JULlANA LUISA BRANDÃO LIMPEZA EDESINFECÇÃO...
59
JULlANA LUISA BRANDÃO LIMPEZA E DESINFECÇÃO EM FRIGORíFICOS Monografia apresentada como requisito parcial para obtenção do título de Especialista, no curso de Higiene e Inspeção Sanitária de Produtos de Origem Animal, Faculdade de Ciências Biológicas e da saúde, Universidade Tuiuti do Paraná. Orientador: Prot. Esp. Msc. Valmir Kowalewsky de Souza. ó CURITIBA 2006
Transcript of JULlANA LUISA BRANDÃO LIMPEZA EDESINFECÇÃO...

JULlANA LUISA BRANDÃO
LIMPEZA E DESINFECÇÃO EM FRIGORíFICOS
Monografia apresentada como requisitoparcial para obtenção do título deEspecialista, no curso de Higiene eInspeção Sanitária de Produtos deOrigem Animal, Faculdade de CiênciasBiológicas e da saúde, UniversidadeTuiuti do Paraná.
Orientador: Prot. Esp. Msc. ValmirKowalewsky de Souza.
ó CURITIBA2006

À minha mãe Néfi e ao meu pai Maurício,meu namorado Rodrigo, que estiveramsempre presentes nas horas de poucainspiração, me incentivando e apoiando.
DEDICO

Agradeço a Deus, por manter a chama queme guia mesmo quando me faltam forças.Aos meus pais, pelo amor, pela torcida epela paciência, aos meus irmãos pelocarinho a você, Rodrigo, por todo cuidado eapoio. E agradeço a você, Dr. Valmir,colega, amigo e mestre, um orientador nãos6 de trabalho, mas de vida.
iii

Se para vencer, estiver em jogo a sua honestidade, perca. Você serásempre um Vencedor.
(Autor desconhecido)
iv

SUMÁRIO
SUMÁRIO ....LISTA DE QUADROS ..LISTA DE TABELAS ..1 INTRODUÇÃO .2 FUNDAMENTOS DE HIGIENE NA INDÚSTRIA DE ALIMENTOS ..2.1 PLANEJAMENTO DA INSTALAÇÃO E PLANTA HIGIÊNICA ..2.1.1 Pisos ..2.1.2 Pavimentos ..2.1.3 Ventilação ..2.1.4 Iluminação ..2.1.5 Equipamentos ..2.1.6 Esgotos ...3 PLANOS DE HIGIENE OPERACIONAL.3.1 PRP: PROGRAMA DE REDUÇÃO DE PATÓGENOS ...3.2 PPHO: PLANO PADRÃO DE HIGIENE OPERACIONAL X POP: PLANO
OPERACIONAL PADRÃO .3.3 APPCC: ANÁLISE DE PERGOS E PONTOS CRíTICOS DE CONTROLE ..4 CARACTERíSTICAS DAS SUJIDADES ..5 DETERGENTES ..5.1 FUNÇÕES DOS DETERGENTES ..5.2 CONDiÇÕES DE UM BOM DETERGENTE ....5.3 FATORES QUE AFETAM A ATUAÇÃO DOS DETERGENTES ..5.3.1 Qualidade da Água ..5.3.1.1 Valores de Sais Minerais ..5.3.1.2 A Matéria Orgânica e Modificações Organolépticas e os Gases
Dissolvidos na Água .5.3.2 Concentração ..5.3.3 Tempo de Contato ..5.3.4 Temperatura da Água ..5.3.5 Formaçâo de Biofilmes ....5.3.6 Natureza da Superficie a ser Limpa ..6. CLASSES DE DETERGENTES ..6.1 DETERGENTES COM INGREDIENTES ALCALINOS ....6.1.1 Bicarbonato de Sódio ..6.1.2 Cinza de Soda ..6.1.3 Carbonato de Sódio (Soda) .6.1.4 Hidróxido de Sódio (Soda Caustica) .6.1.5 Metassilicato de Sódio ...6.1.6 Orlossilicato de Sódio ..6.1.7 Sesquicarbonato de Sódio ....6.1.8 Sesquissilicato de Sódio ..6.1.9 Tetraborato de Sódio (Bórax) .6.1.10 Fosfato Trissódico (TSP) ....
..v
.viiviii..1..2..4..4
..5
..5
..6
..6
..7
..8
..8
..91012131315151517
181919192020222323232324242525252626

6.2 DETERGENTES ÁCIDOS.. . 266.2.1 Detergentes Ácidos Inorgânicos.. 276.2.1.1 Ácido Acético... 276.2.1.2 Ácido Cítrico.. . 276.2.1.3 Ácido Cloridrico (Muriático) ... 286.2.1.4 Ácido Fosfórico.. 286.2.1.5 Ácido Glicólico.. 286.2.1.6 Ácido GlucÔnico.. 286.2.1.7 Ácido Levulinico.. 286.2.1.8 Ácido Lático.. . 296.2.1.9 Ácido Hidróxiacético... 296.2.1.10 Ácido Nitrico... 296.2.1.11 Ácido Sulfamilico.. 296.2.1.12 Ácido Sulfúrico.. 296.2.1.13 Ácido Tartárico.. 306.2.2 Detergentes Ácidos Inorgânicos.. 306.3 DETERGENTES TENSOATIVOS OU SURFACTANTES. 306.3.1 Detergentes Tensoativos Aniônicos... 316.3.2 Detergentes Tensoativos Catiônicos.. 326.3.3 Detergentes Tensoativos Não Iônicos.. 326.3.4 Detergentes Tensoativos Anfotéricos............. 326.4 DETERGENTES CONDICIONADORES DEÁGUA.. 336.4.1 Detergentes Sequestradores.. 336.4.2 Detergentes Quelantes... 347 DESINFETANTES E DESINFECÇÃO (SANITIZAÇÃO).. . 367.1 CLASSES DE DESINFETANTES QUíMICOS.. 367.1.1 Compostos Clorados.. 377.1.2 Compostos lodados.. 417.1.3 Compostos Quaternários de Amônia (CQA).. . 427.1.4 Biguanidas (Copolimeros Catiônicos) 437.1.5 Agentes Oxidantes (Peróxido de Hidrogênio) 447.1.6 Ácido Peracético.. 457.1.7 Desinfetantes Fenólicos.. . 467.2 SANITIZAÇAO FíSICA... . 477.2.1 Vapor.. 477.2.2 Água Quente.. 477.2.3 Ar quente.. 487.2.4 Radiação Ultravioleta.... 48REFERÊNCIAS... . 49
vi

LISTA DE QUADROS
QUADRO 1 - CARACTERíSTICAS DOS COMPONENTES RESIDUAISEM EQUIPAMENTOS... 12
QUADRO 2 - PADRÃO MICROBICROBIOLÓGICO DE POTABILlDADEDA ÁGUA PARA CONSUMO HUMANO... . 16
QUADRO 3 - SUPERFlclES UTILIZADAS NA INDÚSTRIA DEALIMENTOS... . 21
QUADRO - 4 COMPARAÇÃO DAS PROPRIEDADES FíSICOQUíMICA DOS SANITIZANTES MAIS COMUNS.... . 37
vii

LISTA DE TABELAS
TABELA 1 - GRAUS DE DUREZA DE ÁGUAS DOCES ... 17
TABELA 2 - CARACTERíSTICAS E PROPRIEDADES DOS POllFOSFATOS. 34
viii

INTRODUÇÃO
Tendo em vista a importância fundamental da indústria de alimentos no
desenvolvimento das sociedades e a crescente preocupação com quesitos
intrinsecamente ligados à qualidade e às condições higiênico-sanitárias de
alimentos, a higiene e desinfecção de plantas onde alimentos de origem animal
são processadosdespertam particular interesse.
É necessário, porém, salientar que a higiene de equipamentos einstalações, tão somente, não constitui um plano eficaz para redução da
contaminação: existem inúmeros fatores que podem contribuir para prevenção deriscos e minimização de contaminações. Entre eles destacam-se o Plano Padrão
de Higiene Operacional (PPHO), ou Plano operacional Padrão (POP), o plano de
Análise de Perigos e Pontos Criticos de Controle (APPCC), o Manual de Boas
Práticas de Fabricação (BPF), além de treinamento de funcionários quanto à
higiene pessoal e profissional, adequação de substâncias químicas (ou meios
físicos) para uma sanitização eficaz e conscientização da diretoria, corpo técnico
da indústria e manipuladores.
Este breve estudo tem o intuito de fazer uma compilação dos principais
temas relacionados à higiene e desinfecção de abatedouros frigoríficos, reunindo
também as principais informações sobre as substâncias químicas e métodos
físicos mais comumente disponíveis para este fim, suas aplicações, vantagens e
desvantagens.

2 FUNDAMENTOS DE HIGIENE NA INDÚSTRIA DE ALIMENTOS
Os principios básicos de higiene na indústria de alimentos visam prevenir
contaminações e deterioração de produtos por microorganismos, especialmente os
patogênicos, de forma a evitar riscos à saúde humana e minimizar prejuízos por
perda de produtos nas indústrias. A prática de higiene na indústria de alimentos é
uma norma obrigatória e indispensável a ser cumprida, no recinto da fábrica, na
manutenção de seus equipamentos e nas atividades relacionadas com o processo
dos produtos e com os manipuladores (EVANGELISTA, 1999).
A segurança é, portanto, uma característica da qualidade dos alimentos;
conforme afirma Panetta: ~alimento seguro é aquele que além de apresentar as
propriedades nutricionais esperadas pelo consumidor, não lhe causa danos à saúde,
não lhe tira o prazer que o alimento deve oferecer, não lhe rouba a alegria de
alimentar-se correta e seguramenten• Pressupõe, portanto, ausência de
contaminações que possam afetar a saúde dos consumidores (GERMANO" 2003).
Segundo Hobbs & Gilbert (1986) os alimentos podem contaminar-se mediante
contato com utensílios, equipamentos e superfícies insuficientemente limpos. Deve
ser salientado que os microorganismos patógenos podem manter-se em partículas
de alimento ou em água sobre utensílios lavados inadequadamente (SILVA Jr.,
2002).
Citando MORENO' (1985), SILVA Jr. Afirma que é importante salientar que o
pessoal que trabalha em local onde se processam alimentos também é responsável
pela deposição de microorganismos sobre os alimentos e equipamentos. Já foi
comprovado que um manipulador vestido com o uniforme de trabalho libera, quando
em repouso total, 10' partículas por minuto, movendo cabeça e braços, 5.10',
andando ligeiramente, 5.10' e andando rapidamente, 10'.
Uma boa limpeza é responsável por até 99,9% da remoção de partículas
indesejáveis. O 0,01% restante inclui os microorganismos que podem deteriorar os
alimentos ou causar uma intoxicação alimentar nos indivíduos que os ingerirem.
Para se conseguir efetuar uma limpeza e sanificação adequadas, tem-se que
estudar algumas condições existentes (CONTRERAS et ai., 2002).
I MORENO, L.S. Higiene de la Alimenlación. Barcelona, Aedos, 1982. (Edição 1985.) CP. 143 - 203)

"Frigorífico limpo é aquele que vai além dahigienização de equipamentos e instalações -inclui a limpeza de uniformes e EPls utilizadospelos funcionários, uma vez que eles estão emcontato direto com os alimentos ali produzidos.Seja na etapa de desossa, abate,processamento ou expedição, as roupas devemser higienizadas para o uso nos turnosseguintes de uma empresa. E limpar não é aúnica tarefa das lavanderias índusftiais queatendem a esse segmento, em especial ao dacame. É preciso que os uniformes estejamlivres de sujidades e também em bom estado.Para isso, a limpeza dos mesmos deve ser omenos agressiva possível, evitando que otecido se danifique." (BELCHIOR, 2003).
As principais formas de contaminação dos alimentos referem-se aos perigos
físicos, químicos e biológicos que podem afetar a qualidade dos produtos nas fases
de produção, transporte, armazenamento, preparo e distribuição.
Os perigos físicos podem advir: de fragmentos de ossos e cartilagens, ou
espinhas das próprias matérias primas; da incorporação de materiais estranhos ao
alimento, tais como pedaços de madeira, metal, vidro ou plãstico desprendidos de
equipamentos ou utensílios empregados na preparação de alimentos; ou das
embalagens que foram acondicionadas, do meio ambiente que foram preparadas e
do próprio manipulador (GERMANO" 2003).
