
melhoria da qualidade de processos industriais através da ...
61
UNIVERSIDADE FEDERAL DO CEARÁ CENTRO DE TECNOLOGIA GRADUAÇÃO EM ENGENHARIA ELÉTRICA MELHORIA DA QUALIDADE DE PROCESSOS INDUSTRIAIS ATRAVÉS DA AUTOMAÇÃO E DA REPROGRAMAÇÃO DO SISTEMA SUPERVISÓRIO Bruno Oliveira Dourado Arruda de Figueiredo Fortaleza Dezembro de 2010
-
Upload
nguyenliem -
Category
Documents
-
view
214 -
download
0
Transcript of melhoria da qualidade de processos industriais através da ...
UNIVERSIDADE FEDERAL DO CEARÁ
CENTRO DE TECNOLOGIA
GRADUAÇÃO EM ENGENHARIA ELÉTRICA
MELHORIA DA QUALIDADE DE PROCESSOS INDUSTRIAIS
ATRAVÉS DA AUTOMAÇÃO E DA REPROGRAMAÇÃO DO
SISTEMA SUPERVISÓRIO
Bruno Oliveira Dourado Arruda de Figueiredo
Fortaleza
Dezembro de 2010
ii
BRUNO OLIVEIRA DOURADO ARRUDA DE FIGUEIREDO
MELHORIA DA QUALIDADE DE PROCESSOS INDUSTRIAIS
ATRAVÉS DA AUTOMAÇÃO E DA REPROGRAMAÇÃO DO
SISTEMA SUPERVISÓRIO
Trabalho de Conclusão de Curso
submetido à Universidade Federal do Ceará
como parte dos requisitos para obtenção do
grau de Graduado em Engenharia Elétrica.
Orientador: Prof. Dr. Ricardo Silva Thé
Pontes
Fortaleza
Dezembro de 2010

iv
A Deus,
Aos meus pais, Cleomenes e Jamila,
A minha namorada Atália,
A todos os familiares e amigos,
Eu dedico este trabalho.
v
AGRADECIMENTOS
A Deus, por todas as dificuldades que venci, e batalhas que me fortaleceram,
e pela saúde para desenvolver este trabalho.
Ao professor Ricardo Silva Thé Pontes, pela sua orientação, força, incentivo,
confiança e pela oportunidade de trabalhar e aprender no ambiente do LAMOTRIZ-
UFC.
A toda minha família que sempre me apoiou durante todo esse período sem
qualquer cobrança.
A minha namorada Atália Santos, por todo amor, incentivo e compreensão
pelas ausências nos momentos de dedicação ao estudo.
Ao pessoal do LAMOTRIZ que sempre me ajudou e apoiou nos processo de
simulação do trabalho, em especial ao técnico do laboratório Eduardo Moreira.
Aos meus amigos e colegas de graduação pela ajuda nos momentos mais
difíceis e decisivos desta jornada.
A todos estes e aos que me esqueci de listar, agradeço pela amizade,
incentivo e otimismo.
vi
RESUMO
Figueiredo, B. O. D. A. “Melhoria da qualidade de processos industriais através da automação e da reprogramação do sistema supervisório”, Universidade Federal do Ceará – UFC, 2010, 60p.
Este trabalho final de curso analisa os benefícios que as industriais de hoje alcançam na automatização de seus processos, conquistando melhorias na produção, simplicidade nas mudanças de rotinas do processo industrial e maior eficiência energética em seus sistemas produtivos. A análise será feita no laboratório de eficiência energética em sistemas motrizes industriais – LAMOTRIZ-UFC. Para tal serão realizadas simulações em uma das bancadas do laboratório. Esta bancada possui um sistema de ventilação axial totalmente automatizado com CLP’s, sensores e atuadores, além de um sistema supervisório o qual é possível realizar acionamentos remotos, entre outras coisas. Dois procedimentos serão realizados nessa bancada para qualificação de um sistema automatizado: o primeiro é a criação de uma rotina de ligamento/desligamento automático; e o outro é a análise do controle de vazão do sistema de ventilação através dos métodos de estrangulamento da válvula de saída (damper) e da variação de velocidade através de um inversor de freqüência. Com esses procedimento será possível mostrar tanto a facilidade de manuseio que um sistema automatizado oferece, quanto a economia de energia elétrica que se pode conseguir em certos processos.
Palavras-Chave: Automação Industrial, Eficiência energética, Supervisório.
vii
ABSTRACT Figueiredo, B. O. D. A. “Improvement of industrials processes quality based on automation and reprograming of supervisory system”, Universidade Federal do Ceará – UFC, 2010, 60p.
This Monograph analyzes the benefits of today’s industries in automating its processes, achieving improvements in production, simplicity in changes in the routines of industrial process and greater energy efficiency in their production systems. The analysis will be done in the Laboratory for Energy Efficiency in Industrial Motor Systems - LAMOTRIZ/UFC. For this simulations will be conducted in the laboratory bench. This laboratory bench has an axial ventilation system totally automated with PLC´s, sensors and actuators, beyond a supervisory system which can perform remote actuations, among others things. Two procedures will be performed in this laboratory bench for the qualification of an automated system: the first is the creation of a routine for turn on or turn off automatically; the other procedure is the analysis of the control fluid volumetric flow of an axial ventilation system rate at constant speed using damper and at variable speed, using a frequency inverter. With these procedures will be possible to show both the facility of the use which an automated system can provide, as the economy of electric energy that can be achieved in certain cases.
Keywords: Industrial Automation, Energy efficiency, Supervision System.

viii
Sumário
LISTA DE FIGURAS ........................................................................................... x
LISTA DE TABELAS ......................................................................................... xii
1. INTRODUÇÃO ........................................................................................... 1
1.1 Objetivo Principal ..................................................................................... 2
1.2 Objetivos específicos ............................................................................... 2
1.3 Justificativa .............................................................................................. 2
1.4 Metodologia ............................................................................................. 3
2. CONCEITOS E CARACTERÍSTICAS DE UM SISTEMA DE AUTOMAÇÃO
INDUSTRIAL ...................................................................................................... 4
2.1 Automação Industrial ............................................................................... 4
2.2 Sistema Digital de Controle Distribuído ................................................... 5
2.3 Arquitetura de Redes Industriais ............................................................. 6
2.3.1 Modelo OSI/ISO ............................................................................ 7
2.3.2 Protocolo TCP/IP .......................................................................... 9
2.4 Comunicação Serial............................................................................... 10
2.4.1 Modo síncrono x assíncrono ....................................................... 10
2.4.2 Padrão RS-485 ........................................................................... 10
2.5 Rede FIELDBUS – Barramento de Campo ........................................... 11
2.5.1 MODIBUS ................................................................................... 12
2.5.2 Outros Protocolos ....................................................................... 13
2.6 Processos Físicos.................................................................................. 13
2.6.1 Sensores ..................................................................................... 14
2.6.2 Atuadores .................................................................................... 15
2.6.3 PLC (Programmable Logic Controller) ........................................ 15
3. SISTEMA SUPERVISÓRIO E SCADA ..................................................... 19
3.1 Sistema de Supervisão .......................................................................... 19
3.2 SCADA .................................................................................................. 20
3.3 Características do SCADA .................................................................... 22
3.3.1 Facilidade de interpretação ......................................................... 22
3.3.2 Geração de relatórios e planejamento de tarefas ....................... 23
3.3.3 Flexibilidade, Arquitetura aberta de programação....................... 23
ix
3.3.4 Acesso a banco de dados ........................................................... 24
3.3.5 Estrutura ..................................................................................... 24
3.4 Funcionalidades do Sistema de Supervisão .......................................... 25
3.4.1 Definição de VPI e definição de variáveis ................................... 25
3.4.2 Construção de telas de animação ............................................... 25
3.4.3 Geração de relatórios .................................................................. 25
3.4.4 Alarmes ....................................................................................... 25
3.4.5 Resumo de alarmes .................................................................... 25
3.4.6 Módulo interno de programação ................................................. 26
3.4.7 Gerador de gráficos .................................................................... 26
4. LABORATÓRIO DE EFICIÊNCIA ENERGÉTICA EM SISTEMAS
MOTRIZES INDUSTRIAIS - LAMOTRIZ .......................................................... 28
4.1 Composição do LAMOTRIZ ................................................................... 28
4.2 Elipse E3 ............................................................................................... 28
4.3 Layout do Aplicativo de Supervisório: LAMOTRIZ ................................. 30
4.3.1 Menu Processos ......................................................................... 31
4.3.2 Menu Tendências ........................................................................ 33
4.3.3 Menu Multigrandezas .................................................................. 33
4.3.4 Menu Alarmes ............................................................................. 34
4.3.5 Menu Consultas .......................................................................... 34
4.3.6 Menu Configurações ................................................................... 36
5. SIMULAÇÕES E ANÁLISE DE DADOS ................................................... 37
5.1 Bancada de Ventilação Axial ................................................................. 37
5.2 Procedimento 01 – Criação de uma Rotina Automática de Ligamento. 39
5.2.1 Programação............................................................................... 39
5.2.2 Análise de Resultados ................................................................ 41
5.3 Procedimento 02 – Eficiência energética no controle de vazão ............ 43
5.3.1 Controle de vazão via abertura do Damper ................................ 43
5.3.2 Controle de vazão via inversor de freqüência ............................. 44
5.3.3 Análise de Resultados ................................................................ 45
6. CONCLUSÃO........................................................................................... 47
7. REFERÊNCIAS BIBLIOGRÁFICAS ......................................................... 49
x
LISTA DE FIGURAS
Figura 1 - Automação Industrial em níveis de abstração ............................................ 5
Figura 2 - Topologia de Redes ................................................................................... 7
Figura 3 - Camadas do Modelo OSI ........................................................................... 8
Figura 4 - Arquitetura do TCP/IP, comparada ao modelo OSI .................................... 9
Figura 5 – Driver RS-485 .......................................................................................... 11
Figura 6 - Topologia de uma automação industrial ................................................... 14
Figura 7 – CLP utilizado nas bancadas do laboratório ............................................. 16
Figura 8 - Linguagens de Programação em PLC's ................................................... 18
Figura 9 - Exemplo de um IHM ................................................................................. 20
Figura 10 - Exemplo de uma tela de supervisório para controle e monitoração. ...... 21
Figura 11 - Telas de supervisório com objetos animados ......................................... 23
Figura 12 - Tela específica de um Sistema Supervisório.......................................... 24
Figura 13 - Histórico de alarmes ............................................................................... 26
Figura 14 - Gráficos de um Sistema de Supervisão ................................................. 27
Figura 15 - Área de trabalho do E3 Studio ............................................................... 30
Figura 16 - Tela de abertura do Sistema Supervisório do LAMOTRIZ – Layout ....... 31
Figura 17 - Tela da Bancada 02 ............................................................................... 32
Figura 18 - Bancadas LAMOTRIZ: A - Compressor; B - Ventilador Axial; C - Freio; D
- Esteiras. ................................................................................................................. 32
Figura 19 - Tela de gráficos de tendência ................................................................ 33
Figura 20 - Tela Multigrandeza ................................................................................. 34
Figura 21 - Tela de Alarmes ..................................................................................... 35
Figura 22 - Tela de Consultas .................................................................................. 35
Figura 23 - Tela de Configurações ........................................................................... 36
Figura 24 - Bancada de Ventilação Axial .................................................................. 37
Figura 25 - Configuração da Bancada de ventilação Axial ....................................... 38
Figura 26 - Botão de acesso ao menu de Rotina Automática de
ligamento/desligamento ............................................................................................ 39
Figura 27 - tela de Rotina Automática no E3 Studio ................................................. 40
Figura 28 - Tag's criadas e Programação dentro da Tag de tempo .......................... 40
Figura 29 - Curva de temperatura e pressão da Rotina Automática ......................... 42
Figura 30 - Curva de vazão e corrente da Rotina Automática .................................. 42
xi
Figura 31 - Inversor de Freqüência .......................................................................... 43
Figura 32 - Curva de comparação entre métodos de controle de vazão .................. 45
Figura 33 – Curva de potência ativa economizada para freqüências simuladas ...... 46
xii
LISTA DE TABELAS
Tabela 1 - Elementos da Bancada de Ventilação Industrial ............................. 38
Tabela 2 - Dados do controle variando Abertura do damper ............................ 44
Tabela 3 – Dados do controle variando a velocidade do motor ....................... 44
1
1. INTRODUÇÃO
O mundo, antes predominantemente agrícola, passou por diversas mudanças
no decorrer dos últimos séculos, e grande parcela delas devem-se às revoluções
industriais que tornaram os processos cada vez mais dependentes de máquinas,
deixando a utilização da força humana e animal para trás.
No início do século XX surgem as linhas de montagem para produção em
massa e os mecanismos automáticos simples, e assim começa a busca pelas
ferramentas de precisão que darão suporte à criação das máquinas da civilização
moderna. É nessa mesma época, 1949, que surge a concepção do Comando
Numérico, que são máquinas comandadas numericamente e que viabilizam a
produção de peças com geometrias mais complexas através de programação
eletrônica e seqüências de usinagem. Uma nova era abre-se para a automação
industrial (SILVEIRA, 2002).
Em paralelo com as máquinas de controle numérico, foram desenvolvidos os
robôs que, ao contrário do que se imaginava, não eram apenas máquinas com forma
humana e sim, por meio da Associação Industrial de Robótica, “um manipulador
reprogramável, multifuncional, projetado para mover materiais, peças, ferramentas
ou dispositivos especiais em movimentos variáveis programados para realização de
uma variedade de tarefas”. A automação destes robôs é do tipo programável, pois
eles são capazes de serem adaptados ao produto, ou seja, no decorrer da produção
poderão ocorrer alterações no processo referentes à reprogramação do robô caso
haja mudanças nas especificações técnicas de fabricação (SILVEIRA, 2002).
Em toda a segunda metade do século XX o trabalho humano passou por
grandes transformações provenientes do desenvolvimento da informática que, dali
em diante, seria de suma importância dentro da indústria e do comércio.
No âmbito industrial, a automação, com suas novas técnicas de controle de
processo, foi o marco no aumento da produtividade e conseqüente melhoria na
qualidade de vida atingida com o poder de compra adquirido pela sociedade
proveniente das novas riquezas geradas. Hoje, não se admite mais uma indústria de
médio ou grande porte que, no âmbito da engenharia e da tecnologia, não utilize dos
conceitos básicos da automação de processos de produção industrial
(ALBUQUERQUE 2007).
2
A criatividade e a flexibilidade são muito relevantes nos dias atuais para a
economia globalizada. Cada vez mais os processos devem ser mais eficientes, com
menores custos e maior qualidade. Além de que, o aumento da competitividade, do
nível de exigência e da segurança da operação também são fatores indispensáveis
nos sistemas de uma indústria atual. Outro fator, sempre considerado, é o da
preservação do planeta em aspectos ambientais e isso traz junto a obrigação das
indústrias a buscarem sempre melhorias à nível de eficiência energética. E com
todas essas exigências as indústrias buscam cada vez mais o caminho da
automação de seus processos.
Com base no exposto, o problema a ser investigado neste trabalho é: de que
forma a automação pode contribuir para a eficiência energética.
1.1 Objetivo Principal
O objetivo principal deste trabalho é desenvolver sub-rotinas em um sistema de
automação industrial para comprovar a eficiência energética alcançada por uma
automação e a melhoria na facilidade de manuseio do sistema em ambientes
industriais.
1.2 Objetivos específicos
Para alcançar o objetivo principal, outros objetivos foram traçados:
- Analisar o Sistema de Controle Distribuído (SDCD) de um laboratório;
- Desenvolver e implementar programações do supervisório nas bancadas
industriais desse laboratório;
- Analisar o sistema de controle e as medições de demanda de energia após a
automação de um processo.
1.3 Justificativa
O trabalho surgiu com a necessidade de mostrar os benefícios da automação
em ambientes industriais nos dias de hoje, com o uso de supervisórios e
programações em CLP’s, mostrando as suas melhorias na qualidade dos serviços e
na eficiência da energia utilizada, além de mostrar a facilidade conquistada na hora
de realizar modificações do projeto inicial.
Algumas delimitações do tema são que o trabalho não irá abordar todas as
redes industriais, assim como seus protocolos e modelos de interconexão e também
3
não será utilizado em ambiente industrial real, apenas dentro de um laboratório com
máquinas industriais.
1.4 Metodologia
Todo o trabalho será realizado no LAMOTRIZ (Laboratório de Eficiência
Energética em Sistemas Motrizes Industriais – UFC). O material utilizado será
disponibilizado pelo laboratório: maquinário industrial e supervisório (ELIPSE), que
será um dos principais instrumentos de coleta de dados. Os dois principais pontos
adotados neste trabalho serão a programação computacional no ambiente do
supervisório Elipse do LAMOTRIZ e a experimentação e comprovação dos
resultados por meio de medição em bancadas.
No segundo capítulo deste trabalho será abordada toda uma teoria que se
relacione com os assuntos a serem tratados no decorrer do trabalho afim de que o
leitor possa ter um maior entendimento no decorrer de sua leitura.
O capítulo seguinte (três) falará sobre o sistema SCADA e mostrará as
principais utilidades de um sistema supervisório, sistema esse que será muito
utilizado nas programações do trabalho.
O capítulo quatro irá detalhar o laboratório utilizado (LAMOTRIZ) e o seu
Sistema Supervisório Elipse E3 com ilustração de telas do sistema e suas utilidades.
No capítulo cinco serão mostrados os procedimentos realizados com
programações e simulações no maquinário do laboratório, assim como os resultados
encontrados e a análise dos mesmos.

4
2. CONCEITOS E CARACTERÍSTICAS DE UM SISTEMA DE
AUTOMAÇÃO INDUSTRIAL
Este capítulo abordará as principais teorias necessárias para o
desenvolvimento deste trabalho. Nele serão tratados assuntos introdutórios à
automação e conceitos sobre Sistema Digital de controle Distribuído, redes
industriais e seus protocolos, e processos físicos de uma indústria com seus
principais dispositivos (atuadores, sensores, PLC’s).
2.1 Automação Industrial
Muitas empresas utilizam sistemas mecânicos, eletromecânicos e
computacionais para operarem em seus controles de processos. E esse conjunto de
sistemas caracteriza uma automação industrial. Vários são os fatores que levam a
uma empresa a automatizarem seus processos, e os principais são (Souza, 2005):
- redução de custos de pessoal devido à substituição por máquinas;
- aumento da qualidade dos produtos devido à precisão das máquinas;
- redução de produtos em estoque devido ao aumento da produtividade;
- redução de perdas de produtos; e
- diminuição no tempo de fabricação.
Numa automação, ações são tomadas a partir de analise de informações
colhidas por controladores e realizadas por algoritmos de controle pré-armazenados.
É como se fosse um sistema realimentado ou em malha fechada, onde correções
podem ser executadas no decorrer do processo apenas com o cálculo das
informações armazenadas pelos controladores. Um bom exemplo disso são as
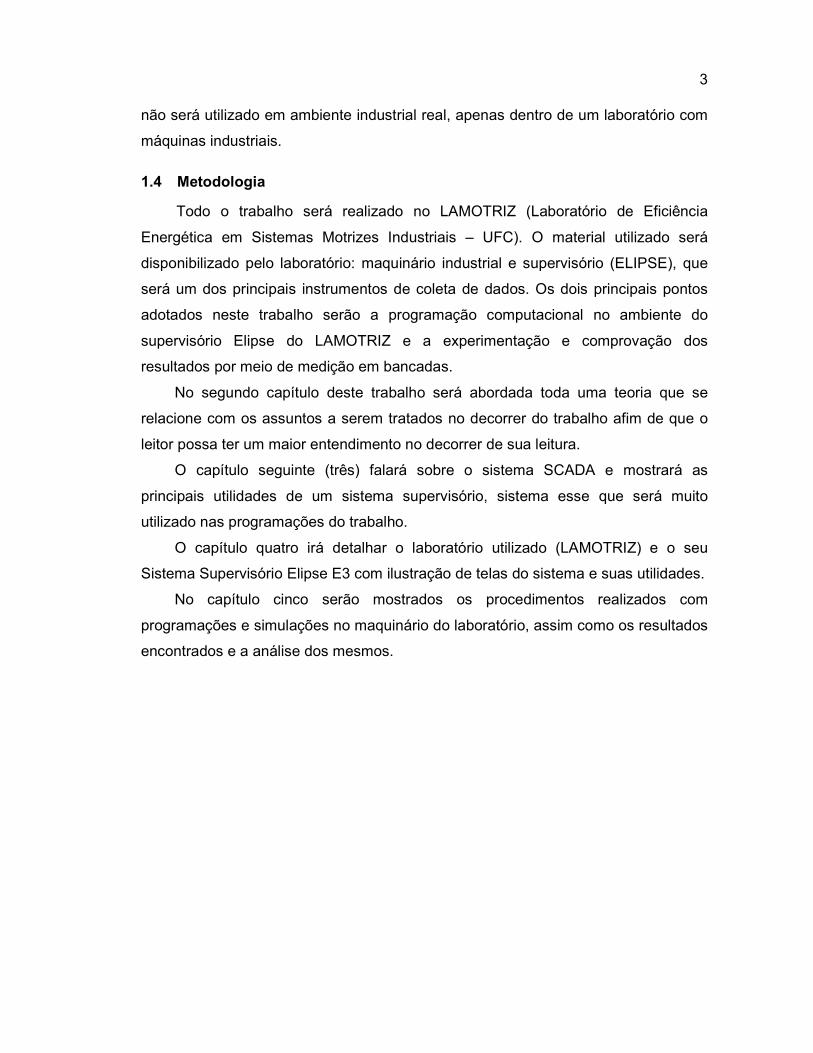
montagens de automóveis através de robôs. A Figura 1 mostra os níveis de
abstração de uma automação industrial (SOUZA, 2005).
