nesta norma os resultados são expressos como força por unidade de largura do corpo de
prova. É muito comum a utilização dos valores de índice de tração que são obtidos pela
divisão do resultado de resistência a tração pela gramatura do corpo de prova.
3.6.3.2 Estouro
Conforme D’Almeida (1988), é definida como a pressão necessária para produzir o
arrebentamento o material, ao aplicar uma pressão uniforme e crescente. A gramatura e
espessura do papel ou folha de ensaios interferem no resultado desta propriedade. O índice de
estouro é uma propriedade muito utilizada para papéis em forma de sacos, de embrulho e
outros, sendo determinado conforme a norma TAPPI-403.
3.6.3.3 Rasgo
De acordo com D’Almeida (1988), a resistência ao rasgo mede o trabalho necessário para o
rasgamento do papel, a uma distância fixada, depois do início do rasgo por meio de uma faca
adaptada ao aparelho de medição. Entre os fatores que podem afetar esta propriedade tem-se o
comprimento da fibra e a ligação entre as fibras. É utilizado para avaliação de etiquetas,
papéis para fins higiênicos ou papéis submetidos à força de rasgamento.
O índice de rasgo é relatado como resistência intrínseca da fibra, mas também está muito
relacionado às ligações interfibras. Neste ensaio é medida a energia necessária para fraturar o
corpo de prova com esforço aplicado em ângulo de 90º (SHIN e STROMBERG, 2007 apud
CAUX, 2009), sendo determinado conforme a norma TAPPI-414.
3.6.3.4 Dobras-duplas
Segundo D’Almeida (1988), o rasgo determina a resistência de um papel a sucessivas dobras
de um corpo-de-prova cujos valores baixos indicam papel de fraca resistência. O número de
dobras-duplas é uma das principais determinações para papel moeda sendo medido segundo a
norma TAPPI-511.
51
3.6.4 Propriedade óptica da celulose
Em geral a degradação da celulose manifesta-se de forma rápida e pronunciada sobre suas
propriedades ópticas sendo importantes no controle de qualidade dos produtos. As
propriedades ópticas são de extrema importância para produtores de papel e para indústria
farmacêutica fornecendo informações a respeito da cor, grau de brancura, opacidade e
espalhamento de luz (CAUX, 2009).
3.6.4.1 Alvura
O ensaio de alvura é especialmente indicado para análise de materiais brancos é de fácil
execução e fornece resultados rápidos e precisos, por isso é muito utilizada no monitoramento
nas linhas de produção de celulose e papel. Este ensaio pode ser utilizado de forma
satisfatória no monitoramento da degradação da celulose e sua estabilidade é frequentemente
estudada (COSTA, 2001; COSTA et al. 2003). A alvura é medida em 457nm de comprimento
de onda em equipamento capaz de fornecer iluminação difusa e as observações são feitas em
termos da refletância absoluta. As medidas de refletância em luz azul são originalmente
utilizadas como indicativo do grau de branqueamento adquirido pela polpa celulósica,
portanto muito importante no controle de qualidade dos produtos (TAPPI-525, ISO 2470).
3.7 Delineamento de experimentos - Taguchi
Nesta fase foram efetuadas hidrólises ácidas em ÁGUA e ETANOL com tempo de reação de
1 hora para confirmar os resultados obtidos na fase preliminar, porém simulando um tempo
aproximado de um processo industrial de CMC, conforme QUADRO 1.
Os experimentos T1 a T8 foram efetuados nos produtos acabados de polpa branqueada após
da secagem (placas de celulose) de Eucalyptus spp. de amostra preparada industrialmente e
Pinus spp. preparada em Laboratório, conforme delineamento dos experimentos da TAB.4.
52
Um delineamento que incorpora todas as possíveis combinações de todos os níveis de cada
fator (fatorial completo) só pode ser usado se houver poucos fatores e níveis que admite o
número 7, mais ou menos 2, como a quantidade de situações que um ser humano pode
interagir (MILLER, 1999 apud SOUZA et al, 1999).
A literatura referente à utilização dos fatoriais fracionários em preferência declarada é
bastante abrangente, no entanto, não se tem utilizado os arranjos ortogonais de Taguchi, em
delineamento experimental em técnicas de preferência declarada, embora as técnicas dos
arranjos ortogonais de Taguchi apresentem a priori certa compatibilidade (ROSS, 1991 apud
CORREIA et al, 2004).
Segundo Correia (2004), as diversas etapas do método de Taguchi podem ser resumidas de
acordo com a seguinte sequência:
1. Definição do problema a ser solucionado;
2. Determinar o objetivo da experiência;
3. Identificação dos fatores que supostamente exercem influencia sobre as características
de desempenho;
4. Divisão dos fatores em fatores de controle e de ruído;
5. Determine o número de níveis para todos os fatores e identificar os fatores de controle
que possam interagir;
6. Traçado do gráfico linear exigido para fatores de controle e interações;
7. Selecione as matrizes ortogonais;
8. Atribua fatores e interações às colunas;
9. Determinar os métodos de medição. O sistema de medição pode exigir uma
experiência em separado para melhorar a precisão das medições;
10. Execute a experiência;
11. Análise os dados;
12. Interprete os resultados;
13. Selecione os níveis ótimos dos fatores de controle que mais influenciam e faça uma
previsão dos resultados esperados;
14. Execute a experiência de confirmação;
15. Retorne à etapa 4 se o objetivo da experiência não foi alcançado e uma otimização
adicional for possível com fatores confirmados.
53
Os experimentos podem ser efetuados por mais de uma técnica Taguchi (TAVEIRA, 1997), e
mostra uma explicação entre o que se chama projeto de experimentos (ou experimentos
fatoriais saturados) e projeto robusto de Taguchi (ou experimentos fatoriais fracionários),
além de algumas características peculiares a este tipo de técnica. A vantagem das técnicas de
Taguchi é, principalmente, economia no número total de ensaios. Já os experimentos
saturados oferecem a possibilidade de uma análise estatística mais completa.
54
4 MATERIAIS E MÉTODOS
Os procedimentos metodológicos foram divididos em 2 etapas (Fases I e II):
Testes preliminares – Fase I => nas condições críticas de hidrólise em ácido clorídrico
(ÁGUA e ETANOL) similar ao estudo efetuado com celulose de algodão (LIN et al, 2009),
correspondendo a 2 experimentos, e comparando com amostra de referência (sem hidrólise).
Nesta etapa foram efetuados estudos na polpa branqueada, antes da secagem industrial,
proveniente de madeira de Eucalyptus spp., com hidrólise em ácido clorídrico e água a 65ºC
por 1 hora (referente - teste T4 da fase II) e hidrólise em ácido clorídrico e etanol a 65ºC por 1
hora (referente - teste T8 da fase II), os quais correspondem às condições das figuras 5B e 6B.
Testes de delineamento de experimentos pela metodologia Taguchi – Fase II => hidrólise
em ácido clorídrico - HCl utilizando 3 variáveis (dosagem de ácido, temperatura de reação e
tipo de diluente – ÁGUA e ETANOL), em 2 níveis para cada variável, correspondendo a um
total de 8 experimentos, e comparando com amostra de referência (sem hidrólise). Somente,
na fase II foram efetuadas análises no MEV de diferentes microscópicos, para verificação de
formação do pin-holes na superfície das amostras dos experimentos T4 e T8, comparando
com a referência.
Nas fases I (polpa antes da secagem industrial) e II (produto acabado micropulverizado
industrialmente) de Eucalyptus spp. foram efetuadas determinações de morfologia da fibra
(teor de finos), composição química (viscosidade, solubilidade em soda, pentosanas),
drenabilidade Freeness (CSF), e resistências físico-mecânicas e ópticas (índice de tração,
estouro, rasgo, dobras-duplas, densidade, resistência à passagem de ar, opacidade, brancura),
após cada tratamento (T1 a T8), e sem refino (referência).
Na fase II (produto acabado micropulverizado em laboratório) de Pinus spp. foram efetuadas
determinações de morfologia da fibra (teor de finos), composição química (viscosidade,
solubilidade em soda, pentosanas), drenabilidade Freeness (CSF), e resistências físico-
mecânicas e ópticas (índice de tração, estouro, rasgo, dobras-duplas, densidade, resistência à
passagem de ar, opacidade, brancura) para cada tratamento (T1 a T8) e sem refino
(referência).
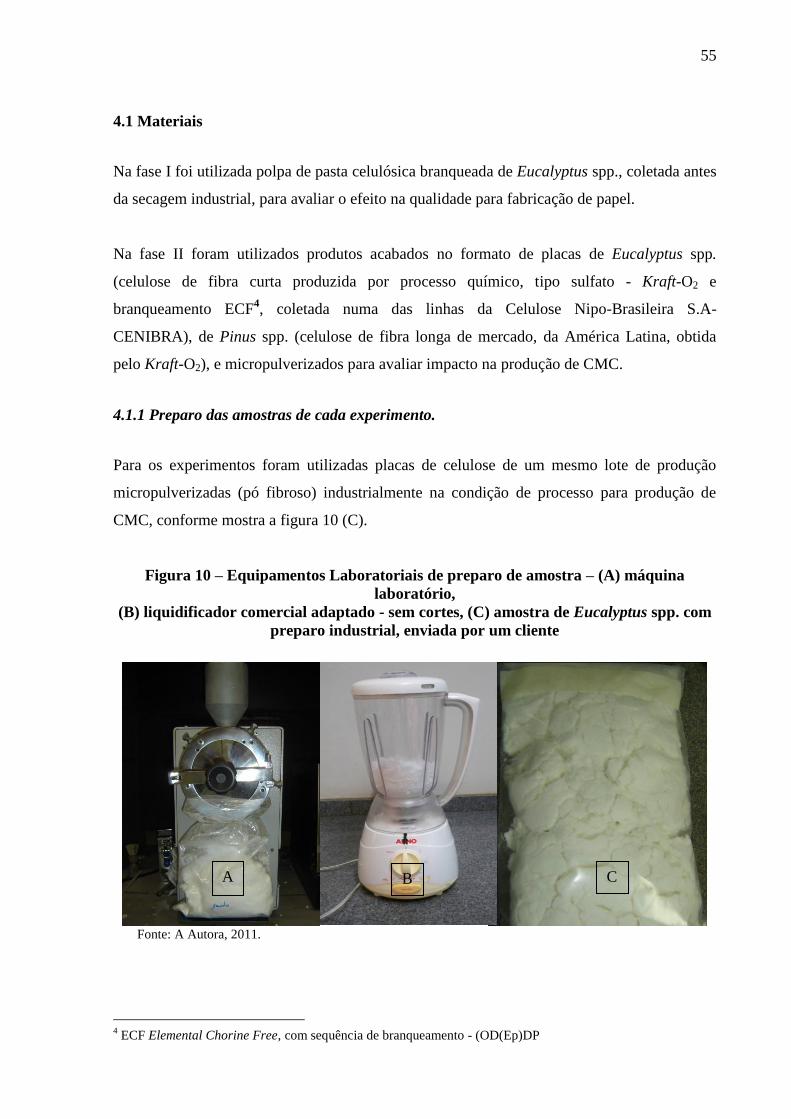
55
4.1 Materiais
Na fase I foi utilizada polpa de pasta celulósica branqueada de Eucalyptus spp., coletada antes
da secagem industrial, para avaliar o efeito na qualidade para fabricação de papel.
Na fase II foram utilizados produtos acabados no formato de placas de Eucalyptus spp.
(celulose de fibra curta produzida por processo químico, tipo sulfato - Kraft-O2 e
branqueamento ECF4, coletada numa das linhas da Celulose Nipo-Brasileira S.A-
CENIBRA), de Pinus spp. (celulose de fibra longa de mercado, da América Latina, obtida
pelo Kraft-O2), e micropulverizados para avaliar impacto na produção de CMC.
4.1.1 Preparo das amostras de cada experimento.
Para os experimentos foram utilizadas placas de celulose de um mesmo lote de produção
micropulverizadas (pó fibroso) industrialmente na condição de processo para produção de
CMC, conforme mostra a figura 10 (C).
Figura 10 – Equipamentos Laboratoriais de preparo de amostra – (A) máquina
laboratório,
(B) liquidificador comercial adaptado - sem cortes, (C) amostra de Eucalyptus spp. com
preparo industrial, enviada por um cliente
Fonte: A Autora, 2011.
4 ECF Elemental Chorine Free, com sequência de branqueamento - (OD(Ep)DP
A B C
56
Para as amostras preparadas em laboratório foi adaptado um liquidificador comercial
eliminando o corte da hélice para evitar quebra da fibra, conforme mostra a figura 10 (B). As
amostras de laboratório podem ser preparadas em equipamento de laboratório como mostra a
figura 10 (A).
4.2 Métodos
Para análises comparativas destes efeitos, neste estudo serão efetuadas medições de
morfologia da fibra, composição química, resistência à drenagem, e as propriedades de
resistências físico-mecânicas das polpas de Eucalyptus spp. e Pinus spp. de diferentes
unidades fabris, comparando a qualidade da pasta celulósica antes da hidrólise (referência) e
após cada tratamento ácido.
Estas análises comparativas são:
Morfologia da fibra (teor de finos);
Composição química (solubilidade em soda cáustica, pentosanas e viscosidade);
Testes de drenabilidade Canadian Satandard Freeness (CSF) e de resistência à
drenagem Schopper-Riegler (ºSR);
Propriedade de resistências físico-mecânicas (índices de tração, estouro, rasgo e
dobras-duplas).
As análises anatômicas quanto ao teor de finos e o coarseness da fibra são importantes
parâmetros determinados no produto acabado como controle de qualidade da pasta celulósica
e a influência do processo das fábricas de celulose. Estas análises são essenciais para a
fabricação de papéis porque estão relacionados com a perda de fibras por meio da tela na
mesa plana (finos) e na qualidade dependendo do tipo de papel (coarseness).
Para efeito de comparação foram efetuadas análises por meio de microscopia MEV com
diferentes ampliações com tratamento com hidrólise ácida em etanol por 5 horas de hidrólise
a 65ºC (T8) nas mesmas condições da amostra da figura 19. A análise por meio da
metodologia de microscopia MEV foi utilizada para verificar se ocorreu alteração na
superfície da fibra da polpa de Eucalyptus spp. e Pinus spp. comparando antes e após a
hidrólise ácida (água ou etanol) com a formação de pin-holes (buracos ou poros).
57
Nesta mesma fibra, da figura 19, foram efetuadas fotos com ampliação de 15.000 e 30.000
vezes para melhor visualização se ocorreu a formação destes pequenos poros (pin-holes).
Adotou-se, também, a análise por Microscopia de Força Atômica (AFM) para verificar se
ocorreu alteração na topografia da superfície da fibra da polpa de Eucalyptus spp. após a
hidrólise ácida com ácido clorídrico (água ou etanol) comparando com a amostra de
referência (sem hidrólise). Esta análise não foi efetuada na polpa de Pinus spp. em função de
não ter observado alteração a topográfica da fibra curta de Eucalyptus spp.
Para avaliação do impacto da hidrólise ácida foram determinados parâmetros químicos,
anatômicos, físico-mecânicos e ópticos por serem importantes indicadores para avaliar a
qualidade de uma pasta celulósica, seja proveniente de um processo sulfato sem ou com
hidrólise ácida durante o branqueamento da pasta celulósica para fabricação de papel e no
produto acabado micropulverizado para produção de CMC.
Neste estudo, também, foi possível efetuar análise comparativa entre polpa de Eucalyptus spp.
sem tratamento e tratada com hidrólise ácida utilizando as metodologias de análises de por via
úmida ou de propriedades físico-mecânicas, determinadas em folhas confeccionadas em
laboratório na gramatura de 60g/m2, de acordo com a norma ABNT NBR ISO 5269-1:2006.
As propriedades físico-mecânicas e ópticas são parâmetros de qualidade da pasta celulósica
essenciais para fabricação de papel, durante o processo e na qualidade final, devido algumas
propriedades terem correlação com quebra de folha na máquina, porosidade do papel, etc.
É importante ressaltar que na fase preliminar – Fase I o tempo de reação da hidrólise ácida foi
de 5 horas (LIN et al, 2009). Na Fase II (experimentos T1 ao T8) o tempo foi constante de 1
hora, em função de ser o tempo aproximado de um processo industrial para fabricação de
CMC.
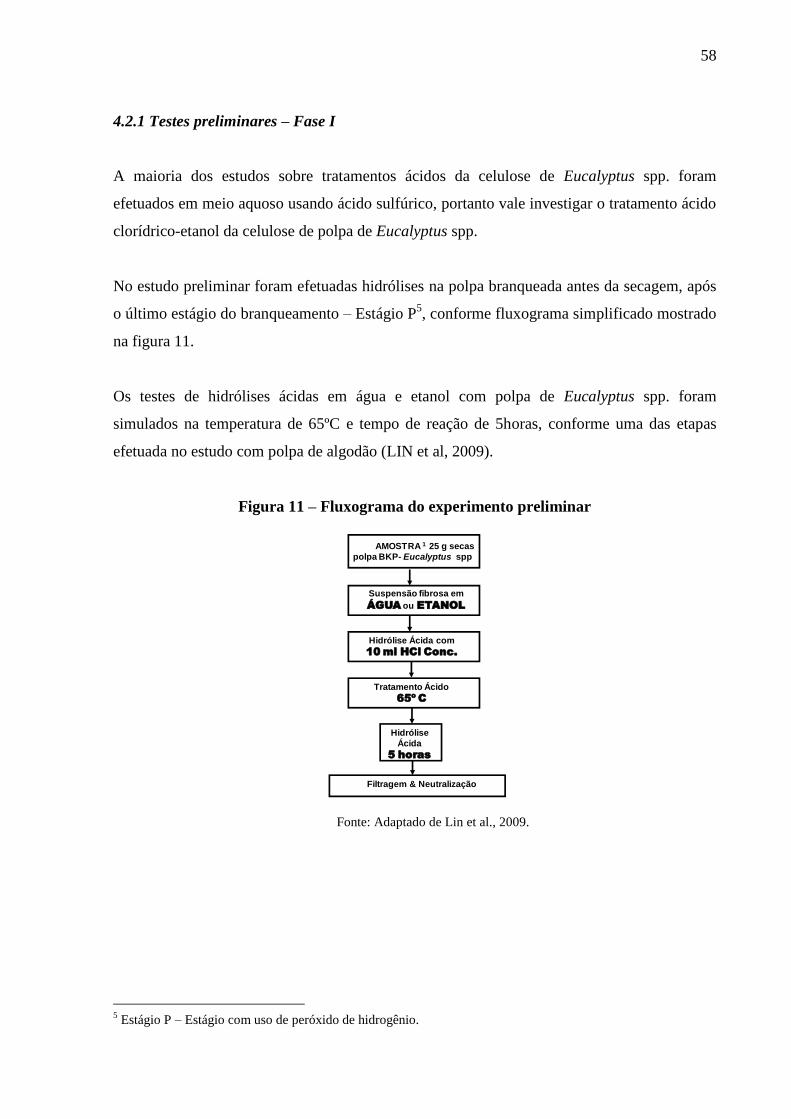
58
4.2.1 Testes preliminares – Fase I
A maioria dos estudos sobre tratamentos ácidos da celulose de Eucalyptus spp. foram
efetuados em meio aquoso usando ácido sulfúrico, portanto vale investigar o tratamento ácido
clorídrico-etanol da celulose de polpa de Eucalyptus spp.
No estudo preliminar foram efetuadas hidrólises na polpa branqueada antes da secagem, após
o último estágio do branqueamento – Estágio P5, conforme fluxograma simplificado mostrado
na figura 11.
Os testes de hidrólises ácidas em água e etanol com polpa de Eucalyptus spp. foram
simulados na temperatura de 65ºC e tempo de reação de 5horas, conforme uma das etapas
efetuada no estudo com polpa de algodão (LIN et al, 2009).
Figura 11 – Fluxograma do experimento preliminar
Fonte: Adaptado de Lin et al., 2009.
5 Estágio P – Estágio com uso de peróxido de hidrogênio.
Suspensão fibrosa em
ÁGUA ou ETANOL
AMOSTRA 1 25 g secas
polpa BKP- Eucalyptus spp.
Hidrólise Ácida com
10 ml HCl Conc.
Tratamento Ácido
65º C
Hidrólise
Ácida
5 horas
Filtragem & Neutralização
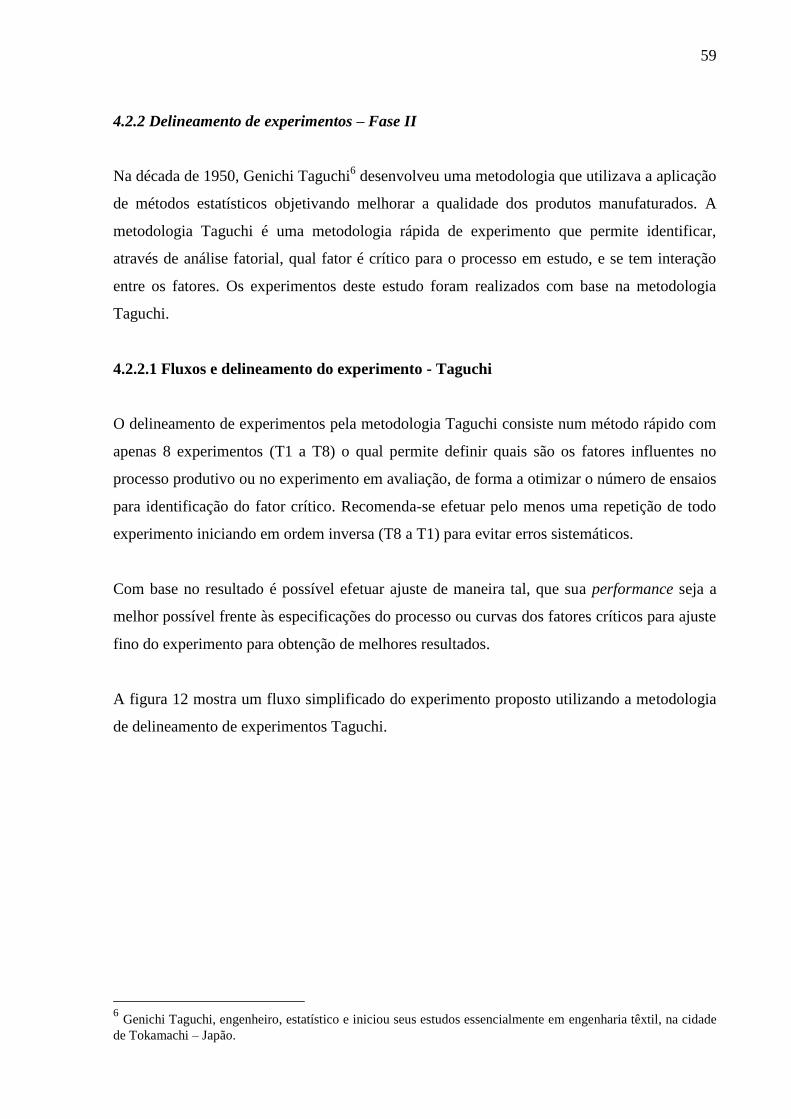
59
4.2.2 Delineamento de experimentos – Fase II
Na década de 1950, Genichi Taguchi6 desenvolveu uma metodologia que utilizava a aplicação
de métodos estatísticos objetivando melhorar a qualidade dos produtos manufaturados. A
metodologia Taguchi é uma metodologia rápida de experimento que permite identificar,
através de análise fatorial, qual fator é crítico para o processo em estudo, e se tem interação
entre os fatores. Os experimentos deste estudo foram realizados com base na metodologia
Taguchi.
4.2.2.1 Fluxos e delineamento do experimento - Taguchi
O delineamento de experimentos pela metodologia Taguchi consiste num método rápido com
apenas 8 experimentos (T1 a T8) o qual permite definir quais são os fatores influentes no
processo produtivo ou no experimento em avaliação, de forma a otimizar o número de ensaios
para identificação do fator crítico. Recomenda-se efetuar pelo menos uma repetição de todo
experimento iniciando em ordem inversa (T8 a T1) para evitar erros sistemáticos.
Com base no resultado é possível efetuar ajuste de maneira tal, que sua performance seja a
melhor possível frente às especificações do processo ou curvas dos fatores críticos para ajuste
fino do experimento para obtenção de melhores resultados.
A figura 12 mostra um fluxo simplificado do experimento proposto utilizando a metodologia
de delineamento de experimentos Taguchi.
6 Genichi Taguchi, engenheiro, estatístico e iniciou seus estudos essencialmente em engenharia têxtil, na cidade
de Tokamachi – Japão.
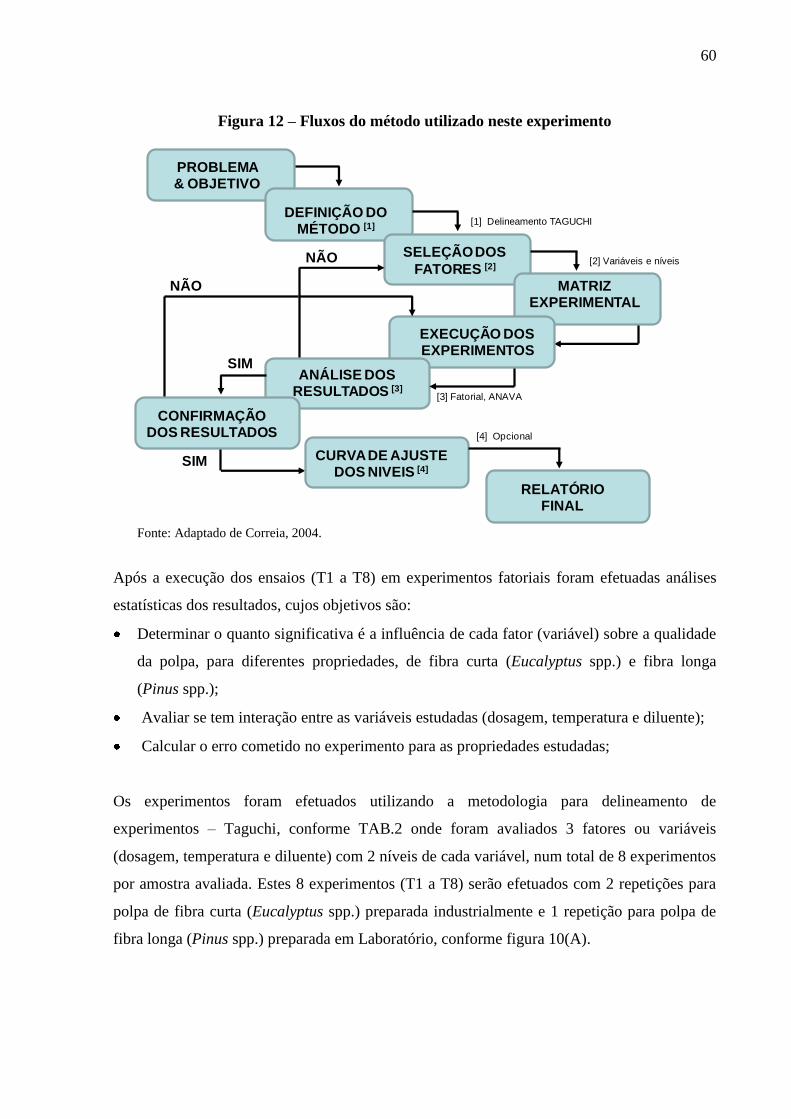
60
Figura 12 – Fluxos do método utilizado neste experimento
Fonte: Adaptado de Correia, 2004.
Após a execução dos ensaios (T1 a T8) em experimentos fatoriais foram efetuadas análises
estatísticas dos resultados, cujos objetivos são:
Determinar o quanto significativa é a influência de cada fator (variável) sobre a qualidade
da polpa, para diferentes propriedades, de fibra curta (Eucalyptus spp.) e fibra longa
(Pinus spp.);
Avaliar se tem interação entre as variáveis estudadas (dosagem, temperatura e diluente);
Calcular o erro cometido no experimento para as propriedades estudadas;
Os experimentos foram efetuados utilizando a metodologia para delineamento de
experimentos – Taguchi, conforme TAB.2 onde foram avaliados 3 fatores ou variáveis
(dosagem, temperatura e diluente) com 2 níveis de cada variável, num total de 8 experimentos
por amostra avaliada. Estes 8 experimentos (T1 a T8) serão efetuados com 2 repetições para
polpa de fibra curta (Eucalyptus spp.) preparada industrialmente e 1 repetição para polpa de
fibra longa (Pinus spp.) preparada em Laboratório, conforme figura 10(A).
PROBLEMA & OBJETIVO
DEFINIÇÃO DO MÉTODO [1]
SELEÇÃO DOS
FATORES [2]
MATRIZ EXPERIMENTAL
EXECUÇÃO DOS EXPERIMENTOS
ANÁLISE DOS RESULTADOS [3]
NÃO
SIM
CONFIRMAÇÃO DOS RESULTADOS
SIM
NÃO
[2] Variáveis e níveis
CURVA DE AJUSTE DOS NIVEIS [4]
[1] Delineamento TAGUCHI
[3] Fatorial, ANAVA
RELATÓRIO FINAL
[4] Opcional
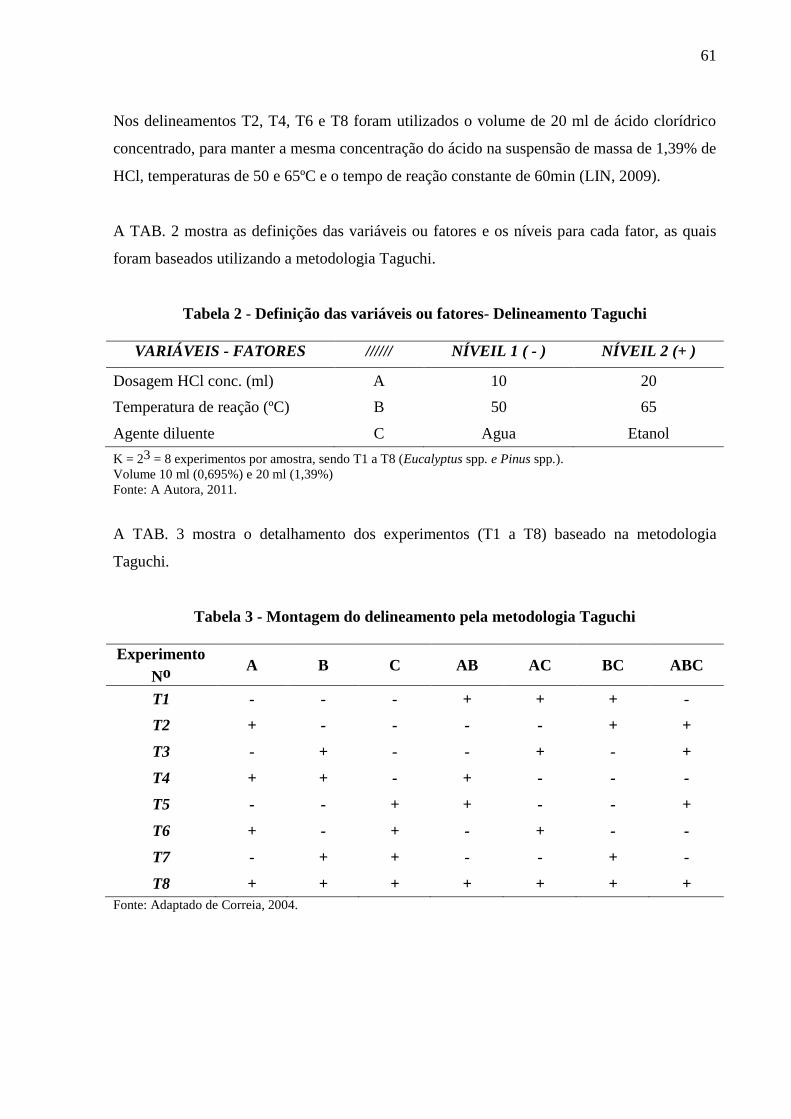
61
Nos delineamentos T2, T4, T6 e T8 foram utilizados o volume de 20 ml de ácido clorídrico
concentrado, para manter a mesma concentração do ácido na suspensão de massa de 1,39% de
HCl, temperaturas de 50 e 65ºC e o tempo de reação constante de 60min (LIN, 2009).
A TAB. 2 mostra as definições das variáveis ou fatores e os níveis para cada fator, as quais
foram baseados utilizando a metodologia Taguchi.
Tabela 2 - Definição das variáveis ou fatores- Delineamento Taguchi
VARIÁVEIS - FATORES ////// NÍVEIL 1 ( - ) NÍVEIL 2 (+ )
Dosagem HCl conc. (ml) A 10 20
Temperatura de reação (ºC) B 50 65
Agente diluente C Agua Etanol
K = 23 = 8 experimentos por amostra, sendo T1 a T8 (Eucalyptus spp. e Pinus spp.).
Volume 10 ml (0,695%) e 20 ml (1,39%)
Fonte: A Autora, 2011.
A TAB. 3 mostra o detalhamento dos experimentos (T1 a T8) baseado na metodologia
Taguchi.
Tabela 3 - Montagem do delineamento pela metodologia Taguchi
Experimento
No A B C AB AC BC ABC
T1 - - - + + + -
T2 + - - - - + +
T3 - + - - + - +
T4 + + - + - - -
T5 - - + + - - +
T6 + - + - + - -
T7 - + + - - + -
T8 + + + + + + +
Fonte: Adaptado de Correia, 2004.
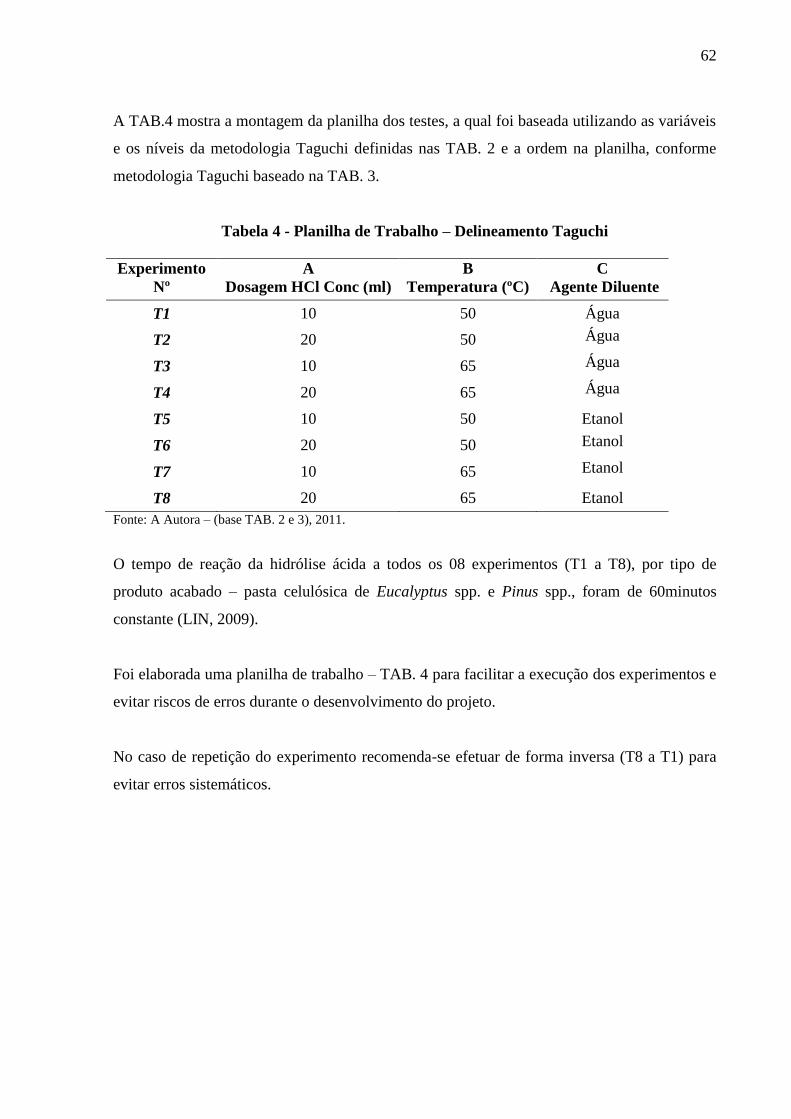
62
A TAB.4 mostra a montagem da planilha dos testes, a qual foi baseada utilizando as variáveis
e os níveis da metodologia Taguchi definidas nas TAB. 2 e a ordem na planilha, conforme
metodologia Taguchi baseado na TAB. 3.
