
ESTUDO DO ESCOAMENTO PLÁSTICO DE COMPÓSITOS … · programa de pÓs-graduaÇÃo em engenharia...
133
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Thiago Luiz Lara Oliveira ESTUDO DO ESCOAMENTO PLÁSTICO DE COMPÓSITOS METÁLICOS NA EXTRUSÃO DIRETA A FRIO São João del Rei – Julho de 2015
-
Upload
hoangthien -
Category
Documents
-
view
212 -
download
0
Transcript of ESTUDO DO ESCOAMENTO PLÁSTICO DE COMPÓSITOS … · programa de pÓs-graduaÇÃo em engenharia...

PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Thiago Luiz Lara Oliveira
ESTUDO DO ESCOAMENTO PLÁSTICO DE COMPÓSITOS
METÁLICOS NA EXTRUSÃO DIRETA A FRIO
São João del Rei – Julho de 2015
Ficha catalográfica elaborada pelo Setor de Processamento Técnico da Divisão de Biblioteca da UFSJ
Oliveira, Thiago Luiz Lara
O48e Estudo do escoamento plástico de compósitos metálicos na extrusão direta a frio
[manuscrito] / Thiago Luiz Lara Oliveira . – 2015.
113f. ; il.
Orientador: Frederico Ozanan Neves.
Dissertação (mestrado) – Universidade Federal de São João del-Rei. Departamento de
Engenharia Mecânica.
Referências: f. 114-123.
1. Escoamento 2. Extrusão 3. Extrusão a frio 4. Compósitos metálicos 5.
Lubrificantes vegetais 6. Engenharia mecânica I. Neves, Frederico Ozanan (orientador) II.
Universidade Federal de São João del- Rei. Departamento de Engenharia Mecânica III. Título
CDU 626.24
Thiago Luiz Lara Oliveira
ESTUDO DO ESCOAMENTO PLÁSTICO DE COMPÓSITOS
METÁLICOS NA EXTRUSÃO DIRETA A FRIO
Defesa pública da dissertação apresentada no
Curso de Mestrado da Universidade Federal de
São João Del Rei como requisito para a
obtenção do título de Mestre em Engenharia
Mecânica.
Área de Concentração: Materiais e Processos
de Fabricação
Orientador: Professor Doutor Frederico
Ozanan Neves
São João Del Rei, Julho de 2015.

3
AGRADECIMENTOS
Ao Professor Doutor Frederico Ozanan Neves, pela oportunidade de trabalhar com ele, as
orientações, ensinamentos e amizade durante todos esses anos.
Aos professores Alex Sander Chaves da Silva, Durval Uchoas Braga e Lincoln Cardoso
Brandão, pelo bom ambiente de trabalho e por compartilhar um pouco de seus conhecimentos.
Aos técnicos de laboratório e auxiliares Alexandre Einstein Vale, Fernando Antônio Silva e
Francisco Marcelino da Silva, pela assistência na execução dos ensaios. Em especial, a
Camillo Lellis dos Santos e Luiz Zanitti, por todo o auxílio, ajuda na preparação dos ensaios e
amizade.
Ao meu amigo Marlon Mendes Oliveira pelas discussões e por todo auxílio e ajuda na
preparação dos corpos de prova.
Aos colegas de pós-graduação, Carlos Oliveira, pela excepcional ajuda nas simulações, e
Sarita Hauck, pelo auxílio nos ensaios.
A todos os professores docentes do PPMEC/UFSJ pelos ensinamentos e incentivos.
A toda a minha família, pelo amor, confiança, paciência e, principalmente, pela compreensão
de minha constante ausência. Em especial, aos meus pais, pelo exemplo perene de coragem e
dedicação, minhas irmãs e sobrinhos, por se fazerem sempre presentes.
Agradecimento aos meus amigos, irmãos na amizade, que fizeram parte da minha formação e
que vão continuar presentes em minha vida.

4
Epígrafe

5
“A coragem é a primeira das qualidades humanas
porque garante todas as outras”.
Aristóteles

6
RESUMO
Materiais compósitos metálicos têm sido cada vez mais empregados na atualidade; dentre
seus fins, destacam-se os produtos utilizados nas indústrias, como de construção naval,
aeronáutica e automobilística. A conformação plástica é um processo de fabricação que
consiste na modificação da forma de um corpo, com pouca ou sem mudança de volume,
largamente utilizado industrialmente em produtos metálicos. A extrusão é um processo de
conformação plástica no qual um tarugo é forçado a passar por uma matriz com o objetivo de
se mudar a seção do corpo. A forma como se dá essa mudança, ou seja, o escoamento do
material, é uma variável importante durante os processos de extrusão, visto que ele dita como
se dá a deformação do material. Outro fator de influência no processo é o ângulo de trabalho,
este que altera o campo de velocidades e também os esforços envolvidos. Ainda que a
extrusão de compósitos metálicos seja antiga, sua complexidade nos permite continuar
pesquisando sobre a fenomenologia do processo. Neste processo, a lubrificação é de grande
importância, pois existe um contato direto entre o material da peça e a matriz. Atualmente,
preocupa-se muito com a questão da racionalização do uso dos fluidos de origem mineral.
Assim far-se-á o estudo de óleos lubrificantes alternativos, de origem vegetal. Este trabalho
tem como objetivo avaliar o escoamento de compósitos metálicos laminados e particulados na
extrusão direta a frio com óleo lubrificante. Os compósitos foram extrudados em matrizes nos
ângulos de trabalho de e , para uma mesma redução de 19%. Quanto aos
lubrificantes, quatro são de origem vegetal e um lubrificante mineral. As propriedades dos
lubrificantes e dos materiais foram levantadas. Para a análise dos resultados da extrusão
empregou-se o método da visioplasticidade para visualizar a forma do escoamento, em uma
análise qualitativa e quantitativa. Além disso, as simulações numéricas em MEF permitiu
avaliar os resultados de forma comparativa ao método experimental. Os resultados definem
que os materiais e os lubrificantes possuem a maior influência no escoamento dos compósitos
e que o desempenho do lubrificante mineral é superior aos demais. Neste trabalho foi possível
observar como se deu a fenomenologia do escoamento.
Palavras Chave: Escoamento. Extrusão. Extrusão a frio. Compósitos Metálicos.
Lubrificantes Vegetais.

7
ABSTRACT
The use of composite material increases every day. Some of these outstanding uses are in the
aeronautical, naval and automobilistic industries. Metal forming is a manufacturing process
which consists to change the shape of a solid without loss of material. Extrusion process is a
process in which a billet is pressed against pressing a matriz, changing its transverse section.
About the change of the shape of the transverse section, the plastic flow of the material is an
essential factor on the deformation process. Although the extrusion process of metallic
composites is old, there are to much to understand about the process. In this, lubrication is
very important because there is direct contact between the billet and the die. Lubricant oils
can be toxic to nature and human. So, becomes interesting to study alternative lubricant, as
vegetable oils from renewable origin. Another influence factor is die angle of extrusion,
which modify the velocity field and extrusion forces. This work is about the plastic flow of
metal matrix composite, core or fiber, in direct cold extrusion with lubricant, at different die
extrusion. The viscoplasticity method was essential to determine the flow process, at
quantitative view. The properties of lubricants, as well as the mechanical properties of
materials were established. To analysis of true extrusion results it was used the visoplasticity
method to see the plastic flow, in qualtitative and quantitative way. Futhermore, it was used a
numerical analysis evaluate the results and to compare to experimental results deformation of
material. The results show the phenomenology of the process with major factors of influence
at flow of metal matrix composite and how it affects the flow.
Keywords: Metal Flow. Metal Matrix Composite. Cold Extrusion. Alternative Lubricants.

8
LISTA DE FIGURAS
Figura 2.1 – Ilustração do processo de extrusão.......................................................... 24
Figura 2.2–Variação do carregamento com o curso do punção na extrusão direta e
inversa...................................................................................................................
25
Figura 2.3 – Subdivisões de classificação do processo da extrusão direta.................... 25
Figura 2.4 – Extrusão inversa com escoamento pela parede do recipiente (à direita) e
escoamento através do punção (à esquerda)................................................................
26
Figura 2.5 – Mecanismos da extrusão hidrostática...................................................... 27
Figura 2.6 – Extrusão ECAD.................................................................................. 27
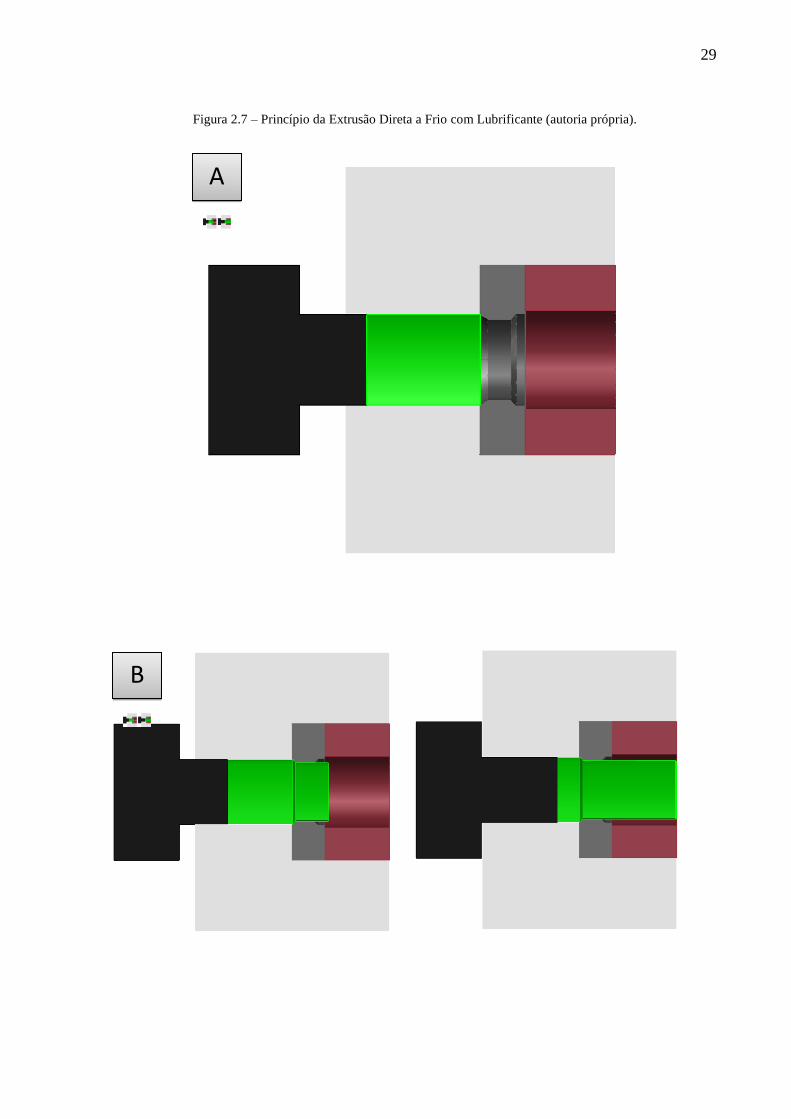
Figura 2.7 – Princípio da Extrusão Direta a Frio com Lubrificante.............................. 28
Figura 2.8 – Sequencia do processo de extrusão direta a frio sem lubrificante. a,
posição inicial; b, início e sequência da extrusão; c, detalhe do corte da porção final
do tarugo.................................................................................................................
29
Figura 2.9 – Variação das forças axiais sobre o curso do punção para a extrusão direta
a frio......................................................................................................................
31
Figura 2.10 – Geometria da zona de deformação para a extrusão direta a frio com
lubrificante em uma matriz de ferramenta cônica.........................................................
32
Figura 2.11 – Tensão de escoamento K_f para o Al 99.5 como função logaritma da
deformação principal φ_g para ϑ_E=20°os valores estão na faixa de 0,4 ≥φ_G≤ 1,1....
35
Figura 2.12 – Representação da variação da tensão axial compressiva p_xe da tensão
radial compressiva p_(r )na extrusão direta a frio com lubrificação. l_(0 )parte
superior do tarugo; s_st curso do punção; D_0 diâmetro da matriz; D_S diâmetro da
redução; l_U tamanho da zona de deformação..............................................................
37
Figura 2.13 – Configuração base para a extrusão direta a frio de materiais de alta
resistência. 1, Matriz ferramenta; 2, suporte da matriz; 3, camisa da matriz; 4,
suporte do ferramental; base do maquinário; 6, ponta rígida do punção.........................
40
Figura 2.14 – Exemplos práticos de aplicação da Tribologia......................................... 41
Figura 2.15 – Corpo demarcado para utilização da técnica da visioplasticidade............ 47
Figura 2.16 – Diferentes comportamentos de escoamento na extrusão.......................... 49
Figura 2.17 – Determinação do campo de velocidades em uma rede distorcida com a
técnica da visioplasticidade.......................................................................................
51
Figura 2.18 - Tarugo de AlMg_3 no processo de extrusão direta a quente sem
9
lubrificação............................................................................................................ 51
Figura 2.19 – Comparativo entre as matrizes de extrusão; A- Processo de extrusão
direta padrão; B- Extrusão por velocidade diferencial...................................................
53
Figura 2.20 – Esquemática do design da matriz de redução cônica (A) e curva (B)...... 55
Figura 2.21 – Classificação dos Materiais Compósitos................................................... 59
Figura 3.1 – Vistas lateral (A) e frontal (B) do esquema do ferramental da matriz; em
3D (C) particionado, da esquerda para a direita em sequência dos elementos tem-se o
suporte inferior, a matriz, o recipiente da matriz e a camisa de contenção do
ferramental............................................................................................................
63
Figura 3.2 – Ferramental para extrusão com visioplasticidade; A)Suporte inferior; B e
C matrizes de redução com ângulos de trabalho de 45 e 60, respectivamente; D)
Punção; E) Matriz recipiente envolta pela camisa de contenção; F)Base inferior para
desacomplamento da camisa de contenção e G) Vista em três dimensões de parte do
ferramental.............................................................................................................
64
Figura 3.3 – Dimensões dos corpos de prova em material compósito laminado, com
as respectivas variações de material (esquerda); Variação percentual dos materiais
constituintes para os corpos de prova em porcentagem (direita)..................................
65
Figura 3.4 – Caixa de fundição contendo o reforço em cavaco de aço........................... 67
Figura 3.5 – Compósito fibroso em matriz de liga de alumínio 7075 reforçado por
fibras em cavaco de aço 1045......................................................................................
67
Figura 3.6 – Corpos de prova de materiais compósitos, laminados e fibrosos. Da
esquerda para direita, laminado com alma em aço; laminado com alma de liga de
estanho-chumbo; fibroso longitudinal; fibroso transversal............................................
68
Figura 3.7 – Corpo de prova para os ensaios de tração................................................... 69
Figura 3.8 – Rheo Viscosímetro.................................................................................... 70
Figura 3.9 – Fornos onde foram executados os tratamentos térmicos; a. forno com
atmosfera protegida por argônio; b. forno mufla...........................................................
72
Figura 3.10 – Teste para determinação da forma da malha............................................. 74
Figura 3.11 – Demarcação do gride............................................................................ 75
Figura 3.12 – Corte longitudinal do conjunto utilizado nas simulações, a esquerda
para o compósito fibroso e a direita para o compósito laminado...................................
79
Figura 3.13 – Deslocamento medido pela visioplasticidade........................................... 80
Figura 4.1 – Ensaio de tração da liga de alumínio 6061................................................. 82
Figura 4.2 – Ensaios de tração, à esquerda do aço SAE J403 grau 1006 e à direita da

10
liga de estanho-chumbo............................................................................................ 83
Figura 4.3 – Ensaios de tração do compósito de alumínio 7075 com reforço em fibra
de aço 1045, à esquerda o sentido da fibra é longitudinal ao corpo e à direita o sentido
é transversal à direção de extrusão.............................................................................
83
Figura 4.4 – Força de extrusão durante o processo quase estacionário, para os óleos e
ângulos envolvidos....................................................................................................
84
Figura 4.5 – Resultado das médias das réplicas dos lubrificantes - Viscosidade
dinâmica (mPa.s) .....................................................................................................
86
Figura 4.6 – Corpos de prova dos materiais compósitos laminados do Tipo A (a e c) e
com reforço em fibras no sentido longitudinal (b e d), antes (em a e b) e após (em c e
d) a extrusão. ...........................................................................................................
87
Figura 4.7 – Compósitos laminados com alma em aço e liga de estanho-chumbo
. O lubrificante utilizado é Milho e , compósitos denominados tipos e
, respectivamente.........................................................................................................
88
Figura 4.8 – Corpos de prova pós extrusão, compósitos de alumínio com alma em
aço, com e lubrificantes MZA20(a) e Milho(b) ..............................................
89
Figura 4.9 – Raio de curvatura presente no escoamento dos compósitos laminados
com alma em aço para os lubrificantes MZA20 e Milho ...................................
90
Figura 4.10 – Compósitos de alumínio com centro em liga de estanho-chumbo, após
processamento em e lubrificante de Mamona. Em composição do Tipo
A, em ) composição do Tipo B e em detalhe dos ângulos de deformação
91
Figura 4.11 - Compósitos laminados do Tipo B, alumínio com centro em liga de
estanho-chumbo, pós processamento em para vários lubrificantes. Em
Algodão, Linhaça, Mamona, Milho e MZA20............................................
91
Figura 4.12 – Materiais compósitos com matriz em liga de alumínio com centro em
liga de estanho-chumbo do Tipo A, após processamento para óleo lubrificante de
Milho com variando em (a) e (b) ...............................................................
92
Figura 4.13 – Corpos de prova de materiais compósitos em matriz de alumínio
reforçados com aço pós extrusão em lubrificante MZA20 e com , em
fibras no sentido longitudinal e sentido transversal..................................................
93
Figura 4.14 – Corpos de prova fraturados após extrusão com e lubrificante
de milho..................................................................................................................
94

11
Figura 4.15 – Corpos de prova fraturados após extrusão com e lubrificante
de milho...................................................................................................................
95
Figura 4.16 – Corpos de prova fraturados após extrusão com e lubrificante
de MZA20................................................................................................................
95
Figura 4.17 – Detalhe do gride formado pelo processo de fabricação do corpo de
prova.........................................................................................................................
97
Figura 4.18 – Compósitos laminados do tipo A, após extrusão em para os
lubrificantes Linhaça , Mamona e Milho ......................................................
98
Figura 4.19 – Corpos de prova dos compósitos laminados do tipo B, após extrusão
em lubrificante de óleo de milho e . Em corpo de prova inteiriço, em
parte interna e em parte externa.................................................................................
100
Figura 4.20 – Compósito laminado do tipo A, bipartido, pós extrusão pelo MEF, nas
condições de com lubrificante de óleo de milho..............................................
100
Figura 4.21 – Escoamento dos compósitos em matriz de alumínio e reforço de fibras
de aço, após extrusão em : lubrificante de milho e a fibra na direção
longitudinal; lubrificante em milho e a fibra na direção transversal; lubrificante
MZA20 e a fibra na direção longitudinal; em lubrificante MZA20 e a fibra na
direção transversal......................................................................................................
101
Figura 4.22 - Material compósito em matriz de alumínio e reforço de fibras de aço
no sentido longitudinal, após extrusão com lubrificante MZA20 e . Corpo de
prova obtido pelo MEF a esquerda e a direita pelo ensaio experimental ..........
102
12
LISTA DE TABELAS
Tabela 3.1 –Tratamentos térmicos............................................................................... 73
Tabela 3.2 – Sumário de todos os ensaios de extrusão direta a frio realizados............... 76
Tabela 4.1.1 – Composição química da Liga de Alumínio 6061.................................... 81
Tabela 4.1.2 – Composição química da liga de Alumínio 7075.................................... 81
Tabela 4.1.3 – Composição química do Aço SAE J403.............................................. 81
Tabela 4.1.4 – Composição química do Aço 1045...................................................... 82
Tabela 4.1.5 – Composição química da liga de Estanho-Chumbo.................................. 82
Tabela 4.1 - Resultado do ensaio de viscosidade dos lubrificantes................................ 84
Tabela 4.2 - Análise da variância para a viscosidade dos lubrificantes.......................... 86
Tabela 4.3 – Viscosidade dinâmica do lubrificante MZA20........................................... 87
Tabela 4.4 – Deformação verdadeira para as condições avaliadas - central e lateral...... 103
Tabela 4.5 – Análise da Variância para a Deformação Verdadeira na região central
após a extrusão.........................................................................................................
104
Tabela 4.6 – Análise da Variância para a Deformação Verdadeira na região lateral
após a extrusão.........................................................................................................
105
Tabela 4.7 – Análise da variância para os compósitos laminados dos tipos A e B......... 106
Tabela 4.8 - Análise da variância para os lubrificantes Milho e MZA20....................... 107
Tabela 4.9 - Análise da variância para o compósito laminado do tipo B........................ 108
Tabela 4.10 - Análise da variância para os compósitos laminados dos tipos A e B....... 109
Tabela 4.11 - Análise da variância para os lubrificantes Milho e MZA20..................... 111
Tabela 4.12 - Análise da variância para o compósito laminado do tipo B...................... 112

13
LISTA DE ABREVIATURAS E SIGLAS
Al = Alumínio
Ca – Cálcio
Cu = Cobre
Cr = Cromo
Fe = Ferro
Mg = Magnésio
Mn = Manganês
P = Fósforo
S = Enxofre
Sb = Chumbo
Si = Silício
Sn = Estanho
Ti – Titânio
Zn = Zinco
Zr = Zircônio
= Tensão de escoamento média primaria na zona de deformação
= Área inicial do material a ser extrudado
= Área final do produto extrudado
= Área seção transversal final
= Fator específico da ferramenta
= Diâmetro inicial da matriz
= Diâmetro final do tarugo
= Capacidade de calor específico
= Força do carregamento gerado para vender a força de atrito
= Força do carregamento do punção
= Força do carregamento do punção constante
= Força do carregamento axial
= Força do carregamento axial
= Força do carregamento axial constante
14
=Valor máximo da força de carregamento do punção
= Fator do perfil da ferramenta
= Tensão de escoamento
= Média da tensão de escoamento total do volume na zona de deformação
= Comprimento no instante inicial
= Comprimento da zona de deformação
= Comprimento no instante final
= Milímetro
= Força axial compressiva teórica
= Tempo
α – ângulo da ferramenta.
= Eficiência da deformação
= Logaritmo da deformação principal
= Logaritmo da taxa de deformação principal
= Média do logaritmo da deformação principal
= Média da taxa do logaritmo de deformação principal no tarugo dentro da zona de
deformação
= Temperatura do sólido na entrada da zona de deformação
= Temperatura na saída da zona de deformação
= Velocidade do punção.
= Coeficiente de atrito
= Coeficiente de atrito entre o tarugo e a matriz contêiner
= Viscosidade dinâmica do fluído lubrificante
= Densidade
= Deformação verdadeira
AISI = Instituto Americano de Aço e Ferro
CAD = Desenho Auxiliado por Computador
CAM = Fabricação Assistida por Computador
CNC =Comando Numérico Computadorizado
MEF = Método de Elementos Finitos

15
SAE = Sociedade de Engenharia Automotiva
16
SUMÁRIO
Capítulo 1 - Introdução ............................................................................ 18
1.1 Introdução ............................................................................................................ 18
1.2 Objetivo ................................................................................................................ 20
1.3 Justificativa .......................................................................................................... 20
1.4 Estrutura do Trabalho........................................................................................... 21
Capítulo 2 - Revisão Bibliográfica............................................................22
2.1 Conformação Mecânica ....................................................................................... 22
2.2 Processo de Extrusão ........................................................................................... 23
2.3 Extrusão Direta a Frio .......................................................................................... 28
2.4 Tensão, Carregamento e Aumento de Temperatura ............................................. 30
2.5 Matriz ................................................................................................................... 38
2.6 Tribologia ............................................................................................................. 41
2.7 Ângulo da Ferramenta, Velocidade do Punção e Taxa de Redução .................... 46
2.8 Visioplasticidade .................................................................................................. 47
2.9 Escoamento e Textura .......................................................................................... 48
2.10 Método de Elementos finitos ............................................................................. 53
2.11 Alumínio e Suas Ligas ....................................................................................... 55
2.12 Aço e Suas Ligas ................................................................................................ 56
2.13 Estanho e chumbo ............................................................................................. 57
2.14 Materiais Compósitos ........................................................................................ 58
Capítulo 3 - Materiais e Método................................................................62
3.1 Ferramental de Extrusão ...................................................................................... 62
3.2 Corpos de Prova ................................................................................................... 65
3.3 Caracterização dos Materiais dos Corpos de Prova ............................................. 69
3.4 Lubrificantes ........................................................................................................ 70
3.5 Tratamentos Térmicos.......................................................................................... 71
3.6 Visioplasticidade .................................................................................................. 73
3.7 Ensaios de Extrusão ............................................................................................. 75
3.8 Planejamento Experimental ................................................................................. 76
3.9 Simulações em Elementos Finitos ....................................................................... 77

17
3.10 Determinação da Deformação Verdadeira ......................................................... 79
Capítulo 4 - Resultados e
Discussão...........................................................81Error! Bookmark not defined.
4.1 Caracterização dos Materiais dos Corpos de Prova ............................................. 81
4.2 Ensaios de Extrusão ............................................................................................. 83
4.3 Análise da Viscosidade dos Óleos ....................................................................... 85
4.4 Visioplasticidade e Análise do Escoamento ........................................................ 87
4.4.1 Compósitos Laminados dos Tipos A, B e C ..................................................... 88
4.4.2 Influência do Lubrificante no Escoamento do Compósito Laminado do Tipo C89
4.4.3 Escoamento dos Compósitos do Tipos A e B e a Influência dos Lubrificantes 90
4.4.4 Influência do Ângulo de Trabalho para os Compósitos Laminados do Tipo B 92
4.4.5 Escoamento do Compósito Fibroso .................................................................. 92
4.4.6 Processo de Fabricação e a Impressão de Gride ............................................. 955
4.5 Simulações Numéricas ......................................................................................... 96
4.5.1 Compósitos Laminados dos Tipos A e B para .................................... 97
4.5.2 Compósitos Fibrosos para ............................................................... 1000
4.6 Deformação Verdadeira ................................................................................... 1011
4.7 Análise da Variância para a Deformações Verdadeira .................................... 1033
4.7.1 Análise da Variância para a Deformação Verdadeira – Central ................... 1044
4.7.1.1Compósitos Laminados dos Tipos A e B .................................................... 1044
4.7.1.2 Lubrificantes Milho e MZA 20 .................................................................. 1055
4.7.1.3 Compósitos Laminados do Tipo B............................................................. 1077
4.7.2 Análise da Variância para a Deformação Verdadeira – Lateral .................... 1088
4.7.2.1 Compósitos Laminados dos Tipos A e B ................................................... 1088
4.7.2.2 Lubrificantes Milho e MZA 20 .................................................................. 1099
4.7.2.3 Compósitos Laminados do Tipo B............................................................. 1100
Capítulo 5 - Conclusão..............................................................................112
Capítulo 6 - Trabalhos Futuros ........................................................... ..115
Referências Bibliográficas ...................................................................... 116
Anexos........................................................................................................123
Anexo A .................................................................................................... 123
Anexo B .................................................................................................... 126
18
CAPÍTULO 1 – INTRODUÇÃO
1.1 Introdução
A extrusão é um processo de fabricação que consiste em deformar plasticamente um sólido
metálico de forma que a sua seção transversal seja reduzida, geralmente pela aplicação de
pressão no tarugo que o faz escoar através de um orifício na matriz. Muito empregado para a
obtenção de barras cilíndricas e tubos vazados, mas seções irregulares também podem ser
obtidas. Embora muitas vezes o processo dê-se a altas temperaturas, a fabricação a frio tem se
mostrado comercialmente importante (BRESCIANI, 1997).
O conjunto de peças que caracteriza a ferramenta de extrusão contém a matriz com diferentes
seções e ângulos. É de grande valia a observação da maneira como ocorre o fluxo ou
escoamento plástico do material durante a passagem deste pela ferramenta de extrusão, visto
que o escoamento influencia na carga de extrusão e nas características mecânicas do produto,
além de poder ocasionar defeitos no mesmo. As variáveis de influência são o ângulo da
ferramenta, a velocidade, o atrito e a composição do material influenciam no escoamento do
material e os esforços presentes no processo (BRESCIANI , 1997).
Existe também a influência da forma e tamanho da seção transversal da peça conformada,
além da temperatura do processo, sendo possível a frio ou a quente, fatores que acarretam
diferenças de propriedades (por exemplo, a dureza) entre as regiões superficiais e centrais da
peça. Além disso, é marcante também a diferença de propriedades entre as direções de
escoamento do material (longitudinal e transversal) e as direções normais (direção de
aplicação do esforço de conformação).
Isso decorre da formação de "fibras", ou melhor, da orientação cristalina preferencial,
caracterizando a textura de deformação. Consequentemente, no projeto da peça, devem-se
considerar as direções das solicitações mecânicas, estáticas e dinâmicas, que serão aplicadas,
19
quando em serviço, de forma compatível com as direções de maior resistência na peça
(TOKUNO; IKEDA, 1991).
Ainda que a definição de material compósito possa variar, é bem aceito o conceito de este é
um material composto por dois ou mais materiais que, separadamente, constituem o que se
pode nomear de fase dispersa (reforço) e fase contínua (matriz), com cada uma das fases
constituindo pelo menos 5% do material em massa e volume. A escolha dos materiais para a
formação de um compósito é feita após a análise de suas propriedades químicas e mecânicas.
Elas devem atender sempre as necessidades exigidas pela sua atividade fim como, por
exemplo, tornar a resistência à compressão de um material maior em uma direção.
Neste trabalho foi estudada a extrusão direta de compósitos metálicos, de diferentes tipos,
todos eles em matriz de liga de alumínio. Os materiais compósitos são dos tipos laminados e
fibrosos. Os corpos de prova dos compósitos laminados possuem variação do material da
alma, sendo a alma em liga de estanho-chumbo ou alma em aço baixo carbono.
Para os compósitos laminados com alma em liga de estanho-chumbo há também uma variação
da quantidade dos materiais envolvidos. Essa variação possui dois níveis, o de 16% e 25% em
volume do material da alma. Já os compósitos fibrosos são reforçados com fibras de cavaco
em fita de aço AISI 1045 em duas direções preferenciais em relação ao escoamento,
longitudinal ou transversal.
O ângulo de redução variou em dois níveis, e , para uma mesma redução de 19% de
área. Quanto à influência do lubrificante, foram estudados quatro óleos de origem vegetal e
um lubrificante mineral. O desígnio foi de verificar como se deu o escoamento das fases, o
comportamento da interface entre os materiais de diferentes formas e a deformação verdadeira
para as variáveis de influência adotadas. A avaliação das variáveis deu-se pelo processo de
visioplasticidade. Todo o planejamento experimental envolvido no processo foi desenvolvido
com base na utilização da visioplasticidade para a verificação dos resultados.