Os perigos químicos referem-se à adição aos alimentos de resíduos de
substâncias tóxicas empregadas na higienização de equipamentos usados nas
cozinhas, ou, à utilização de diluições em desacordo àquelas recomendades pelos
fabricantes. Por outro lado, podem provir das matérias primas ou serem
incorporadas durante o processo industrial (GERMANO" 2003).
Quanto aos perigos microbiológicos, causados por vírus, bactérias, fungos,
protozoários e helmintos que venham a contaminar os alimentos em sua origem ou
durante seu processamento, salienta-se ° papel dos manipuladores como origem do
problema para os consumidores e grandes responsáveis pela contaminação cruzada
de alimentos (GERMANO" 2003).
Quando se fala em higiene e sanitização de equipamentos e plantas de
processamento de alimentos, deve-se estar atento ao grande número de perigos
que uma higienização e sanitização inadequados podem ocasionar: perigo físico,

4
com pedaços de materiais inadequados à higienização ou mesmo a não eliminação
de outros perigos físicos resultantes do processo, como esquirulas ósseas; perigos
químicos, camo já foi citado anteriormente e a responsabilidade por perigos
microbiológicos, decorrentes de falhas nos procedimentos de limpeza e desinfecção,
permitindo o crescimento de colônias bacterianas, desenvolvimento de mofos,
bolores, e disseminação de vírus.
2.1 PLANEJAMENTO DA INSTALAÇÃO E PLANTA HIGIÊNICA
Segundo a Portaria CVS-6/99, do Centro de Vigilância Sanitâria, a instalação
industrial deve ser localizada em área livre de focos de insalubridade como lixo,
animais, insetos, roedores e pessoas estranhas (FIGUEIREDO, 2000).
O local para a construção do prédio da fábrica deve, pois, ser selecionado,
considerando sua topografia, metragem necessária, distância dos pólos de
contaminação, condições fornecedoras da proliferação de roedores, de insetos e
microorganismos e facilidade de acesso, de saúde e de estocagem de matérias-
primas e de produtos (EVANGELISTA, 1999).
A planta para construção do edifício da fábrica prevê todas as condições de
adequação aos objetivos de fabricação. A opção da construção do prédio em sentido
vertical ou horizontal consultará, evidentemente, as conveniências dos interessados
(EVANGELISTA, 1999).
2.1.1 Pisos
Duas características importantes devem presidir a feitura dos pisos: a primeira
no que diz respeito à natureza do material empregado e a segunda, ao caimento do
piso em direção a o ralo, para que a água de lavagem se escoe com facilidade
(EVANGELISTA, 1999).
Segundo a portaria CVS-6 do Centro de Vigilância sanitária o piso deve ser
de material liso, resistente, impermeável, lavável, de cores claras, antiderrapante.
deve apresentar boa conservação. ser de fácil higienização, possuir ralos sifonados
e com caimento suficiente para escoar a água.

E, segundo o Regulamento de Inspeção Industrial e Sanitária de Produtos de
Origem Animal (BRASIL, 1950), as indústrias de produtos de origem animal devem
possuir pisos convenientemente impermeabilizados com material adequado,
exigindo-se, conforme a natureza do estabelecimento e condições pelo D.I.P.OA, o
cimento comum ou colorido com vermelhão, ladrilhos hidráulicos ou de ferro, lages
de pedra reconhecidamente impermeável e de fácil junção ou outro material
previamente aprovado; os pisos devem ser construídos de modo a facilitar a coleta
das águas residuais e sua drenagem para a rede de esgoto;
2.1.2 Pavimentos
a) Vertical ou Múltiplo: construção mais econômica ocupa menor espaço, facilita
o fluxo do produto por ação da gravidade (EVANGELISTA, 1999);
b) Horizontal ou Único: maior possibilidade de ampliação facilita manuseio de
materiais, facilita comunicação entre dependências, facilita instalação de
equipamentos pesados, fluxo direto do produto (EVANGELISTA, 1999);
2.1.3 Ventilação
Deve garantir conforto térmico e renovação de ar, de forma que o ambientefique livre de gases, fungos, fumaça, condensação de vapores, etc. Fluxo da área
limpa para a área suja (maior pressão para a menor pressão) (FIGUEIREDO, 2000).
O conforto térmico pode ser assegurado pela abertura de paredes que
permitam a circulação natural do ar, com área equivalente a 1/10 da área do piso.
Quando este conforto não puder ser assegurado por meio natural, o mais indicado é
recorrer a meios artificiais, como: ventiladores, circuladores, exaustores (SILVA Jr.,
2002).

6
2.1.4 Iluminação
Os estabelecimentos de produtos de origem animal devem satisfazer às
seguintes condições bâsicas e comuns: dispor de luz natural e artificial abundantes,em todas as dependências, respeitadas as peculiaridades de ordem tecnológica
cabíveis (BRASIL, 1950). Além disso, segundo Figueiredo (2000), a iluminação deve
ser uniforme e não deve alterar as características sensoriais dos alimentos e as
lâmpadas devem possuir proteção anti-estilhaço.
2.1.5 Equipamentos
Devem possuir dimensionamento adequado, superfícies lisas, de fácil limpeza
e desinfecção, pinturas claras, sem acúmulos ou vazamentos (FIGUEIREDO, 2000).
Sua concepção, visando às facilidades da higiene e limpeza, se desenvolve
através das seguintes características:
a) Rápida desmontagem e limpeza;
b) Superfície lisa e contínua;
c) Abolição dos cantos vivos e "cantos mortos";
d) Exclusão de dobras, soldaduras, chanfraduras e costuras com rebarbas ou
ranhuras, em contato com o produto;
e) Fácil limpeza das superfícies de contato com os alimentos;
f) Superfícies de contato de rápido acesso;
g) Impossibilitar a contaminação do produto por metais;
h) Distância adequada entre os equipamentos e o piso, para facilitar a limpeza
de ambos;
Registro de saída, preferencialmente cônico, bem perto do corpo do
equipamento;
j) Abolição de buchas vedantes;
k) Ausência de roscas na parte interna da tubulação;
Pás de agitadores, formando um corpo com um eixo desmontável na parte em
que não tem contato com o produto (EVANGELISTA, 1999);

~~~:~o:~:~.~~4 ('oi....
Deve-se verificar com cuidado os materiais empregados na fabricação I ~~~~~I
equipamentos que compramos. Se se trata de metal, devemos certificar-nos de que
é completamente à prova de ferrugem e de que poderá resistir a impactos que
receberá durante toda a sua vida útil. Os plásticos devem ser examinados com muito
cuidado, porque alguns são fáceis de derreter a temperaturas relativamente baixas epodem ser dissolvidos nos alimentos Outros quebram com facilidade e pedaços
podem cair nos alimentos e causar contaminação física. Devemos evitar o uso de
qualquer equipamento em madeira. A madeira é bastante absorvente e difícil de se
manter higiênica, ficando marcada, riscada e rachada durante o uso normal. Issoleva ao acúmulo de bactérias prejudiciais à saúde (...)(SILVA Jr., 2002).
Dessa forma, segundo Evangelista (1999), o aço inoxidável segue sendo o
material de mais divulgada utilização, uma vez que aceita alto grau de polimento,apresenta superfície lisa, sem falhas e que facilita, portanto, a limpeza. Além disso é
bastante resistente à corrosão.
2.1.6 Esgotos
Os pisos devem ser construidos de modo a facilitar a coleta das águas
residuais e sua drenagem para a rede de esgoto (BRASIL, 1950).
Os estabelecimentos que processam alimentos de origem animal devem
dispor de rede de esgoto em todas as dependências, ligada a tubos coletores e
estes ao sistema geral de escoamento, dotada de canalizações amplas e de
instalações para retenção e aproveitamento de gorduras, resíduos e corpos
flutuantes, bem como para depuração artificial, se for necessário, como
desaguadouro final em curso de água caudaloso e perene ou em fossa séptica
(BRASIL, 1950).

8
3 PLANOS DE HIGIENE OPERACIONAL
A Indústria Alimentícia é a que se posiciona mais próxima de seu consumidor,
para tanto, deve cuidar da qualidade de seus produtos. A qualidade de alimentos e
bebidas está na aparência, sabor, aroma, textura 8, sobretudo naquilo que o
consumidor quer receber do produto. Para a garantia da qualidade dos alimentos e
redução dos custos de produção mediante a prevenção de contaminações,
problemas tecnológicos, físicos, químicos ou de qualquer outra natureza foram
criados ao longo dos anos programas de higiene operacional abordando todos os
aspectos higiênico-sanitários referentes a ambientes, manipuladores, produtos eprocessos.
Entre os programas de higiene operacional de relevância podem ser citados o
Programa de Redução de Patógenos (PRP), o Plano Padrão de Higiene Operacional
(PPHO) e o Programa de Análise de Perigos e Pontos criticos de Controle(APPCC).
3.1 PRP: PROGRAMA DE REDUÇÃO DE PATÓGENOS
É composto pela implementação do plano APPCC, pela amostragem de
desempenho para Salmonella, selecionada por ser um dos patógenos mais
preocupantes atualmente. A amostragem consiste na retirada de amostras do
produto em questão para análise, onde consta na legislação um número máximo deamostras positivas permitido. Também compõe o PRP o desenvolvimento e
implanlação de PPHO's e provas microbianas para a bactéria E.coli genérica, que
tem a intenção de comprovar a eficiência do controle de contaminação de origem
fecal. Cada pais estabelece limites próprios de resultados positivos em amostragem
de produto (FIGUEIREDO, 2000).

9
3.2 PPHO: PLANO PADRÃO DE HIGIENE OPERACIONAL x POP:PROCEDIMENTO OPERACIONAL PADRÃO
Também conhecido como Sanitation Standard Operating Procedures (ssop), o
PPHO.
Os estabelecimentos produtores/industrializadores de alimentos devem
desenvolver, implementar e manter para cada item relacionado abaixo,
Procedimentos Operacionais Padronizados - POPs, OU PPHO's.
a) Higienização das instalações, equipamentos e utensílios.
b) Controle da potabilidade da água.
c) Higiene e saúde dos manipuladores.
d) Destino dos resíduos.
e) Manutenção preventiva e calibração de equipamentos.
f) Controle Integrado de Pragas.
g) Seleção das matérias-primas, ingredientes e embalagens.
h) Programa de recolhimento de alimentos (ANVISA, RDC nO275, 2002).
Conforme observado na RDC nO275, um POP é um procedimento escrito de
forma objetiva. que estabelece instruções seqüenciais para realização de operações
rotineiras e específicas na produção, armazenamento e transporte de alimentos. O
POP pode apresentar outras nomenclaturas, desde que obedeça aos conteúdos e
conceitos estabelecidos nesta mesma resolução (LOPES, 2004).
Segundo Figueiredo (2000) os PPHO's consistem numa descrição de todos
os procedimentos pré-operacionais, de produção e pós-operacionais adotados pela
empresa, a freqüência com que são realizados, a identificação de um responsável
por cada etapa e o registro de todos os dados referentes a cada etapa, assinados e
datados.
Ainda segundo Figueiredo, estão entre as doutrina centrais dos PPHO's a
contaminação secundária cruzada de alimentos crus e cozidos, o contato do produto
com água não potável e outros insalubres, substâncias não alimentícias, partículas
aerotransportadas, e enfermidade de manipuladores ou higiene pessoal dos
mesmos e a presença de objetos estranhos ou animais daninhos (pragas).

10
Dentre os Procedimentos Operacionais Padronizados, estabelecidos pela
RDC n° 275, não foram exigidos os requisitos ~prevenção de contaminação
cl1Jzada", "proteção dos alimentos" e "armazenamento dos produtos quimicos",
previstos no programa SSOP. Na RDC nO 275, foram, entretanto, exigidos os
seguintes requisitos de igual importância: "manejo de resíduos", "manutenção
preventiva e calibragem de equipamentos" e "seleção de matérias primas,
ingredientes e embalagens". Os dois SSOP "higienização de mãos/ínstalações
sanitárias" e "controle da condição de saúde dos colaboradores" foram reunidos no
POP "higiene e saúde dos trabalhadores". O SSOP "condições de limpeza" é
equivalente ao POP "higienização das instalações, equipamentos e utensílios"
(LOPES, 2004).
3.3 APPCC ANÁLISE DE PERIGOS E PONTOS CRíTICOS DE CONTROLE
APPCC ou HACCP ( Hazard Analysis and Criticai Control Points), Segundo
Eneo (1995) é um sistema que difere da série ISSO 9000 (um sistema de garantia
de qualidade) porque é um sistema que tem por objetivo a segurança do alimento,
enquanto a ISO busca a qualidade como um todo, inclusive do produto final.