Tabela 4 - Planilha de Trabalho – Delineamento Taguchi
Experimento
Nº
A
Dosagem HCl Conc (ml)
B
Temperatura (ºC)
C
Agente Diluente
T1 10 50 Água
T2 20 50 Água
T3 10 65 Água
T4 20 65 Água
T5 10 50 Etanol
T6 20 50 Etanol
T7 10 65 Etanol
T8 20 65 Etanol
Fonte: A Autora – (base TAB. 2 e 3), 2011.
O tempo de reação da hidrólise ácida a todos os 08 experimentos (T1 a T8), por tipo de
produto acabado – pasta celulósica de Eucalyptus spp. e Pinus spp., foram de 60minutos
constante (LIN, 2009).
Foi elaborada uma planilha de trabalho – TAB. 4 para facilitar a execução dos experimentos e
evitar riscos de erros durante o desenvolvimento do projeto.
No caso de repetição do experimento recomenda-se efetuar de forma inversa (T8 a T1) para
evitar erros sistemáticos.
63
4.2.2.2 Detalhamento do experimento - Taguchi
Os experimentos (T1 a T8), de cada amostra, foram efetuados conforme a seguir:
1. Para cada tipo de amostra (fibra curta e longa), citado no item 4.1, serão preparadas
1000g de placas de pasta celulósica (folhas do processo), conforme utilizadas no
processo para fabricação de CMC, sendo estas em quantidades suficientes para efetuar
o experimento, em duplicata (T1 a T8);
2. Para cada experimento (T1 a T8) foi pesado 50g de cada tipo de amostra
micropulverizada, em um béquer de 1000 ml;
3. Adicionou 500ml de água deionizada7 (T1 a T4) ou etanol (T5 a T8), e agitou com um
bastão de vidro ou magnético a suspensão de massa;
4. As suspensões de massas de cada experimento (água ou etanol) foram aquecidas nas
temperaturas dos experimentos 50 ou 65ºC, em banho-maria, por um tempo constante
de 60 minutos;
5. Após o aquecimento da suspensão de fibras (polpa), na temperatura desejada, e
adicionou 10 ou 20ml de ácido clorídrico concentrado, para cada teste do experimento
(T1 a T8), os quais ficaram em reação quente por mais 60min, conforme definido nas
TAB.2 e 4 do delineamento do experimento no item 4.2.1.1;
6. Após o tempo de reação de cada experimento (T1 a T8) de cada tipo de polpa foi
efetuada filtragem em funil de Buchner, usando papel de filtro de drenagem rápida
(faixa preta) com vácuo;
7. Removeu a polpa retida no papel, transferiu para béquer de 1000 ml para neutralizar a
hidrólise ácida com 100ml de carbonato ácido de sódio (NaHCO3) 1M, em banho de
gelo por 5 minutos (LIN, 2009);
8. Após a neutralização a suspensão de fibras foi filtrada em funil de Buchner, usando
papel de filtro de drenagem rápida (faixa preta) com vácuo, e lavada com água
deionizada;
7 Substituir a água deionizada por etanol (CH3CH2OH) – álcool etílico analítico para os experimentos T5 a T8,
conforme TAB.4.
64
9. A polpa do funil de Buchner foi removida e transferida para béquer de 1000 ml,
adicionando 500ml de solução de álcool etílico PA (1:1). A suspensão de massa foi
homogeneizada, filtrada utilizando papel de filtro faixa preta (drenagem rápida), e
transferida para um vidro de relógio. A amostra foi seca em estufa a 40±2ºC, por 7
dias, para remover o excesso de umidade da polpa;
10. A polpa seca foi colocada sobre o vidro de relógio em uma sala climatizada específica
(Laboratório de ensaios físicos e ópticos), a 23±1ºC de temperatura e 50±2% de
umidade, para completar a secagem (aproximadamente 1 semana).
As amostras foram armazenadas em sacolas plásticas identificadas, por experimento (T1 a
T8), data, o tipo de polpa (fibra curta – Eucalyptus spp, e fibra longa – Pinus spp.). Por
exemplo: T1A, T1B até T8A, T8B (A e B são repetições na mesma amostra).
Foi preparada, também, amostra micropulverizada em laboratório, conforme figura 10, do
mesmo lote industrial da fibra de Eucalyptus spp. para simular uma celulose micropulverizada
preparada industrialmente. Esta metodologia foi efetuada para avaliar impacto na qualidade
por meio de testes de viscosidade devido à amostra micropulverizada de Pinus spp. ter sido
preparada em laboratório para os experimentos T a T8.
4.2.3 Propriedades analisadas e normas utilizadas
Os procedimentos iniciados pela letra P das TAB. 5 e 6 são metodologias internas da
CENIBRA baseadas nas normas internacionais ABNT NBR que são tradução das normas ISO
ou TAPPI.
Na TAB. 5 mostram as metodologias que foram utilizadas nas análises da amostra de
referência e dos experimentos (T1 a T8) para as propriedades químicas e uma anatômica
(finos).
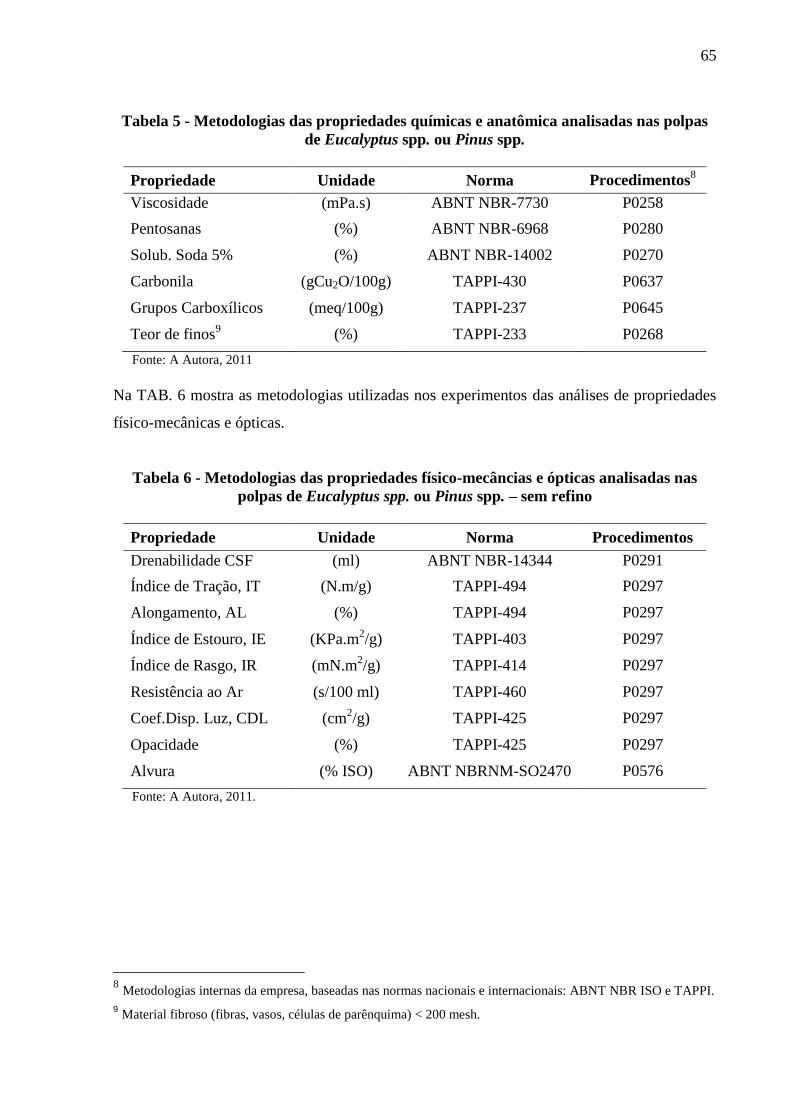
65
Tabela 5 - Metodologias das propriedades químicas e anatômica analisadas nas polpas
de Eucalyptus spp. ou Pinus spp.
Propriedade Unidade Norma Procedimentos8
Viscosidade (mPa.s) ABNT NBR-7730 P0258
Pentosanas (%) ABNT NBR-6968 P0280
Solub. Soda 5% (%) ABNT NBR-14002 P0270
Carbonila (gCu2O/100g) TAPPI-430 P0637
Grupos Carboxílicos (meq/100g) TAPPI-237 P0645
Teor de finos9 (%) TAPPI-233 P0268
Fonte: A Autora, 2011
Na TAB. 6 mostra as metodologias utilizadas nos experimentos das análises de propriedades
físico-mecânicas e ópticas.
Tabela 6 - Metodologias das propriedades físico-mecâncias e ópticas analisadas nas
polpas de Eucalyptus spp. ou Pinus spp. – sem refino
Propriedade Unidade Norma Procedimentos
Drenabilidade CSF (ml) ABNT NBR-14344 P0291
Índice de Tração, IT (N.m/g) TAPPI-494 P0297
Alongamento, AL (%) TAPPI-494 P0297
Índice de Estouro, IE (KPa.m2/g) TAPPI-403 P0297
Índice de Rasgo, IR (mN.m2/g) TAPPI-414 P0297
Resistência ao Ar (s/100 ml) TAPPI-460 P0297
Coef.Disp. Luz, CDL (cm2/g) TAPPI-425 P0297
Opacidade (%) TAPPI-425 P0297
Alvura (% ISO) ABNT NBRNM-SO2470 P0576
Fonte: A Autora, 2011.
8 Metodologias internas da empresa, baseadas nas normas nacionais e internacionais: ABNT NBR ISO e TAPPI.
9 Material fibroso (fibras, vasos, células de parênquima) < 200 mesh.
66
4.2.4 Técnicas de análises de microscopia e equipamentos utilizadas
Para determinação de análises microscópicas foi utilizado o Microscópio Eletrônico de
Varredura – MEV (Scanning Electron Microscope, SEM) é um equipamento versátil que
permite a obtenção de informações estruturais e químicas de amostras diversas. O MEV é um
equipamento capaz de produzir imagens de alta ampliação (até 300.000 x) e alta resolução.
Para determinar as análises de microscopia MEV – Microscópio Eletrônico de Varredura das
amostras de referência e dos experimentos T4 e T8, mostrados no item 5.2.1, dos produtos
acabados de Eucalyptus spp. e Pinus spp. foram utilizados dois tipos de microscópio: o JEOL
JSM – 636LV e o FEG - Quanta 200 FEI.
No microscópio JEOL, as amostras de polpa foram colocadas sobre stubs com
cobertura de ouro para serem analisadas, conforme informado no LIN, 2009;
No microscópio FEG, as amostras de polpa foram colocadas sobre stubs sem cobertura
de ouro para serem analisadas.
Para complementar as análises de microscopia MEV – Microscópio Eletrônico de Varredura
das amostras de referência e dos experimentos T4 e T8, mostrados no item 5.2.1, dos produtos
acabados de Eucalyptus spp. foi utilizado microscópio AFM – MFP-3DTM ASYLUM.
Os testes de AFM foram efetuados em amostras de papel confeccionadas com 60g/m2,
em Laboratório, foram analisadas do lado da superfície lisa (polida).
4.2.5 Principais equipamentos utilizados nas demais análises gravimétricas e volumétricas
Para determinar a propriedade morfológica da pasta celulósica quanto ao teor de finos
(material fibroso: fibras inteiras e quebradas, células de parênquima e vasos), citadas na TAB.
5, foi utilizado o equipamento Ankersmid CIS-100 – Galai que quantifica todo material
fibroso, e o Fiber Tester , citados nas figuras 40 a 51, que quantifica somente as fibras.

67
Para análise das propriedades químicas (viscosidade e pentosanas) da pasta celulósica, citadas
na TAB. 5, foram utilizados os equipamentos do Laboratório de Análise Química –
CENIBRA, adaptados conforme as figuras 13 e 14.
Figura 13 – Banho refrigerado a 25ºC e viscosímetro SAYBOT
Fonte: A Autora, 2011.
Figura 14 – Aparelho para determinação de pentosanas
Fonte: A Autora, 2011.
Para determinar as demais propriedades químicas da pasta celulósica, citadas na TAB. 5,
foram utilizadas análises volumétricas utilizando as metodologias correlatas das normas
referenciadas.
68
As propriedades de resistência à drenabilidade – ºSR ou CSF, citadas na TAB. 6, foram
determinadas utilizando os equipamentos: Schopper-Riegler e Canadian Standard Freeness.
Para determinar as propriedades físico-mecâncias e ópticas, citadas na TAB. 6, foram
utilizados os equipamentos a seguir:
INSTRON e Dinamômetro – Indice de Tração
Auto Burst e Elmendorf – Índices de estouro e rasgo
L&W Air Permeance e densímetro Gurley – Resistência á passagem de ar.
MIT - Dobras-Duplas
Elrepho 3000 – Alvura
Para determinar os grupos funcionais da pasta celulósica, conforme mostrados na figura 15,
foi utilizado o equipamento Infra Red – IR.
Todos os experimentos e análises gravimétricas e de resistências foram determinadas no
Laboratório da CENIBRA, exceto as avaliações microscópicas utilizando os equipamentos
MEV que foram efetuadas no Laboratório de Microscopia da UFMG.
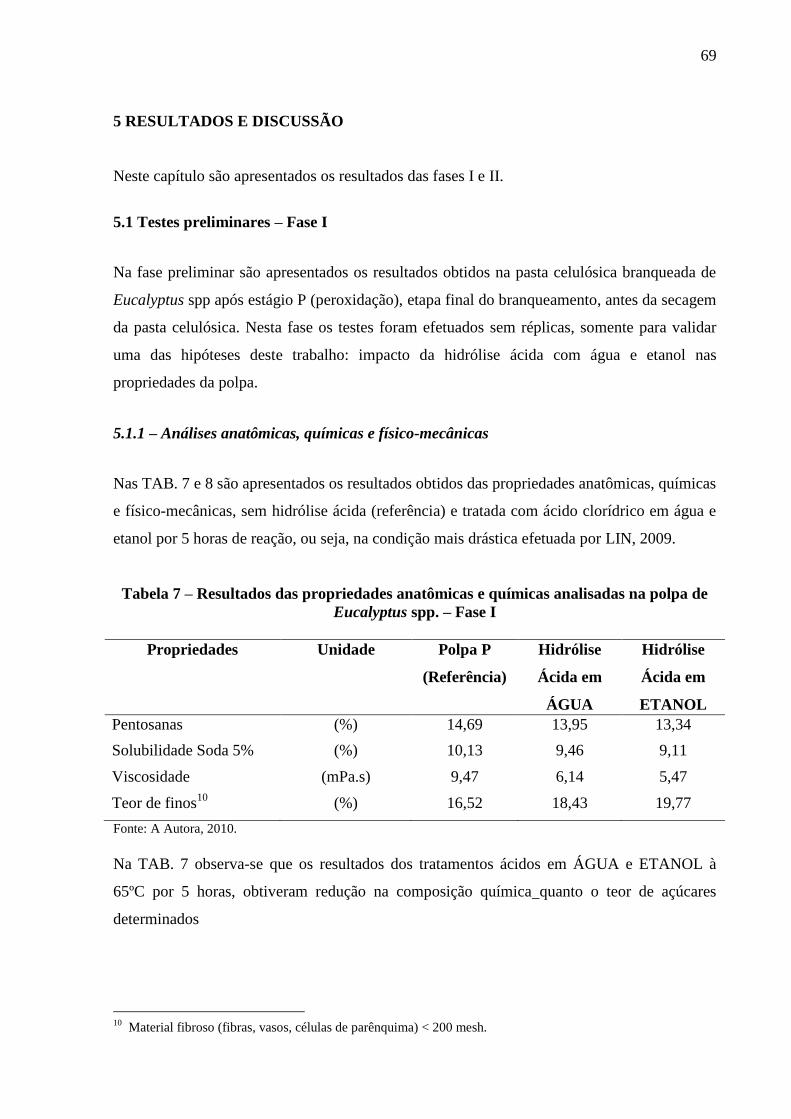
69
5 RESULTADOS E DISCUSSÃO
Neste capítulo são apresentados os resultados das fases I e II.
5.1 Testes preliminares – Fase I
Na fase preliminar são apresentados os resultados obtidos na pasta celulósica branqueada de
Eucalyptus spp após estágio P (peroxidação), etapa final do branqueamento, antes da secagem
da pasta celulósica. Nesta fase os testes foram efetuados sem réplicas, somente para validar
uma das hipóteses deste trabalho: impacto da hidrólise ácida com água e etanol nas
propriedades da polpa.
5.1.1 – Análises anatômicas, químicas e físico-mecânicas
Nas TAB. 7 e 8 são apresentados os resultados obtidos das propriedades anatômicas, químicas
e físico-mecânicas, sem hidrólise ácida (referência) e tratada com ácido clorídrico em água e
etanol por 5 horas de reação, ou seja, na condição mais drástica efetuada por LIN, 2009.
Tabela 7 – Resultados das propriedades anatômicas e químicas analisadas na polpa de
Eucalyptus spp. – Fase I
Propriedades Unidade Polpa P
(Referência)
Hidrólise
Ácida em
ÁGUA
Hidrólise
Ácida em
ETANOL
Pentosanas (%) 14,69 13,95 13,34
Solubilidade Soda 5% (%) 10,13 9,46 9,11
Viscosidade (mPa.s) 9,47 6,14 5,47
Teor de finos10
(%) 16,52 18,43 19,77
Fonte: A Autora, 2010.
Na TAB. 7 observa-se que os resultados dos tratamentos ácidos em ÁGUA e ETANOL à
65ºC por 5 horas, obtiveram redução na composição química quanto o teor de açúcares
determinados
10
Material fibroso (fibras, vasos, células de parênquima) < 200 mesh.
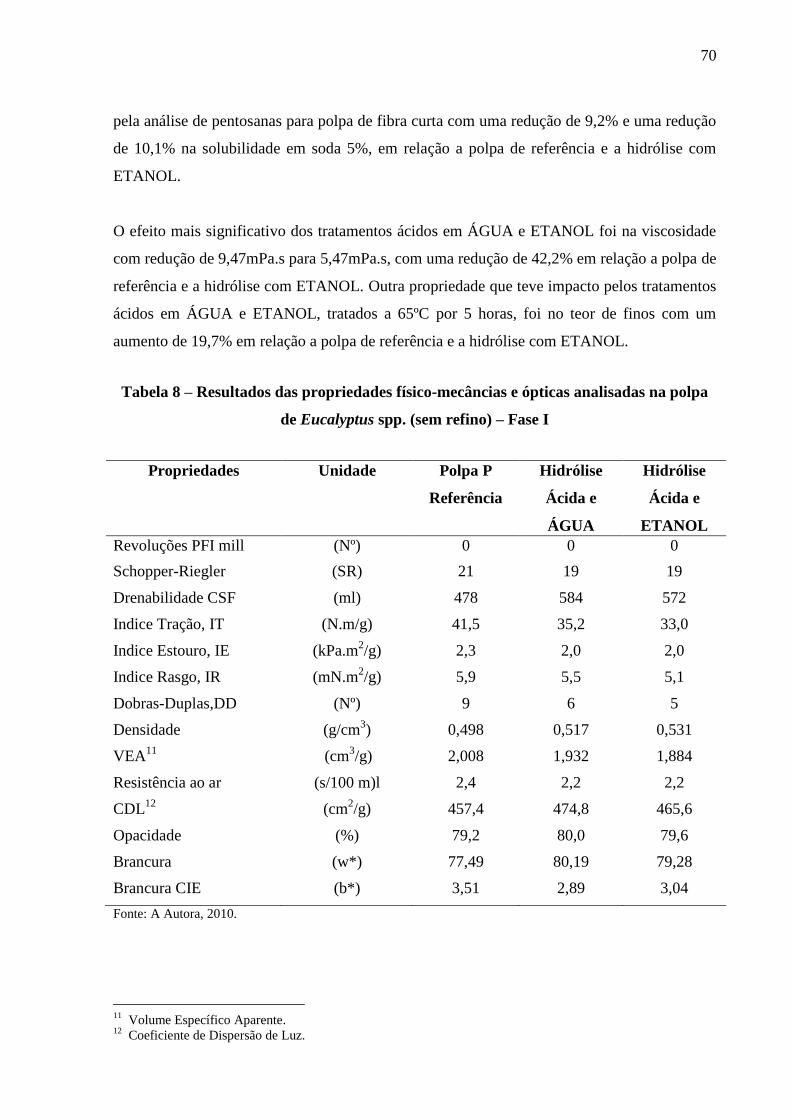
70
pela análise de pentosanas para polpa de fibra curta com uma redução de 9,2% e uma redução
de 10,1% na solubilidade em soda 5%, em relação a polpa de referência e a hidrólise com
ETANOL.
O efeito mais significativo dos tratamentos ácidos em ÁGUA e ETANOL foi na viscosidade
com redução de 9,47mPa.s para 5,47mPa.s, com uma redução de 42,2% em relação a polpa de
referência e a hidrólise com ETANOL. Outra propriedade que teve impacto pelos tratamentos
ácidos em ÁGUA e ETANOL, tratados a 65ºC por 5 horas, foi no teor de finos com um
aumento de 19,7% em relação a polpa de referência e a hidrólise com ETANOL.
Tabela 8 – Resultados das propriedades físico-mecâncias e ópticas analisadas na polpa
de Eucalyptus spp. (sem refino) – Fase I
Propriedades Unidade Polpa P
Referência
Hidrólise
Ácida e
ÁGUA
Hidrólise
Ácida e
ETANOL
Revoluções PFI mill (Nº) 0 0 0
Schopper-Riegler (SR) 21 19 19
Drenabilidade CSF (ml) 478 584 572
Indice Tração, IT (N.m/g) 41,5 35,2 33,0
Indice Estouro, IE (kPa.m2/g) 2,3 2,0 2,0
Indice Rasgo, IR (mN.m2/g) 5,9 5,5 5,1
Dobras-Duplas,DD (Nº) 9 6 5
Densidade (g/cm3) 0,498 0,517 0,531
VEA11
(cm
3/g) 2,008 1,932 1,884
Resistência ao ar (s/100 m)l 2,4 2,2 2,2
CDL12
(cm2/g) 457,4 474,8 465,6
Opacidade (%) 79,2 80,0 79,6
Brancura (w*) 77,49 80,19 79,28
Brancura CIE (b*) 3,51 2,89 3,04
Fonte: A Autora, 2010.
11
Volume Específico Aparente. 12
Coeficiente de Dispersão de Luz.
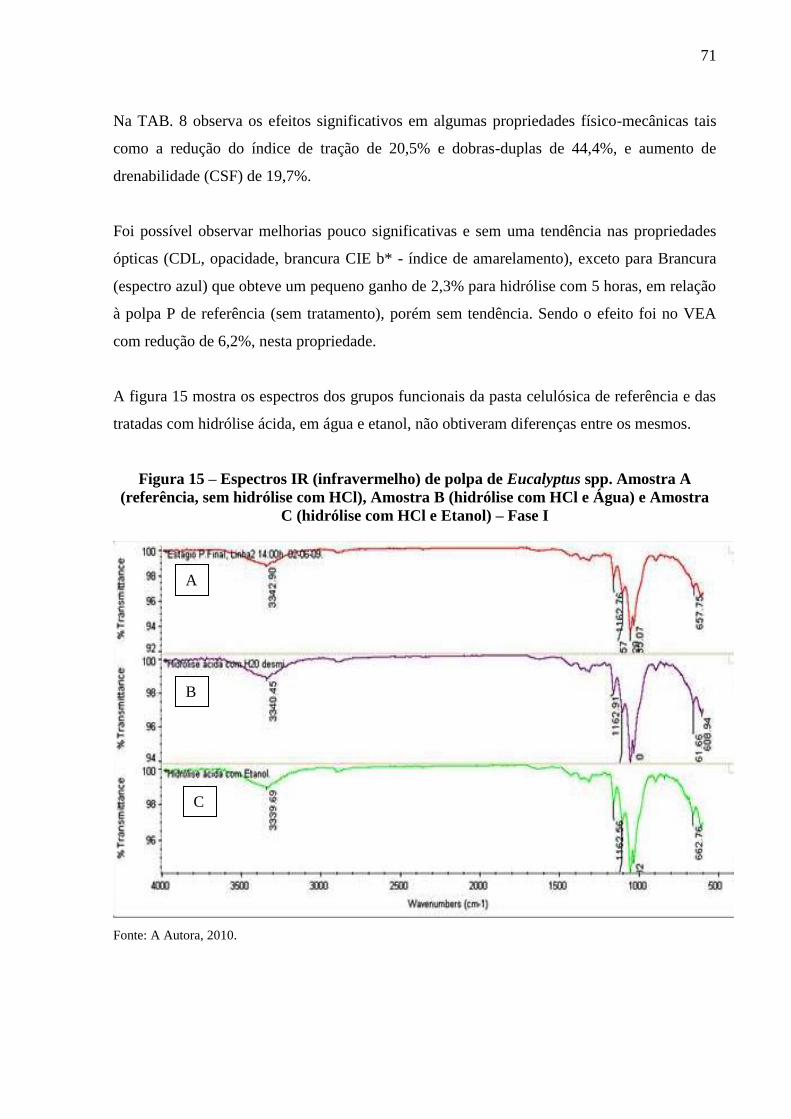
71
Na TAB. 8 observa os efeitos significativos em algumas propriedades físico-mecânicas tais
como a redução do índice de tração de 20,5% e dobras-duplas de 44,4%, e aumento de
drenabilidade (CSF) de 19,7%.
Foi possível observar melhorias pouco significativas e sem uma tendência nas propriedades
ópticas (CDL, opacidade, brancura CIE b* - índice de amarelamento), exceto para Brancura
(espectro azul) que obteve um pequeno ganho de 2,3% para hidrólise com 5 horas, em relação
à polpa P de referência (sem tratamento), porém sem tendência. Sendo o efeito foi no VEA
com redução de 6,2%, nesta propriedade.
A figura 15 mostra os espectros dos grupos funcionais da pasta celulósica de referência e das
tratadas com hidrólise ácida, em água e etanol, não obtiveram diferenças entre os mesmos.
Figura 15 – Espectros IR (infravermelho) de polpa de Eucalyptus spp. Amostra A
(referência, sem hidrólise com HCl), Amostra B (hidrólise com HCl e Água) e Amostra
C (hidrólise com HCl e Etanol) – Fase I
Fonte: A Autora, 2010.
A
B
C
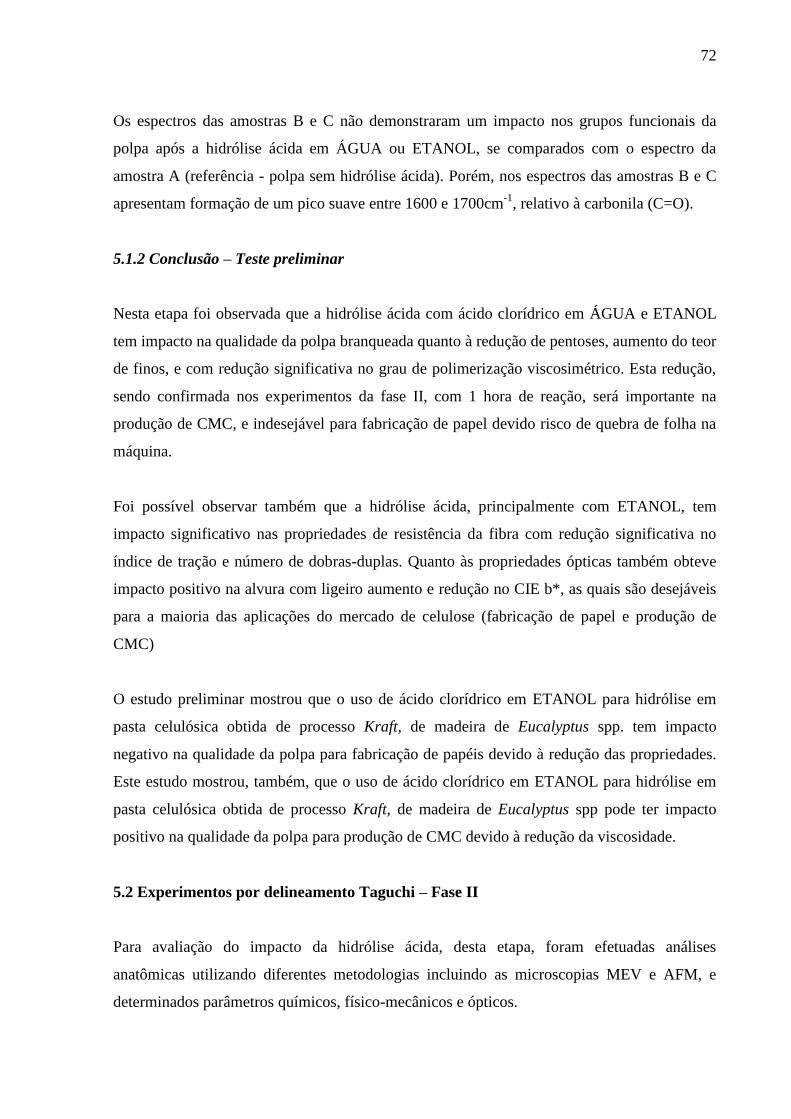
72
Os espectros das amostras B e C não demonstraram um impacto nos grupos funcionais da
polpa após a hidrólise ácida em ÁGUA ou ETANOL, se comparados com o espectro da
amostra A (referência - polpa sem hidrólise ácida). Porém, nos espectros das amostras B e C
apresentam formação de um pico suave entre 1600 e 1700cm-1
, relativo à carbonila (C=O).
5.1.2 Conclusão – Teste preliminar
Nesta etapa foi observada que a hidrólise ácida com ácido clorídrico em ÁGUA e ETANOL
tem impacto na qualidade da polpa branqueada quanto à redução de pentoses, aumento do teor
de finos, e com redução significativa no grau de polimerização viscosimétrico. Esta redução,
sendo confirmada nos experimentos da fase II, com 1 hora de reação, será importante na
produção de CMC, e indesejável para fabricação de papel devido risco de quebra de folha na
máquina.
Foi possível observar também que a hidrólise ácida, principalmente com ETANOL, tem
impacto significativo nas propriedades de resistência da fibra com redução significativa no
índice de tração e número de dobras-duplas. Quanto às propriedades ópticas também obteve
impacto positivo na alvura com ligeiro aumento e redução no CIE b*, as quais são desejáveis
para a maioria das aplicações do mercado de celulose (fabricação de papel e produção de
CMC)
O estudo preliminar mostrou que o uso de ácido clorídrico em ETANOL para hidrólise em
pasta celulósica obtida de processo Kraft, de madeira de Eucalyptus spp. tem impacto
negativo na qualidade da polpa para fabricação de papéis devido à redução das propriedades.
Este estudo mostrou, também, que o uso de ácido clorídrico em ETANOL para hidrólise em
pasta celulósica obtida de processo Kraft, de madeira de Eucalyptus spp pode ter impacto
positivo na qualidade da polpa para produção de CMC devido à redução da viscosidade.
5.2 Experimentos por delineamento Taguchi – Fase II
Para avaliação do impacto da hidrólise ácida, desta etapa, foram efetuadas análises
anatômicas utilizando diferentes metodologias incluindo as microscopias MEV e AFM, e
determinados parâmetros químicos, físico-mecânicos e ópticos.
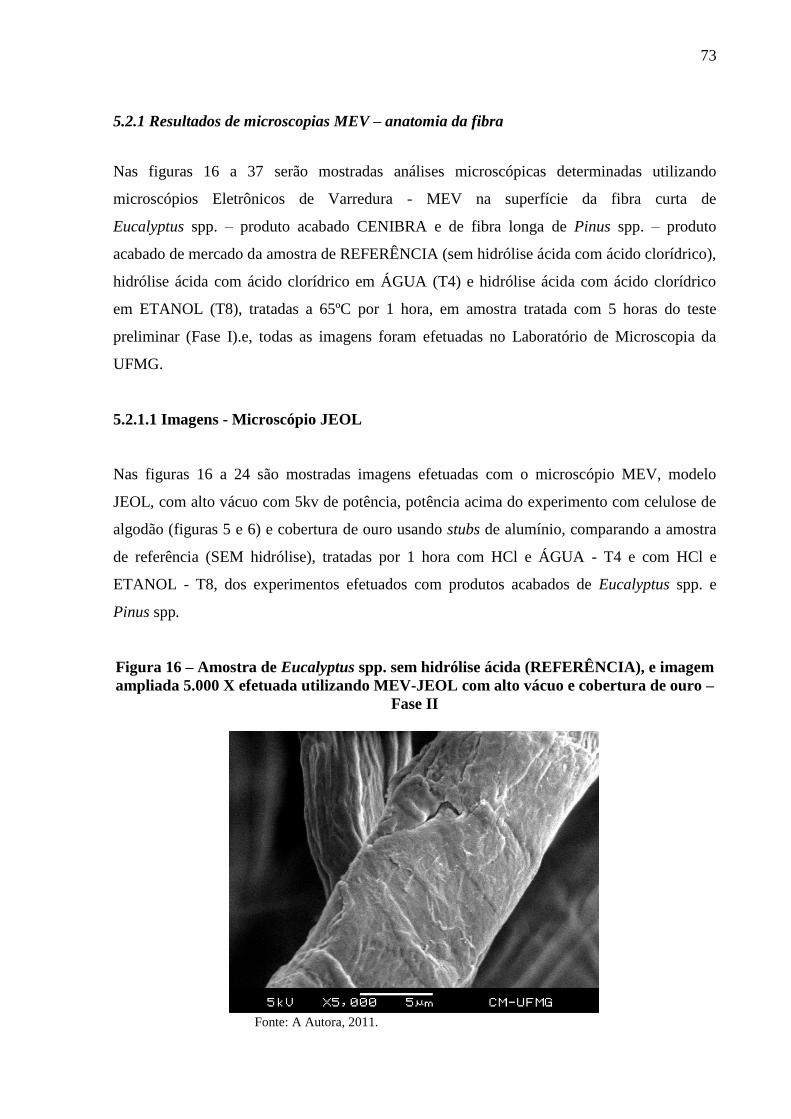
73
5.2.1 Resultados de microscopias MEV – anatomia da fibra
Nas figuras 16 a 37 serão mostradas análises microscópicas determinadas utilizando
microscópios Eletrônicos de Varredura - MEV na superfície da fibra curta de
Eucalyptus spp. – produto acabado CENIBRA e de fibra longa de Pinus spp. – produto
acabado de mercado da amostra de REFERÊNCIA (sem hidrólise ácida com ácido clorídrico),
hidrólise ácida com ácido clorídrico em ÁGUA (T4) e hidrólise ácida com ácido clorídrico
em ETANOL (T8), tratadas a 65ºC por 1 hora, em amostra tratada com 5 horas do teste
preliminar (Fase I).e, todas as imagens foram efetuadas no Laboratório de Microscopia da
UFMG.
