Estudo de Tempos, Movimentos e Métodos. A DIVISÃO E ESPECIALIZAÇÃO DO TRABALHO Em que pese a...
43
Estudo de Tempos, Movimentos e Métodos
-
Upload
igor-fioravante -
Category
Documents
-
view
234 -
download
1
Transcript of Estudo de Tempos, Movimentos e Métodos. A DIVISÃO E ESPECIALIZAÇÃO DO TRABALHO Em que pese a...
Estudo de Tempos,Movimentos e Métodos
A DIVISÃO E ESPECIALIZAÇÃO DO TRABALHO
Em que pese a exponencial velocidade experimentada pelo processo evolutivo das técnicas de administração de empresas, a divisão de tarefas e cronometragem dos tempos de trabalho, em busca do tempo padrão dereferência, ainda é um método muito utilizado nas organizações industriais. Na verdade, a metodologia da determinação das melhores práticas para os movimentos de montagem, inicialmente, de uso exclusivo das indústrias, estendeu-se também às demais organizações. Hoje em dia, é comum levantar-se o tempo padrão de um corte de cabelo em um salão de beleza, de preparo de um sanduíche em uma cadeia de restaurantes do tipo fast food, ou de atendimento em uma clínica dentária popular.
O estudo de tempos, movimentos e métodos de trabalho continua tendo um papel central na determinação da produtividade. Produzir o que foi determinado é um dos principais fatores de julgamento da qualidade de um funcionário e fator importante para determinar sua permanência na organização. O estudo de tempos, movimentos e métodos teve seu inicio em 1881, na usina da Midvale Stell Company. Frederick Taylor foi seu introdutor. Atualmente, é um dos métodos mais amplamente utilizados para o planejamento e padronização do trabalho.
A DIVISÃO E ESPECIALIZAÇÃO DO TRABALHO
O estudo de tempos, movimentos e métodos aborda técnicas que submetem a uma detalhada análise cada operação de uma dada tarefa, com o objetivo de eliminar qualquer elemento desnecessário à operação e determinar o melhor e mais eficiente método para executá-la.O estudo de tempos, movimentos e métodos mantém estreito vínculo comtrês importantes definições do vocabulário empresarial: A engenharia de métodos, projeto de trabalho e ergonomia.
ESTUDO DE TEMPOS, MOVIMENTOS E MÉTODOS
Atividade dedicada à melhoria e desenvolvimento de equipamentos de conformação e processos de produção para suportar a fabricação. Preocupa-se em estabelecer o método de trabalho mais eficiente, ou seja, procura otimizar o local de trabalho com relação a ajuste de máquinas, manuseio e movimentação de materiais, leiaute, ferramentas e dispositivos específicos, medição de tempos e racionalização de movimentos.Também é chamada de engenharia industrial, engenharia de processo ou engenharia de manufatura.
ESTUDO DE TEMPOS, MOVIMENTOS E MÉTODOS
ENGENHARIA DE MÉTODOS:
O projeto de trabalho define a forma pela qual as pessoas agem em relação a seu trabalho. O projeto de trabalho leva em consideração as atividades que influenciam o relacionamento entre pessoas, a tecnologia que elas usam e os métodos de trabalho empregados pela produção.
ESTUDO DE TEMPOS, MOVIMENTOS E MÉTODOS
PROJETO DE TRABALHO :
A ergonomia é o estudo da adaptação do trabalho ao homem e vice-versa. A ergonomia parte do conhecimento do homem para fazer o projeto do trabalho, ajustando-o às capacidades e limitações humanas. O instituto Ergonomics Research Society, da Inglaterra, define ergonomia como o estudo do relacionamento entre o homem e o seu trabalho, equipamento e ambiente, e particularmente da aplicação dos conhecimentos de anatomia, fisiologia e psicologia na solução dos problemas surgidos desse relacionamento.
ESTUDO DE TEMPOS, MOVIMENTOS E MÉTODOS
ERGONOMIA:
O diagrama de processo de duas mãos, também conhecido como diagrama SIMO (movimentos simultâneos) é uma técnica utilizada para estudos de fluxos de produção que envolve montagem ou desmontagem de componentes.Para a elaboração do diagrama de duas mãos, é preciso:- Apresentar o produto final e seus componentes;- Elaborar leiaute dos componentes que serão montados dentro da áreanormal de montagem;- Definir a seqüência de movimentos em que deve ser efetuada a montagem;- Registrar, em forma de documento, o método que será utilizado comopadrão de referência; padronizar o processo.
ESTUDO DE TEMPOS, MOVIMENTOS E MÉTODOS
DIAGRAMA DE PROCESSO DE DUAS MÃOS
A sequência de movimentos é feita obedecendo a maior economia demovimentos possível. Por meio desta técnica, pode-se otimizar a sequência de trabalho e minimizar os tempos envolvidos, objetivando um aumento de produtividade.
