INSTITUTO POLITÉCNICO NACIONAL · 2017-12-14 · instituto politÉcnico nacional escuela superior...
92
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD PROFESIONAL AZCAPOTZALCO DESARROLLO DE MANUAL PARA CONTROL DE SOLDADURA POR RESISTENCIA ARO MICRO 2X16 III. VERSIÓN 10T32 PRC-TIPO 4B/4C. T E S I S P R O F E S I O N A L QUE PARA OBTENER EL TÍTULO DE: INGENIERO MECÁNICO P R E S E N T A: D A V I D L E M O I N E L Ó P E Z. MÉXICO, D, F. 2008
Transcript of INSTITUTO POLITÉCNICO NACIONAL · 2017-12-14 · instituto politÉcnico nacional escuela superior...
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
DESARROLLO DE MANUAL PARA CONTROL DE SOLDADURA POR RESISTENCIA ARO MICRO
2X16 III. VERSIÓN 10T32 PRC-TIPO 4B/4C.
T E S I S P R O F E S I O N A L QUE PARA OBTENER EL TÍTULO DE: INGENIERO MECÁNICO P R E S E N T A: D A V I D L E M O I N E L Ó P E Z.
MÉXICO, D, F. 2008
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
TESIS y EXAMEN ORAL
QUE PARA OBTENER El TíTULO DE INGENIERO MECÁNICO DEBERÁ DESARROllAR El C.: DAVID LEMOINE LÓPEZ
"DESARROLLO DE MANUAL PARA CONTROL DE SOLDADURA POR RESISTENCIA ARO MICRO 2X16 111. VERSiÓN 10T32 PRC-TIPO 4B/4C."
Las especificaciones de ingeniería de la soldadura por resistencia para las armadoras de vehículos automotores día a día van sufriendo cambios con el fin de robustecer los sistemas de calidad y garantizar la seguridad del cliente, dando un valor agregado a cada vehículo.
Es por esta razón, que en este trabajo se pretende mostrar las especificaciones técnicas y proceso por el cual es sometida la carrocería del vehículo, cuyo fin es garantizar la satisfacción de cliente.
EL TEMA COMPRENDERÁ LOS SIGUIENTES PUNTOS:
1. GENERALIDADES. 2. DESARROLLO Y EVALUACiÓN DE SOLDADURA DE RESISTENCIA DE PUNTOS. 3. DESCRIPCiÓN Y PROGRAMACiÓN DE CONTROL DE SOLDADURA POR
RESISTENCIA (PUNTOS). 4. SEGURIDAD. 5. MEJORA CONTINUA Y HERRAMIENTA DE CONTROL DEL PROCESO.
ING. JORGE GÓMEZ VILLARREAL
NOTA: Se SU9iere;70tilia.. r el Sistema Internacional de Unidades. AT-177/200a '7 P.S. 97-03 ri JGV/AAC/FVC/aije ~/
Agradecimientos:
A Díos y a Jesucristo: Por darme la fortuna de concluir esta importante etapa de mi vida con Salud, dicha y Mucha Felicidad.
A mi Familia Lemoine López: Porque gracias a su preocupación y a su amor me han dado una de las satisfacciones más importantes en el trayecto de la vida. Todo ese gran esfuerzo y apoyo que me han brindado desde que tuve la fortuna de compartir un hogar con ustedes concluye con esta Tesis, esto, es el primer fruto de todo ese gran esfuerzo pero no será el ultimo.
A mi Familia Lemoine Enríquez: Gracias a ti mi amor, que diste un giro completo a mi vida y que me diste la gran dicha de formar una Familia muy hermosa a tu lado. TE AMO MUCHO DEMASIADO. Gracias a ustedes hijos, mi principal motivo de superación, ustedes son la fuerza y la esperanza de mi vida. LOS AMO MUCHO DEMASIADO.
A mi Familia Enríquez González y González Cruz: Muchísimas gracias a todos, han sido un eslabón muy fuerte en esta gran cadena, su apoyo incondicional a mi Familia y a mi, son muestras del apoyo y amor que nos tienen y eso se los agradezco con todo mi CORAZON GRACIAS.
A mis Profesores: Que gracias a su vocación, a su paciencia y a sus ganas de compartir sus conocimientos, me ayudaron a crecer no solo con créditos académicos sino también como persona.
A mis compañeros(a) y amigos(a): A todas aquellas personas que con su ayuda, sus consejos y sus mejores deseos, creyeron en mi. Todos esos momentos tan especiales que he pasado junto a ustedes fueron parte de mi motivación para concluir de esta manera. De todo CORAZON MUCHAS GRACIAS.
PERO ESTA TESIS LA DEDICO DE UNA MANERA MUY ESPECIAL A UNA PERSONA QUE SIGUE MIS PASOS DESDE UN LUGAR MUY LEJANO EN DONDE TODO ES DICHA Y FELICIDAD, ESA PERSONA ES MI PADRE.
GONZALO LEMOINE POZOS.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
i
ÍNDICE INTRODUCCIÓN 1 CAPÍTULO 1 2 GENERALIDADES
1.1 PROCESO DE SOLDADURA POR RESISTENCIA. 2 1.2 TIPOS DE SOLDADURA. ¿QUÉ ES Y PARA QUÉ SIRVE? 2 1.3 TIPOS DE UNIONES 3 1.4 CLASIFICACIÓN GENERAL DE MÉTODOS DE
SOLDADURA POR SU USO 3
1.4.1 Soldadura blanda 4 1.4.2 Soldadura fuerte 5 1.4.3 Soldadura por forja 6 1.4.4 Soldadura con gas 6 1.4.5 Soldadura por resistencia 8 1.4.6 Soldadura por inducción 12 1.4.7 Soldadura por arco eléctrico 13 1.4.7.1 Soldadura por arco con hidrógeno atómico 14 1.4.7.2 Soldadura por arco con gas protector 15 1.4.8 Soldadura por vaciado 16 1.4.9 Soldadura por fricción 16 1.4.10 Soldadura por explosión 17 CAPÍTULO 2 19 DESARROLLO Y EVALUACIÓN DE SOLDADURA DE RESITENCIA 19 POR PUNTOS
2.1 DEFINICIÓN DE SOLDADURA POR RESISTENCIA 19 2.2 APLICACIONES 20 2.3 REQUERIMIENTO DE ALINEACIÓN ENTRE
ELECTRODOS 21 2.4 REQUERIMIENTO DEL TAMAÑO DE LA NUEZ 22 2.5 RELACIÓN ENTRE LAS VARIABLES DE SOLDADURA 22 2.6 EQUIPO (GENERALIDADES) 23 2.6.1 Circuito eléctrico 23 2.6.2 Equipo de control 24 2.6.3 Sistema mecánico 24
2.7 CALOR GENERADO EN LA SOLDADURA POR 25
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
ii
RESISTENCIA 2.8 EFECTO DE LA CORRIENTE DE SOLDADURA 26 2.9 EFECTO DE LA FUERZA DEL ELECTRODO 26 Fuerza de los electrodos 27 2.10 VALVULA SOLENOIDE 28 2.11 CONTROL DE SOLDADURA POR RESISTENCIA 28 2.12 FUNCIÓN DE LOS ELECTRODOS 29 2.12.1 Mantenimiento de los electrodos 29 2.12.2 Reparado de los electrodos 29 2.12.3 Diseño de los electrodos 30 2.12.4 Efecto del diseño y composición del electrodo 32 2.12.4.1 Composición 32 2.12.4.2 Diseño 33 2.13 CLASES DE SOLDADURA 33 2.13.1 Clases de soldadura en superficies del vehículo 33
2.14 EVALUACION DE LA SOLDADURA DENTRO DEL 35 PROCESO
2.14.1 Método de prueba visual 36 2.14.2 Método de prueba manual 37 CAPÍTULO 3 39 DESCRIPCIÓN Y PROGRAMACIÓN DE CONTROL DE SOLDADURA POR RESISTENCIA (PUNTOS). 3.1 DISEÑO GENERAL 39 3.2 CONSTITUCIÓN 40 3.3 PANEL FRONTAL 41 3.4 GENERALIDADES 42 3.5 ORGANIZACIÓN DE LOS PROGRAMAS Y PARÁMETROS 42 3.5.1 Acceso a los parámetros 42 3.5.2 Modificación de los parámetros 43 3.6 FUNDAMENTOS ELÉCTRICOS 45 3.7 FUNCIONAMIENTO DE LA PUNTEADORA 47 3.8 DEFINICION DE LOS PARÁMETROS DE SOLDADURA 48 3.8.1 Necesidades y límites de la regulación de corriente 48
3.9 PROGRAMACIÓN DE LOS TIEMPOS DE UN CICLO DE SOLDADURA
3.9.1 Ciclo de soldadura de 6 tiempos 49 3.9.2 Encendido y extensión progresiva de los tiristores 52 UPSLOPE / DOWNSLOPE
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
iii
CAPÍTULO 4 SEGURIDAD 53
4.1 GENERALIDADES 53 4.2 ¿POR QUÉ SUCEDEN LOS ACCIDENTES? 53 4.3 ¿CUÁL ES LA CAUSA DE LOS RIESGOS? 54 4.4 ¿CUÁLES SON LAS PRÁCTICAS DE TRABAJO SEGURAS? 54
4.41 Tres pasos fundamentales para la seguridad 54 4.4.2 Reconocer riesgos 55 4.4.3 Análisis de seguridad en el trabajo 55 4.4.4 Revisando su trabajo 55 4.4.5 Reportando riesgos 56 4.4.6 Controlando riesgos 57 4.4.7 Funciones de las compañías 57
4.4.8 Obligaciones de los trabajadores con respecto a su 58 seguridad
4.4.9 Prácticas de trabajo seguras 58 4.4.10 Calidad de aire y ventilación 58 4.4.11 Ropa 59 4.4.12 Gases comprimidos 59 4.4.13 Entrada a espacios confinados 59 4.4.14 Electricidad 60 4.4.15 Procedimientos de emergencia 60 4.416 Swich quitado candado colocado y control de la 61 energía (sqcc)
4.5 ENTRADAS Y SALIDAS 61 4.6 ERGONOMÍA 62 4.7 EL PROCESO ERGONÓMICO Y USTED 63
4.7.1 Las tres mayores fuentes de desordenes traumáticos 64 Acumulativos
4.8 PREVENCIÓN Y CONTROL DE INCENDIO 64 4.8.1 Limpieza 65 4.8.2 Alumbrado 65 4.8.3 Maquinaria 65 4.8.4 Guardas en las máquinas 66 4.8.5 Controles en las máquinas 66 4.9 PROCEDIMIENTOS MÉDICOS 66 4.9.1 Control del ruido y conservación del oído 67 4.10 EQUIPO DE TRABAJO ELEVADO 67 4.11 SEGURIDAD DE PEATONESY VEHÍCULOS 68 4.12 EQUIPO DE PROTECCIÓN PERSONAL 69 4.13 CONDICIONES EXTREMAS DE CALOR 70
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
iv
4.14 ENTRENAMIENTO PARA PUNTEADORES 71 CAPÍTULO 5 72 MEJORA CONTINUA Y HERRAMIENTAS DE CONTROL DEL PROCESO 5.1 MEJORA CONTINUA 73 5.2 METODOLOGÍAS DE MEJORA 74
5.3 ANÁLISIS DE MODOS Y EFECTOS DE FALLAS 75 POTENCIALES EN PROCESOS DE MANUFACTURA Y ENSAMBLE (AMEF DE PROCESO)
5.4 DIAGRAMA CAUSA EFECTO 76 5.4.1 Metodología para construir un diagrama 76
Causa-efecto 5.5 PARETO 78
5.5.1 Procedimiento para elaborar un diagrama 79 de pareto
5.5.2 Ventajas 79 5.5.3 Implementación 80 5.6 PLAN DE CONTROL 82 5.6.1 Implementación 82 5.6.2 Procedimiento para elaborar un plan de control 83 5.6.3 Etapas de un plan de control 83 CONCLUSIONES 84 BIBLIOGRAFÍA 85
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
1
INTRODUCCIÓN El desarrollo que ha tenido la industria automotriz en nuestro país, ha sido fundamental con el fin de manufacturar vehículos con calidad, a través del cumplimiento de las regulaciones corporativas y gubernamentales mediante la mejora continua de los procesos, para garantizar la satisfacción total de nuestros clientes. Para poder cumplir con estas normas y especificaciones en el ensamble de la carrocería de un vehículo es empleado un proceso llamado “Soldadura por resistencia” en donde, este proceso nos garantiza la unión de los metales. Para lograr la soldadura en algunos procesos, se requiere solo de fuerza para la unión, otros requieren de un material de aporte y energía térmica que derrita a dicho material. En este proceso como en cualquier otro que se utiliza en la manufactura de la industria automotriz, es necesario cumplir con un sistema de calidad que reúna todos los requerimientos, normas y especificaciones mandatorias por Ingeniería del Producto, dentro de estas especificaciones se encuentra el Diámetro requerido de nuez de soldadura (NUGGET) Así como tener estabilidad en los indicadores Internos y Externos de Calidad. Para seguir siendo una empresa líder en el mercado automotriz es necesario seguir a la vanguardia, incorporando tecnología de punta, es por ello que se incorporó un control de soldadura por resistencia Marca “ARO” modelo Micro 2 x 16 III Versión. 10T32 PRC Automóvil Tipo 4B/4C. Es por ello que un grupo interdisciplinario trabajó para encontrar la funcionalidad y aspectos relevantes de dicho control para dar un valor agregado a la manufactura de los vehículos.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
2
CAPÍTULO 1
GENERALIDADES 1.1 PROCESO DE SOLDADURA POR RESISTENCIA. El proceso de soldadura como cualquier otro proceso que se utiliza para la manufactura de un vehículo se rige por ciertas especificaciones que se tiene que cumplir en un cien por cien para evitar costos por retrabajos (perdidas) y ensamblar un vehículo con la más alta calidad y cero reclamaciones por parte del cliente (usuario final ). 1.2 TIPOS DE SOLDADURA. QUE ES Y PARA QUÉ SIRVE? La soldadura es un proceso para la unión de dos metales por medio de calor y/o presión y se define como la liga metalúrgica entre los átomos del metal a unir y el de aporte. Para lograr la soldadura algunos procesos requieren sólo de fuerza para la unión, otros requieren de un metal de aporte y energía térmica que derrita a dicho metal. Cada uno de los diferentes procesos de soldadura tiene sus características de ingeniería particulares y sus costos específicos. Existen diferentes tipos de uniones de los materiales, estas uniones se conocen como juntas y van desde las elementales hasta las más complejas, a continuación se muestran algunas de las juntas de soldadura más comunes. Su aplicación dependerá fundamentalmente del tipo de material a utilizar, la apariencia de la unión y del uso que se dará a la unión.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
3
1.3 TIPOS DE UNIONES.
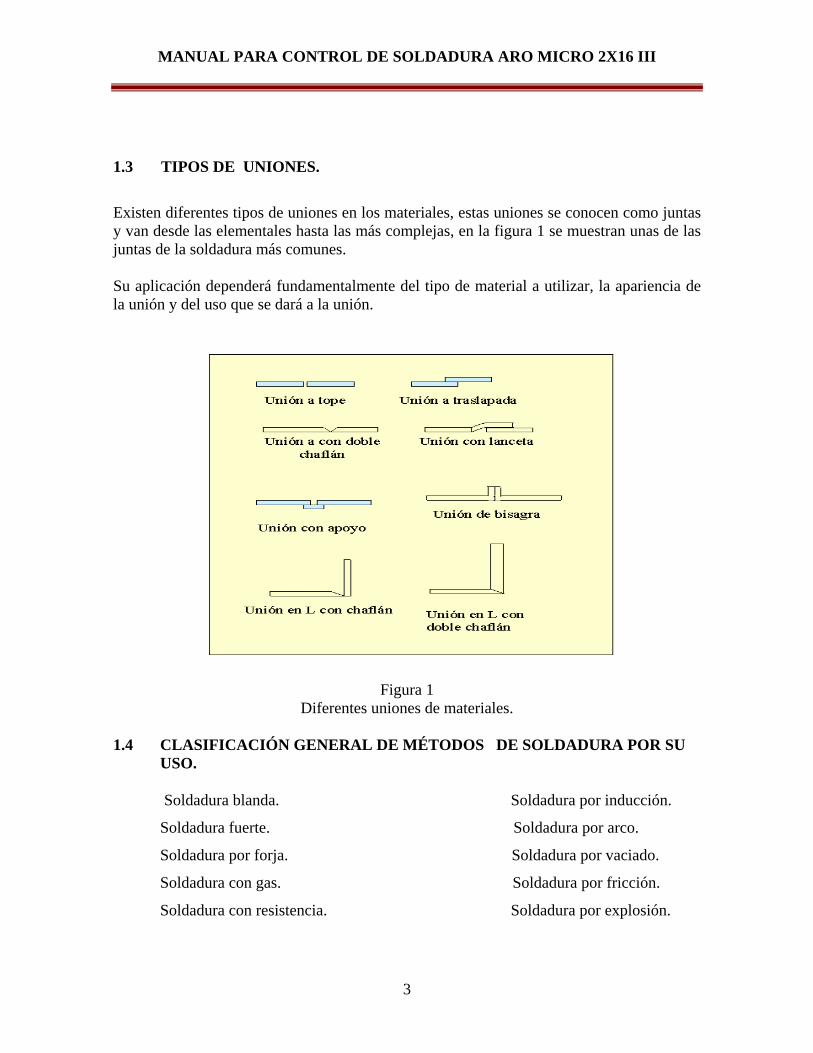
Existen diferentes tipos de uniones en los materiales, estas uniones se conocen como juntas y van desde las elementales hasta las más complejas, en la figura 1 se muestran unas de las juntas de la soldadura más comunes. Su aplicación dependerá fundamentalmente del tipo de material a utilizar, la apariencia de la unión y del uso que se dará a la unión.
Figura 1 Diferentes uniones de materiales.
1.4 CLASIFICACIÓN GENERAL DE MÉTODOS DE SOLDADURA POR SU
USO.
Soldadura blanda. Soldadura por inducción.
Soldadura fuerte. Soldadura por arco.
Soldadura por forja. Soldadura por vaciado.
Soldadura con gas. Soldadura por fricción.
Soldadura con resistencia. Soldadura por explosión.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
4
1.4.1 Soldadura blanda. Es la unión de dos piezas de metal por medio de otro metal llamado de aporte, éste se aplica entre ellas en estado líquido. La temperatura de fusión de estos metales no es superior a los 430 ºC. En este proceso se produce una aleación entre los metales y con ello se logra una adherencia que genera la unión. En los metales de aporte por lo regular se utilizan aleaciones de plomo y estaño los que funden entre los 180 y 370 ºC. Este tipo de soldadura es utilizado para la unión de piezas que no estarán sometidas a grandes cargas o fuerzas. Una de sus principales aplicaciones es la unión de elementos a circuitos eléctricos. Por lo regular el metal de aporte se funde por medio de un cautín y fluye por capilaridad. A continuación se mencionan las ventajas y desventajas de ésta: Ventajas:
Bajo ingreso de energía Se cuenta con diversos métodos de calentamiento Buena conductividad eléctrica y térmica en la unión Fácil de reparar y trabajar
Desventajas:
Baja resistencia en la unión a menos que se refuerce mediante medios mecánicos Posible debilitamiento o fusión de la unión en servicios de temperatura elevada.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
5
1.4.2 Soldadura fuerte. En esta soldadura se aplica también metal de aporte en estado líquido, pero este metal, por lo regular no ferroso, tiene su punto de fusión superior a los 430 ºC y menor que la temperatura de fusión del metal base. Por lo regular se requiere de fundentes especiales para remover los óxidos de las superficies a unir y aumentar la fluidez al metal de aporte. Algunos de los metales de aporte son aleaciones de cobre, aluminio o plata. A continuación se presentan algunos de los más utilizados para las soldaduras denominadas como fuertes:
1.-Cobre. Su punto de fusión es de 1083ºC.
2.-Bronces y latones con punto de fusión entre los 870 y 1100ºC.
3.-Aleaciones de plata con temperaturas de fusión entre 630 y 845ºC.
4.-Aleaciones de aluminio con temperatura de fusión entre 570 y 640ºC
5.-La soldadura dura se puede clasificar por la forma en la que se aplica el metal de aporte
Y en algunos de estos métodos son : a) Inmersión. El metal de aporte previamente fundido se introduce entre las dos piezas que se van a unir, cuando éste se solidifica las piezas quedan unidas. b) Horno. El metal de aporte en estado sólido, se pone entre las piezas a unir, éstas son calentadas en un horno de gas o eléctrico, para que con la temperatura se derrita al metal de aporte y se genere la unión al enfriarse. c) Soplete. El calor se aplica con un soplete de manera local en las partes del metal a unir, el metal de aporte en forma de alambre se derrite en la junta. El soplete puede funcionar por medio de oxiacetileno o hidrógeno y oxígeno. d) Electricidad. La temperatura de las partes a unir y del metal de aporte se puede lograr por medio de resistencia a la corriente, por inducción o por arco, en los tres métodos, el calentamiento se da por el paso de la corriente entre las piezas metálicas a unir.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
6
1.4.3 Soldadura por forja. Es el proceso de soldadura más antiguo. El proceso consiste en el calentamiento de las piezas a unir en una fragua hasta su estado plástico y posteriormente por medio de presión o golpeteo se logra la unión de las piezas. En este procedimiento no se utiliza metal de aporte y la limitación del proceso es que sólo se puede aplicar en piezas pequeñas y en forma de lámina. La unión se hace del centro de las piezas hacia fuera y debe evitarse a como de lugar la oxidación, para esto se utilizan aceites gruesos con un fundente, por lo regular se utiliza bórax combinado con sal de amonio.
1.4.4 Soldadura con gas.
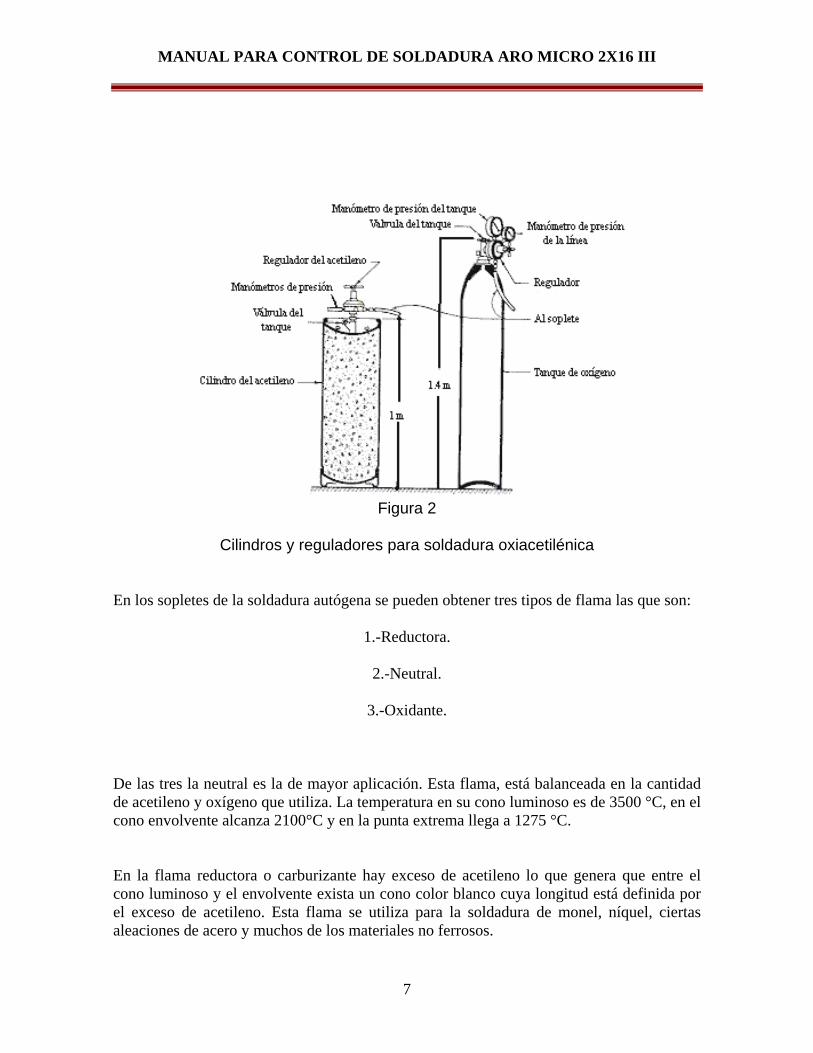
Este proceso incluye a todas las soldaduras que emplean gas para generar la energía necesaria para fundir el material de aporte. Los combustibles más utilizados son el acetileno y el hidrógeno los que al combinarse con el oxígeno, como comburente generan las soldaduras autógena y oxhídrica. La soldadura oxhídrica es producto de la combinación del oxígeno y el hidrógeno en un soplete. El hidrógeno se obtiene de la electrólisis del agua y la temperatura que se genera en este proceso es entre 1500 y 2000°C. La soldadura autógena se logra al combinar al acetileno y al oxígeno en un soplete. Se conoce como autógena porque con la combinación del combustible y el comburente se tiene autonomía para ser manejada en diferentes medios. El acetileno se produce al dejar caer terrones de carburo de calcio en agua, en donde el precipitado es cal apagada y los gases acetileno. Uno de los mayores problemas del acetileno es que no se puede almacenar a presión por lo que este gas se puede obtener por medio de generadores de acetileno o bien en cilindros los que para soportar un poco la presión 1.7 MPa, se les agrega acetona, como se muestra en la figura 2.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
7
Figura 2
Cilindros y reguladores para soldadura oxiacetilénica En los sopletes de la soldadura autógena se pueden obtener tres tipos de flama las que son:
1.-Reductora.
2.-Neutral.
3.-Oxidante. De las tres la neutral es la de mayor aplicación. Esta flama, está balanceada en la cantidad de acetileno y oxígeno que utiliza. La temperatura en su cono luminoso es de 3500 °C, en el cono envolvente alcanza 2100°C y en la punta extrema llega a 1275 °C. En la flama reductora o carburizante hay exceso de acetileno lo que genera que entre el cono luminoso y el envolvente exista un cono color blanco cuya longitud está definida por el exceso de acetileno. Esta flama se utiliza para la soldadura de monel, níquel, ciertas aleaciones de acero y muchos de los materiales no ferrosos.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
8
La flama oxidante tiene la misma apariencia que la neutral excepto que el cono luminoso es más corto y el cono envolvente tiene más color. Esta flama se utiliza para la soldadura por fusión del latón y bronce. Una de las derivaciones de este tipo de flama es la que se utiliza en los sopletes de corte en los que la oxidación súbita genera el corte de los metales. En los sopletes de corte se tiene una serie de flamas pequeñas alrededor de un orificio central, por el que sale un flujo considerable de oxígeno puro que es el que corta el metal. En algunas ocasiones en la soldadura autógena se utiliza aire como comburente, lo que genera que la temperatura de esta flama sea menor en un 20% que la que usa oxígeno, por lo que su uso es limitado a la unión sólo de algunos metales como el plomo. En este tipo de soldadura el soplete es conocido como mechero Bunsen. En los procesos de soldadura con gas se pueden incluir aquellos en los que se calientan las piezas a unir y posteriormente, sin metal de aporte, se presionan con la suficiente fuerza para que se genere la unión.