5.2.1.1 Imagens - Microscópio JEOL
Nas figuras 16 a 24 são mostradas imagens efetuadas com o microscópio MEV, modelo
JEOL, com alto vácuo com 5kv de potência, potência acima do experimento com celulose de
algodão (figuras 5 e 6) e cobertura de ouro usando stubs de alumínio, comparando a amostra
de referência (SEM hidrólise), tratadas por 1 hora com HCl e ÁGUA - T4 e com HCl e
ETANOL - T8, dos experimentos efetuados com produtos acabados de Eucalyptus spp. e
Pinus spp.
Figura 16 – Amostra de Eucalyptus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
ampliada 5.000 X efetuada utilizando MEV-JEOL com alto vácuo e cobertura de ouro –
Fase II
Fonte: A Autora, 2011.
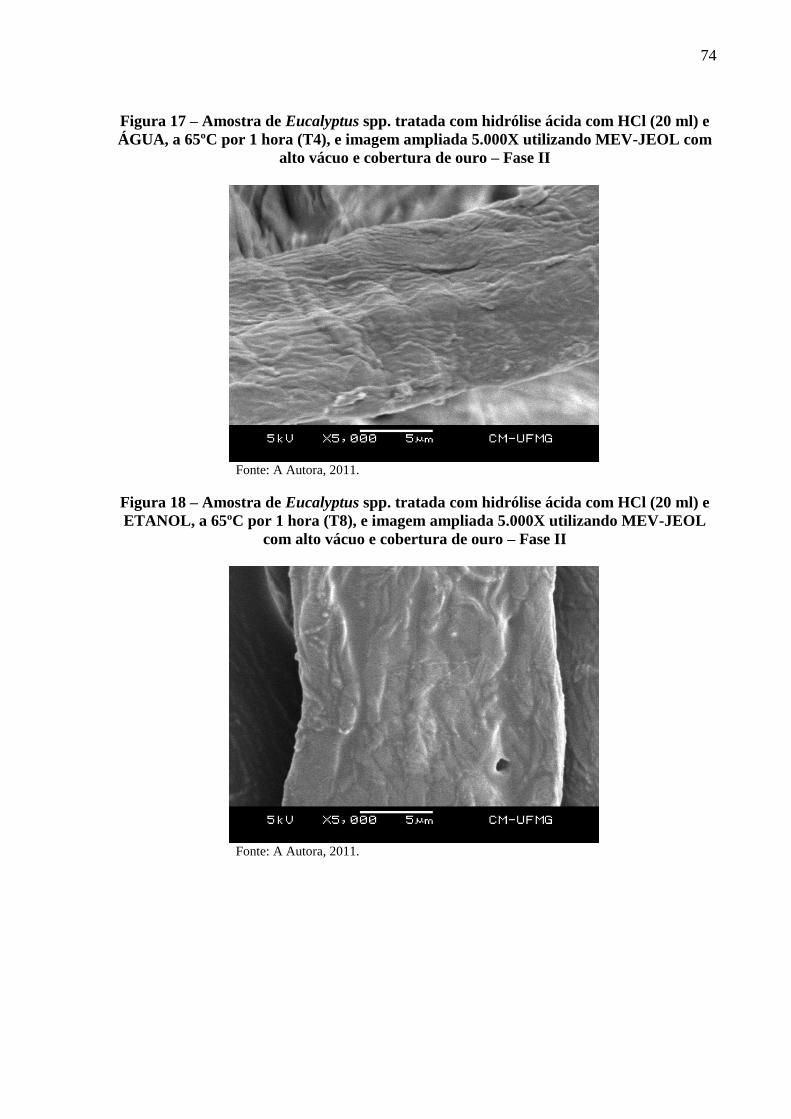
74
Figura 17 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ÁGUA, a 65ºC por 1 hora (T4), e imagem ampliada 5.000X utilizando MEV-JEOL com
alto vácuo e cobertura de ouro – Fase II
Fonte: A Autora, 2011.
Figura 18 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 1 hora (T8), e imagem ampliada 5.000X utilizando MEV-JEOL
com alto vácuo e cobertura de ouro – Fase II
Fonte: A Autora, 2011.
75
Figura 19 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 5 horas (T8), e imagem ampliada 5.000X utilizando MEV-JEOL
com alto vácuo e cobertura de ouro – Fase II
Fonte: A Autora, 2011.
Figura 20 – Amostra de Pinus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
ampliada 5.000X utilizando MEV-JEOL com alto vácuo e cobertura de ouro – Fase II
Fonte: A Autora, 2011.
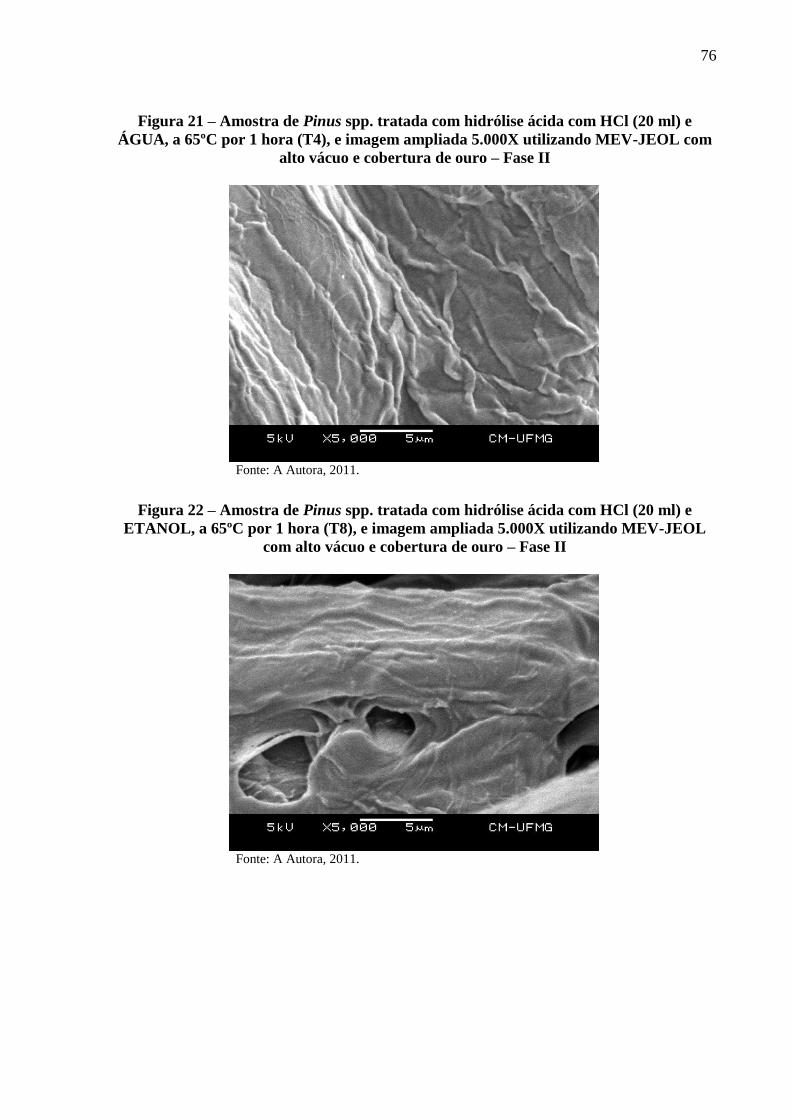
76
Figura 21 – Amostra de Pinus spp. tratada com hidrólise ácida com HCl (20 ml) e
ÁGUA, a 65ºC por 1 hora (T4), e imagem ampliada 5.000X utilizando MEV-JEOL com
alto vácuo e cobertura de ouro – Fase II
Fonte: A Autora, 2011.
Figura 22 – Amostra de Pinus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 1 hora (T8), e imagem ampliada 5.000X utilizando MEV-JEOL
com alto vácuo e cobertura de ouro – Fase II
Fonte: A Autora, 2011.
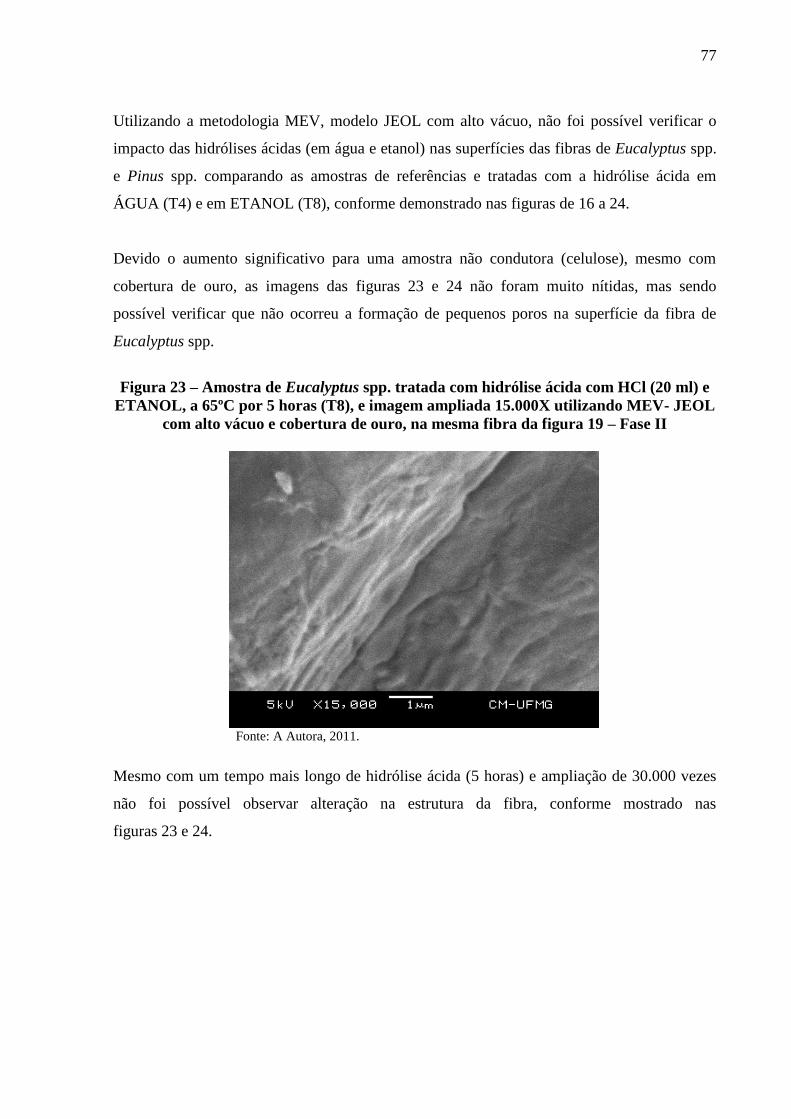
77
Utilizando a metodologia MEV, modelo JEOL com alto vácuo, não foi possível verificar o
impacto das hidrólises ácidas (em água e etanol) nas superfícies das fibras de Eucalyptus spp.
e Pinus spp. comparando as amostras de referências e tratadas com a hidrólise ácida em
ÁGUA (T4) e em ETANOL (T8), conforme demonstrado nas figuras de 16 a 24.
Devido o aumento significativo para uma amostra não condutora (celulose), mesmo com
cobertura de ouro, as imagens das figuras 23 e 24 não foram muito nítidas, mas sendo
possível verificar que não ocorreu a formação de pequenos poros na superfície da fibra de
Eucalyptus spp.
Figura 23 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 5 horas (T8), e imagem ampliada 15.000X utilizando MEV- JEOL
com alto vácuo e cobertura de ouro, na mesma fibra da figura 19 – Fase II
Fonte: A Autora, 2011.
Mesmo com um tempo mais longo de hidrólise ácida (5 horas) e ampliação de 30.000 vezes
não foi possível observar alteração na estrutura da fibra, conforme mostrado nas
figuras 23 e 24.
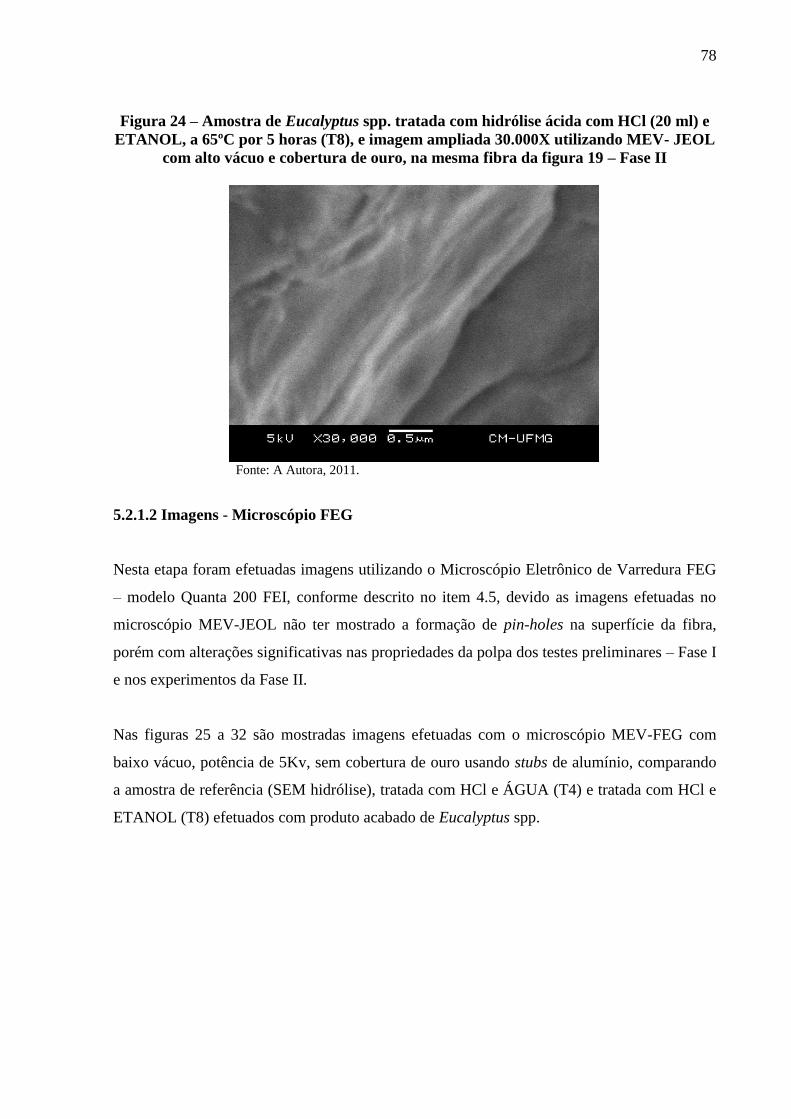
78
Figura 24 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 5 horas (T8), e imagem ampliada 30.000X utilizando MEV- JEOL
com alto vácuo e cobertura de ouro, na mesma fibra da figura 19 – Fase II
Fonte: A Autora, 2011.
5.2.1.2 Imagens - Microscópio FEG
Nesta etapa foram efetuadas imagens utilizando o Microscópio Eletrônico de Varredura FEG
– modelo Quanta 200 FEI, conforme descrito no item 4.5, devido as imagens efetuadas no
microscópio MEV-JEOL não ter mostrado a formação de pin-holes na superfície da fibra,
porém com alterações significativas nas propriedades da polpa dos testes preliminares – Fase I
e nos experimentos da Fase II.
Nas figuras 25 a 32 são mostradas imagens efetuadas com o microscópio MEV-FEG com
baixo vácuo, potência de 5Kv, sem cobertura de ouro usando stubs de alumínio, comparando
a amostra de referência (SEM hidrólise), tratada com HCl e ÁGUA (T4) e tratada com HCl e
ETANOL (T8) efetuados com produto acabado de Eucalyptus spp.
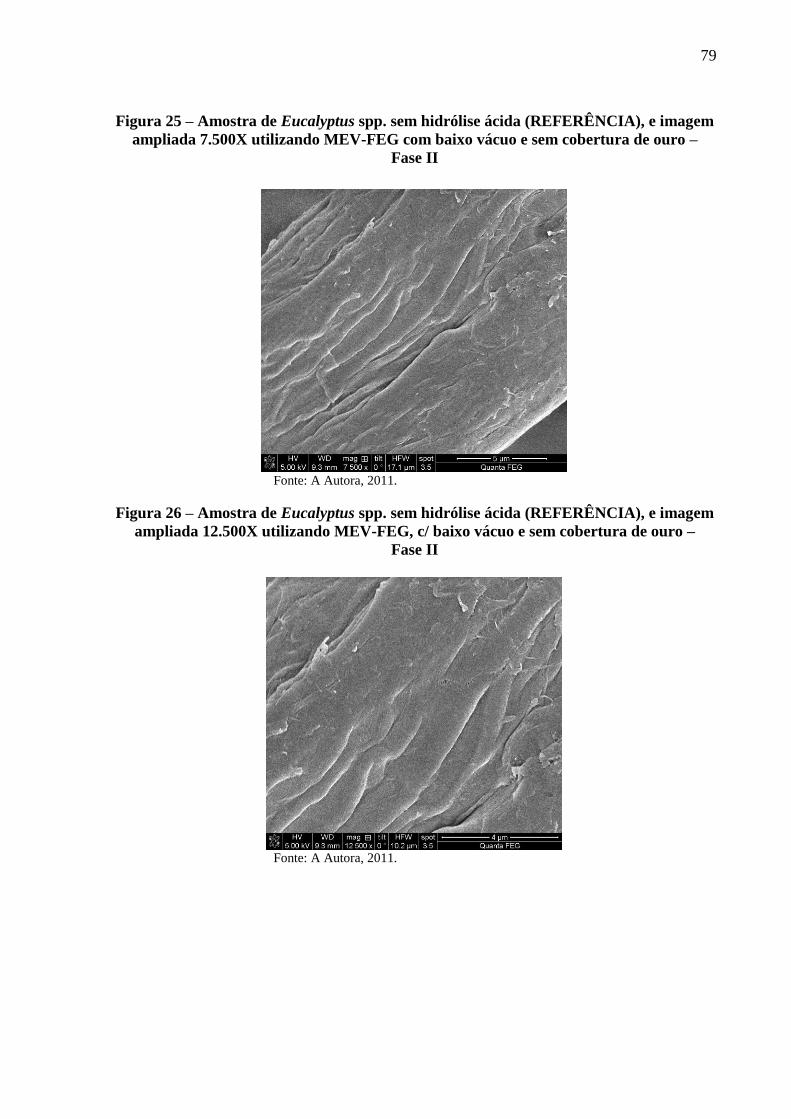
79
Figura 25 – Amostra de Eucalyptus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
ampliada 7.500X utilizando MEV-FEG com baixo vácuo e sem cobertura de ouro –
Fase II
Fonte: A Autora, 2011.
Figura 26 – Amostra de Eucalyptus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
ampliada 12.500X utilizando MEV-FEG, c/ baixo vácuo e sem cobertura de ouro –
Fase II
Fonte: A Autora, 2011.
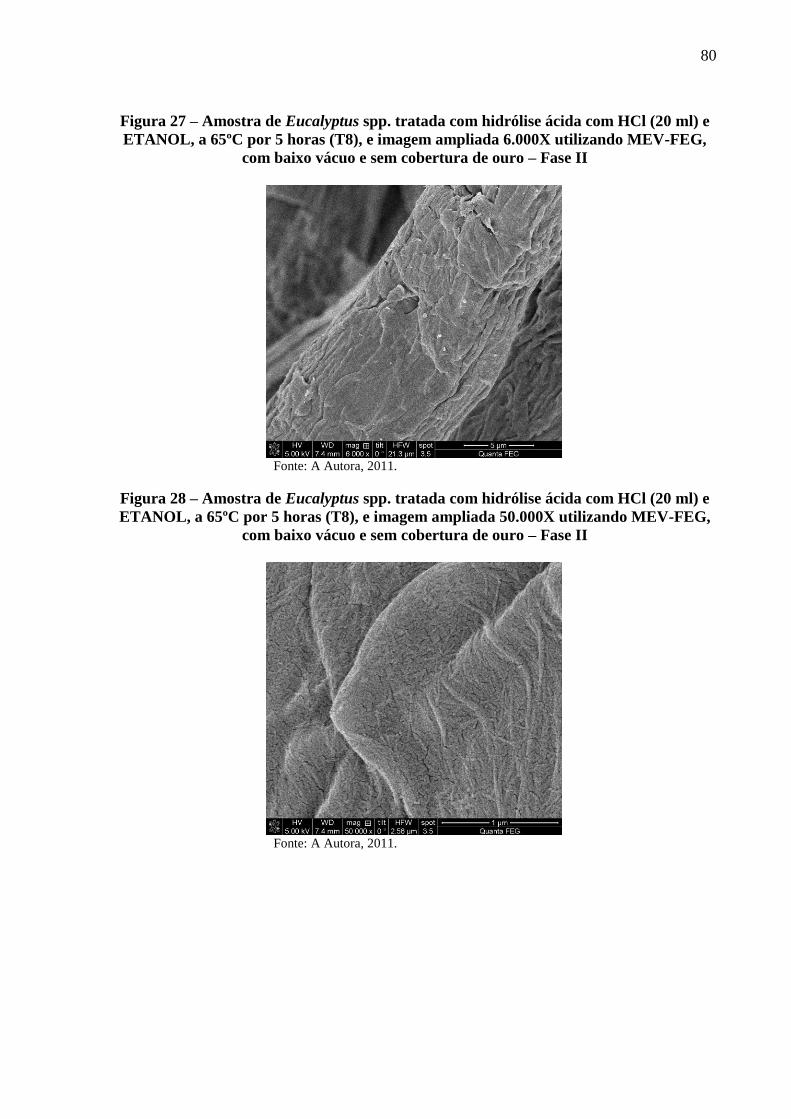
80
Figura 27 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 5 horas (T8), e imagem ampliada 6.000X utilizando MEV-FEG,
com baixo vácuo e sem cobertura de ouro – Fase II
Fonte: A Autora, 2011.
Figura 28 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 5 horas (T8), e imagem ampliada 50.000X utilizando MEV-FEG,
com baixo vácuo e sem cobertura de ouro – Fase II
Fonte: A Autora, 2011.
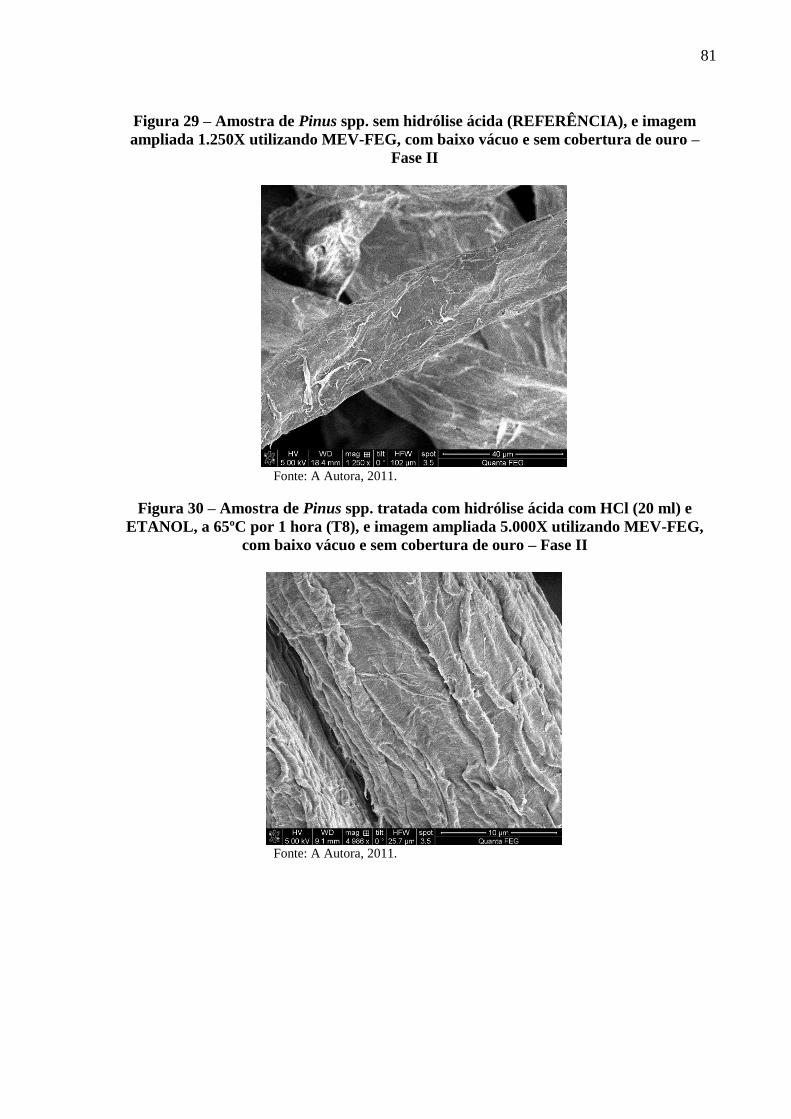
81
Figura 29 – Amostra de Pinus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
ampliada 1.250X utilizando MEV-FEG, com baixo vácuo e sem cobertura de ouro –
Fase II
Fonte: A Autora, 2011.
Figura 30 – Amostra de Pinus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 1 hora (T8), e imagem ampliada 5.000X utilizando MEV-FEG,
com baixo vácuo e sem cobertura de ouro – Fase II
Fonte: A Autora, 2011.
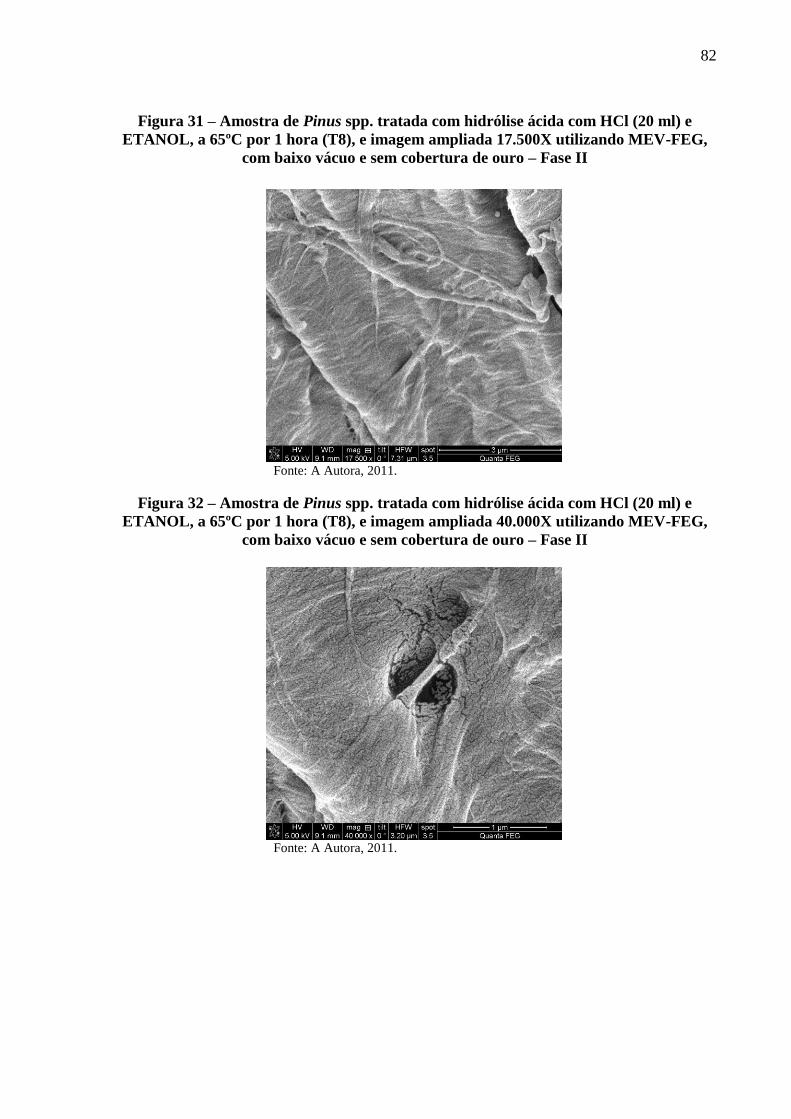
82
Figura 31 – Amostra de Pinus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 1 hora (T8), e imagem ampliada 17.500X utilizando MEV-FEG,
com baixo vácuo e sem cobertura de ouro – Fase II
Fonte: A Autora, 2011.
Figura 32 – Amostra de Pinus spp. tratada com hidrólise ácida com HCl (20 ml) e
ETANOL, a 65ºC por 1 hora (T8), e imagem ampliada 40.000X utilizando MEV-FEG,
com baixo vácuo e sem cobertura de ouro – Fase II
Fonte: A Autora, 2011.
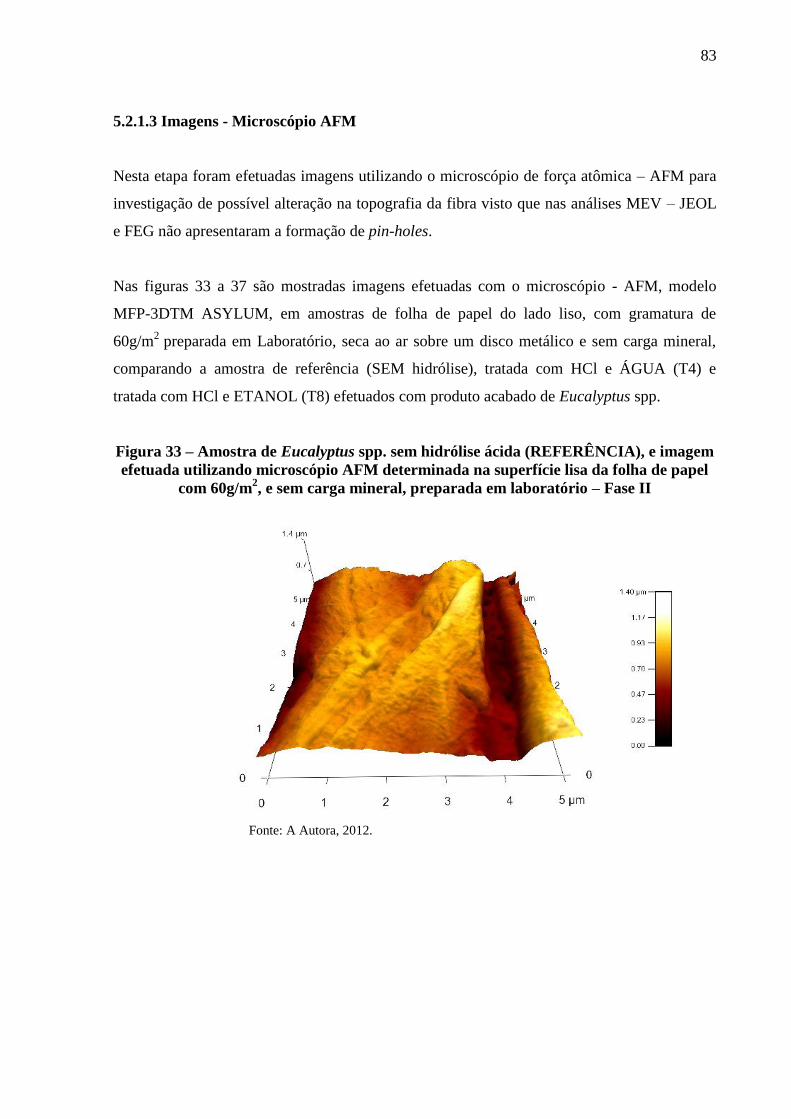
83
5.2.1.3 Imagens - Microscópio AFM
Nesta etapa foram efetuadas imagens utilizando o microscópio de força atômica – AFM para
investigação de possível alteração na topografia da fibra visto que nas análises MEV – JEOL
e FEG não apresentaram a formação de pin-holes.
Nas figuras 33 a 37 são mostradas imagens efetuadas com o microscópio - AFM, modelo
MFP-3DTM ASYLUM, em amostras de folha de papel do lado liso, com gramatura de
60g/m2
preparada em Laboratório, seca ao ar sobre um disco metálico e sem carga mineral,
comparando a amostra de referência (SEM hidrólise), tratada com HCl e ÁGUA (T4) e
tratada com HCl e ETANOL (T8) efetuados com produto acabado de Eucalyptus spp.
Figura 33 – Amostra de Eucalyptus spp. sem hidrólise ácida (REFERÊNCIA), e imagem
efetuada utilizando microscópio AFM determinada na superfície lisa da folha de papel
com 60g/m2, e sem carga mineral, preparada em laboratório – Fase II
Fonte: A Autora, 2012.
84
Figura 34 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com 20 ml de HCl e
ÁGUA, a 65ºC por 1 hora (T4), e imagem efetuada utilizando microscópio AFM
determinada na superfície lisa da folha de papel com 60g/m2, e sem carga mineral,
preparada em laboratório – Fase II
Fonte: A Autora, 2012.
Figura 35 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com 20ml de HCl e
ÁGUA, a 65ºC por 1 hora (T4), e imagem efetuada utilizando microscópio AFM
determinada na superfície lisa da folha de papel com 60g/m2, e sem carga mineral,
preparada em laboratório – Fase II
Fonte: A Autora, 2012.
85
Figura 36 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com 20 ml de HCl e
ETANOL, a 65ºC por 1 hora (T8), e imagem efetuada utilizando microscópio AFM
determinada na superfície lisa da folha de papel com 60 g/m2, e sem carga mineral,
preparada em laboratório – Fase II
Fonte: A Autora, 2012.
Figura 37 – Amostra de Eucalyptus spp. tratada com hidrólise ácida com 20 ml de HCl e
ETANOL, a 65ºC por 1 hora (T8), e imagem efetuada utilizando microscópio AFM
determinada na superfície lisa da folha de papel com 60g/m2, e sem carga mineral,
preparada em laboratório – Fase II
Fonte: A Autora, 2012.
86
Em relação aos resultados das figuras 33 a 37, pelas imagens de AFM, não foi possível
perceber diferença na superfície da amostra de referência e nas amostras dos experimentos T4
e T8 devido ao tratamento químico efetuado com hidrólise ácida em água (T4) e etanol (T8).
5.2.2 Resultados de análises anatômicas da fibra
A análise do teor de finos na Fase II (experimentos T1 a T8) foi determinada em função dos
resultados dos testes preliminares – Fase I ter obtido um aumento de 3,0% de finos em relação
ao teor da amostra de referência.
