MEMBRANAS COMPOSTAS DE POLIURETANO PARA FRACIONAMENTO DE...
112
MEMBRANAS COMPOSTAS DE POLIURETANO PARA FRACIONAMENTO DE MISTURAS BENZENO/HEXANO POR PERVAPORAÇÃO Laís de Oliveira Ramos Dissertação de Mestrado apresentada ao Programa de Pós-graduação em Engenharia Química, COPPE, da Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Mestre em Engenharia Química. Orientador: Alberto Claudio Habert Rio de Janeiro Março de 2012
Transcript of MEMBRANAS COMPOSTAS DE POLIURETANO PARA FRACIONAMENTO DE...
MEMBRANAS COMPOSTAS DE POLIURETANO PARA FRACIONAMENTO DE
MISTURAS BENZENO/HEXANO POR PERVAPORAÇÃO
Laís de Oliveira Ramos
Dissertação de Mestrado apresentada ao
Programa de Pós-graduação em Engenharia
Química, COPPE, da Universidade Federal do
Rio de Janeiro, como parte dos requisitos
necessários à obtenção do título de Mestre em
Engenharia Química.
Orientador: Alberto Claudio Habert
Rio de Janeiro
Março de 2012
MEMBRANAS COMPOSTAS DE POLIURETANO PARA FRACIONAMENTO
DE MISTURAS BENZENO/HEXANO POR PERVAPORAÇÃO
Laís de Oliveira Ramos
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DO INSTITUTO ALBERTO
LUIZ COIMBRA DE PÓS-GRADUAÇÃO E PESQUISA DE ENGENHARIA
(COPPE) DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE
DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE
EM CIÊNCIAS EM ENGENHARIA QUÍMICA.
Examinada por:
________________________________________________
Prof. Alberto Claudio Habert, Ph.D.
________________________________________________ Prof. Cristiano Piacsek Borges, D.Sc.
________________________________________________ Dr. Valnei Smarçaro Cunha, D.Sc.
________________________________________________ Dr. Carlos Alberto de Araújo Monteiro, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
MARÇO DE 2012

iii
Ramos, Laís de Oliveira
Membranas compostas de poliuretano para
fracionamento de misturas benzeno/hexano por
pervaporação/ Laís de Oliveira Ramos. – Rio de Janeiro:
UFRJ/COPPE, 2012.
X,102 p.: il.; 29,7 cm.
Orientador: Alberto Claudio Habert
Dissertação (mestrado) – UFRJ/ COPPE/ Programa de
Engenharia Química, 2012.
Referências Bibliográficas: p. 87-96.
1. Membranas compostas. 2. Poliuretano. 3.
Pervaporação. I. Habert, Alberto Claudio. II. Universidade
Federal do Rio de Janeiro, COPPE, Programa de Engenharia
Química. III. Título.

iv
“Para aprender a sabedoria e o ensino; para entender as palavras de inteligência;
para obter o ensino do bom proceder, a justiça, o juízo e a equidade; para dar aos
simples prudência e aos jovens, conhecimento e bom siso. Ouça o sábio e cresça em
prudência; e o instruído adquira habilidade para entender provérbios e parábolas, as
palavras e enigmas dos sábios. O temor do Senhor é o princípio do saber, mas os
loucos desprezam a sabedoria e o ensino.”
Provérbios 1:2-7

v
A Deus, meu amigo e mestre de todas as horas.
Aos meus pais, Neuma e Roberto, e a minha irmã Sheila pelo apoio incondicional.
vi
AGRADECIMENTOS
Primeiramente agradeço a Deus por ter me sustentado durante todo esse tempo
e, mesmo quando todas as circunstâncias diziam que não, Ele sempre falava em meu
coração que tudo eu poderia realizar, pois era Ele quem me fortalecia.
A toda minha família, em especial aos meus pais, Neuma e Roberto, por me
apoiarem sempre e não medirem esforços pra tornar meus sonhos possíveis; a minha
irmã e meu cunhado, Sheila e Everaldo, pelo amor, pela paciência, pela motivação e
pela cumplicidade de sempre. Amo muito vocês.
Ao meu orientador, Alberto Claudio Habert, por todos os ensinamentos, pelas
longas conversas e principalmente por ter acreditado em mim. Mais que um professor,
ele tornou-se um amigo.
A toda equipe do laboratório PAM, pela ajuda inestimável, pelos ensinamentos e
pelos bons momentos. Aos amigos Jader, Joel, Aline (a melhor IC de todos os tempos!),
Sandrinha, Mari, Beth, Bob (nenhuma tese do PAM seria concluída sem você!) e Felipe
que me ajudaram diretamente na realização deste trabalho. Agradeço a minha amiga
Catia pelas conversas e pelo incentivo. Em especial, agradeço a Liliane Pollo pela
contribuição irrefutável para conclusão deste trabalho, pela orientação nos mais
variados assuntos e pela amizade.
À turma de mestrado PEQ/2010, por tornar esses dois anos mais agradáveis e
mostrar que, entre um ponto experimental e outro, ainda é possível se divertir. Aos
meus amigos Luiz, Rodrigo e Thiago; obrigada por estarem sempre por perto quando
precisei... cada um de vocês teve uma contribuição muito singular e especial na minha
vida nesse período, seja com uma palavra de incentivo, compartilhando bons momentos
ou com longas conversas nas horas difíceis. Tenho certeza de que tudo teria sido muito
mais difícil sem vocês.
A todos que de alguma forma contribuíram para a realização deste meu projeto.
A CAPES pela bolsa de mestrado.

vii
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
MEMBRANAS COMPOSTAS DE POLIURETANO PARA FRACIONAMENTO DE
MISTURAS BENZENO/HEXANO POR PERVAPORAÇÃO
Laís de Oliveira Ramos
Março/2012
Orientador: Alberto Claudio Habert
Programa: Engenharia Química
No presente trabalho foram fabricadas membranas compostas nas formas plana e
de fibra oca com espessura de pele variando de 1,0 a 17,5 µm. Em ambos os casos, a
camada seletiva era composta de poliuretano e o suporte microporoso de poli(fluoreto
de vinilideno). Avaliou-se o desempenho das membranas na pervaporação de misturas
de benzeno e n-hexano. Para as membranas planas, foi avaliado o efeito da
concentração de alimentação variando de 10% m/m a 90% m/m, gerando fluxo
permeado na faixa de 0,31 a 4,58 kg/m²h e seletividade entre 8,1 e 2,8. O aumento da
temperatura resultou em um aumento no fluxo permeado e na redução da seletividade.
Foram produzidas membranas planas híbridas de poliuretano e β -ciclodextrina e
observou-se uma melhora no desempenho da pervaporação gerando um fluxo permeado
normalizado (J10) de 0,09 kg/m²h e seletividade de 9,9 para uma alimentação de 8,4%
m/m de benzeno. A pervaporação utilizando o módulo de fibras ocas gerou fluxo
permeado de 0,12 kg/m²h e seletividade de 8,4. Os resultados apresentados mostraram
que as membranas compostas permitem a obtenção de fluxos permeados mais elevados
graças à redução de espessura, mantendo a seletividade inerente do poliuretano. A
utilização de fibras ocas mostra-se como uma alternativa promissora para a melhora do
desempenho do processo de pervaporação na separação de misturas orgânicas.

viii
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
POLYURETHANE COMPOSITE MEMBRANES
FOR FRACTIONATION OF BENZENE/HEXANE MIXTURES
BY PERVAPORATION
Laís de Oliveira Ramos
March/2012
Advisor: Alberto Claudio Habert
Department: Chemical Engineering
In this work, composite membranes were manufactured in flat and hollow fibers
geometries with skin thickness in a range of 1.0 µm to 17.5 µm. In both cases, the
selective layer was composed of polyurethane and the microporous support of poly
(vinylidene fluoride). The membranes performance was evaluated through
pervaporation of mixed benzene and n-hexane. For flat membranes, the effect of feed
concentration was evaluated in a range of 10 to 90 wt% resulting in permeate flow from
0.31 to 4.58 kg/m²h and selectivity from 8.1 to 2.8. Concerning non-isothermal
experiments, increasing temperature resulted in higher permeate flow and lower
selectivity. Hybrid polyurethane/β-cyclodextrin flat membranes were also prepared.
These last membranes showed better pervaporation performance, with a normalized
permeate flow of 0.09 kg/m²h and selectivity of 9.9, for an 8.4wt% of benzene. A
module of hollow fiber membranes generated a permeate flow of 0.12 kg/m²h and
selectivity of 8.4. The results showed that the composite membranes provided higher
permeated flows due to the reduced skin thickness, keeping the inherent selectivity of
polyurethane. The use of hollow fiber shows itself as a promising alternative in
improving the performance of pervaporation process.
ix
Sumário
1. Introdução ....................................................................................................................... 1
1.1. Contextualização e justificativa ........................................................................................ 1
1.2. Objetivos .......................................................................................................................... 4
1.3. Organização da dissertação ............................................................................................. 4
2. Revisão bibliográfica e fundamentos teóricos ............................................................... 6
2.1. Fundamentos dos processos de separação com membranas ......................................... 6
2.2. Membranas poliméricas ................................................................................................... 8
2.2.1. Técnicas de preparo de membranas poliméricas .................................................... 11
2.2.1.1. Inversão de fases ..................................................................................................... 11
2.2.1.1.1. Mecanismo de separação líquido-líquido e transferência de massa ................ 13
2.2.1.2. Recobrimento .......................................................................................................... 17
2.3. Módulos de membranas ................................................................................................ 17
2.4. Pervaporação ................................................................................................................. 18
2.4.1. Descrição do processo de pervaporação ................................................................. 20
2.4.2. Aplicações da pervaporação .................................................................................... 24
2.5. Separação de líquidos orgânicos por pervaporação ...................................................... 25
2.5.1. Separação de solventes polares e apolares ............................................................. 28
2.5.2. Separação de isômeros ............................................................................................ 29
2.5.3. Separação de aromático/alifático ........................................................................... 29
2.5.3.1. Membranas híbridas: polímero-ciclodextrina ......................................................... 33
3. Materiais e métodos ..................................................................................................... 36
3.1. Fabricação de filmes densos e de membranas compostas ............................................ 36
3.1.1. Materiais .................................................................................................................. 36
3.1.2. Preparo dos filmes poliméricos e das membranas compostas ............................... 37
3.1.2.1. Fabricação de filmes densos por evaporação total do solvente ............................. 38
3.1.2.2. Fabricação de membranas planas por espalhamento seguido de imersão-precipitação ............................................................................................................. 38
3.1.2.3. Recobrimento de suporte ........................................................................................ 40
3.2. Caracterização de membranas ....................................................................................... 41
3.2.1. Solubilidade ............................................................................................................. 41
3.2.2. Espectroscopia de infravermelho com transformada de Fourier (FTIR) ................. 41
3.2.3. Microscopia eletrônica de varredura (MEV) ........................................................... 42
3.2.4. Medidas de permeabilidade .................................................................................... 42
x
3.3. Pervaporação ................................................................................................................. 43
3.3.1. Sistema de pervaporação ........................................................................................ 45
3.3.2. Operação da unidade de pervaporação para membranas planas .......................... 47
3.3.3. Operação da unidade de pervaporação para fibras ocas ........................................ 49
3.4. Análise cromatográfica .................................................................................................. 50
4. Resultados e discussão .................................................................................................. 52
4.1. Fabricação de suportes microporosos e de filmes densos ............................................ 52
4.1.1. Seleção do suporte microporoso ............................................................................. 52
4.1.2. Fabricação e caracterização de filmes densos ......................................................... 53
4.1.2.1. Filmes densos contendo β-ciclodextrina ................................................................. 54
4.2. Fabricação e caracterização de membranas planas compostas .................................... 59
4.2.1. Membranas planas compostas com suporte de PES e camada seletiva de PU ...... 59
4.2.1.1. Espalhamento simultâneo com uma frente de precipitação .................................. 60
4.2.1.2. Espalhamento simultâneo com duas frentes de precipitação ................................ 64
4.2.2. Membranas planas compostas com suporte de Nylon e PVDF ............................... 68
4.2.3. Resumo e avaliação dos resultados de síntese de membranas .............................. 71
4.3. Fabricação e caracterização de fibras ocas compostas.................................................. 73
4.4. Pervaporação de misturas benzeno e n-hexano ............................................................ 75
4.4.1. Pervaporação com membranas planas compostas ................................................. 75
4.4.1.1. Efeito da concentração sobre o desempenho da pervaporação ............................. 75
4.4.1.2. Efeito da temperatura sobre o desempenho da pervaporação .............................. 79
4.4.1.3. Pervaporação com membranas híbridas de PU e β-ciclodextrina .......................... 81
4.4.2. Pervaporação com fibras ocas compostas .............................................................. 82
5. Conclusões e sugestões ................................................................................................. 84
5.1. Conclusões ..................................................................................................................... 84
5.2. Sugestões ....................................................................................................................... 85
Referências bibliográficas .................................................................................................... 87
Apêndice A ........................................................................................................................... 97
Apêndice B .......................................................................................................................... 100
Apêndice C .......................................................................................................................... 101
1. Introdução
1.1. Contextualização e justificativa
Os processos de separação, concentração e purificação atualmente utilizados na
indústria química e petroquímica são processos que demandam grande quantidade de
energia. Além disso, o rigor das normas ambientais exige cada vez maior especificidade
dos processos utilizados no tratamento de rejeitos industriais. Os Processos de
Separação com Membranas (PSM) surgem como uma possível solução a estas
deficiências industriais, pois demandam menos energia que os processos convencionais,
em muitos casos têm maior seletividade na separação, são de operação relativamente
simples e permitem conveniente ampliação de escala.
Os PSM ganharam um lugar importante nos processos de separação, possuindo
uma ampla gama de aplicações. A propriedade chave que é explorada nesses processos
é a capacidade de controlar a taxa de permeação de uma espécie química através de uma
membrana; em termos práticos, o objetivo é permitir que um componente de uma
mistura permeie mais facilmente a membrana, enquanto a permeação de outros
componentes é dificultada (BAKER, 2004).
Por definição membrana é uma barreira que separa duas fases e restringe o
transporte de várias espécies químicas de uma maneira bastante específica; além disso,
ela pode ser classificada de acordo com sua composição química como homogênea ou
heterogênea, conforme sua morfologia como simétrica ou assimétrica, pode ser sólida
ou líquida e eletricamente neutra ou não (PORTER, 1990).
Os estudos sistemáticos sobre membranas começaram no século XVIII, porém a
primeira aplicação significativa foi ao término da segunda guerra mundial em 1945,
quando foram desenvolvidos filtros para a produção de água potável; mais tarde esta
tecnologia viria a ser explorada e desenvolvia pela Millipore Corporation, a primeira e
maior produtora de membranas de microfiltração dos EUA (BAKER, 2004). Da década
de 60 o desenvolvimento de membranas assimétricas por LOEB e SOURIRAJAM
(1962) incentivou o estudo dos PSM, porém estes ainda eram considerados pouco
competitivos e confiáveis tendo em vista apresentarem problemas como baixa
seletividade, alto custo e baixo fluxo permeado (MULDER e SMOLDERS, 1984). No
1
entanto investimentos em pesquisa e desenvolvimento permitiram avanços nesta
tecnologia tornando os processos de separação com membranas mais comuns.
A pervaporação (PV) tem sido conhecida pelo mundo científico desde o início
do século XX quando em 1906, KAHLENBERG (1906) relatou algumas observações
qualitativas sobre o transporte seletivo de misturas de hidrocarbonetos e álcoois através
de filmes de borracha. Desde então outros trabalhos foram desenvolvidos, até que em
1942 foi publicada a primeira pesquisa de pervaporação no Brasil (FONSECA, 1942).
Mais tarde, ao término da década de 60, atividades sistemáticas de pesquisa foram
iniciadas com a criação do Laboratório de Permeação através de Membranas (PAM),
vinculada ao Programa de Engenharia da COPPE/UFRJ (HABERT, 1971; LEITÃO e
SANTOS, 1972 e 1973).
No processo de pervaporação, uma mistura líquida é posta em contato com uma
membrana polimérica densa e, devido a um gradiente de potencial químico, ocorre o
transporte seletivo de componentes que são recolhidos em fase vapor à jusante da
membrana. Por se tratar de uma membrana densa, o mecanismo de transporte é sorção-
difusão; desta forma o enriquecimento do permeado em determinado componente está
intrinsecamente relacionado à afinidade deste pelo polímero (sorção) e à mobilidade
permitida no interior da matriz polimérica (difusão).
A separação de misturas orgânicas é um dos problemas industriais para o qual
tem se buscado soluções mais satisfatórias visto que a separação de componentes com
características físico-químicas semelhantes exige processos altamente dispendiosos e,
muitas das vezes, pouco eficientes. Mais especificamente, a separação de
hidrocarbonetos aromáticos e alifáticos é de extrema importância em diversos processos
de refinarias e petroquímicas, como por exemplo a reforma catalítica da nafta, produção
de ciclo-hexano e remoção de compostos sulfurosos da gasolina (BRIISCHKE, 1995;
HAMID e ALI, 1996; WHITE e WILDEMUTH, 2006, LIN et al, 2009). Os processos
convencionais como destilação e extração líquido-líquido são processos altamente
dispendiosos em termos de consumo energético, além de serem pouco eficientes para
esse tipo de separação quando a concentração de aromáticos na corrente de alimentação
é menor que 20% (MEIDERSMA et al, 2005; WHITE, 2006; VILLALUENGA e
MOHAMMADI, 2000). A pervaporação é um dos PSM que se inserem bem neste
contexto, representando uma boa alternativa para a separação de líquidos orgânicos com
composição azeotrópica ou pontos de ebulição próximos. Como vantagem, o processo
2
de pervaporação apresenta melhor desempenho em baixas concentrações além da
redução do consumo de energia se comparado a processos convencionais (NAKATANI
et al, 1991).
Apesar do grande interesse na separação de líquidos orgânicos, principalmente
para a produção de solventes com baixa concentração de aromáticos, ainda são
necessárias pesquisas para o desenvolvimento de membranas adequadas para a
pervaporação, com alto desempenho em termos de fluxo e seletividade (CUNHA et al,
2002) e para o desenvolvimento de módulos mais adequados a realidade industrial.
Assim como nos demais PSM que utilizam membranas densas, a busca por novos
materiais tem sido um dos principais focos de estudo no processo de pervaporação.
Existem três tipos de membranas usadas em pervaporação, são elas: membranas
hidrofílicas, membranas hidrofóbicas e membranas organofílicas (LI et al, 2008). No
presente trabalho utilizou-se uma membrana de poliuretano, considerada uma
membrana organofílica por ser capaz de separar solventes orgânicos entre si.
O grande desafio é desenvolver membranas de pervaporação que sejam
altamente seletivas e permeáveis, mas também robustas e estáveis para aplicações
industriais. Apesar de um dos fatores determinantes para garantir a seletividade consistir
na interação entre o material polimérico da membrana e os componentes da mistura a
ser separada, a eficiência do processo de pervaporação pode ser consideravelmente
melhorada em termos de fluxo pelo uso de membranas compostas (ULBRICHT e
SCHWARZ, 1997). Nestas membranas é possível obter camadas densas com espessuras
reduzidas depositadas sobre um suporte microporoso, aumentando o fluxo permeado e
mantendo-se a seletividade e a resistência mecânica. Algumas formas de se produzir
estes tipos de membranas são abordadas na literatura tais como laminação de filme,
revestimento de polímero, polimerização de cura ou enxerto de radiação (HIROTSU,
1991; ZHANG e DRIOLI, 1995), além da foto-polimerização (PARTHASARATHY et
al, 1994).
A seletividade da pervaporação pode ser esquematicamente decomposta em duas
partes: seletividade por sorção (αS) e a seletividade difusiva (αD). Segundo CHEM et al
(1985), αS constitui a principal contribuição da seletividade quando se trata do
fracionamento de líquidos orgânicos, tendo em vista que αD é considerada muito baixa,
a julgar pelo tamanho molecular dos penetrantes. No entanto, quando o polímero
utilizado na síntese da membrana é um polímero vítreo, αD apresenta valores mais
3
expressivos. Quando há afinidade excessiva entre o polímero e um componente ocorre
um significativo inchaço das membranas resultando em perda de seletividade e de
resistência mecânica (TANIHARA et al, 1995). Este tem sido uma dos principais
desafios encontrados nesta linha de pesquisa.
1.2. Objetivos
Esta dissertação foi desenvolvida no Laboratório de Processos com Membranas
e Polímeros (PAM) do PEQ/COPPE/UFRJ e está inserida na linha de pesquisa de
síntese de membranas aplicáveis ao processo de pervaporação. Desta forma, esta
dissertação dá continuidade às dissertações de mestrado (CUNHA, 1997) e doutorado
(CUNHA, 2001) desenvolvidas no PAM que utilizaram filmes poliméricos densos a
base de poliuretano para separação de líquidos orgânicos. Mais especificamente o
objetivo deste trabalho é o desenvolvimento de membranas compostas com camada
seletiva de poliuretano, aplicadas a separação de benzeno e n-hexano por pervaporação.
Pretende-se melhorar o desempenho do processo de pervaporação aliando-se o alto
fluxo permeado, decorrente do uso de membranas compostas com camadas seletivas de
espessuras reduzidas, à seletividade a compostos aromáticos, característica do
poliuretano.
1.3. Organização da dissertação
Esta dissertação está dividida em cinco capítulos, sendo o primeiro uma
introdução sobre os processos de separação com membranas, contendo um breve
histórico e um resumo sobre o uso de membranas na pervaporação.
O segundo capítulo apresenta os fundamentos teóricos dos PSM e do processo
de pervaporação. Além disso, é apresentada também a revisão bibliográfica com o
estado da arte do processo de pervaporação e sua aplicação na separação de líquidos
orgânicos, mais especificamente na separação de compostos aromáticos e alifáticos.
No terceiro capítulo constam todos os materiais e metodologias utilizados nos
experimentos e no quarto capítulo os resultados obtidos são apresentados, discutidos e
comparados com dados da literatura.
4
Finalmente, o Capítulo 5 expõe as conclusões alcançadas através da análise dos
experimentos e algumas sugestões para trabalhos futuros. Nos apêndices são expostos
os dados gerados durante a realização deste trabalho (gráficos e tabelas).
5
2. Revisão bibliográfica e fundamentos teóricos
2.1. Fundamentos dos processos de separação com membranas
Os processos de separação, concentração e purificação constituem etapas vitais
para a maioria das indústrias químicas e petroquímicas. Considerando a grande
diversidade de processos existentes, é necessário que haja um critério de escolha dos
processos de separação a fim de otimizar o desempenho e garantir o lucro dessas
indústrias; alguns desses critérios são:
• Eficiência - seletividade
- produtividade
• Custo operacional minimização de consumo energético
• Impacto ambiental geração mínima de resíduos
• Viabilidade econômica
• Propriedades dos componentes a serem separados
Considerando estes critérios, pode-se situar os processos de separação com
membranas como sendo processos energeticamente favoráveis; ambientalmente mais
adequados, pois podem operar em condições brandas de pressão e temperatura; são
processos de fácil escalonamento por serem utilizados equipamentos modulares; podem
ser combinados com outros processos de separação convencionais e podem ser
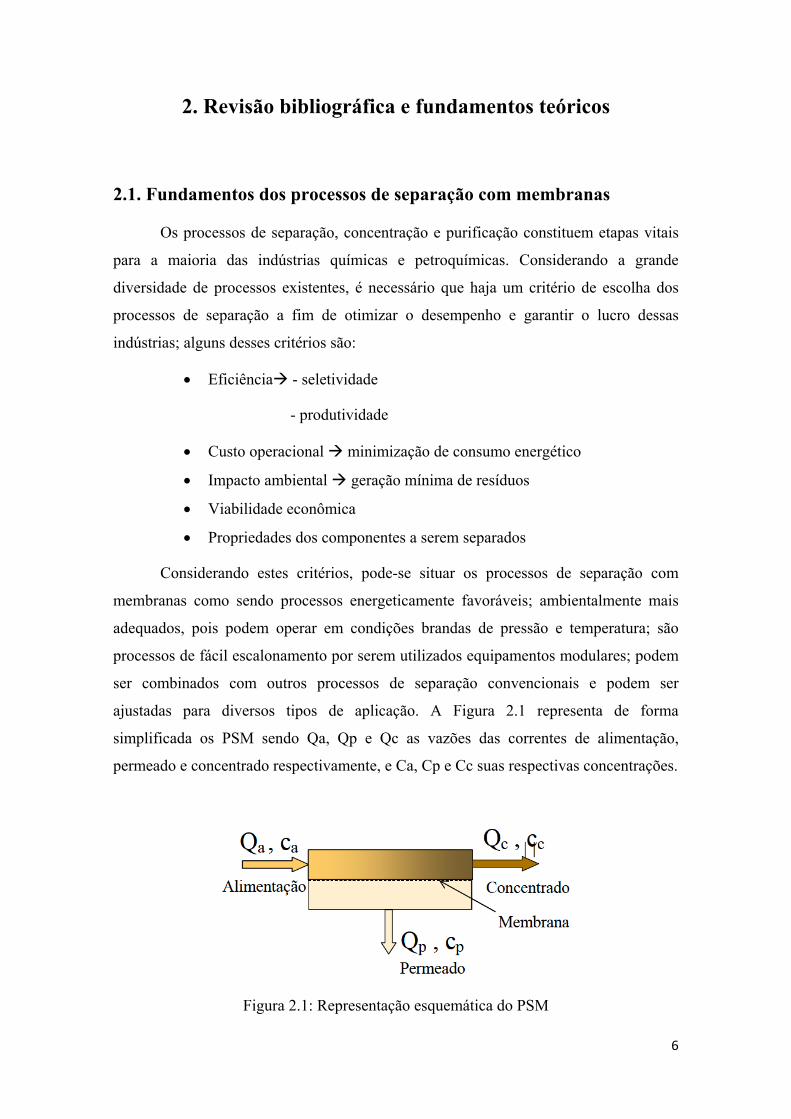
ajustadas para diversos tipos de aplicação. A Figura 2.1 representa de forma
simplificada os PSM sendo Qa, Qp e Qc as vazões das correntes de alimentação,
permeado e concentrado respectivamente, e Ca, Cp e Cc suas respectivas concentrações.
Figura 2.1: Representação esquemática do PSM
6
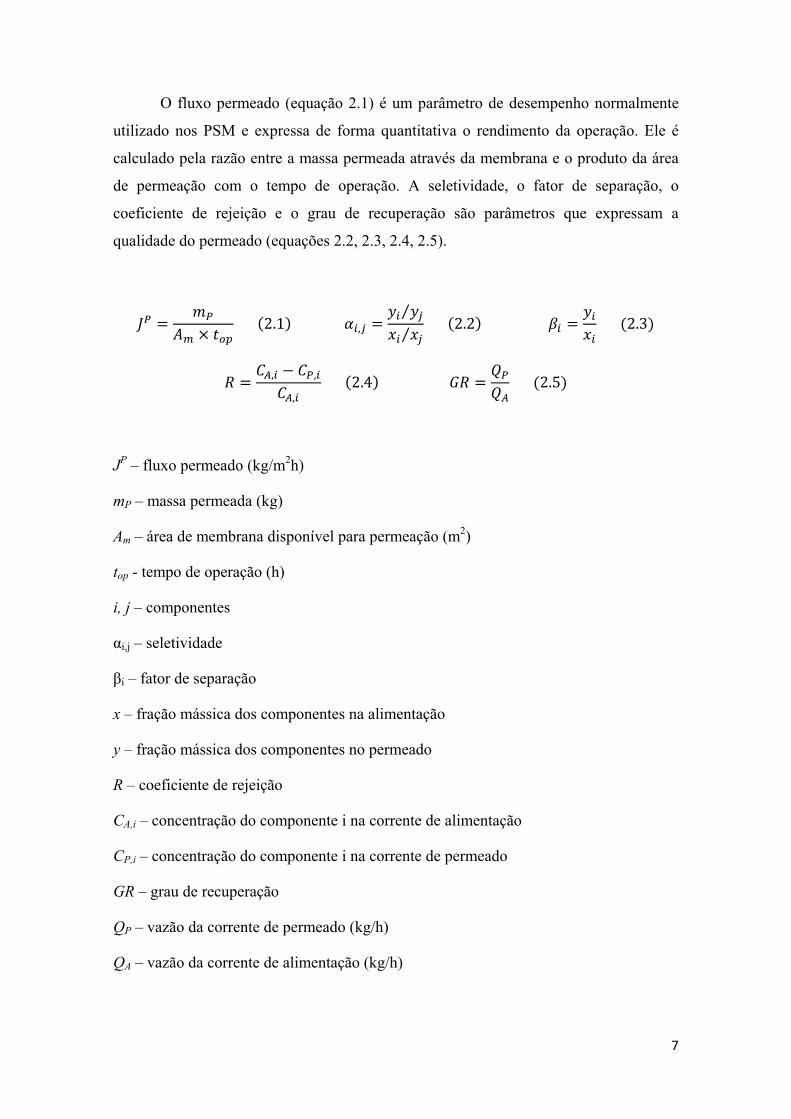
O fluxo permeado (equação 2.1) é um parâmetro de desempenho normalmente
utilizado nos PSM e expressa de forma quantitativa o rendimento da operação. Ele é
calculado pela razão entre a massa permeada através da membrana e o produto da área
de permeação com o tempo de operação. A seletividade, o fator de separação, o
coeficiente de rejeição e o grau de recuperação são parâmetros que expressam a
qualidade do permeado (equações 2.2, 2.3, 2.4, 2.5).
2.1 ,⁄⁄ 2.2 2.3
, ,
, 2.4 2.5
JP – fluxo permeado (kg/m2h)
mP – massa permeada (kg)
Am – área de membrana disponível para permeação (m2)
top - tempo de operação (h)
i, j – componentes
αi,j – seletividade
βi – fator de separação
x – fração mássica dos componentes na alimentação
y – fração mássica dos componentes no permeado
R – coeficiente de rejeição
CA,i – concentração do componente i na corrente de alimentação
CP,i – concentração do componente i na corrente de permeado
GR – grau de recuperação
QP – vazão da corrente de permeado (kg/h)
QA – vazão da corrente de alimentação (kg/h)
7
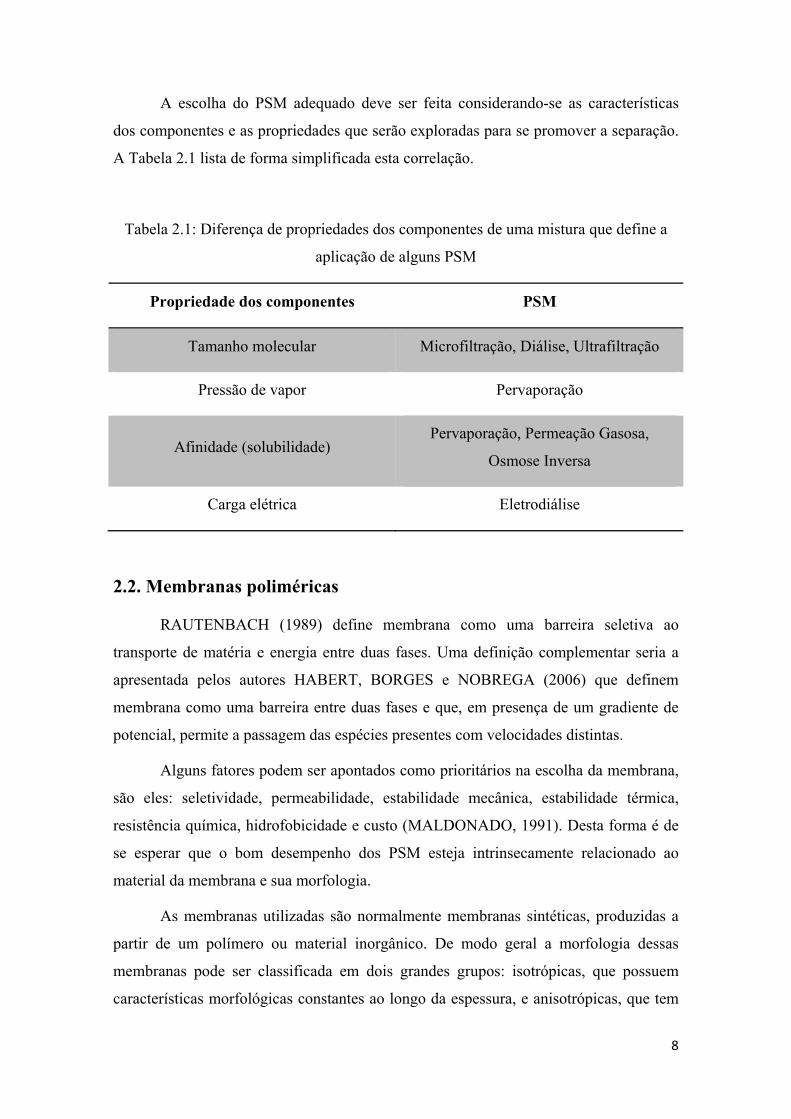
A escolha do PSM adequado deve ser feita considerando-se as características
dos componentes e as propriedades que serão exploradas para se promover a separação.
A Tabela 2.1 lista de forma simplificada esta correlação.
Tabela 2.1: Diferença de propriedades dos componentes de uma mistura que define a
aplicação de alguns PSM
Propriedade dos componentes PSM
Tamanho molecular Microfiltração, Diálise, Ultrafiltração
Pressão de vapor Pervaporação
Afinidade (solubilidade) Pervaporação, Permeação Gasosa,
Osmose Inversa
Carga elétrica Eletrodiálise
2.2. Membranas poliméricas
RAUTENBACH (1989) define membrana como uma barreira seletiva ao
transporte de matéria e energia entre duas fases. Uma definição complementar seria a
apresentada pelos autores HABERT, BORGES e NOBREGA (2006) que definem
membrana como uma barreira entre duas fases e que, em presença de um gradiente de
potencial, permite a passagem das espécies presentes com velocidades distintas.
Alguns fatores podem ser apontados como prioritários na escolha da membrana,
são eles: seletividade, permeabilidade, estabilidade mecânica, estabilidade térmica,
resistência química, hidrofobicidade e custo (MALDONADO, 1991). Desta forma é de
se esperar que o bom desempenho dos PSM esteja intrinsecamente relacionado ao
material da membrana e sua morfologia.
As membranas utilizadas são normalmente membranas sintéticas, produzidas a
partir de um polímero ou material inorgânico. De modo geral a morfologia dessas
membranas pode ser classificada em dois grandes grupos: isotrópicas, que possuem
características morfológicas constantes ao longo da espessura, e anisotrópicas, que tem
8
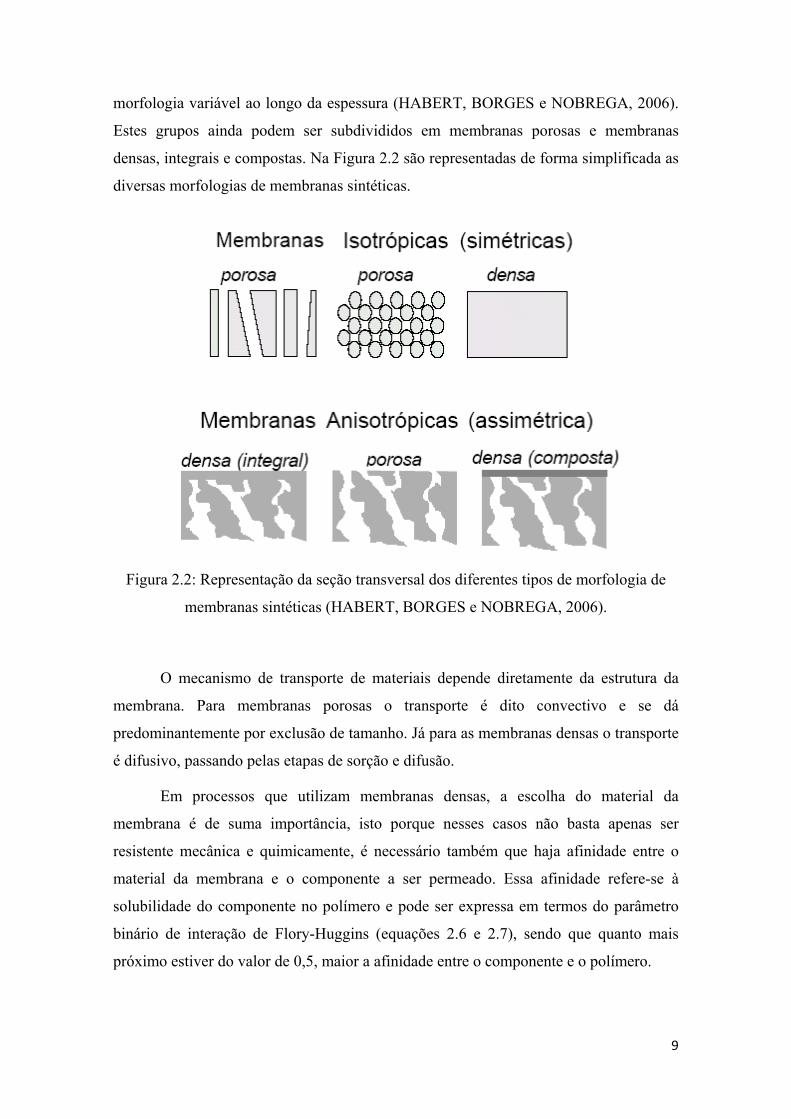
morfologia variável ao longo da espessura (HABERT, BORGES e NOBREGA, 2006).
Estes grupos ainda podem ser subdivididos em membranas porosas e membranas
densas, integrais e compostas. Na Figura 2.2 são representadas de forma simplificada as
diversas morfologias de membranas sintéticas.
Figura 2.2: Representação da seção transversal dos diferentes tipos de morfologia de
membranas sintéticas (HABERT, BORGES e NOBREGA, 2006).
O mecanismo de transporte de materiais depende diretamente da estrutura da
membrana. Para membranas porosas o transporte é dito convectivo e se dá
predominantemente por exclusão de tamanho. Já para as membranas densas o transporte
é difusivo, passando pelas etapas de sorção e difusão.
Em processos que utilizam membranas densas, a escolha do material da
membrana é de suma importância, isto porque nesses casos não basta apenas ser
resistente mecânica e quimicamente, é necessário também que haja afinidade entre o
material da membrana e o componente a ser permeado. Essa afinidade refere-se à
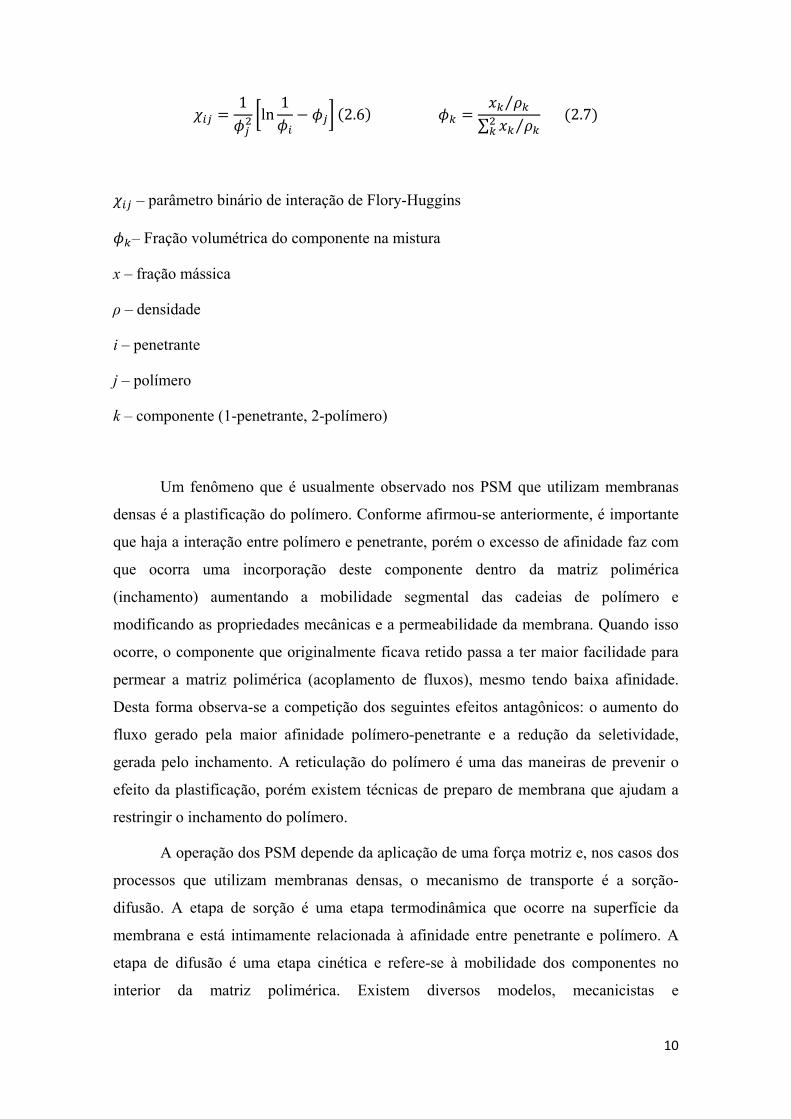
solubilidade do componente no polímero e pode ser expressa em termos do parâmetro
binário de interação de Flory-Huggins (equações 2.6 e 2.7), sendo que quanto mais
próximo estiver do valor de 0,5, maior a afinidade entre o componente e o polímero.
