
INSPEÇÃO BASEADA EM RISCO: MEDIÇÃO DE ESPESSURA …¡via Pereira Soares.pdf · A Medição de...
67
UNIVERSIDADE FEDERAL FLUMINENSE ESCOLA DE ENGENHARIA CURSO DE ENGENHARIA DE PETRÓLEO FLÁVIA PEREIRA SOARES INSPEÇÃO BASEADA EM RISCO: MEDIÇÃO DE ESPESSURA EM DUTOS NITERÓI 2017
Transcript of INSPEÇÃO BASEADA EM RISCO: MEDIÇÃO DE ESPESSURA …¡via Pereira Soares.pdf · A Medição de...

UNIVERSIDADE FEDERAL FLUMINENSE
ESCOLA DE ENGENHARIA
CURSO DE ENGENHARIA DE PETRÓLEO
FLÁVIA PEREIRA SOARES
INSPEÇÃO BASEADA EM RISCO: MEDIÇÃO DE ESPESSURA EM DUTOS
NITERÓI
2017

FLÁVIA PEREIRA SOARES
INSPEÇÃO BASEADA EM RISCO: MEDIÇÃO DE ESPESSURA EM DUTOS
Trabalho de Conclusão de Curso
apresentado à Escola de Engenharia da
Universidade Federal Fluminense, como
parte dos requisitos necessários à
obtenção do grau de bacharel em
Engenharia de Petróleo.
Orientador: Juliana Souza Baioco
NITERÓI
2017



DEDICATÓRIA
Dedico este trabalho a minha família,
que sempre auxiliou no meu crescimento
profissional, e aos meus amigos, que me
apoiaram e me incentivaram, ao longo
desses anos de graduação.

RESUMO
A complexidade das operações e os riscos envolvidos no setor de Óleo e Gás
promovem a necessidade de acompanhamento do desempenho de equipamentos, frente
às atividades que exercem. O seguinte estudo pauta a importância das avaliações
periódicas do condicionamento do material, delineando a metodologia de Inspeção
Baseada em Risco, com foco em dutos submarinos. A partir da análise dos perigos
associados ao funcionamento das tubulações, verifica-se que o seu desempenho eficaz é
limitado pela corrosão. A Medição de Espessura em dutos, através da técnica de
Ultrassom, é, então, utilizada como meio de observação regular da condição do
material, e seu funcionamento e características são esclarecidos no desenvolvimento
deste trabalho. Em seguida, sete diferentes tubos são selecionados, para a realização de
uma avaliação de seus comportamentos frente à corrosão, com o intuito de demonstrar
como distintas linhas de serviço portam-se perante a influência desse fator, ao longo do
tempo, e identificar quais atingirão a degradação total primeiro, e quais resistirão por
um período maior. Conclui-se, dessa forma, que a linha responsável pelo transporte de
Água Salgada levará mais tempo para tornar-se totalmente corroída, enquanto as linhas
responsáveis pela condução de Vapor Superaquecido e Gás Natural, serão as primeiras a
atingirem a condenação total.
Palavras-chave: Inspeção baseada em risco. Medição de espessura. Corrosão de dutos.

ABSTRACT
The complexity of operations and risks involved in Oil and Gas industry leads to
the need of monitoring equipment performance. The present study includes the
relevance of periodic inspections of material conditions, using the Risk Based
Inspection methodology, focusing on submarine pipes. After annalysing the hazards
associated to pipeline operation, it is possible to verify that its performance is limited by
corrosion. The measurement of duct walls thickness, through ultrassonic technics is,
therefore, used as a way of regular inference of the material conditions and its behaviour
and characteristics are enlighted through this text. Seven different pipes are selected to
the evaluation of its components behaviour under corrosion, aiming to show how
diferent service lines work under the influence of this factor, during aging and to
indentify which ones will first achieve total degradation and which ones will resist for
longer periods. It is concluded that the pipeline devoted to seawater transpor will take
longer to become completelly corroded, while lines devoted to superheated steam and
natural gas will be the first ones to be condemned.
Keywords: Risk based inspection. Thickness inspection. Pipeline corrosion.

LISTA DE FIGURAS
Figura 1 - Fluxograma de Inspeção Baseada em Risco...................................................13
Figura 2 - Matriz de risco................................................................................................15
Figura 3 – Gráfico para determinação do intervalo de inspeção.....................................18
Figura 4 – Componentes do sistema pulso-eco...............................................................24
Figura 5 - Funcionamento dos mecanismos de propagação de onda..............................25
Figura 6 - Atividade utilizando a técnica de Ultrassom..................................................27
Figura 7 - Funcionamento dos transdutores pizoelétricos...............................................28
Figura 8 - Material Ensaiado...........................................................................................31
Figura 9 – Leitura de resultados no formato A-Scan......................................................31
Figura 10- Leitura de resultados no formato B-Scan......................................................32
Figura 11- Leitura de resultados no formato C-Scan......................................................33
Figura 12- Esquema representativo da "reflexão da primeira perna"..............................34
Figura 13- Esquema representativo da "reflexão da segunda perna"..............................35
Figura 14- Bloco de Calibração - Modelo IIW - Tipo I e Bloco Escalonado..................37
Figura 15- Direções medidas do duto..............................................................................39
Figura 16 - Comportamento dos dutos frente à corrosão................................................49
Figura 17 - Tabela de dimensões - Tubo ASTM A106 - Mercante Tubos......................55
Figura 18 - Tabela de dimensões - Tubo NBR 5580 - Mercante Tubos.........................56
Figura 19 - Tabela de dimensões - Tubo de Aço Carbono com e sem costura - Cemil..57
Figura 20 - Análise do Comportamento da Espessura - Tubo ASTM A106 ..................58
Figura 21 - Análise do Comportamento da Espessura - Tubo NBR 5580......................59
Figura 22 - Análise do Comportamento da Espessura – Tubo Aço Carbono – DNVGL-
OS-D101 – Linha de Vapor Superaquecido....................................................................60
Figura 23- Análise do Comportamento da Espessura – Tubo Aço Carbono – DNVGL-
OS-D101 – Linha de Água Salgada................................................................................61
Figura 24 - Análise do Comportamento da Espessura – Tubo Aço Carbono – DNVGL-
OS-D101 – Linha de Água Doce.....................................................................................62
Figura 25 Análise do Comportamento da Espessura – Tubo Aço Carbono – DNVGL-
OS-D101 – Linha de Gás Natural....................................................................................63
Figura 26- Análise do Comportamento da Espessura – Tubo Aço Carbono – DNVGL-
OS-D101 – Linha de Óleo Combustível..........................................................................64

LISTA DE TABELAS
Tabela 1 - Categorização da Pof em relação à corrosão externa dos Risers em função do
resultado da inspeção......................................................................................................20
Tabela 2 - Aumento de um ponto na categorização da probabilidade de falha por
corrosão externa e o impacto nos anos de operação.......................................................20
Tabela 3 – Classificação das conseqüências à segurança...............................................22
Tabela 4 – Análise qualitativa do risco...........................................................................22
Tabela 5 - Redução de espessura anual para os pontos demarcados na tubulação.........40
Tabela 6 - Composição Química (%) do Tubo ASTM A106.........................................42
Tabela 7 - Propriedades Mecânicas do Tubo ASTM A106............................................42
Tabela 8 - Diminuição máxima permitida da espessura em função do fluído
transportado.....................................................................................................................45
Tabela 9 – Classificação das conseqüências ao meio ambiente......................................54

SUMÁRIO
1 INTRODUÇÃO ................................................................................................ 12
2 INSPEÇÃO BASEADA EM RISCO (IBR) ................................................... 14
2.1 PLANO DE INSPEÇÃO: ABORDAGEM TRADICIONAL X ABORDAGEM
MODERNA .................................................................................................................... 14
2.2 METODOLOGIA DE INSPEÇÃO BASEADA EM RISCO ............................ 14
2.3 IBR EM EQUIPAMENTOS SUBMARINOS ................................................... 16
2.3.1 Fluxograma de IBR Submarina ...................................................................... 16
2.3.2 Critério de Aceitação de Risco ........................................................................ 17
2.3.3 Determinação do Risco em Equipamentos Submarinos ............................... 18
2.3.3.1 Identificação da Probabilidade de Falha (Pof) ................................................... 19
2.3.3.2 Identificação das Consequências da Falha (Cof) ................................................ 20
2.3.4 Plano de Inspeção ............................................................................................. 20
2.4 IBR EM DUTOS ................................................................................................ 21
2.4.1 Pof associada à corrosão interna ..................................................................... 22
2.4.2 Pof associada à corrosão externa .................................................................... 22
2.4.3 Pof associada ao impacto externo ................................................................... 24
2.4.4 Análise da Cof ................................................................................................... 24
3 MEDIÇÃO DE ESPESSURA EM DUTOS E A TÉCNICA DE ULTRASSOM...
........................................................................................................................................ 26
3.1 PRINCÍPIO BÁSICO DE FUNCIONAMENTO ............................................... 26
3.2 PRINCÍPIOS FÍSICOS ...................................................................................... 27
3.2.1 Tipos de propagação da onda sonora ............................................................. 27
3.2.2 Propriedades das ondas acústicas ................................................................... 28
3.2.3 O comprimento de onda e a detecção da descontinuidade ........................... 29
3.3 EQUIPAMENTOS ............................................................................................. 29
3.3.1 Transdutores pizoelétricos ............................................................................... 31
3.3.2 Tipos de Transdutores ..................................................................................... 32
3.3.2.1 Transdutor de Contato ........................................................................................ 32
3.3.2.2 Transdutor de Imersão ........................................................................................ 32
3.3.3 Acoplantes ......................................................................................................... 32
3.3.4 Transdutores eletromagnéticos ....................................................................... 33
3.3.5 Pulsador/ Receptor ........................................................................................... 33

3.4 LEITURA DOS RESULTADOS ....................................................................... 33
3.4.1 A-scan ................................................................................................................ 34
3.4.2 B-scan ................................................................................................................. 35
3.4.3 C-scan ................................................................................................................ 36
3.5 TÉCNICAS DE MEDIÇÃO E CALIBRAÇÃO DE EQUIPAMENTOS .......... 36
3.5.1 Inspeção por feixe normal ............................................................................... 36
3.5.2 Inspeção por feixe angular .............................................................................. 37
3.5.3 Inspeção de juntas soldadas ............................................................................ 38
3.5.4 Definição do tamanho da trinca ..................................................................... 39
3.5.5 Calibração ........................................................................................................ 39
4 RELATÓRIOS DE MEDIÇÃO DE ESPESSURA ...................................... 41
4.1 COMPORTAMENTO DE TUBULAÇÕES DISTINTAS EM FUNÇÃO DA
CORROSÃO .................................................................................................................. 42
4.1.1 Tubos ASTM A106 ........................................................................................... 44
4.1.2 Tubos NBR 5580 ............................................................................................... 46
4.1.3 Tubos de Aço Carbono sem costura sob análise da DNVGL-OS-D101 ...... 47
5 ANÁLISE DE RESULTADOS ........................................................................ 51
6 CONCLUSÃO ................................................................................................... 53
REFERÊNCIAS.............................................................................................................52
ANEXO I – Tabelas.......................................................................................................54
ANEXO II – Dimensões do Fabricante de Dutos........................................................55
APÊNDICE I - Relatórios de Análise do Comportamento da Espessura................58

12
1 INTRODUÇÃO
A Indústria de Óleo e Gás abrange o gerenciamento de operações em instalações de
alto risco, envolvendo processos de grande complexidade, o que incita a promoção de um
equilíbrio entre o comportamento da produção e os requisitos para a segurança do
procedimento. A necessidade de um controle maior da incidência de acidentes relacionados à
área acarretou em um aumento do monitoramento das atividades ligadas a esse setor.
Atualmente, preza-se pela manutenção preventiva da segurança, com base em normas
regulatórias e globais, colocando em alta o conceito de um alinhamento entre segurança, meio
ambiente e saúde (SMS). Essa ideologia compreende na proteção do trabalhador, na
conservação da integridade dos equipamentos e instalações, na redução da poluição ambiental
e na promoção do bem-estar da sociedade.
A realização de um estudo prévio sobre os possíveis riscos associados a uma
instalação, ou a um equipamento, é uma maneira eficaz de reduzir a possibilidade de
ocorrência de falha, ou de amenizar o impacto promovido pela mesma. Através da avaliação
do risco, percebe-se a necessidade da execução de inspeções periódicas nos instrumentos, e
não apenas quando os mesmos apresentam um comportamento irregular.
Surge então, o conceito de Inspeção Baseada em Risco (IBR), um método que
compreende, primeiramente, na realização de uma análise do histórico do equipamento
inspecionado, com o intuito de identificar os riscos que ele representa, e, posteriormente, na
implementação de planos de inspeção para monitoramento de tais riscos. Estes são avaliados
tanto do ponto de vista qualitativo, como quantitativo, e, para a obtenção dos resultados dessa
análise, fatores como a probabilidade de falha e a consequência da falha, são considerados.
Em equipamentos submarinos, a adoção da metodologia de IBR, proporciona a
identificação dos tipos de falha mais corriqueiros, o que favorece a criação de planos de
controle e mitigação, maximizando a confiabilidade e garantindo a integridade do sistema,
reduzindo, então, a frequência de resultados indesejados.
Dentre os instrumentos submarinos inspecionados, estão incluídos os sistemas de
dutos. Fatores como a corrosão interna e externa, erosão interna, impacto externo e espaços
livres, promovem a degradação das tubulações submarinas e são avaliados durante a IBR.
A corrosão interna em dutos é o agente crítico para a sua deterioração, e uma das
principais causas para as falhas ocorridas nestes aparatos, que podem acarretar na ocorrência
de vazamentos. Os impactos da corrosão são observados nos gastos e no que se refere à
13
segurança, meio ambiente e saúde. Os custos podem estar associados tanto a prevenção, na
escolha de materiais e de métodos de proteção na fase de projeto do dispositivo, quanto à
administração, em um ineficiente controle da corrosão.
Essa instabilidade gerada pela corrosão demonstra a importância da inspeção periódica
de medição de espessura em tubulações, através da técnica de Ultrassom. O acompanhamento
dos resultados obtidos para a espessura do duto, ao longo do tempo, viabiliza a identificação
da existência de corrosão, ou a possibilidade de uma futura ocorrência.
O comportamento dos diferentes tipos de linhas, frente à corrosão, de um sistema de
dutos submarino é distinto. Fatores como o fluido contido, a temperatura, a pressão e a
velocidade, influenciam na variação da resistência a essa condição, o que implica em uma
análise específica para cada tipo de situação.