ESTUDO DE TEMPOS, MOVIMENTOS E MÉTODOS
DIAGRAMA DE PROCESSO DE DUAS MÃOS
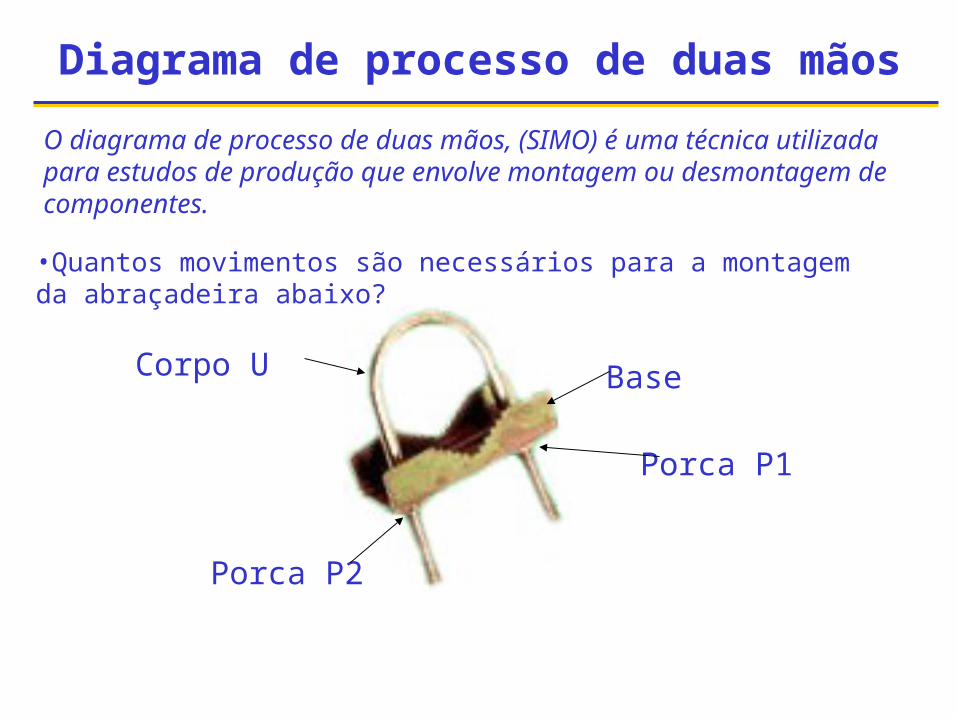
Diagrama de processo de duas mãos
•Quantos movimentos são necessários para a montagem da abraçadeira abaixo?
O diagrama de processo de duas mãos, (SIMO) é uma técnica utilizada para estudos de produção que envolve montagem ou desmontagem de componentes.
Porca P1
Porca P2
BaseCorpo U
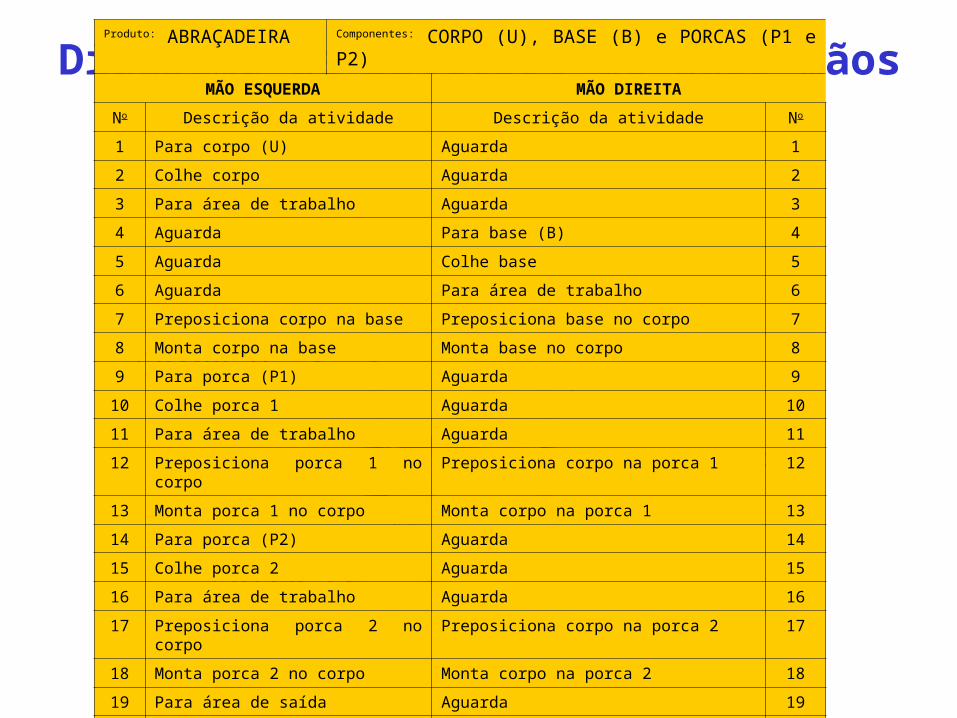
Diagrama de processo de duas mãos
Porca P1
Porca P2
BaseCorpo U
Produto: ABRAÇADEIRA Componentes: CORPO (U), BASE (B) e PORCAS (P1 e P2)MÃO ESQUERDA MÃO DIREITA
No Descrição da atividade Descrição da atividade No
1 Para corpo (U) Aguarda 1
2 Colhe corpo Aguarda 2
3 Para área de trabalho Aguarda 3
4 Aguarda Para base (B) 4
5 Aguarda Colhe base 5
6 Aguarda Para área de trabalho 6
7 Preposiciona corpo na base Preposiciona base no corpo 7
8 Monta corpo na base Monta base no corpo 8
9 Para porca (P1) Aguarda 9
10 Colhe porca 1 Aguarda 10
11 Para área de trabalho Aguarda 11
12 Preposiciona porca 1 no corpo Preposiciona corpo na porca 1 12
13 Monta porca 1 no corpo Monta corpo na porca 1 13
14 Para porca (P2) Aguarda 14
15 Colhe porca 2 Aguarda 15
