GESTÃO DA MANUTENÇÃO NO TRATAMENTO DE … · acordo com padrões e indicadores chaves de...
14
GESTÃO DA MANUTENÇÃO NO TRATAMENTO DE PERDAS NO PROCESSO DE DESCARGA DE MINÉRIOS DO TERMINAL MARÍTIMO PONTA DA MADEIRA-VALE Paulo Roma Neto (Vale) [email protected] Sergio Sampaio Cutrim (UFMA) [email protected] Leo Tadeu Robles (UFMA) [email protected] Samyr de Jesus Cutrim (UFMA) [email protected] No contexto de competitividade mundial entre as empresas, a eficácia e eficiência das operações logísticas e de manutenção industrial são essenciais meios visando competitividade e resposta às diversas necessidades das empresas. São peças cchave para o crescimento e desenvolvimento das organizações. Então, as empresas têm procurado desenvolver ferramentas de acordo com o setor que atuam para conseguir aperfeiçoar a gestão dos seus ativos. Uma dessas ferramentas é a metodologia de tratamento de perdas que tem por objetivo o estabelecimento de uma sistemática de tratamento de desvios e falhas de acordo com padrões e indicadores chaves de processo críticos, previamente estabelecidos. O presente trabalho realizará uma análise crítica da aplicação do tratamento de perdas através de um estudo de caso realizado no processo de descarga do Terminal Marítimo de Ponta da Madeira Palavras-chaves: Gerenciamento da Qualidade Total, Manutenção, Tratamento de Perdas. XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
Transcript of GESTÃO DA MANUTENÇÃO NO TRATAMENTO DE … · acordo com padrões e indicadores chaves de...

GESTÃO DA MANUTENÇÃO NO
TRATAMENTO DE PERDAS NO
PROCESSO DE DESCARGA DE MINÉRIOS
DO TERMINAL MARÍTIMO PONTA DA
MADEIRA-VALE
Paulo Roma Neto (Vale)
Sergio Sampaio Cutrim (UFMA)
Leo Tadeu Robles (UFMA)
Samyr de Jesus Cutrim (UFMA)
No contexto de competitividade mundial entre as empresas, a eficácia e
eficiência das operações logísticas e de manutenção industrial são
essenciais meios visando competitividade e resposta às diversas
necessidades das empresas. São peças cchave para o crescimento e
desenvolvimento das organizações. Então, as empresas têm procurado
desenvolver ferramentas de acordo com o setor que atuam para conseguir
aperfeiçoar a gestão dos seus ativos. Uma dessas ferramentas é a
metodologia de tratamento de perdas que tem por objetivo o
estabelecimento de uma sistemática de tratamento de desvios e falhas de
acordo com padrões e indicadores chaves de processo críticos,
previamente estabelecidos. O presente trabalho realizará uma análise
crítica da aplicação do tratamento de perdas através de um estudo de caso
realizado no processo de descarga do Terminal Marítimo de Ponta da
Madeira
Palavras-chaves: Gerenciamento da Qualidade Total, Manutenção,
Tratamento de Perdas.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
O cenário econômico mundial vem sofrendo constantes alterações, tal fato se reflete
diretamente nas empresas que diante da alta competitividade do mercado têm adotado novas
formas de gerenciar suas operações. Isso se dá com a implementação de novas ferramentas e
metodologias visando atingir os objetivos de desempenho. Segundo Slack (2002) existem cinco
objetivos de desempenho: qualidade, rapidez, credibilidade, flexibilidade e custos.
Uma das metodologias aplicadas é o tratamento de perdas, que segundo o regulamento,
REG-000081: Diretrizes VPS para dimensão Manutenção, da Vale, tem por objetivo tratar as
perdas da manutenção para garantir a integridade e o desempenho do ativo.
No caso do Terminal Marítimo de Ponta da Madeira (TMPM), em São Luís-MA, sob
administração da Vale, foram identificados oportunidades de melhoras no indicador de
disponibilidade intrínseca do processo de descarga de viradores de vagões. Desta forma, iniciou-
se um trabalho visando aplicar uma metodologia para o tratamento das perdas que causavam o
desempenho abaixo do esperado do indicador.
A empresa tem procurado desenvolver ferramentas de acordo com os seus negócios para
conseguir aperfeiçoar a gestão dos seus ativos. Uma dessas ferramentas é a metodologia de
tratamento de perdas que tem por objetivo o estabelecimento de uma sistemática de tratamento de
desvios e falhas de acordo com padrões e indicadores chaves de processo críticos, previamente
estabelecidos e monitorados. O presente trabalho realizará uma análise crítica da aplicação do
tratamento de perdas através de um estudo de caso realizado no processo de descarga de minério
no TMPM.
