Estudo Sobre a Usinabilidade Do Ferro Fundido Nodular GGG40

of 45
-
Upload
ronaldo-rodrigues -
Category
Documents
-
view
327 -
download
0
Transcript of Estudo Sobre a Usinabilidade Do Ferro Fundido Nodular GGG40
MESTRADO EM ENGENHARIA MECNICA Projeto e FabricaoEstudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40
Aluno: Jos Marcelo Teles - 7274 Orientador: Prof Joo Roberto Ferreira
UNIFEI Universidade Federal de Itajub
ObjetivoUsinar ferro fundido nodular ferritizado com insertos de metal duro analisando a melhor cobertura e tipos de quebra cavaco. Verificar a influncia do uso de leo refrigerante na vida da ferramenta. Analisar a influncia do ngulo de sada nos esforos de corte. Analisar a influncia do Nibio na usinabilidade do ferro fundido nodular.
Roteiro da dissertaoLista de figuras Lista de tabelas Lista de smbolos Resumo Abstract Introduo Objetivo Captulo 1 Reviso bibliogrfica Captulo 2 Procedimento experimental Captulo 3 Resultados e discusses Concluses Sugestes para trabalhos futuros Reviso bibliogrfica
Captulo 1 REVISO BIBLIOGRFICA
1.1 1.2 1.3 1.4 1.5 1.6 1.7
Tipos de ferro fundido Usinabilidade dos ferros fundidos nodulares Materiais para ferramentas de corte Mecanismos de formao do cavaco Desgaste das ferramentas de corte Acabamento superficial Refrigerao
Captulo 2 Procedimento Experimental
2.1 Materiais e ferramentas de corte 2.2 Equipamento utilizados 2.3 Metodologia
Captulo 3 Resultados e discues
3.1 Vida til das ferramentas 3.2 Desgaste das ferramentas 3.3 Foras e potncias de corte 3.4 Interferncia do fludo na vida da ferramenta 3.5 Formas do cavaco
Captulo 1Reviso Bibliogrfica
Definio: Ferro fundidoDefinio: (Ferraresi-1990) uma liga ferro-carbono-silcio, de teores de carbono geralmente acima de 2%, em quantidade superior a que pode ser retida em soluo slida na austenita, de modo a resultar carbono parcialmente livre, na forma de veios/lamelas ou glbulos de grafita.
Usinabilidade dos ferros fundidos
o grau de dificuldade de usinar um determinado material. Os ferros fundidos apresentam boa usinabilidade, principalmente os cinzento e nodulares devido a forma e distribuio de seus contituintes (grafita na forma livre)
Usinabilidade dos diversos tipos de ferro fundido100 90 80 70 60 50 40 30 20 10 0Fonte: Iscar Ltd
Cinzento Malevel Nodular Branco
Influncia dos elementos de liga na UsinabilidadeCarbono determina a quantidade de grafita. Silcio Elemento grafitizante melhora a usinabilidade. Mangans e Enxofre: Efeito lubrificante adicional proporcionado pelos sulfeto de mangans. Fsforo: Atua na estrutura do material formando com o ferro e o carbono, carboneto de ferro e fosfeto de ferro (steadita). A steadita dura e quebradia, influenciando de maneira prejudicial a usinabilidade. Outros elementos poder ser encontrados tais como: Alumnio, Antimnio, Boro, Cromo, Molibdnio, Nquel, Telrio, Estanho, Titnio e Vandio. Nibio: Segundo Chiaverini (1990), este elemento reduz a profundidade da camada coquilhada. A adio de nibio at ou acima de 0,3% eleva as propriedades mecnicas.
Influncia da microestrutura na usinabilidade dos ferros fundidos
A usinabilidade dos ferros fundidos diretamente afetada pela distribuio e proporo de seus diversos constituintes (grafita, ferrita, perlita, cementita, steadita e austenita)
Usinabilidade do ferro fundido nodularFerro fundido nodular apresenta uma usinabilidade. As principais variveis contribuem so: boa que
Microconstituintes ferrita, perlita, grafita ... Elementos de liga Melhoram a usinabilidade ( Si, Ni, S, Al, Cu) grafitizantes. Pioram a usinabilidade (Mn, Nb, Cr, Co, Mo, W) formadores de carbonetos. Tratamento trmico.
Materiais para ferramentas de corte3% 3% ros ros Out Out 4% 4% BN BN D,C D,C PC PC
Ce r m ic a 5% Cermet 8%
HSS 35%
Metal duro 45%
Pastilha de Metal Duro um composto de ps metlicos que so prensados e sinterizados:Carboneto de Tungstnio Carboneto de Nibio Carboneto de Titnio Carboneto de Tntalo Cobalto (elemento de liga controla tenacidade)
Coberturas Resistncia ao desgaste Lubricidade Isolamento trmico Resistncia ao ataque qumico
Tipos de CoberturaEstabilidade Qumica
Al2O3 TiC TiCN TiAlN TiN
Resistncia ao desgaste
Coeficiente de atrito
Mecanismo de formao do cavaco
Segundo Trent (1984) o mecanismo de formao do cavaco compreende quatro etapas: Recalque ou deformao elstica, deformao plstica, ruptura e movimento de sada do cavaco.
