ESTUDO DA INFLUÊNCIA DO TRATAMENTO …monografias.poli.ufrj.br/monografias/monopoli10012065.pdf ·...
65
ESTUDO DA INFLUÊNCIA DO TRATAMENTO ALCALINO/MECÂNICO NAS PROPRIEDADES MECÂNICAS DE COMPÓSITOS DE FIBRAS CURTAS DE SISAL/EPÓXI Felipe Mello Gonzaga Projeto de Graduação apresentado ao Curso de Engenharia de Materiais da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientadores: Rossana Mara S. Moreira Thiré Fernando Luiz Bastian Rio de Janeiro Agosto 2014
Transcript of ESTUDO DA INFLUÊNCIA DO TRATAMENTO …monografias.poli.ufrj.br/monografias/monopoli10012065.pdf ·...

ESTUDO DA INFLUÊNCIA DO TRATAMENTO
ALCALINO/MECÂNICO NAS PROPRIEDADES MECÂNICAS DE
COMPÓSITOS DE FIBRAS CURTAS DE SISAL/EPÓXI
Felipe Mello Gonzaga
Projeto de Graduação apresentado ao Curso de
Engenharia de Materiais da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientadores: Rossana Mara S. Moreira Thiré
Fernando Luiz Bastian
Rio de Janeiro
Agosto 2014

ESTUDO DA INFLUÊNCIA DO TRATAMENTO
ALCALINO/MECÂNICO NAS PROPRIEDADES MECÂNICAS DE
COMPÓSITOS DE FIBRAS CURTAS DE SISAL/EPÓXI.
Felipe Mello Gonzaga
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO
DE ENGENHARIA DE MATERIAIS DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO DE MATERIAIS.
Examinado por:
________________________________________
Profª. Rossana Mara S. Moreira Thiré, D.Sc.- Orientadora
________________________________________
Prof. Fernando Luiz Bastian, Ph.D. - Orientador
________________________________________
Profª. Marysilvia Ferreira da Costa, D.Sc
_______________________________________
Paulo Henrique Machado Cardoso, M.Sc.
RIO DE JANEIRO, RJ - BRASIL
AGOSTO de 2014

iii
Gonzaga, Felipe Mello
Estudo da influência do tratamento alcalino/mecânico nas
propriedades mecânicas de compósitos de fibras curtas de
sisal/epóxi / Felipe Mello Gonzaga - Rio de Janeiro: UFRJ/ Escola
Politécnica, 2014.
xi, 53 p.: il.; 29,7cm
Orientadores: Rossana Mara da Silva Moreira Thiré
Fernando Luiz Bastian
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de
Engenharia de Materiais, 2014.
Referencias Bibliográficas: p. 51-54
1. Fibras de Sisal 2. Resina Epóxi 3. Tratamento alcalino
4. Tratamento mecânico
I. Thiré, Rossana Mara da Silva Moreira et al. II. Universidade
Federal do Rio de Janeiro, UFRJ, Engenharia de Materiais. III
Estudo da influência do tratamento alcalino/mecânico nas
propriedades mecânicas de compósitos de fibras curtas
sisal/epóxi.

iv
Agradecimentos
A minha familia pelo apoio prestado em todos os momentos.
Aos amigos pelo suporte psicológico nos momentos difíceis.
Aos meus orientadores Rossana Thiré e Fernando Bastian pelo auxílio tanto intelectual
como de infraestrutura.
Ao professor Vitor Pitta do Instituto de Macromoléculas (IMA) pelo auxílio na
realização dos ensaios de impacto Izod.
A toda equipe do Polo Náutico por toda presteza e auxílio no corte dos corpos de prova.
A técnica Luiza Sancier do Laboratório de Polímeros 2 pelo suporte na realização dos
testes de flexão.
A mestre Ana Paula Duarte do Laboratório Multiusuário de Caracterização de Materiais
pelo auxílio nas análises de DRX e FTIR.
A toda a equipe do Laboratório de Biopolímeros.
A banca examinadora pela contribuição no processo de aprendizagem.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro de Materiais.
Estudo da influência do tratamento alcalino/mecânico nas propriedades mecânicas de
compósitos de fibras curtas sisal/epóxi
Felipe Mello Gonzaga
Agosto/2014
Orientadores: Rossana Mara da Silva Moreira Thiré
Fernando Luiz Bastian
Curso: Engenharia de Materiais
No presente trabalho investigou-se a influência do tratamento alcalino/mecânicos nas
propriedades mecânicas dos compósitos de fibras curtas sisal/epóxi. Para tanto, as fibras
de sisal foram tratadas com água e sofreram tratamento alcalino com concentrações de
1% e 2% de solução de NaOH. Durante os tratamentos efetuados, em alguns casos, foi
testado o tracionamento das fibras, como forma de melhorar suas propriedades. Para
avaliação das propriedades das fibras foram confeccionados compósitos pelo método de
moldagem por vazamento. Esses foram caracterizados por meio de ensaios mecânicos
de flexão em três pontos e impacto Izod. Para avaliação da degradação das propriedades
mecânicas pela absorção de água, as amostras foram submetidas a um envelhecimento
acelerado em água fervente por duas horas. Os tratamentos se mostraram eficientes na
melhoria da morfologia da superfície das fibras, entretanto os ensaios mecânicos não

vi
puderam evidenciar a melhoria das propriedades mecânicas do compósito devido à
ineficiência do método de fabricação.
Palavras-chave: Sisal, Epóxi, Tratamento Mecânico, Tratamento Alcalino.
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for degree of Materials Engineer.
Study of the influence of alkali/mechanical treatments on mechanical properties of short
fibers sisal/epoxy
Felipe Mello Gonzaga
August/2014
Advisor: Rossana Mara da Silva Moreira Thiré
Fernando Luiz Bastian
Course: Materials Engineering
This study has investigated how different alkali/mechanical treatments affect the
mechanical properties of short fibers sisal/epoxy composites. Sisal fibers were treated
with water and under 1 and 2% NaOH solution concentrations, in some cases the fibers
were tracionated, too. Samples were made by casting epoxy resin into a mold with sisal
fibers in an aleatory orientation. The samples had their mechanical performance
characterized by 3 point bending and Izod impact tests. In order to evaluate influence of
water absorption on the mechanical properties samples were subjected to water ageing.
The present study investigated the influence of alkali/mechanical properties, under
different alkali concentrations, in addition to the water aging. Improvements of fibers
surface morphology were observed by characterization of the fibers. However this
vii
improvement could not be observed on the mechanical characterization because of the
high void content on the composites, associated with the processing method.
Keywords: Sisal, Fiber, Epoxy, Mechanical Treatment, Alkali Treatment
ÍNDICE GERAL
1. Introdução ...................................................................................................................1
1.1 Objetivos................................................................................................................2
2. Revisão Bibliográfica..................................................................................................3
2.1 Materiais Compósitos......................................................................................3
2.1.1 Compósitos Poliméricos...............................................................................6
2.1 Resina Epóxi..................................................................................................................7
2.2 Fibras Naturais.............................................................................................................10
2.2.1 Fibras Lignocelulósicas.................................................................................11
2.2.1.1 Celulose.....................................................................................................12
2.2.1.2 Hemicelulose............................................................................................13
2.2.1.3 Lignina......................................................................................................14
2.2.1.4 Pectina.......................................................................................................15
2.2.1.5 Lipídeos.....................................................................................................15
2.2.1.6 Ceras e minerais.......................................................................................16
2.3 Estrutura das Fibras Naturais.....................................................................................16
2.4 Propriedades das Fibras Naturais..............................................................................18
2.5 Fibras de Sisal..............................................................................................................20
2.6 Modificações da superfície das fibras.......................................................................22
2.7.1 Tratamento alcalino...........................................................................................22
3. Materiais e Métodos...........................................................................................................25
3.1 Materiais.................................................................................................................25
3.1.1 Resina..................................................................................................................25
3.1.2 Fibras...................................................................................................................25
3.2 Métodos..................................................................................................................26
3.2.1 Tratamento Alcalino...................................................................................26

viii
3.2.2 Fabricação dos compósitos.........................................................................27
3.2.3 Envelhecimento acelerado..........................................................................30
3.3 Caracterização....................................................................................................30
3.3.1 Espectroscopia no Infravermelho por Transformada de Fourier
(FTIR)..............................................................................................................................30
3.3.2 Difração de raio X (DRX) ..........................................................................30
3.3.3 Microscopia Eletrônica de Varredura....................................................31
3.3.4 Fração Volumétrica de Fibras.....................................................................32
3.3.5 Teor de Vazios.......................................................................................32
3.3.6 Absorção de Água nos Compósitos.......................................................33
3.3.7 Ensaio de Flexão em Três Pontos..........................................................34
3.3.8 Impacto Izod..........................................................................................35
3.3.9 Análise Estatística...................................................................................35
4. Resultados e Discussões..............................................................................................36
4.1Espectroscopia no Infravermelho por Transformada de Fourier (FTIR)........36
4.2 Difração de raio X (DRX).............................................................................38
4.3 Microscopia Eletrônica de Varredura............................................................40
4.4 Fração volumétrica de fibras..........................................................................42
4.5 Teor de vazios................................................................................................42
4.6 Absorção de água nos compósitos.................................................................43
4.7 Ensaio de Flexão em Três Pontos..................................................................45
4.8 Impacto Izod..................................................................................................47
5. Conclusões...................................................................................................................49
6. Sugestão para trabalhos futuros...................................................................................50
6. Referências Bibliográficas...........................................................................................51

ix
ÍNDICE DE FIGURAS
Figura 2.1 – Classificação dos materiais compósitos .......................................................4
Figura 2.2 – Representação do grupo epóxi......................................................................8
Figura 2.3 – Estrutura química da molécula DGEBA ......................................................8
Figura 2.4 – Classificação das fibras ..............................................................................10
Figura 2.5 – Ligações de hidrogênio na celulose ...........................................................13
Figura 2.6 – Álcoois: a) coumaril, b) coniferil, c) sinapil ..............................................14
Figura 2.7 - Estrutura de Fibras Naturais .......................................................................17
Figura 2.8 - Representação dos principais constituintes da fibra vegetal .......................18
Figura 2.9 – Agave Sisalana Perrine...............................................................................20
Figura 3.1- Meada da fibra de sisal.................................................................................25
Figura 3.2: Fibras dispersas aleatoriamente....................................................................27
Figura 3.3 – Confecção dos corpos de prova...................................................................28
Figura 3.4 – Disco Compósito.........................................................................................29
Figura 3.5 – Corpos de prova cortados............................................................................39
Figura 4.1 - Espectros de FTIR.......................................................................................36
Figura 4.2 – Espectros de DRX para os diferentes tratamentos......................................38
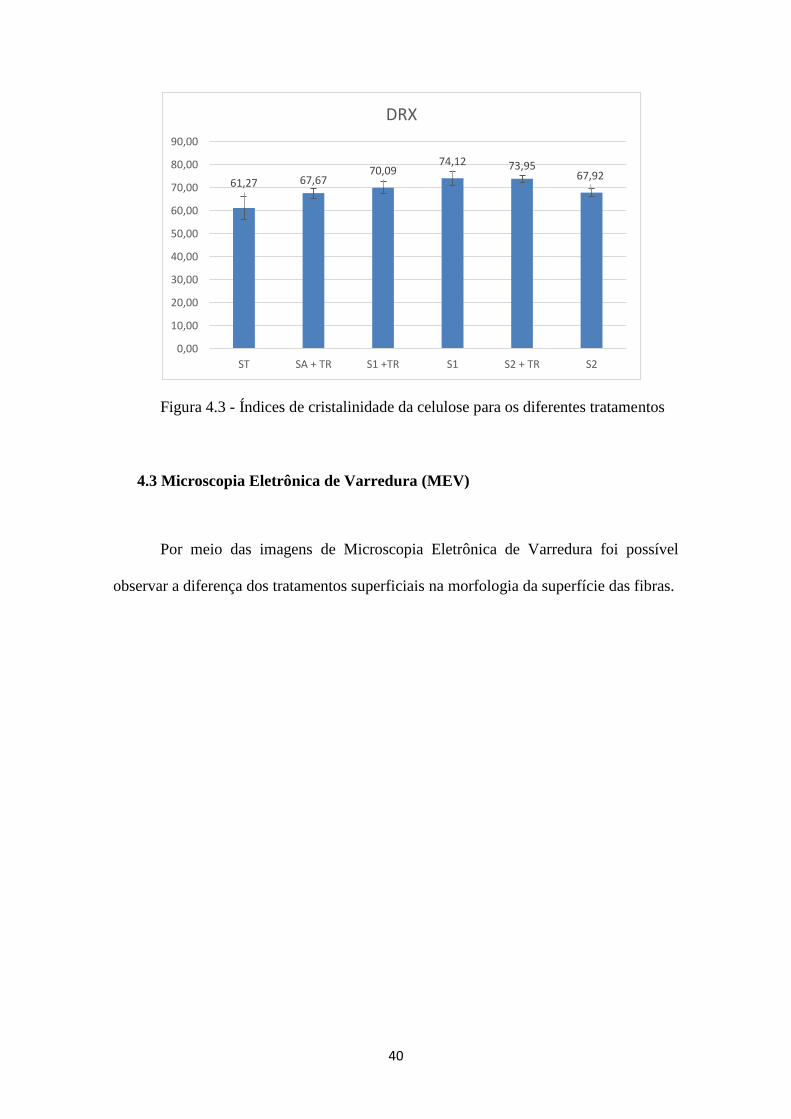
Figura 4.3 - Índice de cristalinidade da celulose para os diferentes tratamentos............40
Figura 4.4 - Micrografias das fibras: a) SP, b) SA + TR, c) S1 + TR, d) S1, e) S2 + TR e
f) S2.................................................................................................................................41

