GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS ... - White...
15
% Livro Branco ABRIL 2013 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS AUTORES: Sean Grenon Zach Forman Joe Wong Ky Ly Tom Mamiya Bernard Lee Revisão 2
Transcript of GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS ... - White...

1 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
%
Livro Branco ABRIL 2013
GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
AUTORES:
Sean Grenon Zach Forman Joe Wong Ky Ly Tom Mamiya Bernard Lee
Revisão 2

2 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
AméricaEUA LESTE 1-888-32-SENKOEUA OESTE 1-858-623-3300TEXAS [email protected] [email protected]
AsiaHONG KONG +852-2121-0516SHANGHAI +86-21-5830-4513SHENZHEN [email protected]
EuropaREINO UNIDO +44 (0) 118 982 1600ITÁLIA +39 011 839 98 28POLÔNIA +48 71 776 [email protected]
Ásia-PacíficoAUSTRALIA +61 (0) 3 [email protected]
Oriente Médio e Norte da ÁfricaDUBAI +971 4 [email protected]
JapãoTÓQUIO +81 (0) 3 [email protected]
SENKO COMPONENTES DE AVANÇADA,INC

3 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
Conteúdo 4
5
6
7
11
12
13
13
Resumo Executivo
Introdução a GR-326: Como começou tudo?
Como se faz uma montagem de cabos de conexão?
-Preparação do cabo de fibra, Terminação,
-Polimento
Por que o Núcleo GR-326 é importante e em que
consiste o teste?
-Teste de Vida Útil
-Teste de Vida Útil ao Longo Prazo
Defeitos do Conector: Estudos de casos
Resumo
Referências
Biografías
GR-326:REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS

4 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
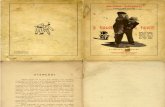
Figura 1 Aumento da Demanda Mundial de Conectores de Fibra Óptica
Resumo Executivo
Em 2012, os analistas do mercado líder em tecnologia anunciaram
seus descobrimentos, chegando à conclusão de que, em 2016, o
volume de consumo de conectores e emendadores mecânicos ao
redor do mundo incrementaria umas duas vezes, atingindo o número
de 1.57 bilhões de unidades, em comparação com a quantidade
de 703 milhões em 2011. A região americana encabeça o mercado
global, com parte dos 54%, em 2011. De acordo com os prognósticos,
o consumo americano se expandirá a uma taxa anual de crescimento
médio de 10,8%. Na região da Ásia Pacífico (APAC), está previsto que
mostrará um rápido crescimento, com uma taxa média anual de 25%
(2011-2016). Em EMEA (Europa, Oriente Médio e África) o volume de
consumo de conectores de fibra óptica atingiu os 19.5%, relacionado
à parte do mercado, seguindo detrás do segundo lugar da região
APAC (Ásia Pacífico), em 2011. Evidentemente, a tendência prevista se
mostra na Figura 1.
A demanda de conectores ópticos aumenta a nível mundial, como
também o fornecimento. Especialmente, quando você visita as
exposições, encontrará numerosos fornecedores que oferecem
desde componentes básicos até produtos de montagem de cabos
terminados. Um fato fundamental, que os usuários finais descobriram
nos últimos anos, é que‘nem todos os conectores são iguais’. A
qualidade, a fiabilidade e o rendimento dos componentes ópticos
e produtos de montagem de cabos, tais como os cabos de conexão,
estão assegurados devido à seleção dos melhores componentes para
sua terminação e ao uso dos melhores equipamentos e procedimentos
de polimento. Estes componentes e procedimentos devem assegurar
que os cabos de conexão atinjam ou excedam os requisitos pertinentes
de todas as especificações da indústria, tais como as normas GR-
326, reconhecidas internacionalmente. Neste trabalho se descreve
a importância dos critérios nas especificações aplicadas à indústria,
assim como a importância dos parâmetros físicos e de como estes se
relacionam com o rendimento da montagem de cabos de conexão.
1600
1400
1200
1000
800
600
400
200
0
América 380 421 468 519 576 640
Apac 186 233 291 364 455 569
Emea 137 93 125 169 231 365
17%anual
Crescimento Milhões $
2011 2012 2013 2014 2015 2016
26% América25% APAC11% EMEA
Crescimento anual
Fonte: Revista Ligthwave de Julho de 2012

