Metodologia de Pesquisa Pesquisa Quantitativa Rodrigo Claudino Diogo.
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
GUILHERME WILLIAM MACHADO CLAUDINO
PROCESSOS DE PREPARAÇÃO DE CELULOSE PARA A OBTENÇÃO DE NITROCELULOSE
Declaro que esta monografia foi revisada e encontra-se apta para avaliação e apresentação perante a banca avaliadora.
DATA:__/__/2014
____________________________________________
Profº Dr. Lucrécio Fábio dos Santos
Lorena - SP
2014
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
GUILHERME WILLIAM MACHADO CLAUDINO
PROCESSOS DE PREPARAÇÃO DE CELULOSE PARA A OBTENÇÃO DE NITROCELULOSE
Lorena - SP
2014
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
GUILHERME WILLIAM MACHADO CLAUDINO
PROCESSOS DE PREPARAÇÃO DE CELULOSE PARA A OBTENÇÃO DE NITROCELULOSE
Monografia apresentada como parte dos requisitos para obtenção do Título de Engenheiro Químico pela Escola de Engenharia de Lorena, da Universidade de São Paulo Orientador: Profº Dr. Lucrécio Fabio dos Santos
Lorena - SP
2014
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA AFONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Claudino, Guilherme William Machado Processos de preparação de celulose para a obtençãode nitrocelulose / Guilherme William MachadoClaudino; orientador Lucrécio Fábio dos Santos. -Lorena, 2014. 51 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2014Orientador: Lucrécio Fábio dos Santos
1. Nitrocelulose. 2. Celulose. 3. Branqueamento.I. Título. II. Santos, Lucrécio Fábio dos , orient.

EPÍGRAFE
“O sucesso nasce do querer, da determinação e persistência em se chegar
a um objetivo. Mesmo não atingindo o
alvo, quem busca e vence obstáculos, no
mínimo fará coisas admiráveis."
José de Alencar
AGRADECIMENTOS
Agradeço primeiramente a Deus por me capacitar a cada dia.
A minha mãe que mais do que uma protetora se tornou minha melhor amiga e me
acompanhou em todos esses momentos, superando junto comigo cada dificuldade que
apresentou em nossa vida e que sempre terei orgulho de dizer que é a pessoa responsável por
tudo que conquistei e conquistarei nessa vida.
À Escola de Engenharia de Lorena que durante esses cinco anos me acolheu, tornando se
minha segunda casa.
Ao meu orientador Professor Doutor Lucrécio Fabio dos Santos que aceitou esse desafio de
me ajudar, sendo uma imagem a ser seguida.
A minha família como um todo, em especial a minha tia Rosária e meu primo Gustavo que
durante esses anos me ajudaram a ser uma pessoa íntegra e a valorizar o significado do
núcleo familiar.
A Sabrina, que por todas as vezes me deu seu amor, para que eu consiga ser uma pessoa
melhor.
Aos meus amigos, em especial Bruno Rossi da Cunha, Eric Silva Pascoal, João Paulo Ribeiro
e Leandro Leônidas Azevedo que fizeram o tempo de minha Graduação, um tempo de
alegria, verdadeira amizade e me ajudaram a superar a ausência de minha família.
E a todos que de maneira direta ou indireta influenciaram em minha formação psicológica e
acadêmica.
RESUMO
CLAUDINO, G. W. M. Processos de preparação de celulose para a obtenção de nitrocelulose. 2014. 51fls. Trabalho de conclusão de curso - Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
A nitrocelulose é um insumo muito utilizado pela indústria em muitas aplicações, dentre elas se destacam a produção de tintas, vernizes, propelentes e pólvoras. Neste trabalho, os processos de produção e as aplicações são apresentados de maneira a se conhecer um pouco mais sobre esse tipo de indústria. A celulose, matéria prima base para a obtenção da nitrocelulose, provém do línter do algodão ou da polpa de madeira, que são previamente preparados para posterior reação com ácido nítrico. Utilizando a polpa de madeira, as fibras de celulose que se encontram juntas com a hemicelulose e a lignina são processadas. O primeiro passo é o cozimento da polpa da madeira com hidróxido de sódio, seguida de uma lavagem e posteriormente enviada para o processo de pré-branqueamento. Nessa etapa, as fibras de celulose reagem com cloro e hidróxido de sódio. Ao final, a fibra de celulose, já com um teor baixo de lignina, é enviada a etapa de branqueamento, podendo ser executado em etapa única ou em múltiplas etapas. São utilizados reagentes que oxidarão a lignina residual, para promover a alvura destas fibras. Assim, a celulose está pronta para ser enviada para a obtenção da nitrocelulose. O processo de produção é estudado com suas variáveis de controle, tempo de reação de nitração e tamanho da fibra de celulose, que interferem direto na viscosidade da solução final de nitrocelulose, onde, a partir dessas, é possível obter variações de composição de celulose nitrada, sendo determinante para cada tipo distinto de aplicação. Teor de nitrogênio, solubilidade, viscosidade e grau de polimerização são as principais caraterísticas da nitrocelulose abordadas nesta monografia, bem como os tipos de nitrocelulose e as suas aplicações industriais. Ao final, uma discussão é levantada para trazer informações sobre o tratamento de efluentes gerados nas etapas de obtenção de celulose e da produção de nitrocelulose, visto o grau de importância que este processo tem nos dias atuais, pois os maiores problemas das industrias deste segmento é a poluição gerada em seus processos.
Palavras chave: Nitrocelulose. Processos de Produção. Aplicação Industrial. Efluentes.
LISTA DE FIGURAS
Figura 1 − Unidades de Betaglucose..............................................................................15
Figura 2 − Sequência de produção da polpa branqueada................................................16
Figura 3 − Fluxograma de um estágio com peróxido a média consistência ..................20
Figura 4 − Efeito da consistência e da quantidade de peróxido sobre a alvura final......21
Figura 5 − Influência da temperatura e da consistência no branqueamento
com hipoclorito.............................................................................................24
Figura 6 − Fluxograma do processo e equipamentos para o branqueamento com dióxido
de cloro..........................................................................................................27
Figura 7 − Molécula de Betaglucose..............................................................................37
LISTA DE TABELAS
Tabela 1 − Tipo de nitrocelulose em função do teor de nitrogênio ................................36
Tabela 2 − Porcentagem de nitrogênio na nitrocelulose.................................................36
Tabela 3 − Viscosidades relativas de solução de nitrocelulose de alto teor de
nitrogênio com 12,2% de teor de sólidos......................................................38
SUMÁRIO
1. INTRODUÇÃO .............................................................................................................. 11
2. JUSTIFICATIVA .......................................................................................................... 13
3. OBJETIVO ..................................................................................................................... 14
3.1. Objetivo geral ............................................................................................................ 14
3.2. Objetivo específico .................................................................................................... 14
4. REVISÃO BIBLIOGRÁFICA ..................................................................................... 15
4.1. Celulose ..................................................................................................................... 15
4.2. Branqueamento ......................................................................................................... 16
4.2.1. Cloração .............................................................................................................. 17
4.2.2. Extração alcalina ................................................................................................ 18
4.2.3. Branqueamento com peróxido ............................................................................ 19
4.2.4. Branqueamento com hipoclorito de sódio .......................................................... 22
4.2.5. Branqueamento com oxigênio ............................................................................ 24
4.2.6. Branqueamento com dióxido de cloro ............................................................... 26
4.2.7. Branqueamento com ozônio ............................................................................... 30
4.3. Processo de produção da nitrocelulose ..................................................................... 34
4.4. Tipos de nitrocelulose ............................................................................................... 36
4.5. Características da nitrocelulose ................................................................................. 36
4.5.1. Teor de nitrogênio .............................................................................................. 36
4.5.2. Grau de Polimerização ....................................................................................... 37
4.5.3. Solubilidade ........................................................................................................ 37
4.5.4. Viscosidade ......................................................................................................... 38
4.6. Aplicações da nitrocelulose ....................................................................................... 39
4.6.1. Tintas e Vernizes ................................................................................................ 39
4.6.1.1. Tintas para repintura automotiva ................................................................. 39
4.6.1.2. Vernizes para madeiras ................................................................................ 40
4.6.1.3. Tintas para impressão .................................................................................. 40
4.6.1.4. Tintas para esmalte de unha ......................................................................... 40
4.6.2. Propelentes ......................................................................................................... 40
4.6.2.1. Estabilizantes para propelentes a base de nitrocelulose ............................... 41
4.6.2.2. Pólvoras ....................................................................................................... 42
5. METODOLOGIA .......................................................................................................... 43
6. DISCUSSÃO ................................................................................................................... 45
7. CONCLUSÃO ................................................................................................................ 48
BIBLIOGRAFIA ............................................................................................................... 49
11
1. INTRODUÇÃO Segundo Garcia (2009), a nitrocelulose teve um papel muito importante na história
mundial: no campo de vernizes, tintas para automóveis, explosivos, propelentes, dentre
outros. No começo, foi desenvolvida para substituir o marfim na produção de bolas de bilhar,
mas ganhou destaque para a produção em massa na indústria automobilística ao gerar uma
tinta de aplicação e secagem rápida e de alto desempenho (GARCIA, 2009).
As tintas à base de nitrocelulose têm por características rápida absorção, rápida
secagem e boa formação de filme, podendo assim ser utilizada não apenas pela indústria
automobilística, mas também na formulação de tintas para impressão e esmaltes, além de
vernizes para utilização em madeiras (SHREVE; BRINK, 1980).
Segundo o mesmo autor, posteriormente, foram detectadas propriedades explosivas
que proporcionaram a nitrocelulose um papel de destaque também na área militar. Com a
descoberta de métodos apropriados de estabilização, para controlar a sua decomposição auto
catalítica, a nitrocelulose logo tomou o posto da pólvora negra como propelente militar,
sendo também uma das principais matérias-primas para pólvoras e dinamites. O seu poder
de combustão varia de acordo com o grau de nitração e fica entre 9500 a 10500 J/g
(SHREVE; BRINK, 1980).
Na indústria de explosivos, a nitrocelulose é a principal matéria prima na produção
de pólvoras, propelentes e dinamites à base de nitroglicerina, onde a nitrocelulose é
produzida a partir do algodão de segundo corte (línter) com mistura sulfonítrica. Por
exemplo, a composição de pólvora de base simples é constituída de aproximadamente de
90% de nitrocelulose e a composição de pólvora de base dupla tem em torno de 60% deste
insumo (GARCIA, 2009).
O processo de produção de nitrocelulose consiste na reação de celulose de línter de
algodão, com alto grau de pureza, com uma mistura de ácido nítrico e ácido sulfúrico, onde
as hidroxilas da celulose são substituídas pelos grupos nitratos presentes no ácido nítrico. A
partir daí são feitos processos de separação, purificação e classificação até chegar à
nitrocelulose, que posteriormente tem como destino a aplicação desejada (GARCIA, 2009).
Para a obtenção e purificação da celulose, retirada da polpa da madeira, são
necessárias várias etapas, pois a celulose encontra-se misturada, em sua forma natural, com
hemicelulose e lignina. Primeiramente, a polpa da madeira é enviada para a etapa de
12
cozimento juntamente com hidróxido de sódio, seguida de lavagem com água. Em uma
segunda etapa, acontece o pré-branqueamento, ou deslignificação, onde a polpa de celulose
reage com cloro elementar, seguida de uma reação com hidróxido de sódio. As fibras de
celulose, com um teor elevado de pureza, são enviadas para a última etapa de
branqueamento, para promover um maior teor de alvura das fibras. O branqueamento pode
ser um processo de sequências múltiplas, utilizando, comumente, oxigênio, ozônio,
peróxido, hidróxido e dióxido de cloro (AZEVEDO, 2011).