Não se pode, sob nenhuma hipótese, desconsiderar os princípios e as regras
das Boas Práticas de Fabricação (BPF) na conceituação e implementação do
sistema HACCP (SILVA Jr., 2002).
BPF/GMP em conjunto com os POPs e APPCC/HACCP constituem-se no
Sistema de Segurança de Alimentos, chamado em inglês de "Food Safety".
BPF/GMP e APPCC/HACCP têm sido amplamente divulgados e exigidos pelas lei
brasileiras e de vários países, para várias categorias de produtos. No âmbito do
comércio internacional, a exigência do APPCC/HACCP não se caracteriza como
barreira técnica para exportação, já que é fundamentado cientificamente e é exigido
por norma no Codex Alimentarius, entidade reconhecida no âmbito da OMe -
Organização Mundial do Comércio (LOPES, 2004).
A palavra-chave do sistema HACCP, formado por 7 princípios básicos é a
prevenção. Segundo Figueiredo (2000), esses princípios consistem em:
1) Identificação dos Perigos e Avaliação da Severidade dos Riscos:

11
As plantas determinam os perigos de segurança dos alimentos;
2) Determinação dos Pontos Criticos de Controle (PCC's)
PCC é um ponto, local ou procedimento em um processo de produção de
alimentos no qual um controle pode ser aplicado de forma a prevenir, eliminar ou
reduzir o risco a um nível aceitável;
3) Instituir Medidas e Estabelecer Critérios para Assegurar o Controle:
Fixação de valores máximos e mínimos de perigos físicos (limites críticos),
quimicos ou biológicos, para que possam ser monitorados e controlados;
4) Monitorar os PCC's e Registrar Dados:
Para assegurar que cada PCC esta sob controle;
5) Ações Corretivas Quando o Monitoramento Evidenciar que os Critérios Não estão
Sendo Atingidos:
Ações para corrigir divergências dos limites criticos estabelecidos;
6) Sistema de Registros:
Todo o planejamento do sistema, bem como o monitoramento e os
responsáveis devem estar registrados;
7) Verificar o Perfeito Funcionamento do Sistema
4. CARACTERíSTICAS DAS SUJIDADES
12
Necessita-se conhecer qual é a natureza da sujidade presente para serem
determinados a técnica. o equipamento e o agente de limpeza que devem ser
utilizados. As sujidades mais freqüentes nas indústrias alimentícias são os lipideos,
proteínas. carboidratos e sais mineraís. podendo ser encontradas isoladamente ou
separadas (CONTRERAS et aI.. 2002).
Segundo EVANGELISTA (1999). os resíduos ou sujidades se
apresentam em três típos, sendo estes: partículas de sujeira ou de alimentos
formadas por substâncias que se prendem à superfície, partículas impregnadas na
superfície a ser limpa e escamações ou empedramento (resultantes de
aquecimentos intermitentes), depositados na superfície.
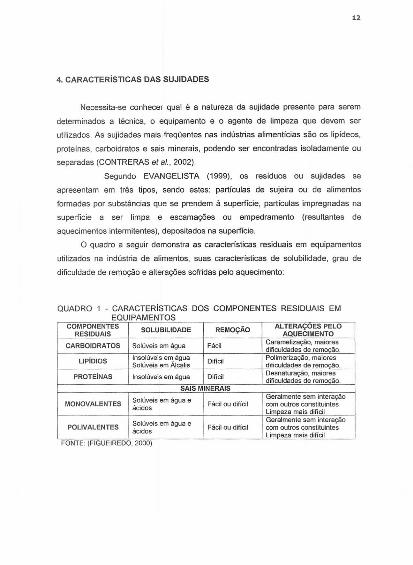
O quadro a seguir demonstra as características residuais em equipamentos
utilizados na indústria de alimentos, suas características de solubilidade, grau de
dificuldade de remoção e alterações sofridas pelo aquecímento:
COMPONENTESRESIDUAIS
SOLUBILIDADE REMOÇÃO
QUADRO 1 - CARACTERíSTICAS DOS COMPONENTES RESIDUAIS EMEQUIPAMENTOS
Difícil
CARBOIDRATOS Solúveisem água Fácil Caramelização, maioresdificuldades de remocão.
Insolúveis em águaSolúveis em ÁlcalisLlPlolOS Difícil
PROTEíNAS Insolúveis em água
Polimerização, maioresdificuldades de remocão.Oesnaturação, maioresdificuldades de remoc.Ao.
SAIS MINERAIS
FONTE. (FIGUEIREDO, 2000)
Fácil ou difícil
Solúveis em água eácidosMONOVALENTES Fácil ou difícil
Geralmente sem interaçãocom outros constituintesLimoeza mais difícil
Solúveis em água eácidosPOLlVALENTES
Geralmente sem interaçãocom outros constituintesLimpeza mais difícil
5. DETERGENTES
Conceito de detergência: é a remoção da sujeira de um substrato, em contato
com uma solução de substância química, que reduz a força de adesão da sujeira ao
substrato, atraves da aplicação da força mecânica e da redução da tensão
superficial. Á água por si só não molha a superfície suja, o que pode ser observado
pela forma como a égua se junta em pequenas gotas sobre um copo engordurado. Arazão deste fato são as forças que resistem que a água molhe a superficial e tensãointerfacial. Entretanto, existem substâncias químicas que dissolvidas em água,
reduzem as forças, e a água pode espalhar-se rapidamente, molhando a superfície e
a sujeira para uma boa limpeza.Os diferentes elementos químicos dos detergentes, dentro de suas funções
são destinados a emulsionar ou dispersar as substâncias graxas depositadas,
provocar a umectação da periferia da sujidade e chegar até a interfase de contato
entre a sujidade e o resíduo, visando a separação de ambos (EVANGELISTA, 1999).
Um bom detergente deve atuar reduzindo a tensão superficial de modo a
permitir uma melhor interação da água com o resíduo, e a remoção deste da
superfície à qual está aderido. Os resíduos insolúveis, por sua vez, devem ser
dispersados de modo a não formarem agregados e serem facilmente enxaguados
antes de se depositarem na superfície novamente (REGO, 1999).
5.1 FUNÇÕES DOS DETERGENTES
A) Abrandamento
Possibilitam a intervenção ou anulação da dureza da agua. Os pOlifosfatos e os
ortofosfatos alcalinos abrandam a agua; os primeiros por sequestração e os
segundos por precipitação dos agentes de dureza (EVANGELISTA, 1999).

14
B) DispersãoProduzem a dispersão de aglutinados em flóculos, reduzindo-os a partículas
primitivas. Os dispersantes ou defloculantes atuam de maneira que as películas
de minerais não se depositem novamente (EVANGELISTA, 1999).
C) Dissolução
Transformam os resíduos insolúveis em substâncias solúveis em agua
(EVANGELlSTA,1999).
D) Emulsificação
Capacidade de dividir as partículas de lipídeos em pequenas gotículas,
facililitando sua remoção pela água (CONTRERAS el aI., 2002).
E) Enxaguamento
Tem por finalidade remover da superficie qualquer tipo de suspensão ou solução;
as partículas presentes em suspensão ou solução, sem dificuldade, serão
removidas da superfície pela água(EVANGELlSTA, 1999) .
F) Molhagem
Capacidade do detergente de reduzir a tensão superficial da água, facilitando a
penetração do detergente (CONTRERAS el aI., 2002).
G) Penetração
O líquido se introduz através de substâncias porosas, de orifícios, de fissuras ou
pequenas aberturas (EVANGELISTA, 1999).
H) Peptização
Atuam sobre proteínas, dispersando-as e produzindo colóides em partes solúveis
(EVANGELlSTA,1999).
I) Saponificação
Reação química entre um álcali e um ácido graxo (insolúvel) formando um sabão
(solúvel) (CONTRERAS el aI., 2002).

15
J) Seqüestro
Por formação de quelantes, impedem a deposição de sais minerais e, com isso, asua remoção das superficies (EVANGELISTA, 1999).
Capacidade de reagir com os íons, inativando-os e facilitando sua remoção
(CONTRERAS et ai., 2002).
L) Suspensão
Mantêm as particulas insolúveis, impedindo sua deposição sobre as superficies
de contato. Isso acontece em razão de maior força atrativa existente entre os
residuos e a superficie do equipamento (EVANGELISTA, 1999).
5.2 CONDIÇÓES DE UM BOM DETERGENTE
1) Ser um bom emulsificador
2) Um bom solvente
3) Bom emoliente4) Bom defloculador
5) Um bom agente de dispersão
6) Ser muito solúvel
7) Ser inofensivo para o homem (atóxico) (SILVA Jr., 2002).
5.3 FATORES QUE AFETAM AATUAÇÀO DOS DETERGENTES
Há alguns fatores que afetam a atuação dos detergentes, como a
concentração, a dureza e a temperatura da água, o tempo de contato, formação de
biofilmes e a natureza da superfície.
5.3.1 Qualidade da Água
A água, por suas propriedades de "varrer" superficies, de dissolver
substâncias e de manter em solução elementos heterogêneos, é talvez o elemento

16
mais importante para o funcionamento da indústria de alimentos; assim sendo,
devemos conhecer a sua origem, seus diferentes tipos e condições de sua utilização
(EVANGElISTA,1999).
É necessário que nos certifiquemos da disponibilidade de água tratada, e das
quantidades que iremos necessitar, como também da instalação de água para
higienização dos equipamentos, utensilios e higiene pessoal. A água deve ser
analisada e controlada freqüentemente (SILVA Jr., 2002).
Entenda-se por água tratada a água de rede de abastecimento oficial,
clorada, a água fervida no mínimo por dois minutos ou a água filtrada e clorada com,
no mínimo, 1,5 mgn máximo 2,5 mg/l de hipoclorito de sódio para esta finalidade
(SILVA Jr., 2002).
A água para a fabricação de alimentos deve ser destituída de impurezas,
isenta de bactérias e não extremamente dura. Para que a água seja adequada às
suas funções na fábrica, devem sempre ser levadas em conta as causas capazes detorná-Ia utilizável ou não. Entre estas causas podem ser citadas as substâncias emsuspensão, o conteúdo microorgânico, os valores de sais minerais, as substâncias
em suspensão, a matéria orgânica presente e as modificações organolépticas que
causa e os gases que podem estar presentes e dissolvidos na água
(EVANGELISTA, 1999).
O padrão microbiológico de potabilidade da água para consumo humano está
descrito no quadro a seguir:
QUADRO 2 - PADRÃO MICROBICROBIOLÓGICO DE POTABILlDADE DA ÁGUAPARA CONSUMO HUMANO
Coliformes totais !Ausência em 100ml
PARÂMETRO IVMP")
Água para consumo human030
Escherichia colí ou coliformes termotolerantes(3) IAusência em 1DOmlÁgua na saída do tratamento
Água tratada no sistema de distribuição (reservatórios e rede)Escherichia coli ou coliformes termotolerantes(4) iAusência em 1DOmlContinua ..
2 Valor Mâximo Permitido.3 Água para consumo humano em toda e qualquer situação, incluindo fontes individuais como poços,minas, nascentes, dentre outras.4 A detecção de Escherichia colí deve ser preferencialmente adotada.

17
Continuação
Ausência em 100ml em 95% das amostrasexaminadas no mês;
Coliformes totais Sistemas que analisam 40 ou mais amostras pomês:
Sistemas que analisam menos de 40 amostras pomês:~enas uma amostra poderá apresentamensalmente resultado positivo em 100ml
FONTE. Anvlsa, Portana nO 518, de 25 de março de 2004
5.3.1.1 Valores de Sais Minerais
Entre os sais dissolvidos em águas encontram-se sulfetos, cloretos,
bicarbonatos de sódio, magnésio, cálcio e ferro etc. Em relação ao produto e ás
particularidades de processamento, as águas alcalinas, duras, ferruginosas ou
contendo outros sais são as que merecem maior atenção, pelos transtornos que seuemprego poderá causar (EVANGELISTA, 1999).
A dureza da água diz respeito à presença de sais de cálcio e magnésio,
incorporados à água em sua passagem pelo solo; não apresenta problemas quanto
a potabilidade, mas no processo industrial o problema deve ser tratado com uma
série de ressalvas, pois, as águas duras podem, em temperaturas altas, causar
incrustações para caldeiras e reagindo com detergentes e sabões, reduzindo suas
funções básicas. As águas muito duras podem ser suavizadas por passagens por
resinas de troca iônica, por Na2CO, (FIGUEIREDO, 2000).
