João Hugo Gaspar Dias Valente - fenix.tecnico.ulisboa.pt · Figura 57. Análise metalúrgica em...
120
Caracterização e Desenvolvimento da Soldabilidade por Ultra-Sons de Cablagens Multifilares de Secção Fina João Hugo Gaspar Dias Valente Dissertação para obtenção do Grau de Mestre em Engenharia Mecânica Júri Presidente: Professor Doutor Rui Manuel dos Santos Baptista Orientador: Professor Doutor Pedro Miguel dos Santos Vilaça da Silva Orientador Externo: Engenheiro Filipe Fernandes da Anunciação Vogal: Professora Doutora Maria Luísa Coutinho Gomes de Almeida Outubro 2011
Transcript of João Hugo Gaspar Dias Valente - fenix.tecnico.ulisboa.pt · Figura 57. Análise metalúrgica em...

Caracterização e Desenvolvimento da Soldabilidade por Ultra-Sons
de Cablagens Multifilares de Secção Fina
João Hugo Gaspar Dias Valente
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Júri
Presidente: Professor Doutor Rui Manuel dos Santos Baptista
Orientador: Professor Doutor Pedro Miguel dos Santos Vilaça da Silva
Orientador Externo: Engenheiro Filipe Fernandes da Anunciação
Vogal: Professora Doutora Maria Luísa Coutinho Gomes de Almeida
Outubro 2011

ii

iii
Agradecimentos
O meu profundo agradecimento a todos aqueles que, de alguma forma, contribuíram para a
realização deste trabalho, em especial:
Ao Professor Pedro Vilaça, meu orientador científico, pela confiança em mim depositada, por
todo o seu empenho, colaboração, constante incentivo e apoio prestados desde o primeiro
instante. Agradeço de modo especial o acolhimento no seu grupo de trabalho, as condições
proporcionadas, a amizade, a confiança e o encorajamento sempre revelados.
À empresa DELPHI, pela forma empenhada como apoiou e contribuiu para o desenvolvimento
deste projecto, disponibilizando pessoas e meios para a evolução do mesmo. Este
agradecimento abrange todas as pessoas envolvidas neste projecto, com especial ênfase para
as contribuições do Eng.º Filipe Anunciação, do Eng.º Sérgio Bento, da Eng.ª Sandra Matos, do
Sr. Garcia, da Sr.ª Ilda, do Sr. Veloso, do Sr. Sérgio, do Sr. António e do Sr. Carlos, sem os
quais não me teria sido possível desenvolver a componente laboratorial e experimental deste
trabalho.
Ao Eng. Alexandre Fernandes, pelo seu apoio, encorajamento, amizade e vital disponibilidade
na execução do trabalho, pois o seu conhecimento profundo nesta área guiou-me na realização
do relatório.
À Professora Virgínia Infante, pela disponibilidade e apoio transmitidos na realização de
ensaios laboratoriais e pelo atento e exigente acompanhamento prestado, determinante para a
qualidade e rigor do trabalho produzido.
Aos membros do grupo de trabalho iSTIR, pelo apoio demonstrado, solidariedade e valiosa
ajuda.
Aos meus pais, irmãos e namorada agradeço o mais importante de todos os apoios, o amor
que sempre me deram.
A todas as pessoas, que embora não tendo sido mencionadas, tenham contribuído para a
realização deste trabalho, o meu muito obrigado.

iv

v
Resumo
O trabalho executado enquadra-se numa estratégia de cooperação em investigação e
desenvolvimento (I&D) entre o IDMEC, pólo IST e o Manufacturing Excellence Center da
DELPHI-Automotive Systems em Portugal. As tarefas desenvolvidas têm por objectivo a
caracterização e desenvolvimento da soldabilidade de cablagens multifilares, de liga de cobre
de secção fina, avaliando a potencialidade de utilização de distintos equipamentos de
soldadura por ultra-sons (SUS), existentes no mercado.
Uma das tendências tecnológicas para dar resposta à elevada competitividade na indústria
automóvel, passa pelo aumento do controlo e accionamento eléctrico e electrónico dos
múltiplos sistemas de engenharia que compõem os veículos. Assim, a extensão total do
sistema de cablagens é cada vez maior e a sua fiabilidade assume uma importância chave. Em
resposta a esta tendência, minimizando o impacto ambiental, surgiram cabos multifilares de liga
de cobre de secção fina, que viram comprometida a sua soldabilidade por SUS.
No presente trabalho realiza-se a caracterização das propriedades mecânicas e eléctricas dos
mais relevantes equipamentos de SUS e de diferentes cabos multifilares de liga de cobre de
secção fina, representando o espectro de soluções disponíveis no mercado. As ligações por
SUS são caracterizadas através de um novo critério de avaliação da qualidade das ligações
soldadas, considerando aspectos de produtividade e propriedades mecânicas, sob diferentes
tipos de esforços. A caracterização geométrica e metalúrgica, veio permitir avanços no
conhecimento sobre os mecanismos de ligação no domínio da presente aplicação. Foi ainda
estabelecida a influência dos diferentes revestimentos dos cabos, na composição química
superficial dos multifilares.
Palavras-Chave
Cablagens Multifilares de Liga de Cobre de Secção Fina
Soldadura por Ultra-Sons
Soldabilidade
Resistência Mecânica
Análise Metalúrgica

vi

vii
Abstract
The work performed is part of a cooperative strategy in research and development (R&D)
between IDMEC, IST technological pole and Manufacturing Excellence Center-DELPHI
Automotive Systems in Portugal. The tasks developed have as main objective the
characterization and development of weldability in thin section (low gauge) multiwire cables of
copper alloy evaluating the potential use of different ultrasonic metal welding (USMW)
equipment on the market.
One of the technological trends, in response to high competitiveness in the automobile industry,
is described by the increase in the control and actuation of multiple electrical and electronic
equipment of many engineering systems that make up the vehicles. Thus, the total length of the
cabling system is increasing and its reliability is of vital importance. In response to this, while
minimizing the environmental impact, thin section multiwire cable of copper alloy emerged,
whose weldability had seen compromised by USMW.
The present work carries out the characterization of the mechanical and electrical properties of
the most relevant USMW equipment and different thin section multiwire cable of copper alloy
representing the spectrum of solutions available in the market.
The joints by USMW are characterized by a new criterion for evaluating the quality of welded
splices, considering aspects of productivity and mechanical properties under different types of
efforts. The geometric and metallurgical characterization has allowed advances in knowledge
concerning the connection mechanisms in the area of this application. It was further established
the influence of different cable coating in the chemical composition of multiwire surface.
Key words
Thin section (low gauge) multiwire cable of copper alloy
Ultrasonic welding
Weldability
Mechanical resistance properties
Metallographic analysis

viii

ix
Índice Geral
Agradecimentos .............................................................................................. iii
Resumo ............................................................................................................. v
Abstract ........................................................................................................... vii
Índice Geral ...................................................................................................... ix
Lista de Figuras ............................................................................................... xi
Lista de Tabelas ............................................................................................. xv
Nomenclatura ................................................................................................ xix
1 Introdução .................................................................................................. 1
1.1 Enquadramento e objectivos .......................................................................... 1
1.2 Estrutura do relatório ...................................................................................... 2
2 Estado da Arte ........................................................................................... 5
2.1 Introdução ...................................................................................................... 5
2.2 Potencialidades da redução de secção das cablagens ................................... 5
2.3 Soldadura por ultra-sons................................................................................. 6
3 Caracterização dos Equipamento de SUS ............................................. 29
3.1 Introdução .................................................................................................... 29
3.2 Equipamento Telsonic .................................................................................. 30
3.3 Equipamento Schunk Minic PC..................................................................... 31
3.4 Equipamento Schunk Minic IV ...................................................................... 31
3.5 Curvas de funcionamento dos equipamentos ............................................... 32
4 Caracterização Experimental das Ligas de Cobre em Estudo ............. 35
4.1 Introdução .................................................................................................... 35
4.2 Ensaios de tracção ....................................................................................... 35
4.3 Análise química por EDS .............................................................................. 38
5 Estabelecimento de Critérios em Ensaios Destrutivos ........................ 43
5.1 Introdução .................................................................................................... 43

x
5.2 Critérios de qualidade ................................................................................... 43
5.3 Análise mecânica.......................................................................................... 46
6 Desenvolvimento da Soldabilidade por SUS das Cablagens
Multifilares em Estudo ................................................................................... 47
6.1 Introdução .................................................................................................... 47
6.2 Procedimento experimental .......................................................................... 47
6.3 Equipamento Telsonic .................................................................................. 48
6.4 Equipamento Schunk Minic PC..................................................................... 58
6.5 Equipamento Schunk Minic IV ...................................................................... 62
7 Análise Metalúrgica das Uniões Realizadas .......................................... 67
7.1 Introdução .................................................................................................... 67
7.2 Procedimento experimental .......................................................................... 67
7.3 Resultados experimentais ............................................................................. 68
8 Conclusões e Proposta de Trabalho Futuro ......................................... 85
8.1 Conclusões ................................................................................................... 85
8.1 Trabalho futuro ............................................................................................. 87
9 Referências Bibliográficas ...................................................................... 88
10 Anexos ........................................................................................................ 1
10.1 Nomenclatura de secções .............................................................................. 1
10.2 Critérios de aceitação e validação .................................................................. 2
10.3 Possíveis combinações de secções num splice .............................................. 7
10.4 Desenvolvimento da soldabilidade por SUS do cabo laranja .......................... 8

xi
Lista de Figuras
Figura 1. Disposição de sistemas eléctricos e electrónicos [2][8] ................................................. 5
Figura 2. Vantagens da redução de secção de 0,35mm2 para 0,13mm
2 [9] ................................ 6
Figura 3. SUS em cabos multifilares de secção fina ..................................................................... 8
Figura 4. Ligação metálica (por adesão e difusão) na SUS de cobre .......................................... 9
Figura 5. Sistema lateral-drive [19] ............................................................................................. 11
Figura 6. Sistema lateral drive da Schunk Minic PC ................................................................... 12
Figura 7. Ferramentas que constituem o tooling ......................................................................... 13
Figura 8. Sonótrodo do equipamento Schunk Minic PC e Schunk Minic IV ............................... 14
Figura 9. Perspectivas da bigorna dos equipamentos: Telsonic, Schunk Minic PC e Schunk
Minic IV ........................................................................................................................................ 15
Figura 10. Placa de retoque do equipamento Telsonic e Schunk Minic PC ............................... 15
Figura 11. Perspectivas de uma garra deslizante do equipamento Schunk Minic PC ............... 16
Figura 12. Gráfico resistência mecânica versus tempo de soldadura para diferentes valores de
amplitude ..................................................................................................................................... 17
Figura 13. Relação entre energia e espessura para os vários metais e várias durezas [28] ..... 18
Figura 14. Combinações possíveis entre metais para SUS [28] ................................................ 19
Figura 15.Diferentes fases da execução de um ciclo de SUS e sua variação da pressão e
energia. ........................................................................................................................................ 21
Figura 16. Situação inicial da SUS, sequência de movimentação do tooling e fase 1
(Compactação) ............................................................................................................................ 21
Figura 17. Ancoragem dos multifilares pelas ondas do sonótrodo ............................................. 22
Figura 18. Formação de ilhas de soldadura entre multifilares .................................................... 22
Figura 19. Crescimentos do número e do tamanho das ilhas de soldadura .............................. 22
Figura 20. Extrusão de material devido a excesso de parâmetros ............................................. 23
Figura 21.Arrefecimento .............................................................................................................. 23
Figura 22. Evolução da temperatura ao longo do tempo [35] ..................................................... 24
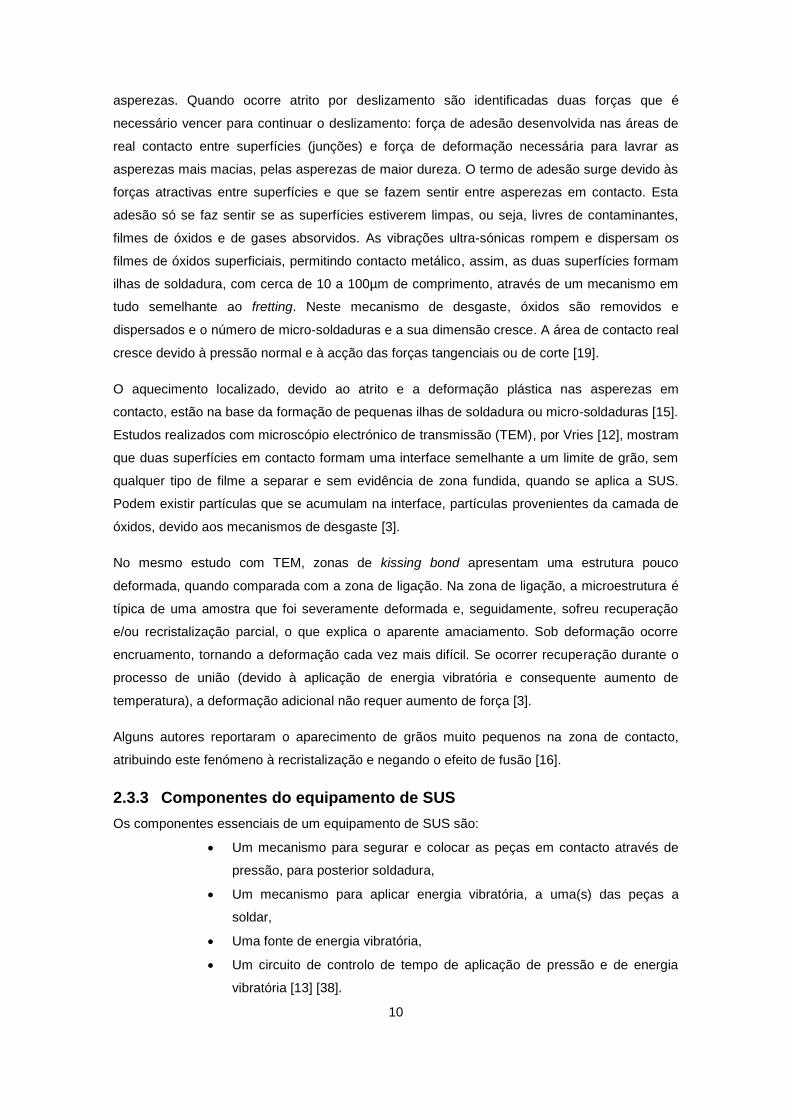
Figura 23. Ensaio Pull e Peel ...................................................................................................... 25
Figura 24. Disposição dos cabos na alimentação....................................................................... 26
Figura 25. Esquema com disposição correcta dos cabos .......................................................... 27
Figura 26. Clip CC3xCC2 com geometria cruzada ..................................................................... 28
Figura 27. Clip CC3 com geometria cega ................................................................................... 28
Figura 28. Equipamento de SUS: Telsonic ................................................................................. 30
Figura 29. Equipamento de SUS: Schunk Minic PC ................................................................... 31
Figura 30. Equipamento de SUS: Schunk Minic IV ..................................................................... 31
Figura 31. Gráfico Energia Vs Secção Total para os distintos equipamentos ............................ 32
Figura 32. Gráfico Amplitude Vs Secção Total para os distintos equipamentos ........................ 33
Figura 33. Gráfico Pressão Vs Secção Total para os distintos equipamentos ........................... 34

xii
Figura 34. Gráfico Largura Vs Secção Total para os distintos equipamentos ............................ 34
Figura 35.Equipamento para ensaios de tracção INSTRON 5566 ............................................. 36
Figura 36. Dispositivo de fixação para o cabo ............................................................................ 36
Figura 37. Gráfico de Força Vs Alongamento para cabo não descarnado ................................. 37
Figura 38. Gráfico de Força Vs Alongamento para cabo descarnado ........................................ 37
Figura 39. Microscópio utilizado no MicroLab: JEOL 7001F ...................................................... 38
Figura 40. Amostras contendo os diferentes cabos multifilares de secção fina para EDS ........ 39
Figura 41. Cadeia polimérica e unidade de repetição do PPE ................................................... 42
Figura 42. Cadeia polimérica e unidade de repetição do PVC ................................................... 42
Figura 43. Desidrocloração do PVC [6] ....................................................................................... 42
Figura 44. Funcionamento do primeiro termo do Factor de Qualidade ...................................... 44
Figura 45. Funcionamento do segundo termo do Factor de Qualidade ..................................... 45
Figura 46. Máquina de ensaios peel e pull ................................................................................. 46
Figura 47. Efeito da amplitude para parâmetros ideais de soldabilidade de QFINTEGRADO (cabo
laranja) ......................................................................................................................................... 54
Figura 48. Efeito da amplitude para parâmetros ideais de soldabilidade de QFPEEL (cabo laranja)
..................................................................................................................................................... 55
Figura 49. Efeito da amplitude para parâmetros ideais de soldabilidade de QFINTEGRADO ≡ QFPEEL
(cabo verde) ................................................................................................................................ 56
Figura 50. Análise metalúrgica em melhor QFPULL obtido na soldabilidade do cabo laranja, com
o equipamento Telsonic .............................................................................................................. 68
Figura 51. Análise metalúrgica em melhor QFPEEL obtido na soldabilidade de cabos laranja, com
o equipamento Telsonic .............................................................................................................. 69
Figura 52. Análise metalúrgica em melhor QFINTEGRADO obtido na soldabilidade de cabos laranja,
com o equipamento Telsonic ...................................................................................................... 70
Figura 53. Análise metalúrgica em parâmetros ideais de soldabilidade de QFINTEGRADO obtidos,
mas com amplitude de 90%, de cabos laranja com o equipamento Telsonic ............................ 71
Figura 54. Análise metalúrgica em parâmetros ideais de soldabilidade de QFINTEGRADO obtidos,
mas com amplitude de 100%, de cabos laranja com o equipamento Telsonic .......................... 72
Figura 55. Análise metalúrgica em parâmetros ideais de soldabilidade de QFPEEL obtidos, mas
com amplitude de 90%, de cabos laranja com o equipamento Telsonic .................................... 73
Figura 56. Análise metalúrgica em parâmetros ideais de soldabilidade de QFPEEL obtidos, mas
com amplitude de 100%, de cabos laranja com o equipamento Telsonic .................................. 74
Figura 57. Análise metalúrgica em melhor QFPULL obtido na soldabilidade de cabos verde, com
o equipamento Telsonic .............................................................................................................. 75
Figura 58. Análise metalúrgica em melhor QFPEEL≡ melhor QFINTEGRADO obtido na soldabilidade
de cabos verde com o equipamento Telsonic ............................................................................. 76
Figura 59. Análise metalúrgica em parâmetros ideais de soldabilidade de melhor QFPEEL≡
melhor QFINTEGRADO obtidos, mas com amplitude de 100%, para cabo laranja com o
equipamento Telsonic ................................................................................................................. 77

xiii
Figura 60. Análise metalúrgica em melhor QFPULL obtido para cabo laranja, com o equipamento
Schunk Minic IV e largura de referência ..................................................................................... 80
Figura 61. Análise metalúrgica em melhor QFPEEL≡ melhor QFINTEGRADO obtido para cabo laranja,
com o equipamento Schunk Minic IV e largura de referência .................................................... 81
Figura 62. Análise metalúrgica em melhor QFPULL obtido para cabo laranja, com o equipamento
Schunk Minic IV e largura de 0,88 mm ....................................................................................... 82
Figura 63. Análise metalúrgica em melhor QFPEEL≡ melhor QFINTEGRADO obtido para cabo laranja
com o equipamento Schunk Minic IV e largura de 0,88 mm ...................................................... 83
Figura 64. Esquema da folha Excel utilizada pela Delphi para proceder à validação de um
splice………………………………………………………………………………………………….…. 2
Figura 65. Esquematização da geometria a soldar e respectivos parâmetros de ensaio ............ 3
Figura 66. Esquema do gráfico potência versus tempo ................................................................ 4
Figura 67. Modo setup para o equipamento Telsonic ................................................................... 6
Figura 68. Modo de produção para equipamento Telsonic .......................................................... 6

xiv

xv
Lista de Tabelas
Tabela 3-1. Parâmetros do equipamento de SUS: Telsonic …………………………………… 30
Tabela 3-2. Parâmetros do equipamento de SUS: Schunk Minic PC…………………………. 31
Tabela 3-3. Parâmetros do equipamento de SUS: Schunk Minic IV…………………………... 31
Tabela 4-1. Parâmetros de todas os cabos disponibilizados, com secção de 0,13mm2……. 35
Tabela 4-2. Caracterização das diferentes ligas de cobre para cabo não descarnado….…. 37
Tabela 4-3. Caracterização das diferentes ligas de cobre para cabo descarnado…………... 37
Tabela 4-4. Resultados de ensaios de tracção em cabo descarnado…………………………. 38
Tabela 4-5. Composição química do metal em condição não contaminada dos cabos
ensaiados.……………………………………………………………………………………………. 40
Tabela 4-6. Composição química do revestimento dos cabos ensaiados…………………….. 40
Tabela 4-7. Análise de composição química a filamento
contaminado………………………………………………………………………………………….. 41
Tabela 5-1. Critérios de aceitação para a secção de 0,13mm2, no caso do ensaio
Pull…………………………………………………………………………………………………….. 43
Tabela 5-2. Critérios de aceitação para a secção de 0,13mm2, no caso do ensaio
Peel……………………………………………………………………………………………………. 43
Tabela 6-1. Tabela de soldabilidade………………………………………………………………. 47
Tabela 6-2. Parâmetros de referência e variações a aplicar à combinação pressão-energia
do equipamento Telsonic, para a secção total de 0,65mm2…………………….…………...….
48
Tabela 6-3. Caracterização da soldabilidade do cabo violeta com o equipamento Telsonic.. 49
Tabela 6-4. Caracterização da soldabilidade do cabo laranja com o equipamento Telsonic.. 50
Tabela 6-5. Caracterização da soldabilidade do cabo verde com o equipamento Telsonic… 51
Tabela 6-6. Tabela de avaliação de cabos multifilares de secção fina, com o equipamento
Telsonic……………………………………………………………………………………………….. 52
Tabela 6-7. Melhores factores de qualidade obtidos e parâmetros ideais de soldabilidade
US, para cabo laranja com o equipamento Telsonic…………………………………………….. 53
Tabela 6-8. Melhores factores de qualidade obtidos e parâmetros ideais de soldabilidade
US, para cabo verde com o equipamento Telsonic……………………………………………… 54
Tabela 6-9. Comparação, para a amplitude de referência do equipamento, entre QF´s
obtidos em função do número de elementos, em cabos laranja e verde……………………… 55
Tabela 6-10. Melhores QF’s obtidos com o efeito do aumento da amplitude proporcionado
nos parâmetros ideais de soldabilidade (Peel e Integrado), em cabo laranja com o
equipamento Telsonic……………………………………………………………………………….
55
Tabela 6-11. Melhores QF´s obtidos com o efeito do aumento da amplitude proporcionado
nos parâmetros ideais de soldabilidade Peel≡Integrado, em cabo verde com o
equipamento Telsonic……………………………………………………………………………….
57

xvi
Tabela 6-12. Parâmetros de referência e variações a aplicar à combinação pressão-
-energia do equipamento Schunk Minic PC, para a secção total de
0,65mm2………………………………………………………………………………………...…….
58
Tabela 6-13. Caracterização da soldabilidade do cabo laranja com o equipamento Schunk
Minic PC………………………………………………………………………………………………. 58
Tabela 6-14. Caracterização da soldabilidade do cabo verde com o equipamento Schunk
Minic PC………………………………………………………………………………………………. 59
Tabela 6-15. Tabela de avaliação de cabos com o equipamento Schunk Minic PC………… 60
Tabela 6-16. Parâmetros de referência e variações a aplicar à combinação pressão-
-energia do equipamento Schunk Minic IV, para a secção total de
0,65mm2….…………………………………………………………………………………………...
62
Tabela 6-17. Caracterização da soldabilidade do cabo laranja com o equipamento Schunk
Minic IV……………………………………………………………………………………………….. 62
Tabela 6-18. Parâmetros de referência e variações a aplicar à combinação pressão-
-energia do equipamento Schunk Minic IV, para a secção total de 0,65mm2, exceptuando
a largura……………………………………………………………………………………………….
63
Tabela 6-19. Caracterização da soldabilidade do cabo laranja com o equipamento Schunk
Minic IV para largura de 0,88mm…………………………………………………………………. 63
Tabela 10-1. Quadro com a nomenclatura de secções [34]……………………………………. 1
Tabela 10-2. Possíveis combinações de secções num splice, que inclua cabo CC,
segundo normas DIN………………………………………………………………………………... 7
Tabela 10-3. Caracterização da soldabilidade do cabo laranja, para nível energético
abaixo2 (Pull)………………………………………………………………………………………… 8
Tabela 10-4. Caracterização da soldabilidade do cabo laranja, para nível energético
abaixo1 (Pull)………………………………………………………………………………………… 8
Tabela 10-5. Caracterização da soldabilidade do cabo laranja, para nível energético de
referência (Pull)……………………………………………………………………………………… 8
Tabela 10-6. Caracterização da soldabilidade do cabo laranja, para nível energético
acima1 (Pull)…………………………………………………………………………………………. 9
Tabela 10-7. Caracterização da soldabilidade do cabo laranja, para nível energético
acima2 (Pull)…………………………………………………………………………………………. 9
Tabela 10-8. Caracterização da soldabilidade do cabo laranja, para nível energético
abaixo2 (Peel) ……………………………………………………………………………………….. 9
Tabela 10-9. Caracterização da soldabilidade do cabo laranja, para nível energético
abaixo1 (Peel) ……………………………………………………………………………………….. 10
Tabela 10-10. Caracterização da soldabilidade do cabo laranja, para nível energético de
referência (Peel) ……………………………………………………………………………………..
10

xvii
Tabela 10-11. Caracterização da soldabilidade do cabo laranja, para nível energético
acima1 (Peel) ………………………………………………………………………………………... 10
Tabela 10-12. Caracterização da soldabilidade do cabo laranja, para nível energético
acima2 (Peel) ………………………………………………………………………………………... 10

xviii

xix
Nomenclatura
Amplitude – Distância, pico a pico, percorrida pelo sonótrodo (%)
Cabo – Constituído pelos multifilares metálicos e isolante polimérico
Clip – Concretização de um splice através de soldadura por ultra-sons
Fretting – Mecanismo de desgaste que ocorre entre duas superfícies, as quais praticam
movimentos oscilatórios de pequena amplitude
Kissing Bond – Zona de material em contacto mas onde não existe soldadura.
Multifilares – Conjunto de filamentos/fios que compõem o interior metálico
Peel – Ensaio mecânico que coloca incrementos da área soldada, em diferentes instantes em
carga (N)
Pull – Ensaio mecânico que coloca toda a área de soldadura em carga (N)
Secção do cabo ensaiado – Secção do cabo que é sujeito a um ensaio mecânico (mm2)
Secção total – Corresponde à área de um clip soldado e que pode ser obtido pela soma das
secções de cada cabo (mm2)
Seizure/Gripagem – Impedimento ao movimento relativo devido ao atrito interfacial, o qual pode
ser acompanhado por soldadura das superfícies
Splice – Identifica a configuração de cabos a soldar, a disposição que estes apresentam e a
secção total
Staking – Empilhamento dos filamentos
Sticking – Adesão dos multifilares ao tooling devido a parâmetros de soldadura excessivos
Tooling – Qualquer elemento mecânico do equipamento de ultra-sons responsável pela
soldadura e que contacta os multifilares durante toda a fase de soldadura.
σ – Tensão de rotura máxima do material base (MPa)
PULLPKP – Factor de qualidade interno em ensaio destrutivo Pull
PEELPKP – Factor de qualidade interno em ensaio destrutivo Peel
- Média da amostra a ensaios Pull/Peel iP

xx
LSL – Limite inferior especificado
- Desvio padrão da média da amostra em ensaios Pull/Peel
- Média de tempos de soldadura
- Desvio padrão da média de tempos de soldadura
- Mínimo da amostra em tempo de soldadura
- Mínimo da amostra em ensaio Pull/Peel
itmin
i
it
iPmin
it

1
1 Introdução
1.1 Enquadramento e objectivos
O trabalho técnico-científico executado tem um vasto suporte experimental e enquadra-se
numa estratégia de apoio e transferência de conhecimento tecnológico do Instituto Superior
Técnico (IST) para a indústria, com base em estratégias de investigação e desenvolvimento
(ID) aplicados a casos reais, realizado em cooperação entre o IDMEC, pólo IST e o
Manufacturing Excellence Center (MEC) da DELPHI-Automotive Systems em Portugal. Este
trabalho representa a continuação da colaboração em investigação e desenvolvimento
tecnológico entre o IST e a Delphi, a qual gera resultados de valor acrescentado para ambas
as instituições.
A indústria automóvel é paradigma de uma área industrial de elevada competitividade, onde
existe necessidade de apresentar contínuas inovações, incorporando resposta a permanentes
desafios postos pelo mercado e nova regulamentação. Muitas das soluções implementadas
passam pelo desenvolvimento da actuação e controlo eléctrico e electrónico dos múltiplos
sistemas de engenharia que compõem o veículo, nomeadamente, motorização, segurança e
conforto. Esta tendência leva a que a extensão total do sistema de cablagens seja cada vez
maior e que a sua fiabilidade assuma uma importância vital.
Uma das soluções encontradas para redução de peso e volume do sistema de cablagens, foi a
redução da secção dos cabos multifilares de cobre, sem comprometer a sua resistência
mecânica. Esta exigência levou ao desenvolvimento de novos cabos multifilares em diversas
ligas de cobre, com novos tipos de revestimento, que apresentam propriedades mecânicas e
eléctricas equivalentes aos cabos originais de cobre. No entanto, verificou-se que a
soldabilidade destes novos cabos ficou comprometida, utilizando as mesmas condições
tecnológicas de fabrico. O principal processo tecnológico de soldadura aplicado na soldadura
das cablagens multifilares é a Soldadura por Ultra-Sons (SUS).
Assim, o presente trabalho pretende realizar a caracterização e desenvolvimento da
soldabilidade de cablagens multifilares, de liga de cobre de secção fina, avaliando distintos
equipamentos de SUS existentes no mercado. Um dos requisitos é a obtenção de ligações com
propriedades mecânicas equivalentes às obtidas nas cablagens multifilares de cobre originais,
garantindo que os mesmos critérios de qualidade são cumpridos. De uma forma mais geral, a
tecnologia de SUS de metais representa um desafio técnico e científico relevante, com elevado
potencial de impacto na indústria.
Os principais objectivos deste trabalho são:
Caracterizar as propriedades mecânicas e eléctricas de diferentes
equipamentos de SUS, aplicáveis a cablagens multifilares de secção fina;

2
Avaliar as propriedades mecânicas de diferentes cabos multifilares de liga de
cobre de secção fina;
Caracterizar a composição química (interna) das ligas de cobre utilizadas;
Estabelecer a influência dos diferentes revestimentos dos cabos na
composição química superficial dos multifilares;
Caracterizar a soldabilidade por ultra-sons, para diferentes equipamentos
aplicados na ligação de diferentes cablagens multifilares, de liga de cobre de
secção fina;
Caracterizar as ligações realizadas em termos de aspectos geométricos,
propriedades mecânicas e metalúrgicas;
Desenvolver o conhecimento sobre os mecanismos de ligação durante o
processo de SUS, de cabos multifilares de liga de cobre de secção fina;
Desenvolver um novo critério de avaliação da qualidade das ligações soldadas,
considerando de forma integrada: i) aspectos de produtividade, ii) força de
resistência máxima sob esforços de corte (pull), iii) força de resistência máxima
sob esforços de arrancamento (peel).
1.2 Estrutura do relatório
O relatório encontra-se estruturado em nove capítulos e anexos, do seguinte modo:
Capitulo 1 – apresentação do enquadramento do trabalho, bem como dos objectivos a realizar
e definição da estrutura do relatório
Capítulo 2 - levantamento do estado de arte, dividido em duas partes: potencialidades da
redução da secção das cablagens, comportando os prós e os contras da sua utilização;
soldadura de cablagens por ultra-sons, que abrange tópicos como: os mecanismos de ligação
presentes e as possíveis operações de soldadura inerentes, os diversos componentes do
equipamento bem como os parâmetros do processo, a metalurgia da soldadura e as
propriedades dos materiais a soldar, as diversas fases do ciclo de soldadura, o
desenvolvimento da temperatura na soldadura, o controlo da qualidade dos cabos, os factores
com influência na soldadura e a designação dos clips soldados.
Capítulo 3 – descrição dos equipamentos e seus intervalos de funcionamento, efectuando-se a
representação das diversas curvas de funcionamento dos equipamentos, para os vários
parâmetros do processo.
Capítulo 4 – efectua a caracterização, através de ensaios de tracção, dos diferentes cabos
multifilares de secção fina em liga de cobre, tanto em cabo descarnado como não descarnado,
sendo descritos os seus procedimentos e conceitos. Engloba também uma análise química aos
constituintes de um filamento limpo e outro com contaminantes, implicações que influenciam a
soldabilidade dos cabos.

