Inspeção e manutenção do sistema de purgadores de uma ... Barcelos do Carmo.pdf · Fornecer...
45
Inspeção e manutenção do sistema de purgadores de uma fábrica de pneus para redução do consumo de energia Fernanda Barcelos do Carmo Leite Rio de Janeiro 2013
Transcript of Inspeção e manutenção do sistema de purgadores de uma ... Barcelos do Carmo.pdf · Fornecer...
Inspeção e manutenção do sistema de purgadores de u ma
fábrica de pneus para redução do consumo de energia
Fernanda Barcelos do Carmo Leite
Rio de Janeiro
2013
Fernanda Barcelos do Carmo Leite
Aluno do curso de Engenharia de Produção
Matrícula 0913800012
Inspeção e manutenção do sistema de purgadores de uma
fábrica de pneus para redução do consumo de energia
Rio de Janeiro
2013
Trabalho de Conclusão de Curso, TCC,
apresentado ao Curso de Graduação em
Engenharia de Produção, da UEZO
como parte dos requisitos para a
obtenção do grau de Bacharel em
Engenharia de Produção, sob a
orientação da Prof.ª Neyda de la Caridad
Om Tapanes.
ii
L533 Leite, Fernanda Barcelos do Carmo .
Inspeção e manutenção do sistema de purgadores d e uma fábrica de pneus para redução do consumo de energia. / Fernanda Barcelos do Carmo Leite. — 2013 . 44 f.; 30 cm.
Trabalho de Conclusão de Curso (Graduação em Engenharia de Produção)— Centro Universitário Estad ual da Zona Oeste, Rio de Janeiro, 2013. Bibliografia: f. 43 .
1. Purgadores. 2. Manutenção. 3. Energia. I. Título.
CDD 620.0 288
Resumo
A manutenção de fábricas é essencial para garantir a disponibilidade dos sistemas
produtivos – assim mantém as operações seguras e contínuas. Os purgadores de vapor
são elementos críticos em sistemas a vapor e como tema deste trabalho, tratamos à
manutenção do sistema de purgadores, fazendo a instalação e o controle destas peças.
Assim, haverá um aprofundamento sobre vapor e suas especificidades, funcionamento dos
purgadores, consumo da fábrica, custos de projeto e etc. Para o projeto foi contratado o
fornecedor de 74% dos purgadores da planta com o objetivo de controlar os 908 itens,
identificando perdas de vapor e falha de purgadores. O objetivo é fazer a economia de
energia durante o projeto, iniciado em 2012. E que em 2013, já impactou em 3% de
redução no objetivo da empresa que é proporcionar uma economia de 20% de energia
com a gestão da manutenção.
Palavras-chave: purgadores, manutenção, energia.
iv
LISTA DE FIGURAS
Figura 1 – O purgador e os seus orifícios
Figura 2 – Instalação de tubulação
Figura 3 – Perna de dreno
Figura 4 – Aparelho ultrassônico UP100
Figura 5 – Gráfico de análise de vazamentos
Figura 6 – Índice de funcionamento dos purgadores de 2011 até 2012
Figura 7 - Fórmula do custo do vapor
Figura 8 – Custo do vapor
Figura 9 – Percentual de purgadores por Fornecedor
Figura 10 – Payback do projeto
Figura 11 – Avaliação de purgadores em Novembro de 2012
Figura 12 – Avaliação de purgadores em Março de 2013
v
LISTA DE TABELAS
Tabela 1: Vantagens e desvantagens dos tipos de caldeiras
Tabela 2: Perdas e custos dos vazamentos
Tabela 3: Investimento para projeto
Tabela 4: Cronograma de execução
vi
SUMÁRIO
Resumo .............................................................................................................................. iv
LISTA DE FIGURAS ........................................................................................................... vi
LISTA DE TABELAS .......................................................................................................... vii
1. INTRODUÇÃO ............................................................................................................. 1
1.1. TEMA DO ESTUDO .............................................................................................. 1
1.2. OBJETIVOS .......................................................................................................... 1
1.3. METODOLOGIA UTILIZADA ................................................................................ 2
2. REVISÃO BIBLIOGRÁFICA ............................................................................................ 3
2.1. VAPOR ..................................................................................................................... 3
2.2. USO E APLICAÇÃO DO VAPOR ............................................................................. 4
2.3. PRODUÇÃO DE VAPOR ......................................................................................... 4
2.3.1. Caldeiras ........................................................................................................... 5
2.3.1.1. Caldeiras Elétricas .......................................................................................... 6
2.3.1.2. Caldeiras a Combustível ................................................................................. 6
2.4. PURGADOR ............................................................................................................. 8
2.4.1. Tipos de purgadores .......................................................................................... 9
2.4.2. Escolha do purgador adequado ........................................................................10
2.4.3. Dimensionamento e localização ........................................................................10
2.4.3.1. Escolha cuidadosa das localizações do purgador ..........................................11
2.4.3.2. Fornecer apoio ideal e tubulação de vapor inclinado ......................................12
2.4.3.3. Configuração da perna de dreno ....................................................................12
2.4.3.4. Remoção adequada de ar e condensado no final da linha de vapor .............13
2.4.4. Inspeção e manutenção de purgadores ............................................................14
2.5. FUNDAMENTOS TEÓRICOS DA INSPEÇÃO E MANUTENÇÃO DE
PURGADORES ..............................................................................................................14
2.5.1. Procedimentos de inspeção ..............................................................................15
2.5.1.1. Aparelho ultrassônico – Sensor Ultrassônico UP100 ......................................15
2.5.2. Procedimentos de manutenção .........................................................................16
2.5.2.1. Manutenção Corretiva ....................................................................................17
2.5.2.2. Manutenção Preventiva ..................................................................................17
2.5.2.3. Manutenção Preditiva .....................................................................................17
2.5.2.4. Manutenção Detectiva ....................................................................................18
3. ESTUDO DE CASO ....................................................................................................18
3.1. DESCRIÇÃO DAS EMPRESAS ..............................................................................18
3.2. OBJETIVOS DO CONTRATO DE MANUTENÇÃO .................................................19
3.3. IDENTIFICAÇÃO DE VARIÁVEIS DE INFLUÊNCIA ................................................19
3.4. IDENTIFICAÇÃO DA NECESSIDADE .....................................................................20
3.5. CRIAÇÃO DE UM PLANO DE AÇÃO ..................................................................25
3.6. EXECUÇÃO DO PLANO DE AÇÃO .....................................................................28
3.6.1. Mapeamento do sistema ...............................................................................29
3.6.2. Inspeção do sistema de purgadores .............................................................29
3.6.3. Manutenção do sistema de purgadores ........................................................29
3.7. RESULTADOS.....................................................................................................30
3.8. APLICAÇÃO DE MELHORIAS .............................................................................31
4. CONCLUSÃO .............................................................................................................33
REFERÊNCIAS BIBLIOGRÁFICAS ...................................................................................34
ANEXOS ............................................................................................................................35
1
1. INTRODUÇÃO
1.1. TEMA DO ESTUDO
O mundo do vapor não é uma novidade no mercado, mas muitas empresas até
hoje não utilizam esta ferramenta inesgotável. Este vapor de água começou a ser usado
como meio de geração, transporte e utilização de energia desde os primórdios do
desenvolvimento industrial, onde inúmeras razões colaboraram para a geração de energia
através do vapor. Entre este fatores estão a quantidade de água no mundo - composto
mais abundante do planeta - a fácil obtenção da água e o baixo custo que ela apresenta.
A partir da identificação dos benefícios da utilização do vapor, as indústrias
verificaram que, em diversos processos, o vapor pode ser utilizado com fonte de
aquecimento, entre eles podemos citar: reatores químicos, trocadores de calor,
evaporadores, secadores e inúmeros processos e equipamentos térmicos.
O estudo realizado neste trabalho visa a economia de energia através do
controle do vapor produzido numa empresa multinacional que produz pneus de diversas
linhas de meios de locomoção do mercado. Este vapor é transportado através de
tubulações, vindas das caldeiras, para aquecer as máquinas da linha de produção do
produto final. Mas durante este transporte, o vapor sofre reações devido ao ambiente em
que as tubulações estão expostas e acaba se tornando novamente líquido – o
condensado. É neste momento que a peça que trará a economia dos custos entra no
circuito de produção de vapor, esta peça é o purgador que, é responsável por reter o vapor
na linha de produção e eliminar o condensado para que este não entre nas máquinas da
produção. Assim, identificamos que neste processo temos algumas variáveis que podem
onerar em custos para a empresa, com isto iremos analisar a perda ocasionada devido a
este processo e mostrar como fazer economia de energia com a manutenção adequada
destas peças.
1.2. OBJETIVOS
• Estudos dos procedimentos de Inspeção, gestão e manutenção do sistema
de purgadores.
• Estudo de caso: manutenção do sistema de purgadores de condensado
instalados em caldeiras de uma fábrica de produção de pneus para reduzir o
consumo de energia anual.
2
1.3. METODOLOGIA UTILIZADA
A pesquisa foi realizada em duas etapas, a primeira etapa do presente trabalho
foi concentrada na identificação das variáveis de influência para o projeto e nas diretrizes
para a execução do estudo de caso. Assim, para a identificação destas variáveis foi
realizada uma análise de bibliografias pertinentes aos assuntos de manutenção, de linhas
de vapor e de purgadores, assim como também foi utilizado o know-how de pessoas que já
executaram este tipo de serviço anteriormente em outras empresas.
Posteriormente a segunda etapa apresentará a execução do estudo de caso
onde foram realizados dois levantamentos para atingir a viabilidade do projeto:
• Um para a identificação dos dados dos equipamentos da planta industrial,
analisando o funcionamento de cada peça, através de uma pesquisa de
campo, que gerou uma planilha em Excel com os dados coletados, para 908
purgadores de vapor; e
• Um levantamento estatístico dos últimos quatro anos do nível de vazamento
dos purgadores de vapor do parque industrial.
Para realização destas avaliações foram utilizadas algumas ferramentas, entre
elas, uso do equipamento de ultrassom, análise visual pelos responsáveis de manutenção
e aplicação de purgadores em laboratório interno de testes.
Após o trabalho de identificação e análise quantitativa do estado dos purgadores
da planta industrial, foi verificada a necessidade de manutenção preventiva dos
equipamentos, pois sem esta estava havendo muitas perdas de vapor, e em consequência
perda de gás natural aplicado na geração do vapor.
Por fim, serão expostos os resultados obtidos pela contratação de um fornecedor
para a execução das manutenções necessárias, e também os ganhos e as melhorias
identificadas no plano de ação realizado.
3
2. REVISÃO BIBLIOGRÁFICA
Logo para entendermos melhor este estudo, vamos analisar os principais
conceitos, onde teremos uma visão geral do estudo do vapor, caldeiras e purgadores,
identificando as principais denominações, tipos, vantagens e desvantagens que
influenciam a economia de vapor e as variáveis que custeiam a manutenção dos
purgadores.
2.1. VAPOR
O vapor d’água pode ser tratado como a união do elemento químico água com o
elemento físico calor (energia). Ele foi utilizado como meio de transporte para energia na
Revolução Industrial, e antes ainda ele era utilizado para o preparo de alimentos.
Atualmente, o vapor é uma ferramenta indispensável em muitas fábricas, devido ser
flexível e reutilizável, logo sendo muito prático para transportar energia, dentre as
vantagens em se trabalhar com o mesmo, pode-se exemplificar a abundância de água na
natureza.
Para Peragallo (2002) o vapor de água é um elemento transportador de calor,
ele consiste em água que devido à elevação da sua temperatura, mudou de estado físico,
assim adquirindo pressões superiores à atmosférica. Esta mudança de estado favorece na
sua movimentação através do percurso de tubulações e de equipamentos.
A quantidade de energia térmica total disponível no vapor (calor) é dada pela
soma entre o calor latente e o calor sensível. O calor sensível é designado pela quantidade
de energia necessária para aumentar a temperatura da água sem que esta tenha uma
alteração no seu estado físico. A quantidade de calor necessária para alterar o estado da
água - à sua temperatura de ebulição - é denominada de calor latente (DIAS, 2012).
O vapor d’água se apresenta da seguinte maneira, o calor deve ceder à água
uma energia tal que, a sua temperatura aumenta até um valor específico em que a mesma
não consegue mais se manter em estado liquido, este é o ponto de ebulição em que a
água começa a se tornar vapor. A sua formação acontece no momento que a água é
aquecida e se torna vapor gerado de água, as propriedades do vapor variam muito
dependendo da combinação das condições de pressão e de temperatura, assim
dependendo das condições que o vapor estiver submetido pode ser classificado em
diversas categorias como: vapor saturado, vapor superaquecido e água supercrítica.
4
2.2. USO E APLICAÇÃO DO VAPOR
O vapor começou a ser utilizado na indústria a partir da Revolução Industrial, a
sua aplicação era no acionamento de bombas, locomoção de locomotivas e outros
similares através de uma força motriz. Após algum tempo o uso desta força diminuiu e
entrou em marcha corrente o uso do vapor como fonte térmica, e assim o vapor produzido
por uma fonte geradora de vapor pode ser utilizado de diversas formas como: geração de
energia elétrica, processos de fabricação e beneficiamento, geração de trabalho mecânico,
aquecimento de linhas e reservatórios de óleo combustível e ainda na prestação de
serviços.
