INSTITUTO FEDERAL DE SANTA CATARINA JOSÉ VITOR KRSYSCYK
50
INSTITUTO FEDERAL DE SANTA CATARINA JOSÉ VITOR KRSYSCYK OTIMIZAÇÃO EM CORTES BIDIMENSIONAIS: UMA APLICAÇÃO DE DOIS MODELOS MATEMÁTICOS Jaraguá do Sul – SC 2017
Transcript of INSTITUTO FEDERAL DE SANTA CATARINA JOSÉ VITOR KRSYSCYK

INSTITUTO FEDERAL DE SANTA CATARINA
JOSÉ VITOR KRSYSCYK
OTIMIZAÇÃO EM CORTES BIDIMENSIONAIS:
UMA APLICAÇÃO DE DOIS MODELOS MATEMÁTICOS
Jaraguá do Sul – SC
2017

JOSÉ VITOR KRSYSCYK
OTIMIZAÇÃO EM CORTES BIDIMENSIONAIS:
UMA APLICAÇÃO DE DOIS MODELOS MATEMÁTICOS
Monografia apresentada ao Curso
Superior de Tecnologia em Fabricação
Mecânica do Câmpus Jaraguá do Sul –
Rau, do Instituto Federal de Santa
Catarina, para a obtenção do diploma de
Tecnólogo em Fabricação Mecânica
Orientador: Prof. Dr. Gerson Ulbricht.
Jaraguá do Sul – SC
Novembro de 2017



Dedico...
Aos meus Pais, Odair e Marcia, pelo apoio aos estudos.
A minha avó materna Maria (in memoriam).
A minha avó paterna Francisca.

AGRADECIMENTOS
Agradeço...
À Deus, pela saúde e força para alcançar meus objetivos.
À minha família, pelo incentivo durante toda esta etapa.
Aos professores do IFSC-Campus Rau por contribuírem nesta formação.
Ao meu professor orientador e amigo Gerson Ulbricht, pelo apoio e dedicação para me
auxiliar na realização deste trabalho e pelo conhecimento passado nos momentos de
orientação.
A todos, o meu sincero obrigado!

“Cada sonho que você deixa pra trás, é um pedaço do
seu futuro que deixa de existir.”
Steve Jobs.

RESUMO
Neste trabalho são apresentados dois modelos matemáticos de otimização com a finalidade de
minimizar o desperdício de material no processo de corte, sendo um modelo com a prática de
utilização de estoque e outro sem estoque (com a demanda exata). No primeiro momento foram
encontrados manualmente vinte diferentes padrões de cortes e conforme a demanda pré-
estabelecida foram selecionados quais padrões e suas respectivas quantidades deveriam ser
utilizadas em cada teste. Para validar qual o melhor modelo matemático entre os dois
desenvolvidos, quatro instâncias de teste foram realizadas com cinco testes em cada instância e
com valores de demanda criados aleatoriamente. Os testes demonstraram que o modelo
matemático sem a prática do estoque foi menos eficiente, em alguns casos apenas igualando-se ao
outro modelo criado, porém para algumas aplicações específicas, a prática do estoque não é
vantajosa. Isto ocorre com o modelo sem estoque principalmente porque o programa precisa
utilizar padrões de corte com alta taxa de desperdício para atender a demanda exata estabelecida,
diminuindo a possibilidade de gerar menos desperdício. O trabalho foi inspirado no corte de
chapas na indústria, mas o modelo pode ser implementado em qualquer ramo onde haja a
necessidade de melhorar o processo produtivo, sendo os dois modelos utilizados como uma
ferramenta que auxilia na tomada de decisões nos processos de cortes.
Palavras-Chave: Cortes bidimensionais. Modelos de otimização. Minimização de perdas.

ABSTRACT
In this work two mathematical models of optimization are presented with the purpose of
minimizing material waste in the cutting process, being one model with the practice of using
stock and another without stock (with the exact demand). At the first moment, twenty
different cut standards were manually found and according to the pre-established demand it
was selected which standards and their respective quantities should be used in each test. In
order to validate the best mathematical model between the two developed; four test instances
were performed with five tests in each instance and with randomly generated demand. The
tests showed that the mathematical model without the practice of the stock was less efficient,
in some cases only equating the other created model, but for some specific applications the
practice of the stock it is not advantageous. This occurs with the non-stock model mainly
because the program needs to use cutting standards with high waste rate to meet the exact
demand set, reducing the possibility of generating less waste. The work was inspired by
cutting the plates in the industry, but the model can be implemented in any branch where there
is a need to improve the production process, both models being used as a tool that assists in
making decisions in the cutting processes.
Keywords: Two-dimensional cuts. Optimization model. Losses minimization.

LISTA DE FIGURAS
Figura 1 – Dimensões em problemas de cortes. ....................................................................... 19
Figura 2 – Exemplo de um gráfico que representa a região de soluções.................................. 23
Figura 3 – Teste dos pontos extremos (vértices) pelo método Simplex. .................................. 24
Figura 4 – Região de Soluções ou Região Factível e seus Vértices. ........................................ 28
Figura 5 – Padrão de corte P2. .................................................................................................. 31
Figura 6 – Padrão de corte P6. .................................................................................................. 31
Figura 7 – Padrão de corte P1. .................................................................................................. 32
Figura 8 – Padrão de corte P3. .................................................................................................. 32
Figura 9 – Padrão de corte P4. .................................................................................................. 33
Figura 10 – Padrão de corte P5. ................................................................................................ 33
Figura 11 – Padrão de corte P7. ................................................................................................ 34
Figura 12 – Planilha eletrônica com as variáveis do problema com demanda exata. .............. 38
Figura 13 – Janela Solver – Excel para o problema com demanda exata. ............................... 38
Figura 14 – Planilha eletrônica com as variáveis do problema com estoque. .......................... 39
Figura 15 – Janela Solver – Excel para o problema com estoques........................................... 40

LISTA DE TABELAS
Tabela 1 – Valor da Função Objetivo para cada vértice ........................................................... 29
Tabela 2 – Denominação e medidas das três peças. ................................................................. 30
Tabela 3 – Alguns dos 20 padrões de cortes encontrados. ........................................................ 34
Tabela 4 – Demanda para cada tipo de peça a ser cortada. ...................................................... 35

LISTA DE QUADROS
Quadro 1 – Padrões de cortes utilizados nos testes. ................................................................. 41
Quadro 2 – Testes realizados e desperdícios obtidos................................................................ 42

LISTA DE GRÁFICOS
Gráfico 1 – Instância de teste 1. ............................................................................................... 43
Gráfico 2 – Instância de teste 2. ............................................................................................... 44
Gráfico 3 – Instância de teste 3. ............................................................................................... 44
Gráfico 4 – Instância de teste 4. ............................................................................................... 45

SUMÁRIO
1 INTRODUÇÃO ..................................................................................................................... 14
1.1 Objetivos ............................................................................................................................. 15
1.1.1 Objetivo geral .................................................................................................................. 15
1.1.2 Objetivos específicos ....................................................................................................... 15
1.2 Problema ............................................................................................................................. 15
1.3 Justificativa ......................................................................................................................... 16
2 FUNDAMENTAÇÃO TEÓRICA ......................................................................................... 17
2.1 Pesquisa operacional........................................................................................................... 17
2.2 Problemas de cortes ............................................................................................................ 19
2.3 Modelos e métodos de otimização...................................................................................... 20
2.3.1 Método gráfico ................................................................................................................ 22
2.3.2 Método simplex ............................................................................................................... 23
2.4 Responsabilidade socioambiental ....................................................................................... 25
3 METODOLOGIA .................................................................................................................. 26
3.1 Abordagens sobre o problema de pesquisa ......................................................................... 26
3.2 Apresentação de um modelo-exemplo de otimização numérica ........................................ 26
3.3 Softwares para resolução .................................................................................................... 29
4 MODELAGEM MATEMÁTICA E COMPUTACIONAL DO PROBLEMA...................... 30
4.1 Padrões de cortes ................................................................................................................ 30
4.2 Modelos de otimização propostos ...................................................................................... 35
4.2.1 Modelo de otimização com demanda exata ..................................................................... 35
4.2.2 Modelo com estoques ...................................................................................................... 36
4.3 Resolução dos modelos de otimização ............................................................................... 37
4.3.1 Resolução do modelo de otimização com demanda exata .............................................. 37
4.3.2 Resolução do modelo de otimização com estoques......................................................... 39
5 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS ................................... 47
REFERÊNCIAS ....................................................................................................................... 48

