Manual de instruções Supervac · 10.1.Troca fitas de solda e fita protetora..... 10.2.Limpeza do...
28
Digitale Manual de instruções Supervac Versão 4 - Novembro 2014 - Cód. 3154.026 SVC 100 G2 SVC 400 G2 SVC 500 G2 SVC 620 G2 SVC 200 G2 SVC 400 VT G2 SVC 500 DB G2 SVC 620 DB G2 SVC 350 SVC 500 G G2 SVC 620 G G2 ®
Transcript of Manual de instruções Supervac · 10.1.Troca fitas de solda e fita protetora..... 10.2.Limpeza do...
Digitale
Manual de instruesSupervac
Verso 4 - Novembro 2014 - Cd. 3154.026
SVC 100 G2 SVC 400 G2 SVC 500 G2 SVC 620 G2SVC 200 G2 SVC 400 VT G2 SVC 500 DB G2 SVC 620 DB G2SVC 350 SVC 500 G G2 SVC 620 G G2
1.Princpio de operao............................................................................2.Diagrama de processo............................................................................3.Aplicao.................................................................................................4.Componentes.........................................................................................5.Modo de instalao................................................................................6.Especificaes tcnicas.........................................................................7.Painel de comando................................................................................ 7.1.Descrio......................................................................................... 7.2.Funes processo........................................................................... 7.3.Funes informativas....................................................................... 7.4.Funes de alerta............................................................................. 7.5.Funes de parmetro.................................................................... 7.6.Funes durante processo............................................................... 7.7.Tecla Liga/Desliga............................................................................ 7.8.Vacumetro......................................................................................8.Informaes importantes........................................................................9.Modo de operao.................................................................................10.Manuteno.......................................................................................... 10.1.Troca fitas de solda e fita protetora................................................ 10.2.Limpeza do equipamento.............................................................. 10.3.Troca de leo................................................................................. 10.4.Troca do filtro de ar da bomba....................................................... 10.5.Troca do perfil de silicone da tampa............................................... 10.6.Limpeza do filtro de ar modelo com ATM..................................... 10.7.Painel e placa de comando..........................................................11.Declarao de conformidade...............................................................12.Perguntas frequentes..........................................................................13.Termo de garantia................................................................................14.Anexo I.................................................................................................
2
0303030405060808090910101212121314161618192020222222232526
Digitale www.sulpack.com.br
SUMRIO
ITENS BSICOS PARA A MANUTENO DE SUA MQUINA.
Seu equipamento no avisa quando vai parar. Tenha sempre reserva dos itens abaixo: * Silicone de vedao da tampa; * Fita fita protetora adesiva para perfil esponjoso; * Resistncia da barra de solda; * leo lubrificante da bomba de vcuo, conforme especificao apresentada no decorrer deste manual.
Lembre-se que a falta de um destes itens pra seu equipamento.
3Digitale www.sulpack.com.br
1. PRINCPIO DE OPERAO
3. APLICAO
2.DIAGRAMA DE PROCESSO
Destinado a embalagens a vcuo para alimentos. Utilizadas em frigorficos, aougues, laticnios e fiambrerias ou qualquer
outro produto que necessite proteo a vcuo.Em produtos eletroeletrnicos ou em materiais onde no pode haver
oxidao.
Este equipamento tem como princpio a utilizao dos benefcios do
vcuo (ausncia de ar) na conservao de alimentos e produtos que
sofrem oxidao.Aumento da vida til dos alimentos e ainda conservar suas propriedades
nutricionais, isso adequado aos fatores de ficar com esses alimentos prontos para consumir ou cozinhar.
Sabemos que os alimentos estragam em funo dos microrganismos presentes no ar agirem sobre o alimento, provocando a reao de deteriorao. Por essa razo havendo a ausncia de ar, protegida pela embalagem adequada consegue-se o aumento da vida til do produto embalado.
Estgio 1: a bomba
retira o ar de dentro da
cmara, do pisto de
solda e da embalagem
do produto.
Es tg io 2 : oco r re a
injeo de gs inerte na
embalagem at que se
a t i n j a a p r e s s o
desejada.
Somente nos modelos
com gs.
Estgio 3: o pisto de
solda pressurizado
p r e s s i o n a n d o o s
barramentos de solda.
A r e s i s t n c i a
acionada, aquecendo a
barra. Ocorre ento a
fuso da embalagem,
selando o produto.
Estgio 4: a cmara e o
s is tema de so lda se
equalizam com a presso
externa.
A t a m p a i r a b r i r
finalizando o processo.
ATENO
Nunca armazenar ou utilizar este equipamento para embalar substncias explosivas, tais como latas de aerossol com algumtipo de propulsor inflamvel.
ATENO
1.Princpio de operao............................................................................2.Diagrama de processo............................................................................3.Aplicao.................................................................................................4.Componentes.........................................................................................5.Modo de instalao................................................................................6.Especificaes tcnicas.........................................................................7.Painel de comando................................................................................ 7.1.Descrio......................................................................................... 7.2.Funes processo........................................................................... 7.3.Funes informativas....................................................................... 7.4.Funes de alerta............................................................................. 7.5.Funes de parmetro.................................................................... 7.6.Funes durante processo............................................................... 7.7.Tecla Liga/Desliga............................................................................ 7.8.Vacumetro......................................................................................8.Informaes importantes........................................................................9.Modo de operao.................................................................................10.Manuteno.......................................................................................... 10.1.Troca fitas de solda e fita protetora................................................ 10.2.Limpeza do equipamento.............................................................. 10.3.Troca de leo................................................................................. 10.4.Troca do filtro de ar da bomba....................................................... 10.5.Troca do perfil de silicone da tampa............................................... 10.6.Limpeza do filtro de ar modelo com ATM..................................... 10.7.Painel e placa de comando..........................................................11.Declarao de conformidade...............................................................12.Perguntas frequentes..........................................................................13.Termo de garantia................................................................................14.Anexo I.................................................................................................
2
0303030405060808090910101212121314161618192020222222232526
Digitale www.sulpack.com.br
SUMRIO
ITENS BSICOS PARA A MANUTENO DE SUA MQUINA.
Seu equipamento no avisa quando vai parar. Tenha sempre reserva dos itens abaixo: * Silicone de vedao da tampa; * Fita fita protetora adesiva para perfil esponjoso; * Resistncia da barra de solda; * leo lubrificante da bomba de vcuo, conforme especificao apresentada no decorrer deste manual.
Lembre-se que a falta de um destes itens pra seu equipamento.
3Digitale www.sulpack.com.br
1. PRINCPIO DE OPERAO
3. APLICAO
2.DIAGRAMA DE PROCESSO
Destinado a embalagens a vcuo para alimentos. Utilizadas em frigorficos, aougues, laticnios e fiambrerias ou qualquer
outro produto que necessite proteo a vcuo.Em produtos eletroeletrnicos ou em materiais onde no pode haver
oxidao.
Este equipamento tem como princpio a utilizao dos benefcios do
vcuo (ausncia de ar) na conservao de alimentos e produtos que
sofrem oxidao.Aumento da vida til dos alimentos e ainda conservar suas propriedades
nutricionais, isso adequado aos fatores de ficar com esses alimentos prontos para consumir ou cozinhar.
Sabemos que os alimentos estragam em funo dos microrganismos presentes no ar agirem sobre o alimento, provocando a reao de deteriorao. Por essa razo havendo a ausncia de ar, protegida pela embalagem adequada consegue-se o aumento da vida til do produto embalado.
Estgio 1: a bomba
retira o ar de dentro da
cmara, do pisto de
solda e da embalagem
do produto.
Es tg io 2 : oco r re a
injeo de gs inerte na
embalagem at que se
a t i n j a a p r e s s o
desejada.
Somente nos modelos
com gs.
Estgio 3: o pisto de
solda pressurizado
p r e s s i o n a n d o o s
barramentos de solda.
A r e s i s t n c i a
acionada, aquecendo a
barra. Ocorre ento a
fuso da embalagem,
selando o produto.
Estgio 4: a cmara e o
s is tema de so lda se
equalizam com a presso
externa.
A t a m p a i r a b r i r
finalizando o processo.
ATENO
Nunca armazenar ou utilizar este equipamento para embalar substncias explosivas, tais como latas de aerossol com algumtipo de propulsor inflamvel.
ATENO
4 Digitale www.sulpack.com.br
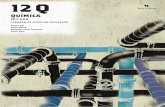
4. COMPONENTES
L
N
A
B
C
D
E
F
G
I
H
Tampa cuba
Barramento solda
Painel comando
Barramento superior
Entrada suco
Mesa niveladora
Presilha da tampa
Cuba
Filtro suco * **
J Entrada gs *
* Somente nas mquinas com ATM** No modelo SVC 400 VT
K
L
M
N
Sensor tampa
Visor leo parte traseira
Suporte tampa acrlico
Amortecedor
H
A
B
C
D
G
E
F
I
J
K
M
Obs.: O item G (presilha da tampa) utilizadosomente para transporte e deve permanecerna posio como mostra a figura sempre quefor utilizar a mquina.
5.
5Digitale www.sulpack.com.br
- Retirar o equipamento da caixa sem virar;- Analisar se a tenso da rede eltrica est conforme seu equipamento;- No utilize adaptadores para ligar o equipamento;- Certifique-se de que o local no qual o equipamento ser ligado tenha a instalao orientada nas caractersticas eltricas deste manual.- Utilize uma mesa ou bancada com altura mxima de 70cm, que seja segura para suportar o peso e para facilitar a operao de fechamento da tampa.
O equipamento deve operar em ambiente seco. totalmente desaconselhvel que fique junto da produo onde o ambiente mido, principalmente se estiver embalando carnes e frios.
Trabalhar em ambiente com alto teor de umidade prejudica os componentes eletroeletrnicos e a bomba de vcuo, o que ir excluir a garantia deste equipamento.
A prpria legislao do RIISPOA determina salas especificas para embalagem de produtos.
