Form… Cut… - emuge-franken.com · Secçao transversal mecanizada (macho de roscagem/fresa de...
12
Tecnologia de Roscagem Cut&Form Produção de roscas internas pela combinação entre a mecanização e a laminação Cut… Form… • Consolidação da rosca e aumento de resistência por mais tempo • Laminação de roscas com passos maiores • Laminação de roscas em materiais dificiles para laminar • Produção de um estreito diâmetro de noz de tolerância menor sem a “garra” • Superfícies das roscas mais lisas
-
Upload
vuongkhuong -
Category
Documents
-
view
215 -
download
0
Transcript of Form… Cut… - emuge-franken.com · Secçao transversal mecanizada (macho de roscagem/fresa de...

Tecnologia de Roscagem
Cut&Form Produção de roscas internas pela combinação entre a mecanização e a laminação
Cut…
Form…
• Consolidação da rosca e aumento deresistência por mais tempo
• Laminação de roscas com passosmaiores
• Laminação de roscas em materiaisdificiles para laminar
• Produção de um estreito diâmetro de nozde tolerância menor sem a “garra”
• Superfícies das roscas mais lisas

Cut Form
Cut&Form
2
Tecnologia de Roscagem
3
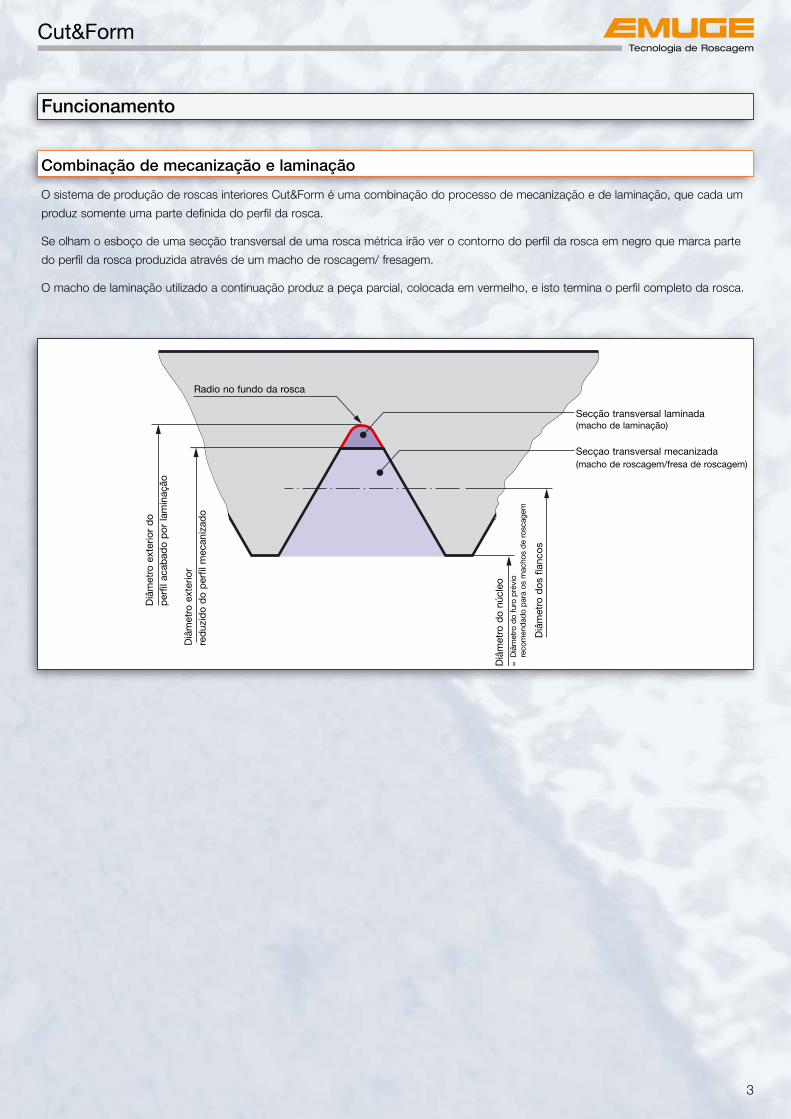
Radio no fundo da rosca
Secção transversal laminada(macho de laminação)
Secçao transversal mecanizada (macho de roscagem/fresa de roscagem)
Diâ
met
ro e
xter
ior
do
per
fil a
cab
ado
por
lam
inaç
ão
Diâ
met
ro e
xter
ior
red
uzid
o d
o p
erfil
mec
aniz
ado
Diâ
met
ro d
o nú
cleo
=
Diâ
met
ro d
o fu
ro p
révi
o re
com
enda
do p
ara
os m
acho
s de
ros
cage
m
Diâ
met
ro d
os f
lanc
os
Funcionamento
Combinação de mecanização e laminação
O sistema de produção de roscas interiores Cut&Form é uma combinação do processo de mecanização e de laminação, que cada um
produz somente uma parte definida do perfil da rosca.
Se olham o esboço de uma secção transversal de uma rosca métrica irão ver o contorno do perfil da rosca em negro que marca parte
do perfil da rosca produzida através de um macho de roscagem/ fresagem.