1.4.5 Soldadura por resistencia.
El principio del funcionamiento de este proceso, consiste en hacer pasar una corriente eléctrica de gran intensidad a través de los metales que se van a unir, como en la unión de los mismos, la resistencia es mayor que en sus cuerpos. Se generará el aumento de temperatura, aprovechando esta energía y con un poco de presión se logra la unión. La corriente eléctrica pasa por un transformador en el que se reduce el voltaje de 120 o 240 KV; a 4 o 12 V, y se eleva el amperaje considerablemente para aumentar la temperatura. La soldadura por resistencia es aplicable a casi todos los metales, excepto el estaño, zinc y plomo.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
9
En los procesos de soldadura por resistencia se incluyen los de:
a.- Soldadura por puntos.
b.- Soldadura por resaltes.
c.- Soldadura por costura .
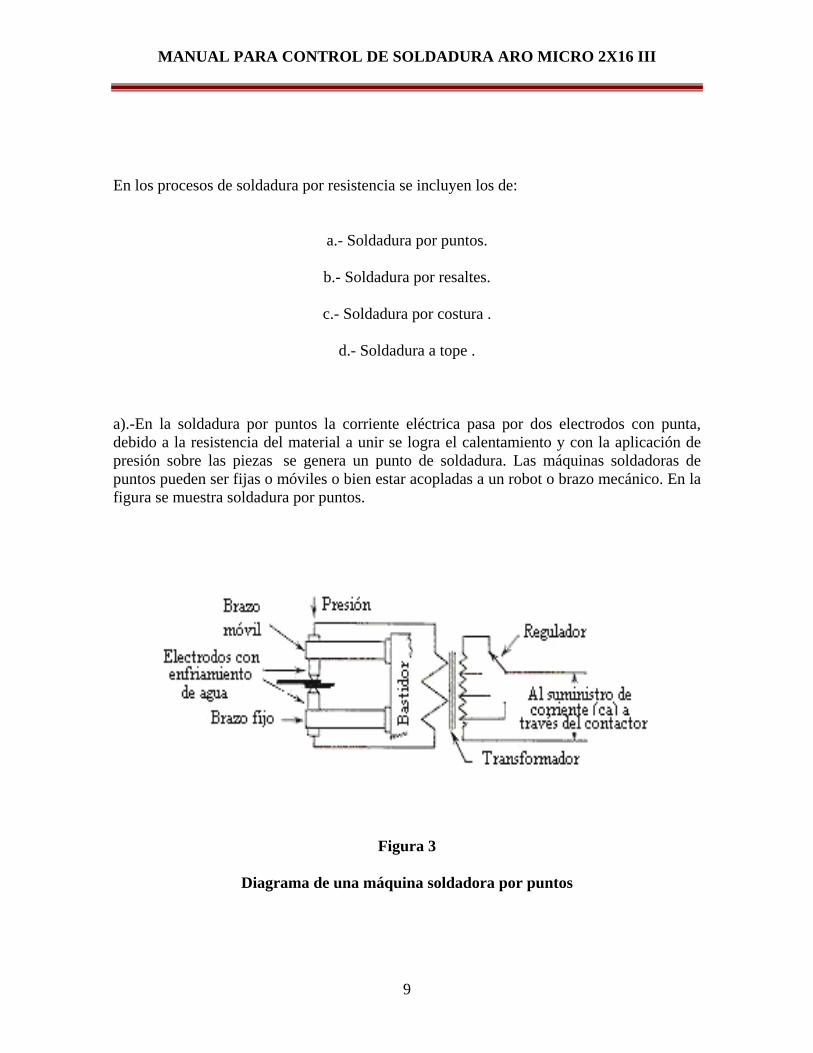
d.- Soldadura a tope . a).-En la soldadura por puntos la corriente eléctrica pasa por dos electrodos con punta, debido a la resistencia del material a unir se logra el calentamiento y con la aplicación de presión sobre las piezas se genera un punto de soldadura. Las máquinas soldadoras de puntos pueden ser fijas o móviles o bien estar acopladas a un robot o brazo mecánico. En la figura se muestra soldadura por puntos.
Figura 3
Diagrama de una máquina soldadora por puntos
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
10
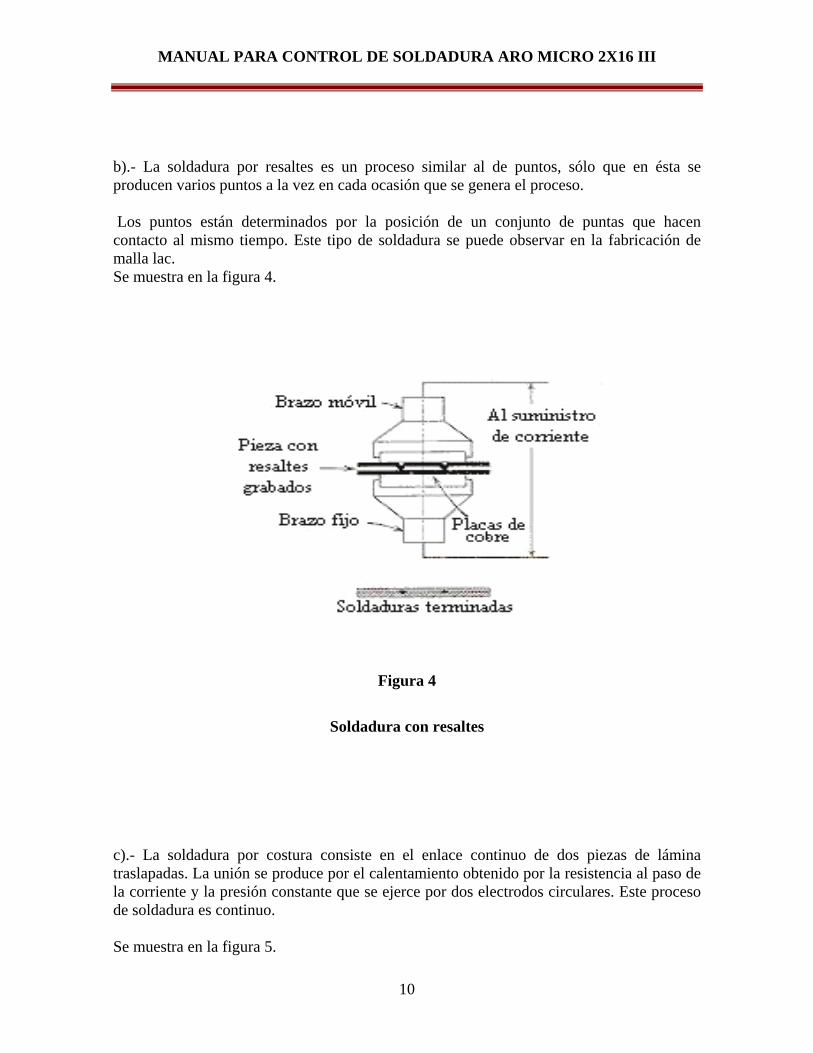
b).- La soldadura por resaltes es un proceso similar al de puntos, sólo que en ésta se producen varios puntos a la vez en cada ocasión que se genera el proceso. Los puntos están determinados por la posición de un conjunto de puntas que hacen contacto al mismo tiempo. Este tipo de soldadura se puede observar en la fabricación de malla lac. Se muestra en la figura 4.
Figura 4
Soldadura con resaltes
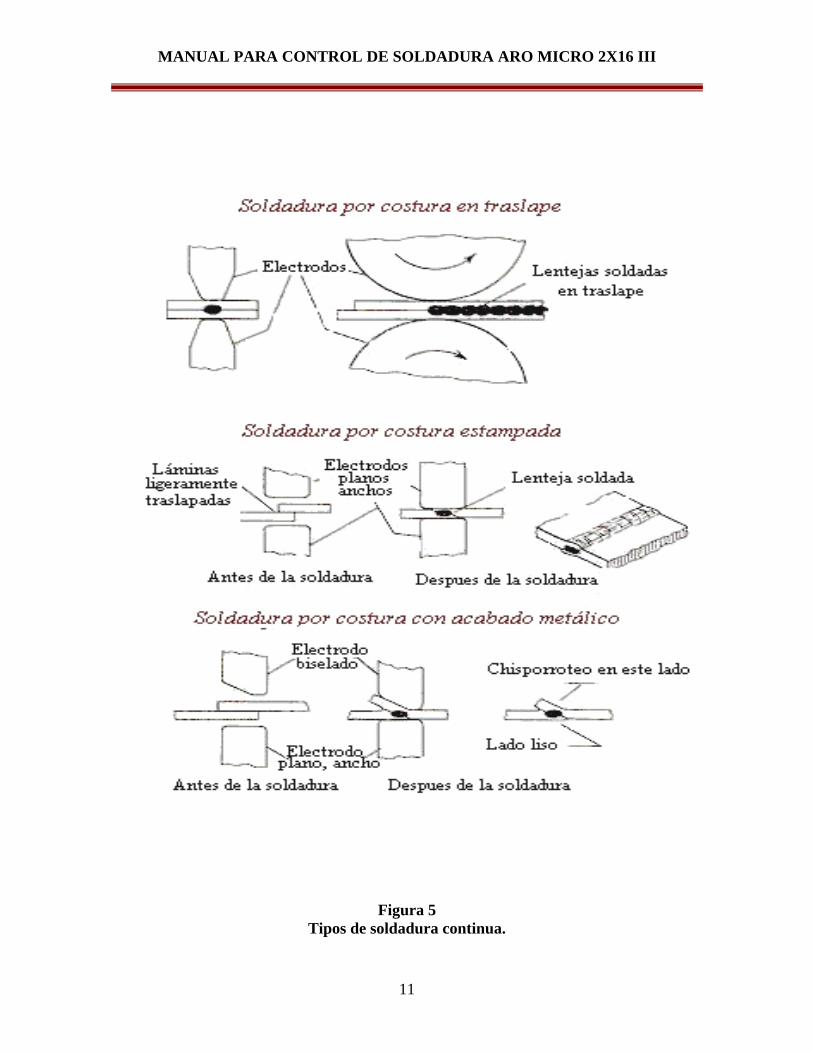
c).- La soldadura por costura consiste en el enlace continuo de dos piezas de lámina traslapadas. La unión se produce por el calentamiento obtenido por la resistencia al paso de la corriente y la presión constante que se ejerce por dos electrodos circulares. Este proceso de soldadura es continuo. Se muestra en la figura 5.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
11
Figura 5 Tipos de soldadura continua.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
12
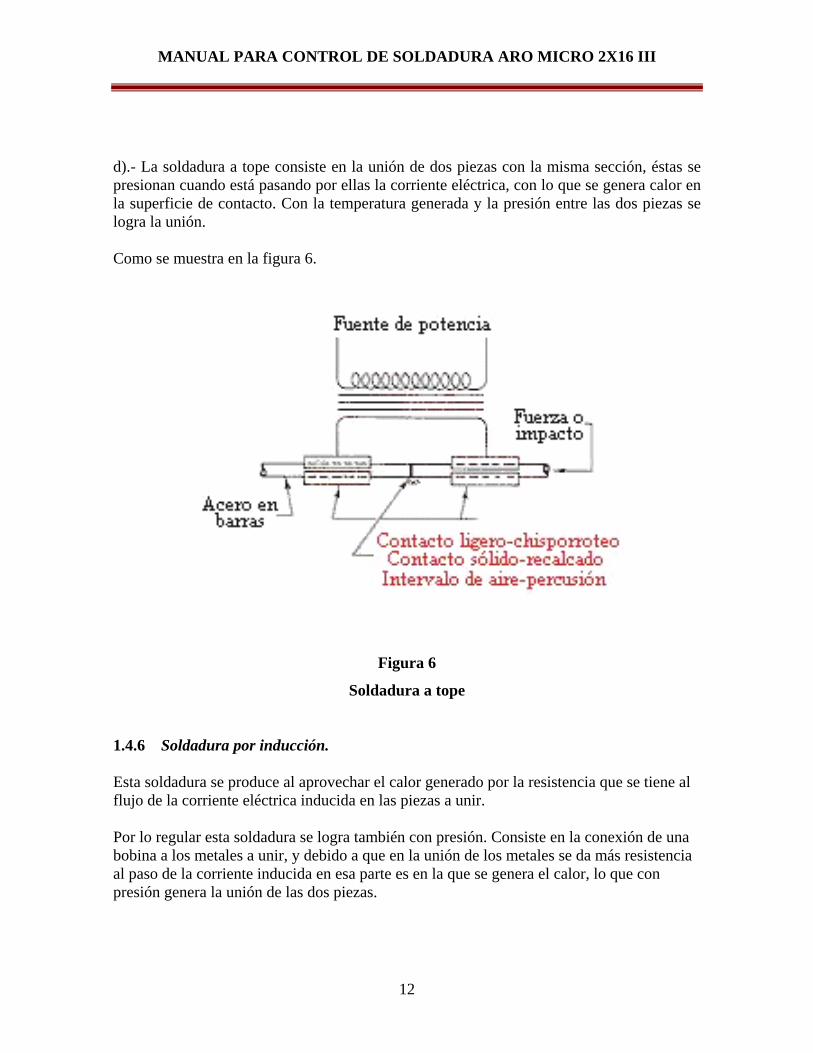
d).- La soldadura a tope consiste en la unión de dos piezas con la misma sección, éstas se presionan cuando está pasando por ellas la corriente eléctrica, con lo que se genera calor en la superficie de contacto. Con la temperatura generada y la presión entre las dos piezas se logra la unión. Como se muestra en la figura 6.
Figura 6
Soldadura a tope 1.4.6 Soldadura por inducción. Esta soldadura se produce al aprovechar el calor generado por la resistencia que se tiene al flujo de la corriente eléctrica inducida en las piezas a unir. Por lo regular esta soldadura se logra también con presión. Consiste en la conexión de una bobina a los metales a unir, y debido a que en la unión de los metales se da más resistencia al paso de la corriente inducida en esa parte es en la que se genera el calor, lo que con presión genera la unión de las dos piezas.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
13
La soldadura por inducción de alta frecuencia utiliza corrientes con el rango de 200,000 a 500,000 Hz de frecuencia, los sistemas de soldadura por inducción normal sólo utilizan frecuencias entre los 400 y 450 Hz. 1.4.7 Soldadura por Arco Eléctrico. Es el proceso en el que su energía se obtiene por medio del calor producido por un arco eléctrico que se forma entre la pieza y un electrodo. Por lo regular el electrodo también sirve de metal de aporte, el que con el arco eléctrico se funde, para que así pueda ser depositado entre las piezas a unir. La temperatura que se genera en este proceso es superior a los 5,500°C. La corriente que se utiliza en el proceso puede ser directa o alterna, utilizándose en la mayoría de las veces la directa, debido a la energía es más constante con lo que se puede generar un arco estable. Las máquinas para corriente directa se construyen con capacidades hasta de 1,000 A, con corrientes de 40 a 95 V. Mientras se efectúa la soldadura el voltaje del arco es de 18 a 40 Amp. Para la generación del arco existen los siguientes electrodos:
a.-Electrodo de carbón. En la actualidad son poco utilizados, el electrodo se utiliza sólo como conductor para generar calor, el metal de aporte se agrega por separado.
b.-Electrodo metálico. El propio electrodo sirve de metal de aporte al derretirse sobre los materiales a unir. Se pueden utilizar para estos electrodos máquinas para soldar de corriente directa o alterna, las segundas constan de transformadores estáticos, lo que genera bajos mantenimiento e inversión inicial. Existen máquinas de 150, 200, 300, 500, 750 y 1000 Amp.
c.-Electrodos recubiertos. Los electrodos metálicos con un recubrimiento que mejora las características de la soldadura son los más utilizados en la actualidad, las funciones de los recubrimientos son las siguientes:
Proporcionan una atmósfera protectora
Proporcionan escoria de características adecuadas para proteger al metal fundido.
Facilita la aplicación de sobre cabeza
Estabiliza el arco.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
14
Añade elementos de aleación al metal de la soldadura
Desarrolla operaciones de enfriamiento metalúrgico
Reduce las salpicaduras del metal
Aumenta la eficiencia de deposición
Elimina impurezas y óxidos
Influye en la profundidad del arco
Influye en la formación del cordón
Disminuye la velocidad de enfriamiento de la soldadura Las composiciones de los recubrimientos de los electrodos pueden ser orgánicas o inorgánicas y estas sustancias se pueden subdividir en las que forman escoria y las que son fundentes. Algunos de los principales compuestos son:
Para la formación de escoria se utilizan SiO2, MnO2 y FeO
Para mejorar el arco se utilizan Na2O, CaO, MgO y TiO2
Desoxidantes: grafito, aluminio, aserrín
Para mejorar el enlace: silicato de sodio, silicato de potasio y asbestos
Para mejorar la aleación y la resistencia de la soldadura: vanadio, cesio, cobalto, molibdeno, aluminio, circonio, cromo, níquel, manganeso y tungsteno.
1.4.7.1 Soldadura por Arco con Hidrógeno Atómico.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
15
En un sistema generador de un arco eléctrico en el que se agrega hidrógeno se liberará calor con mayor intensidad que en un arco común, la temperatura que se alcanza en este tipo de arco es superior a los 6,000 °C.
1.4.7.2 Soldadura por Arco con Gas Protector.
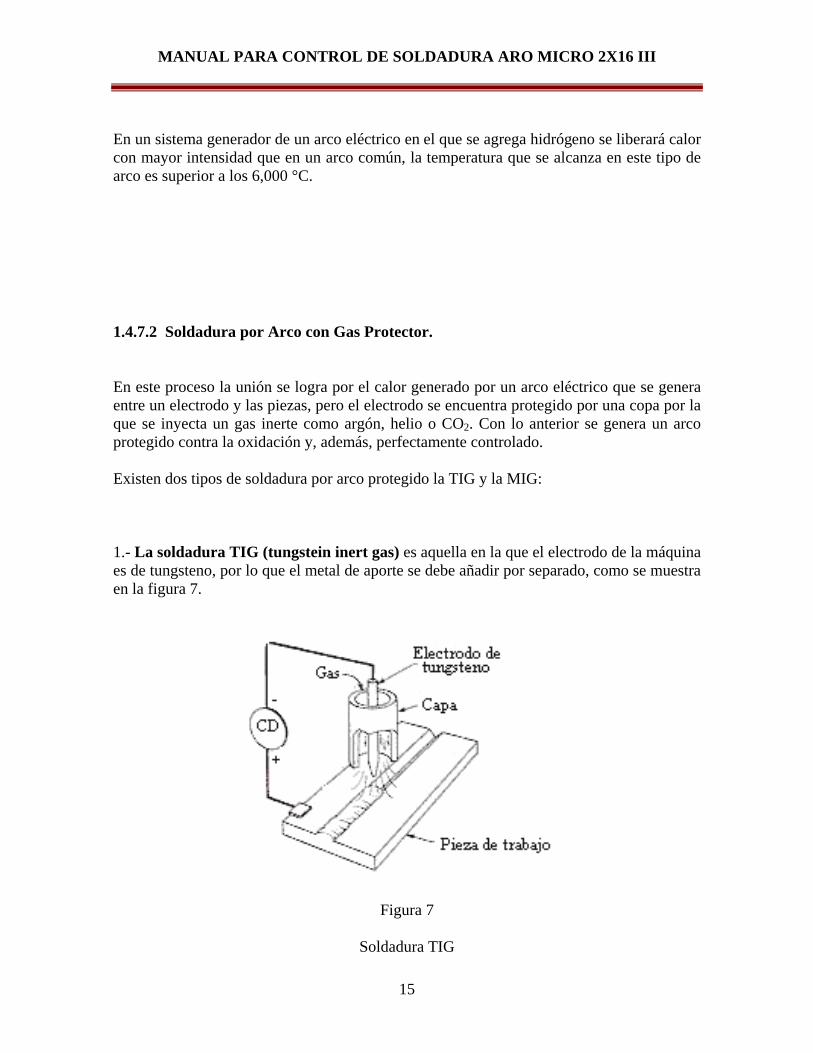
En este proceso la unión se logra por el calor generado por un arco eléctrico que se genera entre un electrodo y las piezas, pero el electrodo se encuentra protegido por una copa por la que se inyecta un gas inerte como argón, helio o CO2. Con lo anterior se genera un arco protegido contra la oxidación y, además, perfectamente controlado. Existen dos tipos de soldadura por arco protegido la TIG y la MIG: 1.- La soldadura TIG (tungstein inert gas) es aquella en la que el electrodo de la máquina es de tungsteno, por lo que el metal de aporte se debe añadir por separado, como se muestra en la figura 7.
Figura 7
Soldadura TIG
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
16
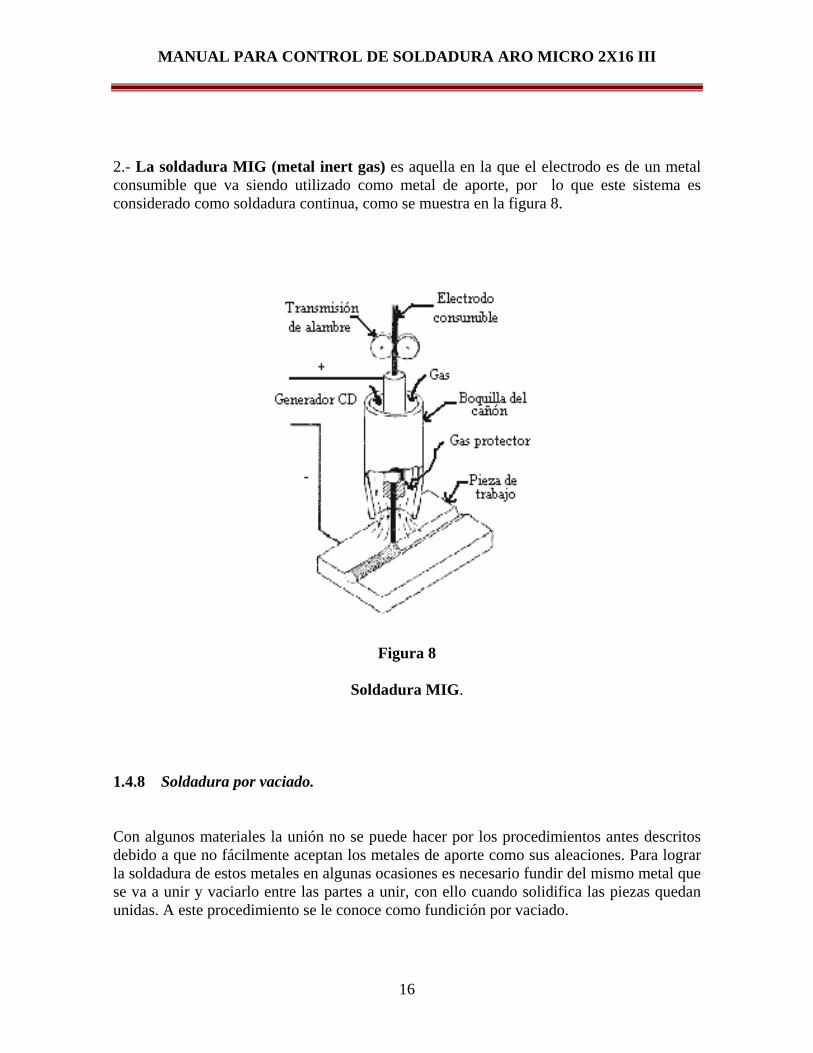
2.- La soldadura MIG (metal inert gas) es aquella en la que el electrodo es de un metal consumible que va siendo utilizado como metal de aporte, por lo que este sistema es considerado como soldadura continua, como se muestra en la figura 8.
Figura 8
Soldadura MIG.
1.4.8 Soldadura por vaciado. Con algunos materiales la unión no se puede hacer por los procedimientos antes descritos debido a que no fácilmente aceptan los metales de aporte como sus aleaciones. Para lograr la soldadura de estos metales en algunas ocasiones es necesario fundir del mismo metal que se va a unir y vaciarlo entre las partes a unir, con ello cuando solidifica las piezas quedan unidas. A este procedimiento se le conoce como fundición por vaciado.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
17
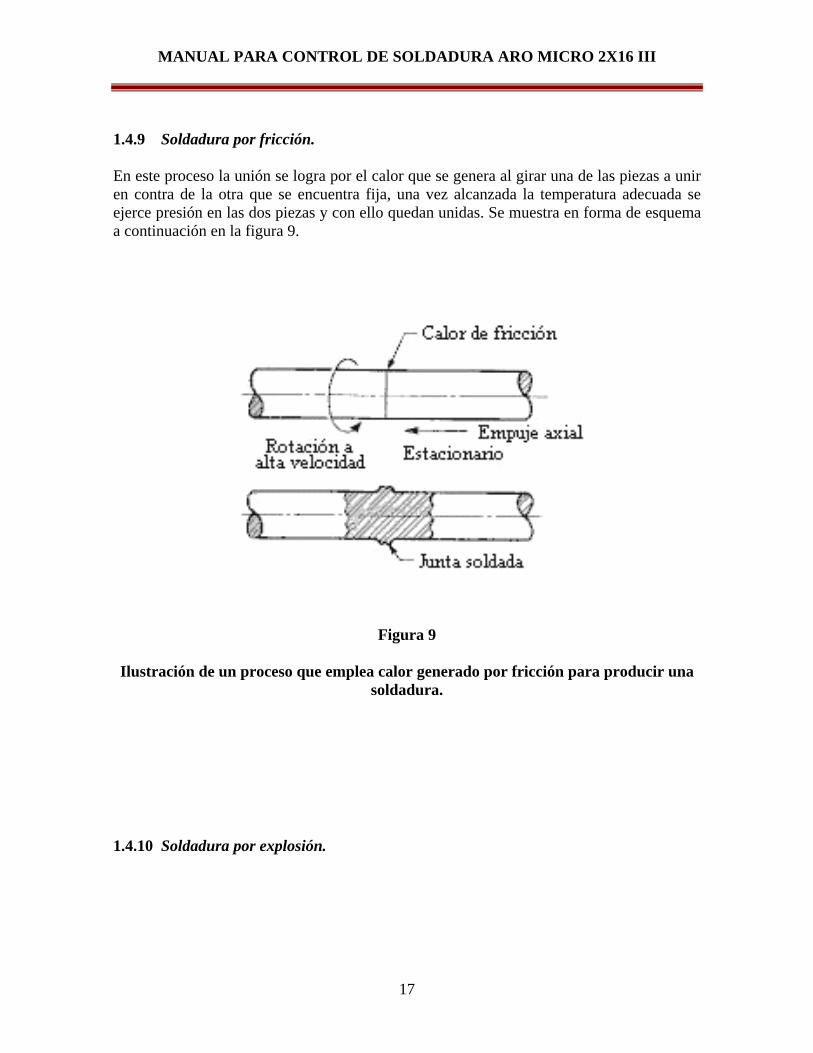
1.4.9 Soldadura por fricción. En este proceso la unión se logra por el calor que se genera al girar una de las piezas a unir en contra de la otra que se encuentra fija, una vez alcanzada la temperatura adecuada se ejerce presión en las dos piezas y con ello quedan unidas. Se muestra en forma de esquema a continuación en la figura 9.
Figura 9
Ilustración de un proceso que emplea calor generado por fricción para producir una soldadura.