Este aparelho no se destina utilizao por pessoas (inclusive crianas) com capacidades fsicas, sensoriais ou mentais reduzidas, ou por pessoas com falta de experincia e conhecimento, a menos que tenham recebido instrues referentes utilizao do aparelho ou estejam sob a superviso de uma pessoa responsvel pela sua segurana.
Recomenda-se que as crianas sejam vigiadas para assegurar que elas no estejam brincando com o aparelho.
MODO DE INSTALAO
Faa o devido aterramento do seu equipamento.
ATENO
Seu equipamento foi produzido com cabo de alimentao que atende NBR 14.136, padro 03 pinos redondos 2P + T. O pino central o terra.
ATENO
Caso o cabo de alimentao estiver danificadoou rompido, dever ser substitudo somente poragente autorizado ou pessoa qualificada, a fim de evitar riscos.
4 Digitale www.sulpack.com.br
4. COMPONENTES
L
N
A
B
C
D
E
F
G
I
H
Tampa cuba
Barramento solda
Painel comando
Barramento superior
Entrada suco
Mesa niveladora
Presilha da tampa
Cuba
Filtro suco * **
J Entrada gs *
* Somente nas mquinas com ATM** No modelo SVC 400 VT
K
L
M
N
Sensor tampa
Visor leo parte traseira
Suporte tampa acrlico
Amortecedor
H
A
B
C
D
G
E
F
I
J
K
M
Obs.: O item G (presilha da tampa) utilizadosomente para transporte e deve permanecerna posio como mostra a figura sempre quefor utilizar a mquina.
5.
5Digitale www.sulpack.com.br
- Retirar o equipamento da caixa sem virar;- Analisar se a tenso da rede eltrica est conforme seu equipamento;- No utilize adaptadores para ligar o equipamento;- Certifique-se de que o local no qual o equipamento ser ligado tenha a instalao orientada nas caractersticas eltricas deste manual.- Utilize uma mesa ou bancada com altura mxima de 70cm, que seja segura para suportar o peso e para facilitar a operao de fechamento da tampa.
O equipamento deve operar em ambiente seco. totalmente desaconselhvel que fique junto da produo onde o ambiente mido, principalmente se estiver embalando carnes e frios.
Trabalhar em ambiente com alto teor de umidade prejudica os componentes eletroeletrnicos e a bomba de vcuo, o que ir excluir a garantia deste equipamento.
A prpria legislao do RIISPOA determina salas especificas para embalagem de produtos.
Este aparelho no se destina utilizao por pessoas (inclusive crianas) com capacidades fsicas, sensoriais ou mentais reduzidas, ou por pessoas com falta de experincia e conhecimento, a menos que tenham recebido instrues referentes utilizao do aparelho ou estejam sob a superviso de uma pessoa responsvel pela sua segurana.
Recomenda-se que as crianas sejam vigiadas para assegurar que elas no estejam brincando com o aparelho.
MODO DE INSTALAO
Faa o devido aterramento do seu equipamento.
ATENO
Seu equipamento foi produzido com cabo de alimentao que atende NBR 14.136, padro 03 pinos redondos 2P + T. O pino central o terra.
ATENO
Caso o cabo de alimentao estiver danificadoou rompido, dever ser substitudo somente poragente autorizado ou pessoa qualificada, a fim de evitar riscos.
Digitale www.sulpack.com.br
ESPECIFICAES TCNICAS
A
O
IN
OX
304
Pain
el
de C
on
tro
le
DIG
ITA
L
Ten
so
[V
]
220
Fre
qu
n
cia
[H
z]
60
Dim
. E
xte
rna
L
x A
x C
[m
m]
310 x
300 x
450
385 x
420 x
450
520 x
515 x
585
630 x
450 x
545
710 x
63
0 x
635
Dim
. S
old
a
C
x L
[m
m]
21
0 x
3
300 x
3
435 x
3
62
0 x
3
So
lda [
Filete
s]
1
2
Dim
. d
a C
m
ara
L
x A
x C
[m
m]
220 x
80 x
300
308 x
100 x
308
442 x
157 x
442
630 x
100 x
480
P
ot
ncia
[W
]
190
445
665
775
800
530 x
3
550 x
100 x
400
575 x
395 x
600
360 x
3
360 x
104 x
34
0
570
440 x
280 x
120
410 x
3
528 x
591 x
591
MO
DE
LO
S
Esp
ecif
ica
es
G
2
G2
Revesti
men
to
6.
6
SV
C 1
00 G
2S
VC
400
SV
C 5
00
G2
SV
C 5
00
DB
G2
SV
C 6
20
G2
SV
C 6
20
DB
G2
SV
C 2
00
SV
C 3
50
SV
C 4
00 V
T G
2
Digitale www.sulpack.com.br
Bo
mb
a V
cu
o
3[M
/h]
5
10
20
M
od
elo
Bo
mb
a
BU
SC
H
PB
004
BU
SC
H P
B 0
08
BU
SC
H K
B16
leo
Qu
an
t. [
L]
0,1
25
0,2
5
0,3
T
ipo
de
leo
(B
om
ba
MIN
ER
AL V
ISC
OS
IDA
DE
22
MIN
ER
AL V
ISC
OS
IDA
DE
32
M
ate
rial a S
old
ar
PO
LIE
TIL
EN
O C
OM
NY
LO
N 3
E 5
CA
MA
DA
S / M
RP
Inst.
El
tric
a
(fio
, to
mad
a)
[mm
2],
[A
]
2,5
/20
[m2
m] / [A
]
7
1200
Bi-ativ
a
O M
OD
ELO
SV
C 4
00 V
T G
2 S
OLD
A A
LU
MIN
IZA
DO
S
Digitale www.sulpack.com.br
ESPECIFICAES TCNICAS
A
O
IN
OX
304
Pain
el
de C
on
tro
le
DIG
ITA
L
Ten
so
[V
]
220
Fre
qu
n
cia
[H
z]
60
Dim
. E
xte
rna
L
x A
x C
[m
m]
310 x
300 x
450
385 x
420 x
450
520 x
515 x
585
630 x
450 x
545
710 x
63
0 x
635
Dim
. S
old
a
C
x L
[m
m]
21
0 x
3
300 x
3
435 x
3
62
0 x
3
So
lda [
Filete
s]
1
2
Dim
. d
a C
m
ara
L
x A
x C
[m
m]
220 x
80 x
300
308 x
100 x
308
442 x
157 x
442
630 x
100 x
480
P
ot
ncia
[W
]
190
445
665
775
800
530 x
3
550 x
100 x
400
575 x
395 x
600
360 x
3
360 x
104 x
34
0
570
440 x
280 x
120
410 x
3
528 x
591 x
591
MO
DE
LO
S
Esp
ecif
ica
es
G
2
G2
Revesti
men
to
6.
6
SV
C 1
00 G
2S
VC
400
SV
C 5
00
G2
SV
C 5
00
DB
G2
SV
C 6
20
G2
SV
C 6
20
DB
G2
SV
C 2
00
SV
C 3
50
SV
C 4
00 V
T G
2
Digitale www.sulpack.com.br
Bo
mb
a V
cu
o
3[M
/h]
5
10
20
M
od
elo
Bo
mb
a
BU
SC
H
PB
004
BU
SC
H P
B 0
08
BU
SC
H K
B16
leo
Qu
an
t. [
L]
0,1
25
0,2
5
0,3
T
ipo
de
leo
(B
om
ba
MIN
ER
AL V
ISC
OS
IDA
DE
22
MIN
ER
AL V
ISC
OS
IDA
DE
32
M
ate
rial a S
old
ar
PO
LIE
TIL
EN
O C
OM
NY
LO
N 3
E 5
CA
MA
DA
S / M
RP
Inst.
El
tric
a
(fio
, to
mad
a)
[mm
2],
[A
]
2,5
/20
[m2
m] / [A
]
7
1200
Bi-ativ
a
O M
OD
ELO
SV
C 4
00 V
T G
2 S
OLD
A A
LU
MIN
IZA
DO
S
7. PAINEL DE COMANDO
A Vacumetro: mede o nvel de vcuo;Display para identificao de programas e ajustes;Display para identificao de tempo de processo e horas de trabalho;Tecla liga/desliga a mquina**;
** Na supervac 100 a tecla liga desliga na lateral da mquina.
B
C
D
P
-
+
VCUO
GS
SOLDA
H
Programa;
Gravar;
Navegao em processos;
Incremento durante processo: Cancela;
Decremento durante processo: Pause/Play;
Hormetro;
Funo teclas: Sinalizadores de estado:
Estado vcuo;
Estado gs;
Estado solda;
Troca de leo;
8 Digitale www.sulpack.com.br
7.1.DESCRIO:
Obs:A manipulao do painel somente ser possvel com a tampa aberta.Ao fechar a tampa somente esto ativas as funes PAUSE / PLAY e CANCELA.
A B C D
E F GH
I
J
E
F
G
H
I
J
Para verificar a quantidade total de processos executados, pressione a tecla at acender os 03 indicadores, como na imagem ao lado; Ao chegar em 999 processos o valor ir a zero automaticamente;A quantidade de operaes executadas no se apaga ao desligar a mquina.O processo que for cancelado no ser contabilizado;Para zerar a quantidade de processos: Com a funo informativa de processos executado (03 indicadores selecionados), pressione a tecla .
Selecionado atravs da tecla , define o tempo de solda da embalagem referente ao programa selecionado
atravs de ou ;
Limite mximo de trabalho 5 segundos.Escala de tempo: 0.1 segundo.
Selecionado atravs da tecla ,define o tempo de injeo de gs na cuba referente ao programa selecionado atravs
de ou ;
Limite mximo de trabalho 15 segundos.Escala de tempo: 0.1 segundo.
Selecionado atravs da tecla , define o tempo de suco da bomba referente ao programa selecionado atravs de
ou ;
Limite mximo de trabalho 50 segundos.Escala de tempo: 1 segundo.