3
Capítulo 5 – descrição de critérios estabelecidos para ensaios destrutivos e funcionamento dos
novos factores de qualidade. Explica critérios técnicos de aceitação e de realização de
soldadura e especifica o equipamento para a realização de ensaios destrutivos.
Capítulo 6 – engloba a caracterização da soldabilidade dos diferentes cabos, mediante a
utilização de diversos equipamentos e parâmetros. Analisa o efeito do aumento da amplitude e
o efeito da redução da largura, para equipamentos distintos, assim como verifica a
sensibilidade a parâmetros definidos pelas várias combinações pressão-energia. São avaliados
os vários factores de qualidade obtidos, as várias resistências mecânicas da soldadura, bem
como os diversos tempos de soldadura para os distintos equipamentos e cabos.
Capítulo 7 – analisa a metalurgia da soldadura dos melhores resultados de índices de
qualidade, efectuados pela caracterização da soldabilidade, mediante a aplicação das
diferentes combinações pressão-energia. Verifica a análise metalúrgica a diversos clips,
efectuados com distintos equipamentos e com diferentes parâmetros, com o intuito de
compreender o funcionamento dos mecanismos de ligação inerentes. E ainda analisa o
impacto que, diferentes parâmetros têm na soldadura.
Capítulo 8 – apresenta as conclusões do relatório e propostas para trabalho futuro a realizar.
Anexos – englobam a nomenclatura de secções, os critérios de aceitação e validação, as
possíveis combinações num splice que inclua cabos CC, o desenvolvimento da soldabilidade
por SUS do cabo laranja, a análise do efeito de amplitude e a análise metalúrgica ao
balizamento de parâmetros.

4

5
2 Estado da Arte
2.1 Introdução
A indústria automóvel passa por uma revolução tecnológica e os veículos de hoje necessitam
de ser mais do que um mero transporte; têm de entreter, informar, conectar e proteger os seus
passageiros e um dos cenários competitivos depara-se com todos os recursos e
funcionalidades disponíveis, constatando-se que o verdadeiro desafio para os fabricantes de
automóveis é incorporar recursos e funcionalidades, sem um substancial aumento de peso e
custo [2].
2.2 Potencialidades da redução de secção das cablagens
Desenvolver a arquitectura eléctrica e electrónica (E/E) é um trabalho rigoroso e envolve todo o
sistema eléctrico e electrónico bem como o design do subsistema, dos compartimentos físicos
e funcionais e do layout físico dos subsistemas dentro do veículo [8], conforme se representa
na Figura 1. Trata-se de um campo em rápida evolução e impulsionado pelas necessidades
dos consumidores, pela regulamentação governamental e pelo aumento da utilização de
conteúdos eléctricos e electrónicos [10]. Esta arquitectura E/E é de importância vital, cruzando
todos os sistemas do veículo em diversos elementos, que se incluem em categorias como
redes de dados, diagnósticos, tolerância a falhas de energia, gestão de energia e redes de
sinal, entre outros [2][8].
Figura 1. Disposição de sistemas eléctricos e electrónicos [2][8]
Nos últimos vinte anos a quantidade de cablagens nos veículos mais do que duplicou, mas o
espaçamento necessário para o seu acomodamento/acoplamento não aumentou e, de facto,
na maioria dos casos até reduziu, constatando-se uma optimização dos blocos funcionais
elementares, onde se verifica a diminuição da secção das cablagens [8]. Por exemplo, o
tamanho de um cabo de distribuição de sinal mudou radicalmente nas últimas três décadas: em
1979 o cabo tinha uma secção de 0,75mm2, em 1998 passou a uma secção de 0,5mm
2, em
2006 a uma secção de 0,35mm2 e em 2010 a uma secção de 0,13mm
2 [7][10].

6
Figura 2. Vantagens da redução de secção de 0,35mm2 para 0,13mm
2 [9]
Existem boas razões para salientar a importância da redução da secção das cablagens,
conforme a Figura 2, pois componentes menores ocupam menos espaço, pesam menos e
necessitam de menos material, originando uma poupança energética, uma redução das
emissões de gases com efeito de estufa, menor consumo de matéria-prima, custos inferiores,
melhoria de qualidade, menor complexidade de fabricação, entre outras [9].
Os avanços na tecnologia de produção, tais como processos de montagem automatizada, para
permitir que continue a tendência de miniaturização, para reduzir tamanho e peso num veículo,
implicam a utilização de cablagens de secção fina. Estas apresentam benefícios e avanços
únicos e serão essenciais aos processos de produção no futuro.
As propriedades mecânicas dos cabos multifilares de secção fina, no caso em estudo de
0,13mm2 de secção, foram significativamente melhoradas através da introdução de novos
materiais poliméricos de revestimento e adição de elementos de liga [1]. As novas condições
proporcionam alta resistência sem sacrificar o desempenho mecânico do equipamento [7][8],
comparando-se as propriedades mecânicas dos cabos multifilares de secção fina aos cabos
multifilares de 0,35mm2 de secção, tendo apenas metade do tamanho [9].
Para a maioria dos produtos inovadores se tornarem realidade e concederem benefícios, os
processos avançados de fabrico necessitam também de ser desenvolvidos [10]. É o caso das
cablagens multifilares de secção fina, onde é importante garantir a manufactura, o
manuseamento das cablagens na aplicação ao veículo e simultaneamente garantir fiabilidade,
segurança e consistência, ao serem incorporadas [9] num veículo, surgindo a necessidade de
desenvolver a sua soldabilidade por SUS.
2.3 Soldadura por ultra-sons
2.3.1 Enquadramento e princípios de funcionamento
A soldadura por ultra-sons (SUS), de metais, surgiu na década de quarenta do século XX,
quando se tentou aplicar ultra-sons à soldadura por resistência [11] e onde se percebeu que
seria uma técnica suficiente para unir metais [3][11][12][13].

7
A SUS é um processo de soldadura no estado sólido na qual os metais, similares ou
dissimilares a unir, são colocados em contacto sob pressão moderada, enquanto se aplica
vibração ultra-sónica, sendo a direcção das vibrações paralela à interface de contacto entre
peças e de elevada frequência, durante um curto período de tempo e sem utilização de
adesivos ou fluxos [3][11][12][14][15][16][17]. O movimento relativo entre peças a frequência
ultra-sónica, acima de 20kHz, promove o aparecimento duma soldadura por distorção e
deformação plástica progressiva das asperidades nas superfícies das peças, que constituem a
interface de contacto. A deformação plástica fractura e dispersa os óxidos e contaminantes
superficiais, ficando subsequentemente superfícies de metal puro em contacto entre si, o que
culmina com a formação de uma ligação metalúrgica [12]. A utilização deste processo de
soldadura aplica-se principalmente na união de polímeros e metais macios, como cobre e
alumínio, estando presente em aplicações da indústria automóvel, aeroespacial, bem como na
indústria de energia solar [18].
Actualmente a compreensão total dos fundamentos mecânicos do processo ainda não está
completa [3]. A ausência de conhecimento é particularmente relevante no que concerne à
dinâmica da soldadura e a relação desta com a dinâmica do equipamento de SUS [12]. Na
mecânica da soldadura é de referir a falta de conhecimento da relação existente entre os
diversos parâmetros que caracterizam o processo e a consequente deformação plástica
inerente na ligação. Além disto, tempos de soldadura pequenos (inferiores a 1 segundo) e uma
pequena zona de ligação (menor que 10µm) limitam a aplicabilidade de muitas técnicas de
caracterização da ligação em tempo real, como a medição de temperaturas, a caracterização
das peças finais através de metalografia, microdureza e difracção de raios-X [23].
Monitorizar a SUS contabilizando qualquer alteração dos parâmetros de soldadura, durante a
execução de um ciclo de soldadura, tem sido o alvo de investigadores, como Edgar Vries, Jahn
e Cooper, entre outros, mas até agora isto ainda não foi alcançado. Variadíssimas alterações
aos parâmetros já foram efectuadas, mas nenhuma clarificou a relação da qualidade da
soldadura (isto é resistência mecânica da soldadura) [19].
Este processo de ligação, quando comparado com processos concorrentes, nomeadamente a
soldadura por resistência, dispende menos energia e não altera de forma tão significativa as
propriedades originais do material a soldar. Na SUS todas as questões relevantes como a
fusão, resolidificação de material base e o resultante impacto nas características e
propriedades deste, não se encontram presentes, contrariamente à soldadura por resistência,
onde o ponto de soldadura funde e resolidifica, ficando as áreas adjacentes fortemente
influenciadas pelas altas temperaturas atingidas durante a soldadura. Isto significa que a
soldadura equivalente por ultra-sons é superior à soldadura por resistência [17]. A SUS é
simples, eficiente, segura e permite a ligação no estado sólido [3][14], com baixa geração de
calor [3].

8
2.3.2 Mecanismos de ligação e possíveis operações de soldadura
A soldadura de metais pode-se classificar em três tipos: i) soldadura por fusão, ii) soldadura por
brasagem e iii) soldadura no estado sólido. A soldadura no estado sólido pode decorrer acima
ou abaixo da temperatura de recristalização dos metais envolvidos. A soldadura por ultra-sons
cai no último caso, envolvendo a recristalização parcial das zonas de ligação, por aplicação de
energia mecânica e desenvolvimento de calor resultante da deformação plástica localizada.
Apesar dos mecanismos de ligação da SUS não serem claros, existem três factos inegáveis:
não ocorre fusão durante a soldadura por ultra-sons, como sugerido por Devine [20], uma vez
que a temperatura máxima atingida representa apenas 35 a 50% do ponto de fusão [17],
embora outras referências indiquem temperaturas entre os 60 a 80% do ponto de fusão [19]; na
interface de ligação existe uma camada severamente deformada [17]; e, por fim, as camadas
de óxidos e contaminantes entram em rotura durante este tipo de soldadura [12][17][19][20].
A SUS é um processo de união entre duas ou mais peças, normalmente metálicas, por
coalescência localizada ou união através da interface, conforme a Error! Not a valid
bookmark self-reference., significando que os átomos das peças soldadas são colocados em
contacto e que a distância entre dois átomos, pertencentes a
diferentes peças, é aproximadamente igual à distância
interatómica do material base. Além disso, os átomos das duas
ou mais peças soldadas devem exibir forças de atracção mútua
(adesão) comparáveis às forças de ligação entre dois átomos
que não participem na ligação e se encontrem no interior do
metal. Esta coalescência deve ocorrer numa área da interface
(área macroscópica), a qual é de maior ordem de grandeza,
comparativamente com às distâncias interatómicas [19].
A partir disto, é claro que o processo de SUS tem de promover a soldadura das peças em
contacto atómico mútuo, ao longo da área macroscópica, a fim de alcançar a adesão. Quando
as superfícies das peças a soldar são colocadas em contacto sobre a actuação de pressão
normal e a temperatura da interface é aumentada para 50 a 80% da temperatura de fusão da
peça a soldar, com valor mais baixo de ponto de fusão, a soldadura ocorre sem desenvolver
fusão [19]. A temperatura elevada, os átomos de contacto atómico mútuo ao longo da área
macroscópica, podem difundir-se no material das peças a soldar e os átomos do material na
interface podem reorganizar-se de tal forma que o contacto atómico limpo é criado na área
macroscópica [19], desenvolvendo-se uma soldadura por ultra sons caracterizado por
mecanismos de ligação de origem difusiva. Este é apenas um dos mecanismos de ligação
presente nos processos de soldadura em estado sólido e o mecanismo de ligação a aderir as
peças é realizado sem a necessidade de uma interface líquida ou a criação de fusão e
resolidificação [17].
Figura 3. SUS em cabos
multifilares de secção fina

9
Assim, a soldadura por difusão, conforme a Figura 4, facilita a união de materiais para produzir
componentes com nenhuma descontinuidade abrupta na microestrutura e com um mínimo de
deformação [17].
Em qualquer mecanismo de ligação no estado sólido por aplicação de pressão, existe duas
áreas principais de preocupação: qual será o mecanismo de ligação material e qual a
resistência da ligação?
Este trabalho irá incidir na quantificação de adesão, união e caracterização interfacial bem
como na estabilidade para a execução do processo de soldadura e seus mecanismos de
ligação, após a realização de um conjunto sucessivo de soldaduras com o que aparenta ser
uma aplicação igual dos parâmetros de soldadura [3].
O contacto atómico entre duas superfícies também pode ser
criado apenas através da aplicação de pressão mecânica
[19]. Um contacto atómico limpo pode ser alcançado ao
longo da área macroscópica, mas culmina numa ligação por
forças de atracção mútua (adesão) fraca, quando
comparada com uma soldadura por difusão. Isso pode
acontecer quando a superfície de contacto com a interface é
esticada, devido à deformação das peças a soldar. Esta
operação é chamada de soldadura a frio [19].
Quando se querem ligar metais através da SUS, deve ocorrer deslizamento entre as
superfícies metálicas, sob uma pressão normal, sem a presença de camadas de óxidos [13].
Assim, com a posterior aplicação de vibração, os multifilares em contacto com o sonótrodo irão
deslizar relativamente à interface de soldadura, resultando em deformação plástica [12].
Simultaneamente, pequenas ilhas de soldadura começam a formar-se, ligando os vários
multifilares. À medida que o processo avança no tempo, mais ilhas se formam e crescem,
ligando todos os multifilares, até que a potência fornecida é insuficiente para continuar o
processo de deformação plástica [12].
O mecanismo de seizure (gripagem) só ocorre para pressões muito elevadas e descreve um
mecanismo de adesão ou soldadura de dois corpos, devido ao crescimento catastrófico de
asperezas em contacto por deformação plástica, para acomodar a tensão aplicada [21][22]. A
deformação plástica é suficiente para gerar calor, extremamente localizado na interface [38].
Este calor, que depende das propriedades térmicas do material, pode ser suficiente para
causar uma série de fenómenos e alguns autores verificaram a ocorrência de recristalização,
difusão e mesmo fusão localizada, em pequenos pontos da interface [12].
Os maiores contributos para o atrito por deslizamento, verificado na ocorrência da soldadura e
proporcionado pela aplicação de energia vibratória, advêm das interacções mecânicas entre
Figura 4. Ligação metálica (por
adesão e difusão) na SUS de cobre
10
asperezas. Quando ocorre atrito por deslizamento são identificadas duas forças que é
necessário vencer para continuar o deslizamento: força de adesão desenvolvida nas áreas de
real contacto entre superfícies (junções) e força de deformação necessária para lavrar as
asperezas mais macias, pelas asperezas de maior dureza. O termo de adesão surge devido às
forças atractivas entre superfícies e que se fazem sentir entre asperezas em contacto. Esta
adesão só se faz sentir se as superfícies estiverem limpas, ou seja, livres de contaminantes,
filmes de óxidos e de gases absorvidos. As vibrações ultra-sónicas rompem e dispersam os
filmes de óxidos superficiais, permitindo contacto metálico, assim, as duas superfícies formam
ilhas de soldadura, com cerca de 10 a 100µm de comprimento, através de um mecanismo em
tudo semelhante ao fretting. Neste mecanismo de desgaste, óxidos são removidos e
dispersados e o número de micro-soldaduras e a sua dimensão cresce. A área de contacto real
cresce devido à pressão normal e à acção das forças tangenciais ou de corte [19].
O aquecimento localizado, devido ao atrito e a deformação plástica nas asperezas em
contacto, estão na base da formação de pequenas ilhas de soldadura ou micro-soldaduras [15].
Estudos realizados com microscópio electrónico de transmissão (TEM), por Vries [12], mostram
que duas superfícies em contacto formam uma interface semelhante a um limite de grão, sem
qualquer tipo de filme a separar e sem evidência de zona fundida, quando se aplica a SUS.
Podem existir partículas que se acumulam na interface, partículas provenientes da camada de
óxidos, devido aos mecanismos de desgaste [3].
No mesmo estudo com TEM, zonas de kissing bond apresentam uma estrutura pouco
deformada, quando comparada com a zona de ligação. Na zona de ligação, a microestrutura é
típica de uma amostra que foi severamente deformada e, seguidamente, sofreu recuperação
e/ou recristalização parcial, o que explica o aparente amaciamento. Sob deformação ocorre
encruamento, tornando a deformação cada vez mais difícil. Se ocorrer recuperação durante o
processo de união (devido à aplicação de energia vibratória e consequente aumento de
temperatura), a deformação adicional não requer aumento de força [3].
Alguns autores reportaram o aparecimento de grãos muito pequenos na zona de contacto,
atribuindo este fenómeno à recristalização e negando o efeito de fusão [16].
2.3.3 Componentes do equipamento de SUS
Os componentes essenciais de um equipamento de SUS são:
Um mecanismo para segurar e colocar as peças em contacto através de
pressão, para posterior soldadura,
Um mecanismo para aplicar energia vibratória, a uma(s) das peças a
soldar,
Uma fonte de energia vibratória,
Um circuito de controlo de tempo de aplicação de pressão e de energia
vibratória [13] [38].

11
O projecto específico ou o tipo de componentes requeridos para efectuar um equipamento de
US, depende do tipo de soldadura desejada [13] [38] e do material a soldar.
Os equipamentos de SUS convencionais distinguem-se em dois grupos: sistemas de wedge-
-reed ou sistemas de lateral-drive. O sistema de wedge-reed contém um fornecedor de
potência que converte potência eléctrica de 50 a 60 Hz em energia eléctrica de elevada
frequência, aproximadamente 20000 ciclos [17][21]; enquanto o sistema lateral-drive contém
um transdutor que converte energia eléctrica em energia mecânica, com a mesma frequência,
aplicando-a às peças a serem soldadas, normalmente acima dos 15 kHz [17][21].
Os sistemas apresentam diferenças pois a disposição do sonótrodo e da bigorna é distinta; no
sistema lateral-drive a bigorna encontra-se em cima, enquanto o sonótrodo abaixo do plano de
soldadura [12] e o oposto é verificado no sistema wedge-reed.
Outra das diferenças é que o sistema lateral-drive permite que a amplitude seja escolhida pelo
operador [24], contrariamente ao sistema wedge-reed. O sistema wedge-reed é normalmente
aplicado a equipamentos de média e elevada potência [3], contrariamente ao sistema lateral-
-drive. Assim, constata-se que os equipamentos de SUS para cablagens apresentam um
sistema lateral-drive, que se encontra representado na Figura 5:
1. Fonte de potência;
2. Transdutor;
3. Amplificador;
4. Força normal;
5. Bigorna;
6. Peças a soldar;
7. Direcção de vibração;
8. Sonótrodo.
Figura 5. Sistema lateral-drive [19]
A vibração é transmitida através do sonótrodo para a peça de trabalho, com este a vibrar
paralelamente ao plano da interface [25]. Apenas algumas das peças a ligar estão em contacto
com o sonótrodo, enquanto outras estão em contacto com a bigorna [25]. Uma força estática é
aplicada perpendicularmente ao plano da interface, de modo a apertar as peças a soldar entre
o sonótrodo e a bigorna. A acção do atrito entre as superfícies das peças de trabalho em
conjunto com a pressão estática aplicada, dispersam os filmes de óxidos e os contaminantes à
superfície, levando ao contacto e à ligação metálica [12][13].

12
2.3.3.1 Conversores de frequência
O conversor de frequência é uma peça que usualmente se encontra separada do conjunto
transdutor/sonótrodo, estando ligado a estes por meio de um cabo coaxial. Tal como o conjunto
referido, o conversor está concebido para trabalhar a uma frequência específica e tem uma
variação admissível muito estreita, aproximadamente 1 a 2% de variação, acima ou abaixo
desta frequência. É essencial para uma soldadura bem sucedida que o conversor esteja
afinado, para trabalhar precisamente à frequência que o transdutor e o sonótrodo estão
definidos. As frequências típicas de funcionamento encontram-se no intervalo de 15 a 60kHz e
a potência disponível é de apenas alguns Watt até 16kW [3][17].
A frequência de vibração para a maioria das tecnologias de USW é tipicamente 20kHz ou
acima [15][29][38].
2.3.3.2 Transdutores
Os transdutores recebem sinais eléctricos a altas frequências e convertem-nas em vibração
mecânica à mesma frequência [26]. Os transdutores podem ser piezoeléctricos ou
magnetoestrictivos, elementos que alteram a sua dimensão física em resposta a um campo
eléctrico ou magnético, respectivamente [13][25]. Os magnetoestrictivos são constituídos por
uma estrutura empilhada de chapas de níquel ou liga de níquel, que varia de comprimento
consoante a densidade de fluxo magnético que a atravessa. Esta estrutura é bastante robusta,
conseguindo trabalhar continuamente durante longos períodos de tempo, embora possua baixa
eficiência de conversão de energia eléctrica, na ordem dos 25 a 35% [3][17].
Os piezoeléctricos compostos por materiais cerâmicos, como titanato zirconato de chumbo [26],
variam de dimensões com a aplicação de um campo eléctrico variável. A eficiência dos
piezoeléctricos é cerca do dobro da eficiência dos magnetoestrictivos [3][17].
Para que não sofram qualquer perda de eficiência ou alteração de características durante o
ciclo de trabalho, tanto os magnetoestrictivos como os piezoeléctricos são equipados com
sistemas de arrefecimento, para mantê-los a temperaturas baixas [3][11][17].
2.3.3.3 Amplificador
Um amplificador ligado a um transdutor aumenta, diminui ou faz
simplesmente a ponte entre o transdutor e o sonótrodo [25].
O amplificador, representado na Figura 6 com um anel de
fixação, amplifica a vibração longitudinal gerada pelo transdutor
e serve também de apoio fixo, pois ao solicitar todo o conjunto a
uma torção ou força descendente, o sonótrodo comprime o
amplificador [13].
Figura 6. Sistema lateral drive
da Schunk Minic PC

13
2.3.3.4 Tooling
O tooling é composto por todos os componentes do sistema de fixação,
conforme a Figura 7, que estão em contacto com os cabos a soldar:
sonótrodo, bigorna, placa de retoque e garra deslizante. Depois da
aplicação da pressão de aperto, a energia dos ultra-sons é aplicada
através do(s) cabo(s) que está(o) em contacto com o sonótrodo. A
bigorna mantém o(s) cabo(s) superior(es) estático(s), e sob aplicação de
pressão, de modo que a energia seja concentrada na interface entre os
dois ou mais cabos a soldar [18].
O tooling deve ter dureza elevada para suportar inúmeras soldaduras,
boa tenacidade para evitar a fractura e boa resistência a temperaturas
elevadas [18], diferindo a sua geometria de equipamento para
equipamento e consoante as propriedades do material a soldar.
A condutividade térmica do tooling, conforme sugere Antonevich, também deve ser baixa, pois
a temperatura parece ser um factor importante na qualidade da soldadura [13].
Sonótrodo
O sonótrodo é uma peça ou ferramenta que está exposta a vibração ultra-sónica e a transmite
aos cabos a soldar [17], estando concebido para trabalhar e entrar em ressonância a uma
frequência nominal específica [11].
Seguindo a banda de frequência standard utilizada para vibração ultra sónica (de 20kHz a
70kHz), o sonótrodo vibra na frequência como "contracção" e "expansão" x vezes por segundo
(x é a frequência). A amplitude é de 12-25μm para os equipamentos disponibilizados para SUS.
Essa ressonância acústica de meio comprimento de onda, segue as características do módulo
de elasticidade E do material (módulo de Young), a sua densidade ρ, a velocidade de
propagação do som através do material e a sua frequência [27].
Os materiais utilizados no seu fabrico são aço inox ou uma liga de titânio, sendo especialmente
seleccionados para minimizar as perdas de energia, conferir elevada resistência à fadiga e
aumentar o tempo de vida da peça. Assim, é assegurado o máximo de transmissão de energia
e o máximo de durabilidade sob os esforços estáticos e vibratórios aplicados durante o
processo [3][17].
Importa salientar que para minimizar o escorregamento relativo entre o(s) componente(s) que
está(o) em contacto com o sonótrodo, este apresenta uma superfície com múltiplas pirâmides
ou ondas, paralelas umas às outras, conforme a Figura 8, que identam os multifilares,
obrigando-os a vibrar conjuntamente com o sonótrodo [17].
Figura 7. Ferramentas que
constituem o tooling
Bigorna
Garra Deslizante
Sonótrodo
Placa de Retoque

14
Devido ao desgaste superficial, o sonótrodo deve ser permutado quando se achar conveniente,
normalmente ao fim de milhares de soldaduras [11]. Além disso, deve ser alvo de limpeza
constante, pois durante um ciclo de soldadura, metal proveniente dos cabos a soldar pode ficar
entre as pirâmides, impedindo a identação e introduzindo impurezas, sendo crucial uma
escolha correcta dos parâmetros de soldadura [17].
A B A B
Figura 8. Sonótrodo do equipamento Schunk Minic PC e Schunk Minic IV
A – face que contacta os multifilares, B – perspectiva sobre as ondas
O sonótrodo do equipamento Telsonic não se encontra representado, por implicar a
descalibração do tooling de um equipamento, que se encontra em fase de testes.
Bigorna
A bigorna é a componente mecânica que aplica pressão aos multifilares a soldar, através de
um sistema que pode ser: hidráulico, para equipamentos de potência elevada ou pneumático,
para dispositivos de potência intermédia e baixa [17].
Como descrito anteriormente, o sonótrodo é concebido para ser um elemento ressonante do
equipamento, a bigorna, por seu turno, é o elemento contra-ressonante, estando estática e em
aplicação de pressão, no decorrer do ciclo de soldadura, amortecendo a transmissão de
energia, de modo a concentrá-la nos materiais a soldar. Tal como no caso do sonótrodo, a
superfície deste elemento apresenta ondas paralelas, como apresentado na Figura 9, com o
mesmo objectivo de impedir o escorregamento, mantendo os multifilares que se encontram em
contacto com a bigorna, estáticos, enquanto os que se encontram em contacto com o
sonótrodo escorregam no decorrer da formação da soldadura [3][11][17]. Este componente do
tooling também é submetido a desgaste, pelo que a sua ligação mecânica ao sistema permite
removê-la quando apresentar desgaste [14].
Importa também referir que a bigorna apresenta um número diferente de ondas paralelas
consoante o equipamento utilizado, conforme a Figura 9; o equipamento Telsonic apresenta 9
ondas, bem como o equipamento Schunk Minic PC, já o equipamento Schunk Minic IV
apresenta 11 ondas. Este componente dos equipamentos Telsonic e Schunk Minic PC
apresenta uma onda central de maior altura e em todos os equipamentos a primeira e última
onda têm menor altura que as restantes. O comprimento da bigorna também difere consoante