5
Figura 1 - Automação Industrial em níveis de abstração
2.2 Sistema Digital de Controle Distribuído
Os primeiros sistemas de controle encontrados antigamente eram baseados
em controladores com malha uma única de realimentação (Single-Loop Controller-
SLC). A partir dos anos 60, os controladores digitais diretos (Direct Digital Controller
– DDC) eram os mais utilizados e eram baseados em pequenos e grandes
computadores digitais, mas que hoje estão praticamente extintos (ALBUQUERQUE,
2007). Segundo SILVEIRA (2002), salas de controles a grandes distâncias do núcleo
operacional começaram a aparecer nas indústrias químicas e de processos devido
ao desenvolvimento da instrumentação eletrônica, centralizando, assim, todo o
controle do parque fabril. Com isso, com o avanço das técnicas de transmissão,
diversas salas de controle distribuídas geograficamente foram criadas, interligadas e
conectadas a uma sala central de supervisão. Surgia então o Sistema de Controle
Distribuído (DCS).
A revolução eletrônica do final do século XX trouxe com ela o aumento da
eficiência de computadores, desenvolvimento de CLP’s, atuadores e sistema de
comunicação e surgi então o Sistema Digital de Controle Distribuído (SDCD)
(ALBUQUERQUE, 2007). Tinham-se, agora, diferentes níveis hierárquicos
estabelecidos pela comunicabilidade entre uma máquina de estado (processo
propriamente dito) e outras(s).
Segundo SILVEIRA (2002), “um SDCD pode ser representado por uma sala
central, gerenciadora de controle e supervisão global, microprocessada em rede
com vários outros controladores de responsabilidade local, caracterizando-se pela
6
transformação de processos automatizados em verdadeiros sistemas de automação
supervisionados com a capacidade e rastreamento de todas as etapas do processo
produtivo, bem como a flexibilização e o aumento da capacidade de integração de
seus componentes, prevendo, portanto, um aumento do processo e do nível de
automação de forma natural e continuada.”
Mas não é somente na indústria que o SDCD começou a vigorar, outros
segmentos também o fizeram: não-industriais (sistema de água e esgoto, energia
elétrica e telecomunicação); automação predial (controle de utilidades, detecção e
alarmes de incêndio, controle de acesso, etc). O SDCD é a união dos SLC e DDC de
antigamente, tendo assim uma centralização das informações e funções de controle,
característica dos controladores DDC, e tem-se, ainda, o melhor de cada um desses
sistemas antecessores (ALBUQUERQUE, 2007).
Resumindo, a arquitetura de um SDCD possui:
- Rede de comunicação redundante com cabo coaxial ou em fibra ótica;
- Processos com controles contínuos e seqüenciais, e monitoração com
controladores, todos com interfase a estações locais;
- Supervisão e monitoramento de processos através de animações e teclados
funcionais, garantido a interfase homem-máquina.
2.3 Arquitetura de Redes Industriais
Com o objetivo de unir PC’s e CLP’s, que cresciam operando
independentemente, surgiram as redes industriais. Essa interligação rendeu uma
maior segurança no compartilhamento de base de dados e de recursos, o que levou
a automação a apoiá-la cada vez mais. Alem disso, havia ainda, a complexidade dos
processos industriais, a geografia das novas instalações elétricas e a
competitividade do mundo globalizado apoiando o uso das redes de comunicação
nos sistemas de automação (RASÁRIO, 2005).
Os sistemas de comunicação são formados por meios de transmissão, arranjo
topológico interligado a vários módulos processados através de enlaces, e
protocolos, que é o conjunto de regras que organiza a comunicação
(ALBUQUERQUE, 2007). As topologias mostram a forma em que as estações de
trabalho (ET) ou nós estão conectadas, determinando tanto o fluxo de informações
gerada quanto a localização geográfica de suas subestações. As formas topológicas
7
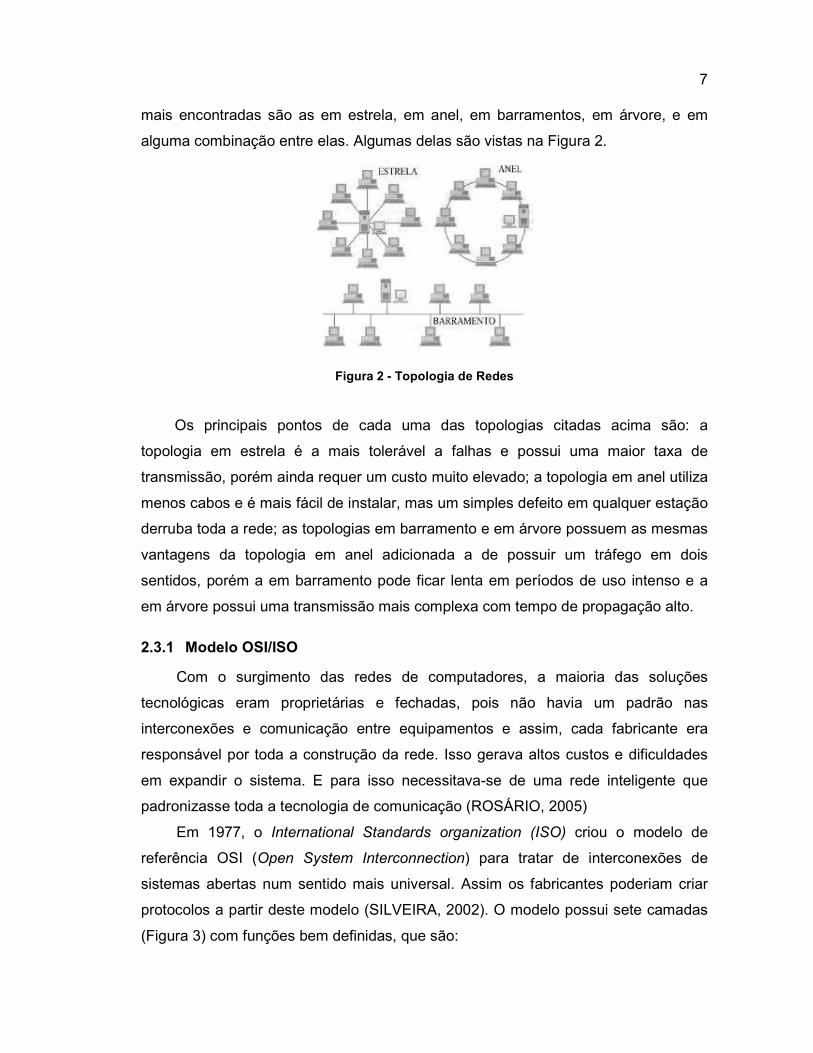
mais encontradas são as em estrela, em anel, em barramentos, em árvore, e em
alguma combinação entre elas. Algumas delas são vistas na Figura 2.
Figura 2 - Topologia de Redes
Os principais pontos de cada uma das topologias citadas acima são: a
topologia em estrela é a mais tolerável a falhas e possui uma maior taxa de
transmissão, porém ainda requer um custo muito elevado; a topologia em anel utiliza
menos cabos e é mais fácil de instalar, mas um simples defeito em qualquer estação
derruba toda a rede; as topologias em barramento e em árvore possuem as mesmas
vantagens da topologia em anel adicionada a de possuir um tráfego em dois
sentidos, porém a em barramento pode ficar lenta em períodos de uso intenso e a
em árvore possui uma transmissão mais complexa com tempo de propagação alto.
2.3.1 Modelo OSI/ISO
Com o surgimento das redes de computadores, a maioria das soluções
tecnológicas eram proprietárias e fechadas, pois não havia um padrão nas
interconexões e comunicação entre equipamentos e assim, cada fabricante era
responsável por toda a construção da rede. Isso gerava altos custos e dificuldades
em expandir o sistema. E para isso necessitava-se de uma rede inteligente que
padronizasse toda a tecnologia de comunicação (ROSÁRIO, 2005)
Em 1977, o International Standards organization (ISO) criou o modelo de
referência OSI (Open System Interconnection) para tratar de interconexões de
sistemas abertas num sentido mais universal. Assim os fabricantes poderiam criar
protocolos a partir deste modelo (SILVEIRA, 2002). O modelo possui sete camadas
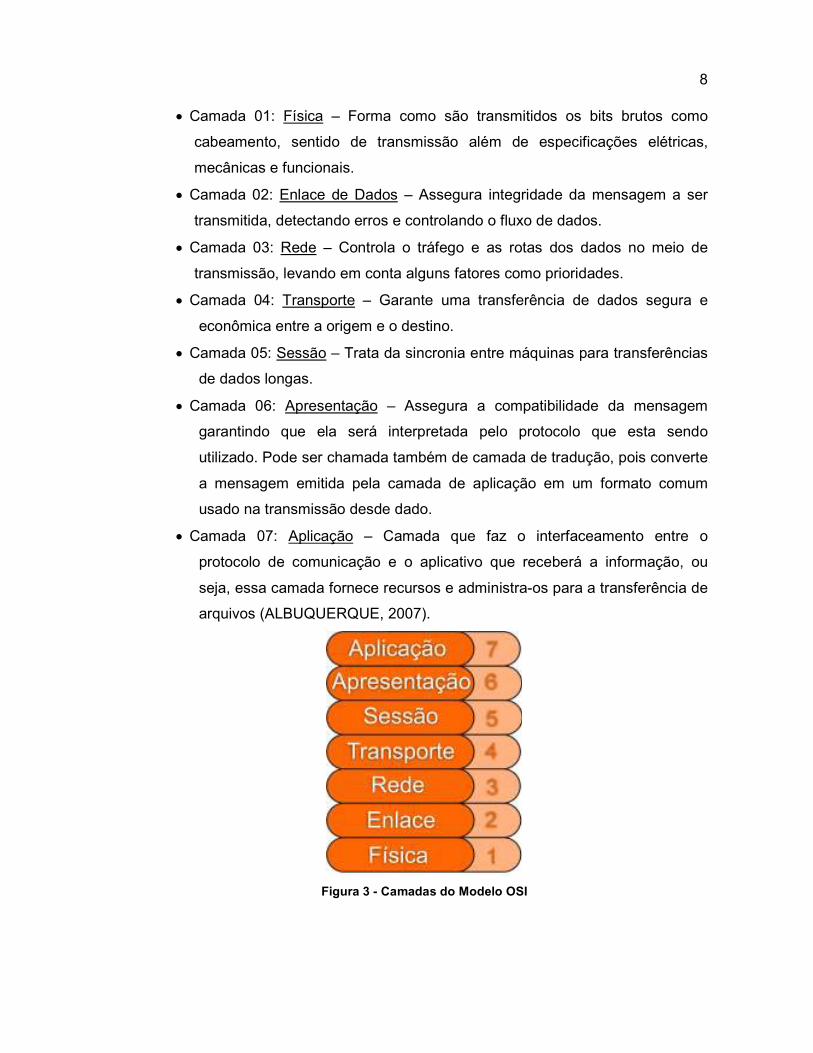
(Figura 3) com funções bem definidas, que são:
8
• Camada 01: Física – Forma como são transmitidos os bits brutos como
cabeamento, sentido de transmissão além de especificações elétricas,
mecânicas e funcionais.
• Camada 02: Enlace de Dados – Assegura integridade da mensagem a ser
transmitida, detectando erros e controlando o fluxo de dados.
• Camada 03: Rede – Controla o tráfego e as rotas dos dados no meio de
transmissão, levando em conta alguns fatores como prioridades.
• Camada 04: Transporte – Garante uma transferência de dados segura e
econômica entre a origem e o destino.
• Camada 05: Sessão – Trata da sincronia entre máquinas para transferências
de dados longas.
• Camada 06: Apresentação – Assegura a compatibilidade da mensagem
garantindo que ela será interpretada pelo protocolo que esta sendo
utilizado. Pode ser chamada também de camada de tradução, pois converte
a mensagem emitida pela camada de aplicação em um formato comum
usado na transmissão desde dado.
• Camada 07: Aplicação – Camada que faz o interfaceamento entre o
protocolo de comunicação e o aplicativo que receberá a informação, ou
seja, essa camada fornece recursos e administra-os para a transferência de
arquivos (ALBUQUERQUE, 2007).
Figura 3 - Camadas do Modelo OSI
9
2.3.2 Protocolo TCP/IP
Um dos protocolos mais utilizados nas redes locais é o protocolo TCP/IP
(Transmission Control Protocol/Internet Protocol) que aconteceu devido a
popularização da internet, meio em que ele foi criado para ser usado. Suas grandes
qualidades são: capacidade de roteamento, podendo ser usado em grandes redes e
de longas distâncias, onde os dados podem seguir vários caminhos até atingirem o
computador receptor, e possuir uma arquitetura aberta, onde pode ser moldado por
qualquer fabricante, criando uma nova versão em seu sistema, sem necessidade de
pagar por direitos autorais. Tornou-se, então, um protocolo universal, de fácil acesso
entre todos os sistemas.
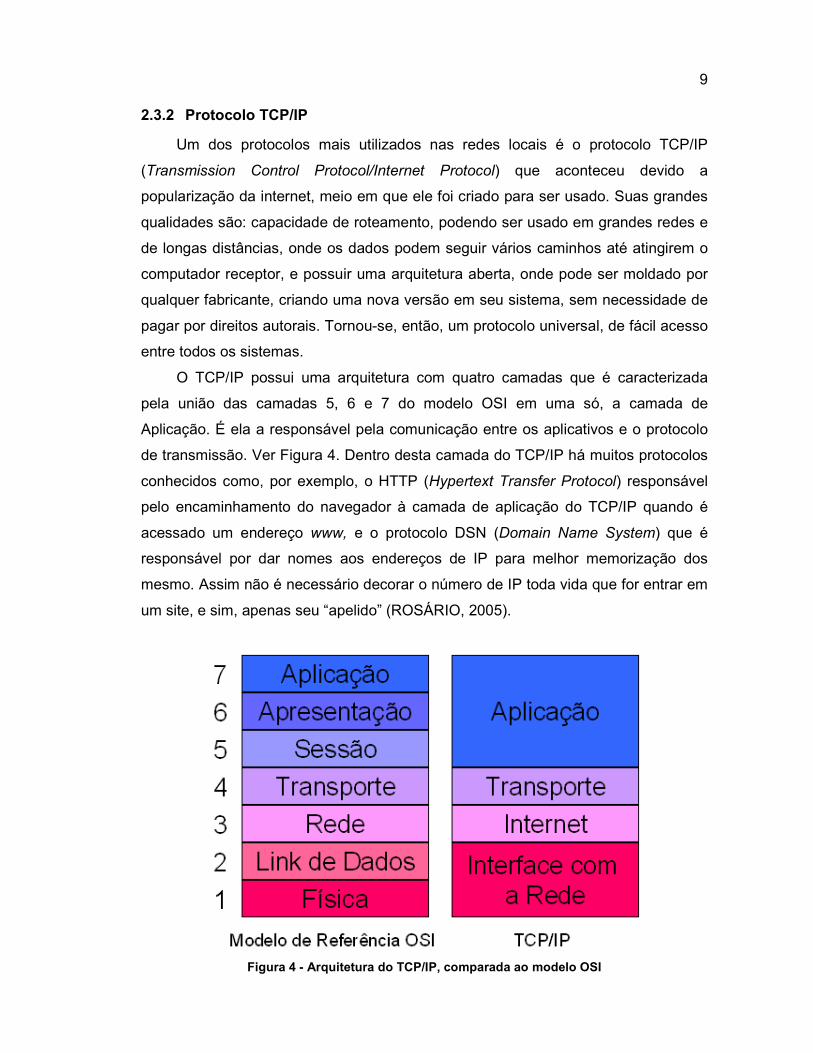
O TCP/IP possui uma arquitetura com quatro camadas que é caracterizada
pela união das camadas 5, 6 e 7 do modelo OSI em uma só, a camada de
Aplicação. É ela a responsável pela comunicação entre os aplicativos e o protocolo
de transmissão. Ver Figura 4. Dentro desta camada do TCP/IP há muitos protocolos
conhecidos como, por exemplo, o HTTP (Hypertext Transfer Protocol) responsável
pelo encaminhamento do navegador à camada de aplicação do TCP/IP quando é
acessado um endereço www, e o protocolo DSN (Domain Name System) que é
responsável por dar nomes aos endereços de IP para melhor memorização dos
mesmo. Assim não é necessário decorar o número de IP toda vida que for entrar em
um site, e sim, apenas seu “apelido” (ROSÁRIO, 2005).
Figura 4 - Arquitetura do TCP/IP, comparada ao modelo OSI
10
2.4 Comunicação Serial
Segundo ALBUQUERQUE (2007), para a comunicação entre sinais as formas
mais utilizadas são a comunicação em paralelo e a comunicação em série. A
primeira tem como característica principal a velocidade de transmissão, visto que
vários bits podem ser transmitidos ao mesmo tempo, mas quando se fala em
comunicação a distância essa opção torna-se inviável devido ao grande número de
vias que é preciso para sua realização (em torno de 10 vias).
Este autor destaque que com a necessidade de se comunicar com
equipamentos a distância foi que surgiu a comunicação em série. Nela apenas um
bit é enviado por vez, onde todos os caracteres serão transmitidos de forma
seqüencial. E quando é comparada a comunicação em paralela, a em série possui
ainda a vantagem de ter maior imunidade a ruídos e ser bem menos complexa.
2.4.1 Modo síncrono x assíncrono
Ainda com o mesmo autor pode-se ver que na comunicação serial existem dois
modos de transmissão: o síncrono e o assíncrono. O modo síncrono usa um sinal de
clock para criar um sincronismo entre os dois sistemas em comunicação e intervalo
de tempo entre dois caracteres subseqüentes é fixo. Essa comunicação é eficiente
devido não utilizar nenhum outro tipo de sinal (partida ou parada) tornando-se pouco
sensível a distorções podendo, então, ser utilizada em velocidades mais altas.
Já o modo assíncrono não possui o clock como sinal de sincronismo, assim o
tempo entre dois bits torna-se menos importante e o tempo entre dois bytes torna-se
crítico. Para que isso ocorra os dois sistemas devem ter geradores de clock interno
com a mesma taxa de transmissão, denominada “baud rate”. A transmissão é
realizada caractere a caractere e é sempre antecedida de um sinal de start e
procedida de um sinal de stop. Ele é mais utilizado que o modo síncrono devido
necessitar de menos vias para seu funcionamento e possuir um hardware mais
simples de ser implantado.
2.4.2 Padrão RS-485
Na interface serial há vários padrões existentes para especificar características
elétricas, mecânicas e funcionais do circuito, entre eles: RS-232, RS-422, V.35 e
RS-485. Este último, RS-485, é utilizado no laboratório a ser trabalhado e por isso
será mais bem apresentado.