9
1ln
12.6
⁄∑ ⁄ 2.7
– parâmetro binário de interação de Flory-Huggins
– Fração volumétrica do componente na mistura
x – fração mássica
ρ – densidade
i – penetrante
j – polímero
k – componente (1-penetrante, 2-polímero)
Um fenômeno que é usualmente observado nos PSM que utilizam membranas
densas é a plastificação do polímero. Conforme afirmou-se anteriormente, é importante
que haja a interação entre polímero e penetrante, porém o excesso de afinidade faz com
que ocorra uma incorporação deste componente dentro da matriz polimérica
(inchamento) aumentando a mobilidade segmental das cadeias de polímero e
modificando as propriedades mecânicas e a permeabilidade da membrana. Quando isso
ocorre, o componente que originalmente ficava retido passa a ter maior facilidade para
permear a matriz polimérica (acoplamento de fluxos), mesmo tendo baixa afinidade.
Desta forma observa-se a competição dos seguintes efeitos antagônicos: o aumento do
fluxo gerado pela maior afinidade polímero-penetrante e a redução da seletividade,
gerada pelo inchamento. A reticulação do polímero é uma das maneiras de prevenir o
efeito da plastificação, porém existem técnicas de preparo de membrana que ajudam a
restringir o inchamento do polímero.
A operação dos PSM depende da aplicação de uma força motriz e, nos casos dos
processos que utilizam membranas densas, o mecanismo de transporte é a sorção-
difusão. A etapa de sorção é uma etapa termodinâmica que ocorre na superfície da
membrana e está intimamente relacionada à afinidade entre penetrante e polímero. A
etapa de difusão é uma etapa cinética e refere-se à mobilidade dos componentes no
interior da matriz polimérica. Existem diversos modelos, mecanicistas e
10
fenomenológicos, que descrevem bem a etapa de difusão; porém devido à grande
complexidade do sistema de pervaporação, os modelos fenomenológicos são quase que
exclusivamente utilizados (CUNHA, 1997). A lei de Fick, por exemplo, é um modelo
simples que descreve bem a etapa difusiva do processo de transferência de massa; de
modo geral ela utiliza uma constante de proporcionalidade, a difusividade, para
descrever a relação entre o fluxo permeado e a força motriz, potencial químico (µ),
permitindo ainda a expressão deste em termos de gradiente de concentração (ΔC) ou de
pressão (ΔP).
2.2.1. Técnicas de preparo de membranas poliméricas
A morfologia da membrana polimérica está diretamente relacionada à técnica de
preparo da mesma. As principais técnicas são: a sinterização, estiramento, irradiação,
inversão de fases, extrusão de polímero fundido e recobrimento de suporte poroso.
Como neste trabalho foram utilizadas as técnicas de inversão de fases e de
recobrimento, estas serão mais detalhadas.
2.2.1.1. Inversão de fases
A maioria das membranas poliméricas comercialmente disponíveis é produzida
pela técnica de inversão de fases (HABERT, BORGES e NOBREGA, 2006). Esta
técnica consiste na indução da separação de fases em uma solução polimérica
homogênea, sendo esta indução promovida por uma mudança de temperatura, pela
imersão da solução polimérica em um banho de não solvente ou pela exposição a uma
atmosfera de não solvente (ou inerte) (NUNES e PEINEMANN, 2001). Em termos
termodinâmicos pode-se dizer que o objetivo é modificar a condição de equilíbrio do
sistema polímero/solvente através da desestabilização do mesmo, passando por um
estado de supersaturação até alcançar a nova condição de equilíbrio com o polímero já
precipitado. No estado de supersaturação ocorre a separação da solução polimérica em
duas fases líquidas, sendo a fase mais concentrada em polímero a precursora da
estrutura da membrana e fase menos concentrada responsável pela formação dos poros
(HABERT, BORGES e NOBREGA, 2006).
11
No processo de indução térmica, o preparo da solução polimérica se dá em altas
temperaturas e em seguida é resfriada. Durante a redução de temperatura, a solução
pode tornar-se instável, iniciando o processo de separação de fases (HABERT,
BORGES e NOBREGA, 2006). Frequentemente, neste caso a membrana formada é
microporosa isotrópica (NUNES e PEINEMANN, 2001).
A utilização de um banho de não solvente permite gerar membranas
anisotrópicas densas ou porosas. Nesta técnica, também conhecida como precipitação
por imersão, a instabilidade da solução polimérica é causada pela imersão da mesma em
um banho de não solvente seguido do processo de transferência de massa entre a
solução e o banho devido ao gradiente de potencial químico. Desta forma inicia-se o
fluxo difusivo dos componentes de baixa massa molar e, dependendo da relação entre
estes fluxos, diferentes morfologias de membrana serão geradas.
A última técnica de indução citada refere-se à precipitação devido à exposição
da solução a uma atmosfera de não solvente ou a uma atmosfera inerte. O processo de
separação de fases está diretamente relacionado à volatilidade do solvente de modo que
à medida que este evapora, o sistema polímero/solvente torna-se instável e mais
concentrado em polímero até que ocorra a precipitação devido à presença do não
solvente. Esta técnica também é chamada de precipitação por evaporação total do
solvente.
A morfologia obtida nas membranas geradas pelo processo de inversão de fases
está intrinsecamente relacionada ao mecanismo de transferência de massa. O diagrama
de fases ternário de um sistema polimérico permitiria uma análise preliminar das regiões
de equilíbrio, do mecanismo de separação e da morfologia final da membrana. No
entanto, devido à complexidade inerente ao processo de inversão de fases e aos diversos
fenômenos de transporte envolvidos, não é possível obter diagramas ternários para
todos os sistemas estudados.
12
2.2.1.1.1. Mecanismo de separação líquido-líquido e transferência de
massa
Através de uma análise termodinâmica do processo de inversão de fases, é
possível descrever os mecanismos responsáveis pela formação de membrana através da
equação 2.8.
∆ . ∆ ∆ 2.8
Onde: ΔGm – variação da energia livre de Gibbs de mistura
T – temperatura
ΔSm – variação da entropia de mistura
ΔHm – variação da entalpia de mistura
Sabendo-se que a obtenção de um ΔGm mínimo é um critério de estabilidade
termodinâmico, é possível estabelecer duas premissas que permitirão ou não a separação
de fases em um sistema polimérico. São elas:
a) Se a separação de fases conduzir o sistema a um (ΔGm)2f menor que o (ΔGm)1f de
um sistema homogêneo, haverá separação de fases;
(ΔGm)2f (ΔGm)1f (2.9)
b) A segunda derivada do (ΔGm) deve ser positiva.
∆
, ,0 2.10
Desta forma é possível construir gráficos que relacionem estas propriedades à
fração volumétrica de mistura, de modo a estabelecer três regiões distintas de
estabilidade que darão origem a diferentes morfologias de membrana (Figura 2.3).
13
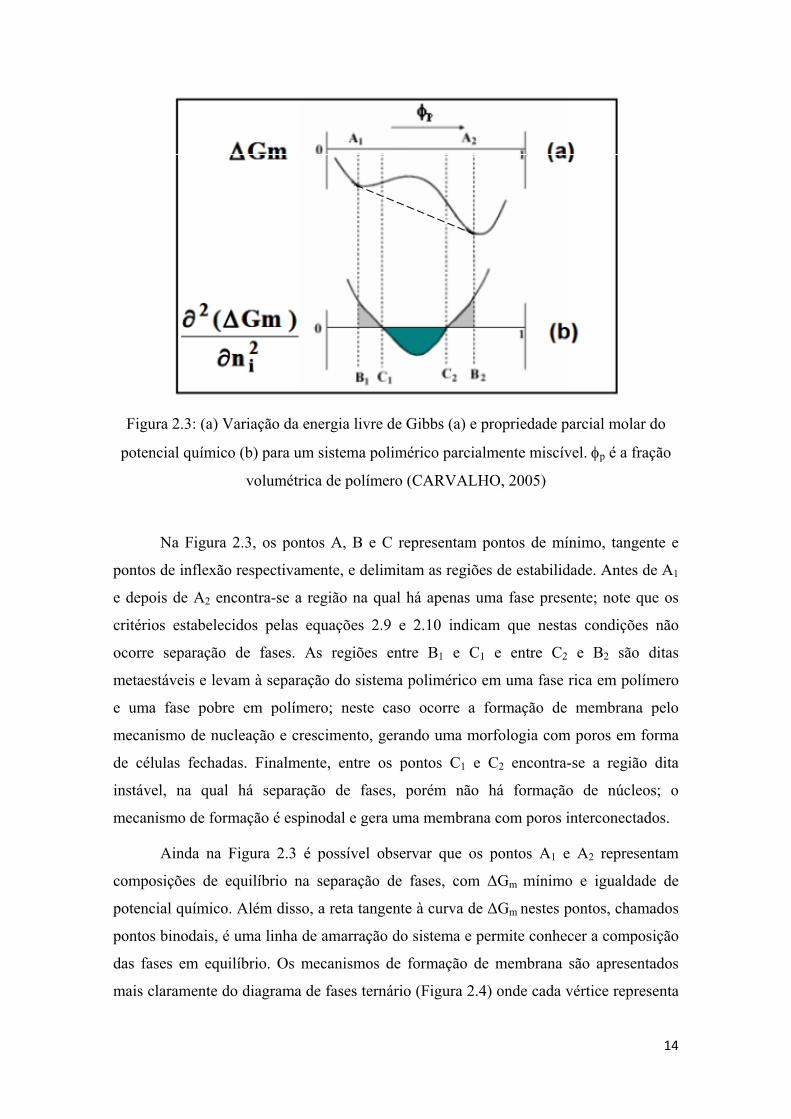
Figura 2.3: (a) Variação da energia livre de Gibbs (a) e propriedade parcial molar do
potencial químico (b) para um sistema polimérico parcialmente miscível. φp é a fração
volumétrica de polímero (CARVALHO, 2005)
Na Figura 2.3, os pontos A, B e C representam pontos de mínimo, tangente e
pontos de inflexão respectivamente, e delimitam as regiões de estabilidade. Antes de A1
e depois de A2 encontra-se a região na qual há apenas uma fase presente; note que os
critérios estabelecidos pelas equações 2.9 e 2.10 indicam que nestas condições não
ocorre separação de fases. As regiões entre B1 e C1 e entre C2 e B2 são ditas
metaestáveis e levam à separação do sistema polimérico em uma fase rica em polímero
e uma fase pobre em polímero; neste caso ocorre a formação de membrana pelo
mecanismo de nucleação e crescimento, gerando uma morfologia com poros em forma
de células fechadas. Finalmente, entre os pontos C1 e C2 encontra-se a região dita
instável, na qual há separação de fases, porém não há formação de núcleos; o
mecanismo de formação é espinodal e gera uma membrana com poros interconectados.
Ainda na Figura 2.3 é possível observar que os pontos A1 e A2 representam
composições de equilíbrio na separação de fases, com ΔGm mínimo e igualdade de
potencial químico. Além disso, a reta tangente à curva de ΔGm nestes pontos, chamados
pontos binodais, é uma linha de amarração do sistema e permite conhecer a composição
das fases em equilíbrio. Os mecanismos de formação de membrana são apresentados
mais claramente do diagrama de fases ternário (Figura 2.4) onde cada vértice representa
14
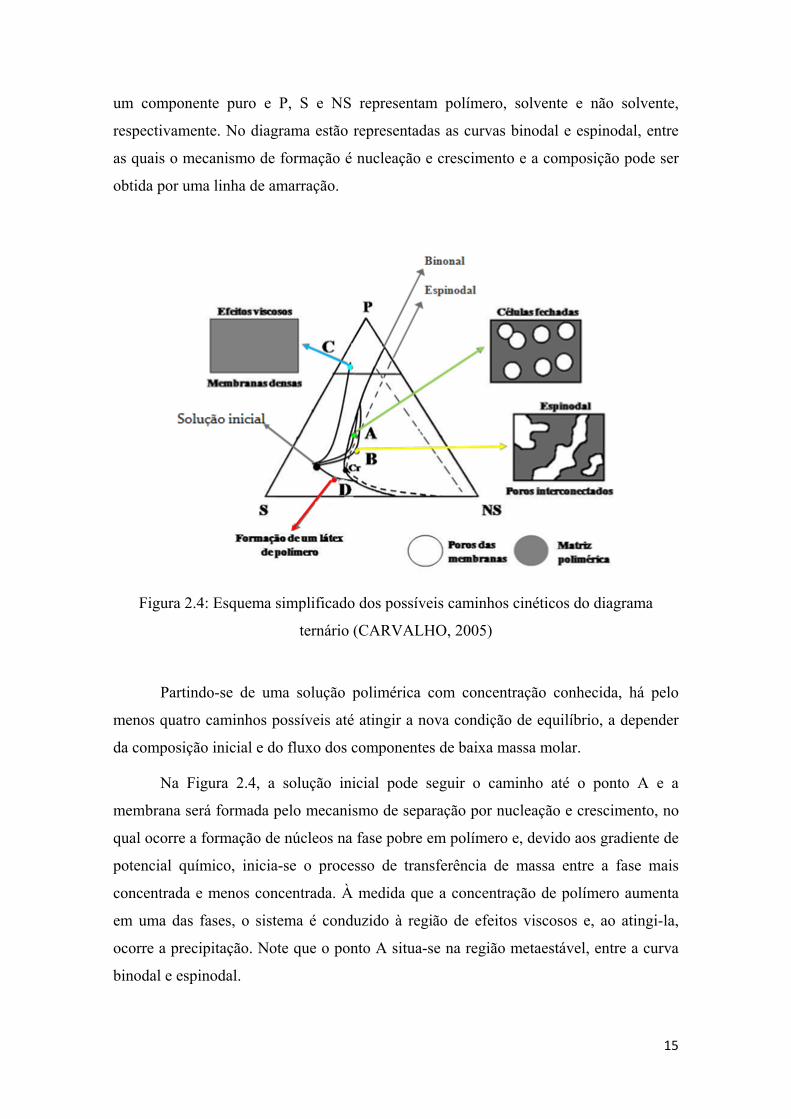
um componente puro e P, S e NS representam polímero, solvente e não solvente,
respectivamente. No diagrama estão representadas as curvas binodal e espinodal, entre
as quais o mecanismo de formação é nucleação e crescimento e a composição pode ser
obtida por uma linha de amarração.
Figura 2.4: Esquema simplificado dos possíveis caminhos cinéticos do diagrama
ternário (CARVALHO, 2005)
Partindo-se de uma solução polimérica com concentração conhecida, há pelo
menos quatro caminhos possíveis até atingir a nova condição de equilíbrio, a depender
da composição inicial e do fluxo dos componentes de baixa massa molar.
Na Figura 2.4, a solução inicial pode seguir o caminho até o ponto A e a
membrana será formada pelo mecanismo de separação por nucleação e crescimento, no
qual ocorre a formação de núcleos na fase pobre em polímero e, devido aos gradiente de
potencial químico, inicia-se o processo de transferência de massa entre a fase mais
concentrada e menos concentrada. À medida que a concentração de polímero aumenta
em uma das fases, o sistema é conduzido à região de efeitos viscosos e, ao atingi-la,
ocorre a precipitação. Note que o ponto A situa-se na região metaestável, entre a curva
binodal e espinodal.
15
No mecanismo de separação espinodal, a solução é levada diretamente à região
de instabilidade e a precipitação ocorre de forma instantânea, sem a formação de
núcleos (PEISINO, 2009). Os poros formados são altamente interconectados (ponto B).
Existe ainda a possibilidade de a solução passar direto para a região de efeitos viscosos
(ponto C). Neste caso, não há separação de fases e ocorre a formação de uma membrana
densa (isotrópica ou anisotrópica).
Os pontos A, B e C são casos onde a região de separação de fases foi atingida
acima do ponto crítico (ponto de interseção entre as curvas binodal e espinodal),
representado no diagrama por Cr. Quando a solução percorre um caminho abaixo de Cr
(ponto D), a fase a ser nucleada é a fase rica em polímero e resulta na formação de um
látex ao invés da formação de uma membrana (DUARTE, 2003).
Existem situações onde a utilização de um aditivo na solução polimérica é
necessária, a fim de modificar as características morfológicas na membrana obtida.
Entretanto, a presença de um quarto componente promove mudanças nas interações
entre os componentes da solução alterando as características de separação de fases do
sistema. Nesses casos, pode-se representar o sistema por um diagrama de fases
quaternário, porém, devido à complexidade do mesmo, frequentemente utiliza-se um
diagrama pseudo-ternário, onde polímero e aditivo são considerados como um único
componente (PEISINO, 2009; DUARTE, 2003).
O fluxo de componentes de baixa massa molar, solvente e não solvente, depende
da interação entre os componentes presentes no diagrama ternário. A boa interação entre
solvente e não solvente é favorável ao processo de precipitação, pois nestes casos há um
aumento da região de instabilidade e a presença de polímero na fase menos concentrada
torna-se menos expressiva (PEISINO, 2009). Deve haver interação entre polímero e
solvente para que ocorra a formação da solução polimérica, todavia sua estabilidade
deve ser suficientemente sensível às mudanças de composição causada pela presença do
não solvente. A interação polímero e não solvente deve ser baixa a fim de promover a
rápida separação de fases e consequente precipitação polimérica.
16
2.2.1.2. Recobrimento
A técnica de recobrimento é relativamente mais simples se comparada à inversão
de fases. Nesta técnica um suporte microporoso obtido comercialmente ou sintetizado
em laboratório é recoberto com uma solução polimérica que dará origem à pele densa da
membrana anisotrópica final. A formação da camada seletiva se dá por evaporação total
do solvente e pode ser feita com exposição direta ao ambiente ou em atmosfera inerte.
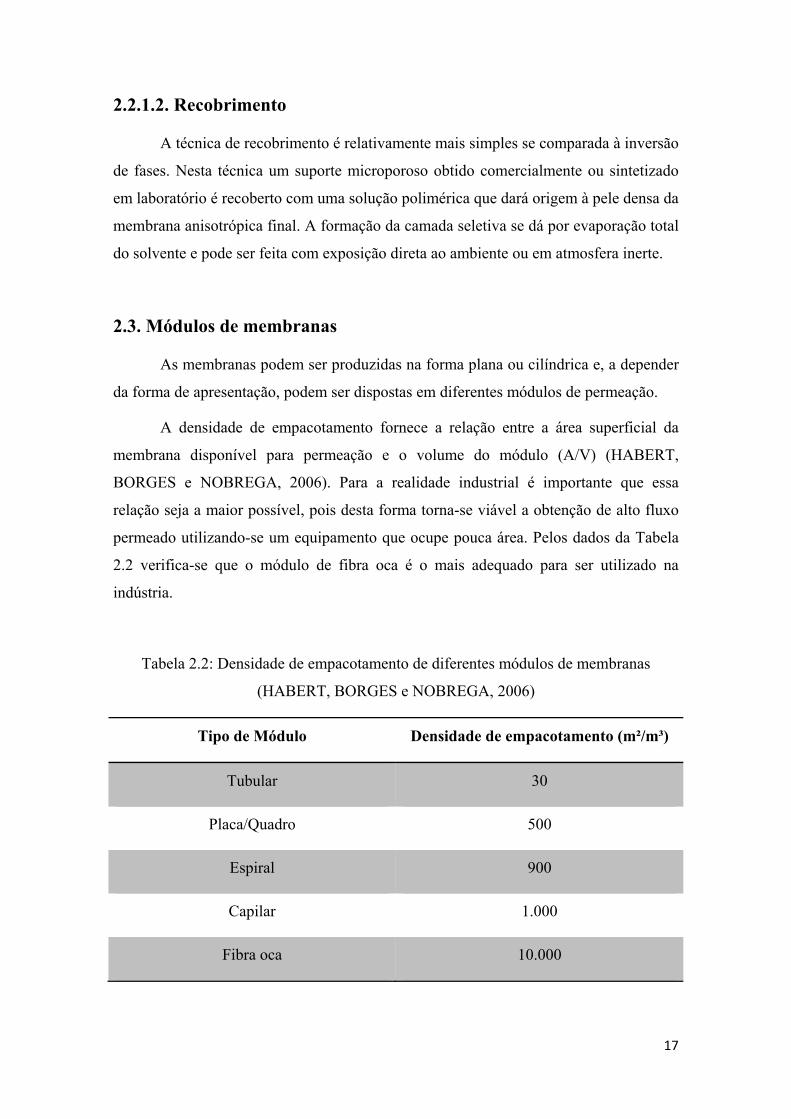
2.3. Módulos de membranas
As membranas podem ser produzidas na forma plana ou cilíndrica e, a depender
da forma de apresentação, podem ser dispostas em diferentes módulos de permeação.
A densidade de empacotamento fornece a relação entre a área superficial da
membrana disponível para permeação e o volume do módulo (A/V) (HABERT,
BORGES e NOBREGA, 2006). Para a realidade industrial é importante que essa
relação seja a maior possível, pois desta forma torna-se viável a obtenção de alto fluxo
permeado utilizando-se um equipamento que ocupe pouca área. Pelos dados da Tabela
2.2 verifica-se que o módulo de fibra oca é o mais adequado para ser utilizado na
indústria.
Tabela 2.2: Densidade de empacotamento de diferentes módulos de membranas
(HABERT, BORGES e NOBREGA, 2006)
Tipo de Módulo Densidade de empacotamento (m²/m³)
Tubular 30
Placa/Quadro 500
Espiral 900
Capilar 1.000
Fibra oca 10.000
17
2.4. Pervaporação
O termo pervaporação foi introduzido por KOBER (1917) quando publicou um
artigo onde relatava que quando uma mistura de tolueno e água era confinada em um
pequeno saco confeccionado por uma membrana natural de “collodium” (nitrato de
celulose), sendo em seguida exposto a ventilação forçada, havia uma passagem
preferencial de água; por esta observação KOBER percebeu que havia neste
experimento um potencial para separar misturas líquidas de difícil separação em
condições moderadas através de uma membrana (NUNES e PEINEMANN, 2001).
No final da década de 50, estudos voltados para síntese de membranas e
aplicação do processo de pervaporação foram desenvolvidos por BINNING e JAMES
(1958) visando às separações de líquidos orgânicos pertinentes à indústria petroquímica;
mais tarde, este mesmo autor viria a submeter a primeira patente relacionada ao tema
(BINNING, 1961).
Embora as pesquisas em pervaporação datem do início do século XX, apenas na
década de 80 o avanço na tecnologia de membranas permitiria a construção de sistemas
de pervaporação economicamente viáveis. Paralelamente, o avanço nas pesquisas sobre
pervaporação pode ser constatado pelos dados apresentados na Figura 2.5, que mostram
o crescente número de artigos publicados na área. No início da década de 80 foi
desenvolvido e comercializado pela GFT (atual Sulzer) o primeiro sistema de
pervaporação para remover água de líquidos orgânicos, sendo implantada no Brasil uma
planta piloto em uma usina de açúcar e álcool. A partir de 1989, a GFT implantou
algumas unidades industriais na Europa (NUNES e PEINEMANN, 2001). Em 1999
cientistas da Petro Sep. Membrane Technologies Inc. produziram um novo tipo de
membranas de pervaporação, mais robusta e quimicamente mais resistente, disponíveis
na forma de membrana plana e fibra oca (LI et al, 2008).
18
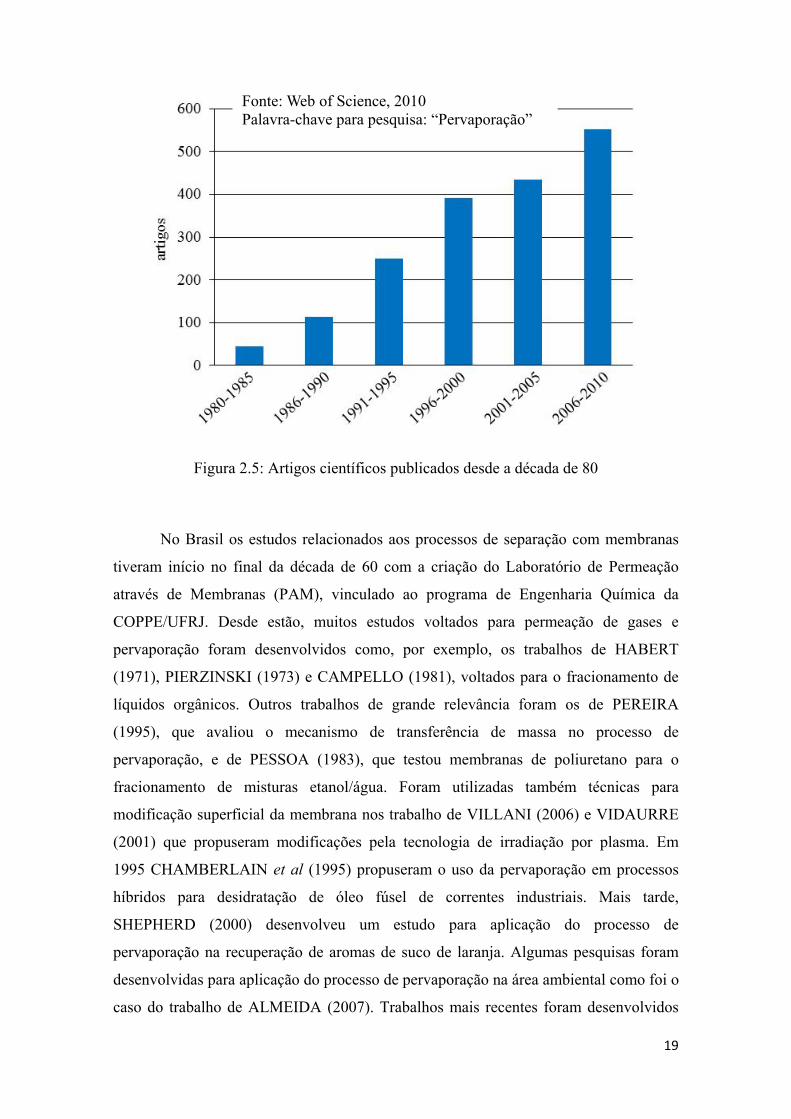
Fonte: Web of Science, 2010 Palavra-chave para pesquisa: “Pervaporação”
Figura 2.5: Artigos científicos publicados desde a década de 80
No Brasil os estudos relacionados aos processos de separação com membranas
tiveram início no final da década de 60 com a criação do Laboratório de Permeação
através de Membranas (PAM), vinculado ao programa de Engenharia Química da
COPPE/UFRJ. Desde estão, muitos estudos voltados para permeação de gases e
pervaporação foram desenvolvidos como, por exemplo, os trabalhos de HABERT
(1971), PIERZINSKI (1973) e CAMPELLO (1981), voltados para o fracionamento de
líquidos orgânicos. Outros trabalhos de grande relevância foram os de PEREIRA
(1995), que avaliou o mecanismo de transferência de massa no processo de
pervaporação, e de PESSOA (1983), que testou membranas de poliuretano para o
fracionamento de misturas etanol/água. Foram utilizadas também técnicas para
modificação superficial da membrana nos trabalho de VILLANI (2006) e VIDAURRE
(2001) que propuseram modificações pela tecnologia de irradiação por plasma. Em
1995 CHAMBERLAIN et al (1995) propuseram o uso da pervaporação em processos
híbridos para desidratação de óleo fúsel de correntes industriais. Mais tarde,
SHEPHERD (2000) desenvolveu um estudo para aplicação do processo de
pervaporação na recuperação de aromas de suco de laranja. Algumas pesquisas foram
desenvolvidas para aplicação do processo de pervaporação na área ambiental como foi o
caso do trabalho de ALMEIDA (2007). Trabalhos mais recentes foram desenvolvidos
19
por FERNANDES (2010) no sentido de buscar em polímeros naturais novos materiais
para síntese de membranas para desidratação de etanol por pervaporação. CUNHA
(1997 e 2001) desenvolveu filmes densos a base de poliuretano para separação de
misturas de líquidos orgânicos bicomponentes e multicomponentes. Ainda na separação
de líquidos orgânicos têm-se os trabalhos de FIGUEIREDO (2004) e de OLIVEIRA
(2008) que propuseram o uso da pervaporação associada à esterificação para purificação
de ácidos orgânicos.
As membranas hidrofílicas foram as primeiras a serem utilizadas no processo de
pervaporação, sendo a desidratação de solventes a área mais difundida industrialmente
(SHEPHERD, 2000). A maioria das membranas hidrofílicas comerciais é à base de poli
(álcool vinílico) (PVA), reticulado ou não, sendo esta uma boa opção para extração de
água de solventes orgânicos.
As membranas hidrofóbicas por sua vez permitem o tratamento de efluentes para
retirada de espécies orgânicas. Atualmente o principal campo de aplicação destas
membranas encontra-se na recuperação de componentes de aromas; o processo de
pervaporação constitui uma alternativa promissora devido à alta seletividade e
possibilidade de operação em temperaturas moderadas. Este último aspecto, em
particular, é especialmente importante no caso de compostos de aroma sensíveis ao
calor, além de implicar um menor consumo de energia. (AROUJALIAN e RAISI, 2007;
BAUDOT et al, 1999).
2.4.1. Descrição do processo de pervaporação
Pervaporação é um processo que envolve a transferência de massa de uma fase
líquida para uma fase gasosa através de uma membrana densa, sendo o único processo
com membranas onde ocorre mudança de fase quando os componentes da mistura
passam da alimentação para o permeado. Tal processo só é possível devido a uma
diferença de pressão parcial entre as fases separadas pela membrana, sendo necessário
que a pressão aplicada ao permeado seja menor que a pressão de vapor dos
componentes da mistura.
Atualmente utilizam-se três métodos para provocar a remoção do permeado
(NIJHUIS, 1990). São eles:
20
A) Utilização de uma bomba de vácuo no lado permeado, fazendo com que
a pressão relativa seja menor que a pressão de saturação dos
componentes;
B) Passagem de gás inerte no lado permeado da membrana de forma
transversal ao fluxo;
C) Aumento de temperatura da alimentação. Neste caso, o aumento de
temperatura provocará um aumento do coeficiente de atividade dos
componentes e facilitará a passagem dos compostos menos solúveis na
solução de alimentação para a forma vapor.
Os três métodos apresentados acima possuem um custo energético. No entanto é
possível obter uma melhor relação custo/eficiência na utilização de bomba de vácuo.
Embora esta possua um custo operacional mais elevado, os fluxos alcançados nesta
técnica são bem maiores e não há resistência adicional na etapa de condensação dos
permeantes (o gás inerte dificulta a transferência de calor tornando a etapa de
condensação mais onerosa) (NIJHUIS, 1990). Em escala laboratorial usualmente
utiliza-se uma bomba de vácuo acoplada à saída da célula de permeação;
industrialmente é realizado um resfriamento no vapor permeado que, devido à
condensação espontânea, estabelece um vácuo parcial (BAKER, 2004).
A força motriz do processo de pervaporação é representada pela diferença de
potencial químico entre as fases da alimentação e do permeado. Na pervaporação a
principal contribuição ao potencial químico está relacionada à atividade do componente
e o aumento da pressão da alimentação pouco contribui para a alteração da força motriz,
ou seja, na atividade em líquidos (NIJHUIS, 1990). No entanto, a utilização de vácuo no
lado permeado intensifica a diferença de pressão parcial dos componentes, ou seja,
intensifica o gradiente de atividade.
Usualmente os fluxos permeados no processo de PV são relativamente baixos
(de 0,1 a 5 kg/m²h) tornando-o mais atrativo quando a solução de alimentação possui
pequenas quantidades do componente a ser removido da fase líquida (HABERT,
BORGES e NOBREGA, 2006).
As membranas utilizadas são membranas do tipo densas e o mecanismo de
transporte se dá por sorção-difusão. Inicialmente ocorre a sorção dos componentes que
21
possuem maior afinidade com a membrana. Nesta etapa, devem ser considerados alguns
parâmetros como solubilidade que representam uma medida de “afinidade” do
componente pelo material polimérico que constitui a membrana. A próxima etapa
corresponde à difusão na membrana; este mecanismo considera parâmetros como
coeficiente de partição e coeficiente de difusão, além do gradiente de concentração
(potencial químico) nas superfícies da membrana. A terceira e última etapa corresponde
a dessorção dos componentes na forma de vapor; nesta etapa as moléculas que chegam à
“jusante” da membrana deparam-se com uma pressão mais baixa que sua pressão de
vapor e por isso vaporizam.
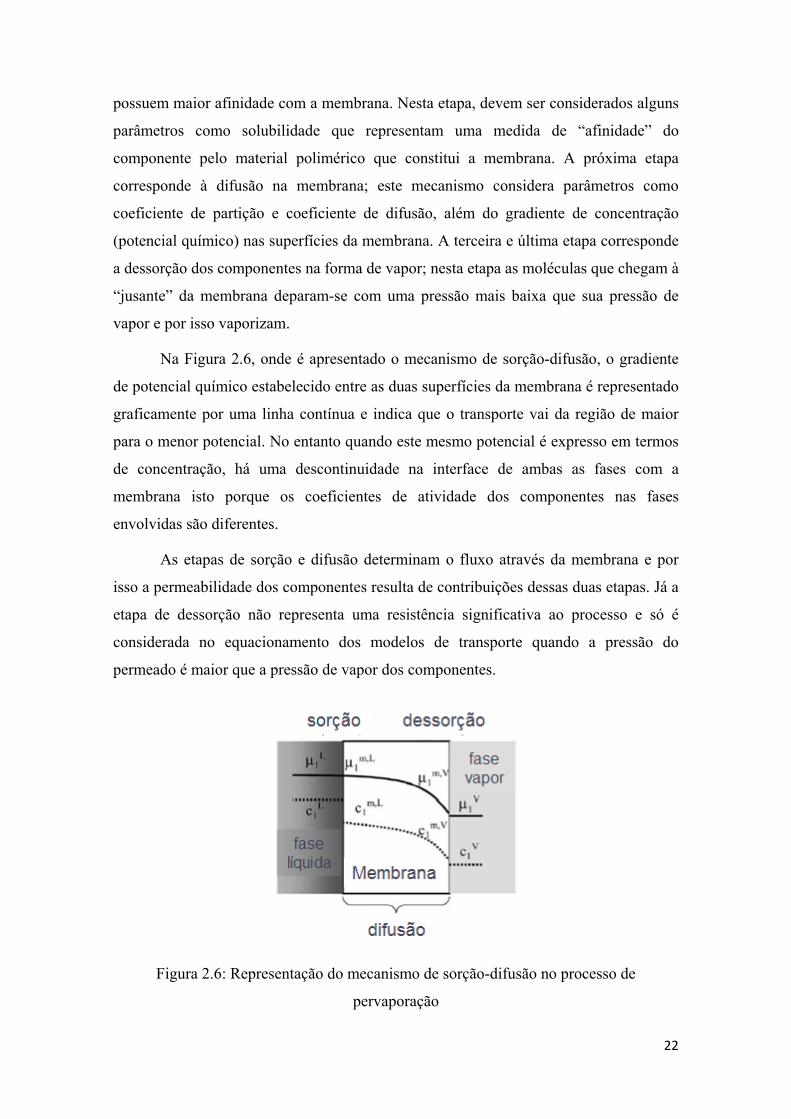
Na Figura 2.6, onde é apresentado o mecanismo de sorção-difusão, o gradiente
de potencial químico estabelecido entre as duas superfícies da membrana é representado
graficamente por uma linha contínua e indica que o transporte vai da região de maior
para o menor potencial. No entanto quando este mesmo potencial é expresso em termos
de concentração, há uma descontinuidade na interface de ambas as fases com a
membrana isto porque os coeficientes de atividade dos componentes nas fases
envolvidas são diferentes.
As etapas de sorção e difusão determinam o fluxo através da membrana e por
isso a permeabilidade dos componentes resulta de contribuições dessas duas etapas. Já a
etapa de dessorção não representa uma resistência significativa ao processo e só é
considerada no equacionamento dos modelos de transporte quando a pressão do
permeado é maior que a pressão de vapor dos componentes.
Figura 2.6: Representação do mecanismo de sorção-difusão no processo de
pervaporação
22
Os principais fatores que afetam o desempenho da membrana no processo de
pervaporação são (SMITHA, 2004):
i. Composição e concentração da alimentação, que afetam diretamente
o mecanismo de sorção;
ii. Gradiente de pressão parcial dos componentes na alimentação e no
permeado (força motriz do processo);
iii. Temperatura (T) – considera-se que o fluxo permeado aumenta
exponencialmente, seguindo uma variação tipo Arrhenius, sendo
positiva a influen tividade; cia de T no fluxo e negativa na sele
· ⁄ 2.11
– energia de ativação para a permeação
– parâmetro da equação
– constante universal dos gases
iv. Concentração de polarização
O processo de pervaporação possui algumas peculiaridades que influenciam
diretamente o seu desempenho. Dois parâmetros são importantes para avaliar o
desempenho do processo: o fluxo permeado e a seletividade (equações 2.1 e 2.2).
O fenômeno da polarização de concentração (formação de um gradiente de
concentração entre o seio da mistura líquida e a superfície da membrana) influencia
diretamente esse fluxo. Ocorre durante o período inicial do processo, denominado de
regime transiente, onde irá acontecer a formação de um perfil de concentração
perpendicular à superfície da membrana. Ele é decorrente da permeação preferencial
dos componentes e promove, próximo à superfície da membrana, um aumento da
concentração da espécie retida e a diminuição da concentração do componente que
permeia preferencialmente pela membrana. O estabelecimento de um gradiente de
concentração provoca uma resistência adicional à transferência de massa, levando à
diminuição do fluxo permeado. Uma forma de reduzir este efeito está relacionada às
condições de escoamento dentro da célula de permeação; quanto maior o número de
Reynolds (proporcionado por vazões de alimentação mais elevadas) menor o efeito da
polarização de concentração.
23
2.4.2. Aplicações da pervaporação
As aplicações do processo de pervaporação podem ser divididas em três grandes
grupos:
• Desidratação de solventes orgânicos
É a área de aplicação mais difundida do processo de pervaporação, podendo se
subdividir em desidratação de misturas binárias, desidratação de misturas orgânicas
multicomponentes e remoção de água de misturas reacionais (CUNHA, 2001).
Pelo número de publicações na área, constata-se que a desidratação de misturas
binárias do tipo álcool/água é a aplicação mais importante, o que pode ser comprovado
também pelo número de unidades de pervaporação em funcionamento para este fim
(ZHANG e DRIOLI, 1995).
• Remoção de compostos orgânicos voláteis (COV)
Embora seja uma área de aplicação recente, tem mostrado grande evolução e
interesse por parte das indústrias devido à rigidez nas normas ambientais. O processo de
pervaporação mostra-se eficiente nesse tipo de remoção principalmente por se tratar de
efluentes com baixa concentração de compostos a serem removidos (na faixa de mg/L).
De acordo com NIJHUIS (1990), esta técnica mostra-se mais economicamente
viável que os processos tradicionalmente utilizados. Em 1992, BORGES (1993) estudou
a remoção de COV de soluções aquosas por pervaporação. Em 2011, BRAGA JUNIOR.
(2011) mostrou em seu trabalho bom desempenho para recuperação de hidrocarbonetos
voláteis através de permeação em membranas compostas com camada seletiva de
poliuretano e suporte de poli(éter-sulfona).
• Separação orgânico-orgânico
A separação de líquidos orgânicos representa um grande potencial de uso da
pervaporação devido à formação de misturas com composição azeotrópica ou
características físico-químicas muito semelhantes. Embora o uso industrial deste
processo ainda não seja aplicado para este fim, vem sendo realizados diversos estudos
no intuito de obter membranas com desempenho adequado em termos de seletividade e
24
fluxo, a fim de promover a separação de líquidos orgânicos de modo mais eficiente e
econômico que os processos utilizados atualmente (HUANG, 1991).
2.5. Separação de líquidos orgânicos por pervaporação
Os produtos derivados da indústria química e petroquímica são de extrema
importância para a sociedade em sua totalidade. Essas indústrias são caracterizadas
principalmente por serem indústrias de transformação e por isso tem como etapas vitais
processo de separação, concentração e purificação.
