Inspecao de Equipamentos Conforme IBP Rev 2009

of 137
-
Upload
wilian-coelho -
Category
Documents
-
view
233 -
download
3
Transcript of Inspecao de Equipamentos Conforme IBP Rev 2009
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
1/137
Autor: Guilherme [email protected]
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
2/137
Inspeo de Vasos de Presso 2009
2 / 137
SUMRIO
1 INTRODUO...............................................................................................................................3
2 DESCRIO .................................................................................................................................5
2.1 - COMPONENTES.....................................................................................................................52.2 - DIMENSES CARACTERSTICAS .........................................................................................72.3 - ABERTURAS E REFOROS...................................................................................................82.4 - PEAS INTERNAS DOS VASOS DE PRESSO....................................................................92.5 - ACESSRIOS EXTERNOS DOS VASOS DE PRESSO .....................................................102.6 - SUPORTES...........................................................................................................................11
3 CDIGOS DE PROJETO ............................................................................................................13
3.1 - INTRODUO.......................................................................................................................133.2 - PD-5500 - UNFIRED FUSION WELDED PRESSURE VESSELS..........................................173.3 - AD MERKBLATTER............................................................................................................17
3.4 - CDIGO ASME - THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS ...................18
4 TENSES ADMISSVEIS............................................................................................................29
5 ESPESSURAS PADRONIZADAS E SOBRESPESSURA DE CORROSO ................................32
6 DEFINIES................................................................................................................................34
7 DIMENSIONAMENTO DE COMPONENTES PRESSURIZADOS ................................................37
8 TESTES DE PRESSO...............................................................................................................61
8.1 TESTE HIDROSTTICO.......................................................................................................618.2 TESTE PNEUMTICO OU HIDROPNEUMTICO................................................................64
9 ABERTURAS E REFOROS......................................................................................................66
9.1 INTRODUO......................................................................................................................669.2 PROCEDIMENTOS DE CLCULO (ASME Se.VIII Diviso 1)..........................................69
10 CLASSIFICAO DE TENSES..............................................................................................75
10.1 - CATEGORIAS DE TENSES..............................................................................................7510.2 - CARACTERIZAO DAS TENSES..................................................................................80
11 FADIGA.....................................................................................................................................86
11.1 - INTRODUO.....................................................................................................................8611.2 CURVA SN..........................................................................................................................8911.3 MTODOS DE MELHORIA NA VIDA FADIGA................................................................9511.4 CRITRIOS DO CDIGO ASME SEO VIII DIVISO 2 .............................................102
12 MATERIAIS .............................................................................................................................105
12.1 INTRODUO..................................................................................................................10512.2 COMPORTAMENTO EM ALTAS TEMPERATURAS ........................................................10712.3 COMPORTAMENTO EM BAIXAS TEMPERATURAS.......................................................110
REFERNCIAS BIBLIOGRFICAS................................................................................................137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
3/137
Inspeo de Vasos de Presso 2009
3 / 137
1 INTRODUO
Vasos de presso so todos os reservatrios destinados ao armazenamento e processamento delquidos e gases sob presso ou sujeitos a vcuo total ou parcial.
O cdigo ASME Pressure Vessel Boiler Code, define vasos de presso como sendo todos os
reservatrios, de qualquer tipo, dimenses ou finalidade, no sujeitos a chama, que contenhamqualquer fludo em presso manomtrica igual ou superior a 1,02 kgf/cm2ou submetidos pressoexterna.
Os vasos de presso so empregados em trs condies distintas.
Armazenamento de gases sob presso
Os gases so armazenados sob presso para que se possa ter um grande peso num volumerelativamente pequeno.
Acumulao intermediria de lquidos e gases
Isto ocorre em sistemas onde necessria a armazenagem de lquidos ou gases entre etapas de ummesmo processo ou entre processos diversos.
Processamento de gases e lquidos
Inmeros processos de transformao em lquidos e gases precisam ser efetuados sob presso.
Vasos de presso e tubulaes so utilizados em diversos ramos da indstria, podendo-se citar asindstrias qumicas, petroqumicas, de petrleo, alimentcia, siderrgica, etc,... Estes equipamentosso empregados para conter e transportar fluidos, muitas vezes perigosos, ou em estadotermodinmico perigoso.
O objetivo de um projeto e fabricao adequada assegurar que tais equipamentos possam exercersuas funes, sem risco considervel, submetidos aos carregamentos, temperaturas e pressesprevistas.
A construo de um vaso de presso envolve uma serie de cuidados especiais relacionados a seuprojeto, fabricao, montagem e testes. Isto porque um vaso de presso representa:
Grande risco: Normalmente opera com grandes presses e temperaturas elevadas.
Alto investimento : um equipamento de custo unitrio elevado.
Papel importante na continuidade operacional do processo.
Exemplos de aplicao:
Indstrias qumicas e petroqumicas
Indstrias alimentares e farmacuticas
Refinarias
Terminais de armazenagem e distribuio de petrleo e derivados.
Estaes de produo de petrleo em terra e no mar.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
4/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
5/137
Inspeo de Vasos de Presso 2009
5 / 137
2 DESCRIO
2.1 - COMPONENTES
Num vaso de presso podemos distinguir os seguintes componentes:
- Corpo (casco ou costado): Normalmente cilndrico, cnico, esfrico ou combinao dessas formas.
- Tampos: Normalmente nos tipos semi-elpticos, toro-esfricos, semi-esfricos. cnicos, toro-cnicos, toro-esfricos e planos.
Figura 2.1 - Componentes de Vasos de Presso
Os tampos elipsoidais que tem a relao entre semi-eixos de 2:1 so denominados tamposelipsoidais padro. Os tampos torisfricos com relao de semi-eixos 2:1 devem serpreferencialmente do tipo conhecido como falsa elipse. O cdigo ASME permite que tampostorisfricos falsa-elipse possam ser dimensionados atravs das equaes de clculo para tampossemi-elpticos.
Geometria L r h
ASME 6% D 0,06.D 0,169.D
ASME 10% D 0,10.D 0,194.D
ASME 2:1 0.904.D 0.173.D 0.250.D (Falsa elipse)
Tabela 2.1 Relaes Geomtricas de Tampos TorisfricosA fabricao de tampos semi-elpticos possui um custo mais elevado pela necessidade de umamatriz especfica para o dimetro e relao de eixos da geometria. Os tampos torisfricos soobtidos pela conjugao de 2 diferentes geometrias: calota esfrica central, obtida por prensagem eraio da regio trica, obtida por rebordeamento da chapa.
Os tampos semi-esfricos podem ser empregados em equipamentos com presses mais elevadas,onde o lay-out permita. A vantagem est relacionada ao menor nvel de tenses atuantes.
Os tampos cnicos possuem resistncia mecnica inferior ao costado cilndrico, o que exige maioresespessuras. Para cones com semi-ngulos superiores a 30o exigida uma anlise de tenses para odimensionamento, no sendo mais vlidas as equaes de clculo do cdigo ASME e outros. Autilizao de uma transio trica entre o tampo cnico e o costado cilndrico permite uma melhoracomodao das tenses existentes nas mudanas geomtricas e confere uma resistncia maior atransio entre os componentes.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
6/137
Inspeo de Vasos de Presso 2009
6 / 137
A tabela abaixo exemplifica as espessuras mnimas requeridas (aproximadas) em funo dageometria do tampo.
