MATHEUS ALVES ARTHUS - sorocaba.unesp.br · Figura 27 - Tela Inicial do programa de desenvolvimento...
120
MATHEUS ALVES ARTHUS Sistema Supervisório para Cálculo de Índice de OEE (Overall Equipment Effectiveness) Sorocaba 2017
Transcript of MATHEUS ALVES ARTHUS - sorocaba.unesp.br · Figura 27 - Tela Inicial do programa de desenvolvimento...

1
MATHEUS ALVES ARTHUS
Sistema Supervisório para Cálculo de Índice de
OEE (Overall Equipment Effectiveness)
Sorocaba
2017

2
MATHEUS ALVES ARTHUS
SISTEMA SUPERVISÓRIO PARA CÁLCULO DE ÍNDICE DE OEE (OVERALL EQUIPMENT EFFECTIVENESS)
Trabalho de Conclusão de Curso apresentado ao Instituto de Ciência e Tecnologia de Sorocaba, Universidade Estadual Paulista (UNESP), como parte dos requisitos para obtenção de grau de Bacharel em Engenharia de Controle e Automação.
Orientador: Prof. Dr. Galdenoro Botura Junior.
Sorocaba
2017

3
Ficha catalográfica elaborada pela Biblioteca da Unesp
Instituto de Ciência e Tecnologia – Câmpus de Sorocaba
Arthus, Matheus Alves. Sistema Supervisório para Cálculo de Índice de OEE (Overall Equipment Effectiveness) / Matheus Alves Arthus, 2017. 120 f.: il. Orientador: Galdenoro Botura Junior. Trabalho de Conclusão de Curso (Graduação) – Universidade Estadual Paulista "Júlio de Mesquita Filho". Instituto de Ciência e Tecnologia (Câmpus de Sorocaba), 2017. 1. OEE automático. 2. OEE. 3. SCADA. Universidade Estadual Paulista "Júlio de Mesquita Filho". Instituto de Ciência e Tecnologia (Câmpus de Sorocaba). II. Título.
4
AGRADECIMENTOS
Agradeço, primeiramente, à Deus, por algo existir e não o nada absoluto.
Agradeço aos meus pais pela confiança e todo o apoio, que possibilitou essa minha formação.
Agradeço a todo o corpo docente da UNESP de Sorocaba e em especial ao meu orientador Prof. Dr. Galdenoro Botura Jr, por todo o conhecimento compartilhado.
Agradeço também a todos os meus amigos e colegas, que estiveram ao me lado nessa jornada universitária contribuindo e acrescentando, em especial, à Nataly Argozino Amaral, que esteve mais intensamente ao meu lado nestes anos.

5
RESUMO
O presente trabalho desenvolve uma solução completa – desde a aquisição dos dados no chão
de fábrica até a interface com o banco de dados – para a obtenção de índices de OEE de maneira
automática e em tempo real, onde o supervisório foi desenvolvido em um ambiente SCADA
comercial e de baixo custo, chamado HIscada PRO. A motivação foi atender a uma demanda
existente, com uma solução o mais completa possível, com um custo competitivo e utilizando-
se de recursos acessíveis. O trabalho ainda contempla a teoria sobre a fundamentação do índice
de OEE, seu histórico e as formas da sua obtenção; além de um pequeno estudo de mercado
visando expor a viabilidade do projeto com relação a outras soluções de mercado.
Palavras Chaves: OEE, OEE automático, SCADA, TPM, desempenho global, supervisório.

6
ABSTRACT
The present work develops a complete solution - from data acquisition to the factory floor to a
database interface - to obtain OEE indexes automatically and in real time, where the supervisor
is developed in a SCADA environment commercial and low cost, called HIscada PRO. A
motivation to meet an existing demand, with a solution as complete as possible, with a
competitive cost and use of accessible resources. The work still contemplates a theory about a
foundation of the OEE index, its history and its forms of obtaining; in addition to a small market
study aimed at exporting a feasibility of the project in relation to other market solutions.
Keywords: OEE, automatic index OEE, TPM, SCADA.

7
LISTA DE FIGURAS
Figura 1 - Diagrama de classificação dos tempos. .................................................................... 21
Figura 2 – Diagrama sobre as 6 grandes perdas. ...................................................................... 23
Figura 3 - Diagrama do Cálculo de OEE em função dos tempos. ............................................ 25
Figura 4 - Exemplo de cálculo direto de OEE em uma linha de produção. .............................. 29
Figura 5 - Exemplo de forma tradicional de índice de OEE à vista. ........................................ 33
Figura 6 - Exemplo de painel digital de um método de aquisição automatizada de índice de
OEE. .......................................................................................................................................... 34
Figura 7 - Exemplo de IHM dedicada sensível ao toque. ......................................................... 38
Figura 8 - Fluxograma da arquitetura do sistema de cálculo de índice de OEE. ...................... 39
Figura 9 - Arquitetura do HIscada PRO. Imagem retirada do manual do fabricante. .............. 41
Figura 10 - Imagem do ambiente de desenvolvimento do HIscada PRO (IDE). ...................... 42
Figura 11 - Logo do MPLServer. .............................................................................................. 43
Figura 12 - Arquitetura do MPLServer. .................................................................................... 43
Figura 13 - Esquema Geral do Aplicativo. ............................................................................... 44
Figura 14 - Tabela de histórico de status de funcionamento dos processos. ............................ 46
Figura 15 - Tabela com os valores dos ciclos de operação dos processos. ............................... 46
Figura 16 - Tabela com o histórico dos valores dos índices de Disponibilidade. ..................... 47
Figura 17 - Tabela com o histórico dos valores dos índices de Performance. .......................... 47
Figura 18 - Tabela com o histórico dos valores dos índices de Qualidade. .............................. 48
Figura 19 - Código lua para abertura de conexão com banco de dados. .................................. 49
Figura 20 - Código lua para realização de consultas SQL. ....................................................... 49
Figura 21 - Comando SQL para o cálculo do índice de disponibilidade. ................................. 50
Figura 22 - Comando SQL para o cálculo do índice de performance. ..................................... 50
Figura 23 - Comando SQL para gerar relatório de histório de OEE. ....................................... 51
Figura 24 - Resultado da consulta para se obter o histórico dos índices de Disponibilidade,
Performance, Qualidade e OEE. ............................................................................................... 51
Figura 25 - P7C302 da HI Tecnologia. ..................................................................................... 53
Figura 26 - Gerador de sinais para simulação. .......................................................................... 53
Figura 27 - Tela Inicial do programa de desenvolvimento SPDSW. ........................................ 54
Figura 28 - Lógica ladder para a disponibilidade do processo 1. ............................................. 54
Figura 29 - Lógica ladder para a disponibilidade do processo 2. ............................................. 55
Figura 30 - Lógica ladder para a disponibilidade do processo 3. ............................................. 55

8
Figura 31 - Lógica ladder para a disponibilidade do processo 4. ............................................ 56
Figura 32 - Lógica ladder para a obtenção dos tempos de ciclo de operação de cada processo.
................................................................................................................................................... 57
Figura 33 - Campo editável para se inserir a quantidade de peças aprovadas. ......................... 58
Figura 50 - Interface do sistema da empresa KITE MES. ........................................................ 64
Figura 51 - Coleto de dados sem fio da KITE MES. ................................................................ 65
Figura 52 - CLP ip-64. .............................................................................................................. 66
Figura 53 - Exemplo de gráfico de índice de OEE do sistema Pw-1. ....................................... 68
Figura 54 - Equipamento TG40. ............................................................................................... 69
Figura 55 - Arquitetura do sistema PC-Factory MES. .............................................................. 70
Figura 56 - Tela inicial sem nenhum processo adicionado. ...................................................... 76
Figura 57 - Tela inicial com processos ativos e em funcionamento. ........................................ 77
Figura 58 - Tela de Configuração dos Processos. ..................................................................... 79
Figura 59 - Janela para adicionar processo. .............................................................................. 80
Figura 60 – Mensagem de confirmação de processo adicionado com sucesso. ....................... 81
Figura 61 - Tela de configuração com um processo já adicionado. .......................................... 81
Figura 62 - Janela de configuração de processo. ...................................................................... 82
Figura 63 – Tela de programação do cronograma. ................................................................... 84
Figura 64 - Janela de seleção do compromisso da linha de produção. ..................................... 85
Figura 65 - Tela de programação do cronograma com o agendamento já preenchido. ............ 86
Figura 66 - Tela de exibição dos detalhes de um processo. ...................................................... 87
Figura 67 - Tela de configurações com o ComboBox para seleção de motivo de parada. ....... 89
Figura 68 - Tela de relatórios tabulares. ................................................................................... 91
Figura 69 - Exemplo de relatório tabular. ................................................................................. 92
Figura 70 - Tela de relatórios setoriais. .................................................................................... 93
Figura 71 - Exemplo de gráfico setorial de disponibilidade. .................................................... 94
Figura 72 - Exemplo de gráfico setorial com os motivos de parada. ........................................ 94
Figura 73 - Exemplo de gráfico setorial de índice de performance. ......................................... 95
Figura 74 - Exemplo de gráfico setorial de índice de qualidade. .............................................. 95
Figura 75 - Exemplo de gráfico setorial de índice de OEE. ..................................................... 96
Figura 76 - Tela de relatório com gráficos de barra. ................................................................. 97
Figura 77 - Exemplo de gráfico de barras de histórico de índice de disponibilidade. .............. 98
Figura 78 - Exemplo de gráfico de barras de histórico de índice de performance. .................. 98
Figura 79 - Exemplo de gráfico de barras de histórico de índice de qualidade. ....................... 99

9
Figura 80 - Exemplo de gráfico de barras de histórico de índice de OEE. ............................... 99
Figura 81 - Exemplo de gráfico de barras de histórico do índice de OEE complementar as suas
perdas. ..................................................................................................................................... 100
Figura 82 - Tela com relatório com os gráficos gerais. .......................................................... 101
Figura 83 - Exemplo de gráfico Perda Teórica vs Perda Real. ............................................... 102
Figura 84 - Exemplo de gráfico com o percentual dos motivos de parada em relação ao tempo
disponível. ............................................................................................................................... 103
Figura 85 - Exemplo de gráfico com a série histórica de valores de índice de OEE junto com
os valores dos subíndices. ....................................................................................................... 104
Figura 86 - Exemplo de gráfico com a série histórica dos valores do índice de OEE junto com
as perdas relativas a cada subíndice. ....................................................................................... 104
Figura 87 - Exemplo de relatório gerado pelo aplicativo, e sua possibilidade de impressão e
exportação como PDF. ............................................................................................................ 105
Figura 88 - Tela de exibição do cronograma. ......................................................................... 106
Figura 73 - Relatório tabular de funcionamento obtido com os dados da simulação. ............ 108
Figura 74 - Relatório tabular de índices de OEE obtido com dados da simulação. ................ 109
Figura 75 - Gráfico setorial de Disponibilidade. .................................................................... 110
Figura 76 - Gráfico setorial de Performance. .......................................................................... 110
Figura 77 - Gráfico setorial de Qualidade. .............................................................................. 111
Figura 78 - Gráfico setorial de OEE e suas perdas. ................................................................ 111
Figura 79 - Gráfico setorial dos Motivos de parada. .............................................................. 112
Figura 80 - Gráfico de barras de Disponibilidade. .................................................................. 112
Figura 81 - Gráfico de barras de Performance. ....................................................................... 113
Figura 82 - Gráfico de barras de Qualidade. ........................................................................... 113
Figura 83 - Gráfico de barras de índice de OEE. .................................................................... 114
Figura 84- Gráfico de barras de OEE mais as suas perdas. .................................................... 114
Figura 85 - Gráfico de produção teórica com relação a produção real. .................................. 115
Figura 86 - Gráfico de Motivos de Parada com relação ao tempo total disponível. ............... 115
Figura 87 - Gráfico de índice de OEE mais índices auxiliares. .............................................. 116
Figura 88 - Gráfico de índice de OEE mais perdas. ............................................................... 116

10
LISTA DE TABELAS
Tabela 1 - Evolução histórica do método TPM. ....................................................................... 16
Tabela 2 - Metas de melhoria para perdas. ............................................................................... 20
Tabela 3 - Benefícios e limitações do índice de OEE. .............................................................. 27
Tabela 4 - Exemplo de ficha de apontamento tradicional de OEE. .......................................... 31
Tabela 5 - Exemplo de planilha de cálculo índice de OEE. ...................................................... 31
Tabela 6 – Tabela de custos ...................................................................................................... 62
11
SUMÁRIO
1 INTRODUÇÃO ............................................................................................................... 14
2 CONCEITUAÇÃO .......................................................................................................... 15
2.1 Introdução a TPM ....................................................................................................... 15
2.2 Histórico da TPM ....................................................................................................... 15
2.3 Principais Características da TPM ............................................................................. 16
2.4 O que é OEE (Overall Equipment Effectiveness)? .................................................... 18
2.5 As 6 grandes perdas .................................................................................................... 19
2.6 O uso do tempo .......................................................................................................... 21
2.7 Como calcular o índice de OEE? ............................................................................... 22
2.7.1 Índice de Disponibilidade: .................................................................................. 23
2.7.2 Índice de Performance: ....................................................................................... 23
2.7.3 Índice de Qualidade: ........................................................................................... 24
2.7.4 Exemplo de cálculo de índice de OEE: ............................................................... 26
2.7.5 Calculando Disponibilidade: ............................................................................... 26
2.7.6 Calculando a Performance: ................................................................................. 26
2.7.7 Calculando Qualidade: ........................................................................................ 26
2.7.8 Calculando o índice OEE: ................................................................................... 26
2.8 World Class OEE ....................................................................................................... 27
2.9 Limitações do Índice de OEE ..................................................................................... 27
2.9.1 Overall Line Effectiveness (OLE) ...................................................................... 28
2.10 Cálculo de OEE na prática ......................................................................................... 30
2.11 O método de gestão tradicional .................................................................................. 30
Vantagens do método tradicional ...................................................................................... 32
Desvantagens do método tradicional ................................................................................. 32
2.12 Índice de OEE à Vista ................................................................................................ 32
2.12.1 O índice de OEE à vista no método tradicional .................................................. 32
12
2.12.2 E quais as desvantagens do OEE à vista feito dessa forma? ............................... 33
2.13 Índice de OEE automatizado ...................................................................................... 33
2.13.1 Índice automatizado ............................................................................................ 35
2.13.2 Sensoriamento ..................................................................................................... 35
2.13.3 O hardware no chão de fábrica ........................................................................... 36
2.13.4 A interface homem-máquina ............................................................................... 38
2.13.5 A arquitetura geral do sistema de índice de OEE automatizado ......................... 39
3 DESENVOLVIMENTO .................................................................................................. 39
3.1.1 O HIscada PRO ................................................................................................... 40
3.1.2 O servidor OPC: MplServer ................................................................................ 42
3.1.3 O banco de dados ................................................................................................ 44
3.2 O aplicativo em si ....................................................................................................... 44
3.3 O funcionamento do aplicativo .................................................................................. 45
3.3.1 As tabelas no banco ............................................................................................ 45
3.3.2 Como funciona? .................................................................................................. 48
3.4 Simulação de funcionamento ..................................................................................... 52
3.4.1 O processo de envasamento de Mel .................................................................... 52
3.4.2 O programa ladder .............................................................................................. 52
3.4.3 Estratégias para a obtenção dos índices de Disponibilidade: .............................. 54
3.4.4 Estratégias para a obtenção dos índices de Performance: ................................... 56
3.4.5 Estratégias para a obtenção dos índices de Qualidade: ....................................... 57
4 RESULTADOS ................................................................................................................ 59
4.1 Estudo de mercado e de viabilidade ........................................................................... 60
4.1.1 O modelo de negócio .......................................................................................... 60
4.1.2 As soluções de mercado ...................................................................................... 63
5 CONCLUSÕES ................................................................................................................ 72
6 REFERÊNCIAS .............................................................................................................. 74
13
APÊNDICE A – Manual de funcionamento do aplicativo ....................................................... 76
APÊNDICE B – Relatórios resultantes da simulação ............................................................. 109
ANEXO A – Proposta da empresa KITE ME ........................................................................ 117
ANEXO B – Proposta da empresa Prodwin ........................................................................... 119
ANEXO C – Proposta da empresa PPI-Multitask .................................................................. 120

14
1 INTRODUÇÃO
Dentro do contexto da globalização e da hiperespecialização dos processos produtivos
a concorrência tem se intensificado e a busca por técnicas, que melhorem a eficiência e a
qualidade da produção, tem sido o foco da maioria dos engenheiros ao redor no mundo. É nesse
contexto então, principalmente no pós-Segunda Guerra Mundial, que surgiram inúmeras
estratégias e métodos de produção e organização industriais [8].
Desde que o Homem começou a buscar a produção para atender a massa, um processo
do qual veio a culminar na Revolução Industrial, e que depois se sucedeu em diversas outras
quebras de paradigmas, o ponto principal dessas mudanças sempre foi a melhora e a criação de
novas tecnologias. No entanto, outro fator importante que colaborou para essa evolução foi
exatamente o início da preocupação do Homem em criar melhores maneiras de organizar o
trabalho e tudo aquilo que envolve a logística da cadeia de produção. O mais notório
contribuidor nesse aspecto foi o conhecido produtor de automóveis Henry Ford, com o seu
método da “linha de produção”.
A partir desse momento, a evolução nessa linha da organização do trabalho, e da
preocupação com o sistema produtivo em seu aspecto macro, não parou mais. Os pioneiros
foram os americanos, mas logo após a Segunda Guerra, os japoneses também começaram suas
pesquisas nesse ramo vindo a desembocar na criação dos métodos de produção mais conhecidos
atualmente, como o Toyotismo, o Kaizen, o Sistema 8 S, etc [8].
Dentro desses grandes métodos inventados pelos japoneses está inserido a TPM (Total
Productive Maintence), que é um método de produção, mas focado na redução de desperdícios,
no aumento da eficiência das máquinas e na eliminação das quebras, através de um rígido
controle da manutenção. E, para aferir qual fora a real melhoria de desempenho das máquinas,
ao aplicar a TPM, foi desenvolvido um índice, chamado de índice de OEE (Overall Equipment
Effectiveness), que é a pedra de toque utilizada pelos engenheiros saberem quais os pontos
críticos e quais as melhores decisões a se tomarem para a melhor aplicação da TPM [7].
Na intenção de contribuir nesse ramo é que este trabalho foi desenvolvido. Pois, trata-
se do desenvolvimento de um sistema supervisório que faz a aquisição e o cálculo de índices
de OEE de maneira automática.
15
2 CONCEITUAÇÃO
2.1 Introdução a TPM
A TPM (Total Productive Maintence) representa uma quebra de paradigma nos sistemas
e métodos de gerenciamento de produção, pois busca a integração de todos os níveis de
funcionários da empresa num mesmo plano de realização da manutenção dos equipamentos.
Não há mais, por assim dizer, o monopólio da responsabilidade da manutenção por uma só
equipe, que poderia ser traduzido pela frase: “eu opero e você conserta”. Agora, todo o corpo
de colaboradores da empresa seria integrado no plano da manutenção, desde os operadores –
na verdade, principalmente este, pois tem o contato mais imediato com as máquinas e possui
maior intimidade com o processo – até os departamentos administrativos. A frase então passaria
a ser: “nós produzimos” [7], conclamando uma inédita integração do Homem com a máquina e
com a empresa.
2.2 Histórico da TPM
Nos campos de manutenção de máquinas e equipamentos, a América foi a pioneira no
desenvolvimento de sistemas organizacionais e gerenciais. Ainda antes da Segunda Grande
Guerra, eles já tinham desenvolvido e implementado a Manutenção Preventiva (MP); que
depois evoluiu para a Manutenção do Sistema de Produção (MSP); e posteriormente integrou
um sistema mais abrangente chamado de Prevenção da Manutenção (PM). Com o término da
guerra e com a implantação dos grandes planos de financiamento para a reconstrução dos países
destruídos, os empresários japoneses se encontraram pressionados por metas governamentais
bastante agressivas para a reconstrução e recuperação do país e, portanto, vieram a se tornar
fiéis seguidores dos métodos americanos de produção e manutenção [6].
Com o tempo e a assimilação dos métodos pelos japoneses surgiu um método próprio,
que foi a própria TPM, ou seja, a manutenção preventiva surgida nos EUA, evoluiu no Japão
para a Manutenção Produtiva Total. Pode-se destacar a evolução dos métodos da seguinte forma
[6]:
Estágio 1 – Manutenção Corretiva (BM);
Estágio 2 – Manutenção Preventiva (MP);
Estágio 3 – Manutenção do Sistema Produtivo (MSP);
Estágio 4 – TPM.

