FIDE. CASO I-DV-142 ENVASES ELOPAK, S.A. DE C.1I.
10
PROYECTOS DE AHORRO DE ENERGIA FIDE. CASO I-DV-142 ENVASES ELOPAK, S.A. DE C.1I. . ANTECEDENTES La empresa Envases Elopak, S.A. de C.V. (antes Envases Especializados de la Lagu- na, S.A. de C.V.),división alimentos balan- ceados, es una empresa que se dedica a la elaboración de alimentos para ganado bo- vino. Esta empresa nace por la necesidad de los ganaderos del grupo Industrial LALA de contar con alimento concentrado de una calidad constante a un precio razonable. En primera instancia se producía alimento para ganado lechero, cerdos y aves. Sin embargo, debido a la gran demanda de alimento para ganado lechero, este giro absorbe la produc- ción total de la planta. La capacidad de la planta en un principioera de 16,000 tonela- das, pero la demanda creció y esto hizo ne- cesaria su renovación y ampliación, para ga- rantizar una producción de 28,000 toneladas mensuales. Esta planta se encuentra ubica- da en calle Canatlán #305, Parque Industrial Lagunero, en Gómez Palacio, Durango. Con la creciente demanda para el alimento vacuno, se construyó una segunda planta en 1994, ubicada en la Calzada General Lá- zara Cárdenas y Valledel Guadiana, Parque I l ¡" ~J
Transcript of FIDE. CASO I-DV-142 ENVASES ELOPAK, S.A. DE C.1I.
PROYECTOS DE AHORRO DE ENERGIA
FIDE. CASO I-DV-142
ENVASES ELOPAK, S.A. DE C.1I.
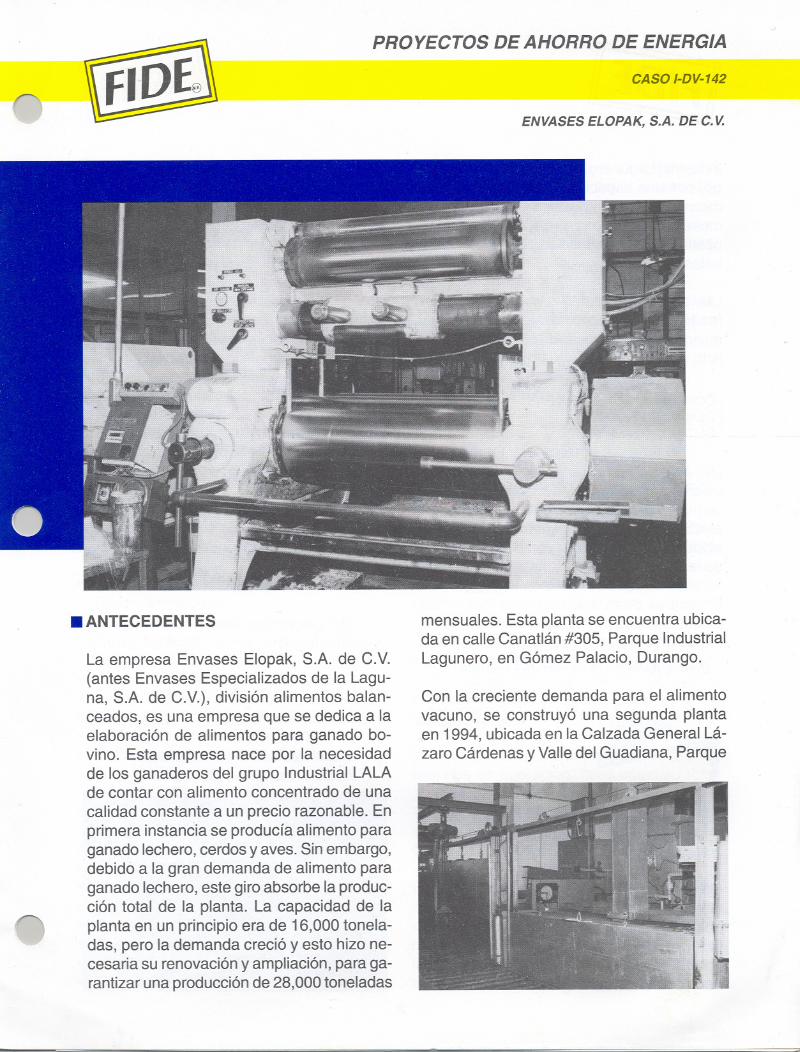
. ANTECEDENTES
La empresa Envases Elopak, S.A. de C.V.(antes Envases Especializados de la Lagu-na, S.A. de C.V.),división alimentos balan-ceados, es una empresa que se dedica a laelaboración de alimentos para ganado bo-vino. Esta empresa nace por la necesidadde los ganaderos del grupo Industrial LALAde contar con alimento concentrado de unacalidad constante a un precio razonable. Enprimera instancia se producía alimento paraganado lechero, cerdos y aves. Sinembargo,debido a la gran demanda de alimento paraganado lechero, este giroabsorbe la produc-ción total de la planta. La capacidad de laplanta en un principioera de 16,000 tonela-das, pero la demanda creció y esto hizo ne-cesaria su renovación y ampliación, para ga-rantizaruna producciónde 28,000 toneladas
mensuales. Esta planta se encuentra ubica-da en calle Canatlán #305, Parque IndustrialLagunero, en Gómez Palacio, Durango.