Costado cilndrico com espessura mnima requerida de 25,0 mm, conectado ao tampo:
Tipo de tampo de fechamento do costado Espessura mnima requerida (aproximada)
Elipsoidal 2:1 25,0 mm
Torisfrico 6% 44,3 mm
Torisfrico 10% 38,5 mm
Torisfrico Falso elipse 29,8 mm
Semi-esfrico 12,5 mm
Cnico 10o 25,4 mm
Cnico 20o 26,6 mm
Cnico 30o 28,9 mm
Tabela 2.2 Comparao de Espessuras Requeridas em Diferentes Tampos
Observao: Os cdigos de projeto ASME Seo VIII Diviso 2, Edio de 2007 e o Ad-Merkblatterpermitem a construo de tampos torisfricos com espessuras diferentes para a regio da calotacentral e da periferia.
A escolha do tipo de tampo funo de determinados fatores, como por exemplo: Exigncia deServio, Dimetro e Presso de Operao. Algumas caractersticas de tampos so descritas aseguir.
Tipo de Tampo Caractersticas
Semi-elptico
Resistncia igual ao casco cilndrico de mesmo dimetro, para a relao 2:1, que
a geometria mais comum.Dificuldades para a fabricao pela necessidade de uma matriz especfica para aconformao do tampo.
Toro-esfrico
Raio interno mximo da calota esfrica = dimetro externo do casco;
Raio mn. concordncia trica : 6% do dimetro interno da calota;
Mais fracos do que os semi-elpticos;
Mais fceis de fabricar;
Para o tampo torisfrico com geometria falso elipse permitido odimensionamento conforme equao de clculo de tampos elipsoidas.
Semi-esfrico Melhor resistncia mas com construo difcil;Empregados quando os dimetros so muito grandes (> 6,0 m), maiorespresses e quando o espao permite.
Cnico
Baixa resistncia, principalmente na regio de ligao entre o tampo e o costadocilndrico, mas com construo bastante fcil;
Podem ter concordncia trica;
Empregados por exigncia do processo, dimetros mdios e baixa presso.
Plano
Vrios tipos, removveis ou no;
Baixa resistncia sendo exigidas grandes espessuras;
Empregados em dimetros pequenos e tampos removveis
Tabela 2.3 Resumo das Caractersticas de Tampos
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
7/137
Inspeo de Vasos de Presso 2009
7 / 137
2.2 - DIMENSES CARACTERSTICAS
As dimenses caractersticas de um vaso de presso so as seguintes:
Dimetro Interno (DI)
Dimetro Externo (DE)
Comprimento entre tangentes (CET)
O comprimento entre tangentes o comprimento total do corpo cilndrico, ou a soma doscomprimentos dos corpos cilndricos e cnicos sucessivos. As linhas de tangncia, que limitam ocomprimento entre tangentes, so linhas traadas prximo a ambos os extremos do casco, natangncia entre o corpo cilndrico e os tampos de fechamento. A figura a seguir apresenta algunsvasos de presso tpicos e suas dimenses caractersticas.
Figura 2.2 Vasos de Presso e suas Dimenses Caractersticas
CET
Costadocilndrico
Costadocilndrico
Costado
cnico
Suporte
Di
De
De
Di
CET
Costadocilndrico
Tampo
Suporte
DeDi
CET CET
De Di
Suporte
Cilndrico Vertical
Cilndrico Vertical
Cilndrico Inclinado Cilndrico Horizontal
De
Di
CET
Di De
Suporte Suporte
Cilndrico Cnico Esfrico
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
8/137
Inspeo de Vasos de Presso 2009
8 / 137
2.3 - ABERTURAS E REFOROS
Todos os vasos de presso tem sempre vrias aberturas com diversas finalidades. Bocais (nozzles)so as aberturas feitas nos vasos para:
Ligao com tubulaes de entrada e sada de produto.
Instalao de vlvulas de segurana. Instalao de instrumentos, drenos e respiros.
Podem ainda existir aberturas feitas para permitir a ligao entre o corpo do vaso e outras partes domesmo vaso; por exemplo, ligao a potes de drenagem (sumps). Uma abertura num vaso depresso, embora necessria ao seu funcionamento, um ponto de concentrao de tenses. Paracombater este efeito necessrio a colocao de reforos junto as aberturas feitas num vaso depresso. Os reforos normalmente utilizados so:
Disco de chapa soldado ao redor da abertura.
Utilizao de maior espessura de parede para o vaso ou bocal.
Peas forjadas integrais. Pescoo tubular com maior espessura
O disco de chapa soldado ao pescoo tubular e a parede do vaso permitido para qualquer dimetromas no deve ser usado quando a espessura da parede do vaso e igual ou superior a 50,0 mm. No recomendado para servios com baixa temperatura, servios cclicos ou servio com hidrognio. Afigura a seguir apresenta tipos de reforo de aberturas previstos pelos cdigos de projeto.
Anel de chapa soldado ao pescoo tubular e parede dovaso:Permitido para qualquer dimetro mas no deve serusado quando a espessura da parede do vaso igual ou
superior a 50,0 mm. No recomendado para servios embaixa temperatura ou para servios cclicos.
Disco de chapa de maior espessura, soldado de topo novaso:Permitido para qualquer dimetro e pode ser usado noscasos em que o anel de chapa no permitido ou no recomendado.
Pea forjada integral:Permitido para qualquer dimetro, semlimitaes, sendo entretanto sempre de custo elevado.
Pescoo tubular de maior espessura:Permitido, semlimitaes, para dimetros nominais at 10, inclusive, devendoo pescoo tubular ser de tubo sem costura ou de tubo forjado
(o tubo forjado preferido para esses casos).
Figura 2.3 Tipos de Reforo de Aberturas conforme norma PETROBRAS N-253.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
9/137
Inspeo de Vasos de Presso 2009
9 / 137
2.4 - PEAS INTERNAS DOS VASOS DE PRESSO
A variedade de tipos e detalhes de peas internas em vasos de presso e muito grande, dependendoessencialmente do servio para o qual o vaso se destina.
Todas as peas internas que devam ser desmontveis, (grades, bandejas, distribuidores, defletores,
extratores de nvoa, etc...) devem ser obrigatoriamente subdivididas em sees, de tal maneira quecada seo possa passar com facilidade atravs das bocas de visita dos vasos. A figuras a seguirapresentam detalhes tpicos de peas internas dos vasos de presso.
Figura 2.4 Peas Internas de Vasos de Presso
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
10/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
11/137
Inspeo de Vasos de Presso 2009
11 / 137
2.6 - SUPORTES
Existem vrios tipos de estruturas de suporte, tanto para vasos verticais como para vasoshorizontais.
Vasos Verticais so usualmente sustentados por uma saia de chapa, embora vasos verticais de
pequenas dimenses possam tambm ser sustentados em sapatas ou colunas. As torres devem sersuportadas por meio de saias. A saia de suporte deve ter um trecho com 1000 mm de comprimento apartir da ligao com o vaso, com o mesmo material do casco nos seguintes casos:
Temperatura de projeto abaixo de 15oC.
Temperatura de projeto acima de 340oC.
Servios com Hidrognio.
Vasos de aos-liga, aos inoxidveis e materiais no ferrosos.
As esferas para armazenagem de gases tambm so sustentadas por colunas, soldadas ao cascoaproximadamente na linha do equador da esfera.
A maioria dos vasos horizontais so suportados em dois beros (selas), sendo que para permitir adilatao do vaso, em um dos beros os furos para os chumbadores so ovalados. So comuns osvasos horizontais superpostos, principalmente em permutadores de calor. As figuras a seguirapresentam diversos tipos de suportao de vasos de presso.
