metalurgia dos pós

of 11
-
Upload
leili-almeida -
Category
Documents
-
view
215 -
download
0
Transcript of metalurgia dos pós
-
8/16/2019 metalurgia dos pós
1/11
1- Introdução
O processo de Metalurgia do Pó (M.P.) é um processo de produção que utiliza
pós de um único metal, de vrios metais ou de uma mistura de metais e não!metais."onsiste essencialmente na mistura mec#nica de pós, compactando!os em matriz a altastemperaturas, e no aquecimento da peça compactada a uma temperatura menor do que ado ponto de $undição do ingrediente ma%oritrio. &s part'culas são unidas em uma peçaúnica $orte, similar ao que seria otido por derretimento dos mesmos ingredientes
%untos.
& seguir segue um quadro sore a evolução da tecnologia do pó
TEMPO EVOLUÇÃO TECNOLÓGICA
~ 6000A.C.
*erramentas aglomeradas a partir de aglomerados de $erro
~ 100A.C.
+oçes sore $aricaçes de aço e técnicas de cer#mica metlica
1100-1!00".C.
*aricação de lingotes e utens'lios diversos a partir de aglomerados$or%ados e soldados a $ogo
1#$ *aricação de moedas de Platina-/01 *aricação de Platina malevel1%00 *ilamentos de l#mpadas de 2smio1%0# Mancais auto!luri$icantes de $erro poroso1%0# *ilamentos de 3ungst4nio dúctil1%0 5ronze Poroso1%! Primeiros pós de "o e 6"1%!0 7ançada a marca 6'dia
1%!0-!6 Pós de *erro caronila. Primeiras e8peri4ncias com $erro e aço sinterizadosA &'rt(rd) 1%!*
Peças estruturais sinterizadas de $erro e aço, mancais porosos, discos de$ricção, 'mãs permanentes, núcleos para a indústria eletr9nica: *aricaçãode peças de metais re$ratrios e mais recentemente grande avanço dodesenvolvimento de processos com materiais cer#micos, produção de póses$éricos especiais, superligas, etc.
1;sta técnica é considerada como o marco do desenvolvimento da moderna Metalurgia do Pó
-
8/16/2019 metalurgia dos pós
2/11
?= ! &quecimento do compactado resultante, de modo a produzir!se uma ligação entre as part'culas e con$erir!se uma resist4ncia mec#nica ao compactado: ;ssa operação éc>amada de (nt)r(/'ção.
&s vantagens desse processo são
-@ ! eliminação da sucata ou material desperdiçado:
/@ ! eliminação de operaçes de usinagem:
?@ ! ai8o custo da unidade em produçes em massa:
A@ ! controle e8ato da composição.
; as desvantagens são
-@ B alto custo das matrizes:/@ B ai8as propriedades $'sicas:
?@ B alto custo dos materiais:
A@ B limitaçes no pro%eto:
C@ B limitada série de materiais que podem ser usados.
&s peças comumente $eitas por esse processo são mancais impregnados de óleoe $ilamentos de l#mpadas incandescentes. &lguns produtos só podem ser $eitos por
metalurgia do pó, como os implantes cirúrgicos, pois a estrutura é di$erente daquilo que pode ser otido pela $undição dos mesmos ingredientes.
-
8/16/2019 metalurgia dos pós
3/11
T+n(+' d) &rodução d) &2
.1 Pro+)o
&s técnicas de produção de pós são divididas em processos qu'micos, $'sicos emec#nicos. Os processos qu'micos são produzidos pela decomposição qu'mica de umcomposto do metal, envolvendo uma serie de reaçes de reduçes. Os processos $'sicose mec#nicos estão relacionados uns com os outros na produção dos pós, ou se%a, aatomização do metal l'quido ($'sico) e a quera dos mesmos (mec#nico). er é determinado pelas limitaçes impostas pelo mercado e razes econ9micas,
como tamém do tipo especi$ico do produto $inal dese%ado.
Der e8empli$icado a seguir, com suas respectivas e8plicaçes, as técnicasmais empregadas na produção de pós metlicos e cer#micos.
