
FABRICAÇÃO DE UMA LINHA DE ENVASE AUTOMATIZADA … · ² Docente do Curso de Tecnologia em...
20
CURSO TECNOLOGIA EM MECATRÔNICA INDUSTRIAL BRUNO DA SILVA GALVÃO SILVIO ROGÉRIO MONTEIRO FABRICAÇÃO DE UMA LINHA DE ENVASE AUTOMATIZADA PARA PEQUENOS E MÉDIOS PRODUTORES Garça 2014
Transcript of FABRICAÇÃO DE UMA LINHA DE ENVASE AUTOMATIZADA … · ² Docente do Curso de Tecnologia em...

CURSO TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
BRUNO DA SILVA GALVÃO
SILVIO ROGÉRIO MONTEIRO
FABRICAÇÃO DE UMA LINHA DE ENVASE AUTOMATIZADA PARA
PEQUENOS E MÉDIOS PRODUTORES
Garça
2014
TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
BRUNO DA SILVA GALVÃO
SILVIO ROGÉRIO MONTEIRO
FABRICAÇÃO DE UMA LINHA DE ENVASE AUTOMATIZADA PARA
PEQUENOS E MÉDIOS PRODUTORES
Artigo científico apresentado a Faculdade de
Tecnologia de Garça – FATEC, como requisito
para conclusão do Curso de Tecnologia em
Mecatrônica Industrial, examinado pela seguinte
banca de professores:
_
Prof. Dr.Edson Detregiachi Filho
________________________________
Prof. Grad. Edson Mancuzo
_________________________________
Prof. Ms. Idelberto de Genova Bugatti
Garça
2014
FABRICAÇÃO DE UMA LINHA DE ENVASE AUTOMATIZADA PARA
PEQUENOS E MÉDIOS PRODUTORES
1Bruno da Silva Galvão
Silvio Rogério Monteiro¹
Edson Detregiachi Filho²
Resumo - Em um mercado altamente competitivo, pequenas e médias empresas tem como
desafio a implementação de processos de fabricação cada vez mais rápidos e com qualidade,
tornando-se indispensável a aplicação da automação industrial da linha de fabricação. A
automação proporciona a redução de perdas no processo, melhora a qualidade do produto e
aumenta a produtividade. No entanto, a implementação, de um processo automatizado, pode
tornar-se oneroso e até mesmo inviável quando na concepção do projeto os componentes do
mesmo forem superdimensionados ou o projetista fizer uso da tecnologia de maneira
excessiva. O objetivo deste trabalho é demonstrar a possibilidade do uso da automação de
maneira simples e que atenda aos requisitos do processo.
Palavras-chave: Automação, superdimensionamento, processo.
Abstract - In a hard competitive market, the small and medium companies has as a challenge
the implementation of the production process faster and faster and with quality, becoming
itself necessary to the application of a industrial automation line to production. The
automation gives a reduction of losses inside the process, improving the quality of products
and increasing the productivity. However, the implementation of an automated process can be
expensive and even so unviable when the conception of the project the their components will
be oversized or the designer have used the technology in excess. The aim of this paper is to
demonstrate the possibility of the automation use in the simple way meeting the
requirements in the process.
Keyword: automation, implementation, oversizing and process.
1 Discente do Curso de Tecnologia em Mecatrônica Industrial FATEC - GARÇA
² Docente do Curso de Tecnologia em Mecatrônica Industrial FATEC - GARÇA
1. INTRODUÇÃO
No início da Revolução Industrial todo o processo de produção era artesanal ou
usava-se energia animal, fato que acarretava em grande demora na execução das tarefas. As
fábricas eram em sua maioria ambientes muito insalubres e era comum a ocorrência de
acidentes muitas vezes fatais, pois não se dispunha de equipamentos automatizados que
manipulassem os produtos.
Segundo Chiavenato (2003, p. 35).
O baixo padrão de vida, a promiscuidade nas fábricas e os riscos de graves
acidentes e os longos períodos de trabalho em conjunto proporcionaram uma
interação estreita entre os trabalhadores e uma crescente conscientização da
precariedade das condições de vida e de trabalho e da exploração por uma
classe social economicamente favorecida.
Porém, com o passar do tempo, leis trabalhistas trouxeram evolução ao setor fabril: as
jornadas foram reduzidas e o ambiente de trabalho passou por melhoras significativas.
Ocorreram também avanços no processo de produção promovidos pela pesquisa, ciência e
tecnologia. Nesse contexto, encontra-se a automação, uti1lizada para aumentar a
produtividade e qualidade, diminuindo os prejuízos e melhorando o atendimento aos clientes e
consequentemente a competitividade e a sobrevivência das empresas.
Atualmente as grandes indústrias contam com equipamentos automatizados e o
ambiente de trabalho é mais salubre quando comparado ao início da Revolução Industrial. Já
as pequenas e médias empresas possuem dificuldade em implementar um sistema
automatizado no seu processo de fabricação, devido ao auto custo dos equipamentos
automatizados. O acesso a tecnologia existe apenas para quem dispõe de recursos
compatíveis com o auto custo destes equipamentos.
Segundo Rosário (2009, p. 21).
A rápida globalização e a evolução da tecnologia afetaram a vida de todas as
pessoas envolvidas com indústrias e com negócios, pelo menos na última
metade do século XX. Tudo está mudado pelo mundo afora; as forças
globalização e tecnologia revolucionaram o ambiente de cada indivíduo ou
organização.
Pequenos e médios produtores do segmento alimentício e de produtos de limpeza, por
exemplo, tem dificuldade de implantar uma linha automatizada para o envasamento de seus
produtos, por conta do alto custo que envolve o processo de automatização, tendo assim
dificuldade de manter seu negócio e atuar em um mercado que é altamente competitivo e
exigente com relação á qualidade dos produtos.
Uma empresa que ainda está no início de sua vida pode não dispor de muito capital
para investimento em alta tecnologia e por esse motivo fica em posição de desvantagem em
relação aos seus concorrentes. Visando essa problemática é que pensamos num projeto de
construção de uma esteira automatizada, que envase produtos líquidos, utilizando
componentes de fácil aquisição, confecção e que atendam aos requisitos do processo de
envase.
Dentro desse contexto, visando á sobrevivência das pequenas e médias empresas, que
comercializam produtos envasados, responsáveis por gerar emprego e renda, se faz necessário
pesquisar esse segmento e as possibilidades do uso da automação, pois a grande maioria
desses empreendedores envasa manualmente seus produtos, o que justifica a pertinência da
escolha do tema da pesquisa.
De acordo com as informações do site Portal Brasil (2012).
