
INFLUÊNCIA DA TEMPERATURA DE USINAGEM NO …metallum.com.br/60cbc/anais/PDF/09-018TT.pdf ·...
14
INFLUÊNCIA DA TEMPERATURA DE USINAGEM NO TORNEAMENTO DO FERRO FUNDIDO VERMICULAR COM FERRAMENTAS CERÂMICAS. Sousa, T.A. (1) ; Souza, J.V. C (1) ; Silva, O.M.M. (2) ; Ribeiro, M.V (1) , Alves, M.S. (1) ; Mendonça, W.G (3) . (1) UNESP-FEG/ GUARATINGUETÁ – Departamento de Materiais - Avenida Ariberto Pereira da Cunha, 333, CEP: 12516-410 - Guaratinguetá-SP; (2) DCTA–IAE- AMR - Pça. Marechal do Ar Eduardo Gomes, 50, S. J. Campos-SP, CEP: 12228-904. (3) MAPAL do BRASIL – Ferramentas de Precisão Ltda. Rodovia Alça Leste, s/n - Jardim das Rosas, Ibirité - MG, 32400-000. [email protected] RESUMO Nos processos de usinagem fenômenos acontecem devido ao contato íntimo da ferramenta com a peça, empiricamente definidos pelos operadores para controlar as variáveis durante os processos de usinagem. Neste trabalho foram utilizadas duas ferramentas cerâmicas, uma de nitreto de silício (Si 3 N 4 ) e outra de alumina (Al 2 O 3 ) no torneamento do ferro fundido vermicular sem utilizar fluido de corte, nas velocidades de (V c ) 300 e 500m/min, avanço de (f) 0,20mm/rot e profundidade de corte de (a p ) 0,50mm. As caracterizações foram realizadas com um microscópio óptico, rugosímetro, pirômetro de radiação e um dinamômetro acoplado ao suporte de ferramenta. Os resultados obtidos demonstraram que a ferramenta de Al 2 O 3 apresentou melhor desempenho na V c =500m/min, enquanto que a ferramenta de Si 3 N 4 obteve melhor resultado na V c =300m/min. Observando as temperaturas foi observado que a temperatura superior a 920°C levou a ferramenta de Si 3 N 4 a sofrer fratura, enquanto que, a temperatura de 920°C melhorou o desempenho da ferramenta de Al 2 O 3 . Palavras chave: Ferramentas cerâmicas; Temperatura de usinagem; Ferro fundido vermicular; Usinagem a seco. 60º Congresso Brasileiro de Cerâmica 15 a 18 de maio de 2016, Águas de Lindóia, SP 1214
Transcript of INFLUÊNCIA DA TEMPERATURA DE USINAGEM NO …metallum.com.br/60cbc/anais/PDF/09-018TT.pdf ·...
INFLUÊNCIA DA TEMPERATURA DE USINAGEM NO TORNEAMENTO DO FERRO
FUNDIDO VERMICULAR COM FERRAMENTAS CERÂMICAS.
Sousa, T.A. (1); Souza, J.V. C (1); Silva, O.M.M. (2); Ribeiro, M.V(1), Alves, M.S. (1);
Mendonça, W.G (3).
(1) UNESP-FEG/ GUARATINGUETÁ – Departamento de Materiais - Avenida Ariberto
Pereira da Cunha, 333, CEP: 12516-410 - Guaratinguetá-SP;
(2) DCTA–IAE- AMR - Pça. Marechal do Ar Eduardo Gomes, 50, S. J. Campos-SP,
CEP: 12228-904.
(3) MAPAL do BRASIL – Ferramentas de Precisão Ltda. Rodovia Alça Leste, s/n -
Jardim das Rosas, Ibirité - MG, 32400-000.
RESUMO
Nos processos de usinagem fenômenos acontecem devido ao contato íntimo
da ferramenta com a peça, empiricamente definidos pelos operadores para controlar
as variáveis durante os processos de usinagem. Neste trabalho foram utilizadas
duas ferramentas cerâmicas, uma de nitreto de silício (Si3N4) e outra de alumina
(Al2O3) no torneamento do ferro fundido vermicular sem utilizar fluido de corte, nas
velocidades de (Vc) 300 e 500m/min, avanço de (f) 0,20mm/rot e profundidade de
corte de (ap) 0,50mm. As caracterizações foram realizadas com um microscópio
óptico, rugosímetro, pirômetro de radiação e um dinamômetro acoplado ao suporte
de ferramenta. Os resultados obtidos demonstraram que a ferramenta de Al2O3
apresentou melhor desempenho na Vc=500m/min, enquanto que a ferramenta de
Si3N4 obteve melhor resultado na Vc=300m/min. Observando as temperaturas foi
observado que a temperatura superior a 920°C levou a ferramenta de Si3N4 a sofrer
fratura, enquanto que, a temperatura de 920°C melhorou o desempenho da
ferramenta de Al2O3.
Palavras chave: Ferramentas cerâmicas; Temperatura de usinagem; Ferro fundido
vermicular; Usinagem a seco.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1214
INTRODUÇÃO
Nas indústrias de usinagem a fabricação de peças e equipamentos dentro das
especificações é cada vez mais necessária para manter a competitividade. Estima-
se que aproximadamente 15% do total de todos os componentes mecânicos
fabricados no mundo, provêm de uma operação de usinagem. Apesar da sua
importância econômica e técnica, a usinagem continua sendo um dos processos
menos compreendidos, e de difícil criação de modelos de previsão de eficiência.
