Manual de Programação 828D

of 122
-
Upload
lakisha-silva -
Category
Documents
-
view
460 -
download
30
Transcript of Manual de Programação 828D
-
7/24/2019 Manual de Programao 828D
1/122
MANUAL DE PROGRAMAO E
OPERAO
LINHA CENTUR
CNC SIEMENS 828D
ROMI
U04944A
INDSTRIAS ROMI S/A
DIVISO DE COMERCIALIZAO:Rua Coriolano, 710 Lapa05047-900 So Paulo - SP - BrasilFone (11) 3873-3388Fax (11) 3865-9510
MATRIZ:Avenida Prola Byington, 56 Centro13453-900 Santa Brbara DOeste - SP - Brasil
Fone (19) 3455-9000Fax (19) 3455-2499
-
7/24/2019 Manual de Programao 828D
2/122
-
7/24/2019 Manual de Programao 828D
3/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D III
NDICE
PARTE I - PROGRAMAO
1 - SISTEMA DE COORDENADAS________________________________ 21.1- SISTEMA DE COORDENADA ABSOLUTA ......................................................... 3
2 - GERENCIADOR DE ARQUIVOS DE PEAS_____________________ 5
3 - TIPOS DE FUNO ________________________________________ 63.1 - FUNES DE POSICIONAMENTO ...................................................................6
3.2 - CDIGOS ESPECIAIS ........................................................................................63.2.1 - Cdigo: N ................................................................................................6
3.2.2 - Cdigo: Barra (/) .....................................................................................63.2.3 - Cdigo: F ................................................................................................73.2.4 - Cdigo: T ................................................................................................73.2.5 - Cdigo G291 ..........................................................................................7
4 - FUNES PREPARATRIAS_________________________________ 8
5 - FUNES DE INTERPOLAO______________________________ 105.1 - FUNO: G00 ...................................................................................................10
5.2 - FUNO: G00 ...................................................................................................10
5.3- FUNO: G02 E G03 ......................................................................................... 115.3.1 - Funo: R .............................................................................................125.3.2 - Funo: I e K ........................................................................................12
5.4 - FUNO: ,R / ,C ...........................................................................................14
5.5 - FUNO: G33 ...................................................................................................15
6 - TEMPO DE PERMANNCIA (DWELL)_________________________ 186.1 - FUNO: G04 ...................................................................................................18
7 - COMPENSAO DE RAIO DE FERRAMENTA__________________ 197.1 - FUNO: G40 ...................................................................................................19
7.2 - FUNO: G41 ...................................................................................................19
7.3 - FUNO: G42 ...................................................................................................19
7.4 - QUADRANTES DE FERRAMENTA PARA COMPENSAO DO RAIO...........21
7.5 - EXEMPLOS DE PROGRAMA COM COMPENSAO DE RAIO: .................... 22
8 - CICLOS SIMPLES_________________________________________ 238.1 - FUNO: G78 ...................................................................................................23
9 - CICLOS DE MLTIPLAS REPETIES________________________ 259.1 - FUNO: G70 ...................................................................................................25
-
7/24/2019 Manual de Programao 828D
4/122
IV Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9.2 - FUNO: G71 ...................................................................................................26
9.3 - FUNO: G72 ...................................................................................................29
9.4 - FUNO: G73 ...................................................................................................33
9.5 - FUNO: G74 ...................................................................................................35
9.5.1 - Ciclo de furao. ...................................................................................359.5.2 - Ciclo de torneamento. ..........................................................................36
9.6 - FUNO: G75 ...................................................................................................379.6.1 - Ciclo de canais. ....................................................................................379.6.2 - Ciclo de faceamento. ............................................................................38
9.7 - FUNO: G76 ...................................................................................................39
9.8 - FUNO: CYCLE25 - REPARO DE ROSCA .................................................... 43
10 - CICLOS PARA FURAO__________________________________ 4610.1- FUNO : G80 ................................................................................................ 46
10.2- FUNO : G83 ................................................................................................ 4610.3 - CICLO DE ROSCAMENTO COM MACHO RGIDO........................................47
10.3.1 - FUNO : G84 - ROSCA DIREITA COM macho rgido. .................... 4710.3.2 - FUNO : CYCLE84 - ROSCA ESQUERDA COM macho rgido. .... 47
10.4 - FUNO : G85 : Ciclo de mandrilar ................................................................ 49
11 - FERRAMENTAS ACIONADAS_______________________________ 5011.1 - ENGATE DO ACIONAMENTO DAS FERRAMENTAS: .................................. 50
11.2 - INDEXAO DO EIXO RVORE: ..................................................................50
11.3 - ORIENTAO DO EIXO C: ..........................................................................5011.4 - TRAVAMENTO DA PLACA ............................................................................. 50
11.4.1 - Tavamento da placa para opcional de indexao: ............................. 5111.4.2 - Tavamento da placa para opcional de orientao do eixo C: .......... 51
11.5 - ROTAAO DE FERRAMENTAS ACIONADAS: .............................................. 51
11.6 - CONTROLE DE AVANO ATRAVS DAS FUNES FGROUP E FGREF....51
11.7 - EXEMPLOS DE PROGRAMAO: .............................................................. 5211.7.1 - ferramenta acionada com opcional de indexao do eixo-rvore: ..... 5211.7.2 - ferramenta acionada com opcional de orientao do eixo C: .......... 54
12 - OUTRAS FUNES PREPARATRIAS_______________________ 5512.1 - FUNO: G20 .................................................................................................55
12.2 - FUNO: G21 .................................................................................................55
12.3 - FUNO: G90 .................................................................................................55
12.4 - FUNO: G91 .................................................................................................55
12.5 - FUNO: G92 .................................................................................................55
12.6 - FUNO: G94 .................................................................................................56
12.7 - FUNO: G95 .................................................................................................56
12.8 - FUNO: G96 .................................................................................................56
12.9 - FUNO: G97 .................................................................................................56
-
7/24/2019 Manual de Programao 828D
5/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D V
12.10 - FUNO: M2=...............................................................................................56
12.11 - FUNO: S2= ...............................................................................................57
13 - DESVIO INCONDICIONAL _________________________________ 58
14 - CHAMADA E RETORNO DE UM SUBPROGRAMA______________ 59
15 - PUXADOR DE BARRAS.___________________________________ 61
16 - FUNES TRANS E ATRANS ______________________________ 62
17 TRABALHO COM SUPORTE TRASEIRO._____________________ 6417.1 - EXEMPLOS DE PROGRAMAO COM SUPORTE TRASEIRO. ................. 64
18 REFERNCIA DE TRABALHO (G54 A G59) ___________________ 66
19 - FUNES MISCELNEAS OU AUXILIARES__________________ 67
20 - SEQUNCIA PARA PROGRAMAO MANUSCRITA___________ 6919.1 - ESTUDO DO DESENHO DA PEA: FINAL E BRUTA .................................... 69
19.2 - PROCESSO A UTILIZAR ................................................................................69
19.3 - FERRAMENTAL VOLTADO AO CNC .............................................................. 69
19.4 - CONHECIMENTO DOS PARMETROS FSICOS DA MQUINA E SISTEMADE PROGRAMAO DO COMANDO..............................................................69
19.5 - DEFINIO EM FUNO DO MATERIAL, DOS PARMETROS DE CORTECOMO AVANO, VELOCIDADE, ETC. ............................................................69
21 - CLCULOS_____________________________________________ 7020.1 - VELOCIDADE DE CORTE (VC) ......................................................................70
20.2 - ROTAO (N) .................................................................................................70
20.3 - POTNCIA DE CORTE (NC) ..........................................................................70
22- FLUXOGRAMA DE PROGRAMAO SIEMENS 802D____________ 72
PARTE II - PROGRAMAO
1- PAINEL DE COMANDO - CENTUR SIEMENS 828________________ 771.1 - PAINEL DE EXIBIO ......................................................................................78
1.2 - PAINEL DE PROGRAMAO ........................................................................... 78
1.3 - PAINEL DE OPERAO ...................................................................................80
2 - OPERAES INICIAIS_____________________________________ 83
2.1 - LIGAR A MQUINA ...........................................................................................832.2 - REFERENCIAR A MQUINA ............................................................................83
-
7/24/2019 Manual de Programao 828D
6/122
VI Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
2.2.1 - Referenciar a mquina atravs da rotina de referenciamento ............. 832.2.2 - Referenciar a mquina eixo por eixo .................................................... 83
2.3 - MOVIMENTAR OS EIXOS MANUALMENTE .................................................... 832.3.1 - Atravs do jog contnuo no painel de operao. ..................................832.3.2 - Atravs do jog contnuo no painel remoto. ........................................... 84
2.3.3 - Atravs da manivela eletrnica. ............................................................ 852.3.4 - Atravs do jog incremental ...................................................................85
2.4 - OPERAR O COMANDO ATRAVS DA FUNO T,S,M. .................................. 862.4.1 - Executar troca de ferramenta. .............................................................. 862.4.2 - Ligar o eixo rvore. ...............................................................................872.4.3 - Posicionamento angular do eixo rvore. .............................................. 872.4.4 - Ativar funes miscelneas. ................................................................. 872.4.5 - Ativar deslocamento de ponto zero (G54 - G57 ou G505 - G599). ......872.4.6 - Ativar o sistema de medidas. ................................................................ 88
2.5 - POSICIONAMENTO DOS EIXOS ATRAVS DA FUNO POSIO. ............ 88
2.6 - INDEXAR A TORRE MANUALMENTE .............................................................. 89
3 - ENTRADA MANUAL DE DADOS (MDA)________________________ 90
4 - EDIO DE PROGRAMAS__________________________________ 914.1 - CRIAR UMA NOVA PASTA DE PROGRAMAS ................................................. 91
4.2 - CRIAR UM PROGRAMA NOVO ....................................................................... 92
4.3- RENOMEAR UM PROGRAMA OU UMA PASTA. .............................................. 92