14
1 INTRODUÇÃO
Para que uma indústria possa permanecer atuante no mercado competitivo, é
necessário que se busque meios para reduzir custos sem perder a qualidade do produto. Sendo
assim, cada vez mais é necessário buscar novos caminhos para se reduzir os custos, eliminar
processos desnecessários e reduzir desperdícios, pois com a grande competitividade na busca
de novos pedidos na indústria é impossível não pensar na redução dos custos da empresa para
conseguir novos mercados.
Um destes custos envolve o desperdício de matéria prima, causado tanto pela compra
de materiais na quantidade incorreta, bem como por processos não adequados de utilização
destes materiais adquiridos, ocasionando excesso de refugos.
Este trabalho estuda o processo de cortes bidimensionais envolvendo dimensões de
comprimento e largura, o que pode ser aplicado em situações que envolvem a fragmentação
de chapas de modo a atender as demandas existentes voltadas ao processo produtivo.
Abordando as dificuldades envolvidas com cortes de materiais nas indústrias pode-se
buscar minimizar os desperdícios, através de ferramentas que auxiliam na tomada de decisões,
que utilizam métodos e algoritmos matemáticos e que ainda são pouco utilizados na indústria,
porém essa utilização vem aumentando com o passar dos anos. A complexidade do problema
com o corte bidimensional de materiais parece muito simples se for analisada
superficialmente, mas à medida que aumentam as variáveis de peças cortadas o problema
aumenta significativamente.
Em um problema de corte bidimensional, deve-se ter uma Função Objetivo traçada,
em uma determinada aplicação considerando suas limitações e que deste ponto seja gerado
um modelo de otimização que se encaixe nos padrões necessários, que assim auxiliem na
tomada de decisões em aplicações específicas.
No presente trabalho foi realizado um estudo referente a cortes de chapas, o que
caracteriza um problema de cortes bidimensionais, visando minimizar os desperdícios gerados
com o corte deste tipo de material, utilizando modelos de otimização linear, buscando assim
contribuir na tomada de decisões na indústria.

15
1.1 Objetivos
1.1.1 Objetivo geral
Estruturar um método de auxílio à decisão para aplicar no processo de cortes
bidimensionais, de modo a buscar a redução do desperdício de matéria prima.
1.1.2 Objetivos específicos
São objetivos específicos do trabalho:
Pesquisar métodos para abordagem matemática de problemas de cortes
bidimensionais;
Aplicar modelos de otimização voltados à resolução de problemas de cortes;
Executar por meio de softwares específicos, os modelos matemáticos aplicados;
Analisar os resultados obtidos, para os modelos de otimização propostos.
1.2 Problema
Analisando as diversas situações apresentadas nas empresas metal-mecânicas nota-se
que grande parte destas trabalha com a fabricação de itens que envolvem de alguma forma o
corte de chapas metálicas, havendo assim inevitavelmente, desperdícios ocasionados por
resíduos de corte.
Na maioria das empresas, considerando a utilização de chapas metálicas, estas são
adquiridas com dimensões padronizadas conforme cada fornecedor e são posteriormente
cortadas conforme as necessidades exigidas pelo processo de fabricação.
Este processo de corte em muitos casos é executado por operadores, sendo o encaixe
das peças realizado de forma empírica, ou seja, o operador encaixa as peças a serem cortadas
como acredita ser a melhor forma.
Visto o problema nota-se a necessidade de realizar um estudo que envolva a
combinação do corte destas chapas. Este estudo envolve a criação de um modelo matemático
que auxilie nas decisões buscando as melhores formas de gerenciamento do corte das peças,
atendendo às demandas pré-estabelecidas.
Desta forma surge o problema a ser avaliado: Como implementar métodos que

16
auxiliam na redução de desperdícios de matéria-prima ocasionado pelo processo de corte
envolvendo chapas?
Para responder a essa pergunta, serão estudados trabalhos já existentes na literatura
que possam trazer subsídios para o desenvolvimento de um modelo de otimização a ser
aplicado às necessidades existentes na indústria metal mecânica.
1.3 Justificativa
Quando se trata de processos que envolvem cortes de matéria-prima geralmente
ocorrem perdas ocasionadas pela sobra de material.
Sendo assim, as empresas buscam reduzir custos constantemente gerados com este
tipo de desperdício. Este fato exige um complexo estudo para a busca de combinações de
padrões de cortes, sendo que em muitos casos nas empresas, não são utilizados métodos
científicos para procurar por bons resultados. Com o passar dos anos estes métodos vêm
sendo cada vez mais necessários, pois permitem menores desperdícios de matéria prima,
ocasionando menor custo de produção bem como um método sustentável de produção.
Uma das premissas que justificam a realização desse trabalho pauta-se na ideia de que
é possível implementar um método de melhoria no gerenciamento de padrões de cortes, com
baixo custo de implementação, utilizando de ferramentas computacionais já existentes no
mercado.
Com este trabalho deseja-se pesquisar e aplicar métodos para encontrar combinações
de padrões que possam vir a atender a essas necessidades. Assim, com estes padrões busca-se
a melhor combinação a ser utilizada no processo de cortes, minimizando os desperdícios
gerados.

17
2 FUNDAMENTAÇÃO TEÓRICA
Este capítulo aborda o embasamento teórico voltado à área da matemática que trata de
problemas de otimização, conhecida como Pesquisa Operacional. Bem como uma série de
pesquisas e estudos que foram e ainda são realizados, buscando solucionar problemas
cotidianos no ramo industrial com o auxílio desta ferramenta. Em geral visando minimizar
perdas e maximizar os lucros das empresas tornando assim os mercados cada vez mais
competitivos.
Para KOTLER e KELLER (2012), em mercados cada vez mais velozes, preço e
tecnologia já não são suficientes, pois, a qualidade nos processos e produtos tem influenciado
constantemente os consumidores e os produtores a buscar novos recursos que tornem tudo
mais sustentável. A crescente oferta de produtos no mercado aliada as novas tecnologias e a
globalização têm gerado um aumento no consumo dos mais diversos produtos.
Diante disso, surge a necessidade de se implementar técnicas que permitam a melhor
utilização de recursos disponíveis, otimizando o consumo da matéria prima de modo a buscar
pela redução de desperdícios.
Segundo MARINS (2011), um fator importante que deve ser considerado para a
tomada de decisões é a otimização de processos, sendo que esta ocorre no momento em que
busca-se estabelecer quais são as formas mais eficientes para a utilização dos recursos
produtivos disponíveis, possibilitando assim atingir certos objetivos. Trata-se, em geral, de
recursos limitados, sua utilização de forma criteriosa torna possível aumentar seu rendimento
ou sua produtividade, além de melhorar a continuidade do processo.
Uma importante área da ciência que se preocupa com a melhor utilização de recursos
produtivos é conhecida como Pesquisa Operacional. Uma breve explicação a respeito desta
área é apresentada no tópico a seguir.
2.1 Pesquisa operacional
Com o avanço tecnológico pós-guerra as indústrias perceberam os recursos criados
para as batalhas nas operações militares e verificou-se que poderiam aproveitar boa parte
destes nas aplicações do ramo industrial.
Segundo HILLIER et al. (2013), a Pesquisa Operacional surgiu na Segunda Guerra
Mundial atribuída às operações militares da época, que possuíam equipes de cientistas para
solucionar problemas táticos e estratégicos. Esta foi uma das primeiras atividades da Pesquisa

18
Operacional, que contribuíram para vitória da Batalha Aérea na Grã-Bretanha e na Batalha do
Atlântico Norte.
Ao término da guerra, com o avanço industrial pós-guerra cada vez maior, surgiram
problemas mais complexos, e o sucesso da Pesquisa Operacional na guerra despertou o
interesse de consultores de negócios, que perceberam que estes problemas possuíam
semelhanças com os problemas enfrentados nas operações militares durante a guerra. Assim,
Pesquisa Operacional passou a ser aplicada nos setores comercial, industrial e governamental
no início dos anos 1950 e o seu crescimento veio logo em seguida, (LOESCH e HEIN, 2009).
ARENALES et al. (2007) definem a Pesquisa Operacional como sendo a ciência que
busca desenvolver métodos científicos com o auxílio de ferramentas quantitativas, tornando-
se a base para a tomada de decisões e solução de problemas. Segundo os autores, está
associada a métodos e princípios de modelagem de problemas para a tomada de decisão
através da utilização de técnicas para auxiliar e modelos matemáticos.
Conforme seu próprio nome já descreve, Pesquisa Operacional, está relacionada ao
desenvolvimento de pesquisas sobre operações. Diversas organizações a utilizam na tentativa
de compreender e atingir problemas, direcionando os mesmos para uma otimização da
administração das atividades (HILLIER et al. 2013).
Atualmente, muitas empresas vêm utilizando técnicas da Pesquisa Operacional em
seus processos produtivos. Problemas que envolvem essas técnicas podem ser aplicados nas
mais distintas áreas, por exemplo, em problemas de programação de produção, fluxo em
redes, em problemas de misturas (rações, medicamentos, ligas metálicas, entre outros), na
minimização de custos de transporte, na minimização de desperdícios em processos de cortes,
entre outros (ANDRADE, 2011); (CAIXETA-FILHO, 2001).
A aplicação da Pesquisa Operacional tem grande importância na resolução de
problemas de corte, onde seu objetivo principal consiste em desenvolver planos de corte
capazes de atender a demanda estabelecida pela área industrial, tendo o menor desperdício
possível de matéria prima. A redução do desperdício resulta diretamente na redução de custos
de produção, e contribui com as questões ambientais (ARENALES et al., 2007).
Devido a esse trabalho ser focado em um problema que envolve cortes, esse tipo de
aplicação da Pesquisa Operacional será abordado com maiores detalhes, conforme pode ser
visto no tópico a seguir.