Neste contexto, os objetivos finais de produzir produtos de alta qualidade com
reduções de custos e tempo, atendendo as especificações ambientais. Por ser um
processo que envolve diversas variáveis, uma das maneiras de tentar melhorar os
processos é pautada nas variações de velocidades de corte, avanços, profundidades
de corte, uso ou não de fluido refrigerante e tipos de ferramentas de corte. Neste
contexto, o controle da vida útil das ferramentas de corte se apresenta como um
fator crucial na redução de custo, como também eficaz do acabamento e geometria
de componentes complexos, principalmente quando estes são fabricados de
materiais que apresentam alta resistência mecânica, como é o caso do ferro fundido
vermicular (CGI), que vem apresentando importantes aplicações nas indústrias
automobilísticas (1). A introdução de CGI para cabeçote de motores oferece maior
resistência, melhoria da combustão interna, e uma redução de peso de até 10%,
quando comparada ao ferro fundido cinzento (2). Mesmo com as vantagens pré-
escritas, alguns problemas inéditos ou significantes podem se manifestar,
principalmente derivado dos processos de usinagem, onde as literaturas mostram
que este material apresenta pobre a usinabilidade. Uma das possibilidades prevista
com o uso deste material é o aumento da pressão de pico de combustão nos
cilindros de motores diesel, podendo alcançar até 200 bars, além da economia de
combustível, redução emissões de poluentes (3). A propriedade atribuída ao CGI são
caracterizada por terem partículas de grafites alongadas e orientadas
aleatoriamente, mais curtas e espessas do que as do ferro fundido cinzento e com
bordas arredondadas, que promove inibição do inicio de trincas, e tem uma forte
adesão na matriz, formando contorno de interface de alta dureza (4, 5). Encontrar e/ou
obter melhorias de usinabilidade do ferro fundido vermicular (CGI) pode significar
importantes avanços nas indústrias automobilísticas. Fundamentado em literaturas
as ferramentas de corte de materiais cerâmicos têm mostrado potencial para
usinagem do ferro fundido vermicular (6,7). O objetivo deste trabalho foi à aplicação
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1215

de duas ferramentas cerâmicas, uma à base de nitreto de silício (Si3N4) e outra à
base de alumina (Al2O3) desenvolvidas em laboratório no torneamento do ferro
fundido vermicular sem uso de fluido de corte e analisar as influências das
temperaturas de usinagem no processo.
MATERIAIS E MÉTODOS
Este capítulo descreve todos os procedimentos experimentais realizados
durante a execução do trabalho para caracterizações e testes das ferramentas
cerâmicas de alumina (Al2O3) e nitreto de silício (Si3N4) desenvolvida em laboratório.
Foram realizados estudos bibliográficos para caracterizações das principais
propriedades das ferramentas de corte, e aplicação na usinagem por torneamento a
seco do ferro fundido vermicular.
Fabricação e caracterização da ferramenta desenvolvida
A ferramenta cerâmica a base de alumina foi produzida usando pós de alumina
α (α-Al2O3 da Almatis do Brasil Ltda.) e óxido de Magnésio (MgO da Magnesita do
Brasil), com uma composição de 97,75% em peso Al2O3 e 0,25% em peso MgO com
tamanho de partículas de 0,40 - 0,60 µm, enquanto que a cerâmica de nitreto de
silício foi produzida utilizando 77,50 de Si3N4, 12,00 de AlN, 3,20 de CeO2, 1,50 de
Al2O3 e 5,80 de Y2O3, utilizando pós da H.C. Starck da Alemanha. As composições
foram moídas/homogeneizadas individualmente em meio liquido por 24h utilizando
moinho de bolas rotativo com potes e esferas de alumina. Após a homogeneização
realizou-se um controle de qualidade em função do peso das esferas e do copo do
moinho para observar possível contaminação. Em seguida, os pós foram secados
em estufa a 120 oC, desagregado em almofariz e peneirado em malhas de 125 mesh
(0,15mm). Os corpos a verde foram prensados uniaxialmente em uma matriz
metálica no formato 16,36 x 16,36 x 7,50mm com carga de 80 MPa, seguida
prensagem isostática com carga de 350 MPa, por 2 min. Para sinterização os corpos
a verde de alumina foram acomodados sobre um cadinho de alumina protegido por
uma cama de alumina grossa seguido da sinterização na temperatura de 1600 C
por 1h, com taxas de aquecimento de 15 °C/min até 1200 °C, 10 °C/min até 1400 °C
e 5 °C/min até a temperatura final. O resfriamento se deu na inércia do forno. As
cerâmicas a base de nitreto de silício (Si3N4) foram acomodados em um cadinho de
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1216

grafite, dentro de uma mistura de 70% de BN e 30% de Si3N4 e submetido à
sinterização em atmosfera de 0,1MPa de pressão de nitrogênio em temperatura de
sinterização de 1850 C por 1h e taxa de resfriamento de 25 oC/min.
Após a sinterização todas as cerâmicas foram analisadas quanto à densidade
relativa pelo principio de Archimedes, sendo posteriormente lixadas e polidas para
análises das fases presente por difração de raios–X usando radiação Cu-Kα,
micrografias por microscópio eletrônico de varredura (MEV), e posterior avaliação de
microdureza e tenacidade á fratura utilizando método de indentação Vickers com
carga de 20 N de acordo com as normas ASTM-C-1327-99 e ASTM-C-1421-99,
respectivamente (8, 9).
