FICHA DE PRODUTO - flexocom.com.br · equipa a aparelhagem (se for previsto o sistema de vácuo VAL...
12
1/12 FICHA DE PRODUTO Sistema de destilação automática multibatch mod. MAV200- MAV335 –MAV500 Legenda: Composição do sistema p. 2,3,4,5,6,7 Ciclo de trabalho padrão p. 7 Dados técnicos p. 8 Configurações possíveis p. 8,9 Tabela de produtividade p. 10 Lay-out de espaço ocupado p. 10,11
Transcript of FICHA DE PRODUTO - flexocom.com.br · equipa a aparelhagem (se for previsto o sistema de vácuo VAL...

1/12
FICHA DE PRODUTO Sistema de destilação automática multibatch mod. MAV200- MAV335 –MAV500
Legenda: Composição do sistema p. 2,3,4,5,6,7
Ciclo de trabalho padrão p. 7
Dados técnicos p. 8
Configurações possíveis p. 8,9
Tabela de produtividade p. 10
Lay-out de espaço ocupado p. 10,11

2/12
Equipamento construído segundo os requisitos das normas vigentes (europeias e nacionais), entregue com declaração de conformidade com marca CE; construído para ser utilizado em locais com risco de explosão (Zona 1) com proteção Eex (ANTIDEFLAGRANTE) e em classe de temperatura T3 (máxima temperatura superficial de 200°C).
Equipamento em conformidade com a Diretiva ATEX 94/9CE
Composição: A) ESTRUTURA E CARCAÇA EM AÇO PINTADO B) GRUPO CALDEIRA (BOILER) MONTADA SOBRE EIXOS E REDUTOR PARA O BASCULAMENTO necessário apenas para permitir a
realização das operações de manutenção. C) SUPORTE SOBRELEVADO (RIA) para permitir a descarga direta ao tambor comercial do cliente desde o fundo do boiler
D) MEZANINO (disponível no mod. MAV 335 - 500): A estrutura do sistema apresenta um mezanino para facilitar o acesso do operador para os serviços de manutenção que devem ser eventualmente realizados. Está ainda equipado com um guindaste giratório móvel de 600 kg de capacidade para a extração e deslocamento, em fase de manutenção, da tampa de fechamento na qual está alojado o grupo motorredutor e o grupo de pás de mistura (se for previsto o sistema de mistura AGI – ver o ponto M)
E) CARREGAMENTO DO ÓLEO DIATÉRMICO: carregamento automático do óleo diatérmico realizado através da ativação de uma bomba pneumática dedicada instalada na estrutura do equipamento (disponível no mod. MAV 335 - 500):
F) RESERVATÓRIO DO BOILER COM FUNDO CÔNICO SFC (conicidade de 33 graus) para facilitar a descarga das borras, provido de:
1. Indicador de nível de enchimento máximo 2. Válvula de interceptação na tubulação de carga do solvente 3. Válvula de interceptação na linha de vácuo (se for previsto o sistema de vácuo VAL- CHI-ponto H) 4. O enchimento é feito por intermédio de bomba de membrana dupla GRACO 5. Sistema de mistura com pás móveis para misturar os líquidos durante a etapa de destilação, com o objetivo de manter
as paredes limpas, facilitar a descarga dos resíduos e obter uma maior troca térmica (se for previsto o sistema de mistura AGI - ponto M)
6. Válvula de descarga no fundo 7. Isolamento em todas as paredes 8. Tampa projetada com parede interna dupla, equipada com válvula unidirecional para manter um ambiente isento de ar
(melhor isolamento). G) SISTEMA ELÉTRICO GERENCIADO POR CLP PROGRAMÁVEL com as seguintes funções:
1. Carregamento do solvente usado (CA): - mediante misturador com boia de nível combinada com um timer de emergência na fase de carga. O referido
timer é calibrado para entrar em ação, causando a parada do CICLO se, no fim da sua contagem, o medidor de nível não tiver fornecido o sinal de permissão.
- mediante temporizador para obter níveis diferentes do máximo permitido ou para carregar a máquina mesmo se o solvente sujo à disposição não for suficiente para completar uma carga máxima (função que só deve ser ativada se o contaminante presente no solvente não contiver percentagens de substâncias que possam produzir reações exotérmicas). Nesta eventualidade, a boia de nível é comutada para a condição de emergência, com a consequente parada do ciclo.
