INTEGRANDO DEMANDA, PLANEJAMENTO E PRODUÇÃO...
87
1 INTEGRANDO DEMANDA, PLANEJAMENTO E PRODUÇÃO PARA A MELHORIA CONTÍNUA DA EFICIÊNCIA DE UM PROCESSO PRODUTIVO: O CASO DE UMA INDÚSTRIA FARMACÊUTICA Bruno Plachta Guilherme Henrique Ramos Bruno Rio de Janeiro Fevereiro de 2017 Projeto de graduação apresentado ao Curso de Engenharia de Produção da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro de Produção. Orientador: Eduardo Galvão Moura Jardim Coorientador: Maria Alice Ferruccio da Rocha
Transcript of INTEGRANDO DEMANDA, PLANEJAMENTO E PRODUÇÃO...
1
INTEGRANDO DEMANDA, PLANEJAMENTO E PRODUÇÃO PARA
A MELHORIA CONTÍNUA DA EFICIÊNCIA DE UM PROCESSO
PRODUTIVO: O CASO DE UMA INDÚSTRIA FARMACÊUTICA
Bruno Plachta
Guilherme Henrique Ramos Bruno
Rio de Janeiro
Fevereiro de 2017
Projeto de graduação apresentado ao
Curso de Engenharia de Produção da
Escola Politécnica, Universidade Federal
do Rio de Janeiro, como parte dos
requisitos necessários à obtenção do
título de Engenheiro de Produção.
Orientador: Eduardo Galvão Moura
Jardim
Coorientador: Maria Alice Ferruccio da
Rocha

2
INTEGRANDO DEMANDA, PLANEJAMENTO E PRODUÇÃO PARA
A MELHORIA CONTÍNUA DA EFICIÊNCIA DE UM PROCESSO
PRODUTIVO: O CASO DE UMA INDÚSTRIA FARMACÊUTICA
Bruno Plachta
Guilherme Henrique Ramos Bruno
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO DE ENGENHARIA DE
PRODUÇÃO DA ESCOLA POLITÉCNICA DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO
PARTE DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO DE
PRODUÇÃO.
Examinado por:
Prof. Eduardo Galvão Moura Jardim, D. Sc.
Prof. Maria Alice Ferruccio da Rocha
Prof. Leonardo de Aragão Guimarães
RIO DE JANEIRO, RJ – BRASIL
FEVEREIRO DE 2017

3
Plachta, Bruno
Bruno, Guilherme Henrique Ramos
Integrando demanda, planejamento e produção para a melhoria contínua da eficiência de um processo produtivo: o caso de uma indústria farmacêutica. XII, 87p.: 29,7cm. Orientador: Eduardo Galvão Moura Jardim Coorientador: Maria Alice Ferruccio da Rocha Projeto de Graduação – UFRJ/POLI/Curso de Engenharia de produção, 2017. Referências bibliográficas: p87 Planejamento e execução da produção. 2.Gestão de qualidade I.Jardim, Eduardo Galvão Moura. II. Rocha, Maria Alice Ferruccio da. III. Universidade Federal do Rio de Janeiro, UFRJ, Curso de Engenharia de Produção. IIII.Integrando demanda, planejamento e produção para a melhoria contínua da eficiência de um processo produtivo: o caso de uma indústria farmacêutica.

4
À família e os amigos, por todo o apoio, companherismo e carinho.

5
AGRADECIMENTOS
Primeiramente, gostaríamos de agradecer às nossas famílias, por todo apoio, e de
todas as formas, que nos foi dado. Suas presenças, mesmo que nem sempre em corpo vivo,
foram a base para todas as novas conquistas.
Gostaríamos de agradecer a todos os professores e funcionários da Universidade
Federal do Rio de Janeiro que participaram da nossa formação, direta ou indiretamente.
Além disso, agradecemos ao nosso orientador, prof. Eduardo Jardim, que nos guiou de
maneira singular, sendo uma peça fundamentao nas realizações desse projeto final. Também
agradecemos a prof. Maria Alice Ferruccio por não medir forças para nos ajudar durante todos
esses anos de graduação, inclusive sendo co-orientadora do presente trabalho. Ainda,
agradecemos o prof. Leonardo de Aragão Guimarães por compor a banca dessa defesa de
projeto final e nos dar a honra de podermos apresentar nosso trabalho.
Aos nossos amigos, que sempre tiveram em nosso lado durante todo o curso, nos
dando força e apoio, durante essa jornada, para passar por um dos momentos mais difíceis e
de crescimento de nossas vidas.
6
Resumo do Projeto de graduação apresentado à Escola Politécnica/UFRJ como parte dos
requisitos necessários para a obtenção do grau de Engenheiro de Produção.
INTEGRANDO DEMANDA, PLANEJAMENTO E PRODUÇÃO PARA
A MELHORIA CONTÍNUA DA EFICIÊNCIA DE UM PROCESSO
PRODUTIVO: O CASO DE UMA INDÚSTRIA FARMACÊUTICA
Bruno Plachta
Guilherme Henrique Ramos Bruno
Fevereiro/2017
Orientador: Eduardo Galvão Moura Jardim
Coorientador: Maria Alice Ferruccio da Rocha
Curso: Engenharia de Produção
Variedade e variabilidade de demanda, com diferentes produtos e respectivas quantidades,
tendem a resultar em baixos índices de eficiência produtiva. Esse é o caso de uma consolidada
empresa multinacional do ramo farmacêutico. Diante desse quadro, esse trabalho identifica as
causas raiz do problema e propõe um método qualitativo e quantitativo que procura integrar
uma cadeia de valor da organização, que é verticalizada, com planejamento, demanda e
fabricação, melhorando indicadores de eficiência. Dentre os resultados alcançados, foi obtida
uma melhoria de um indicador clássico de desempenho, o Overall Equipment Effectiveness
(OEE), de 16% para 25,1% num período de um ano em uma das mais importantes linhas de
produção da empresa.
Palavras-chave: Planejamento de Suprimento, Indicador, Simulador, Setup, Rateio de Custo,
Demanda, OEE.
7
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the
requirements for the degree of Industrial Engineer.
INTEGRATING DEMAND, SCHEDULING AND PRODUCTION IN A
CONTINUOUS IMPROVEMENT OF THE EFFICIENCY OF A
PRODUCTIVE PROCESS: THE CASE OF A PHARMACEUTICAL
COMPANY
Bruno Plachta
Guilherme Henrique Ramos Bruno
Fevereiro/2017
Advisor: Eduardo Galvão Moura Jardim
Joint Advisor: Maria Alice Ferruccio da Rocha
Course: Industrial Engineering
Variety and variability of demand, with different products and quantities, tend to lead
efficiency indicators to low performances. This is the case of a consolidated multinational
pharmaceutical company. Given this framework, this paper identifies the main factors for the
issue via Root Cause Analisys and proposes a qualitative and quantitative method to solve the
problem. This method integrates the organization value chain, which is vertical, with planning,
demand and manufacturing being treated together, improving efficiency indicators. Among
the results achieved, a classic performance indicator, Overall Equipment Effectiveness (OEE),
was improved from 16%to 25,1% over a period of one year on one of the most important
production lines.
Keywords: Supply Scheduling, Indicator, Simulator, Setup, Cost Driver, Demand, OEE.
8
SUMÁRIO
INTRODUÇÃO 12
1 A EMPRESA DA INDÚSTRIA FARMACÊUTICA 14
1.1 CARACTERIZAÇÃO 14
1.1.1 Informações gerais 14
1.1.2 Produtos e processos 14
1.1.3 Posicionamento de mercado 15
1.2 O OBJETO DA PESQUISA: LINHA DE PRODUÇÃO DA EMPRESA 19
1.2.1 A linha de produção no contexto da fábrica 19
1.2.2 Forma atual de planejamento da produção 20
2 REFERENCIAL TEÓRICO 25
2.1 OVERALL EQUIPMENT EFFECTIVENESS (OEE) 25
2.2 GRÁFICO DE ESPINHA DE PEIXE 27
2.3 DIAGRAMA DE PARETO 29
2.4 MATRIZ GUT 30
2.5 CINCO PORQUÊS 31
2.6 RATEIO DE CUSTO – MÉTODO ABC 32
2.7 LEAN MANUFACTURING 33
2.8 TEORIA DAS RESTRIÇÕES (THEORY OF CONSTRAINS – TOC) 35
3 DIAGNÓSTICO 37
3.1 CARACTERIZAÇÃO E QUANTIFICAÇÃO DAS PARADAS DE LINHA 37
3.2 ATACANDO OS PRINCIPAIS PROBLEMAS INDENTIFICADOS 44
4 PROPOSTAS DO PROJETO 52
4.1 FUNDAMENTOS: O PLANEJAMENTO CÍCLICO 53
4.2 OS INDICADORES DE DESEMPENHO DO PLANO 57
4.2.1 Custos rateados por tempo de produção 57
4.2.2 Cálculos dos lotes mínimos 59
4.2.3 Cálculo de ressuprimento 60
4.2.4 Cálculo do custo unitário 62
4.3 A FERRAMENTA DE OPERACIONALIZAÇÃO DESENVOLVIDA 65
5 IMPLANTAÇÃO E RESULTADOS 70
5.1 FEEDBACK DO PLANEJAMENTO DE VENDAS 70
5.2 O NOVO PLANO CÍCLICO PROPOSTO 72
5.3 ESTIMATIVA DE GANHOS 77
6 ANÁLISE CRÍTICA 81
6.1 O QUE DEU ERRADO 81
6.2 O QUE DEU CERTO 81
9
6.3 O QUE FALTOU PARA CONSOLIDAR E AMPLIAR O NOVO MÉTODO
NA FÁBRICA 82
7 PROPOSTAS DE NOVOS TRABALHOS 83
7.1 HARMONIZAÇÃO DE MATERIAL E EMBALAGEM 83
7.2 CRÍTICA DO PROJETO À LUZ DE INDICADORES FINANCEIROS 84
7.3 BUSCA POR NOVOS PRODUTOS 84
CONCLUSÃO 85
REFERÊNCIA BIBLIOGRÁFICA 87
10
ÍNDICE DE FIGURAS
1- Organização da fábrica em estudo 15
2- Cinco Forças de Porter 16
3- Árvore de Produtos do Value Stream 7 21
4-CCC Cycle 22
5- A cadeia de Valor da Empresa X 23
6- Estrutura de perdas do indicador OEE 26
7- Diagrama de Causa e Efeito 28
8- Exemplificação do Gráfico de Pareto 30
9- Classificação da Matriz GUT 31
10- Representatividade dos Value Stream 37
11- Histórico semanal do OEE da linha 1 38
12- Histórico semanal do OEE da linha 2 38
13- Gráfico de Pareto das paradas não planejadas na linha 39
14- Espinha de Peixe para OEE baixo 41
15- Matriz GUT 42
16- Matriz de Setup 45
17- Compartilhamento de Bulk 46
18- Cronograma do Projeto 53
19- Exemplificação da mudança do custo com a nova forma de custeio 58
20- Exemplificação de cálculo de MOQs 60
21- Informações para cálculo de ressuprimento mínimo de um produto X 61
22- Ferramenta de Simulação do Custo Unitário (COGs) 65
23- Exemplo da utilização do simulador – Escolha 1 (Ressuprimento de 4,24 meses) 67
24- Exemplo de utilização do simulador - Escolha 2 (Ressuprimento de 3,18 meses) 68
25- Quadro comparativo entre diferentes escolhas de ressuprimento 69
26- Retorno de Suprimento de Vendas 70
27- % de Mudança de MOQs 71
28- Resultados do MOQs e Ressuprimento após implantação do simulador 71
29- Fluxograma do Planejamento Cíclico 73
30- O Planejamento cíclico proposto 76
31- Estimativa de ganhos em horas 77
32- Contribuição da alteração do MOQ na diminiuição do tempo de setup 78
33- Contribuição dão Plano Cíclico na diminiuição do tempo de setup 78
34- Comparativo MOQ x Planejamento Cíclico em ganhos de tempo de setup 78
35- Indicador de Estabilidade do Plano de Value Stream 7 79
36- Instabilidade da linha de Value Stream 7 por causa raíz 80
37- Espectativa de resultados em 2017 80
38- Exemplo de consolidação de bulk 83

11
GLOSSÁRIO DE SIGLAS
ABC - Actvity Based Costing
ANVISA - Agência Nacional de Vigilância Sanitária
CCC – Core Comercial Cycle
COGs - Cost of Goods
DRM - Demand Review Meeting
ECE - Efeito-Causa-Efeito
MOQ - Minimum Order Quantity
MPS - Master Production Schedule
OEE - Overall Equipment Effectiviness
PCP - Planejamento e Controle da Produção
SKU - Stock Keeping Unit
SRM - Supply Review Meeting
S&OP - Sales and Operations
TOC - Theory os Constrains
TPC - Pulmão-Tambor-Corda
TPS - Sistema Toyota de Produção
UN - Unidade de Negócio
VS - Value Streams
12
INTRODUÇÃO
O objetivo geral do projeto é entender e quantificar as causas que levam a ineficiência
de uma multinacional consolidada há tantos anos no ramo farmacêutico, que na tentativa de
adequar sua produção à variabilidade da demanda, acaba por possuir índices de eficiência
muito baixos em suas linhas de produção, o que foge dos seus altos padrões desejados.
Os índices de eficiência atuais da linha de produção que será estudada são da ordem
de 16%, quando o desejado para as circunstâncias reais de produção seria da ordem de 40%.
Esses valores são resultados dos cálculos referentes a um indicador padrão da indústria, o
Overall Equipment Effectiveness (OEE). O mesmo compara a produção real com a máxima
produção teórica para o tempo no qual a linha foi planejada para estar produzindo.
Diante desse contexto de alta variedade, de produtos, e variabilidade, de valores, da
demanda, não apenas os indicadores de ineficiência são altos, como há uma dificuldade de
consolidar um planejamento integrado que proporcione uma melhoria contínua desses
indicadores de eficiência. Portanto, tem-se como objetivo específico do projeto o
desenvolvimento de um método qualitativo e quantitativo de planejamento cíclico integrado
que resulte em uma melhoria contínua do desempenho da fábrica.
A abordagem adotada na elaboração do projeto pode ser caracterizada como a da
“profundidade antes da amplitude”. Isso quer dizer que, ao invés de se desenvolver um
projeto que se contempla, de início, a fábrica como um todo, optou-se por focar em uma única
linha de produção representativa para o negócio. Assim, com o conhecimento e experiência
adquiridos com esse projeto piloto, foi possível reunir elementos concretos para rever erros e
acertos antes de expandir para a fábrica como um todo.
Um ponto a ser ressaltado é que, com o intuito de proteger dados e informações da
empresa objeto de estudo do trabalho, os valores absolutos a serem apresentados foram
modificados a partir de um fator escolhido. Este foi escolhido de forma a não alterar os
resultados e as análises desenvolvidas. Dessa forma, garante-se que a empresa não sofra
danos ao divulgar informações sigilosas de mercado. Além dos fatores, a nomenclatura da
própria empresa e dos seus produtos e processos foram modificados por variáveis de forma a
evitar a identificação da mesma.
Quanto à estrutura do trabalho, no capítulo 1 haverá uma breve caracterização da
empresa com informações gerais e do objeto da pesquisa com informações mais específicas,
como tipos de medicamentos fabricados e forma de planejamento atual de produção. Após

13
essa caracterização, estará exposto no capítulo 2 o referencial teórico do projeto, ou seja, uma
explicação acadêmica das várias ferramentas e métodos e como foram utilizados no estudo, de
forma que tiveram como objetivo um maior aprofundamento e entendimento do problema
em questão. Ferramentas como Gráfico de Pareto e Gráfico de Espinha de Peixe foram
algumas das técnicas utilizadas.
Com a finalização dessa parte inicial do trabalho, começará, de fato, a parte analítica. A
partir daqui, resolveu-se, primeiramente, no capítulo 3, fazer o diagnóstico do método de
planejamento atual. Dessa forma, caracterizou-se e se quantificou as paradas de linha no
capítulo 3.1 com base em parte das ferramentas anteriormente explicadas, assim como,
atacou-se os principais problemas identificados no capítulo 3.2 com o amplo uso dessas
mesmas ferramentas. Após o diagnóstico, teve-se, então, a oportunidade de desenvolver
propostas de melhoria no capítulo 4, de forma que foi dividido em três pontos: os
fundamentos do novo planejamento cíclico proposto, a explicação dos indicadores de
desempenho do plano (custos, lotes mínimos e ressuprimento) e a ferramenta de
operacionalização, que consiste em um simulador de recálculo de dados básicos como Rateio
de Custo de Overhead através de variáveis logísticas como espaçamento de ressuprimento,
dado uma demanda estável e tamanho de lote mínimo.
Através desse simulador, tem-se no capítulo 5 os resultados, ou seja, o feedback do
planejamento de vendas com a ferramenta de operacionalização, os resultados do
funcionamento do novo plano cíclico proposto e a estimativa de ganhos proporcionada por
essas ferramentas desenvolvidas. Com esses resultados, pôde-se, no capítulo 6, fazer uma
análise crítica do que deu certo, do que deu errado e o que faltou para a ampliação do projeto
de uma linha de produção para a fábrica inteira. Além disso, no capítulo 7, há propostas de
novos trabalhos, ou seja, possíveis projetos futuros que podem complementar e melhorar
tanto o projeto atual desenvolvido como também diversos pontos de melhoria nas linhas de
produção da fábrica. Para finalizar, desenvolveu-se a conclusão do estudo em questão.
14
1 A EMPRESA DA INDÚSTRIA FARMACÊUTICA
Nesse capítulo do projeto a ser desenvolvido, haverá uma breve apresentação sobra a
empresa, a fábrica e a linha a serem estudadas. Aqui estarão descritas informações gerais e
específicas de grande importância para o entendimento do projeto.
1.1 CARACTERICAÇÃO
1.1.1 Informações gerais
A empresa a ser estudada é uma das maiores multinacionais do ramo farmacêutico
industrial. É atualmente uma das lideres mundiais no ramo de criação de soluções terapêuticas
que auxiliam a melhorar a qualidade de vida das pessoas. A empresa está a mais de 100 anos
no mercado e atua no desenvolvimento de produtos inovadores nas áreas de medicamentos
com prescrição médica, vacinas e cuidados com a saúde.
Atualmente, a mesma está presente em todos os continentes e conta com cerca de
100 mil empregados trabalhando em 115 países, sendo 10% desses profissionais responsáveis
por pesquisa e desenvolvimento de novos produtos. No último ano, produziu mais de 4 bilhões
de caixas de medicamentos, 18 bilhões de unidades de produtos de consumo e 900 milhões de
doses de vacinas em todo o mundo. Para isso, a empresa conta com 84 unidades de produção
em 36 países, sendo duas dessas localizadas no Brasil, uma no Rio de Janeiro, que terá uma de
suas linhas como objeto do presente estudo, e uma em São Paulo.
1.1.2 Produtos e processos
A empresa conta com três Unidades de Negócio (UN) que desenvolvem diferentes
tipos produtos com diferentes objetivos. No presente trabalho, aprofundar-se-á o estudo na
fábrica do Rio de Janeiro da empresa, sendo esta representada na figura 1 por seus Value
Streams (VS), ou seja, por suas famílias de produto.

15
Figura 1: Organização da fábrica em estudo
Fonte: Elaboração Própria, 2016
Na UN 1, desenvolve-se uma gama de produtos de alívio a dor, respiratória, saúde oral,
nutrição, gastro intestinal e saúde da pele. Nesse setor, a empresa é a maior produtora do
mundo sendo líder em 36 países e vendeu R$ 21 bilhões em 2014, responsável por
aproximadamente 19% do volume total de vendas da empresa.
Na UN 2, desenvolve-se uma ampla gama de medicamentos para tratamento de
doenças agudas e crônicas. Essa é a área que mais contribui economicamente para a empresa,
tendo gerado cerca de R$ 75 bilhões em 2014 e representando 67% do volume total de
vendas.
Em relação à UN 3, a empresa é uma das maiores do mundo, onde são desenvolvidas
mais de 2 milhões de vacinas por dia, de forma que em 2014 essa área contribuiu com R$ 16
bilhões, representando 14% do volume total de vendas da empresa.
1.1.3 Posicionamento de mercado
Uma ótima forma de caracterizar-se uma empresa é a partir das relações que a mesma
cultiva com os outros stakeholders do negócio. Uma fermenta bastante utilizada para este tipo
de análise é a Cinco Forças de Porter. Através dessa ferramenta, busca-se um entendimento
profundo das relações da empresa com clientes, forncecedores, concorrentes, novos entrantes
e produtos substitutos. O resultado da análise é o entendimento do poder da empresa frente
Fábrica
Unidade de Negócio 1
Value Stream 1
Value Stream 1
Value Stream 2
Value Stream 3
Value Stream 4
Value Stream 5
Unidade de Negócio 2
Value Stream 6
Value Stream 7
Value Stream 8
Value Stream 9
Unidade de Negócio 3

16
ao negócio e sobre cada stakeholder. Essa análise será essencial para embasar a solução
proposta ao longo do trabalho.
Figura 2: Cinco Forças de Porter
Fonte: Retirado de Porter (1980)
As cinco relações, ou forças, são analisadas no contexto do negócio e do mercado. A
seguir, será feita a contextualização da EMPRESA X no mercado farmacêutico frente cada uma
das relações vista na imagem acima. (PORTER, 1980)
Poder de Barganha dos Fornecedores
Esse quesito visa entender o quanto o fornecedor tem influência nas decisões da
empresa, desde definição de preço até definição de modo de suprimento.
O setor farmacêutico é muito regulamentado pela Agência Nacional de Vigilância
Sanitária (ANVISA), assim os fornecedores da EMPRESA X, e do setor, devem se enquadrar em
diversas requisições para garantir o suprimento de uma empresa farmacêutica.
Isso resulta em dois pontos: 1) Positivo para a EMPRESA X, pois todas as relações entre
EMPRESA X e Fornecedores são criadas a partir de contratos de suprimentos supervisionados
por uma agência reguladora, além de garantir a qualidade do produto; 2) Negativo para a
EMPRESA X, uma vez que a regulamentação e os diversos enquadramentos requeridos pela
ANVISA fazem com que exista uma barreira grande à entrada de novos fornecedores. Assim,
poucos são os fornecedores capazes de suprir o setor farmacêutico, resultando em um poder
significativo para os mesmos.

