
Ferrografia
18
1 – INTRODUÇÃO A Ferrografia é uma técnica que permite uma avaliação das condições de desgaste dos componentes de uma máquina. Através de processos específicos, descritos mais adiante, possibilita a separação, classificação, medição e visualização das partículas existentes em uma amostra de lubrificante. É empregada na análise de falhas, na avaliação rápida do desempenho de lubrificantes e também como uma técnica e manutenção preditiva. 2 - A ORIGEM Foi idealizado em 1971, por Vernon C. Westcott, um tribologista de Massaschussets, Estados Unidos. Nos anos subsequentes, contou com a colaboração de Roderic Bowen e patrocínio da Naval Air Engeneering Center. O suporte técnico para pesquisas foram proporcionados por empresas e entidades como: FOXBORO, COLORADO INTERSTATE GAS COMPANY, CORPUS CHRISTI ARMY, DEPOT, MIT, DOW CHEMICAL COMPANY, SOLVAY AND CIE S/A e EASTERN AIRLINES. 3 - A TÉCNICA O desenvolvimento da técnica foi baseada nas seguintes premissas: • Todas as máquinas se desgastam. • O desgaste gera partículas. • O tamanho e a quantidade das partículas geradas indicam o grau de severidade. • O formato, o estado das superfícies e a cor das partículas geradas, indicam o tipo de desgaste e apontam possíveis causas. • A maior parte das partículas geradas é constituída de ligas de ferro, que são magnéticas. • Desde que a velocidade de fluxo seja baixa o suficiente, a maioria das partículas suspensas no óleo (desgaste, contaminação, etc.), se decantam.
-
Upload
elenildo-bastos -
Category
Documents
-
view
50 -
download
0
Transcript of Ferrografia

1 – INTRODUÇÃO
A Ferrografia é uma técnica que permite uma avaliação das condições de desgaste dos componentes de uma máquina.Através de processos específicos, descritos mais adiante, possibilita a separação, classificação, medição e visualização das partículas existentes em uma amostra de lubrificante. É empregada na análise de falhas, na avaliação rápida do desempenho de lubrificantes e também como uma técnica e manutenção preditiva.
2 - A ORIGEM
Foi idealizado em 1971, por Vernon C. Westcott, um tribologista de Massaschussets, Estados Unidos.Nos anos subsequentes, contou com a colaboração de Roderic Bowen e patrocínio da Naval Air Engeneering Center.O suporte técnico para pesquisas foram proporcionados por empresas e entidades como: FOXBORO, COLORADO INTERSTATE GAS COMPANY, CORPUS CHRISTI ARMY, DEPOT, MIT, DOW CHEMICAL COMPANY, SOLVAY AND CIE S/A e EASTERN AIRLINES.
3 - A TÉCNICA
O desenvolvimento da técnica foi baseada nas seguintes premissas:
• Todas as máquinas se desgastam.• O desgaste gera partículas.• O tamanho e a quantidade das partículas geradas indicam o grau de severidade.• O formato, o estado das superfícies e a cor das partículas geradas, indicam o tipo de desgaste e apontam possíveis causas.• A maior parte das partículas geradas é constituída de ligas de ferro, que são magnéticas.• Desde que a velocidade de fluxo seja baixa o suficiente, a maioria das partículas suspensas no óleo (desgaste, contaminação, etc.), se decantam.Baseado nessas premissas, Westcott inventou um instrumento para a separação das partículas.
Simplificando, ele se constitui de uma lâmina de vidro inclinada, onde o óleo flui a uma velocidade baixa entre duas barreiras que determinam um caminho de escoamento.Embaixo desta lâmina foi colocado um imã poderoso. Desta forma, as partículas suspensas presentes na amostra de lubrificantes, se depositam na lâmina, conforme segue:Em função de seu tamanho (volume), as partículas ferromagnéticas grandes se depositam preferencialmente na entrada do ferrograma, onde o fluxo de óleo se inicia; sucessivamente o tamanho das partículas vai diminuindo, até que, na saída do ferrograma, se concentram as partículas ferromagnéticas com o tamanho da ordem de submícrom.Esta distribuição de partículas, conforme tamanho, já tinha sido pesquisada por Westcott e Bowen e concluído ser de extrema valia na análise de tendência da severidade do desgaste.