- O carregamento é feito por intermédio de bomba de membrana dupla GRACO
2. Destilação: - Os parâmetros de tempo, fases e temperaturas do ciclo são gerenciados automaticamente pelo CLP em função do
percentual de contaminante e da periculosidade do líquido a ser tratado. - Regulagem da potência durante as fases mediante parcialização das resistências. - Aquecimento feito mediante resistências elétricas submersas em um banho de óleo diatérmico (nº 02 resistências de 6 kW para MAV200 – nº 04 resistências de 6 kW cada para MAV335 – nº 04 resistências de 10 kW para MAV500). Em caso de problemas energéticos, é possível intervir mecanicamente nas resistências para repartir a carga de potência
- Controle termostático de fim de destilação quando é atingida uma temperatura limite dos vapores de solvente(Exemplo: Produto em uma faixa de ebulição de 50°C a 135°C – Temperatura limite ajustada: 145°C. Quando a temperatura limite é atingida, a máquina finaliza o ciclo)
- Diferenciação do nível de vácuo entre as fases de trabalho (se for previsto o sistema de vácuo VAL-CHI, ponto H)
SISTEMA DE REGENERAÇÃO DE SOLVENTES AUTOMÁTICO MULTICICLO Mod. MAV 200-335-500

3/12
3. Descarga dos resíduos de destilação:
a) Na configuração SFF: descarga a frio dos resíduos de destilação pelo fundo do reservatório do boiler depois do resfriamento dos mesmos. Sistema composto por: � Válvula de descarga de borras com abertura gerenciada por termostato para a determinação da temperatura
dos resíduos � Fechamento e abertura com botão gerenciado pelo operador, com visão do nível. Fechamento quando o botão
é solto. O sinal de permissão para a descarga a frio é dado através de botão de abertura e fechamento (quando o mesmo é solto), abaixo de um limite de temperatura ajustado anteriormente no sistema de segurança (conforme previsto pelas normas vigentes): descarga a temperaturas inferiores a 50°C.
Tempo de espera para temperatura dos resíduos abaixo de 50°C: de 6/7 horas a 10/12 horas - o tempo de espera é determinado pela quantidade de resíduo, pela viscosidade e pelo bom isolamento, nos termos das normas vigentes (lei italiana 373/76) relativas à economia energética e para um maior rendimento do sistema; tudo isso, naturalmente, em detrimento dos tempos de espera para o resfriamento das borras no reservatório
b) Na configuração SFC: descarga automática dos resíduos de destilação pelo fundo do
reservatório do boiler sem esperar o resfriamento dos resíduos. Sistema composto por: ���� nº 1 temporizador para abertura/fechamento da válvula de descarga dos resíduos. ���� Disco para o fechamento hermético do tambor comercial do cliente destinado a receber
os resíduos semilíquidos de destilação, provido de translação vertical acionada por cilindros pneumáticos e par de tubulações telescópicas para o defluxo dos resíduos.
���� Controle mediante boia de nível das borras no tambor de resíduos para evitar extravasamentos.
4. Soluções de descarga dos resíduos de destilação
- Na configuração SFF (descarga a frio) a descarga pode ser feita em tambores comerciais de 200 litros, ou ainda melhor, em pequenas cisternas de 1000 litros de PVC para ter um maior volume de armazenagem
- Na configuração SFC (descarga a quente) a descarga é feita no interior de tambores comerciais de 200 litros
- Opcional para configuração SFC: Integração com sistema TAR para a transferência automática dos resíduos de destilação desde tambor comercial, depois do tempo de espera de resfriamento a uma temperatura inferior a 50°C (o resfriamento acontece por dispersão natural), para cisternas de capacidade maior (1000 – 1500 -2000 e assim por diante). Tudo é feito automaticamente mediante uma bomba pneumática de membrana dupla colocada na tampa móvel do tambor, provida de um dispositivo de nível situado na extremidade do tubo de alimentação das borras, para evitar extravasamentos. Em caso de enchimento da cisterna de contenção, um sinal acústico adverte este fato e a descarga continuará para o tambor comercial. Assim que for atingido o nível máximo neste último, o ciclo é interrompido automaticamente. CICLO COMPLETAMENTE AUTOMATIZADO E PNEUMÁTICO. Esta solução é indispensável nas destilações de grandes quantidades de solvente, implementando o programa MULTICICLO NON STOP (contínuo), porque permite ter o tambor de descarga de resíduos sempre livre, o que possibilita uma maior autonomia de trabalho.