15
o equipamento, sendo de 12,5mm para o equipamento Telsonic, 13,0mm para o equipamento
Schunk Minic PC e 9,0mm para o equipamento Schunk Minic IV. Diminuir o comprimento da
bigorna proporciona melhorias nos ensaios de torção e flexão ao clip, expressos pelo campo 6
de §10.2.
Figura 9. Perspectivas da bigorna dos equipamentos: Telsonic, Schunk Minic PC e Schunk Minic IV A – face que contacta os multifilares, B – morfologia das ondas
As ondas do equipamento Schunk Minic IV possuem raio de curvatura, para aumento da área
em contacto com os multifilares. Bloss, no trabalho de investigação, concluiu que a bigorna
com maior área em contacto com os multifilares, produziu as resistências mais elevadas,
enquanto a bigorna com a área mais pequena produziu as resistências mais baixas [18].
Placa de retoque
Foi concebida a placa de retoque, para constringir lateralmente os cabos a soldar, conforme a
Figura 10. O espaço entre este componente do tooling e o sonótrodo deve ser o menor
possível, para que não haja fuga de material. Define a largura do splice e move-se
verticalmente com a bigorna [11].
Figura 10. Placa de retoque do equipamento Telsonic e Schunk Minic PC
A placa de retoque dos equipamentos Telsonic e Schunk Minic IV não apresenta ranhuras, já o
equipamento Schunk Minic PC tem ranhuras superficiais para homogeneizar a compactação do
material, melhorando a qualidade do clip soldado.
A B A B A B

16
Garra deslizante
Conjuntamente com a placa de retoque, a garra deslizante, que se move horizontalmente,
define a largura do splice. A sua base apresenta ondas, conforme a Figura 11, de modo a
poder deslizar sobre o sonótrodo, sem que haja contacto, embora a distância entre ambos
deva ser a mais reduzida possível, impedindo que haja espaço para fuga de material durante a
soldadura [11].
Figura 11. Perspectivas de uma garra deslizante do equipamento Schunk Minic PC
A- face que contacta os multifilares; B- base da garra deslizante [11]
2.3.4 Parâmetros da SUS
Os parâmetros mais importantes a ter em consideração na SUS são parâmetros de sistema e
parâmetros de material [12]. Os parâmetros de sistema presentes no processo incluem
variáveis como o tempo de soldadura, a amplitude de vibração, a pressão aplicada ao splice a
soldar, a energia eléctrica – produto da potência e do tempo de soldadura, e a frequência.
Alguns destes parâmetros dependem uns dos outros e a relação entre eles depende do
equipamento de SUS utilizado [18].
Os parâmetros de material são: a condição superficial dos multifilares, a estrutura cristalina, a
dureza e as dimensões exteriores das peças [12].
A resistência da soldadura é proporcional à pressão estática aplicada ao splice a soldar, ao
tempo de soldadura, à amplitude de vibração, à energia eléctrica fornecida, à temperatura e ao
desgaste das ferramentas. Existem limites aplicáveis a estas variáveis, observando-se um
enfraquecimento da resistência da soldadura, quando excedidos [13].
2.3.4.1 Tempo de soldadura
O intervalo de tempo durante o qual a potência ultra-sónica é entregue ao splice a soldar
encontra-se, normalmente, entre 10ms (milissegundos), para secções pequenas, e 1000ms
para secções maiores [11][16][17], dependendo também dos materiais a soldar.
Potências elevadas e tempos curtos de soldadura proporcionam, normalmente, melhores
índices de resistência da soldadura, do que o inverso. Tempos de soldadura muito elevados
tendem a provocar um aquecimento interno da peça, mau acabamento superficial e fissuras
internas na interface de soldadura [3][28].
A B

17
Um intervalo de tempo de soldadura ideal resulta numa interface mais contínua, elevadas
resistências, elevadas tenacidades e resistência à fadiga [11][28], devido ao crescimento da
área real de soldadura.
2.3.4.2 Amplitude de vibração
A amplitude está directamente relacionada
com a potência entregue à secção a soldar
[17]. Logo, como a frequência do sistema é
fixa, apenas se pode aumentar a amplitude
de vibração do sistema, aumentando a
entrega energética, originando uma maior
distância percorrida pelo sonótrodo no
mesmo intervalo de tempo.
Amplitudes baixas implicam um aumento do
tempo de soldadura e podem levar a que não
ocorra adesão na interface, devido ao
amortecimento natural das vibrações que
ocorre dentro do material que constitui o
splice a soldar. Contrariamente, amplitudes altas provocam deformações plásticas elevadas e
elevada geração de calor na interface [3][19]. A amplitude facilita os processos difusivos e a
coalescência dos pontos de soldadura e reduz o tempo de soldadura para o desenvolvimento
de uma boa união.
Depreende-se que a resistência da soldadura evolui para um patamar constante à medida que
se entrega energia ao longo do tempo e que o aumento de amplitude tem um papel importante
no aumento de resistência mecânica dos clips [19], conforme a Figura 12.
2.3.4.3 Pressão
Esta variável dos parâmetros de sistema influência a deformação plástica que ocorre na
interface, promovendo a compactação inicial do material e aproximando as superfícies
metálicas na interface, de modo a que se gerem fenómenos de adesão e difusão metálica [28].
A pressão aplicada ao clip, é directamente proporcional à pressão pneumática aplicada, no
interior do cilindro actuador do equipamento, que difere de equipamento para equipamento e é
inversamente proporcional à área a soldar, que difere com a geometria do tooling. A pressão a
aplicar depende também das propriedades dos materiais, do seu estado superficial, da
geometria de soldadura e da potência ultra-sonora [17].
Existe uma pressão mínima necessária para destruir os filmes de óxidos [21] e atingir contacto
íntimo através da interface. Pressões insuficientes conduzem ao deslizamento entre o
sonótrodo e os multifilares com os quais estão em contacto, resultando em desgaste do
Figura 12. Gráfico resistência mecânica versus tempo
de soldadura para diferentes valores de amplitude

18
sonótrodo [3][11] e aquecimento excessivo junto à área de soldadura [16][21]. Pressões
elevadas provocam excessiva deformação plástica no material existente entre a bigorna e o
sonótrodo, resultando numa diminuição de resistência da soldadura por redução de secção e
formação de rebarba. Origina um aumento da potência necessária para a realização da
soldadura, embora diminua a temperatura máxima alcançada dentro desta [3].
2.3.4.4 Energia
A energia a aplicar ao splice depende da dureza do material e da secção total dos cabos a
soldar. Materiais com maior dureza necessitam de mais energia do que materiais macios, para
a mesma secção e secções maiores requerem mais energia que secções menores [17],
conforme a Figura 13.
Figura 13. Relação entre energia e espessura para os vários metais e várias durezas [28]
A energia aplicada influência a resistência da soldadura, uma vez que a energia tem como
função aumentar e levar à coalescência as áreas micro-soldadas na interface, através de
deformação plástica severa entre asperezas em contacto [11][15]. Assim, três casos distintos
são apontados, no caso do ensaio pull:
Défice energético conduz a kissing bonds [11], ou seja, fraca adesão do material base
das peças [3];
Excesso de entrega energética provoca redução de secção transversal do splice,
extrusão de material, rebarba, distorção da soldadura e por vezes sticking, com
consequente perda de resistência mecânica [11][15];
Se não ocorrer extrusão de material e redução de secção transversal, constata-se que
a resistência de uma soldadura atinge um patamar limite [3], a partir do qual com o
posterior aumento de energia, não verifica aumento da resistência [19].
Além disso, para energias baixas, a falha da soldadura durante o ensaio pull, ocorre na zona
de ligação [11] e por estiramento da ligação adesiva [3]. Quando se alcança o patamar limite de

19
resistência, energia ideal, a falha de soldadura deixa de ocorrer por estiramento da ligação
adesiva, passando a ocorrer por descoesão dos pontos de contacto [15], constatando-se uma
rotura frágil, quebrando a ligação difusiva na zona de ligação. Isto significa que o clip evidencia
tanta ou mais resistência que o cobre do cabo traccionado [3].
Por outro lado, para energias mais elevadas, a fractura ocorre na proximidade do clip, fora da
zona de ligação [11], devido à intensa deformação plástica sofrida e à forte resistência da
ligação, evidenciada pelo patamar limite de resistência, na interface de soldadura.
2.3.4.5 Frequência
A frequência de vibração é fixa e gerada na fonte de alimentação, sendo uma característica do
equipamento utilizado, que depende da frequência de ressonância para a qual o sonótrodo foi
afinado [3][11][18]. No intervalo de 0.1 a 300kHz é possível realizar soldaduras por ultra-sons,
embora as frequências de 15 a 75kHz sejam aplicadas nas máquinas comerciais [3][11][18].
Frequências elevadas têm capacidade de soldar num menor espaço de tempo e as dimensões
e materiais são seleccionados de modo a permitir que o sistema entre em ressonância à
frequência de trabalho. Uma pequena alteração da frequência de trabalho, irá causar uma
diminuição significativa na amplitude de vibração [11].
Aplicações de micro soldaduras utilizam, normalmente, as frequências mais elevadas para
reduzir a amplitude necessária para a soldadura, são máquinas de baixa potência, de 40 a
1000W [3]. Máquinas de média a alta potência, 1200 a 8000W, utilizam frequências de 10 a
20kHz.
2.3.5 Metalurgia da soldadura e propriedades dos materiais a soldar
Existem estudos prévios relativos à metalurgia da soldadura
e à soldabilidade de diversas combinações de metais. Na
Figura 14 estão identificadas as combinações possíveis
entre metais que podem ser soldados por US [28].
Exames metalográficos de SUS mostram que ocorrem
fenómenos interfaciais (resultantes da introdução de energia
vibratória), como interpenetração e disrupção das camadas
de óxidos superficiais; efeitos mecânicos, como fluxo
plástico, distorção de grão e extrusão de material;
fenómenos térmicos, como a recristalização, difusão,
precipitação e mudanças de fase (as duas últimas apenas em alguns metais) [3][4][28].
A interface numa SUS é extremamente fina (apenas alguns μm) de material deformado. Esta
fina camada é caracterizada por uma estrutura de grão extremamente pequena, recristalizada
dinamicamente, devido às elevadas deformações plásticas sofridas na interface [3].
Figura 14. Combinações possíveis
entre metais para SUS [28]

20
As deformações plásticas sofridas na interface dependem das propriedades dos materiais em
questão, como a dureza, a tensão de cedência, a estrutura cristalina, a tensão de corte crítica e
a camada de óxidos.
Por norma, à medida que a dureza aumenta, a soldabilidade do material diminui, ou seja, a
soldabilidade depende da capacidade do material para se deformar - ductilidade [18][26]. A
resistência de um metal depende da estrutura cristalina, da energia de ligação atómica entre os
átomos da estrutura, dos defeitos e dos elementos de liga adicionados. A capacidade que um
cristal metálico tem de se deformar plasticamente depende do número de planos e direcções
de escorregamento. O escorregamento ocorre nos sistemas mais propícios ao fenómeno e
quando a tensão de corte atinge um nível crítico. A estrutura cúbica de fases centradas (CFC)
tem um número relativamente elevado de sistemas de escorregamento (doze). Assim, metais
como o cobre, alumínio, prata e platina evidenciam maiores soldabilidades e menores
intervalos de tempo de soldadura, devido à disposição dos átomos [11]. Os metais com
estrutura hexagonal compacta (HC) têm apenas três sistemas de escorregamento activos [11],
logo estes metais apresentam menor ductilidade, pois a deformação plástica é muito reduzida
[18]. Assim, metais como o magnésio, titânio, zinco e zircónio, apresentam soldabilidade
limitada e tempos de soldadura mais alargados [12][18], pois apresentam um menor número de
sistemas de escorregamento [21]. Metais com estrutura cúbica de corpo centrado (CCC), como
o crómio, ferro, molibdénio e tungsténio, apresentam uma soldabilidade entre a CFC e HC, pois
embora possuam doze sistemas de escorregamento [11][18], a CCC não é uma estrutura
compacta como a CFC, portanto, para causar escorregamento de metais CCC são necessárias
tensões de corte mais elevadas [11].
O estado da superfície é também um parâmetro de soldadura. Os óxidos, os lubrificantes, os
plastificantes, os revestimentos e os contaminantes condicionam o processo de ligação
[12][17]. A necessidade de eliminação de qualquer condição superficial, limpeza e/ou
polimento, dos componentes a soldar, antes e após a soldadura, é dispensável [17], uma vez
que parte da energia dos ultra-sons é consumida para remover os diferentes tipos de camadas,
de modo a estabelecer contacto metálico. As diferenças de dureza e as propriedades dos
óxidos influenciam a capacidade de ligar metais dissimilares [12]. Metais em que os óxidos
apresentem dureza semelhante ao material base, como o cobre, são por vezes, mais difíceis
de soldar do que metais com camadas de óxidos superficiais de maior dureza que o material
base, como o alumínio [11].
Além das propriedades, as dimensões dos materiais a soldar também são importantes, como a
sua secção [4][19]. A energia ultra-sonora gerada tem que ser transferida através de toda a
secção total, para que se formem pontos de soldadura em todos os multifilares. A secção total
máxima depende do material, da geometria do tooling e da potência do equipamento [17]. Se
os metais apresentarem secções diferentes, o que tiver menor secção deve ser colocada perto
da bigorna, longe da fonte de energia, de modo a impedir deformação excessiva [26].

21
A secção total a soldar pode ser formada por cabos com diferente número de multifilares e
diferentes secções, mas no máximo apenas podem ser soldados doze cabos para um clip de
geometria cruzada, conforme a Figura 26, ou sete cabos para um clip de geometria cega,
conforme a Figura 27, dependendo das diferentes configurações. Importa também referir que
cabos com secção de 0,13mm2 apenas permitem combinações no splice com cabos de secção
até 1mm2 (§ 10.3).
2.3.6 Fases do ciclo de soldadura por US
Tal como outros processos de soldadura no estado sólido, a SUS pode ser dividida por fases,
ocorrendo a formação de união em três fases de vibração activa, existindo ainda uma primeira
fase de acção meramente de compactação por aplicação de pressão mecânica e uma quinta
fase, a de arrefecimento, onde já não existe qualquer aplicação de energia mecânica, estando
apenas a ocorrer fenómenos de natureza térmica à medida que as ligações evoluem para o
seu estado final [3][12], conforme a Figura 15.
Figura 15.Diferentes fases da execução de um ciclo de SUS e sua variação da pressão e energia.
Fase 1 – Compactação
A compactação, representada na Figura 16, é a única fase sem aplicação de vibração, serve
para promover a aglomeração e o alinhamento das superfícies dos cabos a soldar, por
compressão mecânica dos multifilares e para definição da forma da secção do splice; promove
ainda a redução dos espaços intersticiais entre multifilares [12]. Após a compactação, a secção
está pronta a receber vibração ultra-sónica, terminando esta fase exactamente no momento em
que tal acontece.
Figura 16. Situação inicial da SUS, sequência de movimentação do tooling e fase 1 (Compactação)
Pre
ssão
/En
erg
ia
Tempo
Pressão
Energia
Formação de Soldadura
Excesso Compactação e Ancoragem
Arrefecimento

22
Fase 2 – Ancoragem
A ancoragem, representada na Figura 17, é o início da
aplicação de vibração ultra-sónica pelo sonótrodo,
representando a fase temporal, muito curta, em que as ondas
do sonótrodo penetram na superfície dos cabos multifilares,
promovendo a ancoragem do sonótrodo no clip [3].
A bigorna deixa de se mover com controlo de posição, para
passar a ser por controlo de pressão, mantendo-se esta
constante nas restantes fases de vibração activa do ciclo de
soldadura. A fase termina com o movimento conjunto, sem
deslizamento, entre o sonótrodo e os multifilares em contacto
com a sua superfície.
Fase 3A – Formação da soldadura
Na fase de formação da soldadura ocorre movimento
relativo entre os multifilares que constituem o splice, com
aplicação de pressão constante pela bigorna. Durante esta
fase ocorre a ruptura das camadas de óxidos, lubrificantes e
contaminantes, que impedem a ligação entre os multifilares,
começando assim a funcionar os mecanismos de adesão
[19] (formação das primeiras soldaduras pontuais
microscópicas), conforme a Figura 18. Seguidamente
ocorre deformação plástica resultante do ciclo de histerese,
com geração de deslocações na estrutura cristalina dos
metais [3]. É uma fase de intenso aumento de temperatura, embora em domínio sólido, nas
interfaces e de mudança de propriedades termo-físicas dos materiais, iniciando-se a formação
de ilhas de soldadura nas interfaces de contacto [12].
Fase 3B – Activação dos mecanismos de ligação
Nesta fase constata-se o desenvolvimento e evolução das
ligações, quando ocorre activação dos mecanismos de
ligação metálica (por adesão e difusão) e quando existe
coalescência dos pontos de soldadura, consolidando a
ligação, de acordo com a Figura 19. O movimento relativo
de elevada frequência entre os multifilares a soldar, forma
uma ligação no estado sólido, devido às tensões de corte
que provocam deformação plástica entre as asperezas da
interface, permitindo ligação metal/metal, crescendo as ilhas
Figura 17. Ancoragem dos
multifilares pelas ondas do
sonótrodo
Figura 18. Formação de ilhas de
soldadura entre multifilares
Figura 19. Crescimentos do
número e do tamanho das ilhas de
soldadura

23
de soldadura tanto em tamanho como em número [12]. Assim, se a área de uma junção cresce,
a ligação torna-se mais forte e impede que os multifilares que, anteriormente se movimentavam
relativamente uns aos outros, passem a deslocar-se em conjunto, até ao limite em que todos
os multifilares estão ligados [11].
A evolução da temperatura no decorrer desta fase, é aproximadamente constante ao longo de
toda a secção transversal, devido à geração de calor, proporcionada pelas deformações
plásticas, que ocorrem nas interfaces entre multifilares [3].
A geometria final dos multifilares após o ciclo de soldadura depende das propriedades do
material a soldar e dos parâmetros de soldadura.
Fase 4 – Excesso
Esta fase deve ser evitada. Pode ocorrer degradação do clip
e, em alguns casos extremos, há adesão entre o clip e o
sonótrodo - sticking [11]. É uma fase de excesso de entrega
energética, que acontece se os parâmetros de soldadura
estiverem em demasia e desadequados ao splice em
questão. Quando todos os multifilares se encontram
soldados uns aos outros, a força que o sonótrodo aplica,
devido ao seu movimento, é inferior à força necessária para
deformar plasticamente os pontos de soldadura [3].
Inevitavelmente, a energia fornecida é dissipada na
deformação plástica de todo o clip. Por outras palavras, o escorregamento do sonótrodo e a
pressão aplicada provocam extrusão de material, conforme a Figura 20, podendo ocorrer
adesão entre este e o clip.
É uma fase geradora de instabilidade no processo produtivo e que exige um controlo correcto
sobre os parâmetros de soldadura [11].
Fase 5 – Arrefecimento
Esta fase é de consolidação final das ligações realizadas e de
arrefecimento do clip (Figura 21) e tem início quando se termina a
vibração do sonótrodo, prolongando-se durante a extracção do clip.
O arrefecimento dá-se por condução com todas as ferramentas
constituintes do tooling e ao longo dos multifilares no interior dos
cabos. Após a extracção, o arrefecimento faz-se por condução ao
longo dos multifilares no interior dos cabos e por radiação e
convecção com o exterior.
Figura 20. Extrusão de material
devido a excesso de parâmetros
Figura 21.Arrefecimento

24
2.3.7 A temperatura na soldadura
Durante a soldadura, a deformação
plástica, histerese elástica e fricção, geram
calor nas interfaces entre cabos. Na fase
inicial da soldadura a temperatura sobe
devido à fricção e deformação plástica das
asperidades entre as superfícies de
interface. O aumento significativo da
temperatura dá-se na fase subsequente
quando começam a ocorrer grandes
deformações plásticas nas zonas onde
ocorreu adesão [3][12][35].
Posteriormente a temperatura pode subir, descer ou manter-se constante, dependendo dos
parâmetros aplicados à máquina e o material a soldar [12]. Numa soldadura com parâmetros
bem escolhidos, a temperatura alcançável na interface deve encontrar-se dentro da gama de
35 a 50% do valor de temperatura de fusão do metal base [17]. Este aumento de temperatura
localizado na interface deve-se ao efeito combinado de histerese elástica, escorregamento
interfacial localizado e deformação plástica e é também responsável por recristalização,
mudanças de fase e difusão na interface, apesar de a difusão estar severamente limitada,
devido ao curto espaço de tempo da soldadura [3]. Na Figura 22 podemos observar a evolução
temporal da temperatura ao longo do ciclo de soldadura, para diversos pontos sucessivamente
mais distantes da soldadura, cada um representado por uma curva distinta.
2.3.8 Controlo da qualidade da soldadura por ensaios destrutivos
Para o controlo de qualidade do processo de SUS, a resistência dos cabos soldados deve ser
considerada e testada, em termos mecânicos [15]. As soldaduras realizadas são testadas
através de dois tipos de ensaios destrutivos: peel e pull e os ensaios consistem basicamente
num ensaio de tracção uniaxial mas que, devido à disposição final dos multifilares do clip, após
a soldadura, apresentam diferentes denominações.
Assim o ensaio pull permite testar a resistência da totalidade da área de soldadura a forças de
corte, enquanto o ensaio peel permite testar a resistência à tracção dos pontos de ligação por
unidade de largura [11][30], conforme representado na Figura 23. Ou seja, num ensaio peel os
pontos de ligação são colocados em tracção localizada e ao longo das diversas fibras que
constituem a área de soldadura e que têm direcção paralela às ondas do sonótrodo.
Figura 22. Evolução da temperatura ao longo do
tempo [35]
25
Em ambos os ensaios a escolha do cabo a traccionar, recai sempre para o cabo de menor
secção, pois é o menos resistente e o cabo que menor energia vibratória recebeu, fruto de ser
o cabo colocado em maior proximidade da bigorna e consequentemente o último a receber
energia para soldar.
As forças envolvidas na realização de um ensaio pull têm um valor superior às de um ensaio
peel, verificando-se o aumento da sua intensidade com o aumento da área a traccionar [18] em
ambos os ensaios. As forças aplicadas num ensaio pull não são somente forças tangenciais ou
de corte à interface de soldadura, existe também tracção localizada em alguns pontos de
soldadura, proporcionando torção do clip, isto é, o comportamento do clip durante o ensaio não
é caracterizado por uma aplicação de força exclusivamente tangencial ou de corte.
Um dos pontos a ter em atenção neste tipo de ensaios é o facto de que, devido ao
posicionamento das diferentes camadas de cabos que constituem o clip, vai existir no ensaio
de tracção o aparecimento de um fenómeno denominado de clivagem (escorregamento entre
planos cristalográficos), que acontece com a ruptura das ligações atómicas. A clivagem é um
tipo característico de ruptura, que resulta da quebra das ligações de um conjunto de átomos
que pertencem a um plano cristalográfico particular [3], podendo introduzir nos ensaios
destrutivos flutuações, que poderão afectar de algum modo os valores dos parâmetros
avaliados pelos distintos equipamentos.
2.3.9 Factores com influência na SUS
Além da necessidade da correcta escolha de parâmetros de soldadura, para garantir a
qualidade dos clips soldados, surgem factores no decorrer do processo de SUS, que podem
degradar a qualidade e influenciar desse modo o processo produtivo. Assim, na SUS existem
cinco factores que podem influenciar directamente a qualidade do clips: o operador, o método,
o equipamento, as propriedades mecânicas dos cabos e a sua condição superficial.
O operador deve ser qualificado e o seu trabalho deve ser avaliado. A influência que o método
tem no equipamento pode ser melhorada, ao longo do tempo, com aprendizagem constante,
experiência e cooperação [11].
Relativamente ao equipamento, verifica-se que para a utilização de cablagens multifilares de
secção fina, é necessária calibração regular, visto que os multifilares apresentam um diâmetro
reduzido. O desgaste do tooling deve ser controlado [25].
Figura 23. Ensaio Pull e Peel

26
Em relação aos cabos utilizados, o fornecedor de matéria-prima terá que proporcionar um
produto de elevada qualidade, onde é necessário garantir que não existe contaminação
superficial, pois esta condição para além de aumentar o tempo de soldadura, põe em causa a
resistência da soldadura quando realizados ensaios destrutivos.
Assim, para assegurar que a produção obtém clips de elevada qualidade, algumas regras
devem ser seguidas de modo a minimizar/eliminar o efeito dos factores referidos anteriormente.
2.3.9.1 Operador
Todos os operadores envolvidos na configuração, utilização e manutenção devem ser
qualificados [3], de modo que a produção seja realizada conforme os procedimentos.
Devem ser rigorosamente treinados;
Devem lavar as mãos antes de utilizarem a tecnologia de US;
Não devem usar creme para as mãos, antes de iniciaram a monitorização de um splice;
Devem usar luvas e trocá-las ou lavá-las regularmente;
Não podem tocar nos multifilares com os dedos ou com qualquer objecto que possa
introduzir contaminantes.
2.3.9.2 Método
Quando se efectua a alimentação de cabos no equipamento, a
disposição dos cabos deve ser de acordo com a Figura 24.
O número e posição dos cabos com diferentes secções numa SUS
afectam os resultados tanto do ensaio peel como do pull. Assim, a
técnica de união é levada a cabo do seguinte modo: o cabo de
menor secção, ou seja, o que será ensaiado, é aquele que está
mais afastado do sonótrodo, pois este recebe menos energia
vibratória [30]. Os cabos devem ser empilhados uns sob os outros e
cabos de maior secção são colocados na proximidade do sonótrodo [30].
Além de cumprirem os requisitos acima descritos, que comportam as direcções x e y, existe
uma terceira, a dos zz, que tem de ser analisada. O isolamento polimérico de um cabo não
pode estar em contacto com o metal de um cabo adjacente [11]. Esta situação deve ser
evitada, pois corre-se o risco do isolamento receber energia em demasia e fundir, perdendo as
características protectoras, danificando o sonótrodo e pondo em causa a resistência mecânica
do clip.
A distância entre os multifilares e o revestimento polimérico de um cabo que se encontre
colocado na posição contrária, não deve ser elevada, caso contrário formar-se-ia um volume de
metal soldado pequeno, colocando em causa a resistência mecânica. Assim a disposição
correcta dos cabos deve efectuar-se, como está representado na Figura 25.
Figura 24. Disposição dos
cabos na alimentação

27
Figura 25. Esquema com disposição correcta dos cabos
No caso de splices com geometria cruzada, o lado que tiver menor número de cabos é
colocado na proximidade da bigorna e o lado que maior número de cabos é colocado junto ao
sonótrodo [30].
2.3.9.3 Equipamento
Os equipamentos de SUS devem ser calibrados pelo menos duas vezes por ano. Como ocorre
atrito entre todos os componentes do tooling, devido ao movimento dos multifilares, estes
devem ser analisados periodicamente e permutados por novos, sempre que o tooling
apresentar desgaste excessivo.
A utilização no equipamento, de cabos multifilares de maior secção, anteriormente à utilização
de cabos multifilares de secção fina, pode proporcionar a necessidade da sua calibração, pois
os multifilares dos cabos de secção fina apresentam um diâmetro reduzido e escoam-se
facilmente entre as ferramentas do tooling, pondo em causa a qualidade dos clips.
Relativamente a anomalias no equipamento, o fornecedor é contactado para a sua
reparação/calibração, pois qualquer desvio detectado pode por em causa a estabilidade do
processo produtivo.
2.3.10 Designação dos clips soldados
A DELPHI utiliza um código interno de identificação de splices. A cada secção de cabo utilizado
corresponde uma letra, sendo a ordem alfabética correspondente a uma ordem crescente de
secções. Os possíveis splices a efectuar diferem assim a sua designação, consoante as letras
que o incorporem, bem como o número associado a cada uma destas letras. Em §10.1
encontra-se a nomenclatura de secções, identificando cada secção.
Para perceber a denominação dada a cada splice são dados três exemplos:
Se o splice for CC3xCC2, significa que do lado esquerdo do sonótrodo estão três
cabos cuja secção é dada pelas letras CC (neste caso 0,13 ) e do lado direito do
sonótrodo estão dois cabos com secção dada pelas letras CC (0,13 ), conforme

28
mostra a Figura 26. Neste exemplo, temos uma geometria cruzada, uma vez que
existem cabos dos dois lados do volume soldado.
Figura 26. Clip CC3xCC2 com geometria cruzada
Se o splice inclui diversas letras e números, como no caso da denominação CCxB2C,
significa que existe do lado esquerdo um cabo com secção de 0,13 e do lado
direito três cabos, dois cabos B de secção 0,35 e um cabo C de secção 0,5 .
Num splice CC3 só existem cabos de um lado; a letra x da denominação deixa de
existir, pois esta letra separa as secções que ficam do lado esquerdo das que se
encontram do lado direito. Este é um exemplo de uma geometria cega, conforme
mostra a Figura 27, onde as letras CC identificam a secção de todos os cabos a
soldar.
Figura 27. Clip CC3 com geometria cega
O ensaio destrutivo peel é realizado em clips de geometria cruzada e cega, excepto no caso
em que existem apenas dois cabos numa geometria cruzada, o que não permite realizar o
ensaio destrutivo peel. Se a geometria for cega e englobar apenas dois cabos, não é permitida
a realização do ensaio destrutivo pull, sendo neste caso realizado apenas o ensaio destrutivo
peel.
Os critérios de aceitação e validação de splices são apresentados no § 10.2.
29
3 Caracterização dos Equipamento de SUS
3.1 Introdução
Com o intuito de especificar mecânica e electricamente as características dos equipamentos de
SUS, foram efectuados testes para determinar quais os intervalos de funcionamento possível e
aplicável de cada um dos parâmetros nos distintos equipamentos. Os equipamentos
seleccionados para avaliação foram os seguintes:
Telsonic
Schunk Minic PC
Schunk Minic IV
O equipamento de SUS Minic PC da Schunk é o standard utilizado pela DELPHI, em todas as
suas fábricas a nível europeu e africano, estando equiparado em número total ao equipamento
fornecido pela Amtech, que equipa as fábricas a nível americano e asiático. Os equipamentos
Telsonic e Schunk Minic IV são equipamentos recentes, disponibilizados por se encontrarem
em fase de testes para soldar cabos de secção fina e visando uma possível futura aquisição.
Compreender a forma como os parâmetros evoluem em ambos os equipamentos, possibilita
um estabelecimento de critérios a aplicar quanto à soldabilidade, bem como permite a
representação das curvas de funcionamento de ambos os equipamentos, cujo conhecimento é
fundamental.
Salienta-se que os equipamentos de SUS debitam diferentes parâmetros, consoante a secção
total a soldar e que estes parâmetros fornecidos pelo equipamento (parâmetros de referência),
são definidos para o cobre tecnicamente puro e distintos em ambos os equipamentos, mesmo
quando se trata da mesma secção total a soldar.
Em todos os ensaios foi utilizado cabo em liga de cobre (cablagens com 0,13mm2 de secção) e
os parâmetros debitados pelos equipamentos foram desenvolvidos para cobre tecnicamente
puro, Cu-ETP (Electrolytic-Tough-Pitch), não correspondendo aos parâmetros mais adequados
a soldar liga de cobre.
Os parâmetros de soldadura são definidos para a secção total a soldar e embora possam ser
ajustados e alterados, o software está programado para calculá-los de modo a optimizar a
soldadura de um clip de cobre tecnicamente puro. Além destes, existem também parâmetros
que não podem ser ajustados pelo operador, caso do tempo de soldadura, dimensão da
soldadura (altura do clip) e potência debitada; embora sejam parâmetros do sistema são
apenas calculados pelo software e guardados, em virtude de futuras consultas estatísticas,
bem como estudos mais elaborados que se pretendam realizar.