19
2.2 Problemas de cortes
Uma das principais áreas de estudo e aplicação da Pesquisa Operacional são os
chamados Problemas de Cortes, que consistem em utilizar padrões de cortes de modo a
atender a demanda desejada com a mínima quantidade de desperdício de material possível,
obtendo maiores resultados com relação à lucratividade em tempo de processos e economia de
matéria prima, contribuindo de forma importante para problemas ligados ao meio ambiente.
ARENALES et al. (2007).
Um dos estudos pioneiros envolvendo problemas de corte, é descrito por Gilmore e
Gomory (1963), os quais apresentam formulações matemáticas aplicadas esse tipo de
problema.
Conforme HOFFMANN et al. (2015), “os problemas de cortes são classificados de
acordo com as dimensões importantes para o processo e, em resumo, podem ser
unidimensionais, bidimensionais ou tridimensionais”.
Segundo WAVRZYNCZAK (2015), os cortes unidimensionais consideram o
desperdício em apenas uma direção. Como exemplo tem-se o corte de tubos, de bobinas e de
barras de ferro. Problemas de cortes bidimensionais consideram o desperdício em duas
dimensões, como no corte de chapas de modo geral ou de tecidos por exemplo. Já problemas
de cortes tridimensionais tem o foco na redução de desperdício em três dimensões, como por
exemplo, no carregamento de caixas em contêineres, de modo a minimizar a existência de
espaços vazios, buscando o melhor encaixe possível dos itens armazenados.
A Figura 1 mostra as três dimensões que podem ser consideradas em problemas de
cortes, onde (a) ilustra cortes unidimensionais, (b) bidimensionais, e (c) tridimensionais.
Figura 1 – Dimensões em problemas de cortes.
Fonte: HOFFMANN et al. (2015).
Trabalhos recentemente publicados, mostram que a aplicação de modelos de

20
otimização em problemas de cortes, têm sido foco constante de pesquisas. Alguns trabalhos
são citados a seguir.
CUNHA e FERREIRA (2005), apresentaram um estudo de estruturas de vizinhança
baseados em grafos de visibilidade com o objetivo a sua aplicação em problemas de cortes e
empacotamento retangulares bidimensionais.
MORABITO e PUREZA (2006), desenvolveram um método de busca de padrões de
corte para aplicação em um problema de cortes bidimensionais guilhotinados.
GAMPERT (2014) apresentou um estudo de caso e propôs uma solução
computacional através de dois estágios para um problema de corte bidimensional, com
algoritmos genéticos e com a heurística genética.
Recentemente no curso superior de Tecnologia em Fabricação Mecânica do IFSC,
campus Jaraguá do Sul - Rau, foram desenvolvidas algumas pesquisas envolvendo problemas
de cortes.
WAVRZYNCZAK (2015), desenvolveu um modelo de otimização voltado a cortes
unidimensionais, envolvendo o processo de fragmentação de barras metálicas, onde notou-se
após aplicação do método, uma melhoria significativa na redução de desperdícios.
SOUZA (2016), aprimorou o trabalho de WAVRZYNCZAK (2015), criando um
algoritmo computacional para a geração de padrões de cortes, vindo assim a facilitar o
trabalho da busca de padrões, o que é um trabalho exaustivo.
Os trabalhos desenvolvidos pelos autores acima citados abordaram o problema
envolvendo cortes unidimensionais. O diferencial deste trabalho, em relação aos
desenvolvidos anteriormente, é que este trata de cortes bidimensionais.
Baseado nos trabalhos pesquisados nota-se que para a resolução dessa classe de
problemas é necessário o estudo e desenvolvimento de modelos matemáticos de otimização.
No tópico a seguir são abordadas algumas importantes questões neste respeito.
2.3 Modelos e métodos de otimização
O primeiro passo para o desenvolvimento de um problema de otimização é a
compreensão do problema como um todo. A partir daí, parte-se para a fase de modelagem do
problema. Para SILVA et al. (1998), uma das etapas mais complicadas de um estudo de
modelo linear é construir o modelo matemático.
Segundo GOLDBARG e LUNA (2005), os modelos de Pesquisa Operacional possuem
uma estruturação lógica e são amparados por ferramentas matemáticas de representação, com

21
um objetivo claro, o qual fundamenta-se em determinar quais são as melhores condições para
o funcionamento dos sistemas representados. Os modelos de otimização desenvolvidos na
área Pesquisa Operacional, para serem resolvidos precisam recorrer à métodos que envolvem
Programação Matemática, que consistem em metodologias para a resolução de problemas, as
quais são computacionalmente implementadas.
Ainda conforme GOLDBARG e LUNA (2005) descrevem, a utilização da
Programação Matemática, é muito direcionada para ser suporte de tomada de decisões na
gestão de sistemas de grande porte, principalmente nos tratamentos destinados a variáveis
quantificadas. Com o auxílio de processamentos automáticos dos dados apresentados, os
métodos de Pesquisa Operacional podem verificar inúmeras composições viáveis ao problema
proposto, sendo possível selecionar, dentro dos critérios estabelecidos, soluções melhores.
Esta técnica possibilita a modelagem de variáveis que, de forma intuitiva, dificilmente seriam
visíveis.
Modelar um problema é estabelecer um conjunto de expressões matemáticas que
possam explicar seu funcionamento. Conforme BIEMBENGUT (2014):
Modelagem é o processo envolvido na elaboração de modelo de qualquer área do
conhecimento. Trata-se de um processo de pesquisa. A essência desse processo
emerge na mente de uma pessoa quando alguma dúvida genuína e/ou circunstância
instigam-na a encontrar melhor forma para alcançar uma solução, descobrir meio
para compreender, solucionar, alterar, ou ainda, criar ou aprimorar algo. Nesses
termos, o modelo é expresso por meio de desenho ou imagem, projeto, esquema,
gráfico, lei matemática, dentre outras formas.
SILVA et al. (1998), cita “uma das técnicas mais utilizadas na abordagem de
problemas na Pesquisa Operacional é a programação linear”. A programação linear envolve
um conjunto de funções, sendo todas lineares, ou seja, funções de 1º grau e de várias
variáveis.
Segundo CARDOSO (2011), o objetivo da programação linear é obter a melhor
solução possível para os problemas representados. Assim, o termo “Programação” indica que
existe um planejamento para as atividades, e “Linear” representa a linearidade nas equações
envolvidas na modelagem do problema.
Um modelo matemático de Programação Linear é composto de uma Função Objetivo,
que representa os valores a serem otimizados (maximizados ou minimizados), e de restrições
técnicas, que se referem às limitações do modelo, ANDRADE (2011), SILVA et al. (1998).
Conforme ANDRADE (2011),

22
“(...) uma característica importante da Pesquisa Operacional, que facilita muito o
processo de análise de decisão, é a utilização de modelos (matemáticos). Essa
abordagem permite a experimentação, ou seja, a possibilidade de uma tomada de
decisão ser mais bem avaliada e testada antes de ser efetivamente implementada”
A disponibilidade de uma técnica de solução que pode ser programada em computador
facilita a aplicação prática de um modelo de otimização. Alguns exemplos de aplicações que
são mais conhecidos são feitos em sistemas estruturados como: os de produção, finanças e
controles de estoque.
Problemas de otimização linear de pequeno porte (2 variáveis) podem ser resolvidos
graficamente. Já problemas com um maior número de variáveis necessitam de métodos
algébricos, neste caso, destaca-se o método Simplex. Os tópicos a seguir abordam esses
métodos de resolução.
2.3.1 Método gráfico
O método gráfico permite a visualização do modelo matemático, criando uma região
de soluções formada em um modelo linear, pelas retas que representam as restrições técnicas.
Conforme SILVA et al. (1998), essa técnica consiste em representar num sistema de
eixos ortogonais o conjunto das possíveis soluções do problema, isto é, o conjunto de pontos
que obedecem ao grupo de restrições impostas pelo sistema em estudo. Pode-se identificar e
avaliar o desempenho do modelo conforme a representação gráfica da Função Objetivo. Cada
solução obtida é classificada de acordo com sua respectiva posição no gráfico, onde busca-se
pela melhor das soluções obtidas, ou seja, a solução ótima.
A Figura 2 mostra um gráfico com duas variáveis (x1 e x2) bem como as retas que
representam as restrições técnicas.