17
A EMPRESA X, em especial, vem implementando uma política de buscar “dual source”,
ou seja, duas fontes para cada matéria-prima de seus produtos. Essa é uma medida que vem
sendo implementada de forma a tirar parte do poder de cada fornecedor e flexibilizar o
planejamento de produção.
Ameaça de Produtos Substitutos
Este item tem como objetivo analisar a possibilidade de entrada de novos produtos
substitutos no mercado, o que poderia resultar em uma migração do cliente para este novo
produto.
De forma a garantir apoio a novas pesquisas (que requerem muito investimento) e,
assim garantir a lucratividade desse investimento, a legislação brasileira prevê que, para
qualquer medicamento novo oficial, a empresa garante a patente de 10 anos para explorar o
mesmo. Apenas após este período é que o processo de fabricação é revelado às empresas
concorrentes. Dessa forma, a entrada de produtos substitutos (genéricos principalmente) fica
restrita durante um bom tempo, dando possibilidade para que o produto descoberto se
estabeleça no mercado.
Não apenas o processo fica protegido, como também há uma tendência do
consumidor se fidelizar ao remédio ao iniciar um determinado tratamento. Dessa forma,
mesmo com a entrada de genéricos e substitutos, os clientes ainda relutam em deixar de usar
o medicamento “de confiança” para usar outro.
Ameaça de Novos Entrantes
Nessa análise, busca-se entender a possibilidade de novas empresas entrarem no
mercado de atuação da empresa. Isso é, quão grandes são as barreiras à entrada para aquele
setor em especial.
No setor farmacêutico em geral, a grande barreira à entrada é o investimento que
deve ser feito. Desenvolvimento de remédio, testes clínicos, aprovação de agências
reguladoras, aprovação do remédio, entre outros pontos, são atividades que demandam um
investimento antecipado muito volumoso e que demanda bastante tempo para trazer os
retornos desejados (anos). Ou seja, necessita-se de capital intenso no início e o mesmo
demora a render. Somados a isso, há o risco de não aceitação do produto do mercado pelos
clientes, logo, capital e tempo são colocados em risco quando o mercado estudado é o
farmacêutico.

18
Essa situação deixa as empresas farmacêuticas atuais em posição forte no mercado,
uma vez que a entrada de novos concorrentes é muito improvável.
Rivalidade Entre Concorrentes
A rivalidade de concorrentes é responsável por verificar como a empresa se relaciona
com seus pares no mercado e, principalmente, avalia se há risco de guerras de preço.
O que se verifica na indústria farmacêutica é que a rivalidade entre concorrentes é
branda. Como já citado, o investimento para criação de um remédio é muito grande. Dessa
forma, o que acontece é que as farmacêuticas evitam entrar em concorrência, pois isso
proporciona um elevadíssimo aumento do risco do negócio.
Outra característica do setor farmacêutico é que as empresas buscam nichos de
clientes e, muitas vezes, apesar de comercializarem produtos semelhantes e atuarem no
mesmo mercado, não concorrem diretamente entre si. Muitas vezes eles são caracterizados
como subtitutos. Ex: Pasta de Dente A e Pasta de dente B. Apesar de ambos serem cremes
dentais, a Pasta de Dente A busca um público à procura de tratamentos especializados, como
sensibilidade, gengivite e, por isso, acaba sendo mais caro que os cremes dentais da Pasta de
Dente B. Portanto, apesar de produtos bem semelhantes, o nicho de clientes é diferente, o
que promove uma competição indireta entre esses produtos.
O que se pode inferir é que a indústria farmacêutica não influencia a guerra de preços,
o que o torna um ambiente favorável para as empresas já estabelecidas no mercado.
Poder de Barganha do Cliente
Esse ponto prevê o relacionamento da empresa com o cliente e até que ponto o
cliente tem influência na empresa. Ou seja, quanto maior a pulverização de clientes, menor o
poder dos mesmos.
No setor farmacêutico isso fica evidente, pois o ser humano inevitalvelmente precisará
de remédios em algum momento. Dessa forma, um único cliente possui influência nula na
empresa farmacêutica. Pelo contrário, por se tratar de produtos de vital importância para os
clientes, as indústrias farmacêuticas possuem grande poder para implementar mudanças ao
mercado sem que haja migração de produtos.
Esse ponto é importantíssimo para embasar a solução levantada no trabalho, uma vez
que a mesma prevê uma nova forma de rateio de custo de overhead da empresa, alterando
custo unitário de cada produto da linha estudada. A partir dessa resolução, a empresa “obriga”
19
o mercado a rever seus lotes mínimos de produção (será explicado mais a frente como o
mesmo influencia no rateio de custo), o que só é possível dado o posicionamento de mercado
da empresa farmacêutica frente aos clientes finais.
Em suma, o que pode-se verificar sobre o posicionamento de mercado é que o
mercado farmacêutico é um dos melhores mercados para se investir, uma vez que a empresa
já esteja estabelecida. Este é o caso da empresa objeto de estudo, que se trata de uma das
maiores multinacionais do ramo do mundo.
Através da análise, percebe-se que o poder de fornecedores é alto, porém tem suas
limitações, o poder de clientes é baixíssimo, o que deixa a EMPRESA X com muita influência
sobre os mesmos, não existem grandes riscos de produtos substitutos e novos entrantes e a
rivalidade entre os concorrentes é relativamente branda, dado que muitas empresas atuam
em nichos diferentes. Esses pontos serão levados em conta no desenvolvimento da solução.
1.2 O OBJETO DA PERQUISA: LINHA DE PRODUÇÃO DA EMPRESA
O objeto da pesquisa será o VS 7 da fábrica do Rio de Janeiro da EMPRESA X. Esta linha
de produção faz parte da UN 2 e é responsável pela fabricação dos produtos relacionados à
remédios derma (cremes e pomadas). Nos próximos tópicos deste capítulo, haverá a
explicação de algumas características da linha de produção em si.
1.2.1 A linha de produção no contexto da fábrica
O VS 7 é o VS mais importante da UN 2 da EMPRESA X, representando 27,86% do
volume dessa UN e 7,03% do volume da fábrica como um todo, em 2016. A fábrica objeto do
estudo é considerada um fábrica cuja maior importância é a UN 1, isso é, seus principais
volumes são relacionados às linhas produtivas dessa UN. Porém, o VS 7, apesar de ser da UN 2,
se destaca pela representatividade no lucro da empresa, uma vez que seus produtos são os
que possuem as maiores margens de lucro, atrás apenas do VS 10.¹
Somado a isso, o VS 7, além de abastecer o mercado brasileiro, é exportado para
Argentina, Chile, Colombia, Equador, México, Panamá, Peru, Paraguay, Uruguay e Venezuela,
sendo o VS com o maior número de países que o importam.
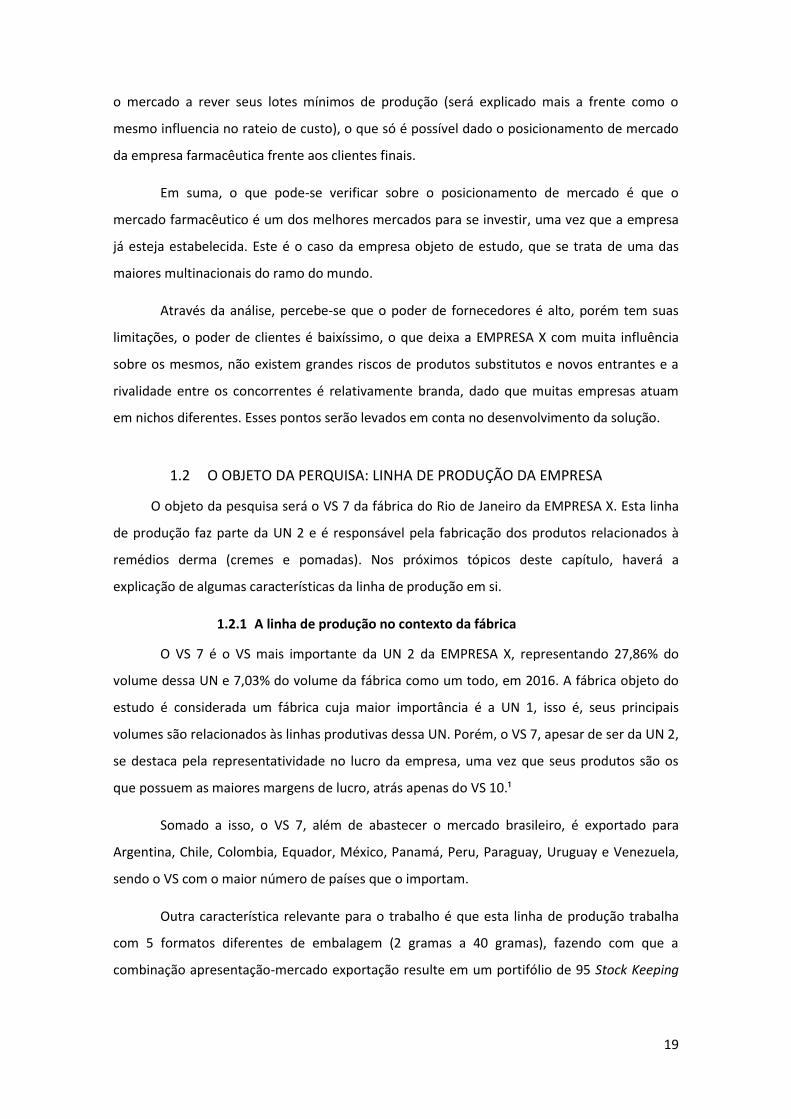
Outra característica relevante para o trabalho é que esta linha de produção trabalha
com 5 formatos diferentes de embalagem (2 gramas a 40 gramas), fazendo com que a
combinação apresentação-mercado exportação resulte em um portifólio de 95 Stock Keeping

20
Units (SKU)² ativos para o VS em questão. Como a fábrica possui 374 SKUs ativos no total, o VS
7 corresponde a 25,4% do portifólio da fábrica do Rio de Janeiro.
Outro dado importantíssimo que corrobora a relevância deste VS na empresa é a
variável Recovery, que é o valor cobrado internamente pela EMPRESA X - Fábrica para a
EMPRESA X - Vendas para produzir cada produto. Dessa forma, essa variável para o site do Rio
de Janeiro é análoga ao lucro das empresas. Apesar de possuir um volume baixo em relação a
toda fábrica, com 7,03% da produção de 2016, o VS 7 foi responsável por 17,38% do Recovery
do ano, enfatizando as altas margens de lucro em cada produto de seu portifólio.
1.2.2 Forma atual de planejamento da produção
O VS 7 pode ser dividido em 3 linhas de produção: Fabricação, Embalagem 1 e 2.
Na linha de fabricação ocorre a fabricação em si do remédio, isso é, as misturas e
processos das matérias-primas, resultando no bulk. Bulk é definido como o volume do produto
semiacabado, isso é, o remédio sem estar embalado e pronto para a venda. Uma vez que o
bulk é manufaturado na linha de fabricação, o mesmo vai para qualquer uma das duas linhas
de embalagem, uma vez que ambas as linhas de embalagem são gêmeas. Nelas, serão
incluídos cartuchos, bulas, bisnagas, tampas e, posteriormente, encaixotadas.
A decisão sobre para qual linha de embalagem o bulk irá é feito pela disponibilidade e
pela otimização de setup³, uma vez que ajustes são necessários quando há troca de
apresentação (2g, 5g, 10g, 30g, 40g). Esse tema, inclusive, será abordado no estudo realizado.
A grande característica desse VS, em termos de planejamento, é que para um único
bulk fabricado, pode-se ter diversos itens, SKUs, de produtos acabados. Isso é, ao se fabricar
um bulk, embala-se o mesmo de diversas formas diferentes, em SKUs de apresentações
diferentes. Atualmente, a linha de VS 7 possui apresentações de 2g, 5g, 10g, 30g e 40g.
1. Os dados explicitados foram obtidos através de documentação interna na EMPRESA X e foram multiplicados por um fator, por motivos de sigilo, que não alterou a capacidade de análise final dos dados.
21
Figura 3: Árvore de Produtos do Value Stream 7
Fonte: Elaboração Própria, 2016
Outro ponto a ser considerado é em relação aos materiais de embalagem. Atualmente,
a fábrica estudada exporta produtos para toda América Latina. Como a ANVISA no Brasil, cada
país possui uma agência reguladora que faz requisições mandatórias a serem expostas nos
materiais de embalagem de cada produto. Por exemplo, no Brasil não se aceita que os seus
produtos possuam o idioma espanhol.
As diferentes requisições de cada país resultam em formas de embalagem diferentes
para produtos fabricados de forma igual, ou seja, para um bulk e formatos iguais, podemos ter
SKUs diferentes de acordo com o país ao qual ele é exportado. Por exemplo, o SKU A é
comercializado no Brasil e o SKU B é comercializado na Argentina. Pela figura 3 eles são, em
sua fabricação e formato, idênticos, porém suas embalagens serão em línguas diferentes
(português e espanhol). Dessa forma, apesar de iguais em essência, são dois SKUs diferentes,
ou seja, são dois produtos acabados diferentes.
Essa característica traz uma complexidade muito grande no gerenciamento de
materiais e do portfólio da empresa. Além disso, será possível ver mais afundo, por questões
legais da ANVISA, que há mais setups na linha de produção, pois uma limpeza deve ser feita a
cada troca de lote na linha de embalagem.
2. Stock Keeping Unit (SKU) é um termo em inglês ligado à logística que significa Unidade de Manutenção de Estoque, ou seja, refere-se a um produto acabado.
3. Setup é o tempo em inglês que se refere ao tempo necessário de preparação de uma linha de produção para se começar efetivamente o processo produtivo.

22
O principal resultado dessas características citadas é o fato de que o VS 7 se
caracterizar por SKUs de produto acabado com volumes baixos individualmente e,
consequentemente, lotes pequenos de embalagem. A consequência final é um lote de
fabricação muito grande para diversos lotes de embalagem pequenos.
Este tema será abordado na análise do projeto e é encarado como peça fundamental
no planejamento, pois o consumo de um bulk inteiro nos diversos SKUs de embalagem é
essencial para não haver desperdício de material. Esse tema será encarado como
“consolidação de bulk” e será abordado no diagnóstico e nas soluções propostas.
Portanto, através da apresentação da empresa e da linha de produção a ser estudada,
pode-se perceber que o gargalo na produção dessa linha de produção não é a fabricação do
remédio, mas sim a embalagem dos mesmos (SKUs de produto acabado).
Após a caracterização física do VS, haverá uma apresentação em termos de
planejamento da produção do VS. A principal etapa realizada no planejamento de uma linha
de produção é o Master Production Schedule (MPS), no qual o planejador é responsável por
receber a demanda de vendas e transformar isso em um plano produtivo viável.
O planejamento do VS 7 segue o processo realizado em todas as linhas de produção da
fábrica do Rio de Janeiro. Esse processo é conhecido como Core Comercial Cycle (CCC). A figura
4 abaixo ilustra o CCC Cycle e suas principais atividades.
Figura 4: CCC Cycle
Fonte: EMPRESA X, 2015

23
O CCC Cycle é dividido em três etapas cíclicas que ocorrem mensalmente: Sales and
Operations (S&OP), Demand Review Meeting (DRM), Supply Review Meeting (SRM), onde a
primeira é sobre os resultados de vendas do mês anterior, a segunda é o planejamento de
demanda, dado o resultado de vendas, e a última é o planejamento de suprimento dado a
revisão de demanda feita na DRM.
O MPS é realizado na etapa de SRM, onde os números finais de demanda são
recebidos pós DRM e requisitados para o suprimento. A análise de MPS serve para verificar as
mudanças do mês anterior e programar os suprimentos requisitados, verificando o suprimento
de matéria prima e a capacidade da fábrica, buscando o menor número possível de falta de
produto no mercado.
Cada elo do CCC Cycle possui feedback, ou seja, caso no MPS se perceba que o
suprimento requisitado não ocorrerá, a DRM terá que rever a demanda de forma que não haja
expectativa de suprimento de determinado produto com a consequente falta do mesmo no
mercado.
Conforme já falado, esse ciclo se repete mensalmente. Uma informação importante é
que o planejamento de suprimento e demanda é quebrado semanalmente, sendo atividade do
planejador de produção quebrar a semana em sequenciamento diário de produção.
Outro tópico importante para o entendimento do planejamento de produção é a
Cadeia de Valor na qual a Fábrica da empresa X está inserida. A figura 5 ilustra o
posicionamento da fábrica na cadeia de valor:
Figura 5: A Cadeia de Valor da Empresa X
Fonte: Elaboração própria, 2016
24
Conforme está ilustrado na figura, alguns stakeholders são visíveis na cadeia de valor,
começando pelos fornecedores que se dividem em dois: fornecedores de matéria-prima e
Princípios Ativos (API) e fornecedores de material de embalagem (caixas, cartuchos, bulas,
bisnagas).
Depois dos forncecedores, está a própria fábrica da Empresa X, com a produção dos
remédios. Seguido da Fábrica, está o setor Comercial (Vendas) que recebe o produto fabricado
na fábrica e estoca em armazéns antes de enviar ao mercado. Percebemos que o cliente direto
da fábrica é interno à Empresa X, o próprio setor comercial da empresa. Dessa forma,
verificamos na figura 5 a delimitação do trabalho em termos de atuação na cadeia de valor,
onde o mesmo irá se concentrar na relação entre Fábrica e Planejamento de Vendas.
Após a armazenagem pelo setor comercial, a venda dos produtos é feita e os mesmos
são enviados aos distribuidores (regional, local) até chegar ao cliente final, seja via médicos,
farmácias ou o próprio governo (vacinas).
Em linhas gerais, essas são as principais características do VS 7 e sua forma de
planejamento da produção, além da cadeia de valor na qual está inserida a Empresa X. Ao
longo do trabalho, ter-se-á o aprofundamento dos assuntos de forma a entender o grande
problema que a linha encontra: OEE abaixo da crítica.

25
2 REFERENCIAL TEÓRICO
Esse capítulo tem como objetivo a aprsentação das ferramentar utilizadas que deram
suporte às analises qualitativas e quantitativas deste projeto.
2.1 OVERALL EQUIPMENT EFFECTIVENESS (OEE)
O OEE é um indicador que apareceu com a necessidade de desenvolver um
pensamento mais holístico do sistema produtivo e, para isso, foi fundamental a construção de
um indicador que medisse a eficiência da capacidade produtiva do sistema. (Busso e Miyake,
2012)
Dessa forma, o OEE surgiu para medir a utilização efetiva da capacidade dos
equipamentos e que a maior parte dos custos de produção total está relacionada às perdas
durante o processo produtivo, e que o uso do OEE ajuda a revelar quais são esses custos
ocultos, ou seja, um sistema de detecção de perdas do sistema. (NAKAJIMA, 1989)
Para a construção do OEE, dividiu-se as perdas do sistema em seis partes, de forma
que cada uma delas está ligada aos índices que compõe o cálculo do OEE e listadas a seguir.
(NAKAJIMA, 1989).
I. Perdas por quebra do equipamento;
II. Por Setup e regulagem;
III. Por pequenas paradas e ociosidade;
IV. Por queda de velocidade;
V. Por refugo ou retrabalho;
VI. Por queda no rendimento.
Os índices estipulados por Nakajima e mencionados anteriormente são três e estão
definidos como:
Disponibilidade – Evidencia o tempo que a máquina está realmente disponível
para produção. Para o cálculo desse índice, leva-se em conta o tempo em que
o equipamento está disponível para a produção e o tempo que o mesmo
efetivamente produz, contabilizando paradas planejadas e não planejadas.
Performance - Demonstra se a máquina está trabalhando de acordo com as
informações especificadas. Para seu cálculo, leva-se em conta o ciclo real de
produção e o ciclo ideal do equipamento.
26
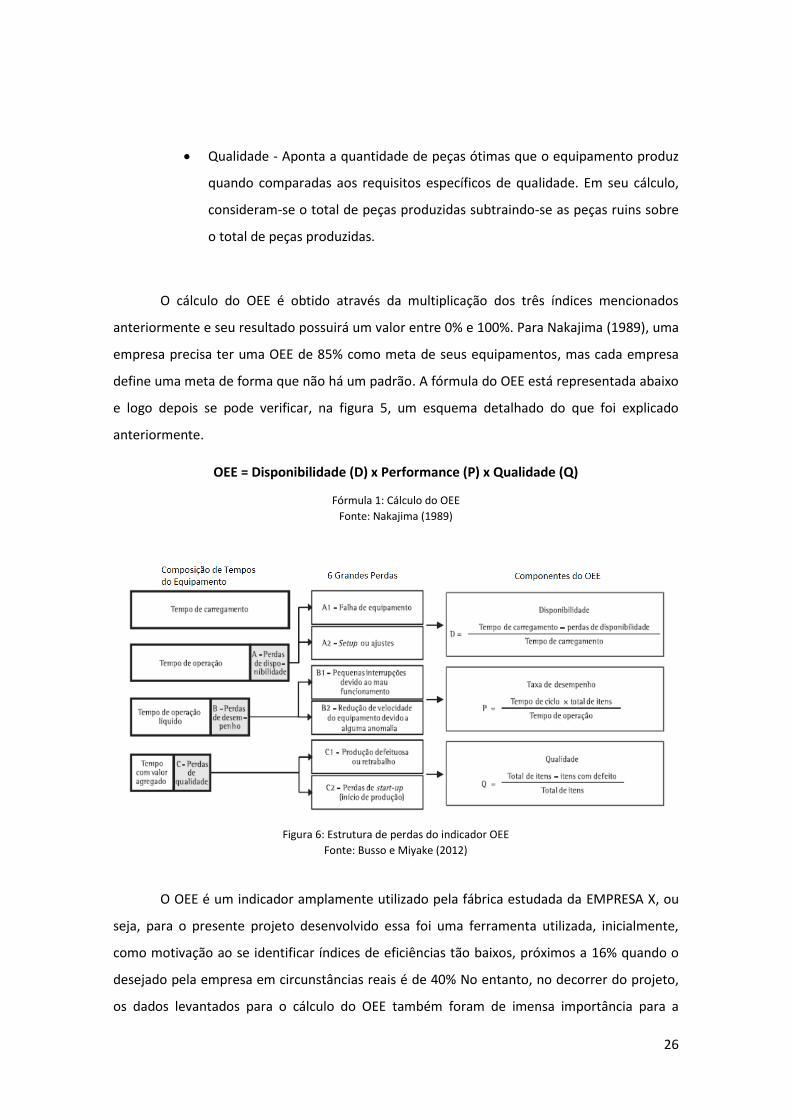
Qualidade - Aponta a quantidade de peças ótimas que o equipamento produz
quando comparadas aos requisitos específicos de qualidade. Em seu cálculo,
consideram-se o total de peças produzidas subtraindo-se as peças ruins sobre
o total de peças produzidas.
O cálculo do OEE é obtido através da multiplicação dos três índices mencionados
anteriormente e seu resultado possuirá um valor entre 0% e 100%. Para Nakajima (1989), uma
empresa precisa ter uma OEE de 85% como meta de seus equipamentos, mas cada empresa
define uma meta de forma que não há um padrão. A fórmula do OEE está representada abaixo
e logo depois se pode verificar, na figura 5, um esquema detalhado do que foi explicado
anteriormente.
OEE = Disponibilidade (D) x Performance (P) x Qualidade (Q)
Fórmula 1: Cálculo do OEE
Fonte: Nakajima (1989)
Figura 6: Estrutura de perdas do indicador OEE
Fonte: Busso e Miyake (2012)
O OEE é um indicador amplamente utilizado pela fábrica estudada da EMPRESA X, ou
seja, para o presente projeto desenvolvido essa foi uma ferramenta utilizada, inicialmente,
como motivação ao se identificar índices de eficiências tão baixos, próximos a 16% quando o
desejado pela empresa em circunstâncias reais é de 40% No entanto, no decorrer do projeto,
os dados levantados para o cálculo do OEE também foram de imensa importância para a
27
identificação das maiores perdas de eficiência e, consequentemente, no auxílio da construção
das ferramentas explicadas a seguir.
2.2 GRÁFICO DE ESPINHA DE PEIXE
O Gráfico de Espinha de Peixe foi construído pela primeira vez em 1943 pelo
engenheiro químico Kaoru Ishikawa para explicar como vários processos de uma determinada
indústria japonesa estavam relacionados e por isso também pode ser chamado de Diagrama
de Ishikawa em homenagem ao seu idealizador. (JURAN, 1992)
Essa ferramenta de qualidade é utilizada para representar todas as possíveis causas de
um determinado efeito de um processo para que se possam ter melhores condições de ação
sobre essas causas. Logo, é uma ferramenta aplicada para analisar mais eficientemente da
relação entre um determinado problema e os fatores que podem ter influenciado o resultado
final desse problema, ou seja, é usado para identificar as causas raiz de uma imperfeição e por
isso também pode ser chamado por uma terceira denominação Diagrama de Causa e Efeito.
Controlar os processos de uma indústria é fundamental para o gerenciamento em
todos os níveis hierárquicos. Para isso, faz-se necessário que se conheça a lógica por trás dos
processos, se entenda o funcionamento e os passados de cada atividade. Para isso, primeiro
passo é o entendimento da relação da causa e efeito de cada ação na cadeia produtiva.
(CAMPOS, 2004)
As causas são classificadas em seis diferentes tipos de forma hierarquizada que estão
listadas a seguir.
1. Método – É o método utilizado para executar o trabalho ou um procedimento;
2. Matéria-prima – É a matéria-prima utilizada no processo que pode ser o problema;
3. Mão de obra – Pressa, imprudência ou mesmo falta de qualificação podem ser as
causas de muitos problemas;
4. Máquinas – Falhas de máquinas por falta de manutenção ou utilização de forma
inadequada;
5. Medição – Qualquer decisão tomada anteriormente pode ser causa do problema;
6. Meio ambiente – O ambiente pode favorecer ocorrências de problemas, nesse
contexto estão relacionadas poluição, poeira, calor, falta de espaço etc.
Por conta dessa classificação, esse diagrama também pode ser chamado de Diagrama
6Ms e através de cada tipo de causa é possível se ter uma visão mais elaborada e detalhada

