Instituto Mexicano del Petróleo Eficiencia Operativa...• Unisim Operations (OTS) Rendimiento...
23
Foro de Refinación Instituto Mexicano del Petróleo Eficiencia Operativa
Transcript of Instituto Mexicano del Petróleo Eficiencia Operativa...• Unisim Operations (OTS) Rendimiento...
Foro de Refinación
Instituto Mexicano del Petróleo Eficiencia Operativa

2
Soluciones para el Desempeño del Proceso
Seguridad
Operar dentro de las
restricciones del proceso
Producir dentro de la calidad especificada
con eficiencia
Mayor rendimiento &
bajos costos de energía
Más de $3 Billones Totales en Beneficios desde 1996
Confiabilidad Eficiencia
3
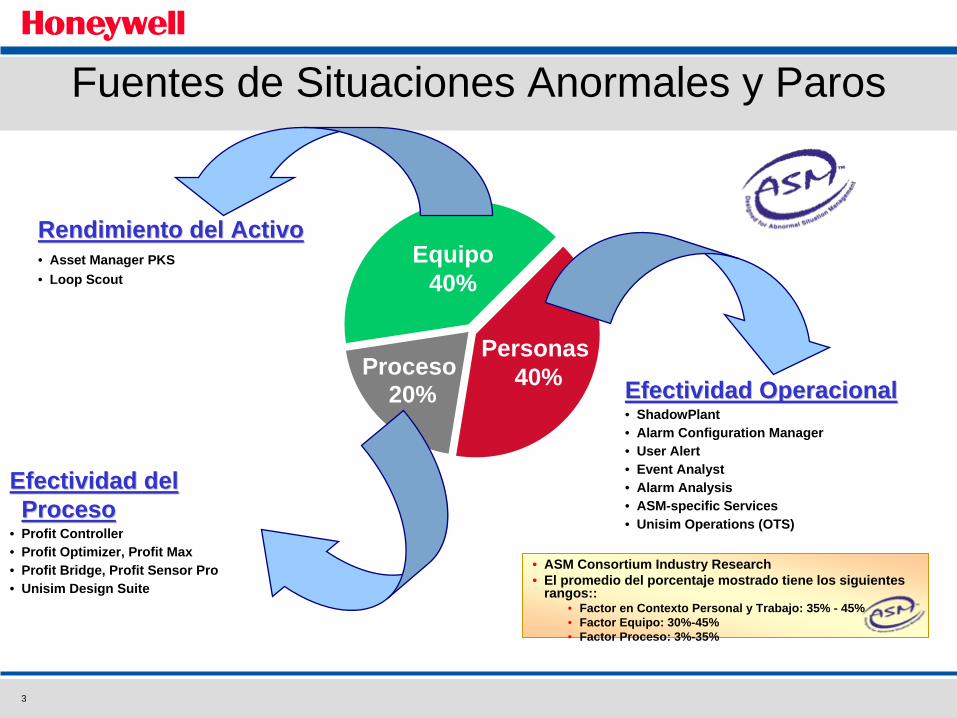
Fuentes de Situaciones Anormales y Paros
• ASM Consortium Industry Research • El promedio del porcentaje mostrado tiene los siguientes
rangos::• Factor en Contexto Personal y Trabajo: 35% - 45%• Factor Equipo: 30%-45%• Factor Proceso: 3%-35%
Personas 40%
Equipo40%
Proceso20%
EfectividadEfectividad del del ProcesoProceso
• Profit Controller• Profit Optimizer, Profit Max• Profit Bridge, Profit Sensor Pro• Unisim Design Suite
EfectividadEfectividad OperacionalOperacional• ShadowPlant• Alarm Configuration Manager• User Alert• Event Analyst• Alarm Analysis• ASM-specific Services• Unisim Operations (OTS)
RendimientoRendimiento del del ActivoActivo• Asset Manager PKS• Loop Scout
4
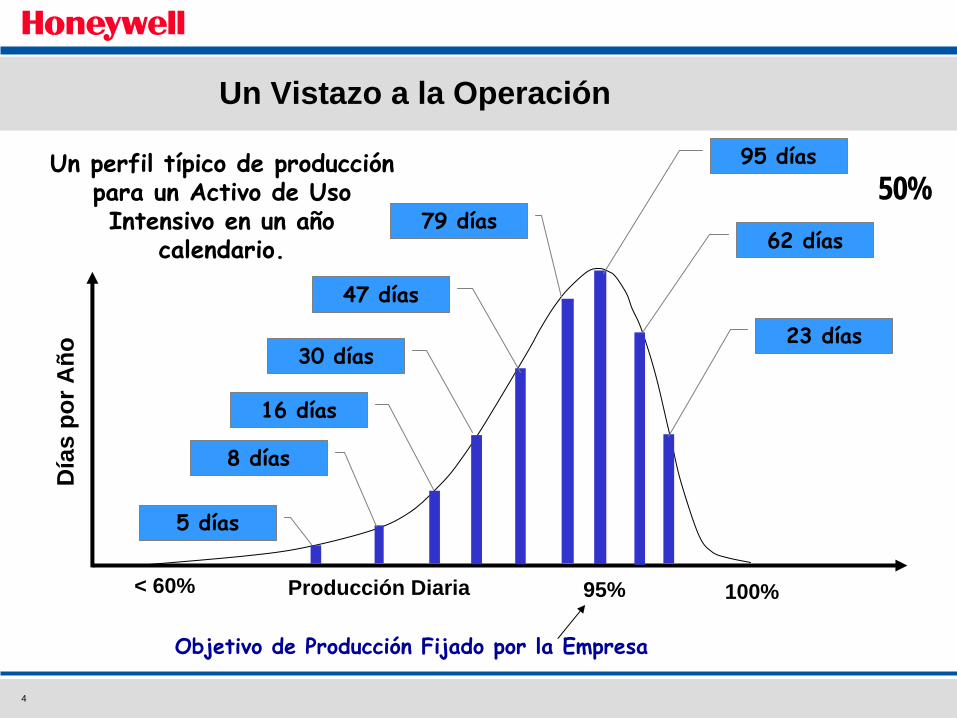
Un Vistazo a la Operación
Producción Diaria
Día
spo
rAño
95% 100%< 60%
Un perfil
típico
de producción
para
un Activo
de Uso
Intensivo
en un año
calendario.