7.2. FUNES DE PROCESSO:
7.2.1. Processo de vcuo:
VCUO
GS
SOLDA -+
7.2.2. Processo de gs (somente nas ATM):
VCUO
GS
SOLDA -+
7.2.3. Processo de solda:
VCUO
GS
SOLDA-+
7.3.FUNES INFORMATIVAS:
VCUO
GS
SOLDA
7.3.1 Processos executados:
9Digitale www.sulpack.com.br
G
H I
G
H I
G
H I
G
F
7. PAINEL DE COMANDO
A Vacumetro: mede o nvel de vcuo;Display para identificao de programas e ajustes;Display para identificao de tempo de processo e horas de trabalho;Tecla liga/desliga a mquina**;
** Na supervac 100 a tecla liga desliga na lateral da mquina.
B
C
D
P
-
+
VCUO
GS
SOLDA
H
Programa;
Gravar;
Navegao em processos;
Incremento durante processo: Cancela;
Decremento durante processo: Pause/Play;
Hormetro;
Funo teclas: Sinalizadores de estado:
Estado vcuo;
Estado gs;
Estado solda;
Troca de leo;
8 Digitale www.sulpack.com.br
7.1.DESCRIO:
Obs:A manipulao do painel somente ser possvel com a tampa aberta.Ao fechar a tampa somente esto ativas as funes PAUSE / PLAY e CANCELA.
A B C D
E F GH
I
J
E
F
G
H
I
J
Para verificar a quantidade total de processos executados, pressione a tecla at acender os 03 indicadores, como na imagem ao lado; Ao chegar em 999 processos o valor ir a zero automaticamente;A quantidade de operaes executadas no se apaga ao desligar a mquina.O processo que for cancelado no ser contabilizado;Para zerar a quantidade de processos: Com a funo informativa de processos executado (03 indicadores selecionados), pressione a tecla .
Selecionado atravs da tecla , define o tempo de solda da embalagem referente ao programa selecionado
atravs de ou ;
Limite mximo de trabalho 5 segundos.Escala de tempo: 0.1 segundo.
Selecionado atravs da tecla ,define o tempo de injeo de gs na cuba referente ao programa selecionado atravs
de ou ;
Limite mximo de trabalho 15 segundos.Escala de tempo: 0.1 segundo.
Selecionado atravs da tecla , define o tempo de suco da bomba referente ao programa selecionado atravs de
ou ;
Limite mximo de trabalho 50 segundos.Escala de tempo: 1 segundo.
7.2. FUNES DE PROCESSO:
7.2.1. Processo de vcuo:
VCUO
GS
SOLDA -+
7.2.2. Processo de gs (somente nas ATM):
VCUO
GS
SOLDA -+
7.2.3. Processo de solda:
VCUO
GS
SOLDA-+
7.3.FUNES INFORMATIVAS:
VCUO
GS
SOLDA
7.3.1 Processos executados:
9Digitale www.sulpack.com.br
G
H I
G
H I
G
H I
G
F
Apagar sinalizador:Aps a troca do leo, zerar a quantidade de horas trabalhadas mantendo
pressionado por dez sinais sonoros a tecla . S ento, o sinalizador se apagar ;
Apresentao do tempo:
Selecionado atravs da tecla , apresenta no display de tempos (legenda:C) a quantidade de horas trabalhadas pela bomba. Para sair da tela basta selecionar qualquer tecla ou aguardar por 5 segundos.
Para zerar quantidade de horas: Mantenha a tecla pressionada por 10 sinais sonoros;
7.3.2. Hormetro:
7.4. FUNES DE ALERTA:
7.4.1. Troca de leo:
7.5. FUNES DE PARMETRO:
7.5.1. Ajuste tempo troca de leo:
Conta as horas trabalhadas pela bomba com limite mximo de 999 horas, resetando-se automaticamente em 1000 horas.
Escala de tempo: 1 hora.
Acende o sinalizador vermelho quando tempo de trabalho da bomba atingir horas de trabalho pr definidos no parmetro ;A0 (Ver no item 7.5.1 como definir os parmetros)
Este parmetro ajuste A zero define a quantidade de horas que a bomba pode trabalhar para fazer troca de leo;Limite mximo 999 horas.Escala de tempo: 1 hora.
10 Digitale www.sulpack.com.br
J
11Digitale www.sulpack.com.br
Selecionando um programa para trabalhar:
Pressione a tecla para selecionar o programa desejado identificado pela letra P e o nmero Ex: . Ao selecionar o programa os valores j estaro p0configurados para trabalho.
Alterando um programa:
Pressione a tecla para selecionar o programa desejado identificado pela letra P e o nmero Ex: . p0
No display ao lado aparecer o tempo ajustado. Para aumentar ou diminuir os valores atuais pressione at a funo desejada e altere seu valor atravs das teclas ou .
Gravando valores:
Os valores alterados sero executados porm para salv-los pressione a
tecla .Caso no seja pressionado a tecla , ao sair do programa ou desligar a mquina os parmetros retornam ao seu estado original.
Alterando tempo da troca de leo:
O tempo de troca de leo sai de fbrica com 200 horas. Para alterar o mesmopressione por 10 sinais sonoros ininterruptos a tecla . Aparecer no display a informao ajuste zero .A0No display ao lado aparecer o nmero de horas configurado. Para aumentar ou diminuir este valor pressione as teclas ou e aps .
7.5.2. Ativando sistema de gs:(obs: somente equipamentos com ATM):
Pressione por 10 sinais sonoros ininterruptos a tecla , aparecer no display a informao ajuste .A0
Pressione at parmetro A1 .
Ative a funo atravs das teclas e e aps .
-+
7.5.3. Manipulando programas:
possvel cadastrar dez programas com parmetros
pr-definidos. Os programas j esto cadastrados
bastando apenas alterar os valores:Valores de Fbrica: SVC 200/400/500 Vcuo: 30s / Solda: 3s. SVC 620: Vcuo: 40s / Solda: 3s. Quando o modelo for com ATM (gs) o tempo de gs de 6s.
-+ 1 habilitado desabilitado0
-+
H I
FF
F
F
G
E
E
E
H I
E
E
H I
Apagar sinalizador:Aps a troca do leo, zerar a quantidade de horas trabalhadas mantendo
pressionado por dez sinais sonoros a tecla . S ento, o sinalizador se apagar ;
Apresentao do tempo:
Selecionado atravs da tecla , apresenta no display de tempos (legenda:C) a quantidade de horas trabalhadas pela bomba. Para sair da tela basta selecionar qualquer tecla ou aguardar por 5 segundos.
Para zerar quantidade de horas: Mantenha a tecla pressionada por 10 sinais sonoros;
7.3.2. Hormetro:
7.4. FUNES DE ALERTA:
7.4.1. Troca de leo:
7.5. FUNES DE PARMETRO:
7.5.1. Ajuste tempo troca de leo:
Conta as horas trabalhadas pela bomba com limite mximo de 999 horas, resetando-se automaticamente em 1000 horas.
Escala de tempo: 1 hora.
Acende o sinalizador vermelho quando tempo de trabalho da bomba atingir horas de trabalho pr definidos no parmetro ;A0 (Ver no item 7.5.1 como definir os parmetros)
Este parmetro ajuste A zero define a quantidade de horas que a bomba pode trabalhar para fazer troca de leo;Limite mximo 999 horas.Escala de tempo: 1 hora.
10 Digitale www.sulpack.com.br
J
11Digitale www.sulpack.com.br
Selecionando um programa para trabalhar:
Pressione a tecla para selecionar o programa desejado identificado pela letra P e o nmero Ex: . Ao selecionar o programa os valores j estaro p0configurados para trabalho.
Alterando um programa:
Pressione a tecla para selecionar o programa desejado identificado pela letra P e o nmero Ex: . p0
No display ao lado aparecer o tempo ajustado. Para aumentar ou diminuir os valores atuais pressione at a funo desejada e altere seu valor atravs das teclas ou .
Gravando valores:
Os valores alterados sero executados porm para salv-los pressione a
tecla .Caso no seja pressionado a tecla , ao sair do programa ou desligar a mquina os parmetros retornam ao seu estado original.
Alterando tempo da troca de leo:
O tempo de troca de leo sai de fbrica com 200 horas. Para alterar o mesmopressione por 10 sinais sonoros ininterruptos a tecla . Aparecer no display a informao ajuste zero .A0No display ao lado aparecer o nmero de horas configurado. Para aumentar ou diminuir este valor pressione as teclas ou e aps .
7.5.2. Ativando sistema de gs:(obs: somente equipamentos com ATM):
Pressione por 10 sinais sonoros ininterruptos a tecla , aparecer no display a informao ajuste .A0
Pressione at parmetro A1 .
Ative a funo atravs das teclas e e aps .
-+
7.5.3. Manipulando programas:
possvel cadastrar dez programas com parmetros
pr-definidos. Os programas j esto cadastrados
bastando apenas alterar os valores:Valores de Fbrica: SVC 200/400/500 Vcuo: 30s / Solda: 3s. SVC 620: Vcuo: 40s / Solda: 3s. Quando o modelo for com ATM (gs) o tempo de gs de 6s.
-+ 1 habilitado desabilitado0
-+
H I
FF
F
F
G
E
E
E
H I
E
E
H I
7.6.1. Cancelar processo de embalagem:
Para cancelar o processo de embalagem do produto basta pressionar a tecla
7.6.2. Pausar processo:
Para pausar o processo de embalagem do produto basta pressionar a tecla
Para reinici-lo pressione a tecla novamente.
12 Digitale www.sulpack.com.br
7.6. FUNES DURANTE PROCESSO:
7.7. TECLA LIGA/DESLIGA:
Tecla geral que interrompe a alimentao do equipamento.
Para o modelo SVC100 a teclaliga e desliga na lateral.
-
7.8. VACUMETRO:
-
A ausncia de ar ocorre a partir de 0,6 bar (-460mmhg), no entanto, com a regulagem de tempo entre 12 e 15 segundos, o ponteiro do manmetro dever ultrapassar os 0,8 bar (-600mmhg).Conforme a umidade relativa do ar ocorre uma variao no tempo de suco, para se atingir o vcuo esperado.
Obs.: Este vacumetro contm um gel em seu interior para medir com maior preciso.
Ateno: no virar o vacumetro ao efetuar qualquer reparo no painel.
O valor medido varia conforme a altitude em que o equipamento se encontra operando.