2. Referencial teórico
O trabalho apresentará uma fundamentação teórica dos conceitos mais importantes que
envolvem a metodologia de tratamento de perdas, como: administração estratégica da produção,
qualidade como estratégia de negócios, controle e gerenciamento da qualidade total, controle de
processos produtivos voltados para a qualidade, metodologia PDCA, tratamento de perdas e
confiabilidade.
Segundo Lakatos e Marconi (2007), quanto à natureza, a pesquisa será qualitativa, na
medida em que será realizada uma análise crítica do processo de aplicação da sistemática de
tratamento de perdas, analisando se a aplicação da metodologia está de acordo com os padrões
estabelecidos.
Conforme Cervo, Bervian e Silva (2007), quanto ao objetivo, a pesquisa a ser realizada é
exploratória, pois percebesse uma carência de conhecimento acerca do problema e quanto aos
meios será realizado um estudo de caso visando levantar hipóteses a serem estudas. Quanto aos
dados, estes serão obtidos por pesquisa documental nos arquivos da empresa estudada e por
observação direta.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
Segundo classificação de Marconi e Lakatos (2007), será realizada documentação direta,
através de estudo de caso. Além de Observação Direta Intensiva, com a técnica de observação,
para coleta de dados e tratamento.
O estudo de caso apresentará a aplicação da metodologia de tratamento de perdas no
gerenciamento da manutenção do processo de descarga de minérios do Terminal Marítimo de
Ponta da Madeira que visa melhorar e fornecer mais confiabilidade aos resultados daquele
processo.
O ciclo PDCA de controle de processo
O controle de processo pode ser exercido através do Ciclo PDCA de controle de
processos. A Figura 1, mostra o ciclo PDCA composto por quatro fases básicas de controle:
planejar (plan), executar (do), verificar (check) e atuar corretivamente (action).
Figura 1- Ciclo PDCA de controle de processos
Fonte: Adaptado de (Aguiar, 2006)
Segundo Aguiar (2006), no planejamento é definida a meta de interesse e estabelecidos os
meios (planos de ação) necessários para atingir a meta proposta. Para a execução dos planos de
ação, as pessoas são treinadas nesses planos. A seguir, os planos são implementados e são
coletados dados que possam fornecer informações sobre a obtenção da meta.
Ainda segundo Aguiar (2006), a verificação deve ser feita com o uso dos dados coletados
na etapa de execução, e é feita uma avaliação dos resultados obtidos em relação ao alcance da
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
meta. Na etapa de ação, se a meta foi alcançada, são estabelecidos os meios de manutenção dos
bons resultados obtidos.
Já se a meta não foi alcançada, inicia-se novo giro do PDCA, com o objetivo de se
encontrar meios que levem o processo a obter resultados que superem a diferença (lacuna) entre o
valor da meta e o resultado alcançado com a implementação do plano de ação.
Segundo Campos (1999), o ciclo PDCA de controle pode ser utilizado para manter e
melhorar as “diretrizes de controle” de um processo. O caminho do sucesso para obter melhorias
contínuas nos processos é o de conjugar os dois tipos de gerenciamento: manutenção e melhorias,