Todas as demais tipos de partículas, como metais não ferromagnéticos (ligas de cobre, alumínio, etc.), contaminantes, óxidos, produtos de oxidação do lubrificante, se depositam por gravidade e aleatoriamente, ao longo da lâmina.
4 - FERRÓGRAFO ANALÍTICO
Tem a função de preparar a lâmina onde ficam depositadas as partículas suspensas existentes na amostra de lubrificante.Esta lâmina, depois de pronta, é chamada de FERROGRAMA.
O esquema básico do ferrógrafo Analítico é mostrado na figura 1.
Fig. 1 - Ferrógrafo Analítico
A lâmina de vidro que recebe o fluxo de amostra do lubrificante apoia-se, ligeiramente inclinada, sobre um imã de forte campo magnético.Esta inclinação mantém o fluxo na direção desejada e melhora a eficiência da separação, pois cria um gradiente magnético positivo no sentido descendente, facilitando a deposição das partículas menores.Como o fluxo do lubrificante deve ser lento e independente da viscosidade, uma bomba peristáltica é utilizada para efetuar seu bombeamento.Quando todo o lubrificante colocado no tubo de ensaio tiver passado pela lâmina, a mesma é lavada com solvente para eliminar o óleo e melhorar sua transparência. As partículas permanecem na lâmina devido às forças de Van Der Valls.Nos ferrógrafos atuais, a vazão é de 0,3 ml por minuto e o campo magnético de 3000 gauss.As partículas de liga de ferro se depositam na lâmina, formando fileiras e seguindo as linhas de força do campo magnético, as maiores na entrada do ferrograma e as menores, daí para baixo.O campo magnético e a velocidade do fluxo são tais que as partículas maiores do que 5 mícrons se depositam na entrada do ferrograma e as menores do que estas, em sua maioria com 1 a 5 mícrons, depositam-se 6 milímetros abaixo.

Estas posições são de suma importância, pois são consideradas como severas as partículas de desgaste à partir de 15 mícrons e como normais, as de desgaste em torno de 1 a 5 mícrons.O aspecto de um ferrograma típico é mostrado na figura 2.
Fig. 2 - Ferrograma típico
A observação visual das partículas do ferrograma é feita através do Ferroscópio, que nada mais é que um microscópio metalográfico e biológico fundido em um único aparelho.Os recursos de luz transmitida e refratada, a magnificência das partículas através de vários aumentos, a utilização de lentes coloridas e polarizadas, são recursos disponíveis para a melhor visualização e estudo de cada partícula presente.
As figuras 3 e 4 mostram o desenho de um Ferrógrafo Analítico e um Ferroscópio, respectivamente:

O Analista de ferrografia, de posse das informações obtidas no ferrograma, tais como morfologia, cor das partículas, classificação por tamanhos, sua distribuição e concentração, aliada a sua grande experiência em manutenção e modos de operação de cada tipo de máquina em seus ambientes específicos, monta um cenário onde as possíveis causas das falhas são analisadas, identificadas e definidas.
É importante observar que o processo é visual, o que torna a técnica confiável.
Esta vantagem pode ser ofuscada por uma coleta de amostra mal feita, pois variações na forma de coleta podem introduzir na amostra, contaminações que poderão gerar informações que levarão a diagnósticos equivocados.
Especial atenção devem ser tomadas quanto aos procedimentos de amostragens (ver item amostragem).
5 - PARTÍCULAS PRESENTES NA AMOSTRA
As partículas presentes na amostra de lubrificante pode ser classificadas em:
5.1 - Partículas ferrosas geradas por desgaste
5.1.1 - Esfoliação e Amaciamento5.1.2 - Abrasão5.1.3 - Fadiga de Rolamento5.1.4 - Severo por deslizamento
5.2 - Partículas metálicas não ferrosas geradas por desgaste
5.2.1 - Metais brancos (alumínio, magnésio)5.2.2 - Ligas de cobre (latão, bronze)5.2.3 - Ligas de metais patentes (estanho, chumbo)
5.3 - Óxidos de ferro
5.3.1 - Óxidos vermelhos (ferrugem)5.3.2 - Óxidos escuros (metais oxidados)
5.4 - Produtos de degradação do lubrificante
5.4.1 - Corrosão (ataque ácido)5.4.2 - Polímeros de fricção (gel, borras, vernizes, oxidação do lubrificante)
5.5 – Contaminantes
5.5.1 - Contaminantes em óleos novos5.5.2 - Contaminantes em graxas novas5.5.3 - Materiais de Filtros
5.5.4 - Flocos de Carbono5.5.5 - Bissulfeto de Molibdênio
5.1 - PARTÍCULAS FERROSAS GERADAS POR DESGASTE
São partículas predominantes em grande maioria das amostras.Trata-se do metal base mais utilizado nas máquinas.Como é ferromagnético, eles se apresentam enfileirados, conforme linhas de força magnética e são normalmente muito fáceis de serem identificados.Após o aquecimento a + de 300ºC, se mostra na cor azul, se for aço de baixa liga e na cor palha, se for aço de média liga.
