Fundição Centrifugada - FV Tecnologia · A Fundição Centrifugada oferece vantagens altíssimas...
18
1 FUNDIÇÃO CENTRIFUGADA QUANDO E POR QUAIS MOTIVOS ESCOLHER [email protected] http://www.fvtecnologia.com.br
-
Upload
nguyentram -
Category
Documents
-
view
239 -
download
1
Transcript of Fundição Centrifugada - FV Tecnologia · A Fundição Centrifugada oferece vantagens altíssimas...

1
FUNDIÇÃO CENTRIFUGADA
QUANDO E POR QUAIS MOTIVOS ESCOLHER
http://www.fvtecnologia.com.br
2
VANTAGENS DO PROCESSO DE FUNDIÇÃO
CENTRIFUGADA
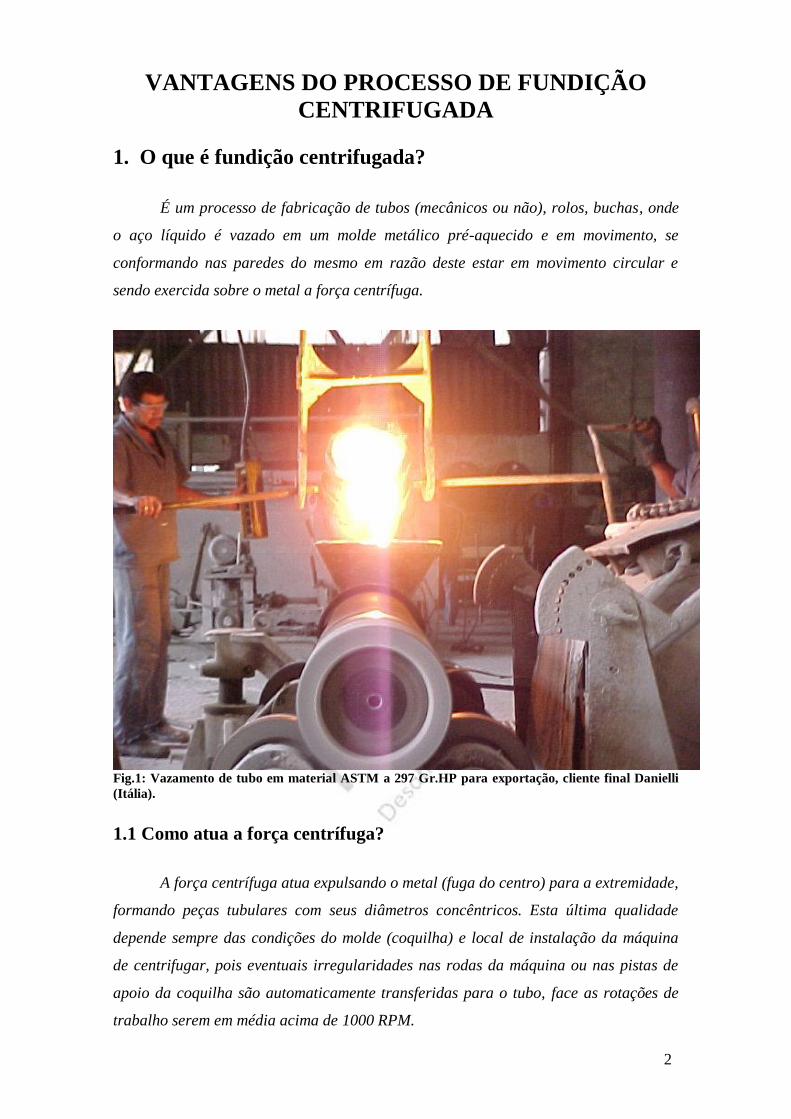
1. O que é fundição centrifugada?
É um processo de fabricação de tubos (mecânicos ou não), rolos, buchas, onde
o aço líquido é vazado em um molde metálico pré-aquecido e em movimento, se
conformando nas paredes do mesmo em razão deste estar em movimento circular e
sendo exercida sobre o metal a força centrífuga.
Fig.1: Vazamento de tubo em material ASTM a 297 Gr.HP para exportação, cliente final Danielli
(Itália).
1.1 Como atua a força centrífuga?
A força centrífuga atua expulsando o metal (fuga do centro) para a extremidade,
formando peças tubulares com seus diâmetros concêntricos. Esta última qualidade
depende sempre das condições do molde (coquilha) e local de instalação da máquina
de centrifugar, pois eventuais irregularidades nas rodas da máquina ou nas pistas de
apoio da coquilha são automaticamente transferidas para o tubo, face as rotações de
trabalho serem em média acima de 1000 RPM.