11
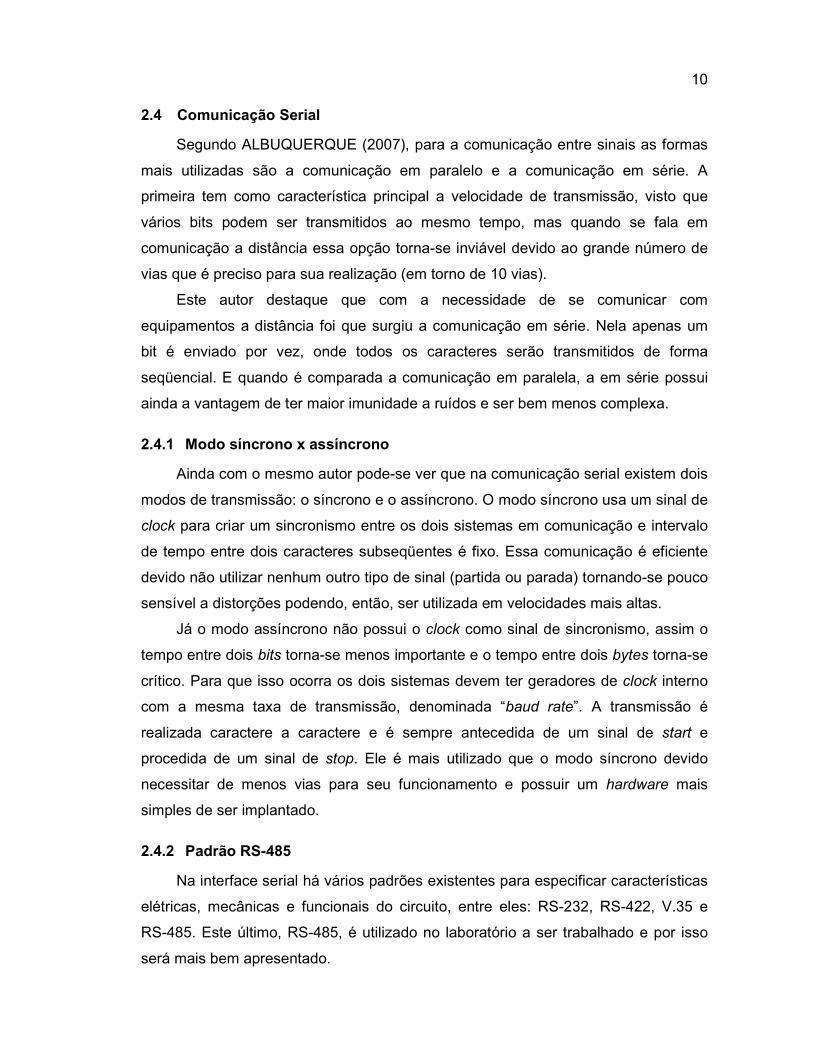
Ele possui apenas um par de fios transado para transmissão e recepção que
deve ser compartilhado. A grande vantagem disto é que vários equipamentos podem
ser interligados simultaneamente ao mesmo cabo ao contrário dos outros que só
pode haver um dispositivo em cada extremidade do cabo. Com um alto alcance, o
RS-485 está sendo cada vez mais utilizado em ambientes industriais onde há
sistemas automatizados interligados a rede. Na Figura 5 é apresentado o driver do
padrão de comunicação RS-485 (ALBUQUERQUE, 2007).
Figura 5 – Driver RS-485
Ainda com o mesmo autor, tem-se que uma de suas desvantagens é a
necessidade do software de comunicação controlar o fluxo de dados uma vez que
devesse evitar o choque de dados enviados simultaneamente.
2.5 Rede FIELDBUS – Barramento de Campo
Com a necessidade de interligar os equipamentos de campo usados na
automação dos dias dia de hoje foram criadas as redes de campo. Essas redes
possibilitaram uma maior segurança na transmissão de dados e também uma maior
velocidade em sua taxa de transmissão. A modularidade, a confiabilidade, a
interoperabilidade e o grande desempenho são as características principais que
essas redes devem possuir (ALBUQUERQUE, 2007).
Ainda com o mesmo autor tem-se que a modularidade é importante para que o
sistema possa sempre ser alterado facilmente já que as interfaces de controle estão
sempre submetidas a constantes modificações e a um crescimento contínuo. A
confiabilidade evitará erros que possam causar danos, não só ao sistema industrial,
mas também, a humanidade e ao ambiente que os engloba. E a interoperabilidade
trará grandes benefícios, com a sua característica de poder utilizar equipamentos de
12
vários fabricantes em uma mesma rede, evitando a heterogeneidade dos mesmos e
uma conseqüente crise no setor vinda da recusa de interconexão entre sistemas de
fabricantes distintos.
Segundo Rosário (2005), “as Fieldbus constituem um barramento de
comunicação digital bidirecional que interliga equipamentos inteligentes de campo
com um sistema de controle ou com equipamentos localizados na sala de controle
em uma ambiente industrial”.
Os principais benefícios de uma tecnologia Fieldbus são: economia nos custos
de engenharia devido à redução de nos custos de projeto e instalação; facilidade de
utilização de dispositivos mais inteligentes, uma vez que se têm equipamentos mais
robustos e a possibilidade de se trabalhar com maiores quantidades de dados;
detecção de falhas em tempo real, contribuindo para um menor tempo de inatividade
da planta; maior facilidade de ampliação do sistema com menores custos; entre
outros (ROSÁRIO, 2005).
Alguns protocolos foram surgindo e entre eles, o MODIBUS e o PROFIBUS
foram os primeiros a serem utilizados por varias empresas, tornando-se, assim,
protocolos padrões entre alguns fabricantes. A seguir serão abordados os princípios
do modelo MODBUS que é o modelo da planta industrial das bancada a serem
utilizadas neste trabalho.
2.5.1 MODIBUS
O MODIBUS é um protocolo criado pela MODICON, empresa de automação,
criado para fins próprios, ou seja, protocolo proprietário cujo uso era exclusivo da
empresa. Com o passar do tempo, o MODIBUS começou a ser adotado por um
grande número de fabricantes e tornou-se um protocolo aberto.
Ele é baseado no modelo mestre/escravo onde os escravos não se comunicam
entre si e todos os tipos de comunicação devem passar pelo mestre. Assim o mestre
pode comunicar-se diretamente com um escravo através do modo
requisição/resposta, onde irá enviar informações e aguardar respostas, ou com
todos os escravos ao mesmo tempo pelo modo difusão (ALBUQUERQUE, 2007).
No modo requisição/resposta todos os escravos irão receber as questões do
mestre, porém, somente o escravo designado poderá responder, uma vez que todos
os escravos devem possuir endereços únicos para que possam ser encontrados
dentro da rede, que é bidirecional do tipo barramento (ALBUQUERQUE, 2007).
13
Ainda com o mesmo autor vê-se que as principais funções do mestre serão:
assegurar as trocas de informações, o diálogo com o operador do sistema e com
outros mestres ou com computador para uma gestão centralizada e, garantir a
passagem de parâmetros para os escravos.
As mensagens são padronizadas e tanto as perguntas como as respostas
possuem o seu próprio formato. A pergunta é da seguinte forma: um byte para o
endereço do escravo designado, um byte para o código da função que será utilizada,
dois bytes para o endereço dentro do escravo (primeiro mais significativo e depois o
menos significativo), dois bytes designados ao número de dados a serem
transmitidos, os dados, dois bytes para a checagem de erros. Já a resposta possui
um byte para o número do escravo, outro para a função realizada, outro para a
quantidade de bytes da resposta, dados solicitados e dois bytes para a checagem de
erros (ALBUQUERQUE, 2007).
As principais funções do protocolo MODBUS para troca de mensagens são
leitura de dados, escrita de dados e difusão de dados. E tem-se ainda que este
protocolo possui dois formatos de pacotes de comunicação: ASCII e RTU. O modelo
ASCII é mais legível por pessoas, porém consome mais recursos da rede. O que
não acontece com o modelo RTU (formato binário d oito bits) que deixa o pacote
mais compacto.
2.5.2 Outros Protocolos
Outro modelo muito importante e mundialmente conhecido é o PROFIBUS que
é muito utilizado na Europa e é muito valorizado pela sua interoperabilidade com
outros protocolos. Outros protocolos conhecidos são: FOUNDATION, AS-i, CAN,
LONWOKS, Ethernet Industrial, HART, INTERBUS entre outros.
2.6 Processos Físicos
Os processos físicos são os objetivos da automação, sendo monitorados e
supervisionados o tempo todo. No desenvolver de um sistema de automação é
necessário saber as variáveis que irão entrar no processo e posteriormente
monitorá-las e até mesmo modificá-las (ALBUQUERQUE, 2005). Os principais
elementos dentro do ambiente industrial que realizam essa tarefa são os sensores e
os atuadores Eles verificam e interferem no sistema agindo como os principais meios
14
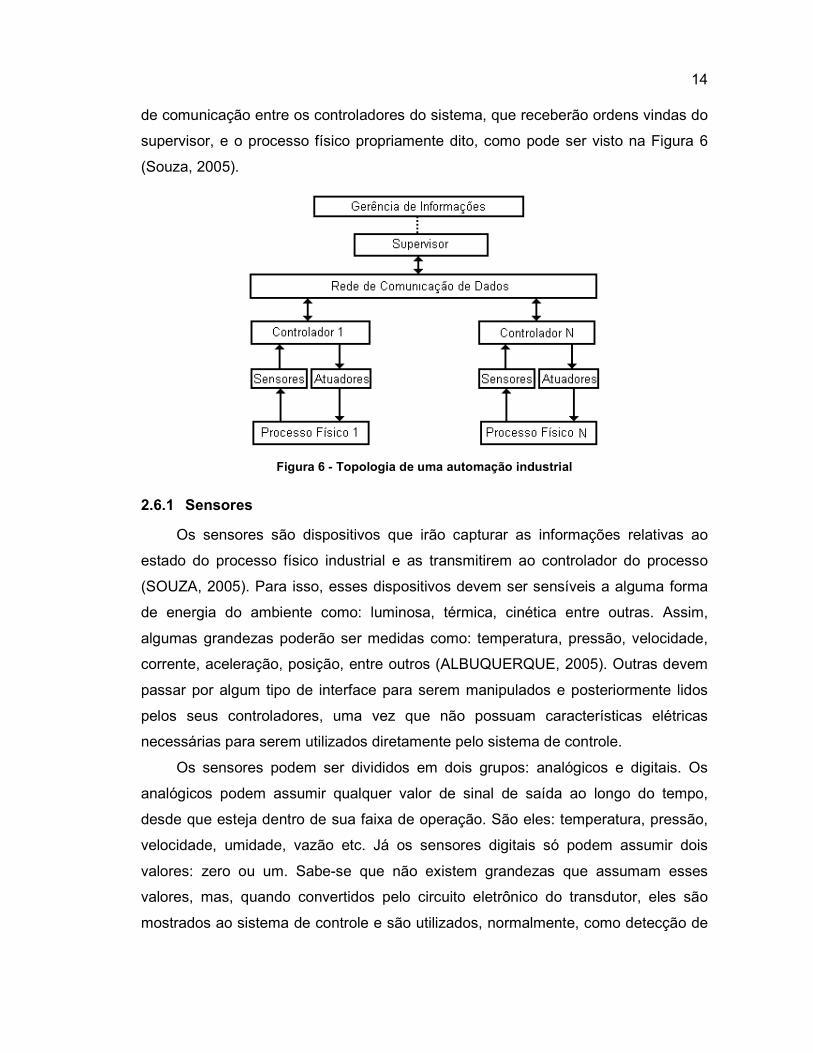
de comunicação entre os controladores do sistema, que receberão ordens vindas do
supervisor, e o processo físico propriamente dito, como pode ser visto na Figura 6
(Souza, 2005).
Figura 6 - Topologia de uma automação industrial
2.6.1 Sensores
Os sensores são dispositivos que irão capturar as informações relativas ao
estado do processo físico industrial e as transmitirem ao controlador do processo
(SOUZA, 2005). Para isso, esses dispositivos devem ser sensíveis a alguma forma
de energia do ambiente como: luminosa, térmica, cinética entre outras. Assim,
algumas grandezas poderão ser medidas como: temperatura, pressão, velocidade,
corrente, aceleração, posição, entre outros (ALBUQUERQUE, 2005). Outras devem
passar por algum tipo de interface para serem manipulados e posteriormente lidos
pelos seus controladores, uma vez que não possuam características elétricas
necessárias para serem utilizados diretamente pelo sistema de controle.
Os sensores podem ser divididos em dois grupos: analógicos e digitais. Os
analógicos podem assumir qualquer valor de sinal de saída ao longo do tempo,
desde que esteja dentro de sua faixa de operação. São eles: temperatura, pressão,
velocidade, umidade, vazão etc. Já os sensores digitais só podem assumir dois
valores: zero ou um. Sabe-se que não existem grandezas que assumam esses
valores, mas, quando convertidos pelo circuito eletrônico do transdutor, eles são
mostrados ao sistema de controle e são utilizados, normalmente, como detecção de

15
passagem de objetos, encoders na detecção de velocidade e distancia entre outros
(ALBUQUERQUE, 2005).
Ainda com o mesmo autor, têm-se outras características importantes
encontradas nos sensores:
- Sensibilidade: razão entre o sinal de saída e o de entrada. O sensor é dito muito
sensível quando uma grande variação de sua saída é ocasionada por uma pequena
variação em sua entrada.
- Exatidão: “aptidão de um instrumento de medição para dar respostas próximas a
um valor verdadeiro”, caracterizando o erro da medida realizada pelo transdutor em
relação com um medidor padrão.
- Precisão: é a repetibilidade do valor medido, tratando-se do erro relativo que o
sensor poderá apresentar.
- Alcance (range): toda faixa de valores que o sensor poderá receber em sua
entrada.
- Velocidade de resposta: como o nome já diz, é a velocidade com a qual a medida
fornecida pelo sensor alcança o valor real do processo. Ela vai interferir diretamente
na eficiência do processo, uma vez que uma velocidade lenta possa prejudicar e até
mesmo impedir o funcionamento do sistema.
2.6.2 Atuadores
Os atuadores são dispositivos capazes de modificar a variável controlada. São
eles que irão agir sobre o sistema controlado após receber um comando de seu
controlador (ALBUQUERQUE, 2005). Os principais tipos de atuadores são:
- Válvulas e cilindros (pneumáticos, hidráulicos),
- Relés (estáticos, eletromecânicos),
- Motores (step-motor, syncro, servomotor),
- Solenóides,
- Entre outros.
2.6.3 PLC (Programmable Logic Controller)
Algumas décadas atrás, os controles lógicos de processos eram realizados, em
sua grande maioria, por dispositivos eletromecânicos, principalmente os relés. Eles
eram necessários sempre que se exigiam grandes complexidades nos processos
produtivos como em industriais automobilísticas. O seu grande problema era que a

16
complexidade do processo requeria painéis com centenas de relés e,
conseqüentemente, inúmeras interconexões entre eles. Além disso, como os relés
possuem dimensão física elevada, os painéis ficavam muito robustos e de difícil
manutenção, o que fazia com que se perdessem horas na pesquisa do elemento
faltoso. E por último, outro fator que comprometia as instalações com relés era a
dificuldade em alterações na programação lógica do processo, uma vez que as
interconexões elétricas deles eram fixas e caso fosse necessário a sua alteração
teriam que parar o processo produtivo, que não é muito bem vindo na produção
industrial (SILVEIRA, 2002).
Com o avanço da tecnologia, surge o CLP para tentar resolver os problemas
citados anteriormente além de inúmeras outras melhorias trazidas por eles. Ele é
capaz de tornar qualquer sistema automático (inteligente) e capaz de controlar uma
grande quantidade de variáveis, substituindo os relés com mais precisão e rapidez
(NATALE, 2008). O CLP da Figura 7 é o modelo S7-200 da Siemens utilizado nas
bancadas do laboratório utilizado.
Figura 7 – CLP utilizado nas bancadas do laboratório
O desenvolvimento do PLC trouxe para o controle de processos um dispositivo
que permite fácil diagnostico de funcionamento; cabines reduzidas; menores
preocupações com segurança, já que não geram faíscas; facilidade de
reprogramação, evitando a interrupção do processo produtivo; criação de um banco

17
de dados; baixo consumo de energia; baixa equipe de manutenção; maior
confiabilidade, uma vez que foi reduzido o número de defeitos; menores níveis de
ruído; flexibilidade de expansão de entradas e saídas e muitos outros benefícios
(SILVEIRA, 2002).
O princípio de funcionamento de um PLC é baseado na execução de um
programa que foi gerado e carregado dentro do mesmo, o qual se realiza uma série
de leitura das variáveis do processo por meio de suas entradas e, através da lógica
do programa armazenado, faz ou não intervenções nas variáveis de saída pelo
módulo de saída do PLC.
Eles possuem uma arquitetura com quatro partes importantes (ROSÁRIO,
2005):
- CPU (Unidade Central de Processamento): aqui está o processador, o
sistema de memória, RAM E ROM, e os circuitos internos.
- Fonte de Alimentação: local de fornecimento de tensão da rede externa aos
circuitos/módulos de entrada e saída do PLC.
- Entradas e Saídas: local de envio de recebimento de dados podendo ser
analógicos ou digitais.
- Base: proporciona a conexão entre a CPU, os módulos de entrada e saída e a
fonte de alimentação.
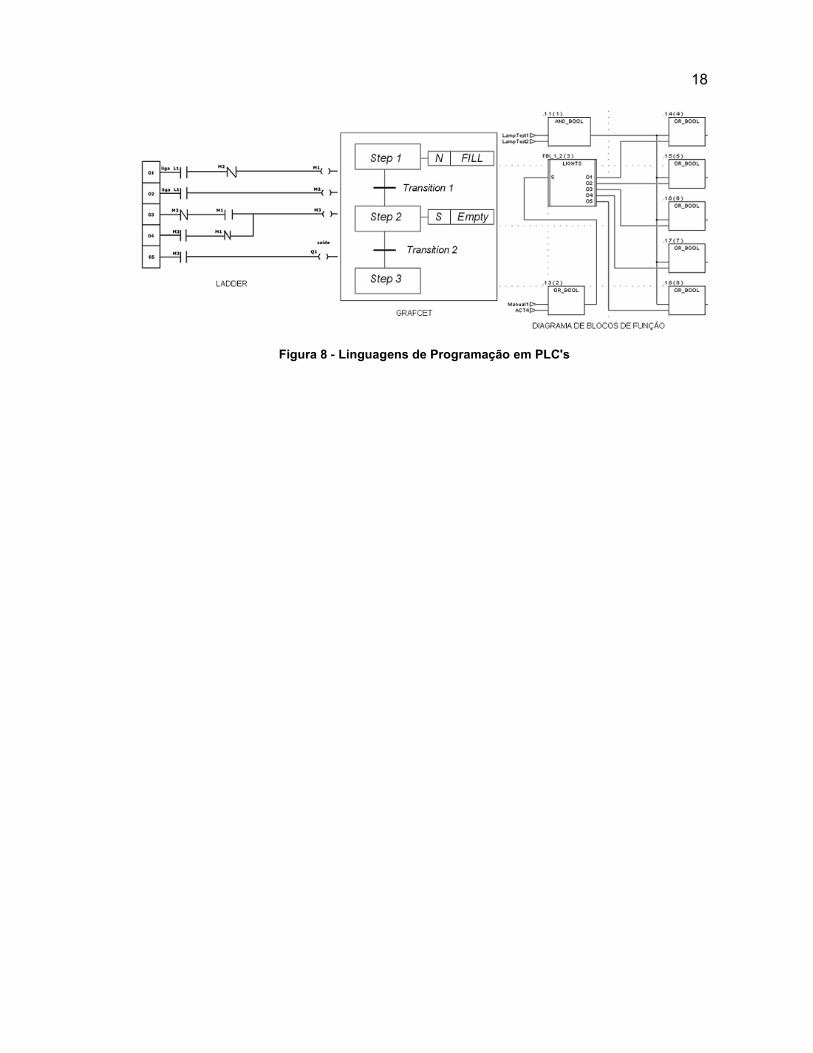
A programação de PLC exige uma linguagem. As mais comuns utilizadas por
fabricantes hoje são: Diagrama de Contatos (LADDER), Lista de Diagrama em
Blocos de Funções, texto estruturado, linguagem seqüencial (grafcet), IL do inglês
Instruction List, entre outros (NATALE, 2002). A Figura 8 mostra algumas dessas
linguagens.