14
2 INSPEÇÃO BASEADA EM RISCO (IBR)
Através da necessidade de garantia de segurança, surge o conceito de Inspeção
Baseada em Risco (IBR), em que o risco é avaliado, antes da definição dos planos de
inspeção.
2.1 PLANO DE INSPEÇÃO: ABORDAGEM TRADICIONAL X ABORDAGEM
MODERNA
Na abordagem tradicional de um plano de inspeção, o critério para definir o intervalo
entre a realização das inspeções é determinado em função do tempo e, majoritariamente,
controlado por regulações estatais. O intervalo para realização do shutdown (parada de
produção) é fixo e, independente da necessidade, a abertura, limpeza e inspeção do
equipamento são realizadas regularmente. A ideologia desse tipo de abordagem é focada na
realização do máximo de inspeções e na conservação dos equipamentos, deixando à margem a
dedicação em relação à avaliação dos custos (SANTOS e HAJRI, 2000).
Em contrapartida, devido a uma maior ênfase na redução de dispêndios e as mudanças
que tornaram as regulações ambientais e de segurança mais severas, o critério adotado pela
abordagem moderna para determinar o intervalo entre inspeções é definido em função das
condições do equipamento, e não mais em função do tempo, desenvolvendo-se, dessa forma, a
metodologia de Inspeção Baseada em Risco (IBR).
Na configuração renovada das legislações, os especialistas em inspeção passaram a
ser responsáveis por manter a segurança das operações e das instalações, devido ao alto nível
de conhecimento que agregaram na área e ao grau de especialização desenvolvido pelo setor.
Por conseguinte, tais especialistas desenvolveram uma abordagem mais racional e flexível
para os planos de inspeção, a abordagem moderna (SANTOS e HAJRI, 2000).
2.2 METODOLOGIA DE INSPEÇÃO BASEADA EM RISCO
A Inspeção Baseada em Risco (IBR) é uma metodologia que consiste em realizar uma
análise detalhada do histórico do equipamento inspecionado, levando em consideração seu
material de composição, índice de corrosão e o processo em que ele está inserido, com o
objetivo de identificar os riscos que ele representa e desenvolver planos de inspeção para a
15
administração de tais riscos, aprimorando, assim, a manutenção do equipamento
(POULASSISHIDIS, 2009). Esse mecanismo permite o aumento no foco e na otimização das
atividades de inspeção em regiões de alto risco, acarretando em uma queda nos custos gerados
pelo processo e em uma maior atenção à preservação da segurança humana, das instalações e
do meio ambiente (SANTOS e HAJRI, 2000).
Nessa metodologia, a inspeção gera informações atualizadas sobre as condições do
instrumento, tais como o comparativo entre o valor esperado e o observado para a corrosão, e
a dimensão do dano que é previsto ao equipamento no futuro. Os riscos à integridade
mecânica do equipamento são consideravelmente reduzidos quando se estuda o potencial de
falha do mesmo, e define-se o método de inspeção ideal a ser adotado para determinada
localização do dispositivo.
Algumas atividades que podem estar inseridas, de diferentes maneiras, em um plano
de ação para redução do risco gerado por um equipamento são:
Monitoramento do equipamento;
Inspeção de acompanhamento;
Troca de equipamento;
Utilização de materiais aprimorados;
Mudanças no processo operacional;
Aprimoramento dos instrumentos.
A IBR aperfeiçoa o planejamento da inspeção de equipamentos por quantificar de
maneira mais precisa a extensão da inspeção, assim como, por estabelecer níveis econômicos
ideais, em função da redução dos riscos.
A adoção da metodologia de IBR na indústria de Óleo e Gás é vantajosa por
promover uma economia de custos, como também por aperfeiçoar o programa de inspeção de
equipamentos. A queda de dispêndios está associada principalmente à eliminação da
realização de trabalhos de inspeção excessivos, e a redução de inspeções internas e seus
respectivos tempos de shutdown. O sucesso da Inspeção Baseada em Risco está atrelado não
somente às razões citadas anteriormente, visto que para certos equipamentos, ao reduzir o
número de inspeções internas, os seguintes benefícios também podem ser observados:
Evita-se a necessidade de isolamento e limpeza do equipamento para realizar a
inspeção;
Evita-se a interrupção da produção;

16
Reduz-se o potencial de perturbação do processo (desligamento e arranque do
equipamento) (POULASSICHIDIS, 2009).
2.3 IBR EM EQUIPAMENTOS SUBMARINOS
A importância de garantir o desenvolvimento de uma IBR em equipamentos
submarinos, que garanta a integridade das instalações está associada ao fato das operações
estarem ocorrendo em águas cada vez mais profundas, o que provoca um crescimento dos
gastos e dos desafios.
2.3.1 Fluxograma da IBR Submarina
O fluxograma que representa a Inspeção Baseada em Risco em equipamentos
submarinos é estruturado conforme descrito na Figura 1.
Figura 1 - Fluxograma de Inspeção Baseada em Risco
Fonte: Y. Bai and Q.Bai, 2010
Coleta de Dados
Avaliação Inicial
Nível do Risco
Aceitável
Avaliação Detalhada
Aceitável
Plano de Inspeção
mais apropriado
Implementação do
IRP e do MRP
CoF PoF
Sim
Sim
Não
Não
Plano de Inspeção
preliminar
Plano de Inspeção
adicional

17
O fluxograma inicia com a coleta de informações, que varia dependendo do nível de
detalhamento da avaliação da IBR. Dentre esses dados coletados para a análise da IBR,
podem constar: as condições operacionais, o tipo de equipamento, o material de construção,
os registros de inspeção, troca ou reparo, o inventário de fluidos, os custos com a troca de
equipamentos, dentre outros.
A avaliação inicial, realizada após o recolhimento dos dados, é definida como
qualitativa, pois não estuda detalhadamente o sistema. Nessa etapa o risco é calculado a partir
dos valores de probabilidade de falha (Pof) e das consequências econômicas da falha (Cof), o
que será detalhado a frente.
O nível do risco é avaliado através de uma matriz de risco, e, caso o mesmo seja
aceitável, é possível realizar um plano de inspeção preliminar. Em casos onde não há
disponibilidade de modelos ou informações detalhadas, ou os recursos financeiros disponíveis
não encobrem os custos com uma avaliação mais completa, é comum que o plano de inspeção
seja realizado logo nessa fase.
Enquanto a avaliação inicial considera o equipamento submarino como um
componente individual, a avaliação detalhada realiza um delineamento das diferentes seções
que compõem o equipamento, e analisa o motivo para a ocorrência de cada mecanismo de
degradação individualmente. Dessa maneira, a última fornece resultados responsáveis por
desenvolver um plano de inspeção aprimorado. A avaliação detalhada abrange avançados
métodos de previsão de alta precisão, e é realizada em diferentes níveis de detalhamento.
Finalmente, após a execução dos planos de inspeção preliminar e adicional, ou do
plano de inspeção mais apropriado, caso a avaliação detalhada não seja aceitável, são
preparadas as documentações de IRP (Inspection Reference Plan – Plano de Inspeção de
Referência) e MRP (Maintenance Reference Plan – Plano de Manutenção de Referência). O
IRP é um documento que explica de que maneira deve ser implementada a avaliação inicial e
o MRP compreende o plano de ação para itens de alto risco presentes na avaliação detalhada
da IBR (BAI e BAI, 2010).
2.3.2 Critério de Aceitação de Risco
As probabilidades aceitáveis de falha, ou a confiabilidade de um equipamento,
dependem das consequências do evento de falha considerado. A avaliação dessas
consequências é realizada levando em consideração riscos pessoais, econômicos e ao meio
ambiente (LANDET, ET AL., 2000).
18
O critério de aceitação de risco consiste nos limites de tolerância de risco, em uma
instalação, que não devem ser extrapolados. Dependendo da tipologia do risco a ser avaliado,
esse critério sofre variações.
Fatores, como, legislações nacionais, especificações de projeto, análises de risco e
experiência prévia, são utilizados para definir o critério de aceitação, que varia de acordo com
a categoria da consequência (BAI e BAI, 2010).
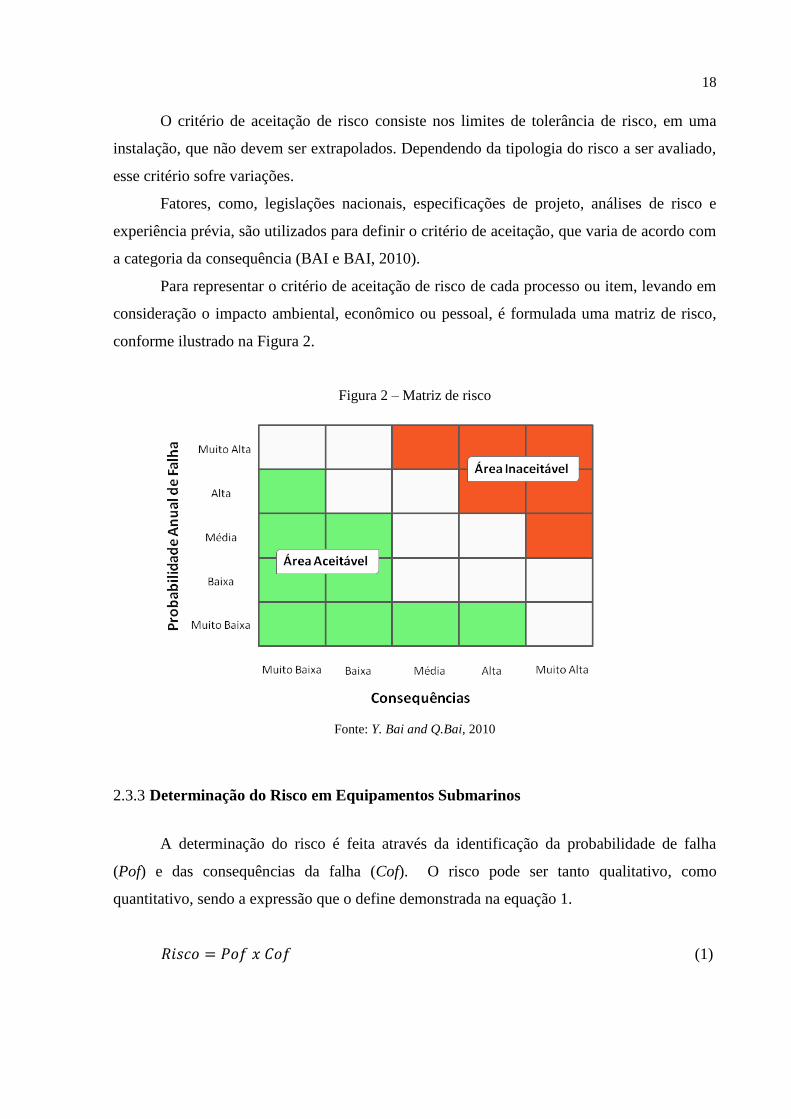
Para representar o critério de aceitação de risco de cada processo ou item, levando em
consideração o impacto ambiental, econômico ou pessoal, é formulada uma matriz de risco,
conforme ilustrado na Figura 2.
Figura 2 – Matriz de risco
Fonte: Y. Bai and Q.Bai, 2010
2.3.3 Determinação do Risco em Equipamentos Submarinos
A determinação do risco é feita através da identificação da probabilidade de falha
(Pof) e das consequências da falha (Cof). O risco pode ser tanto qualitativo, como
quantitativo, sendo a expressão que o define demonstrada na equação 1.
𝑅𝑖𝑠𝑐𝑜 = 𝑃𝑜𝑓 𝑥 𝐶𝑜𝑓 (1)
19
2.3.3.1 Identificação da Probabilidade de Falha (Pof)
A seleção de informações do banco de dados de confiabilidade offshore, conhecidos
como “Offshore Reliability Data” (OREDA), é um possível ponto de partida para o cálculo da
taxa de falha do equipamento submarino. O processo consiste em uma análise da base de
dados de falha da OREDA, seguida da avaliação das condições de operação do equipamento,
e, posteriormente, da execução das modificações necessárias do citado banco de dados e,
finalmente, da identificação da probabilidade de falha (Pof) do componente do equipamento
submarino e cálculo da Pof desse dispositivo. Dentre as condições operacionais examinadas,
estão incluídas: as taxas de erosão e corrosão, as características e propriedades do aparato e a
adversidade da garantia do fluxo.
Outras bases de dados também podem ser adotadas em casos específicos, como a U.K.
PARLOC, que é utilizada para identificar a taxa de falhas de dutos.
A Probabilidade de falha (Pof) é definida por uma frequência de falha genérica (ffg)
corrigida por dois fatores, um de gerenciamento do sistema (Fgs)e um de danos totais (Fdt). A
frequência de falha genérica (ffg) é uma taxa média de falha da indústria especifica para cada
tipo de equipamento. O fator de danos totais (Fdt) define o quanto a mais, ou a menos, é a
probabilidade de ocorrência da falha de uma instalação, quando comparada à média descrita
pela indústria. Enquanto, o fator de gerenciamento do sistema (Fgs) ajusta a influência da
administração dos equipamentos na integridade mecânica da instalação. Dessa forma, a
expressão que define a Pof, é descrita na equação 2.
𝑃𝑜𝑓 = 𝑓𝑓𝑔 × 𝐹𝑔𝑠 × 𝐹𝑑𝑡 (2)
O fator de danos totais (Fdt) representa a soma entre o fator de dano externo (Fde), o
fator de dano interno (Fdi), o fator de dano de fratura (Fdf) e o fator de dano mecânico (Fdm)
(POULASSICHIDIS, 2009). O Fdt é uma expressão que engloba os mecanismos de danos de
corrosão ativos do equipamento, e é representado pela equação 3.
𝐹𝑑𝑡 = 𝐹𝑑𝑒 + 𝐹𝑑𝑖 + 𝐹𝑑𝑓 + 𝐹𝑑𝑚 (3)

20
2.3.3.2 Identificação das Consequências da Falha (Cof)
A principal consequência causada pela falha de um equipamento submarino é a perda
econômica. A mesma é resultante de atrasos de produção devido a pausas para a realização de
reparos, e dos gastos com consertos. O vazamento é outro resultado da falha de instrumentos
submarinos, todavia, menos corriqueiro, já que este é contido pela ação instantânea de
válvulas e sensores.
Os parâmetros base para a análise das consequências econômicas de falha são: a taxa
de fluxo, o tipo do produto, o tempo de atraso da produção e, até mesmo, o tempo de reparo
do instrumento submarino.
2.3.4 Plano de Inspeção
A avaliação da Inspeção Baseada em Risco é concluída com a implantação de um
plano de inspeção para o sistema de equipamentos submarinos.
Essa etapa consiste na formulação de planos de inspeção para cada item do sistema e
na alocação dos mesmos em diferentes intervalos de tempo. Ademais, são criadas instruções,
que fornecem recomendações sobre o agendamento da inspeção, onde estão contidas
informações como:
Onde inspecionar e quais itens inspecionar;
Quando inspecionar (tempo de inspeção);
Como inspecionar (métodos de inspeção e o nível de precisão).
Duas diferentes metodologias de caracterização do dano têm impacto sobre o
comportamento da probabilidade de falha e consequentemente sobre o plano de inspeção. Em
uma delas a causa do dano é baseada no tempo, enquanto na outra, é baseada em algum
evento. Ambas foram consideradas no gráfico da Figura 3, que é utilizado para determinação
dos intervalos de inspeção.
A primeira metodologia abrange casos em que a Pof cresce com o tempo. Nesse caso,
quando um nível aceitável de risco é excedido, dá-se início a inspeção. Ao passo que o risco
aumenta, a probabilidade de falha cresce, e o momento de inspeção é determinado como o
ponto, no gráfico, em que o risco excede o limite aceitável. Na figura 3, as curvas A e B
representam o dano baseado no tempo.