x
Figura 4.5 - Figura 4.5 - Absorção de água após duas horas de imersão em água fervente
para os diferentes tratamentos.........................................................................................44
Figura 4.6 - Propriedades mecânicas dos compósitos com diferentes tratamentos.........45
Figura 4.7- Resistência ao impacto dos compósitos.......................................................47
Figura 4.8 – Figura 4.8 – Fotografia de corpos de prova do compósito S2 a) pré
envelhecimento, b) após envelhecimento submetidos ao teste de impacto Izod.............48

xi
ÍNDICE DE TABELAS
Tabela 2.1 – Composição química de algumas fibras naturais (% peso)........................12
Tabela 2.2 – Comparação das propriedades mecânicas da fibra de sisal reportadas na
literatura...........................................................................................................................21
Tabela 3.1 – Denominação os corpos de prova...............................................................26
Tabela 3.2 – Dimensões dos corpos de prova para ensaio de flexão em três pontos
sugeridos pela norma ASTM D7264-07..........................................................................34
Tabela 4.1 – Fração de vazios dos corpos de prova........................................................43

1
1. Introdução
Em um cenário mundial onde a preocupação com a escassez dos recursos não
renováveis é crescente, muito esforço tem sido feito na tentativa de substituição de
materiais sintéticos por materiais orgânicos oriundos de fontes renováveis.
Os compósitos de fibras naturais têm sido utilizados em segmentos da indústria
onde são exigidas propriedades mecânicas medianas, aliadas a um baixo peso e custo
competitivo. Dentre esses segmentos da indústria se destacam a naval, a automotiva e a
de construção civil.
As fibras de sisal destacam-se, entre as fibras naturais, como uma das mais
promissoras na substituição de materiais sintéticos convencionais devido a sua
abundância e baixo preço. O Brasil, como maior produtor mundial, com uma produção
estimada de 140.000 toneladas por ano, deve buscar alternativas para o uso mais
intensivo dessa fibra, que vão além dos já tradicionais, como cabeamento, artesanato e
indústria têxtil.
Para avaliação da fibra de sisal como material alternativo aos sintéticos, a resina
epóxi foi escolhida como matriz devido a sua fácil manipulação, excelente resistência
química, alto brilho e baixa toxidade. Tais fatores podem possibilitar a confecção de
compósitos resistentes e com boa aparência estética.
Segundo aponta a bibliografia, as fibras de sisal possuem dificuldade de adesão
com a matriz polimérica, devido à presença de fases de menor resistência, como a
hemicelulose e a lignina, além do caráter hidrofílico dessas fases, que contrasta com o
caráter hidrofóbico da matriz. Com isso, faz-se necessário a realização de tratamentos
superficiais a fim de diminuir o teor desses componentes, com o intuito de melhorar a
adesão interfacial entre a fibra e a matriz.

2
Outro problema reportado na utilização de fibras naturais é a sua alta absorção
de umidade, que resulta no inchamento das fibras e prejudica ainda mais a adesão das
fibras com as matrizes poliméricas.
1.1 Objetivos
O objetivo desse trabalho foi avaliar o efeito dos diferentes tratamentos
alcalino/mecânicos nas propriedades mecânicas de compósitos de fibras curtas
sisal/epóxi, com o intuito de despertar o interesse da comunidade científica para essa
fibra de grande potencial e pouca utilização na indústria brasileira. Diferentes
tratamentos alcalino/mecânicos são testados como forma de aumentar a melhorar as
forças de adesão entre fibra e matriz.
Objetivos Específicos
Realizar os tratamentos com água e alcalino/mecânico das fibras de sisal.
Avaliar os efeitos dos tratamentos na morfologia da superfície das fibras.
Avaliar o efeito dos tratamentos nas propriedades mecânicas dos compósitos.
Efetuar o envelhecimento acelerado nos compósitos tratados e avaliar a influência
nas propriedades mecânicas.

3
2. Revisão bibliográfica
2.1 Materiais Compósitos
Os materiais compósitos podem ser definidos como uma combinação, natural ou
artificial, de dois materiais distintos em uma única unidade de estrutura macroscópica,
onde um deles é a fase contínua, que serve como meio agregante, também chamada de
matriz, e outra que é agregada, chamada de fase descontínua ou reforço (GIBSON,
1994).
As propriedades dos compósitos são intimamente dependentes das propriedades
dos materiais que o constituem. Dessa forma, os teores relativos das fases constituintes,
sua distribuição, geometria da fase de reforço (forma, tamanho e orientação) e ligação
interfacial matriz/fase de reforço controlam as propriedades finais do material
(GIBSON, 1994).
Além de possuírem diversas aplicações devido a suas propriedades estruturais,
os compósitos também podem ser projetados de maneira a atender um conjunto de
propriedades específicas, sejam elas térmicas, elétricas, ópticas, dentre outras. Com isso
ao se projetar um material compósito, deve se atentar aos fatores citados anteriormente
para se obter propriedades específicas para uma determinada aplicação (GIBSON,
1994).
Os compósitos são mais comumente classificados como particulados, fibrosos
ou estruturais (Figura 2.1).

4
Figura 2.1 – Classificação dos materiais compósitos (CALLISTER, 2008)
Os compósitos não estruturais são divididos entre os reforçados por partículas e
os reforçados por fibras. A diferença principal entre essas classificações está no
mecanismo de transferência do esforço. Nos particulados, o reforço se dá por interação
da matriz com a partícula no nível macroscópico, restringindo a sua movimentação e
absorvendo parte do esforço, uma vez que o reforço normalmente tem propriedades
mecânicas superiores a matriz (SOBRINHO, 2009). Já nos fibrosos, a transferência de
carga se dá no nível microscópico e, devido a maior área superficial de contato, a
absorção dos esforços se dá de forma mais efetiva. Nos estruturais, geralmente, o
reforço é feito utilizando diferentes mecanismos.
Nos materiais fibrosos o comprimento da fibra pode afetar a efetividade da
transferência do esforço. Caso a fibra possua um comprimento menor que o chamado
comprimento crítico, a transferência de carga não se dá de forma efetiva. Por isso temos
a subclassificação de compósitos de fibras longas e fibras curtas.
Os compósitos reforçados com fibras longas se destacam no meio industrial
principalmente pela sua combinação de baixa densidade e excelente desempenho
mecânico (NETO & PARDINI, 2006).

5
As propriedades de um compósito também são afetadas pela orientação das
fibras, que pode ser unidirecional, bidirecional ou aleatória. No caso das fibras
unidirecionais o reforço é máximo na direção longitudinal, no bidirecional o reforço se
divide entre as direções longitudinal e transversal; e com as fibras organizadas de
maneira aleatória o reforço se dá em praticamente todas as direções, sendo denominados
como quasi-isotrópicos (MARINUCCI, 2011).
A fase de reforço, por ter propriedades mecânicas superiores, é a maior
responsável pelas propriedades finais do compósito, porém esse reforço está
intimamente ligado a capacidade de transferência de carga da matriz para a fibra, que é
definida pela magnitude da força de ligação interfacial entre fibra/matriz.
(CALLISTER, 2008).
Segundo PAIVA & FROLLINI (2000), o aumento da fração volumétrica de
fibras resulta em um aumento do limite de resistência do compósito. Por isso, em
aplicações que exigem elevadas propriedades mecânicas, é comum a tentativa de
obtenção de maior fração volumétrica possível, respeitadas as limitações dos métodos
de fabricação.
Os materiais compósitos tem grande destaque na indústria onde são desejados
baixa densidade e o alto desempenho mecânico. Aliados a essas características, a
resistência térmica, baixo custo de produção e fácil processabilidade os tornam
promissores nas mais variadas aplicações.
A matriz do compósito pode ser metálica, cerâmica ou polimérica. Sua principal
função, além de dar forma e estrutura, é promover a transferência de esforços para a
fibra. Contribui ainda para manter a orientação do reforço e protegê-lo contra danos
superficiais, como abrasão mecânica e degradação devido ao contato com o ambiente.
Nesse contexto, as matrizes poliméricas se destacam pela sua facilidade de

6
conformação, baixo custo, baixa densidade, alta resistividade elétrica, resistência a
corrosão e, ainda, boa resistência mecânica (FARO, 2008).
2.1.1 Compósitos poliméricos
As matrizes poliméricas são divididas entre as termorrígidas e as termoplásticas.
Para aplicações estruturais, que normalmente utilizam fibras longas, as termorrígidas
são mais utilizadas (NETO & PARDINI, 2006).
Nas matrizes termoplásticas, as cadeias poliméricas estão unidas apenas por
ligações secundárias, de baixa magnitude, como as ligações de Van der Waals. Por isso
essas ligações podem ser quebradas sob o aumento de temperatura e pressão. Após o
resfriamento, as moléculas podem adquirir nova conformação e as ligações secundárias
podem ser restabelecidas (CANEVAROLO, 2010). Essa capacidade de amolecer e
posteriormente solidificar-se favorece os processos de conformação do material, porém
limitam seu uso quanto a variações de temperatura e pressão.
Nas matrizes termofixas (ou termorrígidas), em contra partida, as cadeias
poliméricas são unidas por ligações primárias (ligações cruzadas) e secundárias,
formando um sistema tridimensional rígido, infusível e insolúvel (MALLICK, 2007).
Por isso, passado o processo de cura, o aumento da temperatura não poderá alterar o seu
estado físico, podendo, apenas, degradá-la (CANEVAROLO, 2010).