Propriedades da ferramenta à base de Si3N4
As caracterizações das cerâmicas mostraram ferramentas de corte com
densidade de 98,18±0,25% D.T., com a presença fase majoritária de β-Si3N4 e
pequenas quantidades de SiAlON (Figura 1-a). Estas fases são importantes para
que as ferramentas possam obter importantes valores de dureza e tenacidade à
fratura, sendo estas propriedades requisitos para aplicações como ferramentas de
corte. Na Figura-1b é observada a microestrutura obtida por MEV, a qual evidencia a
distribuição e a geometria dos grãos. Na microestrutura pode ser observado que
houve transformação de fases dos materiais após o processo de sinterização. As
caracterizações mecânica mostraram propriedades com microdureza de 17,50 ± 20
GPa e K1c =5,68 MPa.m1/2.
Figuras 1:a) Difratograma de raios-X da ferramenta; b) Microestrutura da ferramenta.
15 20 25 30 35 40 45 50 55 60 65 700
200
400
600
800
1000
1200
1400
33
3333 3
Si3N4
SiAlON
Y2Si
3N
4O
3
Inte
nsit
y (
a.u
)
()
a) b)
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1217

Propriedades da ferramenta à base de Al2O3
As ferramentas cerâmicas de alumina apresenta densidade relativa superior a
98,42±0,15%, propriedades mecânicas de 17,01±0,12 GPa e K1c=6,8 MPam1/2. A
difração de raios-X apresenta fase majoritária alfa (α), característica da alumina de
alta densidade. Na Figura 1-a, pode ser observado que após a sinterização, os picos
da fase α são deslocados e apresentam diferente intensidade, se comparado com o
material de partida, e que pode ser confirmado na observações microestruturais, em
função da distribuição e geometria dos grãos.
Na Figura 2-b, é observada a microestrutura obtida por MEV após ataque
térmico.
20 30 40 50 60 70
0
1000
2000
3000
4000
5000
A
A
A
A
A
A
A
A
A
Inte
nsi
dad
e (u
.a.)
2 (graus)
a)
Figuras 2:a) Difratograma de raios X da ferramenta; b) Microestrutura da ferramenta.
Geometria das ferramentas de corte
As ferramentas utilizadas nos testes foram desenvolvidas em laboratório,
sendo realizada a retificação e lapidação pela empresa Mapal do Brasil na geometr ia
final de 12,7 x 12,7 x 4,76 mm, de acordo com a norma ISO 1832. O formato e
dimensões foram definidos em função da resistência mecânica e necessidade
especifica do trabalho e em congruência com as dimensões do suporte de
ferramenta. Nas Figuras-3a e 3b, pode ser observado as fotos das ferramentas de
(Al2O3) e Si3N4 com geometria SNGN120408 utilizada no trabalho.
b
)
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1218

Figuras 3: Ferramentas cerâmicas utilizadas nos testes: a) Al2O3 e b) Si3N4.
