OLIVEIRA, Marcos Antonio de. Prospecção, pesquisa e produção ...

UNIVERSIDADE DE PASSO FUNDO
Marcos Antonio Bonamigo
Avaliação do material particulado gerado em uma indústria
moveleira e dimensionamento de um filtro de manga
Passo Fundo
2010

2
Marcos Antonio Bonamigo
Avaliação do material particulado gerado em uma indústria
moveleira e dimensionamento de um filtro de manga
Trabalho de conclusão de curso apresentado ao
curso de Engenharia Ambiental, como parte
dos requisitos exigidos para obtenção do título
de Engenheiro Ambiental.
Orientador: Vandré Barbosa Brião
Passo Fundo
2010

3
TERMO DE APROVAÇÃO
MARCOS ANTONIO BONAMIGO
AVALIAÇÃO DO MATERIAL PARTICULADO GERADO EM UMA INDÚSTRIA MOVELEIRA E DIMENSIONAMENTO DE UM FILTRO DE MANGA
Trabalho de Conclusão de Curso aprovado como requisito parcial para a obtenção
do título de Engenheiro Ambiental – Curso de Engenharia Ambiental da Faculdade
de Engenharia e Arquitetura da Universidade de Passo Fundo. Aprovado pela
seguinte banca examinadora:
Orientador: _________________________________________ Vandré Barbosa Brião - Dr
Faculdade de Engenharia e Arquitetura, UPF
__________________________________________ Aline Ferrão Custodio Passini - DSc.
Faculdade de Engenharia e Arquitetura, UPF
__________________________________________ Paulo Roberto Koetz – Dr.
Faculdade de Engenharia e Arquitetura, UPF
Passo Fundo, 09 de dezembro de 2010.

4
DEDICATÓRIAS
AO SENHOR DEUS PELA VIDA.
AOS MEUS PAIS E MINHA IRMÃ
DEDICO.

5
Tudo o que somos nasce
com nossos pensamentos. Em
nossos pensamentos, fazemos
o nosso mundo.
Buda

6
AGRADECIMENTOS
Ao Professor orientador Vandré Barbosa Brião,
pela amizade adquirida ao longo de todo o curso, e
pelos conhecimentos obtidos na realização dessa atividade.
Aos Professores Aline F.C. Passini e Paulo Roberto Koetz, por aceitarem participar da banca.
A UPF, pela disponibilidade de laboratórios.
Aos meus pais pela grande ajuda e incentivo, ao longo de toda a graduação.
A minha irmã pelo apoio nesta caminhada.
E enfim a todos meus amigos e colegas de curso, que de alguma forma ou outro contribuíram para
a realização desse trabalho.

7
RESUMO
BONAMIGO. Marcos Antonio. Avaliação do material particulado gerado em uma
indústria moveleira e dimensionamento de um filtro de manga. 2010. 74 f. Curso de
Graduação em Engenheira e Arquitetura. Curso de Engenharia Ambiental. Universidade de
Passo Fundo, Passo Fundo – RS.
A indústria moveleira é uma grande geradora de resíduos. Sendo de fundamental importância
o seu gerenciamento, para se estabelecer o controle da quantidade dos produtos e a destinação
final adequada para cada tipo de resíduo, evitando-se o desperdício e a degradação ambiental.
Com o um grande volume de fabricação conseqüentemente a geração de particulado é muito
grande em alguns pontos estratégicos da fábrica e toda essa questão gera uma problemática,
onde dispor, como a melhor maneira de captar esse resíduo e dar uma destinação correta e
também proteger a saúde do trabalhador, visto que, o não controle pode ocasionar sérios
riscos, como problemas pulmonares e respiratórios. O objetivo era fazer a caracterização
qualitativa e quantitativa do Material Particulado gerado nos diferentes setores da indústria
moveleira. Identificando as etapas do processo produtivo, identificação e qualificação das
principais matérias-primas e insumos utilizados na fabricação dos móveis, identificação das
fontes geradoras de resíduos, seus aspectos qualitativos e quantitativos, localização no
processo produtivo, caracterização do material particulado quanto a sua dimensão e
dimensionamento de um filtro manga para a coleta de material particulado. O trabalho foi
realizado na empresa Móveis Sul, no município de Lagoa Vermelha, e as análises feitas na
Faculdade de Engenharia de Alimentos da Universidade de Passo Fundo. Foi conhecido o
processo produtivo da empresa e os pontos de geração de material particulado, realizou as
análises de microscopia e peneiramento. Os pontos de geração do M.P nos diferentes setores
da indústria ocorreram em boa parte no pavilhão um, onde as chapas de MDF são cortadas
pela seccionadora, gerando M.P na forma de poluente atmosférico captado pelo ciclone e
também na forma de resíduos sólidos. A microscopia do M.P fino ficou entre 4 m e 30 m,
cerca de 50 %, caracterizando-se como M.P inalável. Como grande parte desse material ficou em um
tamanho inferior a 30 m, e sabendo que como o ciclone tem uma eficiência comprometedora abaixo
de 20 m. Com isso fica evidente a necessidade de instalação de um novo equipamento de
controle de emissões, sendo então necessária para a indústria a aquisição de um filtro de
manga. O peneiramento do M.P fino mostrou uma média de 95 m, dentro dos padrões de
inalável e o M.P claro e escuro indicou um tamanho com cerca de 200 m, classificando com
resíduo sólido. Foi dimensionado um filtro de manga para a empresa.
Palavras-chaves: Material particulado, processo produtivo, indústria moveleira, filtro de
manga

8
ABSTRACT
BONAMIGO. Marcos Antonio. Evaluation of the particulate matter generated in a
furniture industry and design of a filter sleeve. 2010. 74 f. Undergraduate in Engineering
and Architecture. Course in Environmental Engineering. University of Passo Fundo, Passo
Fundo - RS.
The furniture industry is a major generator of waste. Which is paramount in their
management, to establish control of the quantity and final destination of the products suitable
for each type of waste, avoiding waste and environmental degradation. With a high volume
manufacturing consequently the generation of particles is very large in some strategic points
of the factory and the whole issue raises a problem, where available, as the best way to
capture this waste and give a correct destination and also protect the health worker, since the
control can not cause serious risks, such as lung and respiratory problems. The goal was to
make qualitative and quantitative characterization of particulate matter generated in the
various sectors of the furniture industry. Identifying the stages of production, identification
and qualification of key raw materials and inputs used in the manufacture of furniture,
identification of the sources of waste, their qualitative and quantitative aspects, location in the
productive process, characterization of the particulate material and its size and design of a
baghouse filter to collect particulate matter. The study was conducted at Southern Furniture
Company in the town of Red Lake, and the analysis done at the Faculty of Food Engineering,
University of Passo Fundo. It was known the company's production process and the points of
generation of particulate material, carried out the analysis and screening microscopy. The
points of generation of MP in different industry sectors were largely in a pavilion, where the
MDF boards are cut by sectioning, leading MP in the form of air pollutant captured by the
cyclone and also in the form of solid waste. Microscopy of thin M.P was between 4 m and
30 m, about 50%, characterized as inhalable M.P. How much of this material was in a size
less than 30 m, and knowing how the cyclone has a compromising efficiency below 20
m. With this evidence the necessity of installing a new emissions control equipment, and
then for the industry as the acquisition of a filter sleeve. Screening of thin M.P showed an
average of 95 m, within the standards of inhaled M.P and light and dark indicated a size of
about 200 m, with solid waste sorting. It was a scaled filter sleeve for the company Keywords: Particulate matter, production process, the furniture industry, filter sleeve

9
LISTA DE FIGURAS
Figura 1: Processos na usinagem de madeira em fábricas de móveis ...................................... 30
Figura 2: Funcionamento do ciclone ........................................................................................ 41
Figura 3: Filtro manga industrial .............................................................................................. 43
Figura 4: Comparativo genérico entre mangas bem e mal especificadas ................................. 47
Figura 5: Preços relativos e aproximados entre os materiais das mangas ................................ 48
Figura 6: Temperatura de trabalho e agentes químicos agressivos ao material da manga ....... 49
Figura 7: Seqüência do trabalho realizado na empresa Móveis Sul ......................................... 53
Figura 8: Peneiras utilizadas para o ensaio de granulometria .................................................. 56
Figura 9: Locais das medições das velocidades de exaustão.................................................... 57
Figura 10: Processo produtivo na empresa Móveis Sul e pontos de geração do M.P .............. 59
Figura 11: Armazenamento de M.P ao lado externo da fábrica (1) ......................................... 62
Figura 12: Armazenamento de M.P ao lado externo da fábrica (2) ......................................... 62
Figura 13: Microfotografia do M.P coletado nos dutos de exaustão e régua para a medição das
partículas ................................................................................................................................... 63
Figura 14: Histograma de distribuição de freqüência do M.P fino .......................................... 64
Figura 15: Histograma de distribuição do M.P Fino ................................................................ 65
Figura 16: Histograma de distribuição do M.P Claro (pó de varrição) .................................... 66
Figura 17: Histograma de distribuição do M.P Escuro (pó de varrição) .................................. 67
Figura 18: Histograma de distribuição de freqüência dos três materiais analisados ................ 68
Figura 19: Velocidades e vazões de exaustão dos equipamentos amostrados ......................... 69
Figura 20: Vista de topo do filtro de manga para a empresa Móveis Sul................................. 71
Figura 21: Vista lateral do filtro de manga da empresa Móveis Sul ........................................ 72
Figura 22 Vista Frontal do filtro de manga .............................................................................. 74
Figura 23 Vista lateral do filtro de manga ................................................................................ 75
Figura 24: Microfotografia do M.P Fino .................................................................................. 80
Figura 25: Microfotografia do M.P Fino .................................................................................. 80
Figura 26: Microfotografia do M.P Fino .................................................................................. 81
Figura 27 Microfotografia do M.P Fino ................................................................................... 81
Figura 28: Microfotografia do M.P Fino .................................................................................. 82

10
LISTA DE TABELAS
Tabela 1: Número de empresas e empregados do setor moveleiro por estado ......................... 20
Tabela 2: Concentração Mundial da produção de móveis ........................................................ 21
Tabela 3: Principais estados exportadores de móveis em 2007 e 2008 (US$) ......................... 22
Tabela 4: Exportações brasileiras de móveis de diversos materiais (US$) .............................. 23
Tabela 5: Principais exportadores mundiais de móveis............................................................ 24
Tabela 6: Principais países importadores de móveis brasileiros em 2007 ............................... 25
Tabela 7 Origem das matérias-primas consumidas para fabricação de móveis ....................... 28
Tabela 8: Geração de Resíduos Sólidos Industriais no Brasil .................................................. 37
Tabela 9: tipos de limpeza de filtros de manga ........................................................................ 46
Tabela 10 Peneiras utilizadas no ensaio de análise granulométrica ......................................... 55
Tabela 11: Tamanho médio do M.P Fino ................................................................................. 65
Tabela 12: Tamanho médio do M.P Médio Claro .................................................................... 66
Tabela 13: Tamanho médio do M.P Médio Escuro .................................................................. 67
Tabela 14: Características das mangas ..................................................................................... 71
Tabela 15: Dimensões para modelos de filtro de mangas ........................................................ 73
Tabela 16: Características das mangas ..................................................................................... 74

11
LISTA DE QUADROS
Quadro 1: Vantagens e desvantagens de acabamentos para madeira ....................................... 32

12
LISTA DE SIGLAS
ABNT Associação Brasileira de Normas Técnicas
AC Acre
AP Acre
CE Ceará
CEPA Centro de Pesquisa em Alimentação
CONAMA Conselho Nacional do Meio Ambiente
GO Goiás
m Metro
m² Metro Quadrado
m³ Metro Cúbico
M.P Material Partículado
MDF Medium Density Fiberboard
MDP Medium Density Particleboard
MG Minas Gerais
NBR Normas Brasileiras de Regulamentação
PA Pará
PU Pulioretano
RJ Rio de janeiro
RS Rio Grande do Sul
SP São Paulo
µm Micrômetro
UPF Universidade de Passo Fundo
US$ Dólares Americanos
UV Ultravioleta

13
SUMÁRIO 1 INTRODUÇÃO .............................................................................................................................15
2 DESENVOLVIMENTO ................................................................................................................18
2.1 Importância econômica do setor madeireiro .............................................................. 19
2.2 Ecodesign da indústria moveleira .............................................................................. 26
2.3 Equipamentos e processos produtivos ....................................................................... 28
2.3.1 Corte da madeira .................................................................................................... 29
2.3.2 Processos de usinagem ........................................................................................... 30
2.4 Caracterização do complexo florestal industrial ........................................................ 33
2.4.1 Principais tipos de madeira utilizada na fabricação de móveis .............................. 33
2.4.1.1 Madeira Maciça .................................................................................................. 33
2.4.1.2 Compensado ....................................................................................................... 34
2.4.1.3 Aglomerado ........................................................................................................ 34
2.4.1.4 Painel com revestimento melamínico ................................................................. 34
2.4.1.5 MDF (Medium Density Fiberboard) .................................................................. 34
2.4.1.6 MDP (Medium Density Particleboard) .............................................................. 35
2.5 Resíduos industriais ................................................................................................... 36
2.6 Material particulado ................................................................................................... 38
2.7 Equipamentos de controle de poluição atmosférica................................................... 40
2.7.1 Ciclone ................................................................................................................... 40
2.7.1.1 Princípio físico .................................................................................................... 40
2.7.1.2 Aplicações .......................................................................................................... 41
2.7.1.3 Eficácia ............................................................................................................... 41
2.7.2 Filtro de manga....................................................................................................... 42
2.7.2.1 Dimensionamento do filtro manga ..................................................................... 45
2.7.2.2 Especificação das mangas .................................................................................. 47
2.7.2.3 Parâmetros de Qualidade .................................................................................... 49
3 MATERIAS E MÉTODOS ............................................................................................................53
3.1 Conhecimento do processo produtivo da empresa..................................................... 54
3.2 Identificação dos pontos de geração do material particulado .................................... 54
3.3 Coleta do material particulado nos pontos identificados ........................................... 54
3.4 Caracterização do material particulado ...................................................................... 54

14
3.4.1 Microfotografia ...................................................................................................... 54
3.4.2 Peneiramento .......................................................................................................... 55
3.5 Dimensionamento de um filtro de manga .................................................................. 57
4 RESULTADOS E DISCUSSÕES ................................................................................. 59
4.1 Descrição do processo produtivo ............................................................................... 59
4.2 Pontos de geração de material particulado................................................................. 61
4.3 Caracterização do material particulado ...................................................................... 63
4.3.1 Microfotografia ...................................................................................................... 63
4.3.2 Peneiramento .......................................................................................................... 64
4.3.2.1 M.P Fino ............................................................................................................. 64
4.3.2.2 M.P claro (pó de varrição) .................................................................................. 65
4.3.2.3 M. P escuro (pó de varrição) .............................................................................. 66
4.3.2.4 Comparação entre as amostragens ...................................................................... 67
4.3.3 Dimensionamento do filtro de manga .................................................................... 68
4.3.3.1 Caso 1 ................................................................................................................. 69
4.3.3.1.1 Escolha do tipo de filtro ..................................................................................... 69
4.3.3.1.2 Cálculo da área de filtração ................................................................................ 70
4.3.3.1.3 Dimensionamento das mangas ........................................................................... 70
4.3.3.2 Caso 2 ................................................................................................................. 72
4.3.3.3 Comparação entre os casos ................................................................................. 75
5 CONCLUSÕES ..............................................................................................................................76
REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................................................77
APÊNDICE A.........................................................................................................................................80
ANEXO A..............................................................................................................................................83
15
1 INTRODUÇÃO
A industrialização do mobiliário brasileiro teve suas origens em meados de 1875 pela
produção de artesãos, sendo a maioria italiana devido ao aumento do fluxo imigratório no
final do século XIX e início do século XX (SANTINI, 2000).
No Brasil as pequenas empresas de móveis caracterizam-se principalmente por serem
familiares e utilizarem equipamentos com poucos recursos e pela produção em pequena
escala. As grandes e médias empresas possuem equipamentos automatizados, centros de
usinagem, plataformas de projetos em tecnologia, e algumas empresas fabricam móveis de
design com uma ampla linha de produtos (OLANDOSKI, 2001).
A indústria moveleira é uma grande geradora de resíduos. Sendo de fundamental
importância o seu gerenciamento, para se estabelecer o controle da quantidade dos produtos e
a destinação final adequada para cada tipo de resíduo, evitando-se o desperdício e a
degradação ambiental. Segundo Nahuz (2001), estima-se que menos de 5% das empresas do
setor moveleiro tem programas de conservação do meio ambiente e não existe plano de gestão
integrada de resíduos no setor. Além de a madeira ser a principal fonte de matéria-prima, a
indústria de móveis também utiliza materiais como: plásticos, papelão, aço, vidro, ferro,
materiais têxteis, tinta, cola, verniz, etc. A variedade e a origem distinta dos materiais
utilizados no processo industrial geram resíduos sólidos, emissões atmosféricas e efluentes
líquidos.
A necessidade de se obter informações sobre a geração, características, armazenamento,
transporte, tratamento, reutilização, reciclagem, recuperação e disposição final dos resíduos
sólidos gerados pelas indústrias do país, foi criada a Resolução CONAMA nº 313, de 29 de
outubro de 2002 que dispõe sobre o Inventário Nacional de Resíduos Sólidos Industriais. A
partir das informações obtidas no inventário, é possível planejar o gerenciamento e a
minimização na produção de resíduos visto que são atitudes ambientais responsáveis e devem
ser práticas cotidianas em indústrias. O gerenciamento deve ser baseado preferencialmente em
ações preventivas em detrimento de ações corretivas e deve ter um caráter multidisciplinar,
considerando que os problemas ambientais e suas soluções estão determinados por fatores
tecnológicos, econômicos, sociais, culturais e políticos.
De acordo com o Artigo 32 da Política Estadual de Resíduos Sólidos de São Paulo,
compete aos geradores de resíduos industriais a responsabilidade pelo seu gerenciamento,
desde sua geração a sua disposição final incluindo: a separação e coleta interna dos resíduos,
de acordo com suas classes e características; o acondicionamento, identificação e transporte