A separação de líquidos orgânicos está inserida neste contexto, sendo a
destilação, absorção e extração os processos mais utilizados para este fim. Esses
processos convencionais, embora amplamente utilizados, apresentam desvantagens
como alto custo energético, grande esforço em termos de projeto, alto impacto
ambiental, além de que parte das misturas de líquidos orgânicos não é processada de
forma eficiente devido à formação de azeótropo ou por seus componentes possuírem
pontos de ebulição muito próximos (BAKER, 2004). A pervaporação mostra-se como
uma alternativa para viabilizar esse tipo de separação, podendo ser aplicada de forma
isolada ou em processos híbridos (PSM e processo convencional). A maioria das
pesquisas nessa área tem como objetivo principal a procura de novos materiais
poliméricos para uma separação específica, visto que há muitas possibilidades de
aplicação (CUNHA, 2001).
As misturas orgânicas podem ser divididas em três grandes categorias: polar/
apolar, aromático/alifático e isômeros. Em todas as categorias encontram-se compostos
importantes para a indústria, como é o caso do metil terc-butil-éter (MTBE), composto
amplamente utilizado para aumento da octanagem da gasolina e que, durante sua
síntese, resulta na formação de azeótropo com o metanol (CUNHA, 1997).
A indústria de refino de petróleo utiliza atualmente uma gama de processos
chamados “Complexo aromático” para produzir os intermediários petroquímicos
básicos (BTX – benzeno, tolueno, xileno) que darão origem aos produtos finais; o
benzeno, por exemplo, é um dos aromáticos mais versáteis utilizados para gerar mais de
250 produtos (MEYERS, 2003). O Complexo mais simples utilizado para produzir BTX
consiste em três processos: Hidrotratamento da nafta, para remoção de compostos
sulfurados e nitrogenados; Reforma catalítica, onde são produzidos os compostos
25
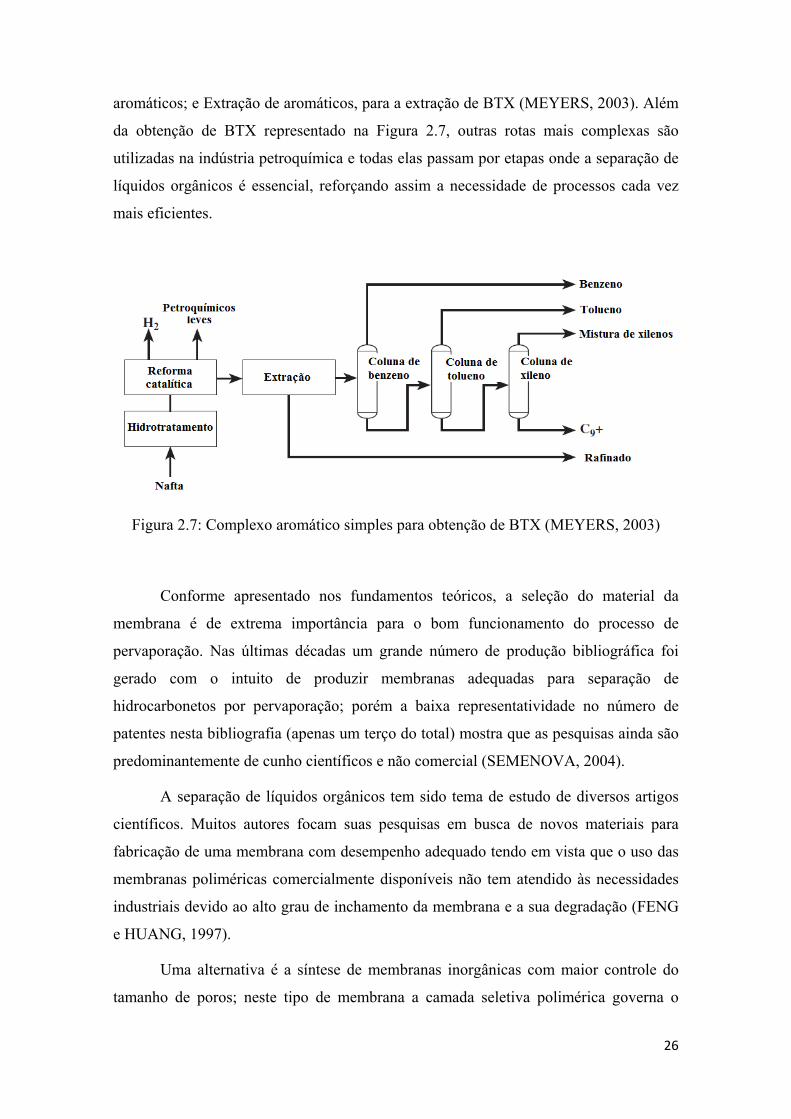
aromáticos; e Extração de aromáticos, para a extração de BTX (MEYERS, 2003). Além
da obtenção de BTX representado na Figura 2.7, outras rotas mais complexas são
utilizadas na indústria petroquímica e todas elas passam por etapas onde a separação de
líquidos orgânicos é essencial, reforçando assim a necessidade de processos cada vez
mais eficientes.
Figura 2.7: Complexo aromático simples para obtenção de BTX (MEYERS, 2003)
Conforme apresentado nos fundamentos teóricos, a seleção do material da
membrana é de extrema importância para o bom funcionamento do processo de
pervaporação. Nas últimas décadas um grande número de produção bibliográfica foi
gerado com o intuito de produzir membranas adequadas para separação de
hidrocarbonetos por pervaporação; porém a baixa representatividade no número de
patentes nesta bibliografia (apenas um terço do total) mostra que as pesquisas ainda são
predominantemente de cunho científicos e não comercial (SEMENOVA, 2004).
A separação de líquidos orgânicos tem sido tema de estudo de diversos artigos
científicos. Muitos autores focam suas pesquisas em busca de novos materiais para
fabricação de uma membrana com desempenho adequado tendo em vista que o uso das
membranas poliméricas comercialmente disponíveis não tem atendido às necessidades
industriais devido ao alto grau de inchamento da membrana e a sua degradação (FENG
e HUANG, 1997).
Uma alternativa é a síntese de membranas inorgânicas com maior controle do
tamanho de poros; neste tipo de membrana a camada seletiva polimérica governa o
26
mecanismo de separação enquanto o suporte inorgânico é responsável pela integridade
mecânica da mesma (YOSHIDA e COHEN, 2003). Este tipo de membrana composta é
reconhecido por apresentar estabilidade mesmo quando em contato com líquidos nos
quais o polímero puro seria completamente solúvel isto porque ocorrem reações de
reticulação entre o material orgânico e inorgânico no momento da síntese da membrana
(SMITHA et al, 2004).
Outro tipo de membrana que vem sendo explorada em diversos trabalhos são
membranas contendo zeólitas. Estes materiais são conhecidos por facilitar a separação
de orgânicos devido ao mecanismo de sorção preferencial, difusão preferencial ou
peneira molecular (MOHANTY e MCCORMICK, 1999).
Embora tradicionalmente o PVA seja utilizado para desidratação, MANDAL e
BHATTACHARYA (2008) aplicaram este material para fracionamento de líquidos
orgânicos. Neste trabalho os autores verificaram que houve uma sorção preferencial do
PVA por benzeno e que, apesar do baixo fluxo permeado obtido (0,06 kg/m²h), a
seletividade pode alcançar valores em torno de 30 a partir de uma alimentação de 40%
de aromático. Considerando que neste trabalho foi utilizado um filme denso, é
justificável o baixo fluxo obtido.
Outra abordagem muito comum no uso de materiais poliméricos é tentar
melhorar as propriedades de determinado polímero através da técnica de
copolimerização. Utilizando-a é possível aliar as melhores características dos polímeros
envolvidos de modo a evidenciá-las na membrana produzida. MATSUI e PAUL (2002,
2003) produziram filmes densos a partir de poli (metacrilato de metila-co-ácido acrílico)
e conseguiram reduzir o inchamento da membrana sem afetar significativamente o
desempenho da mesma.
A técnica de reticulação também é muito utilizada, pois para fracionamento de
líquidos orgânicos, o problema do inchamento é frequentemente constatado. ROIZARD
et al (2001) sintetizaram filmes de poliuretano reticulado a fim de reduzir o efeito da
plastificação na pervaporação de mistura tolueno/ n-heptano; embora tenha verificado o
efeito do acoplamento de fluxo dos componentes ocasionado pelo inchamento, o autor
alcançou bom desempenho nos experimentos.
O uso de membranas compostas vem sendo abordado na literatura visando
aumentar o fluxo permeado sem prejudicar a seletividade da membrana. Ainda neste
27
contexto, alguns autores optam por fazer modificações na camada seletiva dessas
membranas de modo a otimizar o desempenho das mesmas.
Encontram-se também registrados na literatura alguns trabalhos que propõem a
fabricação de membranas compostas pela técnica de preenchimento de poros. LI et al
(2011) propuseram o preenchimento dos poros de uma membrana de ultrafiltração de
poliacrilonitrila (PAN) através da técnica de irradiação por plasma de monômeros de
polietilenoglicol (PEG); além de ter controlado o efeito de inchamento, obteve-se um
bom desempenho na pervaporação de uma mistura tolueno/n-heptano, conseguindo um
fator de separação de 7,8 e fluxos permeados maiores que 1,62 kg/m2h.
2.5.1. Separação de solventes polares e apolares
A primeira aplicação da pervaporação para este tipo de separação data da década
de sessenta e foi desenvolvida por BINNING et al (1961). Neste trabalho foram
utilizadas membranas hidrofóbicas de polietileno (PE) e polipropileno (PP) para separar
álcool e tolueno. No entanto os resultados obtidos não foram satisfatórios, pois a
membrana selecionada não possuía nenhum grupo funcional que permitisse a sorção
preferencial de um dos componentes.
Outras pesquisas foram realizadas no intuito de obter bom desempenho da
pervaporação para separação de compostos polares e apolares e obtiveram resultados
promissores. APTEL et al (1976) utilizaram membranas de politetrafluoretileno (PTFE)
enxertado para separar metanol de tolueno e obtiveram boa seletividade porém baixo
fluxo permeado.
MANDAL e PANGARKAR (2002, 2003) avaliaram o desempenho de
membranas de celulose e PVA para a separação de misturas metanol/benzeno e
metanol/tolueno obtendo bons resultados de fluxo e seletividade.
Outro tipo de mistura muito comum e de grande interesse por parte da indústria
é a separação de MTBE/metanol para a qual vem sendo estudado o uso de diversos
materiais poliméricos (DOGIHERE et al, 1994; SANO et al, 1995), inclusive polímeros
naturais (YONG e LEE, 1999), para viabilizar sua separação por pervaporação.
28
2.5.2. Separação de isômeros
Na área de isômeros de xilenos várias pesquisas foram realizadas após o trabalho
pioneio de BINNING (1961), no entanto sem registro de fatores de separação que
estimulassem a aplicação industrial. Destaca-se entre as pesquisas recentes o uso de β-
ciclodextrina em membranas de PVA para o fracionamento de misturas de p-xileno/m-
xileno por pervaporação (CHEM et al, 2000); neste trabalho o uso da β-ciclodextrina
tinha como principal objetivo aumentar a seletividade das membranas de PVA.
2.5.3. Separação de aromático/alifático
A mistura de aromático/alifático representa um dos grandes desafios no processo
de separação por pervaporação, haja vista o número de trabalhos publicados com esse
foco. A separação de benzeno/ciclo-hexano, benzeno/n-hexano e tolueno/n-heptano são
frequentemente utilizadas para representar esse tipo de mistura.
Neste trabalho a mistura padrão utilizada foi benzeno/n-hexano tendo em vista o
grande número de processos onde esses solventes estão envolvidos. O n-hexano é
utilizado como solvente, na indústria de tintas e borracha, e na extração de óleo
vegetais, na indústria alimentícia. Atualmente o n-hexano é obtido a partir da etapa
catalítica de hidrogenação de uma corrente oriunda do processo de destilação do
petróleo. Esta etapa é altamente dispendiosa em termos de capital e de energia além de
requerer alta eficiência na conversão dos compostos aromáticos, principalmente para o
uso na indústria alimentícia onde é exigido grau zero de benzeno.
É possível também encontrar um padrão no que tange aos polímeros que
constituem a membrana. De modo geral eles se dividem em duas categorias (MATSUI e
PAUL, 2002):
Polímeros vítreos como poli(tereftalato de etileno) (PET), poli(tereftalato
de etileno)-glicol (PETG) (SARTORI e HO, 1990), policarbonato (PC)
(SARTORI et al, 1991) e poliimidas (HAO et al, 1997; FANG et al,
1999)
Copolímeros com segmentos rígidos e flexíveis como uretano, amida,
imida, ligações éster (SCHUCKER, 1991; THALER et al, 1991; HO et
al, 1990; HO et al, 1991)
29
As pesquisas nessa área começaram no início da década de sessenta, com muitos
estudos voltados para a separação de benzeno e ciclo-hexano. Em 1961, MARTIN e
KELLY (1961) usaram uma membrana a base de ésteres de celulose modificada com
20% m/m de éster polifosfonado para separar uma mistura com 50% m/m de benzeno
chegando a uma concentração de 73% m/m deste componente no permeado com fluxo
de 1 kg/m²h. Os bons resultados obtidos serviram de base para outros autores que
utilizando a mesma membrana porém contendo 50% de éster polifosfonado e chegaram
a uma concentração de 90% de aromáticos no permeado e fluxo de 1,6 a 2 kg/m²h
(CABASSO et al, 1974).
A separação de benzeno e n-heptano pelo uso de membranas à base de polímeros
elastoméricos, como a borracha polibutadieno-acrilonitrila (NBR) e polibutadieno-
estireno (SBR), foi proposta por BRUN (1976). Os autores obtiveram altos valores de
seletividade (70% de aromáticos no permeado) e fluxo de 0,5 kg/m²h. Desta forma
despertou-se o interesse no meio científico pelo uso de elastômeros e outras misturas
com polímeros elastoméricos.
O uso de membranas de poliuretano foi introduzido por ELFRET et al (1978)
quando propuseram o uso de um filme de PU com 10 µm de espessura para separar
aromático de alifático por pervaporação; partindo-se de uma solução com 20% de
aromáticos, chegaram a fluxos de 0,3 kg/m²h e uma concentração de 58% de aromático
no permeado. CUNHA (1997) também utilizou filmes densos de poliuretano para
fracionar misturas de benzeno e n-hexano, obtendo fluxo permeado de 0,42 kg/m²h e
seletividade de 4,6 para uma alimentação de aproximadamente 50% de aromáticos,
operando em temperatura ambiente.
Considerando o efeito do inchamento neste tipo de processo, iniciou a busca por
técnicas de preparo de membrana que inibissem ou limitassem este efeito e assim
fossem obtidos melhores fluxos permeados e seletividades. CABASSO et al (1974) e
INUI et al (1999) utilizaram a técnica de copolimerização e obtiveram excelentes
valores de seletividade.
AOUINTI et al (2009) investigaram o uso de uma membrana híbrida a base de
policloreto de vinila (PVC) para separação de tolueno e n-heptano. Neste trabalho, o
autor comparou o desempenho de uma membrana densa de PVC (polímero
comercialmente disponível e com grande afinidade para solventes aromáticos) com uma
membrana híbrida contendo nanopartículas de argila (NANOCOR 130) objetivando
30
aumentar a área superficial de sorção para compostos aromáticos. Partindo de uma
alimentação de 50% m/m de tolueno a 74°C, observou-se que o fluxo permeado
aumentou aproximadamente seis vezes após a adição da nano-partícula, chegando a 1,4
kg/m²h.
O desempenho da pervaporação para a mesma solução de tolueno e n-heptano
foi estudada por SCHWARZ e MALSCH (2005), utilizando uma membrana híbrida
com polieletrólitos. Foi avaliado o desempenho de uma membrana composta com uma
pele densa SEC (sulfo-etil celulose) reticulada com surfactante catiônico, suportada por
uma membrana de ultrafiltração de poliacrilonitrila (PAN). Para uma alimentação de
20% m/m de tolueno a 80°C obteve-se um fluxo de 0,98 kg/m²h e seletividade de 4,2. É
importante destacar que a alta temperatura de operação contribui positivamente para
obtenção de alto fluxo permeado.
Na Tabela 2.3 encontram-se os dados da literatura para comparação dos
resultados.
31
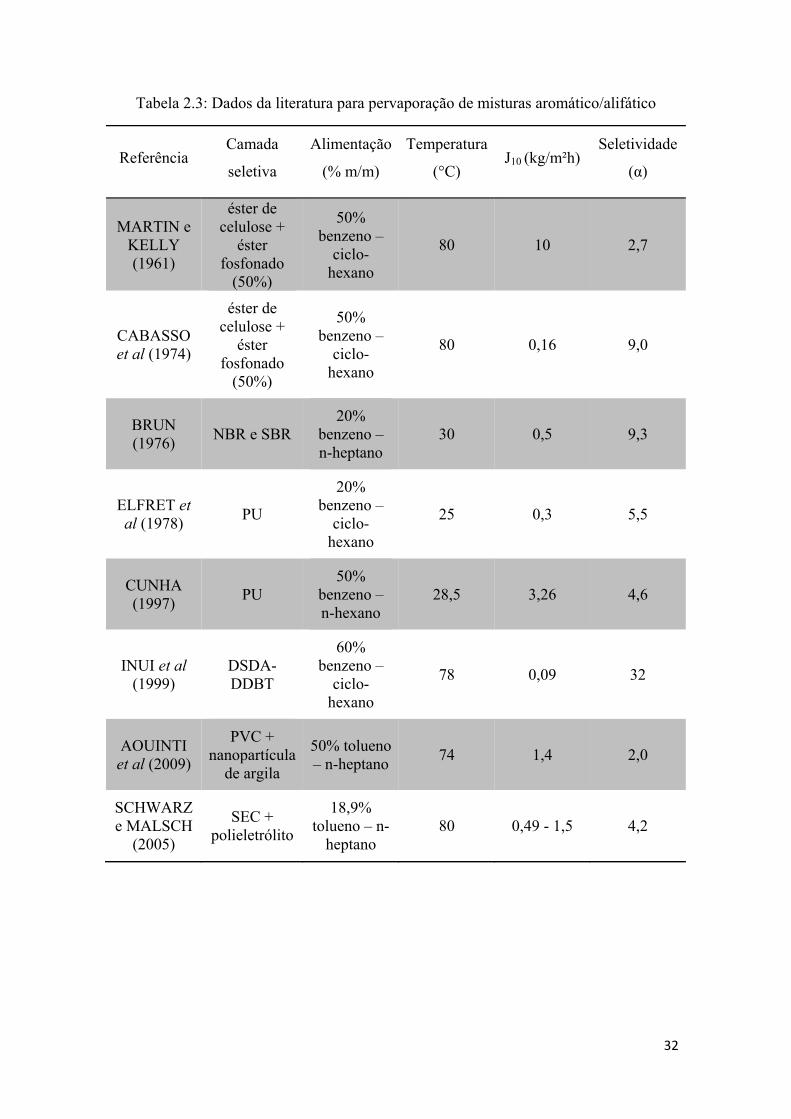
Tabela 2.3: Dados da literatura para pervaporação de misturas aromático/alifático
Referência Camada
seletiva
Alimentação
(% m/m)
Temperatura
(°C) J10 (kg/m²h)
Seletividade
(α)
MARTIN e KELLY (1961)
éster de celulose +
éster fosfonado
(50%)
50% benzeno –
ciclo-hexano
80 10 2,7
CABASSO et al (1974)
éster de celulose +
éster fosfonado
(50%)
50% benzeno –
ciclo-hexano
80 0,16 9,0
BRUN (1976) NBR e SBR
20% benzeno – n-heptano
30 0,5 9,3
ELFRET et al (1978) PU
20% benzeno –
ciclo-hexano
25 0,3 5,5
CUNHA (1997) PU
50% benzeno – n-hexano
28,5 3,26 4,6
INUI et al (1999)
DSDA-DDBT
60% benzeno –
ciclo-hexano
78 0,09 32
AOUINTI et al (2009)
PVC + nanopartícula
de argila
50% tolueno – n-heptano 74 1,4 2,0
SCHWARZ e MALSCH
(2005)
SEC + polieletrólito
18,9% tolueno – n-
heptano 80 0,49 - 1,5 4,2
32
2.5.3.1. Membranas híbridas: polímero-ciclodextrina
Em vias de melhorar o desempenho das membranas poliméricas, vem sendo
utilizados misturas entre os materiais poliméricos e outros compostos que viriam a
aumentar a superfície de sorção ou a seletividade inerente do material. A ciclodextrina
(CD) vem sendo utilizada com esse fim, pois as características morfológicas desta
molécula favorecem a captura de compostos aromáticos.
Atualmente, além dos processos de separação com membranas, as ciclodextrinas
são utilizadas em inúmeras áreas, incluindo as indústrias agroquímica, farmacêutica,
cosmética, alimentar, têxtil, entre outras (OLIVEIRA et al, 2009). Ciclodextrinas são
carboidratos cíclicos de origem natural que possuem uma estrutura tridimensional com
uma cavidade hidrófoba, permitindo a formação de complexos de inclusão com uma
grande variedade de moléculas (ANDREAUS et al, 2010). A formação destes
complexos está diretamente relacionada à capacidade de ajuste (polaridade, tamanho,
geometria) da molécula hóspede na cavidade da ciclodextrina. Compostas por unidades
de glicose, as CD’s podem receber diferentes nomenclaturas a depender do número de
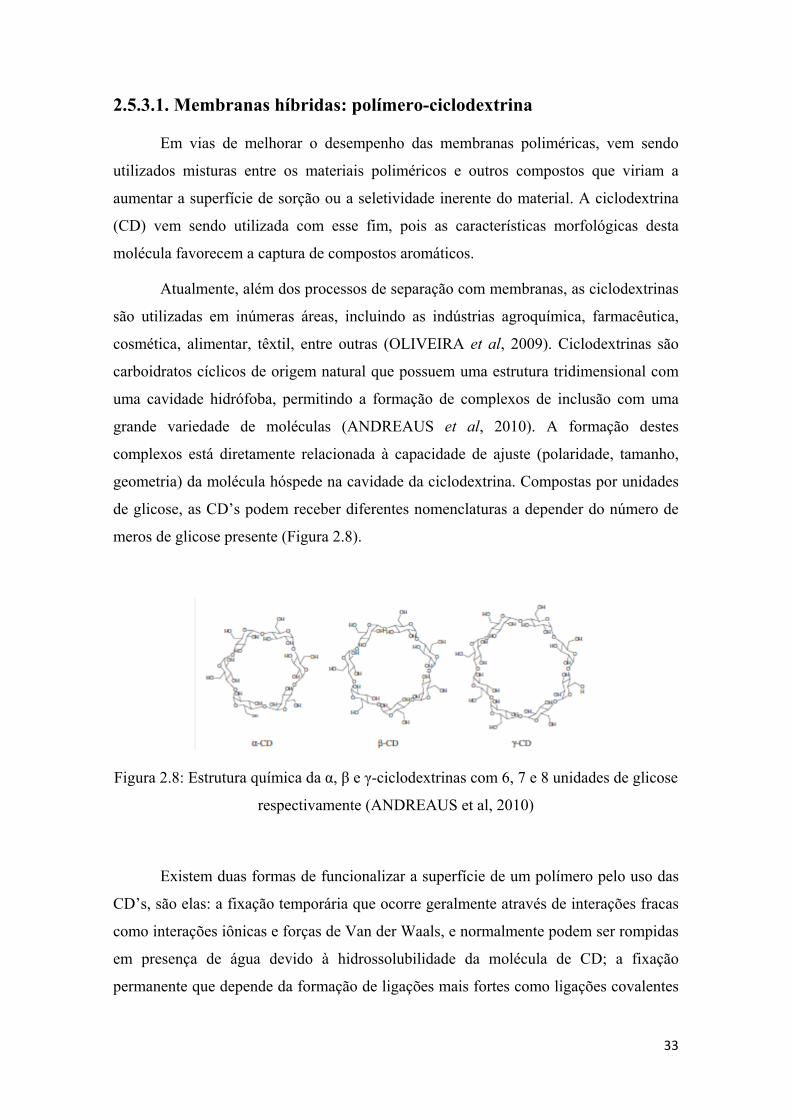
meros de glicose presente (Figura 2.8).
Figura 2.8: Estrutura química da α, β e γ-ciclodextrinas com 6, 7 e 8 unidades de glicose
respectivamente (ANDREAUS et al, 2010)
Existem duas formas de funcionalizar a superfície de um polímero pelo uso das
CD’s, são elas: a fixação temporária que ocorre geralmente através de interações fracas
como interações iônicas e forças de Van der Waals, e normalmente podem ser rompidas
em presença de água devido à hidrossolubilidade da molécula de CD; a fixação
permanente que depende da formação de ligações mais fortes como ligações covalentes
33
que poderiam ser estabelecidas pelo processo de reticulação, por exemplo
(ANDREAUS et al, 2010).
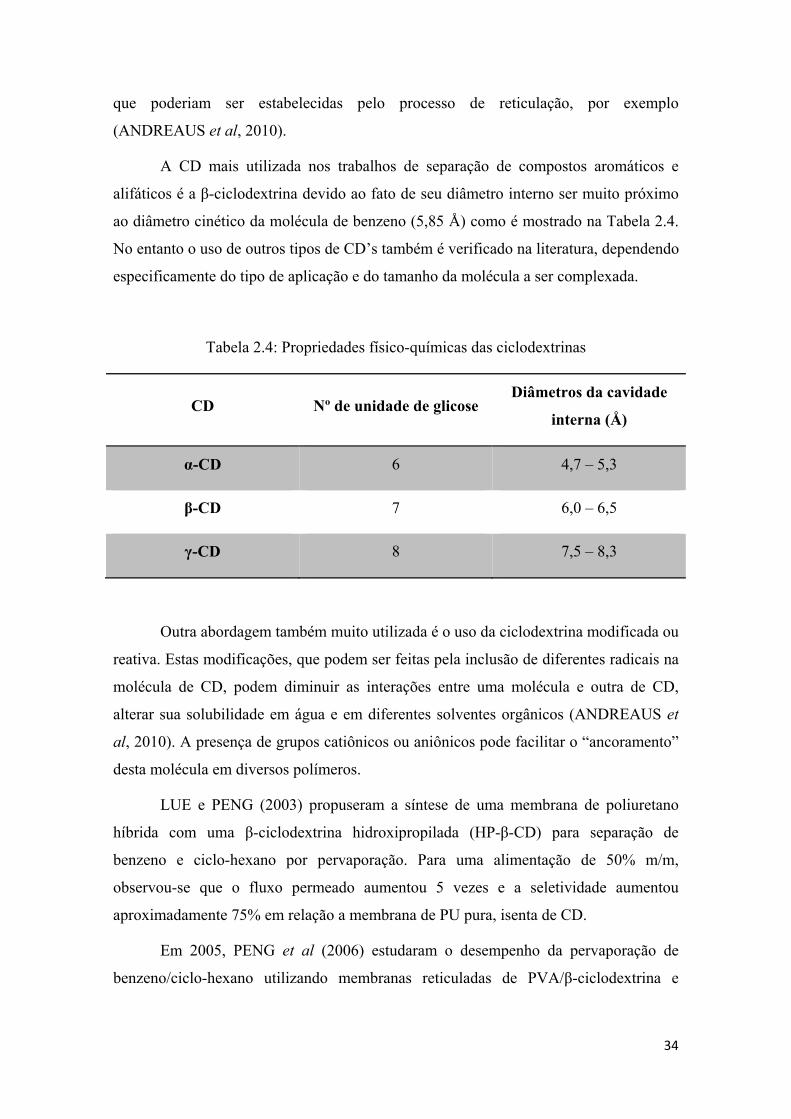
A CD mais utilizada nos trabalhos de separação de compostos aromáticos e
alifáticos é a β-ciclodextrina devido ao fato de seu diâmetro interno ser muito próximo
ao diâmetro cinético da molécula de benzeno (5,85 Å) como é mostrado na Tabela 2.4.
No entanto o uso de outros tipos de CD’s também é verificado na literatura, dependendo
especificamente do tipo de aplicação e do tamanho da molécula a ser complexada.
Tabela 2.4: Propriedades físico-químicas das ciclodextrinas
CD Nº de unidade de glicose Diâmetros da cavidade
interna (Å)
α-CD 6 4,7 – 5,3
β-CD 7 6,0 – 6,5
γ-CD 8 7,5 – 8,3
Outra abordagem também muito utilizada é o uso da ciclodextrina modificada ou
reativa. Estas modificações, que podem ser feitas pela inclusão de diferentes radicais na
molécula de CD, podem diminuir as interações entre uma molécula e outra de CD,
alterar sua solubilidade em água e em diferentes solventes orgânicos (ANDREAUS et
al, 2010). A presença de grupos catiônicos ou aniônicos pode facilitar o “ancoramento”
desta molécula em diversos polímeros.
LUE e PENG (2003) propuseram a síntese de uma membrana de poliuretano
híbrida com uma β-ciclodextrina hidroxipropilada (HP-β-CD) para separação de
benzeno e ciclo-hexano por pervaporação. Para uma alimentação de 50% m/m,
observou-se que o fluxo permeado aumentou 5 vezes e a seletividade aumentou
aproximadamente 75% em relação a membrana de PU pura, isenta de CD.
Em 2005, PENG et al (2006) estudaram o desempenho da pervaporação de
benzeno/ciclo-hexano utilizando membranas reticuladas de PVA/β-ciclodextrina e
34
obtiveram um aumento de aproximadamente 62% no fator de separação e de 34% no
fluxo permeado.
Outro trabalho mais recente para a separação de aromáticos e alifáticos foi
desenvolvido por RÖLLING et al (2010) que estudaram o fracionamento de misturas de
tolueno e ciclo-hexano por pervaporação, utilizando membranas reticuladas formadas a
partir de acrilato de ciclodextrina. Os resultados obtidos mostraram que para 10% m/m
de aromáticos na alimentação, obteve-se seletividade de 14, aproximadamente o triplo
da seletividade para membranas sem ciclodextrina.
Desta forma, os resultados obtidos na literatura mostram-se promissores quanto
ao uso da ciclodextrina associada a membranas poliméricas no processo de
pervaporação.
Os dados obtidos na literatura mostram que o fracionamento de compostos
aromáticos e alifáticos por pervaporação ainda precisa ser estudado em vias de se obter
um melhor desempenho do processo. Neste trabalho pretende-se desenvolver
membranas anisotrópicas compostas com camada seletiva de poliuretano, sendo a
obtenção de fluxos permeados mais elevados o principal objetivo a ser alcançado pela
espessura de pele reduzida proporcionada por membranas compostas.
Sendo assim, a partir da revisão bibliográfica realizada e da fundamentação
teórica apresentada, foi estabelecida a metodologia a ser utilizada na realização deste
trabalho.
35
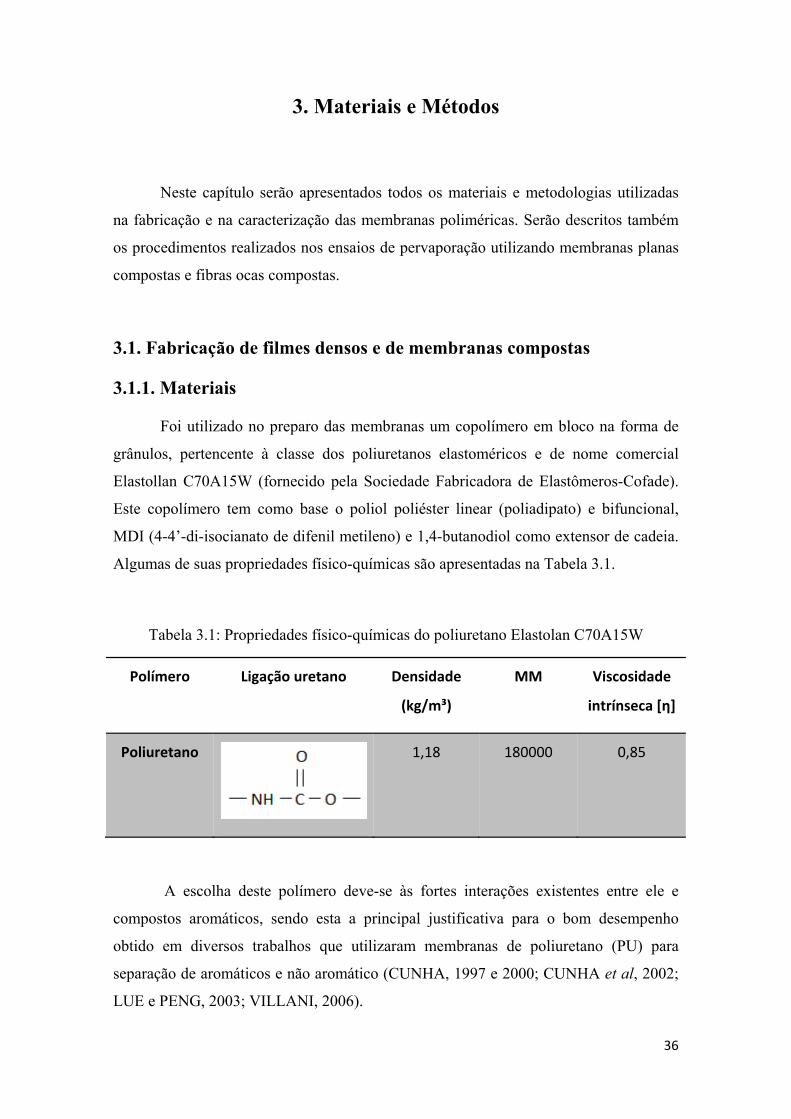
3. Materiais e Métodos
Neste capítulo serão apresentados todos os materiais e metodologias utilizadas
na fabricação e na caracterização das membranas poliméricas. Serão descritos também
os procedimentos realizados nos ensaios de pervaporação utilizando membranas planas
compostas e fibras ocas compostas.
3.1. Fabricação de filmes densos e de membranas compostas
3.1.1. Materiais
Foi utilizado no preparo das membranas um copolímero em bloco na forma de
grânulos, pertencente à classe dos poliuretanos elastoméricos e de nome comercial
Elastollan C70A15W (fornecido pela Sociedade Fabricadora de Elastômeros-Cofade).
Este copolímero tem como base o poliol poliéster linear (poliadipato) e bifuncional,
MDI (4-4’-di-isocianato de difenil metileno) e 1,4-butanodiol como extensor de cadeia.
Algumas de suas propriedades físico-químicas são apresentadas na Tabela 3.1.
Tabela 3.1: Propriedades físico-químicas do poliuretano Elastolan C70A15W
Polímero Ligação uretano Densidade
(kg/m³)
MM Viscosidade
intrínseca [η]
Poliuretano 1,18 180000 0,85
A escolha deste polímero deve-se às fortes interações existentes entre ele e
compostos aromáticos, sendo esta a principal justificativa para o bom desempenho
obtido em diversos trabalhos que utilizaram membranas de poliuretano (PU) para
separação de aromáticos e não aromático (CUNHA, 1997 e 2000; CUNHA et al, 2002;
LUE e PENG, 2003; VILLANI, 2006).
36
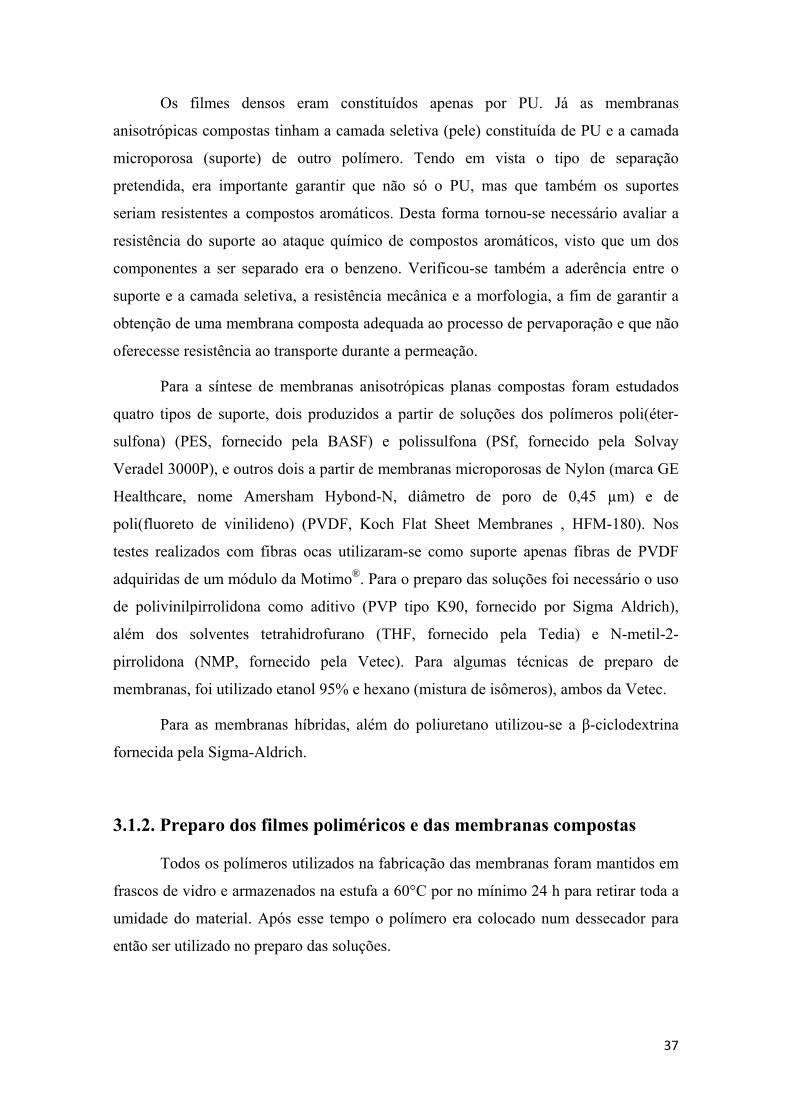
Os filmes densos eram constituídos apenas por PU. Já as membranas
anisotrópicas compostas tinham a camada seletiva (pele) constituída de PU e a camada
microporosa (suporte) de outro polímero. Tendo em vista o tipo de separação
pretendida, era importante garantir que não só o PU, mas que também os suportes
seriam resistentes a compostos aromáticos. Desta forma tornou-se necessário avaliar a
resistência do suporte ao ataque químico de compostos aromáticos, visto que um dos
componentes a ser separado era o benzeno. Verificou-se também a aderência entre o
suporte e a camada seletiva, a resistência mecânica e a morfologia, a fim de garantir a
obtenção de uma membrana composta adequada ao processo de pervaporação e que não
oferecesse resistência ao transporte durante a permeação.
Para a síntese de membranas anisotrópicas planas compostas foram estudados
quatro tipos de suporte, dois produzidos a partir de soluções dos polímeros poli(éter-
sulfona) (PES, fornecido pela BASF) e polissulfona (PSf, fornecido pela Solvay
Veradel 3000P), e outros dois a partir de membranas microporosas de Nylon (marca GE
Healthcare, nome Amersham Hybond-N, diâmetro de poro de 0,45 µm) e de
poli(fluoreto de vinilideno) (PVDF, Koch Flat Sheet Membranes , HFM-180). Nos
testes realizados com fibras ocas utilizaram-se como suporte apenas fibras de PVDF
adquiridas de um módulo da Motimo®. Para o preparo das soluções foi necessário o uso
de polivinilpirrolidona como aditivo (PVP tipo K90, fornecido por Sigma Aldrich),
além dos solventes tetrahidrofurano (THF, fornecido pela Tedia) e N-metil-2-
pirrolidona (NMP, fornecido pela Vetec). Para algumas técnicas de preparo de
membranas, foi utilizado etanol 95% e hexano (mistura de isômeros), ambos da Vetec.
Para as membranas híbridas, além do poliuretano utilizou-se a β-ciclodextrina
fornecida pela Sigma-Aldrich.
3.1.2. Preparo dos filmes poliméricos e das membranas compostas
Todos os polímeros utilizados na fabricação das membranas foram mantidos em
frascos de vidro e armazenados na estufa a 60°C por no mínimo 24 h para retirar toda a
umidade do material. Após esse tempo o polímero era colocado num dessecador para
então ser utilizado no preparo das soluções.
37
3.1.2.1. Fabricação de filmes densos por evaporação total do solvente
Inicialmente preparou-se uma solução utilizando-se PU e THF, na concentração
10% m/m de polímero e em temperatura ambiente. Após permanecer sob agitação
magnética durante aproximadamente 24h, a solução foi vertida em uma placa de petri
que, em seguida, foi parcialmente tampada. Este procedimento visa tornar o ambiente
próximo à membrana mais concentrado em THF, viabilizando uma evaporação mais
lenta do solvente e, ao término do processo, a formação de um filme polimérico isento
de defeitos. Foram sintetizados também filmes de PU a partir de solução 15% m/m de
polímero. Nestes casos imediatamente após o espalhamento, a membrana era colocada
na estufa a uma temperatura de 50°C, com passagem de ar. Desta forma foram obtidos
os filmes densos pela técnica de evaporação total do solvente.