Tubo de saída de descarga das borras integrado com boia magnética de nível máximo ligada a um alarme acústico pneumático
Pequena cisterna de 1000 litros em PTE destinada a coletar as borras de destilação removidas automaticamente do tambor de coleta de 200 litros colocado abaixo do boiler

4/12
5. Controle de proteção da carga (CPC) : Este controle é necessário para garantir o esvaziamento completo do boiler, com a remoção das borras produzidas pela destilação; isso para evitar um maior acúmulo, no ciclo seguinte, de uma quantidade de contaminante capaz de reduzir significativamente a produtividade da máquina, com o consequente risco de possíveis reações exotérmicas.
6. Carga protetora final (CPF): Carga seguinte do reservatório do boiler no fim dos ciclos pré-programados com a finalidade de manter uma massa líquida fria que evite o surgimento de eventuais reações exotérmicas e preservar as guarnições da descarga contra possíveis incrustações.
7. Sistemas de segurança:
a. controle da sobretemperatura do óleo diatérmico mediante termostato “emergência de óleo” b. controle dos motores dos ventiladores de resfriamento mediante disjuntor de sobrecarga c. controle do motor do agitador mediante disjuntor de sobrecarga (se estiver presente o sistema de mistura AGI ––
ponto M) d. controle da temperatura da bomba de óleo da unidade oleodinâmica (se estiver presente o sistema de mistura AGI
–mod. MAV200- ponto M) e. controle das reações exotérmicas gerenciado por termostato com a intervenção de abertura das válvulas para a
introdução de água de resfriamento proveniente da rede hídrica do cliente (se estiver presente o sistema de supressão de reações exotérmicas ESO- ponto L)
f. controle da deterioração do óleo de aquecimento com sinalização visual a 1000 horas e posterior bloqueio total do sistema.
g. controle constante da presença de ar comprimido h. controle constante da presença de água de rede (se estiver presente o sistema de supressão de reações
exotérmicas ESO -ponto L) i. recusa de início de ciclo sem a presença do tambor de coleta de borras j. recusa de início de ciclo com o tambor de coleta de resíduos aberto k. recusa de abertura da tampa do tambor de coleta de resíduos durante a descarga e por um certo período de tempo,
enquanto a temperatura não tiver descido abaixo de 50°C l. controle da temperatura do destilado através de circulação forçada de líquido refrigerante proveniente do chiller que
equipa a aparelhagem (se for previsto o sistema de vácuo VAL e o sistema de resfriamento CHI-ponto H) m. Controle do motor da bomba de vácuo mediante disjuntor de sobrecarga (se for previsto o sistema de vácuo VAL-
CHI , ponto H) n. Controle da temperatura da bomba de vácuo (se for previsto o sistema de vácuo VAL-CHI, ponto H)
8. Composição do quadro de comandos incorporado na máquina: - nº 4 luzes de sinalização: rede, ciclo, fim do ciclo, emergência - nº 1 botão de partida - nº 1 interruptor geral - nº 1 botão de interrupção do ciclo
Painel de comando remoto (tela de toque) a ser colocado à distância em ambientes não sujeitos às regras de delimitação de zonas previstas pelas normas ATEX
H) SISTEMA DE VÁCUO (VAL-CHI): O sistema elétrico de geração de vácuo é composto por:
- Gerador de vácuo com bomba de anel líquido em execução antideflagrante Ex II 2G Atex. - O vácuo é gerado utilizando o líquido destilado retirado de um reservatório especial de acumulação refrigerado (Sr) - A refrigeração é induzida pelo líquido proveniente de um chiller (CHI) instalado em zona não protegida – zona
remota). - O Chiller de resfriamento se encarrega de fornecer água glicolada tanto ao reservatório de acumulação, como para a
bomba de vácuo. O chiller CHI 1 é composto por: Estrutura em aço pintado com pó, circuito hidráulico munido de reservatório, bomba de circulação, evaporador de placas, válvula termostática, alarme de bloqueio do circuito frigorífico, termostato eletrônico de regulagem, termostato antigelo, pressostato de baixa e alta pressão no circuito do gás, indicador visual de nível, válvula manual para a descarga do reservatório
Com esta solução, evita-se exalações de substâncias poluentes na área de trabalho, diferentemente dos sistemas tradicionais. O nível de resfriamento é mantido constante e evita-se grandes perdas de solvente condicionadas pela temperatura ambiente, até mesmo superior a 10%.