4.4 - COPIAR UM PROGRAMA COMPLETO OU UMA PASTA. .............................. 92
4.5 - APAGAR UM PROGRAMA OU UMA PASTA ..................................................... 924.6 - EDITAR UM PROGRAMA EXISTENTE NO DIRETRIO ................................. 93
4.7 - NUMERAR OS BLOCOS DE PROGRAMA DE FORMA AUTOMTICA. ......... 93
4.8 - PROCURAR UM DADO NO PROGRAMA ........................................................ 93
4.9 - COPIAR UMA PARTE DO PROGRAMA. .......................................................... 94
4.10 - APAGAR DADOS NO PROGRAMA ................................................................94
4.11 - APAGAR BLOCOS DO PROGRAMA .............................................................. 94
4.12 - PROGRAMAO DE CICLOS DE FORMA INTERATIVA. ............................. 94
4.13 - ALTERAR DADOS DOS CICLOS DE FORMA INTERARIVA. ......................... 94
5 - COMUNICAO DE DADOS ________________________________ 955.1 - COMUNICAO ATRAVS DA PORTA CF - COMPACTFLASH ..................... 95
5.1.1 - Hardwares recomendados para leitura e gravao CF : ...................... 955.1.2 - Visualisar os arquivos do carto de memria. ...................................... 965.1.3 - Carregar arquivos do carto na memria da mquina. ........................ 965.1.4 - Salvar arquivos da memria da mquina no carto. ............................ 96
5.2 - COMUNICAO ATRAVS DA ENTRADA USB ( ) .............................. 975.2.1 - Hardwares recomendados para leitura e gravao USB : ................... 975.2.2 - Visualisar os arquivos do PEN DRIVE. ................................................ 975.2.3 - Carregar arquivos do PEN-DRIVE na memria da mquina. .............. 98
-
7/24/2019 Manual de Programao 828D
7/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D VII
5.2.4 - Salvar arquivos da memria da mquina no PEN-DRIVE. .................. 98
5.3 - COMUNICAO ATRAVS DA REDE ENTHERNET ....................................... 985.3.1 - Hardwares recomendados para leitura e gravao em REDEETHERNET : .................................................................................................. 985.3.2- Visualisar os arquivos do computador. ................................................. 99
5.3.3 - Carregar arquivos do computador na mquina. ................................... 995.3.4 - Salvar arquivos da memria da mquina no computador. ................... 99
6 - TESTE DE PROGRAMAS. _________________________________ 1006.1 - EXECUTAR TESTE GRFICO DE PROGRAMA (MODO 1). ......................... 101
6.2 - EXECUTAR TESTE GRFICO DE PROGRAMA (MODO 2). ......................... 102
6.3 - EXECUTAR TESTE RPIDO DE PROGRAMA SEM MOVIMENTO DOS EIXOSE SEM GIRO DO EIXO RVORE. ..................................................................102
6.4- EXECUTAR TESTE DE PROGRAMA EM DRY RUN. ..................................... 103
7 - REFERNCIAS DE FERRAMENTA __________________________ 1047.1 - CRIAR UMA NOVA FERRAMENTA ................................................................. 104
7.2 - APAGAR UMA FERRAMENTA. ....................................................................... 105
7.3 - PRESET DE FERRAMENTAS ........................................................................1057.3.1 - Preset no eixo Z ...............................................................................1067.3.2 - Pre-set de ferramentas no eixo X ....................................................106
7.4 - PREENCHER OS DADOS DAS FERRAMENTAS. ......................................... 107
8 - DESGASTE DE FERRAMENTAS.____________________________ 108
8.1 - CORREO DE DESGASTE DE FERRAMENTA EM X. ............................. 1088.2 - CORREO DE DESGASTE DE FERRAMENTA EM Z. ............................. 108
8.3 - CRIAR NOVOS CORRETORES DE FERRAMENTA. ..................................... 108
9 - DEFINIO DO ZERO PEA_______________________________ 1099.1 - SISTEMA DE COOREDENADA DE TRABALHO (G54 A G599)..................1099.2 - EFETUAR CORREO NO ZERO-PECA (G54 - G59 E G507 - G599) ......... 110
10 - EXECUO DE PROGRAMAS______________________________111
10.1 - EXECUTAR UM PROGRAMA DISPONVEL NA MEMRIA DA MQUINA. 11110.2 - EXECUTAR UM PROGRAMA DIRETO DO CARTO DE MEMRIA (MODO1). ...............................................................................................................................111
10.3 - EXECUTAR UM PROGRAMA DIRETO DO CARTO DE MEMRIA (MODO2). .....................................................................................................................111
10.4 - ABORTAR A EXECUO DE PROGRAMAS. .............................................. 112
10.5 - INICIAR EXECUO NO MEIO DO PROGRAMA. ...................................... 11210.5.1 - Incio no meio de um programa (Programa ISO). ............................ 112
10.6 - INTERROPER E CONTINUAR A EXECUO SEM ACIONAR RESET. ... 112
-
7/24/2019 Manual de Programao 828D
8/122
VIII Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
-
7/24/2019 Manual de Programao 828D
9/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 1
1. SISTEMADECOORDENADAS
PARTE I
PROGRAMAO
-
7/24/2019 Manual de Programao 828D
10/122
2 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
1. SISTEMADECOORDENADAS
1 - SISTEMA DE COORDENADAS
Toda geometria da pea transmitida ao comando baseada no Plano Cartesiano. Arepresentao universal deste sistema com 2 eixos a seguinte:
X +
X -
Z - Z +
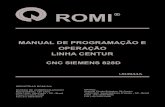
OBSERVAO: No caso de mquinas com torre dianteira, os quadrantes dosistema universal de coordenadas so adaptados conforme mostra a gura abaixo:
X -
X +
Z - Z +4 QUADRANTE3 QUADRANTE
2 QUADRANTE 1 QUADRANTE
O sistema de coordenadas denido no plano formado pelo cruzamento de uma linha
paralela ao movimento longitudinal (Z), com uma linha paralela ao movimento transversal (X).Todo movimento da ponta da ferramenta descrito neste plano XZ, em relao a uma
origem preestabelecida (X0,Z0). Lembrar que X sempre a medida do dimetro.
NOTA:O Ponto que intercede as duas linhas ou eixos comumente denido como ZERO PEA e representado pelo smbolo:
-
7/24/2019 Manual de Programao 828D
11/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 3
1. SISTEMADECOORDENADAS
1.1- SISTEMA DE COORDENADA ABSOLUTA
Neste sistema, a origem estabelecida em funo da pea a ser executada, ou seja,podemos estabelec-la em qualquer ponto do espao para facilidade de programao. Esteprocesso denominado Zero-pea.
Como vimos, a origem do sistema foi xada como sendo os pontos X0, Z0. O pontoX0 denido pela linha de centro do eixo rvore. O ponto Z0 denido por qualquer linhaperpendicular linha de centro do eixo rvore.
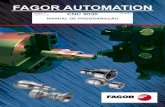
Durante a programao, normalmente a origem (X0, Z0) preestabelecida no fundoda pea (encosto das castanhas) ou na face da pea, conforme ilustrao abaixo:
ORIGEM(X0,Z0) ORIGEM(X0,Z0)
EXEMPLO DE PROGRAMAO:
45
80
20
30
30
R5
A
BC
D
EF
ORIGEM NO FUNDO DA PEA:
COORDENADAS ABSOLUTASPONTO
EIXOX Z
A 0 30B 30 30C 50 20D 70 20E 80 15F 80 0
45
5
30
30
80
R
10
A
B
C
D
EF
ORIGEM NA FACE DA PEA:
COORDENADAS ABSOLUTAS
PONTOEIXO
X ZA 0 0B 30 0C 50 -10D 70 -10
E 80 -15F 80 -30
-
7/24/2019 Manual de Programao 828D
12/122
4 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
1. SISTEMADECOORDENADAS
1.2- SISTEMA DE COORDENADA INCREMENTAL
A origem deste sistema estabelecida para cada movimento da ferramenta.Aps qualquer deslocamento haver uma nova origem, ou seja, para qualquer ponto
atingido pela ferramenta, a origem das coordenadas passar a ser o ponto alcanado.
Todas as medidas so feitas atravs da distncia a ser deslocada.Se a ferramenta desloca-se de um ponto A at B (dois pontos quaisquer), as coordenadas
a serem programadas sero as distncias entre os dois pontos, medidas (projetadas) emX e Z.
Note que o ponto A a origem do deslocamento para o ponto B e B ser origem paraum deslocamento at um ponto C, e assim sucessivamente.
EXEMPLO DE PROGRAMAO:
45
5
80
30
30
R
10
A
B
C
D
EF
MOVIMENTOCOORDENADASINCREMENTAIS
PARTIDA META EIXO
DE PARA X ZA B 30 0B C 20 -10C D 20 0D E 10 -5E F 0 -15
-
7/24/2019 Manual de Programao 828D
13/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 5
2. GERENCIADORDEARQUIVOSDEPEAS
2 - GERENCIADOR DE ARQUIVOS DE PEAS
Para um manuseio mais exvel de dados e programas, estes podem ser visualizados,armazenados e organizados de acordo com diferentes critrios.
Os programas e arquivos so armazenados em diferentes diretrios, ou seja, pastas
onde sero armazenados de acordo com a funo ou caractersticas.
Exemplos de diretrios :
Programas Subprogramas Ciclos de usurio Ciclos da Siemens
Cada programa corresponde a um arquivo e todo o arquivo possui uma extenso, estapor sua vez informa qual o tipo de arquivo que estamos trabalhando.
CMA Ciclos do fabricante da mquina CST Ciclos da Siemens CUS Ciclos do usurio MPF Programas principais SPF Sub programas INI Arquivos de inicializao (dados de ferramentas)
Algumas dessas extenes e tipos de arquivos, so de uso exclusivo do ROMI e daSIEMENS, pois se tratam de programas de congurao do software da mquina. Para oprogramador e operador CNC, cam limitados os arquivos com a exteno .MPF e .SPF
que indicam a utilizao de Programas Principais e Sub-Programas.
-
7/24/2019 Manual de Programao 828D
14/122
6 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
3. TIPOSDEFUNO
3 - TIPOS DE FUNO
3.1 - FUNES DE POSICIONAMENTO
FUNO X:
Aplicao: Posio no eixo transversal (absoluta)
Formato: X +- 5.3 (milmetro)
FUNO Z:
Aplicao: Posio no eixo longitudinal (absoluta)
Formato: Z +- 5.3 (milmetro)
3.2 - CDIGOS ESPECIAIS
3.2.1 - Cdigo: N
Aplicao: Identicar blocos.
A funo N tem por nalidade a numerao sequencial dos blocos de programao e oseu uso opcional, ou seja, sua programao facultativa podendo ou no ser utilizada.
Exemplo: N10 ... N20 ...
N30 ...
A seqncia necessria para a introduo do comando N a seguinte:
Apertar a tecla PROGRAM MANAGER. Utilizar o direcional (, , , ) para posicionar o cursor no programa a ser
numerado. Apertar a tecla INPUT.
Acionar a softkey ">>" Apertar a softkey [RENUMERAR].
3.2.2 - Cdigo: Barra (/)
Aplicao: Inibir a execuo de blocos.
Utilizamos a Funo Barra (/) quando for necessrio inibir a execuo de blocos noprograma, sem alterar a programao.
Se o caracter / for digitado na frente de alguns blocos, estes sero ignorados pelo
comando, desde que o operador tenha selecionado a opo SALTAR BLOCO. Caso essaopo no seja selecionada, o comando executar os blocos normalmente, inclusive os
-
7/24/2019 Manual de Programao 828D
15/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 7
3. TIPOSDEFUNO
que tiverem o caracter /.
Para selecionar a opo SALTAR BLOCO devemos seguir as seguintes instrues:
Apertar a tecla POSITION. Apertar a teclaAUTO.
Apertar a softkey [CONTROLE PROGRAMA]. Apertar a softkey [SALTAR BLOCO].
3.2.3 - Cdigo: F
Aplicao: determinar a velocidade de avano
A velocidade de avano um dado importante para a usinagem e obtido levando-seem conta o material, a ferramenta e a operao a ser executada.
Geralmente nos tornos CNC dene-se o avano em mm/rotao (funo G95), maseste tambm pode ser utilizado em mm/min (funo G94).
3.2.4 - Cdigo: T
Aplicao: seleo de ferramenta
A Funo T usada para selecionar a ferramenta, informando mquina o seuzeramento (PRE-SET), o raio do inserto, o sentido de corte e os corretores.
O cdigo T deve ser acompanhado de no mximo quatro dgitos em sua programao,
nos quais os dois primeiros numeros representam o numero da ferramenta a ser utilizada,e os dois ultimos o corretor correspondente a ser utilizado.
A sintaxe para a programao a seguinte:
T_ _ _ _ - Nmero da ferramenta desejada (Ex.: T0301)
Geometria e Desgaste da ferramenta Posio da torre (somente)
Exemplo:
T0101 :T0202 :T0303
3.2.5 - Cdigo G291
Aplicao: habilita linguagem de programao ISO.
A funoG291 habilia o padro universal de programao ISO. Deve-se adcion-la noprograma para que a mquina interprete os comandos contidos neste manual.
-
7/24/2019 Manual de Programao 828D
16/122
8 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
4. FUNESPREPARATRIAS
4 - FUNES PREPARATRIAS
Aplicao: Este grupo de funes, tambm chamadas de Cdigos G, denem mquina o que fazer, preparando-a para executar um tipo de operao, ou para receberuma determinada informao.
As funes podem ser MODAISou NO MODAIS.
MODAIS: So as funes que uma vez programadas permanecem na memria docomando, valendo para todos os blocos posteriores, a menos que modicados por outrafuno ou a mesma.