O macho de laminação utilizado a continuação produz a peça parcial, colocada em vermelho, e isto termina o perfil completo da rosca.
Cut&FormTecnologia de Roscagem
4
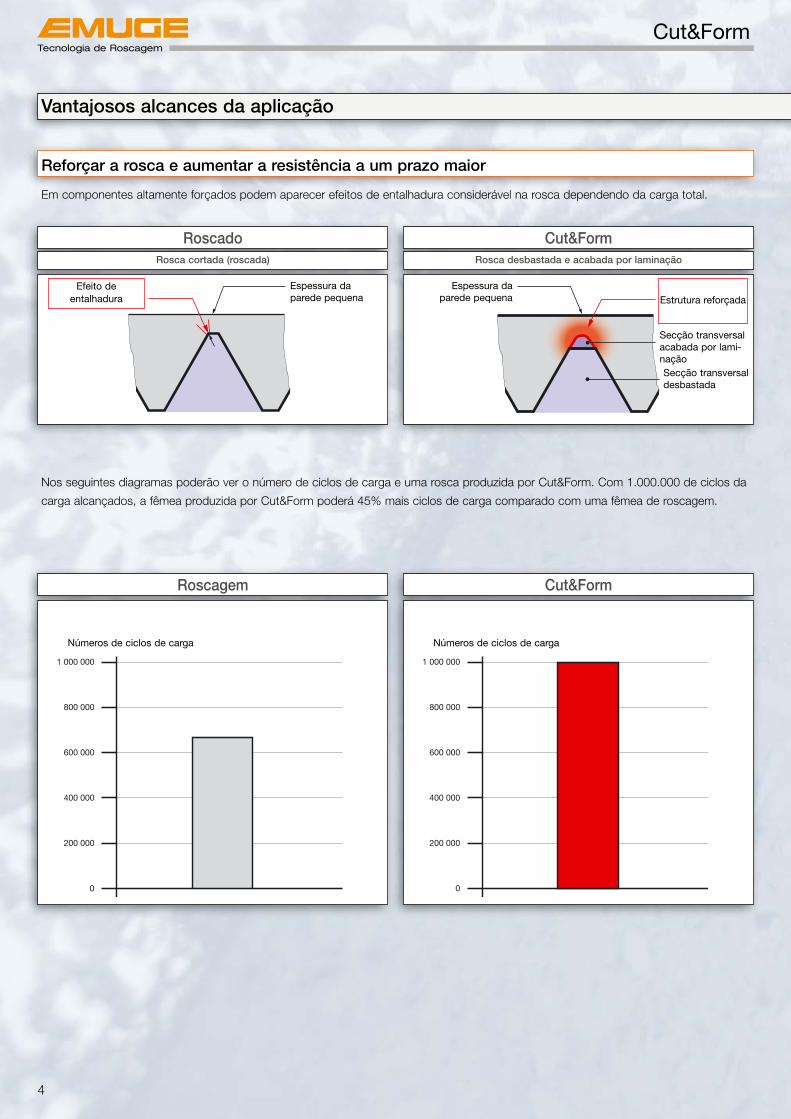
Efeito de entalhadura
Espessura daparede pequena
Secção transversalacabada por lami-naçãoSecção transversaldesbastada
Espessura daparede pequena Estrutura reforçada
Nos seguintes diagramas poderão ver o número de ciclos de carga e uma rosca produzida por Cut&Form. Com 1.000.000 de ciclos da
carga alcançados, a fêmea produzida por Cut&Form poderá 45% mais ciclos de carga comparado com uma fêmea de roscagem.
Reforçar a rosca e aumentar a resistência a um prazo maior
Em componentes altamente forçados podem aparecer efeitos de entalhadura considerável na rosca dependendo da carga total.