3.1.2.2. Fabricação de membranas planas por espalhamento seguido de
imersão-precipitação
A síntese de membranas compostas foi realizada de duas formas distintas a
depender do material utilizado como suporte. Nos casos em que foram utilizadas
soluções de PES preparou-se soluções de PES/PVP/NMP em diferentes concentrações
(15%/10%/75% e 20%/7%/73% m/m) que permaneceram sob agitação por
aproximadamente 24h em temperatura ambiente. A adição do PVP foi realizada para
promover a formação de suporte altamente poroso e com poros interconectados
(BORGES, 1993). Seguindo o mesmo procedimento, os experimentos realizados
utilizando solução de PSf partiu de soluções PSf/PVP/NMP nas proporções
15%/6,5%/78,5% m/m.
Partindo destas soluções, foram fabricadas membranas anisotrópicas integrais
pela técnica de espalhamento, seguido de imersão-precipitação. Nesta técnica uma
pequena quantidade de solução é vertida e espalhada sobre uma placa de vidro com o
auxílio de um espalhador (“faca” de espalhamento) de espessura conhecida; em seguida
o sistema “placa-solução polimérica” é imerso em um recipiente com água (banho de
não solvente) provocando assim a precipitação do polímero. Após a membrana formada
desprender-se da placa de vidro, troca-se a água do banho de precipitação e coloca-se o
recipiente na estufa a 60°C por 24h. A membrana já formada passa ainda por dois
banhos de troca de solvente, o primeiro de etanol 95% e o segundo de hexano (mistura
38
de isômeros), durando 2 horas cada um e em seguida é exposta ao ambiente para
secagem. O objetivo desta troca de solvente é substituir toda a água de dentro da matriz
polimérica por um não solvente de menor tensão superficial, impedindo assim os poros
da membrana de colapsarem durante a secagem.
Para a síntese de membranas compostas utiliza-se a técnica de espalhamento
simultâneo seguido de imersão-precipitação (Figura 3.1). De modo geral o
procedimento é semelhante ao descrito para membranas anisotrópicas integrais, porém
neste caso é realizado o espalhamento de duas soluções poliméricas simultaneamente,
vertendo-se primeiro a solução do suporte e paralelamente verte-se a solução de PU
para a formação da camada seletiva; o espalhamento é realizado através de dois
espalhadores com espessuras diferentes (0,20 mm para o suporte e 0,55 mm para a
solução de PU) para permitir que as soluções fiquem sobrepostas. Vale ressaltar que em
ambos os casos pode-se proporcionar um tempo de exposição ao ambiente antes da
imersão no banho de precipitação a fim de permitir a evaporação do solvente e
consequentemente a formação de uma região com poros menores ou uma região
totalmente densificada na superfície da membrana.
De modo geral a técnica de espalhamento simultâneo é realizada com apenas
uma frente de precipitação, já que uma superfície da membrana é exposta ao banho de
precipitação e a outra fica aderida a placa vidro até finalizar a troca de solvente.
Entretanto neste trabalho foi proposta uma variação desta técnica, utilizando duas
frentes de precipitação. Para isto foi fixado sobre a placa de vidro um papel de filtro e
sobre este foi realizado o espalhamento simultâneo; ao imergir este sistema no banho de
precipitação, a transferência de massa entre banho e solução pôde ser realizada tanto
pela superfície exposta ao banho quanto pela superfície aderida ao papel, já que este é
altamente poroso.
39
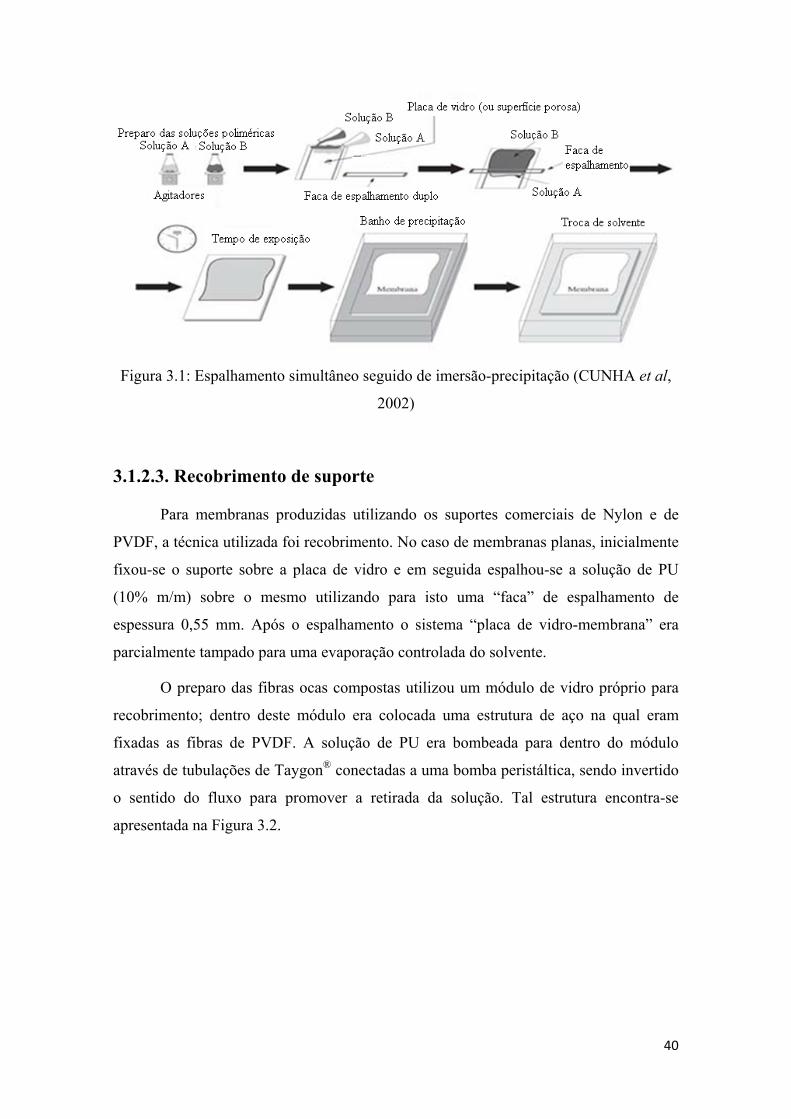
Figura 3.1: Espalhamento simultâneo seguido de imersão-precipitação (CUNHA et al,
2002)
3.1.2.3. Recobrimento de suporte
Para membranas produzidas utilizando os suportes comerciais de Nylon e de
PVDF, a técnica utilizada foi recobrimento. No caso de membranas planas, inicialmente
fixou-se o suporte sobre a placa de vidro e em seguida espalhou-se a solução de PU
(10% m/m) sobre o mesmo utilizando para isto uma “faca” de espalhamento de
espessura 0,55 mm. Após o espalhamento o sistema “placa de vidro-membrana” era
parcialmente tampado para uma evaporação controlada do solvente.
O preparo das fibras ocas compostas utilizou um módulo de vidro próprio para
recobrimento; dentro deste módulo era colocada uma estrutura de aço na qual eram
fixadas as fibras de PVDF. A solução de PU era bombeada para dentro do módulo
através de tubulações de Taygon® conectadas a uma bomba peristáltica, sendo invertido
o sentido do fluxo para promover a retirada da solução. Tal estrutura encontra-se
apresentada na Figura 3.2.
40

Figura 3.2: Sistema de recobrimento de fibras ocas
3.2. Caracterização das membranas
3.2.1. Solubilidade
As membranas foram caracterizadas quanto à solubilidade em benzeno com o
propósito de garantir a resistência química e, consequentemente, a integridade da
membrana durante todo o processo de pervaporação. Como a resistência do PU ao
benzeno já é comprovada na literatura, avaliou-se apenas o desempenho do suporte
frente a este solvente. Para isto foram cortadas amostras de aproximadamente 4 cm² de
cada suporte e estas foram colocadas em cadinhos contendo benzeno. Os recipientes
permaneciam vedados durante 24h quando então eram abertos para a retirada das
amostras e avaliação visual da estrutura dos mesmos. Após esse tempo, o procedimento
era repetido com as mesmas amostras por mais 48h.
3.2.2. Espectroscopia de infravermelho com transformada de Fourier
(FTIR)
A caracterização por FTIR visa verificar se a estrutura química dos suportes foi
de alguma forma alterada por possíveis reações com o benzeno. Mais especificamente, o
objetivo desta análise era verificar a presença de grupos funcionais que indicassem a
formação de ligações entre o polímero constituinte da membrana e o benzeno. A
importância desta caracterização reside no fato de que uma modificação da estrutura
41
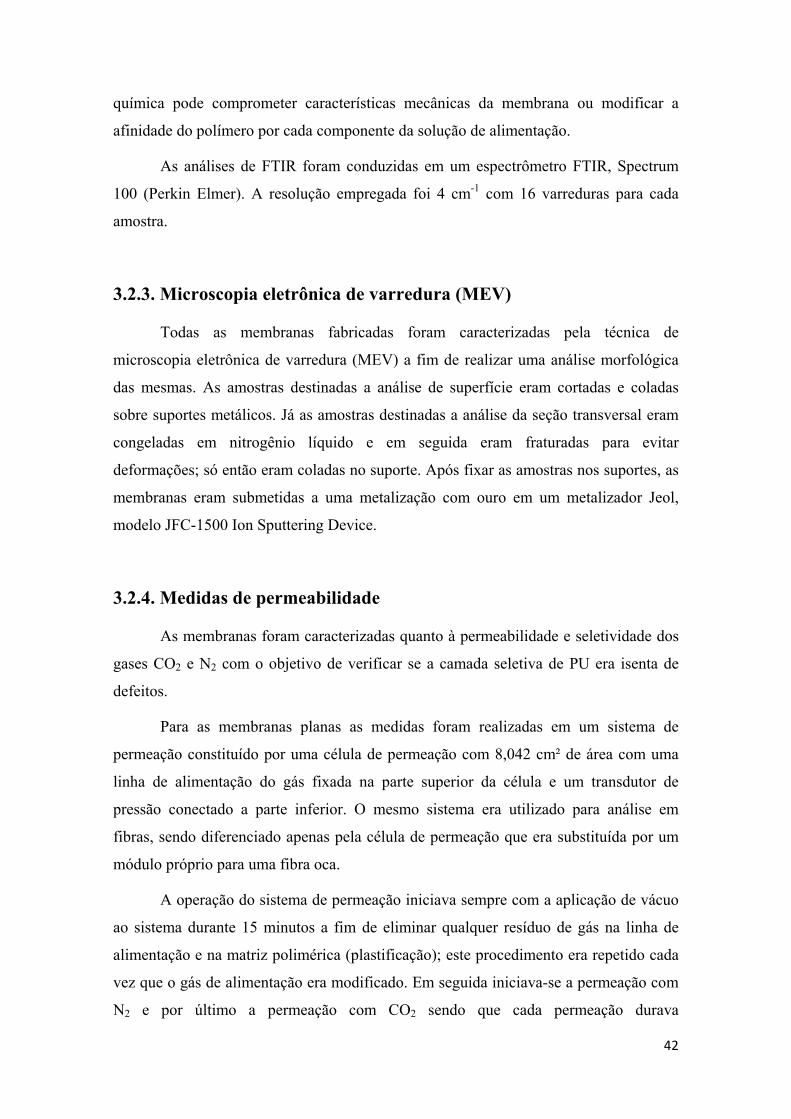
química pode comprometer características mecânicas da membrana ou modificar a
afinidade do polímero por cada componente da solução de alimentação.
As análises de FTIR foram conduzidas em um espectrômetro FTIR, Spectrum
100 (Perkin Elmer). A resolução empregada foi 4 cm-1 com 16 varreduras para cada
amostra.
3.2.3. Microscopia eletrônica de varredura (MEV)
Todas as membranas fabricadas foram caracterizadas pela técnica de
microscopia eletrônica de varredura (MEV) a fim de realizar uma análise morfológica
das mesmas. As amostras destinadas a análise de superfície eram cortadas e coladas
sobre suportes metálicos. Já as amostras destinadas a análise da seção transversal eram
congeladas em nitrogênio líquido e em seguida eram fraturadas para evitar
deformações; só então eram coladas no suporte. Após fixar as amostras nos suportes, as
membranas eram submetidas a uma metalização com ouro em um metalizador Jeol,
modelo JFC-1500 Ion Sputtering Device.
3.2.4. Medidas de permeabilidade
As membranas foram caracterizadas quanto à permeabilidade e seletividade dos
gases CO2 e N2 com o objetivo de verificar se a camada seletiva de PU era isenta de
defeitos.
Para as membranas planas as medidas foram realizadas em um sistema de
permeação constituído por uma célula de permeação com 8,042 cm² de área com uma
linha de alimentação do gás fixada na parte superior da célula e um transdutor de
pressão conectado a parte inferior. O mesmo sistema era utilizado para análise em
fibras, sendo diferenciado apenas pela célula de permeação que era substituída por um
módulo próprio para uma fibra oca.
A operação do sistema de permeação iniciava sempre com a aplicação de vácuo
ao sistema durante 15 minutos a fim de eliminar qualquer resíduo de gás na linha de
alimentação e na matriz polimérica (plastificação); este procedimento era repetido cada
vez que o gás de alimentação era modificado. Em seguida iniciava-se a permeação com
N2 e por último a permeação com CO2 sendo que cada permeação durava
42

aproximadamente 30 minutos e a coleta de dados era programada para cada 30
segundos.
A permeabilidade é calc ada ela equação abaixo: ul p
· · · ·1
3.1
O
- espessura da camada seletiva (cm)
nde: – permeabilidade em Barrer (cm³/s.cm.cmHg)
- pressão de operação (cmHg)
- tempo (s)
- volume do sistema (cm³)
- área de permeação (cm²)
- temperatura de operação na cntp (273,15 K)
- temperatura de operação (298,15 K)
– pressão de operação na cntp (76 cmHg)
Na coleta de dados do sistema de permeação, é obtida a variação do sinal do
transdutor (em ampère ou volts) com o tempo . A partir da razão entre e , sendo
este último termo obtido através da calibração do sistema de permeação, é possível
obter o termo da equação 3.1.
A seletividade ideal é obtida através da razão entre as permeabilidades do CO2 e
N2.
3.3. Pervaporação
Para os ensaios de pervaporação foram montadas duas unidades de bancada,
uma para membrana plana e outra para fibra oca. Na alimentação utilizaram-se soluções
padrão de benzeno (Reagen e Vetec) e n-hexano (Vetec). Na Tabela 3.2 são
apresentadas as propriedades físico-químicas do benzeno e do hexano.
43
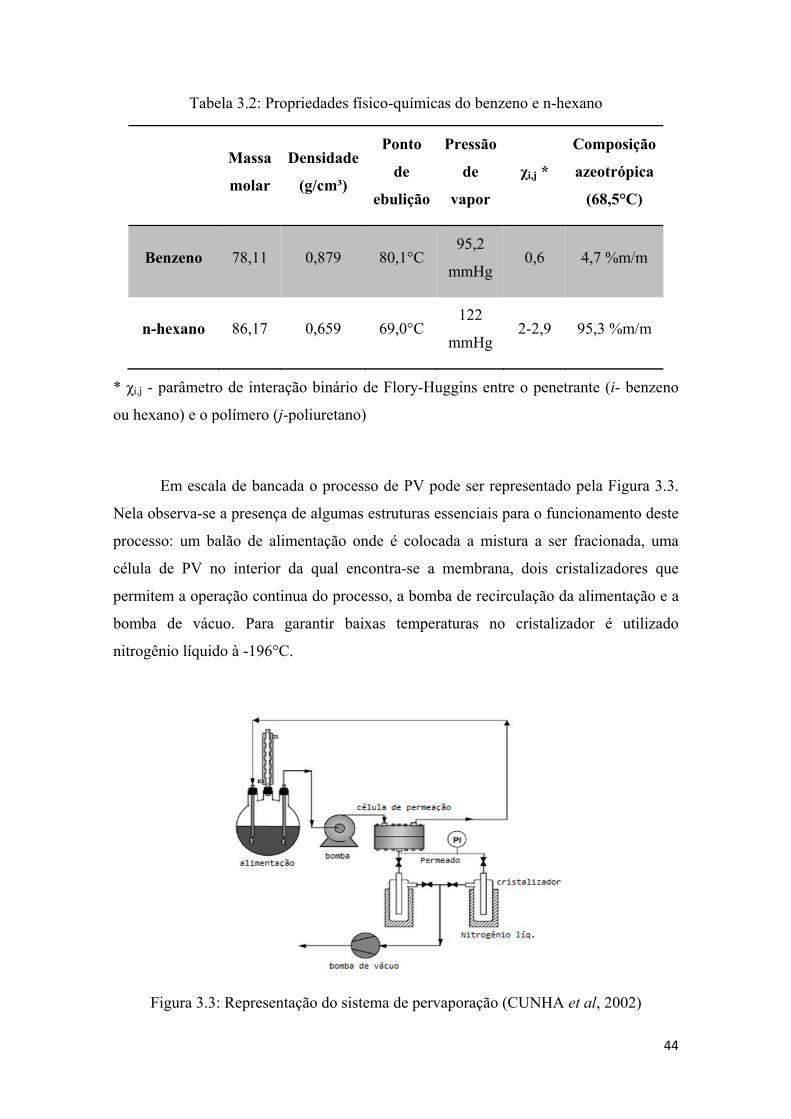
Tabela 3.2: Propriedades físico-químicas do benzeno e n-hexano
Massa
molar
Densidade
(g/cm³)
Ponto
de
ebulição
Pressão
de
vapor
χi,j *
Composição
azeotrópica
(68,5°C)
Benzeno 78,11 0,879 80,1°C 95,2
mmHg 0,6 4,7 %m/m
n-hexano 86,17 0,659 69,0°C 122
mmHg 2-2,9 95,3 %m/m
* χi,j - parâmetro de interação binário de Flory-Huggins entre o penetrante (i- benzeno
ou hexano) e o polímero (j-poliuretano)
Em escala de bancada o processo de PV pode ser representado pela Figura 3.3.
Nela observa-se a presença de algumas estruturas essenciais para o funcionamento deste
processo: um balão de alimentação onde é colocada a mistura a ser fracionada, uma
célula de PV no interior da qual encontra-se a membrana, dois cristalizadores que
permitem a operação continua do processo, a bomba de recirculação da alimentação e a
bomba de vácuo. Para garantir baixas temperaturas no cristalizador é utilizado
nitrogênio líquido à -196°C.
Figura 3.3: Representação do sistema de pervaporação (CUNHA et al, 2002)
44
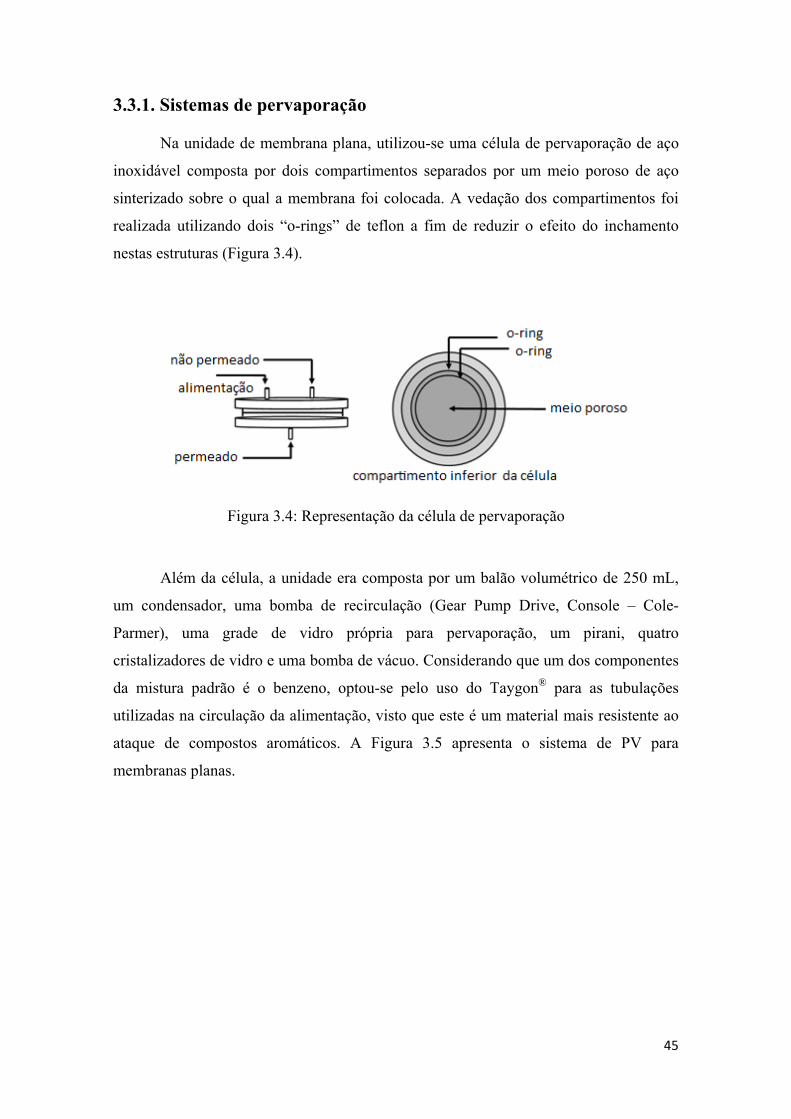
3.3.1. Sistemas de pervaporação
Na unidade de membrana plana, utilizou-se uma célula de pervaporação de aço
inoxidável composta por dois compartimentos separados por um meio poroso de aço
sinterizado sobre o qual a membrana foi colocada. A vedação dos compartimentos foi
realizada utilizando dois “o-rings” de teflon a fim de reduzir o efeito do inchamento
nestas estruturas (Figura 3.4).
Figura 3.4: Representação da célula de pervaporação
Além da célula, a unidade era composta por um balão volumétrico de 250 mL,
um condensador, uma bomba de recirculação (Gear Pump Drive, Console – Cole-
Parmer), uma grade de vidro própria para pervaporação, um pirani, quatro
cristalizadores de vidro e uma bomba de vácuo. Considerando que um dos componentes
da mistura padrão é o benzeno, optou-se pelo uso do Taygon® para as tubulações
utilizadas na circulação da alimentação, visto que este é um material mais resistente ao
ataque de compostos aromáticos. A Figura 3.5 apresenta o sistema de PV para
membranas planas.
45
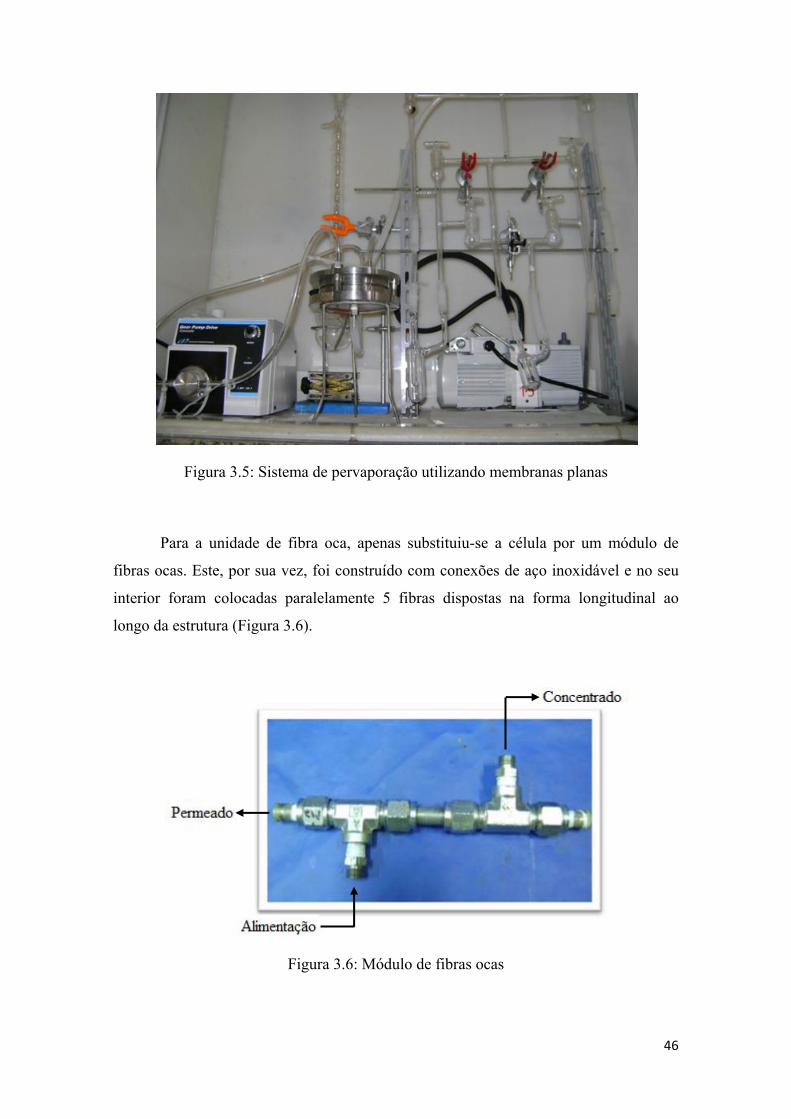
Figura 3.5: Sistema de pervaporação utilizando membranas planas
Para a unidade de fibra oca, apenas substituiu-se a célula por um módulo de
fibras ocas. Este, por sua vez, foi construído com conexões de aço inoxidável e no seu
interior foram colocadas paralelamente 5 fibras dispostas na forma longitudinal ao
longo da estrutura (Figura 3.6).
Figura 3.6: Módulo de fibras ocas
46
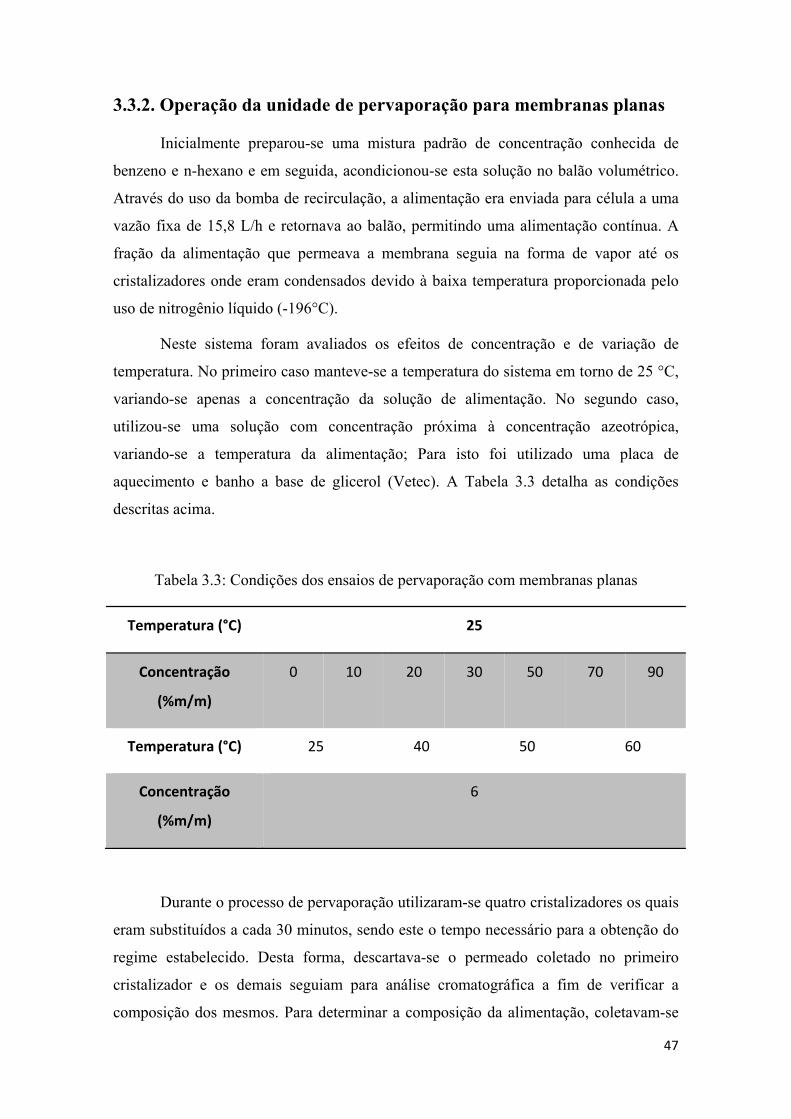
3.3.2. Operação da unidade de pervaporação para membranas planas
Inicialmente preparou-se uma mistura padrão de concentração conhecida de
benzeno e n-hexano e em seguida, acondicionou-se esta solução no balão volumétrico.
Através do uso da bomba de recirculação, a alimentação era enviada para célula a uma
vazão fixa de 15,8 L/h e retornava ao balão, permitindo uma alimentação contínua. A
fração da alimentação que permeava a membrana seguia na forma de vapor até os
cristalizadores onde eram condensados devido à baixa temperatura proporcionada pelo
uso de nitrogênio líquido (-196°C).
Neste sistema foram avaliados os efeitos de concentração e de variação de
temperatura. No primeiro caso manteve-se a temperatura do sistema em torno de 25 °C,
variando-se apenas a concentração da solução de alimentação. No segundo caso,
utilizou-se uma solução com concentração próxima à concentração azeotrópica,
variando-se a temperatura da alimentação; Para isto foi utilizado uma placa de
aquecimento e banho a base de glicerol (Vetec). A Tabela 3.3 detalha as condições
descritas acima.
Tabela 3.3: Condições dos ensaios de pervaporação com membranas planas
Temperatura (°C) 25
Concentração
(%m/m)
0 10 20 30 50 70 90
Temperatura (°C) 25 40 50 60
Concentração
(%m/m)
6
Durante o processo de pervaporação utilizaram-se quatro cristalizadores os quais
eram substituídos a cada 30 minutos, sendo este o tempo necessário para a obtenção do
regime estabelecido. Desta forma, descartava-se o permeado coletado no primeiro
cristalizador e os demais seguiam para análise cromatográfica a fim de verificar a
composição dos mesmos. Para determinar a composição da alimentação, coletavam-se
47

amostras no início e no término do processo, determinava-se a composição por análise
cromatográfica e obtinha-se a média desses valores. Vale ressaltar que a fim de se obter
maior confiabilidade nos resultados gerados, cada condição foi realizada em triplicata
de modo que os dados obtidos são resultados da média aritmética de cada ensaio.
Os parâmetros de desempenho avaliados neste trabalho foram seletividade e
fluxo permeado, cujas equações encontram-se no capítulo de Revisão bibliográfica e
fundamentos teóricos. O valor da massa utilizada no cálculo do fluxo pôde ser obtido
pela diferença entre as massas do cristalizador antes e depois de cada teste (medição
realizada em balança analítica, Adventurer – Ohaus). Como foi utilizada mais de uma
membrana composta ao longo dos testes e estas por sua vez não possuíam a mesma
espessura de camada seletiva, optou-se por normalizar os fluxos obtidos para uma
espessura de 10 µm a fim de permitir comparação entre todos os resultados (equação
3.2).
10 10 3.2
J10 – Fluxo permeado normalizado para 10 µm (kg/m²h)
J – Fluxo permeado (kg/m²h)
e – Espessura da camada seletiva da membrana (µm)
m – Massa de permeado (kg)
A – Área de membrana (m²)
t – Tempo de corrida (h)
48
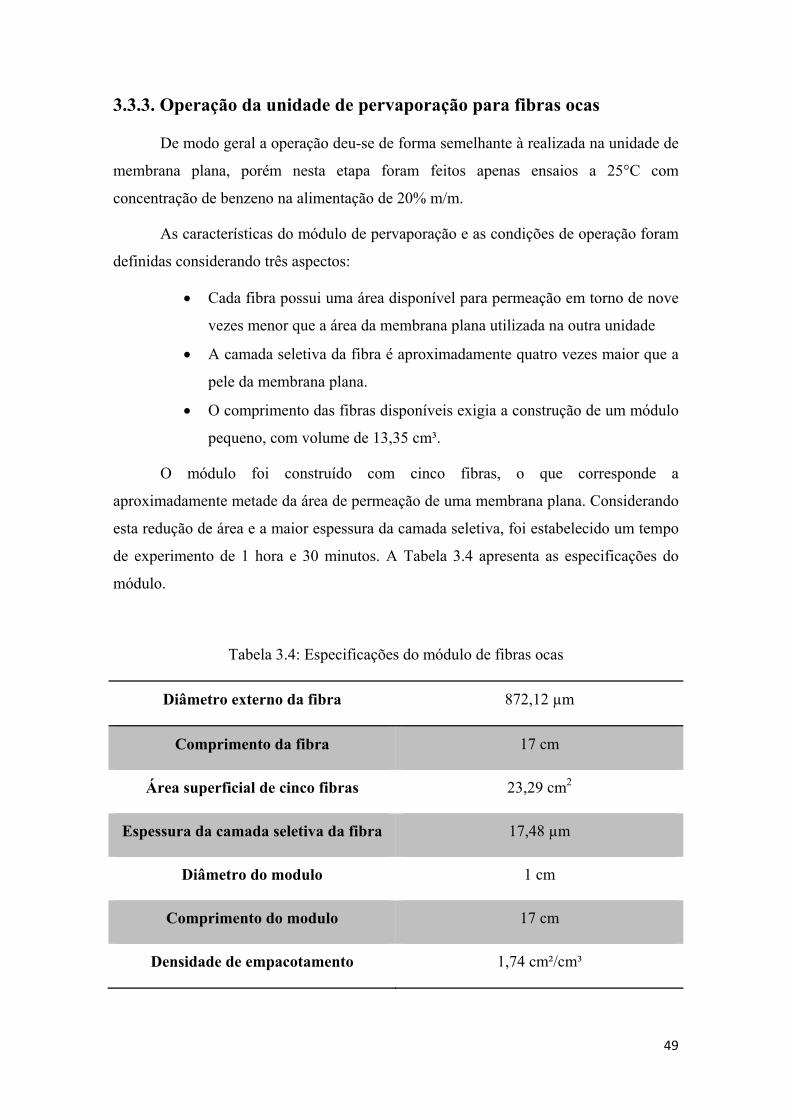
3.3.3. Operação da unidade de pervaporação para fibras ocas
De modo geral a operação deu-se de forma semelhante à realizada na unidade de
membrana plana, porém nesta etapa foram feitos apenas ensaios a 25°C com
concentração de benzeno na alimentação de 20% m/m.
As características do módulo de pervaporação e as condições de operação foram
definidas considerando três aspectos:
• Cada fibra possui uma área disponível para permeação em torno de nove
vezes menor que a área da membrana plana utilizada na outra unidade
• A camada seletiva da fibra é aproximadamente quatro vezes maior que a
pele da membrana plana.
• O comprimento das fibras disponíveis exigia a construção de um módulo
pequeno, com volume de 13,35 cm³.
O módulo foi construído com cinco fibras, o que corresponde a
aproximadamente metade da área de permeação de uma membrana plana. Considerando
esta redução de área e a maior espessura da camada seletiva, foi estabelecido um tempo
de experimento de 1 hora e 30 minutos. A Tabela 3.4 apresenta as especificações do
módulo.
Tabela 3.4: Especificações do módulo de fibras ocas
Diâmetro externo da fibra 872,12 µm
Comprimento da fibra 17 cm
Área superficial de cinco fibras 23,29 cm2
Espessura da camada seletiva da fibra 17,48 µm
Diâmetro do modulo 1 cm
Comprimento do modulo 17 cm
Densidade de empacotamento 1,74 cm²/cm³
49
A Figura 3.7 apresenta a unidade de pervaporação utilizando o módulo de fibras
ocas.
Figura 3.7: Sistema de pervaporação com módulo de fibras ocas
3.4. Análise Cromatográfica
Durante os ensaios de pervaporação foram coletadas amostras da alimentação e
do permeado para serem posteriormente analisadas por cromatografia e desta forma
obter a concentração percentual de benzeno e n-hexano em cada uma delas. Para isso
utilizou-se um cromatógrafo Perkin Elmer, modelo Clarus 600, dotado de detector de
ionização de chama (FID). As condições de operação encontram-se na Tabela 3.5.
Construiu-se uma curva de calibração com diferentes concentrações da mistura
de benzeno e n-hexano para a implementação do método que seria utilizado nas análises
(Apêndice B).
50
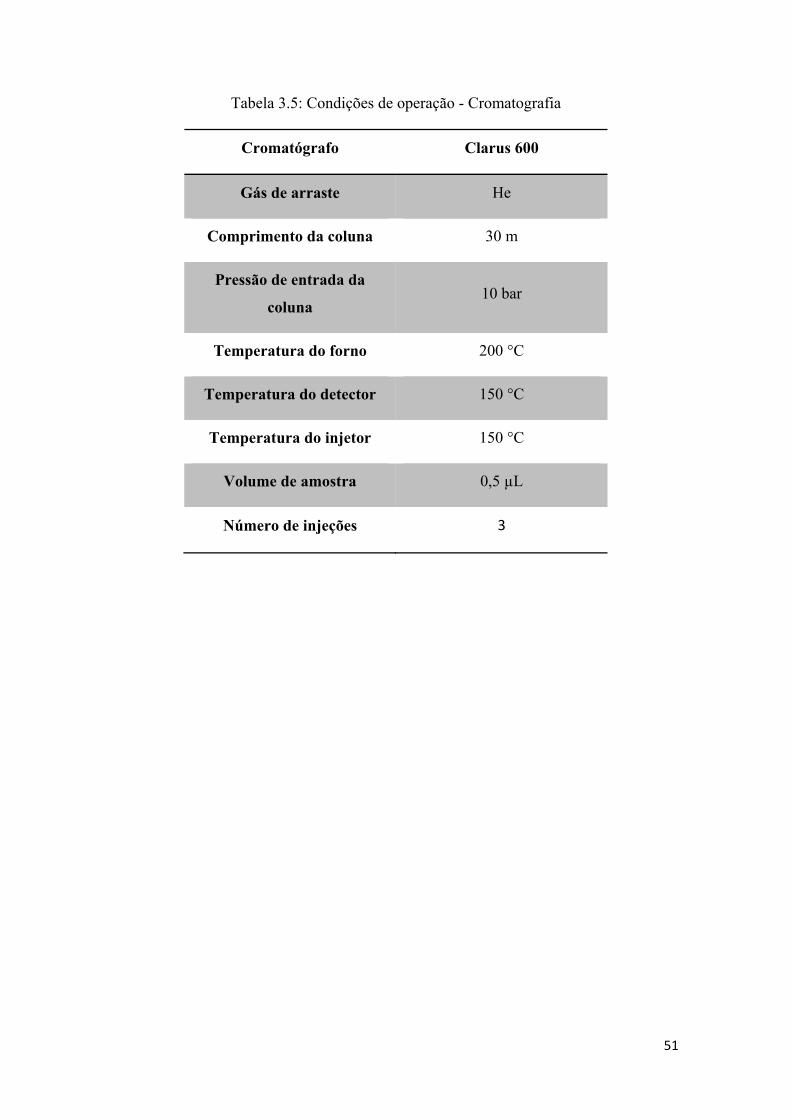
Tabela 3.5: Condições de operação - Cromatografia
Cromatógrafo Clarus 600
Gás de arraste He
Comprimento da coluna 30 m
Pressão de entrada da
coluna 10 bar
Temperatura do forno 200 °C
Temperatura do detector 150 °C
Temperatura do injetor 150 °C
Volume de amostra 0,5 µL
Número de injeções 3
51
4. Resultados e discussão
4.1. Fabricação de suportes microporosos e de filmes densos
A síntese de membranas compostas é uma etapa fundamental neste trabalho
tendo em vista que a obtenção de membranas adequadas para a separação de líquidos
orgânicos, com alto fluxo permeado e alta seletividade, tem sido tema de diversas
pesquisas. Desta forma, o principal objetivo era obter membranas compostas, tipo pele
sobre substrato poroso, para otimizar o desempenho da mesma no processo de
pervaporação. Lembrando que em membranas compostas normalmente a camada
seletiva é mais fina do que me filmes integrais densos e, por este motivo, possibilitam
fluxos permeados mais elevados.
Nos experimentos realizados foram avaliados alguns aspectos das membranas,
tais como morfologia, espessura da camada seletiva e adesão entre pele e suporte.
Algumas etapas foram necessárias para a seleção do suporte e, consequentemente, para
a seleção da membrana composta mais adequada a ser utilizada no processo de
pervaporação de misturas binárias benzeno e n-hexano. Inicialmente realizaram-se
ensaios de solubilidade em benzeno seguidos da análise de FTIR nos suportes de PES,
PSf, PVDF e Nylon a fim de verificar a resistência química desses materiais. Foram
realizados também ensaios de permeação de gases em filmes densos a fim de obter um
parâmetro de comparação para os resultados obtidos nas membranas compostas.