NO MODAIS: So as funes que todas as vezes que requeridas, devem serprogramadas, ou seja, so vlidas somente no bloco que as contm.
LISTA DAS FUNES PREPARATRIAS
Cdigo G Funo ModalNo
Modal
G00 Posicionamento (avano rpido) X
G01 Interpolao linear (avano programado) XG02 Interpolao circular (sentido horrio) X
G03 Interpolao circular (sentido anti-horrio) X
G04 Tempo de permanncia (Dwell) X
G20 Programao em polegada (inch) X
G21 Programao em milmetro (mm) XG28 Retorna os eixos para a posio de referncia X
G33 Interpolao com rosca (rosca passo a passo) X
G40 Cancela a compensao de raio X
G41 Ativa a compensao de raio (ferramenta esquerda) X
G42 Ativa a compensao de raio (ferramenta direita) XG53 Cancela as coordenadas zero-pea (ativa zero-mquina) X
G54 Ativa sistema de coordenadas zero-pea 1 X
G55 Ativa sistema de coordenadas zero-pea 2 XG56 Ativa sistema de coordenadas zero-pea 3 X
G57 Ativa sistema de coordenadas zero-pea 4 XG58 Ativa sistema de coordenadas zero-pea 5 X
G59 Ativa sistema de coordenadas zero-pea 6 X
G70 Ciclo de acabamento X
G71 Ciclo de desbaste longitudinal X
G72 Ciclo de desbaste transversal XG73 Ciclo de desbaste paralelo ao perl X
G74 Ciclo de desbaste longitudinal ou de furao axial XG75 Ciclo de faceamento ou de canais X
-
7/24/2019 Manual de Programao 828D
17/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 9
4. FUNESPREPARATRIAS
LISTA DAS FUNES PREPARATRIAS
Cdigo G Funo ModalNo
Modal
G76 Ciclo automtico de roscamento XG77 Ciclo de desbaste longitudinal ou cnico X
G78 Ciclo semi-automtico de roscamento X
G79 Ciclo de desbaste transversal ou cnico X
G80 Cancela ciclos de furao X
G83 Ciclo de furao axial XG84 Ciclo de roscamento com macho axial X
G90 Sistema de Coordenadas Absolutas X
G91 Sistema de Coordenadas Incrementais X
G92 Determinar nova origem ou mxima rotao (RPM) XG94 Avano em milmetros/polegadas por minuto XG95 Avano em milmetros/polegadas por rotao X
G96 Ativa velocidade de corte (m/min) X
G97 Cancela velocidade de corte (programao em RPM) X
G290 Habilita linguagem de programao Siemens X
G291 Habilita linguagem de programao ISO X
-
7/24/2019 Manual de Programao 828D
18/122
10 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
5. FUNESDEINTERPOLAO
5 - FUNES DE INTERPOLAO
5.1 - FUNO: G00
Aplicao: Posicionamento rpido (aproximao e recuo).
Os eixos movem-se para a meta programada com a maior velocidade de avanodisponvel na mquina.
Sintaxe:G0 X__ Z__onde:
X = coordenada a ser atingida (valores em dimetro)
Z = coordenada a ser atingida
A funo G0 Modal e cancela as funes G1, G2, G3
OBSERVAO:No Centur 30D a velocidade do deslocamento rpido de 10 m/minnos eixos X e Z.
5.2 - FUNO: G01
Aplicao: Interpolao linear (usinagem com avano programado)
Com esta funo obtm-se movimentos retilneos com qualquer ngulo, calculadosatravs de coordenadas e com um avano (F) pr-determinado pelo programador.
Sintaxe:G1 X__ Z__ F__onde:
X = coordenada a ser atingida (valores em dimetro)
Z = coordenada a ser atingida
F = avano de trabalho (mm/rot)
OBSERVAO:A funo G1 Modal e cancela as funes G0, G2, G3.
-
7/24/2019 Manual de Programao 828D
19/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 11
5. FUNESDEINTERPOLAO
5.3 - FUNO: G02 E G03
Aplicao: Interpolao circular (raio).
Tanto G2 como G3 executam operaes de usinagem de arcos pr-denidos atravsde uma movimentao apropriada e simultnea dos eixos.
Sintaxe:G2/G3 X__ Z__ R__ (F__)ouG2/G3 X__ Z__ I__ K__ (F__)
onde:
X = posio nal do arco
Z = posio nal do arcoI = coordenada do centro do arco ( em relao a ponta da ferramenta )
K = coordenada do centro do arco ( em relao a ponta da ferramenta )
R = valor do raio
(F) = valor do avano
OBSERVAO: Na programao de um arco deve-se observar as seguintesregras:
O ponto de partida do arco a posio de incio da ferramenta. Programa-se o sentido de interpolao circular G02 ou G03 (horrio ou anti- horrio
no conceito universal de programao). Juntamente com o sentido da interpolao programa-se as coordenadas do ponto
nal do arco com X e Z . Juntamente com o sentido do arco e as coordenadas nais , programa-se a funo
R (valor do raio), ou ento, as funes I e K (coordenadas do centro do arco ).
-
7/24/2019 Manual de Programao 828D
20/122
12 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
5. FUNESDEINTERPOLAO
5.3.1 - Funo: R
Aplicao: Arco denido por raio.
possvel programar interpolao circular at 180 graus atravs da funo R,
descriminando o valor do raio sempre com sinal positivo.
5.3.2 - Funo: I e K
Aplicao: Arco denido por centro polar.
As funes I e K denem a posio do centro do arco, onde:
I paralelo ao eixo X. K paralelo ao eixo Z.
NOTAS: As funes I e K so programadas tomando-se como referncia a distncia do ponto
de incio da ferramenta ao centro do arco, dando o sinal correspondente ao movimento. A funo I deve ser programada em raio.
EXEMPLO:
SENTIDO A-B: I-10 K0
SENTIDO B-A: I0 K-10
-
7/24/2019 Manual de Programao 828D
21/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 13
5. FUNESDEINTERPOLAO
O sentido da execuo da usinagem do arco dene se este horrio ou anti-horrio,conforme os quadros abaixo:
G03 (ANTI-HORRIO)
G02 (HORRIO)
PADRO UNIVERSAL
G03 (HORRIO)
G02 (ANTI-HORRIO)
PADRO ADAPTADO PARACENTUR 30D - SIEMENS 828D
EXEMPLO DE PROGRAMAO
1,50
80
80
24
50
44
403R
55
x45
R10
...N30 G0 X21 Z2
N40 G1 Z0 F.25N50 X24 Z-1.5N60 Z-30N70 G2 X44 Z-40 R10ouN70 G2 X44 Z-40 I10 K0N80 G1 X50 Z-55N90 X74N100 G3 X80 Z-58 R3ou
N100 G3 X80 Z-58 I0 K-3N110 G1 Z-80
OBSERVAO:As funes G2 e G3 so Modais e cancelam as funes G0 e G1.
-
7/24/2019 Manual de Programao 828D
22/122
14 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
5. FUNESDEINTERPOLAO
5.4 - FUNO: ,R / ,C
Aplicao: Arredondamento / quebra de canto.
As funes ,R e ,C so utilizadas para arredondar / chanfrar cantos. Estas funesdevem ser inseridas no bloco de programao do ponto de interseco entre duas retas.
Sintaxe:
G01 X__ Z__, R__
G01 X__ Z__
ou
G01 X__ Z__, C__
G01 X__ Z__
onde:
,R = valor do raio do arredondamento,C = valor do chanfro
EXEMPLO DE PROGRAMAO COM ARREDONDAMENTO DE canto
8
0
70
30
5
2
2
0
5
0
R
20
x45
45
1x45
:::N60 G00 X14 Z2N70 G42N80 G01 Z0 F.2N90 G01 X20,C2N100 Z-20,R5N110 X50,C1N120 Z-30N130 X80 Z-45N140 X84N150 G40N160 T00N170 G54 G00 X200 Z200::
-
7/24/2019 Manual de Programao 828D
23/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 15
5. FUNESDEINTERPOLAO
5.5 - FUNO: G33
Aplicao: Roscamento passo a passo
A funo G33 executa o roscamento no eixo X e Z onde cada profundidade programadaexplicitamente em bloco separado.
H possibilidade de abrir-se roscas em dimetros internos ou externos, sendo elasroscas paralelas ou cnicas, simples ou de mltiplas entradas, progressivas, etc.
A funo G33 requer:
X = dimetro nal do roscamento
Z = posio nal do comprimento da rosca
Q = ngulo do eixo rvore para a entrada da rosca (milsimos de graus)
R = valor da conicidade incremental no eixo X (raio/negativo para externo e positivo para interno)
F = passo da rosca
OBSERVAES:
No h necessidade de repetirmos o valor do passo (F) nos blocos posterioresde G33.
Recomenda-se deixar durante a aproximao uma folga mnima de duas vezeso passo da rosca no eixo Z.
A funo G33 modal.
-
7/24/2019 Manual de Programao 828D
24/122
16 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
5. FUNESDEINTERPOLAO
Exemplo 1: Rosca Mtrica M30x1.5
33
3
80
50
x45
x1.
5
26
30
45
2
60
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200
N40 T0101 (ROSCA M30X1.5)N50 G97 S1000 M3N60 G0 X35 Z3N70 X29.35N80 G33 Z-31.5 F1.5N90 G0 X35N100 Z3N110 X28.95N120 G33 Z-31.5N130 G0 X35
N140 Z3N150 X28.55N160 G33 Z-31.5
N170 G0 X35N180 Z3N190 X28.15N200 G33 Z-31.5N210 G0 X35N220 Z3N230 X28.05N240 G33 Z-31.5N250 G0 X35N260 G54 G0 X200 Z200N270 M30
CLCULOS:
1) Altura do lete (P):P = (0.65 x passo)P = (0.65 x 1.5)P = 0.975
2) Dimetro nal (X):X = Dimetro inicial - (P x 2)X = 30 - (0.975 x 2)X = 28.05
M
-
7/24/2019 Manual de Programao 828D
25/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 17
5. FUNESDEINTERPOLAO
Exemplo 2: Rosca Mtrica M30x1.0 (2 entradas)
33
3
80
50
x45
x1.
5
26
30
45
2
60
M(
2
ENTRADAS)
0
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0101 (ROSCA M30X1.0)N50 G97 S1000 M3
N60 G0 X35 Z3N70 X29.35N80 G33 Z-31.5 F2.0Q0N90 G0 X35N100 Z3N110 X28.95N120 G33 Z-31.5 Q0N130 G0 X35N140 Z3N150 X28.7
N160 G33 Z-31.5 Q0N170 G0 X35N180 Z3N190 X29.35N200 G33 Z-31.5 Q180000
N210 G0 X35N220 Z3N230 X28.95N240 G33 Z-31.5 Q180000N250 G0 X35N260 Z3N270 X28.7N280 G33 Z-31.5 Q180000N290 G0 X35N300 G54 G0 X200 Z200N310 M30
CLCULOS:
1) Altura do lete (P):P = (0.65 x passo)P = (0.65 x 1.0)P = 0.65
2) Dimetro nal (X):X = Dimetro inicial - (P x 2)X = 30 - (0.65 x 2)X = 28.7
NOTA:Para rosca com mltiplas entradas necessrio fazer o clculo do avano
(F) da seguinte forma:
Avano (F):F= Passo x N de entradas
F= 1.0 x 2F= 2.0
-
7/24/2019 Manual de Programao 828D
26/122
18 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
6. TEMPODEPERMANNCIA
6 - TEMPO DE PERMANNCIA (DWELL)
6.1 - FUNO: G04
Aplicao: Tempo de permanncia
Entre um deslocamento e outro da ferramenta, pode-se programar um determinadotempo de permanncia da mesma. A funo G4 executa uma permanncia, cuja durao denida por um valor P, U ou X associado, que dene o tempo em segundos.