95 días
62 días
23 días
79 días
47 días
30 días
16 días
8 días
5 días
Objetivo
de Producción
Fijado
por
la Empresa
50%
5© Honeywell 2009 - Proprietary and confidential
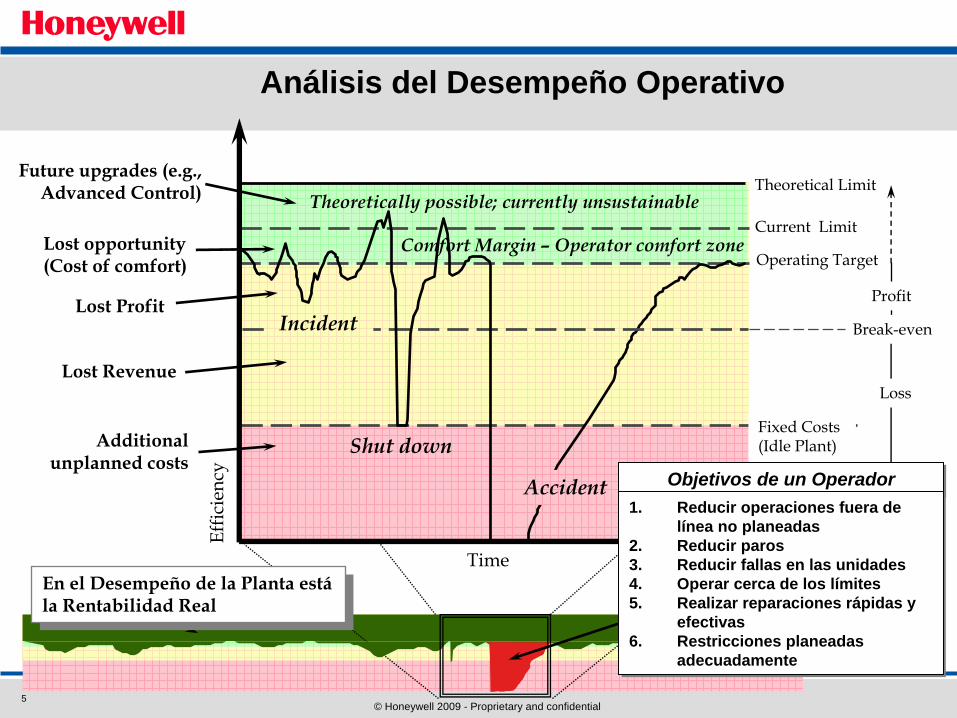
Effic
ienc
y
Time
Operating Target
Current Limit
Theoretical Limit
Comfort Margin –
Operator comfort zone
Theoretically possible; currently unsustainable
Lost opportunity(Cost of comfort)
Future upgrades (e.g., Advanced Control)
Lost Profit
Additional unplanned costs
Break-even
Loss
Fixed Costs(Idle Plant)
Accident
Lost Revenue
Profit
Shut down
Incident
Daños
en Equipo
de Proceso
representa
un Costo
mayor al 10%
Daños
en Equipo
de Proceso
representa
un Costo
mayor al 10%
En el Desempeño
de la Planta
está
la Rentabilidad
Real
En el Desempeño
de la Planta
está
la Rentabilidad
Real
Análisis del Desempeño Operativo
Objetivos de un OperadorObjetivos de un Operador1. Reducir operaciones fuera de
línea no planeadas 2. Reducir paros3. Reducir fallas en las unidades4. Operar cerca de los límites 5. Realizar reparaciones rápidas y