.1.1 Co,(nu(ção ,)+3n(+'
Degundo o dicionrio &urélio, "OME+FEGHO signi$ica partir em pedaços,$ragmenta ou esmigal>ar, ou se%a, a cominuição mec#nica consiste na redução de
taman>o das part'culas do pó. Os equipamentos (moin>os de mand'ulas, moin>o de arras, de olas) utilizados para esse $im atuarão com a $inalidade de aplicação de$orças trativas, compressivas, cisal>antes e com $orças de impacto. &lém do mel>or tipode equipamento a escol>er, o material para $aricar os mesmos devem ser levados emconsideração, pois prolemas de desgaste e contaminação do pó são pontos importantes."aso saia a dureza do material e a distriuição do taman>o dos grãos $acilitar aescol>a do equipamento.
*ig-. Moin>o de olas
I tamém processos complementares, no qual se destaca o
J"O7KD3L;&M. ;ste consiste em incidir um %ato de part'culas em um alvo $eito com
-
8/16/2019 metalurgia dos pós
4/11
o mesmo material do pó, querando!o em taman>os uni$ormes. ;8emplo de aplicação éo pó de t#ntalo, empregado para $aricação de capacitores.
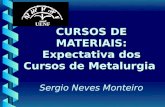
.1. Ato,(/'ção do ,)t'4 45u(do N o mais aplicado dentre os processos $'sicos, que consiste na pressurização dometal l'quido, através de um ori$'cio, $ormando um $ilete do metal l'quido sore o qualincide um %ato de ar ou l'quido, induzindo turul4ncia no $ilete provocando a&3OME&GHO.
& natureza do processo de atomização com 4n$ase na $orma e taman>o das part'culas produzidas depende da natureza precisa do %ato incidente, da con$iguraçãogeométrica do sistema, além do tempo de res$riamento das part'culas após atomização.
*ig./ processos de atomização
.1.! ")+o,&o(ção &or r)'ç7) u5,(+'.
Processo no qual produz o metal na $orma de pó por reaçes de reduçãoqu'mica de decomposição de um composto contendo o metal. & classi$icação desse
processo
A8 ")+o,&o(ção &or r)'ç7) u5,(+'9
& variação de energia livre associada a toda inter$ace é dada pela adição davariação da energia livre do volume devido aos aspectos qu'micos da reação e davariação de energia nova inter$ace. Fma das di$iculdades desse processo dedecomposição é que após ter iniciado a reação, o produto da reação pode atuar como
iniidor do contato $'sico entre os reagentes. Outro prolema a $ormação de um novocomposto após o mesmo ter sido reduzido.
-
8/16/2019 metalurgia dos pós
5/11
:8 ")+o,&o(ção tr,(+'
"ondensação dos vapores metlicos produzidos por aquecimento do metal eatingindo uma pressão de vapor critico. & di$iculdade desse processo é oter o
condensado na $orma de pó, o qual é otimizado através da criação de s'tios decondensação provocados por impurezas. & vantagem é sua capacidade de produzir
part'culas muito $inas.
C8 Pr)+(&(t'ção ' &'rt(r do 4(u(do ou do ;o,o;)n)(/'ção
Mistura é uma operação na qual se mistura pós de di$erentes espécies qu'micas para $ormação de ligas. & >omogeneização é a operação de uni$ormização da mistura,onde se o%etiva misturar intimamente os pós para resultar em uma composiçãoid4ntica, resultando em oas propriedades de escoamento e compactação.
!- C'r'+t)r(/'ção do &2
-
8/16/2019 metalurgia dos pós
6/11
& caracterização completa de um pó envolve uma série de medidas paradeterminação precisa dos par#metros associados ao pó. ;sses caracter'sticos que devemser con>ecidos e controlados são os seguintes
! Tamanho da partícula e distribuição de tamanho as dimenses das part'culasvariam entre cerca de AQQ a Q,-m'cron. Por outro lado, visto ser raro encontrar!se
part'culas de taman>o uni$orme, é sempre necessrio determinar!se a distriuiçãoquantitativa de part'culas entre as diversas dimenses, o que se $az geralmente pelo
processo de peneiramento:
! Forma da partícula de acordo com os processos de $aricação dos pós, suas part'culas e8iem uma grande variedade de $ormas es$éricas uni$ormes (processocaronila), es$eróides ou em gotas (processo de atomização), espon%osa irregular
(processo de redução), dendr'tica (processo eletrol'tico), angular (processo de moagem)e assim que seguida (oservar *ERFL& A):