Outro fator importante é o tratamento de efluentes gerados tanto na obtenção da
celulose bem como na produção da nitrocelulose, pois em ambos processos, muitos produtos
clorados, nitrados e sulfonados são produzidos, onde são indesejados, visto sua toxicidade
ao meio ambiente e o alto custo para seu tratamento (DANTAS, 2012).
Tendo em vista que a nitrocelulose é um insumo muito importante para a indústria
nacional e existem poucas referências acerca de sua obtenção, este trabalho se propôs a
realizar uma pesquisa mais apurada sobre os métodos de preparação dessa matéria prima,
bem como reporta sobre suas características, propriedades e aplicações.

13
2. JUSTIFICATIVA
Como reportado, a nitrocelulose é um insumo muito importante para a indústria
nacional e há pouca literatura atualizada acerca de sua obtenção. Este trabalho se justifica
porque buscou-se realizar uma pesquisa bibliográfica em livros, revistas, artigos, indústrias
e patentes para deixar para o público interessado uma opção mais recente de literatura sobre
o tema.
14
3. OBJETIVO
3.1. Objetivo geral
O objetivo deste trabalho é mostrar os métodos de preparação da celulose para obtenção da
nitrocelulose.
3.2. Objetivo específico
Os seguintes objetivos específicos foram propostos
Mostrar os métodos de branqueamento da celulose;
Mostrar a importância da nitrocelulose como insumo para a indústria nacional;
Mostrar a obtenção da celulose através da polpa da madeira;
Identificar as propriedades da nitrocelulose e sua influência nos produtos finais;
Analisar o impacto ambiental causado pela produção da nitrocelulose e pela obtenção
da celulose;

15
4. REVISÃO BIBLIOGRÁFICA
4.1. Celulose A celulose é um polímero natural encontrada na polpa da madeira e no línter de
algodão, que deve possuir um teor de pureza em torno de 98% para ser utilizada como
principal matéria prima para a fabricação da nitrocelulose.
Tem como monômero a β-D-glucose, que ao longo da cadeia pode ter de 1500 a
10000 unidades. Cada unidade de β-D-glucose tem uma hidroxila primária e um par de
hidroxilas secundárias, que geram a reatividade da unidade. A hidroxila primária é mais
reativa que as hidroxilas secundárias (SANTOS, 2001). (Figura 1).
Figura 1 - Unidades de Betaglucose
Fonte: GARCIA, 2009.
Na polpa da madeira, a celulose está presente em cerca de 40 a 50% da massa da
polpa, sendo que também estão presentes a lignina, 15 a 35%, e a hemicelulose, cerca de 25
a 40%. Por não estar separada dos demais componentes, faz-se necessária a separação e
purificação da celulose, onde ocorre uma etapa de tratamento químico intenso, com devidas
condições de temperatura e pressão, chamada de deslignificação ou pré branqueamento,
seguida da etapa de branqueamento, para atingir o grau de pureza e alvura desejados
(AZEVEDO, 2011).
No linter de algodão, a celulose encontra-se na pureza de aproximadamente 96%,
onde faz-se necessário apenas uma etapa de tratamento químico, para a remoção do restante
da lignina presente, tornando a celulose apta para a reação de nitração.
16
4.2. Branqueamento O branqueamento é um tratamento químico responsável pela purificação e
descoloração das fibras de celulose, onde seus principais objetivos são atingir a alvura
desejada para a produção da nitrocelulose e remover o restante de impurezas presentes na
pasta celulósica: feixes de fibras que contém um teor mais acentuado de lignina, fragmentos
de cascas e extrativos resinosos (NAVARRO, 2004).
Na produção da polpa de celulose, a matéria prima é submetida à etapa de cozimento,
onde a lignina é degradada pela reação com o agente de reação, denominado licor branco,
que é constituído por hidróxido de sódio e sulfato de sódio, onde por cerca de 70 minutos à
temperatura de 170oC, acontece a dissolução da lignina presente, permitindo a separação das
fibras, obtendo-se uma polpa escura constituída de celulose, hemicelulose e lignina residual
(AZEVEDO, 2011).
Outros fatores a serem levados em conta no branqueamento são, manter o custo desta
etapa menor possível e atender medidas de controle a poluição, gerada principalmente pela
presença de produtos clorados, onde novas tecnologias estão processando maneiras mais
eficazes de atingir o teor de alvura desejado, utilizando novos reagentes, como o oxigênio,
ozônio e o peróxido, além de novas medidas na utilização do cloro, hipoclorito e dióxido de
cloro. (NAVARRO, 2011). Na Figura 2, o processo simplificado é esquematizado:
Figura 2 – Sequência de produção de polpa branqueada
Fonte: NAVARRO, 2004
Durante a etapa de branqueamento, o teor de lignina é avaliado, e indica a quantidade
de reagentes de branqueamento. Essa avaliação é feita tomando como base três grandezas:
número Kappa, número de permanganato e número Roe, onde são variáveis controladas,
para controlar o grau de polimeração a celulose, fator determinante para a escolha da
aplicação da nitrocelulose (NAVARRO, 2004).
Madeira Cozimento Lavagem Peneiramento Extração
Alcalina Cloração
Branqueamento
Final
17
Segundo o mesmo autor, o branqueamento é um processo multi etapas, onde cada
etapa é realizada com um reagente diferente. A cada etapa, variáveis independentes são
controladas, tornando o processo mais rápido e eficaz. Essas variáveis são: quantidade de
reagente, que varia de acordo com o teor de alvura desejado; consistência, definida como
teor de massa seca; temperatura, que favorece a reação, em torno de 30 a 70oC; tempo de
retenção, grandeza que está relacionada com a conversão do reagente, que varia de 5 minutos
a 4 horas e pH, que indica a faixa de melhor utilização dos reagentes (NAVARRO, 2004).
4.2.1. Cloração O branqueamento é um processo multi sequencial, que é dividido em duas etapas, o
pré branqueamento, realizado com cloro elementar e hidróxido de sódio e o branqueamento
final, que é realizado com agentes oxidantes como oxigênio, ozônio, dióxido de cloro e
hipoclorito. A cloração é um estágio que remove a lignina residual, vinda da polpação, onde
o cloro em meio ácido reage com a lignina, gerando lignina clorada, que posteriormente será
removida com a reação com hidróxido de sódio (NAVARRO, 2004).
No cozimento, a lignina é dissolvida em cerca de 90%, restando as etapas de cloração,
extração alcalina e branqueamento responsáveis para a remoção da lignina restante. Na
cloração, a massa da polpa é enviada, com controle de fluxo, para um sistema fechado com
água. O cloro é disperso na forma de bolhas dissolvidas em água, que acontece em uma
reação rápida, onde é necessária a constante homogeneização do sistema para evitar a
degradação das fibras da celulose (SMOOK, 1994).
Em relação as variáveis de controle, a quantidade de lignina da polpa não branqueada
é um fator importante, pois a quantidade de reagente no branqueamento será influenciada
por esta grandeza, que é controlada também visto a grande preocupação com a poluição
gerada através de compostos clorados. Outra variável importante é a quantidade de cloro
aplicada, que varia de 50 a 80% da quantidade total de reagentes clorados, onde as medidas
de controle são realizadas através da medida de potencial elétrico. O consumo de cloro em
relação à pasta celulósica é cerca de 3 a 8%, visto que ao aumentar a quantidade de consumo
de cloro, a lignina residual não consegue ser removida. Este fenômeno foi atribuído à
dificuldade das moléculas de cloro atingirem a lignina residual. Considera-se também, que
os derivados clorados formados devem ser removidos, para facilitar a penetração de novas
moléculas dos reagentes (NAVARRO, 2004).
18
Segundo o mesmo autor, na cloração, o pH do meio é abaixo de 2, devido a presença
de ácido clorídrico. A temperatura do sistema é controlada pela entrada de água, que varia
de 10 a 25oC, mas vale ressaltar que a reação é exotérmica e ocorre o aumento da temperatura
do meio reacional, onde a velocidade de consumo do cloro aumenta de acordo com o avanço
da reação. Essa variação de temperatura influencia também a quantidade de celulose
deslignificada, sendo que maior a temperatura, maior a taxa de deslignificação.
O tempo de retenção é de aproximadamente 60 minutos, pois em tempos maiores que
esses, as fibras de celulose são degradadas, mas este tempo também depende da geometria
do reator e de sua capacidade. A consistência, que influi na quantidade de cloro e no tempo
de reação, encontra-se em cerca de 3 a 4%. Essa baixa consistência ajuda prevenir a
degradação das cadeias celulósicas (IPT, 1988).
4.2.2. Extração alcalina Como etapa do branqueamento de múltiplo estágio, a extração alcalina tem por
objetivo remover os componentes que dão cor a polpa de celulose, que se tornaram solúveis
na etapa de cozimento, além do mais, essa etapa também remove a lignina clorada
aumentado o grau de alvura da polpa. Assim, esta etapa está ligada a quantidade de reagentes
a serem utilizados no branqueamento bem como a manutenção das propriedades das fibras
(IPT, 1988).
A quantidade de hidróxido de sódio utilizado varia de 0,5 a 5% da massa da pasta
seca. O pH da mistura reacional deve varia entre 10,8 e 12,2, onde para valores menores que
10,8%, não haverá hidróxido de sódio suficiente para completar a reação e valores superiores
a 12,2% haverá perdas por excesso. Em relação a consistência, os valores devem variar entre
10 a 14%, para economizar energia e acelerar a penetração de hidróxido de sódio nas fibras
de celulose (SENAI CETCEP, 2001).
Segundo o mesmo autor, a temperatura do processo é de aproximadamente 60oC, e
tem um alto grau de importância, pois a difusão do hidróxido de sódio para dentro das fibras
de celulose é alterada de acordo com essa temperatura. O tempo de retenção varia entre 1 a
2 horas.
19
4.2.3. Branqueamento com peróxido Os peróxidos utilizados em processos de branqueamento são os de hidrogênio e
sódio. O branqueamento com peróxido de hidrogênio remove pouca lignina quando
comparado com processos convencionais como os que utilizam oxigênio ou compostos
clorados. Esta característica é extremamente importante quando se trata de pastas de alto
rendimento. Para estes tipos de pasta, o estágio de branqueamento visa apenas a modificação
da estrutura das substâncias que estão presentes na massa, sem solubilizá-las.
O íon hidroperóxido é a espécie ativa desse tipo de branqueamento. Deste modo, o
processo ocorre em meio alcalino, favorecendo assim o aparecimento do hidroperóxido.
A decomposição de hidroperóxidos ocorre, e é controlada pela adição de materiais
como silicato de sódio, sulfato de magnésio ou agentes quelantes, como: EDTA, DTPA e
tratamento ácido com ácidos clorídrico ou sulfúrico, por exemplo. O benefício relacionado
aos quelantes é creditado às suas habilidades na desativação de metais de transição,
utilizados como catalisadores da decomposição de peróxido.
A lavagem da pasta, pós pré-tratamento com ácido e quelantes deve ser feita com alta
eficiência, para remover os metais sequestrados. O uso de silicato, por exemplo, causa
formação de depósitos nas fibras e nos equipamentos, reduzindo a qualidade da polpa bem
como aumentando a quantidade de tempo morto na limpeza de equipamentos (SENAI
CETCEP, 2001).