Mecanismo de formao do cavaco (Trent, 1984)
Desgaste das ferramentas de corte1 - Cisalhamento plstico a altas temperaturas (craterizao) 2 - Deformao sob tenso de compresso (deformao plstica) 3 - Difuso (transferncia de tomos) 4 - Aderncia e arrastamento (APC) 5 - Abraso (perda de material por microsulcamento e microlascamento) 6 - Desgaste de entalhe (combinao de abraso + difuso + aderncia) 7 - Desgaste por oxidao Fonte: Trent (1984)
Captulo 2Procedimento Experimental
Composio qumica
C3,50 4,10
Si2,402,90
Mn0,200,80
P0,15 max
S0,03 max
Ni0,70 max
Mb0,30 max
Mg0,02 0,07
Nb0,400,60
Ferro fundido nodular GGG40 obtido por fundio centrfuga. Utiliza-se coquilha pr aquecida a 300 C recoberta por slica (SiO2) a fim de evitar aderncia do tubo centrifugado coquilha.
Grfico de ferritizao do materialCiclo de Ferritizao1200 1000
980
980 720 720
Temperatura (C)
800 600 400 200
500
25 22
25 0 2 4 6 8 10 12 14 16 18 20
Tempo (Hs)
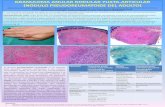
Microestrutura
100 x Sem ataque Aspecto microgrfico do material. Ferrita e ndulos de grafita.
Dureza do material - Macrodureza
135 134 Dureza (HB) 133 132 131 130 1 2 3 4 5 6 7 8 Profundida (mm)
Microdureza
Interface (camada coquilhada) [1]1
146 HV5 145 HV5 145 HV5
2
Regio sem ndulos de grafita [2]
3
Ferrita (ncleo) [3]
Aumento 50 x
Ferramentas de corte - Insertos
SNMG 120808-TF IC8048 TESTE 01 K10 xido de Alumnio (Al2O3) Nitreto de Titnio (TiN) Carboneto de Titnio (TiC)
SNMG 120408 IC428 TESTE 02 K05 xido de Alumnio (Al2O3) Carboneto de Titnio (TiC)
SNMA 120416K IC4028 TESTE 03 K10 Nitreto de Titnio (TiN) xido de Alumnio (Al2O3) Carbonitreto de Titnio (TiCN)
Dados de corte - Recomendados
SNMG 120408-TF IC8048 Vc (m/min) f (mm/volta) ap (mm) 120 160 0,20 0,50 1,0 4,0
SNMG 120408 IC428 140 300 Max 0,50 1,0 5,0
SNMG 120416K IC4028 140 250 Max 0,50 1,0 5,0
Fonte: Iscar Ltd (2004)
Porta ferramentaSuporte: PSSNR 2020 K12
h 20.0
h1 20.0
b 20.0
l1 125.00
l2 29.0
f 25.0
Ga -5.5
Gr -5.5
R/L R
Camisa bruta e usinada
Dimetro Externo 86,5 mm Dimetro interno 81,2 mm Comprimento 200 mm
Fixao do porta ferramenta
Fixao das camisas
Mquina
Torno mecnico Romi adaptado para usinagem de anis. Potncia 30 CV
Microscpio Anlise de desgaste
Microscpio tico tridimensional de medidas.
Critrio de fim de vida da ferramenta Estabeleceu-se como critrio de fim de vida da aresta de corte 1,0 mm de desgaste de entalhe.
Foras e Potncia de corte
Fonte: Iscar Ltd
Captulo 3Resultados e Discusses
Dados de corte - TesteSNMG 120408-TF IC8048 SNMG 120408 IC428 SNMG 120416K IC4028
Vc (m/min) f (mm/volta) ap (mm)
100
150
150
0,40
0,40
0,40
3
3
3
Vida til:
IC8048 QUANT. PS USINADAS
IC428
IC4028
130
140
195
Foras e Potncias de corte
IC8048Fora de corte (N) Tx. Mat. Removido (cm3/seg) Potncia (HP)
IC428 7400 11,5 24
IC4028 8730 11,5 28,5
7155 7,7 15
Inserto IC8048Aresta postia
1 mm
Aresta postia baixa velocidade de corte Desgaste de entalhe devido a oxidao e abraso provocado pela slica (SO2) Nenhum desgaste de cratera
Vc=100 m/min; f=0,4 mm/volta; ap=4 mm Ampliao: 38x
Inserto IC428Aresta postia
Aresta postia Desgaste de entalhe devido a oxidao e abraso provocado pela slica (SO2) No craterizao Microlascas houve
1 mm
Vc=150 m/min; f=0,4 mm/volta; ap=4 mm Ampliao: 38x
Inserto IC4028No apresentou aresta postia0,8 mm
Desgaste de entalhe devido a oxidao e slica (SiO2) Craterizao
Vc=150 m/min; f=0,40 mm/volta; ap=4 mm Ampliao: 38x
Cavaco
Os trs insertos geraram cavaco tipo helicoidal curto.
PendnciasReaplicar os testes sem refrigerao. Pesquisar a influncia do SiO2 no desgaste da ferramenta. Realizar testes com ferro fundido nodular sem nibio
Conclusesa) b) c) d) e) A competitividade em usinagem s pode ser alcanada com um estudo detalhado das principais variveis inerentes ao processo. A vida til da ferramenta influenciada de forma significativa pela cobertura e classe do metal duro. O desgaste da ferramenta aumenta bruscamente aps a perda do revestimento. A melhor cobertura para esta aplicao TiN. A slica (SiO2) utilizada para evitar a aderncia do tubo centrifugado coquilha contribui significativamente para o excessivo desgaste de entalhe. Para mquinas de baixa potncia o uso de ferramentas com maiores ngulos de sada reduz os esforos de corte
f)