Dias (2012) ainda explana que o vapor é utilizado como fonte de energia devido
a apresentar algumas características:
i) É gerado a partir da água que é um fluido relativamente barato, seguro e
acessível em grande parte do mundo;
ii) É facilmente transportado por tubagens podendo percorrer grandes
distâncias entre os pontos de geração e os pontos de consumo;
iii) Permite armazenar e transportar uma quantidade de calor razoável, a uma
temperatura satisfatória à maioria dos processos industriais.
E por fim, o vapor pode ser empregado em diversos tipos de indústrias, são
essas: automobilísticas, farmacêuticas, alimentícia, pneumática, metal-mecânico,
metalúrgico, entre diversas outras. O estudo de caso aplicado neste trabalho evidenciará o
trabalho executado numa indústria multinacional que faz a produção de pneus, esta é uma
das líderes de mercado mundial.
2.3. PRODUÇÃO DE VAPOR
Os geradores de vapor são equipamentos trocadores de calor complexos que
produzem o vapor d’água através de pressões superiores a pressão atmosférica, devido a
uma energia combustível e um elemento comburente que é o ar. A produção de vapor
poder ser realizada através de caldeiras, que funcionam como uma espécie de panela de
pressão, aquelas devem estar totalmente alinhadas para que possam ter o melhor
rendimento térmico possível.
De forma simples podemos dizer que é um reservatório preenchido até certo
nível de água, e esta é aquecida por uma fonte de calor contínua, geralmente algum
5
combustível, como exemplo o gás natural, e como resultado temos o vapor.
Diferentemente, da panela de pressão que desperdiça o vapor produzido através da
válvula de pressão, e também o não reabastecido devido a sua utilidade não ser produzir o
vapor para industrialização, a caldeira ao aquecer a água tem um índice de eficiência que
provoca a ebulição do volume de água colocado no reservatório, e a faz a transmissão do
vapor produzido através de tubulações ligadas a caldeira. Outra característica importante é
que a caldeira deve ser reabastecida, à medida que o nível de água é reduzido para que
não ocorra nenhuma ineficiência do equipamento.
2.3.1. Caldeiras
Segundo Bazzo (1995), nas indústrias do início do século XVIII muitos eram os
inconvenientes gerados pela combustão local de carvão para geração de calor. As
primeiras máquinas destinadas à geração de vapor surgiram para sanar este problema,
uma vez que a energia era captada em uma unidade central e distribuída para os diversos
setores da empresa, através do vapor. Para fins industriais, a primeira caldeira criada foi
desenvolvida na Inglaterra por Newcomen, seu formato era de cogumelo e a mesma tinha
peças auxiliares que ainda não haviam sido utilizadas em outros equipamentos industriais,
como: válvulas de segurança, aparelhos de medição, dispositivo de níveis e etc.
A caldeira é um recipiente metálico que tem como função a produção de vapor
mediante o aquecimento de água. As caldeiras em geral são empregadas para alimentar
máquinas térmicas, autoclaves para esterilização de materiais diversos, cozimento de
alimentos através do vapor e calefação ambiental (ALTAFINI, 2002). Em nosso estudo de
caso, o vapor produzido nas caldeiras tem algumas utilizações, entre elas: o aquecimento
de prensas e máquinas em geral.
Uma última definição para as caldeiras é dada pela NR 13 (2013) – Norma
Regulamentadora – que classifica as caldeiras a vapor como equipamentos destinados a
produzir e acumular vapor sob pressão superior à atmosférica, utilizando qualquer fonte de
energia, excetuando-se os refervedores e equipamentos similares utilizados em unidades
de processo.
A energia térmica produzida nas caldeiras pode ser liberada de algumas formas,
esta liberação dependerá dos geradores de vapor, para ALFATINI (2002) estas formas
são:
• A queima de combustível sólido, líquido e gasoso, os exemplos para cada
forma são respectivamente: lenha, óleos derivados do petróleo e gás natural;
6
• Resistências elétricas;
• Algumas fontes não convencionais como energia solar, energia geotérmica,
energia nuclear e etc.
Assim, podemos classificar as caldeiras em dois principais grupos: as caldeiras
abastecidas através de energia elétrica e cadeiras abastecidas por combustíveis.
2.3.1.1. Caldeiras Elétricas
As caldeiras elétricas são equipamentos simples, elas são compostas
basicamente por um vaso de pressão onde a água é aquecida por eletrodos ou
resistências. O seu índice de eficiência é bem elevado, da ordem de 95% a 98%
(ELETROPAULO, 2004).
Podemos classificar as caldeiras elétricas em duas formas, devido à maneira de
aquecer de água:
• Resistores: nas caldeiras em que são usados resistores para aquecer a
água, o aquecimento acontece devido a resistências elétricas que ficam
imergidas dentro da água.
• Eletrodos: nas caldeiras em que são usados eletrodos, a água é aquecida
através de passagem de corrente elétrica.
Apesar de este tipo de caldeira ter um manuseio e automação fáceis, ela não
tem sido utilizada ou comprada com frequência no mercado. Isto devido a uma de suas
desvantagens, a caldeira elétrica é dependente de energia elétrica, assim, sofre impacto
através do custo da energia elétrica, que atualmente tem aumentado progressivamente em
diversos países. Logo, devido a esta principal desvantagem muitas empresas preferem
utilizar as caldeiras abastecidas através de outros combustíveis.
2.3.1.2. Caldeiras a Combustível
Este tipo de caldeira realiza o aquecimento da água através da queima de algum
combustível. Como as caldeiras elétricas, podemos classificar a caldeira a combustível de
duas maneiras: caldeiras aquatubulares e caldeiras flamotubulares. Podemos caracterizar
os tipos de caldeira da seguinte forma:
7
• Caldeira aquatubular: dentro deste equipamento existem tubos, onde a água
é aquecida através da sua passagem no interior dos mesmos, estes tubos são
envolvidos pelos gases comburentes. É também conhecida como caldeira de
paredes de água, e ainda como caldeira de tubos de água.
• Caldeira flamotubular: o funcionamento desta máquina acontece de forma
contrária ao da caldeira aquatubular, os gases aquecidos da combustão
circulam no interior dos tubos que passam por toda a extensão do reservatório
de água, onde enfim é aquecida e produz o vapor.
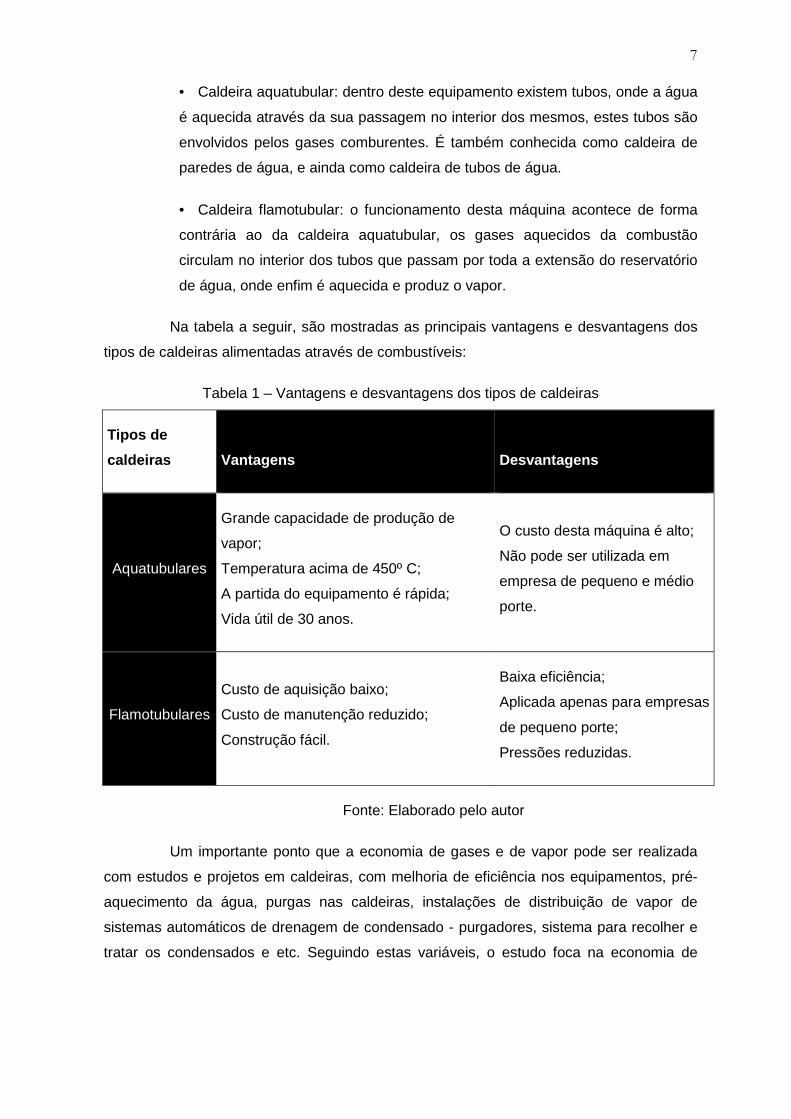
Na tabela a seguir, são mostradas as principais vantagens e desvantagens dos
tipos de caldeiras alimentadas através de combustíveis:
Tabela 1 – Vantagens e desvantagens dos tipos de caldeiras
Tipos de
caldeiras Vantagens Desvantagens
Aquatubulares
Grande capacidade de produção de
vapor;
Temperatura acima de 450º C;
A partida do equipamento é rápida;
Vida útil de 30 anos.
O custo desta máquina é alto;
Não pode ser utilizada em
empresa de pequeno e médio
porte.
Flamotubulares
Custo de aquisição baixo;
Custo de manutenção reduzido;
Construção fácil.
Baixa eficiência;
Aplicada apenas para empresas
de pequeno porte;
Pressões reduzidas.
Fonte: Elaborado pelo autor
Um importante ponto que a economia de gases e de vapor pode ser realizada
com estudos e projetos em caldeiras, com melhoria de eficiência nos equipamentos, pré-
aquecimento da água, purgas nas caldeiras, instalações de distribuição de vapor de
sistemas automáticos de drenagem de condensado - purgadores, sistema para recolher e
tratar os condensados e etc. Seguindo estas variáveis, o estudo foca na economia de
8
energia através de sistemas de purgadores, para isso é necessário entender como é o seu
funcionamento e suas características.
2.4. PURGADOR
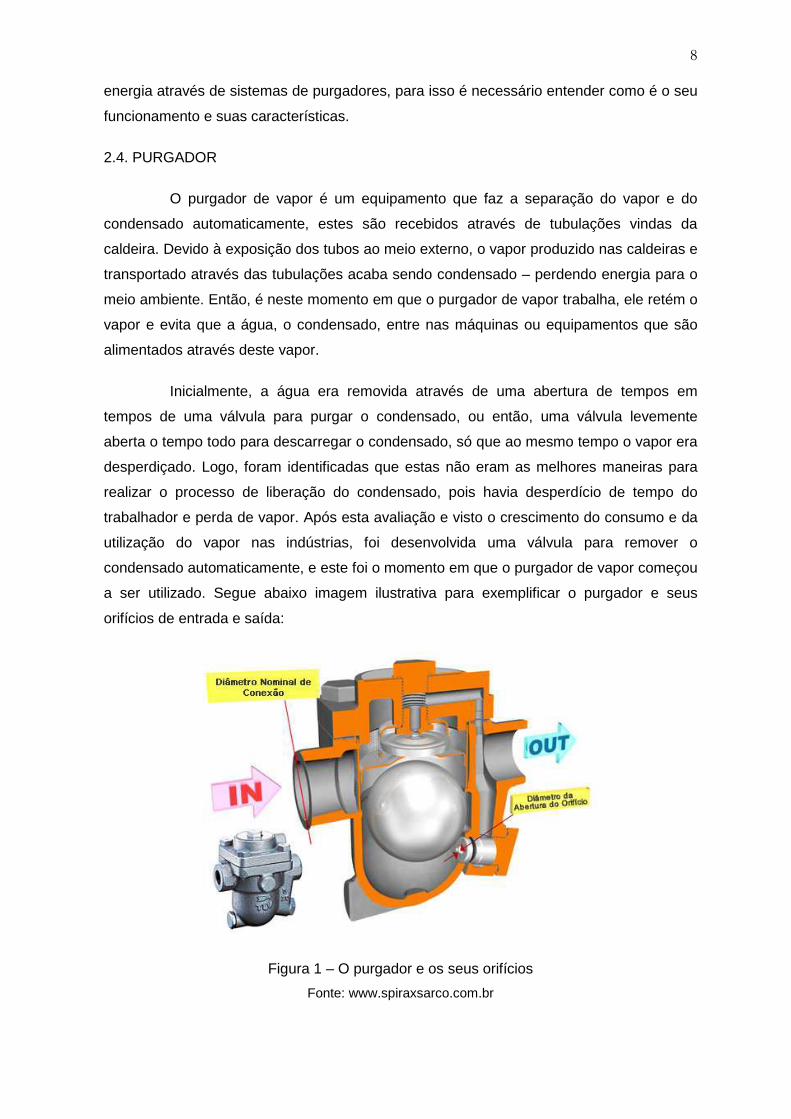
O purgador de vapor é um equipamento que faz a separação do vapor e do
condensado automaticamente, estes são recebidos através de tubulações vindas da
caldeira. Devido à exposição dos tubos ao meio externo, o vapor produzido nas caldeiras e
transportado através das tubulações acaba sendo condensado – perdendo energia para o
meio ambiente. Então, é neste momento em que o purgador de vapor trabalha, ele retém o
vapor e evita que a água, o condensado, entre nas máquinas ou equipamentos que são
alimentados através deste vapor.