20
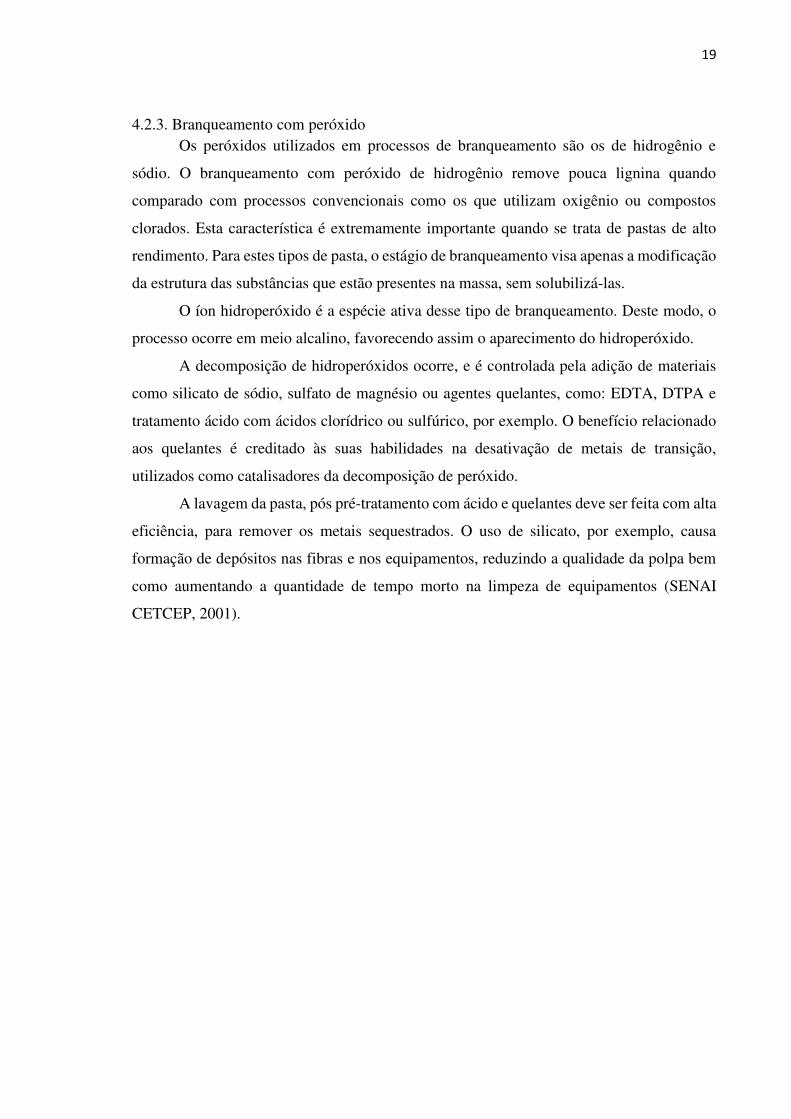
A Figura 3 mostra um fluxograma de um estágio com peróxido, à média consistência,
numa planta de branqueamento.
Figura 3 - Fluxograma de um estágio com peróxido a média consistência
Fonte: SENAI CETEP, 2001
O hidroperóxido pode ser submetido a diversos mecanismos de reação, dependendo
das condições, o peróxido pode se submeter tanto a ionizações como reações radicalares.
O agente ativo do branqueamento é o íon peroxidrilo (OOH-). Outras reações do
hidroperóxido, que não geram o peroxidrilo, são chamadas de reações de decomposição em
cadeia do hidroperóxido.
DTPA
Lavador
Polpa não
Branqueada
Torre de
Branqueamento
Licor de H2O, Na2SiO3, NaOH, H2O2
Misturador de
Vapor
Diluição
H2SO4 ou SO2
Polpa Branqueada
21
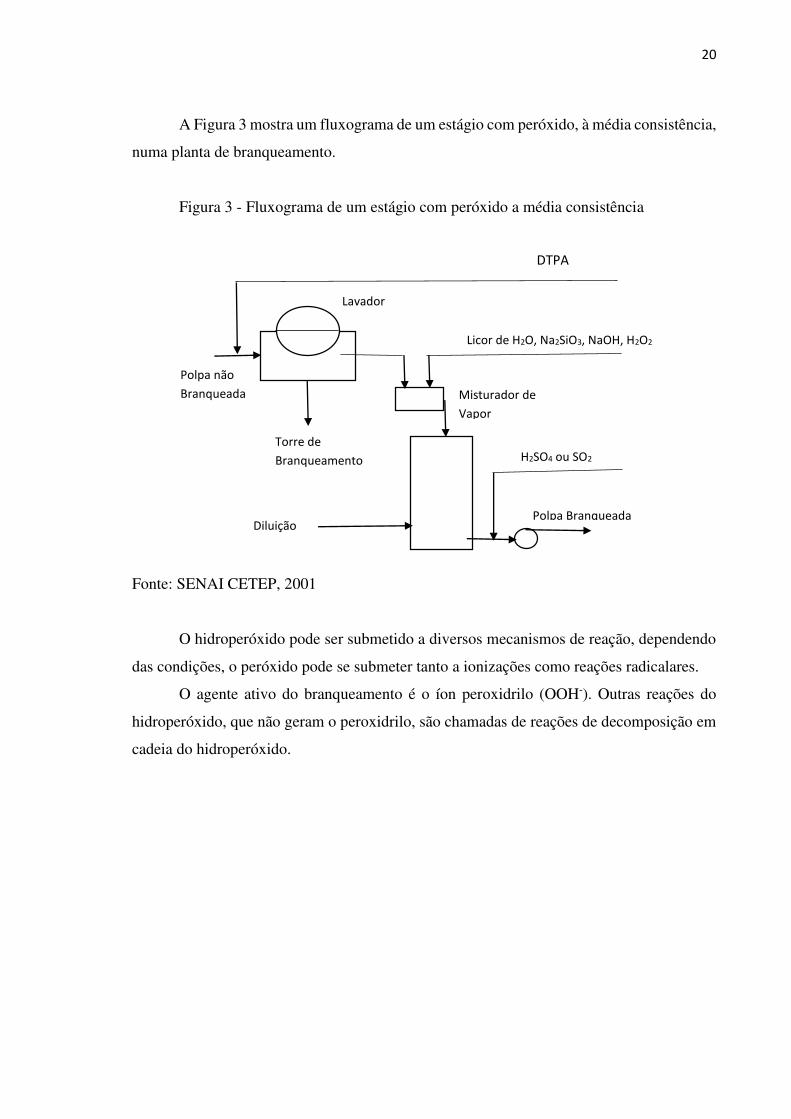
A quantidade de peróxido aplicada no processo é função do tipo de madeira e também
do processo de polpação que determinam o grau de alvura inicial da pasta. A adição de
hidroperóxido, no início do processo, gera altas taxas de alvura, mas que decresce para níveis
de hidroperóxido acima de 2%, conforme Figura 4.
Figura 4 - Efeito da consistência e da quantidade de peróxido sobre a alvura final.
Fonte: SENAI CETCEP, 2001
Há a necessidade de peróxido residual no processo ao final do estágio, pois, se todo
o reagente for consumido, a retenção em solução alcalina associada à elevada temperatura
provocará reversão da alvura (SENAI CETCEP, 2001).
Quanto ao pH, a faixa adequada para trabalhar com hidroperóxidos está entre 10,5 e
11,0, em início de reação. A partir desta faixa, obtém alvuras finais mais elevadas.
Durante o branqueamento, o pH decresce naturalmente, devido à formação de ácidos
orgânicos. Nestes casos, adiciona-se uma base fraca no meio, criando uma solução tampão.
O agente do tampão costuma ser o silicato de sódio, que atua também como estabilizante do
peróxido. A quantidade de alcalinizante utilizado depende de outros fatores tais como
consistência da pasta ou teor de peróxido (REEVE, 1983).
22
Quanto à consistência da polpa, quando esta é baixa (até 5%), não é indicada a
operação com peróxido. Para valores altos (acima de 9%), há maior eficiência de
branqueamento além de menor utilização de reagente para atingir a alvura desejada.
Quanto maior a consistência da polpa, menor a redução de tempo de branqueamento.
Ressaltando ainda, conforme Figura 4, para um mesmo nível de peróxido aplicado, a alvura
final é tanto maior quanto mais alta for a consistência (SENAI CETCEP, 2001).
Quanto ao tempo de retenção, este é fixado de um modo em que uma baixa
quantidade de peróxido fique na polpa. Esta quantidade remanescente é da ordem de 10 a
20% da quantidade usada no início, lembrando que o consumo total do peróxido não é
favorável pois isso causará em um processo de reversão da alvura, devido à presença de
álcali.
A alcalinidade, temperatura e consistência influenciam diretamente no tempo de
retenção. Um tempo de retenção muito prolongado provoca a reversão da alvura devido à
solução alcalina (SENAI CETCEP, 2001).
E, finalmente, quanto à temperatura processual, esta deve ser inversamente
proporcional ao tempo de retenção. Uma temperatura elevada permite uma redução no tempo
do processo, uma vez que há aumento da velocidade de reação, mas é importante ressaltar
que este aumento de temperatura requer um controle de processo mais preciso. Temperaturas
comumente usadas são em torno de 60 a 70ºC. Embora a temperatura alta represente uma
economia nos aparelhos de retenção, requer um maior consumo de vapor (SENAI CETCEP,
2001).
4.2.4. Branqueamento com hipoclorito de sódio O branqueamento com hipoclorito é uma etapa que oxida e solubiliza a lignina
residual e outras impurezas presentes nas fibras de celulose, sendo que sua reação tem início
rápido e no final, a velocidade da reação diminui consideravelmente, em um pH alcalino
(SENAI CETCEP, 2001).
23
O hipoclorito muitas vezes é obtido na própria indústria, o que torna sua utilização
bem mais economicamente viável do que outros reagentes. Sua produção é através do cloro
gasoso, pela seguinte reação (Equação 1):
2NaOH + Cl2 ⇔ NaClO + NaCl + H2O + Calor (Equação 1)
Por ser reversível essa reação, é necessário a utilização de excesso de hidróxido de
sódio, para manter o pH alcalino, por volta de 9,5, e principalmente estabilizar o hipoclorito
nessa forma, além do mais o pH alcalino também é um fator de extrema importância para o
tempo de reação (IPT, 1988).
Segundo o mesmo autor, a velocidade da reação de branqueamento é aumentada de
acordo com o aumento da quantidade de hipoclorito presente no meio reacional, onde está
presente de 1,5 a 2,5% de cloro ativo, sendo que o excesso de hipoclorito ocasiona a
degradação das fibras celulósicas.
O pH é a variável de maior importância no branqueamento com hipoclorito, que varia
entre 10 a 11, sendo que para manter a reação nesta faixa de pH, é adicionada uma solução
álcali. Outra variável importante é a temperatura, que neste processo varia de 30 a 60oC,
sendo que a temperatura de 45oC é a temperatura ótima do sistema, pois acima desse valor,
o hipoclorito reage, em grande quantidade, com a celulose, degradando-a, ao invés de reagir
com a lignina. Uma forma de controlar a temperatura é a adição de água ao sistema, assim
consegue-se o maior controle da temperatura da reação (SENAI CETCEP, 2001).