! Porosidade da partícula a porosidade interna das part'culas a$eta oviamente a porosidade do produto acaado, além de in$luenciar o comportamento do pó durante seu processamento:
! Estrutura da partícula aparentemente, as part'culas consistindo em grandenúmero de grãos muito $inos tendem a promover compressiilidade do pó, ao passo que
part'culas de um só grão ou de poucos grãos apresentam maior resist4ncia
compactação pela aplicação de pressão:
! Superfície específica o número de pontos de contato entre as part'culas durantea sinterização depende dessa super$'cie, o que comprova a import#ncia do con>ecimentodesse caracter'stico:
! Densidade aparente relação de gramas por cmS, importante porque, na maioriadas matrizes de compressão, o enc>imento de suas cavidades é $eito por volume. &lémdisso, o curso de compressão, nessa operação e, em conseqT4ncia, as pro$undidades dasmatrizes dependem do volume ocupado pelo pó ao amontoar!se no seu interior. &
densidade aparente constitui, assim, um $ator quase decisivo na escol>a do tipo de pó:
! Densidade verde: N a densidade do compactado do pó e sempre é maior que adensidade aparente:
! Velocidade de escoamento ou escoabilidade ou se%a, capacidade do póescorrer, so condiçes atmos$éricas, sore planos inclinados no interior da cavidade damatriz, dentro de um determinado intervalo de tempo:
! Compressibilidade ou se%a, Jcapacidade de um pó ser con$ormado em riquete de um volume predeterminado a uma dada pressão ou Jrelação entre a
-
8/16/2019 metalurgia dos pós
7/11
densidade aparente do riquete simplesmente comprimida e a densidade aparente do pó:
! Composição uímica e pure!a os pós metlicos podem ser produzidos comconsidervel pureza, acima de 00U:
! Piroforicidade tend4ncia de uma part'cula $ina em reagir com o amiente eassim cominar!se com o o8ig4nio e entram em ignição pelo calor lierado pela reaçãogerando assim, comustes. ;la aumenta de acordo com a razão super$'cieVvolume.
! To"ide! é provocada pela inalação ou ingestão devido capacidade das part'culas $inas se manterem em suspensão no ar.
= Co,&'+t'ção
-
8/16/2019 metalurgia dos pós
8/11
& compactação, no processo de metalurgia do pó, é $eita com o intuito deatriuir ao pó o $ormato dese%ado, estaelecer as dimenses $inais diminuindo os e$eitosdas altas temperaturas do processo de sinterização, oter a porosidade dese%ada econ$erir resist4ncia mec#nica ao pó compactado.
&s técnicas de compactação mais utilizadas são aquelas realizadas através daaplicação de $orças sore o pó, dentre as quais podemos citar prensagem em matriz deaço, prensagem isosttica, $or%amento, e8trusão, laminação, compactação din#mica emoldagem por in%eção.
or distriuição da densidade do compacto, a técnica mais utilizada é a
prensagem em matrizes unia8iais, devido a sua simplicidade. "ontudo, pode seconseguir ótimas distriuiçes de densidade através do processo com o uso de matrizesunia8iais utilizando matrizes com dupla ação dos pistes e, no caso de matrizescil'ndricas, e8peri4ncias mostram que para razes entre altura e di#metros menores ouiguais a -,C otém!se distriuiçes astante satis$atórias.
O processo de prensagem isosttico é astante utilizado, principalmente em póscer#micos. &s outras técnicas citadas acima são de aplicaçes mais espec'$icas.
Para reduzir o atrito entre as part'culas de pó ou entre as part'culas e as paredes
da matriz no processo de compactaçãoVe%eção, que alis, representa o maior $ator de perdas de energia, utiliza!se luri$icação no pó ou nas paredes da matriz.
O processo de compactação é dividido em quatro estgios
;stgio - B En'cio da compactação, com a ocorr4ncia de escorregamento e rearran%o das part'culas sem que >a%a de$ormaçes plsticas ou $raturas destes.
;stgio / B En'cio de de$ormação locais e $raturas das part'culas nos pontos de contato.
;stgio ? B Ocorrem de$ormaçes elsticas no compacto devida s maiores presses no
processo de compactação.
;stgio A B ;tapa de e%eção do compacto da matriz. +este estgio as dimenses docompacto podem aumentar em torno de CU.