Inicialmente, a água era removida através de uma abertura de tempos em
tempos de uma válvula para purgar o condensado, ou então, uma válvula levemente
aberta o tempo todo para descarregar o condensado, só que ao mesmo tempo o vapor era
desperdiçado. Logo, foram identificadas que estas não eram as melhores maneiras para
realizar o processo de liberação do condensado, pois havia desperdício de tempo do
trabalhador e perda de vapor. Após esta avaliação e visto o crescimento do consumo e da
utilização do vapor nas indústrias, foi desenvolvida uma válvula para remover o
condensado automaticamente, e este foi o momento em que o purgador de vapor começou
a ser utilizado. Segue abaixo imagem ilustrativa para exemplificar o purgador e seus
orifícios de entrada e saída:
Figura 1 – O purgador e os seus orifícios
Fonte: www.spiraxsarco.com.br
9
A empresa TLV (2013) - fabricante de purgadores no mercado - define o
purgador de vapor da seguinte maneira: o purgador de vapor é uma válvula autônoma que
drena o condensado automaticamente de um invólucro que contenha vapor e que ao
mesmo tempo permaneça vedado para o vapor vivo, ou se necessário, que permita que o
vapor flua a uma taxa controlada ou estabelecida. A maioria dos purgadores de vapor
também passará gases não condensáveis enquanto permanecem vedadas ao vapor vivo.
Os purgadores são um tipo de válvula automática.
Por fim, os purgadores de vapor são dispositivos automáticos, cuja, finalidade é
separar e eliminar o condensado formado nas tubagens de vapor e nos equipamentos de
aquecimento, sem deixar escapar o vapor (DIAS, 2012).
2.4.1. Tipos de purgadores
Segundo Decol (2012), os purgadores podem ser divididos em três grandes
grupos: os purgadores mecânicos, os purgadores termostáticos e os purgadores
termodinâmicos. Segue a definição do funcionamento apresentada pela empresa Spirax
Sarco (2013), fabricante de purgadores e válvulas de controle, para cada um dos citados
acima:
• Purgadores mecânicos: usam a diferença de densidade entre o condensado
e o vapor. O exemplo mais comum deste tipo é o purgador de boia.
• Purgadores termostáticos: usam a diferença de temperatura entre o vapor e
o condensado resfriado. Os exemplos para estes tipos de peças são o
purgador termostático de pressão balanceada e o purgador termostático de
expansão metálica.
• Purgadores termodinâmicos: usam a diferença de pressões dinâmicas do
condensado a baixas velocidades e do vapor reevaporado a velocidades mais
altas, o exemplo deste tipo é o purgador de disco.
Como foi explicitado o purgador é uma peça importante num sistema de
distribuição de vapor, ele age na iteração entre a rede de distribuição vapor e o sistema de
recuperação de condensado. Uma de suas desvantagens é que ele pode ser responsável
por perdas de água e energia, devido ao mesmo apresentar ineficiências no seu
funcionamento como: entupimento do fluxo, corrosão dos orifícios de recepção e saída de
fluídos, instalação inadequada do equipamento, uso de um tipo de purgador inadequado
10
para o objetivo fim e etc. Por isso, quando um purgador tiver que ser escolhido, três
aspectos precisam ser considerados com relação a sua aplicação:
• A escolha do tipo de purgador mais adequado;
• O correto dimensionamento e a localização;
• Um plano de inspeção e de manutenção do funcionamento dos purgadores.
2.4.2. Escolha do purgador adequado
Durante a escolha de um purgador, devem ser avaliadas as variáveis do meio
onde cada purgador irá ser instalado, ou seja, é necessário verificar a aplicação requerida
ao purgador e alocar de acordo com o ambiente. Para Dias (2012) está avaliação propõe
obedecer alguns fatores como:
• Quantidade de condensado a ser eliminado;
• Frequência da purga do condensado;
• Perda admitida de vapor vivo;
• Quantidade de ar e outros gases presentes no vapor;
• Ação corrosiva ou erosiva do vapor ou do condensado;
• Facilidade de custo de manutenção e aquisição.
Logo, pode-se verificar que existem diversas alternativas e possibilidades para a
escolha do equipamento mais adequado, caberá à equipe que estiver fazendo o estudo, a
implantação e ainda a manutenção das linhas de vapor, fazer a identificação do purgador
que melhor se adapta ao seu pátio fabril.
2.4.3. Dimensionamento e localização
O principal objetivo das linhas de vapor é abastecer de maneira confiável os
equipamentos da planta industrial com um vapor de alta qualidade. Para que este processo
ocorra perfeitamente é necessário que o condensado seja removido de maneira rápida e
eficiente através dos purgadores instalados em locais de descarga adequados. Visto a
importância da utilização do purgador, a sua instalação não pode ser feita de qualquer
maneira. Assim, alguns critérios devem ser seguidos quando esta instalação for iniciada
11
para certificar que os purgadores irão funcionar corretamente e que os locais de instalação
sejam os mais adequados.
Para fazer um bom dimensionamento e uma boa instalação, a empresa TLV
aponta quatro diretrizes – chamadas de “quatro Melhores Práticas” - para que a instalação
dos purgadores seja feita da maneira correta. As quatro "Melhores Práticas" são
orientações para auxiliar na garantia da descarga suave do condensado nas linhas de
vapor para prevenir a ocorrência de problemas típicos de vapor. Elas são expostas da
seguinte forma:
• Escolha cuidadosa das localizações do purgador
• Fornecer apoio ideal e tubulação de vapor inclinada
• Atenção para a configuração da perna de dreno (Bota de condensado)
• Remoção adequada de ar e condensado no final da linha de vapor
2.4.3.1. Escolha cuidadosa das localizações do purgador
A primeira diretriz a ser aplicada é com a relação ao local de instalação do
purgador, diversos pontos devem se avaliados para a definição do local, entre eles: altura,
distância de pontos, tamanho da sessão transversal da tubulação e etc. A instalação dos
purgadores deve ser realizada nas seguintes situações:
• A cada intervalo de 30 a 50 metros na linha de vapor;
• Antes das válvulas redutoras de pressão (controle) para prevenir o acúmulo
do condensado quando a válvula estiver fechada. O purgador também ajuda a
reduzir erosão do assento da válvula ocasionado pelo condensado.
• Na frente das válvulas fechadas por longos períodos de tempo para ajudar a
eliminar a poça de condensado, que de outra maneira poderia ser propelida à
alta velocidade duto abaixo quando a válvula manual for aberta. Da mesma
maneira, um purgador de vapor é necessário no final da tubulação para ajudar
a drenar o sistema para uma operação segura e efetiva;
• Na parte inferior das seções de tubulação vertical porque a decolagem
vertical pode ajudar o condensado não arrastado e acumulado a mudar de
sentido devido à gravidade.
12
2.4.3.2. Fornecer apoio ideal e tubulação de vapor inclinado
Outro ponto importante a ser avaliado são as instalações onde as tubulações de
vapor estão alocadas. Caso os suportes para tubulações sejam instalados de maneira
muito distante, a tubulação pode provocar desvio da direção – curvas e inclinações -
devido ao seu próprio peso, podendo causar alagamento do condensado nas linhas de
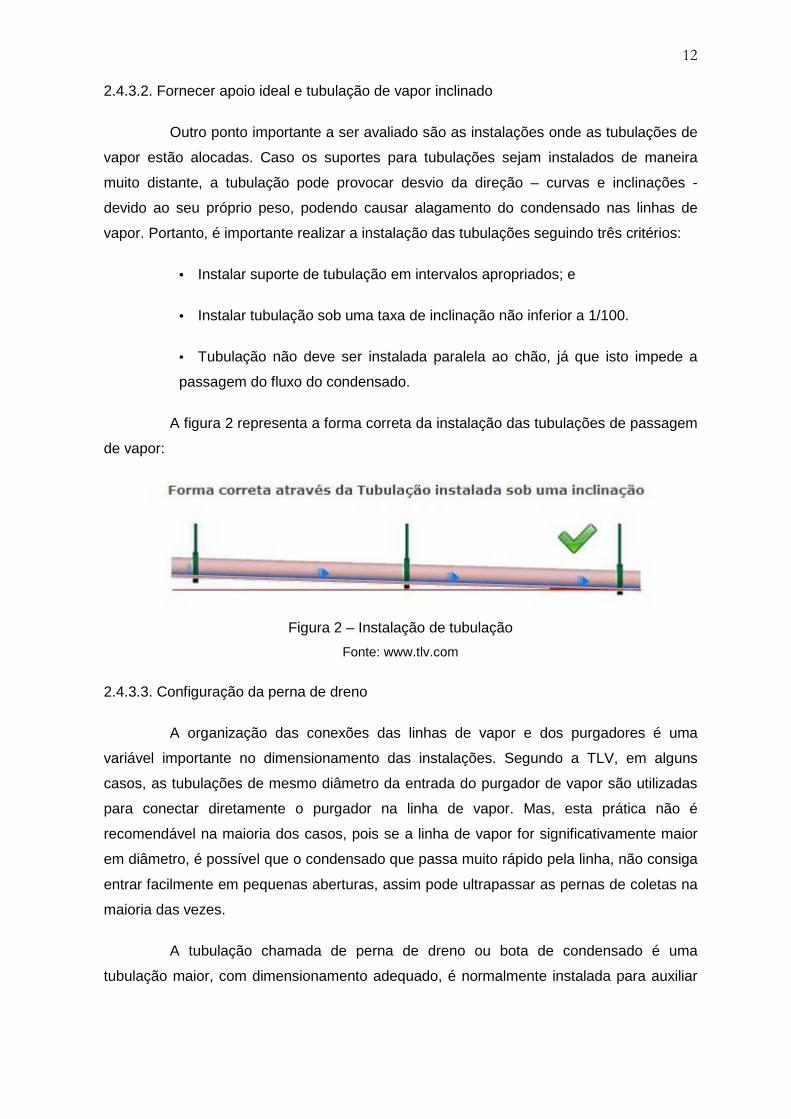
vapor. Portanto, é importante realizar a instalação das tubulações seguindo três critérios:
• Instalar suporte de tubulação em intervalos apropriados; e
• Instalar tubulação sob uma taxa de inclinação não inferior a 1/100.
• Tubulação não deve ser instalada paralela ao chão, já que isto impede a
passagem do fluxo do condensado.
A figura 2 representa a forma correta da instalação das tubulações de passagem
de vapor:
Figura 2 – Instalação de tubulação
Fonte: www.tlv.com
2.4.3.3. Configuração da perna de dreno
A organização das conexões das linhas de vapor e dos purgadores é uma
variável importante no dimensionamento das instalações. Segundo a TLV, em alguns
casos, as tubulações de mesmo diâmetro da entrada do purgador de vapor são utilizadas
para conectar diretamente o purgador na linha de vapor. Mas, esta prática não é
recomendável na maioria dos casos, pois se a linha de vapor for significativamente maior
em diâmetro, é possível que o condensado que passa muito rápido pela linha, não consiga
entrar facilmente em pequenas aberturas, assim pode ultrapassar as pernas de coletas na
maioria das vezes.
A tubulação chamada de perna de dreno ou bota de condensado é uma
tubulação maior, com dimensionamento adequado, é normalmente instalada para auxiliar
13
na realização da remoção eficaz do condensado. As pernas de dreno podem ser
especialmente importantes em operações que estão sendo iniciadas, pois elas atuam na
liberação de sujeiras vindas do condensado formado pelo aquecimento das tubulações.