23
Figura 2 – Exemplo de um gráfico que representa a região de soluções.
Fonte: O autor (2017).
O método gráfico pode ser utilizado em problemas simples, somente a título de
estudos, pois pode envolver no máximo 2 variáveis. Gráficos com 3 variáveis teriam que ser
representados em um sistema tridimensional, o que acabaria por tornar complexa sua análise.
Segundo CARDOSO (2011), o método gráfico tem grande importância para a
resolução dos problemas, por permitir a visualização do método algébrico de uma forma
geral, método este que consiste em analisar o vértice do polígono buscando o melhor valor
possível para a função objetivo, o que consistiria nesse caso, na solução ótima do problema de
otimização.
2.3.2 Método simplex
O método Simplex pode ser utilizado em problemas com mais de duas variáveis e com
uma maior complexidade de resolução.
Segundo GOLDBARG e LUNA. (2005), o método Simplex é baseado em processos
algébricos, onde utiliza-se de um método iterativo para determinar a solução ótima de um
problema.
CARDOSO (2011), também afirma que o Método Simplex é um procedimento
algébrico e iterativo que busca pela solução exata de um problema de otimização, o que
viabiliza sua implementação em programas rápidos e eficientes. Atualmente é possível
analisar sistemas com números cada vez maiores de variáveis, permitindo a solução de
problemas com milhares ou até milhões de variáveis de decisão.
O algoritmo utilizado parte de uma solução viável do sistema conforme suas
restrições, geralmente esta solução viável do sistema de equações é o extremo (vértice), e a

24
partir desta solução identifica possíveis novas soluções viáveis iguais ou melhores as que já
foram encontradas conforme mostra a Figura 3.
Figura 3 – Teste dos pontos extremos (vértices) pelo método Simplex.
Fonte: http://wwwp.fc.unesp.br/~adriana/Pos/PO4.pdf - Acesso em 10/08/2017.
Segundo HILLIER et al. (2013), utiliza-se o método Simplex quando é inviável
encontrar a solução pelo método gráfico, já que o número de equações a resolver seria muito
elevado para encontrar o melhor valor para a Função Objetivo. O método Simplex é uma
sistemática que ajuda a solucionar três questões fundamentais para ser obtida a solução ótima
do problema, que são elas:
Qual sistema de equações deve ser resolvido?
O próximo sistema a ser resolvido fornecerá uma solução melhor que os anteriores?
Como identificar uma solução ótima, uma vez que a tenhamos encontrado?
O método Simplex baseia-se num processo iterativo, que envolve a inversão sucessiva
de matrizes. Durante as iterações são encontradas soluções parciais do modelo matemático
que está sendo resolvido, e estas são testadas para verificar se há melhorias na solução obtida
até então. O método é encerrado quando a melhor solução global é encontrada, ou ainda,
quando for cumprido o limite de tempo estipulado para a resolução.
Para resolução do método Simplex, são utilizados softwares, pois estes permitem com
que se faça um número elevado de cálculos em um tempo aceitável.
Existem vários softwares no mercado, destinados para este fim, entre eles o Cplex da
IBM e o Lingo, porém para ambos é necessária uma licença específica.
Como alternativa para problemas com um número não tão grande de variáveis (até 200
variáveis inteiras), pode utilizar a ferramenta Solver do Microsoft Excel, visto que este
software é de licença mais acessível e está presente em grande parte dos computadores
pessoais.
BUENO (2007), cita que o Solver é uma ferramenta de fácil utilização, sendo uma

25
interessante opção de auxílio na resolução de problemas complexos através de algoritmos de
otimização linear e não linear. Com a utilização deste recurso pode-se concentrar as atenções
para a modelagem do problema e para a análise dos resultados obtidos.
2.4 Responsabilidade socioambiental
Nota-se que cada vez mais as empresas necessitam buscar o desenvolvimento
sustentável. O objetivo deste trabalho foca-se inicialmente na minimização dos desperdícios,
mas não somente buscando a obtenção de vantagens financeiras, mas também com a
finalidade voltada para a responsabilidade socioambiental, a qual deve ser trabalhada
constantemente.
Conforme ORCHIS (2002), as empresas ambientalmente responsáveis investem e
incentivam tecnologias antipoluentes, reciclam seus produtos e os resíduos resultantes da
produção, incentivam áreas verdes, mantém programas internos de educação ambiental,
buscam reduzir o impacto dos resíduos da produção sobre o meio ambiente.
SILVA et al. (2005), descreve que para um desenvolvimento ser considerado bom,
deve-se vincular a responsável utilização dos recursos naturais disponíveis, com as
perspectivas econômicas, resultando em benefícios para ambas as partes envolvidas, ou seja,
desenvolver-se de forma sustentável.
Para elevar a sua contribuição nas áreas social e ambiental, as indústrias trabalham
visando a melhoria em suas linhas de produção, adotando técnicas para uma produção limpa,
reduzindo o consumo de recursos naturais, aprimorando os materiais utilizados em
embalagens, ajustando e reduzindo a espessura/volume e reutilizando ou reciclando todos os
materiais.
Analisar o ciclo de vida do produto é uma forma eficiente de identificar os aspectos e
os impactos ambientais que surgem durante toda a vida de um determinado produto, desde a
extração da matéria-prima, transformação, consumo e descarte, LIMA (2012).
Muitos fatores implicam na redução dos desperdícios gerados nos processos de
fabricação dos produtos. Com este trabalho busca-se contribuir para no que diz respeito ao
meio ambiente desperdiçando cada vez menos materiais durante o processo produtivo.

26
3 METODOLOGIA
Neste capítulo será abordada a metodologia utilizada para o desenvolvimento do
trabalho, desde a identificação até a resolução do problema, visando a redução dos
desperdícios.
3.1 Abordagens sobre o problema de pesquisa
Nota-se nas empresas, que o processo de cortes de materiais de modo geral, acaba
gerando desperdícios. Esses fragmentos geralmente são descartados, o que acarreta além do
aumento de custo de produção, o desperdício de materiais, consumindo recursos ambientais.
Muitas vezes, no processo de corte de chapas metálicas na indústria metal mecânica,
não há um planejamento eficiente referente aos padrões a serem executados, ficando em
alguns casos essa tarefa a cargo dos operadores das máquinas.
Sendo assim, nesse trabalho buscou-se por uma metodologia que auxilie na decisão
referente ao planejamento do processo de cortes de modo a criar uma sequência padronizada
de cortes de chapas conforme a demanda necessária, utilizando os padrões ideais para se obter
o mínimo de desperdício possível.
Tomou-se como ideia geral, para aplicação, o corte de chapas em um processo de
fabricação na indústria metal mecânica. Dessa forma, buscou-se implementar um modelo
matemático de otimização, o qual será descrito nos próximos tópicos.
3.2 Apresentação de um modelo-exemplo de otimização numérica
O modelo a ser criado deverá atender as condições necessárias de modo a explicar
uma situação prática. Esta etapa exige muita atenção, porque os resultados a serem obtidos
dependem da correta modelagem do problema.
Existem modelos de otimização lineares e não lineares. Neste trabalho será abordado
um modelo de otimização linear. Nesse tipo de modelo, todas as equações e inequações
possuem expoentes unitários para as variáveis.
Um modelo linear é composto pelos seguintes itens, conforme LOESCH e HEIN,
(2009):
Objetivo do modelo (maximizar ou minimizar): como exemplos temos a maximização
do lucro de produtos vendidos em uma determinada empresa, maximizar o rendimento

27
anual de uma linha de produção, a minimização do custo de fabricação do produto, a
minimização dos desperdícios gerados em um determinado processo de fabricação,
entre outros.
Variáveis de decisão: são os valores a serem determinados pela solução do modelo e
representam os valores retornados pelo sistema.
Função Objetivo: é a função matemática que define a qualidade da solução em função
das variáveis de decisão nos quais se deseja maximizar ou minimizar os resultados.
Restrições técnicas: são as limitações físicas do sistema que restringem as variáveis de
decisão, os resultados devem ser maximizados ou minimizados dentro das limitações
propostas por estas restrições. Um par de variáveis que satisfaz todas as restrições é
chamado de Solução Ótima.
Restrições de não negatividade: são as limitações do sistema que também restringem
as variáveis de decisão em função dessas, para maximizarmos o lucro de um produto
devemos restringir a variável de decisão como maior ou igual a zero não podendo ser
um número negativo para maximizar o lucro.
Para exemplificar, a seguir é mostrado um problema de programação linear (elaborado
pelo autor) para encontrar valores de P1 e P2 que minimizam.
Min 5𝑃1 + 8𝑃2 (1)
sujeito a:
𝑃1 + 𝑃2 ≥ 5 (2)
3𝑃1 + 7𝑃2 ≥ 21 (3)
𝑃1, 𝑃2 ≥ 0 (4)
A função linear (1) é chamada de Função Objetivo. As inequações (2) e (3) são as
restrições técnicas, e, as inequações (4) são chamadas de restrições de não negatividade das
variáveis P1 e P2 (ANTON et al, 2001).
Utilizando um método gráfico, é possível representar o modelo matemático
anteriormente descrito, mostrando as expressões em um mesmo sistema de eixos cartesianos,
conforme representado na Figura 4.