Figura 2.6 Diagrama de seleo do tipo de suporte conf. norma PETROBRAS N-253.
300 2000 3000 D(mm)
H(mm)
6000
2000
Saia de Suporte
D : dimetroH : comprimento entre linhas de tangncia
Colunas deSuporte
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
12/137
Inspeo de Vasos de Presso 2009
12 / 137
Vasos Superpostos
Vasos Suportados por Sapatas
Torre Suportada por Saia Vaso sobre Colunas
Vaso Suportado emBeros
Vasos HorizontaisSuperpostos
Figura 2.7 Suportao de Vasos de Presso
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
13/137
Inspeo de Vasos de Presso 2009
13 / 137
3 CDIGOS DE PROJETO
3.1 - INTRODUO
No incio do Sculo XIX, com o advento de diversos acidentes com caldeiras relacionado aRevoluo Industrial, j havia uma necessidade de regulamentar o projeto da construo de vasos
de presso.Em 1851, ocorreu uma exploso catastrfica em Londres, onde uma investigao preliminar concluiupela m qualidade de fabricao e pela utilizao de materiais inadequados para trabalhos em altaspresses. Recomendou-se na ocasio a fabricao de caldeiras com ampla utilizao de materiaisforjados, uso de tampos hemisfricos e a proteo do equipamento atravs de 2(duas) vlvulas desegurana simultneas.
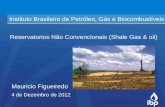
Entre 1870 e 1910, pelo menos 10.000 exploses em caldeiras foram registradas na Amrica doNorte. Aps 1910, a taxa se elevou para 1.300 a 1.400 falhas ao ano.
Em 1905, ocorreu um exploso de caldeira em uma fbrica de sapatos em Brockton, Massachusetts(EUA), que motivou a criao de norma regulatria, denominada Massachusetts Rules, sobre oprojeto e construo de caldeiras, emitida em 1907.
O Comit de Caldeiras do ASME foi criado em 1911, com publicao da primeira edio do cdigoem 1914-1915, exclusivamente para Caldeiras Estacionrias (Seo I). Em 1924, seria publicada aSeo VIII, referente a vasos de presso no sujeitos a chama. Nesta poca j existiam normaseuropias para caldeiras e vasos de presso.
At a dcada de 60, os cdigos eram baseados em critrios ditados pela experincia, com poucabase terica e em mecanismos de falha mais simples. Simplesmente era exigido que a espessura doequipamento fosse capaz de suportar a tenso mxima atuante, e que o material fossesuficientemente dctil de forma a acomodar, sem riscos imediatos, tenses de pico e tensesgeradas em regies de descontinuidades geomtricas.
Outro grupo, mais recentemente desenvolvido, tem por filosofia a adoo de maiores tenses de
projeto, associadas a uma rigorosa e criteriosa anlise de tenses, aplicao de teoria daplasticidade, conceitos de mecnica da fratura e da avaliao da vida til a fadiga dos equipamentos.
A motivao para este desenvolvimento decorreu do seguinte:
1) O advento e difuso da tecnologia com a construo de reatores nucleares, que exigiam ummaior conhecimento de mecanismos de falha, anlise e a classificao das tensesassociadas a equipamentos, considerando a elevada conseqncia de um vazamento dofluido;
2) Necessidade de reduo do conservadorismo no projeto convencional de vasos de presso ena identificao de critrios deficientes para a definio do comportamento estrutural.
Com a reduo do nvel de insegurana na definio do comportamento estrutural dosequipamentos, permitiu-se o estabelecimento de fatores de segurana mais adequados. O ASMESe.III, editado em 1963, foi o primeiro cdigo a utilizar tais desenvolvimentos.
Nesta poca, os clculos eram basicamente analticos e desenvolvidos segundo teoria de cascas eplacas. O clculo numrico, com ferramentas mais poderosas, tais como o mtodo dos elementosfinitos era ainda restrito a trabalhos cientficos mais especficos. Isto explica a definio de tensesadmissveis e mecanismos de falha com regras simples, baseadas em teorias de viga e cascas, queprevalece at hoje, por exemplo no cdigo ASME.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
14/137
Inspeo de Vasos de Presso 2009
14 / 137
Como resultado da abordagem proposta foram identificados 2(dois) diferentes critrios de projeto:
Projeto convencional (design by rules): que emprega solues analticas consagradaspara o dimensionamento de vasos com detalhes padronizados para a geometria doscomponentes (casco, tampo, bocais, ..);
Projeto alternativo (design by analysis): que inclui componentes com geometrias e/oucarregamentos no convencionais, onde o dimensionamento depende de uma anlise eclassificao das tenses atuantes e comparao com valores admissveis. O ASME Se.VIII Diviso 2 incorporou este critrio de projeto em sua primeira edio em 1968.
Como filosofia geral dos cdigos de projetos, admiti-se o critrio de Leak Before Break (Vazar antesde romper), que alcanado teoricamente pela limitao das tenses atuantes a uma frao daspropriedades mecnicas dos materiais. So utilizadas equaes simples associadas a fatores desegurana elevados no dimensionamento.
Figura 3.1 - Shoefactory after the boiler
explosion of March 20,1905 which led to theadoption of many stateboiler codes and theASME Boiler andPressure Vessel Code(Hartford Steam BoilerInspection & InsuranceCompany). TheBrockton,Massachusetts shoefactory (58 mortos e
117 feridos).
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
15/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
16/137
Inspeo de Vasos de Presso 2009
16 / 137
Os principais cdigos de projeto, fabricao, montagem e testes de vasos de presso so osseguintes:
Pas Cdigo Instituio Responsvel
U.S ASME Boiler & Pressure Vessel Code ASME
U.K PD 5500 Unfired Fusion WeldedPressure Vessels
British Standard Institute
Germany AD MerblatterArbeitsgemeinschaft
Druckbehalter
Italy ANCC Associazione Nationale Per Il ControlloPeula Combustione
Netherlands Regeis Voor Toestellen Dienst voor het Stoomvezen
Sweden Tryckkarls kommissionen Swedish Pressure Vessel Commission
Australia AS 1210 Unfired Pressure Vessels Standards Association of Australia
Belgium IBN Construction Code for PressureVessels Belgian Standards Institute
Japan MITI Code Ministry of International Trade andIndustry
France SNCT Construction Code for UnfiredPressure Vessels
Syndicat National de la Chaudronnerie etde la Tuyauterie Industrielle
Brasil P-NB-109 ABNT
Tabela 3.1 Cdigos Internacionais
Como nomenclatura usual, o cdigo ASME estabelece o seguinte: Editions: Em mdia, a cada 3 anos
Addenda: Anual
Errata: Emitidas a medida que so elaboradas, valendo retroativamente
Interpretations: Em 2(dois) perodos do ano (julho e dezembro)
Code case: Emitidas a medida que so elaboradas para os assinantes do CC book.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
17/137
Inspeo de Vasos de Presso 2009
17 / 137
3.2 - PD-5500 - UNFIRED FUSION WELDED PRESSURE VESSELS
Elaborado pela British Standards Institution, o cdigo BS-5500, Unfired Fusion Welded PressureVessels, aborda aspectos relativos a materiais, projeto, fabricao, inspeo e testes dos vasos depresso. Sua organizao a seguinte:
- SEO 1 - Parte Geral; SEO 2 - Materiais;- SEO 3 - Projeto; SEO 4 - Fabricao e Montagem;
- SEO 5 - Inspeo e Testes
Apndices principais:
- Apndice A - Anlise de Tenses, similar ao ASME Se.VIII - Div.2;
- Apndice B - Efeito combinado de outros carregamentos;
- Apndice C - Fadiga;
- Apndice G - Cargas localizadas.