1.4.10 Soldadura por explosión.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
18
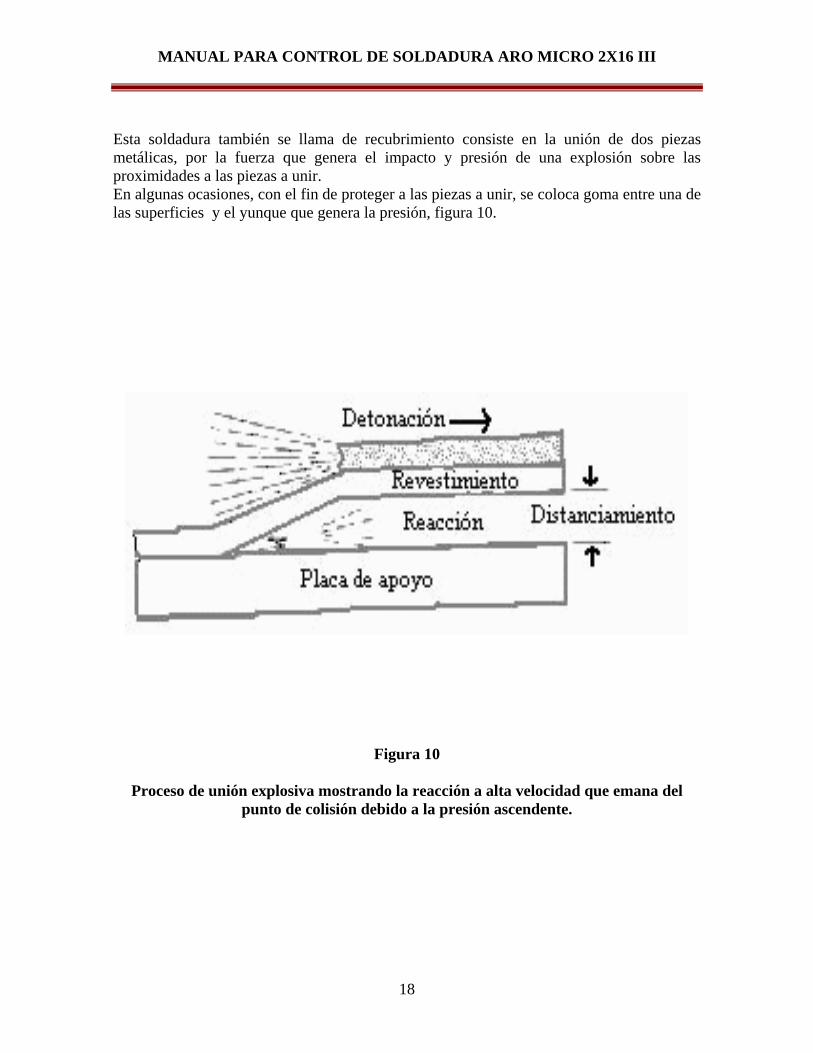
Esta soldadura también se llama de recubrimiento consiste en la unión de dos piezas metálicas, por la fuerza que genera el impacto y presión de una explosión sobre las proximidades a las piezas a unir. En algunas ocasiones, con el fin de proteger a las piezas a unir, se coloca goma entre una de las superficies y el yunque que genera la presión, figura 10.
Figura 10
Proceso de unión explosiva mostrando la reacción a alta velocidad que emana del punto de colisión debido a la presión ascendente.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
19
CAPÍTULO 2
DESARROLLO Y EVALUACIÓN DE SOLDADURA DE RESISTENCIA POR PUNTOS.
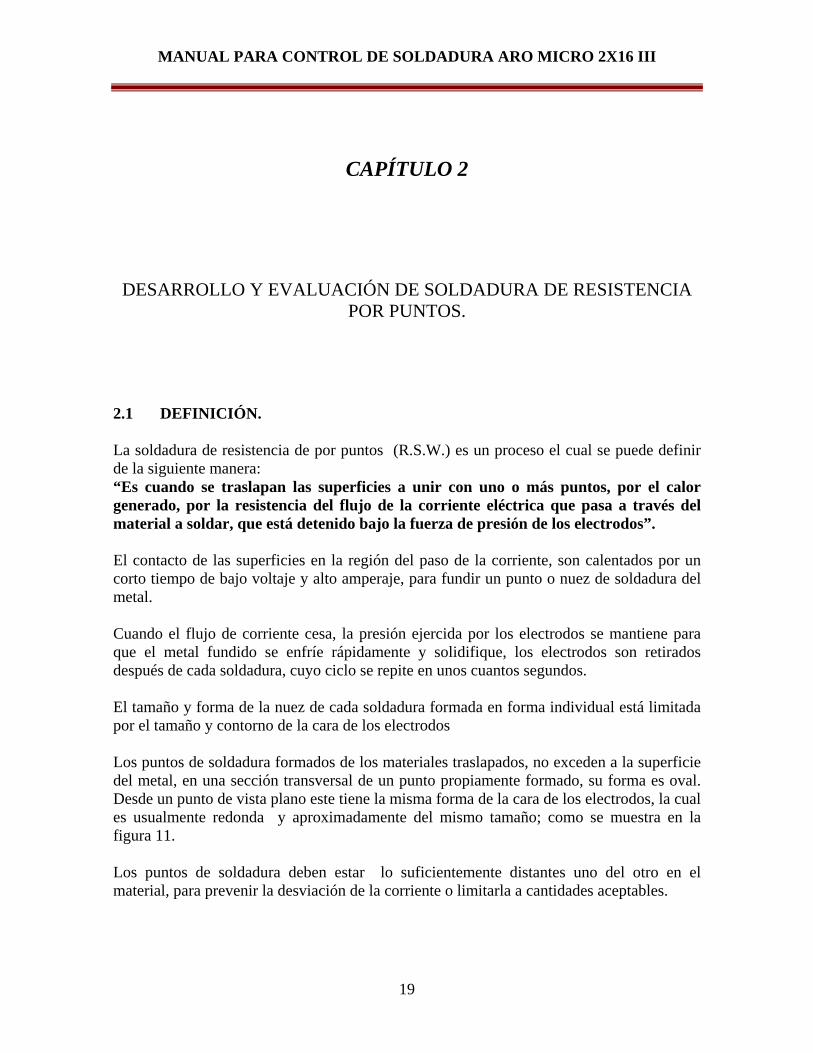
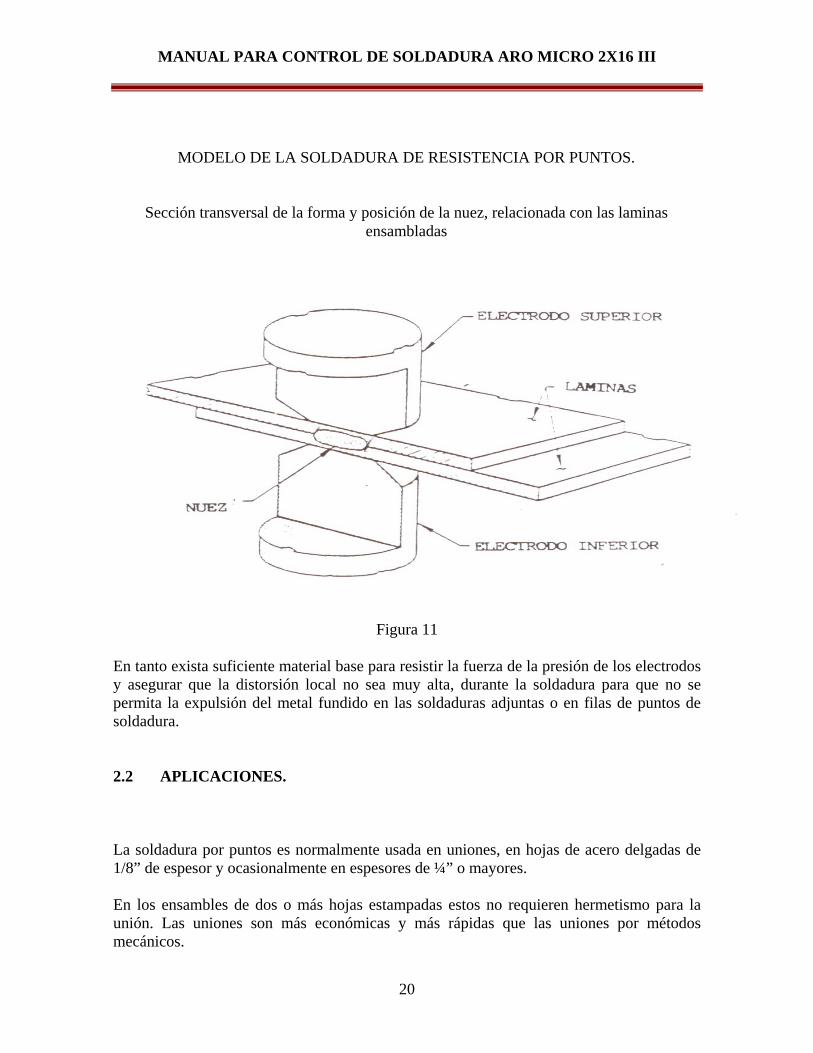
2.1 DEFINICIÓN. La soldadura de resistencia de por puntos (R.S.W.) es un proceso el cual se puede definir de la siguiente manera: “Es cuando se traslapan las superficies a unir con uno o más puntos, por el calor generado, por la resistencia del flujo de la corriente eléctrica que pasa a través del material a soldar, que está detenido bajo la fuerza de presión de los electrodos”. El contacto de las superficies en la región del paso de la corriente, son calentados por un corto tiempo de bajo voltaje y alto amperaje, para fundir un punto o nuez de soldadura del metal. Cuando el flujo de corriente cesa, la presión ejercida por los electrodos se mantiene para que el metal fundido se enfríe rápidamente y solidifique, los electrodos son retirados después de cada soldadura, cuyo ciclo se repite en unos cuantos segundos. El tamaño y forma de la nuez de cada soldadura formada en forma individual está limitada por el tamaño y contorno de la cara de los electrodos Los puntos de soldadura formados de los materiales traslapados, no exceden a la superficie del metal, en una sección transversal de un punto propiamente formado, su forma es oval. Desde un punto de vista plano este tiene la misma forma de la cara de los electrodos, la cual es usualmente redonda y aproximadamente del mismo tamaño; como se muestra en la figura 11. Los puntos de soldadura deben estar lo suficientemente distantes uno del otro en el material, para prevenir la desviación de la corriente o limitarla a cantidades aceptables.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
20
Figura 11 En tanto exista suficiente material base para resistir la fuerza de la presión de los electrodos y asegurar que la distorsión local no sea muy alta, durante la soldadura para que no se permita la expulsión del metal fundido en las soldaduras adjuntas o en filas de puntos de soldadura. 2.2 APLICACIONES. La soldadura por puntos es normalmente usada en uniones, en hojas de acero delgadas de 1/8” de espesor y ocasionalmente en espesores de ¼” o mayores. En los ensambles de dos o más hojas estampadas estos no requieren hermetismo para la unión. Las uniones son más económicas y más rápidas que las uniones por métodos mecánicos.
MODELO DE LA SOLDADURA DE RESISTENCIA POR PUNTOS.
Sección transversal de la forma y posición de la nuez, relacionada con las laminas ensambladas
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
21
Las ventajas del R.S.W son su alta velocidad de aplicación y facilidad de automatizarse, lo que incluye una alta velocidad de producción, en líneas de ensamble con respecto a otros procesos de manufactura. Con controles automáticos de corriente, tiempos de espera y fuerza de los electrodos los puntos de soldadura por resistencia sanos pueden ser producidos repetidas veces a velocidades altas de producción y bajos costos de labor. Sin embargo, la soldadura por resistencia de puntos en acero, típicamente se usan corrientes de 5,000 a 20,000 amps. Y 5 a 20 volts, imponiendo una alta demanda de kilovolts-ampers, los kv-amp demandados en el R.S.W. son mayores cuanto mayor sea la conductividad eléctrica y térmica del metal como aluminio, cobre, y sus aleaciones; Por esta razón el tiempo de aplicación es muy pequeño y se aplica en forma de ciclos. Un uso común del R.S.W. es la unión de dos hojas del mismo material y del mismo espesor, aun que también se usa para las siguientes variaciones.
• Mismo metal y diferentes espesores. • Diferente metal y diferente espesor. • Las anteriores pero mas hojas de metal. • Las anteriores pero con protección o revestimiento de otro
material composito.
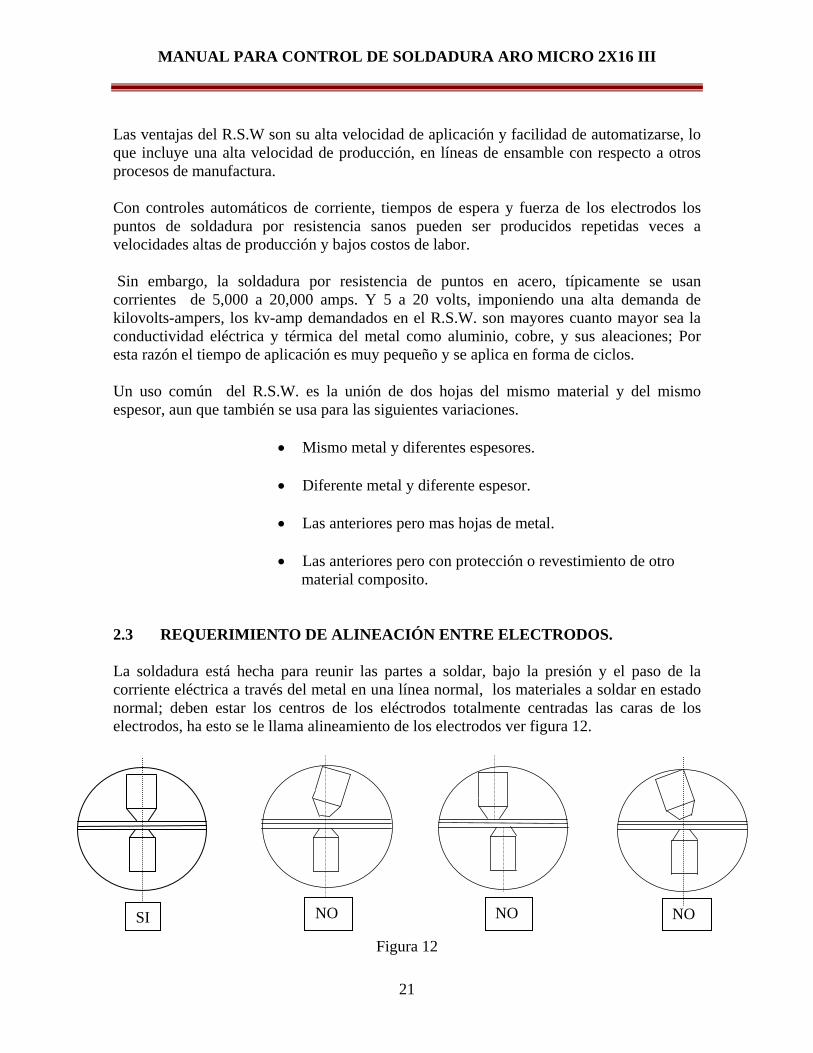
2.3 REQUERIMIENTO DE ALINEACIÓN ENTRE ELECTRODOS. La soldadura está hecha para reunir las partes a soldar, bajo la presión y el paso de la corriente eléctrica a través del metal en una línea normal, los materiales a soldar en estado normal; deben estar los centros de los eléctrodos totalmente centradas las caras de los electrodos, ha esto se le llama alineamiento de los electrodos ver figura 12.
Figura 12
NO NO NO SI
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
22
2.4 REQUERIMIENTO DEL TAMAÑO DE LA NUEZ DE SOLDADURA. El tamaño de la nuez de soldadura depende del “tamaño de la cara de los electrodos” el calor que se desarrolla y de la presión aplicada, donde fundir el metal, si la presión es mantenida después de detener la corriente, un metal fundido solidificará y formará una nuez en el punto de soldadura. El tamaño y estructura de la nuez determinarán la resistencia mecánica de la soldadura. 2.5 RELACION ENTRE LAS VARIABLES DE SOLDADURA. La relación entre las variables de soldadura, depende del flujo de la corriente eléctrica, la presión y el calor generado. La cantidad mayor de calor generado esta en las superficies del metal a soldar y este calor se va incrementando por irregularidades y oxidación de las mismas, siendo el incremento máximo de temperatura en la interfase de las laminas; para que esto suceda existen variables en la unión del punto, que producirán la cantidad de calor requerida para fundir el metal; estas son:
• Irregularidades superficiales (rugosidad) y oxidación. • Tipo de metal. • Cantidad de corriente. • Tiempo de aplicación de la corriente. • Cantidad de presión.
De todas estas variables se pueden considerar tres básicas que son: corriente, tiempo y presión. Si las variables corriente, tiempo y presión son adecuadas habrá una soldadura bien hecha. En la práctica dos de las variables son usualmente combinadas al mismo tiempo, sin embargo, para una explicación de su afectación se mantendrán fijas y constantes dos de ellas. Si la presión y el tiempo se permanecen constantes se ha observado que al descender en un 10% la corriente, resulta que el calor disminuye en un 19%. Si la corriente y la presión permanecen constantes y disminuimos en un 10% el tiempo de aplicación, también disminuye en un 10% el calor efectivo. Si la corriente y el tiempo permanecen constantes al disminuir en 10% la presión, el calor efectivo se incrementa en un 5%.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
23
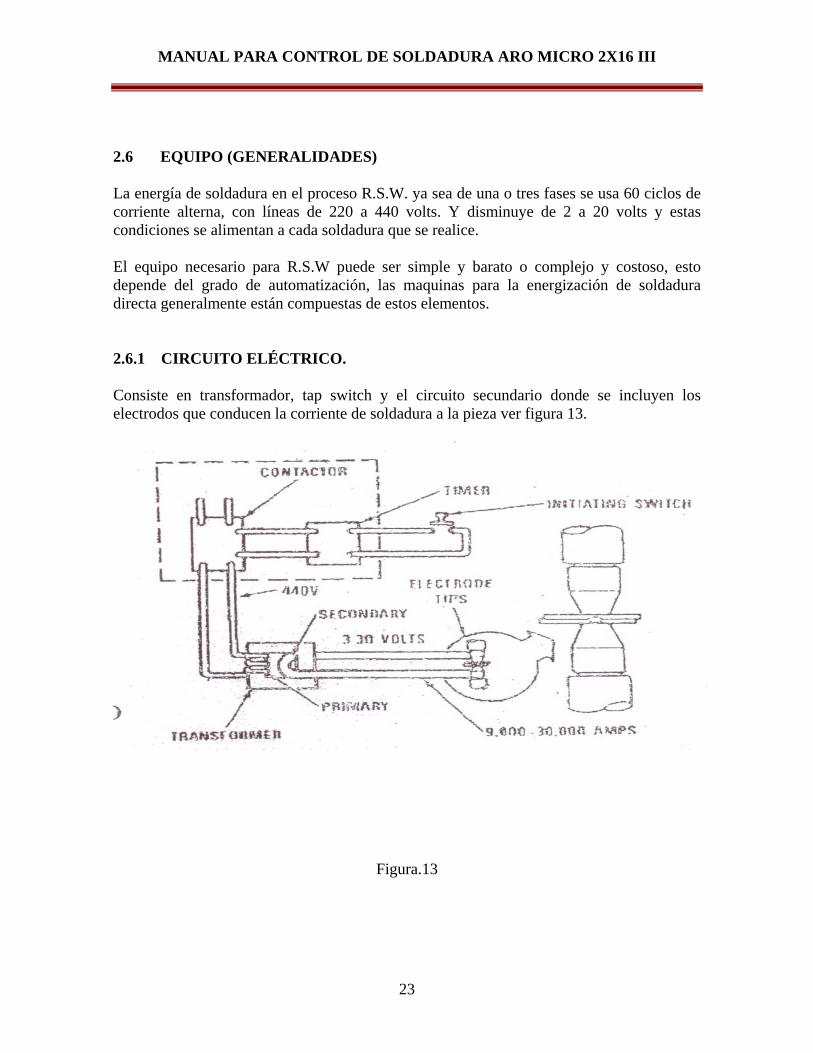
2.6 EQUIPO (GENERALIDADES) La energía de soldadura en el proceso R.S.W. ya sea de una o tres fases se usa 60 ciclos de corriente alterna, con líneas de 220 a 440 volts. Y disminuye de 2 a 20 volts y estas condiciones se alimentan a cada soldadura que se realice. El equipo necesario para R.S.W puede ser simple y barato o complejo y costoso, esto depende del grado de automatización, las maquinas para la energización de soldadura directa generalmente están compuestas de estos elementos. 2.6.1 CIRCUITO ELÉCTRICO. Consiste en transformador, tap switch y el circuito secundario donde se incluyen los electrodos que conducen la corriente de soldadura a la pieza ver figura 13.
Figura.13
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
24
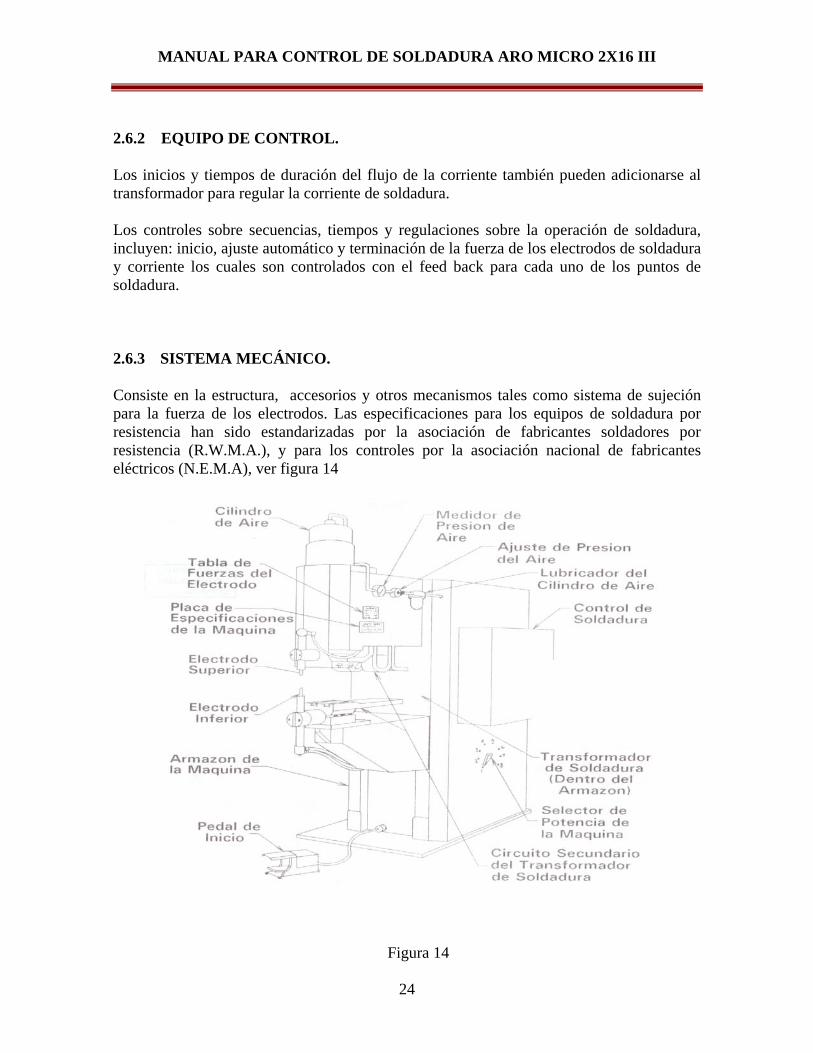
2.6.2 EQUIPO DE CONTROL. Los inicios y tiempos de duración del flujo de la corriente también pueden adicionarse al transformador para regular la corriente de soldadura. Los controles sobre secuencias, tiempos y regulaciones sobre la operación de soldadura, incluyen: inicio, ajuste automático y terminación de la fuerza de los electrodos de soldadura y corriente los cuales son controlados con el feed back para cada uno de los puntos de soldadura. 2.6.3 SISTEMA MECÁNICO. Consiste en la estructura, accesorios y otros mecanismos tales como sistema de sujeción para la fuerza de los electrodos. Las especificaciones para los equipos de soldadura por resistencia han sido estandarizadas por la asociación de fabricantes soldadores por resistencia (R.W.M.A.), y para los controles por la asociación nacional de fabricantes eléctricos (N.E.M.A), ver figura 14
Figura 14
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
25
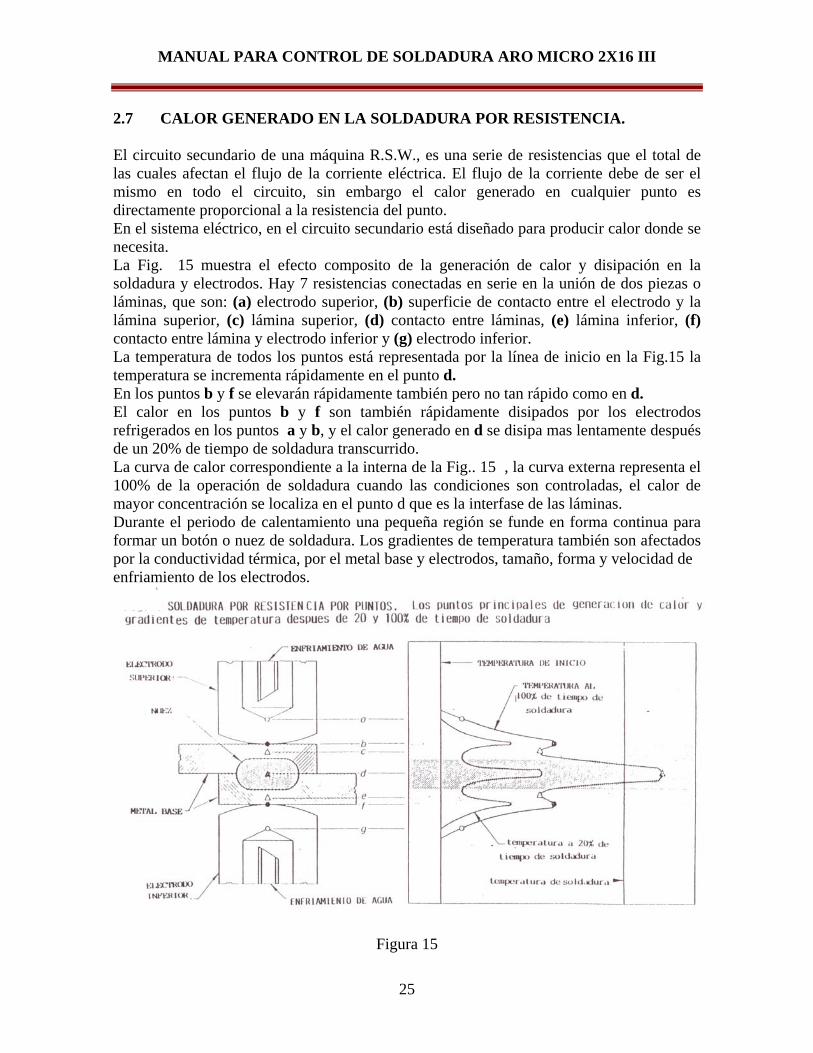
2.7 CALOR GENERADO EN LA SOLDADURA POR RESISTENCIA. El circuito secundario de una máquina R.S.W., es una serie de resistencias que el total de las cuales afectan el flujo de la corriente eléctrica. El flujo de la corriente debe de ser el mismo en todo el circuito, sin embargo el calor generado en cualquier punto es directamente proporcional a la resistencia del punto. En el sistema eléctrico, en el circuito secundario está diseñado para producir calor donde se necesita. La Fig. 15 muestra el efecto composito de la generación de calor y disipación en la soldadura y electrodos. Hay 7 resistencias conectadas en serie en la unión de dos piezas o láminas, que son: (a) electrodo superior, (b) superficie de contacto entre el electrodo y la lámina superior, (c) lámina superior, (d) contacto entre láminas, (e) lámina inferior, (f) contacto entre lámina y electrodo inferior y (g) electrodo inferior. La temperatura de todos los puntos está representada por la línea de inicio en la Fig.15 la temperatura se incrementa rápidamente en el punto d. En los puntos b y f se elevarán rápidamente también pero no tan rápido como en d. El calor en los puntos b y f son también rápidamente disipados por los electrodos refrigerados en los puntos a y b, y el calor generado en d se disipa mas lentamente después de un 20% de tiempo de soldadura transcurrido. La curva de calor correspondiente a la interna de la Fig.. 15 , la curva externa representa el 100% de la operación de soldadura cuando las condiciones son controladas, el calor de mayor concentración se localiza en el punto d que es la interfase de las láminas. Durante el periodo de calentamiento una pequeña región se funde en forma continua para formar un botón o nuez de soldadura. Los gradientes de temperatura también son afectados por la conductividad térmica, por el metal base y electrodos, tamaño, forma y velocidad de enfriamiento de los electrodos.