20
1.2 Objetivo
O escopo desta pesquisa é aprofundar o conhecimento sobre a extrusão direta a frio de
compósitos metálicos, definindo as diferenças no comportamento do escoamento do material
diante das variáveis de influência: ângulos de redução, lubrificantes e material compósito.
O método de elementos finitos, amplamente empregado em várias áreas, foi também alvo
deste estudo, com caráter comparativo ao método experimental. A comparação entre os
métodos permite que seja testada a eficiência do MEF para as diferentes condições deste
estudo.
1.3 Justificativa
Produtos extrudados são cada vez mais utilizados e suas propriedades devem ser conhecidas
para então serem controladas. A extrusão é um processo usado na indústria há mais de 100
(cem) anos; ainda assim, é necessário o contínuo aprendizado e aumento do conhecimento
sobre o processo, tanto no contexto acadêmico como industrial. No que concerne à extrusão,
seus produtos são frequentemente utilizados nas indústrias automobilísticas e metalúrgicas;
como exemplo, temos os elementos de máquinas em especial eixos e árvores.
Alguns exemplos da aplicação de materiais compósitos podem ser encontrados na composição
de motores automotivos, como a liga de alumínio reforçada com fibras de alumina e fibras de
carbono; em ônibus espaciais, liga de alumínio reforçado com fibras de boro; nas superligas, a
base de níquel, cobalto e molibdênio; e no telescópio de Hubble, fibras de grafita em uma liga
de alumínio.
Toda a escolha dos parâmetros do projeto de estudo, tais como materiais, dimensões e
processo de extrusão, vão de encontro aos equipamentos e recursos de disponíveis. Como
ressaltado anteriormente, tem crescido a importância dos compósitos metálicos; estes podem
21
ser encontrados em componentes automotivos, navais e aeronáuticos. Suas vantagens provêm,
principalmente pela possibilidade de combinar diferentes propriedades mecânicas, de dois ou
mais materiais, em um novo material e também da utilização de subprodutos de pouco valor
econômico como reforço no material compósito.
O domínio das condições de processamento permite o aprimoramento do produto final, em
termos de acabamento e de propriedades mecânicas. Já a falta de conhecimento pode
ocasionar em defeitos no produto que o levem a falhar em serviço, logo comprometendo a
empregabilidade dos novos materiais. Esse viés, do controle do processamento, passa por
entender a fenomenologia do escoamento.
Os resultados das simulações numéricas, pela modelagem utilizada no método de elementos
finitos, fomentaram a comparação com os resultados experimentais. O escoamento do
material e o formato do corpo de prova final foram comparados de acordo com os fatores de
influência deste trabalho: lubrificante, ângulo de redução e material do corpo de prova.
1.4 Estrutura do Trabalho
O estudo foi formatado e estruturado de acordo com as normas estabelecidas para a
apresentação de dissertações do Programa de Pós-Graduação em Engenharia Mecânica da
Universidade Federal de São João del Rei, PPMEC-UFSJ, de forma a possibilitar uma leitura
clara e objetiva. Diante dessa perspectiva, o presente documento é composto pelos seguintes
capítulos: Capítulo 1: Introdução; Capítulo 2: Revisão bibliográfica utilizada, com destaque
a extrusão direta a frio, a tribologia e os materiais compósitos; Capítulo 3: Descrição dos
métodos utilizados para fabricação dos corpos de prova e das ferramentas. Apresentam-se
aqui também os procedimentos para os ensaios dos lubrificantes, extrusões e simulações;
Capítulo 4: Análise dos resultados e desenvolvimento das discussões; Capítulo 5: Conclusão
e síntese das considerações fomentadas pelos resultados e análises dos mesmos; Capítulo 6:
Sugestões para trabalhos futuros; Capítulo 7: Referências bibliográficas.
22
CAPÍTULO 2- REVISÃO BIBLIOGRÁFICA
2.1 Conformação Mecânica
A conformação plástica é um processo de fabricação que consiste em mudar o formato de um
corpo para outro. De acordo com Bresciani (2011), o processo dá-se pela aplicação de forças
sobre um sólido, geralmente metálico. Os esforços provocam tensões abaixo do limite de
resistência do material, ou seja, o processo é realizado por conformação plástica, onde o
sólido é trabalhado dentro de sua região plástica.
A conformação também abrange os processos por usinagem; todavia, nesses processos a
modificação da forma do sólido dá-se pela aplicação de forças superiores ao limite de ruptura,
sendo assim retirado material (BRESCIANI, 1997).
Esses processos são particularmente úteis para a obtenção de peças no estado sólido, com
características controladas e mantendo o volume constante. Além da alteração de dimensões e
formato, é possível impor novas características superficiais e propriedades mecânicas. É
amplamente empregado para a fabricação em indústrias por conciliar uma qualidade elevada,
alta velocidade de produção e baixos custos de fabricação.
Existem várias subclassificações para os processos, quanto ao tipo de esforço predominante,
temperatura de operação, quanto à forma do produto final, tamanho da região deformada,
fluxo de material, região da deformação e até quanto ao tipo de acabamento (SAHA 2000).
A classificação quanto ao tipo de esforço predominante divide-se entre tração, flexão,
cisalhamento e compressão, esta última, em direta e indireta. A compressão direta é
predominantemente pela solicitação mecânica por compressão sobre o sólido. Já na
conformação por compressão indireta, as forças externas aplicadas sobre a peça podem ser
esforços trativos ou compressivos, mas efetivamente os esforços que provocam a
conformação plástica do material são desenvolvidos no contato entre a matriz e a peça.
23
A conformação por tração é provocada pelo estiramento do sólido, geralmente chapas, onde a
peça toma a forma da matriz pela aplicação de forças em suas extremidades. A conformação
por cisalhamento envolve a aplicação de esforços cisalhantes suficientes até para romper o
material. Este processo é mais usado para a torção de barras e corte de chapas. Por fim, a
conformação por flexão se dá pela aplicação de momentos fletores, utilizado
predominantemente para dobramentos (SAHA 2000).
A temperatura na qual o sólido é trabalhado apresenta grande importância no processo,
podendo ocasionar mudanças metalúrgicas durante o processo e nas propriedades mecânicas
ao fim do mesmo. Quanto à temperatura, existem duas divisões principais: o trabalho a quente
ou a frio, cada um possuindo vantagens e desvantagens na sua utilização (BRESCIANI,
1997).
Considerando-se a conformação a frio, esta se dá em temperatura abaixo da temperatura de
recristalização do material. É particularmente útil para a obtenção de produtos com alta
qualidade superficial, dimensões bem controladas e quando há interesse na alteração das
propriedades mecânicas.
Já a conformação a quente dá-se na faixa da temperatura de recristalização do material, o que
evita o encruamento. É um processo de menor controle dimensional, mas que exige menores
esforços mecânicos, dada a menor resistência do material. Outros métodos de classificação
são possíveis, mas são menos comuns. Além disso, processos com características diferentes
podem fabricar um produto final com o mesmo formato (BRESCIANI, 2011).
2.2 Processo de Extrusão
A extrusão é um processo de conformação plástica onde um bloco sólido de metal (tarugo) é
forçado a escoar por compressão indireta através de uma abertura na matriz, abertura essa que
possui o formato da seção transversal desejada, sendo menor e/ou diferente do inicial, como
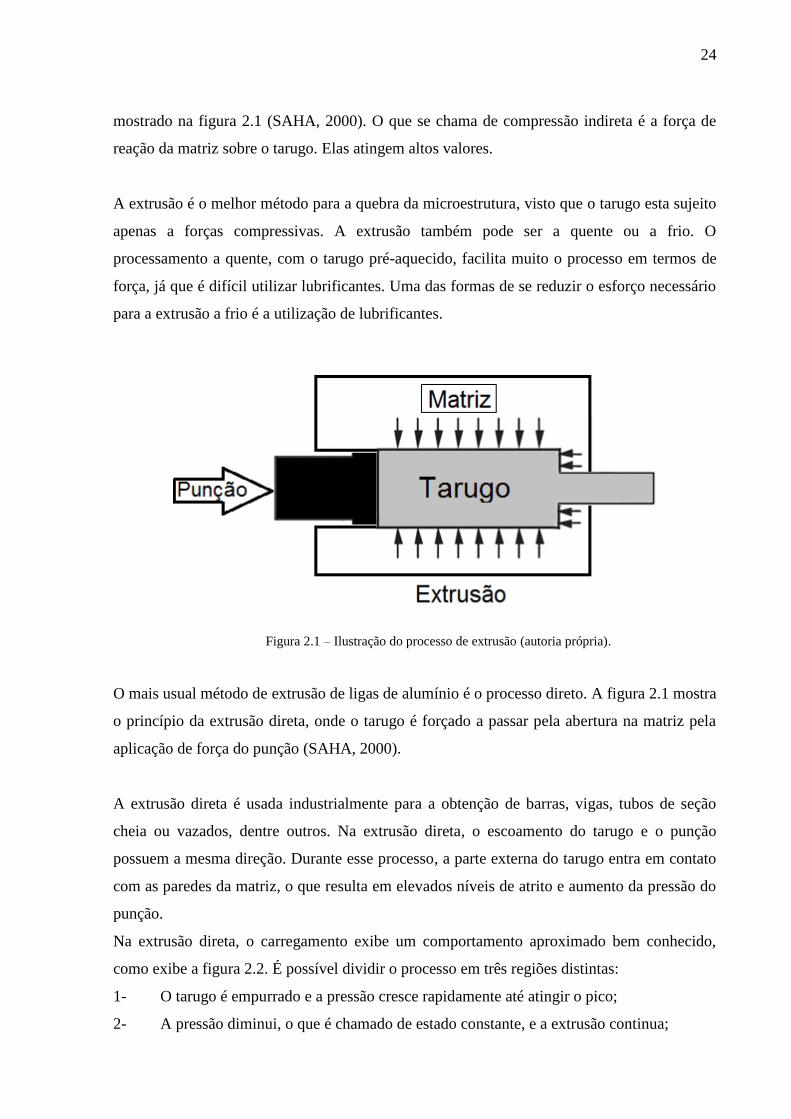
24
mostrado na figura 2.1 (SAHA, 2000). O que se chama de compressão indireta é a força de
reação da matriz sobre o tarugo. Elas atingem altos valores.
A extrusão é o melhor método para a quebra da microestrutura, visto que o tarugo esta sujeito
apenas a forças compressivas. A extrusão também pode ser a quente ou a frio. O
processamento a quente, com o tarugo pré-aquecido, facilita muito o processo em termos de
força, já que é difícil utilizar lubrificantes. Uma das formas de se reduzir o esforço necessário
para a extrusão a frio é a utilização de lubrificantes.
Figura 2.1 – Ilustração do processo de extrusão (autoria própria).
O mais usual método de extrusão de ligas de alumínio é o processo direto. A figura 2.1 mostra
o princípio da extrusão direta, onde o tarugo é forçado a passar pela abertura na matriz pela
aplicação de força do punção (SAHA, 2000).
A extrusão direta é usada industrialmente para a obtenção de barras, vigas, tubos de seção
cheia ou vazados, dentre outros. Na extrusão direta, o escoamento do tarugo e o punção
possuem a mesma direção. Durante esse processo, a parte externa do tarugo entra em contato
com as paredes da matriz, o que resulta em elevados níveis de atrito e aumento da pressão do
punção.
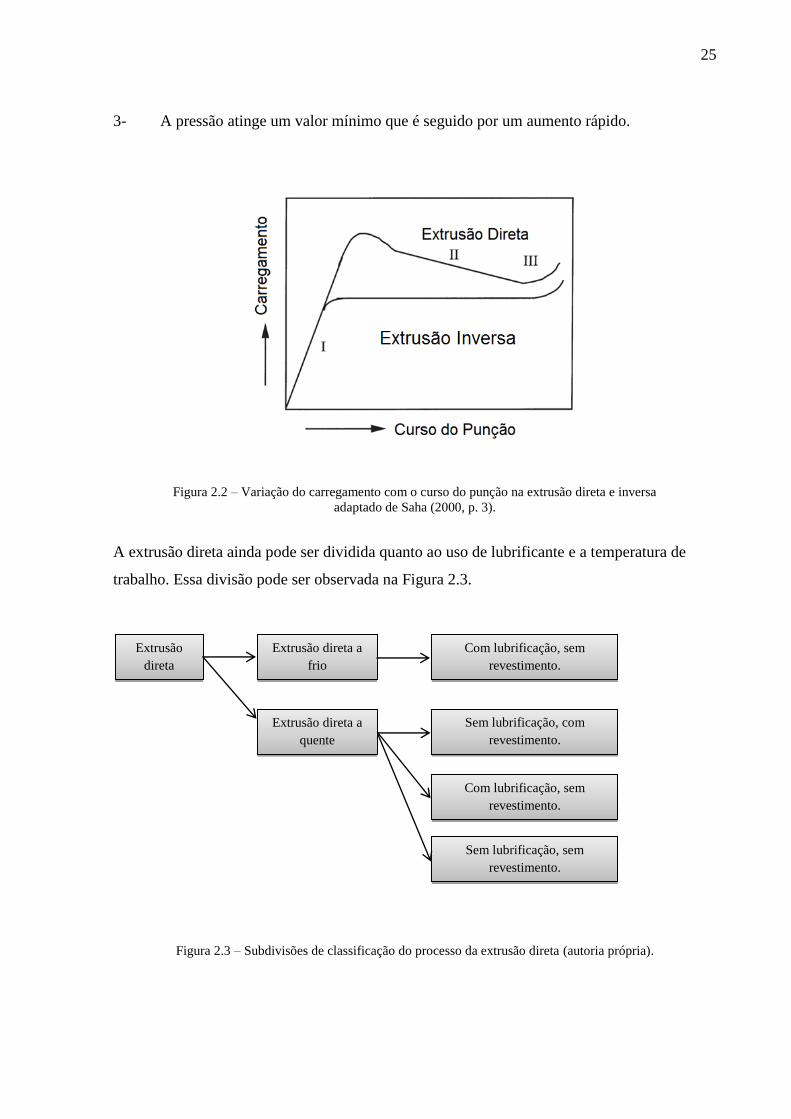
Na extrusão direta, o carregamento exibe um comportamento aproximado bem conhecido,
como exibe a figura 2.2. É possível dividir o processo em três regiões distintas:
1- O tarugo é empurrado e a pressão cresce rapidamente até atingir o pico;
2- A pressão diminui, o que é chamado de estado constante, e a extrusão continua;
25
3- A pressão atinge um valor mínimo que é seguido por um aumento rápido.
Figura 2.2 – Variação do carregamento com o curso do punção na extrusão direta e inversa
adaptado de Saha (2000, p. 3).
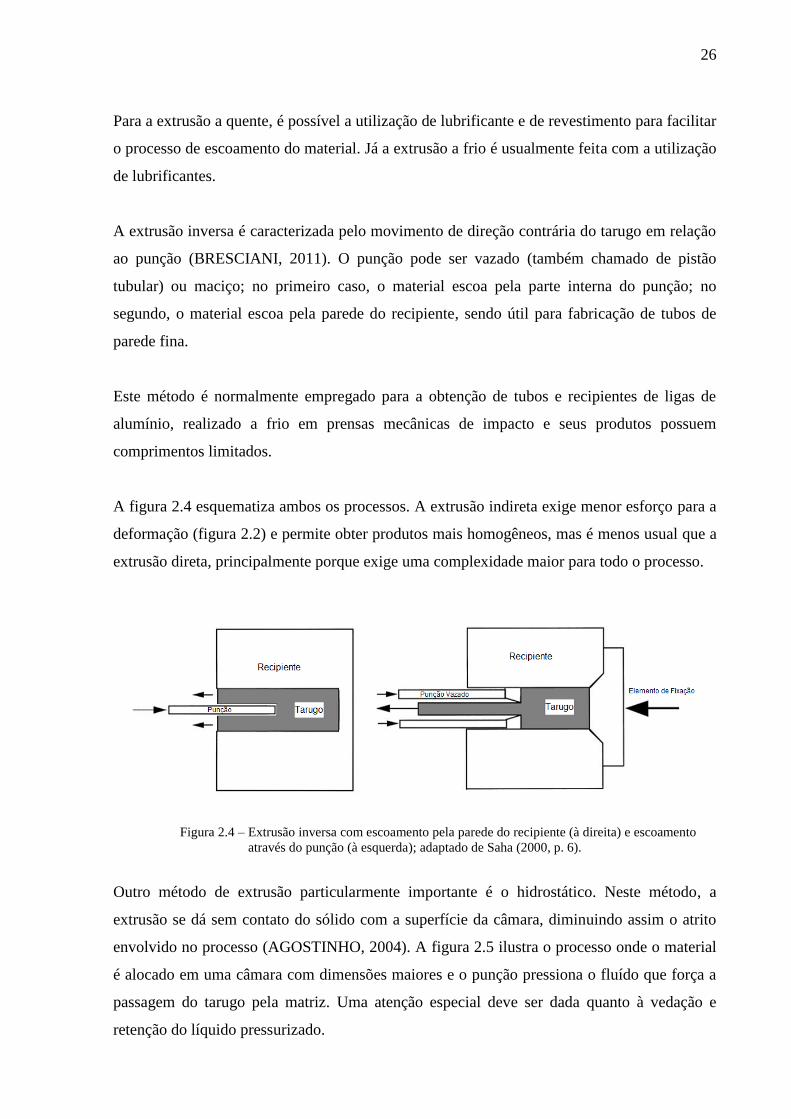
A extrusão direta ainda pode ser dividida quanto ao uso de lubrificante e a temperatura de
trabalho. Essa divisão pode ser observada na Figura 2.3.
Figura 2.3 – Subdivisões de classificação do processo da extrusão direta (autoria própria).
Extrusão
direta
Extrusão direta a
frio
Extrusão direta a
quente
Com lubrificação, sem
revestimento.
Sem lubrificação, com
revestimento.
Com lubrificação, sem
revestimento.
Sem lubrificação, sem
revestimento.
26
Para a extrusão a quente, é possível a utilização de lubrificante e de revestimento para facilitar
o processo de escoamento do material. Já a extrusão a frio é usualmente feita com a utilização
de lubrificantes.
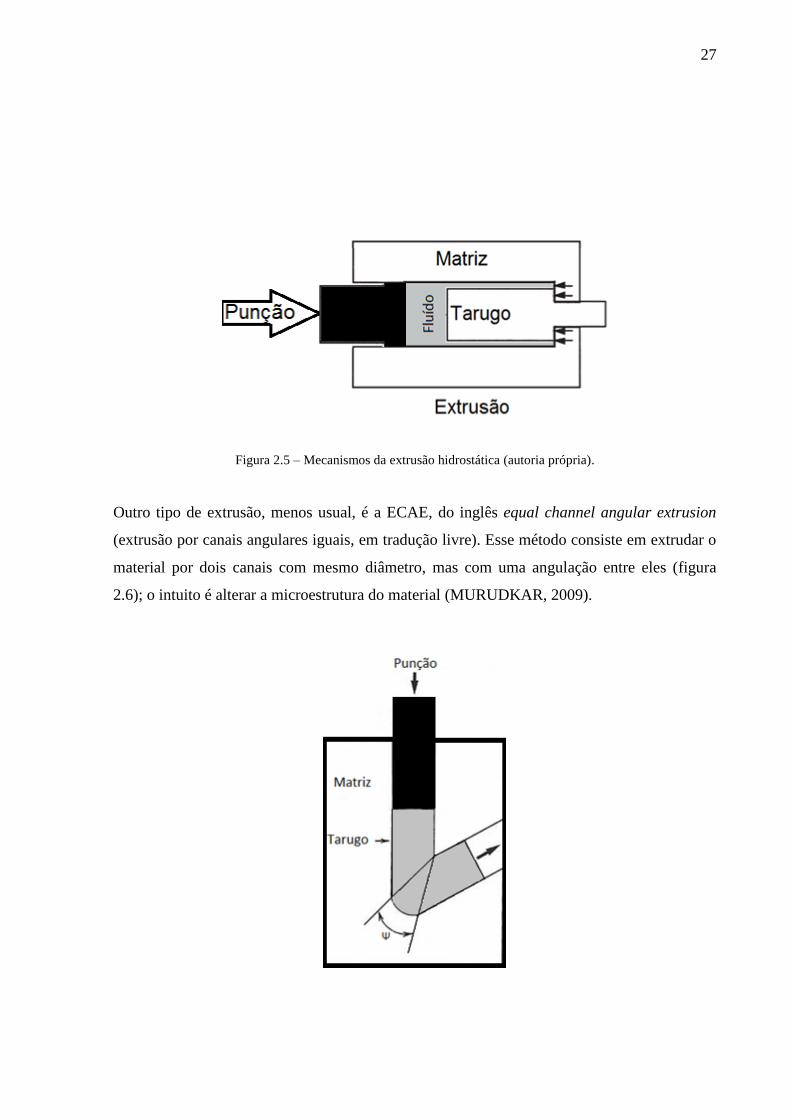
A extrusão inversa é caracterizada pelo movimento de direção contrária do tarugo em relação
ao punção (BRESCIANI, 2011). O punção pode ser vazado (também chamado de pistão
tubular) ou maciço; no primeiro caso, o material escoa pela parte interna do punção; no
segundo, o material escoa pela parede do recipiente, sendo útil para fabricação de tubos de
parede fina.
Este método é normalmente empregado para a obtenção de tubos e recipientes de ligas de
alumínio, realizado a frio em prensas mecânicas de impacto e seus produtos possuem
comprimentos limitados.
A figura 2.4 esquematiza ambos os processos. A extrusão indireta exige menor esforço para a
deformação (figura 2.2) e permite obter produtos mais homogêneos, mas é menos usual que a
extrusão direta, principalmente porque exige uma complexidade maior para todo o processo.
Figura 2.4 – Extrusão inversa com escoamento pela parede do recipiente (à direita) e escoamento
através do punção (à esquerda); adaptado de Saha (2000, p. 6).
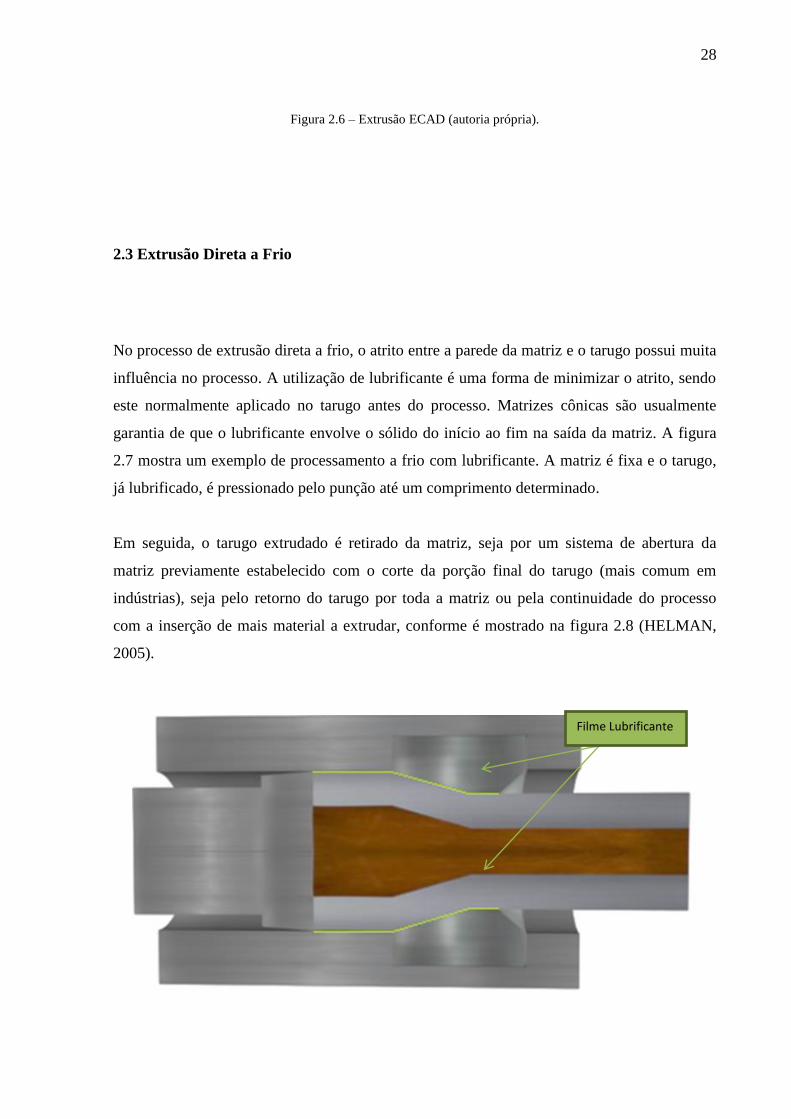
Outro método de extrusão particularmente importante é o hidrostático. Neste método, a
extrusão se dá sem contato do sólido com a superfície da câmara, diminuindo assim o atrito
envolvido no processo (AGOSTINHO, 2004). A figura 2.5 ilustra o processo onde o material
é alocado em uma câmara com dimensões maiores e o punção pressiona o fluído que força a
passagem do tarugo pela matriz. Uma atenção especial deve ser dada quanto à vedação e
retenção do líquido pressurizado.
27
Figura 2.5 – Mecanismos da extrusão hidrostática (autoria própria).
Outro tipo de extrusão, menos usual, é a ECAE, do inglês equal channel angular extrusion
(extrusão por canais angulares iguais, em tradução livre). Esse método consiste em extrudar o
material por dois canais com mesmo diâmetro, mas com uma angulação entre eles (figura
2.6); o intuito é alterar a microestrutura do material (MURUDKAR, 2009).
28
Figura 2.6 – Extrusão ECAD (autoria própria).
2.3 Extrusão Direta a Frio
No processo de extrusão direta a frio, o atrito entre a parede da matriz e o tarugo possui muita
influência no processo. A utilização de lubrificante é uma forma de minimizar o atrito, sendo
este normalmente aplicado no tarugo antes do processo. Matrizes cônicas são usualmente
garantia de que o lubrificante envolve o sólido do início ao fim na saída da matriz. A figura
2.7 mostra um exemplo de processamento a frio com lubrificante. A matriz é fixa e o tarugo,
já lubrificado, é pressionado pelo punção até um comprimento determinado.
Em seguida, o tarugo extrudado é retirado da matriz, seja por um sistema de abertura da
matriz previamente estabelecido com o corte da porção final do tarugo (mais comum em
indústrias), seja pelo retorno do tarugo por toda a matriz ou pela continuidade do processo
com a inserção de mais material a extrudar, conforme é mostrado na figura 2.8 (HELMAN,
2005).
Filme Lubrificante
29
Figura 2.7 – Princípio da Extrusão Direta a Frio com Lubrificante (autoria própria).
B
A

30
Figura 2.8 – Sequência do processo de extrusão direta a frio sem lubrificante: a. posição inicial; b. início e
sequência da extrusão; c. detalhe do corte da porção final do tarugo (autoria própria).
2.4 Tensão, Carregamento e Aumento de Temperatura
É importante salientar a natureza das forças envolvidas no processo de extrusão de metais são
fundamentalmente diferentes dos demais processos de conformação mecânica. Ainda que
exista uma variação acentuada de força durante o início do processo de extrusão, na maior
parte do processo elas possuem um comportamento quase constante. A figura 2.2 mostra o
comportamento geral do carregamento pelo deslocamento do punção para a extrusão direta
(SAHA, 2000).
Mais especificamente para a extrusão direta a frio com lubrificante existem diferenças, estas
evidenciadas pela figura 2.9, que mostram a variação do carregamento axial na
matriz; o carregamento necessário em para superar o atrito entre o tarugo no início da
extrusão na matriz; e o carregamento desenvolvido pelo punção no curso de deslocamento
durante o processo de extrusão direta a frio com lubrificante.
C
31
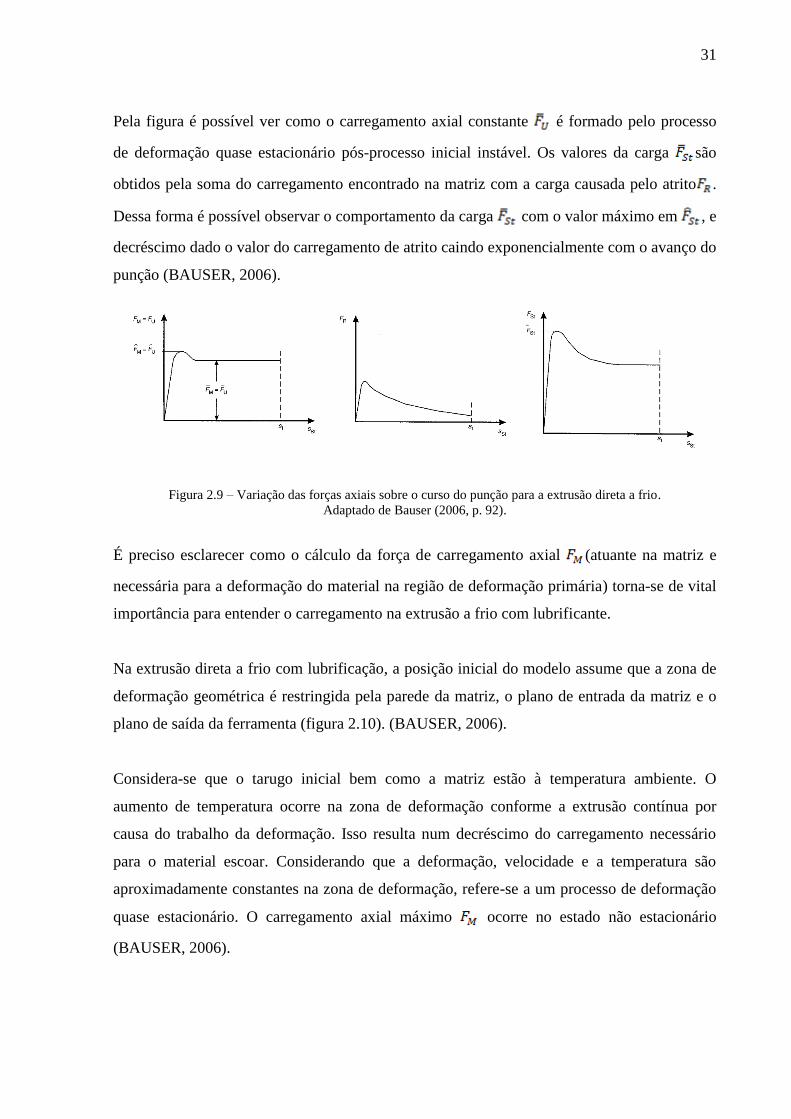
Pela figura é possível ver como o carregamento axial constante é formado pelo processo
de deformação quase estacionário pós-processo inicial instável. Os valores da carga são
obtidos pela soma do carregamento encontrado na matriz com a carga causada pelo atrito .
Dessa forma é possível observar o comportamento da carga com o valor máximo em , e
decréscimo dado o valor do carregamento de atrito caindo exponencialmente com o avanço do
punção (BAUSER, 2006).
Figura 2.9 – Variação das forças axiais sobre o curso do punção para a extrusão direta a frio.
Adaptado de Bauser (2006, p. 92).
É preciso esclarecer como o cálculo da força de carregamento axial (atuante na matriz e
necessária para a deformação do material na região de deformação primária) torna-se de vital
importância para entender o carregamento na extrusão a frio com lubrificante.
Na extrusão direta a frio com lubrificação, a posição inicial do modelo assume que a zona de
deformação geométrica é restringida pela parede da matriz, o plano de entrada da matriz e o
plano de saída da ferramenta (figura 2.10). (BAUSER, 2006).
Considera-se que o tarugo inicial bem como a matriz estão à temperatura ambiente. O
aumento de temperatura ocorre na zona de deformação conforme a extrusão contínua por
causa do trabalho da deformação. Isso resulta num decréscimo do carregamento necessário
para o material escoar. Considerando que a deformação, velocidade e a temperatura são
aproximadamente constantes na zona de deformação, refere-se a um processo de deformação
quase estacionário. O carregamento axial máximo ocorre no estado não estacionário
(BAUSER, 2006).

32
Figura 2.10 – Geometria da zona de deformação para a extrusão direta a frio com lubrificante em uma matriz de
ferramenta cônica (BAUSER, 2006, p. 93).
Para o estado quase estacionário:
Equação 2.1
Equação 2.2
Onde:
é a tensão de escoamento média primaria na zona de deformação;
é a seção transversal inicial e é a seção transversal final, formando a relação logarítmica
da razão de extrusão;
é o diâmetro inicial da matriz;
é um fator específico da ferramenta, sendo a razão do perfil da ferramenta dividido pelo
fator de eficiência da deformação ;
A tensão de é função do material, da temperatura, da razão logarítmica principal de
deformação e da taxa logarítmica principal de deformação .
Tensão de Escoamento = f (material, .
A tensão de escoamento média da equação 2.1 pode ser obtida pela curva de escoamento
quase adiabática encontrada na literatura por:

33
A temperatura que o material inicia a deformação na entrada da zona de
deformação;
A média logarítmica da deformação principal ;
A média logarítmica da taxa de deformação principal ;
Específico do material.
Onde e são valores médios aplicados ao material por toda a zona de deformação.
= (material, temperatura na entrada , média logarítmica da deformação principal ,
média logarítmica da taxa de deformação principal ).
Siegert (1976) expõe que:
Equação 2.3
. Equação 2.4
Onde:
é o comprimento da zona de deformação;
é a velocidade do punção.
Na extrusão de barras cilíndricas de diâmetro , com ferramenta cônica e zona de
deformação com um ângulo de abertura com °:
Equação 2.5
Assim, se a carga axial da ferramenta de uma seção específica é comparada com a carga axial
para a extrusão de uma barra cilíndrica para uma mesma taxa de redução:
Equação 2.6
Já o fator de eficiência de deformação é definido como a razão do valor teórico para o
carregamento de deformação sobre o valor mensurado do mesmo:
Equação 2.7

34
Caso não haja resultados experimentais, valores entre 0.5 e 0.6 podem ser assumidos.
Retornando a figura 2.10, onde a força axial para a deformação ideal do plano de entrada
é dada usando o logaritmo da deformação principal total:
Equação 2.8
Onde é a média da tensão de escoamento total do volume na zona de deformação. A média
logarítmica da deformação principal no volume central de gravidade é requerida para
que o mesmo seja determinado pelas curvas de escoamento quase adiabáticas. O volume
central de gravidade da zona de deformação é aproximadamente dado por:
(ver figura 2.10)
Logo, recordando da equação 2.2:
A média logarítmica da taxa de deformação principal, de acordo com a equação 2.3:
. Equação 2.9
No trabalho a frio de materiais metálicos, com o ponto de fusão muito acima da temperatura
ambiente, é possível ignorar a influência da taxa de deformação logarítmica na tensão de
escoamento. Além disso, é possível obter a tensão de escoamento para as ligas de cobre e
alumínio da curva adiabática por (figura 2.11) e usando a equação 2.2
(BAUSER, 2006).
35
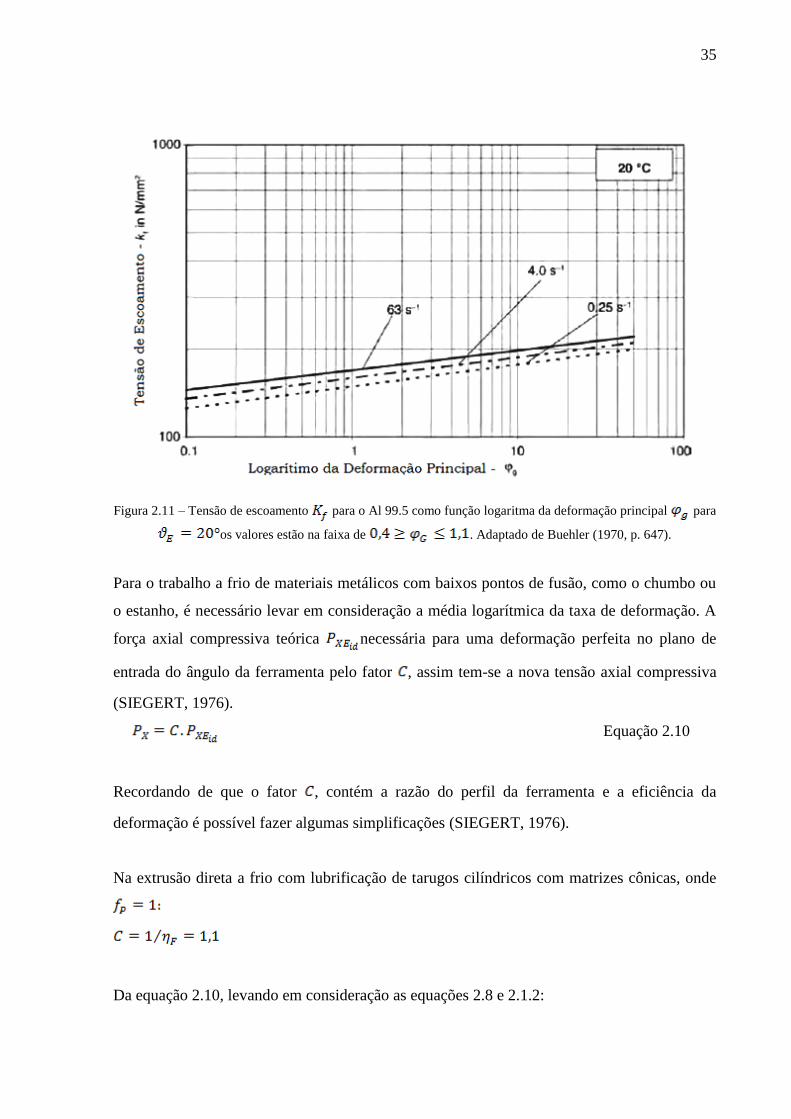
Figura 2.11 – Tensão de escoamento para o Al 99.5 como função logaritma da deformação principal para
os valores estão na faixa de . Adaptado de Buehler (1970, p. 647).
Para o trabalho a frio de materiais metálicos com baixos pontos de fusão, como o chumbo ou
o estanho, é necessário levar em consideração a média logarítmica da taxa de deformação. A
força axial compressiva teórica necessária para uma deformação perfeita no plano de
entrada do ângulo da ferramenta pelo fator , assim tem-se a nova tensão axial compressiva
(SIEGERT, 1976).
Equação 2.10
Recordando de que o fator , contém a razão do perfil da ferramenta e a eficiência da
deformação é possível fazer algumas simplificações (SIEGERT, 1976).
Na extrusão direta a frio com lubrificação de tarugos cilíndricos com matrizes cônicas, onde
Da equação 2.10, levando em consideração as equações 2.8 e 2.1.2:

36
Equação 2.11
O produto da tensão axial compressiva e da área da seção transversal de entrada fornece a
força axial atuante no plano de entrada:
Equação 2.12
A força do punção é a soma da força de deformação e da força de atrito :
A carga de deformação permanece constante durante o processo quase estacionário de
deformação, visto a queda exponencial da carga por atrito. Essa queda é causada pela
diminuição do contato entre as superfícies, dado o avanço do punção, entre o tarugo e a matriz
recipiente, assumindo um atrito Coulomb (figura 2.9) (SIEGERT, 1976).
Estudos (RATHJEN, 1966; SIEGERT, 1976) demonstram que a tensão axial compressiva no
tarugo fora da zona de deformação é dada por (figura 2.12):
Equação 2.13
Onde no plano de entrada da ferramenta (Figura 2.12).
A tensão axial compressiva atinge o valor máximo no inferior do tarugo no início da
extrusão:
Equação 2.14
O valor mínimo ocorre em:
Equação 2.15
A tensão de escoamento no início do escoamento é mostrada no tarugo quando o mesmo é
empurrado pela prensa. Isso é aproximadamente igual ao limite elástico do material (tensão de
escoamento) do tarugo; dessa forma temos:

37
O carregamento máximo do punção sobre o tarugo é no início do processo de extrusão,
sendo:
Equação 2.16
Equação 2.17
Com isso a força é reduzida durante a extrusão até o valor mínimo de:
Equação 2.18
Como mostrado na Figura 2.12, a tensão radial compressiva na região da redução é maior
que a força axial compressiva por .

38
Figura 2.12 – Representação da variação da tensão axial compressiva e da tensão radial compressiva na
extrusão direta a frio com lubrificação; parte superior do tarugo; curso do punção; diâmetro da matriz;
diâmetro da redução; tamanho da zona de deformação. Adaptado de Bauser (2006, p. 94).
O aumento de temperatura na zona de deformação deve ser levado em conta, pois quase 100%
do trabalho realizado pela deformação é convertido em calor. Assim, a temperatura na seção
de saída em condições adiabáticas é:
Equação 2.19
Onde a temperatura de 20°C foi assumida como a temperatura ambiente. Quanto maior a
deformação, maior será a temperatura (SIEGERT,1976).
2.5 Matriz
Uma das chaves para o sucesso do perfil de extrusão é a combinação de um bom perfil de
seção transversal junto a um bom design do ferramental. A matriz deve ser concebida para
obter um escoamento uniforme e uma pressão bem distribuída, levando em consideração a
tribologia, temperatura do processamento, níveis de tensão, bem como as distorções, o
39
escoamento e as propriedades do material e também deve atender as exigências, dimensionais,
mecânicas e de qualidade superficial do produto extrudado. Em geral, o objetivo é minimizar
a força requerida visto que altas cargas requerem grandes quantidades de energia. A utilização
de um valor alto de força aumenta a probabilidade da ocorrência de defeitos, devido às altas
tensões envolvidas (ASM HANDBOOK).
Além disso, em escala industrial é necessário conhecer as requisitos de qualidade e eficiência,
onde a matriz de extrusão também possui grande importância. O desempenho da matriz
impacta na qualidade do produto, produtividade e no design do produto. A demanda de
fabricação requer tolerâncias para o produto em tempos de vida do ferramental cada vez
maiores. A utilização de produtos extrudados é muito alta. Inúmeros produtos para indústrias
automobilísticas e de alta tecnologia tem aumentado e mudado. Isso reflete principalmente na
extrusão de alumínios, produtos comuns nesse tipo de indústria (BRESCIANI, 2011).
Atualmente a usinagem de matrizes é uma excelente forma de se obter produtos de qualidade.
Geralmente a usinagem é feita por um sistema misto de design (CAD) e máquina (CNC). Esse
tipo de fabricação pode fornecer ferramentais de pequeno a grande porte com excelentes
tolerâncias dimensionais. O design da matriz extrusora é único para cada processo. Nagpal
(Association and the Aluminum Extruders Council’s International Extrusion Technology
Seminars) cita as vantagens da utilização do sistema CAD para a fabricação de matrizes,
como a diminuição de correções na ferramenta, aumento da vida útil e requer menos tempo e
habilidade do projetista e do operador de máquina (BAUSER, 2006).
Programas CAD/CAM podem auxiliar no design da matriz para evitar uma série de problemas
comuns; isso se deve aos avanços das pesquisas para a utilização de simulações em
computadores que podem calcular desde o escoamento até as tensões aplicadas (BAUSER,
2006). Ainda que grandes avanços tenham sido encontrados, a base da tecnologia de uma
matriz extrusora se faz essencial, pois ela não muda (HAROLD, 2005).
As matrizes podem gerar grandes reduções, possuindo uma variedade de ângulos, chegando a
180°. Para um dado processo existe um ângulo ótimo; todavia, na extrusão esse é de difícil
determinação, pois a tribologia do processo é muito influente e complexa. As condições sobre
o regime de lubrificação, movimento relativo entre tarugo e matriz e elevada tensão
40
compressiva na câmara da matriz são pontos relevantes e de difícil precisão (BRESCIANI,
1997).
Um mal dimensionamento do processo, principalmente do ferramental pode ocasionar uma
variedade de defeitos. O surgimento de vazios internos na parte final do perfil extrudado é
ocasionado pelo modo de escoamento e a velocidade da extrusão. As trincas internas
(chevron) podem surgir por influência do ângulo de trabalho e da velocidade do processo
(KOMORI, 2003).
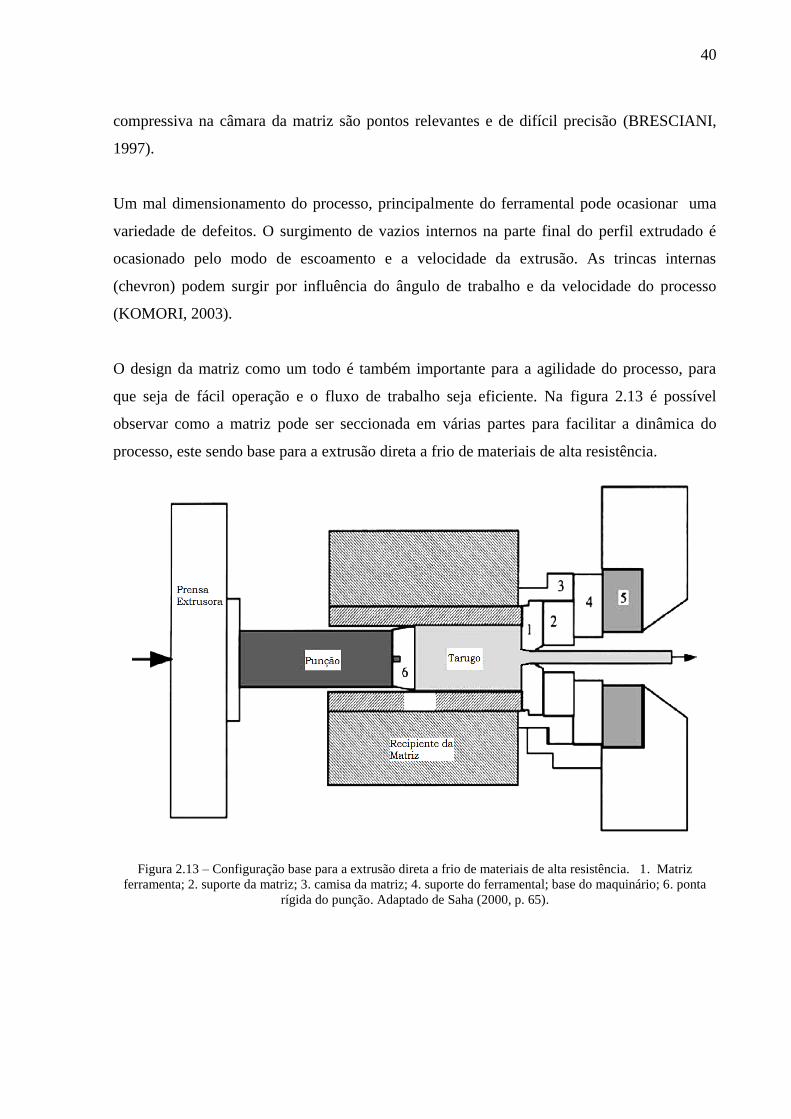
O design da matriz como um todo é também importante para a agilidade do processo, para
que seja de fácil operação e o fluxo de trabalho seja eficiente. Na figura 2.13 é possível
observar como a matriz pode ser seccionada em várias partes para facilitar a dinâmica do
processo, este sendo base para a extrusão direta a frio de materiais de alta resistência.
Figura 2.13 – Configuração base para a extrusão direta a frio de materiais de alta resistência. 1. Matriz
ferramenta; 2. suporte da matriz; 3. camisa da matriz; 4. suporte do ferramental; base do maquinário; 6. ponta
rígida do punção. Adaptado de Saha (2000, p. 65).
41
2.6 Tribologia
A tribologia é uma ciência definida como o estudo do atrito, desgaste e lubrificação na
interação de superfícies que possuam movimento relativo. O atrito é a principal causa do
desgaste e da dissipação de energia. Uma economia considerável pode ser feita com o
aperfeiçoamento do controle do atrito. Além disso, o desgaste é a maior causa das perdas de
material e de performance mecânica.
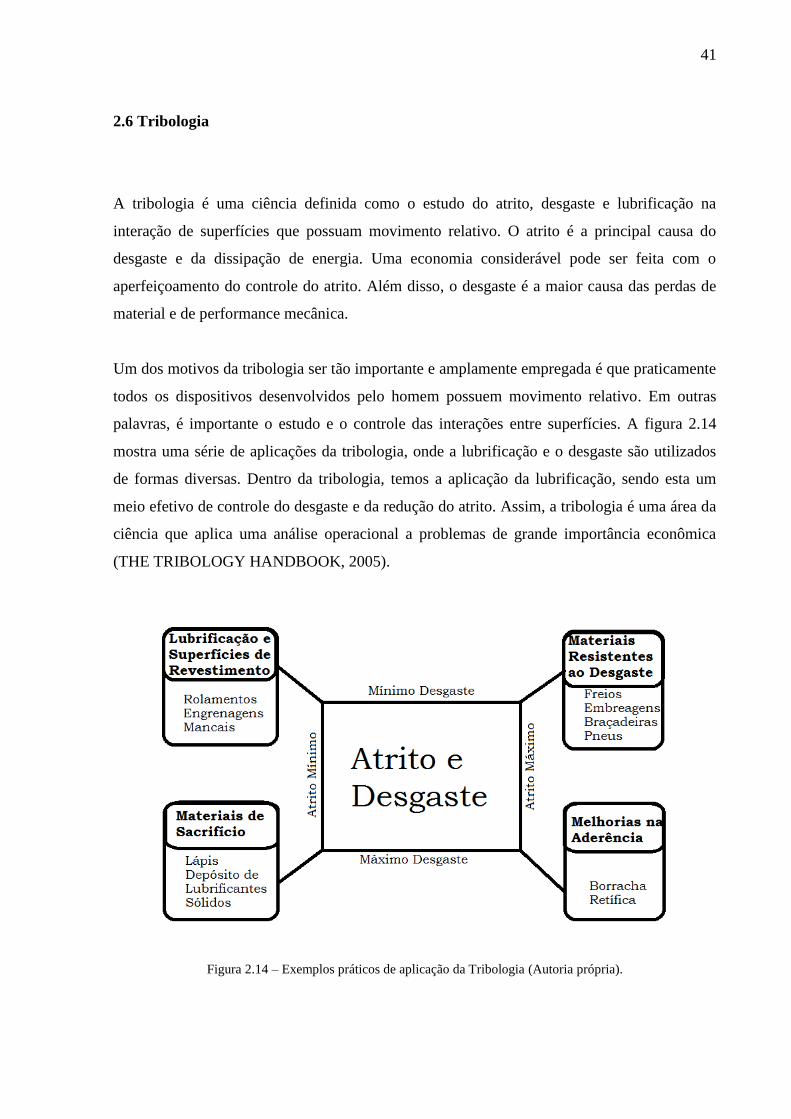
Um dos motivos da tribologia ser tão importante e amplamente empregada é que praticamente
todos os dispositivos desenvolvidos pelo homem possuem movimento relativo. Em outras
palavras, é importante o estudo e o controle das interações entre superfícies. A figura 2.14
mostra uma série de aplicações da tribologia, onde a lubrificação e o desgaste são utilizados
de formas diversas. Dentro da tribologia, temos a aplicação da lubrificação, sendo esta um
meio efetivo de controle do desgaste e da redução do atrito. Assim, a tribologia é uma área da
ciência que aplica uma análise operacional a problemas de grande importância econômica
(THE TRIBOLOGY HANDBOOK, 2005).
Figura 2.14 – Exemplos práticos de aplicação da Tribologia (Autoria própria).
42
O lubrificante é qualquer película de um gás, líquido ou um sólido que se interpõe entre duas
superfícies, com o objetivo de diminuir os esforços e desgastes provenientes do movimento
relativo entre elas. O filme lubrificante que separa a superfície dos corpos é geralmente muito
fino, algumas vezes sendo de difícil observação. A espessura dessas películas lubrificantes
pode ir de 1 a 100 mícrons, embora medidas maiores e menores ainda possam ser usadas.
O conhecimento relacionado com o aprimoramento da efetividade desses filmes lubrificantes
em evitar danos e diminuir esforços é chamado de "lubrificação". Ainda que não existam
limitações quanto ao estado do material a ser usado na lubrificação, os mais comuns são
líquidos e sólidos. O estudo específico de fluídos lubrificantes é chamado de "lubrificação
hidrodinâmica" e em relação aos sólidos é chamado de "lubrificação sólida". Uma forma
especializada da lubrificação hidrodinâmica, a qual envolve a interação física entre os corpos
em contato e o líquido lubrificante, é chamada de "lubrificação elasto-hidrodinâmica",
possuindo inclusive considerável utilidade prática (KIMURA; OKABE, 1982).
Lubrificantes líquidos requerem a utilização de filtros, bombeamentos e sistemas de
refrigeração para manter o desempenho do lubrificante por mais tempo. Junto a isso, o
descarte e o reaproveitamento desses lubrificantes são problemas comuns que fomentam as
pesquisas em torno de lubrificantes (STACHOWIAK; BATCHELOR, 1993).
A principal limitação dos lubrificantes líquidos é relacionada à alta temperatura e a
degradação. Atualmente se faz necessário a utilização de aditivos para melhorias físico-
químicas. Do ponto de vista prático da engenharia, é essencial prever a atuação do filme
lubrificante.
Todavia, a complexidade do estudo ainda cria a necessidade da utilização de uma parcela de
empirismo nas análises de características do filme lubrificante. Métodos de determinação do
filme lubrificante para fluidos requerem conhecimentos de hidrodinâmica, hidrostática e
lubrificação elasto-hidrodinâmica. Para análises mais sofisticadas, métodos computacionais
têm de ser utilizados (STACHOWIAK; BATCHELOR, 1993).
A conformação de metais a frio exige a presença de lubrificação com o fito de reduzir as
forças envolvidas e o desgaste das ferramentas. Óleos lubrificantes possuem duas origens, a
biológica e a não biológica. Isso fornece uma enorme gama de hidrocarbonetos compostos.