5 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
Introdução a GR-326: Como começou tudo?
O Núcleo GR-326 (Requisitos Genéricos para os Conectores Ópticos
Monomodo e Montagem de conectores) Inicialmente foi criado por
Bellcore e continua evoluindo como um dos padrões mais populares
na indústria das telecomunicações. A Companhia Operadora Regional
Bell (RBOC’S) depois da sua separação de AT&T, estabeleceu a Bell
Communications Research, Inc. ou Bellcore, a princípios de 1980.
Bellcore serviu como filial de investigação, de desenvolvimento e
de formação no estabelecimento de normas de uso para RBOC’S.
Depois da venda da empresa em 1996, Bellcore passou a se chamar
oficialmente Telcordia Technologies em 1999. Em 2012, Telcordia foi
adquirida por Ericsson.
O Núcleo GR-326 foi inscrito como parte da série de requisitos gerais
de Telcordia, para cumprir com a legislação de Telecomunicações de
1996, com o objetivo de ser a especificação industrial para aplicações
de longa distância de alta velocidade, tais como as telecomunicações
e televisão a cabo. Houve um total de quatro edições do GR-326, a
primeira edição, a número 2 de dezembro de 1996, a número 3 de
setembro de 1999, e a atual edição número 4 de fevereiro de 2010. Os
pontos de vista de Telcordia sobre qualquer edição em particular se
desenvolvem a partir das necessidades expostas no Foro Técnico de
Telcordia (TTF), que é composto pelas empresas que participam no
desenvolvimento de cada novo número.
À medida que evoluem as redes e são oferecidos os novos produtos,
as normas são comunmente revisadas, para ver se é necessário fazer
mudanças ou se devem ser agregados novos critérios. Um bom exemplo
disso foi a inclusão de quatro testes de longitude de onda (1310nm,
1490nm, 1550nm, 1625nm) no GR-326 número 4, este foi agregado
devido à forte utilização de conectores e montagens de cabo em redes
FTTH. Os dados de campo são também uma parte muito importante
do processo para determinar quando é necessário reeditar uma norma.
Como muitas das redes atuais estiveram em serviço por muitos anos,
a revisão das taxas FIT (falha no tempo) junto com a análise posterior
das investigações fornecem uma inestimável informação acerca da
fiabilidade dos componentes ao longo prazo. Quando são desenvolvidas
as normas, há muitos outros padrões da indústria aos quais você deve
recorrer. Normas da IEC, TIA / EIA, ASTM, ISO, ITU, UL, assim como outros
requisitos gerais de Telcordia, fazem referência aos procedimentos de
teste, critérios de teste, critérios de interconectividade, etc. Quando estas
normas são atualizadas, elas têm de ser revisadas para determinar se a
reedição do GR-326 é necessária para satisfazer as últimas demandas.
O propósito do GR-326 é determinar a capacidade de desempenho de
um conector ou de uma montagem de conectores em várias condições
de funcionamento e para determinar a fiabilidade ao longo prazo. O
padrão se divide em 4 categorias principais (Tabela 1).
Tabela 1: Lista das Principais Categorias de Teste
Requisitos GeraisEstes requisitos gerais abrangem documentação, embala-gem, características de desenho, de interconectividade, de marcas de produtos e de segurança
Testes de Vida ÚtilSequência de testes ambientais e mecânicos que simulam condições possíveis em que os conectores ou montagem de conectores podem sofrer quando eles estão em serviço
Testes de Vida Útil ao Longo Prazo
Vários testes destinados a determinar a fiabilidade ao lon-go prazo das montagens de conectores ou do conector. Simulando uma vida útil de 25 anos de uso.
Programa para Garantir a Fiabilidade
O programa se centraliza nos requisitos do processo de fa-bricação, relacionado com a fiabilidade e o rendimento do produto final ao longo prazo. Também inclui testes adicionais para assegurar a estabilidade do processo de fabricação

6 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
Como se faz um cabo de conexão?
O que deveria ser levado em consideração no momento de escolher
um “bom produto”? Quais são as características que você deve bus-
car para definir a qualidade de qualquer conector ou de um cabo de
conexão? Para estimar a importância de um produto compatível com
as normas, em primeiro lugar há que entender o processo de como
se faz realmente uma montagem de conectores de fibra óptica e os
possíveis problemas que poderiam surgir em cada uma das etapas.
Há três processos principais na terminação de um cabo de conexão:
Preparação, Terminação e Polimento (Figura 2) e m total de 15 pe-
quenos passos nos quais a negligencia em qualquer um deles, pode
levar a um cabo de conexão inferior. Cada processo se compõe de pe-
quenos passos, e cada passo precisa de um estrito controle de qualida-
de, não só do equipamento utilizado, mas também no procedimento
de cada passo. É por isso que vamos separar estes processos até seus
passos fundamentais e ver os possíveis problemas de qualidade. Como
exemplo, o processo descrito aqui corresponde à terminação de um co-
nector cujo revestimento do cabo de 3 mm está reforçado com Kevlar.
Figu
ra 2
: Pro
cess
o de
term
inaç
ão d
o co
nnec
tor e
seu
s er
ros
pote
ncia
isPreparação docabo de fibra
Terminação do cabo de fibra
Polimento da superfície do extremo do conector
1. Tirar o revestimento externo do cabo 1. Injetar epóxi e inserir a fibra 1. Cortadora de fibra
2. Recortar ao longo as fibras de Kevlar 2. Crimpar Kevlar ao poste traseiro do conector 2. Remover o excesso de cola epóxi a mão ou a máquina
3. Desencapar o buffer de 900µm 3. Crimpar o revestimento exterior 3. Polir o extremo
4. Limpar a fibra nua 4. Curvar o conector no forno
5.Revisar danos na fibra
6. Misturar duas partes de Cola Epóxi
7. Desgaseificar Cola Epóxi
8. Revisar o ferrolho ID
Procedimentos incorretos do operador de linha (ex: recortar a longitude de kevlar)
Procedimentos incorretos de operador de linha (por ex: estádio de cura)
Procedimentos incorretos de operador de linha (por ex: remoção de cola epóxi)
Uso inadequado ou manutenção ruim de ferramentas
Uso inadequado ou manutenção ruim de ferramentas
Uso inadequado ou manutenção ruim de ferra-mentas (por ex: cortadora)
Baixa qualidade ou material inapropria-do (por ex: cola epóxi)
Baixa qualidade ou material inapropriado (por ex: cola epóxi)
Baixa qualidade ou material inapropriado (por ex: cola epóxi)
Pro
ced
imen
tos
Erro
s Po
ten
ciai
s
Preparação do cabo de fibra
1 Desencapar o revestimento externo - Ao você
usar um alicate desencapador de revestimento adequado, o revesti-
mento externo será removido sem ser estragada a fibra interior do bu-
ffer de 900µm. A lâmina do alicate desencapador deve estar afiada e o
diâmetro interior deve ser o apropriado para ser utilizado sem estragar
a fibra interior do buffer de 900µm. Apesar de que a fibra está protegida
por buffer de 900um, se ele é furado ou retorcido, então existe uma alta
possibilidade de que a fibra que se encontra no interior fique estragada.
2 Recortar ao longo as fibras de Kevlar - Pode não
parecer grave que sobressaiam fibras de Kevlar, não só porque não
fica bem, mas porque o pior é que isso vai impedir a colocação certa
da bota de descarga de pressão. O resultado é um suporte mecânico
insuficiente quando um cabo de conexão de qualquer longitude sig-
nificativa fique pendurado. Um suporte mecânico insuficiente nestas
circunstâncias vai fazer com que a fibra fique tensa e/ou se quebre.
3 Desencapar o buffer de 900µm - Nesta etapa, o
dano da fibra não pode ser visto a olho nu ou incluso pode parecer
superficial, mas ele poderá causar uma degradação no rendimento
ou, no pior dos casos, a perda completa da transmissão. Porém, atra-
vés do teste de Umidade Prolongada, qualquer defeito ocasionado
na fibra durante o desencapamento pode ser detectado. O desenca-
pador utilizado deve estar afiado e seu diâmetro interior (ID) deve ser
o suficientemente ajustado para remover não só o buffer de 900µm,
mas também o revestimento de acrilato que cobre a fibra. Porém, a ID
não deve estar tão ajustada como para marcar ou riscar a fibra. Você
deve prestar especial atenção à longitude de buffer a ser removida,
especialmente no caso de uma fibra buffer ajustada. Ao você utilizar
desencapadores sem aquecer, não deve remover mais de 10 mm de
buffer por vez. Tentar remover mais poderá ocasionar um excesso de
curvatura, causando micro e macro curvaturas que levam à tensão da
fibra. Esse tipo de dano nesta etapa pode levar a um baixo rendimen-
to, ou, no pior dos casos, no futuro causará o rompimento de fibras
durante o processo de cura com cola epóxi.