7
As principais matrizes termorrígidas utilizadas pela indústria estão listadas
abaixo (MARINUCCI, 2011).
Poliéster
Fenólica
Epóxi
Poliamida ou bismaleimidas
2.2 Resina Epóxi
No presente trabalho, a resina Epóxi foi escolhida devido a sua excelente
resistência química, ausência de materiais voláteis durante a cura, baixo encolhimento
durante a cura e excelente adesão com vários tipos de substratos.
Esta resina teve sua primeira patente registrada em 1946, porém a sua
comercialização só se tornou significativa a partir de 1960 (RODRIGUES, 1991). O
interesse neste tipo de resina se dá pela ampla variedade de reações químicas e de
materiais que podem ser utilizados como agentes de cura, o que possibilita a obtenção
de diferentes propriedades mecânicas, químicas e físicas. (SOBRINHO, 2009).
É caracterizada pela presença de ao menos dois anéis de três membros
conhecidos como epóxi, epóxido ou oxirano (OZTURK et al., 2001). Esses anéis são
constituídos de um átomo de oxigênio ligado a dois átomos de carbono (Figura 2.2).
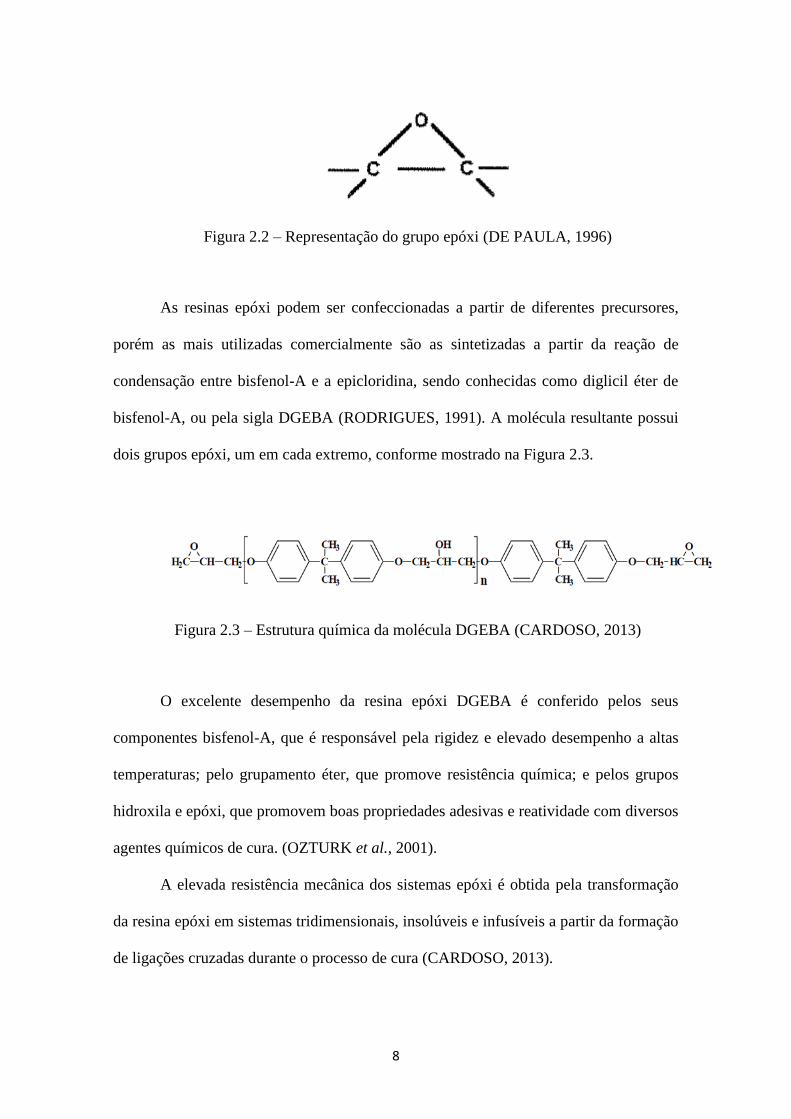
8
Figura 2.2 – Representação do grupo epóxi (DE PAULA, 1996)
As resinas epóxi podem ser confeccionadas a partir de diferentes precursores,
porém as mais utilizadas comercialmente são as sintetizadas a partir da reação de
condensação entre bisfenol-A e a epicloridina, sendo conhecidas como diglicil éter de
bisfenol-A, ou pela sigla DGEBA (RODRIGUES, 1991). A molécula resultante possui
dois grupos epóxi, um em cada extremo, conforme mostrado na Figura 2.3.
Figura 2.3 – Estrutura química da molécula DGEBA (CARDOSO, 2013)
O excelente desempenho da resina epóxi DGEBA é conferido pelos seus
componentes bisfenol-A, que é responsável pela rigidez e elevado desempenho a altas
temperaturas; pelo grupamento éter, que promove resistência química; e pelos grupos
hidroxila e epóxi, que promovem boas propriedades adesivas e reatividade com diversos
agentes químicos de cura. (OZTURK et al., 2001).
A elevada resistência mecânica dos sistemas epóxi é obtida pela transformação
da resina epóxi em sistemas tridimensionais, insolúveis e infusíveis a partir da formação
de ligações cruzadas durante o processo de cura (CARDOSO, 2013).

9
O processo de cura da resina epóxi está relacionado com a abertura do anel
epoxídico. O termo cura pode ser definido como o processo pelo qual a resina e o
agente de cura são transformados em uma rede com alta densidade de reticulações.
A escolha do agente de cura mais apropriado depende das propriedades químicas
e físicas requisitadas, dos métodos de processamento e das condições de cura, que
afetam diretamente o processo químico e a taxa de cura, a densidade de reticulação,
morfologia e, ocasionalmente, a tenacidade a fratura do material (MAY, 1988).
Entre os agentes de cura mais utilizados para a resina epóxi, destacam-se as
aminas. O dietilenotriamina (DETA) é o agente mais utilizado para a cura da resina
DGEBA e a sua quantidade influi diretamente na extensão da reticulação, ou seja,
rigidez, resistência mecânica e temperatura de transição vítrea (CARDOSO, 2013).
A cura das resinas termorrígidas pode ser feita entre as temperaturas de 5ºC e
150ºC, dependendo do agente de cura utilizado. Em geral, as resinas conseguem resistir
a temperaturas de até 220ºC em ambiente seco e à 140ºC em ambiente úmido (FARO,
2008).
Uma das desvantagens da resina epóxi, em relação às resinas poliéster, por
exemplo, é o seu custo elevado. Segundo CHAWLA (1998), essa desvantagem é
compensada pela menor absorção de umidade, menor contração durante o processo de
cura e maior temperatura máxima de utilização.
As resinas epóxi são intrinsecamente frágeis devido à formação de uma rede
tridimensional de ligações cruzadas durante o processo de cura. Existem modificadores
que agem como extensores de cadeia, formando cadeias moleculares mais longas e com
uma menor densidade de ligações cruzadas, aumentando a tenacidade da resina (SHIM
& KIM, 1997).
10
2.3 Fibras Naturais:
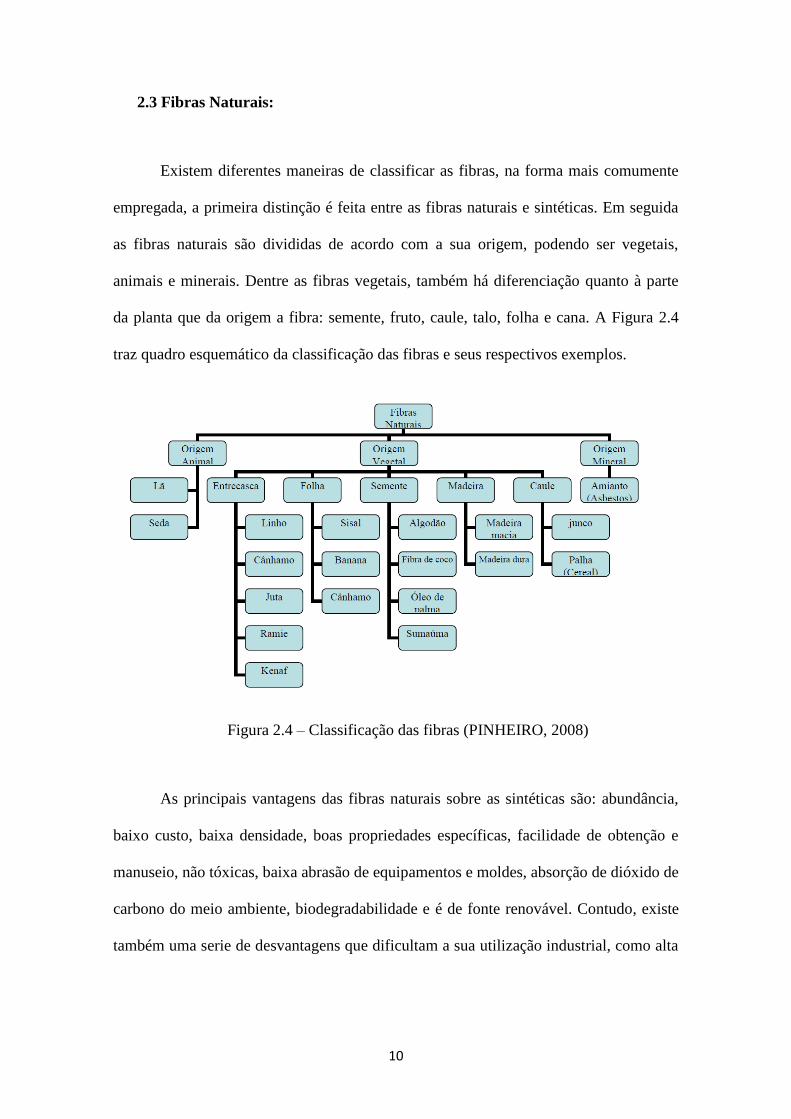
Existem diferentes maneiras de classificar as fibras, na forma mais comumente
empregada, a primeira distinção é feita entre as fibras naturais e sintéticas. Em seguida
as fibras naturais são divididas de acordo com a sua origem, podendo ser vegetais,
animais e minerais. Dentre as fibras vegetais, também há diferenciação quanto à parte
da planta que da origem a fibra: semente, fruto, caule, talo, folha e cana. A Figura 2.4
traz quadro esquemático da classificação das fibras e seus respectivos exemplos.
Figura 2.4 – Classificação das fibras (PINHEIRO, 2008)
As principais vantagens das fibras naturais sobre as sintéticas são: abundância,
baixo custo, baixa densidade, boas propriedades específicas, facilidade de obtenção e
manuseio, não tóxicas, baixa abrasão de equipamentos e moldes, absorção de dióxido de
carbono do meio ambiente, biodegradabilidade e é de fonte renovável. Contudo, existe
também uma serie de desvantagens que dificultam a sua utilização industrial, como alta