16
A primeira empresa a implementar a TPM foi a Nippondenso Co. Ltda., que produzia
peças automotivas para a Toyota. Esta empresa introduziu a manutenção produtiva em 1961 e,
com o desenvolvimento da automação, a empresa – sob a liderança do Instituto Japonês de
Engenharia de Planta (JIPE – Japanese Institute of Plant Engineering) na figura de Seiichi
Nakajima [4] – veio a defender e desenvolver um método de manutenção produtiva com a
participação de todos, e no ano de 1971 veio a receber um prêmio [7], que existia no Japão
desde 1964, que congratulava as empresas que melhor aplicaram a MP. Com esse prêmio, foi
consolidado então o método TPM. Vale dizer, que o JIPE foi o precursor do Instituto Japonês
de Manutenção de Plantas (JIPM – Japanese Institute of Plant Maintenance), que é atualmente
o órgão máximo na disseminação da TPM no mundo.
A baixo um quadro que ilustra a evolução histórica da TPM, que é dividida em 4
gerações:
Tabela 1 - Evolução histórica do método TPM.
1ª Geração
(1970)
2ª Geração
(1980)
3ª Geração
(1990)
4ª Geração
(2000)
Estratégia Máxima
eficiência dos
equipamentos
Máxima
eficiência dos
equipamentos
Produção e
TPM
Gestão e TPM
Foco Equipamento Equipamento Sistema de
Produção
Sistema geral
da companhia
Fonte: Autoria própria.
Um fato importante que vale ressaltar, é que a TPM começou como um método de
manutenção preventiva focada nos equipamentos, para terminar como um método de gestão
focado na identificação, na priorização e na eliminação das perdas em todos os setores da
empresa, incluindo os administrativos [6].
2.3 Principais Características da TPM
De acordo com Nakajima, a implantação da TPM implica em montar uma estrutura onde haja o envolvimento de todos os escalões de uma empresa em um plano de Prevenção da Manutenção (PM). Resumindo, pode-se dizer que se trata de um “Equipment Management”, ou, a administração das máquinas por toda a organização. A TPM contempla os seguintes objetivos [6]:
17
1) Melhorar a eficácia do equipamento:
Este objetivo procura assegurar que o equipamento tenha, ao menos, a performance da
qual ele foi projetado para ter, esse é o principal foco da TPM e sobre o qual todos os demais
se fundamentam. Todos os demais objetivos da TPM ficam sem sentido, se no final das contas
eles não buscarem a melhoria da eficácia dos equipamentos.
2) Melhorar a eficiência e eficácia da manutenção:
Este objetivo foca em assegurar que a atividade de manutenção que são realizadas nos
equipamentos, sejam feitas de uma maneira que seja rentável. Estudos demonstram que cerca
de um terço de toda manutenção realizada é desperdício.
3) Gerenciamento antecipado de equipamentos e a prevenção de manutenção:
O propósito deste objetivo é reduzir a quantidade de manutenção requerida por
equipamento, ou seja, fazer com que os equipamentos funcionem por mais tempo antes de
haver a necessidade de efetuar alguma manutenção.
4) Treinamento para melhorar as habilidades de todas as pessoas envolvidas:
Os colaboradores da empresa devem ter as habilidades e conhecimentos necessários
para conseguirem se engajar na TPM, portanto, este objetivo busca atender essa necessidade,
por meio de treinamentos, avisos, informativos, etc.
5) Envolver os operadores, ou ocupantes, em uma rotina de manutenção:
Este objetivo procura tarefas de manutenção relacionadas ao equipamento em que o
próprio operador pode assumir a responsabilidade de realizar. Estas tarefas podem representar
cerca de 10% a 40% das tarefas realizadas no equipamento, se os próprios operadores
assumirem a equipe de manutenção pode ser alocada para tarefas mais complexas e
específicas.
De forma mais concreta, pode-se dizer que os objetivos almejados da TPM são:
• Eliminação das perdas;
• Restauração das condições de uso;
• Mudança de cultura e comportamento;
• Capacitação técnica;
• Maior eficiência administrativa;

18
• Busca dos “Zeros” (Quebras/Falhas, Defeitos e Retrabalhos);
• Facilitar a manutenção dos equipamentos;
• Minimização das ineficiências em novos equipamentos, processos e produtos;
• Ambiente de trabalho saudável, limpo, organizado e seguro.
2.4 O que é OEE (Overall Equipment Effectiveness)?
OEE significa Overall Equipment Effectiveness (Eficiência Global do Equipamento).
Esse índice foi introduzido por Seiichi Nakajima – um dos país do método de gestão de
manutenção conhecido como TPM, para ser utilizado como o indicador fundamental de
performance dos equipamentos que estão submetidos ao método TPM, ou seja, seria a “moeda
de troca” utilizada pelo engenheiro ao implantar a TPM.
Como a TPM é um modelo de gestão de manufatura baseado em três conceitos centrais,
a saber: maximização da eficácia dos equipamentos, manutenção autônoma realizada por
operadores e organização de pequenos grupos de melhoria, é então possível, fundamentar o
índice de OEE como um indicador do desempenho global dos equipamentos, e que ao estruturar
a análise das perdas de utilização da capacidade, ajuda a direcionar esforços de melhoria
contínua dos pequenos grupos e a avaliar o progresso da implantação da TPM.
A medição de OEE pode ser aplicada em vários diferentes níveis no ambiente da
manufatura. Primeiro o OEE pode ser usado como benchmark para medições iniciais
de performance de uma planta de manufatura por inteiro. Desta forma, o OEE medido
incialmente pode ser comparado com valores de OEE futuros, quantificando os níveis
de melhorias obtidos. Segundo, o valor de OEE, calculado para uma linha de
manufatura, pode ser usado para comparar a performance da linha por toda a fábrica,
deste modo realçando as linhas com performance pobre. Terceiro, se as máquinas
processam o trabalho individualmente, a medição do OEE pode identificar qual
máquina que está com a pior performance, e consequentemente identificar onde
focalizar os recursos da TPM (NAKAGIMA, 1989, apud DAL, TUGWELL e
GREATBANKS, 2000).
O aumento da eficiência dos equipamentos é obtido por meio de atividades
quantitativas, aumentando a disponibilidade e melhorando a performance, e de atividades
qualitativas, reduzindo o número de refugos na produção.
O índice de OEE leva em consideração três perguntas importantes:
• Qual a disponibilidade dos equipamentos para produção?
• O quão rápido esses equipamentos estão produzindo?

19
• E qual a qualidade dos produtos produzidos?
Essas 3 perguntas acima são equivalentes a 3 tipos gerais de perdas e que são, por sua
vez, posteriormente desdobradas em 6 tipos de perdas básicas, também conhecidas com as 6
grandes perdas [10]:
A) Perdas de Disponibilidade
A1. Paradas provocadas por falha de equipamento;
A2. Paradas programadas para setup ou ajustes.
B) Perdas de Desempenho
B1. Pequenas paradas ou interrupções devido ao mau funcionamento do equipamento;
B2. Redução da velocidade devido a alguma anomalia que faz com que o ciclo do processo
leve um tempo maior que o tempo de ciclo padrão.
C) Perdas de Qualidade
C1. Produção defeituosa ou retrabalho;
C2. Perdas de startup ou perdas ocasionadas no início da produção devido aos ajustes para
estabilização do equipamento.
2.5 As 6 grandes perdas
A identificação das perdas no processo produtivo é o ponto de partida para restabelecer
as condições dos equipamentos e garantir a eficiência global, estabelecida quando o
equipamento foi adquirido.
Com esse intuito, de identificar as perdas, o Nakajima (1989) veio a definir o que ficou
conhecido como as 6 grandes perdas nos equipamentos e que influenciam diretamente em suas
produtividades. Essas 6 grandes perdas, são as seguintes:
1. Perdas por quebra: perdas que são caracterizadas pelo impedimento da funcionalidade do
equipamento, que fica indisponível por um determinado tempo, até que se reestabeleça as
condições originais e a operação seja reiniciada. As quebras são divididas em 2 categorias:
esporádicas e crônicas. As quebras esporádicas são aquelas paradas repentinas e drásticas,
porém de fácil detecção e correção, enquanto que as crônicas são geralmente ignoradas e
negligencias por tratar-se de paradas de curta duração;
2. Perdas por Setup e Regulagens: são perdas ocasionadas com mudanças de produtos e
regulagens até que o setup seja concluído, e o funcionamento da máquina seja iniciado. A
regulagem, de modo geral, é responsável pela maior parte do tempo perdido;

20
3. Perdas por Ociosidade e Pequenas Paradas: perdas que se caracterizam por interrupções
nos ciclos dos equipamentos, paradas intermitentes de linhas de produção que geram
partidas e paradas constantes. Essas perdas são devidas a interrupções de pequena duração,
comumente se define que as pequenas paradas são aquelas ocasionadas por problemas que
não necessitam de mais do que 5 minutos para se efetuar o reparo, ou, todo tipo de problema
que seja responsabilidade do próprio operador, não havendo necessidade do acionamento
da equipe de manutenção.
4. Perdas por Redução da Velocidade: caracterizam-se pela velocidade real ser menor que
a velocidade teórica ou de engenharia, implicando tempos de ciclo acima do tempo de ciclo
padrão. Estas perdas são geralmente ocasionadas por problemas de manutenção, operação,
qualidade ou processo, e principalmente pelo fato dos técnicos e operadores, para manterem
as máquinas funcionando, realizam reparos incompletos que, apesar de retornar o
funcionamento da máquina, faz máquina funcionar com capacidade reduzida.
5. Perdas por Problemas de Qualidade e Retrabalhos: perdas relativas à produção de
produtos não-conformes, causado pelo mau funcionamento dos equipamentos.
6. Perdas por Queda de Rendimento (Startup): estão relacionadas às restrições técnicas dos
equipamentos, que levam a um período para estabilização das condições mínimas
necessárias para o equipamento voltar a operar. São perdas oriundas de paradas do
equipamento após reparos periódicos ou corretivos, assim como, feriados, refeições, trocas
de turno.
Tabela 2 - Metas de melhoria para perdas.
Tipo da Perda Meta Explicação
1 - Quebras 0 Reduzir para zero em todo
o equipamento
2 - Setup e ajustes Minimizar Reduzir os tempos de setup
para menos de 10 minutos
3 - Ociosidade e pequenas
paradas
0 Reduzir para zero em todo
o equipamento
4 - Redução de velocidade 0 Trazer o tempo de ciclo
atual para o tempo de
engenharia, e fazer

21
melhorias para reduzir o
tempo de engenharia
5 - Defeitos de qualidade e
retrabalhos
0 Aceitarem somente
ocorrências extremamente
pequenas.
6 - Startup Minimizar
Fonte: Adaptado de Nakajima (1989.)
2.6 O uso do tempo
O índice de OEE, também pode ser encarado como uma relação entre o tempo em que
houve efetiva agregação de valor ao produto e o tempo de carregamento do equipamento,
melhor dizendo, descontando-se as perdas de disponibilidade, perdas de desempenho e perdas
de qualidade [3].
Nesse sentido, pode-se representar os termos da seguinte forma:
Figura 1 - Diagrama de classificação dos tempos.
Fonte: http://www.oee.com.br/uso-do-tempo/.
1. Tempo total: o tempo total, seria todo o tempo disponível possível para produção, ao menos
teoricamente. Seria as 24 horas do dia e os 365 dias do ano;
2. Tempo operacional: é o tempo total, menos o tempo não alocado para produção, seria o
tempo total disponibilizado para a máquina produzir;

22
3. Tempo não alocado: é o tempo em que a fábrica não está funcionando;
4. Tempo programado: é o tempo operacional menos o tempo não planejado, este é o tempo
em que a empresa determinou como o tempo para a máquina produzir. É o tempo em que a
equipe de produção é responsável, e também o tempo base para o cálculo do índice de OEE,
o tempo de carregamento;
5. Horário não planejado: tempo em que a equipe de produção está privada de utilizar para
operar a máquina, por razões alheias as suas reponsabilidades. Exemplo: falta de demanda,
horário agendado para manutenção, etc;
6. Tempo produzindo: é todo tempo em que a máquina efetivamente produziu, sendo a sua
produção feita com qualidade aceitável ou não;
7. Tempo de equipamento parado: é quando a máquina em questão não está produzindo
devido a alguma falha, devido a alguma ociosidade ou algum setup de preparação;
8. Produção teórica: essa produção seria a quantidade total de peças que teoricamente
deveriam ser produzidas dentro do tempo de produção, levando em consideração um tempo
de ciclo padrão;
9. Produção real: a produção real é a quantidade de peças, boas ou ruins, que efetivamente
foi produzido. A diferença entre a produção teórica e a produção real é ocasionado pelas
chamadas perdas de velocidade e pequenas paradas, ou seja, uma perda de performance;
10. Produção aprovada: é a quantidade de peças boas. A diferença entre essa quantidade de
peças boas e a produção real, são as peças defeituosas e recusadas, ou seja, perda devido a
qualidade. O tempo utilizado na produção dessas pessoas boas, é o tempo de valor
efetivamente agregado.
2.7 Como calcular o índice de OEE?
Juntando o conceito das 6 grandes perdas com a da classificação dos tempos – tempo de
carregamento e tempo de valor agregado, pode-se chegar ao fundamento do índice de OEE, e
de como ele é calculado.
O índice OEE é constituído por 3 subíndices, que são: índice de disponibilidade; índice
de performance e índice de qualidade. E cada um desses subíndices procura aferir uma
característica própria do processo produtivo, com o intuito de detectar algum gargalo.
Focando-se as 6 grandes perdas, os índices se relacionam da seguinte maneira:
A perda número 1 – perda por quebra, e a perda número 2 – setup e regulagens, são
constituintes da perda detectada pelo índice de disponibilidade; as perdas 3 – pequenas

23
paradas, e 4 – queda de velocidade, são detectadas pelo índice de performance; e o índice de
qualidade contempla a perda 5 – problemas de qualidade e retrabalho, e a perda número 6 –
queda do rendimento.
O diagrama a seguir, ilustra a relação completa entre a classificação dos tempos, as 6
grandes perdas e o cálculo dos índices:
Figura 2 – Diagrama sobre as 6 grandes perdas.
Fonte: Autoria própria.
2.7.1 Índice de Disponibilidade [2]:
Este índice ajuda a averiguar qual a disponibilidade total de tempo que uma máquina
tem para produzir. Tomando como base o tempo de carregamento – que é o tempo de jornada
programada para uma determinada máquina, pode-se calcular o índice de disponibilidade
dividindo esse tempo pelo tempo em que a máquina efetivamente produziu, ou seja, pelo tempo
de carregamento menos as paradas não planejadas:
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 = 𝑇𝑒𝑚𝑝𝑜𝑑𝑒𝐶𝑎𝑟𝑟𝑒𝑔𝑎𝑚𝑒𝑛𝑡𝑜 − 𝑇𝑒𝑚𝑝𝑜𝑑𝑒𝑝𝑎𝑟𝑎𝑑𝑎𝑠𝑛ã𝑜𝑝𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑎𝑠
𝑇𝑒𝑚𝑝𝑜𝑑𝑒𝐶𝑎𝑟𝑟𝑒𝑔𝑎𝑚𝑒𝑛𝑡𝑜 (1)
2.7.2 Índice de Performance [2]:
O índice de performance é calculado utilizando como base um tempo de ciclo padrão.
Esse tempo padrão tem de ser definido pelo fabricante, pela engenharia ou levando em conta a
experiência dos próprios operadores. A definição desse valor é bastante importante para a

24
precisão do índice de performance, muitas vezes ele pode ficar superdimensionado, por isso é
importante a experiência do professional que tem maior contato com processo fabril.
O índice então é composto pelas perdas por queda de velocidade que demonstraria o
quanto o tempo de ciclo real está próximo ao tempo teórico, ou seja, avalia o ritmo de produção
do equipamento e pelas perdas por pequenas paradas. Pode-se calcular então da seguinte forma:
𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 =
𝑇𝑒𝑚𝑝𝑜𝑃𝑟𝑜𝑑𝑢𝑧𝑖𝑛𝑑𝑜𝑃𝑟𝑜𝑑𝑢çã𝑜𝑇𝑒ó𝑟𝑖𝑐𝑎𝑇𝑒𝑚𝑝𝑜𝑃𝑟𝑜𝑑𝑢𝑧𝑖𝑛𝑑𝑜𝑃𝑟𝑜𝑑𝑢çã𝑜𝑅𝑒𝑎𝑙
(2)
Mas:
𝑇𝑒𝑚𝑝𝑜𝑃𝑟𝑜𝑑𝑢𝑧𝑖𝑛𝑑𝑜𝑃𝑟𝑜𝑑𝑢çã𝑜𝑇𝑒ó𝑟𝑖𝑐𝑎
= 𝑇𝑒𝑚𝑝𝑜𝐶𝑖𝑐𝑙𝑜𝑃𝑎𝑑𝑟ã𝑜 (3)
𝑇𝑒𝑚𝑝𝑜𝑃𝑟𝑜𝑑𝑢𝑧𝑖𝑛𝑑𝑜𝑃𝑟𝑜𝑑𝑢çã𝑜𝑅𝑒𝑎𝑙
= 𝑇𝑒𝑚𝑝𝑜𝐶𝑖𝑐𝑙𝑜𝑅𝑒𝑎𝑙 (4)
Então:
𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 =
𝑇𝑒𝑚𝑝𝑜𝐶𝑖𝑐𝑙𝑜𝑃𝑎𝑑𝑟ã𝑜𝑇𝑒𝑚𝑝𝑜𝐶𝑖𝑐𝑙𝑜𝑅𝑒𝑎𝑙
(5)
2.7.3 Índice de Qualidade [2]:
O índice de qualidade, é a relação direta entre a quantidade de peças produzidas dentro
dos conformes e o total de peças produzidas no tempo de carregamento, este índice em suma,
nos dá o tempo de valor agregado efetivo:
𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 = ?@ABCçãADAEFGHIJKCLAMJIJE@FNFGOAM?@ABCçãADAEFG
= ?JçFMPAFM?JçFMDAEFQM
(6)
Resumindo e explicitando os índices em termos dos tempos classificados e da produção
com relação ao tempo, tem-se o seguinte o seguinte diagrama abaixo:

25
Figura 3 - Diagrama do Cálculo de OEE em função dos tempos.
Fonte: http://www.oee.com.br/formula-oee/.
Utilizando as indicações do diagrama, os índices podem ser expressos da seguinte
forma:
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 = PR ,
(7)
𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 = ST ,
(8)
𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 =𝐹𝐸
(9)
E o índice de OEE propriamente dito, consiste na multiplicação dos três subíndices
determinados anteriormente:
𝑂𝐸𝐸 = 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒𝑥𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒𝑥𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 (10)
E em percentual:
𝑂𝐸𝐸% = 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒𝑥𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒𝑥𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 𝑥100% (11)

26
2.7.4 Exemplo de cálculo de índice de OEE [2]:
Um equipamento que possui um turno de 12 horas e durante este turno teve uma
preparação que durou 10 minutos e ocorreu uma parada para manutenção de 30 minutos. No
restante do tempo produziu um item cujo tempo ciclo é de 3,5 segundos, e no final do período
contabilizou 6000 peças produzidas, sendo que 15 foram refugadas por apresentarem defeitos.
Tempo Programado: 720 minutos
Tempo de máquina parada para preparação: 10 minutos
Tempo de máquina parada aguardando reabastecimento: 30 minutos
Quantidade Produzida no período: 10000 peças
Quantidade de peças refugadas: 15 peças
Tempo ciclo padrão do item: 4 segundos
2.7.5 Calculando Disponibilidade:
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 = 𝑇𝑒𝑚𝑝𝑜𝑃𝑟𝑜𝑑𝑢𝑧𝑖𝑛𝑑𝑜𝑇𝑒𝑚𝑝𝑜𝑃𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑜
= 720𝑚𝑖𝑛 − 10min−30𝑚𝑖𝑛
720𝑚𝑖𝑛
(12)
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒% = 680𝑚𝑖𝑛720𝑚𝑖𝑛
𝑥100% = 95% (13)
2.7.6 Calculando a Performance:
𝑃𝑟𝑜𝑑𝑢çã𝑜𝑇𝑒ó𝑟𝑖𝑐𝑎 = 𝑇𝑒𝑚𝑝𝑜𝑃𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑜𝑇𝑒𝑚𝑝𝑜𝐶𝑖𝑐𝑙𝑜𝑃𝑎𝑑𝑟ã𝑜
=720min 𝑥60𝑠𝑒𝑔
4𝑠𝑒𝑔= 10800𝑝𝑒ç𝑎𝑠
(14)
𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 = 𝑃𝑟𝑜𝑑𝑢çã𝑜𝑅𝑒𝑎𝑙
𝑃𝑟𝑜𝑑𝑢çã𝑜𝑇𝑒ó𝑟𝑖𝑐𝑎=
𝑃𝑟𝑜𝑑𝑢çã𝑜𝑅𝑒𝑎𝑙𝑃𝑟𝑜𝑑𝑢çã𝑜𝑇𝑒ó𝑟𝑖𝑐𝑎
=10000𝑝𝑒ç𝑎𝑠10800𝑝𝑒ç𝑎𝑠
= 0,93
(15)
𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒% = 0,93𝑥100% = 93% (16)
2.7.7 Calculando Qualidade:
𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 =
𝑃𝑒ç𝑎𝑠𝐵𝑜𝑎𝑠𝑃𝑒ç𝑎𝑠𝑇𝑜𝑡𝑎𝑖𝑠
=10000 − 1510000
=998510000
= 0,998
(17)
𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒% = 0,998𝑥100% = 99,8% (18)
2.7.8 Calculando o índice OEE:
𝑂𝐸𝐸 = 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒𝑥𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒𝑥𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 (19)
𝑂𝐸𝐸 = 0,95𝑥0,93𝑥0,998 = 0,882 (20)
𝑂𝐸𝐸% = 0,882𝑥100% = 88,2% (21)

27
2.8 World Class OEE
World Class OEE é o índice utilizado como benckmark mundial pelas indústrias.
Atualmente esse índice é de 85% de 0EE, ou seja, as empresas mais eficientes no mundo
apresentam em média um OEE de 85% [1] e, para efeito de contraste, o restante das empresas
têm em média um índice de OEE de 60%. No entanto, é possível aumentar a eficiência da maior
parte das plantas produtivas utilizando-se os mesmos equipamentos e recursos.
Esse índice de OEE de 85% é composto pelos seguintes valores [1]:
• Índice de Disponibilidade maior ou igual a 90%;
• Índice de Performance maior ou igual a 95%;
• Índice de Qualidade maior ou igual a 99,9%.
2.9 Limitações do Índice de OEE
Há alguns questionamentos sobre a aplicação do índice de OEE, em que ressalta sua
possível não precisão em indicar o desempenho, não no caso de uma única máquina, mas no
caso de uma grande linha de produção.
Pode-se afirmar que o índice OEE como tal não diz respeito a perspectiva da orientação
ao fluxo; não considera de forma integrada as atividades e processos encontrados ao longo da
linha produtiva; prove uma visão limitada da eficiência interna, por contemplar somente
paradas causadas por problemas de manutenção e de produção; e principalmente, o índice de
OEE não fornece qualquer informação sobre a eficácia externa do processo, impossibilitando
uma análise do negócio como um todo [12].
A tabela abaixo, traz alguns dos principais benefícios e limitações do índice de OEE, de
acordo com a literatura especializada:
Tabela 3 - Benefícios e limitações do índice de OEE.
Benefícios
§ Possibilita a análise de problemas de produção ou manutenção e
consequente atuação na causa raiz (JEONG; PHILLIPS, 2001)
§ Possibilita a identificação de máquinas que devem ser foco de
atividades de gestão da manutenção (BAMBER et al., 2003)
§ Permite comparação interna entre as máquinas de uma mesma planta
(BAMBER et al., 2003)

28
§ Registro de paradas para identificação das perdas permitem a
complementação dos planos de manutenção já existentes (CHAND;
SHIRVANI, 2000)
Limitações
§ Quando aplicado a um escopo maior que uma única máquina (linha
de produção ou planta), não direciona adequadamente as ações para
melhoria contínua (BRAGLIA et al., 2009)
§ Não fornece visão sistêmica das perdas do negócio, pois não
considera interações além do equipamento (JONSSON;
LESSHAMMAR, 1999)
§ A utilização somente do OEE pode definir responsabilidades para a
área de produção que não necessariamente são da mesma
(LJUNGBERG, 1998)
§ Dificuldade de reconhecer outras perdas com base na taxonomia das
seis grandes perdas do OEE (JEONG; PHILLIPS, 2001)
Fonte: (BUSSO, C. M, 2012, p.66).
2.9.1 Overall Line Effectiveness (OLE)
Existe uma limitação no índice de OEE quando extrapolado para a medição da
eficiência, levando em consideração mais de uma máquina, como em uma linha de produção,
ou até mesmo em um setor produtivo inteiro. Com essa dificuldade em mente é que muitos
pesquisadores procuraram adaptações ou índices derivados que conseguissem aferir de maneira
mais realista a eficiência global de sistemas maiores e mais complexos.
Ao aplicar o índice de OEE de forma direta na aferição de linhas de produção, o mais
comum é realizar a média simples dos valores dos índices das máquinas que compõem a linha.
Esse tipo de método possui um bom grau de confiabilidade, desde que os tempos de processos
de cada máquina sejam similares e que os tipos de perdas delas sejam de natureza similar [16].