28
das diferentes sub-causas de uma desarmonia no processo e, então, ter a possibilidade de agir
de forma coletiva ou isolada, partindo do ponto onde houve a identificação do problema.
Na figura 6 é possível visualizar a estrutura de um Gráfico de Espinha de Peixe.
Figura 7: Diagrama de Causa e Efeito
Fonte: http://www.elirodrigues.com/2015/08/31/como-fazer-uma-analise-de-causa-e-efeito-usando-o-diagrama-de-
ishikawa/, acessado em 18 de Dezembro de 2016.
Para se construir esse tipo de gráfico é necessário seguir os seguintes passos.
1. Definir o problema a ser analisado;
2. Formar um time para fazer a análise e revelar potenciais causa por meio de um
brainstorming;
3. Desenhar a caixa de Efeito e a linha do centro;
4. Especificar as categorias das causas principais e conectá-las com a linha centro;
5. Identificar possíveis causas e classificá-las dentro de uma categoria 6M.
6. Ordenar as causas de acordo com aquelas que parecem impactar mais o problema;
7. Tomar medidas corretivas.
Diante da vasta abrangência e facilidade que essa ferramenta disponibiliza, decidiu-se
fazer o seu uso com o objetivo de investigar as possíveis causas relacionadas ao problema do
indicador OOE da linha de VS 7 muito abaixo do esperado pela fábrica. Dessa forma, essa
ferramenta foi de grande importância para o desenvolvimento do diagnóstico do projeto,

29
principalmente quando foi utilizada em conjunto com a próxima ferramenta a ser explicada: O
Gráfico de Pareto.
2.3 DIAGRAMA DE PARETO
O Diagrama de Pareto foi desenvolvido pelo consultor de qualidade Joseph Moses
Juran com base em um dos mais importantes estudos do sociólogo e economista Vilfredo
Pareto sobre a economia italiana, onde observou que 80% da riqueza encontravam-se nas
mãos de apenas 20% da população. (JURAN, 1992)
Também chamada de Curva ABC, essa ferramenta é uma técnica que auxilia a empresa
nas tomadas de decisão através da seleção das prioridades diante de certa quantidade de
causas de determinado problema. Segundo o princípio de Pareto, habitualmente a maior parte
de prejuízos é causada por uma pequena proporção do total de causas possíveis, ou seja, de
acordo com essa teoria, 20% dos defeitos são responsáveis por 80% dos prejuízos de
determinado problema. (JURAN, 1992)
A curva ABC é utilizada para definir quais são os principais causadores de uma
imperfeição e, por isso, pode ser auxiliada pelo Gráfico de Espinha de Peixe para primeiro
identificar as causas raiz. Dessa forma, essa ferramenta foi de grande importância ao se
quantificar e priorizar as causas raízes do baixo índice de eficiência na linha de VS 7
encontradas com o Gráfico de Espinha de Peixe, o que proporcionou a possibilidade do ataque
das causas que mais prejudicam o OEE da linha estudada, ou seja, essas duas ferramentas em
conjunto deram enfoque nos problemas com maior eficiência através de um menor esforço
para combater uma pequena parte de causas (de acordo com a teoria: 20%) que propiciavam
grande parte da ineficiência da linha (de acordo com a teoria: 80%), ao invés de um grande
esforço da empresa para resolver 100% dos problemas.
Como explicado anteriormente, após a identificação das causas raízes no Gráfico de
Espinha de Peixe, essas precisam ser dispostas em tabelas que mostrem a participação de cada
causa no resultado final do problema para que esses dados sejam, finalmente, colocados em
um gráfico dividido por classes. Cada classe (eixo x) é uma causa raiz e suas frequências
(percentual da participação da causa no total – eixo y) estarão dispostas em ordem
decrescente, permitindo a localização dos problemas mais vitais. Através de um acúmulo de
frequências, é possível fazer a identificação dos problemas que são responsáveis por 80% da
imperfeição, permitindo, assim, que gestores consigam atacar prioritariamente as causas de
determinado problema. O gráfico de Pareto pode ser observado a seguir na figura 7, em que
30
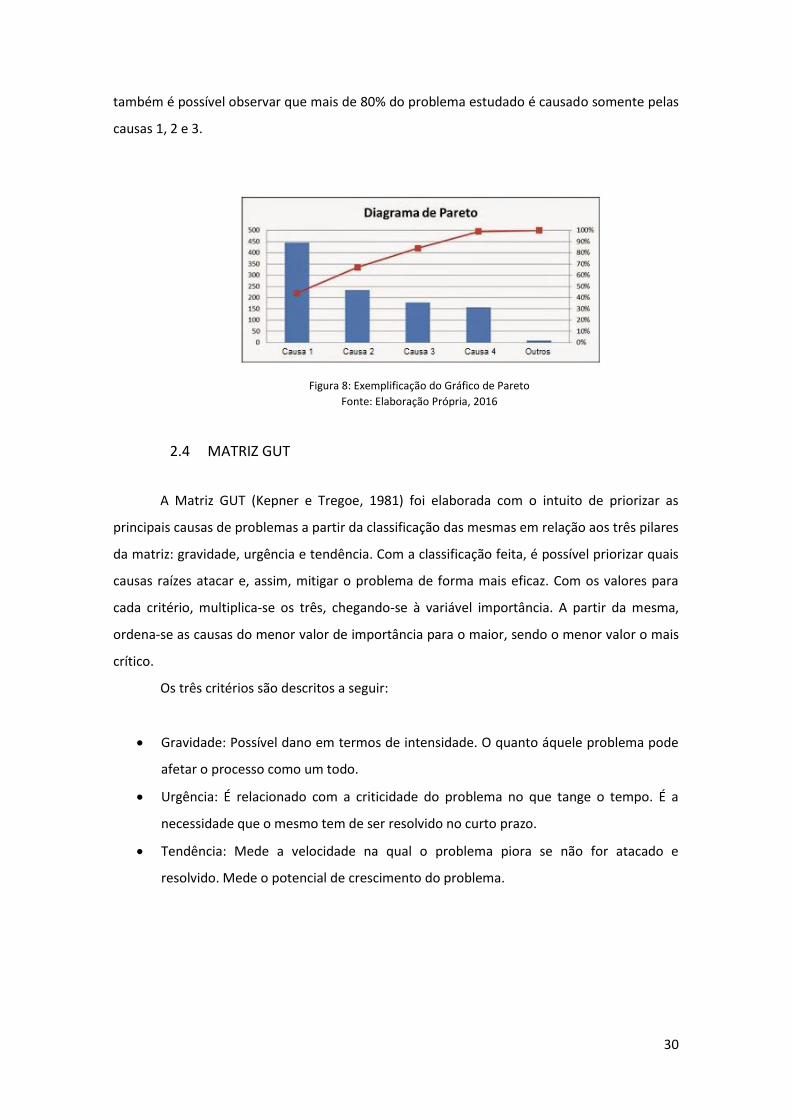
também é possível observar que mais de 80% do problema estudado é causado somente pelas
causas 1, 2 e 3.
Figura 8: Exemplificação do Gráfico de Pareto
Fonte: Elaboração Própria, 2016
2.4 MATRIZ GUT
A Matriz GUT (Kepner e Tregoe, 1981) foi elaborada com o intuito de priorizar as
principais causas de problemas a partir da classificação das mesmas em relação aos três pilares
da matriz: gravidade, urgência e tendência. Com a classificação feita, é possível priorizar quais
causas raízes atacar e, assim, mitigar o problema de forma mais eficaz. Com os valores para
cada critério, multiplica-se os três, chegando-se à variável importância. A partir da mesma,
ordena-se as causas do menor valor de importância para o maior, sendo o menor valor o mais
crítico.
Os três critérios são descritos a seguir:
Gravidade: Possível dano em termos de intensidade. O quanto áquele problema pode
afetar o processo como um todo.
Urgência: É relacionado com a criticidade do problema no que tange o tempo. É a
necessidade que o mesmo tem de ser resolvido no curto prazo.
Tendência: Mede a velocidade na qual o problema piora se não for atacado e
resolvido. Mede o potencial de crescimento do problema.

31
Na figura 8, segue a classificação numeral para cada um dos três critérios:
Classificação Gravidade Urgência Tendência
1 Extremamente Grave Ação imediata irá piorar rapidamente
2 Muito Grave Urgente irá piorar em pouco tempo
3 Grave O mais rápido possível irá piorar
4 Pouco Grave Pouco urgente ira piorár no longo prazo
5 Pouquíssimo Grave Pode esperar não irá mudar
Figura 9: Classificação da Matriz GUT
Fonte: Adaptado do autor Kepner e Tregoe, 1981
A elaboração da Matriz GUT ajuda na resolução de problemas e prioriza o foco das
ações corretivas e preventivas dos principais problemas. É uma ferramenta de tomada de
decisão, gestão de qualidade e diagnóstico, sendo extrememnte importante no elaboração de
propostas de melhorias
2.5 CINCO PORQUÊS
A técnica conhecida como Cinco Porquês (Jeffrey K. Liker, 2003) tem como principal
objetivo buscar a causa-raíz de determinado problema a partir de cinco perguntas sequencias
“Por quê?”. Através deste sequenciamento de perguntas, o usuário deste método consegue ir
à fundo em seu problema identificado no qual a resposta para o último “Por quê” será a causa
raiz para o mesmo, resultando em um foco para o plano de ação para solução do problema
identificado. (JURAN, 1992)
Essa técnica foi desenvolvida no Sistema de Produção Toyota, eternizado no livero The
Toyota Way (Jeffrey K. Liker, 2003) e é repetidamente utilizada nos sistemas produtivos que
estejam alinhados com o Lean Manufacturing. Exemplo:
Problema: Produtos entregues sistematicamente atrasados
1. Por que os produtos têm sido entregues sistematicamente com atraso? Porque foram
postados com atraso.
2. Por que os produtos foram postados com atraso? Porque o prazo de produção
estourou.
3. Por que o prazo de produção estourou? Porque os materiais para a confecção não
estavam disponíveis.
4. Por que os materiais não estavam disponíveis? Porque não foram solicitados a tempo
ao fornecedor.

32
5. Por que os materiais não foram solicitados a tempo ao fornecedor? Porque o controle
de estoque não acompanhou o aumento da demanda pelo material.
Caso seja necessário, os porquês podem continuar indefinidamente, porém normalmente
chega-se à conclusão no quinto porquê. No exemplo apresentado, podería-se seguir com a
pergunta: “Por que o controle de estoque não acompanhou o aumento de demanda pelo
material?”, ou outra pergunta “Por que houve o aumento de demanda pelo material?.
Independente do caminho a seguir, essa ferramenta qualitativa tem como objetivo final
identificar a causa raíz de um problema identificado de forma que as soluções possam se focar
na causa apontada.
2.6 RATEIO DE CUSTO – MÉTODO ABC
O Activity Based Costing (ABC) ou Custeio Baseados em Atividades é um método de
custeio com o objetivo de avaliar com precisão os processos desenvolvidos em uma empresa
e, assim, utilizar direcionadores de custo para alocar as despesas e custos indiretos de forma
mais realista nos serviços ou produtos finais. Segundo Martins (2006), não é o produto que
serviço que consome os recursos, mas sim que os recursos são consumidos pelas atividades e
estas são consumidas pelo produto ou serviço.
Diante disso, o grande objetivo do ABC é dividir a empresa em atividades, que segundo
Nakagawa (1994) pode ser definida como um processo que combina pessoas, tecnologias,
materiais, métodos e seu ambiente, tendo como objetivo a produção de produtos e serviços,
descrevendo a maneira como a empresa utiliza seu tempo e recursos para cumprir sua missão,
objetivos e metas. Diante disso, é possível determinar qual o seu custo, e então, mensurar seu
desempenho econômico.
O maior enfoque desse método é na alocação de custos indiretos aos produtos, ou
seja, custos que possuem uma rastreabilidade ruim como, por exemplo, energia, aluguel,
determinado tipo de mão de obra, depreciação etc. Esse tipo de divisão é feito através dos
Direcionadores de Custo, que segundo Nakagawa (1994), são transações que determinam a
quantidade de trabalho aplicada em determinada atividade.
Para a utilização do Método ABC, segundo Wernke (2004), existem 5 etapas a serem
seguidas:
1. Definir os processos prioritários: nesta etapa a área fabril é dividida em vários
processos para melhor analisá-los;
33
2. Determinar quais atividades são executadas em cada processo: detalhamento das
atividades necessárias para executar cada processo;
3. Listar as possíveis tarefas de cada processo: identificação das atividades relevantes em
cada processo;
4. Alocar os recursos às atividades: esta etapa consiste em atribuir os recursos às
atividades conforme o consumo desta;
5. Direcionar o custo das atividades aos produtos: para isto é necessário a utilização de
atividades, que as alocam, em proporção ao seu consumo, pelos objetos de custeio.
Para fim de entendimento, é importante notar que o Custeio ABC já é utilizado
atualmente pela empresa em estudo. No entanto, uma atividade em específico, o Setup, não é
considerada no atual rateio de custo dos produtos, o que faz com que se tenha um custo não
realístico, visto que alguns produtos possuem um tempo de setup muito maior que outros, o
que faz com que esses tempos de máquina parada sejam distribuídos de maneiras injusta
entre os diferentes lotes e produtos fabricados. Dessa forma, o Custeio ABC foi utilizado no
projeto de forma a tornar as precificações mais juntas ao se incluir esses tempos de setup, o
que fez com que houvesse uma variação no preço de venda do produto. Com isso, houve a
criação da ferramenta de operacionalização, ou seja, uma simulação dos preços de compra de
acordo com o tamanho do lote pedido, pois quanto menor o lote, maior é a representatividade
do tempo de setup no tempo total de produção e, consequentemente, maior o preço final do
produto.
2.7 LEAN MANUFACTURINFG
O Lean Manufacturing ou Manufatura Enxuta é uma filosofia de produção que tem
origem no Japão por volta dos anos 50. Os executivos Taiichi Ohno e Shingeo Shingo, baseados
nos estudos de Tempos e Métodos de Frederick W. Taylor, começaram a aplicar em sua fábrica
os conceitos de eliminação de desperdícios. A partir daí, esses executivos criaram os conceitos
de Just in Time, Produção Puxada e Redução do desperdício. A utilização desses conceitos,
somados a muitos outros, deram origem ao Sistema Toyota de Produção (TPS).
Essa filosofia é basicamente fundamentada na identificação e eliminação de
desperdícios no chão de fábrica. Segundo seus criadores, Ohno e Shingo, para atingir seus
objetivos de prazo de entrega, qualidade e redução de custos, o Lean Manufacturing foca na
eliminação de sete tipos básicos de desperdícios listados a seguir.

34
1. Defeito nos produtos;
2. Excesso de produção de mercadorias desnecessárias;
3. Estoque de mercadorias à espera de processamento ou consumo;
4. Processamento desnecessário de materiais;
5. Movimentos desnecessários de pessoas;
6. Transporte desnecessário de materiais;
7. Espera
Ao passar dos anos, com o objetivo de buscar o melhoramento contínuo através da
eliminação dos desperdícios citados acima, o TPS desenvolveu um conjunto de técnicas que
operacionalizam o conceito de manufatura enxuta. Em resumo, estão listadas a seguir as cinco
técnicas desenvolvidas por esse sistema.
I. Nivelamento da Produção à Demanda – Isso significa a empresa ter capacidade de
sincronizar seu mix de produtos demandados pelos clientes, garantindo resposta
rápida para variações de curto prazo. Normalmente isso é feito através da produção
diária de vários lotes pequenos ao invés de grandes lotes espaçados por maior tempo,
o que diminui os inventários no processo. Além disso, a empresa precisa ter
capacidade de fazer previsões das demanda futuras, para que dessa forma haja um
planejamento de produção prévio para atender o mercado. Essa é uma grande
dificuldade das empresas, visto a confiabilidade das previsões e a rapidez com que o
sistema tem capacidade para responder aos pedidos.
II. Produção Puxada – Na concepção Just in Time, esse técnica é uma inversão da visão de
fluxo de materiais, de forma que o cliente (processo final) direciona para o fornecedor
(processo inicial) para produzir apenas o solicitado, na quantidade solicitada e no
momento necessário.
III. Produção Focalizada – É a maneira como os equipamentos estão dispostos na fábrica.
Para empresas que trabalham com grande variedade de peças, são indicadas as
minifábricas, enquanto para empresas com fluxo de peças bem definidos o layout
celular é mais indicado, de forma que, segundo Womack e Jones (2004), as células são
um conjunto de equipamentos que executam operações diferentes em uma sequência
rígida a fim de permitir o fluxo contínuo e o emprego flexível do esforço humano por
meio do trabalho polivalente. O layout celular possui algumas vantagens como maior
35
flexibilização do planejamento, domínio do processo produtivo, redução de custos,
menor tempo de processo e setup e menor estoque em processo.
IV. Polivalência – Para Ohno (1997), do ponto de vista da redução de custo, em uma
situação na qual a capacidade de produção dos recursos está acima da capacidade de
absorção da demanda, é preferível deixar uma máquina ociosa que um operador
ocioso. Para isso, deve-se investir em funcionários polivalentes, ou seja, funcionários
que dominem diferentes processos.
V. Redução do Lead Time – O objetivo principal dessa técnica é diminuir o tempo de
fabricação do produto, mas sempre pensando nas atividades que agregam valor. Para
isso, uma das melhores maneiras de diminuir esses tempos é através da diminuição
dos setups ao transformar setups internos (quando a máquina não pode estar
funcionando) em setups externos (quando a máquina pode funcionar). Dessa forma,
há a possibilidade de maior flexibilização do sistema e, consequentemente, produção
de lotes menores, atendendo com mais rapidez as mudanças imprevistas e pedidos de
curto prazo.
A teoria do Lean Manufacturing foi de grande importância no presente trabalho. Essa
auxiliou principalmente na redução dos Lead Times, ou seja, nos tempos de atravessamento de
fabricação dos produtos através da eliminação de tempos desnecessários de setups como
menor troca de formatos e menor quantidade de limpeza possível.
2.8 TEORIA DAS RESTRIÇÕES (THEORY OF CONSTRAINS (TOC))
Desenvolvida pelo físico isralense Eliyahu M. Goldratt durante os anos 80 e divulgada
em 1984 através do livro A Meta, essa teoria de gerenciamento empresarial tem como
principal objetivo promover a contínua otimização do desempenho esperado de qualquer
entidade que tenha uma meta bem definida, através do enfoque das ações gerenciais nos
elementos que a restringem (GOLDRATT, 2002). Além disso, a TOC defende que toda empresa
com fins lucrativos tem a meta básica de gerar riqueza, no entanto, existe pelo menos uma
restrição que dificulte alcançar essa meta, caso contrário, a lucratividade dessas empresas
tenderia ao infinito.
36
Um dos objetivos da TOC é explorar o recurso restritivo do sistema, pois é este quem
determina o ritmo da produção. Para isso, a TOC oferece um novo conceito para gestão das
operações, defendendo o abandono da ideia do uso de medidas locais em detrimento de
metas globais. Além disso, a Teoria das Restrições se constitui em uma filosofia onde o todo é
mais importante que a soma das suas partes, e que uma complexa rede de interrelações existe
dentro do sistema.
Ao longo dos anos houve uma evolução da TOC e em 2002 hoube uma nova
abordagem através de três conceitos. O primeiro está relacionado a logística e envolve uma
técnica chamada Tambor-Pulmão-Corda (TPC) de programação de produção. De acordo com
esse método, são as restrições que ditam o ritmo da produção. Dessa forma, esse método
busca a otimização do sistema como um todo respeitando a capacidade dos recursos, ou seja,
é o direcionamento dos esforços para os recursos gargalos com o intuito de equilibra o fluxo
da produção. (COX e SPENCER, 2002)
O segundo conceito de Cox e Spencer é relacionada ao sistema de desempenho e tem
o nome de Contabilidade de Ganhos. Esse conceito defende que ao se tomar uma decisão, a
empresa não deve se ater aos custos do produto, mas sim ao impacto da decisão no resultado
global da empresa. Ou seja, não se deve pensar localmente (custos do produto), mas sim
globalmente (ganho final da empresa). Nessa abordagem, é citado o processo de focalização
em cinco etapas que estão listadas a seguir.
I. Identificação da restrição do sistema;
II. Exploração da restrição do sistema da melhor maneira possível;
III. Subordinação de todos os demais recursos à restrição do sistema identificada;
IV. Elevação da capacidade da restrição;
V. Retorno ao passo I a partir da quebra da restrição após o passo IV, não permitindo que
a inércia se torne a própria restrição do sistema.
O terceiro e último conceito defendido por Cox e Spencer é relacionado aos processos
de raciocínio e é constituído por diagramas de Efeito-Causa-Efeito (ECE), que são ferramentas
analíticas que auxiliam responder a perguntas fundamentais de um processo gerencial
decisório. Esse conceito é mais utilizado quando a restrição ainda não está clara e utiliza a
lógica de causa e efeito para mapear tudo o que acontece no sistema com o intuito de
responder três perguntas básicas: O que mudar? Para o que mudar? Como fazer para mudar?

