MINISTÉRIO DA DEFESA EXÉRCITO ... -...
196
MINISTÉRIO DA DEFESA EXÉRCITO BRASILEIRO DEPARTAMENTO DE CIÊNCIA E TECNOLOGIA INSTITUTO MILITAR DE ENGENHARIA CURSO DE MESTRADO EM ENGENHARIA DE TRANSPORTES MARCOS BALAGUER AVALIAÇÃO ESTRUTURAL DE UM PAVIMENTO FLEXÍVEL EXECUTADO EM ASFALTO-BORRACHA ELABORADO PELO PROCESSO DE PRODUÇÃO CONTÍNUA EM USINA Rio de Janeiro 2012
Transcript of MINISTÉRIO DA DEFESA EXÉRCITO ... -...

MINISTÉRIO DA DEFESA
EXÉRCITO BRASILEIRO
DEPARTAMENTO DE CIÊNCIA E TECNOLOGIA
INSTITUTO MILITAR DE ENGENHARIA
CURSO DE MESTRADO EM ENGENHARIA DE TRANSPORTES
MARCOS BALAGUER
AVALIAÇÃO ESTRUTURAL DE UM PAVIMENTO FLEXÍVEL
EXECUTADO EM ASFALTO-BORRACHA ELABORADO PELO
PROCESSO DE PRODUÇÃO CONTÍNUA EM USINA
Rio de Janeiro
2012

2
INSTITUTO MILITAR DE ENGENHARIA
MARCOS BALAGUER
AVALIAÇÃO ESTRUTURAL DE UM PAVIMENTO FLEXÍVEL
EXECUTADO EM ASFALTO-BORRACHA, ELABORADO PELO
PROCESSO DE PRODUÇÃO CONTÍNUA EM USINA
Dissertação de Mestrado apresentada ao Curso de Mestrado em Engenharia de Transportes do Instituto Militar de Engenharia, como requisito parcial para a obtenção do título de Mestre em Ciências em Engenharia de Transportes.
Orientadores: Prof. Antônio Carlos Rodrigues Guimarães - D.Sc. e Prof. Ben-Hur de Albuquerque e Silva - D.Sc.

3
Rio de Janeiro
2012
c 2012
INSTITUTO MILITAR DE ENGENHARIA
Praça General Tibúrcio, 80 – Praia Vermelha
Rio de Janeiro - RJ CEP: 22290-270
Este exemplar é de propriedade do Instituto Militar de Engenharia, que poderá
incluí-lo em base de dados, armazenar em computador, microfilmar ou adotar
qualquer forma de arquivamento.
É permitida a menção, reprodução parcial ou integral e a transmissão entre
bibliotecas deste trabalho, sem modificação de seu texto, em qualquer meio que
esteja ou venha a ser fixado, para pesquisa acadêmica, comentários e citações,
desde que sem finalidade comercial e que seja feita a referência bibliográfica
completa.
Os conceitos expressos neste trabalho são de responsabilidade do autor e
dos orientadores.
620.1 Balaguer, Marcos. B171a Avaliação estrutural de um pavimento flexível executado em Asfalto-
Borracha, elaborado pelo Processo de Produção Contínua em Usina / Marcos Balaguer; orientado por Antônio Carlos Rodrigues Guimarães, Ben-Hur de Albuquerque e Silva. – Rio de Janeiro: Instituto Militar de Engenharia, 2012.
193 p.: il.
Dissertação (mestrado). – Instituto Militar de Engenharia. – Rio de Janeiro, 2012.
1. Engenharia de Transportes – teses, dissertações. 2. Mecânica dos Pavimentos. 3. Asfalto-borracha. 4. Processo de Produção. I. Guimarães, Antônio Carlos Rodrigues. II. Silva, Ben-Hur de Albuquerque. III. Título. IV. Instituto Militar de Engenharia.
CDD 620.1
4
INSTITUTO MILITAR DE ENGENHARIA
MARCOS BALAGUER
AVALIAÇÃO ESTRUTURAL DE UM PAVIMENTO FLEXÍVEL
EXECUTADO EM ASFALTO-BORRACHA, ELABORADO PELO
PROCESSO DE PRODUÇÃO CONTÍNUA EM USINA
Dissertação de Mestrado apresentada ao Curso de Mestrado em Engenharia de Transportes do Instituto Militar de Engenharia, como requisito parcial para a obtenção do título de Mestre em Ciências em Engenharia de Transportes.
Orientadores: Prof. Antonio Carlos Rodrigues Guimarães, D. Sc. Prof. Ben-Hur de Albuquerque e Silva, D. Sc.
Aprovada em 07 de julho de 2012 pela seguinte Banca Examinadora:
__________________________________________________________ Prof. Antonio Carlos Rodrigues Guimarães, D.Sc., IME - Presidente
__________________________________________________________ Prof. Ben-Hur de Albuquerque e Silva, D.Sc., IME
_____________________________________________________ Profª. Maria Esther Soares Marques, D.Sc., IME
_________________________________________________________ Profª. Laura Maria Goretti da Motta, D.Sc., COPPE/UFRJ
________________________________________________________ Leni Figueiredo Mathias Leite, D.Sc., CENPES/Petrobras

5
Rio de Janeiro
2012

6
Dedico este trabalho aos meus pais, pelo apoio e
incentivo ao longo da vida, aos meus filhos Diogo
e Daniela e à minha companheira Andréa, pelo
apoio e compreensão.

7
AGRADECIMENTOS
Aos meus pais Alberto da Cunha Balaguer (in memoriam) e Magdá Mello
Balaguer; aos meus filhos Diogo e Daniela; e à minha companheira Andréa.
Ao Yoga e seus mestres, cuja doutrina me ajudam a forjar um espírito mais
perseverante e resistente.
Aos meus orientadores Major Antônio Carlos Rodrigues Guimarães e Major Ben-
Hur Albuquerque e Silva, pelos ensinamentos ao longo de todo o curso,
principalmente durante a fase experimental da pesquisa e também pela amizade e
paciência durante a construção desta dissertação.
Ao Presidente da Fundação DER-RJ, Henrique Alberto Santos Ribeiro, por
incentivar o aprimoramento profissional.
Ao colega Ângelo Monteiro Pinto, Diretor da Diretoria de Obras e Conservação
da Fundação DER-RJ, por disponibilizar os dados do projeto de restauração da RJ-
122, origem desse trabalho, e autorizar, tanto a coleta de materiais, quanto a minha
participação nos ensaios executados no laboratório da obra, fundamentais no
desenvolvimento desta dissertação.
Aos professores do Curso de Mestrado em Infraestrutura dos Transportes do
IME, pelos ensinamentos transformadores.
À equipe da PG do IME, especialmente ao Sargento Oazen, pela ajuda nas
questões administrativas.
Aos colegas de mestrado do IME, turmas de 2009 e 2010, especialmente à
colega Adriana Oliveira, pela ajuda na forma final da dissertação.
Ao técnico Jorge Paixão, do Laboratório de Misturas Asfálticas; e ao Professor
Salomão Pinto, do Instituto Militar de Engenharia/IME, pela ajuda na execução dos
ensaios e camaradagem no dia a dia do laboratório.
À engenheira Ana Maria, da COPPE, pelo tratamento gentil e simpático; e aos
Técnicos do Laboratório Professor Jaques de Medina, em especial ao Rodrigo, pela
presteza na realização dos ensaios de MR e RT.
Ao engenheiro Celso Medeiros da Dynatest, pela troca de experiências; aos
técnicos do laboratório da Dynatest, em especial ao Roque, pela ajuda na coleta dos
materiais para ensaios.

8
Nossa experiência é cheia de enigmas e
contradições.
Nossas suposições cotidianas nos impedem de ver
esses enigmas e contradições.
Devemos…
… deixar de lado nossas suposições cotidianas.
… reaprender a examinar nossa experiência.
A fim de ver o mundo, temos de romper com nossa
aceitação habitual.
Maurice Merleau-Ponty (1908-1961)
9
SUMÁRIO
LISTA DE ILUSTRAÇÕES................................................................................. 11
LISTA DE TABELAS ......................................................................................... 15
LISTA DE ABREVIATURAS E SÍMBOLOS....................................................... 17
LISTA DE EQUAÇÕES...................................................................................... 24
1 INTRODUÇÃO..........................................................................................
.............................................................................................
27
1.1 Considerações iniciais .............................................................................. 27
1.2 Objetivo .................................................................................................... 30
1.3 Justificativa e relevância .......................................................................... 30
1.4 Estrutura da dissertação .......................................................................... 31
2 REVISÃO BIBLIOGRÁFICA....................................................................
........................................................................
33
2.1 O Pavimento ............................................................................................ 33
2.2 Principais fatores de degradação dos pavimentos .................................. 33
2.2.1 Trincamento por fadiga ........................................................................... 34
2.2.2 Deformação permanente ......................................................................... 36
2.2.3 Excesso de carga .................................................................................... 37
2.2.4 Envelhecimento do ligante ...................................................................... 38
2.3 Ligantes Asfálticos .................................................................................. 40
2.3.1 Classificação dos ligantes e ensaios correntes ....................................... 42
2.3.2 Modificadores de Ligantes – Polímeros...................................................
..........................................................................
47
2.4 Agregados ............................................................................................... 48
2.5 Misturas asfálticas ................................................................................... 49
2.5.1 Propriedades mecânicas das Misturas Asfálticas....................................
.................................................................................................
53
2.5.1.1 Estabilidade Marshall .............................................................................. 53
2.5.1.2 Dano por umidade induzida .................................................................... 53
2.5.1.3 Resistência à tração por compressão diametral ..................................... 54
2.5.1.4 Módulo de resiliência ou resiliente .......................................................... 54
2.5.1.5 Resistência à fadiga ................................................................................ 56
2.5.1.6 Deformação permanente ......................................................................... 58
2.6 Análise numérica de pavimentos – Sispav .............................................. 59
2.7 Simuladores de Tráfego .......................................................................... 60

10
3 MISTURAS ASFÁLTICAS MODIFICADAS COM BORRACHA.............
................
64
3.1 O descarte de pneus ............................................................................... 64
3.2 Legislação ambiental ............................................................................... 66
3.3 Breve histórico do uso do AMB ............................................................... 67
3.4 Benefícios da utilização da borracha nas propriedades do ligante ......... 67
3.5 Métodos de incorporação da borracha ao ligante ................................... 71
3.5.1 Processo Úmido ...................................................................................... 72
3.5.1.1 Mistura Contínua em Usina......................................................................
.........................................................................
73
3.5.1.2 Terminal Blend ........................................................................................ 76
3.5.2 Forma de produção pelo processo seco (Via Seca) ............................... 78
3.6 O uso de diluentes (óleo extensor) na mistura ........................................ 79
3.7 Processos de moagem da borracha ....................................................... 80
3.7.1 Processo Ambiente ................................................................................. 80
3.7.2 Processo Criogênico ............................................................................... 82
3.7.2.1 Etapas do processo de trituração criogênico........................................... 82
3.8 Experiência Brasileira Utilizando o Asfalto Borracha pelo processo de
produção Continuous Blend ..............................................................................
4 Produção Continuous Blend..................................................................... 84
3.9 Experiência Americana Utilizando Asfalto Borracha................................
.......................................................................................
..........................................................................
85
4 APRESENTAÇÃO DO PROJETO DE RESTAURAÇÃO DA
.................................... ..........................................................................
RODOVIA RJ-122.................................................................................... 88
4.1 Introdução................................................................................................
..............................................................................................
88
4.1.1 Identificação da rodovia (Sistema Rodoviário Estadual).......................... 88
4.1.2 Localização.............................................................................................. 89
4.2 Dados Coletados para o Projeto..............................................................
....................................................................................
...................................................................................
90
4.2.1 Tráfego.....................................................................................................
.........................................................................
91
4.2.2 Avaliação Funcional.................................................................................
..........Localização..............................................................................................
...............................................................................................
95
4.2.3 Avaliação Estrutural.................................................................................
anual...................................................................................
98
4.3 Dimensionamento proposto para a restauração ..................................... 99
4.4 Critérios adotados para a seleção de materiais ...................................... 101
4.4.1 Agregados ............................................................................................... 101
4.4.2 Borracha de pneus .................................................................................. 103
4.4.3 Misturas asfálticas ................................................................................... 105
4.5 Controle do processo de produção tecnológica ...................................... 106
4.6 Usina utilizada para produção do AMB ................................................... 107

11
4.7 Estimativa do número de pneus usados na obra..................................... 110
4.8 Redução de espessura em pavimentos que utilizam misturas com
asfalto-Borracha ..................................................
114
Asfalto-Borracha
5 MATERIAIS E METODOS....................................................................... 116
5.1 Introdução................................................................................................ 116
5.2 Fluxograma das etapas do trabalho ........................................................ 117
5.2.1 Análise do Projeto ................................................................................... 118
5.2.2 Coleta de materiais granulares asfálticos ............................................... 118
5.2.3 Caracterização dos materiais .................................................................. 118
5.2.4 Caracterização Superpave ...................................................................... 118
5.2.5 Avaliação numérica da estrutura do Pavimento.......................................
.............................................................
119
5.2.6 Ensaio Acelerado em escala real – HVS................................................
.........................................................................
119
5.2.7 Monitoramento do Trecho Experimental.................................................. 119
5.3 Ensaios executados ................................................................................ 120
5.4 Procedimentos para preparação dos corpos de prova usados nos
...........................
Ensaios Mecânicos.................................................................................. 120
5.5 Coleta dos materiais ................................................................................ 121
5.6 Simulação acelerada de tráfego – HVS .................................................. 123
6 RESULTADOS OBTIDOS ...................................................................... 126
6.1 Materiais Escavados................................................................................ 125
6.2 Agregados ............................................................................................... 128
6.2.1 Ensaio de densidade real e aparente do agregado ................................ 132
6.2.2 Ensaio de Perda por abrasão Los Angeles ............................................. 132
6.2.3 Ensaio de Granulometria do Agregado após Extração de ligante
................................
133
6.2.4 Avaliação dos agregados utilizados ........................................................ 136
6.3 Borracha de pneus .................................................................................. 136
6.4 Ligantes asfálticos modificados com borracha ........................................ 140
6.4.1 Caracterização do ligante modificado ..................................................... 141
6.4.2 Recuperação elástica .............................................................................. 146
6.4.3 Caracterização Superpave ...................................................................... 147
6.4.4 Correlação entre os parâmetros Jnr ,e G*/senδ com a Deformação
Permanente.............................................................................................. 149
6.5 Caracterização do Ligante Convencional.................................................
...............................................................................
152

12
6.6 Misturas asfálticas Modificadas - Gap e Open.........................................
............................................................
153
6.6.1 Propriedades volumétricas das Misturas Asfálticas Modificadas com
......................................................................
153
Borracha...................................................................................................
6.6.2 Caracterização mecânica das misturas asfálticas modificadas...............
........................................................................
155
6.6.2.1 Ensaio de Módulo Resiliente e Resistência à Tração..............................
.................................................................................
156
6.6.2.2 Determinação da vida de fadiga das misturas ........................................ 161
6.7 Capacidade do Simulador de Tráfego utilizado na RJ-122...................... 163
6.7.1 Ensaio com HVS no segmento monitorado.............................................
.....................................................................................
163
7 AVALIAÇÃO NUMÉRICA DO COMPORTAMENTO ESTRUTURAL
DO PAVIMENTO ATRAVÉS DO PROGRAMA SISPAV........................ ...................................................................
168
7.1 Levantamentos deflectométricos no segmento monitorado..................... 174
7.1.1 Determinação das bacias de cálculo ....................................................... 174
7.2 Análise 3D do pavimento utilizando o programa EFin 3D........................
................................................................
176
8 CONCLUSÕES E RECOMENDAÇÕES.................................................. 183
8.1 Conclusões .............................................................................................. 183
8.2 Sugestões para futuros trabalhos ........................................................... 184
9 REFERÊNCIAS BIBLIOGRÁFICAS ....................................................... 186

13
LISTA DE ILUSTRAÇÕES
FIG. 2.1 Trincas de fadiga da Rodovia RJ-122 ................................................
35
FIG. 2.2 Redução da vida útil causada pela sobrecarga por eixo ...................
38
FIG. 2.3 Envelhecimento do ligante asfáltico (TONIAL, 2001).. .....................
39
FIG. 2.4 Vista geral do Simulador de tráfego (HVS) usado na RJ-122...........
61
FIG. 2.5 Vista da pista no interior do Simulador HVS – RJ-122......................
62
FIG. 2.6 Treliça para medir o afundamento – RJ-122.....................................
62
FIG. 2.7 Simulação de chuva com espargimento d’água através de mangueiras
RJ-122................................................................................................
63
FIG. 2.8 Detalhe dos Sensores contadores das passagens de roda no HVS – RJ-
122......................................................................................................
63
FIG. 3.1 Depósito de Pneus nos EUA.............................................................
65
FIG. 3.2 Disposição de pneu irreversível em um mangue de Aracaju............
65
FIG. 3.3 Incêndio de 6 milhões de pneus – Califórnia, USA...........................
66
FIG. 3.4 Porcentagem de trincas versus idade de serviço em AMB e HMA...
69
FIG. 3.5 Composição dos pneus radiais para automoveis..............................
70
FIG. 3.6 Esquema de produção do Ligante asfalto-borracha CB....................
75
FIG. 3.7 Esquema de produção do AMB pelo processo CB...........................
76

14
FIG. 3.8 Aspecto do ligante / TB ...................................................................
78
FIG. 3.9 Aspecto do ligante / CB ...................................................................
78
FIG. 3.10 Pneus já sem os talões de aço, prontos para trituração...................
80
FIG. 3.11 Linha de produção pelo processo de moagem – Ambiente na empresa
Ecobalbo.............................................................................................
81
FIG. 3.12 Aspiração do nylon extraído dos pneus na moagem........................
81
FIG. 3.13 Borracha moída embalada em sacos de 1.000kg.............................
82
FIG. 3.14 Esquema de Trituração pelo processo..............................................
83
FIG. 3.15 Custos de manutenção por milha de pista (USA $)..........................
87
FIG. 4.1 Mapa de Localização da RJ-122 ......................................................
89
FIG. 4.2 km 24,5 - Trincas tipo couro de jacaré na RJ-122 ............................
96
FIG. 4.3 km 19 – Borda lateral da Pista com acúmulo de água de chuva .....
97
FIG. 4.4 km 24,5 – acostamento da pista encharcado após chuva................
97
FIG. 4.5 km 24-9 - Trincas com destacamento de bloco.................................
97
FIG. 4.6 Deflectometria do segmento monitorado...........................................
98
FIG. 4.7 Seção Transversal do projeto de restauração dos 35,9km de
extensão..................................................................................................100
FIG. 4.8 Distribuição granulométrica da borracha ..........................................
104

15
FIG. 4.9 Grão intermediário de borracha.........................................................
105
FIG. 4.10 Operário da Dynatest extraindo amostras da pista com sonda rotativa na
estaca 1408, dentro do segmento monitorado...................................
107
FIG. 4.11 Figura esquemática da usina de produção ......................................
108
FIG. 4.12 Vista da usina UACF 17 P-2 (Ciber) da RJ-122................................
109
FIG. 4.13 Borracha moída sendo adicionada ao tanque de mistura ................
110
FIG. 4.14 Esquema de Alimentação da máquina trituradora de pneus para a
composição da borracha moída desta obra .....................................
110
FIG. 4.15 Seção transversal esquemática da restauração ..............................
111
FIG. 4.16 Figura ilustrativa da proporção de pneus usados segundo
Edel (2002) .......................................................................................
113
FIG. 4.17 Alimentação inicial da máquina de moagem de pneus ....................
113
FIG. 5.1 Perfil longitudinal do trecho monitorado ...........................................
116
FIG. 5.2 Fluxograma das etapas do trabalho .................................................
117
FIG. 5.3 Relação dos ensaios e locais onde foram feitos...............................
120
FIG. 5.4 Coleta do Ligante Modificado no Extravasor do Combo...................
122
FIG. 5.5 Aferição / Calibragem da carga do eixo............................................
124
FIG. 6.1 Recolhimento de agregados na pilha de peneiramento primário no
canteiro de obrasda RJ-122...............................................................
129

16
FIG. 6.2 Recolhimento de agregados para ensaio (silo frio), no canteiro de obras
da RJ-122 ..........................................................................................
129
FIG. 6.3 Coleta de agregados no secador (silo quente) .................................
130
FIG. 6.4 Ensaio de granulometria após extração do ligante ..........................
130
FIG. 6.5 Aspecto dos agregados antes e após ensaio Los Angeles...............
131
FIG. 6.6 Aspecto de amostra lamelar dos agregados – Pedreira Morro
Grande................................................................................................
131
FIG. 6.7 Enquadramento granulométrico da mistura GAP GRADED.............
135
FIG. 6.8 Enquadramento granulométrico da mistura OPEN GRADED...........
136
FIG. 6.9 Gráfico do Enquadramento granulométrico das amostras de borracha
moída deste estudo ...........................................................................
138
FIG. 6.10 Aspecto da borracha moída utilizada nesta pesquisa.......................
139
FIG. 6.11 Ensaio Granulométrico da borracha moída utilizada nesta
pesquisa.............................................................................................
139
FIG. 6.12 Equipamento misturador de AMB no Laboratório Dynatest..............
141
FIG. 6.13 Mistura da borracha ao ligante no laboratório da obra......................
141
FIG. 6.14 Consistência do ligante modificado ..................................................
144
FIG. 6.15 Viscosidade versus Tempo de Reação.............................................
145
FIG. 6.16 Influência da porcentagem de borracha nas propriedades do LMB..
146

17
FIG. 6.17 Recuperação elástica – asfalto convencional versus modificado.....
147
FIG. 6.18 Resultados da deformação permanente no ensaio com equipamento ALF
do FHWA...........................................................................................
150
FIG. 6.19 Comparação Gráfica entre parâmetros Jnr (kPa-1) do ensaio MSCR do
FHWA (2001) com o resultado do ensaio com o ligante produzido na
RJ-122...............................................................................................
150
FIG. 6.20 Comparação Gráfica entre parâmetros G*/senδ (kPa) a 64ºC, do ensaio
do FHWA (2011) com o resultado do ensaio com o ligante produzido na
RJ-122 ..............................................................................................
151
FIG. 6.21 Resultados da deformação permanente na I-55/USA.......................
152
FIG. 6.22 Vistas do Ensaio de MR feito no laboratório do IME ........................
156
FIG. 6.23 Vistas do Ensaio de MR feito no laboratório do IME ........................
156
FIG. 6.24 Resultado comparativo de RT entre as misturas estudadas nesta
Pesquisa............................................................................................
160
FIG. 6.25 Vida de Fadiga x Diferença de tensões da amostra OG em estudo.
162
FIG. 6.26 Vida de Fadiga x Deformação Específica Resiliente da amostra OG em
estudo ...............................................................................................
162
FIG. 6.27 Deflexão medida dentro do HVS com VB, no segmento monitorado
deste
estudo ...............................................................................................
165
FIG. 6.28 Afundamento na trilha de roda medida com Viga Benkelman (VB) no
segmento monitorado desse estudo ................................................
166

18
FIG. 6.29 Valores de macrotextura medida com mancha de areia, no segmento
monitorado desse estudo..................................................................
167
FIG. 6.30 Micro rugosidade medida com Pêndulo Britânico, no segmento
monitorado desse estudo .................................................................
167
FIG. 7.1 Tela com a análise de vida de projeto da RJ-122.............................
169
FIG. 7.2 Tela com dados de tráfego da RJ-122..............................................
169
FIG. 7.3 Tela com dados pluviométricos da RJ-122.......................................
170
FIG. 7.4 Tela com modelo de fadiga de misturas asfálticas usado ................
170
FIG. 7.5 Tela com o modelo de comportamento para deflexões admissíveis.
171
FIG. 7.6 Tela com o modelo de comportamento para deformação permanente
de
mistura asfáltica.................................................................................
171
FIG. 7.7 Tela com o modelo de comportamento para tensão no topo do
subleito..............................................................................................
172
FIG. 7.8 Tela com o resultado para o dano acumulado relativo à fadiga na base
da
camada de GG (eixo x) ....................................................................
172
FIG. 7.9 Tela com o resultado para o dano acumulado relativo à fadiga na base
da
camada de GG (eixo y) ....................................................................
173
FIG. 7.10 Tela com o resultado do dano acumulado relativo à deflexão máxima
na

19
superfície da camada de GG ..........................................................
173
FIG. 7.11 Tela com resultado para o dano acumulado relativo à tensão máxima
no
topo da camada de GG ....................................................................
174
FIG. 7.12 Comparação entre bacias deflectométricas antes e após a obra no
segmento monitorado .......................................................................
176
FIG. 7.13 Configuração do estado de tensões no ponto a em (x; y; 7cm), ou seja,
na base da camada de GG...............................................................
177
FIG. 7.14 Variação da tensão nas 3 direções...................................................
178
FIG. 7.15 Determinação da vida de fadiga da Camada de Open Graded........
179
FIG. 7.16 Dados das espessuras das camadas asfálticas e seus MR.............
180
FIG. 7.17 Dados da configuração do carregamento adotado...........................
180
FIG. 7.18 Malha de elementos finitos calculada................................................
181
FIG. 7.19 Tela do Resultado do cálculo da análise 3D.....................................
181

20
LISTA DE TABELAS
TAB. 3.1 Redução de ruído: Asfalto-borracha X Asfalto Convencional...........
71
TAB. 3.2 Comparação das propriedades físicas das borrachas moídas nos
processos Ambiente e Criogênico ....................................................
83
TAB. 4.1 Número de eixos equivalentes..........................................................
92
TAB. 4.2 Cálculo do N acumulado para 20 anos ............................................
92
TAB. 4.3 Metodologia para determinação dos pesos equivalentes para cada
eixo....................................................................................................
93
TAB. 4.4 N Calculado pela metodologia DNIT, a partir dos pesos medidos nos
postos de pesagem ..........................................................................
94
TAB. 4.5 N Calculado pela metodologia DNIT, considerando os pesos limite da
Lei
da balança.........................................................................................
95
TAB. 4.6 Critérios de Seleção – Gap Graded .................................................
102
TAB. 4.7 Granulometria exigida - Gap Graded ...............................................
102
TAB. 4.8 Critérios de seleção - Open Graded .................................................
103
TAB. 4.9 Granulometria exigida - Open Graded..............................................
103
TAB. 4.10 Critérios de dosagem – Gap Graded ................................................
106
TAB. 4.11 Critérios de dosagem – Open Graded ..............................................
106

21
TAB. 4.12 Cálculo da quantidade de pneus utilizados na RJ-122.....................
112
TAB. 4.13 Valores de espessuras recomendadas pelo CALTRANS (1992) e a
posição apresentada no trabalho de Fontes et al. .........................
115
TAB. 5.1 Temperaturas ...................................................................................
123
TAB. 6.1 Resultados do Controle de compactação da camada de base ........
127
TAB. 6.2 Resultados do Controle de compactação - camada de sub-leito......
128
TAB. 6.3 Densidade dos Agregados / ensaiados no Laboratório do IME........
132
TAB. 6.4 Perda por abrasão Los Angeles – Pedreira Morro Grande ..............
132
TAB. 6.5 Granulometria após extração do ligante / Gap Graded....................
134
TAB. 6.6 Granulometria após extração do ligante / Open Graded ..................
134
TAB. 6.7 Correção dos teores de ligantedas misturas GG e OG.....................
134
TAB. 6.8 Enquadramento granulométrico da borracha moída deste estudo...
137
TAB. 6.9 Comparação das Propriedades dos ligantes Modificados com
borracha............................................................................................
143
TAB. 6.10 Estudo de viscosidade com diferentes concentrações de borracha
moída ...............................................................................................
144
TAB. 6.11 Tabela com os resultados da caracterização Superpave do ligante
modificado.........................................................................................
148
TAB. 6.12 Caracterização do ligante CAP 30/45 utilizado nesse estudo...........
153

22
TAB. 6.13 Características Marshall das camadas de GG e OG – segmento
monitorado da RJ-122 desta pesquisa ............................................
155
TAB. 6.14 Valores dos ensaios MR e RT (COPPE e IME, 2011)......................
159
TAB. 6.15 Comparando MR e RT de misturas variadas....................................
160
TAB. 6.16 Características de fadiga a tensão controlada das misturas estudadas
neste trabalho comparada a uma mistura convencional...................
162
TAB. 6.17 Operações equivalentes simuladas com HVS no trecho monitorado
desta
pesquisa............................................................................................
164
TAB. 7.1 Média das Deflexões nos dois períodos dentro do segmento
monitorado.........................................................................................
174
TAB. 7.2 Estudo Estatístico das Deflexões medidas a cada 40 metros, no
Segmento monitorado – antes da obra ............................................
175
TAB. 7.3 Estudo Estatístico das Deflexões medidas a cada 20 metros, no
Segmento monitorado – após da obra .............................................
175
TAB. 7.4 Tensões ao longo da espessura do Pavimento ...............................
177

23
LISTA DE ABREVIATURAS E SÍMBOLOS
ABREVIATURAS
AASHTO - American Association of State Highway and Transportation
Officials
ABNT - Associação Brasileira de Normas Técnicas
ABPv - Associação Brasileira de Pavimentação
ADOT - Arizona Department of Transportation
AI - Asphalt Institute
AMB - Asfalto Modificado com Borracha
APA - Asphalt Pavement Analyzer
AR-AC - Asphalt Rubber Asphalt Concrete
ARHM-GG - Asphalt Rubber Hot Mix – Gap Graded
ASTM - American Society for Testing and Materials
ATR - Afundamento de trilha de roda
B - Constante ou coeficiente experimental
B - Parâmetro de regressão
B - Espessura de base
CALTRANS - California Department of Transportation
CAP - Cimento Asfáltico do Petróleo
CAUQ - Concreto Asfáltico Usinado a Quente
CB - Continuous blend
CBR - California Bearing Ratio (Índice de Suporte Califórnia)
CBUQ - Concreto Betuminoso Usinado a Quente
CENPES - Centro de Pesquisas da Petrobrás
CGS - Sistema Centímetro-Grama-Segundo
CNT - Confederação Nacional do Transporte
CONAMA - Conselho Nacional do Meio Ambiente
CONSULPAV - Empresa consultora responsável pelo projeto da RJ-122
CRM - Crumb Rubber Modifier
DA - Densidade aparente
DMT - Densidade máxima teórica
d e D - Malhas de abertura de peneiras
deq - Diâmetro equivalente

24
D - Deslocamento
D - Diâmetro médio da mancha de areia
DC - Crescimento do comprimento da fenda
DN - Ciclo de carga
DGAC - Dense Graded Asphalt Concrete
DNER - Departamento Nacional de Estradas de Rodagem
DNIT - Departamento Nacional de Infraestrutura de Transportes
DSR - Dynamic Shear Rheometer
DTT - Direct Tension Test
e - Espessura do corpo de prova
e - Número neperiano
E - Módulo de Rigidez
E - Módulo dinâmico
E* - Módulo complexo ou módulo complexo de rigidez
|E*| - Valor absoluto do módulo complexo, também denominado de
módulo dinâmico
E∞ - Módulo puramente elástico
E1 - Componente real do módulo complexo
E2 - Componente imaginária do módulo complexo
EA - Equivalente de areia
ESAL - Equivalent Simple Axle Loads
EM - Especificação de material
EM - Especificação Nacional
ES - Especificação de serviço
EVA - Ethylene Vinyl Acetate
F - Força
FC - Fator de carga
FC-1 - Trincas com abertura superior à das fissuras e menores que 1,0
mm
FC-2 - Trincas com abertura superior a 1,0 mm e sem erosão nos
bordos
FC-3 - Trincas com abertura superior a 1,0 mm e com erosão nos
bordos
Fr - Frequência
25
FR - Fator climático regional
FR60 - Valor do atrito FRS à velocidade de 60 km/h
FR - Medida do atrito (microtextura)
FV - Fator de veículos
FDOT - Florida Department of Transportation
FHWA - Federal Highway Administration
FWD - Falling Weight Deflectometer
G - Módulo de relaxação por corte
G' - Módulo de armazenamento
G'' - Módulo dissipativo ou de perda
G* - Módulo de corte complexo
Hn - Espessura de camada do pavimento com CBR = n
H - Profundidade da camada
Hm - Espessura total de pavimento necessária para proteger um
material
Ht - Espessura total do pavimento necessária para proteger o solo
de fundação
H20 - Espessura de pavimento sobre a sub-base
HVS - Heavy Vehicle Simulator
HMA - Hot Mix Asphalt
IBP - Instituto Brasileiro do Petróleo
IST - Índice de susceptibilidade térmica
Jnr - Parâmetro Superpave relacionado à Deformação Permanente
K - Fator de intensidade de tensão
K - Extensão para a vida de fadiga de 1 milhão de ciclos
K - Módulo de relaxação volumétrico
K∞ - Módulo volumétrico, associado a um carregamento de duração
infinita
kTR - Fator de intensidade de tensão
KTR - Potencial de trincamento do pavimento
K1, K2 - Constantes experimentais
LMB - Ligante Modificado com Borracha
L - Comprimento da amostra
Le - Comprimento efetivo