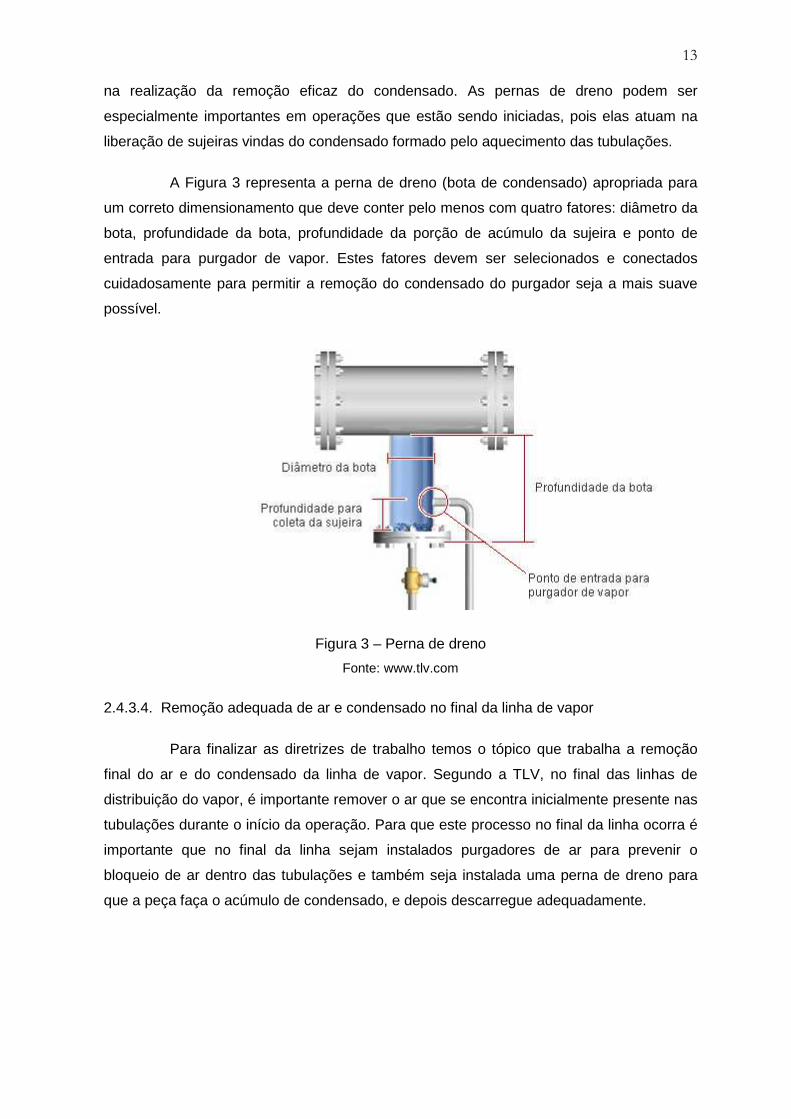
A Figura 3 representa a perna de dreno (bota de condensado) apropriada para
um correto dimensionamento que deve conter pelo menos com quatro fatores: diâmetro da
bota, profundidade da bota, profundidade da porção de acúmulo da sujeira e ponto de
entrada para purgador de vapor. Estes fatores devem ser selecionados e conectados
cuidadosamente para permitir a remoção do condensado do purgador seja a mais suave
possível.
Figura 3 – Perna de dreno
Fonte: www.tlv.com
2.4.3.4. Remoção adequada de ar e condensado no final da linha de vapor
Para finalizar as diretrizes de trabalho temos o tópico que trabalha a remoção
final do ar e do condensado da linha de vapor. Segundo a TLV, no final das linhas de
distribuição do vapor, é importante remover o ar que se encontra inicialmente presente nas
tubulações durante o início da operação. Para que este processo no final da linha ocorra é
importante que no final da linha sejam instalados purgadores de ar para prevenir o
bloqueio de ar dentro das tubulações e também seja instalada uma perna de dreno para
que a peça faça o acúmulo de condensado, e depois descarregue adequadamente.
14
2.4.4. Inspeção e manutenção de purgadores
O monitoramento de purgadores é uma etapa importante no controle de custo de
energia, pois se não houver uma inspeção e uma manutenção correta pode haver muitas
perdas vapor. Logo, um plano de monitoramento precisa ser criado, este deve ser
elaborado de acordo com os tipos de purgadores existentes e as suas respectivas
localizações na rede de vapor.
Para que este acompanhamento seja realizado é necessário avaliar as variáveis
deste cenário, para isto podemos utilizar algumas ferramentas de trabalho indicadas pelos
fabricantes dos equipamentos, conforme abaixo:
• Observação da linha a olho nu de vazamento: esta possibilidade de
monitoramento é usual, mas para que dê certo é importante que o operador
tenha experiência para identificar o vazamento de vapor na rede.
• Visores de condensado: esta ferramenta é colocada na saída do
condensado do purgador. Com uso da mesma não é possível avaliar a
quantidade de perda de vapor, mas é possível identificar se o purgador está
bloqueado ou está vazando condensado.
• Aparelho de termografia: este aparelho é utilizado para medir a temperatura
externa dos purgadores e afins. Ele faz a medição da temperatura do purgador
e das tubulações, e para evidenciar que o purgador está funcionando
corretamente é necessário que a temperatura do purgador esteja mais elevada
do que a tubulação de descarga de condensado.
• Aparelhos de ultrassonografia: esta última ferramenta é aplicada quando se
quer obter uma informação mais precisa sobre o estado do purgador. O
aparelho faz uma análise das condições sonoras da passagem de vapor pelo
purgador.
2.5. FUNDAMENTOS TEÓRICOS DA INSPEÇÃO E MANUTENÇÃO DE PURGADORES
No estudo realizado algumas das ferramentas apresentadas acima foram
utilizadas com eficiência, logo para entender o plano de ação elaborado é importante
clarificar como é feita uma inspeção e quais os tipos de manutenção pode-se utilizar para
atingir o objetivo de redução de consumo de energia.
15
2.5.1. Procedimentos de inspeção
A inspeção é uma das melhores maneiras para identificar os problemas e avaliar
os riscos existentes para uma organização, sendo assim a mesma consiste numa
avaliação e num diagnóstico de algum assunto específico.
Para iniciar um trabalho de inspeção é importante que se conheça o local
estudado e que se tenha um mapeamento de todos os equipamentos que precisam ser
inspecionados. Após este levantamento e desenhos de localização dos pontos prontos é
possível iniciar a atividade de inspeção.
Nesta avaliação é possível utilizar todas as ferramentas apresentadas neste
trabalho, cada uma delas aplicada a uma situação específica. Em nosso estudo, durante a
avaliação de funcionamento dos purgadores foram utilizadas duas ferramentas para coletar
os dados: um aparelho de ultrassonografia e quando houve a necessidade uma câmera
termográfica.
A ferramenta de ultrassonografia, em geral, é mais utilizada devido a obter um
resultado mais preciso na inspeção dos purgadores e a câmera somente foi utilizada em
caso de necessidade, o aparelho ultrassônico utilizado no estudo foi o Sensor Ultrassônico
UP100, Ray-tec.
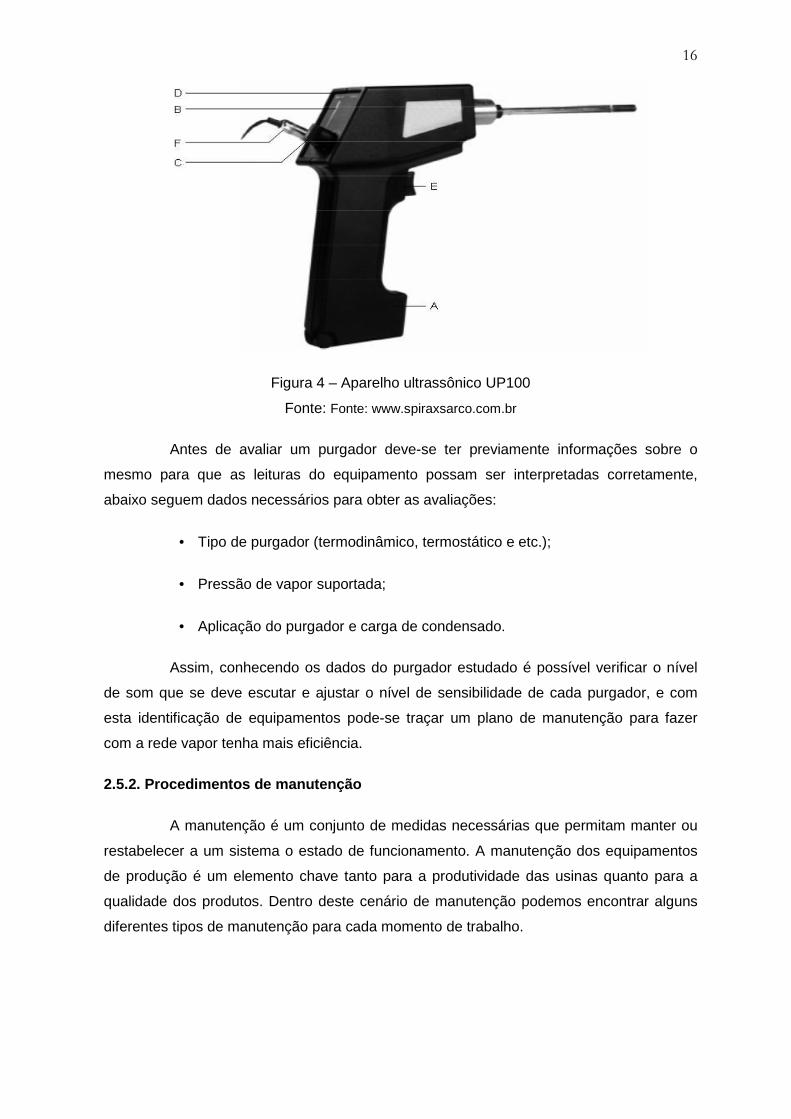
2.5.1.1. Aparelho ultrassônico – Sensor Ultrassônico UP100
O aparelho UP100 é um instrumento utilizado como ferramenta de diagnóstico
de funcionamento de purgadores, assim como também é utilizado para detectar perdas em
sistemas de vapor e ar comprimido. Este aparelho é alimentado através de bateria e
transmite as informações através de indicações audíveis e visuais das frequências
ultrassônicas. Para entender o funcionamento deste aparelho seguem os componentes do
mesmo conforme Figura 4. O aparelho UP100 (A) requer uma bateria de 9 volts em sua
base. Um display de gráfico de barras (B) que consiste em dez seguimentos de LED que
indicam a força do sinal ultrassônico. Um controle de sensibilidade (C) que está na parte
de trás do aparelho junto ao gráfico de barras (B). Uma luz de bateria (D) que indica o nível
de carga do equipamento. Um gatilho (E) que está na alça do aparelho, para que o mesmo
funcione é necessário apertá-lo. Um plugue (F) dos fones de ouvidos para conectar os
mesmos e obter os dados audíveis.
16
Figura 4 – Aparelho ultrassônico UP100
Fonte: Fonte: www.spiraxsarco.com.br
Antes de avaliar um purgador deve-se ter previamente informações sobre o
mesmo para que as leituras do equipamento possam ser interpretadas corretamente,
abaixo seguem dados necessários para obter as avaliações:
• Tipo de purgador (termodinâmico, termostático e etc.);
• Pressão de vapor suportada;
• Aplicação do purgador e carga de condensado.
Assim, conhecendo os dados do purgador estudado é possível verificar o nível
de som que se deve escutar e ajustar o nível de sensibilidade de cada purgador, e com
esta identificação de equipamentos pode-se traçar um plano de manutenção para fazer
com a rede vapor tenha mais eficiência.
2.5.2. Procedimentos de manutenção
A manutenção é um conjunto de medidas necessárias que permitam manter ou
restabelecer a um sistema o estado de funcionamento. A manutenção dos equipamentos
de produção é um elemento chave tanto para a produtividade das usinas quanto para a
qualidade dos produtos. Dentro deste cenário de manutenção podemos encontrar alguns
diferentes tipos de manutenção para cada momento de trabalho.
17
2.5.2.1. Manutenção Corretiva
A manutenção corretiva atua na correção, restauração ou recuperação da falha
ou do desempenho menor do que o esperado de um sistema. Este tipo de manutenção é
utilizado, principalmente, quando um equipamento está parado com risco de parada de
produção, pois a cada minuto do mesmo parado, representa custos financeiros para a
empresa. Logo, para que seja evitado um aumento na criticidade do problema é importante
ter dois fatores importantes para resolução do problema: uma equipe de manutenção
preparada e pronta para entrar em ação no momento em que houver a necessidade; e em
caso de equipamento, peças de reposição em estoque para que seja realizada uma troca
rápida da peça que ocasionou a falha.
Ainda, segundo Candido (2010) a manutenção corretiva é aquela que executa
intervenções urgentes quando ocorre uma parada imprevista de uma máquina por motivo
de quebra ou defeito no material que ela produz. O mecânico de manutenção ou uma
equipe de manutenção vai até a máquina verificar a situação e determina o que deve ser
feito de acordo com os recursos disponíveis: peças de reposição e pessoal.
2.5.2.2. Manutenção Preventiva
A manutenção preventiva atua de forma a reduzir ou evitar a falha ou queda no
desempenho, obedecendo a um plano de trabalho previamente elaborado, baseado em
intervalos definidos de tempo. De acordo com Xavier (2003) um dos segredos de uma boa
manutenção preventiva está na determinação dos intervalos de tempo. Como, na dúvida,
temos a tendência de sermos mais conservadores, os intervalos normalmente são
menores que o necessário, o que implicam paradas e troca de peças desnecessárias.
Este tipo de manutenção é aplicado em geral em locais que a possível falha
pode provocar problemas graves ou quaisquer riscos ao meio ambiente, sistemas ou
operações da empresa.
2.5.2.3. Manutenção Preditiva
A manutenção preditiva atua na realização de modificações com base em
parâmetros de condição ou desempenho de equipamentos, cujo, acompanhamento
obedece a um sistema. Essa manutenção permite que os equipamentos sejam mantidos
em operação por um espaço de tempo maior e a intervenção ocorre com base em dados e
não em suposições.
18
Portanto manutenção preditiva antecipa o acontecimento de algum problema ou
a necessidade de serviços de manutenção do equipamento, elimina a chance de
desmontagem desnecessária, aumenta o tempo de disponibilidade dos equipamentos,
reduz paradas de emergência, aumenta o aproveitamento da vida útil dos equipamentos e
a confiabilidade do desempenho e determina previamente interrupções de fabricação.