como mostra a Figura 2.
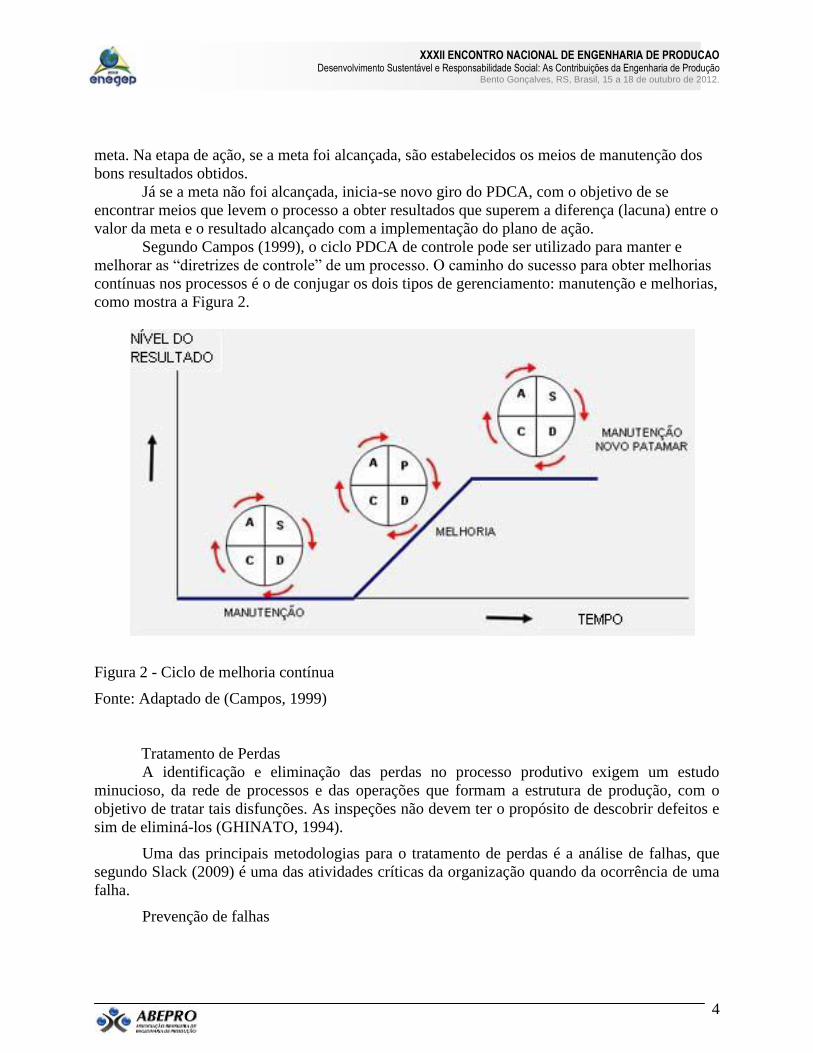
Figura 2 - Ciclo de melhoria contínua
Fonte: Adaptado de (Campos, 1999)
Tratamento de Perdas
A identificação e eliminação das perdas no processo produtivo exigem um estudo
minucioso, da rede de processos e das operações que formam a estrutura de produção, com o
objetivo de tratar tais disfunções. As inspeções não devem ter o propósito de descobrir defeitos e
sim de eliminá-los (GHINATO, 1994).
Uma das principais metodologias para o tratamento de perdas é a análise de falhas, que
segundo Slack (2009) é uma das atividades críticas da organização quando da ocorrência de uma
falha.
Prevenção de falhas

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
Slack (2009) afirma que uma forma evidente de aprimorar o desempenho de operações é
prevenir falhas. Falhas são raramente desprovidas de importância, mas em algumas operações é
crucial que os processos não falhem. Dessa forma, é importante que possamos aprender com
todas as falhas e que tenhamos planos em vigor para ajudar a recuperar e minimizar seus efeitos.
As falhas são vistas como uma oportunidade de examinar por que ocorreram e de
implementar procedimentos que eliminem ou reduzam a probabilidade de ocorrerem novamente.
O autor afirma que há três conjuntos de atividades que se relacionam a falhas: a detecção e
análise de falhas, a melhoria da qualidade do sistema e a recuperação de falhas.
Confiabilidade e análise de falhas
Segundo Gaither (2002), confiabilidade é a probabilidade de um tipo de peça não falhar
dentro de um dado período ou determinada quantidade de testes sob condições normais de uso.
Sendo que a confiabilidade do componente em geral é medida por: confiabilidade, razão de falha
e tempo médio entre falhas (mean time between failures - MTBF).
Segundo Martins (2007), a análise de falhas é uma técnica a ser utilizada para prevenir ou
para analisar não conformidades em projetos, processos e produtos.
3. Estudo de caso
O Terminal Marítimo de Ponta da Madeira está inserido no Sistema Norte da Vale, que
compreende o sistema integrado mina-ferrovia-porto, composto pelas minas a céu aberto de
Carajás/PA, por uma usina de beneficiamento de minério de ferro e pela estrada de ferro Carajás.
A gerência de manutenção da descarga utiliza diversos indicadores para o monitoramento
do desempenho dos seus processos. Será apresentada a seguir a estratificação desses indicadores
e principalmente o indicador Disponibilidade Intrínseca que tem importância significativa para o
entendimento do trabalho.
Segundo o Anexo I do Procedimento Operacional PRO-005172 - Manual de Indicadores
Vale, de acordo com a aplicabilidade, os indicadores podem ser estratificados e consolidados.
Como mostra a Figura 3.
Figura 3- Estratificações e consolidações dos indicadores
Fonte: Adaptado de Procedimento Operacional PRO-005172 – Manual de indicadores Vale (A
empresa, 2011).

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
Os indicadores chaves do processo de descarga do TMPM são originados a partir da
estratificação das horas aplicáveis ao ativo ou processo, conforme a Figura 4.