A funo G04 requer:
G04 X__ (segundos)ou
G04 U__(segundos)ouG04 P__(milsimos de segundos)
EXEMPLO: (TEMPO DE 1,5 SEGUNDOS )
G04 X1.5G04 U1.5G04 P1500
-
7/24/2019 Manual de Programao 828D
27/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 19
7. COMPENSAODERAIODAFERRAMENTA
7 - COMPENSAO DE RAIO DE FERRAMENTA
A funo de compensao de raio da ponta da ferramenta usada para corrigir asdiferenas de medidas geradas pela mesma quando um deslocamento nos eixos X e Z feito simultneamente, conforme mostra a gura abaixo:
PONTO COMANDADO
7.1 - FUNO: G40
Aplicao: Cancela compensao de raio
A Funo G40 deve ser programada para cancelar as funes previamente solicitadascomo G41 e G42.
A Funo G40 um cdigo Modal e est ativa quando o comando ligado.
7.2 - FUNO: G41
Aplicao: Ativa compensao de raio (esquerda)
A Funo G41 seleciona o valor da compensao do raio da ponta da ferramenta,estando esquerda da pea a ser usinada, vista em relao ao sentido do curso de corte.
A Funo G41 Modal, portanto cancela a G40
NOTA: Para a compensao de raio ser efetuada com xito necessrio acessara pgina de OFFSET PARAM / LISTA DE FARRAM. e informar o raio e o quadranteda ferramenta (captulo 7.4 da parte de programao deste manual).
7.3 - FUNO: G42
Aplicao: Ativa compensao de raio (direita)
Esta funo implica em uma compensao similar Funo G41, exceto que a direode compensao a direita, vista em relao ao sentido do curso de corte.
A Funo G42 Modal, portanto cancela a G40.
OBSERVAES: O primeiro deslocamento aps a compensao de raio deve ser maior que o valor
do raio do inserto (pastilha).
A ferramenta no deve estar em contato com o material a ser usinado quando asfunes de compensao forem ativadas no programa.
-
7/24/2019 Manual de Programao 828D
28/122
20 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
7. COMPENSAODERAIODAFERRAMENTA
COMPENSAO DO RAIO DA FERRAMENTA:
(PADRO UNIVERSAL DE PROGRAMAO)
G42
G42
G41
G41
(PADRO ADAPTADO PARA CENTUR 30D - SIEMENS 828D)
G41
G41
G42
G42
-
7/24/2019 Manual de Programao 828D
29/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 21
7. COMPENSAODERAIODAFERRAMENTA
7.4 - QUADRANTES DE FERRAMENTA PARA COMPENSAO DO RAIO
(PADRO UNIVERSAL):
FERRAMENTAEXTERNAESQUERDA
4
8 FERRAMENTEXTERNADIREITA
3
5 7
FERRAMENTAINTERNAESQUERDA
FERRAMENTINTERNADIREITA
16
2
8
9
4
5
16
2
7
3
FERRAMENTAEXTERNA
ESQUERDA
FERRAMENTAINTERNAESQUERDA
FERRAMENTAEXTERNADIREITA
FERRAMENTAINTERNADIREITA
(PADRO ADAPTADO PARA CENTUR 30D - SIEMENS 828D)
FERRAMENTAEXTERNAESQUERDA
4
8 FERRAMENTAEXTERNADIREITA
3
5 7
FERRAMENTA
INTERNAESQUERDA
FERRAMENTAINTERNADIREITA
1
6
2
6
9
1
5
4
8
3
7
2
FERRAMENTAINTERNADIREITA
FERRAMENTA
EXTERNADIREITA
FERRAMENTAINTERNAESQUERDA
FERRAMENTA
EXTERNAESQUERDA
-
7/24/2019 Manual de Programao 828D
30/122
22 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
7. COMPENSAODERAIODAFERRAMENTA
7.5 - EXEMPLOS DE PROGRAMA COM COMPENSAO DE RAIO:
Exemplo1: Usinagem externa
45
5
30
30
80
R
10
:::N60 G00 X34 Z0N70 G01 X-2 F.2N80 G00 X27 Z2N90 G42N100 G01 X27 Z0 F.2N110 X30N120 X50 Z-10N130 X70
N140 G03 X80 Z-15 R5N150 G01 X80 Z-17N160 X84N170 G40N180 G54 G00 X200 Z200::
Exemplo2: Usinagem interna
30
x45
53 7
0
2x45
30
5R
70
15
1
60
90
::N60 G01 X74 Z2N70 G41N80 G01 Z0 F.2N90 X70N100 X60 Z-15N110 X53, C1N120 Z-30, R5N130 X30, C2N140 Z-72N150 X27N160 G40N170 G00 Z2N180 G54 G00 X200 Z200::
-
7/24/2019 Manual de Programao 828D
31/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 23
8. CICLOSSIMPLES
8 - CICLOS SIMPLES
8.1 - FUNO: G78
Aplicao: Ciclo de roscamento semi-automtico
A funo G78 requer:
G78 X__ Z__ (R__) F__;onde:
X = dimetro de roscamento
Z = posio nal de roscamento
R = valor da conicidade incremental no eixo X (rosca cnica)
F = passo da rosca
Exemplo 1: Rosca M25x1,5
21
50
4
1.5x45
23
x1.5
40
17
M25
33,50
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0303 ;ROSCA M25X1.5N50 G97 S1500 M3N60 G0 X30 Z3N70 G78 X24.2 Z-15 F1.5N80 X23.6
N90 X23.2N100 X23.05N110 G54 G0 X200 Z200N120 M30
PROFUNDIDADES NOEXEMPLO:1 passe = 0.8mm2 passe = 0.6mm3 passe = 0.4mm
4 passe = 0.15mm
CLCULOS
1) Altura do lete (P):P = (0.65 x passo)
P = (0.65 x 1.5)P = 0.975
2) Dimetro nal (X):X = Dimetro inicial - (P x 2)
X = 25 - (0.975 x 2)X = 23.05
-
7/24/2019 Manual de Programao 828D
32/122
24 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
8. CICLOSSIMPLES
Exemplo 2: Rosca: M25x2 (2 entradas)
25
x45
x2
21
33
60
4
25
40
M
1,75
43,50
(2ENTRADAS)
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0303 ;ROSCA M25X2N50 G97 S1500 M3N60 G0 X28 Z8 ; 1 ENTRADA)N70 G78 X24 Z-23 F4N80 X23.2N90 X22.6N100 X22.4N110 G00 Z10 ; 2 ENTRADA
N120 G78 X24 Z-23F4N130 X23.2N140 X22.6N150 X22.4N160 G54 G0 X200 Z200N170 M30
PROFUNDIDADES NO EXEMPLO:1 PASSE = 1.0mm2 PASSE = 0.8mm
3 PASSE = 0.6mm4 PASSE = 0.2mm
CLCULOS:
1) Altura do lete (P):P = (0.65 x passo) P = (0.65 x 2)P = 1.3
2) Dimetro nal (X):X = Dimetro inicial - (P x 2)X = 25 - (1.3 x 2)X = 22.4
NOTA: Para rosca com mltiplas entradas necessrio fazer o clculo do avano(F) da seguinte forma:
Avano programado (F) :F= Passo x N de entradasF= 2 x 2F= 4
-
7/24/2019 Manual de Programao 828D
33/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 25
9. CICLOSDEMLTIPLASREPETIES
9 - CICLOS DE MLTIPLAS REPETIES
9.1 - FUNO: G70
Aplicao: Ciclo de acabamento.
Este ciclo utilizado aps a aplicao dos ciclos de desbaste G71, G72 e G73 paradar o acabamento nal da pea sem que o programador necessite repetir toda a seqnciado perl a ser executado.
A funo G70 requer:
G70 P__ Q__ F__;onde:
P = nmero do bloco que dene o incio do perl
Q = nmero do bloco que dene o nal do perl
F = avano de trabalho utilizado no acabamento
NOTA:Aps a execuo do ciclo G70 a ferramenta retorna automaticamente ao
ponto utilizado para o posicionamento.O ciclo de acabamento ativa a compensao de raio da ponta da ferramentaautomaticamente, e por isso, no necessrio a programao dos comandos G41/G42no perl da pea.
-
7/24/2019 Manual de Programao 828D
34/122
26 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9. CICLOSDEMLTIPLASREPETIES
9.2 - FUNO: G71
Aplicao: Ciclo automtico de desbaste longitudinal
A funo G71 deve ser programada em dois blocos subsequentes, visto que os valores
relativos a profundidade de corte e sobremetal para acabamento nos eixos transversal elongitudinal so informados pela funo U e W, respectivamente.
A funo G71 no 1bloco requer:
G71 U__ R__; onde:
U = valor da profundidade de corte durante o ciclo (raio)
R = valor do afastamento no eixo transversal para retorno ao Z inicial (raio)
A funo G71 no 2bloco requer:
G71 P__ Q__ U__ W__ F__ ; onde:
P = nmero do bloco que dene o incio do perl
Q = nmero do bloco que dene o nal do perl
U = sobremetal para acabamento no eixo X (positivo para externo enegativo para o interno / dimetro)
W = sobremetal para acabamento no eixo Z (positivo para sobremetal direita enegativo para usinagem esquerda)
F = avano de trabalho
NOTA:Aps a execuo do ciclo, a ferramenta retorna automaticamente ao pontoposicionado.
A ltima coordenada programada em X dentro do perl o que a mquina entende
como sendo material bruto, isto , a mquina utiliza o ltimo dimetro programado paraincio de incremento de usingem.
-
7/24/2019 Manual de Programao 828D
35/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 27
9. CICLOSDEMLTIPLASREPETIES
Exemplo 1: Usinagem externa
80
70
30
5
2
20
50
R
20
x45
45
1x45
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0101 ;DESB. EXT.N50 G96 S200N60 G92 S2500 M3N70 G0 X80 Z2N80 G71 U2.5 R2N90 G71 P100 Q180 U1 W.3 F.25N100 G0 X16
N110 G1 Z0N120 X20 Z-2N130 Z-15N140 G2 X30 Z-20 R5N150 G1 X48N160 X50 Z-21N170 Z-30N180 X80 Z-45N190 G70 P100 Q180 F.2N200 G54 G0 X200 Z200
N210 M30Profundidade de corte = 2.5 mmAvano de desbaste = 0,25 mm/rotAvano de acabamento = 0,2 mm/rot
OBSERVAES:No exemplo foi considerado que o debaste e o acabamento seriam feitos com a
mesma ferramenta.
-
7/24/2019 Manual de Programao 828D
36/122
28 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9. CICLOSDEMLTIPLASREPETIES
Exemplo 2: Usinagem interna
15
70
8
0
3
0
5
0
x45
1x45
100
25
1,50
50
CONSIDERAR FURO 26 mm
N10 G291
N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0101 ;DESB. INT.N50 G96 S200N60 G92 S2500 M3N70 G0 X25 Z2N80 G71 U3 R1N90 G71 P100 Q180 U-1. W.3 F.3N100 G0 X83N110 G1 Z0
N120 X80 Z-1.5N130 Z-15N140 X50 ,C1N150 Z-25N160 X30 Z-50N170 Z-71N180 X26N190 G54 G0 X190 Z200N200 T0202 ;ACAB. INTERNON210 G96 S250
N220 G92 S3500 M3N230 G0 X25 Z2N240 G70 P100 Q180 F.2N250 G54 G0 X200 Z200N260 M30
Profundidade de corte = 3 mmAvano de desbaste = 0,3 mm/rotAvano de acabamento = 0,2 mm/rot
OBSERVAO:No exemplo foi considerado que o debaste e o acabamentoseriam feitos com ferramentas diferentes.