3.3 - AD MERKBLATTER
Elaborado pela Associao dos Construtores de Vasos de Presso, este cdigo alemo constitudodas seguintes sees:
- SRIE G - Parte Geral; SRIE A - Acessrios;
- SRIE B - Projeto; SRIE W - Materiais.
- SRIE HP - Fabricao e Testes SRIE N - Materiais no metlicos
- SRIE S - Casos especiais
Informaes gerais:
- Dimensionamento atravs de tenses de membrana - frmulas simplificadas;
- Tenso calculada corrigida atravs de fatores de forma;
- Tenses admissveis mais elevadas que o cdigo ASME, por exemplo;
- Maiores exigncias sobre o material, fabricao e inspeo.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
18/137
Inspeo de Vasos de Presso 2009
18 / 137
3.4 - CDIGO ASME - THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS
Este o cdigo tradicionalmente utilizado no Brasil, sendo responsvel por ditar os requisitosnecessrios para materiais, projeto, fabricao, montagem e testes da maioria dos vasos de presso,permutadores e caldeiras utilizadas na indstria do petrleo. Possui diversas sees, abaixo citadas.
Seo ContedoI Caldeiras (Rules for Construction of Power Boilers)
II Materiais
Part A Ferrous Material SpecificationsPart B Nonferrous Material SpecificationsPart C Specifications for Welding Rods, Electrodes, and Filler MetalsPart D Properties (Customary)Part D Properties (Metric)Subsection NCA General Requirements for Division 1 and Division 2
Division 1 Subsection NB Class 1 ComponentsSubsection NC Class 2 Components
Subsection ND Class 3 ComponentsSubsection NE Class MC ComponentsSubsection NF SupportsSubsection NG Core Support StructuresSubsection NH Class 1 Components in Elevated TemperatureService Appendices
Division 2 Code for Concrete Containments
III InstalaesNucleares
Division 3 Containments for Transport and Storage of Spent Nuclear Fueland High Level Radioactive Material and Waste
IV Caldeiras para aquecimento (Rules for Construction of Heating Boilers)
V Ensaios no destrutivos
VI Instalao e recomendaes para operao de caldeiras para aquecimento (RecommendedRules for the Care and Operation of Heating Boilers)
VIIInstalao e recomendaes para operao de caldeiras (Recommended Guidelines for theCare of Power Boilers)
Rules for Construction of Pressure Vessels
Division 1
Division 2 Alternative RulesVIII Vasos dePresso
Division 3 Alternative Rules for Construction of High Pressure VesselsIX Qualificao de soldagem(Welding and Brazing Qualifications)
X Vasos de presso de plstico (Fiber-Reinforced Plastic Pressure Vessels)
XIRecomendaes para inspeo de instalaes nucleares (Rules for Inservice Inspection ofNuclear Power Plant Components)
XIIRecomendaes para fabricao e extenso de uso de tanques transportveis (Rules forConstruction and Continued Service of Transport Tanks)
Tabela 3.2 Diversas Sees do Cdigo ASME
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
19/137
Inspeo de Vasos de Presso 2009
19 / 137
ASME STAMPSPower Boilers Section I
S Power Boilers M Miniature Boilers
A Power Boiler Assemblies PP Pressure Piping
E Electric Boilers V** Power Boiler Safety Valves
Heating Boilers Section IV
H* Cast Iron Heating Boilers HLW Lined Potable Water Heaters
H Heating Boilers, other HV** Heating Boilers Safety Valves
Pressure Vessel Section VIII Division 1
U Pressure Vessels UV** Pressure Vessels Safety Valves
UM* Miniature Vessels UD** Pressure Vessels Rupture Discs
Pressure Vessel Section VIII Division 2 Reinforced Plastic Vessels Section X
U2 Alternative Rules for PressureVessels
RP Fiber-Reinforced Plastic PressureVessels
Pressure Vessel Section VIII Division 3
U3 High Pressure Vessels UV3** Safety Valves for High PressureVessels
Transport Tanks Section XII
T Transport Tanks TD**Transport Tanks Pressure ReliefDevices
TV Tranport Tanks Safety Valves
Nuclear Stamps
N Nuclear Components NVNuclear Safety and Safety ReliefValves
NPT Nuclear Partials N3 Storage and TransportContainment of Nuclear Fuel
NANuclear Installation and ShopAssembly
Nuclear Certificates of Accreditation National Board Inspection Code
NS Nuclear Supports R Repair and AlterationQSC Material Organization VR Repair of Safety Valves
* Components not subject to Authorized Inspection, annual audit by the AIA
** Components not subject to Authorized Inspection, triennial audit by ASME
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
20/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
21/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
22/137
Inspeo de Vasos de Presso 2009
22 / 137
Apndices Obrigatrios
1: Supplementary Design Formulas
2: Rules for Bolted Flange Connections With Ring Type Gaskets
3: Definitions
4: Rounded Indications Charts Acceptance Standard for Radiographically Determined RoundedIndications in Welds
5: Flanged and Flued or Flanged Only Expansion Joints
6: Methods for Magnetic Particle Examination (MT)
7: Examination of Steel Castings
8: Methods for Liquid Penetrant Examination (PT)
9: Jacketed Vessels
10: Quality Control System
11: Capacity Conversions for Safety Valves
12: Ultrasonic Examination of Welds (UT)
13: Vessels of Noncircular Cross Section
14: Integral Flat Heads With a Large, Single, Circular, Centrally-Located Opening
16: Submittal of Technical Inquiries to the Boiler and Pressure Vessel Committee
17: Dimpled or Embossed Assemblies
18: Adhesive Attachment of Nameplates
19: Electrically Heated or Gas Fired Jacketed Steam Kettles
20: Hubs of Tubesheets and Flat Heads Machined From Plate
21: Jacketed Vessels Constructed of Work-Hardened Nickel
22: Integrally Forged Vessels
23: External Pressure Design of Copper, Copper Alloy, and Titanium Alloy Seamless Condenser andHeat Exchanger Tubes with Integral Fins
24: Design Rules for Clamp Connections
25: Acceptance of Testing Laboratories and Authorized Observers for Capacity Certification of
Pressure Relief Valves26: Pressure Vessel and Heat Exchanger Expansion Joints
27: Alternative Requirements for Glass-Lined Vessels
28: Alternative Corner Weld Joint Detail for Box Headers for Air-Cooled Heat Exchangers When OnlyOne Member Is Beveled
30 : Rules for Drilled Holes Not Penetrating Through Vessel Wall
31 : Rules for Cr-Mo Steels With Additional Requirements for Welding and Heat Treatment
32 : Local Thin Areas in Cylindrical Shells and in Spherical Segments of Shells
33 : Standards Units for Use in Equations34 : Requirements for Use of High Silicon Stainless Steels for Pressure Vessels
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
23/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
24/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
25/137
Inspeo de Vasos de Presso 2009
25 / 137
Figura 3.3 Referncias do ASME Seo VIII Diviso 1
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
26/137
Inspeo de Vasos de Presso 2009
26 / 137
3.4.2 - ASME Seo VIII Diviso 2
O cdigo ASME - Seo VIII - Diviso 2 se baseia em um projeto alternativo de vasos de presso. NaDiviso 2 as regras so mais restritivas quanto ao tipo de material a ser utilizado, mas permite-se autilizao de maiores valores de intensificao de tenses de projeto na faixa de temperaturas naqual este valor limitado pelo limite de resistncia ou escoamento.