Assim, os objetivos principais deste tipo de manutenção são a economia nos
custos de manutenção e o aumento da produtividade da área.
2.5.2.4. Manutenção Detectiva
Este tipo de manutenção é uma nova modalidade de manutenção no Brasil, a
mesma atua, principalmente, em sistemas de proteção de equipamentos buscando
detectar falhas ocultas ou não perceptíveis ao pessoal de operação e manutenção. Assim,
esta manutenção auxilia na operação do equipamento utilizado, garante a viabilidade em
longo prazo do material, e ainda é um fator competitivo – diferencial - para as empresas
que utilizam esta variação.
No nosso estudo o ponto final de trabalho é um controle de manutenção
preventiva, preditiva e corretiva, que visa o ajuste de todos os purgadores com falhas, com
vazamento ou ainda que não se adéquam a utilização prevista em sua instalação.
3. ESTUDO DE CASO
3.1. DESCRIÇÃO DAS EMPRESAS
A empresa em que o estudo de caso foi aplicado é uma Multinacional, uma das
maiores produtoras do segmento, que se posiciona entre as principais líderes de mercado.
Tem presença comercial em 170 países, com mais de 69 fábricas em todo o mundo, com
isto, desenvolve produtos e serviços inovadores para todos os clientes. Hoje, as áreas em
que atua são: carros, motocicletas, veículos de carga, máquinas e aviões. Esta empresa
possui mais de 115 mil funcionários em todo mundo, no Brasil são aproximadamente 6.300
funcionários.
A empresa que foi contratada para a execução do serviço, a Empresa 1 tem
mais de 100 anos de experiência em sistemas de vapor, e em todas as indústrias que a
empresa contratada passou resultou em excelentes economias de custo e aumentos
lucrativos da capacidade de produção. Possui mais de 1.100 engenheiros que trabalham
em 33 países em todo o mundo, estes são especializados em cada disciplina do sistema
de vapor.
19
3.2. OBJETIVOS DO CONTRATO DE MANUTENÇÃO
Dentre os objetivos estudados, alguns foram definidos como pontos chave para
que a prestação de serviço fosse um sucesso: realizar o mapeamento do sistema de purga
e drenagem de condensado da empresa; fazer inspeção do sistema de purga e drenagem
de condensado; fazer a manutenção do sistema de purga e drenagem de condensado; e
por fim, alcançar a marca de no máximo 4% de vazamento de gás natural.
3.3. IDENTIFICAÇÃO DE VARIÁVEIS DE INFLUÊNCIA
As equipes de manutenção da fábrica de produção de pneus são responsáveis
por manter a planta em funcionamento, elas fazem o controle de fluidos, o controle de
energia, a reposição de peças, a manutenção de equipamentos em geral e etc. Dentre
estes objetivos, foi colocado no ano de 2012 que um dos objetivos destes grupos era
realizar uma redução do consumo de energia num total de 20%. Para isto foram pensadas
e elaboradas ideias para ter esta redução, como: manutenção de algumas peças,
revestimento de dutos de passagem de vapor, instalação de lâmpadas de LED, instalação
de coletores de energia solar, e entre outras.
Após este primeiro Brainstorm - técnica de dinâmica de grupo desenvolvida para
explorar a potencialidade criativa de um indivíduo ou de um grupo colocando-a a serviço
de objetivos pré-determinados - foram definidas quais as ações iriam ser seguidas para
atingir o objetivo geral do grupo de manutenção. Dentre elas, está o foco do nosso estudo,
que é a manutenção de peças, em específico, os purgadores de vapor.
Mas para iniciar a viabilidade do estudo é necessário primeiro identificar o
cenário atual da fábrica, para isso é preciso verificar os pontos que influenciam o consumo
de vapor. O primeiro ponto a ser identificado é: como é produzido o vapor na fábrica
estudada? A fábrica do nosso estudo possui quatro caldeiras, duas aquatubulares e duas
flamotubulares, estas são abastecidas por água e aquecidas através de Gás Natural, elas
fazem a conversão de água para vapor com uma temperatura ideal. O índice de eficiência
das caldeiras em utilização deve ser acima de 85%, para que a produção de vapor seja
uniforme. Outro fator importante para o bom funcionamento das caldeiras, é que a equipe
manutenção deve ficar atenta para que as máquinas atuem com a eficiência esperada pela
fábrica.
Outras duas variáveis, são o consumo de água e o consumo de gás natural, que
são as matérias-primas para a geração do vapor. Analisando um pouco mais, identificamos
que a quantidade de água sempre será a mesma, pois o abastecimento da caldeira é
20
contínuo. Já o gás natural pode ser variável devido ao volume de gás ser utilizado de
acordo com o aquecimento ou o resfriamento da temperatura da caldeira.
Um terceiro ponto é o ambiente em que estão instaladas as linhas de vapor, se
estão num meio ambiente frio, meio ambiente quente, ou ainda um ambiente intermediário.
Na planta da Fábrica estudada, as linhas de vapor ficam expostas ao meio ambiente, mas
a localização da fábrica no bairro de Campo Grande, no Município do Rio de Janeiro,
implica num ambiente quente, que não terá uma perda de calor tão excessiva quanto em
outras unidades da mesma empresa. Em outras filiais as tubulações devem ficar abrigadas
em galpões ou ainda enterradas devido às questões ambientais muito frias, fazendo com
que o vapor passado pelas tubagens condense muito mais rápido devido à troca térmica
com o meio ambiente gelado.
E por fim, o último ponto de influência do consumo de vapor é a localização e
aplicação dos purgadores, como vimos na revisão bibliográfica, cada purgador tem uma
aplicação específica e deve ser colocado num ponto que aumente a eficiência da linha de
vapor.
Assim, com todas as variáveis de influência definidas e com um objetivo de
reduzir o consumo de energia através da manutenção, a equipe técnica identificou a
necessidade de um plano de manutenção para o controle das linhas de vapor. A equipe de
manutenção da fábrica criou o projeto de manutenção, onde as etapas foram as seguintes:
• Identificação da necessidade;
• Criação de um plano de ação;
• Execução do plano de ação;
• Aplicação de melhorias.
3.4. IDENTIFICAÇÃO DA NECESSIDADE
Para iniciar o trabalho foram levantadas as últimas avaliações nas linhas de
vapor e purgadores realizadas, conforme Figura 4, pois já existia uma preocupação com a
manutenção destas peças, mas que não era dada a devida atenção. Todas as vezes que
se tinha a identificação de um vazamento, o grupo corrigia o purgador especificamente
sem que houvesse uma avaliação dos meios ao redor do equipamento.
21
O principal problema dos purgadores é a não identificação rápida do problema,
visto que no mesmo passa vapor, que é inodoro e incolor, assim os operadores e
funcionários das áreas que estão instalados os equipamentos não fazem a identificação do
problema com facilidade. Somente, uma pessoa com experiência no manuseio de
purgadores consegue fazer a identificação da ineficiência do equipamento com um pouco
mais de rapidez.
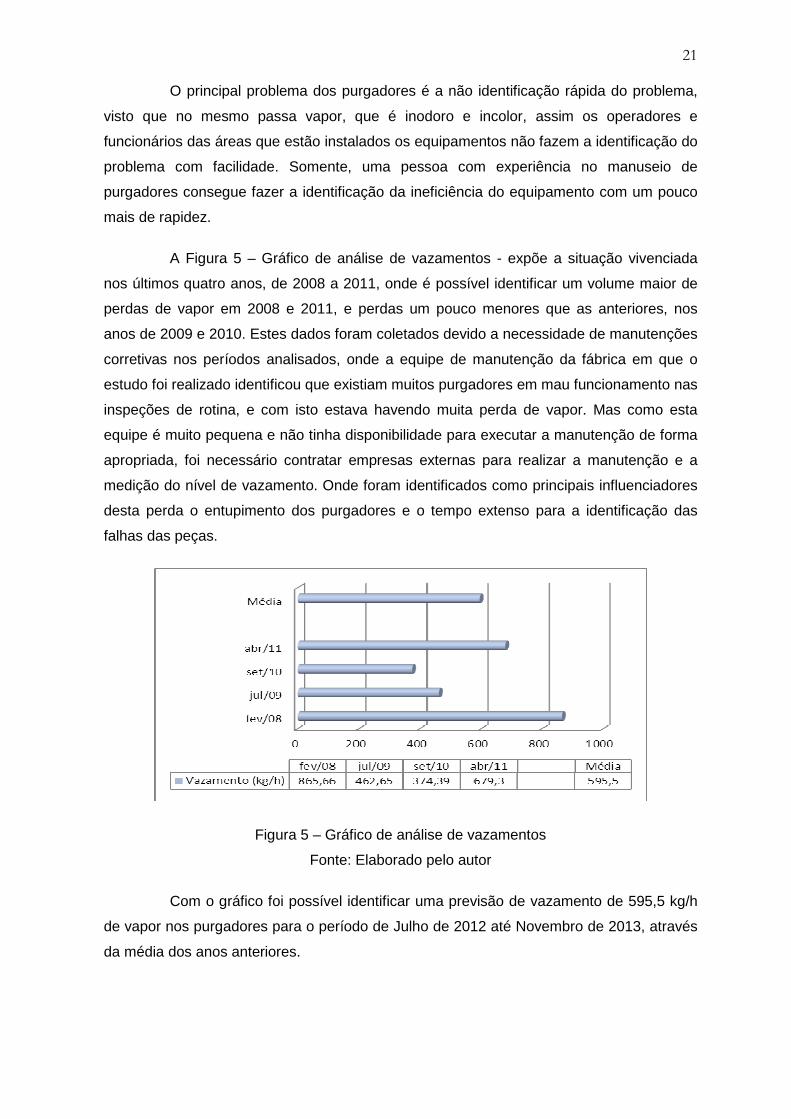
A Figura 5 – Gráfico de análise de vazamentos - expõe a situação vivenciada
nos últimos quatro anos, de 2008 a 2011, onde é possível identificar um volume maior de
perdas de vapor em 2008 e 2011, e perdas um pouco menores que as anteriores, nos
anos de 2009 e 2010. Estes dados foram coletados devido a necessidade de manutenções
corretivas nos períodos analisados, onde a equipe de manutenção da fábrica em que o
estudo foi realizado identificou que existiam muitos purgadores em mau funcionamento nas
inspeções de rotina, e com isto estava havendo muita perda de vapor. Mas como esta
equipe é muito pequena e não tinha disponibilidade para executar a manutenção de forma
apropriada, foi necessário contratar empresas externas para realizar a manutenção e a
medição do nível de vazamento. Onde foram identificados como principais influenciadores
desta perda o entupimento dos purgadores e o tempo extenso para a identificação das
falhas das peças.
Figura 5 – Gráfico de análise de vazamentos
Fonte: Elaborado pelo autor
Com o gráfico foi possível identificar uma previsão de vazamento de 595,5 kg/h
de vapor nos purgadores para o período de Julho de 2012 até Novembro de 2013, através
da média dos anos anteriores.
22
Além da preocupação com a previsão de perda de vapor, é importante ser
averiguado o controle de purgadores com problemas da fábrica, e no inicio da pesquisa foi
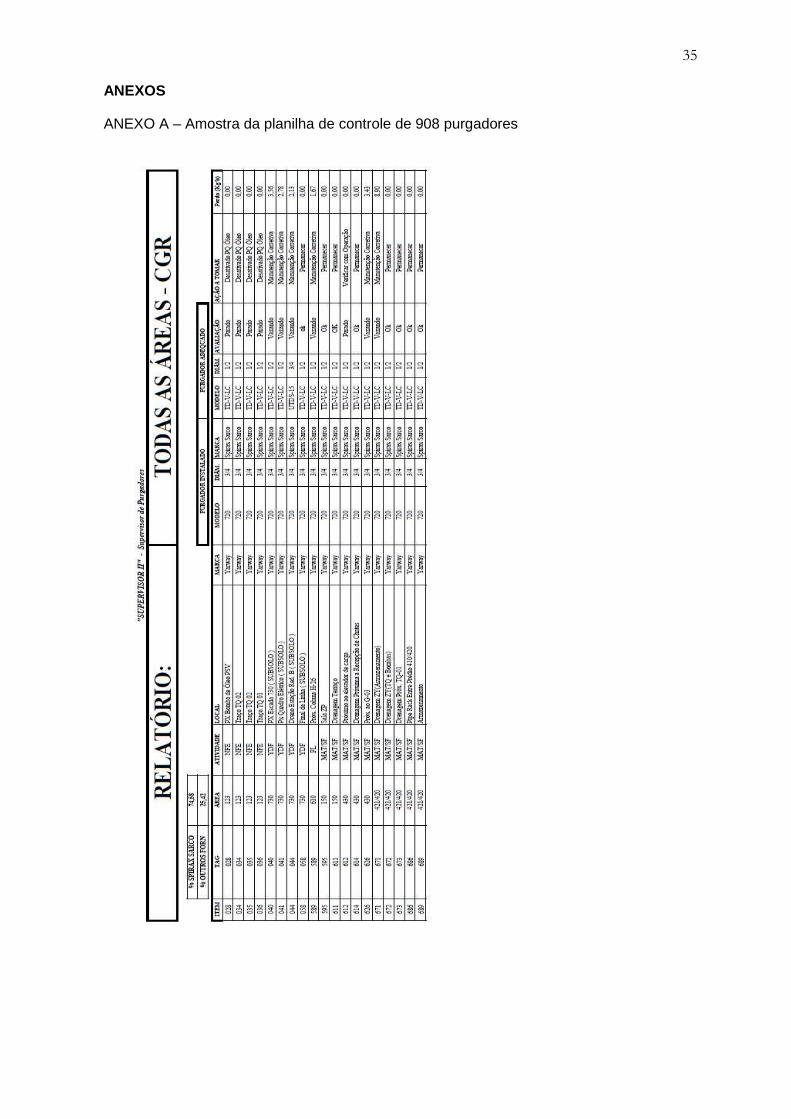
realizado um levantamento, através do ANEXO A – Planilha de controle de purgadores,
onde foram analisadas as condições de funcionamento dos equipamentos.