+
Tecla Liga/Desliga
Ex.: Cidades mais prximas do nvel do mar, o indicativo do vacumetro mostrar valores mais altos, enquanto que em regies mais altas, mostrar valores mais baixos.
H
I
I
13Digitale www.sulpack.com.br
8. INFORMAES IMPORTANTES
Para um bom funcionamento de seu equipamento siga as instrues abaixo:
- O produto a ser embalado nunca poder ultrapassar o nvel das bordas da cmara, pois, estar impedindo a perfeita vedao da mesma.
- Jamais obstrua o ponto de suco da cmara (parte interna traseira).
- Nunca bata (mesmo que sem inteno) no barramento e/ ou no conjunto de solda, sob o prejuzo de desalinhamento dos mesmos.
- Utilize embalagens adequadas para vcuo: polietileno com nylon (3 ou 5 camadas), aluminizados (consultar) ou MRP (Mxima Resistncia Perfurao).
- A rea de selagem no deve ter tinta ou serigrafia pois ir prejudicar a solda.
- Trabalhe com embalagens que se aproximem ao volume do produto a ser embalado para evitar desperdcios de plstico e obter melhor qualidade de vcuo e visual.
- sempre necessrio que o produto a ser embalado esteja nivelado com o barramento. Utilize para isto a mesa niveladora.
- Retire seu equipamento da tomada ao encerrar seus trabalhos, pois descargas eltricas podem danificar alguns componentes eletrnicos.
- Os equipamentos no devem ser deslocados sem ser erguidos, pois devido ao seu peso, arrast-lo poder danificar algum de seus apoios de borracha (ps).
- Limpe a tela de suco periodicamente.
- expressamente proibido o uso desta mquina para os seguintes produtos e operaes:
Produtos instveis, inflamveis e explosivos;Lquidos de qualquer densidade;
Recipientes com gs presso de qualquer tipo; P abrasivo ou no;
Materiais ou produtos no previstos, de natureza de risco ao equipamento e/ou ao operador.
Ateno!!
7.6.1. Cancelar processo de embalagem:
Para cancelar o processo de embalagem do produto basta pressionar a tecla
7.6.2. Pausar processo:
Para pausar o processo de embalagem do produto basta pressionar a tecla
Para reinici-lo pressione a tecla novamente.
12 Digitale www.sulpack.com.br
7.6. FUNES DURANTE PROCESSO:
7.7. TECLA LIGA/DESLIGA:
Tecla geral que interrompe a alimentao do equipamento.
Para o modelo SVC100 a teclaliga e desliga na lateral.
-
7.8. VACUMETRO:
-
A ausncia de ar ocorre a partir de 0,6 bar (-460mmhg), no entanto, com a regulagem de tempo entre 12 e 15 segundos, o ponteiro do manmetro dever ultrapassar os 0,8 bar (-600mmhg).Conforme a umidade relativa do ar ocorre uma variao no tempo de suco, para se atingir o vcuo esperado.
Obs.: Este vacumetro contm um gel em seu interior para medir com maior preciso.
Ateno: no virar o vacumetro ao efetuar qualquer reparo no painel.
O valor medido varia conforme a altitude em que o equipamento se encontra operando.
+
Tecla Liga/Desliga
Ex.: Cidades mais prximas do nvel do mar, o indicativo do vacumetro mostrar valores mais altos, enquanto que em regies mais altas, mostrar valores mais baixos.
H
I
I
13Digitale www.sulpack.com.br
8. INFORMAES IMPORTANTES
Para um bom funcionamento de seu equipamento siga as instrues abaixo:
- O produto a ser embalado nunca poder ultrapassar o nvel das bordas da cmara, pois, estar impedindo a perfeita vedao da mesma.
- Jamais obstrua o ponto de suco da cmara (parte interna traseira).
- Nunca bata (mesmo que sem inteno) no barramento e/ ou no conjunto de solda, sob o prejuzo de desalinhamento dos mesmos.
- Utilize embalagens adequadas para vcuo: polietileno com nylon (3 ou 5 camadas), aluminizados (consultar) ou MRP (Mxima Resistncia Perfurao).
- A rea de selagem no deve ter tinta ou serigrafia pois ir prejudicar a solda.
- Trabalhe com embalagens que se aproximem ao volume do produto a ser embalado para evitar desperdcios de plstico e obter melhor qualidade de vcuo e visual.
- sempre necessrio que o produto a ser embalado esteja nivelado com o barramento. Utilize para isto a mesa niveladora.
- Retire seu equipamento da tomada ao encerrar seus trabalhos, pois descargas eltricas podem danificar alguns componentes eletrnicos.
- Os equipamentos no devem ser deslocados sem ser erguidos, pois devido ao seu peso, arrast-lo poder danificar algum de seus apoios de borracha (ps).
- Limpe a tela de suco periodicamente.
- expressamente proibido o uso desta mquina para os seguintes produtos e operaes:
Produtos instveis, inflamveis e explosivos;Lquidos de qualquer densidade;
Recipientes com gs presso de qualquer tipo; P abrasivo ou no;
Materiais ou produtos no previstos, de natureza de risco ao equipamento e/ou ao operador.
Ateno!!
14 Digitale www.sulpack.com.br
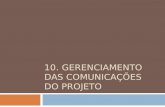
9. MODO DE OPERAO
7.8. VACUMETRO:
Bico de injeo
Mesa niveladora
Embalagem
Pressosada
Pressoentrada
Conexocilindro
A presso atmosfrica e umidade relativa do ar influenciam no rendimento da bomba de vcuo do equipamento.
A vida til do perfil de silicone, perfil de silicone esponjoso da tampa e da fita protetora que reveste a resistncia de solda, esto ligados diretamente ao volume de trabalho e no est cobertos pela garantia.
Lembre-se: Os itens abaixo sofrem desgaste em funo de seu regime de trabalho portanto, tenha sempre reserva dos mesmos: Silicone de vedao da tampa;
Fita protetora adesiva para barramento de solda; Resistncia da barra de solda; leo da bomba de vcuo, conforme especificao descrita no
manual.
Modelos gs:
Regule a presso, no podendo ultrapassar 1,5bar (150KPa). Conecte a mangueira do gs s o m e n t e a p s r e g u l a r a presso.
O tempo de gs deve ser ajustado conforme a durabilidade, esttica, produtividade e economia, sendo este determinado em conjunto com o fornecedor do gs.
Posicione a embalagem com o bico de injeo dentro da embalagem.
Os modelos com gs so pr-configurados de fbrica com parmetro de tempo de gs em 06 segundos no programa P0.
Produto
LEMBRE-SE DE QUE A FALTA DE UM DESTES ITENS PODE PARAR O SEU EQUIPAMENTO.
A vlvula no acompanha o Kit Gs. Ela deve ser adquirida junto empresa fornecedora de gs (Air Liquide ou White Martins).
15Digitale www.sulpack.com.br
PROCESSO PARA TODOS OS MODELOS:
Programe os tempos de vcuo, gs, solda conforme sua necessidade.
OBS: Na primeira operao, desconsidere o resultado da solda, pois o conjunto de solda estar frio.Para produo mdia e alta, os tempos de solda podero ser diminudos em razo do conjunto de solda permanecer aquecido.Os fatores: espessura da embalagem, temperatura ambiente, temperatura do produto, caractersticas do produto e ritmo de trabalho, requerem ajustes no tempo de solda para se obter a mxima eficincia.Para a maioria dos produtos 25 segundos de vcuo so suficientes. (SVC 620 - 40 segundos). Cada produto tem sua caracterstica conforme anexo 1.
Posicione a embalagem j com o produto:
Nivelada ao barramento evitando que dobre. Para nivelar o produto basta regular os ps da mesa niveladora. Transpassada de aproximadamente 2 cm do barramento de solda. Alinhada sem rugas na rea de solda
Abaixe a tampa
Aps baixar a tampa, d-se o incio ao processo de embalagem automtico na seguinte sequncia:
Passo 1: Processo de vcuo: Retira o ar da parte interna da cmara. A porcentagem de vcuo do processo depende do tempo ajustado, podendo chegar a 99,8%.Os tempos de vcuo variam devido vazo da bomba descrita nas especificaes tcnicas de cada modelo;
Passo 2: Injeo de gs: Neste passo, injeta gs para dentro da cmara e para embalagem, atravs dos bicos de gs. Ocorre somente nos modelos com GS seno, salta ao passo 3;
Passo 3: Processo de Elevao da Barra de Solda;Passo 4: Processo de Solda: Por termofuso (anexo 1) aquecendo o barramento durante o tempo pr-determinado;Passo 5: Resfriamento da Barra de Solda por 02 segundos;Passo 6: Pressurizao: A vlvula de pressurizao aberta, ocorrendo a abertura automtica da tampa, finalizando o ciclo de embalagem;Ateno.: Os passos 3 e 5 no podem ser alterados; Um novo ciclo somente poder ser iniciado aps a tampa abrir; Se o modo de operao no for atendido corretamente, no atingir qualidade de vcuo, solda e/ou gs esperado.
14 Digitale www.sulpack.com.br
9. MODO DE OPERAO
7.8. VACUMETRO:
Bico de injeo
Mesa niveladora
Embalagem
Pressosada
Pressoentrada
Conexocilindro
A presso atmosfrica e umidade relativa do ar influenciam no rendimento da bomba de vcuo do equipamento.
A vida til do perfil de silicone, perfil de silicone esponjoso da tampa e da fita protetora que reveste a resistncia de solda, esto ligados diretamente ao volume de trabalho e no est cobertos pela garantia.
Lembre-se: Os itens abaixo sofrem desgaste em funo de seu regime de trabalho portanto, tenha sempre reserva dos mesmos: Silicone de vedao da tampa;
Fita protetora adesiva para barramento de solda; Resistncia da barra de solda; leo da bomba de vcuo, conforme especificao descrita no
manual.
Modelos gs:
Regule a presso, no podendo ultrapassar 1,5bar (150KPa). Conecte a mangueira do gs s o m e n t e a p s r e g u l a r a presso.