28
Figura 4 – Região de Soluções ou Região Factível e seus Vértices.
Fonte: O autor (2017).
A área demarcada na Figura 4 é chamada de Região Factível. Qualquer ponto
encontrado dentro desta região satisfaz as duas desigualdades apresentadas nas expressões
propostas. Deve-se encontrar então, o melhor ponto dentro desta região factível, ou seja, o
melhor valor para a Função Objetivo conforme a expressão mostrada em (1).
De modo geral, os melhores pontos dentro desta região factível são os vértices. Os
vértices são formados pelos encontros das retas que correspondem às restrições nos extremos
da figura.
Deve-se calcular o valor da Função Objetivo em cada um dos vértices A, B e C da
região de soluções. As coordenadas dos pontos A e C são facilmente visualizadas no gráfico
(A(0, 5) e C(7, 0)). Para obter as coordenadas do ponto B, é necessário resolver o sistema de
equações apresentado em (5), cuja solução é 𝑃1 = 3,5 e 𝑃2 = 1,5.
{𝑃1 + 𝑃2 = 5
3𝑃1 + 7𝑃2 = 21
(5)
A solução ótima é dada pelo mínimo valor encontrado nestes vértices, visto que o
problema é de minimização.

29
Tabela 1 – Valor da Função Objetivo para cada vértice.
Vértice Coordenadas (P1, P2) Valor da F.O. (𝟓𝑷𝟏 + 𝟖𝑷𝟐)
A (0, 5) 5 . 0 + 8 .5 = 40
B (3,5, 1,5) 5 . 3,5 + 8 . 1,5 = 29,5
C (7, 0) 5 . 7 + 8 . 0 = 35
Fonte: O autor (2017).
Logo, a solução ótima, é dada pelo vértice B(3,5; 1,5) cujo valor da Função Objetivo é
29,5, pois é o menor valor encontrado, já que o problema é de minimização.
O método gráfico pode ser facilmente utilizado para problemas de até 2 variáveis. Para
problemas com mais variáveis, recomenda-se utilizar o método Simplex, o qual consiste num
processo iterativo onde os dados são apresentados em forma de matrizes. Maiores detalhes
podem ser encontrados em GOLDBARG e LUNA. (2015).
3.3 Softwares para resolução
Após a definição do modelo matemático, a próxima etapa consistiu na resolução. Para
isso foi utilizada a planilha de cálculo Microsoft Excel, a qual possui um suplemento auxiliar
chamado Solver que pode ser utilizado para executar o algoritmo Simplex.
Conforme BUENO (2007), o Solver é uma ferramenta de fácil acesso e utilização e
que possibilita a realização de uma grande quantidade de cálculos, permitindo resolver
problemas de otimização.
A utilização do suplemento “Solver” disponível no Microsoft Excel, possibilita a
resolução de problemas de programação linear, não sendo necessário portanto, a compra de
pacotes computacionais geralmente com alto custo financeiro. Pela sua fácil disponibilidade,
permite a execução em computadores pessoais e sem qualquer necessidade de instalação de
outro software. Para execução dos testes realizados nesta pesquisa, foi utilizada uma licença
adquirida do Microsoft Excel instalada em computador pessoal.

30
4 MODELAGEM MATEMÁTICA E COMPUTACIONAL DO PROBLEMA
Neste capítulo são apresentados os padrões de corte bem como dois modelos
matemáticos voltados ao corte bidimensional. Os modelos foram inspirados em aplicações
para o corte de chapas metálicas em indústrias da área metal mecânica, porém, podem ser
aplicados nas mais diversas áreas que envolvam cortes bidimensionais.
4.1 Padrões de cortes
Um padrão de corte consiste nas combinações de várias peças a serem cortadas a partir
de uma chapa padrão, com o objetivo de definir o encaixe das peças buscando minimizar a
sobra de material que seria desperdiçada.
Para o processo de corte de chapas neste estudo, não foi levado em consideração a
quantidade de material que será desperdiçada pela execução do processo de corte em si
(desperdício ocasionado por máquinas durante a execução do corte), mas sim, somente a
sobra de material ocorrida durante o encaixe das peças a serem cortadas.
Para realizar a modelagem matemática neste estudo, foram consideradas como
dimensões da chapa padrão (matéria prima) as medidas 1000 mm de largura e 2000 mm de
comprimento. Foram então criadas, para exemplificar a aplicação dos modelos matemáticos,
três diferentes medidas de peças a serem cortadas, as quais são mostradas na Tabela 2.
Tabela 2 – Denominação e medidas das três peças.
Denominação Medidas (mm)
Peça 1 300 x 500
Peça 2 400 x 600
Peça 3 600 x 700
Fonte: O autor (2017).
O trabalho de encontrar os padrões de cortes foi realizado manualmente e adicionado à
planilha eletrônica, onde foram calculados seus respectivos desperdícios.
As medidas das peças foram fornecidas em milímetros, já os desperdícios foram
representados em centímetros quadrados (cm²) para facilitar a escrita, diminuindo assim a
magnitude dos valores a serem escritos. Para melhor explicação, nas figuras 5 e 6, busca-se
representar como exemplo, dois padrões de corte, com a finalidade de apresentar a quantidade
de peças e o desperdício de material gerado.

31
Figura 5 – Padrão de corte P2.
Fonte: O autor (2017).
O padrão de corte mostrado na Figura 5 é denominado como P2 (Padrão 2). Este
contém duas unidades da peça 1, três unidades da peça 2 e duas unidades da peça 3. Também
pode ser visualizado nesta mesma figura, a área demarcada que corresponde ao desperdício
gerado com a utilização deste padrão de corte, representando o total de 1400 cm² de sobra de
material. De forma semelhante, a Figura 6 mostra o padrão de corte P6 (Padrão 6).
Figura 6 – Padrão de corte P6.
Fonte: O autor (2017).

32
O padrão de corte P6 (mostrado na Figura 6) produz somente peças do tipo 2 num total
de 8 unidades, não produzindo as peças dos tipos 1 e 3. A área demarcada, que corresponde ao
desperdício gerado com a utilização deste padrão de corte, gerou ao total 800 cm² de sobra de
material.
Prosseguindo analogamente, foram encontrados vinte padrões de cortes diferentes.
Abaixo estão representados nas imagens alguns padrões de corte encontrados, todos com as
dimensões em milímetros.
Figura 7 – Padrão de corte P1.
Fonte: O autor (2017).
Figura 8 – Padrão de corte P3.
Fonte: O autor (2017).

33
Figura 9 – Padrão de corte P4.
Fonte: O autor (2017).
Figura 10 – Padrão de corte P5.
Fonte: O autor (2017).

34
Figura 11 – Padrão de corte P7.
Fonte: O autor (2017).
Os modelos matemáticos foram criados de tal forma a buscar a solução ótima com
vinte padrões diferentes, porém têm-se uma planilha eletrônica que pode ser alimentada à
medida que for sendo encontrados novos padrões de cortes, assim, aumentando cada vez mais
a eficiência do modelo de otimização.
Tabela 3 – Alguns dos 20 padrões de cortes encontrados.
Peça e Desperdício P1 P2 P3 P4 ... P17 P18 P19 P20
Peça 1 6 2 4 3 ... 8 1 0 0
Peça 2 3 3 0 4 ... 3 0 1 0
Peça 3 0 2 3 1 ... 0 0 0 1
Desperdício cm² 2900 1400 1400 1700 ... 800 18500 17600 15800
Fonte: O autor (2017).
Notou-se que os padrões P18, P19 e P20 representados na Tabela 3 estão apresentando
apenas uma unidade de cada peça cortada em cada padrão, assim, gerando consequentemente
uma grande quantidade de desperdício como se pode verificar.
Estes padrões foram criados com a finalidade de evitar a infactibilidade das soluções a
serem encontradas no modelo sem estoques que será apresentado nos tópicos a seguir. Sem
estes padrões auxiliares, pode não ser possível chegar a uma solução factível por que o
problema não encontraria a demanda exata necessária, pois faltariam ou sobrariam unidades
de um ou mais tipos de peças. Para o modelo de otimização com estoques, os padrões P18,
P19 e P20 não são necessários.
Na construção do modelo matemático foram propostas demandas para cada uma das