Hora Trabalhada (HT)
Hora Trabalhada Produtiva (HTP)
Ho
ra T
rab
alh
ad
a
nã
o P
rod
uti
va
(HT
NP
)
Hora Efetiva (HEF)
Ho
ra d
e A
tras
o
Op
era
cio
nal
(H
AO
)
Hora Trabalhada Produtiva (HTP)
Hora Ociosa (HO)
Hor
a A
cide
nte
(HA
C)
Hora Manutenção Corretiva (HMC)
Hora Manutenção Corretiva (HMC)
Hora Trabalhada (HT)
Horas Disponíveis (HD) Horas de Manutenção (HM)
Hora Manutenção Preventiva (HMP)
Hora Manutenção
Corretiva (HMC)
Hora Ociosa (HO)
Hora Ociosa Externa (HOE)
Ho
ra O
cio
sa
Inte
rna
(H
OI) Hora
Manutenção Preventiva
não Sistemática
(MPNS)
Hora Manutenção Preventiva (HMP)
Hora Manutenção Preventiva Sistemática
(MPS)
Horas Calendário (HC)
Horas de
Manutenção
(HM)
Horas Disponíveis (HD)
Hora Trabalhada de Infra (HTI)
Ho
ra T
rab
alh
ada
Div
ers
a (H
TD)
Hora Trabalhada não Produtiva (HTNP)
Figura 4- Estratificação das horas aplicáveis ao ativo ou processo
Fonte: Adaptado de Procedimento Operacional PRO-005172 – Manual de indicadores Vale
(A empresa, 2011)
A Vale possui um sistema de produção,o Sistema Vale de Produção, em inglês Vale
Production System (VPS), é um modelo de referência em Excelência de governança na Vale.
Segundo o REG-000083 – Diretrizes para o Sistema de Produção Vale, o objetivo do VPS
é gerar melhores resultados implantando metodologias e padrões de classe mundial, na criação de
condições para análises e tomadas de ações baseadas em fatos e dados, além de compartilhar as
boas práticas buscando o aperfeiçoamento contínuo e a difusão de Cultura de Excelência.
O VPS compreende as principais dimensões do negócio: Operação, Manutenção, Gestão e
Pessoas tendo como foco a melhoria dos resultados a partir da evolução da maturidade em cada
uma dessas dimensões.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
Segundo o regulamento REG-000081 – Diretrizes VPS para dimensão Manutenção, o
objetivo do processo de tratamento de perdas na manutenção é o de tratar as perdas da
manutenção para garantir a integridade e o desempenho do ativo.
De acordo com o PGS-001054 – Tratamento de Perdas – Portos (2009), para elaboração e
análise do perfil de perdas, devem tratadas as perdas de uma natureza ou de alguma de suas
parcelas. As naturezas tratadas podem ser obtidas através dos indicadores de desempenho
operacionais, como: Disponibilidade Intrínseca(DI), Disponibilidade Física (DF), Tempo médio
entre falhas (Mean time between failures) (MTBF) e Tempo médio de reparo (Mean time to
repair) (MTTR).
A principal fonte de informação a respeito das perdas das máquinas é o Sistema de
Gerenciamento da Manutenção Maximo.
O tratamento de falhas pontuais é realizado obedecendo ao padrão estabelecido pela área.
Já para falhas sistêmicas, a priorização e tratamento das perdas consistem na estratificação das
perdas do processo produtivo, por meio gráfico, identificando quais são as maiores oportunidades
de redução de perdas. O objetivo é a atuação em ativos e/ou processos com maior potencial de
retorno.
Para o tratamento de falhas pontuais deverá ser realizado o tratamento e análise de falhas
(TAF), para toda falha que ultrapassar o gatilho estabelecido, sendo obrigatória a utilização de
ferramentas da qualidade na análise. Já para falhas sistêmicas, devem-se tomar ações de
contingência, realizar análises e relatar no relatório mensal do perfil de perdas.
Quanto à avaliação de resultados, para falhas pontuais devem-se coletar evidências, caso
as ações não tenham atingido o resultado esperado, será necessário rever a ação e propor uma
nova, a fim de solucionar o problema identificado anteriormente. Já para falhas sistêmicas, o
acompanhamento deve ser realizado através de reuniões periódicas, para avaliação da eficácia das
ações sugeridas nas análises.
Deverá ser apresentado na reunião de análise crítica da manutenção (RAC) o
acompanhamento do plano de tratamento de falhas (TAF´s) e do Perfil de Perdas, com as ações
geradas para o tratamento das perdas e falhas identificadas no processo. O gerenciamento (medir,
acompanhar, identificar desvios e tratar) é de responsabilidade da gerência de manutenção.