As pequenas e médias empresas são fundamentais para promover o
crescimento econômico, criar emprego e renda e melhorar as condições de
vida da população. A contribuição das micro e pequenas empresas e
reconhecida principalmente na capilaridade que esses negócios propiciam na
absorção de mão de obra, inclusive aquelas com maior dificuldade de
inserção no mercado de trabalho, como jovens em busca do primeiro
emprego e pessoas com mais de 40 anos.
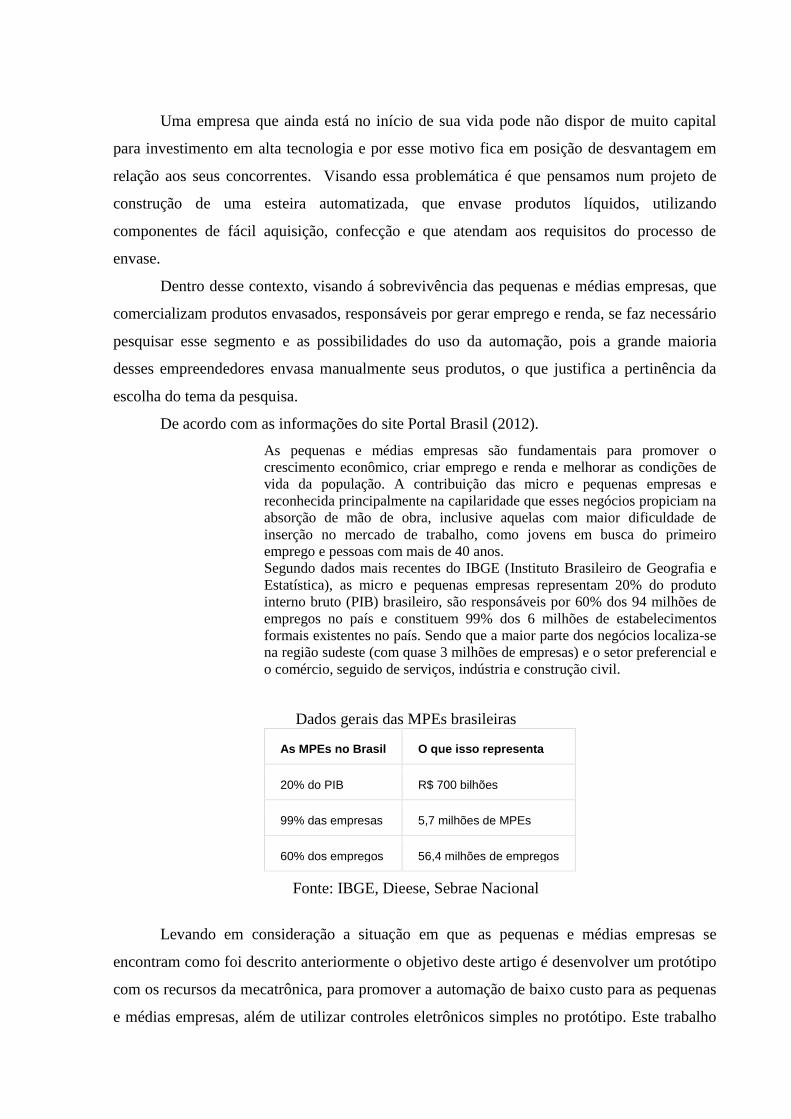
Segundo dados mais recentes do IBGE (Instituto Brasileiro de Geografia e
Estatística), as micro e pequenas empresas representam 20% do produto
interno bruto (PIB) brasileiro, são responsáveis por 60% dos 94 milhões de
empregos no país e constituem 99% dos 6 milhões de estabelecimentos
formais existentes no país. Sendo que a maior parte dos negócios localiza-se
na região sudeste (com quase 3 milhões de empresas) e o setor preferencial e
o comércio, seguido de serviços, indústria e construção civil.
Dados gerais das MPEs brasileiras
As MPEs no Brasil O que isso representa
20% do PIB R$ 700 bilhões
99% das empresas 5,7 milhões de MPEs
60% dos empregos 56,4 milhões de empregos
Fonte: IBGE, Dieese, Sebrae Nacional
Levando em consideração a situação em que as pequenas e médias empresas se
encontram como foi descrito anteriormente o objetivo deste artigo é desenvolver um protótipo
com os recursos da mecatrônica, para promover a automação de baixo custo para as pequenas
e médias empresas, além de utilizar controles eletrônicos simples no protótipo. Este trabalho
pretende apresentar um roteiro de cálculo de redutores para serem utilizados em projetos de
automação.
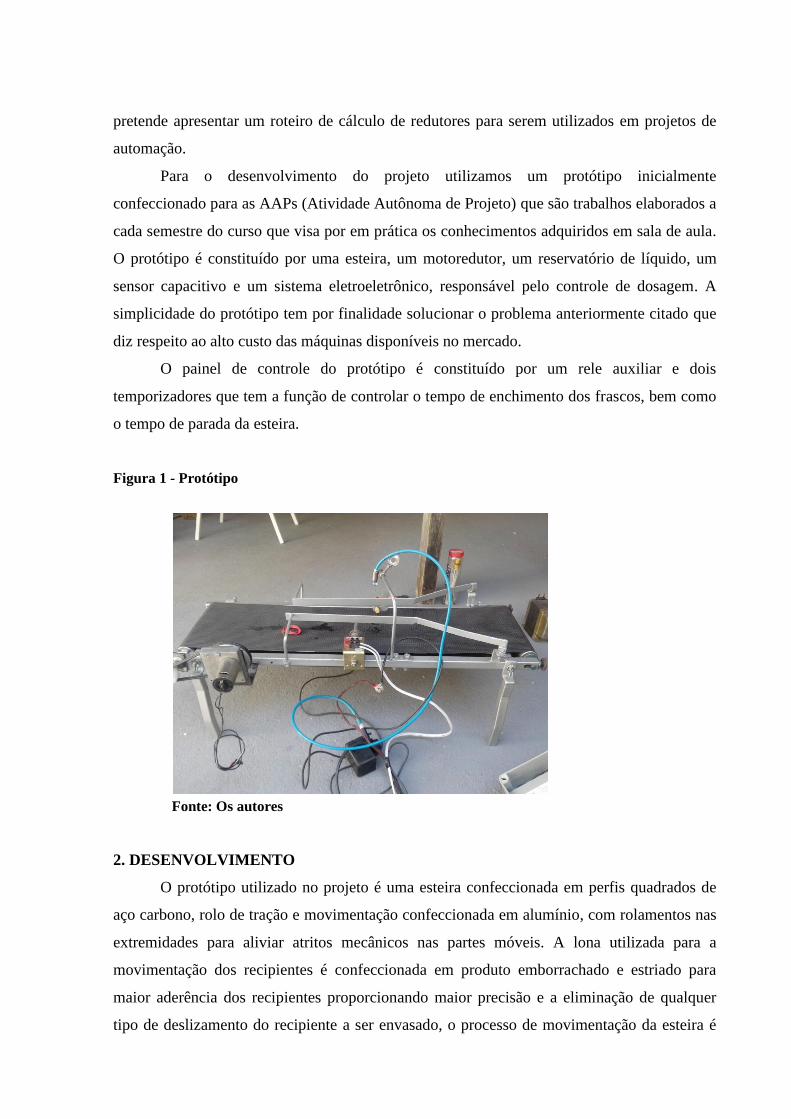
Para o desenvolvimento do projeto utilizamos um protótipo inicialmente
confeccionado para as AAPs (Atividade Autônoma de Projeto) que são trabalhos elaborados a
cada semestre do curso que visa por em prática os conhecimentos adquiridos em sala de aula.