24
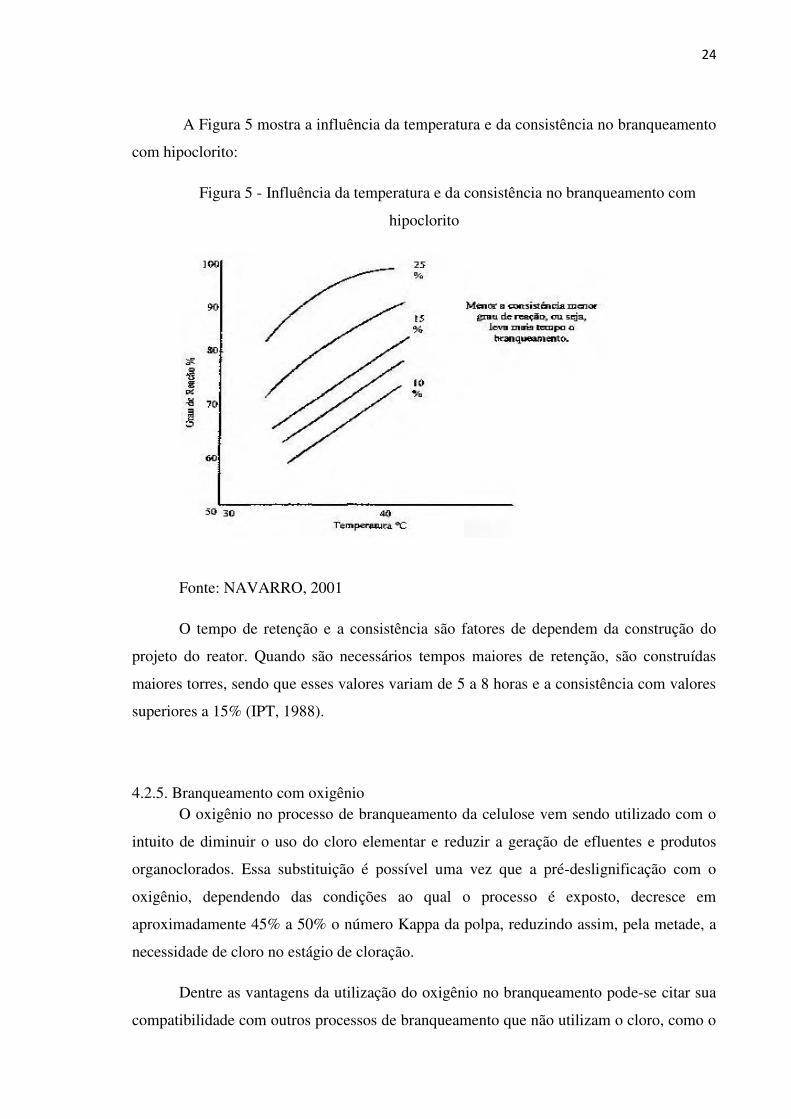
A Figura 5 mostra a influência da temperatura e da consistência no branqueamento
com hipoclorito:
Figura 5 - Influência da temperatura e da consistência no branqueamento com
hipoclorito
Fonte: NAVARRO, 2001
O tempo de retenção e a consistência são fatores de dependem da construção do
projeto do reator. Quando são necessários tempos maiores de retenção, são construídas
maiores torres, sendo que esses valores variam de 5 a 8 horas e a consistência com valores
superiores a 15% (IPT, 1988).
4.2.5. Branqueamento com oxigênio O oxigênio no processo de branqueamento da celulose vem sendo utilizado com o
intuito de diminuir o uso do cloro elementar e reduzir a geração de efluentes e produtos
organoclorados. Essa substituição é possível uma vez que a pré-deslignificação com o
oxigênio, dependendo das condições ao qual o processo é exposto, decresce em
aproximadamente 45% a 50% o número Kappa da polpa, reduzindo assim, pela metade, a
necessidade de cloro no estágio de cloração.
Dentre as vantagens da utilização do oxigênio no branqueamento pode-se citar sua
compatibilidade com outros processos de branqueamento que não utilizam o cloro, como o
25
branqueamento com ozônio e com peróxidos. Também é valido ressaltar que este tipo de
branqueamento pode substituir dois estágios de uma sequência normal de branqueamento, o
que compensa o alto investimento prévio para a pré-deslignificação com oxigênio. Tendo
em vista o gasto energético, a produção de oxigênio utiliza menos energia se comparado a
produção de uma mesma quantidade de cloro, sendo assim é um reagente mais barato do que
reagentes com compostos clorados. Além disso o tratamento de efluentes do branqueamento
com oxigênio é significativamente mais barato (MCDONOUGH, 1983).
Porém a grande desvantagem da utilização deste método é o alto custo de capital
inicial para sua implantação, porque a pré-deslignificação com oxigênio, na maioria das
vezes, acontece em reatores pressurizados e em alta consistência, em torno de 20% a 30%.
Além disso, fez se necessário vários equipamentos, como bomba para alta consistência,
reatores pressurizados, desaguadores, além de equipamentos de segurança que monitoram
os gases explosivos e os vapores. Estes equipamentos possuem um custo muito alto,
especialmente o reator pressurizado, fazendo com que o grande custo de investimento para
a implantação do branqueamento com oxigênio seja uma de sua principal desvantagem.
O refinamento das polpas branqueadas com oxigênio tem um menor gasto energético
para atingir o grau de refinamento do que polpas branqueadas de outras maneiras mais
usuais, sendo assim são mais fáceis de refinar (SENAI CETCEP, 2001). Em relação às
propriedades de resistência, se a deslignificação não exceder 50% na pré-deslignificação
com oxigênio, as polpas branqueadas com oxigênio possuem propriedades de resistência
análogas as polpas branqueadas de maneira convencional.
A escolha de um processo para a pré-deslignificação com oxigênio se dá basicamente
por questões financeiras, pois ela pode acontecer em baixa (1 a 5%), média (8 a 12%) ou alta
(25 aa 30%) consistências. O custo de capital do sistema, consumo de vapor, oxigênio,
energia, grau de deslignificação desejado e álcali, interferem na economia dos processos
(NAVARRO, 2004).
Quando opta-se por sistemas de média consistência o consumo de vapor é maior,
principalmente o vapor de média pressão, em relação aos sistemas de alta consistência. Isso
acontece devido à maior quantidade de líquido que precisa ser aquecido até a temperatura
de reação. O consumo de vapor na evaporação do licor residual é afetado pela quantidade de
vapor acrescentada ao reator. Este sistema também necessita de uma maior carga de álcali,
26
este tem efeito na recuperação do licor residual, e compensa a menor concentração de álcali
e a menor taxa de reação no reator.
Contudo, os custos dos sistemas em altas consistências na maioria das vezes são
maiores, e a instalação de uma prensa antes do reator de oxigênio é uma das principais
responsáveis por este alto custo de capital (DANTAS, 2012).
Os sistemas de deslignificação em alta consistência operam por volta de 45 até 50%,
mas conseguem diminuir o teor de lignina de polpas celulósicas em até 65%. Em média
consistência os níveis de deslignificação podem chegar à 50%, o que em uma operação
normal a consistência dificilmente ultrapassa a faixa de 40 a 45%. O grau de deslignificação
interfere na descarga de efluentes, no número de estágios que será preciso para chegar na
alvura pretendida e no consumo de componentes químicos nos estágios posteriores. O que
interfere diretamente nos custos tanto de capital como operacional.
A baixa solubilidade do oxigênio em meio alcalino é um fator que dificulta o
processo, que para ser realmente eficiente precisa facilitar a transferência do oxigênio,
através da fase líquida, para o interior da fibra, para que isso aconteça é necessária uma
pressão parcial do oxigênio na fase gasosa e a área de interface líquido gás suficientemente
grandes. A consistência da pasta, os efeitos de temperatura e o calor de reação, que deve ser
previsto principalmente em sistema de maior consistência, são fatores importantes e
significativos nos projetos dos sistemas com oxigênio (DANTAS, 2012).
A consistência é a principal variável nos processos de deslignificação com oxigênio,
sendo que grande parte das instalações utilizam consistência alta, tendo como vantagem a
baixa espessura da camada de liquido o qual o oxigênio deve se espalhar até atingir a fibra,
e também a menor quantidade de matéria orgânica potencialmente oxidável.
4.2.6. Branqueamento com dióxido de cloro No processo de branqueamento da celulose, é muito importante que os agentes oxidantes
sejam seletivos na oxidação da lignina e resinas, sem que ocorra ataque aos carboidratos, de
modo que a eficiência de branqueamento seja máxima com o mínimo de perda de resistência
da celulose. O agente deve ter um processo de obtenção econômico com reversão mínima
de alvura (IPT, 1988).
27
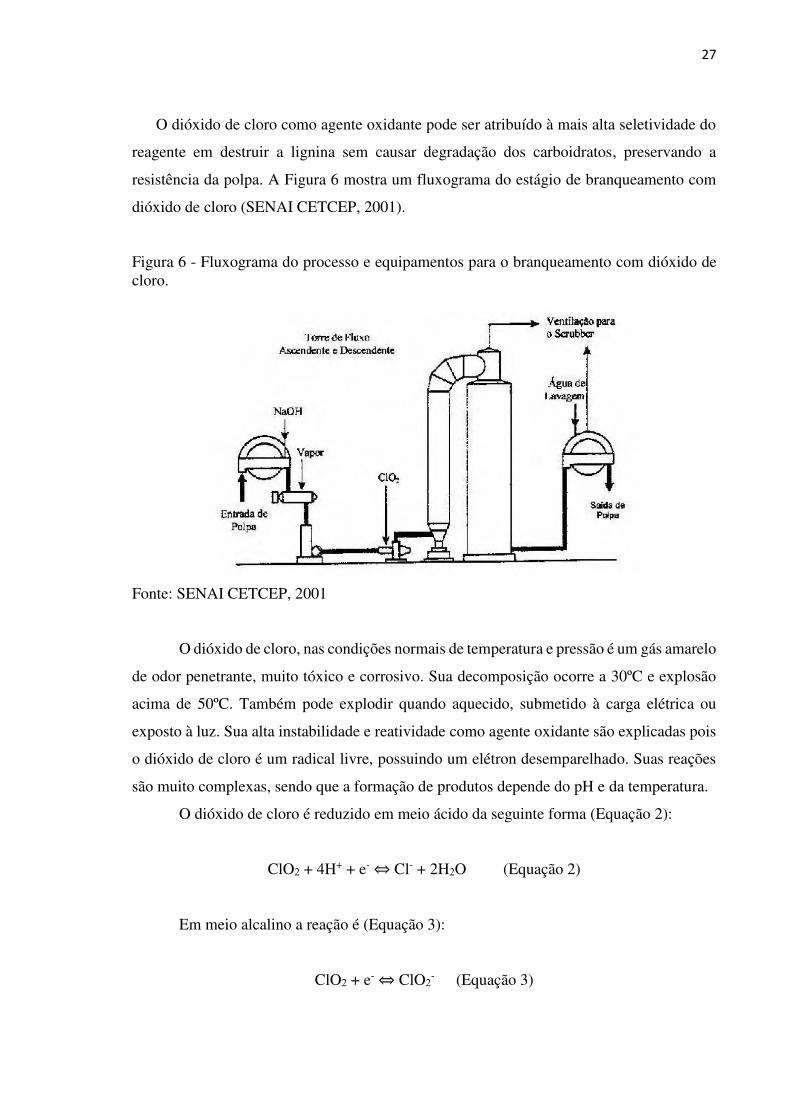
O dióxido de cloro como agente oxidante pode ser atribuído à mais alta seletividade do
reagente em destruir a lignina sem causar degradação dos carboidratos, preservando a
resistência da polpa. A Figura 6 mostra um fluxograma do estágio de branqueamento com
dióxido de cloro (SENAI CETCEP, 2001).
Figura 6 - Fluxograma do processo e equipamentos para o branqueamento com dióxido de cloro.
Fonte: SENAI CETCEP, 2001
O dióxido de cloro, nas condições normais de temperatura e pressão é um gás amarelo
de odor penetrante, muito tóxico e corrosivo. Sua decomposição ocorre a 30ºC e explosão
acima de 50ºC. Também pode explodir quando aquecido, submetido à carga elétrica ou
exposto à luz. Sua alta instabilidade e reatividade como agente oxidante são explicadas pois
o dióxido de cloro é um radical livre, possuindo um elétron desemparelhado. Suas reações
são muito complexas, sendo que a formação de produtos depende do pH e da temperatura.
O dióxido de cloro é reduzido em meio ácido da seguinte forma (Equação 2):
ClO2 + 4H+ + e- ⇔ Cl- + 2H2O (Equação 2)
Em meio alcalino a reação é (Equação 3):
ClO2 + e- ⇔ ClO2- (Equação 3)
28
A reação em meio alcalino contribui com apenas um equivalente de oxidação
(formação do íon clorito). Assim, a solução deve ser acidulada para desenvolver ação
oxidante (Equação 4):
ClO2- + 4H+ + 4e- ⇔ Cl- + 2H2O (Equação 4)
Ressaltando que, em meio alcalino, podem ocorrer a formação indesejável de clorato
e cloreto.