efectivas 6. Restricciones planeadas
adecuadamente
1. Reducir operaciones fuera de línea no planeadas
2. Reducir paros3. Reducir fallas en las unidades4. Operar cerca de los límites 5. Realizar reparaciones rápidas y
efectivas 6. Restricciones planeadas
adecuadamente
6
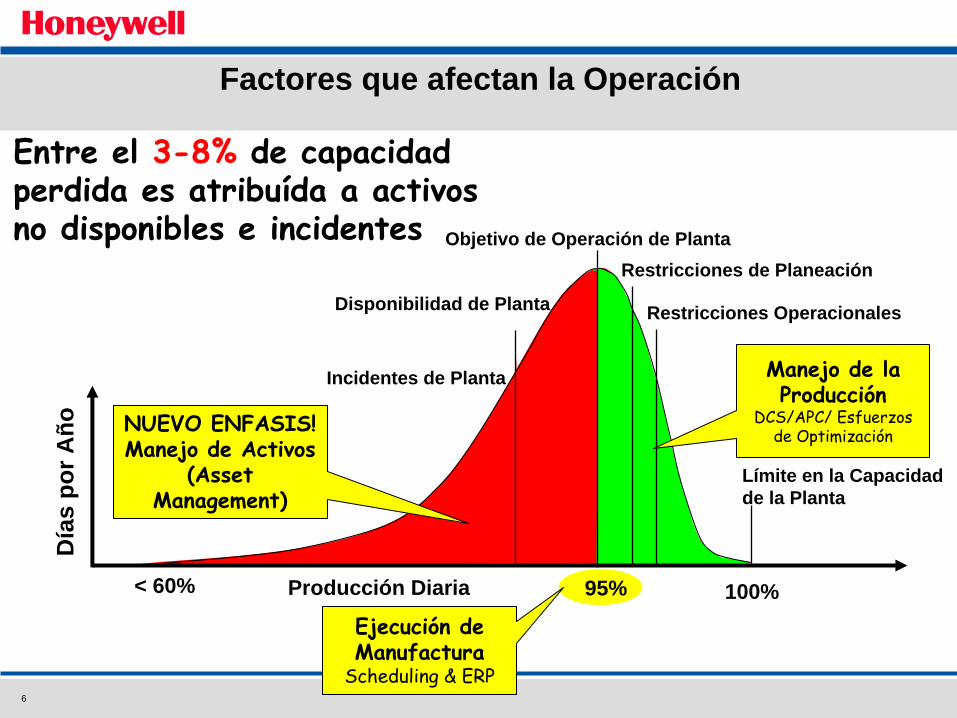
Factores que afectan la Operación
Producción Diaria
Día
spo
rAño
95% 100%< 60%
Entre el 3-8%
de capacidad perdida
es
atribuída
a activos
no disponibles
e incidentes
Disponibilidad de Planta
Incidentes de Planta Manejo
de la Producción
DCS/APC/ Esfuerzos
de Optimización
Ejecución
de Manufactura
Scheduling & ERP
NUEVO ENFASIS!Manejo
de Activos
(Asset
Management)
Objetivo de Operación de PlantaRestricciones de Planeación
Restricciones Operacionales
Límite en la Capacidadde la Planta
7
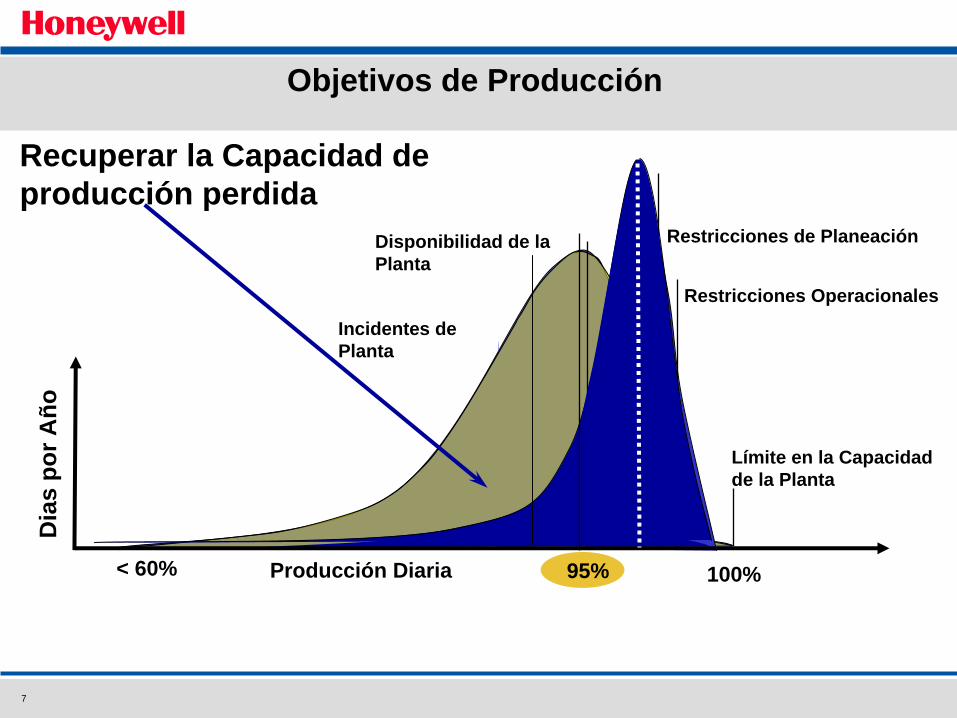
Límite en la Capacidad de la Planta
Producción Diaria
Dia
s po
rAño
Restricciones Operacionales
Restricciones de Planeación
95% 100%< 60%
Disponibilidad de la Planta