O protótipo é constituído por uma esteira, um motoredutor, um reservatório de líquido, um
sensor capacitivo e um sistema eletroeletrônico, responsável pelo controle de dosagem. A
simplicidade do protótipo tem por finalidade solucionar o problema anteriormente citado que
diz respeito ao alto custo das máquinas disponíveis no mercado.
O painel de controle do protótipo é constituído por um rele auxiliar e dois
temporizadores que tem a função de controlar o tempo de enchimento dos frascos, bem como
o tempo de parada da esteira.
Figura 1 - Protótipo
Fonte: Os autores
2. DESENVOLVIMENTO
O protótipo utilizado no projeto é uma esteira confeccionada em perfis quadrados de
aço carbono, rolo de tração e movimentação confeccionada em alumínio, com rolamentos nas
extremidades para aliviar atritos mecânicos nas partes móveis. A lona utilizada para a
movimentação dos recipientes é confeccionada em produto emborrachado e estriado para
maior aderência dos recipientes proporcionando maior precisão e a eliminação de qualquer
tipo de deslizamento do recipiente a ser envasado, o processo de movimentação da esteira é
através de um motoredutor de 24 Vcc, o sistema de detecção dos frascos é realizado através
de um sensor de proximidade, cuja finalidade é de detectar a presença dos frascos, para o
controle do processo (tais como quantidade de produto). Foi utilizado um painel elétrico com
componentes de simples aplicação e manutenção tornando o projeto de simples manuseio e
baixo custo.
Para a fabricação das partes mecânicas, recoremos ao software de desenho
INVENTOR 2014, que proporcionou a visualização das peças a ser torneadas e fresadas antes
mesmo de sua fabricação.
O custo para fabricação do protótipo ficou em R$635,00 enquanto uma máquina com
as dimensões aproximadas ás do protótipo que opera manualmente têm seu custo estimado em
torno de R$ 11.500,00.
2.1. Acionamento do Sistema
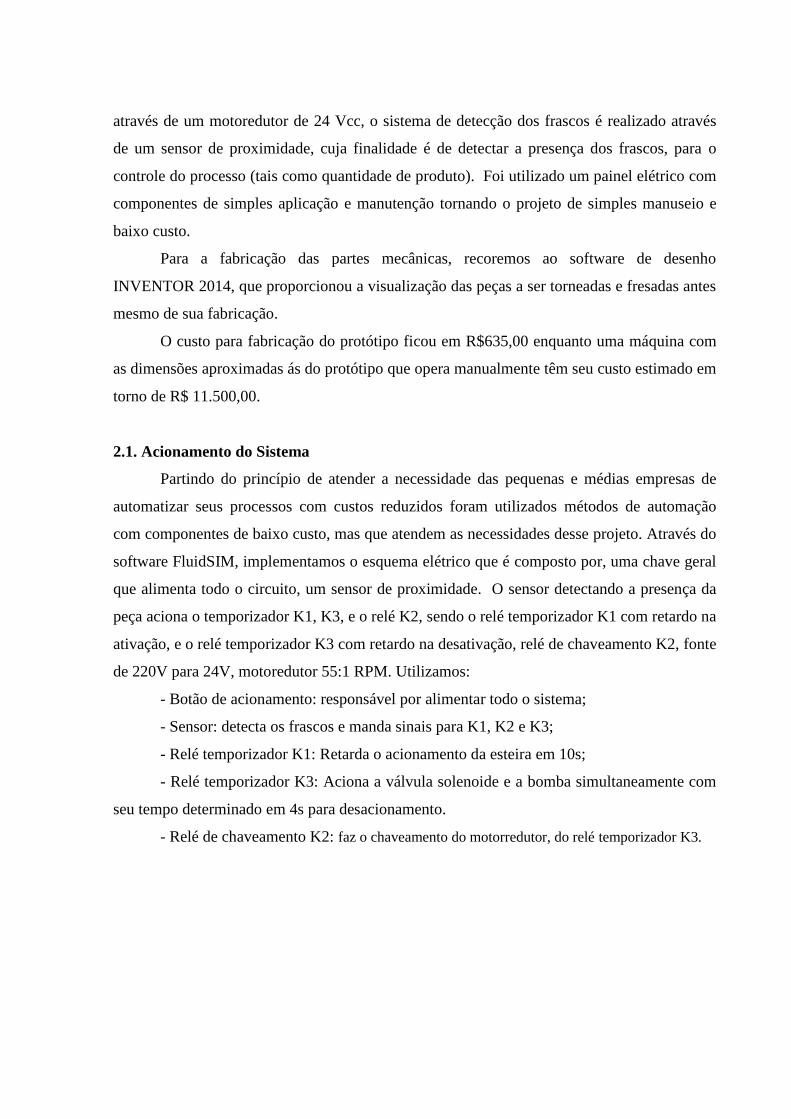
Partindo do princípio de atender a necessidade das pequenas e médias empresas de
automatizar seus processos com custos reduzidos foram utilizados métodos de automação
com componentes de baixo custo, mas que atendem as necessidades desse projeto. Através do
software FluidSIM, implementamos o esquema elétrico que é composto por, uma chave geral
que alimenta todo o circuito, um sensor de proximidade. O sensor detectando a presença da
peça aciona o temporizador K1, K3, e o relé K2, sendo o relé temporizador K1 com retardo na
ativação, e o relé temporizador K3 com retardo na desativação, relé de chaveamento K2, fonte
de 220V para 24V, motoredutor 55:1 RPM. Utilizamos:
- Botão de acionamento: responsável por alimentar todo o sistema;
- Sensor: detecta os frascos e manda sinais para K1, K2 e K3;
- Relé temporizador K1: Retarda o acionamento da esteira em 10s;
- Relé temporizador K3: Aciona a válvula solenoide e a bomba simultaneamente com
seu tempo determinado em 4s para desacionamento.