21
Já a segunda mencionada, refere-se a situações em que a Pof e o risco são ambos
constantes no tempo (assumindo que não haja variações na consequência). Sendo assim, o
limite aceitável de risco, para esse caso, nunca será excedido, logo, não haverá uma data
específica para realização da inspeção. Este cenário é representado no gráfico pela reta D.
Porém, para situações em que o risco esteja acima de certo grau, inspeções em intervalos
regulares devem ser efetuadas, o que é o caso do dano descrito pela reta C (BAI e BAI, 2010).
Figura 3 – Gráfico para determinação do intervalo de inspeção
Fonte: Y. Bai and Q.Bai, 2010
2.4 IBR EM DUTOS
Os danos relacionados à vida útil de um duto são detectados através de mecanismos de
inspeção e podem ser baseados:
Em algum evento (como a queda de objetos, deslizamento de terra, e outros);
Em alguma condição (como a mudança nos parâmetros de operação, mudança de
características físicas, como o pH, e outros);
No tempo (como a corrosão, fadiga ou erosão).
A avaliação da IBR em dutos associa a degradação dos mesmos à fatores como:
corrosão interna e externa, erosão interna, impactos externos e vãos livres. As probabilidades
e consequências de falha relacionadas à alguns desses elementos serão apresentadas a seguir.
22
2.4.1 Pof associada à corrosão interna
A principal causa para a perda de espessura da parede de tubulações é a corrosão
interna. Na indústria de óleo e gás, a utilização de aços de baixa liga para a construção de
oleodutos, e demais equipamentos, torna-se vantajosa do ponto de vista econômico, porém
implica em uma maior exposição dos instrumentos à corrosão (PAPAVINASAM, ET AL.,
2006).
A classificação da probabilidade de falha por corrosão interna, do ponto de vista
qualitativo, baseia-se em informações como: o intervalo de tempo desde a última inspeção, o
resultado obtido através da última inspeção, o índice de corrosão e o nível de manutenção e
monitoramento do aparato.
O nível de dano, provocado pela corrosão, é considerado uma descoberta da inspeção
e varia entre insignificante, moderado ou significante. Essa categorização é usada para definir
a Pof, numericamente, no momento da inspeção. Uma irregularidade insignificante terá um
valor de probabilidade de falha inferior, quando comparada a uma significante.
Nesse caso, a probabilidade de falha cresce com o tempo, já que as imperfeições
causadas pela corrosão aumentam gradualmente.
Analisando por uma perspectiva quantitativa, a corrosão interna de tubulações de
hidrocarbonetos é causada pela presença de CO2, H2S, e, até mesmo, microorganismos no
sistema. Para determinar o fator probabilidade de falha, os parâmetros de maior importância
avaliados são a taxa de corrosão e o local onde o processo ocorre. O grau de corrosão é
influenciado por fatores como temperatura, tipologia do produto, material, regime de fluxo e a
pressão parcial de gás carbônico. A Pof é calculada considerando os seguintes dados: pressão
interna e máxima pressão operacional permitida (MPOP), diâmetro externo, espessura
nominal da parede do duto, resistência do material e ano de teste do equipamento (BAI e BAI,
2010).
2.4.2 Pof associada à corrosão externa
A corrosão externa não é considerada um fator de extrema influência na degradação de
dutos, como a interna, citada anteriormente. Esse fato pode ser atribuído a utilização de uma
capa externa contra corrosão em tubulações submarinas, que proporciona a proteção de toda a
sua superfície, criando-se uma maior resistência ao meio exterior. Apesar desse cuidado

23
reforçado, danos externos ainda podem ser gerados através de impactos provocados por
âncoras ou vasos.
Em relação à análise qualitativa, nesse caso, a probabilidade de falha pode ser
categorizada em função do resultado da última inspeção, do intervalo de tempo desde a última
inspeção e da temperatura de inspeção. A Tabela 1 exemplifica a relação entre o resultado da
inspeção e o fator de falha proveniente da corrosão externa dos Risers.
A probabilidade de falha atrelada à corrosão externa aumenta com o tempo, já que os
danos resultantes aumentam de maneira potencial, da mesma forma como ocorre com a Pof
referente à corrosão interna (BAI e BAI, 2010).
Tabela 1 – Categorização da Pof em relação à corrosão externa dos Risers em função do
resultado da inspeção
Descoberta da
Inspeção Pof Descrição
Não há inspeção Tempo de inspeção é igual à
data de instalação/teste
Insignificante 1
Nenhum dano inspecionado
consegue atingir a marca de
50% do valor da MPOP do
duto
Moderada 3
O dano mais severo encontrado
pode atingir a marca de 50%
do valor da MPOP do duto
Significante 5
O dano mais severo encontrado
pode atingir a marca de 80%
do valor da MPOP do duto
Fonte: Y. Bai and Q.Bai, 2010
Tabela 2 - Aumento de um ponto na categorização da probabilidade de falha por corrosão
externa e o impacto nos anos de operação
Descoberta da
Inspeção
Tempo de Operação (em anos) antes e depois do
aumento de um ponto da Pof para uma temperatura
menor que 40ºC
Antes Depois
Não há inspeção 3 2
Insignificante 4 3
Moderada 3 2
Significante 2 1
Fonte: Y. Bai and Q.Bai, 2010

24
Um aumento de apenas um ponto na probabilidade de falha relacionada à corrosão
externa, pode provocar uma mudança no tempo de duração de uma operação, dependendo da
temperatura e dos resultados obtidos na última inspeção. A Tabela 2 demonstra esse impacto,
em anos, considerando uma temperatura operacional de 40ºC.
2.4.3 Pof associada ao impacto externo
Diferente dos dois fatores descritos à cima, o impacto externo é baseado em um
evento, como a queda de objetos, impactos durante a ancoragem, arraste, dentre outros. Dessa
forma, se a probabilidade anual de um impacto for constante, a probabilidade de falha
também será praticamente constante. Nesse caso, conforme descrito, a inspeção causará
pequeno, ou nenhum, impacto na Pof, todavia, é ideal que ainda seja realizada
periodicamente.
A probabilidade de falha devido ao impacto externo pode ser categorizada em função:
dos resultados da última inspeção, do diâmetro da tubulação e da espessura da sua cobertura,
do comportamento do arraste e das atividades marinhas.
2.4.4 Análise da Cof
Segurança, perda econômica, e poluição ambiental, são os fatores determinantes para
mensurar a consequência da falha.
As consequências ao meio ambiente estão associadas ao impacto que o lançamento de
rejeitos causa. O volume de óleo despejado no mar e o quanto a localidade é afetada, por
exemplo, são os parâmetros utilizados para determinar a gravidade da poluição ambiental. A
avaliação adotada para definir a severidade das sequelas da contaminação é feita em função
do tempo (em anos) de recuperação dos recursos naturais do local. A Tabela 9, do Anexo I,
mostra um exemplo de ranking de poluição ambiental.
A perda econômica está associada, principalmente, ao volume de vazamento de
rejeito e aos custos com reparos. Todavia, nos casos em que a produção necessita ser
interrompida para que seja efetuada a restauração de algum equipamento, o intervalo
improdutivo é considerado como prejudicial, em aspectos financeiros.
As consequências do ponto de vista de segurança são classificadas conforme
apresentado na Tabela 3. A ocorrência de lesões corporais e o número de fatalidades são os
aspectos observados para avaliar a seguridade.

25
Tabela 3 - Classificação das consequências à segurança
Fator Cof Classificação da Cof Descrição
A Muito baixo Lesão corporal improvável
B Baixo
Lesão mínima potencial, sem
atrasos devido a lesões ou
fatalidades
C Médio
Potencial atraso devido a
lesões limitadas à não mais
que uma ou algumas pessoas.
Sem potencial para
fatalidades.
D Alto
Potenciais atrasos múltiplos
devido às lesões. Potencial
para uma fatalidade
E Muito Alto Potencial para múltiplas
fatalidades Fonte: Y. Bai and Q.Bai, 2010
A Tabela 4 associa a Pof e a Cof para chegar a um resultado qualitativo de risco.
Tabela 4 – Análise qualitativa do risco
Classificação da Pof Probabilidade anual de
falha
5 Falha Esperada M A A MA MA
4 Alta M M A A MA
3 Média B M M A A
2 Baixa MB B M M A
1 Muito Baixa MB MB B M M
Classificação da Cof A B C D E
MB- Muito baixo; B- Baixo; M – Médio; A- Alto; MA – Muito Alto
Fonte: Y. Bai and Q.Bai, 2010