O tempo de gs deve ser ajustado conforme a durabilidade, esttica, produtividade e economia, sendo este determinado em conjunto com o fornecedor do gs.
Posicione a embalagem com o bico de injeo dentro da embalagem.
Os modelos com gs so pr-configurados de fbrica com parmetro de tempo de gs em 06 segundos no programa P0.
Produto
LEMBRE-SE DE QUE A FALTA DE UM DESTES ITENS PODE PARAR O SEU EQUIPAMENTO.
A vlvula no acompanha o Kit Gs. Ela deve ser adquirida junto empresa fornecedora de gs (Air Liquide ou White Martins).
15Digitale www.sulpack.com.br
PROCESSO PARA TODOS OS MODELOS:
Programe os tempos de vcuo, gs, solda conforme sua necessidade.
OBS: Na primeira operao, desconsidere o resultado da solda, pois o conjunto de solda estar frio.Para produo mdia e alta, os tempos de solda podero ser diminudos em razo do conjunto de solda permanecer aquecido.Os fatores: espessura da embalagem, temperatura ambiente, temperatura do produto, caractersticas do produto e ritmo de trabalho, requerem ajustes no tempo de solda para se obter a mxima eficincia.Para a maioria dos produtos 25 segundos de vcuo so suficientes. (SVC 620 - 40 segundos). Cada produto tem sua caracterstica conforme anexo 1.
Posicione a embalagem j com o produto:
Nivelada ao barramento evitando que dobre. Para nivelar o produto basta regular os ps da mesa niveladora. Transpassada de aproximadamente 2 cm do barramento de solda. Alinhada sem rugas na rea de solda
Abaixe a tampa
Aps baixar a tampa, d-se o incio ao processo de embalagem automtico na seguinte sequncia:
Passo 1: Processo de vcuo: Retira o ar da parte interna da cmara. A porcentagem de vcuo do processo depende do tempo ajustado, podendo chegar a 99,8%.Os tempos de vcuo variam devido vazo da bomba descrita nas especificaes tcnicas de cada modelo;
Passo 2: Injeo de gs: Neste passo, injeta gs para dentro da cmara e para embalagem, atravs dos bicos de gs. Ocorre somente nos modelos com GS seno, salta ao passo 3;
Passo 3: Processo de Elevao da Barra de Solda;Passo 4: Processo de Solda: Por termofuso (anexo 1) aquecendo o barramento durante o tempo pr-determinado;Passo 5: Resfriamento da Barra de Solda por 02 segundos;Passo 6: Pressurizao: A vlvula de pressurizao aberta, ocorrendo a abertura automtica da tampa, finalizando o ciclo de embalagem;Ateno.: Os passos 3 e 5 no podem ser alterados; Um novo ciclo somente poder ser iniciado aps a tampa abrir; Se o modo de operao no for atendido corretamente, no atingir qualidade de vcuo, solda e/ou gs esperado.
Fitas protetoras
Fitas de solda
16 Digitale www.sulpack.com.br
10. MANUTENO
10.1. TROCA FITAS DE SOLDA E FITA PROTETORA
IMPORTANTE: PARA TODOS OS MODELOS . As Fitas de Resistncia para selagem so de nquel cromo 0,10 x 3mm. Qualquer outro material de dimenso diferente provocar sobrecarga e queima do equipamento, o qual no coberto pela garantia.
IMPORTANTE: Ao fazer qualquer tipo de manuteno ou reparo o equipamento deve estar totalmente desconectado de qualquer alimentao tanto de gs como rede eltrica.
Fitas protetoras
Retire o barramento ambatex da calha;Solte os fios e as pontas das fitas de solda;Retire as fitas protetoras;Limpe a superfcie para colar a fita protetora novamente;Aplique na sequncia a seguir:Fita protetora;Fitas de solda(fitas bem esticada aumentam a sua vida til);Dica: para mant- las est icadas f ixe as pontas provisoriamente;Cole fita protetora sobre as fitas de solda mantendo sempre paralelismo entre elas;Fixe os fios com as fitas de solda entre as duas chapas de contato.Desencaixe o perfil silicone esponjoso para troc-lo.
SVC 100 / 200 / 400 / 500
Perfil silicone esponjoso
Calha de solda
Retire o barramento ambatex dos pinos;Solte as pontas das fitas de solda;Retire as fitas protetoras;Limpe a superfcie para colar a fita protetora novamente;Aplique na sequncia a seguir:Fita protetora;Fitas de solda(fitas bem esticadas aumentam a sua vida til);Dica: para mant-las esticadas fixe as pontas provisoriamente;Cole fita protetora sobre as fitas de solda mantendo sempre paralelismo entre elas;Fixe as fitas de solda entre as duas chapas de contato.Desencaixe o perfil de silicone esponjoso para troc-lo.
Modelo SVC 620
Perfil silicone esponjoso
Calha de solda
Fitas protetoras
Fitas de solda
17Digitale www.sulpack.com.br
Modelo SVC 350
Passo 1: Remover o barramento soltando os parafusos das buchas;Passo 2: Retirar as fitas protetoras e de solda, soltando os parafusos das lateraisPasso 3: Limpar o barramento para evitar imperfeies causadas pela fita protetora antiga;Passo 4: Retirar as fitas de solda e protetora do barramento da tampa, retirarando os conectores;Passo 5: Colar o conjunto de fitas novo no barramento (no retirar o protetor adesivo dos dois lados do conjunto, somente de um dos lados);Passo 6: Fixar o barramento no lugar empurrando at atingir o fim do furo;Passo 7: Retirar o protetor adesivo do conjunto;Passo 8: Ligar a mquina e efetuar um ciclo completo;Passo 9: Retirar a fita que unia o conjunto e colar de forma uniforme a fita no barramento da tampa;Passo 10: Ligar as fitas do barramento da tampa nos conectores e fixar os conectores.
Modelo SVC 400 VT G2
Passo 1
Parafuso
Passo 2
Fitas protetoras
Fitas de solda
Calha
de so
lda
Perfil esponjoso
Retire o barramento ambatex dos pinos;Solte as pontas das fitas de solda;Retire as fitas protetoras;Limpe a superfcie para colar a fita protetora novamente;Aplique na sequncia a seguir:Fita protetora;Fitas de solda(fitas bem esticadas aumentam a sua vida til);Dica: para mant-las esticadas fixe as pontas provisoriamente;Cole a fita protetora sobre as fitas de solda mantendo sempre paralelismo entre elas;Fixe as fitas de solda entre as duas chapas de contato.Desencaixe o perfil de silicone esponjoso para troc-lo.
Fitas protetoras
Fitas de solda
16 Digitale www.sulpack.com.br
10. MANUTENO
10.1. TROCA FITAS DE SOLDA E FITA PROTETORA
IMPORTANTE: PARA TODOS OS MODELOS . As Fitas de Resistncia para selagem so de nquel cromo 0,10 x 3mm. Qualquer outro material de dimenso diferente provocar sobrecarga e queima do equipamento, o qual no coberto pela garantia.
IMPORTANTE: Ao fazer qualquer tipo de manuteno ou reparo o equipamento deve estar totalmente desconectado de qualquer alimentao tanto de gs como rede eltrica.
Fitas protetoras
Retire o barramento ambatex da calha;Solte os fios e as pontas das fitas de solda;Retire as fitas protetoras;Limpe a superfcie para colar a fita protetora novamente;Aplique na sequncia a seguir:Fita protetora;Fitas de solda(fitas bem esticada aumentam a sua vida til);Dica: para mant- las est icadas f ixe as pontas provisoriamente;Cole fita protetora sobre as fitas de solda mantendo sempre paralelismo entre elas;Fixe os fios com as fitas de solda entre as duas chapas de contato.Desencaixe o perfil silicone esponjoso para troc-lo.
SVC 100 / 200 / 400 / 500
Perfil silicone esponjoso
Calha de solda
Retire o barramento ambatex dos pinos;Solte as pontas das fitas de solda;Retire as fitas protetoras;Limpe a superfcie para colar a fita protetora novamente;Aplique na sequncia a seguir:Fita protetora;Fitas de solda(fitas bem esticadas aumentam a sua vida til);Dica: para mant-las esticadas fixe as pontas provisoriamente;Cole fita protetora sobre as fitas de solda mantendo sempre paralelismo entre elas;Fixe as fitas de solda entre as duas chapas de contato.Desencaixe o perfil de silicone esponjoso para troc-lo.
Modelo SVC 620
Perfil silicone esponjoso
Calha de solda
Fitas protetoras
Fitas de solda
17Digitale www.sulpack.com.br
Modelo SVC 350
Passo 1: Remover o barramento soltando os parafusos das buchas;Passo 2: Retirar as fitas protetoras e de solda, soltando os parafusos das lateraisPasso 3: Limpar o barramento para evitar imperfeies causadas pela fita protetora antiga;Passo 4: Retirar as fitas de solda e protetora do barramento da tampa, retirarando os conectores;Passo 5: Colar o conjunto de fitas novo no barramento (no retirar o protetor adesivo dos dois lados do conjunto, somente de um dos lados);Passo 6: Fixar o barramento no lugar empurrando at atingir o fim do furo;Passo 7: Retirar o protetor adesivo do conjunto;Passo 8: Ligar a mquina e efetuar um ciclo completo;Passo 9: Retirar a fita que unia o conjunto e colar de forma uniforme a fita no barramento da tampa;Passo 10: Ligar as fitas do barramento da tampa nos conectores e fixar os conectores.
Modelo SVC 400 VT G2
Passo 1
Parafuso
Passo 2
Fitas protetoras
Fitas de solda
Calha
de so
lda
Perfil esponjoso
Retire o barramento ambatex dos pinos;Solte as pontas das fitas de solda;Retire as fitas protetoras;Limpe a superfcie para colar a fita protetora novamente;Aplique na sequncia a seguir:Fita protetora;Fitas de solda(fitas bem esticadas aumentam a sua vida til);Dica: para mant-las esticadas fixe as pontas provisoriamente;Cole a fita protetora sobre as fitas de solda mantendo sempre paralelismo entre elas;Fixe as fitas de solda entre as duas chapas de contato.Desencaixe o perfil de silicone esponjoso para troc-lo.