O dióxido de cloro reage com a polpa gerando o íon clorato e uma polpa oxidada. A
taxa da reação aumenta com o aumento do pH acima de 7 (SENAI CETCEP, 2001).
O branqueamento com esse reagente geralmente é realizado em meio ácido. A acidez
no estágio de dioxidação desempenha papel importante na eficiência do tratamento químico
na degradação da celulose (IPT, 1988).
Em pH alcalino a reação ocorre rapidamente e de forma semelhante àquela realizada
com hipoclorito de sódio. Como o branqueamento com dióxido de cloro normalmente segue
um estágio alcalino, há necessidade de lavar a polpa antes desse estágio para manter o pH
abaixo de 7 e assim evitar que a celulose seja degradada (RAPSON; ANDERSON, 1966).
O dióxido de cloro tem alta velocidade de reação em baixas temperaturas, quando a
pasta celulósica contém elevadas quantidades de lignina. Entretanto, com o avanço da
oxidação, nas etapas finais do branqueamento, há quantidades pequenas de lignina que, para
serem oxidadas, um aumento de temperatura torna o processo favorável, com um alto teor
de branqueamento com menor quantidade de dióxido de cloro e um tempo de reação que não
seja excessivo (IPT, 1988).
É importante a manutenção de um residual positivo de dióxido de cloro em alguns
estágios de branqueamento uma vez que o consumo total desse reagente resultará em uma
celulose amarelada. Maior temperatura e umidade também contribuem para isso. A alvura
pode cair também caso a polpa permaneça na torre por muito mais tempo após o consumo
do reagente oxidante. A temperatura considerada ótima é de 70ºC. Acima dessa temperatura,
a reação é acelerada para o consumo total do reagente, deixando a pasta em temperatura
elevada e pH baixo, causando reversão de alvura e enfraquecimento das fibras. Abaixo de
60ºC, não haverá consumo suficiente do reagente para atingir o grau de alvura necessário
(RAPSON; ANDERSON, 1966).
29
Quanto à consistência, mantendo os outros parâmetros constantes, a alvura pode ser
obtida com consistência entre 5 a 15%. O efeito da consistência sobre a eficiência do
branqueamento com dióxido de cloro é baixo. Geralmente, o custo para aquecer a água que
acompanha a polpa faz com que se deseje polpa de consistência tão alta quanto possível. A
consistência média favorece a difusão do gás dióxido de cloro através das fibras, uma vez
que a sua solubilidade em água é baixa (GERMGARD, 1982).
Quanto ao tempo de retenção, o consumo do oxidante no início do processo é muito
rápido, sendo que o maior grau de alvura no processo é obtido logo nos cinco primeiros
minutos reacionais. Com um tempo de retenção de até três horas, a alvura aumenta com uma
quantidade constante do dióxido de cloro. Ressaltando que, acima de três horas de retenção,
há o risco de reversibilidade da reação e também pouco aumento da alvura, se o dióxido
residual for esgotado (IPT, 1988).
O pH é muito importante no processo, quando se deseja obter elevada alvura com
maior eficiência do reagente, ou seja, com mínima formação de clorato.
Em faixas de pH de 2 a 7, a taxa de degradação é muito pequena, conforme mostram
testes de viscosidade da polpa. Mas, em pH acima de 7, a degradação torna-se expressiva e
a eficiência do branqueamento é reduzida (IPT, 1988).
Para pH acima de 7 há diminuição violenta de eficiência no branqueamento,
principalmente porque a razão de reação do dióxido de cloro com a água aumenta com o
aumento de pH e também porque o dióxido reage mais rapidamente com os carboidratos,
resina e lignina, que são degradados. Os papéis produzidos nesse pH e com esse reagente
apresentam baixa resistência devido ao que foi citado.
As alvuras mais elevadas, nesse processo, são obtidas em faixas de pH entre 5 e 7,
com valor máximo em pH 6, onde parte do dióxido de cloro permanece sem reagir, sob a
forma de clorito. A reação entre o reagente e a pasta, que produz íons clorito, é a mais
eficiente nos processos de alvura.
Para melhores resultados no branqueamento, o pH do primeiro estágio deve ser
próximo de 3,8 enquanto que no estágio seguinte o pH deve ser próximo de 5,0
(GERMGARD, 1982).
O controle de pH é dificultado pois há formação contínua de ácido. O uso de tampão
costuma ser caro, não compensando a elevação de alguns graus de alvura. A adição de soda
no início do processo é adotada, para neutralizar a pasta mas, problemas de corrosão podem
ocorrer (GERMGARD; KARLSON 1984).
30
Finalmente, quanto à quantidade de reagente oxidante do processo, dependerá
principalmente do tipo de madeira utilizada, do tipo de pasta celulósica e do número Kappa
da pasta não branqueada. Após a cloração e extração alcalina, uma pasta celulósica requer
de 0,5 a 1,5% de dióxido de cloro. Caso haja segundo estágio, a quantidade de dióxido de
cloro deve ser da ordem de um terço da do estágio anterior. Lembrando sempre que, ao fim
do processo, é necessária a presença deste reagente, para que não ocorra amarelecimento da
pasta.
4.2.7. Branqueamento com ozônio Pode-se descrever a molécula de ozônio como um híbrido de ressonância que contém
quatro estruturas mesométricas. Ele é um potente agente oxidante, que reage rapidamente
com materiais orgânicos, inclusive com a lignina. Apenas o flúor ultrapassa seu potencial de
oxidação que é de +2,07 volts. Todo efluente do estágio do ozônio pode ser reciclado para o
sistema de recuperação química, pois ele gera um efluente livre de componentes corrosivos
(NAVARRO, 2004).
O ozônio, assim como o oxigênio, é um bom removedor de lignina, entretanto sua
seletividade é um pouco maior. Porém o longo tratamento com ozônio é inviável
economicamente, portanto uma alternativa seria remover, com oxigênio, a maior quantidade
possível de lignina antes de aplicar o ozônio. A transferência de ozônio para o sitio ativo na
fibra ocorre por convecção entre a fase líquida ou gás quando as fibras úmidas estão
espalhadas, dissolução na camada de água envolta de cada fibra e pôr fim a difusão para o
sitio ativo.
A solubilidade do ozônio em água inibe sua reatividade, se for comparado com outros
agentes de branqueamento, apesar de o ozônio reagir rapidamente com constituintes fibrosos
e ser um potente oxidante (REEVE, 1983).
A baixa solubilidade do ozônio em água e o grande volume necessário no processo
de branqueamento limitam a transferência do ozônio pela camada de água até a fibra. O
ozônio é gerado em baixas concentrações derivado da mistura de oxigênio/ozônio e sua
solubilidade é função das pressões parciais.
A solubilidade do ozônio pode ser melhorada a partir do aumento de sua
concentração e da pressão do gás, o que também diminui a pressão do gás para a polpa. A
31
acessibilidade da fibra em relação ao ozônio é determinante para que a reação entre o ozônio
e a fibra aconteça (REEVE, 1983).
Os processos de branqueamento com ozônio são projetados para altas taxas de
transferências, assim pode-se obter a transferência de massa entre a fase gasosa e a fase
líquida. A distribuição de gás na suspensão de fibras é um elemento indispensável e o projeto
do processo se dá em função da quantidade de água na suspensão de fibra, que é a
consistência. O pH e a temperatura também podem ser considerados como variáveis neste
processo, e tem a função de facilitar a solubilidade do ozônio na água que envolve as fibras
e a própria reação. Por causa das limitações nos equipamentos de mistura os primeiros
estudos envolvendo o branqueamento com ozônio abordaram baixa (0,5 até 3,0%) e alta (30
até 40%) consistência (NAVARRO, 2004).
No branqueamento de baixa consistência, uma agitação vigorosa, com misturadores
convencionais, de uma suspensão de fibras bem diluídas facilita o transporte do ozônio para
o sitio de reação, isso acontece por convecção pela camada móvel de água, e por difusão
pela camada imóvel de água, que se localiza ao redor da fibra. A camada imóvel de água
tem uma espessura máxima em um branqueamento de baixa consistência, a difusão através
desta camada é uma fase determinante, uma vez que o transporte convectivo através da
camada móvel de água é mais rápido.
A camada móvel é progressivamente eliminada restando apenas a camada imóvel,
quando a consistência passa de baixa (menor que 3,5%) para média (10%) consistência.
Assim a espessura da camada de água se torna determinante (NAVARRO, 2004).
A camada imóvel de água entra em movimento quando acontece a fluidização, que é
possível pela utilização de recente tecnologia de mistura a média consistência, esse fato
modifica a situação fazendo com que o ozônio possa ser transportado por convecção e não
mais por um processo de difusão, que seria mais lento. Portanto, sistemas de mistura de alta
intensidade são importantes em reações com ozônio a média consistência.
Na escala de alta consistência (maior que 25%) só uma pequena camada imóvel de
água envolve a fibra, e a grande parte de água fica dentro da fibra, assim diminui
consideravelmente o percurso da difusão do ozônio para a fibra. A máxima exposição da
superfície da fibra à fase gasosa que contem ozônio é atingida pela separação dos agregados
de fibras antes de colocá-las em contato com o gás, ou pelo desfibramento.
32
Uma agitação relativamente suave basta para facilitar o transporte do ozônio para a
superfície da fibra, e para que o branqueamento com ozônio a alta consistência aconteça,
assim o ozônio consegue se espalhar rapidamente pela camada fina e imóvel que envolve a
fibra (AZEVEDO, 2011).
Uma desvantagem do processo a alta consistência é que o ozônio pode ser consumido
antes de chegar ao interior dos flocos grandes das fibras, pois ele reage com a superfície dos
flocos, neste caso polpas dispersas como fibras separadas ou pequenos agregados auxiliam
na garantia de uma distribuição homogênea do ozônio dentro das fibras.
As etapas que determinam um processo a alta consistência são: A transferência do
ozônio em fase de gás para a superfície do floco; a transferência do ozônio da superfície do
floco para a superfície da fibra; a transferência do ozônio da superfície da fibra para o sitio
de reação e pôr fim a reação química.
O fato de as reações de alta consistência serem heterogêneas pode resultar em uma
exposição excessiva das fibras ao ozônio, criando zonas de baixo teor de lignina, assim os
carboidratos ficam vulneráveis ao ataque do ozônio, tendo como consequência a produção
de polpas com menor resistência. O interesse em processos de baixa consistência como uma
tecnologia viável considerando aspectos comerciais foi diminuído por causa do grande
volume de água fresca necessário (NAVARRO, 2004).
Para que ocorra uma deslignificação eficiente, no branqueamento com ozônio, é
necessário que o pH esteja por volta de 2. Se o pH diminuir a deslignificação aumenta. A
viscosidade apresenta um leve aumento ou nenhum dependendo do tratamento antes da
ozonização. Com pH maior que 3, a decomposição do ozônio aumenta. A combinação de
deslignificação e viscosidade é vantajosa para a seletividade a baixo pH.
Foi sugerido que no branqueamento com ozônio a alta consistência seja feito um
tratamento ácido e depois um estágio de prensagem, que elimina os íons metálicos de
transição, diminuindo, portanto a decomposição do ozônio e a degradação dos carboidratos.
Mesmo em baixas temperaturas as reações com ozônio acontecem rapidamente,
embora alguns estudos mostrem que temperaturas por volta de 0°C ofereçam melhor
seletividade, para ozonização a alta ou média consistência a deslignificação é mais eficaz e
tem maior seletividade em uma temperatura de 25 até 30°C. Com altas temperaturas, a
decomposição do ozônio é acelerada e isto diminui a eficiência da deslignificação. Como o
33
estágio de ozonização requer baixas temperaturas é recomendável que se acrescente alguns
estágios para o resfriamento da polpa antes que ela vá para o estágio de ozonização. Portanto
a temperatura da sequência e as implicações no consumo de energia são importantes e devem
ser consideradas toda vez que um estágio de ozônio é incluído no processo de
branqueamento (OLTMANN et al., 1992).
