Mecatronica atual 60
52
-
Upload
romulo-picanco -
Category
Engineering
-
view
680 -
download
19
Transcript of Mecatronica atual 60

3Janeiro/Fevereiro 2013 :: Mecatrônica Atual
Editora Saber LtdaDiretorHélio Fittipaldi
Associada da:
Associação Nacionaldas Editoras de Publicações Técnicas, Dirigidas e Especializadas
Atendimento ao Leitor: [email protected]
Os artigos assinados são de exclusiva responsabilidade de seus autores. É vedada a reprodução total ou parcial dos textos e ilustrações desta Revista, bem como a industrialização e/ou comercialização dos aparelhos ou ideias oriundas dos textos mencionados, sob pena de sanções legais. As consultas técnicas referentes aos artigos da Revista deverão ser feitas exclusivamente por cartas, ou e-mail (A/C do Departamento Técnico). São tomados todos os cuidados razoáveis na preparação do conteúdo desta Revista, mas não assumimos a responsabilidade legal por eventuais erros, principalmente nas montagens, pois tratam-se de projetos experimentais. Tampouco assumimos a responsabilidade por danos resultantes de imperícia do montador. Caso haja enganos em texto ou desenho, será publicada errata na primeira oportunidade. Preços e dados publicados em anúncios são por nós aceitos de boa fé, como corretos na data do fechamento da edição. Não assumimos a responsabilidade por alterações nos preços e na disponibilidade dos produtos ocorridas após o fechamento.
Editor e Diretor Responsável Hélio Fittipaldi
Revisão Técnica Eutíquio Lopez
Redação Rafaela Turiani
Publicidade Caroline Ferreira
Designer Diego Moreno Gomes
Colaboradores César Cassiolato,Denis Fernando Ramos,Edicley Vander Machado,Edson Martinho,Eduardo Ferro,Francisco José Grandinetti,Guilherme Kenji Yamamoto,José Rui Camargo,Luis Antonio Tolielo Ferracini,Renan Airosa machado de Azevedo,Valesca Alves Correa
www.mecatronicaatual.com.br
Mecatrônica Atual é uma publicação da Editora Saber Ltda, ISSN 1676-0972. Redação, administração, publicidade e correspondência:Rua Jacinto José de Araújo, 315, Tatuapé, CEP 03087-020, São Paulo, SP, tel./fax (11) 2095-5333
ASSINATURASwww.mecatronicaatual.com.brfone: (11) 2095-5335 / fax: (11) 2098-3366atendimento das 8:30 às 17:30hEdições anteriores (mediante disponibilidade de estoque), solicite pelo site ou pelo tel. 2095-5330, ao preço da última edição em banca.
PARA ANUNCIAR: (11) [email protected]
CapaCummings / Divulgação
ImpressãoEGB Gráfica
DistribuiçãoBrasil: DINAPPortugal: Logista Portugal tel.: 121-9267 800
Submissões de ArtigosArtigos de nossos leitores, parceiros e especialistas do setor, serão bem-vindos em nossa revista. Vamos analisar cada apresentação e determinar a sua aptidão para a publicação na Revista Mecatrônica Atual. Iremos trabalhar com afinco em cada etapa do processo de submissão para assegurar um fluxo de trabalho flexível e a melhor apresentação dos artigos aceitos em versão impressa e online.
A proteção à vida humana e aos seres vivos é o primeiro item a ser considerado quando uma norma brasileira, ou de qualquer outra origem, é elaborada pelos institutos credenciados para isso. Se é tão importante preservar a vida humana ou animal, por que se leva tão pouca consideração pela fiscalização e os demais órgãos estatais que têm como objetivo zelar pela implantação dessas políticas, tão básicas!?
Sabemos que não há recursos, nem financeiros nem de pessoal, para uma fiscalização eficaz em todo o terri-tório nacional, assim entendemos que a solução para este impasse seria mais facilmente atingível se buscássemos uma educação em massa da população.
Isto também é um sonho que perseguimos há anos e sempre que possível nos colocamos em favor dessa causa. Recentemente, tomei conhecimento do trabalho do engenheiro Edson Martinho que está à frente da ABRACOPEL - Associação Brasileira de Conscientização para os Perigos da Eletricidade e, assim, solicitei que ele escrevesse um artigo (que é o nosso principal de capa) e os leitores entenderão a importância de abraçarem conosco essa causa, pois segundo consta, 300 vidas são perdidas por ano no Brasil devido à exposição perigosa à eletricidade.
O desconhecimento dos riscos, o descaso em seguir as normas, ou mesmo a falta de manutenção em estruturas expostas, e o descuido ocasionam muitos desses acidentes que, às vezes, não são nem registrados pelos órgãos competentes e o número de acidentados pode chegar até a mais de 1500 casos por ano.
Esperamos que os nossos leitores se preocupem com isto e que cada um seja um ativista nesta área, ajudando o próximo: seja numa fábrica, em casa, na rua, numa casa de espetáculos e principalmente nas escolas, passando os ensinamentos indispensáveis.
Hélio Fittipaldi
O valor de uma vida
Hélio Fittipaldi

38 28
20
4
índice
Editorial
Eventos
Notícias:Estagiários da Volkswagen desenvolvem no Paranáveículo elétrico para transporte de peças ........................................08
EPLAN FieldsSys: Traçados de cabos otimizadosdesde o painel de controle até o campo ..........................................09
Nova empresa de Software para Indústria se instala no Brasil .........10
Proline Promoss 200. Medidor Coriolis 2 fios com Profibus PA:Facilidade de integração e precisão de vazão mássica ...................10
Nanotech do Brasil investe 20% no desenvolvimentode tecnologias sustentáveis ...............................................................11
Purificação eficiente do ar de exaustãoem processo de secagem e pintura ....................................................12
Interruptores de emergência acionados por cabos robustospara aplicações mais exigentes .........................................................12
Novos isoladores Ex i para sensores de vibração .............................13
SKF apresenta rolamentos lineares de esfera recirculantes ...........14
0306
Índice de Anunciantes:Feimafe 2013 ........................ 05MDA 2013 ............................ 07Patola .................................. 09Metaltex ................................ 11
Mouser ....................... Capa 02Nova Saber ................ Capa 03Invensys ...................... Capa 04
38
15
2820
44
32
48
Proteção nas Instalações Elétricas
Características do Protocolo Profibus e sua utilização em Áreas Classificadas
Profisafe - O Perfil de Segurança do Profibus
Redes Industriais para Sensores e Atuadores
Saiba porque utilizar uma Controladora Embarcada em seu projeto
Identificação Automática e Captura de Dados Aplicadas em um Sistema Automático de Manufatura
O que é um Sistema Operacional de Tempo Real (RTOS)?

curso
literaturaEste livro, composto de seis capítulos e dois apêndices, descreve de maneira dinâmica e didática os conhecimentos fundamentais relativos ao acionamento de máquinas elétricas. Aborda motores elétricos de indução monofásicos, trifásicos e síncronos, assim como conceitos relativos à potência e ao fator de potência. Detalha de maneira clara e técnica os dispositivos utilizados em acionamentos elétricos, contatores, fusíveis, disjuntores, relés de sobrecarga, inversores de frequência e soft--starters, com análise e projeto de chaves de partida e circuitos de comando.Ao final de cada capítulo há um conjunto de exercícios para facilitar a fixação do conteúdo. Os apêndices apresentam os principais diagramas elétricos utilizados na prática e a descrição da simbologia adotada por normas técnicas nacionais e inter-nacionais.Destinado a técnicos, tecnólogos e engenheiros que atuam nas áreas de automação, mecatrônica e eletrotécnica e também aos profissionais que precisam manter-se atualizados.Acionamentos Elétricos – 4ª EdiçãoAutor: Claiton Moro FranchiISBN: 978-85-365-01449-9Preço: R$ 79,90Onde comprar: www.novasaber.com.br
Fevereiro
Lean Administration Game: “Vivencie melhorias surpreendentes de processos”Organizador: FestoData: 28 - 01Horário: 08h30 às 17h30Duração: 2 dias / 16 horasInvestimento: R$ 740,00 por participante (Estado de São Paulo) / R$ 770,00 por participante (Demais Estados)Local: Rua Giuseppe Crespi, 76Jd. Santa Emília – São Paulo – SPwww.festo-didactic.com/br-pt
Março
Automação HidráulicaOrganizador: FestoData: 11-13Duração: 20 horasInvestimento: R$ 990,00 por participante (Estado de São Paulo) / R$ 1.030,00 por participante (Demais Estados)Local: Rua Giuseppe Crespi, 76Jd. Santa Emília – São Paulo – SPwww.festo-didactic.com/br-pt
Comandos Elétricos em Sistemas HidráulicosOrganizador: FestoData: 25-27Duração: 20 horasInvestimento: R$ 990,00 por participante (Estado de São Paulo) / R$ 1.030,00 por participante (Demais Estados)Local: Rua Giuseppe Crespi, 76Jd. Santa Emília – São Paulo – SPwww.festo-didactic.com/br-pt
Comandos Elétricos em Sistemas PneumáticosOrganizador: FestoData: 11 – 15Horário: 18h00 às 22h00Duração: 20 horasInvestimento: R$ 990,00 por participante (Estado de São Paulo) / R$ 1030,00 por participante (Demais Estados)Local: Rua Giuseppe Crespi, 76Jd. Santa Emília – São Paulo – SPwww.festo-didactic.com/br-pt
Automação Pneumática de Sistemas de Tratamento de Água e EfluentesOrganizador: FestoData: 18 – 22Horário: 18h00 às 22h00Duração: 20 horasInvestimento: R$ 860,00 por participante (Estado de São Paulo) / R$ 900,00 por participante (Demais Estados)Local: Rua Giuseppe Crespi, 76Jd. Santa Emília – São Paulo – SPwww.festo-didactic.com/br-pt
Informações sobre inscrição FESTOApós escolher o curso e a data, preencha a Ficha de Inscrição que se encontra em no site da festo e envie por e-mail ou fax (11) 5013-1613 para fazer sua reserva. Na semana anterior à data desejada, a equipe de cursos da Festo entrará em contato com você, via e-mail ou telefone, para confirmar a sua participação.
Tel: (11) [email protected]


8 Mecatrônica Atual :: Janeiro/Fevereiro 2013
//notíciasEstagiários da Volkswagen desenvolvem, no Paraná, veículo elétrico para transporte de peças
Os veículos, conhecidos como AGVs, são robôs utilizados para o abastecimento automático de peças na linha de produção. São rápidos, eficientes e baratos.
Incentivados a desenvolver novos projetos e bus-car soluções inovadoras, um grupo de estagiários da Volkswagen do Brasil, em São José dos Pinhais (PR), desenvolveu um novo conceito de veículo autoguiado AGV (Automatic Guided Vehicle), mais sustentável, eficien-te e de baixo custo, com uso da tecnologia interna da empresa e de peças nacionais. O robô AGV é utilizado para transporte e abastecimento de peças dentro da fábrica em um caminho pré-definido, sem necessidade de operador, como ferramenta de flexibilidade logística. O modelo foi aprimorado pelos jovens como um exercício de aprendizagem, criado com o apoio e a orientação dos engenheiros e técnicos da Volkswagen.
O veículo tem ajuste de velocidade, é 10% mais rápido que os existentes no mercado, possui maior força de tração (transporta até uma tonelada), e pode ser guiado apenas por uma marcação de tinta sobre o piso, em vez de um trilho metalizado que demanda obras para ser instalado. Enquanto no equipamento tradicional, as baterias têm vida útil de 80 ciclos, no novo conceito do AGV, graças ao sistema de monitoramento de carga, as baterias apresentam um aumento de vida útil para 200 ciclos, o que reduz os custos.
Outra vantagem é o monitoramento das baterias à distância por meio de mensagens enviadas pelo sistema eletrônico do AGV para os computadores ou celulares cadastrados, evitan-do paradas. Além disso, o modelo custa cerca de 70% menos que os similares no mercado e apresenta o mesmo padrão de qualidade dos veículos utilizados pela empresa, bem como a mesma segurança, pois, com o sensor de presença, o modelo também faz parada automática diante de qualquer obstáculo.
O AGV com o novo conceito foi desenvolvido durante o projeto aplicativo do Programa de Estágio da Volkswagen do Brasil, que oferece aos jovens a oportunidade de aplicarem os conhecimentos acadêmicos adquiridos em situações reais. O grupo de trabalho teve que elaborar em 2011 um estudo logístico e financeiro, o projeto elétrico e mecânico do veículo e realizar diversos testes para validação das funções e da con-fiabilidade do robô-protótipo, em escala menor.
“O projeto é relevante para o mercado automobilístico por propor maior eficiência no abastecimento logístico de forma inovadora e com custo de implementação e manutenção até 70% menor. A proposta se encaixa nos objetivos do planeja-mento estratégico da empresa e reflete a qualidade, solidez e eficácia do nosso programa de estágio”, afirma o gerente de Logística da unidade, Sidnei Eich.
Por apresentar inovação, criatividade, originalidade, impacto e viabilidade, o AGV obteve o 1º lugar no Programa de Reco-nhecimento de Estagiários da Volkswagen do Brasil no ano passado. Em 2012, após os resultados e a comprovação de que era possível a construção do veículo elétrico, os estudantes iniciaram a criação do robô AGV em escala real utilizando os novos conceitos.
Para a gerente de Recursos Humanos da unidade, Luciana Partel, ao realizarem o projeto aplicativo, estes jovens assumem um compromisso de apresentar estudos relevantes para as áreas e, em contrapartida, a Volkswagen investe na capacita-ção destes profissionais formando futuros líderes. “Durante o programa de estágio, eles realizam cursos de gestão de projeto e de comunicação, recebem indicações de leituras, elaboram apresentações aos executivos da empresa, além de vivenciarem na prática todo o conhecimento visto em teoria na sala de aula”, observa.
AGV criado pelos jovens faz o abastecimento automático de peças na linha de produção.

9Janeiro/Fevereiro 2013 :: Mecatrônica Atual
//notíciasEPLAN FieldSys: Traçados de cabos otimizados desde o painel de controle até o campo
Módulo que permite a aplicação de rotas de cabeamento, configuradas de acordo com a escala. Esta abrangente ferramenta de projeto inclui roteamento, gestão gerenciada por banco de dados, bem como a análise automática de dados para acelerar os processos, simplificar as montagens e manutenção e assegurar um traçado eficiente.
O EPLAN FieldSys é um módulo adicional de cablagem de campo, que estará disponível com a nova Plataforma EPLAN 2.2. O sistema FieldSys baseia-se num esquema 2D de uma máquina/instalação que pode ser importado para o EPLAN nos formatos DWG ou DXF, por exemplo. Dentro da Plataforma EPLAN, o configurador do sistema pode adicionar uma rede de percursos à escala para este esquema e mostrar as possíveis disposições de percursos de cabos. Isto significa que as ligações entre o controla-dor e os componentes de campo podem ser traçadas de forma eficiente e documentadas permanentemente. A fase seguinte envolve a localização dos componentes automatizados e dispositivos de campo registrados nos diagramas de cablagem no esquema.
Relatórios abrangentes incluídosCom base nas ligações entre os dispositivos definidos
no diagrama de cablagem elétrica, o EPLAN efetua o roteamento de todas as ligações de cabos dentro da rede definida. As regras de roteamento individual facilitam o planejamento dos percursos dos cabos através da rede. O comprimento dos cabos também é calculado, assim como quaisquer acessórios necessários para a ligação dos dispositivos.
Com base na informação de roteamento, ele gera, ao toque de um botão, relatórios abrangentes sobre os cabos. Estes relatórios são de extrema importância para a montagem. O cálculo do comprimento do cabo necessário para cada tipo de cabo e ligação, incluindo a informação de origem e destino, garantirá resultados precisos. Também existem relatórios que mostram o percurso exato para cada cabo, o que é muito útil durante o processo de instalação. A partir da origem, o responsável pela montagem pode seguir a documen-tação passo a passo até ao destino, encontrando assim rapidamente o percurso ideal e definido para os cabos.
O novo EPLAN FieldSys permite configurar com precisão a escala das rotas do cabo entre o controlador e os componentes de campo.

10 Mecatrônica Atual :: Janeiro/Fevereiro 2013
//notícias
Nova empresa de Software para Indústria se instala no Brasil
Com sua sede na Alemanha, a Synatec Brasil - Sistema de Qualidade e Rastreabilidade para Indústria, foi fundada no Brasil em 28 de Agosto de 2012, e tem seu escritório no eixo Rio – São Paulo, em Taubaté. Com o objetivo de prospectar clientes no Brasil, atualmente a Synatec GmbH possui grandes clientes na Europa, Ásia e América do Norte, como Volkswagem, Mercedes-Benz, Porsche, Ford, Caterpillar, Audi, entre outros.
Com mais de 3.000 estações de trabalho já implantadas na Indústria Automobilística para Controle e Rastrealibilidade de Torque, a Synatec fabrica a própria IHM. Seu software modular permite a integração de diversas funções Poka Yoke como controle de parafusamento, guia do usuário, pick to light, controle por câmera, controle de produto, scanner, controle de líquidos, entre outros, além de possibilitar que o próprio usuário configure todo o processo sem necessidade de inter-venção do fabricante.
A IHM de última geração trabalha sem cooler, com tela em cristal, em LED, muito mais compacta e com economia de energia.
Para mais informações, entre no site www.synatec.com.br.
Proline Promass 200Medidor Coriolis 2 Fios com Profibus PA: facili-dade de integração e precisão de vazão mássica
Depois de introduzir no mercado medidores de vazão Coriolis 2-fios 4-20mA Hart com o Proline Promass 200, a Endress+Hauser (www.br.endress.com) está expandindo essa linha de produto para redes Profibus PA. Agora é pos-sível que o próprio loop de uma rede Profibus PA seja capaz de alimentar o medidor Coriolis, sem a necessidade de uma alimentação externa e sem nenhum comprometimento para a medição de vazão ou densidade.
O Proline Promass 200 está disponível para os sensores Promass E e Promass F (DN8 a 50, 3/8” a 2“), garantindo pre-cisão de até 0,1% na medição de vazão mássica e volumétrica.
O Promass 200 mede simultaneamente vazão mássica, va-zão volumétrica, densidade e temperatura. A ampla variedade de conexões de processo (flanges, clamps, couplings, roscas e adaptadores) garantem que o Promass 200 se encaixa em qualquer tubo.
Atrativo conceito dois fiosA tecnologia 2-fios já é padrão em algumas indústrias,
como Química & Petroquímica e Óleo & Gás, e revolucionou diversas tecnologias de medição disponíveis. O Promass 200 é o primeiro medidor de vazão Coriolis com tecnologia 2-fios (4...20mA e Profibus). Isso permite uma integração direta e sem barreiras à infraestrutura existente e sistemas de controle. Vantagens adicionais são: reduções de custos de instalação e cabeamento, alta segurança operacional em áreas classificadas graças ao design total e intrinsecamente seguro (Ex: ia), e um procedimento de instalação já bem conhecido.
Eficiência através da uniformidadeComo um inovador dispositivo de medição 2-fios, o Pro-
mass 200 é baseado em um conceito uniforme de construção e operação. Visando a maior facilidade de operação e menor complexidade entre seus equipamentos, a Endress+Hauser padronizou a interface entre seus medidores 2-fios de nível e vazão. Isso vai além do mesmo menu de operação e engloba até peças comuns entre os diferentes princípios de medição, reduzindo esforços na configuração do equipamento e custos com gerenciamento de sobressalentes.
HistoROM™ – Gerenciamento inteligente de dados
HistoROM é parte de um sistema inteligente de gerencia-mento de dados que aumenta significativamente a disponibilida-de da planta e torna possível substituir componentes de forma rápida e fácil sem perda de dados. Todos os dados do equipa-mento e configuração são automaticamente salvos em uma memória não volátil no módulo HistoROM, que está fixado no alojamento. Além disso, dados podem ser transferidos para outro ponto de medição sem qualquer esforço extra, usando o módulo display. Assim os usuários têm diversos benefícios desse conceito de gerenciamento de dados ao mesmo tempo.
Promass 200 para aplicações básicas - precisão de 0,25%