A tabela a seguir demonstra os teores que revelam o grau de dureza das
águas doces:
TABELA 1 - GRAUS DE DUREZA DE ÁGUAS DOCESGRAUS DE DUREZA TEOR DE OXIDO DE CÁLCIOBrandas Até 50mg/dlMuito Brandas De 50 a 150 mg/dlDuras De 150 a 300 mg/dlMuito duras Acima de 300 mg1dlFONTE: FIGUEIREDO, 2000
Geralmente as águas empregadas na indústria de alimentos são neutras ou
alcalinas (presença de bicarbonatos de cálcio, magnésio, sódio e potássio), porém

18
os graus dessa alcalinidade regulam seu uso (EVANGELISTA, 1999). Pode-se
apresentar cáustica pela presença de hidróxidose apresentar os mesmos problemasque a água dura em temperaturas altas (FIGUEIREDO, 2000).
Os sais de ferro e manganês, quando presentes, são sais que podem se
oxidar, formando crostas. O ferro altera a cor da água e pode reduzir a vida útil dos
filtros industriais. Esses dois sais reagem com o cloro residual livre, diminuindo osteores, e o ferro pode servir como substrato para ferrobactérias (FIGUEIREDO,
2000).
5.3.1.2 A Matéria Orgânica e Modificações Organolépticas e os Gases DissolvidosnaAgua
A presença de matéria orgânica quase sempre é responsável pelas
modificações de odor, sabor e limpidez da água. ° emprego na indústria de
alimentos e bebidas desse tipo de água é inteiramente vedado, a não ser que amesma seja recuperada, através dos tratamentos de sedimentação, coagulação e
filtração (EVANGELISTA, 1999).
As águas ás vezes contêm, em solução, quantidades elevadas de gases, que
as fazem intoleráveis ao emprego na indústria. Esses gases se originam das
seguintes fontes e são os seguintes:a) Oxigênio e nitrogênio:da aeração da água e dos processos de fotossíntese.b) Oxigênio e dióxido de carbono: sua produção está condicionada
especialmente ao numero de algas, profundidade da água e da luz solar.
c) Dióxido de carbono: sua maior obtenção ocorre da matéria orgânicadecomposta.
A água contendo esses gases, segundo a predominância, pOderá causar
graves embaraços, se for empregada durante o processamento de produtos
alimentícios (EVANGELISTA, 1999).

19
5.3.2 Concentração
Para qualquer detergente há uma concentração mínima para uma boaatuação. Quando se aumenta a concentração, a ação de limpeza pode aumentar,
mas a velocidade de limpeza diminui e o custo da operação aumenta. Desse modo,
a melhor conduta é obedecer ás especificações do fabricante (REGO, 1999).
5.3.3 Tempo de Contato
É o período de exposíção da superfície a ser límpa com a solução de limpeza.
Este tempo varia conforme o grau de sujidade, procedimento de limpeza e solução
de límpeza (CONTRERAS el ai., 2002).
O tempo é semelhante à concentração; há um intervalo mínimo e máximo
para maior eficiência (REGO, 1999).
5.3.4 Temperatura da Água
Deve ser adequada á natureza da sujidade presente. Uma temperatura
elevada pode desnaturar proteínas ou pOlimerizar os lipídes, causando sua adesão à
superfícies. A temperatura adequada para a remoção de sujidade que já sofreu ação
térmica é de 40 a 50°C. Porém, se esta sujidade já sofreu ação térmica, devem ser
utilizadas temperaturas de 5 a 10°C acima da temperatura ja utilizada (CONTRERAS
el ai., 2002).
Em geral, o aumento da temperatura da égua favorece a ação da maíoria dos
detergentes (REGO, 1999). Entretanto devem ser observadas as característícas das
sujídades, especificadas no item 4. Algumas alterações dos resíduos, ocasíonadas
por temperatura excessiva, mesmo da água durante a higienização, podem dificultar
a remoção dos mesmos.

20
5.3.5 Formação de Biofilmes
As superfícies utilizadas para preparação de alimentos, como os
equipamentos e utensílios de preparação. podem tornar-se focos de contaminação.
principalmente se não forem bem higienizadas. As superfícies como aço, vidro,
polipropileno, plásticos, borracha, fórmica e ferro, podem sofrer com facilidade a
agregação de resíduos orgânicos, como restos de alimentos decorrentes da má
higienização. Estes resíduos se constituem em fontes de energía para que
microorganismos, como as bactérias e fungos possam aderir-se e encontrar um
meio de cultura adequado para iniciar a multiplicação (SILVA Jr., 2002). Chamamos
a esse multiprocesso BIOFILME, onde bactérias (principalmente Pseudomonas)
aderem a equipamentos, cercam-se de uma capa protetora de lipolissacarídeos e
crescem em uma cadeia de microcolónia e canais de água (FIGUEIREDO, 2000).
Este biofilme formado na superfície dos utensílios, quando levado ao calor,
pode cristalizar e formar depósitos ou crostas extremamente aderentes, protegendo
os microorganismos e dificultando os procedimentos de higiene (lavagem e
desinfecção), constituindo-se em focos de contaminação (SILVA Jr., 2002).
As células do biofilme são extremamente resistentes a sanitizantes, produtos
químicos e aquecimento. Assim, os microorganismos mantêm-se protegidos dentro
do biofilme, e não podem ser removidos pelos PPHOs (ou POPs) convencionais
(FIGUEIREDO, 2000).
A limpeza formal assegura que as células em um biofilme instável (em
formação) possam entrar em contato com os sanitizantes. Equipamentos lisos e
polidos também dificultam o início da fixação (FIGUEIREDO, 2000).
5.3.6 Natureza da Superfície a ser Limpa
É fundamental conhecer os materiais que constituem a superfície a ser limpa
para efetuar a escolha do produto de limpeza mais adequado, que não vai atacar
esta superficie (CONTRERAS et ai, 2002).
O emprego ou manipulação incorreta podem gerar fissura, quebra, desgaste
ou enrugamento da superfície. Tais superfícies são mais difíceis de limpar ou
sanitizar (SCHMIDT,1997).

o quadro a seguir demonstra os tipos de superfícies, características de
um e cuidados específicos que devem ser tomados em seu emprego:
QUADRO 3 - SUPERFíCIES UTILIZADAS NA INDÚSTRIA DE ALIMENTOSSUPERFICIE CARACTERSnCAS CUIDADOS
MadeiraDifícil de higienizar, não deve serutilizada;
Permeável à umidade, gordura eóleo; difícil manutenção, é destruídapor álcalis
Aço Carbono Detergentes ácidos e alcalinosclorados causam corrosão
Devem ser galvanizados ou estanhadose limpos apenas com detergente neutro;
Estanho Corroído por álcalis e ácidosSuperfícies estanhadas não devementrar em contato com os alimentos;
Concreto Danificado por alimentos ácidos eagentes de limpeza
Deve ser denso e resistente a ácidos
Vidroliso e impermeável. Danificado porálcalis fortes e outros agentes delimpeza
Deve ser limpo com detergente neutroou de média alcalinidade;
TintaDepende da técnica de aplicação;Danificada por agentes álcalis fortes
Algumas tintas são adequadas àindústria de alimentos;
Borracha
Não deve ser porosa, nemesponjosa; não afetada por álcalisfortes; não atacada por solventesorgânicos e ácidos fortes;
É caro, Certos tipos podem sercorroídos por halogênios;
o alumínio é prontamente atacado por limpadores ácidos e fortemente
alcalinos dificultando, ainda, sua limpeza. Plasticos são sujeitos a quebra por tensão
e embaçamento quando da exposição prolongada (SCHMIDT,1997).
Aço Inoxidável
Geralmente resistente à corrosão;superfície lisa e impermeável,resistentes a oxidação e a altastemperaturas; fácil higienização
FONTE.FIGUEIREDO,(2000)

22
6. CLASSES DE DETERGENTES
o uso de solução detergente em contato direto com as sujidades tem como
objetivo separa-Ias das superfícies a serem higienizadas, dispersá-Ias no solvente e
prevenir a nova deposição sobre as superfícies (GERMANO, 2001).
Os detergentes apresentam nítido poder desinfetante sobre os
microorganismos; esse poder, é lógico, também depende de uma série de fatores
que influem sobre a eficiência do detergente: tempo de emprego, temperatura e
velocidade do detergente e métodos utilizados (EVANGELISTA, 1999).
Deve ser aclarado que os detergentes iônicos exercem expressiva ação
bacteriostática sobre as bactérias gram positivas. O papel bacteriostático de outros
detergentes é bastante restringido, a não ser que se eleve o pH do meio. Os
detergentes com amônio quaternário, nas concentrações de 5 a 500 ppm, atuam
sobre a maior parte das bactérias, com exclusão das àcido resistentes, como por
exemplo, o Mycobacterium tuberculosis. Esse efeito eficaz sobre as bactérias não se
repete, no entanto, frente aos mofos, leveduras, protozoários e vírus. Atendendo a
todos os aspectos mencionados e que revelam a complexidade de ação dos
detergentes, a escolha destes, na indústria de alimentos, deve atender, o mais
possível, aos interesses técnicos de limpeza (EVANGELISTA, 1999).
Segundo GERMANO (2001), um bom detergente deve ser um bom
emulsificardor, para dispersar as gorduras, solvente, para dissolver resíduos de
alimentos (sobretudo proteínas), emoliente, para umedecer os utensílios que serão
limpos, agente de dispersão para lavar tanto em água branda quanto dura, deve ser
muito solúvel, para se completamente eliminado na água de enxágüe, além de
inofensivo para o homem, atóxico, não corrosivo e econômico.
Porém, não existe um sanificante que reúna todas estas características,
assim tem-se que usar o nosso bom senso e analisar entre as vantagens e
desvantagens de cada um, qual é o mais adequado para cada caso (CONTRERAS
et ai., 2002 ).

23
6.1 DETERGENTES COM INGREDIENTES ALCALINOS
Normalmente utilizados para a remoção de gorduras e proteínas. São
combinações de sais alcalinos, tensoativos e sequestrantes, podendo conter outrosaditivos, dependendo da superfície a ser limpa (CONTRERAS el aI., 2002).
Promovem o deslocamento de resíduos por emulsificação, saponificação e
peptização. Removem os resíduos protéicos e gordurosos de superfícies além de ter
propriedades germicidas. Sua aplicação é sempre efetuada na concentração de 1 a
2% em água a 80'C (GERMANO, 2001).
6.1.1 Bicarbonato de Sódio
É empregado juntamente com outros detergentes para aumentar a
alcalinidade destes. Não é bom agente de limpeza (EVANGELISTA, 1999).
° carbonato e o bicarbonato de sódio são exemplos de álcalis fracos
(fornecem íons de OH")e são usados para remover resíduos orgânicos (GERMANO,
2001).
6.1.2 Cinza de Soda
Tem reduzido poder germicida. É utilizada combinada com outros
detergentes, visando sua maior alcalinidade de reserva (EVANGELISTA, 1999).
6.1.3 Carbonato de Sódio (Soda)
É pouco corrosivo. ° carbonato de sódio é usado em fórmulas de
detergentes por sua ação tampão (estabiliza o pH), por ser barato e por precipitar os
sais de magnésio (REGO, 1999).

24
Apesar de sua elevada alcalinidade, tem ação mais branda do que a do
hidróxido de sódio (EVANGELISTA, 1999).
6.1.4 Hidróxido de Sódio (Soda Cáustica)
É o mais forte agente alcalino, é barato e bastante corrosivo. Têm excelentes
propriedades saponificantes, é ótimo dissolvente e tem poder bactericida( alto pH).
Não pode ser usado em metais, o seu manuseio é perigoso, pois causa sérias
queimaduras na pele (REGO,1999)
É o mais importante representante deste tipo de detergentes, sendo muito
usado na lavagem de garrafas e em processos automáticos, como em máquinas de
lavr pratos, onde não há contato com os manipuladores. Durante o preparo da
solução, a elevação brusca da temperatura pode causar ebulição e a conseqüente
projeção de gotas pode atingir a pele e as mucosas dos manipuladores (GERMANO,
2001).
Apresenta um pH próximo à 13, quando em solução a 1%. Tem ótima ação
contra gorduras e proteínas, uma baixa ação de molhagem, nenhuma eficácia para
eliminar a dureza, poder corrosivo muito forte contra alumínio, cobre e superfícies
galvanizadas. Não ataca aço inoxidável. (ANDRADE, 1996).