29
Figura 4 - Exemplo de cálculo direto de OEE em uma linha de produção.
Fonte: (MORADIZADEH, 2014, p. 17)
𝑂𝐿𝐸 = 𝑂𝐸𝐸R + 𝑂𝐸𝐸P + 𝑂𝐸𝐸T
3= 79%
(22)
Outra possibilidade de aplicar diretamente o índice de OEE em uma linha seria
multiplicando os índices OEE, da mesma forma que se obtém o índice OEE propriamente dito,
ao se multiplicar os índices de disponibilidade, performance e qualidade [17].
𝑂𝐿𝐸 =𝑂𝐸𝐸R×𝑂𝐸𝐸P×𝑂𝐸𝐸T
1000= 49% (23)
Porém existe um índice derivado que foi proposto por Nachiappan e Anantharaman [18],
onde se busca uma forma mais eficaz e realista de se obter o índice de OEE de uma linha de
produção. O cálculo que eles propõem se realiza conforme a Equação (24):
𝑂𝐿𝐸 = 𝐿𝐴×𝐿𝑃𝑄𝑃 (24)
Onde,
LA (line avaiability) = eficiência de linha em termos de disponibilidade calculada conforme a
Equação (25).
𝐿𝐴 = 𝑂𝑇m𝐿𝑇
×100 (25)
onde,
OTn (operation time) = tempo de operação da enésima máquina da linha, ou seja, o último
processo.
LT (loading time) = tempo disponível para funcionamento da máquina ou tempo planejado
para produção.
e, por último,
LPQP (line production quality performance) = eficiência do desempenho e da qualidade da
linha, calculada conforme a Equação (26).
30
𝐿𝑃𝑄𝑃 = 𝐺m×𝐶𝑌𝑇𝑂𝑇
×100 (26)
onde,
Gn (good itens) = taxa de produtos bons entregue pelo enésimo processo da linha.
CYT (cycle time) = tempo de ciclo no processo que é o gargalo (mais demorado) da linha.
OT (operation time of the first machine) = tempo de operação do primeiro processo da linha.
Além desse método proposto por Nachiappan e Anantharaman [18], existem muitos
outros desenvolvidos por engenheiros da área de produção. O mesmo pode-se dizer das técnicas
para se aplicar o índice de OEE em setores produtivos inteiros de uma fábrica, no entanto, não
caberá ao escopo deste trabalho analisar profundamente essas técnicas.
Portanto, à guisa de simplificação utilizou-se como método de cálculo a média simples
entre os índices de OEE, tanto para a determinação do OEE das linhas quanto do processo
produtivo total.
2.10 Cálculo de OEE na prática
O índice de OEE é de cálculo bastante fácil, desde que você já tenha os dados em mãos.
No entanto, o ponto mais problemático para aplicação do OEE, é o ponto da coleta de dados,
não tanto pela dificuldade de coletar o dado em si, mas pela qualidade e confiabilidade das
informações, e também pelo tempo de atualização desses dados .
No que concerne aos métodos de obtenção do índice de OEE, podes dividir em dois
grupos: método de gestão automatizado ou tradicional (preenchimento manual), e subdividindo
essas categorias pode-se ter uma Gestão de OEE à vista ou sem ser à vista.
2.11 O método de gestão tradicional
O método de gestão de OEE tradicional é o que comumente se aplica, e também o que
é teoricamente mais fácil e com custo bastante reduzido. O método consiste basicamente em
fichas de apontamento preenchidas manualmente pelo operador, ou por algum gerente
responsável, geralmente ao término dos turnos de produção.

31
Tabela 4 - Exemplo de ficha de apontamento tradicional de OEE.
Fonte: Ebook OEE à Vista da empresa Kitemes
Uma vez com as fichas de apontamento preenchidas, elas são recolhidas em algum
momento do dia pelo engenheiro de produção responsável pelo setor. Esses dados então,
precisam ser armazenados em planilhas eletrônicas, que são aptas a tratar esses dados e fornecer
os índices de Disponibilidade, Performance, Qualidade, e também, o próprio índice de OEE.
Tabela 5 - Exemplo de planilha de cálculo de índice de OEE.
Fonte: http://www.leanproduction.com/

32
E ainda, posteriormente, esses dados precisam ser tratados e exibidos de uma forma
inteligível (gráficos, diagramas, fluxogramas, etc.) para a diretoria da empresa, assim como
para a própria equipe de gerenciamento da produção, afim de que sirva como diretriz para as
tomadas de decisões.
Vantagens do método tradicional
- Rápida implementação;
- Baixo custo de investimento.
Desvantagens do método tradicional
- Fácil na teoria, mas trabalhoso na prática;
- Lentidão na aquisição e apresentação dos dados;
- Dados muito imprecisos e fundamentados na subjetividade dos operadores.
2.12 Índice de OEE à Vista
Quando se fala em método tradicional de aquisição de índice de OEE, se diz respeito
mais a forma com que os dados são adquiridos e processados. No entanto, mesmo que os dados
sejam adquiridos de maneira tradicional ou não, pode-se ainda implementar um método que
seja à vista ou não. E o que seria o método à vista? Seria a disponibilização dos cálculos de
índice de OEE para todos os envolvidos no processo fabril, ou seja, o índice de OEE não seria
usado apenas como dados para tomadas de decisão pela gerência, mas também como forma de
indicação do estado da produção em tempo real, favorecendo assim uma melhoria contínua, um
feedback rápido para que os operadores das máquinas possam se ajustar ainda em tempo e
melhorar a eficiência da produção.
2.12.1 O índice de OEE à vista no método tradicional
A forma com que se realiza o índice de OEE à vista no método tradicional é bastante
rudimentar, trata-se de grandes quadros expostos em lugares estratégicos no chão de fábrica e
que são preenchidos à mão, por algum responsável do setor, de maneira periódica.

33
Figura 5 - Exemplo de forma tradicional de índice de OEE à vista.
Fonte: Ebook OEE à Vista da empresa Kitemes.
2.12.2 E quais as desvantagens do OEE à vista feito dessa forma?
A maior desvantagem é a lentidão com que as informações são disponibilizadas nos
quadros. Como se trata de uma técnica para fortalecer a melhoria contínua, utilizando o índice
de OEE como um indicador em tempo real, é lógico que a qualidade dessa técnica está atrelada
a velocidade com que esses dados são exibidos. Na prática, essas tabelas acabam sendo
preenchidas sempre no término dos turnos de produção, o que leva a uma impressão errônea do
estado atual da performance, não possibilitando que os agentes produtivos se adaptem e
melhorem seu desempenho para que, por exemplo, a meta seja atingida, pois só ficam sabendo
do índice de OEE resultante quando já não há mais tempo para tomar uma ação.
E é nesse contexto que entra o que se chama de método de aquisição de índice de OEE
automatizado.
2.13 Índice de OEE automatizado
O principal objetivo buscado pelo índice automatizado, além da rapidez na aquisição, é
a confiabilidade dos dados, almejando sempre uma objetividade maior na informação. Uma das
principais dificuldades na implementação do índice de OEE é em conseguir obter o índice em

34
um tempo hábil, mas também, em conseguir sistematizar essa informação de forma em que seja
possível estabelecer padrões e obter estatísticas confiáveis e comparáveis.
É claro que a utilização da experiência subjetiva do operador da máquina é de
fundamental importância para se obter bons resultados com o OEE, mas deve-se procurar
utilizar essa ajuda com o intuito de formular modelos que possam ser posteriormente
estabilizados e usados como parâmetros objetivos no programa do sistema que adquire os
dados, e não apenas deixar na mão do operador toda a responsabilidade em anotar as
informações.
A ideia fundamental do método à vista é utilizar o índice de OEE não só para se tomar
decisões gerenciais, mas também para servir de apoio a própria produção dos operadores que
poderão ir ajustando seus métodos e posturas em tempo real de acordo com o feedback
fornecido pelos painéis, e também, consequentemente, serão incentivados a estarem
melhorando. Um exemplo de índice de OEE automatizado à vista, pode ser visto na imagem a
baixo:
Figura 6 - Exemplo de painel digital de um método de aquisição automatizada de índice de OEE.
Fonte: Ebook OEE à Vista da empresa Kitemes.
35
Então pode-se formalizar como as principais vantagens do método automatizado e à
vista, o seguinte:
• Confiabilidade na precisão dos dados adquiridos;
• Instantaneidade no processamento e exibição das informações;
• Maior segurança contra a perda e extravio das informações;
• Maiores recursos de formatação e tratamento de dados;
• Maior interação do operador com os indicadores do índice.
2.13.1 Índice automatizado
A arquitetura básica de um sistema que faz aquisição automática de índice de OEE tem
os seguintes elementos:
• Sensores e transdutores;
• Um hardware capaz de processar sinais digitais e analógicos, como: CLP’s, micro
controladores, IO’s remotos, etc;
• Um software capaz de fazer uma interface homem-máquina, para exibir as
informações adquiridas.
O início de tudo parti da definição e planejamento do sensoriamento que será instalado
no processo a ser aferido. Esse ponto é crucial, pois é ele que determina qual será o teor e a
precisão das informações adquiridas.
Atualmente existe uma imensa gama de transdutores e dispositivos sensitivos no
mercado, que variam de acordo com o tipo de informação a ser obtida e também a precisão
dessa informação. De acordo com a necessidade do cliente, esse sensoriamento pode variar de
dispositivos bastante simples até aos mais complexos, e claro, do muito barato ao muito caro.
2.13.2 Sensoriamento
O índice de OEE é composto por outros 3 subíndices: disponibilidade, performance e
qualidade. E a qualidade desses subíndices, assim como o nível de automatização deles, é
consequência direta do sensoriamento disponível na planta.
O índice de disponibilidade é o mais simples de se obter e de se automatizar, a grosso
modo a única informação que se deve ter é a de um flag que indica se a máquina está ligada ou
não, o mais básico então seria verificar uma entrada digital do CLP relacionada ao botão de
ligar da máquina. No entanto, esse método não garante que a máquina esteja efetivamente
funcionando, pois, o botão de start dela pode estar enviando sinal, mas a máquina estar parada

36
devido a alguma falha. Para resolver esse problema pode-se além de testar o botão de ligar,
também averiguar níveis de sinais analógicos provenientes da máquina, como temperatura,
nível de fluídos, movimento da máquina, enfim, parâmetros que indiquem que a máquina esteja
efetivamente funcionando. Com isso, o índice de OEE ficará mais confiável e além do mais, se
terá mais informações para coletar e gerar gráficos.
Com o índice de performance a informação é mais complicada de se obter, mas é com
esse índice que a automação se torna crucial, pois é o mais difícil de se obter – de maneira
precisa – através da informação dada pelo operador. O que acaba ocorrendo é um tempo médio
de operação, dividindo-se a quantidade total de peças produzidas pelo tempo de produção. De
fato, esse dado já vem a ser suficiente para o cálculo do OEE. No entanto, se puder medir o
tempo de cada processo, individualmente, e os armazenar em um banco – junto com outras
informações do estado da máquina – se poderá investigar melhor a causa da redução de
performance, e também, tem-se um cálculo instantâneo mais rápido e preciso. Como alguns
processos são muito rápidos se torna praticamente impossível aferir esse tempo manualmente,
mas com o sensoriamento correto, pode-se temporizar os processos.
O caso do índice de qualidade é o mais dramático, pois é bastante difícil classificar a
qualidade de uma peça através de sensoriamentos rapidamente, sem utilizar sensores complexos
e de custos bastante elevados. O que acontece na prática é um sistema semiautomático, onde as
peças são averiguadas pelo operador e registradas digitalmente pelo mesmo. O problema com
esse método, é que dificilmente o ritmo do operador acompanhará o ritmo da máquina que
produz, impedindo que se obtenha um OEE instantâneo atualizado. Uma solução para se
contornar esse problema, caso a empresa não esteja disposta a desembolsar o suficiente para
um sistema de sensoriamento sofisticado, é definir um método que faça pelo menos um teste
parcial de qualidade, mas com precisão suficiente para resultar em um índice de OEE útil.
Vale ressaltar, que a automação desses índices pode ser realizada de diversas maneiras
e com diversas configurações, partindo de uma configuração semiautomática, onde as
informações do operador são apenas digitalizadas através de comandos eletroeletrônicos, ou,
feitas totalmente através de sensores, sem qualquer intervenção direta do operador.
2.13.3 O hardware no chão de fábrica
É algo claro que o sensoriamento é a parte fundamental para o projeto de um sistema de
aquisição e cálculo de índice OEE, pois sem sinais provenientes da máquina, não há dados para
processar e produzir informações. Aumentando o nível na hierarquia, tem-se os núcleos que

37
recebem toda a sensibilidade dos transdutores, e as processam e traduzem para uma linguagem
de maior nível. Nesse nível então, tem-se os controladores lógico programáveis, micro
controladores e sistemas embarcados de diversas naturezas.
O hardware mais amplamente utilizado nesse contexto é o CLP, devido a sua robustez
e tradição no chão de fábrica. Portanto, o aspecto mais importante na seleção de um controlador
nesse caso, é a quantidade de entradas de sinais, sejam eles digitais ou analógicos, disponíveis
no equipamento, pois é esse fator que determina a quantidade de informações e máquinas que
poderão ser analisadas pelo índice OEE. Seria esse, portanto, o principal parâmetro para se
definir um controlador.
Outro ponto importante, é a rede de comunicação implementada entre os dispositivos.
Hoje em dia os dispositivos de automação industrial possibilitam acesso a rede de inúmeras
maneiras, seja por uma rede RS-485, por uma rede ethernet, etc. O crucial é ter uma rede que,
primeiro, atenda à demanda da planta produtiva possibilitando a comunicação entre todos os
dispositivos envolvidos na automação e, segundo, seja robusta e eficiente sem grandes tempos
de resposta. É necessário ter todo o cuidado com a infraestrutura da rede, desde a definição dos
meios físicos até a escolha dos protocolos de comunicação. De qualquer maneira, isso são
requisitos mínimos para qualquer projeto de automação que se implemente hoje em dia.
Um comentário relevante nesse tópico é que se pode ter configurações de duas maneiras
distintas. Esse sistema de índice de OEE é evidentemente um sistema de monitoração, ele não
atua de maneira nenhuma no processo, mas apenas faz aquisição de dados. Dito isso, tem-se as
seguintes opções: ou esses dados são fornecidos pelo mesmo CLP que faz o controle da
máquina, ou tem-se um CLP dedicado apenas a pegar as informações, diretamente dos sensores
ou por intermédio do CLP que controla o processo. No primeiro caso, tem-se a necessidade de
modificar o programa para que trate os dados e os forneça em um formato que faça sentido. No
segundo caso, o CLP de controle apenas fornece os sinais puros, e o CLP dedicado pega esses
dados, processa-os e os entrega já de maneira formatada. Não há diferenças fundamentais entre
esses dois métodos, há apenas uma questão de conveniência e recursos, pois muitas vezes o
programa do CLP que controla todo o processo já tem uma complexidade bastante grande, e se
torna mais interessante transferir a responsabilidade pelas informações de OEE para outro
dispositivo, assim não sobrecarregando um único núcleo de processamento.

38
2.13.4 A interface homem-máquina
Com o sensoriamento instalado e o CLP recebendo esses dados e fornecendo
informação em formato adequado, é necessário ainda apresentar essas informações em uma
linguagem de alto nível que o usuário entenda e para isso entra em cena as IHM’s.
IHM significa Interface Homem-Máquina e é a peça que fica no topo da hierarquia da
arquitetura de automação. A definição mais técnica de uma IHM é a de um sistema que traduz
informação de baixo nível (protocolos de comunicação, base binária, etc) para uma linguagem
de alto nível que o usuário final do sistema possa compreender. E é evidente que as IHM’s são
de suma importância no caso de um sistema de cálculo de índice OEE, pois se os dados
adquiridos não fossem traduzidos para os engenheiros de produção, de nada serviria o sistema.
As IHM’s são de diversas naturezas, desde um painel simples com informações sendo
exibidas através de led’s que acendem, até telas sensíveis à toques, passando por telões que
abrangem toda a planta produtiva de uma fábrica. As IHM’s podem ser um hardware dedicado
junto com um programa já pronto de fábrica; podem também ser um hardware com um software
propício para a personalização do usuário; ou um software, desenvolvido para sistemas
operacionais comerciais, que funciona como uma plataforma de desenvolvimento de aplicações
diversas.
Figura 7 - Exemplo de IHM dedicada sensível ao toque.
Fonte: http://www.lujetec.com.br.
O tipo de IHM que vem sendo cada vez mais utilizada hoje em dia, são as IHM’s
baseadas em software, desenvolvidas para sistemas operacionais de PC. Esse tipo de IHM é
conhecido como SCADA, sigla em inglês para Supervisory Control and Data Acquisition, que
são softwares dedicados a monitorar e supervisionar as variáveis provenientes dos

39
controladores no chão de fábrica. O software SCADA possibilita uma melhor conectividade,
melhor acesso remoto, gráficos, geração de relatórios, interface com banco de dados, telas
sinópticas sofisticadas, gerenciamento de alarmes, e também, possibilita atuação no processo.
Esse tipo de software é vendido com licenças à parte da plataforma onde serão executados,
exemplo desse tipo de software são: Elipse Scada, Elipse E3, Indusoft, WinCC, Scada BR, e
muitos outros. Eles podem variar bastante de preço, desde licenças com valor acima de 5 mil
reais, até licenças gratuitas. Especificamente aqui neste projeto será utilizado um software
nacional chamado HIscada PRO.
2.13.5 A arquitetura geral do sistema de índice de OEE automatizado
Com os três pontos fundamentais que constituem uma arquitetura básica de um sistema
de aquisição e cálculo de OEE, pode-se sistematizar o conceito em um esquema:
Figura 8 - Fluxograma da arquitetura do sistema de cálculo de índice de OEE.
Fonte: Autoria própria.
3 DESENVOLVIMENTO
Apoiado na teoria sobre o método de manutenção TPM, e na teoria do índice de OEE e
seu respectivo poder de aferição de eficiência, somado o conhecimento das ferramentas
disponíveis naquilo que concerne o próprio ramo da automação, foi desenvolvido um aplicativo

40
do tipo SCADA – que atua no último nível da arquitetura, a interface com o homem – em uma
plataforma comercial, buscando fornecer uma solução com o melhor custo-benefício possível,
e se aproveitando de tecnologia nacional.
Pode-se definir tecnicamente o aplicativo desenvolvido, como o projeto de um
supervisório especialista na obtenção do índice de OEE. Esse supervisório tem a capacidade
de obter as informações fornecidas pelos controladores, utilizar-se dessas informações para
calcular os índices de disponibilidade, performance e qualidade e, consequentemente, o índice
de OEE, além de mais uma série de informações derivadas, mas que são cruciais para o
engenheiro de produção.
3.1.1 O HIscada PRO
A plataforma de desenvolvimento de supervisório escolhida foi o HIscada PRO. O
HIscada PRO é um software onde se pode desenvolver aplicações do tipo SCADA de diversas
naturezas. Foi desenvolvido pela empresa HI Tecnologia, uma empresa nacional localizada na
cidade de Campinas - SP.
Esse supervisório tem como característica peculiar a utilização da linguagem de
programação LUA. A linguagem LUA foi desenvolvida pela Tecgraf da Pontifica Universidade
do Rio de Janeiro, e é uma linguagem de script de multiparadigma, tem como principais
características ser leve, pequena, de linguagem extensível (permite a utilização de diversas
linguagens num mesmo programa) e por isso largamente embarcada em softwares complexos,
e aplicações que necessitam de grande desempenho, como jogos eletrônicos [25].
A linguagem LUA então é utilizada nos scripts do HIscada PRO, o que nos leva a outro
ponto peculiar dessa plataforma. O HIscada PRO tem recursos bastante limitados no que
concerne a objetos pré-programados, que possibilitam um desenvolvimento através do “arrasta
e solta” com o mouse, tendo assim uma grande dependência na programação de scripts para
executar ações e consequentemente levando à necessidade de o desenvolvedor ter um bom
conhecimento de programação e linguagem LUA. Essa é a sua principal desvantagem com
relação aos principais softwares SCADA disponíveis no mercado.
No entanto, o HIscada PRO tem uma grande gama de objetos que suprem muito bem as
principais necessidades de um desenvolvedor de supervisório. Possui também interface com
bancos de dados e ambiente para a geração de relatórios, além de infra própria para a geração
de históricos e gerenciamento de alarmes.
41
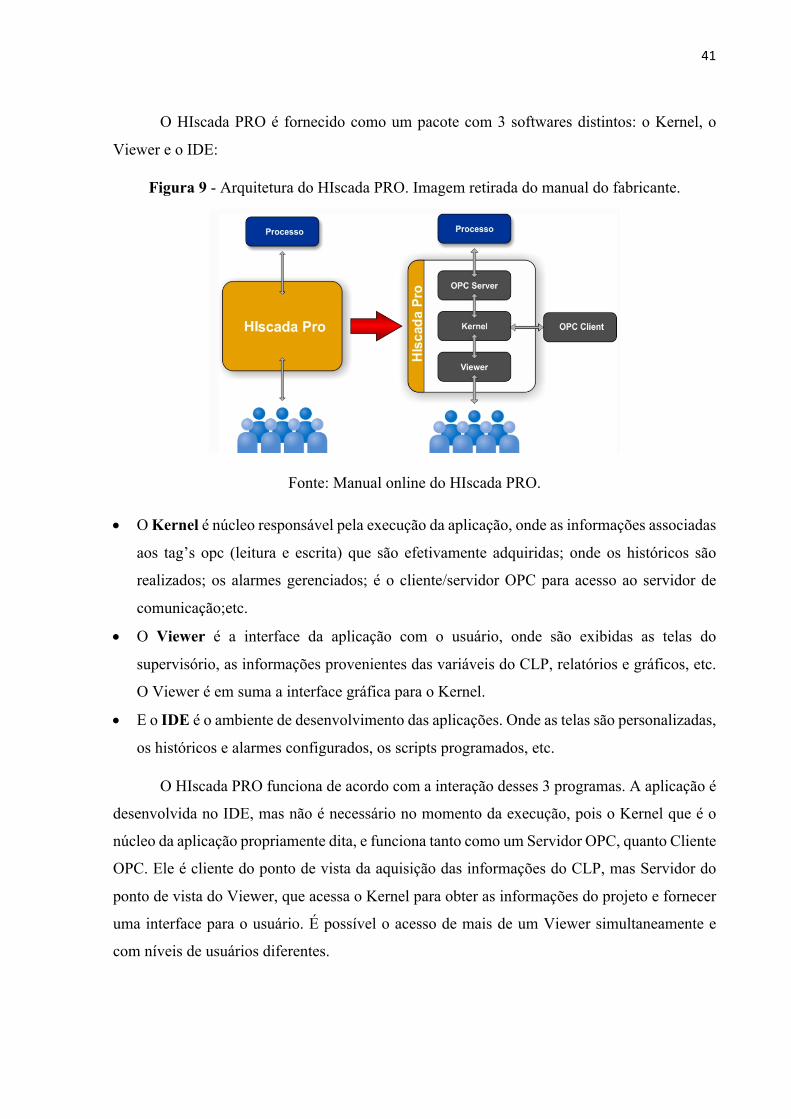
O HIscada PRO é fornecido como um pacote com 3 softwares distintos: o Kernel, o
Viewer e o IDE:
Figura 9 - Arquitetura do HIscada PRO. Imagem retirada do manual do fabricante.
Fonte: Manual online do HIscada PRO.
• O Kernel é núcleo responsável pela execução da aplicação, onde as informações associadas
aos tag’s opc (leitura e escrita) que são efetivamente adquiridas; onde os históricos são
realizados; os alarmes gerenciados; é o cliente/servidor OPC para acesso ao servidor de
comunicação;etc.
• O Viewer é a interface da aplicação com o usuário, onde são exibidas as telas do
supervisório, as informações provenientes das variáveis do CLP, relatórios e gráficos, etc.
O Viewer é em suma a interface gráfica para o Kernel.
• E o IDE é o ambiente de desenvolvimento das aplicações. Onde as telas são personalizadas,
os históricos e alarmes configurados, os scripts programados, etc.
O HIscada PRO funciona de acordo com a interação desses 3 programas. A aplicação é
desenvolvida no IDE, mas não é necessário no momento da execução, pois o Kernel que é o
núcleo da aplicação propriamente dita, e funciona tanto como um Servidor OPC, quanto Cliente
OPC. Ele é cliente do ponto de vista da aquisição das informações do CLP, mas Servidor do
ponto de vista do Viewer, que acessa o Kernel para obter as informações do projeto e fornecer
uma interface para o usuário. É possível o acesso de mais de um Viewer simultaneamente e
com níveis de usuários diferentes.