5.2.2.1 Pasta celulósica de fibra curta - Eucalyptus spp.
Nas figuras 38 e 39 são mostradas análises anatômicas determinadas no Fiber Tester na fibra
curta de Eucalyptus spp. – produto acabado CENIBRA da amostra de referência (sem
tratamento por hidrólise ácida).
Os resultados das figuras 38 e 39 referentes à amostra de referência mostram que não tem
diferença significativa entre a 1ª análise (teste A) e a repetição da análise na mesma amostra
(teste B) demonstrando a consistência dos dados, desde o preparo da amostra e medição,
como a confiabilidade dos resultados utilizando este equipamento.
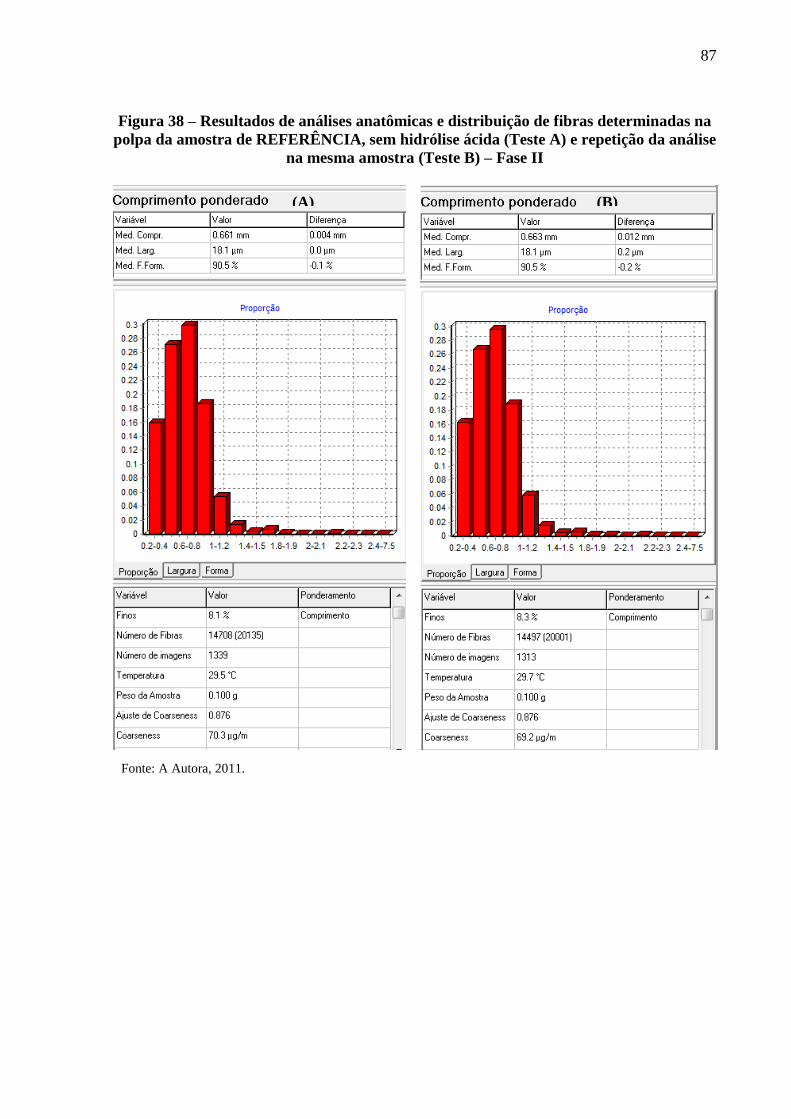
87
Figura 38 – Resultados de análises anatômicas e distribuição de fibras determinadas na
polpa da amostra de REFERÊNCIA, sem hidrólise ácida (Teste A) e repetição da análise
na mesma amostra (Teste B) – Fase II
Fonte: A Autora, 2011.
(A) (B)
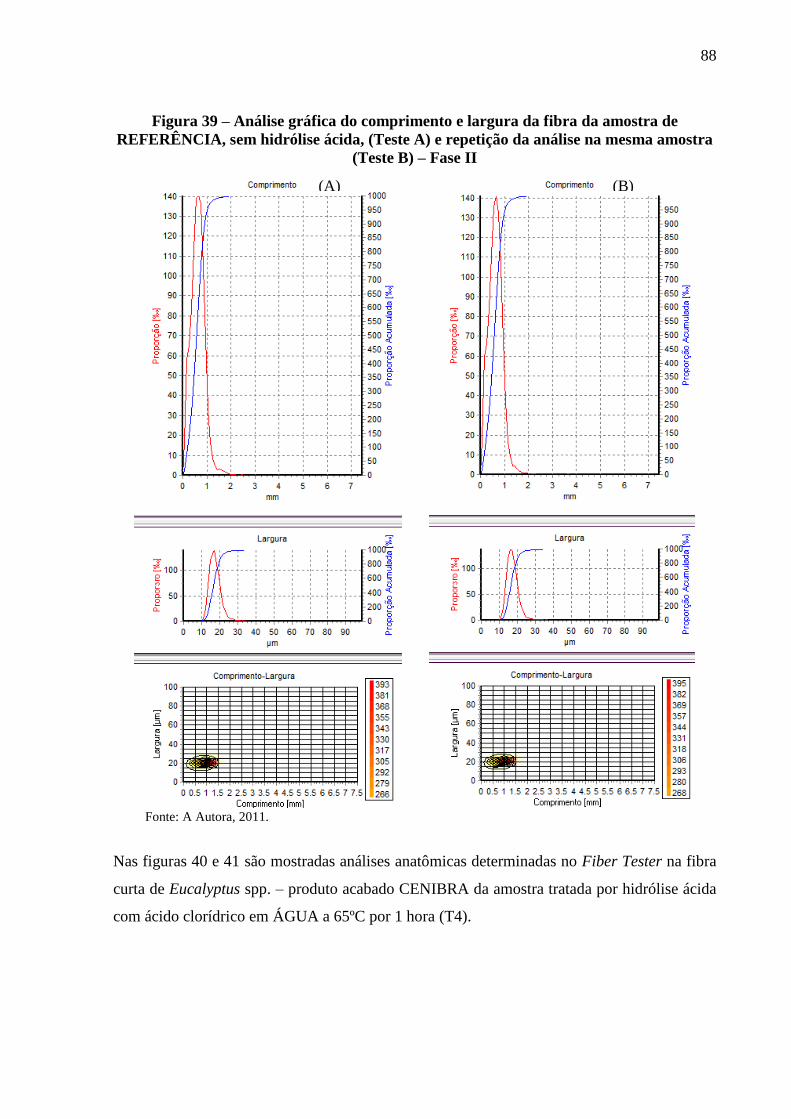
88
Figura 39 – Análise gráfica do comprimento e largura da fibra da amostra de
REFERÊNCIA, sem hidrólise ácida, (Teste A) e repetição da análise na mesma amostra
(Teste B) – Fase II
Fonte: A Autora, 2011.
Nas figuras 40 e 41 são mostradas análises anatômicas determinadas no Fiber Tester na fibra
curta de Eucalyptus spp. – produto acabado CENIBRA da amostra tratada por hidrólise ácida
com ácido clorídrico em ÁGUA a 65ºC por 1 hora (T4).
(A) (B)
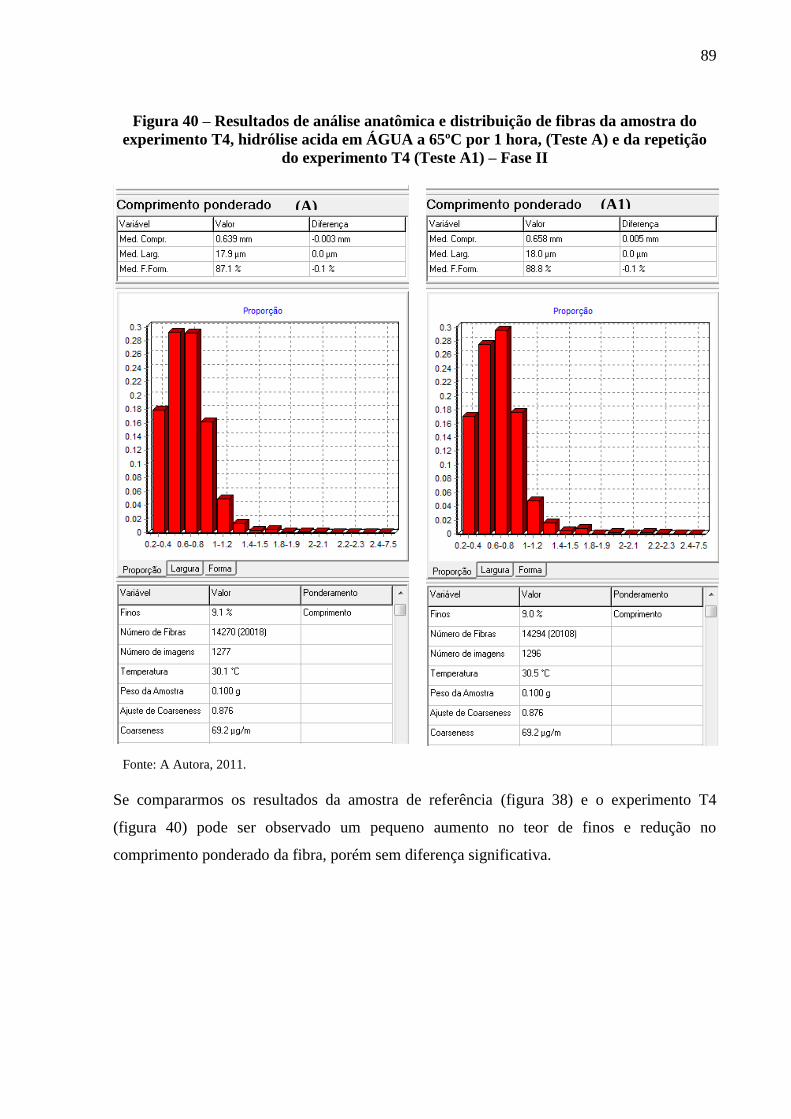
89
Figura 40 – Resultados de análise anatômica e distribuição de fibras da amostra do
experimento T4, hidrólise acida em ÁGUA a 65ºC por 1 hora, (Teste A) e da repetição
do experimento T4 (Teste A1) – Fase II
Fonte: A Autora, 2011.
Se compararmos os resultados da amostra de referência (figura 38) e o experimento T4
(figura 40) pode ser observado um pequeno aumento no teor de finos e redução no
comprimento ponderado da fibra, porém sem diferença significativa.
(A) (A1)
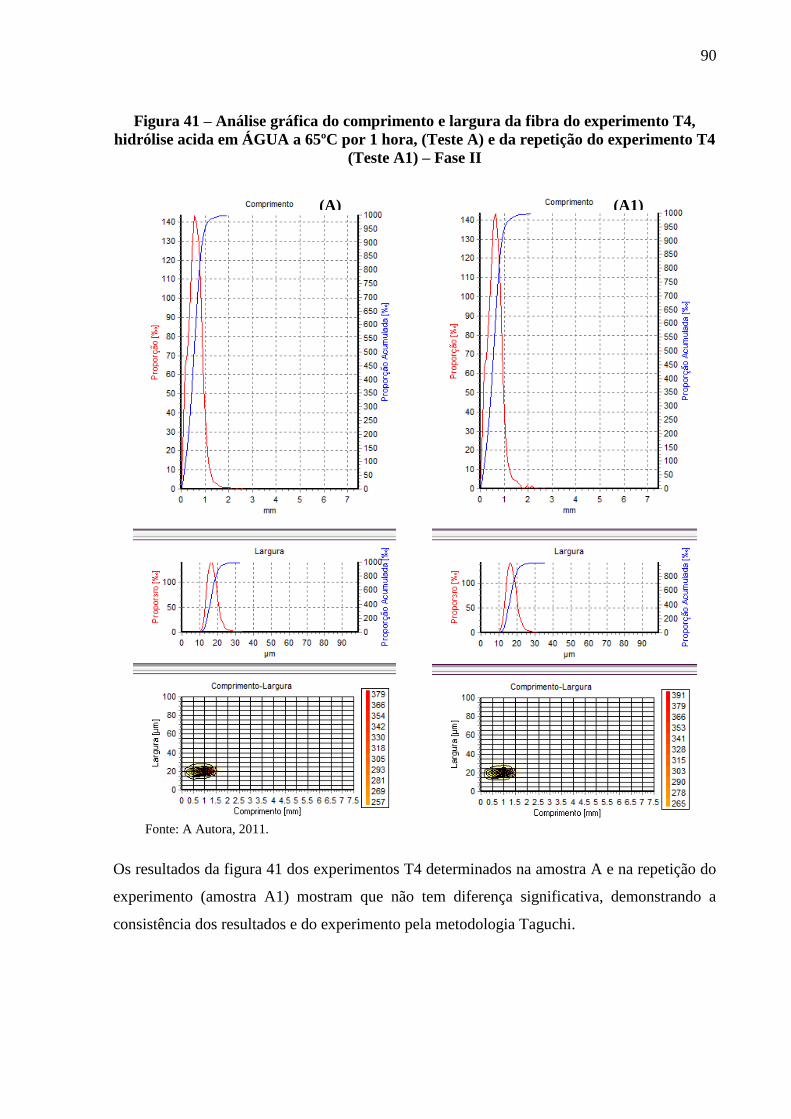
90
Figura 41 – Análise gráfica do comprimento e largura da fibra do experimento T4,
hidrólise acida em ÁGUA a 65ºC por 1 hora, (Teste A) e da repetição do experimento T4
(Teste A1) – Fase II
Fonte: A Autora, 2011.
Os resultados da figura 41 dos experimentos T4 determinados na amostra A e na repetição do
experimento (amostra A1) mostram que não tem diferença significativa, demonstrando a
consistência dos resultados e do experimento pela metodologia Taguchi.
(A) (A1)
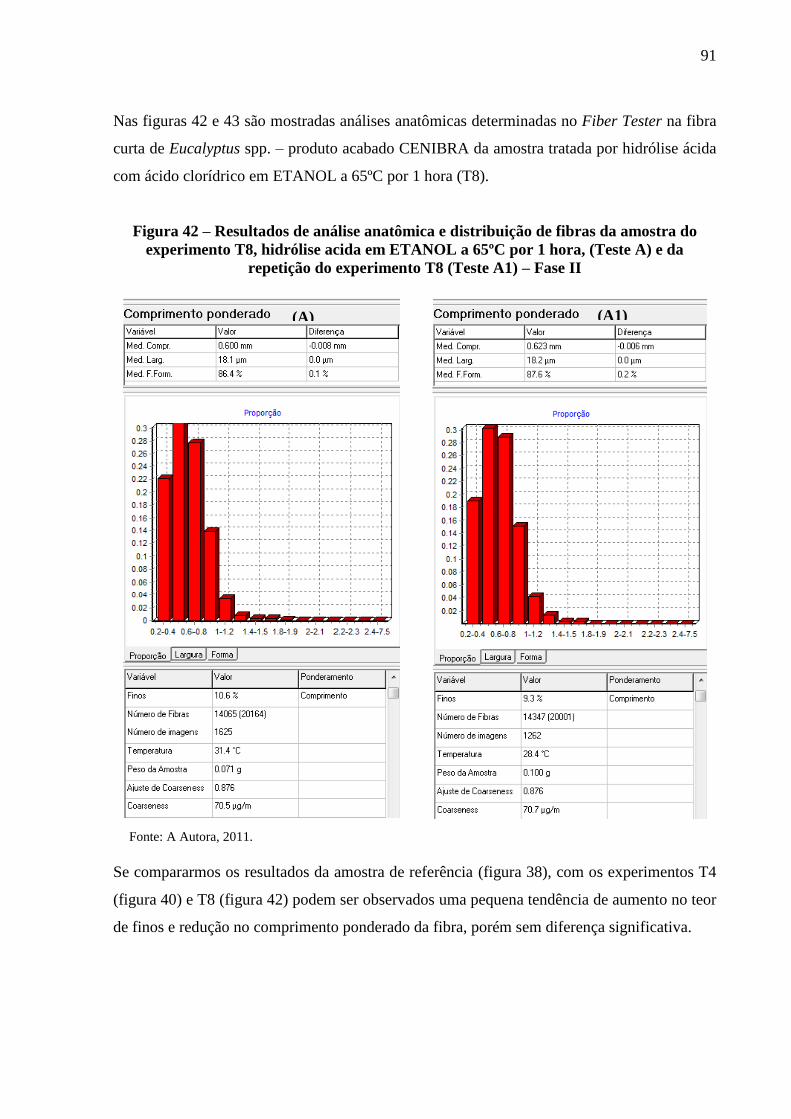
91
Nas figuras 42 e 43 são mostradas análises anatômicas determinadas no Fiber Tester na fibra
curta de Eucalyptus spp. – produto acabado CENIBRA da amostra tratada por hidrólise ácida
com ácido clorídrico em ETANOL a 65ºC por 1 hora (T8).
Figura 42 – Resultados de análise anatômica e distribuição de fibras da amostra do
experimento T8, hidrólise acida em ETANOL a 65ºC por 1 hora, (Teste A) e da
repetição do experimento T8 (Teste A1) – Fase II
Fonte: A Autora, 2011.
Se compararmos os resultados da amostra de referência (figura 38), com os experimentos T4
(figura 40) e T8 (figura 42) podem ser observados uma pequena tendência de aumento no teor
de finos e redução no comprimento ponderado da fibra, porém sem diferença significativa.
(A) (A1)
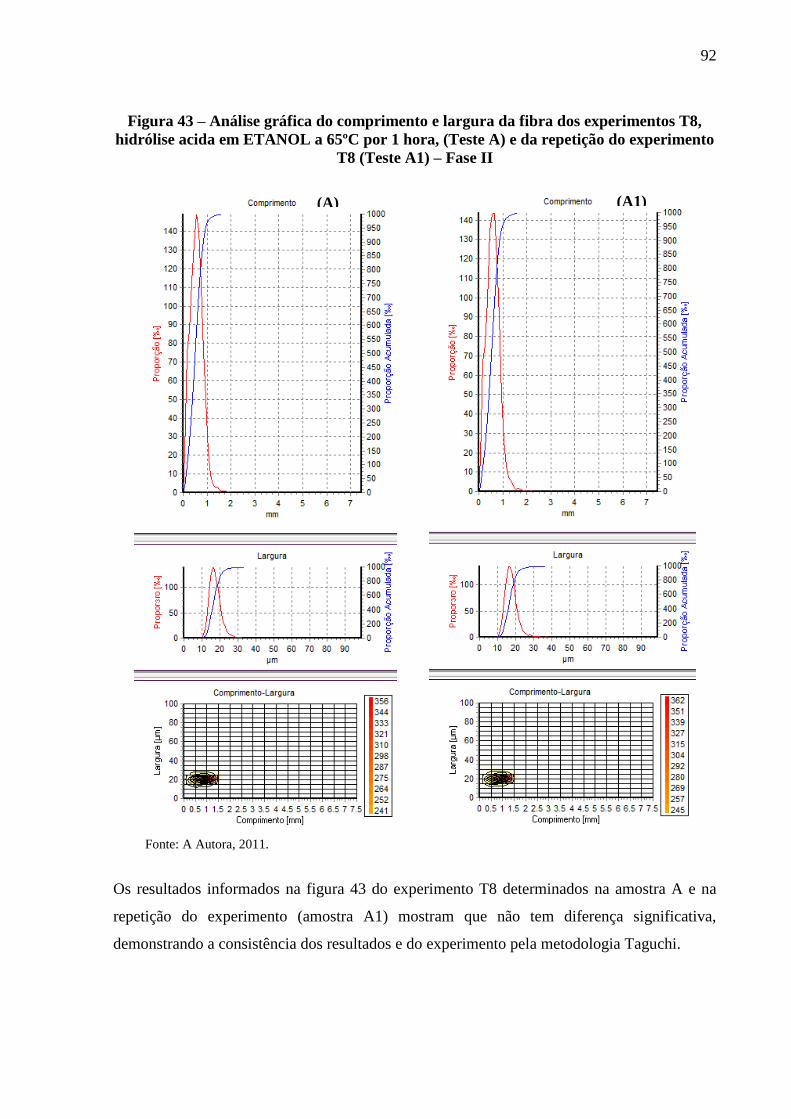
92
Figura 43 – Análise gráfica do comprimento e largura da fibra dos experimentos T8,
hidrólise acida em ETANOL a 65ºC por 1 hora, (Teste A) e da repetição do experimento
T8 (Teste A1) – Fase II
Fonte: A Autora, 2011.
Os resultados informados na figura 43 do experimento T8 determinados na amostra A e na
repetição do experimento (amostra A1) mostram que não tem diferença significativa,
demonstrando a consistência dos resultados e do experimento pela metodologia Taguchi.
(A) (A1)
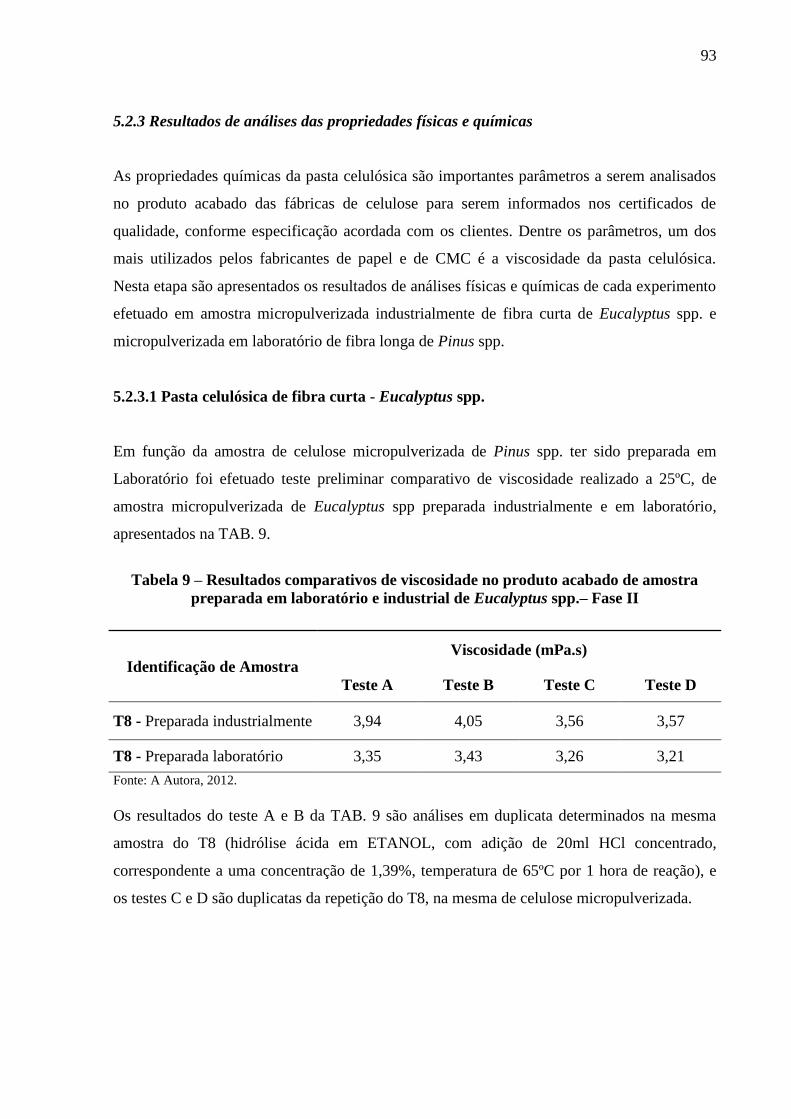
93
5.2.3 Resultados de análises das propriedades físicas e químicas
As propriedades químicas da pasta celulósica são importantes parâmetros a serem analisados
no produto acabado das fábricas de celulose para serem informados nos certificados de
qualidade, conforme especificação acordada com os clientes. Dentre os parâmetros, um dos
mais utilizados pelos fabricantes de papel e de CMC é a viscosidade da pasta celulósica.
Nesta etapa são apresentados os resultados de análises físicas e químicas de cada experimento
efetuado em amostra micropulverizada industrialmente de fibra curta de Eucalyptus spp. e
micropulverizada em laboratório de fibra longa de Pinus spp.
5.2.3.1 Pasta celulósica de fibra curta - Eucalyptus spp.
Em função da amostra de celulose micropulverizada de Pinus spp. ter sido preparada em
Laboratório foi efetuado teste preliminar comparativo de viscosidade realizado a 25ºC, de
amostra micropulverizada de Eucalyptus spp preparada industrialmente e em laboratório,
apresentados na TAB. 9.
Tabela 9 – Resultados comparativos de viscosidade no produto acabado de amostra
preparada em laboratório e industrial de Eucalyptus spp.– Fase II
Identificação de Amostra Viscosidade (mPa.s)
Teste A Teste B Teste C Teste D
T8 - Preparada industrialmente 3,94 4,05 3,56 3,57
T8 - Preparada laboratório 3,35 3,43 3,26 3,21
Fonte: A Autora, 2012.
Os resultados do teste A e B da TAB. 9 são análises em duplicata determinados na mesma
amostra do T8 (hidrólise ácida em ETANOL, com adição de 20ml HCl concentrado,
correspondente a uma concentração de 1,39%, temperatura de 65ºC por 1 hora de reação), e
os testes C e D são duplicatas da repetição do T8, na mesma de celulose micropulverizada.
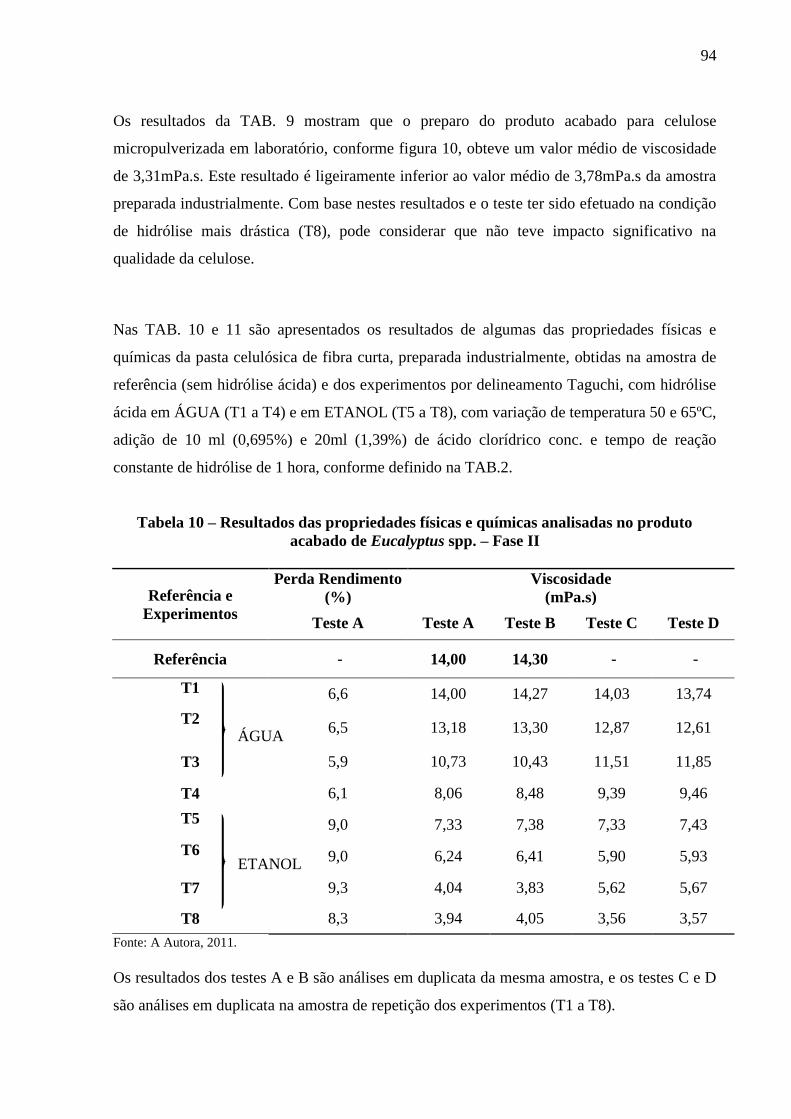
94
Os resultados da TAB. 9 mostram que o preparo do produto acabado para celulose
micropulverizada em laboratório, conforme figura 10, obteve um valor médio de viscosidade
de 3,31mPa.s. Este resultado é ligeiramente inferior ao valor médio de 3,78mPa.s da amostra
preparada industrialmente. Com base nestes resultados e o teste ter sido efetuado na condição
de hidrólise mais drástica (T8), pode considerar que não teve impacto significativo na
qualidade da celulose.
Nas TAB. 10 e 11 são apresentados os resultados de algumas das propriedades físicas e
químicas da pasta celulósica de fibra curta, preparada industrialmente, obtidas na amostra de
referência (sem hidrólise ácida) e dos experimentos por delineamento Taguchi, com hidrólise
ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8), com variação de temperatura 50 e 65ºC,
adição de 10 ml (0,695%) e 20ml (1,39%) de ácido clorídrico conc. e tempo de reação
constante de hidrólise de 1 hora, conforme definido na TAB.2.
Tabela 10 – Resultados das propriedades físicas e químicas analisadas no produto
acabado de Eucalyptus spp. – Fase II
Referência e
Experimentos
Perda Rendimento
(%)
Viscosidade
(mPa.s)
Teste A Teste A Teste B Teste C Teste D
Referência - 14,00 14,30 - -
T1 6,6 14,00 14,27 14,03 13,74
T2 6,5 13,18 13,30 12,87 12,61
T3 5,9 10,73 10,43 11,51 11,85
T4 6,1 8,06 8,48 9,39 9,46
T5 9,0 7,33 7,38 7,33 7,43
T6 9,0 6,24 6,41 5,90 5,93
T7 9,3 4,04 3,83 5,62 5,67
T8 8,3 3,94 4,05 3,56 3,57
Fonte: A Autora, 2011.
Os resultados dos testes A e B são análises em duplicata da mesma amostra, e os testes C e D
são análises em duplicata na amostra de repetição dos experimentos (T1 a T8).
ÁGUA
ETANOL
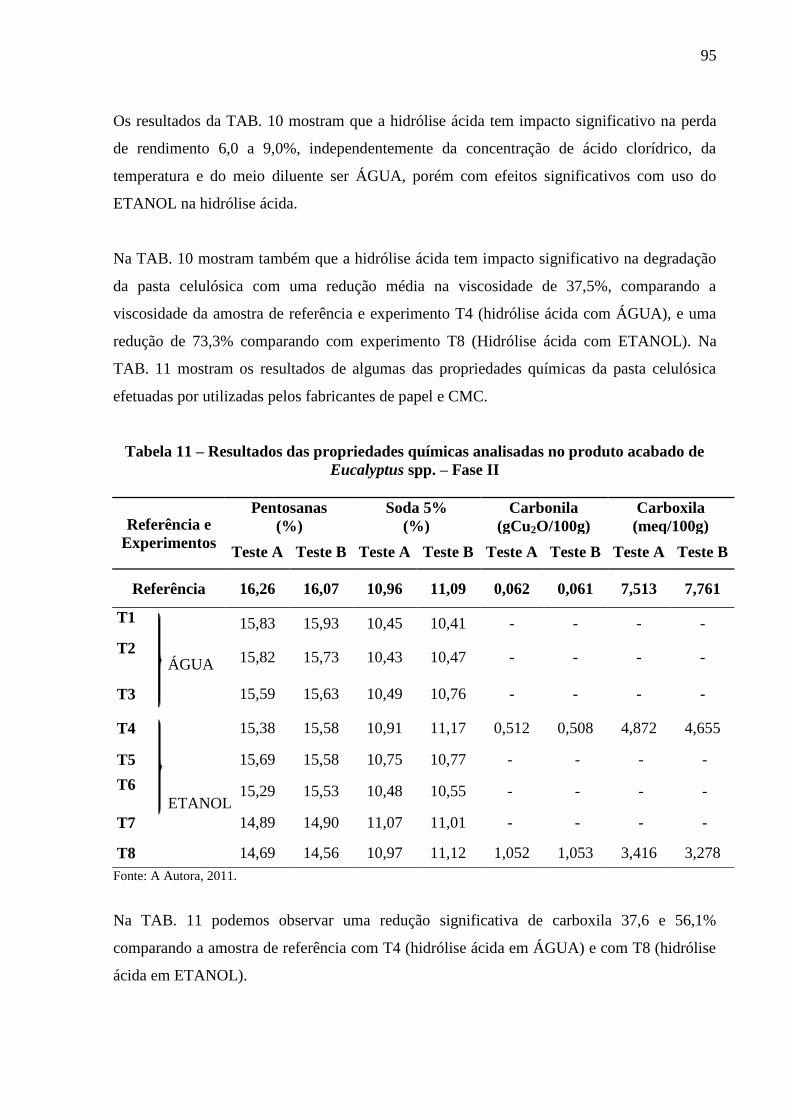
95
Os resultados da TAB. 10 mostram que a hidrólise ácida tem impacto significativo na perda
de rendimento 6,0 a 9,0%, independentemente da concentração de ácido clorídrico, da
temperatura e do meio diluente ser ÁGUA, porém com efeitos significativos com uso do
ETANOL na hidrólise ácida.
Na TAB. 10 mostram também que a hidrólise ácida tem impacto significativo na degradação
da pasta celulósica com uma redução média na viscosidade de 37,5%, comparando a
viscosidade da amostra de referência e experimento T4 (hidrólise ácida com ÁGUA), e uma
redução de 73,3% comparando com experimento T8 (Hidrólise ácida com ETANOL). Na
TAB. 11 mostram os resultados de algumas das propriedades químicas da pasta celulósica
efetuadas por utilizadas pelos fabricantes de papel e CMC.
Tabela 11 – Resultados das propriedades químicas analisadas no produto acabado de
Eucalyptus spp. – Fase II
Referência e
Experimentos
Pentosanas
(%)
Soda 5%
(%)
Carbonila
(gCu2O/100g)
Carboxila
(meq/100g)
Teste A Teste B Teste A Teste B Teste A Teste B Teste A Teste B
Referência 16,26 16,07 10,96 11,09 0,062 0,061 7,513 7,761
T1 15,83 15,93 10,45 10,41 - - - -
T2 15,82 15,73 10,43 10,47 - - - -
T3 15,59 15,63 10,49 10,76 - - - -
T4 15,38 15,58 10,91 11,17 0,512 0,508 4,872 4,655
T5 15,69 15,58 10,75 10,77 - - - -
T6 15,29 15,53 10,48 10,55 - - - -
T7 14,89 14,90 11,07 11,01 - - - -
T8 14,69 14,56 10,97 11,12 1,052 1,053 3,416 3,278
Fonte: A Autora, 2011.
Na TAB. 11 podemos observar uma redução significativa de carboxila 37,6 e 56,1%
comparando a amostra de referência com T4 (hidrólise ácida em ÁGUA) e com T8 (hidrólise
ácida em ETANOL).