7 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
4 Limpeza da fibra nua para garantir que o revestimento de
acrilato foi removido. Se este delgado revestimento não for removido com-
pletamente, será impossível inserir a fibra no ferrolho. Tentar fazê-lo, invaria-
velmente, ocasionará o rompimento de fibras e a perda de um conector.
5 Confira se existem danos na fibra - Deve ser realiza-
da a curvatura da fibra em quatro direções para coferir se houve danos ou
rompimentos na mesma durante o processo de desencapar o buffer. Se a
fibra tiver marcas ou estiver rachada, ela se quebrará. É importante conferir
se a fibra sofreu algum dano nesta etapa, antes da inserção no ferrolho,
para minimizar o rompimento da fibra durante o processo de cura.
6 Mistura de duas partes de cola epóxi - Duas
partes de cola epóxi como Epo-Tek 353ND são utilizadas comunmente
para unir a fibra dentro do ferrolho. Alguns fabricantes, com o objetivo de
reduzir custos, tomaram medidas tais como usar adesivos ou cola epóxi
comuns adquiridos em ferrarias, em vez de adquirir o autêntico adesivo
epóxi composto. Esse erro causa falhas prematuras dos conectores
(pelo geral em poucos meses). Portanto, sempre deve ser evitado este
tipo de produtos de baixa qualidade. Um adesivo epóxi mal misturado
ocasionará uma aderência ruim ou uma baixa temperatura de transição
vítrea e, como resultado, a fibra se moverá de baixo para cima, variando a
altura da fibra em relação à superfície do ferrolho. A parte excessivamente
sobressalente da fibra levará o ocasionar danos nela.
7 Desgaseificar para garantir que a cola epóxi esteja livre de bolhas de ar - Uma vez misturado, o adesivo
epóxi terá pequenas bolhas de ar presas no interior, a eliminação destas
bolhas de ar é essencial. As bolhas de ar no interior do adesivo epóxi se
expandirão de acordo com as temperaturas às quais sejam expostas
durante a cura, o que dará como resultado que a fibra fique tensa,
ou, no pior dos casos, que a fibra se quebre. Em qualquer dos casos, o
rendimento de IL vai sofrer deterioração.
8 Confira se o ferrolho ID está livre de qualquer obstrução - Um passo óbvio, mas que às vezes é esquecido.
Qualquer coisa dentro do ferrolho que obstrua a inserção de uma fibra
produzirá uma perda de tempo na preparação, como foi mencionado
nos passos anteriores. Embora não seja um passo crítico, isto destacará
um problema com o vendedor de ferrolhos ou conectores e ajudará a
manter a produtividade.
Terminação
1 Injetar cola epóxi e Inserir a Fibra - Se esta ação
se realizar manualmente ou automaticamente, você deve tomar cuidado
de não injetar muita cola epóxi. A falta de controle da quantidade de
cola epóxi injetada causará um derrame de cola epóxi, o que poderá
ocasionar um bloqueio da cura no forno dos receptáculos do conector,
do polimento dos acessórios, e, claro está, travar o mecanismo do
conector. Corrigir tudo isto leva muito tempo e dinheiro. Sempre se deve
tomar cuidado de não furar a fibra ou tentar inseri-la rápido demais. Se
isso acontecer, poderá ser provocado o rompimento da fibra.
2 Crimpar Kevlar ao poste traseiro do conector -
a crimpagem deve ser realizada com um alicate desencapador calibrado
em uma correta força de ajuste. A matriz do alicate desencapador deve ser
do tamanho e forma certa, geralmente redonda ou hexagonal, e também
deve estar em boas condições. Se o tamanho da matriz for grande demais
ou ela estiver gasta, e o par de ajuste muito baixo, a crimpagem resultante
não poderá sustentar tudo junto, de maneira suficientemente segura ao
Kevlar e ao poste traseiro do conector, para, dessa forma, proporcionar
uma descarga segura. Porém, se a matriz for pequena demais ou o par de
ajuste de precisão muito alto, é possível que o poste traseiro do conector
se quebre, danificando a fibra no interior. Além disso, o Kevlar deve ser
colocado de maneira uniforme no poste traseiro do conector. Se o Kevlar
não for colocado ao redor do mesmo de maneira uniforme, isto reduzirá
significativamente a força de retenção.
3 Crimpar o revestimento exterior - Você deve verificar
que a matriz tenha o mesmo tamanho e forma, como se menciona para
crimpar o kevlar, como também deve ser apropriado o par de ajuste de
precisão. Crimpar demais neste lugar causará dano na fibra.
4 Cura do conector no forno - Você deve tomar cuidado
ao colocar o conector no forno de cura. Furar a parte sobressalente da
fibra pode ocasionar que ela se quebre. Incluso se a fibra se quebrar
só parcialmente, esta poderá potencialmente se rachar no futuro.
Em essência, isto faz com que a terminação seja inservível e que seja
necessário terminá-la novamente com um novo conector, perdendo
tempo e dinheiro.
Polimento
1 Clivar a fibra - Ao você clivar, o ponto de clivagem deve
estar bem próximo da cola epóxi, e deve ser realizada uma clivagem
limpa. Uma força excessiva e/ou qualquer impulso deve ser evitado
para impedir que a fibra se rache. Também a lâmina de clivagem deve
estar corretamente cuidada e suficientemente afiada.
2 Retirar cola epóxi a mão ou a máquina - Isto
deve ser realizado a velocidade baixa, com pouca pressão para evitar
que a fibra se rache.
3 Polir utilizando uma máquina e um procedimento adequado - Polir não é só para que o extremo
do ferrolho fique lindo e limpo. O polimento é a parte final e crucial da
terminação da montagem de cabos de conexão. O polimento define
os parâmetros geométricos do extremo do ferrolho, os quais afetam
a conectividade e o rendimento. Os parâmetros críticos como o apex
offset, a parte sobressalente da fibra, o rádio e a qualidade do extremo
se criam e controlam através do polimento.