42
Figura 10 - Imagem do ambiente de desenvolvimento do HIscada PRO (IDE).
Fonte: Acervo próprio.
3.1.2 O servidor OPC: MplServer
O Kernel é um cliente/servidor OPC, ou seja, ele fornece e adquiri informações por meio
do padrão OPC. O padrão OPC é um protocolo de comunicação que foi desenvolvido com o
intento de se normalizar e padronizar a comunicação entre os dispositivos dentro de uma
arquitetura de automação.
O conceito do protocolo OPC não é a da substituição de todos os protocolos dos
equipamentos, mas é um conceito que vereda por um caminho da escolha de um “idioma
oficial”, e da tradução dos protocolos proprietários para esse idioma através de servidores de
comunicação desenvolvidos para isso. E esse servidor geralmente é fornecido pelo próprio
fabricante do equipamento que tem interesse de possibilitar a interação do seu equipamento
com clientes OPC.
E o MplServer é um servidor OPC desenvolvido também pela empresa HI Tecnologia,
que possibilita a comunicação com seus equipamentos (ou de outros fabricantes que utilizem
protocolo MODBUS) através de clientes OPC, incluindo o próprio HIscada PRO. E foi esse o
servidor utilizado nos testes da aplicação desenvolvida aqui nesse trabalho, pois se utilizou
CLP’s do mesmo fabricante. No entanto, o HIscada PRO pode ser utilizado com qualquer outro
servidor OPC.

43
Figura 11 - Logo do MPLServer.
Fonte: Manual online do MPLServer.
O MplServer consiste em um pacote com 4 programas, que são eles:
• O MCS, que é o servidor de comunicação responsável em se comunicar com os
equipamentos, via protocolo SCP-HI (protocolo proprietário da HI Tecnologia) ou
MODBUS, através de uma porta Serial ou Ethernet;
• O MOS, que é o módulo OPC, responsável por criar a interface entre o MCS e os clientes
OPC, ou seja, ele traduz as informações do MCS para o padrão OPC e deixa-as disponíveis;
• O MON, que é o ambiente de configuração do MCS, onde o usuário cria os diversos Drivers
de comunicação, define porta, IP, etc.
• E o OPC Cliente, que é um cliente OPC disponível para testes. Ele permite acessar o MCS
através do MOS, e obter os valores das varáveis dos equipamentos conectados.
Esses 4 programas constituem o MplServer, mas o serviço como servidor OPC depende
apenas do MCS e do MOS, que juntos constituem o servidor em si.
Figura 12 - Arquitetura do MPLServer.
Fonte: Manual online do MPLServer.
44
3.1.3 O banco de dados
Toda a aplicação foi fortemente baseada na interação com informações historiadas e
armazenadas no banco de dados. E o banco de dados utilizado foi o PostgreSQL, banco de dado
bastante popular e com licença gratuita.
3.2 O aplicativo em si
O aplicativo é um sistema supervisório especialista na aquisição dos dados necessários
para o cálculo do índice de OEE, e mais do que isso, gerar uma interface simples para o operário
conseguir se orientar, e relatórios completos para o gerente de produção também se orientar.
A base do seu funcionamento é a interface com o banco de dados. Todos os dados
necessários são historiados e armazenados no banco e, posteriormente, o cálculo do índice –
tanto periódico quando instantâneo, e os gráficos são resultados de consultas personalizadas ao
banco de dados.
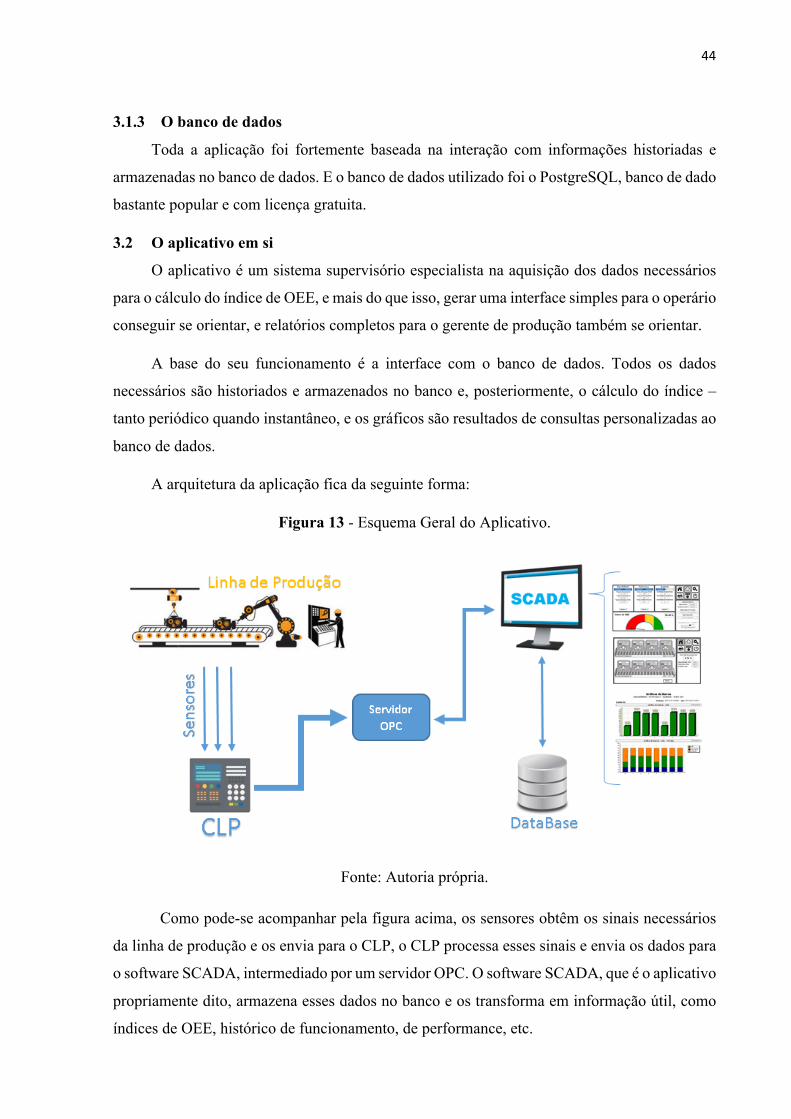
A arquitetura da aplicação fica da seguinte forma:
Figura 13 - Esquema Geral do Aplicativo.
Fonte: Autoria própria.
Como pode-se acompanhar pela figura acima, os sensores obtêm os sinais necessários
da linha de produção e os envia para o CLP, o CLP processa esses sinais e envia os dados para
o software SCADA, intermediado por um servidor OPC. O software SCADA, que é o aplicativo
propriamente dito, armazena esses dados no banco e os transforma em informação útil, como
índices de OEE, histórico de funcionamento, de performance, etc.
45
Para a exposição das funcionalidades do aplicativo e da maneira de como utilizá-lo,
desde as configurações iniciais até a geração dos relatórios, foi produzido um manual de
funcionamento, que se encontra no Apêndice A.
3.3 O funcionamento do aplicativo
O funcionamento do aplicativo foi fundamentado numa interação com o banco de dados.
Toda a informação importante é armazenada no banco e a partir delas o aplicativo – através de
consultas de SQL – calcula, formata e exibi os dados de uma maneira inteligível. O que acontece
então no aplicativo é uma intensa interação com o banco, por meio de acessos e consultas via
scripts, obtendo as informações necessárias e exibindo-as para o usuário.
3.3.1 As tabelas no banco
Os dados foram estruturados no banco em 5 tabelas distintas:
• tabela_historico_funcionamentoprocesso: nessa tabela são armazenados os dados
relativos ao status de funcionamento de cada processo. A tabela contém 6 colunas, que são
respectivamente:
o insert_timestamp: data e hora do momento em que o registro foi inserido;
o origin_id: nessa coluna está a identificação do processo que realizou o registro no banco;
o value_tagref_funcionamento: nessa coluna está o valor booleano do status de
funcionamento do processo. Se -1, processo funcionando, se 0, processo parado;
o value_tagref_agenda: coluna com um código relativo ao tipo de compromisso do
processo, agendado para aquele instante em que houve o registro;
o value_tagref_motivoparada: nessa coluna está o código relativo ao motivo de parada
selecionado pelo usuário. Se o processo estiver em funcionamento, o valor fica zerado
como default;
o value_tagref_periodo: nessa coluna fica armazenando o valor do período do ciclo de
registro do status de funcionamento, para ser usado nos cálculos.

46
Figura 14 - Tabela de histórico de status de funcionamento dos processos.
Fonte: Acervo próprio.
• Tabela_tempos_processos: nessa tabela fica armazenado o tempo de ciclo de operação de
cada um dos processos. Nessa tabela existem 3 colunas, e são elas:
o data_insert: data e hora da inserção do registro no banco;
o instancia: identificação do processo que executou a inserção no banco;
o tempo_process: o tempo de ciclo de produção do processo, propriamente dito.
Figura 15 - Tabela com os valores dos ciclos de operação dos processos.
Fonte: Acervo próprio.
• Tabela_historico_disponibilidade: nessa tabela são armazenados os valores dos índices
de disponibilidade dos processos no decorrer do tempo. Nessa tabela tem-se as seguintes
colunas:
o insert_timestamp: coluna com data e hora da inserção do registro;
o origin_id: nessa coluna está a identificação do processo que realizou o registro no banco;
o value_tagref_disp: coluna com os valores dos índices de Disponibilidade de cada
processo.

47
Figura 16 - Tabela com o histórico dos valores dos índices de Disponibilidade.
Fonte: Acervo próprio.
• Tabela_historico_performance: nessa tabela são armazenados os valores dos índices de
disponibilidade dos processos no decorrer do tempo. Nessa tabela tem-se as seguintes
colunas:
o insert_timestamp: coluna com data e hora da inserção do registro;
o origin_id: nessa coluna está a identificação do processo que realizou o registro no banco;
o value_tagref_perfor: coluna com os valores dos índices de Performance de cada
processo.
Figura 17 - Tabela com o histórico dos valores dos índices de Performance.
Fonte: Acervo próprio.
• Tabela_historico_qualidade: nessa tabela são armazenados os valores dos índices de
disponibilidade dos processos no decorrer do tempo. Nessa tabela tem-se as seguintes
colunas:
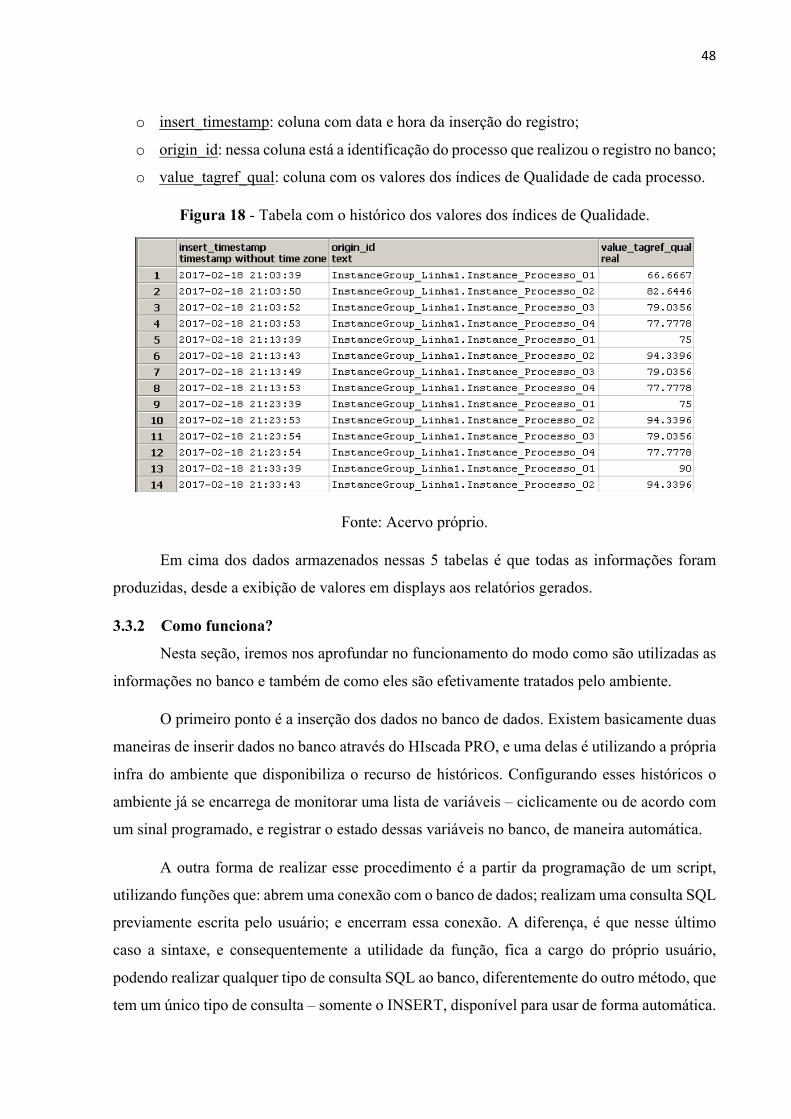
48
o insert_timestamp: coluna com data e hora da inserção do registro;
o origin_id: nessa coluna está a identificação do processo que realizou o registro no banco;
o value_tagref_qual: coluna com os valores dos índices de Qualidade de cada processo.
Figura 18 - Tabela com o histórico dos valores dos índices de Qualidade.
Fonte: Acervo próprio.
Em cima dos dados armazenados nessas 5 tabelas é que todas as informações foram
produzidas, desde a exibição de valores em displays aos relatórios gerados.
3.3.2 Como funciona?
Nesta seção, iremos nos aprofundar no funcionamento do modo como são utilizadas as
informações no banco e também de como eles são efetivamente tratados pelo ambiente.
O primeiro ponto é a inserção dos dados no banco de dados. Existem basicamente duas
maneiras de inserir dados no banco através do HIscada PRO, e uma delas é utilizando a própria
infra do ambiente que disponibiliza o recurso de históricos. Configurando esses históricos o
ambiente já se encarrega de monitorar uma lista de variáveis – ciclicamente ou de acordo com
um sinal programado, e registrar o estado dessas variáveis no banco, de maneira automática.
A outra forma de realizar esse procedimento é a partir da programação de um script,
utilizando funções que: abrem uma conexão com o banco de dados; realizam uma consulta SQL
previamente escrita pelo usuário; e encerram essa conexão. A diferença, é que nesse último
caso a sintaxe, e consequentemente a utilidade da função, fica a cargo do próprio usuário,
podendo realizar qualquer tipo de consulta SQL ao banco, diferentemente do outro método, que
tem um único tipo de consulta – somente o INSERT, disponível para usar de forma automática.

49
O aplicativo utilizou esses dois métodos. Utilizou o primeiro método na hora de realizar
o histórico do funcionamento dos processos e do histórico dos índices de disponibilidade,
performance e qualidade. Nesses casos, bastou configurar o ambiente e os dados foram sendo
armazenados no banco, sem que o desenvolvedor tivesse que se preocupar em produzir um
script.
No caso da inserção dos tempos de cada ciclo de operação, o procedimento utilizado foi
a execução de um comando SQL específico através de um script. Fez-se necessário essa opção,
pois o método escolhido para o trato com esses tempos de ciclo de operação, foi um assíncrono,
ou seja, o momento da inserção do registro poderia ser a qualquer momento, por meio de um
sinal do CLP. O CLP então contabiliza o tempo do ciclo e envia um sinal para o supervisório
realizar o registro no banco. A forma como isso é realizado no ambiente, é através de eventos
do tipo “tag change”, que quer dizer eventos que são disparados através de mudanças no valor
de uma variável específica, no caso, essa variável é o sinal enviado pelo CLP. Alterando-se o
valor de um tag (uma variável), um script é executado.
E nesse script tem-se o seguinte código:
Figura 19 - Código lua para abertura de conexão com banco de dados.
Fonte: Acervo próprio.
Nesse trecho acima o script abre uma conexão com o banco de dados. Esse banco é
previamente configurado no ambiente, onde o desenvolvedor escolhe o tipo de driver
(MySQL,Posgresql, sqlite, Oracle, etc.); o nome do banco e a senha de acesso (se houver).
Quem abre a conexão nesse caso, do ponto de vista de infra de sistemas, é o Viewer, e não o
Kernel. Aberta a conexão é realizada uma consulta:
Figura 20 - Código lua para realização de consultas SQL.
Fonte: Acervo próprio.
Se a consulta for executada com sucesso, a variável “error” retorna valor nulo. O
comando SQL nesse pequeno exemplo executa uma inserção no banco da data e hora –

50
22/02/2017 21:34:39; a identificação do processo da onde provem o tempo de ciclo –
InstanceGroup_Linha1.Instance_Processo_ 02; e o tempo de ciclo – 2.4428571428571.
Outro momento em que esse tipo de recurso foi muito utilizado, foram nos cálculos dos
índices, sejam os subíndices de disponibilidade, performance e qualidade, seja o índice de OEE.
O comando SQL no caso da obtenção do índice de disponibilidade, por exemplo, é o seguinte:
Figura 21 - Comando SQL para o cálculo do índice de disponibilidade.
Fonte: Acervo próprio.
No exemplo acima, a consulta soma o valor total de registros referentes ao status de
funcionamento da máquina, e divide pelo total de registros de status da máquina, seja em
funcionamento ou parado, salvo os registros com o motivo de parada normal. Esse valor nos dá
o índice de Disponibilidade.
No caso do cálculo do índice de performance, o comando é o seguinte:
Figura 22 - Comando SQL para o cálculo do índice de performance.
Fonte: Acervo próprio
Nessa consulta é realizada a divisão do tempo padrão definido pelo usuário, pela média
dos tempos de ciclos de operação do processo, obtendo assim o índice de performance.
Além de consultas ao banco como as dos exemplos acima – que são consultas efetuadas
durante o processo de aquisição dos dados, houveram também consultas, na verdade a maior
parte delas, relativas a geração dos relatórios. Essas consultas são mais complexas e executadas
pela própria infra do ambiente – mas ainda assim, o desenvolvedor é que deve produzir a sintaxe
da consulta para se obter as informações desejadas, e só são realizadas ao gerar um relatório
específico.
Um detalhe importante sobre a geração de relatórios no HIscada PRO, é que eles são
gerados por meio de um programa acoplado ao ambiente, não desenvolvido pela HI Tecnologia,
que é o FastReport. É o FastReport então, que é o responsável pela geração dos relatórios.
Segue abaixo um exemplo de consulta para gerar relatório:

51
Figura 23 - Comando SQL para gerar relatório de histório de OEE.
Fonte: Acervo próprio.
Nessa consulta se está gerando um cruzamento de registros entre tabelas. O que o
comando faz especificamente é, trazer todos os registros da tabela de histórico de
Disponibilidade, da tabela de histórico de Performance e da tabela de histórico de Qualidade
que coincidam a data e hora do registro. Além disso, essa consulta também multiplica esses
valores retornados, gerando assim o índice de OEE.
Figura 24 - Resultado da consulta para se obter o histórico dos índices de Disponibilidade, Performance, Qualidade e OEE.
Fonte: Acervo próprio.
Esses exemplos ilustram bem o que o aplicativo realiza para se obter as informações
desejadas. Basicamente tudo foi obtido mediante uma interface com o banco de dados, através
de consultas SQL, programadas para se retornar valores específicos e os apresentar ao usuário.
O essencial do aplicativo são esses processos realizados nos bastidores do ambiente.
Fora isso, o aplicativo se constitui de uma interface gráfica inteligível ao usuário,
promovendo inclusive facilidade no momento de configurar e inserir um novo processo para a
aquisição do índice de OEE, e também, gerenciando toda a infra de aquisição dos tag’s e da
comunicação com os controladores.

52
3.4 Simulação de funcionamento
A fim de se testar a funcionalidade do aplicativo e sua eficácia na execução do objetivo
para o qual o foi desenvolvido, foi realizado um processo simulado. Para a realização dessa
simulação foi especificado um processo de envasamento de Mel; e foi desenvolvido um
programa ladder para CLP, contemplando apenas a parte necessária para a monitoração do
processo e não o seu controle, a fim de se adquirir os dados necessários para o cálculo do índice
de OEE.
3.4.1 O processo de envasamento de Mel
O processo de envasamento de Mel a ser simulado, tem as seguintes etapas:
1. Lavagem e esterilização das embalagens;
2. Envazamento do Mel;
3. Lacração da embalagem;
4. Rotulação da embalagem.
E os tempos padrões especificados para cada uma das etapas, são os seguintes:
1. 65 segundos para a esterilização de um lote de embalagens;
2. 6 segundos para encher uma embalagem de mel, completamente;
3. 3 segundos para lacrar cada embalagem;
4. 1.5 segundos para rotular cada embalagem.
Na simulação foram configuradas 2 linhas de produção idênticas, com os mesmos 4
processos expostos acima.
3.4.2 O programa ladder
Para realizar a simulação foi produzido um programa ladder que, através dos sinais
digitais e analógicos provenientes dos sensores e botões, fornece os estados e tempos
necessários para o supervisório poder calcular os índices.
O CLP utilizado foi um P7C302, produzido pela empresa HI Tecnologia, com 2 slots
de entradas digitais (DIM401) com 16 cada, totalizando 32 entradas digitais; e 1 slot de entradas
analógicas (AIO574), com 8 entradas digitais de 4 a 20 mA.

53
Figura 25 - P7C302 da HI Tecnologia.
Fonte: Acervo próprio.
Os sinais de entrada, tanto analógicos quanto digitais, foram simulados através de um
gerador de sinais como o representado na figura abaixo:
Figura 26 - Gerador de sinais para simulação.
Fonte: Acervo próprio.
O programa foi desenvolvido em um ambiente do mesmo fabricante do CLP, chamado
SPDSW. Nele é possível desenvolver todo o programa ladder, assim como configurar as portas
e os protocolos de comunicação utilizados. No caso, foi utilizado um protocolo proprietário da
HI Tecnologia, chamado SCP-HI; e o meio físico de comunicação um cabo ethernet.