26
3 MEDIÇÃO DE ESPESSURA EM DUTOS E A TÉCNICA DE ULTRASSOM
A Medição de Espessura em dutos, através do teste Ultrassônico, é uma técnica de
inspeção baseada em risco, de Ensaio Não Destrutivo, utilizada para identificar o nível de
corrosão no material ensaiado. Este método é predominante aplicado, pois o procedimento de
Ultrassom é caracterizado por ser não-intrusivo, preciso e econômico. Um dos requisitos de
funcionamento dessa metodologia é que o transdutor ou o cabeçote esteja em contato direto
com a superfície externa da tubulação, o que, às vezes, exige a escavação, remoção de
revestimentos ou isolamento do material (UZELAC, ET AL., 2004).
O Teste Ultrassônico utiliza a energia de ondas sonoras, de alta frequência (entre 0.5 e
15 MHz), para a realização de medições. Trata-se, de maneira geral, da captura e
quantificação das ondas refletidas (pulso-eco) ou das ondas transmitidas, aplicando-se com
mais frequência o sistema pulso-eco, já que este requer que o objeto inspecionado seja
acessado apenas por um de seus lados. Esse método de inspeção pode ser utilizado para
diversos fins, como detecção e avaliação de falhas, caracterização do material e medições
dimensionais (BARSHINGER, ET AL., 2016). O enfoque nesse projeto será a aplicação
dessa técnica para medir a espessura de tubulações Offshore.
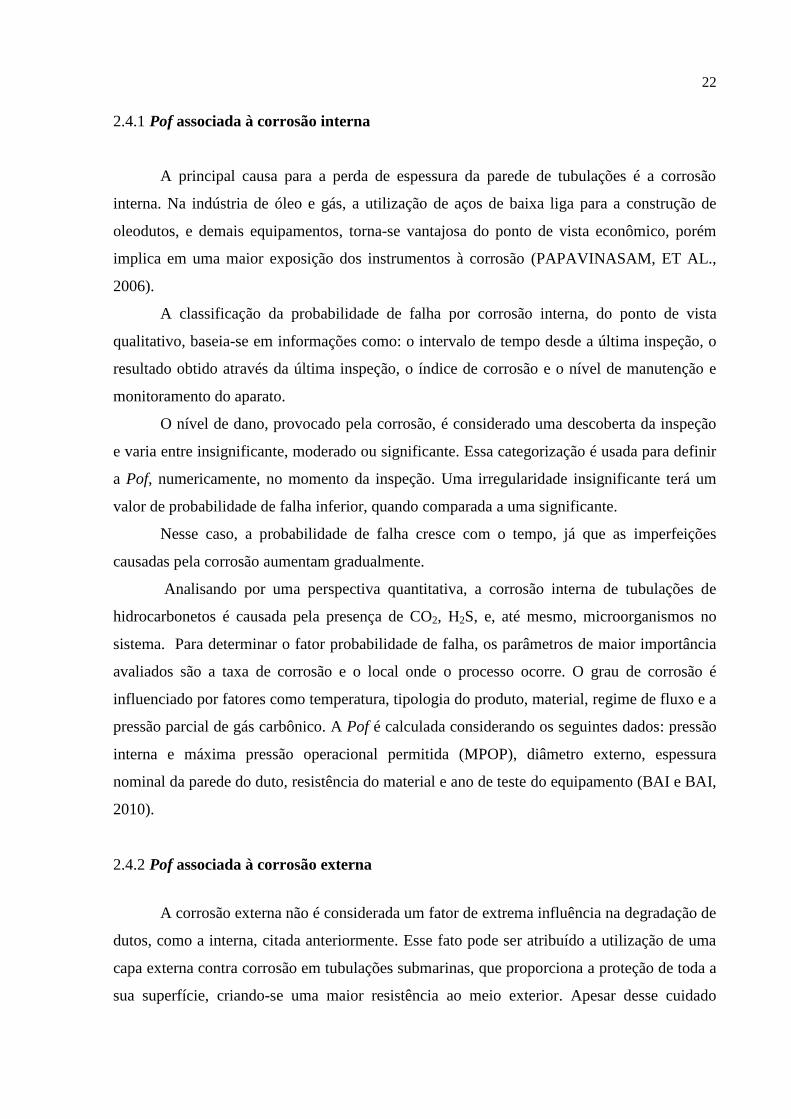
3.1 PRINCÍPIO BÁSICO DE FUNCIONAMENTO
O sistema de Teste Ultrassônico típico, conhecido como pulso-eco, esquematizado na
figura 4, é formado pelas seguintes unidades operacionais:
Pulsador/Receptor
Transdutor
Dispositivo de exibição
O Pulsador/Receptor, aparato eletrônico responsável por produzir pulsos eletrônicos
de alta voltagem, comanda o Transdutor, que gera energia Ultrassônica de alta frequência,
propagada pelo material em forma de ondas. Caso a superfície possua alguma
descontinuidade, como uma falha, parte da energia emanada será refletida de volta. O
Transdutor transforma o sinal da onda refletida em sinal eletrônico, apresentado na tela do
dispositivo de exibição. Identificando a velocidade das ondas, o tempo de trânsito pode ser
correlacionado diretamente com a distância percorrida pelo sinal. Dessa forma, alguns
27
aspectos como a localização do refletor, o tamanho, a orientação, dentre outras informações,
podem ser identificadas (HIZAJI, 2008).
Figura 4 – Componentes do sistema pulso-eco
Fonte: Dr. Ala Hizaji, 2008
3.2 PRINCÍPIOS FÍSICOS
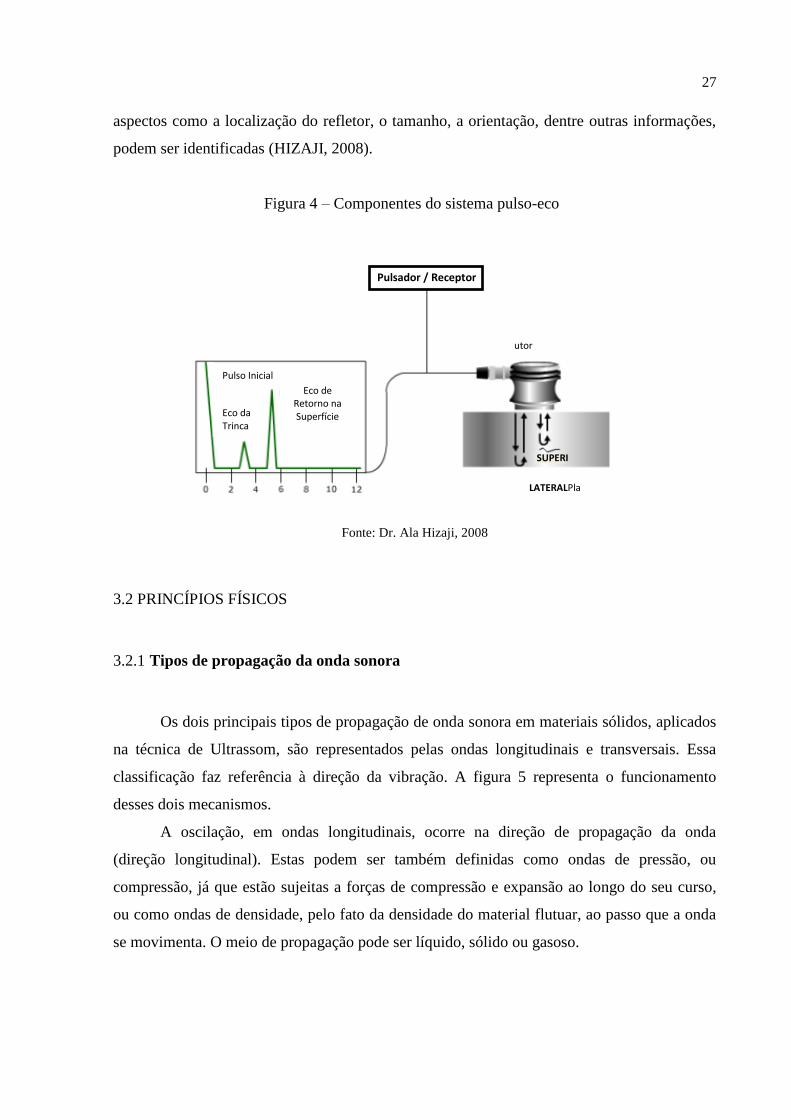
3.2.1 Tipos de propagação da onda sonora
Os dois principais tipos de propagação de onda sonora em materiais sólidos, aplicados
na técnica de Ultrassom, são representados pelas ondas longitudinais e transversais. Essa
classificação faz referência à direção da vibração. A figura 5 representa o funcionamento
desses dois mecanismos.
A oscilação, em ondas longitudinais, ocorre na direção de propagação da onda
(direção longitudinal). Estas podem ser também definidas como ondas de pressão, ou
compressão, já que estão sujeitas a forças de compressão e expansão ao longo do seu curso,
ou como ondas de densidade, pelo fato da densidade do material flutuar, ao passo que a onda
se movimenta. O meio de propagação pode ser líquido, sólido ou gasoso.
Pulsador / Receptor
Pulso Inicial
Eco da Trinca
Eco de Retorno na Superfície
utor
LATERALPlaca
SUPERIORTrinca
28
Figura 5 – Funcionamento dos mecanismos de propagação de onda
Fonte: Dr. Ala Hizaji, 2008
Já em ondas transversais, conhecidas também como cisalhantes, a oscilação das
partículas forma um ângulo de 90°em relação à direção da propagação, ou seja, é transversal a
esta. Nesse caso, o meio de propagação efetivo é representado por materiais acústicos sólidos,
sendo ineficaz em meios gasosos ou líquidos.
3.2.2 Propriedades das ondas acústicas
O comprimento de onda, a velocidade e a frequência são algumas das principais
propriedades da propagação de ondas acústicas em materiais sólidos isotrópicos, e estão
correlacionadas pela equação 4. O comprimento de onda é diretamente proporcional a
velocidade, e inversamente proporcional a frequência. Sendo assim, ao aumentar a frequência,
o comprimento de onda é reduzido.
𝜆=𝑉
𝑓 (4)
Onde:
𝜆: comprimento de Onda (m); V: velocidade (m/s) ; f: frequência (Hz)
TESTADADIREÇÃO DA PROPAGAÇÃO
DE ONDA
DIREÇÃO DO MOVIMENTO
DA PARTÍCULA
ONDA LONGITUDINAL
PARTÍCULA EM POSIÇÃO DE DESCANSO
DIREÇÃO DA PROPAGAÇÃO DE
ONDA
ONDA CISALHANTE DIREÇÃO DO MOVIMENTO
DA PARTÍCULA

29
A velocidade das ondas sonoras é específica para cada meio em que se propaga. A
velocidade de ondas longitudinais em aços tem seu igual a 5850 m/s, por exemplo (HIZAJI,
2008).
3.2.3 O comprimento de onda e a detecção da descontinuidade
O comprimento de onda tem importância significativa para detecção da
descontinuidade do meio, já que, para ter chance efetiva de ser identificada, a descontinuidade
deve ser maior que 50% do comprimento de onda (HIZAJI, 2008). Sendo assim, o inspetor,
em testes Ultrassônicos, deve definir a frequência do transdutor com o objetivo de controlar a
medida de 𝜆.
A frequência de onda influencia na eficácia da inspeção, de diversas maneiras. A
Sensibilidade e a Resolução do teste Ultrassônicos têm seus resultados afetados por essa
propriedade. A Sensibilidade, que é a capacidade de localizar pequenas falhas, aumenta à
medida que a frequência é elevada, e, consequentemente, o comprimento de onda é reduzido.
A Resolução, que é a capacidade do sistema em localizar falhas próximas, dentro do material
ou na superfície, também aumenta ao elevar-se a frequência.
A seleção da frequência a ser aplicada, leva em consideração fatores como o tipo,
tamanho e provável localização da descontinuidade, assim como a estrutura dos grãos que
compõem o material e suas espessuras. Quando se trata de grãos grosseiros, o som tende a
dispersar, assim como, quando há alguma pequena imperfeição no meio. Dessa forma,
materiais fundidos, que são formados por grãos grosseiros, são avaliados sobre baixa
frequência de onda, enquanto materiais forjados, com estrutura de grãos direcional e refinada,
são inspecionados sob o uso de transdutores de alta frequência. A profundidade de penetração
(máxima profundidade em que a falha pode ser detectada) é reduzida quando o ensaio é
realizado em altas frequências, devido, também, a dispersão de parte da energia do som. A
propagação do feixe Ultrassônico, é mais um agente que sofre alterações em função da
frequência.
3.3 EQUIPAMENTOS
O principal mecanismo de funcionamento do teste Ultrassônico, executado pelo
transdutor, baseia-se na conversão de pulsos elétricos em vibrações mecânicas e a conversão
30
das vibrações mecânicas retornadas, novamente, em energia elétrica. A presença de material
piezoelétrico (material polarizado composto por moléculas carregadas positivamente e
negativamente) e de eletrodos, localizados nos extremos do equipamento, são responsáveis
pela ocorrência de tal fenômeno.
O processo, conhecido como efeito piezoelétrico, inicia-se com a criação de um campo
elétrico no entorno do material, provocando um alinhamento das moléculas polarizadas em
relação ao campo elétrico, o que causa uma mudança nas dimensões do material. Em seguida,
a matéria permanentemente polarizada, presente no meio, podendo ser um quartzo (SiO2),
produzirá um campo elétrico quando a mudança de dimensão ocorrer, devido à força
mecânica gerada.
A capacidade de ser reduzido a diversos tamanhos influencia na escolha do elemento
ativo a ser utilizado, pois ao ser cortado em diferentes dimensões, a variedade dos formatos de
onda gerados aumenta. Por essa razão, a cerâmica piezoelétrica, que tem seu formato
facilmente alterado, é o elemento ativo mais comum. A determinação da espessura deste
elemento é dependente da frequência desejada. Quanto mais fino o elemento ativo, maior a
frequência do transdutor. Cristais piezoelétricos são cortados a uma espessura que
corresponde à metade do comprimento de onda que se deseja obter, pois um elemento fino
vibra com um 𝜆 equivalente ao dobro de sua espessura.
Figura 6 – Atividade utilizando a Técnica de Ultrassom
Fonte: Brasitest

31
3.3.1 Transdutores piezoelétricos
A figura 7 representa a estrutura típica de um transdutor de contato. Dentre as camadas
que formam esse sistema, encontra-se a camada de combinação de impedância, que favorece
o fornecimento do máximo de energia possível para fora do transdutor, sendo esta revestida
por uma placa de proteção. Quando a espessura dessa camada corresponde a 1
4 do
comprimento de onda desejado, as ondas que são refletidas na mesma continuam em fase ao
sair desta, proporcionando assim uma combinação ótima de impedância (HIZAJI, 2008).
A impedância acústica dessa camada, quando se tratando de transdutores de contato,
deve possuir um valor entre o correspondente para o elemento ativo e para o aço. Todavia,
quando se tratando de transdutores de imersão, esse valor deve estar entre o elemento ativo e a
água.
Já a camada traseira, que tem como função promover o amortecimento do
equipamento, quando se encontra sob uma impedância acústica similar a do elemento ativo,
aumenta sua capacidade em amortecer.
Quanto mais amortecido for o transdutor, maiores serão as variações de frequência, e
maior será sua capacidade de resolução. Quanto menos amortecido, as variações de
frequência serão menores, assim como a capacidade de resolução, todavia, a penetração será
maior.
Analisando a frequência do transdutor, é possível também definir sua capacidade.
Enquanto a altas frequências (15 MHz a 25 MHz) a sensibilidade a pequenas falhas é melhor
e a penetração no material é reduzida, a baixas freqüências (0.5 MHz a 2.25 MHz) mais
energia é promovida e a penetração é maior (HIZAJI, 2008).
Figura 7 – Funcionamento dos transdutores piezoelétricos
Fonte: Dr. Ala Hizaji, 2008
1
2
3
4
5 8
6 7
9
10 11 12
13

32
Legenda: 1- Capa; 2- Cabo de Epóxi; 3- Material Traseiro; 4- Eletrodos; 5- Elemento Piezoelétrico; 6- Conector
do Cabo Coaxial; 7- Cabo de Sinal; 8- Cabo de Fundo; 9- Placa de Revestimento; 10- Camada Traseira; 11-
Elemento Ativo; 12- Camada de Combinação de Impedância; 13- Ondas em Fase
3.3.2 Tipos de Transdutores
3.3.2.1 Transdutor de Contato
Os transdutores de contato são, normalmente, manipulados manualmente e utilizados
em inspeções em que existe o contato direto com o meio a ser examinado. Seu formato foi
idealizado para favorecer sua movimentação ao longo da superfície. É protegido por uma capa
resistente e possui a opção de troca das placas de proteção, o que fornece a estes uma maior
durabilidade. Com o objetivo de impedir que se forme um espaço com ar entre o equipamento
inspecionado e o transdutor, adota-se o uso de materiais de acoplamento.
3.3.2.2 Transdutor de Imersão
Os transdutores de imersão são utilizados em ambientes líquidos, e não fazem contato
direto com o componente ensaiado. Possuem uma camada de combinação de impedância que
favorece a propagação da energia do som tanto no ambiente aquoso, quanto no material
inspecionado.
3.3.3 Acoplantes
O desencontro da impedância acústica entre o ar e o sólido, torna fundamental o uso
de acoplantes entre o transdutor de contato e o material testado, para auxiliar na transmissão
de energia ultrassônica ao longo destes. Normalmente apresentam-se na fase líquida, como
óleo, glicerina ou água. Para ondas sonoras cisalhantes, o fluído utilizado tem características
viscosas.
Nos transdutores de imersão, ambas as partes e o transdutor são mergulhados no
acoplante, que é representado pela água.