Con la creciente demanda para el alimentovacuno, se construyó una segunda plantaen 1994, ubicada en la Calzada General Lá-zara Cárdenas y Valledel Guadiana, Parque
Il ¡"
~J

flDE.
IndustrialLagunero. Gómez Palacio,Duran-go, con una capacidad de 9,000 toneladasmensuales,que se vió superadaen solo seismeses, por lo que también se requirió am-pliarla hasta una capacidad de 13,500 tone-ladas mensuales.
Las plantas I y II están conectadas con tari-fas HM, ambas en conjunto tienen las si-guientescaracterísticasde consumoenergé-tico:
Tabla d
Del análisis realizado sobre los consumos
de energía eléctrica históricos de la empresa,se pudo apreciar un incremento de energíaeléctrica debido a la ampliación de la capa-cidad de las plantas, así como al incrementode la demanda para alimento vacuno.
En ambas plantas la demanda energéticaestá distribuida por las siguientes áreas co-mo se muestra en la gráfica:
Distribución de la Demanda Eléctrica
5 1 2
~Motores
CJlliminaciónI&IIAireComprimido_Aire Acondicionado[=:ITransformadores
85
Con apoyo financiero del FIDE, envases Elo-pak realizó un diagnóstico energético en susdos plantas por medio de una firma consul-tora de ingeniería, con el objetivo de identi-ficar los potenciales y las áreas de oportuni-dad de ahorro de energía eléctrica, evaluan-
do la posibilidad de sustituir los equipos ac-tuales por equipos de alta eficiencia; paraIIevarloa cabo, se realizó un estudio técnicoeconómico donde se demostró que la inver-sión era rentablepara la adquisicióndel equi-po. Unavez concluidoel diagnóstico energé-tico en la empresa, se llevó a cabo la aplica-ción de las medidas correctivas de ahorrode energía que fueron las más importantesen el estudio, lo cual trajo como consecuen-cia una reducción en la facturación eléctrica
y en el consumo de combustoleo, sinhaberafectadola calidadde la producción.
. DESCRIPCION DEL PROCESO
El mercado de la empresa Envases Elopakse encuentra en los siguientes ingredientesy productos elaborados:
· Alimentos balanceados
· Granos rolados
· Complementos minerales yvitamínicos
· Ingredientes
· Sustitutosde leche
· Distribución de diversos produc-tos de importación y nacionales
'-~~m
2
- --..---...-- -..--=---.---CONSUMO PROMEDIO MENSUAL 482,651 kWhDEMANDA PROMEDIO 928.5 kWFACTURACION PROMEDIO MENSUAL $162,276.13
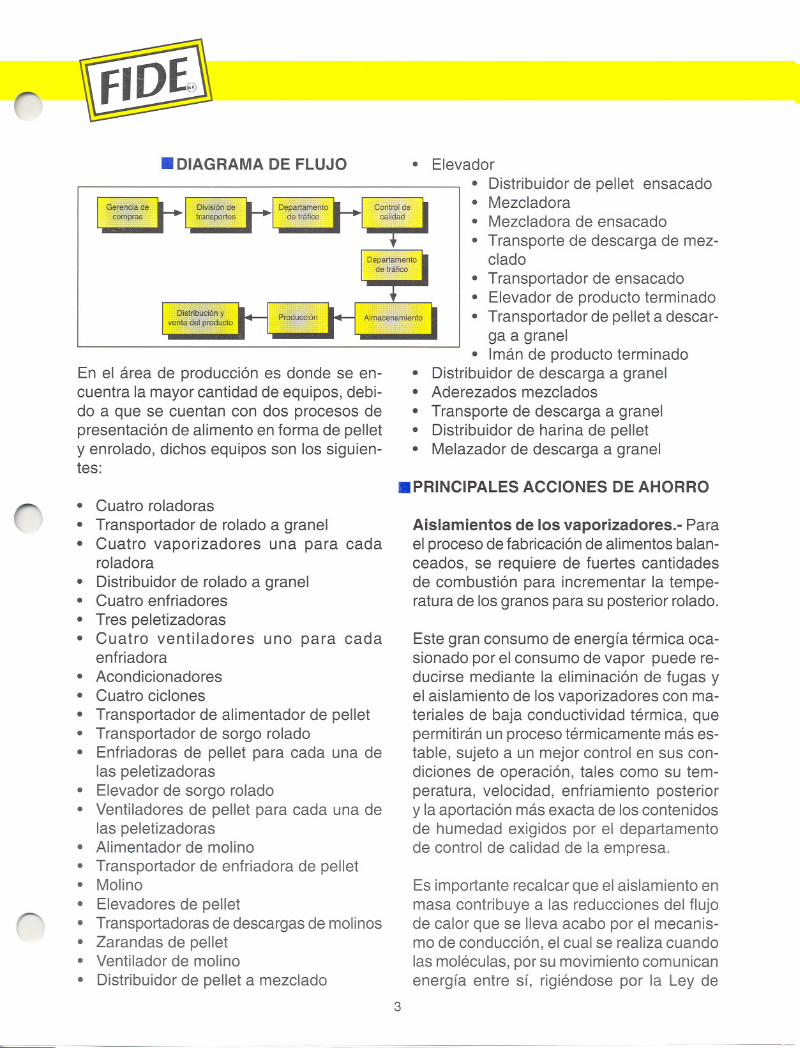
(' FIDL. DIAGRAMA DE FLUJO · Elevador
· Distribuidor de pellet ensacado· Mezcladora· Mezcladora de ensacado· Transporte de descarga de mez-
clado· Transportador de ensacado· Elevador de producto terminado· Transportador de pellet a descar-
ga a granel· Imán de producto terminado
· Distribuidor de descarga a granel· Aderezados mezclados· Transporte de descarga a granel· Distribuidor de harina de pellet· Melazador de descarga a granel
Distribución y
venta del producto
En el área de producción es donde se en-cuentra la mayor cantidad de equipos, debi-do a que se cuentan con dos procesos depresentación de alimento en forma de pellety emolado, dichos equipos son los siguien-tes:
· Cuatro roladoras· Transportador de rolado a granel· Cuatro vaporizado res una para cada
roladora· Distribuidor de rolado a granel· Cuatro enfriadores· Tres peletizadoras· Cuatro ventiladores uno para cada
enfriadora· Acondicionadores· Cuatro ciclones· Transportador de alimentador de pellet· Transportador de sorgo rolado· Enfriadoras de pellet para cada una de
las peletizadoras· Elevador de sorgo rolado· Ventiladores de pellet para cada una de