16
interno, quando for o caso; a manutenção de áreas para a sua operação e armazenagem; a
apresentação dos resíduos à coleta externa, quando cabível, em concordância com as normas
pertinentes e na forma exigida pelas autoridades competentes; e o transporte, tratamento e
destinação dos resíduos, na forma exigida pela legislação pertinente.
A aplicação de tecnologias apropriadas e ambientalmente adequadas, com a redução da
utilização de recursos naturais, de desperdício, da geração de resíduos e poluição, é uma
necessidade nas indústrias do setor moveleiro.
A indústria moveleira encontra-se dispersa ao longo do território nacional, apresentando
significativa distinção na forma, características e tamanho, reflexo das diferenças regionais
existentes. No estado do Rio Grande do Sul pode se destacar dois pólos moveleiros, sendo,
Bento Gonçalves (RS), Lagoa Vermelha (RS).
No Rio Grande do Sul, o setor moveleiro emprega 33 mil pessoas e é formado por cerca
de 2,4 mil empresas que respondem hoje por 2,19% do PIB do Estado, sendo que no último
ano, este segmento encerrou com crescimento nominal de 8,32% em relação a 2001,
totalizando receitas de R$ 1,5 bilhão (Tavares e Silva, 2003). De acordo com os autores, a
situação só não foi melhor devido as incertezas e instabilidades que dominaram o cenário
político e econômico ao longo do ano passado, marcado por elevação dos custos financeiros,
escassez de crédito para capital de giro, inadimplência dos clientes, carga tributária e,
principalmente, elevação no custo dos insumos.
A predominância, no Rio Grande do Sul, é de móveis retilíneos seriados de madeira
aglomerada e MDF, bem como de móveis metálicos tubulares; sua produção é comercializada
predominantemente no mercado doméstico, sendo 18% no próprio Estado e 75% em outras
unidades da Federação; 7% são exportados, correspondendo a 25% do total das exportações
nacionais, sendo o segundo maior exportador brasileiro (Tavares e Silva, 2003).
A Indústria Móveis Sul, localizada na Av. Vital Zambotto, 273, na área industrial III
do município de Lagoa Vermelha, fabricação em torno de 32 t/d.
A empresa tem como ênfase a produção de móveis compensados, produzindo desde
cozinhas, quartos, racks e estantes. A produção é para o mercado interno, e alguma coisa para
exportação. A Móveis Sul tem como parceiros para distribuição e venda, lojas e redes, como:
Lojas Becker, Volpato, Quero-Quero, entre outras.
O grande volume de fabricação conseqüentemente a geração de particulado é muito
grande em alguns pontos estratégicos da fábrica e toda essa questão gera uma problemática,
onde dispor, como a melhor maneira de captar esse resíduo e dar uma destinação correta e

17
também proteger a saúde do trabalhador, visto que, o não controle pode ocasionar sérios
riscos, como problemas pulmonares e respiratórios.
Este trabalho tem por objetivo geral fazer a caracterização qualitativa e quantitativa do
Material Particulado gerado nos diferentes setores da indústria moveleira.
Os objetivos específicos, identificação das etapas do processo produtivo, identificação
e qualificação das principais matérias-primas e insumos utilizados na fabricação dos móveis,
identificação das fontes geradoras de resíduos, seus aspectos qualitativos e quantitativos e
localização no processo produtivo, caracterização do material particulado quanto a sua
dimensão e dimensionamento de um filtro manga para a coleta de material particulado.

18
2 DESENVOLVIMENTO
A compreensão tradicional das relações entre a sociedade e a natureza desenvolvidas até
o século XIX, vinculadas ao processo de produção capitalista, considerava o homem e a
natureza como pólos excludentes, tendo subjacente a concepção de que os recursos naturais
eram ilimitados e estavam à disposição do homem. Com base nessa concepção,
desenvolveram-se práticas, por meio de um processo de industrialização, em que a
acumulação se realizava por meio de exploração intensa dos recursos naturais, com efeitos
perversos para a natureza e para os homens (BERNARDES & FERREIRA, 2006).
Até então se acreditava que o crescimento econômico não tinha limites e que o
desenvolvimento significava dominar a natureza e os homens. Entretanto, nos anos 60 e 70
percebeu-se que os recursos naturais são esgotáveis e que o crescimento sem limites
começava a se revelar insustentável (BERNARDES & FERREIRA, 2006).
Um dos mais importantes movimentos sociais dos últimos anos, promovendo
significantes transformações no comportamento da sociedade e na organização política e
econômica, foi a chamada “revolução ambiental”. Com raízes no final do século XIX, a
questão ambiental emergiu após a Segunda Guerra Mundial, promovendo importantes
mudanças na visão do mundo. Pela primeira vez a humanidade percebeu que os recursos
naturais são finitos e que seu uso incorreto pode representar o fim de sua própria existência
(SERVIÇO NACIONAL DE APRENDIZAGEM COMERCIAL, 2006 a).
A Revolução Industrial traduziu a afirmação do progresso técnico como elemento
fundamental da civilização do Ocidente. Os sistemas técnicos criados ao longo dos séculos
XVIII e XIX eram intensivos em recursos naturais, uma vez que consumiam grande
quantidade de matéria-prima ou de recursos naturais para produzir uma quantidade
relativamente pequena de artigos ou energia. Esses sistemas atuavam como aceleradores do
ritmo da natureza pela concentração cada vez maior de energia. As novas tecnologias da
época, como as invenções na área da mecânica, exigiam uma concentração de energia
diferente daquela do artesanato praticado nas pequenas unidades fabris (SENAC, 2006 b).
A natureza deveria seguir o ritmo da produção, e não o contrário. Com os avanços em
todas as áreas de conhecimento foi possível consolidar, no plano econômico, a idéia de que
natureza era aquilo que seria útil e passível de ser transformado pelos diferentes processos de
produção (SENAC, 2006 b).

19
Desenvolvimento sustentável é definido como “o desenvolvimento requerido para obter
a satisfação duradoura das necessidades humanas e o crescimento da qualidade de vida”
(ALLEN, 1996).
Os primeiros movimentos ambientalistas surgiram na década de 60, motivados pela
contaminação das águas e do ar nos países industrializados. Esses movimentos aliados à busca
de melhores resultados e à competitividade no setor produtivo impulsionaram a mudança de
visão ocorrida a partir dos anos 90. Temas como desenvolvimento sustentável, esgotabilidade
dos recursos naturais, reciclagem e gestão ambiental, entre outros, passaram a fazer pauta dos
governos, ganharem espaço na mídia e nas universidades, obtendo, cada vez mais,
legitimidade dentro da sociedade (VASCONCELOS, 2001).
A legislação ambiental brasileira (Artigo 225 da Constituição Federal, que dispõe sobre
a proteção ao meio ambiente; a Lei 6.938/81, que estabelece a Política Nacional de Meio
Ambiente; a Lei 6.803/80, que dispõe sobre as diretrizes básicas para o zoneamento industrial
em áreas críticas de poluição, entre outras) e o interesse da população pelo tema obrigaram as
empresas a adotarem o discurso e, em alguns casos, a prática de eficiência ecológica. Essa
postura ainda está se consolidando, e há muito trabalho a ser feito para que se possa
compatibilizar crescimento econômico e qualidade ambiental.
Hoje em dia, uma empresa que não se preocupa com a sustentabilidade dificilmente
sobrevive. É cada vez maior a valorização das empresas ambientalmente responsáveis no
Brasil, o que significa que o país vem acompanhando a tendência mundial de conscientização
ecológica. E essa é uma das maiores preocupações das indústrias do setor moveleiro
(MOBILI FORNECEDORES, 2008).
2.1 Importância econômica do setor madeireiro
A indústria nacional de móveis é formada por mais de 16.000 micros, pequenas, médias
e grandes empresas que geram em torno de 206.000 empregos (ASSOCIAÇÃO
BRASILEIRA DAS INDÚSTRIAS DO MOBILIÁRIO, 2006). Destas, cerca de 10.000 são
microempresas (até 15 funcionários), 3000 são pequenas empresas (de 15 até 150
funcionários) e apenas 500 empresas são classificadas como de porte médio (acima de 150
funcionários). Na sua quase totalidade, são empresas familiares, de capital inteiramente
nacional, caracterizada por forte fragmentação, diversidade tecnológica e verticalização, em
conseqüência da ausência de fornecedores de partes e componentes (LIMA, 1998).

20
Muito da evolução do setor aconteceu no final da década de 80 e início dos anos 90. O
país passou por um período de abertura de mercado, que deu ao setor moveleiro uma visão
mundial. Além disso, o setor pode usufruir de conceitos e tecnologias internacionais, que
colaboraram com a modernização dos parques fabris do país, e que também incentivaram a
evolução dos próprios fornecedores brasileiros (MOBILI FORNECEDORES, 2008).
A união das indústrias do setor moveleiro foi acentuada nas últimas duas décadas. Em
meados dos anos 80, já havia pólos do ramo, mas a grande concentração fabril acontecia
mesmo em São Paulo. Hoje, já são diversos municípios que abrigam grandes fábricas e
acabam tornando-se pólos de indústrias das regiões próximas (MOBILI FORNECEDORES,
2008).
A Tabela 1 mostra o número de empresas e de trabalhadores do setor moveleiro nos
estados brasileiros.
Tabela 1: Número de empresas e empregados do setor moveleiro por estado
Unidade da Federação Estabelecimentos Funcionários
Rondônia 128 833
Acre 43 205
Amazonas 40 460
Roraima 10 58
Pará 109 1.699
Amapá 17 78
Tocantins 36 197
Maranhão 81 1.481
Piauí 63 990
Ceará 328 4.126
Rio Grande do Norte 127 943
Paraíba 87 658
Pernambuco 298 3.287
Alagoas 62 734
Sergipe 76 654
Bahia 355 4.816
Minas Gerais 2.126 24.717
Espírito Santo 313 5.402
Rio de Janeiro 583 5.367
São Paulo 3.754 48.462

21
Continua tabela 1.
Paraná 2.133 29.079
Santa Catarina 2.020 32.272
Rio Grande do Sul 2.443 33.479
Mato Grosso do Sul 131 602
Mato Grosso 235 1.648
Goiás 398 3.334
Distrito Federal 108 770
Total 16.104 206.352
Fonte: ABIMÓVEL (2006)
A pequena participação do Brasil no comércio mundial de móveis está relacionada a
alguns fatores básicos como ausência de design próprio e mais atraente, organização industrial
pouco desenvolvida, cultura industrial atrasada, ausência de certificação da madeira, de
estratégias comerciais competitivas, tecnologia de fabricação ineficiente, gerando maiores
custos de produção e altos índices de perdas na produção, além do baixo nível da qualidade
final dos produtos (BOENS, 2007).
A Tabela 2 mostra onde há maior concentração na produção de móveis por continente.
Tabela 2: Concentração Mundial da produção de móveis
Região Produção Mundial em Peças %
União Européia 38,70
Ásia e Pacífico 28,10
America do Norte 26,70
America do Sul 2,90
Leste Europeu e Rússia 2,30
África 1,30
Total 100
Fonte: PORTAL REMADE [200- a]
O estado de São Paulo é o maior exportador do complexo de base florestal. No ano de
2007 suas exportações na área totalizaram US$ 1,72 bilhão. Logo após vem o estado do
Paraná, que possui expressiva participação nas vendas externas de madeira, no total exportou
US$ 1,49 bilhão em produtos de base florestal, sendo somente em madeira US$ 1,03 bilhão.
Santa Catarina é o terceiro mais importante estado exportador, totalizando US$ 1,18 bilhão.

22
No setor de móveis as vendas externas do Brasil em 2007 totalizaram US$ 1 milhão,
crescimento de 3,8% em relação ao ano anterior (REVISTA DA MADEIRA, 2008 a).
As indústrias exportadoras de móveis brasileiros estão concentradas nas regiões sul e
sudeste do Brasil onde se localizam os principais pólos moveleiros do país. Santa Catarina,
Rio Grande do Sul, São Paulo e o estado do Paraná, foram os maiores exportadores de móveis
em 2007 e 2008 (REVISTA DA MADEIRA, 2008 a). Na Tabela 3 estão ilustrados os
principais estados exportadores de móveis em 2007 e 2008.
Tabela 3: Principais estados exportadores de móveis em 2007 e 2008 (US$)
Estados 2007 2008
Acre 6.397 827
Alagoas 4.919 13.122
Amazonas 23.463 7.145
Bahia 65.564.064 42.992.002
Ceará 4.264.876 3.891.619
Distrito Federal 1.550 13.211
Espírito Santo 4.121.169 1.582.765
Goiás 663.367 173.802
Maranhão 768 75.974
Mato Grosso 1.164.242 55.272
Mato Grosso do Sul 33.495 108.580
Minas Gerais 20.817.062 20.529.901
Pará 2.697.533 2.622.699
Paraná 110.743.353 127.024.424
Pernambuco 1.466.269 2.044.345
Rio Grande do Norte 80.728 ---
Rio Grande do Sul 289.289.619 289.053.710
Rio de Janeiro 1.781.042 2.591.322
Rondônia 2.879 7.179
Roraima 240 ---
Santa Catarina 366.669.434 320.684.629
São Paulo 136.188.220 169.241.35
Tocantins 23.742 ---
Mercadorias Nacionalizadas 184.887 1.851.963