30
Os equipamentos apresentam dois modos possíveis de funcionamento: o de setup e o de
produção. Quando se efectuam ajustamentos e se pretende optimizar os diversos parâmetros,
a fim de garantir qualidade nas ligações, é utilizado o modo de funcionamento setup. O modo
de funcionamento de produção serve para produção em série e não permite o ajustamento de
parâmetros.
Para realizar a validação de um splice utiliza-se o equipamento em modo de produção, o que
implica uma escolha prévia de parâmetros e tolerâncias de qualidade, a aplicar ao splice em
questão, em modo setup, a fim de se observarem variações e erros ocorridos.
3.2 Equipamento Telsonic
Um dos equipamentos para a realização de SUS concedido é o equipamento Telsonic,
conforme a Figura 28.
Figura 28. Equipamento de SUS: Telsonic
Os intervalos de funcionamento possíveis e aplicáveis dos distintos parâmetros diferem de
equipamento para equipamento, pelo que importa perceber quais os mínimos e máximos
aplicados a cada um dos parâmetros, controlados pelo operador.
Os intervalos de funcionamento possíveis e aplicáveis dos distintos parâmetros para o
equipamento Telsonic encontram-se na tabela 3-1.
As principais diferenças entre equipamentos são as diferentes geometrias das ferramentas que
constituem o tooling, assim como diferentes diâmetros nos cilindros actuadores de pressão na
bigorna. A frequência de funcionamento é idêntica entre os três equipamentos disponibilizados.
Tabela 3-1. Parâmetros do equipamento de SUS: Telsonic
Parâmetros Mínimo Máximo
Energia [Ws] 0 5000
Pressão [bar] 0,0 8,0
Amplitude [% - mm] 50 – 0,012 100 – 0,025
Largura [mm] 0,00 10,30
Frequência [kHz] 20

31
3.3 Equipamento Schunk Minic PC
Outro equipamento para a realização de SUS concedido é o equipamento Schunk Minic PC,
representado na Figura 29.
Figura 29. Equipamento de SUS: Schunk Minic PC
Os intervalos de funcionamento possíveis e aplicáveis dos distintos parâmetros para o
equipamento Schunk Minic PC encontram-se na tabela 3-2.
Tabela 3-2. Parâmetros do equipamento de SUS: Schunk Minic PC
Parâmetros Mínimo Máximo
Energia [Ws] 0 9999
Pressão [bar] 0,0 6,0
Amplitude [% - mm] 50 – 0,012 100 – 0,023
Largura [mm] 0,00 8,25
Frequência [kHz] 20
3.4 Equipamento Schunk Minic IV
Por último, foi disponibilizado o equipamento de SUS Schunk Minic IV, que se encontra
representado na Figura 30.
Figura 30. Equipamento de SUS: Schunk Minic IV
Os intervalos de funcionamento possíveis e aplicáveis dos distintos parâmetros para o
equipamento Schunk Minic IV encontram-se na tabela 3-3.
Tabela 3-3. Parâmetros do equipamento de SUS: Schunk Minic IV
Parâmetros Mínimo Máximo
Energia [Ws] 0 9999
Pressão [bar] 0,0 6,0
Amplitude [% - mm] 50 – 0,012 100 – 0,023
Largura [mm] 0,00 8,25
Frequência [kHz] 20

32
3.5 Curvas de funcionamento dos equipamentos
As curvas de funcionamento dos equipamentos destinam-se a compreender quais os
parâmetros de máquina estabelecidos, consoante as diferentes secções totais a soldar e
permitem uma comparação entre os diversos equipamentos. Agregou-se ainda às curvas de
funcionamento, a opinião relativamente aos parâmetros considerados adequados em algumas
secções, para validações realizadas no MEC, validações estas requeridas pelos clientes da
DELPHI, consoante os modelos automóveis a disponibilizar no mercado. Cada validação
representa uma combinação específica de cabos a soldar, com parâmetros a definir, de acordo
com a qualidade que se está a conseguir obter nas soldaduras e podemos ter validações
distintas com igual secção total, diferindo os parâmetros aplicados, verificando-se uma
flutuação de parâmetros aplicados nas várias validações para a mesma secção.
Ao definir as curvas de funcionamento dos diferentes equipamentos, para os distintos
parâmetros, foi necessário fazer passar linhas de tendência pelos pontos obtidos nas diferentes
secções totais a soldar.
Se as curvas de funcionamento forem definidas por diferentes patamares, consoante as
diferentes secções totais, despreza-se a respectiva linha de tendência, pois não seria
representada com exactidão.
Assim, as curvas de tendência aplicadas a um histórico de validações, têm sempre uma
margem de divergência, ao contrário do que acontece com as linhas de tendência aplicadas às
curvas de funcionamento dos parâmetros de máquina, estas são cegas a outros factores e
guiam-se, única e exclusivamente, pela secção total a realizar.
Figura 31. Gráfico Energia Vs Secção Total para os distintos equipamentos
Da análise gráfica da Figura 31 efectuada ao parâmetro energia, denotam-se duas zonas
distintas: a primeira, em que a secção total a soldar se encontra entre 0 e 1 mm2 e onde as
curvas de funcionamento dos equipamentos se apresentam de forma distinta, estando apenas
definidas para o equipamento Schunk Minic PC, até secções totais a soldar de 0,8 mm2 e
y = -78.809x3 + 378.35x2 - 493.08x + 319.05 R² = 0.8114
y = -69.93x3 + 336.36x2 - 439.96x + 302.97 R² = 0.9983
y = 18.543x3 - 95.271x2 + 273x - 76.757 R² = 0.9997
y = -3.168x3 + 59.455x2 - 14.593x + 48.89 R² = 0.9937
0
50
100
150
200
250
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2 2.1 2.2
En
erg
ia (
Ws)
Secção Total (mm2)
Energia Validação Energia Schunk Minic PCEnergia Telsonic Energia Schunk Minic IVPoly. (Energia Validação) Poly. (Energia Schunk Minic PC)Poly. (Energia Telsonic) Poly. (Energia Schunk Minic IV)

33
respectivamente para os equipamentos Telsonic e Schunk Minic IV até 0,5 e 0,1mm2. Caso se
pretenda soldar em secções totais inferiores aos mínimos estabelecidos pelos equipamentos,
os respectivos equipamentos debitarão os mesmos parâmetros estabelecidos para os mínimos,
como por exemplo, no caso de se pretender soldar com o equipamento Schunk Minic PC uma
secção total de 0,65 mm2 ou de 0,4mm
2, onde o equipamento debitará os mesmos parâmetros
definidos para o mínimo de 0,8mm2. Na segunda zona, onde a secção total a soldar se
encontra entre 1 e 2 mm2, as curvas de funcionamento convergem, seguindo a tendência de
aumento de energia, com o aumento da secção total a soldar.
Figura 32. Gráfico Amplitude Vs Secção Total para os distintos equipamentos
Quanto ao parâmetro amplitude, analisado na Figura 32, constata-se que para equipamentos
Schunk (tanto Minic IV como Minic PC) este é definido por diversos patamares consoante a
secção total a soldar, enquanto que para o equipamento Telsonic o parâmetro amplitude tem
um ganho gradual consoante a secção total a soldar, diferenciando-se assim dos
equipamentos da Schunk. Verifica-se também que o equipamento Schunk Minic IV, adequado
a soldar principalmente secções baixas, aplica amplitudes superiores, independentemente das
secções consideradas.
y = 13.751ln(x) + 58.48 R² = 0.4065
y = -0.6152x3 + 1.7819x2 + 6.928x + 45.744 R² = 0.9944
50
55
60
65
70
75
80
85
90
95
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2 2.1 2.2
Am
pli
tud
e [
%]
Secção Total (mm2)
Amplitude Validação Amplitude Schunk Minic PCAmplitude Telsonic Amplitude Schunk Minic IVLog. (Amplitude Validação) Poly. (Amplitude Telsonic)

34
Figura 33. Gráfico Pressão Vs Secção Total para os distintos equipamentos
Efectuando uma análise gráfica à Figura 33, onde é observado o parâmetro pressão, denotou-
-se que as curvas de funcionamento são distintas nos diversos equipamentos e este
comportamento deve-se ao facto dos cilindros actuadores e responsáveis pela aplicação de
pressão, terem diferentes diâmetros, o que leva a que a força aplicada pela bigorna sobre o
splice a soldar seja igualmente distinta.
A pressão aplicada ao clip, é directamente proporcional à pressão pneumática aplicada no
interior do cilindro actuador do equipamento, que difere de equipamento para equipamento e é
inversamente proporcional à área a soldar, que difere com a geometria do tooling.
Figura 34. Gráfico Largura Vs Secção Total para os distintos equipamentos
Por último e relativamente ao parâmetro largura, constata-se bastante semelhança entre os
equipamentos Schunk Minic PC e Telsonic; o equipamento Schunk Minic IV é sempre definido
com uma largura superior à dos equipamentos Schunk Minic PC e Telsonic, para as mesmas
secções totais a soldar, embora todos os equipamentos evidenciem uma tendência para o
aumento de largura, com o aumento da secção total a soldar, conforme a Figura 34.
As curvas de funcionamento apenas são validas no intervalo de secções totais de ]0;2[.
y = -0.3333x3 + 1.4359x2 - 1.5374x + 1.7883 R² = 0.9138 y = -0.3059x3 + 1.3399x2 - 1.5422x + 1.9255
R² = 0.9969
y = 0.2775x3 - 1.4101x2 + 2.5555x + 1.0266 R² = 0.9854
y = 0.0002x3 - 0.0229x2 + 0.7679x + 1.2703 R² = 1
0
0.5
1
1.5
2
2.5
3
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2 2.1 2.2
Pre
ssão
(b
ar)
Secção Total (mm2)
Pressao validação Pressao Schunk Minic PCPressao Telsonic Pressão Schunk Minic IVPoly. (Pressao validação) Poly. (Pressao Schunk Minic PC)Poly. (Pressao Telsonic) Poly. (Pressão Schunk Minic IV)
y = 1.1679x0.5701 R² = 0.9264
y = 0.0408x3 - 0.3147x2 + 1.3272x + 0.0214 R² = 0.9998
y = 0.0813x3 - 0.3977x2 + 1.1841x + 0.2605 R² = 0.9998
y = 0.1276x3 - 0.5927x2 + 1.4391x + 0.3016 R² = 0.9995
0
0.5
1
1.5
2
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2 2.1 2.2
La
rgu
ra (
mm
)
Secção Total(mm2)
Largura Validação Largura Schunk Minic PCLargura Telsonic Largura Schunk Minic IVPower (Largura Validação) Poly. (Largura Schunk Minic PC)Poly. (Largura Telsonic) Poly. (Largura Schunk Minic IV)

35
4 Caracterização Experimental das Ligas de Cobre em
Estudo
4.1 Introdução
Para realizar a caracterização experimental das diferentes ligas de cobre, foram efectuados
ensaios de tracção, permitindo calcular propriedades mecânicas como o alongamento, a força
máxima e a tensão máxima de rotura suportada pelos cabos, tanto descarnados como não
descarnados. Foram também efectuadas análises químicas por EDS, que consistem na
determinação da composição química dos cabos multifilares de secção fina, tanto ao nível do
revestimento como ao nível da liga de cobre. Pretende-se também determinar a influência
proporcionada pelos diferentes revestimentos na superfície dos multifilares (efeito de
contaminação).
4.2 Ensaios de tracção
Para realizar a caracterização experimental das diferentes ligas de cobre foram efectuados
ensaios de tracção, que consistem na tracção uniaxial de um cabo, fixado num dispositivo
próprio para o efeito, até à ruptura e utilizando o equipamento descrito no procedimento
experimental. O dispositivo é fixado no equipamento, que aplica esforços crescentes na sua
direcção axial, sendo medidas as deformações correspondentes e permitindo calcular o
alongamento percentual de cada cabo, bem como determinar a força máxima a que este pode
ser submetido, tanto em cabo descarnado como em cabo não descarnado.
Os ensaios incidem sobre os cabos multifilares de secção fina de liga de cobre disponibilizados
para a caracterização da soldabilidade por SUS e encontram-se descritos na tabela 4-1:
Tabela 4-1. Parâmetros de todos os cabos disponibilizados, com secção de 0,13mm2
Cor Número de filamentos
Secção de um filamento
[ ]
Revestimento Fornecedor Material SAE
Violeta 7 0,01942 PVC Coficab Liga
de CuSn CC
Laranja 7 0,01956 PVC Erbakir Liga
de CuMg CC
Verde 7 0,01926 PPE Erbakir Liga
de CuMg CC
As diversas informações dos cabos multifilares de liga de cobre com secção de 0,13mm2,
incluem a secção de um filamento cujo diâmetro é medido, para os vários cabos, com o auxílio
de um micrómetro. Quando os ensaios de tracção foram realizados com o cabo descarnado,
teve-se em consideração que o descarne poderia identar um ou vários multifilares e poderia
mesmo cortar multifilares, o que contribuiria para uma afectação dos valores de força máxima,
assim como de alongamento percentual. Assim, o descarne foi cuidadosamente efectuado,
cortando o revestimento, não identando os multifilares.

36
alongadoamostra CmmDC 2,227
4.2.1 Procedimento experimental
A caracterização experimental dos distintos cabos multifilares de secção fina de liga de cobre
foi executada com o equipamento INSTRON 5566, conforme a Figura 35, que tinha
disponibilizada uma célula de carga de 10kN.
O ensaio é considerado válido quando a fractura ocorre a meio do comprimento alongado e
não válido quando a fractura ocorre nas amarrações ou no comprimento não alongado.
Com esse tipo de ensaio pode-se afirmar que, praticamente, as
deformações promovidas no material são uniformemente
distribuídas em todo o seu corpo, pelo menos até ser atingida uma
carga máxima próxima do final do ensaio e, como é possível fazer
com que a carga suba a uma velocidade razoavelmente lenta,
durante todo o teste, o ensaio de tracção permite medir
satisfatoriamente a resistência do material. A uniformidade da
deformação permite ainda obter medições para a variação dessa
deformação, em função da tensão aplicada [4].
Figura 35.Equipamento para ensaios de tracção INSTRON 5566
O comprimento alongado, descrito com a cor amarela na Figura 36,
corresponde à diferença entre o comprimento da amostra (400mm) e
um perímetro dos fixadores (roldanas) do dispositivo de fixação do
cabo. O diâmetro (D) correspondente dos fixadores é de 55mm.
Figura 36. Dispositivo de fixação para o cabo
4.2.2 Resultados experimentais
A realização dos ensaios de tracção foi repetida três vezes para cada cabo, de forma a
minimizar erros na sua medição, como tal os resultados apresentados representam o ensaio
que mais se aproxima à média dos ensaios para cada cabo.
Importa referir que se pretende um cabo com a máxima força possível, bem como o maior
alongamento percentual, pois quando ocorrem a montagem das cablagens num veículo, estas
poderão ser sujeitas a tensões, por parte do operador destinado a esse serviço. Para minimizar
os efeitos destas tensões pretende-se então maximizar a forca máxima, bem como o
alongamento percentual.
Os resultados dos ensaios de tracção são apresentados na Figura 37 e 38, para cabo não
descarnado e cabo descarnado, respectivamente.

37
Figura 37. Gráfico de Força Vs Alongamento para cabo não descarnado
Tabela 4-2.Caracterização das diferentes ligas de cobre para cabo não descarnado
Força Máx.[N] Alongamento percentual[%]
Violeta - Coficab - Liga CuSn - Revest. PVC 107 4,43
Laranja - Erbakir - Liga CuMg - Revest. PVC 117 3,87
Verde - Erbakir - Liga CuMg - Revest. PPE 125 4,86
Figura 38. Gráfico de Força Vs Alongamento para cabo descarnado
Tabela 4-3. Caracterização das diferentes ligas de cobre para cabo descarnado
Força Máx.[N] Alongamento percentual[%]
Violeta - Coficab - Liga CuSn - Revest. PVC 96 4,37
Laranja - Erbakir - Liga CuMg - Revest. PVC 111 3,68
Verde - Erbakir - Liga CuMg - Revest. PPE 109 3,35
4.2.3 Análise de resultados
Com a caracterização das diferentes ligas de cobre através de ensaios de tracção, constatou-
-se que o alongamento percentual que era típico neste cabo (0,13 mm2 de secção) e que foi
definido com sendo de aproximadamente 5%, se verifica, conforme as tabelas 4-2 e 4-3.
Denota-se que o alongamento percentual máximo e a força máxima se verificam para os cabos
não descarnados e que o cabo verde é o que tem maior alongamento percentual, bem como
força máxima nesta condição. O revestimento PPE (éter de polifenileno) confere maior
resistência e ductilidade que o revestimento de PVC (policloreto de vínilo), como se constata
através dos ensaios de tracção aos cabos não descarnados da Figura 37.
0
20
40
60
80
100
120
140
0 1 2 3 4 5 6 7 8 9 10 11 12
Cabo Violetanãodescarnado
Cabo Laranjanãodescarnado
Cabo Verdenãodescarnado
0
20
40
60
80
100
120
0 1 2 3 4 5 6 7 8 9 10
Cabo Laranjadescarnado
Cabo Verdedescarnado
Cabo Violetadescarnado
Alongamento [mm]
Força [N]
Alongamento [mm]
Força [N]
38
Por outro lado observa-se que, com a realização de ensaios de tracção a cabos descarnados,
o cabo que mais alongava (verde) perde agora essa capacidade e surge no mesmo patamar do
cabo laranja, onde se denotam forças máximas e alongamentos percentuais bastante idênticos,
conforme a Figura 38. Quanto ao cabo violeta, verifica-se que a sua capacidade de
alongamento percentual pouco varia com os ensaios de tracção, em cabo descarnado como
em cabo não descarnado, verificando-se uma boa ductilidade em ambos os casos, mas
relativamente a forças máximas suportadas, verifica-se um desnível acentuado quando
comparado com os outros dois cabos em estudo.
As tensões máximas suportadas pelas cablagens de secção fina em estudo, com 0,13 mm2 de
secção, encontram-se próximas dos 800 MPa, conforme a tabela 4-4.
Tabela 4-4: Resultados de ensaios de tracção em cabo descarnado
Cabo
Secção [ ] Força [N]
[MPa]
Violeta - CC 0,13 96 N 738,46
Laranja - CC 0,13 111 N 853,85
Verde - CC 0,13 109 N 838,46
4.3 Análise química por EDS
O intuito desta análise consiste na determinação da composição química dos cabos multifilares
de secção fina, tanto ao nível do revestimento como ao nível da liga de cobre. Pretende-se
também determinar a influência que os revestimentos têm na superfície dos multifilares (efeito
de contaminação). Esta análise incidiu na quantificação percentual de todos os elementos
constituintes dos cabos de liga de cobre de secção fina, tais como elementos leves, elementos
de transição e elementos representativos da tabela periódica.
A técnica de análise utilizada foi o EDS (Energy
Dispersive X-ray Analysis), servindo para
identificar a composição química elementar de
uma amostra ou de uma pequena área,
considerada de interesse da mesma,
consistindo numa análise semi-quantitativa. A
análise é realizada dentro de um microscópio
de varrimento electrónico SEM (Scanning
Electron Microscopy), onde a amostra é exposta
a um feixe de electrões incidentes, que colidem
com os electrões de valência dos átomos
constituintes da amostra. Alguns destes electrões são projectados das suas orbitais, libertando
raios X no processo. Este fenómeno é característico de cada elemento existente, pelo que,
com a análise dos raios X emitidos, se pode saber com exactidão, qual o elemento que o
emitiu.
Figura 39. Microscópio utilizado no
MicroLab: JEOL 7001F

39
4.3.1 Procedimento experimental
Existem dois modos de identificar os elementos na amostra: o primeiro consiste em pedir a
identificação dos elementos observados no histograma, isto é, constatar quais os picos
relevantes e pedir ao computador que os identifique; o segundo consiste em analisar a
presença de elementos da tabela periódica, o que por norma apresenta um erro superior na
medição. Importa também salientar que, através dos diferentes modos de identificar os
elementos na amostra, se depreende sempre um erro associado.
As medições foram realizadas no MicroLab (laboratório de microscopia electrónica) do ICEMS
(Instituto de Ciência e Engenharia de Materiais e Superfícies) cujas instalações se encontram
no Instituto Superior Técnico.
As análises de composição elementar EDS, foram realizadas num microscópio de marca JEOL,
modelo JSM- 7001F, conforme a Figura 39, com detector EDS para elementos leves da Oxford,
e as amostras realizadas em resina epoxídica, utilizando uma parte de cada um dos diferentes
cabos multifilares de secção fina em estudo.
A porção de cabo utilizado nas amostras,
apresentadas na Figura 40, nunca foi soldada
nem contrastada, de modo a evitar inclusões de
elementos provenientes de resíduos existentes no
equipamento de SUS e para evitar que
ocorressem inclusões de elementos químicos
provenientes dos reagentes, que pudessem
comprometer os resultados do EDS.
É importante referir que a cada elemento da tabela periódica é atribuída uma energia em keV,
e é este valor de energia que indica ao computador, o elemento de que se trata.
4.3.2 Resultados experimentais
As cablagens que percorrem o interior de um veículo são formadas por cabos de diferentes
secções, das quais algumas são soldadas por SUS e os resultados obtidos pelas resistências
mecânicas das soldaduras na soldabilidade dos cabos, em modo de produção, são afectados
única e exclusivamente devido à contaminação por parte do revestimento em PVC; assim
sendo, com as análises efectuadas pretende-se observar a presença de elementos que provêm
do revestimento e que originam o efeito de contaminação.
Na tabela 4-5 está a análise a cabo limpo e sem presença de contaminação, que afere
exclusivamente os constituintes que o fornecedor de matéria-prima indica, podendo-se ter a
noção da percentagem e erro associado na medição de cada um dos elementos constituintes
da liga de cobre.
Figura 40. Amostras contendo os diferentes
cabos multifilares de secção fina para EDS

40
Tabela 4-5. Composição química do metal em condição não contaminada dos cabos ensaiados
Cabos VIOLETA (PVC) VERDE (PPE) LARANJA (PVC)
Elemento Peso [%] Peso [%] Peso [%] Peso [%] Peso [%] Peso [%]
Cu 99,83 0,22 99,86 0,23 99,68 0,26 Mg - - 0,14 0,23 0,32 0,26
Sn 0,17 0,22 - - - -
O peso representa percentualmente a quantidade do elemento evidenciado na área analisada,
enquanto o peso representa percentualmente o erro evidenciado inerente da medição.
Tabela 4-6. Composição química do revestimento dos cabos ensaiados
Revestimento VIOLETA (PVC) VERDE (PPE) LARANJA (PVC)
Elemento Peso [%] Peso [%] Peso [%] Peso [%] Peso [%] Peso [%] P - - 0,29 0,04 - -
Mg 0,6 0,18 - - 0,73 0,19
Si - - 0,08 0,03 - - O 19,66 3,89 16,34 1,03 21,42 3,20 K - - 0,06 0,03 - - C 47,30 8,86 82,72 1,05 44,96 7,20 Cl 30,78 5,19 0,14 0,03 30,08 3,96 Ca 0,98 0,19 0,12 0,04 2,16 0,32 Al 0,4 0,13 - - 0,65 0,14 Ti 0,28 0,14 - - - - Na - - 0,26 0,07 - -
A caracterização do revestimento, apresentada na tabela 4-6, é executada com o intuito de
diferenciar e quantificar percentualmente os diferentes elementos constituintes de cada
revestimento, sabendo que deve estar presente a noção de que o revestimento de PVC,
quando exposto à temperatura ambiente e superiores, se deteriora e infere no metal elementos
que dificultam a sua soldabilidade, aumentando o tempo de soldadura e diminuindo os
resultados de resistência mecânica da soldadura nos ensaios destrutivos (ED) em Pull e Peel.
O revestimento de PPE, não infere elementos no metal quando exposto tanto à temperatura
ambiente, bem como em exposição prolongada a temperaturas inferiores a 100ºC,
constatando-se sempre, independentemente da temperatura e período de exposição, o mesmo
o tempo de soldadura assim como a mesma resistência mecânica da soldadura aos ED.
A passagem de revestimento de PPE a revestimento de PVC, deve-se principalmente a
factores financeiros, pois tendo em conta a necessidade de minimizar custos, não perdendo
qualidade e garantindo que a contaminação que advém da utilização do PVC, ainda não se
encontra presente quando a soldadura ocorrer (ao existir infere um aumento do tempo de
soldadura em 20%), torna-se possível a sua utilização.
O PVC quando exposto a temperaturas elevadas (70ºC), durante uma exposição prolongada
(três semanas) constata deterioração, aumentando o tempo de soldadura em 53% e
evidenciando a presença de elementos provenientes do revestimento, que além de
aumentarem o tempo de soldadura induzem uma redução na resistência mecânica da
soldadura, nos ensaios pull e peel. A colocação do cabo numa estufa a 70ºC, durante um
período de três semanas, corresponde a um envelhecimento equivalente a 5 anos num veículo
e é precisamente sobre este efeito verificado de contaminação que o estudo irá incidir.

41
Tabela 4-7. Análise de composição química a filamento contaminado
Tipo de Cabo
Laranja Contaminado 1 em inclusão
Laranja Contaminado 2 em inclusão
Laranja Contaminado 2 em Metal limpo
Foto
Elemento Peso [%] Peso [%] Peso [%] Peso [%] Peso [%] Peso [%] Cu 10,19 0,31 31,13 1,29 83,05 2,76
Mg - - - - 0,46 0,19
Sn - - - - - -
O 17,45 0,75 9,12 0,57 3,02 0,39
Zn 1,35 0,14 - - - -
C 69,65 0,88 58,90 1,71 13,26 2,86
Cl 1,36 0,07 0,31 0,04 0,21 0,09
Ca - - 0,12 0,03 - -
K - - 0,19 0,03 - -
S - - 0,12 0,03 - -
Si - - 0,12 0,03 - -
A análise da composição química de um multifilar contaminado é executada com o intuito de
saber quais os elementos que estão inferidos no metal, devido à deterioração do revestimento,
onde se observa que o multifilar contaminado apresenta inclusões e uma cor baça,
relativamente ao multifilar não contaminado. Nas inclusões apenas evidenciadas nos
filamentos contaminados (laranja contaminado 1 e 2 da tabela 4-7), verifica-se uma presença
elevada de cloro, que provém única e exclusivamente da degradação do revestimento, estando
também evidenciada, mas apenas no laranja contaminado 1, a presença de zinco, que reduz a
capacidade condutora [3] dos cabos e ligações formadas, bem como altera o comportamento
mecânico dos multifilares.
A análise da composição química de um multifilar contaminado, em metal limpo, verificou
novamente a presença de cloro, deixando antever que o principal elemento responsável pela
contaminação é o cloro, sendo também o responsável pela falta de brilho (cor baça),
presenciada no multifilar contaminado. Quanto à presença de elementos leves, tais como o
carbono e o oxigénio, no multifilar contaminado, deixa antever que estes também são
elementos inferidos no metal por parte do revestimento, perspectivando daí também
contaminação (óxidos de cobre).
4.3.3 Análise de resultados
Os polímeros de éter de polifenileno são termoplásticos de alta temperatura e separam-se em
duas classes químicas: éteres polifenileno (PPEs) e óxidos de polifenileno (PPOs). A estrutura
química de um PPE é fornecida na Figura 41.