las peletizadoras· Alimentador de molino· Transportador de enfriadora de pellet· Molino· Elevadores de pellet· Transportadorasde descargasde molinos· Zarandas de pellet· Ventilador de molino· Distribuidor de pellet a mezclado
. PRINCIPALES ACCIONES DE AHORRO
Aislamientos de los vaporizadores.- Parael procesode fabricaciónde alimentosbalan-ceados, se requiere de fuertes cantidadesde combustión para incrementar la tempe-ratura de los granos para su posterior rolado.
Este gran consumo de energía térmica oca-sionado.por el consumo de vapor puede re-ducirse mediante la eliminación de fugas yel aislamiento de los vaporizadores con ma-teriales de baja conductividad térmica, quepermitirán un proceso térmicamente más es-table, sujeto a un mejor control en sus con-diciones de operación, tales como su tem-peratura, velocidad, enfriamiento posteriory la aportaciónmás exactade los contenidosde humedad exigidos por el departamentode control de calidad de la empresa.
Es importante recalcarque el aislamiento enmasa contribuye a las reducciones del flujode calor que se lleva acabo por el mecanis-mo de conducción, el cual se realiza cuandolas moléculas,por su movimientocomunicanenergía entre sí, rigiéndose por la Ley de
3

FIDL
Fourier que establece que cuando hay ungradiente de temperatura de un cuerpo, hayuna transferencia de energía de la región dealta temperatura a la de baja temperatura yque la rapidez de transferencia por unidadde área es proporcional al gradiente normalde temperatura.
De acuerdo con las condiciones climáticasde la Comarca Lagunera, se deduce que enlas temporadas de invierno y durante los pe-ríodos de producción nocturnos, el consumode combustibles en los generadores de va-por se incrementanconsiderablemente paraalcanzar las condiciones de operación re-queridas para el proceso, por lo que éstamedidaresultaparticularmenteventajosaba-jo estas condiciones.
Los equipos de vaporización que se puedenaislar son los seis existentes en la planta IIylos cuatro de la planta 1,cuya área total esde 291.05 m2con un aislamiento a base defibra de vidrio de alta densidad, con un es-pesor de 2 pulgadas, con un sistema de fija-ción a base de anclaje de fleje de acero ino-xidable y cubierta exterior de lámina de alu-minio cal. 24 rolada, biselada y remachada.
El ahorro de energíaeléctrica se refleja di-rectamenteen la optimi-zación de los equiposauxiliares eléctricos,comoson bombas,ven-tiladores y equipos eléctricos de suministrode combustible.
Reemplazo de chillers.- En la planta I laempresa cuenta con dos sistema de refrige-ración, unidades enfriadoras de agua (Chi-ller), con compresores de tipo reciprocante.
El agua helada generada por los sistemasse utiliza principalmente para enfriamientode los laminadores, rodillos y gusano de ex-clusión en las líneas de extrusión 1 y 2, yenlos rodillos de las prensas.
La evaluación se realizó para determinar laeficiencia del equipo y encontrar las tonela-das de refrigeración (TR) que el equipo en-trega actualmente. Estás últimas se relacio-nan con la demanda de potencia para deter-minar su relación de eficiencia energética.
Para el sistema de refrigeración línea de ex-trusión No 1 se contaban con dos compre-sores que eran ineficientes y para el sistemade refrigeración línea No2 con cuatro com-presores en las mismas condiciones de ope-ración, como se muestra en la tabla siguien-te, por lo cual, se propuso cambiar estosseiscompresores obsoletos por seis compreso-res de alta eficiencia.