MODELOS SVC 620 G2 / 620 DB G2 / SVC 620 G G2 / SVC 350
Caso se faa necessria a limpeza sob o conjunto de solda, remova obarramento cuidadosamente para no romper os fios. Obs.: Se forem retirados os fios do barramento observar a posio do barramento antes de retir-lo para no inverter a posio dos mesmos. Ao recolocar o barramento observe a posio do mesmo e se o colcho de ar est totalmente encaixado dentro da calha de elevao.
Colcho de ar
Observar a posio
Calha de elevao
Barramento de solda
10.2. LIMPEZA DO EQUIPAMENTO :
A higienizao deste equipamento deve ser diria. CFE DEC LEI N 21255,
POR DETERMINAO DO REGULAMENTO DA INSPEO INDUSTRIAL
E DO PRODUTO DE ORIGEM ANIMAL, RIISPOA OBRIGATRIA A
HIGIENIZAO DIRIA DE EQUIPAMENTOS E AMBIENTES.
No use borrifadores, gua corrente nem lcool para a limpeza do equipamento, somente um pano mido e sabo neutro. Jamais utilizar produtos abrasivos(saponceo, bombril, esponja, cera de polir).Remova com um pano seco os resduos de plstico ou fragmentos de produto que possam estar depositados sobre o barramento de solda.Caso se faa necessria a limpeza sob o conjunto de solda, remova os parafusos que prendem sua base cmara tomando sempre muito cuidado com a fiao que existe embaixo do mesmo.
18 Digitale www.sulpack.com.br 19Digitale www.sulpack.com.br
Ao fazer troca de leo e reposio verifiqueo tipo de leo e quantidade do seu equipa-mento na pgina 6.
10.3. TROCA DE LEO:
Nvel leoaprox. 50%.
Verifique o nvel do leo diariamente atravs da abertura da tampa inferior
traseira da mquina, o nvel deve estar a 50% do visor. Caso necessrio
complete retirando o tampo superior da caixa de leo na bomba de vcuo.
Como medida de segurana para situaes de muita umidade de ambientes e excesso de liquido no produto embalado, recomendamos que a troca de leo seja semanal.
Em situaes normais de trabalho onde no h umidade no produto ou contaminao do leo, a troca de leo deve ser feita a cada 200 horas de trabalho.
Para trocar o leo abra a porca de troca de leo e deixe escoar totalmente, canalizando para no escorrer para o interior da mquina.
O rendimento da bomba nos 15 primeiros minutos inferior ao real, situao que se normaliza com o aquecimento do leo. Em dias frios a viscosidade do leo pode dificultar o incio do processo da bomba podendo chegar a desligar o disjuntor de segurana.
SVC 350 e SVC 400 VT G2
Nos modelos SVC 350 e SVC 400 VT G2, a troca de leo feita pela lateral da mquina.
Tampa caixa leo
Visor do nvel de leoTampa escoar leo
MODELOS SVC 620 G2 / 620 DB G2 / SVC 620 G G2 / SVC 350
Caso se faa necessria a limpeza sob o conjunto de solda, remova obarramento cuidadosamente para no romper os fios. Obs.: Se forem retirados os fios do barramento observar a posio do barramento antes de retir-lo para no inverter a posio dos mesmos. Ao recolocar o barramento observe a posio do mesmo e se o colcho de ar est totalmente encaixado dentro da calha de elevao.
Colcho de ar
Observar a posio
Calha de elevao
Barramento de solda
10.2. LIMPEZA DO EQUIPAMENTO :
A higienizao deste equipamento deve ser diria. CFE DEC LEI N 21255,
POR DETERMINAO DO REGULAMENTO DA INSPEO INDUSTRIAL
E DO PRODUTO DE ORIGEM ANIMAL, RIISPOA OBRIGATRIA A
HIGIENIZAO DIRIA DE EQUIPAMENTOS E AMBIENTES.
No use borrifadores, gua corrente nem lcool para a limpeza do equipamento, somente um pano mido e sabo neutro. Jamais utilizar produtos abrasivos(saponceo, bombril, esponja, cera de polir).Remova com um pano seco os resduos de plstico ou fragmentos de produto que possam estar depositados sobre o barramento de solda.Caso se faa necessria a limpeza sob o conjunto de solda, remova os parafusos que prendem sua base cmara tomando sempre muito cuidado com a fiao que existe embaixo do mesmo.
18 Digitale www.sulpack.com.br 19Digitale www.sulpack.com.br
Ao fazer troca de leo e reposio verifiqueo tipo de leo e quantidade do seu equipa-mento na pgina 6.
10.3. TROCA DE LEO:
Nvel leoaprox. 50%.
Verifique o nvel do leo diariamente atravs da abertura da tampa inferior
traseira da mquina, o nvel deve estar a 50% do visor. Caso necessrio
complete retirando o tampo superior da caixa de leo na bomba de vcuo.
Como medida de segurana para situaes de muita umidade de ambientes e excesso de liquido no produto embalado, recomendamos que a troca de leo seja semanal.
Em situaes normais de trabalho onde no h umidade no produto ou contaminao do leo, a troca de leo deve ser feita a cada 200 horas de trabalho.
Para trocar o leo abra a porca de troca de leo e deixe escoar totalmente, canalizando para no escorrer para o interior da mquina.
O rendimento da bomba nos 15 primeiros minutos inferior ao real, situao que se normaliza com o aquecimento do leo. Em dias frios a viscosidade do leo pode dificultar o incio do processo da bomba podendo chegar a desligar o disjuntor de segurana.
SVC 350 e SVC 400 VT G2
Nos modelos SVC 350 e SVC 400 VT G2, a troca de leo feita pela lateral da mquina.
Tampa caixa leo
Visor do nvel de leoTampa escoar leo
Tampa caixa leo
Visor do leo
Tampa escoar leo
Filtro ar
Tampa caixa leo
Visor do leo
Tampa escoar leo
Filtro ar
10.5. TROCA DO PERFIL DE SILICONE DA TAMPA:
SVC 200:
SVC 100:
A vida til do perfil de silicone de vedao da tampa de acrlico, est relacionado diretamente ao volume de trabalho. A substituio deste deve ser feita quando constatada a perda de eficincia de vcuo da mquina, observe a forma de colocao e os recortes nas pontas.
A aba deve ficar voltada para fora conforme figura ao lado;Encaixar perfil sem estic-lo;Emenda deve ser bem fechada para no ter vazamento.
Perfil de silicone. Aba voltada para
fora.
20 Digitale www.sulpack.com.br 21Digitale www.sulpack.com.br
10.4. TROCA DO FILTRO DE AR DA BOMBA:
Filtro ar
SVC 400/500/620:
Quando saturado acarreta na perda de eficincia de vcuo e seu equipamento comea a expelir leo atravs da saida de ar da bomba.
Aconselha-se a troca do filtro anualmente.
Ao trocar o filtro observar atentamente seu posicionamento.
Visor do leo
Tampa para escoar leo
Tampa da caixa deleo
Filtro de ar
Vista Traseira da Mquina
Tampa caixa leo
Visor do leo
Tampa escoar leo
Filtro ar
Tampa caixa leo
Visor do leo
Tampa escoar leo
Filtro ar
10.5. TROCA DO PERFIL DE SILICONE DA TAMPA:
SVC 200:
SVC 100:
A vida til do perfil de silicone de vedao da tampa de acrlico, est relacionado diretamente ao volume de trabalho. A substituio deste deve ser feita quando constatada a perda de eficincia de vcuo da mquina, observe a forma de colocao e os recortes nas pontas.
A aba deve ficar voltada para fora conforme figura ao lado;Encaixar perfil sem estic-lo;Emenda deve ser bem fechada para no ter vazamento.
Perfil de silicone. Aba voltada para
fora.
20 Digitale www.sulpack.com.br 21Digitale www.sulpack.com.br
10.4. TROCA DO FILTRO DE AR DA BOMBA:
Filtro ar
SVC 400/500/620:
Quando saturado acarreta na perda de eficincia de vcuo e seu equipamento comea a expelir leo atravs da saida de ar da bomba.
Aconselha-se a troca do filtro anualmente.
Ao trocar o filtro observar atentamente seu posicionamento.
Visor do leo
Tampa para escoar leo
Tampa da caixa deleo
Filtro de ar
Vista Traseira da Mquina
12. PERGUNTAS FREQUENTES
PROBLEMA POSSVEL CAUSA OU SOLUO
A mquina no atinge o vcuo mximo.
- Falta de leo na bomba.- leo saturado (esbranquiado):muita umidade ou filtro saturado.- Normal em dias e/ou local com umidade. -Perfil de Borracha da tampa desgastada ou rasgada.
A embalagem forma balo durante a operao.
Normal em dias e/ou local com umidade.
No fez vcuo suficiente no produto.
- Tempo de vcuo programado errado;- Embalagem imprpria (material errado);dimenses da embalagem ou produto inadequado.- Embalagem mal posicionada.-Observar que nenhum objeto obstrua a entrada de suco.
A solda est irregular - Embalagem mal colocada, barramento mal posicionado;- Tempo insuficiente de vcuo e/ou solda.
A mquina no solda
- Tempo de solda insuficiente- Observar se existe algo obstruindo o barramento no momento da solda- Observar se existem detritos ou gordura em excesso na embalagem no ponto de soldagem.
A embalagem forma balo durante a operao
- Ver se a embalagem a correta. polietileno com nylon 3 ou 5 camadas;- Ver se os produtos possuem pontas perfurantes Se necessrio utilize plsticos com maior espessura;- Produto com gordura ou dobrado.
A funo gs no funciona, vai direto para a solda.
- Verifique se o parmetro A1 est habilitado.
22 Digitale www.sulpack.com.br 23Digitale www.sulpack.com.br
10.6. LIMPEZA DO FILTRO DE AR MODELO COM ATM:
11. DECLARAO DE CONFORMIDADE
Faa a limpeza do filtro periodicamente e a troca do elemento sinterizado anualmente.