3
Fig.2: Exemplo da atuação da força centrifuga.
Fig.3: Detalhe das boas condições das pistas das rodas.
Sentido de Rotação
Rodas da
Máquina
Pistas do Molde
4
2 VANTAGENS SOBRE A FUNDIÇÃO ESTÁTICA
A Fundição Centrifugada oferece vantagens altíssimas quando comparada a
Fundição Estática (moldes de areia), por muitos fatores, sendo estes de caráteres
técnicos, econômicos, uso do espaço e arranjo físico, tempo de fabricação, qualidade e
produtividade.
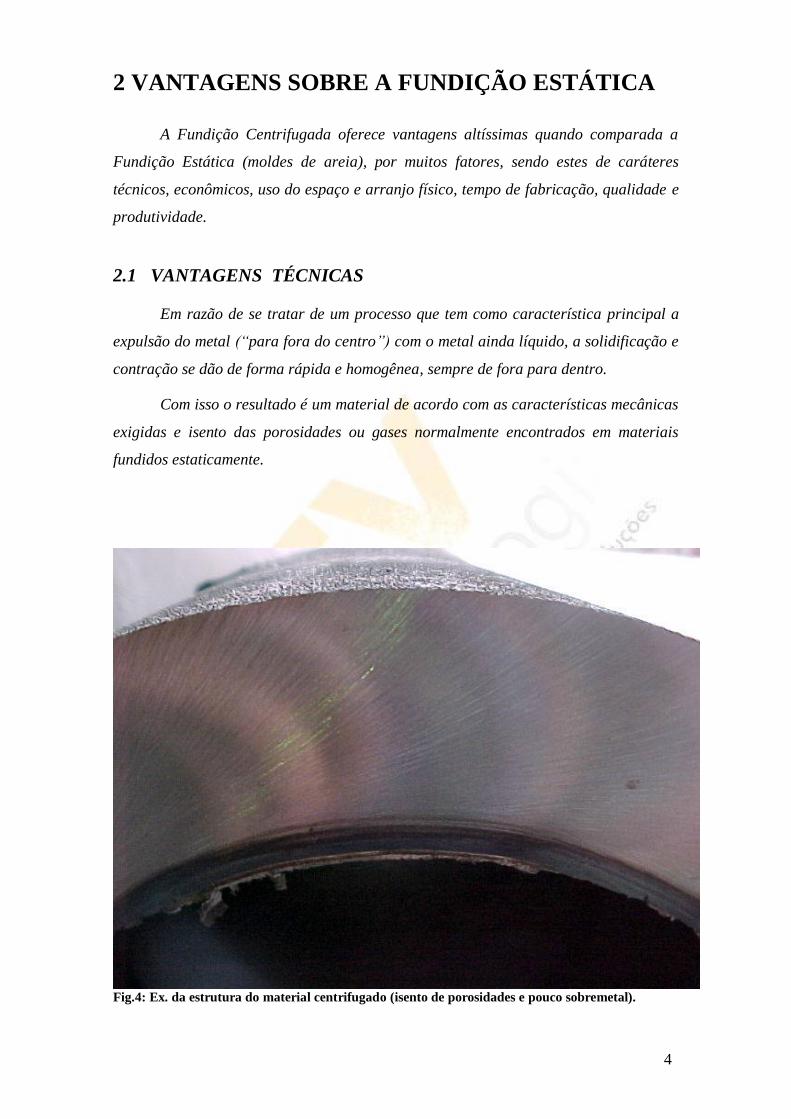
2.1 VANTAGENS TÉCNICAS
Em razão de se tratar de um processo que tem como característica principal a
expulsão do metal (“para fora do centro”) com o metal ainda líquido, a solidificação e
contração se dão de forma rápida e homogênea, sempre de fora para dentro.
Com isso o resultado é um material de acordo com as características mecânicas
exigidas e isento das porosidades ou gases normalmente encontrados em materiais
fundidos estaticamente.
Fig.4: Ex. da estrutura do material centrifugado (isento de porosidades e pouco sobremetal).
5
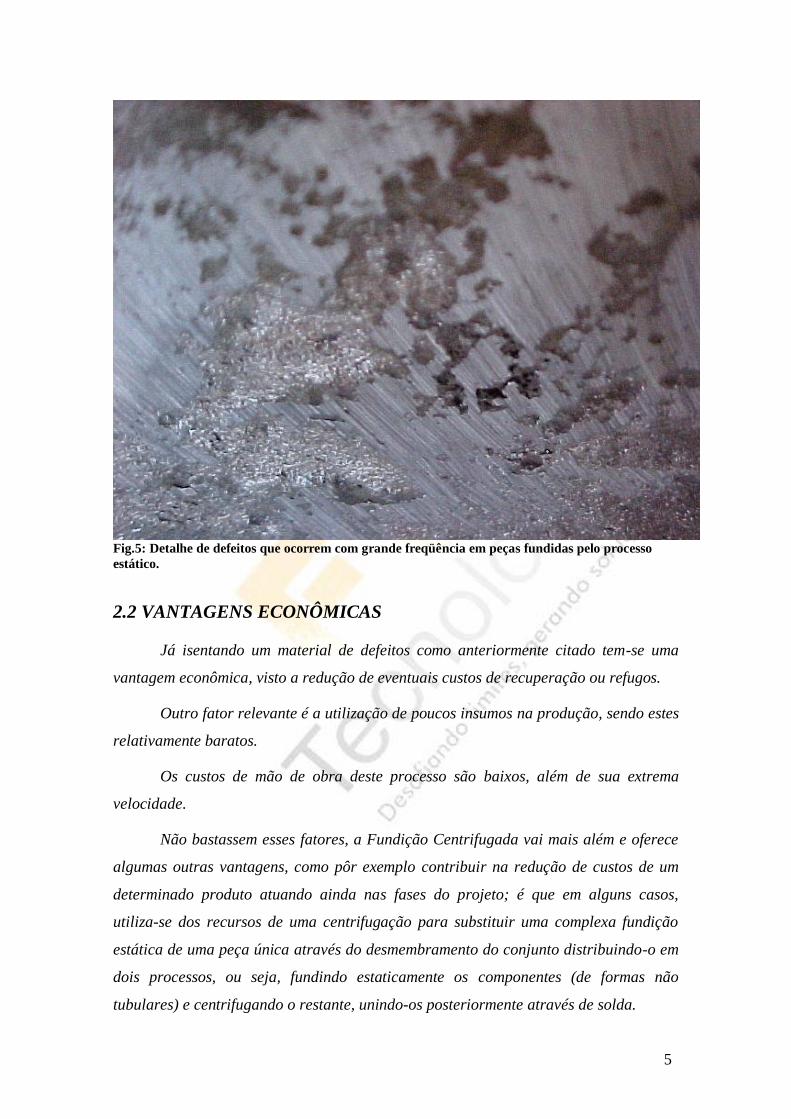
Fig.5: Detalhe de defeitos que ocorrem com grande freqüência em peças fundidas pelo processo
estático.
2.2 VANTAGENS ECONÔMICAS
Já isentando um material de defeitos como anteriormente citado tem-se uma
vantagem econômica, visto a redução de eventuais custos de recuperação ou refugos.
Outro fator relevante é a utilização de poucos insumos na produção, sendo estes
relativamente baratos.
Os custos de mão de obra deste processo são baixos, além de sua extrema
velocidade.
Não bastassem esses fatores, a Fundição Centrifugada vai mais além e oferece
algumas outras vantagens, como pôr exemplo contribuir na redução de custos de um
determinado produto atuando ainda nas fases do projeto; é que em alguns casos,
utiliza-se dos recursos de uma centrifugação para substituir uma complexa fundição
estática de uma peça única através do desmembramento do conjunto distribuindo-o em
dois processos, ou seja, fundindo estaticamente os componentes (de formas não
tubulares) e centrifugando o restante, unindo-os posteriormente através de solda.