Figura 15
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
26
2.8 EFECTO DE LA CORRIENTE DE SOLDADURA. El flujo de la corriente a través de todo el circuito secundario genera un calentamiento el cual se ve más marcado, que va a ser en el punto de soldadura, este calentamiento está dado por la fórmula: Q = I² x R x t Donde: Q = Calor o energía calorífica en Joules. I = Corriente en amperes. R = Resistencia en Ohms. T = Tiempo de duración del flujo de la corriente eléctrica en segundos. De acuerdo con la fórmula anterior quien influye directamente con la cantidad de calor generada es la corriente, si de esta fórmula la despejamos, observamos que el tiempo se hace pequeño. I = 1 / t En base a esto se explica porque se usan muy altos amperajes con tiempos de corriente pequeños. 2.9 EFECTO DE LA FUERZA DEL ELECTRODO. El tercer factor crítico en la soldadura de resistencia es la fuerza de presión sobre los metales juntos (Fuerza de Electrodo) Esta fuerza es necesaria para asegurar un buen contacto eléctrico entre las partes que van a ser soldadas, y para mantener las partes fijas hasta que el metal derretido que forma la junta sólida tenga tiempo de solidificarse. Dependiendo del tamaño y tipo de máquina soldadora, se usan varios métodos de desarrollo de los electrodos, pero el más común es usar aire comprimido. En un cilindro con un pistón. El cilindro va rígidamente unido al marco de la máquina soldadora y el pistón movible está conectado al electrodo superior. Aire comprimido introducido en el cilindro desarrolla una fuerza en el pistón que, en su tiempo, empuja hacia abajo el electrodo contra el metal a ser fundido. El monto de la fuerza aplicada depende del área del pistón y de la presión del aire comprimido. En el ejemplo precedente donde 600 libras de fuerza del electrodo se requería, un pistón de diámetro de cinco pulgadas necesitaría una presión de aire de 30 libras por pulgada cuadrada.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
27
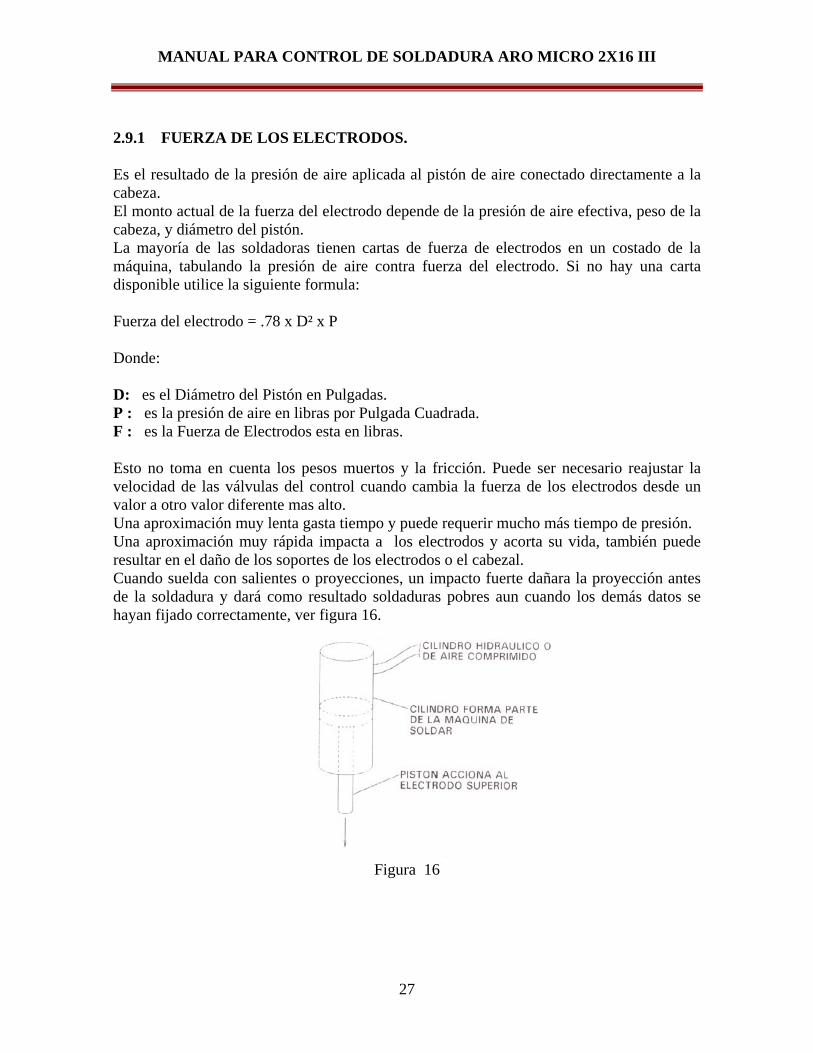
2.9.1 FUERZA DE LOS ELECTRODOS. Es el resultado de la presión de aire aplicada al pistón de aire conectado directamente a la cabeza. El monto actual de la fuerza del electrodo depende de la presión de aire efectiva, peso de la cabeza, y diámetro del pistón. La mayoría de las soldadoras tienen cartas de fuerza de electrodos en un costado de la máquina, tabulando la presión de aire contra fuerza del electrodo. Si no hay una carta disponible utilice la siguiente formula: Fuerza del electrodo = .78 x D² x P Donde: D: es el Diámetro del Pistón en Pulgadas. P : es la presión de aire en libras por Pulgada Cuadrada. F : es la Fuerza de Electrodos esta en libras. Esto no toma en cuenta los pesos muertos y la fricción. Puede ser necesario reajustar la velocidad de las válvulas del control cuando cambia la fuerza de los electrodos desde un valor a otro valor diferente mas alto. Una aproximación muy lenta gasta tiempo y puede requerir mucho más tiempo de presión. Una aproximación muy rápida impacta a los electrodos y acorta su vida, también puede resultar en el daño de los soportes de los electrodos o el cabezal. Cuando suelda con salientes o proyecciones, un impacto fuerte dañara la proyección antes de la soldadura y dará como resultado soldaduras pobres aun cuando los demás datos se hayan fijado correctamente, ver figura 16.
Figura 16
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
28
2.10 VÁLVULA SOLENOIDE. Es una válvula de aire operada eléctricamente en la línea de aire comprimido conectada al cilindro de aire de la máquina soldadora. Cuando el control de la soldadura aplica el voltaje esta válvula se abre, permitiendo al aire comprimido ingresar al cilindro de aire para desarrollar la fuerza del electrodo. 2.11 CONTROL DE SOLDADURA POR RESISTENCIA. El propósito de un control de soldadura es coordinar la aplicación de la corriente de soldadura con el movimiento mecánico de la máquina soldadora. Más específicamente el control le dice a los electrodos cuando cerrarse y cuando abrirse y también le dice a la corriente de soldadura cuando empezar y cuando detenerse. Podría pensarse del control de soldadura como el “cerebro” y de la máquina como los “músculos” de todo el sistema de soldadura ver figura 17
Figura 17
Control de Soldadura
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
29
2.12 FUNCIÓN DE LOS ELECTRODOS. Los electrodos en el R.S.W (Resístanse Spot Weld) cumplen tres funciones principales que son: -Conducción de la corriente eléctrica de soldadura de las piezas. -La aplicación de la fuerza necesaria para obtener una soldadura satisfactoria. -Disipar rápidamente el calor de la zona soldada. Durante la operación de la soldadura los electrodos están sujetos a un gran esfuerzo de compresión en alta temperatura y por eso deben de ser reparados frecuentemente y periódicamente remplazados. Porque la corriente conducida a las piezas debe permanecer localizada dentro de un área señalada, por esta razón los electrodos deben resistir estos esfuerzos sin una deformación excesiva. La fuerza del electrodo da a la unión de las piezas un forjado en caliente para que la corriente pase a través de un área localizada. 2.12.1 MANTENIMIENTO DE LOS ELECTRODOS. La forma dimensión y superficie de la punta de contacto de los electrodos es importante porque de ella depende el control de los parámetros y la calidad final de la soldadura. En el proceso de soldadura por puntos, la forma y dimensiones de la punta de los electrodos son afectadas por la deformación y fuerza de compresión. 2.12.2 REPARADO DE LOS ELECTRODOS. En producción se utiliza el uso de afiladores manuales para recuperar la forma original de punta, eliminando la deformación en forma de “hongo” es lo más recomendable. El objetivo fundamental del uso de afiladores es la recuperación más aproximada de su forma original, ya que los parámetros de operación de la máquina de soldar están en base a esta dimensión original, y esto está basado en el principio de densidad de corriente, que nos indica la cantidad de amperes por unidad de área, la cual debe ser constante y así evitar estar moviendo en forma continua los controles del equipo de soldadura; en pocas palabras las condiciones de operación deben permanecer constantes para que no varíen los parámetros iniciales de trabajo de la soldadura. Las aleaciones que se forman en la punta del electrodo, con los revestimientos de las láminas de acero incrementan rápidamente el desgaste y deterioro del electrodo. Este es crítico en las puntas de aleaciones de cobre cuando se usan materiales revestido con Estaño, Zinc o Aluminio, ya que estos elementos son los aleantes de las aleaciones de cobre.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
30
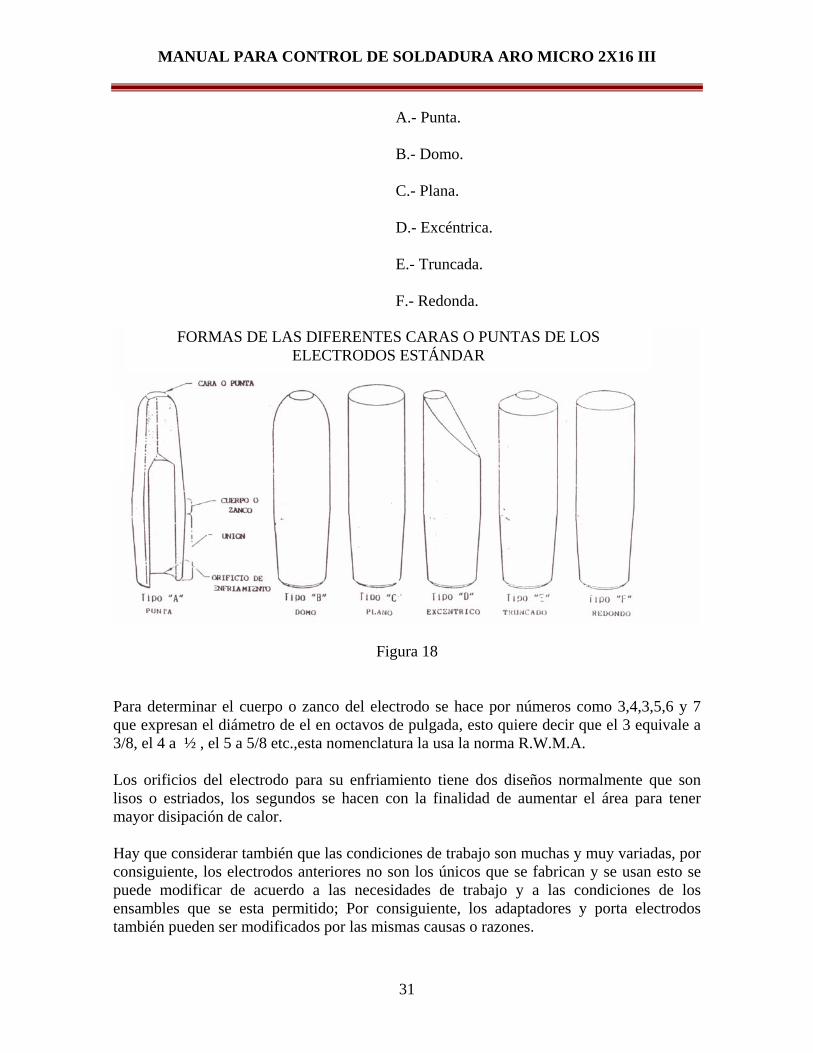
Lo anterior es especialmente dicho para cuidar las condiciones de la punta del cobre para evitar efectos tales como: -Soldaduras débiles. -Soldadura malas. -Formas irregulares de nuez. -Errores de indentaciòn. -Quemado del metal. 2.12.3 DISEÑO DE LOS ELECTRODOS. Los electrodos se diseñan basándose en cuatro características principales de estructura que son: . -Cara o nariz. -Vástago o cuerpo. -Conexión. -Tipo de enfriamiento. La cara o punta del electrodo es la que está en contacto directo con el material a soldar. Esta pequeña área es la que sufre el calentamiento por alta temperatura y es la que está sujeta a esfuerzo de compresión en el proceso de soldar por puntos, también es la que define al final la forma y calidad del punto o nuez de soldadura. La resistencia a deformarse depende de la dureza y resistencia mecánica del material seleccionado para la fabricación de los electrodos, de acuerdo a las condiciones de trabajo y de esta manera se obtendrán los mejores resultados. El tamaño y la forma de la punta del electrodo se puede modificar según las necesidades del trabajo. Las dimensiones de la cara del electrodo están determinadas por el espesor del material a soldar, por consiguiente, esta cara da al final el tamaño y forma de la nuez de soldadura, la cara del electrodo a sido normada por la R.W.M.A La figura 18 nos muestra los seis tipos fundamentales de la norma, identificándose por las letras A, B. C. D, E y F, que nos indica las formas siguientes:
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
31
A.- Punta. B.- Domo. C.- Plana. D.- Excéntrica. E.- Truncada. F.- Redonda.
Figura 18 Para determinar el cuerpo o zanco del electrodo se hace por números como 3,4,3,5,6 y 7 que expresan el diámetro de el en octavos de pulgada, esto quiere decir que el 3 equivale a 3/8, el 4 a ½ , el 5 a 5/8 etc.,esta nomenclatura la usa la norma R.W.M.A. Los orificios del electrodo para su enfriamiento tiene dos diseños normalmente que son lisos o estriados, los segundos se hacen con la finalidad de aumentar el área para tener mayor disipación de calor. Hay que considerar también que las condiciones de trabajo son muchas y muy variadas, por consiguiente, los electrodos anteriores no son los únicos que se fabrican y se usan esto se puede modificar de acuerdo a las necesidades de trabajo y a las condiciones de los ensambles que se esta permitido; Por consiguiente, los adaptadores y porta electrodos también pueden ser modificados por las mismas causas o razones.
FORMAS DE LAS DIFERENTES CARAS O PUNTAS DE LOS ELECTRODOS ESTÁNDAR
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
32
Los diámetros de las puntas de los electrodos determinan el tamaño de la nuez de soldadura. Pequeños diámetros pueden provocar alta concertación de calor, superficies muy marcadas por la indentaciòn, perforaciones del material, puntos quemados. Diámetros grandes pueden provocar deficiente presión en el material, puntos fríos, nueces de bajo diámetro . Todo esto puede suceder siempre y cuando esta variación del diámetro de cara de la punta se mantenga con el diámetro requerido de 4 a 5 mm. El espesor de este material a soldar tiene influencia en el diámetro de la cara de la punta del electrodo, esto a permitido desarrollar fórmulas para calcular dicho diámetro de la cara de acuerdo a la A. W. S (Asociación Americana de Soldadura) y Leng. -Diámetro de la cara (in) = 0.10 + 2 t -Diámetro de la cara (in) = 0.10 +1.5 t Donde: t = es el espesor del metal base expresado en pulgadas. *NOTA: La primera fórmula la recomienda la A. W. S. La segunda fórmula la recomienda su autor Leng. 2.12.4 EFECTO DEL DISEÑO Y COMPOSICIÓN DEL ELECTRODO. Los electrodos deben tener alta conductividad eléctrica y baja resistencia al contacto para minimizar el calentamiento, una alta conductividad térmica también es deseable para disipar el calor que genera entre el electrodo y el metal base. Los electrodos también deben ser más resistentes a la deformación para que se puedan soportar repetidas aplicaciones del proceso de soldadura. 2.12.4.1 COMPOSICIÓN. El calentamiento de una aleación a través de los elementos incrementan la resistencia térmica y eléctrica del material, la mejor selección de electrodos va hacer aquella que tenga balanceada sus propiedades de conductividad mecánica. De lo expuesto anteriormente se sabe que el cobre tiene altas conductividades pero bajas resistencias por eso a tenido que encontrar otras aleaciones de cobre que cumplan con los requerimientos del proceso R.S.W.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
33
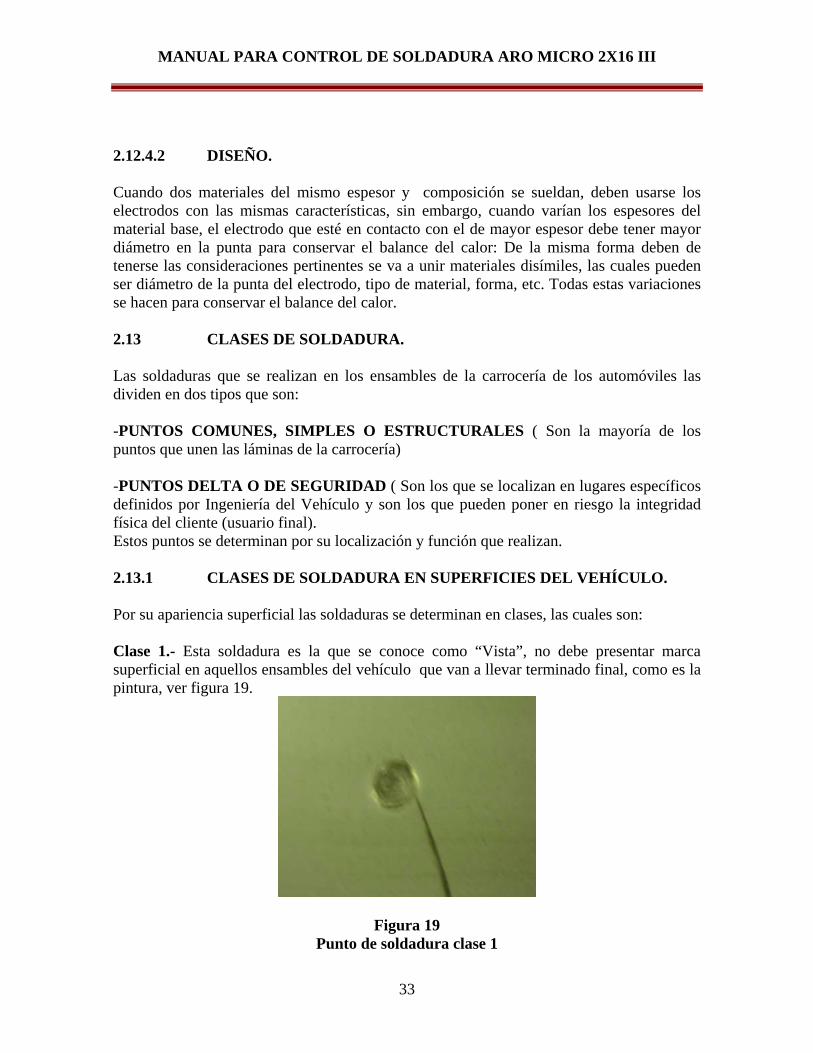
2.12.4.2 DISEÑO. Cuando dos materiales del mismo espesor y composición se sueldan, deben usarse los electrodos con las mismas características, sin embargo, cuando varían los espesores del material base, el electrodo que esté en contacto con el de mayor espesor debe tener mayor diámetro en la punta para conservar el balance del calor: De la misma forma deben de tenerse las consideraciones pertinentes se va a unir materiales disímiles, las cuales pueden ser diámetro de la punta del electrodo, tipo de material, forma, etc. Todas estas variaciones se hacen para conservar el balance del calor. 2.13 CLASES DE SOLDADURA. Las soldaduras que se realizan en los ensambles de la carrocería de los automóviles las dividen en dos tipos que son: -PUNTOS COMUNES, SIMPLES O ESTRUCTURALES ( Son la mayoría de los puntos que unen las láminas de la carrocería) -PUNTOS DELTA O DE SEGURIDAD ( Son los que se localizan en lugares específicos definidos por Ingeniería del Vehículo y son los que pueden poner en riesgo la integridad física del cliente (usuario final). Estos puntos se determinan por su localización y función que realizan. 2.13.1 CLASES DE SOLDADURA EN SUPERFICIES DEL VEHÍCULO. Por su apariencia superficial las soldaduras se determinan en clases, las cuales son: Clase 1.- Esta soldadura es la que se conoce como “Vista”, no debe presentar marca superficial en aquellos ensambles del vehículo que van a llevar terminado final, como es la pintura, ver figura 19.
Figura 19 Punto de soldadura clase 1
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
34
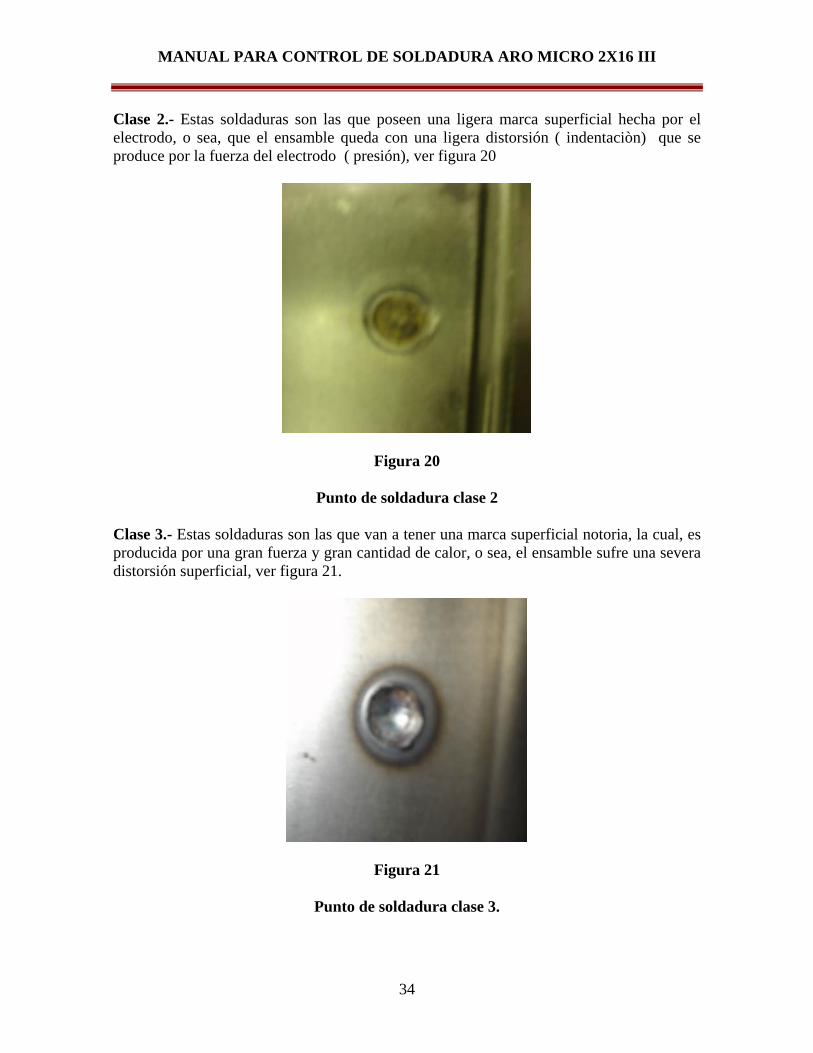
Clase 2.- Estas soldaduras son las que poseen una ligera marca superficial hecha por el electrodo, o sea, que el ensamble queda con una ligera distorsión ( indentaciòn) que se produce por la fuerza del electrodo ( presión), ver figura 20
Figura 20
Punto de soldadura clase 2 Clase 3.- Estas soldaduras son las que van a tener una marca superficial notoria, la cual, es producida por una gran fuerza y gran cantidad de calor, o sea, el ensamble sufre una severa distorsión superficial, ver figura 21.