Incidentes de Planta
Recuperar la Capacidad de producción perdida
Objetivos de Producción
8
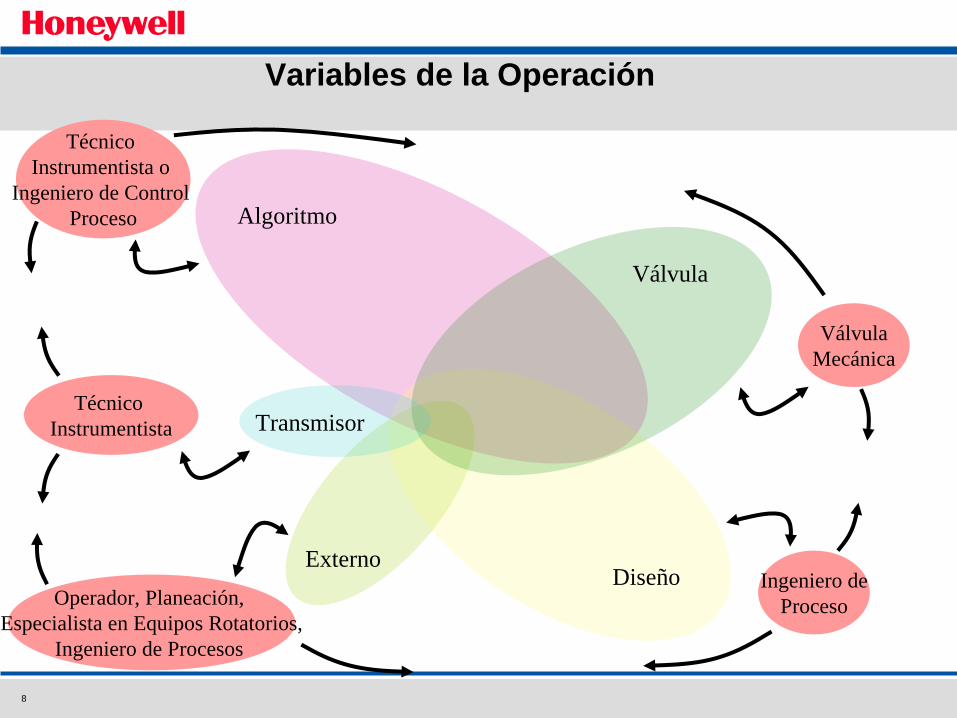
Algoritmo
Válvula
DiseñoExterno
Transmisor
VálvulaMecánica
Ingeniero deProceso
Técnico Instrumentista o
Ingeniero de Control Proceso
Técnico Instrumentista
Operador, Planeación, Especialista en Equipos Rotatorios,
Ingeniero de Procesos
Variables de la Operación
9
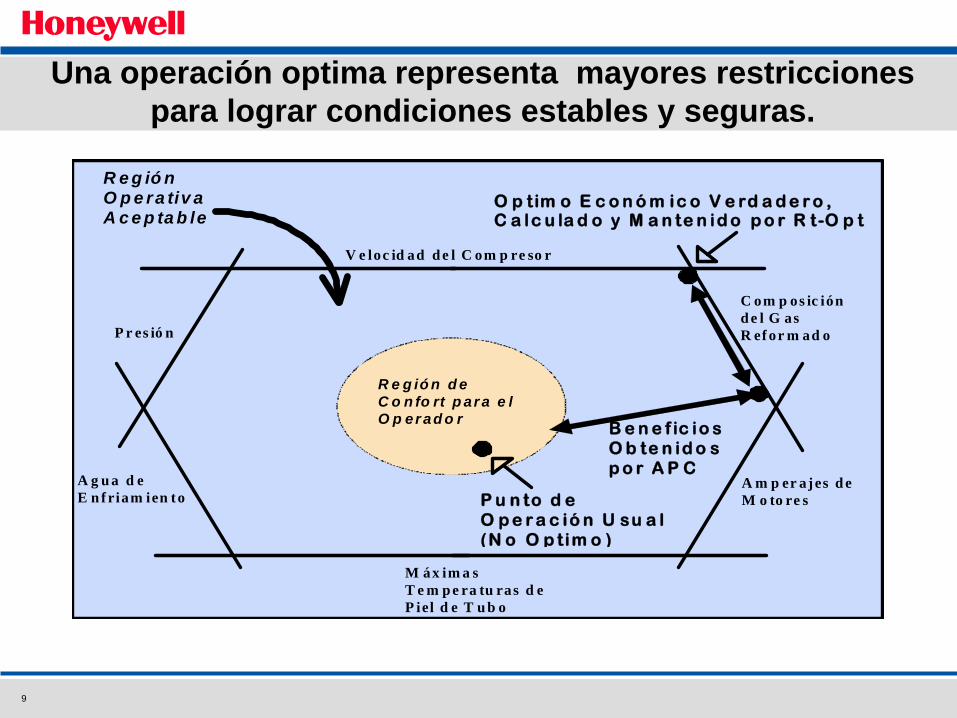
V e loc id ad d e l C om p re so r
C om p os ic ión d e l G as R ef or m ad o
M áx im a s T e m p e ra tu ras d e P iel d e T u b o
A m p er ajes d e M o to re s
A g u a d e E n f riam ien to
P r es ió n
R e g ió n O p e ra tiv a A c e p ta b le
O p tim o E c o n ó m ic o V e rd a d e r o , C a lc u la d o y M a n te n id o p o r R t-O p t
R e g ió n d e C o n fo rt p ar a e l O p er ad o r
P u n to d e O p e r a c ió n U su a l (N o O p tim o )
B e n e f ic io s O b te n id o s p o r A P C
Una operación optima representa mayores restricciones para lograr condiciones estables y seguras.