Datos técnicos
En esta medida no hay un ahorro de deman-da, pero si en el consumo promedio anualde 28,750 kWh/año, obteniendo un ahorroeconómico anual de $39,421.61, teniendouna inversión de $84,180.01, con un tiemposimple de recuperación de 2.14 años.
En este proyecto se realizó una inversión de$623,522.45, que obtiene ahorros en deman-da de 51.7 kW y de consumo de 362,838kWh/año, equivalente a un ahorro económi-co promedio anual de $164,652.77, con untiempo simple de recuperación de 3.2 años.
Sustitución de motores eléctricos por dealta eficiencia.- Laempresa cuenta con 263
4
Situación No EER TR BTU/h kW totalcompresores BTU/w-h demandados
Chiller No1 Actual 2 7.8 20 240,000 61.5'Propuesta 2 10.5 20 240,000 45.7
Chiller No2 Actual 4 8.3 22.5 270 000 130.1ProDuesta 4 10.5 22.5 270 000 102.9

fl DE.
motoresparasatisfacersus procesosde pro-ducción; los motores son los que tienen elmayor consumo de energía eléctrica, por loque al realizar el diagnóstico energético, seencontró que algunos motores operaban enforma ineficiente, debido a su diseño y tiem-po de operación, lo que producía un mayorconsumode energíaeléctrica.Considerandotodo lo indicadocon anterioridad,se procedióa sustituir los motores más ineficientes ydañados, por otros motoresde alta eficienciacomo se muestran en la siguiente tabla:
Características Técnicas
facturación promedio anual de $110,237.89,ahorrando un consumo eléctrico anual de252,519.15 kWh y un ahorro en demandafacturablede48.3 kW,teniendounperíododetiempo simplede recuperaciónde 2.71 años.
Optimización del sistema en aireacondicionado.- Dentrode las funciones deuna oficina es la de procurar condiciones cli-máticasconfortablesa sus ocupantes,ya queesto favorece la permanencia de las perso-nas dentro de éstas. La diferencia del clima
exterior e interior producemovimientos de materia yenergía a travésde laspa-redesde la edificación,cu-ya magnitud depende dela eficiencia del revesti-miento de la construcciónpara aislarla del exterior.En la medida que laconstrucción esté bien di-señada, se reducirán losrequerimientosde aporta-ción externo por ventila-ción y aire acondicionado.
o
Se sustituyeron 24 motores en total (16 parala planta I y 8 para la planta 11).Esta sustitu-ción no afectó las condiciones de operaciónde los procedimientos de producción, perosí se logró un mejor aprovechamiento en elconsumo de energía eléctrica.
(' Con la finalidad de optimizar el consumo deenergíaeléctricaen losmotoreseléctricos,serequirió una inversión total de $299,082.25para obtener un ahorro económico de
Las condiciones climato-lógicas del exterior inter-vienen directamente so-bre las condiciones am-bientales interiores de laoficina. Si se pretende
mantenerlas bajo control, habrá que actuarmediantealguna aplicaciónde energíasobredeterminados sistemas y elementos. Lasprincipales variables que determinan lascondiciones ambientales del interior son:
· Temperatura exterior: si ésta es superiora la deseada en el interior, el efecto seráde calentamiento o ganancia de calor. Sies inferior a la interior, habrá un enfria-miento o pérdida de calor.
5
Cantidad de Potencia rpm Potencia rpm Voltaje Acoplamiento a lamotores actual eficiente máquina
propuesta(HP) (HP) (V)
2 15 3500 15 3500 460 Directo1 15 1725 5 1765 460 Directo1 15 1765 15 1765 460 Directo1 15 1745 15 1745 230 Bandas Síncronas2 10 3500 10 3500 460 Directo1 10 3525 10 3500 460 Directo1 5 1740 5 1740 460 Bandas TipoV1 5 3450 5 3450 460 Directo1 3 3500 3 3500 460 Directo1 3 3500 3 3500 460 Bandas TipoV1 25 3500 25 3500 460 Directo1 7.5 3500 7.5 3500 460 Directo1 7.5 3500 7.5 3500 460 Bandas TipoV1 7.5 3450 7.5 3450 460 Bandas TipoV1 10 1760 10 1760 460 Proceso1 25 1760 25 1760 460 Proceso3 60 1760 60 1760 460 Proceso2 20 1765 20 1765 460 Proceso1 50 1760 50 1760 460 Proceso

FIDE.Radiación solar: su efecto se traducirásiempre en un calentamiento o ganancia decalor, el cual puede ser favorable en ciertasépocas del año.
· Iluminación artificial: todas las fuentesartificiales de luz son una forma de ener-gía que produce calentamiento o ganan-cia de calor, en virtud de su eficacia deconversión; aunado a esto se tiene laaportación térmica de los balastros de laslámparas fluorescentes y de alta inten-sidad de descarga.
· Equipo eléctrico y electrónico: éstospara su funcionamiento utilizan energíaeléctrica y parte de ella es disipada al am-biente en forma de calor, a causa de lasinevitables pérdidas.