Para efetuar a l impeza do fi l tro basta desrosque-lo.
Aplica-se somente nos modelosSVC 500 G G2, SVC 620 G G2 e SVC 400 VT G2
O equipamento est em conformidade com as normas:
NBR 14.136 Padro de cabos e tomadas;ABNT NBR NM 60335-1:2010ABNT NBR NM -IEC 60335-2-45
10.7. PAINEL E PLACA DE COMANDO:
-Desligar a mquina da rede eltrica.-Para efetuar a remoo ou troca do painel de comando da mquina, retirar os 8 parafusos que prendem o painel da mquina e puxar com cuidado para no danificar nenhum componente da placa e/ou do painel.
OBS.: No virar o painel pois dentro do vacumetro existe um gel que pode vazar.
Dica: Retirando o painel tem-se acesso ao interior da mquina.
Gire para retirar
Ateno!! Risco de choque eltrico!!
Substituir o elementosinterizado anualmente.
12. PERGUNTAS FREQUENTES
PROBLEMA POSSVEL CAUSA OU SOLUO
A mquina no atinge o vcuo mximo.
- Falta de leo na bomba.- leo saturado (esbranquiado):muita umidade ou filtro saturado.- Normal em dias e/ou local com umidade. -Perfil de Borracha da tampa desgastada ou rasgada.
A embalagem forma balo durante a operao.
Normal em dias e/ou local com umidade.
No fez vcuo suficiente no produto.
- Tempo de vcuo programado errado;- Embalagem imprpria (material errado);dimenses da embalagem ou produto inadequado.- Embalagem mal posicionada.-Observar que nenhum objeto obstrua a entrada de suco.
A solda est irregular - Embalagem mal colocada, barramento mal posicionado;- Tempo insuficiente de vcuo e/ou solda.
A mquina no solda
- Tempo de solda insuficiente- Observar se existe algo obstruindo o barramento no momento da solda- Observar se existem detritos ou gordura em excesso na embalagem no ponto de soldagem.
A embalagem forma balo durante a operao
- Ver se a embalagem a correta. polietileno com nylon 3 ou 5 camadas;- Ver se os produtos possuem pontas perfurantes Se necessrio utilize plsticos com maior espessura;- Produto com gordura ou dobrado.
A funo gs no funciona, vai direto para a solda.
- Verifique se o parmetro A1 est habilitado.
22 Digitale www.sulpack.com.br 23Digitale www.sulpack.com.br
10.6. LIMPEZA DO FILTRO DE AR MODELO COM ATM:
11. DECLARAO DE CONFORMIDADE
Faa a limpeza do filtro periodicamente e a troca do elemento sinterizado anualmente.
Para efetuar a l impeza do fi l tro basta desrosque-lo.
Aplica-se somente nos modelosSVC 500 G G2, SVC 620 G G2 e SVC 400 VT G2
O equipamento est em conformidade com as normas:
NBR 14.136 Padro de cabos e tomadas;ABNT NBR NM 60335-1:2010ABNT NBR NM -IEC 60335-2-45
10.7. PAINEL E PLACA DE COMANDO:
-Desligar a mquina da rede eltrica.-Para efetuar a remoo ou troca do painel de comando da mquina, retirar os 8 parafusos que prendem o painel da mquina e puxar com cuidado para no danificar nenhum componente da placa e/ou do painel.
OBS.: No virar o painel pois dentro do vacumetro existe um gel que pode vazar.
Dica: Retirando o painel tem-se acesso ao interior da mquina.
Gire para retirar
Ateno!! Risco de choque eltrico!!
Substituir o elementosinterizado anualmente.
10.3. TROCA DE LEO:
13. TERMO DE GARANTIA
24 Digitale www.sulpack.com.br 25
Garantimos que este produto est assegurado contra defeitos de fabricao pelo perodo de 06 (seis) meses, contados a partir da data de aquisio pelo primeiro consumidor conforme nota fiscal.
A Sulpack Ind. de Mq. para Embalagens Ltda., tem pareceres exclusivos e no autoriza outras pessoas a julgar defeitos ocorridos no perodo de garantia, restringindo sua responsabilidade substituio de peas com defeito, desde que essas peas sejam previamente identificadas por tcnico credenciado ou pela prpria fbrica, as quais devero ser enviadas a fbrica para averiguao do possvel defeito. Aps a avaliao tcnica sero remetidas ao cliente, sem nus se comprovado defeito de fabricao.
Anula-se a garantia para produtos que tenham sido eventualmente reparados, modificados ou desmontados, bem como para aqueles que tenham sua utilizao fora das especificaes e orientaes da fbrica.
A garantia balco, ou seja, a(s) pea(s) ou equipamento(s) com defeito deve(m) ser encaminhado(s) fbrica ou Assistncia Tcnica mais prxima para anlise.
No perodo de garantia, todas as peas substitudas e os servios de execuo sero gratuitos, nas condies deste termo. As peas substitudas em garantia pertencem Sulpack, e se solicitado devero ser devolvidas fbrica.
EXCLUEM-SE DA GARANTIA: Utilizao inadequada; Efeitos de corroso, quedas, fogo, instalaes eltricas deficientes, acionamento com voltagem invertida do produto e oscilaes de energia; Desgaste natural de borrachas e silicones, fios de resistncias, fios de corte e fitas protetoras; Qualquer dano em componentes como, por exemplo, placas eletrnicas, fiao que tenham sido causados por insetos ( baratas ) ou por roedores (ratos), onde estes roem fios e urinam sobre os componentes, causando com isso os chamados curtos circuitos. As despesas de transporte (embalagem e frete), de produtos que devem retornar fbrica, correm por conta e risco do cliente, salvo entendimentos entre a fbrica / revendedor / usurio.
A GARANTIA FICA AUTOMATICAMENTE INVALIDADA: Pelo decurso de prazo; Inobservncia de qualquer uma das recomendaes
constantes deste termo de garantia e manual de instrues. Quando no for enviada fbrica a 2 via da nota fiscal ou sua
cpia autenticada. Para qualquer demanda judicial fica eleito o foro da comarca
de Caxias do Sul - RS, com renncia de qualquer outro, por mais privilegiado que seja ou venha a ser.
SE FOR ENTRAR EM CONTATO COM O FABRICANTE, LEIA ATENTAMENTE O MANUAL E TENHA EM MOS A NOTA FISCAL DE COMPRA.
Sulpack Ind. de Mq. para Embalagens LtdaRua Vereador Otto Scheifler, 899 Desvio Rizzo (54) 3223-9351
CEP 95110-770 Caxias do Sul/RS BrasilCNPJ 00.319.979/0001-65
PROBLEMA POSSVEL CAUSA OU SOLUO
A solda est com aspecto de derretida. Queimada
- Excesso de tempo de solda no programa. Observe que aps alguns minutos de trabalho o tempo de solda pode ser reduzido.
Vcuo no inicia
- Programao no completada- Obstruo da tampa pelo produto- Sensor tampa fechada no est acionando. Ajuste a haste do sensor na traseira interna da mquina.
Mquina dando choques- Verificar se o aterramento do equipamento est correto.
Disjuntor desarma
- Observar que nenhum objeto obstrua a entrada de suco.- Falta de leo na bomba: Trocar- Temperatura ambiente muito baixa no local: tentar novamente;- leo saturado: trocar o leo;- Curto circuito no sistema.OBS:O disjuntor citado encontra-se na parte interna da mquina. Retire o cabo da tomada, abra a tampa inferior traseira. Localize e ligue o disjuntor.
Tempo de injeo de gs j no tem o mesmo resultado inicial
- Nvel de gs no cilindro- Abertura da vlvula ou do registro.
No injeta gs- Registro ou vlvula fechados ou com pouca vazo.- Tempo de gs em zero.
O gs est se esgotando muito rpido
- Observar com espuma de sabo se h vazamentos na vlvula, registro, mangueiras externas e conexo.- Excesso na injeo de gs tempo ou presso da vlvula desnecessrios.
No momento da injeo a embalagem se desloca.B o r r a c h a n o e s t prendendo o plstico ao bico de injeo.
- Diminuir a presso gs.- Pode ocorrer aps algum tempo. - R e g u l e a a l t u r a d a s b o r r a c h a s milimtricamente.
10.3. TROCA DE LEO:
13. TERMO DE GARANTIA
24 Digitale www.sulpack.com.br 25
Garantimos que este produto est assegurado contra defeitos de fabricao pelo perodo de 06 (seis) meses, contados a partir da data de aquisio pelo primeiro consumidor conforme nota fiscal.
A Sulpack Ind. de Mq. para Embalagens Ltda., tem pareceres exclusivos e no autoriza outras pessoas a julgar defeitos ocorridos no perodo de garantia, restringindo sua responsabilidade substituio de peas com defeito, desde que essas peas sejam previamente identificadas por tcnico credenciado ou pela prpria fbrica, as quais devero ser enviadas a fbrica para averiguao do possvel defeito. Aps a avaliao tcnica sero remetidas ao cliente, sem nus se comprovado defeito de fabricao.
Anula-se a garantia para produtos que tenham sido eventualmente reparados, modificados ou desmontados, bem como para aqueles que tenham sua utilizao fora das especificaes e orientaes da fbrica.
A garantia balco, ou seja, a(s) pea(s) ou equipamento(s) com defeito deve(m) ser encaminhado(s) fbrica ou Assistncia Tcnica mais prxima para anlise.
No perodo de garantia, todas as peas substitudas e os servios de execuo sero gratuitos, nas condies deste termo. As peas substitudas em garantia pertencem Sulpack, e se solicitado devero ser devolvidas fbrica.
EXCLUEM-SE DA GARANTIA: Utilizao inadequada; Efeitos de corroso, quedas, fogo, instalaes eltricas deficientes, acionamento com voltagem invertida do produto e oscilaes de energia; Desgaste natural de borrachas e silicones, fios de resistncias, fios de corte e fitas protetoras; Qualquer dano em componentes como, por exemplo, placas eletrnicas, fiao que tenham sido causados por insetos ( baratas ) ou por roedores (ratos), onde estes roem fios e urinam sobre os componentes, causando com isso os chamados curtos circuitos. As despesas de transporte (embalagem e frete), de produtos que devem retornar fbrica, correm por conta e risco do cliente, salvo entendimentos entre a fbrica / revendedor / usurio.