5/12
I) SISTEMAS DE CONDENSAÇÃO: 1 - Condensação a ar por convecção forçada
- Condensador com serpentinas em cobre ou aço Aisi 304 e aletas de alumínio - Ventilador de resfriamento motorizado com pás equilibradas e canalizadas - Ligação direta com o reservatório do boiler
2 - Pós-condensador em cobre (PC):
- Condensador suplementar de água sem recuperação que se ativa automaticamente, nos períodos de maior temperatura ambiente, quando a temperatura do destilado, na saída do condensador a ar, ultrapassa um valor limite de 60°C.
3 - Condensação dos vapores de descarga residuais (SP2) - Condensador de água sem recuperação destinado à condensação dos vapores de solvente, que são exalados
durante a descarga dos resíduos do boiler para o tambor (SFC). L) SISTEMA PARA A SUPRESSÃO DE EVENTUAIS REAÇÕES EXOTÉRMICAS CONSTITUÍDO POR (ESO): Se acidentalmente, não obstante as precauções adotadas, for necessário enfrentar uma reação exotérmica, um termostato instalado numa posição adequada, ao perceber o aumento da temperatura gerado pela reação, permite a abertura de uma válvula para a entrada de uma boa quantidade de água que exerce a dupla função de molhar as partes em autocombustão, que se encontram nesta condição porque em secagem, e subtrair calor da reação, até a extinção. Sistema composto por: - Termostato de detecção de temperatura perigosa - Válvula de interceptação abertura de água - Canalização de introdução de água no boiler - Abertura da válvula para a saída e canalização dos vapores e da água em excesso
M) SISTEMA DE MISTURA (AGI) COM PÁS FIXADAS POR DOBRADIÇAS E DE CONFORMAÇÃO ESPECIAL para que o próprio
movimento force o contato da pá com a parede, o que é particularmente útil para manter as borras em suspensão e impedir a formação de incrustações nas paredes e no fundo (melhor troca térmica – menor consumo energético) No MAV200, o sistema é composto por: - Unidade oloeodinâmica; - Motor oleodinâmico montado na tampa do boiler com eixo passante, vedações mecânicas e rolamentos em aço inox; - Tubulações de alta pressão para a ligação entre o motor e a unidade de controle; No MAV335 - MAV500, o sistema é composto por: - Motorredutor elétrico para o acionamento das pás com redução dupla - Eixo motriz passante através da tampa e provido de guarnição especial de vedação
CONSIDERAÇÕES E PONTOS FORTES DO SISTEMA EQUIPADO COM SISTEMA DE VÁCUO/CHILLER DE RESFRIAMENTO: Se acontecer uma avaria na bomba de vácuo ou no chiller de resfriamento, o sistema, de maneira automática, faz as seguintes operações: - isolamento tanto da bomba de vácuo, como do chiller - comutação da válvula de descarga do destilado, com o consequente by-pass do reservatório de acumulação
refrigerado (Sr) e descarga direta para a cisterna de coleta do solvente destilado - envio de uma mensagem na tela de toque para avisar o operador que foi feita a comutação Esta inovação tecnológica permite que o sistema continue a executar os seus ciclos de destilação. As possíveis operações técnicas na máquina, necessárias para restabelecer o funcionamento do chiller ou da bomba de vácuo, não afetam a atividade regular do sistema.

6/12
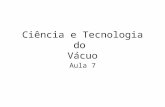
N) PROSPECTO ILUSTRATIVO RELATIVO AO GERENCIAMENTO AUTOMÁTICO DOS LÍQUIDOS (SGL): LEGENDA Exemplo do circuito de lavagem para máquinas de impressão A Sistema de lavagem a cargo do fabricante do equipamento de impressão B Reservatório de solvente em recirculação a cargo do fabricante do equipamento de impressão C Reservatório de solvente limpo a cargo do fabricante do equipamento de impressão Exemplo de circuito de recuperação do solvente usado D Cisterna de armazenagem com fundo cônico em aço INOX de 1000 l para coletar o solvente destilado (OPCIONAL CISTERNA COM FUNDO CÔNICO EM AÇO INOX AISI 304 DE 1500 LITROS DE CAPACIDADE E SUPERIOR) E Equipamento de regeneração MAV F Cisterna de armazenagem com fundo cônico de aço inox de 1000 l para coletar o solvente contaminado (OPCIONAL CISTERNA COM FUNDO CÔNICO EM AÇO INOX AISI 304 DE 1500 LITROS DE CAPACIDADE E SUPERIOR) Gm nº 02 Sinalizadores de máximo nível PNEUMÁTICO Ga nº 02 Sinalizadores de mínimo nível PNEUMÁTICO Pe Bomba PNEUMÁTICA instalada no destilador para o carregamento automático do solvente a ser regenerado (CA) Pd Bomba PNEUMÁTICA instalada na cisterna D do solvente regenerado destinada à transferência do mesmo para a
utilização. V1 Válvula automática para o fechamento da cisterna F de armazenagem do solvente contaminado
PONTOS FORTES DO NOSSO SISTEMA DE MISTURA AGI - A parte inferior do eixo rotativo possui um dispositivo anti-oclusão da válvula de descarga, com patente exclusiva
da Irac. - As pás de mistura no interior do reservatório do boiler são realizadas de maneira peculiar, na medida em que o
próprio movimento, unido ao impulso obtido pelo líquido a ser movimentado, empurram as pás móveis fazendo com que fiquem aderidas às paredes do boiler. Além disso, possuem raspadores de metal mais macio - latão (para evitar abrasões nas paredes do reservatório), de fácil substituição, com a finalidade de realizar uma raspagem das paredes e obter uma melhor limpeza.