- Relé de chaveamento K2: faz o chaveamento do motorredutor, do relé temporizador K3.
Figura 2 – Esquema Elétrico
Fonte: Os autores
2.2. Esteira Transportadora
Fizemos o uso de uma esteira transportadora para que se pudesse fazer a
movimentação dos frascos a serem envasados. A versatilidade desse dispositivo
movimentador e sua simplicidade de construção foi o motivo de utilizarmos.
Conforme as informações do site Tratoraco (2013).
Hymle Goddard da empresa Logan recebeu a patente para esse tipo de
transporte em 1908, porém o negócio não prosperou, mais alguns anos mais
tarde em 1919 alimentadores e transportadores livres foram usados na
produção de automóveis. Assim correias transportadoras se tornaram
ferramentas populares para transportes de mercadorias dentro das fábricas.
Apesar de serem comuns na década de 20 passaram ainda por grandes
mudanças. Foram utilizadas em minas de carvão aonde chegavam a ter até 8
km, confeccionadas com uma camada de algodão e cobertura de borracha.
Um dos pontos de virada da história das correias transportadoras foi á
introdução dos materiais sintéticos, durante a segunda guerra mundial
principalmente devido á falta de matérias naturais como borrachas, algodão e
lona. Desde então correias transportadoras sintéticas tornaram-se populares
em vários campos.
2.3. Motoredutor
Máquinas acionadas por engrenagens mudaram a face das fábricas para sempre. Com
o aperfeiçoamento do motor a vapor a Revolução Industrial foi movida a vapor, porém
quando a energia elétrica chegou as fábricas, os motores elétricos criaram um novo problema.
Os motores elétricos standard tinham um bom rendimento porém as rotações eram bem acima
das necessárias para movimentação das máquinas acionadas. Fez-se então necessário
encontrar um intermediário mecânico, um dispositivo que pudesse transformar potência do
motor para velocidade prática da máquina.
Este dispositivo era o redutor de velocidade juntamente com o motor elétrico, criou-se
então o motoredutor por engrenagens.
Utilizamos um motoredutor movido por um motor de 12Vcc, e sua redução é dada por
três pares de engrenagens de dentes retos.
3. SISTEMAS DE REDUÇÃO DE VELOCIDADE
Os sistemas de redução de velocidades são de ampla utilização na indústria em
diversos equipamentos, isso se deve ao fato de que os motores em sua maioria possuem uma
faixa de rotação elevada, que não atende os requisitos de movimentos de diversas máquinas
existentes na indústria, e por esse motivo necessitam de um sistema de redução.
Existem alguns tipos de sistema de redução de velocidade sendo que, pode-se reduzir a
velocidade de um motor utilizando um dispositivo eletrônico conhecido como inversor de
frequência. Tal dispositivo é mais usado quando se deseja variar a velocidade do motor
frequentemente, com uma combinação de polias e correias pode-se também variar a
velocidade de um motor elétrico, ou uma combinação de engrenagens que no protótipo é parte
do motoredutor utilizado, e será detalhado no item 3.3.
3.1. Redução por Engrenagens Cilíndricas de Dentes Retos
Sistemas de redução por engrenagens cilíndricas de dentes retos tem uma ampla
aplicação na indústria, sendo utilizado em máquinas operatrizes com tornos, fresadoras,
furadeiras, máquinas injetoras e laminadoras entre outras. Quando acoplado o sistema de
engrenagens a um motor elétrico denomina-se o conjunto de motoredutor, os motoredutores
são largamente utilizados no ambiente industrial por ser um dispositivo compacto e que
atende aos requisitos de velocidade de diversas máquinas, a exemplo das esteiras
transportadoras.
A esteira transportadora utilizada em nosso projeto é acionada por um motoredutor,
que foi detalhado em seu dimensionamento a fim de demonstrar as características de
construção de tal dispositivo.
3.2. Fontes Consultadas para Realizações dos Cálculos
Existem algumas entidades mundiais que estabelecem normas, orientações gerais para
a construção de engrenagens, dentre as quais destacam-se a AGMA (American Gear
Manufacturers Association), ABNT (Associação Brasileira de Normas Técnicas), DIN
(Deutsches Institut für Normung).
Tais instituições norteiam os dimensionamentos que se seguem.
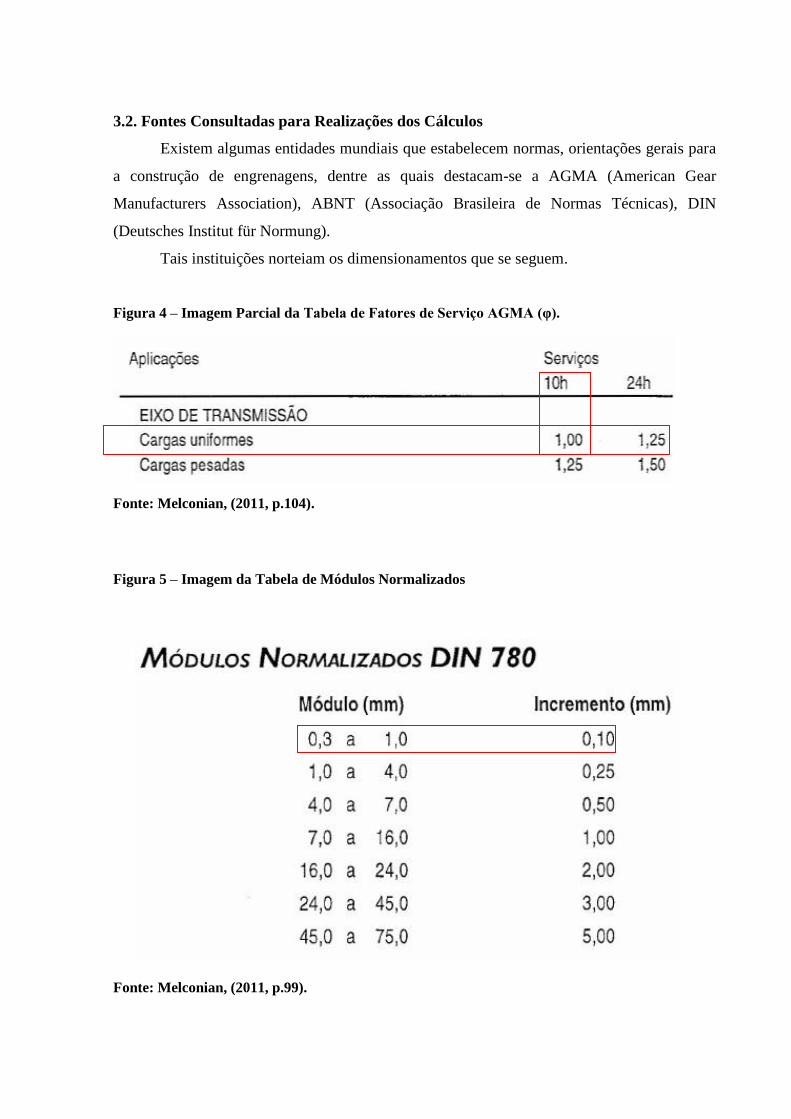
Figura 4 – Imagem Parcial da Tabela de Fatores de Serviço AGMA (φ).