11
absorção de umidade, baixa homogeneidade de propriedades (resistência, seção
transversal, etc.), e baixa resistência térmica (PIRES, 2009).
Dentre todas as desvantagens apontadas, a baixa resistência térmica e a alta
absorção de umidade são os maiores limitadores do seu uso. A limitação da temperatura
de processamento acarretará na redução no número de possíveis métodos de fabricação
e matrizes compatíveis com o compósito, devido à temperatura de cura de algumas
resinas. A absorção de água, intrínseca da natureza hidrofílica da fibra, pode causar o
inchamento e, com isso, causar a instabilidade dimensional da fibra em ambientes
úmidos, além da dificuldade de adesão com a maioria das matrizes poliméricas, que são,
em sua maioria, hidrofóbicas. Soluções para o problema de adesão fibra/matriz serão
propostos na seção 2.7.
2.3.1– Fibras lignocelulósicas
Essas fibras são formadas, principalmente por celulose, hemicelulose, lignina,
lipídeos e minerais. Esses componentes possuem características distintas que
influenciam, de diferentes maneiras, as propriedades do compósito (AKIN, 2010). A
Tabela 2.1 apresenta a composição química, em percentagem, de algumas fibras
naturais.
12
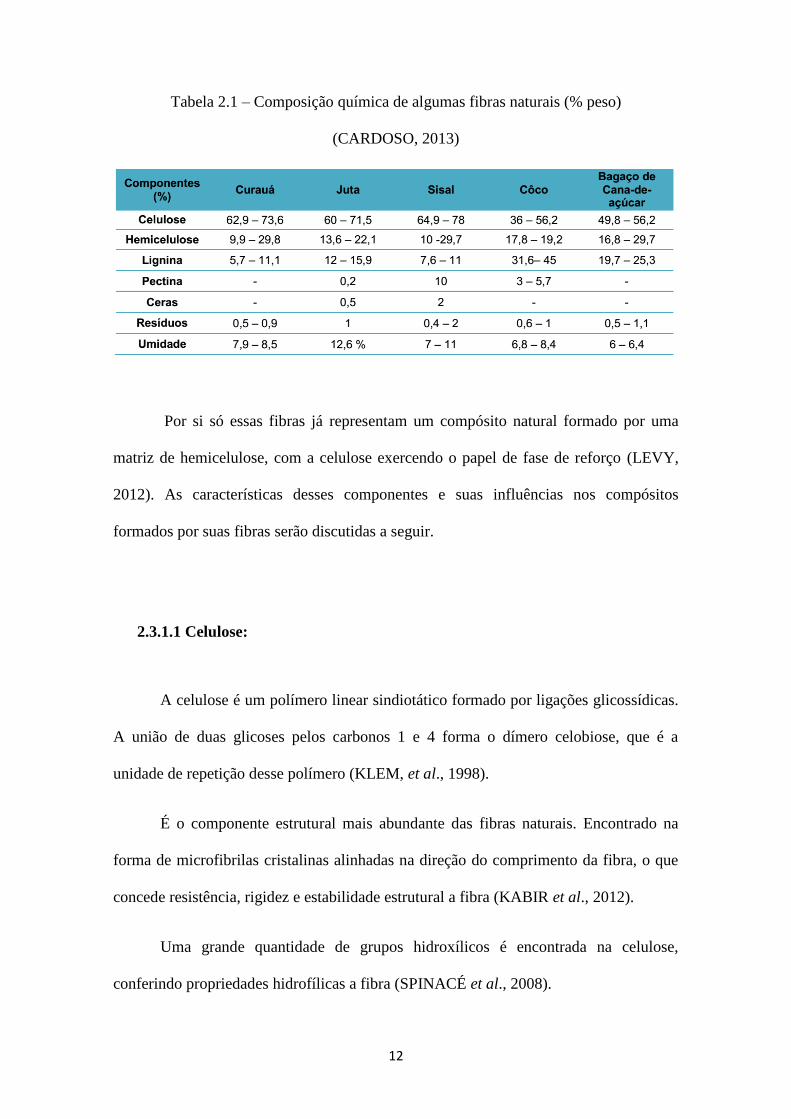
Tabela 2.1 – Composição química de algumas fibras naturais (% peso)
(CARDOSO, 2013)
Por si só essas fibras já representam um compósito natural formado por uma
matriz de hemicelulose, com a celulose exercendo o papel de fase de reforço (LEVY,
2012). As características desses componentes e suas influências nos compósitos
formados por suas fibras serão discutidas a seguir.
2.3.1.1 Celulose:
A celulose é um polímero linear sindiotático formado por ligações glicossídicas.
A união de duas glicoses pelos carbonos 1 e 4 forma o dímero celobiose, que é a
unidade de repetição desse polímero (KLEM, et al., 1998).
É o componente estrutural mais abundante das fibras naturais. Encontrado na
forma de microfibrilas cristalinas alinhadas na direção do comprimento da fibra, o que
concede resistência, rigidez e estabilidade estrutural a fibra (KABIR et al., 2012).
Uma grande quantidade de grupos hidroxílicos é encontrada na celulose,
conferindo propriedades hidrofílicas a fibra (SPINACÉ et al., 2008).
13
Nos vegetais, a celulose apresenta regiões cristalinas e amorfas. A região
cristalina é composta pelas fases Celulose I e Celulose II, sendo a primeira mais
presente. A Celulose I apresenta conformação t-g (trans-gauche), enquanto que a
Celulose II apresenta conformação g-t ou uma mistura de t-g e g-t (KLEMM, et al.,
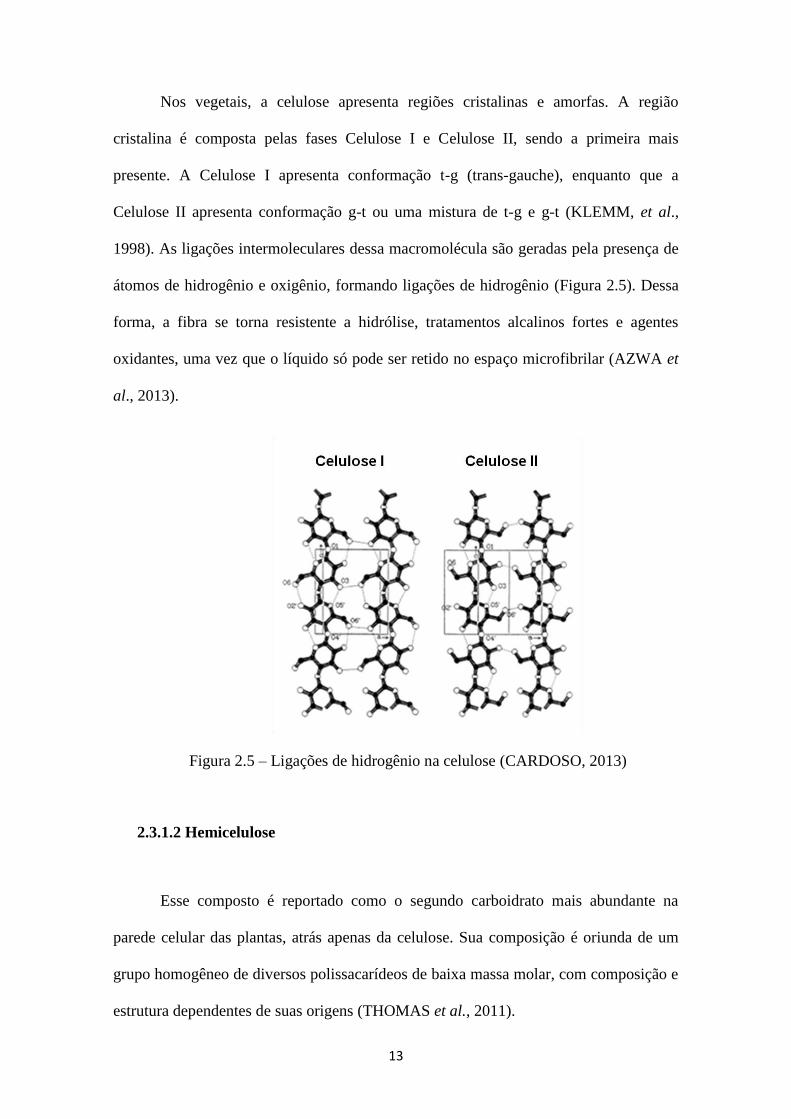
1998). As ligações intermoleculares dessa macromolécula são geradas pela presença de
átomos de hidrogênio e oxigênio, formando ligações de hidrogênio (Figura 2.5). Dessa
forma, a fibra se torna resistente a hidrólise, tratamentos alcalinos fortes e agentes
oxidantes, uma vez que o líquido só pode ser retido no espaço microfibrilar (AZWA et
al., 2013).
Figura 2.5 – Ligações de hidrogênio na celulose (CARDOSO, 2013)
2.3.1.2 Hemicelulose
Esse composto é reportado como o segundo carboidrato mais abundante na
parede celular das plantas, atrás apenas da celulose. Sua composição é oriunda de um
grupo homogêneo de diversos polissacarídeos de baixa massa molar, com composição e
estrutura dependentes de suas origens (THOMAS et al., 2011).

14
Apesar da nomenclatura semelhante, a hemicelulose não é um tipo de celulose.
A diferenciação pode ser concentrada em três aspectos: a hemicelulose é composta por
diferentes grupos de polissacarídeos (glicose, mamose, galactose, etc), já a celulose é
composta apenas pela glicose; a hemicelulose apresenta muitas ramificações, enquanto
a celulose apresenta uma cadeia linear; a celulose apresenta grau de polimerização de 10
a 100 vezes maior que a hemicelulose (THOMAS et al, 2011).
Segundo SPINACÉ et al. (2009), a natureza higroscópica desse constituinte está
relacionada a presença de muitos grupos hidroxila e acetila em estruturas abertas muito
ramificadas e totalmente amorfas, sendo parcialmente solúveis em água.
Esse componente, portanto, é hidrofílico e pode ser facilmente hidrolisado pela
presença de ácidos diluídos ou bases.
2.3.1.3 Lignina
É um polímero termoplástico totalmente amorfo e altamente complexo,
constituído por um ou mais alcoóis aromáticos, sendo eles o coumaril, coniferil e sinapil
(Figura 2.6). Estas diferenças na composição da lignina tem forte influência sobre a sua
degradabilidade (AKIM, 2010).
Figura 2.6 – Álcoois: a) coumaril, b) coniferil, c) sinapil (AKIM, 2010)

15
A lignina forma ligações covalentes com a celulose e hemicelulose, formando a
estrutura da parede celular. Possui caráter hidrofóbico, que auxilia no transporte de
água. É responsável por conferir resistência mecânica, rigidez e resistência a ataques
biológicos na fibra, além de sustentar as microfibrilas de celulose (SPINACÉ et al.,
2009; AZWA et al., 2013).
2.3.1.4 Pectina
A pectina é um polissacarídeo formado por ácido galacturônico, ramnose e
glactose. Esse variado grupo de substâncias é associado às paredes celulares,
assemelhando-se à hemicelulose. Geralmente aparece em pequenas quantidades nos
vegetais, entretanto, exerce papel importante na flexibilidade dos vegetais por estar
localizada entre os tecidos e as fibras (THOMAS et al., 2011) (AKIN, 2010).
2.3.1.5 Lipídeos
São hidrocarbonetos diversos insolúveis em água com diversas funções nos
vegetais, como armazenamento de energia e participação em processos biológicos.
Também exercem uma barreira entre as células e o meio externo, impedindo a perda de
água e o ataque de microorganismos. A sua quantidade é baixa se comparada a outros
constituintes das fibras vegetais (LEVY, 2012).

16
2.3.1.6 Ceras e Minerais
O teor de minerais nos vegetais é baixo, geralmente não ultrapassando 2%. Na
ocasião da queima, são os minerais que dão origem as cinzas. Em geral eles não
exercem influência significativa nas propriedades das fibras.
As ceras são constituídas por diferentes tipos de alcoóis e são encontradas na
superfície das fibras, protegendo-as contra a abrasão e interferências mecânicas (AZWA
et al., 2013).
2.4 Estrutura das fibras naturais
A estrutura das fibras naturais é complexa e varia de acordo com a espécie que
lhe deu origem e, muitas vezes dentro de uma mesma espécie, da idade da planta, das
condições climáticas, de solo, dentre outros fatores.
As longas cadeias de celulose, também chamadas de microfibrilas, são dispostas
helicoidalmente ao longo do eixo da fibra inseridas em uma matriz amorfa de lignina e
hemicelulose, que agrupadas são chamadas de fibrilas e formam as paredes celulares da
fibra (THOMAS et al., 2011).
A parede celular é formada por várias camadas com arranjos específicos, a
depender da espécie utilizada. Entretanto, a camada mais externa, chamada de parede
celular primária, apresenta características semelhantes em todas as espécies. Nesta
camada, as microfibrilas não tem uma orientação bem definida e, por isso, não exercem
influência significativa sobre as propriedades mecânicas da fibra (AZWA et al., 2013).
17
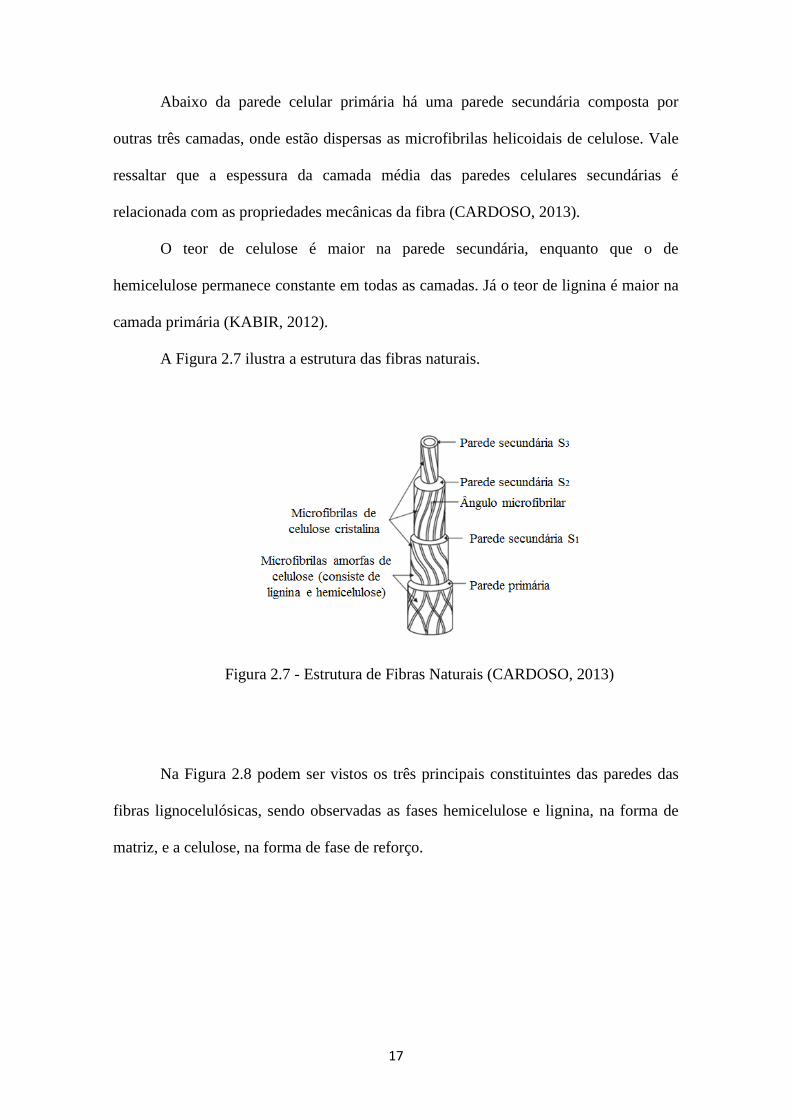
Abaixo da parede celular primária há uma parede secundária composta por
outras três camadas, onde estão dispersas as microfibrilas helicoidais de celulose. Vale
ressaltar que a espessura da camada média das paredes celulares secundárias é
relacionada com as propriedades mecânicas da fibra (CARDOSO, 2013).
O teor de celulose é maior na parede secundária, enquanto que o de
hemicelulose permanece constante em todas as camadas. Já o teor de lignina é maior na
camada primária (KABIR, 2012).
A Figura 2.7 ilustra a estrutura das fibras naturais.
Figura 2.7 - Estrutura de Fibras Naturais (CARDOSO, 2013)
Na Figura 2.8 podem ser vistos os três principais constituintes das paredes das
fibras lignocelulósicas, sendo observadas as fases hemicelulose e lignina, na forma de
matriz, e a celulose, na forma de fase de reforço.