8 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
Figura 3 Figura 4
Qual é o custo-benefício de utilizar conectores que cumpram com o Núcleo GR-326?
Muitos já se perguntaram qual era o custo-benefício de utilizar um
conector certificado segundo o Núcleo GR-326. Um conector que cumpre
com o Núcleo GR-326 pode valer o dobro em comparação com outro
produto similar que não o cumpre. Portanto, deve ser considerada a rede
em sua totalidade e não apenas o custo de um componente em particular.
Além disso, você tem que trocar a ideia de reduzir o custo da Inversão em
bens de Capital Inicial (CAPEX) pela de reduzir o Custo Total de Propriedade
em que você leva em consideração o custo potencial de manutenção em
um futuro próximo. Daí que os autores criaram um modelo baseado nas
redes FTTH padrão e analisando os custos proporcionados pelo Conselho
da Europa FTTH.
Baseados na típica rede PON 1:32 com 10 conectores da OLT à ONT e
assumindo que o custo de conexão por vivenda é de $ 1000 dólares /
Casa encontramos que a diferença entre o custo de Conexão por vivenda
e o custo total de vivendas conectadas é menor a 1% quando é utilizado
um conector segundo o Núcleo GR-326 certificado, se comparado com
um que não é. 1% dos $ 1.000 dólares é igual a $ 10 dólares por vivenda
conectada. Porém, desde o ponto de vista de CAPEX, o uso dos conectores
que não cumprem o GR-326 continua sendo uma poupança, mesmo que
não sejam mais de 10 dólares por vivenda (aproximadamente o preço de
uma pizza grande).
Contudo, os conectores que cumprem o Núcleo GR-326 oferecem uma
garantia de fiabilidade inigualável em relação aos outros que não o
cumprem. O custo médio de substituir um conector defeituoso é de,
aproximadamente, $ 50 dólares por conector. Se um operador de rede
levar em consideração que dentro dos 20 anos de vida útil da rede FTTH
os 2%, ou seja, 1 de cada 50 conectores vão falhar, o uso de conectores
segundo o Núcleo GR-326 será mais rentável que o de outro produto não
compatível. Esta poupança não inclui as perdas em termos de:
• Ingressosdecorrentesdotempodeinatividade(porex.VídeosobDemanda, ligações, etc)
• Penalidadedecorrentedainterrupçãodoserviço(PenalidadedeAcordo com o Nível de Serviço)
• Confiançadocliente
Na Figura 3 foi comparado o Custo Total de Propriedade daqui a 20
anos entre o uso de conectores segundo o Núcleo GR-326 com os que
não são. A análise mostra claramente que mesmo que o CAPEX inicial seja
menor no caso dos sem Núcleo GR326, no período de 20 anos o custo
médio (reparação de conectores defeituosos e a perda de ingressos) será
2 vezes maior que o custo por você usar um conector certificado segundo
o Núcleo GR-326. O abono de 1% adicional por vivenda devido ao uso de
um conector certificado segundo o Núcleo GR-326 é definitivamente uma
garantia que vale a pena para qualquer operador de rede com experiência.
2
1,8
1,6
1,4
1,2
1
0,8
0,6
0,4
0,2
0
Civis + Mão de obra
Custo de material ativo
Custo de material passivo (excluindo o conector)
Custo do conector (GR certificado)
Custo do conector (não-GR certificado)
Custo do conector
Custo de reparação
Perda potencial de ingressos
Análise de Custo dos conectores segundo o Núcleo GR-326 versus sem o Núcleo GR-326
Comparação do Custo Total de Propriedade entre os conectores segundo o Núcleo GR-326 versus sem o Núcleo GR-326
17%
5%
15% 16%
2% 1%
78%
GR Certificado
sem GR Certificado