-
7/24/2019 Manual de Programao 828D
37/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 29
9. CICLOSDEMLTIPLASREPETIES
OBSERVAO:Com este ciclo possvel programar mergulhos, isto , pode-seinverter o sentido do eixo X durante a programao do perl, conforme o exemplo abaixo:
Exemplo 3: Usinagem externa com mergulho
CANTOS ARREDONDADOS COM RAIOS = 1mm
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0101; DESB. EXT.N50 G96 S200N60 G92 S2500 M3N70 G0 X82 Z2N80 G71 U3 R2
N90 G71 P100 Q200 U1 W.2 F.3N100 G0 X24N110 G1 Z0N120 X30, C1.5N130 Z-20, R1N140 X64 Z-30, R1N150 Z-45, R1N160 X46.7 Z-60, R1N170 Z-77, R1N180 X80 Z-85, R1
N190 Z-89N200 X82N210 G54 G0 X200 Z200N220 T0202; ACAB. EXTN230 G54N240 G96 S250N250 G92 S3500 M4N260 G0 X82 Z2N270 G70 P100 Q200 F.18N280 G54 G0 X200 Z200
N200 M30Profundidade de corte = 3 mmAvano de desbaste = 0,3 mm/rotAvano de acabamento = 0,18 mm/rot
NOTA:Para realizar esta usinagem deve-se utilizar uma ferramenta com umngulo adequado ao ngulo do mergulho. Pode-se informar o ngulo da ferramenta napgina de lista de ferramentas para que a mquina verique a possibilidade de realizar
a usinagem. (Maiores detalhes no captulo 7.6 da parte de operao deste manual).
-
7/24/2019 Manual de Programao 828D
38/122
30 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9. CICLOSDEMLTIPLASREPETIES
9.3 - FUNO: G72
Aplicao: Ciclo automtico de desbaste transversal
A funo G72 deve ser programada em dois blocos subsequentes, visto que os valoresrelativos a profundidade de corte e o sobremetal para acabamento no eixo longitudinal soinformados pela funo W.
A funo G72 no 1bloco requer:
G72 W__ R__;onde:
W = profundidade de corte durante o ciclo
R = valor do afastamento no eixo longitudinal para retorno ao X inicial
A funo G72 no 2bloco requer:
G72 P__ Q__ U__ W__ F__ ;onde:
P = nmero do bloco que dene o incio do perl
Q = nmero do bloco que dene o nal do perlU = sobremetal para acabamento no eixo X (positivo para externo ou negativo
para interno / dimetro)W = sobremetal para acabamento no eixo Z (positivo para sobremetal direita do
perl ou negativo para sobremetal esquerda do perl)
F = avano de trabalho
NOTA:Aps a execuo do ciclo, a ferramenta retorna automaticamente ao ponto
posicionado.
IMPORTANTE: A PROGRAMAO DO PERFIL DO ACABAMENTO DA PEA,DEVER SER DEFINIDO DA ESQUERDA PARA A DIREITA.
-
7/24/2019 Manual de Programao 828D
39/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 31
9. CICLOSDEMLTIPLASREPETIES
Exemplo 1: Usinagem externa
5
55
80
70
30
x45
16
38
2
28
Chanfrar cantos no indicados com 1x45
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0303 ;DESB. EXT.N50 G96 S200N60 G92 S3500 M3
N70 G0 X84 Z1N80 G72 W2 R1.N90 G72 P100 Q180 U1 W.3 F.25N100 G0 Z-32N110 G1 X80N120 X76 Z-30N130 X55N140 Z-16 ,C1N150 X38N160 X28 Z-5
N170 Z-1N180 X26 Z0N190 G70 P100 Q180 F.18N200 G54 G0 X200 Z200N210 M30
Profundidade de corte = 2 mmAvano de desbaste = 0,25 mm/rotAvano de acabamento = 0,18 mm/rot
OBSERVAO:No exemplo foi considerado que o debaste e o acabamentoseriam feitos com a mesma ferramenta.
-
7/24/2019 Manual de Programao 828D
40/122
32 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9. CICLOSDEMLTIPLASREPETIES
Exemplo 2: Usinagem interna
30
x45
53 7
0
2x45
30
5R
70
15
1
60
90
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0707; DESB. INT.N50 G96 S240
N60 G92 S2500 M3N70 G0 X28 Z1N80 G72 W2.5 R1.5N90 G72 P100 Q160 U1 W.3 F.3N100 G0 Z-32N110 G1 X30N120 X34 Z-30N130 X43 ,R5N140 Z-15 ,C1N150 X60
N160 X70 Z0N170 G70 P100 Q160 F.2N180 G54 G0 X200 Z200N190 M30
Profundidade de corte = 2,5 mmAvano de desbaste = 0,3 mm/rotAvano de acabamento = 0,2 mm/rot
OBSERVAO:No exemplo foi considerado que o debaste e o acabamentoseriam feitos com a mesma ferramenta.
-
7/24/2019 Manual de Programao 828D
41/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 33
9. CICLOSDEMLTIPLASREPETIES
9.4 - FUNO: G73
Aplicao: Ciclo automtico de desbaste paralelo ao perl nal.
O ciclo G73 permite a usinagem de desbaste completa de uma pea, utilizando-seapenas de dois blocos de programao.
A funo G73 especca para materiais fundidos e forjados, pois a ferramenta seguesempre um percurso paralelo ao perl denido.
A funo G73 requer:
G73 U__ W__ R__;onde:
U = quantidade de material a ser removido no eixo X por passe (raio).
W = direo e quantidade de material a ser removido no eixo Z por passe.
R = nmero de passes em desbaste
Frmulas para clculos dos valores de U e W:
Excesso de material em X (raio) Sobremet. para acabamento em X (raio)U = Nmero de passes ( R )
Excesso de material em Z Sobremet. para acabamento em ZW = Nmero de passes ( R )
G73 P__ Q__ U__ W__ F__; onde:
P = nmero do bloco que dene o incio do perl
Q = nmero do bloco que dene o nal do perl
U = sobremetal para o acabamento no eixo XW = sobremetal para o acabamento no eixo Z
F = avano de trabalho
OBSERVAES:Aps a execuo do ciclo, a ferramenta retorna automaticamenteao ponto utilizado para o posicionamento.
Este ciclo executa apenas usinagem externa.
-
7/24/2019 Manual de Programao 828D
42/122
34 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9. CICLOSDEMLTIPLASREPETIES
Exemplo : Usinagem externa
25
75
9
80
45
x45
50
25
1
55
N10 G291
N20 G21 G40 G90 G95N30 G54 G0 X200 Z230N40 T0202; DESB. EXT.N50 G96 S240N60 G92 S3000 M3N70 G0 X90 Z5N80 G73 U2 W1.35 R2N90 G73 P100 Q160 U2 W.3 F.2N100 G0 X23 Z2N110 G1 Z0
N120 X25 Z-1N130 Z-9N140 X50 Z-25N150 Z-45N160 X80 Z-55N170 G70 P100 Q160 F.18N180 G54 G0 X200 Z230N190 M30
No exemplo foi considerado:
Desbaste em 2 passadasExcesso de mat. X = 10 mm ()Excesso de mat. Z = 3 mmSobremet. acabam. X= 2mm ()Sobremet. acabam. Z = 0.3mmAvano de desbaste = 0,2 mm/rotAvano de acabamento = 0,18 mm/rot
OBSERVAO:No exemplo foi considerado que o debaste e o acabamentoseriam feitos com a mesma ferramenta.
-
7/24/2019 Manual de Programao 828D
43/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 35
9. CICLOSDEMLTIPLASREPETIES
9.5 - FUNO: G74
9.5.1 - Ciclo de furao.
A funo G74 como ciclo de furao requer:
G74 R__;G74 Z__ Q__ F__;onde:
R = retorno incremental para quebra de cavaco no ciclo de furao
Z = posio nal (absoluto)
Q = valor do incremento no ciclo de furao (milsimo de milmetro)
F = avano de trabalho
NOTA:Aps a execuo do ciclo. a ferramenta retorna automaticamente ao pontoposicionado.
OBSERVAO: Quando utilizarmos o ciclo G74 como ciclo de furao nopoderemos informar as funes X e U no bloco.
12
28
70
40
60
50
N10 G291N20 G21 G40 G90 G95N40 G54 G0 X200 Z200N50 T0505; BROCA D12N60 G97 S1200 M3N70 G0 X0 Z5N80 G74 R2N90 G74 Z-74 Q15000 F.12N110 G54 G0 X200 Z200N120 M30
Incremento de furao = 15 mm
Avano = 0,12 mm/rot
-
7/24/2019 Manual de Programao 828D
44/122
36 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9. CICLOSDEMLTIPLASREPETIES
9.5.2 - Ciclo de torneamento.
A funo G74 como ciclo de torneamento requer:
G74 X__ Z__ P__ Q__ R__ F__;onde:
X = dimetro nal do torneamento
Z = posio nal (absoluto)
P = profundidade de corte (raio/ milsimo de milmetro)
Q = comprimento de corte (incremental/ milsimo de milmetro)
R = valor do afastamento no eixo transversal (raio)
F = avano de trabalho
NOTA:Para a execuo deste ciclo, deveremos posicionar a ferramenta nodimetro da primeira passada.
OBSERVAO:Aps a execuo do ciclo a ferramenta retorna automaticamenteao ponto de posicionamento.
90
30
80
45 N10 G291
N20 G21 G40 G90 G95N30 G55 G0 X200 Z200N40 T0202 ;DESB.N50 G96 S250N60 G92 S3500 M3N70 G0 X84 Z2N80 G74 X30 Z-45 P3000 Q47000 R1 F.2N90 G55 G0 X200 Z250N100 M30
Profundidade de corte = 3 mmAvano = 0,2 mm/rot
-
7/24/2019 Manual de Programao 828D
45/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 37
9. CICLOSDEMLTIPLASREPETIES
9.6 - FUNO: G75
9.6.1 - Ciclo de canais.
A funo G75 como ciclo de canais requer:
G75 R__;G75 X__ Z__ P__ Q__ F__;onde:
R = retorno incremental para quebra de cavaco (raio)
X = dimetro nal do canal
Z = posio nal (absoluto)
P = incremento de corte (raio/ milsimo de milmetro)
Q = distncia entre os canais (incremental/ milsimo de milmetro)
F = avano de trabalho
60
50
33
100
14 4
15
70
75 N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0202 ;CANAISN50 G96 S130N60 G92 S2000 M3N70 G0 X75 Z-33N80 G75 R2N90 G75 X60 Z-75 P3000 Q14000 F.2N100 G54 G0 X200 Z200N110 M30
Avano = 0,2 mm/rot
-
7/24/2019 Manual de Programao 828D
46/122
38 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9. CICLOSDEMLTIPLASREPETIES
9.6.2 - Ciclo de faceamento.
A funo G75 como ciclo de faceamento requer:
G75 X__ Z__ P__ Q__ R__ F__; onde:
X = dimetro nal do faceamento
Z = posio nal (absoluto)
P = incremento de corte no eixo X (raio/ milsimo de milmetro)
Q = profundidade de corte por passada no eixo Z (milsimo de milmetro)
R = afastamento no eixo longitudinal para retorno ao X inicial (raio)
F = avano programado
NOTA: Para execuo deste ciclo, deveremos posicionar a ferramenta nocomprimento do 1 passe de desbaste.
OBSERVAO:Aps a execuo do ciclo a ferramenta retorna automaticamenteao ponto posicionado.
25
90
60
30 N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0707 ;DESB.N50 G96 S210N60 G92 S3500 M3N70 G0 X64 Z-2N80 G75 X25 Z-30 P19500 Q2000 R1 F.2N90 G54 G0 X200 Z250N100 M30
Profundidade de corte = 2 mmAvano = 0,2 mm/rot
-
7/24/2019 Manual de Programao 828D
47/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 39
9. CICLOSDEMLTIPLASREPETIES
9.7 - FUNO: G76
Aplicao: Ciclo de roscamento automtico
A funo G76 requer:
G76 P(m) (s) (a) Q__ R__; onde: _ _ _ _ _ _
m = nmero de repeties do ltimo passe
s = sada angular da rosca = Nmero de letes cnicos x 10
OBSERVAES: O valor mnimo programado para a sada angular deve ser IGUAL A 10, que corresponde
a 1 lete cnico. No caso da no necessidade da sada angular, programar 00.