Roscagem Cut&Form
200 000
0
400 000
600 000
800 000
1 000 000
200 000
0
400 000
600 000
800 000
1 000 000
Números de ciclos de carga Números de ciclos de carga
Rosca desbastada e acabada por laminação
Cut&FormRoscadoRosca cortada (roscada)
Vantajosos alcances da aplicação
Cut&FormTecnologia de Roscagem
5
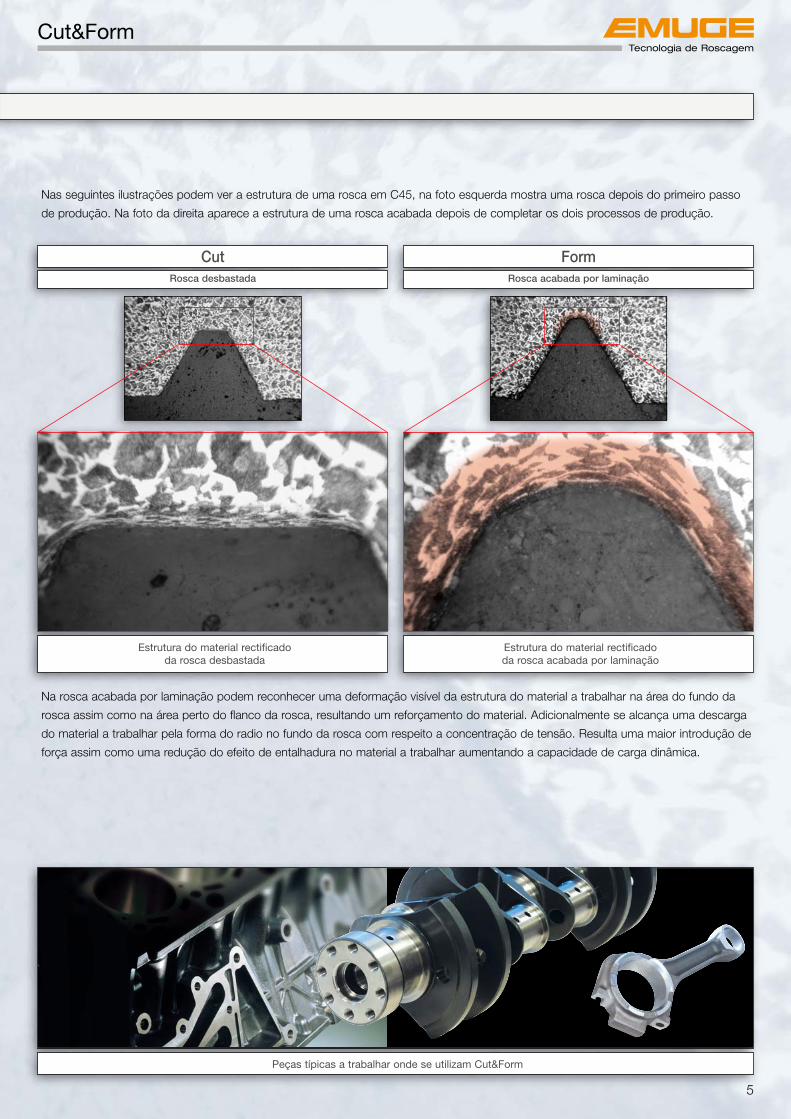
Nas seguintes ilustrações podem ver a estrutura de uma rosca em C45, na foto esquerda mostra uma rosca depois do primeiro passo
de produção. Na foto da direita aparece a estrutura de uma rosca acabada depois de completar os dois processos de produção.
Na rosca acabada por laminação podem reconhecer uma deformação visível da estrutura do material a trabalhar na área do fundo da
rosca assim como na área perto do flanco da rosca, resultando um reforçamento do material. Adicionalmente se alcança uma descarga
do material a trabalhar pela forma do radio no fundo da rosca com respeito a concentração de tensão. Resulta uma maior introdução de
força assim como uma redução do efeito de entalhadura no material a trabalhar aumentando a capacidade de carga dinâmica.
Rosca acabada por laminaçãoRosca desbastada
FormCut
Peças típicas a trabalhar onde se utilizam Cut&Form
Cut&Form
Estrutura do material rectificadoda rosca acabada por laminação
Estrutura do material rectificado da rosca desbastada
Tecnologia de Roscagem
6
-0.40
(mm)
0.00
0.40
0.80
1.20
1.60
37.60 38.40 39.20 40.00
(mm)
59° 48' 45''
1.55
02
R 0.2825
-0.40
(mm)
0.00
0.40
0.80
1.20
1.60
4.80 5.60 6.40 7.20
(mm)
60° 15' 20''
1.34
15
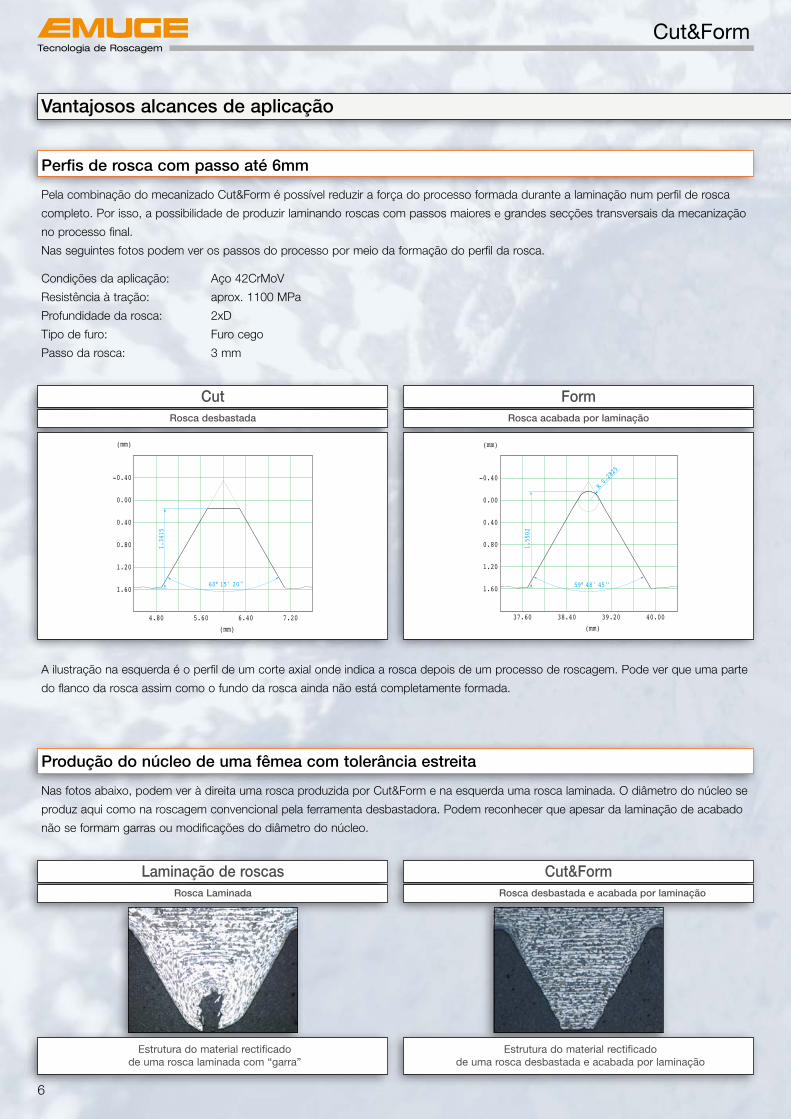
Rosca acabada por laminaçãoRosca desbastada
FormCut
Produção do núcleo de uma fêmea com tolerância estreita