Os procedimentos de clculo so mais precisos e os procedimentos permissveis de fabricao soespecificamente delineados e mais completos mtodos de inspeo e teste so exigidos. A Diviso 2est dividida da seguinte forma:
Part 1 - General Requirements
Part 2 Responsibilities and Duties
Part 3 Materials Requirements
Part 4 Design by Rules Requirements
Part 5 Design by Analysis Requirements
Part 6 Fabrication RequirementsPart 7 Inspection and Examination Requirements
Part 8 Pressure Testing Requirements
Part 9 Pressure Vessel Overpressure Protection
Tabela 3.5 Diviso do ASME Seo VIII Diviso 2
A filosofia de projeto da Diviso 2 estabelece regras especficas para o caso do projeto de vasosmais comuns, assim como a Diviso 1. Quando isto no ocorre uma completa anlise de tenses enecessria e pode ser feita de acordo com os procedimentos estabelecidos pelo cdigo.
Este cdigo foi revisado totalmente em 2007 com a adoo de modificaes relevantes, sendoconsiderada uma alterao radical realizada pelo ASME. Em funo da completa reviso, o prprioComit do ASME publicou o Code Case 2575 com orientaes sobre a validade e dando um prazopara a substituio do cdigo.
Os antigos Apndices passaram a se chamar Anexos normativos e informativos, e ficaram includosem cada uma das Partes, com isso, o ASME VIII-2 ficou com o estilo das normas ISO.
Houve alterao do fatores de segurana, resultando em uma reduo de espessura de material,porm, com maiores exigncias de fabricao, controle de qualidade e inspeo.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
27/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
28/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
29/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
30/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
31/137
Inspeo de Vasos de Presso 2009
31 / 137
TABLE 1ASection I; Section III, Class 2 and 3; and Section VIII, Division 1
Maximum Allowable Stress Values S for Ferrous Materials
Tabela 4.3 Tenses Admissveis do ASME Seo II Parte D
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
32/137
Inspeo de Vasos de Presso 2009
32 / 137
5 ESPESSURAS PADRONIZADAS E SOBRESPESSURA DE CORROSO
Devem ser adotadas, para as chapas de componentes do vaso, espessuras nominais (comerciais)com os seguintes valores, em milmetros: 4,75/ 6,3/ 8,0/ 9,5/ 11,2 / 12,5/ 14,0 / 16,0/ 17,5 / 19,0/20,6 / 22,4/ 23,6 / 25,0/ 28,6 / 31,5/ 34,9 / 37,5/ 41,3 / 44,4/ 47,5 / 50,0.
As espessuras indicadas em negrito so as consideradas normais pelas usinas siderrgicas e devemser usadas preferencialmente.
Para espessuras superiores a 50,0 mm devem ser adotados valores inteiros em milmetros.
As tolerncias de fornecimento das chapas no precisam ser consideradas, desde que as chapasestejam de acordo com as normas ASTM A-20 e PB-35.
Para tampos abaulados e outras peas prensadas ou conformadas, deve ser previsto um adequadoacrscimo na espessura das chapas, para compensar a perda de espessura na prensagem ou naconformao, de forma que a espessura final da pea acabada tenha no mnimo o valor calculado ouo valor que consta nos desenhos.
Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos anis, permite-
se ao projetista modificar para mais essas espessuras, com a finalidade de acertar as alturas dosanis, com as dimenses comerciais das chapas.
Devem sempre ser acrescentada uma adequada sobrespessura para corroso exceto quando, parao servio e o material em questo, a corroso for reconhecidamente inexistente ou desprezvel, ouquando houver um revestimento interno anticorrosivo adequado.
As sobrespessuras para corroso devem ser baseadas na vida til do equipamento, conforme atabela a seguir. Como regra geral, quando a taxa de corroso prevista for superior a 0,3 mm/anorecomenda-se que seja considerado o emprego de outros materiais mais resistentes a corroso.
Classe dos EquipamentosRefinarias, Terminais eoutras Instalaes no
Petroqumicas
Unidades Petroqumicas
Equipamentos de grande porte, grandecusto ou essenciais ao funcionamento daunidade industrial (reatores, torres,permutadores ou vasos importantes)
20 anos 15 anos
Outros equipamentos no includos naclasse acima 15 anos 10 anos
Peas desmontveis ou de reposio(feixes tubulares, internos de torres, etc,...) 8 anos 5 anos
Tabela 5.1 Vida til Nominal de Projeto
Exceto quando especificado de outra forma, devem ser adotados os seguintes valores mnimos paraa sobrespessura para corroso, para as partes construdas em ao carbono ou em aos de baixaliga:
(a) Torres, vasos e permutadores em geral para servios hidrocarbonetos: 3 mm;
(b) Potes de acumulao (botas) para os vasos acima: 6 mm;
(c) Vasos em geral para vapor e ar: 1,5 mm;
(d) Vasos de armazenamento da gases liquefeitos de petrleo: 1,5 mm
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
33/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
34/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
35/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
36/137
Inspeo de Vasos de Presso 2009
36 / 137
Tabela 6.1 Presses de Incio de Abertura e de Abertura Plena permitidas pelo Cdigo para Vvulas de Alvio (
VLVULAS PARA CVLVULAS DEALVIO VLVULAS OPERACIONAIS Produtos que no o GLP no refr
INCIO DEABERTURA(SET
ou Presso deAjuste)
Valores mximos
1 Vlvula OperacionalUG-134(a):
100% PMAcq
2 ou mais VlvulasOperacionais
UG-134(a)1. VlvulaOperacional:100% PMAcq2. ou mais VlvulasOperacionais:105%PMAcq(mx)
1 NICA VLVULApara Fogo e Operao -
UG-134(b)100% PMAcq1 Vlvula de Fogocomplementar a 1operacionalUG-134(b)110% PMAcq
1 Vlvula compleme
ou maisoperacionUG-134(b)110% P
ABERTURAPLENA
Valores mximos
1 Vlvula OperacionalUG-125(c)Maior valor entre:110% PMAcqPMAcq+ 3 psi
2 ou mais VlvulasOperacionaisUG-125(c)(1)
Maior valor entre:116% PMAcqPMAcq+ 4 psi(valor a ser adotadopara todas as VlvulasOperacionais)
1 NICA VLVULApara Fogo e OperaoUG-125(c)(2)121% PMAcq(vlvula deve atender asvazes de operao efogo)
1 Vlvula de Fogocomplementar a 1operacionalUG-125(c)(2)121% PMAcq(vazo devecomplementar a daVlvula Operacional)
1 Vlvula complemeou mais