37
3 DIAGNÓSTIVO
3.1 CARACTERIZAÇÃO E QUANTIFICAÇÃO DAS PARADAS DE LINHA
Como mencionado anteriormente, o OEE foi um dos grandes precursores desse
projeto. De acordo com as informações, na figra 8, fornecidas pela EMPRESA X, pode-se
perceber que os VS 7 e 10 são aqueles que possuem os menores índices de OEE entre todas as
linhas de produção. No entanto, o VS a ser estudado será, primeiramente, o 7.
Figura 10: Representatividade dos Value Stream
Fonte: Elaboração Própria, 2016
O Value Stream 7 se divide em duas linhas gêmeas de produção. Dessa forma, colheu-
se os dados de ambas as linhas de forma individual para entender se o problema identificado
se encontra em uma linha ou em ambas. Através de um levantamento sobre o histórico desse
indicador, em uma escala semanal de 2016, podemos ver que há um GAP crônico a ser
investigado e que pode ser visto na figuras 9 e 10 a seguir, uma vez que ambas as linhas
apresentam resultados baixos para o indicador escolhido.
38
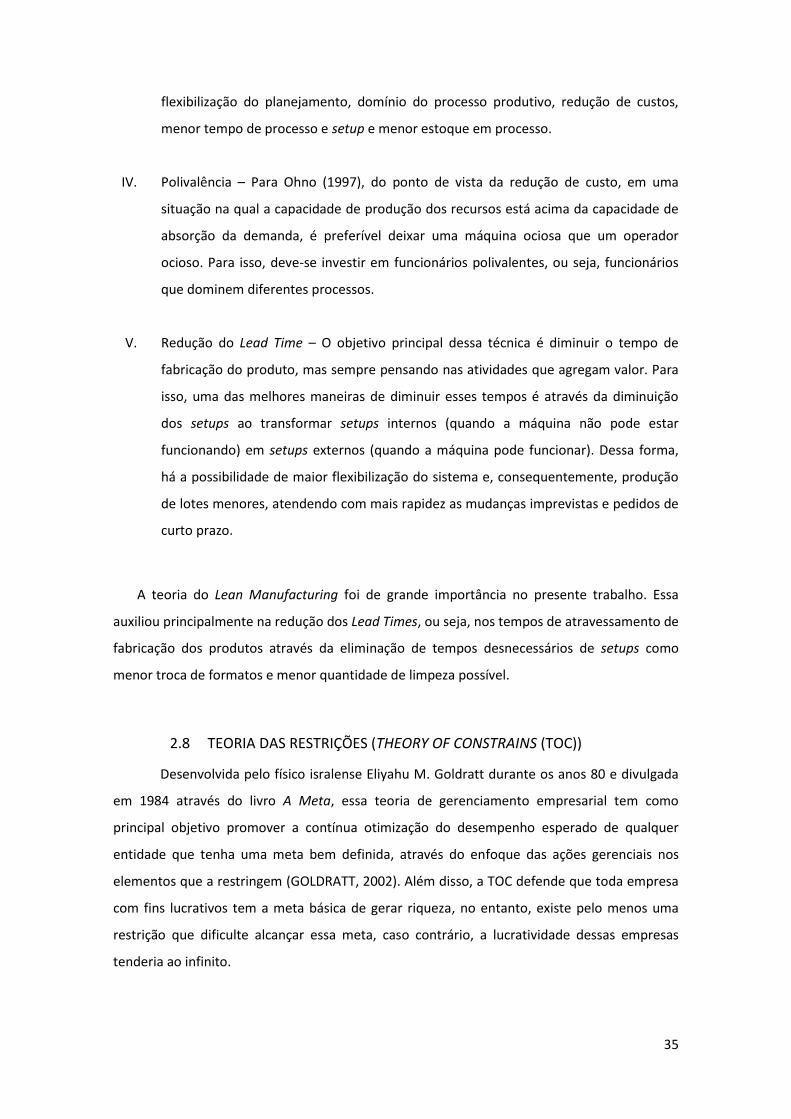
Figura 11: Histórico semanal do OEE da linha 1
Fonte: Elaboração Própria, 2016
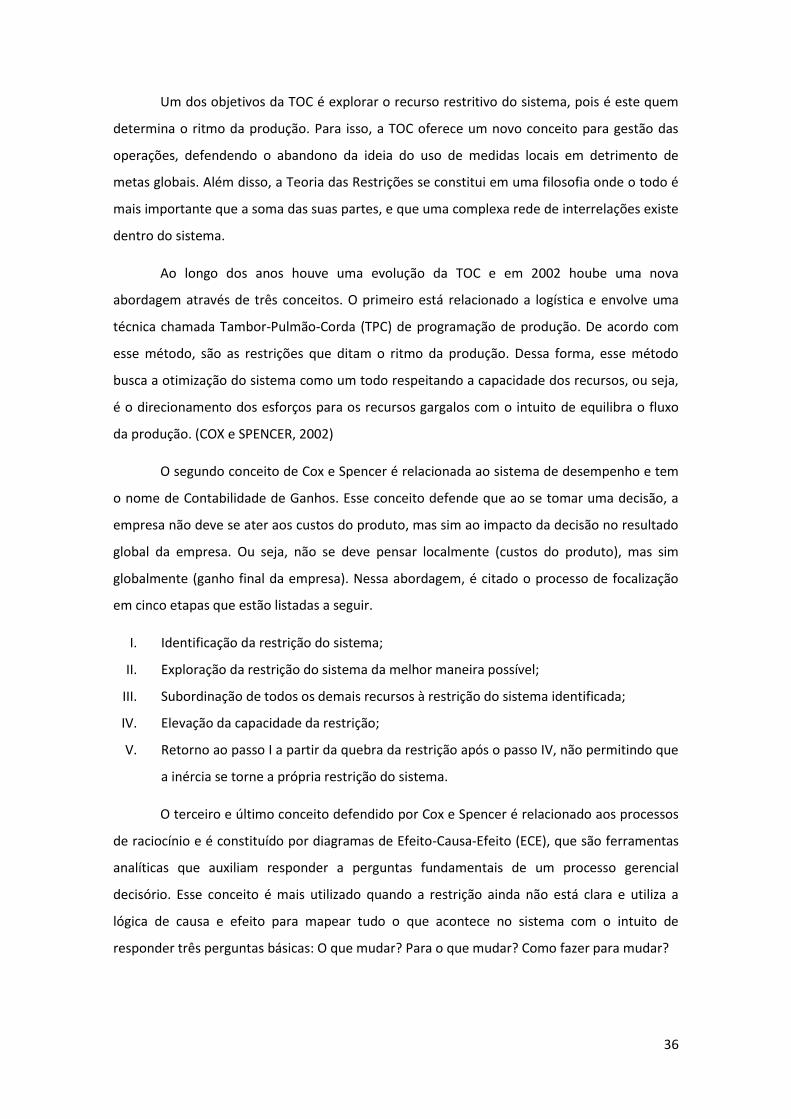
Figura 12: Histórico semanal do OEE da linha 2
Fonte: Elaboração Própria, 2016
A partir dos gráficos apresentados, pode-se perceber que ambas as linhas apresentam
a cronicidade em relação ao problema de OEE. Assim, descarta-se que o motivo desse índice
de eficiência estar baixo esteja relacionado a algum problema mecânico ou individual de uma
das duas linhas.
Para se entender mais afundo os motivos da Linha 1 possuir média de 16% de OEE e a
Linha 2 ter 18% de OEE, foram aplicadas duas ferramentas, que serão apresentadas a seguir,
de diagnóstico que auxiliaram na identificação dos gaps que causam o problema estudado e na
criação de soluções e formas de mitigação desses distúrbios.

39
a) Gráfico de Pareto
Através da utilização do plano de produção de 2016, levantou-se uma base de dados
com as principais paradas não planejadas na linha de produção do VS 7. O plano de produção é
um arquivo desenvolvido em Excel que contém todo o sequenciamento a ser seguido pela
produção e que possui não apenas os SKUs a serem produzidos, mas também o cálculo do
tempo de setup de cada troca de lote, treinamentos e manutenções a serem feitas na linha. A
seguir, pode-se verificar, na figura 11, o gráfico de Pareto elaborado a partir dessas
informações.
Figura 13: Gráfico de Pareto das paradas não planejadas na linha
Fonte: Elaboração Própria, 2016
A partir do gráfico, pôde-se começar a entender onde se deve atacar para conseguir
melhorias no OEE do VS 7. O gráfico de Pareto elaborado mostra os principais pontos que
afetam a disponibilidade da linha de produção e que, consequentemente, afetam o OEE:
Refeição/Deslocamento e Tempo de Setup.
Como explicado anteriormente no capítulo 2, o Gráfico de Espinha de Peixe irá fazer o
link entre os motivos levantados no Pareto e as causas raízes de tais problemas. A partir das
diferentes cores em cada barra do gráfico de Pareto, consegue-se fazer um link visual a cada
motivo estabelecido no Gráfico Espinha de Peixe elaborado a seguir, na figura 12, como, por
exemplo, a causa Refeição/Deslocamento (barra de cor laranja) no gráfico acima está ligada à
Legislação Trabalhista – Meio Ambiente (caixa de cor laranja) no Diagrama de Ishikawa abaixo.

40
b) Gráfico de Espinha de Peixe
Outra ferramenta de análise de causa raiz e diagnóstico é o Gráfico de Ishikawa ou
Gráfico de Espinha de Peixe. Nela, busca-se classificar as principais causas do problema
abordado através dos 6M (Materiais, Método, Mão-de-Obra, Máquina, Meio-Ambiente e
Medida) conforme explicado anteriormente na seção Referencial Teórico no capítulo 2.2. Para
o problema “OEE abaixo da crítica” foram levantadas as principais causas no diagrama abaixo.

41
Figura 14: Espinha de Peixe para OEE baixo
Fonte: Elaboração Própria, 2016
0
0
Méto
do
Mão
-de-o
bra
Materiais
Pro
ble
ma
OEE a
baix
o d
a c
rítica
Po
lítica de
RSL d
e 14 m
ese
s
0
MO
Qs b
aixos ace
rtado
s com
o
me
rcado
0
0
Re
ssup
rime
nto
s po
uco
esp
açado
s
0
Limp
ezas M
en
sais Ob
rigatórias
0
Rate
io d
e C
usto
0
Legislação
(AN
VISA
) - Setu
p
Un
itário
Med
ida
Meio
amb
iente
Máq
uin
a
Co
nso
lidação
de
bu
lkTre
inam
en
tos p
erió
dico
s
ob
rigatório
sP
lane
jame
nto
de
Pro
du
ção
0
0
0
0
0
0Le
gislação Trab
alhista
42
Através do gráfico acima, pode-se concluir que dos dois principais pontos levantados
por Pareto, um deles é relacionado à legislação trabalhista, o que resulta em pouca
possibilidade de ação, e o outro deles é relacionado, principalmente, a questões de
planejamento da linha de produção. No próximo item, iremos atacar os problemas e começar
a desenhar a solução proposta.
c) Matriz GUT
Outra ferramenta de diagnóstico utilizada foi a Matriz GUT. Com a aplicação da
mesma, foi possível lavenatar as causas raízes mais críticas e que deveriam ser priorizadas no
plano de ação de resolução do problema identificado no trabalho.
A classificação foi feita de acordo com todas as causas raízes abordadas no Gráfico de
Pareto e, mais profundamente, no Gráfico de Ishikawa.
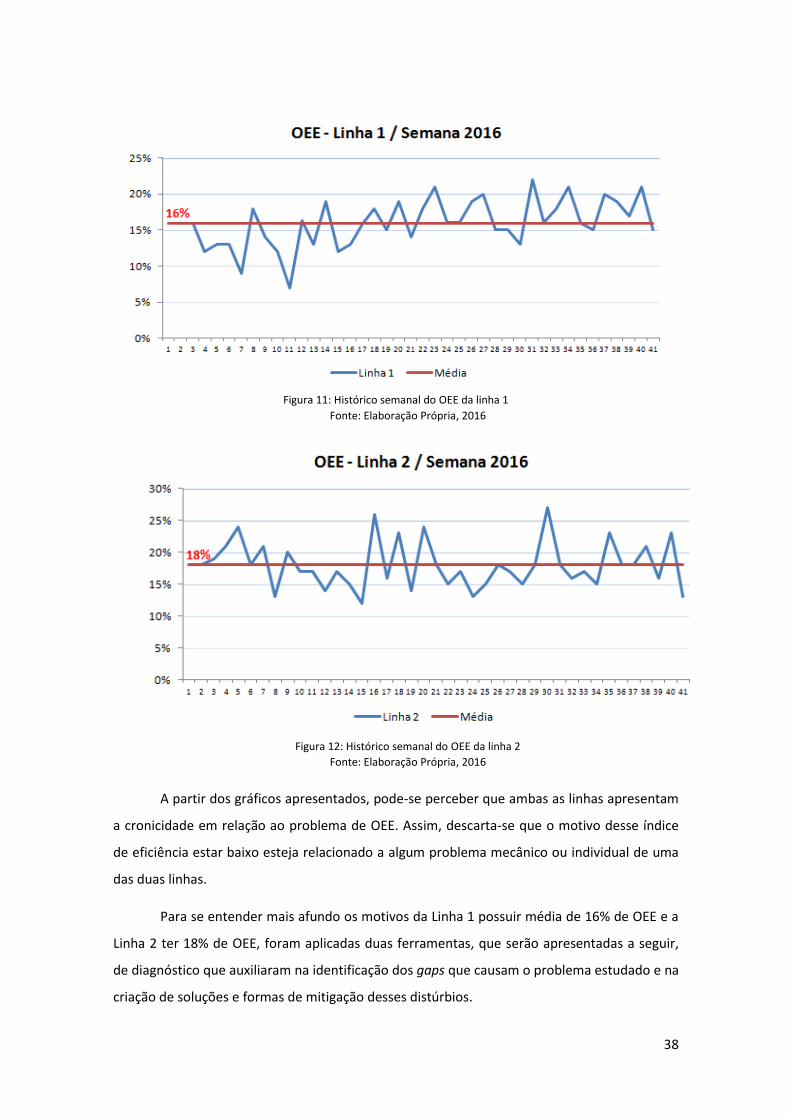
Na figura 14, segue a Matriz de GUT para o problema “OEE abaixo da crítica”:
Figura 15: Matriz GUT
Fonte: Elaboração Própria, 2016
A partir da Matriz GUT elaborada, confirmamos novamente que os principais pontos
de foco do plano de ação devem estar relacionados com dois grandes temas: 1) a forma de
planejamento da produção, onde MOQs baixos e ressuprimento pouco espaçados possuem
um destaque significativo e 2) A legislação trabalhista que afeta diretamente a disponibilidade
43
de pessoas no horário de refeição/deslocamento, fazendo com que esse tempo perdido seja
precioso.
d) Cinco Por quês
A última técnica de diagnóstico utilizada foi o “Cinco porquês” criados no Toyota
Production System. Conforme já citado, através de perguntas repetitivas “Por quê?”, em
relação à um problema, consegue-se encontrar a causa raíz para o problema inicial.
Esta técnica foi utilizada no trabalho e o resultado foi o seguinte:
Problema: OEE abaixo da crítica para O VS 7 na Empresa X
1 – Por que o OEE está abaixo da crítica?
Porque seus resultados ficaram muito abaixo da meta de 40%
2 – Por que o OEE ficou muito abaixo da meta de 40%?
Porque a linha de produção sofreu diversas paradas planejadas e não planejadas
3 – Por que a linha de produção sofreu paradas planejadas e não planejadas?
Porque a linha de produção faz setups grandes e é impactada pela legislação trabalhista.
4 – Por que a linha de produção faz setups grandes e é impactada pela legislação trabalhista?
Porque os lotes são muito pequenos, assim como o ressuprimento é pouco espaçado entre as
entregas. Somado a isso, a legislação prevê 1 hora de refeição por turno, impactando
diretamente na produção da linha.
5 – Por que os lotes são pequenos e o espaçamento de ressuprimento é curto?
Porque a forma de rateio de custo do VS 7 não leva em consideração o tempo de Setup para
fazer o rateio de custo, apenas o tempo de produção, resultando em uma alocação de custo
menor para MOQs menores.
Através da técnica utilizada, mais uma vez os principais problemas que apareceram
foram o tamanho de lotes e a estratégia de ressuprimento no VS 7. O interessante é que surgiu
uma oportunidade de foco na solução do problema, que é o rateio de custo, de forma que o
mesmo é um input para solução do problema.

44
3.2 ATACANDO OS PRINCIPAIS PROBLEMAS IDENTIFICADOS
a) Gráfico de Pareto
O gráfico de Pareto demonstrado anteriormente está dividido por classificação de
motivos de parada de linha, em horas, juntamente com o % acumulado dos motivos.
Percebemos que o gráfico exemplifica a regra de que “A maior parte dos problemas está
concentrada em uma menor parte dos motivos (20-80)”. Com isso, sobressaem-se dois
motivos a serem estudados e melhorados a fim de melhorar o OEE da linha:
Refeição/Deslocamento e total de horas em Setup (Global + Unitário).
Refeição / Deslocamento
Essa variável trata-se das horas de refeição dos turnos da fábrica, além do
deslocamento para o refeitório e o retorno à linha de produção pós-refeição. Como visto no
gráfico de Pareto elaborado, sua representatividade é de 42% das paradas de linha de
produção. O impacto é de 1 hora por turno por linha de produção, uma vez que a legislação
brasileira prevê 1 hora de almoço para todos os funcionários.
Conforme dito anteriormente, o VS 7 é composto por duas linhas de produção que
trabalham em um único turno de forma paralela. Isso resulta em um impacto diário de 2 horas
produtivas ou 14 horas semanais.
Por se tratar de uma questão legal, não há uma solução muito clara frente a essa
variável. Uma alternativa seria a criação de um rodízio no horário de almoço através da
contratação de algumas pessoas extras que poderiam manter a linha rodando em
funcionamento enquanto as outras se alimentavam. Esse tipo de prática é comum em outras
linhas de produção da EMPRESA X. No entanto, essa opção foi descartada pela política interna
da EMPRESA X após uma análise de custo e benefício que não será abordada neste trabalho,
mas que se mostrou mais custosa do que benéfica para esta linha de produtos.
Horas em Setup (Global + Unitário)
Outra variável que teve destaque foi o tempo total de horas gastas com setup. Essa
variável também representa 42% das paradas de linha de produção. Para se entender melhor o
setup do VS 7, precisa-se verificar as principais perdas com esse processo e quando as mesmas
ocorrem. Para isso, consulta-se a Matriz de Setup construída para auxiliar o plano de produção:
45
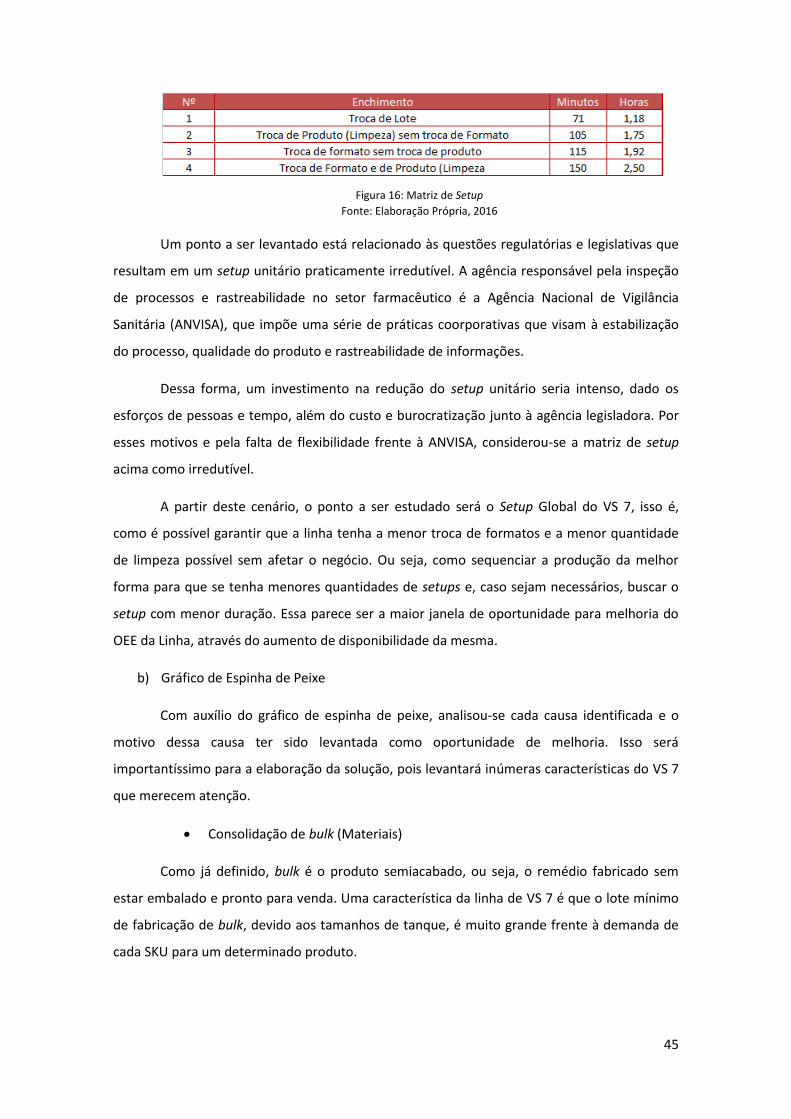
Figura 16: Matriz de Setup
Fonte: Elaboração Própria, 2016
Um ponto a ser levantado está relacionado às questões regulatórias e legislativas que
resultam em um setup unitário praticamente irredutível. A agência responsável pela inspeção
de processos e rastreabilidade no setor farmacêutico é a Agência Nacional de Vigilância
Sanitária (ANVISA), que impõe uma série de práticas coorporativas que visam à estabilização
do processo, qualidade do produto e rastreabilidade de informações.
Dessa forma, um investimento na redução do setup unitário seria intenso, dado os
esforços de pessoas e tempo, além do custo e burocratização junto à agência legisladora. Por
esses motivos e pela falta de flexibilidade frente à ANVISA, considerou-se a matriz de setup
acima como irredutível.
A partir deste cenário, o ponto a ser estudado será o Setup Global do VS 7, isso é,
como é possível garantir que a linha tenha a menor troca de formatos e a menor quantidade
de limpeza possível sem afetar o negócio. Ou seja, como sequenciar a produção da melhor
forma para que se tenha menores quantidades de setups e, caso sejam necessários, buscar o
setup com menor duração. Essa parece ser a maior janela de oportunidade para melhoria do
OEE da Linha, através do aumento de disponibilidade da mesma.
b) Gráfico de Espinha de Peixe
Com auxílio do gráfico de espinha de peixe, analisou-se cada causa identificada e o
motivo dessa causa ter sido levantada como oportunidade de melhoria. Isso será
importantíssimo para a elaboração da solução, pois levantará inúmeras características do VS 7
que merecem atenção.
Consolidação de bulk (Materiais)
Como já definido, bulk é o produto semiacabado, ou seja, o remédio fabricado sem
estar embalado e pronto para venda. Uma característica da linha de VS 7 é que o lote mínimo
de fabricação de bulk, devido aos tamanhos de tanque, é muito grande frente à demanda de
cada SKU para um determinado produto.