Nas fotos abaixo, podem ver à direita uma rosca produzida por Cut&Form e na esquerda uma rosca laminada. O diâmetro do núcleo se
produz aqui como na roscagem convencional pela ferramenta desbastadora. Podem reconhecer que apesar da laminação de acabado
não se formam garras ou modificações do diâmetro do núcleo.
Perfis de rosca com passo até 6mm
Pela combinação do mecanizado Cut&Form é possível reduzir a força do processo formada durante a laminação num perfil de rosca
completo. Por isso, a possibilidade de produzir laminando roscas com passos maiores e grandes secções transversais da mecanização
no processo final.
Nas seguintes fotos podem ver os passos do processo por meio da formação do perfil da rosca.
Condições da aplicação: Aço 42CrMoV
Resistência à tração: aprox. 1100 MPa
Profundidade da rosca: 2xD
Tipo de furo: Furo cego
Passo da rosca: 3 mm
A ilustração na esquerda é o perfil de um corte axial onde indica a rosca depois de um processo de roscagem. Pode ver que uma parte
do flanco da rosca assim como o fundo da rosca ainda não está completamente formada.
Rosca desbastada e acabada por laminação
Cut&FormLaminação de roscasRosca Laminada
Vantajosos alcances de aplicação
Cut&Form
Estrutura do material rectificadode uma rosca laminada com “garra”
Estrutura do material rectificadode uma rosca desbastada e acabada por laminação
Tecnologia de Roscagem
7
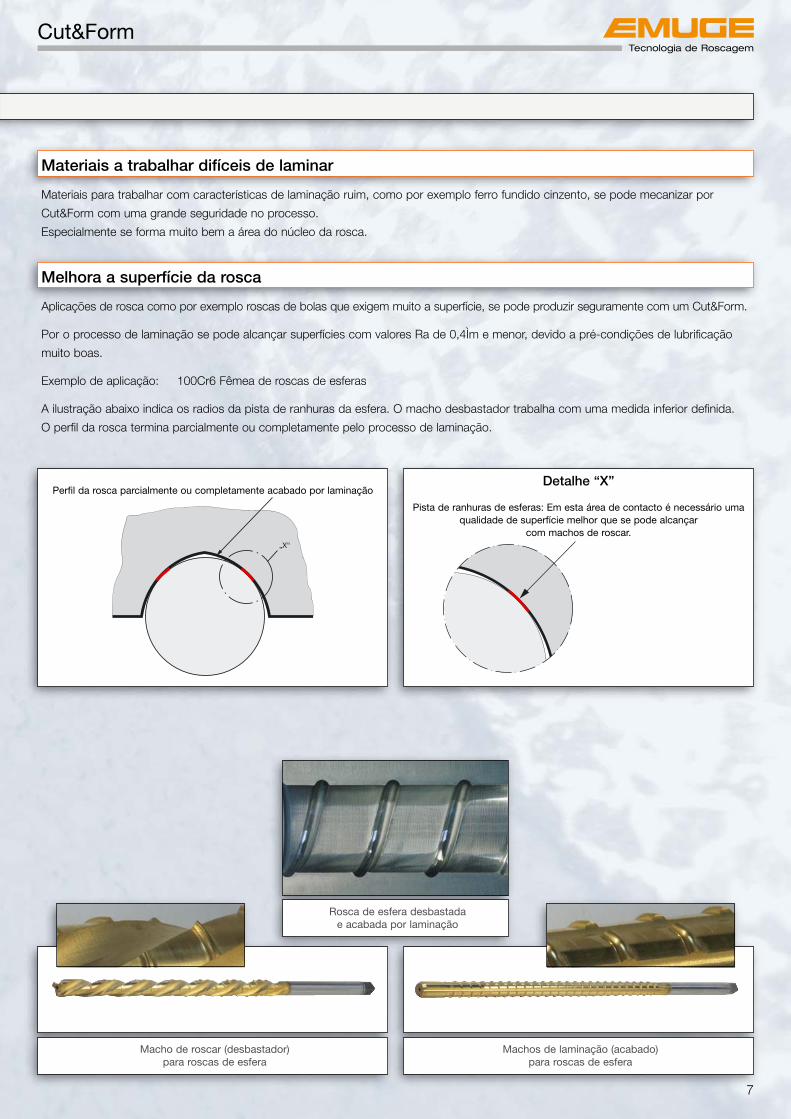
Macho de roscar (desbastador)para roscas de esfera
Rosca de esfera desbastadae acabada por laminação
Machos de laminação (acabado)para roscas de esfera
Materiais a trabalhar difíceis de laminar
Materiais para trabalhar com características de laminação ruim, como por exemplo ferro fundido cinzento, se pode mecanizar por
Cut&Form com uma grande seguridade no processo.