- O grupo das pás móveis tem também uma outra finalidade, certamente não secundária, que é a de favorecer o revezamento do líquido em contato com as paredes quentes e, assim, aumentar a troca térmica.
- Durante a etapa de descarga das borras, as pás facilitam a saída delas pela canalização de descarga. Sem o emprego deste sistema de pás móveis, teríamos a formação de incrustações nas paredes do boiler, que impediriam uma boa troca térmica. Em segundo lugar, a remoção seria difícil e insalubre, não sendo úteis para esta finalidade as escamotagens que se podem utilizar, tais como, por exemplo, o revestimento das paredes com teflon.
- Por fim, este sistema garante um maior destaque, com a extração de uma maior quantidade de solvente em
Cisterne INOX da 1000 lt.

7/12
Funcionamento: O solvente contaminado é armazenado, mediante uma bomba fornecida pelo cliente, em uma cisterna de acumulação (F) de capacidade adequada. Esta última está equipada com sinalizadores de nível mínimo e máximo. → O sinalizador de nível máximo Gm fornece um sinal pneumático para a bomba de envio do solvente contaminado, para
interromper o funcionamento dela. → O sinalizador de nível mínimo Ga fornece um sinal de ausência de solvente contaminado para a bomba do destilador e
bloqueia a retirada do solvente.
O equipamento de regeneração (E), mediante a bomba Pe, retira o solvente de (F) na quantidade adequada definida por um seu sinalizador de nível máximo alojado no interior do reservatório do boiler. Depois de depurado, o solvente é transferido para a cisterna (D), também ela equipada com sinalizadores de nível mínimo e máximo. → O sinalizador de nível máximo Gm fornece um sinal pneumático de nível máximo atingido, para suspender a destilação. → O sinalizador de nível mínimo Ga fornece um sinal para a bomba de transferência Pd, de negação do bombeamento, para
evitar a sua utilização em vazio.
Por último, a bomba Pd transfere, sob solicitação, o solvente limpo para a utilização O) CICLO DE TRABALHO PADRÃO (COM DUAS TEMPERATURAS, TEMPOS E POTÊNCIAS DIFERENCIADAS) O solvente contaminado proveniente da cisterna do cliente (1m3) é introduzido, quando é dada a Partida ao ciclo, automaticamente no destilador mediante bomba pneumática, até ser atingido o nível determinado pela boia. O ciclo continua seguindo estas etapas: 1ª Etapa: Esta etapa deve fazer com que o solvente evapore com uma velocidade não muito alta, para permitir que os vapores, recondensados, não tenham mais vestígios de sujeira. Para fazer isso, é necessário utilizar temperaturas não muito elevadas, aumentando a temperatura de trabalho em 20-30°C relativamente à temperatura de ebulição e, se for o caso, parcializando as resistências para evitar ebulição excessiva que poderia causar uma saída de solvente ou água ainda sujo. O ajuste do tempo para esta etapa é normalmente de 2,5 horas. 2ª Etapa: Agora podemos fornecer uma maior quantidade de calorias ao solvente. De fato, este pode sair com maior velocidade porque a diminuição da quantidade presente no reservatório do boiler permite uma maior ebulição. O ajuste da temperatura deixa de ser tão vinculante, como acontecia na primeira etapa e, consequentemente, é possível continuar com o termostato fixado a 40-50° C superior à temperatura de trabalho mais alta ajustada anteriormente. O ajuste do tempo para esta etapa é normalmente de 1,5-2 horas. 3ª Etapa: No fim do ciclo, as borras aquecidas, por apresentarem uma certa viscosidade de escorrimento, são feitas defluir para um tambor comercial do cliente, com fundo móvel fechado hermeticamente por um disco movimentado por cilindros pneumáticos. Na fase de dissipação do calor, os vapores são chamados de volta e recondensados em acumulação para o reservatório do solvente limpo. Um sistema adequado se encarrega de estabelecer o nível máximo de enchimento. Nesta etapa e durante todo o tempo previsto, não é possível abrir o tambor dos resíduos para evitar fugas de vapores quentes. 4ª Etapa: O acendimento intermitente da luz piloto verde permite determinar o fim do ciclo de destilação. Se a máquina foi programada para a execução de CICLO SIMPLES, permanecerá à espera de um novo comando de partida. Por outro lado, se foi programada para a execução de MULTICICLO, se encarregará de iniciar automaticamente um novo ciclo (a programação do número de ciclos é afetada pela percentagem de contaminantes e pela capacidade do recipiente de coleta de borras)