35
três peças a serem cortadas nos padrões encontrados, conforme mostrado na Tabela 4. Essas
demandas variam de acordo com a necessidade da aplicação a ser implantada.
Tabela 4 – Demanda para cada tipo de peça a ser cortada.
Peça Demanda (Unidades)
Peça 1 500
Peça 2 800
Peça 3 400
Fonte: O autor (2017).
Como será apresentado posteriormente, esta demanda pode ser utilizada com a exata
quantidade que está sendo solicitada ou com a utilização de estoques, o que é realizado
frequentemente em algumas empresas para atender seus clientes sem precisar depender da
logística ou de outros fatores que poderiam influenciar no prazo para atender as demandas
necessárias.
4.2 Modelos de otimização propostos
Nos tópicos a seguir são mostrados os dois modelos matemáticos de variáveis inteiras
que foram estudados nesse trabalho e que podem ser aplicados conforme a necessidade
detectada em cada ambiente organizacional. O objetivo é apresentar os dois modelos
encontrados, bem como a seguir também fazer comparativos entre estes.
4.2.1 Modelo de otimização com demanda exata
A seguir é apresentado o modelo matemático considerando a produção da demanda em
suas quantidades exatas (sem estoque).
Minimizar 2900𝑃1 + 1400𝑃2 + 1400𝑃3 + 1700𝑃4 + ⋯ + 17600𝑃19 + 15800𝑃20 (1)
sujeito a:
Peça 1) 6𝑃1 + 2𝑃2 + 4𝑃3 + 3𝑃4 + ⋯ + 0𝑃19 + 0𝑃20 = 500 (2)
Peça 2) 3𝑃1 + 3𝑃2 + 0𝑃3 + 4𝑃4 + ⋯ + 1𝑃19 + 0𝑃20 = 800 (3)
Peça 3) 0𝑃1 + 2𝑃2 + 3𝑃3 + 1𝑃4 + ⋯ + 0𝑃19 + 1𝑃20 = 400 (4)
𝑃1, 𝑃2, … , 𝑃20 ∈ ℤ+ (5)
Neste modelo, que considera a programação linear inteira, a Função Objetivo

36
apresentada na expressão (1), representa o desperdício de material em cada padrão executado,
o qual deve ser minimizado.
Na restrição técnica apresentada na expressão (2), o coeficiente que multiplica cada
variável Pj (j = 1, ..., 20), representam o número de peças do tipo 1 que são produzidas a cada
vez que um padrão Pj é executado por uma única vez. A soma dessas quantidades deve ser
igual à demanda do tipo de peça 1, que no caso é igual a 500 unidades. Para as restrições
técnicas mostradas em (3) e (4), o raciocínio é análogo.
A expressão mostrada em (5), é chamada de restrição técnica, a qual indica que cada
variável Pj deve ser inteira positiva.
4.2.2 Modelo com estoques
Neste tópico é apresentado o modelo matemático considerando a produção da
demanda com a existência de estoques.
Minimizar 2900𝑃1 + 1400𝑃2 + 1400𝑃3 + 1700𝑃4 + ⋯ + 800𝑃17 (1)
sujeito a:
Qtde mínima peça 1) 6𝑃1 + 2𝑃2 + 4𝑃3 + 3𝑃4 + ⋯ + 8𝑃17 ≥ 500 (2)
Qtde máxima peça 1) 6𝑃1 + 2𝑃2 + 4𝑃3 + 3𝑃4 + ⋯ + 8𝑃17 ≤ 550 (3)
Qtde mínima peça 2) 3𝑃1 + 3𝑃2 + 0𝑃3 + 4𝑃4 + ⋯ + 3𝑃17 ≥ 800 (4)
Qtde máxima peça 2) 3𝑃1 + 3𝑃2 + 0𝑃3 + 4𝑃4 + ⋯ + 3𝑃17 ≤ 880 (5)
Qtde mínima peça 3) 0𝑃1 + 2𝑃2 + 3𝑃3 + 1𝑃4 + ⋯ + 0𝑃17 ≥ 400 (6)
Qtde máxima peça 3) 0𝑃1 + 2𝑃2 + 3𝑃3 + 1𝑃4 + ⋯ + 0𝑃17 ≤ 440 (7)
𝑃1, 𝑃2, … , 𝑃17 ∈ ℤ+ (8)
Neste modelo, a Função Objetivo mostrada na expressão (1) é idêntica ao modelo com
demandas exatas, apresentado no tópico 4.2.1, representando assim, o desperdício de material
em cada padrão executado, o qual deve ser minimizado.
Na restrição técnica apresentada na expressão (2), o coeficiente que multiplica cada
variável Pj representa o número de peças do tipo 1 que são produzidas a cada vez que um
padrão Pj é executado por 1 única vez. A soma dessas quantidades deve ser maior ou igual à
demanda do tipo de peça 1, que no caso é igual a 500 unidades.
De forma semelhante, na restrição técnica apresentada na expressão (3), o coeficiente

37
que multiplica cada variável Pj representa o número de peças do tipo 1 que são produzidas a
cada vez que um padrão Pj é executado por uma única vez. A soma dessas quantidades deve
ser menor ou igual à demanda do tipo de peça 1, que no caso é igual a 550 unidades. Essa
variação permitida para a demanda, de 500 a 550 unidades, permite com que haja um estoque
de peças do tipo 1 se o modelo assim julgar necessário para se tornar factível. Para o estudo
aqui apresentado foi considerado um estoque de 10% da quantidade da demanda mínima a ser
produzida com os padrões de cortes. Esta quantidade de estoque também pode ser alterada de
acordo com a necessidade do modelo de otimização a ser implantado.
Para as restrições técnicas mostradas em (4) a (7), o raciocínio é análogo às expressões
(2) e (3).
A expressão mostrada em (8) indica que cada variável Pj deve ser inteira positiva.
4.3 Resolução dos modelos de otimização
Neste tópico são apresentadas as resoluções dos modelos de otimização elaborados e
suas respectivas planilhas eletrônicas utilizadas para o estudo em questão.
4.3.1 Resolução do modelo de otimização com demanda exata
Para a resolução com demanda exata, na Figura 12, apresenta-se a planilha eletrônica
com a quantidade de peças obtidas com a utilização de cada padrão uma única vez Pj (j = 1,...,
20), e também seus respectivos desperdícios gerados. Salienta-se que poderão ser inseridos
novos padrões à medida que forem sendo encontrados, pois para este estudo foi trabalhado
com os 20 padrões apresentados. As células em cor laranja representam os dados de saída da
resolução bem como a Função Objetivo, correspondente ao somatório de todos os valores de
desperdício gerados. Em verde são representados os dados de entrada que são os valores das
células que correspondem à demanda a ser realizada de cada peça a ser cortada, esta célula é
editável e poderá ser alterada de acordo com a necessidade da aplicação.
Nas células logo abaixo dos títulos P1, P2, e assim sucessivamente, são retornadas
pelo Solver, as quantidades a serem executadas de cada padrão de corte que geram o menor
desperdício possível, o qual é indicado na planilha.

38
Figura 12 – Planilha eletrônica com as variáveis do problema com demanda exata.
Fonte: O autor (2017).
A seguir é apresentada a Figura 13, que mostra a janela da ferramenta Solver do
Microsoft Excel preenchida. São mostradas nesta tela as células que definem o objetivo, as
células das variáveis do estudo e também todas as restrições do modelo matemático em
questão.
Figura 13 – Janela Solver – Excel para o problema com demanda exata.
Fonte: O autor (2017).
Notou-se que para a resolução deste problema com as demandas solicitadas conforme
apresentado na Figura 12, não serão necessários à utilização de todos os padrões criados, mas
sim apenas os padrões P3, P5, P9, P10 e P13, e bem como suas respectivas quantidades de 1,

39
75, 14, 130 e 7, totalizando assim 227 padrões com cinco tipos diferentes de padrões de
cortes, o que faz com que o problema atinja a menor quantidade de desperdício com a
determinada demanda.
Para solucionar este problema, obteve-se a quantidade de desperdício total de 206800
cm², esta foi à solução ótima encontrada pelo Solver. Isto equivale a 4,56%, de sobra de
material, o que representa a soma de todos os desperdícios de materiais de cada padrão
utilizado.
No tópico a seguir, define-se a resolução do problema com a prática do estoque, outra
maneira que se pode utilizar para a solução de problemas de cortes na indústria.
4.3.2 Resolução do modelo de otimização com estoques
Na Figura 14 é apresentada a planilha utilizada para a resolução do modelo com
utilização de estoque.
As células em cor laranja mostram os dados de saída bem como a Função Objetivo,
correspondente ao somatório de todos os valores de desperdício gerados. Em verde estão os
dados de entrada que são os valores das células que correspondem à demanda a ser realizada
de cada peça a ser cortada bem como a quantidade de estoque máximo que se deseja obter.
Estas células são editáveis (tanto a demanda como o estoque), e podem ser alteradas de
acordo com a necessidade da aplicação,
Figura 14 – Planilha eletrônica com as variáveis do problema com estoque.
Fonte: O autor (2017).
As restrições desta resolução possuem uma diferença comparadas a resolução com o
método anterior, que são um range de valores onde podem se encontrar os valores desejáveis
de demanda com um estoque mínimo, que seria o valor da demanda exata inserido conforme
necessidade da aplicação e um valor de estoque máximo que pode ser alterado pelo percentual