Especialmente se forma muito bem a área do núcleo da rosca.
Pista de ranhuras de esferas: Em esta área de contacto é necessário umaqualidade de superfície melhor que se pode alcançar
com machos de roscar.„X“
Perfil da rosca parcialmente ou completamente acabado por laminação
Melhora a superfície da rosca
Aplicações de rosca como por exemplo roscas de bolas que exigem muito a superfície, se pode produzir seguramente com um Cut&Form.
Por o processo de laminação se pode alcançar superfícies com valores Ra de 0,4Ìm e menor, devido a pré-condições de lubrificação
muito boas.
Exemplo de aplicação: 100Cr6 Fêmea de roscas de esferas
A ilustração abaixo indica os radios da pista de ranhuras da esfera. O macho desbastador trabalha com uma medida inferior definida.
O perfil da rosca termina parcialmente ou completamente pelo processo de laminação.
Cut&Form
Detalhe “X”
Tecnologia de Roscagem

8
Calibres para FormCalibres para Cut
Desbaste – Macho de roscagem/ Fresa de roscagem Laminação de acabado – Machos de laminação
Cut Form
Tecnologia da Ferramenta
Ferramentas de roscar
Para o desbaste pode ser utilizados machos de roscagem ou também fresas de roscagem com uma geometria especial no perfil da
rosca. Para a laminação de acabado se utiliza machos de laminação com um perfil da rosca ajustado ao macho desbastador. Se lamina
somente as áreas que não foram mecanizadas pelo desbastador. Para isso utiliza-se um desenho de macho acabado por laminação
especialmente patenteado por nós. Este tem uma característica de guia na parte inferior do perfil da rosca enquanto que na parte
superior estão colocadas as superfícies de funcionamento para o acabado por laminação. Além de oferecer também desenhos
combinados que combinam ambas funções de Cut&Form em uma ferramenta.
Controle
Depois de cada passo de fabricação pode-se fazer um controle respectivo para aumentar a seguridade do processo.
Isto se faz utilizando os calibres de roscas passa e não passa que estão ajustados especificadamente com respeito a divisão de perfil
dos passos do trabalho.
Cut&FormTecnologia de Roscagem
9
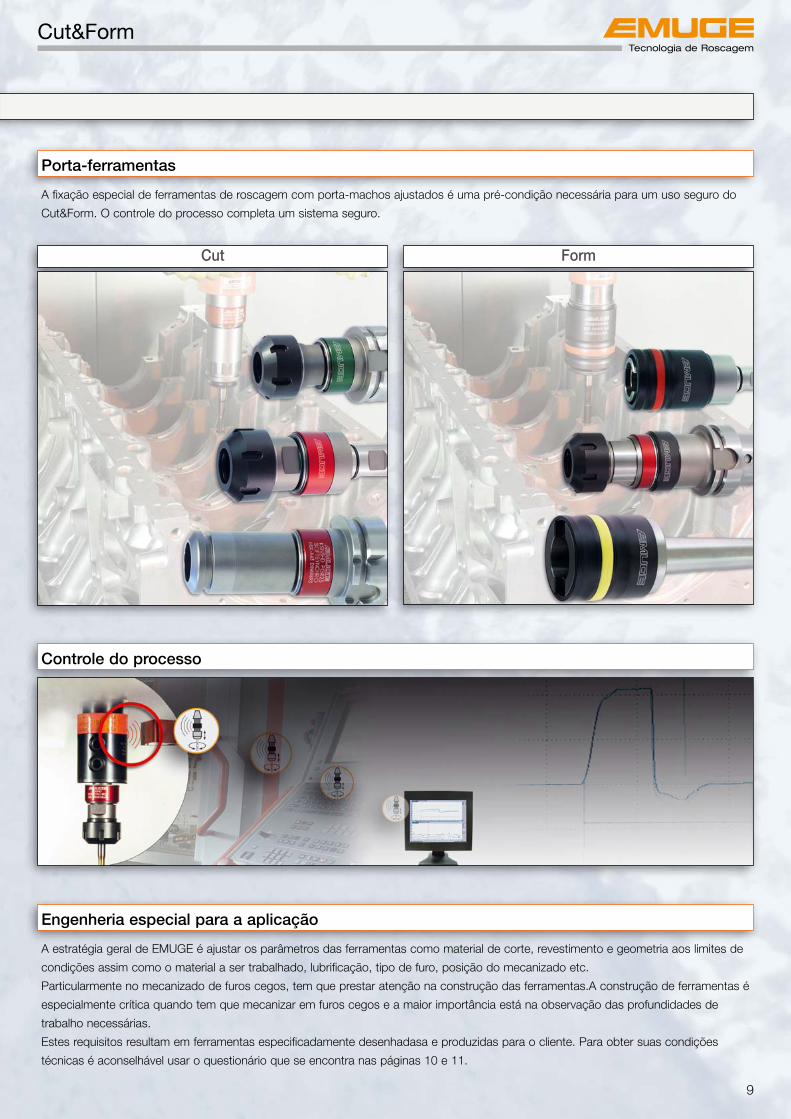
Controle do processo
FormCut
Porta-ferramentas
A fixação especial de ferramentas de roscagem com porta-machos ajustados é uma pré-condição necessária para um uso seguro do
Cut&Form. O controle do processo completa um sistema seguro.