23
Continua tabela 3.
Não declarada 3.726.441 3.257.967
Reexportação 18.203 110.046
Total 1.009.748.862 987.933.826
Fonte: PORTAL REMADE [200- b]
Do total exportado, o item móvel para quarto representa 29%. Em 2007 este item foi
responsável por US$ 288 milhões em exportações. Móveis diversos de madeira totalizaram
US$ 311 milhões, com expressiva participação ainda de assentos e suportes com US$ 204
milhões, móveis para cozinha, com US$ 55 milhões e móveis para escritório, com US$ 33
milhões (REVISTA DA MADEIRA, 2008 a).
A tabela 4 mostra as exportações brasileiras de móveis de diversos materiais.
Tabela 4: Exportações brasileiras de móveis de diversos materiais (US$)
Itens
2005
2006
2007
2008
Variação de
2007 a 2008
(%)
Assento e
suportes 211.476.778 213.698.178 204.699.514 201.563.029 -1,53
Cadeiras,
camas para uso
médico
24.827.625
22.564.730
23.500.698
19.716.054
-16,10
Móvel de
metal 17.698.396 18.028.434 29.029.826 29.960.972 3,21
Móveis de
madeira
(escritório)
35.098.126
30.865.281
33.308.102
24.614.235
-26,10
Móveis de
madeira
(cozinha)
39.722.609
48.651.895
55.709.286
53.870.981
-3,30
Móveis de
madeira
(quarto)
310.961.146
288.184.873
288.122.607
289.531.719
0,49
Outros móveis 314.458.095 288.184.873 311.587.653 297.342.085 -4,57
24
Continua Tabela 4
Móvel
bambu/plástico
4.562.289 4.393.345 5.338.356 9.949.883 86,38
Partes móveis
de madeira 48.237.886 43.482.894 44.634.117 41.591.821 -6,82
Partes móveis
de diversos
materiais
11.598.864
14.688.794
13.818.703
19.793.083
43,23
Total 1.018.641.814 972.809.927 1.009.748.862 987.933.862 -2,16
Fonte: PORTAL REMADE [200- c]
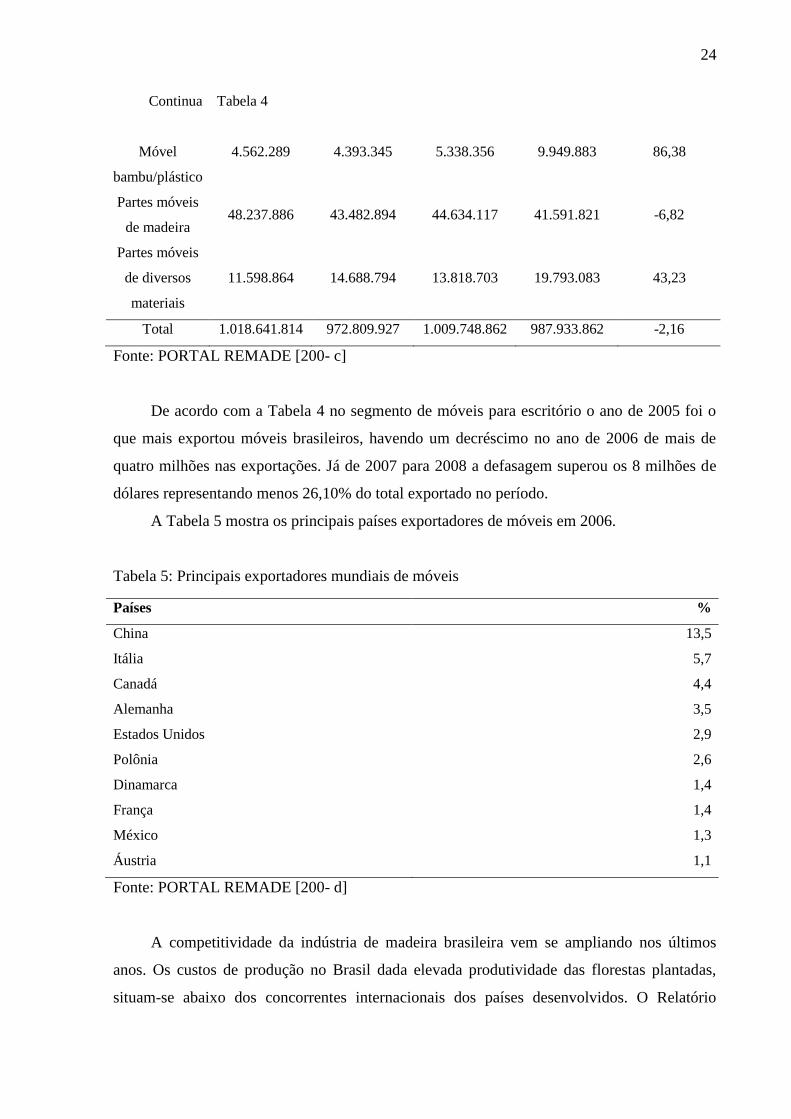
De acordo com a Tabela 4 no segmento de móveis para escritório o ano de 2005 foi o
que mais exportou móveis brasileiros, havendo um decréscimo no ano de 2006 de mais de
quatro milhões nas exportações. Já de 2007 para 2008 a defasagem superou os 8 milhões de
dólares representando menos 26,10% do total exportado no período.
A Tabela 5 mostra os principais países exportadores de móveis em 2006.
Tabela 5: Principais exportadores mundiais de móveis
Países %
China 13,5
Itália 5,7
Canadá 4,4
Alemanha 3,5
Estados Unidos 2,9
Polônia 2,6
Dinamarca 1,4
França 1,4
México 1,3
Áustria 1,1
Fonte: PORTAL REMADE [200- d]
A competitividade da indústria de madeira brasileira vem se ampliando nos últimos
anos. Os custos de produção no Brasil dada elevada produtividade das florestas plantadas,
situam-se abaixo dos concorrentes internacionais dos países desenvolvidos. O Relatório

25
Setorial da Indústria de Móveis no Brasil indica crescimento em 2008 na produção de móveis
em volume quanto nas receitas (REVISTA DA MADEIRA, 2008 b).
A China é o maior concorrente do Brasil em relação à importação de móveis para os
Estados Unidos, ao responder por 49% das importações norte-americanas. Em seguida,
aparece Canadá, que responde por 15%, e México, com 3,6% (GAZETA MERCANTIL,
2008). A Tabela 3.6 mostra os principais países importadores de móveis brasileiros no ano de
2007.
O principal mercado importador são os Estados Unidos, para onde se exportou US$ 247
milhões. Vem a seguir a França, com US$ 84 milhões; a Argentina, com US$ 83 milhões, o
Reino Unido com US$ 79 milhões, e a Espanha, com US$ 58 milhões (REVISTA DA
MADEIRA, 2008 c).
A tabela 6 mostra os principais países importadores dos moveis brasileiros no ano de
2007.
Tabela 6: Principais países importadores de móveis brasileiros em 2007
País US$
Estados Unidos 247.424.873
França 84.159.876
Argentina 83.044.379
Reino Unido 79.208.142
Espanha 57.945.431
Angola 44.344.022
Alemanha 42.952.567
Chile 42.936.339
Holanda 33.367.482
México 21.158.158
Venezuela 20.376.626
Uruguai 19.177.797
Irlanda 14.594.284
Canadá 14.409.723
Porto Rico 14.394.232
Paraguai 10.772.239
Outros 179.482.689
Total 1.009.748.862
Fonte: PORTAL REMADE [200- e]

26
A Argentina aumentou em 40% as importações dos móveis brasileiros de 2004 para
2005. Foram 47 milhões de dólares vendidos ao país em 2005 e 23 milhões de dólares no
primeiro semestre de 2006 (ANÁLISE EDITORIAL, 2008).
No Reino Unido a indústria de móveis é de natureza diversa, com operações que vão do
tradicional com artesãos a processamento altamente automatizados, estima-se que existam
cerca de 12.300 empresas de mobiliário e acessório e emprega cerca de 155.000 pessoas. O
setor gasta em média de 147 milhões de libras em matéria-prima por ano e os gastos com
disposição final dos resíduos ficam em torno de 8,9 milhões. O governo inglês está centrado
na redução dos resíduos sólidos biodegradáveis nos aterros e criou um imposto de 16 libras
para cada tonelada depositada em aterro incluindo resíduos de madeira das indústrias
moveleiras (BROMHEAD, 2003).
Na Turquia 67% das empresas do setor moveleiro são de propriedade privada, 12,5%
são as empresas chamadas Joint Stock (empresas com abertura de capital) e o restante ficam
entra as empresas sem fins lucrativos e as cooperativas. A maioria das empresas produz
móveis para cozinha sob encomenda e algumas têm produção em massa. A indústria utiliza o
MDF, mas devido ao alto custo do material o aglomerado e painéis de menor valor são
utilizados a matéria-prima é exportada e não possuí boa qualidade sendo um obstáculo ao
desenvolvimento do setor interno que concorre com outros países (NEMLI et al., 2006).
2.2 Ecodesign da indústria moveleira
O Brasil possui como grande vantagem competitiva no setor moveleiro a grande
produtividade das florestas plantadas, obtendo matéria-prima de baixo custo em relação aos
concorrentes. Mas, somente a vantagem oriunda do baixo custo da matéria-prima não é
suficiente para colocar o país numa posição mais competitiva no cenário internacional. Para
isso, é necessário desenvolver outros aspectos como o design e melhorar o desempenho, a
eficiência e a eficácia dos sistemas produtivos em toda a cadeia produtiva (COUTINHO,
1999).
O design é o resultado de um processo amplo e envolve etapas de concepção do produto
em função da facilidade de produção, manutenção e uso, apelo mercadológico,
funcionalidade, competitividade e custo de produção e venda. No processo de produção, o
design é uma atividade importante na estratégia empresarial, que visa fixar a marca do
produto no mercado e estreitar o relacionamento entre empresa e consumidor (BOENS,
2007).

27
Graedel (1997) define ecodesign como uma prática onde as considerações ambientais
são integradas nos procedimentos de engenharia do produto e processo. As práticas de design
para o Meio Ambiente (ecodesign) são pretendidas para desenvolver produtos e processos
ambientalmente compatíveis enquanto se mantém padrões de preço, performance e qualidade
do produto.
A aplicação das ferramentas de ecodesign no setor moveleiro não é diferente da de
outros setores. Devem ser observados os itens pertinentes a cada método em todas as etapas
do ciclo de vida do produto. No projeto de móveis, os designers devem ter em mente a
necessidade de serem levados em conta três pontos fundamentais (PEREIRA, 2003):
a) O esgotamento dos recursos naturais, renováveis e não-renováveis, através da
consideração do tempo de uso do mobiliário. Caso sejam usados materiais não
renováveis, ou cuja reciclagem seja difícil em termos técnicos, econômicos ou
organizacionais, é preciso prever um tempo de vida maior para o produto, ele precisa
ser mais durável;
b) A poluição atmosférica, hídrica e do solo, levando em consideração a poluição
causada pelo resíduo formado durante a aquisição e transformação da matéria-prima,
durante a fabricação do produto, durante o uso e o pós-uso do móvel;
c) A previsão do “não lixo”, projetos devem ser feitos para reduzir ao máximo a
produção de resíduo. As perdas de material, ocorrentes no processo de fabricação,
devem ser evitadas em todas as etapas do ciclo de vida do produto. O resíduo
produzido deve ser ao máximo reaproveitado ou reciclado, evitando causar outros
danos de poluição.
A capacitação da mão-de-obra e a satisfação do funcionário no ambiente de trabalho são
fatores importantes para o bom aproveitamento da matéria-prima e para a eficiência na
produção, pois são os funcionários os responsáveis por grande parte das decisões de ação que
determinam o rendimento da produção, como seleção de peças a serem processadas para um
determinado componente/produto e o plano de corte (ULIANA, 2006).
Venzke (2002) aponta duas propostas do desenvolvimento de produtos ecológicos:
a) Redução de recursos: reduzir o uso de matéria-prima e dos recursos naturais,
aperfeiçoarem o aproveitamento dos resíduos, redução do uso de energia; redução de
resíduos.
b) Extensão da vida útil do produto: reduzir o impacto ambiental e aumentar a qualidade
dos produtos (durabilidade), projetando assim o reuso, a remanufatura, a reciclagem, a
desmontagem, o fim da vida útil do produto e reuso dos materiais biodegradáveis.

28
No momento da fabricação dos móveis os designers devem ter em mente que algumas
soluções, definidas no projeto do produto, podem ser responsáveis pelo aumento ou
diminuição de gastos de energia e de água, de redução de perdas de material e de resíduos. É
preciso também ter conhecimento das substâncias usadas no processo para estarem atentos
quanto à busca de novos materiais menos danosos, impulsionando a pesquisa das mesmas
(PEREIRA, 2003).
Deve-se ter uma atenção com relação ao reaproveitamento dos resíduos produzidos na
fábrica, dentro e fora dela. O pó de serra produzido pela serragem de aglomerados e médium
densit fiberboard (MDF) não poderia em ser utilizado em forração de granja ou como adubo
de hortaliças, nem mesmo ser incinerados, sem controle, para produção de energia, fatos estes
que vem ocorrendo em diversos pólos moveleiros. A falta de informação faz com que essas
práticas sejam mantidas, erroneamente, sob o argumento do benefício ambiental (PEREIRA,
2003).
2.3 Equipamentos e processos produtivos
A grande maioria dos produtores de móveis (91%) são fabricantes de móveis de
madeira representando cerca de 72% do total da produção, vindo em seguida a indústria de
móveis de metal (4% dos fabricantes e 12% da produção); o restante está formado pelos
produtores de móveis de plástico, colchoaria e persianas (GORINI, 2000). A Tabela 3.7
mostra a origem da matéria-prima consumida para a fabricação de móveis brasileiros.
Tabela 7 Origem das matérias-primas consumidas para fabricação de móveis
Matérias-primas Origem
Nacional Importada
Madeira maciça 99,00% 1,00%
Pinus 97,10% 2,90%
Aglomerado 97,30% 2,70%
Chapas de Fibra dura 99,70% 0,30%
MDF 97,10% 2,90%
Chapa metálica 98,90% 1,10%
Tubo Metálico 98,30% 1,70%
Plásticos 99,50% 0,50%
Vime/ratan/semelhantes 100% 0%

29
Continua tabela 7
Espuma 85,20% 14,80%
Fonte: PORTAL REMADE [200- f]
A produção dos móveis de madeira está segmentada basicamente em dois tipos:
retilíneos e torneados. Os móveis retilíneos são lisos, com desenho simples de linhas retas. A
matéria-prima principal empregada para a fabricação desse tipo de móvel são os aglomerados
e painéis de compensados. Os móveis torneados são aqueles que reúnem detalhes mais
sofisticado de acabamentos, misturando formas retas e curvilíneas e cuja principal matéria
prima é a madeira maciça de lei ou de reflorestamento, podendo também incluir painéis de
MDF, passíveis de serem usinados (BITTENCOURT & SILVA, 2001).
2.3.1 Corte da madeira
O corte convencional é definido como a ação de uma ferramenta de corte em uma peça
de madeira, a qual produz cavaco de dimensões variadas no processamento da madeira, cuja
formação depende da geometria da ferramenta de corte (afiação e ângulos de saída), tipo,
superfície, e teor de umidade da madeira processada, e do movimento da ferramenta em
relação à orientação das fibras, (GONÇALVES, 2002; NÉRI et al., 2008).
Os cavacos são classificados quanto ao processo de origem e forma da partícula gerada
(NÉRI et al, 2008):
Tipo I: o cavaco é formado à frente da aresta de corte da ferramenta; a primeira ruptura
se dá por fendilhamento e o cavaco se separa da peça por ruptura a flexão, como uma viga
engastada.
Tipo II: formado quando a ruptura da madeira se produz ao longo de uma linha que se
estende a partir da aresta de corte da ferramenta; a ruptura se dá por cisalhamento diagonal e
forma um cavaco contínuo. É o tipo de cavaco relacionado à melhor qualidade de superfície.
Tipo III: as forças de corte produzem ruptura por compressão paralela e cisalhamento
longitudinal, diante da aresta da ferramenta de corte; o cavaco não tem forma definida e é
reduzido a fragmentos.

30
2.3.2 Processos de usinagem
As atividades de transformação da madeira nas fábricas de móveis se caracterizam por
diversos tipos de processos de usinagem, como: serramento, fresamento e furação,
diferenciando-se de acordo com a função que a peça ou componente exercerá na montagem
dos móveis (BOENS & LUCAS, 2007).
A seqüência de operações varia de acordo com a rotina de operações estabelecida para
a produção de cada peça e não segue necessariamente a mesma seqüência. O seqüenciamento
das operações depende da estrutura do produto, do modelo de organização utilizado (layout) e
da programação da produção dimensionada de acordo com as capacidades dos recursos
produtivos (BOENS & LUCAS, 2007).
A figura 1 mostra o processo de usinagem da madeira na produção de móveis.
Furar Destopar Aplainar Cortar Fresar
Figura 1: Processos na usinagem de madeira em fábricas de móveis
Para se obter uma boa pintura ou envernizamento da madeira é necessário o lixamento. O
objetivo do lixamento é eliminar os danos causados na madeira durante o seu processo de
obtenção em diversos formatos, permitindo nivelar e alisar a superfície, proporcionando uma
condição ideal para a aplicação de produtos químicos.
Existem diversos tipos de lixamento, de acordo com o resultado desejado (REVISTA
DA MADEIRA, 2008 d):
a) Lixamento de acabamento- consiste em lixar levemente sobre a superfície já
envernizada, pintada, a fim de retirar seu brilho para permitir a perfeita
aderência da próxima demão.