40
desejado.
De forma semelhante ao modelo sem estoques, nas células logo abaixo dos títulos P1,
P2, assim sucessivamente são retornadas pelo Solver, as quantidades a serem executadas de
cada padrão de corte que geram o menor desperdício possível, o qual é indicado na planilha.
Nesta resolução deste problema não será necessária a utilização de todos os padrões
criados. Apenas serão utilizados para esta demanda os padrões P5, P9, P10 e P13, nas
quantidades respectivas de 90, 2, 124 e 12 vezes, totalizando 228 padrões de quatro diferentes
tipos de cortes. Essa combinação permite atingir a menor quantidade de desperdício com a
demanda estipulada.
A Figura 15 mostra a janela da ferramenta Solver da Microsoft Excel e seus
respectivos preenchimentos. Encontram-se nesta tela: as células que definem o objetivo, as
células das variáveis do estudo e também todas as restrições do modelo matemático em
questão.
Figura 15 – Janela Solver – Excel para o problema com estoques.
Fonte: O autor (2017).
Na resolução deste problema, obteve-se a quantidade de desperdício total de 206400
cm², sendo esta a solução ótima encontrada pelo Solver. Isto equivale a 4,53%, de sobra de
material, o que representa a soma de todos os desperdícios de materiais de cada padrão
utilizado.

41
A diferença deste modelo com estoque, é que este permite encontrar maiores tipos de
combinações sempre visando o mínimo desperdício e não se preocupando em atender uma
demanda exata, mas sim uma faixa de valores o que deixa a resolução computacionalmente
mais fácil. Porém em algumas aplicações onde não se deseja trabalhar com estoque está opção
se tornaria inviável.
4.3 Testes computacionais
Para testar os dois modelos matemáticos apresentados em 4.3.1 e 4.3.2, foram
realizados alguns testes computacionais. O Quadro 1 mostra os 20 padrões encontrados e que
foram utilizados nos testes que serão a seguir mencionados.
Quadro 1 – Padrões de cortes utilizados nos testes.
Padrão Quantidade de peças (Unidades)
Desperdício (cm²) Peça 1 Peça 2 Peça 3
P1 6 3 0 2900
P2 2 3 2 1400
P3 4 0 3 1400
P4 3 4 1 1700
P5 1 2 3 1100
P6 0 8 0 800
P7 12 0 0 2000
P8 2 3 2 1400
P9 5 0 3 1100
P10 2 5 1 800
P11 0 4 2 2000
P12 8 1 1 1400
P13 13 0 0 500
P14 3 0 0 15500
P15 0 3 0 12800
P16 0 0 3 7400
P17 8 3 0 800
P18 1 0 0 18500
P19 0 1 0 17600
P20 0 0 1 15800 Fonte: O autor (2017).
Para análise e melhor entendimento dos resultados dos dois modelos matemáticos,
foram criadas instâncias de testes, que basicamente são conjuntos de dados.
No Quadro 2 apresentado a seguir é mostrado todas as demandas utilizadas nas
instâncias de testes. Estas demandas foram estipuladas aleatoriamente para serem realizados

42
os testes e analisar os modelos matemáticos apresentados. Este quadro informa também o
resultado da Função Objetivo, que é o valor esperado resultante da resolução de cada
problema, valor este apresentado em centímetros quadrados (cm²) correspondente ao
desperdício obtido através da utilização dos respectivos padrões.
Quadro 2 – Testes realizados e desperdícios obtidos.
Demandas Função Objetivo
Peç
a 1
Peç
a 2
Peç
a 3
Com Estoque (Máx.
10%) Demanda Exata
Desperdício Desperdício
cm² % cm² %
Inst
ânci
a 0
1
1 400 500 600 236400 5,18 236800 5,22
2 500 600 700 279200 5,15 278400 5,16
3 600 700 800 321700 5,12 322400 5,15
4 700 800 900 363100 5,1 363200 5,12
5 800 900 1000 405900 5,09 404800 5,09
Inst
ânci
a 0
2
1 3000 4000 5000 1942300 5,24 1948400 5,26
2 4000 5000 6000 2363200 5,18 2362400 5,19
3 5000 6000 7000 2783500 5,15 2783600 5,15
4 6000 7000 8000 3204400 5,12 3203600 5,12
5 7000 8000 9000 3624700 5,1 3647200 5,13
Inst
ânci
a 0
3
1 550 750 950 368500 5,26 367400 5,26
2 950 550 750 306200 4,94 306200 4,94
3 750 950 550 273900 4,57 273400 4,57
4 480 680 280 160600 4,34 160400 4,36
5 13000 15650 10500 4953900 4,67 4953200 4,67
Inst
ânci
a 0
4
1 6000 6000 6000 2524700 4,94 2547200 4,98
2 7000 7000 7000 2947400 4,94 2946000 4,94
3 8000 8000 8000 3367400 4,94 3366000 4,94
4 9000 9000 9000 3787100 4,94 3787200 4,94
5 10000 10000 10000 4207700 4,94 4207200 4,94
Fonte: O autor (2017).
A seguir são apresentados gráficos gerados para as quatro instâncias de testes
utilizando os valores percentuais obtidos para comparação dos resultados entre os modelos
criados.
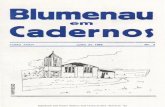
No Gráfico 1 correspondente a instância de teste 1, verificou-se que o modelo com
estoque obteve menores valores de desperdício comparado ao segundo modelo matemático,
sem ultrapassá-lo e somente igualando-se em um dos pontos. Para demandas de peças que
variaram de 400 a 1000 unidades os valores percentuais de desperdício variaram de 5,09% a

43
5,22%. Notou-se que o aumento da demanda de peças a serem processadas fez com que os
valores de desperdício diminuíssem em geral nos dois modelos matemáticos. Pode-se notar
que não são em todos os casos que a variação da demanda vai fazer com que a Função
Objetivo varie proporcionalmente entre os dois modelos matemáticos. Isso acontece devido à
variação de possibilidades que pode-se obter com os vinte padrões diferentes encontrados.
Neste caso, o modelo que utilizou estoque foi superior em seus resultados de Função
Objetivo, sendo mais vantajoso para as demandas testadas nesta instância.
Gráfico 1 – Instância de teste 1.
Fonte: O autor (2017).
Para os resultados obtidos com a segunda instância obtiveram-se resultados similares
comparados os dois modelos, de que o modelo sem estoque foi mais eficiente que o outro
para os resultados da Função Objetivo. E da mesma maneira que se aumentou a demanda foi
possível visualizar a redução dos desperdícios gerados.
5,18
5,15
5,12
5,10 5,09
5,22
5,16 5,15
5,12
5,09
5,05
5,1
5,15
5,2
5,25
1 2 3 4 5
%
Demandas
Resultados para Instância 1
Com estoque
Sem estoque
Legenda:

44
Gráfico 2 – Instância de teste 2.
Fonte: O autor (2017).
Na instância 2 os valores de desperdício de material oscilaram no intervalo de 5,10% a
5,26%. As demandas analisadas neste caso foram variadas de 3000 até 9000 unidades, sendo
que foram aumentadas em mil unidades gradativamente.
A instância de teste 3 apresentou resultados relevantes. Verificou-se que quatro dos
cinco testes realizados apresentaram o mesmo valor percentual para a Função Objetivo, mas
como nos mesmos resultados obtidos nas duas instâncias anteriores, nenhum dos valores foi
menor no modelo matemático sem estoque.
Gráfico 3 – Instância de teste 3.
Fonte: O autor (2017).
5,24
5,18
5,15
5,12
5,10
5,26
5,19
5,15
5,12 5,13
5,05
5,1
5,15
5,2
5,25
5,3
1 2 3 4 5
%
Demandas
Resultados para Instância 2
Com estoque
Sem estoque
Legenda:
5,26
4,94
4,57
4,34
4,67
5,26
4,94
4,57
4,36
4,67
4,3
4,4
4,5
4,6
4,7
4,8
4,9
5
5,1
5,2
5,3
1 2 3 4 5
%
Demandas
Resultados para Instância 3
Com estoque
Sem estoque
Legenda:

45
Os valores de demanda nesta Instância de número 3 foram variados, o valor que foi
utilizado em uma peça para um teste foi também utilizado para outra peça em outro teste da
mesma instância.
Outro resultado significativo deste estudo foi obtido na instância de teste 4, na qual
foram testados valores de demanda iguais para os três tipos de peças de cada teste realizado.
Neste caso foi possível verificar que os valores percentuais de desperdício gerados foram os
mesmos 4,94%, exceto no primeiro teste quando o modelo matemático de demanda exata
(sem estoque) foi menos eficiente gerando 4,98% de desperdício.
As demandas testadas foram de 6000 a 10000 unidades em cada peça, aumentadas
gradativamente em 1000 unidades a cada teste. Verificou-se que quando não houve variação
nas demandas de peças no mesmo teste, os valores de desperdício apresentados foram
semelhantes quando comparados entre as demandas utilizadas nesta instância.
Gráfico 4 – Instância de teste 4.
Fonte: O autor (2017).
Os testes realizados permitiram verificar que em todas as instâncias, o modelo
matemático com estoque gerou valores menores para a Função Objetivo (desperdício), sendo
assim, mais eficiente, porém gerando unidades de peças a mais do que a demanda exata, em
muitos casos desnecessários para algumas aplicações.
Os resultados obtidos nestes testes podem variar se tornando cada vez melhores à
medida que forem encontrados e adicionados novos padrões de cortes à planilha eletrônica
utilizada. Novos e diferentes padrões trariam mais possibilidades de combinações para os
4,94 4,94 4,94 4,94 4,94
4,98
4,94 4,94 4,94 4,94
4,9
4,91
4,92
4,93
4,94
4,95
4,96
4,97
4,98
4,99
5
1 2 3 4 5
%
Demandas
Resultados para Instância 4
Com estoque
Sem estoque
Legenda:

46
modelos matemáticos podendo ocasionar melhorias no valor da Função Objetivo (menor
desperdício).
Os resultados aqui gerados formam um limitante superior para o problema, ou seja, a
inclusão de novos padrões de cortes possibilita resultados somente menores (menor
desperdício) para o valor da Função Objetivo.

47
5 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
Neste trabalho buscou-se implementar ferramentas que possam auxiliar na redução dos
desperdícios gerados durante o processo de cortes bidimensionais. Desta forma, foram
apresentados, dois diferentes modelos: o primeiro envolvendo a produção das demandas
exatas, e o segundo possibilitando a extrapolação das demandas, ou seja, a existência de
estoques.
Após gerados esses dois modelos matemáticos, foi utilizada a ferramenta Solver,
existente no Microsoft Excel para resolver os modelos de programação linear gerados.
Foram executados testes envolvendo conjuntos de dados, denominados “instâncias de
teste”. Notou-se nos testes realizados, que quando resolvido um mesmo problema
considerando ou não a possibilidade da existência de estoques, o desperdício gerado pelo
modelo com estoques, foi menor ou igual ao desperdício gerado no modelo sem estoques
(modelo com demanda exata).
Um fator verificado durante a análise dos resultados computacionais, é que no modelo
sem estoques, há maior dificuldade de se encontrar uma combinação perfeita de padrões que
possam atender à demanda de forma exata. Muitas vezes, para atender à demanda exata, faz-
se necessária a utilização de padrões com alta taxa de desperdício. Considerando o modelo
com estoques, este tipo de ocorrência é mais raro, ou seja, a resolução fica focada em padrões
com menor desperdício, visto que o atendimento à demanda não precisa ser exato.
Como conclusão final encontrada nessa pesquisa, recomenda-se a utilização do
modelo com estoques, o qual produz resultados melhores, ou seja, com menor taxa de
desperdício, a menos que haja a real necessidade, dependendo da aplicação, de não se
trabalhar com estoques.
Considerando sugestões para trabalhos futuros, recomenda-se testes com problemas de
maior dimensão (maior número de itens de diferentes tipos) e também a utilização de uma
quantidade maior de instâncias de testes. Pode-se ainda, em pesquisas futuras trabalhar em
ideias que facilitem a geração computacional de padrões de cortes, os quais neste caso, foram
gerados manualmente.
Por fim, salienta-se que este trabalho foi inspirado numa aplicação envolvendo cortes
de chapas, porém os modelos de otimização gerados podem ser também implementados em
outros tipos de situações, como por exemplo, no corte de tecidos, madeiras, ou outras
aplicações industriais, onde haja necessidade de melhorar a eficiência no processo produtivo.

48
REFERÊNCIAS
ANDRADE, Eduardo Leopoldino de. Introdução à Pesquisa Operacional: métodos e
modelos para análise de decisões. 4 ed. Rio de Janeiro: LTC, 2011.
ANTON, Howard.et al. Álgebra Linear com aplicações. 8. ed. Porto Alegre: Bookman,
2001.
ARENALES, Marcos Nereu. et al. Pesquisa Operacional. 4ª reimpressão. Rio de Janeiro:
Elsevier, 2007.
BIEMBENGUT, Maria Salett. Modelagem matemática & resolução de problemas,
projetos e etnomatemática: pontos confluentes. Alexandria: Revista de Educação em
Ciência e Tecnologia, v.7, n.2, p.197-219, 2014.
BUENO, Fabrício. Otimização Gerencial com Excel. Florianópolis: Visual Books, 2007.
CAIXETA-FILHO, J. V. Pesquisa Operacional: Técnicas de otimização aplicadas a
sistemas agroindustriais. São Paulo: Atlas, 2001.
CARDOSO, Andréa. Fundamentos da Pesquisa Operacional. Minas Gerais: Unifal, 2011.
102 p.
CUNHA, Maria Eduarda da. FERREIRA, Silva Pinto. Abordagens baseadas em grafos
para problemas de cortes retangulares bidimensionais. Tese de Doutorado da Faculdade
de Engenharia da Universidade do Porto – Portugal, 2005.
GAMPERT, Gilberto. Problema de corte bidimensional. Programa de Pós-Graduação em
Computação Aplicada. Instituto de Ciências Exatas e Geociências, UPF, Campus 1 - BR 285 -
Passo Fundo (RS) - Brasil , 2014.
GILMORE, P. C.; GOMORY, R. E. A linear programming approach to the cutting stock
problem – part II. Operations Research, Vol. 11, No. 6, p. 863-888, 1963.
GOLDBARG, Marco Cesar; LUNA, Henrique Pacca L.. Otimização combinatória e
programação linear: modelos e algoritmos. 2. ed. Rio de Janeiro: Elsevier, 2005. 519 p.
HILLIER, Frederick S.; et al. Introdução à Pesquisa Operacional. 9 ed. Porto Alegre:
AMGH, 2013.

49
HOFFMANN, Fábio Moacir et al. Otimização de padrões de cortes bidimensionais
guilhotinados restritos. Espacios, Caracas, v. 36, n. 9, p.1-10, 2015
KOTLER, P., KELLER, K L. Administração de marketing. 14. ed. São Paulo: Pearson
Education - Br, 2012.
LIMA. R.C., Gestão ambiental e responsabilidade socioambiental em empresas de
celulose. Disponível em: http://www.avm.edu.br/docpdf/monografias_publicadas/k
216661.pdf – 2011.
LOESCH, Cláudio; HEIN, Nelson. Pesquisa Operacional: Fundamentos e modelos. São
Paulo: Saraiva, 2009.
MARINS, Fernando Augusto Silva. Introdução à Pesquisa Operacional. Sao Paulo/SP:
Cultura Acadêmica, 2011. 176 p.
MORABITO, Reinaldo; PUREZA, Vitória. Geração de padrões de cortes bidimensionais
guilhotinados restritos via programação dinâmica e busca em grafo. São Paulo: Cubo,
2006.
ORCHIS, Marcelo A. et al. Impactos da responsabilidade social nos objetivos e
estratégias empresariais. In: Responsabilidade Social da Empresa. São Paulo: Petrópolis,
2002.
SILVA, Medeiros da; et al Pesquisa Operacional. 3. ed. São Paulo: Atlas, 1998.
SILVA, C. L. et al. . Reflexões sobre o desenvolvimento sustentável: agentes e interações
sob a ótica multidisciplinar. Petrópolis: Vozes, 2005.
SOUZA, Cristian de. Otimização em problemas de cortes unidimensionais para
eletrodutos – uma simulação industrial. Trabalho de Conclusão de Curso. IFSC - Jaraguá
do Sul, 2016.
WAVRZYNCZAK, Hione Cleder. et al. Modelo matemático para cortes de barras de aço
no processo de fabricação de triângulos. HOLOS, Ano 31, Vol. 8, 2015.