· Número de personas y su actividad: laspersonas generan calor y originan ganan-cia térmica que dependerá del tipo de ac-tividad que desarrollen.
Cuando se instala el sistema de aire acon-dicionado, este debe de controlar cuatro pa-rámetros básicos del aire en el interior de laoficina:
· Temperatura
· Humedad
· Pureza
· El número de cambios de aire
La temperatura y la humedad del aire definesu estado termo-higrométrico y están rela-cionados según el diagrama psicométrico.La pureza y el número de cambios de aireestán tambiénen relaciónmutua,y la purezadel aire es función de la entrada del aire del
6
exterior a la construcción debidamente filtra-do.
En una instalación de aire acondicionadopueden tener lugar cinco tratamientos bási-cos del aire,de loscuales, unoo más puedenser aplicados en una oficina:
· Enfriamiento sin cambio de la humedadabsoluta
· Calentamiento sin cambio de la humedadabsoluta
· Enfriamiento con deshumidificación
· Humidificación (isoentálpica)
· Mezcla con otra corriente en aire en con-diciones termohigrométricas diferentes.
El sistema instalado está constituido por dosunidades paquete de15 TR cada una. Adi-cionalmente, cuenta en cantidades menorescon unidades tipo ventana y minisplit deaproximadamente de 5 y 15TR, lo que haceun total de 50 TR en total. Estos equiposoperanautomáticamentey normalmentefun-cionan durante 12 horas al día (de 9 am a 9pm) durante seis días a la semana.
Para analizar el comportamiento de la cons-trucción respecto a su interacción con el en

torno, conviene analizar lo que pasa en con-diciones extremasde clima: temperatura mí-nima y máxima, energía solar incidente yhumedad, para el caso de Gómez Palacio,Durango,este parámetroes el máximo valoren los meses de verano (abril-noviembre).
o
Los valores de la humedad relativade la co-marca Lagunera, propician la utilización desistemasde enfriamientode aire de tipo eva-porativo,que se caracterizanpor requerirpo-tencias considerables menores a las utiliza-das en los sistemas a compresión de vapo-res; está propiedad climática de la zona seaprovechó para reducir el consumo de ener-gía eléctrica en los sistemas de aire acondi-cionado, medianteel preenfriamientodel aireque se utiliza en la condensación del refri-gerante, para de esta forma reducir la pre-sión de descarga del compresor y por con-siguiente la relación de compresión, y asíreducir el consumo de energía eléctrica alincrementarse la eficiencia volumétrica delcompresor.
De acuerdo a las condiciones de diseño dela Comarca Lagunera que son una tempe-raturade bulbosecode 39 QCy unahumedadrelativade 46%, el sistema Pre-Coolerpuedereducir en un 20% el consumo de energíaeléctrica.
o
Para realizar el balance se estudio el inter-cambio de energía a través de los diferentesmateriales que conforman la estructura dela construcción,como consecuenciadel gra-diente de temperatura entre interior y el ex-terior de la misma, la ganancia térmica a tra-vés de los vidrios, el calor generado por losocupantes y el disipado por lo equipos yutensilios empleados en el interior de la ofi-cina. En el caso de los equipos de ilumina-ción, se tomó en cuenta los equipos que selocalizaron instalados en dicha oficina. En
cuanto a los equipos y/o aparatos eléctricosdisipadoresde calor,así como otrosequipos,también se toman en cuenta en dicho balan-ce, como se muestra en la siguiente tabla:
Carga Térmica Total
Dadoque unatoneladade refrigeraciónequi-vale a 3,024.2 kcal/h, se tiene que la cargatérmica a abatir es de 51.16 toneladas derefrigeración considerando los sistemas pe-queños instalados (minisplit); por lo que, lossistemasde aire acondicionadoactualessoncapaces de satisfacer las demandas térmi-cas de las oficinas para una carga máximade calor en el transcurso del año.
Mediante la optimización del equipo de aireacondicionado a través de la instalación de un
Pre-Cooler, que consiste en un sistema deenfriamiento de aire acondicionado de 36,000kcal/hr en el equipo instalado, un sistema deenfriamiento de aire acondicionado de 24,000kca/hr en las Oficinas Generales y tres siste-mas de enfriamiento de aire acondicionadode 12,000 kcal/hr en la oficina de AsistenciaTécnica, Contabilidad y Laboratorio.
Para la instalación del equipo mencionado,se requirióuna inversióntotal de $15,999.94,donde se tendrá un ahorro económico anualde $ 4,672.94 Y un ahorro de consumo de
7
Tipo Q (kcal/h) Contribución (%)Conducción
Pared exterior 3,471.56 2.24Pared frontal 11,367.64 7.35
Techo 123,180.30 79.62Vidrios 2,209.78 1.43
Subtotal 140,229.28 90.64Radiación
vidrio exterior 38 0.02Vidrio interior 149 0.10
Subtotal 187 0.12Equipos 7775.48 5.03
Personas 6000 3.88Infiltraciones 519.93 0.21
TOTAL 154,898.69 100.0

flDEe
15,805.60 kWh/año, el periodo simple de re-cuperación es de 3.4 años.