ÁGUA
ETANOL
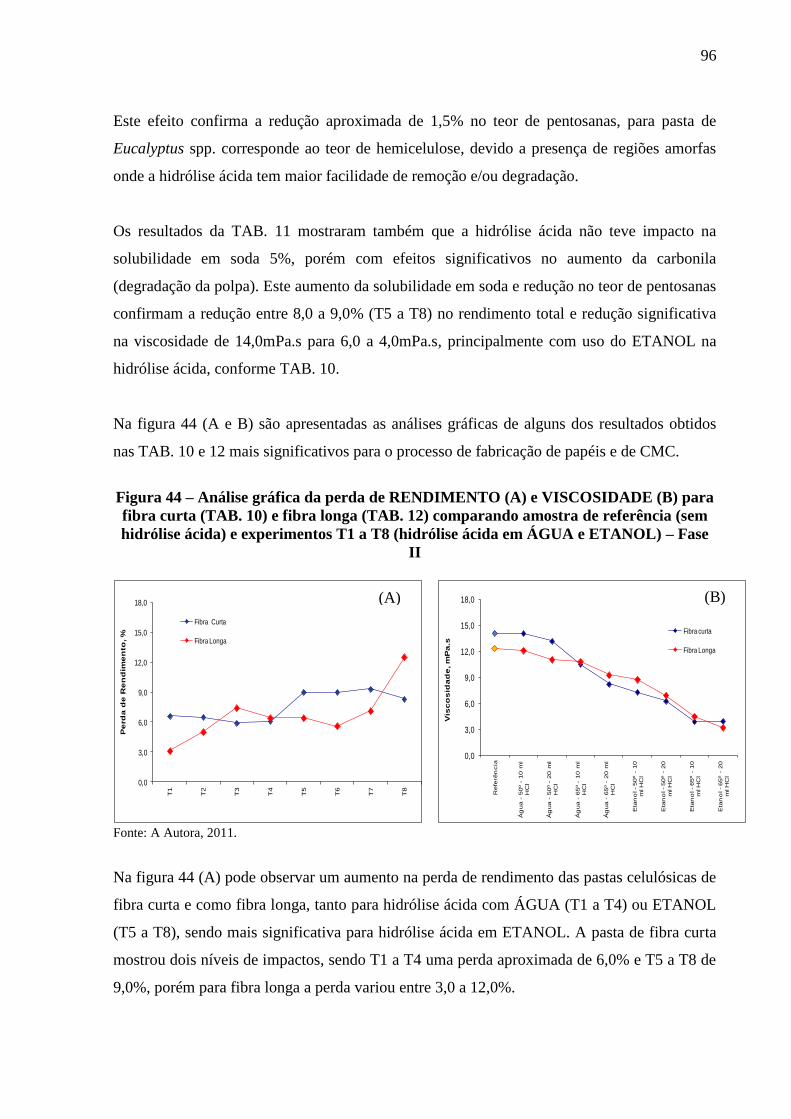
96
Este efeito confirma a redução aproximada de 1,5% no teor de pentosanas, para pasta de
Eucalyptus spp. corresponde ao teor de hemicelulose, devido a presença de regiões amorfas
onde a hidrólise ácida tem maior facilidade de remoção e/ou degradação.
Os resultados da TAB. 11 mostraram também que a hidrólise ácida não teve impacto na
solubilidade em soda 5%, porém com efeitos significativos no aumento da carbonila
(degradação da polpa). Este aumento da solubilidade em soda e redução no teor de pentosanas
confirmam a redução entre 8,0 a 9,0% (T5 a T8) no rendimento total e redução significativa
na viscosidade de 14,0mPa.s para 6,0 a 4,0mPa.s, principalmente com uso do ETANOL na
hidrólise ácida, conforme TAB. 10.
Na figura 44 (A e B) são apresentadas as análises gráficas de alguns dos resultados obtidos
nas TAB. 10 e 12 mais significativos para o processo de fabricação de papéis e de CMC.
Figura 44 – Análise gráfica da perda de RENDIMENTO (A) e VISCOSIDADE (B) para
fibra curta (TAB. 10) e fibra longa (TAB. 12) comparando amostra de referência (sem
hidrólise ácida) e experimentos T1 a T8 (hidrólise ácida em ÁGUA e ETANOL) – Fase
II
Fonte: A Autora, 2011.
Na figura 44 (A) pode observar um aumento na perda de rendimento das pastas celulósicas de
fibra curta e como fibra longa, tanto para hidrólise ácida com ÁGUA (T1 a T4) ou ETANOL
(T5 a T8), sendo mais significativa para hidrólise ácida em ETANOL. A pasta de fibra curta
mostrou dois níveis de impactos, sendo T1 a T4 uma perda aproximada de 6,0% e T5 a T8 de
9,0%, porém para fibra longa a perda variou entre 3,0 a 12,0%.
0,0
3,0
6,0
9,0
12,0
15,0
18,0
Refe
rên
cia
Ág
ua -
50º
-10 m
l
HC
l
Ág
ua -
50º
-20 m
l
HC
l
Ág
ua -
65º
-10 m
l
HC
l
Ág
ua -
65º
-20 m
l
HC
l
Eta
no
l -50º
-10
ml H
Cl
Eta
no
l -50º
-20
ml H
Cl
Eta
no
l -65º
-10
ml H
Cl
Eta
no
l -65º
-20
ml H
Cl
Vis
co
sid
ad
e, m
Pa
.s
Fibra curta
Fibra Longa
0,0
3,0
6,0
9,0
12,0
15,0
18,0
T1
T2
T3
T4
T5
T6
T7
T8
Pe
rda
de
Re
nd
ime
nto
, %
Fibra Curta
Fibra Longa
(A) (B)
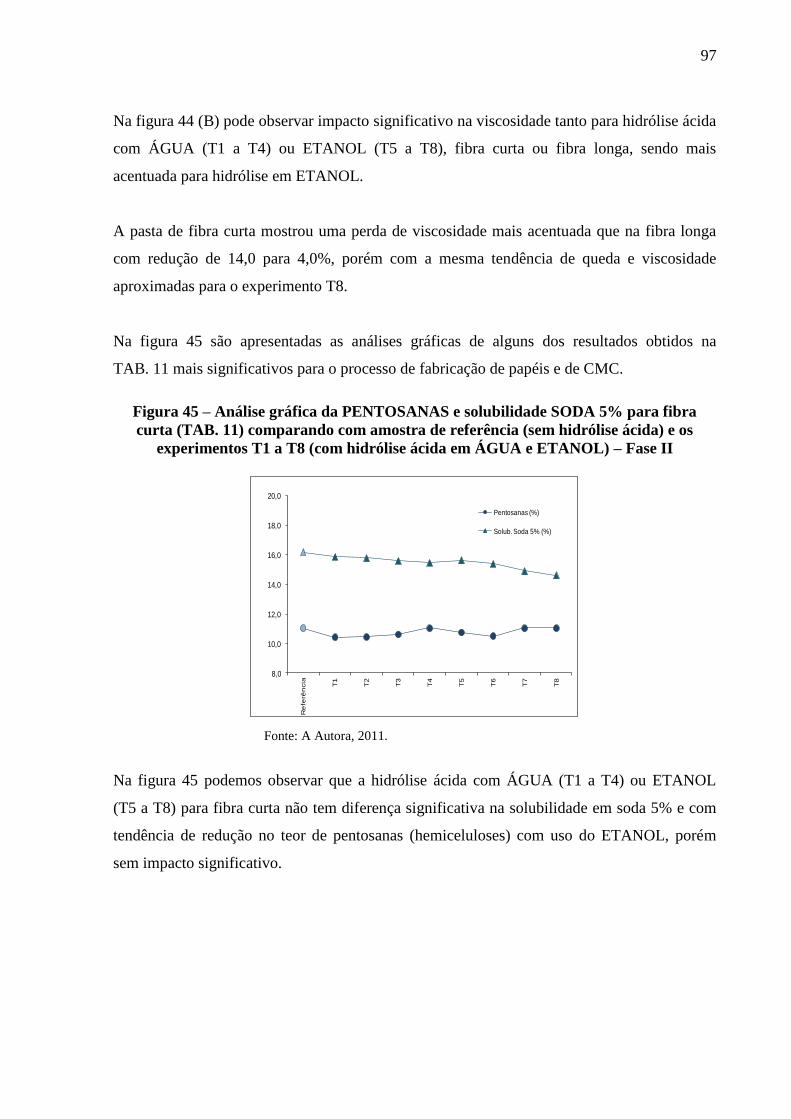
97
Na figura 44 (B) pode observar impacto significativo na viscosidade tanto para hidrólise ácida
com ÁGUA (T1 a T4) ou ETANOL (T5 a T8), fibra curta ou fibra longa, sendo mais
acentuada para hidrólise em ETANOL.
A pasta de fibra curta mostrou uma perda de viscosidade mais acentuada que na fibra longa
com redução de 14,0 para 4,0%, porém com a mesma tendência de queda e viscosidade
aproximadas para o experimento T8.
Na figura 45 são apresentadas as análises gráficas de alguns dos resultados obtidos na
TAB. 11 mais significativos para o processo de fabricação de papéis e de CMC.
Figura 45 – Análise gráfica da PENTOSANAS e solubilidade SODA 5% para fibra
curta (TAB. 11) comparando com amostra de referência (sem hidrólise ácida) e os
experimentos T1 a T8 (com hidrólise ácida em ÁGUA e ETANOL) – Fase II
Fonte: A Autora, 2011.
Na figura 45 podemos observar que a hidrólise ácida com ÁGUA (T1 a T4) ou ETANOL
(T5 a T8) para fibra curta não tem diferença significativa na solubilidade em soda 5% e com
tendência de redução no teor de pentosanas (hemiceluloses) com uso do ETANOL, porém
sem impacto significativo.
8,0
10,0
12,0
14,0
16,0
18,0
20,0
Re
ferê
ncia
T1
T2
T3
T4
T5
T6
T7
T8
Pentosanas (%)
Solub. Soda 5% (%)
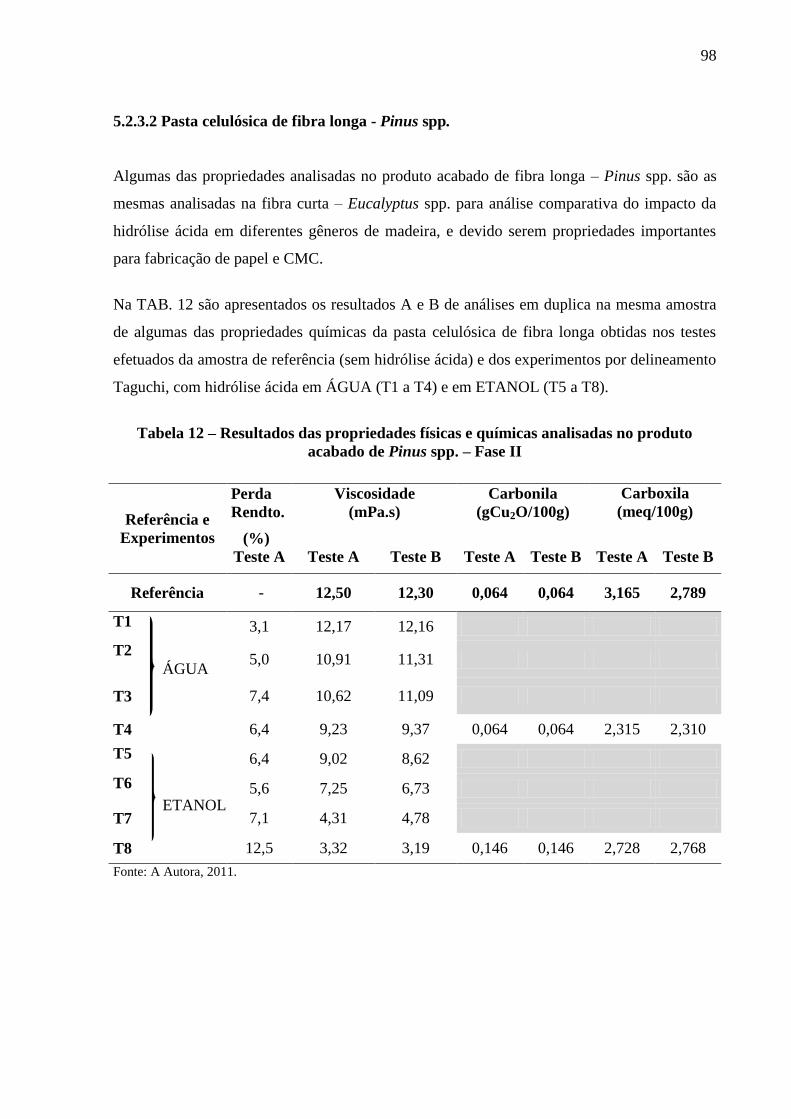
98
5.2.3.2 Pasta celulósica de fibra longa - Pinus spp.
Algumas das propriedades analisadas no produto acabado de fibra longa – Pinus spp. são as
mesmas analisadas na fibra curta – Eucalyptus spp. para análise comparativa do impacto da
hidrólise ácida em diferentes gêneros de madeira, e devido serem propriedades importantes
para fabricação de papel e CMC.
Na TAB. 12 são apresentados os resultados A e B de análises em duplica na mesma amostra
de algumas das propriedades químicas da pasta celulósica de fibra longa obtidas nos testes
efetuados da amostra de referência (sem hidrólise ácida) e dos experimentos por delineamento
Taguchi, com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
Tabela 12 – Resultados das propriedades físicas e químicas analisadas no produto
acabado de Pinus spp. – Fase II
Referência e
Experimentos
Perda
Rendto.
Viscosidade
(mPa.s)
Carbonila
(gCu2O/100g)
Carboxila
(meq/100g)
(%)
Teste A
Teste A
Teste B
Teste A
Teste B
Teste A
Teste B
Referência - 12,50 12,30 0,064 0,064 3,165 2,789
T1 3,1 12,17 12,16
T2 5,0 10,91 11,31
T3 7,4 10,62 11,09
T4 6,4 9,23 9,37 0,064 0,064 2,315 2,310
T5 6,4 9,02 8,62
T6 5,6 7,25 6,73
T7 7,1 4,31 4,78
T8 12,5 3,32 3,19 0,146 0,146 2,728 2,768
Fonte: A Autora, 2011.
ÁGUA
ETANOL
99
Os resultados mostraram que a hidrólise ácida na fibra longa tem o mesmo impacto na
qualidade da pasta celulósica que a fibra curta (TAB. 10 e 11), e efeitos significativos com o
aumento da temperatura e uso do ETANOL na hidrólise ácida.
Na TAB. 12 podemos observar uma perda significativa de rendimento da pasta celulósica
tanto para a hidrólise ácida com ÁGUA ou ETANOL com variação entre 3,0% - T1 a 12,5% -
T8.
Podemos observar também uma redução de carboxila em média de 22,0% comparando a
amostra de referência T4 (hidrólise ácida em água), porém não obtivemos o mesmo efeito
com T8 (hidrólise ácida em etanol). Estas variações podem ser explicadas pelo fato da fibra
longa ter menos ramificações amorfas.
5.2.4 Resultados de propriedades físico-mecânicas e ópticas
Neste item serão apresentados algumas propriedades físico-mecânicas e ópticas, utilizadas na
fabricação de papéis, nas pastas celulósicas de fibras: curta - Eucalyptus spp. e longa -
Pinus spp.
5.2.4.1 Pasta celulósica de fibra curta - Eucalyptus spp.
Nas TAB. 13 e 14 são apresentados os resultados de algumas das propriedades físico-
mecânicas e ópticas da pasta celulósica de fibra curta obtidas nos testes efetuados da amostra
de referência (sem hidrólise ácida) e dos experimentos por delineamento Taguchi, com
hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8) por 1 hora efetuada no produto
acabado, após secagem industrial, e micropulverizada industrialmente para produção de
CMC.
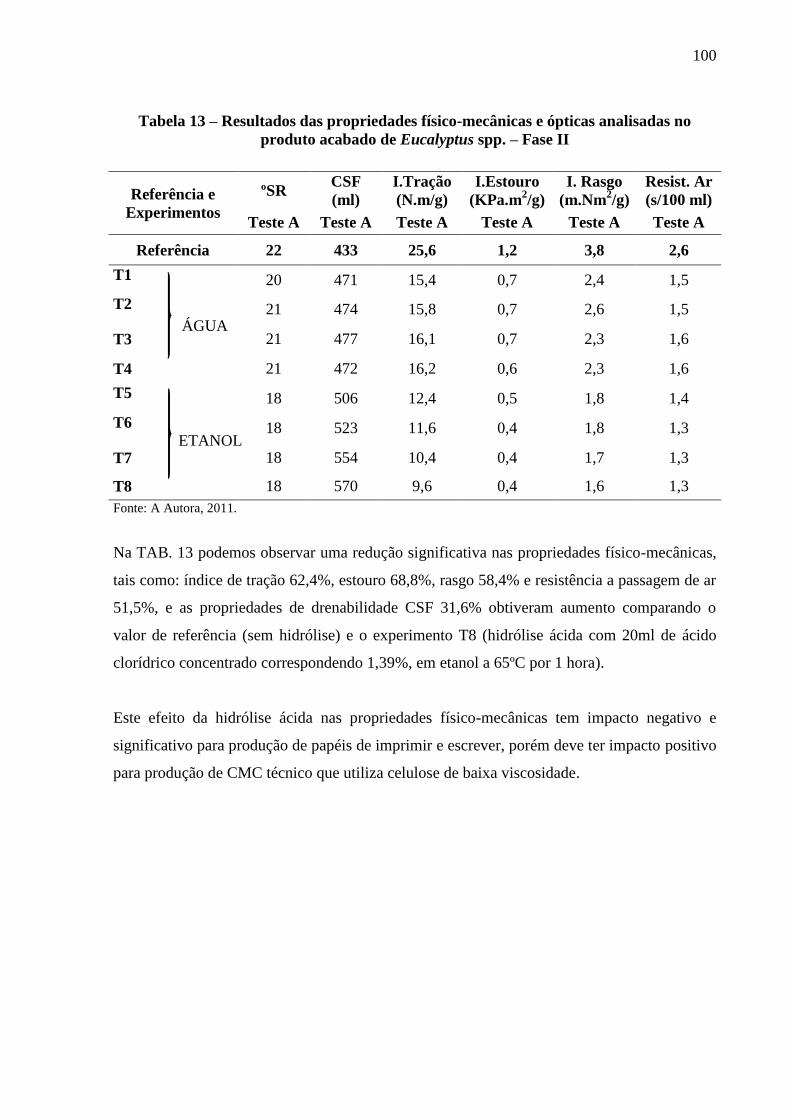
100
Tabela 13 – Resultados das propriedades físico-mecânicas e ópticas analisadas no
produto acabado de Eucalyptus spp. – Fase II
Referência e
Experimentos
ºSR CSF
(ml)
I.Tração
(N.m/g)
I.Estouro
(KPa.m2/g)
I. Rasgo
(m.Nm2/g)
Resist. Ar
(s/100 ml)
Teste A Teste A Teste A Teste A Teste A Teste A
Referência 22 433 25,6 1,2 3,8 2,6
T1 20 471 15,4 0,7 2,4 1,5
T2 21 474 15,8 0,7 2,6 1,5
T3 21 477 16,1 0,7 2,3 1,6
T4 21 472 16,2 0,6 2,3 1,6
T5 18 506 12,4 0,5 1,8 1,4
T6 18 523 11,6 0,4 1,8 1,3
T7 18 554 10,4 0,4 1,7 1,3
T8 18 570 9,6 0,4 1,6 1,3
Fonte: A Autora, 2011.
Na TAB. 13 podemos observar uma redução significativa nas propriedades físico-mecânicas,
tais como: índice de tração 62,4%, estouro 68,8%, rasgo 58,4% e resistência a passagem de ar
51,5%, e as propriedades de drenabilidade CSF 31,6% obtiveram aumento comparando o
valor de referência (sem hidrólise) e o experimento T8 (hidrólise ácida com 20ml de ácido
clorídrico concentrado correspondendo 1,39%, em etanol a 65ºC por 1 hora).
Este efeito da hidrólise ácida nas propriedades físico-mecânicas tem impacto negativo e
significativo para produção de papéis de imprimir e escrever, porém deve ter impacto positivo
para produção de CMC técnico que utiliza celulose de baixa viscosidade.
ÁGUA
ETANOL
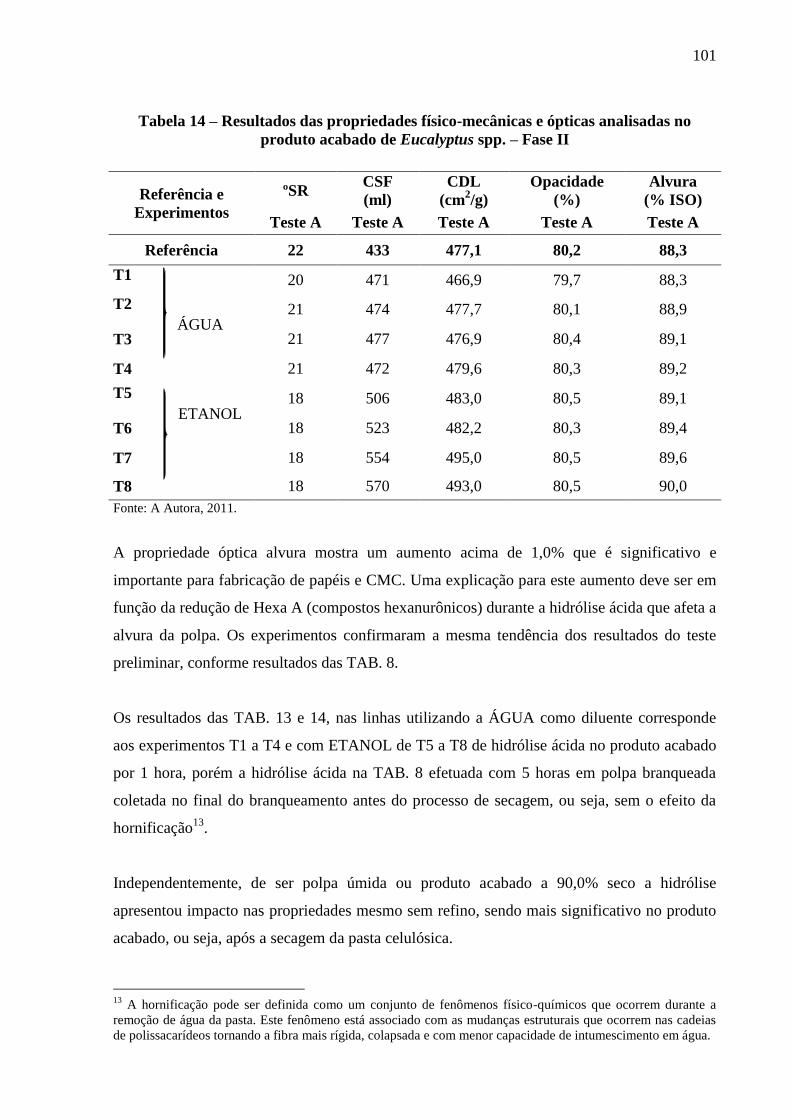
101
Tabela 14 – Resultados das propriedades físico-mecânicas e ópticas analisadas no
produto acabado de Eucalyptus spp. – Fase II
Referência e
Experimentos
ºSR CSF
(ml)
CDL
(cm2/g)
Opacidade
(%)
Alvura
(% ISO)
Teste A Teste A Teste A Teste A Teste A
Referência 22 433 477,1 80,2 88,3
T1 20 471 466,9 79,7 88,3
T2 21 474 477,7 80,1 88,9
T3 21 477 476,9 80,4 89,1
T4 21 472 479,6 80,3 89,2
T5 18 506 483,0 80,5 89,1
T6 18 523 482,2 80,3 89,4
T7 18 554 495,0 80,5 89,6
T8 18 570 493,0 80,5 90,0
Fonte: A Autora, 2011.
A propriedade óptica alvura mostra um aumento acima de 1,0% que é significativo e
importante para fabricação de papéis e CMC. Uma explicação para este aumento deve ser em
função da redução de Hexa A (compostos hexanurônicos) durante a hidrólise ácida que afeta a
alvura da polpa. Os experimentos confirmaram a mesma tendência dos resultados do teste
preliminar, conforme resultados das TAB. 8.
Os resultados das TAB. 13 e 14, nas linhas utilizando a ÁGUA como diluente corresponde
aos experimentos T1 a T4 e com ETANOL de T5 a T8 de hidrólise ácida no produto acabado
por 1 hora, porém a hidrólise ácida na TAB. 8 efetuada com 5 horas em polpa branqueada
coletada no final do branqueamento antes do processo de secagem, ou seja, sem o efeito da
hornificação13
.
Independentemente, de ser polpa úmida ou produto acabado a 90,0% seco a hidrólise
apresentou impacto nas propriedades mesmo sem refino, sendo mais significativo no produto
acabado, ou seja, após a secagem da pasta celulósica.
13
A hornificação pode ser definida como um conjunto de fenômenos físico-químicos que ocorrem durante a
remoção de água da pasta. Este fenômeno está associado com as mudanças estruturais que ocorrem nas cadeias
de polissacarídeos tornando a fibra mais rígida, colapsada e com menor capacidade de intumescimento em água.
ÁGUA
ETANOL
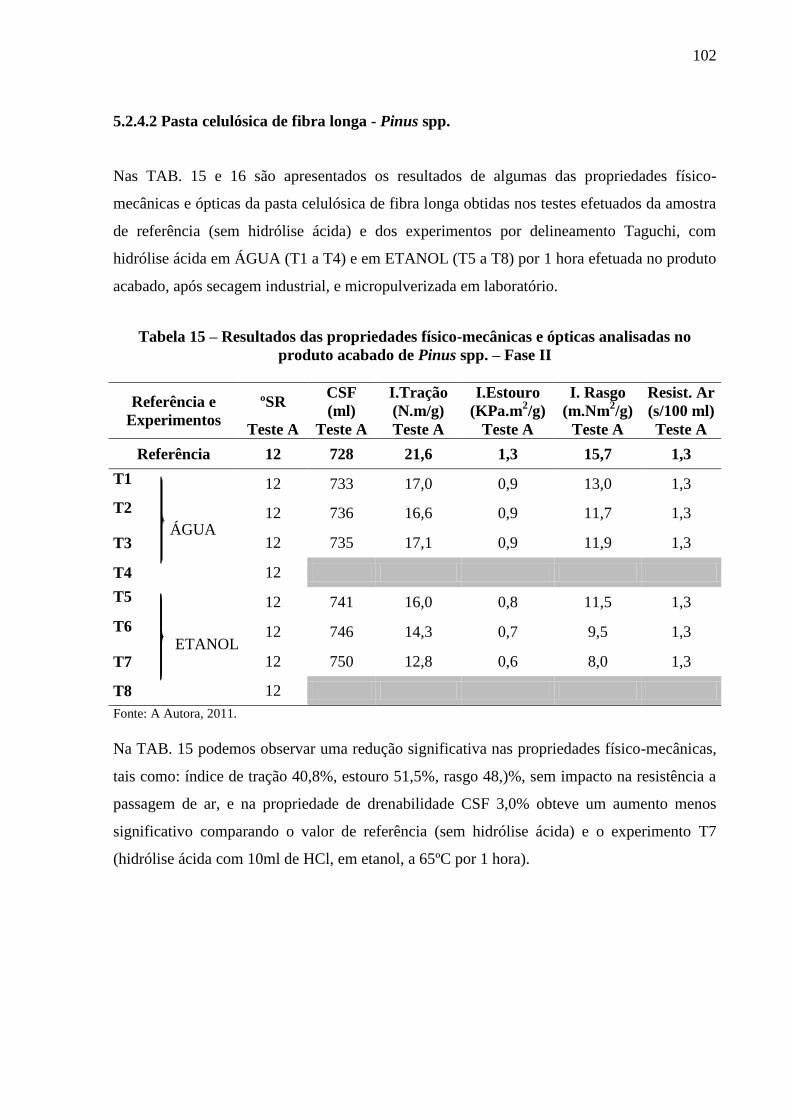
102
5.2.4.2 Pasta celulósica de fibra longa - Pinus spp.
Nas TAB. 15 e 16 são apresentados os resultados de algumas das propriedades físico-
mecânicas e ópticas da pasta celulósica de fibra longa obtidas nos testes efetuados da amostra
de referência (sem hidrólise ácida) e dos experimentos por delineamento Taguchi, com
hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8) por 1 hora efetuada no produto
acabado, após secagem industrial, e micropulverizada em laboratório.
Tabela 15 – Resultados das propriedades físico-mecânicas e ópticas analisadas no
produto acabado de Pinus spp. – Fase II
Referência e
Experimentos
ºSR CSF
(ml)
I.Tração
(N.m/g)
I.Estouro
(KPa.m2/g)
I. Rasgo
(m.Nm2/g)
Resist. Ar
(s/100 ml)
Teste A Teste A Teste A Teste A Teste A Teste A
Referência 12 728 21,6 1,3 15,7 1,3
T1 12 733 17,0 0,9 13,0 1,3
T2 12 736 16,6 0,9 11,7 1,3
T3 12 735 17,1 0,9 11,9 1,3
T4 12
T5 12 741 16,0 0,8 11,5 1,3
T6 12 746 14,3 0,7 9,5 1,3
T7 12 750 12,8 0,6 8,0 1,3
T8 12
Fonte: A Autora, 2011.
Na TAB. 15 podemos observar uma redução significativa nas propriedades físico-mecânicas,
tais como: índice de tração 40,8%, estouro 51,5%, rasgo 48,)%, sem impacto na resistência a
passagem de ar, e na propriedade de drenabilidade CSF 3,0% obteve um aumento menos
significativo comparando o valor de referência (sem hidrólise ácida) e o experimento T7
(hidrólise ácida com 10ml de HCl, em etanol, a 65ºC por 1 hora).
ÁGUA
ETANOL
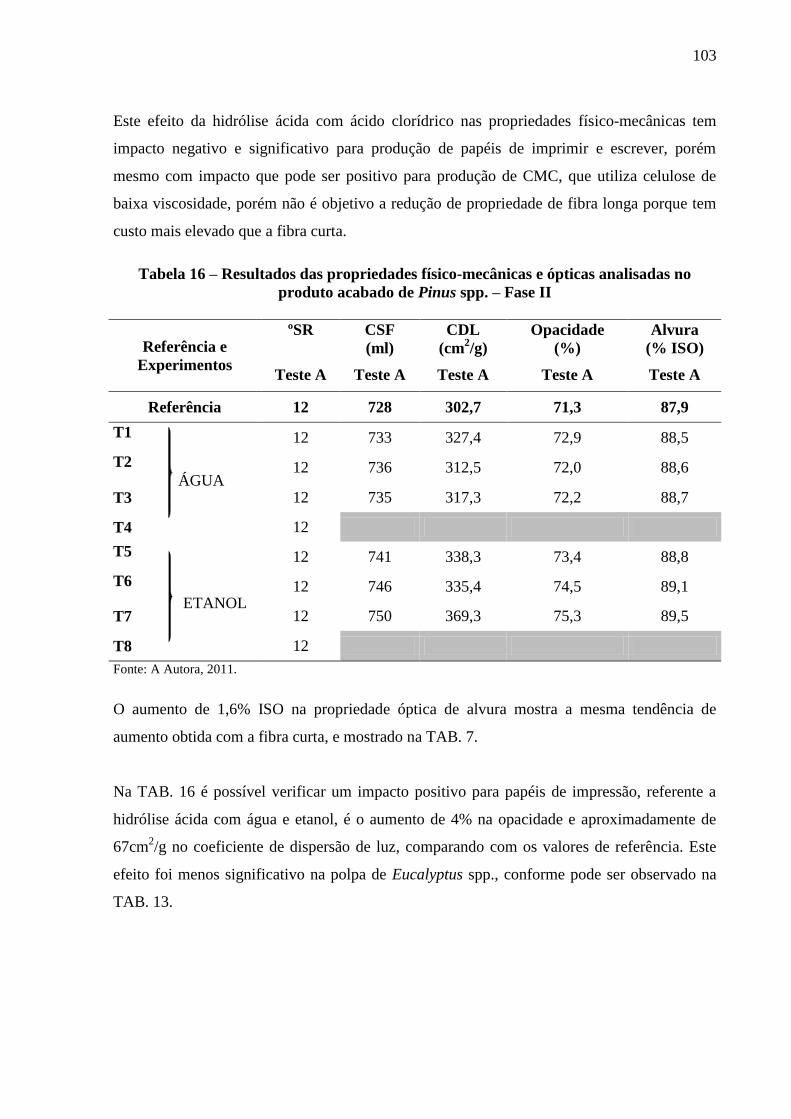
103
Este efeito da hidrólise ácida com ácido clorídrico nas propriedades físico-mecânicas tem
impacto negativo e significativo para produção de papéis de imprimir e escrever, porém
mesmo com impacto que pode ser positivo para produção de CMC, que utiliza celulose de
baixa viscosidade, porém não é objetivo a redução de propriedade de fibra longa porque tem
custo mais elevado que a fibra curta.
Tabela 16 – Resultados das propriedades físico-mecânicas e ópticas analisadas no
produto acabado de Pinus spp. – Fase II
Referência e
Experimentos
ºSR
CSF
(ml)
CDL
(cm2/g)
Opacidade
(%)
Alvura
(% ISO)
Teste A Teste A Teste A Teste A Teste A
Referência 12 728 302,7 71,3 87,9
T1 12 733 327,4 72,9 88,5
T2 12 736 312,5 72,0 88,6
T3 12 735 317,3 72,2 88,7
T4 12
T5 12 741 338,3 73,4 88,8
T6 12 746 335,4 74,5 89,1
T7 12 750 369,3 75,3 89,5
T8 12
Fonte: A Autora, 2011.
O aumento de 1,6% ISO na propriedade óptica de alvura mostra a mesma tendência de
aumento obtida com a fibra curta, e mostrado na TAB. 7.
Na TAB. 16 é possível verificar um impacto positivo para papéis de impressão, referente a
hidrólise ácida com água e etanol, é o aumento de 4% na opacidade e aproximadamente de
67cm2/g no coeficiente de dispersão de luz, comparando com os valores de referência. Este
efeito foi menos significativo na polpa de Eucalyptus spp., conforme pode ser observado na
TAB. 13.