33
3.3.4 Transdutores eletromagnéticos
Os transdutores eletromagnéticos, assim como os pizoelétricos, são utilizados para
medição de espessura e detecção de falhas, porém diferenciam-se, principalmente, pelo fato
dos eletromagnéticos não entrarem em contato com a superfície ensaiada, funcionarem com
base em um princípio físico distinto, e não exigirem o uso de acoplantes.
O mecanismo desse tipo de transdutor é caracterizado pela geração de correntes
parasitas na superfície de um objeto condutor, ao aplicar-se uma corrente elétrica, em uma
frequência ultrassônica desejada, sob um arame próximo a este objeto. Na presença de um
campo magnético estático, essas correntes parasitas produzirão forças, chamadas “forças de
Lorentz”, originando ondas de pressão que serão propagadas pelo material.
3.3.5 Pulsador/ Receptor
O Pulsador/Receptor é mais um elemento do sistema Ultrassônico, que se encontra
associado a um dispositivo de exibição nos equipamentos de inspeção, formando uma unidade
movida a bateria.
Como Pulsador, transmite pulsos elétricos para os transdutores, que os transforma em
correntes ultrassônicas. O comprimento do pulsamento (tempo que é aplicado ao transdutor) e
sua energia (Voltagem aplicada, variando entre 100 e 800 volts), são as funções controladas
por esse circuito.
Como Receptor, tem o objetivo de ampliar os sinais de voltagem vindos do transdutor,
por forma de pulsos Ultrassônicos. Tal sinal pode ser tanto exibido quanto armazenado como
dado. A amplificação do sinal, ou ganho, a retificação do sinal e a rejeição, são funções que
esse circuito pode monitorar.
3.4 LEITURA DOS RESULTADOS
Os dados obtidos durante a inspeção Ultrassônica são apresentados em três diferentes
formatos, sendo estes: A-scan, B-scan e C-scan. Dispositivos modernos conseguem expor os
resultados nos três sistemas citados, simultaneamente. A diferença entre os formatos está no
modo como detectam e avaliam a região inspecionada. Já o dispositivo de exibição utilizado
para a técnica de Medição de Espessura apresenta em sua tela o valor da espessura medida.
34
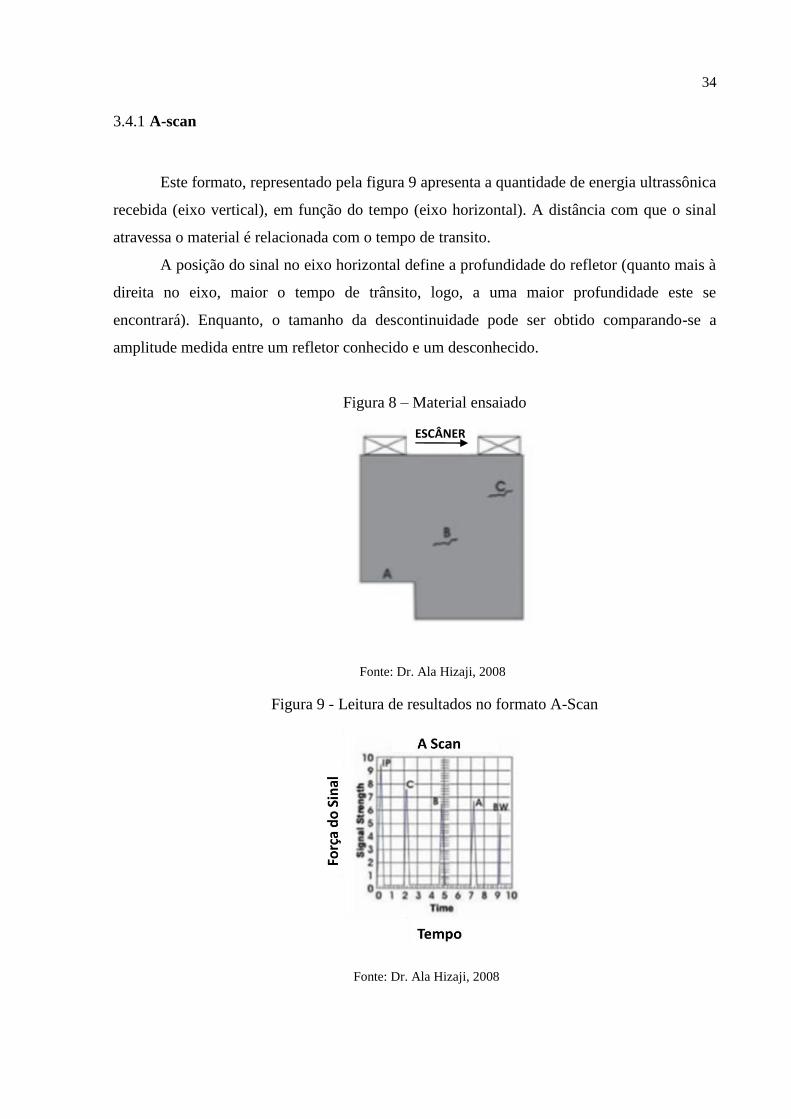
3.4.1 A-scan
Este formato, representado pela figura 9 apresenta a quantidade de energia ultrassônica
recebida (eixo vertical), em função do tempo (eixo horizontal). A distância com que o sinal
atravessa o material é relacionada com o tempo de transito.
A posição do sinal no eixo horizontal define a profundidade do refletor (quanto mais à
direita no eixo, maior o tempo de trânsito, logo, a uma maior profundidade este se
encontrará). Enquanto, o tamanho da descontinuidade pode ser obtido comparando-se a
amplitude medida entre um refletor conhecido e um desconhecido.
Figura 8 – Material ensaiado
Fonte: Dr. Ala Hizaji, 2008
Figura 9 - Leitura de resultados no formato A-Scan
Fonte: Dr. Ala Hizaji, 2008
ESCÂNER

35
A figura 8 representa o material que está sendo ensaiado. Em sua superfície,
demonstra-se a direção em que o material é escaneado, partindo da lateral esquerda em
direção à direita. A superfície A, e as falhas B e C, são pontos importantes durante a inspeção,
e estão presentes no gráfico do tipo A-scan, demonstrado na figura 9.
O pulso inicial produzido pelo transdutor é representado pela sigla IP, e aparece no
gráfico próximo ao tempo zero. Quando o transdutor está posicionado na extremidade
esquerda, o dispositivo apresentará em sua tela, apenas os sinais de IP e A. No momento em
que transdutor é direcionado para o lado direito, surgirá o sinal refletido pela superfície mais
profunda (a parede de trás), BW, na posição mais distante no eixo do tempo. Como a falha B
está posicionada entre as laterais do material, quando escaneada, o sinal B obtido estará
basicamente na metade do eixo horizontal, entre IP e BW. Finalmente, quando o transdutor
passar pela falha C, que está a uma profundidade menor que B, o sinal C aparecerá no início
do eixo temporal, após IP, e B irá desaparecer da tela, já que este não refletirá mais o som.
3.4.2 B-scan
Nesse tipo de apresentação, informações, como as dimensões lineares do refletor na
direção do escâner e sua profundidade, podem ser obtidas. O dispositivo plota um gráfico em
que o tempo de trânsito da onda sonora é representado pelo eixo vertical, e a posição linear do
transdutor pelo eixo horizontal. Quando o transdutor passa pelas falhas B e C, o B-scan
desenha uma linha do tamanho das descontinuidades e a uma profundidade similar a que estas
se encontram no material, conforme indicado pela figura 10.
Figura 10 - Leitura de resultados no formato B-Scan
Fonte: Dr. Ala Hizaji, 2008
36
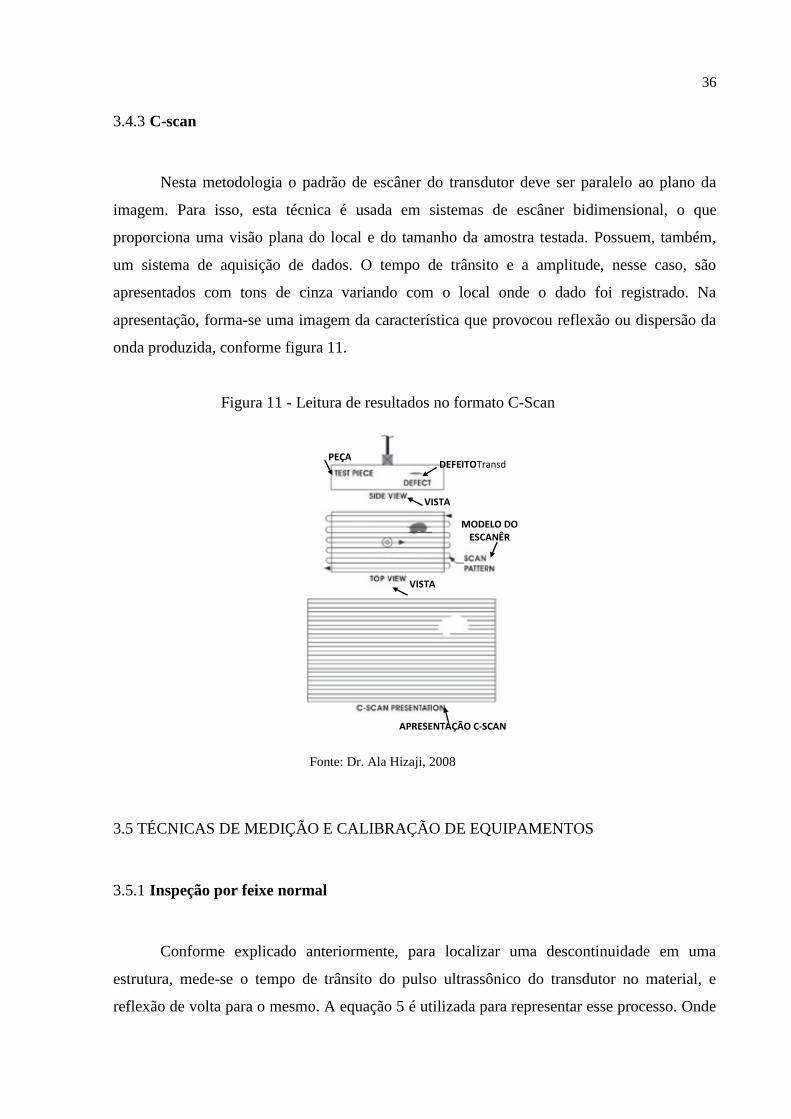
3.4.3 C-scan
Nesta metodologia o padrão de escâner do transdutor deve ser paralelo ao plano da
imagem. Para isso, esta técnica é usada em sistemas de escâner bidimensional, o que
proporciona uma visão plana do local e do tamanho da amostra testada. Possuem, também,
um sistema de aquisição de dados. O tempo de trânsito e a amplitude, nesse caso, são
apresentados com tons de cinza variando com o local onde o dado foi registrado. Na
apresentação, forma-se uma imagem da característica que provocou reflexão ou dispersão da
onda produzida, conforme figura 11.
Figura 11 - Leitura de resultados no formato C-Scan
Fonte: Dr. Ala Hizaji, 2008
3.5 TÉCNICAS DE MEDIÇÃO E CALIBRAÇÃO DE EQUIPAMENTOS
3.5.1 Inspeção por feixe normal
Conforme explicado anteriormente, para localizar uma descontinuidade em uma
estrutura, mede-se o tempo de trânsito do pulso ultrassônico do transdutor no material, e
reflexão de volta para o mesmo. A equação 5 é utilizada para representar esse processo. Onde
PEÇA DEFEITOTransd
VISTA
VISTA
MODELO DO ESCANÊR
APRESENTAÇÃO C-SCAN

37
d é a distância entre a superfície e a falha do equipamento testado (m), V é a velocidade da
onda sonora no material (m/s) e t é o tempo do movimento de ida e volta do pulso (s).
𝑑 =𝑉×𝑡
2 (5)
3.5.2 Inspeção por feixe angular
Os transdutores que emitem o som através de feixes angulares, introduzem no
equipamento testado, ondas cisalhantes refratadas. Uma de suas vantagens, é que o fato do
caminho percorrido pelo som formar uma angulação, e vir da parte interior do material,
aumenta a possibilidade de encontrarem-se falhas nas zonas soldadas ou em seu entorno.
A principal diferença entre as duas técnicas citadas, é que na inspeção por feixe
normal, o eco reproduzido pela parede de fundo sempre será detectado, e quando alguma
falha for encontrada, entre este eco e o pulso inicial, outro eco será mostrado no display. Já na
inspeção por feixe angular, o eco só será reproduzido caso apareça alguma descontinuidade
no caminho, ou um refletor.
Quando a onda sonora é refletida antes de atingir a parede de fundo, usa-se a
expressão “reflexão da primeira perna” para definir o ocorrido, o que é demonstrado na figura
12. As equações 6, 7 e 8 são aplicadas nesses casos, para determinar, respectivamente, o
caminho do som, a distância superficial e a profundidade da falha.
Figura 12 – Esquema representativo da “reflexão da primeira perna”
Fonte: Dr. Ala Hizaji, 2008
𝐶𝑎𝑚𝑖𝑛ℎ𝑜 𝑑𝑜 𝑆𝑜𝑚 = 𝑉𝑡 𝑡
2 (6)
𝐷𝑖𝑠𝑡â𝑛𝑐𝑖𝑎 𝑆𝑢𝑝𝑒𝑟𝑓𝑖𝑐𝑖𝑎𝑙 = 𝐶𝑎𝑚𝑖𝑛ℎ𝑜 𝑑𝑜 𝑆𝑜𝑚 𝑥 𝑠𝑒𝑛 𝜃𝑅 (7)
Distância da Superfície
Caminho do Som
Distância Angular
Profundidade

38
𝑃𝑟𝑜𝑓𝑢𝑛𝑑𝑖𝑑𝑎𝑑𝑒1ª 𝑃𝑒𝑟𝑛𝑎 = 𝐶𝑎𝑚𝑖𝑛ℎ𝑜 𝑑𝑜 𝑆𝑜𝑚 𝑥 𝑐𝑜𝑠 𝜃𝑅 (8)
Onde:
Vt = Velocidade da onda cisalhante no material (m/s); 𝜃𝑅 = ângulo de refração (°)
Quando o feixe de som encontra a parede de fundo e reflete, e logo após encontra o
refletor, como demonstrado na figura 13, usa-se a expressão “reflexão da segunda perna” para
definir este processo.
A única expressão que se diferencia da utilizada para a reflexão da segunda perna, é a
referente à profundidade, que passa ser definida pela equação 9.
𝑃𝑟𝑜𝑓𝑢𝑛𝑑𝑖𝑑𝑎𝑑𝑒2ª 𝑃𝑒𝑟𝑛𝑎 = 2𝑇 − (𝐶𝑎𝑚𝑖𝑛ℎ𝑜 𝑑𝑜 𝑆𝑜𝑚 𝑥 𝑐𝑜𝑠) 𝜃𝑅 (9)
Figura 13 – Esquema representativo da “reflexão da segunda perna”
Fonte: Dr. Ala Hizaji, 2008
3.5.3 Inspeção de juntas soldadas
O teste ultrassônico em soldas utiliza transdutores de feixe direto simultaneamente aos
de feixe angular. O primeiro passo nesse tipo de teste utiliza o transdutor de feixe de som
normal, para detectar a localização de alguma laminação na zona afetada pelo aquecimento,
ou próximo a ela, através da incidência de ondas longitudinais no equipamento. A segunda
etapa consiste na utilização dos transdutores de feixe sonoro angulares, para inspecionar a
solda, de fato. Para isso, a zona ao seu redor é escaneada, sendo então a equação 10 utilizada
para definir a área ideal a passar por esse processo, em relação aos dois lados da solda.
𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 𝑑𝑒 𝑝𝑢𝑙𝑜 = 2 𝑇 𝑥 𝑡𝑎𝑛 𝜃𝑅 (10)
Distância da Superfície
Caminho do Som – Perna 1 Caminho do Som – Perna 2
Profundidade