43
Essas substâncias estão presentes em misturas complexas as quais são usadas com propósitos
que vão além de lubrificar, como controle de desgaste e atrito (OLIVEIRA; NEVES;
BRAGA, 2010). A utilização de lubrificantes naturais esbarra em alguns de seus
componentes, pouco adequados ao processo de lubrificação, ainda que possuam compostos
essenciais ao processo lubrificante. Dessa forma, lubrificantes naturais ou óleos minerais são
parcialmente refinados e impuros (THE TRIBOLOGY HANDBOOK, 2005).
Industrialmente existe uma enorme demanda sobre lubrificantes, principalmente para que seja
possível unir várias características específicas de uma aplicação em um lubrificante, o que
demonstra ser uma tarefa muito complexa. A balança nessa composição é um fator
determinante entre pureza e impureza, sendo essencial para a estabilidade a oxidação do óleo
e variando de acordo com a aplicação do lubrificante (STOLARSKI, 2000).
Componentes químicos são amplamente empregados como aditivos de óleos lubrificantes
para melhorar uma ou várias propriedades. Esses aditivos podem mudar radicalmente as
propriedades do lubrificante e são essenciais para a performance do mesmo. Eles podem
alterar características específicas do lubrificante, como tendência à corrosão, oxidação,
desgaste, atrito, dentre outras propriedades (STACHOWIAK; BATCHELOR, 1993).
Um lubrificante típico possui aproximadamente 95% de óleo base e 5% de aditivos. A maior
parte dos aditivos tem o fito de diminuir a deterioração do óleo em função do tempo e do
ambiente que ele é exposto. Muitas vezes o óleo base é um óleo de origem mineral; todavia
ele também pode ter origem biológica ou sintética (KIMURA; OKABE, 1982).
Os óleos biológicos podem ser de origem animal ou vegetal. Óleos de origem biológica são
mais empregados em ambientes de alto índice de contaminação para que exista o mínimo de
risco. Já os óleos minerais, muito comuns em indústrias, muitas vezes são derivados do
petróleo e possuem boa estabilidade em temperaturas moderadas. Por fim os óleos sintéticos
são desenvolvidos artificialmente para substituir os óleos minerais. São desenvolvidos
especificamente para prover propriedades superiores aos óleos minerais, como melhor
comportamento a altas temperaturas. As graxas não são essencialmente diferentes dos óleos,
sendo também de origem mineral ou sintética. Mais usados para uma lubrificação
semipermanente (STOLARSKI, 2000). Recentemente, tem-se dado atenção à substituição de
44
lubrificantes de base mineral por lubrificantes de base renovável (WILLING, A., 2001;
WAGNER; LUTHER; MANG, 2001).
Os estudos têm se concentrado nos efeitos deste tipo de lubrificante sobre a natureza e sobre o
ser humano, tendo ficado bem estabelecido o benefício advindo da sua aplicação. Além de
serem oriundos de fontes renováveis, tais lubrificantes são biodegradáveis, com um tempo de
degradação curto. Contudo, um estudo completo da eficiência de tais lubrificantes nos
processos de fabricação, no sentido de redução dos esforços e qualidade do produto no que
tange à sua integridade superficial, livre de defeitos e tensões residuais não foi ainda
estabelecido (OLIVEIRA; NEVES; BRAGA, 2010).
Os óleos minerais são os lubrificantes mais comuns, fabricados a partir de óleo cru extraídos
de várias em várias partes do mundo. Existem vantagens e desvantagens específicas na
utilização de óleos lubrificantes minerais. A fabricação desses óleos possui uma estrutura
complexa de destilação fracionada (STOLARSKI, 2000).
A estrutura de óleos minerais é muito complexa. Por exemplo, uma análise detalhada de óleos
crus revelou que existem 125 compostos diferentes, onde apenas 45 haviam sido analisados
detalhadamente. A maior parte dos óleos minerais consiste de hidrocarbonetos com
aproximadamente 30 átomos de carbono em cada molécula (KIMURA; OKABE, 1982).
É notável a natureza impura desse tipo de óleo da qual provém propriedades úteis e danosas.
As principais diferenças observáveis advêm da forma química, quantidades de enxofre e da
viscosidade, as quais variam principalmente de acordo com a origem e com o processo de
refinamento (STACHOWIAK; BATCHELOR, 1993).
Fatores de ecológicos têm ganhado importância em nossa sociedade, sendo o petróleo base
para a maioria dos óleos não naturais, bem como de vários outros subprodutos. Só nos
Estados Unidos da América, aproximadamente 700 mil trabalhadores entram em contato com
fluídos de corte, que são nocivos e podem causar problemas na pele, alergias e irritações.
Aliado a isso, temos que entre 5 e 10 milhões de toneladas de produtos a base de petróleo
entram na nossa biosfera. A maioria dos óleos lubrificantes não naturais ajuda nesse número
(KASOLANG, 2012).

45
Diante dessa perspectiva é justificada a importância crescente da utilização de óleos de
origem vegetal. Syahrullail (2011) avaliou as propriedades do óleo de palma na extrusão
direta a frio e constatou que ele possui potencial para ser utilizado como lubrificante vegetal.
Os lubrificantes vegetais possuem uma série de propriedades necessárias a um lubrificante,
tais como alto índice de viscosidade, alta lubricidade, baixa volatilidade e algumas vantagens
em comparação com o mineral, como não ser nocivo ao homem e altamente biodegradável
(WAN NIK et al., 2005).
Geralmente, óleos vegetais são constituídos de triglicerídeos, que são moléculas de glicerol
com três longas cadeias de ácidos graxos ligados a um grupo hidroxilo por ésteres. Os ácidos
graxos encontrados em óleos vegetais naturais diferem pelo tamanho da cadeia e no número
de ligações duplas. A longa cadeia de carbono é geralmente mantida unida por até três cadeias
duplas.
A estrutura do triglicerídeo fornece uma boa lubrificação. A longa e polar cadeia de ácidos
graxos pode fornecer alta força ao filme lubrificante na interação de superfícies metálicas. As
fortes ligações intermoleculares também são resistentes a mudanças de temperatura e
fornecem uma viscosidade mais estável. Essas forças interações intermoleculares fornecem
durabilidade ao filme lubrificante.
Além disso, o lubrificante de origem vegetal se mantém biodegradável, bom e de baixíssima
toxidade em todos os estágios de sua vida útil (SYAHRULLAIL et al., 2011). Ainda que
exibam uma série de vantagens, lubrificantes vegetais possuem limitações, que muitas vezes
requerem a utilização de aditivos, para melhorias em relação ao desgaste e atrito, por exemplo
(SYAHRULLAIL; NAKANISHI; KAMITANI, 2005).
Óleos de origem vegetal possuem um comportamento pouco eficaz em condições de extrema
pressão e baixa estabilidade a oxidação. Tudo isso indica que esse tipo de lubrificante é
particularmente efetivo como lubrificantes de superfícies. Oliveira (2010) investigou os
efeitos dos lubrificantes vegetais de canola, girassol, milho e soja na extrusão na qualidade
superficial na extrusão de uma liga de alumínio a frio, frente a um óleo mineral. Este trabalho
indica inclusive que o óleo de milho possui estatisticamente o mesmo efeito lubrificante que o
óleo mineral nos quesitos analisados. Os resultados mostram que a integridade superficial é
mantida na utilização de lubrificantes vegetais face aos resultados do óleo de base mineral.
46
Outros óleos de origem vegetal também foram objetos de pesquisa, dentre eles o óleo de coco,
que possui resultados excelentes em relação a processos de usinagem, com rugosidade
superficial suavizada em comparação com o óleo mineral (WAN NIK et al., 2007).
Resultados similares foram encontrados na utilização de óleo de girassol para usinagem de
furos (KASOLANG et al., 2011).
2.7 Ângulo da Ferramenta, Velocidade do Punção e Taxa de Redução
O estudo da extrusão de materiais compósitos de matriz metálica é relativamente antigo. Os
primeiros estudos desta natureza foram iniciados por Avitzur (1970), analisando a produção
de fios e barras de materiais bimetálicos. Estes estudos foram aprofundados em outro estudo,
no qual foram desenvolvidos critérios para a formação de defeitos internos, como por
exemplo, a fratura do núcleo na extrusão de compósitos bimetálicos (AVITZUR et al., 1982).
Estudos recentes avaliaram os efeitos dos parâmetros de extrusão sobre a força de extrusão e
no comportamento do escoamento dos metais do elemento compósito AL-CU no processo de
extrusão, utilizando o MEF (KHOSRAVIFARD; EBRAHIMI, 2010).
Existe um considerável interesse na investigação de parâmetros como velocidade do punção,
taxa de redução e ângulo de ferramentas no processo de extrusão, tendo como objetivo os
efeitos desses parâmetros no padrão do escoamento, pressão de extrusão e propriedades
mecânicas. Fragonemi (1998) determinou o efeito da taxa de redução na pressão de extrusão
em um processo de extrusão a frio de alumínio.
Onuh, Ekoja e Adeyemy (2003) investigaram os efeitos de vários parâmetros como ângulo de
ferramenta, taxa de redução e velocidade no processo de extrusão a frio de compósitos
metálicos. Dentre os resultados encontrados, foi observado que a pressão de extrusão depende
primariamente dos ângulos de extrusão, velocidade do punção, taxas de redução e da
complexidade da seção transversal do produto. Com relação à variação dos ângulos de
trabalho, o menor valor para o carregamento da extrusão foi encontrado em . Com
relação à velocidade, mesmo com variações no ângulo de trabalho redução, o aumento da

47
velocidade do punção gerou um aumento na pressão da extrusão. O aumento da taxa de
redução de área também provoca o aumento do valor máximo da pressão de extrusão.
2.8 Visioplasticidade
Algumas técnicas são usadas para determinar o comportamento do escoamento durante o
processamento na conformação mecânica. As mais comuns são de tratamento químico e a
visioplasticidade. No tratamento químico, o produto conformado é secionado em um eixo de
simetria e então recebe polimento e ataque químico. O escoamento é observado por um
microscópio, sendo possível fotografar (MEDRANO et al., 1973).
O uso da técnica da visioplasticidade é particularmente valoroso, pois permite descrever todo
o mecanismo da operação, em qualquer instante e local desejados. Visioplasticidade é um
método de análise do escoamento plástico dos materiais em processos de conformação. Neste
método, o corpo de prova é seccionado em um de seus planos de simetria para expor este
plano, como mostrado na figura 2.15. Sobre o plano desenha-se um reticulado. As duas partes
são novamente colocadas juntas e o processo de deformação é executado. No caso da
extrusão, o processo é interrompido e o corpo de prova é extraído do interior da matriz
(BRESCIANI et al., 2011).
Figura 2.15 – Corpo demarcado para utilização da técnica da visioplasticidade (Autoria própria).

48
Após separadas as partes, expõe-se o reticulado deformado. A análise da deformação através
do reticulado fornece pode fornecer o campo de velocidade e escoamento do material no
processo. Como exemplo, Syahrullail et al. (2011) estudaram o escoamento plástico de uma
extrusão de alumínio com lubrificante vegetal através do método da visioplasticidade e
concluíram que o escoamento do material era similar ao do mesmo material extrudado com
óleos minerais, com a vantagem de reduzir a força de extrusão.
2.9 Escoamento e Textura
Durante o processo de extrusão, o tarugo é forçado a passar através da matriz, esta possuindo
uma seção transversal diferente, resultando em um produto extrudado. É importante
compreender o processo de escoamento do material durante a fabricação do produto. A forma
do escoamento do material pode ser utilizada para alterar as propriedades mecânicas do
material, provocar o aparecimento de zonas mortas, o aparecimento de defeitos ou mesmo a
correção de defeitos superficiais (MARTINS, 2014).
O processo se dá com a deformação do material que é forçado a escoar através da matriz,
visto que a porção mais externa do material entra em contato com o ferramental; a sua
deformação é maior que no centro, ou seja, a porção mais externa experimenta maiores níveis
de deformação e deslocamento. Já a porção de material mais próxima ao centro, move-se mais
rapidamente através do ferramental, o que significa uma velocidade ainda maior em relação
ao ferramental.
Muitos fatores influenciam no escoamento de um metal, dentre eles podemos citar: o tipo de
extrusão; a tribologia do processo por todo o ferramental; o design da matriz; o formato e
material do tarugo; a temperatura do processo; a taxa de redução da seção transversal;
velocidade de extrusão.
Na conformação mecânica a teoria da plasticidade é aplicada para investigar o mecanismo da
deformação plástica. Essa investigação permite analisar e prever o escoamento do material,
dentre outros fatores. O mecanismo da deformação plástica permite que se determine como o
escoamento do metal é diferente nos diferentes processos de conformação mecânica. Com a
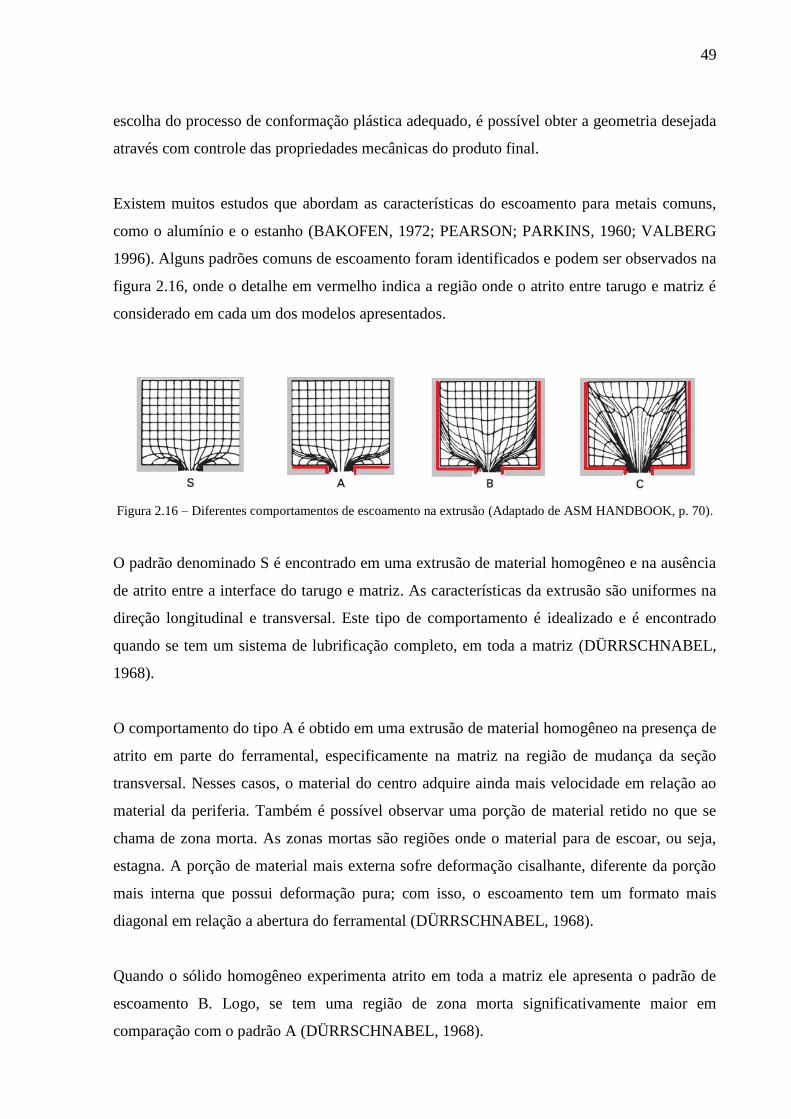
49
escolha do processo de conformação plástica adequado, é possível obter a geometria desejada
através com controle das propriedades mecânicas do produto final.
Existem muitos estudos que abordam as características do escoamento para metais comuns,
como o alumínio e o estanho (BAKOFEN, 1972; PEARSON; PARKINS, 1960; VALBERG
1996). Alguns padrões comuns de escoamento foram identificados e podem ser observados na
figura 2.16, onde o detalhe em vermelho indica a região onde o atrito entre tarugo e matriz é
considerado em cada um dos modelos apresentados.
Figura 2.16 – Diferentes comportamentos de escoamento na extrusão (Adaptado de ASM HANDBOOK, p. 70).
O padrão denominado S é encontrado em uma extrusão de material homogêneo e na ausência
de atrito entre a interface do tarugo e matriz. As características da extrusão são uniformes na
direção longitudinal e transversal. Este tipo de comportamento é idealizado e é encontrado
quando se tem um sistema de lubrificação completo, em toda a matriz (DÜRRSCHNABEL,
1968).
O comportamento do tipo A é obtido em uma extrusão de material homogêneo na presença de
atrito em parte do ferramental, especificamente na matriz na região de mudança da seção
transversal. Nesses casos, o material do centro adquire ainda mais velocidade em relação ao
material da periferia. Também é possível observar uma porção de material retido no que se
chama de zona morta. As zonas mortas são regiões onde o material para de escoar, ou seja,
estagna. A porção de material mais externa sofre deformação cisalhante, diferente da porção
mais interna que possui deformação pura; com isso, o escoamento tem um formato mais
diagonal em relação a abertura do ferramental (DÜRRSCHNABEL, 1968).
Quando o sólido homogêneo experimenta atrito em toda a matriz ele apresenta o padrão de
escoamento B. Logo, se tem uma região de zona morta significativamente maior em
comparação com o padrão A (DÜRRSCHNABEL, 1968).
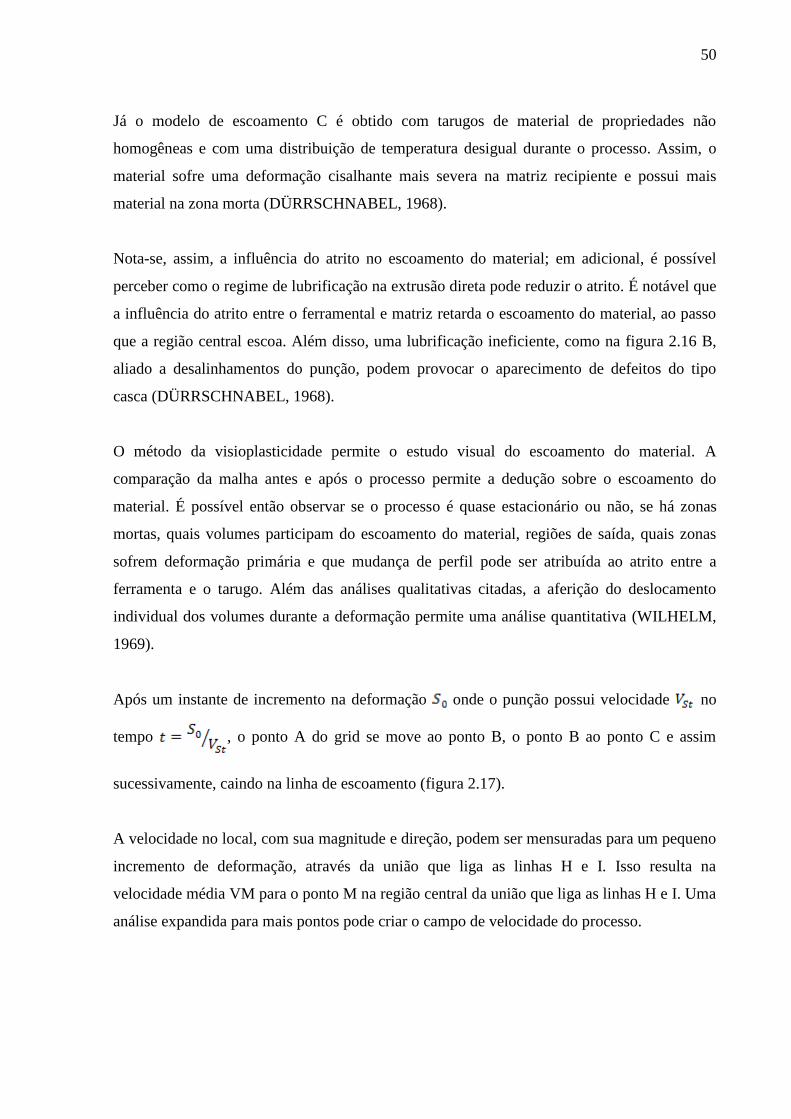
50
Já o modelo de escoamento C é obtido com tarugos de material de propriedades não
homogêneas e com uma distribuição de temperatura desigual durante o processo. Assim, o
material sofre uma deformação cisalhante mais severa na matriz recipiente e possui mais
material na zona morta (DÜRRSCHNABEL, 1968).
Nota-se, assim, a influência do atrito no escoamento do material; em adicional, é possível
perceber como o regime de lubrificação na extrusão direta pode reduzir o atrito. É notável que
a influência do atrito entre o ferramental e matriz retarda o escoamento do material, ao passo
que a região central escoa. Além disso, uma lubrificação ineficiente, como na figura 2.16 B,
aliado a desalinhamentos do punção, podem provocar o aparecimento de defeitos do tipo
casca (DÜRRSCHNABEL, 1968).
O método da visioplasticidade permite o estudo visual do escoamento do material. A
comparação da malha antes e após o processo permite a dedução sobre o escoamento do
material. É possível então observar se o processo é quase estacionário ou não, se há zonas
mortas, quais volumes participam do escoamento do material, regiões de saída, quais zonas
sofrem deformação primária e que mudança de perfil pode ser atribuída ao atrito entre a
ferramenta e o tarugo. Além das análises qualitativas citadas, a aferição do deslocamento
individual dos volumes durante a deformação permite uma análise quantitativa (WILHELM,
1969).
Após um instante de incremento na deformação onde o punção possui velocidade no
tempo , o ponto A do grid se move ao ponto B, o ponto B ao ponto C e assim
sucessivamente, caindo na linha de escoamento (figura 2.17).
A velocidade no local, com sua magnitude e direção, podem ser mensuradas para um pequeno
incremento de deformação, através da união que liga as linhas H e I. Isso resulta na
velocidade média VM para o ponto M na região central da união que liga as linhas H e I. Uma
análise expandida para mais pontos pode criar o campo de velocidade do processo.
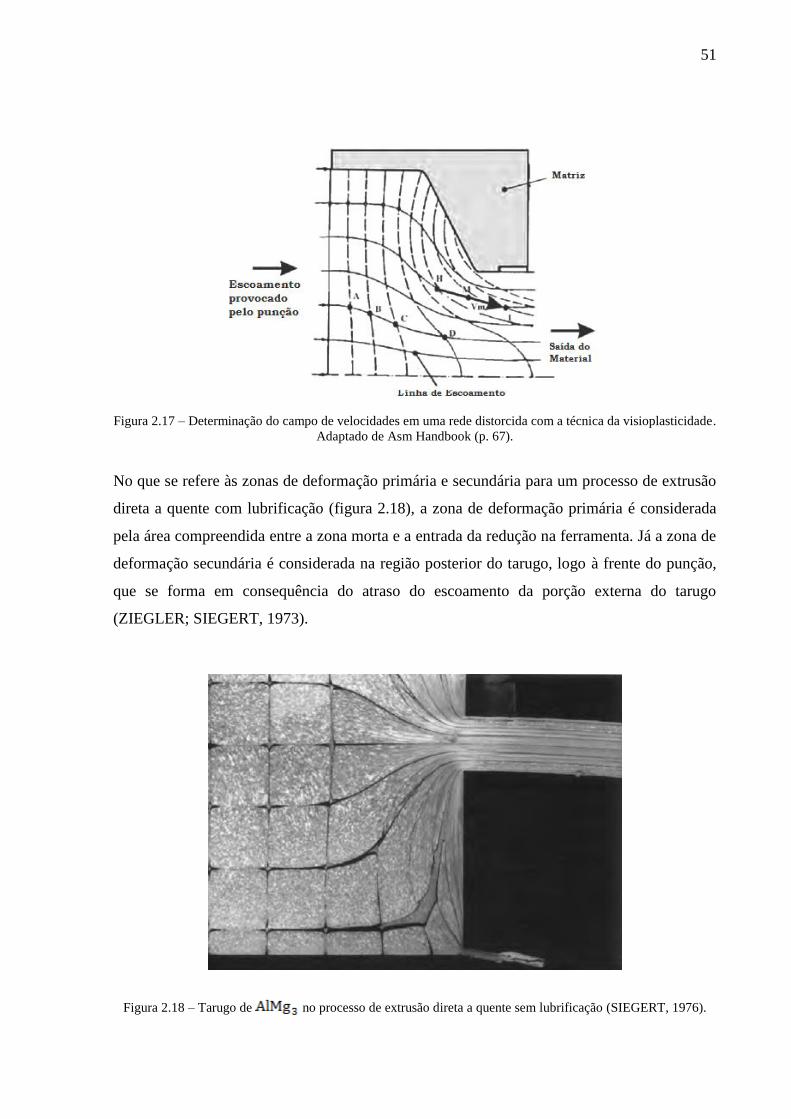
51
Figura 2.17 – Determinação do campo de velocidades em uma rede distorcida com a técnica da visioplasticidade.
Adaptado de Asm Handbook (p. 67).
No que se refere às zonas de deformação primária e secundária para um processo de extrusão
direta a quente com lubrificação (figura 2.18), a zona de deformação primária é considerada
pela área compreendida entre a zona morta e a entrada da redução na ferramenta. Já a zona de
deformação secundária é considerada na região posterior do tarugo, logo à frente do punção,
que se forma em consequência do atraso do escoamento da porção externa do tarugo
(ZIEGLER; SIEGERT, 1973).
Figura 2.18 – Tarugo de no processo de extrusão direta a quente sem lubrificação (SIEGERT, 1976).
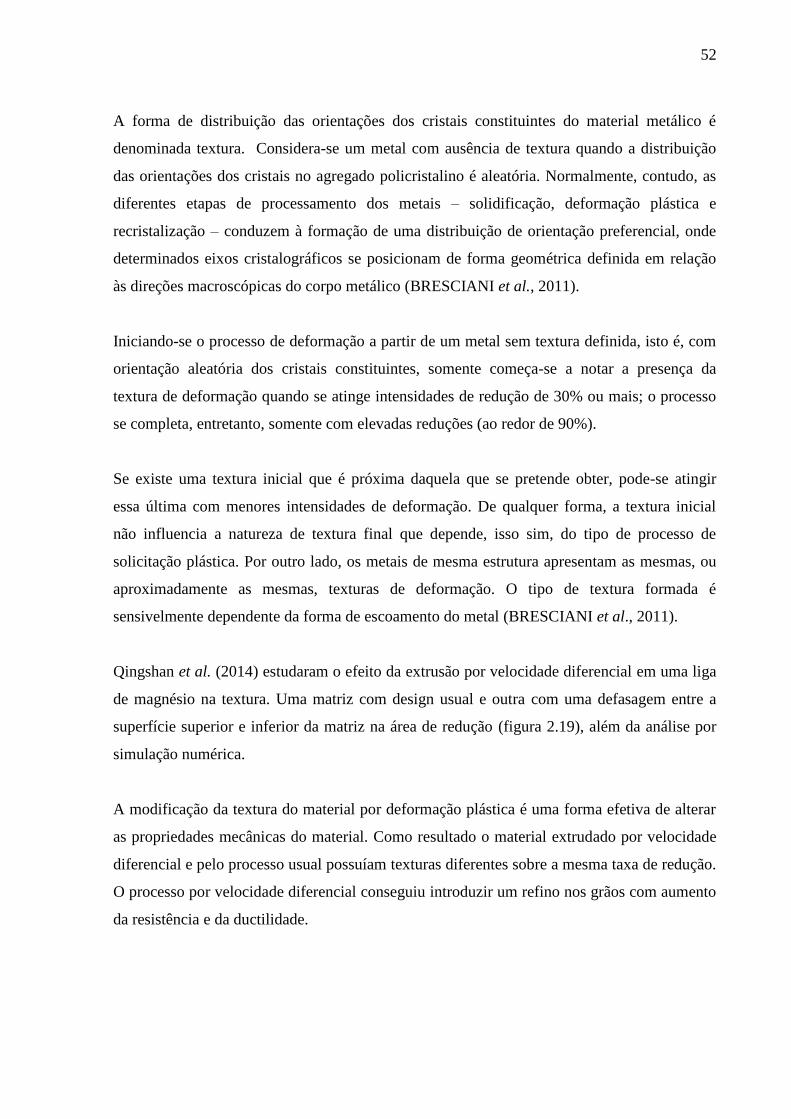
52
A forma de distribuição das orientações dos cristais constituintes do material metálico é
denominada textura. Considera-se um metal com ausência de textura quando a distribuição
das orientações dos cristais no agregado policristalino é aleatória. Normalmente, contudo, as
diferentes etapas de processamento dos metais – solidificação, deformação plástica e
recristalização – conduzem à formação de uma distribuição de orientação preferencial, onde
determinados eixos cristalográficos se posicionam de forma geométrica definida em relação
às direções macroscópicas do corpo metálico (BRESCIANI et al., 2011).
Iniciando-se o processo de deformação a partir de um metal sem textura definida, isto é, com
orientação aleatória dos cristais constituintes, somente começa-se a notar a presença da
textura de deformação quando se atinge intensidades de redução de 30% ou mais; o processo
se completa, entretanto, somente com elevadas reduções (ao redor de 90%).
Se existe uma textura inicial que é próxima daquela que se pretende obter, pode-se atingir
essa última com menores intensidades de deformação. De qualquer forma, a textura inicial
não influencia a natureza de textura final que depende, isso sim, do tipo de processo de
solicitação plástica. Por outro lado, os metais de mesma estrutura apresentam as mesmas, ou
aproximadamente as mesmas, texturas de deformação. O tipo de textura formada é
sensivelmente dependente da forma de escoamento do metal (BRESCIANI et al., 2011).
Qingshan et al. (2014) estudaram o efeito da extrusão por velocidade diferencial em uma liga
de magnésio na textura. Uma matriz com design usual e outra com uma defasagem entre a
superfície superior e inferior da matriz na área de redução (figura 2.19), além da análise por
simulação numérica.
A modificação da textura do material por deformação plástica é uma forma efetiva de alterar
as propriedades mecânicas do material. Como resultado o material extrudado por velocidade
diferencial e pelo processo usual possuíam texturas diferentes sobre a mesma taxa de redução.
O processo por velocidade diferencial conseguiu introduzir um refino nos grãos com aumento
da resistência e da ductilidade.
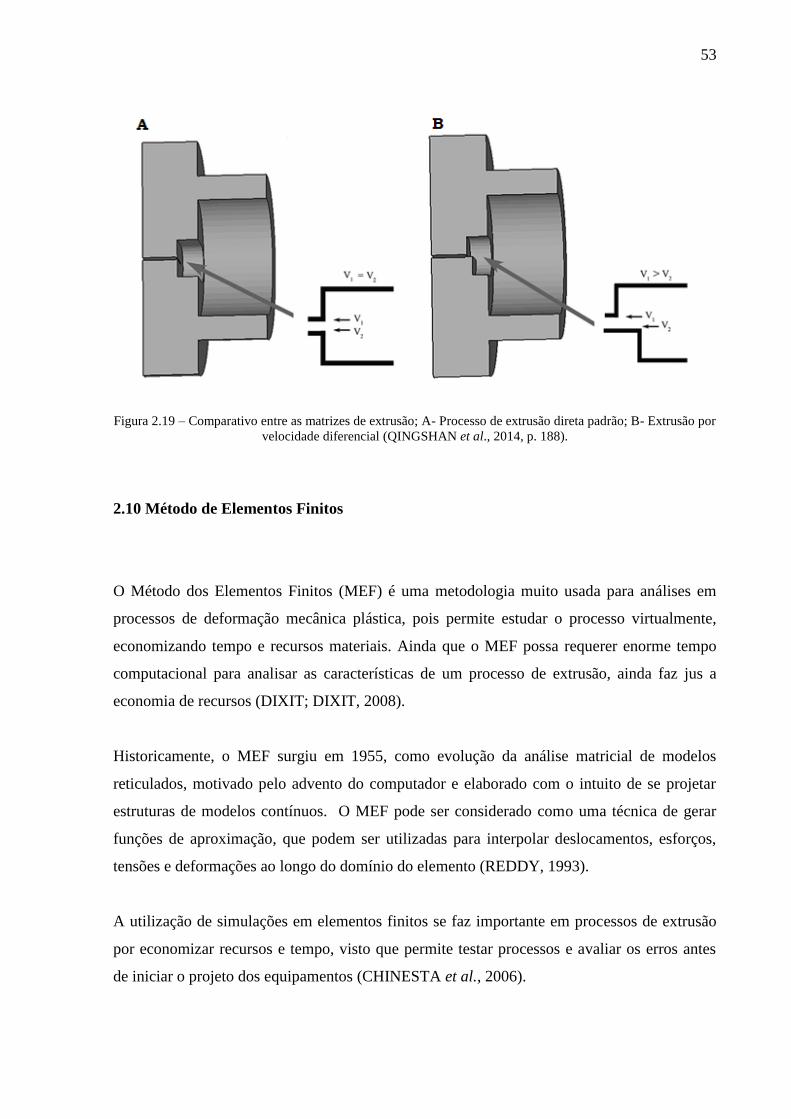
53
Figura 2.19 – Comparativo entre as matrizes de extrusão; A- Processo de extrusão direta padrão; B- Extrusão por
velocidade diferencial (QINGSHAN et al., 2014, p. 188).
2.10 Método de Elementos Finitos
O Método dos Elementos Finitos (MEF) é uma metodologia muito usada para análises em
processos de deformação mecânica plástica, pois permite estudar o processo virtualmente,
economizando tempo e recursos materiais. Ainda que o MEF possa requerer enorme tempo
computacional para analisar as características de um processo de extrusão, ainda faz jus a
economia de recursos (DIXIT; DIXIT, 2008).
Historicamente, o MEF surgiu em 1955, como evolução da análise matricial de modelos
reticulados, motivado pelo advento do computador e elaborado com o intuito de se projetar
estruturas de modelos contínuos. O MEF pode ser considerado como uma técnica de gerar
funções de aproximação, que podem ser utilizadas para interpolar deslocamentos, esforços,
tensões e deformações ao longo do domínio do elemento (REDDY, 1993).
A utilização de simulações em elementos finitos se faz importante em processos de extrusão
por economizar recursos e tempo, visto que permite testar processos e avaliar os erros antes
de iniciar o projeto dos equipamentos (CHINESTA et al., 2006).
54
Narooei e Taheri (2013) estudaram os efeitos da extrusão em ECAD de tubos de materiais
compósitos bimetálicos de cobre e alma em alumínio nas taxas de deformação. A análise do
processo de forma experimental e por simulação numérica, foram executados. Como
resultado, foi possível observar que o ângulo entre os canais afeta a força do processo e
também as taxas de deformação. Os resultados experimentais tem concordância com os dados
gerados pelas simulações.
Mahmoodkhani et al. (2014) estudaram o escoamento do alumínio no processo de extrusão a
quente. Foram utilizados dados de práticas industriais e simulações numéricas em duas
dimensões. Quanto à análise por simulação, o software DEFORM foi utilizado para comparar
com o algoritmo desenvolvido em Matlab. Os resultados indicam que a taxa de redução e
design da matriz tem influência sobre o escoamento do material e na formação de soldas
transversais na matriz.
Chen et al. (2007) examinaram o escoamento na extrusão direta a frio de alumínio, via
simulações numéricas tridimensionais pelo software DEFORM. Os resultados mostram que a
força de extrusão aumenta para semiângulos ( ) de trabalho entre e . Além disso, foi
possível observar que os danos superficiais são mais acentuados na região de saída da matriz e
que a velocidade do escoamento diminuiu com o aumento do semiângulo de trabalho.
Bakhshi-Jooybari et al. (2006) estudaram de forma experimental e numérica qual o melhor
design para uma matriz na extrusão inversa. Foram analisados dois perfis de design, a matriz
com redução cônica e com redução em curva (figura 2.20). Para a determinação dos perfis
foram utilizados algoritmos. Para a simulação da extrusão em duas dimensões o software
Abaqus foi utilizado.
Os resultados indicam que um perfil curvo para a matriz exige significativamente menos
carregamento do que o design cônico. Ainda que o perfil curvo seja de fabricação mais
complexa ele pode aumentar a produtividade, o que justificaria a sua escolha.
55
Figura 2.20 – Esquemática do design da matriz de redução cônica (A) e curva (B). Adaptado de Bakhshi-
Jooybari et al. (2006, p. 598).
Nowotynska e Kut (2014) estudaram os efeitos do ângulo de extrusão sobre o carregamento e
desgaste da matriz. O estudo se baseia na verificação do desgaste e carga para vários ângulos
de uma matriz cônica. O desgaste foi determinado por modelagem e o ângulo de 95 graus
provocou o maior desgaste. No que se refere às cargas, os maiores valores foram encontrados
para o ângulo cônico de 105 graus. O estudo se faz importante para que se conheça melhor o
mecanismo de desgaste do ferramental bem como as cargas envolvidas.
2.11 Alumínio e Suas Ligas
O alumínio é um material caracterizado principalmente pela sua baixa densidade, de 2,7g/cm³,
boa condutividade térmica e elétrica bem como a alta resistência a corrosão, sendo esta
segunda decorrente da anodização com a formação de uma barreira de óxido (GROOVER,
2007). Outro fator relevante é a não existência de uma temperatura de transição frágil dúctil,
indicado para processamento a frio (SAHA, 2000).
A extrudabilidade das ligas alumínio variam muito com as séries, sendo que as ligas da série
6000 são consideradas as melhores para o processo, dada as características técnicas e
econômicas. Entre as características técnicas, além da extrudabilidade para formas complexas,
são tratáveis termicamente, boa condutividade elétrica, alta resistência à corrosão,
56
propriedades mecânicas satisfatórias e bom acabamento. As ligas da série 7000 não possuem
boa conformabilidade a frio, sendo sua extrusão considerada como de ligas de alta resistência.
Especificamente, a liga 7075 é muito usada na extrusão para produzir perfis de cilíndricos,
tubulares e para componentes estruturais em aeronáutica, pois oferece uma taxa da razão de
resistência por peso (SAHA, 2000).
As ligas de alumínio têm como principal componente o próprio material, acrescido de
pequenas quantidades de outros materiais como cobre, manganês, magnésio, zinco e silício.
Estes materiais são os elementos de ligas principais, possuindo o objetivo principal de alterar
as propriedades mecânicas, químicas e óticas do material. Algumas ligas contêm como
elemento de liga materiais o cobre, o silício e o zinco que podem receber tratamentos
térmicos; as demais só sofrem alterações mecânicas quando passam por processos de
conformação mecânica (CALLISTER, 2008).
O alumínio é um material muito utilizado como matriz de um material compósito. Existe um
apelo crescente por baixo custo, baixo peso, melhores propriedades mecânicas e com
propriedades tribológicas adequadas a aplicações aeroespaciais e automobilísticas, sendo
compósitos de matriz em alumínio aplicados nesses tipos de indústrias (SHARMA et al.,
2015).
2.12 Aço e Suas Ligas
A definição mais geral do material aço é como liga de ferro-carbono. A concentração de um
aço-carbono comum varia entre 0,008% e 2,11% em peso de carbono, além de pequenas
concentrações de outros materiais como impurezas. Os aços-ligas contêm outros elementos de
liga ou apresentam elementos residuais em concentrações específicas, além do ferro e do
carbono (CALLISTER, 2008).
O aço é um dos principais materiais utilizados em industrialmente em todo o mundo, devido à
enorme gama de variações em seus elementos de liga; é possível alterar muito as propriedades
do material de forma a torná-lo muito versátil e aplicável em várias aplicações distintas
(GROOVER, 2007).