46
O que acontece é que, ao fabricar um bulk inteiro, divide-se a quantidade fabricada
para vários SKUs que possuem o mesmo bulk, ou seja, que possuem a mesma composição,
mas que estão em embalagens diferentes e vão para países diferentes, conforme explicado no
capítulo 1 do trabalho. Dessa forma, para otimizar a produção e evitar perda de produto, o
planejamento de produção deve ser feito de forma que o bulk inteiro seja “consumido” de
forma completa pelos SKUs. Na figura 14 é possível visuzliar um exemplo ilustrativo do caso de
diversos SKUs que possuem mesmo bulk.
Figura 17: Compartilhamento de Bulk
Fonte: Elaboração Própria, 2016
Para consolidação de bulk, transforma-se a quantidade de produto acabado em
quantidade de quilogramas de bulk e busca-se a demanda em produto acabado que consuma
todo o lote fabricado de bulk, como por ser visto na fórmula 2.
Quantidade de BULK = Quantidade de Produto Acabado * Apresentação do SKU
Fórmula 2: Consolidação de Bulk
Fonte: EMPRESA X, 2016
De acordo com a figura 14, pode-se entender e verificar como é identificado o
desperdício de produto semiacabado nessa ocasião. Com a transformação da demanda de
unidades de produto acabado (30.500 unidades) para demanda em quilogramas de bulk (285
kg), devem ser somadas todas as demandas de bulk por SKU a fim de chegar à demanda total
em quilos. Com este valor em mãos, verifica-se se esta demanda compõe o bulk por inteiro.
Nesse caso, pode-se perceber que o tamanho do bulk é de 294 quilos e a demanda
total é de 285 quilos, o que indica que haverá um desperdício de 9 quilos de material
fabricado, o que é muito custoso para a empresa. Assim, o que acontece é um ajuste nas
demandas de Produto Acabado, SKUs, para que o bulk seja “consolidado” e inteiramente
consumido.
47
Como se pode notar, a consolidação do bulk não é um motivo que afeta diretamente o
tempo total de horas de setup de uma linha. No entanto, verifica-se que quando há
desperdício, caso houvesse a possibilidade de aumentar a demanda ou criação de estoque, a
linha teria que entrar menos vezes em operação e, assim, isso diminuiria o tempo de setup
total. Portanto, essa causa será de grande importância para uma das propostas de melhoria
explicadas mais a frente do projeto: O Planejamento Cíclico.
Shelf Life de produtos (Materiais)
Outro limitante para o OEE é o fato de que a EMPRESA X possui uma política de que o
produto deve chegar ao mercado consumidor final com pelo menos 14 meses de validade, isto
é, um Remaining Shelf Life de 14 meses.
Dessa forma, a EMPRESA X não pode produzir quantidades muito altas de uma única
vez, pois isso ocasionaria muito produto em estoque e, consequentemente, teria um
desperdício (Write-Off) grande, dado que uma quantidade de produtos ficaria com menos de
14 meses de Remaining Shelf Life nas mãos do consumidor final.
Rateio de custo de overhead (Medida)
O rateio de custos é um dos grandes estimuladores na diminuição do tempo total de
setup e que será explicado a seguir em linhas gerais e mais detalhadamente em outra sessão
do projeto. Atualmente, o rateio de custos fixos da fábrica (overhead) é feito através do
direcionador de custo “tempo do produto em linha”. Esse direcionador pode ser definido
como tempo que determinado SKU fica em linha de produção em relação ao total de tempo de
produção da linha, de forma que esse tempo de produção não leva em consideração as
paradas de linha. Esse tempo em linha pode ser calculado por meio da fórmula 3 apresentada
a seguir.
Tempo em linha = ______Quantidade a ser produzida______
Velocidade do SKU na Linha de Produção
Fórmula 3: Tempo em Linha do SKU
Fonte: EMPRESA X, 2016
Uma característica do VS 7 é o fato de seus SKUs possuírem velocidades de produção
iguais, ou seja, em última instância, o rateio de custos fica diretamente afetado pelo “volume
do produto” ou “quantidade a ser produzida”. Dessa forma, com esse direcionador de custo
que só leva em consideração o tempo em linha, acaba resultando em uma “penalização” maior
48
para maiores volumes produzidos, pois grandes volumes terão que ficar mais tempo na linha
de produção e, consequentemente, receberão uma rateio de custo mais elevado. Isso será
abordado na solução proposta com uma nova forma de rateio de custo elaborada de forma
que volumes maiores não sejam penalizados.
Legislação da ANVISA e legislação trabalhista (Meio Ambiente)
Outro fator levantado é a legislação vigente. Conforme citado no gráfico de Pareto, o
setup unitário encontra barreiras significativas por parte da ANVISA. Isso acontece porque a
agência legisladora requer uma série de medidas e processos que a empresa deve seguir a fim
de garantir qualidade do produto e do processo, além da rastreabilidade do mesmo. Isso
ocorre através da necessidade de documentação, armazenamento dos documentos,
sanitização da linha de produção na troca de lotes mesmo que o próximo produto produzido
seja igual, entre outras tantas atividades que fazem com que o setup unitário seja irredutível.
Além disso, a legislação trabalhista em relação à horas de almoço obrigatórias aos
funcionários é outro fator que aumenta os tempos de parada de linha. Pelo fato da empresa
possuir número de funcionários reduzidos para esta linha de produção, a mesma não consegue
ser mantida em funcionamento durante horário de almoço. Não há pessoas para um possível
rodízio durante o horário de almoço, ocasionando paradas diárias. Levantou-se a possibilidade
de contratação de pessoas para o rodízio no horário de almoço, porém esta opção se
demonstrou mais custosa do que benéfica para a empresa. Vale ressaltar aqui que a legislação
trabalhista prevê 1 hora por turno para alimentação dos funcionários.
Produtos com lotes mínimos baixos acertados com os mercados e
ressuprimentos pouco espaçados (Método)
Analogamente ao item de Consolidação de Bulks, o que se verifica é que o VS 7 possui
muitos SKUs de produtos acabados com Minimum Order Quantity (MOQs) muito baixos, ou
seja, com lotes mínimos muito baixos. Por isso, a própria restrição de consolidação de bulks
ocorre por esses MOQs baixos que, em última instância, resultam em ressuprimentos muito
pouco espaçados entre si.
O que acontece é que a demanda consolidada de bulk, normalmente, é suficiente para
a fabricação de um único bulk para diversos SKUs, como explicado anteriormente. Dessa
forma, como o planejamento da demanda é satisfeito com esses MOQs baixos e entregas de
apenas um bulk por pedido, o que se verifica são pedidos de produção com lotes pequenos e
49
pouco espaçados no tempo, por exemplo, produz-se um bulk todo mês, ao invés de dois bulks
seguidos de dois em dois meses.
Em termos de eficiência de linha, produzir um bulk a cada mês ao invés de dois a cada
dois meses é muito ruim, pois o tempo em que a linha fica parada em setup é grande em
relação ao tempo que a linha fica efetivamente produzindo o produto, uma vez que deve
haver limpeza para troca de diferentes bulks. No exemplo proposto, a fabricação de dois bulks
de dois em dois meses resultaria em uma redução pela metade na quantidade de limpezas e
setups na linha de produção no espaço de um ano, trazendo, assim, uma clara oportunidade
de redução de custos através da diminuição da quantidade de setups, de forma que esse será
um dos pontos mais explorados pelo projeto a fim de reduzir o tempo total de setup e
aumentar o índice de eficiência OEE.
Planejamento de produção (Método)
Somado aos baixos MOQs e aos ressuprimentos pouco espaçados, o planejamento de
produção foi considerado uma das causas raízes do problema de OEE identificado. Pela pouca
mobilidade devido aos MOQs baixos, há uma grande variabilidade de produtos e formatos na
linha, o que faz com que os setups mais duradouros sejam realizados nas linhas de produção
com uma frequência relativamente alta. Dessa forma, deve-se buscar um planejamento que
tenha como objetivo minimizar a quantidade de setups. Além disso, é necessário que essa
programação das linhas tente priorizar, quando necessário, os setups mais curtos, visto que a
troca de lote leva 71 minutos enquanto a troca apenas de produto, vide matriz de setup
unitário apresentada na figura 13, leva cerca de 105 minutos.
Uma opção que será abordada ao longo do projeto é a elaboração de um
planejamento de produção cíclico no qual se possa programar, sempre que possível, a troca de
produto sem que haja necessidade de troca de formato. Ou seja, criar uma forma de
planejamento que priorize a troca de produto antes da troca de formato. Além disso, buscar-
se-á um planejamento que vise haver apenas um dos dois setups, ou seja, apenas trocar de
produto mantendo formato e vice-versa. Assim, reduz-se a quantidade de setups críticos na
linha.
Limpeza mensal obrigatória (Máquina)
Em todas as linhas de produção da EMPRESA X existem limpezas obrigatórias a serem
feitas a fim de evitar que haja contaminação na produção. Para a linha de VS 7, a limpeza deve
ser feita mensalmente e dura cerca de um turno (8 horas). Apesar do impacto de 8 horas por
50
mês, a limpeza ocorre, muitas vezes, em paralelo com manutenções preventivas, o que acaba
atenuando o impacto na linha de produção.
Treinamentos fixos/obrigatórios (Mão-de-Obra)
Na EMPRESA X, existe uma política de reciclagem e retreinamento de todos os
procedimentos das áreas, sejam elas produtivas ou não. Esses treinamentos podem ser na
própria área de trabalho ou através da Intranet da empresa – eLearning. Os treinamentos
presenciais são encarados de forma essencial na busca de melhorias nos processos enquanto o
retreinamento de procedimentos é feito via a Intranet. Para isso, são reservadas 2 horas por
turno por semana para a realização desses treinamentos, o que gera um impacto significativo
na linha. Conforme a limpeza mensal, o Planejamento busca casar os treinamentos com
manutenções preventivas, tentando diminuir o impacto na produção.
Dessa forma, essa causa raiz não será objeto de estudo do projeto, pois além de não ter
um impacto tão grande na perda de tempo de produção quanto outras causas, é uma política
da empresa que não pode ser mudada e que já sofre alterações constante de calendário para
que haja minimização no impacto de tempo de produção, não havendo outra solução a ser
proposta.
c) Matriz de GUT
O resultado da Matriz de GUT vai ao encontro com as análises previamente feitas com o
Gráfico de Pareto e com o Gráfico de Espinhas de peixe. Através da matriz, pode-se perceber
que o planejamento de produção possui uma criticidade elevada no que tange o problema de
OEE.
Esse problema de planejamento está diretamente relacionado com outras variáveis e
dificuldades, como MOQs baixos para os produtos acabados dos diversos mercados,
resultando em ressuprimentos pouco espaçados, e a já citada consolidação de Bulk. A matriz
mostra que, ao atacar-se esses pontos, o problema de OEE, em grande parte, seria mitigado.
Outro ponto importnate que aparece na Matriz de GUT é a questão da legislação
Brasileira. Conforme citado na análise do gráfico de espinha de peixe, o impacto na linha de
produção chega a ser de 14 horas semanais (1 hora por turno por linha) devido ao horário de
almoço obrigatório aos funcionários. Uma solução para este problema não será abordado no
trabalho por tratar-se de uma questão regulatória. Além disso, já considerou-se contratar
pessoas extras para manter a linha de produção em funcionamento enquanto outros
almoçavam, mas o custo-benefício levantado pela Empresa X se mostrou baixo.

51
Dessa forma, o plano de ação proposto irá mirar a resolução do planejamento de
produção e a forma que o mesmo é feito, deixando essa questão trabalhista para um segundo
momento.
52
4 PROPOSTAS DO PROJETO
Após o diagnóstico das causas raízes levantadas, uma nova forma de planejamento
será proposta a fim de se obter os resultados de melhoria de OEE. A intenção é a criação de
um planejamento cíclico, que será explicado abaixo, junto com os passos a serem feitos para
chegar à solução final.

53
4.1 FUNDAMENTOS: O PLANEJAMENTO CÍCLICO
Figura 18: Cronograma do Projeto
Fonte: Elaboração Própria, 2016

54
A solução para melhoria da disponibilidade da linha e, consequentemente do OEE,
ocorrerá em duas etapas. A primeira etapa está relacionada às características dos MOQs
escolhidas pelo planejamento de vendas através de um simulador, ou seja, o tamanho do lote
pedido dos produtos acabados e o espaçamento de ressuprimento desses SKUs. A intenção da
criação desse simulador é que o planejamento de vendas faça pedidos com maiores lotes e
maiores espaçamentos de tempo de ressuprimento. O funcionamento desse simulador será
explicado mais a frente. Posteriormente, a segunda etapa estará relacionada com a criação do
planejamento cíclico de acordo com os esses parâmetros estabelecidos na primeira etapa.
Como descrito no parágrafo anterior, a primeira etapa será realizada através da
criação de um simulador. Esse simulador será responsável por aplicar uma nova forma de
rateio de custo de overhead, em que seu output será o Cost of Goods (COGs) final do produto,
ou seja, o output será seu custo unitário. O input do usuário será o intervalo de ressuprimento
para cada SKU. Esse simulador será disponibilizado para o setor de vendas da empresa que
escolherá a melhor estratégia para cada SKU, analisando o trade-off entre maiores custos
unitários, manter estoque e maiores custos de COGs de cada família de produto.
A segunda etapa recolherá as escolhas do planejamento de vendas para cada SKU e
criará um planejamento cíclico de produção de 12 meses, de acordo com os MOQs e
ressuprimentos. Como o simulador é estático, isto é, simula um SKU por vez, o desafio será
atender todas as definições do planejamento de vendas e sequenciá-lo num ciclo produtivo de
forma a otimizar a produção, aumentando o OEE.
A seguir, será explicado o racional por cada passo até que a solução final seja criada e
implementada, começando pela nova forma de rateio de custo, passando pela elaboração do
simulador, interface com o planejamento de vendas e finalizando com a criação do
planejamento cíclico.
Conforme exposto no capítulo 3.2 – b, a forma atual de rateio de custo de overhead
“penaliza” os SKUs com maiores volumes. A primeira proposta é uma nova forma de rateio do
custo fixo da fábrica, dando peso ao tempo de setup para cada produto. Isso é, além do tempo
de produção (atual direcionador de custo de overhead), o tempo de setup também será
adicionado como direcionador de custo no rateio. O que se espera é que SKUs com volumes
menores tenham uma alocação de custos maiores por terem setups altos em relação ao tempo
produtivo, aumentando o seu custo unitário. Os cálculos envolvidos na simulação serão
explicados no capítulo 4.2.

55
O objetivo desse novo rateio de custo é enviar um sinal ao planejamento de vendas de
que SKUs com volumes e MOQs maiores serão “menos penalizados” e que SKUs com volumes
e MOQs menores sofrerão um aumento em seus COGs. Dessa forma, espera-se que o
planejamento de vendas busque, junto ao mercado, ressuprimentos mais espaçados para SKUs
de demandas baixas. Isso resultará em MOQs maiores e, assim, menores incrementos de
COGs, mesmo em SKUs com demandas mais baixas.
Essa nova forma de rateio foi sintateizada em um simulador, criado via Excel, e foi
disponibilizada para o planejamento de vendas de forma que os mesmos pudessem decidir a
melhor estratégia para cada SKU, seja ela aumentar os lotes mínimos, manter o MOQs atuais
ou até mesmo reduzí-los. No final das contas, o planejamento de vendas avaliou o trade-off
entre estoque e custo unitário. Em termos de fábrica EMPRESA X, o objetivo é buscar os
maiores espaçamentos de resuprimento possíveis, pois assim ter-se-á menores “entradas nas
linhas”, consequentemente menor quantidade de setups e maior índice de OEE.
A partir do retorno do planejamento de vendas em relação ao simulador, uma nova
configuração do portfólio de produtos da EMPRESA X será encontrada com novos MOQs e
ressuprimentos para cada SKU. Assim, a segunda etapa poderá ser iniciada e o planejamento
cíclico pode começar a ser desenhado.
Vale ressaltar que o planejamento de vendas não poderá escolher ressuprimentos
aleatórios. Será levada em consideração a consolidação de bulk para as opções escolhidas, ou
seja, só poderá escolher configurações que sempre consolidarão bulks de forma que não haja
o desperdício de produto.
Outro ponto a ser ressaltado é o fato de o simulador ser estático e, portanto, simular
um SKU de cada vez. Dessa forma, o rateio de custo final dependerá da escolha individual do
planejamento de vendas para cada SKU e posteriormente consolidada com todas. Isso ocorre
porque a escolha de um SKU influencia no rateio de custo de todos os outros SKUs.
O resultado da consolidação de todos SKUs é uma pequena variação dos valores
obtidos no simulador em relação àqueles escolhidos pelo planejamento de vendas. Dessa
forma, o processo de escolha de MOQs e ressuprimento será iterativo, isto é, o planejamento
de vendas escolherá os parâmetros individualmente e a área do Planejamento e Controle da
Produção (PCP) consolidará todos os SKUs. Com a consolidação em mãos, enviará ao setor de
planejamento de vendas o COGs final de cada produto ajustado. Caso o departamento de
vendas esteja satisfeito com os valores ajustados, o processo continua normalmente para
criação do planejamento cíclico, caso contrário, uma nova rodada de escolha de MOQs é feita,
56
até que todos estejam de acordo. Esse processo iterativo tende a ser rápido, uma vez que os
ajustes a serem feitos tendem a ser pequenos.
Após o aceite do planejamento de vendas a primeira etapa da solução terá sido
finalizada. Com os novos MOQs em mãos, espera-se que haja um aumento médio desta
variável nos SKUs do VS 7. Isso, por si só, seria suficiente para aumentar o OEE da fábrica, já
que com o aumento dos MOQs a quantidade de setups da linha reduziria. A segunda etapa da
solução se inicia após o recebimento do aceite do planejamento de vendas e tem como
objetivo criar um plano de produção cíclico de 12 meses que priorize os setups menos críticos
conforme Matriz de Setup apresentada na figura 13.
Com os novos parâmetros escolhidos e acordados com o planejamento de vendas, o
PCP criará um plano de produção cíclico de 12 meses contendo os ressuprimentos requeridos
e, posteriormente, ajustados no curto prazo pelo planejador de produção. Um ponto
importante é acerca do ajuste fino do dia a dia do planejamento cíclico. O planejador de
produção terá liberdade para fazer algumas alterações no curto prazo de forma a buscar a
otimização de setups e a consolidação de bulk, dado que imprevistos podem ocorrer. Além
disso, existe uma incerteza grande acerca da demanda, dado que o horizonte considerado é de
12 meses, podendo existir grandes variações da mesma. Vale lembrar que a demanda foi
considerada estável para o projeto.
Nos casos em que ocorram grandes variações, o planejador de vendas e de produção,
em conjunto, possuem a liberdade de alterar a produção dos SKUs, seja antecipando,
postergando, aumentando ou diminuindo volume de produção, desde que haja sempre a
consolidação de bulk.
Grande ponto a ser considerado na implementação da etapa 2 do projeto é a condição
de estoque no mercado, de forma que os SKUs que forem os primeiros a serem produzidos
sejam aqueles que possuem estoque baixo no mercado. Assim, evitar-se-á a falta de produto
no mercado e diminuirá os custos de estoque ao implementarmos o planejamento cíclico.
O principal objetivo deste plano cíclico é, sem penalizar o mercado, criar um plano que
otimize setups na linha de produção, traga ganhos de eficiência, capacidade na linha de
produção (através do aumento de disponibilidade da linha) e redução de tempos gastos sem a
geração de valor para o negócio.
Somado a esses objetivos, acredita-se que com a criação desse plano de produção
cíclico, que sofrerá ajuste fino no dia a dia pelo planejador de produção, resulte em uma maior
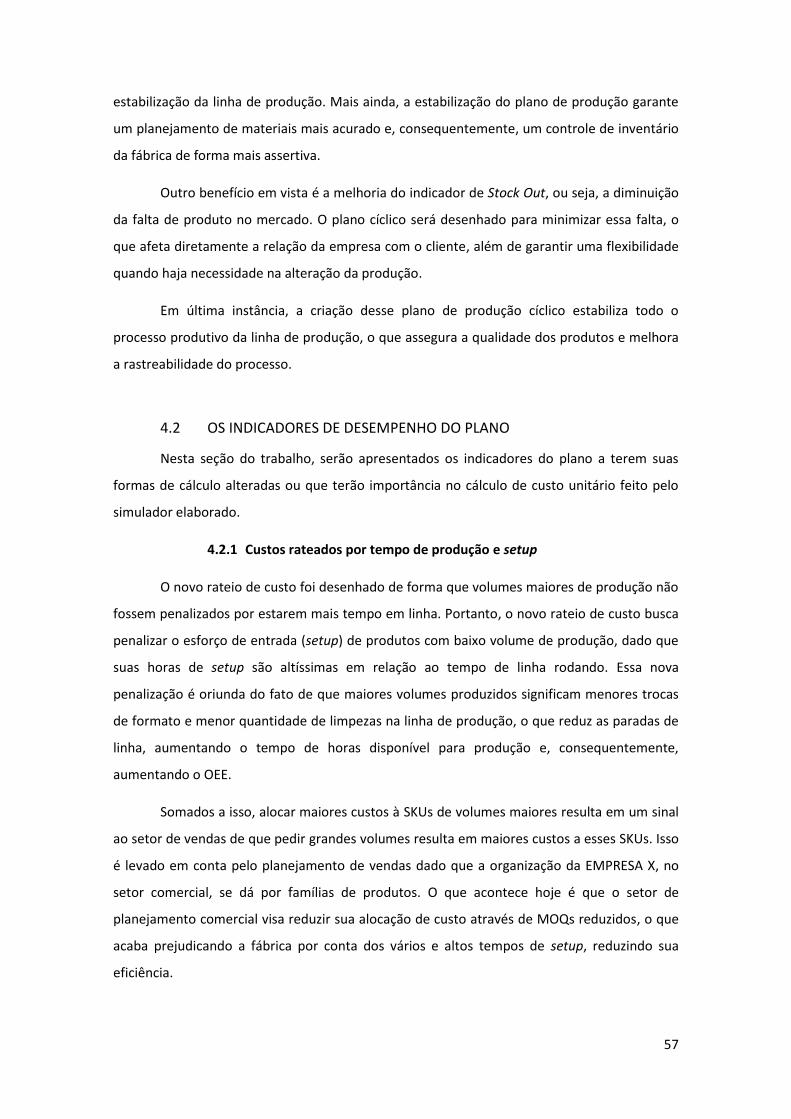
57
estabilização da linha de produção. Mais ainda, a estabilização do plano de produção garante
um planejamento de materiais mais acurado e, consequentemente, um controle de inventário
da fábrica de forma mais assertiva.
Outro benefício em vista é a melhoria do indicador de Stock Out, ou seja, a diminuição
da falta de produto no mercado. O plano cíclico será desenhado para minimizar essa falta, o
que afeta diretamente a relação da empresa com o cliente, além de garantir uma flexibilidade
quando haja necessidade na alteração da produção.
Em última instância, a criação desse plano de produção cíclico estabiliza todo o
processo produtivo da linha de produção, o que assegura a qualidade dos produtos e melhora
a rastreabilidade do processo.
4.2 OS INDICADORES DE DESEMPENHO DO PLANO
Nesta seção do trabalho, serão apresentados os indicadores do plano a terem suas
formas de cálculo alteradas ou que terão importância no cálculo de custo unitário feito pelo
simulador elaborado.
4.2.1 Custos rateados por tempo de produção e setup
O novo rateio de custo foi desenhado de forma que volumes maiores de produção não
fossem penalizados por estarem mais tempo em linha. Portanto, o novo rateio de custo busca
penalizar o esforço de entrada (setup) de produtos com baixo volume de produção, dado que
suas horas de setup são altíssimas em relação ao tempo de linha rodando. Essa nova
penalização é oriunda do fato de que maiores volumes produzidos significam menores trocas
de formato e menor quantidade de limpezas na linha de produção, o que reduz as paradas de
linha, aumentando o tempo de horas disponível para produção e, consequentemente,
aumentando o OEE.
Somados a isso, alocar maiores custos à SKUs de volumes maiores resulta em um sinal
ao setor de vendas de que pedir grandes volumes resulta em maiores custos a esses SKUs. Isso
é levado em conta pelo planejamento de vendas dado que a organização da EMPRESA X, no
setor comercial, se dá por famílias de produtos. O que acontece hoje é que o setor de
planejamento comercial visa reduzir sua alocação de custo através de MOQs reduzidos, o que
acaba prejudicando a fábrica por conta dos vários e altos tempos de setup, reduzindo sua
eficiência.