Testes de torneamento no ferro fundido vermicular
Os testes de torneamento foram realizados sem a presença de fluido de corte
em um torno CNC- Romi, Mod. Centur 30D. As ferramentas foram aplicadas no
torneamento do ferro fundido vermicular com dureza de 242 ± 2 HB, geometria de
105 mm de diâmetro e 400 mm de comprimento, fornecidos pela empresa Tupy S.A.
Para evitar influência do processo de fundição, os corpos de prova foram
submetidos ao processo de pré-usinagem. As ferramentas foram fixadas em um
suporte do tipo CSRNR 2525M 12CEA que é apropriado para ferramentas
cerâmicas e submetidas ao torneamento nas Vc= 300 e 500m/min, f=0,20mm/rot e
ap=0,50mm. Os parâmetros de usinagem foram selecionados com base em dados
da literatura, sendo realizados com três réplicas para evitar erros experimentais. As
análises dos desgastes foram utilizadas com uma lupa com aumento de 8X, para
inspeção visual durante os testes, e posteriormente um “microscópio”
estereoscópico. Os critérios de fim de vida das ferramentas foram de acordo com a
literatura, onde foi selecionado o critério de desgaste de flanco máximo (VBmáx) = 0,6
mm e/ou fratura abrupta das ferramentas. As medidas de rugosidades superficial
das peças foram realizadas a cada passe, com três leituras defasadas de 120°,
utilizando um rugosímetro marca Mitutoyo Surftest 402 series 178, de acordo com a
norma JIS 2001 e funcional (DIN 4776). Para medida de temperatura foi utilizado um
pirômetro de radiação infravermelho fixado no carro porta ferramenta, a uma
distância de aproximadamente de 20 cm da interface ferramenta/peça, com
analisador digital (LED), sendo as forças de cortes realizadas utilizando um
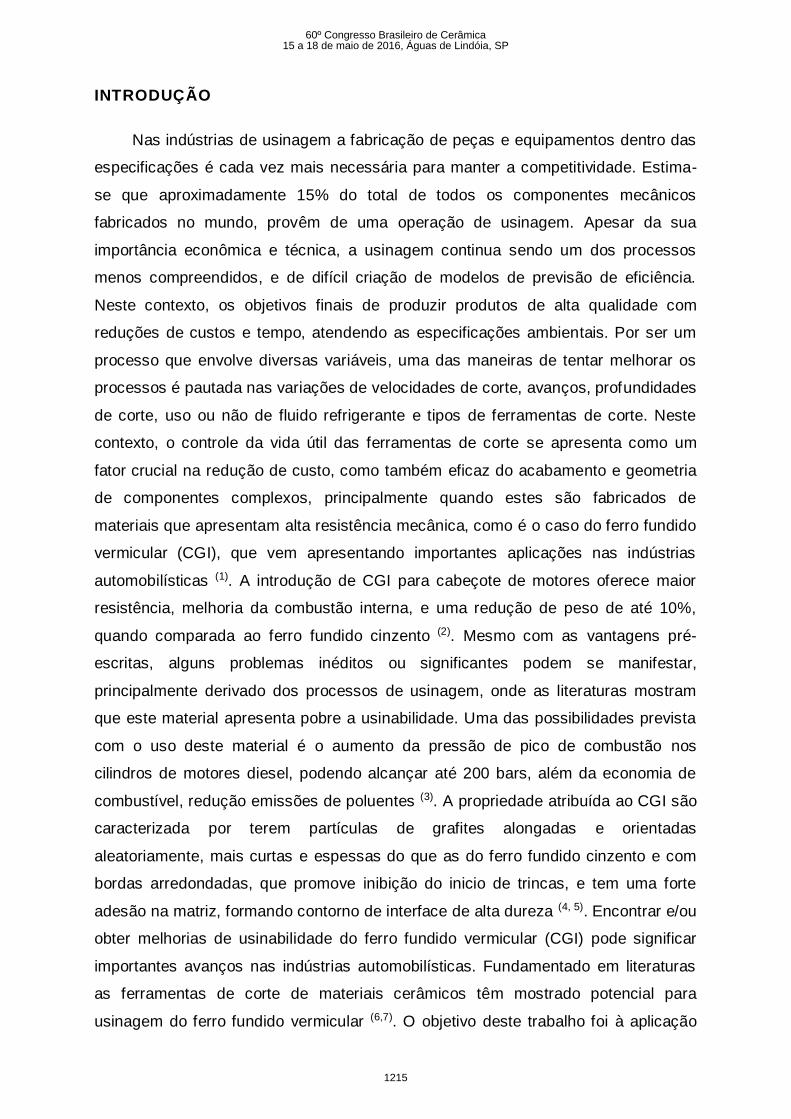
dinamômetro Kystler tipo 9265B. As Figuras- 4a e 4b, demonstram o corpo de prova
como recebido e sua microestrutura
a
) b
)
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1219
Figuras 4: a) Corpo de prova antes da pré-usinagem; b) Microestrutura do ferro
fundido vermicular
RESULTADOS E DISCUSSÕES
Diferentes modos de falhas e desgastes podem ser observados nas
ferramentas de corte utilizadas neste trabalho. Foi observado desgaste de flanco,
fratura e indicios de adesão de material da peça nas ferramentas. Estas ocorrencia
convergem com os resultados observados de temperatura de corte, rugosidades e
forças de corte.
Analise dos desgastes nas ferramentas a base de Si3N4
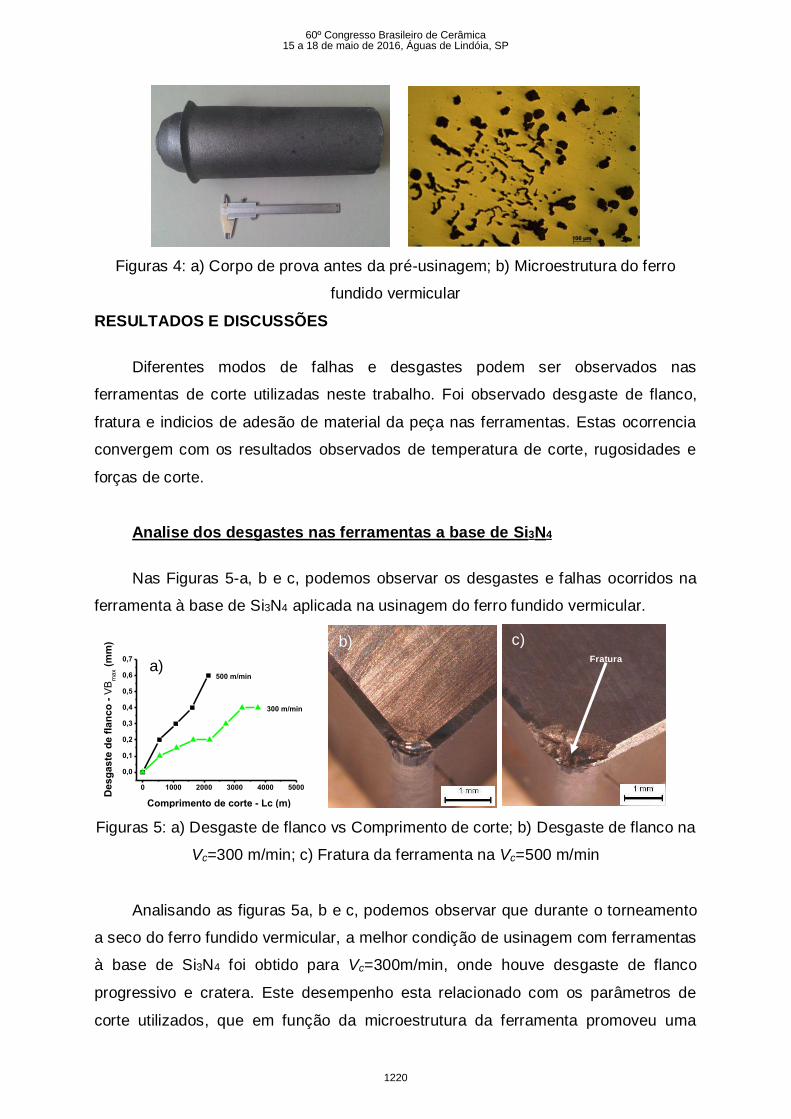
Nas Figuras 5-a, b e c, podemos observar os desgastes e falhas ocorridos na
ferramenta à base de Si3N4 aplicada na usinagem do ferro fundido vermicular.