42
Figura 41. Cadeia polimérica e unidade de repetição do PPE
Os seus atributos importantes incluem a sua estabilidade térmica e oxidativa, bem como a sua
estabilidade na presença de radiação ionizante, apresentam ainda uma temperatura de fusão a
situar-se entre os 550 e 595ºC [5]. São compatíveis com a maioria dos metais e são
normalmente usados em aplicações de alta temperatura, pois a sua temperatura de
decomposição térmica está entre 440 e 465°C.
Os polímeros de PVC permitem alterar as suas características dentro de um amplo espectro de
propriedades, em função da aplicação final, variando desde o rígido ao extremamente flexível
[6]. A presença do átomo de cloro na estrutura molecular do PVC, torna-o num polímero
resistente à propagação de chamas, contribuindo para aplicações nas quais a baixa
inflamabilidade é item obrigatório, principalmente em aplicações como cabos eléctricos.
A cadeia polimérica e a unidade de repetição do PVC são representadas na Figura 42.
Nestas aplicações o PVC é competitivo do ponto de vista da relação custo-benefício, quando
comparado com os polímeros concorrentes, apresentando vantagens facilmente perceptíveis
como comportamento anti-chama, resistência química a intempéries, isolamento térmico e
acústico, facilidade de instalação, baixa necessidade de manutenção e excelente acabamento.
A exposição do polímero PVC sem a adição de estabilizantes, ao calor,
radiação ultravioleta ou à radiação gama pode, dependendo da
intensidade e tempo de exposição, causar a liberação de cloreto de
hidrogénio (HCl). Disso resulta a formação de ligações cruzadas na
cadeia, levando a um rápido processo de degradação. Esse processo
denomina-se de desidrocloração e representa-se na Figura 43 [6].
A desidrocloração envolve uma reacção progressiva entre átomos de cloro
e hidrogénio vizinhos, ao longo da cadeia, sendo formada uma ligação
dupla entre os átomos de carbono nas posições em que os dois átomos
estavam originalmente ligados; formando-se uma estrutura de cloro alílico
com o próximo átomo de cloro da cadeia polimérica, átomo de cloro este
altamente activado dando prosseguimento ao processo de degradação [6].
A reacção desenvolve-se com deterioração geral das propriedades do PVC, em decorrência da
redução progressiva da massa molar [6]. Os polímeros de PVC têm uma flutuação inerente no
seu ponto de fusão que varia entre os 100 e os 260ºC.
Figura 43.
Desidrocloração do
PVC [6]
Figura 42. Cadeia polimérica e unidade de repetição do PVC
43
5 Estabelecimento de Critérios em Ensaios
Destrutivos
5.1 Introdução
O objectivo dos ensaios destrutivos é estabelecer a forma correcta de validar as ligações
efectuadas pelo processo de US, onde actualmente a validação de uma amostra incide na
análise destrutiva de clips efectuados mediante intervalos, estabelecidos e lógicos, de níveis de
pressão e de energia, onde se sublinha a necessidade de aplicação de factores de qualidade,
que diagnostiquem a qualidade obtida.
5.2 Critérios de qualidade
Cada splice é constituído por diversos cabos multifilares e o ensaio destrutivo irá incidir
sempre, sobre o cabo de menor secção e que menor energia recebeu, ou seja, o que se
encontra mais próximo da bigorna.
Para cada cabo a traccionar estão definidos, em tabelas de valores para os ensaios peel e pull,
os valores de força a superar no ensaio, consoante a secção do cabo ensaiado. Estes servem
para se efectuar o cálculo do índice de desempenho do processo, designado por PPK, o que
consequentemente leva à obtenção de um nível de qualidade estatístico da amostra efectuada.
As tabelas 5-1 e 5-2 apresentam, para as cablagens de secção fina utilizadas, os valores de
aceitação para os ensaios destrutivos pull e peel. As diferentes categorias das tabelas
representam valores que são tidos em conta por: i) Cliente – mínimo; ii) Fábrica – pré-controlo;
iii) Manufacturing Excellence Center (DELPHI) – preferido.
Tabela 5-1. Critérios de aceitação para a secção de 0,13mm2, no caso do ensaio Pull
Secção do cabo ensaiado [ ] 0,13
Força Pull Mínima [N] 34
Força Pull de Pré-Controlo [N] 42
Força Pull Preferido [N] 50
Tabela 5-2. Critérios de aceitação para a secção de 0,13mm2, no caso do ensaio Peel
Secção do cabo ensaiado [ ] 0,13
Força Peel Mínima [N] 10
Força Peel de Pré-Controlo [N] 12
Força Peel Preferido [N] 25
No caso em estudo, o cabo a testar é o de 0,13mm2
de secção; este factor de qualidade
estatístico, mediante os distintos ensaios destrutivos, reduz-se às seguintes equações:
50;3
LSLLSLP
Pi
i
PKPULL (1)

44
10;3
LSLLSLP
Pi
i
PKPEEL (2)
A aprovação de uma amostra constituída por um determinado número de clips, depende da
aprovação de um factor de qualidade estatístico PPK e geometrias cruzadas apenas devem
cumprir um PPK pull superior a 5/3 e 10 validações superiores ao mínimo em peel, enquanto
geometrias cegas devem cumprir um PPK peel superior a 5/3 e que é, garantidamente, de mais
difícil obtenção.
Para garantir maior consistência na validação das ligações efectuadas, decidiu-se implementar
factores de qualidade (QF) que justificam a sua aplicação, pois garantem um índice de
qualidade mais conservador e têm em consideração um maior número de factores, tais como o
desvio padrão da média de ensaio peel/pull i , média de tempos de soldadura it , desvio
padrão da média de tempos de soldadura it
, média da amostra em ensaio peel/pull iP ,
limite inferior especificado (LSL), mínimos de tempo de soldadura itmin e mínimos de
ensaios peel/pull iPmin ; salientando-se assim como factores mais consistentes e que têm
em conta uma maior diversidade de termos, que estão inerentes no processo de US.
10;
min3
11
3
53
LSLLSLP
LSLPeQF
i
iLSLP
Peeli
i
(3)
50;min
31
13
53
LSLLSLP
LSLPeQF
i
iLSLP
Pulli
i
(4)
PeelPullW T QFQFQFQF
96
92
91
Integrado (5)
Os factores de qualidade (QF) apresentam dois termos distintos: uma exponencial e uma
fracção elevada a um expoente. O funcionamento do primeiro termo e do segundo termo
encontra-se descrito na Figura 44 e na 45, respectivamente.
Figura 44. Funcionamento do primeiro termo do Factor de Qualidade
x

45
Relativamente ao primeiro termo, salientam-se duas zonas distintas de funcionamento: a
primeira, onde o factor de qualidade estatístico PPK é inferior a 5/3 e representa uma zona onde
a qualidade pretendida não é satisfatória. A segunda zona, na qual o factor de qualidade
interno PPK é superior a 5/3, é uma zona onde se garante índices de qualidade satisfatórios.
Assim, o primeiro termo contribuirá para o factor de qualidade global QFPULL/PEEL com um valor
superior a 1, para zonas onde a qualidade está salvaguardada e inferior a 1, para zonas menos
estáveis e de menor qualidade.
O ideal da amostra será ter desvio padrão nulo e factor de qualidade estatístico PPK superior a
5/3 e para esta condição (de desvio padrão nulo), o primeiro termo do factor de qualidade
contribuirá para o factor de qualidade global QFPULL/PEEL, com o valor do número de nepper,
correspondendo à situação teoricamente perfeita, mas que não é exequível na realidade.
Sempre que a média da amostra iP for inferior ao LSL, o primeiro termo do factor de
qualidade exibirá o valor de zero, descrevendo uma situação onde a qualidade não se encontra
inerente.
Figura 45. Funcionamento do segundo termo do Factor de Qualidade
Quanto ao funcionamento do segundo termo do factor de qualidade, ele apresenta valor
positivo sempre que não exista na amostra nenhum elemento com mínimo inferior ao LSL e
quando positivo, varia entre 0 e 1, mediante o mínimo da amostra ser afastado ou não do LSL.
Ou seja, para valores onde o mínimo da amostra iPmin se aproxima da média da amostra
iP, o segundo termo do factor de qualidade contribuirá para o factor de qualidade global
(QFPULL/PEEL) com um valor próximo de 1, enquanto para valores onde o mínimo da amostra
iPmin se aproxima do LSL, o segundo termo do factor de qualidade contribuirá para o
factor de qualidade global (QFPULL/PEEL) com um valor próximo de 0.
Importa referir que este segundo termo do factor de qualidade deve apenas servir para medir
níveis de qualidade, quando as médias das amostras iP são superiores ao LSL.

46
(6)
O factor de qualidade de tempo de soldadura W TQF , tem em consideração que importam
médias de tempos de soldadura it baixas, desvios padrão de tempos de soldadura it
baixos e mínimos de tempos de soldadura itmin o mais próximo da média de tempos de
soldadura it possível; inserindo-se o seu funcionamento no intervalo de ] 0;1 [.
O cálculo do QFINTEGRADO engloba os diversos factores de qualidade, multiplicados por uma
constante, definida em função da importância dada a cada um dos distintos factores de
qualidade, onde o preponderante é o QFPEEL, pois é o de maior dificuldade de obtenção e
essencialmente o que leva à criação de tabelas de soldabilidade.
Sempre que se observar um QFINTEGRADO superior a um verifica-se que os critérios de avaliação
da qualidade das ligações efectuadas se encontram em cumprimentos com as exigências do
processo de SUS.
5.3 Análise mecânica
Para testar mecanicamente as soldaduras, recorreu-se a um dinamómetro electrónico com
controlo de velocidade, Mar Prüftechnik GMBH, conforme a Figura 46. A velocidade dos
ensaios foi mantida a 50 mm/min, de acordo com a norma DIN aplicada.
A execução deste tipo de teste é simples e o tempo médio de
ensaio não vai além de 30 segundos. Este equipamento
permite obter apenas o valor máximo de força, que
corresponde à força necessária para separar um cabo de um
clip, tanto por ensaio peel como por ensaio pull, e não um
gráfico força versus distância ou tempo.
Para minimizar flutuações existentes na medição da força
máxima, devido ao possível escorregamento do cabo nas
maxilas do equipamento de ensaios destrutivos, sempre que
se realizaram ensaios destrutivos foi efectuado um nó no cabo
ensaiado e fixados os restantes cabos do clip.
i
it
W Tt
teQF i
it
min
Figura 46. Máquina de ensaios
peel e pull

47
6 Desenvolvimento da Soldabilidade por SUS das
Cablagens Multifilares em Estudo
6.1 Introdução
O desenvolvimento da soldabilidade por SUS, das cablagens multifilares de secção fina, em
liga de cobre, surge com o objectivo de determinar os parâmetros ideais de soldabilidade de
cada equipamento, para cada tipo de cabo, mediante a aplicação de uma combinação de
valores de pressão e energia, adequada a cada equipamento, tendo por base validar as
ligações efectuadas pelo processo de SUS, onde se constata a necessidade de aplicação de
factores de qualidade que diagnostiquem a qualidade obtida.
6.2 Procedimento experimental
O desenvolvimento da soldabilidade irá incidir numa secção total de 0,65mm2, considerada
como a típica e sobre todos os cabos multifilares de secção fina de lega de cobre
disponibilizados, incidindo a análise destrutiva sobre o cabo de menor secção e que menor
energia recebeu.
Para definir os intervalos de aplicação da combinação pressão-energia, recorreu-se aos
parâmetros de referência dos diversos equipamentos, que são definidos pelo software para a
secção total de 0,65mm2 e para as várias secções totais. Foram criados diversos níveis de
energia e pressão consoante os distintos equipamentos, com o objectivo de permitir a obtenção
de parâmetros ideais à soldabilidade dos diferentes tipos de cabos multifilares de secção fina
em liga de cobre.
Recorreu-se então a tabelas de soldabilidade para a recolha de todos os dados que englobam
o processo de SUS e que a título exemplificativo é aqui apresentada na tabela 6-1.
Tabela 6-1. Tabela de soldabilidade Tipo de Cabo / Equipamento
# Tipo de Ensaio: Pull/Peel
Welding Time
1
2
3
4
5
Std DEV
Average
Pressure
Energy
Ppk
QFIntegrado
QFPull
QFWT
QFPeel

48
Através da elaboração de tabelas para as diferentes combinações pressão-energia é possível a
obtenção de diversos dados, tais como os desvios padrões dos cinco elementos que compõem
as amostras, as médias das amostras, os tempos de soldadura e os seus desvios padrões, os
diversos factores de qualidade e os vários factores de qualidade estatística (PPK) das amostras.
Posteriormente procedeu-se à montagem de gráficos 3D, referentes às forças dos diferentes
ensaios destrutivos obtidos (Pull e Peel), aos factores de qualidade (Pull, Peel e Integrado), aos
tempos de soldadura e respectivos factores de qualidade, mediante as diferentes combinações
pressão-energia, permitindo a comparação entre os valores obtidos para os diferentes
equipamentos e cabos. A aplicação dos factores de qualidade parece mais adequada, pois
contempla todos os factores inerentes no processo de SUS, levando à obtenção de um nível de
qualidade superior. A montagem em gráficos 3D justifica-se, pois permite uma comparação dos
resultados obtidos nos diversos ensaios, pelos diferentes tipos de cabo, assim como pelos
distintos equipamentos. Importa referir que os máximos registados apresentam um círculo
branco sendo apresentado o seu valor.
Os parâmetros de referência dos equipamentos para a secção de 0,65 mm2, são expressos
nas tabelas 6-2, 6-6, 6-9 e 6-11, consoante os diversos equipamentos, e os intervalos de
funcionamento das várias combinações pressão-energia a aplicar na caracterização e
desenvolvimento da soldabilidade foram definidos mediante estes parâmetros de referências
dos distintos equipamentos. No caso dos equipamentos Telsonic e Schunk Minic PC, irão
incidir em cinco níveis de energia bem como de pressão; já no equipamento Schunk Minic IV
incidirá em cinco níveis de energia e três de pressão.
As variações a aplicar às diferentes combinações pressão-energia diferem consoante o
equipamento considerado, baseando-se a variação imposta nas curvas de funcionamento dos
diferentes equipamentos.
A caracterização da soldabilidade tida em conta com o equipamento Schunk Minic IV engloba a
aplicação de duas diferentes combinações pressão-energia, que se distinguem devido à
largura utilizada, pretendendo-se assim analisar o efeito de diminuição de largura, pois nesta
análise é considerada a largura de referência do equipamento Schunk Minic IV e a largura de
referência dos equipamentos Telsonic e Schunk Minic PC.
6.3 Equipamento Telsonic
Tabela 6-2. Parâmetros de referência e variações a aplicar à combinação pressão-energia do equipamento Telsonic, para a secção total de 0,65 mm
2
Configuração: CC2XCC3 Ref. Min. Máx. Variação
Energia [Ws] 64 44 84 10
Amplitude [%] 51
Pressão [bar] 2,1 1,7 2,5 0,2
Largura [mm] 0,88

49
6.3.1 Resultados da soldabilidade do cabo violeta com amplitude de 51%
Tabela 6-3. Caracterização da soldabilidade do cabo violeta com o equipamento Telsonic
1,7 1,9 2,1 2,3 2,5
44
54
64
74
84
70-80
60-70
50-60
40-50
Energ
ia [
J]
Pressão [bar]
Força Pull [N]
44
54
64
74
841.7 1.9 2.1 2.3 2.5
1.5-2.0
1.0-1.5
0.5-1.0
0.0-0.5
-0.5-0.0
QFPull
Energ
ia [
J]
Pressão [bar]
1,7 1,9 2,1 2,3 2,5
44
54
64
74
84
18.0-21.0
15.0-18.0
12.0-15.0
9.0-12.0
Pressão [bar]
Energ
ia [
J]
Força Peel [N]
44
54
64
74
841.7 1.9 2.1 2.3 2.5
0.33-0.67
0.00-0.33
-0.33-0.00
QFPeel
Pressão [bar]
Energ
ia [
J]
1,7
1,9
2,1
2,3
2,5
150200250300350
400
450
4454
6474
84
400-450350-400300-350250-300200-250150-200
Welding Time [ms] 44
54
64
74
841.7 1.9 2.1 2.3 2.5
0.95-1.00
0.90-0.95
0.85-0.90
QFWT
Pressão [bar] E
nerg
ia [
J]
44
54
64
74
841.7 1.9 2.1 2.3 2.5
0.600-0.800
0.400-0.600
0.200-0.400
0.000-0.200
QFIntegrado
Pressão [bar]
Energ
ia [
J]
- Pi=78,8N
- Pi=21,0N
- QFPULL=1,863
- QFPEEL=0,629
- QFWT=0,964
- QFIntegrado=0,707

50
6.3.2 Resultados da soldabilidade do cabo laranja com amplitude de 51%
Tabela 6-4. Caracterização da soldabilidade do cabo laranja com o equipamento Telsonic
1,7 1,9 2,1 2,3 2,5
44
54
64
74
84
90-100
80-90
70-80
60-70
Energ
ia [
J]
Pressão [bar]
Força Pull [N]
44
54
64
74
84
1.7 1.9 2.1 2.3 2.5
1.5-2.0
1.0-1.5
0.5-1.0
0.0-0.5
QFPull
Energ
ia [
J]
Pressão [bar]
1,7 1,9 2,1 2,3 2,5
44
54
64
74
84
18.0-21.015.0-18.012.0-15.09.0-12.0
Pressão [bar]
Energ
ia [
J]
Força Peel [N]
44
54
64
74
841.7 1.9 2.1 2.3 2.5
1.00-1.34
0.67-1.00
0.34-0.67
0.00-0.34-0.33-0.00
QFPeel
Energ
ia [
J]
Pressão [bar]
1,7
1,9
2,1
2,3
2,5
050100150200250300
4454
6474
84
250-300200-250150-200100-150
Welding Time [ms] 44
54
64
74
841.7 1.9 2.1 2.3 2.5
0.95-1.000.90-0.950.85-0.90
Energ
ia [
J]
Pressão [bar]
QFWT
44
54
64
74
841.7 1.9 2.1 2.3 2.5
1.000-1.200
0.800-1.000
0.600-0.800
0.400-0.600
0.200-0.400
0.000-0.200
Energ
ia [
J]
Pressão [bar]
QFIntegrado
- QFPULL=1,917 - Pi=88N
- Pi=20,8N
- QFIntegrado=1,185
- QFPEEL=1,192
- QFWT=0,972

51
6.3.3 Resultados da soldabilidade do cabo verde com amplitude de 51%
Tabela 6-5. Caracterização da soldabilidade do cabo verde com o equipamento Telsonic
1,7 1,9 2,1 2,3 2,5
44
54
64
74
84
90-100
80-90
70-80
60-70
Energ
ia [
J]
Pressão [bar]
Força Pull [N]
44
54
64
74
841.7 1.9 2.1 2.3 2.5
1.5-2.0
1.0-1.5
0.5-1.0
0.0-0.5
QFPull
Energ
ia [
J]
Pressão [bar]
1,7 1,9 2,1 2,3 2,5
44
54
64
74
84
18.0-21.015.0-18.012.0-15.09.0-12.0
Pressão [bar]
Energ
ia [
J]
Força Peel [N]
44
54
64
74
841.7 1.9 2.1 2.3 2.5
1.00-1.34
0.67-1.00
0.34-0.67
0.00-0.34
-0.33-0.00
QFPeel
Energ
ia [
J]
Pressão [bar]
1,71,9
2,1
2,3
2,5
100
150
200
250
4454
6474
84
200-250
150-200
100-150
Welding Time [ms] 44
54
64
74
841.7 1.9 2.1 2.3 2.5
0.95-1.00
0.90-0.95
0.85-0.90
QFWT
Energ
ia [
J]
Pressão [bar]
44
54
64
74
841.7 1.9 2.1 2.3 2.5
1.000-1.2000.800-1.0000.600-0.8000.400-0.6000.200-0.4000.000-0.200
QFIntegrado
Energ
ia [
J]
Pressão [bar]
- Pi=92,2N
- Pi=19,6N
- QFPULL=1,793
- QFPEEL=1,173
- QFWT=0,988
- QFintegrado=1,129

52
6.3.4 Análise de resultados com amplitude de 51%
O desenvolvimento da soldabilidade por SUS das cablagens no equipamento Telsonic,
caracterizado pelas tabelas 6-3, 6-4 e 6-5; evidência a obtenção de distintos patamares de
resistência mecânica da soldadura, bem como distintos patamares de factores de qualidade,
tanto em ensaio pull como em ensaio peel, consoante a cablagem considerada. Destaca-se a
aplicação da mesma combinação pressão-energia a todas as cablagens, permitindo uma
comparação directa entre os patamares de resistência mecânica da soldadura obtidos e os
patamares de factores de qualidade evidenciados.
Na tabela 6-6 são apresentados os melhores patamares de resistência mecânica da soldadura
verificados e os melhores patamares de factores de qualidade obtidos da combinação pressão-
energia, em função do cabo considerado. São também contabilizadas as frequências relativas,
evidenciadas por cada um destes melhores patamares, relativamente às 25 combinações de
pressão-energia realizadas, e apresentada a área estável evidenciada por cada factor de
qualidade (pull, peel e integrado).
Tabela 6-6. Tabela de avaliação de cabos multifilares de secção fina, com o equipamento Telsonic Equipamento TELSONIC Violeta Laranja Verde
Fo
rça
Pu
ll [
N]
Patamar máximo evidenciado [70-80] [80-90] [90-100]
Frequência relativa do patamar máximo 52%
[13/25] 80%
[20/25] 8%
[2/25]
Média máxima da amostra (5 elementos)
78,8 88,0 92,2
QF
PU
LL
Patamar máximo evidenciado [1,5-2,0] [1,5-2,0] [1,5-2,0]
Frequência relativa do patamar máximo 8%
[2/25] 36% [9/25]
4% [1/25]
% de área estável [1;+∞[ 32% [8/25]
72% [18/25]
60% [15/25]
Fo
rça
Peel
[N] Patamar máximo evidenciado [18-21] [18-21] [18-21]
Frequência relativa do patamar máximo 32% [8/25]
48% [12/25]
16% [4/25]
Média máxima da amostra (5 elementos)
21,0 20,8 19,6
QF
PE
EL
Patamar máximo evidenciado [0,33-0,67] [1,00-1,34] [1,00-1,34]
Frequência relativa do patamar máximo 8%
[2/25] 8%
[2/25] 4%
[1/25]
% de área estável [1;+∞[ 0%
[0/25] 8%
[2/25] 4%
[1/25]
QFWT Valor máximo evidenciado 0,964 0,972 0,988
QF
INT
EG
RA
DO Patamar máximo evidenciado [0,600-0,800] [1,000-1,200] [1,000-1,200]
Frequência relativa do patamar máximo 8%
[2/25] 8%
[2/25] 4%
[1/25]
% de área estável [1;+∞[ 0% 8%
[2/25] 4%
[1/25]
Quando analisados os patamares máximos de resistência mecânica da soldadura,
evidenciados pelos cabos em ensaios destrutivos pull (tabela 6-6) constata-se que o cabo
violeta, verifica comparativamente aos cabos verde e laranja, inferiores patamares máximos de
resistência mecânica da soldadura alcançados, assim como uma área de estabilidade reduzida
(32%), evidenciada pelo QFPULL. A frequência relativa do patamar máximo do QFPULL é maior no
cabo laranja (36%), sendo também o cabo que apresenta, percentualmente, a maior área de
estabilidade (72%).

53
Relativamente aos patamares máximos de resistência mecânica da soldadura em ensaios
destrutivos peel, denotam-se idênticos patamares máximos de resistência obtidos ([18-21])
pelos diferentes cabos, verificando-se que o cabo laranja exibe a maior frequência relativa no
patamar de resistência máxima (48%). Quanto ao QFPEEL, revela-se estável apenas para os
cabos laranja e verde verificando-se que as frequências relativas evidenciadas por este
patamar máximo de estabilidade são bastante reduzidas (8% e 4% respectivamente).
Pela apreciação das tabelas 6-3, 6-4 e 6-5 pode-se constatar que a resistência mecânica da
soldadura ao ensaio destrutivo peel é menos estável perante as variações de parâmetros que a
respectiva resistência ao ensaio destrutivo pull, independentemente do cabo ensaiado.
O QFWT é similar em todos os cabos, porque as diferenças entre desvio padrão, média e
mínimo observado de tempos de soldadura para os cabos são pequenas. Assim não são
identificáveis diferenças significativas, entre cabos, no que respeita a QFWT.
Avaliando o tempo de soldadura evidenciado pelos diferentes cabos, nas tabelas 6-3, 6-4 e 6-5,
denota-se que decresce com o aumento da pressão e aumenta com a subida de energia e que
os cabos, verde e laranja, apresentam tempos de soldadura relativamente próximos e
reduzidos, comparativamente ao cabo violeta, que apresenta tempos de soldadura mais
alargados, limitando a sua soldabilidade.
Por fim, o QFINTEGRADO, que engloba todos os factores de qualidade com o seu respectivo peso
e que permite caracterizar a soldabilidade, verifica que apenas os cabos laranja e verde são
próprios e adequados às exigências do processo de SUS, apresentando percentualmente
áreas de estabilidade reduzidas (8% e 4% respectivamente) devido à dificuldade de obtenção
de factores de qualidade peel estáveis.
Com a caracterização da soldabilidade das diferentes cablagens salienta-se que o cabo violeta
não apresenta parâmetros ideais de funcionamento pois a sua soldabilidade não apresenta
estabilidade no processo de SUS, deixando de englobar o lote de cabos a caracterizar a
soldabilidade. Os cabos laranja e verde, apresentam parâmetros ideais de soldabilidade, visto
terem registado QFINTEGRADO superiores a 1, justificando-se a sua incorporação no processo de
SUS. Os melhores factores de qualidade obtidos e os respectivos parâmetros de
funcionamento (equivalem aos parâmetros ideais de soldabilidade), estão apresentados nas
tabelas 6-7 e 6-8, para os cabos laranja e verde.
Tabela 6-7. Melhores factores de qualidade obtidos e parâmetros ideais de soldabilidade US, para cabo laranja com o equipamento Telsonic
Cabo laranja / Equipamento TELSONIC
Amostras de 5 elementos Parâmetros ideais de soldabilidade
Melhores Factores de Qualidade
Energia [Ws] Pressão [bar] Largura [mm] Amplitude [%]
QFINTEGRADO 1,185 84 1,9
0,88 51 QFPEEL 1,192 74 1,9
QFPULL 1,917 54 2,3
QFWT 0,972 44 2,5

54
Tabela 6-8. Melhores factores de qualidade e parâmetros ideais de soldabilidade US, para cabo verde com o equipamento Telsonic
Cabo verde / Equipamento TELSONIC
Amostras de 5 elementos Parâmetros ideais de soldabilidade
Melhores Factores de Qualidade
Energia [Ws] Pressão [bar] Largura [mm] Amplitude [%]
QFINTEGRADO 1,129 84 2,1
0,88 51 QFPEEL 1,173 84 2,1
QFPULL 1,793 84 1,9
QFWT 0,988 74 2,3
6.3.5 Análise do efeito da amplitude
A análise do efeito de amplitude incidiu sobre os parâmetros ideais de soldabilidade (Peel e
Integrado) e que consequentemente levaram à obtenção dos melhores QF´s neste tipo de
ensaio, conforme as tabelas 6-7 e 6-8. Nesta análise são testadas amplitudes superiores a fim
de observar se existem melhorias significativas, comparativamente à amplitude de 51%
(amplitude referência para esta secção) e incidiu sobre os cabos laranja e verde, visto terem
sido os únicos capazes de serem utilizados no processo de SUS.
Da análise, destaca-se o aumento do número da amostra de cinco para dez elementos na
realização de ensaios destrutivos peel. Caracterizar uma amostra de dez elementos na
realização de ensaios destrutivos representa melhor o universo do processo tecnológico em
estudo, pois as tendências de variação estatística deste são definidas com maior clareza.
6.3.5.1 Em parâmetros ideais de soldabilidade de melhor QFINTEGRADO (cabo
laranja)
Figura 47. Efeito da amplitude para parâmetros ideais de soldabilidade de QFINTEGRADO (cabo laranja)
0.00
0.33
0.67
1.00
1.33
1.67
2.00
2.33
2.67
3.00
3.33
3.67
4.00
4.33
4.67
5.00
51 60 70 80 90 100
QF pull
QF integrado
QF Peel
Ppk Pull
Ppk Peel
Amplitude [%]