54
Figura 27 - Tela Inicial do programa de desenvolvimento SPDSW.
Fonte: Acervo próprio.
3.4.3 Estratégias para a obtenção dos índices de Disponibilidade:
No caso do processo 1 – de esterilização, o funcionamento da máquina será indicado
através de um botão de ligar e também através do nível de uma entrada analógica, que no caso
indicará a temperatura da água utilizada na lavagem. Se essa temperatura for menor que 60°C,
significará que o processo está parado, ou, não funcionando corretamente.
Figura 28 - Lógica ladder para a disponibilidade do processo 1.
Fonte: Acervo próprio.
No caso do processo 2 – de envasamento, o funcionamento da máquina será indicado
por um botão de ligar; por um sensor de presença, que percebe peças na esteira; e por um sinal
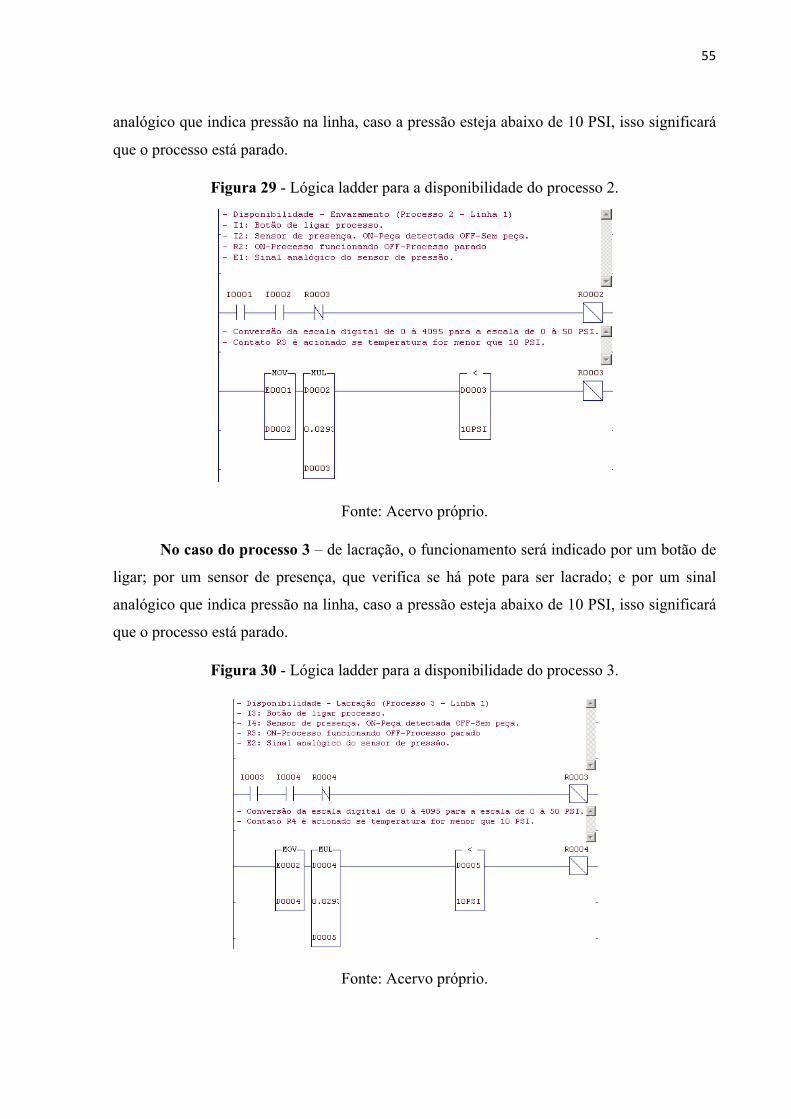
55
analógico que indica pressão na linha, caso a pressão esteja abaixo de 10 PSI, isso significará
que o processo está parado.
Figura 29 - Lógica ladder para a disponibilidade do processo 2.
Fonte: Acervo próprio.
No caso do processo 3 – de lacração, o funcionamento será indicado por um botão de
ligar; por um sensor de presença, que verifica se há pote para ser lacrado; e por um sinal
analógico que indica pressão na linha, caso a pressão esteja abaixo de 10 PSI, isso significará
que o processo está parado.
Figura 30 - Lógica ladder para a disponibilidade do processo 3.
Fonte: Acervo próprio.

56
No caso do processo 4 – de rotulação, o funcionamento será indicado por um botão de
ligar; por um sensor de presença que identifica se há potes para serem rotulados; e por um
sensor de nível que indica se existe tinta na impressora.
Figura 31 - Lógica ladder para a disponibilidade do processo 4.
Fonte: Acervo próprio.
3.4.4 Estratégias para a obtenção dos índices de Performance:
Para a obtenção do índice de performance é preciso conseguir armazenar o tempo de
ciclo de operação de cada um dos processos. Para isso é utilizado uma lógica no CLP, que
cronometra o tempo do ciclo e sinaliza para o supervisório registrar esse tempo.
No caso do registro do tempo, foi utilizado uma lógica genérica capaz de obter o tempo
de ciclo de cada um dos processos independentemente da natureza do mesmo. E essa lógica
funciona da seguinte maneira:
Uma das saídas digitais do CLP que controla o processo – que será chamado de CLP 1,
será ligada a uma das entradas do CLP que está monitorando o processo – que será chamado de
CLP 2. Sempre que o ciclo do processo for iniciado, o CLP 1 passará essa saída para alto,
indicando para o CLP 2 que o ciclo foi iniciado. O CLP 2, por sua vez, irá disparar um contador.
Esse contador ficará ativo enquanto o sinal enviado pelo CLP 1 ficar alto. Assim que o sinal
enviado pelo CLP 1 ficar baixo, indicando que o ciclo foi finalizado, o CLP 2 irá parar o
contador e alterar o estado de um contato auxiliar, indicando para o supervisório que o tempo
de ciclo está pronto para ser registrado no banco.
O supervisório ficará monitorando um contato. Em todo “tag change” relacionado a esse
contato, ele irá disparar um script responsável por inserir o tempo de ciclo no banco, que está
contido em uma memória específica do CLP 2 – a memória onde o contador acumula a
contagem de tempo.
O programa ladder ficou da seguinte maneira:

57
Figura 32 - Lógica ladder para a obtenção dos tempos de ciclo de operação de cada processo.
Fonte: Acervo próprio.
Explicando com os elementos do ladder, o funcionamento será da seguinte forma: o I5
é a entrada digital do CLP 2 (de supervisão), conectado na saída do CLP 1 (de controle). Na
borda de subida da entrada I5, o contato R7 será setado e a memória M0 será zerada, esse
contato irá ativar um temporizador com passo de 100 milissegundos.
A cada 100 milissegundos haverá um pulso no contato R8, esse contato ativa a entrada
do bloco que faz um incremento de 1 na memória M1. A memória M1 então terá uma
quantidade que representa o tempo do ciclo de operação do processo, em uma escala de 0,1
segundos.
Na borda de descida da entrada I5 o contato R7 será resetado, consequentemente o
temporizador será desativado e o estado do contato R9 será alterado, gerando um “tag change”
no supervisório e executando o script responsável em ler o valor da memória M1 e inserir no
banco de dados.
3.4.5 Estratégias para a obtenção dos índices de Qualidade:
A estratégia para a obtenção do índice de qualidade nos processos foi o mais simples
possível. Como já explicado nas seções anteriores, o subíndice mais complicado de se obter

58
automaticamente é o de qualidade, pois aferir a conformidade de peças demanda um recurso de
sensoriamento mais sofisticado.
No entanto, para se indicar quais peças estão dentro dos conformes, foi utilizada uma
estratégia manual, onde o próprio operador, ou o responsável pela análise da qualidade, entra
com o valor da quantidade de peças boas. Esse valor é inserido através de um campo editável
no próprio supervisório, na tela de processo:
Figura 33 - Campo editável para se inserir a quantidade de peças aprovadas.
Fonte: Acervo próprio.
Outra estratégia manual possível, seria disponibilizar um botão para o operador, onde
sempre que ele fosse ativado, se incrementaria um contador no CLP, acumulando assim a
quantidade de peças boas. Ou poderia também, haver a possibilidade de o operador acessar o
CLP através de uma IHM e entrar com o valor da quantidade de peças boas. Mas, com qualquer
uma dessas estratégias a obtenção da quantidade de peças aprovadas não seria automática, mas
sim, manual.
O principal problema da obtenção da quantidade de peças boas não ser automática e
instantânea, é que o subíndice de Qualidade ficará desatualizado com relação aos outros
subíndices e isso vai acarretar em períodos onde o índice de OEE estará errado. Para contornar
esse problema, foi feito o seguinte: o cálculo do subíndice de Qualidade é feito de maneira
independente, ou seja, ele não será feito no momento em que o índice de OEE for calculado,
mas no momento em que o operador entrar com o valor de peças boas, e quando o cálculo do

59
índice de OEE for realizado, ele apenas utilizará o último valor de índice de Qualidade que fora
calculado. Com isso, o índice de OEE não ficará com o valor teoricamente mais atual, mas ele
terá um valor mais consistente, pois levara em conta o índice de Qualidade mais atual possível.
4 RESULTADOS
O sistema colheu dados por um período de 3 dias, mas de maneira intermitente,
totalizando um tempo líquido de 24 horas, tendo como máximo período sem interrupções, cerca
de 17 horas.
A principal intenção dessa simulação foi procurar demonstrar a robustez do sistema,
pois como tudo é basicamente feito através de registros e consultas no banco de dados, em um
longo tempo de funcionamento, haverá uma grande quantidade de dados no banco, ocasionando
possíveis lentidões ou falhas nas conexões com o banco.
Outro ponto, era o de demonstrar a capacidade do sistema em conseguir processar
grande quantidade de eventos em paralelo, principalmente os eventos disparados por “tag
change”, que podem vir a qualquer hora, de acordo com as mudanças nas variáveis do CLP.
Esse tipo de funcionalidade se deu principalmente em função da inserção dos tempos dos
processos, que avisava o supervisório sempre que o tempo tivesse de ser registrado no banco.
No período de 24 horas, houve 132607 registros no banco, contabilizando todas as
tabelas e os 8 processos, tendo a linha 2 funcionado por 17 horas e a linha 1 por 24 horas. A
maior tabela foi a com os tempos de ciclo de operação de cada um dos 8 processos, havendo
dentre esses processos 2 deles que levavam em média 1.5 segundos para completar um ciclo,
ou seja, a cada 1.5 segundos em média, um script era disparado para abrir uma conexão com o
banco e inserir um registro nele.
Um ajuste foi feito nas estratégias dos cálculos dos índices, devido ao volume de dados.
Mesmo que nenhuma lentidão tenha sido percebida após 24 horas de acumulo de dados, a
estratégia de se obter os índices mediante uma média com todos os registros foi substituída por
uma estratégia que obtém os índices através da média das últimas 24 horas. Assim, a consulta
fica limitada a um intervalo que já tenha sido testado e com uma quantidade de registros
suficientes para se obter uma boa média.
E por fim, os relatórios – para o processo de Lacração da linha 1, obtidos encontram-se
no Apêndice B.

60
4.1 Estudo de mercado e de viabilidade
Foi realizado também um pequeno estudo de mercado com o intuito de descobrir a
viabilidade comercial do aplicativo desenvolvido. Para isso, foi solicitado aos principais
fornecedores de aplicativos similares, as características e os preços aproximados dos seus
produtos e serviços.
As empresas pesquisadas foram as seguintes:
• KITE
• PRODWIN
• PPI-MULTITASK
Porém, antes de expor os produtos encontrados comercialmente no mercado, serão expostos
o modelo de negócio e os cálculos para se chegar no custo final do projeto apresentado neste
trabalho.
4.1.1 O modelo de negócio
O modelo de negócio utilizado para o aplicativo apresentado foi o de fornecer uma
solução completa para o cálculo de OEE e não só o fornecimento de um software. Essa solução
seria vendida como um kit, contendo um CLP, um servidor OPC e uma aplicação desenvolvida
no HIscada PRO. E o kit, por sua vez, seria como um produto de prateleira, padronizado.
No entanto, esse kit viria em diversas configurações no que concerne a capacidade do
CLP. Dependendo da quantidade de processos a serem monitorados e da quantidade de
variáveis necessárias para monitorar cada um desses processos, o CLP contido no kit será de
um modelo distinto. Outro ponto, é que o programa ladder do CLP para preparar os dados para
o sistema supervisório poderá ser desenvolvido pelo próprio usuário, ou o cliente poderá
solicitar algumas horas de suporte para se desenvolver o programa e até mesmo para “startar”
o processo. O preço dessas horas será incluso no preço do kit.
Com isso tem-se um kit contendo os seguintes produtos obrigatórios:
• 1 CLP com capacidade para se atender a demanda de entradas digitais e analógicas;
• 1 servidor OPC, no caso o MPLserver;
• 1 licença de HIscada PRO;
• 1 aplicação que calcula índice de OEE desenvolvida para o HIscada PRO;
• 1 manual de utilização para o aplicativo do supervisório.
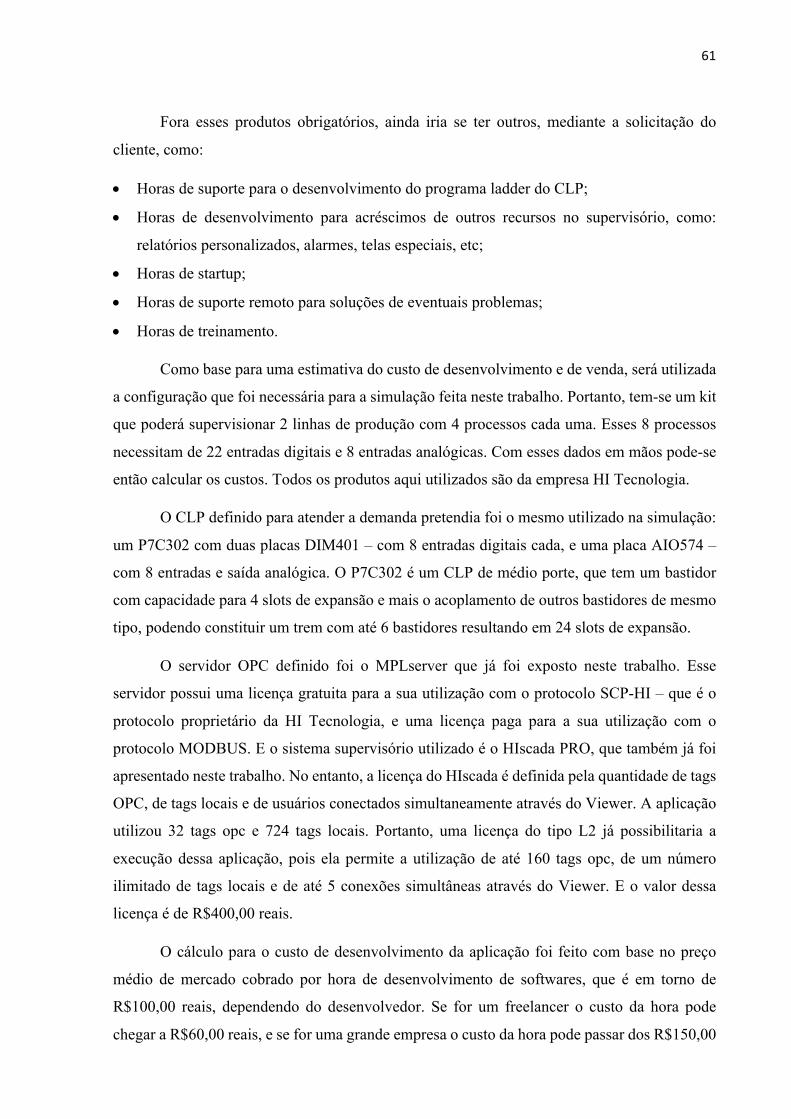
61
Fora esses produtos obrigatórios, ainda iria se ter outros, mediante a solicitação do
cliente, como:
• Horas de suporte para o desenvolvimento do programa ladder do CLP;
• Horas de desenvolvimento para acréscimos de outros recursos no supervisório, como:
relatórios personalizados, alarmes, telas especiais, etc;
• Horas de startup;
• Horas de suporte remoto para soluções de eventuais problemas;
• Horas de treinamento.
Como base para uma estimativa do custo de desenvolvimento e de venda, será utilizada
a configuração que foi necessária para a simulação feita neste trabalho. Portanto, tem-se um kit
que poderá supervisionar 2 linhas de produção com 4 processos cada uma. Esses 8 processos
necessitam de 22 entradas digitais e 8 entradas analógicas. Com esses dados em mãos pode-se
então calcular os custos. Todos os produtos aqui utilizados são da empresa HI Tecnologia.
O CLP definido para atender a demanda pretendia foi o mesmo utilizado na simulação:
um P7C302 com duas placas DIM401 – com 8 entradas digitais cada, e uma placa AIO574 –
com 8 entradas e saída analógica. O P7C302 é um CLP de médio porte, que tem um bastidor
com capacidade para 4 slots de expansão e mais o acoplamento de outros bastidores de mesmo
tipo, podendo constituir um trem com até 6 bastidores resultando em 24 slots de expansão.
O servidor OPC definido foi o MPLserver que já foi exposto neste trabalho. Esse
servidor possui uma licença gratuita para a sua utilização com o protocolo SCP-HI – que é o
protocolo proprietário da HI Tecnologia, e uma licença paga para a sua utilização com o
protocolo MODBUS. E o sistema supervisório utilizado é o HIscada PRO, que também já foi
apresentado neste trabalho. No entanto, a licença do HIscada é definida pela quantidade de tags
OPC, de tags locais e de usuários conectados simultaneamente através do Viewer. A aplicação
utilizou 32 tags opc e 724 tags locais. Portanto, uma licença do tipo L2 já possibilitaria a
execução dessa aplicação, pois ela permite a utilização de até 160 tags opc, de um número
ilimitado de tags locais e de até 5 conexões simultâneas através do Viewer. E o valor dessa
licença é de R$400,00 reais.
O cálculo para o custo de desenvolvimento da aplicação foi feito com base no preço
médio de mercado cobrado por hora de desenvolvimento de softwares, que é em torno de
R$100,00 reais, dependendo do desenvolvedor. Se for um freelancer o custo da hora pode
chegar a R$60,00 reais, e se for uma grande empresa o custo da hora pode passar dos R$150,00
62
reais. No entanto, o custo definido neste projeto foi o de R$100,00 reais e total de horas para o
desenvolvimento considerado foi de 90 horas. Vale lembrar que o software aqui apresentado é
um protótipo e que a implementação de outros recursos, principalmente de tipos de relatórios,
poderia facilmente ser implementados com mais horas de desenvolvimento. Outro ponto, é que
não estão sendo levadas em conta as horas necessárias para testes e depurações, para o
lançamento de um produto em estado mais robusto.
Para a situação aqui definida, será necessário acrescentar também algumas horas de
programação ladder. Foi então definido 4 horas de programação ladder, incluído aí um tempo
ainda para eventuais suportes remotos para o cliente. O custo da hora para o desenvolvimento
do ladder considerado foi o de R$80,00 reais a hora. Com isso, teremos o seguinte custo final,
exposto na tabela abaixo:
Tabela 6 – Tabela de custos
Produtos Tempo Custo (R$)
CLP P7C302 + 2 DIM401
+ 1 AIO574
- 2.590,00
MPLServer - Gratuito
Licença HIscada PRO L2 - 400,00
Desenvolvimento
Supervisório
90 horas 9.000,00
Desenvolvimento Ladder +
Suporte remoto
8 horas 640,00
Total 12.630,00
Fonte: Autoria própria.
O custo total do projeto sairia em cerca de R$12630,00 reais. Porém, dentro desse custo
total existem duas categorias de custo, que seriam: o custo de desenvolvimento do supervisório
– e, portanto, um custo geral que será dividido para todas as unidades que forem vendidas; e
um custo material e de suporte – que será para cada uma das unidades que forem vendidas.
Tendo esses dois tipos de custo em mente, podemos tratar a estratégia de negócio da
seguinte maneira: dividir o custo de desenvolvimento – que é um custo inicial do qual todos os
futuros kits produzidos serão beneficiados – para um número de possíveis clientes do qual se
tem expectativa de vender um kit, para se bancar o desenvolvimento. Com isso, não terá que se

63
fazer com que o primeiro cliente pague pelos R$9000,00 reais de desenvolvimento total, mas
que um certo número de clientes iniciais dívida esse desenvolvimento.
Portanto, foi definida uma expectativa de venda inicial bastante modesta de 5 clientes.
Assim, irá se dividir os R$9000,00 reais entre esses 5 possíveis clientes, que bancarão o
desenvolvimento, por assim dizer. Logo, uma vez tendo vendido 5 kits, o desenvolvimento do
produto já estará pago. Definido esse plano de negócios, tem-se um custo final para cada um
dos kits de R$5430,00 reais, que atendem 2 linhas de produção com 4 processos cada uma. E é
com esse valor base, que irá se comparar com os outros produtos do mercado.
Outro ponto importante é com relação ao lucro. Como esse custo inicial de
desenvolvimento estando pago – após a venda para os 5 clientes iniciais esperado, se continuar
a vender o produto com o mesmo preço, teremos um lucro equivalente ao custo inicial dividido
por essas 5 pessoas, ou seja, um lucro de R$1800,00 reais, que seria um lucro próximo de 33%.
Claro que isso é apenas uma especulação, pois não se está levando em conta os custos
envolvidos com impostos, transporte, logística, etc., e nem o custo para a empresa em bancar
um projeto desse pelo qual só se terá lucro após a quinta venda e nem qual será o desempenho
de um produto desse no mercado.
4.1.2 As soluções de mercado
As três empresas pesquisadas foram: KITE MES, PRODWIN e a PPI-MULT TASK.
Como escopo de aplicação, foi definido um sistema com 8 pontos de coleta de índice de OEE,
no entanto, será analisado as propostas existente no mercado através de dois pontos: a forma
como a solução atende ao escopo definido – seus recursos, funcionamento, etc.; e o custo
mínimo envolvido para atender o escopo proposto.
4.1.2.1 KITE MES [19]
Segundo a própria definição da empresa KIT MÊS em seu site, o produto deles é um
“Sistema para gestão da manufatura e controle do OEE”:
O Kite MES é um completo sistema de execução da manufatura (MES
– Manufacturing Execution System) que envolve software web-based e coletores reais
ou virtuais para fornecer informações da produção em tempo real e integrar o chão de
fábrica com as demais áreas da indústria.
Pode disponibilizar informações de OEE em tempo real para o chão de fábrica, através
de displays/monitores (TVs também conhecido como Andon), o Kite MES possibilita
a tomada de decisão imediata e a ação é direta na causa do problema, seja uma parada,
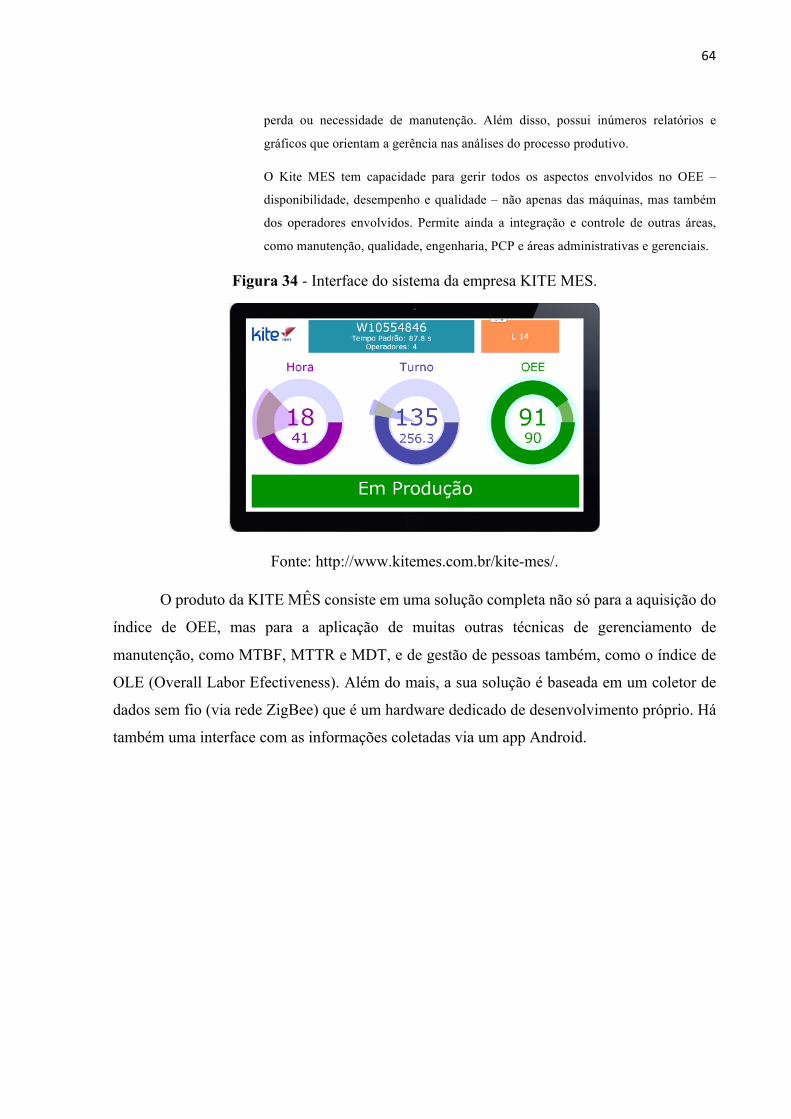
64
perda ou necessidade de manutenção. Além disso, possui inúmeros relatórios e
gráficos que orientam a gerência nas análises do processo produtivo.
O Kite MES tem capacidade para gerir todos os aspectos envolvidos no OEE –
disponibilidade, desempenho e qualidade – não apenas das máquinas, mas também
dos operadores envolvidos. Permite ainda a integração e controle de outras áreas,
como manutenção, qualidade, engenharia, PCP e áreas administrativas e gerenciais.
Figura 34 - Interface do sistema da empresa KITE MES.
Fonte: http://www.kitemes.com.br/kite-mes/.
O produto da KITE MÊS consiste em uma solução completa não só para a aquisição do
índice de OEE, mas para a aplicação de muitas outras técnicas de gerenciamento de
manutenção, como MTBF, MTTR e MDT, e de gestão de pessoas também, como o índice de
OLE (Overall Labor Efectiveness). Além do mais, a sua solução é baseada em um coletor de
dados sem fio (via rede ZigBee) que é um hardware dedicado de desenvolvimento próprio. Há
também uma interface com as informações coletadas via um app Android.
65
Figura 35 - Coleto de dados sem fio da KITE MES.
Fonte: http://www.kitemes.com.br/kite-mes/.
E o modelo de negócio do produto da KITE MES é da cobrança de mensalidade, ou
seja, o cliente monta sua proposta e a empresa aluga todos os equipamentos necessários para
atender a necessidade do cliente, além de manter o sistema sempre atualizado e funcionando
com garantia por todo o tempo do contrato.
No entanto, o custo da KITE MÊS para implementar o sistema em 8 máquinas, ou seja,
8 pontos de coleta, é o de R$4440,00 reais por mês.
(ANEXO A)
4.1.2.2 PRODWIN [24]
A empresa PRODWIN tem uma linha de produtos parecida com a KITE MES. Ela
também tem um hardware dedicado de produção própria, para a coleta dos dados nas máquinas,
chamado CLP ip-64.