O contexto do problema estudado se inicia com os resultados abaixo do esperado de um
importante indicador para as operações de descarga do porto, a Disponibilidade Intrínseca (DI)
dos equipamentos. O escopo inicial do trabalho pode ser visualizado em oito etapas, três na fase
de PDCA e cinco na fase de SDCA. As três etapas da fase de PDCA são: Análise, entendimento e
desdobramento do problema maior (DI do processo de descarga), Análise do processo para
entendimento das causas e Elaboração das ações para as oportunidades encontradas.As cinco
etapas da fase de SDCA são: Definição e uso de gatilhos para o tratamento de falhas, Realização
do tratamento e investigação das falhas, Organização do acompanhamento através de reuniões de
rotina, Criação e revisão de padrões dos equipamentos que apresentam falhas através de
parâmetros de inspeção e de execução, e Elaboração e execução de Diagnósticos Técnicos.
Analisando-se a situação da descarga, através dos gráficos da Figura 5, é possível se
constatar que há uma grande diferença entre a Disponibilidade Intrínseca real e a meta da
organização para este indicador.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
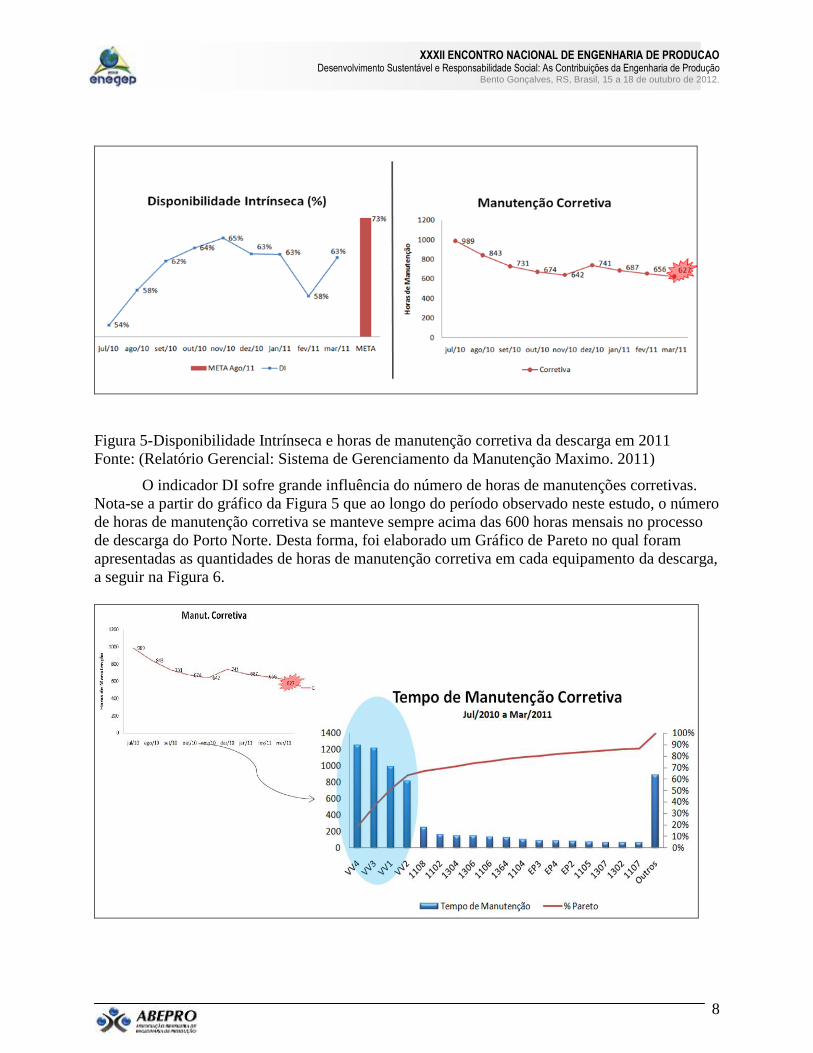
Figura 5-Disponibilidade Intrínseca e horas de manutenção corretiva da descarga em 2011
Fonte: (Relatório Gerencial: Sistema de Gerenciamento da Manutenção Maximo. 2011)
O indicador DI sofre grande influência do número de horas de manutenções corretivas.
Nota-se a partir do gráfico da Figura 5 que ao longo do período observado neste estudo, o número
de horas de manutenção corretiva se manteve sempre acima das 600 horas mensais no processo
de descarga do Porto Norte. Desta forma, foi elaborado um Gráfico de Pareto no qual foram
apresentadas as quantidades de horas de manutenção corretiva em cada equipamento da descarga,
a seguir na Figura 6.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
Figura 6- Manutenção Corretiva nos equipamentos de descarga
Fonte: (Relatório Gerencial: Sistema de Gerenciamento da Manutenção Maximo. 2011)
A partir dos dados em horas de manutenções corretivas nos equipamentos de descarga do
TMPM, consolidados no gráfico da Figura 6, foi possível constatar que os Viradores de Vagões
(VV) (VV1, VV2, VV3 e VV4) foram os equipamentos que mais consumiram horas de
manutenção corretiva, no período de Julho de 2010 a março de 2011.