58
Por esse motivo, isso será desfiado uma nova forma de rateio de custo, que avaba
incentivando o planejamento a pedir lotes maiores com espaçamento de ressuprimento
maiores para que haja uma maior eficiência na linha de VS 7 inicialmente e posteriormente
expandindo o projeto para toda a fábrica. Com isso, o direcionador final de rateio de custo
esta representado na fórmula 4 a seguir.
Tempo em Linha = ______Quantidade a ser produzida_______ + Tempo de Setup
Velocidade do SKU na linha de Produção
Fórmula 4: Nova Fórmula de Tempo em Linha Fonte: Elaboração Própria, 2016
O uso dessa nova fórmula de custeio trás tanto prejuízos quanto benefícios. Do ponto
de vista de produtos de baixo volume, a tendência é que haja um aumento em seus custos,
uma vez que, proporcionalmente, os tempos de setup dos mesmos são grandes em relação ao
tempo de linha. No entanto, quando se trata de produtos com grandes volumes de produção,
a tendência é contrária.
Portanto, o objetivo final desse novo rateio é fazer com que o setor comercial da
EMPRESA X tenha uma noção mais realística dos custos dos produtos pedidos e com isso se
preocupe e se esforce para que o mercado aceite MOQs maiores, uma vez que com esse novo
rateio, o custo unitário de produtos com volume pequenos aumentará bastante. Na figura 16,
a seguir, podem-se ver uma pequena simulação sobre essa mudança de rateio de custo na
variação do preço do SKU.
Figura 19: Exemplificação da mudança do custo com a nova forma de custeio
Fonte: Elaboração Própria, 2016

59
Com pode ser visto no exemplo acima, é possível percebermos que os SKUs de
volumes menores serão penalizados com maiores custos unitários pelo esforço de entrada dos
mesmos nas alinhas. A seguir estãoas fórmulas dos cálculos explicitados.
Cost Driver 2015/2016 = ___Total Cost___
Total Run Time
Fórmula 5: Direcionador de Custo Atual
Fonte: EMPRESA X, 2016
Cost Driver 2017 = __________Total Cost____________
(Total Run Time + Total Setup Time)
Fórmula 6: Direcionador de Custo proposto para 2017
Fonte: Elaboração Própria, 2016
Overhead Cost Allocation 2015/2016 = Total Run Time x Cost Driver 2015/2016
Fórmula 7: Alocação de Custo de Overhead por SKU em 2015 e 2016
Fonte: Elaboração Própria
Overhead Cost Allocation 2017 = (Total Run Time + Total Setup Time) x TCost Driver 2017
Fórmula 8: Proposta de alocação de Custo de Overhead para 2017
Fonte:Elaboração Própria
Overhead Cost Per Unit = Overhead Cost Allocation
Volume
Fórmula 9: Custo Unitário de Overhead
Fonte: Elaboração própria
4.2.2 Cálculos dos lotes mínimos
O cálculo dos lotes mínimos (MOQs) pode ser desmembrado em duas outras variáveis:
demanda e o tempo de espaçamento de ressuprimento. Ou seja, o MOQ é resultado da
multiplicação da demanda (em um período t) e o espaçamento de ressuprimento de t em t
tempos. Essa cálculo pode ser melhor compreendido na fómula 10 a seguir.
MOQ = Demanda (t) x Espaçamento de Ressuprimento (de t em t)
Fórmula 10: Cálculo do MOQ
Fonte: EMPRESA X, 2016
Ou seja, se a demanda for mensal de 1.000 unidades e o ressuprimento é mensal, logo
o MOQ é de 1.000 unidades. Caso o ressuprimento seja de 3 em 3 meses, o MOQ seria 3.000

60
unidades. A seguir é possível ver, na figura 17, uma pequena simulação desse cálculo de
MOQs:
Figura 20: Exemplificação de cálculo de MOQs
Fonte: Elaboração Própria, 2016
A demanda para cada SKU é revista pelo time comercial mensalmente para o período
de 24 meses à frente. A base utilizada no trabalho foi do mês de julho, mês no qual o projeto
começou a ser elaborado. A cada mês, uma verificação das principais variações foi ajustada,
mas no geral não houve grandes variações nos SKUs do VS 7.
4.2.3 Cálculo de Ressuprimento
O cálculo de possíveis ressuprimentos por SKU foi feito a partir do principal limitante
de fabricação já citado: a consolidação de bulk. Isso é, foi levada em consideração essa
consolidação na criação das “janelas de produção” para cada SKU, de forma que as opções de
tempo de ressuprimento serão sempre múltiplas do consumo inteiro de bulk.
Em termos de ressuprimento, devem ser calculados dois pontos importantíssimos para
limitar a quantidade de janelas produtivas dos SKUs: limite inferior de ressuprimento
(ressuprimento mais frequente possível) e limite superior de ressuprimento (ressuprimento
menos frequente possível). Ou seja, o ressuprimento mínimo que a fábrica pode suportar
produzir, juntamente com o ressuprimento máximo que o setor comercial consegue absorver.
O racional de ambas variáveis está exposto a seguir.
a) Ressuprimento mais frequente possível
É o espaçamento mínimo para a consolidação e consumo de um bulk inteiro para um
único SKU. Ou seja, o tempo mínimo que um SKU de produto acabado demora para consumir
um bulk inteiro com sua demanda mensal. Na figura 18 é possível ver um exemplo.
Demanda Mensal Espaçamento Ressup (meses) MOQ
1.500 1 mês 1.500
1.500 2 meses 3.000
1.500 3 meses 4.500
1.000 1 mês 1.000
1.000 2 meses 2.000
1.000 3 meses 3.000
61
Figura 21: Informações para cálculo de ressuprimento mínimo de um produto X
Fonte: Elaboração Própria, 2016
De forma que é possível se vizualizar os cálculos do limite inferior e do MOQ mínimo
nas fórmulas 11 e 12 a seguir.
Limite Inferior (meses) = ___MOQ Mínimo___
Demanda mensal
Fórmula 11: Cálculo do limite inferior
Fonte: Elaboração Própria, 2016
MOQ Mínimo = ___Tamanho Padrão Bulk__ x Demanda Mensal PA
Demanda Mensal do Bulk
Fórmula 12: Cálculo do MOQ Mínimo
Fonte: Elaboração Própria, 2016
Dessa forma, o valor de ressuprimento mínimo é aquele que possui espaçamento
mínimo para o consumo de um bulk inteiro para o SKU simulado.
Como dito anteriormente, um ponto muito importante é que as opções que ficarão
disponíveis para a escolha do planejamento de vendas serão sempre múltiplas do
ressuprimento mínimo. Isso garante que sempre haja o consumo do bulk de forma inteira, seja
ele 1, 2 ou mais bulks, não havendo desperdício de produto.
b) Ressuprimento menos frequente possível
Esse fator está intrinsecamente ligado à política da EMPRESA X de não vender
produtos com menos de 14 meses de validade para o consumidor final. Ou seja, o produto
deve chegar ao consumidor final com pelo menos 14 meses de validade, considerando tempo
de fabricação, tempo de faturamento e liberação do produto pela qualidade, tempo de
trânsito e o tempo até a venda ser efetivamente concretizada. O cálculo do limite superior de
ressuprimento pode ser visto nas fórmulas 13 e 14 a seguir.
62
Limite Superior (meses) = Shelf Life do Produto (Validade) – Lead Time Trânsito – 14
Fórmula 13: Cálculo do Limite Superior
Fonte: Elaboração Própria, 2016
MOQ Máximo = Limite Superior de Shelf Life x Demanda Mensal
Fórmula 14: Cálculo do MOQ Máximo
Fonte: Elaboração Própria, 2016
O Shelf Life do produto é calculado para o SKU a partir do dia da fabricação do mesmo,
ou seja, faturamento, liberação da qualidade e outros lead times estão embutidos nessa data
de validade. Cada SKU, de acordo com suas características e particularidades, possuem Shelf
Life distintos, variando de 16 a 34 meses. Com isso, o simulador disponibiliza ao planejamento
de vendas as entradas na produção múltiplas do ressuprimento mínimo (consolidação de bulk)
até o limite superior calculado.
O próximo ponto é avaliar a variação que as escolhas do mercado possuem em
teremos de custo unitário do SKU, dado a nova proposta de rateio de overhead. Ou seja, como
transformar a simulação de ressuprimento em simulação do custo unitário do produto.
4.2.4 Cálculo do Custo Unitário (COGs)
O cálculo de custo unitário do produto leva em consideração vários fatores, entre eles
o custo de overhead da fábrica rateado entre os SKUs. Conforme o projeto prevê a mudança
apenas desse rateio de custo, o COGs do produto será desmembrado em duas partes: fixa
(todo custo inalterado em relação ao projeto) + rateio do overhead, de forma que esse cálculo
pode ser visualizado na fórmula 15 a seguir.
COGs = Fixo + Rateio Overhead
Fórmula 15: Cálculo do Custo Unitário
Fonte: Elaboração Própria, 2016
Para o cálculo do valor da parte fixa para cada SKU, foram levantados os valores de
COGs de 2016 junto com o rateio de overhead também de 2016. Dessa forma, subtraiu-se um
do outro, obtendo-se o valor da parcela fixa de cada SKU.
Com o valor da parcela fixa definida, o simulador elaborado visa simular a variação do
rateio de overhead e, consequentemente, do COGs, de acordo com as novas escolhas de
ressuprimento e de MOQs feitos pelo planejamento de vendas.

63
A grande questão do simulador é calcular, de acordo com o ressuprimento escolhido, a
quantidade de setups que haverá para cada SKU e o tempo de setup para cada um desses
SKUs, para posteriormente ver o peso que aquela quantidade de setups terá na fábrica como
um todo. De forma sintética, duas variáveis serão calculadas: quantidade de setups e setup
médio do produto.
a) Setup Médio do Produto
Para esse cálculo, utilizou-se a base de produção do ano de 2015, uma vez que no
período de um ano acredita-se ser suficiente para que todos os produtos passem por todas as
condições de troca de setup necessárias, dado suas demandas. Isso quer dizer que foi feito um
tratamento estatístico dos dados de 2015 em relação ao tempo de setup, em que foram
tirados os outliers e considerando a média das informações para cada SKU. Dessa forma,
obteve-se o setup médio de cada produto.
b) Quantidade de Setups
Nesse cálculo será considerada a escolha do tempo de ressuprimento do planejamento
de vendas. Isso é, um ano (12 meses) dividido pelo ressuprimento escolhido em meses.
Quantidade de Setups = __________12__________
Ressuprimento Escolhido
Fórmula 16: Cálculo da Quantidade de Setups
Fonte: Elaboração Própria, 2016
Dessa forma, com essas duas variáveis calculadas, tem-se a possibilidade de calcular as
horas de setups necessárias para aquele ressuprimento anual proposto pelo planejamento de
vendas. Esse resultado obtido é obtido simplesmente pela multiplicação das duas variáveis,
comforme a fórmula 17 a seguir.
Total de Horas de Setup = Quantidade de Setups x Setup Médio do SKU
Fórmula 17: Cálculo do Total de Horas de Setup
Fonte: Elaboração Própria, 2016
Para o rateio de custo, o importante é o peso do total de horas de setup do SKU em
relação à fábrica como um todo. Ou seja, o fator que conduzirá o custo unitário de overhead
será total de horas na linha, que por si será o total de produção mais o total de horas de setup.
O total de produção no ano é estático, pois a velocidade de produção do SKU e o
Volume/Demanda anual estão inalterados. Portanto, o total de horas de setup será o fator que
64
irá variar. Vale relembrar que, o simulador é estático, isto é, simula-se um SKU de cada vez,
considerando todos os outros com os valores históricos e estáticos. Dessa forma, consegue-se
obter o rateio de overhead através da fórmula 18 apresentada a seguir.
Custo Unitário de OVH = Custo Total de x _Total de Setup SKU + Total de Produção SKU_
Overhead da Fábrica Total de Horas de Produção + Setup da Fábrica
Fórmula 18: Cálculo do Custo Unitário Overhead
Fonte: Elaboração Própria, 2016
Para que se consiga criar um modelo matemático e simular os ressuprimentos
desejados pelo planejamento de vendas, os valores de custo unitário overhead foram
calculados para os dois casos de ressuprimento calculados no item anterior do trabalho: limite
inferior e superior de ressuprimento.
Dessa forma, com dois pontos confiáveis e com a certeza de que se trata de uma
equação de primeiro grau, ou seja, uma reta linear do tipo Y = A.X + B, pode-se modelar
matematicamente o custo unitário através da variável ressuprimento. Isso é, para cada SKU,
teremos um modelo matemático do tipo apresentado na fórmula 19.
Custo Unitário de Overhead = A*Ressuprimento + B
Fórmula 19: Reta do Custo Unitário de Overhead
Fonte: Elaboração Própria, 2016
Onde, A e B serão calculados a partir dos valores dos pontos de limite inferior e
superior de ressuprimento.
A = ____________(Custo OVH Inferior – Custo OVH Superior)_____________
Limite Inferior de Ressuprimento – Limite Superior de Ressuprimento
Fórmula 20: Dedução da Variável A
Fonte: Elaboração Própria, 2016
B = Custo OVH Inferior – (Limite Inferior de Ressuprimento * A)
ou
B = Custo OVH Superior – (Limite Superior de Ressuprimento * A)
Fórmula 21: Dedução da Variável B
Fonte: Elaboração Própria, 2016
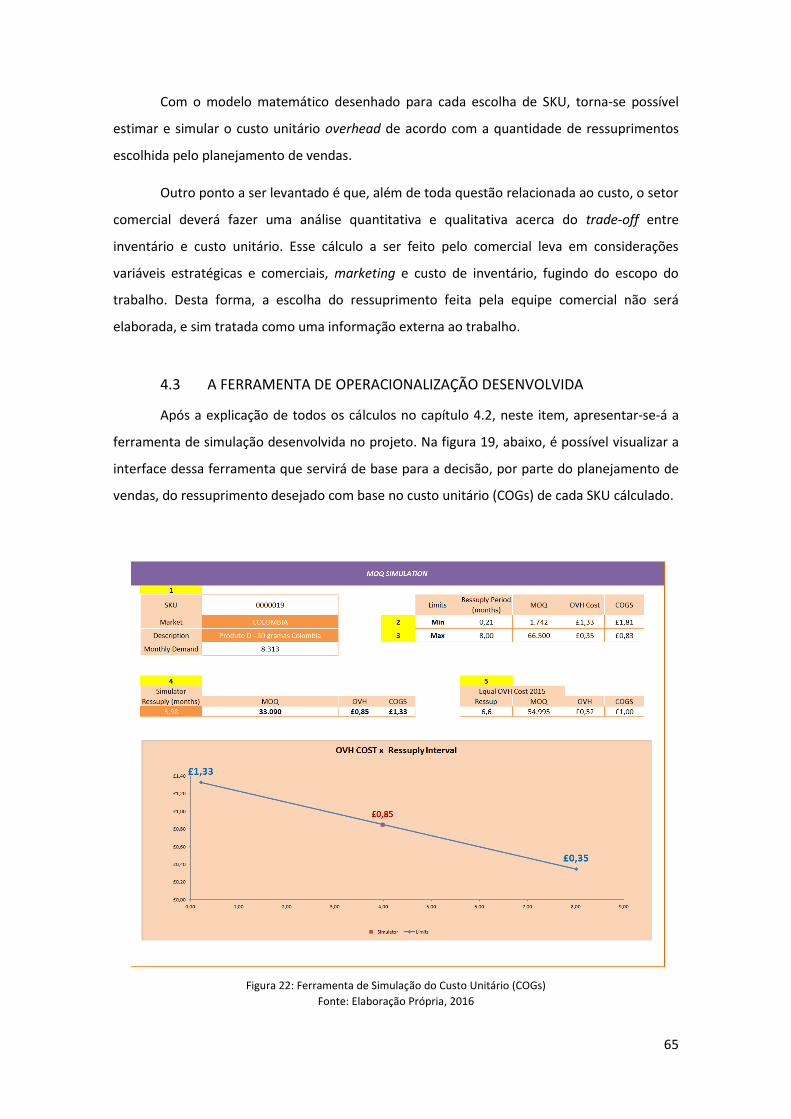
65
Com o modelo matemático desenhado para cada escolha de SKU, torna-se possível
estimar e simular o custo unitário overhead de acordo com a quantidade de ressuprimentos
escolhida pelo planejamento de vendas.
Outro ponto a ser levantado é que, além de toda questão relacionada ao custo, o setor
comercial deverá fazer uma análise quantitativa e qualitativa acerca do trade-off entre
inventário e custo unitário. Esse cálculo a ser feito pelo comercial leva em considerações
variáveis estratégicas e comerciais, marketing e custo de inventário, fugindo do escopo do
trabalho. Desta forma, a escolha do ressuprimento feita pela equipe comercial não será
elaborada, e sim tratada como uma informação externa ao trabalho.
4.3 A FERRAMENTA DE OPERACIONALIZAÇÃO DESENVOLVIDA
Após a explicação de todos os cálculos no capítulo 4.2, neste item, apresentar-se-á a
ferramenta de simulação desenvolvida no projeto. Na figura 19, abaixo, é possível visualizar a
interface dessa ferramenta que servirá de base para a decisão, por parte do planejamento de
vendas, do ressuprimento desejado com base no custo unitário (COGs) de cada SKU cálculado.
Figura 22: Ferramenta de Simulação do Custo Unitário (COGs)
Fonte: Elaboração Própria, 2016
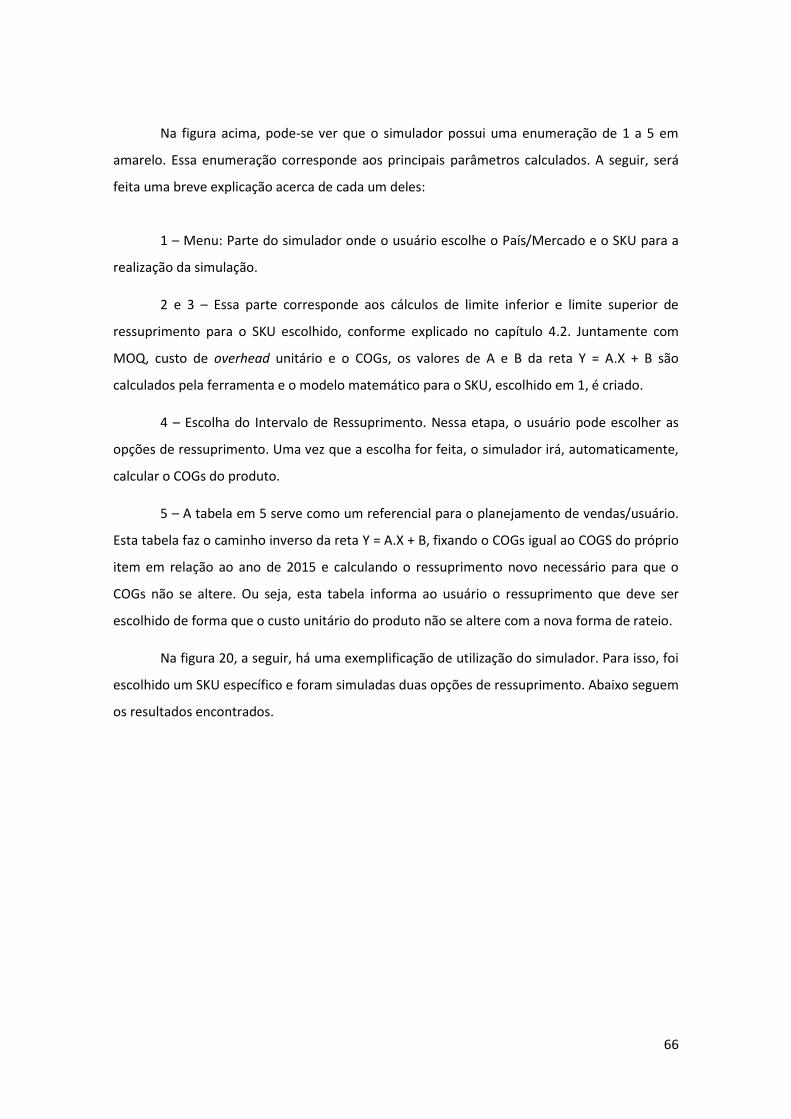
66
Na figura acima, pode-se ver que o simulador possui uma enumeração de 1 a 5 em
amarelo. Essa enumeração corresponde aos principais parâmetros calculados. A seguir, será
feita uma breve explicação acerca de cada um deles:
1 – Menu: Parte do simulador onde o usuário escolhe o País/Mercado e o SKU para a
realização da simulação.
2 e 3 – Essa parte corresponde aos cálculos de limite inferior e limite superior de
ressuprimento para o SKU escolhido, conforme explicado no capítulo 4.2. Juntamente com
MOQ, custo de overhead unitário e o COGs, os valores de A e B da reta Y = A.X + B são
calculados pela ferramenta e o modelo matemático para o SKU, escolhido em 1, é criado.
4 – Escolha do Intervalo de Ressuprimento. Nessa etapa, o usuário pode escolher as
opções de ressuprimento. Uma vez que a escolha for feita, o simulador irá, automaticamente,
calcular o COGs do produto.
5 – A tabela em 5 serve como um referencial para o planejamento de vendas/usuário.
Esta tabela faz o caminho inverso da reta Y = A.X + B, fixando o COGs igual ao COGS do próprio
item em relação ao ano de 2015 e calculando o ressuprimento novo necessário para que o
COGs não se altere. Ou seja, esta tabela informa ao usuário o ressuprimento que deve ser
escolhido de forma que o custo unitário do produto não se altere com a nova forma de rateio.
Na figura 20, a seguir, há uma exemplificação de utilização do simulador. Para isso, foi
escolhido um SKU específico e foram simuladas duas opções de ressuprimento. Abaixo seguem
os resultados encontrados.
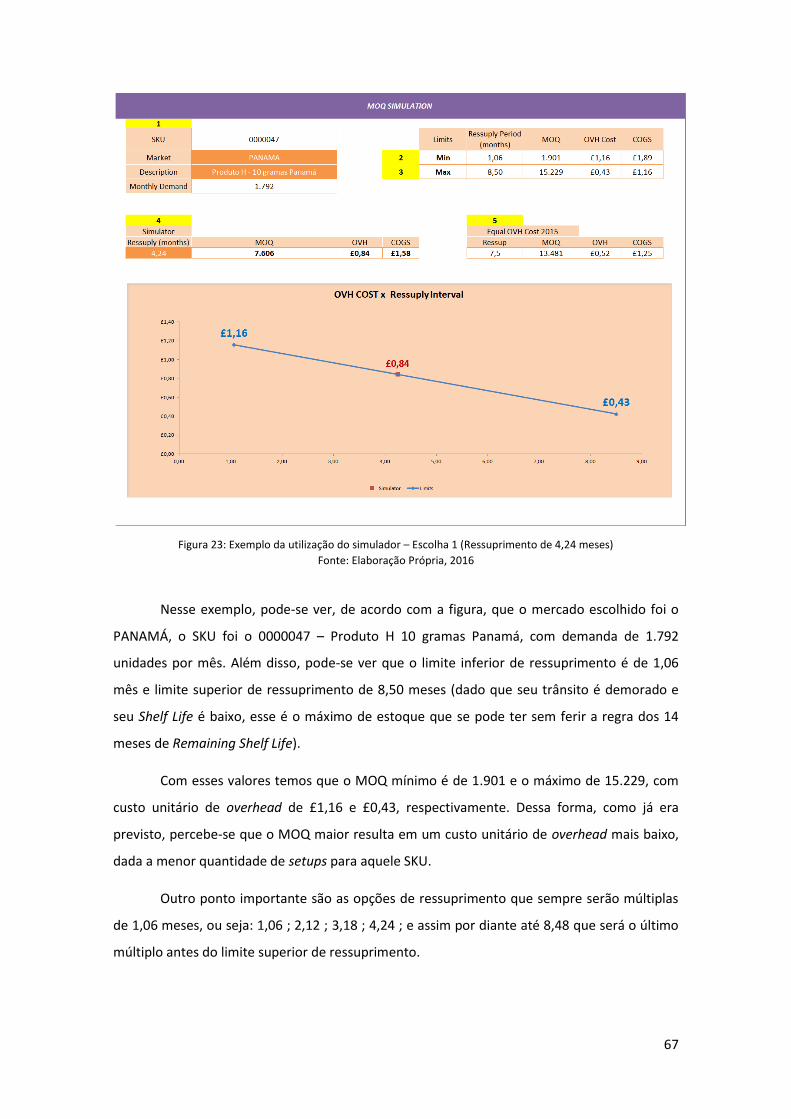
67
Figura 23: Exemplo da utilização do simulador – Escolha 1 (Ressuprimento de 4,24 meses)
Fonte: Elaboração Própria, 2016
Nesse exemplo, pode-se ver, de acordo com a figura, que o mercado escolhido foi o
PANAMÁ, o SKU foi o 0000047 – Produto H 10 gramas Panamá, com demanda de 1.792
unidades por mês. Além disso, pode-se ver que o limite inferior de ressuprimento é de 1,06
mês e limite superior de ressuprimento de 8,50 meses (dado que seu trânsito é demorado e
seu Shelf Life é baixo, esse é o máximo de estoque que se pode ter sem ferir a regra dos 14
meses de Remaining Shelf Life).
Com esses valores temos que o MOQ mínimo é de 1.901 e o máximo de 15.229, com
custo unitário de overhead de £1,16 e £0,43, respectivamente. Dessa forma, como já era
previsto, percebe-se que o MOQ maior resulta em um custo unitário de overhead mais baixo,
dada a menor quantidade de setups para aquele SKU.
Outro ponto importante são as opções de ressuprimento que sempre serão múltiplas
de 1,06 meses, ou seja: 1,06 ; 2,12 ; 3,18 ; 4,24 ; e assim por diante até 8,48 que será o último
múltiplo antes do limite superior de ressuprimento.