16 Para área de trabalho Aguarda 16
17 Preposiciona porca 2 no corpo Preposiciona corpo na porca 2 17
18 Monta porca 2 no corpo Monta corpo na porca 2 18
19 Para área de saída Aguarda 19
20 Solta abraçadeira montada Aguarda 20
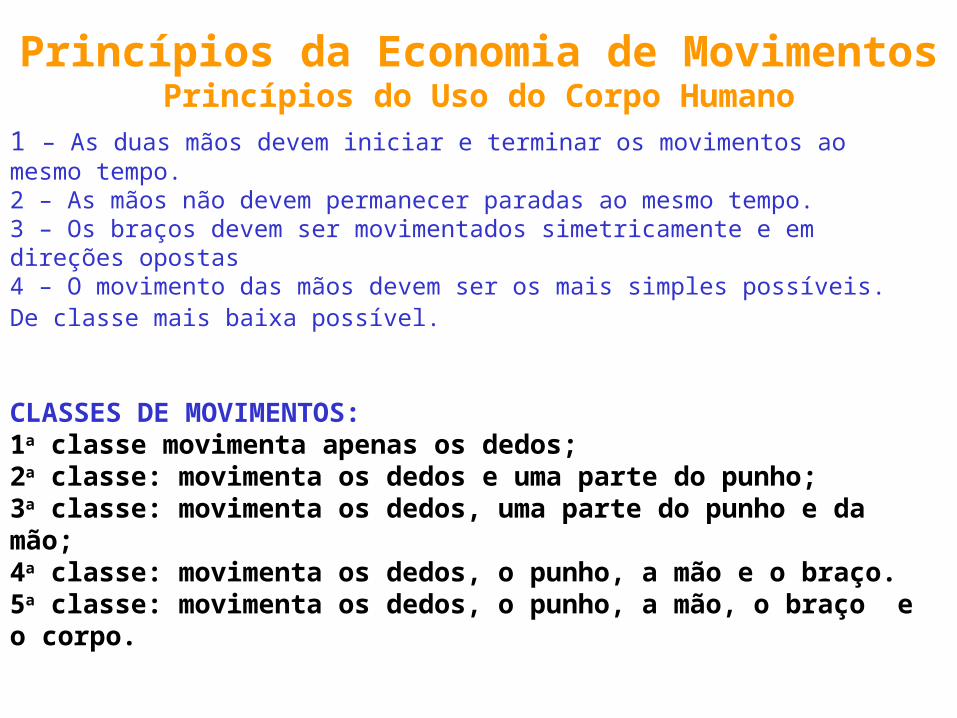
Princípios da Economia de MovimentosPrincípios do Uso do Corpo Humano
1 – As duas mãos devem iniciar e terminar os movimentos ao mesmo tempo.2 – As mãos não devem permanecer paradas ao mesmo tempo.3 – Os braços devem ser movimentados simetricamente e em direções opostas4 – O movimento das mãos devem ser os mais simples possíveis.De classe mais baixa possível.
CLASSES DE MOVIMENTOS: 1a classe movimenta apenas os dedos;2a classe: movimenta os dedos e uma parte do punho;3a classe: movimenta os dedos, uma parte do punho e da mão;4a classe: movimenta os dedos, o punho, a mão e o braço.5a classe: movimenta os dedos, o punho, a mão, o braço e o corpo.
5 – Deve-se utilizar a função deslizar6 – As mãos devem executar movimentos suaves e contínuos7 – Usar a posição fixa sempre que necessário8 – Manter o ritmo do trabalho
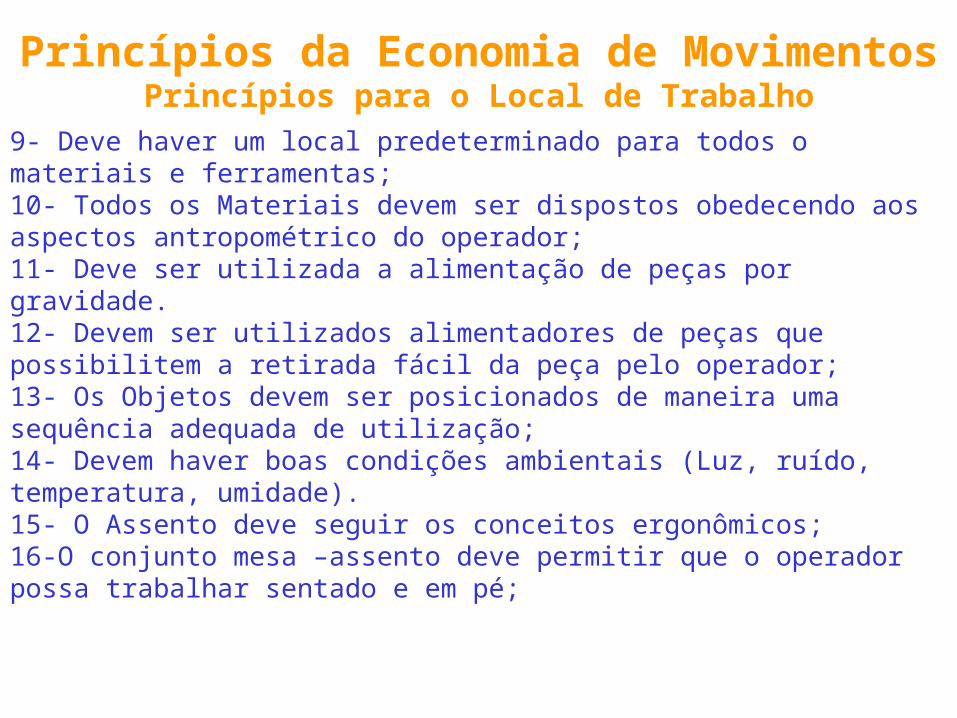
Princípios da Economia de MovimentosPrincípios para o Local de Trabalho