0 1000 2000 3000 4000 5000
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
Comprimento de corte - Lc (m)
500 m/min
300 m/min
De
sg
as
te d
e f
lan
co
- V
Bm
ax (
mm
)
Figuras 5: a) Desgaste de flanco vs Comprimento de corte; b) Desgaste de flanco na
Vc=300 m/min; c) Fratura da ferramenta na Vc=500 m/min
Analisando as figuras 5a, b e c, podemos observar que durante o torneamento
a seco do ferro fundido vermicular, a melhor condição de usinagem com ferramentas
à base de Si3N4 foi obtido para Vc=300m/min, onde houve desgaste de flanco
progressivo e cratera. Este desempenho esta relacionado com os parâmetros de
corte utilizados, que em função da microestrutura da ferramenta promoveu uma
b) Fratura
c)
a)
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1220
melhor acomodação entre ferramenta e a peça, que provavelmente foi auxiliado pela
ação da temperatura compressiva. Isso pode ser explicado em função da ferramenta
estar submetida ao esforço de compressão gerando calor na interface da ferramenta
e a peça, que em condições ideais podem promover a absorção do grafite do ferro
fundido vermicular na interface da ferramenta, que dentro de uma determinada
temperatura o grafite transforma em fluido de corte pastoso, diminuindo o atrito
durante usinagem. Com a presença do grafite na interface ferramenta e peça,
somada a presença da temperatura, o processo de usinagem se torna mais suave, e
possui menor influência na microestrutura da ferramenta, além de prover reduções
das vibrações e forças de corte. Nesta condição os grãos permanecem estáveis por
longo período de corte. Estes fatos são implícitos da ferramenta à base de Si3N4,
que apresenta fase amorfa nos contornos de grãos, sendo o controle da temperatura
importante para o início da acomodação entre a ferramenta e a peça, promovendo
micro deformações plástica na aresta de corte.
Para a Vc=500 m/min, houve uma redução de 1616,19 metros no comprimento
de corte (Lc), se comparado com a Vc=300 m/min. Nesta condição houve fratura da
aresta de corte. Esta fratura pode ter ocorrido em função da maior velocidade de
corte que promoveu alta temperatura de corte, causando uma sequência instantânea
de tensões irregulares na microestrutura da ferramenta, que em função do tempo
levou a movimentação das fases amorfas no contorno de grãos e a remoção de
pequenos grãos, que posteriormente levou a fratura abruta das arestas de corte. Os
resultados de desgastes e/ou fratura apresentaram influência direta nos valores de
rugosidade e forças de corte, e são derivados da temperatura de usinagem.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1221

Análise dos desgastes na ferramenta a base de Al2O3
Nas Figuras 6-b e c, podemos observar os desgastes e falhas ocorridos na
ferramenta à base de Al2O3 aplicada na usinagem do ferro fundido vermicular.
0 1000 2000 3000 4000 5000-0,1
0,0
0,1
0,2
0,3
Comprimento de corte - Lc (m)
500 m/min
300 m/min
De
sg
as
te d
e f
lan
co
- V
Bm
ax (
mm
)
Figuras 6: a) Desgaste de flanco vs comprimento de corte; b) Fratura da ferramenta
na Vc=300 m/min; c) Desgaste de flanco na Vc=500 m/min.
Nas Figuras-6a, b e c, podemos observar que no torneamento a seco do ferro
fundido vermicular com ferramenta à base de Al2O3 o desgaste predominante foi
abrasão, seguido de pequenas fraturas nas ferramentas, fato que levou a
interrupção dos testes. Nas Figuras-6a e 6b, podemos observar que para
Vc=300m/min houve uma fratura na superfície de saída da ferramenta, sendo mais
intensa do que a observada na Figura-6c onde utilizou a Vc=500m/min. Isso pode ter
ocorrido em função da velocidade de corte não ser suficiente para promover
acomodação entre a ferramenta e a peça. Nesta condição alguns agravantes podem
ser considerados: falta de temperatura para absorção de grafite na interface, falta de
micro deformações, e a própria característica de abrasão da ferramenta, que pode
levar a intensas vibrações. Os resultados demonstraram que a melhor condição de
usinagem foi obtida para a Vc=500m/min. Este desempenho esta relacionado com a
ação da temperatura na interface ferramenta e a peça, que durante a usinagem que
promoveu no material uma menor resistência ao cisalhamento devido ao esforço
compressivo realizado pela a ferramenta sobre a peça, gerando alta temperatura. Na
Vc=500m/min vários fenômenos positivos são observados, como uma melhor
acomodação entre a ferramenta e a peça que é impulsionado pela elevada
temperatura, que durante a usinagem promove a dissolução de grafite na interface
ferramenta e a peça. Nesta condição, o desgaste da ferramenta é menor devido à
ferramenta suportar maior temperatura. Entretanto as pequenas fraturas observadas
b) c) a)
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1222
nas arestas de corte podem ser devido à baixa estabilidade da máquina ferramenta
utilizada.