18
Figura 8 - Linguagens de Programação em PLC's
19
3. SISTEMA SUPERVISÓRIO E SCADA
Para atingir uma maior flexibilidade e grau de competitividade no meio
industrial, muitas indústrias utilizam programas supervisórios que, por meio de uma
rede industrial, trocam dados com diversas estruturas físicas do processo e que,
através da comunicação entre controle e monitoramento permite uma maior
sofisticação e maiores benefícios para o sistema automatizado.
Neste capítulo serão abordados os conceitos de um sistema supervisório assim
como as definições de um sistema SCADA com suas principais características,
elementos e benefícios.
3.1 Sistema de Supervisão
Sistemas Supervisórios são sistemas digitais de monitoração e operação da
planta que gerenciam variáveis do processo, segundo MORAIS (2007). Ou então,
segundo ROSÁRIO (2005), os Sistemas supervisórios são sistemas responsáveis
pelo monitoramento de variáveis de controle do sistema, com objetivo principal de
fornecer subsídio ao operador para controlar ou monitorar um processo
automatizado mais rapidamente, permitindo a leitura das variáveis em tempo real e o
gerenciamento e controle do processo automatizado.
O principio de funcionamento de um sistema de supervisão é bem simples.
Dispositivos automatizados são monitorados e podem sofrer intervenções de
computadores com funções lógicas pré-programadas ou de controladores quaisquer
(homem). E com o avanço da tecnologia, os computadores assumiram o papel de
gerenciadores dos dados adquiridos nos processos industriais, podendo assim,
tratá-los da forma que o usuário preterir (ROSÁRIO, 2005).
Os Sistemas Supervisórios podem ser classificados quanto a sua
complexidade e robustez. E nesse sentido, dois grupos mais conhecidos se
destacam (MORAIS, 2007):
- IHM (Interface Homem-Máquina);
- SCADA (Supervisory Control and Data Acquisition).
Os IHM são sistemas utilizados no chão de fábrica, caracterizados por um
ambiente mais agressivo e por isso devem ser resistentes a jato de água, e maiores
temperaturas, umidade, poeira, entre outras coisas. Ele normalmente é composto
20
por uma tela de cristal liquido e um conjunto de teclas para navegação ou inserção
de dados, como pode ser visto na Figura 9. Suas principais aplicações são:
visualização de alarmes, visualização de dados do processo de produção, alteração
de parâmetros do processo, operação em modo manual de componentes da
máquina e alteração de configurações de equipamentos.
Figura 9 - Exemplo de um IHM
O Sistema de Supervisão SCADA, por ser utilizado nas simulações deste
trabalho, será mais bem abordado em um item específico para ele.
3.2 SCADA
O sistema SCADA foi criado para o controle e supervisão de quantidades
elevadas de entradas e saídas digitais e analógicas distribuídas.
Os primeiros sistemas SCADA informavam de instante em instante o estado do
processo industrial e, através de painéis de lâmpadas e indicadores, permitiam o
monitoramento das medidas e estados de seus dispositivos. Mas ainda não permitia
nenhuma interface de aplicação com o operador. Porém, mesmo nessas primeiras
versões, o SCADA já trazia melhorias na eficiência do processo de controle e
monitoramento com relatório e gráficos que mostravam o estado atual do sistema
proporcionando a tomada de decisões operacionais apropriadas (ROSÁRIO, 2005).
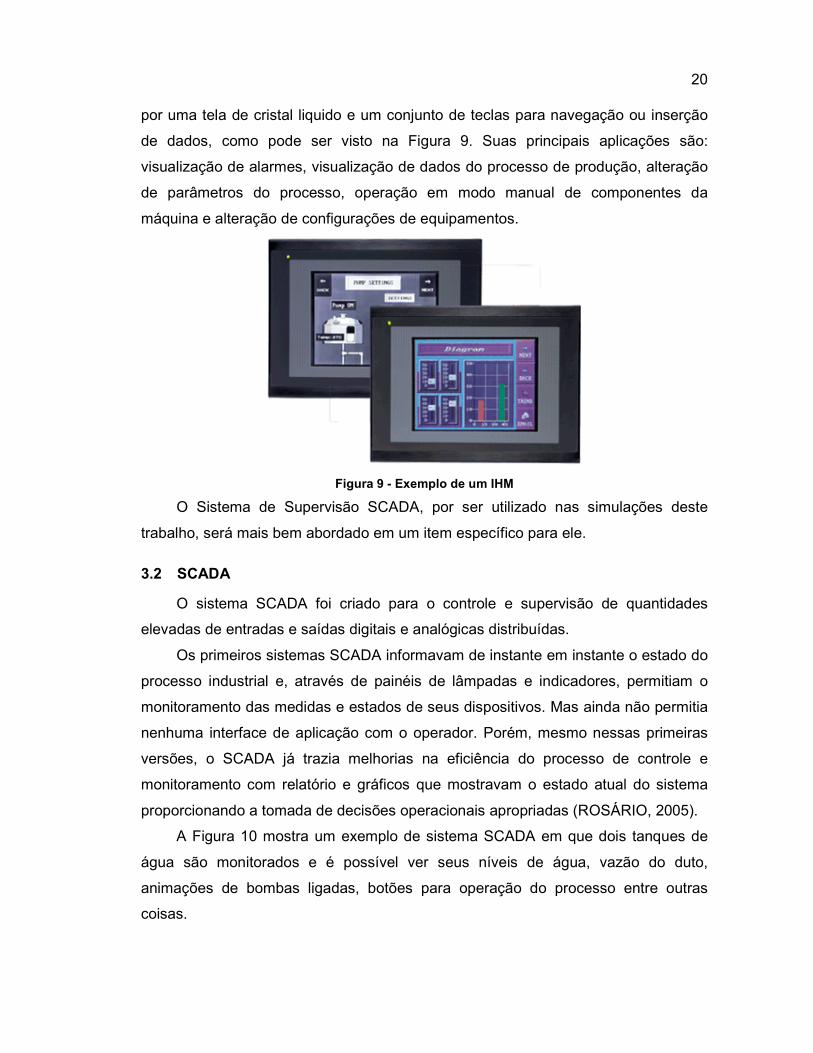
A Figura 10 mostra um exemplo de sistema SCADA em que dois tanques de
água são monitorados e é possível ver seus níveis de água, vazão do duto,
animações de bombas ligadas, botões para operação do processo entre outras
coisas.

21
Figura 10 - Exemplo de uma tela de supervisório para controle e monitoração.
Ainda com o mesmo autor tem-se que, o sistema SCADA pode ser definido
atualmente como “uma interface homem-máquina amigável os quais utilizam
tecnologias de computação que permitem a supervisão e/ou o controle de sistemas
automatizados, efetuando o recolhimento dos dados em ambientes complexos,
algumas vezes dispersos geograficamente, e os respectivos sistemas apresentam
uma visualização de modo amigável com o usuário.”
Os principais modelos de sistema de supervisão existentes no mercado são
(ROSÁRIO, 2005):
- Wizcon (Emation);
- Ifix (Intellution);
- Intouch;
- Elipse;
- Cimplicity (Ge Fanuc)
- Action View;
- Unisoft, Factory link.
O Sistema SCADA possui dois tipos de comunicação: o por consulta (polling) e
o por interrupção (MORAES, 2007). Na comunicação por consulta a central (o
mestre da comunicação mestre/escravo) tem o controle total da comunicação,
22
efetuando leituras dos dados de cada estação remota de acordo com a seqüência
do código fonte pré-programado para o sistema. Suas vantagens são a simplicidade
no processo, garantia de tempos de respostas e facilidade na detecção de falhas de
ligação. Mas uma de suas desvantagens é a incapacidade de comunicar
informações que requeiram tratamento imediato por parte da estação central, e
necessidade da comunicação entre estações remotas de passar pela estação
central.
Já a comunicação por interrupção monitora seus valores de entrada e quando
ocorrem mudanças significativas, ultrapassando os limites definidos, inicia a
comunicação com a central e conseqüentemente a transferência de dados. Suas
vantagens são a detecção rápida de informações urgentes, comunicação entre
estações remotas e diminuição do trafego na rede evitando transferências
desnecessárias. Suas desvantagens são que a central do consegue detectar falhas
após certo período de tempo por causa da comunicação por consulta do sistema, e
a necessidade da existência da ação por parte do operador para obter os valores
atualizados.
3.3 Características do SCADA
A seguir serão tratadas as principais características de um sistema SCADA.
3.3.1 Facilidade de interpretação
A planta do processo é representada por áreas e equipamentos que facilitam a
sua rápida interpretação e atuação da equipe de operação, especialmente quando a
tela é animada com cores e movimentos (MOARES, 2007).
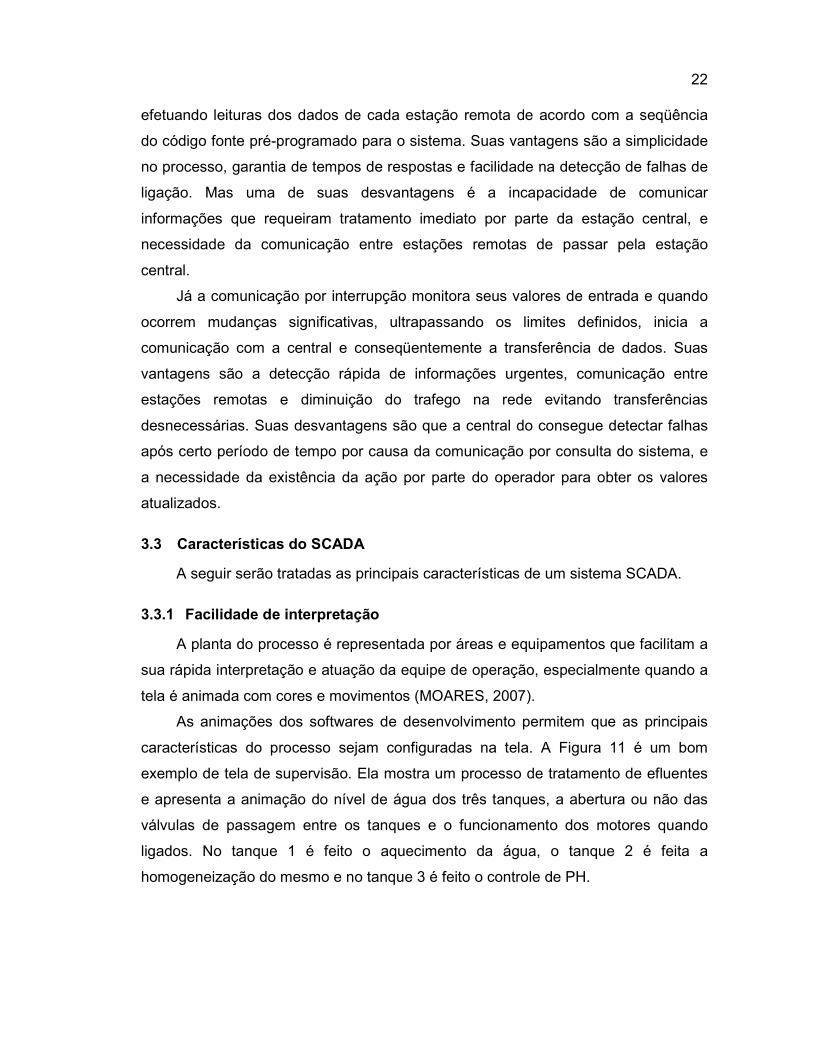
As animações dos softwares de desenvolvimento permitem que as principais
características do processo sejam configuradas na tela. A Figura 11 é um bom
exemplo de tela de supervisão. Ela mostra um processo de tratamento de efluentes
e apresenta a animação do nível de água dos três tanques, a abertura ou não das
válvulas de passagem entre os tanques e o funcionamento dos motores quando
ligados. No tanque 1 é feito o aquecimento da água, o tanque 2 é feita a
homogeneização do mesmo e no tanque 3 é feito o controle de PH.
23
Figura 11 - Telas de supervisório com objetos animados
3.3.2 Geração de relatórios e planejamento de tarefas
Um sistema SCADA possui um modulo de geração de relatórios com as
seguintes características (ROSÁRIO, 2005):
• Cria relatórios complexos em minutos;
• Possui diferentes formatos;
• Consiste em um poderoso registrador de dados incorporado;
• Gerencia o agendamento para emissão de relatórios;
• Efetua cálculos personalizados;
• Apresenta configuração e edição rápidas.
Para o planejamento de tarefas têm-se as seguintes características:
• Permite a programação e a execução de diferentes tarefas baseadas em
hora e data;
• Maximiza energia e diminui custos;
• É de fácil utilização;
• Possibilita o agendamento de tarefas personalizadas e flexíveis;
• Apresenta configuração e edição rápidas.
3.3.3 Flexibilidade, Arquitetura aberta de programação
Um sistema de supervisão é capaz de sofrer alterações em seus processos,
correções ou implementações em seus programas com facilidade por meio de
softwares adequados. Alguns podem fazer essas alterações sem interromper a
operação normal do dispositivo, alteração Online (MOARES, 2007).
24
3.3.4 Acesso a banco de dados
Um sistema de supervisão deve possuir um sistema que realize troca de dados
com ouros aplicativos, permitindo o acesso ao banco de dados e a geração de
aplicativos personalizados.
Para isso existem linguagens padronizadas para troca de dados e como
principais exemplos têm-se as: SQL (structured query language) e ODBC (open data
base connectivity) da MicrosoftTM (ROSÁRIO, 2005).
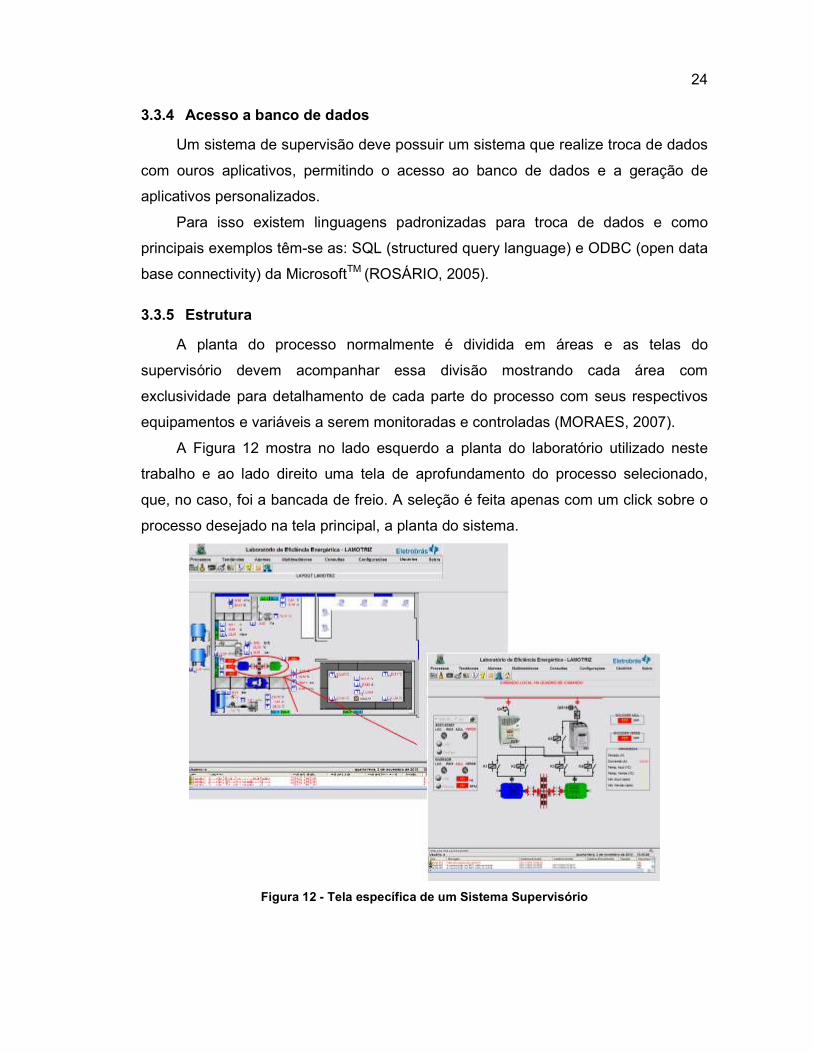
3.3.5 Estrutura
A planta do processo normalmente é dividida em áreas e as telas do
supervisório devem acompanhar essa divisão mostrando cada área com
exclusividade para detalhamento de cada parte do processo com seus respectivos
equipamentos e variáveis a serem monitoradas e controladas (MORAES, 2007).
A Figura 12 mostra no lado esquerdo a planta do laboratório utilizado neste
trabalho e ao lado direito uma tela de aprofundamento do processo selecionado,
que, no caso, foi a bancada de freio. A seleção é feita apenas com um click sobre o
processo desejado na tela principal, a planta do sistema.
Figura 12 - Tela específica de um Sistema Supervisório
25
3.4 Funcionalidades do Sistema de Supervisão
Todo sistema de supervisão possui diversas funcionalidades e a seguir serão
mostradas algumas das mais encontradas nos sistemas supervisórios atuais
(ROSÁRIO, 2005).
3.4.1 Definição de VPI e definição de variáveis
Virtual PLC Interface (VPI) é quem permite a conexão do supervisor com
diferentes CLPs, sendo necessário o conhecimento do mapeamento de memória do
CLP utilizado. Após sua definição é a vez de definir as variáveis do processo
(entradas, saídas memórias, temporização, contadores e outros) que dependeram
do conhecimento do endereço delas que também estarão no mapeamento de
memória dos CLPs utilizados.
3.4.2 Construção de telas de animação
Aplicativos de interface entre o supervisor e o sistema supervisionado são
feitos através da criação de telas de animação gráfica que possuem o layout da
planta do processo que será monitorado e controlado.
3.4.3 Geração de relatórios
Uma opção de gerar relatórios é disponibilizada em formato livre com textos e
valores medidos e/ou calculados baseados em arquivos de históricos gravados
durante o processo.
3.4.4 Alarmes
Alarmes são mensagens que o sistema supervisório deverá mandar ao seu
operador para alertar sobre alguma situação específica. Ele pode ser definido de
maneira independente e para qualquer tipo de variável do sistema. As principais
características dos alarmes são: podem ser definidas por condições algébricas,
podem apresentar textos, podem ser impressos ou documentados, podem ser
sonoros ou somente visuais, mensagens via e-mail na ativação do alarme entre
outros.
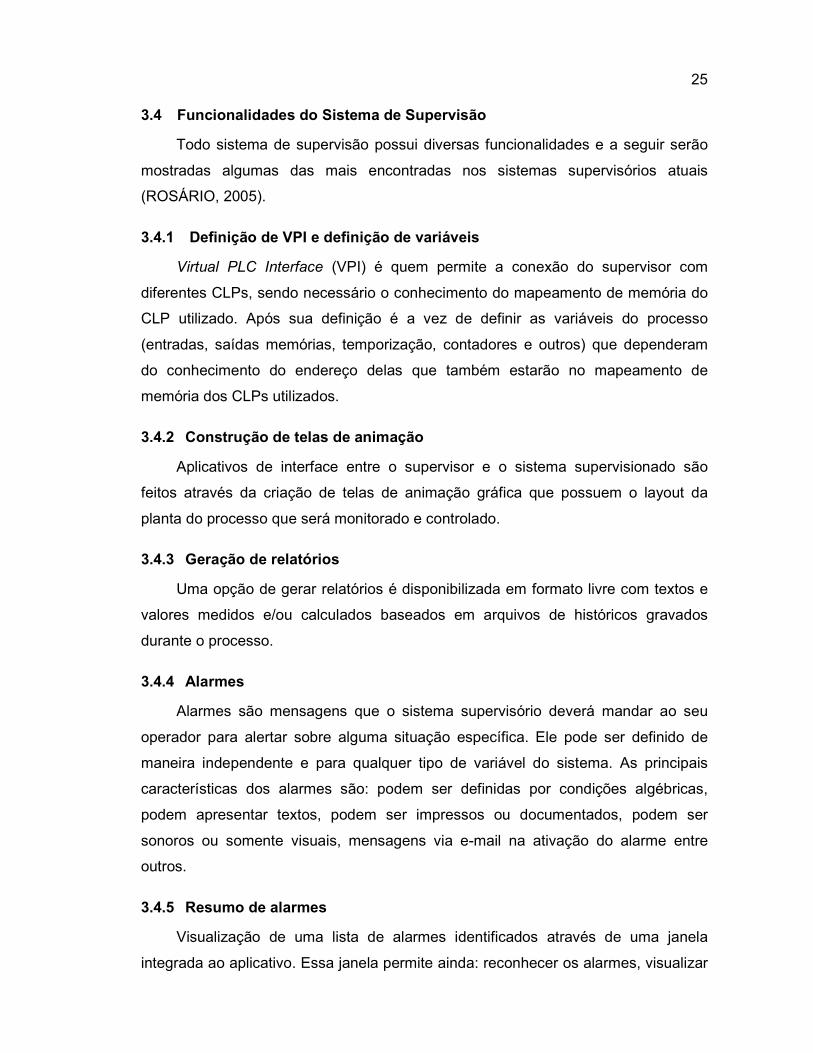
3.4.5 Resumo de alarmes
Visualização de uma lista de alarmes identificados através de uma janela
integrada ao aplicativo. Essa janela permite ainda: reconhecer os alarmes, visualizar
26
históricos de alarmes gravados e muitas outras funções. A Figura 13 mostra um
exemplo de histórico de alarmes em um sistema de supervisão de rede de
distribuição elétrica em que ficam arquivados todos os alarmes com suas respectivas
hora, data, causa e status do alarme, verificando se o mesmo já foi resolvido ou não.