6.1.5 Metassilicato de Sódio
É menos corrosivo e não é cáustico. Quando combinado com a soda
suspende a ação corrosiva da mesma, o que é uma boa combinação. Como agente
de limpeza é bom, pois têm boa ação de dispersão e emulsificação, mas é
relativamente caro (REGO, 1999).
Inibe a corrosão do alumínio e do estanho. Misturado ao pOlirosfatode sódio,
é empregado nos casos em que a dureza da água excede 100 ppm de CO°Ca. Sua
utilização acima de 63°C é aconselhável (EVANGELISTA, 1999).
Facilmente solúvel em água apresenta a proporção 1:1 com 5 moléculas de
água. Quando em solução aquosa a 1% tem um pH igual a 12,0 e uma alcalinidade
ativa, expressa em Na,O de 28% (ANDRADE,1996).

25
o metassilicato de sódio é largamente empregado na Indústria téxtil em
galvanoplastia, laticinios, frigoríficos, oficinas mecânicas, retificadas, postos de
serviços, garagens (na lavagem de chassi de carros e caminhões). Na lavagem de
garrafas nas indústrias de bebidas, ou qualquer outra aplicação onde há
necessidade de um detergente alcalino extremamente eficiente, sem ser
necessariamente corrosivo e finalmente para uso específico em cerâmicas. como
defloculador (EVANGELISTA, 1999).
6.1.6 Ortossilicato de Sódio
Estabelece soluções bastante alcalinas e de alta ação saponificante. Atua
sobre substâncias protéicas e graxas e é especialmente usado para remover
resíduos de gorduras depositadas nos pisos (EVANGELISTA, 1999).
O ortossilicato apresenta uma proporção de 2 moléculas de óxido de sódio
para uma de anidrido silicico, com 5.5 moléculas de água. Em solução aquosa a 1%,
tem um pH de 12,8 e uma concentração de 60.5% de alcalinidade ativa, expressa
em Na20. Comparando com o hidróxido de sódio, o ortossilicato é menos cáustico
mas também apresenta poder corrosivo na maioria das superficies (ANDRADE,
1996). E caro.
6.1.7 Sesquicarbonato de Sódio
Apesar de sua pouca alcalinidade, é empregado em combinação. para
proporcionar ao detergente reserva alcalina. Poderoso agente na remoção da
dureza da água.
6.1.8 Sesquissilicato de Sódio
É bem umectante e tem propriedade de suspensão. Forma soluções muito
alcalinas e de elevado poder de saponificação. Atua facilmente em resíduos
protéicos e é empregado para remover substâncias saponificáveis. Tem menor

26
característica corrosiva que o ortossilicato. Requer cuidado de emprego
(EVANGELISTA, 1999)
É caro e corrosivo para o aluminio (REGO, 1999).° sesquisilicato de sódio apresenta caracteristicas de detergência entre o
meta e o ortossilicato. A proporção de óxido de sódio e anidrido silícico é 3:2 com 11
moléculas de água. Em solução aquosa a 1% apresenta um pH de 12,6 e uma
porcentagem de 36,5 de alcalinidade ativa, expressa em Na,O (EVANGELISTA,
1999).
6.1.9 Tetraborato de Sódio (Bórax)
Por sua ação abrasiva, é empregado em alguns detergentes (EVANGELISTA,
1999).
6.1.10 Fosfato Trissódico (TSP)
É bom saponificante, emulsificante e dispersante, além de amolecer a água
(REGO, 1999).° fosfato trissódico não deve ser utilizado a quente; o processo de lavagem
deve ser iniciado logo após o uso do fosfato, com a retirada do seu depósito
(EVANGELISTA).
6.2 DETERGENTES ÁCIDOS
A aplicação de agentes ácidos é efetuada quando existe a possibilidade de
incrustações minerais como as de água dura, depósitos calcários ocasionados por
álcalis entre outros, os quais não são removidos por detergentes alcalinos. As
soluções ácidas são compostos de ácidos orgânicos e inorgânicos que podem ser
usados individualmente ou em combinações. ° ion hidrogênio (H') confere atividade
aos ácidos, no entanto é extremamente corrosivo para os metais, particularmente o
ferro galvanizado e o aço inoxidável (GERMANO, 2001).

Os detergentes ácidos, associados a complexos solúveis iodado ,('48~~<I~\\~'
esterelizantes e podem ser usados sem perigo. A aplicação dos detergentes ácidos
tem sido a solução para os problemas provocados pela ação de detergentes
alcalinos nos latões de leite; nestes, o meio alcalino favorece a multiplicação de
bactérias dos gêneros alcaligenes e Pseudomonas. No caso, a presença de
detergente ácido demonstra sua eficácia no controle do número de microorganismos
através: da redução do odor inconveniente e da preponderância de bactérias
acidificantes (EVANGELISTA, 1999).
6.2.1 Detergentes Ácidos Inorgânicos
Os ácidos inorgânicos não são muito usados por serem corrosivos, embora
alguns como o ácido sulfúrico, clorídrico (muriático) e nítrico sejam usados para
remover incrustações causadas pela dureza da água e pela precipitação de
partículas que aderem aos pasteurizadores em indústrias de laticínios (REGO,
1999).
A redução e o abandono, mesmo, do uso de detergentes ácidos inorgânicos
se deve à sua propriedade corrosiva, capaz de afetar a segurança dos
manipuladores e de material em instalações fabris (EVANGELISTA, 1999).
6.2.1.1 Ácido Acético
Por ser bastante volátil (exala forte odor), não pode ser empregado nos
detergentes ácidos (EVANGELISTA, 1999).
6.2.1.2 Ácido Citrico
Apesar da inconveniência de preço, é de bom emprego nos produtos de
limpeza. Solubilidade em água 2 a 20°; pH 2,20 (EVANGELISTA, 1999).
28
6.2.1.3 Ácido Cloridrico (Muriático)
Empregado para remover resíduos incrustados de equipamentos pesados,
sem problemas sérios de perda de ferro. É o mais vulgar dos ácidos minerais
utilizados, geralmente na percentagem de 30% (EVANGELISTA, 1999).
6.2.1.4 Ácido Fosfórico
É de emprego desfavorável, no que diz respeito à camada de fosfato que
produz sobre o ferro, que é apenas protetora e não preventiva de processo
corrosivo, É totalmente solúvel em água; pH 1,90 (EVANGELISTA, 1999).
6.2.1.5 Ácido Glicólico
É totalmente solúvel em água; pH 2,70. Bastante estável e por essa razão é
utilizado em detergentes ácidos. Solubilidade em água 29 a 25°C; pH 3,30
(EVANGELISTA, 1999).
6.2.1.6 Ácido Glucônico
Utilizado para remover depósitos cáusticos de aparelhos de transmissão de
calor (evaporadores, pasteurizadores) (EVANGELISTA, 1999).
6.2.1.7 Ácido levulinico
Por sua estabilidade, é utilizado em detergentes ácido (EVANGELISTA,
1999).

29
6.2.1.8 Ácido Lático
E bastante estável e, por isso, empregado em detergentes ácidos.
Totalmente solúvel em água 133 a 25°C (EVANGELISTA, 1999).
6.2.1.9 Ácido Hidróxiacético
Por sua estabilidade é utilizado em detergentes ácidos (EVANGELISTA,
1999).
6.2.1.10 Ácido Nítrico
Tem ação oxidativ8, não presente nos ácidos de sua classe; essa ação
protege metais contra a ação do ácido. Seu emprego é mais comum que o do ácido
sulfúrico. E corrosivo, em menor grau do que o ácido clorídrico e de igual atividade á
dos ácidos glicólico e fosfórico. Solubilidade em água 24,2 a 25°C; pH 1,20
(EVANGELISTA, 1999).
6.2.1.11 Ácido Sulfamilico
Utilizado para remoção de resíduos de pasteurizador, evaporador, etc.Empregado para eliminar crostas em aparelhos de transmissão de calor usados em
laticinios. E perfeitamente conciliável com umectante aniônico (EVANGELISTA,
1999).
6.2.1.12 Ácido Sulfúrico
Não é muito usado nas operações de limpeza (EVANGELISTA, 1999).

30
6.2.1.13 Ácido Tartarico
Se não fosse pelo alto preço, teria condições de integrar compostos de
limpeza. Solubilidade em agua 133 a 25°C (EVANGELISTA, 1999).
6.2.2 Detergentes Ácidos Inorgânicos
Os compostos de limpeza com ácidos orgânicos, por não causarem corrosão,
são os naturais substitutos dos detergentes contendo ácidos inorgânicos.
Entre outras vantagens dos ácidos orgânicos, estão a sua influência de
impedir a formação de pedras no leite e a de contribuir para o maior tempo de vida
dos equipamentos (EVANGELISTA, 1999).
Deve-se ressaltar que os ácidos orgânicos são produtos caros. Os ácidos
fortes são usados somente em condições especiais, no caso de superfícies muito
incrustadas, mas sempre tomando precauções de manuseio (GERMANO, 2001).
6.3 DETERGENTES TENSOATIVOS OU SURFACTANTES
São aqueles que modificam a tensão superficial em interfaces líquido-líquido,
líquido-gás e sólido líquido. Apresentam geralmente em sua fónmula grupos polares,
hidrofilicos, ou seja, com afinidade pela agua, e grupos não polares, lipofílicos com
afinidade por óleos e gorduras, que os tornam agentes capazes de reduzir a tensão
superficial (GERMANO,2001).
São compostos de vários agentes ativadores de superfície, com a finalidade
de consignar ao produto melhores qualidades umectantes e de penetração. Essas
propriedades são devidas aos varios agentes umectantes, dispersantes,
emulsionantes e detergentes, que diminuem a tensão superficial e interfacial
(EVANGELISTA, 1999).
Agem facilitando a penetração da água. O mais classico é o sabão (ésteres
de ácidos graxos e soda ou potassa). São ótimos quando aplicado em agua mole
(água com baixo teor de sais de cálcio e magnésio), mas em água dura (água com

31
alto teor de sais de cálcio e magnésio) formam precipitados insolúveis. Em geral, os
agentes tensoativos são excelentes emulsificantes e com boa capacidade molhanle
e penetrante. Têm ainda a vantagem de não serem corrosivos nem irritantes e fáceisde enxaguar. A dureza da água os afeta muito pouco, o que os torna bastante
solúveis. Outra vantagem é serem pouco afetados pelo pH. Os detergentes
tensoativos aniônicos e não aniônicos têm pouco poder bactericida enquanto os
catiônicos são excelentes neste aspecto (REGO, 1999).
6.3.1 Detergentes Tensoativos Aniônicos
São aqueles que se dissociam em soluções, sendo o íon negativo a forma
ativa. Neste grupo está incluída a maioria dos detergentes comerciais. O primeirotensoativo iônico conhecido foi o sabão, obtido por meio da saponificação de íleos
ou gorduras de origem animal ou vegetal, atualmente substituídos pelos agentes
tensoativos sintéticos. Na indústria de alimentos são utilizados, principalmente, os
derivados de ácidos sulfônicos (acil isotionatos, alquilaril sulfonados, alquil
sulfonados e sufosuccinatos). Também são usados ésteres de ácido sulfúrico. A
parte hidrofílica é constituida pelos grupos alquil, aril e alquil-aril, o que facilita a
incorporação de gordura, enquanto a parte hidrofilica é constituída do sulfonato e
sulfato (GERMANO, 2001).
A mistura de detergentes aniônicos e catiônicos, ocorrida sem a devida
técnica (misturas intensas), pode diminuir a capacidade de limpeza do produto, pelo
enfraquecimento de um ou de outro dos compostos do detergente. As principais
propriedades dos surfactantes aniônicos são: ótimos dispersantes e umectantes,
com ação removedora de ácidos graxos ou de resíduos orgânicos; excelentes
detergentes, porém pouco bactericidas (EVANGELISTA, 1999).
Um bom representante desse grupo é o Lauril Sulfato de Sódio (REGO,
1999). Outros exemplos de tensoativos aniônicos são: Alquil-aril sulfonato, Alquil-
benzil sulfonato, Aril-sulfonato, Sulfonato de ácido graxo amida condensado,
Sulfonato de ácido graxo condensado, Óleos sulfonatados, 2-Etill-hexano sulfonato
de sódio, Isopropilnaftaleno sulfonato SÓdico, lauril-sulfonato de sódio e Poli-
hidroxiácidos (EVANGELISTA, 1999).