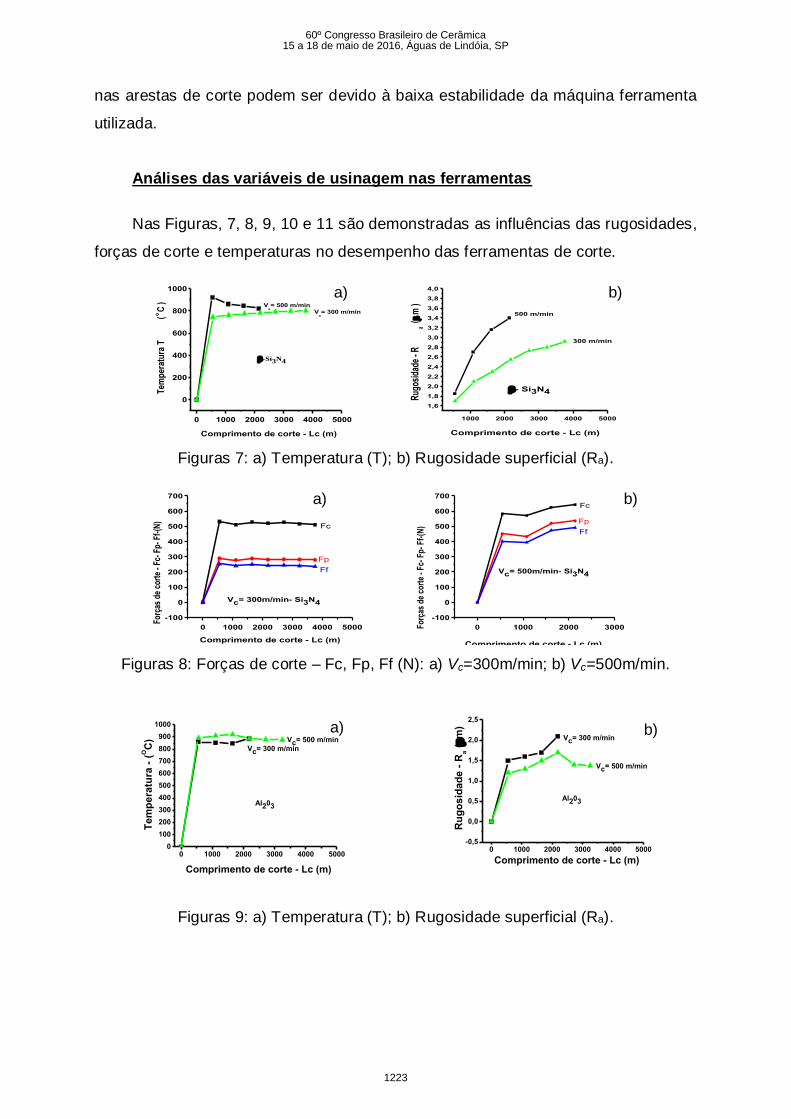
Análises das variáveis de usinagem nas ferramentas
Nas Figuras, 7, 8, 9, 10 e 11 são demonstradas as influências das rugosidades,
forças de corte e temperaturas no desempenho das ferramentas de corte.
0 1000 2000 3000 4000 5000
0
200
400
600
800
1000
b)
-Si3N4
Tem
per
atu
ra T
(o
C)
Comprimento de corte - Lc (m)
Vc= 500 m/min
Vc= 300 m/min
1000 2000 3000 4000 5000
1,6
1,8
2,0
2,2
2,4
2,6
2,8
3,0
3,2
3,4
3,6
3,8
4,0
Rug
osid
ade
- Ra (
m)
Comprimento de corte - Lc (m)
300 m/min
500 m/min
- Si3N4
Figuras 7: a) Temperatura (T); b) Rugosidade superficial (Ra).
0 1000 2000 3000 4000 5000
-100
0
100
200
300
400
500
600
700
Forç
as d
e co
rte
- Fc-
Fp-
Ff-
(N)
Comprimento de corte - Lc (m)
Vc= 300m/min- Si3N4
Fc
Fp
Ff
0 1000 2000 3000
-100
0
100
200
300
400
500
600
700
Vc= 500m/min- Si3N4
Comprimento de corte - Lc (m)
Forç
as d
e co
rte
- Fc-
Fp
- Ff-
(N)
Fc
Fp
Ff
Figuras 8: Forças de corte – Fc, Fp, Ff (N): a) Vc=300m/min; b) Vc=500m/min.
0 1000 2000 3000 4000 5000-0,5
0,0
0,5
1,0
1,5
2,0
2,5
Comprimento de corte - Lc (m)
Vc= 500 m/min
Vc= 300 m/min
Ru
go
sid
ad
e -
Ra (m
)
Al203
Figuras 9: a) Temperatura (T); b) Rugosidade superficial (Ra).
0 1000 2000 3000 4000 50000
100
200
300
400
500
600
700
800
900
1000
Comprimento de corte - Lc (m)
Vc= 500 m/min
Vc= 300 m/min
Tem
pera
tura
- (
OC
)
Al203
a) b)
b) a)
a) b)
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1223

0 1000 2000 3000 4000
0
100
200
300
400
500
600
700
Comprimento de corte - Lc (m)
F
orç
as d
e c
ort
e -
Fc-
Fp
- F
f-(N
)
Vc= 300m/min- Al2O
3
Fc
Fp
Ff
0 1000 2000 3000 4000 5000
-100
0
100
200
300
400
500
600
700
Vc= 500m/min- Al2O
3
Forç
as d
e co
rte
- Fc-
Fp-
Ff-
(N)
Comprimento de corte - Lc (m)
Ff
Fp
Fc
Figuras 10: Forças de corte – Fc, Fp, Ff (N): a) Vc=300m/min; b) Vc=500m/min.