26
M - Variação em massa
MB - Macadame betuminoso em camada de base
MDB - Mistura betuminosa densa em camada de regularização
ME - Método de ensaio
m - Módulo de relaxação (creep rate)
m - Constante experimental
Ma - Massa do material agregado
Mv - Massa de vazios (ar)
MR - Módulo Resiliente
MSCR - Multiple Stress Creep Recovery – Ensaio Superpave
N - Número de repetições do eixo simples padrão de 80 kN
N - Vida previsível de reforço
NAEP - Número acumulado de eixo padrão
Ni - Número de aplicações até à ruína de tensão σi ou extensão εi
Nf - Resistência à fadiga, representada pelo número de ciclos
NDOT - Nevada Department of Transportation
p - Percentagem de material que passa
P - Carga do rodado ou carregamento
PA - Ponto de amolecimento
PEN - Penetração
PG - Performance Grade
PI - Índice de penetração
PI - Propriedades dos materiais constituintes
Pi+1 - Novas propriedades dos materiais constituintes
PAV - Pressure Aging Vessel
PCG - Prensa de corte giratório
PRO - Procedimento
RCD - Reflective Cracking Device
R - Espessura de revestimento
RBV - Relação betume vazio
RTFOT - Rolling Thin-Film Oven Test
RRT - Resistência residual à tracção
R.T - Relatório Técnico
RUMAC - Rubber-Modified Asphalt Concrete

27
S - Rigidez
S - Amplitude do carregamento aplicado
S0 - Rigidez inicial
SbG - Sub-base granular
Si - Esforços
SAM - Stress Absorving Membrane
SAMI - Stress Absorving Membrane Interlayer
SBR - Styrene Butadiene Rubber
SBS - Styrene Butadiene Copolymer
SHRP - Strategic Highway Research Program
SI - Sistema Internacional
SGC - Compactador giratório SUPERPAVE
SUPERPAVE - Superior Performing Asphalt Pavement
t - Tempo
t - Período de projeto
T - Temperatura dos materiais
Tar - Temperatura do ar
TD - Tempo de digestão
TR - Temperatura de referência
Tmáx - Temperatura máxima do pavimento medida em 7 dias
consecutivos
Tmín - Temperatura mínima do pavimento
Tx - Macrotextura
TxDOT - Texas Department of Transportation
TB - Terminal Blend
TFOT - Thin Film Oven Test
USA - United States of America (Estados Unidos)
USACE - United States Army Corps of Engineers
V - Volume de areia padrão
VAM - Volume de vazios no agregado mineral
Vv - Volume de vazios
VMD - Volume médio diário de veículos que passam na faixa da via
mais solicitada
WT - Wheel Tracking

28
SÍMBOLOS
Su - Resistência não-drenada ao cisalhamento
cv - Coeficiente de adensamento vertical
eo - Índice de vazios
a - Atividade
LC - Limite de Contração
LP - Limite de Plasticidade
LL - Limite de Liquidez
IP - Índice de Plasticidade
c - Coesão
H - Altura da palheta
D - Diâmetro da Palheta
T - Máximo Valor Medido do Torque
qc - Resistência de ponta medida no ensaio de cone
u - Poropressão
P - Força por Unidade de Comprimento Atuando em
um Cilindro
d - Diâmetro do Cilindro
Nb - Fator de Barra
Eo - Módulo de Young
Kn - Rigidez de Contato Normal
Ks - Rigidez de Contato Cisalhante
Kn - Rigidez Normal
un - Sobreposição dos Elementos
cn - Amortecimento Normal
Fn - Força de Contato na Direção Normal
vt ct - Parcela de Amortecimento na Direção Tangencial
vt - Velocidade Relativa Tangencial
Kt - Rigidez Tangencial
σ'vm - Tensão de sobreadensamento
τf - Resistência ao cisalhamento
σ - Tensão normal no plano de ruptura
29
φ - Ângulo de Atrito Interno do Solo
σ3 - Tensão de confinamento ou tensão confinante
σ1 - Tensão desvio
fS - Resistência por atrito lateral do cone
α - Fator de adesão
φpico - Ângulo de Atrito Interno de Pico
φres - Ângulo de Atrito Interno Residual
ψpico - Ângulo de Dilatância de Pico
µ - Ângulo de Atrito entre os Elementos
v - Coeficiente de Poisson
βr - Coeficiente de Rigidez de Rolamento
ηr - Coeficiente de Rolamento Elástico Limite
σE - Tensão de Escoamento
εr - Deformação Longitudinal Específica de Ruptura

30
LISTA DE EQUAÇÕES
EQ. 2.1 Equação geral do Módulo Resiliente .................................................. 54
EQ. 2.2 Equação de Fadiga por Diferença de tensões ………………………..
57
EQ. 2.3 Equação de Fadiga por Tensão de tração …………………………...... 57
EQ. 2.4 Equação de Fadiga por Deformação de tração inicial ………………..
57
EQ. 4.1 Conversão dos pesos dos veículos para eixos de 86KN ...................
91
EQ. 7.1 Cálculo do raio de curvatura...............................................................
174
EQ. 7.2 Cálculo da Diferença de tensões por diferença vetorial......................
178

31
RESUMO
Nesta dissertação, foi feita uma avaliação estrutural de um segmento de 300 metros, denominado “Segmento Monitorado”, que é parte integrante da obra de restauração do pavimento da RJ-122, rodovia com extensão total de 35,9 km, pertencente à malha rodoviária da Fundação DER-RJ. A restauração do segmento monitorado foi executada em asfalto-borracha pelo processo de produção Contínua em Usina, também chamado de Continuous Blend, Just in Time ou Field Blend. Tal processo de produção caracteriza-se por produzir um ligante modificado com borracha com alta viscosidade e por ser fabricado no próprio canteiro (produção “in situ”), atendendo ao ritmo de execução da obra. Essa avaliação estrutural tem o objetivo de desenvolver um modelo futuro de previsão de desempenho para rodovias com características semelhantes. A restauração em pauta constituiu a primeira experiência nacional com esse processo de produção de ligante modificado com borracha, o que atribui caráter inovador à obra. Além do fator inovação, o processo de produção contínua em usina, associa um forte apelo na questão da preservação ambiental pelo uso de pneus inservíveis em sua produção, pois tal iniciativa resulta na retirada de inúmeras carcaças de pneus que contaminam o meio ambiente. Entretanto, não bastaria que uma solução fosse simplesmente pioneira e ambientalmente correta caso não houvesse um ganho de qualidade nas características mecânicas do asfalto e não fosse uma solução economicamente viável que resultasse no aumento da vida útil do pavimento, o que ficou comprovado no uso dessa técnica nas últimas décadas, principalmente em países como Estados Unidos, Portugal e África do Sul.
Para a produção do Asfalto-Borracha da restauração da RJ-122, foi utilizado o CAP30-45 e a borracha de pneus foi obtida pelo processo de moagem em temperatura Ambiente. Serão apresentados nesse trabalho os resultados dos ensaios de avaliação do comportamento mecânico das misturas asfálticas modificadas com borracha, tais com MR, RT e fadiga, além da caracterização reológica tradicional e Superpave do ligante produzido. Fez-se também a simulação numérica do comportamento estrutural e previsão do desempenho do pavimento, utilizando-se o programa SisPav. Os resultados dos ensaios e da avaliação numérica mostraram que tanto o ligante asfáltico quanto as misturas asfálticas, apresentaram bom comportamento. A vida útil do pavimento calculada pelo Programa Sispav mostrou-se compatível com aquela projetada pela consultoria contratada pela Fundação DER-RJ, e também comprovado através dos ensaios acelerados realizados com o simulador de tráfego (HVS).

32
ABSTRACT
In this work was made a structural evaluation of a 300 meters segment, called Segment Monitored which is part of the restoration work of RJ-122, highway with a total length of 35.9 km, belonging to the Fundação DER-RJ. The restoration of the monitored segment was made on asphalt rubber by Continuous Blend production process, also called Field Blend. This production process is characterized by producing a binder with high viscosity and be fabricated on the construction site ("in situ"), according to the needs and pace of construction work. This structural evaluation aims to develop a model to predict future performance for roads with similar characteristics. The restoration in question was the first national experience with this process of production of asphalt rubber, which gives an innovative character to work. Besides the innovation factor, the CB process combines a strong appeal on the issue of environmental preservation by the use of scrap tires in its production, because this initiative results in the removal of numerous scrap tires from the environment. However, it is not enough that a solution be simply pioneer and environmentally correct if there wasn’t a quality gain in the mechanical properties of the asphalt, and was not an economically feasible solution that results in the life time increasing of the pavement, which was proved in using this technique in recent decades, especially in countries like the United States, Portugal and South Africa.
For the production of Asphalt-Rubber restoration of RJ-122 was used CAP30-45 and the ground rubber was obtained by ambient process. Will be presented in this work the results of evaluate tests of the mechanical behavior of asphalt rubber mixtures such with MR, RT and fatigue, and the rheological characterization of traditional and Superpave binder produced. There was also a numerical simulation of structural behavior and prediction of performance of pavement using the program SisPav. The test results and the numerical evaluation showed that both the asphalt binder as the asphalt mixtures showed good behavior. The estimated useful life of the pavement by the Program Sispav was compatible with that projected by consultants hired by the Foundation DER-RJ, and also demonstrated through accelerated tests conducted with the traffic simulator (HVS).

33
1 INTRODUÇÃO
1.1 CONSIDERAÇÕES INICIAIS
Um sistema de transportes terrestre seguro e eficiente é um elemento essencial
para a sustentabilidade econômica regional e nacional. As rodovias são a espinha
dorsal da rede de transportes terrestre, cuja mobilidade impulsiona o crescimento
econômico e promove as atividades sociais. Quanto mais avançados e velozes
ficaram os meios de transporte ao longo do tempo, maior ficou o ritmo de
crescimento e sofisticação das atividades econômicas da sociedade humana, o que
fez multiplicar a importância do papel das rodovias. Ao mesmo tempo, o potencial
adverso dos impactos oriundos do desenvolvimento rodoviário aumentou em
magnitude, especialmente quando planejamento, projeto e construção não são
realizados adequadamente. Para explorar completamente os benefícios do
desenvolvimento rodoviário e minimizar as possíveis influências adversas, o estudo
da engenharia de rodovias precisa expandir as atenções a além de simplesmente
oferecer acesso seguro e rápido de um ponto a outro, ou seja, além de cobrir
aspectos estruturais e funcionais, esta engenharia precisa focar aspectos como
impactos ambientais e sócio-econômicos do desenvolvimento da rede rodoviária
(FWA, 2006).
A matriz de transportes brasileira é majoritariamente rodoviária. Segundo
relatório de 2011 da Confederação Nacional de Transportes (CNT), 61,1% da
movimentação anual de cargas e passageiros são feitos pelo modal rodoviário, o
que faz com que nossas rodovias sejam o principal meio de circulação de bens e
pessoas. Com o atual estágio de crescimento da produção agrícola, onde
anualmente o Brasil bate recordes na produção de grãos, além do crescimento de
setores industriais que estão se valendo da cotação baixa do dólar para comprar
máquinas novas no exterior visando aumento de produção, as rodovias são
colocadas na ordem do dia dos investimentos em infraestrutura rodoviária, tanto nas
esferas de governos municipais, estaduais e federal quanto da iniciativa privada
através de concessões e parcerias público-privadas. Os investimentos devem ser
direcionados para a solução dos gargalos impostos ao transporte rodoviário. Tais

34
gargalos são encontrados principalmente nas deficiências de geometria dos
traçados, na sinalização das vias e principalmente no mau estado de conservação
dos pavimentos.
Uma pesquisa realizada pelo Instituto Ilos (Instituto de Logística e Supply Chain)
em 2010, com cerca de 15 mil profissionais de logística das maiores empresas do
Brasil, revelou que 92% deles apontaram a má qualidade das estradas como o
principal problema de infraestrutura do pais. Ainda de acordo com o Instituto Ilos,
para que as estradas atuais sejam avaliadas como boas ou ótimas, é preciso investir
R$ 64,7 bilhões em recuperação e R$ 747 bilhões em pavimentação das estradas
em leito natural.
Como consequência destas deficiências, verifica-se um aumento no tempo de
transporte, perdas significativas dos produtos transportados e um grande número de
acidentes. Pode-se afirmar, mesmo intuitivamente, que a qualidade das rodovias
tem relação direta com os preços de bens e serviços. Portanto, melhorar a
infraestrutura rodoviária ajudará na redução do chamado “Custo Brasil”, termo
utilizado para descrever a perda de competitividade dos produtos brasileiros frente
aos importados.
A vida útil dos pavimentos é reduzida, algumas vezes de forma exponencial, por
fatores alheios às boas práticas da engenharia como, por exemplo, a má execução
das obras (má compactação das camadas dos pavimentos), falta de drenagem ou
drenagem inadequada e também pelo excesso de peso dos veículos de carga, o que
não é coibido na maioria das rodovias.
Planejamento é a palavra chave para que tantas demandas possam ser
cumpridas de forma eficiente e se reverta o quadro atual. Verifica-se que o cenário
nacional de obras públicas é marcado por atrasos motivados por inúmeros fatores,
desde exigências ambientais não propriamente respeitadas na execução de obras,
passando por projetos executivos sem o devido tempo de maturação, onde as
alternativas, tanto técnicas quanto financeiras, não são exaustivamente avaliadas e
precisam ser corrigidas durante a obra, até exigências de concessionárias de
rodovias não consideradas durante a fase de projeto, o que também pode gerar
atrasos indesejáveis.
Dentre as medidas que deveriam ser postas em prática para que o resultado
final de uma obra rodoviária fosse o esperado, estão a execução de serviços como
compactação das camadas dos pavimentos nas energias pré-estabelecidas, o uso

35
de materiais cujas propriedades agreguem aumento de resistência e longevidade ao
asfalto, como por exemplo, a adição de borracha ao ligante, no caso de pavimentos
flexíveis, e o uso de materiais alternativos e reciclados como forma de preservar o
meio ambiente.
Pode-se afirmar que a destinação adequada de resíduos gerados pela
sociedade é um dos maiores desafios da atualidade, e a tendência que se avizinha é
o agravamento da situação de esgotamento de jazidas utilizadas em obras de todos
os tipos. A partir do crescimento contínuo de países como Brasil, Índia e China, que
têm expressivo contingente populacional e estão em processo de restaurar e
expandir suas malhas rodoviárias para atender ao crescimento de suas produções,
vislumbra-se a necessidade de investimentos maciços em pesquisa de materiais
alternativos (agregados alternativos) para que haja uma conjugação entre
construção de infraestrutura, destinação de resíduos e limites dos recursos naturais.
Partindo do enfoque do uso de materiais alternativos para a melhoria de nossas
rodovias, o asfalto modificado com borracha moída de pneus (Asfalto-borracha) se
coloca como uma das ferramentas para atender aos requisitos de qualidade, pois
conta com experiências de sucesso que essas misturas obtiveram nos últimos
quarenta anos em rodovias americanas, principalmente em regiões de temperaturas
altas e de grande insolação, como é o caso do Brasil e, particularmente, do Estado
do Rio de Janeiro. Além de atribuir ao asfalto propriedades tecnicamente melhores,
a incorporação da borracha moída associa um apelo ambiental fortíssimo pelo fato
de criar uma destinação para as carcaças de pneus inservíveis que entopem os
cursos d’água, aterros sanitários e os fundos de baías das cidades há muitos anos.
Em 2011, a entidade Reciclanip coletou e destinou de forma ambientalmente
correta mais de 320 mil toneladas de pneus inservíveis, quantia que equivale a 64
milhões de unidades de pneus de carros de passeio (www.anip.com.br, acessado
em 08/08/2012). Quando descartados em locais inadequados, os pneus servem
como local de procriação de mosquitos e outros vetores de doenças e representam
um risco constante de incêndios que contaminam o ar com fumaça altamente tóxica
e produzem um óleo que se infiltra e contamina o lençol freático (ODA, 2002).
1.2 OBJETIVO
Nesta dissertação, será feita uma avaliação estrutural de um segmento de
300m, localizado entre o km 28,20 e o km 28,50 da rodovia RJ-122, sentido

36
Cachoeiras de Macacu, e é parte da obra de restauração dos 35,9 km da rodovia. A
restauração foi executada em asfalto-borracha, produzido pelo processo de
produção Contínuo em usina. Tal avaliação será feita através da investigação
mecânica das misturas asfálticas modificadas com borracha moída e da
caracterização dos materiais utilizados na obra. A avaliação visa o desenvolvimento
de um modelo futuro de previsão de desempenho para rodovias com características
semelhantes. A obra em pauta é a restauração dos 35,9 kilômetros da rodovia RJ-
122, que liga o município de Cachoeiras da Macacu a Guapimirim e pertence à
malha rodoviária da Fundação DER-RJ. Esta rodovia corresponde ao primeiro trecho
executado no país utilizando asfalto-borracha fabricado pelo processo de produção
contínua em usina.
1.3 JUSTIFICATIVA E RELEVÂNCIA
O desempenho de misturas asfálticas modificadas com borracha moída,
acompanhado por pesquisadores brasileiros nos últimos anos, demonstrou a
resistência dessas misturas frente aos principais problemas enfrentados pelos
pavimentos: fadiga e deformação permanente. Tal resistência promove, em última
análise, aumento da vida útil dos pavimentos e reduz o número de intervenções
rotineiras e consequentemente reduz os custos de manutenção. Os ganhos com
aumento da resistência e com a diminuição dos custos de manutenção já justificam
a opção pelo asfalto borracha. Com relação a escolha da produção do asfalto
borracha pelo processo CB deveu-se ao interesse da Fundação DER-RJ de utilizar
um processo de produção de asfalto borracha que produzisse um ligante com alta
viscosidade, o que levaria à um aumento ainda maior da vida útil do pavimento,
conforme verificado nos resultados divulgados nas últimas décadas por órgãos
rodoviários americanos.
A relevância do estudo pode ser justificada por tratar-se da avaliação estrutural
de uma obra de restauração rodoviária executada por um processo de produção de
asfalto borracha utilizado pela primeira vez no Brasil, denominado Continuous Blend.
Ao final do estudo além do resultado da condução desse processo utilizando
materiais e mão-de-obra nacionais, será possível ter uma base experimental bem

37
documentada para as próximas obras que queiram utilizar este processo de
produção de asfalto-borracha.
1.4 ESTRUTURA DA DISSERTAÇÃO
Capítulo 1 – Introdução: Neste capítulo, é apresentado o cenário atual das
rodovias, os desafios de um país em pleno desenvolvimento que começa a
despertar para problemas ambientais, como o pneu inservível e que tenta conciliar
tais desafios com o desenvolvimento sustentável das rodovias utilizando o asfalto-
borracha como uma das alternativas. É também informado o objetivo do trabalho, a
sua justificativa e, por último, apresenta a estrutura da dissertação.
Capítulo 2 – Revisão bibliográfica: Este capítulo reúne os principais temas sobre
pavimentos, entre eles os fatores de degradação, ensaios mecânicos e de
caracterização dos materiais empregados e ensaios acelerados de tráfego.
Capítulo 3 – Misturas asfálticas modificadas com borracha: Aqui é apresentado
um breve histórico do asfalto-borracha, as dificuldades enfrentadas pela sociedade
no descarte indiscriminado dos pneus inservíveis. São apresentadas, também, as
experiências brasileiras e americanas com o asfalto-borracha.
Capítulo 4 – Apresentação do projeto de restauração da rodovia RJ-122: Neste
capítulo, são apresentadas as premissas do projeto, os dados coletados para
fundamentar os estudos preliminares, os critérios de seleção dos materiais para a
obra e, finalmente, os elementos que balizaram o dimensionamento do pavimento. É
apresentada também a identificação da rodovia em estudo e sua localização.
Capítulo 5 – Materiais e Métodos: Neste capítulo, são apresentados a
metodologia adotada para os ensaios e os procedimentos para a coleta dos
materiais e preparação dos corpos de prova para ensaios.
Capítulo 6 – Resultados obtidos: São apresentados os resultados obtidos em
todos os ensaios executados ao longo do trabalho, comparando com resultados
conhecidos de materiais e misturas asfálticas já testados por outros pesquisadores.
É apresentado, também, o resultado do ensaio acelerado de tráfego em escala real,
feito com o equipamento HVS.

38
Capítulo 7 – Avaliação numérica da estrutura do pavimento: É feita uma
avaliação estrutural da restauração através do uso do programa computacional
SISPAV e sua ferramenta para cálculo de tensões, denominada EF3D.
Capítulo 8 – Conclusões e sugestões para futuros trabalhos: Neste capítulo final,
são apresentadas as conclusões sobre a estrutura do pavimento da RJ-122 através
da análise dos resultados dos ensaios realizados e são sugeridos temas para furos
trabalhos.

39
2 REVISÃO BIBLIOGRÁFICA
2.1 O PAVIMENTO
O pavimento é uma estrutura constituída por múltiplas camadas, que funciona
como um sistema integrado. Construído sobre a superfície final de terraplenagem,
sua finalidade é resistir às cargas resultantes do tráfego aplicadas em sua superfície
e distribuí-las às camadas inferiores, além de oferecer conforto e segurança ao
usuário. Esta estrutura deve ainda ter um estado de superfície com uma qualidade
tal que não aumente os custos de manutenção dos veículos que por ela trafegam.
O pavimento rodoviário é comumente classificado em dois tipos básicos: rígidos
e flexíveis. Assim, um pavimento rígido tem seu revestimento em concreto de
cimento Portland, e o flexível tem como revestimento o concreto asfáltico.
Os pavimentos em concreto asfáltico são aqueles em que o revestimento é
constituído basicamente por uma mistura de agregados, vazios de ar e ligantes
asfálticos. A compactação influencia a distribuição dos vazios, a orientação dos
agregados e o comportamento mecânico do material.
A camada de revestimento dos pavimentos tem seu desempenho influenciado
pelas características dos materiais que a compõem, pela dosagem destes materiais,
pela energia de compactação, pela qualidade de execução, pelo processo
construtivo, pelo controle sobre excesso de carga e pela periodicidade da
manutenção e restauração (SPECHT, 2004).
2.2 PRINCIPAIS FATORES DE DEGRADAÇÃO DOS PAVIMENTOS
De um pavimento cujo desempenho esteja adequado às solicitações do tráfego
que por ele trafega, assim como atenda às exigências de conforto e segurança dos
usuários, pode-se dizer que é uma estrutura que atende às premissas básicas de
um pavimento bem concebido. No entanto, a partir da abertura ao tráfego, a
capacidade estrutural e funcional de um pavimento começa progressivamente a
deteriorar e é paulatinamente levada à ruptura caso não seja restaurada sua
serventia.

40
A degradação estrutural dos pavimentos flexíveis está associada ao
aparecimento, principalmente, dos seguintes defeitos: trincamento por fadiga e
deformação permanente.
MERIGHT et al., 2003, citando trabalho de HUBER (1999), o qual analisou mais
de trezentos artigos técnicos com enfoque na deformação permanente de misturas
asfálticas, que aproximadamente 38% dos defeitos de pavimentos flexíveis são do
tipo trincas por fadiga, 17% têm origem na deformação permanente, 11% são por
problemas de execução do pavimento e 34% dos defeitos não tiveram sua causa
identificada.
2.2.1 TRINCAMENTO POR FADIGA
É sabido no meio rodoviário que o defeito mais frequente nos pavimentos
flexíveis brasileiros é o trincamento da camada superior do revestimento asfáltico. O
trincamento se desenvolve pela flexão alternada da camada superficial apoiada em
camadas granulares, geralmente bastante deformáveis elasticamente (MEDINA &
MOTTA, 2005).
Define-se fadiga como um processo de alterações progressivas estruturais,
localizadas e permanentes, que ocorre em um material sujeito a condições que
produzam tensões e deformações repetidas em determinado ponto ou pontos e que
pode levar a trincas e à completa ruptura após um determinado número de
repetições. Na Figura 2.1 é mostrado como exemplo, o aspecto superficial de um
trecho da rodovia RJ-122, antes da restauração, em estado avançado de fadiga.
FIG. 2.1 - Trincas de fadiga da rodovia RJ-122 (Fonte: Autor, 2008)

41
O fenômeno da fadiga em uma estrutura pode ser definido como um processo
ao qual um material é sujeito quando submetido a um estado de tensões e
deformações repetidas ou oscilantes. Estas tensões, que têm amplitude inferior à
tensão de ruptura do material, resultam no trincamento da camada do pavimento
após determinado número de aplicações de carga. Ou seja, o material perde
resistência com a repetição da aplicação da carga. (PINTO & MOTTA, 1995).
O trincamento tem início em pontos críticos, onde as tensões são maiores. Ele
tanto pode iniciar pelas fibras inferiores da camada do revestimento asfáltico,
propagando-se por toda a espessura até o surgimento das trincas na superfície,
quanto pelo topo do revestimento asfáltico devido ao surgimento de tensões críticas
na fibra superior da camada, agravadas pelo enrijecimento ocasionado pelo
envelhecimento do ligante, dependendo também da espessura da camada.
FRANCO (2000) afirma que, em revestimentos espessos, com mais de 20 cm, o
trincamento pode iniciar pela superfície da camada do revestimento devido à
curvatura convexa próxima às rodas.
A estrutura de um pavimento está sujeita a diversos tipos de deformações
geradas pela variedade de tipos de carregamentos e de condições de clima. Miner
(1945), citado em diversas fontes (AYRES, 1997; MEDINA, 1995; MONISMITH &
BROWN, 1999), estabeleceu uma hipótese para determinar o acúmulo do dano de
fadiga de uma estrutura sujeita a estas condições. A hipótese é baseada no
somatório linear dos danos de fadiga para cada condição.
Segundo PINTO & MOTTA (1995), a vida de fadiga das misturas asfálticas é
afetada pelos seguintes fatores:
Fatores de carga; amplitude, tipo e frequência do carregamento;
Fatores da mistura: granulometria e qualidade dos agregados, tipo e
qualidade do cimento asfáltico, teor do ligante, teor de vazios;
Fatores ambientais: temperatura e umidade.
2.2.2 DEFORMAÇÃO PERMANENTE
Deformação permanente é o segundo defeito mais comum da pavimentação
asfáltica, podendo ser atribuída ao revestimento ou às subcamadas ou ainda a uma
combinação de efeitos. As camadas não asfálticas, abaixo do revestimento, podem

42
apresentar deformações permanentes principalmente por densificação adicional
causada pelo tráfego e por ruptura ao cisalhamento. Esses problemas podem ser
evitados fazendo-se uma seleção criteriosa dos materiais e por uma compactação
adequada das camadas, além de um bom projeto estrutural, de forma a limitar as
tensões atuantes aos níveis admissíveis e seguros.
A Norma Americana ASTM D 5340 (1997) define esse defeito como uma
depressão superficial na trilha de roda, podendo ocorrer o levantamento das bordas
ao longo da trilha. Ainda segundo essa Norma, um aumento excessivo da
deformação permanente pode provocar a ruptura da estrutura do pavimento.
Segundo YODER & WITCZAK (1975), esse defeito pode ser definido como uma
distorção na superfície do pavimento causada pela consolidação de uma ou mais de
suas camadas.
As alterações das propriedades reológicas do asfalto proporcionadas pela
adição da borracha moída se refletem no aumento da parcela de resistência à
deformação permanente das misturas asfálticas atribuída ao ligante asfáltico. São
obtidos materiais com desempenho superior nas temperaturas associadas à
deformação permanente, mas a trabalhabilidade normalmente é prejudicada. A
melhoria do desempenho do ligante asfáltico está diretamente relacionada à
concentração de borracha moída, mas só até um determinado valor, já que a
viscosidade nas temperaturas de mistura e compactação pode atingir níveis
impraticáveis. A adição de óleos aromáticos ao ligante asfáltico com borracha é uma
alternativa para reduzir a viscosidade e, consequentemente, aumentar a
trabalhabilidade durante as operações de usinagem e compactação. Por outro lado,
os óleos aromáticos reduzem a consistência do ligante asfáltico à temperatura
ambiente, prejudicando sua qualidade e reduzindo o desempenho das misturas
asfálticas. Embora os óleos aromáticos sejam voláteis, apenas uma pequena porção
volatiliza durante as operações de construção e durante a vida útil da camada
asfáltica. A seleção de proporções adequadas de óleo extensor é crucial na
obtenção de asfaltos-borracha de boa qualidade para uso em pavimentação
(FAXINA et al., 2004).

43
2.2.3 EXCESSO DE CARGA
Quando um pavimento é dimensionado, deve-se inicialmente obter informações
sobre o volume de tráfego a que será submetido durante sua vida útil. Para tanto, é
feita uma contagem de tráfego, no caso de uma restauração, ou uma pesquisa de
origem/destino, no caso de pavimentos novos. Além do número de veículos, devem
ser observadas as cargas máximas permitidas por lei para os veículos. Os limites
para as cargas máximas por eixo simples são estabelecidos por decreto. Entretanto,
na prática, o que se observa é o desrespeito a esses limites, pois não há fiscalização
na maioria das rodovias para que, através de balanças móveis ou fixas, estes
excessos sejam coibidos.
Estudos sobre o “Reflexo do excesso de carga por eixos na vida útil dos
pavimentos”, desenvolvidos pela Protos Engenharia, deram origem à curva da
Figura 2.2, determinada para uma frota de veículos, num estudo específico, não
podendo ser generalizada. Por ela, analisando sob o aspecto de diminuição da vida
útil do pavimento, observa-se que uma sobrecarga de 10% por eixo solicitará o
pavimento, podendo encurtar sua vida útil de 10 para 5 anos, ou seja, reduzindo-a à
metade. Se esse acréscimo for de 20%, a redução da vida útil será de 70%, isto é,
de 10 para 3 anos (PINTO & PREUSLER, 2003).

44
FIG. 2.2 – Redução da vida útil causada pela sobrecarga por eixo
(Fonte: PINTO & PREUSLER, 2003)
2.2.4 ENVELHECIMENTO DO LIGANTE
O envelhecimento de um ligante asfáltico pode ser definido como sendo o
processo de endurecimento que este sofre durante a estocagem, usinagem,
aplicação e uso em serviço, e é responsável pela alteração de suas características
físicas, químicas e reológicas que causam aumento da sua consistência (TONIAL,
2001).
Os principais fatores que influenciam o envelhecimento de um cimento asfáltico
de petróleo (CAP) a curto prazo, considerando o tempo durante a estocagem,
manuseio e aplicação são a temperatura e o grau de exposição do ligante ao
oxigênio do ar. Portanto, quanto maior a superfície específica e a temperatura de um
ligante, maior seu grau de oxidação, sendo que a altas temperaturas (130o C a 180o
C) e baixas superfícies específicas (CAP em tanque sem circulação), o
envelhecimento é relativamente lento. Da mesma forma, o CAP, em temperaturas
relativamente baixas como as que ocorrem no pavimento, onde o ligante apresenta-
se com grande superfície específica (películas delgadas menores que 15 micras),
também apresenta envelhecimento relativamente lento. No entanto, a temperaturas
% d
e s
ob
reca
rga
po
r e
ixo
Anos

45
elevadas e grandes superfícies específicas, como ocorre na usinagem, manuseio e
espalhamento antes da compactação, o envelhecimento é acelerado, podendo ser a
viscosidade original do CAP multiplicada por duas a quatro vezes em um intervalo
de tempo inferior a duas horas (TONIAL, 2001).
A Figura 2.3 apresenta valores típicos de envelhecimento do ligante nas
diversas etapas de construção e utilização do pavimento, segundo WHITEOAK
(1991), onde o índice de envelhecimento é expresso pela relação entre a
viscosidade após o envelhecimento em cada instante (ηa) e a viscosidade original do
ligante (η0).
FIG. 2.3 – Envelhecimento do ligante asfáltico (TONIAL, 2001).
SILVA et al. (2004) mostraram que o envelhecimento do ligante asfáltico é
explicado através de quatro mecanismos:
1) Oxidação – é a causa mais importante e acontece principalmente durante a
produção e a aplicação da mistura asfáltica na pista. O revestimento asfáltico
continua a envelhecer durante sua vida de serviço;
2) Endurecimento exsudativo – resultante da migração de componentes
oleosos do ligante para o agregado mineral;

46
3) Endurecimento físico – é um fenômeno reversível que acontece à
temperatura ambiente, e é atribuído à reordenação de moléculas e à
cristalização de parafinas da fração saturada do ligante asfáltico.
4) Perda de voláteis – este quesito influencia pouco no processo de
envelhecimento.
A borracha constituinte de pneus possui excelentes propriedades físico-químicas
para serem incorporadas ao ligante asfáltico, tais como agentes antioxidantes e
inibidores da ação de raios ultravioleta que reduzem, sensivelmente, o
envelhecimento do ligante (PINHEIRO et al., 2003).
2.3 LIGANTES ASFÁLTICOS
O asfalto ou CAP (Cimento Asfáltico de Petróleo), utilizado em pavimentação, é
obtido através da destilação do petróleo em refinaria. É um material que possui
grande quantidade de hidrocarbonetos não voláteis pesados (betumes). Comumente
designado de betume, possui cor negra ou marrom escura, e sua consistência em
temperatura ambiente pode ser sólida ou semissólida.
Existem algumas razões para que esse tipo de asfalto seja largamente utilizado
em pavimentação. Dentre elas, podem ser citadas como principais:
possibilita forte união dos agregados, agindo como um ligante que permite
flexibilidade controlável;
boa aderência aos agregados;
propriedades impermeabilizantes;
Insolubilidade em água.
O asfalto é, sem dúvida, um dos mais antigos materiais utilizados pelo homem.
Escavações arqueológicas revelaram o seu uso em épocas anteriores à nossa era.
A Bíblia cita lagos de asfalto de onde se podia extrair o betume que era usado como
impermeabilizante e também para acender fogueiras nos altares. Nabucodonosor
pavimentou estradas com asfalto na Babilônia. Os egípcios usaram-no em
processos de mumificação e em rituais, na construção das pirâmides, finalidades
medicinais e ainda para calafetar canais de irrigação, barcos e casas. Romanos

47
deram-lhe fins bélicos, como combustível em lanças incendiárias, no que foram
imitados pelos Árabes (Instituto do Asfalto, 2001).
Ainda na Bíblia, Deus mandou Noé calafetar com pez (asfalto) sua arca, tanto
por dentro como por fora (Gênesis, 6:14). Os Sumérios e Assírios usavam-no para
tratar doenças de pele. Entre os Incas, recebeu um nome que significava "goma da
terra". Este povo chegou inclusive a destilar o petróleo.
Os gregos o consideravam como estratégico, e tinham reservas para seu uso.
Quando os romanos adotaram a técnica de uso bélico do óleo natural, batizaram-no
inicialmente, dado seu mau odor, de stercus diaboli, antes de chamarem-no óleo de
pedra.
A formação do petróleo ocorre com a decomposição de seres microscópicos
(plânctons), tanto animais quanto vegetais fossilizados, acumulados através do
tempo sobre o solo.
As pavimentações asfálticas pioneiras datam de 1802 na França, 1838 nos
Estados Unidos (Filadélfia) e 1869 na Inglaterra, e foram executadas com asfaltos
naturais provenientes de jazidas lagunares e poços. A partir de 1909, iniciou-se o
emprego de asfalto derivado de petróleo, o qual, pelas suas características de
economia e pureza em relação aos asfaltos naturais, constitui atualmente a principal
fonte de suprimento para pavimentação (IBP, 1999).
Na literatura especializada, os termos betume, asfalto, ligante asfáltico ou CAP
(Concreto Asfáltico de Petróleo) referem-se ao mesmo produto e representam o
aglutinante que, adicionado aos agregados, irão formar o concreto asfáltico. No
idioma inglês, é chamado de asphalt cement. Em português, é comumente chamado
de asfalto, e os europeus em geral utilizam o termo betume.
A perspectiva que se apresenta para as próximas décadas é de declínio das
reservas conhecidas de petróleo, considerando a atual taxa de consumo e um
provável agravamento caso haja aumento da demanda, principalmente em países
emergentes. Tal cenário pode ser ainda pior em virtude de erros de estimativa dos
volumes das reservas atuais ou minoradas, considerando-se as notícias sobre a
exploração de petróleo em águas profundas, o que pode postergar o uso do
petróleo. De qualquer forma, seja qual for o cenário de curto e médio prazos, a
humanidade deve hoje se preocupar com as alternativas já no presente. Na
pavimentação, a utilização de reciclagem asfáltica deve ser uma prática cada vez
mais usada e principalmente aprimorada.