55
6.3.5.2 Em parâmetros ideais de soldabilidade de melhor QFPEEL (cabo laranja)
Figura 48. Efeito da amplitude para parâmetros ideais de soldabilidade de QFPEEL (cabo laranja)
O aumento para dez elementos presentes numa amostra em ensaios destrutivos peel a 51%
de amplitude, quando comparado com o resultado de cinco elementos presentes numa
amostra para a mesma amplitude, evidencia uma diminuição do QFPEEL, bem como do
QFINTEGRADO, pois o desvio padrão do resultado dos ensaios destrutivos aumentou, verificando-
se agora que os índices de qualidade não são cumpridos, contrariamente ao verificado numa
amostra de cinco elementos, conforme a tabela 6-9.
Tabela 6-9. Comparação, para a amplitude de referência do equipamento, entre QF´s obtidos em função do número de elementos, em cabos laranja e verde
Cabo Laranja Cabo verde
Parâmetros ideais de
QFPEEL Parâmetros ideais de
QFINTEGRADO Parâmetros ideais de QFPEEL≡ QFINTEGRADO
Amplitude [%] 51 51 51
Nº de elementos
5 10 5 10 5 10
QFPEEL 1,192 0,752 1,100 0,695 1,173 0,691
QFINTEGRADO 1,156 0,863 1,185 0,915 1,129 0,813
Na tabela 6-10 são expressos os melhores resultados obtidos de QF´s proporcionados pelo
aumento de amplitude nos parâmetros ideais de soldabilidade (Peel e Integrado)
Tabela 6-10. Melhores QF´s obtidos com o efeito do aumento da amplitude proporcionado nos parâmetros ideais de soldabilidade (Peel e Integrado), em cabo laranja com o equipamento Telsonic
Cabo Laranja / Equipamento Telsonic
Amostras de 10 elementos Parâmetros ideais de soldabilidade com amplitude alterada
Melhores Factores de Qualidade
Energia [Ws] Pressão [bar] Largura [mm] Amplitude [%]
QFINTEGRADO 1,014
84 1,9 0,88* 90 QFPEEL 0,958
QFPULL 1,210
QFINTEGRADO 1,158
84 1,9 0,88* 100 QFPEEL 0,977
QFPULL 1,794
QFINTEGRADO 1,091
74 1,9 0,88* 90 QFPEEL 0,903
QFPULL 1,730
QFINTEGRADO 1,006
74 1,9 0,88* 100 QFPEEL 0,956427
QFPULL 1,182
*- Largura de referência para CS=0,65mm2
0.000.330.671.001.331.672.002.332.663.003.333.664.004.33
51 60 70 80 90 100
QF pull
QF integrado
QF Peel
Ppk Pull
Ppk Peel
Amplitude [%]

56
O aumento de amplitude em parâmetros ideais de soldabilidade, para a cablagem laranja
(conforme as Figura 47 e 48) até 90% e 100%, proporcionou um aumento da média dos
resultados dos ensaios destrutivos e estabilizou o desvio padrão das amostras, culminando
numa subida do índice de qualidade, garantindo parâmetros ideais de soldabilidade (QFPEEL e
QFINTEGRADO) em cumprimento com as exigências do processo (tabela 6-10). Destaca-se a
redução, significativa, do tempo de soldadura em aproximadamente 60% (quando comparada a
amplitude de 51% com a de 90% e 100% em ambos os parâmetros ideais de soldabilidade)
representando um contributo em altas taxas de produção (§10.5).
Os resultados obtidos pelos QF´s em amostras de 10 elementos demonstram que o aumento
da amplitude de referência (51%) para amplitudes superiores (90% e 100%), em todos os
casos em estudo, melhorou sempre o QFPEEL e o QFINTEGRADO, constatando-se aumentos nos
respectivos índices de qualidade relativamente à amplitude de referência, em ambas as
cablagens verde, conforme a Figura 49, e laranja, conforme a Figura 47 e 48,
independentemente de quais os parâmetros ideais de soldabilidade utilizados.
Comparando, para os parâmetros ideais de QFINTEGRADO, os resultados dos QF’s com amplitude
de 90% com os resultados dos QF’s com amplitude de 100%, verifica-se um aumento de
QFINTEGRADO, QFPULL e de QFPEEL (§10.5). Relativamente à incidência nos parâmetros ideais de
QFPEEL, ao comparar os resultados dos QF´s com amplitude de 90% com os resultados dos
QF´s com amplitude de 100%, verifica-se uma diminuição de QFINTEGRADO e QFPULL, e um
aumento de QFPEEL. Neste caso o aumento de 90% para 100% já degrada a estabilidade
evidenciada.
6.3.5.3 Em parâmetros ideais de soldabilidade de melhor QFINTEGRADO≡QFPEEL
(cabo verde)
Figura 49. Efeito da amplitude para parâmetros ideais de soldabilidade de QFINTEGRADO ≡ QFPEEL (cabo verde)
0.000.330.671.001.331.672.002.332.663.003.333.664.004.334.665.005.335.665.99
51 60 70 80 90 100
QF pull
QF integrado
QF Peel
Ppk Pull
Ppk Peel
Amplitude [%]

57
Relativamente à cablagem verde, que presencia parâmetros ideais de funcionamento e
melhores factores de qualidade em Peel e Integrado na mesma combinação pressão e energia,
verifica-se que os factores de qualidade apenas cumprem as exigências do processo de SUS,
para a amplitude de 90%, conforme a Figura 49.
Na tabela 6-11 são expressos os melhores resultados obtidos de QF’s proporcionados pelo
aumento de amplitude em parâmetros ideais de soldabilidade (Peel≡Integrado).
Tabela 6-11. Melhores QF´s obtidos com o efeito do aumento da amplitude proporcionado nos parâmetros ideais de soldabilidade Peel≡Integrado, em cabo verde com o equipamento Telsonic
Cabo Verde / Equipamento Telsonic
Amostras de 10 elementos Parâmetros ideais de soldabilidade com amplitude alterada
Melhores Factores de Qualidade
Energia [Ws] Pressão [bar] Largura [mm] Amplitude [%]
QFINTEGRADO 1,056
84 2,1 0,88* 90 QFPEEL 0,932
QFPULL 1,480
*- Largura de referência para CS=0,65mm2
Comparando os resultados obtidos pelos QF´s em amostras de 10 elementos (tabela 6-9 e
6-11), observa-se que o aumento da amplitude de referência (51%) para a amplitude superior
de 90%, melhorou o QFPEEL e o QFINTEGRADO.
Após a análise do efeito de amplitude com o equipamento Telsonic, demonstra-se que este
parâmetro neste equipamento foi fundamental para soldar as cablagens multifilares de secção
fina de liga de cobre, como se verifica através da análise das Figura 47, 48 e 49; estando
garantida maior estabilidade no processo SUS, com o aumento de amplitude em relação à
amplitude de referência.
Zhang e Leijin, comprovaram que o aumento do atrito por deslizamento, promovido pelo
aumento de amplitude, estabiliza o processo após um determinado número de ciclos de
soldadura [32], garantindo maior estabilidade no processo SUS.
Uma das questões mais debatidas no processo de US insere-se nas propriedades da
deformação plástica de metais, onde se verificam fenómenos de amolecimento (US) e
endurecimento (UH). O endurecimento ultrasónico, relatou Rusinko [33] no seu trabalho,
manifesta-se através do aumento da tensão de cedência do material, devido aos defeitos da
estrutura cristalina nucleada e é desenvolvido pela energia US. Os seus estudos, realizados
em TEM, revelam que o número de defeitos (deslocações e vagas, etc.) aumenta
dramaticamente durante as fases de vibração US activa. Estas deslocações acumulam-se,
interagem e servem de obstáculo, impedindo significativamente o seu movimento e mais
deslocações são impedidas de nucleação (a resistência a deslocações desenvolve-se). A
magnitude de endurecimento aumenta a tensão de cedência estática, do material que
experimentou energia US e é proporcional à amplitude de vibração.

58
6.4 Equipamento Schunk Minic PC
Tabela 6-12. Parâmetros de referência e variações a aplicar à combinação pressão-energia do equipamento Schunk Minic PC, para a secção total de 0,65 mm
2
Configuração: C2XCC3 Ref. Min Max Variação
Energia [Ws] 125 115 135 5
Amplitude [%] 50
Pressão [bar] 1,35 1,25 1,45 0,5
Largura [mm] 0,88
6.4.1 Resultados da soldabilidade do cabo laranja
Tabela 6-13. Caracterização da soldabilidade do cabo laranja com o equipamento Schunk Minic PC
1,25 1,3 1,35 1,4 1,45
115
120
125
130
135
90-100
80-90E
ne
rgia
[J]
Pressão [bar]
Força Pull [N]
115
120
125
130
1351.25 1.3 1.35 1.4 1.45
1.5-2.0
1.0-1.5
0.5-1.0
0.0-0.5
QFPull
En
erg
ia [J]
Pressão [bar]
1,25 1,3 1,35 1,4 1,45
115
120
125
130
135
21.0-24.018.0-21.015.0-18.0
Pressão [bar]
En
erg
ia [J]
Força Peel [N]
115
120
125
130
1351.25 1.3 1.35 1.4 1.45
0.67-1.00
0.33-0.67
0.00-0.33
QFPeel
En
erg
ia [J]
Pressão [bar]
1,251,3
1,35
1,4
1,45
200
250
300
115120
125
130
135
250-300
200-250
Welding Time [ms] 115
120
125
130
135
0.95-1.00
0.90-0.95
0.85-0.90
QFWT
Pressão [bar]
En
erg
ia [J]
115
120
125
130
135
1.000-1.2000.800-1.0000.600-0.8000.400-0.6000.200-0.4000.000-0.200
QFIntegrado
En
erg
ia [J]
Pressão [bar]
Pressão [bar]
- Pi=94,4N
- Pi=22,2N
- QFPULL=1,966
- QFPEEL=0,934
- QFWT=0,995
- QFiNTEGRADO=1,169

59
6.4.2 Resultados da soldabilidade do cabo verde
Tabela 6-14. Caracterização da soldabilidade do cabo verde com o equipamento Schunk Minic PC
1,25 1,3 1,35 1,4 1,45
115
120
125
130
135
90-100
80-90
70-80
60-70
En
erg
ia [J]
Pressão [bar]
Força Pull [N]
115
120
125
130
1351.25 1.3 1.35 1.4 1.45
2.0-2.51.5-2.01.0-1.50.5-1.00.0-0.5
QFPull
En
erg
ia [J]
Pressão [bar]
1,25 1,3 1,35 1,4 1,45
115
120
125
130
135
18.0-21.015.0-18.012.0-15.09.0-12.0
En
erg
ia [J]
Pressão [bar]
Força Peel [N]
115
120
125
130
1351.25 1.3 1.35 1.4 1.45
0.67-1.00
0.33-0.67
0.00-0.33
QFPeel
En
erg
ia [J]
Pressão [bar]
1,251,31,35
1,4
1,45
150
200
250
115120125
130135
200-250
150-200
Welding Time [ms] 115
120
125
130
1351.25 1.3 1.35 1.4 1.45
0.95-1.00
0.90-0.95
0.85-0.90
QFWT
En
erg
ia [J]
Pressão [bar]
115
120
125
130
1351.25 1.3 1.35 1.4 1.45
0.60-0.80
0.40-0.60
0.20-0.40
0.00-0.20
QFIntegrado
En
erg
ia [J]
Pressão [bar]
- Pi=90,8N
- Pi=20,8N - QFPEEL=0,780
- QFPULL=2,272
- QFWT=0,995
- QFINTEGRADO=0,791

60
6.4.3 Análise de resultados
O desenvolvimento da soldabilidade por SUS das cablagens no equipamento Schunk Minic PC,
caracterizado nas tabelas 6-13 e 6-14, evidência a obtenção de distintos patamares de
resistência mecânica da soldadura, bem como distintos patamares de factores de qualidade,
tanto em ensaio pull como em ensaio peel, consoante a cabo considerado. Destaca-se a
aplicação da mesma combinação pressão-energia a ambos os cabos (verde e laranja),
permitindo uma comparação directa entre os patamares de resistência mecânica da soldadura
obtidos e os patamares de factores de qualidade evidenciados.
Na tabela 6-15 são apresentados os melhores patamares de resistência mecânica da
soldadura verificados e os melhores patamares de factores de qualidade obtidos da
combinação pressão-energia, consoante o cabo considerado. São também contabilizadas as
frequências relativas, evidenciadas por cada um destes melhores patamares, relativamente às
25 combinações de pressão-energia realizadas, e apresentada a área estável evidenciada por
cada factor de qualidade (pull, peel e integrado).
Tabela 6-15. Tabela de avaliação de cabos com o equipamento Schunk Minic PC
SCHUNK MINIC PC Laranja Verde
Fo
rça P
ull
[N]
Patamar máximo evidenciado [90-100] [90-100]
Frequência relativa do patamar máximo 56%
[14/25] 12% [3/25]
Média máxima da amostra (5 elementos)
94,4 90,8
QF
PU
LL
Patamar máximo evidenciado [1,5-2,0] [2,0-2,5]
Frequência relativa do patamar máximo 44%
[11/25] 8%
[2/25]
% de área estável [1;+∞[ 68%
[17/25] 56%
[14/25]
Fo
rça
Peel
[N] Patamar máximo evidenciado [21-24] [18-21]
Frequência relativa do patamar máximo 16% [4/25]
28% [7/25]
Média máxima da amostra (5 elementos)
22,2 20,8
QF
PE
EL
Patamar máximo evidenciado [0,67-1,00] [0,67-1,00]
Frequência relativa do patamar máximo 32% [8/25]
8% [2/25]
% de área estável [1;+∞[ 0%
[0/25] 0%
[0/25]
QFWT Valor máximo evidenciado 0,995 0,995
QF
INT
EG
RA
DO Patamar máximo evidenciado [1,000-1,200] [0,600-0,800]
Frequência relativa do patamar máximo 16% [4/25]
36% [9/25]
% de área estável [1;+∞[ 16% [4/25]
0% [0/25]
Quando analisados os patamares máximos de resistência mecânica da soldadura evidenciados
por ambos os cabos, em ensaios destrutivos pull, constatam-se que são idênticos, verificando-
se que o cabo laranja evidencia uma frequência relativa superior (56%) relativamente ao cabo
verde (12%), para este patamar máximo.
Os patamares máximos evidenciados pelo QFPULL, verificam que o cabo verde apresenta um
patamar superior comparativamente ao cabo laranja, observando-se baixa incidência sobre

61
este patamar por parte do cabo verde (8%). Relativamente à área de estabilidade presenciada
por este QF, denota-se superioridade por parte do cabo laranja (68%) comparativamente ao
cabo verde (56%).
Relativamente aos patamares máximos de resistência mecânica da soldadura obtidos em
ensaios destrutivos peel, denota-se a presença de um patamar máximo superior de resistência
obtido ([21-24]) por parte do cabo laranja, verificando-se que o cabo laranja exibe uma
frequência relativa no patamar de resistência máxima de 16%, já o cabo verde exibe uma
frequência relativa superior (28%), mas apenas para o patamar máximo de resistência de
([18-21]). O QFPEEL revela-se instável para os cabos laranja e verde pois o patamar máximo
obtido por ambos é de [0,67-1,00], verificando-se uma frequência relativa incidente sobre este
patamar superior por parte do cabo laranja (32%), quando comparado com o cabo verde (8%).
Os tempos de soldadura apresentados pelas cablagens são semelhantes e destacam-se
pequenas alterações sofridas mediante as variações tidas em conta pela combinação pressão-
energia.
Por último, o QFINTEGRADO, verifica que apenas a cablagem laranja apresenta um patamar
máximo ([1,00-1,200]) em cumprimento com as exigências do processo, com uma frequência
relativa de 16%; mas deve-se salientar que o QFPEEL se apresenta instável, pelo que a
aprovação da cablagem laranja pelo QFINTEGRADO, apenas deve ser viável para geometrias
cruzadas.
O equipamento não deve ser utilizado para soldar cablagens multifilares finas e secções
inferiores a 0,8mm2, principalmente geometrias cegas que exigem rigorosos critérios de
aceitação e validação. (§10.2).

62
6.5 Equipamento Schunk Minic IV
Tabela 6-16. Parâmetros de referência e variações a aplicar à combinação pressão-energia do equipamento Schunk Minic IV, para a secção total de 0,65 mm
2
Configuração: CC2XCC3 Ref. Min Max Variação
Energia [Ws] 67 47 87 10
Amplitude [%] 60
Pressão [bar] 1,76 1,5 2,1 0,3
Largura [mm] 1,02
6.5.1 Resultados da soldabilidade do cabo laranja (largura de referência)
Tabela 6-17. Caracterização da soldabilidade do cabo laranja com o equipamento Schunk Minic IV
1,5 1,8 2,1
47
57
67
77
87
95-10090-9585-90
En
erg
ia [J]
Pressão [bar]
Força Pull [N]
47
57
67
77
871.5 1.8 2.1
2.0-2.5
1.5-2.0
1.0-1.5
0.5-1.0
0.0-0.5
QFPull
En
erg
ia [J]
Pressão [bar]
1,5 1,8 2,1
47
57
67
77
87
24.0-27.021.0-24.018.0-21.015.0-18.0
En
erg
ia [J]
Pressão [bar]
Força Peel [N]
47
57
67
77
871.5 1.8 2.1
1.00-1.330.67-1.000.33-0.670.00-0.33
QFPeel
En
erg
ia [J]
Pressão [bar]
1,5
1,8
2,1
100150200250300350
4757
6777
87
300-350250-300200-250150-200100-150
Welding Time [ms] 47
57
67
77
871.5 1.8 2.1
0.95-1.00
0.90-0.95
En
erg
ia [J]
Pressão [bar]
QFWT
47
57
67
77
871.5 1.8 2.1
1.20-1.401.00-1.200.80-1.000.60-0.800.40-0.60
En
erg
ia [J]
Pressão [bar]
QFIntegrado
- Pi=99,3N
- Pi=24,8N
- QFPULL=2,329
- QFPEEL=1,034
- QFWT=0,982
- QFIntegrado=1,259

63
6.5.2 Resultados da soldabilidade do cabo laranja (largura reduzida)
Tabela 6-18. Parâmetros de referência e variações a aplicar à combinação pressão-energia do equipamento Schunk Minic IV, para a secção total de 0,65 mm
2, exceptuando a largura
Parâmetro Ref. Min. Máx. Variação
Energia [Ws] 67 47 87 10
Amplitude [%] 60
Pressão [bar] 1,76 1,5 2,1 0,3
Largura [mm] 0,88
Tabela 6-19. Caracterização da soldabilidade do cabo laranja com o equipamento Schunk Minic IV, para largura de 0,88 mm
1,5 1,8 2,1
47
57
67
77
87
95-10090-9585-90
En
erg
ia [J]
Pressão [bar]
Força Pull [N]
47
57
67
77
871.5 1.8 2.1
2.0-2.51.5-2.01.0-1.50.5-1.00.0-0.5
QFPull
En
erg
ia [J]
Pressão [bar]
1,5 1,8 2,1
47
57
67
77
87
24.0-27.021.0-24.018.0-21.015.0-18.012.0-15.0
Força Peel [N]
En
erg
ia [J]
Pressão [bar]
47
57
67
77
871.5 1.8 2.1
0.67-1.000.33-0.670.00-0.33-0.33-0.00
QFPeel
En
erg
ia [J]
Pressão [bar]
1,5
1,8
2,1
100150200250300350
4757
67
77
87
300-350250-300200-250150-200100-150
Welding Time [ms] 47
57
67
77
871.5 1.8 2.1
0.95-1.00
0.90-0.95
En
erg
ia [J]
Pressão [bar]
QFWT
47
57
67
77
871.5 1.8 2.1
1.00-1.200.80-1.000.60-0.800.40-0.600.20-0.40 E
ne
rgia
[J]
Pressão [bar]
QFIntegrado
- Pi=98,4N
- Pi=25,1N
- QFPULL=2,195
- QFPEEL=0,96
- QFWT=0,979
- QFIntegrado=1,149

64
6.5.3 Análise de resultados para largura de referência e largura reduzida
O desenvolvimento da soldabilidade por SUS da cablagem laranja no equipamento Schunk
Minic IV, caracterizado pelas tabelas 6-17 e 6-19; evidência a obtenção de distintos patamares
de resistência mecânica da soldadura, bem como distintos patamares de factores de qualidade,
tanto em ensaio pull como em ensaio peel. Destaca-se a aplicação da mesma combinação
pressão-energia ao cabo laranja em ambas as tabelas 6-17 e 6-19, mas a diferença reside na
largura utilizada, pois o equipamento define uma largura de referência superior (L=1,02mm)
para a secção total de 0,65mm2, relativamente à largura de referência dos outros equipamentos
(L=0,88mm). É avaliado o efeito proporcionado pela redução de largura e permite uma
comparação directa entre os patamares de resistência mecânica da soldadura obtidos e os
patamares de factores de qualidade evidenciados, por cada um dos equipamentos para
idêntica largura utilizada.
Na tabela 6-20 são apresentados os melhores patamares de resistência mecânica da
soldadura verificados e os melhores patamares de factores de qualidade obtidos, consoante o
tipo de ensaio destrutivo realizado e largura considerada. São também contabilizadas as
frequências relativas evidenciadas por cada um destes melhores patamares, relativamente às
15 combinações de pressão e energia realizadas e apresentada a área estável evidenciada por
cada factor de qualidade (Pull, Peel e Integrado).
Tabela 6-20. Tabela de avaliação de diferentes larguras no equipamento Schunk Minic IV (cabo laranja)
Equipamento SCHUNK MINIC IV Laranja [L=0,88 mm]
Laranja [L=1,02 mm]
(Largura de referência)
Fo
rça
Pu
ll [
N]
Patamar máximo evidenciado [95-100] [95-100]
Frequência relativa do patamar máximo 53,33% [8/15]
66,67% [10/15]
Média máxima da amostra (5 elementos)
98,4 99,3
QF
PU
LL
Patamar máximo evidenciado [2,0-2,5] [2,0-2,5]
Frequência relativa do patamar máximo 6,67% [1/15]
33,33% [5/15]
% de área estável [1;+∞[ 86,67% [13/15]
100% [15/15]
Fo
rça
Peel
[N]
Patamar máximo evidenciado [24-27] [24-27]
Frequência relativa do patamar máximo 13,33% [2/15]
13,33% [2/15]
Média máxima da amostra (5 elementos)
25,1 24,8
QF
PE
EL
Patamar máximo evidenciado [0,67-1,00] [1,00-1,33]
Frequência relativa do patamar máximo 6,67% [1/15]
6,67% [1/15]
% de área estável [1;+∞[ 0%
[0/15] 6,67% [1/15]
QFWT Valor máximo evidenciado 0,979 0,982
QF
INT
EG
RA
DO Patamar máximo evidenciado [1,000-1,200] [1,200-1,400]
Frequência relativa do patamar máximo 6,67% [1/15]
6,67% [1/15]
% de área estável [1;+∞[ 6,67% [1/15]
33,33% [5/15]

65
Quando analisados os patamares máximos de resistência mecânica da soldadura evidenciados
pelos cabo laranja em ED pull (tabela 6-20) constata-se que ambas as larguras verificam
idênticos patamares máximos de resistência mecânica da soldadura alcançados, assim como
uma área de estabilidade elevada (86,67% e 100%), evidenciada pelo QFPULL.
Relativamente aos patamares máximos de resistência mecânica da soldadura em ensaios
destrutivos peel, denotam-se idênticos e elevados patamares máximos de resistência obtidos
([24-27]) pelas diferentes larguras, caracterizados com uma frequência relativa no patamar de
resistência máxima de 13,33%. Quanto ao QFPEEL, revela-se estável apenas para a largura de
referência do equipamento verificando-se que a frequência relativa evidenciada por este
patamar máximo de estabilidade é reduzida (6,67%).
Pela apreciação das tabelas 6-17 e 6-19 pode-se constatar que a resistência mecânica da
soldadura ao ensaio destrutivo peel é menos estável perante as variações de parâmetros que a
respectiva resistência ao ensaio destrutivo pull.
O QFWT é similar em ambas as larguras. Isto acontece porque as diferenças entre desvio
padrão, média e mínimo observado de tempos de soldadura são pequenas. Assim não são
identificáveis diferenças significativas no que respeita a QFWT. Avaliando o tempo de soldadura
evidenciado pelas diferentes larguras, nas tabelas 6-17 e 6-19, denota-se que decresce com o
aumento da pressão e aumenta com a subida de energia.
Por último, o QFINTEGRADO, que permite caracterizar a soldabilidade, verifica que ambas as
larguras apresentam patamares máximos em cumprimento com as exigências do processo de
SUS, mas relativamente à largura inferior (largura de referência dos equipamentos Telsonic e
Schunk Minic PC) há que salientar que o QFPEEL não se apresenta estável, pelo que a
aprovação da largura inferior pelo QFINTEGRADO, apenas deve ser viável para geometrias
cruzadas. Denota-se ainda a elevada estabilidade evidenciada pelo QFINTEGRADO (33,33%) para
a largura de referência do equipamento, facto que ainda não tinha sido presenciado
anteriormente.
Os melhores factores de qualidade obtidos e os respectivos parâmetros de funcionamento,
estão apresentados nas tabelas 6-21 e 6-22, consoante a largura considerada.
Tabela 6-21. Melhores factores de qualidade e parâmetros ideais de soldabilidade US, para cabo laranja com o equipamento Schunk Minic IV, para largura de referência(L=1,02mm)
Cabo Laranja / Equipamento Schunk Minic IV
Amostras de 5 elementos Parâmetros ideais de soldabilidade
Melhores Factores de Qualidade
Energia [Ws] Pressão [bar] Largura [mm] Amplitude [%]
QFINTEGRADO 1,259 87 1,5
1,02* 60 QFPeel 1,034 87 1,5
QFPull 2,329 57 1,8
QFWT 0,982 77 2,1
*- Largura de referência para CS=0,65mm2

66
Tabela 6-22. Melhores factores de qualidade e parâmetros ideais de soldabilidade US, para cabo laranja com o equipamento Schunk Minic IV e sem largura de referência
Cabo Laranja / Equipamento Schunk Minic IV
Amostras de 5 elementos Parâmetros ideais de soldabilidade
Melhores Factores de Qualidade
Energia [Ws] Pressão [bar] Largura [mm] Amplitude [%]
QFINTEGRADO 1,149 57 1,8
0,88* 60 QFPeel 0,960 57 1,8
QFPull 2,195 57 2,1
QFWT 0,979 87 2,1
*- Largura de referência do equipamento Telsonic e Schunk Minic PC para CS=0,65mm2
As ondas do equipamento Schunk Minic IV possuem raio de curvatura, para aumento da área
em contacto com os multifilares. Bigorna com maior área em contacto com os multifilares,
produziu as resistências mais elevadas, enquanto a bigorna com a área mais pequena em
contacto com os multifilares produziu as resistências mais baixas [18].

67
7 Análise Metalúrgica das Uniões Realizadas
7.1 Introdução
A realização de análise metalúrgica nas uniões desenvolvidas por diferentes equipamentos,
surge com o intuito de caracterizar a metalurgia da soldadura, bem como os mecanismos de
ligação inerentes no processo. Permite caracterizar e identificar as fases presentes, assim
como definir a sua extensão e distribuição; permite identificar heterogeneidades tais, como
inclusões não metálicas, segregações, fissuras internas, entre outros [36]. É também possível
verificar a homogeneidade da compactação e observar zonas de kissing bond.
Engloba uma necessária identificação e disposição dos clips em resina, um procedimento
associado de montagem seguido de tempo de cura, um procedimento de corte, desbaste e
polimento, e ainda uma sequência de contraste.
7.2 Procedimento experimental
Os clips são rigorosamente identificados e montados em resina epoxídica, salientando-se a
importância de identificação da área onde os multifilares contactam o sonótrodo e a bigorna. A
montagem é efectuada numa amostra de 25 mm de diâmetro, que exige um tempo de cura de
aproximadamente 8 horas.
O procedimento de corte é efectuado com um equipamento destinado ao efeito, sensivelmente
a meio da secção longitudinal soldada, pois é onde a compactação proporcionada pela bigorna
é maior. O desbaste consiste na aplicação de uma sequência de lixas, que apresentam a
seguinte rugosidade: 360, 400, 600, 1000, 2400; importando referir que o desbaste dura 20
minutos por lixa e executa-se com adição de água. O polimento final é efectuado com camurça,
sem água, onde se coloca lubrificante com pasta de diamante Buehler, durante 20 minutos.
Por último, a sequência de contraste é efectuada com recurso a ácido de ferramentaria, sendo
este composto por ácido clorídrico, ácido sulfúrico e água. O tempo necessário para a
sequência de contraste depende da concentração do ácido de ferramentaria e no caso em
estudo, foi de quatro minutos. Após a sequência de contraste destaca-se a necessidade de
paragem da reacção química, que é efectuada pela introdução da amostra em água.
Na base posterior da amostra analisada surgiu a necessidade de expor os multifilares, para
depositar uma fina camada (espessura de 15nm) de ouro, a fim de obter uma perfeita
visualização da área soldada por SEM (Scanning Electron Microscopy).
Os clips alvo de análise metalúrgica estão identificados com uma tabela auxiliar (da figura 50 à
63), que possibilita a identificação do equipamento utilizado, o tipo de cabo envolvido e os
parâmetros ideais de soldabilidade aplicados aos melhores factores de qualidade obtidos.
Importa também referir que nas imagens de conjunto apresentadas, a bigorna contactou os
multifilares que se apresentam na face superior da secção transversal e o sonótrodo contactou
com os multifilares que se apresentam na face inferior da secção transversal.