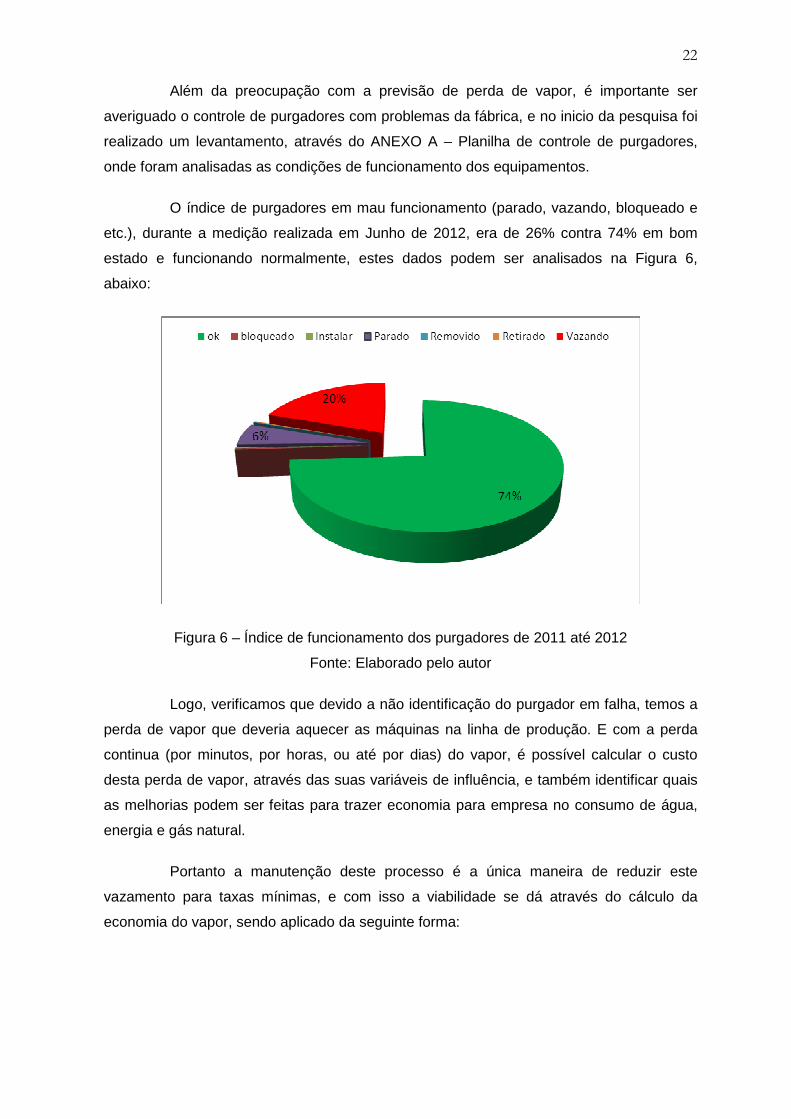
O índice de purgadores em mau funcionamento (parado, vazando, bloqueado e
etc.), durante a medição realizada em Junho de 2012, era de 26% contra 74% em bom
estado e funcionando normalmente, estes dados podem ser analisados na Figura 6,
abaixo:
Figura 6 – Índice de funcionamento dos purgadores de 2011 até 2012
Fonte: Elaborado pelo autor
Logo, verificamos que devido a não identificação do purgador em falha, temos a
perda de vapor que deveria aquecer as máquinas na linha de produção. E com a perda
continua (por minutos, por horas, ou até por dias) do vapor, é possível calcular o custo
desta perda de vapor, através das suas variáveis de influência, e também identificar quais
as melhorias podem ser feitas para trazer economia para empresa no consumo de água,
energia e gás natural.
Portanto a manutenção deste processo é a única maneira de reduzir este
vazamento para taxas mínimas, e com isso a viabilidade se dá através do cálculo da
economia do vapor, sendo aplicado da seguinte forma:
23
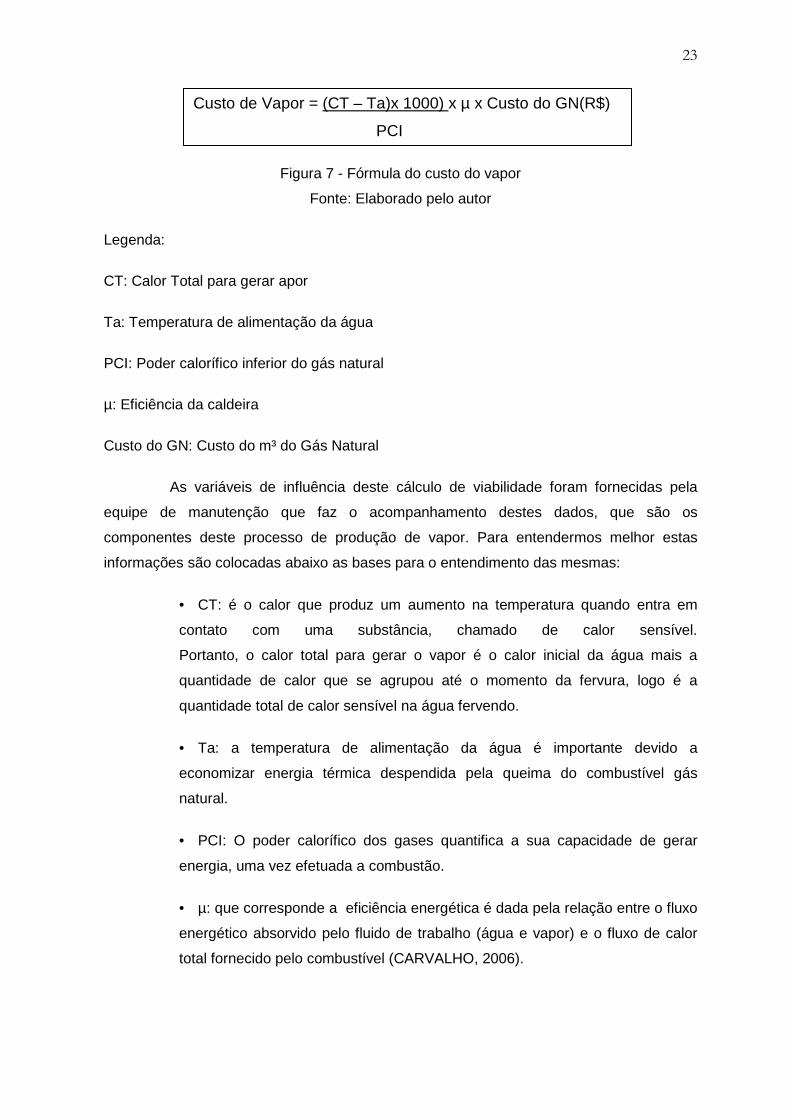
Figura 7 - Fórmula do custo do vapor
Fonte: Elaborado pelo autor
Legenda:
CT: Calor Total para gerar apor
Ta: Temperatura de alimentação da água
PCI: Poder calorífico inferior do gás natural
µ: Eficiência da caldeira
Custo do GN: Custo do m³ do Gás Natural
As variáveis de influência deste cálculo de viabilidade foram fornecidas pela
equipe de manutenção que faz o acompanhamento destes dados, que são os
componentes deste processo de produção de vapor. Para entendermos melhor estas
informações são colocadas abaixo as bases para o entendimento das mesmas:
• CT: é o calor que produz um aumento na temperatura quando entra em
contato com uma substância, chamado de calor sensível.
Portanto, o calor total para gerar o vapor é o calor inicial da água mais a
quantidade de calor que se agrupou até o momento da fervura, logo é a
quantidade total de calor sensível na água fervendo.
• Ta: a temperatura de alimentação da água é importante devido a
economizar energia térmica despendida pela queima do combustível gás
natural.
• PCI: O poder calorífico dos gases quantifica a sua capacidade de gerar
energia, uma vez efetuada a combustão.
• µ: que corresponde a eficiência energética é dada pela relação entre o fluxo
energético absorvido pelo fluido de trabalho (água e vapor) e o fluxo de calor
total fornecido pelo combustível (CARVALHO, 2006).
Custo de Vapor = (CT – Ta)x 1000) x µ x Custo do GN(R$)
PCI
24
• Custo do GN (Gás Natural): este dado é fornecido pela empresa contratada
para o fornecimento de gás natural para a empresa do estudo.
Após a criação da fórmula de viabilidade e o fornecimento da equipe técnica dos
valores correspondentes as variáveis, é possível encontrar o custo para gerar 1000 kg de
vapor que é de R$ 80,14, conforme a aplicação da fórmula:
Figura 8 – Custo do vapor
Fonte: Elaborado pelo autor
Dados:
CT: 669,1 kcal/kg
Ta: 85C
PCI: 8600 Kcal/m³C
µ: 85% - Fator - 1,18
Custo do GN: R$ 1,00 por m³
Com o custo do vapor encontrado é possível identificar o valor da potencial
economia mensal e anual do vapor e para acharmos este valor só é preciso definir o
regime de trabalho dos equipamentos. Sabe-se que a fábrica trabalha por 24h, com três
turnos de 8 horas por dia, assim, durante um mês, o regime de trabalho em média é de
720 h/mês e o regime de trabalho anual é em média de 8640 h/ano.
O valor de potencial economia é encontrado através da multiplicação do custo
do vapor pelo valor da perda mensal ou anual. Com isto, conseguimos montar a tabela 2,
que evidência as perdas e demonstra a potencial economia criada através da viabilização
do estudo.
Custo de Vapor = ((669,1 – 85)x 1000) x 1,18 x 1,00 = R$ 80,14
8600
25
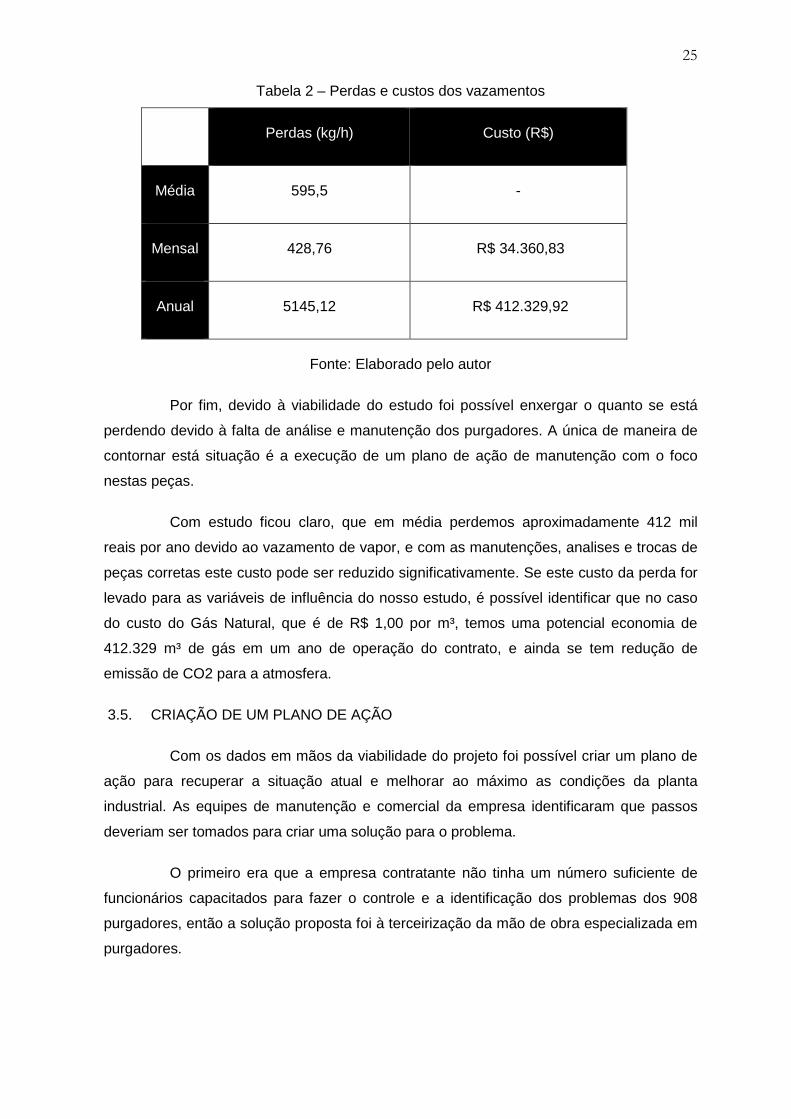
Tabela 2 – Perdas e custos dos vazamentos
Perdas (kg/h) Custo (R$)
Média 595,5 -
Mensal 428,76 R$ 34.360,83
Anual 5145,12 R$ 412.329,92
Fonte: Elaborado pelo autor
Por fim, devido à viabilidade do estudo foi possível enxergar o quanto se está
perdendo devido à falta de análise e manutenção dos purgadores. A única de maneira de
contornar está situação é a execução de um plano de ação de manutenção com o foco
nestas peças.