Optimización del sistema de iluminación.-Enesta partedel proyecto,se demostródon-de habíanáreas de oportunidad parael aho-rro de energía eléctrica en el sistema de ilu-minación; algunas de estas áreas para laplanta 11fueron en la Nave de Extrusión No1y 2 Y el área de Bodegas. Para la planta 1,se optimizóel sistemade iluminaciónfluores-cente y halógeno.
NAVES DE EXTRUSION PLANTA 11
Para las Naves de Extrusión No 1 y 2, seaprecian nivelesde iluminaciónde 830 a 850luxes durante el día, con toda la iluminaciónartificialprendida, mientrassin la iluminaciónartificial los niveles son del orden de 500 lu-xes, existen áreas dentro de la nave en don-de la iluminación debe permanecer encen-dida, ya que se efectúan trabajos de preci-sión, a saber: área de plastificado, impre-sión y sellado. Seaclara que los ni-veles de ilumina-ción en el exteriordurante el día, cen-sados en la mismafecha y hora, estánpor arriba de los65,000 luxes. Porelcontrario, estos ni-veles decaen no-tablemente, paratodas las áreas, durante la noche, llegandoa ser de 110 luxes en promedio.
n-
tos luminarios. Por otra parte, el efectuar uncambio tecnológico en estos sistemas, per-mitirámejQrarlos nivelesde iluminaciónnoc~turnos.
El consumo de energía eléctrica que actual-mente se tiene asciende a 26,802 kWh/mes;además en estás naves permanecenencen-didos los luminarios las 24 horas.
Para determinar los potenciales de ahorrode energía eléctrica para estas áreas, se va-lidó el cambio tecnológico de los equipos deiluminación, el apagado de los luminariosque no son necesarios durante el día, insta-lación de un equipo de control automáticoprogramado por horario, para el encendidoy apagado de la iluminación. Esta acción deahorro, se propuso para aquellas áreas queno requieran iluminación artificial durante eldía.
Enseguida se hace una comparación entreluminarios actuales y propuestos.
Al observar la operación de los equipos deiluminación en estas áreas, se podrá desta-car que existe un gran potencial de ahorrode energía con el simple hecho de cuidar elencendido y apagado durante el día, de és-
Se debe destacar la vida útil de la lámparapropuesta que es de 10,000 horas, con unflujo luminoso de 22,000 lúmenes. Las lám-paras que se tenían instaladaseran fluores-centes de alta intensidad de iluminación(HO)de 110W con unatemperaturade color;luz de día,cada luminariotiene dos lámparasproporcionadoen conjunto, un flujo luminoso
8
Sistema Area Tipo de Tipo de Cantidad Potencia en Potencialuminario colocación líneas (W) total (kW)
Actual Nave línea de Industrialextrusión 1 2x110 W Colgante 71 264 18.74
Nave línea de Industrialextrusión 2 2x110 W Colgante 70 264 18.48
Propuesto Nave línea de Industrial con Colgante 40 264 10.56extrusión 1 lámpara de
A.M. 250Nave línea de Industrial con Colgante 40 264 10.56
extrusión 2 lámpara deA.M. 250
FIDEe
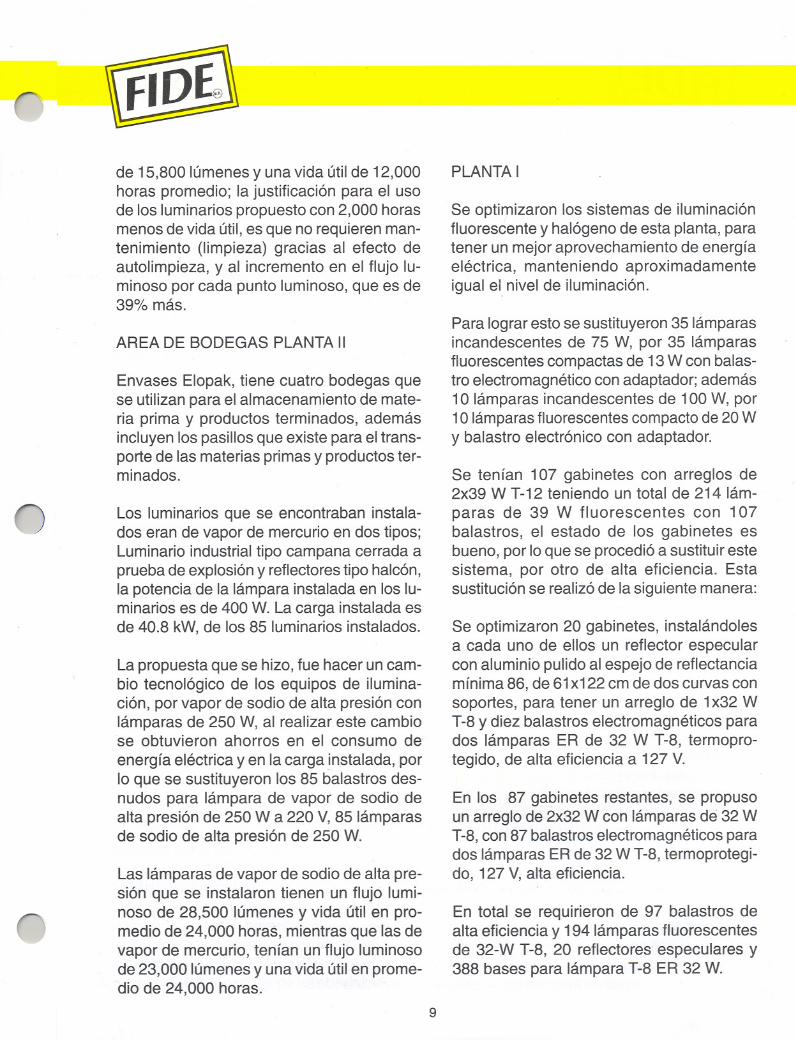
de 15,800 lúmenes y una vida útil de 12,000horas promedio; la justificación para el usode los luminarios propuesto con 2,000 horasmenosde vida útil,es que no requierenman-tenimiento (limpieza) gracias al efecto deautolimpieza, y al incremento en el flujo lu-minoso por cada punto luminoso, que es de39% más.