Figura 21
Punto de soldadura clase 3.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
35
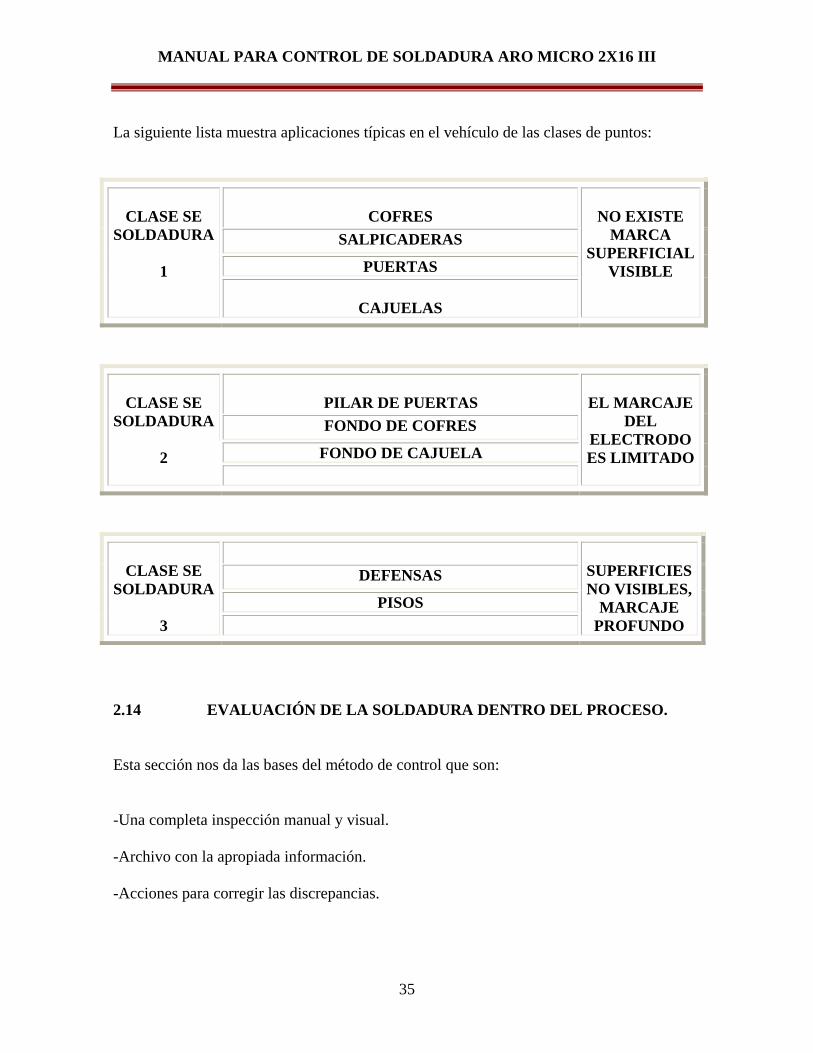
La siguiente lista muestra aplicaciones típicas en el vehículo de las clases de puntos:
COFRES
SALPICADERAS
PUERTAS
CLASE SE
SOLDADURA
1
CAJUELAS
NO EXISTE
MARCA SUPERFICIAL
VISIBLE
PILAR DE PUERTAS FONDO DE COFRES
FONDO DE CAJUELA
CLASE SE
SOLDADURA
2
EL MARCAJE
DEL ELECTRODO ES LIMITADO
DEFENSAS
PISOS
CLASE SE
SOLDADURA
3
SUPERFICIES NO VISIBLES,
MARCAJE PROFUNDO
2.14 EVALUACIÓN DE LA SOLDADURA DENTRO DEL PROCESO. Esta sección nos da las bases del método de control que son: -Una completa inspección manual y visual. -Archivo con la apropiada información. -Acciones para corregir las discrepancias.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
36
2.14.1 MÉTODO DE PRUEBA VISUAL. La soldadura por resistencia se verificará visualmente para una adecuada localización de los puntos, así como un correcto número de puntos de soldaduras de acuerdo al manual de especificaciones de soldaduras ilustrativas del producto. Esto es concurrente con las especificaciones de Tear-Down y Pry-Bar. -Pry-Bar. Prueba no destructiva para evaluar la efectividad total de la soldadura en la línea productiva, haciendo uso de un martillo y barra para abrir la interfase de la soldadura y verificar la fusión aparente de las láminas. -Tear-Down. Prueba destructiva para evaluar la efectividad total de la soldadura en las unidades terminadas o sub-ensambles, verificando la apariencia y estado actual de las características mecánicas de la nuez de soldadura, generada por el efecto de fusión entre las láminas. Condiciones consideradas inaceptables y que requieren reparación. -Puntos fuera de localización.- Puntos que están menos del 50 % o más del 150% del espacio asignado. -Puntos pellizcados.- Son puntos que han llegado a producir deformación a la orilla original del panel o lamina. -Puntos a la orilla son defectuosos cuando ellos no han cumplido los requerimientos abajo mostrados: -La orilla es totalmente destruida (embarrada) -Menos del 80% del botón de la soldadura aparece en ambas láminas o paneles. -Puntos a la orilla han encontrado de forma individual estar dentro del criterio de 80%, pero el número de defectos excede el 25% del total del grupo. -Puntos omitidos.- Cuando puntos especificados en el proceso de operación no estén presentes. -Puntos adyacentes dañados.- Puntos los cuales se encuentran adyacentes en los extremos de un grupo de soldadura. Los extremos están definidos como: Los dos puntos finales de la hilera. Los cuatro puntos en la esquina de un grupo de soldadura de múltiple hilera.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
37
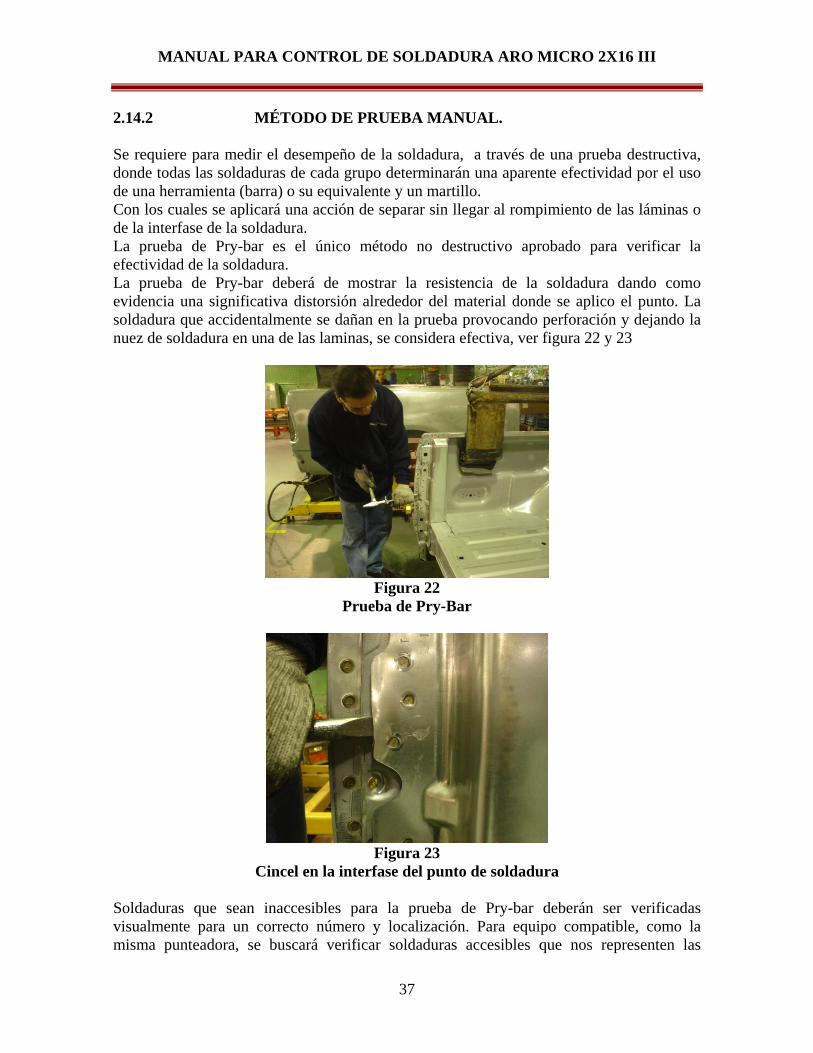
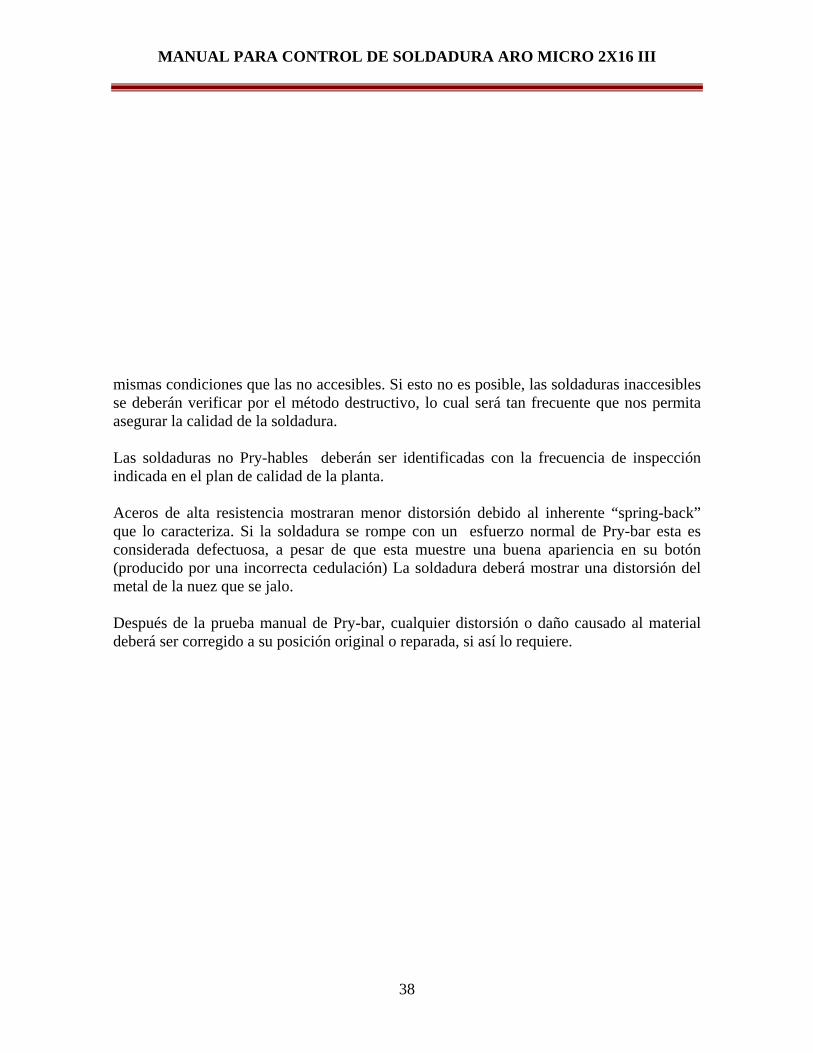
2.14.2 MÉTODO DE PRUEBA MANUAL. Se requiere para medir el desempeño de la soldadura, a través de una prueba destructiva, donde todas las soldaduras de cada grupo determinarán una aparente efectividad por el uso de una herramienta (barra) o su equivalente y un martillo. Con los cuales se aplicará una acción de separar sin llegar al rompimiento de las láminas o de la interfase de la soldadura. La prueba de Pry-bar es el único método no destructivo aprobado para verificar la efectividad de la soldadura. La prueba de Pry-bar deberá de mostrar la resistencia de la soldadura dando como evidencia una significativa distorsión alrededor del material donde se aplico el punto. La soldadura que accidentalmente se dañan en la prueba provocando perforación y dejando la nuez de soldadura en una de las laminas, se considera efectiva, ver figura 22 y 23
Figura 22
Prueba de Pry-Bar
Figura 23
Cincel en la interfase del punto de soldadura
Soldaduras que sean inaccesibles para la prueba de Pry-bar deberán ser verificadas visualmente para un correcto número y localización. Para equipo compatible, como la misma punteadora, se buscará verificar soldaduras accesibles que nos representen las
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
38
mismas condiciones que las no accesibles. Si esto no es posible, las soldaduras inaccesibles se deberán verificar por el método destructivo, lo cual será tan frecuente que nos permita asegurar la calidad de la soldadura. Las soldaduras no Pry-hables deberán ser identificadas con la frecuencia de inspección indicada en el plan de calidad de la planta. Aceros de alta resistencia mostraran menor distorsión debido al inherente “spring-back” que lo caracteriza. Si la soldadura se rompe con un esfuerzo normal de Pry-bar esta es considerada defectuosa, a pesar de que esta muestre una buena apariencia en su botón (producido por una incorrecta cedulación) La soldadura deberá mostrar una distorsión del metal de la nuez que se jalo. Después de la prueba manual de Pry-bar, cualquier distorsión o daño causado al material deberá ser corregido a su posición original o reparada, si así lo requiere.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
39
CAPÍTULO 3
DESCRIPCIÓN Y PROGRAMACIÓN DE CONTROL DE SOLDADURA POR RESISTENCIA (PUNTOS)
3.1 DISEÑO GENERAL. El panel frontal del aparato, constituido por una membrana de poliéster, permite programar localmente en lenguaje no codificado y explorar. Un visualizador LCD permite leer los parámetros de programación así como visualizar informaciones en lenguaje no codificado durante la explotación. Un enlace RS 485 integrado permite cargar o salvaguardar localmente los programas de un PC. En la posición ´´RUN´´, el conmutador de llave impide la modificación de los parámetros de soldadura. Adosada al panel frontal, la tarjeta CPU soporta el microprocesador y los periféricos asociados RAM, Eprom, etc. La tarjeta asegura igualmente la interconexión de las entradas y salidas ( optoacoplamiento y protecciones). Las conexiones se hacen directamente en la tarjeta, sea con reglas desenchufadas ( X1,X2, X3) sea con conectores sub D para las conexiones de la pletina de tiristores (X4), vías de medida de corrientes secundarias o primarias (X5). En el panel frontal, un conector RS 485 permite conectar un PC en modo punto a punto para cargar y salvaguardar los parámetros. La alimentación está conectada en la tarjeta CPU (tarjeta hija). El conjunto de los componentes electrónicos está protegido por un carter metálico contra los golpes, las proyecciones de todo tipo y las perturbaciones electromagnéticas irradiadas.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
40
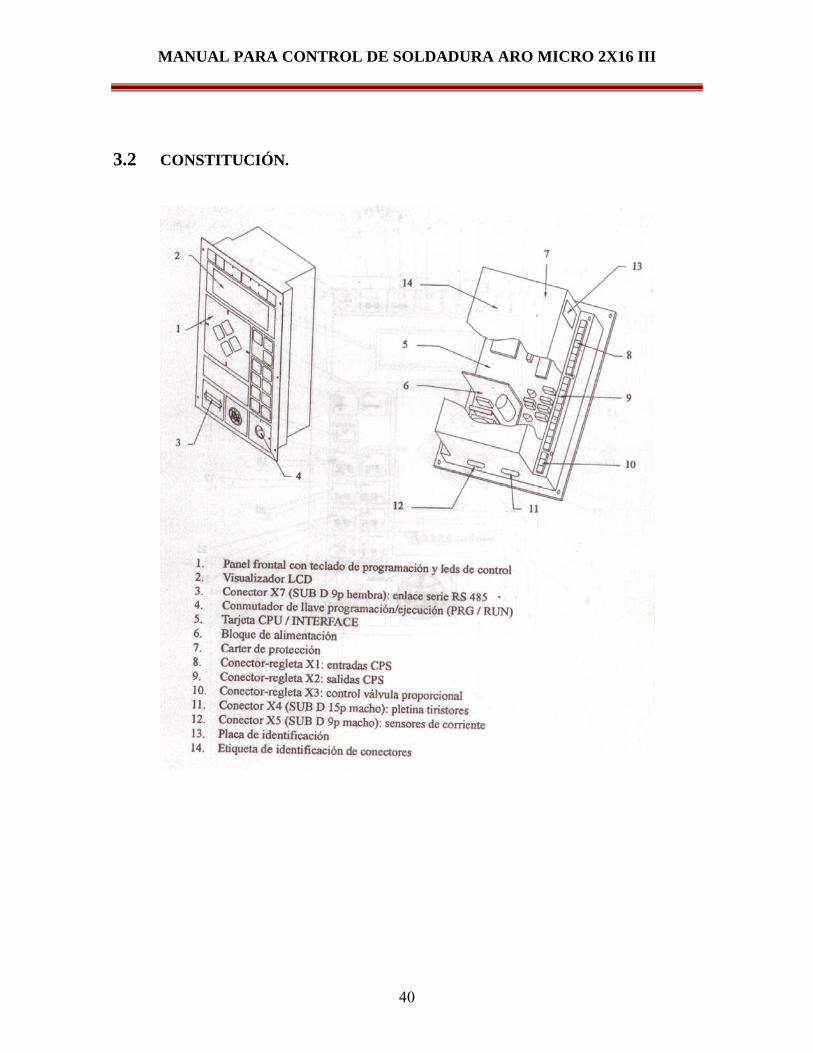
3.2 CONSTITUCIÓN.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
41
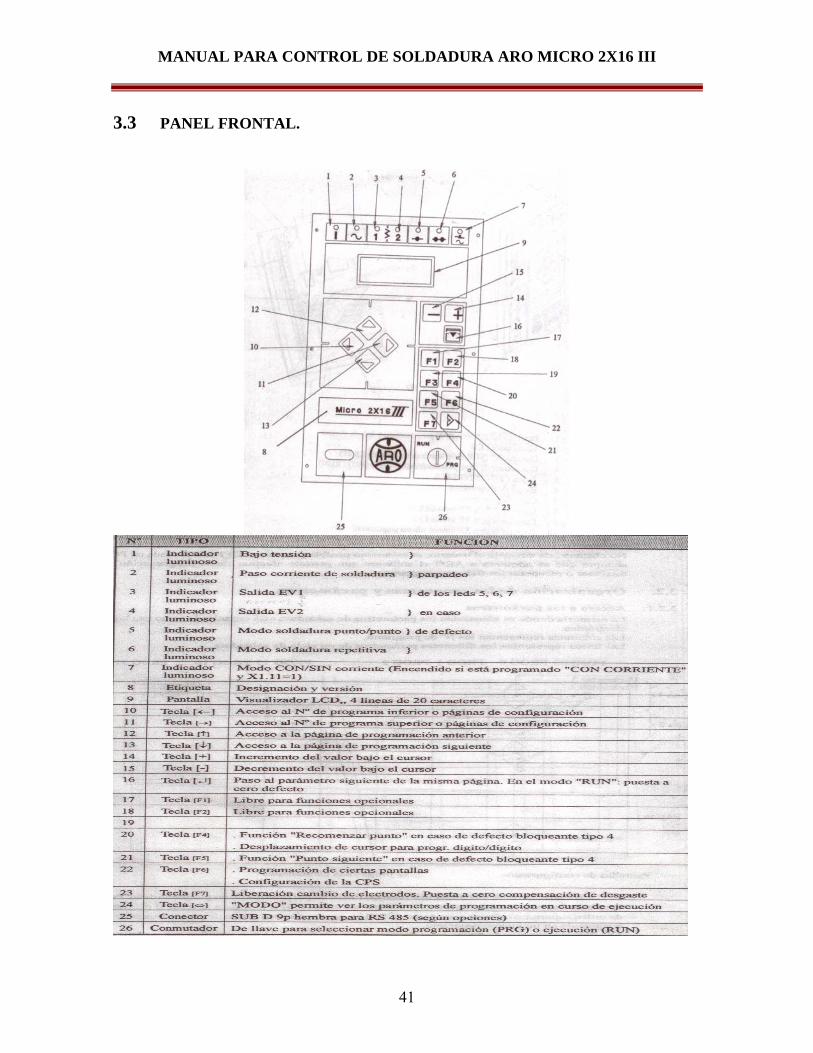
3.3 PANEL FRONTAL.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
42
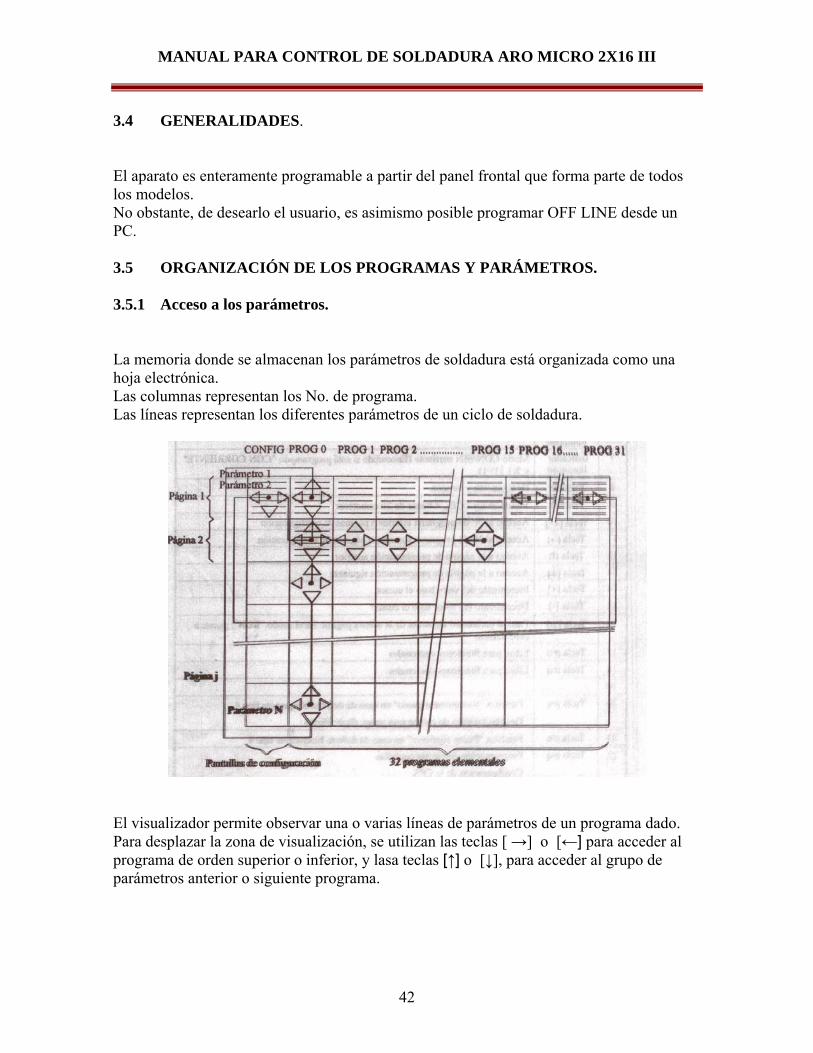
3.4 GENERALIDADES. El aparato es enteramente programable a partir del panel frontal que forma parte de todos los modelos. No obstante, de desearlo el usuario, es asimismo posible programar OFF LINE desde un PC. 3.5 ORGANIZACIÓN DE LOS PROGRAMAS Y PARÁMETROS. 3.5.1 Acceso a los parámetros. La memoria donde se almacenan los parámetros de soldadura está organizada como una hoja electrónica. Las columnas representan los No. de programa. Las líneas representan los diferentes parámetros de un ciclo de soldadura.
El visualizador permite observar una o varias líneas de parámetros de un programa dado. Para desplazar la zona de visualización, se utilizan las teclas [ →] o [←] para acceder al programa de orden superior o inferior, y lasa teclas [↑] o [↓], para acceder al grupo de parámetros anterior o siguiente programa.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
43
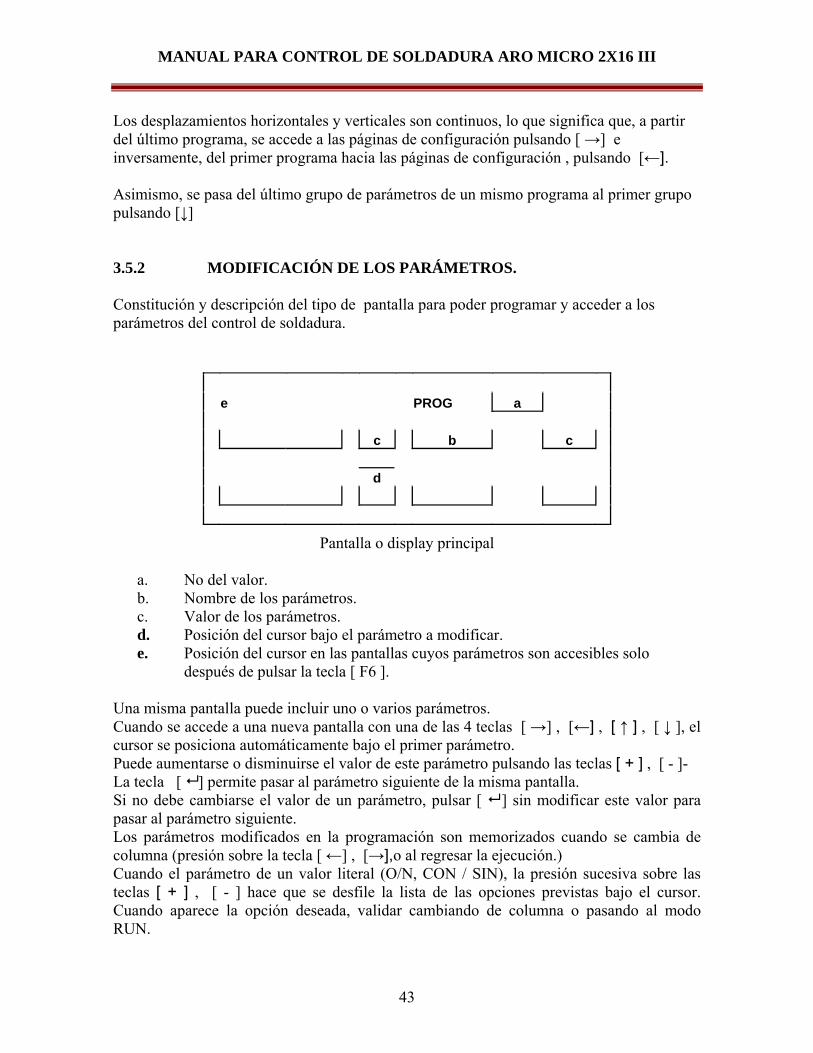
Los desplazamientos horizontales y verticales son continuos, lo que significa que, a partir del último programa, se accede a las páginas de configuración pulsando [ →] e inversamente, del primer programa hacia las páginas de configuración , pulsando [←]. Asimismo, se pasa del último grupo de parámetros de un mismo programa al primer grupo pulsando [↓] 3.5.2 MODIFICACIÓN DE LOS PARÁMETROS. Constitución y descripción del tipo de pantalla para poder programar y acceder a los parámetros del control de soldadura.