Além do mais é possível ainda fazer filtros parar busca de alarmes de determinadas
datas caso seja necessário.
Figura 13 - Histórico de alarmes
3.4.6 Módulo interno de programação
É uma funcionalidade que aumenta a eficiência e a possibilidade de expansão
do sistema. Ele é uma janela de edição de um bloco de programação que é feito por
meio de módulos lógicos e que podem ser compilados e adicionados ao sistema.
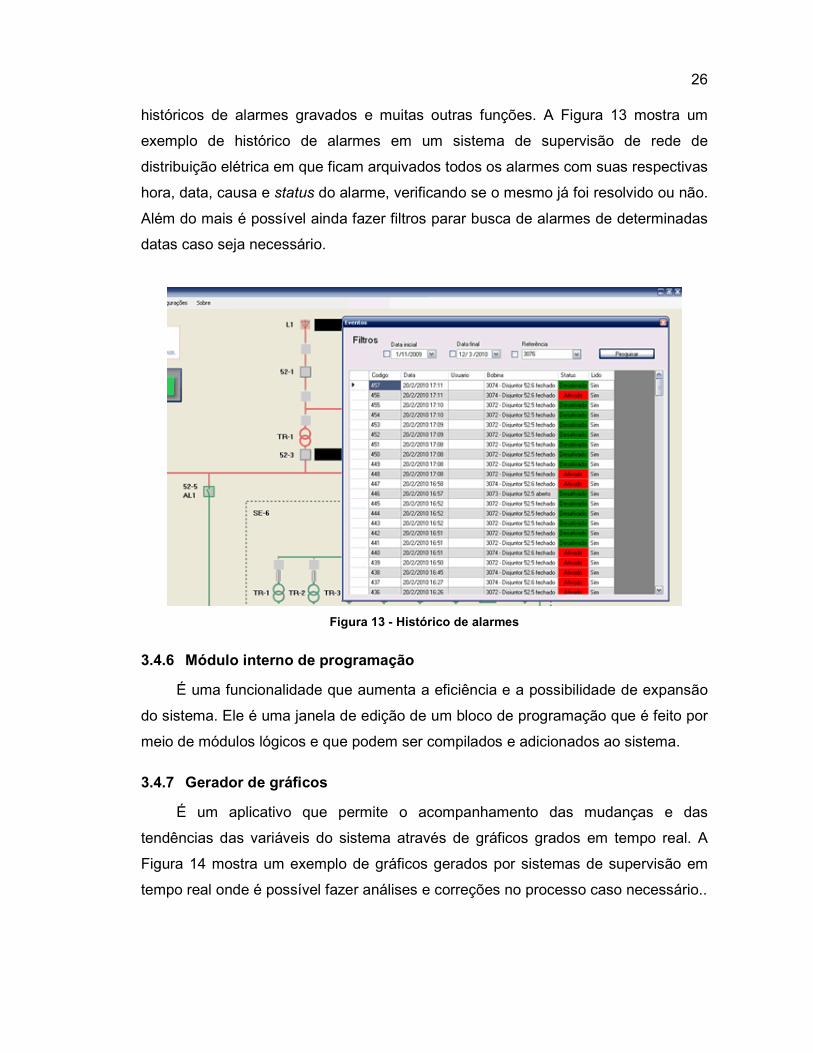
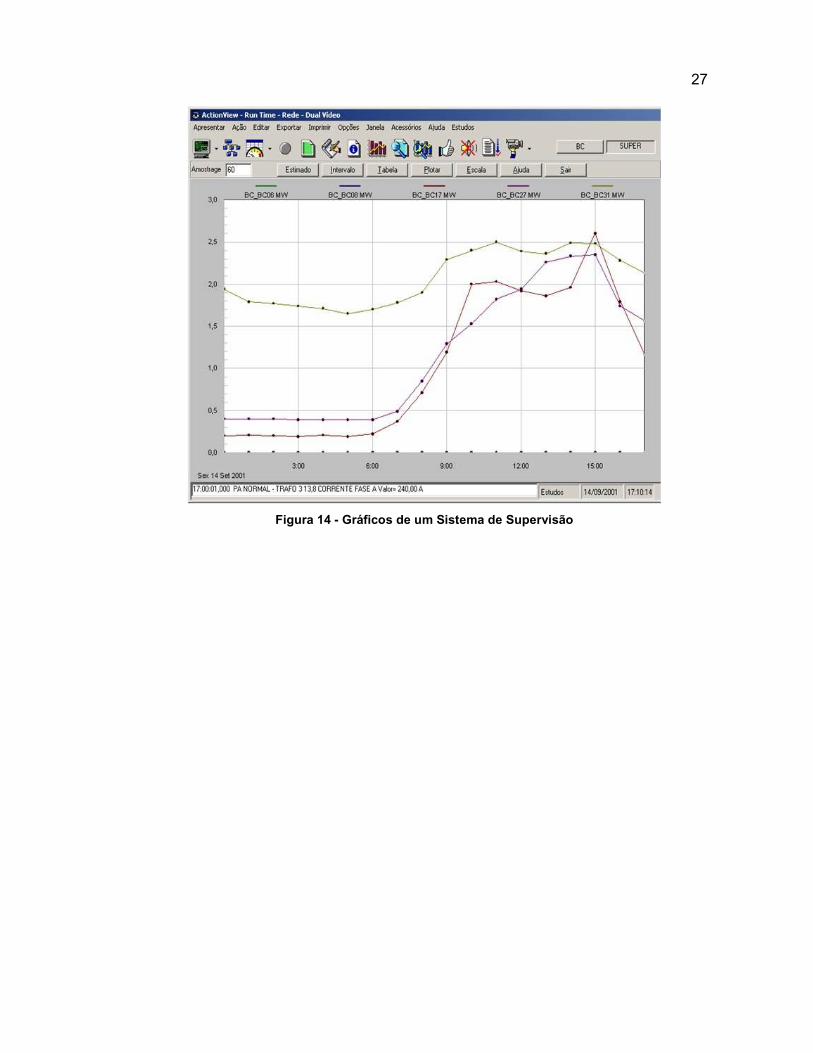
3.4.7 Gerador de gráficos
É um aplicativo que permite o acompanhamento das mudanças e das
tendências das variáveis do sistema através de gráficos grados em tempo real. A
Figura 14 mostra um exemplo de gráficos gerados por sistemas de supervisão em
tempo real onde é possível fazer análises e correções no processo caso necessário..
27
Figura 14 - Gráficos de um Sistema de Supervisão
28
4. LABORATÓRIO DE EFICIÊNCIA ENERGÉTICA EM SISTEMAS
MOTRIZES INDUSTRIAIS - LAMOTRIZ
O LAMOTRIZ é um laboratório do Departamento de Eng. Elétrica da UFC que
visa desenvolver atividades e estudos de eficiência energética de força motriz
aplicada ao parque industrial.
O presente capítulo irá abordar sobre o laboratório utilizado para realizar os
experimentos do trabalho desenvolvido assim como mostrar as partes principais do
sistema Supervisório adotado por ele para automação de suas bancadas industriais.
4.1 Composição do LAMOTRIZ
O laboratório possui um Sistema de Supervisão e Controle que gerencia todas
as Bancadas (seis no total). O sistema é composto por seis Controladores Lógicos
Programáveis (CLP´s) localizados próximos às bancadas a serem automatizados.
As unidades de controle são autônomas (LAMOTRIZ, 2010).
O Sistema é interligado através de uma rede de comunicação de dados digital,
de modo que todas as informações fiquem disponíveis ao usuário. Esta rede é
composta de:
- Rede de controladores programáveis (CLP´s) - MODBUS;
- Rede de equipamentos de medição multigrandezas elétricas – MODBUS;
- Rede de Sensores – ASI.
4.2 Elipse E3
A aplicação de supervisão (supervisório) do sistema supervisório é responsável
pela comunicação do usuário com as várias etapas do processo. Através dele o
usuário poderá acompanhar todo o processo, suprindo todas as necessidades do
sistema. Essa especificação foi baseada nos recursos do Software ELIPSE E3, que
possui uma relação custo/beneficio adequada para a aplicação, oferecendo recursos
gráficos e capacidade compatível com as necessidades (LAMOTRIZ, 2006).
O E3 possui uma linguagem totalmente orientada a objeto e sua interface
gráfica permite a criação de novos objetos para melhor visualização e análise do
29
processo. O sistema disponibiliza ainda uma biblioteca de objetos fornecida pela
ELIPSE ® ou ainda permite que o usuário desenvolva suas próprias bibliotecas.
Por utilizar uma arquitetura distribuída, o sistema utiliza o conceito de
“domínios”, que é um conjunto de aplicações que são executadas em conjunto.
Essas aplicações podem compartilhar vários recursos, tais como alarmes, drivers,
telas banco de dados, como se fossem parte de uma única aplicação. Sua principal
vantagem é a edição dessas aplicações de maneira fácil e distribuída pelos
servidores do sistema.
O E3 possui três módulos: E3 Server, E3 Studio e E3 Viewer (LAMOTRIZ,
2006).
O módulo E3 Server é o responsável pelo processamento do processo,
atuando como um servidor de aplicações. Ele executa tarefas de comunicação do
supervisório com o equipamento em campo e com banco de dados, processamento
de rotinas desenvolvidas pelo usuário, atualização de variáveis em tempo real, entre
outras atribuições. Como o próprio nome já diz, ele é o componente central na
arquitetura E3 onde todos os outros componentes precisam se conectar a ele para
executar suas tarefas.
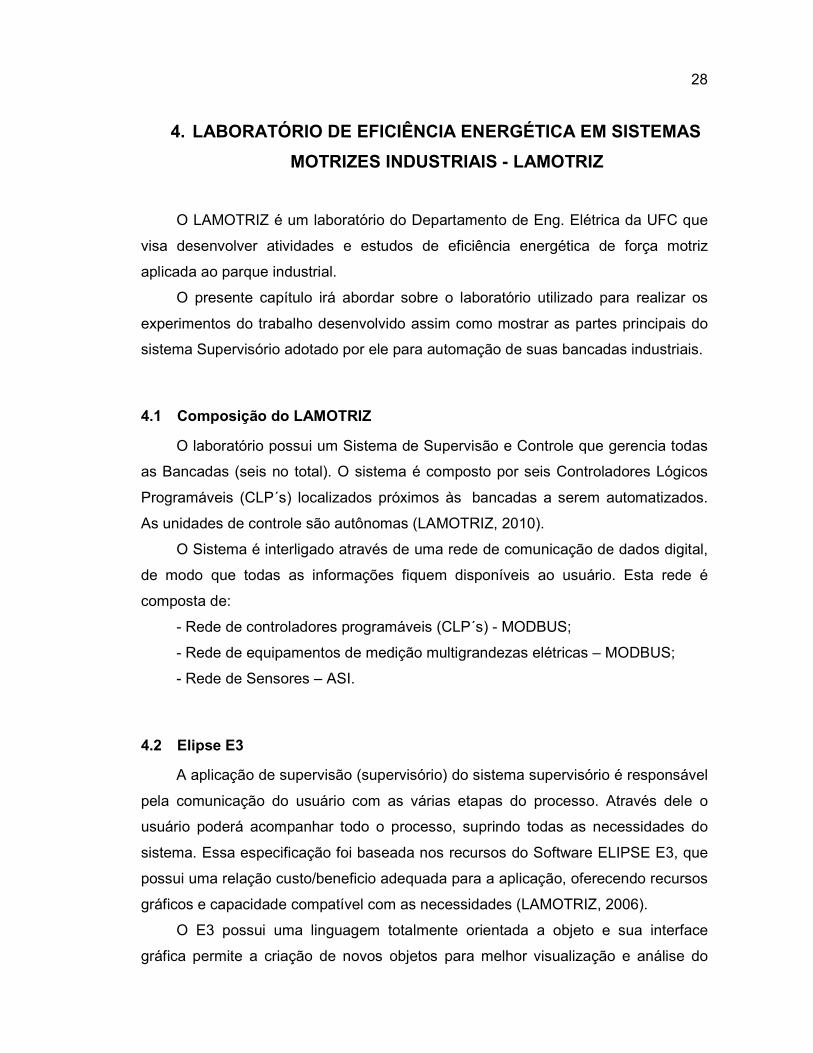
O E3 Studio é a ferramenta de configuração de projetos do E3. Ele possui um
editor gráfico vetorial, para criação de interfaces com o usuário, e um editor de
Scripts, que suporta a linguagem VBScript. A Figura 15 mostra a área de trabalho do
E3 Studio onde seu ambiente é bem amigável, moderno e fácil de ser utilizado.
O E3 Viewer é o ambiente com a interface de execução dos aplicativos
gerados pelo Studio. Opera como interface gráfica do usuário com o processo,
permitindo navegação pela aplicação e visualização dos dados do Server.
30
Figura 15 - Área de trabalho do E3 Studio
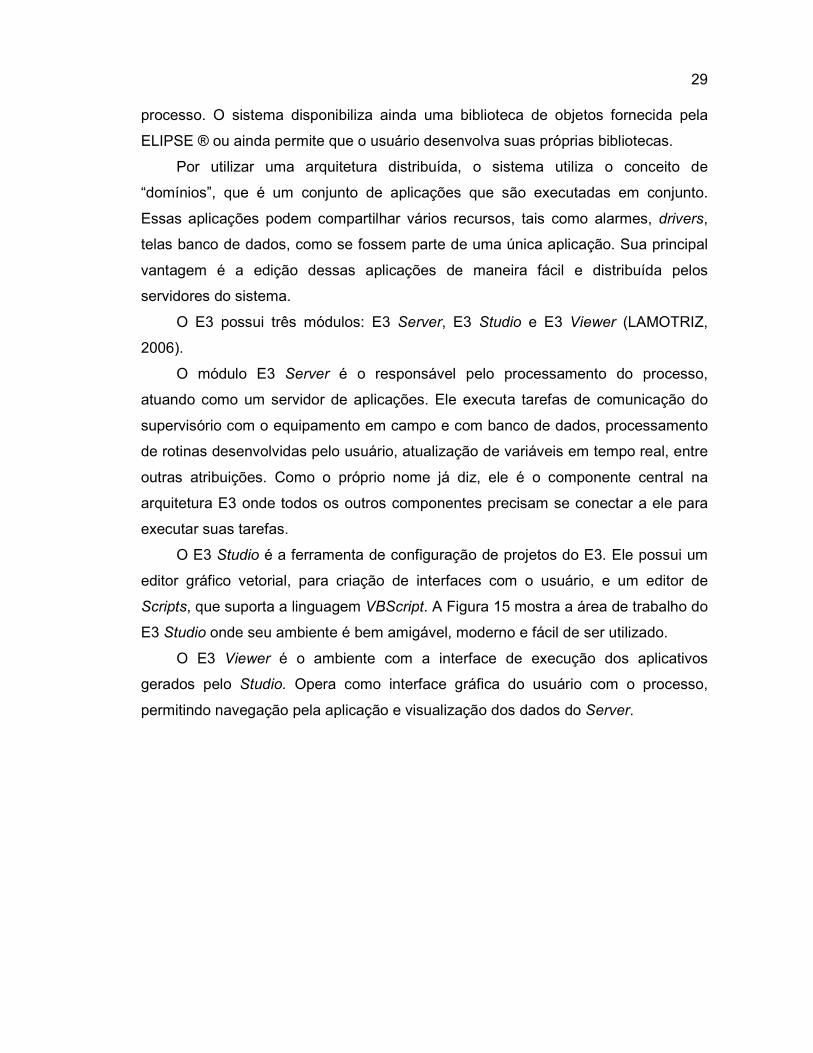
4.3 Layout do Aplicativo de Supervisório: LAMOTRIZ
O LAMOTRIZ possui dois ambientes, um onde se encontra todas as bancadas
com seus respectivos equipamentos de automação e outro onde estão os micros
gerenciados por um servidor para execução do Sistema Surpevisório. Na tela de
abertura do aplicativo LAMOTRIZ, gerada através do E3 Viewer, pode-se ter uma
noção do layout do laboratório. A Figura 16 mostra essa tela, onde o ambiente 1 é a
sala com os micros e o ambiente 2 onde ficam as bancadas.
31
Figura 16 - Tela de abertura do Sistema Supervisório do LAMOTRIZ – Layout
O Supervisório possui campos de acesso aos demais aplicativos de dentro do
Supervisório como os botões na Barra de Menu: Processos, Tendências, Alarmes,
Multimedidores, Consultas, Configurações, Usuários, Sobre. A seguir será detalhado
cada um desses campos.
4.3.1 Menu Processos
Não tecla do menu Processo pode-se escolher qual bancada deseja-se
visualizar e assim realizar acionamentos remotos a partir dela, alterar setpoint e
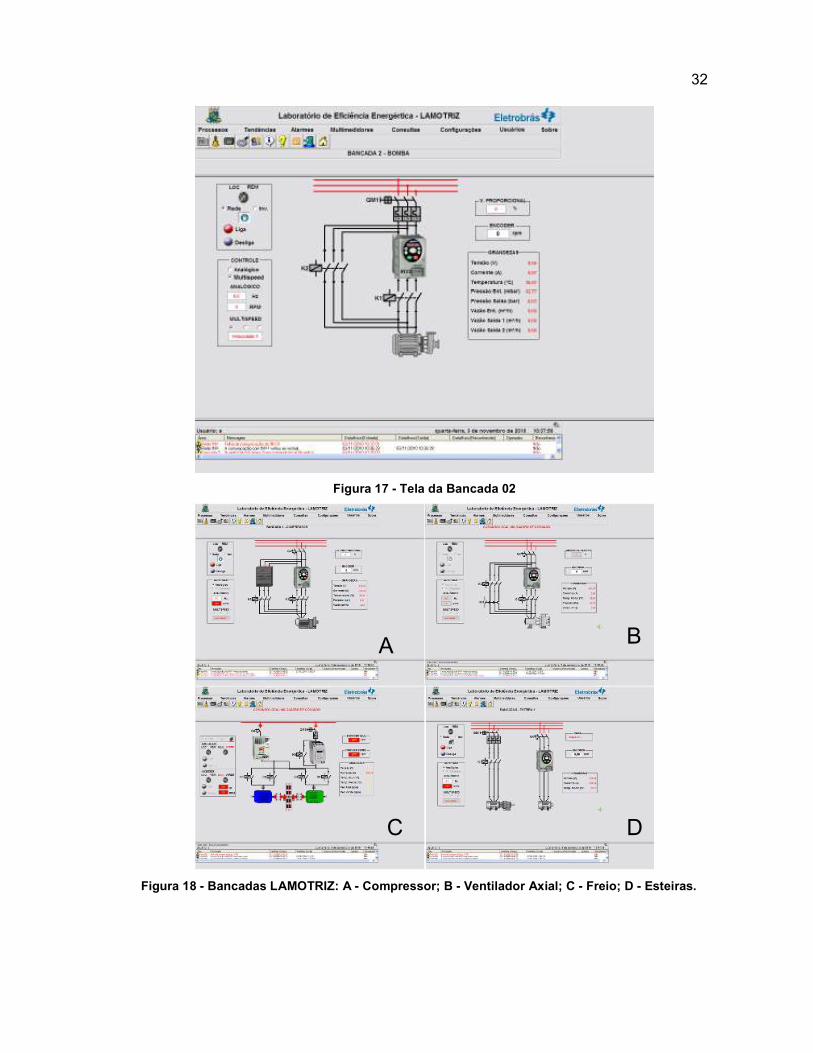
ainda monitorar os valores das grandezas envolvidas. A Figura 17 mostra a tela da
Bancada 02 que possui o processo de uma Bomba Centrífuga.