18
Figura 2.8 - Representação dos principais constituintes da fibra vegetal
(adaptado de KABIR, 2012).
As microfibrilas encontram-se enroladas na parede celular da fibra. O ângulo de
enrolamento, disposto helicoidalmente em relação ao eixo do comprimento da fibra, é
chamado de ângulo microfibrilar (AMF) e tem grande influência sobre as propriedades
mecânicas da fibra. (MARTINS, 2012 ; THOMAS et al., 2011).
A região central da fibra, uma cavidade oca denominada de lúmen, é a parte viva
da célula que se torna vazia quando a mesma é extraída (AZWA et al., 2013). Essa
característica é de grande interesse para aplicações que buscam a redução de peso e
propriedades acústicas.
2.5 Propriedades das fibras
Uma das dificuldades na utilização das fibras vegetais está na alta dispersão das
suas propriedades, que pode variar de acordo com colheita, maturação, estrutura, ângulo
microfibrilar, composição química, técnica de processamento, entre outros (AZWA et
al., 2013, KALIA et al., 2009).
De maneira geral, as fibras vegetais absorvem água e são hidrofílicas (KABIR et
al., 2012). Segundo SPINACÉ et al. (2009), o teor de umidade nas fibras vegetais
depende das condições atmosféricas, tipo de fibra, idade, condição do solo em que a
fibra cresceu e do método de preservação. Esses mesmos autores relataram que a
concentração de umidade nessas fibras varia entre aproximadamente 9% e 12%, em

19
condições atmosféricas normais. A determinação do teor de umidade, tempo e
temperatura necessários para eliminar essa umidade são de extrema importância para o
processamento de compósito, uma vez que tais fatores exercem forte influência sobre a
adesão da interface fibra/matriz.
É reportado pela literatura que as propriedades mecânicas apresentam uma
grande dispersão ao longo da fibra, devido a variação dimensional no seu comprimento
e da diversidade da forma da seção transversal.
Entretanto, SPINACÉ et al., 2009, reportam que o comportamento tensão-
deformação das fibras vegetais é complexo e, portanto, não pode ser definido pelo
modelo linear-elástico tradicional, alegando que após atingida a tensão limite de
escoamento ocorre deformação permanente, aumentando a rigidez. Esse efeito é
explicado devido as fibras não apresentarem uma uniformidade do ângulo microfibrilar
e outros defeitos da célula, que influenciam as propriedades mecânicas.
Como as fibras lignocelulósicas são compostas por diferentes componentes
(celulose, hemicelulose, lignina, etc.), sua decomposição térmica resulta em reações
complexas. A análise termogravimétrica investiga a estabilidade térmica do material e
determina a temperatura máxima de aplicação do mesmo (SILVA & AQUINO, 2008).
Durante o processo de decomposição da fibra, é possível identificar as regiões
preferenciais de degradação dos componentes. Na faixa de temperatura entre 200ºC e
290ºC ocorre a degradação da hemicelulose, na faixa entre 240º e 350ºC da celulose e
na faixa 280º a 500ºC da lignina (TOMCZAK et al., 2007).

20
2.6 Fibras de Sisal
As fibras de sisal são obtidas da planta de espécie nativa da América Central
Agave sisalana perrine, que geralmente é cultivada em climas tropicais e subtropicais
(Figura 2.9). A planta possui folhas rígidas, com cerca de 10 cm de largura e 150 cm de
comprimento, de onde são extraídas as fibras (MOCHNACZ, 2003).
Figura 2.9 – Agave sisalana perrine
(http://www.inovacaotecnologica.com.br/noticias/noticia.php?artigo=bioinseticida-
sera-produzido-bahia-partir-sisal&id=020175090721#.U-Do3vldWrE. Acesso em:
05 ago. 2014)
Foi introduzida no Brasil inicialmente no estado da Bahia, se expandindo,
posteriormente, por todo o nordeste. O Brasil concentra 58% da produção mundial de
sisal. Só o estado da Bahia é responsável por 95% da produção brasileira, desses 80%
são exportados. Os principais compradores são China, Estados Unidos, México e
Portugal (MARTINS, 2012).
No Brasil, ainda é grande a extração da fibra de maneira artesanal, feita com o
auxílio de uma máquina composta por um conjunto de rotores que promovem a
raspagem mecânica das folhas. Esse equipamento, além de exigir grande esforço do
operador, o submete ao risco de mutilação. Existem alternativas mais sofisticadas para a

21
extração das fibras, porém elas são mais caras e utilizadas somente pelos grandes
produtores (MARTINS, 2012).
A fibra de sisal apresenta uma proporção relativamente alta de lignina e
excelente resistência mecânica à ruptura e elongação. A hemicelulose é encontrada em
teores razoáveis e, diferentemente da celulose, é composta por diferentes unidades de
açúcares, formando cadeias curtas, promovendo não o acréscimo da resistência das
fibras de sisal e sim o inverso (MOCHNACZ, 2003). A lignina, diferentemente da
celulose e da hemicelulose, é uma fase amorfa, polifenólica, e exerce a função de
sustentar as fibras polisacarídeas, promovendo resistência mecânica, diminuindo a
permeabilidade das fibras a água, dentre outras funções biológicas (SANTOS, 1994).
As propriedades mecânicas das fibras de sisal dependem da relação entre os
teores de celulose e lignina, como um material conjugado por si só, onde as longas
cadeias de celulose são as fibras e a lignina e a hemicelulose a matriz (DOTAN et al.,
1989). A literatura aponta para uma alta dispersão as propriedades mecânicas dessas
fibras, que pode estar associada à variação dos teores destes componentes.
Tabela 2.2 – Comparação das propriedades mecânicas da fibra de sisal reportadas na
literatura (MOCHNACZ, 2003)

22
2.7 Modificação superficial das fibras
O principal problema na utilização das fibras naturais para a produção de
compósitos poliméricos está associado ao caráter hidrofílico das fibras, que contrasta
com o caráter hidrofóbico das matrizes poliméricas. Com isso a adesão superficial é
prejudicada, podendo resultar em uma transferência de tensão ineficiente da matriz para
a fibra. Dessa forma, tornam-se necessários tratamentos superficiais que melhorem as
propriedades de adesão das fibras. (KABIR et al., 2012).
Segundo KIM & NETRAVALI (2010), a resistência e a rigidez das fibras
naturais dependem principalmente do seu teor de celulose, fazendo-se necessária a
remoção da lignina e da hemicelulose para a melhoria das propriedades dessas fibras.
Diferentes tratamentos têm sido testados na tentativa de melhorar a adesão na
interface fibra/matriz. Existem os métodos físicos, como plasma a frio, tratamento com
descargas elétricas e raios gama, além dos tratamentos químicos que são mais
diversificados, sendo utilizados com soluções alcalinas, silanos, peróxidos,
permanganatos, dentre outros (SAXENA et al., 2011).
2.7.1 Tratamento Alcalino
O tratamento alcalino mais utilizado é com solução de hidróxido de sódio
(NaOH), que tem se destacado por ser um dos métodos mais baratos e favoráveis ao
meio ambiente, por gerar um efluente neutro que pode ser descartado diretamente na
rede de esgoto (KIM & NETRAVALI, 2010).
O seu objetivo, além de remover da superfície da fibra as graxas e ceras,
oriundas do processamento e manuseio, é promover a remoção parcial da hemicelulose
e da lignina, também presentes na superfície da fibra. A hemicelulose é solúvel em

23
baixas concentrações de alcali (DANIEL, 1985), enquanto que a lignina sofre hidrólise
básica resultando em fenol, siringol e guaiacol (SANTOS, 1994).
A remoção parcial da hemicelulose e lignina resulta em um aumento da fração
relativa de celulose, que é a principal responsável pela resistência mecânica da fibra
(KIM & NETRAVALI, 2010). Este processo é dependente da concentração da solução
alcalina, tempo e temperatura do tratamento (PAIVA & FRIOLLINI, 2000).
Para tentar promover uma melhora da adesão com a matriz polimérica e das
propriedades mecânicas das fibras, pode ser aplicado um tracionamento, ou
alongamento, dos fios das fibras, simultaneamente ao tratamento alcalino, que pode
ocasionar em mudanças na estrutura física interna e na superfície das fibras (FARUK et
al., 2012).
KIM & NETRAVALI (2010) relatam que o tracionamento durante o tratamento
alcalino resulta em uma diminuição do ângulo microfibrilar, que promove o
alinhamento da fibra ao longo do eixo. Nesse contexto, BLEDZKI & GASSAN (1999)
defendem que quando as fibras são tracionadas ocorre um rearranjo das fibrilas, de
forma a promover o um compartilhamento mais homogêneo da carga aplicada.
Após o tratamento alcalino, as fibras adquirem uma maior tensão superficial e
menor diâmetro, devido remoção parcial de algumas das fases presentes na superfície
das fibras. Isto resulta em uma maior razão de aspecto e superfície de contato com a
matriz, aumentando, assim, a adesão interfacial. Como consequência, ocorre uma maior
molhabilidade entre os componentes do material compósito ( PAIVA & FRIOLLINI,
2000).
KABIR et al., (2012) afirmam que a absorção de água das fibras naturais está
associada a presença de grupos hidroxila nas fases amorfas da fibra, lignina e
hemicelulose. Durante o tratamento alcalino, os grupos alcali (NaOH) reagem com
24
esses grupos hidroxila (OH) produzindo moléculas de água (H2O), que são totalmente
removidas da estrutura das fibras pela posterior lavagem (Esquema 1). Os grupamentos
alcali remanecentes reagem com a estrutura da fibra. Dessa forma ocorre a redução da
molhabilidade da fibra aumentado a sua hidrofobicidade.
Esquema 2.1 – Tratamento alcalino das fibras naturais (KALIA et al., 2009)
Com a remoção da hemicelulose e da lignina, as microfibrilas se desprendem
uma das outras. Com isso há um aumento da área superficial, que resulta em uma
melhor adesão com a matriz polimérica (SHREEKUMAR, et al., 2009).
Vale ressaltar que a solução aquosa de NaOH também atua como plastificante na
hemicelulose, de forma a aumentar a mobilidade das microfibrilas. Caso ocorra o
tracionamento das fibras, durante o tratamento alcalino, as microfibrilas podem se
reorganizar e se alinhar com o eixo do comprimento da fibra, assim diminuindo o
ângulo microfibrilar e consequentemente elevando o módulo de elasticidade e a
resistência a tração das fibras (KIM & NETRAVALI, 2010).