AREA DE BODEGAS PLANTA 11
Envases Elopak, tiene cuatro bodegas quese utilizan para el almacenamiento de mate-ria prima y productos terminados, ademásincluyen los pasillos que existe para el trans-porte de las materias primasy productos ter-minados.
o Los luminarios que se encontraban instala-dos eran de vapor de mercurio en dos tipos;Luminario industrial tipo campana cerrada aprueba de explosión y reflectores tipo halcón,la potencia de la lámpara instalada en los lu-minarios es de 400 W. La carga instalada esde 40.8 kW, de los 85 luminarios instalados.
La propuestaque se hizo, fue hacer un cam-bio tecnológico de los equipos de ilumina-ción, por vapor de sodio de alta presión conlámparas de 250 W, al realizar este cambiose obtuvieron ahorros en el consumo de
energía eléctrica y en la carga ~nstalada,porlo que se sustituyeron los 85 balastros des-nudos para lámpara de vapor de sodio dealta presión de 250 W a 220 V,85 lámparasde sodio de alta presión de 250 W.
Las lámparas de vapor de sodio de alta pre-sión que se instalaron tienen un flujo lumi-noso de 28,500 lúmenes y vida útil en pro-medio de 24,000 horas, mientras que las devapor de mercurio, tenían un flujo luminosode 23,000 lúmenes y una vida útil en prome-dio de 24,000 horas.
PLANTA I
Se optimizaron los sistemas de iluminaciónfluorescente y halógenode esta planta, paratener un mejor aprovechamiento de energíaeléctrica, manteniendo aproximadamenteigual el.nivel de iluminación.
Para lograr esto se sustituyeron 35 lámparasincandescentes de 75 W, por 35 lámparasfluorescentes compactas de 13 W con balas-tro electromagnético con adaptador; además10 lámparas incandescentes de 100 W, por10 lámparas fluorescentes compacto de 20 Wy balastro electrónico con adaptador.
Se tenían 107 gabinetes con arreglos de2x39 W T-12 teniendo un total de 214 lám-paras de 39 W fluorescentes con 107balastros, el estado de los gabinetes esbueno, por lo que se procedióa sustituir estesistema, por otro de alta eficiencia. Estasustituciónse realizóde la siguiente manera:
Se optimizaron 20 gabinetes, instalándolesa cada uno de ellos un reflector especularcon aluminio pulido al espejo de reflectanciamínima 86, de 61x122 cm de dos curvas consoportes, para tener un arreglo de 1x32 WT-8 y diez balastros electromagnéticos parados lámparas ER de 32 W T-8, termopro-tegido, de alta eficiencia a 127 V.
En los 87 gabinetes restantes, se propusoun arreglo de 2x32 W con lámparas de 32 WT-8, con 87 balastros electromagnéticos parados lámparas ER de 32 W T-8, termoprotegi-do, 127 V, alta eficiencia.
En total se requirieron de 97 balastros dealta eficiencia y 194 lámparas fluorescentesde 32-W T-8, 20 reflectores especulares y388 bases para lámpara T-8 ER 32 W.