57
Uma classificação amplamente reconhecida das ligas de aço é quanto à adição de carbono e
outros materiais. Considera-se um aço alta-liga aquele que possuir um teor acima de 5%, em
massa, de outros elementos, além de ferro e carbono; abaixo desse valor considera-se como
baixa-liga. Elementos comuns para adição a ligas de aço são níquel, cromo e molibdênio
(CALLISTER, 2008).
As ligas de aço em baixo e médio carbono são as produzidas em maior quantidade. As ligas
em baixo carbono, menor do que 0.25% em massa de carbono, não são tratáveis
termicamente, mas possuem alta formabilidade e sua produção é muito barata. Muitas vezes
são utilizadas em componentes estruturais de automóveis, vigas e chapas de tubulações.
Já os aços médio-carbono possuem composição mássica de carbono entre 0.25% e 0.6% e são
tratáveis termicamente, sendo o revenimento o tratamento mais usual. A adição de outros
materiais como níquel, cromo e molibdênio, melhora a capacidade do aço em ser tratado
termicamente o que permite uma ampla gama de combinações de resistência mecânica e
formabilidade. (CALLISTER 2008).
As aplicações variam muito, desde elementos estruturais como vigas, pregos e arames para
aços de baixa liga indo até aplicações como equipamentos cirúrgicos e vasos criogênicos
(CALLISTER, 2008).
2.13 Estanho e Chumbo
O estanho é um material metálico com baixa resistência mecânica, ductilidade e ponto de
fusão. Todavia, como não é um elemento nocivo à natureza e muito resistente à corrosão é
empregado junto ao chumbo em soldas de componentes eletrônicos (CALLISTER, 2008).
Nesse tipo de aplicação o estanho é usado como elemento que fornece fluidez e molhabilidade
à liga; o chumbo serve como material para redução dos custos, redução da temperatura de
fusão e melhoria das propriedades mecânicas para a junta de solda (NETO, 2011). O chumbo
é por natureza um material muito tóxico ao homem e por isso existem vários estudos de ligas
58
para a substituição do mesmo (TOLEDO et al., 2010). De qualquer forma existe uma
crescente demanda por ligas de chumbo-estanho na indústria eletrônica (GARCIA, 2008).
As ligas de estanho e o chumbo encontram algum uso como materiais na engenharia. As ligas
de estanho possuem baixa resistência mecânica, possuem temperatura de fusão baixa e são
muito resistentes à corrosão. As principais aplicações são como elementos de adição em
soldas, peças decorativas e revestimento interno de recipientes para alimentos. (CALLISTER,
2008).
Onuh, Ekoja e Adeyemy (2003) estudaram os efeitos da geometria da matriz e da velocidade
de extrusão na extrusão a frio de ligas de chumbo, tendo como fim um produto de seção
complexa. O estudo de ligas de chumbo-estanho na extrusão a frio de materiais se deve
principalmente pela facilidade do processo, devido à facilidade de fabricação dos tarugos e
dos ensaios (AJIBOYE; ADEYEMI, 2006).
2.14 Materiais Compósitos
Recordando a definição de material compósito, ele é um material constituído por dois ou mais
materiais em fases distintas em que usualmente uma das fases é nomeada de matriz e a outra
fase de reforço. A nomenclatura pode variar; termos como fase dispersa e fase contínua ou
alma e coroa também podem ser encontrados. Por ser um material multifásico, um compósito
exibe além das propriedades inerentes de cada constituinte, propriedades intermediárias
decorrentes da formação de uma região interfacial (DANIEL, 2005).
A matriz geralmente é um material contínuo que envolve a fase dispersa. As propriedades do
compósito é uma função de fatores como a geometria da fase dispersa, distribuição,
orientação e também da compatibilidade interfacial entre os constituintes da mistura. Ou seja,
para que se forme um compósito é necessário que haja afinidade entre os materiais que serão
unidos. Por isso, é muito importante conhecer as propriedades químicas e físicas dos
diferentes materiais envolvidos; mais especificamente as propriedades das interfaces dos
constituintes dos compósitos (DANIEL, 2005).
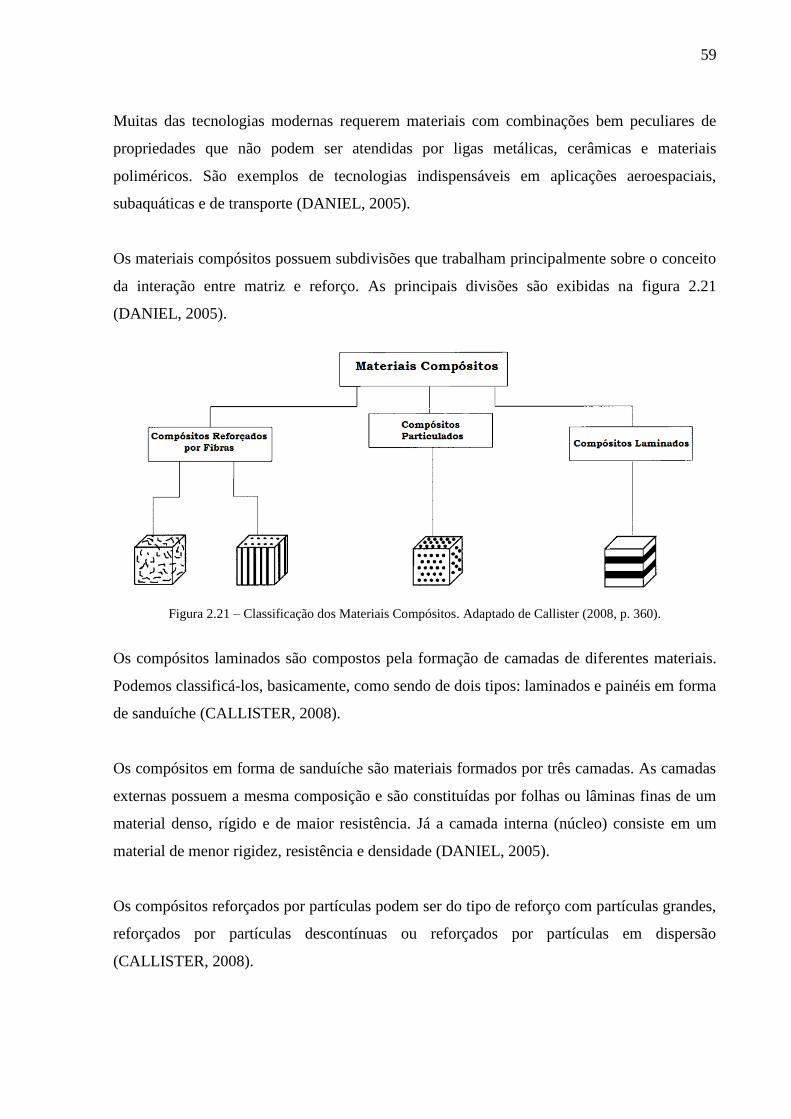
59
Muitas das tecnologias modernas requerem materiais com combinações bem peculiares de
propriedades que não podem ser atendidas por ligas metálicas, cerâmicas e materiais
poliméricos. São exemplos de tecnologias indispensáveis em aplicações aeroespaciais,
subaquáticas e de transporte (DANIEL, 2005).
Os materiais compósitos possuem subdivisões que trabalham principalmente sobre o conceito
da interação entre matriz e reforço. As principais divisões são exibidas na figura 2.21
(DANIEL, 2005).
Figura 2.21 – Classificação dos Materiais Compósitos. Adaptado de Callister (2008, p. 360).
Os compósitos laminados são compostos pela formação de camadas de diferentes materiais.
Podemos classificá-los, basicamente, como sendo de dois tipos: laminados e painéis em forma
de sanduíche (CALLISTER, 2008).
Os compósitos em forma de sanduíche são materiais formados por três camadas. As camadas
externas possuem a mesma composição e são constituídas por folhas ou lâminas finas de um
material denso, rígido e de maior resistência. Já a camada interna (núcleo) consiste em um
material de menor rigidez, resistência e densidade (DANIEL, 2005).
Os compósitos reforçados por partículas podem ser do tipo de reforço com partículas grandes,
reforçados por partículas descontínuas ou reforçados por partículas em dispersão
(CALLISTER, 2008).
60
Os compósitos são utilizados para os mais diversos fins, com destaque para a construção
naval, aeronáutica e automobilística (HUNT, 2001). Atualmente os compósitos de matriz
metálica são muito utilizados por poderem ser trabalhados sobre temperaturas mais altas que
seus metais bases análogos e podem possuir uma melhora considerável na resistência
mecânica, na resistência à abrasão e à fluência (KAINER, 2006).
Quando o reforço se dá por grandes partículas, a interações matriz-partícula não ocorrem em
nível atômico ou molecular. Ao ser submetido a forças externas, esse reforço reage
internamente, de forma que a matriz possa transferir parte da tensão. Essa transferência de
carga é aplicada às partículas do reforço, que geralmente são mais duras e rígidas.
A escolha dos materiais de um projeto, salvo restrições econômicas, dependerá basicamente
dos valores da razão entre a rigidez à tração e a densidade, o último com maior importância
quando o peso final também for crítico ao projeto (CALLISTER, 2008).
Outra possibilidade aos compósitos reforçados por fibras longas são conhecidos como
“Whiskers”, os quais apresentam comprimentos significativamente menores, podendo ser
próximo aos valores diametrais. Na constituição do material compósito, um material
constituinte, matriz do compósito, é utilizado para a união das fibras ou whiskers, permitindo
a transferência de carregamentos, apresentando, ainda, a capacidade de proteção e suporte das
fibras. O arranjo de fibras pode ser unidirecional ou em duas ou mais direções (DANIEL,
2005).
Adicionalmente é possível combinar materiais laminados e fibrosos, resultando nos
compósitos laminados reforçados por fibras. Em tal caso, o material é formado por camadas
constituídas por fibras longas alinhadas em certas direções, geralmente com a finalidade de
priorizar resistência mecânica. Este arranjo permite ao engenheiro várias soluções para o
projeto de uma estrutura compósita, de forma a atender solicitações externas, de acordo com
especificações definidas (KAINER, 2006).
De forma semelhante, Berski et al. (2006) fizeram um estudo da extrusão de tarugos de
alumínio com núcleo de cobre, concluindo que os parâmetros do processo afetam o
escoamento do material e a força de extrusão. Seus estudos experimentais foram apoiados
com simulação numérica pelo método dos elementos finitos.
61
Naroonei e Kamini (2013) estudaram a extrusão de compósitos bimetálicos através de canais
com angulação, denominados ECAD (Equal Channel Angular Extrusion), concluindo que o
campo de deformações e a força de extrusão dependem da angulação do canal. Aqui também
encontraram boa concordância entre resultados experimentais e simulações numéricas.
Khosravifard e Ebrahimi (2010) aliaram o alto interesse em materiais compósitos aos
processos de fabricação, em um estudo da extrusão hidrostática de tubo de alumínio revestido
de cobre foi realizado. Neste estudo, o método de elementos finitos foi utilizado para analisar
o processo de extrusão em estado estacionário do tubo bimetálico. Simulações foram
realizadas fornecer as distribuições da taxa de deformação efetiva, tensão equivalente e dureza
para alguns taxas de redução de extrusão e ângulos de trabalho. Além disso, avaliou-se o
perfil do escoamento. O processo foi conduzido à temperatura ambiente e verificou-se que as
previsões de elementos finitos possuem boa concordância com as observações experimentais.
CAPÍTULO 3 - MATERIAIS E MÉTODOS
3.1 Ferramental de Extrusão
Todo o sistema de extrusão foi fabricado em material adequado ao tipo de solicitação, por
processos de usinagem por equipamentos alocados no Laboratório de Processos de Fabricação
por Usinagem restrito Ao Campus Santo Antônio da UFSJ.
O ferramental para a extrusão inclui a matriz, o punção e o sistema para sacar o corpo de
prova. Com relação à matriz, toda ela é seccionada longitudinalmente, de forma a permitir que
o tarugo fosse retirado ao fim do curso do punção, essencial para a avaliação por
visioplasticidade.
A matriz é subdividida em um container bipartido, um suporte inferior, o ângulo de trabalho
e uma camisa que trava todo o sistema bipartido, conforme figura 3.1. No que concerne à
matriz de trabalho, foram fabricadas duas matrizes contendo a mesma redução de 19% e um
diâmetro inicial de .
As matrizes possuem variação no ângulo de trabalho, em e ; o material utilizado foi o
aço AISI 8640, o qual foi temperado e revenido. Depois de usinadas as matrizes passaram por
tratamentos térmicos em atmosfera controlada, com o objetivo de evitar a formação de
oxidação e para manter suas dimensões projetadas.
Os demais constituintes bipartidos foram fabricados em aço AISI 1045, proveniente em
estado recebido; todavia, apenas camisa de contenção do ferramental recebeu tratamento
térmico de tempera e revenimento.
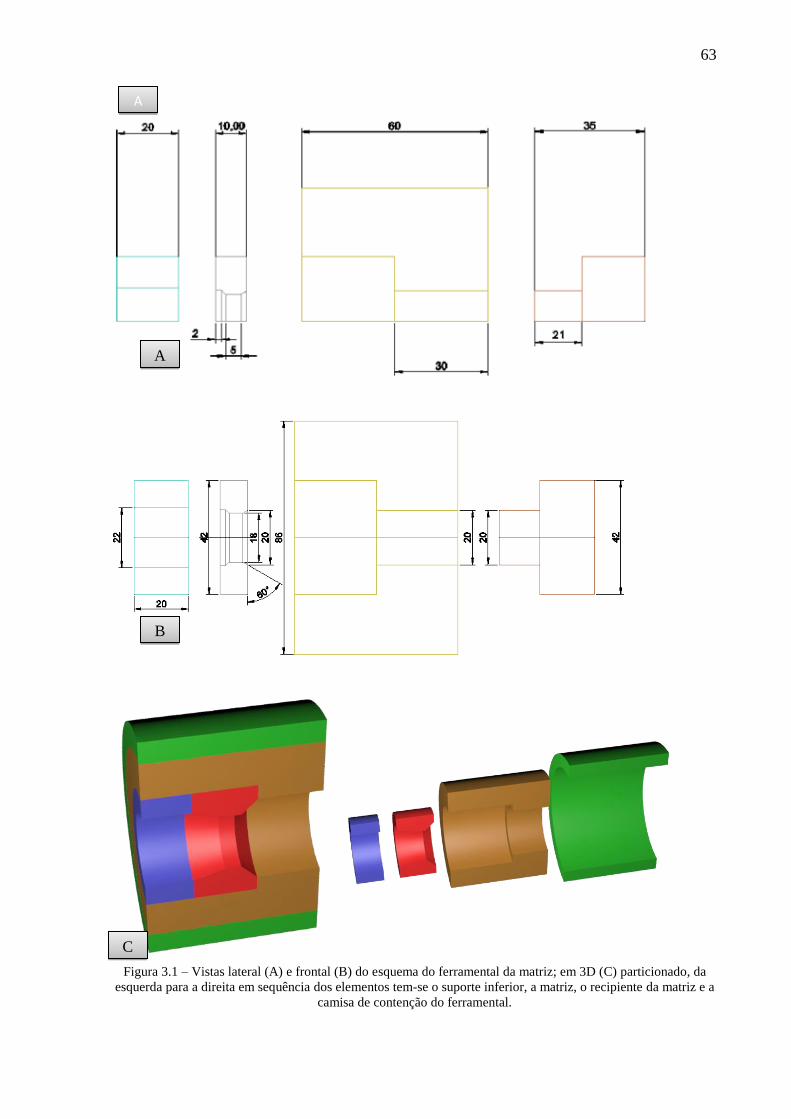
63
Figura 3.1 – Vistas lateral (A) e frontal (B) do esquema do ferramental da matriz; em 3D (C) particionado, da
esquerda para a direita em sequência dos elementos tem-se o suporte inferior, a matriz, o recipiente da matriz e a
camisa de contenção do ferramental.
A
B
C
A

64
O punção exibido na figura 3.2-D foi fabricado com aço AISI 8640 com medidas ligeiramente
maiores do que as de operação. Em seguida, passou por tratamento térmico de tempera e
revenimento. Após os tratamentos térmicos, o punção retornou ao laboratório de usinagem
para que houvesse o ajuste final de suas dimensões. Uma base em aço AISI 1045 em estado
recebido foi fabricada com o objetivo de facilitar o desacoplamento da matriz na camisa
(Figura 3.2-F).
Figura 3.2 – Ferramental para extrusão com visioplasticidade. A)Suporte inferior; B e C matrizes de redução
com ângulos de trabalho de 45 e 60, respectivamente; D) Punção; E) Matriz recipiente envolta pela camisa de
contenção; F)Base inferior para desacomplamento da camisa de contenção; e G) Vista em três dimensões de
parte do ferramental.
G
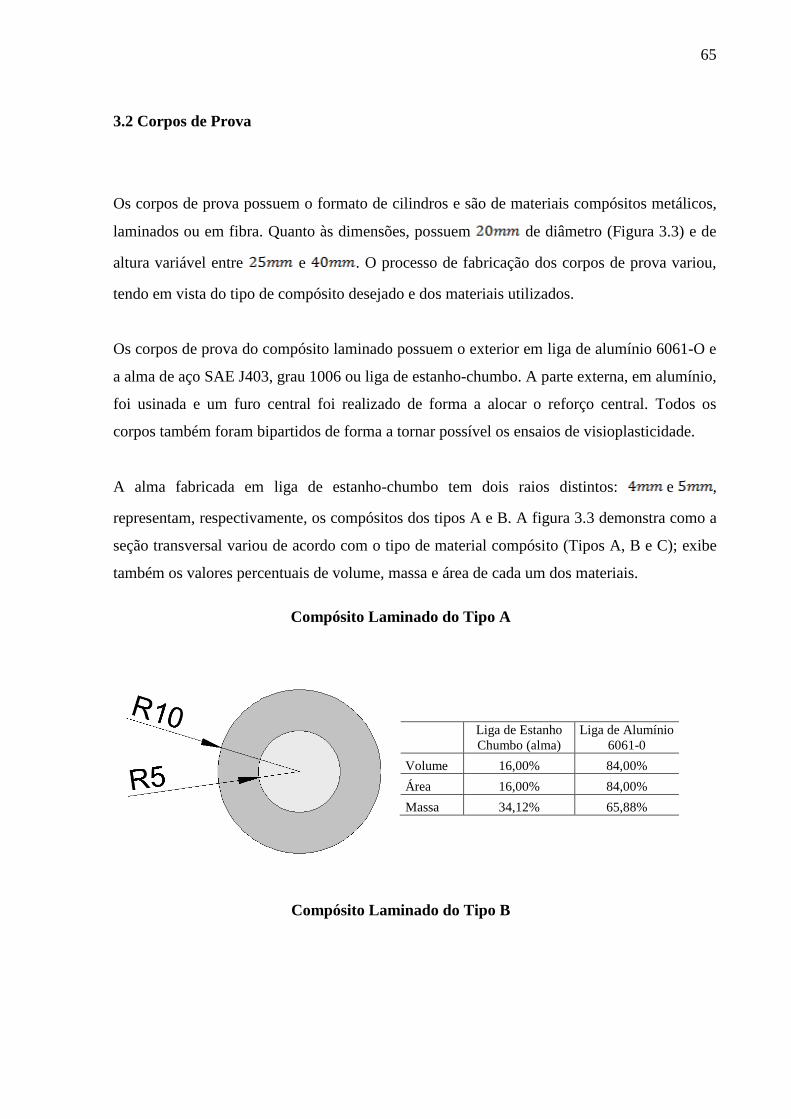
65
3.2 Corpos de Prova
Os corpos de prova possuem o formato de cilindros e são de materiais compósitos metálicos,
laminados ou em fibra. Quanto às dimensões, possuem de diâmetro (Figura 3.3) e de
altura variável entre e . O processo de fabricação dos corpos de prova variou,
tendo em vista do tipo de compósito desejado e dos materiais utilizados.
Os corpos de prova do compósito laminado possuem o exterior em liga de alumínio 6061-O e
a alma de aço SAE J403, grau 1006 ou liga de estanho-chumbo. A parte externa, em alumínio,
foi usinada e um furo central foi realizado de forma a alocar o reforço central. Todos os
corpos também foram bipartidos de forma a tornar possível os ensaios de visioplasticidade.
A alma fabricada em liga de estanho-chumbo tem dois raios distintos: e ,
representam, respectivamente, os compósitos dos tipos A e B. A figura 3.3 demonstra como a
seção transversal variou de acordo com o tipo de material compósito (Tipos A, B e C); exibe
também os valores percentuais de volume, massa e área de cada um dos materiais.
Compósito Laminado do Tipo A
Liga de Estanho
Chumbo (alma)
Liga de Alumínio
6061-0
Volume 16,00% 84,00%
Área 16,00% 84,00%
Massa 34,12% 65,88%
Compósito Laminado do Tipo B
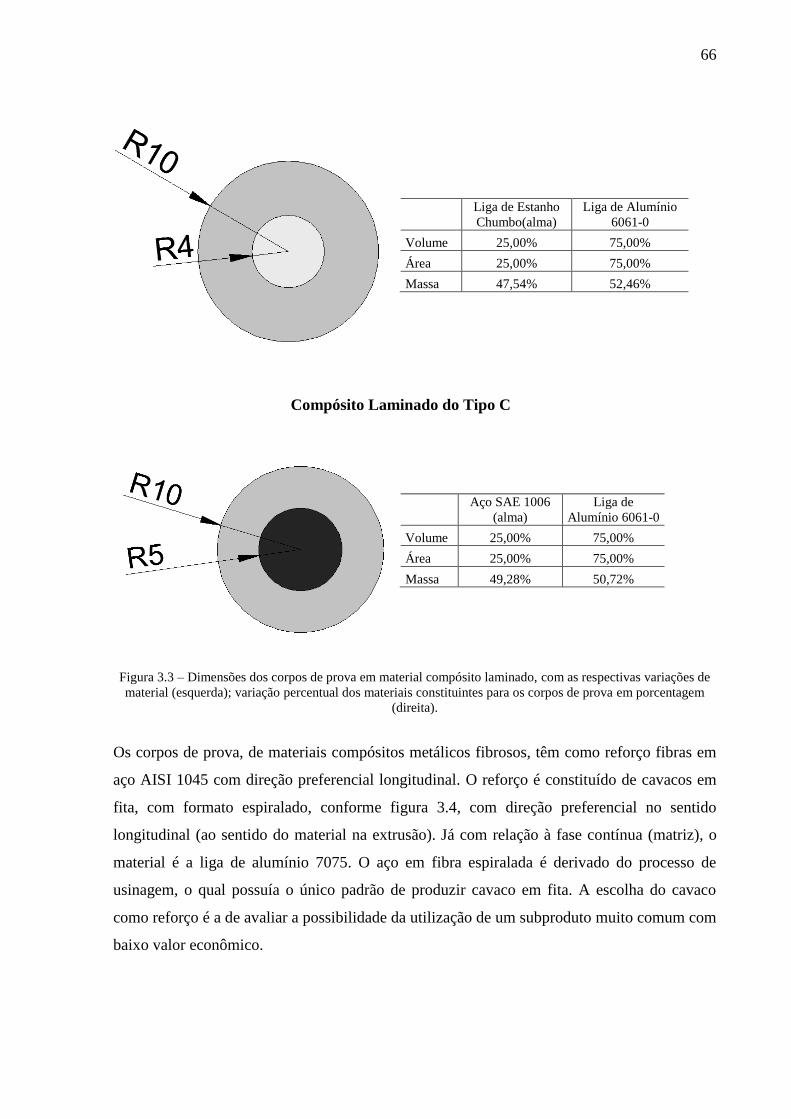
66
Liga de Estanho
Chumbo(alma)
Liga de Alumínio
6061-0
Volume 25,00% 75,00%
Área 25,00% 75,00%
Massa 47,54% 52,46%
Compósito Laminado do Tipo C
Aço SAE 1006
(alma)
Liga de
Alumínio 6061-0
Volume 25,00% 75,00%
Área 25,00% 75,00%
Massa 49,28% 50,72%
Figura 3.3 – Dimensões dos corpos de prova em material compósito laminado, com as respectivas variações de
material (esquerda); variação percentual dos materiais constituintes para os corpos de prova em porcentagem
(direita).
Os corpos de prova, de materiais compósitos metálicos fibrosos, têm como reforço fibras em
aço AISI 1045 com direção preferencial longitudinal. O reforço é constituído de cavacos em
fita, com formato espiralado, conforme figura 3.4, com direção preferencial no sentido
longitudinal (ao sentido do material na extrusão). Já com relação à fase contínua (matriz), o
material é a liga de alumínio 7075. O aço em fibra espiralada é derivado do processo de
usinagem, o qual possuía o único padrão de produzir cavaco em fita. A escolha do cavaco
como reforço é a de avaliar a possibilidade da utilização de um subproduto muito comum com
baixo valor econômico.
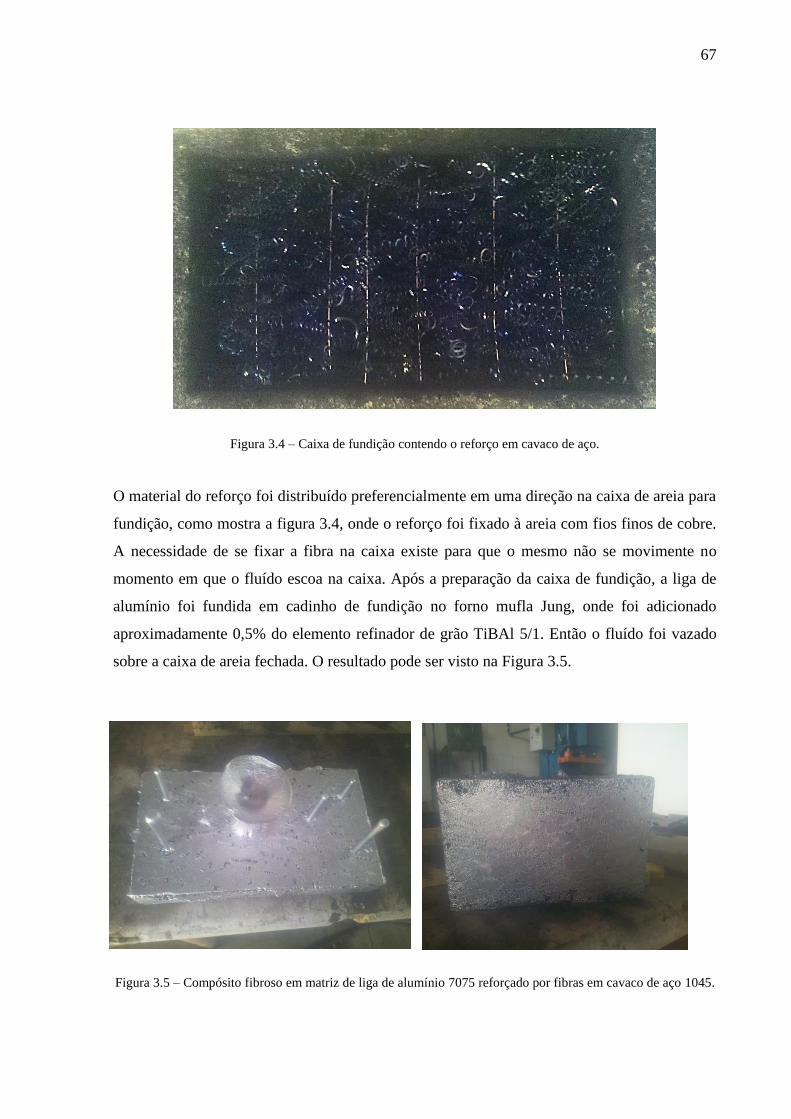
67
Figura 3.4 – Caixa de fundição contendo o reforço em cavaco de aço.
O material do reforço foi distribuído preferencialmente em uma direção na caixa de areia para
fundição, como mostra a figura 3.4, onde o reforço foi fixado à areia com fios finos de cobre.
A necessidade de se fixar a fibra na caixa existe para que o mesmo não se movimente no
momento em que o fluído escoa na caixa. Após a preparação da caixa de fundição, a liga de
alumínio foi fundida em cadinho de fundição no forno mufla Jung, onde foi adicionado
aproximadamente 0,5% do elemento refinador de grão TiBAl 5/1. Então o fluído foi vazado
sobre a caixa de areia fechada. O resultado pode ser visto na Figura 3.5.
Figura 3.5 – Compósito fibroso em matriz de liga de alumínio 7075 reforçado por fibras em cavaco de aço 1045.
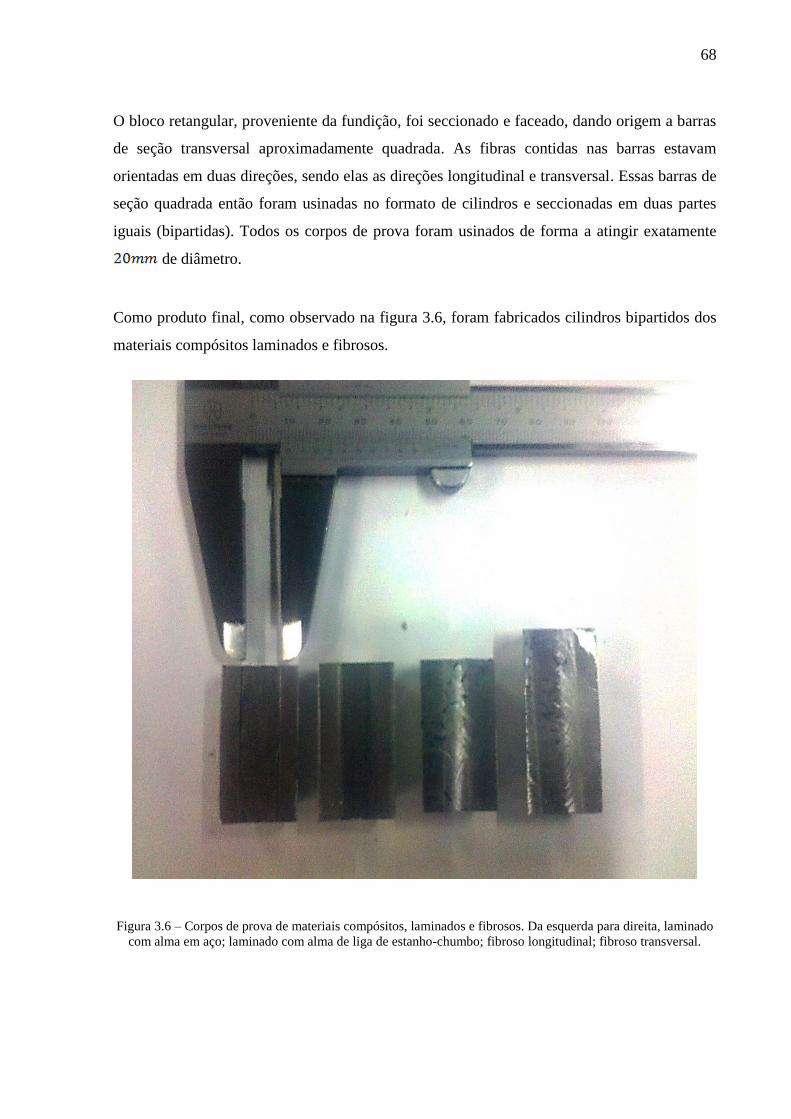
68
O bloco retangular, proveniente da fundição, foi seccionado e faceado, dando origem a barras
de seção transversal aproximadamente quadrada. As fibras contidas nas barras estavam
orientadas em duas direções, sendo elas as direções longitudinal e transversal. Essas barras de
seção quadrada então foram usinadas no formato de cilindros e seccionadas em duas partes
iguais (bipartidas). Todos os corpos de prova foram usinados de forma a atingir exatamente
de diâmetro.
Como produto final, como observado na figura 3.6, foram fabricados cilindros bipartidos dos
materiais compósitos laminados e fibrosos.
Figura 3.6 – Corpos de prova de materiais compósitos, laminados e fibrosos. Da esquerda para direita, laminado
com alma em aço; laminado com alma de liga de estanho-chumbo; fibroso longitudinal; fibroso transversal.
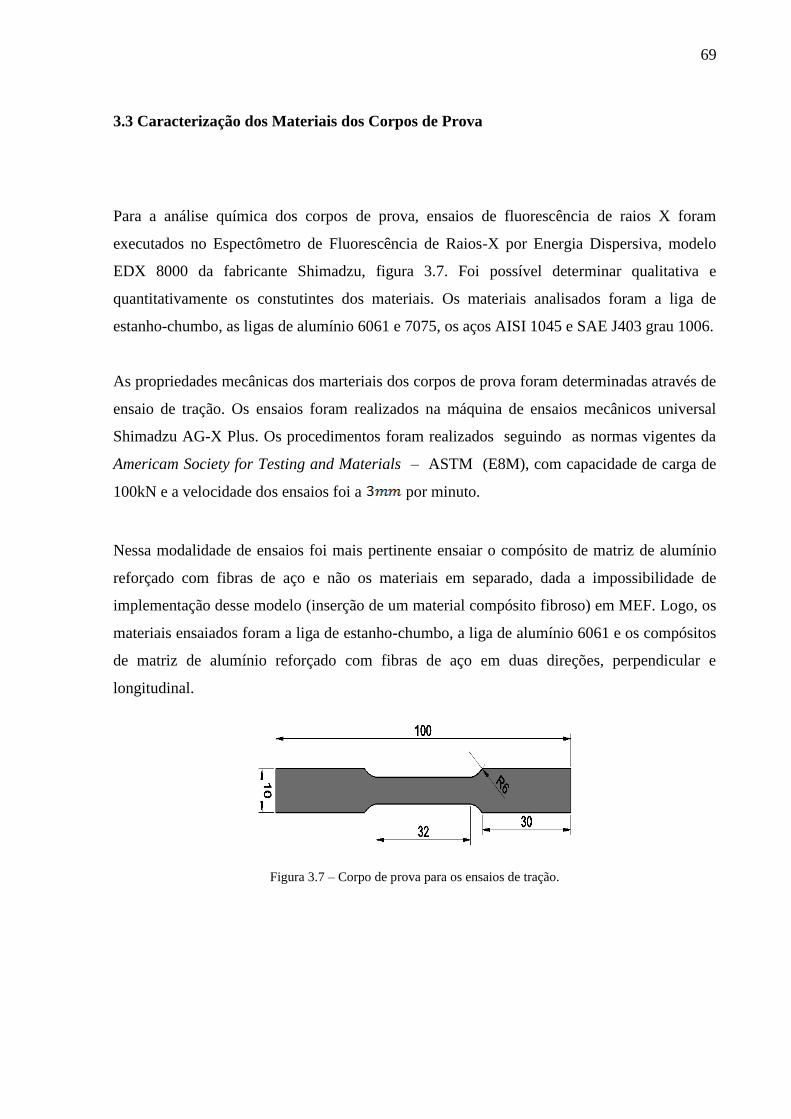
69
3.3 Caracterização dos Materiais dos Corpos de Prova
Para a análise química dos corpos de prova, ensaios de fluorescência de raios X foram
executados no Espectômetro de Fluorescência de Raios-X por Energia Dispersiva, modelo
EDX 8000 da fabricante Shimadzu, figura 3.7. Foi possível determinar qualitativa e
quantitativamente os constutintes dos materiais. Os materiais analisados foram a liga de
estanho-chumbo, as ligas de alumínio 6061 e 7075, os aços AISI 1045 e SAE J403 grau 1006.
As propriedades mecânicas dos marteriais dos corpos de prova foram determinadas através de
ensaio de tração. Os ensaios foram realizados na máquina de ensaios mecânicos universal
Shimadzu AG-X Plus. Os procedimentos foram realizados seguindo as normas vigentes da
Americam Society for Testing and Materials – ASTM (E8M), com capacidade de carga de
100kN e a velocidade dos ensaios foi a por minuto.
Nessa modalidade de ensaios foi mais pertinente ensaiar o compósito de matriz de alumínio
reforçado com fibras de aço e não os materiais em separado, dada a impossibilidade de
implementação desse modelo (inserção de um material compósito fibroso) em MEF. Logo, os
materiais ensaiados foram a liga de estanho-chumbo, a liga de alumínio 6061 e os compósitos
de matriz de alumínio reforçado com fibras de aço em duas direções, perpendicular e
longitudinal.
Figura 3.7 – Corpo de prova para os ensaios de tração.
70
3.4 Lubrificantes
Foram empregados cinco tipos de lubrificantes. O primeiro deles é um óleo mineral específico
para o processo de extrusão direta a frio, denominado comercialmente como MZA20, doado
pela empresa FUCHS do Brasil. Os outros lubrificantes empregados foram óleos comuns de
fontes vegetais: de algodão, linhaça, mamona e milho, adquiridos diretamente do mercado
comercial a varejo. Os lubrificantes foram utilizados no estado como recebido.
Para a melhor caracterização do comportamento do fluído lubrificante, no que concerne a
viscosidade, houve uma variação de temperatura dos óleos, seus níveis foram:
O equipamento utilizado foi o Rheo Viscosímetro – Ball pressure
viscometer HÖPPLER – modelo KD 2.1 (figura 3.8), da empresa Haake Medingen GMBH,
alocado no laboratório de fluídos da UFSJ.
Figura 3.8 – Rheo Viscosímetro.
O rheo-viscosímetro funciona segundo o princípio da queda da esfera, cuja velocidade
constitui uma medida da viscosidade. O viscosímetro é do tipo de esfera de precisão. Neste
tipo, as tensões tangenciais podem ser modificadas facultativamente com a mudança dos
pesos. Um cronômetro de sensor óptico é acoplado ao equipamento faz a medição do tempo
de queda da esfera. A distância de medição é de .
Mediu-se o tempo de queda que corresponde a tensão tangencial da substância ensaiada. O
resultado é encontrado pela multiplicação do tempo de queda, a tensão tangencial e as

71
constantes do recipiente de medição, resultando na viscosidade dinâmica em mili-Pascal
segundos (mPa.s).
Com este aparelho é possível medir não só a viscosidade do fluido, mas também o
comportamento do mesmo. Isso quer dizer que o equipamento é capaz de analisar se o fluido
se comporta como um fluido newtoniano e, em caso negativo, ele pode determinar as
anomalias estruturais decorrentes de um líquido não-newtoniano.
Para mensurar a viscosidade e o comportamento do fluido é necessário apenas que o
excêntrico que segura o braço seja girado. Assim que a esfera inicia o seu movimento no
curso, o sensor óptico inicia a contagem no cronômetro. Ao fim do curso, o cronômetro
termina a contagem.
Feita a contagem do tempo da esfera por todo o curso, é requerido também que seja medida a
densidade do fluído em cada temperatura de ensaio. Densímetro é um aparato que tem por
objetivo avaliar a massa específica, também chamada densidade, de líquidos. O densímetro
utilizado mediu a densidade do fluído em questão em relação à densidade da água a
Após aferidos os tempos de queda da esfera nos 5 lubrificantes com diferentes cargas e
temperaturas bem como a densidade e de posse desses dados de tempo de queda da esfera,
massa aplicada no atuador da esfera e densidade determinou-se o valor de viscosidade
dinâmica para cada fluído em cada temperatura. Além disso, foi possível determinar o
comportamento do fluído, newtoniano ou não newtoniano.
3.5 Tratamentos Térmicos
Os tratamentos térmicos têm como objetivo modificar as propriedades dos materiais
pela alteração do tipo e proporção das fases presentes, pela variação da morfologia dos
microconstituintes ou pela variação da concentração e distribuição de defeitos cristalinos.
Uma enorme variedade de ligas de diversos materiais são passíveis de ter suas
propriedades aprimoradas por meio de tratamentos térmicos.