Algumas pesquisas focalizam seus esforços em conseguir encontrar algum aditivo ou
tratamento para a polpa que impeça que o ozônio reaja com o carboidrato encontrado na
mesma, com isso possibilitaria sua reação com a lignina. Este objetivo visa restringir a
disponibilidade física do ozônio para a fração de carboidratos, possibilitar a supressão da
formação ou eliminação de espécies reativas secundárias, como por exemplo os radicais
hidroxila que são responsáveis pela degradação da celulose. A eliminação dos íons metálicos
antes do tratamento com ozônio e aumento da estabilidade do ozônio ou solubilidade em
solventes orgânicos e em ácidos com pH baixo também são considerados parâmetros que
melhoram a seletividade.
Geralmente o ácido utilizado para garantir uma deslignificação eficaz não é tão
importante quanto fazer com que o pH se mantenha abaixo de 3 durante o processo de
ozonização. Existe certa contradição em relação a adição de ácido acético, fórmico e oxálico,
principalmente pelo excesso de ácido que é necessário para que obtenha uma vantagem sobre
o ácido sulfúrico (DANTAS, 2012).
Para prevenir que a viscosidade oscile durante o tratamento com ozônio existem
alguns aditivos orgânicos que podem ser adicionados, porém necessitaria de uma quantidade
muito grande desses aditivos orgânicos, tais quantidades ultrapassam os limites práticos.
Dentre esses aditivos o Metanol é capaz de eliminar espécies contaminantes, prevenindo que
contaminem a fração de carboidratos.
Os compostos de Magnésio, apesar de funcionarem bem como protetores da celulose
nos processos de deslignificação com oxigênio, não protegem a celulose com a mesma
eficiência na deslignificação com ozônio. Se for acrescentado pequenas quantias de sais de
ferro e cobre a degradação da celulose aumenta suavemente. A presença de cobalto (Co+2) e
ferro (Fe+2 e Fe+3) aumentam a decomposição do ozônio em ácido sulfúrico a pH 3
(OLTMANN et al., 1992).
34
O efeito de operar um estágio de ozônio depois de uma lavagem ácida ou depois da
quedação com EDTA ou DTPA foi considerado útil na remoção de íons metálicos. Segundo
alguns autores os íons metálicos não interferem em ozonização a média consistência. Uma
investigação mais profunda com o objetivo de isolar as variáveis do processo, e analisá-las
separadamente, e os íons metálicos faz-se necessário para aclarar suas consequências nas
reações de ozonólise (GRIFFIN; NI; VAN HEININGEN, 1995).
Pelos métodos de branqueamento apresentados, o método que apresenta um maior
teor final de pureza da cadeia da celulose é o branqueamento com dióxido de cloro, sendo
assim o mais indicado para a produção de nitrocelulose. Por último, mas não menos
importante, a celulose da polpa de madeira possui em sua estrutura fibras de longo tamanho,
que é mais indicada na confecção de vernizes e tintas, uma vez que o maior tamanho das
fibras, faz com que a viscosidade seja maior. A celulose de linter de algodão possui em sua
cadeia, fibras curtas, que são mais indicadas para a obtenção de explosivos e pólvoras, pois
gera uma solução de nitrocelulose com menor viscosidade.
4.3. Processo de produção da nitrocelulose Após o preparo da celulose, através das etapas de deslignificação e branqueamento,
esta servirá como matéria base para a produção de nitrocelulose, as fibras são enviadas para
silos, onde será levada para a alimentação dos nitradores e posterior reação com mistura
sulfonítrica (ácido nítrico, ácido sulfúrico e água), segundo a seguinte reação (Equação 5):
Celulose-OH + HNO3 ⇔ Celulose-ONO2 + H2O (Equação 5)
A mistura entre ácido sulfúrico e ácido nítrico é resfriada à temperatura de 40oC
aproximadamente e a pressão atmosférica, onde nessas mesmas condições, ocorre a nitração,
com duração aproximada de 25 minutos. Após a nitração, toda a carga do nitrador é
descarregada numa centrífuga, onde os ácidos residuais são separados e reutilizados no
processo. Uma fração é concentrada, desnitrificada para obter novamente o ácido sulfúrico
(SANTOS, 2001).
A celulose nitrada segue para refervedores sem pressão, onde para remover os ácidos
residuais é adicionada água, dependendo do grau de nitração, o produto deve ficar de 2 horas
(baixa nitração) até 70 horas (alta nitração), mantidos a uma temperatura de
aproximadamente 98oC (SANTOS, 2001).
35
Nas reações de nitração, também ocorrem reações de sulfonação, gerando produtos
indesejados, que necessitam ser removidos. A hidrocelulose e a oxicelulose são formadas e
também são produtos indesejados, que acabam aumentando a instabilidade do produto final.
Para a remoção desses produtos, a nitrocelulose é mandada para autoclaves para garantir a
estabilidade. A autoclave trabalha a altas temperatura, aproximadamente 140oC, e com
pressão acima da pressão atmosférica. No final, ocorre a hidrólise da nitrocelulose para a
diminuição da sua viscosidade e do seu peso molecular (SALES, 2013).
Após a retirada de produtos sulfonados, ainda resta ácido nítrico, que leva a uma
nova lavagem, que pode ser realizada a quente, a frio, ou até mesmo alcalina (na presença
de carbonato de cálcio ou de sódio). A lavagem alcalina é realizada quando a nitrocelulose
é destinada a fabricação de explosivos. Para a utilização como solvente ou fabricação de
filmes, a nitrocelulose é lavada apenas com água fria, para a diminuição da acidez, e
posteriormente é controlado o teor de umidade, mantendo-o em aproximadamente 28%
(SALES, 2013).
A água residual é substituída por 25 a 30% de isopropanol ou etanol. Depois de
umectada com os álcoois. A nitrocelulose é convenientemente guardada em sacos
antiestáticos, ou seja, que a mantém imóvel, protegendo contra choques e impactos
mecânicos, posteriormente embalada em tambores de fibra ou caixas de papelão. Para
utilização na obtenção de explosivos o teor de água na nitrocelulose é reduzido a um valor
mais baixo mediante a percolação com etanol. É colocada em centrífuga e o álcool é
pulverizado para garantir uma distribuição uniforme e obter um produto homogêneo
(BAUM, 2011).
O tratamento dos efluentes gerados nesses processos, desde a obtenção da celulose,
com suas etapas de cozimento e branqueamento até a produção da nitrocelulose, é de extrema
importância, visto a produção de compostos clorados, nitratos e sulfonados, onde estes
produtos trazem um grande impacto ambiental negativo, diminuindo a demanda básica de
oxigênio das águas onde serão despejados, bem como a diminuição da flora e fauna aquática.
Os processos de tratamento desses efluentes mais aplicados são os métodos químicos
e biológicos, sendo que no método químico os contaminantes são removidos por agentes
químicos através de reações de oxidação e nos métodos biológicos os contaminantes são
removidos por atividade biológica, podendo ser aeróbios e anaeróbios (SANTOS, 2001).
36
4.4. Tipos de nitrocelulose Segundo Santos (2001), a nitrocelulose é classificada, quanto ao teor de nitrogênio,
conforme a Tabela 1 abaixo:
Tabela 1 – Tipo de nitrocelulose em função do teor de nitrogênio
Tipo de Nitrocelulose % Nitrogênio USO
Alta 13,45 Propelentes, Pólvoras de
base simples e dupla Baixa 12,60
Dinamite 12,20 Explosivos (Dinamite)
Colódio 11,80 Tintas, vernizes, filmes
Fonte: SANTOS, 2001
4.5. Características da nitrocelulose
4.5.1. Teor de nitrogênio O teor de nitrogênio da nitrocelulose depende da extensão do grau de nitração das
hidroxilas da celulose, onde como valor máximo teórico obtido é de 14,14%, sendo que as
3 hidroxilas presentes na celulose reagiram com o ácido nítrico. Mas na prática, observa-se
que na produção industrial, para uso na fabricação de tintas e vernizes a quantidade de
nitrogênio obtida está na faixa de 10,8 a 12,3%. Quando apresenta menos que o limite
inferior, ocorre um processo de gelificação e insolubilização em solventes utilizados.
Ultrapassando o limite superior, aproximadamente 12,6%, a nitrocelulose é utilizada
preferencialmente para fins bélicos (MTN, 2012).
Em aplicações de tintas e vernizes, a nitrocelulose pode ser classificada de acordo
com o teor de nitrogênio, como segue na Tabela 2 abaixo:
Tabela 2 – Porcentagem de nitrogênio na nitrocelulose
ES Alto teor de nitrogênio 11,8 – 12,3% Boa solubilidade em
ésteres, cetonas e metanol
AS Baixo teor de nitrogênio 10,8 – 11,3% Boa solubilidade em álcoois
Fonte: Modificado; MTN, 2012
37
A solubilidade e a resistência física da nitrocelulose são influenciadas pelo teor de
nitrogênio, sendo que a nitrocelulose de alto teor é solúvel em acetatos e cetonas e possui
baixa solubilidade em etanol, enquanto a nitrocelulose de baixo teor é completamente
solúvel em álcoois e insolúveis em compostos aromáticos (MTN, 2012).
4.5.2. Grau de Polimerização O grau de polimerização é uma característica que mede o número médio de unidades
de betaglucose (Figura 7) que existe em uma molécula de resina. Na celulose natural, este
número varia de 1500 a 10000, enquanto na nitrocelulose este valor é bem menor, variando
entre 70 e 250. Nas aplicações em tintas e vernizes, para que ocorram as propriedades
químicas e mecânicas necessárias, o valor do grau de polimerização deve variar entre 70 a
100 unidades de betaglucose (MTN, 2012).
Figura 7 – Molécula de Betaglucose
Fonte: Modificado; MTN, 2012
Segundo o mesmo autor, outra maneira de avaliar o grau de polimerização é através
da indicação indireta da viscosidade da resina, visto que esta propriedade está ligada com o
tamanho da cadeia do polímero. A viscosidade da cadeia de nitrocelulose é obtida através
do método de viscosimetria de queda de esfera, onde o tempo de queda da esfera caracteriza
o grau de polimerização da cadeia. Também há a junção de outras características para a
determinação do grau de polimerização, como o teor de nitrogênio.
4.5.3. Solubilidade A solubilidade da nitrocelulose está ligada principalmente com o teor de nitrogênio
e em menor escala com a viscosidade, sendo que é solúvel completamente em cetonas,
diacetonas, álcool, ésteres, etil e butilglicóis. Álcoois são parcialmente solúveis em
nitrocelulose de alto teor de nitrogênio porém, na presença de outros solventes, sua
38
solubilidade é aumentada, proporcionando diminuição da viscosidade. Já na nitrocelulose de
baixo teor de nitrogênio, os álcoois são solventes bem propícios (MTN, 2012).
4.5.4. Viscosidade Segundo o MTN (2012), A viscosidade é uma propriedade que depende do tipo e da
quantidade de nitrocelulose usada, da classe, do tipo e da composição dos solventes, bem
como da temperatura e do processo de dissolução, bem como do teor de sólidos da solução.
O comportamento reológico de soluções de nitrocelulose é do tipo não newtoniano,
sendo que a taxa de cisalhamento não varia de acordo com a viscosidade, portanto mais
compatível quimicamente com o solvente, maior é a taxa de obtenção de soluções com baixa
viscosidade, onde se pode observar na Tabela 3:
Tabela 3 – Viscosidades relativas de solução de nitrocelulose de alto teor de nitrogênio com
12,2% de teor de sólidos
SOLVENTE VISCOSIDADE RELATIVA
Acetona 10
Metiletilcetona 15
Metilisobutilcetona 29
Acetato de Etila 30
Acetato de Butila 54
Etilenoglicolmonoetileter 106
Diacetonaalcool 220
Fonte: Modificado; MTN, 2012
39
4.6. Aplicações da nitrocelulose
4.6.1. Tintas e Vernizes
Tintas são misturas heterogêneas que são compostas por materiais que possuem certa
compatibilidade, onde são formuladas por resinas, solventes, pigmentos, cargas e aditivos.