9- Deve haver um local predeterminado para todos o materiais e ferramentas;10- Todos os Materiais devem ser dispostos obedecendo aos aspectos antropométrico do operador;11- Deve ser utilizada a alimentação de peças por gravidade.12- Devem ser utilizados alimentadores de peças que possibilitem a retirada fácil da peça pelo operador;13- Os Objetos devem ser posicionados de maneira uma sequência adequada de utilização;14- Devem haver boas condições ambientais (Luz, ruído, temperatura, umidade).15- O Assento deve seguir os conceitos ergonômicos;16-O conjunto mesa –assento deve permitir que o operador possa trabalhar sentado e em pé;
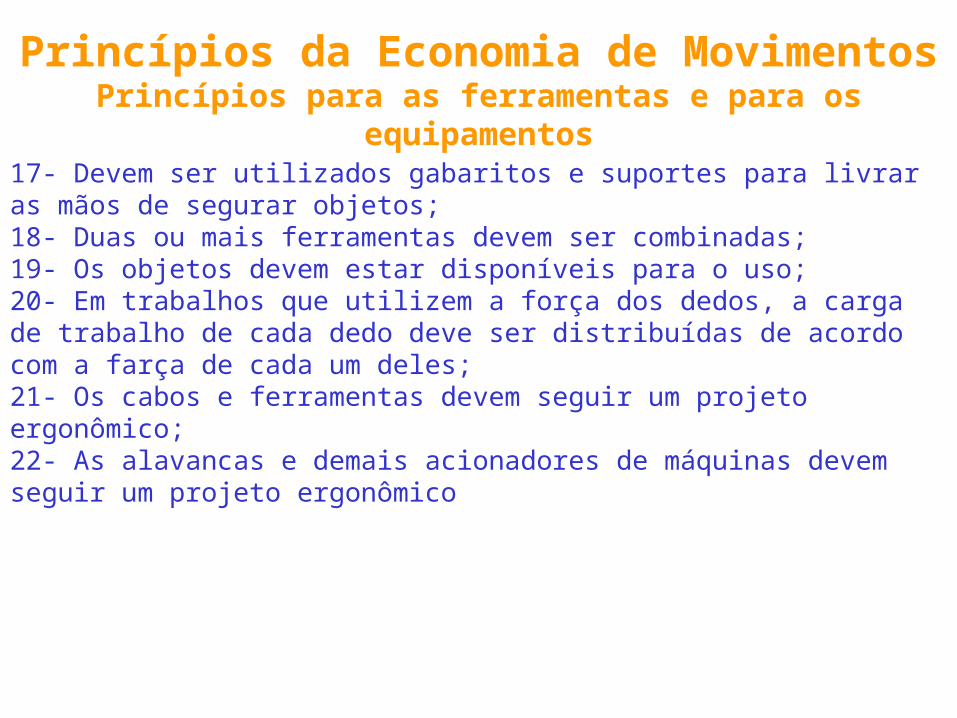
Princípios da Economia de MovimentosPrincípios para as ferramentas e para os equipamentos
17- Devem ser utilizados gabaritos e suportes para livrar as mãos de segurar objetos;18- Duas ou mais ferramentas devem ser combinadas;19- Os objetos devem estar disponíveis para o uso;20- Em trabalhos que utilizem a força dos dedos, a carga de trabalho de cada dedo deve ser distribuídas de acordo com a farça de cada um deles;21- Os cabos e ferramentas devem seguir um projeto ergonômico;22- As alavancas e demais acionadores de máquinas devem seguir um projeto ergonômico