10
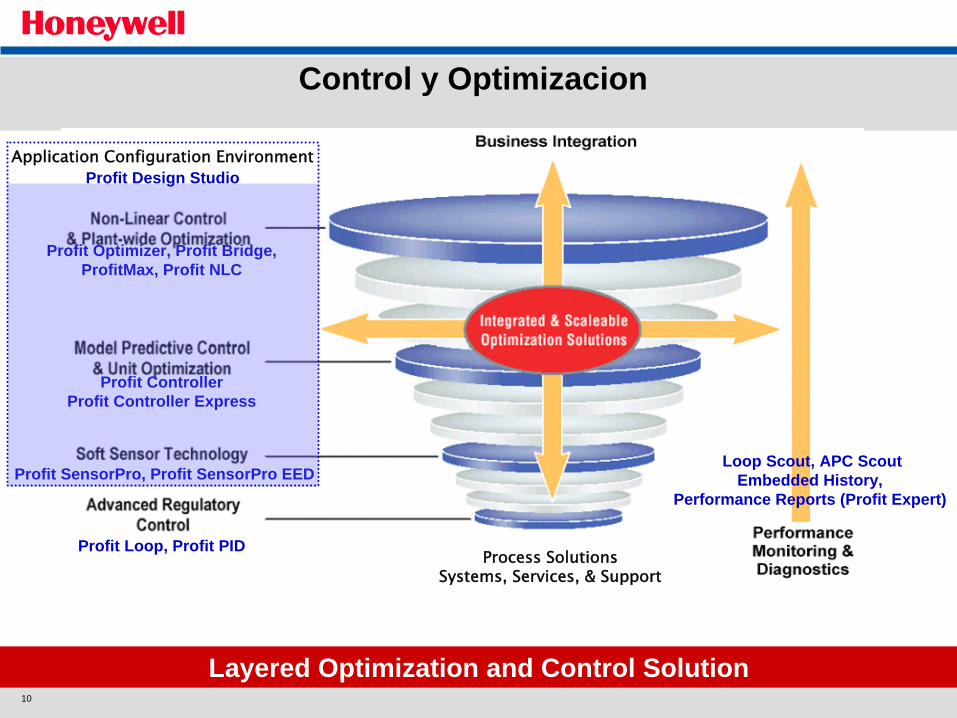
Control y Optimizacion
Process SolutionsSystems, Services, & Support
Profit Loop, Profit PID
Loop Scout, APC ScoutEmbedded History,
Performance Reports (Profit Expert)Profit SensorPro, Profit SensorPro EED
Profit ControllerProfit Controller Express
Profit Optimizer, Profit Bridge,ProfitMax, Profit NLC
Layered Optimization and Control Solution
Application Configuration EnvironmentProfit Design Studio
11
Consideraciones para mantener el valor en la optimización y control del proceso
• Problemas que se enfrentan los clientes– Recursos Limitados para mantener el valor de los beneficios en el tiempo
• Cambios en las directrices del negocio. • Degradación del modelo genera problemas de desempeño• Problemas en Equipo, instrumentación, lazos o válvulas• Variables claves fuera de seguimiento• Modificaciones al proceso, invalidan el diseño• Perdida de confianza en la operación de Unidades/Operadores• Inconsistencias entre el Proceso de Negocio y las Tecnologías aplicadas.
– Tiempo insuficiente para soportar adecuadamente las aplicaciones• Recursos limitados para soporte e implementación de nuevas aplicaciones• Recursos con experiencia limitada para atender problemas de operación.
– Operadores no entienden “que hacen las aplicaciones”• Por lo tanto, las aplicaciones son deshabilitadas o constantemente
limitadas/restringidas.
Recursos limitados no tienen porque limitar los beneficios de optimización y control del proceso
12
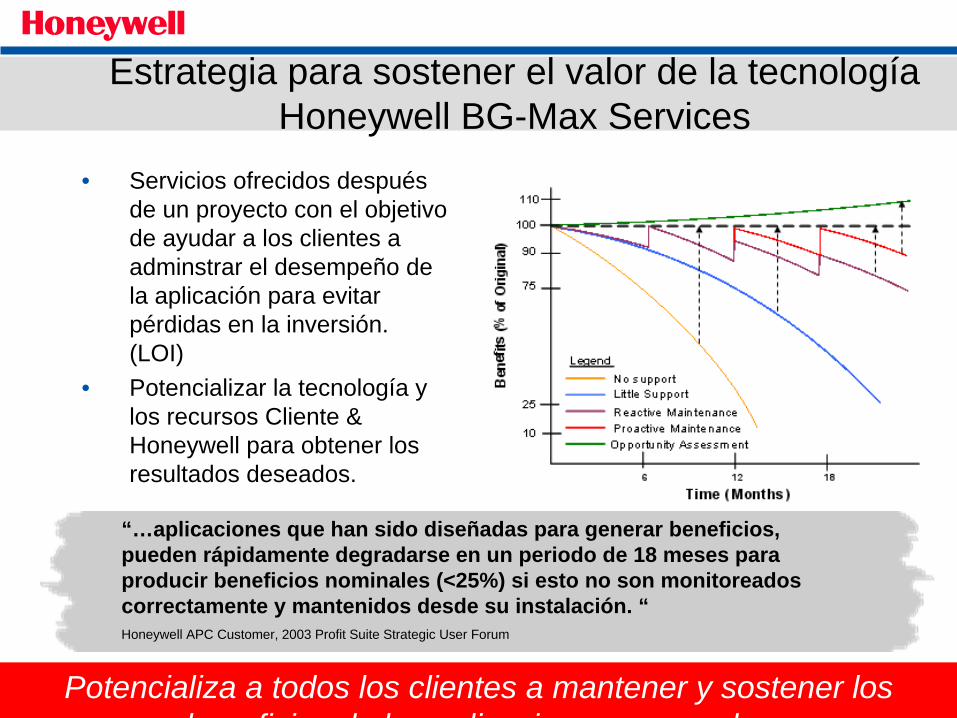
Estrategia para sostener el valor de la tecnología Honeywell BG-Max Services
• Servicios ofrecidos después de un proyecto con el objetivo de ayudar a los clientes a adminstrar el desempeño de la aplicación para evitar pérdidas en la inversión. (LOI)
• Potencializar la tecnología y los recursos Cliente & Honeywell para obtener los resultados deseados.