A sada angular da ferramenta de rosca neste ciclo feita sempre a 45.
O dimetro de posicionamento deve ser maior que o dimetro do nal da sada angular. Exemplo: Para se programar uma rosca M20x2 com uma sada angular igual a
10, o dimetro nal da sada angular ser de 24, portanto, o posicionamento deve sermaior do que 24, assim como mostra a tabela abaixo:
PROGRAMACORRETO CLCULO:
G00 X25 Z57G76 P011060 Q100 R.1G76 X17.4 Z41 P1300 Q392 F2
Dimetro nal da sada angular:(sada angular x passo x 2) + Dimetro da rosca(1.0 x 2 x 2) + 20 = 24
a = ngulo da ferramenta (0, 29, 30, 55 e 60, etc...)
Q = mnima profundidade de corte (raio / milsimos de milmetro)
R = profundidade do ltimo passe (raio)G76 X__ Z__ R__ P__ Q__ F__; onde:
X = dimetro nal do roscamento
Z = comprimento nal do roscamento
R = valor da conicidade incremental no eixo X (raio/negativo para externo e positivopara interno)
P = altura do lete da rosca (raio/ milsimos de milmetro)
Q = profundidade do 1passe (raio/ milsimos de milmetro)
F = passo da rosca
-
7/24/2019 Manual de Programao 828D
48/122
40 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9. CICLOSDEMLTIPLASREPETIES
Exemplo 1: Rosca M25x2
28
53
252
1
x45
x2
40
3
M
1,75
33
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0101 ;ROSCA M25X2N50 G97 S1000 M3N60 G00 X29 Z4N70 G76 P010060 Q100 R0.1N80 G76 X22.4 Z-26.5 P1300 Q392 F2N90 G54 G0 X200 Z200N100 M30
CLCULOS:
1) Altura do lete (P):P = (0.65 x passo)P = (0.65 x 2)P = 1.3
3) Profundidade do primeiro passe (Q): Q = P
N. Passadas
2) Dimetro nal (X):X = Dimetro inicial - (P x 2)X = 25 - (1.3 x 2)X = 22.4
OBS.: No exemplo, clculo para 11 passadas.
Q = 1.311
Q= 0.392
-
7/24/2019 Manual de Programao 828D
49/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 41
9. CICLOSDEMLTIPLASREPETIES
Exemplo 2: Rosca Interna M20x1.5
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200
N40 T0202 ;ROSCA M20X1.5N50 G97 S1000 M3N60 G00 X16 Z4N70 G76 P010060 Q100 R0.1N80 G76 X20. Z-43 P975 Q325 F1.5N90 G54 G0 X200 Z200N100 M30
40
M20X1.5
CLCULOS:
1) Altura do lete (P):P = (0.65 x passo)P = (0.65 x 1.5)P = 0.975
Q= 0.325
2) Profundidade do primeiro passe (Q):
Q = P
N. Passadas
Q = 0.975 9
OBS.: No exemplo, foi usado clculo para 9 passadas.
Exemplo 3: Rosca Interna M20x1.5 (2 entradas)
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0202 ;ROSCA M20X1.5N50 G97 S1000 M3N60 G00 X16 Z6 ; 1 ENTRADAN70 G76 P010060 Q100 R0.1N80 G76 X20. Z-43 P975 Q325 F3N90 G00 X16 Z7.5 ; 2 ENTRADAN100 G76 P010060 Q100 R0.1N110 G76 X20. Z-43 P975 Q325 F3N120 G54 G0 X200 Z200N130 M30
(2ENTRADAS)
40
M20X1.5
NOTA: Para rosca com mltiplas entradas necessrio fazer o clculo do avano(F) da seguinte forma:
F= Passo x Nmero de entradas F= 1.5 x 2 F= 3
-
7/24/2019 Manual de Programao 828D
50/122
42 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9. CICLOSDEMLTIPLASREPETIES
ROSCA CNICA:
Exemplo 4:Rosca cnica NPT 11.5 os/pol(Inclinao: 1 grau 47 min)
x45
53
147'
45
33,
4
20
38
1
2.25x45
CA
R
N10 G291N20 G21 G40 G90 G95N30 G55 G0 X200 Z200N40 T0202 ;ROSCA NPTN50 G97 S1200 M3N60 G0 X37 Z5N70 G76 P010060 Q150 R0.12N80 G76 X29.574 Z-20 P1913 Q479R-0.778 F2.209
N90 G55 G0 X200 Z200N100 M30
CLCULOS:
1) Passo (F):F=25.4 : 11.5F=2.209
2)Altura do lete (P):P = (0.866 x passo)P = (0.866 x 2.209)P = 1.913
3) Dimetro nal (X):X = Dimetro inicial - (P x 2)X = 33.4 - (1.913 x 2)X = 29.574
5) Converso do grau de inclinao:
1 60A 47
60 x A = 47 x 1A =47 / 60A = 0.783
Portanto 147 = 1.783
4) Profundidade do primeiro passe (Q):Q = P N PASSES
Exemplo: 16 passadas.
Q = 1.913
16
Q = 0.479
6) Conicidade incremental no Eixo X (R):R = (tan ) x CAR = tan 1.783 x 25
R = 0.778
-
7/24/2019 Manual de Programao 828D
51/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 43
9. CICLOSDEMLTIPLASREPETIES
9.8 - FUNO: CYCLE25 - REPARO DE ROSCA
Aplicao: Ciclo automtico para executar reparo de roscas.
A funo CYCLE25 foi desenvolvida para executar operaes de reparo de roscas.Este ciclo est disponvel, apenas, na linguagem Siemens de programao, portanto, deve-se programar o cdigo G290 antes de inserir este ciclo no programa.
Geralmente, este ciclo programado diretamente na mquina atravs de uma telainterativa de programao. Para acessar esta tela deve-se:
Posicionar o cursor no bloco onde deseja-se inserir o ciclo.
Acionar a softkey [ TORNEAR ].
Acionar a softkey [ ROSCA ].
Acionar a softkey [ REPARO DE ROSCA ].
Neste momento, ser exibida a tela de programao interativa com os seguintes camposa serem preenchidos:
S_INI Rotao para realizar o desbaste da rosca.
PASSO Passo da rosca.
Z_INI Coordenada Z de incio da rosca (sem folga para aproximao).COMP Comprimento da rosca (sempre com valor positivo).X_INI Dimetro no incio da rosca.
X_FIM Dimetro no nal da rosca (este dimetro s ser diferente de X_INIem caso de rosca cnica).N_PASSES Quantidade de passadas para executar a rosca.
ALT_F Altura do lete (valor em raio).
VARI_1 1 = Rosca Externa. 0 = Rosca Interna.
S_FIN Rotao a ser utilizada na ltima passada (acabamento).APROX_Z Folga para aproximao no eixo Z.INC_FIN Valor a ser removido na ltima passada.
S_ANG_X Sada angular em X no nal da rosca (valor em raio)
S_ANG_Z Sada angular em Z no nal da roscaVARI_2
0 = Remoo de cavaco com volume constante. 1 = Remoo decavaco com profundidade de corte constante.
VARI_3 3=Rosca direita. 4 = Rosca esquerda.N_ENT Nmero de entradas da rosca
M8 1 = Liga o refrigerante de corte. 0 = Desliga o refrigerante de corte.RET_X Coordenada de recuo em X aps o nal do ciclo.RET_Z Coordenada de recuo em Z aps o nal do ciclo.
-
7/24/2019 Manual de Programao 828D
52/122
44 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
9. CICLOSDEMLTIPLASREPETIES
Aps preencher os dados, a seguinte sintaxe ser inserida no programa:
CYCLE25 (S_INI, PASSO, Z_INI, COMP, X_INI, X_FIM, N_PASSES, ALT_F, VARI_1,S_FIN, APROX_Z, INC_FIN, S_ANG_X, S_ANG_Z, VARI_2, VARI_3, N_ENT, M8, RET_X,RET_Z)
Exemplo:
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0202 ;DESBASTE E ACABAMENTON50 G96 S200N60 G92 S2500 M5N70 G0 X152 Z2N80 G71 U3 R1N90 G71 P100 Q160 U1 W0.15 F0.3N100 G0 X72N110 G1 Z0N120 G1 X80 ,C2.5N130 G1 X100 Z-45N140 G1 X100 Z-65N150 G1 X145 Z-65N160 G1 X150 Z-67.5
N170 G70 P100 Q160 F0.2N180 G54 G0 X200 Z270N190 T0101 ;ROSCA CNICAN200 G97 S500 M3N210 G0 X110 Z10N220 G290N230 CYCLE25 (500, 4, 0, 45, 80, 100, 16,2.6, 1, 400, 8, 0.05, 5, 5, 0, 3, 1, 1, 150, 100)N240 G291N250 G54 G0 X200 Z200
N260 M30
-
7/24/2019 Manual de Programao 828D
53/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 45
9. CICLOSDEMLTIPLASREPETIES
A sequncia de operao para executar o ciclo de reparo de rosca a seguinte:
Executar o programa normalmente at chegar ao ciclo de reparo de rosca.
Ao chegar no ciclo de reparo de rosca, automaticamente, um cdigo M00
executado fazendo com que a mquina interrompa o movimento dos eixos eo giro do eixo rvore.
Neste momento, deve-se abrir a porta do operador.
Acionar a tecla "JOG"
Girar a chave "SETUP"para poder trabalhar com a porta aberta.
Atravs da manivela eletrnica, localizar a ferramenta no lete da rosca.
Recuar a ferramenta apenas no eixo X.
Desabilitar a chave "SETUP". Fechar a porta do operador.
Acionar a tecla "AUTO".
Acionar a tecla "CYCLE START".
A mquina inicia a execuo do ciclo de reparo sendo que, o primeiro movimentorealizado pela ferramenta, um deslocamento no eixo Z at a coordenada resultante dasomatria dos campos "Z_INI"+ "APROX_Z".
Caso seja acionada a tecla "CYCLE START"sem realizar a localizao do lete, a
mquina assume o ngulo registrado, internamente, no ltimo reparo programado comosendo o ngulo de referncia para iniciar a execuo do ciclo.
-
7/24/2019 Manual de Programao 828D
54/122
46 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
10. CICLOSPARAFURAO
10 - CICLOS PARA FURAO
10.1- FUNO : G80
Aplicao : Cancela os ciclos da srie G80
Esta funo utilizada para cancelar os ciclos da srie G80, ou seja, do G83 ao G85.
10.2- FUNO : G83
Aplicao : Ciclo de furao
Este ciclo permite executar furos com descarga de cavacos e permite programar um
tempo de permanncia no ponto nal da furao, como vemos a seguir :
G83 Z__ Q___ (P__) (R__) F__:onde;
Z = Posio nal do furo (absoluto)
Q = Valor do incremento (incremental / milesimal)
P = Tempo de permanncia ao nal de cada incremento (milsimos de segundo)
R = Plano de referncia para incio de furao (incremental)
F = Avano
OBSERVAES: Aps a execuo do ciclo a ferramenta retorna ao ponto inicial.
Se R no for programado o inicio da furao ser executada a partir do Z deaproximao.
Para que o ciclo G83 seja executado com a funo de descarga de cavaco necessrio efetuar o seguinte procedimento:
Apertar as teclas SHIFTe SYSTEM ALARMsimultaneamente.
Apertar a softkey[ ].
Apertar a softkey [ DIGITAR SENHA ].
Digitar a senha: CUSTOMER
Apertar a softkey [ TRANSFERIR ]. Apertar a tecla OFFSET PARAM
Apertar a softkey [ DADOS DO USURIO ].