32
6.3.2 Detergentes Tensoativos Catiônicos
São os detergentes que, ao se dissociarem em soluções, apresentam um íon
positivo ativo. São compostos mais eficientes como germicidas do que como
detergentes. Os compostos de amônia quaternário são os principais representantes,devendo sua ação ao fato do átomo de nitrogênio possuir um par de elétrons nãoemparelhados, permitindo assim um ataque eletrofílico (GERMANO, 2001).
6.3.3 Detergentes Tensoativos Não Iônicos
Não são dissociados nas soluções, e por esse fato, não são afetados poráguas duras. Os surfactantes não iônicos são excelentes emulsionantes de
sujidades e de resíduos coloídais por não sofrerem influência da carga elétrica dos
colóides, Por serem intensos formadores de espumas, dificultam a retirada de
resíduos de detergentes contaminados (EVANGELISTA, 1999).
Quando aquecidos podem turvar e só devem ser aplicados abaixo das
temperaturas de turvação (ponto de turvação). Nonmalmente são óxidos de etileno,
condensados com álcoois sintéticos de cadeia longa. Ex: Álcool, Lauril Etoxilado
(REGO,1999).
Alguns destes compostos formam pouca espuma, podendo ser usados para
melhorar a molhagem de determinados ácidos; são compatíveis com tensoativos
aniônicos e catiônicos, participando de diversas formulações. Muitos, no entanto,
apresentam-se na forma pastosa ou de líquido denso, o que dificulta a sua utilizaçãona formulações de detergentes.
6.3.4 Detergentes Tensoativos Anfotéricos
Substâncias com características de liberar carga elétrica positiva ou negativa.dependendo do pH do meio. Têm carga positiva em pH ácido e carga negativa em
meio básico (GERMANO, 2001). São formados em geral por um aminoácido ligado a
um radical alquila. Um bom exemplo é o duodecildiaminoetil glicina que é ativo na
fonmaaniônica (REGO, 1999).

33
Existem dois tipos de compostos anfóteros, os que são detergentes com
alguma ação bactericida e os que são fortes bactericidas com algum poder
detergente, como é o caso dos derivados da imidazolina (REGO, 1999).
6.4 DETERGENTES CONDICIONADORES DEÁGUA
São usados para prevenir o crescimento dos depósitos minerais (dureza da
agua, etc.). Estes quimicos são agentes sequestrantes e quelantes. Os agentes
sequestrantes formam complexos solúveis com cálcio e magnésio, por exemplo o
tripolifosfato de sódio, pirofosfato tetrapotassico, fosfonatos orgânicos e
polieletrólitos. Os agentes quelantes incluem o gluconato de sódio e o acido
etilenodiaminotetracético (EDTA) (SCHMIDT, 1997).
6.4.1 Detergentes Sequestradores
Os detergentes seqüestradores têm a característica de atuar sobre a água,
abrandando sua dureza. Dessa forma, pode-se evitar, na indústria, a formação de
crostas endurecidas por precipitação do calcio e do magnésio da agua, adicionando-
se aos detergentes empregados na higienização um produto sequestrante.
Os Polifosfatossão os maiores representantes dos sequestrantes. Sãousados nas formulações de detergentes após a descoberta de que forma complexos
solúveis com calcio e magnésio (GERMANO, 2001). Como condicionadores de
agua, elevam seu poder umectante em baixas concentrações (5 e 15 ppm); sua
velocidade de ação aumenta por elevação da temperatura e redução de pH
(EVANGELISTA, 1999).
Na tabela a seguir encontram-se algumas características e propriedades dos
principais agentes sequestrantes:

34
TABELA 2 - CARACTERíSTICAS E PROPRIEDADES DOS POLlFOSFATOSPOLlFOSTFATO CARACTERISllCAS E PROPRIEDADES
Fosfato SO
Ação sequestrante sobre o cálcio e maior poder dissolvente doque o hexametafosfato de sódioFica empedrado em ambiente iônicoRelação Na20/P2 05 1: 1; alcalinidade ativa O e total 8,5; pH emsolução a 1% igual a 7,9
Hexametafosfato de Sódio
Tem grande ação sequestrante sobre o cálcio e nenhuma sobre omagnésioDá lugar a pirofosfato e ortofosfato. sob temperaturas elevadasRelação Na2QO/P2 05 1:1; alcalinidade ativa O e 10IaI2,7; pH emsolução a 1% igual a 6,8
Pirofosfalo ácido de Sódio
t ótimo peptizante, tem fraca função quelante e exerceacentuando o efeito tampãoNão se empedra em atmosfera úmidaRelação Na20/P2 Os 1:1; alcalinidade ativa O e total 0,0; pH emsolução a 1% igual a 4,2
Polifosfato Telrassódico
Por ser econômico ê comumente utilizado; tem maior estabilidadeem temperatura alta e pH alcalinoNão é sequestrante do cálcio e pode provocar problemas por seubaixo poder dissolvente bastante lentoRelação Na20/P2 05 2:1; alcalinidade ativa O e total 8,8; pH emsolução a 1% igual a 2,1
T elrafosfato de Sódio
E sequestrante de cálcio e apresenta instabilidade em altastemperaturasComparado ao polifosfato de tetrassódico, é mais baratoRelação Na20/P2 05 :3;2 alcalinidade ativa O e total 8,8; pH emsolução a 1% igual a 8,4
Tripolifosfato de Sódio
É sequestrante de cálcio e por apresentar instabilidade em altastemperaturas é de restrito perigoRelação Na~/P2 °5 5:3; alcalinidade ativa 4,3 e total 16,9; pH emsolução a 1% igual a 5,3
FONTE: EVANGELISTA, 1999
6.4.2 Detergentes Quelantes
Tem efeito semelhante aos polifosfatos ao evitar que os componentes de
dureza da água se aglomerem nas superfícies (REGO, 1999). Os elementos
presentes em águas duras e outros jantes metálicos, juntando-se, originam a
35
estrutura anelar dos quelantes, fato que impossibilita a precipitação (EVANGELISTA,
1999).
o ácido etilenodiamino tetra-acético (EDTA), com seus sais de sódio e
potássio, é o mais importante, sendo capaz de remover Ca, Mg e Fé de soluções
com efeito similar aos polifosfatos. Os agentes quelantes são estáveis ao calor e
compatíveis com compostos de amônio quaternário (GERMANO, 2001). Além da
particularidade de prevenir o aparecimento de crostas nos componentes de
instalação, o EDTA, como acontece com as soluções de hexametefosfato de síodio,
é empregado nas operações de limpeza, nos detergentes, para amolecer as crostas
já existentes (EVANGELISTA, 1999).
Entre os agentes quelantes, também se encontram o aldeído salicílico, o
piroxidal, o sal R-nitroso e a acetaminotropolona, compostos que não devem ser
aplicados ao se tratar de produtos alimentícios (EVANGELISTA, 1999).

36
7 DESINFETANTES E DESINFECÇÃO (SANITIZAÇÃO)
Após a remoção de sujidades grosseiras, lavagem dos equipamentos,
utensílios e ambientes a etapa que se segue num processo de higiene e desinfecção
em um ambiente de preparo de alimentos é a desinfecção, também conhecida por
sanitização.A sanilização visa a eliminação de microorganismos patogênicos e a redução
de alteradores, até níveis considerados seguros, nas superfícies de equipamentos e
utensílios. As etapas anteriores do procedimento de higienização, de modo geral,
reduzem a carga microbiana, mas não a índices considerados satisfatórios. Um
equipamento que não tenha sido adequadamente limpo, não poderá ser sanitizado
com eficiência, pois resíduos remanescentes protegerão os microorganismos da
ação do agente sanitizante, ou seja, por si só, não corrige falhas das etapas
anteriores (ANDRADE, 1996).
Os desinfetantes são formulações que têm em sua composição substâncias
microbicidas e apresentam efeito letal para microorganismos não esporulados e
utilizados para superfícies inanimadas. São eles: de uso geral para a indústria
alimentícia, para piscinas, para lactários, hospitalares para superfícies fixas e
hospitalares para artigos semi-criticos (SILVA Jr., 2002). Algumas vezes, o mesmo
composto pode agir como anti-séptico ou desinfetante, dependendo da
concentração da droga, condições de exposição e número de microorganismos, etc.
Para se obter uma eficiência máxima, torna-se essencial o uso da concentração
apropriada da droga para o propósito desejado (AMSTUTZ et ai., 1997).
A sanitização pode ser realizada por dois métodos, através de produtos
químicos aprovados, forma esta mais corriqueira, e através de métodos físicos,
como vapor de água ou ar quente, sendo esta última de mais difícil aplicação.
7.1 CLASSES DE DESINFETANTES QUíMICOS
o sanitizante químico ideal deve ser aprovado para aplicação em superfícies
de contato com alimentos, ter um largo espectro ou escopo de atividade, destruir os

microorganismos rapidamente, ser estável sob todos os tipos de condições, ser
resistente a uma grande variação de característica ambientais, ser prontamente
solúvel e possuir alguma detergência, apresentar baixa toxicidade e corrosividade e
ser barato. Nenhum sanitizante disponível satisfaz todos estes critérios, todavia é
importante avaliar as propriedades, vantagens e desvantagens dos sanitizantes
disponíveis para cada aplicação específica (SCHMIDT, 1997).
O quadro a seguir compara as propriedades físico-químicas dos sanitizante
mais comumente utilizados:
QUADRO - 4 COMPARAÇÃO DAS PROPRIEDADES FíSICO QUíMICAS DOSSANITIZANTES MAIS COMUNS
Cloro lodóforos CQA'. AniOnico AcidoÁcido Peracético
Corrosividade Corrosivo Levemente Não corros. Levemente LevementePele Irritante Não irritante Não irritante Levemente Não irritanteEficácia em pH
SimDepende do Na maioria
Não Simneutro ti o dos casosEficácia em pH Sim, mas
SimEm alguns Sim, abaixo de
Simácido instável Casos 3
Eficácia em pH Sim, menosNão
Na maioriaNão Menos efetivo
básico Que neutro dos casosInterferência dematéria Sim Moderada Moderada Moderada ParcialorgânicaInterferência de
Não Levemente Sim Levemente Levementedureza da águaAtividademicrobiana Nenhuma Moderada Sim Sim NenhumaresidualCusto Baixo Alto Moderado Moderado Moderado
Soluções Agentes TensoativosIncompatibilida- ácidas, Detergentes aniõnicos catiOnioos e . Redutores,
de fenóis,muito de umidade detergentes
lons metálicosalcalinos e sabões e álcalis fortesaminas
ácidosalcalinos
Continua •..Continuação ..•
EstabilidadeDissipa-se Dissipa-se
Estável EstávelDissipa-se
rápida lentamente lentamenteNível mãx. semrinsagem (FOA, 200 25 200 Variável 100-200ppm)-Sensibilidade li.
Nenhuma Alta Moderada Moderada Nenhumatempo da âouaNlvel de
Nenhuma Alta Moderada BaixalModerada NenhumaEspumaCarga Residual Nenhuma Baixa Alta Baixa BaixaFONTE. B.R. Cords and G.R. Dychdala, (1993), Cltado por SCHMIDT, (1997)
37

38
7.1.1 Compostos Clorados
o cloro é o sanitizante mais utilizado no processamento e manipulação de
alimentos. Os compostos clorados incluem o cloro líquido, hipocloritos, cloraminas
inorgânicas e orgânicas. Sanitizantes a base de cloro formam o ácido hipocloroso
(HCIO) em solução. A disponibilidade do cloro se dá em função do pH. A pH 5,
praticamente todo o cloro encontra-se sob a forma de HCIO. A pH 7,
aproximadamente 75% está sob a forma de HOC!. O nível máxímo para aplicações
sem rinsagem é de 200ppm de cloro disponível, mas as recomendações de uso
varíam (SCHMIDT, 1997).
Cloro: Aniônico inalivado pela matéria orgânica e sabão corrosivo em altas
concentações, é esporocída (SILVA Jr., 2002)
O cloro exerce um efeito germicida potente contra a maioria das bactérias,
vírus, protozoários e fungos, através da formação de ácido hipocloroso (HOCI) não
dissociado na água em um pH ácido a neutro. É efetivo contra a maioria dos
microorganismos em uma concentração de 0,1 ppm, mas é exigido em
concentrações muito mais altas na presença de matéria orgânica. O pH alcalino
ioniza o cloro e diminui sua atividade por reduzir sua penetrabilidade. O cloro tem um
cheiro acre e forte e é irritante para a pele e membranas mucosas. É largamente
utilizado para desinfetar suprimentos de água e objetos inanimados (por exemplo
garrafas, utensilios e encanamentos) nas indústrias de laücínios (AMSTUTZ el ai.,
1997).