Com estudo ficou claro, que em média perdemos aproximadamente 412 mil
reais por ano devido ao vazamento de vapor, e com as manutenções, analises e trocas de
peças corretas este custo pode ser reduzido significativamente. Se este custo da perda for
levado para as variáveis de influência do nosso estudo, é possível identificar que no caso
do custo do Gás Natural, que é de R$ 1,00 por m³, temos uma potencial economia de
412.329 m³ de gás em um ano de operação do contrato, e ainda se tem redução de
emissão de CO2 para a atmosfera.
3.5. CRIAÇÃO DE UM PLANO DE AÇÃO
Com os dados em mãos da viabilidade do projeto foi possível criar um plano de
ação para recuperar a situação atual e melhorar ao máximo as condições da planta
industrial. As equipes de manutenção e comercial da empresa identificaram que passos
deveriam ser tomados para criar uma solução para o problema.
O primeiro era que a empresa contratante não tinha um número suficiente de
funcionários capacitados para fazer o controle e a identificação dos problemas dos 908
purgadores, então a solução proposta foi à terceirização da mão de obra especializada em
purgadores.
26
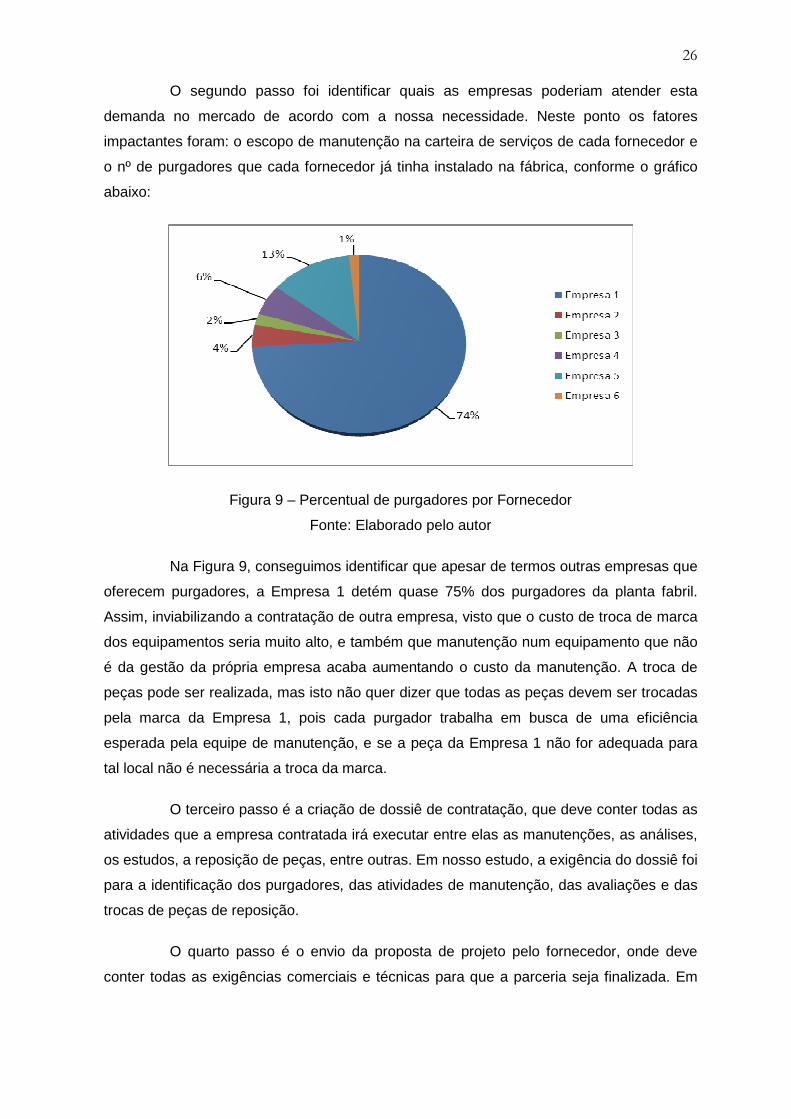
O segundo passo foi identificar quais as empresas poderiam atender esta
demanda no mercado de acordo com a nossa necessidade. Neste ponto os fatores
impactantes foram: o escopo de manutenção na carteira de serviços de cada fornecedor e
o nº de purgadores que cada fornecedor já tinha instalado na fábrica, conforme o gráfico
abaixo:
Figura 9 – Percentual de purgadores por Fornecedor
Fonte: Elaborado pelo autor
Na Figura 9, conseguimos identificar que apesar de termos outras empresas que
oferecem purgadores, a Empresa 1 detém quase 75% dos purgadores da planta fabril.
Assim, inviabilizando a contratação de outra empresa, visto que o custo de troca de marca
dos equipamentos seria muito alto, e também que manutenção num equipamento que não
é da gestão da própria empresa acaba aumentando o custo da manutenção. A troca de
peças pode ser realizada, mas isto não quer dizer que todas as peças devem ser trocadas
pela marca da Empresa 1, pois cada purgador trabalha em busca de uma eficiência
esperada pela equipe de manutenção, e se a peça da Empresa 1 não for adequada para
tal local não é necessária a troca da marca.
O terceiro passo é a criação de dossiê de contratação, que deve conter todas as
atividades que a empresa contratada irá executar entre elas as manutenções, as análises,
os estudos, a reposição de peças, entre outras. Em nosso estudo, a exigência do dossiê foi
para a identificação dos purgadores, das atividades de manutenção, das avaliações e das
trocas de peças de reposição.
O quarto passo é o envio da proposta de projeto pelo fornecedor, onde deve
conter todas as exigências comerciais e técnicas para que a parceria seja finalizada. Em
27
nosso estudo, a empresa contratada fez uma proposta que foi aprovada pelas equipes de
trabalho para seguir com a execução do serviço, o investimento necessário era composto
pelos dados da tabela abaixo:
Tabela 3 – Investimento para projeto
Tempo de execução
(mês) Preço (mês) Total (Ano)
Equipamento 12 R$ 6.930,00 R$ 83.160,00
Manutenção 12 R$ 8.189,00 R$ 98.268,00
Medição 4 R$ 3.700,00 R$ 14.800,00
Instalação 1 R$ 4.098,00 R$ 4.098,00
Total R$ 200.326,00
Fonte: Elaborado pelo autor
O quinto passo é a definição do payback - tempo decorrido entre o investimento
inicial e o momento no qual o lucro líquido acumulado se iguala ao valor desse
investimento. O tempo para este projeto é de aproximadamente 6,5 meses, onde
enxergamos este valor através da divisão do Investimento total feito pela empresa pela
potencial economia mensal. O quadro abaixo identifica os valores e o cálculo realizado
para que payback fosse encontrado.
Figura 10 – Payback do projeto
Fonte: Elaborado pelo autor
Payback = Total do Investimento = 6,49 meses
Potencial econ. Mensal
28
Dados:
Total Investimento: R$ 200.326,00
Potencial de Economia Mensal: R$ 34.360,82
O sexto passo é a formalização da contratação através de uma minuta de
contrato de manutenção industrial contínua, onde o fornecedor se torna um parceiro da
empresa contratante e deverá cumprir todos os itens acordados no contrato e no dossiê de
contratação.
Após a conclusão de toda a fase de negociação e definição de prazos e custos o
projeto, o contrato de prestação de serviços pode ser assinado e a execução pode ser
iniciada.
3.6. EXECUÇÃO DO PLANO DE AÇÃO
Com o trabalho de elaboração do projeto concluído e a contratação do
fornecedor, que neste caso foi a Empresa 1, efetuada através de um contrato validado pelo
jurídico, sendo iniciado em Julho de 2012, o passo seguinte é a execução do projeto
solicitado ao fornecedor.
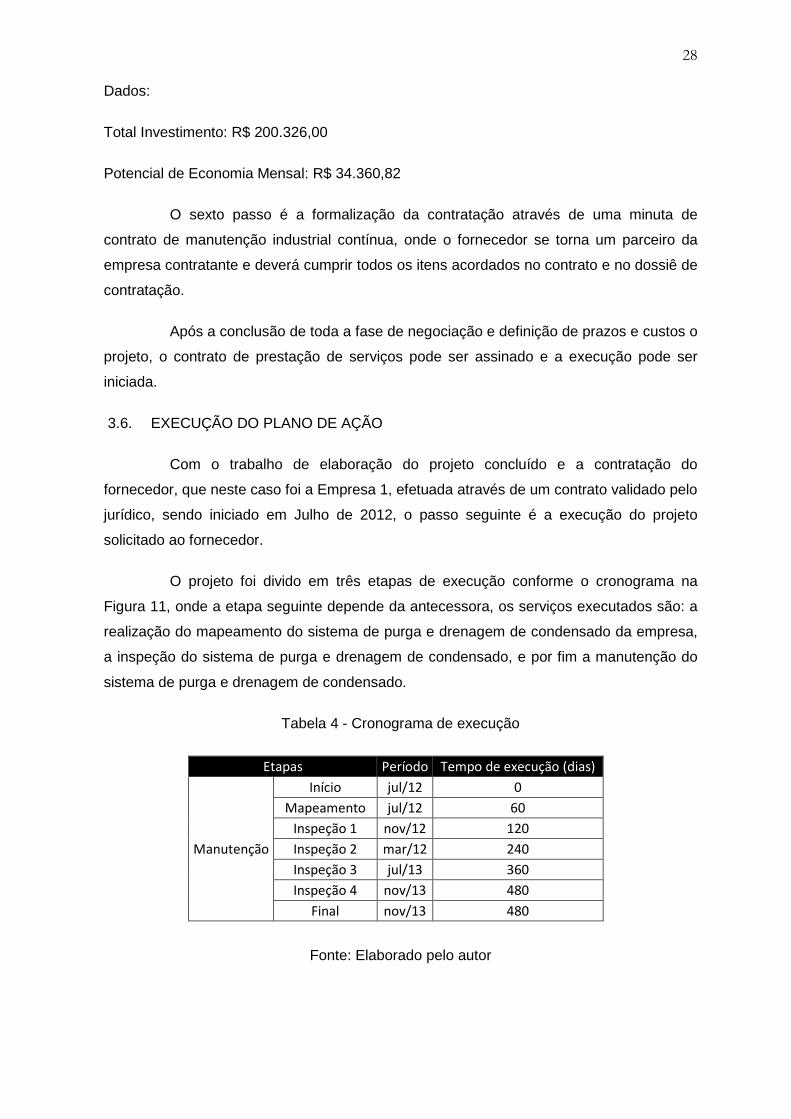
O projeto foi divido em três etapas de execução conforme o cronograma na
Figura 11, onde a etapa seguinte depende da antecessora, os serviços executados são: a
realização do mapeamento do sistema de purga e drenagem de condensado da empresa,
a inspeção do sistema de purga e drenagem de condensado, e por fim a manutenção do
sistema de purga e drenagem de condensado.
Tabela 4 - Cronograma de execução
Etapas Período Tempo de execução (dias)
Manutenção
Início jul/12 0
Mapeamento jul/12 60
Inspeção 1 nov/12 120
Inspeção 2 mar/12 240
Inspeção 3 jul/13 360
Inspeção 4 nov/13 480
Final nov/13 480
Fonte: Elaborado pelo autor
29
3.6.1. Mapeamento do sistema
A primeira etapa do projeto acordado entre as empresas e que está prevista no
contrato, foi a realização do mapeamento de todos os pontos de purgadores e drenagem
de condensado da empresa em que o estudo foi aplicado. Para isso foram utilizadas as
plantas baixas da área onde o empresa se localiza, e após isto, foi criada uma planta de
identificação da localização de cada purgador com o auxilio do software AutoCAD. Através
do mapeamento realizado, foi feita a identificação de cada purgador com uma plaqueta,
para que fosse possível o cadastramento da peça em um sistema de gestão. As plaquetas
utilizadas são de aço inox e com gravações padrões da empresa contratada, com
numeração de cada purgador e logotipo da empresa. Este mapeamento teve como prazo
limite de execução 60 dias, a partir do fechamento do contrato de prestação de serviços
contínuos, e somente foi executado uma única vez, devido não haver a necessidade de um
novo mapeamento.
3.6.2. Inspeção do sistema de purgadores
A 2ª etapa consiste na avaliação e diagnóstico de purgadores, utilizando um
coletor de dados, em nosso estudo o Sensor Ultrassônico UP100, e também com o uso da
câmera termográfica, nos casos de necessidade. Logo, para qualificar e quantificar as
perdas associadas é importante que uma pessoa habilitada, em geral, técnicos em
mecânica façam a análise dos principais pontos e depois submetam a validação do
engenheiro responsável.