Posicionar o cursor (, ) no parmetro ZSFR [21]
Digitar o valor para aproximao. Exemplo: 2
Posicionar o cursor (, ) no parmetro ZSFI [20]
Digitar 1para habilitar a funo de descarga.
Apertar a tecla INPUT
Apertar a softkey [ VOLTAR ].
-
7/24/2019 Manual de Programao 828D
55/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 47
10. CICLOSPARAFURAO
EXEMPLO DE PROGRAMAO (G83):
x45
65
45
1
20
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0202 ;BROCA
N50 G97 S1500 M3N60 G0 X0 Z3N70 G83 Z-68 Q15000 P1500 R -2 F0.12N80 G80N90 G54 G0 X200 Z200N100 M30
10.3 - CICLO DE ROSCAMENTO COM MACHO RGIDO.
10.3.1 - Funo : G84 - Rosca direita com macho rgido.
Este ciclo permite abrir roscas com macho, utilizando xao rgida, ou seja, semsuporte utuante. Para isso deve-se programar:
G97 S500 M3M29G84 Z__ F__,onde:
M29 = ativa roscamento com macho rgido
Z = posio nal da rosca
F = passo da rosca
EXEMPLO :
10
50
50
1x45
M
20
N10 G291N20 G21 G40 G90 G95
N30 G54 G0 X200 Z200N40 T0606 ;MACHO RIGIDON50 G97 S500 M3N60 G0 X0 Z4N70 M29N80 G84 Z-20 F1.5N90 G80N100 G54 G0 X200 Z200N110 M30
10.3.2 - Funo : CYCLE84 - Rosca esquerda com macho rgido.
Este ciclo permite abrir roscas com macho, utilizando xao rgida, ou seja, sem
-
7/24/2019 Manual de Programao 828D
56/122
48 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
10. CICLOSPARAFURAOsuporte utuante. Para isso deve-se programar:
:G0 X0 Z__G17CYCLE84 ( __, __, __, __, __, , __, , __, __, __, __)
G18:SINTAXE:CYCLE84 (RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT, PIT, POSS, SST, SST1)
RTP Coordenada Z de sada da ferramenta aps o m do ciclo.RFP Coordenada Z de incio de roscamento.SDIS Folga para aproximao em avano rpido.DP Coordenada Z do nal do roscamento.DPR Este valor deve ser programado = 0.DTB Tempo de permanncia da ferramenta na coordenada nal Z.SDAC Sentido de giro do eixo-rvore aps o m do roscamento.MPIT No deve ser programado este valor.PIT Passo da rosca. Positivo para rosca Direita. Negativo para rosca esquerda.POSS ngulo de orientao do eixo-rvore.SST Rotao de entrada do roscamento.SST1 Rotao sada do roscamento.
EXEMPLO :
10
50
50
1x45
M
20
N10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0808 ;ROSCA ESQ.N50 M5N60 G0 X0 Z5N70 G17N80 CYCLE84 (5, 0, 2, -20, 0, , 3, , -1.5, 0, 500, 500)N90 G18
N100 G54 G0 X200 Z200N110 M30
-
7/24/2019 Manual de Programao 828D
57/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 49
10. CICLOSPARAFURAO
10.4 - FUNO : G85 : Ciclo de mandrilar
G85 Z__ F__, onde
Z = Posio nalF = Avano
EXEMPLO:
x45
50
45
1
20
N10 G291N20 G21 G40 G90 G95N40 G54 G0 X200 Z200N50 T0808 ;MANDRILARN60 G97 S750 M3N70 G0 X0 Z2N80 G85 Z-55 F0.5N90 G80N100 G54 G0 X150 Z200N110 M30
OBSERVAO: O avano de sada o dobro do programado para a usinagem.
-
7/24/2019 Manual de Programao 828D
58/122
50 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
11. FERRAMENTAACIONADA
11 - FERRAMENTAS ACIONADAS
As ferramentas acionadas so equipamentos opcionais de mquina utilizadas em operaesde fresamento, furao radial e furao axial fora do centro. Para realizar tais operaes necessrio programar comandos para engatar/desengatar o acionamento das ferramentas,
orientar eixo-rvore, travar a placa e girar ferramenta acionada. Segue abaixo a descrio destescomandos:
11.1 - ENGATE DO ACIONAMENTO DAS FERRAMENTAS:
M32(Engata o acionamento da ferramenta)M33(Desengata o acionamento da ferramenta)
11.2 - INDEXAO DO EIXO RVORE:
Este comando utilizado para efetuar uma parada orientada da placa, ou seja,posicionar o Eixo-rvore (Spindle) em um determinado ngulo para que se possa realizaroperaes de fresamento e furao em diversos pontos do permetro da pea.
Sintaxe de programao:
G291SPOS=(xx) Onde: xx= Posio angular de orientao do eixo-rvore.Exemplo: SPOS=(90); POSICIONAMENTO NO NGULO DE 90 GRAUS
11.3 - ORIENTAO DO EIXO C:
A programao do eixo C utilizada para realizar posicionamentos e usinagens cominterpolao do eixo-rvore. Para realizar tal programao, necessrio ter o opcinal deorientao do eixo C.
Sintaxe de programao:
G0 Cxx
Onde: xx= Posio angular de orientao do eixo-rvore.Exemplo: G0 C90; POSICIONAMENTO NO NGULO DE 90 GRAUS
11.4 - TRAVAMENTO DA PLACA
Este comando utilizado para travar a placa am de evitar vibraes durante as operaesde usinagem serem executadas enquanto o eixo rvore estiver parado.
Existem duas maneiras de programao para travamento da placa, de acordo com oopcional adquirido com a mquina:
*Travamento da placa para opcional de orientao do eixo-rvore;*Travamento da placa para opcional de indexao do eixo rvore;
-
7/24/2019 Manual de Programao 828D
59/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 51
11. FERRAMENTAACIONADA
11.4.1 - Tavamento da placa para opcional de indexao:
Deve ser executado depois do posicionamento angular do eixo-rvore (SPOS).
Sintaxe de programao:
M22(Trava a placa)M23(Destrava a placa)
NOTA: Os comandos M22/M23 devem ser programados somente quando a mquinapossuir o opcinal de indexao do eixo-rvore.
11.4.2 - Tavamento da placa para opcional de orientao do eixo C:
Deve ser executado depois do posicionamento angular do eixo-rvore ( G0 C__ ).
Sintaxe de programao:
M85(Ativa freio - alto torque)M86(Ativa freio - baixo torque)
NOTAS:O comando M85 deve ser utilizado apenas enquanto o eixo rvore estiver parado.O comando M86 pode ser programado para realizar interpolaes com o eixo C,
caso o processo necessite.
11.5 - ROTAAO DE FERRAMENTAS ACIONADAS:
M2=xx S2=yy Onde: xx= Sentido de giro, pode ser 3 (horrio), 4 (anti-horrio) ou 5 (parada). yy= RPMExemplo: M2=3 S2=1000
11.6 - CONTROLE DE AVANO ATRAVS DAS FUNES FGROUP E FGREF.
Quando os eixos C e X ou C e Z so programados simultaneamente, o CNC obedeceo avano programado para o eixo linear (X ou Z). Isto ocorre porque as unidades de medidade avano dos eixos so diferentes:
Eixo rotacional (C) = graus/minEixo linear (X,Z)= mm/min ou polegada/min.
Para corrigir o avano em mm/min em funo do permetro a ser usinado, deve-seprogramar o comando FGROUP e o comando FGREF, conforme a sintaxe abaixo:
FGROUP(X, Z, C) - ativa a funo FGROUP para os eixos X, Z e C
FGREF[C]=_____ - dene o raio da pea.
Exemplo:
-
7/24/2019 Manual de Programao 828D
60/122
52 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
11. FERRAMENTAACIONADA
FGREF[C]=60 (pea 120 mm)
11.7 - EXEMPLOS DE PROGRAMAO:
11.7.1 - ferramenta acionada com opcional de indexao do eixo-rvore:
EXEMPLO 1: Fresamento radial
400
30
8
350
80
80
R15
PRINCIPAL.MPF
G291
N10 G21 G19 G40 G90 G94
N20 G54 G0 X600 Z500
N30 T0808;................................FRESA D30mm
N40 M32 ...................................ENGATA A FERRAMENTA ATIVA
N50 G290..................................ATIVA MODO SIEMENS
N60 SPOS=(0);.........................ATIVA INDEXAO DA PLACAN70 S2=500 M2=3;...................LIGA RPM DA FRESA
N80 G0 X400 Z-40;...................POSICIONAMENTO INICIAL
N90 RASGO P4;.......................EXECUTA SUBPROG. RASGO 4 X
N100 G00 X600 Z500
N110 M30
RASGO.SPF
N10 G0 C=IC(90) ;......................INCREMENTO ANGULAR DE 90 GRAUS
N20 X400N30 M22 ...................................TRAVA A PLACA
N40 USINAGEM P8;.................EXECUTA SUBPROG. USINAGEM 8 VEZES (PROF. 8MM)
N50 G90 G0 X400
N60 M23 ....................................DESTRAVA A PLACA
N70 M17...................................FIM DE SUBPROGRAMA
USINAGEM.SPF
N10 G91 G01 X-1 F220;
N30 G90 G01 Z-160 F200N50 G90 Z-40 F400
N120 M17
-
7/24/2019 Manual de Programao 828D
61/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 53
11. FERRAMENTAACIONADA
EXEMPLO2: FURAO E ROSCAMENTO AXIAL
ROSCA.SPF
N10 G0 C=IC(60) ;...INCREMENTO DE 60 GRAUS
N20 M22 ................TRAVA A PLACA
N30 G1 F200
N40 SETMS (2); ATIVA ACIONADA COMO SPINDLE PARA EXECUTAR "CYCLE84"
N50 CYCLE84( 10, 0, 10, -15, , , 4, , 1.25, ,300,300)
N60 SETMS (1); RETORNA PARA SPINDLE DO EIXO ARVORE
N70 M17..............FIM DE SUBPROGRAMA
PRINCIPAL.MPF
G291
N10 G21 G19 G40 G90 G94
N20 G54 G0 X600 Z500N30 T0404;...............BROCA D6,8mm
N40 M32 ..................ENGATA A FERRAMENTA ROTATIVA
N50 G290.................ATIVA MODO SIEMENS
N60 SPOS=(0);........ATIVA INDEXAO DA PLACA
N70 S2=500 M2=3;..LIGA RPM DA BROCA
N80 G0 X146 Z5;.....POSICIONAMENTO INICIAL
N90 FUROS P6;......EXECUTA SUBPROG. FUROS 6 X
N100 M33 ...............DESENGATA A FERRAMENTA ROTATIVA
N110 G00 X600 Z500
N120 T0505;.............MACHO M8x1,25mmN130 M32 ................ENGATA A FERRAMENTA ATIVA
N140 G290................ATIVA MODO SIEMENS
N150 SPOS=(0);.......ATIVA INDEXAO DA PLACA
N160 S2=500 M2=3;.LIGA RPM DO MACHO
N170 G0 X146 Z5;....POSICIONAMENTO INICIAL
N180 ROSCA P6;.....EXECUTA SUBPROG. ROSCA 6 X
N190 M33 ................DESENGATA A FERRAMENTA ATIVA
N200 G00 X600 Z500
N210 M30
FUROS.SPF
N10 G0 C=IC(60) ;INCREMENTA 60
N20 M22 .............TRAVA A PLACA
N30 G01 Z-15 F200
N40 G90 G0 Z5
N50 M23 .............DESTRAVA A PLACA
N60 M17..............FIM DE SUBPROGRAMA
-
7/24/2019 Manual de Programao 828D
62/122
54 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
11. FERRAMENTAACIONADA
11.7.2 - ferramenta acionada com opcional de orientao do eixo C:
PRINCIPAL.MPF
N05 G291N10 G21 G19 G40 G90 G94N20 G54 G0 X500 Z500
N30 T0808;..............................FRESA D10mmN40 M32 .................................ENGATA A FERRAMENTA ATIVAN50 G290................................ATIVA MODO SIEMENSN60 M19 .................................ATIVA ORIENTAO DO EIXO CN60 G0 C0; .............................POSICIONA O EIXO CN70 S2=500 M2=3;..................LIGA RPM DA FRESAN80 M86; ................................ATIVA FREIO BAIXO TORQUEN80 G0 X52 Z0;.......................APROXIMACAON90 G0 X50 ;...........................POSICIONAMENTO INICIALN100 ROSCA P4;....................EXECUTA SUBPROG. ROSCA 4 X
N110 G00 X500 Z500N120 M30
ROSCA.SPF
N10 FGROUP(Z,C);................... INDICA AVANCOS NOS EIXOS Z E CN20 FGREF[C]=23;.................... RAIO A SER FRESADON30 G01 X=IC(-1) F300;........... INCREMENTO DE PROFUNDIDADEN40 Z-140 C5040;.....................USINAGEM DA ROSCAN50 X=IC(5); ........................... RECUA EIXO XN60 G0 Z0 C0;......................... REPOSICIONA EIXO Z
N70 G0 X=IC(-5);..................... REPOSICIONA EIXO XN80 M17;.................................. FIM DE SUBPROGRAMA
-
7/24/2019 Manual de Programao 828D
63/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 55
12. OUTRASFUNESPREPARATRIAS
12 - OUTRAS FUNES PREPARATRIAS
12.1 - FUNO: G20
Aplicao: Referencia unidade de medida - Polegada
Esta funo prepara o comando para computar todas as entradas de dados empolegadas.