“…aplicaciones que han sido diseñadas para generar beneficios, pueden rápidamente degradarse en un periodo de 18 meses para producir beneficios nominales (<25%) si esto no son monitoreados correctamente y mantenidos desde su instalación. “Honeywell APC Customer, 2003 Profit Suite Strategic User Forum
Potencializa a todos los clientes a mantener y sostener los b fi i d l li i d
13
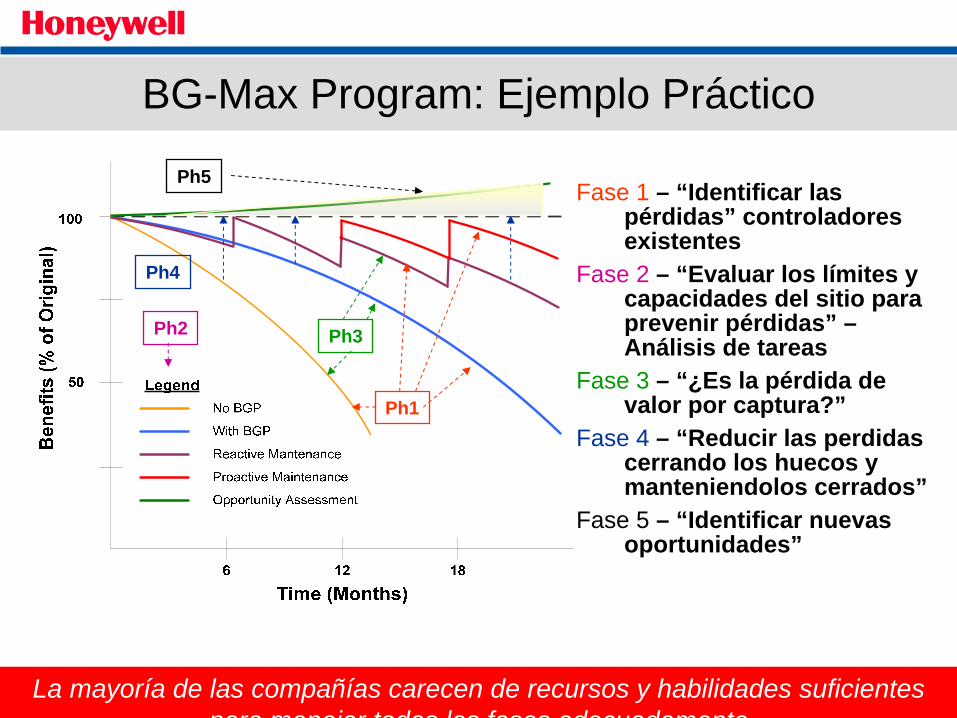
BG-Max Program: Ejemplo Práctico
Ph1
Ph3Ph2
Ph4
Fase 1 – “Identificar las pérdidas” controladores existentes
Fase 2 – “Evaluar los límites y capacidades del sitio para prevenir pérdidas” – Análisis de tareas
Fase 3 – “¿Es la pérdida de valor por captura?”
Fase 4 – “Reducir las perdidas cerrando los huecos y manteniendolos cerrados”
Fase 5 – “Identificar nuevas oportunidades”
Ph5
La mayoría de las compañías carecen de recursos y habilidades suficientespara manejar todas las fases adecuadamente
14
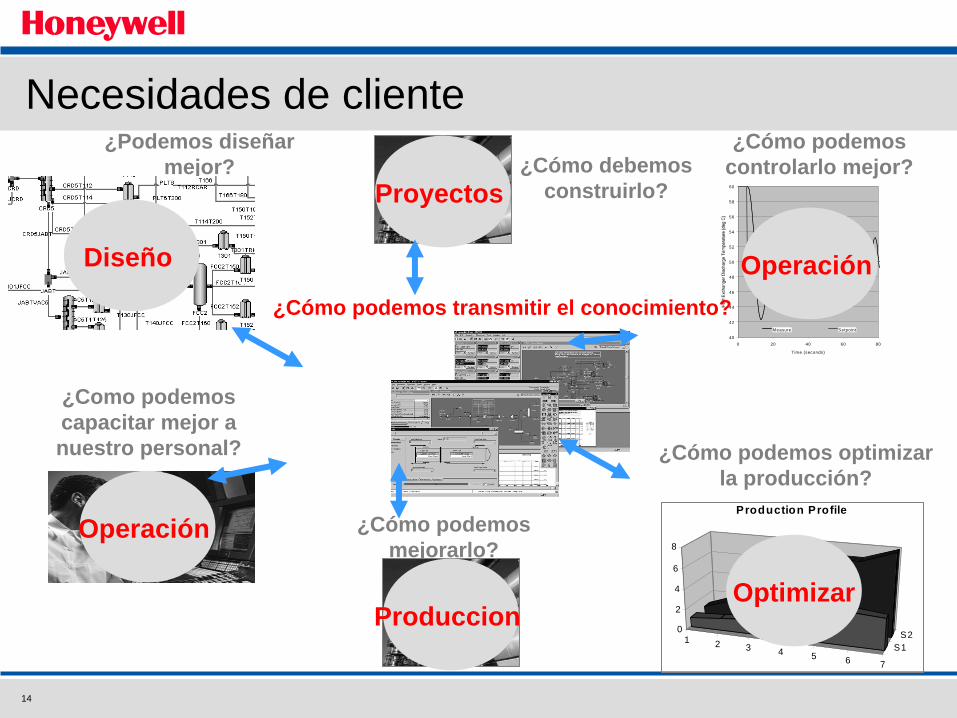
¿Cómo debemos construirlo?