operacionUG-125(c)121% P(vazo devcomplemeVlvulasOperacion
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
37/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
38/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
39/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
40/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
41/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
42/137
Inspeo de Vasos de Presso 2009
42 / 137
C - Tampo elipsoidal:
Tabela 7.3
Espessura mnimarequerida ( ) ( )[ ]1,0KP2SE2
KPDP2,0SE2
PDKt o
+=
=
Presso mximaadmissvel ( ) ( )[ ]1,0Kt2KD tSE2t2,0DKtSE2P o =+=
Tenses atuantes( ) ( )[ ]
tE21,0Kt2KDP
tE2t2,0DKP
S o
=+
=
+
=
2
h2D
261
K Para o tampo padro : 1K2h2
D==
Tabela 7.4 Reproduo da Table 1-4.1 - Valores do Fator K
D / 2h 3,0 2,9 2,8 2,7 2,6 2,5 2,4 2,3 2,2 2,1 2,0
K 1,83 1,73 1,64 1,55 1,46 1,37 1,29 1,21 1,14 1,07 1,00
D / 2h 1,9 1,8 1,7 1,6 1,5 1,4 1,3 1,2 1,1 1,0
K 0,93 0,87 0,81 0,76 0,71 0,66 0,61 0,57 0,53 0,50
Exemplos de Utilizao das Equaes:
D = 2.000,0 mm h = 500,0 mm E = 0,85
0,10,500x20,000.2
261
h2D
261
K22
=
+
=
+
=
Determinao da Espessura Mnima Requerida: P = 30,0 kgf/cm2/ S = 1.202,0 kgf/cm2
( ) ( )4,29
0,30x2,085,0x0,202.1x20,1x0,000.2x0,30
P2,0SE2PDK
t =
=
= mm
Determinao da Presso Mxima Admissvel: t = 37,5 mm / S = 1.202,0 kgf/cm2
( ) ( ) 2,385,37x2,00.1x0,000.285.0x0,202.1x5,37x2
t2,0DKtSE2
P =+=+= kgf/cm2
Determinao da Tenso Atuante: t = 37,5 mm / P = 25,0 kgf/cm2
( ) ( )3,787
85,0x5,37x25,37x2,00,1x0,000.2x0,25
tE2t2,0DKP
S =+
=+
= kgf/cm2
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
43/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
44/137
Inspeo de Vasos de Presso 2009
44 / 137
F - Tampos cnicos ou sees cnicas :
Tabela 7.7
30o
Espessura mnimarequerida ( )P6,0SEcos2
PDt
=
Presso mximaadmissvel ( )+
=
cost2,1DcostSE2
P
Tenses atuantes( )
+
=costE2
cost2,1DPS
> 30o
Anlise especial
ASME Seo VIII Diviso 2 aps 2007:( )
= 1
SEPexp
cos2Dt
Exemplos de Utilizao das Equaes:
R = 1.000,0 E = 0,85 = 20o
Determinao da Espessura Mnima Requerida: P = 30,0 kgf/cm2/ S = 1.202,0 kgf/cm2
( ) ( )8,31
0,30x6,085,0x0,202.1x20cosx2
0,000.2x0,30P6,0SEcos2
PDt
o =
=
= mm
Determinao da Presso Mxima Admissvel: t = 37,5 mm / S = 1.202,0 kgf/cm2
( ) ( )3,35
20cosx5,37x2,10,000.2
20cosx85.0x0,202.1x5,37x2cost2,1D
costSE2P
o
o
=+
=+
= kgf/cm2
Determinao das Tenses Atuantes: t = 37,5 mm / P = 25,0 kgf/cm2
( ) ( )3,852
20cosx85,0x5,37x2
20cosx5,37x2,10,000.2x0,25costE2
cost2,1DPS
o
o
=+
=
+= kgf/cm2
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
45/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
46/137
Inspeo de Vasos de Presso 2009
46 / 137
A figura UG-34 apresenta alguns tipos de tampos planos normalmente utilizados. Outras abreviaturasreferenciadas na figura UG-34 esto definidas no pargrafo UG-34 e na figura UW-13.2 do cdigo).
Figura 7.3 Tipos de Tampos Planos Aceitveis pelo Cdigo
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
47/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
48/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
49/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
50/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
51/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
52/137
Inspeo de Vasos de Presso 2009
52 / 137
(6) - Todas as soldas de topo unidas por eletro gs com passe nico maior que 1 in e todas assoldas por eletroescria;
(7) - Exame de ultra-som de acordo com UW-53 poder substituir o ensaio radiogrfico para a soldafinal de fechamento de um vaso que no permite acesso para o filme. A dificuldade de utilizao daradiografia no pode ser justificativa para sua substituio.
Table UCS-57 Thickness above which full radiographic examination of butt-welded joints ismandatory
P-No & Group No.
Classification of Material
Nominal thickness above which butt-welded jointsshall be fully radiographed, in (mm)
1 Gr. 1, 2, 3 1 (32)
3 Gr. 1, 2, 3 3/4 (19)
4 Gr. 1, 2 5/8 (16)
5A Gr. 1, 2 0 (0)
5B Gr. 1, 2 0 (0)
5C Gr. 1 0 (0)
9A Gr. 1 5/8 (16)
9B Gr. 1 5/8 (16)
10A Gr. 1 3/4 (19)
10B Gr. 1 5/8 (16)
10C Gr. 1 5/8 (16)
10F Gr. 1 3/4 (19)
Observao: P-Number um nmero que caracteriza grupos de materiais com a mesma
soldabilidade. Atravs do P-Number se fixa caractersticas de tratamento trmico e do exameradiogrfico de um equipamento. Nas tabelas de tenso admissvel constantes das normasencontram-se a indicao do P-Number de cada material.
Tabela 7.10 Reproduo da Table UCS-57
b. Radiografia por Pontos (Conforme UW-52)
Exceto quando requerido em (a)(5)(b) acima, juntas de topo dos Tipos (1) ou (2) da Tabela UW-12que no so requeridas radiografia total, conforme item (a), podem ser examinadas por pontos. Seradiografia por pontos especificada para o vaso inteiro, ensaio radiogrfico no requerido para asjuntas de Categorias B & C em bocais ou botas que no excedam nem NPS 10 nem 1 1/8 in de
espessura.c. Sem Radiografia
Exceto como requerido em (a) acima, nenhuma radiografia requerida para juntas de vasosprojetados apenas para presso externa, ou quando o projeto da junta est de acordo com UW-12(c). A N-253 da PETROBRAS no admite esta possibilidade.
- Valor da Eficincia de Juntas
A tabela UW-12 fornece a eficincia de junta E a ser utilizada nas frmulas de clculo desta Diviso
para juntas obtidas por soldagem. O valor de E depende apenas do Tipo de junta e grau deinspeo empregado. O usurio/cliente dever selecionar o Tipo de junta e grau de inspeoconveniente, a menos que outras regras ditem esta seleo.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
53/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
54/137
Inspeo de Vasos de Presso 2009
54 / 137
Tabela 7.11 Reproduo da Table UW-12 - MXIMO VALOR ADMISSVEL DE EFICINCIA DEJUNTA PARA SOLDAS A GS E ARCO
Tipo Descrio Limitaes Categoriade Junta
(a)Full
Nota(1)
(b)Spot
Nota(2)(c)
Sem
(1)
Juntas de topo com dupla soldagem ou
obtida de modo a manter a mesmaqualidade de metal depositado interna eexternamente de forma a estar deacordo com os requisitos de UW-35.Soldas utilizando mata-juntas quepermaneam no local so excludas.