72
Figura 3.9 – Fornos onde foram executados os tratamentos térmico: a. forno com atmosfera protegida por
argônio; b. forno mufla.
Os materiais dos corpos de prova e alguns constituintes do ferramental da extrusão passaram
por tratamentos térmicos, estes que variaram de acordo com as condições de solicitação ou
com a aplicação final da peça.
Quanto ao ferramental, a camisa de contenção em aço AISI 1045 foi submetido ao tratamento
térmico de têmpera; o punção em aço AISI 8640 foi submetido a têmpera, ambos no forno
mufla (figura 3.9 B). Já a matriz, contendo a redução, em aço AISI 8640, foi submetida ao
tratamento térmico de têmpera, seguida por revenimento. O equipamento utilizado, neste
caso, foi o forno de atmosfera controlada por gás argônio (figura 3.9 A).
A utilização do tratamento térmico de tempera tem o objetivo de aumentar a resistência
mecânica do material. A tempera seguida de revenimento aumenta a resistência mecânica; a
aplicação do revenimento é para diminuir a fragilização que o material adquire pela tempera.
Os corpos de prova de material compósito em matriz de liga de alumínio 7075, com reforço
em fibras de aço, foram recozidos no forno mufla Jung. Quanto aos tarugos do compósito
laminado, a liga de alumínio 6061, o material em estado recebido foi todo recozido no forno
mufla (figura 3.9 B).
B A
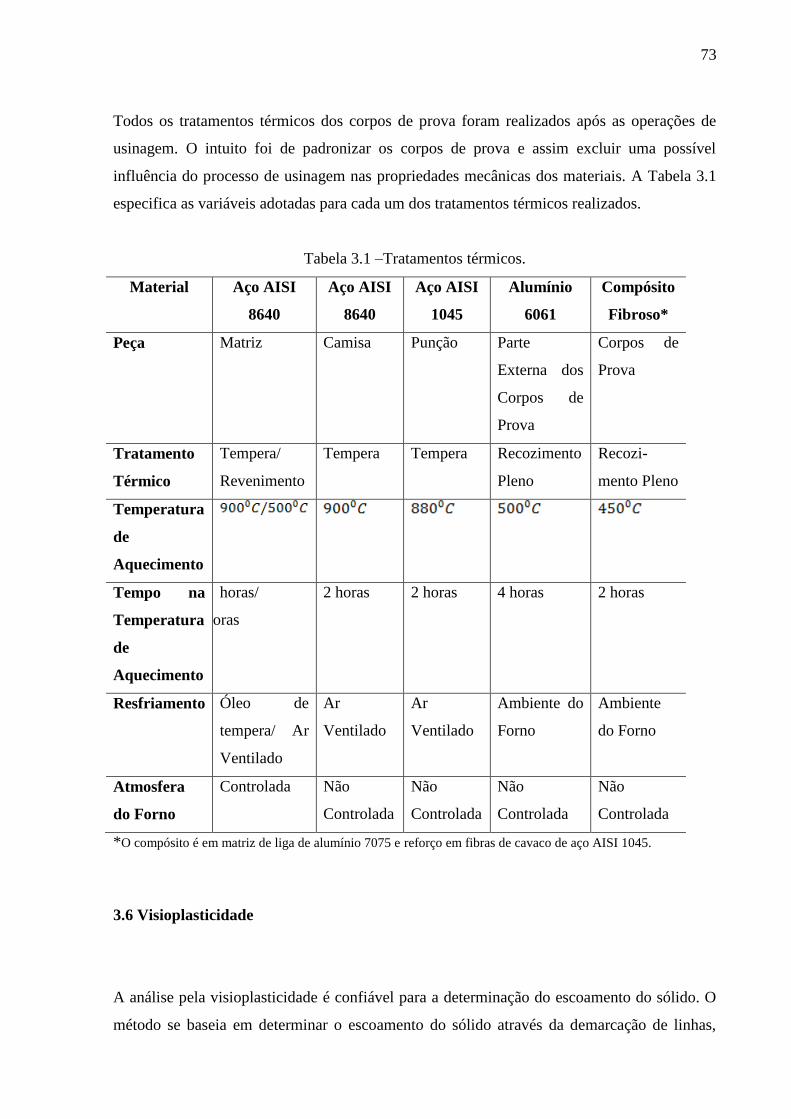
73
Todos os tratamentos térmicos dos corpos de prova foram realizados após as operações de
usinagem. O intuito foi de padronizar os corpos de prova e assim excluir uma possível
influência do processo de usinagem nas propriedades mecânicas dos materiais. A Tabela 3.1
especifica as variáveis adotadas para cada um dos tratamentos térmicos realizados.
Tabela 3.1 –Tratamentos térmicos.
Material Aço AISI
8640
Aço AISI
8640
Aço AISI
1045
Alumínio
6061
Compósito
Fibroso*
Peça Matriz Camisa Punção Parte
Externa dos
Corpos de
Prova
Corpos de
Prova
Tratamento
Térmico
Tempera/
Revenimento
Tempera Tempera Recozimento
Pleno
Recozi-
mento Pleno
Temperatura
de
Aquecimento
Tempo na
Temperatura
de
Aquecimento
2 horas/
4 horas
2 horas 2 horas 4 horas 2 horas
Resfriamento Óleo de
tempera/ Ar
Ventilado
Ar
Ventilado
Ar
Ventilado
Ambiente do
Forno
Ambiente
do Forno
Atmosfera
do Forno
Controlada Não
Controlada
Não
Controlada
Não
Controlada
Não
Controlada
*O compósito é em matriz de liga de alumínio 7075 e reforço em fibras de cavaco de aço AISI 1045.
3.6 Visioplasticidade
A análise pela visioplasticidade é confiável para a determinação do escoamento do sólido. O
método se baseia em determinar o escoamento do sólido através da demarcação de linhas,

74
onde a precisão do método não depende muito do tamanho da malha. Todavia, quanto menor
o tamanho da malha mais detalhada é a análise e menores os erros. Ainda que exista uma
variedade de formatos para a malha, o formato quadrado é o mais comum.
Neste trabalho, o formato escolhido para a malha foi o quadrangular, sendo que apenas um
lote utilizou do formato retangular. Para o lote de tarugos laminados com alma em liga de
estanho-chumbo, com a denominação de “Tipo B” (figura 3.3); a malha tem formato
retângular de medidas . Para os demais corpos de prova a malha impressa tem
formato quadrangular de dimenões de .
Para a determinação do nível de profundidade na demarcação do gride que permanecesse
nítido ao processo foi necessário testar diferentes níveis, como mostrado na figura 3.10.
Todos os corpos de prova ensaiados foram demarcados com malhas de linhas retas de
aproximadamente de profundidade e de espessura. Para a demarcação foram
utilizados um traçador de altura, que fazia o risco superficial nas medidas definidas. Já para
atingir a espessura e profundidade desejadas foi usada uma serra dentária cirúrgica adaptada.
O resultado pode ser visto na figura 3.11.
Figura 3.10 – Teste para determinação da forma da malha.
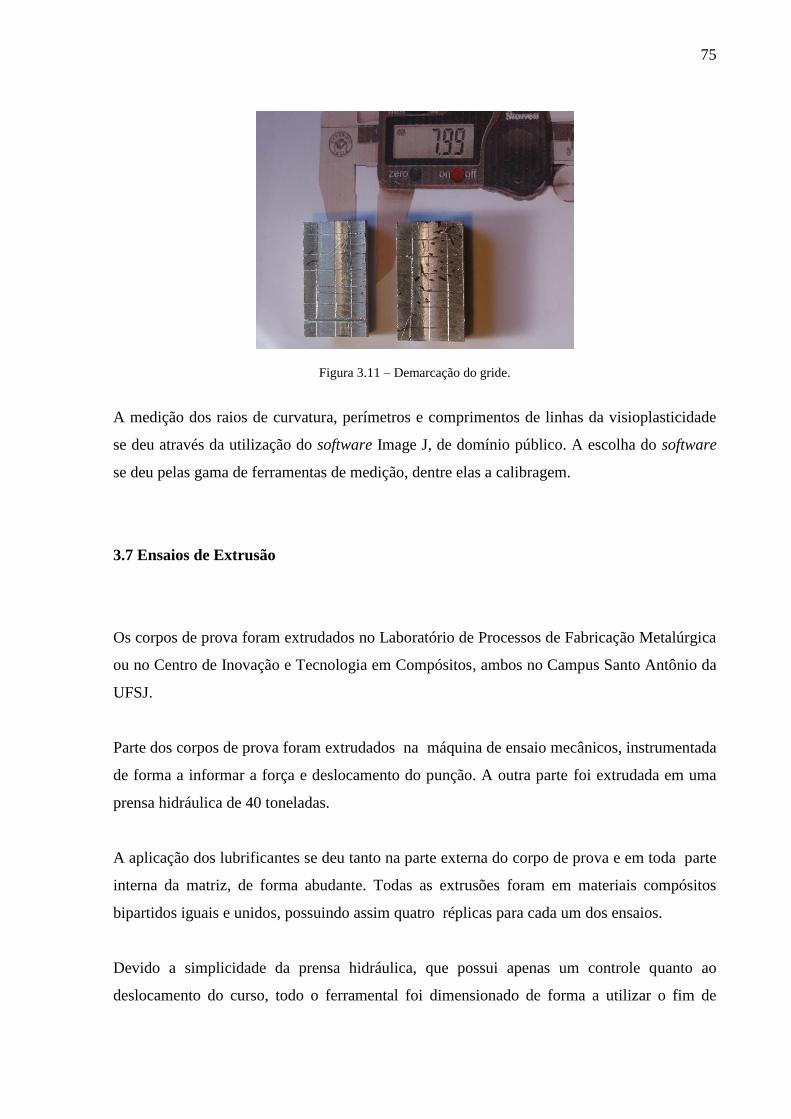
75
Figura 3.11 – Demarcação do gride.
A medição dos raios de curvatura, perímetros e comprimentos de linhas da visioplasticidade
se deu através da utilização do software Image J, de domínio público. A escolha do software
se deu pelas gama de ferramentas de medição, dentre elas a calibragem.
3.7 Ensaios de Extrusão
Os corpos de prova foram extrudados no Laboratório de Processos de Fabricação Metalúrgica
ou no Centro de Inovação e Tecnologia em Compósitos, ambos no Campus Santo Antônio da
UFSJ.
Parte dos corpos de prova foram extrudados na máquina de ensaio mecânicos, instrumentada
de forma a informar a força e deslocamento do punção. A outra parte foi extrudada em uma
prensa hidráulica de 40 toneladas.
A aplicação dos lubrificantes se deu tanto na parte externa do corpo de prova e em toda parte
interna da matriz, de forma abudante. Todas as extrusões foram em materiais compósitos
bipartidos iguais e unidos, possuindo assim quatro réplicas para cada um dos ensaios.
Devido a simplicidade da prensa hidráulica, que possui apenas um controle quanto ao
deslocamento do curso, todo o ferramental foi dimensionado de forma a utilizar o fim de
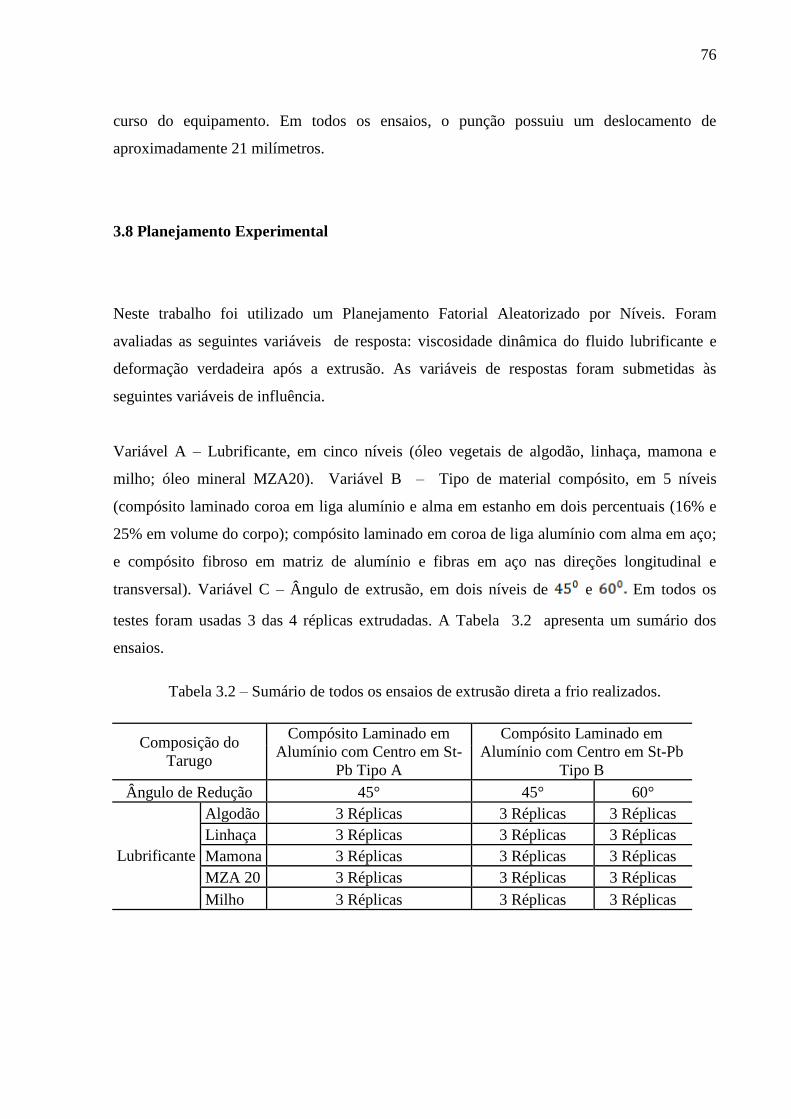
76
curso do equipamento. Em todos os ensaios, o punção possuiu um deslocamento de
aproximadamente 21 milímetros.
3.8 Planejamento Experimental
Neste trabalho foi utilizado um Planejamento Fatorial Aleatorizado por Níveis. Foram
avaliadas as seguintes variáveis de resposta: viscosidade dinâmica do fluido lubrificante e
deformação verdadeira após a extrusão. As variáveis de respostas foram submetidas às
seguintes variáveis de influência.
Variável A – Lubrificante, em cinco níveis (óleo vegetais de algodão, linhaça, mamona e
milho; óleo mineral MZA20). Variável B – Tipo de material compósito, em 5 níveis
(compósito laminado coroa em liga alumínio e alma em estanho em dois percentuais (16% e
25% em volume do corpo); compósito laminado em coroa de liga alumínio com alma em aço;
e compósito fibroso em matriz de alumínio e fibras em aço nas direções longitudinal e
transversal). Variável C – Ângulo de extrusão, em dois níveis de e Em todos os
testes foram usadas 3 das 4 réplicas extrudadas. A Tabela 3.2 apresenta um sumário dos
ensaios.
Tabela 3.2 – Sumário de todos os ensaios de extrusão direta a frio realizados.
Composição do
Tarugo
Compósito Laminado em
Alumínio com Centro em St-
Pb Tipo A
Compósito Laminado em
Alumínio com Centro em St-Pb
Tipo B
Ângulo de Redução 45° 45° 60°
Lubrificante
Algodão 3 Réplicas 3 Réplicas 3 Réplicas
Linhaça 3 Réplicas 3 Réplicas 3 Réplicas
Mamona 3 Réplicas 3 Réplicas 3 Réplicas
MZA 20 3 Réplicas 3 Réplicas 3 Réplicas
Milho 3 Réplicas 3 Réplicas 3 Réplicas
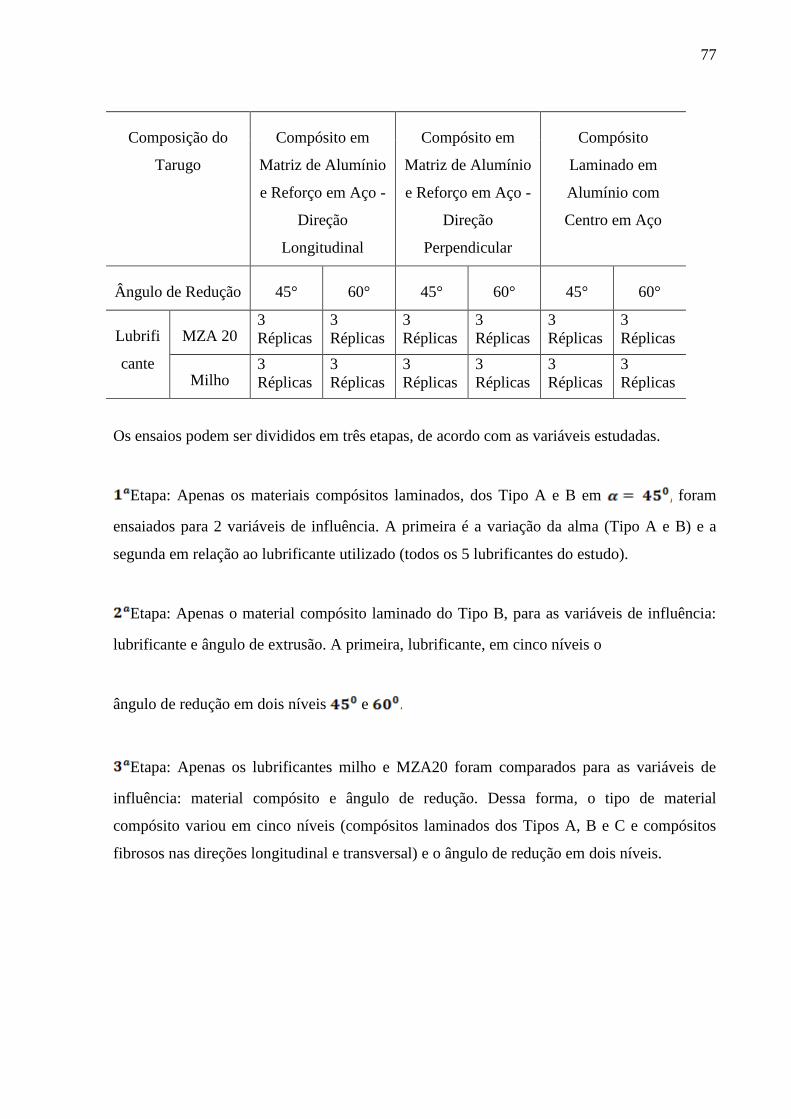
77
Composição do
Tarugo
Compósito em
Matriz de Alumínio
e Reforço em Aço -
Direção
Longitudinal
Compósito em
Matriz de Alumínio
e Reforço em Aço -
Direção
Perpendicular
Compósito
Laminado em
Alumínio com
Centro em Aço
Ângulo de Redução 45° 60° 45° 60° 45° 60°
Lubrifi
cante
MZA 20 3
Réplicas
3
Réplicas
3
Réplicas
3
Réplicas
3
Réplicas
3
Réplicas
Milho 3
Réplicas
3
Réplicas
3
Réplicas
3
Réplicas
3
Réplicas
3
Réplicas
Os ensaios podem ser divididos em três etapas, de acordo com as variáveis estudadas.
Etapa: Apenas os materiais compósitos laminados, dos Tipo A e B em foram
ensaiados para 2 variáveis de influência. A primeira é a variação da alma (Tipo A e B) e a
segunda em relação ao lubrificante utilizado (todos os 5 lubrificantes do estudo).
Etapa: Apenas o material compósito laminado do Tipo B, para as variáveis de influência:
lubrificante e ângulo de extrusão. A primeira, lubrificante, em cinco níveis o
ângulo de redução em dois níveis e
Etapa: Apenas os lubrificantes milho e MZA20 foram comparados para as variáveis de
influência: material compósito e ângulo de redução. Dessa forma, o tipo de material
compósito variou em cinco níveis (compósitos laminados dos Tipos A, B e C e compósitos
fibrosos nas direções longitudinal e transversal) e o ângulo de redução em dois níveis.

78
3.9 Simulações em Elementos Finitos
Todos os ensaios experimentais também foram reproduzidos em simulações no software
Altair HyperWorks na interface HyperMesh, versão 12.0, em licença cedida pela empresa para
o laboratório de Mecânica Computacional no DEMEC da UFSJ. A escolha do software e da
interface se deu pela gama de variabilidade dos experimentos, como por exemplo, variações
das propriedades mecânicas do material, dos contatos entre os materiais, das malhas e da
geometria do ferramental. Como resultado, foram avaliados o deslocamento e o formato final
do corpo de prova.
Os ensaios de tração dos materiais serviram de base para definir as propriedades mecânicas,
visto que para cada material foi determinado o diagrama tensão deformação. No caso do
compósito fibroso, parte do material do bloco inicial, que deu origem aos corpos de prova,
também foi trabalhado para dar origem ao corpo de ensaio de tração.
Já os ensaios de viscosidade foram usados para especificar o atrito presente na interface
matriz-tarugo. De acordo com Lee, Keum e Wagoner (2002), de posse dos valores de
viscosidade dinâmica do óleo lubrificante e da rugosidade do corpo é possível estimar o valor
de atrito do lubrificante. Dessa forma, o atrito entre corpo de prova e matriz foi estimado pelo
coeficiente de viscosidade dinâmica de cada um dos lubrificantes a , pela Equação 3.1.
Equação 3.1
Onde:
= Coeficiente de atrito;
= Viscosidade dinâmica do fluído lubrificante;
= Massa específica do fluído.
A geometria dos tarugos é exatamente a mesma dos ensaios experimentais. Já com relação ao
ferramental, foram feitas simplificações, visando a utilização de um menor tempo
computacional, como é mostrado na figura 3.12. As simplificações de geometria respeitaram a
taxa de redução de 19% e também foram utilizados os mesmos ângulos de trabalho, de e
Em adicional, para corpos dos compósitos laminados, foi feita a amarração dos nós na
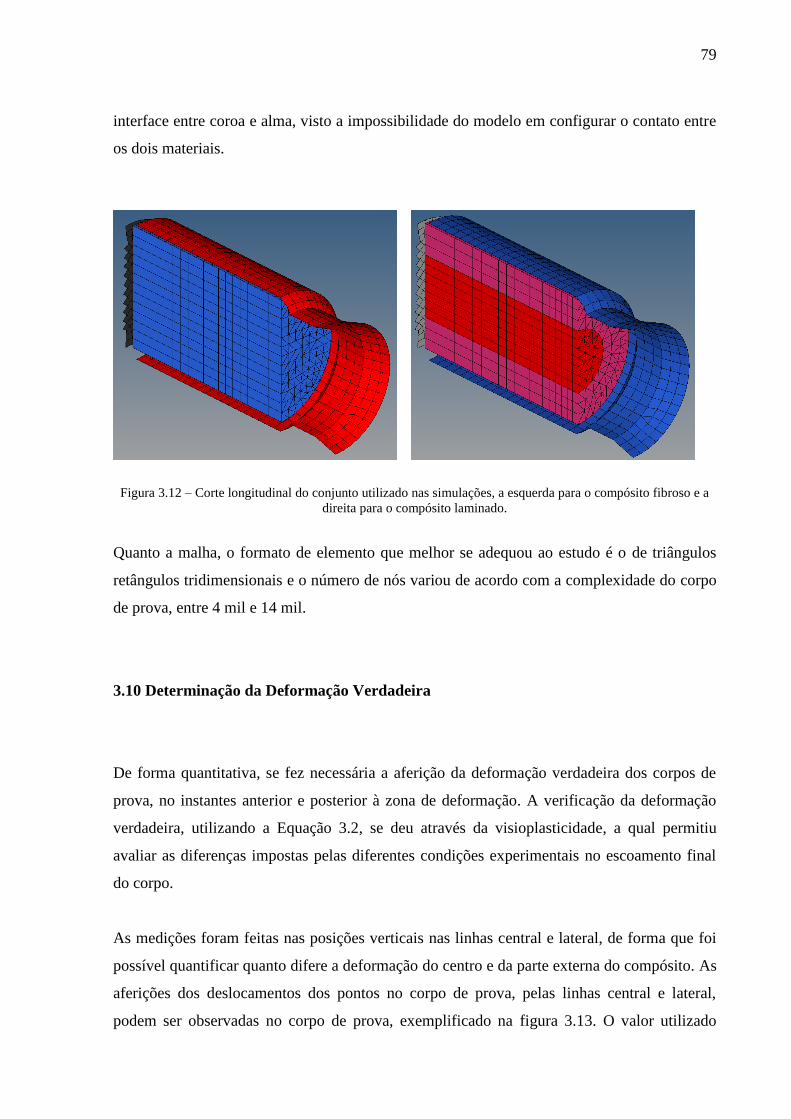
79
interface entre coroa e alma, visto a impossibilidade do modelo em configurar o contato entre
os dois materiais.
Figura 3.12 – Corte longitudinal do conjunto utilizado nas simulações, a esquerda para o compósito fibroso e a
direita para o compósito laminado.
Quanto a malha, o formato de elemento que melhor se adequou ao estudo é o de triângulos
retângulos tridimensionais e o número de nós variou de acordo com a complexidade do corpo
de prova, entre 4 mil e 14 mil.
3.10 Determinação da Deformação Verdadeira
De forma quantitativa, se fez necessária a aferição da deformação verdadeira dos corpos de
prova, no instantes anterior e posterior à zona de deformação. A verificação da deformação
verdadeira, utilizando a Equação 3.2, se deu através da visioplasticidade, a qual permitiu
avaliar as diferenças impostas pelas diferentes condições experimentais no escoamento final
do corpo.
As medições foram feitas nas posições verticais nas linhas central e lateral, de forma que foi
possível quantificar quanto difere a deformação do centro e da parte externa do compósito. As
aferições dos deslocamentos dos pontos no corpo de prova, pelas linhas central e lateral,
podem ser observadas no corpo de prova, exemplificado na figura 3.13. O valor utilizado
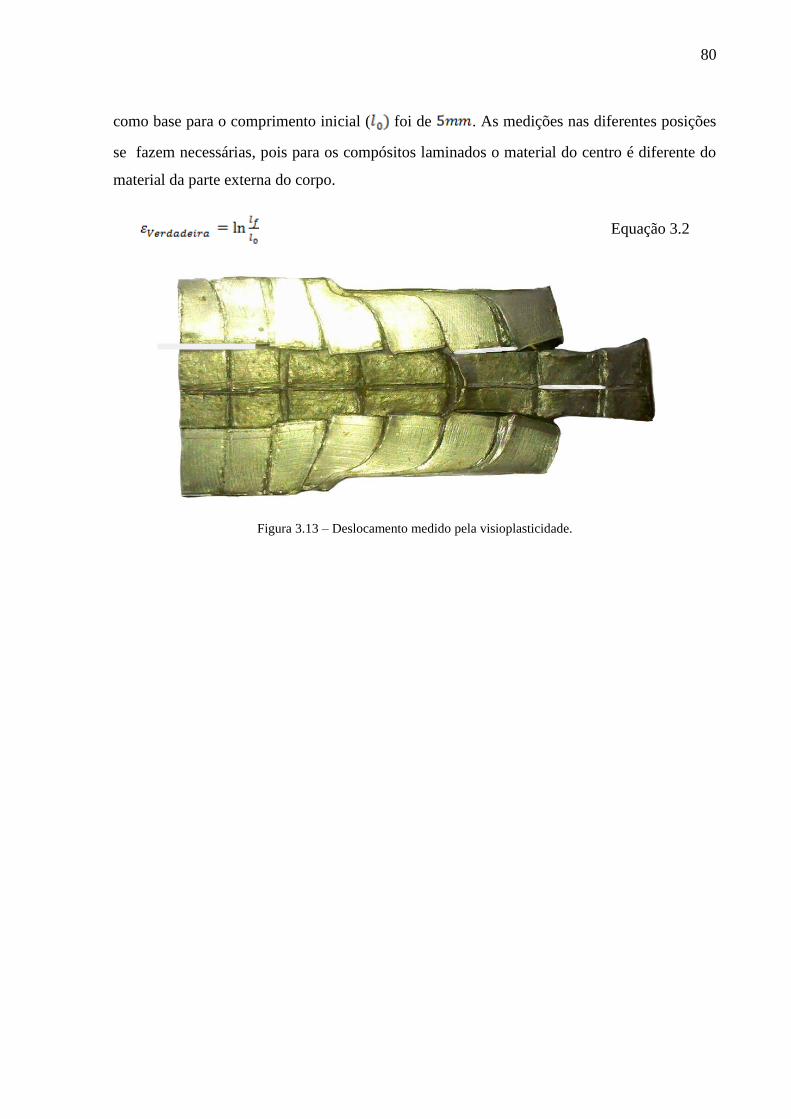
80
como base para o comprimento inicial ( foi de . As medições nas diferentes posições
se fazem necessárias, pois para os compósitos laminados o material do centro é diferente do
material da parte externa do corpo.
Equação 3.2
Figura 3.13 – Deslocamento medido pela visioplasticidade.
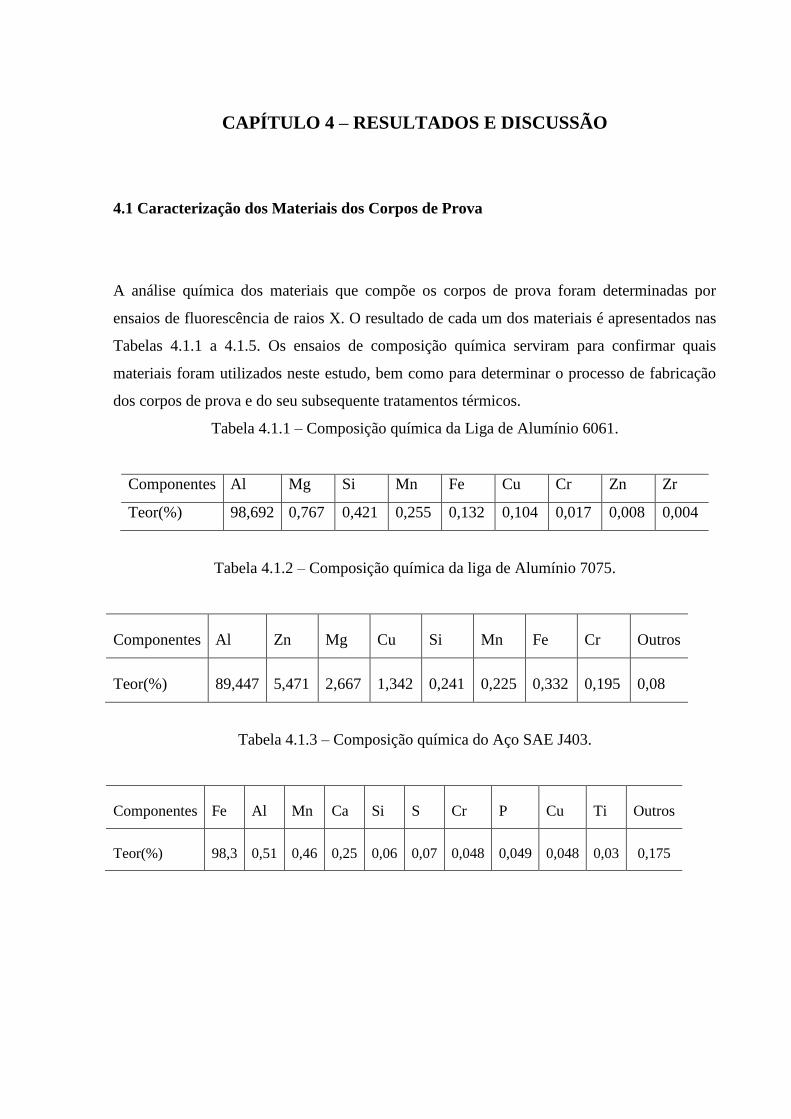
CAPÍTULO 4 – RESULTADOS E DISCUSSÃO
4.1 Caracterização dos Materiais dos Corpos de Prova
A análise química dos materiais que compõe os corpos de prova foram determinadas por
ensaios de fluorescência de raios X. O resultado de cada um dos materiais é apresentados nas
Tabelas 4.1.1 a 4.1.5. Os ensaios de composição química serviram para confirmar quais
materiais foram utilizados neste estudo, bem como para determinar o processo de fabricação
dos corpos de prova e do seu subsequente tratamentos térmicos.
Tabela 4.1.1 – Composição química da Liga de Alumínio 6061.
Componentes Al Mg Si Mn Fe Cu Cr Zn Zr
Teor(%) 98,692 0,767 0,421 0,255 0,132 0,104 0,017 0,008 0,004
Tabela 4.1.2 – Composição química da liga de Alumínio 7075.
Componentes Al Zn Mg Cu Si Mn Fe Cr Outros
Teor(%) 89,447 5,471 2,667 1,342 0,241 0,225 0,332 0,195 0,08
Tabela 4.1.3 – Composição química do Aço SAE J403.
Componentes Fe Al Mn Ca Si S Cr P Cu Ti Outros
Teor(%) 98,3 0,51 0,46 0,25 0,06 0,07 0,048 0,049 0,048 0,03 0,175
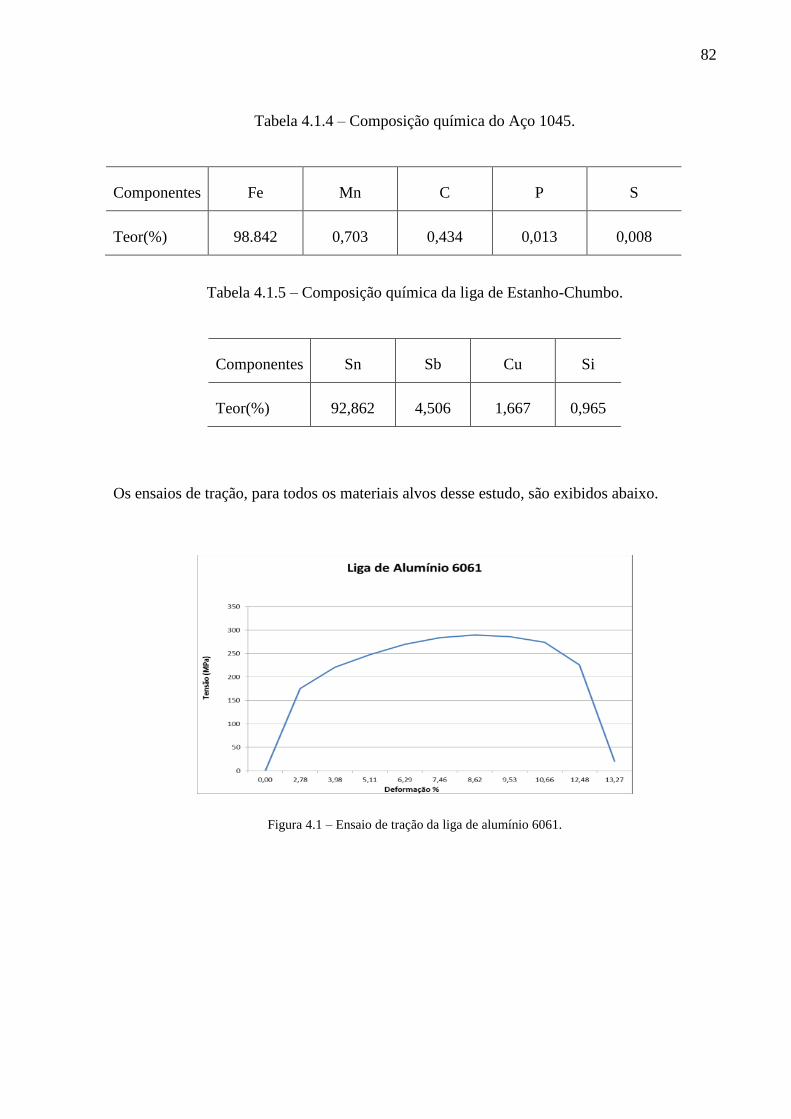
82
Tabela 4.1.4 – Composição química do Aço 1045.
Componentes Fe Mn C P S
Teor(%) 98.842 0,703 0,434 0,013 0,008
Tabela 4.1.5 – Composição química da liga de Estanho-Chumbo.
Componentes Sn Sb Cu Si
Teor(%) 92,862 4,506 1,667 0,965
Os ensaios de tração, para todos os materiais alvos desse estudo, são exibidos abaixo.
Figura 4.1 – Ensaio de tração da liga de alumínio 6061.
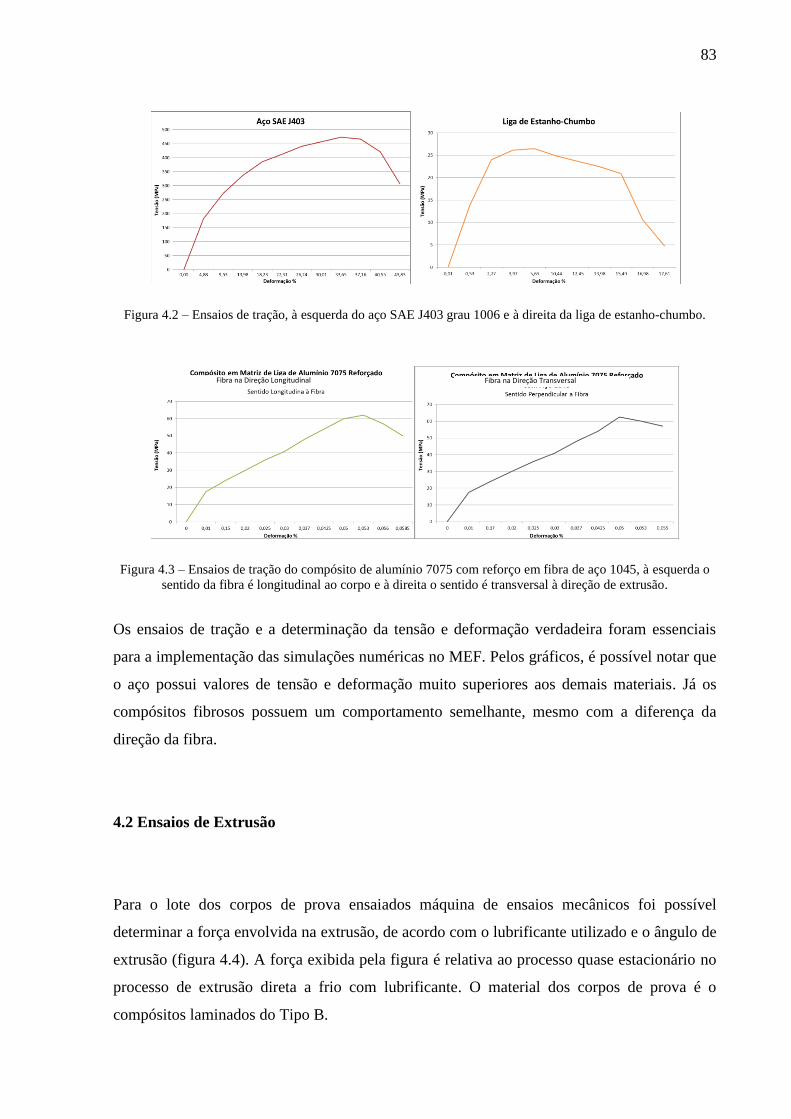
83
Figura 4.2 – Ensaios de tração, à esquerda do aço SAE J403 grau 1006 e à direita da liga de estanho-chumbo.
Figura 4.3 – Ensaios de tração do compósito de alumínio 7075 com reforço em fibra de aço 1045, à esquerda o
sentido da fibra é longitudinal ao corpo e à direita o sentido é transversal à direção de extrusão.
Os ensaios de tração e a determinação da tensão e deformação verdadeira foram essenciais
para a implementação das simulações numéricas no MEF. Pelos gráficos, é possível notar que
o aço possui valores de tensão e deformação muito superiores aos demais materiais. Já os
compósitos fibrosos possuem um comportamento semelhante, mesmo com a diferença da
direção da fibra.
4.2 Ensaios de Extrusão
Para o lote dos corpos de prova ensaiados máquina de ensaios mecânicos foi possível
determinar a força envolvida na extrusão, de acordo com o lubrificante utilizado e o ângulo de
extrusão (figura 4.4). A força exibida pela figura é relativa ao processo quase estacionário no
processo de extrusão direta a frio com lubrificante. O material dos corpos de prova é o
compósitos laminados do Tipo B.
Direção Transversal da Fibra Fibra na Direção Transversal
Direção Transversal da Fibra Fibra na Direção Longitudinal
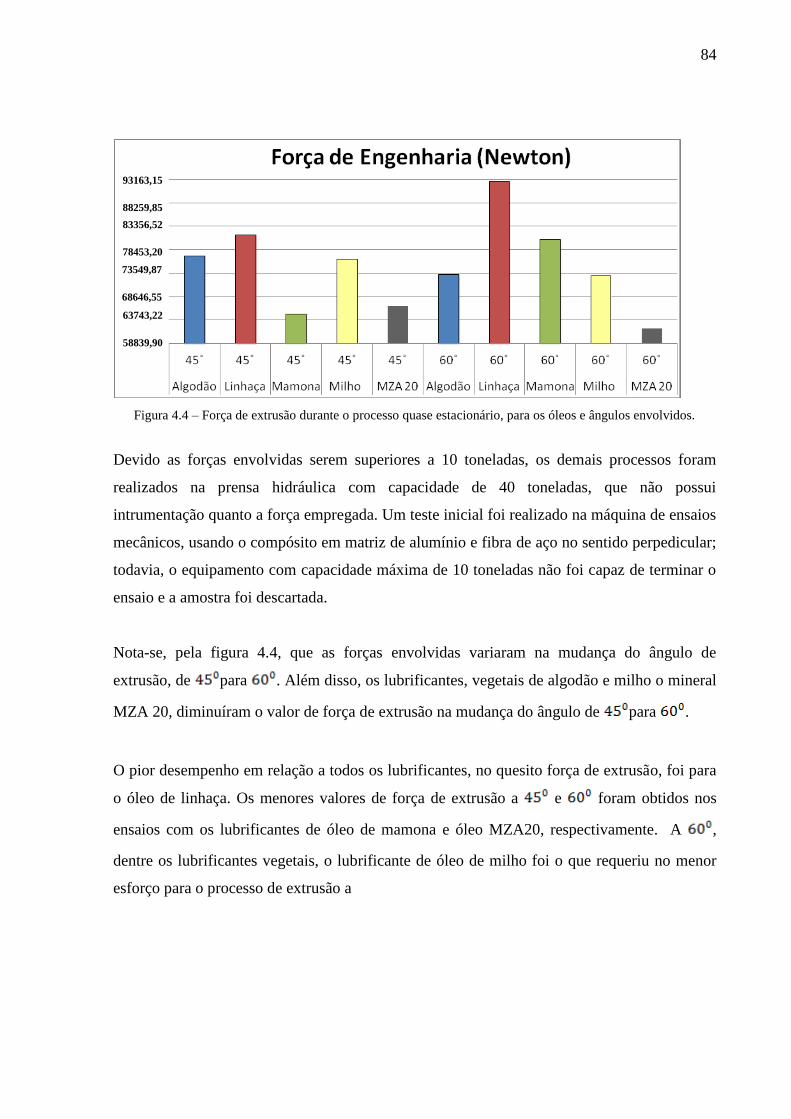
84
Figura 4.4 – Força de extrusão durante o processo quase estacionário, para os óleos e ângulos envolvidos.
Devido as forças envolvidas serem superiores a 10 toneladas, os demais processos foram
realizados na prensa hidráulica com capacidade de 40 toneladas, que não possui
intrumentação quanto a força empregada. Um teste inicial foi realizado na máquina de ensaios
mecânicos, usando o compósito em matriz de alumínio e fibra de aço no sentido perpedicular;
todavia, o equipamento com capacidade máxima de 10 toneladas não foi capaz de terminar o
ensaio e a amostra foi descartada.
Nota-se, pela figura 4.4, que as forças envolvidas variaram na mudança do ângulo de
extrusão, de para . Além disso, os lubrificantes, vegetais de algodão e milho o mineral
MZA 20, diminuíram o valor de força de extrusão na mudança do ângulo de para .
O pior desempenho em relação a todos os lubrificantes, no quesito força de extrusão, foi para
o óleo de linhaça. Os menores valores de força de extrusão a e foram obtidos nos
ensaios com os lubrificantes de óleo de mamona e óleo MZA20, respectivamente. A ,
dentre os lubrificantes vegetais, o lubrificante de óleo de milho foi o que requeriu no menor
esforço para o processo de extrusão a
93163,15
88259,85
83356,52
78453,20
73549,87
68646,55
63743,22
58839,90
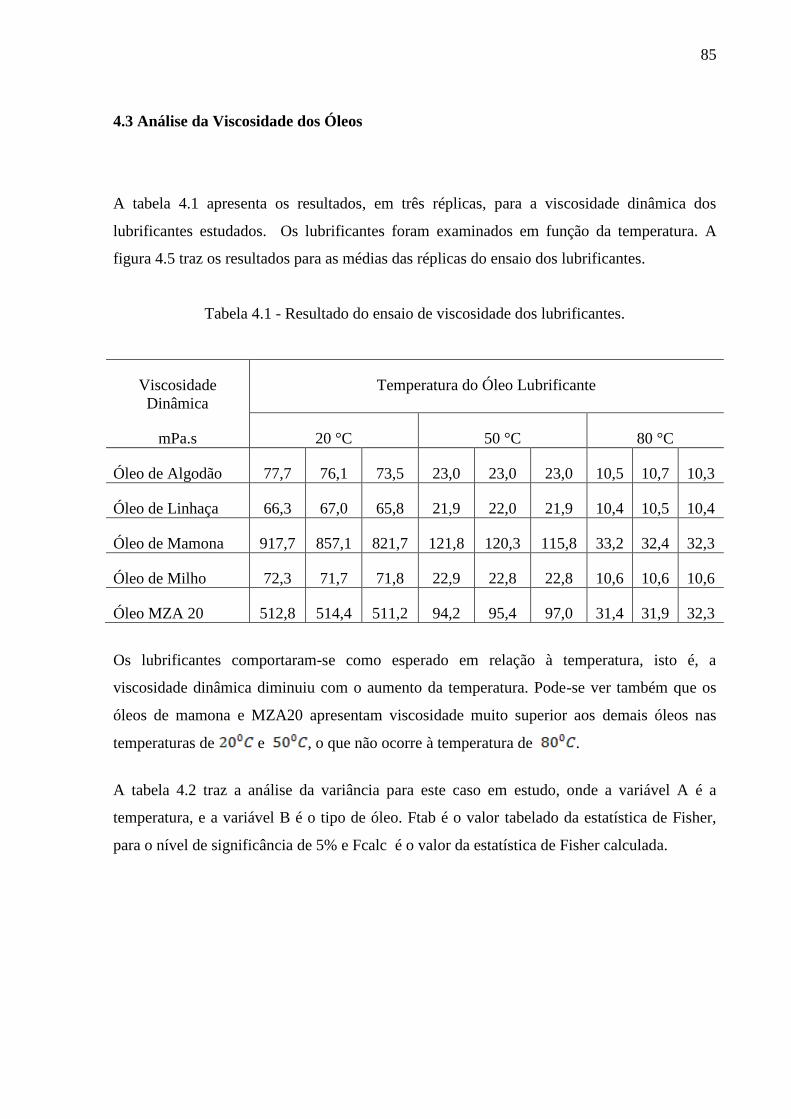
85
4.3 Análise da Viscosidade dos Óleos
A tabela 4.1 apresenta os resultados, em três réplicas, para a viscosidade dinâmica dos
lubrificantes estudados. Os lubrificantes foram examinados em função da temperatura. A
figura 4.5 traz os resultados para as médias das réplicas do ensaio dos lubrificantes.
Tabela 4.1 - Resultado do ensaio de viscosidade dos lubrificantes.
Viscosidade
Dinâmica
Temperatura do Óleo Lubrificante
mPa.s 20 °C 50 °C 80 °C
Óleo de Algodão 77,7 76,1 73,5 23,0 23,0 23,0 10,5 10,7 10,3
Óleo de Linhaça 66,3 67,0 65,8 21,9 22,0 21,9 10,4 10,5 10,4
Óleo de Mamona 917,7 857,1 821,7 121,8 120,3 115,8 33,2 32,4 32,3
Óleo de Milho 72,3 71,7 71,8 22,9 22,8 22,8 10,6 10,6 10,6
Óleo MZA 20 512,8 514,4 511,2 94,2 95,4 97,0 31,4 31,9 32,3
Os lubrificantes comportaram-se como esperado em relação à temperatura, isto é, a
viscosidade dinâmica diminuiu com o aumento da temperatura. Pode-se ver também que os
óleos de mamona e MZA20 apresentam viscosidade muito superior aos demais óleos nas
temperaturas de e , o que não ocorre à temperatura de .
A tabela 4.2 traz a análise da variância para este caso em estudo, onde a variável A é a
temperatura, e a variável B é o tipo de óleo. Ftab é o valor tabelado da estatística de Fisher,
para o nível de significância de 5% e Fcalc é o valor da estatística de Fisher calculada.