66
Figura 36 - CLP ip-64.
Fonte: Catálogo do fabricante.
Esse equipamento é instalado em todas as máquinas envolvidas no processo e coleta e
envia os dados, através de uma rede sem fio, para o software Pw-1 instalado em um servidor.
E esse software Pw-1 se constitui de um sistema MES (Manufacturing Execution System) com
as seguintes funcionalidades (informações retiradas do site da PRODWIN):
• Integração do sistema Pw-1 com todos ERPs, por exemplo, SAP e TOTVS;
• Planejamento da Produção;
• Emissão de OPs (Ordens de Produção);
• Movimentação de materiais integrada com ERP;
• Emissão de etiquetas de código de barras na produção;
• Ilhas de pesagem de materiais ou produtos integrados com máquinas e ERP;
• Controle de Produção (Quantidade / Tempo / Ritmo);
• Controle de Paradas (Tempo / Motivo / Árvore de Perdas / Área Responsável /
MTBF / MTTR);
• Controle de Mão de Obra (em máquinas ou bancadas);
• Controle de Qualidade (REFUGO: Quantidade / Horas Perdidas / Motivo dos
Refugos);

67
• Controle da Produção em Processo;
• Geração de etiquetas de código de barras para produtos acabados;
• Geração completa de gráficos e relatórios em tempo real e histórico.
Dentre essas funcionalidades existe a possibilidade da aquisição e do cálculo do índice
de OEE de maneira automática no módulo de Monitoração ON-line. Dentro desse módulo, que
faz parte do pw-1 básico, o cliente poderá monitorar o controle da produção; as ordens de
produção; quantidade planejada e produzida; refugos; paradas de máquinas e seus motivos;
alertas de falta de material; MTBF e MTTR; etc. Esses dados são depois preparados e exibidos
em gráficos de diversos tipos no Módulo de Gráficos On-line Personalizados, além da
possibilidade de exportar essas informações em relatórios para o Excel no Módulo de Relatórios
e de exibir uma linha do tempo com a toda a informação da planta produtiva de um período de
24 horas.
Esses recursos citados acima estão contidos no pacote básico do sistema Pw-1, no
entanto, existem outros módulos opcionais como o Módulo de e-mail – para envio e
recebimento automático de informações via e-mail; Módulo TV – que nada mais é que a
exibição de índices e gráficos formatados para qualquer tamanho de TV; Módulo de CEP
(Controle Estatístico do Processo) – que trata de historiogramas e de avisos de quedas de
tendência e etc.; Módulo de PCP (Planejamento e Controle de Produção) – que permite calcular
a capacidade produtiva do parque fabril com base em ordens de produção, visualizar a alocação
das máquinas através de gráficos de Gantt, etc.; e o Módulo de Manutenção – que viabiliza
recursos para a identificação das atividades de manutenção, e etc.

68
Figura 37 - Exemplo de gráfico de índice de OEE do sistema Pw-1.
Fonte: http://www.prodwin.com.br/solucao/mes-oee-gestao-em-tempo-real/.
O modelo de negócios da PRODWIN não é através de mensalidades, mas da venda dos
equipamentos, do software Pw-1 e dos módulos opcionais, além de treinamentos e suportes
técnicos. Para poder-se então monitorar e obter o índice de OEE de 8 máquinas distintas, iremos
precisar de 8 equipamentos para aquisição. Cada equipamento desses custa R$2.070,00 reais,
totalizando então o valor de R$16.560,00 reais, e o valor da licença para a utilização do PW-1
em 8 máquinas sai pelo valor de R$14.240,00 (R$1.780,00 reais cada). Mais o preço da
implantação e do treinamento para a utilização do sistema, que sai por R$9.900,00 reais 16
horas, o preço total para a implantação do sistema em 8 máquinas com o módulo básico resulta
em: R$40.700,00 reais.
(ANEXO B)
4.1.2.3 PPI-MULTI TASK [23]
O sistema da empresa PPI-MULTI TASK se chama PC-Factory MÊS e assim como a
das outras soluções de mercado, trata-se de um sistema MES (Manufacturing Execution

69
System) completo e não só de um sistema para a aquisição de índices de OEE de um sistema
produtivo. Nas palavras do próprio fabricante, em seu catálogo:
MES (Manufacturing Execution Systems) é o termo usado para os sistemas focados
no gerenciamento das operações de manufatura e que estabelecem uma ligação direta
entre o planejamento e a execução. Os sistemas MES geram informações precisas e
em tempo real que possibilitam a otimização das atividades de produção, desde a
emissão de uma ordem até o embarque dos produtos acabados. O PC-Factory MES é
a solução MES da PPI-Multitask e a solução MES pioneira do Brasil.
O PC-Factory MES é baseado também em um hardware de desenvolvimento próprio,
chamado TG40. É um equipamento com uma tela touch-screen de 7,85”, com conectividade
via Wi-Fi e Ethernet, e integração com balanças, instrumentos de medições e CLPs.
Figura 38 - Equipamento TG40.
Fonte: Catálogo do fabricante.
O TG40 possui recursos para atuar na Produção e OEE, possibilitando:
apontamentos online de motivos de paradas, perda de velocidade, refugos e retrabalhos; edição
de comentários associados às paradas; apontamento online de múltiplas ordens de produção
simultâneas com o rateio de horas trabalhadas; visualização e reconhecimento de alarmes de
paradas e variação de velocidade; detecção e visualização de gargalo de linhas de produção;
visualização de gráficos de OEE; visualização de histórico de paradas e perdas de qualidade;

70
etc. Além de módulos para tratar com o afluxo de materiais; para tratar com outras técnicas de
qualidade de processos e de manutenção.
Figura 39 - Arquitetura do sistema PC-Factory MES.
Fonte: Catálogo do fabricante.
A arquitetura do PC-Factory MES, de maneira geral, abrange os seguintes setores e
estão representados graficamente na Figura 66:
• Integração do ERP (Enterprise Resource Planning) com o chão de fábrica;
• Programação da produção com capacidade finita;
• Coleta de dados;
• Kanban e Supermercados Eletrônicos;
• Monitoramento da Produção;
• Controle dos Materiais;
• Monitoramento dos Recursos;
• Gestão do OEE;

71
• Gestão da manutenção;
• Gestão da Qualidade;
• Alarm Engine;
• Geração de Relatórios e Dashboards Personalizados.
Segundo a PPI-Autodesk, o custo para a implantação do seu sistema pode variar muito
dependendo das necessidades, dos recursos e da natureza do processo fabril envolvido,
começando com projetos pequenos de R$20.000,00 reais a projetos passando de
R$1.000.000,00 de reais. No entanto, a empresa afirmou que um projeto para fazer a aquisição
do índice de OEE de 8 máquinas distintas, sairia algo em torno de R$20.000,00 reais.
(ANEXO C)
72
5 CONCLUSÕES
O índice de OEE é uma poderosa pedra de toque para se aferir a eficiência de máquinas
e de linhas de produção e, consequentemente, com algumas adaptações e aperfeiçoamentos, a
eficiência de todo um setor fabril. De qualquer maneira, o índice OEE já se tornou bastante
popular entre os engenheiros de produção (a pequena pesquisa de mercado realizada neste
trabalho corrobora com esse ponto) e a busca por sistemas automáticos que facilitem sua
implantação tem uma demanda mais que o suficiente para se justificar um investimento nessa
direção.
O sistema supervisório desenvolvido, e aqui apresentado, foi uma investida no sentido
de encontrar um tipo de solução mais barata e que fosse baseada em ambientes e controladores
comerciais, para se atacar a necessidade da obtenção automática de índices de OEE. O ambiente
utilizado foi o HIscada PRO, supervisório de baixo custo (a licença mais cara custa R$1.500,00
reais) e de desenvolvimento nacional, que tem recurso e robustez suficiente para realizar a tarefa
almejada. O que ficou claro, no entanto, pelo decorrer do desenvolvimento, é que um sistema
para aquisição de índices de OEE – do ponto de vista da infra do software – demanda mais
cuidado com a interface com o banco de dados: nas aberturas de conexões e nas consultas para
se obter os índices em tempo real, do que com a aquisição dos dados.
Outro ponto importante é que o desenvolvimento de um sistema de aquisição de índices
de OEE, demanda muito mais conhecimento teórico sobre o método de organização da
produção – no caso o método TPM – e do índice de OEE e suas idiossincrasias, como: relatórios
mais usuais, informações mais uteis, gargalos na produção, visão sistêmica dos processos,
formas mais confiáveis de se efetuar os cálculos, etc., do que de um conhecimento técnico de
automação, propriamente dito. Ou seja, esse tipo de desenvolvimento seria fortemente indicado
para um projeto multidisciplinar entre engenheiros de produção e programadores, ou
engenheiros de controle e automação.
Mas, com um pouco de estudo teórico sobre o índice de OEE – que em si é bastante
fácil de se calcular, foi possível desenvolver um sistema supervisório com uma interface
bastante razoável e que fornece ao menos as informações básicas à cerca dos processos
produtivos. De qualquer maneira, é importante frisar que o aplicativo aqui exposto tem um
caráter de protótipo e não de produto final e comercializável, ou ao menos, um produto de
caráter beta e que poderia ser disponibilizado gratuitamente como um projeto piloto, de modo
a atrair possíveis interessados em investir no desenvolvimento.

73
Com a pequena pesquisa de mercado realizada, verificou-se que para lançar um produto
para concorrer nesse setor de aplicação de índice de OEE, só a funcionalidade da aquisição e
cálculo do índice não é o suficiente, pois nas três empresas pesquisadas o índice de OEE era
apenas um dos itens que o sistema disponibilizava como recurso, tendo um escopo de funções
bastante grande e diversificado, com módulos para o gerenciamento de entrada e saída de
materiais; módulo para o gerenciamento da manutenção; módulos para o gerenciamento das
ordens de produção e da organização da força de trabalho. Ou seja, um escopo que procura não
só obter os índices de OEE, mas também ajudar no gerenciamento e tomadas de decisões em
cima das informações baseadas nos índices. Sem contar a acessibilidade, pois todos os sistemas
pesquisados possuíam equipamento com conexão sem fio, portal web para acessar as
informações e aplicativos móveis para celulares.
Outro fator crucial é que as empresas que fornecem esse tipo de solução, não são
empresa de automação (integradoras), mas empresas do setor de qualidade, ou seja, empresas
especializadas em aplicar métodos de produção e qualidade, que utilizam como ferramenta
básica um sistema automatizado. Com isso, o que é vendido não é só o produto de automação,
mas toda a assessoria de benchmarking, que no fim das contas, é o que mais agrega valor ao
produto final. Esse é o principal fator para a diferença bastante acentuada entre o valor do
aplicativo aqui desenvolvido (custo aproximado de R$15.000,00 reais) e o custo das soluções
disponíveis no mercado, com mensalidades aproximada de R$4.500,00 reais, ou, sistemas
implantados ao custo de mais de R$40.000,00 reais, pois além de ser um sistema com muito
mais recursos, tem todo o background especializado em produção.
A conclusão é que o sistema aqui apresentado, se mostrou bastante eficiente na solução
proposta, fornecendo gráficos e informações básicas uteis e interessantes e com um
desempenho técnico razoável. Mas para se ter uma real viabilidade de mercado teria de ser
implementado com muito mais recursos com a assessoria de um engenheiro de produção ou até
mesmo em parceria com uma empresa do ramo da qualidade. Mas mesmo assim, o sistema tem
um grande potencial como solução mais barata, pois a diferença de preço – mesmo com todos
esses agravantes apresentados, foi muito grande e é razoável dizer que mesmo com mais
desenvolvimento e investimento, o produto ainda teria um preço bastante reduzido com relação
a faixa de mercado. Resultando em um produto que poderia facilmente concorrer no mercado,
não visando grandes industriais, mas as pequenas industriais e manufaturas, que podem ser
atendidas com um sistema com recursos mais modestos e preços mais acessíveis.
74
6 REFERÊNCIAS
[1]. Vince Soluções e Tecnologia. OEE Class Mundial. OEE.COM.BR Efetividade Global
do Equipamento. 2017. Disponível em: http://www.oee.com.br/oee-world-class/. Acesso em:
14 jan. 2017.
[2]. Vince Soluções e Tecnologia. Fórmula. OEE.COM.BR Efetividade Global do
Equipamento. 2017. Disponível em: http://www.oee.com.br/formula-oee/. Acesso em: 14 jan.
2017.
[3]. Vince Soluções e Tecnologia. O uso do tempo. OEE.COM.BR Efetividade Global do
Equipamento. 2017. Disponível em: http://www.oee.com.br/uso-do-tempo/. Acesso em: 14 jan.
2017.
[4]. NAKAJIMA, S. Introdução ao TPM Total Productive Maintenance. São Paulo:
IMC do Brasil, 1989.
[5]. Citisystems Automação Industrial. O que é TPM e porque esta ferramenta é tão
popular na indústria. Citysistems. 2017. Disponível em: https://www.citisystems.com.br/o-
que-e-tpm/. Acesso em: 14 jan. 2017.
[6]. FERNANDES, G. S.; CIRILO, W. OEE – EFICIÊNCIA GLOBAL DE
EQUIPAMENTOS. Ano. Número de folhas. Tipo de trabalho – Nome da faculdade, nome da
universidade, São Paulo, 2013.
[7]. Portal TPM. Conceito do método TPM. Portal TPM. 2017. Disponível em:
http://www.portaltpm.com.br/pdf-metodologia-tpm/Conceito%20do%20TPM2.pdf. Acesso
em: 14 jan. 2017.
[8]. Portal TPM. Histórico do Método TPM. Portal TPM. 2017. Disponível em:
http://www.portaltpm.com.br/pdf-metodologia-tpm/Historico%20do%20TPM2.pdf. Acesso
em: 14 jan. 2017.
[9]. SHIROSE, Kunio. TPM New Implementation Program in Fabrication and
Assembly Industries. Tóquio: JIPM do Japão, 1996.
[10]. SUZUKI, Tokutaro. TPM for Process Industries. Portland: Productivity Press dos
EUA, 1994.
[11]. WIREMAN, T. Total Productive Maintenance. 2. Ed. New York: Industrial Press dos
EUA, 2004.
[12]. BUSSO, C. M. Aplicação do indicador overall equipment effectiveness (OEE) e
suas derivações como indicadores de desempenho global da utilização da capacidade de
produção. 2012. 133 f. Tese (Mestrado em Engenharia de Produção) – Escola Politécnica da
Universidade de São Paulo, Universidade de São Paulo, São Paulo - SP, 2012.

75
[13]. DAL, B.; TUGWELL, P.; GREATBANKS, R. Overall equipment effectiveness as a
measure of operational improvement – A pratical analysis. Internacional Journal of
Operations & Production Management, V. 20, n. 12, 2000.
[14]. CHIARADIA, A. Utilização do indicador de eficiência global dos equipamentos na
gestão de melhoria contínua dos equipamentos. 2004. 133 f. Tese (Mestrado
Profissionalizante em Engenharia) – Escola de Engenharia. Universidade Federal do Rio
Grande do Sul, Porto Alegre - RS, 2004.
[15]. NAKAJIMA, S. TPM Development Program – Implementing Total Productive
Maintenance. Cambridge: Pruductivity Press dos EUA, 1989.
[16]. MORADIZADEH, H. Overall equipement effectiveness and overall line efficiency
measurement using intellingent systems techniques. 2014. 129 f. Tese (Mestrado em Ciência
Aplicada na Engenharia de Sistemas Industriais) – Faculdade de Pós-Graduação e Pesquisa,
University of Regina, Saskatchewan, 2014.
[17]. RAJA, P. Strategic oee models for assessing real effectiveness to improve the
deployment of manufacturing resources. 2008. 156 f. Tese (Doutorado em Engenharia
Mecânica) – Faculdade de Engenharia Mecânica, Anna University, Chennai, 2008.
[18]. NACHIAPPAN, R.M.; ANANTHARAM, N. Evaluation of overall Line
Effectiveness (OLE) in a continuous product line manufacturing system, Journal of
Manufacturing Technology, v.17, n.7, p. 897-1008, 2006.
[19]. EMPRESA KITE MES. Sistema para gestão da manufatura e controle do OEE.
kitemes. 2017. Disponível em: www.kitemes.com.br/kite-mes/. Acesso em: 30 mar. 2017.
[20]. HI Tecnologia. Manual de Operação do SPDSW. Manual Online do SPDSW. 2017.
Disponível em: http://doc.hitecnologia.com.br/spdsw/. Acesso em: 15 mar. 2017.
[21]. HI Tecnologia. HIscada Pro. Manual Online do HIscada Pro. 2017. Disponível em:
http://doc.hitecnologia.com.br/hiscada_pro/. Acesso em: 15 mar. 2017.
[22]. HI Tecnologia. Servidor OPC Multiprotocolo. Manual Online do MPLServer. 2017.
Disponível em: http://doc.hitecnologia.com.br/opcservers/mplserver/. Acesso em: 15 mar.
2017.
[23]. PPI-Multitask. PC-Factory OEE. Site da PPI-multitask. 2017. Disponível em:
http://www.ppi-multitask.com.br/pc-factory-oee. Acesso em: 27 abr. 2017.
[24]. Prodwin Tecnologia. Como a Prodwin pode ajudar sua indústria. Site da Prodwin.
2017. Disponível em: http://www.prodwin.com.br/solucao/. Acesso em: 27 abr. 2017.
[25]. Wikipédia, a enciclopédia livre. Lua (linguagem de programação). Site:
https://pt.wikipedia.org/wiki/Lua_(linguagem_de_programacao). Acesso em: 20 abr. 2017.

76
APÊNDICE A – Manual de funcionamento do aplicativo
Tela Inicial sem processo ativo
Na tela inicial do aplicativo, tem-se a visualização geral dos processos e das linhas de
produção. Nessa tela poderemos obter os índices de OEE de cada processo em tempo real, assim
como o índice de cada linha de produção e o os índices de disponibilidade, performance,
qualidade e OEE do processo produtivo como um todo.
O aplicativo comporta a supervisão de no máximo 6 linhas de produção, com 4
processos cada uma. No entanto, essas linhas e esses processos são configurados no menu de
configurações, por isso que na primeira vez que o aplicativo for executado não haverá nenhum
processo sendo exibido:
Figura 40 - Tela inicial sem nenhum processo adicionado.
Fonte: Acervo próprio.
Com alguns processos selecionados no menu de configurações, efetivamente em
funcionamento e com alguns dados já coletados, o aspecto da tela inicial fica da seguinte forma:

77
Figura 41 - Tela inicial com processos ativos e em funcionamento.
Fonte: Acervo próprio.
Explicação de cada elemento da Tela Inicial:
(1) Slot de processo em funcionamento. Cada slot desse é um processo que está tendo o seu
índice de OEE calculado e historiado. Para acessar os detalhes do processo o usuário deve
clicar no slot. O índice de OEE instantâneo e o nome do processo é exibido na fronte do
slot;
(2) Índice de OEE da linha de produção. Esse índice é calculado levando em consideração
os índices de todos os processos ativo na linha;
(3) Índice de OEE de todo o processo produtivo. Esse índice é calculado levando em
consideração todos os índices de todos os processos em todas as linhas;
(4) Índice de Disponibilidade de todo o processo produtivo. Esse índice é calculado levando
em consideração todos os índices de disponibilidade de todos os processos em todas as
linhas;
(5) Índice de Performance de todo o processo produtivo. Esse índice é calculado levando
em consideração todos os índices de performance de todos os processos em todas as linhas;
(6) Índice de Qualidade de todo o processo produtivo. Esse índice é calculado levando em
consideração todos os índices de qualidade de todos os processos em todas as linhas;
(7) Ícone de sinalização de tela de Processo individual. Quando o usuário estiver em alguma
tela de detalhe de processo, esse ícone ficará cinza como indicação;

78
(8) Ícone de acesso a tela de Configurações. Ao clicar nesse ícone o usuário acessará a tela
de configurações do aplicativo;
(9) Ícone de acesso a tela de Relatórios. Ao clicar nesse ícone o usuário acessará a tela de
relatórios;
(10) Ícone de acesso a tela do Cronograma da produção. Ao clicar nesse ícone o usuário
acessará a tela de relatórios;
(11) Ícone de encerramento do aplicativo. Ao clicar nesse ícone o usuário encerrando a
execução do Viewer da aplicação;
(12) Número da página atual. Nesse campo fica o número da página atual, clicando na seta
ao lado o usuário poderá acessar as outras linhas, desde que elas estejam ativas.
Tela de Configurações
Na Tela de Configurações há dois ícones, um deles é o de “Configurar Processos”, e é
onde o usuário poderá adicionar a quantidade de linhas de produção, adicionar e configurar
cada processo individualmente, além de – com o processo já adicionado – ajustar os parâmetros
de funcionamento da aquisição de dados de cada processo, como: tempo do período para
aquisição do histórico de dados, tempo de período para o cálculo do OEE, definição do tempo
padrão, etc.
O outro ícone é relativo a “Programação” da produção. Nessa tela o usuário poderá
configurar o tipo de atividade reservada para cada horário, no cronograma de produção de cada
linha de produção.
Configurando os Processos
A tela de configuração de processo tem os seguintes elementos:

79
Figura 42 - Tela de Configuração dos Processos.
Fonte: Acervo próprio.
(1) Slot para adicionar processo. Clicando nesse slot o usuário terá acesso a uma janela, onde
poderá ser configurado um novo processo e a adição do mesmo.
(2) Seleção do nº de linhas. Para selecionar a quantidade de linhas desejadas para a aquisição
de dados, o usuário deve clicar nesse combobox e selecionar a quantidade (no máximo até
6 linhas de produção com 4 processos cada);
(3) Ícone de acesso a tela de programação do cronograma. Com esse ícone o usuário terá
acesso a tela onde ele poderá configurar todo o agendamento dos horários das linhas de
produção;
(4) Número da página. Esse ícone representa o número da página. Se o usuário selecionar
mais que 2 linhas de produção, aparecerá uma seta para a navegação entre as telas, com
acesso as outras linhas de produção.
Como adicionar e configurar um processo?
Assim que o usuário clicar em “Adicionar Processo”, abrirá a seguinte janela:

80
Figura 43 - Janela para adicionar processo.
Fonte: Acervo próprio.
Os campos a serem configurados são os seguintes:
(1) Nome do processo. Nesse campo o usuário deve nomear o processo, e é com esse nome
que o processo será identificado na tela inicial;
(2) Nome do CLP. Nesse campo o usuário deverá colocar um nome de identificação para o
controlador que será utilizado na aquisição dos dados de processo em questão;
(3) ID do CLP. Nesse campo o usuário deve inserir o endereço do CLP;
(4) Nome do Servidor OPC. Nesse campo o usuário deve inserir o nome do servidor que irá
se comunicar com o CLP e fornecer os valores das variáveis para o aplicativo;
(5) IP do servidor. Nesse campo o usuário deverá inserir o IP da máquina onde o servidor OPC
esteja instalado;
(6) Prefixo de endereçamento. Nesse campo o usuário deverá inserir o prefixo para o
endereçamento de acesso as variáveis através das tag’s, lembrando que esse é apenas o
prefixo e não o endereço completo. Cada servidor OPC tem o seu prefixo próprio;
(7) Taxa de atualização das tag’s. Nesse campo o usuário deve inserir um valor de tempo (em
milissegundos) referente a taxa com que o servidor irá atualizar as informações obtidas do
CLP;
(8) Botão para adicionar o processo. Com os campos já configurados, o usuário deve clicar
nesse botão para finalizar a configuração e adicionar o processo.