31
b) Pré-lixamento- se destina a retirar uma quantidade considerável de material,
para eliminar defeitos de usinagem, como ondulações e marcas deixadas pelas
ferramentas de corte é um processo leve, para regularizar a superfície do
material.
c) Lixamento manual- usam-se lixas que são compostas por grãos abrasivos com
diferentes granulometrias.
O acabamento tem função de embelezar e principalmente proteger o móvel. É um
revestimento que deve formar uma película e ser duro e elástico, estar aderido, inerte a ação
do ambiente e resistente aos fatores físicos e químicos. Os produtos mais comuns utilizados
no acabamento de móveis são os vernizes, seladores, tintas e fundos (VIRMOND MÓVEIS,
2008).
Após o corte, a usinagem e o lixamento ocorre a pintura. Os processos de pintura mais
utilizados são (VIRMOND MÓVEIS, 2008):
a) Tingimentos para dar a tonalidade requerida às lâminas e madeiras
embelezando o móvel.
b) Aplicação de seladores forma a base necessária à aplicação do verniz.
c) Envernizamento além da beleza estética como brilho e sedosidade, protege o
móvel por sua resistência a riscos e umidade.
d) Aplicação de fundos forma a base necessária à aplicação de tintas ou laca.
e) Laqueação efeito decorativo que apresenta um aspecto esmaltado, nas mais
variadas cores, de acordo com o pedido do cliente.
f) Goffrato laca com textura, muito conhecido também como fórmica líquida, é
um esmalte poliuretânico texturizado, de aspecto final fôsco, especialmente
indicado para acabamento de móveis de escritório, cozinha, informática,
dormitórios, estantes e racks.
O Quadro 1 mostra alguns tipos de acabamentos utilizados em móveis de madeira e suas
vantagens e desvantagens.

32
Quadro 1: Vantagens e desvantagens de acabamentos para madeira
Acabamento Vantagens Desvantagens
À base d’água
- Baixo conteúdo de COV;
- Necessita de um
equipamento resistente à
corrosão; - Limpeza de equipamento com
água e sabão;
- Menor volume de material para
estocar;
- Necessita de um melhor
controle de temperatura e
umidade; - Diminuição de custos com
seguro, porque o perigo de fogo
é eliminado;
- Mais barato que os
acabamentos convencionais;
- A superfície deve estar livre
de óleos; Necessita de
movimento de ar ou calor para
facilitar a secagem. - Durável.
Poliéster e
Poliuretano
- Alto brilho;
- Dificuldade de reparo;
- Requer um ambiente limpo.
- Muito durável;
- Baixo conteúdo de COV.
Ultravioleta (UV)
- Baixo custo de energia;
Custos altos de pintura;
Dificuldade de cura em peças
Irregulares;
- Baixíssimo conteúdo de COV;
- Muito durável;
Limitada para acabamentos
claros e de espessura fina.
- Secagem rápida.
Nitrocelulose
- Método já estabelecido; Tóxico e inflamável;
.
- Secagem rápida; Alto conteúdo de COV;
- Secagem rápida;
Fácil reparo.
Média durabilidade.
Fonte: EPA / Sedesol Pollution Prevention Work Group (1994).

33
2.4 Caracterização do complexo florestal industrial
Complexo Florestal e Industrial (CFI) é a soma total das operações de produção e
distribuição de suprimentos florestais, o extrativismo, as operações de produção nas unidades,
o armazenamento, processamento e distribuição dos produtos florestais; e o financiamento das
atividades pertencentes ao Complexo que engloba os fornecedores, produtores de bens e
serviços florestais, os processadores, transformadores e distribuidores envolvidos na geração e
no fluxo dos produtos florestais (VIEIRA et al., 2005).
As atividades exclusivas do Complexo Florestal Industrial utilizam predominantemente
matéria-prima do setor florestal: celulose, papel e gráfica; painéis de madeira; madeira
imunizada e serrada. E as atividades pertencentes parcialmente ao Complexo Florestal
Industrial são atividades que produzem alguns produtos que pertencem ao CFI e outros não
pertencentes ao referido complexo. São utilizadas matérias-primas provenientes do setor
florestal, combinadas com outros insumos, como por exemplo: siderurgia; indústria da
borracha; madeira e mobiliário (VIEIRA et al., 2005).
As atividades exclusivas do Complexo Florestal Industrial utilizam predominantemente
matéria-prima do setor florestal: celulose, papel e gráfica; painéis de madeira; madeira
imunizada e serrada. E as atividades pertencentes parcialmente ao Complexo Florestal
Industrial são atividades que produzem alguns produtos que pertencem ao CFI e outros não
pertencentes ao referido complexo. São utilizadas matérias-primas provenientes do setor
florestal, combinadas com outros insumos, como por exemplo: siderurgia; indústria da
borracha; madeira e mobiliário (VIEIRA et al., 2005).
2.4.1 Principais tipos de madeira utilizada na fabricação de móveis
As principais matérias-primas utilizadas na indústria moveleira são as chapas de
madeira processada (aglomerado, MDP e MDF), e a madeira maciça proveniente de florestas
plantadas, sendo que estas correspondem a 60% da madeira maciça utilizada (COUTINHO,
1999).
2.4.1.1 Madeira Maciça
É a primeira matéria-prima utilizada na fabricação de móveis. Tem como características
a beleza de suas diferentes fibras e colorações, alta resistência física e mecânica, durabilidade
e usinabilidade (pode ser emoldurada, torneada ou entalhada) (FAZFÁCIL, 2008).

34
2.4.1.2 Compensado
Uma das maneiras em que pode ser encontrado é a de uma placa formada por folhas de
madeiras coladas umas às outras (várias camadas de lâminas). Existe também o compensado
tipo sarrafeado com miolo maciço (painel formado por sarrafos de pinus com camadas de
lâminas nas duas faces). As madeiras utilizadas nos compensados em geral são pinho, cedro
ou jequitibá (FAZFÁCIL, 2008).
2.4.1.3 Aglomerado
Trata-se de chapas homogêneas, sem veios e nós, resultantes de partículas de madeiras
impregnadas com resinas sintéticas sob ação de pressão e de calor. É composta por três
camadas que lhe dão resistência física e mecânica, estabilidade dimensional e resistência a
empenamentos e deformações. Aceita todos os tipos de revestimento como lâminas de
madeira, fórmica, pintura, filme de PVC, BP (Baixa pressão – melamina) e etc (FAZFÁCIL,
2008).
2.4.1.4 Painel com revestimento melamínico
Melamina é uma placa de aglomerado ou de MDF revestida (igual ao revestimento da
fórmica), em uma ou duas faces, com películas decorativas impregnadas com resinas
melamínicas, o que lhe permite uma superfície totalmente fechada, livre de poros, dura e
resistente ao desgaste superficial. A melamina impede o desenvolvimento de
microorganismos, sendo qualificada como material ideal para ser utilizado em ambientes
altamente esterilizados, já que resiste de maneira eficiente ao calor e ao uso de líquidos
abrasivos utilizados para limpeza. É um produto que não requer trabalho adicional de
acabamento, penas a colagem de bordas (FAZFÁCIL, 2008).
2.4.1.5 MDF (Medium Density Fiberboard)
Painel de média densidade constituído a partir da aglutinação de fibras de madeira com
resinas sintéticas e ação conjunta de temperatura e pressão. Com características e consistência
que o aproximam muito da madeira maciça. A maioria de seus parâmetros físicos de
resistência são superiores aos da madeira aglomerada, caracterizando-se, também, por possuir
boa estabilidade dimensional e grande capacidade de usinagem. Aceita todos os tipos de
35
revestimento como lâminas de madeira, fórmica, pintura, filme de PVC, BP e etc. As
madeiras utilizadas na fabricação do MDF são o pinus e o eucalipto, obtidos através de
reflorestamento, o que contribui para a preservação do meio ambiente (FAZFÁCIL, 2008).
As principais aplicações do MDF são (VALENÇA et al., 2007):
a) Fabricação de pé de mesa,
b) Gabinetes de cozinha e banheiro
c) Caixas de som
d) Componentes frontais, internos e laterais de móveis
e) Fundos de gaveta e tampos de mesa
f) Pisos finos
g) Portas usinadas
h) Balaústres e peças torneadas
2.4.1.6 MDP (Medium Density Particleboard)
O MDP é produzido com a aglutinação de partículas de madeira com resinas especiais,
através da aplicação simultânea de temperatura e pressão, resultando em um painel
homogêneo e de grande estabilidade dimensional. Com propriedades mecânicas estáveis e
aparência diferenciada do aglomerado convencional, o MDP apresenta desempenho igual ou
superior ao MDF nos processos de pintura, pois possui uma superfície muito fina, bastante
fechada e homogênea e de alta densidade, o que causa menor inchamento das partículas da
superfície do painel consequentemente menor absorção de tinta. As principais características
do MDP são (PORTAL REMADE, 2008 g):
a) Alta densidade das camadas superficiais, o que assegura um acabamento superior nos
processos de impressão, pintura e revestimento;
b) Produção com o conceito de três camadas: colchão de partículas no miolo e camadas
finas nas superfícies;
c) Homogeneidade e grande uniformidade das partículas das camadas externas e interna;
d) Propriedades mecânicas superiores: melhor resistência ao arrancamento de parafuso,
menor absorção de umidade e empenamento;
e) Utilização de resinas especiais de última geração;
f) Utilização de madeiras selecionadas provenientes de florestas plantadas, econômica e
ecologicamente sustentáveis.

36
As principais aplicações do MDP são a fabricação de (PORTAL REMADE, 2008) (g):
a) Portas retas;
b) Laterais de móveis;
c) Prateleiras;
d) Divisórias;
e) Tampos retos;
f) Tampos pós-formados;
g) Base superior e inferior;
h) Frente e laterais de gaveta.
2.5 Resíduos industriais
Resíduo sólido industrial: é todo o resíduo que resulte de atividades industriais e que se
encontre nos estados sólido, semi-sólido, gasoso quando contido, e líquido cujas
particularidades tornem inviável o seu lançamento na rede pública de esgoto ou em corpos
d’água, ou exijam para isso soluções técnica ou economicamente inviável em face da melhor
tecnologia disponível (Resolução CONAMA 313/2002).
O resíduo industrial é um dos maiores responsáveis pelas agressões ao ambiente. Nele
estão incluídos produtos químicos (cianureto, pesticidas, solventes), metais (mercúrio,
cádmio, chumbo) e solventes químicos que ameaçam os ciclos naturais onde são despejados.
Os resíduos sólidos são amontoados e enterrados; os líquidos são despejados em rios e mares;
os gases são lançados no ar. Assim, a saúde do ambiente, e conseqüentemente dos seres que
nele vivem, torna-se ameaçada, podendo levar a grandes tragédias (KRAEMER, 2008).
Os resíduos sólidos são definidos como resíduos nos estados sólidos e semi-sólidos, que
resultam de atividades de origens industriais, domésticas, hospitalar, comercial, agrícola, de
serviços e de varrição (NBR 10.004/2004). Os resíduos são classificados em:
Classe I (perigosos) – apresenta riscos à saúde pública e ao meio ambiente, exigindo
tratamento e disposição especifica devidas suas características de inflamabilidade,
corrosividade, reatividade, toxidade e patogenicidade.
Classe II A (não inertes e não perigosos) – Os resíduos classe II A podem ter
propriedades, tais como: biodegradabilidade, combustibilidade ou solubilidade em água.
Classe II B (inertes) – Qualquer resíduo que, quando amostrados de uma forma
representativa, segundo a ABNT NBR 10007/2004, e submetidos a um contato dinâmico e
estático com água destilada ou deionizada, à temperatura ambiente, conforme a ABNT NBR

37
10006/2004, não tiverem nenhum de seus constituintes solubilizados a concentrações
superiores aos padrões de potabilidade da água, excetuando-se aspectos, cor, turbidez, dureza
e sabor.
Os principais tipos de resíduos sólidos gerados pela indústria de móveis são:
a) Aparas de madeira, serragem e pó de madeira.
b) Borra de lavagem, borra da cabine de pintura.
c) Embalagens de produtos químicos.
d) Lixas, aparas de metal, plásticos, papelão, borracha (NAHUZ, 2005).
A Tabela 8 mostra a geração de resíduos sólidos industriais em alguns estados
brasileiros no ano de 2007.
Tabela 8: Geração de Resíduos Sólidos Industriais no Brasil
Estados Perigosos
(t/ano)
Não Perigosos
(t/ano)
Total
(t/ano)
Acre 5.500 112.765 118.265
Amapá 14.341 73.211 87.552
Ceará 115.238 393.831 509.069
Goiás 1.044.947 12.657.326 13.702.273
Minas Gerais 828.183 14.337.011 15.165.194
Pernambuco 81.583 7.267.930 7.349.513
Rio Grande do Sul 182.170 946.899,76 1.129.070
Paraná 634.543 15.106.393 15.740.936
Rio de Janeiro 293.953 5.768.562 6.062.515
São Paulo 535.615 26.619.677 26.084.062
Total 3.736.073 82.747.991 86.484.064
Fontes: ASSOCIAÇÃO BRASILEIRA DE EMPRESAS DE TRATAMENTO DE
RESÍDUOS (2007 apud REVISTA DA MADEIRA, 2008
A Resolução CONAMA 313/2002 dispõe sobre o Inventário Nacional de Resíduos
Sólidos Industriais, e disponibiliza um formulário desenvolvido para a coleta de informações
sobre os resíduos sólidos gerados na atividade industrial. Através dele é possível a obtenção
das informações gerais da indústria, o processo e as etapas de produção desenvolvida pela

38
indústria, informações sobre os resíduos sólidos gerados e a descrição dos resíduos sólidos
industriais gerados pela empresa.
2.6 Material particulado
De acordo com a Fundação Jorge Duprat Figueiredo de Segurança e Medicina do
Trabalho (FUNDACENTRO), aerodispersoide sólido é a partícula formada a partir da ruptura
mecânica de um material sólido seco, seja por corte, quebra, usinagem, fricção ou fundição,
capaz de se manter suspensa no ar por tempo suficiente para que, com equipamentos
específicos, possa ser efetuada a sua observação e medição. O tempo de suspensão depende
diretamente do tamanho da partícula, de seu peso específico e da velocidade de
movimentação do ar no ambiente analisado (NHO 03, 2001).
Com o intuito de regulamentar o limite de exposição ao pó de madeira, em 1985 foi
criado o Occupational Safety and Health Review Commission (OSHC), uma comissão
composta por diversas organizações normatizadoras internacionais, que, a partir de estudos
específicos, criaram valores de limite de tolerância para esse tipo de aerodispersoide. Dessa
forma, o valor do limite de tolerância (TLV – Threshold Limit Value) determinado pela
ACGIH (2006) ao pó de madeira maciça é de 1 mg/m³ para madeiras duras e 5 mg/m³ para
madeiras moles ou gimnospermas, para um período de 8 horas diárias ou 40 horas semanais.
Entretanto, o limite máximo de exposição determinado para madeiras moles é de 10 mg/m³,
por períodos de 15 minutos com intervalos de 60 minutos entre exposições consecutivas.
Para o National Institute for Occupational Safety and Health (NIOSH, 1992), o limite
de exposição recomendado (REL – Recommended Exposure Limit) ao pó de madeira é de 1
mg/m3, tanto para madeiras moles quanto madeiras duras, para uma jornada de trabalho de até
10 horas diárias e/ou 40 horas semanais. Para o Occupational Safety and Health
Administration (OSHA, 1994), o limite de exposição recomendado (PEL – Permissible
Exposure Limit) é de 15 mg/m3 para poeira total e 5 mg/m3 para a fração de poeira respirável,
independentemente de madeira mole ou madeira dura. É importante ressaltar que
cientificamente as madeiras duras são denominadas de angiospermas e as madeiras moles de
gimnospermas (BURGER; RICHTER, 1991).
Por outro lado, quanto à poeira proveniente do processamento de painéis de madeira
reconstituída, formados a partir de partículas de madeira unidas através de um adesivo
termofixo, sob efeito de calor e pressão, não se tem limite de tolerância determinado por
órgãos regulamentadores.