Pantalla o display principal
a. No del valor. b. Nombre de los parámetros. c. Valor de los parámetros. d. Posición del cursor bajo el parámetro a modificar. e. Posición del cursor en las pantallas cuyos parámetros son accesibles solo
después de pulsar la tecla [ F6 ]. Una misma pantalla puede incluir uno o varios parámetros. Cuando se accede a una nueva pantalla con una de las 4 teclas [ →] , [←] , [ ↑ ] , [ ↓ ], el cursor se posiciona automáticamente bajo el primer parámetro. Puede aumentarse o disminuirse el valor de este parámetro pulsando las teclas [ + ] , [ - ]- La tecla [ ] permite pasar al parámetro siguiente de la misma pantalla. Si no debe cambiarse el valor de un parámetro, pulsar [ ] sin modificar este valor para pasar al parámetro siguiente. Los parámetros modificados en la programación son memorizados cuando se cambia de columna (presión sobre la tecla [ ←] , [→],o al regresar la ejecución.) Cuando el parámetro de un valor literal (O/N, CON / SIN), la presión sucesiva sobre las teclas [ + ] , [ - ] hace que se desfile la lista de las opciones previstas bajo el cursor. Cuando aparece la opción deseada, validar cambiando de columna o pasando al modo RUN.
e PROG a c b c d
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
44
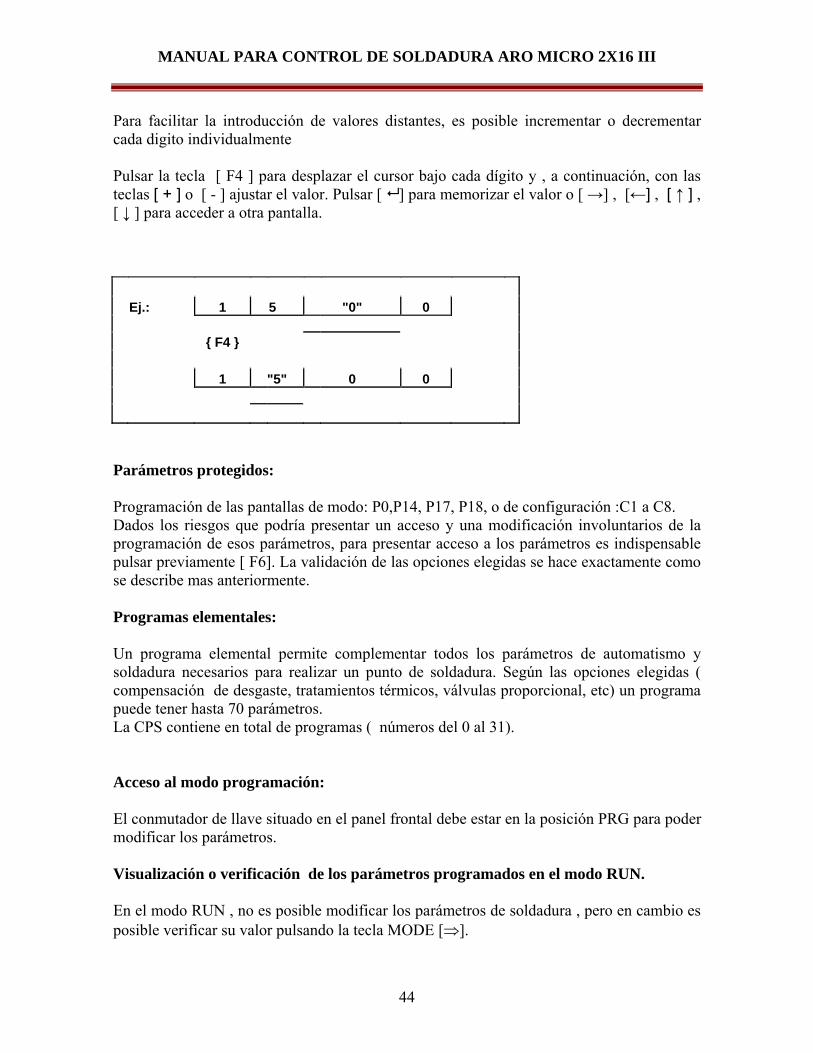
Para facilitar la introducción de valores distantes, es posible incrementar o decrementar cada digito individualmente Pulsar la tecla [ F4 ] para desplazar el cursor bajo cada dígito y , a continuación, con las teclas [ + ] o [ - ] ajustar el valor. Pulsar [ ] para memorizar el valor o [ →] , [←] , [ ↑ ] , [ ↓ ] para acceder a otra pantalla. Ej.: 1 5 "0" 0 F4 1 "5" 0 0 Parámetros protegidos: Programación de las pantallas de modo: P0,P14, P17, P18, o de configuración :C1 a C8. Dados los riesgos que podría presentar un acceso y una modificación involuntarios de la programación de esos parámetros, para presentar acceso a los parámetros es indispensable pulsar previamente [ F6]. La validación de las opciones elegidas se hace exactamente como se describe mas anteriormente. Programas elementales: Un programa elemental permite complementar todos los parámetros de automatismo y soldadura necesarios para realizar un punto de soldadura. Según las opciones elegidas ( compensación de desgaste, tratamientos térmicos, válvulas proporcional, etc) un programa puede tener hasta 70 parámetros. La CPS contiene en total de programas ( números del 0 al 31). Acceso al modo programación: El conmutador de llave situado en el panel frontal debe estar en la posición PRG para poder modificar los parámetros. Visualización o verificación de los parámetros programados en el modo RUN. En el modo RUN , no es posible modificar los parámetros de soldadura , pero en cambio es posible verificar su valor pulsando la tecla MODE [⇒].
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
45
El visualizador deja de mostrar parámetros de ejecución para dar paso a la ultima pantalla de programación que apareciera antes de la conmutación PGR RUN . Las teclas [ →] , [←] , [ ↑ ] , [ ↓ ], permiten acceder a otros parámetros en otros programas . Al pulsarse nuevamente la tecla MODE , se regresa a los parámetros de ejecución. Modificación de los parámetros en curso de trabajo. Para modificar los parámetros, conmutar a la posición, PROG, hacer las correcciones y volver a conmutar a la posición RUN para autorizar la reanulación de los ciclos de soldadura y hacer que se tomen en cuenta los nuevos parámetros. La modificación de los parámetros durante la soldadura es posible ya que la CPS continua controlando los ciclos de la soldadura en el modo PRG. Se pueden cargar los nuevos parámetros realizando las siguientes indicaciones. -Posicionando la llave en el modo “programación” tras una acción sobre [ →] o [←] y en la próxima localización START. -De la vuelta a la llave a posicionar en el modo “EJECUCIÓN” en la próxima activación del STAR. -Realizando estas dos indicaciones se podrán realizar cambios a los parámetros del control de soldadura cuando este en uso el control sin necesidad de para la producción para realizar las modificaciones necesarias para el mejoramiento de la calidad. Pantallas de configuración. Es posible acceder a esta pantalla a partir del programa 0,pulsando la tecla [←] y podremos llegar hasta el programa 99. 3.6 FUNDAMENTOS ELÉCTRICOS PARA EL PROCESO DE SOLDADURA
DE RESITENCIA POR PUNTOS. •Tensión ( V)- Trabajo que realiza para trasladar o impulsar los electrones; y su unidad esta dada en volts •Corriente ( I)- Cantidad de carga eléctrica que fluye por la sección de un conductor y cuya unidad es el ampere. •Resistencia ( R)- Es la oposición al paso de la corriente eléctrica y su unidad de medida es el ohm

MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
46
Ley de Ohm. La ley de Ohm dice que la intensidad de corriente I que fluye por un conductor, es directamente proporcional a la tensión e inversamente proporcional a la resistencia del mismo, es decir:
En el cual se puede apreciar que basándose en la ecuación anterior: Sí... V = Constante R = I = V = Constante R = I = Densidad de Corriente.- Es la magnitud de corriente en función del área la sección transversal del conductor. Dicha densidad aumentara toda vez que el área disminuya y su ecuación es la siguiente:
Efecto Joule.- En un circuito eléctrico, la potencia generada en la resistencia será disipada en forma de calor; este fenómeno es conocido como Efecto Joule.
RVI = R I V
AIJ =
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
47
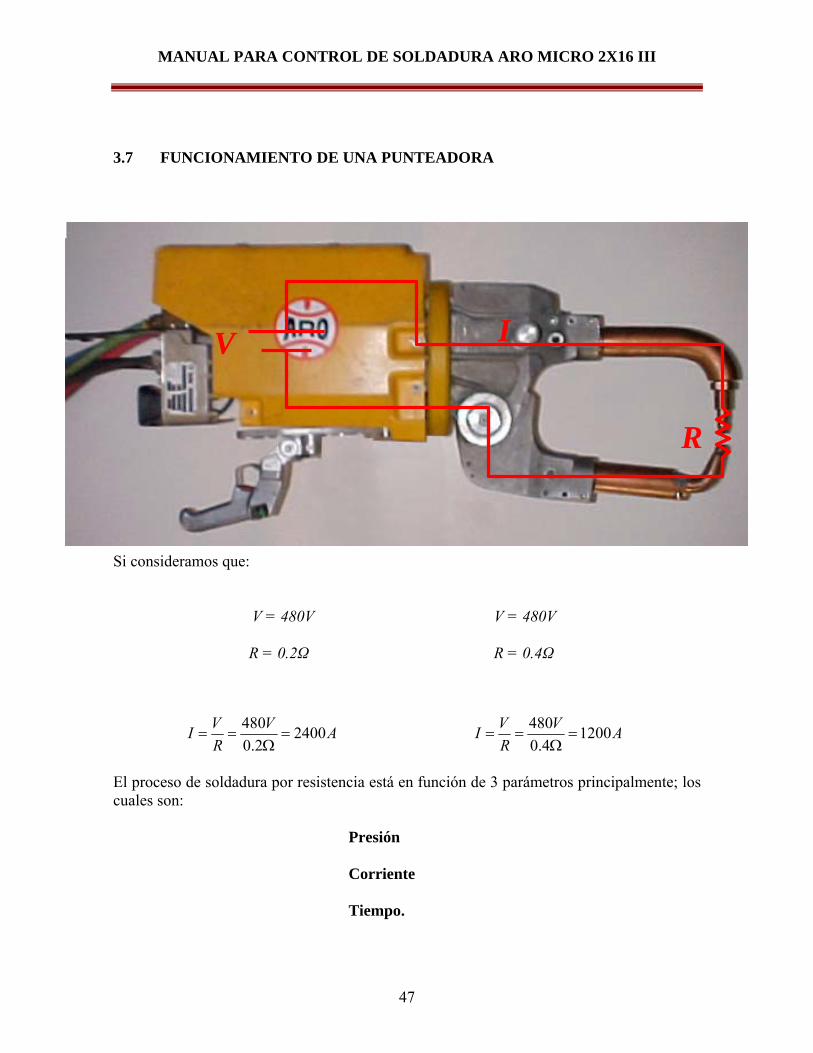
3.7 FUNCIONAMIENTO DE UNA PUNTEADORA Si consideramos que:
V = 480V V = 480V R = 0.2Ω R = 0.4Ω
El proceso de soldadura por resistencia está en función de 3 parámetros principalmente; los cuales son:
Presión Corriente Tiempo.
V I
R
AVRVI 2400
2.0480
=Ω
== AVRVI 1200
4.0480
=Ω
==
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
48
3.8 DEFINICIÓN DE LOS PARÁMETROS DE SOLDADURA. 3.8.1 NECESIDAD Y LÍMITES DE LA REGULACIÓN DE CORRIENTE. La regulación permite mantener una corriente constante independientemente de las variaciones de tensión primaria y de las impedancias de la máquina.
-Variaciones de tensión primaria: puede alcanzar + 10, -20% con respecto a la red nominal. Es el resultado de variaciones de carga en las fabricas o talleres que provocan perdidas variables en las línea. -Variaciones de impedancia, principales causas:
Calentamiento de los circuitos: La resistencia del cobre aumenta con la temperatura. Degradación de los conductores flexibles: rotura de trenzas o lamina. Aumento de las resistencias de contacto en los circuitos secundarios ( Oxidación, aflojamiento) Oxidación o contaminación de los electrodos. Perdidas magnéticas debidas a la presencia de chapas cerca de o en los bucles secundarios.
Si la regulación de intensidad aumenta considerablemente la regularidad de la calidad en la soldadura por resistencia no será constante, en lo particular, es inoperante frente a los siguientes fenómenos:
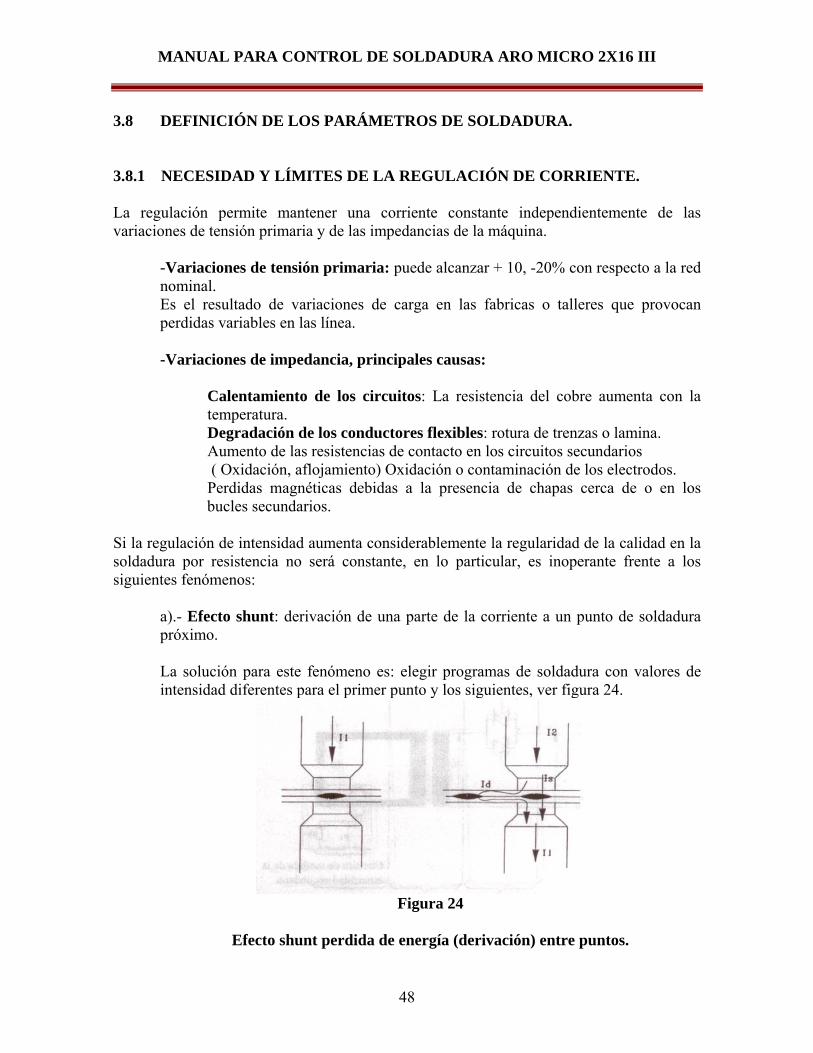
a).- Efecto shunt: derivación de una parte de la corriente a un punto de soldadura próximo. La solución para este fenómeno es: elegir programas de soldadura con valores de intensidad diferentes para el primer punto y los siguientes, ver figura 24.
Figura 24
Efecto shunt perdida de energía (derivación) entre puntos.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
49
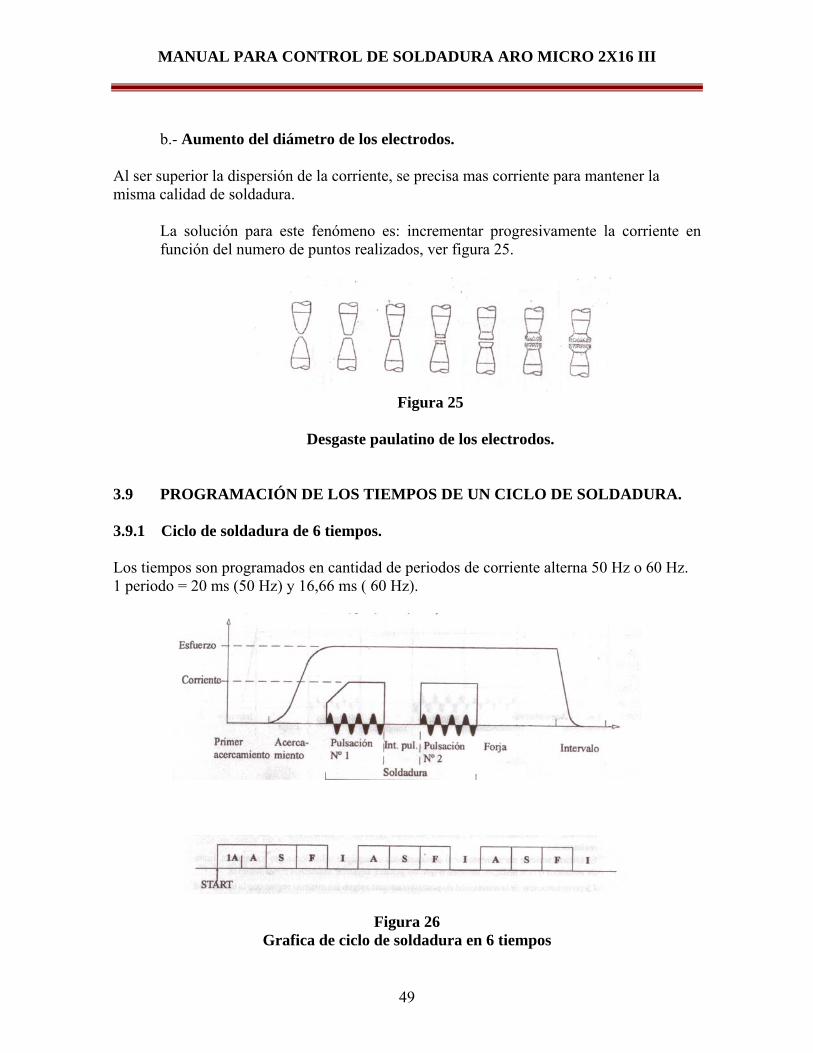
b.- Aumento del diámetro de los electrodos.
Al ser superior la dispersión de la corriente, se precisa mas corriente para mantener la misma calidad de soldadura.
La solución para este fenómeno es: incrementar progresivamente la corriente en función del numero de puntos realizados, ver figura 25.
Figura 25
Desgaste paulatino de los electrodos.
3.9 PROGRAMACIÓN DE LOS TIEMPOS DE UN CICLO DE SOLDADURA.
3.9.1 Ciclo de soldadura de 6 tiempos.
Los tiempos son programados en cantidad de periodos de corriente alterna 50 Hz o 60 Hz. 1 periodo = 20 ms (50 Hz) y 16,66 ms ( 60 Hz).
Figura 26 Grafica de ciclo de soldadura en 6 tiempos
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
50
-Primer acercamiento. Tiempo de cierre del equipo soldador. Este tiempo se añade al tiempo de Acercamiento. En la soldadura de modo repetitivo, el tiempo de primer acercamiento se toma en cuenta únicamente en el primer punto que sigue a la presión sobre el inicio de la soldadura (gatillazo) START; para los puntos siguientes, sólo se toma en cuenta el tiempo de acercamiento, ver figura 26. En la práctica, el primer acercamiento sólo debe utilizarse en el modo repetitivo. -Acercamiento. Tiempo que se estima necesario para obtener el esfuerzo de la soldadura después de accionar el Start. Es el tiempo que debe programarse para alcanzar por lo menos el 90% del esfuerzo necesario, ver figura 26. -Soldadura. Sin pulsación. El tiempo total de paso de corriente correspondiente al tiempo de soldadura programado, ver figura 26. Con pulsaciones. El tiempo de soldadura programado corresponde a la duración de una pulsación. Este tiempo se repite una cantidad de veces igual al número de pulsaciones programado, con un tiempo frío intermedio entre cada pulsación, ver figura 26. -Intervalo entre pulsaciones. Tiempo frió que separa 2 pulsaciones. , ver figura 26. -Forja. Tiempo durante el cual se mantiene el esfuerzo de soldadura cuando la corriente ha dejado de circular. Este tiempo permite que se enfríe el núcleo fundido bajo presión, ver figura 26. -Intervalo- En soldadura repetitiva, este tiempo regula automáticamente la cadencia de soldadura del equipo soldador. Corresponde al tiempo durante el cual la electro válvula de soldadura ha dejado de ser alimentada, permitiendo así la apertura del equipo soldador para pasar al punto siguiente, ver figura 26.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
51
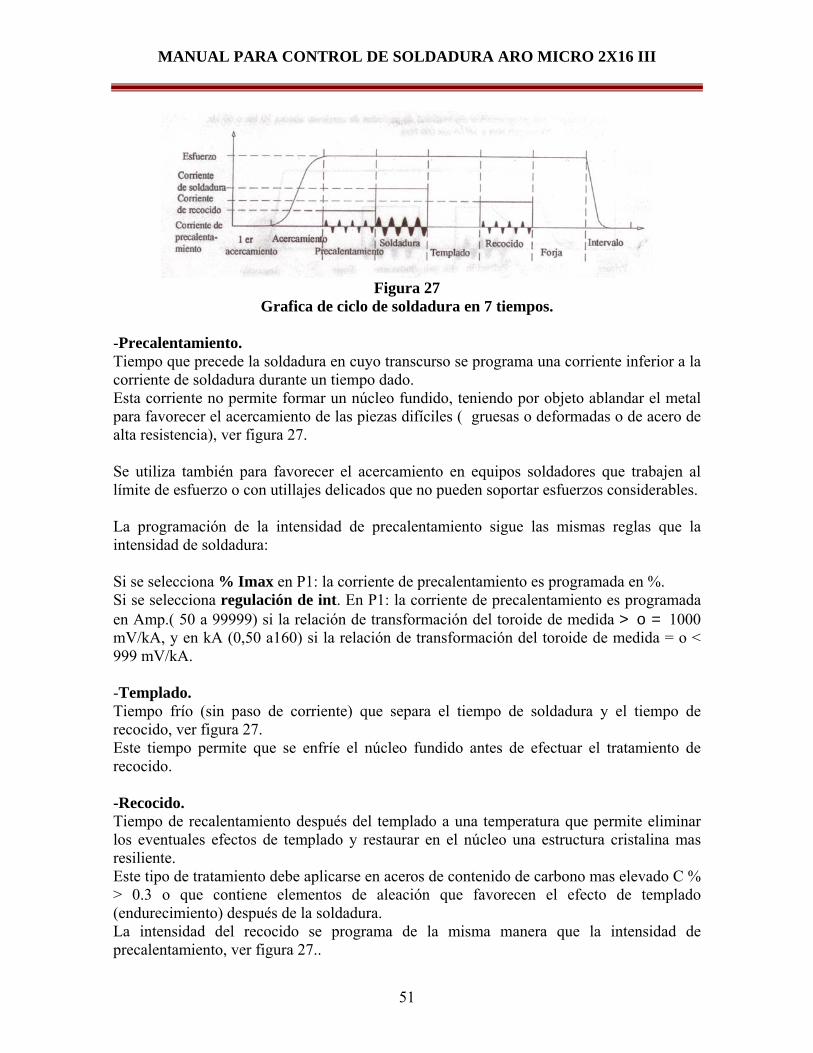
Figura 27
Grafica de ciclo de soldadura en 7 tiempos. -Precalentamiento. Tiempo que precede la soldadura en cuyo transcurso se programa una corriente inferior a la corriente de soldadura durante un tiempo dado. Esta corriente no permite formar un núcleo fundido, teniendo por objeto ablandar el metal para favorecer el acercamiento de las piezas difíciles ( gruesas o deformadas o de acero de alta resistencia), ver figura 27. Se utiliza también para favorecer el acercamiento en equipos soldadores que trabajen al límite de esfuerzo o con utillajes delicados que no pueden soportar esfuerzos considerables. La programación de la intensidad de precalentamiento sigue las mismas reglas que la intensidad de soldadura: Si se selecciona % Imax en P1: la corriente de precalentamiento es programada en %. Si se selecciona regulación de int. En P1: la corriente de precalentamiento es programada en Amp.( 50 a 99999) si la relación de transformación del toroide de medida > o = 1000 mV/kA, y en kA (0,50 a160) si la relación de transformación del toroide de medida = o < 999 mV/kA. -Templado. Tiempo frío (sin paso de corriente) que separa el tiempo de soldadura y el tiempo de recocido, ver figura 27. Este tiempo permite que se enfríe el núcleo fundido antes de efectuar el tratamiento de recocido. -Recocido. Tiempo de recalentamiento después del templado a una temperatura que permite eliminar los eventuales efectos de templado y restaurar en el núcleo una estructura cristalina mas resiliente. Este tipo de tratamiento debe aplicarse en aceros de contenido de carbono mas elevado C % > 0.3 o que contiene elementos de aleación que favorecen el efecto de templado (endurecimiento) después de la soldadura. La intensidad del recocido se programa de la misma manera que la intensidad de precalentamiento, ver figura 27..
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
52
3.9.2 Encendido y extensión progresiva de los tiristores UPSLOPE / DOWNSLOP.
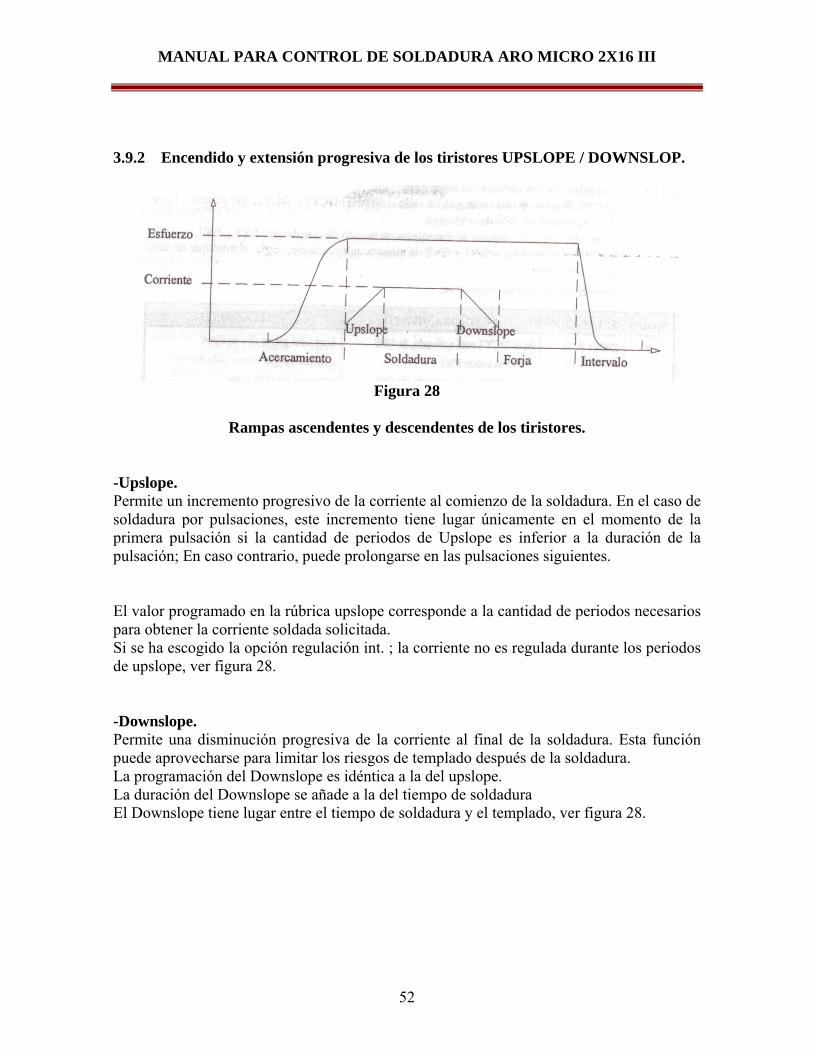
Figura 28
Rampas ascendentes y descendentes de los tiristores.
-Upslope. Permite un incremento progresivo de la corriente al comienzo de la soldadura. En el caso de soldadura por pulsaciones, este incremento tiene lugar únicamente en el momento de la primera pulsación si la cantidad de periodos de Upslope es inferior a la duración de la pulsación; En caso contrario, puede prolongarse en las pulsaciones siguientes. El valor programado en la rúbrica upslope corresponde a la cantidad de periodos necesarios para obtener la corriente soldada solicitada. Si se ha escogido la opción regulación int. ; la corriente no es regulada durante los periodos de upslope, ver figura 28. -Downslope. Permite una disminución progresiva de la corriente al final de la soldadura. Esta función puede aprovecharse para limitar los riesgos de templado después de la soldadura. La programación del Downslope es idéntica a la del upslope. La duración del Downslope se añade a la del tiempo de soldadura El Downslope tiene lugar entre el tiempo de soldadura y el templado, ver figura 28.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
53
CAPÍTULO 4
SEGURIDAD. 4.1 GENERALIDADES. Lo más importante para una compañía es la salud y la seguridad de sus trabajadores, el personal es la base del éxito y la fuente vital de una compañía. El mejoramiento continuo en la prevención de sucesos dañinos es un compromiso que las compañías están dispuestas a compartir con todos sus trabajadores. Para alcanzar una meta común; un ambiente saludable y seguro, libre de sucesos dañinos y fatales. Este capítulo contiene las guías y responsabilidades que cada uno de nosotros tendrá para el logro de esta meta común, que seguramente beneficiará a los trabajadores, a sus familias, a la comunidad y a las Compañías. 4.2 ¿POR QUÉ SUCEDEN LOS ACCIDENTES? Los usualmente llamados “accidentes” no lo son del todo. Un accidente es algo que es inesperado y no puede ser prevenido. La mayoría de las enfermedades, lesiones y muertes en el lugar de trabajo ocurren por causas conocidas llamadas riesgos. Si los riesgos están presentes, pueden esperarse situaciones peligrosas, enfermedades, lesiones o muertes.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
54
4.3 ¿CUÁL ES LA CAUSA DE LOS RIESGOS? En el lugar de trabajo, los riesgos se originan por:
CONDICIONES INSEGURAS y/o ACTOS INSEGUROS. “Condiciones” se refiere al estado de:
Herramientas y equipos. Estaciones de trabajo. Procesos de trabajo. Medio Ambiente.