Finalizando esta etapa avaliou-se a morfologia das membranas compostas obtidas,
principalmente a estrutura do suporte e a uniformidade da camada seletiva.
4.1.1. Seleção do suporte microporoso
Conforme mostrado na Tabela 4.1, os ensaios de solubilidade permitiram uma
análise preliminar da resistência do polímero ao benzeno. Desta forma verificou-se que
dentre as membranas porosas avaliadas, apenas a PSf solubilizou quando em contato
com o benzeno. Por este motivo descartou-se a possibilidade de utilizá-la como suporte
das membranas compostas.
52
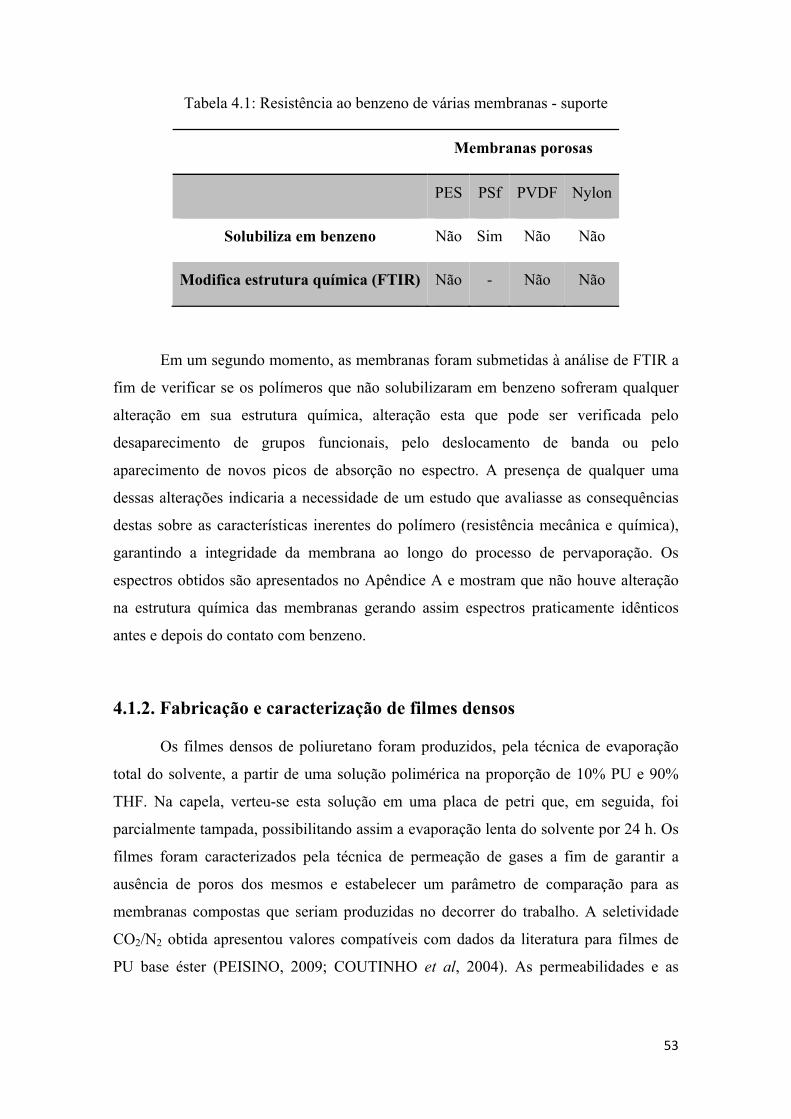
Tabela 4.1: Resistência ao benzeno de várias membranas - suporte
Membranas porosas
PES PSf PVDF Nylon
Solubiliza em benzeno Não Sim Não Não
Modifica estrutura química (FTIR) Não - Não Não
Em um segundo momento, as membranas foram submetidas à análise de FTIR a
fim de verificar se os polímeros que não solubilizaram em benzeno sofreram qualquer
alteração em sua estrutura química, alteração esta que pode ser verificada pelo
desaparecimento de grupos funcionais, pelo deslocamento de banda ou pelo
aparecimento de novos picos de absorção no espectro. A presença de qualquer uma
dessas alterações indicaria a necessidade de um estudo que avaliasse as consequências
destas sobre as características inerentes do polímero (resistência mecânica e química),
garantindo a integridade da membrana ao longo do processo de pervaporação. Os
espectros obtidos são apresentados no Apêndice A e mostram que não houve alteração
na estrutura química das membranas gerando assim espectros praticamente idênticos
antes e depois do contato com benzeno.
4.1.2. Fabricação e caracterização de filmes densos
Os filmes densos de poliuretano foram produzidos, pela técnica de evaporação
total do solvente, a partir de uma solução polimérica na proporção de 10% PU e 90%
THF. Na capela, verteu-se esta solução em uma placa de petri que, em seguida, foi
parcialmente tampada, possibilitando assim a evaporação lenta do solvente por 24 h. Os
filmes foram caracterizados pela técnica de permeação de gases a fim de garantir a
ausência de poros dos mesmos e estabelecer um parâmetro de comparação para as
membranas compostas que seriam produzidas no decorrer do trabalho. A seletividade
CO2/N2 obtida apresentou valores compatíveis com dados da literatura para filmes de
PU base éster (PEISINO, 2009; COUTINHO et al, 2004). As permeabilidades e as
53
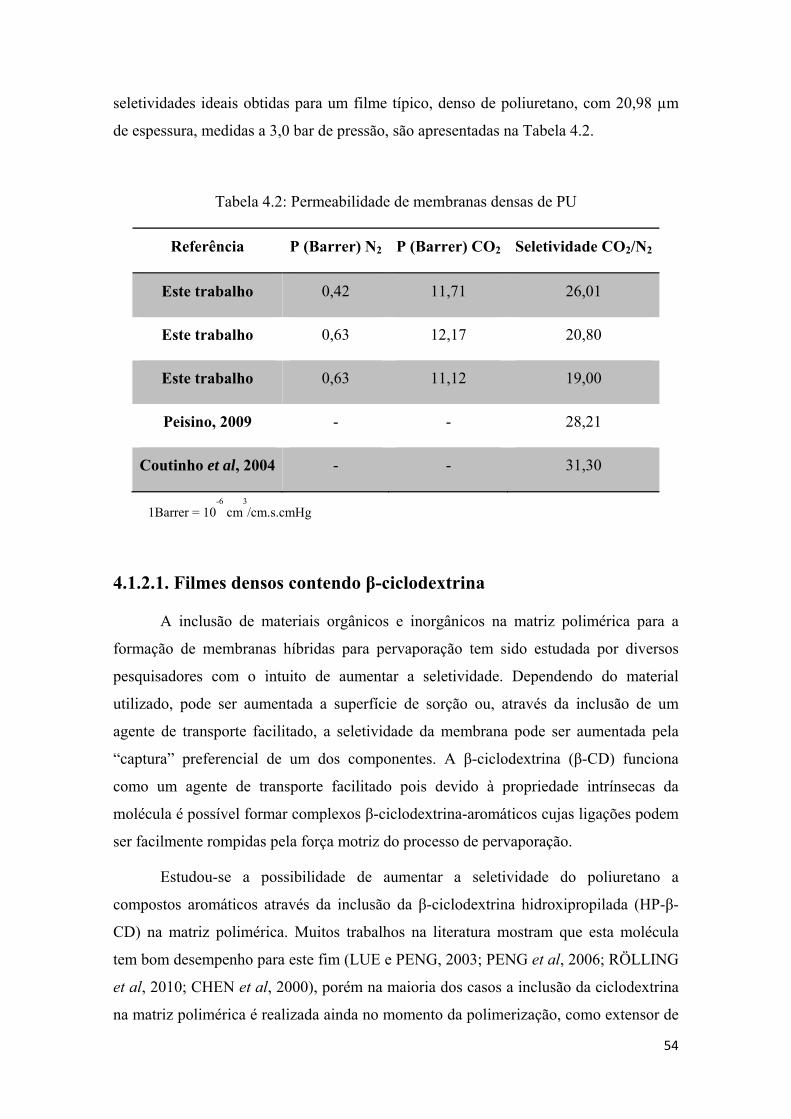
seletividades ideais obtidas para um filme típico, denso de poliuretano, com 20,98 µm
de espessura, medidas a 3,0 bar de pressão, são apresentadas na Tabela 4.2.
Tabela 4.2: Permeabilidade de membranas densas de PU
Referência P (Barrer) N2 P (Barrer) CO2 Seletividade CO2/N2
Este trabalho 0,42 11,71 26,01
Este trabalho 0,63 12,17 20,80
Este trabalho 0,63 11,12 19,00
Peisino, 2009 - - 28,21
Coutinho et al, 2004 - - 31,30
1Barrer = 10-6
cm3/cm.s.cmHg
4.1.2.1. Filmes densos contendo β-ciclodextrina
A inclusão de materiais orgânicos e inorgânicos na matriz polimérica para a
formação de membranas híbridas para pervaporação tem sido estudada por diversos
pesquisadores com o intuito de aumentar a seletividade. Dependendo do material
utilizado, pode ser aumentada a superfície de sorção ou, através da inclusão de um
agente de transporte facilitado, a seletividade da membrana pode ser aumentada pela
“captura” preferencial de um dos componentes. A β-ciclodextrina (β-CD) funciona
como um agente de transporte facilitado pois devido à propriedade intrínsecas da
molécula é possível formar complexos β-ciclodextrina-aromáticos cujas ligações podem
ser facilmente rompidas pela força motriz do processo de pervaporação.
Estudou-se a possibilidade de aumentar a seletividade do poliuretano a
compostos aromáticos através da inclusão da β-ciclodextrina hidroxipropilada (HP-β-
CD) na matriz polimérica. Muitos trabalhos na literatura mostram que esta molécula
tem bom desempenho para este fim (LUE e PENG, 2003; PENG et al, 2006; RÖLLING
et al, 2010; CHEN et al, 2000), porém na maioria dos casos a inclusão da ciclodextrina
na matriz polimérica é realizada ainda no momento da polimerização, como extensor de
54
cadeia. No presente trabalho a HP-β-CD utilizada na forma de pó foi inclusa como um
aditivo durante o preparo da solução polimérica; como não foram encontrados trabalhos
na literatura que houvessem adicionado a ciclodextrina nesta etapa, fixou-se dois
critérios para garantir a disponibilidade das moléculas para formação dos complexos: (i)
é necessário que a molécula seja solúvel no solvente da solução polimérica e (ii) após a
evaporação deste solvente para a formação da membrana, a ciclodextrina deveria
permanecer ligada covalentemente à cadeia de PU.
Inicialmente foi avaliada a solubilidade da HP-β-CD nos solventes utilizados a
fim de garantir que durante o processo de pervaporação a molécula não fosse extraída
juntamente com o permeado. Desta forma, verificou-se que a HP-β-CD é insolúvel em
benzeno e n-hexano. Verificou-se também que a HP-β-CD era insolúvel em THF e
solúvel em NMP.
Foram preparados filmes poliméricos, pela técnica de evaporação total do
solvente em estufa a 50°C, a partir de soluções de 15% PU/10%NMP/75%THF com 5%
m/m de HP-β-CD em relação à massa de PU. Observou-se que o filme denso formado
tinha uma coloração esbranquiçada, sendo isto atribuído à presença da ciclodextrina. No
entanto, na superfície da membrana era possível observar a presença de pontos brancos
atribuídos à solubilização incompleta do pó. Considerando que a presença destes
aglomerados poderia ser prejudicial ao desempenho da membrana já que, além de
representarem um impedimento físico ao fluxo permeado, as cavidades da molécula de
ciclodextrina poderiam não estar totalmente disponíveis para complexação, apontou-se
como alternativa para solucionar este problema o uso do sonicador (Sonics - Vibra Cell
750W, 20 kHz) para homogeneizar a solução polimérica, sendo o tempo de operação de
15 minutos, com 20% de amplitude. Obteve-se uma aparente melhor solubilização
perceptível pela redução dos pontos brancos na membrana, no entanto pela
fotomicrografia deste filme, ainda é possível observar a presença desses aglomerados da
ordem de 5-10 µm, dispersos na matriz polimérica (Figura 4.1).
55
Figura 4.1: Superfície do filme denso de PU contendo HP-β-CD
Os filmes fabricados foram analisados pela técnica de FTIR objetivando detectar
nos espectros a presença de grupamentos característicos da ciclodextrina e confirmar a
presença da mesma nos filmes de PU. Segundo LUE e PENG (2003) não há diferença
perceptível entre os espectros do poliuretano puro e do modificado pela inclusão de
ciclodextrina, entretanto, no presente trabalho foi possível observar modificações nos
espectros (Figuras 4.2, 4.3 e 4.4). Os picos de C=O (~1715 cm-1), C-O (~1070 cm-1), C-
H (2800-3000 cm-1), C6H4 (660-1400 cm-1) e N-H (~3300 cm-1) são comuns a ambos os
espectros; no entanto, comparando-se os espectros da membrana de PU/HP-β-CD com o
da HP-β-CD, é possível observar que o alargamento do pico próximo a 3300 cm-1
(representa o pico mais estreito de N-H do PU sobreposto pelo pico mais largo de O-H
resultante de associação da CD ao polímero), o surgimento do pico de 1025,92 cm-
1(característico do grupamento éter da CD) e alterações entre as faixas de absorção de
800 a 1200 cm-1(deslocamento e desaparecimento de alguns picos de absorção) são
decorrentes da presença da CD na matriz polimérica, além de indicar a ocorrência de
interações entre a CD e as cadeias de poliuretano.
56
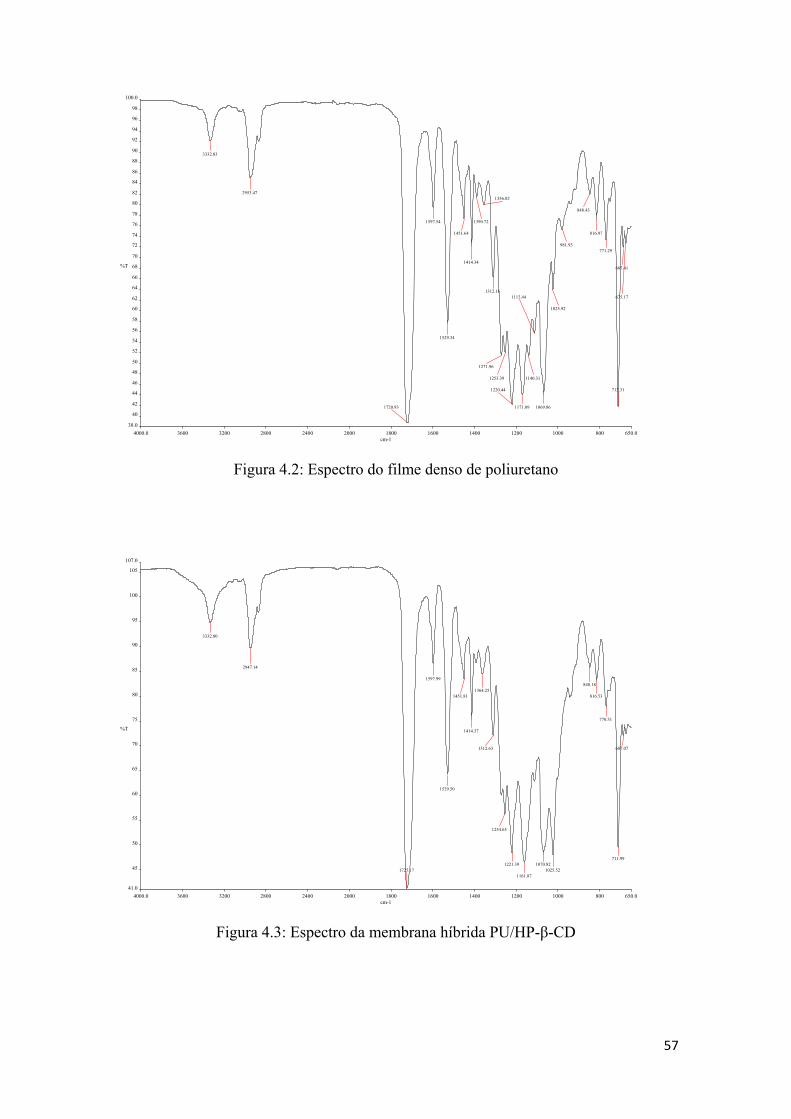
4000.0 3600 3200 2800 2400 2000 1800 1600 1400 1200 1000 800 650.038.0
40
42
44
46
48
50
52
54
56
58
60
62
64
66
68
70
72
74
76
78
80
82
84
86
88
90
92
94
96
98
100.0
cm-1
%T
3332.03
2953.47
1720.93
1597.54
1529.34
1451.64
1414.34
1390.72
1356.02
1312.16
1271.96
1253.39
1220.44
1171.09
1140.31
1112.44
1069.86
1025.92
981.93
848.43
816.97
771.29
712.31
687.41
675.17
Figura 4.2: Espectro do filme denso de poliuretano
4000.0 3600 3200 2800 2400 2000 1800 1600 1400 1200 1000 800 650.041.0
45
50
55
60
65
70
75
80
85
90
95
100
105
107.0
cm-1
%T
3332.80
2947.14
1725.17
1597.99
1529.50
1451.81
1414.37
1364.25
1312.63
1254.65
1221.39
1161.87
1070.821025.52
848.18
816.53
770.31
711.99
687.07
Figura 4.3: Espectro da membrana híbrida PU/HP-β-CD
57
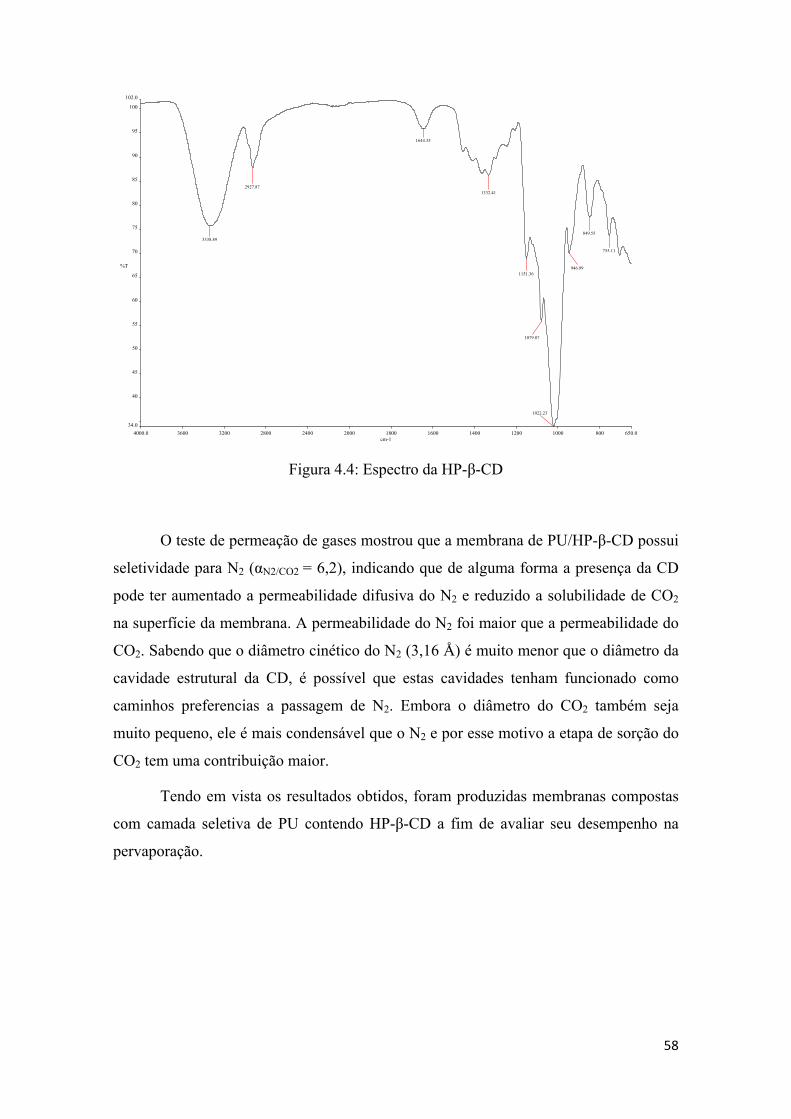
4000.0 3600 3200 2800 2400 2000 1800 1600 1400 1200 1000 800 650.034.0
40
45
50
55
60
65
70
75
80
85
90
95
100
102.0
cm-1
%T
3338.89
2927.87
1644.35
1332.41
1151.36
1079.87
1022.23
946.99
849.55
755.11
Figura 4.4: Espectro da HP-β-CD
O teste de permeação de gases mostrou que a membrana de PU/HP-β-CD possui
seletividade para N2 (αN2/CO2 = 6,2), indicando que de alguma forma a presença da CD
pode ter aumentado a permeabilidade difusiva do N2 e reduzido a solubilidade de CO2
na superfície da membrana. A permeabilidade do N2 foi maior que a permeabilidade do
CO2. Sabendo que o diâmetro cinético do N2 (3,16 Å) é muito menor que o diâmetro da
cavidade estrutural da CD, é possível que estas cavidades tenham funcionado como
caminhos preferencias a passagem de N2. Embora o diâmetro do CO2 também seja
muito pequeno, ele é mais condensável que o N2 e por esse motivo a etapa de sorção do
CO2 tem uma contribuição maior.
Tendo em vista os resultados obtidos, foram produzidas membranas compostas
com camada seletiva de PU contendo HP-β-CD a fim de avaliar seu desempenho na
pervaporação.
58
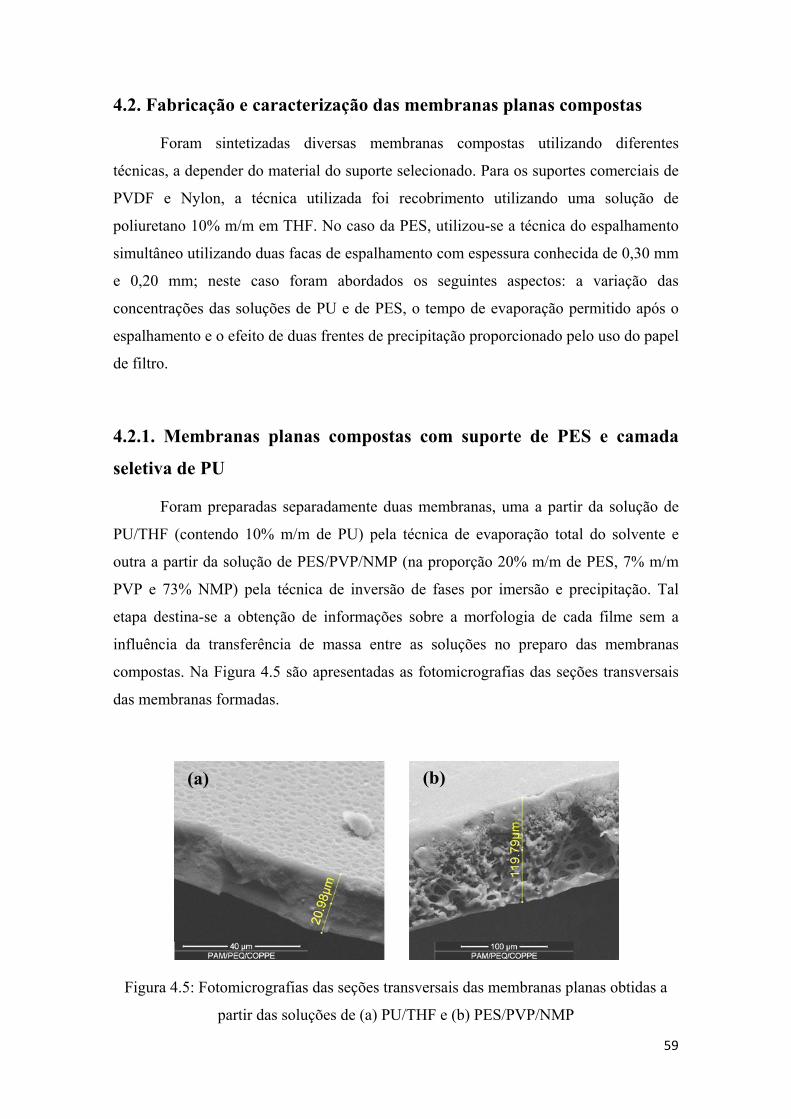
4.2. Fabricação e caracterização das membranas planas compostas
Foram sintetizadas diversas membranas compostas utilizando diferentes
técnicas, a depender do material do suporte selecionado. Para os suportes comerciais de
PVDF e Nylon, a técnica utilizada foi recobrimento utilizando uma solução de
poliuretano 10% m/m em THF. No caso da PES, utilizou-se a técnica do espalhamento
simultâneo utilizando duas facas de espalhamento com espessura conhecida de 0,30 mm
e 0,20 mm; neste caso foram abordados os seguintes aspectos: a variação das
concentrações das soluções de PU e de PES, o tempo de evaporação permitido após o
espalhamento e o efeito de duas frentes de precipitação proporcionado pelo uso do papel
de filtro.
4.2.1. Membranas planas compostas com suporte de PES e camada
seletiva de PU
Foram preparadas separadamente duas membranas, uma a partir da solução de
PU/THF (contendo 10% m/m de PU) pela técnica de evaporação total do solvente e
outra a partir da solução de PES/PVP/NMP (na proporção 20% m/m de PES, 7% m/m
PVP e 73% NMP) pela técnica de inversão de fases por imersão e precipitação. Tal
etapa destina-se a obtenção de informações sobre a morfologia de cada filme sem a
influência da transferência de massa entre as soluções no preparo das membranas
compostas. Na Figura 4.5 são apresentadas as fotomicrografias das seções transversais
das membranas formadas.
(b) (a)
Figura 4.5: Fotomicrografias das seções transversais das membranas planas obtidas a
partir das soluções de (a) PU/THF e (b) PES/PVP/NMP
59
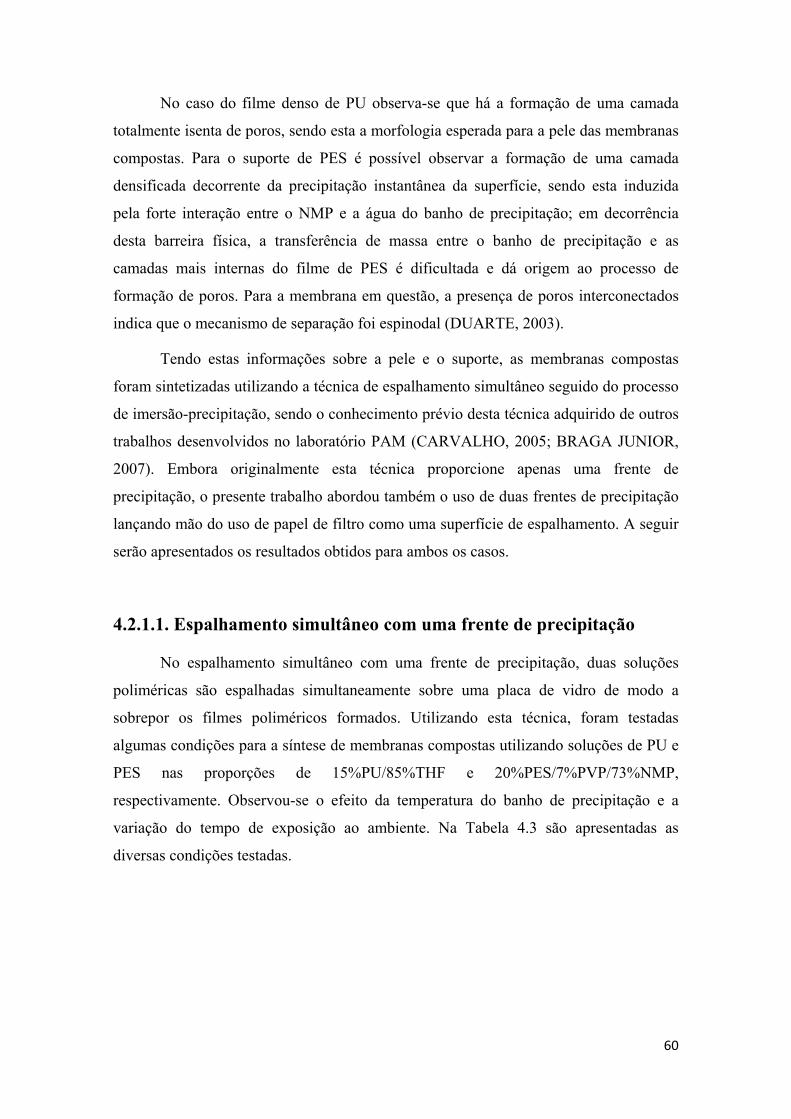
No caso do filme denso de PU observa-se que há a formação de uma camada
totalmente isenta de poros, sendo esta a morfologia esperada para a pele das membranas
compostas. Para o suporte de PES é possível observar a formação de uma camada
densificada decorrente da precipitação instantânea da superfície, sendo esta induzida
pela forte interação entre o NMP e a água do banho de precipitação; em decorrência
desta barreira física, a transferência de massa entre o banho de precipitação e as
camadas mais internas do filme de PES é dificultada e dá origem ao processo de
formação de poros. Para a membrana em questão, a presença de poros interconectados
indica que o mecanismo de separação foi espinodal (DUARTE, 2003).
Tendo estas informações sobre a pele e o suporte, as membranas compostas
foram sintetizadas utilizando a técnica de espalhamento simultâneo seguido do processo
de imersão-precipitação, sendo o conhecimento prévio desta técnica adquirido de outros
trabalhos desenvolvidos no laboratório PAM (CARVALHO, 2005; BRAGA JUNIOR,
2007). Embora originalmente esta técnica proporcione apenas uma frente de
precipitação, o presente trabalho abordou também o uso de duas frentes de precipitação
lançando mão do uso de papel de filtro como uma superfície de espalhamento. A seguir
serão apresentados os resultados obtidos para ambos os casos.
4.2.1.1. Espalhamento simultâneo com uma frente de precipitação
No espalhamento simultâneo com uma frente de precipitação, duas soluções
poliméricas são espalhadas simultaneamente sobre uma placa de vidro de modo a
sobrepor os filmes poliméricos formados. Utilizando esta técnica, foram testadas
algumas condições para a síntese de membranas compostas utilizando soluções de PU e
PES nas proporções de 15%PU/85%THF e 20%PES/7%PVP/73%NMP,
respectivamente. Observou-se o efeito da temperatura do banho de precipitação e a
variação do tempo de exposição ao ambiente. Na Tabela 4.3 são apresentadas as
diversas condições testadas.
60
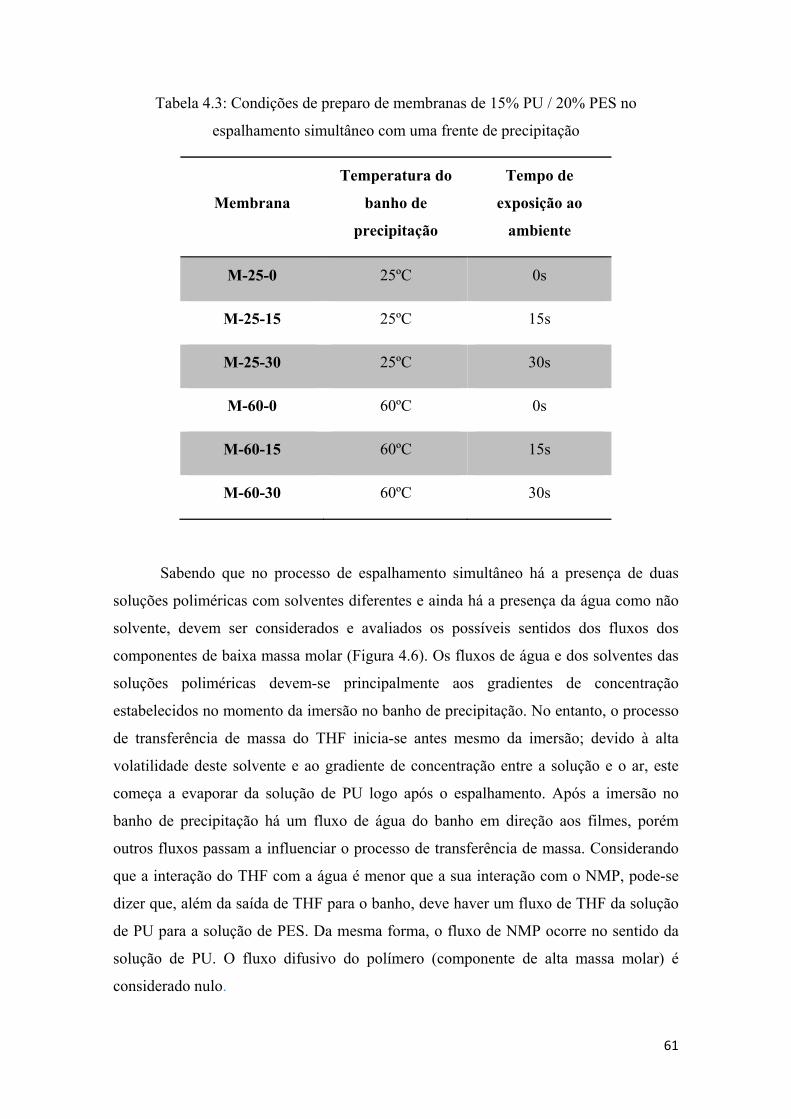
Tabela 4.3: Condições de preparo de membranas de 15% PU / 20% PES no
espalhamento simultâneo com uma frente de precipitação
Membrana
Temperatura do
banho de
precipitação
Tempo de
exposição ao
ambiente
M-25-0 25ºC 0s
M-25-15 25ºC 15s
M-25-30 25ºC 30s
M-60-0 60ºC 0s
M-60-15 60ºC 15s
M-60-30 60ºC 30s
Sabendo que no processo de espalhamento simultâneo há a presença de duas
soluções poliméricas com solventes diferentes e ainda há a presença da água como não
solvente, devem ser considerados e avaliados os possíveis sentidos dos fluxos dos
componentes de baixa massa molar (Figura 4.6). Os fluxos de água e dos solventes das
soluções poliméricas devem-se principalmente aos gradientes de concentração
estabelecidos no momento da imersão no banho de precipitação. No entanto, o processo
de transferência de massa do THF inicia-se antes mesmo da imersão; devido à alta
volatilidade deste solvente e ao gradiente de concentração entre a solução e o ar, este
começa a evaporar da solução de PU logo após o espalhamento. Após a imersão no
banho de precipitação há um fluxo de água do banho em direção aos filmes, porém
outros fluxos passam a influenciar o processo de transferência de massa. Considerando
que a interação do THF com a água é menor que a sua interação com o NMP, pode-se
dizer que, além da saída de THF para o banho, deve haver um fluxo de THF da solução
de PU para a solução de PES. Da mesma forma, o fluxo de NMP ocorre no sentido da
solução de PU. O fluxo difusivo do polímero (componente de alta massa molar) é
considerado nulo.
61
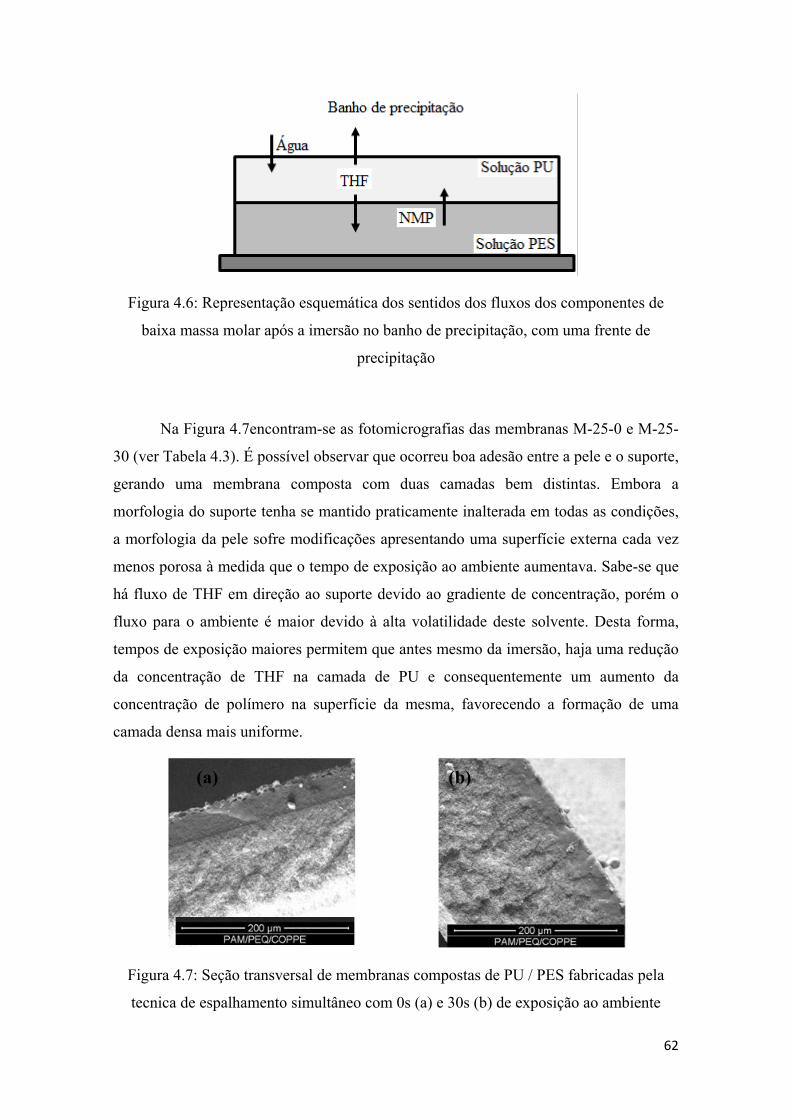
Figura 4.6: Representação esquemática dos sentidos dos fluxos dos componentes de
baixa massa molar após a imersão no banho de precipitação, com uma frente de
precipitação
Na Figura 4.7encontram-se as fotomicrografias das membranas M-25-0 e M-25-
30 (ver Tabela 4.3). É possível observar que ocorreu boa adesão entre a pele e o suporte,
gerando uma membrana composta com duas camadas bem distintas. Embora a
morfologia do suporte tenha se mantido praticamente inalterada em todas as condições,
a morfologia da pele sofre modificações apresentando uma superfície externa cada vez
menos porosa à medida que o tempo de exposição ao ambiente aumentava. Sabe-se que
há fluxo de THF em direção ao suporte devido ao gradiente de concentração, porém o
fluxo para o ambiente é maior devido à alta volatilidade deste solvente. Desta forma,
tempos de exposição maiores permitem que antes mesmo da imersão, haja uma redução
da concentração de THF na camada de PU e consequentemente um aumento da
concentração de polímero na superfície da mesma, favorecendo a formação de uma
camada densa mais uniforme.
(a) (b)
Figura 4.7: Seção transversal de membranas compostas de PU / PES fabricadas pela
tecnica de espalhamento simultâneo com 0s (a) e 30s (b) de exposição ao ambiente
62
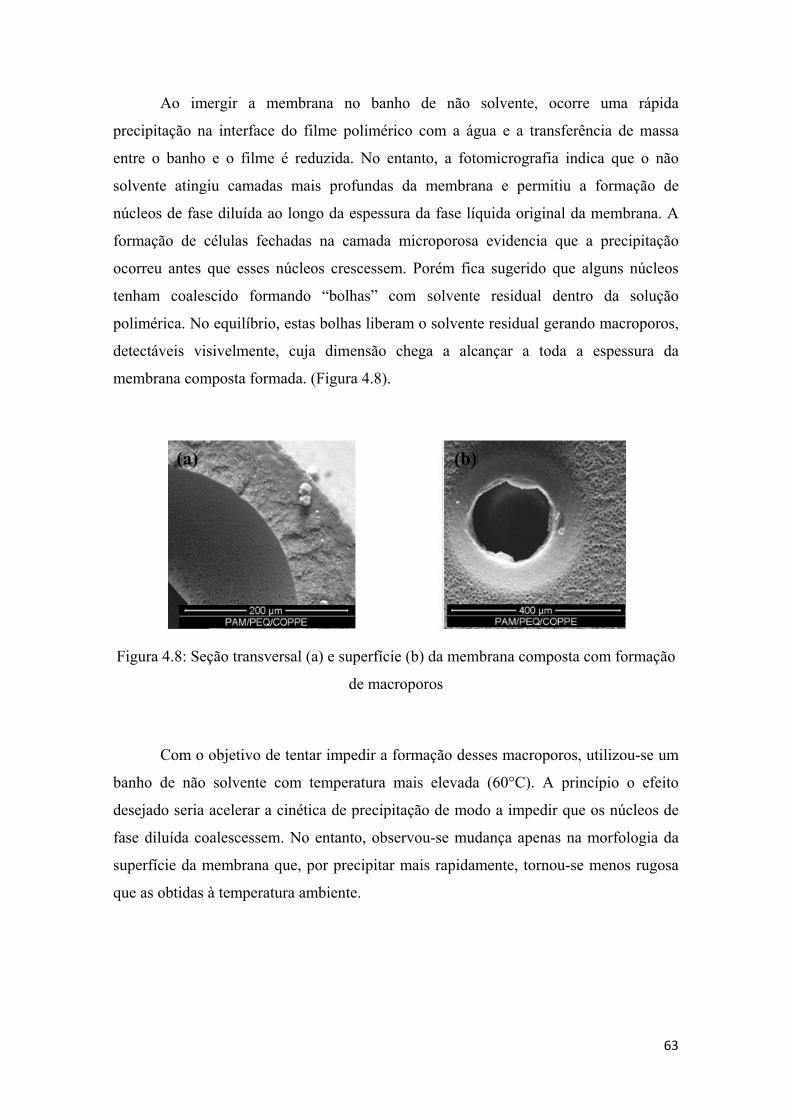
Ao imergir a membrana no banho de não solvente, ocorre uma rápida
precipitação na interface do filme polimérico com a água e a transferência de massa
entre o banho e o filme é reduzida. No entanto, a fotomicrografia indica que o não
solvente atingiu camadas mais profundas da membrana e permitiu a formação de
núcleos de fase diluída ao longo da espessura da fase líquida original da membrana. A
formação de células fechadas na camada microporosa evidencia que a precipitação
ocorreu antes que esses núcleos crescessem. Porém fica sugerido que alguns núcleos
tenham coalescido formando “bolhas” com solvente residual dentro da solução
polimérica. No equilíbrio, estas bolhas liberam o solvente residual gerando macroporos,
detectáveis visivelmente, cuja dimensão chega a alcançar a toda a espessura da
membrana composta formada. (Figura 4.8).