68
- Local incidente do estudo
Equipamento de SUS:
7.3 Resultados experimentais
7.3.1 Em equipamento Telsonic com cabo laranja
Tipo de PRESSÃO [bar] CABO 1,7 1,9 2,1 2,3 2,5
EN
ER
GIA
[W
s] 44
54
QF
PULL 64
74
QF
PEEL
84
QF
INTG
Observações:
Figura 50. Análise metalúrgica em melhor QFPULL obtido na soldabilidade do cabo laranja, com o equipamento Telsonic
Amostra de 5
elementos

69
- Local incidente do estudo
Equipamento de SUS:
Tipo de PRESSÃO [bar] CABO 1,7 1,9 2,1 2,3 2,5
EN
ER
GIA
[W
s] 44
54
QF
PULL
64
74
QF
PEEL
84
QF
INTG
Observações:
Figura 51. Análise metalúrgica em melhor QFPEEL obtido na soldabilidade de cabos laranja, com o equipamento Telsonic
Amostra de 5
elementos

70
- Local incidente do estudo
Equipamento de SUS:
Tipo de PRESSÃO [bar] CABO 1,7 1,9 2,1 2,3 2,5
EN
ER
GIA
[W
s] 44
54
QF
PULL
64
74
QF
PEEL
84
QF
INTG
Observações:
Figura 52. Análise metalúrgica em melhor QFINTEGRADO obtido na soldabilidade de cabos laranja, com o equipamento Telsonic
Amostra de 5
elementos
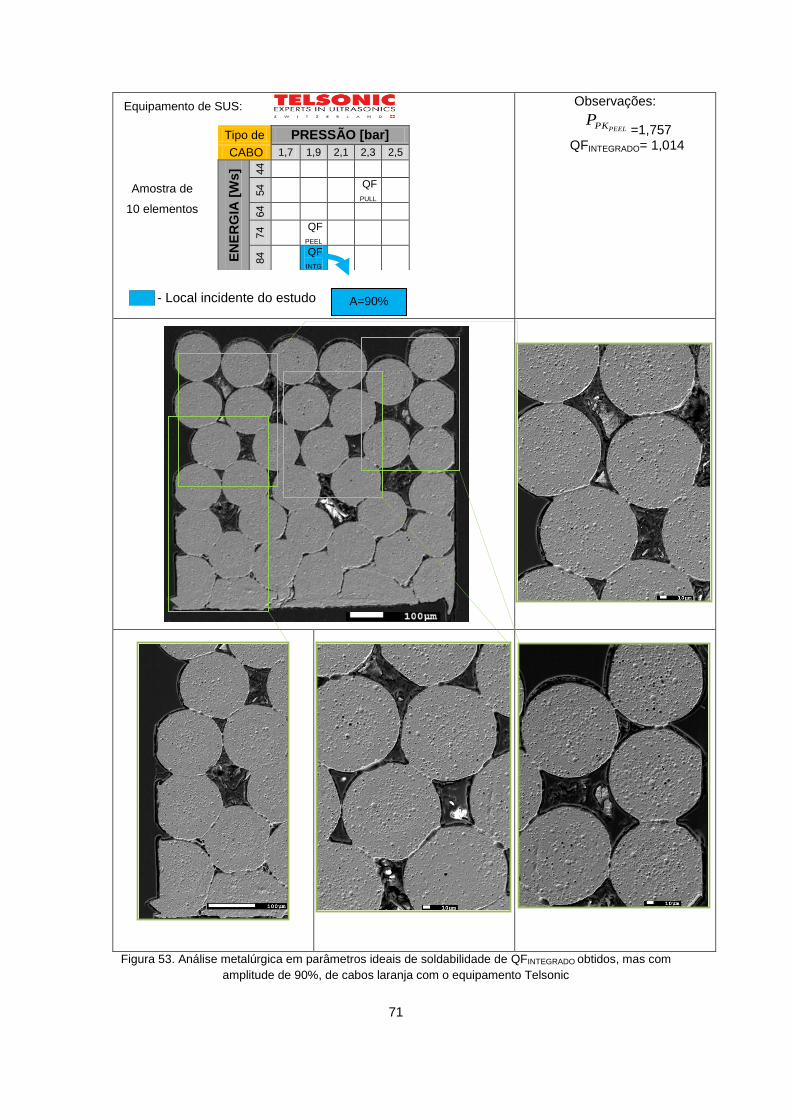
71
- Local incidente do estudo
Equipamento de SUS:
Tipo de PRESSÃO [bar] CABO 1,7 1,9 2,1 2,3 2,5
EN
ER
GIA
[W
s] 44
54
QF
PULL
64
74
QF
PEEL
84
QF
INTG
Observações:
PEELPKP=1,757
QFINTEGRADO= 1,014
Figura 53. Análise metalúrgica em parâmetros ideais de soldabilidade de QFINTEGRADO obtidos, mas com
amplitude de 90%, de cabos laranja com o equipamento Telsonic
A=90%
Amostra de
10 elementos

72
- Local incidente do estudo
Equipamento de SUS:
Tipo de PRESSÃO [bar] CABO 1,7 1,9 2,1 2,3 2,5
EN
ER
GIA
[W
s] 44
54
QF
PULL
64
74
QF
PEEL
84
QF
INTG
Observações:
PEELPKP =1,811
QFINTEGRADO= 1,210
Figura 54. Análise metalúrgica em parâmetros ideais de soldabilidade de QFINTEGRADO obtidos, mas com
amplitude de 100%, de cabos laranja com o equipamento Telsonic
A=100%
Amostra de
10 elementos

73
- Local incidente do estudo
Equipamento de SUS:
Tipo de PRESSÃO [bar] CABO 1,7 1,9 2,1 2,3 2,5
EN
ER
GIA
[W
s] 44
54
QF
PULL
64
74
QF
PEEL
84
QF
INTG
Observações:
PEELPKP =1,796
QFINTEGRADO= 1,090
Figura 55. Análise metalúrgica em parâmetros ideais de soldabilidade de QFPEEL obtidos, mas com
amplitude de 90%, de cabos laranja com o equipamento Telsonic
A=90%
Amostra de
10 elementos
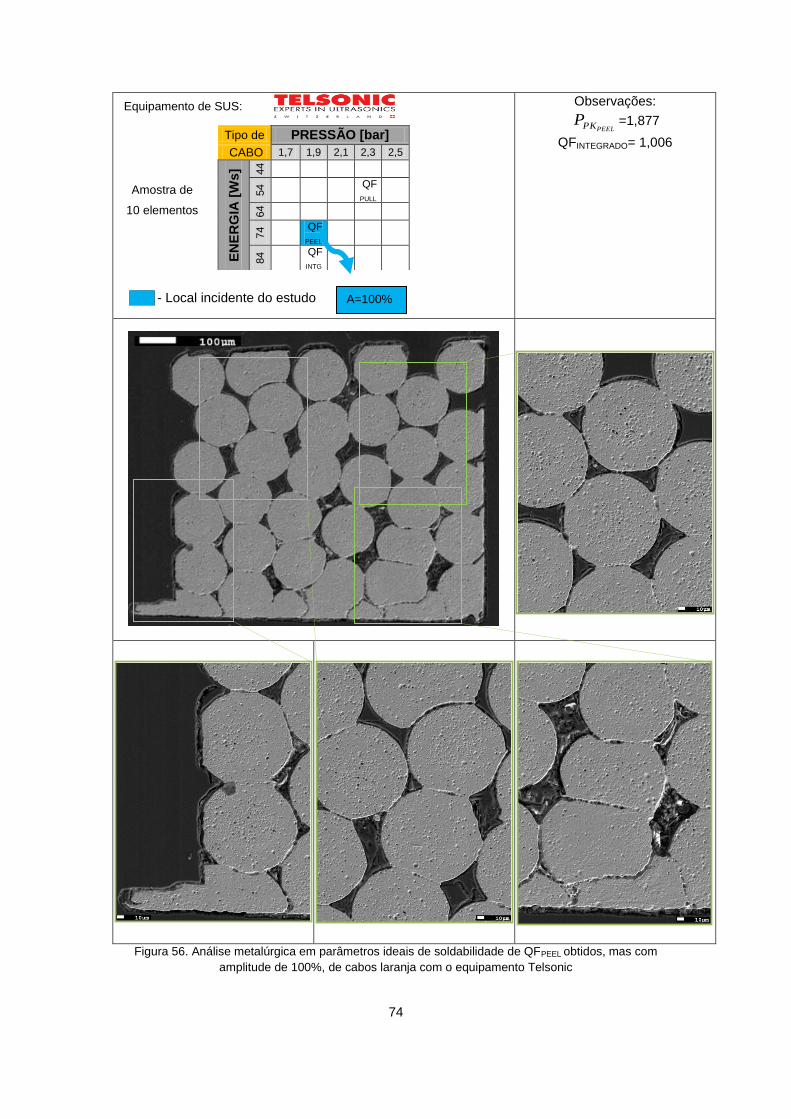
74
- Local incidente do estudo
Equipamento de SUS:
Tipo de PRESSÃO [bar] CABO 1,7 1,9 2,1 2,3 2,5
EN
ER
GIA
[W
s] 44
54
QF
PULL
64
74
QF
PEEL
84
QF
INTG
Observações:
PEELPKP =1,877
QFINTEGRADO= 1,006
Figura 56. Análise metalúrgica em parâmetros ideais de soldabilidade de QFPEEL obtidos, mas com
amplitude de 100%, de cabos laranja com o equipamento Telsonic
A=100%
Amostra de
10 elementos

75
- Local incidente do estudo
Equipamento de SUS:
7.3.2 Em equipamento Telsonic com cabo verde
Tipo de PRESSÃO [bar] CABO 1,7 1,9 2,1 2,3 2,5
EN
ER
GIA
[W
s]
44
54
64
74
84
QF
PULL QF
PEEL
Observações:
Figura 57. Análise metalúrgica em melhor QFPULL obtido na soldabilidade de cabos verde, com o equipamento Telsonic
QFPEEL≡QFINTEGRADO
Amostra de 5
elementos

76
- Local incidente do estudo
Equipamento de SUS:
Tipo de PRESSÃO [bar] CABO 1,7 1,9 2,1 2,3 2,5
EN
ER
GIA
[W
s]
44
54
64
74
84
QF
PULL QF
PEEL
Observações:
Figura 58. Análise metalúrgica em melhor QFPEEL≡ melhor QFINTEGRADO obtido na soldabilidade de cabos
verde com o equipamento Telsonic
QFPEEL≡QFINTEGRADO
Amostra de 5
elementos

77
- Local incidente do estudo
Equipamento de SUS:
Tipo de PRESSÃO [bar] CABO 1,7 1,9 2,1 2, 2,5
EN
ER
GIA
[W
s]
44
54
64
74
84
QF
PULL QF
PEEL
Observações:
PEELPKP =1,678
QFINTEGRADO=1,056
Figura 59. Análise metalúrgica em parâmetros ideais de soldabilidade de melhor QFPEEL≡ melhor QFINTEGRADO obtidos, mas com amplitude de 100%, para cabo laranja com o equipamento Telsonic
QFPEEL≡QFINTEGRADO
A=90%
Amostra de
10 elementos

78
7.3.2.1 Análise de resultados com equipamento Telsonic
A análise de resultados divide-se em caracterizar a metalurgia da soldadura de splices
constituídos por cabos:
soldados com a amplitude de referência do equipamento Telsonic;
soldados com os parâmetros ideais de soldabilidade evidenciados pelo melhor QFPEEL
e pelo melhor QFINTEGRADO obtidos, juntamente com amplitudes superiores à de
referência do equipamento Telsonic.
Salienta-se que o cabo a ensaiar é o cabo que menor energia recebeu e que se encontra na
proximidade da bigorna sendo que a disposição dos multifilares na secção transversal deve
apresentar-se conforme representado na figura 16.
Na análise metalúrgica de splices utilizando a amplitude de referência do equipamento
Telsonic, verifica-se que para o melhor QFPULL, melhor QFPEEL e para o melhor QFINTEGRADO
registados com o cabo laranja (Figura 50, 51 e 52), se apresenta um grau de compactação
baixo, observando-se diversos interstícios, uniformemente distribuídos, em toda a secção
transversal, comportamento analogamente verificado com o melhor QFPEEL obtido com o cabo
verde (Figura 58). As ilhas de soldadura formadas nos multifilares a ensaiar, da Figura 50, 51,
52 e 58, quase não se evidenciam, localizando-se os multifilares a ensaiar com zonas em
kissing bond ou estabelecendo ligações adesivas com comprimento máximo aproximadamente
de 30μm. Nestes casos os que utilizam energia superior (QFPEEL e QFINTEGRADO), em ambos os
cabos, presenciam de uma zona severamente deformada na face em contacto com o
sonótrodo e observa-se um fenómeno de deformação dos multifilares em forma de escama de
peixe, ocorrendo devido à orientação dos estados de tensão aplicados entre multifilares (zona
com menor número de interstícios). Verifica-se também que energias mais elevadas (74J e
84J) potenciam o empilhamento de filamentos (stacking), gerando ilhas de soldadura
superiores tanto em número como em comprimento.
Analisando a metalurgia da soldadura do melhor QFPULL obtido, para o cabo verde à amplitude
de referência do equipamento Telsonic (Figura 57), denota-se a redução de secção dos
multifilares em contacto com a bigorna, proporcionando um decréscimo na resistência original
dos multifilares que sofreram deste efeito.
Na análise metalúrgica de splices, utilizando os parâmetros ideais de soldabilidade
evidenciados pelo melhor QFPEEL e pelo melhor QFINTEGRADO obtidos juntamente com
amplitudes superiores à de referência do equipamento Telsonic, verifica-se um grau de
compactação mais elevado comparativamente ao evidenciado pela amplitude de referência do
equipamento, conforme a Figura 53, 54, 55, 56 e 59; mas salienta-se que a localização dos
interstícios não é uniformemente distribuída ao longo da secção transversal, pois existe uma
zona severamente deformada na proximidade do sonótrodo que quase não apresenta
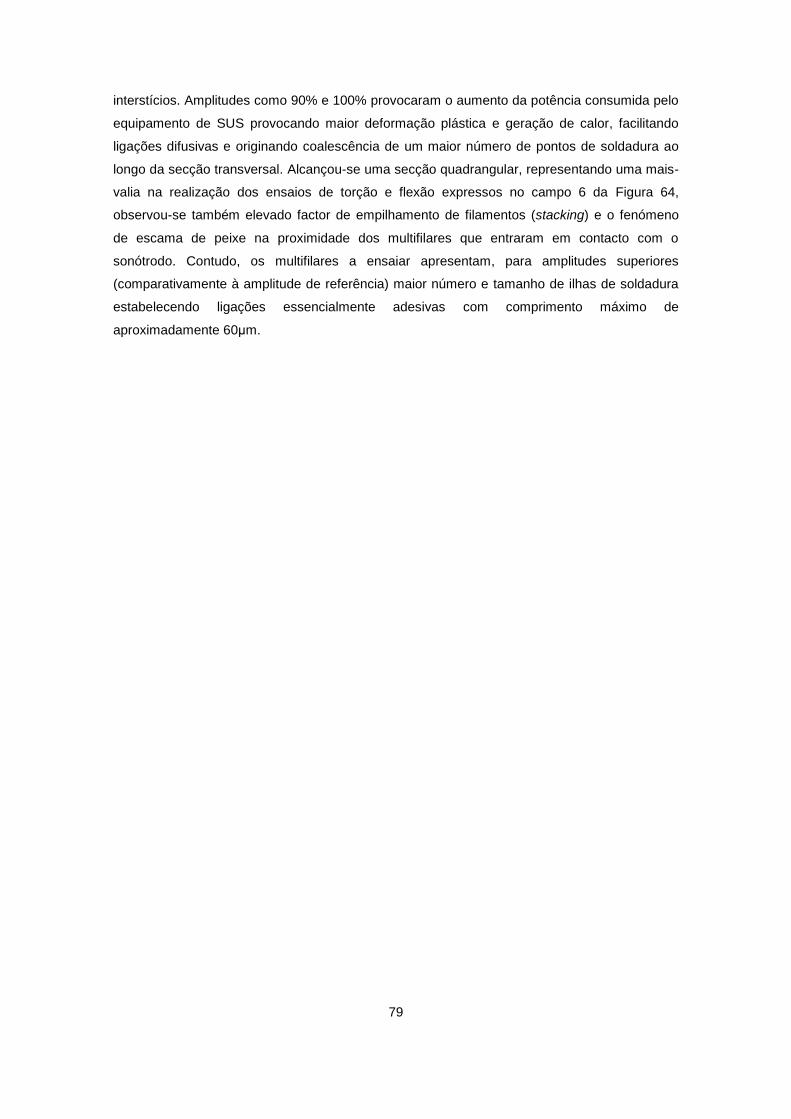
79
interstícios. Amplitudes como 90% e 100% provocaram o aumento da potência consumida pelo
equipamento de SUS provocando maior deformação plástica e geração de calor, facilitando
ligações difusivas e originando coalescência de um maior número de pontos de soldadura ao
longo da secção transversal. Alcançou-se uma secção quadrangular, representando uma mais-
valia na realização dos ensaios de torção e flexão expressos no campo 6 da Figura 64,
observou-se também elevado factor de empilhamento de filamentos (stacking) e o fenómeno
de escama de peixe na proximidade dos multifilares que entraram em contacto com o
sonótrodo. Contudo, os multifilares a ensaiar apresentam, para amplitudes superiores
(comparativamente à amplitude de referência) maior número e tamanho de ilhas de soldadura
estabelecendo ligações essencialmente adesivas com comprimento máximo de
aproximadamente 60μm.

80
- Local incidente do estudo
Equipamento de SUS:
7.3.3 Em equipamento Schunk Minic IV com cabo laranja e largura de
referência (1,02mm)
Tipo de PRESSÃO
[bar] CABO 1,5 1,8 2,1
EN
ER
GIA
[W
s] 47
57
QF
PULL 67
77
87 QF
PEEL
Observações:
Figura 60. Análise metalúrgica em melhor QFPULL obtido para cabo laranja, com o equipamento Schunk Minic IV e largura de referência
QFPEEL≡QFINTEGRADO
L=1,02mm
Amostra de 5
elementos

81
- Local incidente do estudo
Equipamento de SUS:
Tipo de PRESSÃO
[bar] CABO 1,5 1,8 2,1
EN
ER
GIA
[W
s] 47
57
QF
PULL
67
77
87 QF
PEEL
Observações:
Figura 61. Análise metalúrgica em melhor QFPEEL≡ melhor QFINTEGRADO obtido para cabo laranja, com o
equipamento Schunk Minic IV e largura de referência
QFPEEL≡QFINTEGRADO
L=1,02mm
Amostra de 5
elementos

82
- Local incidente do estudo
Equipamento de SUS:
7.3.4 Em equipamento Schunk Minic IV com cabo laranja e largura
reduzida (0,88mm)
Tipo de PRESSÃO
[bar] CABO 1,5 1,8 2,1
EN
ER
GIA
[Ws]
47
57
QF
PEEL QF
PULL 67
77
87
Observações:
Figura 62. Análise metalúrgica em melhor QFPULL obtido para cabo laranja, com o equipamento Schunk
Minic IV e largura de 0,88 mm
QFPEEL≡QFINTEGRADO
L=0,88mm
Amostra de 5
elementos

83
- Local incidente do estudo
Equipamento de SUS:
Tipo de PRESSÃO
[bar] CABO 1,5 1,8 2,1
EN
ER
GIA
[Ws]
47
57
QF
PEEL QF
PULL
67
77
87
Observações:
Figura 63. Análise metalúrgica em melhor QFPEEL≡ melhor QFINTEGRADO obtido para cabo laranja com o
equipamento Schunk Minic IV e largura de 0,88 mm
QFPEEL≡QFINTEGRADO
L=0,88mm
Amostra de 5
elementos

84
7.3.4.1 Análise de resultados com o equipamento Schunk Minic IV
Na análise metalúrgica de splices utilizando a largura de referência do equipamento Schunk
Minic IV, verifica-se que para o melhor QFPULL obtido com cabo laranja (Figura 60), se
apresenta um grau de compactação homogéneo mas pouco intenso, pois observam-se
interstícios, uniformemente distribuídos, em toda a secção transversal. As ilhas de soldadura
formadas, nos multifilares a ensaiar, estabelecem ligações essencialmente difusivas, como se
pode observar pelo desaparecimento da interface entre multifilares (sem nenhuma
descontinuidade, característica de ligações difusivas), com o comprimento máximo de
aproximadamente 45μm, observando-se dois destes multifilares sem exercer ligação na secção
transversal analisada. Observa-se baixa deformação plástica sofrida pelos multifilares que
compõem a secção transversal, não sendo observado o fenómeno de escama de peixe. Os
multifilares formam empilhamento apresentando ilhas de soldadura ao longo da secção
transversal.
Na análise metalúrgica do melhor QFPEEL ≡ melhor QFINTEGRADO obtido com cabo laranja (Figura
61), apresenta-se uma compactação homogénea, com interstícios de reduzidas dimensões e
uniformemente distribuídos, ao longo da secção transversal. As ilhas de soldadura formadas
nos multifilares a ensaiar estabelecem ligações essencialmente difusivas, como se pode
observar pelo desaparecimento da interface entre multifilares, com o comprimento máximo de
aproximadamente 55μm e apenas se observam dois destes multifilares com zonas em kissing
bond. Observa-se baixa deformação plástica sofrida pelos multifilares que compõem a secção
transversal, verifica-se empilhamento vertical e o inicio de tendência para a hexagonalidade
(favo de mel) dos multifilares com minimização dos espaços intersticiais.
Na análise metalúrgica de splices realizados com o equipamento Schunk Minic IV, utilizando a
largura de referência dos equipamentos Telsonic e Schunk Minic PC (Figura 62 e 63),
constatou-se um grau de compactação baixo, observando-se diversos interstícios
essencialmente na zona dos multifilares a ensaiar mas também ao longo toda a secção
transversal. As ilhas de soldadura formadas nos multifilares a ensaiar estabelecem um menor
número de ligações difusivas, originando ligações adesivas em detrimento destas e
apresentando multifilares com zonas em kissing bond. A obtenção do melhor QFPEEL e do
melhor QFPULL verifica-se em energias mais baixas, comparativamente aos resultados obtidos
com a largura de referência do equipamento, constatando-se menor energia absorvida pelo
splice, o que gera menor deformação plástica sofrida nos multifilares a ensaiar, provocando
uma diminuição de ligações difusivas e originando coalescência de um menor número de
pontos de soldadura ao longo da secção transversal.

85
8 Conclusões e Proposta de Trabalho Futuro
8.1 Conclusões
As cablagens multifilares de secção fina soldadas pelo processo de SUS, permitem uma
evolução na indústria automóvel, reduzindo peso, espaço para o seu acoplamento e sobretudo
custo. Assim, tornou-se essencial desenvolver a capacidade de processar estes cabos
garantindo a qualidade das soldaduras realizadas, repetidamente e em escala industrial, para
comercialização.
As diversas combinações de pressão e energia, em torno dos parâmetros de referência dos
equipamentos de SUS, permitiram identificar parâmetros ideais de soldabilidade para os
diferentes cabos multifilares de secção fina, em liga de cobre, possibilitando a correcta
validação das ligações efectuadas pelo processo. Actualmente, a aprovação do índice de
desempenho, Ppk, que efectua a avaliação na validação das ligações, não engloba factores
estatísticos, inerentes ao processo.
Desenvolveram-se factores de qualidade, que garantem maior consistência na validação das
ligações, pois obtêm um índice de qualidade que considera um maior número de factores
inerentes no processo de SUS, constatando-se ser mais conservador que o índice Ppk.
A caracterização experimental dos cabos multifilares de secção fina, de liga de cobre, através
de ensaios de tracção, confirmou que o alongamento destes cabos é de aproximadamente 5%
e que suportam uma tensão de rotura de aproximadamente 850MPa. As cablagens em liga de
cobre são muito menos dúcteis que as cablagens de cobre ETP convencionais, que
apresentam um alongamento de 35% e que suportam uma tensão de rotura de
aproximadamente 240MPa, e por consequência, mais difícil de processar controladamente por
SUS, que envolve deformação plástica no estado sólido.
Os isolantes poliméricos de PVC degradam-se à temperatura ambiente e mais rapidamente
com temperaturas superiores, assim como em exposição à luz ultravioleta. Esta degradação
provoca libertação de resíduos, que aumentam o tempo de soldadura e diminuem a resistência
mecânica dos clips. A análise química por EDS, efectuada com o intuito de determinar que
elementos provenientes da deterioração do revestimento polimérico em PVC contaminam a
superfície dos multifilares, determinou uma presença elevada de cloro, zinco e elementos leves
como carbono e oxigénio. A existência de cloro nos multifilares contaminados deve-se à
reacção de desidrocloração, que é evidenciada desde o inicio da degradação, pelo que se deve
considerar o cabo com revestimento polimérico em PVC como sendo um consumível de baixo
tempo de ciclo em fábrica, minimizando assim este fenómeno.
A caracterização da soldabilidade para a obtenção dos parâmetros ideais de funcionamento a
soldar a liga de cobre, através da aplicação da combinação pressão-energia adequada a cada

86
equipamento, nos diversos cabos, permitiu a obtenção dos melhores patamares de resistência
mecânica da soldadura verificados e dos melhores patamares de factores de qualidade
obtidos, contabilizando as suas frequências relativas e a área estável, evidenciada por cada um
dos factores de qualidade (pull, peel e integrado).
O aumento do número da amostra de cinco para dez elementos, na realização de ensaios
destrutivos peel, proporcionou um decréscimo dos factores de qualidade obtidos, evidenciando
que caracterizar uma amostra de dez elementos, representa melhor o universo do processo
tecnológico em estudo, pois as tendências de variação estatística deste são melhor definidas.
O aumento de amplitude até 90% e 100% nos parâmetros ideais de soldabilidade, registados
pelo melhor QFPEEL e QFINTEGRADO, com o equipamento Telsonic, proporcionou um aumento da
média dos resultados de resistência mecânica da soldadura, aos ensaios destrutivos, e
estabilizou o desvio padrão das amostras, culminando numa subida do índice de qualidade,
garantindo o cumprimento com as exigências industriais do processo e destacando a redução
significativa do tempo de soldadura.
A geometria da superfície do sonótrodo e da bigorna demonstraram ser importantes na
resistência mecânica final obtida nas soldaduras, pelo que os equipamentos definidos para
soldar pequenas secções não devem ser os mesmos que soldam secções superiores. O
equipamento Schunk Minic IV, concebido para ser um equipamento dedicado a baixas
secções, é o mais adequado dos testados a realizar esta tarefa.
Na análise metalúrgica de splices, utilizando a amplitude de referência do equipamento
Telsonic, apresenta-se um grau de compactação baixo, observando-se diversos interstícios,
uniformemente distribuídos em toda a secção transversal. As ilhas de soldadura formadas nos
multifilares do cabo a ensaiar quase não se evidenciam nas secções transversais analisadas,
localizando-se os filamentos com zonas em kissing bond ou estabelecendo ligações adesivas
com comprimento transversal máximo de aproximadamente 30μm. As energias mais elevadas,
utilizadas na combinação pressão-energia, proporcionaram nos filamentos em contacto com o
sonótrodo uma zona severamente deformada, observando-se um fenómeno de deformação
dos multifilares em forma de escama de peixe, proporcionando uma redução dos interstícios
nesta zona; energias mais elevadas potenciam o empilhamento de filamentos, stacking,
gerando ilhas de soldadura superiores, tanto em número como em comprimento.
Utilizando um equipamento com tooling não desenhado especificamente para pequenas
secções, como o equipamento Telsonic, constatou-se que o aumento de amplitude provocou
um grau de compactação mais elevado, comparativamente ao evidenciado pela amplitude de
referência do equipamento, mas salienta-se que a localização dos interstícios não é
uniformemente distribuída ao longo da secção transversal, pois existe uma zona severamente
deformada na proximidade do sonótrodo, que quase não apresenta interstícios e que denota o
fenómeno de deformação dos filamentos em forma de escama de peixe. O aumento de

87
amplitude provoca uma maior deformação plástica e geração de calor nas ligações, facilitando
o aparecimento de ligações difusivas.
Em todos os equipamentos a utilização de energias mais elevadas, por parte da combinação
pressão-energia, potenciou o aparecimento do fenómeno de empilhamento, sobretudo em
secções soldadas com largura reduzida (0,88mm). A proporção entre a dimensão de cada
filamento e a largura do splice é fundamental para a arrumação final dos filamentos. A largura
adequada promove uma arrumação espacial correcta dos filamentos, com minimização dos
interstícios e com os filamentos a apresentarem uma geometria hexagonal (favo de mel).
É importante referir que em nenhuma das análises metalúrgicas realizadas às secções
transversais dos clips, executadas com o equipamento Schunk Minic IV, se observaram
grandes variações de secção de cada filamento, o que demonstra que a energia absorvida pelo
splice é, essencialmente, utilizada no desenvolvimento de pontos de soldadura entre
filamentos. Isto deve-se à geometria mais adequada, das ondas do sonótrodo e da bigorna que
constituem o tooling deste equipamento.
8.1 Trabalho futuro
Aumentar a dimensão amostral das várias combinações de parâmetros testados para
cada splice;
Aumentar o número de níveis aplicados às combinações pressão-energia, nos
diferentes equipamentos, com distintas cablagens e utilizando diversos splices e configurações,
com o intuito de caracterizar todas as zonas estáveis aos diferentes tipos de ensaios
destrutivos, fazendo-as variar também em amplitude e largura;
Verificar o efeito de aumento de largura, em parâmetros ideais de soldabilidade
utilizando amplitudes superiores, para a secção de 0,65mm2, no equipamento Telsonic;
Realizar possíveis melhoramentos na resistência mecânica da soldadura através do
aumento de amplitude pelo equipamento Schunk Minic IV com a cablagem laranja;
Analisar as diferenças verificadas nos ensaios de torção e flexão, em soldaduras que
cumpram os critérios de aceitação e validação, com o equipamento Schunk Minic IV, devido à
diminuição do comprimento do tooling.