11Janeiro/Fevereiro 2013 :: Mecatrônica Atual
//notíciasNanotech do Brasil investe 20% no desenvolvimento de tecnologias sustentáveis
A empresa tem em seu DNA a preocupação ambiental e faz investimento em P&D acima da média do mercado para manter a eficiência de seus produtos
tecnologias, trabalhamos com os clientes para a customização de acordo com a necessidade do momento”, explica o diretor José Faria.
Os produtos em formato de tinta não agridem o meio ambiente em sua composição e, no caso do revestimento térmico, diminui o uso de ar condicionado contribuindo para a redução significa-tiva do consumo de energia. Para garantir esse desempenho, a empresa investe em constantes análises feitas em laboratórios nacionais e internacionais.
O investimento em P&D já levou à produção de importantes tecnologias, como o isolante térmico para trens e metrôs (que torna o transporte mais fresco para os passageiros); a tecnologia usada em coberturas de galpões de empresas do agronegócio, que garante a qualidade dos grãos; produto aplicado em carros fortes, que torna a temperatura adequada para os funcionários; redução de calor em refinarias de petróleo, usinas de açúcar, entre outras, e o isolante acústico em formato de tinta que, com apenas 2,5 mm de espessura, substitui 50 mm de isolantes convencionais.
“Além da garantia de que estamos oferecendo o melhor produ-to para o mercado, o investimento em pesquisa e desenvolvimento é visto de forma muito positiva por investidores e torna a empresa mais competitiva”, afirma Faria.
O mercado de construções sustentáveis tem avançado no país. Hoje, o Brasil já é o 4º no ranking mundial de cons-truções verdes, segundo o Green Building Council Brasil. Para que esse movimento cresça ainda mais, é necessário o engajamento do setor de materiais e tecnologias para a construção civil.
A Nanotech do Brasil, indústria de tecnologias em reves-timento térmico e acústico, nasceu com essa preocupação. Para isso investe 20% do seu faturamento em pesquisa e desenvolvimento de produtos para atender esse mercado. “O setor de construções sustentáveis é muito dinâmico, por isso, investimos constantemente no desenvolvimento e aprimoramento dos nossos produtos para o surgimento de novas versões e derivações. Além disso, a partir de nossas

12 Mecatrônica Atual :: Janeiro/Fevereiro 2013
//notíciasPurificação eficiente do Ar de Exaustão em processos de Secagem e PinturaA Dürr - Sistemas de Energia e Meio Ambiente otimiza a purificação do ar de exaustão para a indústria automotiva e a coordena com o processo de secagem e pintura
Interruptores de emergência acionados por cabos robustos para aplicações mais exigentes
A pintura e secagem de carrocerias de automóveis produzem poluentes gasosos que, dependendo do sistema de pintura e requisitos legais, devem ser removidos do ar.
Para a purificação de fluxos de ar de exaustão de secadores, os incineradores recuperativos como, por exemplo, o EcoPure TAR da Dürr, são os mais adequados porque a energia do calor con-tida no gás limpo pode ser reutilizada no processo de secagem.
O oxidador recuperativo EcoPure TAR é utilizado também na purificação do ar de exaustão de cabines de pulverização de tinta, uma vez que, principalmente no processo de pintura, um grande volume de fluxo de ar de exaustão é produzido, o qual tem, porém, baixas cargas de poluentes. O volume do ar de exaustão é forte-mente reduzido para o processo térmico de limpeza posterior. O aumento resultante da concentração de poluentes possibilita uma visível redução de consumo de gás, já que a energia constante nos poluentes também é utilizada na oxidação.
Interruptores de emergência acionados por cabo ZS 91, da Steute.
Como em todos os processos térmicos, o ar de exaustão é aquecido no EcoPure TAR o suficiente para oxidar os hidro-carbonetos, produzindo vapor de água e dióxido de carbono.
O ar poluído é inicialmente pré-aquecido no trocador de calor integrado (recuperativo) através de ar quente. Isso já permite que grande parte do calor de combustão seja recuperada. Quando o ar entra na câmara de combustão, o queimador aquece-o ainda mais e inicia a oxidação dos poluentes, que é completada depois de passar pela câmara de combustão.
A temperatura de saída do ar de exaustão purificado pode ser controlada independentemente da temperatura da câmara de combustão. Através do ponto de funcionamento variável do sistema, a temperatura inicial do TAR pode ser diminuída, por exemplo, em pausas de produção para economizar energia.
O EcoPure TAR economiza significativamente energia de combustível e custos operacionais, leva a melhores níveis de emissão e alcança, através de baixas temperaturas na câmara de combustão, uma vida útil mais longa para o sistema.
Este sistema não só reduz o consumo de energia da planta de pintura em até 30%, mas também oferece vantagens na purifica-ção do ar de exaustão, pois o ar de exaustão do EcoDryScrubber é altamente concentrado e eficientemente filtrado. Com isso o sistema Ecopure KPR de concentração de COV e o EcoPure KPR, adicionalmente instalado, que são empregados para a purificação do ar de exaustão, podem possuir um design muito compacto.
temas de transporte de forma segura como, por exemplo, na indústria de mineração ou em fábricas de reciclagem.
Além dos diferentes sistemas de comutação com até 6 con-tatos, as variantes da série também incluem o interruptor de fim de curso de elevada resistência ES 91 DL e o interruptor de alinhamento de correias ZS 91 SR. Este último vem equipado com uma alavanca ajustável, com capacidade para medir o alinhamento correto das correias de um transportador. Se a correia não fun-cionar numa posição central, será desligada ou será transmitido um sinal de aviso para a sala de controle. Desta forma, podem evitar-se períodos de inatividade prolongados, resultantes de uma correia totalmente carregada ou alinhada de forma errada.
Com o novo ZS 91, a Steute está expandindo a sua gama de interruptores de emergência acionados por cabo para incluir uma série especialmente desenvolvida para aplicações mais exigentes. O seu invólucro é feito de plástico reforçado com fibra de vidro e consegue suportar níveis muito elevados de desgaste mecânico. A alavanca de liberação facilita o seu manuseio e a sua construção melhorada, em conjunto com a mais recente tecnologia de fabricação, permite a aplicação de classes de proteção até a IP 67.
O sistema de comutação possibilita uma integração padroni-zada simples do interruptor de emergência acionado por cabo em circuitos de segurança. O comprimento do cabo pode atingir 2 x 50 m, o que significa que até áreas perigosas mais extensas podem ser equipadas com uma função de parada de emergência rápida e acessível. As funções de segurança adicionais incluem a monitoração integrada do próprio acionamento por cabo, assim como de possíveis rupturas no cabo. Para se visualizar um sinal de parada de emergência, é possível utilizar uma lâmpada de aviso opcional ou uma alavanca indicadora amarela.
O ZS 91 encontra-se em conformidade com a DIN EN 60947-5-5. O interruptor pode ser utilizado para desligar sis-

13Janeiro/Fevereiro 2013 :: Mecatrônica Atual
//notícias
Novos isoladores Ex i para sensores de vibração
A detecção segura de vibração em áreas pe-rigosas aumenta a disponibilidade da fábrica
excelente relação sinal - ruído assegura uma transmissão de sinais de elevada precisão.
Como todos os isoladores ISpac, os módulos estão dis-poníveis como unidades únicas num trilho DIN, com uma alimentação elétrica comum e mensagem de erro coletivo através do acessível pac-Bus, ou em transportadores PAC. Estes transportadores permitem a pré- cablagem das fábri-cas, facilitando, assim, a montagem final ou a readaptação numa data posterior, e assegurando uma instalação sem erros dos isoladores.
A detecção de vibrações problemáticas é virtualmente indispensável na monitoração de estados de fábricas de processamento com peças rotativas. Ao diagnosticar um perigo muito antes da ocorrência da falha, é possível pre-venir encerramentos dispendiosos de fábricas. Geralmente, a detecção de vibração é bem-sucedida significativamente antes da temperatura, velocidade ou medição acústica. A monitoração de estado completa para máquinas também inclui sensores de temperatura, sinais discretos e sinais de 4...20 mA. A gama ISpac de isoladores da R. STAHL oferece aos usuários soluções para todas as combinações possíveis de sinais.
Com o lançamento da nova Série 9147, a R. STAHL ampliou a sua família ISpac de isoladores Ex i e acrescen-tou funções importantes: as unidades de alimentação do transmissor permitem a utilização de sensores de vibração em áreas perigosas. Estes sensores de monitoração de estados de fábricas e máquinas permitem aos usuários detectarem quaisquer danos numa fase primária. A maior parte dos sensores de vibração é desenvolvida com uma classe de proteção de segurança intrínseca (Ex i) e exige a utilização de isoladores.
As novas unidades de alimentação de tipo 9147 suportam uma variedade bastante vasta destes sensores e transmis-sores. Um interruptor rotativo facilmente acessível permite uma configuração rápida e simples. Com uma versão de um ou dois canais, a R. STAHL oferece aos clientes opções versáteis: a versão de dois canais permite aos usuários pouparem 50% de espaço no armário de distribuição, reduzindo, assim, os custos indiretos de instalação. Uma
Incinerador recuperativo EcoPure, da Dürr.

www.mecatronicaatual.com.brVeja no Portal:www.mecatronicaatual.com.br
14 Mecatrônica Atual :: Janeiro/Fevereiro 2013
//notícias
Manutenção e Calibração de Medidores de VazãoA medição de vazão é crítica para o seu processo industrial? Uma
indicação errônea implica em perdas e qualidade do produto final? Como saberemos se o medidor precisa de manutenção? Estas e outras perguntas serão respondidas de forma clara e objetiva para facilitar nas rotinas operacionais e tomadas de decisões de engenheiros e técnicos de instrumentação e qualidade. Esta matéria publicada na edição nº59 esta aberta para todos gratuitamente na página www.mecatronicaatual.com.br/secoes/leitura/1079
Sensor Hall A tecnologia dos Posicionadores InteligentesComentaremos, neste artigo, uma interessante aplicação da Física
no desenvolvimento de Posicionadores Inteligentes de Válvulas, base-ados no Sensor Hall que agregará vários recursos de performance e diagnósticos. Os sensores são dispositivos essenciais para a automação de um modo geral e o leitor poderá ver esta matéria gratuitamente em nosso portal no endereço www.mecatronicaatual.com.br/secoes/leitura/1035
SKF apresenta rolamentos lineares de esferas recirculantes
A SKF está trazendo para o mercado brasileiro os rolamen-tos lineares de esferas recirculantes. Essa linha oferece muitas vantagens e já é considerada uma referência entre os usuários de sistemas lineares.
Os rolamentos lineares de esferas recirculantes da SKF, suas caixas de mancal, unidades e acessórios são componentes mecânicos que podem ser utilizados para montar sistemas de movimentação linear simples e econômicos para uma grande variedade de aplicações.
Recursos do produto:• Intercambialidade de acordo com as normas DIN ISO 1
e ISO 3;• Pré-lubrificação de fábrica;• Alta capacidade de carga;• Excelente solução de vedação;• Sem efeito stick-slip;• Nível baixo de ruído;• Disponível em materiais resistentes à corrosão;• Compensação por desalinhamento do eixo.Benefícios para o usuário:• Maior tempo de funcionamento e produtividade;• Redução dos custos de manutenção e operação;• Alta repetição de processos de produção;• Redução de ruído.Aplicações comuns:• Automação industrial;• Sistemas de manuseio automático;• Máquinas para indústria alimentícia;• Máquinas de corte de madeira;• Centros de usinagem;• Máquinas de embalagem.
Para ter soluções eficientes e econômicas, a companhia investe constantemente em inovações tecnológicas com qua-lidade: uma dessas inovações é a utilização de bucha plástica no lugar de rolamentos que eram completamente metálicos. A SKF substituiu a bucha metálica por uma bucha plástica com pista metálica, mantendo a capacidade de carga e melhorando a vida útil dos rolamentos lineares.
Os rolamentos lineares de esferas recirculantes da SKF fazem parte de uma plataforma de produtos e serviços em mecatrô-nica oferecidos no Brasil. A divisão, recém-inaugurada no País, pretende faturar em torno de R$ 10 milhões a partir de 2015. Por meio da mecatrônica, é possível melhorar a produtividade, desempenho e eficiência de máquinas e equipamentos industriais.
A SKF está presente em setores tão importantes, como os de máquinas-ferramenta, alimentos e bebidas, automotivo, agrícola e petroquímico. “Atuamos no mundo com cera de 500 engenheiros altamente capacitados em mecatrônica. É uma equipe qualificada e especializada em soluções de engenharia avançada. Essa tecno-logia está sendo transferida agora para o Brasil”, explica Paola Jimenez, gerente de Produtos em Mecatrônica.
Rolamento linear de esferas recirculantes.

15Janeiro/Fevereiro 2013 :: Mecatrônica Atual
energia
saiba maisAutomação da Subestação da Usina Termelétrica de Linhares (ES)Mecatrônica Atual 52
Raio de Curvatura Mínimo e Instalações PROFIBUS Mecatrônica Atual 47
Regulação de tensão em sistemas na distribuição de energia elétrica Mecatrônica Atual 40
Gerenciamento de energia elétrica para redução de demanda Mecatrônica Atual 33
F
Um levantamento realizado pela ABRACOPEL – Asso-ciação Brasileira de Conscientização para os Perigos da Eletricidade, com base em notícias divulgadas na internet, mostra que cerca de 300 vidas são ceifadas anualmente no Brasil por descuido, descaso ou desco-nhecimento dos riscos da eletricidade. Acredita-se que os números reais são pelo menos 5 vezes maiores que este, portanto estimamos que cerca de 1500 pessoas perdem suas vidas anualmente devido a eletricidade.
Proteção nas instalações elétricas
Eng. Edson Martinho
alar de proteção é muito complexo, pois proteção só é percebida quando há um risco. No nosso caso, o risco existe e é conhecido em função das inúmeras pessoas que morrem ou são vítimas de acidentes cuja origem é a eletricidade.
É desta proteção que estamos falando. Proteção quanto aos riscos da eletricidade.
O princípio de tudo na proteção é a definição das regras a serem seguidas. Isto significa ter parâmetros para se basear quando for executar um serviço ou adquirir um produto. A segunda etapa é a conscien-tização do usuário, ou seja, para que exista segurança ele deve seguir estes parâmetros.
Dividindo cada uma das etapas, vamos ver como anda o Brasil.
Regras e NormasAs regras são estabelecidas por leis,
regulamentos e normas, e neste quesito o Brasil está bem preparado, pois possui um conjunto invejável de normas, leis e regulamentos que estão se atualizando cons-tantemente. Dentro deste contexto, no item instalações elétricas, temos como exemplo a ABNT NBR14039 – Instalações Elétricas de Média Tensão, a ABNT NBR5410 – Instalações Elétricas de Baixa Tensão e a
NR10 – Regulamentação de Serviços com Eletricidade. Estes são exemplos de algumas normas e regulamentos que definem as regras mínimas de segurança e qualidade.
Somente para ser ter uma ideia, a ABNT NBR5410/2004, que será objeto de nossos artigos, traz no seu objetivo o seguinte texto:
“Esta norma estabelece as condições a que devem satisfazer as instalações elétricas de baixa tensão, a fim de garantir a segurança de pessoas e animais ao funcionamento adequado da instalação e à conservação dos bens”.
Isto já diz tudo! Portanto, para garantir a segurança de uma instalação elétrica de baixa tensão, devemos seguir as premissas da ABNT NBR5410.
Vencida a primeira etapa, a de definir regras, vamos à segunda, que na minha ótica é o ponto falho do Brasil: “A CONS-CIENTIZAÇÃO”.
ConscientizaçãoDe nada adianta definir regras se a
população não as segue. Um exemplo do cotidiano: não adianta ter uma lei que não permite o uso de drogas, se a população não se conscientiza que não se deve usar as drogas. Não adianta ter uma lei que obrigue os ocupantes de um veículo a usar o cinto

16 Mecatrônica Atual :: Janeiro/Fevereiro 2013
energia
de segurança para minimizar os possíveis acidentes, se eles acreditam que o cinto de segurança não ajuda em nada.
Dentro de todos estes cenários, existem apenas duas maneiras de solucionar o pro-blema: ou se faz uma campanha maciça de conscientização, o que acontece no caso do uso de drogas, ou se faz uma fiscalização que aplique multas, como é o exemplo do cinto de segurança.
Mas, vamos focar no assunto proteção, sobretudo o da proteção nas instalações elétricas de baixa tensão. A primeira pro-vidência a ser tomada é utilizar a norma ABNT NBR5410/2004 (versão em vigor) como livro de cabeceira para projetistas, instaladores, reparadores e fiscalizadores, ou seja, todo o serviço que for realizado por estes profissionais, no âmbito de instalação elétrica de baixa tensão, deve estar de acordo com os itens da ABNT NBR5410/2004.
Entretanto, como fica o contratante que opta por realizar o “serviço” sozinho, elimi-nando dispositivos de segurança, ou pior, contratando um “Zé Faísca”, para baratear os custos? Este precisa se conscientizar que está errado, seja por mudança do seu pensamento ou por aplicação de sanções previstas na lei.
Certificação da Instalação Elétrica
Outro ponto muito discutido no meio das instalações elétricas é a sua certificação. Este projeto se encontra há anos tramitando entre Congresso, Câmara, órgãos do governo, entidades e é sempre assunto muito citado em artigos do setor. Infelizmente, ainda se encontra na mesa de alguém, aguardando não se sabe o que, para definir não se sabe o porquê! Este dispositivo é a multa para o cinto de segurança, ou seja, se não estiver correta a instalação, não se liga a energia elétrica.
Desta forma, ou a instalação elétrica é segura ou a energia elétrica é “ilegal”. De qualquer modo, desde 2008 várias entida-des do setor preocupadas com o crescente número de acidentes de origem elétrica criaram a CERTIEL Brasil, uma entidade com o objetivo de “certificar a instalação elétrica” que, atualmente é realizada de forma voluntária, mas esperamos que seja compulsória em breve.
Enquanto a obrigatoriedade não acon-tece, vamos fazendo nosso trabalho de formiguinha.
Voltando à conscientizaçãoO primeiro passo nesta conscientização
é definir quem é quem neste mercado de instalações elétricas. A ABNT NBR5410 apresenta a tabela de nº 18 (nossa tabela 1) que divide e define as competências de cada ser humano em classes e atribui códigos que serão tratados ao longo dos artigos.
A tabela acima acaba de definir as pessoas que podem trabalhar com eletricidade e as pessoas que são somente usuários. Estas, portanto, devem ser objeto dos dispositivos de proteção. Se avaliarmos cada classificação, podemos dizer que o Zé Faísca se enquadra na categoria BA1, portanto não pode exe-cutar serviço de eletricidade.
A ABNT NBR5410/2004 apresenta no item Proteção contra choques elétricos, as definições de elemento condutivo ou parte condutiva, proteção básica, supletiva e adicional, como segue abaixo:
•Elemento Condutivo ou parte condu-tiva: elemento ou parte constituída de material condutor, pertencente ou não à instalação, mas que não é destinada normalmente a conduzir corrente elétrica. – Este é o caso de carcaças de equipamentos, por exemplo.
•Proteção Básica: meio destinado a impedir contato com partes vivas perigosas em condições normais. – Como a própria denominação já diz, é básica, portanto deve sempre ser pro-vida. Como exemplo, podemos citar a isolação dos condutores de energia elétrica (fios e cabos).
•Proteção Supletiva: meio destinado a suprir a proteção contra choques elétricos quando massas ou partes condutivas acessíveis tornam-se aci-dentalmente vivas. – Neste caso devemos garantir que o risco seja detectado e eliminado, ou minimizado.
•Proteção adicional: meio destinado a garantir a proteção contra choques elétricos em situações de maior risco de perda ou anulação das medidas normalmente aplicáveis, de difi-culdade no atendimento pleno das condições de segurança associadas a determinada medida de proteção e/ou, ainda, em situações ou locais em que os perigos do choque elétrico são particularmente graves.
Proteção contra choques elétricos
Vamos discorrer sobre as proteções acima e algumas regras que permitirão além de se construir uma instalação elétrica segura, realizar um trabalho com qualidade, o que deve ser premissa de toda a instalação elétrica e de todo profissional.
Um dos pontos iniciais, que no meu modo de ver é um item importante, tanto para a segurança quanto para a qualidade do serviço executado, diz respeito ao código de cores a ser adotado quando se utiliza condutores (fios e cabos isolados).
A ABNT NBR5410/2004 diz, em 6.1.5.3 - Identificação de componentes, que:
•O condutor neutro, se for isolado, deve ser identificado pela cor AZUL CLARO – (6.1.5.3.1);
•O condutor de proteção (fio terra), quando isolado, deve ser identificado com as cores VERDE / AMARELO, ou simplesmente com a cor VERDE – (6.1.5.3.2);
•O condutor PEN, quando houver e for isolado, deve ser identificado pela cor AZUL CLARO complementado com anilhas VERDE / AMARELO – (6.1.5.3.3).
•Os condutores de fase de uma ins-talação, quando isolados, devem
T1. Tabela nº 18 da ABNT NBR5410 – Competência das pessoas (Fonte: ABNT NBR 5410:2004, p. 30.)
Código Classificação Características Aplicações e exemplosBA1 Comuns Pessoas Inadvertidas -BA2 Crianças Crianças em locais a elas destinados* Creches, escolas
BA3 IncapacitadasPessoas que não dispõem de completa capacida-de física ou intelectual (idosos, doentes)
Casas de repouso, unida-des de saúde
BA4 Advertidas
Pessoas suficientemente informadas ou supervi-sionadas por pessoas qualificadas, de tal forma que lhes permitam evitar os perigos da eletricida-de (pessoa de manutenção e/ou operação)
Locais de serviço elétrico
BA5 Qualificadas Pessoas com conhecimento técnico ou experi-ência tal que lhes permitam evitar os perigos da eletricidade (engenheiros, técnicos)
Locais de serviço elétrico fechados
* Esta classificação não se aplica necessariamente a locais de habilitação.