Fonte: Melconian, (2011, p.104).
Figura 5 – Imagem da Tabela de Módulos Normalizados
Fonte: Melconian, (2011, p.99).
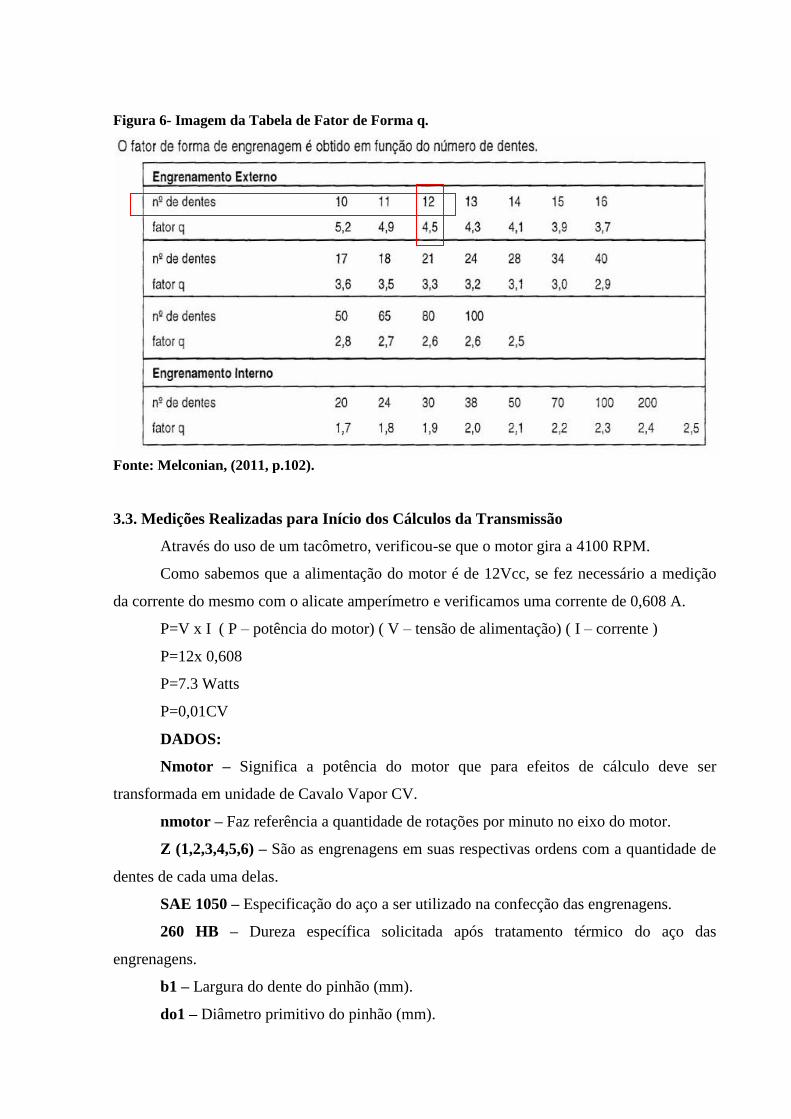
Figura 6- Imagem da Tabela de Fator de Forma q.
Fonte: Melconian, (2011, p.102).
3.3. Medições Realizadas para Início dos Cálculos da Transmissão
Através do uso de um tacômetro, verificou-se que o motor gira a 4100 RPM.
Como sabemos que a alimentação do motor é de 12Vcc, se fez necessário a medição
da corrente do mesmo com o alicate amperímetro e verificamos uma corrente de 0,608 A.
P=V x I ( P – potência do motor) ( V – tensão de alimentação) ( I – corrente )
P=12x 0,608
P=7.3 Watts
P=0,01CV
DADOS:
Nmotor – Significa a potência do motor que para efeitos de cálculo deve ser
transformada em unidade de Cavalo Vapor CV.
nmotor – Faz referência a quantidade de rotações por minuto no eixo do motor.
Z (1,2,3,4,5,6) – São as engrenagens em suas respectivas ordens com a quantidade de
dentes de cada uma delas.
SAE 1050 – Especificação do aço a ser utilizado na confecção das engrenagens.
260 HB – Dureza específica solicitada após tratamento térmico do aço das
engrenagens.
b1 – Largura do dente do pinhão (mm).
do1 – Diâmetro primitivo do pinhão (mm).
Mt – Momento torçor no pinhão (Nmm).
Padm – Pressão admissível [MPa (N/mm²)].
i – Relação de transmissão Zcoroa/Zpinhão.
φ – Fator de serviço (consultado na tabela)
α – Ângulo de pressão.
10 h diárias – Estimativa prevista do uso diário.
1,5 x 10 4
h – Estimativa da vida útil da engrenagem em horas.