39
Onde:
T = Espessura do Material (mm)
3.5.4 Definição do tamanho da trinca
É possível determinar o tamanho de uma trinca originada na parte de trás de uma placa
plana, ao escanear a peça utilizando um transdutor de feixe de som angular. Quando o
transdutor passa pela área da falha, o feixe de onda sonora é refletido na base da trinca, e
produz um eco no dispositivo de exibição. Segundos depois, com o movimento do
equipamento de medição, um novo eco, mais fraco, é detectado, devido à difração da onda
sonora na ponta da trinca. No gráfico do display, o eco originado pela base da trinca aparece
depois, pois seu tempo de transito é maior, enquanto o originado pela sua extremidade
superior, encontra-se à frente.
A equação 11 é utilizada para definir a altura da trinca:
𝛼 = (𝑉𝑡𝑑𝑡
2) 𝑥 𝑐𝑜𝑠 𝜃𝑅 (11)
Onde:
𝛼 = altura da trinca (mm); dt = distância entre o tempo de trânsito dos dois sinais (s).
3.5.5 Calibração
Para ajustar a precisão e a veracidade do equipamento de medição, este deve ser
calibrado. O usuário deve calibrar o sistema, como um todo, o que inclui os transdutores, as
configurações do equipamento e as configurações de teste.
Na inspeção, utilizando a técnica de Ultrassom, utilizam-se padrões de referência para
ajudar na quantificação e interpretação das informações adquiridas pelos sinais recebidos e
para promover um nível de consistência nas medições. O uso dos padrões de referência tem
como objetivo garantir que os resultados das medições sejam iguais, mesmo que realizadas
em momentos distintos, e que diferentes sistemas obtenham valores finais similares, além de
auxiliar com que o inspetor consiga estimar o tamanho da falha. O tamanho da fissura e a
distância entre o transdutor e esta, são fatores que influenciam na potência do sinal, para

40
configurações pulso-eco. Para estimar o comprimento da descontinuidade, o inspetor pode
usar um padrão de referência para induzir uma falha e comparar o sinal recebido desta, com o
da falha real que está sendo avaliada.
Além de utilizadas para a calibração realizada anteriormente a inspeção, as normas de
referência são adotadas com objetivos, como:
Avaliar o desempenho do instrumento
Checar a performance dos transdutores em relação a fatores como sensibilidade e
resolução.
Calibrar a distância do caminho percorrido pelo som
Identificar o ângulo refratado produzido
Os blocos de calibração utilizados nos equipamentos de Ultrassom possuem diferentes
formatos e sistemas de unidade, e são selecionados de acordo com as características do objeto
que será testado. Os blocos de calibração padrão mais adotados, para o teste ultrassônico, são
os fornecidos pelo Internacional Institute of Welding (IIW) e pela American Society of Testing
and Materials (ASTM). E o bloco de calibração mais utilizado, para a medição de espessura
através da técnica de Ultrassom, é o bloco escalonado.
A figura 14 apresenta o bloco de calibração de modelo IIW- Tipo 1, à esquerda, e o
bloco de calibração escalonado, à direita.
Figura 14 – Bloco de Calibração – Modelo IIW – Tipo 1 e Bloco Escalonado
Fonte: Intermetro

41
4 RELATÓRIOS DE MEDIÇÃO DE ESPESSURA
Com o objetivo de monitorar a diminuição da espessura das tubulações, ao longo dos
anos, os dados coletados durante a inspeção são armazenados em bancos de dados. Após a
identificação das medidas de espessura, ao longo do duto, os resultados são inseridos em
planilhas de controle, apêndice I.
No cabeçalho do Relatório de Análise do Comportamento da Espessura são inseridas
as seguintes informações, para identificação e caracterização da tubulação:
Nome e número da Linha de Fluxo, formada pelo duto
Material de composição
Velocidade do som no material
Norma de Referência
Schedule (Grau de espessura)
Classe do tubo
Grau do Aço
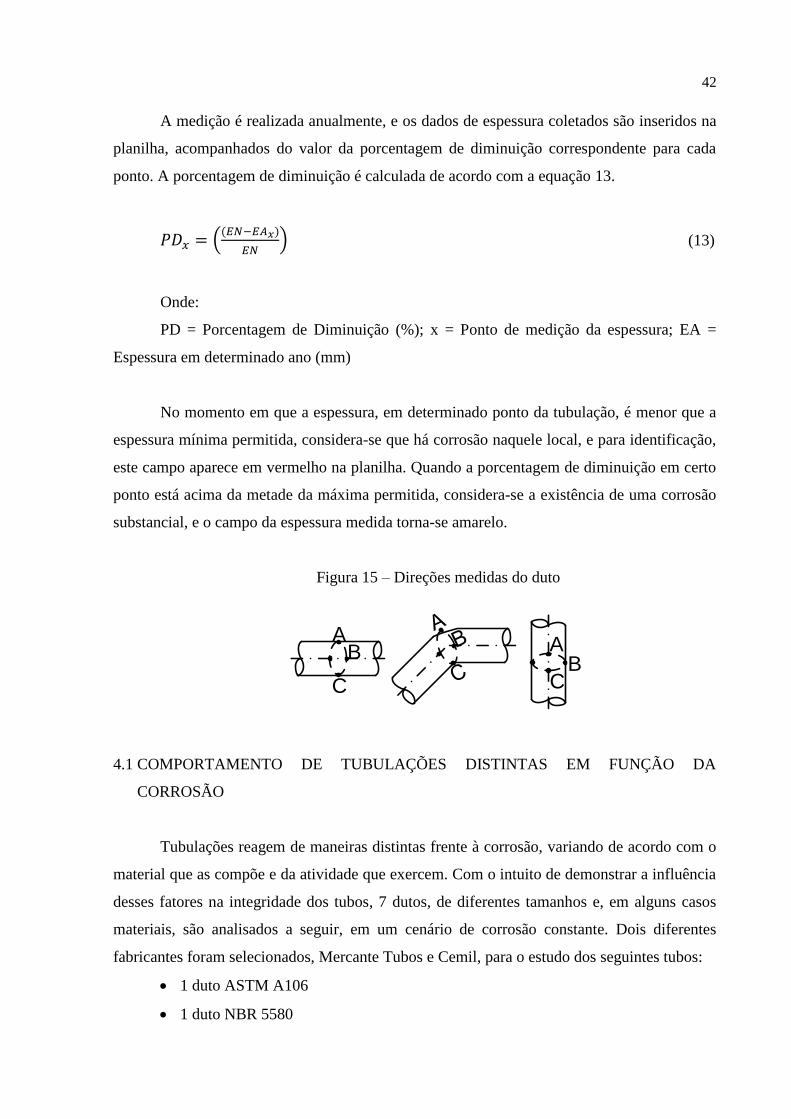
A medição é feita em diferentes pontos demarcados ao longo da linha, nas quatro
direções do duto, representadas na figura 15. É importante que estes pontos abranjam toda a
área de extensão da tubulação. Em caso de solda, ou presença de válvulas, deve-se garantir
que a espessura será medida logo antes e depois das mesmas, sendo assim, são adicionados
pontos de mensuração nestes locais.
Para monitorar a redução da espessura, ao longo do tempo, é preciso informar a
espessura nominal da tubulação, fornecida pelo fabricante, que varia de acordo com o
diâmetro nominal ou externo do duto. Para calcular a espessura mínima, conforme equação
12, é preciso saber a porcentagem máxima de redução permitida. Este dado é um parâmetro
de fabricação, e varia de acordo com as características e a funcionalidade do duto.
𝐸𝑀 = 𝐸𝑁 − 𝑅𝑀𝑃 × 𝐸𝑁 (12)
Onde:
EM = Espessura Mínima (mm); EN = Espessura Nominal (mm); RMP = Redução
Máxima Permitida (mm)
42
A medição é realizada anualmente, e os dados de espessura coletados são inseridos na
planilha, acompanhados do valor da porcentagem de diminuição correspondente para cada
ponto. A porcentagem de diminuição é calculada de acordo com a equação 13.
𝑃𝐷𝑥 = ((𝐸𝑁−𝐸𝐴𝑥)
𝐸𝑁) (13)
Onde:
PD = Porcentagem de Diminuição (%); x = Ponto de medição da espessura; EA =
Espessura em determinado ano (mm)
No momento em que a espessura, em determinado ponto da tubulação, é menor que a
espessura mínima permitida, considera-se que há corrosão naquele local, e para identificação,
este campo aparece em vermelho na planilha. Quando a porcentagem de diminuição em certo
ponto está acima da metade da máxima permitida, considera-se a existência de uma corrosão
substancial, e o campo da espessura medida torna-se amarelo.
Figura 15 – Direções medidas do duto Test Point Orientation
AB
CB
A
C
4.1 COMPORTAMENTO DE TUBULAÇÕES DISTINTAS EM FUNÇÃO DA
CORROSÃO
Tubulações reagem de maneiras distintas frente à corrosão, variando de acordo com o
material que as compõe e da atividade que exercem. Com o intuito de demonstrar a influência
desses fatores na integridade dos tubos, 7 dutos, de diferentes tamanhos e, em alguns casos
materiais, são analisados a seguir, em um cenário de corrosão constante. Dois diferentes
fabricantes foram selecionados, Mercante Tubos e Cemil, para o estudo dos seguintes tubos:
1 duto ASTM A106
1 duto NBR 5580
43
5 dutos de Aço Carbono sem Costura, que exercem diferentes funções, sob análise
da norma DNVGL-OS-D101, norma de Sistemas de máquinas e equipamentos submarinos
O duto ASTM A 106 e os cinco dutos de aço sem costura selecionados possuem
espessuras de schedule 80, o que significa que são tubulações de espessura elevada,
resistentes às adversidades promovidas pelo meio externo. Para os diâmetros adotados nesse
estudo de casos, o schedule poderia variar entre os valores de 40, 80 e 160. Em que sch
(Schedule) 40 representa uma tubulação padrão (Standard – STD), sch 80 um duto extra forte
(Extra Strong – XS) e sch 160 um duto duplo extra forte (Double Extra Strong – XXS), de
grande resistência. Já a tubulação NBR 5580 possui seus valores de espessura associados à
classe do tubo, que pode ser leve, média ou pesada. A classe pesada foi escolhida para ser
estudada, em que os valores de espessura são mais elevados, e possui maior resistência.
A permissão máxima de corrosão para cada um dos dutos em análise varia de acordo
com determinações do fabricante e normativas, levando em consideração a matéria prima e o
material que estão conduzindo.
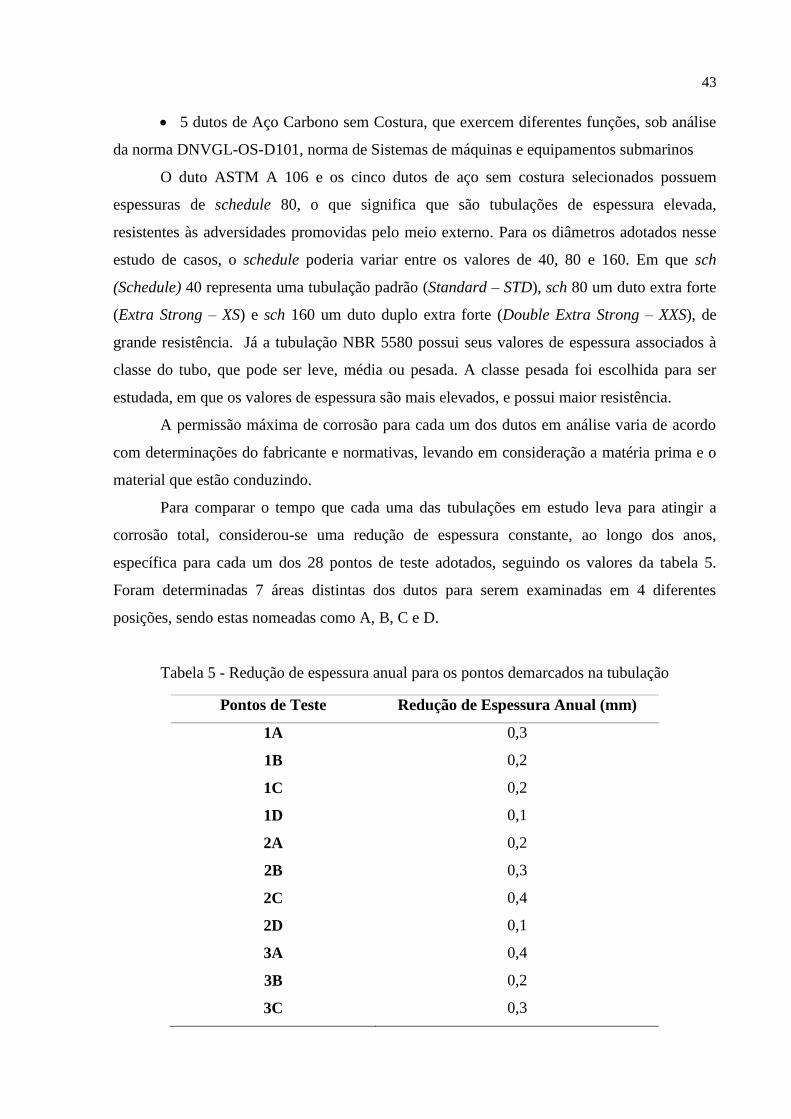
Para comparar o tempo que cada uma das tubulações em estudo leva para atingir a
corrosão total, considerou-se uma redução de espessura constante, ao longo dos anos,
específica para cada um dos 28 pontos de teste adotados, seguindo os valores da tabela 5.
Foram determinadas 7 áreas distintas dos dutos para serem examinadas em 4 diferentes
posições, sendo estas nomeadas como A, B, C e D.
Tabela 5 - Redução de espessura anual para os pontos demarcados na tubulação
Pontos de Teste Redução de Espessura Anual (mm)
1A 0,3
1B 0,2
1C 0,2
1D 0,1
2A 0,2
2B 0,3
2C 0,4
2D 0,1
3A 0,4
3B
3C
0,2
0,3

44
3D 0,1
4A 0,2
4B 0,3
4C 0,4
4D 0,3
5A 0,2
5B 0,3
5C 0,1
5D 0,2
6A 0,1
6B 0,4
6C 0,3
6D 0,2
7A 0,1
7B 0,2
7C 0,4
7D 0,3
As características de cada tubulação e como se comportam frente à situação de
corrosão estipulada, são explicadas nas seções seguintes.
4.1.1 Tubos ASTM A106
São tubos de aço carbono, sem costura, voltados para serviços de alta temperatura e
pressão, que podem ser utilizados em linhas de vapor e em coletores de caldeiras. A
temperatura dos fluidos conduzidos pode variar entre 20ºC e 400ºC, e a pressão de teste limite
para diâmetros externos menores que 3,5 polegadas (88,9 mm) deve ser de 2500 psi e para
diâmetros externos maiores que 3,5 polegadas (88,9 mm) deve ser de 2800 psi. A análise de
qualidade do aço baseia-se nos Graus A, B e C, que se diferenciam pelas propriedades
químicas e mecânicas apresentadas nas Tabelas 6 e 7.