25
3.Materiais e Métodos:
3.1 Materiais
3.1.1 Resina
Foram utilizados a resina epóxi MC 130 e o endurecedor FD 154, ambos da
marca EpoxyFiber.
Segundo o fabricante, a resina MC 130 é composta pelo diglicil éter de bisfenol-
A (DGEBA) e o endurecedor FD 154 é composto por aduto de amina cicloalifática.
3.1.2 Fibras
As fibras de sisal foram fornecidas pela empresa Sisalsul em meadas de
aproximadamente 1Kg com 1 metro de comprimento, conforme pode ser visto na Figura
3.1.
Figura 3.1- Meada da fibra de sisal

26
3.2 Métodos
3.2.1 Tratamento das fibras
O tratamento das fibras foi realizado em um tanque de polipropileno devido a
sua alta resistência química ao NaOH (BRASKEM, 2010). Para cada tipo de tratamento
foram preparados 10 litros de solução com as concentrações de 1% e 2% de NaOH.
Também foram testadas as condições do tratamento alcalino com a adição do
tracionamento das fibras, aplicando uma força de 5N para cada 1g de fibra com 1 metro
de comprimento. Além das condições descritas anteriormente, também foi testada a
condição das fibras imersas em água sujeitas a um tracionamento da mesma magnitude.
Os tratamentos foram feitos por 30 minutos a temperatura ambiente. O banho
com as fibras que sofreram tratamento alcalino foram neutralizadas com solução de HCl
até que o pH se estabilizasse em torno de 7. Em seguida foram lavadas em água
corrente, para eliminar alguma solução residual, e então foram secas a temperatura
ambiente.
Os parâmetros utilizados nesse procedimento foram baseados no trabalho de
MARTINS (2012).
As amostras obtidas foram denominadas segundo a Tabela 3.1.
Tabela 3.1 – Denominação dos corpos de prova.
ST Sisal sem tratamento
SA + TR Sisal tratado com água e tracionamento
S1 + TR Sisal tratado com sulução a 1% de NaOH e tracionamento
S1 Sisal tratado com sulução a 1% de NaOH
S2 + TR Sisal tratado com sulução a 2% de NaOH e tracionamento
S2 Sisal tratado com sulução a 2% de NaOH

27
3.2.2 Fabricação dos Compósitos
Para a produção dos compósitos, as fibras tratadas foram secas em estufa a 60º C
por duas horas, com o objetivo de diminuir o teor de umidade (MARTINS, 2012).
A proporção resina/endurecedor adotada foi a de 2:1, conforme recomendação
do fabricante.
O método de fabricação escolhido foi pensado de maneira a ser simples e de boa
reprodutibilidade, de forma a possibilitar a comparação qualitativa da variação dos
parâmetros proposta. A moldagem por vazamento foi escolhida por, aparentemente,
contemplar todas as características requeridas no projeto.
Para a confecção dos compósitos, foi utilizado um molde de silicone com 22 cm
de diâmetro. Neste molde, 10 g de fibras cortadas, com 5 cm de comprimento, foram
dispersas de forma aleatória em 160 mL de resina pudessem ser vertidas (Figura 3.2).
Figura 3.2: Fibras dispersas aleatoriamente
Para favorecer o molhamento das fibras foi utilizada uma placa, com a resina
epóxi pura, com o mesmo diâmetro do molde, para que se pudesse exercer pressão sobre
o compósito. Após o vazamento da resina, foi aplicado o peso de aproximadamente

28
65Kg por 5 minutos. Posteriormente um balde com 4L de água foi posicionado acima
do molde para manter a pressão (Figura 3.3).
Figura 3.3 – Confecção dos corpos de prova
Para que a placa de resina epóxi pura não ficasse aderida ao disco do compósito
foi utilizado um filme de PVC como desmoldante. Após 24 horas, os discos compósitos
foram retirados do molde e puderam ser separados da placa de resina pura sem
dificuldades (Figura 3.4).

29
Figura 3.4 – Disco Compósito
Posteriormente os discos foram cortados utilizando uma serra de fita com as
medidas sugeridas pelas referentes normas, para as análises de flexão em três pontos e
impacto Izod, como será descrito nos itens 3.3.7 e 3.3.8 (Figura 3.5).
Figura 3.5 – Corpos de prova cortados

30
3.2.3 Envelhecimento acelerado
Os corpos de prova já cortados foram submetidos ao envelhecimento acelerado,
que ocorreu em uma solução de água fervente por duas horas. Após o envelhecimento
as amostras foram secas a temperatura ambiente.
Esta metodologia foi baseada no trabalho CHERIAN et al. (2013), que observou
que é possível simular o envelhecimento por longos períodos de tempo com a utilização
da metodologia descrita.
3.3 Caracterização
3.3.1 Espectroscopia no Infravermelho com transformada de Fourier (FTIR)
A presença de hemicelulose e lignina nas fibras foi avaliada por meio da analise
de FTIR realizada no Laboratório Multiusuário de Caracterização de Materiais (LMCM)
em um equipamento Nicolet 6700 com cristal de ZnSe e acessório de refletância total
(ATR), entre 4000 cm-1 e 650 cm-1, com resolução de 4 cm-1 e 64 varreduras por
amostra.
As amostras forma picotadas para que pudessem ser analisadas.
3.3.2 Difração de raios X
A difração de raios X foi efetuada no Laboratório Multiusuário de
Caracterização de Materiais (LMCM) utilizando um difratômetro Shimadzu, mod.
6000, com alvo de CU operando com uma tensão de 30kV e corrente de 30mA. A
radiação emitida tem comprimento de onda de 0,1541nm. Foi realizada uma varredura
continua com 2θ variando entre 5º e 50º, a uma velocidade de 2º/min e passo de 0.002º.

31
O índice de cristalinidade foi calculado pelo método de SEGAL et al. (1959), conforme
a Equação 3.1.
𝐼𝑐 =𝐼002 − 𝐼𝑎𝑚
𝐼002× 100
Equação 3.1 – Cálculo do índice de cristalinidade.
Onde, Ic se refere ao índice de cristalinidade da celulose, I(002) a intensidade
máxima do pico correspondente ao plano (002) e Iam a intensidade da parte amorfa, que
pode ser considerada como a intensidade mínima entre os picos de difração dos planos
(002), em 2θ=22º, e (101), em 2θ=16º (SEGAL et al., 1959).
Para se obter uma análise estatística foram analisadas três amostras para
condição de teste.
3.3.3 Microscopia Eletrônica de Varredura (MEV)
A análise da morfologia da superfície da seção longitudinal das amostras foi
realizada no Laboratório Multiusuário de Microscopia Eletrônica e Microanálise
(LMMEM) no microscópio eletrônico de varredura JEOL JSM (modelo 6460 LV) com
voltagem de aceleração de 20 KV. As fibras, orientadas no sentido longitudinal, foram
presas com fita dupla face condutora em uma placa que de alumínio, para que
posteriormente pudessem ser recobertas com ouro, com o intuito de tornar condutora a
superfície das fibras.
32
3.3.4 Fração volumétrica de fibras nos compósitos
O método de queima, frequentemente utilizado para esse tipo de caracterização
em compósitos de matriz polimérica, não pode ser utilizado, pois as fibras naturais
sofreriam degradação térmica sob essas condições. Por isso, a determinação da fração
volumétrica de fibras dos compósitos foi baseada no volume de fibras utilizadas na
fabricação dos corpos de prova e no volume do corpo de prova após a cura da resina,
através da Equação 3.2.
Equação 3.2 – Fração volumétrica de fibras no compósito
O cálculo do volume das fibras foi feito baseado na massa das fibras utilizadas
na fabricação dos compósitos (10g) e a densidade das fibras de sisal reportada pela
literatura (1,45 g/cm3) (LEVY, 2012).
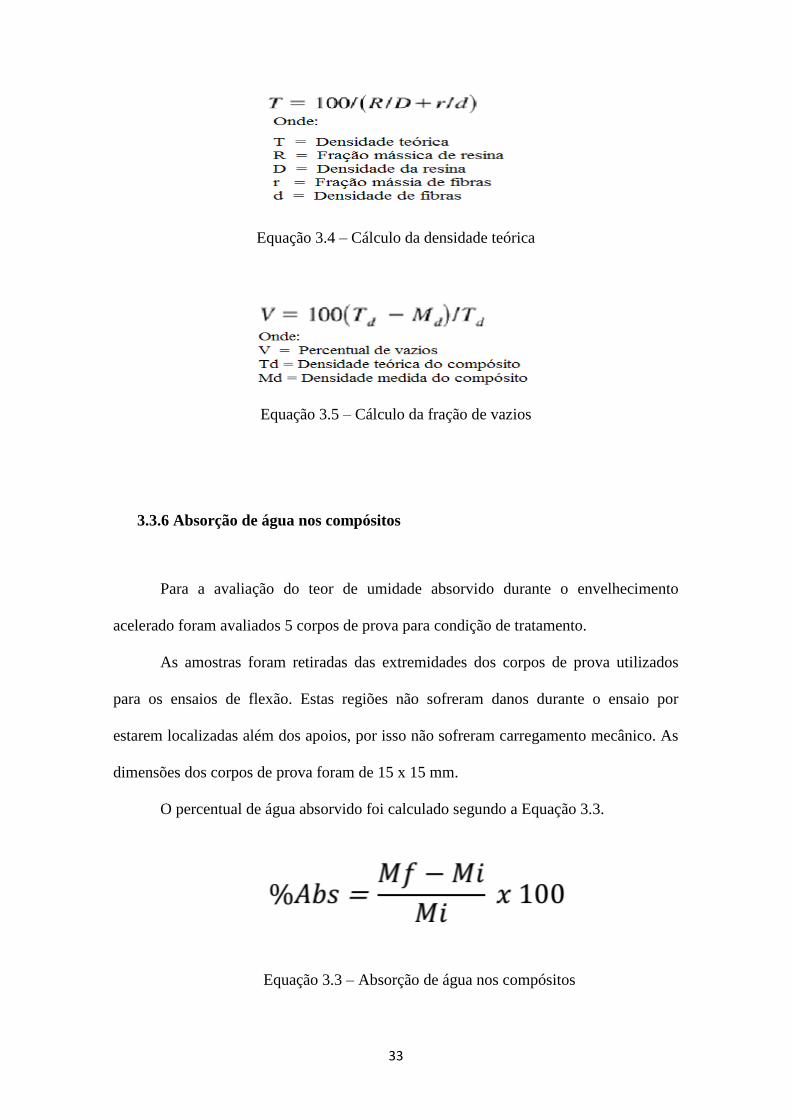
3.3.5 Teor de vazios
O cálculo da fração de vazios no compósito foi feito considerando a diferença
entre a densidade teórica, associada apenas aos percentuais relativos dos constituintes, e
a densidade aparente, baseada nas dimensões e peso do compósito em sua forma final.
Esse procedimento foi feito baseado na norma ASTM D2734-09 (Void Content
of Reinforced Plastics) de acordo com as Equações 3.4 e 3.5.
33
Equação 3.4 – Cálculo da densidade teórica
Equação 3.5 – Cálculo da fração de vazios
3.3.6 Absorção de água nos compósitos
Para a avaliação do teor de umidade absorvido durante o envelhecimento
acelerado foram avaliados 5 corpos de prova para condição de tratamento.
As amostras foram retiradas das extremidades dos corpos de prova utilizados
para os ensaios de flexão. Estas regiões não sofreram danos durante o ensaio por
estarem localizadas além dos apoios, por isso não sofreram carregamento mecânico. As
dimensões dos corpos de prova foram de 15 x 15 mm.
O percentual de água absorvido foi calculado segundo a Equação 3.3.
Equação 3.3 – Absorção de água nos compósitos

34
3.3.7 Ensaio de Flexão em Três Pontos
Para avaliar a resistência a flexão dos laminados foi utilizado o ensaio de três
pontos no Laboratório de Polímeros II baseado no procedimento A da norma ASTM
D7264-07, Standart Test Method for Flexural Propreties of Polymer Matrix Composites
em uma máquina de ensaios universal Instron 5567 com acionamento eletromecânico a
uma taxa de deslocamento do travessão constante de 1mm/min e uma célula de carga de
2 KN.
Para determinação do módulo de elasticidade em flexão foram usados os valores
de tensão e deformação da parte linear da curva tensão-deformação, localizada entre os
valores de 0,1% e 0,4% de deformação.
Foram ensaiados ao menos 5 corpos de prova para cada condição. As dimensões
do corpo de prova foram sugeridas pela norma D7264-07, Standart Test Method for
Flexural Propreties of Polymer Matrix Composites (Tabela 3.1).
Tabela 3.2 – Dimensões dos corpos de prova para ensaio de flexão em três pontos
sugeridos pela norma ASTM D7264-07

35
3.3.8 Impacto Izod
Os ensaios de Impacto Izod foram realizados no Laboratório de Tecnologia 2 do
Instituto de Macromoléculas (IMA) de acordo com a norma ASTM D256 (Standart Test
Methods for Determining the Izod Pendulum Impact Resistance of Plastics), em uma
máquina de ensaios Ceast Resil Impactor, com martelo de 2J de energia. Foram testados
ao menos 5 corpos de prova para cada condição de processamento.
As medidas dos corpos de prova foram 60 x 12,7 x 3 mm.
3.5.9 Análise estatística
Os dados das análises de DRX, absorção de água e dos testes de flexão em três
pontos e impacto Izod sofreram a análise estatística pelo teste t student com α=0,05 para
avaliar a significância dos resultados. Antes foi verificada a normalidade dos dados
obtidos pelo teste Kolmogorov Smirnov, também com α =0.05

36
4. Resultados e Discussões
4.1 Espectroscopia no infravermelho com transformada de Fourier (FTIR)
As análises de FTIR foram feitas através da análise das bandas características
dos principais constituintes das fibras (Figura 4.1)
Figura 4.1 - Espectros de FTIR das fibras não tratadas e tratadas.
O estiramento das ligações (O-H), evidenciado pela banda 3330 cm-1, refere-se
às ligações de hidrogênio presentes na celulose e nas moléculas de água. Todos os
tratamentos não mostraram variação significativa na intensidade da banda, o que aponta,
como esperado, que não ocorreu diminuição no teor de celulose.
A banda de 2912 cm-1 está relacionada ao estiramento das ligações (C-H)
presentes nos hidrocarbonetos saturados da celulose e hemicelulose (SASHA et al.,