39
Existe apenas a indicação na tabela da ACGIH (1998) de que esse tipo de particulado se
enquadra na categoria de Particulates not Otherwise Regulated (PNOC) – Particulado Não
Classificado de Outra Maneira – ou seja, é um particulado potencialmente tóxico, com
percentual de sílica livre cristalina menor que 1%, mas sem limite de tolerância e limite de
concentração definidos.
De acordo com a ACGIH (1998), existe uma relação entre o tamanho do
aerodispersoide sólido e o local de penetração deles no sistema respiratório. Nesse sentido,
têm-se:
Particulado inalável: diâmetro médio entre 25 e 100 m. Devido ao seu tamanho
passa pelas fossas nasais e pela boca, sendo eliminado pelo sistema de filtragem do sistema
respiratório.
Particulado torácico: diâmetro médio entre 10 e 25 m. Atinge a faringe, a
traqueia e os brônquios, mas ainda é passível de ser eliminado pelo sistema de filtragem do
organismo humano.
Particulado respirável: diâmetro médio entre 1 e 10 m. Por possuir tamanho
reduzido, passa pelos demais órgãos de filtragem do sistema respiratório e se deposita na
região alveolar.
É importante ressaltar que o sistema respiratório humano é constituído por vários órgãos
que conduzem o ar inalado para dentro e para fora das cavidades pulmonares, e por meio de
mecanismos de filtragem promovem a proteção do organismo contra agentes externos. Assim
sendo, partículas maiores são capturadas pelas fossas nasais e vias aéreas superiores e são
eliminadas através da limpeza mucociliar pela tosse. Já as partículas solúveis se depositam
sobre qualquer tecido do aparelho respiratório e produzem irritação até a sua dissolução
completa. Partículas pequenas se depositam profundamente na cavidade pulmonar e,
dependendo do seu nível de toxicidade, podem ser dissolvidas e absorvidas pelo sangue ou
podem ser sedimentadas pelas células macrófagas.
De forma mais abrangente para a ACGIH (1998), a toxicidade do aerodispersoide sólido
também depende das condições ambientais do local de trabalho e das condições físicas do
trabalhador. As condições ambientais são: concentração de partículas, temperatura ambiente,
40
umidade relativa do ar e velocidade do ar. As condições físicas do trabalhador são: a
variabilidade individual, a saúde, o sexo, a idade e a forma de realização das tarefas. É
importante ressaltar que a maioria dos trabalhadores, quando possui algum tipo de obstrução
nas fossas nasais, seja por enfermidade ou por irritação alérgica, respira pela boca, e dessa
maneira o ar contaminado é direcionado diretamente aos pulmões, sem passar pelo sistema de
filtragem das vias aéreas superiores.
Assim sendo, para a avaliação do risco à saúde do trabalhador, o particulado sólido deve
ser analisado principalmente nas frações de poeira inalável e respirável, sendo que, nesta
última, o equipamento utilizado para efetuar a coleta das partículas deve simular a respiração
humana (ACGIH, 1998).
2.7 Equipamentos de controle de poluição atmosférica
2.7.1 Ciclone
Os separadores ciclônicos (ou ciclones) são equipamentos utilizados na indústria para
extrair partículas sólidas em suspensão num escoamento de gases.
2.7.1.1 Princípio físico
As partículas são extraídas através de um processo de centrifugação dos gases. Este
fenômeno ocorre com a indução de um escoamento rotativo no interior do ciclone. Isto ocorre
devido à significativa velocidade (típica de 22 m/s ou 80 km/h) com a qual os gases entram
tangencialmente na câmera do ciclone, de formato cônico. Sendo muito mais densas que os
gases, as partículas tem maior tendência em permanecer na trajetória tangente ao escoamento
rotativo e assim colidir com as paredes da câmara. Com as colisões, as partículas perdem
velocidade e tendem a se desacoplar do escoamento caindo em direção ao fundo da câmara,
de onde são extraídas. Os gases saem através do tubo central do ciclone, após percorrerem
algumas voltas pela câmera e uma curva de ângulo acentuado em direção à entrada do tubo, o
que também dificulta a saída de sólidos.
A figura 2 apresenta o funcionamento do ciclone.

41
Figura 2: Funcionamento do ciclone
2.7.1.2 Aplicações
Separadores ciclônicos podem ser empregados em diversas configurações, por exemplo,
em série ou em paralelo. São amplamente utilizados em processos industriais, como fabricas
de moveis, calcinação e secagem em usinas de cimento e de processamento de minério.
Em alguns casos, a totalidade do material produzido passa pelo equipamento. Em outros
processos, os ciclones podem ser utilizados como parte do sistema de limpeza de gases de
exaustão. Por ser um equipamento metálico, sem partes móveis, é possível emprega-los à
temperaturas de 700°C ou superiores, havendo revestimento refratário interno.
2.7.1.3 Eficácia

42
A fração de sólidos coletados em relação ao todo é chamada eficácia, é tão maior quanto
maior for o diâmetro médio das partículas e maior for a densidade das mesmas. Partículas
finas tendem a sofrer força de arrasto aerodinâmico grande, comparada às forças
gravitacionais, permitindo que os gases continuem transportando-as.
Em conseqüência destes limites físicos, os ciclones não permitem coletar partículas
muito finas. Em sistemas de limpeza de gases, são sempre empregados em conjunto com
precipitadores eletrostáticos ou filtros de mangas.
De modo geral, à medida que se aumenta a eficácia, tende-se a reduzir a eficiência (em
termos energéticos), devido a maior perda de carga. A eficácia também está diretamente
relacionada às características geométricas dos ciclones, que devem ser adequadas ao tipo de
partícula e ao fluxo volumétrico de gases.
2.7.2 Filtro de manga
A utilização de filtros de tecido para limpeza do ar é datada de 5000 anos atrás, desde o
Egito antigo. Nesta época, usavam-se sacos traçados sobre a cabeça e amarrados ao redor do
pescoço, para proteger contra a exposição ao pó de dióxido de chumbo. Leonardo da Vinci
defendia o uso de panos molhados (Wetting cloth) sobre a boca e o nariz, visando a melhoria
na respiração (filtração). O progresso na operação da filtração ocorreu lentamente. A primeira
patente relativa de a um filtro de mangas consta de 1852, quando S.T. Jones patenteou, nos
Estados Unidos, um simples projeto de uma manga para a recuperação de fumaças de óxido
de zinco. Com o desenvolvimento de fibras sintéticas em meados do século passado, ocorreu
a fabricação de tecidos de alta qualidade e, assim, os filtros de tecido entraram na era moderna
(MYCOCK et al., 1995).
O filtro de mangas tornou-se mais comum no meio industrial por ser mais seguro
método de controle de emissões de poluentes secos. Considerado como um separador de
“altíssima eficiência de coleta” (99% para partículas maiores que um mícron), e de fácil
operação. O filtro de mangas utiliza tecidos especiais (trançados ou agulhados) como meios
filtrantes e é capas de recolher altas cargas de matérias particulados resultantes de processos
industriais dos mais diversos segmentos.

43
Um filtro de mangas industrial consiste, basicamente, em uma caixa que contem varias
mangas de tecido (figura 3), que tem por finalidade separar o material presente no fluxo de
gases industriais.
Figura 3: Filtro manga industrial
Fonte: VENTEC AMBIENTAL EQUIPAMENTOS E INSTALAÇÕES LTDA (2008).
A filtração no filtro de mangas é a realizada pela passagem do ar carregado de partículas
através dessas mangas. As partículas ficam retidas na superfície das mangas e nos poros das
fibras, formando a torta de filtração que passa ser responsável pela filtração. Ao se estabelecer
o tempo preestabelecido de filtração, ou a queda de pressão máxima admitida, a torta deverá
ser removida das mangas (SANTOS, 2004; TIENI, 2005).
O desempenho satisfatório de um filtro de mangas em uma aplicação especifica depende
tanto da seleção adequado do material que será utilizado na confecção das mangas de filtração

44
(elemento filtrante) da compatibilidade do material pulverulento a ser removido, do projeto
apropriado com geometria apropriada do coletor de sólidos e do mecanismo de limpeza
empregado. Deve-se ressaltar que tanto as características da fibra como dos fios influenciam
na operação de filtração (BILLINGS; WILDER, 1970 MARTINS, 2001 RODRIGUES,
2004).
Um dos grandes problemas desse tipo de filtro está na determinação do excelente razão
ar-pano, que deve ser compatível com o tipo de tecido escolhido para a construção das
mangas e com o mecanismo de limpeza. A razão ar-pano influencia tanto na eficiência na
coleta como na vida útil e nos custos das mangas. Não existe uma expressão matemática que
defina a eficiência de um filtro de mangas, que geralmente é alta. Quando eles são bem
projetadas fica em torno de 99,9% para material particulado com tamanho superior a 1
mícron. Assim, o sucesso do projeto e da operação do filtro de mangas depende de uma
interação de quatro variáveis: a queda de pressão, a velocidade de filtração, o meio filtrante e
a técnica de limpeza empregada (SEVILLE et al., 1997).
A seleção dos tecidos a serem utilizados como meios filtrantes depende da
compatibilidade deles com o material particulado a ser coletados e das características e
aplicações especificas da operação de filtração: temperatura, abrasão, energia de absorção,
propriedades de filtração, resistência a álcalis, ácidos e oxigênio, o custo relativo do material e
do tipo de limpeza a ser empregado nas mangas (BARNETT, 2000; RODRIGUES, 2004;
TIENI, 2005).
As propriedades físicas e estruturais dos tecidos de filtração têm influência marcante na
operação de limpeza de gases em filtro de mangas, visto que é neles que acontece a coleta do
material particulado e a remoção desse material durante a operação de limpeza do filtro
(RODRIGUES, 2004). Existem diversas fibras que são utilizadas na confecção dos tecidos em
pregados nos filtros.
No inicio do século passado, as fibras naturais, de origem animal, vegetal ou mineral,
constituíam a única fonte disponível de fibras têxteis. Filtros de alta qualidade foram
desenvolvidos a partir dessas fibras. Embora esses tecidos possuam algumas limitações
provenientes de suas propriedades físicas, eles ainda são muito utilizados. (DONAVAN,
1985; RODRIGUES, 2004).
A vida útil operacional de um filtro pode ser encurtada por três fatores relacionados com
as condições do fluxo de gás: a durabilidade do tecido, a abrasão e o ataque químico. A
principal delas é o limite superior da temperatura a que o tecido resiste ou a durabilidade
térmica (TIENI, 2005).

45
Segundo MICKENNA e FURLONG (1992), o fornecedor do material deve ser
consultado, de forma a garantir a faixa de tolerância do tecido durante a operação. O gás
também pode ser resfriado antes de ser filtrado, porem deve-se cuidar para que não haja muita
umidade nem a condensação dos gases nas mangas, inutilizando a por empastamento. Outro
problema encontrado na operação dos filtros de mangas é a abrasão, que pode ser resultante
da fricção das mangas uma contra outras e da solicitação de forças feitas durante a limpeza.
2.7.2.1 Dimensionamento do filtro manga
A versatilidade dos filtros de mangas tem proporcionado um uso cada vez mais
disseminado desse tipo de coletor de pó. As mangas filtrantes possuem esse nome, pois
possuem, em geral, um formato cilíndrico sendo dispostas em paralelo.
Supondo que o filtro receba 60.000 m3/h de gás sujo e possua 1.000 m
2 de área filtrante
total, então a sua taxa de filtração é de 1 m3/(m
2.min), ou seja, é a razão da vazão pela área
filtrante total das mangas. Este é o parâmetro que define o dimensionamento dos filtros de
mangas. Ele também é chamado de relação ar-pano ou velocidade de filtração.
Basicamente, existem três tipos de filtros de mangas definidos conforme o seu sistema
de autolimpeza (Figura). Esta limpeza deve ser periódica para evitar que o elemento filtrante
entupa totalmente.
O filtro com limpeza de jato pulsante é o equipamento que demanda a menor área
filtrante, sendo portanto, o mais compacto. Sendo menor, consome menos material e, por isso,
é o coletor de pó mais econômico em comparação com os demais sistemas para um mesmo
volume filtrado.
O valor ideal da relação ar-pano não é definido apenas em função do montante de
investimento, mas também em função dos parâmetros de filtração, como por exemplo: filtro
(emissão requerida, velocidade ascendente, perda de carga); gás (temperatura, composição
química e vazão); pó (concentração, densidade aparente, distribuição granulométrica,
velocidade terminal, abrasividade) pelo tipo de sistema de limpeza do filtro. Por isso, na
prática, o valor praticado de relação ar-pano normalmente é menor do que o citado na tabela
acima.
A tabela 9 mostra os tipos de limpeza de filtros de manga.

46
Tabela 9: tipos de limpeza de filtros de manga
Parâmetro Fluxo reverso Sacudimento Jato pulsante
Relação ar-pano máx. 1,0 m3/(m
2.min) 1,3 m
3/(m
2.min) 2,0 m
3/(m
2.min)
Emissão típica Menor que 20 mg/m3 Acima de 75 mg/m
3 Menor que 40 mg/m
3
Custo do investimento Alto Baixo Médio
Custo de manutenção Médio Baixo Médio
Custo de operação alto Baixo Baixo
Face de filtração
A manga é aberta na
extremidade inferior
por onde entra o gás +
pó.
A manga é aberta na
extremidade inferior
por onde entra o gás +
pó.
A manga é aberta na
extremidade superior.
O pó é retido em sua
face externa.
Princípio de auto-
limpeza
A secagem contínua de
ar através da manga da
face externa para a
interna destaca o pó, o
qual desconta numa
moega.
A sacudimento manual
ou mecânico da manga
estaca o pó da face
interna, o qual decanta
numa moega.
O pulso de ar
comprimido no interior
da manga destaca o pó
da face externa, o qual
decanta em uma
moega.
Características
Este tipo de manga
necessita de anéis,
arame e no corpo, a
fim de sustentar a sua
forma.
Como utiliza uma
limpeza pouco
progressiva, as
mangas, em geral,
possuem elevada vida
útil. (maior que 4
anos).
Este tipo de manga
possui alguma alça,
para fins de amarração
e sacudimento.
Não é indicada para
emissão baixa ou pós
muito finos (pós com
diâmetro menor que 25
micrômetro).
Este tipo de manga
necessita de gaiola
interna para
sustentação.
A vida útil, em geral,
está entre 1 e 2 anos. O
consumo de ar
comprimido para
limpeza pode ser
minimizado por
controladores
eletrônicos.
É o equipamento mais
utilizado.