As Figuras 8a e 8b, expressam os valores de forças de corte para a ferramenta
a base de Si3N4, enquanto que nas Figuras-10a e 10b são demonstrados, os valores
de forças de corte para a ferramenta de Al2O3. As forças de corte são consideradas
como fator comprovante do desempenho das ferramentas na usinagem do ferro
fundido vermicular. A Figura-8b, demonstra que uso da ferramenta de β-Si3N4 na Vc
= 500m/min promoveu um grande aumento das forças de todas as forças, sendo
observado aumento abrupto após alguns comprimentos de corte, chegando a um
com Fc=642N. Estes resultados são concordante com os apresentados nas Figuras-
7a e 7b, que mostra aumento da rugosidade e temperatura 920°C, que pode ser
considerada como critica para ferramenta de β-Si3N4, sendo a grande responsável
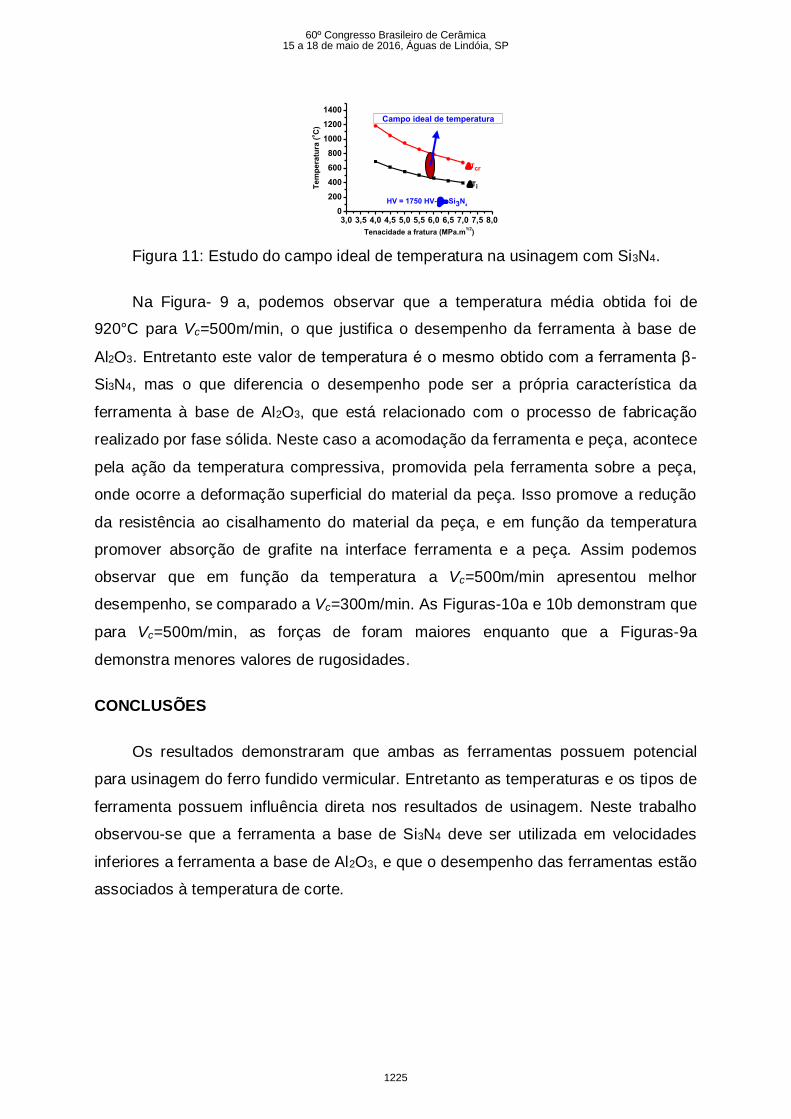
pela fratura da aresta de corte observada Figura-5 c. Estudos realizados em
laboratório na usinagem do ferro fundido cinzento, nodular e vermicular mostra que
existe um campo ideal de temperatura para as ferramentas a base de Si3N4,
conforme Souza (2009) e Figura-11. Apesar de poucos e/ou quase nada de estudos
realizados neste seguimento, a temperatura de usinagem tem importância
fundamental no desempenho das ferramentas. Neste trabalho, se observar
desempenho da ferramenta de β-Si3N4, podemos constatar que a temperatura muito
alta promover rápido aumento de todas as componentes de forças, rugosidades e
fratura da ferramenta. Entretanto na Vc= 300 m/min, as forças de corte, rugosidades
e desgaste da ferramenta apresentou um leve aumento durante os testes. Entretanto
isto se deu em função de uma melhor acomodação entre a ferramenta e a peça
proporcionada pela presença da temperatura dentro do campo ideal, o que reflete
em um melhor controle da microestrutura da ferramenta.
a) b)
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1224
3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,00
200
400
600
800
1000
1200
1400
Tem
pera
tura
(oC
)
Tenacidade a fratura (MPa.m1/2
)
Campo ideal de temperatura
HV = 1750 HV- Si3N4
Tcr
Ti
Figura 11: Estudo do campo ideal de temperatura na usinagem com Si3N4.
Na Figura- 9 a, podemos observar que a temperatura média obtida foi de
920°C para Vc=500m/min, o que justifica o desempenho da ferramenta à base de
Al2O3. Entretanto este valor de temperatura é o mesmo obtido com a ferramenta β-
Si3N4, mas o que diferencia o desempenho pode ser a própria característica da
ferramenta à base de Al2O3, que está relacionado com o processo de fabricação
realizado por fase sólida. Neste caso a acomodação da ferramenta e peça, acontece
pela ação da temperatura compressiva, promovida pela ferramenta sobre a peça,
onde ocorre a deformação superficial do material da peça. Isso promove a redução
da resistência ao cisalhamento do material da peça, e em função da temperatura
promover absorção de grafite na interface ferramenta e a peça. Assim podemos
observar que em função da temperatura a Vc=500m/min apresentou melhor
desempenho, se comparado a Vc=300m/min. As Figuras-10a e 10b demonstram que
para Vc=500m/min, as forças de foram maiores enquanto que a Figuras-9a
demonstra menores valores de rugosidades.