48
2.3.1 CLASSIFICAÇÃO DOS LIGANTES E ENSAIOS CORRENTES
O ligante é classificado através de suas características reológicas, as quais
estão relacionadas à sua temperatura. O modelo estrutural do ligante como uma
dispersão de moléculas polares em um meio não polar ajuda a entender o efeito da
temperatura nos ligantes asfálticos.
Em temperaturas muito baixas, as moléculas perdem a mobilidade, aumentando
consequentemente a viscosidade. Nessas condições, o ligante se comporta como
um sólido. À medida que se aumenta a temperatura, a mobilidade das moléculas vai
aumentando, contrastando com a diminuição da viscosidade; em temperaturas mais
altas, o ligante se comporta como um líquido. A transição entre a solidez e a liquidez
do ligante é reversível, justamente através da diminuição ou aumento da
temperatura (BERNUCCI et al., 2008).
Os ensaios físicos dos ligantes asfálticos podem ser categorizados entre ensaios
de consistência, de durabilidade, de pureza e de segurança.
A seguir são apenas citados os ensaios tradicionais mais comuns de
caracterização dos ligantes asfálticos, pois os procedimentos para tais ensaios são
do conhecimento dos profissionais que militam no meio rodoviário:
1. Ensaio de penetração;
2. Ensaio de viscosidade;
3. Ensaio de Ponto de Amolecimento (Anel e Bola);
4. Ensaio de Ponto de Fulgor;
5. Ensaio de Dutilidade;
6. Ensaio de solubilidade;
7. Ensaios de Durabilidade – RTFOT.
A Agência Nacional de Petróleo, Gás e Energia aprovou, em julho de 2005, uma
nova especificação de CAP para todo o Brasil. Esta nova especificação baseia-se no
ensaio de penetração e nos ensaios relacionados anteriormente. Esta especificação
pode ser consultada em BERNUCCI et al., (2008), por exemplo.

49
A especificação Superpave, desenvolvida a partir do Programa SHRP, classifica
os ligantes asfálticos com base no desempenho e leva em consideração as
condições climáticas assim como o volume e as cargas de tráfego. Para determinar
as propriedades fundamentais relacionadas aos principais defeitos que acometem
as misturas asfálticas, a especificação Superpave apresenta uma série de novos
ensaios, em substituição aos ensaios tradicionais. A premissa adotada pelo
Programa SHRP foi de que os métodos de ensaio empíricos não garantem um bom
desempenho de longo prazo. Assim, os ensaios Superpave, realizados a
temperaturas similares às que ocorrem durante a vida em serviço dos pavimentos,
procuram simular três estágios críticos da vida do ligante, a saber:
Comportamento durante o transporte, armazenamento e manuseio: simulado
pelo ensaio viscosidade aparente, utilizando Viscosímetro Brookfield;
Comportamento durante a produção e aplicação da mistura na pista: simulado
pelo envelhecimento em ensaio de rotação de filme fino em estufa, RTFOT;
Comportamento após liberação da pista ao tráfego: simulado pelo
envelhecimento em vaso de pressão, PAV.
Os ensaios correspondentes são descritos sucintamente a seguir (BERNUCCI
et al., 2008):
a) Ensaio de viscosidade aparente (ABNT NBR 14541/2004) mede a
viscosidade através do torque necessário para rodar uma haste (spindle)
imersa na amostra de asfalto quente, a uma velocidade constante. O
viscosímetro rotacional caracteriza a rigidez da amostra de asfalto a 135oC,
temperatura em que o material se comporta quase que inteiramente como
um fluido viscoso. Nos ensaios com asfalto-borracha, tem-se utilizado,
também, temperaturas mais elevadas, tais como 175oC, adotada pela ASTM
D 6114/97. A exigência de uma certa viscosidade do ligante é adotada para
garantir uma fluidez tal que permita o bombeamento e a mistura com o
agregado.
b) Ensaio de Cisalhamento Dinâmico, que utiliza o Reômetro de cisalhamento
Dinâmico (Dynamical Shear Rheometer – DSR), é usado para caracterizar as
propriedades viscoelásticas do ligante. Por meio desse ensaio, mede-se o
50
módulo complexo de cisalhamento (G*) e o ângulo de fase (δ), submetendo
uma pequena quantidade de ligante à tensões de cisalhamento oscilatórias,
entre duas placas paralelas. O ãngulo δ avalia a razão entre a resposta
elástica e a viscosa durante o processo de cisalhamento. O módulo de
cisalhamento é definido pela razão entre a tensão máxima de cisalhamento
aplicada (Pa) e a deformação máxima devida à tensão de cisalhamento
aplicada. O ângulo de fase é o produto entre a frequência angular (1/s) e o
tempo de defasagem (s). O reômetro pode ser de tensão controlada com
aplicação de um torque fixo para obter uma dada deformação cisalhante, ou
de deformação controlada com aplicação de um torque variável para obter
uma deformação cisalhante fixa. A frequência de oscilação do DSR é 10rad/s
ou 1,59 Hz. Para materiais completamente elásticos, não existe atraso entre
a tensão cisalhante aplicada e a deformação cisalhante obtida, sendo δ igual
a 0o. Para materiais totalmente viscosos, a deformação obtida está
completamente defasada e δ vale 90o. Materiais viscoelásticos, tais como os
ligantes asfálticos, o ângulo de fase varia entre 0o e 90º, dependendo tanto
da natureza do ligante quanto da temperatura do ensaio.
A especificação de ligante SHRP utiliza o parâmetro G*/sen δ para
temperaturas altas (>46º C) e G*sen δ para temperaturas intermediárias
(entre 7º C e 34º C), como forma de controlar a rigidez do asfalto.
Controlando a rigidez a altas temperaturas, a especificação do ligante
assegura que o asfalto forneça resistência ao cisalhamento global da mistura
em termos de deformação a altas temperaturas. Do mesmo modo, a
especificação pode assegurar que o ligante não contribua para o trincamento
por fadiga, controlando sua rigidez a temperaturas intermediárias.
c) Ensaio de fluência em viga, que utiliza o Reômetro de Fluência de viga
(Bending Bean Rheometer - BBR), é usado para caracterizar a rigidez do
ligante a baixas temperaturas. Através desse ensaio é medida a rigidez
estática (S) e calcula-se o logaritmo do módulo de relaxação (m). Essas
propriedades são determinadas a partir da resposta ao carregamento
estático (creep) sobre uma vigota de ligante a baixas temperaturas (-36º C <
T < 0o C). Conhecendo-se a carga aplicada sobre a vigota e medindo-se a
deflexão (deslocamento vertical) ao longo do teste, a rigidez estática pode
51
ser determinada usando-se os fundamentos da mecânica. Em função do
clima da região onde o ligante será usado a especificação de ligante
estabelece limites para S e m. De acordo com a especificação Superpave a
rigidez S do ligante asfáltico deve ser menor que 300MPa e o módulo de
relaxação m, deve ser maior do que 0,300, para 60 segundos. Quanto maior
o valor de m, mais eficiente será o ligante na dissipação das tensões geradas
durante a sua contração. Quanto menor a rigidez de S, maior a resistência
ao trincamento.
d) Ensaio de Tração Direta (DTT)
Alguns ligantes, particularmente os modificados com polímeros, podem
apresentar uma rigidez estática, a baixas temperaturas, maior que a
desejada. Entretanto, estes podem não trincar a baixas temperaturas devido
à capacidade de deformar sem romper à baixa temperatura. Dessa forma, a
especificação permite que o ligante tenha uma rigidez maior, desde que
possa ser comprovado, através de teste de tração direta (DTT – Direct
Tension Test), que ele possui dutilidade suficiente a baixas temperaturas.
Por meio desse ensaio, obtém-se a tensão de ruptura, que é medida através
do estiramento de uma amostra, com formato de gravata borboleta, a baixas
temperaturas (-36oC a 6oC).
e) Ensaio com Vaso de envelhecimento sob pressão (PAV)
O PAV é um equipamento usado para simular o envelhecimento do ligante
asfáltico em serviço (cerca de 10 anos). As amostras envelhecidas nesse
ensaio são, em seguida, submetidas aos equipamentos DSR, BBR e DTT
para estudo do efeito do envelhecimento de longo prazo nos ligantes
asfálticos. As amostras passam antes pelo envelhecimento RTFOT que
simula o envelhecimento do ligante que ocorre durante a usinagem e
compactação da mistura asfáltica para depois ser submetido ao PAV, que
simula o endurecimento oxidativo que ocorre no ligante, durante a vida útil
do pavimento. As amostras são colocadas em placas rasas de aço inox e
envelhecidas num vaso por 20 horas a 2,1 MPa de pressão de ar. A
temperatura de envelhecimento é selecionada de acordo com o tipo de CAP.
52
Após o envelhecimento, a amostra é colocada numa estufa a vácuo para
desaerar.
f) Ensaio MSCR – Multple Stress Creep Recovery test
O ensaio MSCR é a nova versão da especificação para o grau de
desempenho (PG) da metodologia Superpave para ligantes asfálticos. Este
novo ensaio (AASHTO TP70) fornece ao usuário uma nova especificação
(AASHTO MP19) de ligante em alta temperatura que avalia com mais
precisão o desempenho do ligante ao afundamento de trilha de roda. O
maior benefício do novo ensaio MSCR é que ele elimina a necessidade de
ensaios complementares desenvolvidos especialmente para indicar a
existência de modificação no ligante asfáltico. Um simples ensaio MSCR
pode fornecer informações sobre o desempenho e também sobre a
existência de modificação no ligante asfáltico (FHWA-HIF-11-038, 2011).
O ensaio MSCR foi desenvolvido com base na deformação e
recuperação produzidas em ligantes e misturas asfálticas. O procedimento
de ensaio MSCR foi publicado como AASHTO TP70. Ele captura a
tendência de deformação não-recuperável (Jnr) e o percentual de
recuperação (MSCR recovery) durante cada ciclo de carregamento. Valores
são registrados como a média de 10 ciclos de carregamento para cada nível
de tensão de cisalhamento. Os ganhos obtidos com o ensaio de MSCR são
listados abaixo pelo Asphalt Institute, (2010):
1. Jnr expressa melhor o potencial de deformação permanente do que o
parâmetro G*/sen.
2. Os resultados de um único ensaio MSCR podem ser usados com
ligantes modificados ou não modificados, dessa forma eliminando a
necessidade de ensaios adicionais para caracterização adequada da
performance em alta temperatura do ligante modificado.
3. O ensaio MSCR identifica ligantes excessivamente sensíveis a
tensões, os quais anteriormente teriam passado no critério PG, deixando o
ligante asfáltico potencialmente suscetível a deformação permanente.
4. Com o ensaio de recuperação MSCR, é mais rápido e mais fácil
determinar e caracterizar ligantes asfálticos modificados por polímeros do
que com outros ensaios “PG PLUS” referidos anteriormente.

53
5. O ensaio MSCR é feito na temperatura real do pavimento,
independente do carregamento do tráfego.
A realização do ensaio de fluência e relaxação sob múltipla tensão – MSCR é
simples e rápida e fornece uma visão boa do grau de elasticidade do produto, visto
que se mede a deformação acumulada recuperável (MARTINS et al., 2009).
2.3.2 MODIFICADORES DE LIGANTES – POLÍMEROS
Polímeros são macromoléculas sintéticas cuja estrutura é classificada como
simplificada e é constituída de unidades atômicas repetidas, chamadas de
monômeros.
A busca pela melhoria do desempenho dos ligantes betuminosos usados em
pavimentação obteve uma resposta muito positiva quando se testou a modificação
asfáltica através da incorporação dos polímeros. Tal incorporação melhorou as
propriedades do ligante (as características reológicas de um ligante são afetadas
pela presença do oxigênio, pela radiação solar e pela variação térmica).
Polímeros usados no processo de modificação dos ligantes asfálticos para
pavimentação são, segundo LEITE (1997):
SBS – Estireno-Butadieno-Estireno
SBR – Estireno-Butadieno
EVA – Estileno-Acetato de vinila
Borracha moída de pneus
2.4 AGREGADOS
Os revestimentos asfálticos constituem-se da combinação entre ligantes
asfálticos, agregados e , em alguns casos, de produtos complementares.
Os agregados utilizados em misturas asfálticas precisam ter certas propriedades
essenciais para o bom desempenho dos pavimentos, principalmente dureza e forma
adequada.

54
De acordo com DNIT (2006A), os agregados utilizados em pavimentação podem
ser classificados segundo a natureza, o tamanho e a graduação (BERNUCCI et al.,
2008).
Tais classificações não serão descritas nesse trabalho, pois são do
conhecimento geral.
Os agregados representam em torno de 95% em peso e 70 a 85% em volume de
toda a mistura asfáltica (Instituto do Afalto, 1989) e contribuem de maneira
significativa para o seu desempenho. Suas características influenciam diretamente
nas propriedades de rigidez e resistência ao cisalhamento.
Agregados silicosos, como o quartzito e alguns granitos, são exemplos de
agregados que requerem atenção quanto à sua adesividade ao ligante asfáltico.
A capacidade de um agregado de aderir ao asfalto e sustentar esta ligação
apesar dos diversos esforços contrários impostos a esta ligação é designada de
adesividade. A baixa adesividade está relacionada principalmente à acidez do
agregado, sendo que aqueles de origem basáltica em geral apresentam uma melhor
propriedade adesiva. Os ensaios que permitem medir a adesividade procuram
verificar a perda ou o deslocamento do filme asfáltico após o envolvimento e
resfriamento dos agregados. Quando o agregado disponível para uma obra dificulta
a ligação com o filme asfáltico, é necessário fazer a correção da acidez do agregado
através do uso de “dope”. A acidez do agregado deve-se à presença da sílica na sua
superfície.
A distribuição granulométrica dos agregados é uma das suas mais importantes
características físicas, a subdivisão da graduação em algumas classes auxilia na
distinção de tipos de misturas asfálticas, como exemplo podemos citar: agregado
com graduação densa ou bem graduada, agregado de graduação aberta, agregado
de graduação uniforme e agregado com graduação descontínua (BERNUCCI et al.,
2008).
2.5 MISTURAS ASFÁLTICAS
As misturas asfálticas são constituídas de materiais granulares, materiais de
enchimento e ligante asfáltico, misturados em proporções pré-definidas no projeto da
mistura. O ligante tem a função de aglutinar os componentes, permitindo uma

55
ligação íntima entre eles e dotando as camadas betuminosas de uma resistência
que se contrapõe à ação de desagregação causada pela passagem do tráfego de
veículos. O ligante tem ainda a função impermeabilizante, que impede a penetração
de água de chuva nas camadas inferiores do pavimento, evitando danos à estrutura.
O comportamento da mistura é regido pelas propriedades dos seus componentes e
pelo modo como interagem. Assim, a mistura asfáltica pode apresentar o
comportamento elástico de um sólido ou o comportamento viscoso dos líquidos
devido à presença do ligante: a mistura apresenta propriedades termo-
viscoelásticas, onde o estado de deformação é influenciado pela temperatura e pelo
tempo de aplicação da carga.
A caracterização dos materiais usados em pavimentação não é de fácil
determinação em função de fatores que influenciam seu comportamento no campo,
tais como fatores climáticos (temperatura, umidade do ar, regime de ventos etc.),
fatores relativos ao carregamento do tráfego (magnitude, frequência e tempo de
aplicação das cargas dos veículos), além do estado de tensões ao qual os materiais
estão submetidos. Particularmente nas misturas asfálticas, a dificuldade aumenta
consideravelmente em função do envelhecimento progressivo provocado pela
oxidação do ligante, pois tal fenômeno é de difícil simulação em laboratório. Como
nem todas as variáveis que influenciam o comportamento destes materiais podem
ser consideradas simultaneamente, pelo menos no atual estágio do conhecimento,
os aspectos mais relevantes são considerados na previsão do comportamento das
misturas asfálticas no campo (BERNUCCI et al., 2008).
Dentre as misturas asfálticas mais utilizadas em pavimentação está o chamado
concreto asfáltico: mistura em usina de agregados bem graduados, aquecidos com
CAP, também aquecido.
As misturas asfálticas, conforme a posição relativa e a função na estrutura,
devem atender a características especiais em sua formulação, recebendo
geralmente as seguintes designações (PINTO & PREUSSLER, 2002):
Camada de rolamento ou capa asfáltica: é a camada superior da estrutura,
responsável em receber diretamente a ação do tráfego. A mistura empregada deve
apresentar estabilidade e flexibilidade compatíveis com o funcionamento elástico da
estrutura e rugosidade da superfície, e que proporcionem segurança ao tráfego,
mesmo sob condições climáticas e geométricas adversas.

56
Camada de ligação ou binder: Camada posicionada imediatamente abaixo da
capa. Apresenta, em relação à mistura utilizada na capa de rolamento, diferenças de
comportamento decorrentes do emprego de agregados de maior diâmetro máximo,
de maior percentagem de vazios e menor relação betume-vazios.
Camada de nivelamento ou regularização: Camada executada com massa
asfáltica de graduação fina, cuja função é corrigir deformações que ocorrem na
superfície de um revestimento antigo e, simultaneamente, promover selagem de
fissuras existentes.
As misturas asfálticas produzidas a quente denominadas CBUQ (Concreto
betuminoso usinado a quente), podem ser classificadas de acordo com a variação
da granulometria dos agregados, do teor do ligante, da percentagem de vazios da
mistura e da função na estrutura do pavimento. Pode-se destacar três tipos mais
usuais de misturas asfálticas a quente:
a) Misturas usinadas a quente com graduação densa
Essas misturas têm curva granulométrica contínua e bem graduada, de
forma a proporcionar um esqueleto pétreo com poucos vazios, uma vez que
os agregados de dimensões menores preenchem os vazios dos maiores. Um
exemplo desse tipo de mistura é o Concreto Asfáltico (CA) (Bernucci et. al.,
2008). Graças ao arranjo bem graduado de partículas, a quantidade de ligante
requerida para cobrir as partículas e ajudar a preencher os vazios não pode
ser muito elevada, pois a mistura necessita contar ainda com o ar que
preenche os vazios após a compactação. Caso não seja deixado certo
volume de ar nos vazios, as misturas asfálticas deixam de ser estáveis ao
tráfego e, por fluência, deformam-se significativamente. Em uma camada de
rolamento, a quantidade de ar nos vazios após a compactação é em torno de
3 a 5%. No caso de uma camada intermediária ou de ligação (Binder), este
percentual fica em torno de 4 a 6%.

57
b) Misturas usinadas a quente com graduação aberta
Possuem curva granulométrica uniforme, com agregados quase
exclusivamente de um mesmo tamanho, de forma a proporcionar um
esqueleto mineral com muitos vazios interconectados, com insuficiência de
material fino (menor que 0,075 mm) para preencher os vazios entre as
partículas maiores, com o objetivo de tornar a mistura com elevado volume
de vazios com ar, o que lhe dará um caráter drenante, possibilitando a
percolação de água no interior desta mistura asfáltica. Como exemplos,
podem ser citadas a camada porosa de atrito (CPA) e a camada Open-
Graded (BERNUCCI et al., 2008). As misturas asfálticas abertas mantêm uma
grande porcentagem de ar nos vazios não preenchidos graças às pequenas
quantidades de fíler, de agregado miúdo e de ligante asfáltico. Essas misturas
asfálticas possuem normalmente entre 18% e 25% de vazios com ar. Este
tipo de mistura é empregado como camada de rolamento com a finalidade
funcional de aumento de aderência pneu-pavimento em dias de chuva, além
de proporcionar um ganho ambiental em função da diminuição do ruído ao
rolamento dos veículos. Outro efeito positivo das misturas abertas é a
diminuição do efeito spray na passagem de veículos, aumentando a distância
de visibilidade.
c) Misturas usinadas a quente com graduação descontínua
São aquelas nas quais a curva granulométrica apresenta uma proporção
maior de grãos de maior dimensão em relação aos grãos de dimensões
intermediárias, completados por certa quantidade de finos, de forma a se
obter uma curva granulométrica descontínua em certas peneiras. Tal
granulometria torna o esqueleto mineral mais resistente à deformação
permanente, pois permite maior quantidade de contatos entre os agregados
graúdos. Como exemplos, temos: SMA (Stone Matrix Asphalt) e Gap Graded
(mistura sem agregados de certa graduação). Estas misturas apresentam
normalmente em torno de 4% a 6% de volume de vazios. São também
misturas ricas em ligante asfáltico, estando o teor de asfalto em torno de 6,0 a
7,5%. Há grande quantidade de agregados graúdos e, devido a esta

58
graduação particular, forma-se um grande volume de vazios entre os
agregados graúdos. Estes vazios são preenchidos com mastique asfáltico,
constituído pela mistura da fração areia, fíler, ligante asfáltico e fibras. As
misturas descontínuas tendem a ser impermeáveis em função da baixa
quantidade de vazios.
Segundo REBERTS et al., (1989), o entendimento da relação massa-volume
de misturas asfálticas compactadas é importante tanto do ponto de vista do projeto
quanto da sua execução no campo. O projeto de mistura é um processo volumétrico
que tem como objetivo determinar o volume de asfalto e agregado requerido para
produzir uma mistura com as propriedades requeridas. Entretanto, medidas de
volume de agregados e betume em laboratório ou em campo são muito difíceis de
serem realizadas. Por isso, para simplificar o problema de medidas, são usadas
massas em vez de volumes, e a massa específica para converter massa em volume.
As misturas betuminosas são compostas pelos seguintes elementos: agregados,
betume e ar, sendo possível estabelecer relações entre as massas e seus volumes.
2.5.1 PROPRIEDADES MECÂNICAS DAS MISTURAS ASFÁLTICAS
A partir da década de 1970, os métodos de dimensionamento de pavimentos
buscam compatibilizar as ações de solicitação do tráfego com a capacidade de
resistência dos materiais utilizados na construção de rodovias, por meio da análise
estrutural de sistemas em camadas (YODER & WITCZAK, 1975; HUANG, 1993,
2003; MEDINA, 1997). Nessa análise, chamada Mecanística, são determinadas as
tensões, deformações e deslocamentos nos pavimentos, cujos critérios de
dimensionamento procuram evitar os principais defeitos estruturais dos pavimentos;
trincamento por fadiga e deformação permanente.
A seguir, são descritos os principais ensaios realizados para determinação das
características das misturas asfálticas:
2.5.1.1 ESTABILIDADE MARSHALL
Através do ensaio Marshall (DNER-ME 043/95), pode-se determinar a
estabilidade, que é a resistência máxima à compressão radial, apresentada pelo
corpo de prova e expressa em N (kgf), ou seja, a carga (kgf) sob a qual o corpo de

59
prova rompe quando submetido à compressão diametral (semi-confinado), A
deformação total apresentada pelo corpo de prova, desde a aplicação da carga
inicial nula até a aplicação da carga máxima (carga na qual o corpo de prova
rompe), expressa em décimos de milímetros, é chamada Fluência.
2.5.1.2 DANO POR UMIDADE INDUZIDA
A avaliação do dano causado pela umidade nas misturas asfálticas é bastante
relevante, na medida em que ela afeta o desempenho e a vida de serviço dos
pavimentos. O dano por umidade evidencia os possíveis problemas de adesividade
entre o agregado e o ligante asfáltico. O ensaio utilizado no Brasil é o descrito pela
norma ABNT NBR 15617/2011.
2.5.1.3 RESISTÊNCIA À TRAÇÃO POR COMPRESSÃO DIAMETRAL
O ensaio de resistência à tração por compressão diametral (RT) constitui um
parâmetro bastante importante na caracterização de misturas asfálticas. A
dificuldade de obtenção da RT de forma direta levou à necessidade de criar formas
indiretas para esta determinação.
O ensaio brasileiro de compressão diametral, desenvolvido pelo professor Lobo
Carneiro, no Rio de Janeiro, adaptado desde 1972 para determinação indireta do RT
de misturas asfálticas, é o principal método utilizado no país e bastante popular no
mundo todo. Tal fato deve-se à facilidade e rapidez de execução do ensaio.
A RT é determinada em ensaio estático de compressão diametral, de acordo
com o método de ensaio DNIT 136/2010 ou NBR 15087 (ABNT, 2004), utilizando a
prensa Marshall.
A norma DNIT 031/2004-ES especifica o valor mínimo de 0,6 MPa de RT para
concretos asfálticos. Valores típicos de RT para misturas asfálticas a quente, recém
moldadas ou logo após a execução na pista, situam-se na média entre 0,5 MPa e
2,0 MPa. Para misturas asfálticas drenantes, como Open Graded e CPA, os valores
de RT tendem a ser mais baixos, da ordem de 0,5 a 0,8MPa. Valores típicos para
camadas do tipo SMA e Gap Graded situam-se entre 0,8 e 1,2 MPa (Bernucci et. al.,
2008).
60
2.5.1.4 MÓDULO DE RESILIÊNCIA OU RESILIENTE
De acordo com a norma DNIT 135/2010, o módulo de resiliente (MR) de uma
mistura betuminosa é a relação entre a tensão de tração (σt), aplicada repetidamente
no plano diametral de uma amostra cilíndrica, e a deformação específica recuperável
(εr) correspondente à tensão aplicada, numa dada temperatura, como apresenta a
Equação 2.1:
MR = σt / εr EQ. (2.1)
onde:
MR = módulo de resiliência ou resiliente;
σt = tensão de tração;
εr = deformação específica recuperável.
O módulo de resiliência de misturas asfálticas a quente varia com: o tipo de
mistura (CA, SMA, CPA, etc), a faixa granulométrica, o tipo de ligante asfáltico, as
propriedades volumétricas, a energia de compactação, com a temperatura de
compactação, com a temperatura de ensaio entre outras variáveis. É possível dosar
uma mistura asfáltica para se obter um determinado MR, conforme solicitado ou
especificado em projeto (BERNUCCI et al., 2008).
É importante ressaltar que o módulo de resiliência de misturas asfálticas tem
influência marcante do tipo de ligante asfáltico e da granulometria dos agregados,
tendo influência menor do teor de ligante. Porém o ensaio diametral de cargas
repetidas pode e deve ser usado como um fator determinante na dosagem de um
concreto asfáltico, bem como a resistência à tração, como mostram PINTO &
PREUSLER (1980); SOARES et al. (1999), MARQUES (2004), MEDINA & MOTTA
(2005), entre outros.
Valores típicos, como a ordem de grandeza, podem ser considerados na faixa
de 2.000 a 8.000MPa para concretos asfálticos a 25º C, sendo os valores menores
correspondentes a misturas com asfaltos modificados por polímeros ou por borracha
e os maiores a misturas com asfaltos de consistência dura. Deve-se ainda
considerar a influência da distribuição granulométrica e do tamanho máximo do
agregado.
O ensaio de módulo resiliente é realizado aplicando-se repetidamente uma

61
carga no plano diametral vertical de um corpo de prova cilíndrico regular. Esta carga
gera uma tensão de tração transversalmente ao plano de aplicação da carga. Mede-
se o deslocamento diametral recuperável na direção horizontal correspondente à
tensão gerada, numa dada temperatura. A relação entre a tensão de tração e a
deformação recuperável é o MR.
Os corpos de prova cilíndricos, moldados no compactador Marshall, possuem
aproximadamente 100,0 mm de diâmetro e 63,5 mm de altura ou 100,0 mm de
diâmetro e altura entre 35,0 mm e 65,0 mm quando extraídos da estrada ou de
amostras de maiores dimensões (BERNUCCI et al., 2008).
Recomendações feitas pela norma DNIT 135/2010:
Adotar o valor de 0,30 para o coeficiente de Poisson (ν);
O MR do corpo de prova ensaiado deve ser a média aritmética dos valores
determinados para aplicações de carga (F);
Quando a temperatura do ensaio não for especificada, o MR deve ser
determinado a 25 ºC ± 1 ºC.
O termo resiliência está difundido na área de pavimentação como representativo
da característica elástica dos materiais sujeitos a cargas cíclicas (Motta, 1991). Este
ensaio permite a obtenção de parâmetro útil à análise de tensões e deformações do
pavimento e ao dimensionamento mecanístico da espessura das camadas
(CAVALCANTI, 2010).
2.5.1.5 RESISTÊNCIA À FADIGA
A fadiga ocorre por meio de ações mecânicas e/ou térmicas que não parecem
críticas isoladamente, se comparadas à resistência sob carregamento monotônico,
mas na realidade são determinantes na vida útil do pavimento (Bernucci et al.,
2008).
O ensaio laboratorial de vida de fadiga tradicionalmente realizado no Brasil para
definição do número de repetições de carga é feito por compressão diametral à
tensão controlada (TC), sendo a carga aplicada em uma frequência de 1Hz através
de equipamento pneumático (PINTO, 1991; RODRIGUES, 1991; MEDINA, 1997).
Pode-se utilizar o mesmo equipamento de determinação do Módulo Resiliente para
o ensaio da vida de fadiga. Este ensaio tem sido realizado no país, geralmente com

62
tensão e temperatura controladas, utilizando uma frequência de 60 aplicações por
minuto com 0,1 segundos de duração do carregamento repetido e descanso de 0,9
segundos.
Para cada mistura ensaiada, determinam-se as relações entre o número de
repetições à ruptura e o nível de tensões atuantes. A deformação aumenta até a
rotura completa do corpo de prova. As principais vantagens deste método são as
seguintes:
(a) o ensaio é muito simples;
(b) a ruptura é iniciada numa zona de tensões uniformes;
(c) existe um estado biaxial de tensões que, possivelmente, representa
melhor as condições in situ.
Para a obtenção da curva de fadiga, grupos de amostras são submetidos a
diferentes níveis de tensão até a ruptura por fadiga. Os resultados obtidos em
ensaios sob regime de tensão controlada podem ser expressos pelos seguintes
modelos:
a) Diferença de tensões (Nf x ∆σ):
Nf = k1 ( 1 / Δσ)n1 EQ. (2.2)
onde:
Nf – No de solicitações para que ocorra a ruptura da amostra;
∆σ - Diferença algébrica entre as tensões vertical (de compressão) e horizontal (de
tração) no centro da amostra;
k1 e n1 – Parâmetros de fadiga determinados em laboratório.
b) Tensão de tração (N x σt):
Nf = k2 ( 1 / Δσt)n2 EQ. (2.3)
onde:
Nf - No de solicitações para que ocorra a ruptura da amostra;
σt - Tensão de tração;
k2 e n2 - Parâmetros de fadiga determinados em laboratório.