Nela (Figura 17), encontram-se ilustrações que informam a situação corrente
do sistema e os campos com dados dos sensores e válvulas que estão na bancada,
como o encoder e a válvula proporcional, respectivamente. Pode-se então, fazer o
acionamento desta Bomba ou pela rede ou pelo inversor, através dos botões no
campo superior esquerdo da tela, e caso seja escolhido o inversor, pode-se informar
a freqüência escolhida no campo logo abaixo.
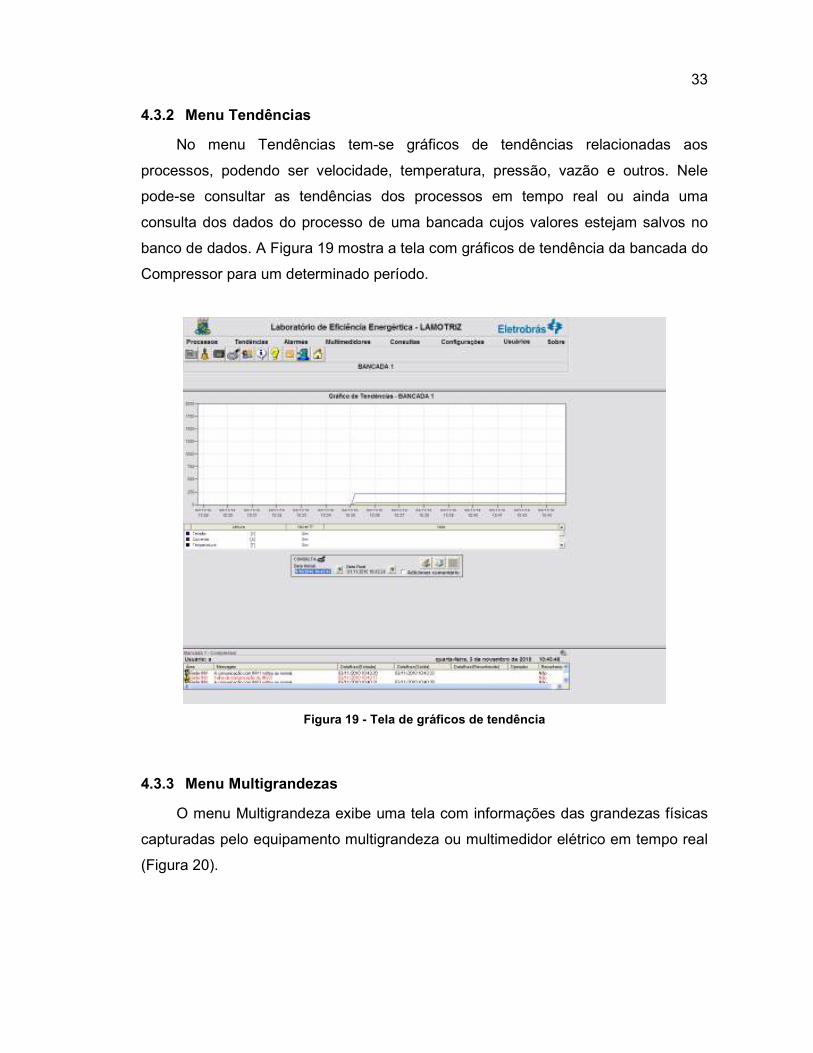
Além da bancada da Bomba centrifuga, o laboratório ainda possui mais 5
Bancadas: Compressor, Ventilador Axial, Ventilador Radial, Freio e Esteiras, ver
Figura 18.
1 2
32
Figura 17 - Tela da Bancada 02
Figura 18 - Bancadas LAMOTRIZ: A - Compressor; B - Ventilador Axial; C - Freio; D - Esteiras.
A
C
B
D
33
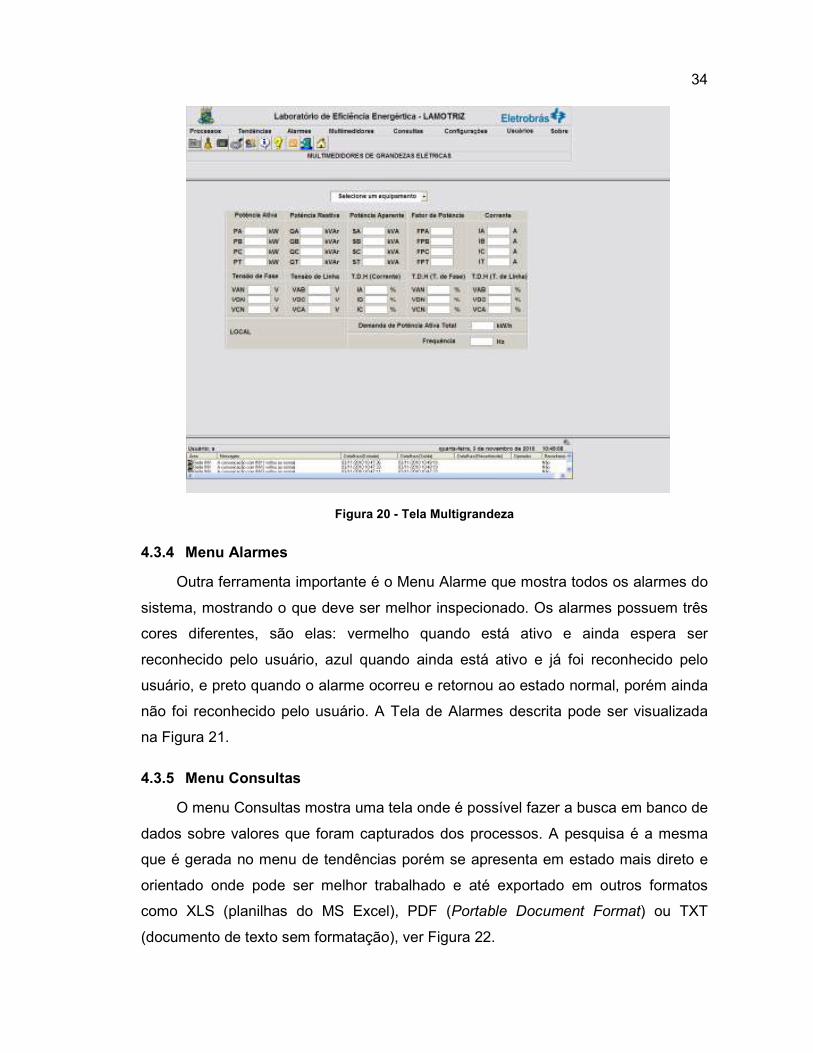
4.3.2 Menu Tendências
No menu Tendências tem-se gráficos de tendências relacionadas aos
processos, podendo ser velocidade, temperatura, pressão, vazão e outros. Nele
pode-se consultar as tendências dos processos em tempo real ou ainda uma
consulta dos dados do processo de uma bancada cujos valores estejam salvos no
banco de dados. A Figura 19 mostra a tela com gráficos de tendência da bancada do
Compressor para um determinado período.
Figura 19 - Tela de gráficos de tendência
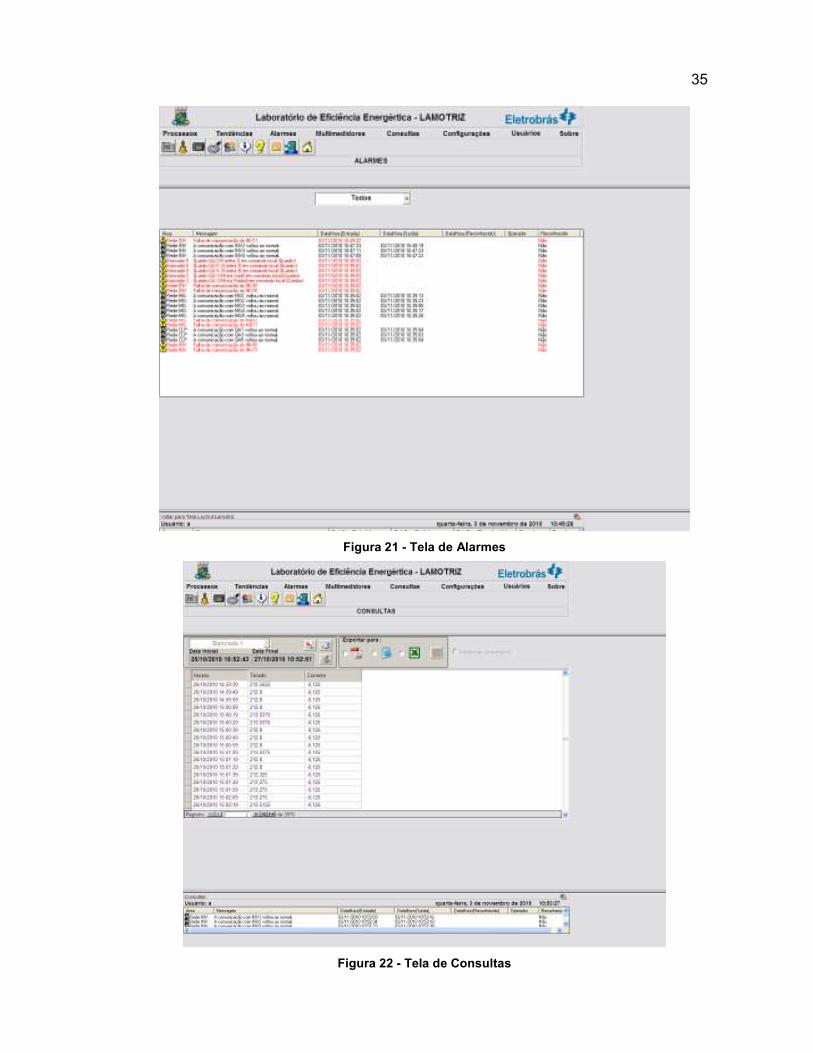
4.3.3 Menu Multigrandezas
O menu Multigrandeza exibe uma tela com informações das grandezas físicas
capturadas pelo equipamento multigrandeza ou multimedidor elétrico em tempo real
(Figura 20).
34
Figura 20 - Tela Multigrandeza
4.3.4 Menu Alarmes
Outra ferramenta importante é o Menu Alarme que mostra todos os alarmes do
sistema, mostrando o que deve ser melhor inspecionado. Os alarmes possuem três
cores diferentes, são elas: vermelho quando está ativo e ainda espera ser
reconhecido pelo usuário, azul quando ainda está ativo e já foi reconhecido pelo
usuário, e preto quando o alarme ocorreu e retornou ao estado normal, porém ainda
não foi reconhecido pelo usuário. A Tela de Alarmes descrita pode ser visualizada
na Figura 21.
4.3.5 Menu Consultas
O menu Consultas mostra uma tela onde é possível fazer a busca em banco de
dados sobre valores que foram capturados dos processos. A pesquisa é a mesma
que é gerada no menu de tendências porém se apresenta em estado mais direto e
orientado onde pode ser melhor trabalhado e até exportado em outros formatos
como XLS (planilhas do MS Excel), PDF (Portable Document Format) ou TXT
(documento de texto sem formatação), ver Figura 22.
35
Figura 21 - Tela de Alarmes
Figura 22 - Tela de Consultas
36
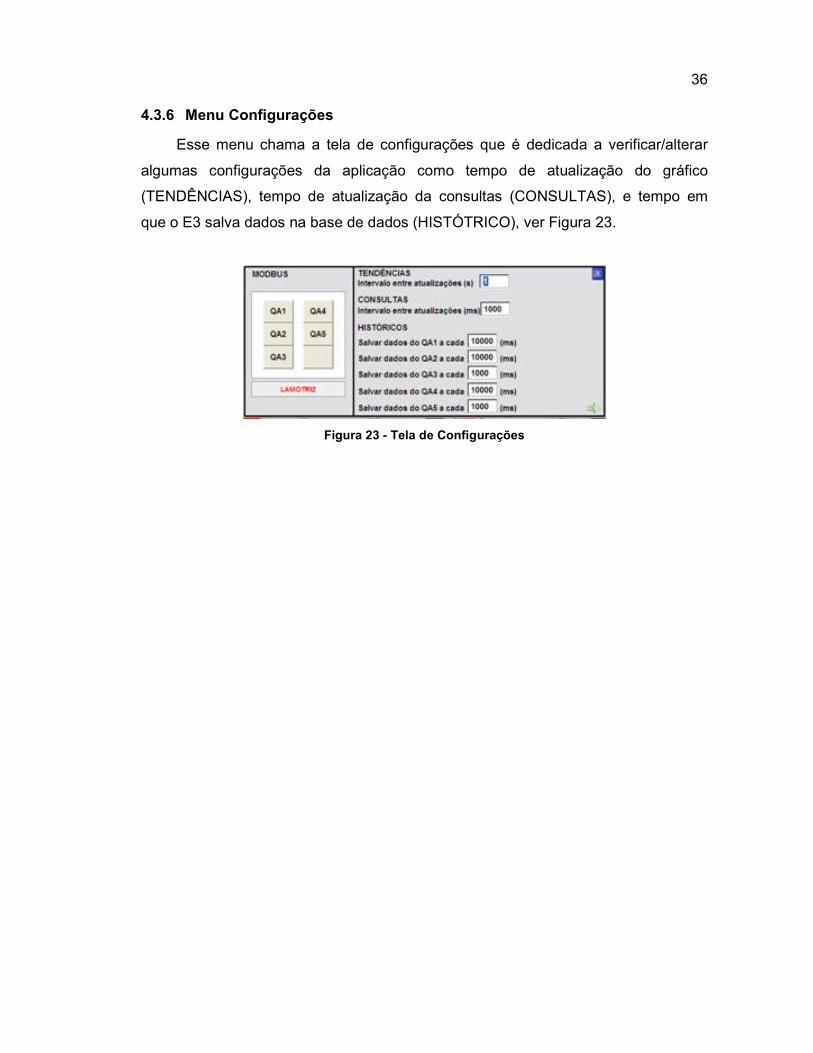
4.3.6 Menu Configurações
Esse menu chama a tela de configurações que é dedicada a verificar/alterar
algumas configurações da aplicação como tempo de atualização do gráfico
(TENDÊNCIAS), tempo de atualização da consultas (CONSULTAS), e tempo em
que o E3 salva dados na base de dados (HISTÓTRICO), ver Figura 23.
Figura 23 - Tela de Configurações
37
5. SIMULAÇÕES E ANÁLISE DE DADOS
Neste capítulo serão realizados dois processos na bancada de simulação do
Ventilador Axial do LAMOTRIZ, mostrando a eficiência de um sistema de automação
com supervisório, analisando a operação em velocidade constante e variável de um
sistema de ventilação industrial, e criação de novas rotinas de trabalho.
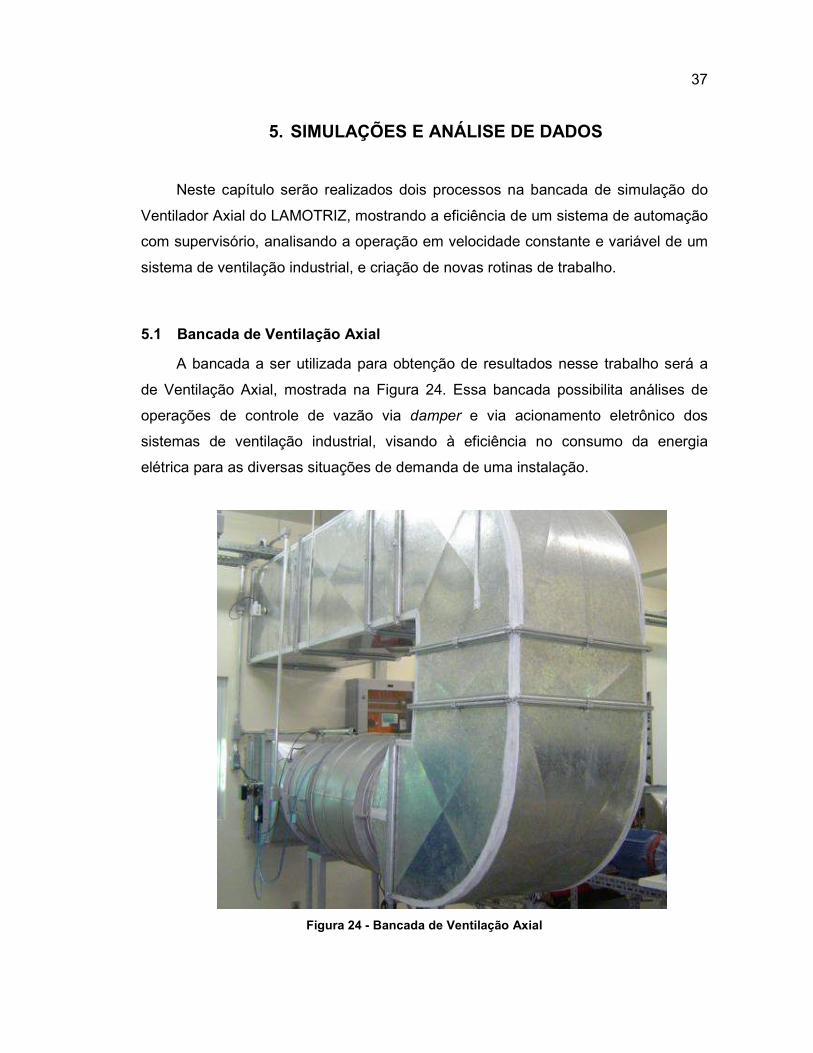
5.1 Bancada de Ventilação Axial
A bancada a ser utilizada para obtenção de resultados nesse trabalho será a
de Ventilação Axial, mostrada na Figura 24. Essa bancada possibilita análises de
operações de controle de vazão via damper e via acionamento eletrônico dos
sistemas de ventilação industrial, visando à eficiência no consumo da energia
elétrica para as diversas situações de demanda de uma instalação.
Figura 24 - Bancada de Ventilação Axial
38
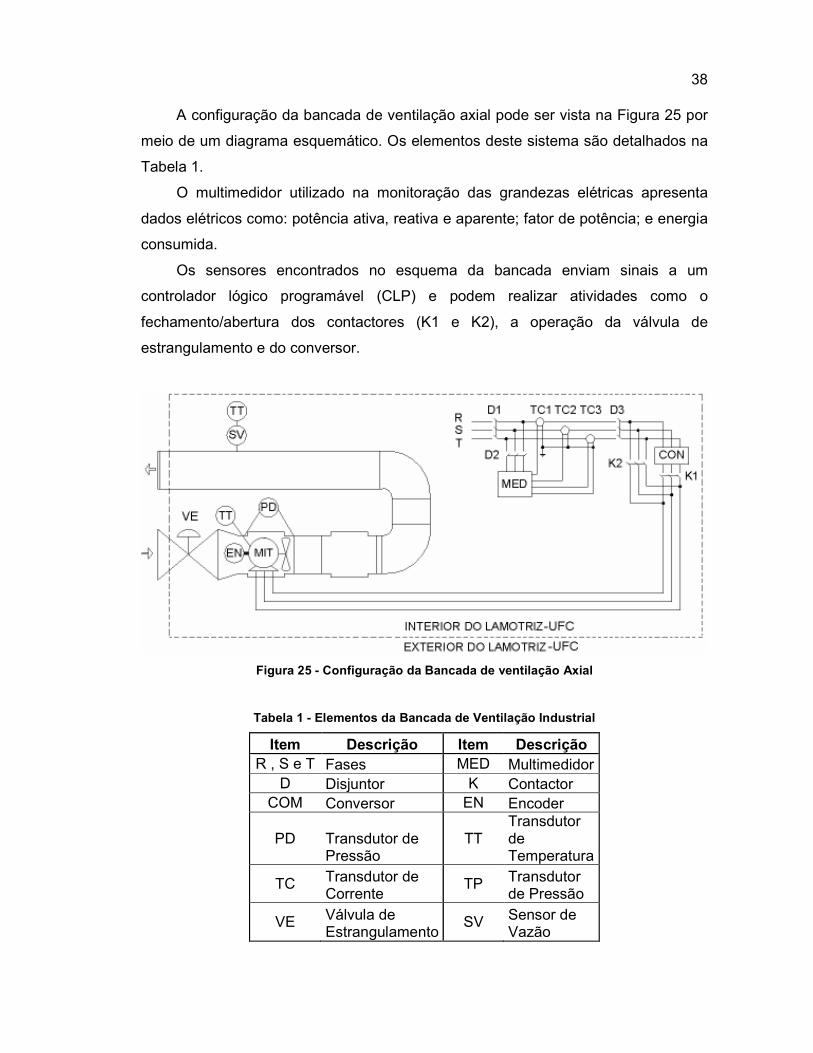
A configuração da bancada de ventilação axial pode ser vista na Figura 25 por
meio de um diagrama esquemático. Os elementos deste sistema são detalhados na
Tabela 1.