CONCLUSÕES
Os resultados demonstraram que ambas as ferramentas possuem potencial
para usinagem do ferro fundido vermicular. Entretanto as temperaturas e os tipos de
ferramenta possuem influência direta nos resultados de usinagem. Neste trabalho
observou-se que a ferramenta a base de Si3N4 deve ser utilizada em velocidades
inferiores a ferramenta a base de Al2O3, e que o desempenho das ferramentas estão
associados à temperatura de corte.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1225
REFERÊNCIAS
(1) DAWSON, S.; Compacted graphite iron: mechanical and physical properties
for engine design, SinterCast Technical Publication, Stockholm, Sweden (2002).
(2) SLATTER, T.; LEWIS, R.; JONES, A.H.; The influence of induction
hardening on the impact wear resistance of compacted graphite iron (CGI), Wear 270
(2011) 302–311.
(3) DAWSON, S.; Indra, F.; Compacted graphite iron- A new material for highly
stressed cylinder blocks and cylinder heads, VDI Fortschritt – Berichte 12 (639)
(2007).
(4) DAWSON, S.; HOLLINGER, I.; ROBBINS, M.; DAETH, J.; REUTER, U.;
SCHULZ, H.; The effect of metallurgical variables on the machinability of compacted
graphite iron. In: SAE Tech. Pap. Ser. 2001-01-0409; 2009.
(5) ABELE, E.; SAHM, A.; and SCHULZ, H.; Wear mechanism when machining
compacted graphite iron, CIRP Ann. 2002, Manufact. Technol. 51 (2002) (1), pp. 53–
56.
(6) GASTEL, M.; KONETSCHNY, C.; REUTER, U.; FASEL, C.; SCHULZ, H.;
RIEDEL, R.; Investigation of the Wear Mechanism of Cubic Boron Nitride Tools Used
for the Machining of Compacted Graphite Iron and Grey Cast Iron, International
Journal of Refractory Metals & Hard Materials, 18 (2000,), pp 287–296.
(7) SOUZA, J.V.C.; CUNHA, E.A.; MOREIRA, M.R.V.; MARTINS, G.V.;
RAYMUNDO, E. A.; KELLY, C. A.; Usinagem de Ferro Fundido Vermicular com
Pastilhas Cerâmicas a Base de Nitreto de Silício. Máquinas e Metais, v. 470, p. 140-
152, 2005.
(8) ASTM: C1327-99, “Standard test method for vickers indentation hardness of
advanced ceramics”, pp. 1-8, 1999.
(9) ASTM: C-1421-99, “Standard test method for determination of fracture
toughness of advanced ceramics at ambient temperature”, pp. 1-32, 1999.
(10) SOUZA, J.V.C.; NONO, M.C.A.; RIBEIRO, M.V.; MACHADO, J.P.B.;
SILVA, O.M.M. Cutting forces in turning of gray cast iron using silicon nitride based
cutting tool, Materials & Design, v.30, (2009), pp. 2715-2720.
AGRADECIMENTOS
Agradecemos a realização deste trabalho à contribuição da Tupy Fundições de
Mauá, Mapal do Brasil Ferramentas de Precisão Ltda, DCTA e FEG-UNESP.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1226
MACHINING TEMEPRATURE INFLUENCE ON TURNING COMPACTED
GRAPHITE IRON USING CERAMICS CUTTING TOOLS
Sousa, T.A. (1); Souza, J.V. C (1); Silva, O.M.M. (2); Ribeiro, M.V(1), Alves, M.S. (1);
Mendonça, W.G (3).
(1) UNESP-FEG/ GUARATINGUETÁ – Departamento de Materiais - Avenida Ariberto
Pereira da Cunha, 333, CEP: 12516-410 - Guaratinguetá-SP;
(2) DCTA–IAE- AMR - Pça. Marechal do Ar Eduardo Gomes, 50, S. J. Campos-SP,
CEP: 12228-904.
(3) MAPAL do BRASIL – Ferramentas de Precisão Ltda. Rodovia Alça Leste, s/n -
Jardim das Rosas, Ibirité - MG, 32400-000.
Abstract
In machining processes phenomena occur due to the intimate contact of the
tool with the part, empirically defined by the operators to control the variables during
the machining processes. In this work two ceramic tools are used, a silicon nitride
(Si3N4) and one of alumina (Al2O3) in compacted graphite iron turning, cutting fluid
without using the speed (Vc) 300 to 500m / min; feed (f) 0.20 mm / rev and depth of
cut (ap) 0.50mm. The characterizations were performed with an optical microscope,
rugosimeter, radiation pyrometer, and a dynamometer coupled to the tool holder, with
data processed in a computer. The results showed that the Al2O3 tool performed
better in Vc = 500m / min, the Si3N4 tool obtained better results in Vc = 300m / min. At
temperatures above 920ºC, the Si3N4 cutting tool suffered fracture, whereas the
temperature of 920°C provided better performance to Al2O3 cutting tool.
Keywords: Ceramic cutting tools; Machining temperature; Compacted graphite iron;
Dry machining.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
1227






![PRODUÇÃO E CARACTERIZAÇÃO DE PÓS CERÂMICOS DE …metallum.com.br/60cbc/anais/PDF/02-035TT.pdf · de capacitores cerâmicos, termistores e transdutores [2]. A estrutura perovskita](https://static.fdocumentos.com/doc/165x107/5c5d9efb09d3f2d72f8d3783/producao-e-caracterizacao-de-pos-ceramicos-de-de-capacitores-ceramicos.jpg)