9 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
TABELA 2 – Testes Ambientais
Envelhecimento Térmico
O teste de Envelhecimento térmico se considera o menos extremo dos
testes ambientais, em termos de resistência aplicada, e está destinado
a simular e acelerar os processos que podem acontecer durante
o transporte e o armazenamento do produto. Os conectores são
submetidos a uma temperatura de 85 graus centígrados sem controle
de umidade durante 7 dias, com medições realizadas antes e depois
do teste.
Ciclo Térmico Durante o ciclo térmico, a temperatura flutua em uma vasta margem,
submetendo o produto a calor e frio extremos. O ciclo térmico implica
mudanças na temperatura ambiente do conector de por volta dos
115 graus centígrados no transcurso de três horas. Fortes tensões e
pressões serão aplicadas a cada um dos materiais que fazem parte do
produto. Este teste poderá expor qualquer ponto fraco da terminação.
Se o desenho e os procedimentos não forem ótimos, isto poderá
ocasionar rachaduras ou rompimentos na fibra.
Envelhecimento por Umidade
O envelhecimento por Umidade está desenhado para umedecer
o conector no seu interior e assim determinar o efeito que tenha a
umidade nas mostras. Esta teste se realiza a uma temperatura elevada
de 75 graus centígrados durante 7 dias, enquanto que os conectores
são expostos aos 95% de UR (umidade relativa).
Ciclo de Umidade /Condensação
O Ciclo de Umidade / Condensação se realiza com o fim de determinar o
efeito que tem a água no conector, quando se transforma rapidamente
em umidade. Isto pode ocasionar que as moléculas de água fiquem
congeladas ou se evaporem dentro das montagens de conectores, fica
assim claro se existem “brechas” entre o contacto físico dos conectores
com um adaptador. Este fenômeno pode ter sido previamente
mascarado pela água que age como intermediário óptico. O propósito
é lograr uma alta condensação, e assim simular as piores condições às
quais são expostos, em aplicações no exterior da planta.
Etapa de Secagem O produto é exposto a una etapa de secagem de 75 graus Celsius
durante 24 horas, antes de realizar o Ciclo Térmico Posterior à
Condensação. O objetivo é eliminar a umidade que possa ter ficado do
teste do Ciclo Umidade/ Condensação realizado previamente.
Ciclo térmico Posterior à Condensação
Este teste é idêntico ao do Ciclo Térmico que foi realizado previamente.
As mudanças que possam ter acontecido no conector durante o Ciclo
de Umidade / Condensação, com frequência aparecem uma vez
que for eliminada a condensação (esse é o propósito da etapa de
“Secagem”), e estas mudanças podem afetar potencialmente a perda
e/ou reflexão do conector.
Por que o NÚCLEO GR-326 é importante e de que se trata o teste?
É correto dizer que todos os fabricantes
são obrigados a cumprir a grande quan-
tidade de especificações. Sem dúvida,
eles têm os dados de teste IL para de-
monstrar o cumprimento dos mais altos
padrões internacionais. Na maioria dos
casos, quando se solicita uma mostra,
se fornece uma “mostra dourada”, que,
sem dúvida passará todos os testes com
sucesso. Portanto, sempre deve ser soli-
citado um certificado de cumprimento
do Núcleo GR-326, que é entregue aos
fabricantes que tenham superado o tes-
te GR-326 em algum dos laboratórios
credenciados no mundo. O teste Núcleo
GR-326 é um dos mais completos e me-
todológicos, que não só testará o mate-
rial e a precisão na fabricação do produ-
to, mas também a qualidade da mão de
obra. Um teste completo leva um míni-
mo de 2000 horas, com múltiplos testes
que se executam em paralelo. Como foi
mencionado anteriormente, o teste do
Núcleo GR-326 se divide em dois testes
principais (isto é, o teste de Vida Útil e o
teste de Vida Útil ao Longo Prazo).
Teste de Vida Útil
O teste de vida de útil consiste em simular
as pressões que pode suportar um conector
durante sua vida útil. O teste se divide em
duas seções chamadas de Testes Ambientais
e Testes Mecânicos. Os Testes Ambientais
NÃO SÓ são realizados para garantir
que as montagens de cabos de conexão
sejam capazes de suportar uma exposição
prolongada aos 85 °C ou flutuações de
temperatura de até 125 ° C, mas também para
acelerar os efeitos do envelhecimento. Os
detalhes de cada um dos testes se explicam
na Tabela 2.

10 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
TABELA 3 – Testes Mecânicos
Teste de VibraçãoEm um teste de vibração, os produtos que estão sendo testados se
colocam sobre um “agitador.” Ao você pressionar os conectores desta
maneira, o teste revelará se as altas frequências de vibração induzem
uma mudança no rendimento dos conectores que estão sendo
testados. O teste foi realizado sobre três eixos durante duas horas por
eixo com uma amplitude de 1,52mm e uma frequência de varrimento
contínua entre 10 e 55 Hz a uma velocidade de 45 Hz por minuto.
Teste de Flexibilidade
O propósito da realização deste teste é a de simular as pressões no
cabo terminado e o conector acoplado, que podem acontecer durante
a vida útil do conector. A bota, em particular, é importante neste
teste, visto que serve como um dos principais pontos de descarga
da pressão. Portanto, se os materiais na bota são inadequados, a bota
pode não funcionar corretamente.
Também isto confirmará que a fibra não se desacople do conector sob
tais circunstâncias.
Teste de Torção
O teste de torção consiste em exercer pressão de rotação sobre a fibra,
testa a força com a que o conector se acopla. Além disso, a eficácia do
crimpador também será verificada. Este teste, da mesma forma que o
teste de flexibilidade, ajudará a identificar as deficiências no processo
de terminação.
Teste de SegurançaO teste de Segurança realiza-se para garantir a força do mecanismo de
sujeição do conector, assim como a crimpagem, durante o processo de
terminação. Se a montagem do cabo de conexão recebesse, de repente,
um puxão depois da instalação, este teste assegura que a montagem
do cabo de conexão não se quebre nem puxe do adaptador.
TWAL (Transmissão Com Carga
Aplicada)
O teste TWAL pressionará as mostras mediante a aplicação de
diferentes pesos em múltiplos ângulos. A série de pesos utilizados
depende do tipo médio de cabeamento, assim como da forma.
Pequenos conectores de formato pequeno estão sujeitos à gama mais
ampla de medições.
*Nota: as medições são feitas ao vivo enquanto que as mostras estão sob pressão; isto se realiza para conferir se existe alguma degradação na transmissão, que pudesse acontecer enquanto o produto é pressionado no campo de trabalho.
Teste de ImpactoO teste de impacto se realiza para verificar que os conectores no
fiquem danificados quando eles caem. Um bloco de concreto se
coloca em um ponto de fixação, de aproximadamente 1,5 m em um
plano horizontal desde onde o conector será arremessado. O conector
impacta no bloco de concreto, este processo é repetido 8 vezes.
Teste de Durabilidade
O teste de Durabilidade é desenhado para simular o uso repetido
de um conector. Este teste consiste em inserir repetidamente (200
vezes) o conector em um adaptador; esta tarefa se realiza a diferentes
alturas (3 pés, 4,5 pés e 6 pés) com o fim de simular o que um usuário
poderia encontrar quando se encontrar na frente de um rack de
telecomunicações, no campo de trabalho. O teste pode revelar alguns
problemas potenciais no desenho e/ou materiais falhados no conector,
tais como qualquer parte do mecanismo de fechamento que pode ser
excessivamente pressionado ou estar defeituoso pelo uso frequente.
Figura 6: Materiais de baixo padrão, causas A) descoloração dos componentes B) defeito estrutural
Realizam-se vários testes mecânicos (Figura 4)
necessários uma vez que o envelhecimento
foi completado. Eles são: Teste de Flexibilidade,
Teste de Torção, Teste de Segurança, Teste de
Impacto, Teste de Vibração, de Durabilidade e
de Transmissão com carga aplicada. Mais uma
vez, os detalhes de cada um dos testes são ex-
plicados na Tabela 3.
B
A
Diferentes cores