ÁGUA
ETANOL
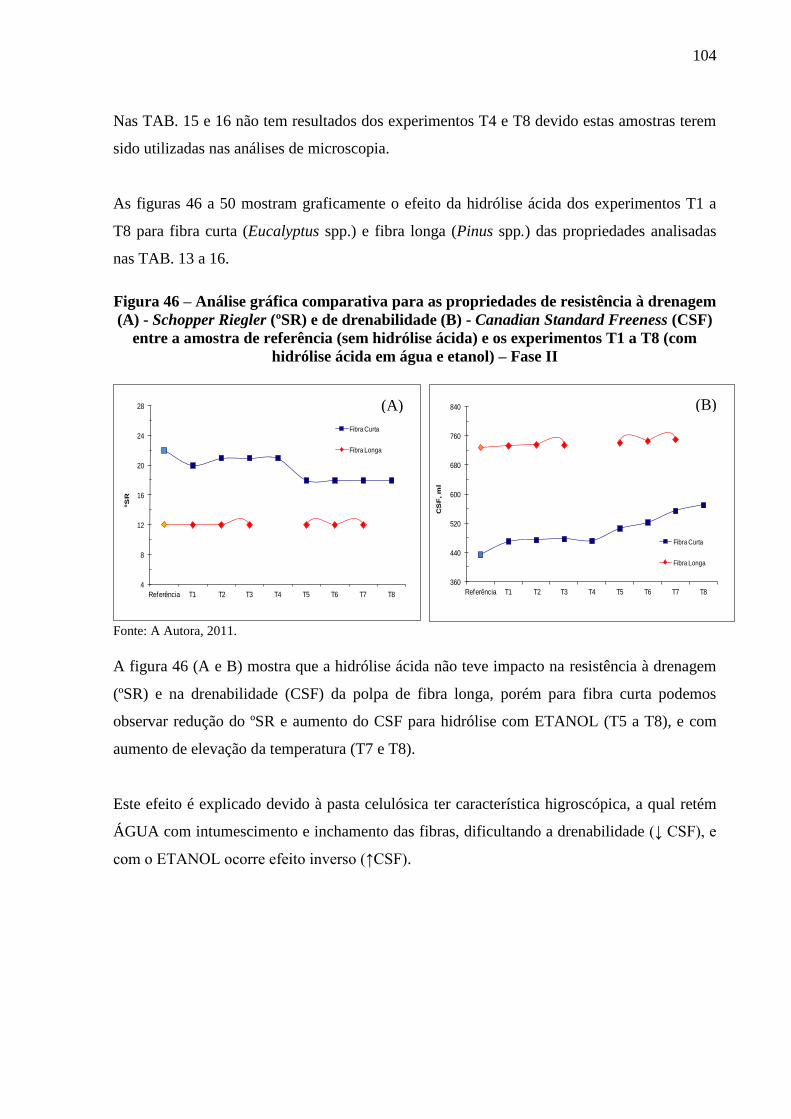
104
Nas TAB. 15 e 16 não tem resultados dos experimentos T4 e T8 devido estas amostras terem
sido utilizadas nas análises de microscopia.
As figuras 46 a 50 mostram graficamente o efeito da hidrólise ácida dos experimentos T1 a
T8 para fibra curta (Eucalyptus spp.) e fibra longa (Pinus spp.) das propriedades analisadas
nas TAB. 13 a 16.
Figura 46 – Análise gráfica comparativa para as propriedades de resistência à drenagem
(A) - Schopper Riegler (ºSR) e de drenabilidade (B) - Canadian Standard Freeness (CSF)
entre a amostra de referência (sem hidrólise ácida) e os experimentos T1 a T8 (com
hidrólise ácida em água e etanol) – Fase II
Fonte: A Autora, 2011.
A figura 46 (A e B) mostra que a hidrólise ácida não teve impacto na resistência à drenagem
(ºSR) e na drenabilidade (CSF) da polpa de fibra longa, porém para fibra curta podemos
observar redução do ºSR e aumento do CSF para hidrólise com ETANOL (T5 a T8), e com
aumento de elevação da temperatura (T7 e T8).
Este efeito é explicado devido à pasta celulósica ter característica higroscópica, a qual retém
ÁGUA com intumescimento e inchamento das fibras, dificultando a drenabilidade (↓ CSF), e
com o ETANOL ocorre efeito inverso (↑CSF).
4
8
12
16
20
24
28
Referência T1 T2 T3 T4 T5 T6 T7 T8
ºSR
Fibra Curta
Fibra Longa
360
440
520
600
680
760
840
Referência T1 T2 T3 T4 T5 T6 T7 T8
CS
F, m
l
Fibra Curta
Fibra Longa
(A) (B)

105
Figura 47 – Análise gráfica comparativa para as propriedades físico-mecânicas do
índice de tração – IT (A) e índice de estouro – IE (B) entre a amostra de referência (sem
hidrólise ácida) e os experimentos T1 a T8 (com hidrólise ácida em água e etanol) –
Fase II
Fonte: A Autora, 2011.
A figura 47 mostra que a hidrólise ácida teve impacto significativo nas propriedades da polpa
de fibra curta e longa, com a mesma tendência de redução em relação à referência, porém
sendo mais significativo para fibra curta.
Figura 48 – Análise gráfica comparativa para as propriedades físico-mecânicas do
índice de rasgo - (A) e de resistência à passagem de ar - (B) entre a amostra de
referência (sem hidrólise ácida) e os experimentos T1 a T8 (hidrólise ácida em água e
etanol) – Fase II
Fonte: A Autora, 2011.
0,0
5,0
10,0
15,0
20,0
25,0
30,0
Referência T1 T2 T3 T4 T5 T6 T7 T8
Índ
ice d
e T
ração
, N
.m/g
Fibra Curta
Fibra Longa
0,0
0,4
0,8
1,2
1,6
2,0
2,4
Referência T1 T2 T3 T4 T5 T6 T7 T8
Índ
ice d
e E
sto
uro
, K
Pa.m
2/g
Fibra Curta
Fibra Longa
0,0
5,0
10,0
15,0
20,0
25,0
30,0
Referência T1 T2 T3 T4 T5 T6 T7 T8
Índ
ice d
e R
asg
o,
m.N
m2/g
Fibra Curta
Fibra Longa
0,5
1,0
1,5
2,0
2,5
3,0
3,5
Referência T1 T2 T3 T4 T5 T6 T7 T8
Resis
t. p
assag
em
d
e A
r,
s/1
00m
L
Fibra Curta
Fibra Longa
(A) (B)
(A) (B)
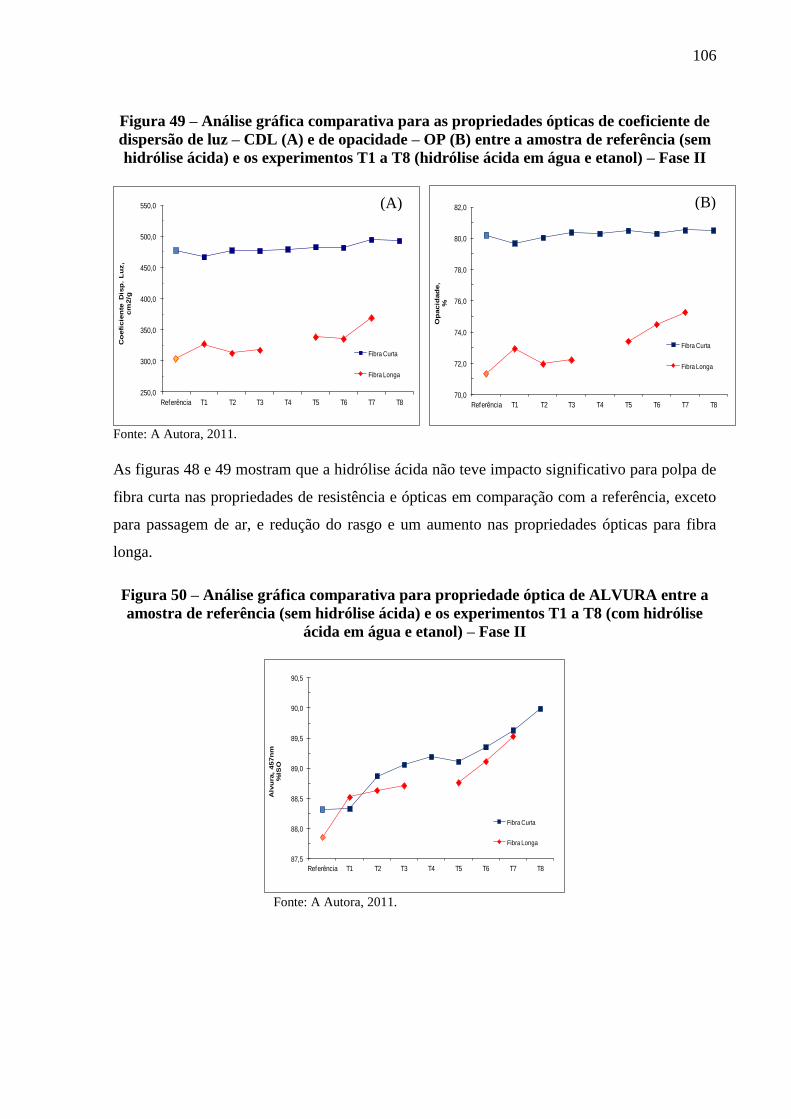
106
Figura 49 – Análise gráfica comparativa para as propriedades ópticas de coeficiente de
dispersão de luz – CDL (A) e de opacidade – OP (B) entre a amostra de referência (sem
hidrólise ácida) e os experimentos T1 a T8 (hidrólise ácida em água e etanol) – Fase II
Fonte: A Autora, 2011.
As figuras 48 e 49 mostram que a hidrólise ácida não teve impacto significativo para polpa de
fibra curta nas propriedades de resistência e ópticas em comparação com a referência, exceto
para passagem de ar, e redução do rasgo e um aumento nas propriedades ópticas para fibra
longa.
Figura 50 – Análise gráfica comparativa para propriedade óptica de ALVURA entre a
amostra de referência (sem hidrólise ácida) e os experimentos T1 a T8 (com hidrólise
ácida em água e etanol) – Fase II
Fonte: A Autora, 2011.
250,0
300,0
350,0
400,0
450,0
500,0
550,0
Referência T1 T2 T3 T4 T5 T6 T7 T8
Co
efi
cie
nte
D
isp
. L
uz,
cm
2/g
Fibra Curta
Fibra Longa
70,0
72,0
74,0
76,0
78,0
80,0
82,0
Referência T1 T2 T3 T4 T5 T6 T7 T8
Op
acid
ad
e,
%
Fibra Curta
Fibra Longa
87,5
88,0
88,5
89,0
89,5
90,0
90,5
Referência T1 T2 T3 T4 T5 T6 T7 T8
Alv
ura,
457n
m
%IS
O
Fibra Curta
Fibra Longa
(A) (B)
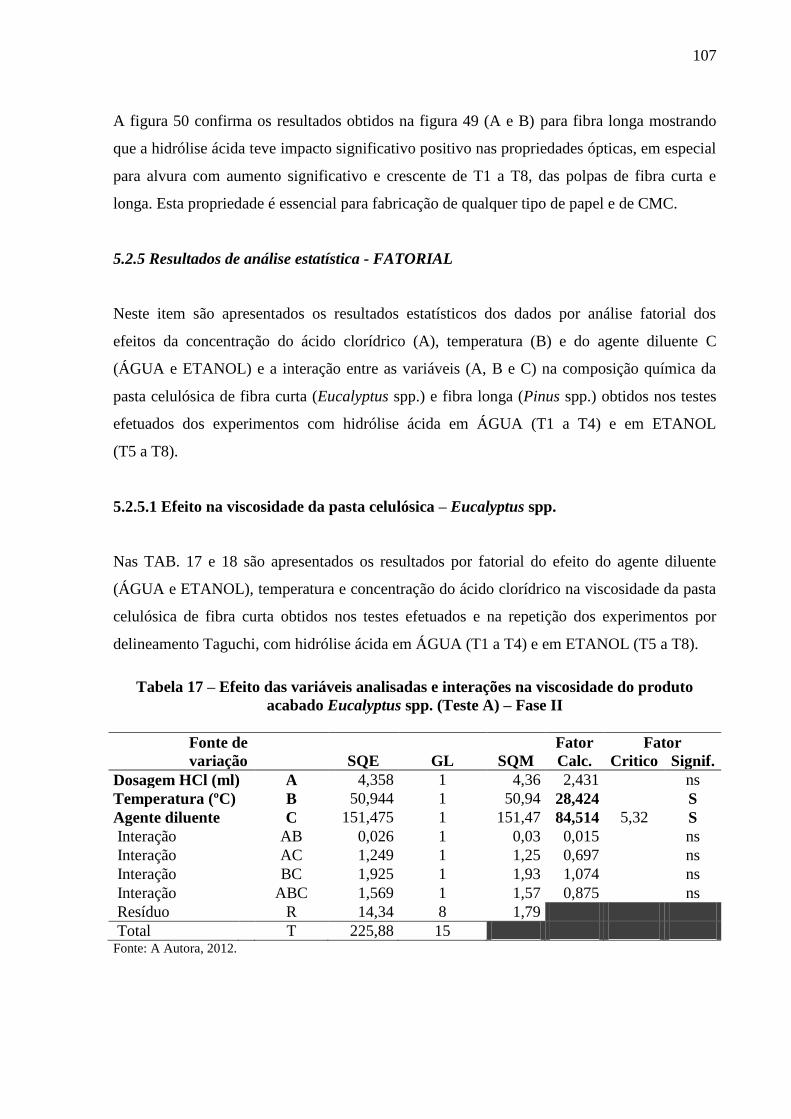
107
A figura 50 confirma os resultados obtidos na figura 49 (A e B) para fibra longa mostrando
que a hidrólise ácida teve impacto significativo positivo nas propriedades ópticas, em especial
para alvura com aumento significativo e crescente de T1 a T8, das polpas de fibra curta e
longa. Esta propriedade é essencial para fabricação de qualquer tipo de papel e de CMC.
5.2.5 Resultados de análise estatística - FATORIAL
Neste item são apresentados os resultados estatísticos dos dados por análise fatorial dos
efeitos da concentração do ácido clorídrico (A), temperatura (B) e do agente diluente C
(ÁGUA e ETANOL) e a interação entre as variáveis (A, B e C) na composição química da
pasta celulósica de fibra curta (Eucalyptus spp.) e fibra longa (Pinus spp.) obtidos nos testes
efetuados dos experimentos com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL
(T5 a T8).
5.2.5.1 Efeito na viscosidade da pasta celulósica – Eucalyptus spp.
Nas TAB. 17 e 18 são apresentados os resultados por fatorial do efeito do agente diluente
(ÁGUA e ETANOL), temperatura e concentração do ácido clorídrico na viscosidade da pasta
celulósica de fibra curta obtidos nos testes efetuados e na repetição dos experimentos por
delineamento Taguchi, com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
Tabela 17 – Efeito das variáveis analisadas e interações na viscosidade do produto
acabado Eucalyptus spp. (Teste A) – Fase II
Fonte de Fator Fator
variação SQE GL SQM Calc. Critico Signif.
Dosagem HCl (ml) A 4,358 1 4,36 2,431 ns
Temperatura (ºC) B 50,944 1 50,94 28,424 S
Agente diluente C 151,475 1 151,47 84,514 5,32 S
Interação AB 0,026 1 0,03 0,015 ns
Interação AC 1,249 1 1,25 0,697 ns
Interação BC 1,925 1 1,93 1,074 ns
Interação ABC 1,569 1 1,57 0,875 ns
Resíduo R 14,34 8 1,79
Total T 225,88 15 Fonte: A Autora, 2012.
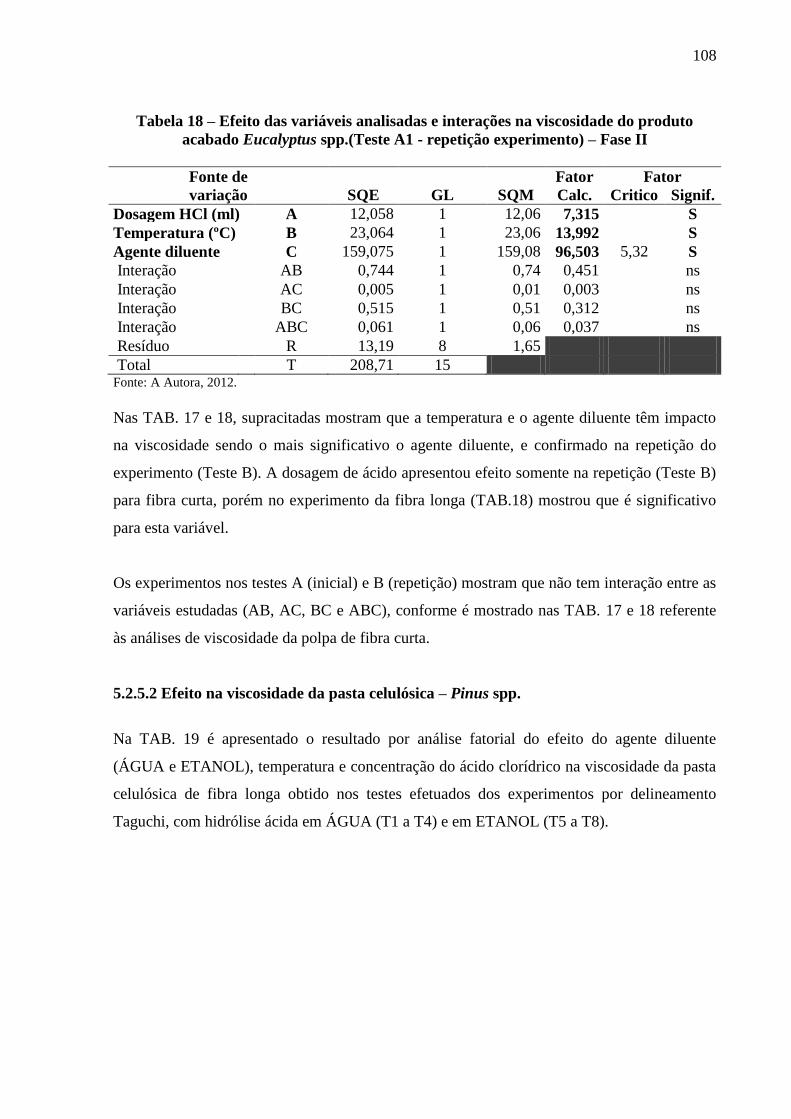
108
Tabela 18 – Efeito das variáveis analisadas e interações na viscosidade do produto
acabado Eucalyptus spp.(Teste A1 - repetição experimento) – Fase II
Fonte de Fator Fator
variação SQE GL SQM Calc. Critico Signif.
Dosagem HCl (ml) A 12,058 1 12,06 7,315 S
Temperatura (ºC) B 23,064 1 23,06 13,992 S
Agente diluente C 159,075 1 159,08 96,503 5,32 S
Interação AB 0,744 1 0,74 0,451 ns
Interação AC 0,005 1 0,01 0,003 ns
Interação BC 0,515 1 0,51 0,312 ns
Interação ABC 0,061 1 0,06 0,037 ns
Resíduo R 13,19 8 1,65
Total T 208,71 15 Fonte: A Autora, 2012.
Nas TAB. 17 e 18, supracitadas mostram que a temperatura e o agente diluente têm impacto
na viscosidade sendo o mais significativo o agente diluente, e confirmado na repetição do
experimento (Teste B). A dosagem de ácido apresentou efeito somente na repetição (Teste B)
para fibra curta, porém no experimento da fibra longa (TAB.18) mostrou que é significativo
para esta variável.
Os experimentos nos testes A (inicial) e B (repetição) mostram que não tem interação entre as
variáveis estudadas (AB, AC, BC e ABC), conforme é mostrado nas TAB. 17 e 18 referente
às análises de viscosidade da polpa de fibra curta.
5.2.5.2 Efeito na viscosidade da pasta celulósica – Pinus spp.
Na TAB. 19 é apresentado o resultado por análise fatorial do efeito do agente diluente
(ÁGUA e ETANOL), temperatura e concentração do ácido clorídrico na viscosidade da pasta
celulósica de fibra longa obtido nos testes efetuados dos experimentos por delineamento
Taguchi, com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
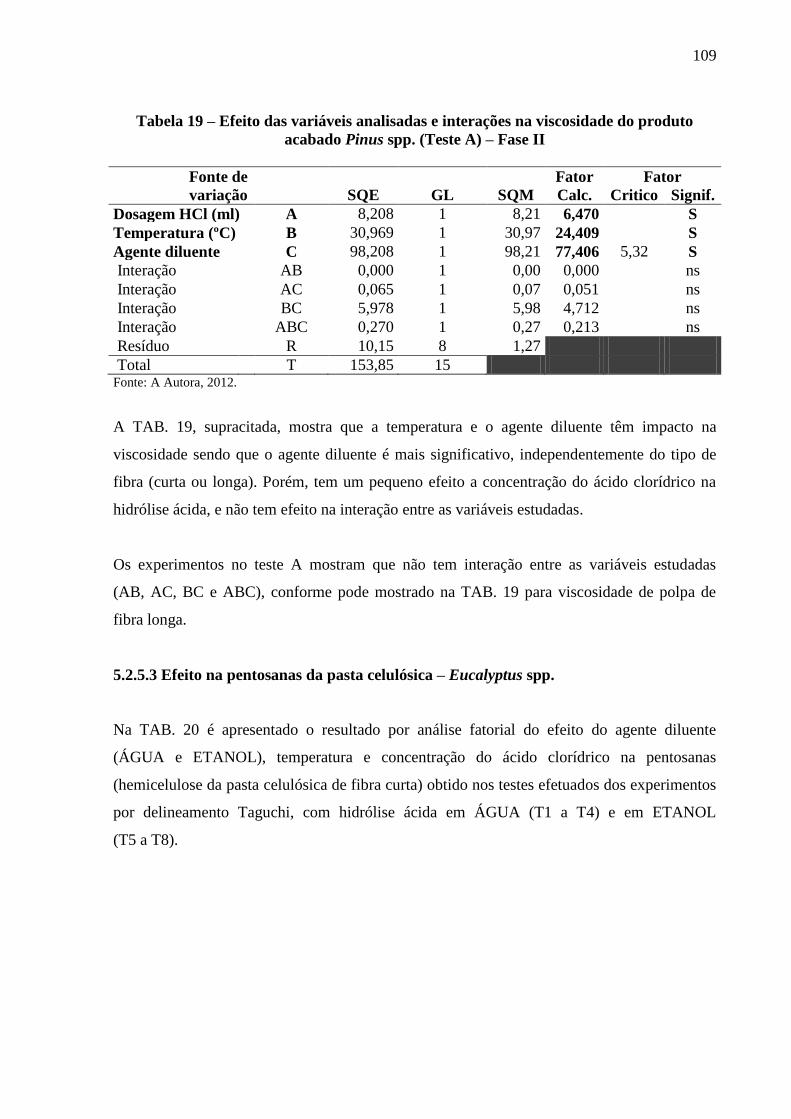
109
Tabela 19 – Efeito das variáveis analisadas e interações na viscosidade do produto
acabado Pinus spp. (Teste A) – Fase II
Fonte de Fator Fator
variação SQE GL SQM Calc. Critico Signif.
Dosagem HCl (ml) A 8,208 1 8,21 6,470 S
Temperatura (ºC) B 30,969 1 30,97 24,409 S
Agente diluente C 98,208 1 98,21 77,406 5,32 S
Interação AB 0,000 1 0,00 0,000 ns
Interação AC 0,065 1 0,07 0,051 ns
Interação BC 5,978 1 5,98 4,712 ns
Interação ABC 0,270 1 0,27 0,213 ns
Resíduo R 10,15 8 1,27
Total T 153,85 15 Fonte: A Autora, 2012.
A TAB. 19, supracitada, mostra que a temperatura e o agente diluente têm impacto na
viscosidade sendo que o agente diluente é mais significativo, independentemente do tipo de
fibra (curta ou longa). Porém, tem um pequeno efeito a concentração do ácido clorídrico na
hidrólise ácida, e não tem efeito na interação entre as variáveis estudadas.
Os experimentos no teste A mostram que não tem interação entre as variáveis estudadas
(AB, AC, BC e ABC), conforme pode mostrado na TAB. 19 para viscosidade de polpa de
fibra longa.
5.2.5.3 Efeito na pentosanas da pasta celulósica – Eucalyptus spp.
Na TAB. 20 é apresentado o resultado por análise fatorial do efeito do agente diluente
(ÁGUA e ETANOL), temperatura e concentração do ácido clorídrico na pentosanas
(hemicelulose da pasta celulósica de fibra curta) obtido nos testes efetuados dos experimentos
por delineamento Taguchi, com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL
(T5 a T8).
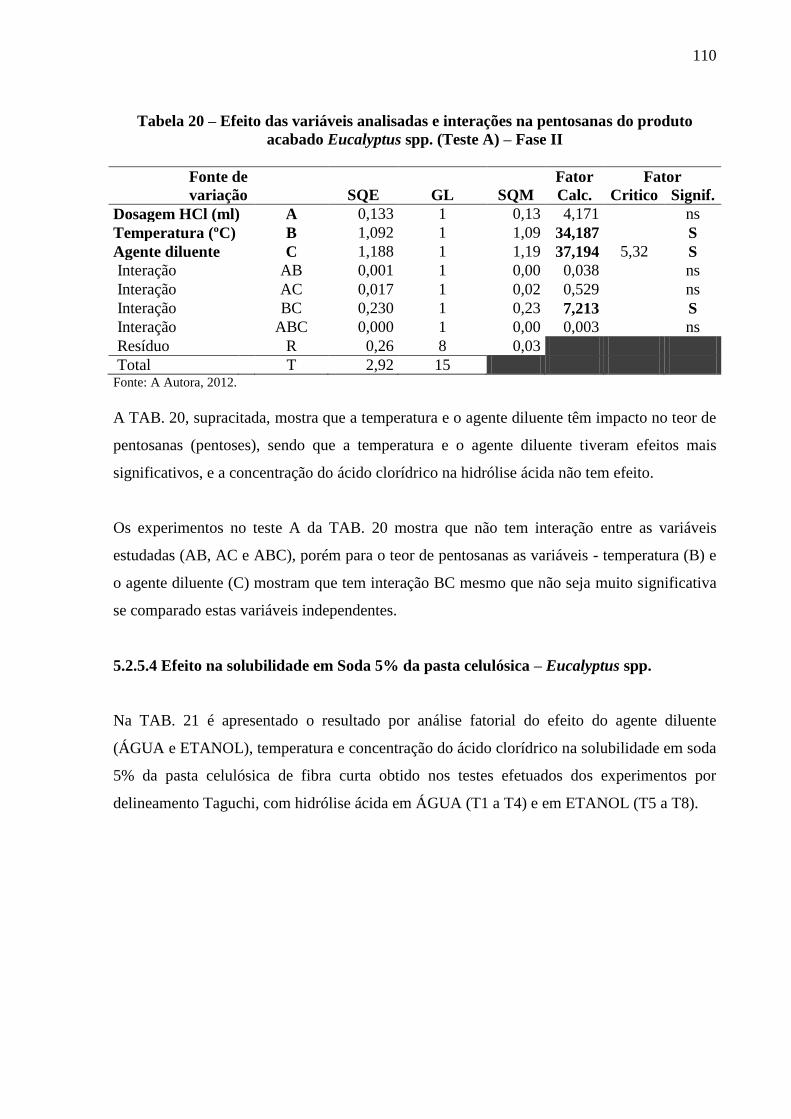
110
Tabela 20 – Efeito das variáveis analisadas e interações na pentosanas do produto
acabado Eucalyptus spp. (Teste A) – Fase II
Fonte de Fator Fator
variação SQE GL SQM Calc. Critico Signif.
Dosagem HCl (ml) A 0,133 1 0,13 4,171 ns
Temperatura (ºC) B 1,092 1 1,09 34,187 S
Agente diluente C 1,188 1 1,19 37,194 5,32 S
Interação AB 0,001 1 0,00 0,038 ns
Interação AC 0,017 1 0,02 0,529 ns
Interação BC 0,230 1 0,23 7,213 S
Interação ABC 0,000 1 0,00 0,003 ns
Resíduo R 0,26 8 0,03
Total T 2,92 15 Fonte: A Autora, 2012.
A TAB. 20, supracitada, mostra que a temperatura e o agente diluente têm impacto no teor de
pentosanas (pentoses), sendo que a temperatura e o agente diluente tiveram efeitos mais
significativos, e a concentração do ácido clorídrico na hidrólise ácida não tem efeito.
Os experimentos no teste A da TAB. 20 mostra que não tem interação entre as variáveis
estudadas (AB, AC e ABC), porém para o teor de pentosanas as variáveis - temperatura (B) e
o agente diluente (C) mostram que tem interação BC mesmo que não seja muito significativa
se comparado estas variáveis independentes.
5.2.5.4 Efeito na solubilidade em Soda 5% da pasta celulósica – Eucalyptus spp.
Na TAB. 21 é apresentado o resultado por análise fatorial do efeito do agente diluente
(ÁGUA e ETANOL), temperatura e concentração do ácido clorídrico na solubilidade em soda
5% da pasta celulósica de fibra curta obtido nos testes efetuados dos experimentos por
delineamento Taguchi, com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
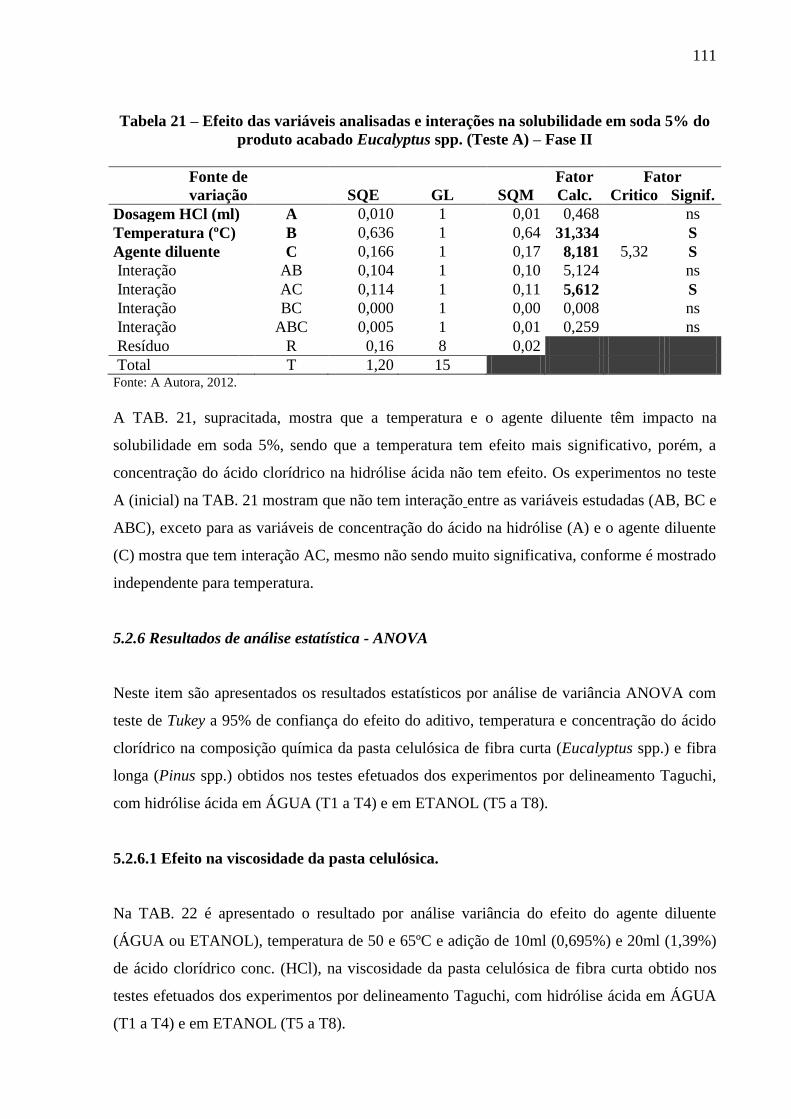
111
Tabela 21 – Efeito das variáveis analisadas e interações na solubilidade em soda 5% do
produto acabado Eucalyptus spp. (Teste A) – Fase II
Fonte de Fator Fator
variação SQE GL SQM Calc. Critico Signif.
Dosagem HCl (ml) A 0,010 1 0,01 0,468 ns
Temperatura (ºC) B 0,636 1 0,64 31,334 S
Agente diluente C 0,166 1 0,17 8,181 5,32 S
Interação AB 0,104 1 0,10 5,124 ns
Interação AC 0,114 1 0,11 5,612 S
Interação BC 0,000 1 0,00 0,008 ns
Interação ABC 0,005 1 0,01 0,259 ns
Resíduo R 0,16 8 0,02
Total T 1,20 15 Fonte: A Autora, 2012.
A TAB. 21, supracitada, mostra que a temperatura e o agente diluente têm impacto na
solubilidade em soda 5%, sendo que a temperatura tem efeito mais significativo, porém, a
concentração do ácido clorídrico na hidrólise ácida não tem efeito. Os experimentos no teste
A (inicial) na TAB. 21 mostram que não tem interação entre as variáveis estudadas (AB, BC e
ABC), exceto para as variáveis de concentração do ácido na hidrólise (A) e o agente diluente
(C) mostra que tem interação AC, mesmo não sendo muito significativa, conforme é mostrado
independente para temperatura.
5.2.6 Resultados de análise estatística - ANOVA
Neste item são apresentados os resultados estatísticos por análise de variância ANOVA com
teste de Tukey a 95% de confiança do efeito do aditivo, temperatura e concentração do ácido
clorídrico na composição química da pasta celulósica de fibra curta (Eucalyptus spp.) e fibra
longa (Pinus spp.) obtidos nos testes efetuados dos experimentos por delineamento Taguchi,
com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
5.2.6.1 Efeito na viscosidade da pasta celulósica.
Na TAB. 22 é apresentado o resultado por análise variância do efeito do agente diluente
(ÁGUA ou ETANOL), temperatura de 50 e 65ºC e adição de 10ml (0,695%) e 20ml (1,39%)
de ácido clorídrico conc. (HCl), na viscosidade da pasta celulósica de fibra curta obtido nos
testes efetuados dos experimentos por delineamento Taguchi, com hidrólise ácida em ÁGUA
(T1 a T4) e em ETANOL (T5 a T8).