¿Podemos diseñar mejor?
40
42
44
46
48
50
52
54
56
58
60
0 20 40 60 80
Time (seconds)
Measure Setpoint
¿Cómo podemos controlarlo mejor?
¿Como podemos capacitar mejor a nuestro personal?
¿Cómo podemos mejorarlo?
¿Cómo podemos optimizar la producción?
1 2 3 4 5 6 7
S1S20
2
4
6
8
Production Profile
Operación
Operación
ProduccionOptimizar
Proyectos
Diseño
Necesidades de cliente
¿Cómo podemos transmitir el conocimiento?
15© Honeywell 2009 - Proprietary and confidential
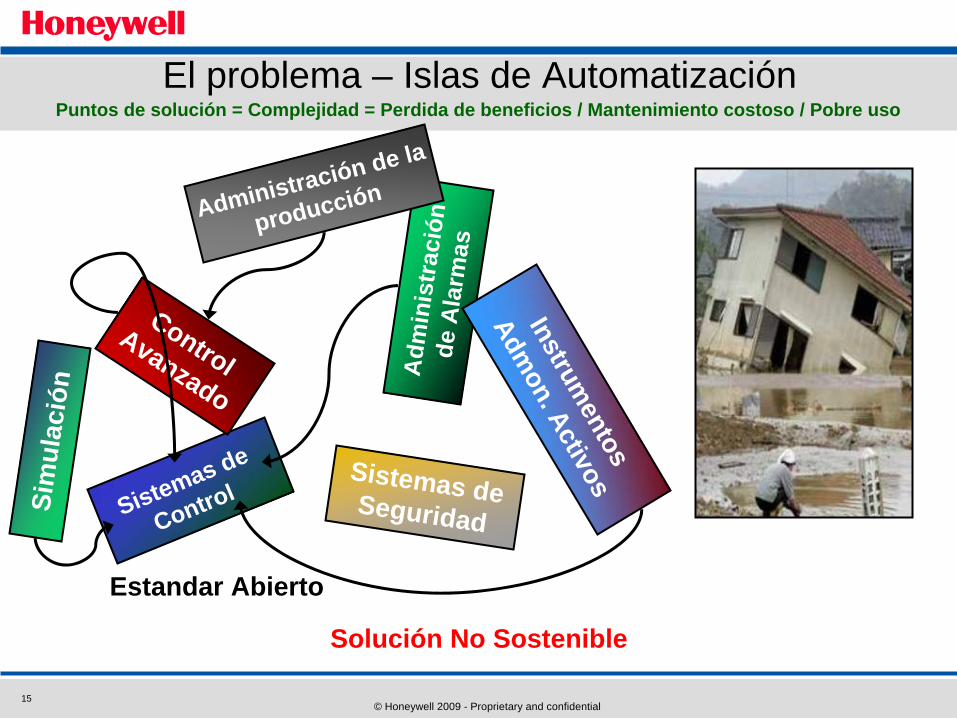
El problema – Islas de Automatización
Solución No Sostenible
Sistemas de
ControlSistemas de Seguridad
Control Avanzado
Adm
inis
trac
ión
de A
larm
asInstrum
entos
Admon. Activos
Administración de la
producción
Sim
ulac
ión
Puntos de solución = Complejidad = Perdida de beneficios / Mantenimiento costoso / Pobre uso
Estandar Abierto
16© Honeywell 2009 - Proprietary and confidential
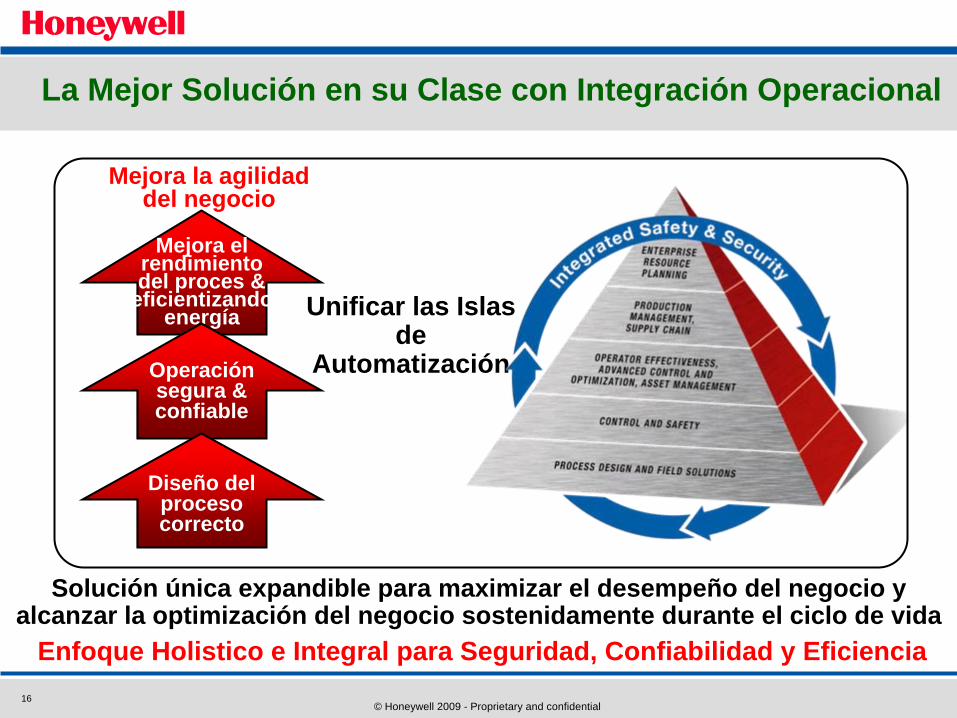
Enfoque Holistico e Integral para Seguridad, Confiabilidad y Eficiencia
La Mejor Solución en su Clase con Integración Operacional
Solución única expandible para maximizar el desempeño del negocio y alcanzar la optimización del negocio sostenidamente durante el ciclo de vida