47
2.7.2.2 Especificação das mangas
Considerando um filtro corretamente selecionado, dimensionado e operado, a sua
otimização pode ser feita pela correta especificação das mangas filtrantes, ou seja,
maximização de sua vida útil.
Contudo, para a avaliação correta do tempo de troca de uma manga é necessário
conhecer e diferenciar os conceitos de Vida útil e Durabilidade do elemento filtrante (vide
Fig.4).
Vida útil, tempo de uso econômico da manga, durante o qual são atendidas as
exigências técnicas de emissão e eficiência de limpeza. Uma vez que, após esse tempo, a
baixa captação (resultante da alta perda de carga devido ao entupimento das mangas) e a alta
emissão, resultam em um custo mais elevado que o custo das trocas das mangas.
Durabilidade, tempo de uso total da manga até a ocorrência de algum rasgo, furo ou
entupimento completo, independente, portanto, de sua conformidade com as exigências
técnicas. Usualmente a durabilidade de uma manga é maior que a sua vida útil.
A figura 4 mostra o comparativo genérico entre mangas bem e mal especificadas.
Figura 4: Comparativo genérico entre mangas bem e mal especificadas
Conforme a figura 4, como a manga de baixa qualidade apresenta alta emissão já aos 8
meses e a manga corretamente especificada, aos 24 meses, a vida útil da manga errada é cerca
de 3 vezes menor. Após a sua vida útil, esta manga inicia um processo de entupimento,
acompanhado pela crescente emissão, até a ocorrência de algum rasgo em torno dos 3 anos de
uso.
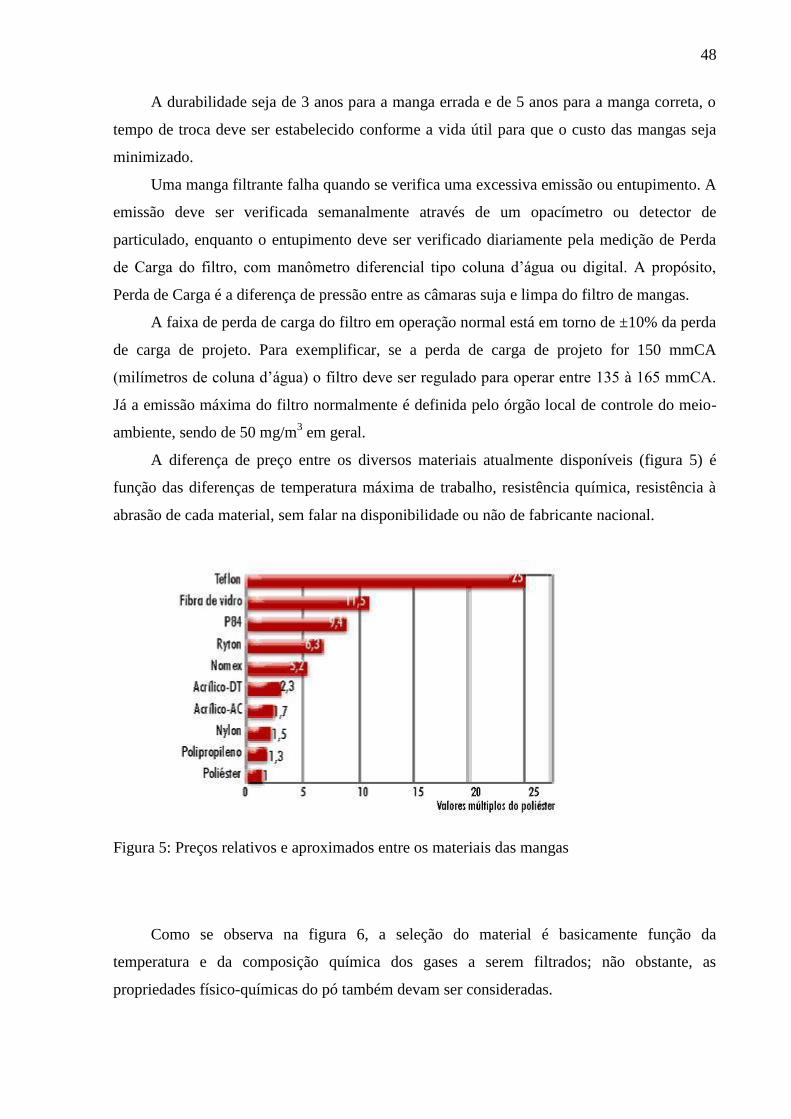
48
A durabilidade seja de 3 anos para a manga errada e de 5 anos para a manga correta, o
tempo de troca deve ser estabelecido conforme a vida útil para que o custo das mangas seja
minimizado.
Uma manga filtrante falha quando se verifica uma excessiva emissão ou entupimento. A
emissão deve ser verificada semanalmente através de um opacímetro ou detector de
particulado, enquanto o entupimento deve ser verificado diariamente pela medição de Perda
de Carga do filtro, com manômetro diferencial tipo coluna d’água ou digital. A propósito,
Perda de Carga é a diferença de pressão entre as câmaras suja e limpa do filtro de mangas.
A faixa de perda de carga do filtro em operação normal está em torno de ±10% da perda
de carga de projeto. Para exemplificar, se a perda de carga de projeto for 150 mmCA
(milímetros de coluna d’água) o filtro deve ser regulado para operar entre 135 à 165 mmCA.
Já a emissão máxima do filtro normalmente é definida pelo órgão local de controle do meio-
ambiente, sendo de 50 mg/m3 em geral.
A diferença de preço entre os diversos materiais atualmente disponíveis (figura 5) é
função das diferenças de temperatura máxima de trabalho, resistência química, resistência à
abrasão de cada material, sem falar na disponibilidade ou não de fabricante nacional.
Figura 5: Preços relativos e aproximados entre os materiais das mangas
Como se observa na figura 6, a seleção do material é basicamente função da
temperatura e da composição química dos gases a serem filtrados; não obstante, as
propriedades físico-químicas do pó também devam ser consideradas.
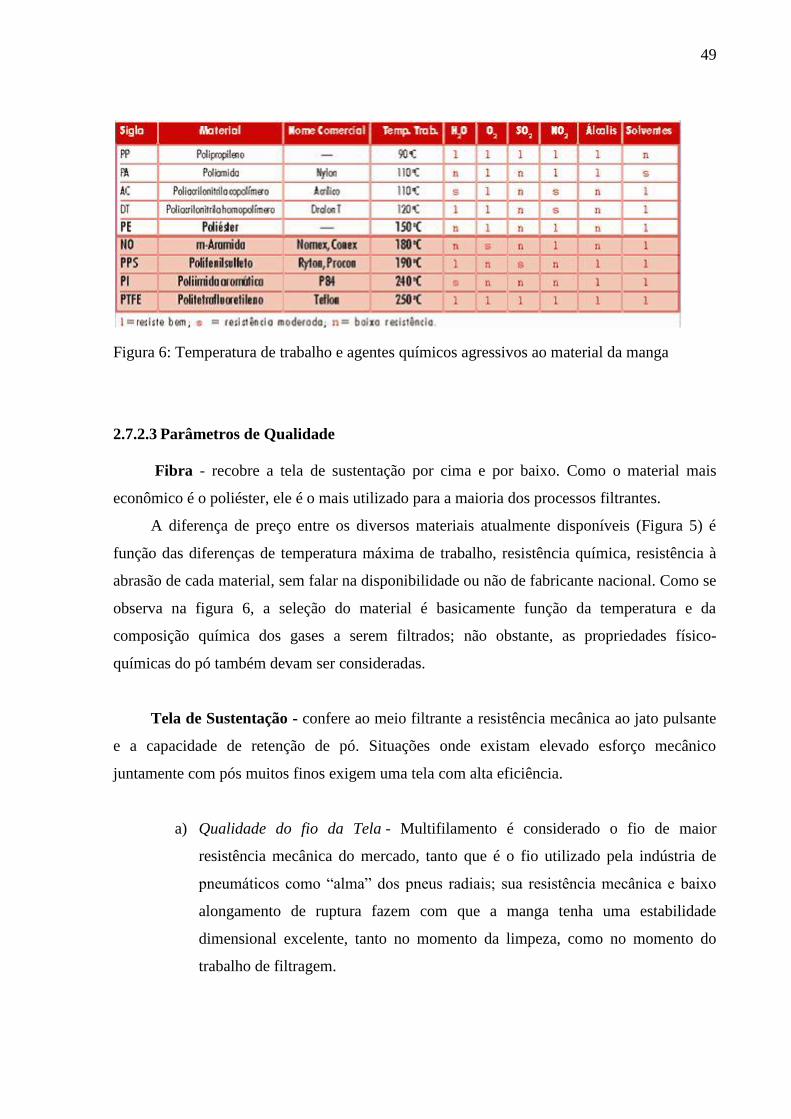
49
Figura 6: Temperatura de trabalho e agentes químicos agressivos ao material da manga
2.7.2.3 Parâmetros de Qualidade
Fibra - recobre a tela de sustentação por cima e por baixo. Como o material mais
econômico é o poliéster, ele é o mais utilizado para a maioria dos processos filtrantes.
A diferença de preço entre os diversos materiais atualmente disponíveis (Figura 5) é
função das diferenças de temperatura máxima de trabalho, resistência química, resistência à
abrasão de cada material, sem falar na disponibilidade ou não de fabricante nacional. Como se
observa na figura 6, a seleção do material é basicamente função da temperatura e da
composição química dos gases a serem filtrados; não obstante, as propriedades físico-
químicas do pó também devam ser consideradas.
Tela de Sustentação - confere ao meio filtrante a resistência mecânica ao jato pulsante
e a capacidade de retenção de pó. Situações onde existam elevado esforço mecânico
juntamente com pós muitos finos exigem uma tela com alta eficiência.
a) Qualidade do fio da Tela - Multifilamento é considerado o fio de maior
resistência mecânica do mercado, tanto que é o fio utilizado pela indústria de
pneumáticos como “alma” dos pneus radiais; sua resistência mecânica e baixo
alongamento de ruptura fazem com que a manga tenha uma estabilidade
dimensional excelente, tanto no momento da limpeza, como no momento do
trabalho de filtragem.

50
b) Gramatura da tela - considerar a qualidade que compõe o fio da tela é muito
importante, no entanto, o peso em g/m2da tela do item diretamente ligado ao
custo do material. Telas leves resultam conseqüentemente em materiais mais
baratos e em resistências mecânicas mais baixas. Uma gramatura de tela
equivalente a 30% da gramatura de feltro pode ser considerada adequada.
c) Material da tela - O uso de baixas gramaturas resulta em menor vida útil da
manga, pois a resistência à abrasão é menor e a permeabilidade ao ar é maior.
Problema dos mais graves é a alta emissão de particulados que os feltros de
baixo peso (g/m2) apresentam. Por isso, é recomendável que as mangas
utilizadas para jato pulsante, por exemplo, tenham 550 g/m2 para oferecer uma
boa resistência à abrasão e retenção de particulado.
Gramatura do Feltro – o uso de baixas gramaturas resulta em menor vida útil da
manga, pois a resistência à abrasão é menor e a permeabilidade ao ar é maior. Problema dos
mais graves é a alta emissão de particulados que os feltros de baixo peso (g/m2) apresentam.
Por isso, é recomendável que as mangas utilizadas para o jato pulsante, por exemplo, tenham
550 g/m2 para oferecer uma boa resistência à abrasão e a retenção de particulado.
Permeabilidade ao ar - elevada permeabilidade de ar não manga não é recomendável,
pois a uma tendência na penetração excessiva de pó, resultando em maior emissão e
entupimento precoce, verificada pela elevação da perda de carga para valores acima de 180
mmCA. Além disso, uma permeabilidade muita alta, resulta em menor perda de carga no
sistema, aumentando assim, aumentando assim, a velocidade das partículas e o atrito entre o
pó e a manga. Com isso a vida útil do elemento filtrante será considerada menor.
Acessórios - São acessórios a cordoalha de cobre (ou aço) para descarregamento da
eletricidade estática e os sistemas de fixação das mangas, como: anel de feltro, anel de
vedação, anel arame ou anel aço-mola. Contudo, o mais crítico é o anel aço-mola, cujo projeto
depende intrinsecamente do diâmetro do furo do espelho, onde a manga é encaixada, e de sua
variação. Recomenda-se que esse furo tenha uma variação máxima de ± 0,3 mm. Para uma
manga com anel aço-mola garantir excelente vedação, o colarinho da manga não deve girar
facilmente quando instalado em seu furo do espelho correspondente.

51
Espessura - Se a espessura do feltro for reduzida demais, a manga pode sofrer rasgos
precoces devido a abrasão do pó. Isso é conseqüência direta do menor peso (g/m2) do feltro.
Encolhimento na temperatura de trabalho - Se a manga não for termofixada para sua
temperatura de trabalho, ela irá encolher mais que 1% (valor máximo tolerável). Ao encolher
durante o trabalho de filtração, a manga ficará justa demais à gaiola, comprometendo sua
limpeza pelo não destacamento do pó pela ação do jato de ar comprimido. A perda de carga
aumentará progressivamente, independentemente dos ajustes na pressão ou na freqüência de
limpeza. Desta forma, ocorrerá a saturação do elemento filtrante de forma rápida e
irreversível.
Tração de ruptura - O componente responsável pela resistência à tração da manga,
assim como pelo alongamento, é a tela de sustentação do feltro que compõe a manga. A
tração de ruptura diminui no decorrer do uso da manga devido à fadiga mecânica
proporcionada pelo jato de ar comprimido. Portanto, quanto maior for o seu valor inicial,
maior será o tempo de uso da manga antes dela atingir a resistência mínima. Verifica-se que
telas de sustentação constituídas com fios multifilamento possuem uma taxa de fadiga menor
que as constituídas com fios de fibra cortada.
Alongamento - de ruptura Um excessivo alongamento de ruptura resulta em
esgarçamento da manga no decorrer dos meses de uso. Dessa forma, assim como no caso do
encolhimento, a alteração dimensional da manga comprometerá sua limpeza, podendo
inclusive, gerar rasgos pela fricção excessiva da manga folgada com a sua gaiola. Um valor de
alongamento até 35% é satisfatório para operação normal no filtro de mangas.
Dimensões - Como já foi visto, o correto dimensionamento da manga é fundamental
para sua eficiência de filtração e de limpeza. Contudo, dado o grande número de padrões
dimensionais dos fabricantes de equipamentos, a confusão entre as medidas nominais x reais,
o sistema de unidades métrico x inglês, reserva a possibilidade de acerto somente aos
fabricantes de mangas com grande tempo de atuação no mercado.
Tratamentos - São opções para a especificação básica da manga. Os tratamentos
químicos são responsáveis pelo aumento da durabilidade da manga à frente da abrasão
(antiabrasivo) ou facilidade de limpeza em condições úmidas (tratamento antiaderente). Este
último, pode proporcionar uma diminuição da intensidade de limpeza (freqüência de pulsos) .

52
Acabamentos - É o acabamento que o feltro recebe para tornar a superfície da manga
mais lisa. Proporciona ao filtro baixa perda de carga, máxima vazão de gás e, portanto,
máxima captação/recuperação de particulado. É fundamental que ele esteja localizado, pelo
menos, na face que receberá o pó; caso contrário, a manga pode entupir em menos de 3
meses.