Nmotor = 7,3 W ou 0,01 CV
nmotor = 4100 rpm
Z1 = 12
Z2 = 37
Z3 = 15
Z4 = 43
Z5 = 11
Z6 = 69
SAE 1050, com dureza de 260 HB
b1/do1 = 0,25
b3/do3 = 0,25
b5/do5 = 0,25
α = 20°
10 h diárias
1,5 x 104
h de duração prevista
Início dos Cálculos das Engrenagens do Redutor
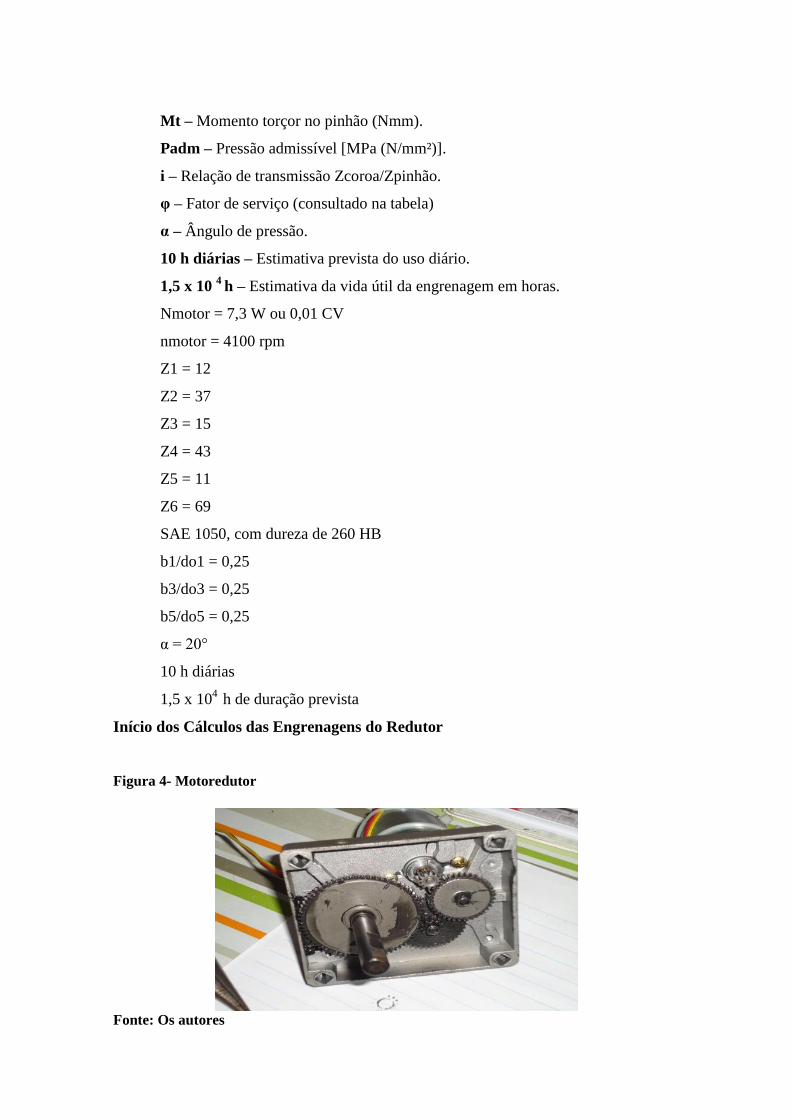
Figura 4- Motoredutor
Fonte: Os autores
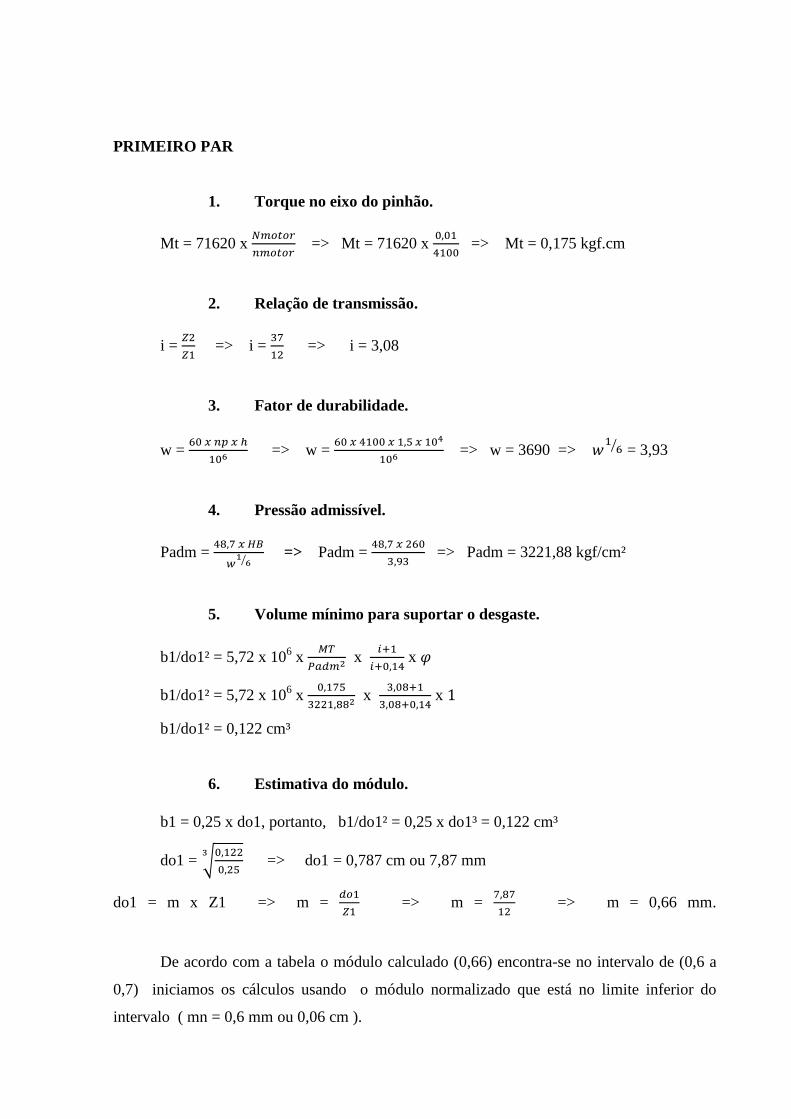
PRIMEIRO PAR
1. Torque no eixo do pinhão.
Mt = 71620 x
=> Mt = 71620 x
=> Mt = 0,175 kgf.cm
2. Relação de transmissão.
i =
=> i =
=> i = 3,08
3. Fator de durabilidade.
w =
=> w =
=> w = 3690 =>
= 3,93
4. Pressão admissível.
Padm =
=> Padm =
=> Padm = 3221,88 kgf/cm²
5. Volume mínimo para suportar o desgaste.
b1/do1² = 5,72 x 106 x
x
x
b1/do1² = 5,72 x 106 x
x
x
b1/do1² = 0,122 cm³
6. Estimativa do módulo.
b1 = 0,25 x do1, portanto, b1/do1² = 0,25 x do1³ = 0,122 cm³
do1 =
=> do1 = 0,787 cm ou 7,87 mm
do1 = m x Z1 => m =
=> m =
=> m = 0,66 mm.
De acordo com a tabela o módulo calculado (0,66) encontra-se no intervalo de (0,6 a
0,7) iniciamos os cálculos usando o módulo normalizado que está no limite inferior do
intervalo ( mn = 0,6 mm ou 0,06 cm ).