37
2010). A atenuação dessa banda somente foi observada para o tratamento S2 + TR, o
que pode estar relacionado com a remoção parcial da hemicelulose.
Os ácidos carboxílicos e ésters presentes na hemicelulose são associados à banda
1739 cm-1. Por isso uma diminuição nessa banda indica a remoção parcial dessa fase nas
fibras tratadas com solução alcalina (TAIPINA et al., 2012). Foi observada uma maior
atenuação dessa banda para maiores concentrações de solução de NaOH.
Os autores SATYANARAYANA et al. (2007) e TAIPINA et al. (2012)
reportam ainda que as bandas de 1510 cm-1 e 1600 cm-1 como referentes as vibrações
dos anéis aromáticos da lignina. Não foi observada uma atenuação dessa banda para os
tratamentos realizados, em relação às fibras não tratadas, indicando que não houve
remoção da lignina.
A banda de 1240 cm-1 é referente aos grupamentos acetil presentes na
hemicelulose e lignina (TAIPINA et al., 2012). A atenuação dessa banda também indica
uma remoção parcial das devidas fases. A exceção do tratamento com água, todos os
tratamentos mostraram uma diminuição apreciável desse pico.
Todos os tratamentos alcalinos indicaram uma redução parcial da hemicelulose.
Não se pode afirmar que houve uma remoção significativa da lignina devido a essa
evidência não se mostrar em todos os seus picos característicos. Entretanto os
tratamentos que foram submetidos a maiores concentrações se mostraram mais efetivos.
O tratamento com água não pareceu capaz de remover nenhuma das fases amorfas da
fibra.

38
4.2 Difração de Raios X
Os espectros das análises de DRX das amostras para os diferentes tratamentos
são mostrados na Figura 4.2. Pelos resultados foi possível observar que todos os
espectros são muito semelhantes, sem nenhum pico diferenciando-os.
Figura 4.2 – Espectros de DRX para os diferentes tratamentos
Em todos os espectros foi possível observar picos de difração em 2θ = 16º e 23º,
referentes aos picos (101) e (002) mais proeminentes associados a fase celulose I
(OUDIANA et al., 2011).
Não foram observados picos nos ângulos 11º e 20º, referentes a fase celulose II
em nenhum dos espectros. Com isso podemos afirmar que a celulose I é a fase cristalina
presente nas fibras, independente do tratamento utilizado.
Pequenas quantidades da fase celulose II, amorfa, também podem estar
presentes, porém não foram detectadas. Tais resultados indicam que não ocorreu a
transformação da celulose I em celulose II, o que poderia ocorrer devido ao tratamento
0,0 5,0 10,0 15,0 20,0 25,0 30,0 35,0 40,0 45,02 θ
DRX
ST SA + TR S1 +TR S1 S2 +TR S2
39
alcalino sobre condições em condições severas, com concentrações de cerca de 15% de
solução alcalina (OUDIANI et al., 2011). Devido à remoção dos componentes que
revestem a fibra, a penetração das moléculas de NaOH é facilitada, o que pode induzir
um rearranjo da estrutura da celulose I formando a celulose II, uma fase com menor
grau de cristalinidade e consequentemente menor resistência mecânica (KLEMM et al.,
1998).
A figura 4.3 mostra que houve um ligeiro aumento no índice de cristalinidade
para todos os tratamentos realizados. No entanto, pelas analises estatísticas, foi
verificado que esse aumento só foi significativo para os tratamentos S1 e S2 + TR.
O aumento do índice de cristalinidade pode ser explicado pelo melhor
empacotamento da estrutura da fibra e a relaxação de tensões das cadeias de celulose em
virtude da remoção parcial da hemicelulose.
MARTINS (2012) reporta que o tracionamento das fibras durante o tratamento
alcalino aumenta de forma significativa o índice de cristalinidade das fibras por facilitar
a mobilidade das cadeias de celulose, permitindo um rearranjo da estrutura que se alinha
na direção do eixo do comprimento da fibra, diminuindo o AMF. Outra hipótese seria
que esse aumento seria oriundo apenas da remoção de frações da fase amorfa da fibra, o
que matematicamente aumentaria esse índice.
40
Figura 4.3 - Índices de cristalinidade da celulose para os diferentes tratamentos
4.3 Microscopia Eletrônica de Varredura (MEV)
Por meio das imagens de Microscopia Eletrônica de Varredura foi possível
observar a diferença dos tratamentos superficiais na morfologia da superfície das fibras.
61,27 67,6770,09
74,12 73,9567,92
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
ST SA + TR S1 +TR S1 S2 + TR S2
DRX

41
Figura 4.4 - Micrografias das fibras: a) SP, b) SA + TR, c) S1 + TR, d) S1, e) S2
+ TR e f) S2
As análises de MEV permitiram observar que as fibras não tratadas
apresentavam um alto teor de impurezas, que podem ser vistas na forma partículas
menores, além de uma menor irregularidade da topografia da superfície. Pode-se
verificar que, a exceção do tratamento com água, todos os tratamentos foram efetivos na
remoção das impurezas da superfície. As microfibrilas, denotadas pelas superfícies de

42
alto relevo alinhadas no sentido longitudinal da fibra, ficaram mais expostas em todos
os tratamentos, possivelmente devido à remoção parcial da hemicelulose (d’ALMEIDA
et al., 2005).
Para os tratamentos S1 + TR e S2 + TR foram observadas superfícies com alta
irregularidade, o que seria favorável para o ancoramento mecânico da matriz
polimérica. Porém, para o tratamento S2 + TR, também foi observado o
desfibrilamento, que compromete as propriedades mecânicas da fibra, além do
desprendimento das células vegetais parenquimais, que são evidenciadas por pequenas
marcas transversais ao longo do comprimento da fibra, que pode ter ocorrido devido à
alta concentração alcalina. No tratamento S1, a irregularidade da superfície aumentou,
mas não ocorreu a desfibrilação da superfície.
4.4 Fração volumétrica de fibras
A fração volumétrica de fibras estimada nos compósitos foi de aproximadamente
5,5%. Esse baixo valor reflete uma limitação do método de fabricação utilizado, que não
consegue garantir o molhamento de uma grande quantidade de fibras em uma baixa
espessura, o que é um requisito das normas dos ensaios.
4.5 Teor de vazios
Os valores das frações de vazios são apresentados na Tabela 4.1.

43
Tabela 4.1 – Fração de vazios
Amostra Fração de Vazios (%)
SP 8,53
SA + TR 8,92
S1 12,8
S1 + TR 16,9
S2 14,9
S2 + TR 10,8
A dificuldade na quantificação do real teor de vazios do compósito de fibra
naturais está associada à alta variação da densidade destas ao longo de seu
comprimento, o que pode comprometer as medidas (SILVA, 2010).
Os vazios estão associados à dificuldade de molhamento das fibras por parte da
resina, que resultam em bolhas no interior do material. Pode ser observado que o
tratamento alcalino dificultou a dispersão das fibras sobre o molde, pois essas se
aglomeravam entre si.
A presença de vazios no interior do compósito diminui de maneira significativa
suas propriedades mecânicas, pois, além de serem zonas que não conferem resistência
ao material, atuam como concentradores de tensão.
4.6 Absorção de água nos compósitos
Após a imersão por duas horas em água fervente, os compósitos cujas fibras não
receberam tratamento apresentaram uma absorção de água de aproximadamente 2%. Os
tratamentos S1 e S2 foram os únicos que apresentaram uma diminuição significativa,
em relação às fibras não tratadas. A redução da absorção de água pode estar associada
ao menor teor de hemicelulose, fase hidrofílica.

44
A utilização do tratamento de envelhecimento por duas horas em água fervente
foi feito de maneira a acelerar o processo de absorção de água nos compósitos para
possibilitar uma avaliação comparativa entre os efeitos dessa absorção para os
diferentes tratamentos.
A absorção de água em compósitos pode se dar de diferentes maneiras. A
difusão pela estrutura da matriz é baixa, devido a sua alta hidrofobicidade. As fibras,
por possuírem constituintes hidrofílicos, permitem a absorção através da sua estrutura e
pela interface fibra/matriz (COSTA et al., 2005).
Os vazios também influenciam de maneira significativa a absorção de água por
atuarem como capilares. Isso pode explicar a maior absorção de água para o tratamento
S1 + TR quando comparado com os demais tratamentos alcalinos, devido a sua maior
fração de vazios.
Figura 4.5 - Absorção de água após duas horas de imersão em água fervente para
os diferentes tratamentos
-
0,50
1,00
1,50
2,00
2,50
3,00
SP SA + TR S1 + TR S1 S2 + TR S2
Absorção de água

45
4.7 Ensaio de flexão em três pontos
Os valores dos módulos de elasticidade e resistência à flexão em três pontos,
com os seus respectivos desvios padrão são mostrados na Figura 4.6.
Figura 4.6 - Propriedades mecânicas dos compósitos para os diferentes
tratamentos
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
SP SA + TR S1+ TR S1 S2+ TR S2
Módulo de elasticiadade em flexão (GPa)
Pré Envelhecimento Pós Envelhecimento
0
50
100
150
200
250
300
SP SA + TR S1+ TR S1 S2+ TR S2
Resistência à Flexão (MPa)
Pré Envelhecimento Pós Envelhecimento

46
Para as amostras testadas antes do envelhecimento, os testes estatísticos mostram
que não houve variação do valor do módulo de elasticidade em flexão entre as amostras
S1 + TR, S1 e S2 + TR em relação às amostras de fibras não tratadas. Isso pode estar
associado aos altos teores vazios que comprometeram a resistência mecânica dos
compósitos.
Os resultados apontam que o tratamento das fibras com água e tracionamento foi
o mais efetivo na melhoria da rigidez do compósito, onde foi apreciado um aumento de
56% do módulo de elasticidade em flexão em relação aos compósitos de fibras não
tratadas. Mesmo sem ter sido eficiente na modificação morfológica da superfície da
fibra e no aumento do índice de cristalinidade, o maior aumento no módulo de
elasticidade deve estar relacionado com o a menor presença de vazios nesses
compósitos.
Os baixos valores encontrados para as amostras tratadas com o tratamento
alcalino a 2% sem tracionamento podem esta relacionados com alto teor de vazios
obtidos para esses corpos de prova. Além disso, a maior energia de superfície esperada
para o tratamento alcalino mais concentrado, pode ter aumentado aumenta a interação
fibra/fibra e acarretado em uma pior dispersão das fibras, durante o processo de
fabricação.
Para a resistência a flexão somente as os tratamentos S1, S1 + TR e S2
apresentaram diferença significativa em relação às fibras não tratadas. A diminuição
das propriedades mecânicas para esses tratamentos, contrário ao reportado pela
literatura e ao esperado, advém do alto teor de vazios encontrados para essas amostras,
que por se concentrarem principalmente na interface fibra/matriz, comprometem a
efetividade do reforço, podendo agir ainda como concentradores de tensão.