45
Tabela 6 - Composição Química (%) do Tubo ASTM A106
GRAU C
(Máx.)
Mn
Si
(Mín)
P
(Máx.)
S
(Máx.)
Cr
(Máx.)
Cu
(Máx.)
Mo
(Máx.)
Ni
(Máx.)
V
(Máx)
A 0,25 0,27
-
0,93
0,10 0,035 0,035 0,40 0,40 0,15 0,40 0,08
B 0,30 0,29
-
1,06
0,10
0,035
0,035 0,40 0,40 0,15 0,40 0,08
C 0,35 0,29
-
1,06
0,10 0,035 0,035 0,40 0,40 0,15 0,40 0,08
Fonte: Mercante Tubos
Tabela 7 - Propriedades Mecânicas do Tubo ASTM A106
GRAU Resistência a Tração Mínima Limite de Escoamento Mínimo
(Psi) (MPa) (Psi) (MPa)
A 48.000 330 30.000 205
B 60.000 415 35.000 240
C 70.000 485 40.000 275
Fonte: Mercante Tubos
Em relação ao comprimento, a tubulação pode ser classificada como Single Random
Length (SRL), onde a faixa de medida varia de 4,8 a 6,7 m, podendo 5% estar entre 3,6 e 4,8
m, ou, como Double Random Length (DRL), em que o comprimento mínimo corresponde a
6,7 m e a média mínima a 10,7 m, podendo 5% estar entre 4,8 e 6,7 m. Quanto a espessura,
deve possuir valor mínimo maior ou igual a 12,5% da espessura nominal especificada.
Com o intuito de identificar o tempo necessário para uma tubulação ASTM A106
atingir a corrosão total, sob o cenário definido na tabela 5, selecionou-se um valor de diâmetro
nominal e coletou-se dados dimensionais referentes a esse padrão de dutos, na figura 17,
contendo a tabela fornecida pelo fabricante Mercante Tubos, no anexo II, para preenchimento
do Relatório de Análise do Comportamento da Espessura. O nome Linha 1 - ASTM A106 foi
definido para a identificação, e os seguintes parâmetros foram estipulados:

46
Schedule: 80
Classe: XS
Grau: B
Diâmetro Nominal: 3 pol (76,2 mm)
Diâmetro Externo: 3,5 pol (88,9 mm)
Espessura Nominal: 7,6 mm
Com o preenchimento da planilha, para o ano de 2017, admitindo que a corrosão em
cada ponto seja contínua para os anos seguintes, seguindo os valores apresentados na tabela 5,
é possível obter os valores futuros de espessura, conforme figura 20, no apêndice I.
A planilha apresentada contém as previsões somente para os anos mais próximos
(2018 e 2019). Para identificar o ano em que todos os pontos atingirão a corrosão total,
seleciona-se o ponto que, no ano de 2019, possui a maior espessura, e aplica-se a equação 14,
para estimar quando este estará abaixo do valor mínimo permitido. Concluindo assim que,
nessa data, o duto, como um todo, estará corroído.
𝐴𝑥 = (𝐸2019𝑥−(𝐸𝑀−0,1)
𝐷𝑥) + 2019 (14)
Onde,
Ax = Ano de corrosão total do ponto x
E2019x = Espessura, no ano de 2019, do ponto x
EM = Espessura Mínima
Dx = Diminuição da espessura para o ponto x, para cada ano
A Linha 1 – ASTM A106, segundo o relatório, apresentará em 2019, 7,3 mm como
maior espessura detectada ao longo do duto (E2019x). Sendo a espessura mínima (EM)
equivalente a 6,7 mm e a diminuição (Dx) a 0,1 mm, conclui-se, matematicamente, que este
duto estará totalmente corroído em 2026.
4.1.2 Tubos NBR 5580
São tubos de aço carbono com costura, que podem ser pretos ou galvanizados,
utilizados para a condução de fluídos não corrosivos, água, vapor, gás, óleo e, ar comprimido.
Os fluídos que conduz devem possuir temperatura abaixo de 200 ºC, e não é aconselhado o
seu dobramento. O aço é caracterizado por baixo teor de carbono, sem especificação de

47
análise. A pressão de teste limite é de 700 psi. Os comprimentos de comercialização variam
entre 4 a 7 metros, e a diminuição máxima permitida da espessura da parede é de 12,5%.
Dutos NBR 5580 são categorizados nas classes leve, média ou pesada. A figura 18,
fornecida pelo fabricante Mercante Tubos, no anexo II, relaciona as dimensões dessas
tubulações à classe correspondente.
Após a determinação do diâmetro nominal do duto, dados dessa tabela são coletados e
inseridos no Relatório de Análise de Comportamento da Espessura, com o objetivo de
concluir em que ano a tubulação nomeada como Linha 2 – NBR 5580 atingirá a corrosão
total, sob o cenário explicitado pela tabela 5. Os parâmetros selecionados são:
Classe: Pesada
Diâmetro Nominal: 3 pol (76,2 mm)
Diâmetro Externo: 3,5 pol (88,9 mm)
Espessura Nominal: 4,5 mm
Após o preenchimento do campo referente ao ano de 2017 da planilha, seguindo as
informações fornecidas pela tabela 5, e considerando a corrosão contínua, em cada ponto,
para os anos seguintes, é possível obter os valores esperados de espessura, conforme figura
21, no apêndice I.
Para calcular o ano previsto para que a Linha 2 – NBR 5580 esteja corroída por
completo, deve-se aplicar a equação 14, considerando 4,2 mm como a maior espessura
detectada no ano de 2019 (E2019x), 3,9 mm de espessura mínima (EM) e 0,1 mm para a
diminuição (Dx). O resultado encontrado é que em 2023 o duto atingirá corrosão total.
4.1.3 Tubos de Aço Carbono sem costura sob análise da DNVGL-OS-D101
Os cinco dutos de aço carbono, da fabricante Cemil, selecionados para serem
analisados em relação aos seus comportamentos frente à corrosão, sob os critérios descritos
pela norma DNVGL-OS-D101, são responsáveis pelo transporte dos seguintes fluidos:
Vapor Superaquecido
Água Salgada
Água Doce
Gás Natural
Óleo Combustível

48
As reduções máximas de espessura permitidas, nesse caso, se baseiam na norma
DNVGL-OS-D101, e são descritas na tabela 9.
Tabela 8 - Diminuição máxima permitida da espessura em função do fluído transportado
Fluído Transportado
Diminuição (mm) Diminuição (%)
Água Doce 0,8 15,4
Água Salgada 3 35
Gás Natural 0,3 4,9
Óleo Combustível 1 11
Vapor Superaquecido 0,3 4,5
Fonte: DNVGL-OS-D101, 2015
A escolha de dados para análise do comportamento da espessura frente à corrosão,
para as cinco linhas desta seção, referencia-se a figura 19, contendo a tabela fornecida pelo
fabricante Cemil, no anexo II, que determina as dimensões específicas para cada diâmetro
nominal selecionado.
Para a Linha 3 – Vapor Superaquecido, os seguintes parâmetros foram selecionados,
para o preenchimento do Relatório de Análise do Comportamento da Espessura, figura 22,
apêndice I:
Schedule: 80
Classe: XS
Diâmetro Nominal: 3,5 pol (88,9 mm)
Diâmetro Externo: 4 pol (101,6 mm)
Espessura Nominal: 8,1 mm
A partir do relatório são retiradas informações necessárias para calcular o ano em que
o duto estará totalmente corroído. A maior espessura detectada no ano de 2019 é de 7,8 mm
(E2019x), a espessura mínima é 7,8 mm (EM) e a diminuição 0,1 mm (Dx). Aplicando-se
equação 14, obtêm-se como resultado o ano de 2020, para a corrosão total.
Em relação à Linha 4 – Água Salgada, os parâmetros selecionados, para o
preenchimento da Planilha de Análise do Comportamento da Espessura, figura 23, apêndice I,
são:
Schedule: 80
Classe: XS

49
Diâmetro Nominal: 4 (101,6 mm)
Diâmetro Externo: 4,5 pol (114,3 mm)
Espessura Nominal: 8,6 mm
O cálculo do ano em que o duto estará totalmente corroído é feito a partir das
seguintes informações fornecidas pela planilha: maior espessura detectada no ano de 2019
equivalente a 8,3 mm (E2019x), espessura mínima de 5,6 mm (EM) e a diminuição 0,1 mm
(Dx). Aplicando-se equação 14, obtêm-se como resultado o ano de 2047 para o duto
encontrar-se totalmente corroído.
Quanto à Linha 5 – Água Doce, os parâmetros definidos para o preenchimento do
Relatório de Análise do Comportamento da Espessura, figura 24, apêndice I, são:
Schedule: 80
Classe: XS
Diâmetro Nominal: 2 (48,3 mm)
Diâmetro Externo: 2,375 pol (60,3 mm)
Espessura Nominal: 5,5 mm
A partir do relatório, as seguintes informações são coletadas, para o cálculo do ano em
que o duto estará totalmente corroído: maior espessura detectada no ano de 2019 equivalente
a 5,2 mm (E2019x), espessura mínima de 4,7 mm (EM) e a diminuição 0,1 mm (Dx).
Aplicando-se equação 14, obtêm-se como resultado o ano de 2025 para a corrosão total.
Em relação à Linha 6 – Gás Natural, os seguintes dados foram selecionados para o
preenchimento do documento de Análise do Comportamento da Espessura, figura 25,
apêndice I:
Schedule: 80
Classe: XS
Diâmetro Nominal: 2,5 pol (63,5 mm)
Diâmetro Externo: 2,875 pol (73,0 mm)
Espessura Nominal: 7,0 mm
A partir do relatório são retiradas informações necessárias para calcular o ano em que
o duto estará totalmente corroído, sendo estas: a maior espessura detectada no ano de 2019 de
6,7 mm (E2019x), a espessura mínima de 6,7 mm (EM) e a diminuição 0,1 mm (Dx).
Aplicando-se equação 14, obtêm-se como resultado o ano de 2020, para a corrosão total.
Já para a Linha 7 – Óleo Combustível, os parâmetros definidos, para o preenchimento
do Relatório de Análise do Comportamento da Espessura, figura 26, apêndice I, foram:

50
Schedule: 80
Classe: XS
Diâmetro Nominal: 3 (76,2 mm)
Diâmetro Externo: 3,5 pol (88,9 mm)
Espessura Nominal: 9,5 mm
As seguintes informações são coletadas, a partir do relatório, para o cálculo do ano em
que o duto estará totalmente corroído: maior espessura detectada no ano de 2019 equivalente
a 9,2 mm (E2019x), espessura mínima de 8,5 mm (EM) e a diminuição 0,1 mm (Dx).
Aplicando-se a equação 14, obtêm-se como resultado o ano de 2027 para a corrosão total.

51
5 ANÁLISE DE RESULTADOS
Entre os 7 dutos analisados, a tubulação de Aço Carbono responsável pelo transporte
de Água Salgada, fabricada sob os padrões da norma DNVGL-OS-D101, levará mais tempo
para ser condenada por corrosão total, chegando a mesma apenas em 2047. Pelo fato da água
salgada ser um fluído que não promove grandes riscos, ser de fácil acesso, possuir baixo custo
e não ser o componente de maior importância produtiva no meio offshore, sua linha de fluxo
possui um valor de corrosão máxima permitida mais elevado. Por outro lado, a Linha 5,
referente a Água Doce, possui uma menor taxa de redução máxima de espessura concedida,
devido a sua menor disponibilidade no meio ambiente e ao fato de ser considerada própria
para o consumo humano. Esta se apresentará completamente corroída em 2025, segundo
análise realizada anteriormente.
Já os dutos de Aço Carbono, construídos sob os parâmetros exigidos pela norma
DNVGL-OS-D101, encarregados pelo transporte de Gás Natural e Vapor Superaquecido,
serão diagnosticados como totalmente corroídos em 2020, anteriormente a todas as outras
tubulações em análise. As Linhas 3 e 6, responsáveis pelo transporte desses elementos,
possuem baixos índices de corrosão máxima permitida, já que estes produtos geram certos
riscos em situações adversas.
O Gás Natural promove grande perigo em uma situação de escape por ser um gás
inflamável, podendo provocar uma explosão em ambientes fechados, ser considerado um
asfixiante simples, que em baixas concentrações pode provocar tontura e dor de cabeça, e em
altas concentrações, em ambientes confinados, pode provocar asfixia pela redução de
oxigênio.
Enquanto isso, a Linha de Vapor Superaquecido, quando em condições de alta
pressão, está sujeita a explosão, provocando danos severos, já que o processo de vaporização
envolve uma grande quantidade de calor transmitido, calor latente e sensível absorvidos pelo
vapor. As consequências, nesse caso, são mais graves, do que em relação à explosão de uma
tubulação de transporte de ar, de mesmo volume e pressão idêntica, devido ao fato da energia
ser liberada em forma de calor, quando se tratando de vapor superaquecido, promovendo o
aquecimento do local danificado.
Em 2023, a Linha 2, referente ao duto NBR 5580, se encontrará completamente
corroída. Apesar do valor máximo de diminuição permitido para esse tipo de tubo ser o
mesmo que o referente ao duto ASTM A106, equivalente a 12,5%, as diferenças no