Nenhuma A, B, C & D 1,00 0,85 0,70
(a) Nenhuma exceto como em (b)abaixo; A, B, C & D 0,90 0,80 0,65
(2)Solda simples em juntas de topo comutilizao de mata-juntas ou outro tipoque os includos em (1)
(b) Juntas de topo circunferenciaiscom um offset, conforme UW-13(b)(4) e Figura UW-13.1 sketch (k)
A, B & C 0,90 0,80 0,65
(3)Solda simples em juntas de topo semutilizao de mata-juntas
Somente em juntas de topocircunferenciais, com espessurasabaixo de 5/8 in e com dimetrosinferiores a 24 in
A, B & C NA NA 0,60
(a) Juntas longitudinais comespessura abaixo de 3/8 in;
A NA NA 0,55(4) Solda de filete (sobreposta) dupla
(b) Juntas circunferenciais comespessuras abaixo de 5/8 in
B & C
[Nota(3)]NA NA 0,55
(a) Juntas circunferenciais [Nota(4)]para juno de tampos comdimetros externos no superiores a24 in e costado com espessurasinferiores a in.
B NA NA 0,50
(5)Solda de filete (sobreposta) simples complug welds conforme UW-17
(b) Juntas circunferenciais parajuno de costados ou jaquetas comespessuras nominais inferiores a 5/8in, onde distncia do centro doplug weld para a extremidade dachapa no menor que 1 o
dimetro do furo para o plug.
C NA NA 0,50
(a) Para juno de tampos compresso atuante no lado convexo emcostados com espessura requeridano superiores a 5/8 in, somentecom o uso de solda de filete internoao costado;
A & B NA NA 0,45
(6) Solda de filete simples sem plug welds (b) Para juno de tampos tendopresso em ambos os lados emcostados com dimetros internosno superiores a 24 in e comespessura requerida no superioresa in com solda de filete no ladoexterno do tampo flangeado
somente.
A & B NA NA 0,45
(7) Juntas de canto, penetrao total,penetrao parcial, ou solda de filete.
Como limitado pela figura UW-13.2 efigura UW-16.1.
C & D[Nota(5)]
NA NA NA
(8) Junta em ngulo Projeto pelo pargrafo U-2(g) parajuntas Categoria B e C.B, C & D NA NA NA
Notas Gerais:(a) O fator simples mostrado para cada combinao de Categoria de junta e grau de exame de radiografia substitui ambos fatores dereduo de tenses e eficincia de junta em relao s consideraes previamente utilizadas nesta Diviso;(b) E = 1,0 para juntas de topo em compresso.NOTAS:(1) Ver UW-12(a) e UW-51;(2) Ver UW-12(b) e UW-52(3) Para a junta Categoria C do Tipo 4, limitao no aplicvel para conexes de flanges aparafusados.(4) Juntas conectando tampos hemisfricos e costado cilndricos so excludas;
(5) No existe um valor de eficincia de junta E para o clculo dessa Diviso para juntas de canto Categorias C e D. Quando necessrio,
um valor de E no superior a 1,0 deve ser utilizado.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
55/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
56/137
Inspeo de Vasos de Presso 2009
56 / 137
7.1.5 EXEMPLO DE PROJETO DE VASO DE PRESSO
Determine para o vaso a seguir representado, as seguintes informaes:
1. Espessuras mnimas requeridas e nominais
2. Presses mximas admissveis do equipamento abaixo descrito, para a condio doequipamento corrodo e temperatura de projeto (PMAcq);
3. Presso de ajuste de PSV mxima do equipamento.
4. Presso de teste hidrosttico do equipamento na fbrica;
5. Presso de teste hidrosttico do equipamento ao final de sua vida til.
Dados do Equipamento
Tipo de tampos : Torisfricos 2:1 Data de incio de operao
L = 0.904.D / r = 0.173.D / h = 0.250.D 2009
Sobrespessura de corroso Densidade do fluido em operao
C = 3,0 mm d = 0,90
Material do costado e tampos Eficincia de juntas soldadas
SA-516 Gr.60 E = 0,85
Temperatura de projeto Presso de projeto
T = 370,0o
C P = 15,0 kgf/cm2
Soluo: Para o material do equipamento, a tenso admissvel para a temperatura de projeto de15,3 ksi (= 1.076,0 kgf/cm2), e para a temperatura ambiente de 17,1 ksi (= 1.202,0 kgf/cm2) e atenso de escoamento de 2.250,0 kgf/cm2(ASME Se.II Part D).
5,0 m
2,0 m
Nvel mximode lquido emoperao
15,0 m
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
57/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
58/137
Inspeo de Vasos de Presso 2009
58 / 137
2 Determinao das presses mximas admissveis.
2.1 - Costado cilndrico
- Presso mxima admissvel nova e fria:
P = t.S.E / (R + 0,6.t) = 22,4 x 1.202,0 x 0,85 / (1.000,0 + 0,6 x 22,4) = 22,6 kgf/cm2
- Presso mxima admissvel corroda e quente:
P = t.S.E/(R + 0,6.t) = (22,43,0) x 1.076,0 x 0,85/[1.000,0 + 0,6 x (22,43,0)] = 17,5 kgf/cm2
2.2 Tampo superior
- Presso mxima admissvel nova e fria:
P = 2.t.S.E / (L.M + 0,2.t) = 2 x 25,8 x 1.202,0 x 0,85/(1.808,0 x 1,32 + 0,2 x 25,8) = 22,0 kgf/cm2
- Presso mxima admissvel corroda e quente:
P = 2.t.S.E/(L.M+0,2.t) = 2 x (25,8 3,0)x1.076,0 x 0,85/[1.808,0x1,32+0,2x(25,8-3,0)] = 17,4 kgf/cm2
2.3 Tampo inferior
- Presso mxima admissvel nova e fria:
P = 2.t.S.E / (L.M + 0,2.t) = 2 x 25,8 x 1.202,0 x 0,85/(1.808,0 x 1,32 + 0,2 x 25,8) = 22,0 kgf/cm2
- Presso mxima admissvel corroda e quente:
P = 2.t.S.E/(L.M+0,2.t) = 2 x (25,8 3,0)x1.076,0 x 0,85/[1.808,0x1,32+0,2x(25,8-3,0)] = 17,4 kgf/cm2
3 Presso de ajuste da PSV
A presso de ajuste da PSV poder ser definida em qualquer valor entre a presso de projeto e apresso mxima admissvel corroda e quente do equipamento.
Como valor limite, adequada para toda a vida til estimada do equipamentos, a presso mximaadmissvel corroda e quente definida como :
PMAcqdo Equipamento: menor valor entre [PMAcq(componentes)]referenciado ao topo do equipamento
Presso [kgf/cm2]
Componente PMAcq(componente) P (coluna de fluido) PMAcq(referenciado ao topo)
Tampo superior 17,4 0,0 17,4
Costado 17,5 0,45 17,05
Tampo inferior 17,4 0,5 16,9
PMAcq(equipamento) [kgf/cm2] 16,9
A presso mxima admissvel do equipamento, para a condio corroda e quente 16,9 kgf/cm2,que pode ser definida como a presso mxima de ajuste da PSV.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
59/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
60/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
61/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
62/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
63/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
64/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
65/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
66/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
67/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
68/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
69/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
70/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
71/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
72/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
73/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
74/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
75/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
76/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
77/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
78/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
79/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
80/137
Inspeo de Vasos de Presso 2009
80 / 137
10.2 - CARACTERIZAO DAS TENSES
Para que ocorra o colapso do componente necessrio que toda a seo transversal do mesmoalcance o escoamento, conforme exemplificado pela figura abaixo.
Figura 10.3 Plastificao inicial e formao da rtula plstica
Supondo a fora N e o momento M, aplicados no elemento, que possui uma largura b eespessura 2h. Seja (z) a tenso circunferencial atuante em qualquer ponto z, ao longo daespessura do componente. Para um comportamento puramente elstico, a tenso pode ser obtidapela teoria de vigas.