88
9 Referências Bibliográficas
[1] – Robert B. Ross, Metallic Materials Specification Handbook, E. & F. N. Spon, 3ª edição,
Londres, 1980;
[2] – www.delphi.com;
[3] – Alexandre Fernandes, Desenvolvimento de Software de Controlo Estatístico de Qualidade
e Análise Experimental das Ligações Realizadas por Cravamento e Soldadura por Ultra-
Sons, Instituto Superior Técnico, 2007;
[4] – http://pt.wikipedia.org/wiki/Ensaio_de_tra%C3%A7%C3%A3o;
[5] – http://en.wikipedia.org/wiki/Polyphenyl_ether;
[6] – António Rodolfo Jr., Nanocompósitos de PVC, argila organicamente modificada e óxidos
metálicos: estudo do processo de preparação e propriedades de combustão, Universidade
Estatal de Campinas, 2010;
[7] – http://delphi.com/manufacturers/auto/ee/cables/013mm_pvc_tw_cab/;
[8] – Delphi.com/eea;
[9] – http://delphi.com/news/featureStories/fs_2010_08_26_001/;
[10] – http://delphi.com/news/featureStories/fs_2010_07_29_001/;
[11] – Ruben Santos, Caracterização e desenvolvimento da soldabilidade de cablagens
multifilares de alumínio por ultra-sons, Instituto Superior Técnico, 2010;
[12] – Edgar Vries, Mechanics and Mechanisms of Ultrasonic Metal Welding, The Ohio State
University; p 1-4/9-12/14-33/23-45, 2004;
[13] – John N. Antonevich, Ultrasonic Welding Equipment, IRE Transactions of Ultrasonic
Engineering; February, 1960, p 26-32;
[14] – C. Doumanidis, Y. Gao, Mechanical Modeling of Ultrasonic Welding, University of Cyprus,
Abril 2004, p 140-146;
[15] – R. Jahn, R. Cooper, D. Wilkosz, The Effect of Anvil Geometry and Welding Energy on
Microstructures in Ultrasonic Spot Welds of AA6111-T4, Metallurgical and Materials
Transactions A, Vol. 38, Março 2007, p 570-583;
[16] – Hisashi Imai, Sin-ichi Matsuoka, Direct Welding of Metals and Ceramics by Ultrasonic
Vibration, JSME International Journal, Vol. 49, 2006, p 444-450;
[17] – ASM Handbook Committee, Metals Handbook Volume 6: Welding, Brazing and
Soldering, vol. 6, 9ª edição, Ohio, 1983;

89
[18] – Matthew Carlton Bloss, Ultrasonic Metal Welding: The Weldability of Stainless Steel,
Titanium, and Nickel-Based Superalloys, The Ohio State University, 2008;
[19] – Harthoorn, J.L., Ultrasonic Metal Welding, Technische Hogeschool Eindhoven,1978;
[20] – Janet Devine, New Release, Sonobond Ultrasonics, Inc.;
[21] – I. M. Hutchings; Friction and Wear of Engineering Materials, St Edmundsbury Press Ltd,
1ª edição, Londres,1992;
[22] – ASM Handbook Committee, Metals Handbook Volume 18 – Friction, Lubrication,and
Wear Technology, ASM International, 9ª edição, 1985;
[23] – A Brodyanski, C. Born, M. Kopnarski, Nm-scale resolution studies of the bond interface
between ultrasonically welded Al-alloys by an analytical TEM: a path to comprehend
bonding phenomena, Elsevier – applied surface science, Vol. 252, 2005, p 94-97;
[24] – Cottrell, Alan, Introdução à Metalurgia, Fundação Calouste Gulbenkian, 2ª Edição,
Lisboa, 1975;
[25] – Sabic Innovative Plastics, Ultrasonic Welding; http://www.sabic.com/, 29-05-2010;
[26] – H. P. C. Daniels, Ultrasonic Welding, Ultrasonics, December 1965, p 190-196;
[27] - http://en.wikipedia.org/wiki/Sonotrode;
[28] – Welding Handbook 8th
Edition vol.2, Welding Processes, American Welding Society, cap.
25, pp.784-812;
[29] – T. Kuprys, J. Januteniene, R. Didziokas, Strength of copper wire connections welded by
ultrasonic, Mechanika, vol. 3, 2007, p 30-33;
[30] – Procedimento Delphi: Lessons Learned: Ultrasonic Welding Quality Problem Solving,
Delphi;
[31] – Procedimento Delphi: Work Steps for: Product Validation (Ultrasonic Splicing) – Ground
Terminal Welding Splice, Delphi;
[32] – Chunbo Zhang, Leijin Li, Effect of substrate dimensions on dynamics of ultrasonic
consolidation, Utah State University, 2010;
[33] – A. Rusinko, Analytical description of ultrasonic hardening and softening, Óbuda
University, Fevereiro 2011;
[34] – Procedimento Delphi: Product Specifications;

90
[35] – Cheng, X., Li, X., “Investigation of Heat Generation in Ultrasonic Metal Welding using
micro sensor arrays”, Journal of Micromechanics and Microengineering vol.17(2007),
273-282, IOP Publishing, January 2007;
[36] – E. M. Dias Lopes, R. M. Miranda, Metalurgia da Soldadura, Edições Técnicas do Instituto
de Soldadura e Qualidade, p 279-287, 2008;
[37] – ASM Handbook Committee, Metals Handbook Volume 9 – Metallography and
Microstructures, ASM International, 9ª edição, 1985;
[38] – Kuttruff, Heinrich, Ultrasonics Fundamentals and Applications, Elsevier Science
Publishers, p 406-417, 1991.

1
10 Anexos
10.1 Nomenclatura de secções
A nomenclatura do splice foi desenvolvida para facilitar a comunicação com fornecedores,
clientes, operadores da mesma fábrica e de fábricas da mesma família [34]. Os clips são
obtidos normalmente com diversas secções de cabos e cada secção tem uma letra associada,
conforme a tabela 10-1. A tabela contém os códigos referentes a cada secção de cabos, de
acordo com as normas alemã (DIN), japonesa (JIS) e norte-americana (SAE).
Tabela 10-1. Quadro com nomenclatura de secções [34].
SAE/DIN CABLE
SPLICE CODIFICATION TABLE
SAE DIN JIS Secção
LETTER "block" LETTER "italic" LETTER "underlin" AWG [mm2]
CC CC CC __ 0,13
A A A 24 0,22
B B B 22 0,35
C C C 20 0,50
D D D ----- 0,60
E E E 18 0,75
F F F ----- 0,80
G G G 16 1,00
BB BB BB ----- 1,25
H H H ----- 1,40
I I I 15 1,50
J J J 14 2,00
K K K 13 2,50
L L L 12 3,00
M M M ----- 4,00
N N N 10 5,00
O O O ----- 6,00
P P P ----- 7,00
Q Q Q 8 8,00
x - Divide os dois lados do splice.

2
10.2 Critérios de aceitação e validação
O objectivo do procedimento seguinte prende-se com a correcta validação dos splices [31].
Para proceder à validação, recorre-se a uma folha de Excel onde são introduzidas todas as
informações necessárias, conforme a Figura 64. A folha Excel é dividida por campos de 1 a 13
que são devidamente limitados, para facilitar a descrição.
Figura 64. Esquema da folha Excel utilizada pela Delphi para proceder à validação de um splice
3 4 5 6
7
8
11
12
13
1 2
9 10
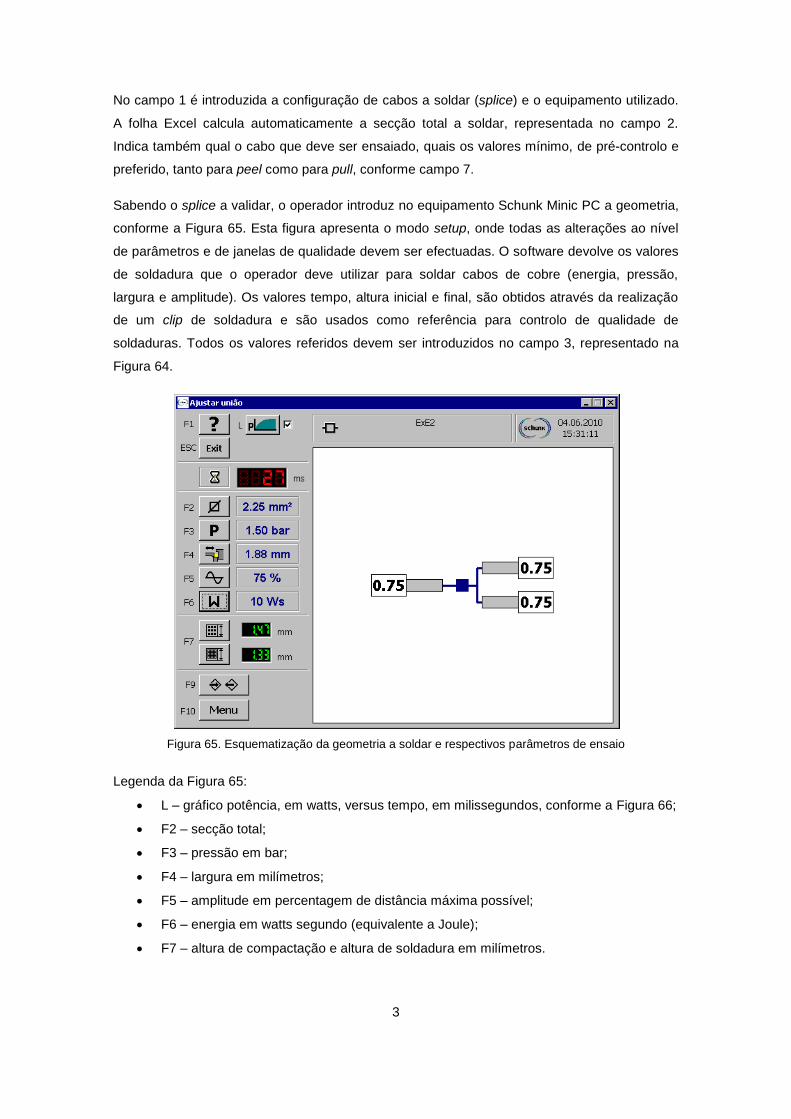
3
No campo 1 é introduzida a configuração de cabos a soldar (splice) e o equipamento utilizado.
A folha Excel calcula automaticamente a secção total a soldar, representada no campo 2.
Indica também qual o cabo que deve ser ensaiado, quais os valores mínimo, de pré-controlo e
preferido, tanto para peel como para pull, conforme campo 7.
Sabendo o splice a validar, o operador introduz no equipamento Schunk Minic PC a geometria,
conforme a Figura 65. Esta figura apresenta o modo setup, onde todas as alterações ao nível
de parâmetros e de janelas de qualidade devem ser efectuadas. O software devolve os valores
de soldadura que o operador deve utilizar para soldar cabos de cobre (energia, pressão,
largura e amplitude). Os valores tempo, altura inicial e final, são obtidos através da realização
de um clip de soldadura e são usados como referência para controlo de qualidade de
soldaduras. Todos os valores referidos devem ser introduzidos no campo 3, representado na
Figura 64.
Figura 65. Esquematização da geometria a soldar e respectivos parâmetros de ensaio
Legenda da Figura 65:
L – gráfico potência, em watts, versus tempo, em milissegundos, conforme a Figura 66;
F2 – secção total;
F3 – pressão em bar;
F4 – largura em milímetros;
F5 – amplitude em percentagem de distância máxima possível;
F6 – energia em watts segundo (equivalente a Joule);
F7 – altura de compactação e altura de soldadura em milímetros.

4
Figura 66. Esquema do gráfico potência versus tempo
O operador deve introduzir, no campo 8 e na coluna val. (pre-height), a diferença máxima
permitida entre a altura de compactação de referência e a obtida, dada pela obtenção de um
clip no modo setup e a diferença máxima entre a altura de soldadura de referência e a obtida.
Quando todos os parâmetros estão definidos para o splice em questão, o operador deve
trabalhar em modo de produção.
No campo 9 introduz-se o valor da largura e altura medida com auxílio de um micrómetro,
quando efectuado um clip.
Seguidamente, o operador inicia uma bateria de testes, em modo de produção. Caso se trate
duma geometria cega, são efectuados 10 ensaios peel e nenhum ensaio pull. Caso a
geometria seja cruzada, são realizados 10 ensaios pull e 5 ensaios peel, conforme os campos
4 e 5. Na Figura 64, a folha está ajustada para validar um clip com geometria cega, portanto, a
folha indica que são necessários dez ensaios peel.
Geometria Cruzada
o Caso exista algum valor pull abaixo do valor preferido - campo7 - a validação
não pode prosseguir.
o Caso exista algum valor peel abaixo do valor mínimo - campo7 - a validação
não pode prosseguir.
Geometria Cega
o Caso exista algum valor peel abaixo do valor preferido - campo 7 - a validação
não pode prosseguir.

5
Para finalizar a bateria de testes, são efectuados dois ensaios de torção, cinco de flexão e
inspecção visual, de acordo com o campo 6. O ensaio de torção consiste na aplicação de uma
força de modo que a área de soldadura experiencie torção no sentido dos ponteiros do relógio,
até se atingir 90º, seguido de torção no sentido contrário aos ponteiros do relógio, até se atingir
180º. No caso do ensaio de flexão, é aplicada uma força de flexão na face que está em
contacto com a bigorna ou com o sonótrodo, até se atingir um ângulo de 90º, seguido de
inversão do sentido da força, até se atingir 180º [31].
O grau de compressão, campo 10, é calculado multiplicando a altura pela largura do clip e deve
pertencer ao intervalo ]0,85 ; 0,95[. Este factor está relacionado com os interstícios vazios entre
os multifilares.
O campo 11 é preenchido apenas no caso de splices com geometria cruzada, onde devem ser
inseridos os resultados de dez ensaios pull.
Nos campos 12 e 13 são efectuados outros tipos de estudos. No primeiro caso, as soldaduras
são realizadas removendo um determinado número de multifilares à secção total, sinalizado a
vermelho, no mesmo campo. Este estudo é realizado duas vezes, mas o número de multifilares
removido é diferente do primeiro para o segundo caso. Se porventura algum erro for sinalizado
pelo software, uma mensagem será apresentada no monitor que indica o tipo de erro. O erro é
anotado, assim como o valor de diferença entre a altura inicial ou final desejada, relativamente
à altura de compactação ou de soldadura.
Tipos de erro:
Erro de compactação: a altura inicial não foi atingida – o software compara o valor da
altura inicial obtida na soldadura em questão, com o valor de referência, para a altura
inicial, que é dado pela primeira soldadura realizada no modo setup. Este erro ocorre
quando a pressão na primeira etapa de soldadura não foi suficiente, ou foi excessiva
na compactação inicial dos multifilares.
Erro de soldadura: a altura final não foi atingida - o software compara o valor da altura
final, com o valor de referência para a altura final, que é dado pela primeira soldadura
realizada no modo setup. Neste caso, a pressão e energia são insuficientes ou
excessivas na consolidação da soldadura.
Tempo de soldadura demasiado longo: o tempo de soldadura excedeu o tempo de
soldadura de referência, dado pela soldadura realizada no modo setup. Pode
representar a existência de contaminação superficial nas cablagens a soldar.
No campo 13 faz-se variar o valor de energia, pressão, amplitude e largura com mais (plus) e
menos (minus) 5% do seu valor, para obtenção de vinte soldaduras em ambos os casos. Caso
se trate de uma geometria cega, todas as soldaduras são testadas em peel, caso contrário são
testadas em pull.

6
O manuseamento do equipamento Telsonic é distinto, estando representado na o seu modo
setup, onde todas as alterações ao nível de parâmetros e de janelas de qualidade devem ser
efectuadas.
Figura 67. Modo setup para o equipamento Telsonic
Consoante o splice a soldar, o software devolve os valores de soldadura que o operador deve
utilizar para soldar cabos de cobre tecnicamente puro (energia, pressão, largura e amplitude).
Os valores tempo, altura inicial, altura final e potência fornecida pelo equipamento, são obtidos
através da realização de um clip de soldadura e são usados como referência para controlo de
qualidade de soldaduras. Caso o equipamento a utilizar fosse este, todos os parâmetros de
soldadura e respectivas janelas de qualidade devem ser introduzidos no campo 3, da Figura
64.
Quando utilizado outro equipamento de SUS, a validação dos clips segue rigorosamente os
mesmos critérios de aceitação e validação, e ao preencher devidamente os campos 1,2,3,7,8,9
da Figura 64, todos os parâmetros estão definidos para o splice em questão, logo, o operador
deve então trabalhar em modo de produção, garantindo o cumprimento das tolerâncias
definidas, conforme representado na Figura 68. º
Figura 68. Modo de produção para equipamento Telsonic

7
10.3 Possíveis combinações de secções num splice
Os splices podem ser constituídos por cablagens com a mesma secção, mas diferente número
de multifilares, bem como por cablagens com diferentes secções, conforme a tabela 10-2, mas
cabos com secção superior a 1,0 mm2 são rejeitadas, para soldar cabos multifilares de secção
fina como as de 0,13 mm2 de secção. Assim, splices que integrem cabos de secção fina
(0,13 mm2), podem apresentar até 12 cabos para uma geometria cruzada ou até 7 cabos para
uma geometria cega, podendo diferir, a secção das cablagens constituintes até um máximo de
1 mm2 de secção, e o número de multifilares apresentados pelos cabos com a mesma secção.
Tabela 10-2. Possíveis combinações de secções num splice, que inclua cabo CC, segundo normas DIN 7
,00
--- R
6,0
0
84-1
89
R
5,0
0
70
R
4,0
0
56-1
18
R
3,0
0
45
R
2,5
0
19-5
0
R
2,0
0
37
R
1,5
0
19-3
0
R
1,4
0
19-2
7
R
1,0
0
19-3
2
G
0,8
0
--- G
0,7
5
19-2
4
G
0,6
0
12
G
0,5
0
16-1
9
G
0,5
0
7
G
0,3
5
12-1
9
G
0,3
5
7
G
0,1
3
7
G
Cab
o [
mm
2]
Nú
me
ro d
e
mu
ltif
ila
res
0,1
3
7
G Bom
G Suficiente
R Rejeitado

8
10.4 Desenvolvimento da soldabilidade por SUS do cabo
laranja
Tabela 10-3. Caracterização da soldabilidade do cabo laranja, para nível energético abaixo2 (Pull)
# PULL [N] / equip. TELSONIC
Welding Time [ms]
Welding Time
1 82 85 88 84 72 179 163 150 144 143 2 82 87 78 82 74 170 161 162 149 141 3 70 77 82 87 81 163 153 152 149 145 4 80 81 85 84 80 173 167 154 149 140 5 86 75 74 78 76 168 161 153 142 141
Std DEV 6,000 5,099 5,550 3,317 3,847 5,941 5,099 4,604 3,362 2,000 Average 80 81 81,4 83 76,6 170,6 161 154,2 146,6 142 Pressure 1,7 1,9 2,1 2,3 2,5 1,7 1,9 2,1 2,3 2,5 Energy 44 44 44 44 44 44 44 44 44 44 Ppk 1,667 2,027 1,886 3,317 2,305 0,297 0,349 0,333 0,424 0,383 QFinteg
rado
0,874 1,112 1,027 1,557 1,238 QFPull
0,923 0,921 0,944 0,947 0,972 QFWT
-5,8E-5 0,00000 -1,5E-7 -4,1E-3 -4,9E-4 QFPeel
Tabela 10-4. Caracterização da soldabilidade do cabo laranja, para nível energético abaixo1 (Pull)
#
PULL [N] / equip. TELSONIC
Welding Time [ms]
Welding Time
1 76 81 76 81 72 213 178 175 171 163 2 80 83 79 82 67 194 186 177 162 162 3 87 79 86 86 69 192 187 171 174 165 4 76 80 75 84 74 198 183 175 173 157 5 89 85 76 81 81 204 196 172 165 162
Std DEV 6,107 2,408 4,506 2,168 5,413 8,497 6,595 2,449 5,244 2,950 Average 81,6 81,6 78,4 82,8 72,6 200,2 186 174 169 161,8 Pressure 1,7 1,9 2,1 2,3 2,5 1,7 1,9 2,1 2,3 2,5 Energy 54 54 54 54 54 54 54 54 54 54 Ppk 1,725 4,374 2,101 5,043 1,392 0,317 0,602 0,671 0,545 0,332 QFinteg
rado
0,969 1,805 1,179 1,917 0,746 QFPull
0,919 0,924 0,969 0,929 0,953 QFWT
0,000000
0,148274
0,452386
0,022941
0,090603
QFPeel
Tabela 10-5. Caracterização da soldabilidade do cabo laranja, para nível energético de referência (Pull)
#
PULL [N] / equip. TELSONIC
Welding Time [ms]
Welding Time
1 83 77 87 70 85 224 214 204 197 190 2 92 74 79 77 89 228 217 198 197 185 3 77 94 85 87 87 219 209 203 192 185 4 77 76 80 77 87 230 216 205 189 188 5 83 83 80 77 82 209 206 198 197 182
Std DEV 6,148 8,106 3,564 6,066 2,646 8,396 4,722 3,362 3,715 3,082 Average 82,4 80,8 82,2 77,6 86 222 212,4 201,6 194,4 186 Pressure 1,7 1,9 2,1 2,3 2,5 1,7 1,9 2,1 2,3 2,5 Energy 64 64 64 64 64 64 64 64 64 64 Ppk 1,757 1,267 3,012 1,517 4,536 0,403 0,415 0,592 0,389 0,623 QFinteg
rado
0,990 0,671 1,509 0,814 1,810 QFPull
0,906 0,949 0,966 0,954 0,962 QFWT
0,123662
0,240024
0,223979
0,153218
0,171456
QFPeel

9
Tabela 10-6. Caracterização da soldabilidade do cabo laranja, para nível energético acima1 (Pull)
# PULL [N] / equip. TELSONIC
Welding Time [ms]
Welding Time
1 80 81 80 84 80 248 246 242 218 211 2 83 94 87 86 82 245 249 244 225 212 3 86 92 86 82 77 258 241 241 219 214 4 92 83 89 84 75 265 240 228 213 204 5 84 83 86 76 81 253 243 240 216 208
Std DEV 4,472 5,941 3,362 3,847 2,915 7,981 3,701 6,325 4,438 3,899 Average 85 86,6 85,6 82,4 79 253,8 243,8 239 218,2 209,8 Pressure 1,7 1,9 2,1 2,3 2,5 1,7 1,9 2,1 2,3 2,5 Energy 74 74 74 74 74 74 74 74 74 74 Ppk 2,609 2,053 3,530 2,807 3,316 0,778 1,156 0,949 0,468 0,759 QFinteg
rado
1,363 1,142 1,601 1,395 1,565 QFPull
0,935 0,970 0,929 0,957 0,954 QFWT
0,556307
1,19196 0,734864
0,077944
0,458246
QFPeel
Tabela 10-7. Caracterização da soldabilidade do cabo laranja, para nível energético acima2 (Pull)
#
PULL [N] / equip. TELSONIC
Welding Time [ms]
Welding Time
1 77 87 78 86 96 272 265 238 232 230 2 86 85 85 86 80 275 272 237 245 233 3 91 93 88 86 84 277 267 266 239 228 4 87 89 89 94 82 287 274 257 240 227 5 87 83 83 88 79 288 259 252 246 222
Std DEV 5,177 3,847 4,393 3,464 6,870 7,259 5,941 12,470 5,595 4,062 Average 85,6 87,4 84,6 88 84,2 279,8 267,4 250 240,4 228 Pressure 1,7 1,9 2,1 2,3 2,5 1,7 1,9 2,1 2,3 2,5 Energy 84 84 84 84 84 84 84 84 84 84 Ppk 2,292 3,241 2,625 3,657 1,659 0,499 1,185 0,460 0,603 0,350 QFinteg
rado
1,198 1,559 1,343 1,692 0,942 QFPull
0,947 0,947 0,902 0,943 0,956 QFWT
0,191957
1,099708
0,091739
0,183001
0,051776
QFPeel
Tabela 10-8. Caracterização da soldabilidade do cabo laranja, para nível energético abaixo2 (Peel)
#
PEEL [N] / equip. TELSONIC
Welding Time[ms]
1 11 13 11 9 6 177 157 150 144 141
2 8 10 7 20 7 164 154 153 147 136
3 16 22 12 17 27 177 155 155 147 139
4 8 19 11 22 16 186 162 151 149 145
5 17 16 12 17 20 173 154 150 143 136
Std DEV 4,301 4,743 2,074 4,950 8,871 7,956 3,362 2,168 2,449 3,782
Average 12 16 10,6 17 15,2 175,4 156,4 151,8 146 139,4
Pressure 1,7 1,9 2,1 2,3 2,5 1,7 1,9 2,1 2,3 2,5
Energy 44 44 44 44 44 44 44 44 44 44
Ppk 0,155 0,422 0,096 0,471 0,195

10
Tabela 10-9. Caracterização da soldabilidade do cabo laranja, para nível energético abaixo1 (Peel)
# PEEL [N] / equip. TELSONIC Welding Time [ms]
1 21 17 13 11 13 201 191 188 185 166
2 10 21 16 15 14 201 184 178 170 167
3 24 13 18 22 15 214 183 179 167 165
4 25 21 17 12 21 194 187 178 174 172
5 17 14 17 22 13 200 184 176 174 164
Std DEV 6,107 3,768 1,924 5,320 3,347 7,314 3,271 4,712 6,819 3,114
Average 19,4 17,2 16,2 16,4 15,2 202 185,8 179,8 174 166,8
Pressure 1,7 1,9 2,1 2,3 2,5 1,7 1,9 2,1 2,3 2,5
Energy 54 54 54 54 54 54 54 54 54 54
Ppk 0,513 0,637 1,074 0,401 0,518
Tabela 10-10. Caracterização da soldabilidade do cabo laranja, para nível energético de referência (Peel)
#
PEEL [N] / equip. TELSONIC
Welding Time [ms]
1 16 19 23 22 18 236 217 207 195 195
2 12 13 16 25 24 227 217 197 201 187
3 22 21 21 19 16 219 213 199 195 184
4 19 23 14 13 28 227 219 212 200 179
5 16 21 17 17 16 238 226 208 192 186
Std DEV 3,742 3,847 3,701 4,604 5,367 7,701 4,775 6,348 3,782 5,805
Average 17 19,4 18,2 19,2 20,4 229,4 218,4 204,6 196,6 186,2
Pressure 1,7 1,9 2,1 2,3 2,5 1,7 1,9 2,1 2,3 2,5
Energy 64 64 64 64 64 64 64 64 64 64
Ppk 0,624 0,814 0,738 0,666 0,646
Tabela 10-11. Caracterização da soldabilidade do cabo laranja, para nível energético acima1 (Peel)
#
PEEL [N] / equip. TELSONIC
Welding Time [ms]
1 24 20 18 20 19 261 233 225 221 208
2 17 22 17 12 24 270 242 231 221 214
3 19 18 17 22 19 264 241 237 216 217
4 20 19 22 13 16 262 252 226 227 207
5 24 20 20 21 23 252 244 242 219 208
Std DEV 3,114 1,483 2,168 4,722 3,271 6,496 6,804 7,259 4,025 4,438
Average 20,8 19,8 18,8 17,6 20,2 261,8 242,4 232,2 220,8 210,8
Pressure 1,7 1,9 2,1 2,3 2,5 1,7 1,9 2,1 2,3 2,5
Energy 74 74 74 74 74 74 74 74 74 74
Ppk 1,156 2,202 1,353 0,536 1,039
Tabela 10-12. Caracterização da soldabilidade do cabo laranja, para nível energético acima2 (Peel)
# PEEL [N] / equip. TELSONIC
Welding Time [ms]
1 22 20 24 13 22 293 283 251 242 226
2 14 20 13 15 14 290 263 268 243 233
3 18 21 19 21 19 287 275 267 254 230
4 15 19 21 15 11 287 274 265 240 231
5 23 17 13 18 16 298 264 263 243 227
Std DEV 4,037 1,517 4,899 3,130 4,278 4,637 8,349 6,870 5,505 2,881
Average 18,4 19,4 18 16,4 16,4 291 271,8 262,8 244,4 229,4
Pressure 1,7 1,9 2,1 2,3 2,5 1,7 1,9 2,1 2,3 2,5
Energy 84 84 84 84 84 84 84 84 84 84
Ppk 0,694 2,066 0,544 0,681 0,499