68
Como força de exemplo, escolheu-se na figura 20 o ressuprimento de 4,24 meses, o
que resultou nos resultados a seguir.
Escolha 1) Ressuprimento de 4,24 meses
a) Custo Unitário de Overhead de £0,84
b) COGs de £1,58
c) MOQ de 7.606 unidades.
Por outro lado, ao escolhermos, na figura 21, o ressuprimento de 3,18 meses, obeteve-
se os resultados a seguir.
Figura 24: Exemplo de utilização do simulador - Escolha 2 (Ressuprimento de 3,18 meses)
Fonte: Elaboração própria
Escolha 2) Ressuprimento de 3,18 meses
a) Custo Unitário de Overhead de 0,95 pounds
b) COGs de 1,69 pounds
c) MOQ de 5.704 unidades.
69
A variação entre as escolhas 1 e 2 é exatamente o esperado. Com espaçamento menor
entre entregas (escolha 2), espera-se que o produto rode mais vezes na linha de produção e,
portanto, resulte em um maior número de setups. Essa quantidade maior de setups resulta em
um rateio de custo overhead maior para o SKU em questão, resultando em um maior COGs.
Abaixo é possível ver na figura 22 um quadro comparativo entre as opções apresentadas.
Figura 25: Quadro comparativo entre diferentes escolhas de ressuprimento
Fonte: Elaboração Própria, 2016
Com esse exemplo, pode-se perceber a dinâmica a ser encontrada pelo planejamento
de vendas na escolha do ressuprimento ideal de cada SKU da linha de VS 7.
Variável Escolha 1 Escolha 2 Variação
Ressup. 4,24 3,18 NA
OVH unit. £0,84 £0,95 13%
COGs £1,58 £1,69 7%
MOQ 7.606 5.704 -25%
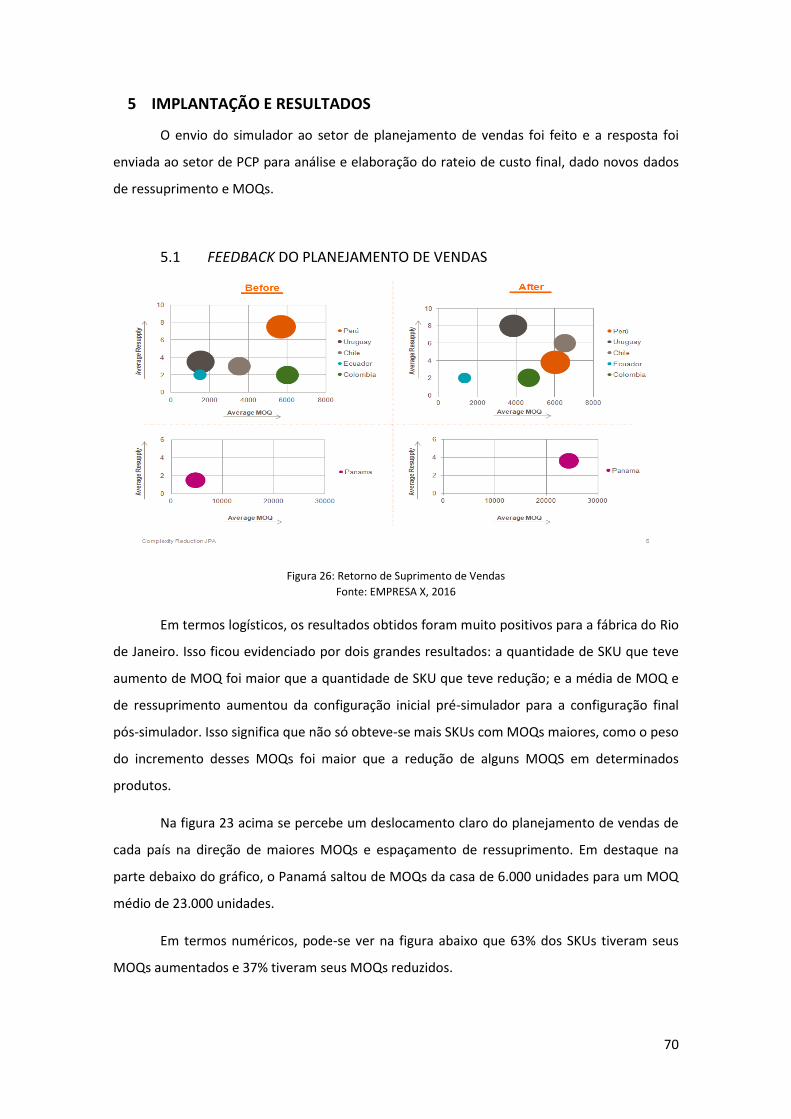
70
5 IMPLANTAÇÃO E RESULTADOS
O envio do simulador ao setor de planejamento de vendas foi feito e a resposta foi
enviada ao setor de PCP para análise e elaboração do rateio de custo final, dado novos dados
de ressuprimento e MOQs.
5.1 FEEDBACK DO PLANEJAMENTO DE VENDAS
Figura 26: Retorno de Suprimento de Vendas
Fonte: EMPRESA X, 2016
Em termos logísticos, os resultados obtidos foram muito positivos para a fábrica do Rio
de Janeiro. Isso ficou evidenciado por dois grandes resultados: a quantidade de SKU que teve
aumento de MOQ foi maior que a quantidade de SKU que teve redução; e a média de MOQ e
de ressuprimento aumentou da configuração inicial pré-simulador para a configuração final
pós-simulador. Isso significa que não só obteve-se mais SKUs com MOQs maiores, como o peso
do incremento desses MOQs foi maior que a redução de alguns MOQS em determinados
produtos.
Na figura 23 acima se percebe um deslocamento claro do planejamento de vendas de
cada país na direção de maiores MOQs e espaçamento de ressuprimento. Em destaque na
parte debaixo do gráfico, o Panamá saltou de MOQs da casa de 6.000 unidades para um MOQ
médio de 23.000 unidades.
Em termos numéricos, pode-se ver na figura abaixo que 63% dos SKUs tiveram seus
MOQs aumentados e 37% tiveram seus MOQs reduzidos.

71
Figura 27: % de Mudança de MOQs
Fonte: Elabração própria, 2016
Além da média de MOQs ter aumentado, o espaçamento de ressuprimento também
teve um aumento positivo. De acordo com a figura 25 abaixo, pode-se perceber que a média
de MOQ cresceu em 118%, passando de 5.178 para 11.314 e o espaçamento de ressuprimento
médio cresceu em 16%, subindo de 4,3 meses para uma média de 5,0 meses.
Figura 28: Resultados do MOQs e Ressuprimento após implantação do simulador
Fonte: Elaboração Própria, 2016
O próximo passo do projeto é a consolidação das respostas do planejamento de
vendas em um planejamento cíclico pelo PCP. A partir desta consolidação, algumas variações

72
de COGs serão encontradas e enviadas ao setor de vendas para aprovação final. Conforme já
citado, caso haja discordância do setor de vendas, uma nova iteração de escolhas de MOQs e
ressuprimento é feita, com posterior consolidação por parte do PCP.
5.2 O NOVO PLANO CÍCLICO PROPOSTO
Na elaboração do planejamento cíclico, o grande ponto a ser garantido é a
consolidação de bulk junto com os ressuprimentos requeridos pelo planejamento de vendas
com o sequenciamento que traga os setups menos críticos. Para que se consiga atingir o
objetivo final, alguns passos foram levantados para a criação do planejamento cíclico. Na
figura 28 encontra-se um fluxograma do passo a passo desse processo e, posteriormente, suas
respectivas explicações.

73
Figura 29: Fluxograma do Planejamento Cíclico
Fonte: Elaboração Própria, 2016
74
1) Dividiu-se o ano em 12 ciclos mensais de produção. Dessa forma, cada SKU terá 12
oportunidades de entrada de produção.
2) Agrupamento dos SKUs por bulk – Isso é, agrupou-se os novos ressuprimentos dos
SKUs que tenham o mesmo bulk, buscando denominadores comuns.
Ex: SKU A – Ressuprimento de 2 em 2 meses
SKU B – Ressuprimento de 4 em 4 meses
Logo, o SKU A é produzido sozinho em um ciclo e no seguinte é produzido junto com o
SKU B. Assim, no ciclo em que os SKUs estiverem juntos, será mais fácil consolidar um
bulk pela divisão de volume entre os SKUs envolvidos.
3) Transformou-se os MOQs acordados dos produtos acabados em quantidades de bulk.
Dessa forma foi mais fácil a consolidação de bulk.
Ex: SKU A – apresentação 10 g MOQ = 5000 unidades = 5000 x 10g = 50 kg.
4) Consolidação dos bulks – Depois da conversão de MOQ para quantidade de bulk, serão
criados grupos de SKUs que consolidem bulks de acordo com seus formatos,
denominados Bulk&Formato. Esse ponto é essencial na otimização de setups dada a
matriz de setup apresentada na figura 13. A ideia é agrupar SKUs com mesma
embalagem e, somente caso não exista essa possibilidade, agrupar com SKUs de
outros formatos. Esse racional se deve ao fato de que o setup de troca de formato é o
mais crítico, dessa forma, após a consolidação de bulk, buscar-se-á manter o formato
antes de manter o produto na linha.
5) Após a criação dos grupos Bulk&Formato, deve-se definir a entrada de cada grupo nas
janelas produtivas, ou melhor, nos 12 ciclos disponíveis. Essa análise deve levar em
consideração estoque do produto no mercado, lead time de entrega e de produção, a
fim de evitar Stock Out do produto. Uma vez definido os SKUs mais críticos, estes
devem entrar no primeiro ciclo de 12 meses e, seguindo ordem de criticidade, os
demais SKUs vão entrando nos ciclos seguintes.
75
6) Com os ciclos definidos, o sequenciamento de produção deve ser feito entre os ciclos,
ou seja, entre os grupos de SKUs e entre os próprios grupos. Essa etapa é
importantíssima, pois aqui haverá os setups de limpeza, além do setup de formato,
porque há a troca de bulk. O importante nesta etapa é garantir que quando houver
necessidade de troca de bulk, o formato se mantenha o mesmo.
Exemplo: Haverá troca do bulk A para o bulk B, mas se deve tentar manter o formato
para 10 gramas. Desta forma, não haverá o setup mais crítico que é o de troca de
formato e de produto.
7) Com o sequenciamento feito dentro dos ciclos e entre ciclos, o plano de produção
cíclico estará pronto. Com esse plano em mãos, será possível estimar as horas gastas
em produção para o período de 12 meses e as horas de setup para o mesmo período,
tanto no geral como por SKU. Dessa forma, o rateio de custo de overhead por SKU será
recalculado chegando-se ao valor final requerido. Os novos valores de COGs e
overhead devem ser enviados para o planejamento.
8) O planejamento de vendas fará uma análise dos valores finais de COGs e dará o aval
para implementação do plano de produção elaborado. Caso a resposta seja positiva, o
planejamento de vendas comunica o mercado sobre os novos ressuprimentos e o PCP
coloca em prática o plano criado. Caso a resposta seja negativa, o planejamento de
vendas reenvia a simulação com os ajustes requeridos de MOQ e ressuprimento e o
PCP recria o plano de produção cíclico com base nas alterações.
9) Para implementar o plano de produção cíclico, PCP deve entrar em contato com todas
as áreas de suporte a fim de garantir que todas as atividades estejam alinhadas com o
novo plano de produção para que não hajam problemas inesperados. Ou seja, PCP
entra em contato com planejamento de materiais, manutenção, supervisão de
produção e demais áreas de suporte, para garantir que o plano possa ser
implementado.
Após seguir todo esse processo, chegou-se a um plano de produção cíclico que foi
aceito pelo planejamento de Vendas e que será implementado a partir de fevereiro na
EMPRESA X. Abaixo seguem algumas imagens do passo a passo acima descrito ao longo de
todo processo.

76
Figura 30: O Planejamento cíclico proposto
Fonte: Elaboração Própria, 2016

77
O próximo grande desafio será implementar o plano proposto e alinhar com as áreas
de suporte para que não haja divergências e gaps na execução do plano. Esse alinhamento é
feito semanalmente em reuniões chamadas de “Reunião de Produção”, na qual todas as áreas
envolvidas na produção se reúnem para levantar possíveis pontos para o plano das semanas
seguintes.
5.3 ESTIMATIVA DE GANHOS
Como já anunciado anteriormente, o projeto se dividiu em duas etapas: redefinição de
MOQ/ressuprimento dos SKUs e elaboração do planejamento cíclico. É notável que ambas
etapas possuem influência na redução do tempo de setup global da linha de produção. O
aumento de MOQs e ressuprimentos garantem menores entradas dos SKUs na linha de
produção e o plano de produção cíclico foi montado de forma a evitar os setups mais críticos.
Com a criação do plano de produção cíclico, seguido pelo seu sequenciamento, pode-
se estimar os ganhos em horas de setup na linha de produção, conforme passo 8 do capítulo
5.2. Para melhor senso comparativo, foram levantados dados dos anos de 2015 e 2016 no que
tange a representatividade da quantidade de horas de setup em relação ao tempo total da
linha rodando, além dos volumes produzidos. Na figura 28 segue um quadro comparativo
dessa estimativa de ganho.
Anos Tempo de Produção
Tempo de Setup
% Setup Volume
Produzido
2015 1235,90 691,50 35,9% 4.788.167
2016 (Estimativa) 1204,80 693,70 36,5% 4.738.779
2017 (Estimativa do Projeto) 1320,47 390,53 22,8% 4.969.096
Figura 31: Estimativa de ganhos em horas
Fonte: Elaboração Própria, 2016
A estimativa de ganho de horas em setup é significativa, com redução da
representatividade do setup no total de produção em cerca de 40%. Vale ressaltar que além da
redução do setup, prevê-se uma produção mais volumosa no ano de 2017 com o plano de
produção cíclico. Conforme dito anteriormente, a redução de setup se deu em duas atividades
separadas, mas que se complementaram.
Abaixo seguem, nas figuras 29 e 30, duas imagens com estimativas do quanto cada
atividade, alteração de MOQ e plano cíclico, representou na redução de tempo de setup. Assim
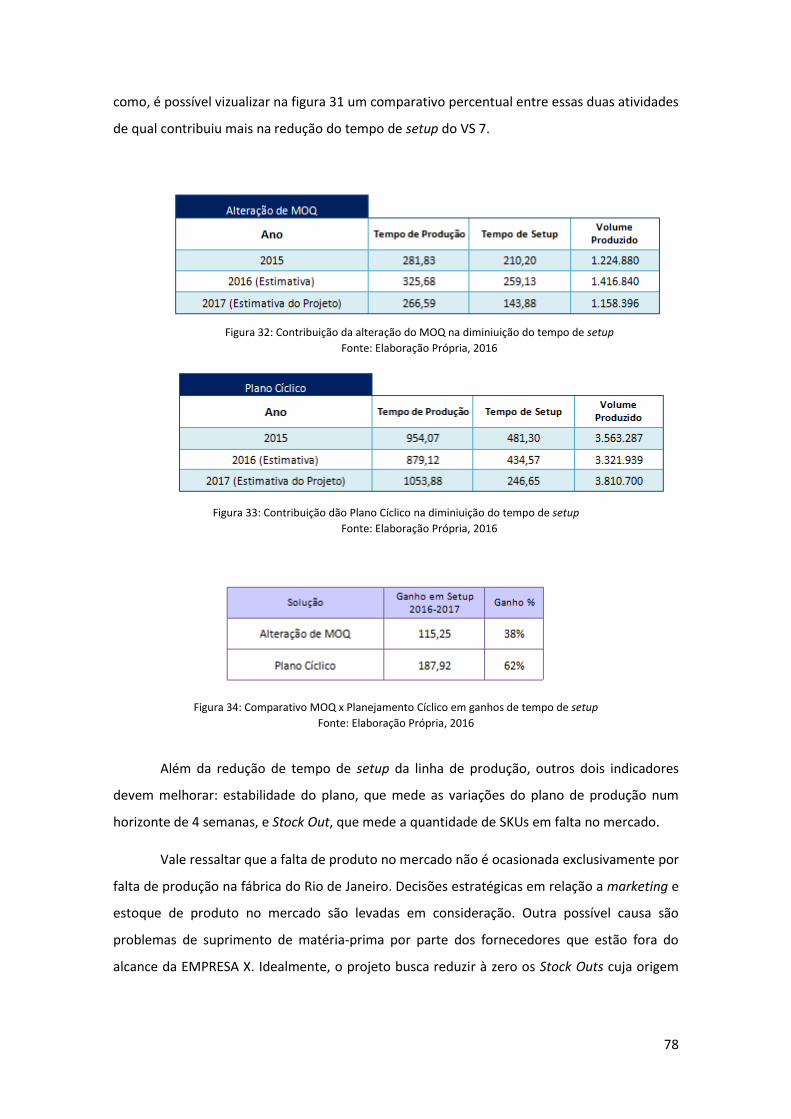
78
como, é possível vizualizar na figura 31 um comparativo percentual entre essas duas atividades
de qual contribuiu mais na redução do tempo de setup do VS 7.
Figura 32: Contribuição da alteração do MOQ na diminiuição do tempo de setup
Fonte: Elaboração Própria, 2016
Figura 33: Contribuição dão Plano Cíclico na diminiuição do tempo de setup
Fonte: Elaboração Própria, 2016
Figura 34: Comparativo MOQ x Planejamento Cíclico em ganhos de tempo de setup
Fonte: Elaboração Própria, 2016
Além da redução de tempo de setup da linha de produção, outros dois indicadores
devem melhorar: estabilidade do plano, que mede as variações do plano de produção num
horizonte de 4 semanas, e Stock Out, que mede a quantidade de SKUs em falta no mercado.
Vale ressaltar que a falta de produto no mercado não é ocasionada exclusivamente por
falta de produção na fábrica do Rio de Janeiro. Decisões estratégicas em relação a marketing e
estoque de produto no mercado são levadas em consideração. Outra possível causa são
problemas de suprimento de matéria-prima por parte dos fornecedores que estão fora do
alcance da EMPRESA X. Idealmente, o projeto busca reduzir à zero os Stock Outs cuja origem
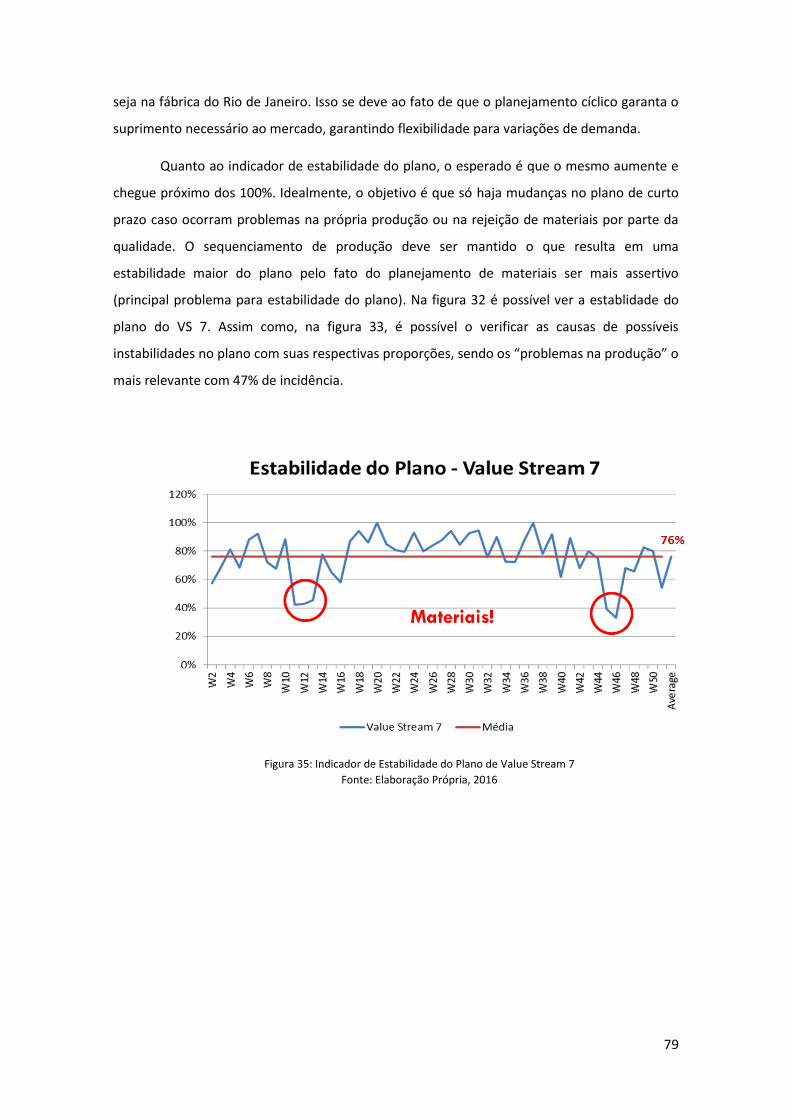
79
seja na fábrica do Rio de Janeiro. Isso se deve ao fato de que o planejamento cíclico garanta o
suprimento necessário ao mercado, garantindo flexibilidade para variações de demanda.
Quanto ao indicador de estabilidade do plano, o esperado é que o mesmo aumente e
chegue próximo dos 100%. Idealmente, o objetivo é que só haja mudanças no plano de curto
prazo caso ocorram problemas na própria produção ou na rejeição de materiais por parte da
qualidade. O sequenciamento de produção deve ser mantido o que resulta em uma
estabilidade maior do plano pelo fato do planejamento de materiais ser mais assertivo
(principal problema para estabilidade do plano). Na figura 32 é possível ver a establidade do
plano do VS 7. Assim como, na figura 33, é possível o verificar as causas de possíveis
instabilidades no plano com suas respectivas proporções, sendo os “problemas na produção” o
mais relevante com 47% de incidência.
Figura 35: Indicador de Estabilidade do Plano de Value Stream 7
Fonte: Elaboração Própria, 2016
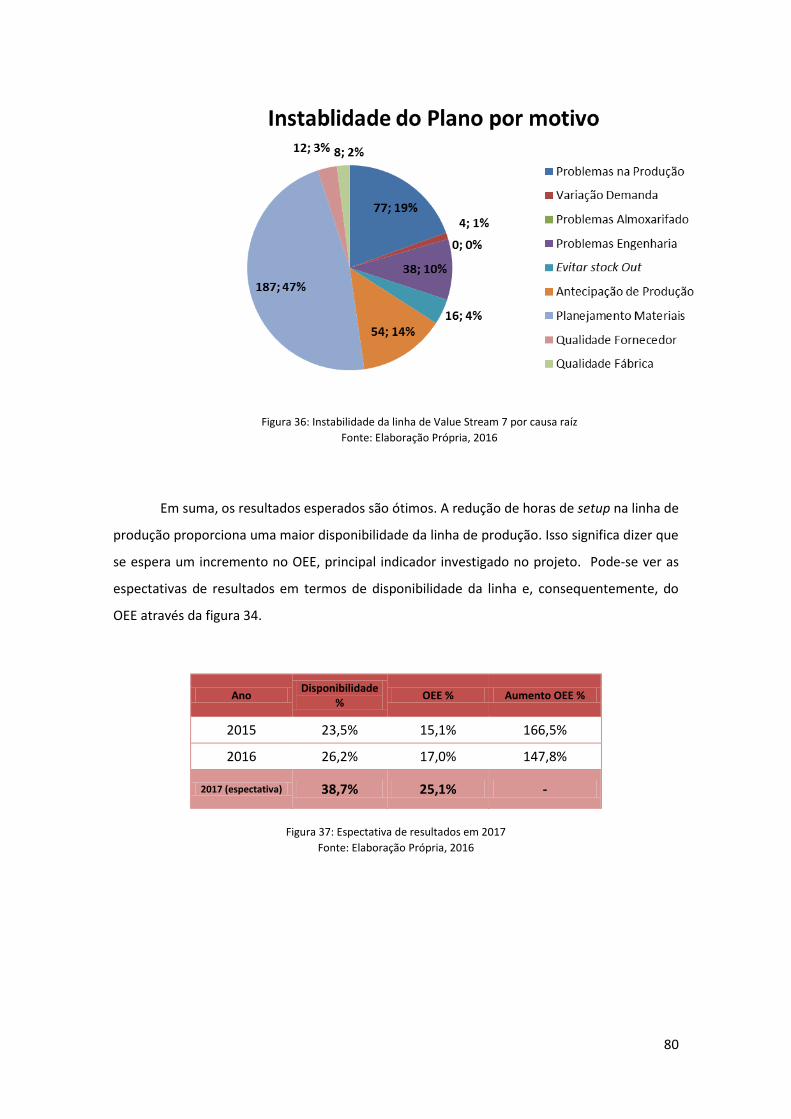
80
Figura 36: Instabilidade da linha de Value Stream 7 por causa raíz
Fonte: Elaboração Própria, 2016
Em suma, os resultados esperados são ótimos. A redução de horas de setup na linha de
produção proporciona uma maior disponibilidade da linha de produção. Isso significa dizer que
se espera um incremento no OEE, principal indicador investigado no projeto. Pode-se ver as
espectativas de resultados em termos de disponibilidade da linha e, consequentemente, do
OEE através da figura 34.
Ano Disponibilidade
% OEE % Aumento OEE %
2015 23,5% 15,1% 166,5%
2016 26,2% 17,0% 147,8%
2017 (espectativa) 38,7% 25,1% -
Figura 37: Espectativa de resultados em 2017
Fonte: Elaboração Própria, 2016