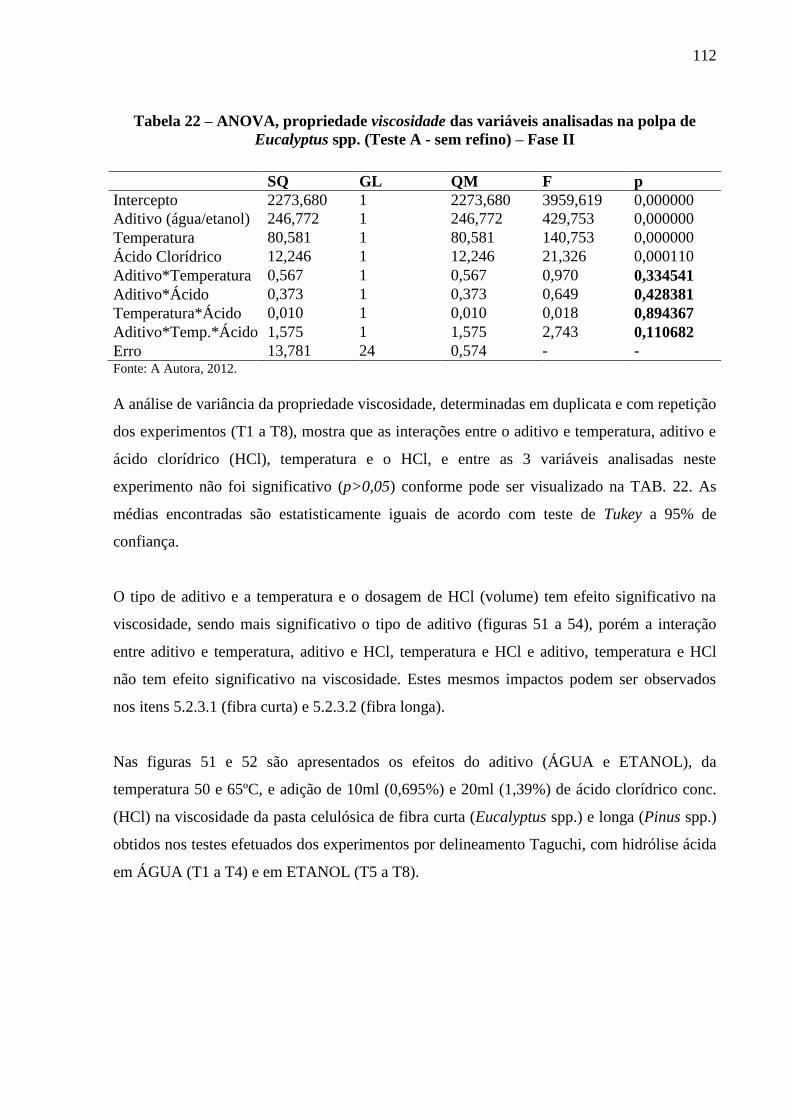
112
Tabela 22 – ANOVA, propriedade viscosidade das variáveis analisadas na polpa de
Eucalyptus spp. (Teste A - sem refino) – Fase II
SQ GL QM F p
Intercepto 2273,680 1 2273,680 3959,619 0,000000
Aditivo (água/etanol) 246,772 1 246,772 429,753 0,000000
Temperatura 80,581 1 80,581 140,753 0,000000
Ácido Clorídrico 12,246 1 12,246 21,326 0,000110
Aditivo*Temperatura 0,567 1 0,567 0,970 0,334541
Aditivo*Ácido 0,373 1 0,373 0,649 0,428381
Temperatura*Ácido 0,010 1 0,010 0,018 0,894367
Aditivo*Temp.*Ácido 1,575 1 1,575 2,743 0,110682
Erro 13,781 24 0,574 - - Fonte: A Autora, 2012.
A análise de variância da propriedade viscosidade, determinadas em duplicata e com repetição
dos experimentos (T1 a T8), mostra que as interações entre o aditivo e temperatura, aditivo e
ácido clorídrico (HCl), temperatura e o HCl, e entre as 3 variáveis analisadas neste
experimento não foi significativo (p>0,05) conforme pode ser visualizado na TAB. 22. As
médias encontradas são estatisticamente iguais de acordo com teste de Tukey a 95% de
confiança.
O tipo de aditivo e a temperatura e o dosagem de HCl (volume) tem efeito significativo na
viscosidade, sendo mais significativo o tipo de aditivo (figuras 51 a 54), porém a interação
entre aditivo e temperatura, aditivo e HCl, temperatura e HCl e aditivo, temperatura e HCl
não tem efeito significativo na viscosidade. Estes mesmos impactos podem ser observados
nos itens 5.2.3.1 (fibra curta) e 5.2.3.2 (fibra longa).
Nas figuras 51 e 52 são apresentados os efeitos do aditivo (ÁGUA e ETANOL), da
temperatura 50 e 65ºC, e adição de 10ml (0,695%) e 20ml (1,39%) de ácido clorídrico conc.
(HCl) na viscosidade da pasta celulósica de fibra curta (Eucalyptus spp.) e longa (Pinus spp.)
obtidos nos testes efetuados dos experimentos por delineamento Taguchi, com hidrólise ácida
em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
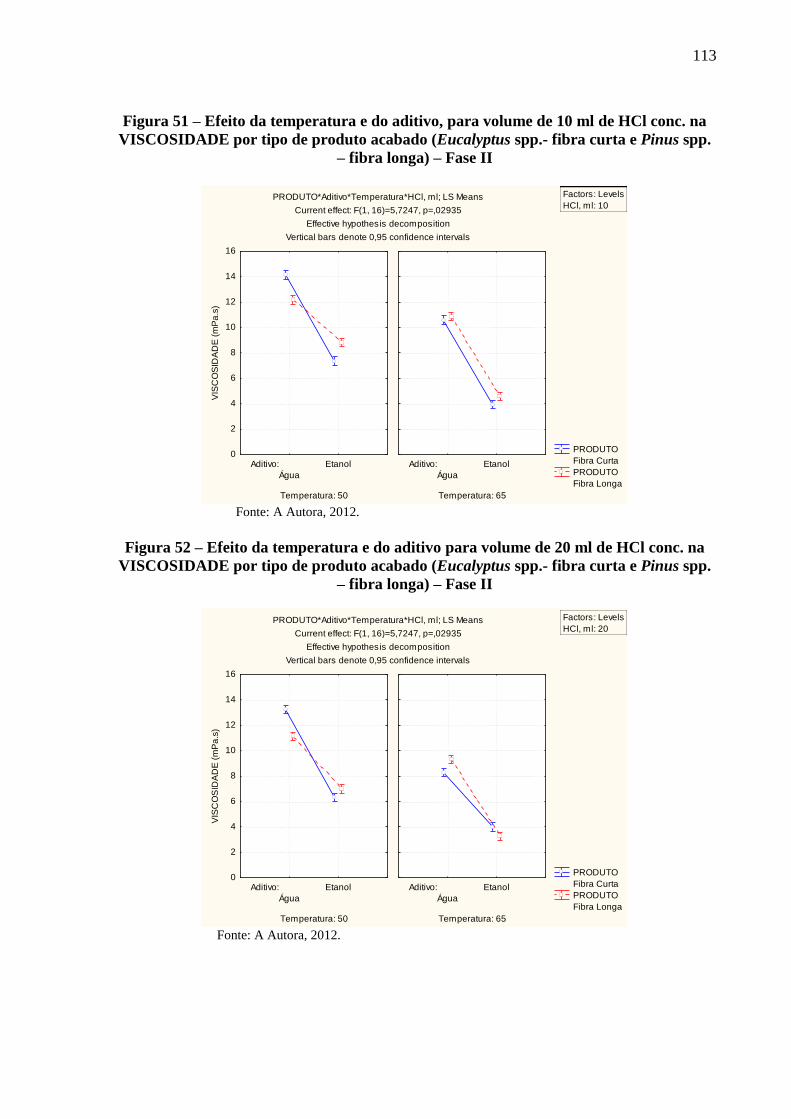
113
Figura 51 – Efeito da temperatura e do aditivo, para volume de 10 ml de HCl conc. na
VISCOSIDADE por tipo de produto acabado (Eucalyptus spp.- fibra curta e Pinus spp.
– fibra longa) – Fase II
Fonte: A Autora, 2012.
Figura 52 – Efeito da temperatura e do aditivo para volume de 20 ml de HCl conc. na
VISCOSIDADE por tipo de produto acabado (Eucalyptus spp.- fibra curta e Pinus spp.
– fibra longa) – Fase II
Fonte: A Autora, 2012.
PRODUTO*Aditivo*Temperatura*HCl, ml; LS Means
Current effect: F(1, 16)=5,7247, p=,02935
Effective hypothesis decomposition
Vertical bars denote 0,95 confidence intervals
PRODUTO
Fibra Curta
PRODUTO
Fibra Longa
Temperatura: 50
Aditivo:
Água
Etanol0
2
4
6
8
10
12
14
16
VIS
CO
SID
AD
E (
mP
a.s
)
Temperatura: 65
Aditivo:
Água
Etanol
Factors: Levels
HCl, ml: 10
PRODUTO*Aditivo*Temperatura*HCl, ml; LS Means
Current effect: F(1, 16)=5,7247, p=,02935
Effective hypothesis decomposition
Vertical bars denote 0,95 confidence intervals
PRODUTO
Fibra Curta
PRODUTO
Fibra Longa
Temperatura: 50
Aditivo:
Água
Etanol0
2
4
6
8
10
12
14
16
VIS
CO
SID
AD
E (
mP
a.s
)
Temperatura: 65
Aditivo:
Água
Etanol
Factors: Levels
HCl, ml: 20
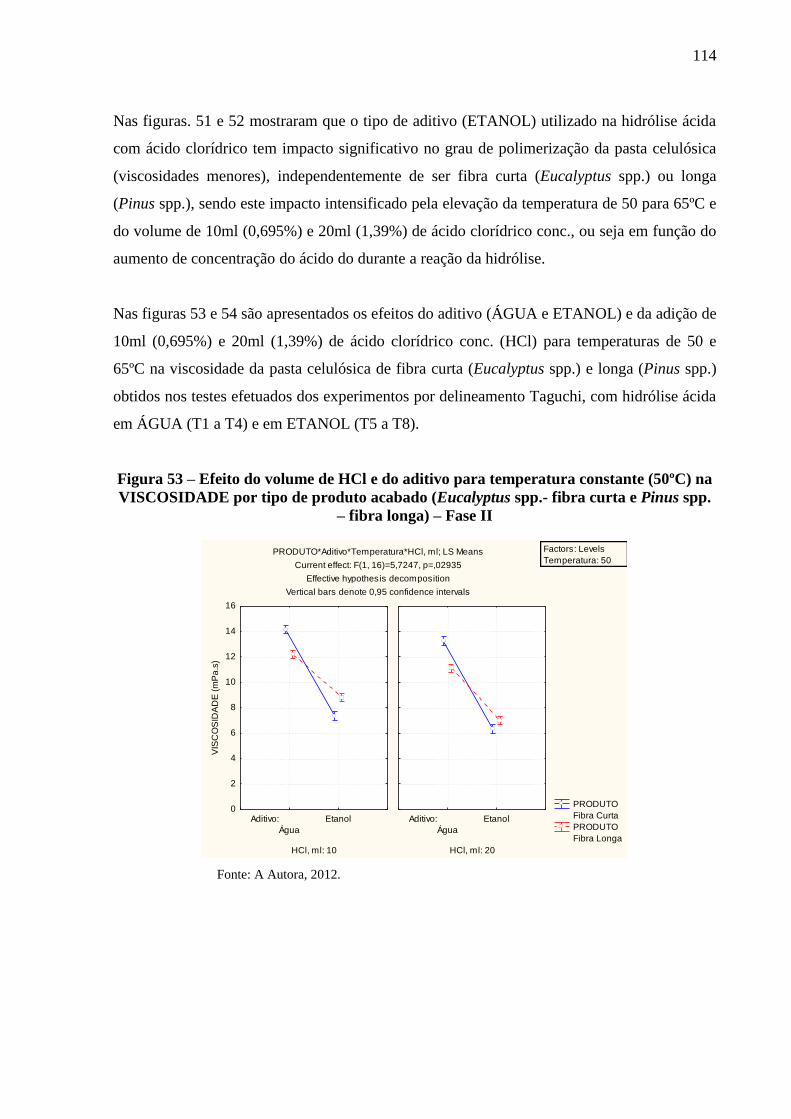
114
Nas figuras. 51 e 52 mostraram que o tipo de aditivo (ETANOL) utilizado na hidrólise ácida
com ácido clorídrico tem impacto significativo no grau de polimerização da pasta celulósica
(viscosidades menores), independentemente de ser fibra curta (Eucalyptus spp.) ou longa
(Pinus spp.), sendo este impacto intensificado pela elevação da temperatura de 50 para 65ºC e
do volume de 10ml (0,695%) e 20ml (1,39%) de ácido clorídrico conc., ou seja em função do
aumento de concentração do ácido do durante a reação da hidrólise.
Nas figuras 53 e 54 são apresentados os efeitos do aditivo (ÁGUA e ETANOL) e da adição de
10ml (0,695%) e 20ml (1,39%) de ácido clorídrico conc. (HCl) para temperaturas de 50 e
65ºC na viscosidade da pasta celulósica de fibra curta (Eucalyptus spp.) e longa (Pinus spp.)
obtidos nos testes efetuados dos experimentos por delineamento Taguchi, com hidrólise ácida
em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
Figura 53 – Efeito do volume de HCl e do aditivo para temperatura constante (50ºC) na
VISCOSIDADE por tipo de produto acabado (Eucalyptus spp.- fibra curta e Pinus spp.
– fibra longa) – Fase II
Fonte: A Autora, 2012.
PRODUTO*Aditivo*Temperatura*HCl, ml; LS Means
Current effect: F(1, 16)=5,7247, p=,02935
Effective hypothesis decomposition
Vertical bars denote 0,95 confidence intervals
PRODUTO
Fibra Curta
PRODUTO
Fibra Longa
HCl, ml: 10
Aditivo:
Água
Etanol0
2
4
6
8
10
12
14
16
VIS
CO
SID
AD
E (
mP
a.s
)
HCl, ml: 20
Aditivo:
Água
Etanol
Factors: Levels
Temperatura: 50
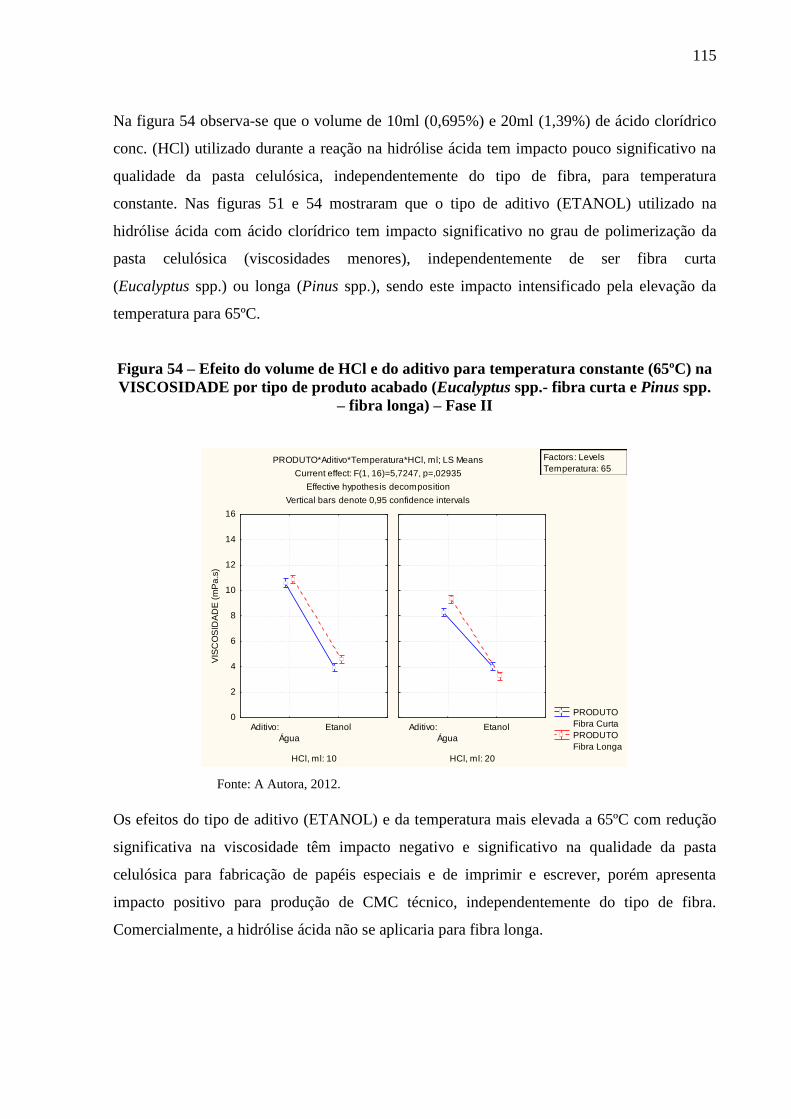
115
Na figura 54 observa-se que o volume de 10ml (0,695%) e 20ml (1,39%) de ácido clorídrico
conc. (HCl) utilizado durante a reação na hidrólise ácida tem impacto pouco significativo na
qualidade da pasta celulósica, independentemente do tipo de fibra, para temperatura
constante. Nas figuras 51 e 54 mostraram que o tipo de aditivo (ETANOL) utilizado na
hidrólise ácida com ácido clorídrico tem impacto significativo no grau de polimerização da
pasta celulósica (viscosidades menores), independentemente de ser fibra curta
(Eucalyptus spp.) ou longa (Pinus spp.), sendo este impacto intensificado pela elevação da
temperatura para 65ºC.
Figura 54 – Efeito do volume de HCl e do aditivo para temperatura constante (65ºC) na
VISCOSIDADE por tipo de produto acabado (Eucalyptus spp.- fibra curta e Pinus spp.
– fibra longa) – Fase II
Fonte: A Autora, 2012.
Os efeitos do tipo de aditivo (ETANOL) e da temperatura mais elevada a 65ºC com redução
significativa na viscosidade têm impacto negativo e significativo na qualidade da pasta
celulósica para fabricação de papéis especiais e de imprimir e escrever, porém apresenta
impacto positivo para produção de CMC técnico, independentemente do tipo de fibra.
Comercialmente, a hidrólise ácida não se aplicaria para fibra longa.
PRODUTO*Aditivo*Temperatura*HCl, ml; LS Means
Current effect: F(1, 16)=5,7247, p=,02935
Effective hypothesis decomposition
Vertical bars denote 0,95 confidence intervals
PRODUTO
Fibra Curta
PRODUTO
Fibra Longa
HCl, ml: 10
Aditivo:
Água
Etanol0
2
4
6
8
10
12
14
16
VIS
CO
SID
AD
E (
mP
a.s
)
HCl, ml: 20
Aditivo:
Água
Etanol
Factors: Levels
Temperatura: 65
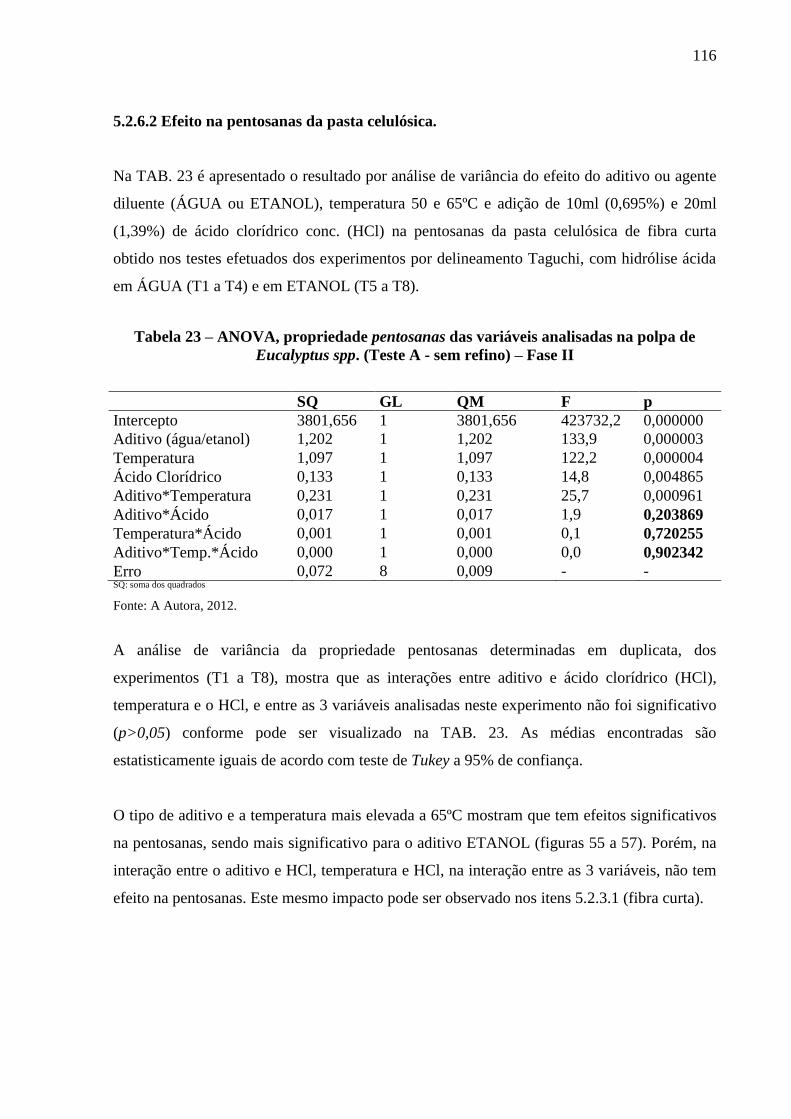
116
5.2.6.2 Efeito na pentosanas da pasta celulósica.
Na TAB. 23 é apresentado o resultado por análise de variância do efeito do aditivo ou agente
diluente (ÁGUA ou ETANOL), temperatura 50 e 65ºC e adição de 10ml (0,695%) e 20ml
(1,39%) de ácido clorídrico conc. (HCl) na pentosanas da pasta celulósica de fibra curta
obtido nos testes efetuados dos experimentos por delineamento Taguchi, com hidrólise ácida
em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
Tabela 23 – ANOVA, propriedade pentosanas das variáveis analisadas na polpa de
Eucalyptus spp. (Teste A - sem refino) – Fase II
SQ GL QM F p
Intercepto 3801,656 1 3801,656 423732,2 0,000000
Aditivo (água/etanol) 1,202 1 1,202 133,9 0,000003
Temperatura 1,097 1 1,097 122,2 0,000004
Ácido Clorídrico 0,133 1 0,133 14,8 0,004865
Aditivo*Temperatura 0,231 1 0,231 25,7 0,000961
Aditivo*Ácido 0,017 1 0,017 1,9 0,203869
Temperatura*Ácido 0,001 1 0,001 0,1 0,720255
Aditivo*Temp.*Ácido 0,000 1 0,000 0,0 0,902342
Erro 0,072 8 0,009 - - SQ: soma dos quadrados
Fonte: A Autora, 2012.
A análise de variância da propriedade pentosanas determinadas em duplicata, dos
experimentos (T1 a T8), mostra que as interações entre aditivo e ácido clorídrico (HCl),
temperatura e o HCl, e entre as 3 variáveis analisadas neste experimento não foi significativo
(p>0,05) conforme pode ser visualizado na TAB. 23. As médias encontradas são
estatisticamente iguais de acordo com teste de Tukey a 95% de confiança.
O tipo de aditivo e a temperatura mais elevada a 65ºC mostram que tem efeitos significativos
na pentosanas, sendo mais significativo para o aditivo ETANOL (figuras 55 a 57). Porém, na
interação entre o aditivo e HCl, temperatura e HCl, na interação entre as 3 variáveis, não tem
efeito na pentosanas. Este mesmo impacto pode ser observado nos itens 5.2.3.1 (fibra curta).
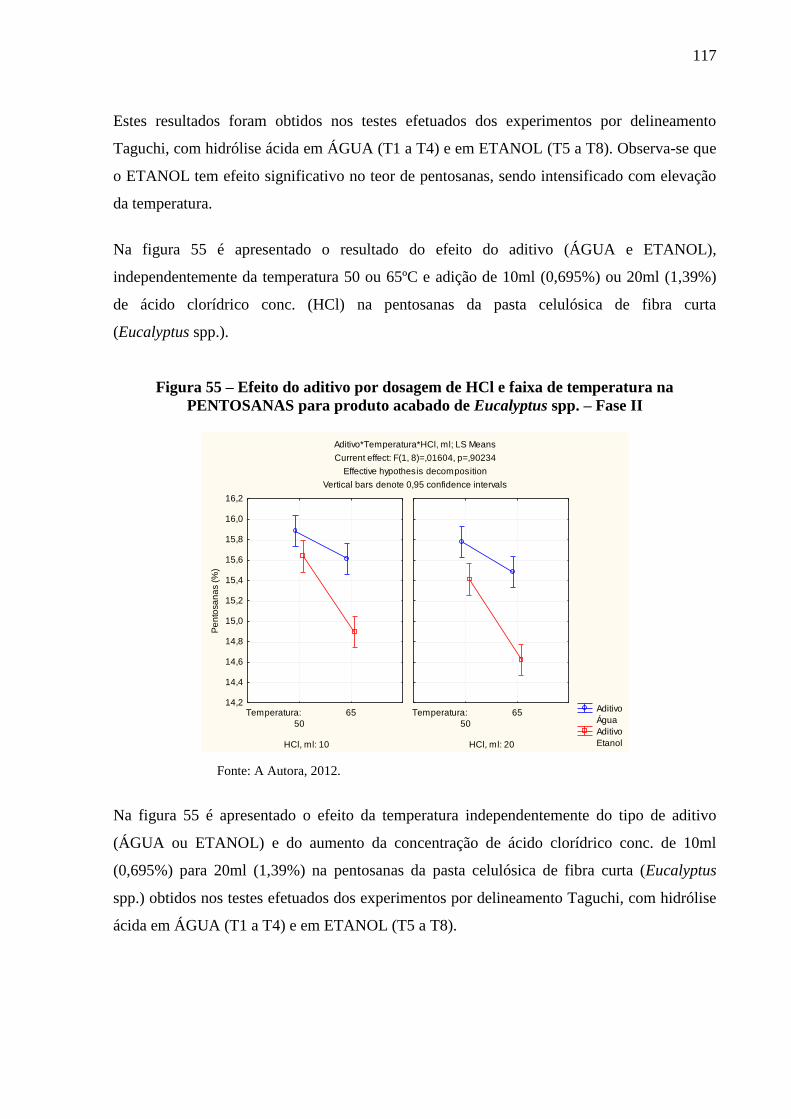
117
Estes resultados foram obtidos nos testes efetuados dos experimentos por delineamento
Taguchi, com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8). Observa-se que
o ETANOL tem efeito significativo no teor de pentosanas, sendo intensificado com elevação
da temperatura.
Na figura 55 é apresentado o resultado do efeito do aditivo (ÁGUA e ETANOL),
independentemente da temperatura 50 ou 65ºC e adição de 10ml (0,695%) ou 20ml (1,39%)
de ácido clorídrico conc. (HCl) na pentosanas da pasta celulósica de fibra curta
(Eucalyptus spp.).
Figura 55 – Efeito do aditivo por dosagem de HCl e faixa de temperatura na
PENTOSANAS para produto acabado de Eucalyptus spp. – Fase II
Fonte: A Autora, 2012.
Na figura 55 é apresentado o efeito da temperatura independentemente do tipo de aditivo
(ÁGUA ou ETANOL) e do aumento da concentração de ácido clorídrico conc. de 10ml
(0,695%) para 20ml (1,39%) na pentosanas da pasta celulósica de fibra curta (Eucalyptus
spp.) obtidos nos testes efetuados dos experimentos por delineamento Taguchi, com hidrólise
ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
Aditivo*Temperatura*HCl, ml; LS Means
Current effect: F(1, 8)=,01604, p=,90234
Effective hypothesis decomposition
Vertical bars denote 0,95 confidence intervals
Aditivo
Água
Aditivo
EtanolHCl, ml: 10
Temperatura:
50
6514,2
14,4
14,6
14,8
15,0
15,2
15,4
15,6
15,8
16,0
16,2
Pe
nto
sa
na
s (
%)
HCl, ml: 20
Temperatura:
50
65
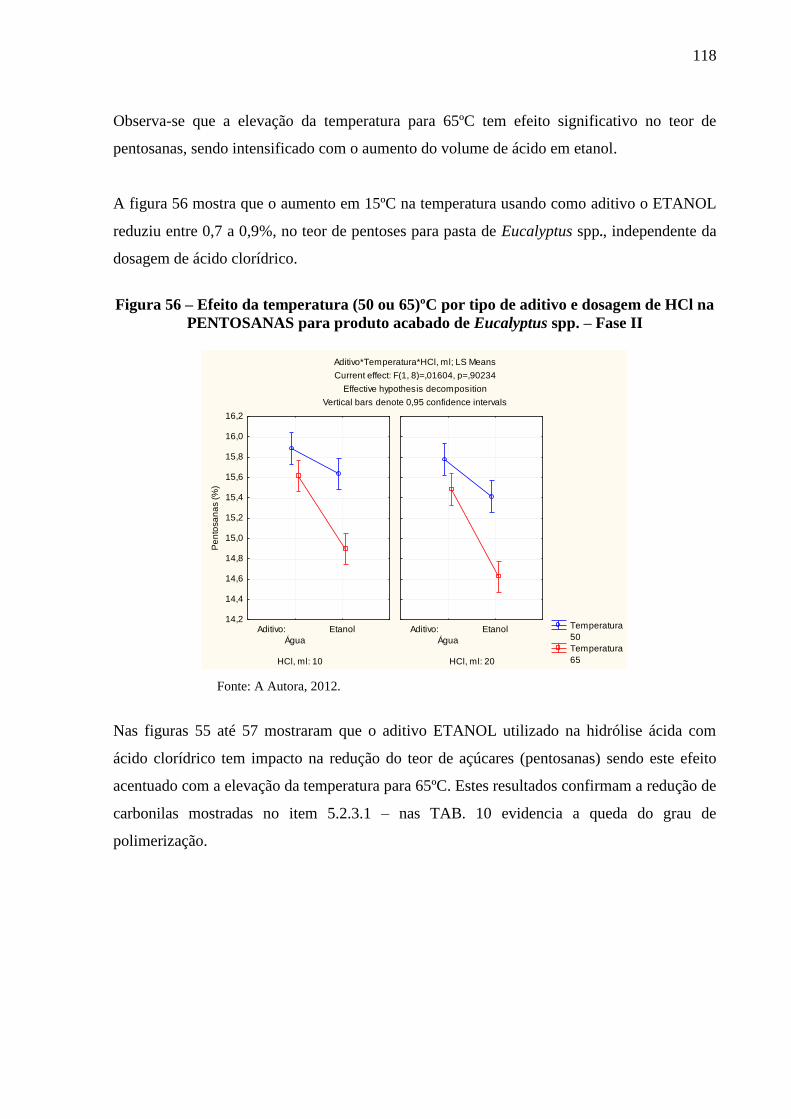
118
Observa-se que a elevação da temperatura para 65ºC tem efeito significativo no teor de
pentosanas, sendo intensificado com o aumento do volume de ácido em etanol.
A figura 56 mostra que o aumento em 15ºC na temperatura usando como aditivo o ETANOL
reduziu entre 0,7 a 0,9%, no teor de pentoses para pasta de Eucalyptus spp., independente da
dosagem de ácido clorídrico.
Figura 56 – Efeito da temperatura (50 ou 65)ºC por tipo de aditivo e dosagem de HCl na
PENTOSANAS para produto acabado de Eucalyptus spp. – Fase II
Fonte: A Autora, 2012.
Nas figuras 55 até 57 mostraram que o aditivo ETANOL utilizado na hidrólise ácida com
ácido clorídrico tem impacto na redução do teor de açúcares (pentosanas) sendo este efeito
acentuado com a elevação da temperatura para 65ºC. Estes resultados confirmam a redução de
carbonilas mostradas no item 5.2.3.1 – nas TAB. 10 evidencia a queda do grau de
polimerização.
Aditivo*Temperatura*HCl, ml; LS Means
Current effect: F(1, 8)=,01604, p=,90234
Effective hypothesis decomposition
Vertical bars denote 0,95 confidence intervals
Temperatura
50
Temperatura
65HCl, ml: 10
Aditivo:
Água
Etanol14,2
14,4
14,6
14,8
15,0
15,2
15,4
15,6
15,8
16,0
16,2
Pe
nto
sa
na
s (
%)
HCl, ml: 20
Aditivo:
Água
Etanol
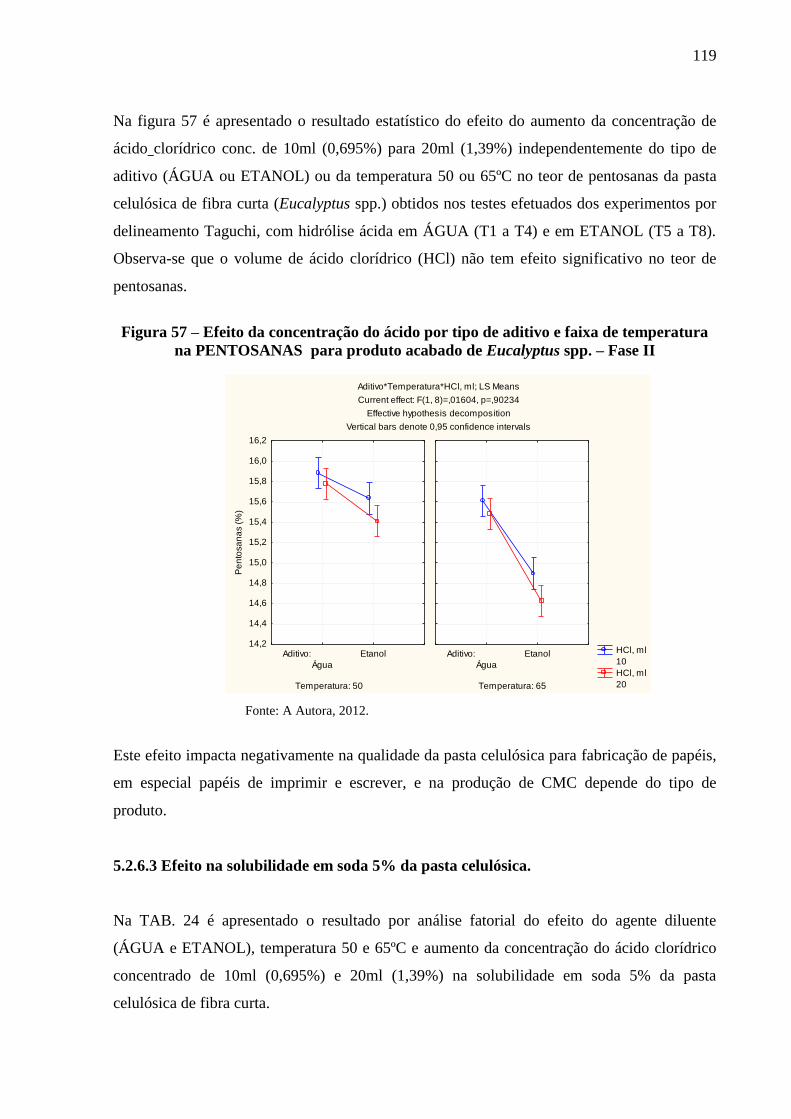
119
Na figura 57 é apresentado o resultado estatístico do efeito do aumento da concentração de
ácido clorídrico conc. de 10ml (0,695%) para 20ml (1,39%) independentemente do tipo de
aditivo (ÁGUA ou ETANOL) ou da temperatura 50 ou 65ºC no teor de pentosanas da pasta
celulósica de fibra curta (Eucalyptus spp.) obtidos nos testes efetuados dos experimentos por
delineamento Taguchi, com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
Observa-se que o volume de ácido clorídrico (HCl) não tem efeito significativo no teor de
pentosanas.
Figura 57 – Efeito da concentração do ácido por tipo de aditivo e faixa de temperatura
na PENTOSANAS para produto acabado de Eucalyptus spp. – Fase II
Fonte: A Autora, 2012.
Este efeito impacta negativamente na qualidade da pasta celulósica para fabricação de papéis,
em especial papéis de imprimir e escrever, e na produção de CMC depende do tipo de
produto.
5.2.6.3 Efeito na solubilidade em soda 5% da pasta celulósica.
Na TAB. 24 é apresentado o resultado por análise fatorial do efeito do agente diluente
(ÁGUA e ETANOL), temperatura 50 e 65ºC e aumento da concentração do ácido clorídrico
concentrado de 10ml (0,695%) e 20ml (1,39%) na solubilidade em soda 5% da pasta
celulósica de fibra curta.