Esta etapa será realizada quatro vezes, previstas para acontecerem ao longo do
tempo de contrato e caso ocorra uma necessidade pontual, a inspeção pode ser realizada
de acordo com a necessidade do cliente desde que seja uma visita a mais apenas por
mês, conforme solicitado no dossiê técnico de contratação, onde a equipe expôs que o
prazo atenderia a demanda de controle do processo de produção de vapor.
3.6.3. Manutenção do sistema de purgadores
A partir da realização do mapeamento e da inspeção do sistema de purgadores,
deve ser desenvolvido e executado um plano de manutenção, envolvendo a realização, a
adequação e a substituição, de acordo com as Normas exigidas pela área de Engenharia
da empresa.
A gestão e a implantação das ações devem ser desenvolvidas em comum
acordo e mediante aceitação prévia do Setor de Manutenção da empresa, pois devido à
30
empresa ter uma produção com um regime de trabalho de 720 h/mês, o fornecedor tem
que executar o serviço de acordo com a disponibilidade da produção, assim se adequando
normas e exigências da empresa.
3.7. RESULTADOS
Em nosso estudo, conforme falado acima, foram analisados 908 purgadores, e o
ponto de partida do estudo foi à utilização da média dos últimos quatro anos, que
identificou 26% dos purgadores que não estavam funcionando como o esperado, onde
aproximadamente 18% eram da marca da Empresa 1. Logo, a perda de vapor identificada
era de, aproximadamente, 595,5 kg/h de vapor, que representa um custo de R$
412.350,00 por ano.
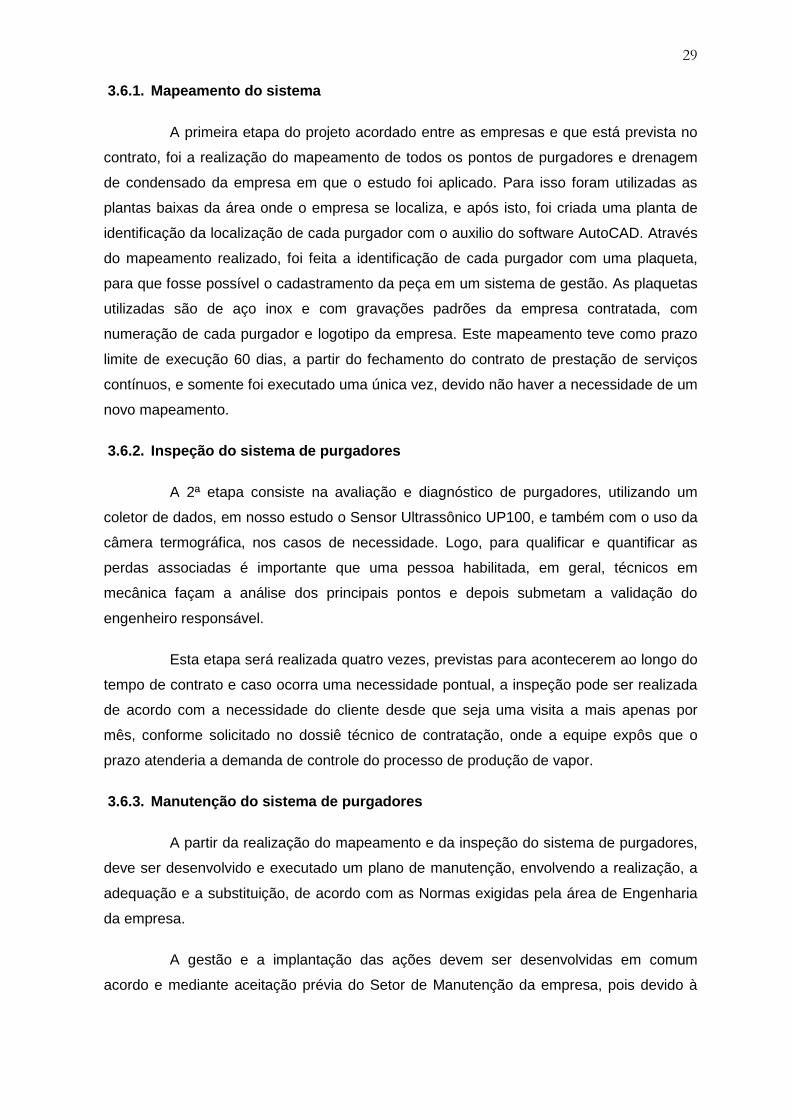
A Empresa 1 foi contratada no final de Julho de 2012, onde o plano de ação
previsto pela equipe técnica foi colocado em prática. Após o mapeamento da planta da
fábrica, foi realizada a primeira inspeção em Novembro de 2012 que evidenciou uma
redução do número de purgadores com vazamento. Os dados coletados, conforme Figura
11, identificaram a redução no índice de ineficiência dos purgadores.
Figura 11 – Avaliação de purgadores em Novembro de 2012
Fonte: Elaborado pelo autor
A diferença apresentada entre o período é muito considerável, pois tivemos um
índice de eficiência dos purgadores de 84%, um aumento na variável de 10% do valor
inicial. Outro ponto que pode ser avaliado é que o índice de vazamento de purgadores é de
31
8% em Novembro, e no inicio dos trabalhos era de 20% dos purgadores, logo podemos
verificar que a ineficiência do sistema de produção de vapor reduziu em 12% desde os
inicio do projeto.
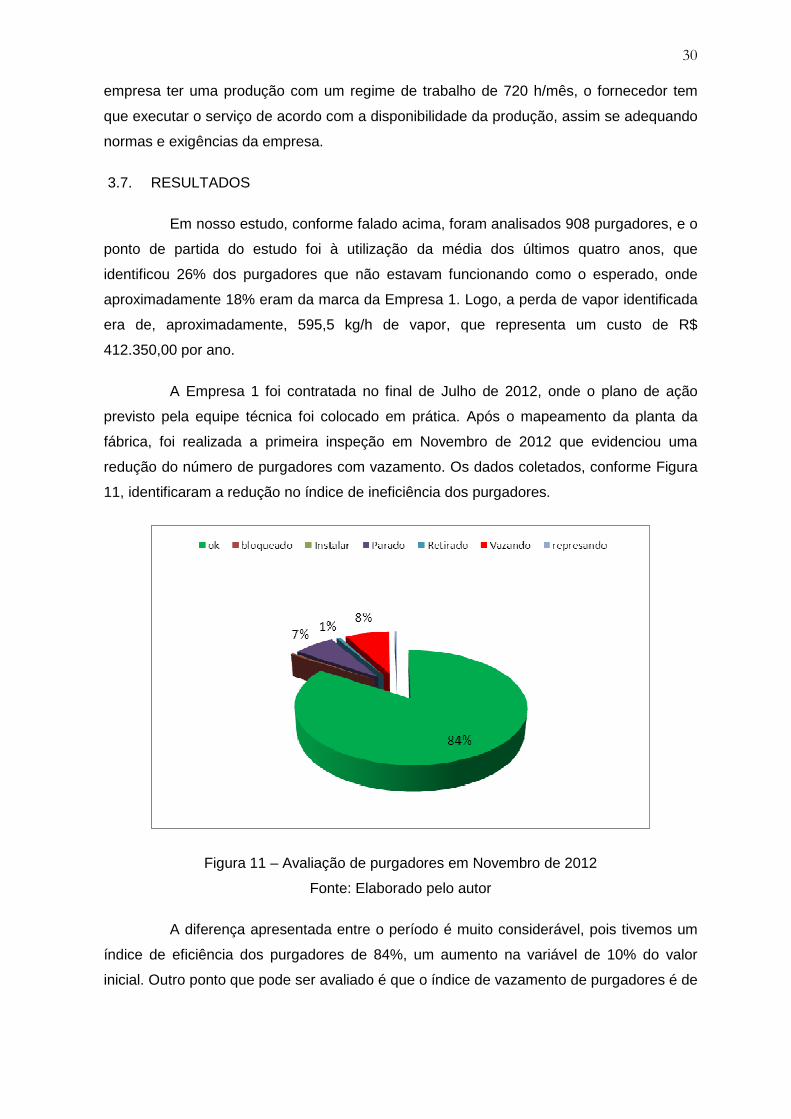
A segunda avaliação dos purgadores foi executada em Março de 2013, esta
identificou que novamente obtivemos mais reduções de vazamentos dos purgadores. O
status do índice de eficiência em Novembro de 2012 era de 84%, a diferença para o atual
estado é de 8%, assim, atingindo um índice de 92% de eficiência de purgadores em
funcionamento.
Na Figura 12, identificamos que o índice de purgadores com vazamento foi
reduzido para 3%. Com estes resultados é possível identificar o ganho de pelo menos 6
meses de efetivação do contrato, este resultado representa uma redução do consumo de a
de aproximadamente, R$ 343.504,00 para a empresa durante este período.
Figura 12 – Avaliação de purgadores em Março de 2013
Fonte: Elaborado pelo autor
As próximas avaliações serão realizadas em julho de 2013 e por fim em
novembro de 2013, onde nesta data poderemos comprovar que o estudo é viável e que
traz a economia de energia prevista na viabilidade do projeto.
3.8. APLICAÇÃO DE MELHORIAS
Em virtude do trabalho executado, já se pode identificar melhorias a serem feitas
no fornecimento deste serviço. O projeto, por ser um piloto, só foi implantado em uma

32
unidade fabril da empresa do estudo de caso, mas devido ao sucesso alcançado a ideia
será expandida para as outras filiais do Brasil da empresa e divulgadas em filiais de outros
países.
Outra melhoria que pode ser aplicada é o treinamento para os funcionários para
a identificação dos purgadores, contemplando identificação do local a ser instalado, tipo de
purgador e todas as variáveis que podem influenciar na contratação de um serviço e
compra de uma peça.
33
4. CONCLUSÃO
A empresa tinha uma perda média de um pouco mais 412 mil reais por ano e
com a implantação do plano de manutenção foi possível observar que o estudo mesmo
sem o resultado final caminha para o valor esperado. Hoje, o valor alcançado representa
cerca de 3% de economia do consumo total de gás natural, número que a princípio é
pequeno, mas que em avaliação monetária é alto. Outro ponto, é que este valor contribui
para alcançar o objetivo geral de manutenção da empresa, que é a redução de 20% de
consumo de energia, onde obtemos a redução do índice para 17%.
A experiência adquirida no estudo será transmitida para os outros filiaiss da
empresa, onde serão apresentados os dados e o plano de manutenção organizado, onde
cada planta poderá adequar o estudo feito a realidade que vivencia, assim possibilitando a
geração de mais economias para o grupo desta Multinacional produtora de pneus.
Então, com todos os dados em mãos é possível enxergar que ter um bom plano
de manutenção é essencial para qualquer empresa, pois os gastos são minimizados, o
controle é estabelecido e as melhorias são identificadas. Logo, caso não haja uma
manutenção adequada, a empresa pode ter perdas em sistemas produtivos em geral, e
assim onerando em altos custos monetários, pois todos os setores utilizam este método
para a solução de problemas e para organizar o avanço de soluções.
34
REFERÊNCIAS BIBLIOGRÁFICAS
ALFATINI, C. R. Curso de Engenharia Mecânica Disciplina de Máquinas Térmicas.
Apostila sobre Caldeira. Universidade de Caxias do Sul, 2002.
BAZZO, E., Geração de vapor , Editora da UFSC, 2ª Edição, 1995. 216 p.
BRASIL. Ministério do Trabalho e Emprego. NR 13 – Caldeiras e vasos de pressão.
Redação dada pela Portaria n° 3.214, 8 de julho de 1978. – Disponível em:
<http://portal.mte.gov.br/data/files/FF8080812BE914E6012BEF2695817E43/nr_13.pdf>.
Acesso em 12 jun. 2013.
CANDIDO J. F. Manutenção Corretiva - Manutenção e Lubrificação de Equipamentos .
Universidade Estadual Paulista, 2010.
CARVALHO O. S. Identificação de oportunidades para redução de perd as de água e
energia em um sistema de geração. Universidade Federal da Bahia, 2006.
DECOL A. M. F. Linha de retorno para condensado e automatização da linha de
vapor. Universidade Tecnológica Federal do Paraná, 2012.
DIAS, S. P. M. Otimização da Rede de Vapor . Dissertação para obtenção do Grau de
Mestre em: Engenharia Química, 2012.
ELETROPAULO, Manual de Administração de Energia , São Paulo, 2004. Disponível em:
<https://www.aeseletropaulo.com.br>. Acesso em 12 jun. 2013.
PERAGALLO, R. T. Fluidos térmicos. Editora Hemus, 2002. 319p.
SPIRAX, S. Bem vindo ao mundo do vapor - Apostila de estudo do vapor Disponível
em: < http://www.scribd.com/doc/25316074/apostila-sarco >. Acesso em 12 jun. 2013.
SPIRAX, S. Detector ultrasónico de purgadores UP100 - Manual d e instrucciones.
Disponível em: <http://www.spiraxsarco.com/ar/pdfs/IM/p087-36.pdf>. Acesso em 12 jun.
2013.
TLV. Disponível em: <http://www.tlv.com/global/BR/steam-theory/steam-lines-best-
practices.html>. Acesso em 12 jun. 2013.
XAVIER, J. NASCIF. Manutenção – Tipos e Tendências. Disponível em
<www.manter.com>. Acesso em 12 de jun. 2013.
35
ANEXOS
ANEXO A – Amostra da planilha de controle de 908 purgadores