8/12
P) DADOS TÉCNICOS
MAV 200 MAV 335 MAV 500
Capacidade efetiva do reservatório do boiler (1) l 160 l 335 l 500
Capacidade geométrica l 220 l 468 l 670
Tensão/Frequência V/Hz 400/50 V/Hz 400/50 V/Hz 400/50
Potência de aquecimento instalada kW 16 kW 32 kW 40
Resistências de aquecimento N. 2 nº 4 nº 4
Consumo global de corrente (na versão FULL OPTIONAL) A 36 A 46 A 72
Proteção IP 65 IP 65 IP 65
Produtividade horária nominal (2) l/h 35-50 l/h 70-90 l/h 100-120
Temperatura máxima de trabalho (3) °C 200 °C 200 °C 200
Resfriamento do destilado Ar Ar Ar
Bomba de vácuo elétrica de anel líquido - Nível de vácuo - Capacidade do reservatório de recirculação de solvente
para o anel líquido
bar - 0,7 l 80
bar - 0,7 l 80
bar - 0,7 l 80
Potência frigorífica do CHILLER de resfriamento CHI 1 para o sistema de vácuo VAL
W 4600 W 4600 W 4600
Ligação à rede hídrica: consumo de água para a supressão de reações exotérmicas
l/min. 30 l/min. 30 l/min. 30
Ligação à rede de ar comprimido com pressão superior a 5 bar (consumo durante o carregamento: t. máx. 5)
l/min. 110 l/min. 110 l/min. 110
Dimensões externas 1400x1600x3300 (h) mm
2340x2345x4210( h) mm
/
(1) Se não estiverem presentes produtos que possam criar espumas durante o processo de destilação (2) A produtividade horária depende fortemente do tipo de solvente, dos contaminantes e da presença de água (3) Em cumprimento das normas europeias para a classe de temperatura T3 Q) CONFIGURAÇÕES DISPONÍVEIS
Composição NÍVEL 1 NÍVEL 2 NÍVEL 3 NÍVEL 4 NÍVEL 5
SISTEMA DE DESTILAÇÃO MAV MAV
200 -335-500 MAV
200 -335-500 MAV
200 -335-500 MAV
200 -335- 500 MAV
200 -335- 500 CA CA CA CA CA CA SFF SFF ---------- ------------- -------------- --------------- SFC/SP2 ------------- SFC/SP2 SFC/SP2 SFC/SP2 SFC/SP2 AGI ------------- ------------- AGI AGI AGI ESO ESO ESO ESO ESO ESO CPC CPC CPC CPC CPC CPC CPF ------------- CPF CPF CPF CPF PC ------------- PC PC PC PC VAL/CHI ------------- ------------- ------------- VAL/CHI 1 VAL/CHI 1 SGL/INOX 1000 ------------- 0 0 0 SGL/INOX 1000
T.A.R. ------------- 0 0 0 TAR O = OPCIONAL; - - - = NÃO DISPONÍVEL

9/12
LEGENDA DAS CONFIGURAÇÕES
CA Carregamento automático do solvente usado no interior do reservatório do boiler, mediante bomba pneumática
SFF Descarga automática pelo fundo depois do resfriamento dos resíduos de destilação (espera por temperatura dos resíduos abaixo de 50°C de 6/7 horas a 10/12 horas
SFC/SP2
Descarga automática dos resíduos líquidos aquecidos pelo fundo cônico e disco para o fechamento hermético do tambor do cliente (sem espera pelo resfriamento dos resíduos) – Condensador dedicado ao resfriamento e à condensação dos vapores que são exalados durante a descarga dos resíduos. Além disso, este sistema permite uma significativa economia de energia porque a potência térmica, empregada na primeira de uma série de destilações multiciclo, não é perdida, mas é parcialmente reutilizada nos ciclos seguintes, com a consequente redução em 20% dos custos energéticos (calculado com base em 3 ciclos consecutivos)
AGI
Sistema de mistura com pás auto-aderentes à superfície de troca térmica, com a finalidade de a manter sempre limpa e garantir a melhor transmissão de calor, com um menor custo energético e uma maior produtividade horária; isso graças à fixação das pás com dobradiças e batentes bilaterais, com a aplicação de um raspador em material não abrasivo e autolubrificante. O raspador tem uma duração média de 8500-9000 horas de trabalho antes da sua substituição, determinada pela espessura com a qual é realizado (10 mm) e aos 25 mm de desgaste, sem danificar a superfície do boiler. Se as lâminas raspadoras não forem substituídas, o único problema que pode ser encontrado é a redução de produtividade da máquina porque as incrustações exercem o papel de isolante térmico; depois de substituídos, os próprios raspadores se encarregam autonomamente de desincrustar o boiler, excluindo a necessidade de intervenção do operador.