Estudo de Alimentadores
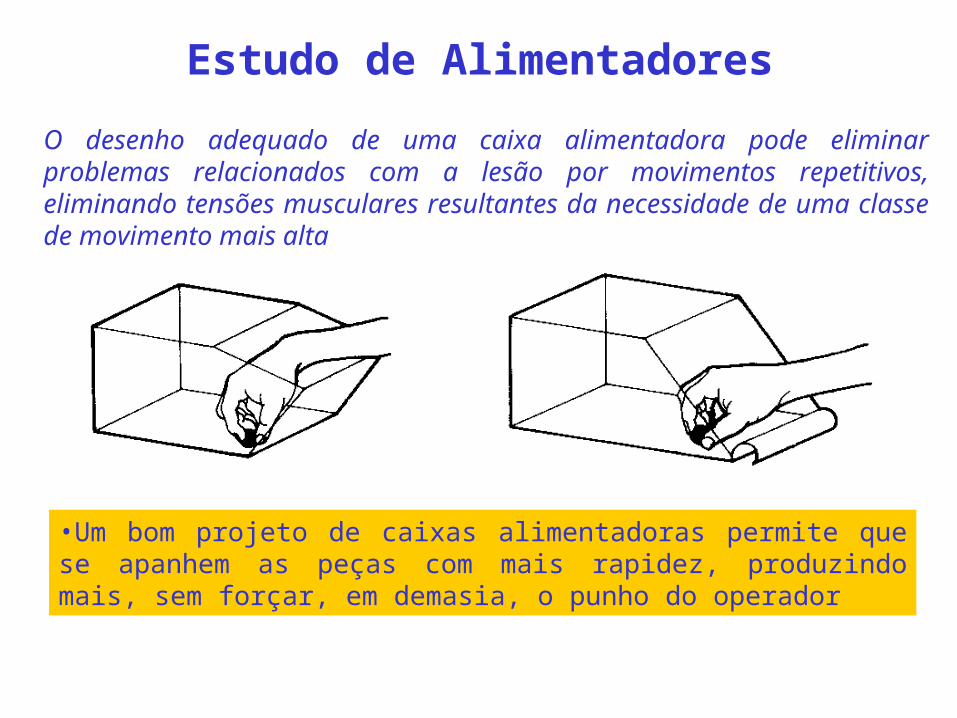
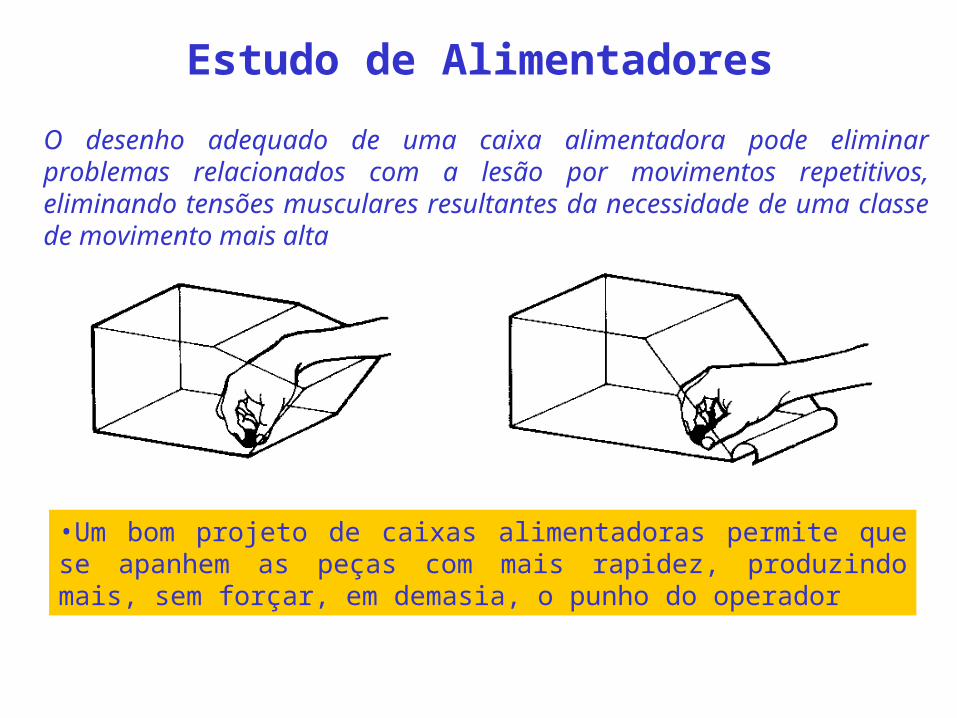
•Um bom projeto de caixas alimentadoras permite que se apanhem as peças com mais rapidez, produzindo mais, sem forçar, em demasia, o punho do operador
O desenho adequado de uma caixa alimentadora pode eliminar problemas relacionados com a lesão por movimentos repetitivos, eliminando tensões musculares resultantes da necessidade de uma classe de movimento mais alta
Estudo de Alimentadores
•Um bom projeto de caixas alimentadoras permite que se apanhem as peças com mais rapidez, produzindo mais, sem forçar, em demasia, o punho do operador
O desenho adequado de uma caixa alimentadora pode eliminar problemas relacionados com a lesão por movimentos repetitivos, eliminando tensões musculares resultantes da necessidade de uma classe de movimento mais alta
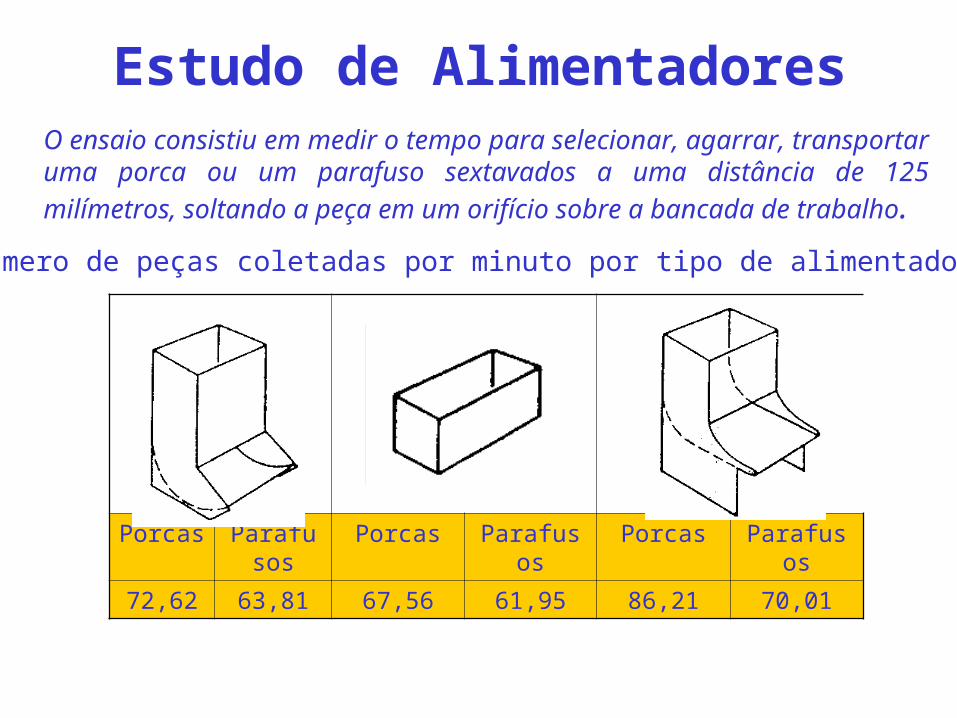
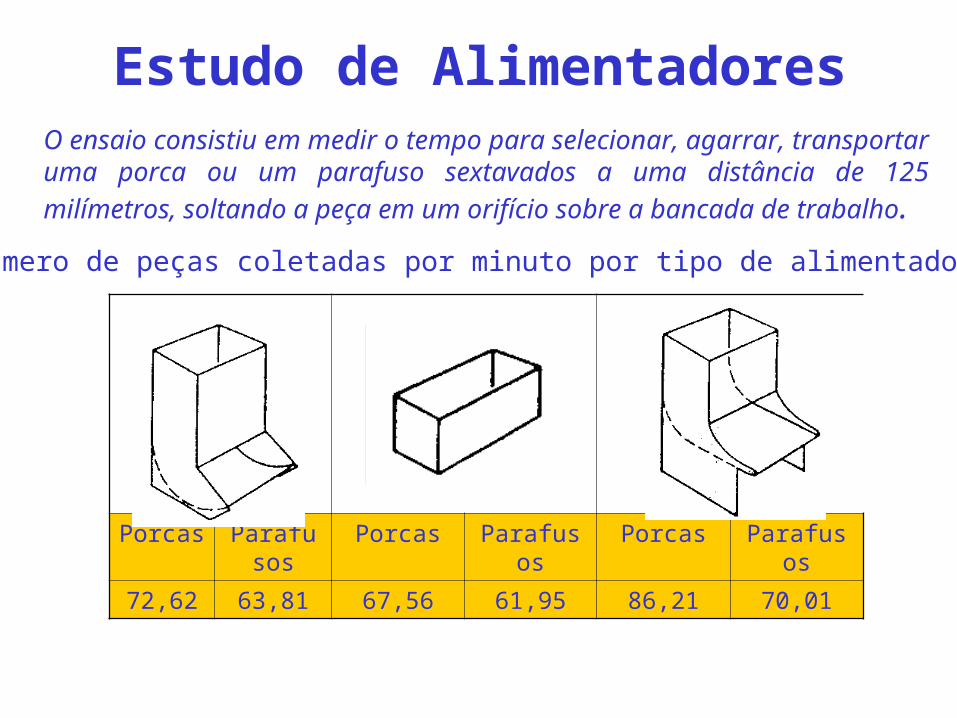
Estudo de AlimentadoresO ensaio consistiu em medir o tempo para selecionar, agarrar, transportar uma porca ou um parafuso sextavados a uma distância de 125 milímetros, soltando a peça em um orifício sobre a bancada de trabalho.