81
6 ANÁLISE CRÍTICA
Nesta sessão do trabalho, uma análise crítica sobre a elaboração do mesmo será feita,
levantando os pontos positivos, negativos, erros a serem corrigidos para próximos projetos e
acertos a serem replicados.
6.1 O QUE DEU ERRADO NO PROJETO DA EMPRESA
O grande ponto negativo acerca do projeto foi o seu cronograma. A estimativa inicial
era que a criação do simulador e que a entrega do mesmo ao planejamento de vendas
ocorresse ainda no primeiro semestre de 2016. O retorno do planejamento de venda acerca de
novos MOQs/Ressuprimento dos SKUs também atrasou e o que se viu foi um projeto com
estimativa de implementação ainda em 2016 ser implementado em 2017. Para projetos
futuros, propõe-se a criação de um cronograma mais detalhado com um follow-up mais rígido
para que o mesmo seja respeitado.
Outro ponto negativo acerca do projeto foi o resultado inverso do esperado para
alguns SKUs. Conforme demonstrado no capítulo 5, observa-se que tiveram SKUs nos quais o
planejamento de vendas escolheu reduzir o MOQ já existente. Isso foi de encontro ao
esperado pela estratégia traçada. Esse ponto foi rechaçado pelo fato de que no geral obteve-
se um incremento de MOQ significativo e um aumento no ressuprimento médio. Porém, esse
é um ponto a ser levantado na replicação do projeto para outras linhas de produção, pois há o
risco de que para outras linhas de produção a redução do MOQ seja mais presente que o
incremento.
6.2 O QUE DEU CERTO NO PROJETO DA EMPRESA
Pode-se dizer que o projeto como um todo deu certo. A proporção de aumento de
MOQ/Ressuprimento foi grande comparada com a redução, o planejamento cíclico foi criado e
aprovado pelo planejamento de vendas e estimam-se ganhos significativos em relação aos
principais indicadores de planejamento e da produção, como estabilidade do plano e Stock
Out.
Mais importante que tudo, há uma expectativa grande de que o principal problema e
motivador do trabalho, o indicador OEE da linha de VS 7, tenha melhoras significativas. Isso se
deve ao aumento da disponibilidade da linha de produção e à redução de horas de setup
necessárias para realização do plano proposto.

82
Outro ponto importante foi a comunicação com o setor de planejamento de vendas. O
canal aberto através do projeto entre áreas foi um dos grandes pontos positivos. A troca de
informações e necessidades entre os setores de logística e vendas fez com que diversas
dúvidas fossem sanadas e fosse possível buscar o melhor para a empresa como um todo.
Um último ponto positivo foi o apoio recebido para a realização do projeto desde as
mais altas até as mais baixas patentes da empresa. Esse apoio foi essencial para que a
importância do projeto fosse passada aos diversos envolvidos e que pudesse andar para
frente. O sucesso do projeto apenas reitera a necessidade de replicá-lo e garante apoio para
futuras aplicações.
6.3 O QUE FALTA PARA CONSOLIDAR E AMPLIAR O NOVO MÉTODO NA
FÁBRICA
Primeiramente, é necessário que se faça a documentação de todos os passos dados
para a elaboração do projeto e implementação do mesmo, criticando o mesmo e apontando as
melhorias e as dificuldades encontradas.
O segundo passo é fazer as adaptações necessárias para a próxima linha de produção a
ser estudada, que provavelmente será o VS 10, pois também possui OEE tão baixo quanto o VS
7. A grande questão é passar o racional elaborado no projeto e não apenas replicá-lo como
uma receita de bolo, afinal, cada linha de produção possui suas particularidades.
O terceiro passo, antes de replicá-lo, é aguardar os primeiros resultados do projeto do
VS 7 após a sua implementação. Conseguir resultados positivos embasará ainda mais a
necessidade de replicá-lo e dará mais importância ao mesmo. Isso garantirá que as diversas
pessoas envolvidas enxerguem o potencial de melhoria que a replicação do projeto pode
gerar, além de garantir o apoio dos mais altos níveis hierárquicos dentro da empresa.
O último passo é apresentar o projeto para as mais diversas áreas. O mais importante
do projeto não é apenas sua aplicação, mas também a divulgação de todo o esforço feito e de
todo o racional por trás. Mostrar às pessoas que é possível mudar sem grandes investimentos,
apenas com a mudança e aplicação de conceitos, pode trazer ganhos inestimáveis para a
empresa. Além disso, a manutenção do conhecimento aplicado para um número restrito de
pessoas não é de interesse da empresa, afinal, a EMPRESA X procura que seus funcionários
sempre busquem a melhoria contínua.

83
7 PROPOSTAS DE NOVOS TRABALHOS
Nesta sessão, iremos abordar algumas melhorias para o projeto, tão como indicar
possíveis continuidades para o mesmo. Enumeramos as propostas levantadas e, a seguir, as
mesmas serão explicadas individualmente:
7.1 HARMONIZAÇÃO DE MATERIAL DE EMBALAGEM
Uma das grandes características do VS 7 apresentada é o fato de que essa possui
diferentes SKUs de produtos acabados, de mesma apresentação, mesmo bulk, porém
embalados de forma diferente. Isso quer dizer que a composição do produto é a mesma,
porém seus respectivos materiais de embalagem respeitam regras regulatórias diferentes.
Essas diferenças podem ser relacionadas desde bulas diferentes por causa de língua
(português x espanhol), até logos requeridos pelos órgãos regulatórios dos diversos países.
O grande impacto nessa “existência” de produtos iguais embalados de forma diferente
vai ao encontro com o projeto elaborado, pois o que poderia ser um único SKU com volume
grande se transforma em diversos SKUs cuja composição é igual, porém embalado de forma
diferente e com volumes menores. Na figura 35 pode-se ver um exemplo sobre esse asssunto.
Figura 38: Exemplo de consolidação de bulk
Fonte: Elaboração Própria, 2016
Os três primeiros SKUs possuem mesmo bulk e mesmo formato, então por que não são
um único SKU? Porque suas embalagens são diferentes, pois são enviados para países
diferentes. O fato de serem SKUs diferentes resulta na necessidade de setups de troca de lote
quando se sequencia esses SKUs. Ou seja, a criação de um único SKU iria resultar na redução
de quantidade de setup global da linha de produção.
O caminho para a criação deste único SKU volumoso (soma dos 3 SKUs individuais)
passa por projetos de harmonização do material de embalagem, no qual criar-se-iam
cartuchos, bulas e caixas padronizadas para todos países. Por se tratar de tema regulatório,
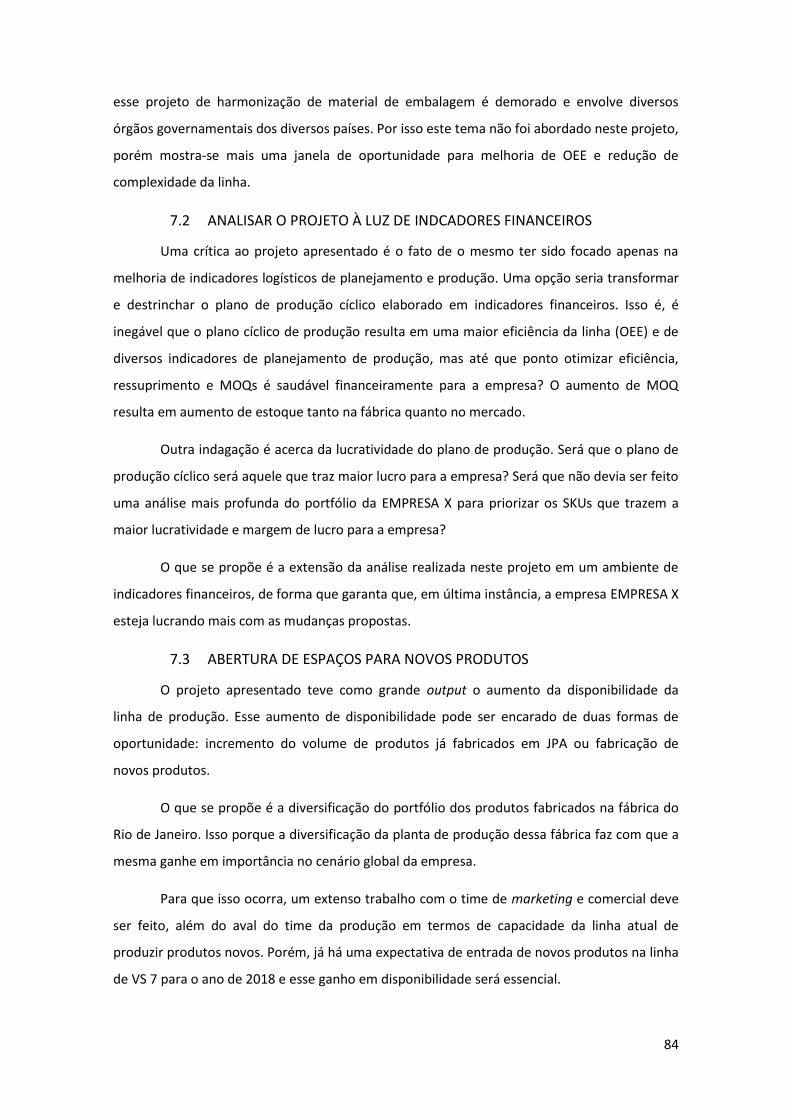
84
esse projeto de harmonização de material de embalagem é demorado e envolve diversos
órgãos governamentais dos diversos países. Por isso este tema não foi abordado neste projeto,
porém mostra-se mais uma janela de oportunidade para melhoria de OEE e redução de
complexidade da linha.
7.2 ANALISAR O PROJETO À LUZ DE INDCADORES FINANCEIROS
Uma crítica ao projeto apresentado é o fato de o mesmo ter sido focado apenas na
melhoria de indicadores logísticos de planejamento e produção. Uma opção seria transformar
e destrinchar o plano de produção cíclico elaborado em indicadores financeiros. Isso é, é
inegável que o plano cíclico de produção resulta em uma maior eficiência da linha (OEE) e de
diversos indicadores de planejamento de produção, mas até que ponto otimizar eficiência,
ressuprimento e MOQs é saudável financeiramente para a empresa? O aumento de MOQ
resulta em aumento de estoque tanto na fábrica quanto no mercado.
Outra indagação é acerca da lucratividade do plano de produção. Será que o plano de
produção cíclico será aquele que traz maior lucro para a empresa? Será que não devia ser feito
uma análise mais profunda do portfólio da EMPRESA X para priorizar os SKUs que trazem a
maior lucratividade e margem de lucro para a empresa?
O que se propõe é a extensão da análise realizada neste projeto em um ambiente de
indicadores financeiros, de forma que garanta que, em última instância, a empresa EMPRESA X
esteja lucrando mais com as mudanças propostas.
7.3 ABERTURA DE ESPAÇOS PARA NOVOS PRODUTOS
O projeto apresentado teve como grande output o aumento da disponibilidade da
linha de produção. Esse aumento de disponibilidade pode ser encarado de duas formas de
oportunidade: incremento do volume de produtos já fabricados em JPA ou fabricação de
novos produtos.
O que se propõe é a diversificação do portfólio dos produtos fabricados na fábrica do
Rio de Janeiro. Isso porque a diversificação da planta de produção dessa fábrica faz com que a
mesma ganhe em importância no cenário global da empresa.
Para que isso ocorra, um extenso trabalho com o time de marketing e comercial deve
ser feito, além do aval do time da produção em termos de capacidade da linha atual de
produzir produtos novos. Porém, já há uma expectativa de entrada de novos produtos na linha
de VS 7 para o ano de 2018 e esse ganho em disponibilidade será essencial.

85
CONCLUSÃO
Diante do índice de eficiência levado em questão, traçou-se o objetivo de identificar as
causas raiz que ocasionavam as paradas na linha de Value Stream 7, que foi a linha de
produção estudada no presente trabalho, através de informações disponibilizadas pela
empresa. Com as causas indentificadas, as mesmas foram priorizadas de acordo com a
importância de sua influência no indicador OEE.
Através de tal análise de incidência das causas raiz, indentificou-se diverssas
possibilidades de soluções para cada causa. No entanto, é importante ressaltar que algumas
variáveis não foram levadas em consideração na possibilidade de melhoria do OEE devido,
principalmente, dificuldades com a legislação vingente ou por não fazerem parte do escopo do
presente trabalho. Dessa forma, encontraram-se as principais variáveis que prejudicavam o
aumento do indicador OEE: horas de setup global e unitário, consolidação de bulk, rateio de
custo de overhead, SKUs de produtos acabados com MOQs baixos e tempos de ressuprimentos
pouco espaçados. Além disso, é de grande importância notar que o atual método de
planejamento de produção é um dos grandes influenciadores da perda de eficiência, o que foi
imprescindível no trabalho, dado que foi um dos pilares das propostas de melhorias.
Diante disso, foram sugeridas propostas de melhoria que atacassem essas causas
raízes e, dessa forma, aumentasse o índice OEE de eficiência de 16%. Portanto, as propostas
em questão foram: novo método de planejamento (chamado de cíclico) e uma ferramenta
operacionalizada desenvolvida através de um simulador com um novo método de custeio dos
produtos baseado em: tempo de produção e setup (o custeio anterior não levava em
consideração o tempo de setup). Outras variáveis consideradas no simulador foram:
espaçamento do tempo de ressuprimento e tamanho dos lotes dos pedidos, com o objetivo de
induzir à demanda a requisitar produtos em quantidades maiores, reduzindo as ineficiências.
Com as ferramentas propostas desenvolvidas e implantadas, teve-se a oportunidade
de analisar alguns resultados. Diante dos resultados, percebeu-se que houve um claro
aumento da disponibilidade, em 12,5%, das máquinas da linha de Value Stream 7, o que
possibilitou a diminuição da falta de produtos no mercado ou fabricação de novos produtos,
além do incremento do OEE de 16% para 25,1%.
Além disso, como o projeto foi posto em prática, houve a oportunidade de fazer uma
análise mais crítica do que deu errado, do que deu certo, o que faltaria para se conseguir a
implementação do presente projeto em todas as linhas da fábrica e propostas de trabalhos

86
futuros. Afinal, embora o estudo realizado tenha sido baseado com inteiro foco no Value
Stream 7, acredita-se, e há a intenção, que as soluções propostas possam ser implementadas
em todas as outras linhas da sede do Rio de Janeiro da EMPRESA X, o que proporcionaria
ganhos de maiores proporções para a empresa.

87
REFERÊNCIA BIBLIOGRÁFICA
BUSSO, Christianne Matias; MIYAKE, Dario Ikuo. Análise da aplicação de indicadores
alternativos ao Overall Equipment Effectiviness (OEE) na gestão de desempenho global de
uma fábrica. Prod., São Paulo, 2012. Disponível em
http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0103-65132013000200001.
Acessado em 15 de Dezembro de 2016.
CAMPOS, Vicente Falconi. Controle de Qualidade Total (no estilo japonês). 8ª edição. Nova
Lima: INDG Tecnologia e Serviço Ltda., 2004.
COX III, J. F.; SPENCER, M. S. Manual da teoria das restrições. Porto Alegre: Bookman, 2002.
GOLDRATT, Elyahu M.; COX, Jeff. A Meta. São Paulo: Nobel, 2002.
JURAN, J. M. Juran planejando para a qualidade. São Paulo: Pioneira, 1992.
MARTINS, Eliseu. Contabilidade de custos. 9ª Ed. São Paulo: Atlas 2008.
NAKAGAWA, Masayuki. ABC Custeio baseado em atividades. 1ª Ed. São Paulo: Atlas, 1994.
NAKAJIMA, S. Introduction to Total Productive Maintenance – TPM. Cambridge: Productivity
Press, 1989.
OHNO, T. O Sistema Toyota de Produção – Além da produção de larga escala. 1ª Ed. Porto
Alegre: Bookman, 1997.
SHINGO, Shingeo. O Sistema Toyota de Produção. 2ª Ed. Porto Alegre: Artes Médicas, 1996.
WERNKE, Rodney. Gestão de custos – Uma abordagem prática. 2ª Ed. São Paulo: Atlas 2004.
WOMACK, J. P.; JONES, D. T. A mentalidade enxuta nas empresas: elimine o disperdício e crie
riqueza. 5ª Ed. Rio de Janeiro: Campus, 2004.
LIKER, Jeffrey K.The Toyota Way: 14 Management Principles from the World's Greatest
Manufacturer. 1ª Ed. United States: McGraw Hill, 2003
KEPNER, Charles H.; TREGOE, Benjamin B. O administrador racional. São Paulo: Atlas, 1981.














![[ADVPL] - Integrando Advpl e iReport](https://static.fdocumentos.com/doc/165x107/5571fc3b497959916996cf0a/advpl-integrando-advpl-e-ireport.jpg)