(a) (b)
Figura 4.8: Seção transversal (a) e superfície (b) da membrana composta com formação
de macroporos
Com o objetivo de tentar impedir a formação desses macroporos, utilizou-se um
banho de não solvente com temperatura mais elevada (60°C). A princípio o efeito
desejado seria acelerar a cinética de precipitação de modo a impedir que os núcleos de
fase diluída coalescessem. No entanto, observou-se mudança apenas na morfologia da
superfície da membrana que, por precipitar mais rapidamente, tornou-se menos rugosa
que as obtidas à temperatura ambiente.
63
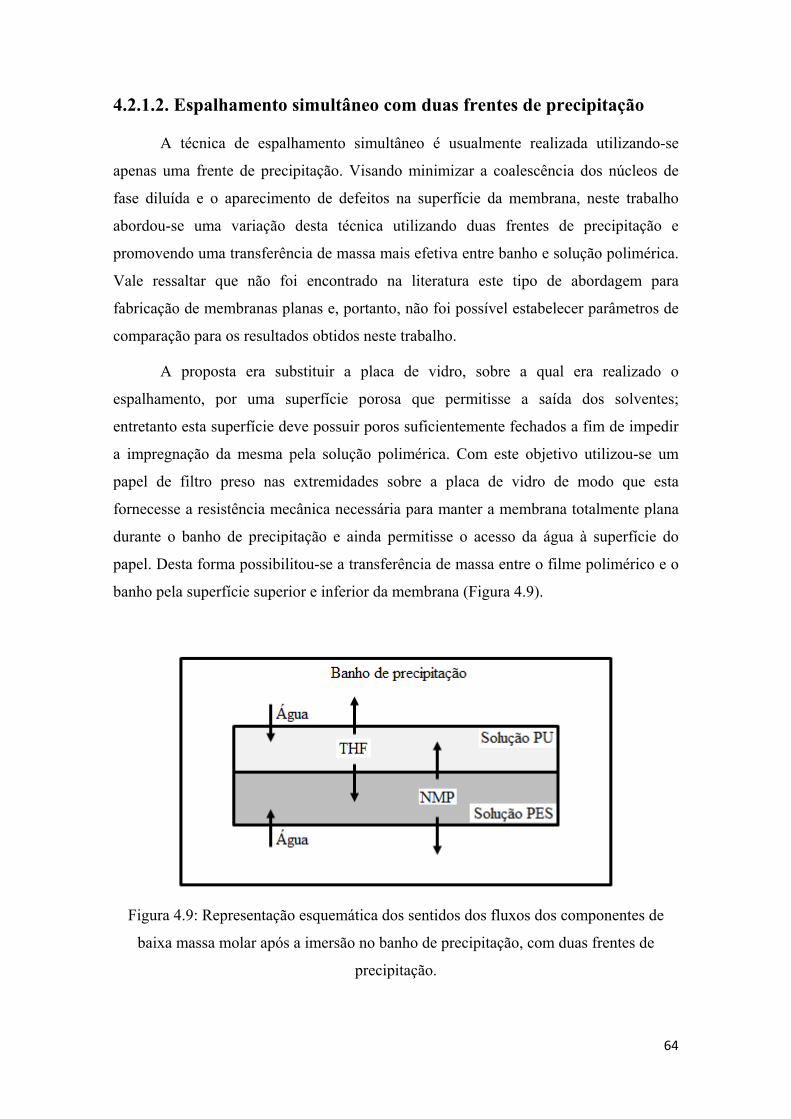
4.2.1.2. Espalhamento simultâneo com duas frentes de precipitação
A técnica de espalhamento simultâneo é usualmente realizada utilizando-se
apenas uma frente de precipitação. Visando minimizar a coalescência dos núcleos de
fase diluída e o aparecimento de defeitos na superfície da membrana, neste trabalho
abordou-se uma variação desta técnica utilizando duas frentes de precipitação e
promovendo uma transferência de massa mais efetiva entre banho e solução polimérica.
Vale ressaltar que não foi encontrado na literatura este tipo de abordagem para
fabricação de membranas planas e, portanto, não foi possível estabelecer parâmetros de
comparação para os resultados obtidos neste trabalho.
A proposta era substituir a placa de vidro, sobre a qual era realizado o
espalhamento, por uma superfície porosa que permitisse a saída dos solventes;
entretanto esta superfície deve possuir poros suficientemente fechados a fim de impedir
a impregnação da mesma pela solução polimérica. Com este objetivo utilizou-se um
papel de filtro preso nas extremidades sobre a placa de vidro de modo que esta
fornecesse a resistência mecânica necessária para manter a membrana totalmente plana
durante o banho de precipitação e ainda permitisse o acesso da água à superfície do
papel. Desta forma possibilitou-se a transferência de massa entre o filme polimérico e o
banho pela superfície superior e inferior da membrana (Figura 4.9).
Figura 4.9: Representação esquemática dos sentidos dos fluxos dos componentes de
baixa massa molar após a imersão no banho de precipitação, com duas frentes de
precipitação.
64

As condições avaliadas neste tipo de espalhamento e suas respectivas
fotomicrografias são apresentadas na Tabela 4.4 e na Figura 4.10.
Tabela 4.4: Condições de preparo de membranas PU/PES no espalhamento simultâneo
com duas frentes de precipitação
Solução
de PU
Solução
de PES
Temperatura do
banho de precipitação
Tempo de
exposição ao
ambiente
Papel de
filtro
A 15% PU 20% PES 25ºC 30s Seco
B 15% PU 20% PES 25ºC 30s e 60s Água
C 15% PU 15% PES 25°C 30s NMP
D 15% PU 15% PES 25°C 30s Água
65
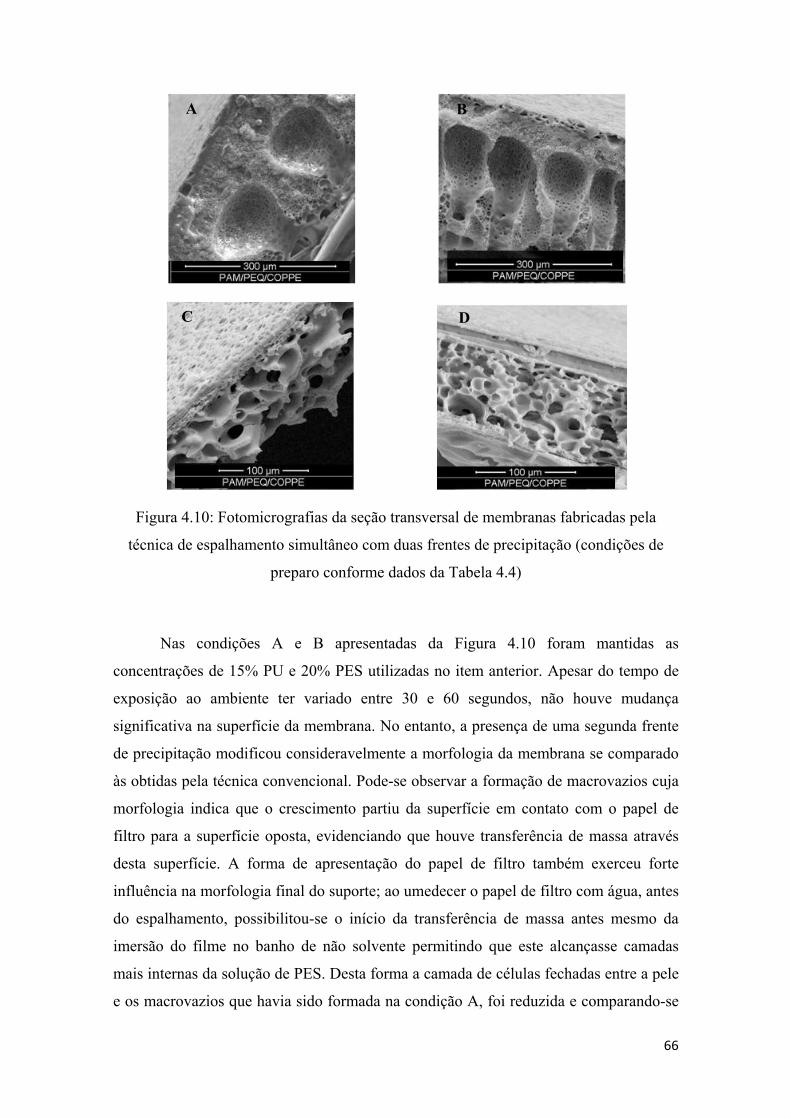
A B
C D
Figura 4.10: Fotomicrografias da seção transversal de membranas fabricadas pela
técnica de espalhamento simultâneo com duas frentes de precipitação (condições de
preparo conforme dados da Tabela 4.4)
Nas condições A e B apresentadas da Figura 4.10 foram mantidas as
concentrações de 15% PU e 20% PES utilizadas no item anterior. Apesar do tempo de
exposição ao ambiente ter variado entre 30 e 60 segundos, não houve mudança
significativa na superfície da membrana. No entanto, a presença de uma segunda frente
de precipitação modificou consideravelmente a morfologia da membrana se comparado
às obtidas pela técnica convencional. Pode-se observar a formação de macrovazios cuja
morfologia indica que o crescimento partiu da superfície em contato com o papel de
filtro para a superfície oposta, evidenciando que houve transferência de massa através
desta superfície. A forma de apresentação do papel de filtro também exerceu forte
influência na morfologia final do suporte; ao umedecer o papel de filtro com água, antes
do espalhamento, possibilitou-se o início da transferência de massa antes mesmo da
imersão do filme no banho de não solvente permitindo que este alcançasse camadas
mais internas da solução de PES. Desta forma a camada de células fechadas entre a pele
e os macrovazios que havia sido formada na condição A, foi reduzida e comparando-se
66
com a condição B, espera-se que a resistência ao transporte no processo de
pervaporação também seja reduzida.
Durante a síntese de membranas compostas um dos principais objetivos a ser
alcançado era a fabricação de uma membrana que possibilitasse relativamente altos
fluxos permeados proporcionados por espessuras reduzidas de camada seletiva. Embora
a espessura da camada seletiva seja um fator determinante para este objetivo, sabe-se
que a estrutura do suporte também pode influenciar este resultado. Um suporte com
células fechadas oferece maior resistência ao transporte que um suporte com
macrovazios e com poros interconectados. Desta forma, realizaram-se variações nas
condições de espalhamento de modo a produzir membranas com uma estrutura
adequada de poros e com uma pele densa tão fina quanto fosse possível.
Ainda visando obter um suporte mais adequado, com poros interconectados, e de
uma pele densa isenta de defeitos, variou-se novamente as condições de espalhamento;
a redução da concentração da solução de PES foi realizada a fim de deslocar a condição
de equilíbrio deste sistema polimérico e tentar obter poros interconectados pelo
processo de precipitação espinodal. Nota-se pelas fotomicrografias C e D da Figura 4.10
que este objetivo foi alcançado.
Na condição C o papel de filtro foi previamente umedecido com NMP, sendo
esta a pior condição avaliada neste tipo de espalhamento. O NMP é solvente de ambas
as soluções poliméricas utilizadas e por isso acabou por dilui-las. Ao introduzir o filme
no banho de não solvente, a forte interação entre o NMP e água provoca separação de
fases na solução de PU e esta não resulta em uma camada seletiva densa, por apresentar
poros ao longo de sua estrutura.
A última condição avaliada foi com uma concentração de 15% de PES e com o
papel de filtro umedecido com água. Pela fotomicrografia da seção transversal desta
membrana composta foi possível observar que houve formação de uma pele densa e de
um suporte com poros interconectados, sendo está uma morfologia adequada para
aplicação em sistemas de pervaporação. No entanto, ainda observou-se a presença de
defeitos na superfície. Tendo em vista a complexidade inerente dos mecanismos de
transferência de massa na técnica de espalhamento simultâneo e o grande número de
variáveis envolvidas, optou-se por testar a técnica de recobrimento de suporte. Vale
ressaltar que os resultados obtidos para fabricação de membranas planas através do
67
espalhamento simultâneo com duas frentes de precipitação demonstram que esta é uma
técnica de preparo promissora e que merece ser explorada e estudada detalhadamente.
4.2.2. Membranas planas compostas com suporte de Nylon e de PVDF
Nesta etapa utilizou-se a técnica de recobrimento onde, conforme descrito
anteriormente no capítulo de materiais e métodos, uma membrana microporosa
(suporte) é recoberta com a solução polimérica que formará a camada seletiva da
membrana composta. Foram testados dois suportes diferentes, um à base de nylon e
outro à base de PVDF, ambos de ultrafiltração, enquanto para a formação da pele
utilizou-se uma solução de 10% m/m de PU em THF.
As membranas compostas fabricadas a partir do suporte de nylon apresentaram
pouca adesão entre a pele de poliuretano e o suporte, de modo que durante o
espalhamento da solução já era possível observar que algumas regiões da membrana não
haviam sido recobertas (Figura 4.11).
Desta forma, a heterogeneidade do recobrimento provocou uma descontinuidade
da camada seletiva e por isso o uso desta membrana suportada em nylon ficou
comprometido.
68
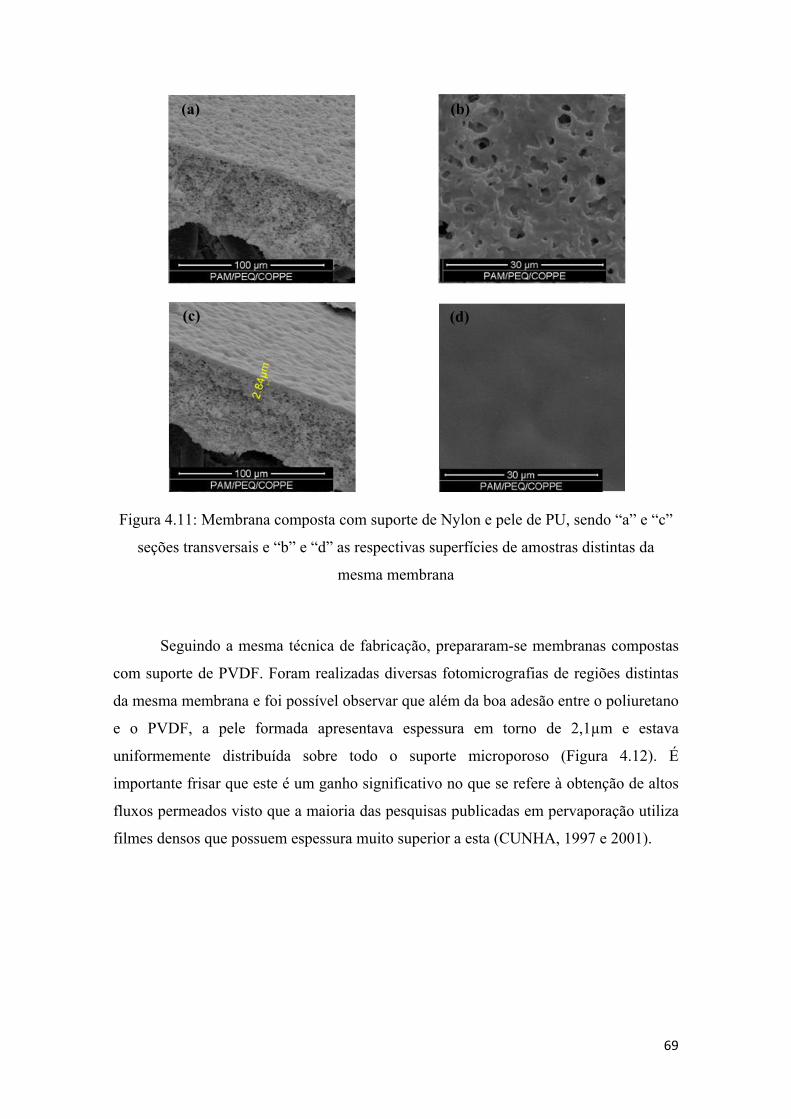
(a) (b)
(c) (d)
Figura 4.11: Membrana composta com suporte de Nylon e pele de PU, sendo “a” e “c”
seções transversais e “b” e “d” as respectivas superfícies de amostras distintas da
mesma membrana
Seguindo a mesma técnica de fabricação, prepararam-se membranas compostas
com suporte de PVDF. Foram realizadas diversas fotomicrografias de regiões distintas
da mesma membrana e foi possível observar que além da boa adesão entre o poliuretano
e o PVDF, a pele formada apresentava espessura em torno de 2,1µm e estava
uniformemente distribuída sobre todo o suporte microporoso (Figura 4.12). É
importante frisar que este é um ganho significativo no que se refere à obtenção de altos
fluxos permeados visto que a maioria das pesquisas publicadas em pervaporação utiliza
filmes densos que possuem espessura muito superior a esta (CUNHA, 1997 e 2001).
69
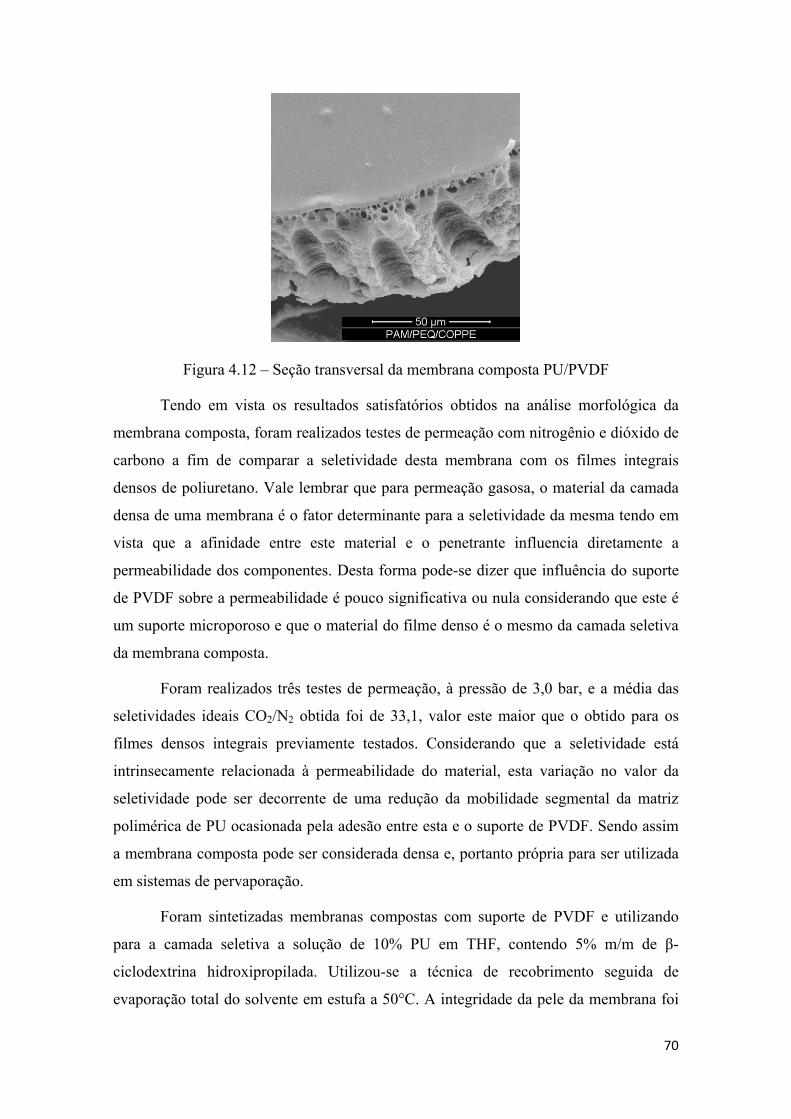
Figura 4.12 – Seção transversal da membrana composta PU/PVDF
Tendo em vista os resultados satisfatórios obtidos na análise morfológica da
membrana composta, foram realizados testes de permeação com nitrogênio e dióxido de
carbono a fim de comparar a seletividade desta membrana com os filmes integrais
densos de poliuretano. Vale lembrar que para permeação gasosa, o material da camada
densa de uma membrana é o fator determinante para a seletividade da mesma tendo em
vista que a afinidade entre este material e o penetrante influencia diretamente a
permeabilidade dos componentes. Desta forma pode-se dizer que influência do suporte
de PVDF sobre a permeabilidade é pouco significativa ou nula considerando que este é
um suporte microporoso e que o material do filme denso é o mesmo da camada seletiva
da membrana composta.
Foram realizados três testes de permeação, à pressão de 3,0 bar, e a média das
seletividades ideais CO2/N2 obtida foi de 33,1, valor este maior que o obtido para os
filmes densos integrais previamente testados. Considerando que a seletividade está
intrinsecamente relacionada à permeabilidade do material, esta variação no valor da
seletividade pode ser decorrente de uma redução da mobilidade segmental da matriz
polimérica de PU ocasionada pela adesão entre esta e o suporte de PVDF. Sendo assim
a membrana composta pode ser considerada densa e, portanto própria para ser utilizada
em sistemas de pervaporação.
Foram sintetizadas membranas compostas com suporte de PVDF e utilizando
para a camada seletiva a solução de 10% PU em THF, contendo 5% m/m de β-
ciclodextrina hidroxipropilada. Utilizou-se a técnica de recobrimento seguida de
evaporação total do solvente em estufa a 50°C. A integridade da pele da membrana foi
70
71
confirmada pelo teste de permeação de gases, garantindo valores de seletividade em
torno de 6 para N2/CO2,, um indicativo positivo para explorar seu potencial em
pervaporação.
4.2.3. Resumo e avaliação dos resultados de síntese de membranas
De todas as membranas produzidas pode-se afirmar que a mais adequada para
uso imediato neste trabalho foi a membrana composta com pele de PU e suporte de
PVDF. Além de possuir características morfológicas apropriadas para o tipo de
separação pretendida (pele densa isenta de defeitos e suporte com poros interconectados
que oferecem baixa resistência ao transporte), a camada seletiva obtida foi a menos
espessa e, portanto favorece a geração de alto fluxo permeado. Além desta, o
desempenho da membrana composta com camada seletiva híbrida de PU/HP-B-CD
também será avaliado para o processo de pervaporação.
Na Tabela 4.5 são apresentados os resultados obtidos em cada experimento,
considerando cada uma das variáveis avaliadas.
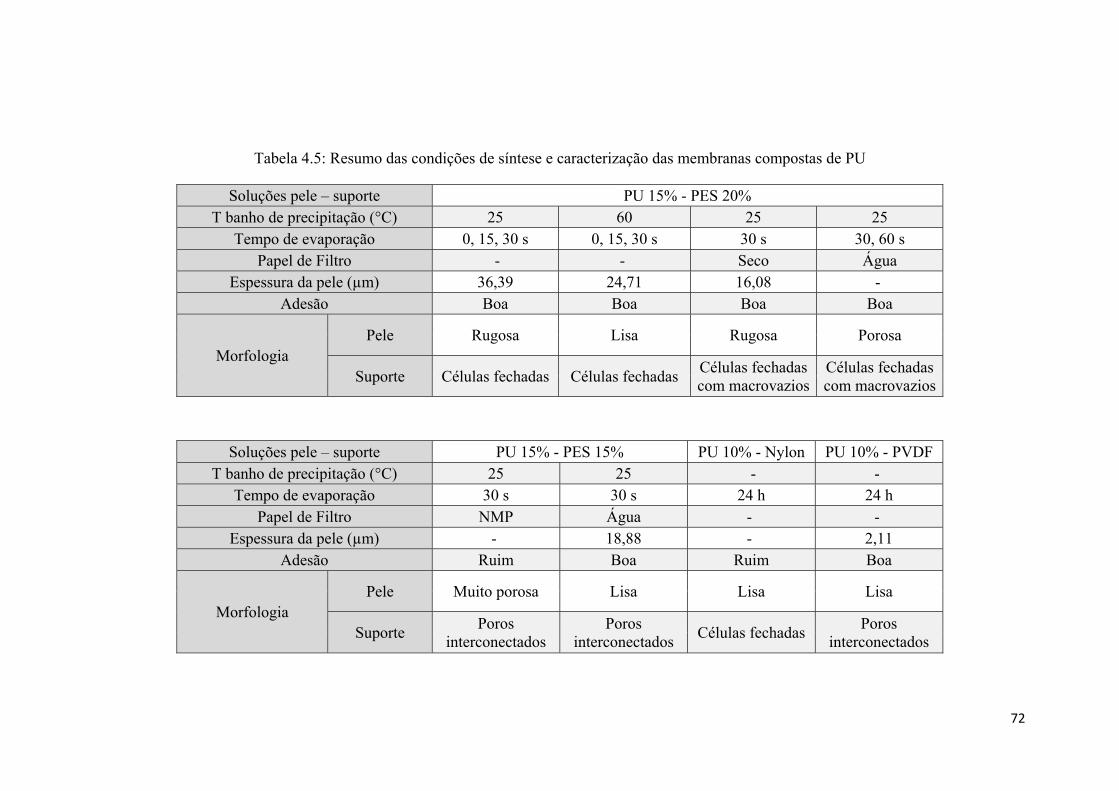
Tabela 4.5: Resumo das condições de síntese e caracterização das membranas compostas de PU
Soluções pele – suporte PU 15% - PES 20% T banho de precipitação (°C) 25 60 25 25
Tempo de evaporação 0, 15, 30 s 0, 15, 30 s 30 s 30, 60 s Papel de Filtro - - Seco Água
Espessura da pele (µm) 36,39 24,71 16,08 - Adesão Boa Boa Boa Boa
Morfologia Pele Rugosa Lisa Rugosa Porosa
Suporte Células fechadas Células fechadas Células fechadas com macrovazios
Células fechadas com macrovazios
Soluções pele – suporte PU 15% - PES 15% PU 10% - Nylon PU 10% - PVDF T banho de precipitação (°C) 25 25 - -
Tempo de evaporação 30 s 30 s 24 h 24 h Papel de Filtro NMP Água - -
Espessura da pele (µm) - 18,88 - 2,11 Adesão Ruim Boa Ruim Boa
Morfologia Pele Muito porosa Lisa Lisa Lisa
Suporte Poros interconectados
Poros interconectados Células fechadas Poros
interconectados
72
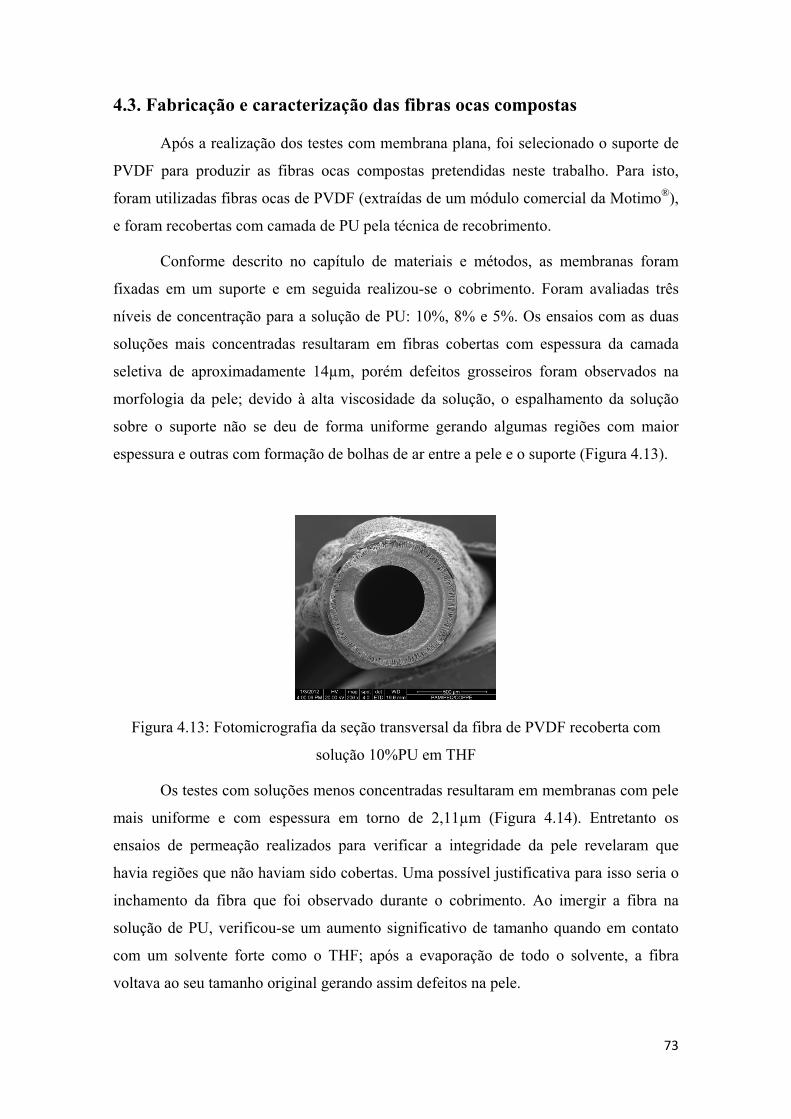
4.3. Fabricação e caracterização das fibras ocas compostas
Após a realização dos testes com membrana plana, foi selecionado o suporte de
PVDF para produzir as fibras ocas compostas pretendidas neste trabalho. Para isto,
foram utilizadas fibras ocas de PVDF (extraídas de um módulo comercial da Motimo®),
e foram recobertas com camada de PU pela técnica de recobrimento.
Conforme descrito no capítulo de materiais e métodos, as membranas foram
fixadas em um suporte e em seguida realizou-se o cobrimento. Foram avaliadas três
níveis de concentração para a solução de PU: 10%, 8% e 5%. Os ensaios com as duas
soluções mais concentradas resultaram em fibras cobertas com espessura da camada
seletiva de aproximadamente 14µm, porém defeitos grosseiros foram observados na
morfologia da pele; devido à alta viscosidade da solução, o espalhamento da solução
sobre o suporte não se deu de forma uniforme gerando algumas regiões com maior
espessura e outras com formação de bolhas de ar entre a pele e o suporte (Figura 4.13).
Figura 4.13: Fotomicrografia da seção transversal da fibra de PVDF recoberta com
solução 10%PU em THF
Os testes com soluções menos concentradas resultaram em membranas com pele
mais uniforme e com espessura em torno de 2,11µm (Figura 4.14). Entretanto os
ensaios de permeação realizados para verificar a integridade da pele revelaram que
havia regiões que não haviam sido cobertas. Uma possível justificativa para isso seria o
inchamento da fibra que foi observado durante o cobrimento. Ao imergir a fibra na
solução de PU, verificou-se um aumento significativo de tamanho quando em contato
com um solvente forte como o THF; após a evaporação de todo o solvente, a fibra
voltava ao seu tamanho original gerando assim defeitos na pele.
73
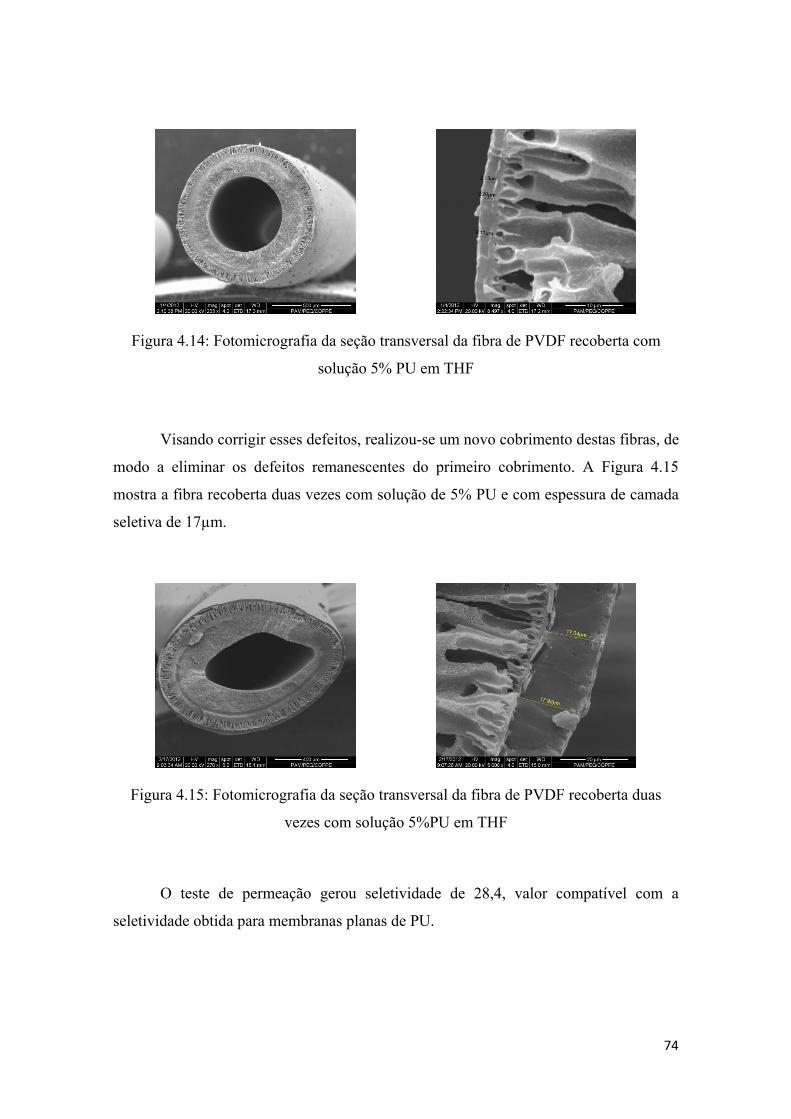
Figura 4.14: Fotomicrografia da seção transversal da fibra de PVDF recoberta com
solução 5% PU em THF
Visando corrigir esses defeitos, realizou-se um novo cobrimento destas fibras, de
modo a eliminar os defeitos remanescentes do primeiro cobrimento. A Figura 4.15
mostra a fibra recoberta duas vezes com solução de 5% PU e com espessura de camada
seletiva de 17µm.
Figura 4.15: Fotomicrografia da seção transversal da fibra de PVDF recoberta duas
vezes com solução 5%PU em THF
O teste de permeação gerou seletividade de 28,4, valor compatível com a
seletividade obtida para membranas planas de PU.
74
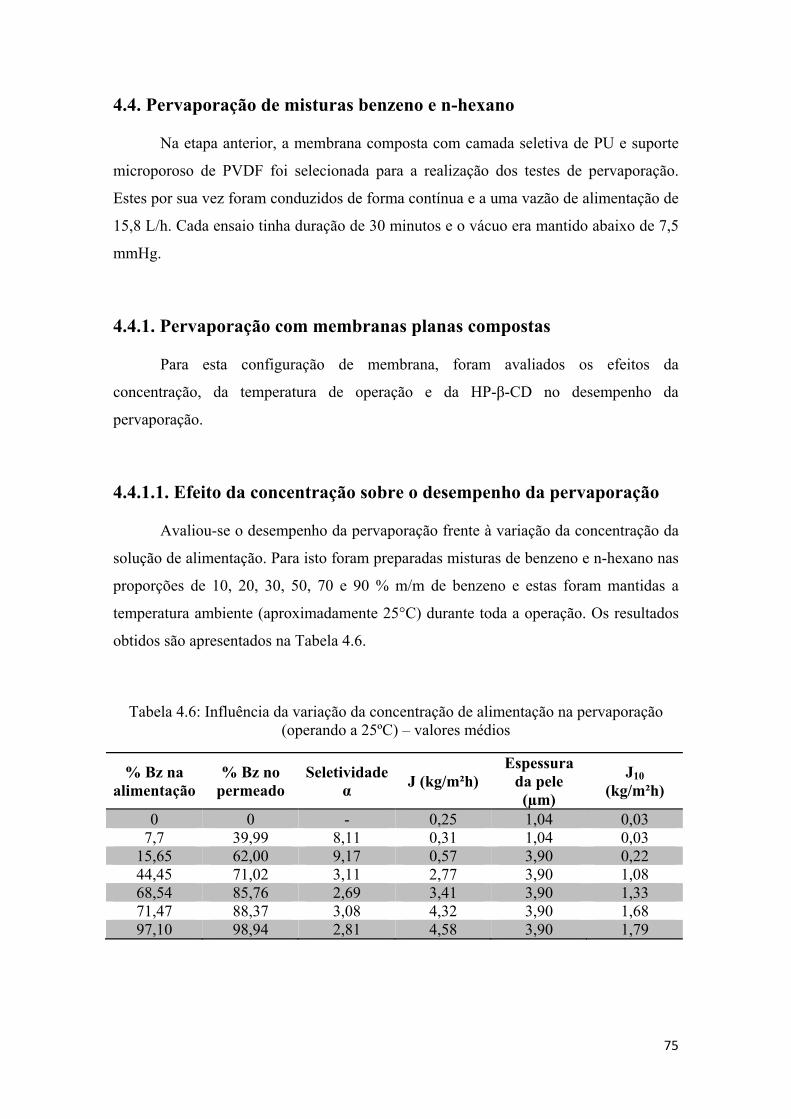
4.4. Pervaporação de misturas benzeno e n-hexano
Na etapa anterior, a membrana composta com camada seletiva de PU e suporte
microporoso de PVDF foi selecionada para a realização dos testes de pervaporação.
Estes por sua vez foram conduzidos de forma contínua e a uma vazão de alimentação de
15,8 L/h. Cada ensaio tinha duração de 30 minutos e o vácuo era mantido abaixo de 7,5
mmHg.
4.4.1. Pervaporação com membranas planas compostas
Para esta configuração de membrana, foram avaliados os efeitos da
concentração, da temperatura de operação e da HP-β-CD no desempenho da
pervaporação.
4.4.1.1. Efeito da concentração sobre o desempenho da pervaporação
Avaliou-se o desempenho da pervaporação frente à variação da concentração da
solução de alimentação. Para isto foram preparadas misturas de benzeno e n-hexano nas
proporções de 10, 20, 30, 50, 70 e 90 % m/m de benzeno e estas foram mantidas a
temperatura ambiente (aproximadamente 25°C) durante toda a operação. Os resultados
obtidos são apresentados na Tabela 4.6.