63
c) Deformação de tração inicial (Nf x εi):
Nf = k3 ( 1 / Δεi)n3 EQ. (2.4)
onde:
Nf – No de solicitações para que ocorra a ruptura da amostra;
Δεi – Deformação específica de tração inicial, medida no diâmetro da amostra;
k3 e n3 – Parâmetros de fadiga determinados em laboratório.
2.5.1.6 DEFORMAÇÃO PERMANENTE
Trata-se de um dos defeitos mais comuns nos pavimentos asfálticos. Este
problema pode ser evitado através da seleção dos materiais componentes da
mistura asfáltica, da compactação adequada das camadas dos pavimentos e de um
bom projeto estrutural, de forma que se limitem as tensões atuantes aos níveis
admissíveis e seguros (BERNUCCI et al., 2008).
Entre os ensaios existentes para determinação da deformação permanente,
destacam-se os seguintes (SHELL, 1998):
Ensaio Triaxial com carregamento repetido (creep estático);
Ensaio de Compressão Uniaxial não confinado (creep dinâmico);
Ensaio de Simulação: simuladores de laboratório (LCPC);
Ensaio acelerado de tráfego em escala real (HVS).
O valor admissível do afundamento de trilha de roda para autoestradas, em
alguns países é de 10 mm; e para estradas de menor volume de tráfego, poderia
chegar a 16 mm, mas se atingir 20 mm, recomenda-se reparo imediato (MEDINA &
MOTTA, 2005). Na pista experimental da AASHTO (1962), observou-se a
contribuição de cada camada na deformação permanente:
1. Revestimento em concreto asfáltico – 32%
2. Base de brita – 4%
3. Sub-base – 45%
4. Sub-leito – 9%

64
Detectou-se, ainda, que 20% da deformação permanente do revestimento foram
causadas pela densificação do tráfego, e a mesma causa teve 4% da deformação
permanente da sub-base (AASHTO, 1962).
Ensaios de CREEP ou Deformação Axial têm permitido concluir que a
deformação permanente é influenciada diretamente pela granulometria do agregado,
principalmente, e pelo tipo de CAP empregado. Quanto mais grossa a granulometria
do agregado e mais consistente o CAP, maior a resistência à deformação
permanente. Asfaltos modificados por polímeros ou borrachas de pneus têm
tendência a gerarem misturas menos deformáveis do ponto de vista plástico
(Medina, 2005).
A limitação no desenvolvimento da deformação plástica na estrutura é um dos
principais aspectos do dimensionamento de pavimentos asfálticos. Embora medir no
campo o afundamento de trilha de roda seja uma tarefa simples, a sua previsão é
bastante complexa, especialmente para misturas asfálticas, pois o problema não se
resume apenas na caracterização dos materiais, mas, também, na avaliação do
impacto das condições ambientais neste material, além do cálculo das tensões
durante a vida de serviço do pavimento, que é influenciada pelo envelhecimento do
ligante ao longo do tempo.
2.6 – ANÁLISE NUMÉRICA DE PAVIMENTOS – SISPAV
O programa SisPav, desenvolvido por Felipe Franco como tese de Doutorado /
(FRANCO, 2007), na linguagem Visual C++, tem como objetivo realizar análises e
dimensionamentos de estruturas de pavimentos utilizando conceitos da mecânica
dos pavimentos flexíveis. Tal análise é comumente denominada “Mecanístico-
Empírica”.
O SisPav utiliza a teoria da elasticidade através do programa AEMC, cuja base
foi a rotina JULEA, desenvolvida por UZAN (1978). A abordagem da análise elástica
não linear é realizada de forma simplificada, com a divisão das camadas com este
comportamento em três subcamadas, e de modo semelhante ao detalhado na
descrição do AEMC.
O programa considera em suas análises a influência do clima, a combinação dos
diversos tipos de eixos e a variação lateral do tráfego. Duas opções de análise são

65
oferecidas aos usuários. A primeira é o dimensionamento da estrutura, onde o
programa analisa os dados de entrada e, por meio de um algoritmo similar ao de
busca binária em tabela ordenada, determina a espessura da camada que atenda
aos requisitos do projeto. Na segunda análise, é feita apenas uma verificação dos
dados e requisitos definidos pelo projetista e, ao final, o SisPav informa a vida de
projeto que a estrutura pode suportar. Nas duas opções de análise, o programa
verifica os danos acumulados por fadiga no revestimento asfáltico ou, se for o caso,
na base das camadas cimentadas. Opcionalmente, o projetista pode solicitar as
estimativas de afundamento de trilha de roda e dos danos relativos à deflexão
máxima na superfície do pavimento e à tensão limite no topo do subleito.
Um programa de cálculo de tensões, deformações e deslocamentos, usando o
Método de Elementos Finitos Tridimensionais (EFin3D), foi desenvolvido,
aproveitando rotinas específicas do RIOPAVE e tendo como base o programa
exemplo do curso “Introdução ao Método de Elementos Finitos”, do programa de
Engenharia Civil da COPPE (RIBEIRO, 2003a), com o objetivo de adaptar a técnica
do MEF à particularidade da análise de estrutura de pavimentos. Esta ferramenta é
parte do programa SISPAV, desenvolvido por FRANCO (2007).
2.7 – SIMULADORES DE TRÁFEGO
São equipamentos que permitem a aplicação controlada de uma carga de roda,
igual ou acima da carga máxima legal permitida, em uma estrutura rodoviária, para
que seja verificada a resposta do sistema ao acúmulo de danos causados por essa
carga durante um curto período de tempo.
Através de um simulador de tráfego, é possível testar novos materiais e métodos
de dimensionamento, verificar o comportamento de diferentes estruturas de
pavimentos e avaliar a eficácia de técnicas de pavimentação.
Os Tipos de simuladores utilizados no Brasil, segundo FRITZEN (2005)::
1. Simulador circular do IPR/DNIT instalado em 1980 no Rio de Janeiro. A
concepção desse simulador é baseada no princípio do simulador francês da
pista do LCPC instalado na cidade de Nantes/França.
2. Simulador linear da UFRGS/DAER-RS, instalado em 1995 em Porto Alegre.
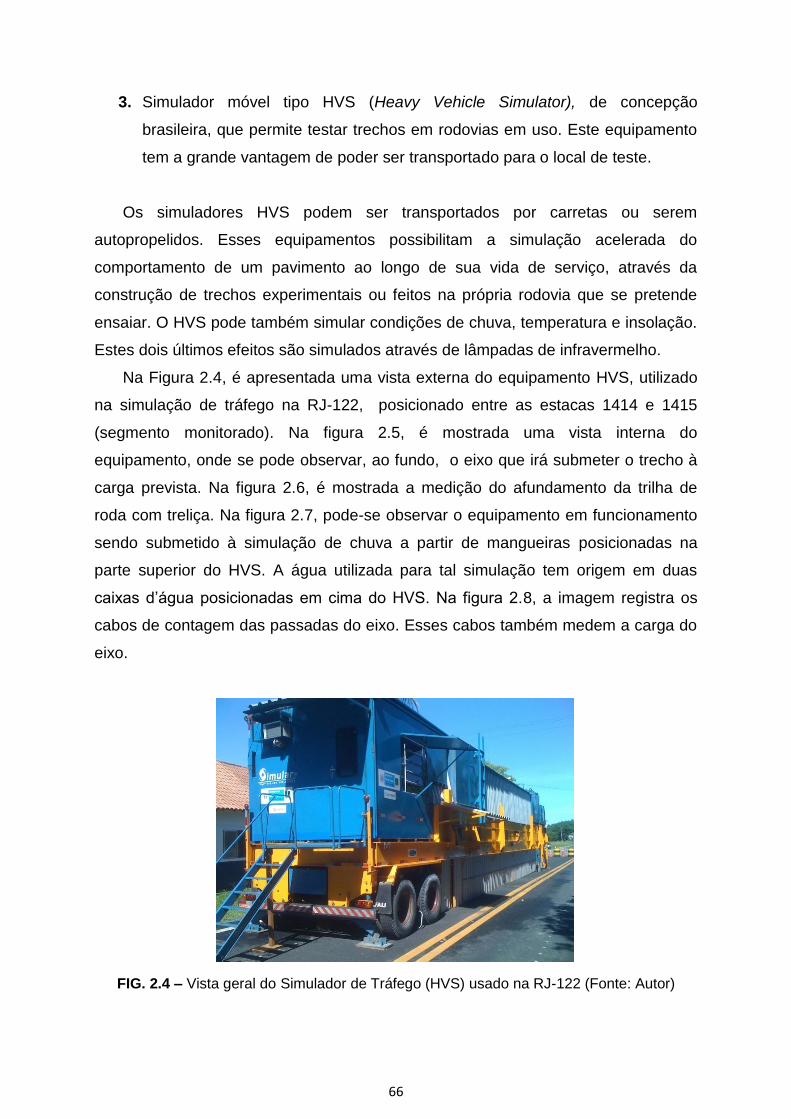
66
3. Simulador móvel tipo HVS (Heavy Vehicle Simulator), de concepção
brasileira, que permite testar trechos em rodovias em uso. Este equipamento
tem a grande vantagem de poder ser transportado para o local de teste.
Os simuladores HVS podem ser transportados por carretas ou serem
autopropelidos. Esses equipamentos possibilitam a simulação acelerada do
comportamento de um pavimento ao longo de sua vida de serviço, através da
construção de trechos experimentais ou feitos na própria rodovia que se pretende
ensaiar. O HVS pode também simular condições de chuva, temperatura e insolação.
Estes dois últimos efeitos são simulados através de lâmpadas de infravermelho.
Na Figura 2.4, é apresentada uma vista externa do equipamento HVS, utilizado
na simulação de tráfego na RJ-122, posicionado entre as estacas 1414 e 1415
(segmento monitorado). Na figura 2.5, é mostrada uma vista interna do
equipamento, onde se pode observar, ao fundo, o eixo que irá submeter o trecho à
carga prevista. Na figura 2.6, é mostrada a medição do afundamento da trilha de
roda com treliça. Na figura 2.7, pode-se observar o equipamento em funcionamento
sendo submetido à simulação de chuva a partir de mangueiras posicionadas na
parte superior do HVS. A água utilizada para tal simulação tem origem em duas
caixas d’água posicionadas em cima do HVS. Na figura 2.8, a imagem registra os
cabos de contagem das passadas do eixo. Esses cabos também medem a carga do
eixo.
FIG. 2.4 – Vista geral do Simulador de Tráfego (HVS) usado na RJ-122 (Fonte: Autor)

67
FIG. 2.5 – Vista da pista no interior do Simulador HVS – RJ-122 (Fonte: Autor)
FIG. 2.6 – Treliça para medir o afundamento – RJ-122 (Fonte: Autor)

68
FIG. 2.7 – Simulação de chuva com espargimento d’água através de mangueiras – RJ-122 (Fonte: Autor)
FIG. 2.8 – Detalhe dos sensores contadores das passagens de roda no HVS – RJ-122 (Fonte: Autor)

69
3 MISTURAS ASFÁLTICAS MODIFICADAS COM BORRACHA
A preocupação ambiental relacionada à disposição desordenada de pneus
inservíveis no meio ambiente, aliada ao alto custo dos polímeros, motivou as
tentativas de usar pneus inservíveis moídos na modificação de ligantes asfálticos.
Pelo lado ambiental, a utilização de pneus inservíveis adicionados aos ligantes
asfálticos minimiza o problema dos aterros sanitários, que deixam de receber uma
quantidade enorme de carcaças de pneus. Essa quantidade de carcaças pode ser
reduzida ainda mais com o aumento em escala da execução de pavimentos em
asfalto-borracha, cujo preço tende a cair com a massificação da técnica. Outro setor
beneficiado com a retirada das carcaças de pneus de ambientes inadequados é o da
saúde pública, pois estes deixam de ser um ambiente de procriação para insetos e
outros vetores de doenças.
O incentivo do poder público no sentido de viabilizar obras de restauração e
implantação de pavimentos em asfalto-borracha seria determinante para aumentar a
retirada de carcaças de pneus do meio ambiente. O apoio para a criação de pontos
de recebimento de pneus inservíveis como bases para a produção de borracha
moída, onde a população possa destinar seus pneus, também deve fazer parte do
incentivo público.
3.1 O DESCARTE DE PNEUS
O mercado brasileiro vendeu, em 2010, entre pneus fabricados no mercado
interno e pneus importados, 73,1 milhões de unidades, um crescimento de 15% em
relação ao ano anterior (www.anip.com.br, acesso em junho de 2011). Estima-se
que foram fabricados em torno de 900 milhões de pneus no Brasil entre o início de
sua produção até entrar em vigor a resolução 258/99 do CONAMA, que trata do
destino dos pneus descartados. Deste total, cerca de 40% de pneus,
aproximadamente, foram descartados até 1999, ou seja, mais de 2 pneus inservíveis
por habitante. Anualmente essa quantidade é acrescida de 30 milhões de pneus.
Nas Figuras 3.1 e 3.2 são apresentadas fotos dos efeitos inconvenientes provocados
pelo acúmulo de pneus inservíveis na natureza. Na Figura 3.1, é mostrado um um

70
depósito de pneus inservíveis à céu aberto nos USA. Na Figura 3.2, dessa vez em
Aracajú, é mostrado um pneu dentro de um mangue em Aracaju com sinais de
imobilidade prolongada. Essas figuras nos alertam para a necessidade de um
conveniente manejo do pneu inservível.
FIG. 3.1 - Depósito de pneus nos EUA (Fonte: Imagens de pneus velhos, pesquisa Google,
acesso em junho 2011)
FIG. 3.2 - Disposição de pneu inservível em um mangue de Aracaju (Fonte:
http://www.ecodesenvolvimento.org/posts/2012/janeiro/faltam-incentivos-para-a-reciclagem-de-pneus-no, acesso em janeiro de 2012)

71
FIG. 3.3 – Incêndio de 6 milhões de pneus – Califórnia, USA, foto cortesia do jornal The Sacramento Bee, setembro de 1999.
3.2 LEGISLAÇÃO AMBIENTAL
O CONAMA (Conselho Nacional de Meio Ambiente), através da Resolução
Nº258, de 26 de agosto de 1999, em vigor desde janeiro de 2002, determinou que as
empresas fabricantes e as importadoras de pneus ficassem, a partir daquela data,
obrigadas a coletar e dar destinação final ambientalmente adequada aos pneus
inservíveis existentes no território nacional, na proporção relativa às quantidades
fabricadas e importadas.
A Resolução 258 obrigou também essas empresas a reciclar parte dos pneus
usados já vendidos para que possam colocar pneus novos no mercado. Em 2005, o
percentual de reciclagem era de 5 pneus para cada 4 produzidos, o que contribuiu
para a diminuição do passivo ambiental de milhões de pneus. Pela proposta, o
IBAMA ficou responsável pela aplicação da resolução, podendo punir os infratores
com base na Lei de Crimes Ambientais.

72
A Resolução Nº 416, de 30 de setembro de 2009 revogou as resoluções nº
258/1999 e nº 301/2002 e estabeleceu novos procedimentos, entre eles a obrigação
dos fabricantes e importadores de pneus novos a implantar nos municípios acima de
100.000 (cem mil) habitantes, pelo menos um posto de coleta. Esta resolução entrou
em vigor em novembro de 2010.
A legislação, que vem obrigando os produtores a dar destino aos pneus
produzidos todo ano no Brasil, encontrou na pavimentação rodoviária um destino
para a reciclagem e minimização deste problema ecológico.
3.3 BREVE HISTÓRICO DO USO DO AMB
A primeira estrada construída com asfalto modificado por borracha ocorreu em
Cannes / França em 1902. Os asfaltos modificados antes da Segunda Guerra
Mundial eram constituídos pela adição de borracha natural, que era o material
disponível na época (ODA, 2000).
No início da década de 1960, Charles McDonald misturou asfalto e borracha no
forno de sua própria casa e aplicou pela primeira vez essa mistura sobre um trecho
de pavimento asfáltico repleto de trincas em uma rua da cidade de Phoenix, no
estado do Arizona, EUA (Proceedings Asphalt Rubber Conference, Brasília, 2003).
Essa mistura, verificou-se posteriormente, deu ao ligante mais elasticidade,
maior resistência à oxidação, menor suscetibilidade térmica, melhor recuperação
elástica e maior resistência à fadiga, comparando-a ao ligante convencional.
Apesar do apoio do Federal Highway Administration, nos anos subsequentes à
experiência de Charles McDonald, poucos estados americanos implementaram
seriamente esta tecnologia até 1992, ano em que as patentes do asfalto-borracha
expiraram. Em 1996, apenas quatro estados americanos (Califórnia, Arizona, Texas
e Flórida) e a África do Sul utilizavam o asfalto-borracha rotineiramente na
pavimentação de vias. Em uma conferência internacional realizada em 1999 na
cidade de Temple, Arizona, onde se reuniram representantes de 17 países, foi
despertado o interesse sobre asfalto-borracha, tanto que logo no ano seguinte foi
marcada uma outra conferência sobre o assunto em Villamoura, Portugal
(Proceedings Asphalt Rubber 2003 Conference, Brasília).

73
3.4 BENEFÍCIOS DA UTILIZAÇÃO DA BORRACHA NAS PROPRIEDADES DO
LIGANTE
A experiência americana revelou que o Asfalto Modificado com Borracha (AMB)
atribui à estrutura do pavimento grande flexibilidade e maior capacidade de absorção
das trincas de reflexão. Com a incorporação da borracha moída de pneus ao ligante
asfáltico, obtém-se um produto que resiste melhor à fatores ligados tanto ao
envelhecimento do ligante, como exposição aos raios UV solares e a oxidação pelo
contato com o oxigênio do ar, quanto pela ação do tráfego. Essas são
consequências que causam o enrijecimento do asfalto, deixando-o menos dúctil e,
consequentemente, mais quebradiço. Ao se incorporar a borracha moída ao ligante,
na temperatura e tempo adequados e com agitação, a borracha e o ligante asfáltico
reagem entre si. Essa reação acontece através da absorção, tanto pela borracha
natural quanto pela borracha sintética, dos óleos aromáticos do ligante asfáltico,
conforme observaram LEWANDOWSKI (1984) e ABDELRAHMAN (1986). Tal
reação promove a formação de um gel viscoso e o aumento da viscosidade da
mistura, prolongando a presença dos maltenos no betume e, consequentemente,
atribuem uma maior resistência ao envelhecimento das misturas asfálticas. Destaca-
se ainda o ganho no quesito desempenho do pavimento no tocante à vida de fadiga
do ligante, pois o asfalto-borracha, segundo informado no projeto de restauração da
RJ-122, tem um ganho da ordem de dez vezes em relação à vida de fadiga em
comparação com o asfalto convencional, para o mesmo valor de deformação.
Na Figura 3.4, é apresentado o resultado do estudo, conduzido pelo ADOT, a
respeito do monitoramento da ocorrência de trincas em pavimentos com AMB e
sem borracha (HMA). Pode-se observar que a evolução de trincas é
substancialmente maior no pavimento cuja mistura asfáltica não possui modificação
do ligante.

74
FIG. 3.4 - Porcentagem de trincas versus idade de serviço em AMB e HMA
Fonte: Pavement Technology Update, Pavement Research Center, University of California,
setembro 2009, Vol. 1, nº 2
A borracha moída de pneus utilizada nos ligantes asfálticos é proveniente de
pneus de automóveis e/ou de caminhões, sendo que, nos primeiros, a borracha
natural constitui cerca de 16% a 20%, e a borracha sintética, de 26% a 31%. Já os
pneus de caminhões têm uma proporção maior de borracha natural, cerca de 31% a
33%, enquanto a proporção de borracha sintética é de aproximadamente 18%. Um
pneu de automóvel típico Goodyear P 195/ 75R14, por exemplo, pesando
aproximadamente 6kg, é constituído por 27% de borracha sintética, 19% de
borracha natural, 23% de negro de fumo, 13% de produtos químicos, óleos,
pigmentos etc., 10% de aço e 2% de poliéster e náylon, em relação ao peso total do
pneu, conforme Figura 3.5 (BERTOLLO, 2002).
-2
0
2
4
6
8
10
12
14
16
0 5 10 15 20
% trincas AMB
% trincas HMA
Idade: Anos
% T
rincas
ARIZONA ADOT : % TRINCAS x IDADE EM ANOS

75
FIG. 3.5 – Composição dos pneus radiais para automóveis (Fonte: BERTOLLO, 2002)
Um quesito beneficiado pela presença da borracha no ligante é a redução do
ruído na passagem do tráfego em vias e rodovias. Um estudo conduzido pelo
Condado de Sacramento (1999), nos Estados Unidos, concluiu que o uso do asfalto-
borracha em duas rodovias (Antelope Road e Alta Arden Expressway) resultou na
redução do nível de ruído do tráfego em aproximadamente 4db, comparando com o
nível de ruído apurado em rodovias com asfalto convencional. O levantamento
não especifica a granulometria adotada.
Este levantamento e outros, conduzidos por diversos estados americanos e por
outros países, dão suporte à viabilidade do uso do asfalto-borracha como uma
opção para a mitigação de ruídos. Seu uso pode, em alguns casos, eliminar a
necessidade de barreiras antirruídos ou reduzir a altura requerida para estas
barreiras, no intuito de atingir níveis satisfatórios de ruído pelos padrões
normatizados. Na Tabela 3.1 é apresentado um estudo, feito no condado de
Sacramento / Califórnia (USA), de redução de ruído comparando o desempenho
entre o AMB e o Asfalto Convencional (Sacramento County Department of
Environmental Review and Assessment, 1999).
Borracha natural
Borracha sintética
Produtos químicos
Negro de fumo
Arame de aço
Óleos
Espumas
Nylon
19%
27%
13%
23%
10%
6%
1% 1%
Composição dos pneus radiais para automóveis:

76
TAB. 3.1 – Redução de ruído: Asfalto-Borracha x Asfalto Convencional
(Fonte: Sacramento County Department of Environmental Review and Assessment, 1999)
3.5 MÉTODOS DE INCORPORAÇÃO DA BORRACHA AO LIGANTE
Com o aumento das solicitações dos pavimentos devido à utilização de veículos
mais pesados, viu-se a possibilidade de um melhoramento dos ligantes com a
adição de polímeros. Basicamente a vasta variedade de polímeros pode encaixar-se
em duas classes: polímeros termoplásticos, também chamados de plastômeros, e
borrachas termoplásticas, os elastômeros. A função destes polímeros, dentre outras,
é diminuir a susceptibilidade térmica a altas temperaturas, evitando deformações
permanentes, e diminuir a rigidez em baixas temperaturas, impedindo o trincamento
(PINHEIRO et al., 2007).
Segundo LEWANDOWISKI (1994), os modificadores de ligantes exercem a
função de aumentar a resistência dos pavimentos quanto à deformação permanente
em altas temperaturas sem prejudicar as propriedades dos ligantes em outras
temperaturas. Essa virtude de resistência é resultado do enrijecimento do CAP, de
forma que na sua resposta viscoelástica, a componente viscosa seja reduzida, e a
elástica aumentada.
A borracha de pneu é uma borracha vulcanizada e serve como modificador de
ligantes asfálticos. A incorporação pode ser feita por dois processos: processo seco
e processo úmido. O processo seco consiste em utilizar a borracha como mais um
agregado da mistura asfáltica, quando a borracha passa a ser chamada de
agregado borracha. O processo úmido adiciona a borracha moída diretamente ao
CAP, a alta temperatura (e.g. 240º C), tornando os dois uma única mistura chamada
de ligante Asfalto-Borracha com propriedades diferentes do ligante inicial (GREEN,
1998; ODA, 2000; BERTOLLO et al., 2002; FAXINA, 2002). Pela via úmida o asfalto-
Bond Road1 -2
48 0
Asfalto borracha
Asfalto
Convencional
6 -4
-360
1 -6
16 -5
72 -5
Asfalto borracha
Redução nos níveis de
ruído (db)
Tempo decorrido após
pavimentação (meses)
Tipo de
pavimentoRodovia
Alta Arden Expressway
Antelope Road
77
borracha pode ser produzido através de dois processos: Mistura Contínua em Usina
(Continuous Blend) e Mistura em Fábrica (Terminal Blend).
3.5.1 PROCESSO ÚMIDO
O processo úmido é o método de modificação do ligante asfáltico através da
adição de borracha moída de pneus inservíveis antes de o ligante ser incorporado
aos agregados. O produto resultante desta mistura é chamado de Asfalto-Borracha
(Asphalt Rubber) ou Asfalto Emborrachado (Rubberized Asphalt). O processo úmido
(via úmida) requer que a temperatura na qual é feita a mistura dos componentes
esteja entre 190o C e 224o C e requer ainda a manutenção da temperatura, durante
a reação da mistura, entre 190o C e 218o C, por pelo menos 45 minutos para permitir
uma perfeita interação entre a borracha e o asfalto. A viscosidade adequada do
ligante asfalto-borracha é obtida através do aquecimento, de forma a facilitar a
incorporação da borracha ao ligante. O tempo de reação da mistura é função do teor
e granulometria da borracha, do tipo de ligante e da temperatura da mistura
(CALTRANS, 2006).
LEITE (1999) mostrou que a produção de ligante Asfalto-Borracha com
estabilidade à estocagem só foi possível quando elevou-se a temperatura de mistura
acima de 190º C e o tempo de mistura acima de 120 minutos. Nestas condições, só
se tornam estocáveis os ligantes que possuíam borracha com 80% do seu peso
passando na peneira #200 (0,075). O critério de compatibilidade usado foi a
diferença máxima de 5º C no ensaio de ponto de amolecimento entre o topo e o
fundo, conforme a metodologia descrita em ASTM D 5892 (2000). Vale destacar que
as misturas ensaiadas na referida pesquisa contaram com a presença de diluente no
papel de óleo extensor.
Durante o processo de mistura, as partículas de borracha podem dilatar (inchar)
até cinco vezes seu tamanho original, o que muda a proporção da borracha moída
na mistura, e podem quebrar (separar) parcialmente (breakdown partially). A
redução do tamanho das partículas aumenta com o tempo de mistura e diminui com
o aumento do tamanho original da partícula da borracha, conforme relata ARTS
(2012).

78
Segundo SPECHT (2004), o inchamento da borracha é uma difusão (migração)
e não uma reação química porque não há ligações livres nas borrachas
vulcanizadas para interação química com o asfalto. Após a imersão das partículas
de borracha no asfalto, a sua superfície fica com alta concentração de líquidos.
Posteriormente estes líquidos movem-se para o interior da partícula, sendo este
movimento controlado pelos seguintes fatores: (i) compatibilidade molecular entre a
borracha e o betume; (ii) tempo de digestão; (iii) viscosidade do asfalto.
3.5.1.1 MISTURA CONTÍNUA EM USINA (CONTINUOUS BLEND)
Neste processo, a borracha de pneus inservíveis triturada é adicionada ao CAP
aquecido, produzindo um ligante modificado que recebe a denominação de Asfalto-
Borracha (Asphalt Rubber) ou Asfalto Emborrachado (Rubberized Asphalt). O
Asfalto-Borracha é produzido com equipamento misturador na própria obra, por isso
recebe também a denominação de Field Blend (BANDINI, 2011) em uma unidade
especial. Ele deve ser misturado ao agregado e aplicado na pista imediatamente
devido à instabilidade da massa, diferentemente do TB que pode ser estocado
(mediante agitação), para uso posterior. Por precisar ser aplicado imediatamente,
esse sistema recebe outra denominação, conhecida por “Sistema Não Estocável”.
ROBERTS et al., (1989) recomendam como tempo máximo de armazenamento
do asfalto-borracha (CB), 16 horas após a sua produção.
Pelo processo de Mistura Contínua em Usina, a borracha moída de pneus é
incorporada ao ligante asfáltico em no mínimo 15% do peso total do ligante
modificado. A reação esperada para as partículas de borracha, quando em contato
com o ligante suficientemente aquecido, é o inchamento e o amolecimento destas
partículas. O asfalto-borracha mantém ou excede a viscosidade rotacional em
1500cP a 190o C depois do período de reação e, consequentemente, precisa ser
agitado para manter a mistura em suspensão e igualmente distribuído no tanque de
armazenamento. Por isso, o processo Field Blend é também denominado como
Processo Úmido de Alta Viscosidade (BANDINI, 2011).
O asfalto-borracha, ao final do processo, apresenta propriedades reológicas
diferentes do ligante original. No processo úmido, a interação entre o ligante asfáltico

79
e a borracha moída é classificada como uma reação. O grau de modificação do
ligante depende de alguns fatores, entre eles:
- Granulometria e textura da borracha;
- Proporção de ligante asfáltico;
- Proporção de borracha;
- Tempo de reação;
- Temperatura de reação;
- Energia mecânica durante a mistura;
- Compatibilidade entre ligante e borracha (polaridade);
- Uso de aditivos (óleos extensores).
Segundo BANDINI (2011), a borracha moída deve ser misturada ao asfalto
quente (175oC) até causar inchamento das partículas de borracha e um
considerável aumento da viscosidade (no mínimo 1500cP).
Quando é feita a adição da borracha ao ligante, ocorre uma absorção dos óleos
aromáticos do ligante pelas cadeias do polímero da borracha, o que acarreta a
alteração das propriedades do ligante asfáltico.
A borracha utilizada no processo de Mistura Contínua em Usina é proveniente
de pneus novos rejeitados e/ou inservíveis (retirados do meio ambiente) de carros
de passeio e de caminhões em proporções que influenciam as características finais
do ligante asfalto-borracha. A borracha triturada deve estar isenta das partes
metálicas (talões dos pneus) e de fibras como o nylon, também presente na
composição de pneus.
Existem dois processos para moagem da borracha: moagem à temperatura
ambiente (processo mecânico) e processo criogênico. Estes processos serão
examinados adiante.
A granulometria da borracha possui um efeito relevante nas propriedades do
asfalto modificado com borracha. As partículas grossas de borracha aumentam a
viscosidade do produto final, asfalto-borracha, enquanto que, partículas finas,
principalmente com percentagem de partículas que passam na peneira nº 50 (0,30
mm), resultam em um menor tempo de digestão (Caltrans, 2005).
O asfalto-borracha é principalmente usado em camadas de Gap e Open Graded,
mas é usado também como spray selador de trincas e como camadas de absorção
de tensões SAMI (Stress Absorbing Membrane Interlayer). Entre os benefícios,
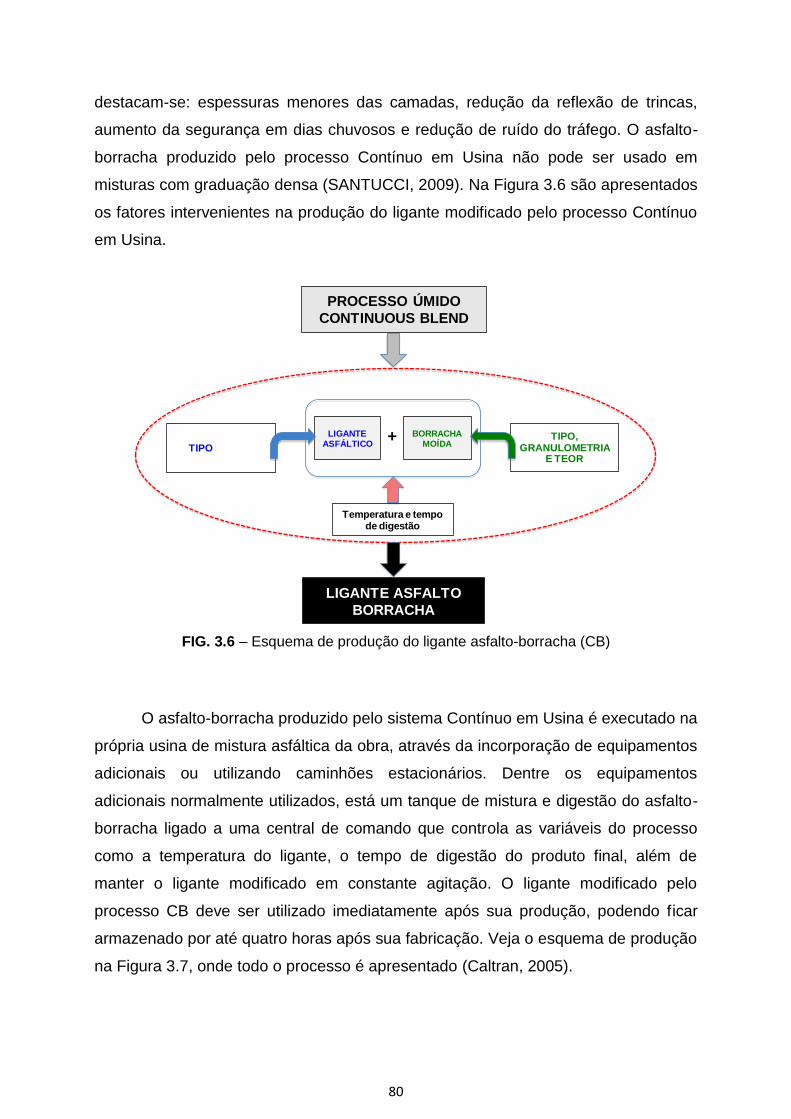
80
destacam-se: espessuras menores das camadas, redução da reflexão de trincas,
aumento da segurança em dias chuvosos e redução de ruído do tráfego. O asfalto-
borracha produzido pelo processo Contínuo em Usina não pode ser usado em
misturas com graduação densa (SANTUCCI, 2009). Na Figura 3.6 são apresentados
os fatores intervenientes na produção do ligante modificado pelo processo Contínuo
em Usina.
FIG. 3.6 – Esquema de produção do ligante asfalto-borracha (CB)
O asfalto-borracha produzido pelo sistema Contínuo em Usina é executado na
própria usina de mistura asfáltica da obra, através da incorporação de equipamentos
adicionais ou utilizando caminhões estacionários. Dentre os equipamentos
adicionais normalmente utilizados, está um tanque de mistura e digestão do asfalto-
borracha ligado a uma central de comando que controla as variáveis do processo
como a temperatura do ligante, o tempo de digestão do produto final, além de
manter o ligante modificado em constante agitação. O ligante modificado pelo
processo CB deve ser utilizado imediatamente após sua produção, podendo ficar
armazenado por até quatro horas após sua fabricação. Veja o esquema de produção
na Figura 3.7, onde todo o processo é apresentado (Caltran, 2005).
PROCESSO ÚMIDO
CONTINUOUS BLEND
+LIGANTE ASFÁLTICO
BORRACHA MOÍDA
LIGANTE ASFALTO
BORRACHA
TIPO, GRANULOMETRIA
E TEOR TIPO E TEOR
Temperatura e tempo de digestão

81
FIG. 3.7 – Esquema de produção do AMB pelo processo CB (Fonte: CALTRANS, 2005)
3.5.1.2 TERMINAL BLEND
O processo Terminal Blend é também um processo úmido no qual a borracha é
misturada ao asfalto em uma refinaria ou terminal de distribuição. A partir desse
terminal, o ligante modificado pode ser distribuído para várias obras.
No sistema TB, a modificação física, reológica e química do asfalto é feita
através do processo de fusão entre os componentes, por meio de agitação mecânica
e digestão térmica em moinhos de cisalhamento. Ao final do processo, o ligante
modificado é um produto uniforme e estável, e não se dá a separação dos
constituintes, mesmo durante o armazenamento.
O conceito adotado pelo Caltrans é de que o sistema terminal blend não requer
constante agitação do asfalto-borracha porque neste tipo de sistema é possível
manter as partículas de borracha uniformemente distribuídas no betume (Caltrans,
2005), com a vantagem de ser armazenado por longos períodos de tempo (TRHRC,
2005).
Pneus Usados Borracha Moída
Produção do
AMB
AMB pronto para
ser aplicado
Aquecimento do
agregado
Depósito
agregado

82
O asfalto-borracha no Brasil é produzido pelo sistema terminal blend. Na
tecnologia brasileira, o asfalto-borracha possui estabilidade sem que ocorra a
separação de fases durante o armazenamento, ou seja, as características deste
asfalto permitem a sua utilização muito tempo após a sua produção. Entretanto, para
a utilização do asfalto-borracha na central betuminosa, os tanques devem ser
adaptados com agitadores. Pode ficar armazenado por até 3 semanas com agitação
de forma periódica diariamente. (MORILHA & GRECA, 2003).
O asfalto-borracha no sistema terminal blend, em função das suas
características pode ser aplicado em diferentes técnicas e em misturas betuminosas
com diferentes granulometrias (open graded, gap graded e dense graded). O asfalto-
borracha terminal blend com 20% de borracha é recomendado na elaboração de de
misturas betuminosas descontínuas com qualquer teor de vazios (drenante ou
densa) e também na execução de tratamentos superficiais. O asfalto com 15% de
borracha é indicado para fabrico de misturas betuminosas densas contínuas (Morilha
& Greca, 2003).
Neste sistema, o asfalto deve ser processado em altas temperaturas por
agitação em alto cisalhamento. Desta forma, obtém-se a despolimerização e a
desvulcanização da borracha moída de pneus, o que permite melhor absorção da
borracha pelo ligante, resultando em uma viscosidade menor do produto final
(ROBERTS et al., 1996).
O processo de produção para o TB é similar ao processo usado para produção
do asfalto modificado por polímeros. Ele foi inicialmente produzido em meados da
década de 80 e, por isso, tem um histórico de resultados avaliados, menor que o
asfalto-borracha (CB) que é usado desde a década de 1960 (SANTUCCI, 2009).
Nas Figuras 3.8 e 3.9 são mostrados os aspectos característicos dos ligantes, onde
se pode observar na Figura 3.10, que o ligante produzido pelo processo CB é mais
viscoso por ter mais borracha em sua composição.