As concentrações mais utilizadas são: até 200ppm para alimentos e até
5.000ppm para outras finalidades. A utilização do cloro em altas concentrações em
ambientes, águas ou alimentos, com muito resíduo orgânico, pOde propiciar a
formação de substâncias organocloradas que podem ser tóxicas para o organismo
animal (SILVA Jr., 2002).
GERMANO (2001), citando ANDRADE & MACÊDO (1996), relaciona como
vantagens dos hipocloritos o baixo custo, a ação rápida, não serem afetados pela
dureza da água, possuírem um amplo espectro de ação, serem efeüvos em baixas
concentrações, relativamente não tóxicos nas condições de uso, poderem ser
usados em tratamento de água e o fato de os equipamentos não necessitarem de
rinsagem após a sanificação. Em contrapartida, Germano apresenta como
desvantagens serem instáveis ao armazenamento, inativados pela matéria orgânica,

39
corrosivos, irritantes para a pele, precipitarem a água contendo ferro, removerem o
carbono da borracha, apresentarem menor eficiência com a elevação do pH e
poderem provocar odores indesejáveis.
a) Cloro Inorgânico
É um dos sanificantes mais utilizados e de mais longa história. O hipoctorito
de sódio em água dissocia-se em ácido hipocloroso e hipoclorito. O ácidohipocloroso possui maior atividade biocida que o hipoclorito. A relação HOCIIOCI
é dependente do pH, à medida que diminui o pH fonma-se mais HOCI, poré, a
solução torna-se altamente corrosiva e aumenta o risco de tonnação de gás cloro(CONTRERAS et ai, 2002).
Através dos hipocloritos de sódio ou de cálcio se consegue forte ação
germicida (15 a 50%) (EVANGELISTA, 1999).
O mecanismo de sanificação do ácido hipocloroso se dá por in ativação das
permeases da parede celular da bactéria, interferindo na penmeabilidade celular.
liga-se com grupos nitrogenados da parede da membrana celular, formando
cloraminas tóxicas e desnaturando proteínas celulares. O hipoclorito penetra nascélulas e reage com os grupos sulfídricos das proteínas (CONTRERAS et ai,
2002).
Na indústria de alimentos o hipoclorito de sódio é utilizado em soluções
diluídas como desinfetante de uso geral. As soluções devem ser recémpreparadas e manuseadas com cuidado devido às suas propriedades irritantes.Para maior durabilidade no armazenamento as soluções de hipocloritodevem serestocadas em recipientes opacos ou escuros de preferência em ambientes
refrigerados ou pelo menos bastante arejados (REGO, 1999).
b) Cloro Orgânico
Os cloretos orgânicos contêm cloro fracamente ligado ao nitrogênio. que é
lentamente liberado para a atividade germicida. São geralmente menos irritantes,
40
mais estáveis e mais convenientes para uso que as soluções de hipoclorito
(AMSTUTZ et ai., 1997).
Os cloroisocianuratos são compostos muito estáveis, liberando 1 ou 2 íons CL
para formar hipoclorito, reação esta que depende do pH (CONTRERAS et ai,
2002).
Compostos como os ácidos dicloroisoclanúrico e o triclorocianúrico são caros,mas são estáveis desde que armazenados em ambiente seco. Não são irritantese atuam liberando o cloro devagar, o que também os torna bons parceiros para
detergentes esterelizantes (REGO, 1999).
c) Cloro Gasoso
O cloro gás é de dificil manuseio, exigindo para seu uso equipamentos
especiais e pessoal bem treinado. É comercializado na forma liquida, em
cilindros de aço, onde se encontra comprimido. Do estado líquido, fonma em que
é 1,5 vezes mais denso que a água, o cloro reverte-se à forma gasosa quando é
liberado em condições atmosféricas e, em soluções aquosas dá origem ao ácidohipocloroso.
d) Cloraminas
Ainda dentro do grupo dos clorados, existem as cloraminas, caracterizadaspor possuírem um ou mais átomos de hidrogênio substituídos pelo cloro em seuagrupamento amino. Amais simples é a monocloramina (NH2CI). As cloraminas
têm como vantagem serem mais estáveis que os hipocloritos em termos deliberação prolongada de cloro (GERMANO, 2001).

41
7.1.2 Compostos lodados
São ligeiramente solúveis em soluções alcoólicas e de iodeto de potássio.
Devido à sua baixa solubilidade em água, é comum fazer a mistura com um agente
tensoativo não iônico, que funciona como carreador e solvente deste elemento.
Nestas soluções o lodo é liberado de forma lenta e gradual a partir destes
compostos, comumente chamados de iOdóforos, que, além de solúveis em água,
mantêm a capacidade germicida e não apresentam as características indesejáveisdos outros iodados por serem inodoros e não initantes à pele (GERMANO, 2001).
Mecanismo de ação: reagem com os grupos NH dos aminoácidos,
provoeando alterações das proteinas. Oxidam os grupos SH da proteinas,
interferindo na síntese das mesmas. Destroem as ligações C = C dos ácidos graxos
insaturados, causando danos estruturais às paredes e membranas celulares
(CONTRERAS et ai, 2002).
VerificaMse que o iodo é eficiente sobre células bacterianas, sejam grampositivas ou negativas e é moderadamente eficiente sobre fungos, leveduras e vírus.O iodo é tão eficiente quanto o cloro sobre células vegetativas, mas apresenta ação
muito menor quando se trata de esporos bacterianos (GERMANO, 2001).
Os compostos de iodo, que são altamente germicidas, apresentam,
inegavelmente, uma série de vantagens sobre o cloro, principalmente aquela de nãoexercer ação corrosiva sobre a borracha. A solução de iodo não deve ser utilizadaem temperaturas superiores a 50·C, pois, pela sua fácil volatilidade, perde sua
eapacidade germicida (EVANGELISTA, 1999).
As vantagens dos iodóforos como sanitizantes, segundo GERMANO (2001)
são: boa estabilidade, ação de molhagem, eficiência contra todos os
microorganismos exceto sobre esporos bacterianos e bacteriófagos, eliminação de
células de leveduras mais rápido que o hipocJorito, não são afetados por águas
duras, são relativamente não tóxicos, não são corrosivos e não são irritantes, têmboa penetração e propriedades de espalhamento, prevenção de incrustações
minerais por sua natureza ácida, têm coloração indicativa dos níveis de
concentração, facilidade de preparo, menor sensibilidade à matéria orgânica que o
cloro e facilidade em determinação de sua concentração.
CONTRERAS et ai. (2002) lista como desvantagens a diminuição da
eficiência do sanitizante com a elevação de pH, a pouca efetividade contra esporos

42
e bacteriófagos, a sensibilidade à temperatura (não podem ser utilizados acima de
45'C), a capacidade de alterar cor e sabor de alimentos, bom como manchar
materiais plásticos. AMSTUTZ et ai. (1997) cita que podem ser corrosivos para os
metais e GERMANO (2001) menciona que podem causar descoloração e que são
mais caros que o cloro.
7.1.3 Compostos Quaternários de Amônia (COA)
Muito utilizados na indústria, porém com espectro de ação mais limitado que ocloro e o iodo. São catiônicos e incompatíveis com detergentes aniônicos, são
inativados pela matéria orgânica, sabão, água dura, madeira, algodão, nylon,
celulose e alguns plásticos (SILVA Je, 2002). Por diminuir a tensão superficial da
água, os COA apresentam boas características de penetração, tomando-os
eficientes mesmo em superfícies porosas (GERMANO, 2001).
O mecanismo de ação dos quaternários relaciona-se com as propriedades
químicas dos tensoativos catiônicos. Interfere nas membranas celulares, alterando a
permeabilidade, estimulando a glicose e causando esgotamento celular
(CONTRERAS el ai., 2002).
As propriedades destes compostos dependem da natureza dos grupos alquila
ligados covalentemente. Sendo estruturas com carga positiva, seu mecanismo de
ação está relacionado com sua capacidade de atração a materiais negativamente
carregados, como as proteínas das bactérias (SCHMIDT, 1997).
Os COA formam um filme bacteriostático, mas atuam com menos eficiência
sobre bactérias Gram-negativas (coliformes e psicrotróficos) do que sobre as Gram-
positivas (Staphylococcus spp e Slreplococcus spp). A atividade sobre bactérias
Gram-negativas pode ser aumentada com o uso de EDTA, pois este atua como
quelante para algumas estruturas da parede celular, facilitando a penetração do
composto pelas membranas. Estes sanitizantes não são eficientes contra
bacteriófagos e não apresentam atividade esporocida, embora possam ser
esporostáticos. Por outro lado, não apresentam atividade sobre fungos e leveduras
(GERMANO,2001).
Estes compostos, freqüentemente chamados de "quats", são muito usados na
sanificação de ambientes, pisos, paredes, equipamentos, utensílios e manipuladores

43
de alimentos. Ao contrário do cloro os compostos de quaternário de amônia não
devem ser utilizados em soluções para formulação de detergentes sanificantes,
particularmente se ocorrer á presença de agentes tensoativos aniônicos (ANDRADE,
1996). As condições de uso mais comuns são na concentração de 300-400 mgn, em
pH entre 9,5 e 10,5, exigindo-se um contato minimo de 10 a 15 minutos á
temperatura ambiente (GERMANO, 2001).
CONTRERAS ef a/., (2002) estabelece como vantagens serem inodoros,
incolores, não-irritantes e não corrosivos à maioria dos metais, serem estáveis à
temperatura e biológicamente ativos numa ampla faixa de pH (6 a 10). GERMANO
(2001) acrescenta a eficácia contra microorganismos termodúricos, a longa vida de
prateleira, a solubilidade em água e a boa penetração, além da efetividade em
condições alcalinas.
Como desvantagens GERMANO (2001) coloca a incompatibilidade com
agentes tensoativos aniônicos, o preço (caros), a necessidade de rinsagem dos
equipamentos após sanitização, a baixa efetividade contra esporos bacterianos,
bacteriófagos coliformes e psicrotróficos, a atividade reduzida em presença de CaH,
Mg ++, e Fe ++ e os problemas com a formação de espumas e sabores estranhos em
laticínios e a baixa atividade em água dura. EVANGELISTA (1999) cita ainda a
tendência à formação de escumas, quando não há guanidina, a inibição de culturas
(laticínios) e a incompatibilidade com óleos e polifosfatos inorgânicos.
7.1.4 Biguanidas (Copolimeros Catiônicos)
A clorhexidina é o anti-séptico mais popular desse grupo. Tem uma atividade
antimicrobiana potente contra a maioria das bactérias Gram-positivas e algumas
Gram-negativas, mas não contra esporos. Uma soluçãp aquosa a 0,1% é uCida"
contra Sfaphy/ococcus aureus, Escherichia co/i e Pseudomonas aeruginosa em 15
segundos. É um pouco menos ativa contra os outros microorganismos Gram-
negativos e a maioria dos vírus. Têm ocorrido infecções hospitalares por
Pseudomonas spp a partir do uso de soluções de clorhexidina contaminadas nas
quais as bactérias persistiram (AMSTUTZ ef a/., 1997)
Derivada da diguanida (1,6 Di N-P clorofenicolguanida) hexano (digluconato
de clorhexidina). Segundo os dois distribuidores - laboratório Knoli e RDM

44
Farmacêutica, a clorhexidina pode ser usada como desinfetante ou anti-séptico, na
forma hidrica alcoólica ou como sabão (SILVA Jr., 2002 ).
A clorhexidina é uma base de cor branca. nas fonnas diacetato e
diidrocloreto, que são solúveis em água a 20·C, de 1,9% e 0,06% (p/v),
respectivamente. A clorhexidina pode ser inativada por precipitação de sais minerais
inclusive por aqueles que compõem a dureza da água. As soluções aquosas deste
germicida não possuem cor nem odor, mas têm pouco efeito de molhagem, por isso
podem ser utilizados tensoativos catiônicos e não iônicos para melhorar esta
caracteristica (GERMANO, 2001).
Nos microorganismos suscetíveis, a clorhexidina rompe a membrana
citoplasmática. Sua atividade é potencializada pelos álcoois e pelo pH alcalino, e é
um pouco deprimida pelas altas concentraçôes de matéria orgânica (pus, sangue,
etc.), pelo sabâo, pela água dura e pelo contato com a cortiça. No entanto não é
afetada sensivelmente por pequenas quantidades de matéria orgânica (AMSTUTZ el
al,1997).