17Janeiro/Fevereiro 2013 :: Mecatrônica Atual
energia
atender o código de cores, exceto as cores definidas para Neutro, Proteção (terra) e PEN.
Observe que um detalhe, muitas vezes simples, pode fazer a diferença em uma instalação elétrica, sendo objeto de quali-dade da instalação e ao mesmo tempo item de segurança, pois com a identificação das cores, qualquer profissional que for realizar uma manutenção saberá identificar qual condutor é fase, neutro ou condutor-terra, evitando assim uma confusão que possibi-lita uma inversão na hora de ligar circuitos novos, colocando em risco a instalação, os equipamentos e também os usuários.
Falando ainda de identificação, há uma determinação para identificar os dispositivos de manobra, comando e proteção, com placas, etiquetas ou outros meios adequados, de modo a permitir que os usuários possam saber a função de cada dispositivo e a qual circuito pertence (6.1.5.4). Esta medida garante a segurança do usuário em saber que o dispositivo de proteção de um circuito, por exemplo, um determinado disjuntor na caixa de distribuição da casa, atende a iluminação de um cômodo e está seccionado. Entretanto, o seccionamento de um dispositivo de proteção não garante a desenergização.
O capítulo 5 da ABNT NBR5410 define o nosso assunto “PROTEÇÃO PARA GA-RANTIR SEGURANÇA” . Este capítulo é dividido em 5 sub-itens assim distribuídos e usando o termo proteção em todos:
•Proteção contra choques elétricos;•Proteção contra efeitos térmicos;•Proteção contra sobrecorrentes;•Proteção contra sobretensões e per-
turbações eletromagnéticas•Proteção contra quedas e falta de
tensões.Há mais um subcapítulo que trata sobre
Seccionamento e Comando, que também versa sobre proteção.
Se avaliarmos a norma em seu capítulo 5.1 – Proteção contra choques elétricos e verificarmos seu princípio fundamental, veremos que os dois destaques são: Partes vivas perigosas não devem ser acessíveis e Massas ou partes condutivas acessí-veis não devem oferecer perigo, seja em condições normais, seja, em particular, em caso de alguma falha que as tornem acidentalmente vivas.
Traduzindo em miúdos, significa que todas as partes vivas - já definidas ante-
riormente – não devem ser acessadas por pessoas, exceto pelo uso de ferramentas ou destruição do isolamento ou da barreira, e também que partes metálicas que não são vivas, mas podem vir a se tornar por uma falha ou acidente, devem ser alvo de proteção.
Como medida de proteção contra o acesso a partes vivas, há a isolação básica. Por exemplo: uma das coisas que a população já sabe é que fio desencapado, sem isolação, dá choque e, portanto, não deve ser tocado, mas uma criança ou um animal não sabem disso. Deste modo, é necessário observar se todos os fios estão devidamente isolados de maneira adequada, ou seja, com suas capas originais de fábrica, ou em caso de necessidade, se o restabelecimento da isolação foi realizado com fitas isolantes adequadas, normalizadas e em perfeito estado, o que significa que não podem ser usados produtos como fita crepe, fita durex ou outros materiais que não são concebidos para este fim.
Outro item de segurança também muito importante ao projetista e instalador quando da escolha ou orientação do seu cliente, diz respeito ao quadro de distribuição, tomadas, interruptores e soquetes de lâmpadas. Estes dispositivos, incluindo o quadro de distri-buição, devem possuir barreiras, obstáculos, proteção etc., de modo que o usuário não tenha como colocar a mão ou mesmo o dedo nos barramentos, conexões ou condutores que compõem o circuito.
Portanto, como já citei anteriormente, na hora de comprar, especificar ou aconse-lhar a compra de quadros de distribuição e componentes de uma instalação elétrica, como tomadas, interruptores e soquetes, lembre-se que deverá possuir barreiras para que o usuário não acesse as partes vivas.
Proteção contra choques por uso de SELV ou PELV
Sistema de extra baixa tensão que tem a característica de ser separado eletricamente da terra e de outros sistemas, de tal modo que a ocorrência de uma única falha não coloque as pessoas em risco de choque elétrico. Este tipo de proteção é conhecido como SELV, do termo original em inglês Separated Extra-Low Voltage. Outra maneira é por meio do sistema de extra baixa tensão, porém não eletricamente separado da terra, conhecido como PELV, também do termo inglês Protected Extra-Low Voltage, onde os demais requisitos são idênticos ao SELV.
Estes dois conceitos são normalmente empregados em situações onde o risco de choque elétrico é grande, como é o caso de iluminação de piscinas, banheiras, áreas de estacionamentos externos, como campings etc. Este conceito reduz a tensão até próximo da tensão de contato limite, ou seja, 50 V na condição menos severa podendo chegar a 12 V em condições de extremo risco, como é o caso de piscinas e banheiras.
Uma série de requisitos deve ser levada em consideração na definição das fontes SELV ou PELV, e estão listadas no capítulo 5 da ABNT NBR5410/04, porém não vamos entrar em detalhes neste assunto.
Outro item que aparece na ABNT NBR5410/04 em definições de proteção contra choques elétricos é o DISPOSITI-VO DE PROTEÇÃO À CORRENTE DIFERENCIAL RESIDUAL, conhecido no mercado como DR simplesmente, mas por definição pode ser chamado de RCD, Dispositivo Diferencial, ou Dispositivo Diferencial Residual. Trata-se de um com-ponente da instalação elétrica com a função de seccionar o circuito, ou seja, interromper a passagem da corrente elétrica, toda vez que a corrente diferencial - residual atinja um valor acima do valor especificado.
O DR é dividido em duas categorias, de alta sensibilidade (de 7 a 30 mA de sen-sibilidade) e de baixa sensibilidade (de 100 a 3000 mA). Cada um tem sua função: o DR de baixa sensibilidade protege contra incêndios, causados por falhas na isolação e será objeto de um outro artigo; o DR de alta sensibilidade é um item de muita importância no que diz respeito a proteção contra choques elétricos, pois na lingua-gem popular, supervisiona as condições da instalação elétrica quanto ao perigo de choque elétrico e atua quando uma falha acontece, fazendo com que a situação de perigo seja eliminada.
O funcionamento de um DR não é tão complexo, podemos dizer que ele é o super-visor da 1ª lei de Kirchoff, conhecida como a LEI DOS NÓS, que afirma que: a soma das correntes que chegam a um dado ponto de um circuito é igual à soma das correntes que dele partem, ou seja, que a soma algébrica das correntes em um ponto do circuito é nula.
O DR possui em seu interior um toroide que envolve os condutores fase e neutro de um circuito, e ficam a todo instante verificando se não há uma diferença entre

18 Mecatrônica Atual :: Janeiro/Fevereiro 2013
energia
Como pudemos ver, a proteção con-tra choques elétricos requer uma série de requisitos, que devem ser previstos, ou implementados em uma reforma.
Equipotencialização como proteção contra choques elétricos
É fato que o choque elétrico ocorre devido a uma diferença de potencial entre duas partes, gerando uma corrente elétrica que ao passar pelo corpo humano pode levar ao óbito. Mas antes de falar de equi-potencialização propriamente dita, vamos a alguns conceitos para entender o porquê devemos equipotencializar algo:
•Tensão de contato: Tensão que pode aparecer acidentalmente por falha de isolação entre duas partes simultaneamente acessíveis;
•Tensão de Toque: Tensão estabelecida entre mãos e pés causada pelo toque em um equipamento com tensão de contato;
•Tensão de passo: Uma corrente descarregada para o solo eleva o potencial em torno do eletrodo de aterramento formando um gradiente (distribuição) de queda de tensão com ponto máximo junto ao eletrodo e diminuindo quanto mais se afasta.
O termo EQUIPOTENCIALIZAÇÃO é apresentado na norma ABNT NBR5410 versão 2004 no item 3.3.1 e possui a seguinte definição: Procedimento que consiste na in-terligação de elementos especificados, visando obter a equipotencialização necessária para os fins desejados. Por exemplo, a própria rede de elementos interligados resultante.
Uma nota logo abaixo do item acima cita o seguinte: A equipotencialização é um recurso usado na proteção contra choques elétricos e na proteção contra sobretensões e perturbações eletromagnéticas. Uma determi-nada equipotencialização pode ser satisfatória para a proteção contra choques elétricos, mas insuficiente sob o ponto de vista da proteção contra perturbações eletromagnéticas.
Diante dos conceitos apresentados acima, vamos tentar traduzir o sentido de equipo-tencialização. Equipotencializar é deixar tudo no mesmo potencial, ou seja, fazer com que sejam eliminadas as tensões de contato, toque e passo, através de uma interligação de baixa impedância. Na prática, isso não é tão fácil assim, o que ocorre é que com a
F1. Dispositivo de proteção DR.
as correntes que “entraram” e correntes que “saíram” de um ponto. Caso a diferença seja maior que o valor limite escolhido para o DR, este dispositivo secciona o circuito automaticamente (figura 1).
Exemplificando: em um circuito que atenda às tomadas de um chuveiro elétrico protegidas por um DR, se ocorrer uma falha na isolação deste chuveiro que possa colocar em risco a integridade das pessoas e animais, o circuito será desconectado auto-maticamente e em uma velocidade tal que, mesmo que uma pessoa esteja usufruindo deste circuito, não sofra danos.
O DR de alta sensibilidade é considerado e reconhecido como proteção adicional con-tra choques elétricos (definido no capítulo 2 da ABNT NBR5410/2004), ou seja, ele deve ser o meio de proteção que atuará na ocorrência de falha da proteção básica e da proteção suplementar, ou mesmo em caso de descuido do usuário. Como é um dispositivo que tem a função suplementar, NÃO pode ser usado como única medida de proteção contra choques elétricos e NÃO dispensa o uso das medidas de proteção básica e suplementar.
Apesar de ser um dispositivo de proteção complementar, o uso do DR de alta sensibi-lidade é obrigatório, independentemente do esquema de aterramento, em circuitos que atendam os seguintes casos (5.1.3.2.2), além dos casos previstos no capítulo 9:
•Os circuitos que sirvam a pontos de utilização situados em locais contendo banheira ou chuveiro (ver 9.1);
•Os circuitos que alimentem tomadas de corrente situadas em áreas externas à edificação;
•Os circuitos de tomadas de corrente situadas em áreas internas que pos-
sam vir a alimentar equipamentos no exterior;
•Os circuitos que, em locais de habi-tação, sirvam a pontos de utilização situados em cozinhas, copas-cozinhas;
•Lavanderias, áreas de serviço, gara-gens e demais dependências internas molhadas em uso normal ou sujeitas a lavagens;
•Os circuitos que, em edificações não residenciais, sirvam a pontos de tomada situados em cozinhas;
•Copas-cozinhas, lavanderias, áreas de serviço, garagens e, no geral, em áreas internas molhadas em uso normal ou sujeitas a lavagens.
Algumas condições prescritas na ABNT NBR5410/04 isentam a aplicação do DR. São elas:
•A exigência do uso de DR não se aplica a circuitos ou setores da ins-talação concebidos em esquemas de aterramento IT, visando garantir a continuidade do serviço.
•Pontos de alimentação de iluminação posicionados a uma altura igual ou superior a 2,5 metros.
•Quando o risco de desligamento de congeladores, por atuação intempestiva da proteção, associado à hipótese de au-sência prolongada de pessoas, significar perdas e/ou consequências sanitárias relevantes. Neste caso, recomenda-se que as tomadas que atendam a estes equipamentos sejam protegidas por DR de alta sensibilidade e imunidade a perturbações transitórias, garantindo seletividade entre os dispositivos DR a montante. Caso não seja usado DR nestes circuitos, pode-se usar separação elétrica individual.

equipotencialização se minimizam os poten-ciais entre duas ou mais partes, reduzindo assim as tensões perigosas que podem causar acidentes com choques elétricos.
A equipotencialização deve ser aplicada em todas as edificações como cita o item 5.1.2.2.3.2 da ABNT NBR5410/2004: “Em cada edificação deve ser realizada uma equipotencialização principal. E complementa com os itens: 5.1.2.2.3.3 – Todas as massas da instalação situadas em uma mesma edificação, devem estar vinculadas a equipotencialização principal da edificação e, desta forma, a um mesmo e único eletrodo de aterramento - 5.1.2.2.3.4 – Massas simultaneamente acessíveis devem estar vinculadas a um mesmo eletrodo de aterramento”.
Com os itens acima podemos chegar à seguinte conclusão, todas as partes metálicas e não energizadas de uma edificação devem ser equipotencializadas de forma a não ofe-recer perigo aos usuários. Partes metálicas estas que são enumeradas no item 6.4.2.1.1 como podemos ver:
•Em cada edificação deve ser realizada uma equipotencialização principal, reunindo os seguintes elementos:
•Armaduras de concreto e outras estruturas metálicas da edificação;
•Tubulações de água, gás, esgoto, ar condicionado, vapor, bem como os elementos estruturais a elas associados;
•Condutores metálicos das linhas de energia e de sinal que entram e/ou saem da edificação;
•Blindagens, armações, coberturas e capas metálicas de cabo de linhas de energia e de sinal que entram e/ou saem da edificação;
•Condutores de proteção das linhas de energia e de sinal que entram e/ou saem da edificação;
•Os condutores de interligação pro-venientes de outros eletrodos de aterramento porventura existentes, ou previstos no entorno da edificação;
•O condutor neutro da alimentação elétrica, salvo se não existir ou se a edificação tiver que ser alimentada, por qualquer motivo, em esquema TT ou IT;
•Os condutores de proteção principal da instalação elétrica (interna) da edificação.
Esta equipotencialização principal deve reunir todas as formas de aterramento em
um único ponto, denominado BEP – Bar-ramento de Equipotencialização Principal. Vale lembrar que o termo barramento significa somente uma via de ligação e não necessariamente deve ser constituído de uma barra, podendo ser uma chapa, um cabo, conectores etc. Para efeito de apresentação é aconselhável que se use uma barra de cobre com pontos de interligação, pois além de apresentável, ainda contribui para a melhor visualização e inspeção.
É possível que haja vários barramentos de equipotencialização em uma edificação reunindo parcialmente os diversos siste-mas, estes barramentos são chamados de BEL – Barramento de Equipotencialização Suplementar ou Barramento de Equipoten-cialização Local. Neste caso os BELs devem ser interligados ao BEP, constituindo assim uma equipotencialização completa.
A equipotencialização aparece também na NR-10, no item 10.5.1-d, do capítulo 10.5 – Segurança nas instalações elétricas desener-gizadas, e 10.5.1, que versa sobre a liberação do trabalho de uma instalação desenergizada, que só é considerada desenergizada depois que atender uma série de requisitos e entre eles está a equipotencialização: instalação de aterramento temporário com equipo-tencialização dos condutores do circuito. Ou seja, depois de constatado que não há tensão, deve ser instalado um conjunto de condutores que farão a equipotencialização do potencial de todas as partes metálicas no ponto de trabalho, garantindo assim ao trabalhador que este não será vitima de tensões perigosas.
ConclusãoO objetivo deste artigo foi trazer uma
breve explanação sobre os itens de proteção contra acidentes de eletricidade com base na norma de instalações elétricas de baixa tensão ABNT NBR 5410/2004. Podemos observar com esta pequena introdução que o Brasil não possui problemas de regras, normas, regulamentos ou legislação para estabelecer a segurança, mas sim da cul-tura enraizada do baixo investimento em segurança, sobretudo a que diz respeito ao uso e ao trabalho com eletricidade. É importante disseminar este assunto junto à comunidade e parceiros para que seja um fator de mudanças futuras.
MA

20 Mecatrônica Atual :: Janeiro/Fevereiro 2013
conectividade
saiba maisProfibus Mecatrônica Atual 44
Protetor de Transientes em redes Profibus Mecatrônica Atual 45
Algumas dicas de soluções para problemas no Profibus-DP Mecatrônica Atual 52
Entendendo as Reflexões em Sinais Profibus Mecatrônica Atual 50
PROFIBUS-DP/PA – ProfiSafe, Profile for Failsafe Technology.
OInvestimentos em equipamentos de processo têm nor-malmente grandes ciclos de vida em relação a quaisquer outros bens industriais. Fieldbus em áreas de risco exige uma atenção especial com relação à proteção contra explosões. Restrições de energia limitam a quantidade de equipamentos que a rede pode utilizar, dificultando o projeto de algumas instalações. Este artigo mostra as características do protocolo de rede Profibus e como o padrão FISCO, troncos de alimentação (power trunks), barreiras e Reconhecimento de Arco Dinâmico e de Terminação (DART) podem auxiliar em projetos de instalação
Características do ProtocoloPROFIBUS esua utilização emáreas classificadas
Luis Antonio Tonielo Ferracini
PROFIBUS é um padrão de rede de campo aberto e independente de fornecedores, onde a interface entre eles permite uma ampla aplicação em processos e manufatura [1]. Esse padrão é garantido segundo as normas EN 50170 e EN 50254. Estabelecido com a IEC 61158, ao lado de mais sete outros fieldbuses. A IEC 61158 está dividida em sete partes, nomeadas 61158-1 a 61158-6, nas quais estão as especificações segundo o modelo OSI. Nessa versão houve a expansão que incluiu o DPV-2, protocolo cujo desen-volvimento procurou e procura a redução de custos, flexibilidade, confiança, orientação ao futuro, atendimento às mais diversas aplicações, interoperabilidade e múltiplos fornecedores.
Hoje, estima-se em mais de 20 milhões de nós instalados com tecnologia PROFIBUS e mais de 1000 plantas com tecnologia PRO-FIBUS PA. São 24 organizações regionais (RPAs) e 33 Centros de Competência em PROFIBUS (PCCs), localizados estrate-gicamente em diversos países, de modo a oferecerem suporte aos seus usuários, inclusive no Brasil, junto à Escola de Engenharia de São Carlos-USP, onde existe o único PCC da América Latina.
[1] Descrição Técnica PROFIBUS.
[2] Material de treinamento SMAR Profibus, 2003, César Cassiolato.
[3] Revista Controle & Instrumentação – Edição nº 122 – 2006.
[4] U. S. Patents Documents – Patent Number 51388543, AT&T Bell Laboratories, Murray Hill, NJ.
[5] ARC WHITE PAPER - By ARC Advisory Group - FEBRUARY 2011 - DART Ushers in the Next Generation of Intrinsic Safety
IEC 61508 – Functional safety of electrical/electronic/programmable electronic safety-related systems.