5.1.1 -ESFOLIAÇÃO E AMACIAMENTO
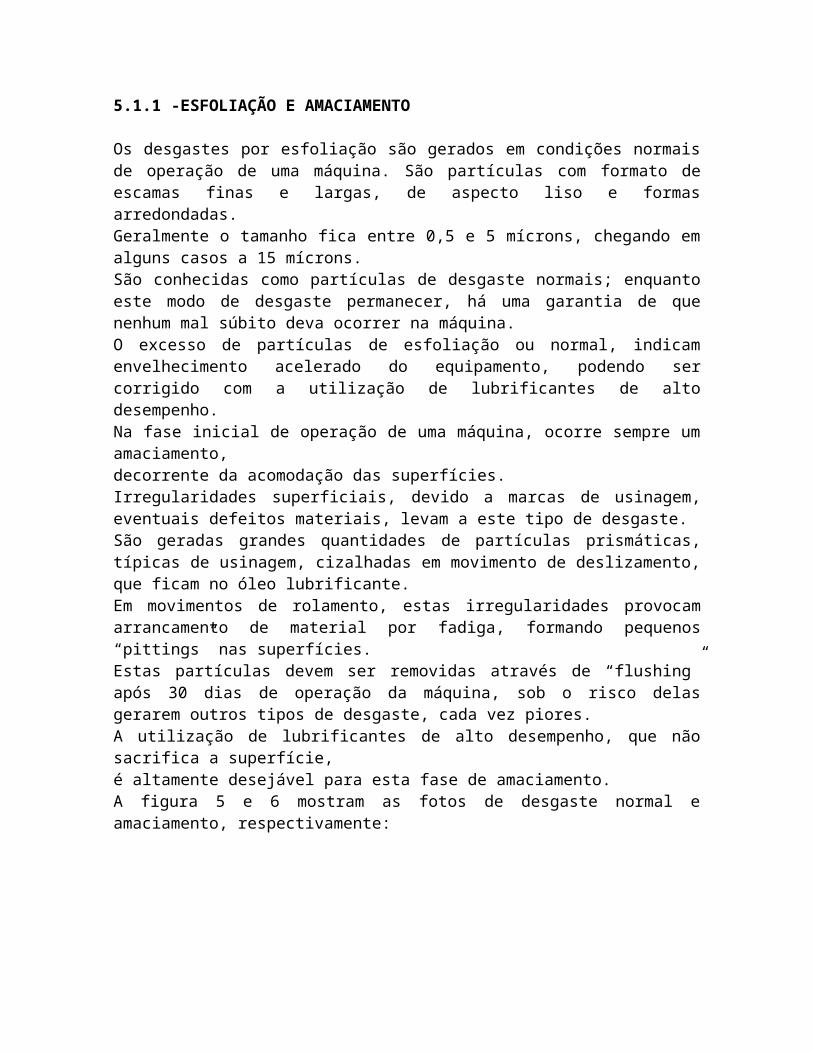
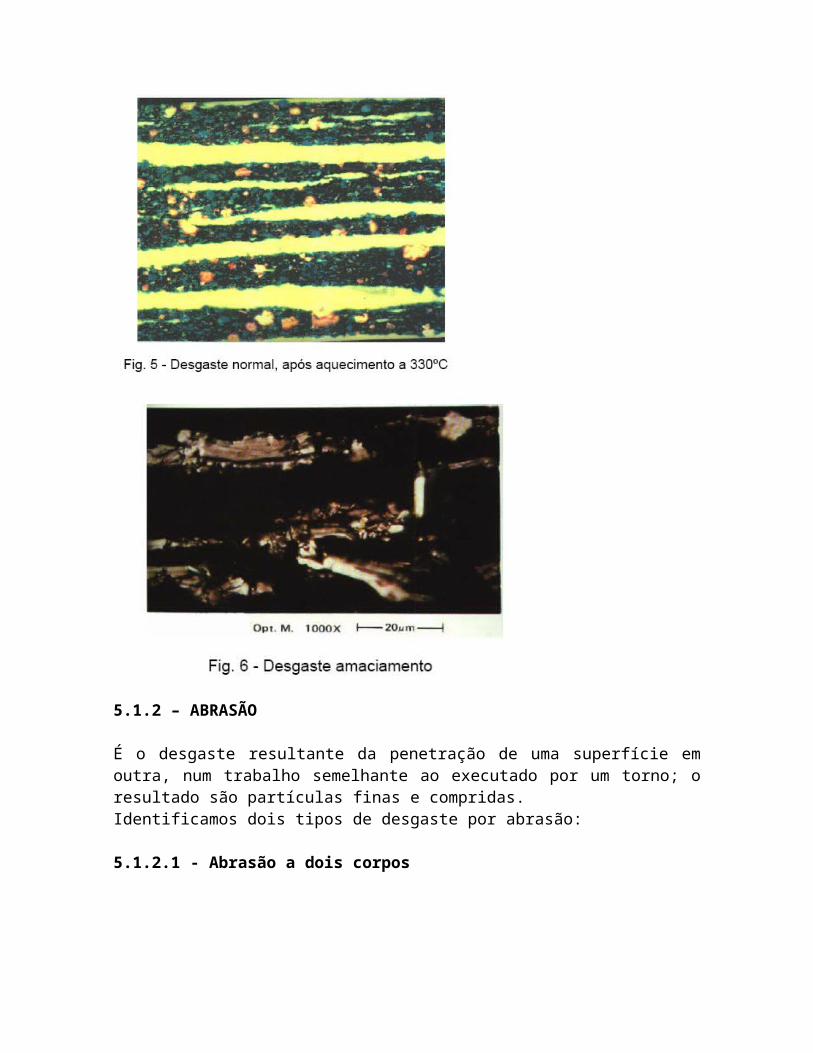
Os desgastes por esfoliação são gerados em condições normais de operação de uma máquina. São partículas com formato de escamas finas e largas, de aspecto liso e formas arredondadas.Geralmente o tamanho fica entre 0,5 e 5 mícrons, chegando em alguns casos a 15 mícrons.São conhecidas como partículas de desgaste normais; enquanto este modo de desgaste permanecer, há uma garantia de que nenhum mal súbito deva ocorrer na máquina.O excesso de partículas de esfoliação ou normal, indicam envelhecimento acelerado do equipamento, podendo ser corrigido com a utilização de lubrificantes de alto desempenho.Na fase inicial de operação de uma máquina, ocorre sempre um amaciamento,decorrente da acomodação das superfícies.Irregularidades superficiais, devido a marcas de usinagem, eventuais defeitos materiais, levam a este tipo de desgaste.São geradas grandes quantidades de partículas prismáticas, típicas de usinagem, cizalhadas em movimento de deslizamento, que ficam no óleo lubrificante.Em movimentos de rolamento, estas irregularidades provocam arrancamento de material por fadiga, formando pequenos “pittings” nas superfícies.Estas partículas devem ser removidas através de “flushing” após 30 dias de operação da máquina, sob o risco delas gerarem outros tipos de desgaste, cada vez piores.A utilização de lubrificantes de alto desempenho, que não sacrifica a superfície,é altamente desejável para esta fase de amaciamento.A figura 5 e 6 mostram as fotos de desgaste normal e amaciamento, respectivamente:

5.1.2 – ABRASÃO
É o desgaste resultante da penetração de uma superfície em outra, num trabalho semelhante ao executado por um torno; o resultado são partículas finas e compridas.Identificamos dois tipos de desgaste por abrasão:
5.1.2.1 - Abrasão a dois corpos
É o caso típico de um desalinhamento, onde um canto vivo de uma superfície toca a outra, gerando uma partícula fina, comprida e geralmente reta.
Estas partículas deixam de ser geradas conforme as interferências, vão sendo eliminadas pelo próprio desgaste. Podem chegar de 25 a 100 mícrons de comprimento.