83
FIG. 3.9 – Aspecto do ligante / TB FIG. 3.10 – Aspecto do ligante / CB
Fonte: CALTRANS (2009)
3.5.2 FORMA DE PRODUÇÃO PELO PROCESSO SECO (VIA SECA)
No processo seco a borracha é utilizada como agregado fino em misturas
betuminosas. Nesse processo a borracha (normalmente 1% a 3% em peso do
agregado total da mistura) é incorporada na mistura antes da mistura asfáltica ser
introduzida e pode ser aplicada em misturas do tipo gap graded (descontínua
densa), dense graded (contínua densa) e open graded (descontínua aberta)
(HEITZMAN, 1992).
A borracha triturada (agregado borracha) entra na mistura asfáltica como parte
do agregado pétreo, formando o asfalto modificado com adição de borracha
(RUMAC – Rubber Modified Asphalt Concrete). Esse método só deve ser utilizado
em misturas asfálticas a quente, não devendo ser usado em misturas a frio
(SPECHT, 2004; PATRIOTA, 2004).
O volume de vazios da mistura betuminosa é de 2% a 4% e com uma
percentagem de betume de 7,5% a 9,0% (TRHRC, 2005, BAKER et al., 2003).
Os resultados de investigações conduzidas no estado de Illinois (USA)
revelaram que os trechos experimentais com misturas asfálticas utilizando o
processo seco apresentaram desempenho inferir aos trechos onde foram aplicadas
misturas asfálticas convencionais (VOLLE, 2000).
As eventuais reações entre as partículas de borracha granulada e o asfalto
convencional que ocorrem no processo seco dependem da granulometria utilizada.
A utilização de borracha com grãos de elevada superfície específica aumenta a área
de contato asfalto-borracha, favorecendo as reações entre esses materiais durante

84
pequenos intervalos de tempo e a temperaturas relativamente baixas quando
comparadas àquelas utilizadas no processo úmido (DANTAS NETO, 2004).
3.6 O USO DE DILUENTES (ÓLEO EXTENSOR) NA MISTURA
Dependendo do tipo de ligante selecionado, do tamanho e do teor de borracha,
pode haver necessidade da adição de um diluente para facilitar a mistura entre os
componentes, ou seja, aumentar a compatibilidade entre o ligante e a borracha. Se,
por um lado, o diluente facilita a mistura, por outro ele reduz, temporariamente, a
viscosidade do ligante asfalto-borracha, facilitando a aplicação (melhorando a
trabalhabilidade na pista). Morris e Mcdonald (1976) observaram que, após cerca de
2 horas, a viscosidade do ligante volta ao seu valor original.
O teor de ligante sofre redução em função do uso do diluente de 10% a 25%.
TAKALLOU & SAINTON (1992) relatam que uma grande quantidade de diluente
(maior que 6%) pode reduzir o ponto de amolecimento, aumentar a penetração e a
dutilidade e reduzir a resistência do ligante.
Algumas conclusões de FAXINA (2006) sobre o uso de resíduo de óleo de xisto:
(i) em termos de estabilidade à estocagem, o óleo de xisto só é viável quando a
diferença máxima entre pontos de amolecimento é 5º C; (ii) teores muito altos de
borracha moída, aparentemente em torno de 18% e acima, prejudicam o
processamento das misturas, mesmo com teores altos de resíduo de óleo de xisto.
Parece existir uma proporção de borracha acima da qual a mistura passa para o
estado de semi-sólido. Misturas desta natureza apresentam um comportamento
peculiar: a viscosidade diminui muito pouco com o aumento da temperatura do
ensaio. Embora o resíduo de óleo de xisto consiga reduzir consideravelmente a
consistência do ligante asfalto-borracha, quando se emprega teores altos de
borracha, a redução obtida não é suficiente para adequar a viscosidade do ligante
asfalto-borracha aos níveis desejados para ligantes asfálticos não-modificados,
visando o bombeamento e o processamento em usina; (iii) o resíduo de óleo de xisto
tem efeito positivo sobre as propriedades que indicam resistência à formação de
trincas de origem térmicas.

85
3. 7 PROCESSOS DE MOAGEM DA BORRACHA
Existem dois processos de moagem para a transformação de pneus inservíveis
na borracha em grãos que poderá ser usada na modificação dos ligantes asfálticos:
processo Ambiente e processo Criogênico.
3.7.1 PROCESSO AMBIENTE
A moagem à temperatura ambiente consiste em uma série de trituradores,
peneiras, correias transportadoras, aspiradores que removem o nylon, e tambores
magnéticos que removem o aço, ainda presentes nas partículas de borracha.
O processo Ambiente gera partículas de borracha com uma extensa e esponjosa
superfície, a qual ajuda a promover a rápida reação com o ligante (ROBERTS et al.,
1996). Na Figura 3.10, são mostrados os pneus já sem os talões de aço, prontos
para entrarem na esteira de trituração.
FIG 3.10 – Pneus já sem os talões de aço, prontos para a trituração (Fonte: Autor)
Na Figura 3.11, é mostrado o início do processo de trituração de pneus, pelo
processo Ambiente, na fábrica da empresa EcoBalbo, em Ribeirão Preto.

86
FIG 3.11 – Linha de produção pelo processo de moagem - Ambiente na empresa
EcoBalbo(Fonte: Autor)
Na Figura 3.12, é mostrada a fase intermediária, no processo de trituração de
pneus, quando o nylon é retirado da linha de produção através da aspiração. Pode-
se observar na figura os grumos de nylon extraídos.
FIG 3.12 – Aspiração do nylon extraído dos pneus na moagem(Fonte: Autor)
Na Figura 3.13, são mostrados os sacos de 1.000 kg, também chamados de
Bags, de borracha moída prontos para o transporte.
87
FIG 3.13 – Borracha moída embalada em sacos (Bags) de 1000 kg (Fonte: Autor)
3.7.2 PROCESSO CRIOGÊNICO
Esse processo consiste em congelar a borracha de pneus em um tanque com
nitrogênio líquido, com temperaturas entre -90o C e -200o C, até que ela torne-se
quebradiça e possa ser facilmente triturada em partículas pequenas por um moinho
de martelos (Bandini, 2011). O material resultante deste processo é composto por
partículas lisas, limpas e planas. Tais características podem não ajudar e até mesmo
retardar o tempo de reação com o asfalto quente (Roberts, et al., 1996).
3.7.2.1 - ETAPAS DO PROCESSO DE TRITURAÇÃO CRIOGÊNICO
Na Figura 3.14 estão indicados por números, componentes do processo de
trituração Criogênico (CWC, 1998).
1- Correia transportadora de pneus;
2- Granulador com calha de alimentação;
3- Ventiladores;
4- Ciclone;
5- Válvula rotativa;
6- Medidor de alimentação e agitador;
7- Termostato;
8- Moinho;
9- Filtro automático;

88
10- Unidade de controle de LN2;
11- Tanque de suprimento de LN2.
12- Tanque
FIG. 3.14 – Esquema de trituração pelo processo criogênico (Fonte: CWC, 1998)
A seguir, na Tabela 3.2, é apresentada uma comparação entre as propriedades
físicas dos grãos de borracha triturados pelos processos Ambiente e Criogênico.
TAB. 3.2 – Comparação das propriedades físicas das borrachas moídas nos processos Ambiente e Criogênico
Fonte:CWC/BestPractices in Scrap Tires & Rubber Recycling
3.9 EXPERIÊNCIA BRASILEIRA UTILIZANDO O ASFALTO-BORRACHA PELO
PROCESSO DE PRODUÇÃO CONTINUOUS BLEND
ODA & FERNANDES (2003) mostraram, através dos ensaios de caracterização
convencionais e de ensaios Superpave, entre eles as propriedades reológicas e de

89
rigidez dos ligantes que, em princípio, o aumento do teor de borracha na mistura
asfáltica propicia aumento da resistência à formação de trincas por fadiga e por
contração térmica e também aumento da resistência à deformação permanente.
Em outro estudo conduzido por PEREIRA et al. (2009), foi demonstrado que a
quantidade de borracha influencia sobremaneira as características do asfalto-
borracha, onde a recuperação elástica é melhorada com o aumento da resiliência
mediante a incorporação de borracha ao ligante.
Testes de laboratório utilizando materiais brasileiros na produção do asfalto-
borracha mostraram que esses materiais apresentam comportamento adequado
para fins de reabilitação de pavimentos. Os valores de módulo de rigidez das
misturas com asfalto-borracha não apresentaram diferenças significativas entre as
misturas produzidas pelo processo Terminal Blend e pelo Continuous Blend
(PEREIRA et al., 2003).
FONTES et al. (2007) compararam em laboratório o desempenho de asfaltos
produzidos pelos sistemas Continuous Blend e Terminal Blend e, através de ensaios
de caracterização, comprovaram que as misturas asfálticas produzidas tanto pelo
sistema TB quanto pelo CB apresentaram características melhores que a mistura
convencional.
FONTES et al., (2009) avaliaram o desempenho mecânico de misturas asfálticas
com asfalto-borracha produzido através do sistema terminal blend, com duas
granulometrias (dense graded e gap graded). O desempenho obtido por essas
misturas foi comparado à uma mistura convencional do tipo dense graded (DNIT
faixa “C”), confeccionada com CAP 50/70. Foram realizados, em laboratório, ensaios
mecânicos de desempenho, nos quais foram avaliadas as misturas asfálticas citadas
anteriormente. Os resultados dos ensaios de laboratório mostraram que as misturas
com asfalto borracha apresentaram um desempenho mecânico superior à mistura
convencional. Considerando o uso de misturas com asfalto borracha na camada de
revestimento, em substituição à mistura convencional, foi possível obter-se uma
considerável redução da espessura desta camada.
90
3.9 EXPERIÊNCIA AMERICANA UTILIZANDO ASFALTO-BORRACHA
Desde a década de 1960 muitos estados americanos testaram e avaliaram o
desempenho das misturas asfálticas modificadas com borracha como também SAMs
e SAMIs. Inicialmente, como acontece com qualquer nova tecnologia, nem todos se
saíram bem com o uso do AB. Algumas agências estaduais que tiveram falhas
importantes na implementação dessa tecnologia exigiram a retirada do material e
ficaram inseguras em prosseguir no desenvolvimento da pesquisa com o asfalto-
borracha. A maioria dessas falhas foram resultado do uso da técnica para uma
aplicação inadequada ou devido a falhas no controle de qualidade dos materiais ou,
ainda, pela prática incorreta de execução.
Alguns estados perderam o interesse em buscar a tecnologia do asfalto-
borracha devido à expiração do fundo federal de recursos que garantia
financiamento não reembolsável para iniciativas que dessem destinação aos pneus
inservíveis. Entretanto, aquelas agências que persistiram no desenvolvimento e no
refinamento da tecnologia tiveram sucesso no aumento da performance de
pavimentos com asfalto-borracha. Abaixo são descritas algumas experiências
americanas com o asfalto-borracha (SANTUCCI, 2009).
FLÓRIDA – O FDOT, após a conclusão de um estudo pormenorizado de campo a
respeito do desempenho de misturas asfálticas modificadas com borracha,
introduziu, em 1994, novas especificações e passou a exigir o uso do asfalto-
borracha em novas obras. Até 1999, foram produzidas mais de 2,7 milhões de
toneladas de misturas asfálticas modificadas com borracha. O teor de borracha
utilizado no estado da Flórida varia entre 5% e 20%.
ARIZONA – O ADOT tem mais de 35 anos de experiência com o asfalto-borracha.
Em 1989, o estado, através do ADOT, documentou, em um relatório de pesquisa a
história, o desenvolvimento e a performance dos pavimentos com asfalto-borracha,
que obtiveram enorme sucesso usando esta mistura como uma membrana de
encapsulamento para controlar as distorções provenientes de solos expansivos e
para reduzir a reflexão de trincas em camadas executadas sobre pavimentos rígidos
e flexíveis. Em 1985, o ADOT iniciou a experiência com misturas asfálticas Gap e
Open Graded modificadas com borracha. Esta última é usada como camada final de

91
rolamento, com espessura entre 12,5 mm e 25 mm, enquanto a primeira, Gap
Graded, é usada sobre revestimentos severamente trincados, com espessuras entre
37,5 mm e 50 mm. Esta camada de Gap, dependendo do tráfego e do tipo de
rodovia, pode precisar ser sobreposta por uma camada de Open Graded. Mais de
28.000 km de pavimentos foram construídos com asfalto borracha desde 1988, com
desempenho considerado muito bom pelo ADOT.
CALIFÓRNIA – O Caltrans começou usando o asfalto-borracha como selante de
trincas (Chip Seals) em 1970 e em misturas asfálticas em 1980. O primeiro grande
experimento de campo com AMB foi executado em Ravendale, Califórnia, 1982. Até
2001, o Caltrans já tinha construído mais de 210 projetos com AMB em todo o
estado. Ele adota o percentual de 25% de borracha de pneus, além de óleo
extensor. Esta agência estipulou que o percentual em toneladas de AMB em relação
ao total de misturas asfálticas executadas no estado passará de 20%, em 2007, para
35% em 2013.
TEXAS – O primeiro registro do uso de asfalto-borracha no Texas (TxDOT) foi em
1976, nos distritos de Bryan e El Paso. O TxDOT fez significativas mudanças nos
projetos de misturas e especificações para uso de misturas asfálticas modificadas
com borracha em 1992, basicamente substituindo misturas densas por misturas Gap
Graded. Os representantes do TxDOT têm relatado um significativo aumento da
resistência ao trincamento em relação às misturas asfálticas convencionais.
NEVADA - O NDOT, nos últimos anos, tem avaliado a alternativa do uso de asfalto-
borracha (Terminal Blend) em substituição às misturas asfálticas modificadas com
polímeros, tradicionalmente usadas no estado. Em 2006, iniciou uma pesquisa,
conduzida pela Universidade de Nevada, Reno (UNR), sobre avaliação de
performance em laboratório com misturas asfálticas com borracha pelo processo
Terminal Blend. Os resultados concluíram que as misturas com Gap e Open Graded,
por este processo, tiveram resultados bastante satisfatórios. NDOT reportou sobre o
uso do asfalto borracha em uma mistura open graded, na rodovia I-515, na cidade
de Henderson/Nevada, onde o primeiro objetivo era redução de ruído do pavimento.
O ruído no pavimento de concreto original era de 108,1 dB. Após

92
Na Figura 3.15, é apresentada graficamente a evolução dos custos de
manutenção, conduzida pelo ADOT, comparando pavimentos utilizando misturas
asfálticas convencionais com pavimentos com misturas asfálticas modificadas com
borracha, ambas as camadas sobrepondo pavimentos de concreto trincados.
Podemos observar que nos primeiros dois anos os custos são semelhantes, mas a
partir do quinto ano, dá-se um descolamento das curvas, e os custos do AMB
chegam a apresentar um decréscimo (ano 6), enquanto a curva do HMA evolui
quase que exponencialmente.
FIG. 3.15 – Custos de manutenção por milha de pista (USA $). (Fonte: ADOT, 1998)
0
200
400
600
800
1000
1200
1400
1600
0 1 2 3 4 5 6 7 8 9 10
Custos de manutenção Asfalto Borracha
Custos de manutenção Asfalto Convencional
CUSTO DE MANUTENÇÃO - ARIZONA / ADOT - 1999
ANOS
CU
STO
PO
R M
ILH
A D
E P
ISTA

93
4 APRESENTAÇÃO DO PROJETO DE RESTAURAÇÃO DA RODOVIA RJ-122
4.1 INTRODUÇÃO
A rodovia RJ-122, pertencente a malha rodoviária da Fundação DER-RJ, foi
construída no início da década de 1970 com revestimento em CBUQ sobre base e
sub-base de solo misturado com cimento. A rodovia apresentava em 2009 um
tráfego médio diário em torno de 250 veículos. As avaliações funcional e estrutural
da rodovia evidenciaram principalmente fadiga pronunciada do revestimento
asfáltico, além de poucos afundamentos (deformação permanente). A Fundação
DER-RJ então conduziu estudos para determinar qual seria a melhor solução para a
restauração. Foram adotados os procedimentos de projeto, PRO-11 e PRO-269, e
levantados os custos das soluções estudadas. Paralelamente buscava-se uma
alternativa para a restauração que desse uma vida útil mais longa ao pavimento e
fosse economicamente viável. O asfalto-borracha entrou como opção justamente
pelo histórico, relatado por outros países e mesmo nos últimos anos no Brasil, de
aumento da vida útil utilizando essa metodologia. Posteriormente foi escolhido o
processo de produção contínuo em usina (Continuous Blend) pois, os resultados
relatados pela experiência americana e portuguesa eram animadores. Após levantar
os valores desta última alternativa, a Fundação DER-RJ constatou que a obra de
restauração sairia mais barata até mesmo à custo inicial fazendo-a em asfalto
borracha, tendo ainda como benefício o ganho ambiental pelo uso de pneus
inservíveis moídos na mistura asfáltica, os quais seriam retirados do meio ambiente.
A Fundação DER-RJ tinha ao final dos estudos iniciais uma solução adequada
ao problema da fadiga demonstrada pelas avaliações de campo, uma solução
inovadora utilizando o asfalto borracha produzido pelo processo CB, além de ser
uma obra economicamente viável e ambientalmente sustentável.
4.1.1 IDENTIFICAÇÃO DA RODOVIA (SISTEMA RODOVIÁRIO ESTADUAL)
A rodovia é identificada segundo o Cadastro da Fundação DER-RJ como:
Código da Rodovia: Rodovia estadual RJ-122;

94
Trecho: do entroncamento da BR-116 (Parada Modelo) até entroncamento da
RJ-116 (Trevo dos Setenta);
Extensão: 35,9 km.
4.1.2 LOCALIZAÇÃO
Na Figura 4.1, é apresentado o mapa da região do estado do Rio de Janeiro
onde está localizada a rodovia RJ-122, situada a cerca de 70 km do centro do
município do Rio de Janeiro e está muito próxima a regiões com previsão de rápido
crescimento econômico, como Baixada Fluminense e Itaboraí, sendo esta última a
cidade onde está sendo implantado o Complexo Petroquímico do Estado do Rio de
Janeiro (COMPERJ), cujo potencial de indução de crescimento é enorme. A RJ-122
liga os municípios de Guapimirim e Cachoeiras de Macacu e atende ao fluxo de
usuários que se dirigem à região serrana do Estado do Rio de Janeiro vindos da
capital do estado e da Baixada Fluminense.
FIG 4.1 – Mapa de Localização da RJ-122 (Fonte: Fundação DER-RJ)
95
4.2 DADOS COLETADOS PARA O PROJETO
A solução adotada em asfalto borracha deve-se ao fato de que este tipo de
mistura permite criar plataformas bastante flexíveis e com grande capacidade de
absorver reflexão de trincas em pavimentos com grande variabilidade de condições
estruturais (Projeto de Restauração da RJ-122, Fundação DER-RJ, 2009).
Adotou-se, nesse projeto, o percentual de 50% de redução de espessura das
camadas betuminosas em função do uso do asfalto-borracha, em relação à solução
convencional, conforme recomenda o manual do CALTRANS (1999).
Para fundamentar o projeto, foram colhidos diversos dados de campo, dentre
eles a temperatura média do ar, da região em estudo, dos meses entre os anos
2000 e 2009, o tráfego da rodovia e o peso dos veículos para classificação do
tráfego. Também foi feita a deflectometria pela empresa Strata Enga, no lado
esquerdo da faixa de rolamento entre a ponte do Rio Guapi-Açu até o fim do
entroncamento com a RJ-116, totalizando 21km. Na figura 4.6, são mostrados dados
da deflexão do trecho de trezentos metros entre as estacas 1405 e 1420, escolhido
para ser o trecho onde será acompanhado o desempenho do pavimento ao longo do
tempo. E por último, foi feito o ensaio com o DCP (Dynamic Cone Penetrometer),
que permitiu estimar as espessuras das camadas granulares subjacentes às
camadas betuminosas e também foi obtido o índice DCP, com o qual foi possível
fazer correlação com o parâmetro CBR e determinar a resistência dessas camadas
(Projeto de Restauração da RJ-122, Fundação DER-RJ, 2009).
Nos pavimentos flexíveis, é essencialmente a combinação de dois tipos de
ações, temperatura e tráfego, que tem como consequência a perda de
características fundamentais ao desempenho para o qual foram dimensionados. O
grau de performance (PG) para a mistura modificada com borracha foi determinado
em função da temperatura da região em estudo e classificado como PG 58-10.
Entretanto, como também foi considerado tráfego lento, o Grau de Performance
adotado foi PG 64-10 (Projeto de Restauração da RJ-122, Fundação DER-RJ,
2009).
É relevante ressaltar que para o PG 64-10 determinado no projeto o CAP 30-45
atenderia a tais requisitos. Entretanto como o problema principal da rodovia era a
fadiga acelerada do revestimento asfáltico, o ligante escolhido deveria ser aquele
que desse grande capacidade à mistura asfáltica de absorver a reflexão de trincas.

96
O ligante modificado com borracha tem as propriedades desejadas para tal
demanda.
4.2.1 TRÁFEGO
Foi criado um posto de pesagem dinâmica, entre janeiro e fevereiro de 2008, no
km 33, para pesagem dos veículos. O período de projeto considerado para a
restauração da rodovia RJ-122 foi de 20 anos. A seguir, são apresentados, na tabela
4.2, os dados de tráfego projetados para a RJ-122. No sentido AB, que é o sentido
mais carregado (Guapimirim para Cachoeiras de Macacu). A pesagem dos veículos
foi realizada entre os dias 08 e 14 de junho de 2009. No dimensionamento de
pavimentos rodoviários, faz-se a conversão do tráfego em um número acumulado
de eixos simples, os quais se designam eixos-padrão. Assim define-se o Número
Acumulado de Eixos Padrão (NAEP) como o tráfego acumulado, expresso em
termos de eixos padrão, que vai solicitar o pavimento durante o período de vida de
projeto (Projeto de Restauração da RJ-122, Fundação DER-RJ)
A conversão dos pesos dos diferentes veículos para eixos padrão de 86kN foi
feita com base na Equação 4.1 (Shell, 1998):
VP(86kN) = (Pi / 86kN)5 EQ. (4.1)
ONDE:
VP – Veículo pesado;
Pi – Peso de cada eixo medido através da balança.
O peso de cada eixo (PI) em kN = (Pi (kg)/1.000) x 9,81
Foram calculados os pesos dos eixos equivalentes para cada tipo de eixo;

97
TAB. 4.1 – No de eixos equivalentes (Fundação DER-RJ, 2009)
No Total de veículo = 3.496; No Total de eixos = 10.133
Peso Equivalente acumulado para 7 dias = 1710;
N 2009 = (1710 x 365) / 7 = 89.164
Na Tabela 4.2 é calculado, ao longo do período de projeto (20 anos), o número
N, considerando um crescimento anual de tráfego de 2,5%.
TAB. 4.2 – Cálculo do N acumulado para 20 anos (Fundação DER-RJ, 2009)
Como forma de verificação
do N calculado pelo Projeto de Restauração da RJ-122, foi calculado o N pela

98
metodologia do DNIT, considerando os pesos medidos no posto de pesagem ,
como mostrado na Tabela 4.4 e também considerando os pesos limites
estabelecidos pela lei da balança (lei nº 7408 de 25 / 11 / 85), como mostrado na
Tabela 4.5.
TAB. 4.3 – Metodologia para determinação dos pesos equivalentes para cada eixo
(Manual de estudo de tráfego, IPR, 2006)
Na determinação dos pesos equivalentes é o mesmo calculado na Tabela 4.1.
Resultado do Eixo Equivamente (Método DNIT / AASHTO, 1962) obtido para
todos os veículos= 2.058
N 2009 = (2.058 x 365) / 7 = 107.310
TAB. 4.4 - N calculado pela metodologia DNIT, a partir dos pesos medidos nos postos de
pesagem (Taxa de crescimento do Tráfego = 2,5%)

99
Resultado do Eixo Equivamente obtido para todos os veículos = 945
N 2009 = (10.303 x 365) / 7 = 537.228
TAB. 4.5 – N calculado pela metodologia DNIT, considerando os pesos limite da lei da
balança (Taxa de crescimento do Tráfego = 2,5%)
N Anual N acumulado Ano
107.310 49.275 2009
109.993 2,17E+05 2010
112.743 3,30E+05 2011
115.561 4,46E+05 2012
118.450 5,64E+05 2012
121.411 6,85E+05 2014
124.447 8,10E+05 2015
127.558 9,37E+05 2016
130.747 1,07E+06 2017
134.015 1,20E+06 2018
137.366 1,34E+06 2019
140.800 1,48E+06 2020
144.320 1,62E+06 2021
147.928 1,77E+06 2022
151.626 1,92E+06 2023
155.417 2,08E+06 2024
159.302 2,24E+06 2025
163.285 2,40E+06 2026
167.367 2,57E+06 2027
171.551 2,74E+06 2028
175.840 2,92E+06 2029
N para 20 anos: 2.917.037

100
Comparando os 3 valores determinados pelos métodos descritos
anteriormente pode-se observar que o valor do número N utilizado pelo Projeto de
Restauração da RJ-122 determina um N menor (493.260 veículos comerciais) do
que aquele determinado pela metodologia DNIT, onde foram adotados os pesos
medidos nos postos de pesagem. Já o valor determinado pela metodologia DNIT,
considerando os pesos limite da lei da balança, o valor do N é muito superior
(12.179.835 veículos comerciais) ao adotado na obra de restauração da RJ-122.
4.2.2 AVALIAÇÃO FUNCIONAL
Os levantamentos de campo no pavimento revelaram que tanto o estado
funcional quanto o estrutural apresentavam comprometimentos severos, quase na
totalidade da extensão (35,9 km), devido em grande parte a trincas interligadas, tipo
couro de jacaré, com destacamento de blocos, causadas pela fadiga do
revestimento asfáltico, decorrentes da ação repetida das cargas do tráfego. Nas
Figuras 4.2, 4.3, 4.4 e 4.5 são mostradas algumas fotos da rodovia RJ-122 que
retratam o estado funcional da rodovia antes das obras de restauração.
N Anual N acumulado Ano
537.228 537.228 2009
550.659 1,09E+06 2010
564.425 1,65E+06 2011
578.536 2,23E+06 2012
592.999 2,82E+06 2012
607.824 3,43E+06 2014
623.020 4,05E+06 2015
638.595 4,69E+06 2016
654.560 5,35E+06 2017
670.924 6,02E+06 2018
687.697 6,71E+06 2019
704.890 7,41E+06 2020
722.512 8,13E+06 2021
740.575 8,87E+06 2022
759.089 9,63E+06 2023
778.066 1,04E+07 2024
797.518 1,12E+07 2025
817.456 1,20E+07 2026
837.892 1,29E+07 2027
858.839 1,37E+07 2028
880.310 1,46E+07 2029
N para 20 anos: 14.603.612

101
Na Figura 4.2, pode-se observar o grau avançado do trincamento da rodovia,
antes da restauração, caracterizado pelas trincas com aspecto de couro de jacaré
com destacamento de blocos em alguns trechos. Apesar do elevado grau de
trincamento, o pavimento não apresentava praticamente nenhum trecho com
deformação permanente, ou afundamento de trilha de roda acentuado.
FIG. 4.2 – km 24,5 - Trincas tipo couro de jacaré na RJ-122
(Fonte: DGP/DER-RJ, 2008)
Nas Figuras 4.3 e 4.4, pode-se observar a deficiência na drenagem superficial,
onde a água de chuva permanece em contato com as bordas do pavimento,
possibilitando, desta forma, sua percolação para as camadas de infraestrutura do
pavimento, o que provoca o aumento da resiliência e, consequentemente, da fadiga
do revestimento asfáltico. Na Figura 4.5, pode-se observar o agravamento do
trincamento, já com o destacamento de blocos evoluindo para panelas.