86
Figura 4.5 – Resultado das médias das réplicas dos lubrificantes - Viscosidade dinâmica (mPa.s).
Existem duas hipóteses a serem testadas onde é a hipótese nula, com a igualdade das
médias e é a hipótese alternativa, que indica diferença das médias. Conforme se verifica,
rejeitamos a igualdade das médias das viscosidades dos lubrificantes, entre os óleos
estudados, entre as temperaturas e a interação entre óleos e temperaturas.
Isto significa que a viscosidade do óleo varia com a temperatura, sendo menor para
temperaturas maiores. O teste de contraste mostrou que a viscosidade do óleo de algodão,
linhaça e milho são iguais. Os demais óleos, de mamona e o MZA20, se mostraram
diferentes quanto a viscosidade dinâmica. Nota-se que os óleos de mamona e MZA20
possuem as maiores viscosidades dinâmicas em relação aos demais, em qualquer faixa de
temperatura.
Tabela 4.2 - Análise da variância para a viscosidade dos lubrificantes.
Viscosidade Dinâmica dos Lubrificantes GL
SQ Ssi Média F Calc F Tab Hipótese N 45 44
SSA 797848,1 398924,1 2518,6 3,3 Rejeito H0 n 3 2
SSB 700846,1 175211,5 1106,2 2,7 Rejeito H0 na 3 2
SSAB 888354,2 111044,3 701,1 2,3 Rejeito H0 nb 5 4
87
SS Erro 4751,6 158,4 nab 8
SST 2391800,1 Erro 30
A análise do contraste entre as médias para a viscosidades dinâmicas, nas temperaturas de
, e , indica que a alguns lubrificantes possuem viscosidade diferente,
enquanto que a e eles possuem estatisticamente a mesma viscosidade.
Adicionalmente é possível afirmar que todos os fluídos analisados são newtonianos, ou seja, a
viscosidade é constante para diferentes taxas de cisalhamento. A tabela 4.3 exibe os valores
de viscosidade dinâmica para cada um dos ensaios do lubrificante MZA20, para diferentes
tensões tangenciais impostas. Os valores foram obtidos devido a capacidade do Rheo-
Viscosímetro em permitir a aplicação de diferentes tensões tangenciais.
Tabela 4.3 – Viscosidade dinâmica do lubrificante MZA20.
Viscosidade Dinâmica (mPa.s)
g/cm² 20° 50° g/cm² 80°
90 506,9 503,4 496,8 94,7 95,2 94,3 30,0 31,9 31,9 32,5
120 494,7 490,4 488,0 95,8 95,0 96,8 60,0 30,9 31,7 32,4
150 491,7 504,5 505,4 92,2 96,1 99,9 90,0 31,3 32,1 32,0
4 .4 Visioplasticidade e Análise do Escoamento
Com os corpos de prova já extrudados foi possível observar o escoamento dos corpos de
prova através da visioplasticidade. A figura 4.6 exibe dois tipos de corpos de prova antes e
pós processamento, possuindo demarcação da malha.
a b c d
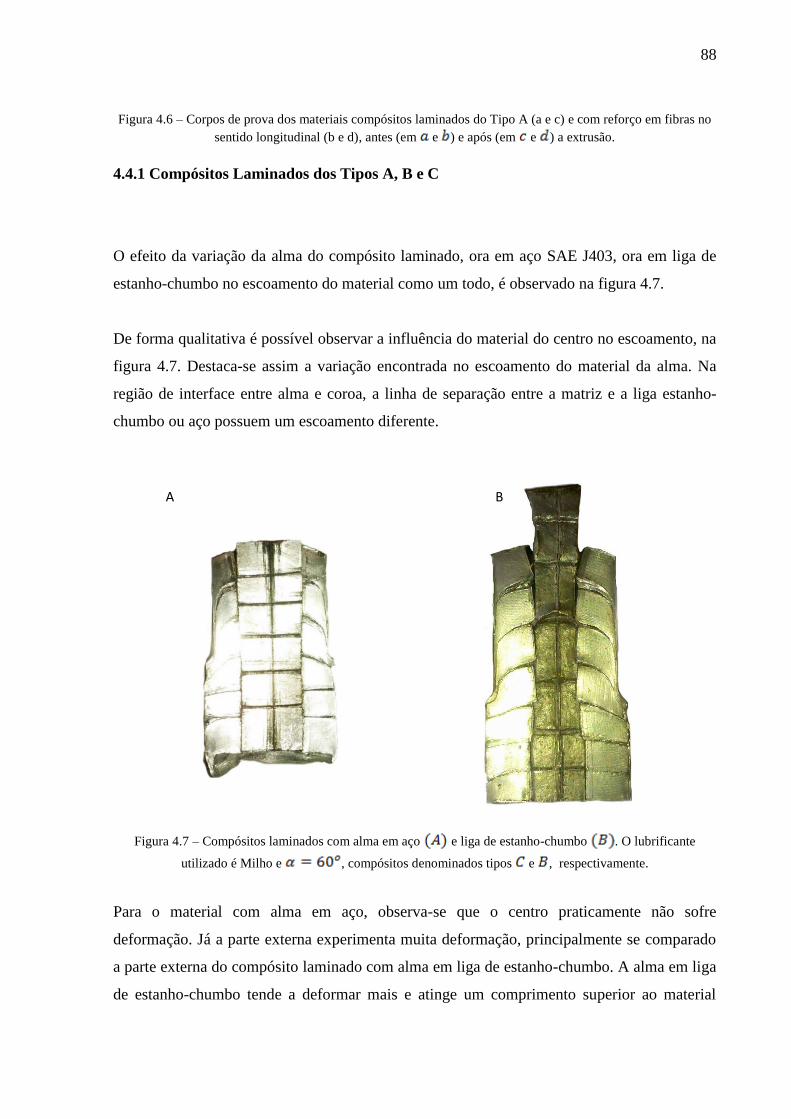
88
Figura 4.6 – Corpos de prova dos materiais compósitos laminados do Tipo A (a e c) e com reforço em fibras no
sentido longitudinal (b e d), antes (em e ) e após (em e ) a extrusão.
4.4.1 Compósitos Laminados dos Tipos A, B e C
O efeito da variação da alma do compósito laminado, ora em aço SAE J403, ora em liga de
estanho-chumbo no escoamento do material como um todo, é observado na figura 4.7.
De forma qualitativa é possível observar a influência do material do centro no escoamento, na
figura 4.7. Destaca-se assim a variação encontrada no escoamento do material da alma. Na
região de interface entre alma e coroa, a linha de separação entre a matriz e a liga estanho-
chumbo ou aço possuem um escoamento diferente.
Figura 4.7 – Compósitos laminados com alma em aço e liga de estanho-chumbo . O lubrificante
utilizado é Milho e , compósitos denominados tipos e , respectivamente.
Para o material com alma em aço, observa-se que o centro praticamente não sofre
deformação. Já a parte externa experimenta muita deformação, principalmente se comparado
a parte externa do compósito laminado com alma em liga de estanho-chumbo. A alma em liga
de estanho-chumbo tende a deformar mais e atinge um comprimento superior ao material
A B

89
externo. Para ambos os casos percebe-se que a deformação inicia-se antes da redução e que o
material mais macio do conjunto tende a ter as linhas da malha expandidas.
4.4.2 Influência do Lubrificante no Escoamento do Compósito Laminado do Tipo C
A figura 4.8 permite a comparação entre os escoamentos do compósito laminado com alma
em aço para os lubrificantes MZA20 e Milho . A única diferença qualitativa é quanto
ao formato das linhas horizontais de escoamento que para a extrusão em parecem conter um
raio de curvatura menor (figura 4.9).
Isso indica que existe uma maior diferença de velocidade dos pontos na malha em do que
em . As linhas horizontais que compõe a malha em , para o material externo, apresentam
menor perímetro da parte externa ao centro.
a b
Figura 4.8 – Corpos de prova pós-extrusão, compósitos de alumínio com alma em aço, com e
lubrificantes MZA20 e Milho .

90
a
b
Figura 4.9 – Raio de curvatura presente no escoamento dos compósitos laminados com alma em aço para os
lubrificantes MZA20 e Milho .
4.4.3 Escoamento dos Compósitos do Tipos A e B e a Influência dos Lubrificantes
Outro fator a ser levado em consideração no escoamento é a variação de composição para um
mesmo tipo de compósito. Dessa forma, na comparação entre os escoamentos de compósitos
em liga de alumínio com alma em liga de estanho-chumbo, dos tipos A e B, para um mesmo
lubrificante e ângulo, observa-se, na figura 4.10, o material central, macio e em maior
quantidade que a composição do tipo B (Figura 4.10 ) que escoa mais como todo e o
alumínio se deforma menos globalmente (Figura 4.10 ). No detalhe fornecido em
para um mesmo ângulo de trabalho com almas em quantidades diferentes fornecem matrizes
diferentes para a deformação do centro.
Especificamente, a figura 4.11 mostra o desempenho dos lubrificantes como único fator de
influência. É possível observar que as linhas de escoamento horizontais são diferentes, como
indicado pelos raios de curvatura. Observa-se óleos de mamona e MZA20 produzem linhas de
escoamento com raios de curvatura menor. Para os óleos de linhaça e mamona, percebe-se
que existe uma maior porção de material central deformada, se comparado aos demais óleos
lubrificantes.
R11,19 R15,93

91
Figura 4.10 – Compósitos de alumínio com centro em liga de estanho-chumbo, após processamento em
e lubrificante de Mamona. Em composição do Tipo A, em ) composição do Tipo B e em
detalhe dos ângulos de deformação.
a b c d e
Figura 4.11 – Compósitos laminados do Tipo B, alumínio com centro em liga de estanho-chumbo, pós
processamento em para vários lubrificantes. Em Algodão, Linhaça, Mamona, Milho e
MZA20.
a b c
45° 45° 75° 79°

92
4.4.4 Influência do Ângulo de Trabalho para os Compósitos Laminados do Tipo A
A figura 4.12 exibe a análise quanto a influência do ângulo para um mesmo material. Para
esta análise o material é o compósito laminado do Tipo A, e o lubrificante utilizado foi o óleo
de milho.
Observa-se que o ângulo de deformação da alma praticamente não se altera com a variação do
ângulo de extrusão. Além disso, o escoamento e a deformação total sofrida pela alma não
apresentam variação significativa pela variação do ângulo.
Figura 4.12 – Materiais compósitos com matriz em liga de alumínio com centro em liga de estanho-chumbo do
Tipo A, após processamento para óleo lubrificante de Milho com variando em (a) e (b).
4.4.5 Escoamento do Compósito Fibroso
O escoamento para o compósito em matriz de alumínio e fibra de aço possui um
comportamento mais parecido com o encontrado na literatura. Comparando a figura 4.13 com
a b
45°
60°
77°
78°
ó
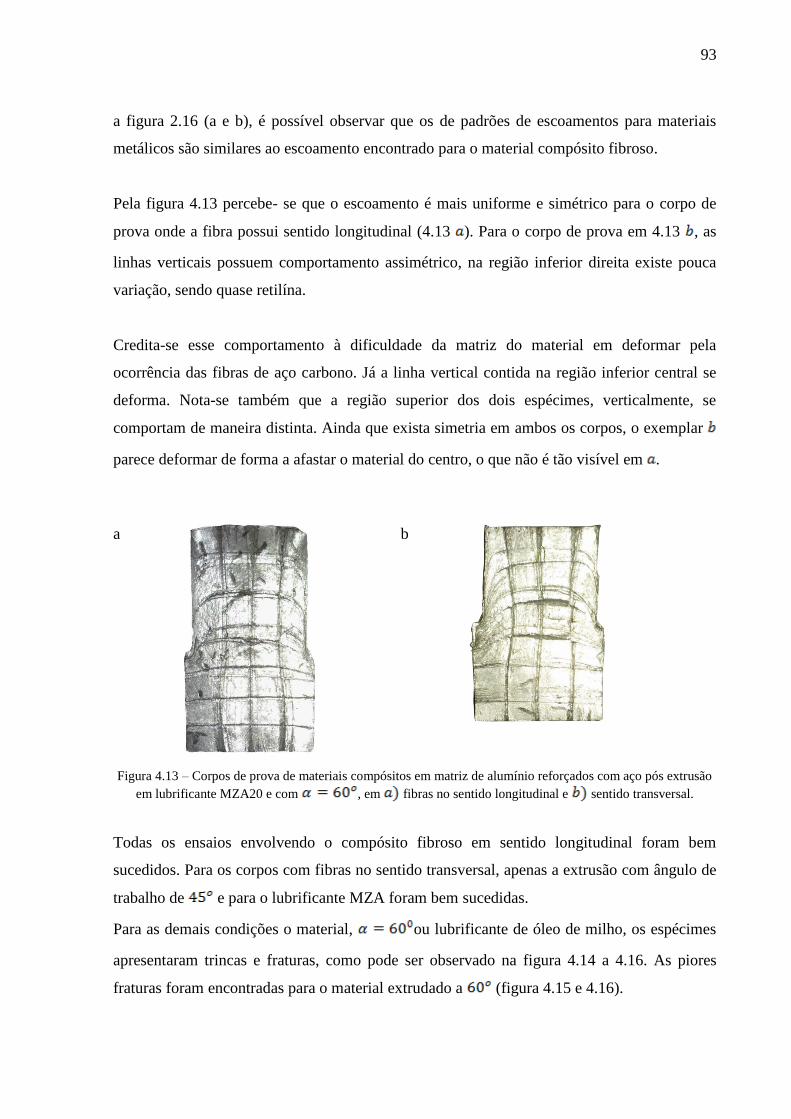
93
a figura 2.16 (a e b), é possível observar que os de padrões de escoamentos para materiais
metálicos são similares ao escoamento encontrado para o material compósito fibroso.
Pela figura 4.13 percebe- se que o escoamento é mais uniforme e simétrico para o corpo de
prova onde a fibra possui sentido longitudinal (4.13 ). Para o corpo de prova em 4.13 , as
linhas verticais possuem comportamento assimétrico, na região inferior direita existe pouca
variação, sendo quase retilína.
Credita-se esse comportamento à dificuldade da matriz do material em deformar pela
ocorrência das fibras de aço carbono. Já a linha vertical contida na região inferior central se
deforma. Nota-se também que a região superior dos dois espécimes, verticalmente, se
comportam de maneira distinta. Ainda que exista simetria em ambos os corpos, o exemplar
parece deformar de forma a afastar o material do centro, o que não é tão visível em .
a b
Figura 4.13 – Corpos de prova de materiais compósitos em matriz de alumínio reforçados com aço pós extrusão
em lubrificante MZA20 e com , em fibras no sentido longitudinal e sentido transversal.
Todas os ensaios envolvendo o compósito fibroso em sentido longitudinal foram bem
sucedidos. Para os corpos com fibras no sentido transversal, apenas a extrusão com ângulo de
trabalho de e para o lubrificante MZA foram bem sucedidas.
Para as demais condições o material, ou lubrificante de óleo de milho, os espécimes
apresentaram trincas e fraturas, como pode ser observado na figura 4.14 a 4.16. As piores
fraturas foram encontradas para o material extrudado a (figura 4.15 e 4.16).
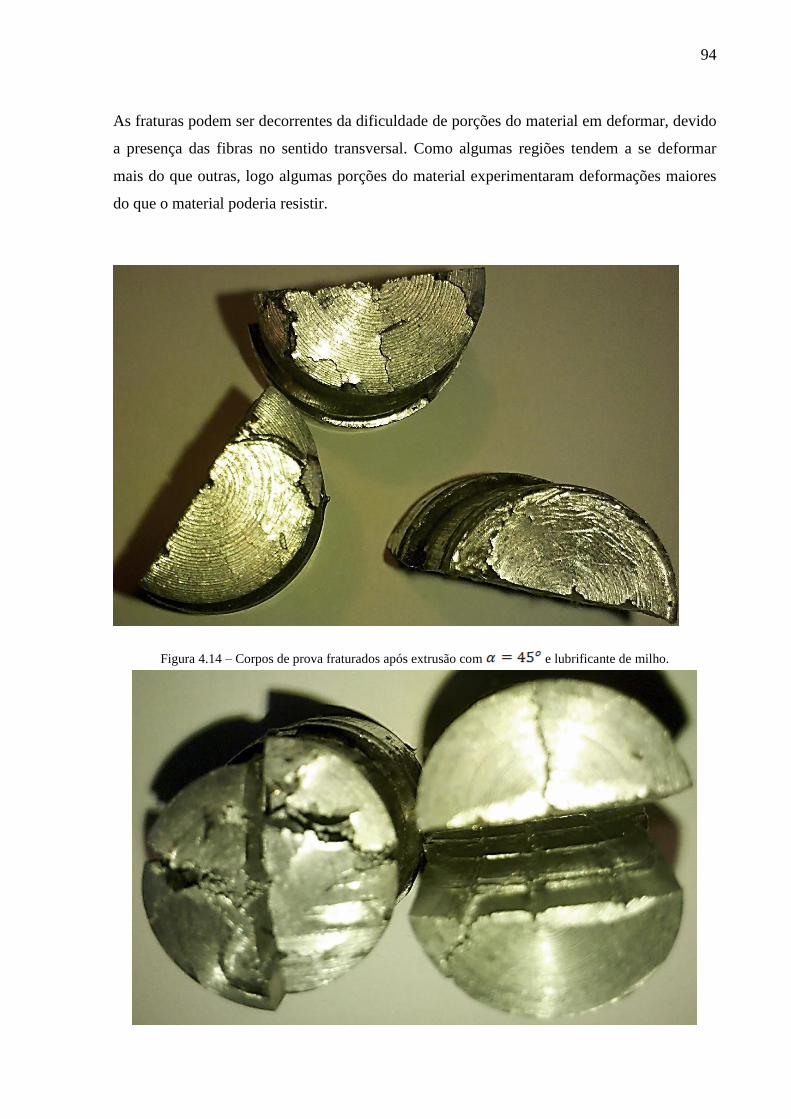
94
As fraturas podem ser decorrentes da dificuldade de porções do material em deformar, devido
a presença das fibras no sentido transversal. Como algumas regiões tendem a se deformar
mais do que outras, logo algumas porções do material experimentaram deformações maiores
do que o material poderia resistir.
Figura 4.14 – Corpos de prova fraturados após extrusão com e lubrificante de milho.
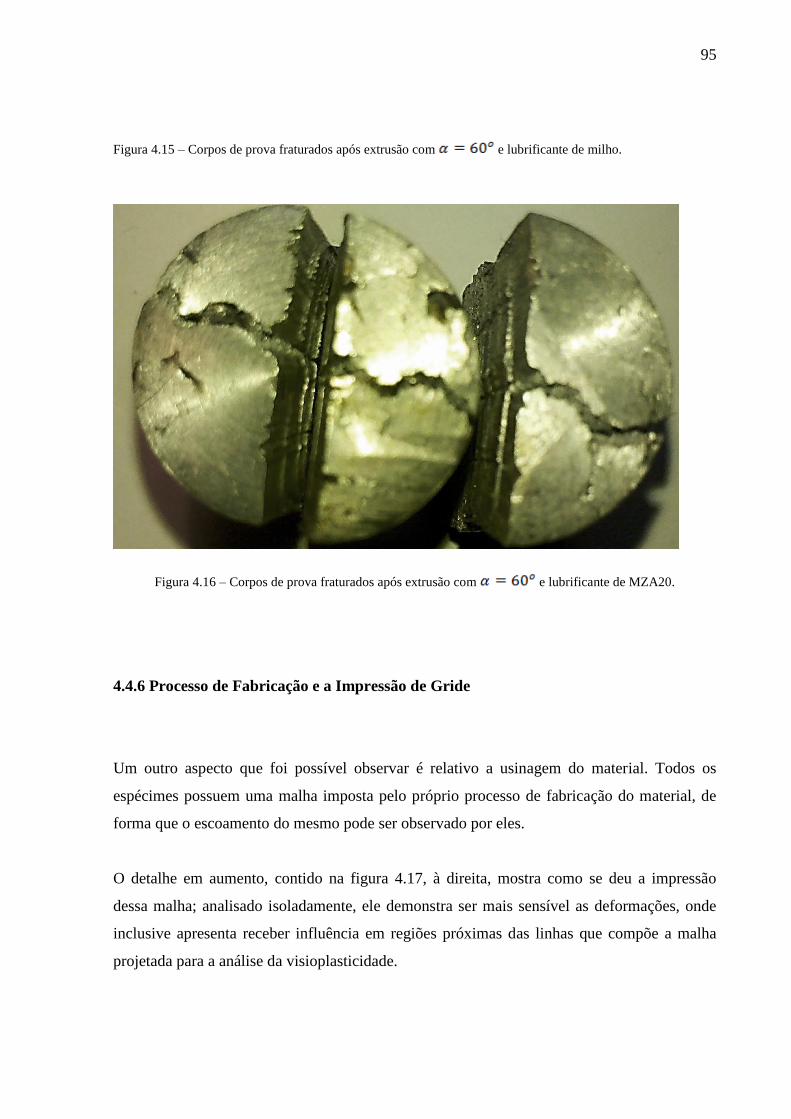
95
Figura 4.15 – Corpos de prova fraturados após extrusão com e lubrificante de milho.
Figura 4.16 – Corpos de prova fraturados após extrusão com e lubrificante de MZA20.
4.4.6 Processo de Fabricação e a Impressão de Gride
Um outro aspecto que foi possível observar é relativo a usinagem do material. Todos os
espécimes possuem uma malha imposta pelo próprio processo de fabricação do material, de
forma que o escoamento do mesmo pode ser observado por eles.
O detalhe em aumento, contido na figura 4.17, à direita, mostra como se deu a impressão
dessa malha; analisado isoladamente, ele demonstra ser mais sensível as deformações, onde
inclusive apresenta receber influência em regiões próximas das linhas que compõe a malha
projetada para a análise da visioplasticidade.
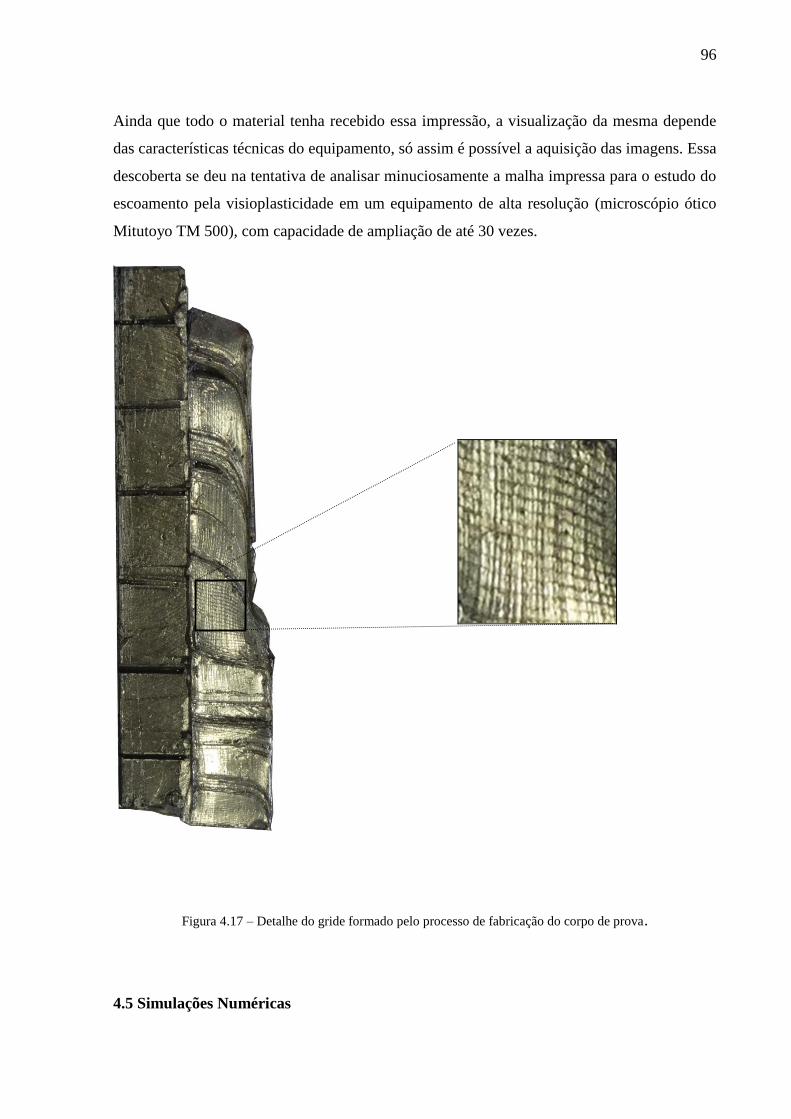
96
Ainda que todo o material tenha recebido essa impressão, a visualização da mesma depende
das características técnicas do equipamento, só assim é possível a aquisição das imagens. Essa
descoberta se deu na tentativa de analisar minuciosamente a malha impressa para o estudo do
escoamento pela visioplasticidade em um equipamento de alta resolução (microscópio ótico
Mitutoyo TM 500), com capacidade de ampliação de até 30 vezes.
Figura 4.17 – Detalhe do gride formado pelo processo de fabricação do corpo de prova.
4.5 Simulações Numéricas
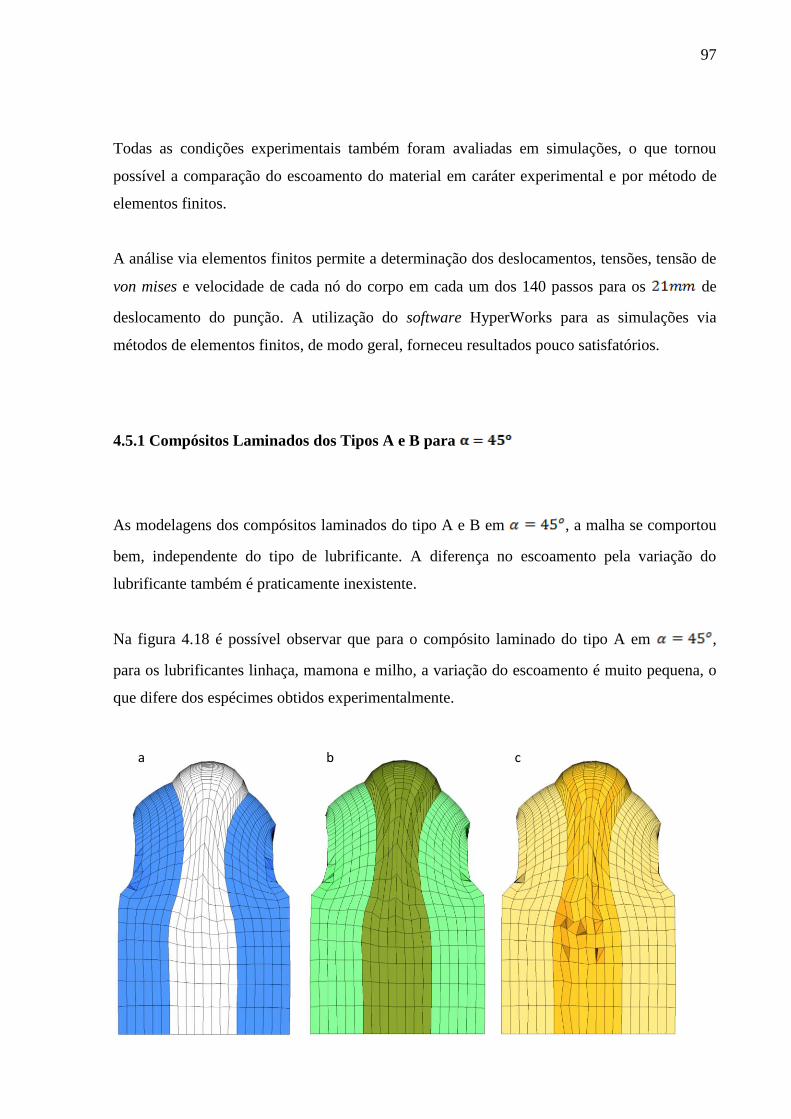
97
Todas as condições experimentais também foram avaliadas em simulações, o que tornou
possível a comparação do escoamento do material em caráter experimental e por método de
elementos finitos.
A análise via elementos finitos permite a determinação dos deslocamentos, tensões, tensão de
von mises e velocidade de cada nó do corpo em cada um dos 140 passos para os de
deslocamento do punção. A utilização do software HyperWorks para as simulações via
métodos de elementos finitos, de modo geral, forneceu resultados pouco satisfatórios.
4.5.1 Compósitos Laminados dos Tipos A e B para
As modelagens dos compósitos laminados do tipo A e B em , a malha se comportou
bem, independente do tipo de lubrificante. A diferença no escoamento pela variação do
lubrificante também é praticamente inexistente.
Na figura 4.18 é possível observar que para o compósito laminado do tipo A em ,
para os lubrificantes linhaça, mamona e milho, a variação do escoamento é muito pequena, o
que difere dos espécimes obtidos experimentalmente.
a b c