5.1.2.2 - Abrasão a três corpos
É o caso típico da contaminação por areia abrasiva.As partículas de areia menores que a folga “passam direto” sem provocar nenhum dano; as maiores “não passam” e também não provocam dano.Os piores são areias do “tamanho das folgas”, que entram “rasgando”. As partículas de areia se engasta em uma das superfícies e começa a usinar a outra, gerando partículas finas, compridas e encaracoladas.
O tamanho médio é de aproximadamente 50 mícrons.
A solução é eliminar, ou pelo menos diminuir a entrada dos contaminantes; dependendo do caso, filtrar constantemente o óleo ou instalar um sistema de filtragem adequado.
As figuras 7 e 8 mostram partículas de Abrasão à três corpos e a dois corpos, respectivamente:
5.1.3 -FADIGA DE ROLAMENTO
É típico de mancais de rolamentos, embora possa ocorrer também na região da linha primitiva de um dente de engrenagem.Três tipos de partículas diferentes são associadas com a fadiga de rolamento.• partículas esféricas• partículas de fadiga (NACO)• partículas laminares
Quando um processo de fadiga ocorre, a superfície do metal é trabalhada intensamente com carga alternada. A superfície começa a apresentar micro trincas de fadiga.No interior da micro trinca, pequenas lascas de material se desprendem.
Conforme o processo prossegue, a interface da micro trinca se movimenta uma em contato com a outra, num movimento circular (movimento semelhante que se faz com as mãos, quando queremos produzir uma esfera de uma massa qualquer), pouco a pouco, as lascas tomam o formato esférico e são expulsas das micro trincas, em quantidades que chegam a milhões de partículas, em geral entre 1 a 5 mícrons.
Com o prosseguimento do trabalho, as micro trincas avançam e se propagam, voltando novamente para a superfície, ocasião em que pedaços de material se desprendem da superfície, deixando em seu lugar, uma cavidade conhecida como “pitting”.
Isto significa que o aparecimento de esferas de fadiga antecipam o aparecimento de “pitting” e de partículas de fadiga, em pistas de rolamentos ou dentes de engrenagens.Estas partículas de fadiga podem atingir o tamanho de 100 mícrons, durante o período de micro falhas, perto da falha catastrófica, atinge tamanhos bem maiores.
No início do aparecimento dos “pittings” é normal a presença de grandes quantidades de partículas de fadiga, em torno de 10 mícrons ou mais.
São partículas de formato plano, com relação espessura-comprimento de 1:10, a superfície é lisa e as bordas são irregulares.
É importante observar que em alguns casos onde a carga no rolamento é muito alta ou em sistemas limpos, as partículas de fadiga podem ocorrer sem a presença de esferas.A presença de esferas não significa necessariamente existência de fadiga; a erosão por cavitação, processos de soldagem, retificas e fundição também geram esferas.Fadiga por rolamentos geram poucas partículas esféricas acima de 3 mícrons, enquanto outros processos geram, freqüentemente, partículas acima de 10 mícrons.Os lubrificantes fornecidos pelos fabricantes freqüentemente contém partículas metálicas, incluindo esferas e outras partículas contaminantes.Portanto, devemos tomar cuidado para não confundirmos as esferas contaminantes com aquelas geradas por fadiga.As partículas laminares são muito finas, com tamanho entre 20 a 50 mícrons, com relação-espessura de 1:30.Acredita-se que as partículas laminares são formadas pela passagem de partículas de fadiga entre as superfícies em rolamento.As partículas laminares são geradas durante toda a vida do elemento, aumentando sensivelmente quando as partículas de fadiga começam a ser geradas.Consequentemente quando a taxa de geração de partículas laminares aumenta, é sinal de que problemas de contato em superfícies de rolamentos estão ocorrendo.Dependendo da carga (alta) e velocidade (baixa), as engrenagens podem gerar partículas de fadiga e laminares de dimensões muito maiores do que as citadas, podendo chegar a valores muito acima de 100 mícrons.

Nas engrenagens, o volume e a quantidade de partículas são muito maiores que nos mancais de rolamentos.As figuras 9, 10 e 11, mostram respectivamente, as partículas esféricas, de fadiga e laminares.