Tabela 4.6: Influência da variação da concentração de alimentação na pervaporação (operando a 25ºC) – valores médios
% Bz na alimentação
% Bz no permeado
Seletividade α J (kg/m²h)
Espessura da pele (µm)
J10 (kg/m²h)
0 0 - 0,25 1,04 0,03 7,7 39,99 8,11 0,31 1,04 0,03
15,65 62,00 9,17 0,57 3,90 0,22 44,45 71,02 3,11 2,77 3,90 1,08 68,54 85,76 2,69 3,41 3,90 1,33 71,47 88,37 3,08 4,32 3,90 1,68 97,10 98,94 2,81 4,58 3,90 1,79
75
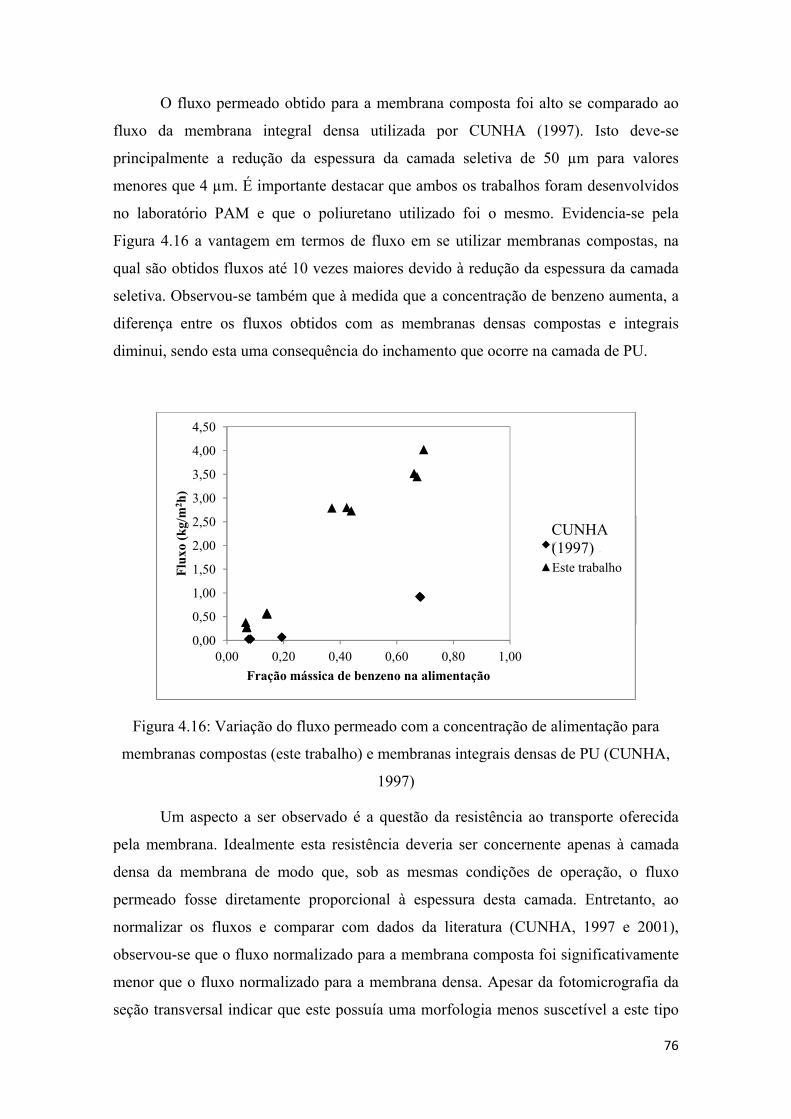
O fluxo permeado obtido para a membrana composta foi alto se comparado ao
fluxo da membrana integral densa utilizada por CUNHA (1997). Isto deve-se
principalmente a redução da espessura da camada seletiva de 50 µm para valores
menores que 4 µm. É importante destacar que ambos os trabalhos foram desenvolvidos
no laboratório PAM e que o poliuretano utilizado foi o mesmo. Evidencia-se pela
Figura 4.16 a vantagem em termos de fluxo em se utilizar membranas compostas, na
qual são obtidos fluxos até 10 vezes maiores devido à redução da espessura da camada
seletiva. Observou-se também que à medida que a concentração de benzeno aumenta, a
diferença entre os fluxos obtidos com as membranas densas compostas e integrais
diminui, sendo esta uma consequência do inchamento que ocorre na camada de PU.
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
0,00 0,20 0,40 0,60 0,80 1,00
Flux
o (k
g/m
2 h)
Fração mássica de benzeno na alimentação
Cunha [ ]
Este trabalho
CUNHA (1997)
Figura 4.16: Variação do fluxo permeado com a concentração de alimentação para
membranas compostas (este trabalho) e membranas integrais densas de PU (CUNHA,
1997)
Um aspecto a ser observado é a questão da resistência ao transporte oferecida
pela membrana. Idealmente esta resistência deveria ser concernente apenas à camada
densa da membrana de modo que, sob as mesmas condições de operação, o fluxo
permeado fosse diretamente proporcional à espessura desta camada. Entretanto, ao
normalizar os fluxos e comparar com dados da literatura (CUNHA, 1997 e 2001),
observou-se que o fluxo normalizado para a membrana composta foi significativamente
menor que o fluxo normalizado para a membrana densa. Apesar da fotomicrografia da
seção transversal indicar que este possuía uma morfologia menos suscetível a este tipo
76
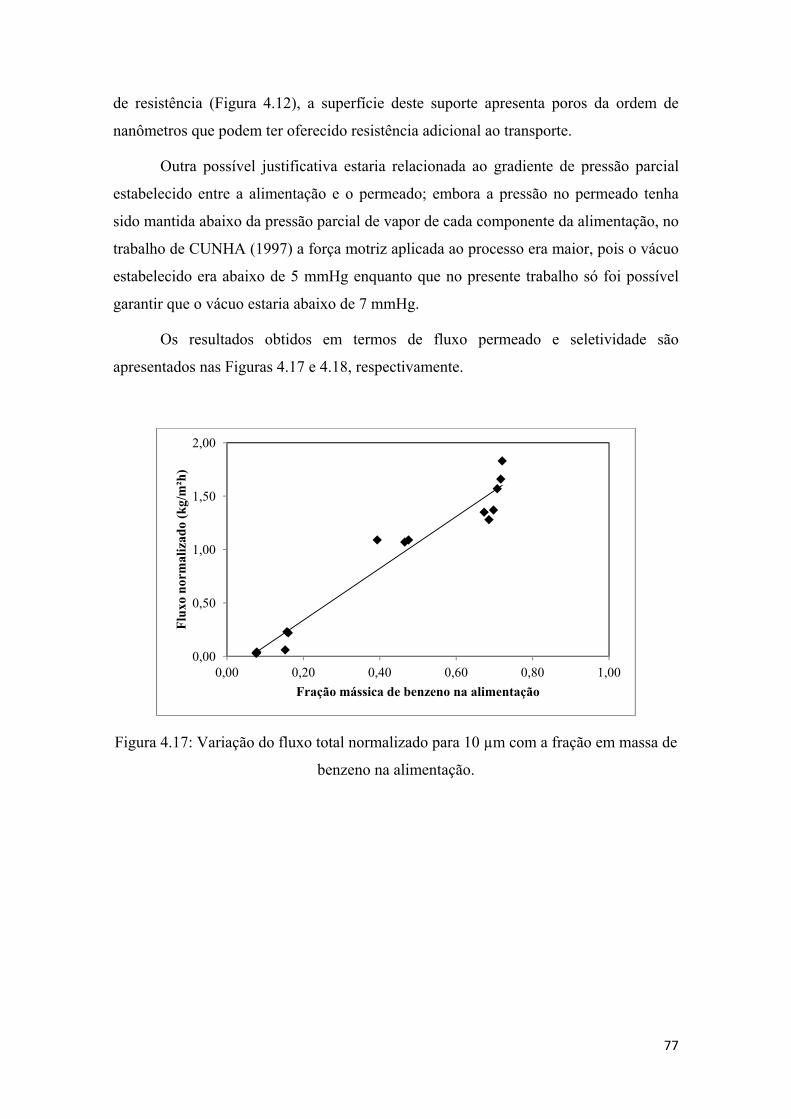
de resistência (Figura 4.12), a superfície deste suporte apresenta poros da ordem de
nanômetros que podem ter oferecido resistência adicional ao transporte.
Outra possível justificativa estaria relacionada ao gradiente de pressão parcial
estabelecido entre a alimentação e o permeado; embora a pressão no permeado tenha
sido mantida abaixo da pressão parcial de vapor de cada componente da alimentação, no
trabalho de CUNHA (1997) a força motriz aplicada ao processo era maior, pois o vácuo
estabelecido era abaixo de 5 mmHg enquanto que no presente trabalho só foi possível
garantir que o vácuo estaria abaixo de 7 mmHg.
Os resultados obtidos em termos de fluxo permeado e seletividade são
apresentados nas Figuras 4.17 e 4.18, respectivamente.
0,00
0,50
1,00
1,50
2,00
0,00 0,20 0,40 0,60 0,80 1,00
Flux
o no
rmal
izad
o (k
g/m
²h)
Fração mássica de benzeno na alimentação
Figura 4.17: Variação do fluxo total normalizado para 10 µm com a fração em massa de
benzeno na alimentação.
77
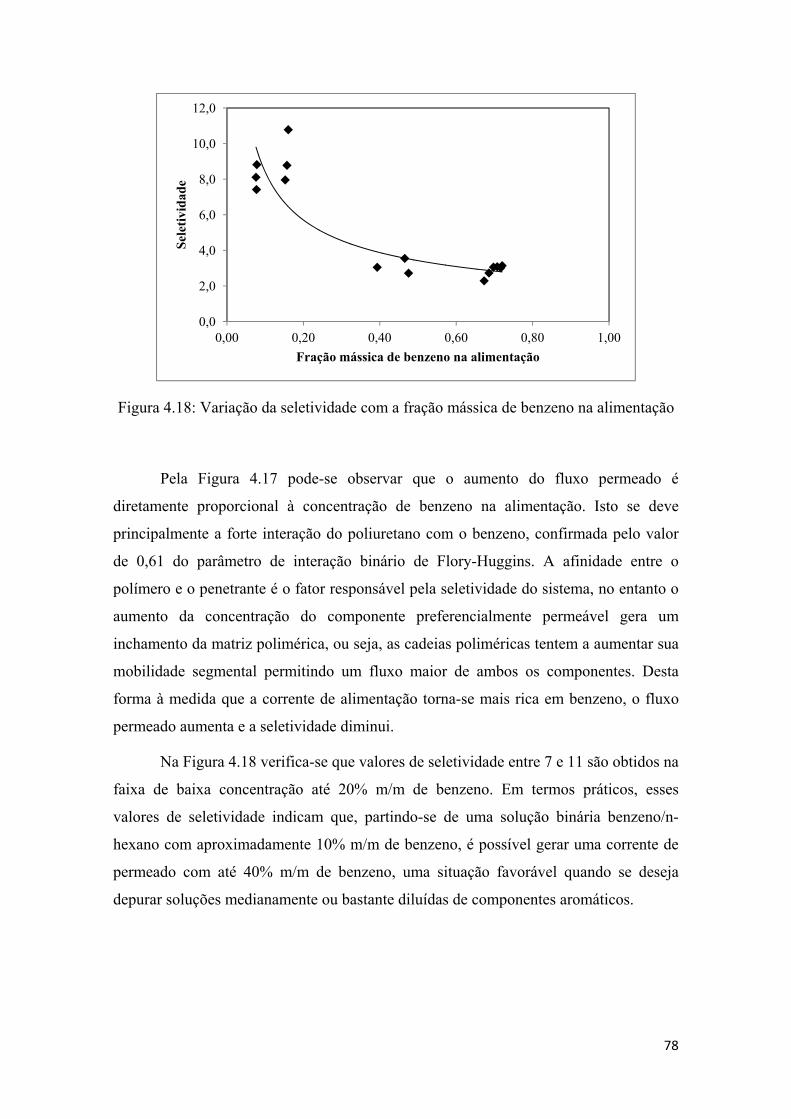
0,0
2,0
4,0
6,0
8,0
10,0
12,0
0,00 0,20 0,40 0,60 0,80 1,00
Sele
tivid
ade
Fração mássica de benzeno na alimentação
Figura 4.18: Variação da seletividade com a fração mássica de benzeno na alimentação
Pela Figura 4.17 pode-se observar que o aumento do fluxo permeado é
diretamente proporcional à concentração de benzeno na alimentação. Isto se deve
principalmente a forte interação do poliuretano com o benzeno, confirmada pelo valor
de 0,61 do parâmetro de interação binário de Flory-Huggins. A afinidade entre o
polímero e o penetrante é o fator responsável pela seletividade do sistema, no entanto o
aumento da concentração do componente preferencialmente permeável gera um
inchamento da matriz polimérica, ou seja, as cadeias poliméricas tentem a aumentar sua
mobilidade segmental permitindo um fluxo maior de ambos os componentes. Desta
forma à medida que a corrente de alimentação torna-se mais rica em benzeno, o fluxo
permeado aumenta e a seletividade diminui.
Na Figura 4.18 verifica-se que valores de seletividade entre 7 e 11 são obtidos na
faixa de baixa concentração até 20% m/m de benzeno. Em termos práticos, esses
valores de seletividade indicam que, partindo-se de uma solução binária benzeno/n-
hexano com aproximadamente 10% m/m de benzeno, é possível gerar uma corrente de
permeado com até 40% m/m de benzeno, uma situação favorável quando se deseja
depurar soluções medianamente ou bastante diluídas de componentes aromáticos.
78
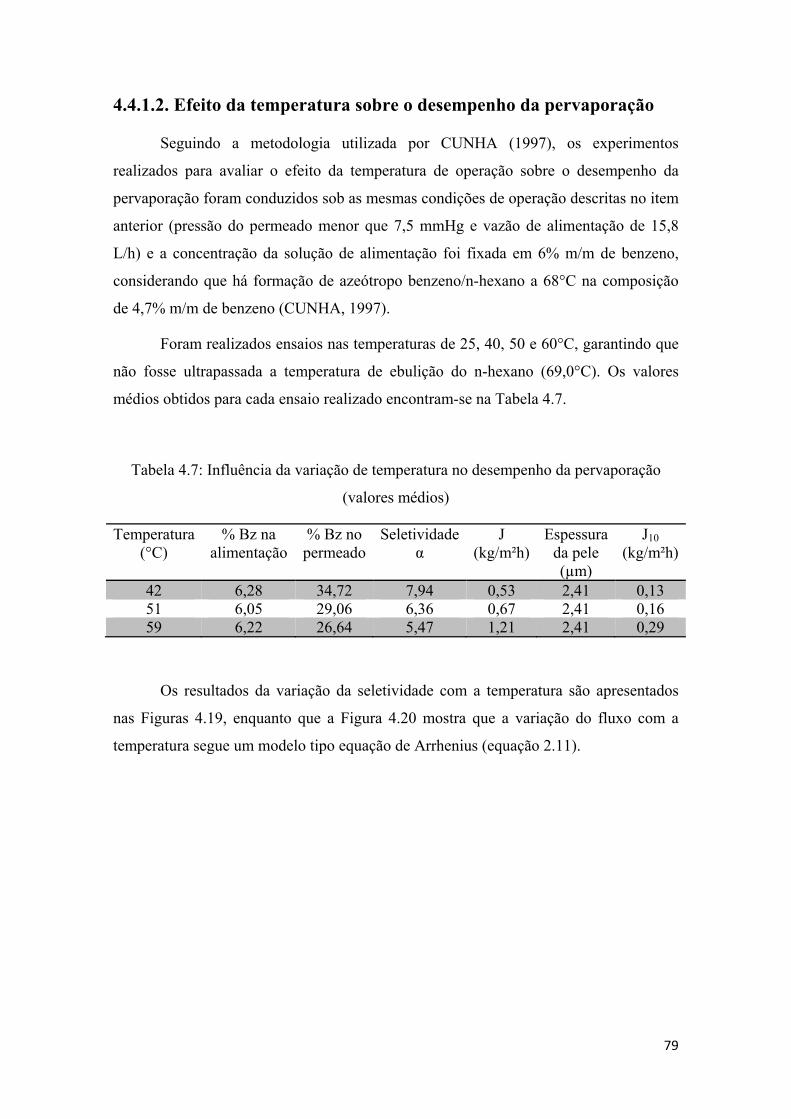
4.4.1.2. Efeito da temperatura sobre o desempenho da pervaporação
Seguindo a metodologia utilizada por CUNHA (1997), os experimentos
realizados para avaliar o efeito da temperatura de operação sobre o desempenho da
pervaporação foram conduzidos sob as mesmas condições de operação descritas no item
anterior (pressão do permeado menor que 7,5 mmHg e vazão de alimentação de 15,8
L/h) e a concentração da solução de alimentação foi fixada em 6% m/m de benzeno,
considerando que há formação de azeótropo benzeno/n-hexano a 68°C na composição
de 4,7% m/m de benzeno (CUNHA, 1997).
Foram realizados ensaios nas temperaturas de 25, 40, 50 e 60°C, garantindo que
não fosse ultrapassada a temperatura de ebulição do n-hexano (69,0°C). Os valores
médios obtidos para cada ensaio realizado encontram-se na Tabela 4.7.
Tabela 4.7: Influência da variação de temperatura no desempenho da pervaporação
(valores médios)
Temperatura (°C)
% Bz na alimentação
% Bz no permeado
Seletividade α
J (kg/m²h)
Espessura da pele (µm)
J10 (kg/m²h)
42 6,28 34,72 7,94 0,53 2,41 0,13 51 6,05 29,06 6,36 0,67 2,41 0,16 59 6,22 26,64 5,47 1,21 2,41 0,29
Os resultados da variação da seletividade com a temperatura são apresentados
nas Figuras 4.19, enquanto que a Figura 4.20 mostra que a variação do fluxo com a
temperatura segue um modelo tipo equação de Arrhenius (equação 2.11).
79
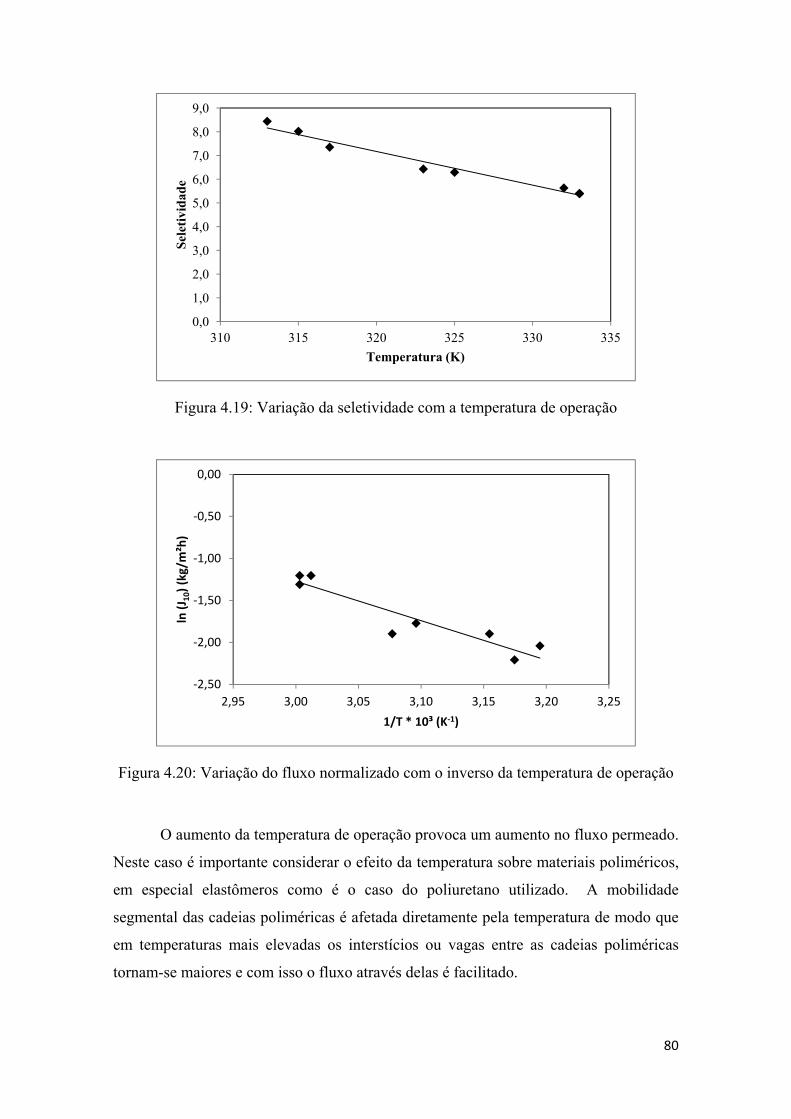
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
310 315 320 325 330 335
Sele
tivid
ade
Temperatura (K)
Figura 4.19: Variação da seletividade com a temperatura de operação
‐2,50
‐2,00
‐1,50
‐1,00
‐0,50
0,00
2,95 3,00 3,05 3,10 3,15 3,20 3,25
ln (J
10) (kg/m
²h)
1/T * 10³ (K‐1)
Figura 4.20: Variação do fluxo normalizado com o inverso da temperatura de operação
O aumento da temperatura de operação provoca um aumento no fluxo permeado.
Neste caso é importante considerar o efeito da temperatura sobre materiais poliméricos,
em especial elastômeros como é o caso do poliuretano utilizado. A mobilidade
segmental das cadeias poliméricas é afetada diretamente pela temperatura de modo que
em temperaturas mais elevadas os interstícios ou vagas entre as cadeias poliméricas
tornam-se maiores e com isso o fluxo através delas é facilitado.
80
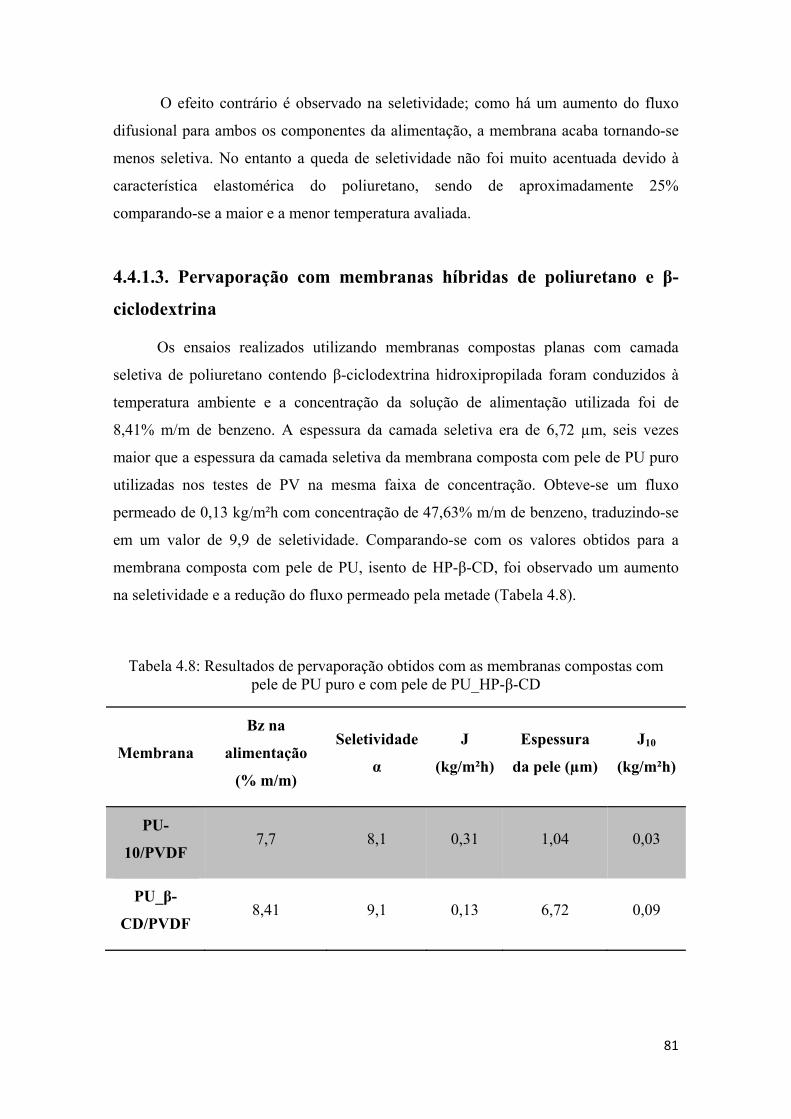
O efeito contrário é observado na seletividade; como há um aumento do fluxo
difusional para ambos os componentes da alimentação, a membrana acaba tornando-se
menos seletiva. No entanto a queda de seletividade não foi muito acentuada devido à
característica elastomérica do poliuretano, sendo de aproximadamente 25%
comparando-se a maior e a menor temperatura avaliada.
4.4.1.3. Pervaporação com membranas híbridas de poliuretano e β-
ciclodextrina
Os ensaios realizados utilizando membranas compostas planas com camada
seletiva de poliuretano contendo β-ciclodextrina hidroxipropilada foram conduzidos à
temperatura ambiente e a concentração da solução de alimentação utilizada foi de
8,41% m/m de benzeno. A espessura da camada seletiva era de 6,72 µm, seis vezes
maior que a espessura da camada seletiva da membrana composta com pele de PU puro
utilizadas nos testes de PV na mesma faixa de concentração. Obteve-se um fluxo
permeado de 0,13 kg/m²h com concentração de 47,63% m/m de benzeno, traduzindo-se
em um valor de 9,9 de seletividade. Comparando-se com os valores obtidos para a
membrana composta com pele de PU, isento de HP-β-CD, foi observado um aumento
na seletividade e a redução do fluxo permeado pela metade (Tabela 4.8).
Tabela 4.8: Resultados de pervaporação obtidos com as membranas compostas com pele de PU puro e com pele de PU_HP-β-CD
Membrana
Bz na
alimentação
(% m/m)
Seletividade
α
J
(kg/m²h)
Espessura
da pele (µm)
J10
(kg/m²h)
PU-
10/PVDF 7,7 8,1 0,31 1,04 0,03
PU_β-
CD/PVDF 8,41 9,1 0,13 6,72 0,09
81
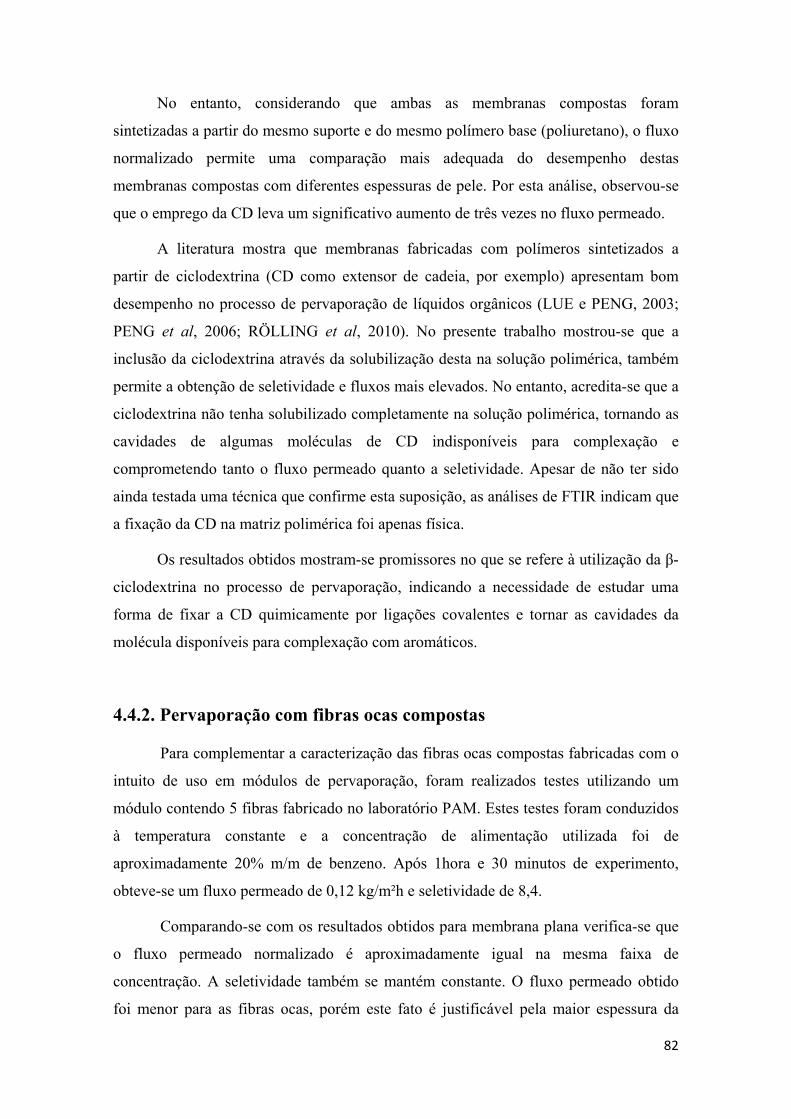
No entanto, considerando que ambas as membranas compostas foram
sintetizadas a partir do mesmo suporte e do mesmo polímero base (poliuretano), o fluxo
normalizado permite uma comparação mais adequada do desempenho destas
membranas compostas com diferentes espessuras de pele. Por esta análise, observou-se
que o emprego da CD leva um significativo aumento de três vezes no fluxo permeado.
A literatura mostra que membranas fabricadas com polímeros sintetizados a
partir de ciclodextrina (CD como extensor de cadeia, por exemplo) apresentam bom
desempenho no processo de pervaporação de líquidos orgânicos (LUE e PENG, 2003;
PENG et al, 2006; RÖLLING et al, 2010). No presente trabalho mostrou-se que a
inclusão da ciclodextrina através da solubilização desta na solução polimérica, também
permite a obtenção de seletividade e fluxos mais elevados. No entanto, acredita-se que a
ciclodextrina não tenha solubilizado completamente na solução polimérica, tornando as
cavidades de algumas moléculas de CD indisponíveis para complexação e
comprometendo tanto o fluxo permeado quanto a seletividade. Apesar de não ter sido
ainda testada uma técnica que confirme esta suposição, as análises de FTIR indicam que
a fixação da CD na matriz polimérica foi apenas física.
Os resultados obtidos mostram-se promissores no que se refere à utilização da β-
ciclodextrina no processo de pervaporação, indicando a necessidade de estudar uma
forma de fixar a CD quimicamente por ligações covalentes e tornar as cavidades da
molécula disponíveis para complexação com aromáticos.
4.4.2. Pervaporação com fibras ocas compostas
Para complementar a caracterização das fibras ocas compostas fabricadas com o
intuito de uso em módulos de pervaporação, foram realizados testes utilizando um
módulo contendo 5 fibras fabricado no laboratório PAM. Estes testes foram conduzidos
à temperatura constante e a concentração de alimentação utilizada foi de
aproximadamente 20% m/m de benzeno. Após 1hora e 30 minutos de experimento,
obteve-se um fluxo permeado de 0,12 kg/m²h e seletividade de 8,4.
Comparando-se com os resultados obtidos para membrana plana verifica-se que
o fluxo permeado normalizado é aproximadamente igual na mesma faixa de
concentração. A seletividade também se mantém constante. O fluxo permeado obtido
foi menor para as fibras ocas, porém este fato é justificável pela maior espessura da
82
camada seletiva em relação a membranas planas compostas. Esses resultados são
apresentados na Tabela 4.9.
Tabela 4.9: Resultados de pervaporação de membranas compostas na forma plana e de fibra oca
Membrana
composta
PU/PVDF
Bz na
alimentação
(% m/m)
Seletividade
α
Área de
membrana
(m²)
Espessura
(µm)
J10
(kg/m²h)
Fibra oca 17,90 8,4 2,33* 10‐3 17,42 0,22
Plana 15,65 9,2 4,42* 10‐3 3,90 0,22
A densidade de empacotamento pode ser aumentada se for utilizado mais fibras.
Desta forma, seria possível obter vazões de permeado maiores utilizando o mesmo
módulo.
83
5. Conclusões e Sugestões
5.1. Conclusões
Este estudo teve como objetivo produzir membranas compostas visando à separação
de misturas orgânicas por pervaporação. Mais especificamente, pretendeu-se alcançar
melhores desempenhos no processo de pervaporação através da redução da espessura da
camada seletiva de membranas compostas. Deste trabalho pode-se concluir que:
Foram obtidas membranas planas compostas com suporte de polifluoreto de
vinilideno (PVDF) e camada seletiva de PU, fabricadas pela técnica de
recobrimento. As fotomicrografias dessas membranas mostraram que sua
morfologia é adequada ao uso no processo de pervaporação, com boa adesão entre
PU e o suporte, e espessuras de peles reduzidas (de 1µm, no melhor resultado).
Os ensaios de pervaporação confirmaram que é possível fracionar misturas de
benzeno/n-hexano a 25ºC utilizando membranas planas compostas de PU/PVDF.
Para carga de benzeno variando de 10% m/m a 90% m/m, o fluxo permeado obtido
variou de 0,31 a 4,58kg/m²h e a seletividade variou de 8,11 a 2,81. A variação mais
acentuada da seletividade em baixas concentrações, até 20% m/m, indica a
possibilidade de utilização destas membranas para depurar soluções medianamente
ou bastante diluídas de componentes aromáticos.
Foi possível fabricar membranas planas híbridas com camada seletiva de PU e β-
ciclodextrina suportadas em PVDF, pela técnica de recobrimento. A partir de uma
alimentação de 8,41% m/m de benzeno, o fluxo permeado gerado foi de 0,13 kg/m²h
e a seletividade foi 9,9. O fluxo normalizado foi três vezes maior que o obtido para a
membrana plana composta de PU pura.
Foi possível obter membranas planas compostas de poliuretano (PU) como camada
seletiva depositada sobre poli (éter-sulfona) (PES) pela técnica de espalhamento
simultâneo com duas frentes de precipitação. A sua caracterização mostra que a
camada seletiva não é totalmente isenta de microporos, no entanto a morfologia do
84
suporte, com macroporos e poros interconectados, indica que há potencial de
aplicação desta técnica para fabricação de membranas compostas para pervaporação.
A variação da temperatura na faixa de 40ºC a 60ºC gerou fluxos permeados de 0,53
a 1,21 kg/m²h, confirmando a tendência de obtenção de fluxos maiores à custa de
seletividades menores (7,9 a 5,5)
Foi possível obter membranas compostas na forma de fibra oca utilizando suporte
de PVDF e a técnica de recobrimento com PU. A sua caracterização morfológica
indicou estrutura similar as membranas compostas planas, com espessuras de peles
de aproximadamente 17µm.
A avaliação do desempenho das membranas compostas de fibra oca de PU/PVDF
em módulos de pervaporação (escala de laboratório) mostrou que para a mistura
binária padrão benzeno (20%) /n-hexano (80%), o fluxo permeado foi de 0,12
kg/m²h e a seletividade de 8,4 à temperatura de 25°C. Estes resultados confirmam as
propriedades de transporte obtidas com a membrana plana e indicam seu uso
promissor na separação de misturas orgânicas por pervaporação.
5.2. Sugestões
Testar o uso de outros tipos de suporte, com porosidades diferentes, a fim de
verificar o efeito de sua morfologia sobre o desempenho da membrana composta
no processo de pervaporação de misturas benzeno e n-hexano.
Estudar outras formas de fixar a molécula de ciclodextrina na matriz polimérica,
de modo a garantir a disponibilidade das moléculas para complexação com
aromáticos. Embora tenha sido verificada a existência de interação entre a β-
ciclodextrina e o PU, a microscopia da membrana revelou que a solubilização
não foi completa. Uma alternativa seria a modificação da molécula através da
inclusão de um grupo funcional que atuaria como “âncora” para promover a
ligação entre a β-ciclodextrina e a cadeia polimérica de PU.
85
Estudar a influência da inclusão da ciclodextrina nas membranas de PU sobre o
mecanismo de sorção-difusão das moléculas de CO2 e N2, tendo em vista a
seletividade à N2 da membrana híbrida ser um resultado inesperado.
86
REFERÊNCIAS BIBLIOGRÁFICAS
ALMEIDA, K. M. - Aplicação dos processos de pervaporação e fenton para remoção
de estireno e reuso de água de processo. Tese de Doutorado, 2007.
ALMEIDA, K., POLLO, L. - Apostila do curso de Pervaporação e permeação gasosa:
processos alternativos para economia de energia, no Colóquio Anual de
Engenharia Química 2010, PEQ/COPPE/UFRJ, 2010.
ANDREAUS, J., DALMOLIN, M.C., OLIVEIRA JR., I.B., BARCELLOS, I.O. –
“Aplicação de ciclodextrina em processos têxteis”. Quim. Nova, Vol. 33, No 4,
929-937, 2010.
AOUINTI, L., ROIZARD, D., HU, G.H., THOMAS, F., BELBACHIR, M. –
“Investigation of pervaporation hybrid polyvinylchloride membranes for the
separation of toluene n-heptane mixtures case of clays as filler”. Desalination 241
(2009) 174_181
APTEL, P., CHALLARD, N., CUNY, J., NEEL, J. – “Application of pervaporation
process to separate azeotropic mixtures”. J. Membr. Sci. 1 (1976) 271.
AROUJALIAN, A., RAISI, A. – “Recovery of volatile aroma components from orange
juice by pervaporation”. J. Membr. Sci., v.303, pp. 154-161, 2007.
BAKER, R.W. - Membrane technology and applications. 2 ed., West Sussex, John
Wiley & Sons, 2004.
BAUDOT, A., SOUCHON, I., MARIN, M. – “Total permeate pressure influence on the
selectivity of the pervaporation of aroma compounds”. J. Membr. Sci., v.158, pp.
167-185, 1999.
BINNING, R.C. - Separation of mixtures, US Patent 2,981,680, 1961.
BINNING, R.C., JAMES, F.E. – “How separate by membrane permeation”. Petroleum
Refiner, 37,nº. 5, 214, 1958.
BINNING, R.C., JAMES, F.E. – “Permeation. A new commercial separation tool”. The
Refiner Engineer, 30, no. 6, C14, 1958.
BINNING, R.C., LEE, R.J., MARTIN, E.C. – “Separation of liquid mixtures”. Ind.
Eng. Chem. 53 (1961) 45.
87
BORGES, C.P., - Fibras ocas compostas para remoção de poluentes orgânicos de
soluções aquosas pelo processo de pervaporação. Tese de Doutorado,
PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 1993.
BRAGA JUNIOR, W.B. - Recuperação de Hidrocarbonetos Voláteis de Correntes
Gasosas por Permeação de Vapor. Dissertação de Mestrado, PEQ/COPPE/UFRJ,
Rio de Janeiro, RJ, Brasil, 2007.
BRAGA JUNIOR.,W. B. - Desenvolvimento de membranas anisotrópicas compostas de
poliuretano e polietersulfona para recuperação de hidrocarbonetos voláteis. Tese
de Doutorado, PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2011.
BRIISCHKE, H. – “Industrial application of membrane separation processes”. Pure
Appl. Chem., 67, 993, 1995.
BRUN, J.P. – Process for separating hydrocarbons. US Patent 3,930,990 (1976).
CABASSO, L., JAGUR-GRODZINSKI, L., VOFSI, D. – “A study of permeation of
organic solvents through polymeric membranes based on polymeric alloys of
polyphosphonate and acetyl cellulose.II. Separation of benzene”. J. Appl. Polym.
Sci.18 (1974) 2137.
CAMPELLO, A.E.F. – Separação de hidrocarbonetos aromáticos de uma nafta de
reforma pelo processo de pervaporação. Dissertação de Mestrado,
PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 1981.
CARVALHO, R. B. – “Fibras Ocas Compostas para Nanofiltração e Osmose Inversa
Preparadas pela Técnica de Precipitação por Imersão de Duas Soluções
Poliméricas Extrusadas Simultaneamente”. Tese de Doutorado,
PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2005.
CHAMBERLAIN, R., BORGES, C.P., HABERT, A.C., NOBREGA, R. –
“Fractionation of fusel oil coupling pervaporation and distillation”. In:
Proceedings of Seventh International Conference on Pervaportion Process in
Chemical Industry, Reno, Nevada, pp 291 (1995).
CHEM, R. T., KOROS, W. J., HOPFANBERG, H. B., STANNET, V. T. – “Materials
selection for membrane-based gas separations”. ACS Symp. Set., 269. 25, 1985.
88
CHEN, H.L., WU, L.G., TAN, J., ZHU, C.L. – “PVA membrane filled β-cyclodextrin
for separation of isomeric xylenes by pervaporation”. Chemical Engineering
Journal 78 (2000) 159-164
CHUANG, J., YOUNG, T. H., WANG, D.M., LUO, R.L., SUN, Y.M. – “Swelling
behavior of hydrophobic polymers in water/ethanol misture”. Polymer, 41, pp.
8339-8347, 2000.
COUTINHO, F.M.B., DELPECH, M.C., GARCIA, M.E. – “Avaliação das
propriedades mecânicas e da permeabilidade a gases de membranas obtidas a
partir de dispersões aquosas de poliuretanos à base de polibutadieno líquido
hidroxilado”. Polímeros: Ciência e Tecnologia, vol. 14, nº 4, p. 230-234, 2004.
CUNHA, V.S. – Membrana de poliuretano para uso em pervaporação de líquidos
orgânicos. Dissertação de Mestrado, PEQ/COPPE/UFRJ, Rio de Janeiro, RJ,
Brasil, 1997.
CUNHA, V.S. – Remoção de compostos aromáticos de solventes orgânicos pelo
processo de pervaporação. Tese de Doutorado, PEQ/COPPE/UFRJ, Rio de
Janeiro, RJ, Brasil, 2001
CUNHA, V.S., PAREDES, M.L.L., BORGES, C.P., HABERT, A.C., NOBREGA, R. –
“Removal of aromatics from multicomponent organic mixtures by pervaporation
using polyurethane membranes: experimental and modeling”. J. Membr. Sci. 206,
277–290, 2002.