Número de peças coletadas por minuto por tipo de alimentador
Porcas Parafusos Porcas Parafusos Porcas Parafusos
72,62 63,81 67,56 61,95 86,21 70,01
Estudo de AlimentadoresO ensaio consistiu em medir o tempo para selecionar, agarrar, transportar uma porca ou um parafuso sextavados a uma distância de 125 milímetros, soltando a peça em um orifício sobre a bancada de trabalho.
Número de peças coletadas por minuto por tipo de alimentador
Porcas Parafusos Porcas Parafusos Porcas Parafusos
72,62 63,81 67,56 61,95 86,21 70,01
Jurandir Peinado
Distúrbios Relacionados ao Trabalho
•A LER não é uma doença nova: provocada pelos computadores. Há registros médicos do século XVI, que descrevem essa doença e que as pessoas mais afetadas eram os escribas e os artistas como pintores e escultores.
•A LER não tem cura efetiva: A medicina ainda é ineficaz para uma cura total, dependendo do estágio em que a mesma é identificada.
Em várias trabalhos, os operários são submetidos a movimentos manuais repetitivos causadores de um distúrbio conhecidos como LER.
www.mesp.com.br
LER: Lesão por Esforço RepetitivoDORT: Distúrbios Osteomusculares Relacionados ao Trabalho
Métodos de desenvolvimento dos tempos padrões:
o Cronometragem
o Tempos Sintéticos
o Amostragem do trabalho
Finalidades do Estudo de Tempos
o Estabelecer padrões de produção
o Fornecer dados para determinação de custos
o Fornecer dados para balanceamento de linhas de produção
Finalidades do Estudo de Tempos
o Estabelecer padrões de produção
o Fornecer dados para determinação de custos
o Fornecer dados para balanceamento de linhas de produção
Equipamentos para o Estudo de Tempos
o Cronômetro de hora centesimal
o Filmadora
o Folha de observação
o Prancheta para observações
Etapas para a determinação do tempo padrão de uma operação
o Divisão da operação em elementoso Determinação do número de ciclos a serem cronometradoso Avaliação da velocidade do operadoro Determinação das tolerâncias
• Atendimento às necessidades pessoais• Alívio da fadiga
o Determinação do tempo padrão
Divisão da Operação em Elementos
São as partes em que a operação pode ser dividida. Tem a finalidade de verificar o método de trabalho e deve ser compatível com a obtenção de uma medida precisa. Tomar o cuidado de não dividir a operação em um número excessivo de elementos.
Número de ciclos a serem cronometrados
n = ----------------z . R
Er . d2 . x
2
Onde: n ... Número de ciclos a cronometrar
z ... Coeficiente da distribuição Normal Padrão
R ... Amplitude da amostra
d2 ... Coeficiente que depende do número de cronometragens realizadas preliminarmente
X .. Média da amostra
Velocidade do OperadorA velocidade V (também denominada de RÍTMO) do operador é determinada subjetivamente por parte do cronometrista, que a referencia à assim denominada velocidade normal de operação, à qual é atribuído um valor 1,00 (ou 100%).
Assim, se: V = 100% Velocidade Normal
V > 100% Velocidade Acelerada
V < 100% Velocidade Lenta
Determinação das TolerânciasNecessidades Pessoais:
de 10 a 25 min por turno de 8 horas
Alívio da Fadiga:
depende basicamente das condições do trabalho, geralmente variando de 10% (trabalho leve e um bom ambiente) a 50% (trabalho pesado em condições inadequadas) da jornada de trabalho.
O fator FT (Fator de Tolerância) é geralmente dado por:
FT = 1/(1-p)
Onde p é a relação entre o total de tempo parado devido às permissões e a jornada de trabalho.
Determinação do Tempo Padrão
Uma vez obtidas as n cronometragens válidas, deve-se:o Calcular a média da n cronometragens, obtendo-se Tempo Cronometrado (TC);o Calcular o Tempo Normal (TN):
TN = TC x Vo Calcular o Tempo Padrão (TP) TP = TN x FT
Tempo Padrão de Atividades Acíclicas
Onde:
o TS Tempo Padrão do setup
o Q Quantidade de peças para as quais o setup é suficiente
o TPi Tempo Padrão da operação i
o TF Tempo Padrão das atividades de finalização
o L Lote de peças para que ocorra a finalização
Tempo Padrão = + +TPiTSq
TFL
Tempo Padrão para um lote de uma mesma peça
Onde:
o n número de setup que devem ser feitos
o f número de finalizações que devem ser feitas
o p quantidade de peças do lote
Tempo Padrão para um lote = (n.TS) + p.( TPi) + (f.TF)
Tempos Predeterminados ou Sintéticos
Os tempos sintéticos permitem calcular o tempo padrão para um trabalho ainda não iniciado.