53
3 MATERIAS E MÉTODOS
O trabalho foi desenvolvido na empresa Móveis Sul Ind. e Comércio Ltda. no município
de Lagoa Vermelha localizada na Região Nordeste do Estado do Rio Grande do Sul. O
método de trabalho seguiu a seqüência apresentada nos itens 3.1 a 3.5.
A seguir é apresentada a figura 7, com o fluxograma da seqüência do trabalho.
Conhecimento do
processo
produtivo na
empresa
Identificação dos
pontos de geração
de M.P
Coleta do M.P
Caracterização do
M.P
Dimensionamento
do filtro de manga
para coleta do
M.P
Figura 7: Seqüência do trabalho realizado na empresa Móveis Sul

54
3.1 Conhecimento do processo produtivo da empresa
O período de trabalho na empresa Móveis Sul começou no mês de agosto e se estendeu
até o final do mês de novembro, a jornada de trabalho era feita 6 horas por dia, totalizando 30
horas por semana.
3.2 Identificação dos pontos de geração do material particulado
Com o conhecimento do processo e funcionamento de toda a empresa, identificou os
pontos de geração do material particulado. Para isso foram identificados os pontos nos setores
da empresa, desde o ponto mínimo até o máximo de geração.
3.3 Coleta do material particulado nos pontos identificados
Para a posterior analise do material particulado, coletaram-se as amostras no principal
ponto de geração. O recolhimento do material aconteceu nos dutos de transporte da maquina
de corte (seccionadora) e também no pó de varrição da mesma.
Utilizou sacos plásticos, com o auxilio de um recipiente para o recolhimento.
O material coletado ficou dividido em:
a) M.P Fino, coletado nos dutos de transporte da seccionadora
b) M.P Claro, pó de varrição da máquina de corte seccionadora
c) M.P Escuro, pó de varrição da máquina de corte seccionadora
3.4 Caracterização do material particulado
A caracterização desse material coletado foi feita de duas formas: microfotografia para
o material fino dos dutos de transporte da seccionadora e o peneiramento para o pó de
varrição.
3.4.1 Microfotografia
A Análise desse material foi realizada no laboratório do CEPA – Centro de Pesquisa e
Alimentação da Faculdade de Engenharia e Arquitetura da Universidade de Passo Fundo

55
modelo utilizado foi o microscópico Leica, ATC 2000, e o aparelho utilizado para a
impressão da fotografia foi, Sony UP-1200ª.
Cerca de 1 grama de M.P foi colocado em uma lamina de vidro e adicionado algumas
gotas de água. Sobre o material foi disposta uma lamínula de vidro e levada para visualização
no microscópio em aumentos de 250 vezes.
Uma lamina graduada foi levada a microscopia e feito o registro fotográfico da mesma,
sendo possível medir o tamanho das partículas com o auxilio dessa escala. As amostras foram
analisadas em seis réplicas.
3.4.2 Peneiramento
A análise do pó de varrição claro e escuro foi realizada por peneiramento, por ser um
material mais grosseiro.
O laboratório disponibilizado foi o CEPA. (Centro de pesquisa em alimentação)
Foram utilizadas 6 peneiras com diferentes aberturas, descritas no tabela 10.
Tabela 10 Peneiras utilizadas no ensaio de análise granulométrica
Abertura em µm ABNT/ASTM
1180 16
500 35
250 60
125 120
74 200
63 230
A figura 8 apresenta as peneiras utilizadas para o ensaio de granulometria.
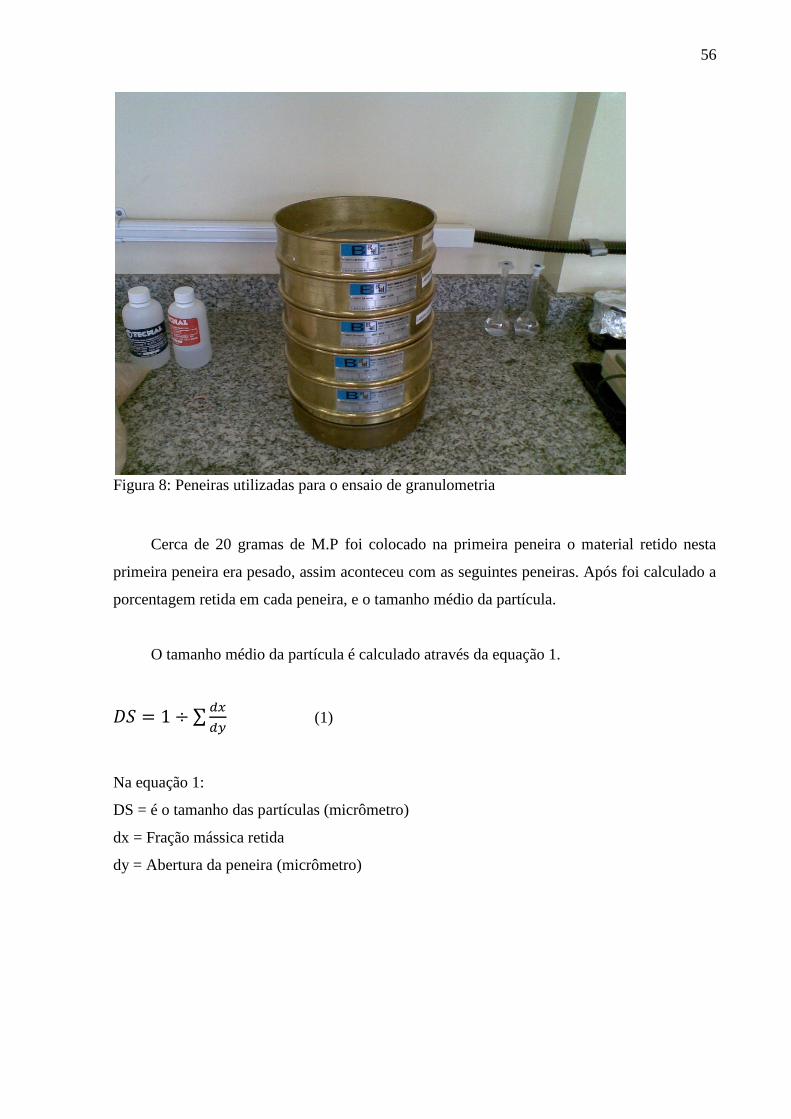
56
Figura 8: Peneiras utilizadas para o ensaio de granulometria
Cerca de 20 gramas de M.P foi colocado na primeira peneira o material retido nesta
primeira peneira era pesado, assim aconteceu com as seguintes peneiras. Após foi calculado a
porcentagem retida em cada peneira, e o tamanho médio da partícula.
O tamanho médio da partícula é calculado através da equação 1.
(1)
Na equação 1:
DS = é o tamanho das partículas (micrômetro)
dx = Fração mássica retida
dy = Abertura da peneira (micrômetro)

57
3.5 Dimensionamento de um filtro de manga
Para o dimensionamento do filtro de manga é necessário o conhecimento das
características do sistema particulado e da vazão de ar de exaustão.
As características do material particulado foram determinadas conforme o item 3.4.
A velocidade de exaustão foi medida com o auxilio de um anemômetro e com a equação
2 foi obtida a vazão de ar.
(2)
Sendo:
Q = vazão de ar (m3/s)
Vat = velocidade do ar na seção transversal do duto de exaustão (m/s)
Ad = área da seção transversal do duto de exaustão (m2)
A figura 9 mostra onde foram medidas as velocidades de exaustão, na seccionadora e na
furadeira.
Figura 9: Locais das medições das velocidades de exaustão
Medições das
velocidades
(seccionadora)
Medições das
velocidades
(furadeira)
58
A área de filtração necessária para o processo é calculada com a relação da velocidade
de filtração, definida pela equação 3.
(3)
A relação f é obtida em referencias de acordo com o material particulado a ser coletado,
e, conhecidos “f” e a vazão de ar, substituindo na equação 2, obtem-se a área de filtração
necessária.
O dimensionamento das mangas (altura e diâmetro) é obtido a partir da área de filtração.
Com dados de fabricantes será feita uma comparação entre o filtro manga projetado e
um outro projetado por fornecedores.

59
4 RESULTADOS E DISCUSSÕES
4.1 Descrição do processo produtivo
A figura 10 apresenta a descrição do processo produtivo na empresa Móveis sul, bem
como os pontos de resíduos gerados no diferentes setores.
Figura 10: Processo produtivo na empresa Móveis Sul e pontos de geração do M.P
Pó de
Varrição, M.P
M.P
Sobras de PVC
M.P
M.P e Sobras
de lixa
Seccionadora
(corte)
Furadeira
Coladeira de
bordas
Centro de
Usinagem
Tupia
Acabamento
(lixa)
M.P
Matéria Prima

60
Continua figura 10
Acetona
Plástico e
papelão
Pintura PU
Pintura UV
Embalagem
Expedição
A indústria está dividida em 4 áreas, como mostra o Anexo A .
O MDF é deslocado do setor da matéria-prima (estoque) até a seccionadora, máquina
que corta as peças conforme o modelo e tipo a ser produzido. Depois de cortada a peça vai
para o setor da furadeira, no qual são feitos os furos para a posterior montagem. Feito esse
processo, a peça é laminada a borda com fita de papel, a fim de dar acabamento e, quando o
móvel for redondo ou boleado, passa então para o centro de usinagem, no qual a peça entra na
máquina quadrada e sai redonda.
Algumas peças pequenas passam pela tupia, onde é feita a ranhura nas gavetas para
encaixar o fundo. Depois de concretizados esses processos, o próximo setor será o
acabamento, no qual a peça é lixada com a máquina chamada treme-treme, sendo que pode
ser feita também manualmente, se necessário. Após isso a peça passa para a pintura PU, na
qual a peça tem a borda pintada à pistola, depois de algumas horas de secagem, as peças são
destinadas ao setor de pintura UV.
No setor da pintura UV a peça entra crua numa linha que movimenta os trilhos a 20
km por hora e sai pronta, lixada em uma máquina, passa no rolo de massa e é dado o primor

61
UV (cor). Em seguida, é passado o verniz, com rolos de borracha que aplicam a tinta na peça,
com lâmpadas ultravioletas a peça passa por um túnel a 370 °C e seca no exato momento.
Após, no final da linha, pronta, o móvel é embalado em uma caixa de papelão com
isomanta no meio das peças para proteger, então é colocado o kit de ferragem, com manual de
montagem e acessórios para ser montada.
4.2 Pontos de geração de material particulado
Os pontos de geração do M.P estão descritos no fluxograma 2, apresentado
anteriormente no item 4.1, as maiores concentrações desse material é primeiramente na
máquina de corte (seccionadora), nesse setor gera grande quantidade, no qual podemos
classificar de dois tipos diferentes, um pó de varrição, tendo características mais grosseiras, e
outro um pó mais fino, localizado dentro dos dutos da seccionadora.
Os demais setores identificados visto no fluxograma 2 que geram M.P são de
características finas todos recolhidos pelos sistemas de exaustão.
Em cada pavilhão á um sistema de exaustão de ar para a remoção do M.P. da área
fechada. Esses dutos de exaustão são unidos e enviados para o ciclone, localizada na área
externa da empresa.
Esse pó é levado até uma serraria, situada no município de Caseiros, vizinho a cidade de
Lagoa Vermelha, local onde está situada a Indústria Móveis Sul. Esta serraria faz a secagem
de maravalha para a Empresa Perdigão S.A. Esse material oriundo da empresa é usado como
um combustível para a secagem da maravalha.
As figuras 11 e 12 apresentam os depósitos de M.P capturados pelos sistemas de
exaustão da empresa.

62
Figura 11: Armazenamento de M.P ao lado externo da fábrica (1)
Figura 12: Armazenamento de M.P ao lado externo da fábrica (2)

63
4.3 Caracterização do material particulado
4.3.1 Microfotografia
A figura 13 apresenta a microfotografia do M.P coletado nos dutos de exaustão da seccionadora.
Figura 13: Microfotografia do M.P coletado nos dutos de exaustão e régua para a medição
das partículas
A contagem do tamanho das partículas se deu conforme a figura 13. Como as contagens
se deram através de seis fotos, as cinco restantes podem ser encontradas no apêndice A.
Foram medidas 142 partículas, o tamanho médio foi de 45,11 micrômetros, e tendo um
desvio padrão de 46,86. Esse desvio padrão demonstra que o M.P apresenta-se dentro de um
tamanho heterogêneo na faixa de 4 a 240 micrômetros.
A figura 14 apresenta o histograma de distribuição de freqüência do M.P Fino

64
Figura 14: Histograma de distribuição de freqüência do M.P fino
A figura 14 mostra que cerca de 50 % da amostra possui tamanhos entre 4
micrômetros e 30 micrômetros, caracterizando-se como M.P inalável. Isto confirma a necessidade da
exaustão deste material das linhas de produção, prevenindo doenças respiratórias nos funcionários da
empresa.
Fica evidente a necessidade de instalação de um novo equipamento de controle de
emissões, sendo então necessário para a indústria a aquisição de um filtro de manga.
4.3.2 Peneiramento
4.3.2.1 M.P Fino
A tabela 11 apresenta a fração mássica retida em cada abertura de peneira.
74
28
4
15
52 1 2
0
10
20
30
40
50
60
70
80
4 a 30 31 a 60 61 a 90 91 a 120 121 a 150 151 a 180 181 a 210 211 a 240
Nú
me
ro d
e P
artí
cula
s
Diâmetro das Partículas (micrômetros)

65
Tabela 11: Tamanho médio do M.P Fino
Abertura em mm/µm Fração Mássica Retida % Retida
1180 0,0229 2,29
500 0,0376 3,76
250 0,1291 12,91
125 0,2892 28,92
74 0,3284 32,84
63 0,1928 19,28
O tamanho médio das partículas da amostra fina, recolhida nas mangas da seccionadora,
foi de 95,94 µm.
A figura 15 é apresentado o histograma de distribuição com a porcentagem retida em
cada malha de peneira.
Figura 15: Histograma de distribuição do M.P Fino
Nesta amostragem a predominância maior ficou em relação as peneiras de abertura 75 e
125 mm/µm, com mais de 60% do valor total. Mostrando que essa concentração de partículas,
encontra-se abaixo dos a 100 µm.
4.3.2.2 M.P claro (pó de varrição)
A tabela 12 apresenta a fração mássica retida em cada abertura de peneira.
19,28
32,84
28,92
12,91
3,762,29
0
5
10
15
20
25
30
35
63 74 125 250 500 1180
% R
eti
da
Abertura da das peneiras (µm)

66
Tabela 12: Tamanho médio do M.P Médio Claro
Abertura em µm Fração Mássica Retida % Retida
1180 0,0222 2,22
500 0,3332 33,32
250 0,4229 42,29
125 0,1600 16,00
74 0,0527 5,27
63 0,0090 0,90
Para a amostra M.P claro (pó de varrição), o tamanho das partículas obtido foi de
221,64 µm.
A figura 16 apresenta o histograma de distribuição com a porcentagem retida em cada
malha de peneira.
Figura 16: Histograma de distribuição do M.P Claro (pó de varrição)
A concentração do tamanho das partículas deu-se maior nas peneiras 250 e 500,
atingindo as duas juntas a margem de mais de 75 %. Amostra com uma concentração maior
de grosseiros.
4.3.2.3 M. P escuro (pó de varrição)
A tabela 13 apresenta a fração mássica retida em cada abertura de peneira.
0,9
5,27
16
42,29
33,32
2,22
0
5
10
15
20
25
30
35
40
45
63 74 125 250 500 1180
% R
eti
da
Abertura da das peneiras (µm)

67
Tabela 13: Tamanho médio do M.P Médio Escuro
Abertura em mm/µm Fração Mássica Retida % Retida
1180 0,0113 1,13
500 0,2708 27,08
250 0,4404 44,04
125 0,1756 17,56
74 0,0730 7,30
63 0,0289 2,89
Para a amostra denominada M.P Escuro (pó de varrição), o tamanho das partículas foi
de 193,69 µm.
A figura 17 apresenta o histograma de distribuição com a porcentagem retida em cada
malha de peneira.
Figura 17: Histograma de distribuição do M.P Escuro (pó de varrição)
A concentração das partículas está maior entre as aberturas de peneiras 250 a 500,
atingindo mais de 70 % somente nessas duas. Mostra que o M.P tem características mais
grosseiras, como foi com a amostra M.P Claro.
4.3.2.4 Comparação entre as amostragens
A figura 18 mostra o histograma de distribuição de freqüência dos três materiais M.P
fino, claro e escuro.
2,89
7,3
17,56
44,04
27,08
1,13
0
5
10
15
20
25
30
35
40
45
50
63 74 125 250 500 1180
% R
eti
da
Abertura da das peneiras (µm)

68
Figura 18: Histograma de distribuição de freqüência dos três materiais analisados
A predominância do M.P Fino foi maior nas três primeiras peneiras, justamente as de
menor abertura, ocasionando um menor tamanho de partícula.
Para as duas amostras que foram classificadas como pó de varrição, tanto a amostra
claro quanto a escura, são bastante parecidas tanto que as suas maiores concentrações se dá
nas mesmas peneiras.
O M.P que foi coletado nas mangas mostrou ser um material fino, como ele é arrastado
pela exaustão, denominamos como sendo um contaminante atmosférico, que com as devidas
preocupações que a indústria Móveis Sul mantém, destina esse contaminante em seus ciclones
para o devido fim.
Já a classificação das duas outras amostras M.P Claro e escuro, por serem de
características mais grosseiras, é tratado como um resíduo sólido.
4.3.3 Dimensionamento do filtro de manga
A primeira a projeção feita com bases nos dados obtidos nas velocidades e áreas da
seção de cada equipamento.
Os diâmetros dos dutos avaliados são de 100 mm. Com uma área de 78,5 cm2.
Para cada amostragem aconteceu três medições de velocidade.
Os valores das velocidades no sistema de exaustão e da vazão da seccionadora,
furadeira e tupia e mostrado na figura 19 a seguir.
0
5
10
15
20
25
30
35
40
45
50
63 74 125 250 500 1180
% R
eti
da
Abertura da das peneiras (µm)
M.P Fino
M.P Claro
M.P Escuro

69
Seccionadora
Furadeira
Tupia
V1= 40,14 m/s
V2 = 38,67 m/s
V3 = 24,4 m/s
Q = 0,31 m3/s
Q = 0,30 m3/s
Q = 0,19 m3/s
Q = 0,80 m3/s
Figura 19: Velocidades e vazões de exaustão dos equipamentos amostrados
O dimensionamento do filtro manga para a empresa Móveis Sul dará em razão do
grande volume produzido e atendera as exigências ambientais, bem como a saúde do
trabalhador.
4.3.3.1 Caso 1
4.3.3.1.1 Escolha do tipo de filtro
Primeiro foi escolhido o tipo de material do filtro.
O material selecionado foi a Polipropileno, no qual suas características, como
temperatura, suportam até a faixa de 90°C, não havendo alguma inconformidade, devido o
material ser apenas pó de serragem. As demais características como a resistência a ácidos e
alcalinidade e também a flexibilidade abrasiva, todas, segundo o fabricante das mangas são
excelentes. Voltando a afirmar que as características deste material particulado não
necessitam desta preocupação.
Quanto ao seu custo, o polipropileno é o segundo material mais barato, atrás apenas do
Poliéster.