DOGIHERE, F., NARDELLA, A., SARTI, G.C., VALENTINI, C. – “Pervaporation of
methanol/MTBE through modified PPO membranes”. J.Membr. Sci. 91 (1994)
283–291.
DUARTE, L.T. – Desenvolvimento de membranas contendo metais de transição para o
transporte facilitado de propeno - Tese de Doutorado, PEQ/COPPE/UFRJ, Rio de
Janeiro, RJ, Brasil, 2003.
ELFRET, K., RUSENKRANZ, J.H., RUDOLF, H. - US Patent 4,115,465 (1978).
FANG, J., TANAKA, K., KITA, H., OKAMOTO, K. – “Pervaporation properties of
ethynyl-containing copolyimide membranes to aromatic/non-aromatic
hydrocarbon mixtures”. Polymer 40 (1999) 3051–3059.
89
FENG, X., HUANG, R.Y.M. – “Liquid separation by membrane pervaporation: a
review”. Ind. Eng. Chem. Res. 36 (1997) 1048–1066.
FERNANDES, M.T.C.A. – Membranas Isotrópicas e anisotrópicas densas baseadas
em polímeros naturais para a desidratação de etanol por pervaporação.
Dissertação de Mestrado, PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2010.
FIGUEIREDO, K. C. S. - Estudo da esterificação catalítica de ácidos orgânicos
assistida por pervaporação. Dissertação de Mestrado, PEQ/COPPE/UFRJ, Rio de
Janeiro, RJ, Brasil, 2004.
FONSECA, P.G. – “Pervaporação e Fenômenos correlatos”. Ver. Brasileira de química,
14, 197, 1942
HABERT, A.C. – Permeação e Separação de Xilenos: Infuênca da irradiação,
graftização e têmpera de membranas poliméricas. Dissertação de Mestrado,
COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 1971.
HABERT, A.C., BORGES, C.P., NOBREGA, R. - Processos de Separação por
Membranas. e-papers, 2006.
HABERT, A.C., FERRAZ, H - Notas de aula da disciplina COQ725 – Processo de
Separação com Membranas, 2010.
HAMID, S.H., ALI, M.A. – “Comparative study of solvents for the extraction of
aromatics from naphtha”. Energy Sources 18, 65–84, 1996.
HAO, J., TANAKA, K., KITA, H., OKAMOTO, K. – “The pervaporation properties of
sulfonyl-containing polyimide membranes to aromatic/aliphatic hydrocarbon
mixtures”. J.Membr. Sci., 132, 97–108, 1997.
HEINTZ, A., STEPHAN, W. – “A generalized solution-diffusion model of the
pervaporation process through composite membranes. Part I. Prediction of
mixture solubilities in the dense active layer using UNIQUAC model”. J. Membr.
Sci., v. 89, pp. 143-152, 1994.
HIROTSU, T. - Plasma grafted pervaporation membranes.em R.Y.M. Huang (Ed.),
Pervaporation Membrane Separation Processes, Elsevier, Amsterdam, p. 461,
1991.
90
HO, W.S.W., SARTORI, G., THALER, W.A., DAIRYMPLE, D.C. –
Polyimide/aliphafic polyester copolymers. US Patent no. 4,944,880, 1990.
HO, W.S.W., SARTORI, G., THALER, W.A., BALLINGER, B.H., DAIRYMPLE,
D.C., MASTONDREA, R.P. - Halogenated polyurethanes. US Patent no.
5,028,685 (1991) or 5,093,003 (1992).
HO, W.S.W., SARTORI, G., THALER, W.A., DAIRYMPLE, D.C. – Polyimide
copolymers containing polycarbonate soft segments. US Patent no. 5,756,643
(1998).
HO, W.S.W., SIRKAR, K., REINHOLD, V.N. - Membrane Handbook. 1992.
HUANG, R.Y.M. - Pervaporation membrane separation processes.1 ed. Amsterdam,
Elsevier, 1991.
INUI, K., NOGUCHI, K., MIYATA, T., URAGAMI, T. – “Pervaporation
characteristics of methyl methacrylate-methacrylic acid copolymer membranes
ionically crosslinked with metal ions for a benzene cyclohexane mixture”. J.
Appl. Polym. Sci. 71 (1999) 233–234.
JONQUIÈRES, A., PERRIN, L., ARNOLD, S., LOCHON, P. – “Comparison of
UNIQUAC with related models for modeling vapour sorption in polar materials”.
J. Membr.Sci., 150, pp. 125-141, 1998.
KAHLENBERG, L. – “On the nature of the process of osmosis and osmotic pressure
with observations concerning dialysis”. J. Phys. Chem. 10, 141, 1906.
KOBER, P.A. – “Pervaporation, Perstillation, and Percrystallisation”. Journal of Amer.
Chem. Soc., 39, 9444, 1917.
LEITÃO, D.M., SANTOS, M.L. – “Correlations of evalueted permeation of vapour and
liquid hydrocarbons through polymer membranes”. Journal Polymer Science A-2,
10, 1, 1972.
LEITÃO, D.M., SANTOS, M.L. – Separação de hidrocarbonetos aromáticos por
permeação (II). Comportamento dos hidrocarbonetos puros e seleção de
membranas. - Boletim Técnico da Petrobras, 16(3) 169, 1973.
LI, N.N., FANE, A.G., HO, W.S.W., MATSUURA, T.(Ed) - Advanced Membrane
Technology and Applications, John Wiley & Sons, 2008.
91
LI, Z., ZHANG, B., QU. L., REN, J., LI, Y. – “A novel atmospheric dielectric barrier
discharge (DBD) plasma graft-filling technique to fabricate the composite
membranes for pervaporation of aromatic/aliphatic hydrocarbons”. J. Membr. Sci.,
371, 163-170, 2011.
LIN, L., ZHANG, Y., KONG, Y. – “Recent advances in sulfur removal from gasoline
by pervaporation”. Fuel Processing Technology 88, 1799–1809, 2009.
LOEB, S. e SOURIRAJAM, N. – Advanc. Chem. Ser., 38, pp.117, 1962.
LUE, S.J., PENG, S.H. – “Polyurethane (PU) membrane preparation with and without
hydroxypropyl-β-cyclodextrin and their pervaporation characteristics”. J. Membr.
Sci. 222 (2003) 203-217
MALDONADO, J. - Membranas e Processos de Separação. Ed. DEPM/CTM/INT,
1991.
MANDAL, M., BHATTACHARYA, P.K. – “Poly(vinyl acetal) membrane for
pervaporation of benzene–isooctane solution”. Separation and Purification
Technology 61 (2008) 332–340
MANDAL, S., PANGARKAR, V.G. – “Separation of methanol–benzene and methanol
toluene mixtures by pervaporation: effects of thermodynamics and structural
phenomenon”. J. Membr. Sci. 201 (2002) 175–190.
MANDAL, S., PANGARKAR, V.G. – “Development of co-polymer membrane for
pervaporative separation of methanol from methanol–benzene mixture: a
solubility parameter approach”. Sep. Purif. Tech. 30 (2003) 147–168.
MARTIN, E.C., KELLY, L.T. - US Patent 2,981,730 (1961).
MATSUI, S., PAUL, D.R. – “Pervaporation separation of aromatic/aliphatic
hydrocarbons by crosslinked poly(methyl acrylate-co-acrylic acid) membranes. J.
Membr. Sci. 195 (2002) 229–245
MATSUI, S., PAUL, D.R. – Pervaporation separation of aromatic/aliphatic
hydrocarbons by a series of ionically crosslinkedpoly(n-alkyl acrylate)
membranes”. J.Membr. Sci.,213 (2003) 67–83
92
MEINDERSMA, G.W., PODT, A.J.G., HAAN, A.B. – “Selection of ionic liquids for
the extraction of aromatic hydrocarbons from aromatic/aliphatic mixtures”. Fuel
Processing Technology, 87, 59–70, 2005.
MEYERS, R.A. - Handbook of Petroleum Refining Processes. 3ed, McGraw-Hill
Handbooks, 2003.
MOHANTY, S., MCCORMICK, A.V. – “Prospects for principles of size and shape
selective separations using zeolites”. Chem. Eng. J. 74 (1999) 1.
MULDER, M.H.V., KRUITZ, F., SMOLDERS, C.A. – “Separation of isomeric xylenes by pervaporation through cellulose ester membranes”. J. Membr. Sci. 11 (1982) 349.
MULDER, M.H.V., SMOLDERS, C.A. – “On the mechanism of separation of
ethanol/water mixtures by pervaporation. I Calculations of concentrations
profiles”. J. Membr. Sci., v. 17, p. 289, 1984.
NAKATANI, M., MATSUO, S., NAKAGAWA, K. – “Pervaporation separation of
organic mixtures using asymmetric membranes”. Jpn. Kokai Tokyo Koho, JP
03,284,336, 1991.
NIJHUIS, H.H. - Removal of Trace Organics from Water by Pervaporation – A
Technical and Economic Analysis, ed. FEBO, 1990.
NOBREGA, R., GARCIA, M.E.F., HABERT, A.C. – “Síntese e caracterização de
membranas poliméricas para o uso na desidratação de etanol por pervaporação”.
Polímeros, Ciência e Tecnologia, Nov/Dez. 1991
NUNES, S.P., PEINEMANN, K.-V. (Ed) - Membrane Technology in the Chemical
Industry. Wiley-VCH Verlag Gmb H, 2001.
OLIVEIRA, D.R. – Purificação de ácidos orgânicos por esterificação associada à
pervaporação. Exame de Qualificação ao Doutorado, PEQ/COPPE/UFRJ, Rio de
Janeiro, RJ, Brasil, 2008.
OLIVEIRA, R., SANTOS, D., COELHO, P. – “Ciclodextrinas: formação de complexos
e sua aplicação farmacêutica”. Revista da Faculdade de Ciências e Saúde. Porto:
Edições Universidade Fernando Pessoa. ISSN 1646-0480. 6 (2009) 70-83
93

PARK, C.K., LEE, M.Y., OH, B., CHOI, M.J. – “Separation of benzene/ cyclohexane
by pervaporation through chelate poly(vinyl alcohol)/ Poly(allyl amine) blend
membrane”. Polym. Bull.33 (1994) 591.
PARTHASARATHY, A., BRUMLIK, C.J., MARTIN, C.R., COLLINS, G.E. –
“Interfacial polymerization of thin polymer films onto the surface of microporous
hollow-fiber membrane”. J. Membr. Sci., 94, 249, 1994.
PEISINO, A.L. – Membranas anisotrópicas densas para a remoção de CO2 e H2S do
gás natural. Dissertação de Mestrado, PEQ/COPPE/UFRJ, Rio de Janeiro, RJ,
Brasil, 2009.
PENG, F., JIANG, Z., HU, C., WANG, Y., LU, L., WU, H. – “Pervaporation of
benzene/cyclohexane mixtures through poly(vinyl alcohol) membranes with and
without β-cyclodextrin”. Desalination 193 (2006) 182–192
PEREIRA, C.C. – Transferência de massa na remoção de contaminantes orgânicos da
água por pervaporação. Dissertação de Mestrado, PEQ/COPPE/UFRJ, Rio de
Janeiro, RJ, Brasil, 1995.
PESSOA, L.T.G. – Membranas de poliuretano para o fracionamento de misturas etanol
e água por pervaporação. Dissertação de Mestrado, PEQ/COPPE/UFRJ, Rio de
Janeiro, RJ, Brasil, 1983.
PIERZINSKY, B. T. – Separação de isômeros de xileno por permeação através de
membranas poliméricas. Dissertação de Mestrado, PEQ/COPPE/UFRJ, Rio de
Janeiro, RJ, Brasil (1973).
POTER, M.C. - Handbook of industrial membrane technology. 1 ed., Noyes
Publications, 1990.
RAUTENBACH, R., ALBRECHT, R. – Membrane Process. New York, John Wiley&
Sons, 1989.
ROIZARD, D., NILLY, A., LOCHON, P. – “Preparation and study of crosslinked
polyurethane films to fractionate toluene–n-heptane mixtures by pervaporation”.
Separation and Purification Technology, 22-23 (2001) 45–52
RÖLLING, P., LAMERS, M., STAUDT, C. – “Cross-linked membranes based on
acrylated cyclodextrins and polyethyleneglycol dimethacrylates for
aromatic/aliphatic separation”. J.Membr. Sci., 362 (2010) 154–163
94
SANO, T., HASEGAWA, M., KAWAKAMI, Y., YANAGISHITA, H. – “Separation of
methanol/MTBE mixture by pervaporation using silicate membrane”. J. Membr.
Sci. 107 (1995) 193–196.
SARTORI, G., HO, W.S.W. - Polyester membranes for aromatics/saturates separation.
US Patent no. 4,976,868 (1990).
SARTORI, G., HO, W.S.W., SAVAGE, D.W., NOONE, R.E., MASTONDREA, R.P. –
Non-porous polycarbonate membranes for separation of aromatics from
saturates. US Patent no. 5,019,666, 1991.
SCHUCKER, R.C. – Membrane made from a multi-block polymer comprising an
oxazolidone prepolymer chain extended with a compatible second prepolymer and
its use in separations. US Patent no. 5,039,418, 1991.
SCHWARZ, H.-H., MALSCH, G. – “Polyelectrolyte membranes for aromatic–aliphatic
hydrocarbon separation by pervaporation”. J. Membr. Sci. 247 (2005) 143–152
SEMENOVA, S.I. – “Polymer membranes for hydrocarbon separation and removal”. J.
Membr. Sci., 231 (2004) 189-207
SHEPHERD, A. G. – Projeto, construção e avaliação de módulos de fibras-ocas para a
recuperação por pervaporação de aromas de suco de laranja. Dissertação de
Mestrado, PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2000.
SHIMIDZU, T., YOSHIKAWA, M. – Synthesis of novel copolymer membranes for
pervaporation, em R.Y.M. Huang (Ed.), Pervaporation Membrane Separation
Processes, Elsevier, Amsterdam, p. 321, 1991.
SMITHA, B., SUHANYA, D., SRIDHAR, S., RAMAKRISHNA, M. – “Separation of
organic–organic mixtures by pervaporation — a review”. J Membr. Sci. 241
(2004) 1–21
STRATHMANN, H. – “Membrane Separation Process”. J. Membr. Sci., 9, pp. 121-189,
1981.
TANIHARA, N., UMEO, N., KAWABATA, T., TANAKA, K., KITA, H.,
OKAMOTO, K. – “Pervaporation of organic liquid mixtures through poly(ether
imide) segmented copolymer membranes”. J. Membr. Sci. 104 181-192, 1995.
95
THALER, W.A., HO, W.S.W., SARTORI, G. – Crosslinked copolymers of aliphatic
polyester diols and dianhydrides. US Patent no. 4,946,594 (1990) or 4,997,906
(1991).
ULBRICHT, M., SCHWARZ, H. – “Novel high performance photo-graft composite
membranes for separation of organic liquids by pervaporation”. J. Membr. Sci.
136, 25-33, 1997.
VIDAURRE, E. F. C. - Membranas poliméricas compostas para pervaporação
preparadas por tecnologia de plasma. Tese de Doutorado, PEQ/COPPE/UFRJ,
Rio de Janeiro, RJ, Brasil, 2001.
VILLALUENGA, J.P.G., MOHAMMADI, A.T. – “A review on the separation of
benzene/cyclohexane mixtures by pervaporation processes”. J. Membr. Sci., 169,
159–174, 2000.
VILLANI, C. - Modificação superficial por plasma de rádio-frequência de membranas
de poliuretano para pervaporação de misturas. Tese de Doutorado, 2006.
WHITE, L.S. – “Development of large-scale applications in organic solvent
nanofiltration and pervaporation for chemical and refining processes”. J. Membr.
Sci.,286, 26–35, 2006.
WHITE, L.S., WILDEMUTH, C.R. – “Aromatics enrichment in refinery streams using
hyperfiltration”. Ind. Eng. Chem. R. 45, 9136–9143, 2006.
YONG, N.S., LEE, Y.M. – “Pervaporation separation of methanol/MTBE through
chitosan composite membrane modified with surfactants”. J. Membr. Sci. 157
(1999) 63 71.
YOSHIDA, W., COHEN, Y. – “Ceramic-supported polymer membranes for
pervaporation of binary organic/organic mixtures”. J. Membr. Sci., 213 (2003)
145–157.
YOSHIKAWA, M., SHIMADA, H., TSUBOUCHI, K., KONDO, Y. – “Speciality
polymeric membranes.12. Pervaporation of benzene–cyclohexane mixtures
through carbon graphite–nylon 6 composite membranes”. J. Membr. Sci. 177
(2000) 49–53.
ZHANG, S., DRIOLI, E. – “Review: Pervaporation membranes”. Separation Sci.
Technol., 30, 1995.
96
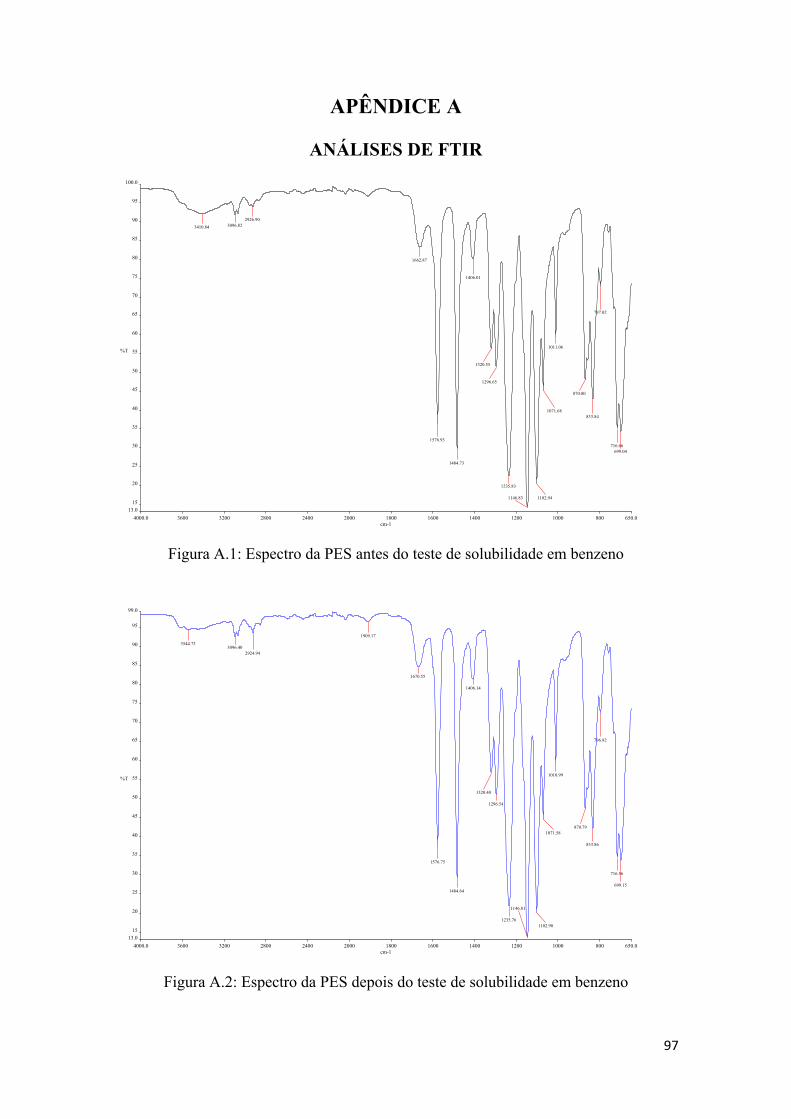
APÊNDICE A
ANÁLISES DE FTIR
4000.0 3600 3200 2800 2400 2000 1800 1600 1400 1200 1000 800 650.013.0
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100.0
cm-1
%T
3410.84 3096.822926.90
1662.87
1576.93
1484.73
1406.01
1320.55
1296.65
1235.83
1146.83 1102.94
1071.68
1011.06
870.80
833.84
797.02
716.66699.04
Figura A.1: Espectro da PES antes do teste de solubilidade em benzeno
4000.0 3600 3200 2800 2400 2000 1800 1600 1400 1200 1000 800 650.013.0
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
99.0
cm-1
%T
3544.733096.40
2924.94
1909.17
1670.55
1576.75
1484.64
1406.14
1320.40
1296.54
1235.76
1146.81
1102.90
1071.58
1010.99
870.79
833.86
796.92
716.56
699.15
Figura A.2: Espectro da PES depois do teste de solubilidade em benzeno
97
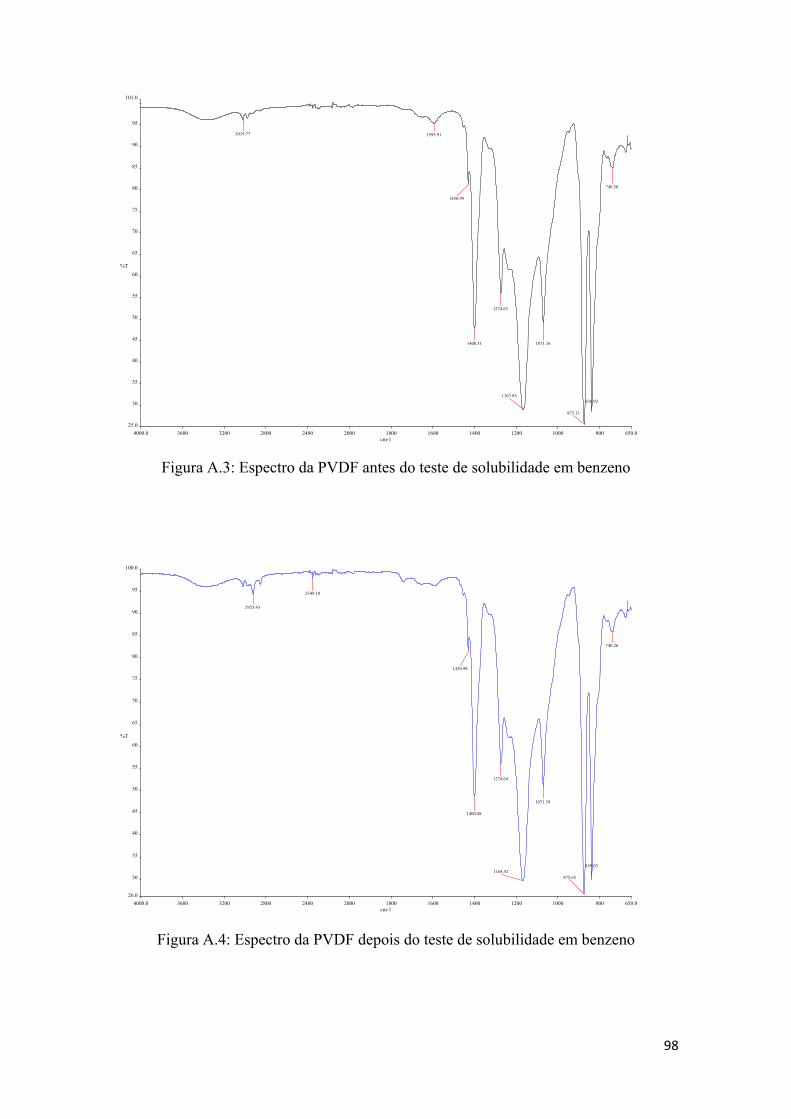
4000.0 3600 3200 2800 2400 2000 1800 1600 1400 1200 1000 800 650.025.0
30
35
40
45
50
55
60
65
70
75
80
85
90
95
101.0
cm-1
%T
3019.77 1593.91
1430.99
1400.31
1274.63
1167.85
1071.16
875.13
838.92
740.58
Figura A.3: Espectro da PVDF antes do teste de solubilidade em benzeno
4000.0 3600 3200 2800 2400 2000 1800 1600 1400 1200 1000 800 650.026.0
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100.0
cm-1
%T
2923.43
2349.10
1430.99
1400.48
1274.64
1168.52
1071.39
875.65
839.03
740.26
Figura A.4: Espectro da PVDF depois do teste de solubilidade em benzeno
98
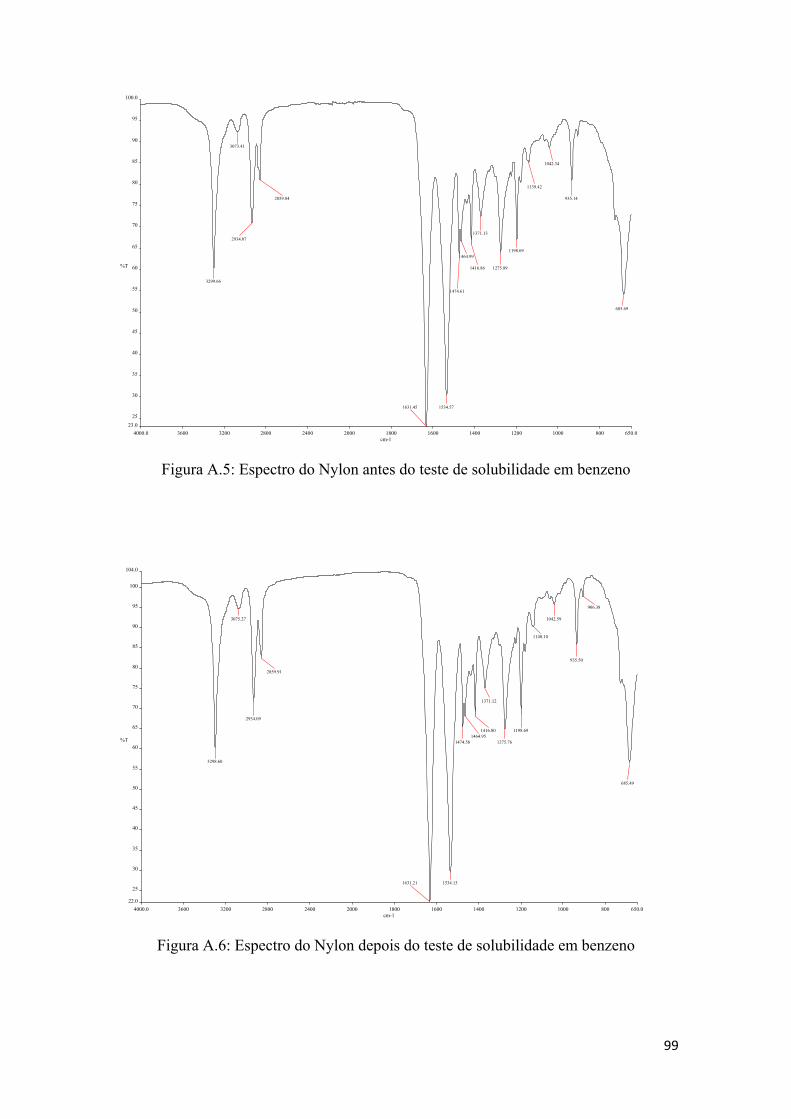
4000.0 3600 3200 2800 2400 2000 1800 1600 1400 1200 1000 800 650.023.0
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100.0
cm-1
%T
3299.66
3073.41
2934.07
2859.84
1631.45 1534.57
1474.61
1464.99
1416.86
1371.13
1275.89
1198.69
1139.42
1042.34
935.14
685.69
Figura A.5: Espectro do Nylon antes do teste de solubilidade em benzeno
4000.0 3600 3200 2800 2400 2000 1800 1600 1400 1200 1000 800 650.022.0
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
104.0
cm-1
%T
3298.60
3075.27
2934.09
2859.91
1631.21 1534.13
1474.581464.95
1416.80
1371.12
1275.76
1198.69
1140.10
1042.59
935.50
906.38
685.49
Figura A.6: Espectro do Nylon depois do teste de solubilidade em benzeno
99
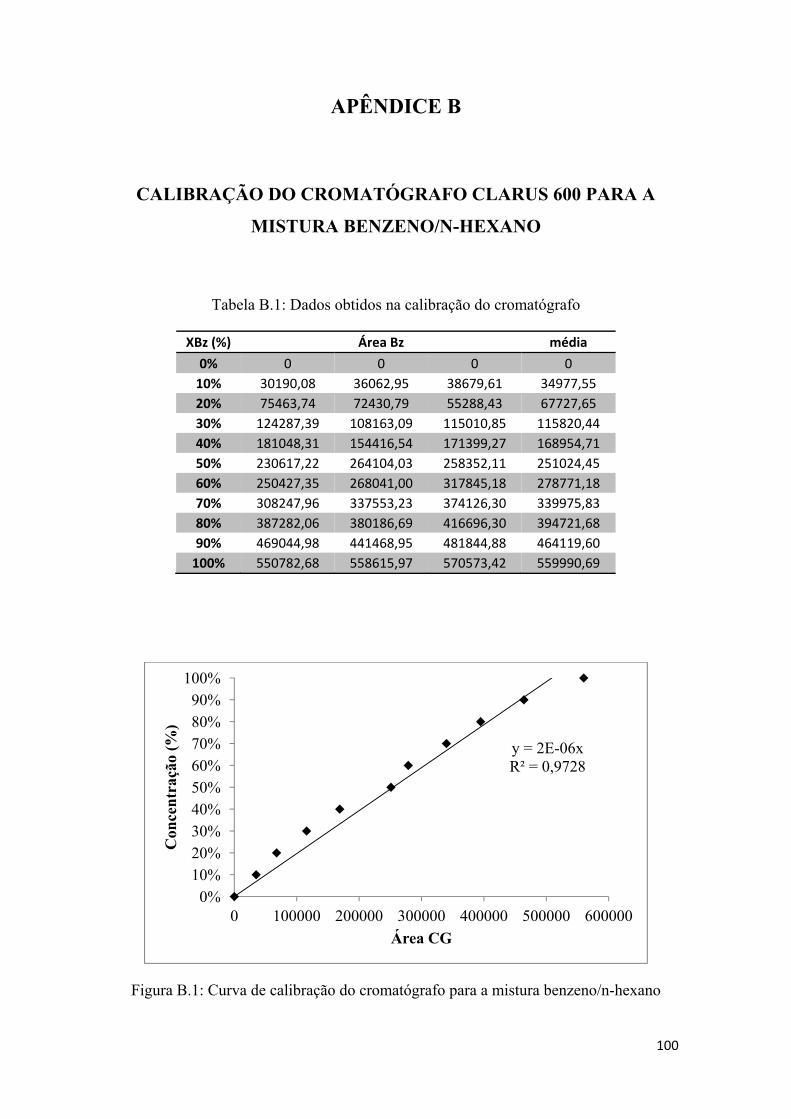
APÊNDICE B
CALIBRAÇÃO DO CROMATÓGRAFO CLARUS 600 PARA A
MISTURA BENZENO/N-HEXANO
Tabela B.1: Dados obtidos na calibração do cromatógrafo
XBz (%) Área Bz média
0% 0 0 0 0 10% 30190,08 36062,95 38679,61 34977,55 20% 75463,74 72430,79 55288,43 67727,65 30% 124287,39 108163,09 115010,85 115820,44 40% 181048,31 154416,54 171399,27 168954,71 50% 230617,22 264104,03 258352,11 251024,45 60% 250427,35 268041,00 317845,18 278771,18 70% 308247,96 337553,23 374126,30 339975,83 80% 387282,06 380186,69 416696,30 394721,68 90% 469044,98 441468,95 481844,88 464119,60 100% 550782,68 558615,97 570573,42 559990,69
y = 2E-06xR² = 0,9728
0%10%20%30%40%50%60%70%80%90%
100%
0 100000 200000 300000 400000 500000 600000
Con
cent
raçã
o (%
)
Área CG
Figura B.1: Curva de calibração do cromatógrafo para a mistura benzeno/n-hexano
100
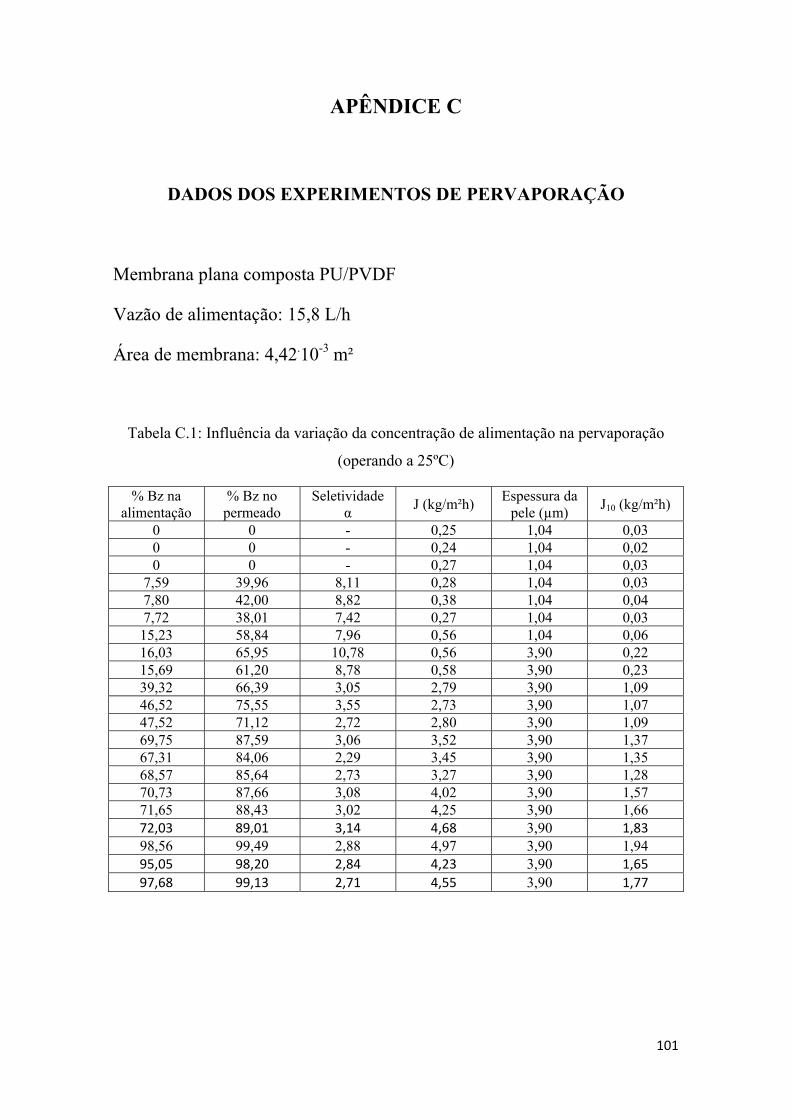
APÊNDICE C
DADOS DOS EXPERIMENTOS DE PERVAPORAÇÃO
Membrana plana composta PU/PVDF
Vazão de alimentação: 15,8 L/h
Área de membrana: 4,42.10-3 m²
Tabela C.1: Influência da variação da concentração de alimentação na pervaporação
(operando a 25ºC)
% Bz na alimentação
% Bz no permeado
Seletividade α J (kg/m²h) Espessura da
pele (µm) J10 (kg/m²h) 0 0 - 0,25 1,04 0,03 0 0 - 0,24 1,04 0,02 0 0 - 0,27 1,04 0,03
7,59 39,96 8,11 0,28 1,04 0,03 7,80 42,00 8,82 0,38 1,04 0,04 7,72 38,01 7,42 0,27 1,04 0,03 15,23 58,84 7,96 0,56 1,04 0,06 16,03 65,95 10,78 0,56 3,90 0,22 15,69 61,20 8,78 0,58 3,90 0,23 39,32 66,39 3,05 2,79 3,90 1,09 46,52 75,55 3,55 2,73 3,90 1,07 47,52 71,12 2,72 2,80 3,90 1,09 69,75 87,59 3,06 3,52 3,90 1,37 67,31 84,06 2,29 3,45 3,90 1,35 68,57 85,64 2,73 3,27 3,90 1,28 70,73 87,66 3,08 4,02 3,90 1,57 71,65 88,43 3,02 4,25 3,90 1,66 72,03 89,01 3,14 4,68 3,90 1,83 98,56 99,49 2,88 4,97 3,90 1,94 95,05 98,20 2,84 4,23 3,90 1,65 97,68 99,13 2,71 4,55 3,90 1,77
101
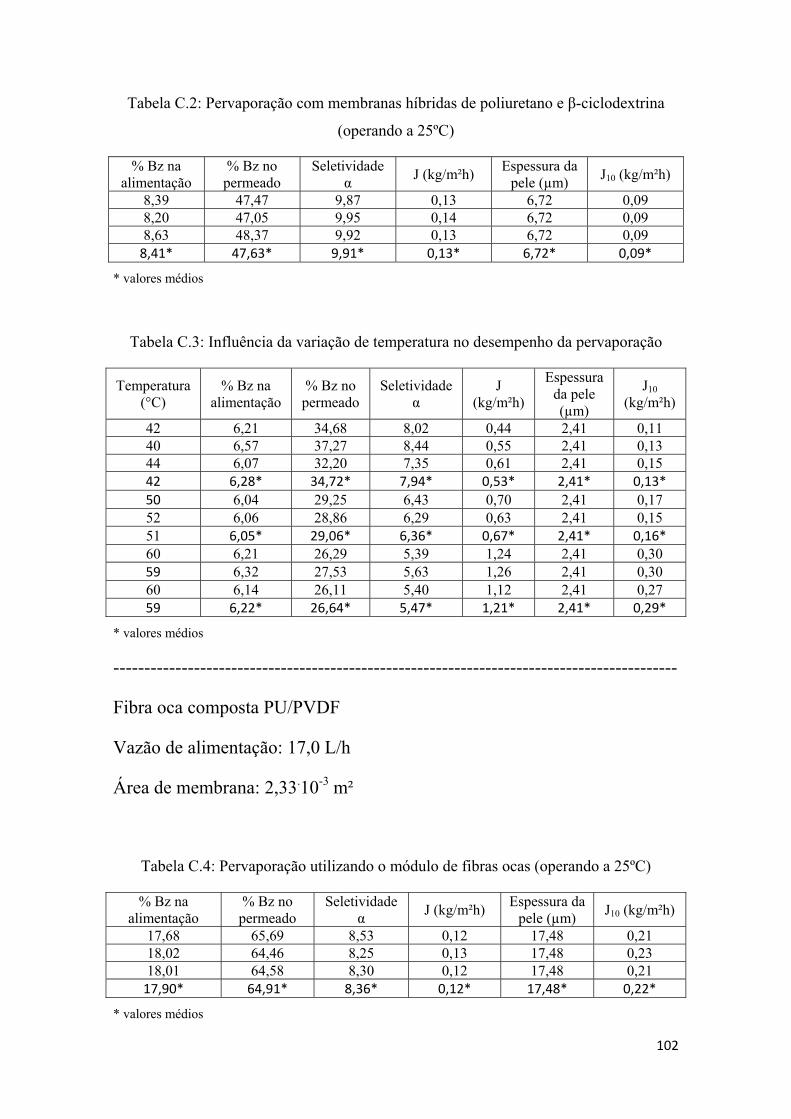
102
Tabela C.2: Pervaporação com membranas híbridas de poliuretano e β-ciclodextrina
(operando a 25ºC)
% Bz na alimentação
% Bz no permeado
Seletividade α J (kg/m²h) Espessura da
pele (µm) J10 (kg/m²h) 8,39 47,47 9,87 0,13 6,72 0,09 8,20 47,05 9,95 0,14 6,72 0,09 8,63 48,37 9,92 0,13 6,72 0,09 8,41* 47,63* 9,91* 0,13* 6,72* 0,09*
* valores médios
Tabela C.3: Influência da variação de temperatura no desempenho da pervaporação
Temperatura (°C)
% Bz na alimentação
% Bz no permeado
Seletividade α
J (kg/m²h)
Espessura da pele (µm)
J10 (kg/m²h)
42 6,21 34,68 8,02 0,44 2,41 0,11 40 6,57 37,27 8,44 0,55 2,41 0,13 44 6,07 32,20 7,35 0,61 2,41 0,15 42 6,28* 34,72* 7,94* 0,53* 2,41* 0,13* 50 6,04 29,25 6,43 0,70 2,41 0,17 52 6,06 28,86 6,29 0,63 2,41 0,15 51 6,05* 29,06* 6,36* 0,67* 2,41* 0,16* 60 6,21 26,29 5,39 1,24 2,41 0,30 59 6,32 27,53 5,63 1,26 2,41 0,30 60 6,14 26,11 5,40 1,12 2,41 0,27 59 6,22* 26,64* 5,47* 1,21* 2,41* 0,29*
* valores médios
-------------------------------------------------------------------------------------------
Fibra oca composta PU/PVDF
Vazão de alimentação: 17,0 L/h
Área de membrana: 2,33.10-3 m²
Tabela C.4: Pervaporação utilizando o módulo de fibras ocas (operando a 25ºC)
% Bz na alimentação
% Bz no permeado
Seletividade α J (kg/m²h) Espessura da
pele (µm) J10 (kg/m²h) 17,68 65,69 8,53 0,12 17,48 0,21 18,02 64,46 8,25 0,13 17,48 0,23 18,01 64,58 8,30 0,12 17,48 0,21 17,90* 64,91* 8,36* 0,12* 17,48* 0,22*
* valores médios