Engenheria especial para a aplicação
A estratégia geral de EMUGE é ajustar os parâmetros das ferramentas como material de corte, revestimento e geometria aos limites de
condições assim como o material a ser trabalhado, lubrificação, tipo de furo, posição do mecanizado etc.
Particularmente no mecanizado de furos cegos, tem que prestar atenção na construção das ferramentas.A construção de ferramentas é
especialmente crítica quando tem que mecanizar em furos cegos e a maior importância está na observação das profundidades de
trabalho necessárias.
Estes requisitos resultam em ferramentas especificadamente desenhadasa e produzidas para o cliente. Para obter suas condições
técnicas é aconselhável usar o questionário que se encontra nas páginas 10 e 11.
Cut&FormTecnologia de Roscagem
Esboço:
Empresa: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Falado com: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Telefone: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Fax: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E-mail: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Medida: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Desenho: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Nº do artigo: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Projecto: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
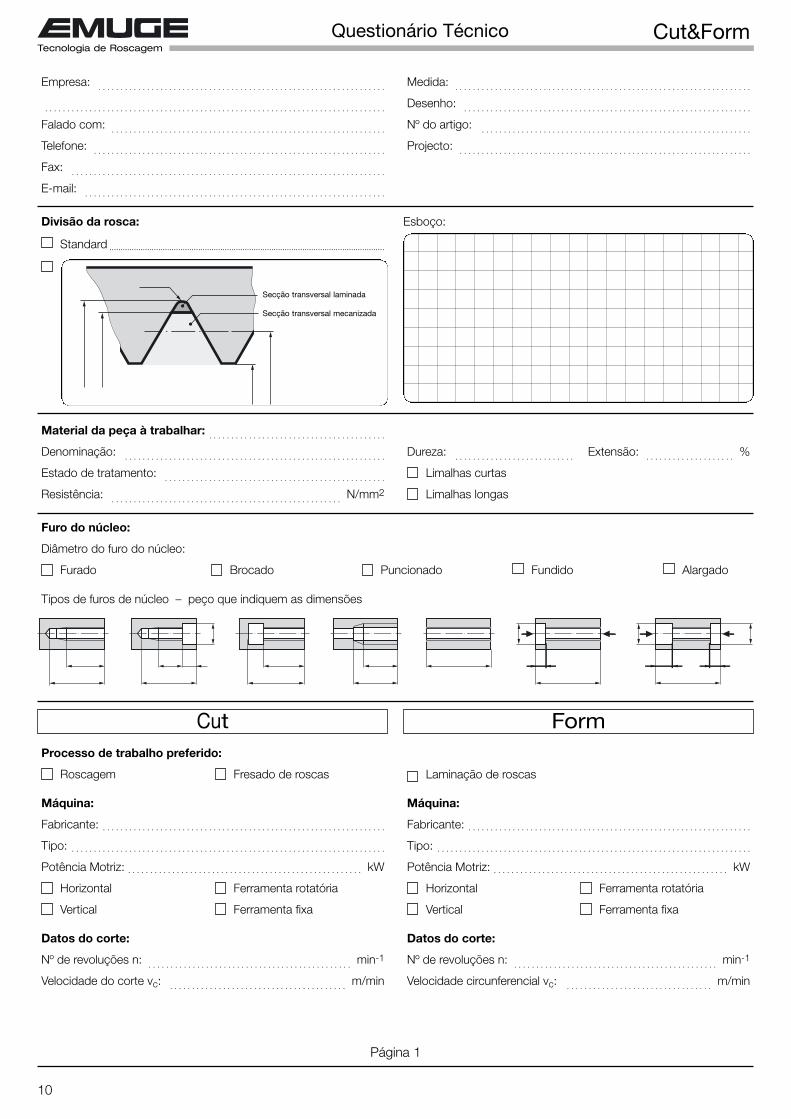
Divisão da rosca:
Standard ····························································································································
Material da peça à trabalhar: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Denominação: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Estado de tratamento: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Resistência: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . N/mm2
Furo do núcleo:
Diâmetro do furo do núcleo:
Furado Brocado Puncionado Fundido Alargado
Dureza: . . . . . . . . . . . . . . . . . . . . . . . . . . . Extensão: . . . . . . . . . . . . . . . . . . . . %
Limalhas curtas
Limalhas longas
Tipos de furos de núcleo – peço que indiquem as dimensões
CutProcesso de trabalho preferido:
Roscagem Fresado de roscas
Máquina:
Fabricante: · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
Tipo: · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
Potência Motriz: · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · kW
Horizontal Ferramenta rotatória
Vertical Ferramenta fixa
Datos do corte:
Nº de revoluções n: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . min-1
Velocidade do corte vc: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . m/min
Form
Laminação de roscas
Máquina:
Fabricante: · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
Tipo: · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
Potência Motriz: · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · kW
Horizontal Ferramenta rotatória
Vertical Ferramenta fixa
Datos do corte:
Nº de revoluções n: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . min-1
Velocidade circunferencial vc: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . m/min
10
Secção transversal laminada
Secção transversal mecanizada
Cut&FormQuestionário Técnico
Página 1
Tecnologia de Roscagem

CutAvance:
Leva de pressão Vários . . . . . . . . . . . . . . . . . . . . . . . . . .