Unificar las Islas de
Automatización
Mejora la agilidad del negocio
Mejora el rendimiento del proces &
eficientizando energía
Operación segura & confiable
Diseño del proceso correcto
17
3. Knowledge Management Dev.
18
3. Knowledge Management Dev.c
19
3. Knowledge Management Dev.c
20
3. Knowledge Management Dev.c
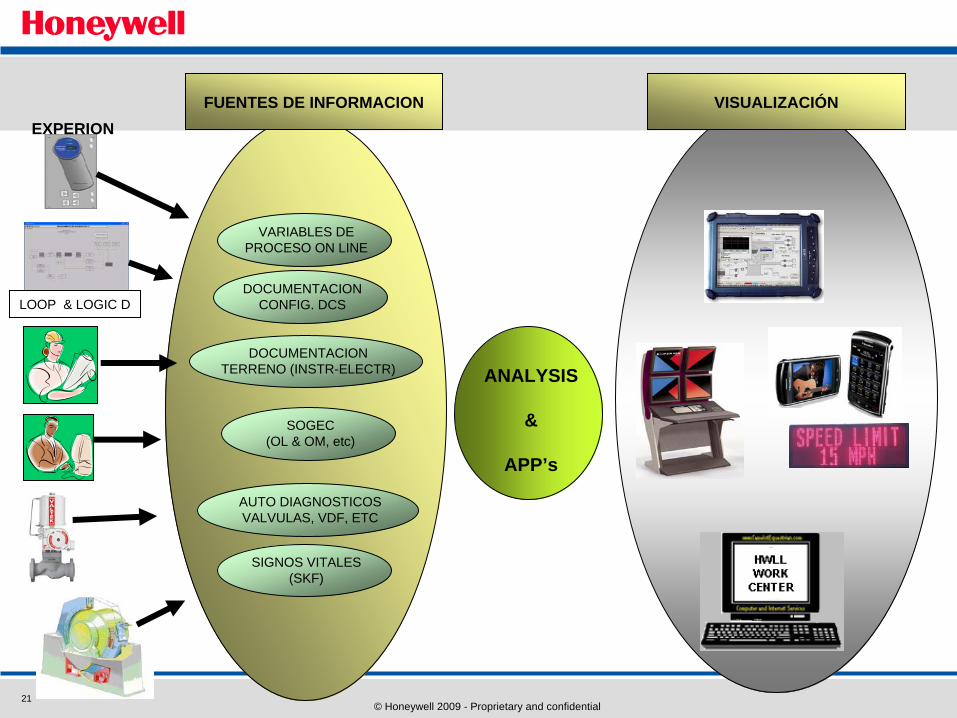
21© Honeywell 2009 - Proprietary and confidential
EXPERION
VARIABLES DE PROCESO ON LINE
DOCUMENTACIONCONFIG. DCS
DOCUMENTACIONTERRENO (INSTR-ELECTR)
FUENTES DE INFORMACION
AUTO DIAGNOSTICOSVALVULAS, VDF, ETC
SIGNOS VITALES(SKF)
LOOP & LOGIC D
ANALYSIS
&
APP’s
SOGEC (OL & OM, etc)
VISUALIZACIÓN

22© Honeywell 2009 - Proprietary and confidential
Ciclo de Vida y Administración del Conocimiento
Visión UnificadaVisiVisióónn UnificadaUnificada
Centro de Soporte Centro de Soporte RemotoRemoto
Acceso Centralizado a lasAplicaciones de Control
AccesoAcceso CentralizadoCentralizado a a laslasAplicacionesAplicaciones de Controlde Control
Acceso Centralizado a los datos de proceso
AccesoAcceso CentralizadoCentralizado a a los datos de procesolos datos de proceso
……..
OperatorOperator
PLANT NPLANT N
Basic controlBasic control
Advanced Advanced controlcontrol
OperatorOperator
PLANT 1PLANT 1
Basic controlBasic control
Advanced Advanced controlcontrol
Knowledge Knowledge databasedatabase
Infraestructura de SoporteUnificada
InfraestructuraInfraestructura de de SoporteSoporteUnificadaUnificada
INTERNETINTERNETMobile accessMobile access
VPNVPN
23
¿Preguntas?