52
dimensionamento de fabricação entre eles, em função das diferentes atividades que exercem,
justificam as disparidades no comportamento de ambos frente à corrosão. Enquanto os tubos
ASTM A106 trabalham em condições de alta temperatura e pressão, os NBR 5580 operam
sob valores mais baixos, sendo assim não necessitam de uma estrutura tão rígida, exigindo
menores valores de espessura nominal. Sendo assim, por possuírem espessuras mais finas,
degradam-se mais rapidamente.
A figura 16 possibilita visualizar o comportamento de cada Linha estudada frente a
uma diminuição constante de espessura.
Figura 16 – Comportamento dos dutos frente à corrosão
53
6 CONCLUSÃO
A Inspeção Baseada em Risco proporciona o controle das consequências negativas
associadas a um mau funcionamento de um equipamento offshore. Em função da adoção de
planos de inspeção, nessa metodologia, torna-se viável o acompanhamento do estado do
instrumento, ao longo dos anos, estipulando-se as probabilidades de falha, possibilitando,
assim, a previsão da durabilidade do mesmo. Dentre as vantagens desse método estão: a
criação de um banco de dados, facilitando o rastreamento da condição do material; o custo
reduzido, já que as medições são feitas em períodos programados, não havendo necessidade
de interromper a produção de maneira inesperada; e a diminuição de riscos de acidentes, já
que, com a identificação preventiva do dano, a troca ou manutenção do aparato poderá ser
realizada ou programada, de maneira a evitar a ocorrência de qualquer imprevisto.
Quando se tratando de dutos, a Medição de Espessura, através da técnica de
Ultrassom, é uma metodologia eficaz, que segue as diretrizes pregadas pelo conceito de IBR.
Os valores de espessura são coletados, calcula-se a porcentagem de diminuição e compara-se
com o valor máximo permitido, regularmente, criando-se, dessa maneira, um monitoramento
de resultados. Quanto mais próxima a taxa de redução estiver do valor máximo autorizado,
maior será a probabilidade de ocorrência de falha. E quanto maior esse índice, e mais grave
for a consequência associada à falha, maior será o risco ao meio ambiente, à segurança e
saúde dos seres humanos e a economia.
A análise das sete tubulações, exercendo funções distintas, e seguindo parâmetros
definidos por diferentes normas, proporcionou uma percepção da importância de observar-se
o funcionamento dos equipamentos, levando em consideração todos os fatores que podem
acarretar na sua degradação. As Linhas de Vapor Superaquecido e Gás Natural foram
identificadas como as primeiras a serem classificadas como totalmente corroídas. Fatores
como a temperatura de serviço, no caso do vapor superaquecido, e a composição química, no
caso do gás natural, e os perigos promovidos por estes, foram fundamentais para delimitar o
quanto a parede da tubulação, responsável pela condução desses elementos, pode ser reduzida.
Enquanto isso, a linha que transporta água salgada, que é um elemento menos nocivo e menos
influente economicamente, levará mais tempo para ser considerada com corrosão total.
Para prolongar a longevidade das tubulações, é importante que estas estejam
protegidas contra a corrosão. Essa proteção pode ser feita por meio de pintura, ou através da
adoção de revestimentos metálicos. Quando aplicada tinta, como meio de preservação, esta

54
pode proteger por meio da formação de uma barreira, caso em que a tinta deve ser a mais
impermeável possível e aplicada em elevadas espessuras, ou, por meio da formação de pares
galvânicos entre o aço-carbono e partículas de Zinco em pó, onde o zinco se corrói,
protegendo a superfície. Quanto ao revestimento metálico, sua constituição é à base de Zinco
e o mesmo é aplicado na superfície do aço por galvanização a quente, metalização ou
eletrodeposição.
O duto protegido e inspecionado regularmente obterá menor chance de falha e
proporcionará maior segurança às operações e, consequentemente, ao meio ambiente e aos
seres humanos.
55
REFERÊNCIAS
BAI, Y.; BAI, Q. Subsea Structural Engineering Handbook. Oxford: Elsevier, 2010.
BARSHINGER, J.; PELLEGRINO, B.; NUGENT, M. Permanently Installed Monitoring
System for Accurate Wall Thickness and Corrosion Rate Measurement. In: Corrosion 2016,
NACE-7374, 2016, Vancouver. Canada: NACE International, 2016. p. 1-12.
CEMIL TUBOS. Catálogo: Tubos de Aço Carbono. Disponível em:
<http://www.cemiltubos.com.br/produtos.php>. Acesso em: 25 de set. 2017
DNV GL. DNVGL-OS-D101: Marine and machinery systems and equipment. Oslo, 2015.
100 p.
DOS SANTOS, A.; AL HAJRI, A. A. Risk Based Inspection: A Valuable Approach. In: Abu
Dhabi International Petroleum Exhibition and Conference, SPE-87263-MS, 2000, Abu
Dhabi. Emirados Arabes Unidos: Society of Petroleum Engineers, 2000. p. 1-9.
HIZAJI, A. Ultrasonic Testing. Disponível em:
<https://eis.hu.edu.jo/ACUploads/10526/Ultrasonic%20Testing.pdf>. Acesso em: 02 de set.
2017.
KERMANI M. B.; HARROP, D. The Impact of Corrosion on Oil and Gas Industry. SPE
Journal Paper, United Kingdom, Ago. 1996. SPE Production & Facilities, p. 186-190.
LANDET, E.; LOTSBERG, I.; SIGURDSSON, G. Risk based inspection of an FPSO. In:
Offshore Technology Conference, OTC-12146, 2000, Texas. Houston: Offshore Technology
Conference, 2000. p. 1-10.
MERCANTE TUBOS. Catálogo de Produtos: Tubos Comerciais. Disponível em: <
http://www.mercantetubos.com.br/catalogos/Catalogo_Comercial.pdf>. Acesso em: 25 de set.
2017.
PAPAVINASAM, S.; REVIE, R.W.; DOIRON, A.M. Integrity Management of New
Pipelines: Internal Corrosion Control. In: Corrosion 2006, NACE-06187, 2006, San Diego.
California: NACE International, 2006. p. 1-10.
PANNONI, F. D. Príncipios da Proteção de Estruturas Metálicas em Situação de
Corrosão em Incêndio. 6.ed. São Paulo, 2015.
POULASSICHIDIS, T. Application of Risk Based Inspection to Offshore Facilities. In: SPE
Annual Technical Conference and Exhibition, SPE-124539-MS, 2009, Louisiana. Nova
Orleans: Society of Petroleum Engineers, 2009. p. 1-7.

56
SUPRY, J; SCHWARTZ, T. Risk-Based Asset Management: Global Implementation. In:
Offshore Technology Conference, OTC-27845-MS, 2017, Texas. Houston: Offshore
Technology Conference, 2017. p. 1-7.
UZELAC, N.I.; REBER, K.; BELLER, M.; BARBIAN, A. New Genaration of Ultrasonic
In-Line Inspection Tools. In: Corrosion 2004, NACE-04162, 2004, Lousiana. Nova Orleans:
NACE International, 2006. p. 1-13.
WILLCOCKS, J.; BAI, Y. Risk-Based Inspection and Integrity Management of Pipeline
Systems. In: The Tenth International Offshore and Polar Engineering Conference, ISOPE-I-
00-151, 2000, Seattle. Washington: International Society of Offshore and Polar Engineers,
2000. p. 1-9.
ZIMMERMANN, A. T. Análise de Riscos de um Vazamento de Gás Natural em um
Gasoduto. Florianópolis, 2009. p. 25-29.

57
ANEXO I – Tabelas
Tabela 9 - Classificação das consequências ao meio ambiente
Fator Cof Classificação da Cof Descrição
A Muito baixo
Nenhum, pequeno ou
insignificante impacto no
meio ambiente. Nenhum
lançamento ou lançamento
insignificante de conteúdo
pouco tóxico ou não
poluente.
B Baixo
Lançamento menor de
conteúdo poluente ou tóxico.
Este conteúdo vai se
dispersar, decompor ou ser
neutralizado, rapidamente,
pelo ar ou pelo oceano.
C Médio
Lançamento menor de
conteúdo poluente ou tóxico,
ou grande lançamento de
conteúdo pouco poluente ou
tóxico. Este conteúdo vai
demorar um certo tempo para
se dispersar, decompor ou ser
neutralizado pelo ar ou pelo
oceano, ou pode ser
removido de maneira
simples.
D Alto
Grande lançamento de
conteúdo poluente e tóxico,
que pode ser removido, ou
depois de um tempo vai se
dispersar, decompor ou ser
neutralizado pelo ar ou pelo
oceano.
E Muito Alto
Grande lançamento de
conteúdo altamente poluente
e tóxico, que não pode ser
removido e levará um longo
tempo para se dispersar,
decompor ou ser neutralizado
pelo ar ou pelo oceano. Fonte: Y. Bai and Q.Bai, 2010

58
ANEXO II – Dimensões do Fabricante de Dutos
Figura 17 – Tabela de dimensões – Tubo ASTM A106 – Mercante Tubos

59
Figura 18 – Tabela de dimensões – Tubo NBR 5580 – Mercante Tubos

60
Figura 19 – Tabela de dimensões – Tubos de Aço Carbono com e sem costura - Cemil
Fonte: Cemil Tubos

61
APÊNDICE I – Relatórios de Análise do Comportamento da Espessura
Figura 20 – Análise do Comportamento da Espessura – Tubo ASTM A106

62
Figura 21 – Análise do Comportamento da Espessura – Tubo NBR 5580
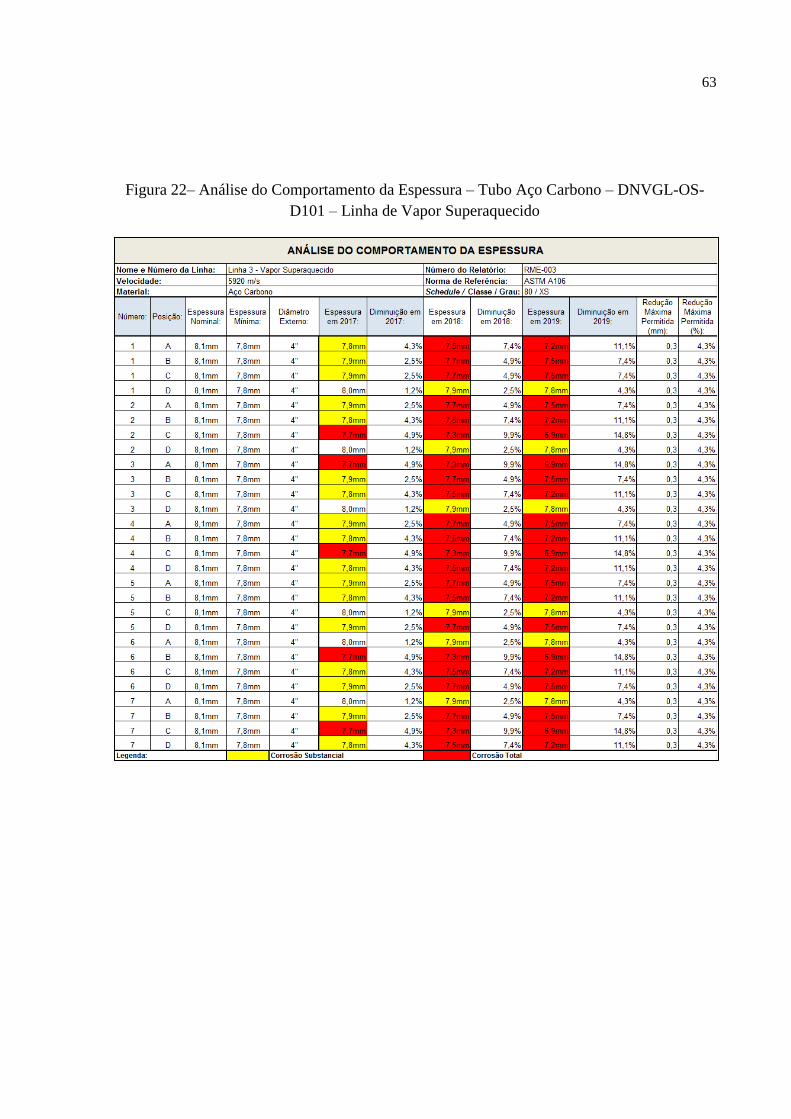
63
Figura 22– Análise do Comportamento da Espessura – Tubo Aço Carbono – DNVGL-OS-
D101 – Linha de Vapor Superaquecido
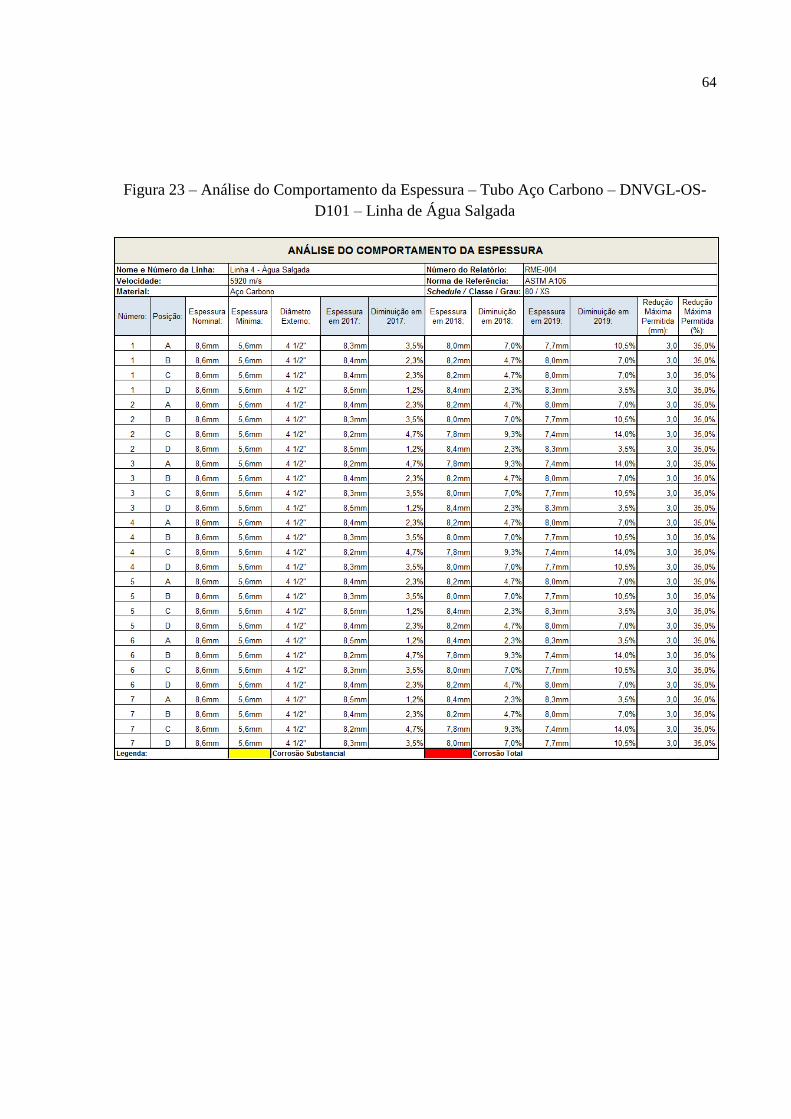
64
Figura 23 – Análise do Comportamento da Espessura – Tubo Aço Carbono – DNVGL-OS-
D101 – Linha de Água Salgada

65
Figura 24 – Análise do Comportamento da Espessura – Tubo Aço Carbono – DNVGL-OS-
D101 – Linha de Água Doce

66
Figura 25 – Análise do Comportamento da Espessura – Tubo Aço Carbono – DNVGL-OS-
D101 – Linha de Gás Natural

67
Figura 26 – Análise do Comportamento da Espessura – Tubo Aço Carbono – DNVGL-OS-
D101 – Linha de Óleo Combustível


