A GARANTIA FICA AUTOMATICAMENTE INVALIDADA: Pelo decurso de prazo; Inobservncia de qualquer uma das recomendaes
constantes deste termo de garantia e manual de instrues. Quando no for enviada fbrica a 2 via da nota fiscal ou sua
cpia autenticada. Para qualquer demanda judicial fica eleito o foro da comarca
de Caxias do Sul - RS, com renncia de qualquer outro, por mais privilegiado que seja ou venha a ser.
SE FOR ENTRAR EM CONTATO COM O FABRICANTE, LEIA ATENTAMENTE O MANUAL E TENHA EM MOS A NOTA FISCAL DE COMPRA.
Sulpack Ind. de Mq. para Embalagens LtdaRua Vereador Otto Scheifler, 899 Desvio Rizzo (54) 3223-9351
CEP 95110-770 Caxias do Sul/RS BrasilCNPJ 00.319.979/0001-65
PROBLEMA POSSVEL CAUSA OU SOLUO
A solda est com aspecto de derretida. Queimada
- Excesso de tempo de solda no programa. Observe que aps alguns minutos de trabalho o tempo de solda pode ser reduzido.
Vcuo no inicia
- Programao no completada- Obstruo da tampa pelo produto- Sensor tampa fechada no est acionando. Ajuste a haste do sensor na traseira interna da mquina.
Mquina dando choques- Verificar se o aterramento do equipamento est correto.
Disjuntor desarma
- Observar que nenhum objeto obstrua a entrada de suco.- Falta de leo na bomba: Trocar- Temperatura ambiente muito baixa no local: tentar novamente;- leo saturado: trocar o leo;- Curto circuito no sistema.OBS:O disjuntor citado encontra-se na parte interna da mquina. Retire o cabo da tomada, abra a tampa inferior traseira. Localize e ligue o disjuntor.
Tempo de injeo de gs j no tem o mesmo resultado inicial
- Nvel de gs no cilindro- Abertura da vlvula ou do registro.
No injeta gs- Registro ou vlvula fechados ou com pouca vazo.- Tempo de gs em zero.
O gs est se esgotando muito rpido
- Observar com espuma de sabo se h vazamentos na vlvula, registro, mangueiras externas e conexo.- Excesso na injeo de gs tempo ou presso da vlvula desnecessrios.
No momento da injeo a embalagem se desloca.B o r r a c h a n o e s t prendendo o plstico ao bico de injeo.
- Diminuir a presso gs.- Pode ocorrer aps algum tempo. - R e g u l e a a l t u r a d a s b o r r a c h a s milimtricamente.
Alimentos que respiram:
Frutas e vegetais respiram mesmo aps a colheita , quer frescos e quer processados, consomem oxignio e produzem gs carbnico. O incremento da sua durabilidade d-se numa concentrao de oxignio abaixo de 8% e numa concentrao de gs carbnico acima de 1% .
Gs que constitui a atmosfera terrestre, constitudo, aproximadamente, por oxignio (20%), nitrognio (79%) e quantidades ligeiramente variveis de vapor d'gua, dixido de carbono, argnio, e outros gases nobres.
Alimentos que no respiram:
Carnes e derivados, aves, pescados, massas, etc. no respiram. Devem ser embalados a vcuo visando a inibio da atividade microbiana e impedindo a perda ou ganho de gua. Alimentos com muita gua em sua composio podem, com a perda desta, sofrer alterao na textura, perda de peso e apresentar comprometimento na aparncia. Alimentos com pouca gua em sua composio podem sofrer perda do crocante caracterstico ou aglomerao, alterao de cor e apresentar desenvolvimento microbiolgico.
Tipos de embalagens:
Embalagem utilizada para processo de vcuo Polietileno com nylon aluminizado, MRP.
Embalagem trs camadas:
Usada para queijos fatiados e alguns legumes que no desprendem gs ( alimentos que no respiram).
Embalagem 5 camadas:
Usada para carnes e produtos especficos que necessitam uma barreira maior de proteo, temos como exemplo disso alguns legumes que pelo desprendimento de gs precisam mais barreiras.
MRP - Mxima Resistncia a Perfurao
tendncia de mercado: embalagens mais finas, que se moldam melhor ao produto, mais brilhantes, transparentes, sem solda lateral, de fcil selagem e que aumentam a validade do seu produto.
Por possuir mais nylon em sua composio em uma extruso diferenciada possibilita embalar carnes com osso, espinha de peixe, dentre outros produtos perfurantes.
26 Digitale www.sulpack.com.br 27Digitale www.sulpack.com.br
14. Anexo I
Termofuso:
A termofuso, conhecida tambm como soldagem com elemento aquecido, emprega a energia eltrica como fonte geradora de calor.O processo depende da intensidade de fonte de calor, presso exercida sobre a rea de solda e tempo de processo. Por meio de resistncias, a placa metlica aquecida, transmitindo o calor para a embalagem provendo fuso da embalagem j prensada.
Vcuo:
Vcuo significa ausncia total de matria, ou seja, lquidos, slidos, gases ou plasma. O vcuo no entanto pode ser entendido de diversas formas, pois o vcuo absoluto, que realmente a ausncia total de matria apenas terico, existindo no entanto a remota possibilidade de existir o vcuo absoluto em alguma galxia distante. O nosso prprio sistema solar est preenchido na maioria das vezes por hidrognio e outros gases. A presso atmosfrica tem o valor de 1 atm, e presses abaixo destas j podem ser denominadas vcuo. Quando tratamos de vcuo no entanto, geralmente as presses so indicadas em Torricelli(Torr), e 760 Torr equivalem a 1 atm. Vcuos denominados parciais so comumente encontrados em nosso dia a dia, como em latas contendo alimentos, embalagens plsticas de alimentos, entre as paredes de uma garrafa trmica, tubo de raios catdicos de uma televiso, etc.
ATM - Atmosfera modificada:
Conservar em atmosfera modificada significa prover esse espao, depois de suprimidos os gases originais, com composies gasosas de CO2 e N2, conforme o alimento. A fim de ser eficaz e preservar essa condio por um perodo, a embalagem dever estar corretamente selada.
Alimentos que respiram:
Frutas e vegetais respiram mesmo aps a colheita , quer frescos e quer processados, consomem oxignio e produzem gs carbnico. O incremento da sua durabilidade d-se numa concentrao de oxignio abaixo de 8% e numa concentrao de gs carbnico acima de 1% .
Gs que constitui a atmosfera terrestre, constitudo, aproximadamente, por oxignio (20%), nitrognio (79%) e quantidades ligeiramente variveis de vapor d'gua, dixido de carbono, argnio, e outros gases nobres.
Alimentos que no respiram:
Carnes e derivados, aves, pescados, massas, etc. no respiram. Devem ser embalados a vcuo visando a inibio da atividade microbiana e impedindo a perda ou ganho de gua. Alimentos com muita gua em sua composio podem, com a perda desta, sofrer alterao na textura, perda de peso e apresentar comprometimento na aparncia. Alimentos com pouca gua em sua composio podem sofrer perda do crocante caracterstico ou aglomerao, alterao de cor e apresentar desenvolvimento microbiolgico.
Tipos de embalagens:
Embalagem utilizada para processo de vcuo Polietileno com nylon aluminizado, MRP.
Embalagem trs camadas:
Usada para queijos fatiados e alguns legumes que no desprendem gs ( alimentos que no respiram).
Embalagem 5 camadas:
Usada para carnes e produtos especficos que necessitam uma barreira maior de proteo, temos como exemplo disso alguns legumes que pelo desprendimento de gs precisam mais barreiras.
MRP - Mxima Resistncia a Perfurao
tendncia de mercado: embalagens mais finas, que se moldam melhor ao produto, mais brilhantes, transparentes, sem solda lateral, de fcil selagem e que aumentam a validade do seu produto.
Por possuir mais nylon em sua composio em uma extruso diferenciada possibilita embalar carnes com osso, espinha de peixe, dentre outros produtos perfurantes.
26 Digitale www.sulpack.com.br 27Digitale www.sulpack.com.br
14. Anexo I
Termofuso:
A termofuso, conhecida tambm como soldagem com elemento aquecido, emprega a energia eltrica como fonte geradora de calor.O processo depende da intensidade de fonte de calor, presso exercida sobre a rea de solda e tempo de processo. Por meio de resistncias, a placa metlica aquecida, transmitindo o calor para a embalagem provendo fuso da embalagem j prensada.
Vcuo:
Vcuo significa ausncia total de matria, ou seja, lquidos, slidos, gases ou plasma. O vcuo no entanto pode ser entendido de diversas formas, pois o vcuo absoluto, que realmente a ausncia total de matria apenas terico, existindo no entanto a remota possibilidade de existir o vcuo absoluto em alguma galxia distante. O nosso prprio sistema solar est preenchido na maioria das vezes por hidrognio e outros gases. A presso atmosfrica tem o valor de 1 atm, e presses abaixo destas j podem ser denominadas vcuo. Quando tratamos de vcuo no entanto, geralmente as presses so indicadas em Torricelli(Torr), e 760 Torr equivalem a 1 atm. Vcuos denominados parciais so comumente encontrados em nosso dia a dia, como em latas contendo alimentos, embalagens plsticas de alimentos, entre as paredes de uma garrafa trmica, tubo de raios catdicos de uma televiso, etc.
ATM - Atmosfera modificada:
Conservar em atmosfera modificada significa prover esse espao, depois de suprimidos os gases originais, com composies gasosas de CO2 e N2, conforme o alimento. A fim de ser eficaz e preservar essa condio por um perodo, a embalagem dever estar corretamente selada.
Sulpack Ind de Mq. para Embalagens Ltda.Rua Vereador Otto Scheifler, 899 Desvio Rizzo (54) 3223-9351
CEP 95110-770 Caxias do Sul/RS BrasilCNPJ 00.319.979/0001-65
verso 04
R