21Janeiro/Fevereiro 2013 :: Mecatrônica Atual
conectividade
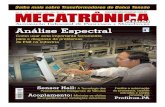
F1. Comunicação Industrial Profibus.
F2. Comunicação Mestre-Escravo.
Em termos de desenvolvimento, vale a pena lembrar que a tecnologia é estável, porém não é estática. As empresas-membros do PROFIBUS international estão sempre reunidas nos chamados Work Groups, atentas às novas demandas de mercado e garantindo novos benefícios com o advento de novas características. A capacidade de comunicação entre dispositivos e o uso de mecanismos padronizados, abertos e transparentes são componentes indispensáveis no conceito de automação de hoje. A comunicação expande--se rapidamente no sentido horizontal, nos níveis inferiores ( field level), assim como no sentido vertical integrando todos os níveis hierárquicos de um sistema. De acordo com as características da aplicação e do custo má-ximo a ser atingido, uma combinação gradual de diferentes sistemas de comunicação, tais como: Ethernet, PROFIBUS, AS-Interface e Devicenet, oferece as condições ideais de redes abertas em processos industriais.
Outra característica importante é que os dados são transmitidos ciclicamente, de uma maneira extremamente eficiente e rápida.
No nível de campo, a periferia distri-buída com: módulos de E/S, transdutores, acionamentos (drives), válvulas e painéis de operação trabalham em sistemas de automa-ção, via um eficiente sistema de comunicação em tempo real, o PROFIBUS DP ou PA, conforme exemplificado na figura 1. A transmissão de dados do processo é efetuada ciclicamente, enquanto alarmes, parâmetros e diagnósticos são transmitidos somente quando necessário, de maneira acíclica.
No nível de célula, os controladores programáveis como os CLPs e os PCs, comunicam-se entre si, requerendo, dessa maneira, que grandes pacotes de dados sejam transferidos em inúmeras e poderosas funções de comunicação. Além disso, a integração eficiente aos sistemas de comu-nicação corporativos existentes, tais como: Intranet, Internet e Ethernet, são requisitos absolutamente obrigatórios. Essa necessidade é suprida pelos protocolos PROFIBUS FMS e PROFINet.
A conexão dos transmissores, conversores e posicionadores em uma rede PROFIBUS DP é feita por um coupler DP/PA. O par trançado a dois fios é utilizado na alimen-tação e na comunicação de dados para cada equipamento, facilitando a instalação e resultando em baixo custo de hardware e menor tempo para iniciação.
O protocolo é baseado no modelo de comunicação de redes OSI (Open System Interconnection). Somente os níveis 1 e 2, e ainda o nível 7 no FMS, são implementados por razões de eficiência.
A arquitetura e a filosofia do protocolo PROFIBUS asseguram a cada estação envol-vida nas trocas de dados cíclicos, um tempo suficiente para a execução de sua tarefa de comunicação dentro de um intervalo de tempo configurável. Para isso, utiliza-se do procedimento de passagem de “token”, usado por estações-mestres do barramento ao comunicar-se entre si, e do procedimento
mestre-escravo para a comunicação com as estações escravas, conforme ilustra a figura 2. O procedimento mestre-escravo possibilita ao mestre que esteja ativo (o que possui o “token”) acessar os seus escravos (através dos serviços de leitura e escrita).
A mensagem de “token” (um frame es-pecial para a passagem de direito de acesso de um mestre para outro) deve circular, sendo uma vez para cada mestre dentro de um tempo máximo de rotação definido. No PROFIBUS o procedimento de passagem do “token” é usado somente para comunicações entre os mestres, conforme exibe a figura 3.

22 Mecatrônica Atual :: Janeiro/Fevereiro 2013
conectividade
Tipos de dispositivosCada sistema pode conter três tipos
diferentes de dispositivos:
Mestres (Masters)São os elementos responsáveis pelo
controle do barramento. Podem ser de duas classes:
•Mestre DP Classe 1: Responsável pelas operações cíclicas (leitura/escrita) e controle das malhas abertas e fechadas do sistema de controle/automação (CLP).
•Mestre DP Classe 2: Responsável pelos acessos acíclicos dos parâmetros e funções dos equipamentos PA (estação de engenharia ou estação de operação: Simatic PDM ou CommuwinII ou Pactware).
EscravoUm escravo é um dispositivo periférico,
tal como: dispositivos de I/O, atuadores, IHM, válvulas, transdutores, dispositivos que têm somente entrada, somente saída ou uma combinação de entradas e saídas. Aqui, ainda pode-se citar os escravos PA, uma vez que são vistos pelo sistema como se fossem escravos DP. A quantidade de informação de entrada e saída depende do
tipo de dispositivo, sendo que se permite até 244 bytes de entrada e 244 bytes de saída.
Acopladores (Couplers)São dispositivos utilizados para traduzir
as características físicas entre o PROFIBUS DP e o PROFIBUS PA (H1: 31,25 kbits/s). Principais características:
•São transparentes para os mestres (não possuem endereço físico no barramento).
•Atendem aplicações seguras (Ex) e (Non-Ex) (no decorrer do artigo, daremos maior atenção) definindo e limitando o número máximo de equipamentos em cada segmento PA. O número máximo de equipa-mentos em um segmento depende, entre outros fatores, da somatória das correntes quiescentes, de falhas dos equipamentos (FDE) e distâncias envolvidas no cabeamento.
•Podem ser alimentados até 24 Vdc, dependendo do fabricante e da área de classificação.
•Podem trabalhar com as seguintes taxas de comunicação, dependendo do fabricante: P+F (93,75 kbits/s e SK2: até 12 Mbits/s) e Siemens (45,45 kbits/s).
TopologiasEm termos de topologia, pode-se ter
as seguintes distribuições: estrela (figura 4), barramento (figura 5) e ponto a ponto (figura 6), além de anel. O protocolo tam-bém permite a utilização de equipamentos em redundância.
Principais variantes do protocoloO PROFIBUS, em sua arquitetura, está
dividido em três variantes principais:
Profibus DPO PROFIBUS DP é a solução de alta
velocidade (high speed) do PROFIBUS. Seu desenvolvimento foi otimizado especialmente para atender as comunicações entres os sistemas de automações e equipamentos descentralizados. Voltada para sistemas de controle, onde se destaca o acesso aos dispositivos de I/O distribuídos. Utiliza-se do meio físico RS 485, ou de fibra ótica. Disponível em três versões: DP-V0 (1993), DP-V1 (1997) e DP-V2 (2002). A origem de cada versão aconteceu de acordo com o avanço tecnológico e a demanda das apli-cações exigidas ao longo do tempo.
Meio Físico Profibus DP – RS 485A transmissão RS 485 é a tecnologia de
transmissão utilizada no PROFIBUS DP, embora a fibra ótica possa ser usada em casos de longas distâncias (maior do que 80 km). Seguem as principais características:
•Transmissão Assíncrona NRZ.•Baud rates de 9,6 kBit/s a 12 Mbit/s,
selecionável.•Par trançado com blindagem.•32 estações por segmento; máximo
127 estações.•Distância dependente da taxa de
transmissão (tabela 1).•12 Mbit/s = 100 m; 1,5 Mbit/s = 400
m; < 187,5 kbit/s = 1000 m.•Distância expansível até 10 km com
o uso de repetidores.•Conector tipo D-sub, 9 pin.Veja a tabela 1.Normalmente se aplica em áreas envol-
vendo alta taxa de transmissão, instalação simples a um custo baixo. A estrutura do barramento permite a adição e remoção de estações sem influência em outras estações, com expansões posteriores sem nenhum efeito em estações que já estão em operação. Uma vez configurado, o sistema utiliza
F3. Comunicação Multi-Mestre.
Características
Baud rate (kbit/s) 9,6 19,2 93,75 187,5 500 1500 2000
Comprimento / Segmento (m) 1200 1200 1200 1000 400 200 100
T1. Comprimento em função da velocidade de Transmissão com cabo tipo A.

23Janeiro/Fevereiro 2013 :: Mecatrônica Atual
conectividade
apenas uma taxa de transmissão para todos os dispositivos no barramento. Há necessi-dade da terminação ativa no barramento no começo e fim de cada segmento, conforme mostra a figura 7, sendo que, para manter a integridade do sinal de comunicação, ambos terminadores devem ser energizados.
Profibus FMSO PROFIBUS-FMS provê ao usuário
uma ampla seleção de funções, quando comparado com as outras variantes. É a solução de padrão de comunicação universal que pode ser usada para resolver tarefas com-plexas de comunicação entre CLPs e DCSs. Essa variante suporta a comunicação entre sistemas de automação, assim como a troca de dados entre equipamentos inteligentes, e é geralmente utilizada em nível de controle. Recentemente, pelo fato de ter como função primária a comunicação mestre-mestre (peer-to-peer), vem sendo substituída por aplicações em Ethernet.
Profibus PAO PROFIBUS PA é a solução PROFIBUS
que atende os requisitos da automação de processos, onde se tem a conexão de sistemas de automação e sistemas de controle de processo com equipamentos de campo, tais como: transmissores de pressão, temperatura, conversores, posicionadores, etc.
Existem vantagens potenciais da utiliza-ção dessa tecnologia, onde resumidamente destacam-se as vantagens funcionais, como por exemplo, tratamento de status das variáveis, sistema de segurança em caso de falha, autodiagnose, integração com controle discreto em alta velocidade, etc. Permite utilização em áreas intrinsecamente seguras. O PROFIBUS PA permite a manutenção “a quente”.
Foi desenvolvido em cooperação com os usuários da Indústria de Controle e Proces-so (NAMUR), satisfazendo as exigências especiais dessa área de aplicação:
•Interoperabilidade entre equipamentos de diferentes fabricantes;
•Adição e remoção de estações de barramentos mesmo em áreas intrin-secamente seguras, sem influência para outras estações;
•Uma comunicação transparente através dos acopladores do segmento entre o barramento de automação do processo PROFIBUS PA e o
F4. Topologia em Estrela.
F5. Topologia em Barramento.
F6. Topologia Ponto a ponto.

24 Mecatrônica Atual :: Janeiro/Fevereiro 2013
conectividade
barramento de automação industrial PROFIBUS-DP;
•Alimentação e transmissão de dados sobre o mesmo par de fios, baseadas na tecnologia IEC 61158-2;
•Uso em áreas potencialmente explosi-vas intrinsecamente segura” ou “sem segurança intrínseca”.
O PROFIBUS PA se baseia no padrão IEC61158, que é a Camada Física com transmissão síncrona, codificação Man-chester em 31,25 Kbits/s (modo tensão), também conhecida como H1. Permite uma integração uniforme e completa entre todos os níveis da automação e as plantas das áreas de controle de processo. As opções e os li-mites de trabalho em áreas potencialmente explosivas foram definidos segundo o modelo FISCO (Fieldbus Intrinsically Safe Concept).
A tabela 2 mostra algumas características do IEC 61158-2.
Instalações em áreas classificadas
O que é uma área classificada?Segundo [3], uma área classificada é um
local ou ambiente sujeito à probabilidade da formação (ou existência) de uma atmosfera
F8. Circuito Barreira Zener
explosiva caracterizada pela presença normal (ou eventual) de:
•Gases ou vapores inflamáveis;•Poeira ou fibras inflamáveis.
Como áreas classificadas devem ser tratadas?
Instalando equipamentos elétricos apro-priados, conhecidos como “à prova de explosão (Exd)”, “segurança aumentada (Exe)”, “segurança intrínseca (Exia/b)”, “pressurizados (Exp)”, etc.
Segurança intrínseca/barreira de segurança intrínseca
Os instrumentos com proteção baseada em segurança intrínseca têm o excesso de energia elétrica na forma de tensão e corrente, limitado através da inserção de dispositivos limitadores de energia, conhecidos como barreiras de segurança intrínseca, nos seus circuitos. Pode-se dizer que um circuito intrinsecamente seguro possui três com-ponentes básicos: o dispositivo de campo a ser instalado na área de risco, a barreira de segurança intrínseca e a fiação de campo envolvida. Essa limitação de energia é ne-cessária de modo que não sejam produzidas superfícies aquecidas e centelhas elétricas, e
caso ocorra, não haverá energia suficiente para ignição de mistura inflamável. Para manter a segurança é de fundamental importância que esses níveis de tensão e corrente não sejam excedidos em condições normais, ou até mesmo de falha. Para proteger o sistema de segurança intrínseca numa área de risco, um dispositivo limitador de energia deve ser instalado.
Este dispositivo é conhecido como barreira ou sistema de segurança intrínseca associado. Sob condições normais, o dispositivo é passivo e permite ao sistema de segurança funcionar normalmente. Sob condições de falta, ele protege o circuito de campo, prevenindo que o excesso de corrente e tensão atinja a área de risco. Existem alguns tipos de barreira de segurança intrínseca, vide figuras 8 e 9.
Barreira ZenerPode-se observar que existem três com-
ponentes na barreira que limitam corrente e tensão: um resistor, pelo menos dois diodos zener (se um queimar, o outro atua) e um fusível. O resistor limita a corrente ao valor específico conhecido como corrente de curto-circuito. Os diodos zener limitam a tensão ao valor referenciado como tensão de circuito aberto. O fusível abre quando o diodo conduz, abrindo o circuito e evitando a queima do diodo, bem como a transferência de qualquer excesso de tensão à área de risco.
Barreira Isolação GalvânicaOutro tipo de barreira de isolação é
construído com transformadores para a isolação elétrica entre os meios seguro e não seguro. Este tipo de construção faz com que não haja necessidade da conexão com o terra, reduzindo custos de instalação e manutenção. Permitem a conversão dos sinais em corrente e tensão. Não necessita
Características Meio físico de acordo com a IEC61158-2, varia NTE H1
Taxa de comunicação 31,25 kbits/s
Cabo Par trançado com blindagem
Topologia Barramento, árvore/estrada, ponto a ponto
Alimentação Via barramento ou externa 9 - 32Vdc em área Non Ex
Segurança Intrínseca Possível (FISCO)
Número de equipamentos Máximo: 32 (non-Ex) por canal
Explosion Group IIC: 9
Explosion Group IIB: 23
Cabeamento Máximo 1900 m, expansível a 10 km com 4 repetidores
Máximo comprimento de spur 120 m/spur
Sinal de comunicação Codificação Manchester, com modulação corrente
T2. Características de transmissão da tecnologia IEC61158-2.
F7. Cabeamento e terminação para transmissão RS 485 no Profibus.

25Janeiro/Fevereiro 2013 :: Mecatrônica Atual
conectividade
de invólucros especiais, cabos armados ou conexões especiais. Permanece segura mesmo na presença de falha. [4]
FISCOCom a demanda por uma quantidade
maior de equipamentos em um barramen-to fieldbus intrisecamente seguro, o PTB (Physikalisch Technische Bundesanstalt, Instituto Alemão de Ciência e Tecnologia) executou testes rigorosos e chegou a um modelo que atende às altas demandas de consumo, o FISCO (Fieldbus Intrinsically Safe Concept).
Este conceito está de acordo com os padrões internacionais de segurança intrín-seca (EN50020 e IEC 60791-11, Classe I, Divisão 1, de acordo com os padrões ame-ricanos), onde deve existir uma única fonte de alimentação ativa por sistema e todos os nós são passivos e possuem indutância e capacitância internas desprezíveis (Li=10 mH, Ci=5 nF). Além disso, em termos de cabeamento, vários tipos são permitidos sendo que se tem comprimento máximo de 1000 m, com terminação nas duas extremidades e, equipamentos de campo, assim como fonte de alimentação, devem estar de acordo com o FISCO. Acompanhe no box 1.
DART (Dinamic Arc Recognition and Termination)
Tecnologia revolucionária desenvolvida pela Pepperl-Fuchs, introduzida em 2010, é considerada um marco em relação a equi-pamentos destinados a utilização em áreas seguras. Tecnologia que elimina o problema de limite de potência a ser utilizado por equipamentos instalados em áreas de se-gurança intrínseca através da utilização de uma nova abordagem. O conceito permite a utilização de uma quantidade maior de energia em áreas seguras, enquanto man-tém as limitações de segurança através de uma desconexão rápida do circuito. Veja as figuras 10 e 11.
A tecnologia consiste em monitorar os resultados das mudanças da corrente di/dt e rapidamente desligar o circuito, conforme observado em [5]. Dentro de apenas alguns microssegundos, a energia do sistema elétrico é reduzida para um nível seguro, eliminando um pico de energia necessária para acender os gases perigosos. Essa mudança no di/dt, felizmente é muito característica, isto faz com que ela seja facilmente detectada.
F9. Modelo de circuito elétrico da barreira por isolação galvânica.
F10. Ilustração mostrando início do distúrbio em um sistema sem uso do DART.
F11. DART monitora a corrente de curto (di/dt) e desliga o circuito na fase crítica do distúrbio.

26 Mecatrônica Atual :: Janeiro/Fevereiro 2013
conectividade
Requisitos do FISCO
O modelo FISCO tem as seguintes restrições:a) Cada segmento deve possuir um único
elemento ativo (fonte de alimentação) no barramento de campo,localizado na área não classificada;
b) Os demais equipamentos na área classifi-cada são passivos (escravos);
c) Cada equipamento de campo deve ter um consumo quiescente mínimo de 10 mA;
d) Em áreas Ex ia e Ex ib, o comprimento máximo do barramento deve ser 1000 m;
e) Derivações individuais devem ser limita-das a 30 m;
f) Deve-se utilizar 2 terminadores ativos no barramento principal, um no início e um no fim do barramento;
g) Deve-se utilizar transmissores e barrei-ras/fontes aprovadas pelo FISCO;
h) Os cabos (sem restrições para cabea-mento até 1000 m) devem possuir os seguintes parâmetros.:- R´:15 a 150 Ω/km;- L´: 0,4 a 1 mH/km;- C´: 80 a 200 nF/km.;- Cabo tipo A: 0,8 mm2 (AWG18);
i) Note que não se requer o cálculo de C e L para o segmento.
j) As terminações devem possuir os seguintes parâmetros:- R = 90 a 100 Ω;- C = 0 a 2,2 μF.
k) A fonte de alimentação deve ter os seguintes requisitos:
- Saída com característica trapezoidal ou retangular;
- V0 = 14...24 V(Valor máximo, segu-rança intrínseca);
- Para Grupo A,B/ IIC I0 até 215 mA para V0 = 15 V.
- Sem especificação de Lo e Co no certificado e na etiqueta.
O conceito FISCO foi otimizado para que seja permitido um número maior de equipamentos de campo, de acordo com o comprimento do barramento, levando-se em conta a variação das características do cabo (R’, L’, C’), terminadores, atendendo categorias e grupos de gases com uma simples avaliação da instalação envolvendo segurança intrínseca.

27Janeiro/Fevereiro 2013 :: Mecatrônica Atual
conectividade
MA
F12. Considerações de risco de acordo com a IEC 61508 (fonte: HPTC POCKET GUIDE da Pepperl+Fuchs).
Luis Antonio Tonielo Ferracini trabalha no Departamento de Desenvolvimento da Smar Equipamentos Industriais com Desenvolvimento em Hardware.e-mail: [email protected]
HPTC (high power trunk concept)
The High Power Trunk Concept (HPTC) limita a energia no tronco em 500 mA. Este conceito incrementa a quantidade de energia disponível para os instrumentos de campo, facilitando um projeto de ins-talação consistente, independentemente da classificação da área. Ao limitar a energia no campo ao invés da sala de controle, a energia é distribuída de forma mais eficiente para os instrumentos onde esta se faz neces-sária. Como consequência, os dispositivos protetores de segmento são similarmente instalados em áreas de aplicações comuns como em áreas perigosas.
Podemos acrescentar à planta com a utilização do HPTC, a redução da energia distribuída nos cabos além dos custos da instalação. Outro benefício do conceito HPTC, permite ao usuário padronizar um sistema de condicionamento de energia com módulos opcionais redundantes para todas as áreas da planta. Fornecimento de 30 V/500 mA permite ao usuário atingir comprimentos máximos dos cabos e dispositivos sem o uso de repetidores. Observe a figura 12.
ConclusõesIndependentemente dos órgãos certi-
ficadores de equipamentos e normas para áreas classificadas, a tecnologia para este
tipo de aplicação continua em franca evo-lução. Conforme observado com o DART, os novos avanços têm como objetivo trazer as mesmas características de instalação e manutenção proporcio nadas pelas redes instaladas em áreas não classificadas para as áreas perigosas. Estas evoluções tentam expandir os limites de potência e equipa-mentos, porém mantendo os limites de segurança exigidos pelas normas para as áreas classificadas.