Vantagens: efeito residual menor que dos quaternários, ótima propriedade
umectante, podem ser utilizadas sobre tecidos biológicos (não são irritantes â pele),
não são corrosivas, mas podem amolecer borracha de má qualidade e são ativas
contra bactérias Gram-negativas. Desvantagens: perdem atividade em pH inferior a
4 e superior a 10 e não são efetivas contra esporos (CONTRERAS el ai., 2002).
7.1.5 Agentes Oxidantes (Peróxido de Hidrogênio)
Esses compostos geralmente exercem um efeito germicida de curta ação na
maioria dos microorganismos através da liberação de oxigênio nascente, que altera
irreversivelmente suas proteínas. Apresenta pouca ou nenhuma ação em esporos. O
oxigênio nascente torna-se inativo quando se combina com a matéria orgânica
(AMSTUTZ el ai., 1997).
O Peróxido de hidrogênio, apesar de amplamente utilizado no ramo médico,
tem aplicação limitada na indústria alimenticia. Teve aprovação do FDA para
utilização na esterelização de equipamentos e empacotamento para operações
assépticas. Apresenta um grande espectro de atuação embora seja ligeiramente
mais eficaz frente a organismos Gram-negativos que positivos (SCHMIDT, 1997).

4S
A solução de peróxido de hidrogênio libera o oxigênio quando em contato com
a catalase presente na superfície de ferimentos e membranas mucosas. A ação
efervescente ajuda mecanicamente a remover pus e restos celulares. A ação
antimicrobiana é de curta duração e se limita à camada superficial do tecido
..)(AMSTUTZ et aI., 1997).
Em concentrações baixas, atua sobre células vegetativas por meio de um
processo de oxidação enérgica dos componentes celulares. Em concentrações
elevadas, atua como esporocida; por exemplo, para esterelização de embalagens de
produtos esterelizados deve-se usar o peróxido a 30%, concentração esta com
eficiente e rápida ação esporocida. Nas indústrias de alimentos, pode ser utilizado
na concentração de a,3 a 30%, em pH 4, desde que em temperatura ambiente até
80'C, com contato minimo de 5 a 20 minuto (GERMANO, 2001).
O Permanganato de Potássio ocorre como cristais escuros que se dissolvem
na água para produzirem soluções arroxeadas escuras. Uma solução de 1: 10.000
mata muitos micoorganismos em 1 hora. As concentrações mais altas tendem a
irritar os tecidos. As soluções velhas assumem uma coloração marrom-achocolatada
e perdem sua atividade (AMSTUTZ et aI., 1997).
7.1.6 Ácido Peracético
É o princípio ativo de diversos sanitizantes comerciais. Estes produtos são
constituídos de uma mistura estabilizada de ácido peracético, peróxido de
hidrogênio, ácido acético e um veiculo estabilizante (GERMANO, 2001).
Devido ao seu alto poder oxidante, o ácido peracético promove a oxidação
dos componentes celulares, agindo sobre a membrana citoplasmática, desativando
as funções fisiológicas, por exemplo, a barreira osmótica (CONTRERAS et aI.,
2002).
Embora as recomenndações dos fabricantes sejam baseadas na
concentração do ácido peracético, não há dúvida que a ação sobre células
vegetativas, esporos, fungos, leveduras e vírus é, também, devida ao teor de
peróxido de hidrogênio presente nas formulações comerciais (GERMANO, 2001).
É relativamente estável em concentrações de 100 a 200 ppm, não espuma,
não possui fosfatos, apresenta baixa corrosividade, tolerância à dureza da água, boa

46
biodegradabilidade ale da capacidade de remoção de biofilmes, não necessitando,
face aos subprodutos gerados (oxigênio e ácido acético. minoritariamente), de
enxágüe (SCHMIDT, 1997).
O ácido peracético é irritante para pele e mucosas, havendo necessidade decuidados especiais no manuseio do produto concentrado, tais como roupas
protetoras, luvas de PVC, máscaras providas de filtro de gases tóxicos e proteção
ocular. Quando da aplicação deste ácido deve-se tomar cuidado para evitar sua
ação corrosiva, pois ataca ferro, cobre, níquel, titânio, cromo, prata, alumínio e suasrespectivas ligas. Da mesma forma, ataca tanto borracha natural quanto sintética,
deve-se evitar o uso em equipamentos que contenham gaxetas de borracha. Por
outro lado não ataca vidro, porcelana, PVC, polietileno e aço inoxidável AI 316 e
316L (GERMANO, 2001).CONTRERAS el a/., (2002). Ainda cita como uma desvantagem do ácido
peracético sua instabilidade à luz e à matéria orgânica.
7.1.7 Desinfetantes Fenólicos
Existem vários tipos e possuem uma atividade antimicrobiana semelhante ao
hipoclorito e iodo. São menos inativados pela matéria orgânica. são inativados poralguns plásticos, possuem odor forte e irritante. São aniônicos, pOdendo manchar oslocais de aplicação. Por serem irritantes e mancharem, não são recomendados parautilização nos locais de manipulação de alimentos (SILVA Jr., 2002).
O fenol e os compostos fenólicos são admitidos no preparo de tintas para
paredes destinadas a impedir a proliferação de fungos. O pentaclorofeno é o mais
utilizado para essa finalidade (EVANGELISTA, 1999).
O fenol (ácido carbólico) é bactenostático em concentrações de 0,1 a 1%, e é
bactericida/fungicida de 1 a 2%. A atividade bactericida é potencializada pelo EDTA
e pelas temperaturas quentes, e é diminuída através de um meio alcalino (porionização), de lipídios, de sabões e de temperaturas frias. A ingestão oral ou a
aplicação extensa na pele podem causar intoxicação sistêmica, manifestada por
efeitos cardiovasculares e no SNC; pode resultar em morte. Também tem se
implicado o fenol como um carcinógeno (AMSTUTZ el ai., 1997).

47
7.2 SANITIZAÇÃO FíSICA
7.2.1 Vapor
o uso de vapor como processo de sanitização tem aplicabilidade limitada.
Normalmente é um processo caro e dificil de controlar e monitorar a temperatura e o
tempo. Além disso, os subprodutos de condensação de vapor podem complicar as
operações de limpeza (SCHMIDT, 1997).
Vapor: jatos de vapor a 77°C durante 15 minutos ou a 93C durante 5 minutos
ou ainda pelo uso do vapor direto durante 1 minuto (GERMANO, 2001).
FIGUEIREDO (2000) comenta que o vapor tem ótima eficácia contra bactéria
Gram positivas e negativas, boa ação sobre esporos, não é corrosivo nem afetadopela dureza da água, não é afetado por pH, presença de matéria orgânica e não
deixa resíduos ativos. É irritante para a pele.
7.2.2 Água Quente
A sanitização por meio de imersão em água quente (partes pequenas, facas,
etc.), spray (lavadores de pratos) ou sistemas de circulação é normalmente utilizada.
O tempo necessário é determinado pela temperatura da água. As recomendações e
exigências para sanitização por água quente podem variar (SCHMIDT, 1997).
É recomendada uma exposição de 2 minutos a 77°C no caso de xícaras e
utensílios e de 5 minutos a 77°C no caso de equipamentos de processamento dealimentos (GERMANO, 2001).
As vantagens primárias da sanitização por água quente são: baixo custo, fácil
aplicação e disponibilidade, eficácia sobre diversos microorganismos, corrosividadebaixa e boa penetração. É um processo, em face da necessidade de etapas de
aquecimento e resfriamento, lento e acarreta, ainda como desvantagens a formaçãoou contribuição para formação de filmes e redução do tempo de vida de partes de
equipamentos como por exemplo gaxetas, etc ... (SCHMIDT, 1997).
48
7.2.3 Ar quente
Recomendada a exposição durante 20 minutos à temperatura de 900e(GERMANO,2001).
Também é um método de difícil aplicação, controle e disponibilidade.
7.2.4 Radiação Ultravioleta
Usada para redução de microorganismos em áreas de processamento,
laboratórios, càmaras e fluxos laminares para microbiologia e em plãstico para
embalagens de leite. Encontram-se dois tipos de lâmpadas especiais, de argõnio-
mercúrio, indicadas para pequenas áreas e de mercúrio-quartzo recomendadas parainstalações maiores e funcionamento sob pressão (GERMANO, 2001).
Ainda segundo GERMANO (2001), as vantagens do método incluem não
conferir sabores indesejáveis aos alimentos, não apresentar efeito residual, pis atuasomente ao nível superficial. Entre as desvantagens estão o custo elevado e o
decréscimo de sua eficiência com o tempo de utilização (substituição a cada 6
meses de uso).

49
CONCLUSÃO
Em vista dos pontos apresentados, fica clara a importãncia da boa
execução da higiene e sanitização do ambiente industrial antes, durante e depois
de quaisquer atividades na produção de alimentos. Entretanto, soma-se a este
conceito a necessidade da higiene em todos os âmbitos da cadeia produtiva,
englobando desde a elaboração da planta industrial até a higiene pessoal do
manipulador de alimentos.
Indubitavelmente, a escolha do produto apropriado ã sua finalidade é de
fundamental importância para o êxito da limpeza e desinfeccão das instalações.
Conforme apresentado, as diferentes substâncias químicas podem ser utilizadas
puras ou em conjunto, de forma a atuar amplamente na remoção das sujidades
residuais do processamento de produtos de origem animal. Juntamente com
alguns métodos mecânicos, o emprego correto destas substâncias pode garantir o
controle de crescimento de patógenos e a sanidade dos produtos elaborados pela
indústria.
Não obstante, é válida a observação contida neste breve estudo de que a
eficácia dos programas de higiene e sanitização de empresas que produzem
produtos de origem animal consiste em um conjunto de fatores que inclui a
instalação da indústria, a disposição e o design de equipamentos e salas de
produção, os materiais utilizados na construção, a qualidade da matéria prima, a
escolha dos sanitizantes, as boas práticas de fabricação e programas de controle
de riscos e, principalmente, a conscientização e colaboração de todo o corpo
técnico, administrativo e da diretoria da indústria acerca da qualidade e sanidade
na produção de alimentos.

50
REFERÊNCIAS
1. AMSTUTZ, Harold E. et ai. Manual Merck de Veterinária. 7° Ed. São Paulo:Roca, 1996.
2. ANDRADE, Nélio José. Higienização na Indústria de Alimentos. 1° Ed. SãoPaulo, Varela,1996.
3. BRASIL, Ministério da Agricultura. RIISPOA - Regulamento da InspeçãoIndustrial e Sanitária de Produtos de Origem Animal . Lei Federal n° 1.283de 18.12.1950. Disponivel em:www.agais.com/normas/riispoa/principalriispoa.htm
4. BELCHIOR, Fernanda. Revista Nacional da Carne. Ed. N° 320, Outubro de2003. Disponivel em:www.dipemar.com.br/carne/320/materia capa carne.htrn
5. CONTRERAS, Carmem Castillo et ai. Higienização e Sanitização naIndústria de Carnes e Derivados. 1° Ed. São Paulo: Varela, 2002.
6. EVANGELISTA, José. Tecnologia de Alimentos. 2° Ed. São Paulo: Ateneu,1999.
7. FIGUEIREDO, Roberto Martins. Programa de Redução de Patógenos ePadrões e Procedimentos Operacionais - PRP/SSOP's. São Paulo:Manole, 2000.
8. GERMANO" Maria Izabel Simões. Treinamento de Manipuladores: Fatorde Segurança Alimentar e Promoção da Saúde. 1° Ed. São Paulo: Varela,2003 Higiene Alimentar, 2003.
9. GERMANO, Maria Isabel & Pedro Manoel. Higiene e Vigilância Sanitária deAlimentos. 1° Ed. São Paulo: Varela, 2001.

51
10. Lopes, Ellen Almeida. Guia para Elaboração dos ProcedimentosOperacionais Padronizados Exigidos pela RDC n° 275 da ANVISA. 1° Ed.São Paulo, 2004.
11 REGO, Josedira C. Manual de Limpeza e Desinfecção para UnidadesProdutoras de Refeições. 1° Ed. São Paulo, Varela, 1999.
12.SCHMIDT, Ronald H. Elementos Básicos na Limpeza e Sanitização emProcessamento e Operações de Manuseio de Alimentos. Fact Sheet Fs 14.Food Science and Human Nutrition Department, Florida Ex1ension Service,Institute of Food and Agricutural Sciences, University of Florida. Publicação:Julho, 1997.
13.SILVA Jr., Eneo Alves. Manual de Controle Higiênico Sanitário emAlimentos. 5°Ed., São Paulo: Varela, 2002.