98
Figura 4.18 – Compósitos laminados do tipo A, após extrusão em para os lubrificantes Linhaça ,
Mamona e Milho .
Quanto ao aspecto geral do corpo de prova dos compósitos laminados dos tipos A e B, existe
similaridade entre os especímes experimentais e os obtidos por simulação. A diferença mais
notável é quanto ao alongamento longitudinal do material da alma, no ensaio experimental
onde o referido material escoa mais que no resultado obtido pelo MEF (figura 4.19 ).
Credita-se isso ao modelamento por MEF que possui amarração dos nós entre os materiais
central e externo (figura 4.19 ), o que não ocorre efetivamente no modelo físico. A análise
dos elementos, centrais e externos, em separado, também demonstra mais da similaridade
entre as análises.
Nota-se, pela figura 4.19 e que o formato final dos corpos é similar. Em adicional, um
exemplar completo do formato do corpo de prova da modelagem computacional pode ser
visto na figura 4.20.
a
b
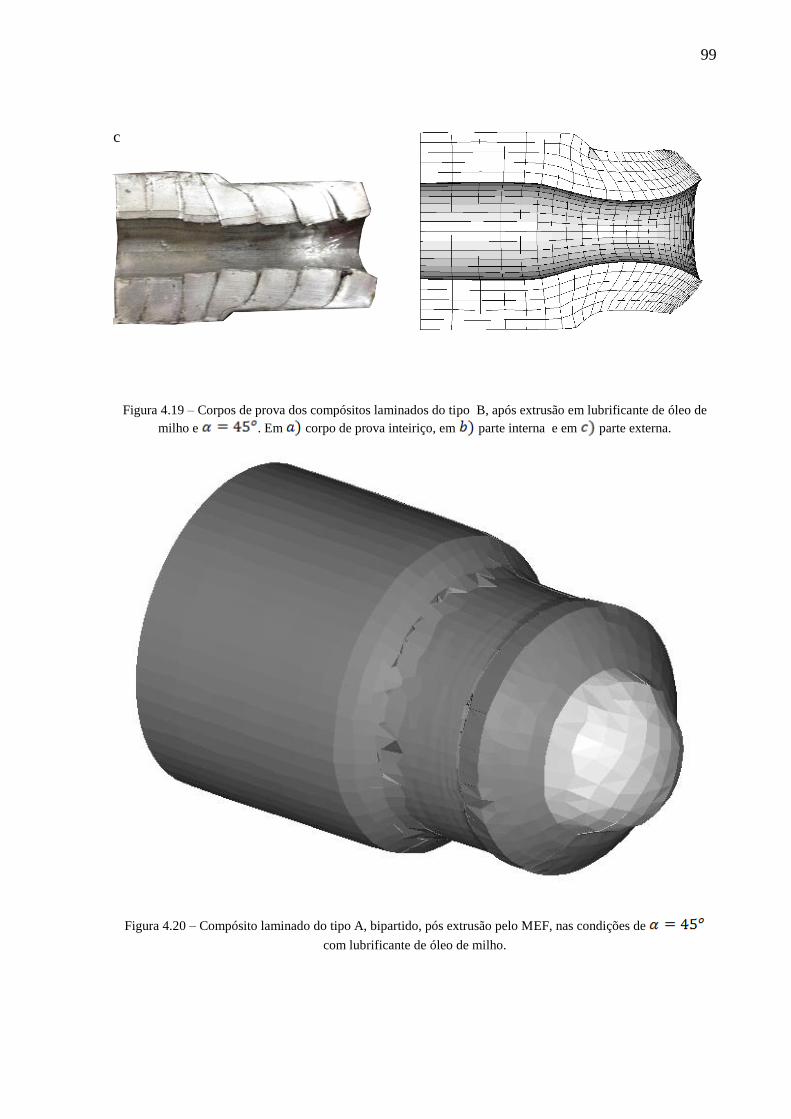
99
c
Figura 4.19 – Corpos de prova dos compósitos laminados do tipo B, após extrusão em lubrificante de óleo de
milho e . Em corpo de prova inteiriço, em parte interna e em parte externa.
Figura 4.20 – Compósito laminado do tipo A, bipartido, pós extrusão pelo MEF, nas condições de
com lubrificante de óleo de milho.
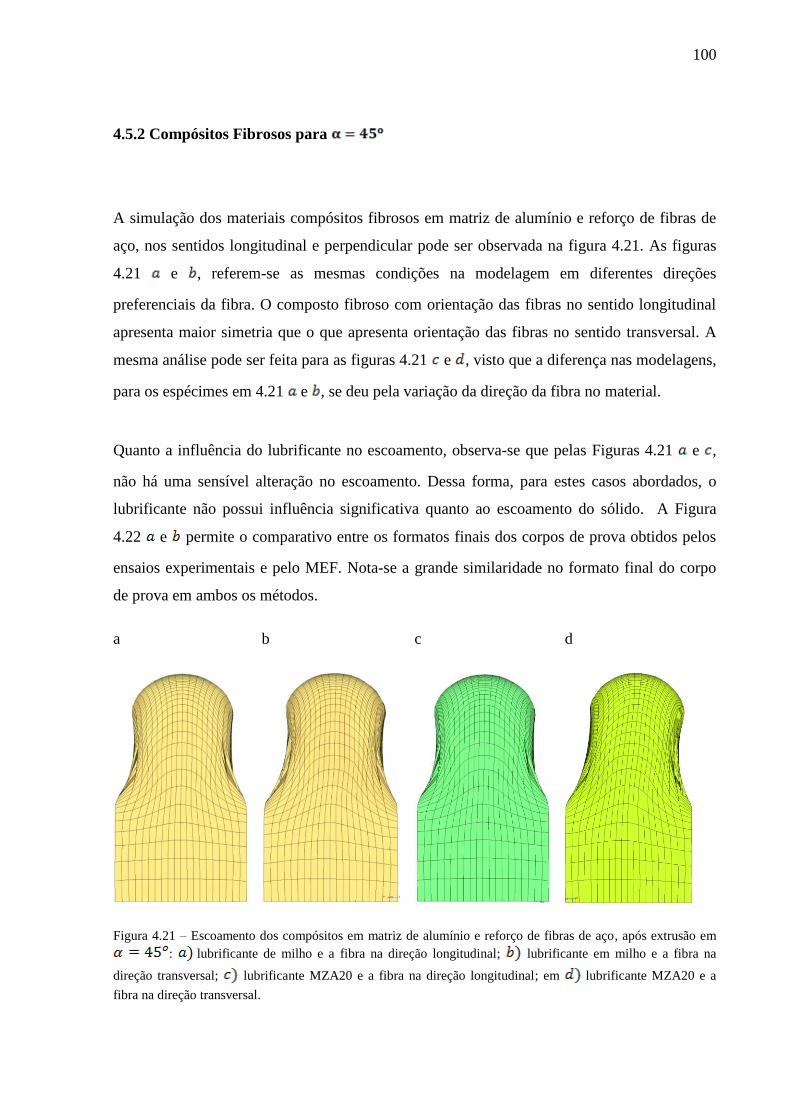
100
4.5.2 Compósitos Fibrosos para
A simulação dos materiais compósitos fibrosos em matriz de alumínio e reforço de fibras de
aço, nos sentidos longitudinal e perpendicular pode ser observada na figura 4.21. As figuras
4.21 e , referem-se as mesmas condições na modelagem em diferentes direções
preferenciais da fibra. O composto fibroso com orientação das fibras no sentido longitudinal
apresenta maior simetria que o que apresenta orientação das fibras no sentido transversal. A
mesma análise pode ser feita para as figuras 4.21 e , visto que a diferença nas modelagens,
para os espécimes em 4.21 e , se deu pela variação da direção da fibra no material.
Quanto a influência do lubrificante no escoamento, observa-se que pelas Figuras 4.21 e ,
não há uma sensível alteração no escoamento. Dessa forma, para estes casos abordados, o
lubrificante não possui influência significativa quanto ao escoamento do sólido. A Figura
4.22 e permite o comparativo entre os formatos finais dos corpos de prova obtidos pelos
ensaios experimentais e pelo MEF. Nota-se a grande similaridade no formato final do corpo
de prova em ambos os métodos.
a
b
c
d
Figura 4.21 – Escoamento dos compósitos em matriz de alumínio e reforço de fibras de aço, após extrusão em
: lubrificante de milho e a fibra na direção longitudinal; lubrificante em milho e a fibra na
direção transversal; lubrificante MZA20 e a fibra na direção longitudinal; em lubrificante MZA20 e a
fibra na direção transversal.

101
a
b
Figura 4.22 – Material compósito em matriz de alumínio e reforço de fibras de aço no sentido longitudinal, após
extrusão com lubrificante MZA20 e . Corpo de prova obtido pelo MEF a esquerda e a direita pelo
ensaio experimental
4.6 Deformação Verdadeira
As medições dos deslocamentos dos pontos no corpo de prova, pelas linhas central e lateral,
podem ser observadas no corpo de prova, exemplo da figura 3.12. O valor utilizado como
base para o comprimento inicial foi de .
A tabela 4.4 exibe os valores calculados, em três réplicas, da deformação verdadeira para as
referências central e lateral de cada uma das condições avaliadas experimentalmente.
A sinalização utilizando o caracte “ ” em alguns ensaios indica que parte das réplicas
sofreram fratura ou trinca na extrusão.
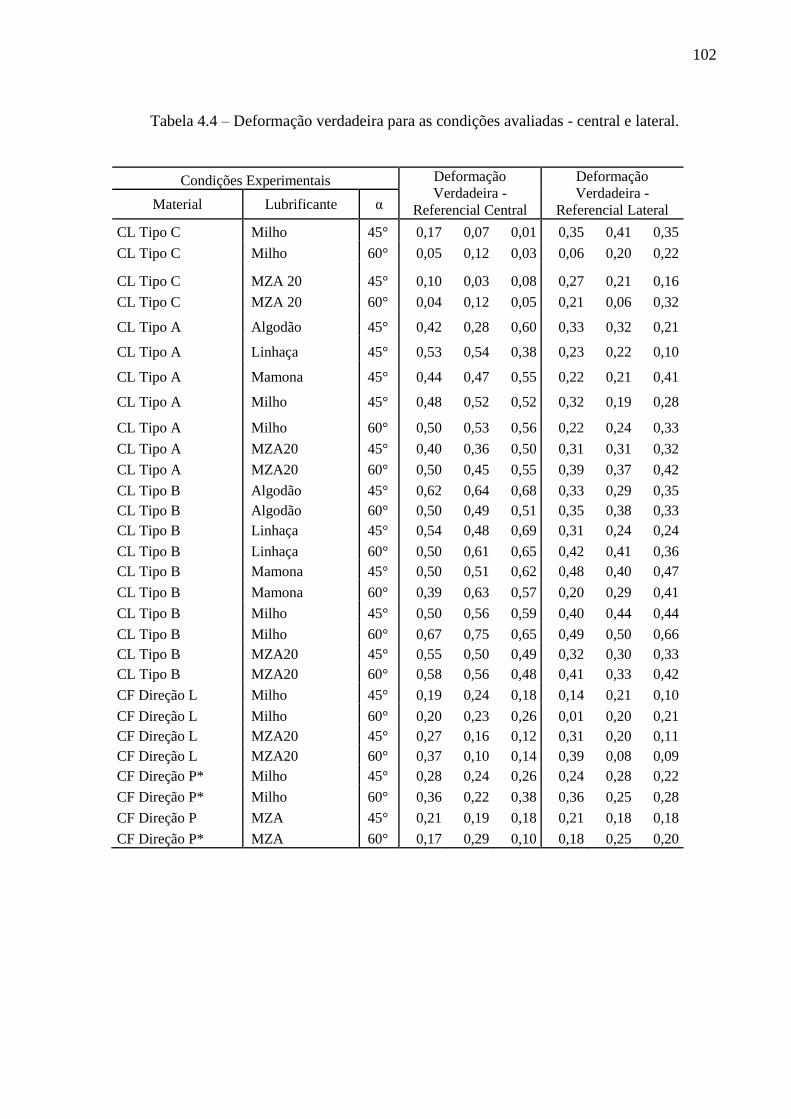
102
Tabela 4.4 – Deformação verdadeira para as condições avaliadas - central e lateral.
Condições Experimentais Deformação
Verdadeira -
Referencial Central
Deformação
Verdadeira -
Referencial Lateral Material Lubrificante α
CL Tipo C Milho 45° 0,17 0,07 0,01 0,35 0,41 0,35
CL Tipo C Milho 60° 0,05 0,12 0,03 0,06 0,20 0,22
CL Tipo C MZA 20 45° 0,10 0,03 0,08 0,27 0,21 0,16
CL Tipo C MZA 20 60° 0,04 0,12 0,05 0,21 0,06 0,32
CL Tipo A Algodão 45° 0,42 0,28 0,60 0,33 0,32 0,21
CL Tipo A Linhaça 45° 0,53 0,54 0,38 0,23 0,22 0,10
CL Tipo A Mamona 45° 0,44 0,47 0,55 0,22 0,21 0,41
CL Tipo A Milho 45° 0,48 0,52 0,52 0,32 0,19 0,28
CL Tipo A Milho 60° 0,50 0,53 0,56 0,22 0,24 0,33
CL Tipo A MZA20 45° 0,40 0,36 0,50 0,31 0,31 0,32
CL Tipo A MZA20 60° 0,50 0,45 0,55 0,39 0,37 0,42
CL Tipo B Algodão 45° 0,62 0,64 0,68 0,33 0,29 0,35
CL Tipo B Algodão 60° 0,50 0,49 0,51 0,35 0,38 0,33
CL Tipo B Linhaça 45° 0,54 0,48 0,69 0,31 0,24 0,24
CL Tipo B Linhaça 60° 0,50 0,61 0,65 0,42 0,41 0,36
CL Tipo B Mamona 45° 0,50 0,51 0,62 0,48 0,40 0,47
CL Tipo B Mamona 60° 0,39 0,63 0,57 0,20 0,29 0,41
CL Tipo B Milho 45° 0,50 0,56 0,59 0,40 0,44 0,44
CL Tipo B Milho 60° 0,67 0,75 0,65 0,49 0,50 0,66
CL Tipo B MZA20 45° 0,55 0,50 0,49 0,32 0,30 0,33
CL Tipo B MZA20 60° 0,58 0,56 0,48 0,41 0,33 0,42
CF Direção L Milho 45° 0,19 0,24 0,18 0,14 0,21 0,10
CF Direção L Milho 60° 0,20 0,23 0,26 0,01 0,20 0,21
CF Direção L MZA20 45° 0,27 0,16 0,12 0,31 0,20 0,11
CF Direção L MZA20 60° 0,37 0,10 0,14 0,39 0,08 0,09
CF Direção P* Milho 45° 0,28 0,24 0,26 0,24 0,28 0,22
CF Direção P* Milho 60° 0,36 0,22 0,38 0,36 0,25 0,28
CF Direção P MZA 45° 0,21 0,19 0,18 0,21 0,18 0,18
CF Direção P* MZA 60° 0,17 0,29 0,10 0,18 0,25 0,20
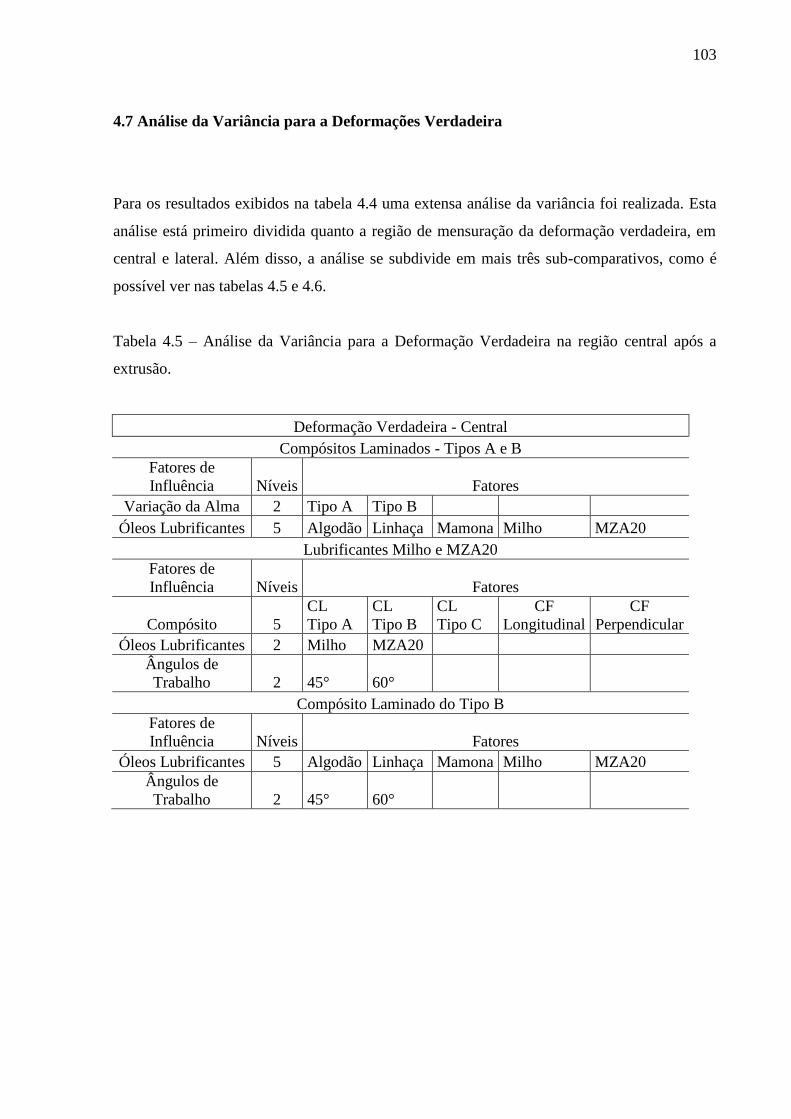
103
4.7 Análise da Variância para a Deformações Verdadeira
Para os resultados exibidos na tabela 4.4 uma extensa análise da variância foi realizada. Esta
análise está primeiro dividida quanto a região de mensuração da deformação verdadeira, em
central e lateral. Além disso, a análise se subdivide em mais três sub-comparativos, como é
possível ver nas tabelas 4.5 e 4.6.
Tabela 4.5 – Análise da Variância para a Deformação Verdadeira na região central após a
extrusão.
Deformação Verdadeira - Central
Compósitos Laminados - Tipos A e B
Fatores de
Influência Níveis Fatores
Variação da Alma 2 Tipo A Tipo B
Óleos Lubrificantes 5 Algodão Linhaça Mamona Milho MZA20
Lubrificantes Milho e MZA20
Fatores de
Influência Níveis Fatores
Compósito 5
CL
Tipo A
CL
Tipo B
CL
Tipo C
CF
Longitudinal
CF
Perpendicular
Óleos Lubrificantes 2 Milho MZA20
Ângulos de
Trabalho 2 45° 60°
Compósito Laminado do Tipo B
Fatores de
Influência Níveis Fatores
Óleos Lubrificantes 5 Algodão Linhaça Mamona Milho MZA20
Ângulos de
Trabalho 2 45° 60°

104
Tabela 4.6 – Análise da Variância para a Deformação Verdadeira na região lateral após a
extrusão.
Deformação Verdadeira - Lateral
Compósitos Laminados - Tipos A e B
Fatores de
Influência Níveis Fatores
Variação da Alma 2 Tipo A Tipo B
Óleos Lubrificantes 5 Algodão Linhaça Mamona Milho MZA20
Lubrificantes Milho e MZA20
Fatores de
Influência Níveis Fatores
Compósito 5
CL
Tipo A
CL
Tipo B
CL
Tipo C
CF
Longitudinal
CF
Perpendicular
Óleos Lubrificantes 2 Milho MZA20
Ângulos de
Trabalho 2 45° 60°
Compósito Laminado do Tipo B
Fatores de
Influência Níveis Fatores
Óleos Lubrificantes 5 Algodão Linhaça Mamona Milho MZA20
Ângulos de
Trabalho 2 45° 60°
4.7.1 Análise da Variância para a Deformação Verdadeira – Central
4.7.1.1 Compósitos Laminados dos Tipos A e B
A análise da variação quanto a deformação verdadeira para o material contido na alma dos
compósitos laminados do tipo A e B permite determinar se existe influência da variação da
quantidade da liga de estanho-chumbo e dos óleos lubrificantes.
A variável de influência A é relativa ao tipo de compósito, A ou B, reconhecido como a
variação da quantidade da liga de estanho-chumbo no corpo. Já a variável de influência C é
óleo lubrificante utilizado. Os lubrificantes referidos são os de Algodão, Linhaça, Mamona,
Milho e MZA20.
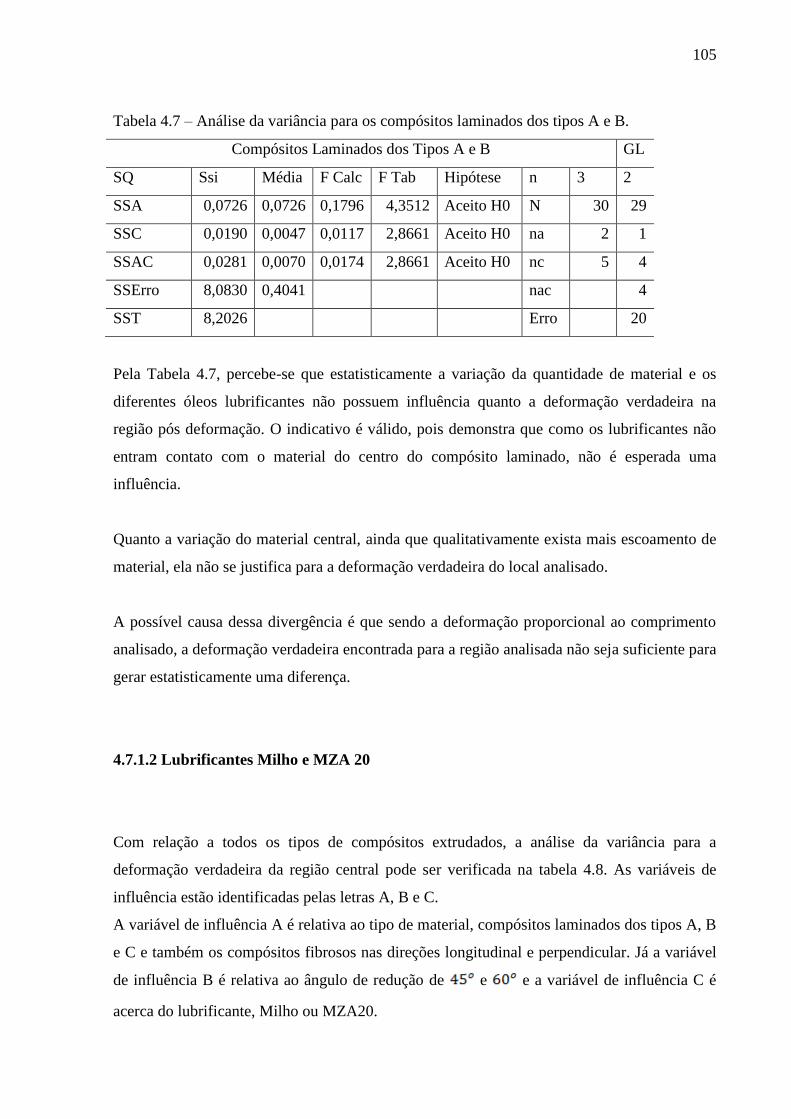
105
Tabela 4.7 – Análise da variância para os compósitos laminados dos tipos A e B.
Compósitos Laminados dos Tipos A e B GL
SQ Ssi Média F Calc F Tab Hipótese n 3 2
SSA 0,0726 0,0726 0,1796 4,3512 Aceito H0 N 30 29
SSC 0,0190 0,0047 0,0117 2,8661 Aceito H0 na 2 1
SSAC 0,0281 0,0070 0,0174 2,8661 Aceito H0 nc 5 4
SSErro 8,0830 0,4041
nac
4
SST 8,2026
Erro
20
Pela Tabela 4.7, percebe-se que estatisticamente a variação da quantidade de material e os
diferentes óleos lubrificantes não possuem influência quanto a deformação verdadeira na
região pós deformação. O indicativo é válido, pois demonstra que como os lubrificantes não
entram contato com o material do centro do compósito laminado, não é esperada uma
influência.
Quanto a variação do material central, ainda que qualitativamente exista mais escoamento de
material, ela não se justifica para a deformação verdadeira do local analisado.
A possível causa dessa divergência é que sendo a deformação proporcional ao comprimento
analisado, a deformação verdadeira encontrada para a região analisada não seja suficiente para
gerar estatisticamente uma diferença.
4.7.1.2 Lubrificantes Milho e MZA 20
Com relação a todos os tipos de compósitos extrudados, a análise da variância para a
deformação verdadeira da região central pode ser verificada na tabela 4.8. As variáveis de
influência estão identificadas pelas letras A, B e C.
A variável de influência A é relativa ao tipo de material, compósitos laminados dos tipos A, B
e C e também os compósitos fibrosos nas direções longitudinal e perpendicular. Já a variável
de influência B é relativa ao ângulo de redução de e e a variável de influência C é
acerca do lubrificante, Milho ou MZA20.
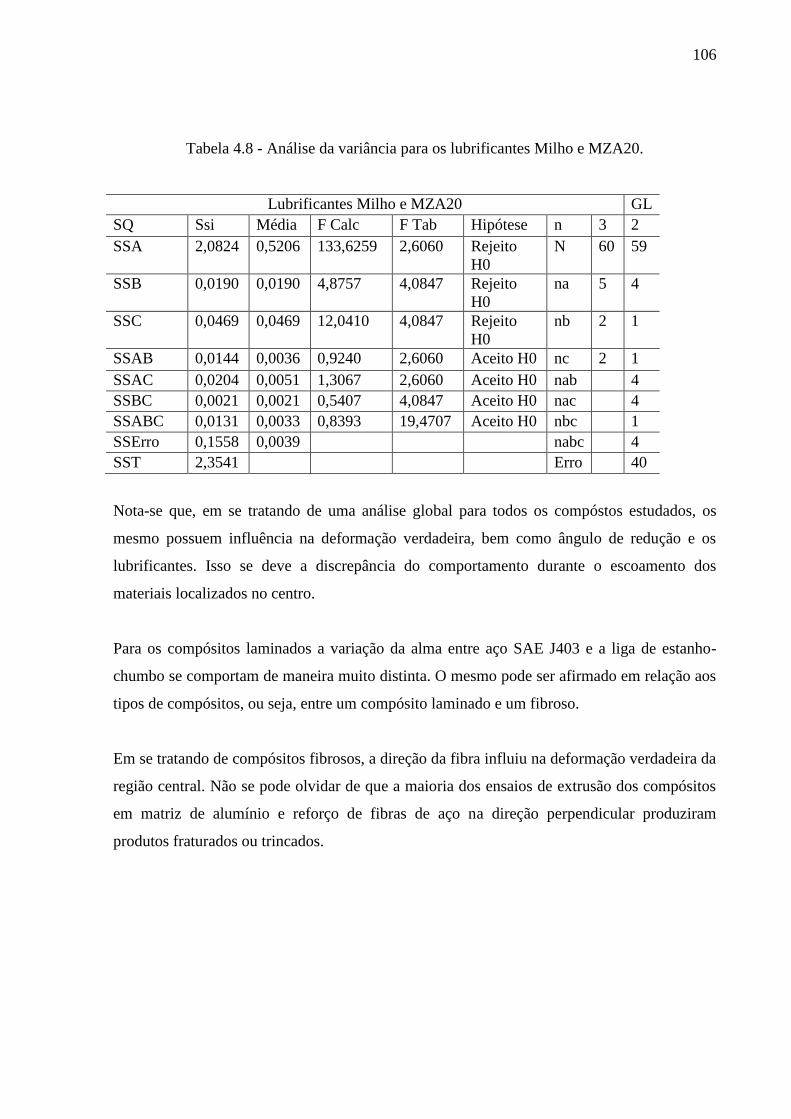
106
Tabela 4.8 - Análise da variância para os lubrificantes Milho e MZA20.
Lubrificantes Milho e MZA20 GL
SQ Ssi Média F Calc F Tab Hipótese n 3 2
SSA 2,0824 0,5206 133,6259 2,6060 Rejeito
H0
N 60 59
SSB 0,0190 0,0190 4,8757 4,0847 Rejeito
H0
na 5 4
SSC 0,0469 0,0469 12,0410 4,0847 Rejeito
H0
nb 2 1
SSAB 0,0144 0,0036 0,9240 2,6060 Aceito H0 nc 2 1
SSAC 0,0204 0,0051 1,3067 2,6060 Aceito H0 nab 4
SSBC 0,0021 0,0021 0,5407 4,0847 Aceito H0 nac 4
SSABC 0,0131 0,0033 0,8393 19,4707 Aceito H0 nbc 1
SSErro 0,1558 0,0039 nabc 4
SST 2,3541 Erro 40
Nota-se que, em se tratando de uma análise global para todos os compóstos estudados, os
mesmo possuem influência na deformação verdadeira, bem como ângulo de redução e os
lubrificantes. Isso se deve a discrepância do comportamento durante o escoamento dos
materiais localizados no centro.
Para os compósitos laminados a variação da alma entre aço SAE J403 e a liga de estanho-
chumbo se comportam de maneira muito distinta. O mesmo pode ser afirmado em relação aos
tipos de compósitos, ou seja, entre um compósito laminado e um fibroso.
Em se tratando de compósitos fibrosos, a direção da fibra influiu na deformação verdadeira da
região central. Não se pode olvidar de que a maioria dos ensaios de extrusão dos compósitos
em matriz de alumínio e reforço de fibras de aço na direção perpendicular produziram
produtos fraturados ou trincados.
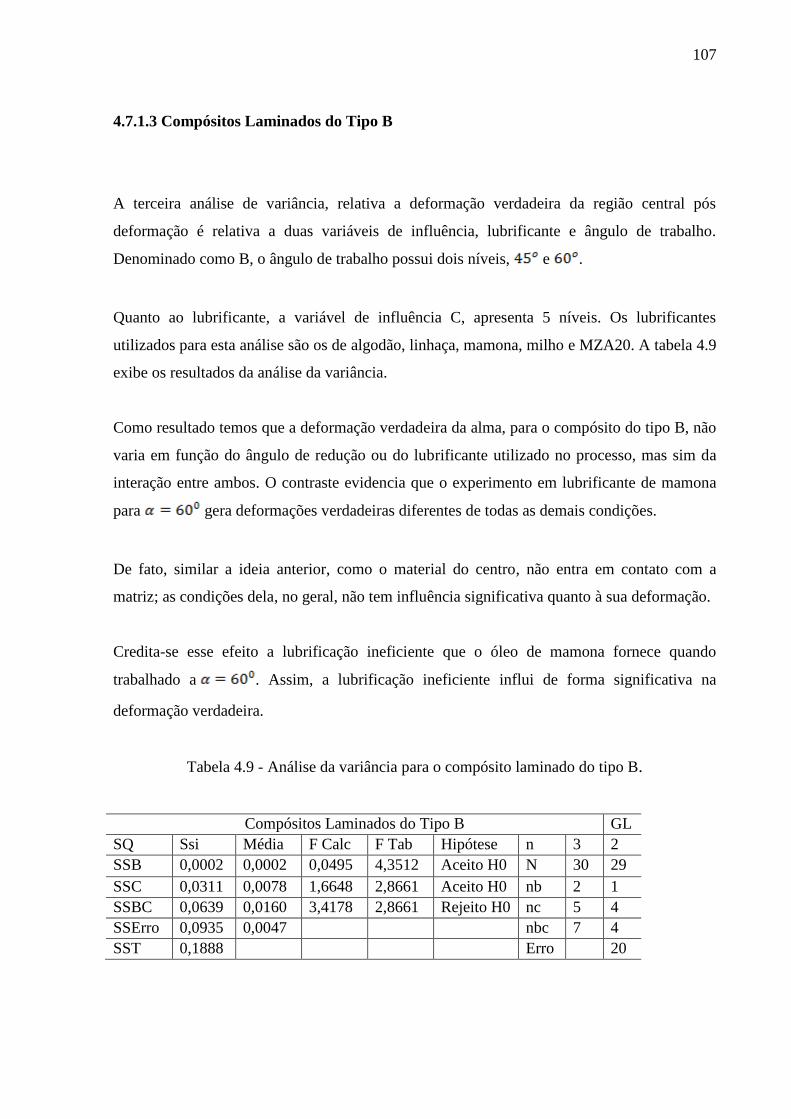
107
4.7.1.3 Compósitos Laminados do Tipo B
A terceira análise de variância, relativa a deformação verdadeira da região central pós
deformação é relativa a duas variáveis de influência, lubrificante e ângulo de trabalho.
Denominado como B, o ângulo de trabalho possui dois níveis, e .
Quanto ao lubrificante, a variável de influência C, apresenta 5 níveis. Os lubrificantes
utilizados para esta análise são os de algodão, linhaça, mamona, milho e MZA20. A tabela 4.9
exibe os resultados da análise da variância.
Como resultado temos que a deformação verdadeira da alma, para o compósito do tipo B, não
varia em função do ângulo de redução ou do lubrificante utilizado no processo, mas sim da
interação entre ambos. O contraste evidencia que o experimento em lubrificante de mamona
para gera deformações verdadeiras diferentes de todas as demais condições.
De fato, similar a ideia anterior, como o material do centro, não entra em contato com a
matriz; as condições dela, no geral, não tem influência significativa quanto à sua deformação.
Credita-se esse efeito a lubrificação ineficiente que o óleo de mamona fornece quando
trabalhado a . Assim, a lubrificação ineficiente influi de forma significativa na
deformação verdadeira.
Tabela 4.9 - Análise da variância para o compósito laminado do tipo B.
Compósitos Laminados do Tipo B GL
SQ Ssi Média F Calc F Tab Hipótese n 3 2
SSB 0,0002 0,0002 0,0495 4,3512 Aceito H0 N 30 29
SSC 0,0311 0,0078 1,6648 2,8661 Aceito H0 nb 2 1
SSBC 0,0639 0,0160 3,4178 2,8661 Rejeito H0 nc 5 4
SSErro 0,0935 0,0047 nbc 7 4
SST 0,1888 Erro 20
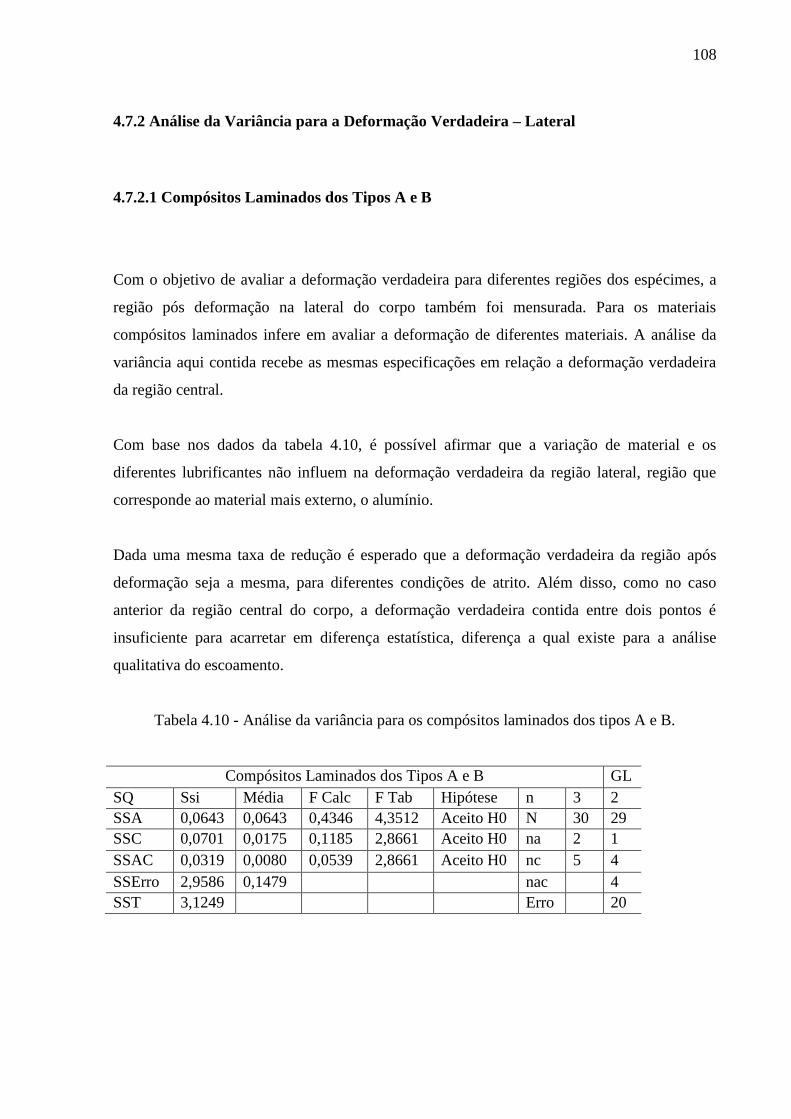
108
4.7.2 Análise da Variância para a Deformação Verdadeira – Lateral
4.7.2.1 Compósitos Laminados dos Tipos A e B
Com o objetivo de avaliar a deformação verdadeira para diferentes regiões dos espécimes, a
região pós deformação na lateral do corpo também foi mensurada. Para os materiais
compósitos laminados infere em avaliar a deformação de diferentes materiais. A análise da
variância aqui contida recebe as mesmas especificações em relação a deformação verdadeira
da região central.
Com base nos dados da tabela 4.10, é possível afirmar que a variação de material e os
diferentes lubrificantes não influem na deformação verdadeira da região lateral, região que
corresponde ao material mais externo, o alumínio.
Dada uma mesma taxa de redução é esperado que a deformação verdadeira da região após
deformação seja a mesma, para diferentes condições de atrito. Além disso, como no caso
anterior da região central do corpo, a deformação verdadeira contida entre dois pontos é
insuficiente para acarretar em diferença estatística, diferença a qual existe para a análise
qualitativa do escoamento.
Tabela 4.10 - Análise da variância para os compósitos laminados dos tipos A e B.
Compósitos Laminados dos Tipos A e B GL
SQ Ssi Média F Calc F Tab Hipótese n 3 2
SSA 0,0643 0,0643 0,4346 4,3512 Aceito H0 N 30 29
SSC 0,0701 0,0175 0,1185 2,8661 Aceito H0 na 2 1
SSAC 0,0319 0,0080 0,0539 2,8661 Aceito H0 nc 5 4
SSErro 2,9586 0,1479 nac 4
SST 3,1249 Erro 20
109
4.7.2.2 Lubrificantes Milho e MZA 20
Temos a análise da deformação verdadeira para a região lateral, pela análise da variância
contida na tabela 4.11, para 5 compósitos diferentes, dois ângulos de trabalho e para os
lubrificantes Milho e MZA20.
Nesta análise, as variáveis de influência relativa ao material, ao material e ângulo e também o
material e o óleo lubrificante influíram na deformação verdadeira da região lateral pós
deformação. Visto que os materiais externos são diferentes, é esperado que exista diferença
estatística para a deformação verdadeira na região mensurada.
A interação entre o material extrudado e o ângulo ou o lubrificante é melhor verificada no
contraste e mostra que duas amostras no ângulo de trabalho de ou duas amostras em
ângulos de redução diferentes, aliados a mudança do tipo de compósito (laminado ou fibroso),
geraram diferença estatisticamente significativa na deformação verdadeira. Isso se deve ao
aumento dos esforços na extrusão de para . Soma-se a isso a mudança do tipo de
material.
Quanto a diferença indicada das médias da deformação verdadeira, causadas pela interação
entre material do sólido e lubrificante o contraste se faz novamente necessário. De forma
geral, as diferenças provém da alteração do tipo de compósito ou de dois lubrificantes
diferentes para os compósitos laminados.
Recorda-se que nas extrusões do compósito fibrosos no sentido perpendicular para o
lubrificante de milho resultaram em espécimes fraturados ou trincados. Verificou-se pelo
contraste que existe influência do lubrificante milho na deformação verdadeira entre os
compósitos fibrosos.
Além disso, os tarugos ensaiados no lubrificante MZA20 em , para o mesmo
material, também apresentaram defeitos. Logo, o aparecimento do defeito pode ser
provenientes da diferença de deformação experimentada por estes corpos do mesmo tipo de