70
4.3.3.1.2 Cálculo da área de filtração
Em segundo a área de filtração.
Utilizando como método de remoção de pó por pulso de ar
Sendo que a vazão é de 0,80 m3/s
0,80 m3/s
A área filtrante será;
f = ÷ x0,3048 m
A = 19,68 m2
Ou seja:
A = 19,68 m2
4.3.3.1.3 Dimensionamento das mangas
Com as dimensões da manga sendo de:
D= 10 pol. X 0,0254 m = 0,254 m
L = 1 m
A área de filtração da manga será:
A manga = D x x L
A manga = 0,254 m x x 1 m
A manga = 0,80 m2
O numero de mangas será
Adotando 25 mangas.

71
Tabela 14: Características das mangas
Tamanho Quantidade de
mangas
Comprimento L
(mm)
Largura B
(mm)
Altura H
(mm)
55 25 1072 1072 4890
As figuras 20 e 21 mostram o layout do filtro de manga projetado.
Figura 20: Vista de topo do filtro de manga para a empresa Móveis Sul

72
Figura 21: Vista lateral do filtro de manga da empresa Móveis Sul
4.3.3.2 Caso 2
Neste segundo caso, consultamos a empresa Vent System Comércio de Equipamentos
Indústrias LTDA. Voltada para a solução de problemas de controle de poluição ambiental e
ventilação industrial.
Já possuindo o valor da área filtrante, a empresa Vent Sytem, disponibiliza uma tabela
para o dimensionamento do filtro de mangas. A tabela 15 é apresentada a seguir.

73
Tabela 15: Dimensões para modelos de filtro de mangas
FONTE: Vent System – Comércio de Equipamentos industriais

74
Com essa tabela, dimensionamos o filtro de manga
Área filtrante 19,68 m2
Selecionando a área mais próxima possível de 23,1 m2.
Manga selecionada de, 100” (2.540mm)
Temos:
Tabela 16: Características das mangas
Tamanho Quantidade de
mangas
Comprimento L
(mm)
Largura B
(mm)
Altura H
(mm)
45 20 859 1072 4890
No modelo REM, a retirada das mangas e gaiolas é feita pelo topo do filtro, e no
modelo VBL, a retirada das mangas e gaiolas é feita pela lateral do filtro.
Conforme a empresa o layout do equipamento ficaria de acordo com a figura 22 e 23.
FONTE: Vent System – Comércio de Equipamentos industriais
Figura 22 Vista Frontal do filtro de manga
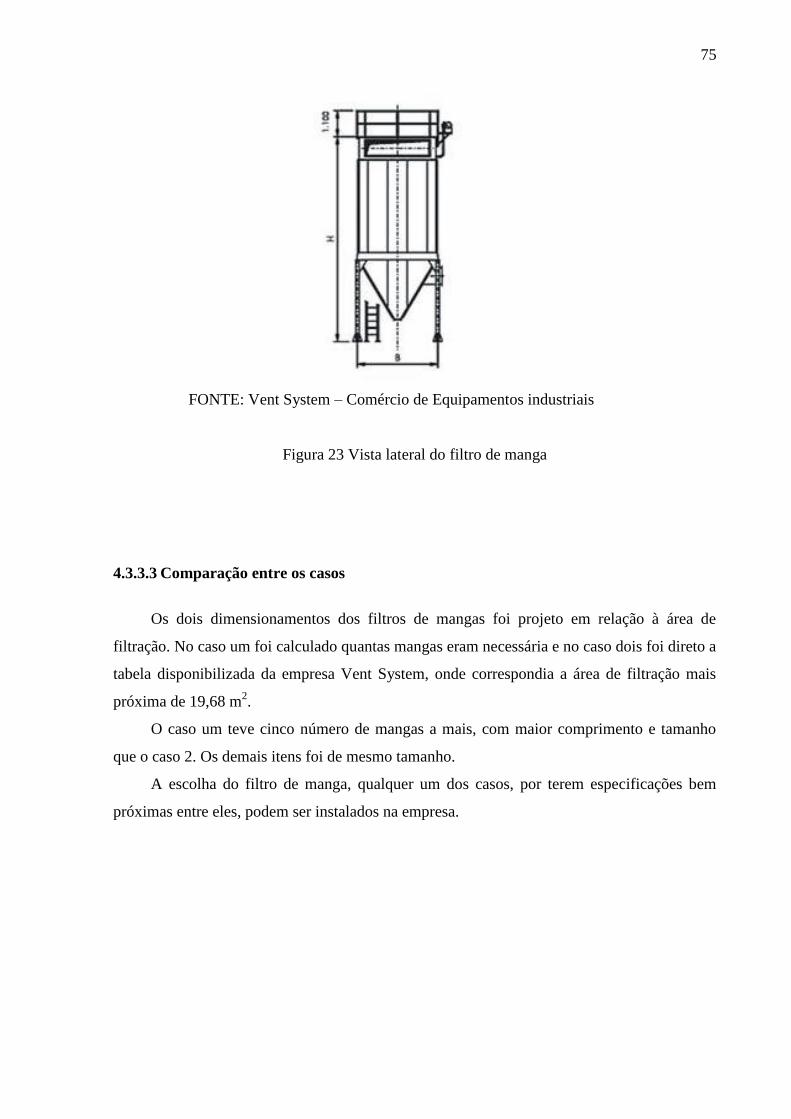
75
FONTE: Vent System – Comércio de Equipamentos industriais
Figura 23 Vista lateral do filtro de manga
4.3.3.3 Comparação entre os casos
Os dois dimensionamentos dos filtros de mangas foi projeto em relação à área de
filtração. No caso um foi calculado quantas mangas eram necessária e no caso dois foi direto a
tabela disponibilizada da empresa Vent System, onde correspondia a área de filtração mais
próxima de 19,68 m2.
O caso um teve cinco número de mangas a mais, com maior comprimento e tamanho
que o caso 2. Os demais itens foi de mesmo tamanho.
A escolha do filtro de manga, qualquer um dos casos, por terem especificações bem
próximas entre eles, podem ser instalados na empresa.

76
5 CONCLUSÕES
Os pontos de geração do M.P nos diferentes setores da indústria ocorreram em boa parte
no pavilhão um, onde as chapas de MDF são cortadas pela seccionadora, gerando M.P na
forma de poluente atmosférico captado pelo ciclone e também na forma de resíduos sólidos.
A microscopia do M.P fino ficou entre 4 micrômetro e 30 micrômetro, cerca de 50 %,
caracterizando-se como M.P inalável. Como grande parte desse material ficou em um tamanho
inferior a 30 micrômetro, e sabendo que como o ciclone tem uma eficiência comprometedora abaixo
de 20 micrômetro. Com isso fica evidente a necessidade de instalação de um novo equipamento
de controle de emissões.
O peneiramento do M.P fino mostrou uma média de 95 micrômetro, dentro dos padrões de
inalável e o M.P claro e escuro indicou um tamanho com cerca de 200 micrômetro, classificando
com resíduo sólido.
O dimensionamento do filtro de manga e os resultados obtidos com a caracterização do
seu material, possibilita a empresa a estudar a viabilidade de instalar um novo equipamento de
controle e coleta de M.P.

77
REFERÊNCIAS BIBLIOGRÁFICAS
ABIMÓVEL-Associação Brasileira das Indústrias do Mobiliário. Panorama do setor
moveleiro no Brasil. Informações Gerais, Disponível em: <www.abimovel.com.br> Acesso
em 7 set. de 2010.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR - 10004. Resíduos Sólidos:
classificação. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR - 10007. Amostragem de
Resíduo sólido. Rio de Janeiro, 2004.
BITTENCOURT, E. ; SILVA J. E. da. Formação de tecnólogos para produção de móveis de
madeira: A experiência da UDESC, julho 2001. Disponível em:
<http://www.remade.com.br/pt/artigos_tecnicos_list.php?buscar=FORMA%C7%C3O+DE+T
ECNOLOG> Acesso em: 24 out. de 2010.
CONAMA Nº 313, DE 29 DE OUTUBRO DE 2002. Dispõe sobre o Inventário Nacional de
Resíduos Sólidos. Disponível em: http://www.ambientec.com. Acesso em 6 de nov. de
2010.
FAZFÁCIL. Madeiras Utilizadas Para Fabricação de Móveis. Disponível em:
<http://www.fazfacil.com.br/manutencao/moveis_madeiras.html> Acesso em: 18 outubro de
2010.
GAZETA MERCANTIL. Importação de móveis cresce 45% e soma US$ 294,5 milhões.
Disponível em: <http://blog.newscomex.com/2008/01/importao-de-mveis-cresce-45-e-
somaus. html> A cesso em: 27 de out. de 2010.
KOZAK, P. A; CORTEZ, A.M.; SCHIRMER, W.N.; CALDEIRA, M.V.W.; BALBINOT, R.
Identificação, quantificação e classificação dos resíduos sólidos de uma fábrica de móveis.
Revista Acadêmica Ciência Agrárias e Ambientais, Curitiba, v.6 n.2, p.203-212, 2008.
NAHUZ, M. A. R. Uso Racional de Produtos Florestais: Tendências e Perspectivas. Portal
Remade 2001. Disponível em: http://www.remade.com.br/pt/artigos_tecnicos_list.php
Acesso em: 27 set.. 2010.
NAHUZ, M. A. R. III seminário de produtos sólidos de madeira de eucalipto e tecnologias
emergentes para a indústria moveleira MADETEC 2005. Disponível em:
<http://www.universoambiental.com.br/Arquivos/ResiduosSolidos/256,1>Acesso em: 26 out.
de 2010.
OLANDOSKI, D. P. Rendimento, resíduos e considerações sobre melhorias no processo em
indústria de chapas compensadas. Dissertação de Mestrado em Engenharia Florestal – Setor
de Ciências Agrárias, Universidade Federal do Paraná, Curitiba, 2001.
78
PEREIRA, Andréia F. Ecodesign na Indústria Moveleira. Revista da Madeira, Paraná, v. 77,
p.32-37 Novembro. 2003.
PORTAL REMADE. Portal nacional da madeira. Banco de dados – móveis. Paraná.
Disponível em:
<http://www.remade.com.br/br/bd_moveis.php?num=5&title=Concentração%20Mundial%20
Produção%20de%20Móveis> Acesso em: ago. 2010 a.
PORTAL REMADE. Portal nacional da madeira. Banco de dados – móveis. Paraná.
Disponível em:
<http://www.remade.com.br/br/bd_moveis.php?num=2&title=Exportações%20Brasileiras%2
0de%20Móveis%20em%202008%20por%20UF> Acesso em: ago. 2010 b.
PORTAL REMADE. Portal nacional da madeira. Banco de dados - móveis. Paraná.
Disponível em:
<http://www.remade.com.br/br/bd_moveis.php?num=3&title=Exportações%20Brasileiras%2
0de%20Móveis%20-%20US$%20-%20FOB> Acesso em: ago. 2010 c.
PORTAL REMADE: Portal nacional da madeira. Banco de dados – móveis. Paraná.
Disponível em:
<http://www.remade.com.br/br/bd_moveis.php?num=9&title=Principais%20Exportadores%2
0Mundiais%20de%20Móveis> Acesso em: ago.2010 d.
PORTAL REMADE: Portal nacional da madeira. Banco de dados – móveis. Paraná.
Disponível em:
<http://www.remade.com.br/br/bd_moveis.php?num=1&title=Principais%20países%20impor
tadores%20de%20móveis%20brasileiros%20em%202008> Acesso em: ago.2010 e.
PORTAL REMADE: Portal nacional da madeira. Banco de dados – móveis. Paraná.
Disponível em:
<http://www.remade.com.br/br/bd_moveis.php?num=7&title=Origem%20das%20matériaspri
mas% 20consumidas> Acesso em : ago. 2010 f.
PORTAL REMADE MDP- Nova tendência na fabricação de chapas. Nov. 2006.
Disponível em: <http://www.remade.com.br/pt/artigos_tecnicos_list.php?cat=3446> Acesso
em: 18 out. de 2010 g.
REVISTA DA MADEIRA Mérito exportação. Exportações do setor superam US$ 9 bilhões.
Paraná: Lettech Ltda, n. 113 p. 20-22, maio. 2008 a. Disponível em: <
http://www.remade.com.br/br/revistadamadeira.php> Acesso em 14 de set. de 2010.
REVISTA DA MADEIRA Comércio mundial de móveis pode chegar US$ 102 bilhões em
2008. Paraná: Lettech Ltda, n.116 p.104-112, setembro 2008 b. Disponível em: <
http://www.remade.com.br/br/revistadamadeira.php> Acesso em 14 de set. de 2010.
REVISTA DA MADEIRA. Gestão de resíduos sólidos na indústria madeireira. Paraná:
Lettech Ltda, n. 77, p 83-85, Novembro 2003 c. Disponível em: <
http://www.remade.com.br/br/revistadamadeira.php> Acesso em 14 de set. de 2010.

79
REVISTA DA MADEIRA Lixamento é a primeira etapa para um bom acabamento, Paraná:
Lettech Ltda, n.111, p 58- 60, março 2008 d. Disponível em: <
http://www.remade.com.br/br/revistadamadeira.php> Acesso em 14 de set. de 2010.
SANTINI, M.A. Contribuição aos estudos sobre as origens da produção seriada do mobiliário
no Brasil: A Experiência Móveis Cimo S/A. Dissertação de Mestrado - Faculdade de
Arquitetura e Urbanismo, Universidade de São Paulo, São Paulo, 2000.
VALENÇA, C. V.; ROQUE, C. A.; SOUZA, P. Z. Caracterização e usos do MDF. Portal
Remade, julho de 2007. Disponível em:
<http://www.remade.com.br/pt/artigos_tecnicos_list.php?buscar=USOS+DO+MDF> Acesso
em: 18 out. de 2010.
VIEIRA, L.; A.; N.; CARVALHO, R.; M.; M.; SOARES, T.; S.; REZENDE, J. ; B.
Caracterização do Complexo Florestal Industrial, agosto. 2005. Disponível em:
<http://www.remade.com.br/pt/artigos_tecnicos_list.php?buscar=Caracteriza%E7%E3o+do+
co> Acesso em: 18 out. de 2010.
VIRMOND MÓVEIS. Matéria-Prima Disponível em:
<http://www.virmond.com.br/sitenovo/materiaprima.asp> Acesso em: 11 de out. de 2010.
80
APÊNDICE A
As figuras 24, 25, 26, 27 e 28 apresentam as demais fotos usadas para a contagem dos
tamanhos de partículas, através da microscopia.
Figura 24: Microfotografia do M.P Fino
Figura 25: Microfotografia do M.P Fino

81
Figura 26: Microfotografia do M.P Fino
Figura 27 Microfotografia do M.P Fino

82
Figura 28: Microfotografia do M.P Fino

83
ANEXO A