Todas as horas de manutenção corretiva são sinalizadas no sistema de informação da
empresa, chamado SGOP (Sistema Gerencial de Operações Portuárias), apontando os respectivos
modos de falha que ocasionaram a necessidade de intervenções corretivas e as durações destas. A
partir deste banco de dados, pode-se constatar que sete principais grupos de falhas representam
70% das horas de manutenção corretiva dos Viradores. São estes os sete modos de falha:
a) Defeito elétrico no carro posicionador;
b) Defeito mecânico no carro posicionador;
c) Defeito mecânico no alimentador;
d) Defeito elétrico no grampo;
e) Defeito elétrico no giro;
f) Defeito mecânico no grampo;
g) Lubrificação/Hidráulica/Pneumática
Estudando-se de forma mais detalhada os eventos de manutenção corretiva no carro
posicionador foi possível, constatar que mais de 80% das intervenções duram menos de uma
hora. Isso significa que a quantidade de horas de manutenção corretiva no carro posicionador não
se deve ao tempo médio de reparo (MTTR) do equipamento e sim a baixa confiabilidade e ao
elevado número de falhas, devido ao baixo tempo médio entre falhas (MTBF) do posicionador.
A fim de verificar oportunidades de melhoria na performance do indicador MTBF do
carro posicionador, buscou-se identificar qual a capacidade histórica do processo. A Figura 7
apresenta o gráfico histórico do MTBF do carro posicionador
Figura 7- MTBF das manutenções corretivas no carro posicionador no período de Janeiro/2010 a
Fevereiro/2011
Causas especiais

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
Fonte: (Relatório Gerencial: Sistema de Gerenciamento da Manutenção Maximo. 2011)
Observa-se, a partir do gráfico da Figura 7, a presença de causas especiais para alguns
eventos de manutenções corretivas. Segundo a teoria do Controle Estatístico da Qualidade essas
causas devem ser eliminadas da análise. Assim, a Figura 8 apresenta o gráfico do MTBF livre de
causas especiais do carro posicionador.
Figura 8-MTBF das manutenções corretivas no carro posicionador sem causas especiais no
período de Janeiro/2010 a Fevereiro/2011
Fonte: (Relatório Gerencial: Sistema de Gerenciamento da Manutenção Maximo. 2011)
Analisando o gráfico da Figura 8 é possível identificar o período de maior estabilidade do
MTBF do carro posicionador que é o de julho de 2010 a novembro de 2010. Neste período, o
MTBF do equipamento manteve uma média de 1,7 horas.
Desta forma, decidiu-se que o estudo deverá atuar na melhoria do MTBF do carro
posicionador. O objetivo é elevar e estabilizar o MTBF na faixa de resultados alcançados de julho
a novembro de 2010,ao desdobrarmos o MTBF do carro posicionador temos em 1º nível a
classificação das falhas como elétricas ou mecânicas. Portanto, desdobramos o MTBF do carro
posicionador em MTBF mecânico e MTBF elétrico. Estas falhas se localizam em quatro
Viradores distintos, cada um com as suas particularidades. Desta forma desdobramos o problema
em mais um nível, por virador de vagão. Assim, dividimos o problema até níveis menores,
facilitando a divisão de responsabilidades e o tratamento dentro do processo de descarga.
Sendo assim, a meta aplicada do estudo é de aumentar o MTBF acumulado do carro
posicionador de 1,49 (MTBF atingido entre Janeiro e Março de 2011) para 1,70 horas até
Julho/2011.
Com a meta já definida, parte-se para o processo de observação do problema, através da
elaboração das árvores de falhas que detalham cada modo de falha do equipamento em seus
sistemas e subsistemas visando rastrear as falhas que acontecem em cada parte do equipamento.
Os dados para a construção das árvores foram coletados diretamente da base de dados da
empresa. A Figura 9 mostra a árvore de falhas do modo “Defeito Mecânico no Posicionador”
Média Período: 1,7h

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
Figura 9- Detalhe da árvore de falhas do modo “Defeito Mecânico no Posicionador”
Fonte: (Relatório Gerencial: Sistema de Gerenciamento da Manutenção Maximo. 2011)
Após a elaboração das árvores, inicia-se o processo de análise do processo através da
análise da causa-raiz das falhas levantadas nas árvores, conseguindo-se detalhar ainda mais a
origem das falhas nos equipamentos e suas causas fundamentais. As causas fundamentais foram
mapeadas através de entrevistas com as pessoas envolvidas no processo de manutenção dos
equipamentos, porém é importante ressaltar que essa consolidação prévia não esgota a
necessidade das causas sejam estudadas mais profundamente.