12.2 - FUNO: G21
Aplicao: Referencia unidade de medida - Mtrico.
Esta funo prepara o comando para computar todas as entradas de dados emmilmetros.
12.3 - FUNO: G90
Aplicao: Sistema de coordenadas absolutas
Este cdigo prepara a mquina para executar operaes em coordenadas absolutas, tendouma origem pr-xada para a programao. A funo G90 modal e cancela a funo G91.
12.4 - FUNO: G91
Aplicao: Sistema de coordenadas incrementais
Este cdigo prepara a mquina para executar todas as operaes em coordenadas
incrementais. Assim, todas as medidas so feitas atravs da distncia a se deslocar, portantoa origem das coordenadas de qualquer ponto o ponto anterior ao deslocamento. A funoG91 modal e cancela a funo G90.
12.5 - FUNO: G92
12.5.1 - G92: Estabelece limite de rotao (RPM)
A funo G92 juntamente com o cdigo S____ (4 dgitos) utilizada para limitar amxima rotao do eixo-rvore (RPM). Geralmente esta funo programada no blocoseguinte ao da funo G96, o qual usado para programar a velocidade de corte.
Exemplo:G92 S2500 M4;(limita a rotao do eixo-rvore em 2500 RPM)
12.5.2 - G92 : Estabelece nova origem
A funo G92 tambm pode ser usada para estabelecer nova origem do sistema decoordenadas. Para isso ela deve ser programada num bloco juntamente com um ou maiseixos da mquina.
Exemplo: G92 Z0; (estabelece uma nova origem do sistema de coordenadas, xandoa posio atual como Z0).
A funo G92 modal e cancelada pela funo G92.1 .
-
7/24/2019 Manual de Programao 828D
64/122
56 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
12. OUTRASFUNESPREPARATRIAS
12.5.3 - G92.1 : Cancela G92
A funo G92.1 usada para cancelar o comando G92. Para isso ela deve serprogramada num bloco juntamente com o eixo a ser cancelado.
Exemplo: G92.1 Z0; (cancela a origem do sistema de coordenadas, correspondente
ao eixo Z).
12.6 - FUNO: G94
Aplicao: Estabelece avano em mm/minuto ou polegada/minuto.
Esta funo prepara o comando para computar todos os avanos em polegadas/minutos(G20) ou milmetros/minutos (G21). A funo G94 modal e cancela a funo G95.
12.7 - FUNO: G95
Aplicao: Estabelece avano mm/rotao ou polegada/rotao:
Esta funo prepara o comando para computar todos os avanos em polegadas/rotao(G20) ou milmetros/rotao (G21). A funo G95 modal e cancela a funo G94.
12.8 - FUNO: G96
Aplicao: Estabelece programao em velocidade de corte constante.
A funo G96 seleciona o modo de programao em velocidade de corte constante,onde o clculo da RPM programada pela funo S.
A mxima RPM alcanada pela velocidade de corte constante pode ser limitada atravsda programao da funo G92.
Exemplo: G96 S200;(velocidade de corte de 200 m/min)
A funo G96 modal e cancela a funo G97.
12.9 - FUNO: G97
Aplicao: Estabelece programao em RPM
A funo G97 utilizada para programar uma rotao xa do spindle (RPM), com oauxlio da funo S e usando um formato (S4).
Exemplo: N70 G97 S2500 M3;(rotao de 2500 RPM)
A variao da RPM pode ser feita atravs do Seletor de Rotao do Eixo-rvore,
podendo ser de 50% at 120% da rotao programada. A funo G97 modal e cancela afuno G96.
12.10 - FUNO: M2=Aplicao: Dene sentido de giro da ferramenta acionada
A funo M2= utilizada para indicar o sentido de giro do cabeote fresador, onde: M2=3 (Gira cabeote no sentido horrio) M2=4 (Gira cabeote no sentido anti-horrio) M2=5 (Pra a rotao)
NOTA:necessrio programar o comando G290 antes da funo M2=__ ,para que a mesma seja executada corretamente.
-
7/24/2019 Manual de Programao 828D
65/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 57
12. OUTRASFUNESPREPARATRIAS
12.11 - FUNO: S2=
Aplicao: Estabelece RPM da ferramenta acionada
A funo S2= utilizada para programar uma rotao xa do cabeote fresador, com
o auxlio da funo M2= , onde:S2= (Dene o valor da rpm)M2= (Dene o sentido de giro - 3, 4 5)Exemplo: S2=500 M2=3
NOTA:necessrio programar o comando G290 antes da funo S2=__ , paraque a mesma seja executada corretamente.
-
7/24/2019 Manual de Programao 828D
66/122
58 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
13. DESVIOINCONDICIONAL
13 - DESVIO INCONDICIONAL
Funo: M99
A programao da funo M99 com a funo P, acompanhado do nmero do bloco,faz com que o comando avance/retorne a programao para o bloco indicado por P.
Quando a funo M99 substituir a M30 no programa principal, o programa serexecutado seguidamente em looping.
EXEMPLO:
N10 G291N20 G21 G40 G90 G95
N40 G54 G0 X200 Z250N50 M99 P240N60 T0101 ;FURAR::N230 G54 G0 X350 Z250N240 T0303; DESB. EXTERNON250 G54N260 G96 S200:
:N690 G54 G0 X350 Z250N700 M99
-
7/24/2019 Manual de Programao 828D
67/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 59
14. CHAMADAERETORNODEUMSUBPROGRAMA
14 - CHAMADA E RETORNO DE UM SUBPROGRAMA
Funes: M98/M99
Quando a usinagem de uma determinada seqncia de operaes, aparece muitas
vezes no programa, pode-se usar o recurso de chamada de subprograma atravs da funoM98.
O bloco contendo a funo M98, dever conter tambm o nome do subprograma comoum nmero atravs da funo P. Ex.: M98 P1001.
O subprograma, por sua vez, dever ser nalizado com uma funo M99, e seu nomedever conter 4 caracteres numricos.
NOTA:O nmero do subprograma o mesmo encontrado no diretrio do comandoCNC.
Os formatos para a chamada de um subprograma so os seguintes:
M98 P_ _ _ _ L_ _ _ _
N do subprograma N de repetiesdo subprograma
M98 P_ _ _ _ _ _ _ _
N de repetiesdo subprograma
N do subprograma
ou
Quando o subprograma naliza suas operaes, o controle retornado ao programa
principal.
EXEMPLO:
PRINCIPAL.MPF 1002.SPF
1003.SPF
PROGRAMA PRINCIPAL SUB PROGRAMA SUB PROGRAMA
N50 M98 P1002N60 ...
M99
N50 M98 P1003N60 ...
M99M30
OBSERVAO:Caso seja omitido o nmero de repeties, o comando executar
o subprograma uma vez.
-
7/24/2019 Manual de Programao 828D
68/122
60 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
14. CHAMADAERETORNODEUMSUBPROGRAMA
EXEMPLO: PROGRAMAO INCREMENTAL E SUBPROGRAMA
45
100
102020
4
50
Chanfrar cantos com 0,5x45
Programa principal Subprograma 0002
N10 G291N20 G21 G40 G90 G95
..
.N90 G0 X55 Z10N100 M98 P30002(N100 M98 P2 L3;)N120 G54 G0 X250 Z130N130 M30
N10 G0 G91 Z-20;N20 G1 G90 X45 F.15;
N30 G0 X55;N40 G91 Z-0.5;N50 G1 G90 X50;N60 G91 X-1 Z0.5;N70 G0 G90 X55;N80 G91 Z0.5;N90 G1 G90 X50;N100 G91 X-1 Z-0.5;N110 G0 G90 X55;N120 M99;
-
7/24/2019 Manual de Programao 828D
69/122
U04944A Programao e Operao - Linha Centur - CNC Siemens 828D 61
15. PUXADORDEBARRAS
15 - PUXADOR DE BARRAS.
Na linha Centur no existe o opcional alimentador de barras, porm, pode-se programaruma alimentao automtica atravs de um puxador de barras mecnico.
EXEMPLO: PROGRAMAR PUXADOR DE BARRAS PARA FAZER 10 PEAS.
PRINCIPAL.MPFN10 G291N20 G21 G40 G90 G95N30 G54 G0 X200 Z200N40 T0101 ;STOPN50 G0 X0 Z0.5N60 M00; ENCOSTAR A BARRA NO STOPN70 G54 G0 X200 Z200N80 M98 P0003 L10N90 G54 G0 X200 Z200N100 M30
0003.SPFN10 T0202; DESB. E ACAB. EXT.N20 G96 S200N30 G92 S3000 M3N40 G0 X40 Z0N50 G1 X-2 F0.2N60 G0 X40 Z2N70 G71 U3 R1
N80 G71 P90 Q150 U1 W0.2 F0.3N90 G0 X15N100 G1 Z0N110 X20 ,C1.5N120 Z-15N130 X30 ,C1.5N140 Z-28
N150 X38N160 G70 P90 Q150 F0.2N170 G54 G0 X200 Z200N180 T0303; CORTEN190 G96 S130N200 G92 S3000 M3N210 G0 X40 Z-28N220 G1 X25 F0.1N230 G0 X32N240 Z-26.5
N250 G1 X30N260 X27 Z-28N270 X8N280 G0 X10N290 G97 S800 M3N300 G1 X-2 F0.08N310 G0 X40N320 G54 G0 X200 Z200 M5N330 T0404; (PUXADOR)N340 G0 X40 Z-40 (APROXIMACAO)
N350 G94 G1 X0 F800 (AV. EM mm/min)N360 M24 (ABRE A PLACA)N370 G4 X1 (TEMPO DE ESPERA)N380 G91 G1 Z28.5 (ARRASTA A BARRA)N390 M25 (FECHA A PLACA)N400 G4 X1N410 G90 G1 X40N420 G95N430 G54 G0 X200 Z200N440 M99
-
7/24/2019 Manual de Programao 828D
70/122
62 Programao e Operao - Linha Centur - CNC Siemens 828D U04944A
16. FUNESTRANSEATRANS
16 - FUNES TRANS E ATRANS
As funes TRANS e ATRANS so utilizadas para alterar temporariamente a localizaodo ponto zero pea. Geralmente, este recurso utilizado para realizar os mesmos movimentosde