47
Após o envelhecimento acelerado, a rigidez de todos os compósitos diminui,
com exceção da amostra S2. Os altos valores encontrados para a frações de vazios nos
compósitos cujas fibras receberam tratamento alcalino também podem ter contribuído
para a diminuição da rigidez pós envelhecimento, pois tais vazios podem ter favorecido
a absorção de água por capilaridade.
A resistência à flexão após o envelhecimento somente apresentou diferença
significativa nas amostras S1 e S1 + TR, que podem estar associadas à degradação da
adesão interfacial entre as fibras e a matriz.
4.8 Impacto Izod
Os resultados das análises do ensaio de impacto Izod são mostrados no gráfico
da Figura 4.7.
Figura 4.7- Resistência ao impacto dos compósitos
0
5
10
15
20
25
ST SA + TR S1 + TR S1 S2 + TR S2
Resistência ao Impacto (KJ/m2)
Pré Envelhecimento Pós Envelhecimento

48
Antes do envelhecimento, apenas o tratamento S2 apresentou redução
significativa da resistência ao impacto em relação às fibras não tratadas. A diminuição
da energia absorvida durante a fratura pode ser associada ao alto teor de vazios, que
diminui a seção resistente do material.
Após o envelhecimento acelerado foi apreciado um aumento na tenacidade a
fratura das amostras em todas as condições de tratamento, sendo significativa do ponto
de vista estatístico apenas para as amostras S1 + TR e S2. Os maiores teores de vazios
dessas amostras permitiram uma maior absorção de umidade durante o envelhecimento,
que pode ter propiciado uma maior plastificação da matriz, favorecendo o regime de
deformação plástica, e, com isso, uma maior energia absorvida durante a fratura.
COSTA et al. (2005) reportam que a absorção de água em matrizes de epóxi acarreta na
quebras das ligações secundárias, entre as cadeias, resultando em uma maior mobilidade
das mesmas. No trabalho referenciado essa maior mobilidade foi denotada pela
diminuição da temperatura de transição vítrea (Tg).
Também foi observado o pull out das fibras na superfície de fratura dos corpos
de prova, que sofreram o envelhecimento, o que poderia indicar a degradação da adesão
interfacial fibra/matriz (Figura 4.8), em virtude do envelhecimento acelerado.
Figura 4.8 – Imagens dos corpos de prova do compósito S2 a) pré
envelhecimento, b) após envelhecimento submetidos ao teste de impacto Izod

49
5. Conclusões
Pelas análises de FTIR, foi possível observar que os tratamentos
alcalino/mecânicos foram eficazes na remoção parcial da hemicelulose das fibras.
As analises de DRX indicaram que ocorreu um aumento no índice de
cristalinidade para todos os tratamentos.
A absorção de água após o envelhecimento acelerado diminuiu para todos os
tratamentos.
O envelhecimento acelerado tornou ineficiente a adesão fibra matriz, porém
aumentou a tenacidade do compósito.
As análises de MEV permitiram observar que os tratamentos foram efetivos no
aumento da rugosidade superficial das fibras.
O alto teor de vazios comprometeu a confiabilidade dos resultados dos ensaios
mecânicos, uma vez que se sobrepuseram as melhorias de adesão interfacial esperadas
para os tratamentos alcalino/mecânicos.
O método de fabricação se mostrou ineficiente para a avaliação comparativa dos
tratamentos realizados, pois não possibilitaram a obtenção de um compósito coeso e
homogêneo, devido à dificuldade da dispersão das fibras.

50
6. Sugestão para Trabalhos Futuros
Buscar outros métodos de fabricação para a avaliação da influência dos
tratamentos alcalino/mecânicos nos compósitos.
Avaliar o teor de lignina das fibras de sisal antes e depois dos
tratamentos alcalinos pelo método de Klason.
Estudar o comportamento mecânico dos compósitos de fibras de sisal
tratadas em outras resinas poliméricas.
Otimizar a fração volumétrica de fibras no compósito, a fim de se obter o
maior reforço mecânico possível.
Avaliar outras formas de degradação do compósito, como radiação UV.
51
6. Referências Bibliográficas
AKIM, D. A., Chemistry of Plant Fibres, Structure, Properties and Technical
Applications, v. 1, Industrial Applications of Natural Fibres, Wiley, pp. 13-22, 2010.
AZWA, Z. N., YOUSIF, B. F., MANALO, A. C. et al, A review on the
Degradability of Polymeric Composites Based on Natural Fibers, Materials and
Design, v. 47, pp. 424 – 442, 2013.
BLEDZKI, A. K., Natural and Wood Fibre Reinforcements in Polymers, 1 ed.,
Rapra Technology, v. 13, 2012.
BRASKEM, Disponível em:
<http://www.braskem.com.br/Portal/Principal/Arquivos/html/boletim_tecnico/Resisten
cia_quimica%20_PP.pdf>, acessado em: 14/06/2014.
CALLISTER, W.D., Ciência e Engenharia de Materiais uma Introdução, 7ed., Rio
de Janeiro, Brasil.
CANEVAROLO JR., S.V., 2010, Ciência dos Polímeros um Texto Básico para
Tecnólogos e Engenheiros. 3ed., São Paulo, Brasil.
CARDOSO, P. H. M., 2013, Efeito do Tratamento Alcalino/mecânico de Fibras de
Curauá nas Propriedades de Laminados Compósitos de Matriz de Epóxi,
Dissertação de mestrado, Universidade Federal do Rio de Janeiro, RJ, Brasil.
CHAWLA, K.K., Composites Materials, 1ed., New York, Springer-Verlag, 1987.
CHERIAN, B. M., LEÃO, A. L., CHAVERS, M. R. M. et al, Enviromental Ageing
Studies of Chemically Modified Micro Nanofibril Phenol Formaldeyde
Composite, Industrial Corps and Products, v. 49, pp. 471 – 483, 2013.
COSTA, M. L., ALMEIDA, S. F. M., REZENDE, M. C., Hygrothermal Effects on
Dynamic Mechanical Analysis and Fracture Behavior of Polymeric Composites,
Materials Research, vol. 8, no. 3, 2005.
DANIEL, J. R., Celulose, Structure and Properties, 1 ed., v. 3, pp. 90 – 94, John
Wiley & Sons Inc., Nova York, 1985.
DOTAN, A. L., RAMOS, L. A., GONÇALVES, J. A. N. et al, Efeito do Tratamento
Químico de Fibras de Juta na Interface Fibra-Matriz em Conjugados Juta-
Poliéster, Anais do 8º Congresso de Engenharia Mecânica, Recife, BA, Brasil, 1989.
FARO, A.A.S., 2008, Desenvolvimento de Tubos Compósitos Produzidos Por
Enrolamento Filamentar Para Possíveis Aplicações Como Risers Rígidos,
Dissertação de mestrado, Universidade Federal do Rio de Janeiro, RJ, Brasil.

52
FARUK, O., BLEDZKI, A. K., FINK, H. P., SAIN, M., Biocomposites Reinforced
with Natural Fibers: 2000-2010, Progress in Polymer Science, v. 37, pp. 1552-1596,
2012.
GIBSON, R.F., Principles of Composites Material Mechanics, 1 ed, Mc Graw Hill,
1994.
KABIR, M.M., WANG, H., LAU, K.T. et al., Chemical Treatments on Plant-Based
Natural Fibre Reinforced Polymers Composites: An Overview, Composites: Part
B, v.43, pp. 2883 – 2892, 2012.
KALIA, S., KAITH, B. S., KAUR, I, Pretreatments of Natural Fibers and their
Applications as Reinforcing Material in Polymer Composites – A Review, Polymer
Engineering and Science, v. 49, pp. 1253 – 1272, 2009.
KIM, J. T., NETRAVALI, A. N., Mercerization of sisal fibers: effect of tension on
mechanical properties of sisal fiber and fiber reinforced composites, Composites:
Part A, v. 41, pp. 1245-1252, 2010.
KLEMM, D., PHILIPP, B., HEINZE, T. et al., Comprehensive Cellulose Chemestry, 1
ed. Weinheim, Wiley-VCH, 1998.
LAMBERT, C. S. FERMOSELLI, K. G., DE PAOLI, M. A., Characterization of
Lignocellulosic Curaua Fibers, Carbohydrate Polymers, v. 77, pp. 47-53, 2009.
MALLICK, P. K., 2007, Fiber Reinforced Composites, Materials, Manufacturing
and Design, 3 ed., Michigan, LLC.
MARINUCCI, G., Materiais Compósitos Poliméricos – Fundamentos e
Tecnologia, 1 ed., São Paulo, Artliber Editora, 2011.
MARTINS, R. L., 2012, Desenvolvimento de Compósitos Reforçados por Fibras
Naturais para Aplicações Estruturais, Dissertação de mestrado, Universidade
Federal do Rio de Janeiro, RJ, Brasil.
MAY, C. A., Epoxy Resins Chemestry and Technology, 2 ed., Nova York, Marcel
Dekker, 1988.
MOCHNACZ, S., 2003, Preparação e Caracterização de Fibras de Sisal para
Utilização em Compósitos Poliméricos, Universidade Federal do Paraná, PA, Brasil.
NETO, F. L., PARDINI, L. C., Compósitos Estruturais – Ciência e Tecnologia, 1
ed., São Paulo, Edgard Blucher, 2006.
OUDIANI, A. E., CHAABOUNI, Y., MSAHLI, S., et al., Cristal Transition from
Cellulose I to Celullose II in NaOH Treated Agave Americana L. Fibre,
Carbohydrated Polymers, v. 86, pp. 1221 – 1229, 2011.

53
OZTURK, A., KAYNAK, C., TINCER, T., Effects of Liquid Rubber Modification
on the Behavior of Epoxy Resin, European Polymer Journal, v. 37, pp. 2353 – 2363,
2001.
PAIVA, J. M. F., FROLLINI, E., Natural Fiber Reinforced Thermoset Composite,
In: FROLLINI, E., LEÃO, A., MATTOSO, L. H. C. (eds), Natural Polymers and
Agrofibers Based Composites, 1 ed, Cap. 10, Embrapa Instrumentação Agropecuária,
São Paulo, Brasil, 2000.
PINHEIRO, M. F. C. A., 2008, Compósitos Avançados Reforçados com Fibras
Naturais para Construção, Dissertação de Mestrado, Universidade de Aveiro,
Aveiro, Portugal.
PIRES, E. N., 2009, Efeito do Tratamento de Superfície em Fibras de Juta no
Comportamento Mecânicos de Compósitos de Matriz Epóxi, Dissertação de
Mestrado, Universidade Federal de Santa Catarina, SC, Brasil.
RODRIGUES, M. R. A., 1991, Estudo da Reação de Cura da Resina Epóxi (
Araldit F) com Anidrido Ftálico e Trietilamina como iniciador, Dissertação de
Mestrado, Universidade Federal do Rio Grande do Sul, RS, Brasil.
SANTOS, M. M., 1994, Degradação Oxidativa da Lignina pelo Sistema
Biomimetico GIF., Dissertação de Mestrado, Universidade Estadual de Campinas, SP,
Brasil.
SATYANARAYANA, K. G., GUIMARÃES, J. L., WYPYCH, F., Studies on
Lignocellulosic Fibers of Brazil. Part I: Source, Production, Morphology,
Properties and Applications, Composites: Part A, v. 38, pp. 1694-1709, 2007.
SAXENA, M., PAPPU, A., HAQUE, R., SHARMA, A., Sisal Fibers Based Polymer
Composites and Their Applications, Celulose Fibers: Bio and Nano Polymer
Composites, 1 ed., Londers, Inglaterra, 2011.
SEGAL, L., CREELY, J. J., MARTIN JR, A. E., et al., An Empirical Method for
Estimating the Degree of Crystallinity of Nature Cellulose Using the X-ray
Diffractometer, Textile Research Journal, v. 29, pp. 786-794, 1959.
SHIM, M.-J., KIM, S.-W., Cure Reaction and Mechanical Properties of
DGEBA/MDA/Nitrile System, Materials Chemestry and Physics, v. 47, pp. 198 –
202, 1997.
SHREEKUMA, P. A., THOMAS, S. P., SAITER, J. M. et al, Effect of Surface
Modification on the Mechanical and Water Absortion Carachteristics of
Sisal/Polyester Composites Fabricated by Resin Transfer Molding, Composites:
Part A, v. 40, pp. 1777 – 1784, 2009.

54
SILVA, R. V., AQUINO, E. M. F., RODRIGUES, L. P. S. et al., Curaua/Glass
Hybrid Composite: The Effect of Water Agging on Mechanical Properties,
Journal of Reinforced Plastics and Composites, v. 28, pp. 1857 – 1868, 2009.
SOBRINHO, L. L., 2009, Desenvolvimento de Tubos Compósitos Visando
Aplicações como Risers. Dissertação de doutorado, Universidade Federal do Rio de
Janeiro, RJ, Brasil.
SPINACÉ, M. A. S., DE PAULA, C.M.S.S, 1996, Efeito da Influência do
Tratamento Químico de Fibras de Sisal na Resistência Mecânica de Compósitos
sisal/epóxi. Dissertação de mestrado, Universidade Estadual de Campinas, SP, Brasil.
TAIPINA, M. O., FERRAREZI, M. M. F., GONÇALVES, M. C., Morphological
Evoltion of Curauá Fibers under Acid Hydrolisis, Cellulose, vol. 19, pp. 1199-
1207, 2012.
THOMAS, S., KALIA, S., KAITH, B. S., KAUR, I., Natural Fibers: Structure,
Properties and applications, Cellulose Fibers: Bio and Nano-Polymer Composites,
Cap. 1, 1 ed., 2011.
Site: www.inovacaotecnologica.com.br/noticias/noticia.php?artigo=bioinseticida-sera-
produzido-bahia-partir-sisal&id=020175090721#.U-Do3vldWrE, acessado em
05/08/2014