102
FIG. 4.3 – km 19 - borda lateral da pista com acúmulo de água de chuva (Fonte: DGP/DER-RJ, 2008)
FIG. 4.4 – km 24,5 - acostamento da pista encharcado após chuva (Fonte: DGP/DER-RJ, 2008)
FIG. 4.5 – km 24,5 - trincas com destacamento de blocos
(Fonte: DGP/DER-RJ, 2008)
4.2.3 AVALIAÇÃO ESTRUTURAL
O levantamento deflectométrico foi feito pela Strata Enga com FWD no mês de
março de 2009, no lado esquerdo da faixa de rolamento entre a ponte do Rio Guapi-
Açu até o fim do entroncamento com a RJ-116, totalizando 21km.
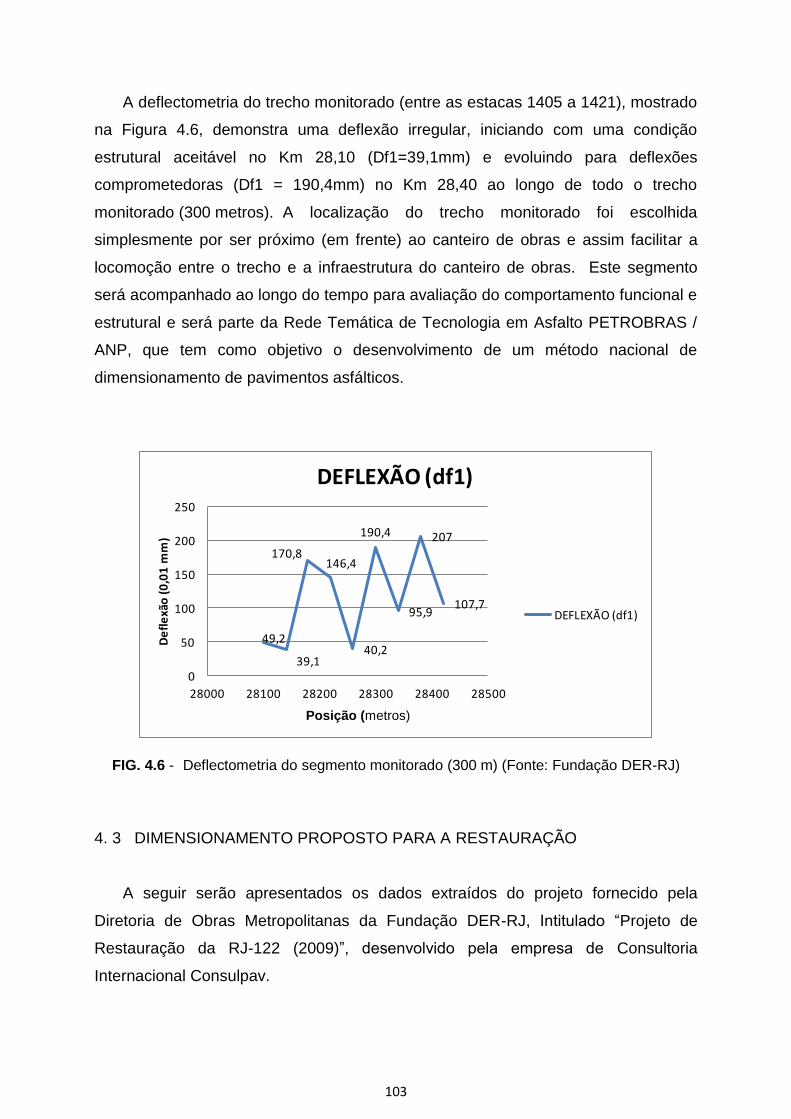
103
A deflectometria do trecho monitorado (entre as estacas 1405 a 1421), mostrado
na Figura 4.6, demonstra uma deflexão irregular, iniciando com uma condição
estrutural aceitável no Km 28,10 (Df1=39,1mm) e evoluindo para deflexões
comprometedoras (Df1 = 190,4mm) no Km 28,40 ao longo de todo o trecho
monitorado (300 metros). A localização do trecho monitorado foi escolhida
simplesmente por ser próximo (em frente) ao canteiro de obras e assim facilitar a
locomoção entre o trecho e a infraestrutura do canteiro de obras. Este segmento
será acompanhado ao longo do tempo para avaliação do comportamento funcional e
estrutural e será parte da Rede Temática de Tecnologia em Asfalto PETROBRAS /
ANP, que tem como objetivo o desenvolvimento de um método nacional de
dimensionamento de pavimentos asfálticos.
FIG. 4.6 - Deflectometria do segmento monitorado (300 m) (Fonte: Fundação DER-RJ)
4. 3 DIMENSIONAMENTO PROPOSTO PARA A RESTAURAÇÃO
A seguir serão apresentados os dados extraídos do projeto fornecido pela
Diretoria de Obras Metropolitanas da Fundação DER-RJ, Intitulado “Projeto de
Restauração da RJ-122 (2009)”, desenvolvido pela empresa de Consultoria
Internacional Consulpav.
107,7
207
95,9
190,4
40,2
146,4170,8
39,1
49,2
0
50
100
150
200
250
28000 28100 28200 28300 28400 28500
De
fle
xão
(0
,01
mm
)
Posição (km)
DEFLEXÃO (df1)
DEFLEXÃO (df1)
Posição (metros)

104
Solução adotada para reabilitação ao longo de toda extensão do pavimento é
composta pelas seguintes camadas:
Camada de 2,5cm de asfalto-borracha tipo Open Graded com 9,5% de teor de
AMB;
Pintura de ligação utilizando emulsões asfálticas modificadas com polímeros;
Camada de 4,5cm de asfalto-borracha tipo Gap Graded, com 8,5% de teor de
AMB;
Pintura de ligação com emulsão asfáltica;
Camada de regularização/reperfilamento com cerca de 5,0 cm de espessura:
o Km até km - Reperfilado com gap graded – Trecho monitorado
(300m);
o Km até km – Sem Reperfilamento;
o Km até km – Reperfilado com mistura asfáltica convencional.
Pintura de ligação com emulsão asfáltica;
Tratamento de áreas especialmente degradadas, tratamento de bermas e
drenagem;
Remendo profundo onde for necessário;
A seção transversal original da rodovia era constituída de pistas com 3,60 m de
largura sem acostamento. Na restauração foi feito o alargamento das pistas para 4,0
m e foram construídos acostamentos com 1,80 m, ficando a meia seção transversal
com 5,8 m de largura em toda a extensão da rodovia. Sob os alargamentos foram
construídas camadas de base e sub-base em brita graduada com largura de 2,20 m.
Sobre o pavimento trincado e acostamentos foi executada uma camada de
reperfilamento com cerca de 5,0 cm de espessura composta, em 30% da extensão
total da rodovia, de asfalto borracha tipo gap graded com cerca 8,5% de ligante
modificado com borracha. No restante da rodovia, cerca de 60% de extensão, 50%
foram executados com mistura asfáltica convencional e no restante não houve
reperfilamento. Sobre a camada de reperfilamento foi executada uma camada de
4,5 cm de espessura em asfalto borracha do tipo gap graded com cerca de 8,5% de
ligante modificado com borracha na largura total, ou seja, 11,80 m. E como
revestimento foi executada uma camada com 2,5 cm de espessura em asfalto

105
borracha tipo open graded com cerca de 9,5% de ligante modificado com borracha
somente sobre as pistas de rolamento, ou seja, 8,0 m.
A seção transversal projetada para a reabilitação dos 35,9 km de extensão da
rodovia RJ-122 é ilustrada a seguir, na Figura 4.7.
4.4 CRITÉRIOS ADOTADOS PARA A SELEÇÃO DOS MATERIAIS
O autor do Projeto de Restauração da RJ-122 (2009) adotou uma série de
critérios de seleção para os materiais que seriam usados na obra. Nas Tabelas 4.3,
4.4, 4.5 e 4.6 são apresentados esses critérios de seleção tanto para os agregados
quanto para as misturas asfálticas.
FIG. 4.7 - Seção transversal do projeto de restauração dos 35,9 km de extensão.
(Fonte: Fundação DER-RJ)
3,60 m 2,20 m

106
4. 4.1 AGREGADOS
Foram ensaiadas pela Dynatest, antes do início da obra, os agregados de 19
pedreiras, para verificação das características exigidas pelo projetista. Nenhuma
pedreira atingiu as condições exigidas inicialmente (vide tabelas de critérios de
seleção). No laboratório do IME foi feito este mesmo ensaio para a brita da pedreira
Morro Grande. Quanto à lamelaridade dos agregados, foi necessário utilizar um
britador secundário para que esse índice fosse atingido. Ao fim dos estudos de
resistência dos agregados, foram selecionadas as seguintes pedreiras para o
fornecimento dos agregados para a obra da RJ-122, todas localizadas na região :
1. Pedreira Basalto (antiga São Pedro) localizada em Nova Iguaçu, RJ;
2. Pedreira Morro Grande; localizada em Araruama, RJ;
3. Pedreira Sebritas; localizada em Campo Grande, RJ;
Os agregados foram coletados (DNER-PRO 120, 1997), para esta dissertação,
em diversos momentos ao longo do segundo semestre de 2010 e no ano de 2011.
As coletas foram feitas no canteiro de obras da RJ-122, do consórcio construtor
Colares / Linhares, diretamente nas pilhas de estocagem (após passarem por
peneiramento primário), no silo frio e também no silo quente (secador). Os
agregados foram armazenados em sacos plásticos impermeáveis, quando
destinados para moldagem de corpos de prova de misturas asfálticas em laboratório
(Dynatest) ou para ensaios granulométricos no IME. Todos os agregados coletados
tinham aparência de rocha sã. Nas Tabela 4.3 e 4.5 são apresentados os critérios de
seleção dos agregados que compõem as misturas Gap Graded e Open Graded.
Neste estudo apenas os ensaios de perda por desgaste Los Angeles foram
realizados. Na Tabela 4.6 e 4.7 são apresentadas as faixas granulométricas
exigidas paras as misturas Gap Graded e Open Graded.

107
TAB. 4.6 – Critérios de seleção – Gap Graded (Fonte: Fundação DER-RJ, 2009)
CARACTERÍSTICAS DOS AGREGADOS – Gap Graded VALORES
Perda por desgaste Los Angeles 20% a 30%
Índice de lameralidade, max. 25%
Percentagem de material britado 100%
Coeficiente de polimento acelerado, mín. 0,5
Equivalente de areia da mistura de agregados, mín. 60%
Valor de azul de metileno (θ < 75μm), max. 0,8
Absorção de água para fração gran. max. 2%
TAB. 4.7 – Granulometria exigida – Gap Graded
(Fonte:Fundação DER-RJ, 2009)
PENEIRA % PASSANDO
# mm # Nº Limite inferior Limite superior
19 3/4 100 100
12,5 1/2 80 100
9,5 3/8 65 80
4,75 Nº 4 28 42
2,36 Nº 8 14 22
0,075 Nº 200 0 2,5

108
TAB. 4.8 – Critérios de seleção – Open Graded
(Fonte: Fundação DER-RJ, 2009)
CARACTERÍSTICAS DOS AGREGADOS – Open Graded VALORES
Perda por desgaste Los Angeles 20% a 26%
Índice de lameralidade, max. 15%
Percentagem de material britado 100%
Coeficiente de polimento acelerado, mín. 0,5
Equivalente de areia da mistura de agregados, mín. 60%
Valor de azul de metileno (θ < 75μm), max. 0,8
Absorção de água para fração gran. max. 2%
TAB. 4.9 – Granulometria exigida – Open Graded
(Fonte: Fundação DER-RJ, 2009)
PENEIRA % PASSANDO
# mm # Nº Limite inferior Limite superior
9,5 3/8 100 100
4,75 Nº 4 30 45
2,36 Nº 8 6 10
0,075 Nº 200 0 2,5
4.4.2 BORRACHA DE PNEUS
O pó de borracha utilizado na obra da RJ-122 foi proveniente de pneus
inservíveis fornecidos pela Reciclanip, entidade mantida pelos fabricantes de
pneumáticos. Pequenos volumes de outras fontes, como borracharias e ecopontos
de prefeituras próximas a Ribeirão Preto também forneceram alguns pneus.
Foram utilizados também pneus novos fora de padronização classificados como
inservíveis, fornecidos pelos fabricantes como Goodyear, Firestone, Pirelli etc.
O pó de borracha proveniente da trituração de pneus inservíveis foi produzido
em temperatura ambiente (Ambient Grinding) pela Ecobalbo, empresa situada no
interior de São Paulo próximo a Ribeirão Preto. O percentual previsto em projeto
para adição da borracha moída ao ligante foi de 20%. A composição da borracha
moída foi estabelecida pelo projetista em 50% de pneus de veículos de passeio e
50% de pneus de veículos de carga. Esta composição (em peso) é obtida pelo
abastecimento da máquina de trituração na proporção de 4 pneus de veículo de

109
passeio e 1 banda (ou metade) de um pneu de veículo de carga por vez. Todo o aço
e nylon, elementos presentes nos pneus, são retirados por intermédio de ímãs e
ventiladores. A capacidade de produção de borracha moída diária pela Ecobalbo é
de duas toneladas, segundo informou a empresa.
A granulometria adotada para a borracha moída foi a faixa B do ADOT (Arizona
Department of Transportation, 1996) e foi controlada durante o processo de
trituração por um representante da Dynatest (empresa contratada pela Fundação
DER-RJ para o controle da obra) dentro da fábrica da Ecobalbo. Toda a borracha
moída destinada à obra da RJ-122, embalada em sacos de 1000kg, nos quais eram
anexados certificados (Dynatest) com registro a origem da borracha e sua
granulometria. A borracha deveria estar isenta de tecido, arame ou qualquer outro
material contaminante.
Pode-se observar, na Figura 4.8, que as duas amostras de borracha moída,
coletadas em diferentes períodos, nas embalagens de borracha moída (bags),
dentro do canteiro de obras da RJ-122, e ensaiadas pelo autor no laboratório da
obra, atenderam aos limites estabelecidos pela faixa granulométrica do Arizona
(Faixa B).
Na Figura 4.9 mostra-se, como exemplo, um grão de borracha na fase
intermediária de corte, ainda com a presença do nylon.
FIG. 4.8 – Distribuição granulométrica da borracha (Fonte: Fundação DER-RJ, 2009)

110
FIG. 4.9 – Grão intermediário da borracha (Fonte: Autor)
4.4.3 MISTURAS ASFÁLTICAS
A camada de reperfilamento teve a função de nivelar a superfície existente da
rodovia, garantindo que as camadas sobrejacentes fossem executadas com
precisão quanto à espessura.
Nas camadas asfáltica tipo Gap-Graded e Open-Graded, foi utilizado o ligante
asfáltico tipo 30/45 fornecido pela REDUC/Petrobras e modificado com 20% de
borracha moída, produzido pelo processo Field Blending / Continuous Blending.
As características do processo de produção do AMB:
Tempo de reação da borracha na incorporação ao ligante: 90 minutos;
Temperatura da digestão: 190oC.
O AMB, pelo processo de produção CB, deve ser aplicado na pista em até
quatro horas após a incorporação. Nas Tabelas 4.7 e 4.8 são apresentados os
critérios de dosagem das misturas asfálticas Gap e Open Graded.
TAB. 4.10 – Critérios de dosagem – Gap Graded (Fonte F. DER-RJ, 2010)

111
TAB. 4.11 – Critérios de dosagem – Open Graded (Fonte F. DER-RJ, 2010)
4.5 CONTROLE DO PROCESSO DE PRODUÇÃO TECNOLÓGICA
Todas as etapas de execução da obra foram controladas pela Dynatest Engª.,
desde o controle granulométrico e de resistência dos agregados, diretamente nas
pedreiras fornecedoras (Morro Grande, Sebritas e Basalto), passando pela análise
da granulometria da borracha moída e sua composição (50% de pneu de automóvel
e 50% de pneu de caminhão), até chegar ao controle das misturas betuminosas,
através de ensaios de caracterização e resistência. Na Figura 4.10 um operário da
Dynatest faz a extração de um corpo de prova da camada de Gap Graded, como
exemplo de controle.

112
FIG. 4.10 – Operário da Dynatest extraindo amostras da pista com sonda rotativa na estaca 1408, dentro do segmento monitorado. (Fonte: Autor)
4.6 USINA UTILIZADA PARA A PRODUÇÃO DO AMB
A Usina utilizada foi da Marca CIBER modelo UACF 17 P-2, gravimétrica, com
contrafluxo e peneira vibratória que permite a seleção da granulometria dos
agregados conforme o tipo de mistura asfáltica (GG ou OP). Foi inserida à usina
uma unidade de armazenamento e mistura do ligante modificado, para adição e
digestão da borracha moída no ligante. Essa unidade em conjunto com o tanque de
armazenamento do CAP receberam a denominação informal de Combo. Esse
conjunto possui um centro de comando autônomo que controla: (i) o bombeamento
do CAP para a unidade de processamento; (ii) a temperatura da mistura; (iii) o
tempo de digestão da mistura; (iv) a velocidade das palhetas internas que promovem
a mistura do ligante com a borracha moída. A palavra Combo é uma redução da
palavra inglesa combination, e serviu para descrever a combinação entre o tanque
de armazenamento do CAP e a unidade de mistura e digestão da mistura. A usina é
propriedade da Construtora Colares Linhares, executora da obra.
Na Figura 4.11, é apresentado um desenho esquemático da usina e seus
componentes, no processo de produção do asfalto-borracha. O ligante modificado
após o tempo de digestão, que possibilita a total incorporação da borracha ao
ligante, é bombeado pelo comando da usina para ser misturado ao agregado
aquecido.

113
FIG. 4.11 – Figura esquemática da usina de produção do Continuous Blend da RJ-122 (Fonte: F. DER-RJ)
Na Figura 4.12, é apresentada uma foto da usina, onde pode-se observar, no
lado extremo esquerdo, o caminhão sendo abastecido com a mistura final
modificada. À direita aparecem os silos dos agregados e, ao centro, a peneira que
faz a última verificação da granulometria do agregado antes de este ser misturado
ao ligante modificado.
FIG. 4.12 – Vista da usina UACF 17 P-2 (Ciber) na obra da RJ-122. (Fonte: Autor)
1 - Dosadores de agregados
3 - Correia transportadora de agregados 4 - Peneira
2 - Cabine de comando
5 - Tambor secador de agregados 6 – Tambor de CAP
1
3
2 4
5
6 7 – Adição da borracha
7

114
A seleção da granulometria dos agregados é feita em 2 etapas de peneiramento.
Na primeira, o agregado é selecionado através de análise granulométrica antes de
este entrar na linha de produção da usina. Na segunda fase, já na linha de
produção, há uma segunda análise granulométrica, quando os agregados que
estiverem fora da faixa especificada são expurgados da linha de produção. Caso
haja algum expurgo, a diferença de peso será sentida por sensores que indicam a
necessidade de correção do traço em peso, fazendo com que a esteira
transportadora de agregados mova-se com mais velocidade para compensar a
diferença de peso. Continuando o processo, já no secador (silo quente), todo
material fino é aspirado para fora do sistema. O material restante passa para a
próxima fase, que é a mistura com o ligante modificado.
No combo, onde se faz a agitação da mistura e o controle da temperatura de
digestão, o ligante modificado é produzido. Após ter sido concluída a digestão do
ligante modificado, este é armazenado temporariamente, ainda com agitação,
esperando para que o comando da central da usina bombeie-o para que possa ser
incorporado ao agregado.
Na Figura 4.13, é mostrada a adição da borracha moída no Combo. O “BAG” de
1 tonelada com a borracha moída é seguro por uma grua e direcionado para o
tanque pelos operários.
FIG. 4.13 – Borracha moída sendo adicionada ao tanque de mistura (Fonte: Dynatest)
EST 10_04: RJ 122
Anexo I Registo Fotográfico do Ensaio: Trecho Experimental GAP, 29 de Setembro
Página 3 de 19
Figura 2. Colocação da borracha (50% camião + 50% de veículo de passeio)

115
4.7 ESTIMATIVA DO NÚMERO DE PNEUS USADOS NA OBRA
A seguir é apresentada uma estimativa para determinação aproximada do
número de pneus utilizados na obra. Tal avaliação considerou a geometria das
camadas executadas e a proporção dos materiais constituintes das camadas. Foi
adotada a densidade do concreto asfáltico em 2.300kg/m3. Na Figura 4.14 é
mostrado esquematicamente a quantidade de pneus alimentada por vez, sendo
meia banda de pneu de carga e 4 pneus de passeio.
FIG. 4.14 – Esquema de alimentação da máquina trituradora de pneus para a
composição da borracha moída desta obra.
PREMISSAS PARA O CÁLCULO DO Nº DE PNEUS USADOS:
Proporção de borracha moída: 20%
Para 1000 kg de ligante modificado
Em cada tonelada de CAP, são usados 2 pneus de carga (100kg) e 16 pneus de
passeio (96kg), aproximadamente. Cada pneu de passeio pesa em média 6kg, e
os pneus de carga, 50kg.
Densidade do concreto asfáltico = 2300 kg /m3
Teor de asfalto
Camada de Gap Graded = 8,5%
Camada de Open Graded = 9,5%
800 kg de ligante
200 kg de borracha moída
½ Pneu de caminhão = 25 kg 4 Pneus de automóvel = ± 25 kg
+

116
FIG. 4.15 – Seção transversal esquemática da restauração
Na Tabela 4.9, é apresentado o modelo de cálculo utilizado para determinação
do número de pneus usados na obra. Em primeiro lugar, são calculados os volumes
das camadas de Gap Graded, Open Graded e reperfilamento (40% foi o percentual
da camada de reperfilamento feita com AMB, como informado pelo executor da
obra). Em seguida, são calculados os pesos dessas camadas multiplicando-se estes
valores pela densidade adotada para o concreto asfáltico (2.300 kg/m3).
Posteriormente, é determinado o peso total do ligante através da soma das parcelas
dos pesos individuais (6.274 t). Sabendo-se de antemão que a borracha moída
constitui 20% do peso do ligante, determina-se o peso total da borracha moída
(1.255 t). Como 1 pneu de veículo de passeio pesa aproximadamente 6kg, e um
pneu de carga pesa aproximadamente 50kg, é possível então determinar o número
total de pneus usados (117.119 pneus – 50% de carga e 50% de passeio).
TAB. 4.12 – Cálculo da quantidade de pneus utilizados na RJ-122 (Fonte: Autor)
Obs.: O percentual de 40% da camada de reperfilamento, destacados na Tabela 4.12,
executados em asfalto-borracha, foi informado pelo executor.
GAP
OPEN
11,60 m
8,6 m
0,025 m
0,045 m

117
Uma outra forma de estimar o consumo de pneus foi feita por EDEL (2002) que
calculou que a quantidade de pneus utilizados por unidade de distância para uma
rodovia de pista simples é de aproximadamente 4.000 carcaças para cada
quilômetro, conforme Figura 4.16 apresentada no trabalho citado.
FIG. 4.16 – Figura ilustrativa da proporção de pneus usados, segundo EDEL (2002)
Utilizando a proporção sugerida por EDEL (2002) na Figura 4.16, pode-se
estimar que a RJ-122, por este critério, consumiria aproximadamente 142.000
carcaças de pneus, valor que se aproxima do valor determinado na Tabela 4.9, ou
seja, 117.119 carcaças, considerando-se 50% de pneus de passeio e 50% de pneus
de carga, com uma diferença de 17% para menos.
Observa-se, na Figura 4.17, a alimentação do equipamento (EcoBalbo –
Ribeirão Preto/SP) triturador com a proporção de meio pneu de caminhão (50%) ou
25kg e quatro pneus de veículos de passeio (50%) ou (4 x 6kg ≈25kg).

118
FIG. 4.17 – Alimentação inicial da máquina de moagem de pneus (Fonte: Autor)
4.8 REDUÇÃO DE ESPESSURA EM PAVIMENTOS QUE UTILIZAM MISTURAS
COM ASFALTO-BORRACHA
A observação do desempenho de pavimentos em serviço tem demonstrado que
a utilização de misturas asfálticas com asfalto-borracha em camadas de
revestimento apresentam um comportamento estrutural superior quanto à fadiga e à
deformação permanente comparativamente às misturas convencionais. Fontes et.
al., 2009, realizaram em laboratório ensaios mecânicos em misturas com asfalto-
borracha (com 15% e 20% de borracha) produzidas através do sistema Terminal
Blend, com dois tipos de granulometrias, Gap Graded e Dense Graded,
comparando-as com uma mistura convencional do tipo dense graded (Faixa C –
DNIT), confeccionada com CAP 50/70. Os resultados dos ensaios de laboratório
mostraram que as misturas com asfalto-borracha apresentaram um desempenho
mecânico superior à mistura convencional.
Os resultados obtidos foram então utilizados no dimensionamento de um
pavimento onde numa primeira etapa a estrutura foi dimensionada a partir da
metodologia do DNIT (DNIT, 2006) e posteriormente foi realizada a análise
mecanicista. Através da análise mecanicista, para uma mistura convencional, com
um N de 108, os cálculos resultaram em uma espessura de 26 cm. A partir das leis
de fadiga obtidas nos ensaios mecânicos, a análise mecanicista mostrou que, uma
camada de revestimento de 6 cm confeccionada com asfalto-borracha seria
suficiente para suportar um N de 108 (Fontes et. al., 2009).
Na Tabela 4.13 é apresentado um quadro comparativo, tomando como
referencia o estudo de redução de espessura estabelecido pelo Caltrans (1992). A

119
proposição apresentada por Fontes et. al., 2009, para redução de espessura de
pavimentos com asfalto-borracha, foi inserida na quarta coluna da tabela. Pode-se
observar que as espessuras dos pavimentos executados com AMB permitem
reduções substanciais de espessura e, consequentemente, diminuem, a princípio, os
custos iniciais das obras rodoviárias, sem falar na redução dos custos no longo
prazo em função da maior resistência do AMB às patologias já mencionadas.
TAB. 4.13 - Valores de espessuras recomendadas pelo CALTRANS (1992) e a proposição apresentada no trabalho de FONTES et al. (2009)
6,0 12,0
16,0(iii)
10,54,5
4,5 11,0
11,56,0
6,0 6,0
6,56,0
4,5 9,0
6,0(iii)
4,5 4,5
4,54,5
4,5 4,5
5,06,0
-
-
4,5
6,0
6,0
4,5
3,0 4,5(ii)
-
-
-
-
17,0
18,0
26,0
- 3 (i)
4,5(ii)
- 3 (i)
4,5(ii)
-
10,5
12,0
13,0
14,0
15,0
16,0
4,0
5,0
6,0
7,0
8,0
9,0
Espessura
calculada Mistura
Convencional (cm)Mistura
Convencional
Misturas com
Asfalto Borracha
Espessuras recomendadas pelo
Caltrans (1992) (cm)
Espessuras
propostas para
Mistuas com
Asfalto Borracha
(i)- A espessura mínima permitida pelo Caltrans (1992) é de 3,0 cm; (ii)- No Brasil, por razões construtivas (considerando a granulometria e a viscosidade do asfalto borracha), a espessura mínima é de 4,5 cm; (iii)- As espessuras do Caltrans (1992) devem ser dimensionadas.

120
5 MATERIAIS E MÉTODOS
5.1 INTRODUÇÃO
Neste capítulo serão apresentados os métodos adotados nesta pesquisa, os
ensaios realizados, os procedimentos para coleta dos materiais e procedimentos
para preparação de amostras. Os ensaios foram feitos nos laboratórios do IME,
COPPE, DYNATEST e CENPES. O estudo foi iniciado em agosto de 2010, quando
em visita à obra foi definido um trecho experimental de 300m, entre as estacas 1405
e 1420 (entre os Km 28,10 e Km 28,40, sentido Cachoeiras de Macacu). Este
segmento será acompanhado ao longo do tempo para avaliação do comportamento
funcional e estrutural e será parte da Rede Temática de Tecnologia em Asfalto
PETROBRAS / ANP, que tem como objetivo o desenvolvimento de um método
nacional de dimensionamento de pavimentos asfálticos. O monitoramento dar-se-á
de acordo com o previsto no manual de monitoramento do CENPES/Petrobras, que
para este tipo de obra prevê um prazo de 5 anos.
Na Figura 5.1, é apresentado um perfil esquemático da rodovia entre as estacas
1405 e 1420. A figura também destaca a posição do HVS próximo à estaca 1414.
FIG. 5.1 – Perfil longitudinal do trecho monitorado
O presente trabalho consistiu, basicamente, na caracterização física e mecânica
dos agregados, ligantes e misturas asfálticas utilizadas na restauração do segmento
monitorado de 300 m pertencente a rodovia RJ-122, seguida da avaliação estrutural

121
e previsão de desempenho do pavimento utilizando-se o programa SISPAV. Um
fluxograma das atividades é apresentado na Figura 5.2, sendo as atividades
detalhadas na sequência deste item.
5.2 FLUXOGRAMA DAS ETAPAS DO TRABALHO
Na Figura 5.2 é apresentado o fluxograma das etapas deste trabalho, onde são
relacionadas as fases, cujos dados balizarão as conclusões finais desse trabalho.
FIG. 5.2 – Fluxograma das etapas do trabalho

122
5.2.1 ANÁLISE DO PROJETO
Em agosto de 2010 foram realizadas duas visitas ao canteiro de obras para
conhecer o projeto. Neste período, a Diretoria de Obras Metropolitanas do DER-RJ
forneceu o projeto executivo da obra que serviu de base para fazer a avaliação e
definir ensaios necessários e a logística para coleta dos materiais para ensaios. Foi
definido também, na primeira visita, o trecho experimental de 300 metros para
monitoramento ao longo do tempo.
5.2.2 COLETA DE MATERIAIS GRANULARES E ASFÁLTICOS
Em setembro de 2010 foram coletados os materiais extraídos da base e sub-
base no acostamento da pista, além de agregados pétreos coletados na usina. Estes
materiais foram levados para o laboratório do IME. Foram coletadas também
amostras do CAP convencional 30/45 e ligante modificado com borracha.
5.2.3 CARACTERIZAÇÃO DOS MATERIAIS
Ao longo de 2011 foram feitos ensaios de caracterização dos agregados e das
amostras do ligante convencional nos laboratórios do IME e da Dynatest. Foram
moldados corpos de prova das misturas asfálticas para os ensaios mecânicos nos
laboratórios do IME, COPPE e da Dynatest (canteiro de obras). Na Dynatest foram
confeccionados 50 corpos de prova para os ensaios mecânicos.
5.2.4 CARACTERIZAÇÃO SUPERPAVE
Nesta etapa, amostras do ligante modificado com borracha, coletadas na usina
da obra, foram levadas para o CENPES para os ensaios de caracterização pela
metodologia SUPERPAVE.
Os ensaios no Reômetro de cisalhamento dinâmico foram realizados com três
gaps (níveis) de temperaturas diferentes para avaliar o efeito das partículas de
borracha presentes na amostra. Os resultados obtidos para G*/sen delta
apresentaram diferenças maiores que 20% entre os gaps de 1 mm e 2 mm. Porém
não foi possível determinar adequadamente a influência desta variação no PG, pois

123
o ensaio foi interrompido antes de atingir os valores limites da especificação (1,0 kPa
– (amostra virgem) e 2,2 kPa – (pós RTFOT)) em função da limitação do
equipamento - a temperatura máxima do banho é de 88°C, segundo relatório da
análise do ligante modificado emitido pelo CENPES em maio de 2011.
5.2.5 AVALIAÇÃO NUMÉRICA DA ESTRUTURA DO PAVIMENTO
Nesta etapa, depois de todos os ensaios terem sido realizados, foi feita uma
simulação numérica, através do programa SISPAV, para avaliar a capacidade
estrutural do pavimento quanto à fadiga e deformação permanente. O programa
EFin3D foi utilizado para determinar as tensões verticais no topo das camadas de
Gap e Open Graded para saber-se a ordem de grandeza das tensões nessas
camadas.
5.2.6 ENSAIO ACELERADO EM ESCALA REAL – HVS
O ensaio acelerado com o equipamento HVS foi executado num período de 10
dias em junho de 2012, dentro do trecho monitorado de 300 m, onde foram
avaliadas diariamente: (i) deformação permanente utilizando a treliça metálica; (ii)
deflexões medidas através da viga Benkelman eletrônica; (iii) micro textura medida
pelo pêndulo Britânico; (iv) macro textura medida pelo ensaio da mancha de areia.
5.2.7 MONITORAMENTO DO TRECHO EXPERIMENTAL
A etapa de previsão de desempenho e monitoramento do trecho experimental
será realizada ao longo do tempo a partir da finalização da obra e tem como
finalidade acumular dados que servirão para o desenvolvimento futuro de um
método nacional de dimensionamento de pavimentos. Esta etapa não está incluída
neste trabalho.
5.3 ENSAIOS EXECUTADOS
Na Figura 5.3 são mostrados os ensaios de caracterização e mecânicos
realizados nesse estudo e os locais onde foram feitos. As normas que foram