&s variaçes na distriuição de densidade no compacto podem ser minimizados atravésde alguns procedimentos, como
• 7uri$icação para reduzir os atritos:• &plicando de altas cargas de compactação:•
Ftilização de mel>ores razes 7VK:• Fso de matrizes com dupla ação dos pistes:
-
8/16/2019 metalurgia dos pós
9/11
• Fso de pré!compactação:& resist4ncia mec#nica do compacto é o e$eito do amarramento mec#nico entre as
irregularidades das part'culas, que é aumentado signi$icamente com o aumento dasde$ormaçes plsticas. O amarramento ente as part'culas é tanto maior quanto maior $or a rea espec'$ica das part'culas, ou se%a, quanto menores as part'culas e mais irregularesmaior a resist4ncia do compacto. Kessa $orma tem!se como meios de aumentar aresist4ncia dos compactos otendo!se part'culas com maiores rugosidades super$iciais,menores taman>os, conseqTentemente, menores densidades aparentes. Maiores pressesde compactação, diminuição da super$'cie de o8idação e contaminação e minimizaçãode aditivos e luri$icantes tamém são métodos de aumentar a resist4ncia doscompactos.
Part'culas es$éricas resultam em compactos menos resistentes, tendo em vista suasuper$'cie regular e menor rea espec'$ica.
Kentre os processos de compactação citados anteriormente destacam!se a compactaçãoisosttica e laminação.
+a compactação isosttica as prensas são compostas de uma c#mara com óleo ououtro agente transmissor de carga e a matriz são $eitas de material $le8'vel. & matriz éc>eia de pó e colocada na c#mara onde é prensada isostaticamente.
+a compactação por laminação, o pó metlico e levado a um %ogo de cilindrosde laminação, que produz um corpo na $orma de tira ou c>apa.
&lgumas regras tem que ser oedecidas no pro%eto de peças a seremcompactadas, seguem aai8o
-@ B & $orma da peça deve ser tal que permita sua retirada da matriz. Esso impedea compactação de reai8os ou ori$'cios no sentido transversal direção decompactação, o mesmo se aplica conicidade reversa. +o caso da $orma de peças muitocomple8a deve!se apelar para o processo de colagem de arotinas:
/@ B & $orma da peça não deve e8igir do pó a necessidade de escoar em paredes$inas, cantos vivos ou semel>antes, porque nestes casos o escoamento do pó é
di$icultado. 3amém devem ser evitadas variaçes ruscas na espessura da peça paranão provocar empenamento durante o processo de sinterização:
?@ B & $orma da peça deve permitir a con$ecção de matrizes resistentes. Peçascom contornos semitoroidais, semi!es$éricos ou c9nicos devem conter lateralmente umJdegrau para aumentar a resist4ncia do $erramental. Os c>an$ros devem ser menores deACW. Punçes muito $inas tem maior tend4ncia de quera. Keve evitar!se c>oques entreas partes móveis.
A@ B & razão entre o comprimento e o di#metro da peça deve ser superior a /,C na
maioria dos casos. ;ntretanto, esta razão pode c>egar até A, sem compromisso da peça,quando esta é mais espessa.
-
8/16/2019 metalurgia dos pós
10/11
C@ B & peça deve ser pro%etada de tal modo que leve em conta a uni$ormidade dadensidade do corpo verde, para evitar de$eitos na sinterização. ;m alguns casos, ausinagem posterior é recomendada.
Co,&'+t'ção (o)t
-
8/16/2019 metalurgia dos pós
11/11
medidores de energia e outras aplicaçes. O rendimento energético dessas mquinaselétricas est diretamente associado energia dissipada nas c>apas de aço que compemo seu núcleo. &ssim, o es$orço tecnológico na direção de reduzir essa energia dissipadarepercute diretamente na conservação de energia no pa's. ;stima!se que CQU doconsumo de energia elétrica do pa's se%a consumo industrial, e desses CQU, metade éconsumida no acionamento de motores elétricos. &ssim, o rendimento energético dosmotores elétricos tem impacto muito $orte no consumo nacional, assunto que cresceu deimport#ncia com a situação limite a que estamos c>egando na o$erta de energia elétrica.
Mais de um terço da produção anual de aço no 5rasil re$ere!se ao material de mais ai8o custo dispon'vel, cu%as perdas magnéticas são grandes. Dão materiais utilizadosem eletrodomésticos de utilização descont'nua, por pouco tempo (liquidi$icadores,
atedeiras, etc.) onde o consumo energético não é critério de seleção. X os motores deventiladores e re$rigeradores tem $uncionamento por tempo prolongado, e8igindo
materiais de mel>or desempen>o. +o topo da pir#mide estão os trans$ormadores de pot4ncia, por onde passam toda a energia elétrica do pa's. &s $igurasA seguintesmostram algumas aplicaçes da metalurgia do pó, largamente utilizadas nas indústrias.