A análise do processo não foi suficiente para a elaboração de ações efetivas, sendo estes
produtos do grupo de tratamento de pequenas falhas. A formação de um grupo para atuar e
explorar as falhas em campo no dia-a-dia, no momento em que estas ocorrem, facilita a
identificação e apuração detalhada das falhas. Isso será levado em consideração na elaboração do
acompanhamento da rotina e das ações a serem praticadas no tratamento de perdas.
Foi criado o Grupo de Pequenas Falhas (GPF), formado por engenheiros, supervisores e
técnicos. Este grupo tem a responsabilidade de acompanhar determinados indicadores e propor
ações corretivas imediatas.
Visando agir de maneira padronizada, controlada e focada no problema inicialmente
identificado, um fluxo de Tratamento de Falhas foi elaborado para a atuação do grupo
O fluxo se inicia com a verificação dos indicadores de MTBF dos dois dias anteriores dos
quatro Viradores de Vagões do processo de descarga. Ficou acordado que essa verificação
deveria ocorrer duas vezes por semana, na quarta e na sexta-feira.
Após a apuração dos indicadores, deve-se verificar se algum destes atingiu o gatilho. Este
gatilho foi acordado como sendo o “pior MTBF no dia anterior entre os quatro viradores” a ser
tratado apenas se o MTBF estivesse abaixo da meta no dia analisado.
Se houver o disparo do gatilho, deve-se analisar o perfil de perdas do dia anterior do
equipamento de menor MTBF. Na análise, identifica-se a falha que mais ocorreu no dia e parte-se
para o tratamento dela.
Caso se trate de uma falha nova, deve-se coletar relatos da manutenção corretiva realizada
e da operação. No caso da manutenção, as informações sobre paradas de manutenção corretivas
podem ser verificadas através do formulário de controle “Pzerômetro”.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
Já no caso da operação, podem-se obter informações através dos formulários de passagem
de serviços que contém um checklist com informações importantes sobre o estado de diversos
componentes dos equipamentos.
Com isto, deve-se verificar em in loco o que foi feito para remoção do sintoma da falha e
investigar in loco as causas da recorrência da falha com o inspetor responsável pelo virador.
Com a investigação da falha já realizada, procede-se com o preenchimento do relatório de
tratamento de falhas. Neste documento, deve-se preencher uma descrição detalhada da falha,
suas consequências, das ações imediatas, da investigação, do plano de ação e da verificação da
eficácia.
Depois disso, deve-se propor na Reunião de Performance Diária (RPD) a inserção das
ações do tratamento de falhas no plano de ação da área, com ações para retirar passivos (desvios
no funcionamento dos equipamentos) ou ações estruturantes (visando à melhoria do processo).
Essas ações devem ser classificadas visando sua execução em manutenções de oportunidade ou
em manutenções preventivas. Ao final deve-se proceder com o arquivamento do relatório de
análise da falha, visando o uso da análise em futuros estudos.
Se a falha já foi tratada anteriormente, deve-se verificar se as ações foram executadas.
Caso as ações tenham sido executadas, deve-se investigar novamente para entender a reincidência
da falha tratando-a como se fosse uma falha nova. Senão, deve-se dar prosseguimento
identificando a próxima falha que mais ocorreu no carro posicionador nos dois dias anteriores e
verificar se esta se trata de uma falha nova ou uma reincidente, retomando o fluxo.
Observam-se diversas mudanças no panorama do gerenciamento da manutenção do
sistema de descarga do terminal após a aplicação da sistemática de tratamento de perdas, a partir
de Maio de 2011.
Podem-se demonstrar as mudanças a partir de informações e gráficos controlados e
disponibilizados pela Engenharia de Confiabilidade da empresa. Esses gráficos apresentam uma
série de informações relevantes quanto ao desempenho da operação e da manutenção da empresa.
Um desses gráficos é a chamada Matriz de Volumes DF, apresentado na Figura 10, que
relaciona as horas de manutenções corretivas e preventivas com o volume descarregado pelos
viradores de vagão do terminal, entre janeiro de 2010 e novembro de 2011.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
Figura 10- Matriz de Volumes DF
Fonte: (Relatório Gerencial: Sistema de Gerenciamento da Manutenção Maximo. 2011)
Pode-se observar ao longo da série histórica da Matriz de Volumes DF que as horas de
manutenção preventiva sempre foram menores do que as horas gastas com manutenção corretiva.