124
seguidas em cada um dos ensaios são referidas dentro dos tópicos relativos aos
ensaios.
FIG. 5.3 – Relação dos ensaios e os locais onde foram feitos
5.4 PROCEDIMENTOS PARA PREPARAÇÃO DOS CORPOS DE PROVA
USADOS NOS ENSAIOS MECÂNICOS
As misturas asfálticas foram produzidas em uma usina de asfalto do tipo
gravimétrica com o acréscimo de uma unidade para produção e digestão da mistura
modificada com borracha. Foram preparadas amostras de misturas asfálticas
modificadas com borracha com CAP 30/45 fornecido pela Petrobras. O asfalto-
borracha foi coletado após a usina estar operando por pelo menos 90 minutos,
tempo suficiente para que ela pudesse já estar produzindo uma mistura homogênea.
As misturas de Gap graded e Open graded foram coletadas em caminhões
carregados na usina, ao longo do mês de junho de 2011, e cada amostra foi
coletada em baldes de alumínio, com aproximadamente 5,0 kg. Os corpos de prova
foram moldados imediatamente para que fosse evitado novo aquecimento da
mistura. Os corpos de prova de misturas asfálticas Gap Graded foram moldados
pelo procedimento Marshall, equipamento disponível no canteiro de obras para essa
Borracha Ligantes
Granulometria LIGANTEModifcado
ENSAIOS - LOCAIS REALIZADOS
Agregado
Densidad
Los Angeles
Los Angeles
Granulometria
Granulometria
Penetração
Pto. Amol.
Visc.Brookfield
LIGANTEConvencional
Penetração
Pto. Amol.
Viscosidade Saybolt Furol
Resiliência
Cisalhamento Dinâmico
Visc. Brookfield
Extração do ligante
Material Escavado
Grau Compactação
Granulometria
ENSAIOS MECÂNICOS
M.R.
R.T.
DYNATESTCENPESIME
CONVENÇÃO: LOCAIS DOS ENSAIOS
Dano por umidade
SUPERPAVE
COPPE
M.R.
R.T.
FADIGA
Marshal
Marshal
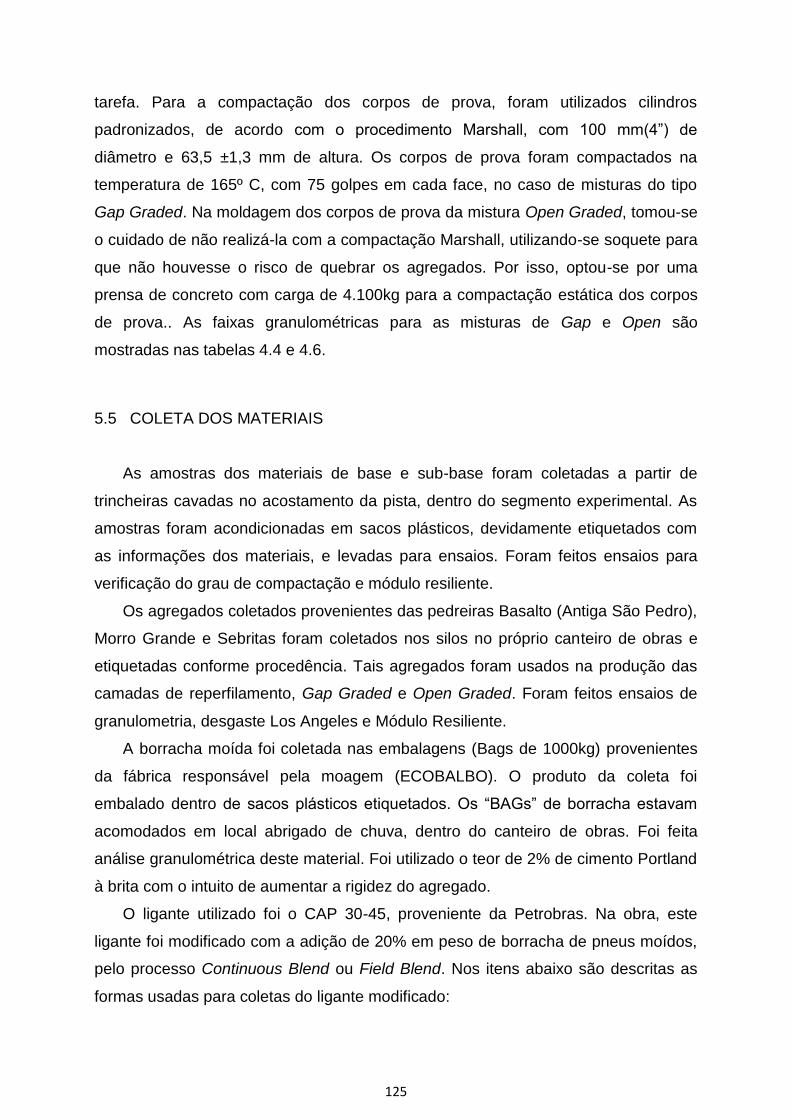
125
tarefa. Para a compactação dos corpos de prova, foram utilizados cilindros
padronizados, de acordo com o procedimento Marshall, com 100 mm(4”) de
diâmetro e 63,5 ±1,3 mm de altura. Os corpos de prova foram compactados na
temperatura de 165º C, com 75 golpes em cada face, no caso de misturas do tipo
Gap Graded. Na moldagem dos corpos de prova da mistura Open Graded, tomou-se
o cuidado de não realizá-la com a compactação Marshall, utilizando-se soquete para
que não houvesse o risco de quebrar os agregados. Por isso, optou-se por uma
prensa de concreto com carga de 4.100kg para a compactação estática dos corpos
de prova.. As faixas granulométricas para as misturas de Gap e Open são
mostradas nas tabelas 4.4 e 4.6.
5.5 COLETA DOS MATERIAIS
As amostras dos materiais de base e sub-base foram coletadas a partir de
trincheiras cavadas no acostamento da pista, dentro do segmento experimental. As
amostras foram acondicionadas em sacos plásticos, devidamente etiquetados com
as informações dos materiais, e levadas para ensaios. Foram feitos ensaios para
verificação do grau de compactação e módulo resiliente.
Os agregados coletados provenientes das pedreiras Basalto (Antiga São Pedro),
Morro Grande e Sebritas foram coletados nos silos no próprio canteiro de obras e
etiquetadas conforme procedência. Tais agregados foram usados na produção das
camadas de reperfilamento, Gap Graded e Open Graded. Foram feitos ensaios de
granulometria, desgaste Los Angeles e Módulo Resiliente.
A borracha moída foi coletada nas embalagens (Bags de 1000kg) provenientes
da fábrica responsável pela moagem (ECOBALBO). O produto da coleta foi
embalado dentro de sacos plásticos etiquetados. Os “BAGs” de borracha estavam
acomodados em local abrigado de chuva, dentro do canteiro de obras. Foi feita
análise granulométrica deste material. Foi utilizado o teor de 2% de cimento Portland
à brita com o intuito de aumentar a rigidez do agregado.
O ligante utilizado foi o CAP 30-45, proveniente da Petrobras. Na obra, este
ligante foi modificado com a adição de 20% em peso de borracha de pneus moídos,
pelo processo Continuous Blend ou Field Blend. Nos itens abaixo são descritas as
formas usadas para coletas do ligante modificado:

126
a) Coletado diretamente na usina, no extravasor do combo, após digestão da
borracha durante 90 minutos no ligante, para os ensaios de caracterização
das propriedades viscoelásticas, através do Reômetro de cisalhamento
dinâmico, feitos no CENPES, onde o ligante modificado precisou que a
borracha fosse reincorporada. A coleta foi feita em 5 latas metálicas de 3,5
litros cada uma.
FIG. 5.4 – Coleta do ligante modificado no extravasor do Combo
b) Produzidas em equipamento misturador no laboratório da Dynatest. Neste
caso, o ligante pré-aquecido (1800C) é colocado no misturador (vide Figuras
6.12 e 6.13), cujo recipiente foi também preaquecido. Após o rotor ser ligado,
a borracha moída, à temperatura ambiente, é então adicionada. O ligante
convencional foi coletado na usina no tanque de estocagem de CAP.
A coleta do ligante convencional (CAP 30-45) foi feita em 10 latas metálicas de
3,5 litros cada uma, diretamente no tanque de estocagem do ligante na usina.
Os agregados, antes de serem aquecidos, foram separados de acordo com a
composição granulométrica dos corpos de prova em bandejas metálicas e levados à
estufa conforme temperatura estipulada na Tabela 5.1.
O ligante, acondicionado em recipientes de alumínio, foi aquecido em estufa, na
temperatura indicada, por um período de duas horas. Ao fim da preparação das
amostras, foram determinadas as densidades aparentes dos corpos de prova
(DNER-ME 117/94), assim como suas volumetrias. As temperaturas utilizadas para
o ligante e o agregado no preparo das misturas asfálticas, tanto para digestão da

127
borracha quanto para a compactação da mistura na pista, são relacionadas na
Tabela 5.1. Foram usadas estufas para aquecimento dos materiais e das misturas
sem adição de borracha.
TAB. 5.1 – Temperaturas
5.6 SIMULAÇÃO ACELERADA DE TRÁFEGO – HVS
As simulações de tráfego foram feitas, durante 8 dias, dentro do segmento
monitorado (Estaca 1414), com o Simulador Linear Móvel (CIFALI) posicionado após
a devida sinalização da pista e desvio do tráfego. Foram providenciados, nesta fase,
o fornecimento de energia e o abastecimento de água para as caixas d’água que
serviram de contrapeso. O posicionamento do equipamento na pista foi feito através
da demarcação com tinta nas bordas da pista.
Já com o equipamento posicionado, foi feito o ajuste da pressão hidráulica
correspondente à carga que foi aplicada no pavimento durante o ensaio acelerado, a
pressão dos pneus e definindo os limites laterais do curso do equipamento. Na
Figura 5.5 é mostrada a aferição da carga no eixo de rodagem (Figura 5.4).

128
FIG. 5.5 – Aferição / calibragem da carga do eixo (Fonte: Dynatest)
O monitoramento foi feito diariamente às 11h, e os registros (medição de
afundamento, deflexão e medição da textura do revestimento) foram feitos após a 0;
1.000; 3.000; 10.000; 30.000; 100.000 e 50.000 passagens do semi-eixos, ou até o
aparecimento de trincas severas ou afundamentos de trilha de roda no revestimento.
A velocidade do semi-eixo foi constante ao longo de todo o período do ensaio. A
seção-teste teve aproximadamente 7,0 m de comprimento e 0,70 m de largura. Essa
área foi dividida em 7 áreas de 0,7m2, nas quais foram verificados os dados de
deflexão, afundamento de trilha de roda, e textura do revestimento. Posteriormente,
os dados dessas áreas foram comparados para verificar se havia homogeneidade
nos resultados.
O presente estudo fez o registro dos dados coletados por dois dias alternados
(2o dia e o 4o dia). A cada hora de funcionamento, foram registrados também a
temperatura ambiente interna e externa, umidade, temperatura do pavimento, carga,
número de passadas acumuladas e leitura da célula de carga. A condição estrutural
foi observada, através da avaliação deflectométrica com Viga Benkelman, para
verificação de alterações das condições originais. A condição Funcional do
pavimento teste foi avaliada através de cadastro dos defeitos observados na
superfície da pista, empregando-se a terminologia padronizada pelo DNIT. A cada
inspeção periódica, as trincas e os demais defeitos são desenhados em papel
milimetrado, empregando-se uma grade metálica de 1,0 m x 1,0m, subdividida em
quadrados de 100 mm de lado sobre o revestimento, sempre que era feita a
inspeção visual. Para facilitar a visualização do surgimento e da evolução do

129
trincamento, as trincas foram pintadas com spray, sendo que cada cor representava
um número de ciclos de carga aplicados pelo simulador. Foi feito também o registro
fotográfico da condição da pista.
Outro parâmetro medido foi a deformação plástica do pavimento, avaliada
através da medição da flecha em trilha de roda com treliça metálica, com base de
1,2 m, como especificado na norma DNIT 006/2003 – PRO.
A resistência à derrapagem (microtextura) foi medida com Pêndulo Britânico,
no início e no final dos ensaios acelerados em cada seção teste e também a cada
100.000 ciclos, além da medição da mancha de areia para determinação da
macrotextura da pista.
O controle da temperatura no interior do HVS foi mantido entre 12º C e 59º C, e
sempre que a temperatura do pavimento excedesse 59ºC ou fosse inferior a 12ºC, o
ensaio deveria ser suspenso. Fato que não aconteceu durante o ensaio. A
temperatura do pavimento foi mantida preferencialmente entre 25ºC e 40ºC. Para
isso, optou-se pelo fechamento das laterais do Simulador para evitar a incidência
direta de sol ou pela colocação de um sistema de aquecimento com lâmpadas para
se controlar a temperatura dentro do simulador caso esfriasse a temperatura
ambiente, conforme ilustrado na Figura 5.6.
FIG. 5.6 – Sistema de aquecimento com lâmpadas (Fonte: Dynatest, 2012)

130
6 RESULTADOS OBTIDOS
Neste capítulo serão apresentados os resultados da caracterização dos
materiais usados na obra de restauração da RJ-122 e, principalmente, os materiais
das misturas asfálticas modificadas com adição de borracha de pneus e os
resultados dos ensaios mecânicos. Através de avaliações comparativas, é feita uma
verificação do desempenho dos mesmos.
6.1 MATERIAIS ESCAVADOS
Os materiais de base e sub-leito foram escavados dentro do segmento
monitorado e na faixa do acostamento (entre as estacas 1406 e 1425), sentido
Cachoeiras de Macacu.
Nas Tabelas 6.1 e 6.2, os resultados do controle de compactação – “densidade
in situ” – dos materiais da base e sub-leito, respectivamente, feitos pelo método do
frasco de areia. Verificamos, na Tabela 6.1, que o GC da camada de base, ao longo
das 5 estacas, é maior que 100%, conforme determina a norma rodoviária DNER-ES
282-97 para as camadas finais do pavimento. A verificação do GC da camada do
sub-leito, mostrada na tabela 6.2, apresenta valores superiores a 95% e também
atende ao que exige a norma acima citada.

131
TAB. 6.1 - Resultados do controle de compactação da camada de base (R.T. DYNATEST,
2011)
1406 1408 1410 1412 1414
D D D D D
Base Base Base Base Base
Acostamento Acostamento Acostamento Acostamento Acostamento
14:50 14:10 14:00 13:30 13:00
24/07/10 24/07/10 24/07/10 24/07/10 24/07/10
16 15 16 15 15
20 20 20 20 20
2,20 2,20 2,20 2,20 2,20
1 - 10.160 10.160 10.160 10.160 10.160
2 - 5927 6085 6090 6231 6359
3 - 4.233 4.075 4.070 3.929 3.801
4 - 1121 1121 1121 1121 1121
5 - 3112 2954 2949 2808 2680
6 - 1329 1329 1329 1329 1329
7 - 2,342 2,223 2,219 2,113 2,017
176,8 158,0 162,4 159,9 151,8
163,9 147,3 150,8 148,7 141,3
12,9 10,7 11,6 11,2 10,5
8 - 7,9 7,3 7,7 7,5 7,4
9 - 5761 5414 5439 5154 4958
10 - 2460 2436 2451 2439 2459
11 - 2280 2270 2275 2269 2289
12 - 2233 2233 2233 2233 2233
13 - 8,6 8,6 8,6 8,6 8,6
14 - 102,1 101,7 101,9 101,6 102,5
15 - -0,7 -1,3 -0,9 -1,1 -1,2
Estaca (no)
Posição (Lado)
Camada
Local
Hora do Ensaio
Peso do Frasco Antes
Peso do Frasco Depois
Peso da Areia Deslocada = 1 - 2
Peso da Areia no Cone
Data do Ensaio
Profundidade do Furo (cm)
Espessura da Camada (cm)
Largura da Camada (m)
Desvio de Umidade (%) = 13 - 8
Peso Material do Furo
Teor de Umidade (%) (K -L) / K
Densidade Úmida = 9 : 7
Dens. Apar. Solo Seco = 10 : 8
Dens. Apar. Máxima (Laboratório)
Umidade Ótima
Grau de Compactação = 11 : 12
Peso da Areia no Furo = 3 - 4
Densidade da Areia
Volume do Furo = 5 / 6
Massa do Solo Úmido (g) (K)
Massa do Solo Seco (g) (L)
Massa da Água (g) (K) - (L)
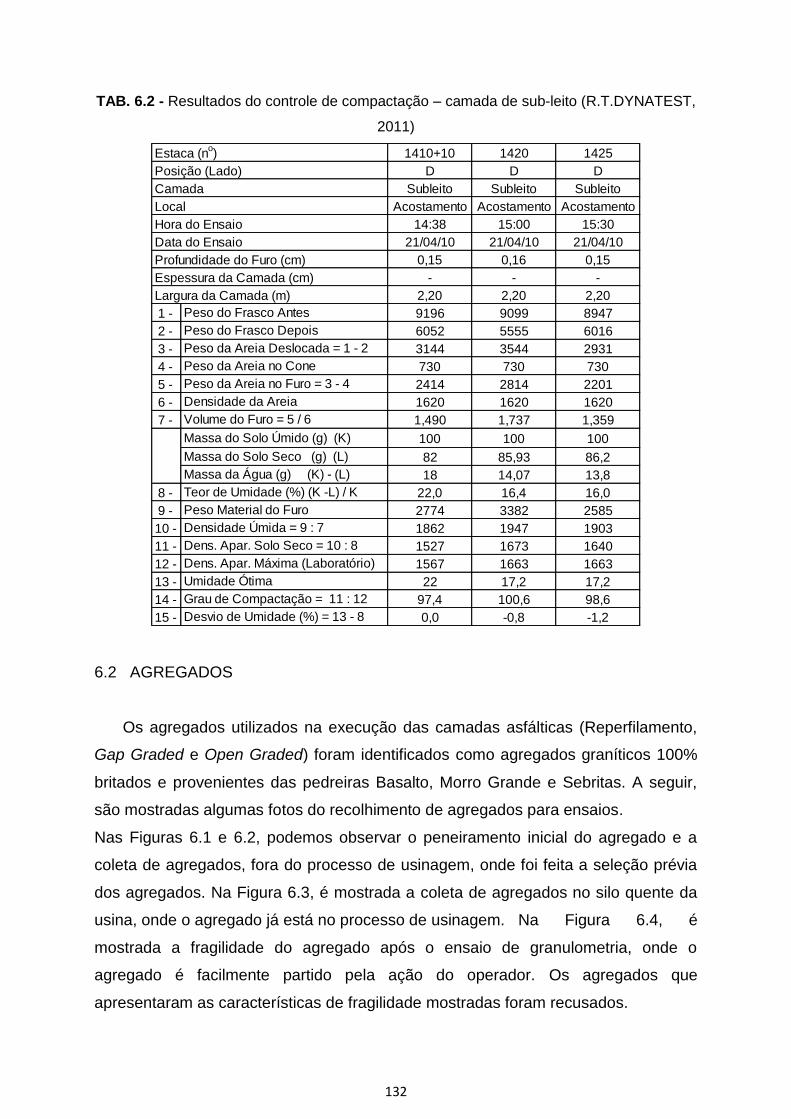
132
TAB. 6.2 - Resultados do controle de compactação – camada de sub-leito (R.T.DYNATEST,
2011)
6.2 AGREGADOS
Os agregados utilizados na execução das camadas asfálticas (Reperfilamento,
Gap Graded e Open Graded) foram identificados como agregados graníticos 100%
britados e provenientes das pedreiras Basalto, Morro Grande e Sebritas. A seguir,
são mostradas algumas fotos do recolhimento de agregados para ensaios.
Nas Figuras 6.1 e 6.2, podemos observar o peneiramento inicial do agregado e a
coleta de agregados, fora do processo de usinagem, onde foi feita a seleção prévia
dos agregados. Na Figura 6.3, é mostrada a coleta de agregados no silo quente da
usina, onde o agregado já está no processo de usinagem. Na Figura 6.4, é
mostrada a fragilidade do agregado após o ensaio de granulometria, onde o
agregado é facilmente partido pela ação do operador. Os agregados que
apresentaram as características de fragilidade mostradas foram recusados.
1410+10 1420 1425
D D D
Subleito Subleito Subleito
Acostamento Acostamento Acostamento
14:38 15:00 15:30
21/04/10 21/04/10 21/04/10
0,15 0,16 0,15
- - -
2,20 2,20 2,20
1 - 9196 9099 8947
2 - 6052 5555 6016
3 - 3144 3544 2931
4 - 730 730 730
5 - 2414 2814 2201
6 - 1620 1620 1620
7 - 1,490 1,737 1,359
100 100 100
82 85,93 86,2
18 14,07 13,8
8 - 22,0 16,4 16,0
9 - 2774 3382 2585
10 - 1862 1947 1903
11 - 1527 1673 1640
12 - 1567 1663 1663
13 - 22 17,2 17,2
14 - 97,4 100,6 98,6
15 - 0,0 -0,8 -1,2
Estaca (no)
Posição (Lado)
Camada
Local
Hora do Ensaio
Peso do Frasco Antes
Peso do Frasco Depois
Peso da Areia Deslocada = 1 - 2
Peso da Areia no Cone
Data do Ensaio
Profundidade do Furo (cm)
Espessura da Camada (cm)
Largura da Camada (m)
Desvio de Umidade (%) = 13 - 8
Peso Material do Furo
Teor de Umidade (%) (K -L) / K
Densidade Úmida = 9 : 7
Dens. Apar. Solo Seco = 10 : 8
Dens. Apar. Máxima (Laboratório)
Umidade Ótima
Grau de Compactação = 11 : 12
Peso da Areia no Furo = 3 - 4
Densidade da Areia
Volume do Furo = 5 / 6
Massa do Solo Úmido (g) (K)
Massa do Solo Seco (g) (L)
Massa da Água (g) (K) - (L)
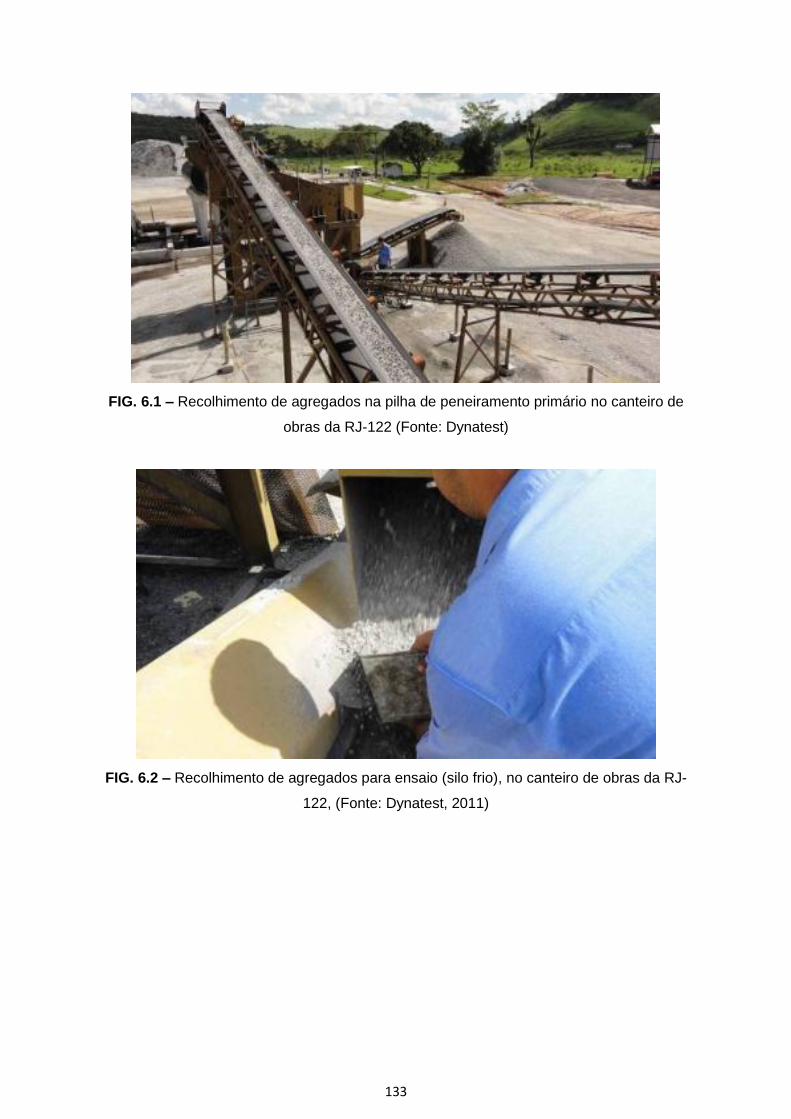
133
FIG. 6.1 – Recolhimento de agregados na pilha de peneiramento primário no canteiro de
obras da RJ-122 (Fonte: Dynatest)
FIG. 6.2 – Recolhimento de agregados para ensaio (silo frio), no canteiro de obras da RJ-
122, (Fonte: Dynatest, 2011)
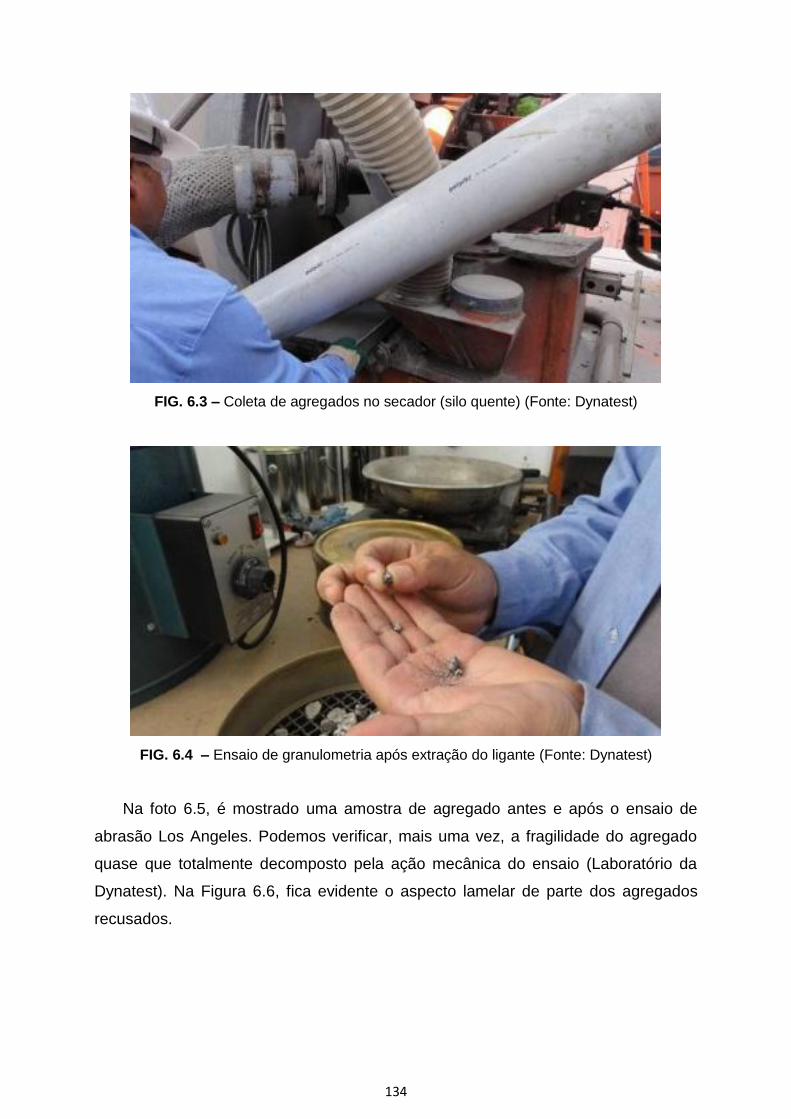
134
FIG. 6.3 – Coleta de agregados no secador (silo quente) (Fonte: Dynatest)
FIG. 6.4 – Ensaio de granulometria após extração do ligante (Fonte: Dynatest)
Na foto 6.5, é mostrado uma amostra de agregado antes e após o ensaio de
abrasão Los Angeles. Podemos verificar, mais uma vez, a fragilidade do agregado
quase que totalmente decomposto pela ação mecânica do ensaio (Laboratório da
Dynatest). Na Figura 6.6, fica evidente o aspecto lamelar de parte dos agregados
recusados.

135
FIG. 6.5 – Aspecto dos agregados antes e após ensaio Los Angeles
(Fonte: Dynatest, 2011)
FIG. 6.6 – Aspecto de amostra lamelar dos agregados - Pedreira Morro Grande
(Fonte: Autor, 2011)
Na sequência, serão apresentados ensaios realizados no laboratório do IME
para caracterização dos agregados estudados, provenientes da pedreira Morro
Grande, cuja análise tátil e visual indicou tratar-se de granitos ou gnaisses típicos do
embasamento cristalino da região litorânea do Rio de Janeiro.

136
6.2.1 ENSAIO DE DENSIDADE REAL E APARENTE DO AGREGADO
Na Tabela 6.3, são apresentados os resultados da verificação da densidade real
do grão, densidade aparente seca do agregado e a massa específica da fração
graúda do agregado, onde podem ser observados valores típicos deste tipo de
rocha, além de pouca diferença entre as densidades real e aparente, o que resulta
em baixa absorção/porosidade.
TAB. 6.3 – Densidade dos Agregados ensaiados Lab. IME (2011)
6.2.2 ENSAIO DE PERDA POR ABRASÃO LOS ANGELES
No ensaio de perda por abrasão Los Angeles, cujo resultado é mostrado na
Tabela 6.4, verifica-se que o resultado de 65% neste ensaio representa um desgaste
excesivo, acima do especificado pelo projetista (≤ 30% para a camada de Gap), mas
abaixo do desgaste médio obtido pela Dynatest (alguns acima de 70%) para os
agregados utilizados para as mesmas camadas.
TAB. 6.4 – Perda por abrasão Los Angeles – Pedreira Morro Grande
Amostra Brita
1 (no)
Peso total amostra
seca (g)
Peso total amstra apos
ensaio (g)
Los Angeles
(%)
1 5.000 3.268 65%
Observando a Figura 6.6, pode-se verificar a característica lamelar do agregado.
A baixa resistência deste agregado foi constatada quando a amostra foi submetida à
temperatura de 500oC, no forno NCAT, pois o mesmo se tornou quebradiço.
-
Dens. Real do Grão 2,71
Pó de Pedra
1,53
2,69
2,59
2,73
Dens. Apar. seca do agr. (g/cm3) 2,67
1,451,5525Mas. Esp. Apar. Fr. Grauda ag. seco
Ensaio Brita 1 Brita 0

137
6.2.3 ENSAIO DE GRANULOMETRIA DO AGREGADO APÓS EXTRAÇÃO DO
LIGANTE
Na Figura 6.7, é apresentado o enquadramento granulométrico para amostras
da camada de Gap Graded, realizado a partir do ensaio de extração de ligante,
tendo sido possível observar um bom enquadramento granulométrico da amostra 3
(GAP de 16.11.2011). Na amostra 2 (GAP de 18.11.2011), observa-se graficamente
o tangenciamento do traço acima do limite superior da faixa até a peneira com
abertura de 4mm, convergindo para o enquadramento até a peneira com abertura
20mm. Na amostra 1 (GAP de 06.09.2011), entre a abertura de peneira 5mm e
13mm, a granulometria ficou fora da faixa, mantendo-se nos limites no restante das
peneiras. Na Figura 6.8, é apresentado o enquadamento granulométrico da amostra
ensaiada a partir do ensaio de extração do ligante da camada de Open Graded,
onde se verifica o enquadramento da amostra ensaiada dentro da faixa estabelecida
pelo projetista. Pelas Tabelas 6.5 e 6.6, pode-se verificar que os teores de betume
das amostras ensaiadas aproximam-se de 8% e 9%, que são os percentuais
determinados para as misturas de Gap Graded (8,5 ± 0,5) e Open Graded (9,5 ±
0,5). As amostras das misturas GG e OG foram coletadas nos períodos em que
foram executadas as referidas camadas na obra, dentro dos caminhões de
transporte da mistura para a frente de serviço. Segundo o fabricante do CAPFLEX B,
deve ser feita correção do teor de ligante, apos extração, em virtude da separação
de parte da borracha do AB que ficou retida no agregado. O fator de correção é de
1,12 obtido pela experiência do fabricante mencionado. A Utilização desse fator é
mostrada na Tabela 6.7 para os ensaios com as misturas GG e OG, onde pode-se
observar que efetuando a correção os teores convergem para o teor de projeto.