O multimedidor utilizado na monitoração das grandezas elétricas apresenta
dados elétricos como: potência ativa, reativa e aparente; fator de potência; e energia
consumida.
Os sensores encontrados no esquema da bancada enviam sinais a um
controlador lógico programável (CLP) e podem realizar atividades como o
fechamento/abertura dos contactores (K1 e K2), a operação da válvula de
estrangulamento e do conversor.
Figura 25 - Configuração da Bancada de ventilação Axial
Tabela 1 - Elementos da Bancada de Ventilação Industrial
Item Descrição Item Descrição R , S e T Fases MED Multimedidor
D Disjuntor K Contactor COM Conversor EN Encoder
PD Transdutor de Pressão
TT Transdutor de Temperatura
TC Transdutor de Corrente
TP Transdutor de Pressão
VE Válvula de Estrangulamento
SV Sensor de Vazão
39
5.2 Procedimento 01 – Criação de uma Rotina Automática de Ligamento.
O primeiro procedimento criado será uma rotina de ligamento/desligamento
automático e diário da bancada de ventilação axial a partir de um horário pré-
estabelecido. Para isso será utilizado a programação orientada a objetos do
aplicativo E3 Studio do Elipse E3, assim como sua linguagem de Scripts.
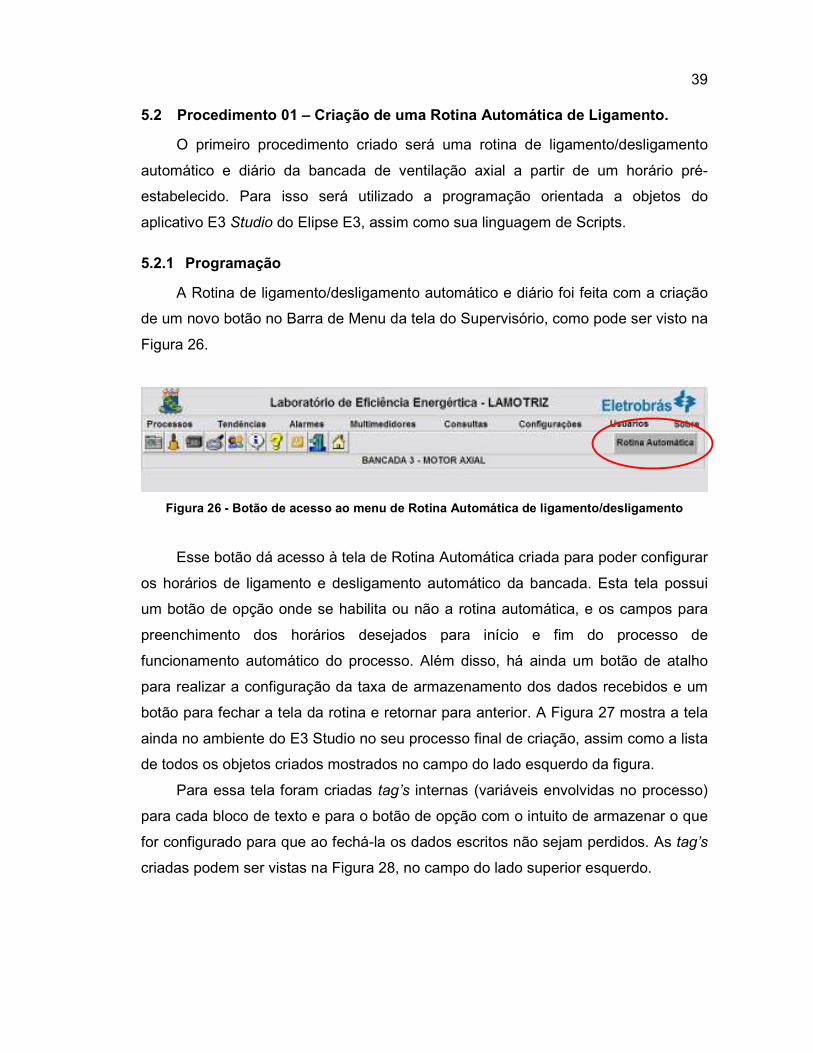
5.2.1 Programação
A Rotina de ligamento/desligamento automático e diário foi feita com a criação
de um novo botão no Barra de Menu da tela do Supervisório, como pode ser visto na
Figura 26.
Figura 26 - Botão de acesso ao menu de Rotina Automática de ligamento/desligamento
Esse botão dá acesso à tela de Rotina Automática criada para poder configurar
os horários de ligamento e desligamento automático da bancada. Esta tela possui
um botão de opção onde se habilita ou não a rotina automática, e os campos para
preenchimento dos horários desejados para início e fim do processo de
funcionamento automático do processo. Além disso, há ainda um botão de atalho
para realizar a configuração da taxa de armazenamento dos dados recebidos e um
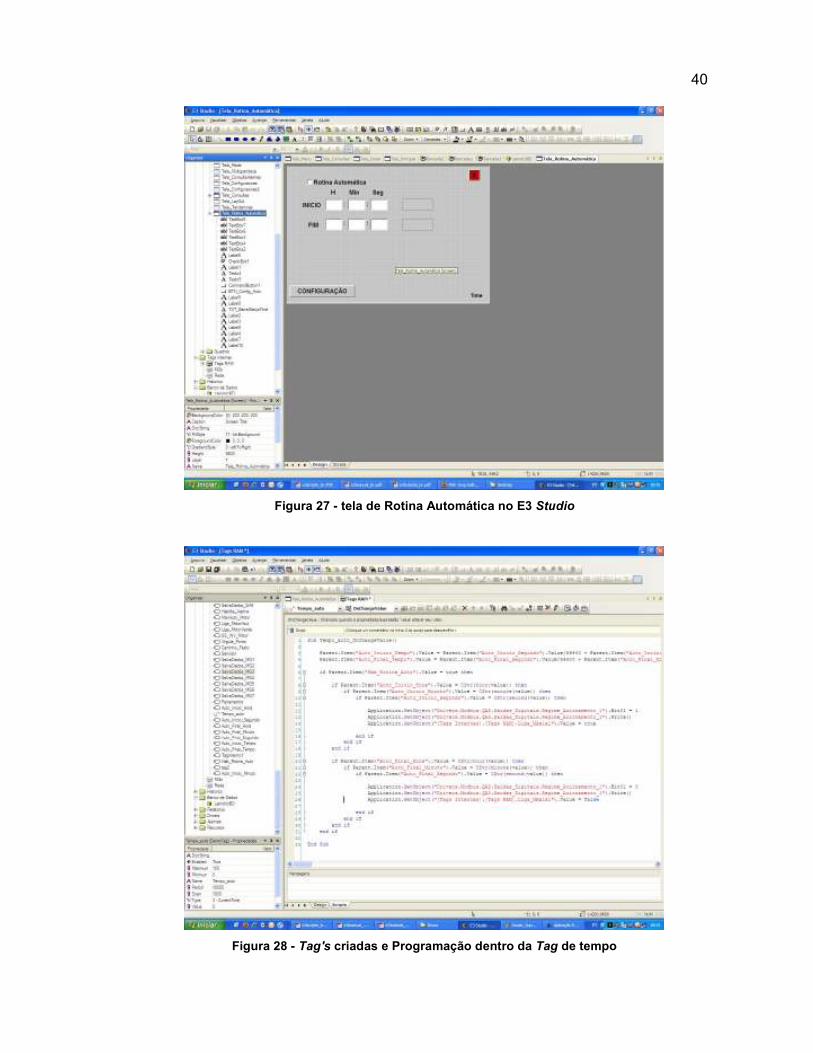
botão para fechar a tela da rotina e retornar para anterior. A Figura 27 mostra a tela
ainda no ambiente do E3 Studio no seu processo final de criação, assim como a lista
de todos os objetos criados mostrados no campo do lado esquerdo da figura.
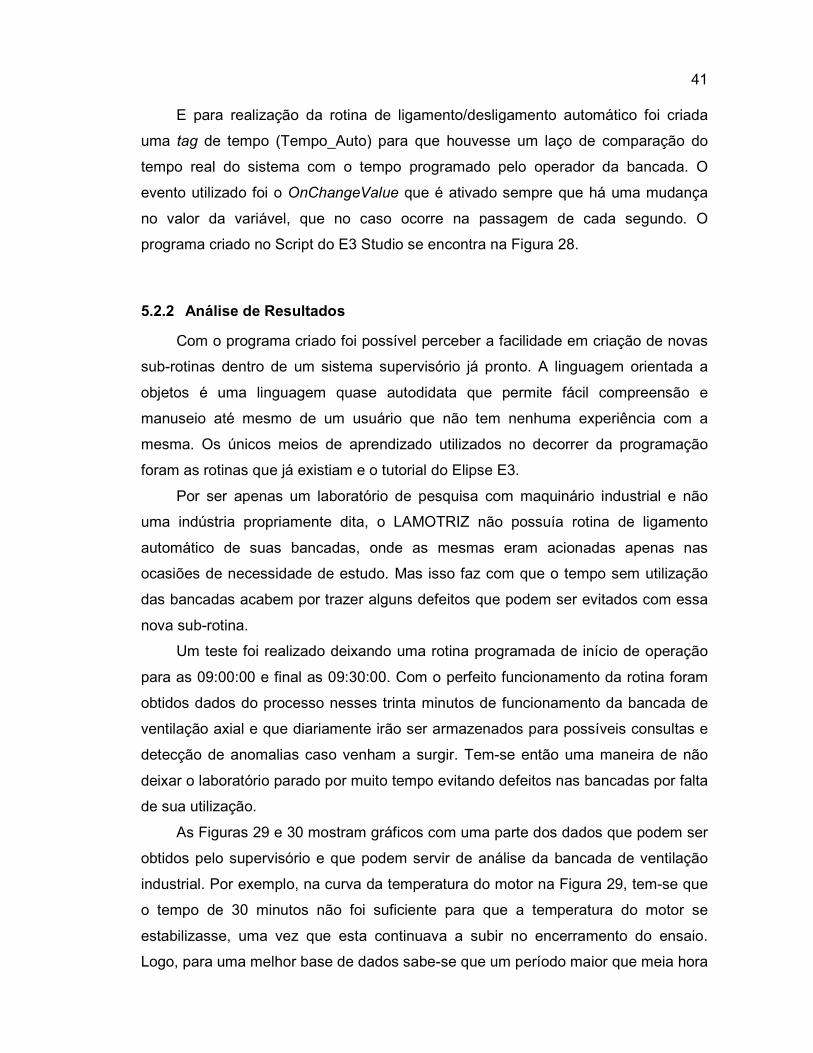
Para essa tela foram criadas tag’s internas (variáveis envolvidas no processo)
para cada bloco de texto e para o botão de opção com o intuito de armazenar o que
for configurado para que ao fechá-la os dados escritos não sejam perdidos. As tag’s
criadas podem ser vistas na Figura 28, no campo do lado superior esquerdo.
40
Figura 27 - tela de Rotina Automática no E3 Studio
Figura 28 - Tag's criadas e Programação dentro da Tag de tempo
41
E para realização da rotina de ligamento/desligamento automático foi criada
uma tag de tempo (Tempo_Auto) para que houvesse um laço de comparação do
tempo real do sistema com o tempo programado pelo operador da bancada. O
evento utilizado foi o OnChangeValue que é ativado sempre que há uma mudança
no valor da variável, que no caso ocorre na passagem de cada segundo. O
programa criado no Script do E3 Studio se encontra na Figura 28.
5.2.2 Análise de Resultados
Com o programa criado foi possível perceber a facilidade em criação de novas
sub-rotinas dentro de um sistema supervisório já pronto. A linguagem orientada a
objetos é uma linguagem quase autodidata que permite fácil compreensão e
manuseio até mesmo de um usuário que não tem nenhuma experiência com a
mesma. Os únicos meios de aprendizado utilizados no decorrer da programação
foram as rotinas que já existiam e o tutorial do Elipse E3.
Por ser apenas um laboratório de pesquisa com maquinário industrial e não
uma indústria propriamente dita, o LAMOTRIZ não possuía rotina de ligamento
automático de suas bancadas, onde as mesmas eram acionadas apenas nas
ocasiões de necessidade de estudo. Mas isso faz com que o tempo sem utilização
das bancadas acabem por trazer alguns defeitos que podem ser evitados com essa
nova sub-rotina.
Um teste foi realizado deixando uma rotina programada de início de operação
para as 09:00:00 e final as 09:30:00. Com o perfeito funcionamento da rotina foram
obtidos dados do processo nesses trinta minutos de funcionamento da bancada de
ventilação axial e que diariamente irão ser armazenados para possíveis consultas e
detecção de anomalias caso venham a surgir. Tem-se então uma maneira de não
deixar o laboratório parado por muito tempo evitando defeitos nas bancadas por falta
de sua utilização.
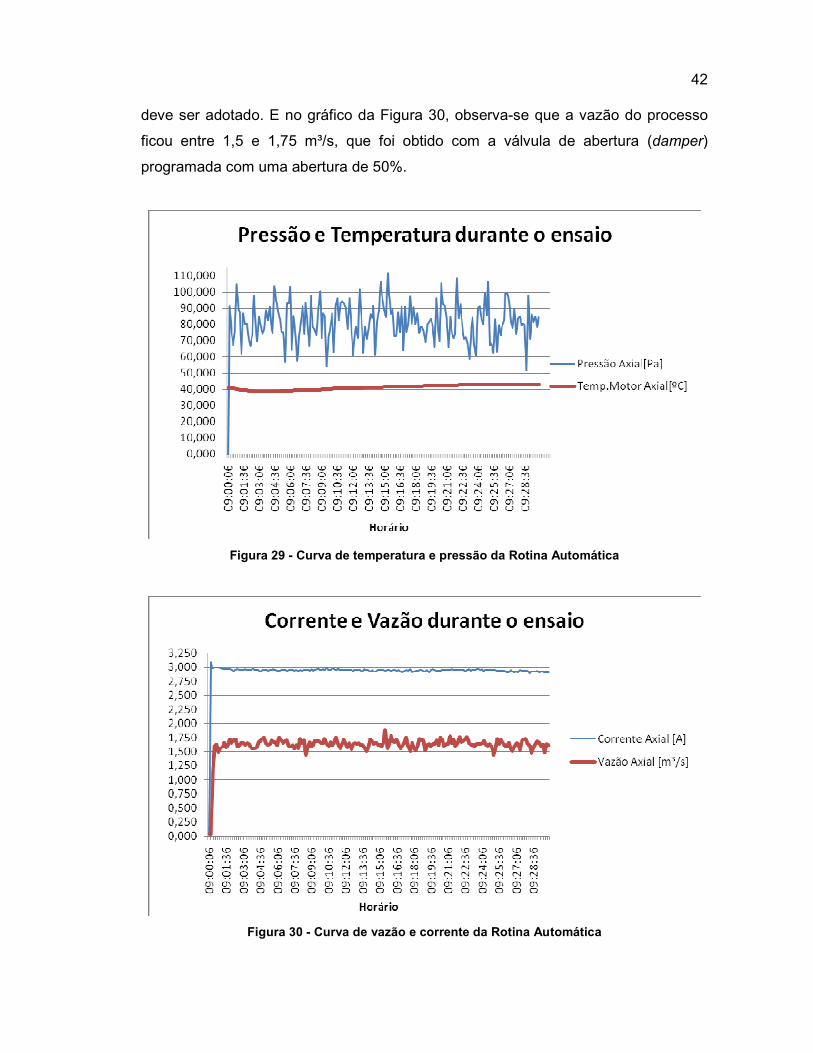
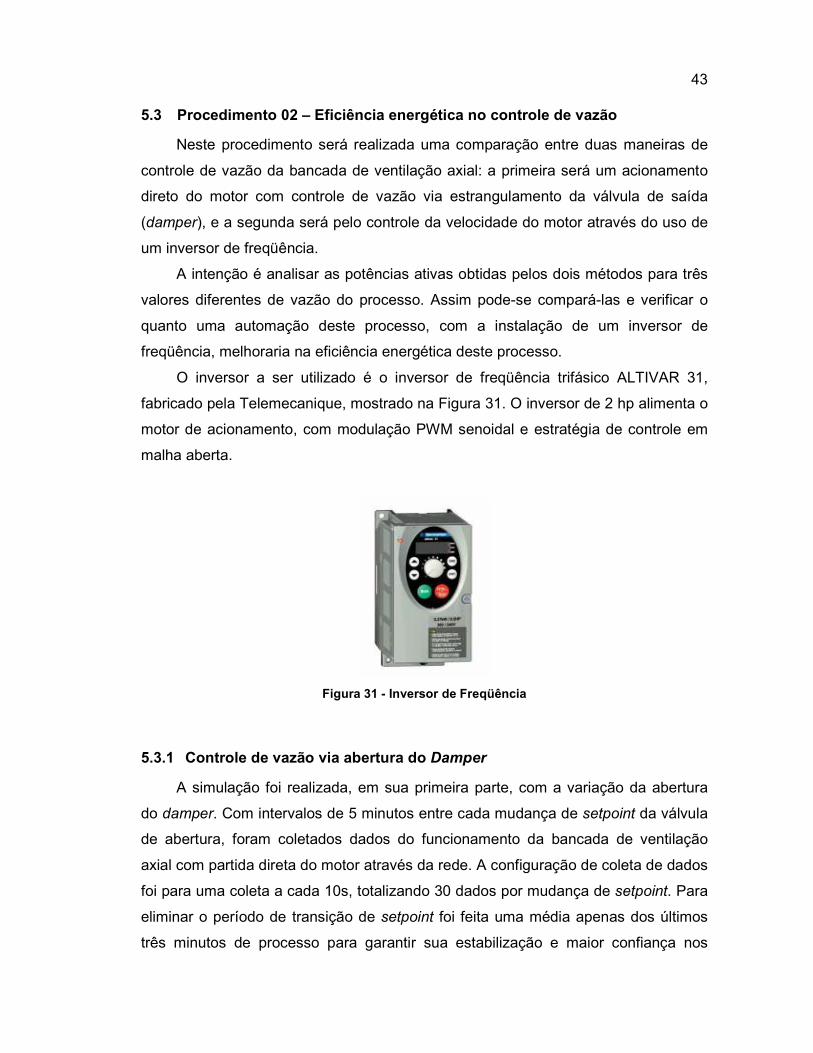
As Figuras 29 e 30 mostram gráficos com uma parte dos dados que podem ser
obtidos pelo supervisório e que podem servir de análise da bancada de ventilação
industrial. Por exemplo, na curva da temperatura do motor na Figura 29, tem-se que
o tempo de 30 minutos não foi suficiente para que a temperatura do motor se
estabilizasse, uma vez que esta continuava a subir no encerramento do ensaio.
Logo, para uma melhor base de dados sabe-se que um período maior que meia hora
42
deve ser adotado. E no gráfico da Figura 30, observa-se que a vazão do processo
ficou entre 1,5 e 1,75 m³/s, que foi obtido com a válvula de abertura (damper)
programada com uma abertura de 50%.