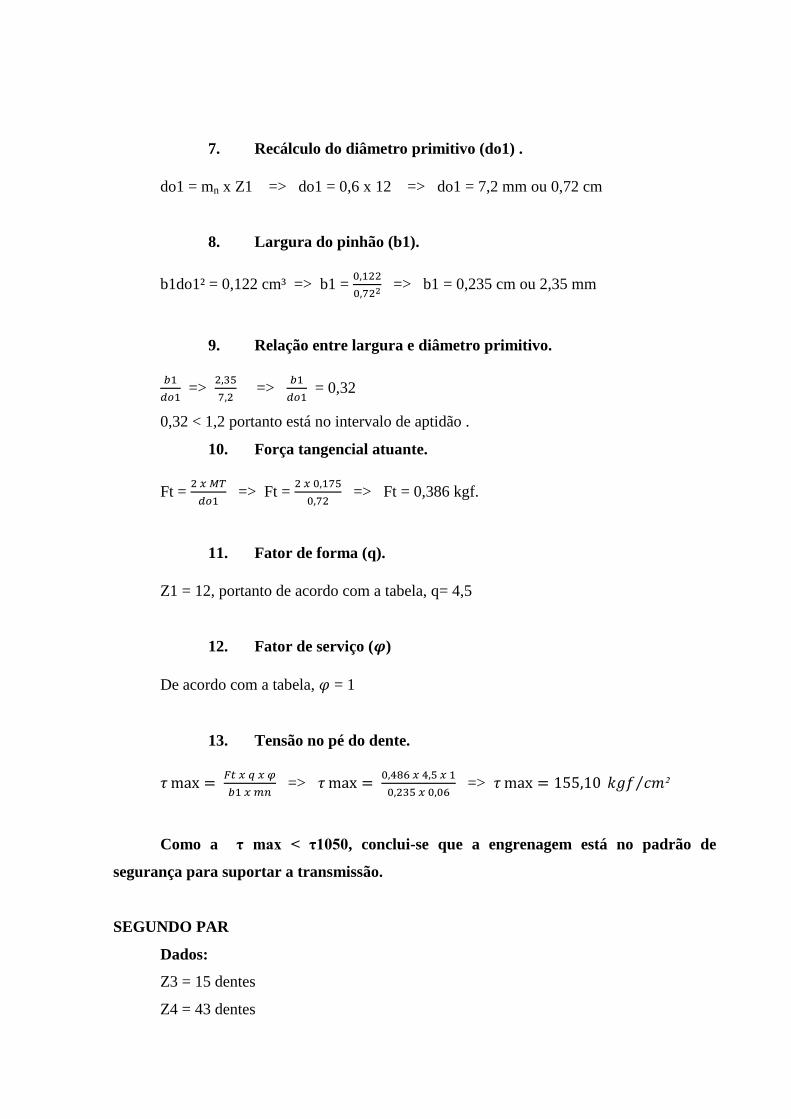
7. Recálculo do diâmetro primitivo (do1) .
do1 = mn x Z1 => do1 = 0,6 x 12 => do1 = 7,2 mm ou 0,72 cm
8. Largura do pinhão (b1).
b1do1² = 0,122 cm³ => b1 =
=> b1 = 0,235 cm ou 2,35 mm
9. Relação entre largura e diâmetro primitivo.
=>
=>
= 0,32
0,32 < 1,2 portanto está no intervalo de aptidão .
10. Força tangencial atuante.
Ft =
=> Ft =
=> Ft = 0,386 kgf.
11. Fator de forma (q).
Z1 = 12, portanto de acordo com a tabela, q= 4,5
12. Fator de serviço ( )
De acordo com a tabela, = 1
13. Tensão no pé do dente.
=>
=>
Como a τ max < τ1050, conclui-se que a engrenagem está no padrão de
segurança para suportar a transmissão.
SEGUNDO PAR
Dados:
Z3 = 15 dentes
Z4 = 43 dentes

SAE 1050, portanto 260 HB
1. Torque no eixo do pinhão.
Mt = 71620 x
x
=> Mt = 71620 x
x
=> Mt = 0,54 kgf.cm
2. Relação de transmissão.
i =
=> i =
=> i = 2,87
3. Rotação do pinhão.
np = nmotor x
=> np = 4100 x
=> np = 1330 rpm
4. Fator de durabilidade.
w =
=> w =
=> w = 1197 =>
= 3,26
5. Pressão admissível.
Padm =
=> Padm =
=> Padm = 3884,05 kgf/cm²
6. Volume mínimo para suportar o desgaste.
b3/do3² = 5,72 x 106 x
x
x
b3/do3² = 5,72 x 106 x
x
x
b3/do3² = 0,26 cm³
7. Estimativa do módulo.
b3 = 0,25 x do3, portanto, b3/do3² = 0,25 x do3³ = 0,26 cm³
do3 =
=> do3 = 1,01 cm ou 10,1 mm
do3 = m x Z3 => m =
=> m =
=> m = 0,673 mm
De acordo com a tabela o módulo calculado (0,673) encontra-se no intervalo de (0,6 a
0,7) iniciamos os cálculos usando o módulo normalizado que está no limite inferior do

intervalo ( mn = 0,6 mm ou 0,06 cm )
8. Recálculo do diâmetro primitivo (do3).
do3 = mn x Z3 => do3 = 0,6 x 15 => do3 = 9 mm ou 0,9 cm
9. Largura do pinhão (b3).
b3do3² = 0,26 cm³ => b3 =
=> b3 = 0,32 cm ou 3,2 mm
10. Relação entre largura e diâmetro primitivo.
=>
=>
= 0,35
0,35 < 1,2 portanto está no intervalo de aptidão .
11. Força tangencial atuante.
Ft =
=> Ft =
=> Ft = 1,2 kgf
12. Fator de forma (q).
Z3 = 15, portanto de acordo com a tabela, q= 3,9
13. Fator de serviço ( )
De acordo com a tabela, = 1
14. Tensão no pé do dente.
=>
=>
Como a τ max < τ1050 conclui-se que a engrenagem está no padrão de segurança
para suportar a transmissão.

TERCEIRO PAR
Dados:
Z5 = 11 dentes
Z6 = 69 dentes
SAE 1050, portanto 260 HB
1. Torque no eixo do pinhão.
Mt = 71620 x
x
x
=> Mt = 71620 x
x
x
=>
Mt = 1,55 kgf.cm
2. Relação de transmissão.
i =
=> i =
=> i = 6,27
3. Rotação do pinhão.
np = nanterior x
=> np = 1330 x
=> np = 463,95 rpm
4. Fator de durabilidade.
w =
=> w =
=> w = 417,55 =>
= 2,73
5. Pressão admissível.
Padm =
=> Padm =
=> Padm = 4638,1 kgf/cm²
6. Volume mínimo para suportar o desgaste.
b5/do5² = 5,72 x 106 x
x
x
b5/do5² = 5,72 x 106 x
x
x
b5/do5² = 0,467 cm³
7. Estimativa do módulo.

b5 = 0,25 x do5, portanto, b5/do5² = 0,25 x do5³ = 0,467 cm³
do5 =
=> do5 = 1,231 cm ou 12,31 mm
do5 = m x Z5 => m =
=> m =
=> m = 1,12 mm
De acordo com a tabela o módulo calculado (1,231) encontra-se no intervalo de (1,00
a 1,25) iniciamos os cálculos usando o módulo normalizado que está no limite inferior do
intervalo (Mn = 1,00 mm ou 0,10 cm ).