Identifique y reporte cualquier condición insegura en su lugar de trabajo.
Aceite en el suelo. Materiales apilados inadecuadamente. Mantenimiento deficiente a las máquinas y equipo. Falta de entrenamiento a los trabajadores. Máquinas sin guardas de protección.
“Actos” se refieren a la conducta de la gente.
No seguir los procedimientos de la Compañía. No usar el equipo de protección personal. Omitir el uso de la protección para los ojos es un acto inseguro.
4.4 ¿CUÁLES SON LAS PRÀCTICAS DE TRABAJO SEGURAS? Las prácticas de trabajo seguras han sido desarrolladas para ayudar a protegerle contra los riesgos en el lugar de trabajo. Éste es un aspecto importante del compromiso de la empresa hacia la salud y la seguridad. 4.4.1 TRES PASOS FUNDAMENTELES PARA LA SEGURIDAD.
Paso 1 Reconocer los riesgos. Paso 2 Reportar riesgos. Paso 3 Controlar los riesgos.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
55
4.4.2 RECONOCER RIESGOS. Una planta es un lugar activo: gente, materiales y equipo están constante movimiento. Como resultado, usted puede estar expuesto a varios riesgos cuando está parado, sentado o en movimiento en su lugar de trabajo. La seguridad y la salud dependen de la habilidad para reconocer riesgos y saber que hacer si los encuentra. El operador deberá estar conciente de los riesgos en su estación de trabajo. Sin embargo, debe estar alerta cuando usted está en otras áreas de la planta. 4.4.3 ANÁLISIS DE SEGURIDAD EN EL TRABAJO ( A S T ) Para identificar los riesgos de seguridad e higiene relacionados con un trabajo específico, se utiliza un proceso probado, llamado análisis de seguridad en el trabajo (AST). Se efectúa un análisis de Seguridad en el área de trabajo en cada operación básica de la planta. 4.4.4 REVISANDO SU TRABAJO. Tomará tiempo completar un AST en cada operación básica de su Planta. Mientras tanto, es importante que usted este preparado para darse cuenta de cualquier riesgo de trabajo existente. Existen 7 preguntas claves que usted deberá hacer donde quiera que trabaje. Un “si” de respuesta significa que exista un riesgo y deberá ser reportado, a continuación la muestra de algunas preguntas: ¿Puedo sufrir un suceso dañino por estar expuesto a alguna fuente de energía si no cuento con el equipo de protección personal o de las protecciones requeridas?
-Gravedad. -Electricidad. -Químicos. -Calor / frío. -Radiación. -Presión de aire. -Gases. -Vapor. -Hidráulica.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
56
*¿Puedo estar en contacto con algún material peligroso, si este se derrama, está mal almacenado, tiene fuga o se encuentra en el medio ambiente?
-Productos químicos. -Humo. -Contaminantes en el aire. -Otros materiales peligrosos.
*¿Puedo ser golpeado por alguna cosa anormal a la operación?
-Objetos en movimiento o suspendidos. -Materiales mal acomodados que pueden caer.
*¿Puedo golpearme contra alguna cosa que no sea normal en el área?
-Objetos móviles o estacionarios. -Objetos salientes. -Bordes afilados o quebrados.
*¿Puede ser atrapado en, sobre, o entre alguna cosa?
-Puntos de atrape. -Objetos salientes. -Objetos móviles o estacionarios.
*¿Puede resbalar, tropezar o caer?
-En el mismo nivel. -A un nivel mas bajo.
*¿Puede ser lastimado al efectuar una tarea en un diseño ergonómicamente deficiente?
-Por repetitividad. -Por fuerza excesiva. -Por una postura forzada.
4.4.5 REPORTANDO RIESGOS. Una vez que un riesgo es identificado, debe avisar para que se corrija inmediatamente.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
57
Reportar riesgos es una de las más importantes maneras en las que se puede ayudar a conservar el lugar de trabajo seguro. Un trabajador puede identificar problemas más rápidamente porque está familiarizado con las condiciones de su lugar de trabajo, como al que: -Reporte los riesgos en su área de trabajo. -Reporte los riesgos fuera de su área de trabajo. 4.4.6 CONTROLANDO RIESGOS. Una vez que un riego ha sido reportado, el siguiente paso es controlar el riesgo. A diferencia del reconocimiento y reporte de riesgos, en los cuales nuestros trabajadores juegan una función importante, el control de riesgos es responsabilidad de la Planta. -La Planta tiene la responsabilidad de asegurar un sistema efectivo para controlar los riesgos en un lugar de trabajo. -El supervisor de línea debe iniciar el uso de este sistema cuando esté consciente de que existe un riesgo. 4.4.7 FUNCIONES DE LA COMPAÑÍA. La compañía tiene la obligación de hacer previsiones razonables para la seguridad e higiene de sus trabajadores durante las horas de trabajo. La compañía tiene también la obligación legal de asegurar que todas las instalaciones cubran las medidas federales y estatales de seguridad. La Planta es la responsable de la salud y seguridad de todos los trabajadores. Esta responsabilidad incluye cumplir con las obligaciones legales. LOS GERENTES DE ÁREA Y SUPERINTENDENTES establecen metas de seguridad e higiene para los supervisores, realizando visitas periódicas en sus áreas, y usando recursos para apoyar el proceso de seguridad. LOS SUPERVISORES deben ver por la seguridad e higiene de todos los trabajadores en sus departamentos o áreas. Ellos son los que controlan los riesgos.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
58
LOS INGENIEROS DE SEGURIDAD EN LA PLANTA son asesores en el campo de la seguridad e higiene. Ellos tienen la autoridad de actuar en asuntos relacionados con la seguridad e higiene de los trabajadores de la compañía. 4.4.8 OBLIGACIONES DE LOS TRABAJORES CON RESPECTO A SU
SEGURIDAD. Los trabajadores tienen un papel muy importante el proceso de seguridad e higiene. Sus obligaciones de seguridad son: *Saber cómo hacer su trabajo con seguridad y aclarar cualquier duda acerca de las prácticas de trabajo seguras. *Estar consciente de los riesgos y evitarlos. *Actuar con seguridad y observar las prácticas de trabajo seguras. *Conocer todos los dispositivos de seguridad en herramientas de mano, equipo y maquinaria. Y usar el equipo de protección personal. *Reportar riesgos inmediatamente. 4.4.9 PRÁCTICAS DE TRABAJO SEGURAS. -Calidad de aire y ventilación. -Ropa. -Gases comprimidos. -Entrada a espacios confinados. -Electricidad. -Procedimientos de emergencia. -Switch quitado candado y control de la energía -Entradas y salidas. 4.4.10 CALIDAD DEL AIRE Y VENTILACIÓN. Los polvos, vapores, nieblas, gases y humos de las sustancias tóxicas pueden ser extremadamente peligrosos. Asegurese de conocer los efectos en la salud de cualquier químico a los que puede estar expuesto en su trabajo. Los sistemas de ventilación en las plantas han sido para controlar contaminantes. Reporte los sistemas de ventilación que no operen bien.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
59
4.4.11 ROPA. Vista ropa adecuada y evitar los siguientes riesgos: Ropa suelta. -La ropa suelta puede fácilmente engancharse en la maquinaria o equipo. -Los pantalones que son demasiado largos pueden engancharse con el tacón de su zapato, causándole una caída. -Las mangas de la camisola demasiado largas, pueden ser atrapadas fácilmente por partes de la maquinaria en movimiento. Las mangas deberán ser cortadas o pagadas a la muñeca. Ropa sucia -Ropa sucia empapada con aceite o grasa puede incendiarse si es alcanzada por una chispa o por material caliente, o puede causar irritaciones en la piel. Joyería. La joyería es un riesgo en una planta. Si trabaja en o cerca de maquinaria movible o circuitos energizados; No use anillos, brazaletes, collares flojos, o cadenas. 4.4.12 GASES COMPRIMIDOS. Los gases comprimidos pueden ser peligrosos porque están bajo presión. Por esta razón: -No utilice aire comprimido para limpiar su ropa o su estación de trabajo. -Utilice gases comprimidos en cilindros sólo si ha sido entrenado y autorizado para hacerlo. 4.4.13 ENTRADA A ESPACIOS CONFINADOS. Existen riesgos especiales asociados con el trabajo hecho en un espacio confinado. Un espacio confinado es un área que tiene aberturas limitadas de entrada y salida, y la cual no esta diseñada para ser ocupada por personal de manera permanente. Por ejemplo: tanques, pozos, alcantarillas, calderas, ductos etc... No se debe entrar a un espacio confinado por ninguna razón a menos que:
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
60
-Un permiso especial haya sido emitido por una persona autorizada. -El espacio confinado haya sido analizado y probado y, si es necesario, vaciado, limpiado, purgado y ventilado. -Que haya sido entrenado en los procedimientos especiales requeridos para trabajar en un espacio confinado. -Se coloque un asistente entrenado en la entrada. Mientras se trabaje en el espacio confinado se usara el equipo especial requerido para trabajar en este tipo de lugar. Ver al supervisor o Ing. de seguridad de la planta, para información sobre los procedimientos de entrada a espacios confinados. 4.4.14 ELECTRICIDAD. Los riesgos eléctricos son una de las más serias amenazas a la seguridad del trabajador. Usted puede ayudar a prevenir lesiones y muertes descubriendo y reportando los riesgos eléctricos. Lista de riesgos: Si su respuesta es “NO” a cualquiera de estas preguntas, se reporta el riesgo a el supervisor. ¿Están todos los interruptores desconectados, en buen estado y claramente marcados? ¿Están los paneles eléctricos cerrados y adecuadamente identificados? ¿Están todos los enchufes, cordones e interruptores en buen estado, sin alambres desnudos? ¿Están los cordones eléctricos fuera de los pasillos donde pudieran ser dañados por los vehículos? 4.4.15 PROCEDIMIENTOS DE EMERGENCIA. En una emergencia, cada segundo cuenta. Conocer los siguientes procedimientos le sirve para que se responda rápidamente y apropiadamente a continuación se muestra algunas recomendaciones. -Conozca la ubicación de todos los botones de paro de emergencia y los aditamentos de seguridad que hay en su área. -Conocer la ubicación de todos los botiquines, camillas, extintores y equipo de emergencia. -Familiarizarse con los planes de evacuación de emergencia de la planta.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
61
-Conocer la ubicación de todas las salidas. -Si un trabajador es lastimado, solicitar ayuda médica inmediatamente. -No bloquear el acceso al equipo contra incendios o emergencia con materiales y objetos. -Consultar al supervisor sobre los procedimientos de emergencia en el área. 4.4.16 CONTROL DE LA ENERGÍA Y SWITCH QUITADO CANDADO
COLOCADO. (SQCC) Para evitar daños cuando se limpia, ajusta, repara o da servicio al equipo, se deberán seguir los procedimientos SQCC y control de energía. La regla SQCC y control de energía declara y describe lo siguiente. Desconectar cualquier equipo de la toma de energía. Eliminar cualquier energía residual. Colocar candado de seguridad en toma de energía para evitar que cualquier persona energice los equipos a los cuales se les realice cualquier tipo de mantenimiento Cuando un trabajador tiene la necesidad de poner cualquier parte de su cuerpo en o cerca de las maquinas o equipos, donde se realizan movimientos inesperados por liberación de energía almacenada, sistemas eléctricos o energizados. El flujo de gases, líquidos u otros materiales que podrían potencialmente lastimar al trabajador, entonces el trabajador tiene la responsabilidad y la autoridad para aplicar correctamente los procedimientos de SQCC y control de la energía y será responsable de esta correcta aplicación. Los procedimientos de control de energía y SQCC requieren el uso de un candado de seguridad y una etiqueta de peligro personalizada por cada trabajador involucrado en la tarea, y todo el procedimiento de interrupción de la energía en la máquina o equipo en los que se esta trabajando. Se deben conocer los siete pasos de seguridad antes de usarlos y son:
-Creer en el procedimiento. -Checa todo. -Preparar todo. -Coloca candado. -Libera la energía residual. -Verifica ausencia de energía. -Usa el procedimiento siempre.
4.5 ENTRADAS Y SALIDAS. Los trabajadores deben estar entrenados para entrar y salir de las áreas de trabajo fácil y rápidamente, especialmente en situaciones de emergencia, a continuación algunas preguntas:
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
62
Listado de riesgos. Si la respuesta es “NO” a cualquiera de estas preguntas, se debe de reportar el riesgo. ¿Están las entradas y las salidas libres de obstáculos? ¿Están los letreros de salida de emergencia claramente visibles y bien iluminados? 4.6 ERGONOMÍA. El concepto moderno de Ergonomía es: Adecuar los trabajos al ser humano, y no el ser humano al trabajo. Algunos trabajos no están bien diseñados al permitir sobrepasar las limitaciones físicas de los operarios que desarrollan ese trabajo. Los trabajos diseñados deficientemente, obligan a los operarios a trabajar en tal forma que pueden causarse fatiga física excesiva. Por ejemplo: un trabajador podría tener que: -Doblarse o estirarse repetidamente para alcanzar la superficie de trabajo, herramientas o partes. -Caminar, levantar, o transportar cargas sobre distancias largas. -Doblar manos o muñecas dolorosamente para usar una herramienta. -Forzar la vista para leer letras muy pequeñas, etc... Trabajos como éstos afectan a los trabajadores. Los efectos a corto plazo pueden ser:
-Incomodidad -Fatiga. -Vista cansada. -Dolores físicos.
Además, cuando los trabajadores están cansados, incómodos, o con dolor, empezarán a distraerse incrementando así el riesgo de lastimarse. A largo plazo tales condiciones de trabajo pueden ocasionar daños serios. Estos daños caen dentro de una categoría llamada Desordenes Traumático Acumulados ( o DTA)
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
63
Un desorden traumático acumulativo es una lesión o enfermedad, la cual usualmente se desarrolla cuando se efectúa un trabajo incomodo una y otra vez. Con el tiempo, esto tiene un efecto de desgaste físico en el cuerpo. Efectos a largo plazo pueden incluir: -Desordenes en los nervios, como el síndrome del túnel carpiano. -Desordenes que afectan los tendones, como la tendonitis. -Desordenes en el sistema circulatorio (los vasos sanguíneos). -Dolor en la parte baja de la espalda. La ergonomía utiliza el conocimiento de muchas ciencias para entender los efectos de un diseño deficiente del trabajo y para identificar las causas que pueden originar fatiga excesiva, enfermedades, o lesiones. Una vez que éstas causas son identificadas pueden ser reducidas por medio de cambio en los métodos de trabajo, cambio en las estaciones de trabajo, herramienta y equipo. Así es como la ergonomía ajusta los trabajos al ser humano. 4.7 EL PROCESO ERGONÓMICO. Se juega un papel muy importante en el Proceso ergonómico. Cada análisis de seguridad en el trabajo puede proveer valiosa información para lograr un buen diseño de trabajo y obtener mejoras ergonómicas. La información ayuda comité de ergonomía a decidir si el trabajo necesita atención inmediata. También ayuda a evaluar los cambios ergonómicos hechos en el trabajo. Las responsabilidades en los procesos ergonómicos son: -Reconocer posibles síntomas de diseño deficiente del trabajo. Reportar las observaciones acerca del diseño de trabajo. -Trabajar, con la comisión mixta de seguridad e higiene, y si es necesario, con su comité de ergonomía para analizar el diseño de su trabajo. -Realizar su trabajo como ha sido diseñado, incluyendo cualquier mejora ergonómica.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
64
4.7.1 LAS TRES MAYORES FUENTES DE DESORDENES TRAUMÁTICOS
ACUMULATIVOS. El nivel de cansancio físico en un trabajo es determinado por las diferentes clases de presión ejercidas en el cuerpo. Existen tres fuentes mayores de presión, o “factores de riesgo” -Frecuencia; que tan seguido efectúa una acción. -Fuerza; cuanto esfuerzo utiliza para efectuar una acción. -Postura; la posición de su cuerpo (tal como manos, muñecas u hombros)cuando usted efectúa una acción. Los efectos nocivos ocurren más comúnmente cuando existe una combinación de acciones incomodas y repetitivas. 4.8 PREVENCIÓN Y CONTROL DE INCENDIOS. Se puede ayudar a prevenir incendios siguiendo estos procedimientos: -Cumplir con los letreros de no fumar. -Usar disolventes y líquidos inflamables permitidos y sólo en áreas autorizadas. -Asegurarse de que los líquidos inflamables sean manejados y almacenados sólo en recipientes de seguridad aprobados. -No desechar líquidos inflamables vaciándolos en la alcantarilla o sistema de drenaje. -Poner los trapos con aceite solamente en recipientes de metal aprobados. -Obtener los permisos necesarios para trabajo en caliente como cortar y soldar. Para seguridad del trabajador, el equipo contra incendios deberá estar en buenas condiciones de operación, claramente identificado y accesible. Reportar inmediatamente cualquier equipo contra incendios que esté dañado, inadecuadamente identificado, o bloqueado por partes materiales, u otros objetos.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
65
4.8.1 LIMPIEZA. Una estación de trabajo sucia y desordenada es una estación de trabajo peligrosa. Todos los trabajadores deben practicar buenos hábitos de limpieza para ayudar a prevenir lesiones en el área: -Mantenga el área de trabajo limpia y ordenada. -Todos los derrames y fugas (aceite, grasa, etc.) deben ser limpiados inmediatamente. -Poner el papel de desperdicio o basura en contenedores apropiados. -Poner trapos con aceite en contenedores de metal aprobados. -Mantener las herramientas en lugares correctos. -Las máquinas y equipos deberán mantenerse limpios y libres de suciedad. -Los materiales se almacenarán adecuadamente. -Conserve los cajones cerrados. 4.8.2 ALUMBRADO. Los efectos de la iluminación deficiente pueden ser sutiles pero son muy reales. Los resbalones, tropiezos y caídas ocurren más seguido en áreas de trabajo poco iluminadas. -La iluminación deberá ser adecuada para la gente. -Las luces fluorescentes no deberán parpadear (esto causa cansancio a la vista)- -Las lámparas de vapor de mercurio con pantallas de cristal rotas deben de ser reportadas(aun cuando la luz continué iluminando). 4.8.3 MAQUINARIA. Cuando esté trabajando con maquinaria, deberá ser especialmente cuidadoso con los riesgos para protegerse usted y proteger a sus compañeros. -No opere máquinas o equipo, a menos que este entrenado y autorizado para hacerlo. -Reporte cualquier daño, operación defectuosa, o condición insegura de la maquinaria.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
66
-No ajuste o repare maquinaria a menos que este entrenado y autorizado para hacerlo. -Apague las máquinas cuando se vaya, a menos que tenga una orden para dejarlas trabajando. 4.8.4 GUARDAS EN LAS MÁQUINAS. Las guardas en las máquinas evita que la gente entre en contacto con puntos de atrape, partes giratorias o en movimiento, fragmentos y chispas en el aire. Estos riesgos han sido responsables de muchas lesiones serias e inclusive muertes. No opere la maquinaria si las guardas han sido quitadas o anuladas. 4.8.5 CONTROLES EN LAS MÁQUINAS. Para la seguridad, es esencial que los controles trabajen apropiadamente, a continuación algunas preguntas: Lista de riesgos: si la respuesta es “NO” a cualquiera de éstas preguntas, reporte el riesgo. *¿Están los controles de operación en buenas condiciones y son fáciles de identificar? *¿Están las guardas en el lugar adecuado para prevenir contacto corporal con maquinaria o partes móviles? *¿Están los botones y cordones de paro de emergencia en buenas condiciones de operación y son fáciles de identificar? *¿Han sido estos probados antes de empezar? La máquina no debe operar a menos que todos los controles se activen simultáneamente, y no deberá operar si una mano se retira de los controles. 4.9 PROCEDIMIENTOS MÉDICOS. Cada quien es responsable de seguir estos procedimientos: -Saber como pedir ayuda en caso de una emergencia médica. -Obtener tratamiento para enfermedades o lesiones acudiendo al servicio médico. -Los objetos extraños dentro de los ojos deben ser retirados solamente por personal médico.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
67
-Si hay contacto de piel u ojos con cualquier líquido corrosivo, enjuague con grandes cantidades de agua al menos durante 15 minutos. La parte del cuerpo que tubo contacto con el corrosivo, cambie de ropa y asista al médico para recibir tratamiento. -Reporte al servicio médico cualquier enfermedad, dolor de cabeza o nausea. 4.9.1 CONTROL DEL RUIDO Y CONSERVACIÓN DEL OIDO. El ruido es uno de los problemas más serios en el lugar de trabajo. Desafortunadamente, la gente no está consciente de que los oídos están siendo lesionados, porque el daño es a menudo gradual y sin dolor. Para prevenir la perdida del oído, el interés de las Compañías es mantener el ruido a niveles permisibles cuando sea posible a través de controles de ingeniería. Además, las compañías deben tener un programa de Control del Ruido y Conservación del Oído en donde ayuda a que los trabajadores se protejan contra la exposición al ruido. El programa debe incluir lo siguiente: -Entrenamiento: Los trabajadores aprenden como el ruido afecta sus oídos, para que sirven los exámenes del oído y la importancia de usar protección auditiva en donde se requiere. -Pruebas: Los exámenes del oído (llamados “audiogramas”) son practicados a los trabajadores para descubrir si la exposición al ruido esta causando daños al oído. -Protección: La protección auditiva personal se usará de acuerdo a las directrices ,como lo requiere la Planta. 4.10 EQUIPO DE TRABAJO ELEVADO. Los transportadores, grúas, montacargas, y equipo elevado pueden presentar varios riesgos potencialmente serios. Si trabaja en un área donde se usa tal equipo, puede estar expuesto a estos riesgos y necesita estar listo para reconocerlos. Esto es cierto aun cuando no este trabajando con el equipo. -Mantenerse alejado de las cargas suspendidas. -Obedecer todas las señales de precaución tales como campanas, silbatos y sirenas. -Conocer la ubicación de los botones y cordones de paro de emergencia.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
68
-Asegúrese de que el equipo elevado esté libre de defectos, desgastado, o dañado. Siempre mirar hacia arriba y revise el equipo elevado antes de empezar a trabajar: la vida puede estar en peligro. ¿Están en buenas condiciones los mecanismos de levantamiento (cables, cadenas, cinchos, etc.) Eslabones de cadena torcidos o desgastados. Ganchos cuarteados, desgastados, o torcidos. Cables de alambre desgastados. ¿Esta la capacidad del dispositivo claramente marcada? El equipo no debe sobrecargarse. ¿Están los dispositivos secundarios tales como cadenas y cable sin faltantes y en buenas condiciones? ¿Existe algún cambio en la condición del equipo desde la última vez que se reviso? ¿Están las poleas y topes en su lugar, no están flojos? ¿No están desgastados? ¿Están las ruedas corriendo pegadas a los rieles? ¿Son los dispositivos de levantamiento revisados y probados diariamente antes de ser operados? Los dispositivos secundarios de seguridad, y el equipo de protección contra caídas deben estar en su lugar para una operación segura en el equipo elevado de trabajo. 4.11 SEGURIDAD DE PEATONES Y VEHÍCULOS. En toda planta hay un flujo constante de tráfico de personas y vehículos. Las siguientes guías se han establecido para proteger a los trabajadores en este medio ambiente tan transitado.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
69
-Camine -- “NO” corra. -Use solamente pasillos, corredores, escaleras, plataformas y rampas aprobadas. -Use los pasamanos en escaleras, rampas, plataformas, etc. -Nunca camine a través de puertas destinadas al tráfico de vehículos. -Use solamente los elevadores diseñados para personas. -No se arrastre debajo, ni suba o pase entre los furgones del ferrocarril. -Cuando usted tiene que caminar cerca del ferrocarril, permanezca al menos tres metros alejado de los furgones, o maquinaria. -No se suba en anaqueles, cajas, transportadores, máquinas o material estibado. -No entre en áreas acordonadas o restringidas. -No entre en espacios confinados a menos que este entrenado y autorizado para hacerlo. 4.12 EQUIPO DE PROTECCIÓN PERSONAL. En algunos trabajos se necesita el uso de equipo de protección personal (EPP) para protegerse de los riesgos del trabajo. -Proteja sus ojos y su cara del reflejo, salpicadura de líquidos, radiación, partículas y objetos que caen o flotan en el aire y que pueden causar lesiones. -Use lentes de seguridad, lentes con protección lateral y / o caretas y googles en los lugares donde se requiere protección para los ojos. -Use sólo lentes de seguridad aprobados por la Compañía. Los lentes de seguridad para sol y fotogrey no son permitidos. -Mantenga los lentes de seguridad limpios y en buenas condiciones. -Proteja sus oídos de los altos niveles de ruido, (mas de 90 DBA)que pueden causar la perdida parcial del oído. -Limpie y desinfecte y disponga de protección auditiva como se indica. -Asegúrese que el equipo de protección de oído ajuste apropiadamente y revise su condición periódicamente.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
70
-En áreas donde se requiera protección para la cabeza, use el casco correcto de acuerdo al trabajo. -Ajuste la suspensión del casco de seguridad y ajústelo a la medida de su cabeza. -Proteja sus manos de quemaduras, cortadas, descargas eléctricas y exposición a productos químicos peligrosos. -Mantenga los guantes en buenas condiciones, asegure un ajuste apropiado; revíselos regularmente, cambie si están gastados. -Proteja sus pies de objetos que caigan o rueden, objetos afilados, metal fundido, superficies calientes y húmedas, superficies resbaladizas, los zapatos o botas deberán tener suelas antirresbalantes. -Mantenga el calzado en buenas condiciones. Recuerde que las lesiones a los pies y a los dedos son unas de las mayores fuentes de dolor y sufrimientos para los trabajadores. -Proteja su cuerpo del calor, de salpicaduras de metales calientes y líquidos, de golpes, cortaduras, ácidos y radiación. -Use ropa protectora requerida para el trabajo, como son delantales, chalecos, chaquetas u overoles. -Asegúrese que la ropa cumpla con los estándares de la compañía. -Los respiradores son también parte importante de su equipo de protección personal. Los respiradores evitar que los trabajadores respiren aire contaminado con polvos, humos u otros materiales peligrosos. Existen muchos tipos de respiradores. Use sólo los respiradores aprobados por la compañía, y siempre use el tipo de respirador correcto para su trabajo. 4.13 CONDICIONES EXTREMAS DE CALOR. Como el motor de un carro, el cuerpo humano opera mejor dentro de ciertos límites de temperatura. El calor y el frió extremos son riesgo en lugar de trabajo porque tales condiciones aumentan el esfuerzo del cuerpo humano. El calor extremo y la humedad pueden hacerle sentir más cansado que lo usual. El trabajo que se desarrolla fácilmente en una temperatura confortable, puede ser muy forzado para el cuerpo en condiciones de calor y de humedad excesiva.