81
(9) Botão para fechar a janela. Clicando nesse botão o usuário fechará a janela não
adicionando nenhum processo.
Configurando esses campos e clicando no botão de adicionar processo, aparecerá uma
mensagem confirmando se o processo foi adicionado com sucesso:
Figura 44 – Mensagem de confirmação de processo adicionado com sucesso.
Fonte: Acervo próprio.
Agora o slot de processo ficará com o seguinte aspecto:
Figura 45 - Tela de configuração com um processo já adicionado.
Fonte: Acervo próprio.
Para configurar o processo o usuário deverá clicar sobre a engrenagem, abaixo do nome
do processo. Aparecerá a seguinte janela:
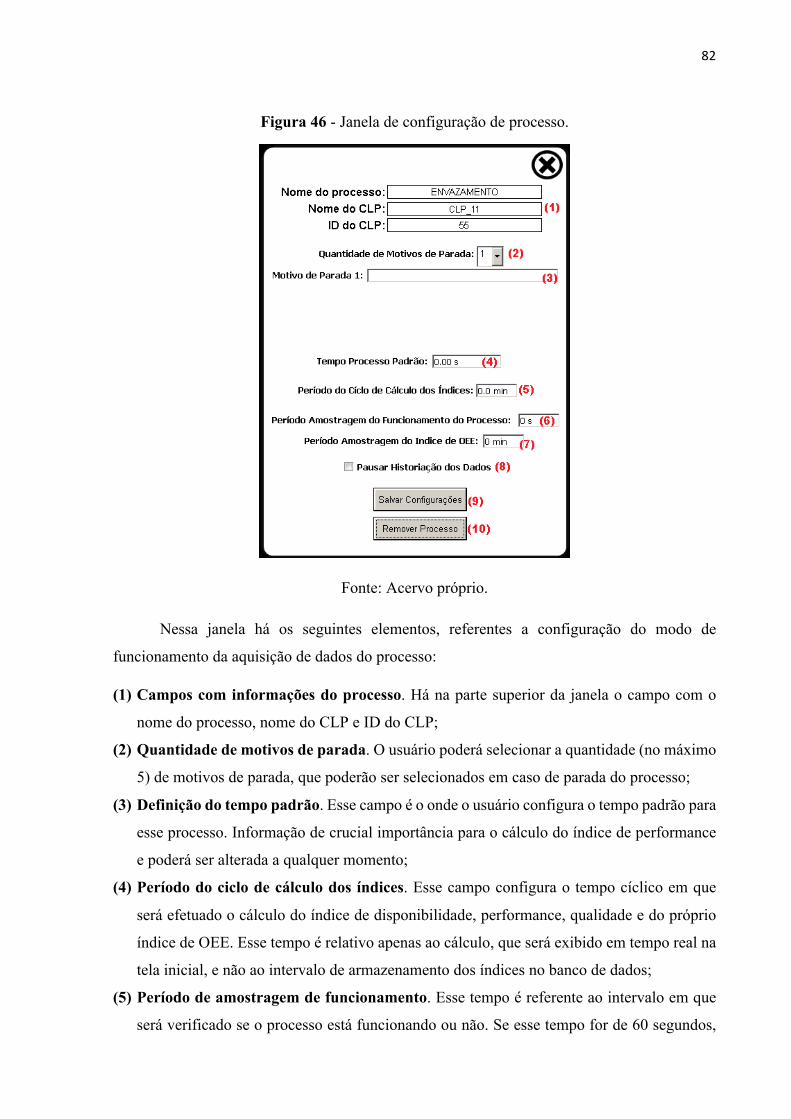
82
Figura 46 - Janela de configuração de processo.
Fonte: Acervo próprio.
Nessa janela há os seguintes elementos, referentes a configuração do modo de
funcionamento da aquisição de dados do processo:
(1) Campos com informações do processo. Há na parte superior da janela o campo com o
nome do processo, nome do CLP e ID do CLP;
(2) Quantidade de motivos de parada. O usuário poderá selecionar a quantidade (no máximo
5) de motivos de parada, que poderão ser selecionados em caso de parada do processo;
(3) Definição do tempo padrão. Esse campo é o onde o usuário configura o tempo padrão para
esse processo. Informação de crucial importância para o cálculo do índice de performance
e poderá ser alterada a qualquer momento;
(4) Período do ciclo de cálculo dos índices. Esse campo configura o tempo cíclico em que
será efetuado o cálculo do índice de disponibilidade, performance, qualidade e do próprio
índice de OEE. Esse tempo é relativo apenas ao cálculo, que será exibido em tempo real na
tela inicial, e não ao intervalo de armazenamento dos índices no banco de dados;
(5) Período de amostragem de funcionamento. Esse tempo é referente ao intervalo em que
será verificado se o processo está funcionando ou não. Se esse tempo for de 60 segundos,
83
por exemplo, a cada 60 segundos o sistema irá verificar se o processo está ligado e irá
registrar esse estado no banco de dados, caso o processo pare de funcionar, só no próximo
60 segundos que o sistema ficará ciente do ocorrido. Informação crucial para o cálculo de
índice de disponibilidade;
(6) Período de amostragem do índice de OEE. Nesse campo o usuário configurará o período
de intervalo em que o valor do índice de OEE será inserido no banco de dados;
(7) Checkbox para pausar o histórico dos dados. Selecionando essa opção o sistema irá parar
de obter as informações e de armazená-las no banco;
(8) Botão para salvar configurações. Clicando nesse botão o usuário irá salvar as
configurações fetias;
(9) Botão para remover processo. Clicando nesse botão o usuário irá remover o processo e
toda a configuração será perdida.
Uma vez o processo configurado, ele já estará apto ao funcionamento. Se a opção de
pausar processo não estiver ativa, as informações referentes ao funcionamento já estarão sendo
coletadas e o índices já estarão sendo calculados.
Programando o cronograma da produção
Clicando no ícone de “Programação” o usuário terá acesso a tela em que se é possível,
preencher a agenda de cada linha de produção. Esse ponto é importante, pois tem relação direta
com o cálculo de disponibilidade.
O tempo que entra no cálculo do índice de disponibilidade é o tempo programado para
a produção, e esse tempo é determinado pela gerência, que define quais são os intervalos em
que a linha funcionará e quais são as pausas programadas. Se essa agenda não for preenchida
adequadamente, correrá o risco de o sistema não contabilizar como perda quando a máquina
quebrar, pois no agendamento consta uma parada prevista, interferindo na precisão do índice
OEE.
A tela de “Programação” está representada na figura abaixo:

84
Figura 47 – Tela de programação do cronograma.
Fonte: Acervo próprio.
Os elementos na tela de “Programação” são os seguintes:
(1) ComboBox para a seleção da linha. Nesse ComboBox o usuário irá ter acesso as agendas
de todas as linhas de produção ativas no sistema;
(2) 1º Período do dia. Com esse ícone o usuário poderá acessar os horários do período que vai
da 00:00 horas às 11:00 horas;
(3) 2º Período do dia. Com esse ícone o usuário poderá acessar os horários do período que vai
da 12:00 horas às 23:00 horas;
(4) Slote para a configuração do horário. Clicando sobre esses slots – que são organizados
de acordo com o dia da semana e o horário do dia – o usuário terá acesso a uma pequena
janela onde ele poderá configurar, através de um ComboBox, o tipo de compromisso que a
linha terá nesse horário. Há 4 opções que podem ser escolhidas: Horário Vago; Horário
Programado; Parada Programada e Horário Inexistente.

85
Figura 48 - Janela de seleção do compromisso da linha de produção.
Fonte: Acervo próprio.
(5) Salvar Programação. O aplicativo permite ao usuário salvar a programação que ele fez. A
programação é salva em um arquivo de texto e poderá ser carregada pelo usuário nessa
mesma linha ou em qualquer outra;
(6) Abrir Programação. Com esse ícone o usuário poderá acessar os arquivos de programação
que ele tem salvo e carregar no cronograma da linha em questão;
(7) Número da semana. Por esse ícone o usuário poderá navegar através das semanas, que são
no total 4, correspondente a quantidade de semanas que um mês tem.
Com os horários todos preenchidos, a tela de “Programação” ficará com o seguinte
aspecto:

86
Figura 49 - Tela de programação do cronograma com o agendamento já preenchido.
Fonte: Acervo próprio.
Com os processos adicionados e configurados, e o cronograma totalmente definido o
sistema já estará pronto para iniciar a aquisição dos dados, realizar os cálculos e fornecer as
informações.
Tela Inicial com processo ativo
Agora que os processos já estão adicionados e configurados, o usuário poderá ter acesso
aos detalhes das informações referentes ao processo. Clicando sobre algum dos slots de
processo, iguais aos exibidos na Tela Inicial, o usuário terá acesso a seguinte tela:

87
Figura 50 - Tela de exibição dos detalhes de um processo.
Fonte: Acervo próprio.
As informações presentes na tela de detalhes dos processos, são as seguintes:
(1) Barra progressiva do valor percentual do índice de Disponibilidade. Nessa barra
progressiva é exibido para o usuário, o valor percentual em tempo real do índice de
disponibilidade;
(2) Campo com o tempo de funcionamento. Nesse cambo é exibido para o usuário o tempo
total em que o processo esteve em funcionamento, desde que o sistema foi ativado;
(3) Campo com o tempo de parada normal. Nesse campo é exibido para o usuário todo o
tempo em que a máquina ficou parada devido a uma parada programada. Esse tempo não
entra no cálculo do índice de disponibilidade;
(4) Campo com o tempo de parada devido a falha. Nesse campo é exibido para o usuário o
tempo total em que a máquina ficou parada devido a eventuais quebras ou falhas. Esse é o
tempo utilizado pelo sistema para calcular a disponibilidade;
(5) Mostrador decimal do índice de disponibilidade. Nesse campo é exibido novamente para
o usuário o valor do índice de disponibilidade atual, mas com uma precisão maior de 2 casas
decimais;
(6) Barra progressiva do valor percentual do índice de Performance. Nessa barra
progressiva é exibido para o usuário, o valor percentual em tempo real do índice de
performance;

88
(7) Campo com o tempo padrão do processo. Nesse campo é exibido o valor do tempo padrão
que foi configurado pelo usuário. Esse é tempo em que cada ciclo do processo teoricamente
deveria ter;
(8) Campo com o tempo de processo médio. Nesse campo é exibido para o usuário o tempo
médio que o processo em questão demorou, levando em conta todos os ciclos desde que a
máquina começou a funcionar;
(9) Campo com o tempo do último processo. Nesse campo é exibido o valor referente ao
tempo que o último ciclo efetuado pelo processo demorou;
(10) Mostrador decimal do índice de Performance. Nesse campo é exibido novamente
para o usuário o valor do índice de performance atual, mas com uma precisão maior de 2
casas decimais;
(11) Barra progressiva do valor percentual do índice de Qualidade. Nessa barra
progressiva é exibido para o usuário, o valor percentual em tempo real do índice de
qualidade;
(12) Campo com a quantidade total de peças. Nesse campo é exibido a quantidade total
de peças (ou ciclos executados) pelo processo. Esse valor é calculado contabilizando a
quantidade total de tempos de ciclos registrados no banco de dados;
(13) Campo com a quantidade de peças boas. Nesse campo é exibido a quantidade de
peças (ou de ciclos) aprovadas. Esse valor pode ser inserido manualmente pelo usuário, ou
pode ser contabilizado de maneira automática (essa questão já foi discutida em outra seção);
(14) Campo com a quantidade de peças ruins. Nesse campo é exibido a quantidade de
peças (ou de ciclos) desaprovadas. Esse valor é calculado simplesmente subtraindo a
quantidade de peças boas da quantidade de peças totais;
(15) Mostrador decimal do índice de Qualidade. Nesse campo é exibido novamente para
o usuário o valor do índice de qualidade atual, mas com uma precisão maior de 2 casas
decimais;
(16) Mostrador gráfico do índice de OEE em tempo real. Esse mostrador, de tipo
velocímetro, exibi para o usuário o índice de OEE em tempo real. Esse mostrador gráfico
foi implementado para se ter uma maior destaque e facilidade no entendimento do índice de
OEE, principalmente visando a orientação própria do operador da máquina;
(17) Mostrador decimal com o índice de OEE. Nesse campo, seguindo a linha dos
subíndices, o usuário tem acesso ao valor do índice de OEE, mas com uma precisão maior,
de 2 casas decimais;
(18) Campo com o nome do processo. Nesse campo é exibido o nome do processo;

89
(19) Campo com a data de início. Nesse campo é exibido a data em que o processo foi
iniciado;
(20) Campo com o horário de início. Nesse campo é exibido o horário em que o processo
foi iniciado;
(21) Campo com o status do processo. Nesse campo é indicado para o usuário qual o status
do processo naquele momento, se ele está em funcionamento ou parado;
(22) Campo com o status agendado. Nesse campo é exibido para o usuário qual o
compromisso esperado pelo processo naquele horário, de acordo com o agendamento
previamente configurado na tela de “Programação”.
Há um detalhe nessa tela, que se refere a classificação do tipo de parada da máquina,
caso o status seja o de máquina parada. É de crucial importância para o engenheiro de produção
saber quais que são os principais motivos que levaram um processo a ser interrompido.
Caso essa classificação seja feita de maneira manual ela ocorre da seguinte maneira no
aplicativo: logo que o status da máquina passa para o de máquina parada, um ComboBox surge
na tela, com todos os motivos definidos pelo usuário na tela de configurações. Então o operador
deve acessar o ComboBox e selecionar o motivo correspondente a parada atual da máquina.
Assim, o sistema irá registrar no banco o motivo de parada configurado.
Figura 51 - Tela de configurações com o ComboBox para seleção de motivo de parada.
Fonte: Acervo próprio.

90
É nessa tela de detalhe dos processos então, que o operador terá acesso a todas as
informações em tempo real de que ele necessita. São informações importantes no sentido de
servirem como referência para operador no instante da produção, possibilitando assim, que
ações sejam tomadas visando atingir a meta estabelecida.
No entanto, essas informações que são exibidas em tempo real, estão sendo armazenadas
no banco de dados para serem transformadas em gráficos e estatísticas para o uso do engenheiro
de produção. E esses gráficos são acessado na tela de “Relatórios”.
Tela de Relatórios
É na tela de “Relatórios” que o usuário terá acesso a toda a capacidade de processamento
e criação de informações do aplicativo. Nessa tela o usuário poderá interfacear com os dados
adquiridos e que estão armazenados no banco, através de diversas curvas de gráfico, que podem
ser configuradas pelo usuário no momento da geração do relatório.
Existem no total 4 seções dentro do conjunto de telas de relatórios, e cada uma delas faz
referência a um tipo específico de gráfico:
§ Gráficos Tabulares;
§ Gráficos Setoriais (ou de Pizza);
§ Gráficos de Barras;
§ Gráficos Gerais.
Tela de Gráficos Tabulares
Nessa tela o usuário terá acesso aos gráficos de tipo tabular, ou seja, com os valores dos
índices em listas numéricas. Esse é o único tipo de relatório sem curvas gráficas. Todas as
páginas de gráficos são configuradas de maneira semelhante, o usuário seleciona através de
CheckBox’s quais as informações ele quer e depois ele clica para gerar o relatório.

91
Figura 52 - Tela de relatórios tabulares.
Fonte: Acervo próprio.
Os elementos da tela de relatório tabular, são os seguintes:
(1) CheckBox para selecionar o histórico de funcionamento. Selecionando essa opção, o
usuário terá, ao gerar o relatório, uma lista tabular com a data e hora e o status do processo
naquele momento (funcionando ou parado), além do motivo de parada (se a máquina estiver
parada) e o status agendado para aquele momento;
(2) CheckBox para selecionar o histórico de OEE. Selecionando essa opção, o usuário terá
no relatório uma lista tabular com os valores do índice de OEE e os seus subíndices –
disponibilidade, performance e qualidade, acompanhado da data e hora do momento de
aquisição, dentro do período selecionado;
(3) Dois ComboBox para seleção do período. Com esses dois ComboBox – de início e fim,
o usuário irá selecionar o período para a consulta dos dados no banco;
(4) Botão para gerar relatório. Depois de selecionar todas opções que o usuário queira exibir
no relatório, o usuário deve clicar nesse botão para gerar o mesmo. Lembrando que os
relatórios são gerados individualmente para cada linha de produção, ou seja, não é possível
colocar no mesmo relatório informações de duas linhas diferentes, mas é possível colocar
as informações de todos os 4 processos de uma mesma linha, no mesmo relatório;
(5) Botão para salvar os dados com um arquivo no formato csv. O aplicativo também
permite o usuário, salvar os valores em um arquivo do tipo csv. Com esse arquivo o usuário

92
terá a opção de exportar os dados para outras plataformas, como o Excel da Microsoft por
exemplo, e gerar seus gráficos;
(6) Número da página. Com esse ícone o usuário poderá navegar entre as páginas e ter acesso
as outras linhas de produção, caso elas estejam habilitadas;
(7) Ícone de acesso aos gráficos setoriais. Por esse ícone o usuário poderá acessar a tela
referente aos gráficos setoriais;
(8) Ícone de acesso aos gráficos de barras. Por esse ícone o usuário poderá acessar a tela
referente aos relatórios de barras;
(9) Ícone de acesso aos gráficos gerais. Por esse ícone o usuário poderá acessar a tela referente
aos gráficos gerais.
Na figura abaixo um exemplo de relatório tabular, com as opções de histórico de
funcionamento e histórico de índice de OEE selecionadas, apenas para o processo 1 da linha 1:
Figura 53 - Exemplo de relatório tabular.
Fonte: Acervo próprio.

93
Tela de Gráficos Setoriais
Nessa tela, o usuário terá acesso aos gráficos setoriais (ou de pizza) através de relatórios
personalizáveis pelo usuário. A configuração desse relatório funciona da mesma maneira que a
configuração do relatório tabular.
Figura 54 - Tela de relatórios setoriais.
Fonte: Acervo próprio.
Na tela de relatórios setoriais, tem-se as seguintes funcionalidades:
(1) CheckBox de índice de Disponibilidade. Selecionando essa opção, o usuário terá um gráfico
setorial com as seções representando o percentual de tempo do processo funcionando, tempo
de processo parado devido a parada programada e tempo de processo parado devido a falha,
com relação ao tempo total de funcionamento do processo;
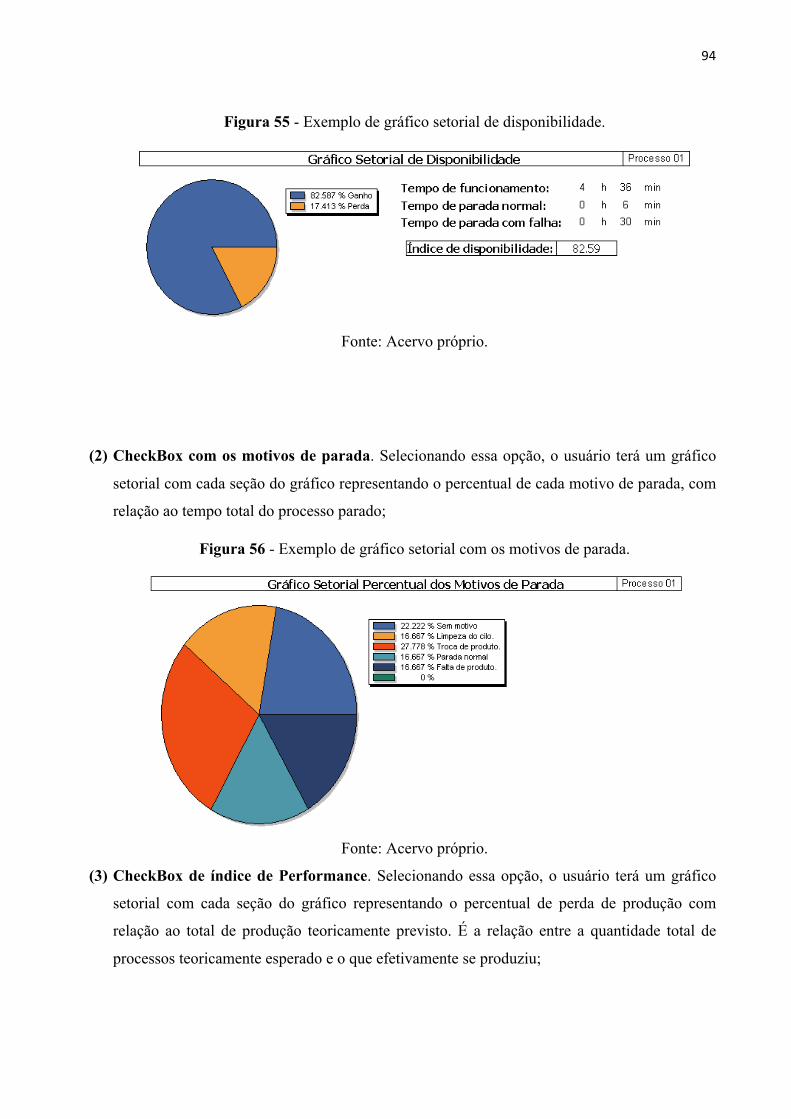
94
Figura 55 - Exemplo de gráfico setorial de disponibilidade.
Fonte: Acervo próprio.
(2) CheckBox com os motivos de parada. Selecionando essa opção, o usuário terá um gráfico
setorial com cada seção do gráfico representando o percentual de cada motivo de parada, com
relação ao tempo total do processo parado;
Figura 56 - Exemplo de gráfico setorial com os motivos de parada.
Fonte: Acervo próprio.
(3) CheckBox de índice de Performance. Selecionando essa opção, o usuário terá um gráfico
setorial com cada seção do gráfico representando o percentual de perda de produção com
relação ao total de produção teoricamente previsto. É a relação entre a quantidade total de
processos teoricamente esperado e o que efetivamente se produziu;