Hidráulico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cartucho de guia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mandado numérico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Fuso sincronizado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Rodas dentadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Avance para o fresado de roscas:
fz : . . . . . . . . . . . . . . . . . . . . . . . fs : . . . . . . . . . . . . . . . . . . . . fb : . . . . . . . . . . . . . . . . . . . .
Porta-ferramentas:
Rígido Pinça de fixação Térmico powRgrip®
Roscador Fabricante: . . . . . . . . . . . . . . . . . . . .
Porta-machos Tipo: . . . . . . . . . . . . . . . . . . . . . . . . . . .
Com acoplamento de sobre-cargas
Com compensação de longitude
Com oscilação paralela ao eixe
Com refrigeração interna Pressão: . . . . . . . . . . bar
DIN 1835 B / DIN 6535 HB
DIN 1835 E / DIN 6535 HE
Estabelecimento do fuso:
MK / SK / HSK / TR / Outros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
DIN / ANSI / JIS / Outros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Refrigeração:
Óleo Emulsão . . . . . . . % Seco
Circulação Pincel Névoa
Lubrificação de quantidade mínima Outras: . . . . . . . . . . . .
Informação da ferramenta:
Desenho: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Nº de artigo.: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Diâmetro do encabador: . . . . . . . . DIN: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Característica especial: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ferramentas usadas até agora (fabricante): . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Duração da ferramenta: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (nº de roscas)
Atendido por: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
FormAvance:
Leva de pressão Vários . . . . . . . . . . . . . . . . . . . . . . . . . .
Hidráulico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cartucho de guia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mandado numérico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Fuso sincronizado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Rodas dentadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Porta-ferramentas:
Porta-machos com compensação de longitude de pressão
Fabricante: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tipo: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Com acoplamento de sobre-cargas
Com compensação de longitude adicional à tração
Com oscilação paralela ao eixe
Com refrigeração interna Pressão: . . . . . . . . . . bar
Estabelecimento do fuso:
MK / SK / HSK / TR / Outros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
DIN / ANSI / JIS / Outros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Refrigeração:
Óleo Emulsão . . . . . . . % Seco
Circulação Pincel Névoa
Lubrificação de quantidade mínima Outras: . . . . . . . . . . . .