ESO Sistema automático para a supressão de eventuais reações exotérmicas com introdução de água de rede no interior do reservatório do boiler
VAL/CHI
Sistema de vácuo com bomba de anel líquido e chiller de resfriamento remoto. Com este tipo de sistema, evita-se exalações de substâncias poluentes na área de trabalho, diferentemente dos sistemas tradicionais (vácuos pneumáticos). O nível de resfriamento é mantido constante e evita-se grandes perdas de solvente condicionadas pela temperatura ambiente, até mesmo superior a 10%
CPC
Controle de proteção da carga. Este controle é necessário para garantir o esvaziamento completo do boiler, com a remoção das borras produzidas pela destilação; isso para evitar um maior acúmulo, no ciclo seguinte, de uma quantidade de contaminante capaz de reduzir significativamente a produtividade da máquina, com o consequente risco de possíveis reações exotérmicas.
CPF
Carga protetora final Carga seguinte do reservatório do boiler no fim dos ciclos pré-programados com a finalidade de manter uma massa líquida fria que evite o surgimento de eventuais reações exotérmicas e preservar as guarnições da descarga contra possíveis incrustações.
SGL/INOX 1000
(reservatórios de
capacidade maior a pedido)
Gerenciamento de CARGA/DESCARGA do solvente entre o sistema de destilação MAV e dois reservatórios de acumulação de líquido usado e de líquido destilado. - Versão com 2 reservatórios em aço inox de 1000 litros cada; - O reservatório de armazenagem do solvente contaminado é fornecido com bomba de carregamento
do solvente (60 l/min.) no interior do mesmo. - O reservatório de armazenagem do solvente destilado é fornecido com bomba de relançamento do
destilado para a utilização, com distância máx. de 40 m em plano sem curvas (a pedido, bombas de relançamento aumentadas)
- Tubulação flexível de ligação (a pedido: tubulação rígida) - Para manter a percentagem de contaminante uniforme no interior do reservatório de armazenagem
do solvente contaminado, está presente uma função de agitação de produto antes do carregamento no reservatório do boiler do sistema MAV
T.A.R. Sistema de transferência automática dos resíduos de destilação do tambor de coleta de borras para a pequena cisterna em PTE de 1000 l, destinada à eliminação
PC Pós-condensador de água sem recuperação: ele se ativa automaticamente, nos períodos de maior temperatura ambiente, quando a temperatura do destilado na saída do condensador primário ultrapassa o valor limite de 50°C.

10/12
R) TABELA DE PRODUTIVIDADE
MAV200 MAV335 MAV 500 TABELA DE PRODUTIVIDADE NOMINAL (*)
Nível 1 Produtividade
35 l/h SFF
Nº máx. de 02 ciclos nas 20 horas
Nível 1 Produtividade
70 l/h SFF
Nº máx. de 02 ciclos nas 20 horas
N.d.
Com esta configuração, a produtividade do sistema MAV é condicionada pela lógica de funcionamento e pela descarga a frio (SFF) dos resíduos. De fato, é necessário aguardar até o resíduo atingir uma temperatura inferior a 50°C antes que possa ser descarregado (tempo estimado para o resfriamento de 6/7 a 10/12 horas). Todavia, a primeira descarga manual pode ser transferida à segunda, permitindo assim dois ciclos contínuos antes de liberar o boiler dos resíduos da destilação.