28 Mecatrônica Atual :: Janeiro/Fevereiro 2013
automação
saiba maisProfibus - Instalação avançada. Parte 2 Mecatrônica atual 59
PROFIBUS Mecatrônica Atual 44
PROFIBUS-DP/PA – ProfiSafe, Profile for Failsafe Technology.
IEC 61508 – Functional safety of electrical/electronic/programmable electronic safety-related systems.
Artigos técnicos – César Cassiolato www.smar.com/brasil2/artigostecnicos/
A
A demanda por mais e mais recursos na automação e controle de processos com o advento da tecnologia digital e com o “boom” do Fieldbus, favorecem o desenvolvimento da tecnologia dedicada ao diagnóstico e tratamento de falhas seguras, principalmente voltada à proteção de pessoas, equipamentos/máquinas e ambiente, ou seja, é a busca pelo sistema seguro.Um sistema seguro requer, em outras palavras, que os dados e informações possam ser validados em relação aos seus valores e ao domínio do tempo, o que deve ser aplicável no sistema como um todo. Isto implica em garantir que um dado recebido foi enviado corretamente e que quem o enviou também é o correto transmissor, e além disso, é a informação que se esperava neste instan-te; a informação que foi recebida está sequencialmente correta, etc.
PROFIsafeO perfil de segurança PROFIBUS
César Cassiolato
tualmente, o exemplo mais típico de padrão de segurança internacional e que envolve a maior parte dos desenvolvedores e imple-mentadores de sistemas com segurança é o chamado IEC 61508. Este padrão mostra as atividades envolvidas em todo ciclo de vida de sistemas eletrônicos programáveis em relação à segurança. Portanto, trata tanto de requisitos de hardware quanto de software.
O perigo de acidentes em processos indus-triais é vasto e a probabilidade de acontecer um acidente depende das probabilidades de falhas do sistema. A implicação de falhas depende do tipo e requisitos de segurança da aplicação. Veja a figura 1.
O perfil de aplicação PROFIBUS, “PROFIsafe” - Perfil para Tecnologia Segu-ra - descreve mecanismos de comunicação segura entre periféricos sujeitos a falha segura (Fail-Safe) e controladores seguros. É basea- do nos requisitos dos padrões e diretivas para aplicações com segurança orientada, como a IEC 61508 e EN954-1, bem como na experiência dos fabricantes de equipa-mentos com Fail-Safe e na comunidade de fabricantes de CLPs.
Veremos a seguir, de forma resumida, seus principais conceitos.

29Janeiro/Fevereiro 2013 :: Mecatrônica Atual
automação
F1. Considerações de risco de acordo com a IEC 61508.
F2. Sistema típico onde se tem a comunicação padrão e segura, compartilhando o mesmo barramento e protocolo.
PROFIsafeEste perfil suporta aplicações seguras
em uma extensa área de aplicações em campo que, ao invés de utilizar barramentos especiais para as funções de segurança, per-mite a implementação da automação segura através de uma solução aberta e no padrão PROFIBUS, garantindo os custos efetivos de cablagem, consistência do sistema em relação à parametrização e funções remotas de diagnósticos. Garante a segurança em sistemas de controle descentralizados através da comunicação Fail-Safe e dos mecanismos de segurança dos dispositivos e equipamentos.
Veja, a seguir, alguns exemplos de áreas de aplicação deste perfil de segurança;
•Indústria de Manufatura;•Proteção rápida de pessoas, máquinas
e ambiente;•Funções de paradas de emergência;•Barreiras de luz;•Controle de entrada;•Scanners;•Driverscom segurança integrada;•Controle de processos em geral;•Áreas química e petroquímica;•Transporte público;•etc.A tecnologia aberta PROFIBUS atende
a uma série de requisitos das aplicações em termos de segurança de acordo com o PROFIsafe:
•Independência entre comunicação relevantemente segura e a comuni-cação segura.
•Aplicável a níveis SIL3(IEC61508), AK6 (DIN V 19250) e categoria de controle 4(KAT4) (EN 954-1).
•A redundância é usada somente para aumentar a confiabilidade.
•Qualquer master ou link DP pode ser usado;
•Na implementação, masters DP, ASICs, links e couplers não devem sofrer modificações, desde que as fun-ções de segurança são implementadas acima da camada OSI layer 7 (isto é, nenhuma mudança ou acomodações no protocolo DP).
•A implementação das funções de transmissão segura deve ser restrita à comunicação e ao equipamento e não deve restringir o número de equipamentos.
•É sempre uma relação de comunicação 1:1 entre os dispositivos F
•Os tempos de transmissões devem ser monitorados.
Observe a figura 2.Na prática, aplicações seguras e padroni-
zadas estarão compartilhando os sistemas de comunicação Profibus DP simultaneamente. As funções de transmissões seguras incluem todas as medidas que podem estar deter-ministicamente descobertas pelas possíveis falhas perigosas que podem ser infiltradas no sistema de transmissão padrão, com a intenção de minimizar seus efeitos. Isto inclui
as funções de mau funcionamento randô-mico, por exemplo, efeitos de EMI, falhas sistemáticas de hardware ou software, etc.
Por exemplo, é possível que durante uma comunicação se perca parte do frame, ou que parte do mesmo apareça repetida, ou ainda que apareça em ordem errada ou mesmo em atraso.
No PROFIsafe algumas medidas preven-tivas são tomadas, com o intuito de cercar as possíveis causas de falhas, e quando as mesmas ocorrerem, que aconteçam com segurança:

30 Mecatrônica Atual :: Janeiro/Fevereiro 2013
automação
•Numeração consecutiva de todas as mensagens seguras: aqui pretende-se minimizar a perda de comunicação, inserção de bytes no frame e sequência incorreta.
•Sistema de watchdog timerpara as mensagens e seus reconhecimentos: controlando os atrasos.
•Uma senha (password) entre emissor e receptor: evitando linkingentre as mensagens padrão e segura.
•Proteção adicional do telegrama com a inclusão de 2 a 4 bytes de CRC: evitando a corrupção dos dados de
F3. A arquitetura do PROFIsafe.
F4. Modelo para dados seguros.
usuário e linking entre as mensagens padrão e segura.
Estas medidas devem ser analisadas e tomadas em uma unidade de dado Fail-Safe.Veja a seguir o modelo de mensagem F.
A Solução PROFIsafeO PROFIsafe é uma solução em sof-
tware com canal único, que é implementada como uma camada adicional acima do layer7nos dispositivos. Um layer seguro define métodos para aumentar a probabilidade de se detectar erros que possam ocorrer entre dois equipamentos/dispositivos
se comunicando em fieldbus. A grande vantagem é que pode ser implementada sem mudanças, provendo proteção aos usuários de seus investimentos.
Vale-se dos mecanismos da comuni-cação cíclica nos meio físicos 485 ou H1 (31.25kbits/s). A comunicação acíclica é utilizada para níveis irrelevantes de segurança de dados. Garante tempos muito curtos de respostas, ideal em manufaturas e operação intrínseca segura, de acordo com as exigências da área de controle de processos. A figura 3 mostra a arquitetura do PROFIsafe.
A figura 4 exibe o modelo da estrutura de mensagem na transmissão. O perfil se-guro (F-Profile) é embutido no protocolo de transmissão DP (layer 7) e na codificação (layer 2).
O PROFIsafe utiliza o mecanismo de detecção de erros para manter os níveis desejáveis de segurança. É responsabilidade deste perfil detectar erros de comunicação como frames duplicados, perda de frames, sequências incorretas de frames, frames corrompidos, atrasos nos frames e endereça-mento errados de frames. O perfil PROFIsafe utiliza a redundância da informação para validar a comunicação entre dois dispositi-vos. A informação de segurança relevante é transmitida em conjunto com os dados de processos, isto é, estes dados são embutidos no frame básico do Profibus DP. Um frame deste tipo pode tratar no máximo 244 bytes de dados de processo.
O PROFIsafe reserva 128 bytes deste total para os dados de segurança. Além destes, 4 ou 6 bytes são tratados à parte como bytes de status e controle dependendo da quantidade de dados seguros transmitidos. Sempre dois bytes de controle são enviados em cada frame, um de status e outro com a sequência dos frames. Os quatro bytes restantes são reservados para o checksum que é gerado para proteger a informação de segurança redundante. Uma pequena quantidade de dados de segurança relevante transmitida implica em um CRC de 16 bits e em 4 bytes de controle. Para transmissões com mais de 12 bytes de dados seguros (até 122), um CRC de 32 bits é usado e 6 bytes de controle são necessários.
A figura 5 ilustra o modelo de frame DP que contém em sua informação os já conhecidos bytes deste frame, mais os da-dos de Fail-safe (no máximo 128 bytes em 244 bytes, devido à limitação de 64words

31Janeiro/Fevereiro 2013 :: Mecatrônica Atual
automação
na troca de dados de uma só vez, entre o Host e o mestre DP), assim como os recur-sos de segurança de paridade e FCS(Frame Checking Sequence).
A figura 6 mostra o modelo de mensa-gem F (mensagem segura), onde podem ser vistos os bytes de controle de integridade e minimização de erros descritos anteriormente como medidas preventivas.
A tabela 1 apresenta detalhes do tratamen-to da falha segura, comunicação, timerouts, CRCs, numeração das mensagens, etc.
Através da monitoração e controle de informações entre mestres e escravos seguros, tais como: sincronização, ciclo de protocolo F, watchdog timers, ordem das mensagens, repetições do frame e monitor SIL (contador de mensagens corrompidas em um período de tempo) pode-se garantir a segurança aos níveis de integridade (tabela 2).
Arquivos GSD & PROFIsafeEquipamentos suportando as caracte-
rísticas PROFIsafe têm a inclusão em seu arquivo GSD da seguinte palavra-chave:
F_Device_supp = 1 ; 1 = F-device
ConclusãoO PROFIsafe é uma solução em sof-
tware com canal único que é implementada segundo os padrões mais rigorosos em termos de segurança, e sua grande vantagem é que pode ser implementada sem mudanças, provendo proteção aos usuários de seus investimentos. Não existem restrições ao número de dispositivos no barramento e taxas de comunicação.
A não necessidade de convivência de protocolos proprietários voltados à segurança, a abertura do protocolo, proporcionando interoperabilidade/intercambiabilidade entre os vários fornecedores, a fácil integração em CLPs e os sistemas já existentes são exemplos dos benefícios de tal funcionalidade.
Além disso, equipamentos e dispositivos com tal característica disponibilizam uma
F6. Modelo da mensagem F.
F5. Modelo do frame do DP.
MA
T2. SIL monitor.
SIL CRC Length of process data
Time period (h)
3 16 Bit < 16 Bytes 10
2 16 Bit < 16 Bytes 1
3 32 Bit < 128 Bytes 0.1
2 32 Bit < 128 Bytes 0.01
T1. Modelo do status/control byte.
Bit7 Bit6 Bit5 Bit4 Bit3 Bit2 Bit1 Bit0
tbd res res Failsafe values (FV) actived
Communica-tion failure: WD-timeout
Communic-cation failure: CRC or consec-utive number
Failure exists in F slave or F module
F slave has new i-param-eter values assigned
série de vantagens: os dados de qualquer dis-positivo podem ser vistos de qualquer ponto da rede, incluindo os níveis gerenciais e de escritório. Pode-se monitorar a performance da planta mesmo no chão de fábrica e fazer o planejamento em manutenções em busca da otimização de paradas. Isto tudo em modo real-time e com a grande vantagem, num mesmo protocolo de comunicação. É
a inteligência distribuída combinada com a tecnologia de software.
A lista de produtos com tal funciona-lidade ainda não é extensa, mas cada vez mais encoraja os fabricantes a lançarem seus produtos com tal tecnologia.
Mesmo em outros protocolos de co-municação é inevitável a demanda por tais requisitos.

32 Mecatrônica Atual :: Janeiro/Fevereiro 2013
automação
saiba maisProtetor de Transientes em redes Profibus Mecatrônica Atual 45
Simulador de redes industriais Mecatrônica Atual 33
Critérios para seleção de redes para automação industrial Mecatrônica Atual 11
Artigos técnicos – César Cassiolato www.smar.com/brasil2/artigostecnicos/
Site do fabricante: www.smar.com.br www.system302.com.br
Pesquisas na internet (as ilustrações, marcas e produtos usados aqui pertencem aos seus respectivos proprietários, assim como qualquer outra forma de propriedade intelectual)
A
A necessidade de automação na indústria e nos mais di-versos segmentos está associada, entre diversos aspectos, às possibilidades de aumentar a velocidade de proces-samento das informações, uma vez que as operações estão cada vez mais complexas e variáveis, necessitando de um grande número de controles e mecanismos de regulação para permitir decisões mais ágeis.
Redes Industriais para sensores e atuadores
César Cassiolato
automação permite economias de energia, força de trabalho e matérias-primas, um melhor controle de qualidade do produto, maior utilização da planta, aumenta a produtividade e a segurança operacional. Em essência, a automação nas indústrias permite elevar os níveis de continuidade e de controle global do processo com maior eficiência, aproximar ao máximo a produção real da capacidade nominal da planta, ao reduzir ao mínimo possível as horas para-das, de manutenção corretiva e de falta de matéria-prima.
Além disso, com o advento dos sistemas de automação baseados em redes de cam-po e tecnologia digital, pode-se ter vários benefícios em termos de manutenção e aumentar a disponibilidade e segurança operacional. Ainda, a automação extrapola os limites de chão de fábrica, continua após o produto acabado, atingindo fronteiras mais abrangentes - a automação do negócio. Veja a figura 1.
A solução completa deve prover uma metodologia de gestão da indústria de
forma transparente e garantir que todos os esforços sejam direcionados para se atingir a meta estabelecida, facilitando a tomada de decisão quando há mudanças relevantes no desempenho dos indicadores ou um desvio em relação ao planejado.
Usuários e clientes, então, devem estar atentos na escolha e definição de um sistema de automação e controle, onde esta definição deve levar em conta vários critérios e que possa estar em sincronismo com o avanço tecnológico.
Quanto mais informação, melhor uma planta pode ser operada e, sendo assim, mais produtos pode gerar e mais lucrativa pode ser. A informação digital e os sistemas verdadeiramente abertos permitem que se colete informações dos mais diversos tipos e finalidades de uma planta, de uma forma in-teroperável e como ninguém jamais imaginou e, neste sentido, com a tecnologia Fieldbus (Foundation fieldbus, Profibus, HART, DeviceNet, Asi, etc.) pode-se transformar preciosos bits e bytes em um relacionamento lucrativo e obter também um ganho quali-

33Janeiro/Fevereiro 2013 :: Mecatrônica Atual
automação
F2. Níveis da pirâmide de automação.
F1. A automação extrapola os limites de chão de fábrica, ela continua após o pro-duto acabado, atingindo fronteiras mais abrangentes; a automação do negócio.
tativo do sistema como um todo. Não basta apenas pensar em barramento de campo, deve-se estar atento aos benefícios gerais que um sistema de automação e controle possa proporcionar.
A revolução da comunicação industrial na tecnologia da automação está revelando um enorme potencial na otimização de sistemas de processo e tem feito uma importante contribuição na direção da melhoria no uso de recursos. Veremos, a seguir, alguns detalhes e redes industriais que fornecerão uma explicação detalhada de como estas redes agem como o elo de ligação central no fluxo de informações na automação.
A tecnologia da informação tem sido determinante no desenvolvimento da tec-nologia da automação alterando hierarquias e estruturas nos mais diversos ambientes industriais, assim como setores, desde as indústrias de processo e manufatura até prédios e sistemas logísticos. A capacidade de comunicação entre dispositivos e o uso de mecanismos padronizados, abertos e transparentes são componentes indispen-sáveis do conceito de automação de hoje. A comunicação vem se expandindo rapidamente no sentido horizontal nos níveis inferiores ( field level), assim como no sentido vertical integrando todos os níveis hierárquicos. De acordo com as características da aplicação e do custo máximo a ser atingido, uma combinação gradual de diferentes sistemas de comunicação oferece as condições ideais de redes abertas em processos industriais.
Analisando a figura 2, vemos que no nível de atuadores/sensores existem algu-mas redes industriais, onde podemos citar a AS-Interface (AS-i), na qual, os sinais binários de dados são transmitidos via um barramento extremamente simples e de baixo custo, juntamente com a alimentação (24 Vdc) necessária para alimentar estes mesmos sensores e atuadores. Outra característica importante é que os dados são transmitidos ciclicamente, de uma maneira extremamente
eficiente e rápida. Veremos mais detalhes posteriormente.
No nível de campo, a periferia dis-tribuída tal como módulos de Entrada/Saída (E/S), transdutores, acionamentos (drives), válvulas e painéis de operação, comunicam-se com sistemas de automação via um eficiente sistema de comunicação em tempo real (PROFIBUS-DP ou PA, Foundation Fieldbus, HART, etc.). A transmissão de dados do processo e diag-nósticos é efetuada ciclicamente, enquanto alarmes, parâmetros e também diagnósticos são transmitidos aciclicamente, somente quando necessário.
No nível de célula, os controladores pro-gramáveis, tais como CLPs e PCs comunicam--se uns com os outros, o que requer grandes pacotes de dados e um grande número de funções poderosas de comunicação. Além disso, uma integração eficiente aos sistemas de comunicação corporativos existentes, tais como: Intranet, Internet e Ethernet é um requisito absolutamente mandatório, o que várias redes podem suprir. As redes PROFInet, HSE (High Speed Ethernet), Ethernet IP suportam dispositivos de campo simples e aplicações de tempo crítico, bem como a integração de sistemas de automação distribuídos baseados em componentes. Observe a tabela 1.