Existem dois sistemas principais de tempos sintéticos: o work-factor ou fator de trabalho e sistema methods-time measurement (MTM) ou métodos e medidas de tempo.Unidade de medida TMU
1 TMU = 0,0006 min ou 0,00001 h
Tempos Predeterminados ou SintéticosMICROMOVIMENTOS:
o Alcançaro Movimentaro Giraro Agarraro Posicionaro Soltaro Desmontaro Tempo para os olhos
Amostragem do TrabalhoConsiste em fazer observações intermitentes em um período consideravelmente maior que o utilizado pelo método da cronometragem.
oObservações instantâneas
oEspaçadas ao acaso
Cálculo do tamanho da amostra
n = x 2Z
Er1 - Pi
Pi
Vantagens Desvantagens
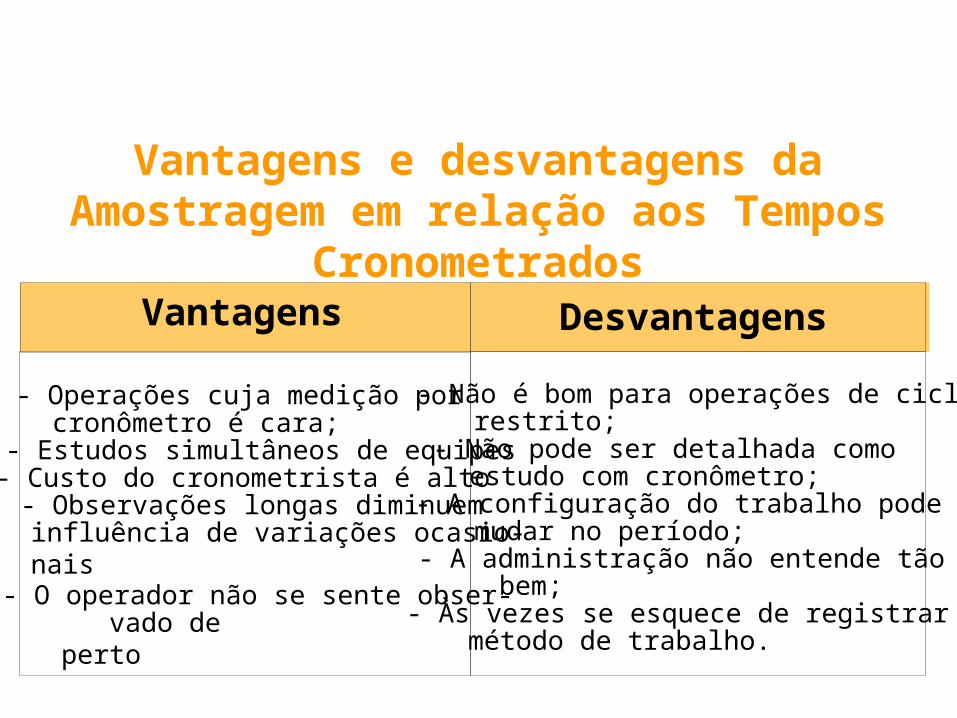
- Operações cuja medição por cronômetro é cara;- Estudos simultâneos de equipes- Custo do cronometrista é alto- Observações longas diminuem influência de variações ocasio- nais- O operador não se sente obser- vado de perto
- Não é bom para operações de ciclo restrito;- Não pode ser detalhada como estudo com cronômetro;- A configuração do trabalho pode mudar no período;- A administração não entende tão bem;- Às vezes se esquece de registrar o método de trabalho.
Vantagens e desvantagens da Amostragem em relação aos Tempos Cronometrados
Processos e Operações
Processo é o percurso realizado por um material (ou informação) desde que entra na empresa até que dela sai com um grau determinado de transformação.
Quer na empresa manufatureira ou de serviços, um processo é constituído de diferentes operações.
Melhoria de Processos IndustriaisA melhoria se compõe de quatro estágios e um preliminar, a saber:
-Preliminar uma nova maneira de pensar
-Estágio 1 conceitos básicos para a melhoria
-Observar as máquinas e tentar descobrir problemas
-Reduzir os defeitos a zero
-Analisar as operações comuns a produtos diferentes
-Procurar os problemas
-Estágio 2 como melhorar? (5W1H)
-What? -Who? -Where? -When?
-Why? -How?
Melhoria de Processos IndustriaisEstágio 3 planejamento das melhorias
o Envolvimento no problema;o Geração de idéias para a solução
• Pode ser eliminado?• Pode ser feito inversamente?• Isso é normal?• No processo, o que é sempre fixo e o que é variável?• É possível aumento e redução nas variáveis do processo?• A escala do projeto modifica as variáveis?• Há backup de dispositivos?• Há operações que podem ser realizadas em paralelo?• Pode-se mudar a seqüência das operações?• Há diferenças ou características comuns a peças e operações?• Há movimentos ou deslocamentos em vazio?
Melhoria de Processos Industriais
Estágio 4 implementação das melhorias
o entender o cenário
o tomar diferentes ações para que a implantação dê resultado:
• Ações de prevenção;
• Ações de proteção;
• Ações de correção.
Atividade que Agrega Valor (AV)
Define-se como a atividade que o cliente reconhece como válida e está disposto a remunerar a empresa por ela.