9
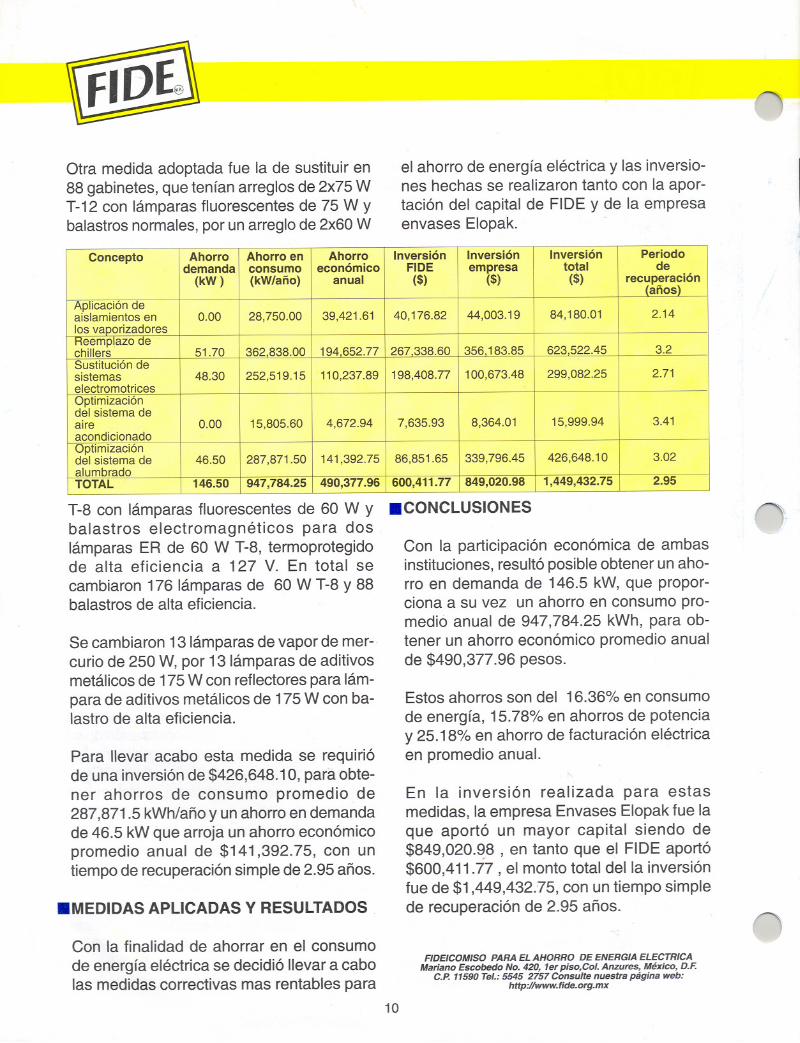
FIDLOtra medida adoptada fue la de sustituir en88 gabinetes,que tenían arreglosde 2x75 WT-12 con lámparas fluorescentes de 75 W ybalastrosnormales,por un arreglode 2x60 W
el ahorro de energía eléctrica y las inversio-nes hechas se realizaron tanto con la apor-tación del capital de FIDE y de la empresaenvases Elopak.
T-8 con lámparas fluorescentes de 60 W ybalastros electromagnéticos para doslámparas ER de 60 W T-8, termoprotegidode alta eficiencia a 127 V. En total secambiaron 176 lámparas de 60 W T-8 y 88balastros de alta eficiencia.
Se cambiaron 13 lámparas de vapor de mer-curio de 250 W, por 13 lámparas de aditivosmetálicos de 175 W con reflectores para lám-para de aditivos metálicos de 175 W con ba-lastro de alta eficiencia.
Para llevar acabo esta medida se requirióde una inversión de $426,648.10, para obte-ner ahorros de consumo promedio de287,871.5 kWh/añoy un ahorro en demandade 46.5 kW que arroja un ahorro económicopromedio anual de $141,392.75, con untiempo de recuperaciónsimplede 2.95años.
.MEDIDAS APLICADAS Y RESULTADOS
Con la finalidad de ahorrar en el consumode energía eléctrica se decidió llevar a cabolas medidas correctivas mas rentables para
.CONCLUSIONES
Con la participación económica de ambasinstituciones,resultó posibleobtenerun aho-rro en demanda de 146.5 kW, que propor-ciona a su vez un ahorro en consumo pro-medió anual de 947,784.25 kWh, para ob-tener un ahorro económico promedio anualde $490,377.96 pesos.
Estos ahorros son del 16.36% en consumode energía, 15.78% en ahorros de potenciay 25.18% en ahorro de facturación eléctricaen promedio anual.
En la inversión realizada para estasmedidas, la empresa Envases Elopak fue laque aportó un mayor capital siendo de$849,020.98 , en tanto que el FIDE aportó$600,411.77 , el monto total del la inversiónfue de $1,449,432.75, con un tiempo simplede recuperación de 2.95 años.
ROE/COMISO PARA EL AHORRO DE ENERGIA ELECTRICAMariano Escobedo No. 420, 1er piso,Col. Anzures, Méxioo, O.F.
C.P. 11590 Tel.: 5545 2757 Consu#e nuestra página web:http://www.fide.org.mx
10
Concepto Ahorro Ahorro en Ahorro Inversión Inversión Inversión Periododemanda consumo económico FIDE empresa total de
(kW) (kW/año) anual ($) ($) ($)recreraciónaños)
Aplicaclon deaislamientos en 0.00 28,750.00 39,421.61 40,176.82 44,003.19 84,180.01 2.14los vaporizadoresReemplazo dechillers 51.70 362 838.00 194 652.77 267 338.60 356 183.85 623 522.45 3.2Sustitución desistemas 48.30 252,519.15 110,237.89 198,408.77 100,673.48 299,082.25 2.71electromotricesOptimizacióndel sistema deaire 0.00 15,805.60 4,672.94 7,635.93 8,364.01 15,999.94 3.41acondicionadoOptimlzaclondel sistema de 46.50 287,871.50 141,392.75 86,851.65 339,796.45 426,648.10 3.02alumbradoTOTAL 146.50 947,784.25 490,377.96 600,411.77 849,020.98 1,449,432.75 2.95