34 Mecatrônica Atual :: Janeiro/Fevereiro 2013
automação
F3. Componentes e interfaces.
Níveis Volume de Dados Tempo de Transmissão Frequência de Transmissão
Enterprise Level MBytes Hora / Minuto Dia / TurnoCell Level KBytes Segundos Horas / MinutosField Level Bytes 100us … 100ms 10 … 100msSensor Level Bits 1 … 10ms MilisegundosT1. Requisitos de comunicação de sistemas de automação industrial.
Nos últimos anos temos acompanhado que os mercados de instrumentação e auto-mação vêm demandando equipamentos de campo (transmissores de pressão e tempera-tura, conversores, posicionador, atuadores, controladores, etc.) com alta performance, confiabilidade, disponibilidade, recursivi-dade, etc., com a intenção de minimizar consumos, reduzir a variabilidade dos processos, proporcionar a redução de custos operacionais e de manutenção, assim como garantir a otimização e melhoria contínua dos processos.
Por outro lado, os microprocessadores/microcontroladores estão se tornando mais poderosos e mais baratos e, os fornecedores na instrumentação vêm respondendo às demandas dos usuários por mais e melhores informações em seus processos.
A tecnologia digital é rica no fornecimen-to de informação, não somente pertinente ao processo, mas em especial dos equipamentos de campo. Desta forma, condições de auto-diagnoses podem poupar custos operacionais e de manutenção, principalmente em áreas classificadas (perigosas) ou mesmo em áreas de difícil acesso. Da própria sala de controle
pode-se ter uma visão geral do sistema e ainda com ferramentas baseadas em Internet, a qualquer hora e de qualquer lugar. Através de um gerenciamento destas informações vindas do campo, pode-se selecionar con-venientemente os dados para se atingir os objetivos de produção, direcionando as informações às pessoas e/ou departamentos corretos e agindo de maneira a melhorar os processos.
Percebe-se aqui que todas estas evoluções tecnológicas e a consolidação das redes indus-triais fazem com que os sistemas de automação e controle, equipamentos de campo, contro-ladores, etc., possam assumir funções antes inimagináveis, como o controle de contínuo e discreto, tempos de varreduras menores, arquiteturas redundantes, gerenciamento e tráfego de informação, disponibilidade de informações para IHMs, Internet, geração de relatórios, gerenciamento de ativos, altos níveis de segurança, etc. Tudo isso, aliado à confiabilidade industrial tanto de hardware quanto de software.
Vejamos, agora, duas redes industriais de grande uso em sensores e atuadores: a rede As-i e DeviceNet.
AS-interfaceEm 1990, na Alemanha, um consórcio
de empresas bem sucedidas elaborou um sistema de barramento para redes de sensores e atuadores, denominado Actuator Sensor Interface (AS-Interface, ou na sua forma abreviada AS-i). Esse sistema surgiu para atender a alguns requisitos definidos a partir da experiência de seus membros fundadores e para suprir o mercado cujo nível hierárquico é orientado a bit. Desta forma, a rede AS-i foi concebida para complementar os demais sistemas e tornar mais simples e rápidas as conexões entre sensores e atuadores com os seus respectivos controladores.
Um sistema industrial formado por redes AS-i é considerado um dos mais econômicos e ideal para comunicação entre atuadores e sensores. Os benefícios da utilização de uma rede AS-i vão desde economias de hardware até o comissionamento de uma rede AS-i propriamente dita.
Vejamos alguns benefícios da rede AS-i:
SimplicidadeUma rede AS-i é muito simples, pois requer
apenas um único cabo para conectar módulos de entradas e saídas de quaisquer fabricantes. Usuários de uma rede AS-i não precisam ter profundos conhecimentos em sistemas industriais ou protocolos de comunicação. Diferentemente de outras redes digitais, a rede AS-i não precisa de terminadores e de arquivos de descrição de equipamentos. A simplicidade é seu ponto forte.
DesempenhoSistemas AS-i são eficazes e incrivelmente
rápidos, o que os torna aptos a substituírem sistemas grandes e com altos custos. Existem mestres AS-i, especialmente desenvolvidos para comunicarem com sistemas legados de controle e promoverem uma suave integração entre as tecnologias existentes. O melhor de tudo é que isto é realizado de forma simples e confiável.
FlexibilidadeA expansibilidade é muito fácil – apenas
conecte um módulo, enderece-o e, então, conecte o cabo da rede. Verifique se LED de alimentação está ligado e, então, você já está liberado para a conexão do próximo módulo. A rede AS-i suporta qualquer topologia de cabeamento: estrela, barramento, árvore, anelar ou qualquer outra configuração com

35Janeiro/Fevereiro 2013 :: Mecatrônica Atual
automação
F5. Sinal AS-i.
F4. Cabos padrões do barramento AS-i.
até 100 metros de cabo. Ou, então, com a adição de repetidores é possível expandir o sistema até 300 metros. A rede AS-i é de fácil instalação, pois não há necessidade de terminadores nos pontos finais.
CustoRedes AS-i tipicamente reduzem o
custo de cabeamento e instalação em torno de 50% em comparação com outras redes convencionais. A utilização de um único cabo para conexão com equipamentos discretos reduz a necessidade de gabinete, conduítes e bandejas. As economias geradas na utilização da rede podem ser realmente significantes, pois a utilização de poucos cabos diminui os custos de instalação, comissionamento e, por ser uma rede simples, as horas de engenharia.
O nome Actuator Sensor Interface re-presenta o seu próprio conceito. Apesar de tecnicamente, o “AS-i” ser um barramento, o termo interface mostra que ele fornece uma interface simples para acesso a sensores e atuadores em campo.
As redes industriais AS-i foram conce-bidas para serem aplicadas em ambientes automatizados, substituindo as conexões tradicionais de atuadores e sensores do tipo “switch” (liga-desliga) por um barramento único. Além desses, é possível conectar ao barramento sensores/atuadores que realizam uma conversão analógico/digital ou vice--versa. Tradicionalmente essas conexões são feitas por pares de fios que conectam, um a um, os atuadores e sensores ao controlador correspondente, em geral um Controlador Lógico Programável (CLP).
O sistema AS-i é configurado e controlado por um mestre, o qual programa a interface entre um controlador e o sistema AS-i. Esse
mestre troca informações continuamente com todos os sensores e atuadores ligados ao barramento AS-i de forma pré-determinada e cíclica.
A figura 3 ilustra o sistema AS-i como um todo, evidenciando os seus principais componentes: cabo, fonte AS-i com seu circuito de desacoplamento, o mestre e o escravo AS-i.
•Interface 1: entre o escravo e os sensores e atuadores;
•Interface 2: entre os equipamentos (fonte, mestre e escravo) e o meio de transmissão;
•Interface 3: entre o mestre e o host, ou seja, uma entidade qualquer que acessa a rede AS-i de um nível superior.
A rede AS-Interface conecta os dispositi-vos mais simples das soluções de automação. Um único cabo une atuadores e sensores com os níveis superiores de controle. AS-Interface é um sistema de rede padronizado (EN 50295) e aberto, que interliga de maneira muito simples atuadores e sensores.
A conexão dos elementos pode ser feita em estrutura de árvore, estrela, linha ou em uma combinação das anteriores. Não exis-tindo conexões convencionais e reduzindo o número de interligações em bornes e co-nectores, não somente reduz custos e tempo de montagem, como também reduz erros.
Na tecnologia de conexão usando cabos paralelos, cada contato individual de um equipamento é conectado separadamente para os terminais e bornes de sensores e atuadores. A rede AS-i substitui o tradicional arranjo de cabos múltiplos, caixas de passagem, canaletas, dutos de cabos por um simples
cabo especialmente desenvolvido para ela.A rede AS-i se caracteriza por somente
em um par de fios, caminharem juntas a alimentação dos sensores ou atuadores em 24 Vcc e a informação do estado dos mesmos. A configuração máxima da rede é de 62 participantes (escravos) que são acessados ciclicamente por um mestre no nível de controle superior. O tempo de reação é curto e para todos os escravos conectados, o tempo de resposta é de 10 ms.
Anteriormente, sensores e atuadores tinham de ser conectados ao controlador via terminais, conectores e terminais de blocos. AS-i proporciona uma redução nos custos de instalação e manutenção. Agora, um cabo padronizado com 2 fios habilita a troca de informações e ao mesmo tempo a alimentação dos equipamentos. Escravos são conectados diretamente no barramento sem a necessidade de interligação adicional.
Este cabo flexível de duas vias é conside-rado o padrão para a rede AS-i. Existe ainda um outro cabo com formato circular, que deve ser usado somente se for explicitamente especificado pelo fabricante.
Este cabo flexível de alta tensão está em conformidade com as normas CENELEC ou DIN VDE 0281, designado por H05VV-F 2X1. 5 e é barato e fácil de se obter.
Atente para as figuras 4 e 5.
DeviceNetDeviceNet é um rede digital, multi-drop
para conexão entre sensores, atuadores e sistema de automação industrial em geral. Ela foi desenvolvida para ter máxima flexibilidade entre equipamentos de cam-

36 Mecatrônica Atual :: Janeiro/Fevereiro 2013
automação
F6 - Exemplo de Rede DeviceNet
F7 - Niveis de sinais DeviceNet.
Parameters Range (Volt)
Recessive
CAN_H 2.0 to 3.6
CAN_L 2.0 to 3.6
CAN_H – CAN_L 0.45 maximum
Dominant
CAN_H dominant 2.75 to 5.1
CAN_L dominant 0.5 to 2.86
CAN_H – CAN_L 0.95 minimum
T2. Faixa de Niveis de sinais DeviceNet.
po e interoperabilidade entre diferentes vendedores.
Apresentado em 1994 originalmente pela Allen-Bradley, o DeviceNet teve sua tecnologia transferida para a ODVA em 1995. A ODVA (Open DeviceNet Vendor Association) é uma organização sem fins lucrativos composta por centenas de em-presas ao redor do mundo que mantém, divulga e promove o DeviceNet e outras redes baseadas no protocolo CIP (Common Industrial Protocol). Atualmente mais de 300 empresas estão registradas como membros, sendo que mais de 800 oferecem produtos DeviceNet no mundo todo.
A rede DeviceNet é classificada no nível de rede chamada devicebus, cujas características principais são: alta velocidade, comunicação a nível de byte englobando comunicação com equipamentos discretos e analógicos e alto poder de diagnóstico dos devices da rede.
A tecnologia DeviceNet é um padrão aberto de automação com objetivo de transportar 2 tipos principais de informação:
•dados cíclicos de sensores e atuadores, diretamente relacionados ao controle e;
•dados acíclicos indiretamente relacio-nados ao controle, como configuração e diagnóstico.
Os dados cíclicos representam infor-mações trocadas periodicamente entre o equipamento de campo e o controlador. Por outro lado, os acíclicos são informações trocadas eventualmente durante configuração ou diagnóstico do equipamento de campo.
A camada física e de acesso da rede DeviceNet é baseada na tecnologia CAN (Controller Area Network) e as camadas superiores no protocolo CIP, que define uma arquitetura baseada em objetos e conexões entre eles.
Uma rede DeviceNet pode conter até 64 dispositivos onde cada dispositivo ocu-pa um nó na rede, endereçados de 0 a 63. Qualquer um destes pode ser utilizado. Não há qualquer restrição, embora se deva evitar o 63, pois este costuma ser utilizado para fins de comissionamento.
Um exemplo de rede DeviceNet é mos-trada na figura 6. Acompanhe também a tabela 2 e figura 7, a seguir.
Características da rede DeviceNet:•Topologia baseada em tronco principal
com ramificações. O tronco principal deve ser feito com o cabo DeviceNet grosso, e as ramificações com o cabo DeviceNet fino ou chato. Cabos si-milares podem ser usados desde que suas características elétricas e mecânicas sejam compatíveis com as especificações dos cabos padrão DeviceNet:
•Permite o uso de repetidores, bridges, roteadores e gateways;
•Suporta até 64 nós, incluindo o mestre, endereçados de 0 a 63 (MAC ID);
•Cabo com 2 pares: um para alimenta-ção de 24 V e outro para comunicação;
•Inserção e remoção a quente, sem perturbar a rede;
•Suporte para equipamentos alimen-
tados pela rede em 24 V ou com fonte própria;
•Uso de conectores abertos ou selados;•Proteção contra inversão de ligações
e curto-circuito;•Alta capacidade de corrente na rede
(até 16 A);•Uso de fontes de alimentação de
prateleira;•Diversas fontes podem ser usadas na
mesma rede, atendendo às necessida-des da aplicação em termos de carga e comprimento dos cabos;
•Taxa de comunicação selecionável:125, 250 e 500 kbps;
•Comunicação baseada em conexões de E/S e modelo de pergunta e resposta;
•Diagnóstico de cada equipamento e da rede;
•Transporte eficiente de dados de controle discretos e analógicos;
•Detecção de endereço duplicado na rede;
•Mecanismo de comunicação extre-mamente robusto a interferências eletromagnéticas.
Veja, na sequência, a tabela 3.
ConclusãoAs Redes de Comunicação Industrial têm
um papel fundamental para as indústrias em geral. Hoje, a automação extrapola o chão de fábrica e chega ao mundo dos negócios.
O fator tecnológico é imprescindível para a sustentabilidade de uma unidade indus-

37Janeiro/Fevereiro 2013 :: Mecatrônica Atual
automação
MA
Tipo de barramento CSMA/BA (Carrier Sense Multiple Access/Bus Arbitration), mestre-escravo, mensagens explícitas e implícitas.
Número de equipamentos Máximo de 64, normalmente 1 mestre com 62 escravos e o endereço 63 livre para ampliações.
Taxa de comunicação 125, 250 ou 500 kbps, selecionáveis por dip-switch ou mensagem explícita. Atenção para equipamentos que suportam apenas uma das taxas.
Número de equipamentos Máximo de 64, normalmente 1 mestre com 62 escravos e o endereço 63 livre para ampliações.Comprimento máximo do tronco da rede
500 m @ 125 kbps250 m @ 250 kbps100 m @ 500 kbps
Comprimento máximo das derivações
Nenhuma superior a 6 m, sendo que o total acumulado para todas as derivações da rede deve ser menor que:156 m @ 125 kbps78 m @ 250 kbps39 m @ 500 kbps
Tipo de fiação Cabo composto de par trançado para comunicação, par trançado para alimentação, condutor de dreno para aterramento e malha de aterra-mento. Para o tronco usa-se o “cabo DeviceNet grosso”, com maior capacidade de corrente e para as derivações o “cabo DeviceNet fino”.
Codificação elétrica do sinal Onda quadrada digital com codificação NRZ (Non Return to Zero)Número máximo de bits de entrada ou saída por nó
64 bits alocados em 8 bytes. Fragmentação de mensagens é suportada pelo protocolo em equipamentos mais complexos.
Alimentação do barramento +24 VDC. Até 8 A no cabo grosso e 4 A no cabo fino. Os nós da rede podem ser alimentados apenas pelo barramento, observando-se a queda máxima de tensão permitida de 4,65 V entre quaisquer terminais V- da rede.
Verificação de endereço duplicado na rede
Através de mecanismo do CAN, cada nó anuncia seu endereço e, em caso de duplicidade, o nó não avança para o estado operacional. A sinalização é feita pelo LED do equipamento.
Verificação de presença Através de uma lista programada no mestre ele verifica periodicamente a presença de nós com conexões que não sejam polling.Detecção de erro no barramento Através de CRC.Correção de erros Se o nó detectou erro no recebimento, ele pede a retransmissão da mensagem.Configuração de endereço Normalmente através de dip-switch ou chave rotativa. Pode também ser feita via software, através de um configurador portátil antes de
colocar o equipamento na rede ou usando o endereço reservado 63. Após ser conectado à rede, o mestre altera o endereço de 63 para um outro endereço operacional usando uma mensagem explícita.
Arquivo de descrição do equipamento
Usa formato padrão EDS (Electronic Data Sheet).
Parametrização Através do uso de software dedicado ou de interpretador de arquivo EDS, usando mensagens explícitas.Transferência de dados em tempo real para controle
Através de conexões de E/S:- Polled- Cyclic- COS (Change-Of-State)- Bit-Strobed
Para mais informação, visite www.smar.com.brT3. Resumo das características da rede DeviceNet.
trial. A inovação tecnológica é responsável pelo rompimento e/ou aperfeiçoamento das técnicas e processos de produção. Pode, desta forma, trazer ganhos em termos de competitividade. Neste caso, deve-se romper com a tecnologia convencional e ampliar as possibilidades de sucesso com a inovação demandada pelo mercado, neste caso sistemas de automação verdadeiramente abertos, com tecnologia digital, baseados em redes industriais e com várias vantagens comparadas aos convencionais SDCDs:
•Redução do erro de medição com a eliminação da conversão A/D do sinal vindo do transmissor de campo;
•Visibilidade acrescida de toda a ins-trumentação digital, isto é, desde o chão de fábrica até a automação dos negócios;
•Diagnósticos em linha, em qualquer ponto do sistema;
•Expansão da rede com o sistema em funcionamento;
•Redução de materiais na fase de montagem: eletrocalhas, eletrodutos, condulets, caixas de junção, cabos, etc;
•Reduções de tempo e custo de co-missionamento e partida de sistemas;
•Redução no uso de armários de rearranjo;
•Interoperabilidade entre equipamentos de fabricantes diferentes;
•Atualização de firmware;•Instrumentos multivariáveis;•Redução do cabeamento, painéis,
borneiras, fontes de alimentação, con-versores e espaço na sala de controle;
•Alimentação do instrumento pelo mesmo cabo de sinal;
•Opções de segurança intrínseca;•Capacidade de auto sensing (autor-
reconhecimento) do instrumento,
permitindo fácil instalação e download de parâmetros;
•Redução dos custos de engenharia, instalação e manutenção. Além do controle de fluxo de informações e processos;
•Gestão de ativos.A mudança do controle de processo da
tecnologia 4-20 mA para as redes digitais e sistemas abertos já se encontra num estágio de maturidade tecnológica e usuários colhendo seus benefícios. Essa mudança é encarada como um processo natural demandado pelos novos requisitos de qualidade, con-fiabilidade e segurança do mercado. A sua utilização traz uma vantagem competitiva, no sentido que essa nova tecnologia traz aumentos de produtividade pela redução das variabilidades dos processos e redução dos tempos de indisponibilidade das malhas de controle.

38 Mecatrônica Atual :: Janeiro/Fevereiro 2013
instrumentação
saiba maisProgramação de um CLP: Modos de programação Mecatrônica Atual 46
O funcionamento da memória de um CLP Mecatrônica Atual 42
O PAC vai substituir o CLP? Mecatrônica Atual 35
Controladores de Processos Industriais Mecatrônica Atual 17
A
Existem diversos tipos de controladoras embarcadas, como CLPs, PACs e plataformas baseadas em PCs industriais. Neste artigo iremos abordar as plataformas baseadas em PCs industriais, mais especificamente as controladoras embarcadas PXI. Essas con-troladoras possuem diversas vantagens como, por exemplo, são modulares e apresentam alto desempenho. Mostraremos, ainda, outras vantagens dessa controladora, para que você entenda porque utilizar uma controladora embarcada em seu projeto.
Saiba porque utilizar uma controladora embarcadaem seu projeto
Guilherme Kenji Yamamoto eRenan Airosa Machado de Azevedo.
Engenheiros da National Instruments
s controladoras embarcadas PXI (PCI Ex-tensions for Instrumentation), da National Instruments, oferecem uma solução de alto desempenho e tamanho compacto ao seu sistema de medição PXI ou PXI Express. Essas controladoras embarcadas possuem uma longa lista de recursos, como CPUs, discos rígidos, memória, interfaces Ethernet, vídeo, serial, USB e outros periféricos integrados. Com a adição de todos esses periféricos na controladora, você minimiza o custo global de seu sistema, pois não necessita adquirir módulos PXI ou PXI Express adicionais para esses periféricos. A controladora é entregue já configurada com o sistema operacional NI LabVIEW Real-Time ou Microsoft Windows. Atente para a tabela 1.
DesempenhoAs controladoras embarcadas PXI, lança-
das pela National Instruments, utilizam os mesmos processadores móveis embarcados de alto desempenho dos lançamentos mais recentes de computadores dos principais fabricantes, como Dell e HP. Essa tendência ilustra os conhecimentos técnicos em projeto e o compromisso da empresa de fornecer à indústria de instrumentação controladoras embarcadas PXI de alto desempenho, que aproveitem as vantagens das tecnologias de PC mais recentes, como a Intel Atom ou o processador Core i7. Além disso, por estar há mais de uma década no negócio de lançar controladoras embarcadas PXI, a National Instruments desenvolveu fortes laços com os

39Janeiro/Fevereiro 2013 :: Mecatrônica Atual
instrumentação
principais fabricantes de processadores: a Intel e a Advanced Micro Devices (AMD). Por exemplo, a National Instruments é membro associado à Intel Embedded Alliance, o que lhe concede acesso aos mais novos planos de desenvolvimento tecnológico e amostras de produtos da Intel.
Além da capacidade de computação, a largura de banda das E/S tem papel crítico no projeto de sistemas de instrumentação. O aumento da complexidade dos siste-mas de teste e medição torna cada vez mais necessário aumentar a quantidade de dados que podem ser trocados entre os instrumentos e a controladora do sistema. Com a introdução do PCI Express e o PXI Express, as controladoras embarcadas da National Instruments atendem esse requisito, fornecendo vários gigabytes por segundo de largura de banda de E/S ao backplane do chassi PXI.
Com a evolução do padrão PCI Express ao PCI Express 2.0, o PXI Express continuou a aproveitar os novos recursos. A controla-dora embarcada NI PXIe-8133, mostrada na figura 1, usa os avanços da tecnologia PCI Express para oferecer quatro links PCI Express x4 Gen 2 à interface do backplane do chassi PXI.
Usando a controladora embarcada NI PXIe-8133 com um chassi PXI Express, como o NI PXIe-1082, dobramos o throughput total de dados do sistema, de 4 GB/s a 8 GB/s. Com essa ampla largura de banda, você pode agora implementar facilmente aplicações complexas que exigem alto throughput de dados, como o registro e reprodução de RF, mapeamento de ruído e teste de vídeo digital. Veja a figura 2.
E/S diferenciadasAs controladoras embarcadas PXI e PXI
Express, da National Instruments, possuem ampla conectividade de E/S para a interface com instrumentos autônomos ou disposi-tivos periféricos. Entre as E/S oferecidas
estão GPIB, interface serial e paralela, dual Gigabit Ethernet, DVI-I, para o suporte a dois monitores, e USB 2.0. Cada uma dessas portas representa economias de custo diretas, porque com elas não precisamos adquirir módulos PXI que forneçam essas funções. Além disso, você pode otimizar o uso dos slots disponíveis em um chassi PXI, podendo usá-los para instalar módulos de medição. Observe a figura 3.
As controladoras embarcadas mais modernas também contêm um slot Express-Card, que amplia o número de E/S. Usando adaptadores ExpressCard comerciais de baixo custo, você pode facilmente incluir E/S como, por exemplo, barramentos de comunicação industrial (CAN), portas USB adicionais ou um leitor de cartões CompactFlash para a controladora embarcada. Você pode também usar esse slot Express Card para incluir portas eSATA. Com essas portas, você terá armazenamento de dados em alta velocidade e alta capacidade para atender necessidades complexas de aplicações de registro e reprodução de dados.
F1. Com o processador Intel Core i7, o NI PXIe-8133 é ideal para aplicações que exigem alta capacidade de processamento, instrumentação modular e aplicações de aquisição de dados.
F2. A National Instruments aproveita a contínua evolução da especificação PCI para poder oferecer maiores larguras de banda de dados.
Controller Name Number of CPU Cores Maximum CPU Frequency
LabVIEW Real-Time Support
NI PXIe-8133 4 3.06 GHz Yes
NI PXIe-8108 2 2.53 GHz Yes
NI PXIe-8102 2 1.90 GHz Yes
NI PXIe-8101 1 2.00 GHz Yes
NI PXIe-8100 1 1.66 GHz Only
NI PXI-8109 2 3.33 GHz Yes
NI PXI-8110 4 2.26 GHz Yes
NI PXI-8108 2 2.53 GHz Yes
NI PXI-8102 2 1.8 GHz Yes
NI PXI-8101 1 2.0 GHz Yes
NI PXI-8145 RT 1 266 MHz Only
T1. O portfólio de controladoras embarcadas da National Instruments oferece mais de 15 opções, para as mais diversas aplicações.