Informação da ferramenta:
Desenho: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Nº de artigo: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Diâmetro do encabador: . . . . . . . . DIN: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Característica especial: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ferramentas usadas até agora (fabricante): . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Duração da ferramenta: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (nº de roscas)
Data/Assinatura: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
⎫⎬⎭
11
Cut&Form Questionário Técnico
Página 2
Tecnologia de Roscagem

ZP
1002
9 . P
T8H
102
006
Fl ·
Rev
. AP
rint
ed in
Ger
man
y
FRANKEN GmbH & Co. KG · Fabrik für PräzisionswerkzeugeFrankenstraße 7/9a · 90607 Rückersdorf · GERMANY · Tel. +49 (0) 911 / 9575-5 · Fax +49 (0) 911 / 9575-327
[email protected] · www.emuge-franken.com · www.frankentechnik.de
EMUGE-Werk Richard Glimpel GmbH & Co. KG · Fabrik für PräzisionswerkzeugeNürnberger Straße 96-100 · 91207 Lauf · GERMANY · Tel. +49 (0) 9123 / 186-0 · Fax +49 (0) 9123 / 14313
Emuge-Franken Cutting Tools OyHeikkiläntie 2A · 00210 HelsinkiTel. +35-8-207415740 · Fax +35-8-207415749
EMUGE SARL2, Bd de la Libération · 93284 Saint Denis CedexTel. +33-1-55872222 · Fax +33-1-55872229
EMUGE U.K. Limited2 Claire Court, Rawmarsh Road · Rotherham S60 1RUTel. +44-1709-364494 · Fax +44-1709-364540
EMUGE IndiaPlot No.: 92 & 128, Kondhanpur, Taluka: Haveli · District Pune-412 205Tel. +91-20-24384941 · Fax +91-20-24384028
EMUGE-FRANKEN servisní centrum, s.r.o.Molákova 8 · 62800 Brno-LísenTel. +420-5-44423261 · Fax +420-5-44233798
EFT Szerszámok és Technológiák Magyarország Kft.Gyár u. 2 · 2040 BudaörsTel. +36-23-500041 · Fax +36-23-500462
INDIA
EMUGE Präzisionswerkzeuge GmbHPummerinplatz 2 · 4490 St. FlorianTel. +43-7224-80001 · Fax +43-7224-80004AUSTRIA
BELGIUM
CANADA
CZECH REPUBLIC
EMUGE-FRANKEN ABToldbodgade 18, 5.sal · 1253 København KTel. +45-70-257220 · Fax +45-70-257221DENMARK
FINLAND
FRANCE
GREAT BRITAIN
HUNGARY
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen · NETHERLANDSTel. +31-26-3259020 · Fax +31-26-3255219
BRAZIL
EMUGE-FRANKEN Ferramentas de Precisão Ltda.Av. Dom Pedro II, 288 – 11° Andar · Bairro Jardim - Santo AndréSão Paulo Brasil - CEP 09080-000Tel. +55-11-4432-2811 · Fax +55-11-4436-3896
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
CHINA
EMUGE-FRANKEN Precision Tools (Suzhou) Co. Ltd.No. 72, Loujiang Rd. · Weiting Town (Kuatang Sub-district)Suzhou Industrial Park · 215122 SuzhouTel. +86-512-62860560 · Fax +86-512-62860561
EMUGE FRANKEN ABHagalundsvägen 43 · 70230 ÖrebroTel. +46-19-245000 · Fax +46-19-245005
RIWAG Präzisionswerkzeuge AGWinkelbüel 4 · 6043 AdligenswilTel. +41-41-3708494 · Fax +41-41-3708220
EMUGE-FRANKEN nástroje spol. s.r.o.Lubovníková 19 · 84107 BratislavaTel. +421-2-6453-6635 · Fax +421-2-6453-6636
EMUGE-FRANKEN tehnika d.o.o.Streliska ul. 25 · 1000 LjubljanaTel. +386-1-4301040 · Fax +386-1-2314051
EMUGE S.A. (Pty.) Ltd.2, Tandela House, Cnr. 12th Ave. & De Wet Street · 1610 EdenvaleTel. +27-11-452-8510/1/2/3/4 · Fax +27-11-452-8087
EMUGE-FRANKEN (Thailand) co., ltd.1213/54 Ladphrao 94, Khwaeng/Khet Wangthonglang · Bangkok 10310Tel. +66-2-559-2036,(-8) · Fax +66-2-530-7304
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
EMUGE-FRANKEN S. r. l.Via Carnevali, 116 · 20158 MilanoTel. +39-02-39324402 · Fax +39-02-39317407ITALY
JAPAN
LUXEMBOURG
MEXICO
MALAYSIA
NETHERLANDS
NORWAY
POLAND
PORTUGAL
ROMANIA
SWEDEN
SLOVENIA
SLOVAK REPUBLIC
THAILAND
USA
SOUTH AFRICA
SWITZERLAND
SPAIN
EMUGE-FRANKEN K. K.Nakamachidai 1-32-10-403 · Tsuzuki-ku Yokohamashi, 224-0041Tel. +81-45-9457831 · Fax +81-45-9457832
Dirk Gerson OttoGässelweg 16a · 64572 Büttelborn · GERMANYTel. +49-6152-910330 · Fax +49-6152-910331
EMUGE-FRANKEN (Malaysia) SDN BHDNo. 603, 6th Fl., West Wing, Wisma Consplant II, No. 7Jalan SS 16/1, Subang Jaya, Selangor Darul EhsanTel. +60-3-56366407 · Fax +60-3-56366405
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH HuissenTel. +31-26-3259020 · Fax +31-26-3255219
Emuge Franken Teknik AS Nedre Åsemulvegen 6 · 6018 ÅlesundTel. +47-70169870 · Fax +47-70169872
EMUGE-FRANKEN Technikul. Chłopickiego 50 · 04-275 WarszawaTel. +48-22-8796730 · Fax +48-22-8796760
EMUGE-FRANKENAv. António Augusto de Aguiar, nº 108 - 8º andar · 1050-019 LisboaTel. +351-213146314 · Fax +351-244822252
EMUGE-FRANKEN, S.L.Calle Fructuós Gelabert, 2-4 4° 1a · 08970 Sant Joan Despí (Barcelona)Tel. +34-93-4774690 · Fax +34-93-3738765
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
EMUGE-FRANKEN Tools Romania SRLStr. Tulcea, Nr. 24/3 · 400594 Cluj-NapocaTel. +40-264-597600 · Fax +40-264-597600