5.1.4 -DESGASTE SEVERO POR DESLIZAMENTO
É o tipo de desgaste que ocorre normalmente entre duas superfícies que deslizam uma com relação à outra.

Quando geradas em condições não muito severas, podem ser confundidas com partículas de desgaste normal, em tamanho, porém a diferença fundamental é que as superfícies são rugosas e o formato é irregular, muitas vezes apresentando farpas.
Conforme a carga aumenta ou a velocidade diminui, o atrito de deslizamento se torna muito severo; o lubrificante não suporta mais aquela carga e o contato metálico acontece, quando intenso calor, ocorrendo muitas vezes a oxidação em algumas partículas que se tornam escuras. O surgimento de algumas partículas
de cor palha ou azul indica temperaturas acima de 300ºC; são partículas de aço de média liga ou baixa liga, geradas em presença de temperatura.
As partículas geradas em condições severas de deslizamento só diferenciam daquelas geradas em condições mais leves, devido seu tamanho, que são maiores do que 15 mícrons.Muitas destas partículas apresentam superfícies arranhas, com estrias retas e bordas irregulares e farpadas.
Quando o aumento da carga é gradual, aparecem primeiro as partículas de esfoliação, que vão aumentando de tamanho, seguido das partículas de deslizamento, leve e severo.
Uma vez iniciada, a quantidade de partículas geradas é muito alta.
Este tipo de desgaste ocorre em todas as máquinas onde existe deslizamento entre superfícies, sendo mais comum o contato existente entre dois dentes de uma engrenagem, nas duas regiões, compreendidas entre a linha primitiva e a raiz ou topo.
5.2 - PARTÍCULAS METÁLICAS NÃO FERROSAS GERADAS PORDESGASTE
As partículas metálicas não ferrosas são reconhecidas devido ao padrão de deposição, no ferrograma, típico de material não magnético.
Enquanto materiais ferromagnéticos se depositam enfileirados, conforme tamanho, em linhas ordenadas com o campo magnético, as partículas não ferrosas se depositam aleatoriamente ao longo de todo o ferrograma, obedecendo apenas a lei da gravidade.
5.2.1 -METAIS BRANCOS NÃO FERROSOS
Estas partículas são virtualmente iguais, sendo indistingüíveis aos microscópios ópticos. Todos são lustrosos e brancos, exceto quando cobertos de óxidos ou algum composto.
A tabela 1 mostra um guia para a identificação de metais brancos não ferrosos na indisponibilidade de um microscópio eletrônico.
S.A. = sem alteração
(*) pode tornar-se mais brilhante em algumas circunstâncias.
As duas primeiras colunas resumem o resultado de ataque químico, com soluções 0,1N ácido ou 0,1N básico, aplicado com conta gotas, no material sobre o próprio ferrograma, aquecido a 90ºC, numa chapa quente de laboratório.O aquecimento catalisa e acelera a reação química e evapora com rapidez a solução.
As gotas de solução tem que ser pequenas o suficiente para não perder de vista a partícula que está sendo atacada.As últimas quatro colunas, descrevem as mudanças de cor que os metais sofrem, quando tratados termicamente nas temperaturas indicadas.Desta forma, a maioria dos metais brancos podem ser identificados, exceto prata e cromo, que apresentam resultados similares.Podemos distinguir entre cromo e prata, por exemplo, examinando o tamanho das partículas e seu formato; o cromo, por ser um material duro, se apresentam menor com o formato irregular.É importante ter em mente que os resultados da tabela foram obtidos usando-se metais puros existentes no mercado.Portanto, ligas com porcentagens pequenas de metais podem ter comportamentos diferentes dos citados na tabela.O alumínio é o metal branco mais comum encontrado em máquinas. Magnésio, molibdênio e zinco não são comuns em contatos lubrificados.O Titânio é usado em turbinas à gás de aeronaves, com maior freqüência em locais que não são lubrificados.Locais com ligas de titânio devem ser muito bem lubrificados, devido a tendência a escoriação.O cromo aparece em vários locais como camada protetora, devido a sua alta resistência ao desgaste; não se fabricam peças com este material devido ser muito quebradiço.A prata pode ser usada, ocasionalmente, como revestimento de mancais de alta qualidade.O cádmio pode ser usado, algumas vezes, como componente em liga de material para mancais ou como revestimento.A figuras 13 mostra uma partícula de alumínio