Nível 2 Produtividade 35-40 l/h + SFC
Nível 2 Produtividade 70-75 l/h + SFC
N.d.
Com a configuração da descarga a quente (SFC) das borras de destilação, damos ao sistema a possibilidade de recomeçar imediatamente uma nova destilação, reduzindo significativamente os tempos de espera do resfriamento. A máquina trabalha autonomamente com a função Multiciclo, sem nenhuma intervenção do operador, a não ser para a troca do tambor de coleta dos resíduos, que pode ser feita também durante a etapa de destilação.
Nível 3 Produtividade 40- 45 l/h
+ AGI
Nível 3 Produtividade
80 l/h
+ AGI
N.d.
Acrescentando à configuração anterior SFC também o sistema de mistura do solvente (AGI) durante o ciclo, aumentamos ainda mais a velocidade de destilação. Isso se traduz em uma maior produtividade horária. A máquina trabalha autonomamente com a função Multiciclo, sem nenhuma intervenção do operador, a não ser para a troca do tambor de coleta dos resíduos, que pode ser feita também durante a etapa de destilação.
Níveis 4 – 5 - 6
Produtividade 50 l/h
+ VAL-CHI
Níveis 4 – 5 - 6
Produtividade 90 l/h
+ VAL-CHI
Níveis 4 – 5 - 6
Produtividade 120 l/h
+ VAL-CHI
Acessório complementar à configuração (SFC e AGI) é o sistema de vácuo (VAL-CHI) que permite aumentar ainda mais a produtividade do equipamento com um menor custo energético.
Produtividade 55 l/h + INZ
Produtividade 100 l/h + INZ
Produtividade 130 l/h + INZ
É possível aumentar a produtividade dos níveis 4 – 5 programando os ciclos de destilação no modo contínuo com carregamento parcial alternado (INTEGRAÇÃO) e somente duas descargas programadas (INZ). Desta maneira, consegue-se explorar 100% das potencialidades da máquina, reduzindo praticamente a zero os tempos de espera e tirando proveito do calor intrínseco da mistura presente para atingir a temperatura de ebulição no tempo mais breve possível. A máquina trabalha de maneira completamenta autônoma, sem nenhuma intervenção do operador, a não ser para a troca do reservatório dos resíduos
(*) Entende-se por produtividade nominal o rendimento da máquina em condições ótimas, funcionando em regime, com solvente que possua um calor específico médio (0,5 kcal/kg/°C) e com percentagem de contaminante não superior a 10%.
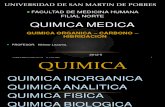
S) LAY-OUT MAV 200 (SEM SISTEMA DE VÁCUO)

11/12
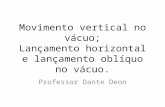
LAY-OUT MAV 200 (COM SISTEMA DE VÁCUO E CHILLER REMOTO)
LAY-OUT MAV335 (SEM SISTEMA DE VÁCUO E CHILLER REMOTO)

12/12
www.irac.it
HÁ MAIS DE 23 ANOS, A IRAC S.R.L. PROJETA E REALIZA SOLUÇÕES INOVADORAS PARA RESOLVER OS PROBLEMAS RELACIONADOS COM A LAVAGEM E COM A REGENERAÇÃO DE SOLVENTES E DE EFLUENTES DE PROCESSO.
O KNOW-HOW ADQUIRIDO ATRAVÉS DA COLABORAÇÃO ESTREITA COM OS NOSSOS CLIENTES, A ANÁLISE PROFUNDA DAS SUAS EXIGÊNCIAS, JUNTAMENTE COM UMA EQUIPE DE TRABALHO UNIDA E MOTIVADA, PERMITIU À IRAC
RESPONDER PRONTAMENTE ÀS DEMANDAS DE UM MERCADO SEMPRE EM EVOLUÇÃO. A SATISFAÇÃO DO CLIENTE É O OBJETIVO, O ATINGIMENTO DELE A MELHOR PUBLICIDADE.
IRAC S.r.l. - Via P. Togliatti 46/2A - 42020 Montecavolo di Quattro Castella (RE) - Italy Tel. (+39) 0522 880321 - Fax: (+39) 0522 880812 web site: http://ww.irac.it - E-mail: [email protected]
C.F. e P. IVA 01265410355 - R.E.A. RE 172529 - Reg. Impr. RE16194 - M. RE009378 - Reg. A.E.E. IT08040000