8. Recálculo do diâmetro primitivo (do5).
do5 = mn x Z5 => do5 = 1 x 11 => do5 = 11 mm ou 1,1 cm
9. Largura do pinhão (b5).
b5do5² = 0,467 cm³ => b5 =
=> b5 = 0,386 cm ou 3,86 mm
10. Relação entre largura e diâmetro primitivo.
=>
=>
= 0,35
0,35 < 1,2 portanto está no intervalo de aptidão .
11. Força tangencial atuante.
Ft =
=> Ft =
=> Ft = 2,81 kgf
12. Fator de forma (q).
Z5 = 11, portanto de acordo com a tabela, q= 4,9
13. Fator de serviço ( )
De acordo com a tabela, = 1
14. Tensão no pé do dente.
=>
=>
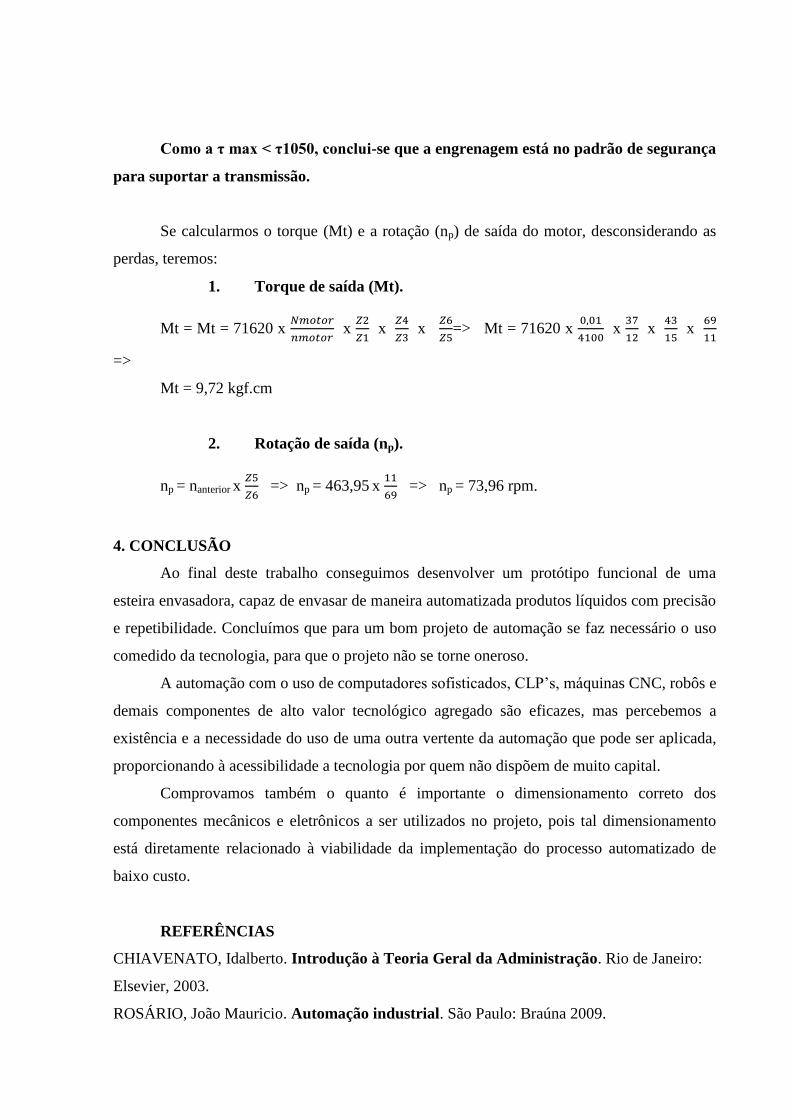
Como a τ max < τ1050, conclui-se que a engrenagem está no padrão de segurança
para suportar a transmissão.
Se calcularmos o torque (Mt) e a rotação (np) de saída do motor, desconsiderando as
perdas, teremos:
1. Torque de saída (Mt).
Mt = Mt = 71620 x
x
x
x
=> Mt = 71620 x
x
x
x
=>
Mt = 9,72 kgf.cm
2. Rotação de saída (np).
np = nanterior x
=> np = 463,95 x
=> np = 73,96 rpm.
4. CONCLUSÃO
Ao final deste trabalho conseguimos desenvolver um protótipo funcional de uma
esteira envasadora, capaz de envasar de maneira automatizada produtos líquidos com precisão
e repetibilidade. Concluímos que para um bom projeto de automação se faz necessário o uso
comedido da tecnologia, para que o projeto não se torne oneroso.
A automação com o uso de computadores sofisticados, CLP’s, máquinas CNC, robôs e
demais componentes de alto valor tecnológico agregado são eficazes, mas percebemos a
existência e a necessidade do uso de uma outra vertente da automação que pode ser aplicada,
proporcionando à acessibilidade a tecnologia por quem não dispõem de muito capital.
Comprovamos também o quanto é importante o dimensionamento correto dos
componentes mecânicos e eletrônicos a ser utilizados no projeto, pois tal dimensionamento
está diretamente relacionado à viabilidade da implementação do processo automatizado de
baixo custo.
REFERÊNCIAS
CHIAVENATO, Idalberto. Introdução à Teoria Geral da Administração. Rio de Janeiro:
Elsevier, 2003.
ROSÁRIO, João Mauricio. Automação industrial. São Paulo: Braúna 2009.
CETINKUNT,Sabri. Mecatrônica. Rio de Janeiro: LTC 2008.
PORTAL BRASIL. Economia e emprego: mapa das micro e pequenas empresas. 2012.
Disponível em:
<http://www.brasil.gov.br/economia-e-emprego/2012/02/o-mapa-das-micro-e-pequenas-
empresas>. Acesso em: 01 fev. 2014.
MELCONIAN, Sarkis. Elementos de maquinas. São Paulo: Érica 2011.
TRATORACO. Historia das correias transportadoras. 2013. Disponível em:
<http://tratoraco.com.br/home/conteudo/3314/2710/Historia-das-Correias-Transportadoras>.
Acesso em: 08 Jun. 2014.


