6
Além de ser um processo mais veloz e envolver menor número de colaboradores,
torna-se possível praticar preços menores comparados ao de uma fundição em areia,
tornando assim a empresa comercialmente mais competitiva.
Fig.6: Rolo de zincagem destino CSN, exemplo de redução de custo fundindo a mesa por
centrifugação.
2.3 USO DO ESPAÇO FÍSICO
A área de operação de uma unidade de centrifugação ocupa pouco espaço e tem
baixa movimentação de materiais.
Após a escolha do molde metálico (coquilha) a ser utilizado, o mesmo é colocado
em posição de trabalho e geralmente não é retirado até a conclusão da produção
necessária.
Uma vez que as medidas das peças são as mesmas em razão de serem resultantes
da mesma coquilha, assim que fundidas são devidamente deslocadas para seu destino
deixando dessa forma a área de fundição livre.
Ponta Fundida em por
Processo Estático
Mesa
Centrifugada

7
Fig.7: Conjunto centrífuga = Coquilha sobre a máquina.
Fig.8: Tubos logo após a centrifugação.
Molde
Máquina

8
No caso de fundição estática tal regra não se aplica, os números de moldes (de
areia) distribuídos na área de fundição serão correspondentes aos números de peças a
serem produzidas, e, uma vez fundidas levam mais tempo para serem removidas devido
a maior lentidão no tempo de solidificação do metal.
Normalmente os moldes serão retirados um a um, em caso de tubos, com uma
empilhadeira se retira um lote “X” de peças, de acordo com o empilhamento possível
em função de suas medidas e peso suportados pela empilhadeira.
Ex.
100 peças fundidas estaticamente exigem um espaço que acomode 100 caixas de areia,
depois movimentação X 100 peças.
100 peças centrifugadas requerem somente o espaço utilizado pela máquina e coquilha,
posteriormente ocorre movimentação de um ou mais lotes.
Fig.8: Área de ocupação dos moldes de areia na fundição estática.
9
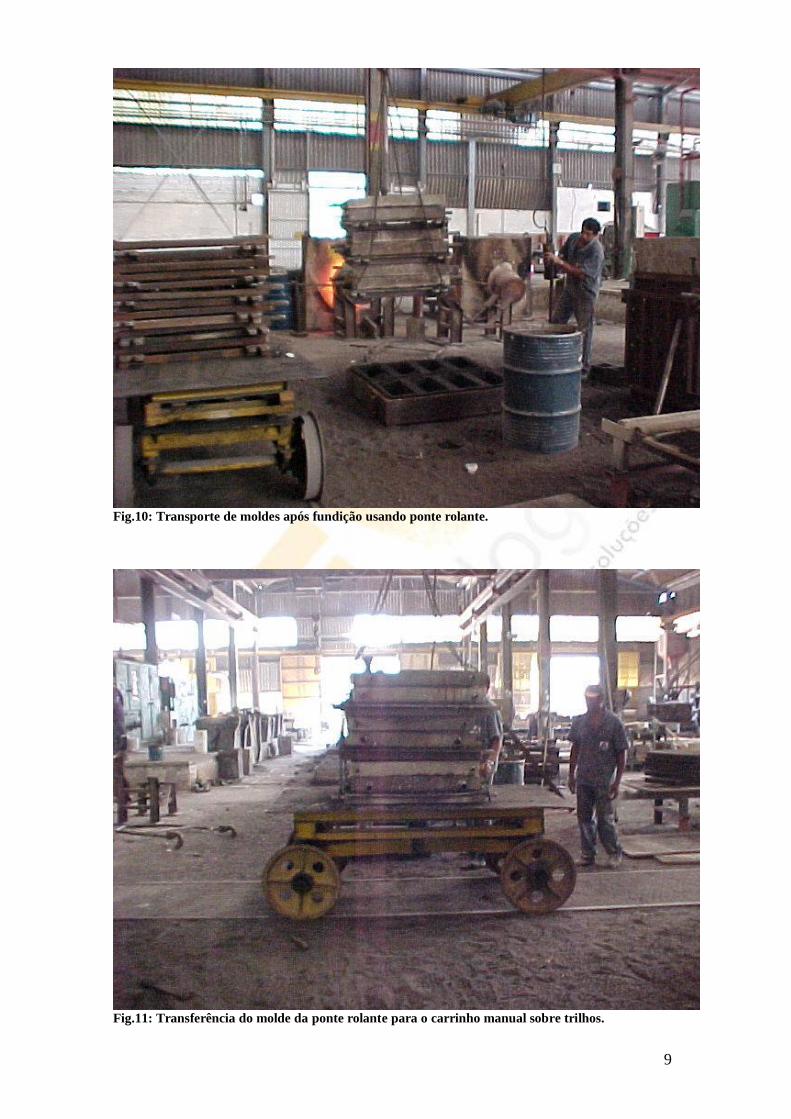
Fig.10: Transporte de moldes após fundição usando ponte rolante.
Fig.11: Transferência do molde da ponte rolante para o carrinho manual sobre trilhos.

10
Fig.12: Desmoldagem das peças.
2.4 TEMPOS DE FABRICAÇÃO
Uma das características mais marcantes desse processo é a velocidade, por isso é
absolutamente possível e seguro organizar prazos de entregas mais curtos.
Dependendo do peso e dimensão do tubo é possível se produzir 30 unidades por
turno, a rotatividade é extremamente elevada.
O vazamento do metal líquido no molde se dá em aproximadamente 28 Kg/seg.
Portanto para um tubo de 200 Kg emprega-se 7 segundos apenas para fundição,
somados a um tempo de centrifugação e solidificação não superior a 3 minutos.
Já no caso de uma peça fundida em areia com o mesmo peso, o vazamento não
tem a mesma velocidade, para uma fundição de boa qualidade emprega-se no mínimo
23 seg. para concluir a operação.
Veja que no primeiro caso são injetados aproximadamente 28Kg/Seg de metal,
enquanto no segundo apenas 8,7Kg/Seg.
Outro fator importante é a preparação do molde, todo procedimento de pintura
é automatizado, diminuindo-se as possibilidades de falhas.