Porém, com a aplicação da sistemática de tratamento de perdas a partir de maio de 2011, observa-
se uma tendência ao equilíbrio desses tipos de manutenção chegando ao mesmo patamar de horas
gastas em novembro de 2011.
Outra importante constatação é quanto ao volume descarregado pelos viradores de vagão
entre os meses de Julho e Novembro de 2011. Com um controle sobre o processo mais apurado,
com o tratamento de perdas e reuniões de análise crítica, a manutenção tem conseguido
descarregar um maior volume utilizando menos horas de manutenção corretiva e preventiva, ou
seja, tem conseguido disponibilizar mais o equipamento para a operação, aumentando a
disponibilidade física dos equipamentos.
Além disso, observa-se comparando o intervalo de junho a agosto nos dois anos
consecutivos, que a manutenção tem conseguido diminuir o número de horas com intervenções
corretivas com um número menor de manutenções preventivas se comparado ao resultado de
2010.
4. Conclusão
O presente trabalho analisou a aplicação da sistemática do Tratamento de Perdas no
gerenciamento da manutenção do Terminal Marítimo de Ponta da Madeira, com a tomada de
decisões sobre as ações especificas para realização de tratamento de falhas e garantia dos
resultados
Observa-se que a estrutura apresentada gerou ganhos a partir da utilização da metodologia
do tratamento de perdas, sendo que isto é importante quando se está gerenciando uma empresa
com operações tão complexas e nas quais qualquer falha gera impactos diretos nos resultados das
operações portuárias.
Dessa forma, a estrutura de gerenciamento implementada assegura que as ações, tanto
operacionais quanto estratégicas, sejam implantadas no porto com segurança, confiabilidade,
qualidade e gerando bons resultados para a empresa.
Conclui-se então que um dos principais objetivos da sistemática de tratamento de perdas é
aumentar a eficiência da manutenção e fazer uma análise de maneira mais aprofundada sobre os
problemas da área, gerando ganhos de qualidade, segurança, produtividade e confiabilidade.
Além disso, é importante citar que a sistemática busca envolver os funcionários da empresa
gerando conhecimento e difundindo a cultura do gerenciamento da manutenção através da
melhoria contínua e da busca pela excelência.
Referências AGUIAR, S. Integração das Ferramentas da Qualidade ao PDCA e ao Programa Seis Sigma. Nova Lima: INDG
Tecnologia e Serviços Ltda., 2006.
CAMPOS, V. F. TQC – Controle da Qualidade Total (no estilo japonês). 8 ed.; Belo Horizonte, MG: Editora de
Desenvolvimento Gerencial, 1999.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14
CERVO, A. L.; BERVIAN, P. A.; SILVA, R. da. Metodologia Científica¸6.ed. São Paulo: Person Prentice Hall,
2007.
GAITHER, N.; FRAZIER, G. Administração da produção e operações. São Paulo: Pioneira, 2002.
GHINATO, P. Elementos para a Compreensão de Princípios Fundamentais do Sistema Toyota de Produção:
Autonomação e Zero Defeitos. Porto Alegre, 1994. Dissertação de Mestrado em Engenharia (Produção), Programa
de Pós-Graduação em Engenharia de Produção, Escola de Engenharia, Universidade Federal do Rio Grande do Sul.
LAKATOS, E. M.; MARCONI, M. de A. Fundamentos de Metodologia Científica. 6 ed.; São Paulo: Atlas, 2007.
MARCONI, M.; LAKATOS, E. M. Técnicas de Pesquisa: planejamento e execução de pesquisas, amostragens e
técnicas de pesquisas, elaboração, análise e interpretação de dados. 6 ed. São Paulo: Atlas, 2007.
MARTINS, P. G.; LAUGENI F. P. Administração da produção. 2 ed. Ver. aum. e atual. São Paulo: Saraiva, 2007.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R.. Administração da Produção. 3 ed.; São Paulo: Atlas, 2009.
VALE. PGS-001054 – Tratamento de Perdas – Portos. Rio de Janeiro, 2009.
VALE. Procedimento Operacional PRO-005172: Manual de indicadores Vale, Rio de Janeiro, 2011a.
VALE. Regulamento REG-000081: Diretrizes VPS para dimensão: Manutenção, Rio de Janeiro, 2011b.
VALE. Regulamento REG-000083: Diretrizes VPS para dimensão: Manutenção, Rio de Janeiro, 2011c.
VALE. Sistema Norte Minério de Ferro. Apresentação Especialização em Portos, 2009.
VALE. Relatório Gerencial: Sistema de Gerenciamento da Manutenção Maximo. 2011.