( ) IMz
ANz +=
Onde : A = 2hb
I = (2/3)bh3
Supondo um material elstico perfeitamente plstico com escoamento y, com a atuao da cargaN, o primeiro escoamento da seo ocorre na fibra externa (z = +h).
( ) ( ) y2 2bh3M
2hbN =+ (1)
ParcialmentePlstico
TotalmentePlstico
2h
b
+ = yy y
-y
z z z
Elstico
Membrana Flexo
z
dz
z +h
-h
N
M
ho
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
81/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
82/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
83/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
84/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
85/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
86/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
87/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
88/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
89/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
90/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
91/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
92/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
93/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
94/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
95/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
96/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
97/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
98/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
99/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
100/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
101/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
102/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
103/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
104/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
105/137
Inspeo de Vasos de Presso 2009
105 / 137
12 MATERIAIS
12.1 INTRODUO
A seleo dos materiais adequados a cada uma das partes de um vaso de presso um dosproblemas mais difceis para o projetista do equipamento. Os fatores gerais de influncia na seleo
de materiais so: Condies de servio do equipamento (Presso e Temperatura de Operao);
Nvel e natureza das tenses atuantes;
Fludos em contato (Natureza e concentrao ,impurezas, etc...);
Custo e Segurana;
Facilidade de fabricao (Soldabilidade, conformao, etc...);
Tempo de vida previsto para o equipamento;
Disponibilidade;
Experincia prvia.Para os cascos, tampos e todas as outras partes do vaso submetidas presso exige-se que sejamespecificados no projeto materiais qualificados. Como regra geral s so admitidos materiaisqualificados reconhecidos pelas normas ASME Seo II e Seo VIII.
O material mais comumente utilizado na construo dos vasos de presso o ao carbono ou aode baixa liga. Os tipos de ao carbono mais utilizados ,na faixa de temperatura recomendvel, que ede - 45oC a 450oC, so: SA-285 Gr C; SA-515 Gr 60 e Gr 70; SA-516 Gr 60 e 70.
Um ao carbono, de qualidade estrutural, tambm bastante utilizado o SA-283 Gr C. O Cdigopermite a utilizao desse material, mesmo para partes pressurizadas, com as seguintesrecomendaes:
- No se destinar a fabricao de caldeiras.- A temperatura de projeto estiver entre 29oC e 343oC.
- A espessura utilizada for inferior a 5/8 in.
Numa faixa de temperatura mais elevada e para servios com hidrognio so muito utilizados osaos liga Mo e Cr-Mo, sendo os mais comuns os seguintes: SA-204 Gr A/B/C (1/2 Mo); SA-387 Gr 11(1 1/4 Cr - 1/2 Mo) ; SA-387 Gr 22 (2 1/4 Cr - 1 Mo).
Numa faixa de temperatura mais elevada seriam indicados os aos inoxidveis, sendo que osaustenticos em temperaturas mais altas.
SA-240 Gr 304 (AISI 304); SA-240 Gr 304 L (AISI 304 L); SA-240 Gr 316 (AISI 316); SA-240 Gr 316L (AISI 316 L); SA-240 Gr 321 (AISI 321); SA-240 Gr 405 (AISI 405); SA-240 Gr 410 (AISI 410)
Em baixas temperaturas so utilizados:
- Aos Liga ao Nquel: SA-203 GrA/GrB(2 1/4 Ni); SA-203 GrD/GrE(3 1/2 Ni); SA-353(9 Ni);
- Aos Inoxidaveis Austenticos.
- Metais no ferrosos:
Ligas de Alumnio/Magnsio : SB-209 (5083)
Ligas de Alumnio/Silcio : SB-209 (6061).
Muitas vezes, quando alm da resistncia mecnica e necessrio que o material seja resistente corroso, torna-se necessrio a utilizao de chapas revestidas. Neste caso a chapa base, queresistir aos esforos mecnicos usualmente de ao carbono e a chapa de revestimento bem fina,de um material nobre como ao inoxidvel, nquel e ligas.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
106/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
107/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
108/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
109/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
110/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
111/137
Inspeo de Vasos de Presso 2009
111 / 137
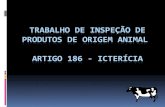
Figura 12.3 Explorao do navio Titanic (continuao)
Brittle / Ductile Transition Curves
Titanic Longitudinal
Titanic Transversal
TransitionTemperatures
A36 Steel
190
163
136
108
81
54
27
140
120
100
80
60
40
20
0
ImpactEnergy(Joules)
Temperature (oC)
ImpactEnergy(ft-lbs)
-100 0 100 200
TitanicLongitudinal
TitanicTransversal
A36 Steel
120
100
80
60
40
20
0-50 0 50 100 150
Temperature (degrees oC)
%S
hearFracture
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
112/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
113/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
114/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
115/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
116/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
117/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
118/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
119/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
120/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
121/137
Inspeo de Vasos de Presso 2009
121 / 137
Como resultados do ensaio Charpy, citam-se:
Energia Absorvida -A energia absorvida na fratura pode ser determinada atravs da diferenade energia potencial do pndulo entre as posies inicial e final do curso do martelo. Normalmenteexpressa em J, Kgm ou ft-lb, a energia lida diretamente na escala da mquina. Quanto maior aenergia absorvida maior a tenacidade fratura do material;
Percentagem da Fratura Dctil (cisalhamento) - A percentagem da fratura dctil obtidaatravs do exame da fratura aps o ensaio. A superfcie de uma fratura dctil apresenta-se fibrosae opaca, enquanto que a fratura frgil, facetada e brilhante. A superfcie do corpo de prova podeapresentar variao entre 100% dctil (totalmente opaca) a 100% frgil (totalmente brilhante). Ovalor da percentagem da fratura dctil determinada pela comparao da superfcie da fraturacom cartas ou padres como os fornecidos pela ASTM;
Expanso Lateral - Aps a fratura, o corpo de prova sofre deformao na regio oposta aoentalhe por compresso e, a depender da ductilidade do material, uma expanso lateral do corpode prova na mesma regio. Quanto maior a deformao sofrida pelo corpo de prova maior suaexpanso lateral.
ENTALHE
REA DECLIVAGEM(BRILHANTE)
REA DECISALHAMENTO(OPACA)
Figura 12.14 - Esquematizao da superfcie de fratura de um corpo de prova de impacto aps
ensaio
ENTALHE
REA DECLIVAGEM(BRILHANTE)
REA DECISALHAMENTO(OPACA)
A BA + B = EXPANSO LATERAL
Figura 12.15 - Expanso lateral em um corpo de prova fraturado
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
122/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
123/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
124/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
125/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
126/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
127/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
128/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
129/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
130/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
131/137
Inspeo de Vasos de Presso 2009
131 / 137
Figura 12.21 Correo na temperatura de referncia ASME Se.VIII Div.1 aps 1998.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
132/137
Inspeo de Vasos de Presso 2009
132 / 137
Figura 12.22 Correo na temperatura de referncia ASME Se.VIII Div.2 - antes 2007.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
133/137
Inspeo de Vasos de Presso 2009
133 / 137
Figura 12.23 Correo na temperatura de referncia ASME Se.VIII Div.2 - aps 2007.
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
134/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
135/137
Inspeo de Vasos de Presso 2009
135 / 137
Figura 12.24 Definio de espessura de referncia (cont.)
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
136/137
-
7/22/2019 Inspecao de Equipamentos Conforme IBP Rev 2009
137/137