11
Fig.13: Aplicação da pintura na coquilha (em movimento).
No caso de fundição estática emprega-se um tempo consideravelmente maior
por incidência de intervenções manuais:
Moldação da peça;
Tempo de banca do molde (considerar também cura);
Pintura (na sua maioria manual, ou aspersão);
Tempo para penetração e fixação natural da tinta;
Queima da tinta através de maçarico para isentar de umidades;
Fechamento dos moldes e machos (podendo ser em 2 ou mais partes);
Vazamento do molde (fundição);
Tempo de solidificação;
Tempo para desmoldagem (Check Out).

12
Fig.14: Moldação em areia de curva 180º.
Fig.15: Continuação do processo de moldação da curva 180º na fase de cura da areia.

13
Fig.16: Pintura manual de molde de areia de curva 180º.
Fig.17: Processo de secagem natural da tinta, penetração na areia para fixação.

14
Fig.18: Processo de queima da tinta após secagem para isenção de umidade.
Fig.19: Fechamento dos moldes.

15
2.5 QUALIDADE
Em consideração as vantagens técnicas citadas anteriormente, podemos deduzir
que as mesmas refletem na qualidade do produto.
Mas além da qualidade percebida no desempenho e vida útil das peças
centrifugadas, tem-se ainda a qualidade visual muito superior comparada à fundição
estática.
É quase impossível perceber na superfície externa de um tubo (produzido
adequadamente) porosidades (Pinholes), devido ao fácil controle da umidade, em
função de seu insumo componente ser somente a tinta.
Tal controle é mais complicado em moldes de areia, e a probabilidade de defeitos
aumenta em função da mistura de diferentes insumos, todos eles geradores de umidade
e gases, consequentemente passíveis de se transferirem para a superfície da peça.
Resina + catalisador + areia= molde (caixa de areia)
Tintas (álcool ou água como base diluição)= pintura
- Cola contendo uréia= fechamento dos moldes.
Fig.20: Qualidade superficial de um tubo centrifugado.

16
Fig.21: Porosidades na superfície de uma curva 180º no processo de fundição em areia.
2.6 PRODUTIVIDADE
Tendo visto anteriormente os baixos tempos de fabricação, podemos concluir que
estamos tratando de um processo de altíssima produtividade, considerando também o
baixo índice de problemas existentes e eventuais tempos de retrabalho, uma vez que as
perdas são bastante baixas.
Essa produtividade alta não está restrita somente ao processo de transformação
da matéria-prima em aço fundido. Ela se estende também aos setores de acabamento,
pois uma vez que os materiais transformados apresentem boas condições em sua
superfície estes estarão livres de passar por recuperações de solda e rebarbação, com
esses passos diminuídos cai significativamente o lead time do processo como um
todo.

17
Fig.22: Tubo centrifugado pronto para exportação.
Fig.23: Peça fundida em fase de recuperação para posterior expedição

18
CONCLUSÃO
Como demonstrado nos tópicos anteriores, nos mais variados aspectos a fundição
centrifugada apresenta vantagens quando comparada a uma fundição convencional.
Baseado nisso, podemos afirmar que é uma ótima escolha desde que o formato da
peça permita a centrifugação, e, orientamos a quem possa interessar a escolher essa
opção, pois inúmeras vantagens serão atingidas em um pequeno espaço de tempo e a
um custo seguramente menor que os envolvidos na fundição estática.
Ao longo do trabalho pudemos constatar na prática essas referências, e, vimos o
quanto estas contribuem para o dinamismo de uma empresa.
Não foram poucas as ocasiões em que presenciamos um pedido de compra
recebido em um dia e o material ser faturado no dia seguinte, o que indica o baixo lead
time produtivo.
Indicamos fortemente um estudo nessa área a fim de conhecer um processo
produtivo de grande agilidade e flexibilidade, garantimos que isso contribuirá muito a
título de conhecimento de produtividade, aportando elevados níveis de qualidade.
Publicado por: Flávio Viana em Novembro de 2002
Revisado em: Junho de 2013