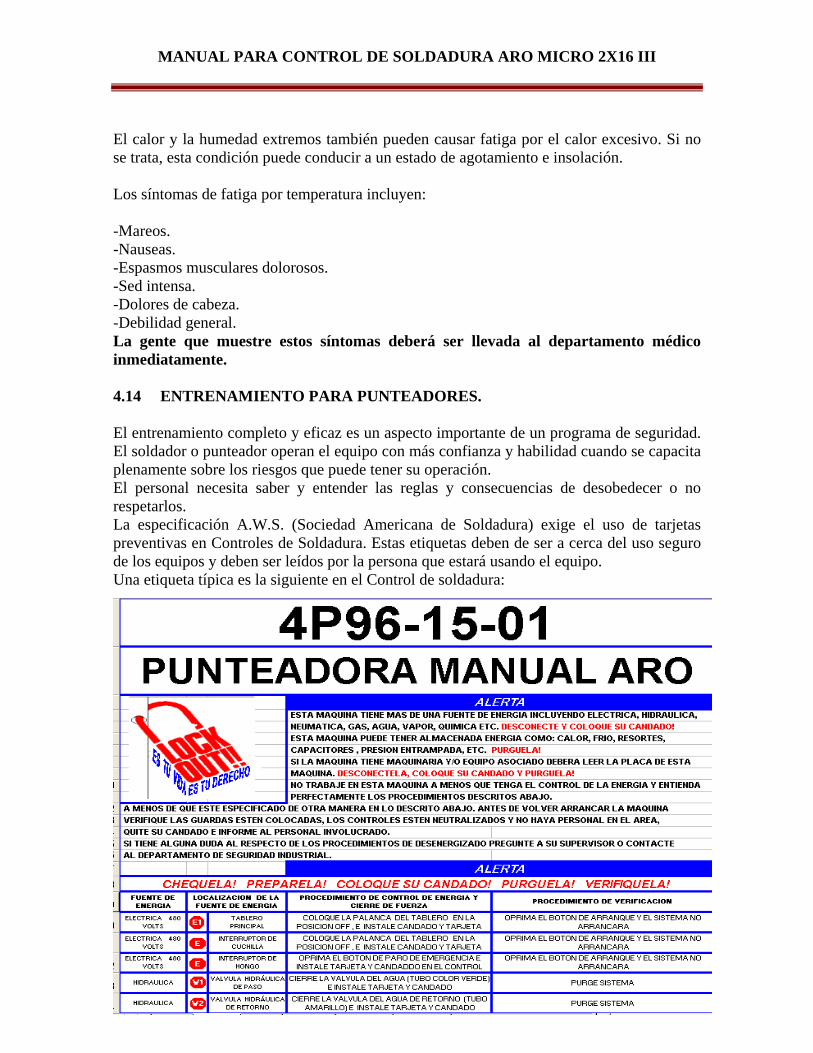
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
71
El calor y la humedad extremos también pueden causar fatiga por el calor excesivo. Si no se trata, esta condición puede conducir a un estado de agotamiento e insolación. Los síntomas de fatiga por temperatura incluyen: -Mareos. -Nauseas. -Espasmos musculares dolorosos. -Sed intensa. -Dolores de cabeza. -Debilidad general. La gente que muestre estos síntomas deberá ser llevada al departamento médico inmediatamente. 4.14 ENTRENAMIENTO PARA PUNTEADORES.
El entrenamiento completo y eficaz es un aspecto importante de un programa de seguridad. El soldador o punteador operan el equipo con más confianza y habilidad cuando se capacita plenamente sobre los riesgos que puede tener su operación. El personal necesita saber y entender las reglas y consecuencias de desobedecer o no respetarlos. La especificación A.W.S. (Sociedad Americana de Soldadura) exige el uso de tarjetas preventivas en Controles de Soldadura. Estas etiquetas deben de ser a cerca del uso seguro de los equipos y deben ser leídos por la persona que estará usando el equipo. Una etiqueta típica es la siguiente en el Control de soldadura:
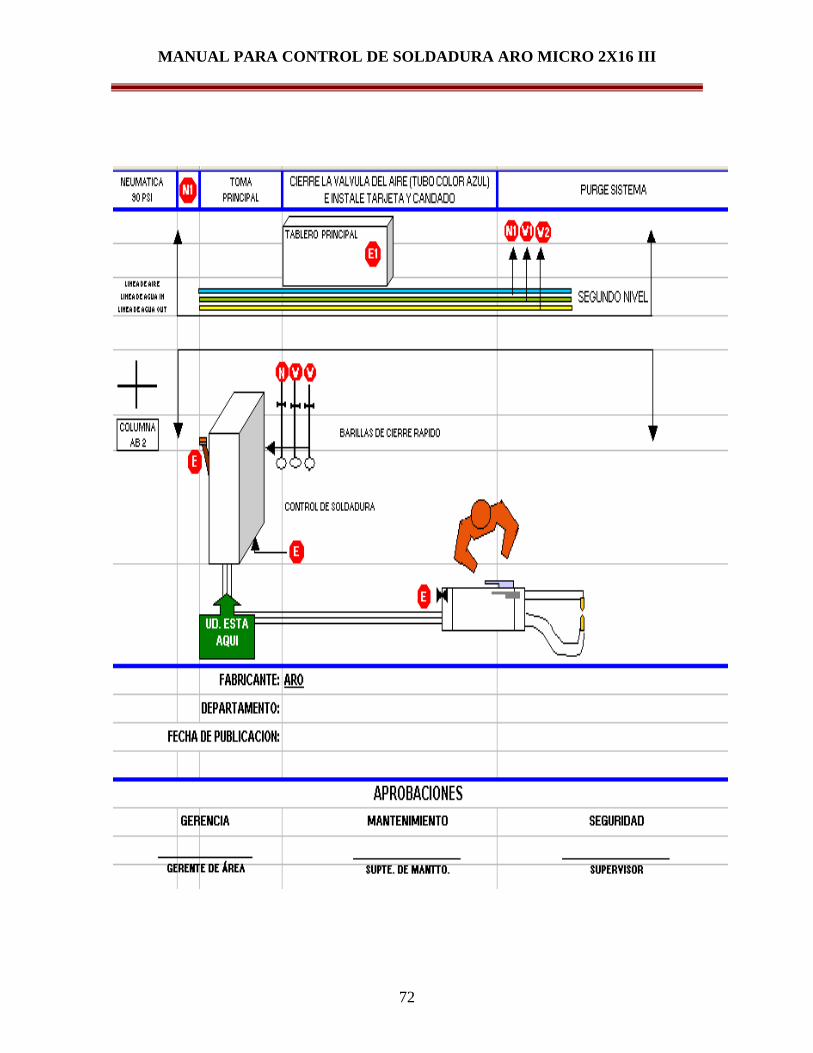
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
72
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
73
CAPÍTULO 5
MEJORA CONTINUA Y HERRAMIENTAS DE CONTROL DE PROCESO
5.1 MEJORA CONTINUA. Es un proceso que requiere un esfuerzo organizado y sistemático. Al igual que la calidad de los productos y servicios, no es un accidente fortuito. Algunas ideas erróneas acerca de la mejora continua hacen que, en ocasiones, las organizaciones no identifiquen la mejora de sus procesos. La primera pregunta que haríamos seria que tendremos como la mejora y la segunda que tendremos como la mejora continua. Para empezar con la mayor claridad utilizaremos la definición de Mejora Continua. Mejora. (de mejorar).f. Medra, adelantamiento y aumento de algo. Medra. (de medrar).f .Aumento, mejora, adelantamiento o progreso de algo. Continuar. ( del lat.. continuare).tr. Proseguir lo comenzado. II 2. intr.. Durar, permanecer. Por lo tanto entenderemos la mejora continua como el progreso o adelanto permanente.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
74
Es claro que mejorar es una aspiración de las personas y organizaciones y que asociamos con bienestar, con seguridad con buenos resultados, con equidad. La mejora como enfoque se observa a lo largo de la historia. Lo podemos observar en los museos en donde se muestran la evolución de los productos manufacturados por el hombre. Un ejemplo seria el museo del automóvil en la ciudad de Detroit, en Estados Unidos de América. Los procesos manuales de producción en Europa y Estados Unidos se transforman, se empiezan a mecanizar la producción de artículos. Henry Ford crea el concepto de líneas de ensamble y cambia la historia de los procesos de manufactura. La industria automotriz, pionera en la implementación de mejores sistemas de calidad, fue pionera de los requerimientos específicos de la mejora continua. Hoy es un requerimiento explicito en la norma ISO 9001:2000 y de la especificación técnica ISO/TS 16949:2002, lo que ha traído a la mejora continua. 5.2 METODOLOGÍAS DE MEJORA. Entre las metodologías para la mejora empleadas en la industria podemos citar:
1. Las empleadas para el análisis y solución de problemas. 2. El programa de 5 ”S” para mejorar la productividad a través del orden y
limpieza. 3. Los buzones de sugerencia.
4. Los círculos de Calidad. 5. Los talleres Kaisen...
Algunas metodologías han funcionado dando los resultados esperados. Sin embargo, son más los casos en donde su aplicación no ha cumplido las expectativas.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
75
Se observa:
1. Falta de consistencia en la aplicación. 2. No hay consistencia con en los resultados. 3. Las organizaciones pierden el entusiasmo.
4. Con frecuencia caen en el olvido. 5.3 ANÁLISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES EN PROCESOS DE MANUFACTURA Y ENSAMBLE. (AMEFs DE PROCESO). Un AMEF potencial de Procesos es una técnica analítica usada por ingenieros / equipos responsables de manufactura / ensamble, como un medio para asegurar que, y en un alcance posible los modos de fallas potenciales y sus causas / mecanismos asociados, hayan sido considerados y abortados. En su más rigurosa definición, un AMEF es el resumen de ideas de un equipo (incluyendo el análisis de items que pudieran fallar basándose en experiencia) conforme el proceso en cuestión se desarrolle. Este enfoque sistemático es paralelo y formaliza la disciplina mental que un ingeniero normalmente realiza en cualquier proceso de plantación de manufactura. Los AMEF potenciales de procesos.
• Identifican las funciones y requerimientos de los procesos. • Identifican los modos de fallas potenciales relacionadas con los productos y
procesos.
• Evalúan los efecto de fallas potenciales sobre cliente.
• Identifican las causa potenciales de los procesos de manufactura o ensamble y las variables de los procesos en las cuales se orienten controles para reducir la ocurrencia o detectar condiciones de falla.
• Identifican variables de proceso en las cuales se orientan controles de proceso.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
76
• Desarrollan una lista clasificada o rankeada de modos de fallas potenciales estableciendo un sistema de prioridades para consideraciones de acciones correctivas / preventivas.
• Documentan los resultados de procesos de manufactura / ensamble.
5.4 DIAGRAMA CAUSA- EFECTO. El Diagrama Causa-Efecto es una forma de organizar y representar las diferentes teorías propuestas sobre las causas de un problema. Se conoce también como diagrama de Ishikawa (por su creador, el Dr. Kaoru Ishikawa, 1943), ó diagrama de Espina de Pescado y se utiliza en las fases de Diagnóstico y Solución de la causa. 5.4.1 METODOLOGÍA PARA CONSTRUIR UN DIAGRAMA CAUSA-EFECTO.
• IDENTIFICAR EL PROBLEMA.
Identifique y defina con exactitud el problema que se quiere analizar. Éste debe plantearse de manera específica y concreta para que el análisis de las causas se oriente correctamente y se eviten confusiones. Una vez el problema se delimite correctamente, debe escribirse con una frase corta y sencilla, en el recuadro principal o cabeza del pescado.
• IDENTIFICAR LAS PRINCIPALES CATEGORÍAS DENTRO DE LAS CUALES PUEDEN CLASIFICARSE LAS CAUSAS DEL PROBLEMA.
Para identificar categorías en un diagrama Causa-Efecto, es necesario definir los factores o agentes generales que dan origen a la situación o problema que se quiere analizar y que hacen que se presente de una manera determinada. Se asume que todas las causas del problema que se identifiquen, pueden clasificarse dentro de una u otra categoría. Generalmente, la mejor estrategia, para identificar la mayor cantidad de categorías posibles, es realizar una lluvia de ideas con el equipo de trabajo.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
77
Cada categoría que se identifique debe ubicarse independientemente en una de las espinas principales del pescado. Se recomienda ampliamente utilizar las 5 M’s en las espinas principales.
1.-Mano de obra 2.-Materiales. 3.-Método. 4.-Medio ambiente. 5.-Maquinaria.
• IDENTIFICAR LAS CAUSAS. Mediante una lluvia de ideas y teniendo en cuenta las categorías encontradas, identifique las causas del problema. Éstas son por lo regular, aspectos específicos de cada una de las categorías que, al estar presentes de una u otra manera, generan el problema. Las causas que se identifiquen se deben ubicar en las espinas, que confluyen en las espinas principales del pescado. Si una o más de las causas identificadas es muy compleja, ésta puede descomponerse en subcausas. Éstas últimas se ubican en nuevas espinas, espinas menores, que a su vez confluyen en la espina correspondiente de la causa principal, ver figura 28
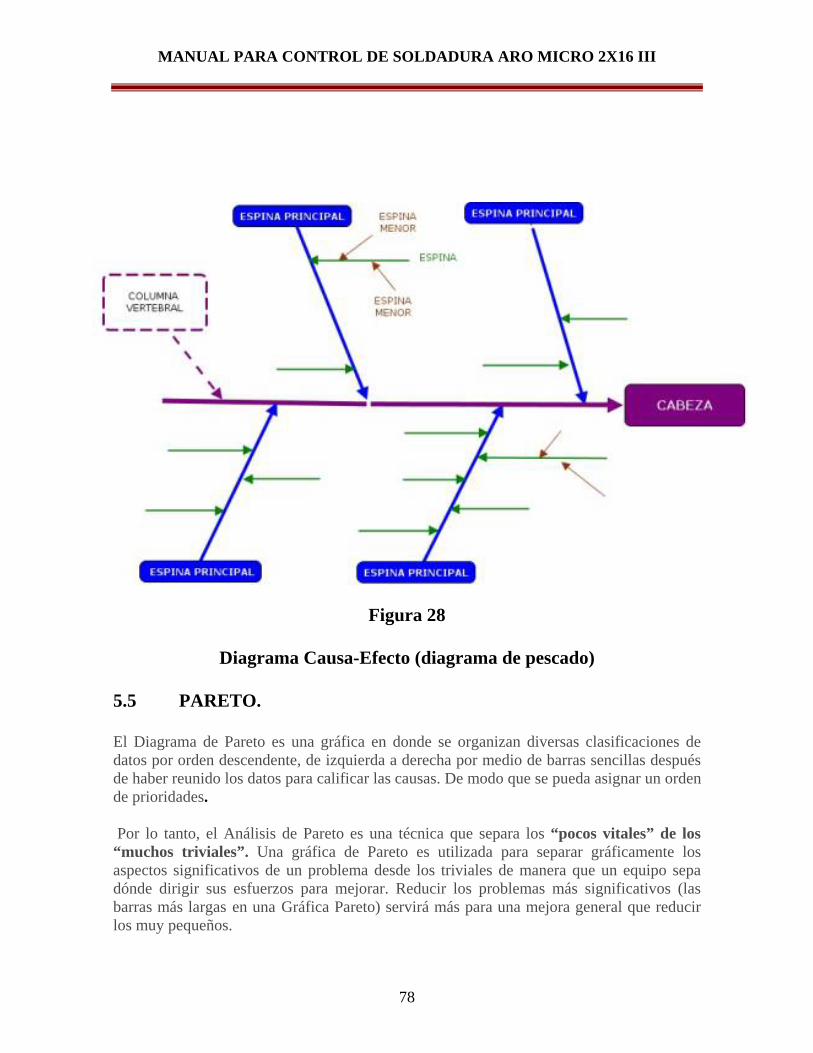
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
78
Figura 28
Diagrama Causa-Efecto (diagrama de pescado) 5.5 PARETO. El Diagrama de Pareto es una gráfica en donde se organizan diversas clasificaciones de datos por orden descendente, de izquierda a derecha por medio de barras sencillas después de haber reunido los datos para calificar las causas. De modo que se pueda asignar un orden de prioridades. Por lo tanto, el Análisis de Pareto es una técnica que separa los “pocos vitales” de los “muchos triviales”. Una gráfica de Pareto es utilizada para separar gráficamente los aspectos significativos de un problema desde los triviales de manera que un equipo sepa dónde dirigir sus esfuerzos para mejorar. Reducir los problemas más significativos (las barras más largas en una Gráfica Pareto) servirá más para una mejora general que reducir los muy pequeños.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
79
5.5.1 PROCEDIMIENTO PARA ELABORAR UN DIAGRAMA DE
PARETO.
• Seleccionar categorías lógicas para el tópico de análisis identificado (incluir el periodo de tiempo)
• Reunir datos. La utilización de un Check-List puede ser de mucha ayuda en este
paso.
• Ordenar los datos de la mayor categoría a la menor.
• Totalizar los datos para todas las categorías.
• Calcular el porcentaje del total que cada categoría representa.
• Trazar los ejes horizontales (x) y verticales (y primario - y secundario).
• Trazar la escala del eje vertical izquierdo para frecuencia (de 0 al total, según se calculó anteriormente), de izquierda a derecha trazar las barras para cada categoría en orden descendente. Si existe una categoría “otros”, debe ser colocada al final, sin importar su valor. Es decir, que no debe tenerse en cuenta al momento de ordenar de mayor a menor la frecuencia de las categorías.
• Trazar la escala del eje vertical derecho para el porcentaje acumulativo,
comenzando por el 0 y hasta el 100% .
• Trazar el gráfico lineal para el porcentaje acumulado, comenzando en la parte superior de la barra de la primera categoría (la mas alta)
• Dar un título al gráfico, agregar las fechas de cuando los datos fueron reunidos y
citar la fuente de los datos.
• Analizar la gráfica para determinar los “pocos vitales” 5.5.2 VENTAJAS.
• Para identificar oportunidades para mejorar • Para identificar un producto o servicio para el análisis para mejorar la calidad. • Cuando existe la necesidad de llamar la atención a los problema o causas de una
forma sistemática. • Para analizar las diferentes agrupaciones de datos.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
80
• Al buscar las causas principales de los problemas y establecer la prioridad de las soluciones.
• Para evaluar los resultados de los cambos efectuados a un proceso (antes y después) • Cuando los datos puedan clasificarse en categorías. • Cuando el rango de cada categoría es importante.
5.5.3 IMPLEMENTACIÓN. Para poder identificar cuales con los principales parámetros que afectan directamente a la calidad del proceso de soldadura por resistencia; considerando como calidad al hecho de que el control de soldadura cumpla con la función para lo que fue diseñado (calidad de uso) y esté dentro de las especificaciones definidas por el cliente (calidad de conformancía); se realizó una tormenta de ideas con el personal del Departamento de Soldadura referente a lo que se considera importante a cumplir en el proceso de soldadura por resistencia. A continuación se presenta la lista de características obtenidas en la tormenta de ideas:
1. -No. De pulsaciones. 2.-Intervalo. 3.-Upslope. 4.-Downslope. 5. -Precalentamiento. 6. -Temple. 7. -Recocido. 8. -Modo de trabajo. 9. -Soldadura. 10. - 1er. Acercamiento. 11.-Acercamiento. 12. -Forja. 13. -Intervalo. 14. -Presión.
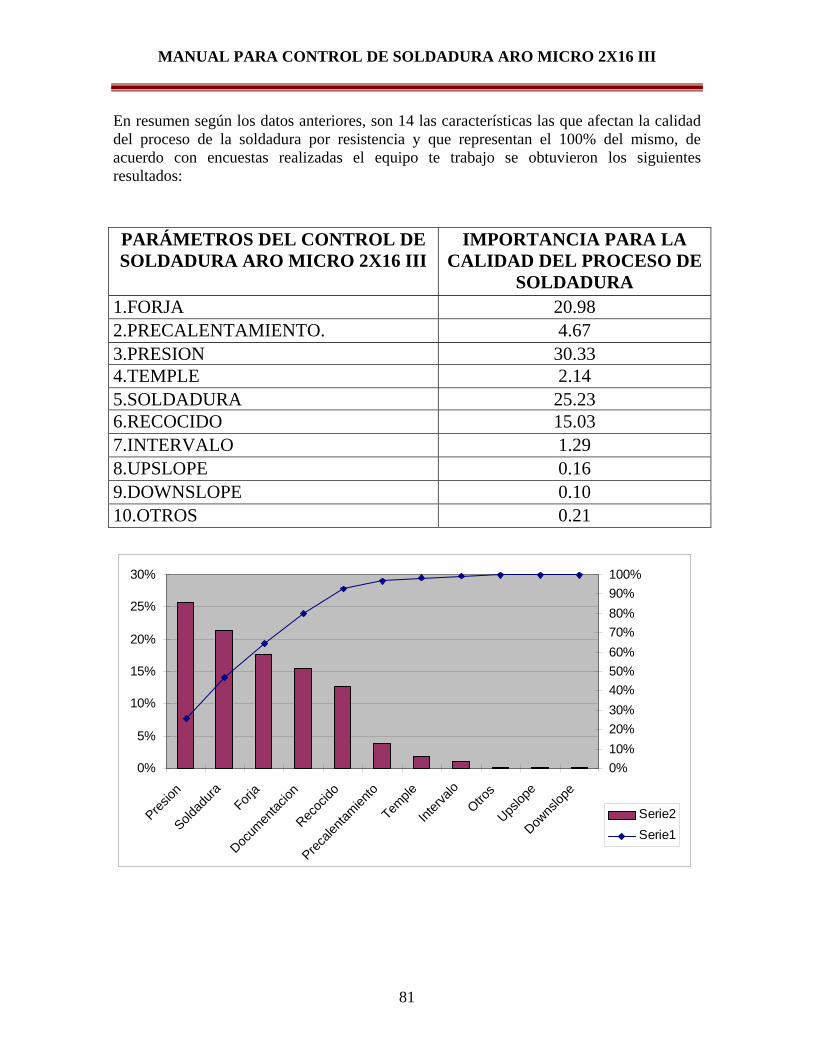
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
81
En resumen según los datos anteriores, son 14 las características las que afectan la calidad del proceso de la soldadura por resistencia y que representan el 100% del mismo, de acuerdo con encuestas realizadas el equipo te trabajo se obtuvieron los siguientes resultados: PARÁMETROS DEL CONTROL DE SOLDADURA ARO MICRO 2X16 III
IMPORTANCIA PARA LA CALIDAD DEL PROCESO DE
SOLDADURA 1.FORJA 20.98 2.PRECALENTAMIENTO. 4.67 3.PRESION 30.33 4.TEMPLE 2.14 5.SOLDADURA 25.23 6.RECOCIDO 15.03 7.INTERVALO 1.29 8.UPSLOPE 0.16 9.DOWNSLOPE 0.10 10.OTROS 0.21
0%
5%
10%
15%
20%
25%
30%
Presion
Soldad
ura Forja
Docum
entac
ion
Recoc
ido
Precale
ntamien
to
Temple
Interv
aloOtro
s
Upslop
e
Downs
lope
0%10%20%30%40%50%60%70%80%90%100%
Serie2Serie1
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
82
Como conclusión se puede decir que 4 de los 14 factores mencionados en la tormenta de ideas, es decir, 26% de los factores representan el 80% de la calidad del Proceso de Soldadura. Los factores son:
A) Presión. B ) Soldadura. B) Forja. C) Documentación.
Si consideramos como factor de importancia para la Calidad del Proceso de Soldadura por Resistencia, Recocido, Precalentamiento, Temple, Intervalo, Otros, Upslope, Downslope, se puede observar en el diagrama de pareto que con 10 de los 14 factores se cubre el 99.52% de la calidad deseada. Esto quiere decir que con buscar la mejora continua y la satisfacción del cliente en algunos aspectos claves el resultado del producto final se ve totalmente favorecido. 5.6 PLAN DE CONTROL. Por medio de esta instrucción se asegura que halla un control de las características significantes y de seguridad definidas por el grupo multidisciplinario de ingeniería y se apliquen las técnicas de control estipuladas en dicho documento para control del proceso. 5.6.1 IMPLEMENTACIÓN. El desarrollo y la determinación del Plan de Control se realizan en la etapa de planeación con la participación, de las ares técnicas y de aseguramiento de calidad. La determinación de las características significantes y de seguridad se determinan con ayuda del AMEF de proceso y con las especificaciones de ingeniería y planos de la pieza del proceso a controlar.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
83
5.6.2 PROCEDIMIENTO PARA ELABORAR UN PLAN DE CONTROL.
• Identificación de las dimensiones y/o características relevantes del producto. • El plan de control identifica cualquier, equipo de inspección y prueba, escantillones,
recursos que puedan ser necesarias para alcanzar la calidad requerida.
• El plan de control indica las etapas del proceso en donde se realizaran las instrucciones de comprobación , documentación, y/o registros de calidad a desarrollar.
• En el plan de control se analiza y se actualiza según lo requieran las técnicas de
control de calidad, inspección y prueba, así como el establecimiento y desarrollo de nueva instrumentación.
• El plan de control establece los estándares de aceptación para todas las
características y requerimientos.
• La selección de herramientas estadísticas apropiadas para cada proceso es incluida en el plan de control para asegurar que las características especiales se encuentren dentro de control.
5.6.3 ETAPAS DE UN PLAN DE CONTROL.
• Prototipos. • Pre-serie.
• Serie.
Nota. Los planes de control se deberán actualizar cuando se modifique el producto y/o proceso.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
84
CONCLUSIONES Los resultados obtenidos en este trabajo, están totalmente orientados a satisfacción de los clientes. , tanto externos como internos, sin embargo los beneficio se reflejan directamente sobre el valor agregado de la unidad economizando retrabajos muy costosos a las compañías automotrices y garantizando la seguridad integral de los ocupantes del vehículo. Brinda al proceso de soldadura por resistencia la certeza que cuidando los puntos claves que encontramos en este trabajo; se reducirá la variabilidad del proceso dándonos como resultado cero reclamaciones por nuestros clientes finales (usuario) alcanzando la metodología del 0/100 (cero defectos / 100% de efectividad) Las exigencias del mercado automotriz, día con día van creciendo a pasos agigantados y es por eso que las especificaciones que hay que cumplir son más estrictas y debemos de pensar en la mejora continua de dichas especificaciones para ganar mercado a la competencia. Sin embargo, debemos mencionar que para alcanzar los mejores resultados en cualquier proceso de manufactura se tiene que trabajar en conjunto con las áreas que se involucran alrededor de algún proceso y realizar la adecuada planeación avanzada de calidad. Este trabajo puede ser una gran herramienta didáctica para Ingenieros, personal nuevo o personal interesado en la Soldadura por puntos.
MANUAL PARA CONTROL DE SOLDADURA ARO MICRO 2X16 III
85
.
BIBLIOGRAFÍA 1 ) Ford Welder Rerpair Laboratory Training Manual Ford Motor Co. 2 ) Alting. “Procesos para ingeniería de manufactura” 3 ) Doyle, Lawrence E. “ Materiales y procesos de Manufactura para Ingenieros” 3era Edición. Ed Prentice Hall 4 ) Edward H. Smith “ Manual del Ingeniero Mecánico” Tomo III Ed. Prentice Hall. 5 ) Neely “ Materiales y procesos de manufactura” Ed. Limusa 6 ) Fundamentals of Resistance Welding. Edison Welding Institute 7 ) Revista Enlace. Ed. Ford Motor Company