40 Mecatrônica Atual :: Janeiro/Fevereiro 2013
instrumentação
Maior oferta de memórias e discos rígidos
Com a evolução das necessidades das aplicações de teste, medição e controle, a National Instruments continua a ampliar o portfólio da controladora embarcada PXI, de forma a garantir o máximo desempenho. Às aplicações que exigem muita memória, a National Instruments oferece uma controla-dora embarcada PXI com opções de upgrade de memória de até 8 GB. Para trabalhar com as opções de upgrade de memória, o OS Windows 7 de 64 bits é usado nas controladoras de maior desempenho, para garantir que as suas aplicações terão acesso a toda a RAM disponível no sistema.
Além das opções de upgrade de memória, a National Instruments também oferece diversas opções de upgrade para discos rígidos. Essas opções vão de discos rígidos padrão de alta capacidade (HDD) a drives de estado sólido (SSD). Para armazenar dados da instrumentação fornecidos por sua aplicação, a opção mais conveniente é utilizar um HDD on-board na controladora embarcada. Para garantir espaço suficiente para todos os dados desejados, a National
F4. Em uma comparação entre o NI PXI-8108 e um produto de um fornecedor alternativo de PXI, o produto alternativo opera em atividade baixa a uma temperatura 25 °C maior que a do NI PXI-8108.
Instruments oferece a opção de upgrade de seu HDD padrão, aumentando sua capaci-dade, por exemplo, para 500 GB, de forma a maximizar o espaço de armazenamento.
Para operar a controladora ou armazenar dados em ambientes hostis temos os SSDs. Esses drives não têm partes móveis, apre-sentando assim um risco significativamente menor de falhas mecânicas e proporcionando uma maior confiabilidade do sistema. Eles também podem suportar choques intensos, alta altitude e vibração, além de outras con-dições extremas de operação. Além de maior tolerância a ambientes de operação hostis e maior confiabilidade, os SSDs oferecem menores tempos de procura à leitura e escrita quando comparados com a velocidade de rotação dos discos rígidos convencionais. Com isso, temos maiores taxas de leitura e escrita de dados sequenciais e aleatórios. Aplicações que usam SSDs apresentam maior rapidez no carregamento de aplicativos e economia no tempo global do teste, devido à maior rapidez no acesso das E/S de arquivos.
Alta confiabilidadeGarantir a alta confiabilidade dos moder-
nos sistemas de instrumentação, sob condições de operação rigorosas, é um fator crítico. Por esse motivo, a National Instruments oferece controladoras embarcadas PXI em versões
F3. Faça expansões em sistema facil-mente com a ampla E/S de periféricos do painel frontal.

41Janeiro/Fevereiro 2013 :: Mecatrônica Atual
instrumentação
específicas para temperaturas extremas e operação 24/7. Essas controladoras embar-cadas utilizam um disco rígido mais robusto, projetado para oferecer confiabilidade em temperaturas muito altas e muito baixas e ciclo de trabalho de 100 por cento, com operação 24/7. Os discos rígidos usados nas versões padrão dessas controladoras embar-cadas trabalham em uma faixa de operação de 5 a 50 °C, podendo operar com ciclo de trabalho de 20 por cento de oito horas/dia, cinco dias/semana, de maneira similar aos PCs e laptops. As versões de temperaturas extremas e operação 24/7 têm temperatura de operação de 0 a 55 °C. Essas versões podem ser usadas em aplicações que exigem operação contínua, com ciclo de trabalho de até 100 por cento - 24 horas por dia, sete dias por semana.
Você pode ainda preferir usar um disco rígido de estado sólido (SSD) em vez do disco rígido convencional para aumentar ainda mais a confiabilidade de todo o sistema, particularmente em condições ambientais severas. Devido a essas características de projeto exclusivas da National Instruments, você pode implementar instrumentos ba-seados em PXI em um maior número de aplicações desafiadoras.
As controladoras embarcadas PXI sempre utilizam os processadores mais modernos disponíveis no mercado. Para garantir o má-ximo desempenho da controladora embarcada por toda a faixa de operação, a National Instruments realiza testes abrangentes de suas características térmicas, mecânicas e elétricas. Esses testes garantem que a CPU de uma controladora embarcada NI PXI não limitará o desempenho do processador, quando empregada em condições ambien-tais extremas. Garantir o desempenho e confiabilidade adequados da CPU aumenta a confiabilidade global do sistema PXI. Para isso, a National Instruments usa seus conhecimentos técnicos no desenvolvimento de controladoras embarcadas e aplica téc-nicas tais como a simulação avançada do projeto e o projeto de dissipadores de calor customizados. Acompanhe na figura 4.
Para garantir o determinismo e oferecer uma confiabilidade ainda maior, a National Instruments oferece controladoras embarcadas PXI que utilizam sistema operacional de tempo real e o software módulo LabVIEW Real-Time em vez do sistema operacional Windows padrão. Sistemas com Windows
e outros sistemas operacionais de uso geral não podem garantir a conclusão das tarefas no tempo especificado, pois esses sistemas operacionais competem com outros processos do sistema pelo uso do processador. Com o LabVIEW Real-Time na controladora em-barcada, todo o processador fica dedicado a executar a sua aplicação, o que garante um comportamento determinístico e confiável.
Vantagens construtivasEm um sistema de instrumentação ou de
teste automatizado, o espaço muitas vezes é uma restrição importante. As controladoras embarcadas PXI e a própria plataforma PXI oferecem alto desempenho, ocupando muito menos espaço que outras plataformas de instrumentação. Por exemplo, uma aplicação de teste com instrumentos convencionais de bancada composta por um multímetro digital (DMM), osciloscópios, fontes de alimentação, geradores de função e chaves seletoras exige aproximadamente 0,17 m³. Uma solução baseada em PXI para a mesma aplicação ocupa aproximadamente 0,02 m³.
O PXI muitas vezes surpreende por oferecer alto desempenho em tão pouco espaço. É importante entender que a plata-forma PXI pode oferecer essa economia de espaço não pela redução do desempenho, mas pela modularização do sistema. Todos os instrumentos tradicionais precisam ter circuitos de processamento, tela e interface
física. Em sistemas de instrumentação PXI, essas funções são designadas a componen-tes específicos, compartilhados por vários instrumentos.
Uma controladora embarcada PXI atua como um hub de processamento e controle central para todos os diferentes instrumentos incluídos no chassi PXI. Ela também fornece a interface com o operador, por sua conectividade a perifé-ricos externos, como o monitor de vídeo, teclado e mouse. O software executado na controladora embarcada interage com diferentes instrumentos PXI para definir a funcionalidade final de todo o sistema de teste. Tendo essas funções-padrão de-signadas a uma controladora embarcada de última geração, os instrumentos PXI somente precisam ter os circuitos próprios da instrumentação, oferecendo o melhor desempenho por área ocupada (figura 5).
Recuperação rápida do sistemaApesar de ser improvável a ocorrência
de um problema no hardware, o projeto da controladora embarcada, da National Instruments, permite a rápida substituição em campo de componentes críticos, como o disco rígido e a memória, sem prejuízo da garantia. Para se recuperarem rapidamente de um problema de funcionamento de software, todas as controladoras embarcadas PXI com Windows, da National Instruments,
F5. As controladoras embarcadas ocupam o slot 1 dos sistemas PXI e PXI Express.

42 Mecatrônica Atual :: Janeiro/Fevereiro 2013
instrumentação
contêm uma partição oculta que guarda uma imagem de estado de fábrica do disco rígido. Você pode usar essa imagem para recolocar rapidamente a controladora no estado de instalação de fábrica.
Com as controladoras mais novas, você pode criar as suas próprias imagens do disco rígido para uso posterior, em vez de a imagem de fábrica default, para a recuperação de uma pane de software. Esses recursos das controladoras embarcadas PXI ajudam a reduzir o tempo de interrupção do sistema e a garantir a máxima produtividade de um sistema de instrumentação ou teste automatizado baseado em PXI.
Ferramentas integradas aumentam a disponibilidade do sistema
A National Instruments trabalha em estreita colaboração com a Intel para garantir que os processadores mais modernos estarão incorporados nas controladoras embarcadas PXI, e que as aplicações PXI aproveitarão as vantagens desses novos componentes. O recurso mais recente incluído na família de processadores Nehalem é a Intel Active Management Technology (AMT), que oferece aos administradores de sistemas a capacidade de monitorar, manter e atualizar
sistemas remotamente. Com esse recurso, os administradores podem executar o boot em sistemas a partir de uma mídia remo-ta, rastrear ativos de hardware e software, resolver problemas e recuperar sistemas remotamente.
Você pode utilizar esse recurso para gerenciar sistemas automatizados de teste e controle implementados que necessi-tam de alta disponibilidade de tempo de operação. Aplicações de teste, medição e controle podem usar a AMT para coletar dados remotamente e monitorar o status de aplicações. Em caso de falha em uma aplicação ou sistema, a AMT permite que você diagnostique o sistema e tenha acesso a telas de depuração a partir de um local remoto. O problema é resolvido com maior rapidez, não exigindo mais a interação com o sistema propriamente dito. Com a AMT, você pode atualizar software remotamente, quando necessário, garantindo que o siste-ma estará atualizado o mais rapidamente possível, pois a interrupção do sistema pode ter um custo muito alto. A AMT pode proporcionar muitos benefícios relacionados ao gerenciamento remoto dos sistemas PXI. Esse recurso é ativado gratuitamente nas controladoras do NI PXIe-8133 a partir da página de download do NI Labs.
F6. Com o NI System Monitor, você pode usar um programa para monitorar os parâmetros de operação das controladoras PXI e diagnosticar a integridade do sistema com base nos casos de uso.
Com o lançamento das controlado-ras embarcadas PXI Express, a National Instruments levou aos desenvolvedores de sistemas a capacidade de acessar parâme-tros vitais do sistema, como a utilização do core da CPU, temperaturas da CPU e a utilização de memória. Esses parâmetros vitais do sistema são mostrados pela API NI System Monitor, que pode ser baixada gratuitamente. Com o auxílio dessa API, você pode agora monitorar e compreender melhor os efeitos da carga computacional e das condições ambientais na integridade do sistema e criar sistemas de instrumentação mais estáveis e mais confiáveis. Você pode também usar o NI System Monitor para monitorar o seu sistema e detectar falhas de maneira pró-ativa. Observe a figura 6.
Longevidade - Soluções de longo prazo
Em 1965, Gordon Moore, um dos fundadores da Intel, lançou a previsão de que o número de transistores em um circuito integrado dobraria a cada 24 me-ses. Essa previsão, agora conhecida como Lei de Moore, tem sido até agora levada adiante por fabricantes de chips como a Intel e AMD, resultando em um aumento exponencial no número de transistores

43Janeiro/Fevereiro 2013 :: Mecatrônica Atual
instrumentação
MA
implementados em um chip de silício. Repare na figura 7.
Esse rápido aumento levou diretamente ao lançamento de processadores mais novos, mais rápidos e mais eficientes a cada ano. Embora os instrumentos PXI saiam ganhando com esses avanços, temos que lembrar que o lançamento de um novo processador está relacionado diretamente à obsolescência de seu antecessor.
Para minimizar o impacto da obsoles-cência, a National Instruments tem o com-promisso de garantir que uma controladora embarcada permanecerá por cinco anos, em média, no mercado. Se houver a necessidade de um período maior de suporte, a equipe de serviços da National Instruments trabalhará com você para criarmos planos de serviço que atendam suas necessidades específicas de suporte. Entre esses planos estão serviços
F7. O número de transistores dos processadores Intel aumenta exponencialmente ao longo dos anos.
como o fornecimento de sobressalentes e substituições rápidas, prazos maiores de reparo e calibração (além do término de vida comercial do produto), relatórios anuais de ciclo de vida e obsolescência e planejamento de renovação tecnológica com os recursos técnicos da National Instruments.
Para as aplicações que podem migrar para a tecnologia mais recente, a National Instruments tem o compromisso de oferecer as E/S periféricas mais comuns, por exemplo, USB, Ethernet, GPIB e seriais, para garantir que as novas controladoras embarcadas serão substitutas muito similares aos produtos da geração anterior. Dessa forma, ao projetar uma controladora embarcada, é essencial escolher um processador que ofereça o melhor desempenho e garanta a disponibilidade por toda a vida útil da controladora.
A National Instruments tem há muito
tempo um relacionamento de estreita cola-boração com os dois principais fabricantes de processadores, o que lhe permite escolher processadores e chipsets para controlado-ras embarcadas PXI que tenham planos de desenvolvimento de longo prazo em tecnologia embarcada. Isso garante que esses componentes estarão imediatamente disponíveis por toda a vida útil das controla-doras embarcadas e para qualquer reparo ou substituição que sejam necessários. No final, isso agrega valor à controladora embarcada e aumenta a vida útil de todo o sistema de instrumentação PXI.
Renan Airosa Machado de Azevedo e Guilherme Kenji Yamamoto são engenheiros da National Instruments.Email: [email protected] [email protected]

44 Mecatrônica Atual :: Janeiro/Fevereiro 2013
manufatura
saiba maisBancos de dados na indústria Mecatrônica Atual 46
Sistema Integrado da Manufatura Mecatrônica Atual 17
CRISTÓVÃO, Leonor, Identificadores para Indústria Farmacêutica. Lisboa, 2008, 16f. Dissertação (Mestrado em Informática Aplicada) – Departamento de Dispositivos de Redes e Sistemas Logísticos, Instituto Técnico de Lisboa
FINKENZELLER, KLAUS. RFID Handbook: Fundamentals and Applications in Contactless Smart Cards and Identification. UK, Wiley, 2003. 427p.
Continua no fim do artigo...
ADenis Fernando RamosEdicley Vander Machado
Francisco José GrandinettiValesca Alves Correa
José Rui CamargoEduardo Ferro
Este artigo realiza uma análise conceitual e prática a respeito dos métodos de identificação automática e cap-tura de dados, aplicando os conceitos em um “estudo de caso”, que é realizado em um sistema automático de manufatura didático integrado por controlador lógico programável. Simula a montagem de peças previamente definidas de forma aleatória e autônoma com auxílio de dispositivos de identificação e captura que identificam, selecionam e realizam a rastreabilidade das peças ao longo do processo de fabricação, trocando informações com o sistema de gerenciamento da célula.
Identificação Automática e Captura de Dadosaplicadas em um SistemaAutomático de Manufatura
procura por alternativas que possam aumentar a flexibilidade da manufatura nas indústrias vem aumentando a cada ano no Brasil e no mundo. Isso, em decorrência das pressões mundiais e da necessidade de uma maior flexibilidade em seus processos para obter uma resposta dinâmica às variações de produtos e atender as exigências do mercado. Diante deste cenário, a identificação automática e captura de dados (AIDC) vem se tornan-do uma solução cada vez mais popular na indústria de manufatura, pois serve como resposta às necessidades impostas.
Este artigo faz uma análise conceitual e prática a respeito de métodos de AIDC, aplicados em um processo de manufatura automático didático, com foco nos sistemas de identificação por radiofrequência (RFID) e códigos bidimensionais (2D), comparando as duas tecnologias a fim de posicioná-las dentro de um processo global de manufatura, identificando suas limitações e vantagens a partir de dados reais.

45Janeiro/Fevereiro 2013 :: Mecatrônica Atual
manufatura
F1. Exemplo de códigos bidimensionais. Fonte: SOARES (2009)
Identificação Automática e Captura de Dados
A definição de identificação automática e captura de dados (automatic identification and data capture – AIDC) se refere a méto-dos de identificação automática de objetos, coletando dados sobre eles, e adicionando esses dados diretamente a sistemas de com-putador, isto é, sem envolvimento humano.
Tecnologias tipicamente consideradas como parte do AIDC incluem as seguintes:
•Código de barras bidimensionais;•Código de barras matriciais (QR);•Reconhecimento óptico de caracteres
(OCR);•Identificação por radiofrequência
(RFID);•Sistemas de inspeção visual;•Smart Cards;•Reconhecimento de fala;•Biometria.
Códigos de Barras BidimensionaisUma evolução dos códigos de barras
unidimensionais (1D), os códigos bidimen-sionais (2D) são a nova área de crescimento no mundo dos códigos de barras. Soares (2009) os define como símbolos geralmente quadrados ou retangulares, capazes de ar-mazenar dados em 2 dimensões. Os códigos 2D podem ser divididos em duas categorias: códigos empilhados e códigos matriciais.
Para High Tech Aid (2009), os símbolos 2D fornecem um meio de armazenar grandes quantidades de dados em um espaço reduzido, e fazendo uma analogia podemos comparar um símbolo 2D como um conjunto de vários outros símbolos 1D empilhados (códigos de barras lineares empilhados uns sobre outros). Os códigos 2D têm uma grande vantagem sobre os códigos de barras lineares, pois podem armazenar grandes quantidades de dados; os códigos 1D individuais podem armazenar até 7.000 dados numéricos ou 4.200 dados alfanuméricos. Segundo Vicentini (2009), os códigos de barra 2D permitem armazenar grande quantidade de dados em uma figura de tamanho pequeno, entretanto, sua decodificação é mais custosa em termos de hardware e de tempo.
Assim como os códigos de barra lineares, existem diferentes padrões e diferentes aplicações para o código de barras 2D, porém ambos são utilizados com a mesma finalidade: codificar informações para serem posteriormente de-codificadas e processadas por algum sistema.
Keyence (2006) ressalta uma desvantagem dos símbolos 2D com relação aos símbolos 1D, pois nos códigos de barras convencionais são impressos os dados que podem ser recupera-dos facilmente caso o código de barras esteja danificado ou ilegível; no caso dos símbolos 2D, apesar da grande capacidade de armazenar dados, as informações neles contidos não são impressas, com isso quando o código 2D é danificado e não pode ser lido por um scanner, não há meios para ler os dados o que interfere com as operações. Veja a figura 1.
QR CodePara Igorle (2009), o símbolo QR code
foi criado pela companhia japonesa Denso--Wave em 1994, sendo um símbolo do tipo matricial de alta velocidade capaz de arma-zenar até 4.296 caracteres, que se caracteriza pelos três quadrados que se encontram nas esquinas e que permitem detectar a posição do código pelo scanner. A sigla “QR” é derivada da frase “quick response”, pois o criador aspirava a que o código permitisse que seu conteúdo fizesse uma leitura em alta velocidade.
O código QR, segundo Keyence (2006), tem um padrão de detecção de posição orga-nizado em três cantos do código, conforme mostra a figura 2. A posição de QR code é detectada com os padrões de detecção de posição que permitem alta velocidade de leitura. Independente do ângulo de leitura (posição de A, B ou C), os módulos de preto e branco são 1:1:3:1:1, deste modo o código pode ser lido em qualquer direção, o que melhora significativamente a eficiência do trabalho.
Identificação por RadiofrequênciaA identificação por radiofrequência,
também conhecida como RFID (radio frequency identification), segundo Cristovão (2008, 5p.) é uma tecnologia que permite a identificação automática através de ondas de rádio, recuperando e armazenando dados remotamente através de dispositivos chama-dos de tags. Este sistema integra uma série de componentes, permitindo identificar e gerir objetos, através da leitura e gravação de informações. Ao gravar as informações recolhidas de cada objeto, através das ondas de rádio, é possível elaborar um histórico de deslocamento e modificações a que esse mesmo objeto foi sujeito. Os sistemas de RFID são compostos por leitores (readers) e tags (transponder).
Finkenzeller (2003, 6p.) complementa que os sistemas RFID estão intimamente relacionados com os cartões inteligentes (smart cards), pois assim como ocorre nesses cartões, os dados são armazenados em um sistema eletrônico chamado transponder, contudo, ao contrário dos cartões inteli-gentes, o fornecimento de energia para o dispositivo de transporte de dados e do leitor são alcançados sem a utilização de contatos galvânicos, utilizando apenas campos magnéticos ou eletromagnéticos.
Devido às inúmeras vantagens dos sis-temas RFID em comparação com outros sistemas de identificação, eles estão come-çando a conquistar espaço na indústria e no cotidiano das pessoas. Um exemplo do uso de cartões inteligentes sem contato são os bilhetes que armazenam créditos para transporte público.