11 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
Teste de Vida Útil ao Longo Prazo
Os critérios para o teste de vida útil ao longo prazo
do conector e da montagem de cabos de conexão são
exclusivos do NUCLEO GR-326. O teste inclui expô-los a uma
variedade de ambientes, com Testes Ambientais e Testes de
Exposição adicionais. Os Testes Ambientais adicionais incluem
versões estendidas de Vida Térmica, de Umidade, e do Ciclo Térmico.
Estes testes, que são executados pelo menos 2.000 horas cada (83
dias), são estudos mais extensos da vida útil do conector através
de uma ampla variedade de ambientes de serviço. O teste não é
sequencial, portanto os efeitos não são acumulativos. Os Testes
de Exposição incluem Poeira, Névoa Salina, Contaminantes do Ar,
Imersão em Água Subterrânea, e de Imersão/Corrosão.
Durante os Testes Ambientais ao longo prazo, muitos dos
componentes comprimidos, usados para revestir o cobertor
e buffering serão escolhidos depois de serem expostos a
temperaturas elevadas, os quais podem causar micro curvaturas
nas fibras de vidro e induzir uma perda excessiva.
A Poeira afetar seriamente o rendimento óptico.
As partículas que contaminam o extremo podem
bloquear os sinais ópticos e induzir uma perda. Sem
importar ou não, existe uma grande probabilidade
de que as partículas de pó encontrem um caminho direto ao extremo
do ferrolho. Se for possível, com o tempo, as partículas de poeira
encontrarão seu caminho até a conexão óptica. Embora que as
partículas de pó não são difíceis de retirar, visto que o processo de
limpeza consiste em desconectar o conector, ao você fazê-lo não só
fica detida a transmissão, mas também você corre o risco adicional de
expor o extremo à contaminação. Este teste se baseia na exposição a
partículas de pó de tamanho específico com o objetivo de determinar
se existe o risco ou não de que alguma partícula encontre o caminho
até o extremo do ferrolho.
Névoa Salina (doravante, spray salino) se
realiza para garantir o rendimento da montagem de
cabos de conexão em recintos ao ar livre próximos
do oceano. Este teste consiste em expor o conector
a uma alta concentração de (Cloreto de Sódio) de ClNa durante um
período prolongado. Depois do teste, realiza-se um teste óptico
seguido de una inspeção ocular para verificar que não exista evidência
de corrosão nos materiais.
O teste de Contaminantes no Ar é desenhado
para garantir o rendimento e a estabilidade do
material dos conectores em aplicações ao ar livre,
com altas concentrações de contaminação. O teste
expõe repetidamente os conectores, acoplados ou não, a distintos gases e
depois são inspecionados no só opticamente, mas também realizando o
mesmo exame ocular que no teste de névoa salina. Um sortido de gases
voláteis se utiliza em uma pequena câmara durante 20 dias para simular a
exposição prolongada a estes elementos.
Os materiais também se verificam no Teste de Imersão/Corrosão. Este teste não tem requisitos
ópticos, mas se trata de uma imersão prolongada na água
não contaminada. Este teste, da mesma forma que o de
Poeira, de Névoa Salina e de Contaminantes no Ar, afeta a ambos os conectores
acoplados ou não. Os conectores acoplados são revisados para conferir se
existe deformação do ferrolho, medindo o Rádio de Curvatura antes e depois
do teste, comparando os valores. Se o ferrolho não for geometricamente
estável durante este teste, poderá ser indicador de um defeito no zircônio,
material que se utiliza no ferrolho. Os conectores sem acoplar são revisados
para verificar se existe Dissolução da fibra, que consiste em ver se o núcleo da
fibra não se encaixou muito profundamente no revestimento da fibra.
O teste final de exposição é o de Imersão na Água Subterrânea. Este teste verifica a capacidade do
produto para resistir aplicações subterrâneas. O teste de
Imersão/Corrosão é usado estritamente para verificar
os materiais envolvidos e é utilizado na água deionizada ou destilada. Os
conectores dispersos em ambientes subterrâneos são muito mais propensos
a estarem expostos a meios contaminados se seus painéis falharem. Durante
este teste, expõe-se o conector a uma grande variedade de produtos químicos
que se encontram nas águas residuais e de fertilização agrícola, entre outras
aplicações, assim como de meios biológicos. Estes produtos químicos incluem
a amônia, detergente, cloro e combustível. A presença destes produtos
químicos pode ter um efeito prejudicial sobre os materiais que fazem parte do
conector e do adaptador, reduzindo seu rendimento óptico.
Em resumo, as Principais Características do Produto que buscamos no
momento de determinar a fiabilidade ao curto e longo prazo são:
Materiais: Plásticos (nível de combustão de V1 ou mais, de acordo
com UL94, qualificação Fungos 0 segundo a norma ASTM G21-96),
Metais, Superfícies Metálicas Chapadas (Corrosão, Névoa Salina),
Grau Zircônio (Envelhecimento por Umidade Prolongada).
Processo de terminação: Limpeza, Tipo de cola epóxi, Preparação
e Aplicação Certa de Cola Epóxi, Tempo de Cura, Temperatura de
Cura, Tamanho e Pressão Certa do Alicate decapador, Longitude
de Decapagem dos Componentes do Cabo, Colocação de Kevlar,
Polimento.
Interconectividade: Dimensões críticas conforme o cumprimento
das normas TIA / EIA FOCIS.
1
2
3