As resinas são dissolvidas em forma de solução para que haja utilização nas tintas. Já os
pigmentos são aglomerados que são moídos juntamente com as resinas até obterem tamanho
desejável. No processo de produção de tintas e vernizes, é adicionado, juntamente com a
nitrocelulose, álcool e todo o solvente aromático, para que haja umectação, logo após, os
solventes são adicionados e há a dissolução da nitrocelulose com agitação moderada
(ANGHINETTI, 2012).
Segundo a mesma autora, os pigmentos são preparados por uma dispersão na solução
de resina, que após a homogeneização, são enviados para um processo de moagem, para que
haja redução do tamanho das partículas e estabilização da dispersão. Na moagem, a mistura
pigmento, resina e solvente, é bombeada até um moinho de areia, onde a forte agitação, o
tamanho das partículas são reduzidas até atingir o grau de fineza e o poder colorante
adequados.
Após a moagem, a tinta passa pela fase de completagem, tingimento, acerto de
viscosidade e envasamento.
4.6.1.1. Tintas para repintura automotiva
As tintas automotivas (lacas) a partir da nitrocelulose tiveram maior incidência com
a 1ª Guerra Mundial, com a ajuda de novos métodos para diminuição de viscosidade das
soluções e criação de novos solventes, gerando resinas com menor tempo de secagem e
aplicação de múltiplas camadas em curtos espaços de tempo, reduzindo o tempo de produção
e finalização dos produtos. Outro fator determinante é a grande compatibilidade da
nitrocelulose com resinas, onde é possível tintas com maiores teores de sólidos, maior brilho,
durabilidade e mais cores sólidas (MTN, 2012).
Nos dias de hoje, mesmo com novos sistemas tintométricos, as lacas de nitrocelulose
continuam a ser utilizadas com qualidade superior.
40
4.6.1.2. Vernizes para madeiras
Um dos maiores campos de aplicação da nitrocelulose são os vernizes e seladores
para madeira. Pela estrutura do substrato, o processo de formulação de vernizes é longo e
complexo. Os produtos a base de nitrocelulose são recomendados a aplicação em madeiras,
pois atendem a necessidade estética de realçar o desenho natural das fibras da madeira, além
de acompanhar as contrações e expansões devido à ação da umidade e da temperatura (MTN,
2012).
4.6.1.3. Tintas para impressão
Tintas de rotogravura e flexografia são tintas de baixa viscosidade, por isso aplicadas
em impressões de folhas, papel, cartolina, laminados e metalizados, principalmente em
embalagens. Por característica, apresentam rápido tempo de secagem, auxiliada pela
volatilidade dos solventes utilizados (MTN, 2012).
Segundo o mesmo autor, os processos de rotogravura e flexografia são bem
semelhantes, apenas se diferenciando nas características nos equipamentos de impressão da
tinta, sendo o processo de flexografia o mais economicamente viável, porém o processo de
rotogravura permite uma maior liberdade na escolha de solventes.
4.6.1.4. Tintas para esmalte de unha
A formação do filme de esmalte sobre a unha é gerada pela utilização da nitrocelulose
em conjunto com outros produtos como plastificantes, pigmentos, corantes, aditivos e
solventes. As películas formadas pela nitrocelulose possuem várias características desejáveis
para utilização em esmaltes como bom acabamento, boa resistência a água e abrasão, boa
dureza, secagem rápida e aparência lustrosa (MTN, 2012).
4.6.2. Propelentes
Os primeiros sistemas de propulsão de uso militar eram produzidos através da
pólvora negra, constituída de carvão, enxofre e nitrato de potássio. Com o advento da
tecnologia, sistemas de nitrocelulose e nitroglicerina substituíram os antigos produtos
utilizados, sendo que tinham um potencial energético muito mais apropriado para o caso,
41
além do mais os novos sistemas tinham por característica a baixa emissão de gases e fumaça
prejudiciais ao ser humano (SALES, 2013).
Por uma questão de segurança, a nitrocelulose é manuseada com 30% em peso de
água e com um teor de nitrogênio menor que 12,5%, que em essas condições pode ser
considerada um material não explosivo. O emprego da nitrocelulose em sistemas de
propulsão, originaram os sistemas de propelentes de base simples, utilizados em projeteis
para canhões, armas de pequeno porte e iniciador de sistemas de propulsão de mísseis.
Posteriormente, a nitroglicerina foi integrada a nitrocelulose gerando uma nova categoria de
propelentes, chamados de base dupla (SALES, 2013).
A nitrocelulose é o principal material para a produção das bases simples e bases
duplas, onde nas bases simples está presente em 85 a 96% das formulações e por volta de
60% nas formulações de bases duplas.
Durante anos, os métodos de armazenamento da nitrocelulose foram estudados, pois
com o seu grande potencial energético e da grande sensibilidade a estímulos térmicos,
ocorreram vários incidentes e explosões. A decomposição é ocasionada pela instabilidade
dos grupos éster presente na molécula de nitrocelulose, onde os grupos NO3 são
decompostos em NO2 e posteriormente em NO, gerando também aldeídos e cetonas. Em
condições adequadas de temperatura e umidade, a decomposição da nitrocelulose acontece
no carbono 6, gerando formaldeído, além do mais a decomposição dos grupos ésteres pode
acontecer simultaneamente (ANDRADE; IHA; ROCCO, 2008).
Segundo os mesmos autores, o processo de decomposição térmica da nitrocelulose
possui mecanismo complexo, onde podemos salientar a participação dos grupos NO2, que
em virtude da sua capacidade de reação, é capaz de catalisar a reação de decomposição,
também chamada de degradação autocatalítica. As reações autocatalíticas aceleram a
decomposição da nitrocelulose e pode em alguns casos ocorrer a autoignição.
4.6.2.1. Estabilizantes para propelentes a base de nitrocelulose
A decomposição autocatalítica da nitrocelulose é a principal propriedade esperada
para a utilização em propelentes, porém esta decomposição deve ser inibida a fim de
diminuir o risco de acidentes, visto o grande potencial energético da nitrocelulose. Esta
inibição da decomposição é principalmente realizada pela adição de difenilamina aos
42
sistemas de propelentes. A difenilamina possui um átomo de hidrogênio que pode ser
facilmente substituído por compostos nitrosos, gerando produtos que são liberados da cadeia.
Outra característica observada é a formação piramidal do átomo de nitrogênio na molécula
de difenilamina, juntamente com o ângulo de torção dos grupos fenil presentes, onde há a
possibilidade de uma livre rotação, gerando a possibilidade de diversos subprodutos
(ANDRADE; IHA; ROCCO, 2008).
4.6.2.2. Pólvoras
A pólvora de nitrocelulose foi o primeiro propelente estável e confiável, onde seu
processo de produção, a partir da celulose nitrada é realizado com a dissolução de
nitrocelulose em solventes orgânicos, se tornando uma massa gelatinosa. Posteriormente,
quando estes solventes são evaporados, a massa gelatinosa é enrolada em folhas antes que
endureça. Seguidamente é cortada em pedaços de tamanhos e formas diferentes, onde estes
são responsáveis pela característica de queima do material (SHREVE; BRINK, 1980).
A pólvora de base simples tem a nitrocelulose como base ativa (substância
responsável pela energia do propelente) enquanto que a de base dupla tem nitrocelulose e
nitroglicerina como bases ativas. Já a pólvora de base tríplice é uma mistura de nitrocelulose,
nitroguanidina e nitroglicerina como bases ativas. A pólvora coloidal base simples é
empregada como propelente em armas portáteis e obuseiros, A base dupla é empregada em
canhões, obuseiros, morteiros, munição 9 mm e foguetes, enquanto que a base tríplice é
empregada em canhões de grande cadência de tiro (SHREVE; BRINK, 1980; IMBEL,
2014).
A solução de nitrocelulose, por ser altamente inflamável, deve ser guardada em local
apropriado, em uma área de estocagem construída com material resistente a fogo, em um
local bem ventilado, seco e à temperatura de 5 a 25oC. Também para minimizar o risco de
explosões devido à presença de vapores de solventes, a iluminação do local deve ser blindada
e à prova de explosão.
43
5. METODOLOGIA
Este trabalho é uma pesquisa bibliográfica sobre o processo de produção e campos
de aplicação da nitrocelulose. Primeiramente, foi estudada a importância da nitrocelulose
para a indústria, visto a quantidade de produtos que são produzidos utilizando como a base
a celulose nitrada.
Após o levantamento desses produtos, foram estudadas as características presentes
na nitrocelulose, desde a variação do seu comportamento em relação a quantidades de
reagentes até as diferentes composições químicas e gradientes de viscosidades.
No estudo da obtenção da celulose, foi explorado os métodos de fabricação deste
insumo, desde o cozimento com hidróxido de sódio, passando pelo pré-branqueamento com
cloro, até as etapas de branqueamento com diversos reagentes, sendo mostrada a condição
de trabalho de cada processo.
O processo de produção da nitrocelulose foi o próximo passo, onde foi vista a reação
química das fibras com mistura sulfonítrica. As variáveis de processo foram analisadas para
controlar o processo e garantir a composição final do produto.
Após as reações de obtenção, foram estudadas as classificações com a qual a
nitrocelulose é separada, dando ênfase principalmente no teor de nitrogênio, viscosidade,
solubilidade e grau de polimerização, onde os produtos são classificados segundo suas
respectivas aplicações.
Com a separação dos produtos, as aplicações para cada tipo de nitrocelulose
produzida foram apresentadas. Primeiramente, a fração de nitrocelulose que é destinada a
produção de tintas e vernizes foi abordada.
Tintas e Vernizes para repintura automotiva, para madeira, para impressões e na
confecção de esmaltes de unha, foram apresentados com suas respectivas características
gerais seguidas de suas formulações, onde estão presentes principalmente, solventes, resinas,
pigmentos e cargas.
Em seguida foi realçada a aplicação da nitrocelulose na confecção de propelentes,
bem como na construção de estabilizantes para propelentes e na produção de pólvora, visto
o grande potencial energético e a capacidade de produzir uma quantidade menor de gases
tóxicos.
44
Posteriormente ao estudo das aplicações dos produtos à base de nitrocelulose, foi
verificado se há a existência de uma literatura mais atualizada sobre todo o processo de
produção, para que este trabalho irá servirá como fonte atualizada para futuros estudos.
Uma rápida discussão sobre o tema proposto é feita, para tornar mais claro o conteúdo
do trabalho, bem como trazer mais informações pertinentes ao leitor.
Foram utilizados como fonte de pesquisa livros, teses de Mestrado, teses de
Doutorado, monografias de trabalho de conclusão de curso e artigos científicos, sendo estes
de grande valor tanto ao trabalho quanto ao conhecimento pessoal.
Ao final, com os dados e informações apresentados, pôde-se chegar aos objetivos,
realizar uma breve discussão e concluir o tema proposto.
45
6. DISCUSSÃO
Neste trabalho foi apresentado o processo de produção da celulose da polpa de
madeira, desde seu tratamento inicial, o cozimento com hidróxido de sódio, até as etapas de
branqueamento. Listou-se alguns reagentes que oxidam a lignina presente na fibra da
celulose.
Como observado, este processo é multi sequencial, sendo que em vários processos,
há a formação de produtos indesejados. O principal problema da indústria produtora de
celulose é o tratamento de efluentes. Na etapa de cloração, que visa deslignificar a celulose,
produtos clorados são obtidos, sendo que estes possuem alto teor tóxico e grande dificuldade
para realizar seu tratamento. O tratamento destes efluentes clorados, muitas vezes, é
considerado caro, visto que utilizam processos físicos, químicos e biológicos.