Figura 29 - Curva de temperatura e pressão da Rotina Automática
Figura 30 - Curva de vazão e corrente da Rotina Automática
43
5.3 Procedimento 02 – Eficiência energética no controle de vazão
Neste procedimento será realizada uma comparação entre duas maneiras de
controle de vazão da bancada de ventilação axial: a primeira será um acionamento
direto do motor com controle de vazão via estrangulamento da válvula de saída
(damper), e a segunda será pelo controle da velocidade do motor através do uso de
um inversor de freqüência.
A intenção é analisar as potências ativas obtidas pelos dois métodos para três
valores diferentes de vazão do processo. Assim pode-se compará-las e verificar o
quanto uma automação deste processo, com a instalação de um inversor de
freqüência, melhoraria na eficiência energética deste processo.
O inversor a ser utilizado é o inversor de freqüência trifásico ALTIVAR 31,
fabricado pela Telemecanique, mostrado na Figura 31. O inversor de 2 hp alimenta o
motor de acionamento, com modulação PWM senoidal e estratégia de controle em
malha aberta.
Figura 31 - Inversor de Freqüência
5.3.1 Controle de vazão via abertura do Damper
A simulação foi realizada, em sua primeira parte, com a variação da abertura
do damper. Com intervalos de 5 minutos entre cada mudança de setpoint da válvula
de abertura, foram coletados dados do funcionamento da bancada de ventilação
axial com partida direta do motor através da rede. A configuração de coleta de dados
foi para uma coleta a cada 10s, totalizando 30 dados por mudança de setpoint. Para
eliminar o período de transição de setpoint foi feita uma média apenas dos últimos
três minutos de processo para garantir sua estabilização e maior confiança nos
44
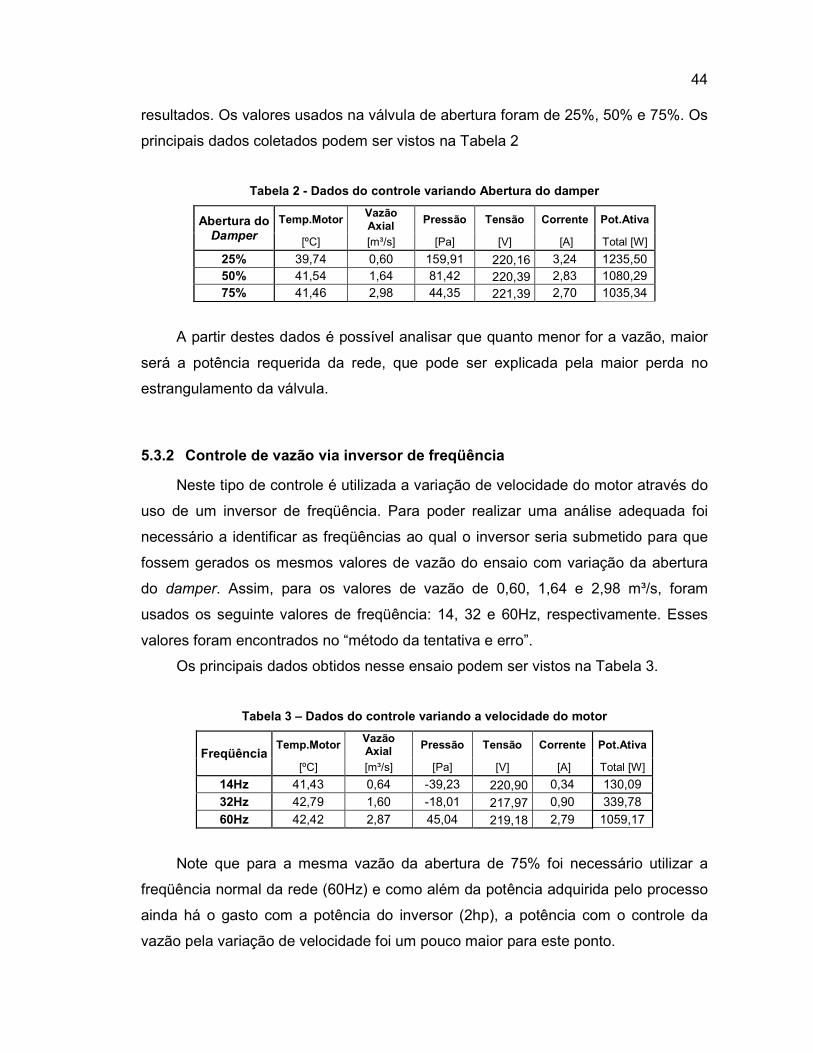
resultados. Os valores usados na válvula de abertura foram de 25%, 50% e 75%. Os
principais dados coletados podem ser vistos na Tabela 2
Tabela 2 - Dados do controle variando Abertura do damper
Abertura do Damper
Temp.Motor Vazão Axial
Pressão Tensão Corrente Pot.Ativa
[ºC] [m³/s] [Pa] [V] [A] Total [W]
25% 39,74 0,60 159,91 220,16 3,24 1235,50 50% 41,54 1,64 81,42 220,39 2,83 1080,29 75% 41,46 2,98 44,35 221,39 2,70 1035,34
A partir destes dados é possível analisar que quanto menor for a vazão, maior
será a potência requerida da rede, que pode ser explicada pela maior perda no
estrangulamento da válvula.
5.3.2 Controle de vazão via inversor de freqüência
Neste tipo de controle é utilizada a variação de velocidade do motor através do
uso de um inversor de freqüência. Para poder realizar uma análise adequada foi
necessário a identificar as freqüências ao qual o inversor seria submetido para que
fossem gerados os mesmos valores de vazão do ensaio com variação da abertura
do damper. Assim, para os valores de vazão de 0,60, 1,64 e 2,98 m³/s, foram
usados os seguinte valores de freqüência: 14, 32 e 60Hz, respectivamente. Esses
valores foram encontrados no “método da tentativa e erro”.
Os principais dados obtidos nesse ensaio podem ser vistos na Tabela 3.
Tabela 3 – Dados do controle variando a velocidade do motor
Freqüência Temp.Motor
Vazão Axial
Pressão Tensão Corrente Pot.Ativa
[ºC] [m³/s] [Pa] [V] [A] Total [W]
14Hz 41,43 0,64 -39,23 220,90 0,34 130,09
32Hz 42,79 1,60 -18,01 217,97 0,90 339,78
60Hz 42,42 2,87 45,04 219,18 2,79 1059,17
Note que para a mesma vazão da abertura de 75% foi necessário utilizar a
freqüência normal da rede (60Hz) e como além da potência adquirida pelo processo
ainda há o gasto com a potência do inversor (2hp), a potência com o controle da
vazão pela variação de velocidade foi um pouco maior para este ponto.
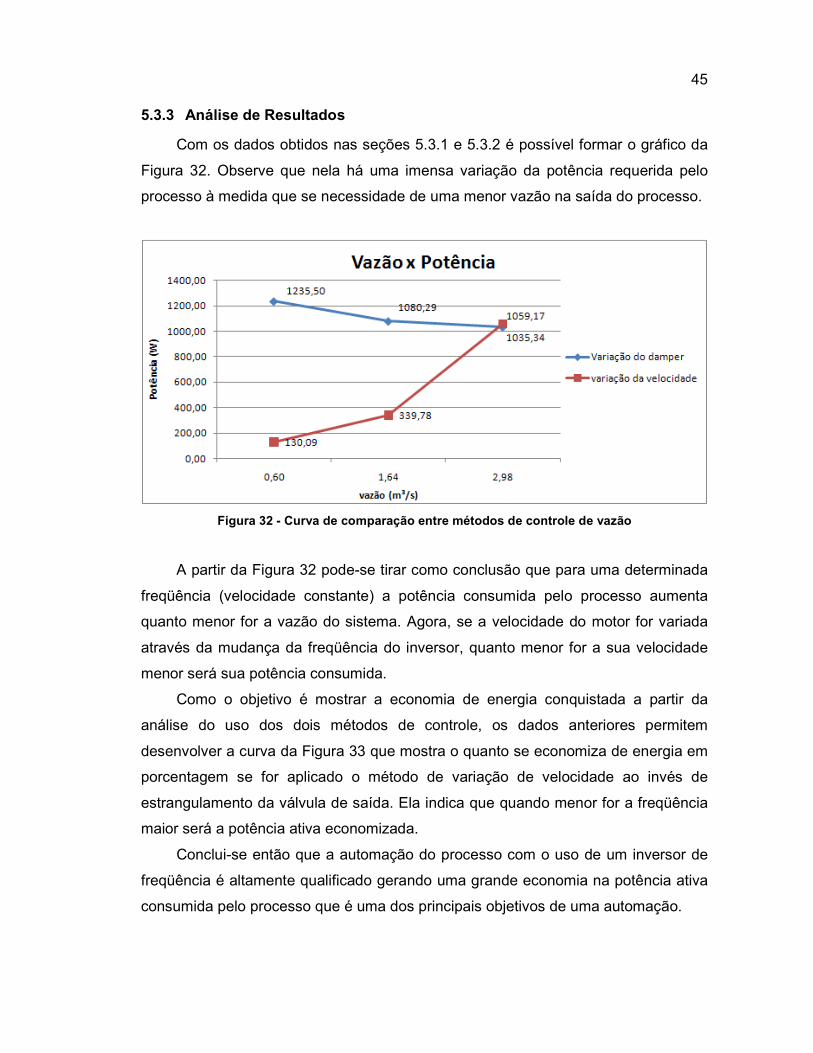
45
5.3.3 Análise de Resultados
Com os dados obtidos nas seções 5.3.1 e 5.3.2 é possível formar o gráfico da
Figura 32. Observe que nela há uma imensa variação da potência requerida pelo
processo à medida que se necessidade de uma menor vazão na saída do processo.
Figura 32 - Curva de comparação entre métodos de controle de vazão
A partir da Figura 32 pode-se tirar como conclusão que para uma determinada
freqüência (velocidade constante) a potência consumida pelo processo aumenta
quanto menor for a vazão do sistema. Agora, se a velocidade do motor for variada
através da mudança da freqüência do inversor, quanto menor for a sua velocidade
menor será sua potência consumida.
Como o objetivo é mostrar a economia de energia conquistada a partir da
análise do uso dos dois métodos de controle, os dados anteriores permitem
desenvolver a curva da Figura 33 que mostra o quanto se economiza de energia em
porcentagem se for aplicado o método de variação de velocidade ao invés de
estrangulamento da válvula de saída. Ela indica que quando menor for a freqüência
maior será a potência ativa economizada.
Conclui-se então que a automação do processo com o uso de um inversor de
freqüência é altamente qualificado gerando uma grande economia na potência ativa
consumida pelo processo que é uma dos principais objetivos de uma automação.
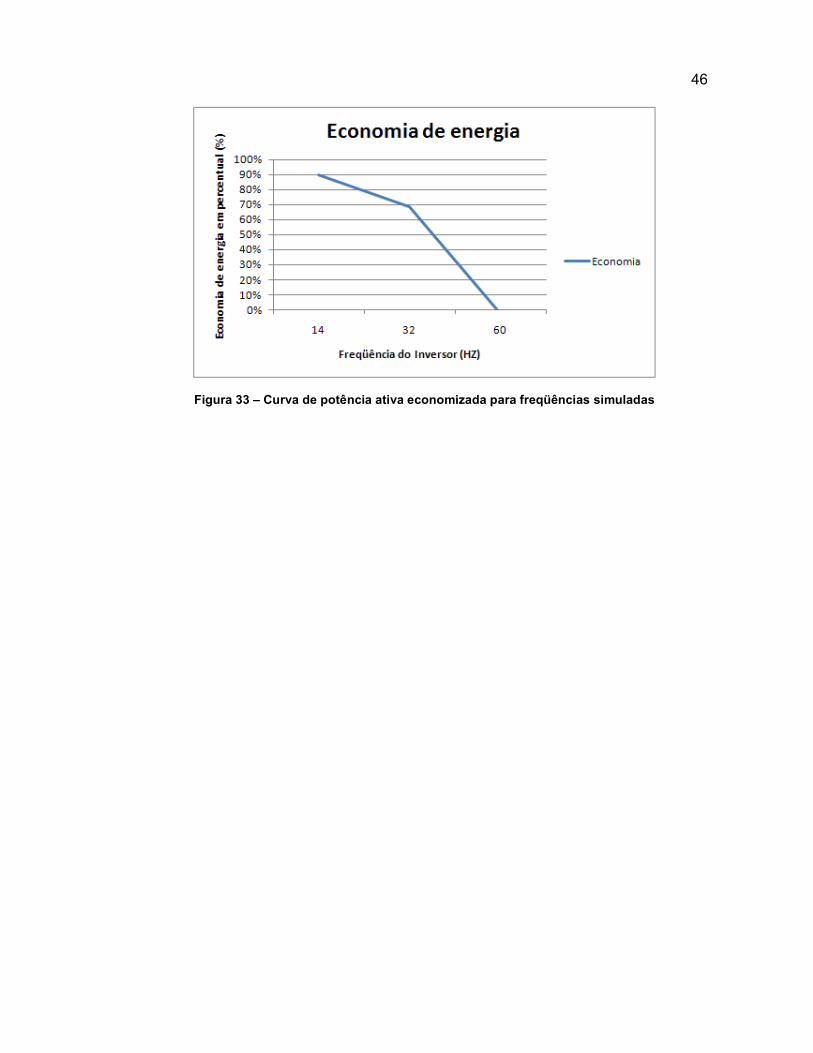
46
Figura 33 – Curva de potência ativa economizada para freqüências simuladas
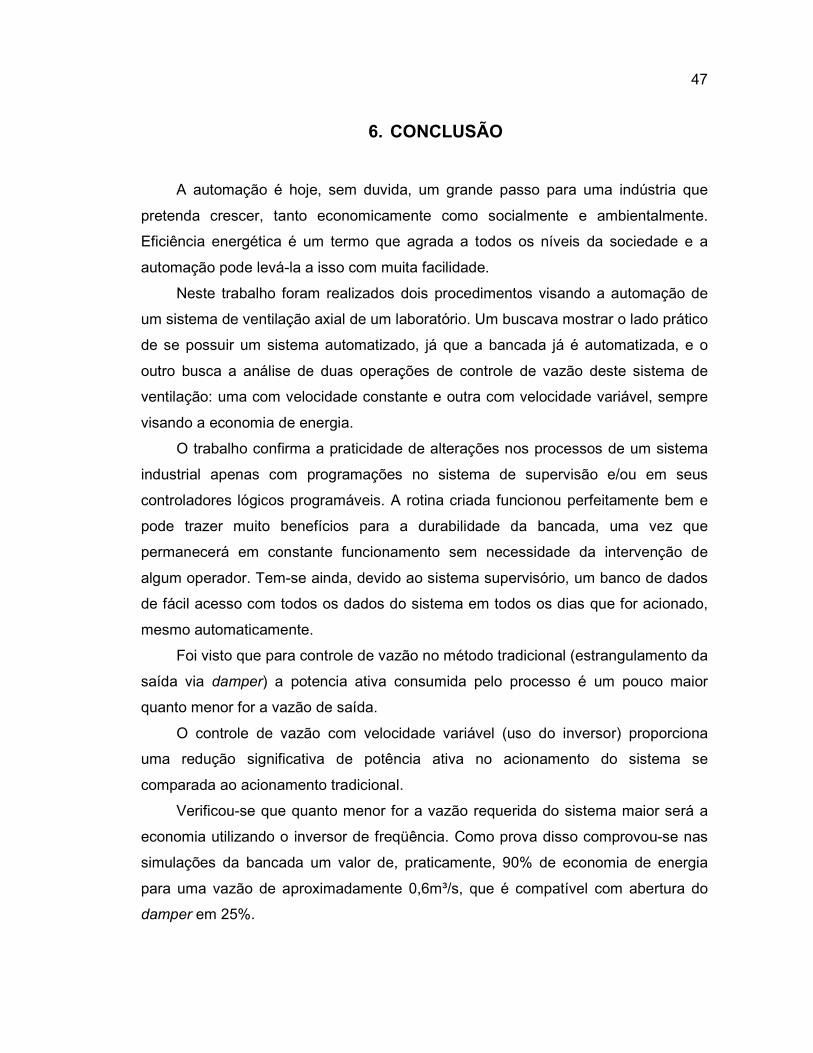
47
6. CONCLUSÃO
A automação é hoje, sem duvida, um grande passo para uma indústria que
pretenda crescer, tanto economicamente como socialmente e ambientalmente.
Eficiência energética é um termo que agrada a todos os níveis da sociedade e a
automação pode levá-la a isso com muita facilidade.
Neste trabalho foram realizados dois procedimentos visando a automação de
um sistema de ventilação axial de um laboratório. Um buscava mostrar o lado prático
de se possuir um sistema automatizado, já que a bancada já é automatizada, e o
outro busca a análise de duas operações de controle de vazão deste sistema de
ventilação: uma com velocidade constante e outra com velocidade variável, sempre
visando a economia de energia.
O trabalho confirma a praticidade de alterações nos processos de um sistema
industrial apenas com programações no sistema de supervisão e/ou em seus
controladores lógicos programáveis. A rotina criada funcionou perfeitamente bem e
pode trazer muito benefícios para a durabilidade da bancada, uma vez que
permanecerá em constante funcionamento sem necessidade da intervenção de
algum operador. Tem-se ainda, devido ao sistema supervisório, um banco de dados
de fácil acesso com todos os dados do sistema em todos os dias que for acionado,
mesmo automaticamente.
Foi visto que para controle de vazão no método tradicional (estrangulamento da
saída via damper) a potencia ativa consumida pelo processo é um pouco maior
quanto menor for a vazão de saída.
O controle de vazão com velocidade variável (uso do inversor) proporciona
uma redução significativa de potência ativa no acionamento do sistema se
comparada ao acionamento tradicional.
Verificou-se que quanto menor for a vazão requerida do sistema maior será a
economia utilizando o inversor de freqüência. Como prova disso comprovou-se nas
simulações da bancada um valor de, praticamente, 90% de economia de energia
para uma vazão de aproximadamente 0,6m³/s, que é compatível com abertura do
damper em 25%.

48
A automação do processo de controle de vazão de um sistema de ventilação
axial com o uso de um inversor é altamente eficaz quanto a economia de energia,
contribuindo para sua eficiência energética.
49
7. REFERÊNCIAS BIBLIOGRÁFICAS
- ROSÁRIO, J. M., Princípios da Mecatrônica. 1ª Ed. São Paulo: Prentice-Hall,
2005
- ALBUQUERQUE, P. U. B., THOMAZINI, D. Sensores Industriais:
fundamentos e aplicações. 1ª Ed. São Paulo: Editora Érica, 2005
- ALBUQUERQUE, P. U. B., ALEXANDRIA, A. R. Redes Industriais: Aplicações
em Sistemas Digitais de Controle Distribuído. 1ª Ed. Fortaleza: Edições Livro
Técnico, 2007
- SILVEIRA, Paulo R.; SANTOS, Winderson E. Automação e Controle Discreto.
4ª Ed. São Paulo: Érica, 2002
- MORAES, Cícero Couto de; CASTRUCCI P. de L. Engenharia de Automação
Industrial. 2ª Ed. Rio de janeiro: LTC, 2007
- NATALE, Ferdinando. Automação Industrial, 10ª Ed. ver. São Paulo: Érica,
2008
- SOUZA, Rodrigo Barbosa de; Uma Arquitetura para Sistemas Surpevisórios
Industriais e sua Aplicação em Processos de Elevação Artificial de Petróleo,
Dissertação de Mestrado, Universidade Federal do Rio Grande do Norte – UFRN,
2005.
- LAMOTRIZ, site. Disponível em < http://www.lamotriz.dee.ufc.br>. Acesso em
01 de Novembro de 2010.
- LAMOTRIZ, Manual do Usuário – Fortaleza, 2006.
- MOREIRA, A. B., Análise da Operação de Sistemas de Ventilação Industrial
Visando à Eficiência Energética, Dissertação de Mestrado, Universidade Federal do
Ceará – UFC, 2006.
- TUTORIAL, © Elipse Software Ltda. Versão 2.5, 2005.
- SCRIPTS, Manual de Referência, © Elipse Software Ltda. Versão 2.5, 2006.











![Processos industriais tintas[1]](https://static.fdocumentos.com/doc/165x107/55b29bacbb61eb35218b469c/processos-industriais-tintas1-55bda1910e854.jpg)