12 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
Defeitos no Conector: Estudo de Casos
A adoção da norma NUCLEO GR-326 é uma garantia, não só do
rendimento, mas também da fiabilidade do produto. Porém, há
fabricantes no mundo inteiro que ainda não cumprem com o GR-
326 e vendem seus produtos no mercado simulando uma qualidade
similar aos que se esforçaram por cumprir estas normas. Esta seção
do informe técnico tenta compartilhar alguns dos estudos de casos,
em que os produtos que não cumprem com as normas, falharam e
afetaram a rede de serviços de fornecedores.
Defeito na Dimensão
O descumprimento nas dimensões do conector pode ocasionar
problemas graves de conexão e desconexão tão sérios que não
conseguem encaixar em equipamentos de teste padrão da indústria.
Figura 5A mostra um conector SC APC que não encaixa dentro de
um Interferômetro de Dados-Pixel, devido a um alojamento interior
mais largo que o especificado pelos padrões internacionais. Figura 5B
mostra o encaixe do ferrolho dentro do adaptador que não pode ser
retirado devido a que a dimensão do adaptador era pequena demais.
Com o tempo, o ferrolho se desprendeu do corpo do conector.
Material Defeituoso
O uso de materiais de má qualidade pode ocasionar descoloração,
deformação ou funcionamento mecânico ruim quando são expostos
a testes ambientais. Descoloração como se mostra na Figura 6A não é
de grande preocupação, mas produzem distorção e falhas mecânicas,
tal como se observa na Figura 6B. A figura 5 mostra o pior dos casos de
adaptadores SC fusionados durante o teste de calor úmido. Leve em
consideração que, na mesma fotografia, os conectores que cumprem
com o GR-326 que estão conectados ao adaptador não são afetados
pelo teste e conservam sua integridade.
Defeitos na Mão de Obra
Devido à colocação inadequada do anel de crimpar durante a
crimpagem, a parte superior do conector FC na figura 8 exibe um cabo
de retenção muito esticado, por baixo dos requisitos especificados em
GR-326. O dano mais sério se mostra na Figura 9A & 9B , onde há um
furo entre o ferrolho e a pestana durante o processo de terminação.
Se o furo for grande demais, esse lugar se tornará uma bolsa de ar
que, durante a expansão a altas temperaturas, exerce pressão sobre a
fibra fazendo que ela se quebre (Figura 9C). Uma mostra de um bom
conector pode ser vista na Figura 9D.
B
B
D
A
A
Figura 5: O descumprimento das normas de dimensão padrão A) Desajuste da conexão ou incluso B) Os danos durante as operações
Anel de crimpar baixo demais
O buffer não se inseriu completamente na parte posterior do ferrolho
Bolha de ar devido a um processo ruim de produção
Conector aceitável que passou o teste
Posição à direita do anel de crimpar
Figura 7: O material sub-padrão não pode suportar o teste do meio ambiente
Figura 9: Qualidade das terminações das mostras do conector
Figura 8: Colocação inadequada do anel de crimpar durante a crimpagem
Ferrolho QuebradoMá Dimensão
NÃO Cumpre GR-326
Cumpre GR-326
C Insuficiente cola epóxi utilizada no processo

13 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
Resumo
A fiabilidade da montagem de cabos de conexão é garantida não só
pela qualidade no uso de componentes nos processos de fabricação
e nos equipamentos, mas também por aderir satisfatoriamente a um
Programa de Garantia de qualidade. Enquanto que as montagens de
cabos de conexão em si, tipicamente são testadas os 100% por perda
de inserção e perda de retorno, há muitos outros fatores que devem
ser controlados para assegurar a qualidade da montagem de cabos de
conexão. Um dos fatores mais importantes é a cola epóxi. A cola Epóxi
costuma ter um tempo de caducidade e de operatividade limitada,
ou “vida útil”. A maior parte da cola epóxi utilizada na terminação da
fibra óptica é adesivo epóxi de dois componentes, enquanto é curado
a temperaturas elevadas, prévio entrecruzamento, começará a ser
misturado. Uma vez que isto começou, a viscosidade da cola epóxi
pode começar a mudar, o que faz mais difícil sua aplicação com o
tempo. Ao você misturar duas partes de cola epóxi se introduz ar ou
“bolhas” que ficam presas, sendo injetadas no conector. Este ar preso
produz inconsistências no adesivo epóxi curado, ocasionando um alto
risco de falha mecânica. O ar preso, ou o número de bolhas, devem ser
minimizados.
Muitas das ferramentas utilizadas na produção da montagem dos
cabos de conexão, também têm uma manutenção periódica e têm
uma vida útil limitada. Isto acontece com todas, desencapadoras,
cortadoras e alicate desencapador. A maioria das ferramentas
para desencapar, manuais ou máquinas automáticas, podem ser
danificadas pelos componentes do cabo, sobre tudo na resistência
dos elementos em fibra de aramida. Quando uma ferramenta de corte
se desgasta, é quase impossível de detectar durante a fabricação, não
pudendo ser comprovado se o corte foi bem realizado ou não. Porém,
o resultado poderia ser uma fibra não uniforme que se quebre durante
o corte, o que resultará tanto no rompimento como na rachadura da
fibra debaixo do extremo do ferrolho.
Em conclusão, a integridade dos materiais que ingressem e dos
processos de fabricação, uma vez especificados, devem respeitar
todas as coordenadas e procedimentos adequados. A importância
destes materiais não só influi na fiabilidade do produto, mas também
no rendimento do mesmo. GR-326 CORE é garantia de rendimento
e fiabilidade.
GR 326CUMPRE