A indústria de obtenção de celulose, para tentar driblar este problema ambiental, vem
aprimorando técnicas que utilizam o cloro de maneira diferenciada, para que seu efluente
tenha um menor teor de cloro, o que facilita seu tratamento. Outra maneira que encontraram,
foi a substituição do cloro e do dióxido de cloro, por outros reagentes menos tóxicos como
o oxigênio, o ozônio e os peróxidos.
A grande desvantagem de utilizar estes outros branqueadores, é o custo inicial com
os equipamentos e toda a linha de produção, visto que utilizam reatores especiais, pois as
reações com estes oxidantes são em condições mais drásticas de pressão.
Como dito, a etapa de cloração é a principal etapa onde o controle do reagente, no
caso o cloro gasoso, deve ser mais rigoroso. Nesta etapa a lignina é removida em grande
quantidade das fibras da celulose, visto que a quantidade de lignina na polpa não branqueada
é a principal variável de controle, assim influenciando a quantidade de reagentes das reações
posteriores. A reação ocorre a uma temperatura de 10 a 25oC, pH de 2, devido a formação
de ácido clorídrico, tempo de retenção de 60 minutos e consistência de 3 a 4%, para evitar a
degradação das cadeias de celulose.
A extração alcalina é a segunda etapa do pré branqueamento, sendo a primeira a
cloração, onde remove-se os componentes que dão cor a polpa de celulose, além de remover
a lignina clorada das fibras. Neste passo, a quantidade de reagente a ser utilizado é a variável
mais importante, pois em quantidades pequenas, a alvura das fibras não é atingida no grau
desejado e em quantidades de reagente muito superiores a quantidade ideal, há a ocorrência
46
de degradação da cadeia polimérica, onde a quantidade de reagente varia de 0,5 até 5% da
massa da pasta seca. A reação ocorre no pH entre 10,8 e 12,2, a uma temperatura de 60oC e
o tempo de retenção variando de 1 a 2 horas.
O branqueamento final, que utiliza como branqueador peróxidos, sendo os mais
utilizados o peróxido de hidrogênio e o peróxido de sódio, remove pouca lignina, quando
comparado a outros processos, porém este estágio há a modificação das estruturas das
substâncias presentes na fibra, que facilita a posterior remoção destas mesmas substâncias.
Também há a necessidade de excesso de peróxido, pois se o reagente for todo consumido
pode ter a ocorrência de reversão da alvura. A consistência é a variável a ser controlada, pois
a maiores valores de consistência, maior é a alvura final das fibras. A reação ocorre com pH
variando entre 10,5 a 11, temperatura entre 60 e 70oC e consistências maiores de 9%.
O branqueamento que utiliza hipoclorito de sódio como branqueador, tem a
vantagem que o reagente é comumente produzido na própria indústria, reação de hidróxido
de sódio com gás cloro, tornando-se assim mais economicamente viável que outros
reagentes. Durante a reação é necessária a utilização de excesso de hidróxido de sódio para
evitar a auto dissociação do hipoclorito. As condições de reação são: Temperatura de 45oC,
pH entre 10 e 11, tempo de retenção de 5 a 8 horas e consistência superior à 15%.
O oxigênio quando utilizado como branqueador, apresenta uma grande vantagem,
reduz a utilização do cloro pela metade, tornando assim um processo mais ecologicamente
consciente, com a menor formação de sub produtos indesejados, tornando assim, o
tratamento de efluentes menos difícil. Porém a grande dificuldade de utilizar o oxigênio
como branqueador está no custo inicial dos equipamentos, pois reatores e misturadores
devem ser preparados a suportar condições mais severas de temperatura e pressão. A
consistência é a variável de controle mais importante, pois o oxigênio possui um grau de
difusividade na solução, que influencia na eficiência do branqueamento, portanto maiores
consistências facilitam a difusividade, tornando o processo mais eficiente.
O branqueamento que utiliza o dióxido de cloro como branqueador possui uma
grande vantagem em relação aos processos apresentados, é o reagente que degrada a menor
quantidade de fibras de celulose, preservando a resistência da polpa. Porém, como
desvantagem, há a formação de sub produtos clorados, que são indesejados e que dificultam
o posterior tratamento dos efluentes. A reação ocorre com o pH variando entre 2 e 7, a
temperatura de 70oC, o tempo de retenção de até 3 horas e a consistência entre 5 e 15%.
47
Por último, a utilização do ozônio como branqueador tem a vantagem que neste caso,
a lignina é removida com grande facilidade e o grau de alvura atingido é alto, porém assim
como no oxigênio, os gastos com equipamentos são elevados. Outros fatores a serem
considerados são que é necessário a utilização de uma mistura de oxigênio junto ao ozônio
para que tenha uma maior difusividade na solução das fibras de celulose, tendo também a
necessidade de altos valores de consistência, mínima de 25%, e a utilização de aditivos, pois
o ozônio tem grande potencial para degradar as cadeias de celulose, sendo necessários
reagentes para controlar essa característica. Os aditivos mais utilizados são sais de magnésio.
A reação ocorre entre 25 a 30oC.
Também na produção de nitrocelulose, há o problema ocasionado pelos efluentes
gerados, pois na reação de nitração com mistura sulfonítrica, são obtidos produtos nitrados
e sulfonados que são grandes poluentes. Atualmente, o método de lodo ativado vem sendo
utilizado no tratamento de efluentes deste setor industrial. Vale ressaltar que os custos para
implantação desses processos são elevados e, com vistas à reduzir custos do tratamento,
vários pesquisadores têm buscado outras alternativas de tratamento, tal como processos
químicos ou físico químicos, ou mesmo a utilização da combinação de processos.
48
7. CONCLUSÃO
Ao finalizar este trabalho, chegou-se as seguintes conclusões:
A produção da nitrocelulose é de grande importância para a indústria nacional, visto
a gama de produtos que são gerados com a utilização deste insumo, o que torna esse processo
muito importante nos âmbitos produtivo e econômico.
As principais variáveis de controle no processo de obtenção são o tamanho da fibra
de celulose e o tempo de reação de nitração, pois influenciam na viscosidade final do produto
e na porcentagem de nitrogênio na nitrocelulose.
O processo de obtenção da celulose de madeira é muito utilizado pois a fonte de
matéria prima existe em grande quantidade, porém seu processamento é considerado difícil,
pois há a necessidade de várias etapas de purificação. Em contra partida, a celulose retirada
do línter do algodão possuí teor de pureza elevado, sendo necessário um processo de
purificação bem menos complicado.
As etapas de deslignificação, branqueamento e nitração são as etapas que geram o
maior impacto ambiental no processo de produção da nitrocelulose, considerando a obtenção
da celulose, pois produtos tóxicos indesejados são obtidos, onde é necessário o tratamento
de efluentes que, por muitas vezes, são de difícil execução e economicamente desfavoráveis.
49
BIBLIOGRAFIA
ANDRADE, J.; IHA, K.; ROCCO, J. A. F. F.: Tempo de vida útil de propelentes base
simples. 2007. 5f. São Paulo. Química Nova. 2008.
ANGHINETTI, I. C. B.: Tintas, suas propriedades e aplicações imobiliárias. 2012. 65f.
Monografia (Trabalho de Conclusão de Curso em Especialização em Construção Civil).
Escola de Engenharia, Universidade Federal de Minas Gerais, Belo Horizonte, 2012.
AZEVEDO, M. A. B.: Diferentes processos de branqueamento da celulose e seus efeitos
nas propriedades físicas e cristalinidade. 2011. 181f. Tese (Doutor em Ciências –
Química). – Universidade Federal de Minas Gerais, Belo Horizonte, 2011.
BAUM, D.: Reuso de água na indústria química – Estudo de caso de uma unidade
produtiva de nitrocelulose. 2011. 109f. Dissertacão (Mestrado em Engenharia Química). –
Escola Politécnica, Universidade de São Paulo, São Paulo, 2011.
DANTAS, M. R.: Prospecção das tecnologias para a produção de fibras secundárias
branqueadas de celulose por processamento de papel recuperado pós consumo. 2012.
142f. Dissertação (Mestre em Engenharia de Processos Químicos e Bioquímicos). – Centro
Universitário do Instituto Mauá de Tecnologia. São Caetano do Sul. 2012
GARCIA, W. V.: Determinação da dinâmica de nitrogênio no solo por coluna de
lixiviação resultante do descarte de efluentes provenientes de uma indústria de
nitrocelulose da região do Vale do Rio Paraíba do Sul. 2009. 143f. Dissertação (Mestrado
Biotecnologia Industrial). – Escola de Engenharia de Lorena, Universidade de São Paulo,
Lorena, 2009.
GERMGARD, V.: Pre-bleaching of Softwood Kraft Pulp Chlorine Dioxide. Stockholm,
Swedish Forest Products Research Laboratory. Tese (PhD). Departtament of Pulp
Technology. Stockholm, 1982.
GERMGARD, V.: KARLSON, R. M. Optimised Charge of Bleaching Agents in the
Prebleaching of Softwood Kraft Pulp at Different Chlorine Dioxide Levels. Paperi Puu.
Nov. 1984.
50
GRIFFIN, R.; NI, Y.; VAN HEININGEN, A. R. P.: The Development of Delignification
and lignin - Cellulose Selectivity During Ozone Bleaching. 81st Annual Meeting, Tech.
Montreal 1995.
IMBEL: FISPQ do produto nitrocelulose do fabricante: Fábrica Presidente Vargas.
Piquete, São Paulo, 2014.
IPT. Instituto de Pesquisas Tecnológicas do Estado de São Paulo. Celulose e Papel,
Tecnologia de Fabricação da Pasta Celulósica, São Paulo 1988.
MCDONOUGH, T. J.: Oxygen Bleaching Processs: on overview. In: Bleach Plant
Operating Seminar. Atlanta, Tappi 1983.
NAVARRO, R. M. S.: Estudo dos diferentes tipos de processos de branqueamento de
celulose objetivando a comparação entre seus métodos e a geração do potencial de
poluentes em seus respectivos efluentes. 2004. 111f. Dissertação (Mestre em Engenharia
Química). – Universidade Estadual de Campinas. Campinas. 2004.
NITROQUÍMICA. Manual Técnico da nitrocelulose. São Paulo. Nitroquímica, 2012.
OLTMANN, E.; GAUSE, E.; KORDSACHIA, O.; PATT, R.: Papier. 1992.
RAPSON, W. H.; ANDERSON, C. B.: Mistures of Chlorine Dioxide and Chlorine in the
Chlorination Stage of Pulp Bleaching. Pulp Pap. Mag. Can., Jan. 1966.
REEVE, D. W.: Deslignification Process Variables. In: Kocurek M. J. and Stevens C.
F. B. Pulp and Paper Manufacture. Montreal, Tecnical Section CPPA, 1983.
SALES, C. A.: Reuso de água e energia em uma planta de nitrocelulose. 2013. 85f.
Dissertacão (Mestrado em Engenharia Mecanica). – Faculdade de Engenharia do Campus
de Guaratinguetá, Universidade Estadual Paulista, Guaratinguetá, 2013.
SANTOS, L. F.: Sistema de lodos ativados aplicado no tratamento de efluentes oriundos
das etapas de fabricação de nitrocelulose. 2001. 103 f. Dissertação (Mestrado em
Biotecnologia Industrial). – Departamento de Biotecnologia, Lorena, 2001.
51
SENAI CETCEP, Centro de Tecnologia em Celulose e Papel.: Apostila do Curso de
Especialização em Celulose e Papel. Branqueamento de Celulose. Telemaco Borba,
Paraná, 2001.
SHREVE, R. N.; BRINK, J. A. Indústria dos Processos Químicos. Rio de janeiro. Editora
Ltc, ed. 4ª, United States. 1980.
SMOOK, G. A.: Handbook for Pulp & Paper Technologists. Vancouver. 1994.