95
Figura 57 - Exemplo de gráfico setorial de índice de performance.
Fonte: Acervo próprio.
(4) CheckBox de índice de Qualidade. Selecionando essa opção, o usuário terá um gráfico setorial
com cada seção do gráfico representando a quantidade total produzida com relação a quantidade
de peças reprovadas;
Figura 58 - Exemplo de gráfico setorial de índice de qualidade.
Fonte: Acervo próprio.
(5) CheckBox de índice de OEE. Selecionando essa opção, o usuário terá um gráfico setorial com
cada seção do gráfico representando o percentual do índice de OEE, e o percentual de perda
relacionado a cada subíndice – disponibilidade, performance e qualidade;

96
Figura 59 - Exemplo de gráfico setorial de índice de OEE.
Fonte: Acervo próprio.
(6) Dois ComboBox para seleção do período. Com esses dois ComboBox – de início e fim, o
usuário irá selecionar o período para a consulta dos dados no banco;
(7) Botão para gerar relatório. Depois de selecionar todas opções que o usuário queira exibir no
relatório, o usuário deve clicar nesse botão para gerar o mesmo;

97
Tela de Gráficos de Barras
Nessa tela o usuário terá acesso aos relatórios com os gráficos de barras dos processos
aferidos.
Figura 60 - Tela de relatório com gráficos de barra.
Fonte: Acervo próprio.
As opções para o relatório de gráficos de barras, são os seguintes:
(1) Histórico de Disponibilidade. Selecionando essa opção o usuário terá um gráfico de barras
com os valores do índice de disponibilidade com relação ao tempo, dentro do período
selecionado;

98
Figura 61 - Exemplo de gráfico de barras de histórico de índice de disponibilidade.
Fonte: Acervo próprio.
(2) Histórico de Performance. Selecionando essa opção o usuário terá um gráfico de barras
com os valores do índice de performance com relação ao tempo, dentro do período
selecionado;
Figura 62 - Exemplo de gráfico de barras de histórico de índice de performance.
Fonte: Acervo próprio.
(3) Histórico de Qualidade. Selecionando essa opção o usuário terá um gráfico de barras com
os valores do índice de qualidade com relação ao tempo, dentro do período selecionado;
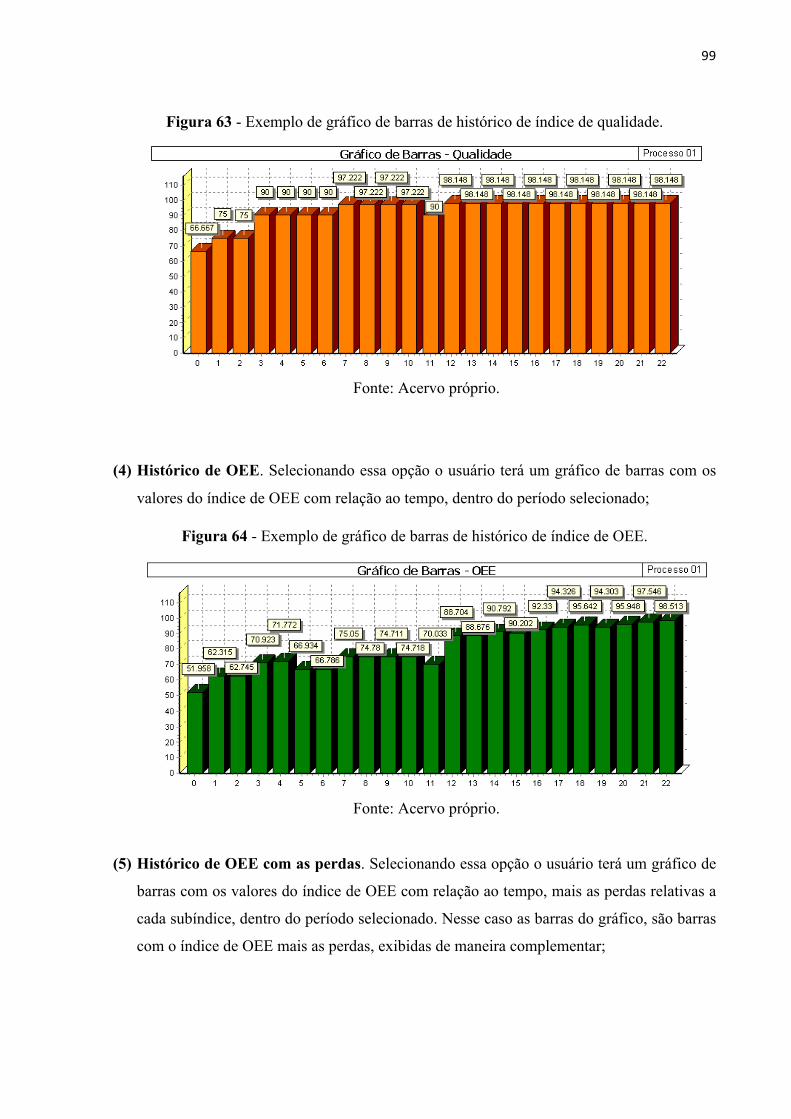
99
Figura 63 - Exemplo de gráfico de barras de histórico de índice de qualidade.
Fonte: Acervo próprio.
(4) Histórico de OEE. Selecionando essa opção o usuário terá um gráfico de barras com os
valores do índice de OEE com relação ao tempo, dentro do período selecionado;
Figura 64 - Exemplo de gráfico de barras de histórico de índice de OEE.
Fonte: Acervo próprio.
(5) Histórico de OEE com as perdas. Selecionando essa opção o usuário terá um gráfico de
barras com os valores do índice de OEE com relação ao tempo, mais as perdas relativas a
cada subíndice, dentro do período selecionado. Nesse caso as barras do gráfico, são barras
com o índice de OEE mais as perdas, exibidas de maneira complementar;

100
Figura 65 - Exemplo de gráfico de barras de histórico do índice de OEE complementar as suas perdas.
Fonte: Acervo próprio.
(6) Dois ComboBox para seleção do período. Com esses dois ComboBox – de início e fim,
o usuário irá selecionar o período para a consulta dos dados no banco;
(7) Botão para gerar relatório. Depois de selecionar todas opções que o usuário queira exibir
no relatório, o usuário deve clicar nesse botão para gerar o mesmo;
Tela de Gráficos Gerais
Nessa tela o usuário terá acesso aos gráficos que foram denominados como gráficos
gerais, devido as diversas naturezas desses gráficos.

101
Figura 66 - Tela com relatório com os gráficos gerais.
Fonte: Acervo próprio.
As opções de gráficos disponíveis nessa tela, são os seguintes:
(1) Gráfico de Perda Teórica vs Perda Real. Com essa opção o usuário obterá um gráfico de
barras horizontais. Cada uma dessas barras representa, respectivamente:
§ A produção teórica disponível. Esse valor é o total que poderia ter sido produzido, de
acordo com o tempo total que poderia ficar disponível e o tempo padrão de cada ciclo
do processo;
§ A perda disponível. Esse valor é complementar a produção teórica disponível, é o valor
que o processo deixou de produzir teoricamente;
§ A produção teórica. Esse valor é a tanto que a máquina deveria ter produzido realmente,
levando em consideração todo o tempo efetivamente disponível (descontando todas as
paradas) para o processo;
§ Perda de produção teórica. Esse valor é complementar ao anterior, é o tanto que a
máquina efetivamente deixou de produzir;
§ Total de peças produzidas. Essa barra representa o total de peças que efetivamente foi
produzido – equivalente ao total de ciclos completos contabilizados;
§ Perda de Performance. Esse valor é a diferença entre a produção teórica e o total de
peças produzidas, representa o quanto efetivamente a máquina deixou de produzir,
devido aos tempos a mais que os ciclos levaram;

102
§ Quantidade de peças boas. Barra que representa o total de peças aprovadas que foram
produzidas;
§ Quantidade de peças ruins. Barra que representa o total de peças não aprovadas que
foram produzidas.
Figura 67 - Exemplo de gráfico Perda Teórica vs Perda Real.
Fonte: Acervo próprio.
(2) Gráfico de Frequência de motivos de paradas. Selecionando essa opção, o usuário obterá
um gráfico com barras horizontais, de maneira complementar, indicando o percentual que
cada motivo de parada teve com relação ao tempo disponível total;

103
Figura 68 - Exemplo de gráfico com o percentual dos motivos de parada em relação ao tempo disponível.
Fonte: Acervo próprio.
(3) Séria histórica do índice de OEE junto com os subíndices. Nesse gráfico o usuário obterá
a informação da série histórica dos valores dos índices de OEE em conjunto com a série
histórica dos valores dos subíndices – disponibilidade, performance e qualidade. Ideal par
ao usuário observar qual dos índices afetou mais na perda do índice de OEE;

104
Figura 69 - Exemplo de gráfico com a série histórica de valores de índice de OEE junto com os valores dos subíndices.
Fonte: Acervo próprio.
(4) Série histórica do índice de OEE junto com as perdas. Com esse gráfico o usuário obterá
a série histórica dos valores do índice de OEE junto com as perdas relativas a cada
subíndice. É um gráfico complementar ao anterior;
Figura 70 - Exemplo de gráfico com a série histórica dos valores do índice de OEE junto com as perdas relativas a cada subíndice.
Fonte: Acervo próprio.
Com esse último gráfico, finaliza-se a exposição dos recursos de interface com os dados
coletados e armazenados no banco. Com esse tipo de informação em mãos, o engenheiro de
produção terá melhores condições de tomar as decisões certas para o aumento da produtividade,
eficiência, redução de custos, etc.

105
Outra informação importante, é que o aplicativo permite ao usuário exportar os
relatórios gerados, no formato PDF, além de permitir a impressão do mesmo. Para isso basta
clicar nos ícones que estão indicados na figura abaixo:
Figura 71 - Exemplo de relatório gerado pelo aplicativo, e sua possibilidade de impressão e exportação como PDF.
Fonte: Acervo próprio.
Tela de exibição do Cronograma dinâmico da produção
A última tela do sistema é a tela com a exibição do cronograma dinâmico da produção.
Nessa tela o usuário terá acesso a uma representação do agendamento, junto da informação
sobre a produção efetiva dos processos para o dia em questão, em tempo real. A tela é a
seguinte:
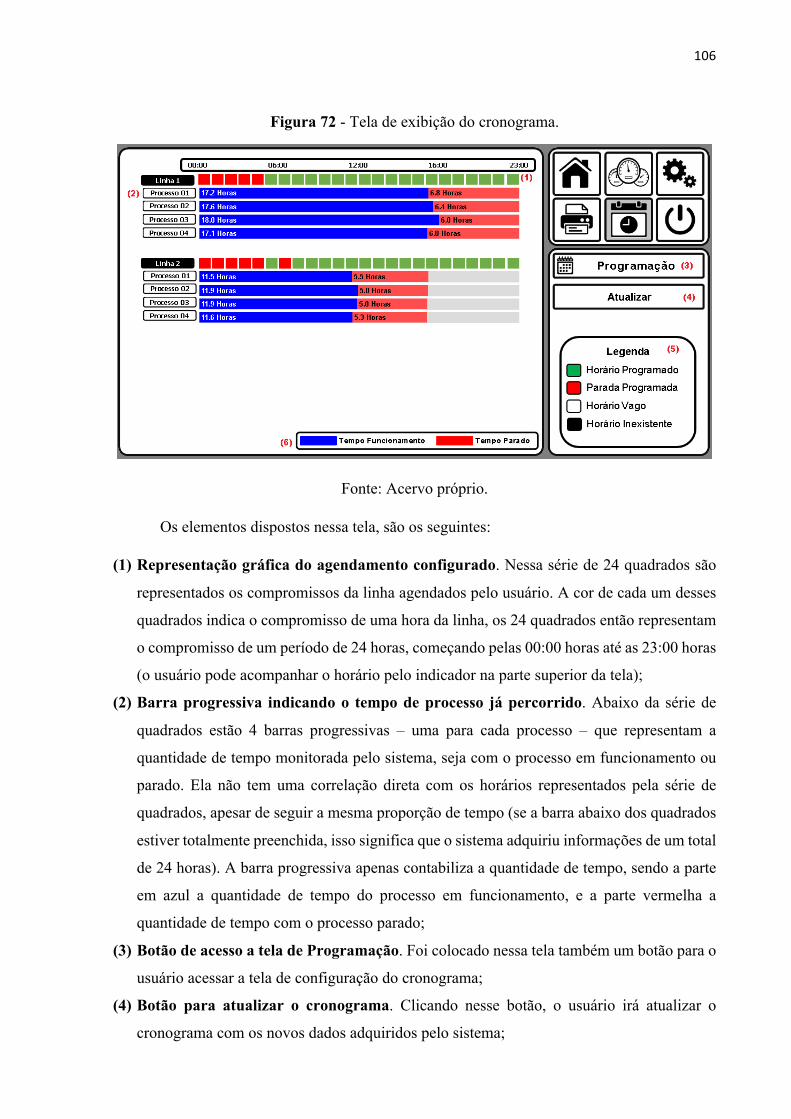
106
Figura 72 - Tela de exibição do cronograma.
Fonte: Acervo próprio.
Os elementos dispostos nessa tela, são os seguintes:
(1) Representação gráfica do agendamento configurado. Nessa série de 24 quadrados são
representados os compromissos da linha agendados pelo usuário. A cor de cada um desses
quadrados indica o compromisso de uma hora da linha, os 24 quadrados então representam
o compromisso de um período de 24 horas, começando pelas 00:00 horas até as 23:00 horas
(o usuário pode acompanhar o horário pelo indicador na parte superior da tela);
(2) Barra progressiva indicando o tempo de processo já percorrido. Abaixo da série de
quadrados estão 4 barras progressivas – uma para cada processo – que representam a
quantidade de tempo monitorada pelo sistema, seja com o processo em funcionamento ou
parado. Ela não tem uma correlação direta com os horários representados pela série de
quadrados, apesar de seguir a mesma proporção de tempo (se a barra abaixo dos quadrados
estiver totalmente preenchida, isso significa que o sistema adquiriu informações de um total
de 24 horas). A barra progressiva apenas contabiliza a quantidade de tempo, sendo a parte
em azul a quantidade de tempo do processo em funcionamento, e a parte vermelha a
quantidade de tempo com o processo parado;
(3) Botão de acesso a tela de Programação. Foi colocado nessa tela também um botão para o
usuário acessar a tela de configuração do cronograma;
(4) Botão para atualizar o cronograma. Clicando nesse botão, o usuário irá atualizar o
cronograma com os novos dados adquiridos pelo sistema;

107
(5) Legenda sobre as cores dos quadrados. Essa legenda indica para o usuário quais os
significados de cada cor que os quadrados podem assumir no cronograma;
(6) Legenda sobre a barra progressiva de tempo. Essa legenda indica para o usuário qual o
significado que a barra progressiva pode assumir, no caso, vermelho e/ou azul.

108
APÊNDICE B – Relatórios resultantes da simulação
1. Relatórios Tabulares
A. Status de funcionamento
Figura 73 - Relatório tabular de funcionamento obtido com os dados da simulação.
Fonte: Acervo próprio.
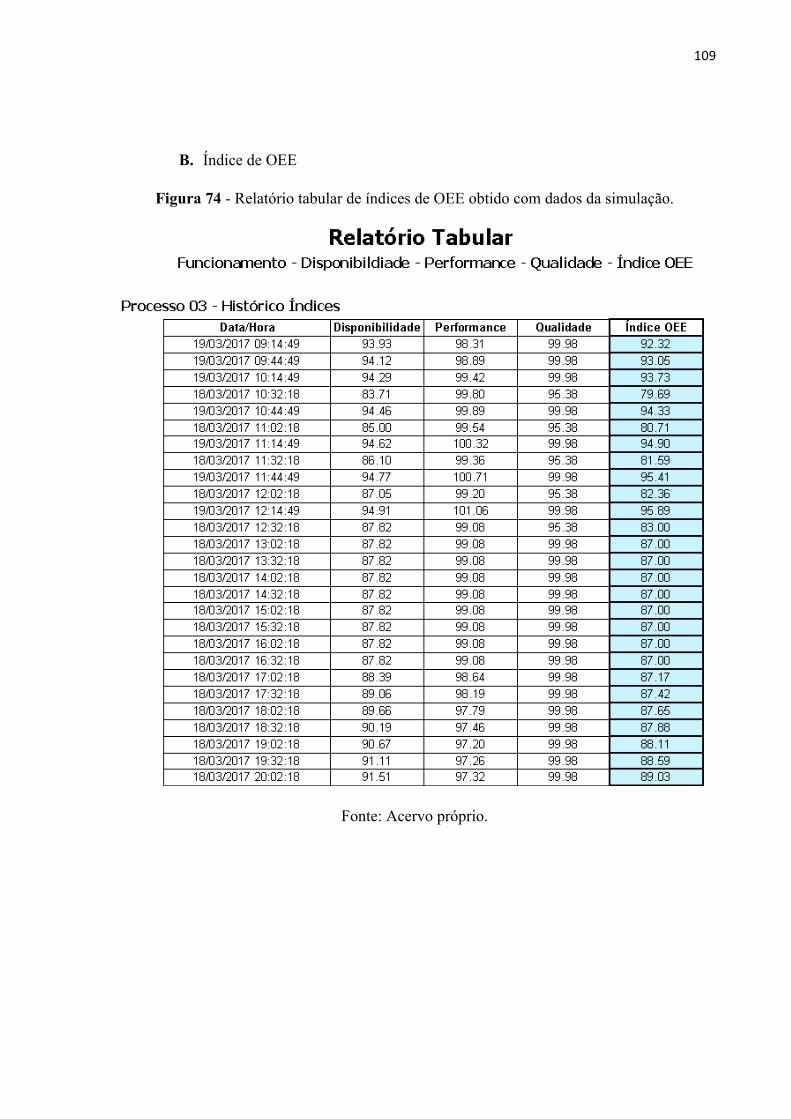
109
B. Índice de OEE
Figura 74 - Relatório tabular de índices de OEE obtido com dados da simulação.
Fonte: Acervo próprio.

110
2. Gráficos Setoriais
A. Disponibilidade
Figura 75 - Gráfico setorial de Disponibilidade.
Fonte: Acervo próprio.
B. Performance
Figura 76 - Gráfico setorial de Performance.
Fonte: Acervo próprio.

111
C. Qualidade
Figura 77 - Gráfico setorial de Qualidade.
Fonte: Acervo próprio.
D. Índice de OEE + Perdas
Figura 78 - Gráfico setorial de OEE e suas perdas.
Fonte: Acervo próprio.

112
E. Motivos de parada
Figura 79 - Gráfico setorial dos Motivos de parada.
Fonte: Acervo próprio.
3. Gráficos de Barras
A. Histórico de Disponibilidade
Figura 80 - Gráfico de barras de Disponibilidade.
Fonte: Acervo próprio.

113
B. Histórico de Performance
Figura 81 - Gráfico de barras de Performance.
Fonte: Acervo próprio.
C. Histórico de Qualidade
Figura 82 - Gráfico de barras de Qualidade.
Fonte: Acervo próprio.

114
D. Histórico de OEE
Figura 83 - Gráfico de barras de índice de OEE.
Fonte: Acervo próprio.
E. Histórico de OEE + Perdas
Figura 84- Gráfico de barras de OEE mais as suas perdas.
Fonte: Acervo próprio.

115
4. Gráficos Gerais
A. Produção Teórica vs. Produção Real
Figura 85 - Gráfico de produção teórica com relação a produção real.
Fonte: Acervo próprio.
B. Percentual dos motivos de parada com relação ao tempo total
Figura 86 - Gráfico de Motivos de Parada com relação ao tempo total disponível.
Fonte: Acervo próprio.

116
C. Série Histórica do Índice de OEE + Índices Auxiliares
Figura 87 - Gráfico de índice de OEE mais índices auxiliares.
Fonte: Acervo próprio.
D. Série Histórica do Índice de OEE + Perdas
Figura 88 - Gráfico de índice de OEE mais perdas.
Fonte: Acervo próprio.

117
ANEXO A – Proposta da empresa KITE ME

118

119
ANEXO B – Proposta da empresa Prodwin
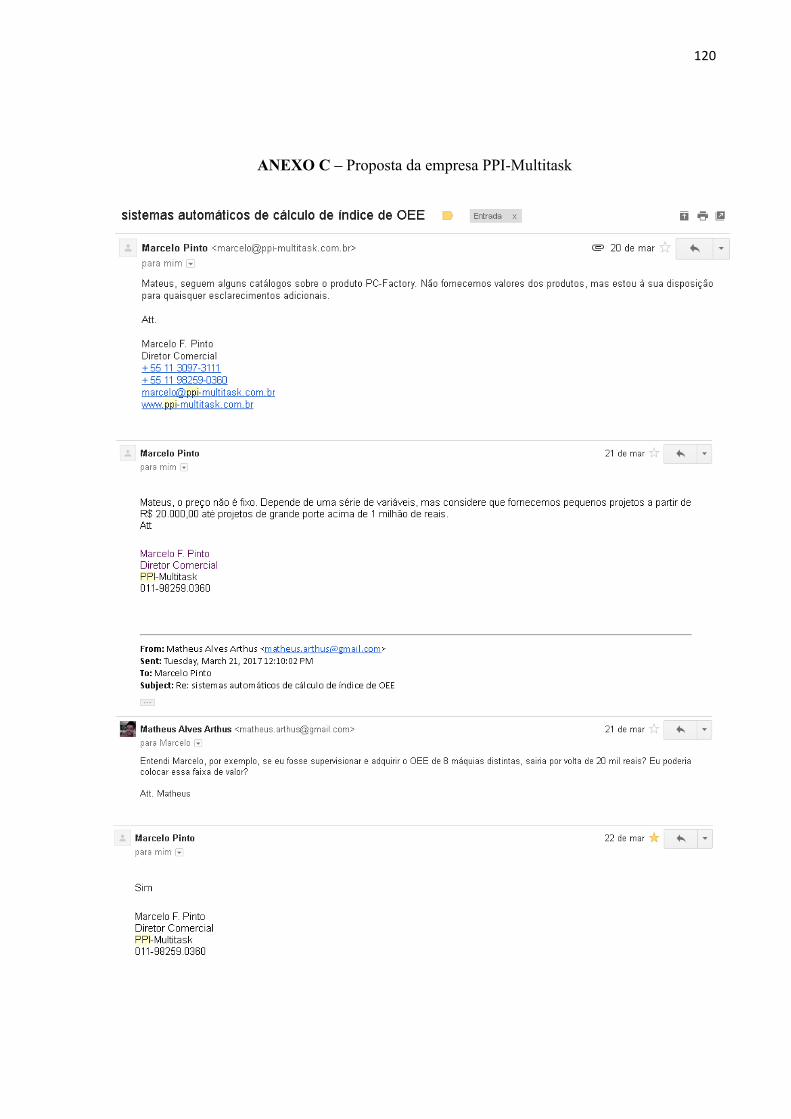
120
ANEXO C – Proposta da empresa PPI-Multitask