46 Mecatrônica Atual :: Janeiro/Fevereiro 2013
manufatura
F3. Leitor e o transponder de um sistema RFID. Fonte: FINKENZELLER (2003, 7p.)
O mesmo autor complementa que um sistema RFID é sempre composto por dois componentes:
•TAG ou transponder, que é afixado no objeto a ser identificado;
•Leitor ou interrogador, que, depen-dendo do modelo e da tecnologia utilizada, pode ser apenas para leitura ou escrita/leitura do dispositivo. Observe a figura 3.
Princípio de funcionamento da tecnologia RFID
A tecnologia RFID utiliza etiquetas que contêm um micro-chip (o transponder) e uma antena; o micro-chip guarda os dados do item a ser identificado, permitindo que, uma vez fixados a um objeto, possam ser ativados ao passarem por um campo de ati-vação eletromagnética e enviem seus dados para um leitor RFID. Um dos princípios de funcionamento da tecnologia RFID é a radiação eletromagnética.
Define-se a radiação eletromagnética como sendo ondas de energia elétrica e magnética que são irradiadas juntas através do espaço e, entende-se por radiação, a propagação de energia através do espaço na forma de ondas ou de partículas.
Quando a radiação eletromagnética atravessa um condutor elétrico induz uma corrente elétrica no condutor, sendo este efeito utilizado pelas antenas das etique-tas RFID de forma a fornecer energia ao micro-chip para ser ativado e realizar as operações de leitura/escrita e transmissão
das informações para a antena detectora. A energia eletromagnética pode propagar-se no vácuo, caracterizada por seu comprimento de onda e sua frequência, sendo que os sis-temas de RFID estão dentro de espectro de frequência no intervalo compreendido entre 125 kHz a 2,45 GHz (HUNT; PUGLIA e PUGLIA, 2007, p.11-15).
Sistema Automático de ManufaturaA aplicação efetiva da tecnologia de AIDC
nos processos industriais automatizados favorece o transporte de dados dos produtos ao longo do processo de produção, o que é particularmente útil no apoio aos processos em que há necessidade específica de seleção de itens, setup de máquinas, assim como nocontrole de processo e rastreabilidade de produtos, pois os dados armazenados podem ser usados para identificar itens e peças na linha de montagem além de fornecer informações detalhadas que podem ser processadas a fim de satisfazer uma série de requisitos de um
determinado produto. Exemplos incluem a adequação de tolerâncias em peças usinadas, setup de máquinas, montagens específicas de componentes e até dosagem de ingredientes.
O sistema automático de manufatura didático, objeto deste trabalho, foi projetado com o propósito de realizar a simulação de um processo discreto de manufatura. Por esta razão, o sistema aqui descrito estará referenciado com as condições nas quais os ensaios foram realizados. É importante ressaltar que o sistema proposto busca aproximar o ambiente didático ao de um processo industrial real, pois é composto por equipamentos industriais.
Abrangendo a funcionalidade do sistema proposto, seu principal objetivo é simular a montagem de três tipos de peças previamente definidas, cada peça é formada por placas de nylon combinadas com dois de quatro tipos de cilindros coloridos, que devem ser montados respeitando os diâmetros de cada cilindro.
Identificação das peçasOs leitores AIDC servem nesta aplicação
para identificar as peças dentro do sistema e informar o status de montagem. Para isso, cada placa de nylon recebe uma etiqueta com símbolo 2D (data matrix) contendo o código, sua combinação de montagem e número de lote, cujas informações sevem para identificar a peça a ser montada. Com essa informação, o CLP informa ao controlador do robô qual deverá ser a trajetória a ser seguida.
A etapa de montagem citada acima pode ser dividida em 4 estágios descritos a seguir:
•Estágio1:A simulação da montagem das peças: o leitor 2D (V400-R1CF), instalado no início da esteira, lê a etiqueta data matrix afixada na placa de nylon e informa o CLP, via comunicação serial, de qual deverá ser o setup do processo de montagem;
F2. Padrão de detecção do código QR. Fonte: Keyence (2006)

47Janeiro/Fevereiro 2013 :: Mecatrônica Atual
manufatura
•Estágio2:Num segundo momento, a peça se movimenta pela esteira até que um sensor fotoelétrico de fibra óptica detecta a presença dela; rece-bendo o sinal desse sensor, o CLP para a esteira e informa ao controlador de robô (SSC-32) qual peça o robô (Lynx6) deverá montar e, com isso, o controlador seleciona qual trajetória (previamente programada) deverá ser utilizada. Concluída a montagem da peça, o robô aciona um segundo sensor para informar a conclusão desse estágio;
•Estágio3:Após a montagem da peça, o CLP liga a esteira e a peça volta a se movimentar até que um segundo sensor de fibra óptica instalado na esteira detecta a presença dela, esse sensor serve como sinal de gatilho (trigger) para o sistema de inspeção visual. A partir desse momento se inicia o processo de inspeção da peça, onde o sistema de visão irá verificar se a peça foi montada corretamente e enviará um sinal para o CLP in-formando se a peça foi APROVADA ou REPROVADA;
•Estágio4:No último estágio, o CLP troca dados com o leitor de RFID, que irá gravar na tag afixada na peça de nylon, um dado referente à conclu-são da etapa 1. Essa informação será gravada no bit 4 e a aprovação (ou não) da peça no bit 3 da tag.
Para efeito de estudo, o processo de montagem termina neste ponto com o ob-jetivo de que a peça saia do sistema pronta para passar por outros processos normais na indústria, tais como solda, usinagem, triagem para empacotamento, etc. Em um processo industrial real os dados contidos na tag servem para rastrear as peças e bloquear a sua continuidade na linha de montagem, caso seja identificado algum problema ao longo da sua produção.
ResultadosForam realizados experimentos práticos
no sistema proposto, simulando a montagem das peças conforme descrito na seção anterior. Os resultados obtidos a partir destes experi-mentos, somados aos dados de catálogo de cada dispositivo demonstram as limitações, vantagens e desvantagens das duas tecnologias de AIDC a partir de dados reais.
A fim de estipular os fatores mais rele-vantes para análise das tecnologias, foram definidos nove pontos descritos a seguir:
Quantidade de dados armazenados no dispositivo
•RFID: A quantidade de dados arma-zenados em uma tag pode variar de acordo com o seu tamanho, e se a tag é do tipo ativa ou passiva. Uma tag passiva (sem bateria) pode armazenar até 1kbyte de memória não volátil, já uma tag ativa pode chegar até 128 kbytes. No sistema utilizamos uma tag passiva com capacidade de armazenar no máximo 1 kbyte.
•Código 2D: Nos símbolos 2D a quantidade pode variar de acordo com o tipo de símbolo, tipo de dado armazenado (numérico, alfanumérico ou binário), além do tamanho do sím-bolo. O símbolo QR modelo 2 pode armazenar até 2,95 kbytes, porém o símbolo utilizado foi o Data Matrix, que pode armazenar até 1,55 kbytes.
Leitura/Escrita•RFID: A tecnologia de RFID possibilita
realizar tanto a leitura como a escrita de dados numa tag, existem modelos apenas para leitura, mas o modelo utilizado é capaz de ler e escrever até 8 bits em cada tag. Essa possibilidade de escrita favorece a utilização da tec-nologia RFID no controle de processo de manufatura, gravando o status da peça dentro do processo.
•Código 2D: Na tecnologia de leitura 2D não é possível escrever nenhum dado, apenas ler os dados previamente escritos por impressoras, com isso a tecnologia apenas coleta os dados.
Os dois primeiros pontos são considera-dos os mais importantes, sendo os demais pontos analisados:
•Robustez – ambiente de trabalho;•Integração com outros sistemas;•Influência externa;•Facilidade de instalação;•Formato dos dados;•Distância de leitura;•Posicionamento da peça para leitura.
ConclusãoAnalisando os dados levantados com
a conclusão dos testes de simulação, foi possível comparar as tecnologias a fim de posicioná-las dentro de um processo global de manufatura, identificando suas limitações e vantagens. Com isso é possível afirmar que a especificação de ambas as tecnologias depende de uma série de fatores, como: a quantidade de dados a ser armazenada; o ambiente onde será instalado o sistema; a distância mínima necessária para leitura dos dados e; se há necessidade apenas de ler, ou ler e escrever dados; além de uma análise do custo. Diante desses fatores, cada tecnologia terá mais ou menos aplicabilidade dentro de um processo de manufatura.
Um ponto fundamental é destacar a importância da aplicação das tecnologias de AIDC em processos de manufatura, uma vez que é uma poderosa ferramenta para aumentar a flexibilidade da manufa-tura nas indústrias, pois as tecnologias de AIDC possuem um grande potencial para aprimorarem operações por acelerarem e oferecerem maior visibilidade à cadeia de suprimento, aumentarem o controle sobre os estoques e características críticas do produto, bem como melhorarem as relações com os clientes e possibilitarem um planejamento mais integrado de toda a cadeia. MA
Continuação das referências bibliográficas...
HILL, John M. Automatic identification and data collection: scanning into the future. Disponível em: www.hill.ASCET.com Acesso em: 01 jul/09
HIGH TECH AID. Automatic Identification and Data Capture Techniques - An overview. Disponível em: www.hightechaid.com/tech/aidc_intro.htm Acesso em set/09
HUNT, V. Daniel; PUGLIA, Albert; PUGLIA, Mike. RFID: A guide to radio frequency identification, US, Wiley, 2007, 214p.
IGORLE. Controle De Qualidade Para Códigos Matriciales (1D, 2D) Disponível em: www.igorle.com/eu/igorle_
subcategoria_producto.asp?idtec=2&idca t=22 Acesso em set 2009
KEYENCE. ID Code handbook: bar code reader technical guide, Volume 2, Japan, 2006, 45p.
KEYENCE. ID Code handbook: 2-D code basic guide, Volume 3, Japan, 2006, 25p.
SOARES, R. C. Código de barras. Disponível em: www.dca.fee.unicamp.br/~rsoa res/codigos4.ppt Acesso em set/09
VICENTINI, C. F. et al. Emprego de código de barras bidimensionais para conferência de autenticidade de certificados digitais. Santa Maria, 2007, 10 f. Artigo (Ciências da Computação) – UFSM-RS

48 Mecatrônica Atual :: Janeiro/Fevereiro 2013
ferramentas
saiba maisSistema Integrado da Manufatura Mecatrônica Atual 17
Sistemas de Controle por PC Mecatrônica Atual 17
Sistema gerenciador de informações Mecatrônica Atual 38
PROFIBUS-DP/PA – ProfiSafe, Profile for Failsafe Technology.
IEC 61508 – Functional safety of electrical/electronic/programmable electronic safety-related systems.
Este artigo explica o que é um sistema operacional de tempo real (RTOS) e como ele pode ser útil em aplica-ções de medição e controle. Além disso, também serão abordadas as principais diferenças entre RTOS e o sistema operacional Windows
O que é umsistema operacionalde tempo real (RTOS)?
Guilherme Kenji Yamamoto eRenan Airosa Machado de Azevedo.
Engenheiros da National Instruments
Introdução aos Sistemas de Tempo Real
Em geral, um sistema operacional (SO) é responsável por gerenciar os recursos de hardware e hospedar os aplicativos que são executados no computador. Um sistema operacional de tempo real (RTOS) também executa essas tarefas, mas é projetado espe-cialmente para rodar aplicações com extrema precisão e alto grau de confiabilidade. Isso pode ser especialmente importante para sistemas de medição e controle.
Os sistemas operacionais de tempo real foram projetados para trabalhar com resposta a eventos e com sistemas de con-trole em malha fechada. Um exemplo de aplicação com resposta a eventos, na qual é imprescindível a utilização de RTOS é um sistema de airbag automotivo, este sistema necessita de precisão e confiabilidade, pois
a resposta a um estímulo deve ser feita em um determinado espaço de tempo. Já um exemplo de aplicação de controle em malha fechada em que o RTOS é necessário, é para o controle de velocidade em automó-veis, pois também é necessário precisão e confiabilidade. Ambos os sistemas exigem a realização de uma operação dentro de um tempo determinado. Esse tipo de desempenho é chamado de determinístico.
Sistemas de tempo real podem ser classi-ficados como “soft” ou “hard”. Para sistemas de tempo real do tipo soft, a utilidade de um sistema geralmente é inversamente proporcional ao tempo de resposta, após um determinado prazo ter sido perdido. Por exemplo, quando pressionamos um botão do telefone para atender uma chamada, a conexão deve ser estabelecida logo após o botão ter sido apertado, contudo, o prazo não é tão crítico e pequenos atrasos

49Janeiro/Fevereiro 2013 :: Mecatrônica Atual
ferramentas
podem ser tolerados. Sistemas de tempo real do tipo “hard” são aqueles em que a utilidade do sistema torna-se zero em caso de perda do prazo.
Uma unidade de controle de um motor (ECU) automotivo deve processar sinais de entrada e calcular a temporização da faísca da vela dentro de um prazo. Se houver perda desse prazo, o motor não irá operar corretamente. A utilidade de uma tarefa após a perda de prazo depende se o sistema de tempo real é do tipo “soft” ou do tipo “hard”, como mostrado na figura 1.
Sistemas operacionais como Microsoft Windows e MAC OS fornecem uma ex-celente plataforma para desenvolvimento e execução de aplicações não críticas de medição e controle. Contudo, por serem sistemas operacionais projetados para um propósito geral, eles não são ideais para executar aplicações que necessitem de um desempenho determinístico ou de um maior tempo sem falhas.
Sistemas operacionais de propósito geral são otimizados para executar uma variedade de aplicações simultaneamente, assegurando que todas as aplicações possuam um tempo de processamento. Esses sistemas operacionais também devem responder a interrupções de periféricos como mouse e teclado, sendo que o usuário tem controle limitado sobre o modo como essas tarefas são manipuladas pelo processador. Como resultado, tarefas de alta prioridade podem ser interrompidas para que tarefas de baixa prioridade sejam executadas, fazendo com que seja impossível garantir um tempo de resposta constante para suas aplicações críticas.
Em contraste, sistemas operacionais de tempo real proporcionam a capacidade de priorizar tarefas, para que as tarefas mais críticas possam sempre ter controle do processador quando necessário. Essa pro-priedade possibilita a criação de aplicações com resultados que podem ser previstos.
Sistemas operacionais de tempo real são necessários quando o processador está envolvido em operações como controle de malha fechada e tomada de decisão em tempo crítico. Essas aplicações necessitam que decisões temporizadas sejam feitas baseadas em dados recebidos. Por exemplo, um equipamento de entrada e saída realiza a amostragem de um sinal de entrada e o envia diretamente para a memória. Então, o processador deve analisar o sinal e enviar F3. A Tecnologia de Tempo Real, da National Instruments.
F1. Diferença entre tecnologia de tempo real Hard e Soft.
F2. Um exemplo de Diagrama de Jitter.

50 Mecatrônica Atual :: Janeiro/Fevereiro 2013
ferramentas
a resposta adequada ao equipamento de en-tradas e saídas. Nessa aplicação, o software deve estar envolvido na malha, portanto, você precisa de um sistema operacional de tempo real para garantir a resposta dentro de um espaço de tempo fixo. Além disso, aplicações que requerem tempo de execu-ção estendido ou operações autônomas são geralmente implementadas com sistemas operacionais de tempo real.
Desempenho em Tempo RealO equívoco mais comum associado ao
desempenho em tempo real é dizer que ele aumenta a velocidade de execução do progra-ma. Apesar de ser verdade em alguns casos, a aplicação é melhorada proporcionando temporização precisa e previsível. Com essas melhorias, você pode determinar o tempo exato quando certo evento ocorrerá.
Controle em Tempo RealCom controle em tempo real, é possível
monitorar e simular continuamente um sistema físico. Aplicações de controle em tempo real executam repetidamente uma tarefa definida pelo usuário com um intervalo de tempo específico entre cada execução. A maioria dos sistemas de controle em tempo real monitora um sistema físico, comparam o estado atual com o estado desejado e então simulam o sistema físico baseando-se nessa comparação. O tempo que leva para que essa malha execute é considerado o tempo de ciclo da malha. O tempo de ciclo da malha de controle varia baseado na complexidade do sistema.
O determinismo mede a consistência do intervalo de tempo especificado entre os eventos. Muitos algoritmos de controle, como o PID, requerem um comportamento muito determinístico. Por exemplo, um elevador move-se gradualmente para o andar correto por causa do comportamento determinístico da malha de controle. Sem o determinismo, o elevador chega ao andar correto, porém sem estabilidade.
Em todos os sistemas de tempo real há uma quantidade de erro chamada jitter. O jitter é outra maneira de medir o determi-nismo de um sistema de tempo real. Você pode calculá-lo como a diferença máxima entre qualquer atraso individual de tempo e o atraso de tempo desejado em um sistema, veja na figura 2.
Resposta a eventos em Tempo Real
Com a utilização da resposta a eventos em tempo real é possível responder a um simples evento dentro de um dado espaço de tempo. O sistema de tempo real garante algum tempo máximo de resposta a um evento único. O evento pode ser tanto pe-riódico quanto aleatório. Um exemplo de uma aplicação de resposta a um evento em tempo real é um sistema de monitoração de segurança. Se uma planta entra em um estado de perigo, o sistema de tempo real deve responder a este evento dentro de um espaço de tempo garantido.
A latência é usada para descrever o tempo que leva para se responder a um evento. É similar ao determinismo em aplicações de controle em tempo real. Com resposta a eventos em tempo real, é garantido o pior caso de latência.
Tecnologia de Tempo Real, da National Instruments
Os módulos LabVIEW Real-Time e LabWindows™/CVI Real-Time são usados para se alcançar execução determinística confiável em hardware dedicado. Caso haja necessidade de um determinismo maior, o módulo LabVIEW FPGA, combinado com um hardware que inclua tecnologia de entradas e saídas reconfiguráveis (RIO – Reconfigurable I/O) oferece resposta de hardware em nanossegundos.
Use o conjunto de software da National Instruments para:
•Desenvolver rapidamente aplicações determinísticas com programação gráfica ou ANSI C;
•Criar facilmente controles distribuídos e sistemas de monitoração;
•Eliminar o tempo gasto integrando diversas entradas e saídas.
A National Instruments oferece uma variedade de hardware de tempo real que contém um processador embarcado exe-cutando um sistema operacional de tempo real para máxima confiabilidade e desem-penho determinístico. É possível integrar uma vasta gama de entradas e saídas com hardware modular que possa ser expandido para atender a um grande número de canais para aquisição de dados e controle, condi-cionamento de sinais industriais e isolação segura. Observe a figura 3. MA