14 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
Referências
1. TIA/EIA-578-B.3, “Telecomunicações para Cabeamento Padrão de Edifícios Comerciais”, Associação de Telecomunicações da Indústria, Abril de 2000
2. Telcordia NUCLEO GR-326, “Requisitos genéricos para Conectores Ópticos Monomodo e Montagens de Cabos de Conexão”, edição 4, Telcordia Tecnologias, Fevereiro de 2010
3. Qualidade, Confiabilidade e Rendimento do Cabo de Conexão - O Impacto das Especificações na Indústria e os Parâmetros Físicos no Rendimento dos Cabos de Conexão”, Livro Branco de Panduit Corporation, Dezembro de 2003
4. “O custo das necesidades da Rede da União Europeia”, Conselho da Europa FTTH, Julho 2012
Biografias
Zack Forman se uniu a Resolute Tecnologias em junho de 2012. Desde então, realizou testes ambientais e mecânicos segundo GR-326, e colaborou em vários projetos. Atualmente trabalha como técnico de laboratório de fibra óptica sob as ordens de Sean Grenon.
Ky é atualmente o Engenheiro Executivo Principal dependente de SENKO na filial de Shenzhen, onde ele se uniu desde 2007. Antes de se unir a SENKO, Ky esteve 3 anos trabalhando como engenheiro em Hamamatsu Photonics KK, como parte do time de investigação de Sistemas de Visão Inteligentes. Então, ele era responsável dos ensaios/experimentos / e do controle de câmara no desenvolvimento de software. Antes de Hamamatsu Photonics, Ky trabalhou como en-genheiro de Panasonic para 7 ½ em sua divisão europeia de telefonia móvel, com sede no Reino Unido. Responsável da programação de máquinas de inspeção laser SMT automatizadas e de retroalimentação de dados de qualidade.
Sean Grenon se uniu a Resolute Tecnologias em novembro de 2008 como Gerente de Laboratório Regional. Resolute Tecnologias é uma instalação independente de testes, focada nos componentes ópticos passivos e especializada nos testes GR-326 de conectores de fibra óptica e montagem de cabos. Sean participou no Foro Técnico de Telcordia (TTF) em diversas normas e ele é membro do programa Verizon FOC. Antes de se unir a Resolute, Sean foi Gerente do Pro-grama FOC Verizon e do Laboratório para Curtis Strauss 2007-2008. Antes de se unir a Curtis Straus, 2000-2007, Sean ocupou diversos cargos na Rede de Fibra Óptica Solutions. Sean trabalhou em Engenharia Industrial, Investigação e Desenvolvimento antes de iniciar os programas de verificação de fiabilidade do desenho FTTH para FON S.
Tomoyuki (Tom) Mamiya se uniu a SENKO de Japão em julho de 1999, e depois se uniu a SENKO Componentes de avançada nos Estados Unidos desde Japão, para gerenciar todas as atividades de engenharia globais, como Gerente de Engenharia, em fevereiro de 2000. Tom trabalhou em vários cargos de engenharia e desenvolvimento de produ-tos, antes de se tornar Vice-presidente Global de Engenharia em 2006. Tom voltou a SENKO Japão em 2010 para ser responsável de todas as atividades de engenharia no Japão. Antes de se unir a SENKO, Tom tinha trabalhado para a empresa de fabricação de componentes e de equipamentos no Japão por mais de 5 anos, como engenheiro de Inves-tigação e Desenvolvimento. Tom registrou mais de 10 patentes no campo dos componentes de fibra óptica no mundo inteiro, nos Estados Unidos, Europa, Japão e Taiwan.
O Dr. Bernard Lee se uniu a SENKO Componentes de Avançada (Austrália) Pty Ltd em 2011 como Diretor de Investigação e Desenvolvimento. Antes de se unir a SENKO, Bernard esteve trabalhando em Telekom Malaysia (TM) de R&D desde 2003 até 2009. Em 2010, Bernard foi transferido ao escritório central de Telekom Malaysia (TM) como Diretor Geral Adjunto para o Grupo de Negócios Estratégicos, onde supervisiona a direção do negócio da companhia relativa à banda larga e suas aplicações tanto fixas quanto sem fio. Bernard publicou vários artigos técnicos, incluindo revistas internacio-nais, realizou palestras e também documentos técnicos sobre os sistemas de comunicações de alta velocidade e redes, especialmente em matéria de comunicações baseadas em IP e dispositivos semicondutores de comunicações de alta velocidade. Na atualidade, Bernard ocupa o cargo de Vice-presidente do Conselho de FTTH de Ásia-Pacífico.

15 GR-326: REFORÇAR O VÍNCULO MAIS FRACO DAS REDES ÓPTICAS ULTRARRÁPIDAS NOS TEMPOS MODERNOS
%