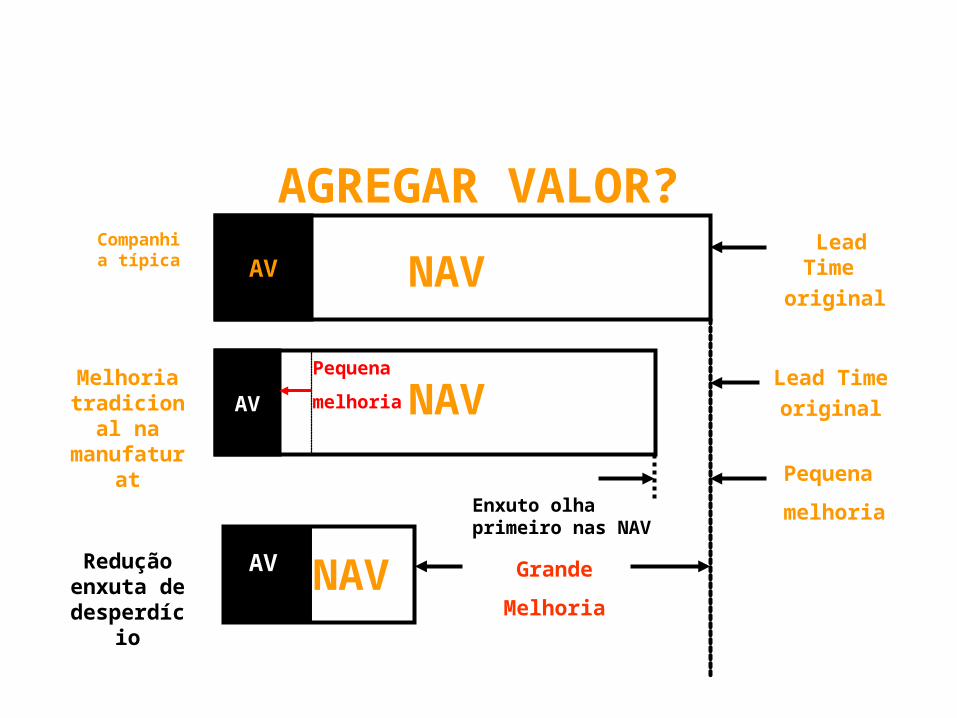
AGREGAR VALOR?AV
Lead Time originalNAV
Companhia típica
AVLead Time
original
Pequena
melhoria
NAVMelhoria tradicional
na manufaturat
AV NAVRedução enxuta de
desperdício
Grande
Melhoria
Enxuto olha primeiro nas NAV
Pequena
melhoria
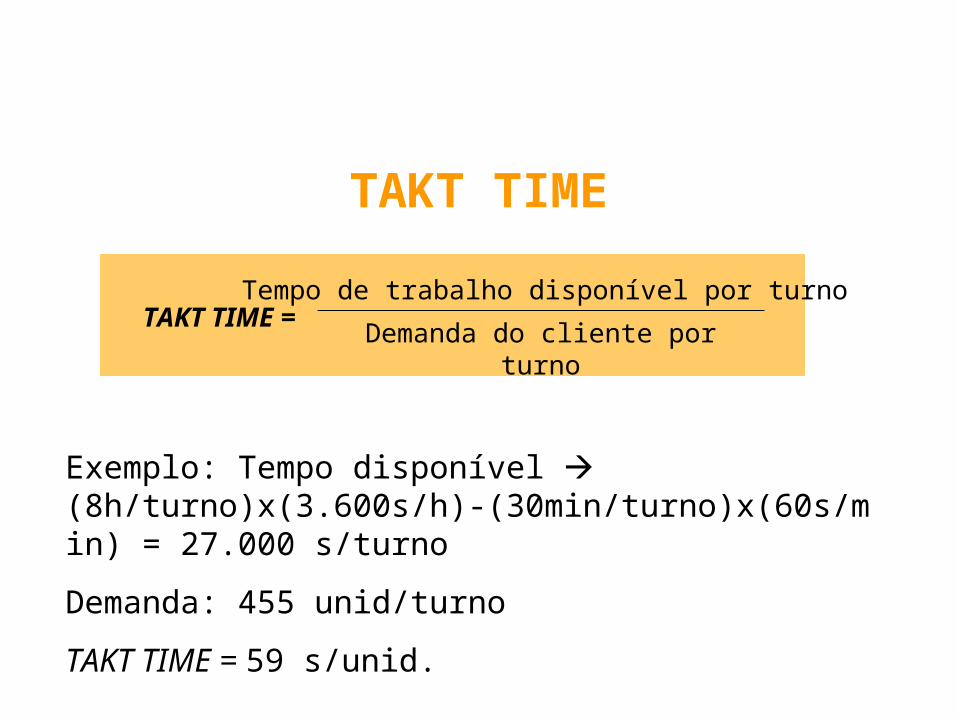
TAKT TIME
Exemplo: Tempo disponível (8h/turno)x(3.600s/h)-(30min/turno)x(60s/min) = 27.000 s/turno
Demanda: 455 unid/turno
TAKT TIME = 59 s/unid.
TAKT TIME = Tempo de trabalho disponível por turno
Demanda do cliente por turno
0
10
20
30
40
50
60
70
80
90
100
0 5 10 20 30 40 50 60 70 80 90 100 120
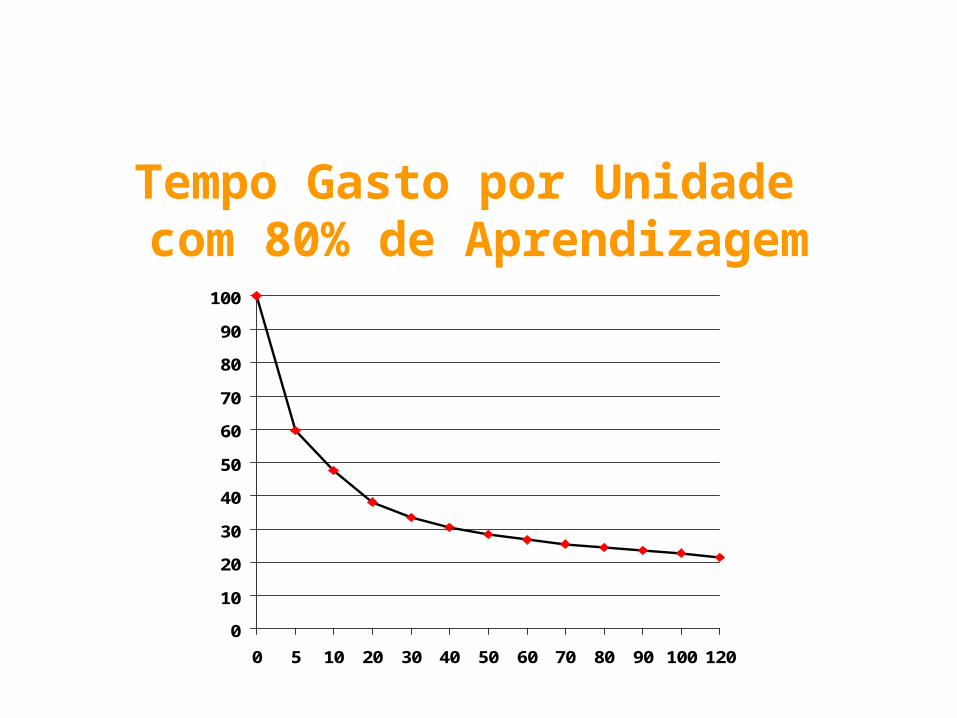
Tempo Gasto por Unidade com 80% de Aprendizagem