Aditivo*Temperatura*HCl, ml; LS Means
Current effect: F(1, 8)=,01604, p=,90234
Effective hypothesis decomposition
Vertical bars denote 0,95 confidence intervals
HCl, ml
10
HCl, ml
20Temperatura: 50
Aditivo:
Água
Etanol14,2
14,4
14,6
14,8
15,0
15,2
15,4
15,6
15,8
16,0
16,2
Pe
nto
sa
na
s (
%)
Temperatura: 65
Aditivo:
Água
Etanol
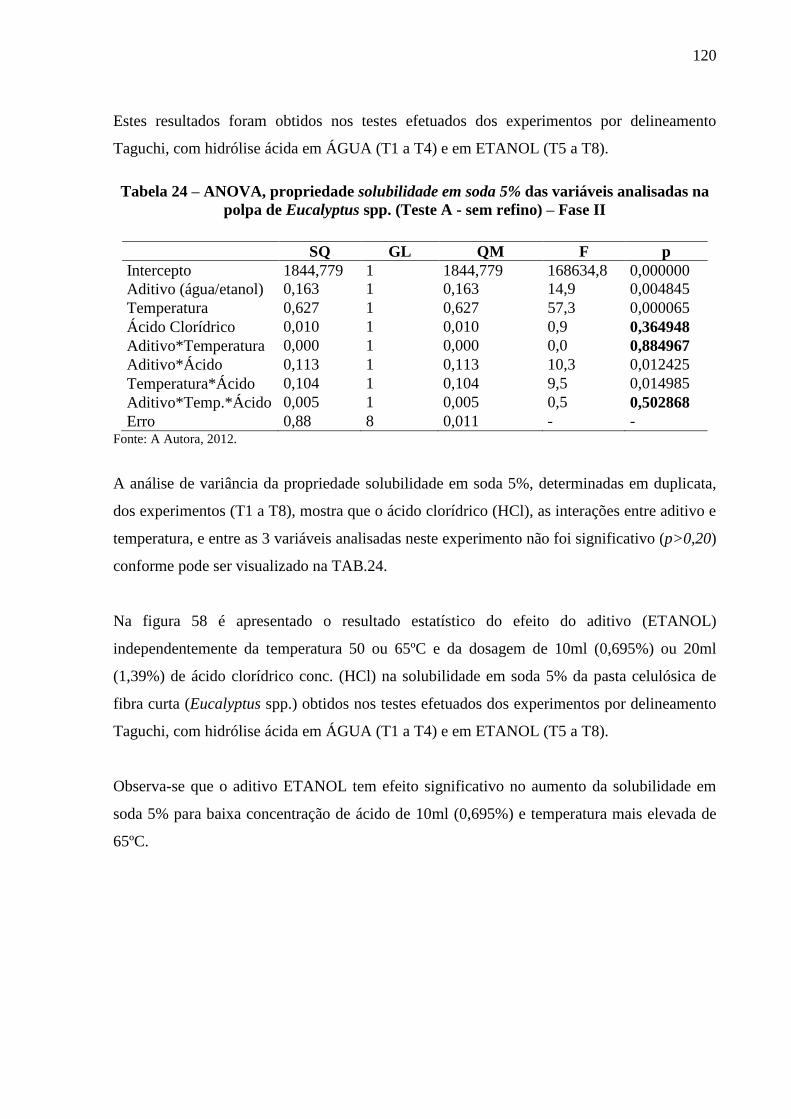
120
Estes resultados foram obtidos nos testes efetuados dos experimentos por delineamento
Taguchi, com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
Tabela 24 – ANOVA, propriedade solubilidade em soda 5% das variáveis analisadas na
polpa de Eucalyptus spp. (Teste A - sem refino) – Fase II
SQ GL QM F p
Intercepto 1844,779 1 1844,779 168634,8 0,000000
Aditivo (água/etanol) 0,163 1 0,163 14,9 0,004845
Temperatura 0,627 1 0,627 57,3 0,000065
Ácido Clorídrico 0,010 1 0,010 0,9 0,364948
Aditivo*Temperatura 0,000 1 0,000 0,0 0,884967
Aditivo*Ácido 0,113 1 0,113 10,3 0,012425
Temperatura*Ácido 0,104 1 0,104 9,5 0,014985
Aditivo*Temp.*Ácido 0,005 1 0,005 0,5 0,502868
Erro 0,88 8 0,011 - - Fonte: A Autora, 2012.
A análise de variância da propriedade solubilidade em soda 5%, determinadas em duplicata,
dos experimentos (T1 a T8), mostra que o ácido clorídrico (HCl), as interações entre aditivo e
temperatura, e entre as 3 variáveis analisadas neste experimento não foi significativo (p>0,20)
conforme pode ser visualizado na TAB.24.
Na figura 58 é apresentado o resultado estatístico do efeito do aditivo (ETANOL)
independentemente da temperatura 50 ou 65ºC e da dosagem de 10ml (0,695%) ou 20ml
(1,39%) de ácido clorídrico conc. (HCl) na solubilidade em soda 5% da pasta celulósica de
fibra curta (Eucalyptus spp.) obtidos nos testes efetuados dos experimentos por delineamento
Taguchi, com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
Observa-se que o aditivo ETANOL tem efeito significativo no aumento da solubilidade em
soda 5% para baixa concentração de ácido de 10ml (0,695%) e temperatura mais elevada de
65ºC.
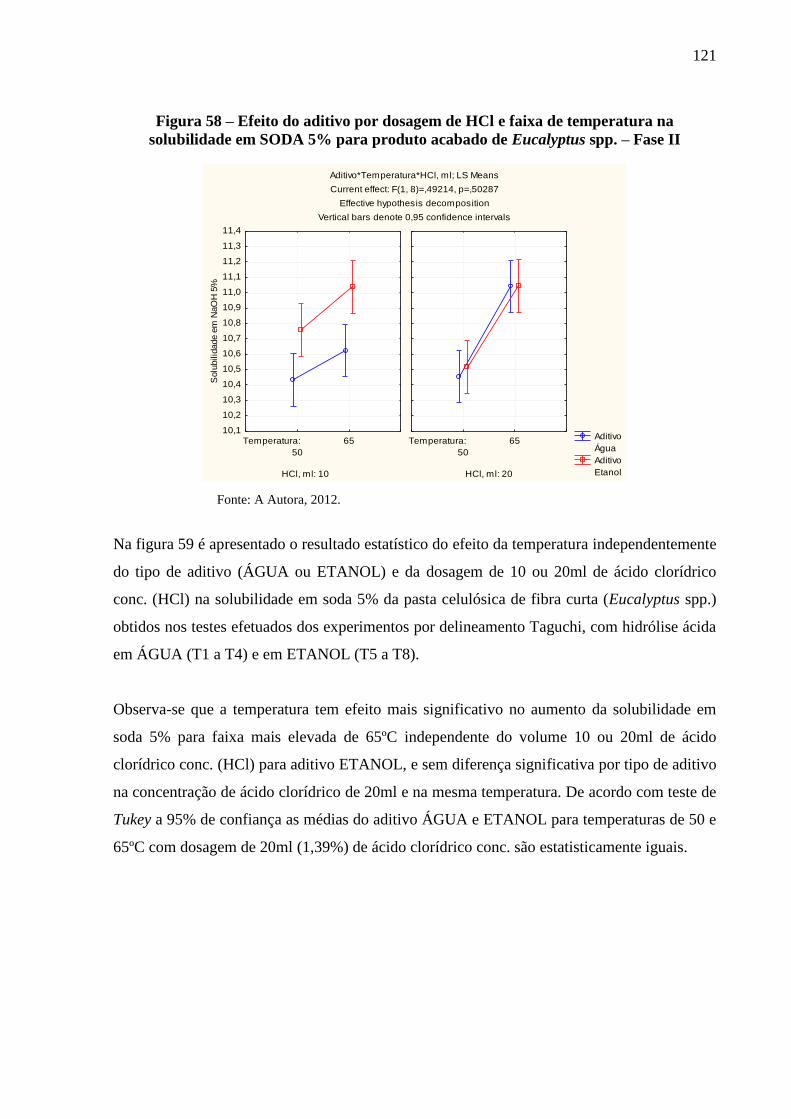
121
Figura 58 – Efeito do aditivo por dosagem de HCl e faixa de temperatura na
solubilidade em SODA 5% para produto acabado de Eucalyptus spp. – Fase II
Fonte: A Autora, 2012.
Na figura 59 é apresentado o resultado estatístico do efeito da temperatura independentemente
do tipo de aditivo (ÁGUA ou ETANOL) e da dosagem de 10 ou 20ml de ácido clorídrico
conc. (HCl) na solubilidade em soda 5% da pasta celulósica de fibra curta (Eucalyptus spp.)
obtidos nos testes efetuados dos experimentos por delineamento Taguchi, com hidrólise ácida
em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
Observa-se que a temperatura tem efeito mais significativo no aumento da solubilidade em
soda 5% para faixa mais elevada de 65ºC independente do volume 10 ou 20ml de ácido
clorídrico conc. (HCl) para aditivo ETANOL, e sem diferença significativa por tipo de aditivo
na concentração de ácido clorídrico de 20ml e na mesma temperatura. De acordo com teste de
Tukey a 95% de confiança as médias do aditivo ÁGUA e ETANOL para temperaturas de 50 e
65ºC com dosagem de 20ml (1,39%) de ácido clorídrico conc. são estatisticamente iguais.
Aditivo*Temperatura*HCl, ml; LS Means
Current effect: F(1, 8)=,49214, p=,50287
Effective hypothesis decomposition
Vertical bars denote 0,95 confidence intervals
Aditivo
Água
Aditivo
EtanolHCl, ml: 10
Temperatura:
50
65
10,1
10,2
10,3
10,4
10,5
10,6
10,7
10,8
10,9
11,0
11,1
11,2
11,3
11,4
Solu
bilid
ade e
m N
aO
H 5
%
HCl, ml: 20
Temperatura:
50
65
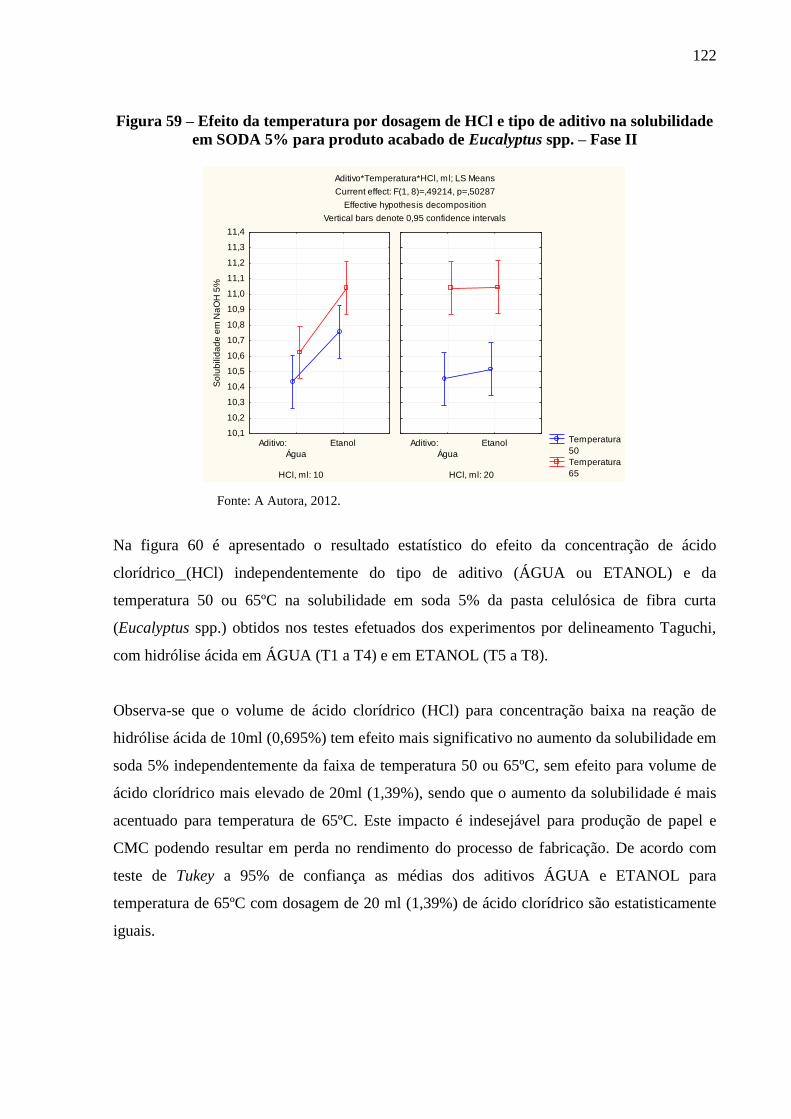
122
Figura 59 – Efeito da temperatura por dosagem de HCl e tipo de aditivo na solubilidade
em SODA 5% para produto acabado de Eucalyptus spp. – Fase II
Fonte: A Autora, 2012.
Na figura 60 é apresentado o resultado estatístico do efeito da concentração de ácido
clorídrico (HCl) independentemente do tipo de aditivo (ÁGUA ou ETANOL) e da
temperatura 50 ou 65ºC na solubilidade em soda 5% da pasta celulósica de fibra curta
(Eucalyptus spp.) obtidos nos testes efetuados dos experimentos por delineamento Taguchi,
com hidrólise ácida em ÁGUA (T1 a T4) e em ETANOL (T5 a T8).
Observa-se que o volume de ácido clorídrico (HCl) para concentração baixa na reação de
hidrólise ácida de 10ml (0,695%) tem efeito mais significativo no aumento da solubilidade em
soda 5% independentemente da faixa de temperatura 50 ou 65ºC, sem efeito para volume de
ácido clorídrico mais elevado de 20ml (1,39%), sendo que o aumento da solubilidade é mais
acentuado para temperatura de 65ºC. Este impacto é indesejável para produção de papel e
CMC podendo resultar em perda no rendimento do processo de fabricação. De acordo com
teste de Tukey a 95% de confiança as médias dos aditivos ÁGUA e ETANOL para
temperatura de 65ºC com dosagem de 20 ml (1,39%) de ácido clorídrico são estatisticamente
iguais.
Aditivo*Temperatura*HCl, ml; LS Means
Current effect: F(1, 8)=,49214, p=,50287
Effective hypothesis decomposition
Vertical bars denote 0,95 confidence intervals
Temperatura
50
Temperatura
65HCl, ml: 10
Aditivo:
Água
Etanol10,1
10,2
10,3
10,4
10,5
10,6
10,7
10,8
10,9
11,0
11,1
11,2
11,3
11,4
So
lub
ilid
ad
e e
m N
aO
H 5
%
HCl, ml: 20
Aditivo:
Água
Etanol
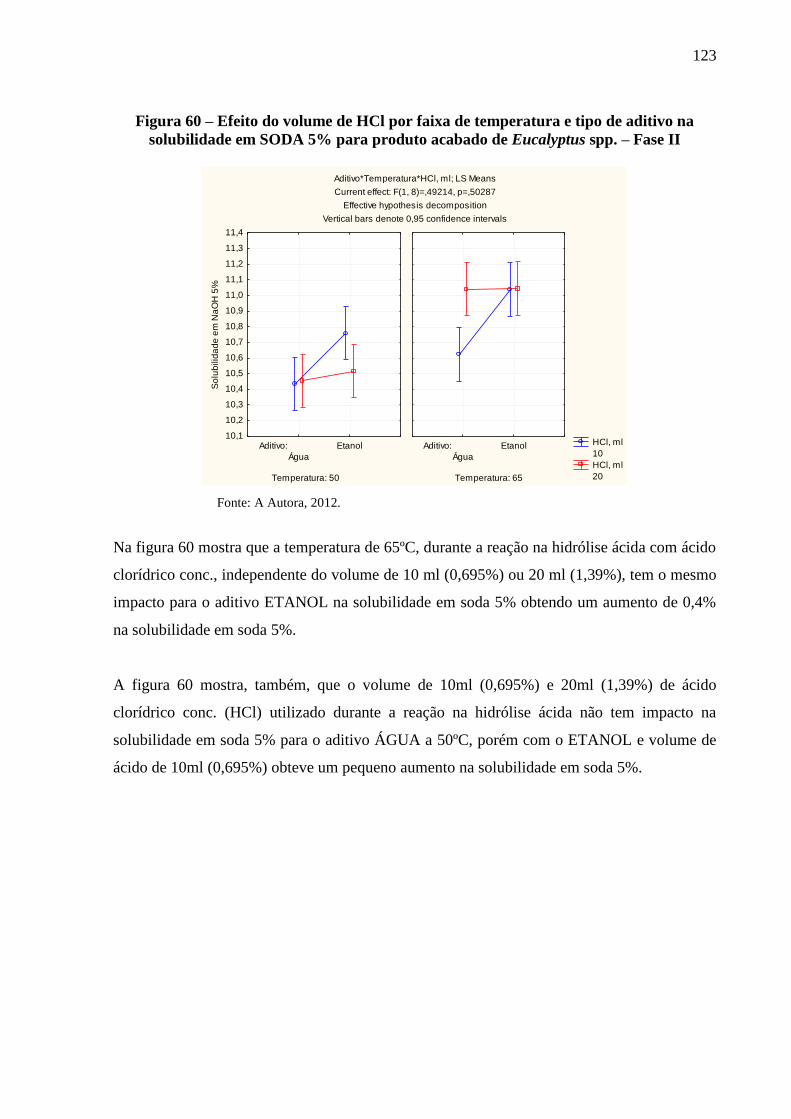
123
Figura 60 – Efeito do volume de HCl por faixa de temperatura e tipo de aditivo na
solubilidade em SODA 5% para produto acabado de Eucalyptus spp. – Fase II
Fonte: A Autora, 2012.
Na figura 60 mostra que a temperatura de 65ºC, durante a reação na hidrólise ácida com ácido
clorídrico conc., independente do volume de 10 ml (0,695%) ou 20 ml (1,39%), tem o mesmo
impacto para o aditivo ETANOL na solubilidade em soda 5% obtendo um aumento de 0,4%
na solubilidade em soda 5%.
A figura 60 mostra, também, que o volume de 10ml (0,695%) e 20ml (1,39%) de ácido
clorídrico conc. (HCl) utilizado durante a reação na hidrólise ácida não tem impacto na
solubilidade em soda 5% para o aditivo ÁGUA a 50ºC, porém com o ETANOL e volume de
ácido de 10ml (0,695%) obteve um pequeno aumento na solubilidade em soda 5%.
Aditivo*Temperatura*HCl, ml; LS Means
Current effect: F(1, 8)=,49214, p=,50287
Effective hypothesis decomposition
Vertical bars denote 0,95 confidence intervals
HCl, ml
10
HCl, ml
20Temperatura: 50
Aditivo:
Água
Etanol10,1
10,2
10,3
10,4
10,5
10,6
10,7
10,8
10,9
11,0
11,1
11,2
11,3
11,4
So
lub
ilid
ad
e e
m N
aO
H 5
%
Temperatura: 65
Aditivo:
Água
Etanol
124
6 CONCLUSÃO
Diante dos resultados obtidos com o tratamento de hidrólise ácida com ácido clorídrico em
ÁGUA e ETANOL em produto acabado de fibra curta (Eucalyptus spp.) e fibra longa
(Pinus spp.) da indústria de celulose utilizando o processo sulfato, é possível apresentar as
seguintes conclusões:
1. Não foi possível identificar a formação de pin-holes na superfície das amostras após o
tratamento químico com hidrólise ácida (HCl) em água (T4) e etanol (T8) por 1 hora e
5 horas de hidrólise em amostras de polpa de fibra curta (Eucalyptus spp.) e fibra
longa (Pinus spp.), por meio de imagens de microscopia eletrônica de varredura -
MEV, pelas imagens utilizando o microscópio JEOL e stub, em condição similar ao
estudo efetuado por LIN, 2009 efetuado com algodão, e imagens no microscópio FEG
– Quanta 200 FEI, conforme demonstrado nos subitens 5.2.1.1 e 5.2.1.2;
2. Não foi possível identificar qualquer diferença anatômica nas superfícies das amostras
de papel, confeccionada em laboratório com polpa de Eucalyptus spp sem carga
mineral e sem refino, através de imagens de microscopia de força atômica - AFM, da
referência (sem hidrólise ácida) e após o tratamento químico com hidrólise ácida
(HCl) em água (T4) e etanol (T8) por 1 hora, conforme demonstrado no subitem
5.2.1.3;
3. Foi possível identificar uma redução significativa no rendimento da pasta celulósica
com perda de 6,0 a 9,0% para fibra curta (Eucalyptus spp.) e perda entre 3,0 a 12,5%
para fibra longa (Pinus spp.), conforme TAB. 10 e 12, e figura 44 (A);
4. Foi possível identificar um aumento de aproximado de 20% no teor de finos para fibra
curta (Eucalyptus spp.), temperatura de 65ºC por 5 horas de hidrólise ácida com ácido
clorídrico em etanol comparando com a polpa de referência (sem hidrólise), conforme
TAB. 7. Este aumento do teor de finos foi confirmado o teor de finos para hidrólise
por 1 hora – figura 38 (amostra de referência), figura 40 (T4), e intensificando com o
uso do aditivo etanol, conforme mostrado na figura 42 (T8), porém num valor de
12,0 %;
125
5. Foi possível identificar uma redução significativa no grau de polimerização
viscosimétrico (viscosidade), variando entre 70 a 74% em função do tratamento com
ácido clorídrico, independente do tipo de meio (água e etanol), da faixa de temperatura
50 ou 65ºC e do tempo de reação de 1 ou 5 horas, ou do tipo de fibra de madeira
(Eucalyptus spp. - curta ou Pinus spp. -longa), conforme TAB. 10 e 12, e figura 44
(B);
6. Foi possível identificar impactos significativos nas propriedades químicas avaliadas,
com redução no teor de pentosanas variando entre 4,90 e 10,0%, perda de carboxilas
entre 37,6 e 56,1% e aumento expressivo no teor de carbonilas que explica a
degradação da viscosidade comparando a amostra de referência (sem hidrólise) e o
efeito da hidrólise ácida com ácido clorídrico e aditivo água (T4) e etanol (T8), e
aumento de temperatura para o produto acabado de fibra curta (Eucalyptus spp.),
conforme TAB. 11. Na fibra longa (Pinus spp.) estas propriedades tiveram impactos
menos significativos, conforme TAB. 12;
7. Foi possível identificar reduções significativas das propriedades físico-mecânicas, tais
como: índice de tração, estouro, rasgo e resistência à passagem de ar variando entre
58 a 67%, em função do efeito da hidrólise ácida com ácido clorídrico, o tipo de
aditivo (água e etanol), e aumento de temperatura, entre os produtos acabados de fibra
curta (Eucalyptus spp.), conforme TAB. 13 e 14;
8. Foi possível identificar uma redução da resistência à drenagem (↓ºSR) e aumento da
drenabilidade (↑CSF) com hidrólise ácida com etanol (T5 a T8), conforme figura 46
(A e B). Este efeito é desejável para fabricante de papel devido melhor desempenho de
máquina.
9. Foi possível identificar que a hidrólise ácida em ácido clorídrico, mesmo na
temperatura mais baixa de 50ºC e no menor volume de 10ml é indesejável para
fabricação de papel de imprimir e escrever tanto para fibra curta (Eucalyptus spp.) e
fibra longa (Pinus spp.) devido o efeito significativo na redução da viscosidade e nos
índices de tração e rasgo, conforme figuras 44, 51 a 54;
126
10. Foi possível identificar que ocorreram diferenças significativas na qualidade da polpa,
independentemente do tipo de aditivo (água ou etanol), volume de ácido clorídrico
10 ou 20ml ou tipo de fibra curta (Eucalyptus spp.) e fibra longa (Pinus spp.) como
esperado, com aumento da temperatura, conforme TAB. 22 a 24 e figuras 51 a 60;
11. As análises estatísticas Fatorial demonstraram que o aumento de 15ºC na temperatura
e substituição da água pelo etanol tem impacto significativo na maioria das
propriedades anatômicas, químicas e físico-mecânicas, independente do tipo de fibra
(curta ou longa), conforme mostrado no item 5.2.5;
12. As análises estatísticas Anova, para polpa de Eucalyptus spp. demonstraram que as
médias encontradas são estatisticamente iguais de acordo com teste de Tukey a 95% de
confiança, e mostra inter-relações entre o aditivo e a temperatura, conforme item
5.2.6;
13. Os resultados obtidos com estes experimentos mostraram potencialidades de aplicação
para um dos tipos de produto CMC, independentemente do tipo de fibra (curta ou
longa), em função do tratamento com hidrólise ácida em ácido clorídrico,
principalmente utilizando o etanol.
127
6.1 Recomendações para Trabalhos Futuros
Os resultados destes experimentos com o tratamento de hidrólise ácida com ácido clorídrico
em água e etanol em produto acabado de fibra curta (Eucalyptus spp.) da indústria de
celulose, é possível apresentar as seguintes recomendações:
Efetuar novas investigações para identificar a causa fundamental de redução
significativa do grau de polimerização viscosimétrico (viscosidade), nas propriedades
químicas e físico-mecânicas, e a princípio sem alteração na microestrutura da fibra;
Investigar a hipótese da influência da lignina residual na pasta celulósica branqueada,
proveniente de madeira, ter inibido a formação de pin holes na superfície da fibra com
a hidrólise ácida em etanol na temperatura de 65ºC e tempo de reação superior a 3
horas;
Realizar testes em escala piloto (mínimo 10kg) para simular a produção de CMC com
polpa após pré-hidrolise com ácido clorídrico (HCl) e etanol numa concentração pré-
definida para obtenção de um grau de polimerização viscosimétrico (viscosidade) na
faixa adequada para o tipo de CMC proposto;
Com base nos resultados do teste em escala piloto propor um teste industrial, porém
efetuando a hidrólise ácida (HCl) e etanol na planta de CMC. Para ser possível é
necessário definição do ponto adequado para adição dos aditivos de forma que
permita uma hidrólise a 65ºC (desejável).
Com base nos resultados propor modelamento matemático que representa os
resultados obtidos neste estudo.
128
REFERÊNCIAS
AMORIM, A. A. P. Caracterização reológica da mistura de carboximetilcelulose com
amido de milho e avaliação da microestrutura para estudos de viabilidade em aplicações
tecnológicas. Rio de Janeiro: UEZO, 2012.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBRNM-ISO 2469 – norma
para Medição do fator de refletância difusa, 2004.
______. NBRNM-ISO 2470: norma para medida do fator de refletância difusa no azul
(Alvura ISO), 2006.
______. NBR ISO 5269-1: norma para confecção de folhas, 2006.
______. NBR 6968: norma para determinação de pentosanas – método volumétrico com
brometo-bromato de potássio, 2009.
______. NBR 7730: norma para determinação da viscosidade em solução de cuproetileno
(CuEN) com viscosidade do tipo capilar, 2006.
______. NBR 14002: norma para determinação da solubilidade em solução de hidróxido de
sódio, 1997.
______. NBR.14031: norma para determinação da resistência à drenagem pelo aparelho
Schopper-Riegler, 2004.
______. NBR.14181: norma para qualificação da água padrão para ensaios físicos, 1998.
______. NBR.14344: norma para determinação da drenabilidade – método Canadian Standard
Freeness, 2003.
BONDUELLE, G. M. Aplicação do planejamento de experimentos no controle de fabricação
de chapas de fibras de madeira. Cerne, Lavras, v. 6, n. 2, p. 1-10, dez. 2000.
BULLA, R.; GIONZALES, G. S.; PELLEGRINI, F. I. Acid hydrolysis process of cellulosic
and lignocellulosic materials digestion vessel and hydrolysis reator. PI0500534-5, 2005.
CARVALHO, G. B. M. et al. Estudo do hidrolisado de eucalipto em diferentes concentrações
utilizando evaporação a vácuo para fins fermentativos. Revista Analytica, São Paulo, n. 14,
p. 54-57, dez./jan. 2005.
CAUX, L. S. Modificações da Celulose Kraft Branqueada de Eucalipto por Tratamento
Térmico e de Radiação Ultravioleta. 2009. 146 f. Dissertação (Mestrado em Ciências e
Engenharia de Materiais)-UFOP, Ouro Preto, 2009.
COLODETTE, J. L. et al. Efeito da deslignificação com oxigênio nas propriedades físico-
mecânicas de polpas kraft. O Papel, São Paulo, fev. 2001.
129
CORREIA, E.A.S; SOUSA-CARDOZA, J.A. Planejamento de experimentos no processo
produtivo utilizando o método taguchi. In: ENCONTRO NACIONAL DE ENGENHARIA
DE PRODUÇÃO, 24. 2004, Florianópolis. Anais... Florianópolis: [s.n.], 2004.
COSTA, M. M. et al. Branqueamento ECF de baixo investimento para produção de 1 milhão
ADT/ano na CENIBRA. In: CONGRESO IBEROAMERICANO DE INVESTIGATION IN
CELULOSA Y PAPEL, 2000, local. Anais… Viçosa, MG [s.n.], 2000.
______. FONSECA, M. J. O.; PIMENTA, D. L Processo de branqueamento com estágio de
hidrólise ácida a quente (Ahot) para polpa Kraft-O2 de Eucalyptus spp. ABTCP. In:
CONGRESSO ANUAL DE CELULOSE E PAPEL, 34, 2001, São Paulo. Anais... São Paulo:
2001.
______. Influência dos ácidos hexenurônicos na branqueabilidade da polpa de Eucalipto.
2001. 182 f. Tese (Doutorado em Ciência Florestal)-UFV, Viçosa, MG, 2001.
______., FONSECA, M. J.O; SANTOS, C. A.; FILHO, C. A, Efeito do fator kappa na
estabilidade de alvura de polpas kraft branqueada de Eucalyptus ssp. In: COLÓQUIO
INTERNACIONAL SOBRE CELULOSE KRAFT DE EUCALÍPTO, 2003, Viçosa, MG.
Anais... Viçosa, MG, 2003.p. 328-348.
D`ALMEIDA, M. L. O.; PHILIPP, P. (Coord.). Celulose e papel. 2. ed. São Paulo: IPT,
1988. v. 1.
DAPÍA, S.; SANTOS, V.; PARAJÓ, J.C. Carboxymethylcellulose from totally chlorine free-
bleached milox pulp. Bioresource Technology, New York, v. 89, n. 3, p. 289–296, Sep. 2003
KNILL, C. J.; KENNEDY, J. F. Degradation of cellulose under alkaline conditions.
Carbohydrates Polymers, Barking, v. 51, n. 3, p. 281-300, Feb, 2003.
LIN, J.; CHANG, Y.; HSU, Y. Degradation of cotton cellulose treated with hydrochoric acid
either in water ou in ethanol. Food Hydrocolloids, Amsterdam, v. 23, n. 6, p. 1548-1553,
Aug. 2009.
MEHR, M. J. Z.; POURJAVADI, A.; RAD, M. S. Modified CMC. 2. Novel
carboxymethylcellulose-based poly (amidoxime) chelating resin with high metal sorption
capacity. Reactive and Functional Polymers, Amsterdam v. 61, n. 1, p. 23–31, Aug. 2004.
MELO, K.C. Avaliação e modelagem reológica de fluidos de perfuração base água. 2008.
100 f. Dissertação (Mestrado em Engenharia Química)-UFRN, Rio Grande do Norte, 2008.
FLAUZINO NETO, W. P. Extração e caracterização de nanocristais de celulose a partir
de casca de soja, e sua aplicação como agente de reforço em nanocompósitos poliméricos
utilizando carboximetilcelulose como matriz . 2012. 92 f. Dissertação (Mestrado em
Química)- UFU, Uberlândia, 2012.
130
PALMEIRA, L. P. S. et al. Comparative analysis between several methods of quantification
of eucalyptus wood hemicelluloses. Química Nova, São Paulo. v. 33, n. 7, p. 1569-1571,
2010.
RAKKOLAINEN, M. et al. Carboxymethyl cellulose treatment as a method to inhibit vessel
picking tendency in printing of eucalyptus pulp sheets. Ind. Eng. Chem. Res., Washington, v.
48, n. 4, p.1887–1892, 2009
REBUZZI, F.; EVTUGUIN, D.V. Effect of Glucuronoxylan on the hornification of
eucalyptus globulus Bleached Pulps. Macromol. Symp, Heidelberg, v. 232, n. 1, p. 121-128,
2006.
SOUZA, O.A. Delineamento experimental em ensaios fatoriais utilizados em preferência
declarada. 1999. 179 f. Tese (Doutorado em Engenharia de Produção)-Universidade Federal
de Santa Catarina, Florianópolis, 1999.
TECHNICAL ASSOCIATION FOR THE PULP, PAPER AND CONVERTING
INDUSTRY. TAPPI-220 sp-01, Physical testing of pulp handsheets, em 2001.
______. TAPPI-223 cm-01, Pentosans in wood and pulp, 2001.
______. TAPPI-230 om-04, Viscosity of pulp (capillary viscometer method), 2004.
______. TAPPI-233 cm-06 Fiber length of pulp by classification, 2006.
______. TAPPI-235 cm-00, Alkali solubility of pulp at 25°C, 2000.
______. TAPPI-237 cm-98, Carboxyl content of pulp, 1998.
______. TAPPI-252 cm-02, pH and electrical conductivity of hot water extracts of pulp,
paper, and paperboard, 2002.
______. TAPPI-261 cm-00, Fines fraction by weight of paper stock by wet screening, 2000.
______. TAPPI-266 om-02, Determination of sodium, calcium, copper, iron and
manganese in pupl and paper by atomic absorption spectroscopy, 2002.
______. TAPPI-280 pm-99, Acetone extractives of wood and pulp, 1999.
______. TAPPI-403 om-02, Bursting strength of paper, 2002.
______. TAPPI-414 om-04, Internal tearing resistance of paper (Elmendorf-type method),
2004.
______. TAPPI-425 om-01, Opacity of paper (15/d geometry, illuminant A/2°, 89%
reflectance backing and paper backing), 2001.
______. TAPPI-429 cm-01, Alpha-cellulose in paper, 2001.
131
______. TAPPI-430 cm-99, Copper number of pulp, paper, and paperboard, 1999.
______. TAPPI-460 om-02, Air resistance of paper (Gurley method), 2002.
______. TAPPI-494 om-01, Tensile properties of paper and paperboard (using constant
rate of elongation apparatus), 2001.
______. TAPPI-511 om-02, Folding endurance of paper (MIT tester), 2002.
______. TAPPI-524 om-02, Color of paper and paperboard (45/0, C/2), 2002.
______. TAPPI-525 om-06, Diffuse brightness of paper, paperboard and pulp (d/0), 2006.
______. TAPPI-1214 sp-02, Interrelation of reflectance, R0; reflectivity, R ; Tappi
opacity, C0.89; scattering, s; and absorption, k, 2002.
TAVEIRA, R. A. Uma metodologia para aperfeiçoamento da mudança para um sistema
de produção Just-in-Time em uma indústria Metalúrgica, usando simulação discreta e
técnicas de projeto de experimentos de Taguchi. 1997. 132 f. Dissertação (mestrado em
engenharia de produção)-UFSC, Florianópolis, 1997.


