110
compósito, seja pelo lubrificante ou pelo ângulo, ambos apoiados no indicativo da diferença
das médias na deformação verdadeira, via contraste.
Tabela 4.11 - Análise da variância para os lubrificantes Milho e MZA20.
Lubrificantes Milho e MZA20 GL
SQ Ssi Média F Calc F Tab Hipótese n 3 2
SSA 0,4291 0,1073 18,9164 2,6060 Rejeito H0 N 60 59
SSB 0,0010 0,0010 0,1798 4,0847 Aceito H0 na 5 4
SSC 0,0100 0,0100 1,7711 4,0847 Aceito H0 nb 2 1
SSAB 0,0729 0,0182 3,2158 2,6060 Rejeito H0 nc 2 1
SSAC 0,1045 0,0261 4,6070 2,6060 Rejeito H0 nab 4
SSBC 0,0043 0,0043 0,7496 4,0847 Aceito H0 nac 4
SSAB 0,0331 0,0083 1,4591 19,4707 Aceito H0 nbc 1
SSErro 0,2268 0,0057 nabc 4
SST 0,8818 Erro 40
4.7.2.3 Compósitos Laminados do Tipo B
Por fim, análise da variância para a deformação verdadeira para os espécimes de compósitos
laminados do tipo B, onde as variáveis de influência são os ângulos (em 2 níveis) e os
lubrificantes (em 5 níveis).
A tabela 4.12 fornece os valores encontrados para os testes estatísticos, onde se verificou
influência dos lubrificantes e também a influência dos dois fatores unidos, dos lubrificantes
junto ao ângulo de redução.
Em se tratando apenas da influência dos lubrificantes, o contato da matriz com o tarugo, para
um mesmo material compósito, a lubrificação fornecida pelo lubrificante influi sobre a
deformação verdadeira que o material experimenta na zona pós deformação.
Utilizando os contrastes entre as médias para avaliar a influência dos lubrificantes e do ângulo
de trabalho, o indicativo é que as extrusões com o lubrificante mamona e com são
diferentes das demais. Similarmente ao contraste da deformação verdadeira para a região

111
central, credita-se esse efeito à lubrificação fornecida pela mamona, ineficiente para a
extrusão em .
Tabela 4.12 - Análise da variância para o compósito laminado do tipo B.
Compósitos Laminados do Tipo B GL
SQ Ssi Média F Calc F Tab Hipótese n 3 2
SSB 0,0118 0,0118 3,8794 4,3512 Aceito H0 N 30 29
SSC 0,1010 0,0252 8,2835 2,8661 Rejeito H0 nb 2 1
SSBC 0,0803 0,0200 6,5849 2,8661 Rejeito H0 nc 5 4
SSErro 0,0609 0,0030 nbc 4
SST 0,2540 Erro 20
112
CAPÍTULO 5 – CONCLUSÃO
Baseado nos resultados encontrados no capítulo anterior, pode-se concluir o que é apresentado
a seguir.
Os escoamentos são diferentes para materiais compósitos diferentes. A diferença é mais
acentuada pela variação dos materiais que compõe o compósito de mesmo tipo. A diferença é
ainda maior quando se varia o tipo de material do compósito. Similarmente, as deformações
verdadeiras analisadas são estatisticamente diferentes para diferentes tipos de materiais
compósitos. Conclui-se também que diferentes tipos de materiais compósitos extrudados por
diferentes lubrificantes ou diferentes ângulos de redução produzem deformações verdadeiras
diferentes.
Qualitativamente, constata-se que os materiais compósitos laminados dos tipos A e B
apresentaram mais alongamento total para a alma do material do que o compósito C. O
comparativo entre os compósitos laminados do tipo A e B permite perceber que o material
externo sofre influência dos lubrificantes no que concerne ao escoamento. Além disso, o
alongamento total para o tipo A é maior do que para o tipo B.
Em termos de deformação verdadeira, não se nota diferença estatística. A razão é que a
deformação verdadeira para a área estudada é de apenas um dos vários incrementos que o
material sofre, razão pela qual é possível perceber na análise geral, mas não na local. Nota-se
também que a alma do compósito laminado escoa por uma “matriz”, gerada pelo material
externo. Essa "matriz" possui pouca influência quanto ao escoamento do material do centro.
Em se tratando de deformação verdadeira, os diferentes lubrificantes não influíram na mesma,
exatamente por escoar por uma matriz gerada pelo material externo e sem lubrificação.
Quanto à deformação verdadeira do material externo, a variação da composição percentual
sem mudança dos materiais envolvidos não foi suficiente para gerar diferença estatística, dada
área analisada.

113
Para os compósitos laminados do tipo C, a utilização de diferentes lubrificantes produz
diferentes formas de escoamento para o material externo, que não se traduziram em diferença
na deformação verdadeira.
A direção das fibras influem no escoamento do material fibroso. Para as fibras orientadas
preferencialmente no sentido transversal a extrusão, o escoamento é inclusive assimétrico;
além disso, parte dos corpos de prova falharam ou apresentaram defeitos. Além disso, a
análise estatística infere que a deformação verdadeira variou com a orientação da fibra e que,
aliada ao lubrificante ou ângulo de trabalho, influíram na geração de defeitos nos espécimes.
O escoamento dos compósitos do tipo B, dadas as variáveis de influência, ângulo de trabalho
e lubrificante não aprensentou diferença significativa. Todavia, o contraste das médias
mostrou que para a deformação verdadeira nas regiões central e lateral; após deformação, o
lubrificante de mamona apresentou resultados diferentes dos demais lubrificantes, sendo ainda
mais proeminentes quando trabalhado em
Constatou-se que o processo de fabricação dos corpos de prova introduziu impressões de
malhas padronizadas de pequenas dimensões. A visualização é passível de verificação apenas
por equipamentos de alta definição, por exemplo, microscópios óticos.
A viscosidade dinâmica não é o parâmetro ideal para medir a eficiência do lubrificante na
extrusão direta a frio. Pela análise da variância foi possível identificar que a e não
existe diferença na viscosidade dinâmica dos fluídos lubrificantes. Alia-se a isso o fato de os
piores resultados, em termos de deformação verdadeira, terem sido encontrados para o
lubrificante mamona, o qual possuía em todas as temperaturas analisadas a maior viscosidade.
Os escoamentos e formatos finais dos corpos de prova são muito similares em ambas as
análises, experimental e simulação numérica em MEF, para os ensaios em . Todavia,
para os espécimes modelados em , a modelagem utilizada não teve convergência com
o método experimental e os resultados foram insatisfatórios ao estudo.
Os resultados apresentados indicam como as variáveis de influência agem sobre o escoamento
de materiais compósitos em extrusões a frio. A modelagem utilizada em MEF para as
114
simulações numéricas demonstraram-se insatisfatórias para prever o escoamento dos materiais
me todas as condições de estudo.
Por fim a substituição do lubrificante mineral MZA20 para lubrificantes de origem vegetal se
mostrou inadequada, por influenciar o escoamento. Essa visão contraria Oliveira (2010) em
seu estudo sobre a qualidade superficial do produto extrudado e a possibilidade de
substituição dos lubrificantes minerais por vegetais.

CAPÍTULO 6 – TRABALHOS FUTUROS
Baseando nos resultados aqui obtidos, é possível permear pelos seguintes trabalhos futuros:
fazer o estudo do escoamento de materiais compositos de outros tipos. Estudar as
características químicas dos lubrificantes vegetais e minerais e seu efeito na extrusão a frio.
Utilizar diferentes programas para simulação numérica e comparar os resultados obtidos para
a extrusão de materiais compósitos. Estudar a idealização de um material compósito fibroso,
de fibras de materiais metálicos advindos de subproduto de outros processos. Refazer o estudo
utilizando outros perfis para os compósitos laminados. Determinar um novo método de
fabricação para os corpos de prova que imprima a malha de forma padronizada para a
visioplasticidade. Verificar o escoamento na interação entre vários ângulos de trabalho para o
lubrificante MZA20. Estudar o escoamento de materiais compósitos para diferentes reduções
e ângulos de trabalho. Refazer o estudo com o objetivo de estudar como se dá a formação das
texturas para as diferentes condições de escoamento.
116
REFERÊNCIAS BIBLIOGRÁFICAS
AGOSTINHO, O. L. et al. Processos de Fabricação e Planejamento de Processos.
Campinas: Universidade Estadual de Campinas, 2004. Disponível em:
<http://marioloureiro.net/tecnica/mecanica/ProcessosFabricoUnivCampinas.pdf>. Acesso em
nov. 2014.
AJIBOYE, J. S.; ADEYEMI, M.B. Effects of die land on the cold extrusion of lead alloy.
Journal of Materials Processing Technology, v. 171, n. 3, p. 428-436, 2006.
ASM International. ASM HANDBOOK, vol. 14, Forming and Forging - 3 ed. The Materials
Information Company, 1993.
AVITZUR, B. et al. Criterion for the prevention of core fracture during extrusion of bimetal
rods. ASME Journal of Engineering for Industry, v. 104, n. 3, p. 293-204, 1982.
AVITZUR, B. The production of bi-metal rod and wire. The Wire Journal, v. 3, n. 8, ago. p.
42-49 , 1970.
BACKOFEN, W.A. Deformation Processing. 1 ed. Michigan, USA: Addison-Wesley Pub.
Co., 1972, 326 p.
Research Article
BAKHSHI-JOOYBARI, M. et al. Experimental and numerical study of optimum die profile
in backward rod extrusion. Journal of Materials Processing Technology, v. 177, n. 1–3, p.
596-599, 2006.
BAUSER, M.; SAUER, G.; SIEGERT, K. Extrusion Second Edition. 2 ed. Materials Park,
Ohio, USA: ASM International, 2006, 577 p.
BERSKI, S. et al. Analysis of quality of bimetallic rod after extrusion process. Journal of
Materials Processing Technology, v. 177, p. 582-586, 2006.
BRESCIANI FILHO, E. et al. Conformação plástica dos metais. 5 ed. Campinas:
Unicamp, 1997, 383p.

117
BRESCIANI FILHO, E. et al. Conformação plástica dos metais. 6 ed./ 1 ed. dig. São
Paulo: EPUS, 2011, 383p. Disponível em:
<http://www.fem.unicamp.br/~sergio1/CONFORMACAOPLASTICADOSMETAIS.pdf>.
Acesso em: 01 mar. 2013.
BUEHLER, H.; HOEPFNER, H. G.; LOEWEN, J. The Flow Stress of Aluminum and Some
Aluminum Alloys. Z. Bänder, Bleche, Rohre, v. 11, n. 12, p 645–649, 1970.
BUTTON, S. T. B. Metodologia para planejamento experimental e análises de
resultados. Universidade Estadual de Campinas, 2012. Disponível em:
<http://www.fem.unicamp.br/~sergio1/pos-graduacao/IM317/apostila.pdf>. Acesso em: 10
mar. 2013.
Butterworth Heinemann. The tribology handbook. 2 ed. Oxford: UK, 1995.
CALLISTER JR., W. D. Ciência e engenharia de materiais: uma introdução. 7 ed. Rio de
Janeiro, RJ: LTC, 2008, 705 p.
CHEN, D. C. et al. Investigation into cold extrusion of aluminum billets using three-
dimensional finite element method. Journal of Materials Processing Technology, v. 192–
193, p. 188-193, 2007.
CHINESTA, F. et al. Recent advances in the meshless simulation of aluminium extrusion
and other related forming processes. Journal Archives of Computational Methods in
Engineering, v. 13, n. 1, p. 3-43, 2006.
DANIEL, I. M. Engineering mechanics of composite materials. 2 ed. Oxford, UK: Oxford
University Press, 2005, 432 p.
DIXIT P. M.; DIXIT U. S. Modeling of metal forming and machinning process: by finite
element and soft computing methods. 1ed. London, UK: Springer-Verlag London Limited,
2008, 590 p.
DÜRRSCHNABEL, W. Material flow in the extrusion of NF metals. Metall, v. 22, p. 1215-
1219, 1968.
FRAGOMENI, J.M. An organisational desing of experiments statistical approach to
investigate the effect of extrusion process manufacturing on the mechanical behavior of an
aluminium alloy. In: PROCEEDINGS OF THE CONFERENCE ON PIONEERING NEW
118
TECHNOLOGIES: Management N.S and Challenges in the Third Millenium, 1998, San
Juan. Anais... San Juan, USA: out. 1998, p. 11-14.
GARCIA, Leonardo Richeli. Microestrutura de solidificação e propriedades mecânicas de
ligas Sn-Zn para soldagem e recobrimento de superfícies. 2008. Dissertação (Mestrado em
Engenharia Mecânica). Faculdade de Engenharia Mecânica, Universidade Estadual de
Campinas, Campinas, 2008.
GROOVER, M. P. Fundamentals of modern manufacturing: materials, processes and
systems. 3 ed. USA: John Wiley & Sons Inc, 2007, 1022 p.
HAROLD, F. G. Jr.; ELDRIDGE, M. M. III; JOHN, R. W. Jr. Extrusion: The Definitive
Processing Guide and Handbook. 1 ed. New York, Florida USA:William Andrew Inc., 2005.
542 p.
HELMAN, Horácio; CETLIN, Paulo Roberto. Fundamentos da conformação mecânica dos
metais. 2 ed. São Paulo: Artliber, 2005. 260 p.
HUNT, W. H., MIRACLE, D. B. Automotive applications for metal matrix composites. ASM
Handbook Composites, Ohio, USA, v. 21, OH, p.1029-1032, 2001.
KAINER, K. U. Metal Matrix Composites: Custom-made materials for automotive and
aeroespace engineering. 1 ed. Geesthacht, Deutschland: Wiley-VCH, 2006, 314 p.
KASOLANG, S. et al. Specific wear rate of kenaf epoxy composite and oil palm empty fruit
bunch epoxy composite in dry sliding. Jurnal Teknologi, v. 58, n. 2, p.85-88, 2012.
KASOLANG, S.; AHMAD, M.A.; JOYCE, R.S.D. Measurement of circumferential viscosity
profile in stationary journal bearing by shear ultrasonic reflection. Tribology International,
v. 44, n. 11, p. 1264-1270, 2011.
KHOSRAVIFARD, A. E.; EBRAHIMI, R. Investigation of parameters affecting interface
strength in Al/Cu clad bimetal rod extrusion process. Materials and Design, v. 31, p. 493 –
499, 2010.
KIMURA, Y.; OKABE, H. An introduction to tribology. 1 ed. Tokyo, JP: Youkandou
Press, 1982, 69-82 p.
119
KOMORI, K. Effect of ductile fracture criteria on chevron crack formation and evolution in
drawing. International Journal of Mechanical Sciences. v. 45, p. 141–160, 2003.
KHOSRAVIFARD, A. E.; EBRAHIMI, R. Investigation of parameters affecting interface
strength in Al/Cu clad bimetal rod extrusion process. Materials and Design, v. 31, 2010, p.
493 – 499.
LEE, B. H.; KEUM, Y. T.; WAGONER, R. H. Modeling of the friction caused by lubrication
and surface roughness in sheet metal forming. Journal of materials processing technology,
v. 130–131, p. 60-63, 2002.
MAHMOODKHANI, Y. et al. Numerical modelling of the material flow during extrusion of
aluminium alloys and transverse weld formation. Journal of Materials Processing
Technology, v. 214, n. 3, p. 688-700, 2014.
MARTINS, C. A. Estudo do comportamento de defeitos de superfície da matéria-prima
em operações de extrusão a frio de aços baixo carbono. 2014. Dissertação (Mestrado em
Engenharia Mecânica) – Materiais e Processos de Fabricação, Universidade Federal de São
João del Rei, 2014.
MEDRANO, R. E. et al. Visioplasticity analysis of 2024 aluminum alloy extrusions.
International Journal of Mechanical Science, v. 15, p. 955-965, 1973.
MURUDKAR, R. R. Development of a continuous equal channel angular extrusion
(ECAE) Process. Dissertação (Mestrado em Engenharia Mecânica) - Texas A&M University,
Texas.
NAROOEI, K.; TAHERI, A. K. Strain field and extrusion load in ECAE process of bi-metal
circular cross section. Applied Mathematical Modelling, v. 36, n. 5, p. 2138-2141, 2013.
NAROOEI, K.; TAHERI, A. K. A new model for prediction the strain field and extrusion
pressure in ECAE process of circular cross section. Applied Mathematical Modelling, v. 34,
n. 7, p. 1901-1917, 2010.
NOWOTYNSKA, I.; KUT, S. Examining the Effect of the Die Angle on Tool Load and Wear
in the Extrusion Process. Journal of materials engineering and performance, v. 23, n. 4, p.
1307-1312, 2014.
120
NETO, E.A.C.A. Solda Estanho-Chumbo: Aplicações na Eletrônica. Curitiba, PR: Acervo
Virtual da Universidade Federal do Paraná. Disponível em:
<http://www.eletrica.ufpr.br/piazza/materiais/EdisonNeto.pdf>. Acesso em: 10 mai. 2015.
OLIVEIRA, T. L. L.; NEVES F.O.; BRAGA, D.U. Qualificação das propriedades
lubrificantes de fluídos de fontes renováveis e do seu desempenho na integridade superficial
de produtos extrudados. In: CONGRESSO NACIONAL DE ENGENHARIA MECÂNICA,
VI, 2010, Campina Grande. Anais... Campina Grande-PB: v. CDROM.
ONUH. S.O.; EKOJA, M.; ADEYEMY M.B. Effects of die geometry and extrusion speed on
the cold extrusion of aluminium and lead alloys. Journal of Materials Processing
Technology, v. 132, p. 274-285, 2003.
PARK, H.J. et al. A study of the hydrostatic extrusion of copper-clad aluminium tube.
Journal of Materials Processing Technology, v. 67, p. 24-28, 1997.
PEARSON, E.C.; PARKINS, R.N. The extrusion of metals, 2 ed., London, UK: Chapman
and Hall Ltd., 1960.
QINGSHAN, Y. et al. Tailoring texture and refining grain of magnesium alloy by differential
speed extrusion process. Materials Science & Engineering A, v. 612, p. 187-191, 2014.
RATHJEN, C. Investigations into the size of the stamp force and the internal pressure in
the container in the extrusion of metals. 1966. Dissertação - Aachen Technical College,
Aachen, DE.
REDDY, J. N. An introduction to the finite element method. 2. ed. New Delhi, India:
McGraw-Hill India, 1993. 896 p.
SAHA, P. K. Aluminium Extrusion Technology. 1 ed. Materials Park, Ohio: 2000.
SYAHRULLAIL, S. et al. Experimental evaluation of palm oil as lubricant in cold forward
extrusion process. International Journal of Mechanical Sciences, v. 53, n. 7, p. 549-555,
2011.
SIEGERT, K. Investigations into direct, indirect and hydrostatic extrusion. 1976.
Dissertação - Technische Universität Berlin, Berlin, DE.
121
STACHOWIAK, G. W.; BATCHELOR, A. W. Engineering Tribology. 1 ed. Amsterdam,
DU: Elsevier Science Publisher, 1993. 851 p.
STOLARSKI, T. A. Tribology in Machine Design. 2 ed. Oxford, UK: Butterworth-
Heinemann, 2000. 298p.
SYAHRULLAIL, S.; NAKANISHI, K.; KAMITANI, S. Investigation of the effects of
frictional constraint with application of palm olein oil lubricant and paraffin mineral oil
lubricant on plastic deformation by plane strain extrusion. Journal of Japanese Society of
Tribologist, v. 50, n. 12, p.877-885, 2005.
SYAHRULLAIL, S. et al. Experimental evaluation of palm oil as lubricant in cold forward
extrusion process. International Journal of Mechanical Sciences, v. 53, N. 7, p. 549-555,
2011.
TOLEDO, R. C. et al. Microstructural characterization of bismuth-indiun-tin eutectic alloy
solidified under microgravity. In: Workshop de Engenharia e Tecnologia Espaciais, I, 2010,
São José dos Campos. Anais... São José dos Campos -SP, 2010.
TOKUNO, H.; IKEDA, K. Analysis of deformation in extrusion of composite rods. Journal
Material Process Technology, v. 26, p. 323-335, 1991.
VALBERG, H. A modified classification system for metal flow adapted to unlubricated hot
extrusion of aluminum and aluminum alloys process. In: International Aluminum Extrusion
Technology Seminar, VI, 1996, Chicago. Anais... Chicago – USA, 1996.
WAGNER, H.; LUTHER, R.; MANG, T. Lubricant base fluids based on renewable raw
materials Their catalytic manufacture and modification. Applied Catalysis A: General, v.
221, p. 429–442, 2001.
WAN NIK, W.B. et al. Rheology of bio-edible oils according to several rheology models and
its potential as hydraulic fluid. Industrial Crops and Products, v. 22, n. 3, p.249-255, 2005.
WAN NIK, W.B. et al. Experimental investigation on system performance using palm oil as
hydraulic fluid, Industrial Lubrication and Tribology, v. 59, n. 5, p.200-208, 2007.
WILHELM, H. Investigations into the relationship between vickers hardness and equivalent
strain in cold working processes. Relatório do Institut für umformtechnik: 1969. n. 9.
Stuttgart, DE.

122
WILLING, A. Lubricants based on renewable resources - an environmentally compatible
alternative to mineral oil products. Chemosphere, v. 43, p. 89-98, 2001.
ZIEGLER, W.; SIEGERT, K. Indirect extrusion of aluminum. Z. Metallkd. v. 64, n.4, p
224–229, 1973.
123
ANEXOS
ANEXO A
O teste de hipóteses é um método de inferência estatística, onde, de posse dos dados
amostrais, é possível inferir sobre a população. Em estatística a hipótese é uma suposição
formulada a respeito de um parâmetro de uma distribuição de probabilidade de uma ou mais
populações.
O teste de hipóteses avalia, com base nos dados amostrais, qual hipótese é aceita. Como é
identificada a hipótese nula e como a hipótese alternativa. No comparativo das
médias e de duas amostras distintas, temos então:
O procedimento é realizado sobre um teste estatístico apropriado e a aceitação de uma
determinada hipótese é feita em acordo com a região crítica. A região crítica é determinada
pelo nível de significância adotado no teste.
Análise das Médias pelo Teste de Hipóteses
Para duas amostras retiradas de distribuições, com variâncias assumidas como iguais e
desconhecidas, obtidas num planejamento totalmente aleatorizado para as quais se deseja
verificar as médias. Utilizando da distribuição para as observações das amostras, temos que:

124
Onde:
= Média da amostra 1;
= Média da amostra 2;
= Tamanho da amostra 1;
= Tamanho da amostra 2;
=Variância da amostra 1;
Variância da amostra 2;
= Estimativa das variâncias das populações.
Em se tratando de avaliar se duas médias são ou não iguais, a definição de qual hipótese será
aceita, ou , permeia por avaliar o valor de com o valor da distribuição com
graus de liberdade. Se então se aceita , ou seja, as médias
das duas amostras são diferentes. Já para temos que é aceito e a média
das duas amostras são iguais.
Intervalo de Confiança para Médias de Populações
O intervalo de confiança (IC) é um intervalo estimado de um parâmetro de interesse de uma
população. Ele permite estabelecer o intervalo de valores a ser usado na comparação do teste
de hipóteses.
Isso permite definir em qual intervalo de valores é esperado encontrar um determinado
parâmetro. Quanto menor a significância ( , maior é o nível de confiança. Por exemplo, o
parâmetro é uma incógnita para a qual se deseja estimar o intervalo de confiança. Primeiro,
determina-se dois valores estatísticos e , de modo que a probabilidade seja definida
como:
De acordo com o intervalo de confiança utilizado também é possível variar a hipótese
alternativa, de forma a avaliar se duas médias são:
125
126
ANEXO B
O planejamento fatorial é indicado quando se deseja avaliar os efeitos de duas ou mais
variáveis de influência. A cada tentativa ou réplica, todas as combinações possíveis dos níveis
de cada variável são investigadas. Assim, quando o efeito de uma variável depende do nível
das outras variáveis, é possível dizer que há interação dessas variáveis.
O planejamento fatorial aleatorizado por níveis é um modelo que utiliza a análise da variância
(ANOVA) para, de forma otimizada, realizar um procedimento experimental para a realização
de ensaios com diferentes níveis (ou tratamentos) de uma única variável de influência (fator),
com réplicas para cada nível. Entende-se por otimizar o processo experimental como a
possibilidade de aumentar seu rendimento, no que concerne a tempo, recursos e custos. Na
utilização de um modelo para planejamento de experimentos é necessário atender a três
requisitos básicos: replicação, aleatoriedade e blocagem.
As réplicas são importantes por dois motivos; o primeiro é que isto permite a obtenção do erro
experimental. Essa estimativa do erro é básica para verificar se as diferenças observadas para
os dados são estatisticamente diferentes. O segundo se refere ao fato de que, se a média de
uma amostra for usada para estimar o efeito de um fator no experimento, a replicação
permitirá a obtenção de uma estimativa mais precisa desse fator.
Além disso, a aplicação de métodos estatísticos requer que as observações, ou os erros, sejam
variáveis aleatórias distribuídas de forma independente. Os experimentos devem ser
realizados de forma aleatória, de modo a garantir a distribuição equânime de todos os fatores
não considerados, onde aí se incluem os erros.
A blocagem é uma técnica extremamente importante, que tem o objetivo de aumentar a
precisão de um experimento. Em certos processos, pode-se controlar e avaliar,
sistematicamente, a variabilidade resultante da presença de fatores conhecidos que perturbam
o sistema, mas que não se tem interesse em estudá-los. De modo a evitar a não
homogeneidade, é melhor tratar cada um desses fatores como um bloco.

127
No planejamento fatorial, são estudados pelo menos dois fatores, tomemos A e B; A com
níveis e B com níveis, utilizando-se n réplicas com combinações. Como exemplo, um
estudo qualquer em que se deseja analisar o efeito de dois fatores, cada um deles possuindo
dois níveis. Ao se analisar-se o efeito de um fator separadamente, tem-se um planejamento
aleatorizado como:
Fator A
Fator B
Níveis a1 a2
b1 a1b1 a2b1
b2 a1b2
Efeito:
A - a1b1; a2b1
B - a1b1; a1b2
Dessa forma se tem três ensaios. Ao minimizar os erros e usando duas réplicas, se tem um
total de 6 ensaios experimentais. Todavia, não é possível verificar a interação do fator A e B.
Já com no planejamento fatorial (PF):
Fator A
Fator B
Níveis a1 a2
b1 a1b1 a2b1
b2 a1b2 a2b2
Na análise de dois casos distintos, torna-se possível analisar a interação das variáveis pelo PF:
Caso 1
Fator A
Fator B
Níveis a1 a2
b1
180
452
b2
184
460

128
Caso 2
Fator A
Fator B
Níveis a1 a2
b1 662 158
b2 724 152
Esses resultados são provenientes de um trabalho em que se avaliou como a dureza do aço
1045 é influenciada pelo processamento a frio e pelo tratamento térmico empregado. Têm-se
dois tratamentos térmicos e a possibilidade de ser ou não processado e deseja-se saber se o
processamento a frio e o tratamento térmico interagem.
A ideia de projeto robusto se aplica a essa situação, pois se deseja que o material apresente
maior dureza possível.
No caso 1, tem-se a seguinte representação gráfica dos resultados obtidos:
Observa-se que os dois fatores interferem na dureza do material, mas que eles não interagem.
Já no caso 2, representado pela figura abaixo, observa-se novamente que os fatores afetam a
dureza e que eles interagem, pois o efeito de A depende do nível de B.
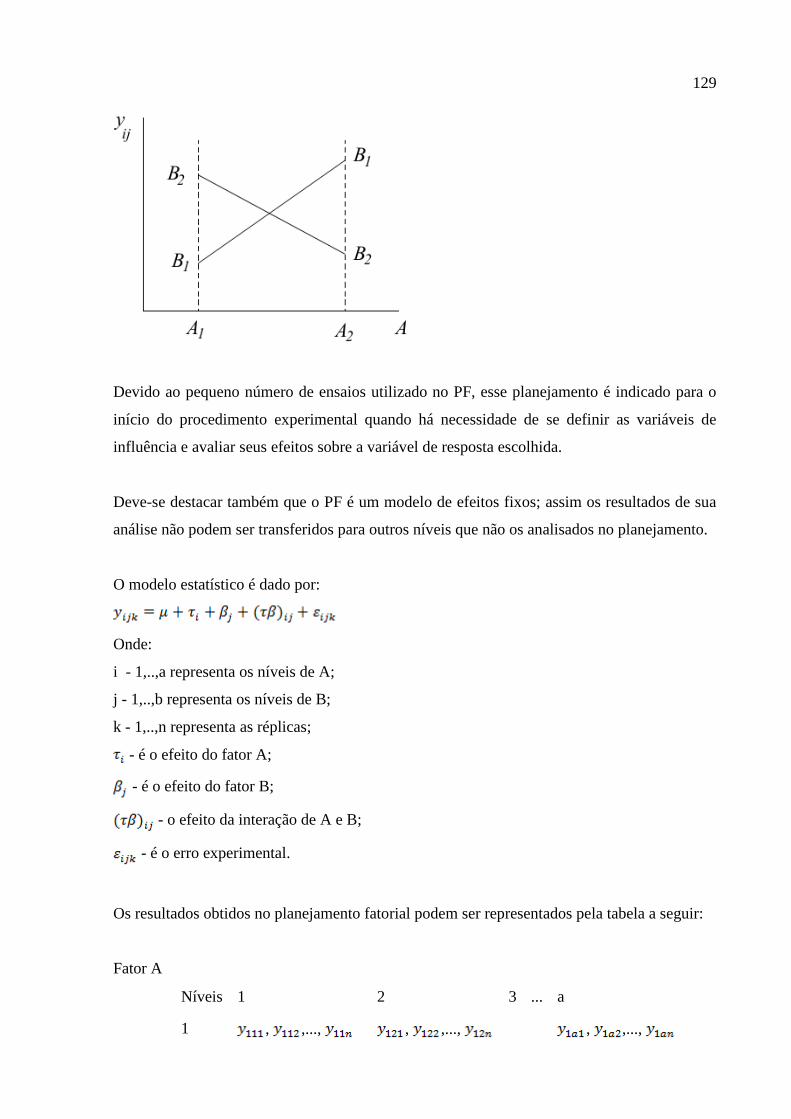
129
Devido ao pequeno número de ensaios utilizado no PF, esse planejamento é indicado para o
início do procedimento experimental quando há necessidade de se definir as variáveis de
influência e avaliar seus efeitos sobre a variável de resposta escolhida.
Deve-se destacar também que o PF é um modelo de efeitos fixos; assim os resultados de sua
análise não podem ser transferidos para outros níveis que não os analisados no planejamento.
O modelo estatístico é dado por:
Onde:
i - 1,..,a representa os níveis de A;
j - 1,..,b representa os níveis de B;
k - 1,..,n representa as réplicas;
- é o efeito do fator A;
- é o efeito do fator B;
- o efeito da interação de A e B;
- é o erro experimental.
Os resultados obtidos no planejamento fatorial podem ser representados pela tabela a seguir:
Fator A
Níveis 1 2 3 ... a
1 , ,..., , ,..., , ,...,

130
Fator B
2 ... ... ...
3
...
b , ,..., , ,...,
O teste de hipóteses procura definir se as variáveis influenciam ou não e também se a
interação deles afeta a variável de resposta. Assim, esse teste fica:
(para pelo menos um i)
(para pelo menos um j)
(para pelo menos um par ij)
A somatória dos quadrados das diferenças da expressão bem como o quadro de análises são
representados a seguir.
As somas quadráticas são calculadas da seguinte forma:
SST = SSA + SSB + SSAB + SSE
Somatória dos Quadrados Graus de Liberdade
abn
yySS
a
i
b
j
n
k
ijkT
2
...
1 1 1
2
abn-1
abn
y
bn
ySS
a
i
iA
2
...
1
2
..
a-1
abn
y
an
ySS
b
i
j
b
2
...
1
2
..
b-1
bA
a
i
b
j
ij
AB SSSSabn
y
n
ySS
2
...
1 1
2
.
(a-1).(b-1)
abbATE SSSSSSSSSS ab.(n-1)
Para a análise estatística das hipóteses, tem-se que é uma soma de quadrados de variáveis
aleatórias normalmente distribuídas, , e são distribuídas como chi-
quadrado respectivamente, com N-1, a-1, b-1, (a-1).(b-1) e ab.(n-1) graus de liberdade, se a
hipótese nula , ou , ou for verdadeira.
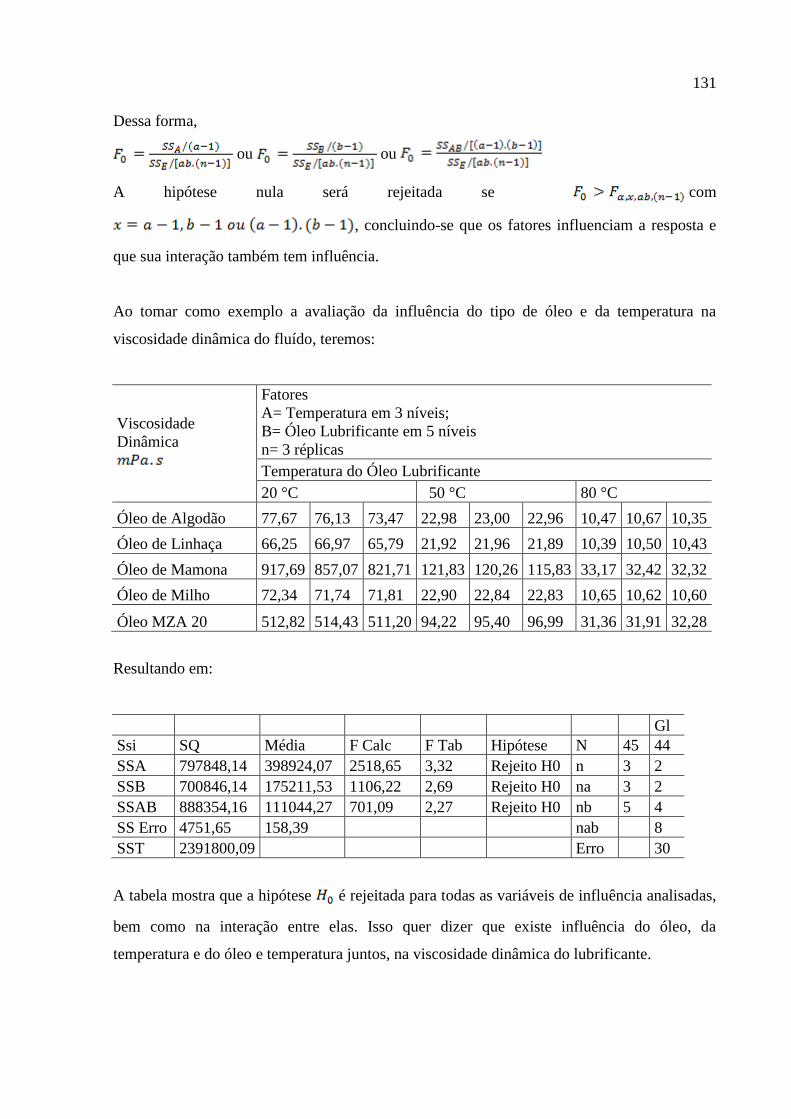
131
Dessa forma,
ou ou
A hipótese nula será rejeitada se com
, concluindo-se que os fatores influenciam a resposta e
que sua interação também tem influência.
Ao tomar como exemplo a avaliação da influência do tipo de óleo e da temperatura na
viscosidade dinâmica do fluído, teremos:
Viscosidade
Dinâmica
Fatores
A= Temperatura em 3 níveis;
B= Óleo Lubrificante em 5 níveis
n= 3 réplicas
Temperatura do Óleo Lubrificante
20 °C 50 °C 80 °C
Óleo de Algodão 77,67 76,13 73,47 22,98 23,00 22,96 10,47 10,67 10,35
Óleo de Linhaça 66,25 66,97 65,79 21,92 21,96 21,89 10,39 10,50 10,43
Óleo de Mamona 917,69 857,07 821,71 121,83 120,26 115,83 33,17 32,42 32,32
Óleo de Milho 72,34 71,74 71,81 22,90 22,84 22,83 10,65 10,62 10,60
Óleo MZA 20 512,82 514,43 511,20 94,22 95,40 96,99 31,36 31,91 32,28
Resultando em:
Gl
Ssi SQ Média F Calc F Tab Hipótese N 45 44
SSA 797848,14 398924,07 2518,65 3,32 Rejeito H0 n 3 2
SSB 700846,14 175211,53 1106,22 2,69 Rejeito H0 na 3 2
SSAB 888354,16 111044,27 701,09 2,27 Rejeito H0 nb 5 4
SS Erro 4751,65 158,39 nab 8
SST 2391800,09 Erro 30
A tabela mostra que a hipótese é rejeitada para todas as variáveis de influência analisadas,
bem como na interação entre elas. Isso quer dizer que existe influência do óleo, da
temperatura e do óleo e temperatura juntos, na viscosidade dinâmica do lubrificante.

132
Comparação das Médias Individuais Dos Tratamentos
O método apresentado anteriormente permite verificar se as médias de diversos tratamentos
são diferentes ou não, mas não possibilita verificar quais delas divergem. Para tanto, há
necessidade de as somatórias das observações de cada tratamento ou de suas médias
. Essas comparações são feitas através dos denominados métodos de comparação
múltipla. Muitos desses métodos usam o conceito de contraste. Um contraste é uma
combinação linear dos totais que permite a comparação das médias dos tratamentos.


