138
TAB. 6.5 – Granulometria após extração do ligante / Gap Graded (IME, 2011)
TAB. 6.6 – Granulometria após extração do ligante / Open Graded (IME, novembro 2011)
TAB. 6.7 – Correção dos teores de ligante das misturas GG e OG
Teor GG Amostra 1
GG Amostra 2
GG Amostra 3
OG Amostra 1
Projeto 8,5 8,5 8,5 9,5
Ensaio 7,48 7,48 8 8,5
Corrig. 8,4 8,4 8,9 9,5
Verifica-se, através do enquadramento granulométrico feito nos agregados
provenientes do ensaio de extração do ligante, mostrado na Figura 6.9, que apenas
a granulometria referente ao ensaio feito em 16/11/2011 na mistura GAP (3º ensaio)
se ajusta perfeitamente aos limites inferior e superior da faixa estabelecida. As
outras duas extrações (06/09/2011 e 18/10/2011) deixam de atender ao
enquadramento entre algumas aberturas de peneiras. Deve ser ressaltado que os
ensaios de extração de ligante nas 3 amostras ensaiadas não representam
Granul. GAP
Amostra 1
Granul. GAP
Amostra 2
Granul. GAP
Amostra 3
3/4" 19 100 100 100 100 100
1/2" 12,5 80 100 90 83 89
3/8" 9,5 65 80 73 42 70
4 4,75 28 42 40 28 35
8 2,36 14 22 29 12 21
200 0,075 0 2,5 2 7 1,5
Teor Betume
8,0 # mm
Faixa
Granulométrica
GAP
Inferior SuperiorTeor Betume
7,48
Teor Betume
7,48
Peneiras
# No
Granul. OPEN
Amostra 1
3/4" 19 100 100 100
1/2" 12,5 100 100 100
3/8" 9,5 100 100 68
4 4,75 30 45 40
8 2,36 6 10 16
200 0,075 0 2,5 9
Peneiras Faixa Granulométrica OPEN
# No # mm Inferior Superior
Teor Betume
8,5
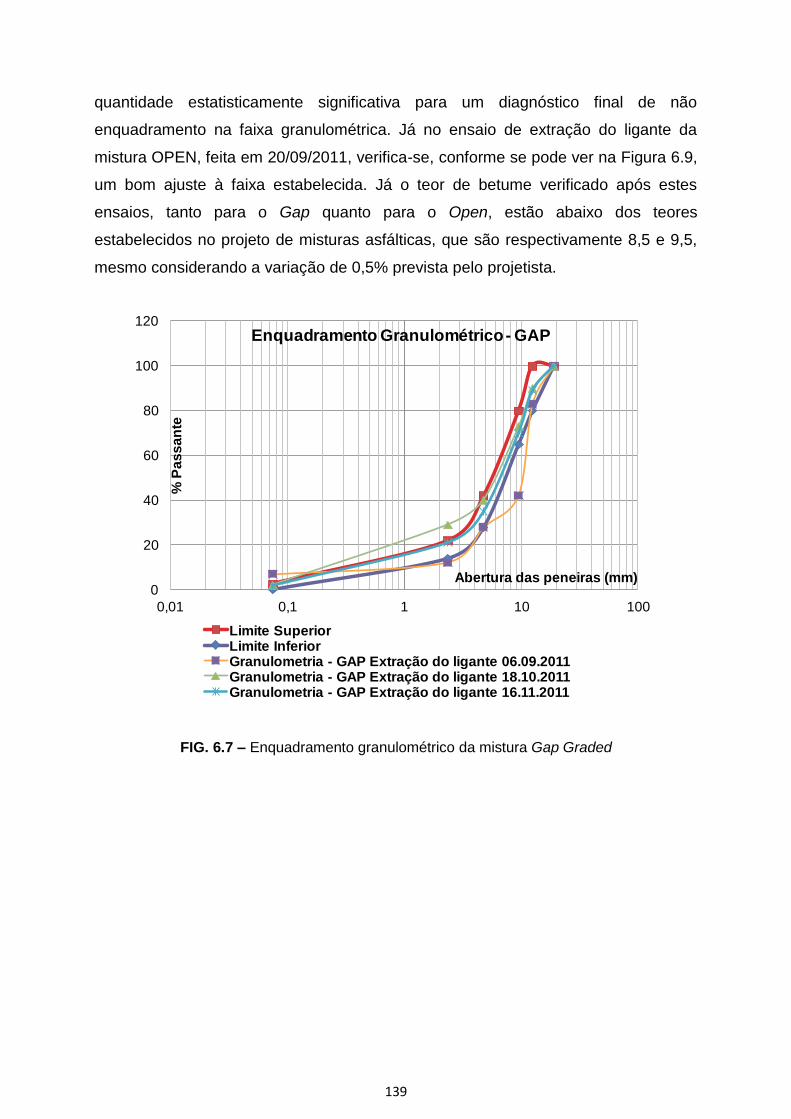
139
quantidade estatisticamente significativa para um diagnóstico final de não
enquadramento na faixa granulométrica. Já no ensaio de extração do ligante da
mistura OPEN, feita em 20/09/2011, verifica-se, conforme se pode ver na Figura 6.9,
um bom ajuste à faixa estabelecida. Já o teor de betume verificado após estes
ensaios, tanto para o Gap quanto para o Open, estão abaixo dos teores
estabelecidos no projeto de misturas asfálticas, que são respectivamente 8,5 e 9,5,
mesmo considerando a variação de 0,5% prevista pelo projetista.
FIG. 6.7 – Enquadramento granulométrico da mistura Gap Graded
0
20
40
60
80
100
120
0,01 0,1 1 10 100
% P
as
sa
nte
Abertura das peneiras (mm)
Enquadramento Granulométrico - GAP
Limite SuperiorLimite InferiorGranulometria - GAP Extração do ligante 06.09.2011Granulometria - GAP Extração do ligante 18.10.2011Granulometria - GAP Extração do ligante 16.11.2011

140
FIG. 6.8 – Enquadramento granulométrico da mistura Open Graded
6.2.4 AVALIAÇÃO DOS AGREGADOS UTILIZADOS
Pode-se concluir, após os ensaios feitos com os agregados utilizados na obra de
restauração da RJ-122, que os critérios de seleção desses materiais, previamente
feitos pelo projetista, tiveram que ser flexibilizados em função principalmente do
elevado desgaste Los Angeles dos agregados. As misturas asfálticas foram
produzidas com agregados com desgaste Los Angeles todos acima de 65%, para
as misturas de Gap e Open Graded. O fator de forma exigiu que fosse feita uma
britagem secundária para que os agregados tivessem forma cúbica.
6.3 BORRACHA DE PNEUS
A borracha de pneus utilizada neste estudo foi proveniente da fábrica de
trituração ECOBALBO, produzida em temperatura ambiente. A faixa granulométrica
adotada foi a faixa B do Arizona Department of Transportation (ADOT), conforme
mostrado na Tabela 6.8, referente ao enquadramento granulométrico. A borracha
0
20
40
60
80
100
120
0,01 0,1 1 10 100
% P
as
sa
nte
Abertura das peneiras (mm)
Enquadramento Granulométrico - OPEN
Limite Inferior
Limite Superior
Granulometria - OPEN Extração do ligante 20/09/2011

141
triturada de pneus pelo processo ambiente possui superfície específica elevada,
aparência esponjosa, forma irregular e textura áspera (RESCHNER, 2006).
Através do enquadramento granulométrico apresentado na Figura 6.9, podemos
observar que as duas amostras ensaiadas têm sua granulometria dentro dos limites
da faixa adotada (ADOT Construction Manual Section 1009, 2005), conforme
apresentado na Tabela 6.8.
Tabela 6.8 – Enquadramento granulométrico da borracha moída deste estudo
As propriedades do ligante modificado com borracha são alteradas de forma
relevante pela granulometria da borracha. As partículas mais grossas aumentam a
viscosidade do produto final (asfalto-borracha), enquanto que as partículas finas,
principalmente as que passam na peneira no 50 (0,30 mm), resultam em um tempo
de digestão menor (CALTRANS, 2005). O tempo de digestão ou o tempo de reação
é o tempo necessário para que haja a interação entre o asfalto e o agente
modificador, a borracha, quando misturados a elevadas temperaturas (CALTRANS,
2003). Neste processo, um novo produto é o resultado final da mistura: o asfalto-
borracha.
Limite
Inferior
Limite
Superior
4,75 4 100 100 100 100
2,36 8 100 100 100 100
2 10 100 100 100 100
1,18 16 65 100 100 100
0,6 30 20 100 60 57
0,3 50 0 45 22 19
0,075 200 0 5 0,2 0
FAIXA B - ARIZONA
# mm # Nº Amostra 1 Amostra 2

142
FIG. 6.9 – Gráfico do enquadramento granulométrico das amostras de borracha moída
deste estudo
Na figura 6.10, a borracha moída é manipulada para ensaio e apresenta
visualmente uma graduação uniforme. A figura 6.11 mostra uma fase do
peneiramento da borracha moída.
FIG. 6.10 – Aspecto da borracha moída utilizada nesta pesquisa (Fonte: autor)
0
20
40
60
80
100
120
0,01 0,1 1 10
% P
as
sa
nte
Abertura das peneiras (mm)
Enquadramento Granulométrica - Borracha Moída
Limite Inferior Limite Superior Amostra 1 Amostra 2
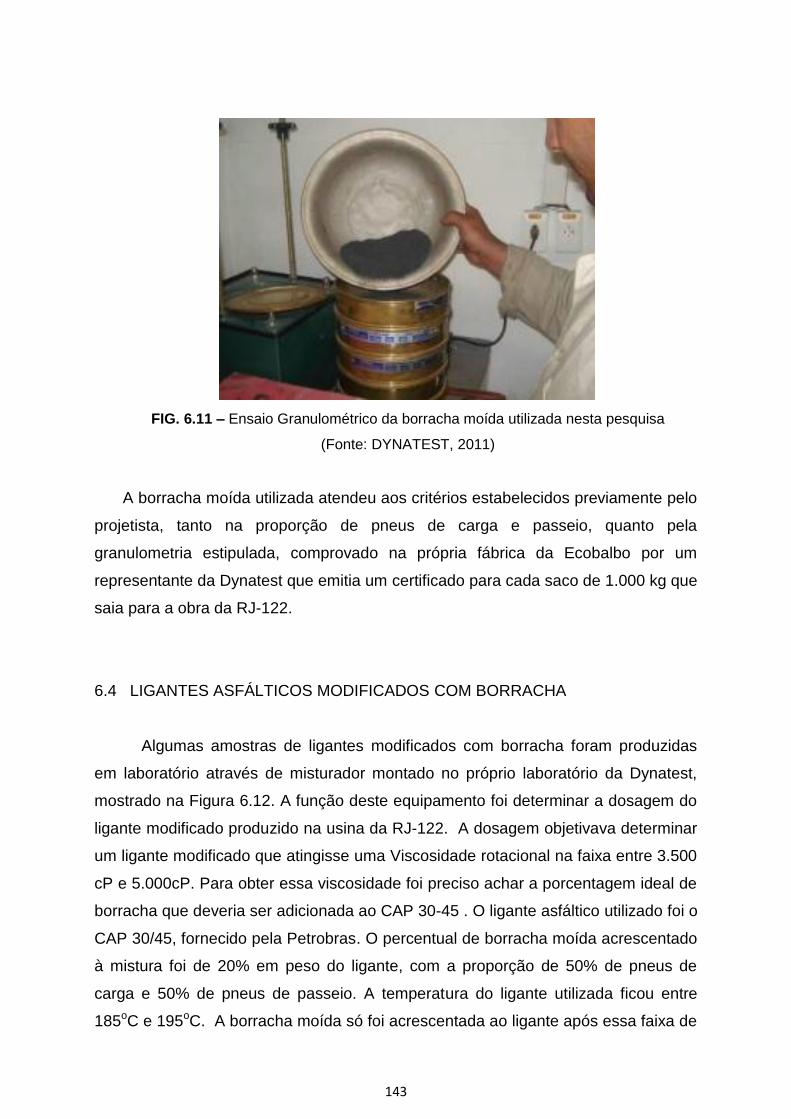
143
FIG. 6.11 – Ensaio Granulométrico da borracha moída utilizada nesta pesquisa
(Fonte: DYNATEST, 2011)
A borracha moída utilizada atendeu aos critérios estabelecidos previamente pelo
projetista, tanto na proporção de pneus de carga e passeio, quanto pela
granulometria estipulada, comprovado na própria fábrica da Ecobalbo por um
representante da Dynatest que emitia um certificado para cada saco de 1.000 kg que
saia para a obra da RJ-122.
6.4 LIGANTES ASFÁLTICOS MODIFICADOS COM BORRACHA
Algumas amostras de ligantes modificados com borracha foram produzidas
em laboratório através de misturador montado no próprio laboratório da Dynatest,
mostrado na Figura 6.12. A função deste equipamento foi determinar a dosagem do
ligante modificado produzido na usina da RJ-122. A dosagem objetivava determinar
um ligante modificado que atingisse uma Viscosidade rotacional na faixa entre 3.500
cP e 5.000cP. Para obter essa viscosidade foi preciso achar a porcentagem ideal de
borracha que deveria ser adicionada ao CAP 30-45 . O ligante asfáltico utilizado foi o
CAP 30/45, fornecido pela Petrobras. O percentual de borracha moída acrescentado
à mistura foi de 20% em peso do ligante, com a proporção de 50% de pneus de
carga e 50% de pneus de passeio. A temperatura do ligante utilizada ficou entre
185oC e 195oC. A borracha moída só foi acrescentada ao ligante após essa faixa de

144
temperatura ser atigida. O reservatório de mistura possuía paredes duplas
aquecidas através de resistência elétrica, o que permitiu um aquecimento por igual
em todos os pontos do reservatório do ligante. O tempo de digestão foi de no
mínimo 60 minutos, e a agitação (através da adaptação de uma broca com ponta
em hélice em uma furadeira, com área suficiente para fazer o arraste da mistura) foi
permanente durante a digestão, com rotação entre 50 rpm e 2400 rpm. O controle
de temperatura foi feito através de um termômetro com precisão de ± 1oC. Na Figura
6.13 é mostrada uma etapa da produção do ligante modificado no laboratório da
obra da RJ-122, onde pode ser vista a adição da borracha moída no reservatório
onde já se encontra o ligante aquecido.
FIG. 6.12 – Equipamento misturador de AMB no laboratório Dynatest (Fonte: Autor)

145
FIG. 6.13 – Mistura da borracha ao ligante no laboratório da obra (Fonte: Autor)
6.4.1 CARACTERIZAÇÃO DO LIGANTE MODIFICADO
Na Tabela 6.9, são comparados os resultados da caracterização de ligantes
modificados com borracha moída produzidos por processos diferentes: um pelo
processo TB e outro pelo CB . As características específicas de cada ligante quanto
ao tipo de CAP, percentual de borracha e características da produção das misturas
estão na parte de baixo da Tabela, nas células sombreadas. Os resultados dos
ensaios de caracterização deste estudo basearam-se em duas amostras de ligante
de diferentes dias de coletas na usina da RJ-122, de cujos valores foram calculados
a média e o desvio padrão. Pode-se observar que o ligante usado na RJ-122 foi
caracterizado quanto à Penetração, Ponto de amolecimento, Resiliência e
Viscosidade Brookfield dentro dos limites estabelecidos pelas normas desses
ensaios. Segundo Leite et al. (2000), o aumento da viscosidade do ligante devido à
adição de borracha diminui a sensibilidade do ligante à deformação permanente.
Tomando como base a afirmação anterior, pode-se dizer, então, que o ligante usado
na RJ-122, por ter uma viscosidade alta, tem baixa sensibilidade à deformação
permanente.
Os asfaltos-borracha empregados por Fontes et. al., 2008, apresentaram
elevados valores de viscosidade Brookfield (TB = 1644 cP e CB = 2826 cP), sendo
este um atributo desejável, pois conduz a um melhor desempenho à deformação
permanente da mistura , ‘a redução da propagação de trincas e da desagregação da
mistura, a uma melhor suscetibilidade térmica e maior durabilidade.
O fato de possuir um valor alto também no ensaio de Ponto de Amolecimento
corrobora com a afirmação anterior de que o ligante da RJ-122 é mais resistente à
deformação permanente. Segundo Oda e Fernandes (2001), o ponto de
amolecimento em ligantes modificados com borracha é crescente, e o
comportamento previsto para a Penetração é decrescente, conforme o aumento do
teor de borracha.
Segundo (Leite, 2012) todas as medidas de viscosidade do AB são imprecisas,
principalmente porque ocorre decantação, ainda que parcial da borracha, mesmo
por um curto espaço de tempo durante o ensaio. Há grande influência do spindle, da

146
temperatura e da velocidade de rotação do viscosímetro, que nem sempre são
devidamente fixadas em norma técnica.
TAB. 6.9 – Comparação das propriedades entre ligantes modificados com borracha.
A Tabela 6.10 mostra o estudo, conduzido no laboratório da Dynatest, onde
pode-se verificar o comportamento da viscosidade, da pentração, da resiliência e do
ponto de amolecimento, em relação ao teor de borracha. Observa-se que quanto
maior o percentual de borracha, maior a viscosidade da mistura. Outra característica
observada é o aumento da resiliência e do ponto de amolecimento da mistura com o
aumento da quantidade de borracha moída. Já no parâmetro penetração, verifica-se
que nos três percentuais os valores permanecem praticamente na mesma ordem de
grandeza. Outro ponto observado é que a viscosidade máxima do ligante estudado
ocorreu, para o tempo de reação de 120 minutos, tanto para o percentual de 20%
quanto para o de 19%, como pode-se observar na Figura 6.15. O mesmo não
aconteceu para o percentual de 18% de borracha moída, cujo pico de viscosidade
ocorreu para o tempo de reação igual a 180 minutos. Na Figura 6.11, observa-se
que aos 15 minutos de reação, apenas o percentual de 18% de borracha moída
68,5
33
3335
Penetração
0,1 mm (100g, 25oC, 5s)
ASTM D 5 25 A 75
ENSAIOS NORMA FAIXA RJ-122
2012
35,3
20
2179
% Borracha 20 21
Resiliência
(%), 25O C
ASTM D
532915 mín.
Viscosidade Brookfield (cP),
175O C, Spindle 27, 50 rpm
AASHTO
TP 48
1500 mín.
5000 máx.
Ponto de Amolecimento
Anel e bola (oC)
ASTM D 36 55 mín.
2829
40 28
65
CAP-20
Terminal
Blend
Tipo de ligante CAP 30-45 CAP-20
Método de ProduçãoContinuous
Blend
Continuous
Blend
-
-
Tempo de Digestão (min.) 90 90
Temperatura de Digestão (oC) 175 a 185 180
42
68
26
Fontes et al.,
2006
Fontes et al.,
2006
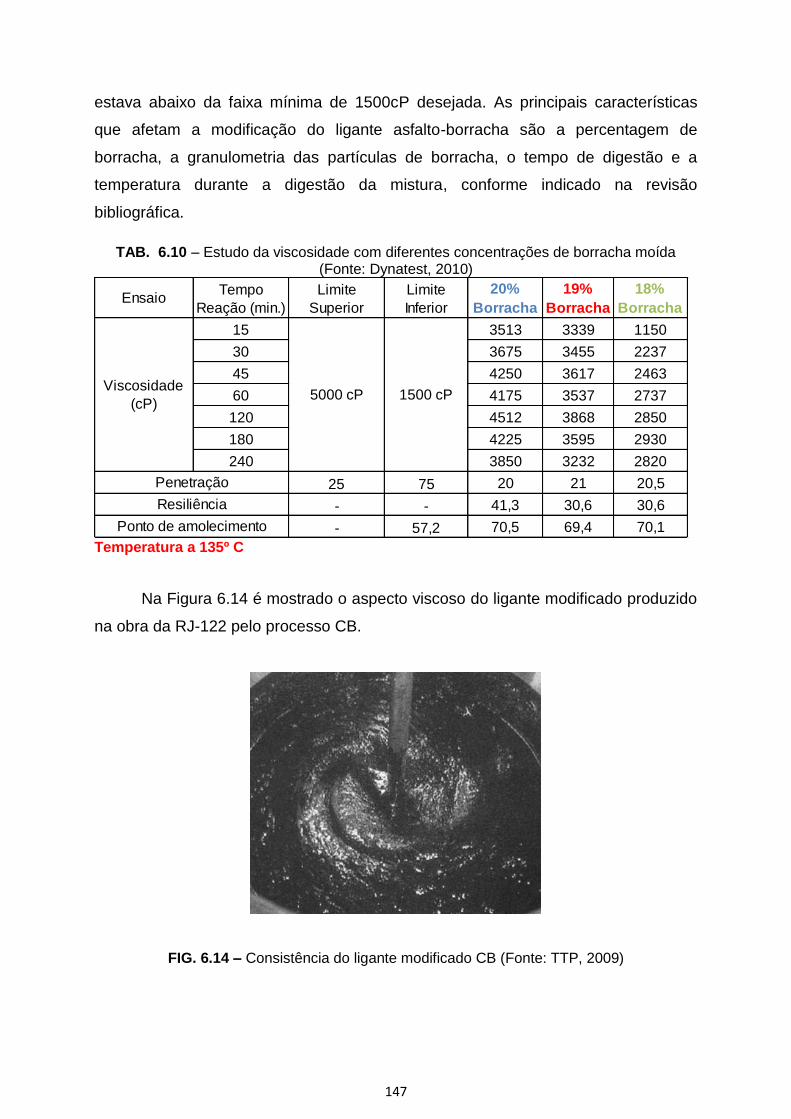
147
estava abaixo da faixa mínima de 1500cP desejada. As principais características
que afetam a modificação do ligante asfalto-borracha são a percentagem de
borracha, a granulometria das partículas de borracha, o tempo de digestão e a
temperatura durante a digestão da mistura, conforme indicado na revisão
bibliográfica.
TAB. 6.10 – Estudo da viscosidade com diferentes concentrações de borracha moída (Fonte: Dynatest, 2010)
Temperatura a 135º C
Na Figura 6.14 é mostrado o aspecto viscoso do ligante modificado produzido
na obra da RJ-122 pelo processo CB.
FIG. 6.14 – Consistência do ligante modificado CB (Fonte: TTP, 2009)
Tempo
Reação (min.)
Limite
Superior
Limite
Inferior
20%
Borracha
19%
Borracha
18%
Borracha
15 3513 3339 1150
30 3675 3455 2237
45 4250 3617 2463
60 4175 3537 2737
120 4512 3868 2850
180 4225 3595 2930
240 3850 3232 2820
25 75 20 21 20,5
- - 41,3 30,6 30,6
- 57,2 70,5 69,4 70,1
Penetração
Ensaio
Viscosidade
(cP)5000 cP 1500 cP
Resiliência
Ponto de amolecimento

148
FIG. 6.15 – Viscosidade x Tempo de Reação (Fonte: Dynatest, 2011)
Na Figura 6.16, pode-se observar que os valores obtidos nos ensaios de
resiliência, ponto de amolecimento e viscosidade aumentaram seus parâmetros
conforme o aumento do teor de borracha. Nos ensaios de penetração, os valores
observados apresentaram a tendência de queda conforme o aumento do teor de
borracha. Tal comportamento está de acordo com os ensaios produzidos por Oda e
Fernandes (2001).
Na Figura 6.16, as curvas em azul do ligante da RJ-122, apresentam
comportamento semelhante às curvas (em vermelho) do trabalho de FONTES
(2006), cujos ligantes modificados com borracha foram produzidos também pelo
processo de produção CB.
0
1000
2000
3000
4000
5000
6000
0 50 100 150 200 250 300
Vis
co
sid
ad
e (c
P)
Tempo da Reação (min.)
Viscosidade x Tempo da Reação
20% Borracha 19% Borracha 18% Borracha
Limite Superior Limite Inferior

149
FIG. 6.16 – Influência da porcentagem de borracha nas propriedades do AMB
6.4.2 RECUPERAÇÃO ELÁSTICA
Na Figura 6.17, é mostrada a recuperação elástica de amostras do ligante
convencional (LC, na parte inferior da foto) e do ligante modificado com borracha
(AMB, na parte superior), produzidos em laboratório. As amostras estavam à
temperatura ambiente. Podemos observar que a aplicação de esforço de tração,
produzido pela ação do operador, nas duas amostras fez com que no LC não
houvesse quase nenhuma recuperação elástica, enquanto no AMB a amostra
recupera-se elasticamente em torno de 80%. Este procedimento não é normatizado.
2263
2988
4512
3800
4900
5800
0
1000
2000
3000
4000
5000
6000
7000
17 18 19 20 21
23
20 19
25,2 24,6
23,8
0
5
10
15
20
25
30
17 18 19 20 21
3745
50
4244
46
0
10
20
30
40
50
60
17 18 19 20 21
68
70
74
67
69,2
71,6
66
67
68
69
70
71
72
73
74
75
17 18 19 20 21
% BorrachaT
em
p.
Pen
etr
ação
Resil
iên
cia
Vis
co
sid
ad
e
% Borracha
% Borracha
% Borracha
Fontes (2006) RJ-122 (2012)

150
FIG. 6.17 – Recuperação elástica - asfalto convencional x modificado (Fonte: Autor)
6.4.3 – CARACTERIZAÇÃO SUPERPAVE
A caracterização Superpave foi realizada no laboratório do CENPES, e os
resultados são apresentados na Tabela 6.11.
Dentre as propriedades reológicas avaliadas no Reômetro de Cisalhamento
Dinâmico (DSR), o G*/senδ verifica a resistência ao acúmulo de deformação
permanente, e o resultado com a amostra virgem foi de 1,98 KPa (a norma
determina que este valor seja maior do que 1 KPa). Após RTFOT, o valor do
parâmetro G*/senδ determinado no ensaio foi de 2,94 KPa, também acima do limite
mínimo de 2 KPa, indicando que a amostra do ligante modificado da RJ-122 possui
pouca sensibilidade à deformação permanente.
A amostra foi classificada como PG 88-22, portanto superior à classificação
estabelecida para o projeto de restauração de RJ-122, cujo valor era PG 64-10.
Essa classificação PG 88-22 dá ao ligante uma ampla margem de variação de
temperaturas em uma região onde a temperatura máxima não ultrapassou os 37º C,
nos últimos 10 anos.
Já no ensaio de Rigidez à Fluência na Flexão (BBR), o valor da Rigidez S do
ligante modificado com borracha determinado em ensaio foi de 118 MPa, menor que
300 MPa, que é o valor máximo, de acordo com a especificação Superpave. Sabe-
se que quanto menor a Rigidez S do ligante, maior a resistência ao trincamento
térmico. Já o valor do Módulo de relaxação determinado no ensaio, m = 0,321 é
maior que o valor mínimo de 0,300, para 60 segundos.

151
Os parâmetros reológicos destacados acima mostram que o ligante asfáltico
modificado com borracha utilizado na obra de restauração da RJ-122 atende aos
critérios de desempenho Superpave.
TAB. 6.11 – Tabela com os resultados da caracterização Superpave do ligante modificado
Ensaios Unidade VALORES
4736 (10 rpm)
3605 (20 rpm)
3129 (30 rpm)
2888 (40 rpm)
°C 88
kPa 1,98
Variação em massa %massa -0,2697
°C 88
kPa 2,94
MSCR Jnr3200 a 70°C kPa-1 0,402
Jnrdiff; máx 75% % 37,8
%Rec % 60,2
°C -
MPa -
Fluência em viga (BBR) @ 60 s ºC -12
S = 300 MPa; máx. MPa 118
m = 0,3; mín. - 0,321
Cisalhamento dinâmico 10 rad/s,
G*senδ (máx. 5,0 MPa)
Visc. Brookfield 177°C, sp 31 cP
Cisalhamento dinâmico 10 rad/s,
G*/senδ (mín. 1,0 kPa)
RTFOT a 163°C, 85 min
Cisalhamento dinâmico 10 rad/s,
G*/senδ (mín. 2,2 kPa)
PAV a 100°C, 20 h

152
6.4.4 – CORRELAÇÃO ENTRE OS PARÂMETROS Jnr E G*/SENδ COM A
DEFORMAÇÃO PERMANENTE
Em uma rodovia da FHWA (Federal Highway Administration, 2011), foi feito, em
abril de 2011, um ensaio em escala real com o equipamento ALF (Accelerated
Loading Facility) sobre segmentos construídos com ligantes modificados (entre eles,
um trecho em asfalto-borracha) e ligantes não modificados. Estes trechos foram
submetidos a um aquecimento de até 64º C e carregados com um eixo tipo super-
sigle com 10.000 lbs, onde posteriormente foram medidos os afundamentos. Não foi
especificado, neste estudo, a quantos ciclos os segmentos foram submetidos com a
passagem do eixo. Os resultados desse ensaio, com o equipamento ALF, foram
comparados (vide Figura 6.18) com os ensaios PG em altas temperaturas através do
parâmetro G*/senδ (vide Figura 6.20) e do ensaio MSCR através do parâmetro Jnr,
(vide Figura 6.19), utilizando os mesmos ligantes usados nos trechos de campo.
Na Figura 6.18, são apresentados esquematicamente os resultados da
deformação permanente provocados pela passagem do eixo de 10.000 lbs nos
diversos trechos. Na Figura 6.19 é apresentado o gráfico produzido no estudo do
FHWA, citado acima, onde são relacionados os valores dos afundamentos de campo
(ALF rutting in) no eixo horizontal e os resultados do ensaio MSCR em laboratório,
no eixo vertical (Jnr, não foi informada a temperatura do ensaio). Como forma de
comparação, foi inserido o valor do parâmetro Jnr do ligante modificado com
borracha utilizado na RJ-122, ensaiado no CENPES, no gráfico. Verifica-se que o
parâmetro Jnr do ligante da RJ-122 foi o que apresentou menor deformação de trilha
de roda, ou seja, Jnr = 0,402 KPa-1 e afundamento de trilha de roda, após
extrapolação, de aproximadamente 0,31 in. A mesma comparação foi feita com o
parâmetro G*/senδ da RJ-122 (vide Figura 6.20) onde verifica-se uma deformação
extremamente alta, diferente da deformação obtida com o parâmetro Jnr (R2 = 0,8).
Os resultados do estudo da FHWA utilizando o ALF mostraram que a correlação do
parâmetro G*/senδ com a deformação permanente não é boa, considerando o baixo
R2 da curva (R2 = 0,12).
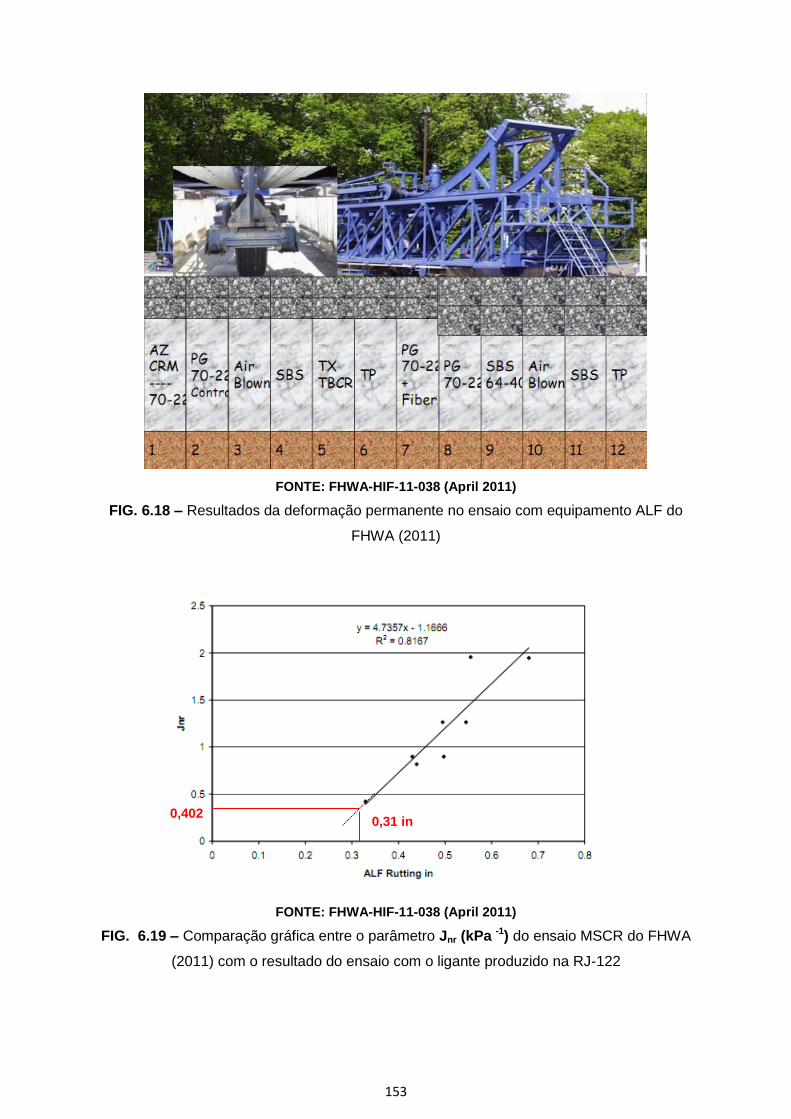
153
FONTE: FHWA-HIF-11-038 (April 2011)
FIG. 6.18 – Resultados da deformação permanente no ensaio com equipamento ALF do
FHWA (2011)
FONTE: FHWA-HIF-11-038 (April 2011)
FIG. 6.19 – Comparação gráfica entre o parâmetro Jnr (kPa -1) do ensaio MSCR do FHWA
(2011) com o resultado do ensaio com o ligante produzido na RJ-122
0,402 0,31 in

154
Com valor do parâmetro de G*/senδ do ligante da RJ-122 (1,98KPa – amostra
virgem) inserido no gráfico do estudo da FHWA, não foi possível determinar com
precisão o valor do afundamento de trilha de roda.
FONTE: FHWA-HIF-11-038 (April 2011)
FIG. 6.20 – Comparação gráfica entre o parâmetro G*/senδ (KPa), a 64º C, do ensaio do
FHWA (2011) com o resultado do ensaio com o ligante produzido na RJ-122
A relação entre afundamento e o parâmetro Jnr também foi avaliado pelo estudo
feito em 1996 pelo Mississipi DOT (FHWA-HIF-11-038, April 2011) na rodovia I-55,
onde foram testados trechos com diferentes ligantes modificados com SBR, SB,
SBS, asfalto-borracha e um trecho com ligante sem modificação, denominado
Control. A deformação de trilha de roda foi monitorada por 6 anos. Os resultados do
estudo novamente indicaram que a melhor correlação feita com a deformação
permanente é com o parâmetro Jnr, cuja curva é mostrada na Figura 6.22 (FHWA,
2011).
Introduzindo o resultado de Jnr do ligante da RJ-122 (CENPES) na curva da
Figura 6.21, verifica-se que este valor (Jnr = 0,402 KPa-1) corresponde a um
afundamento aproximado de 0,5 mm melhor resultado do que os ligantes estudados
na I-55 Mississipi.
1,98
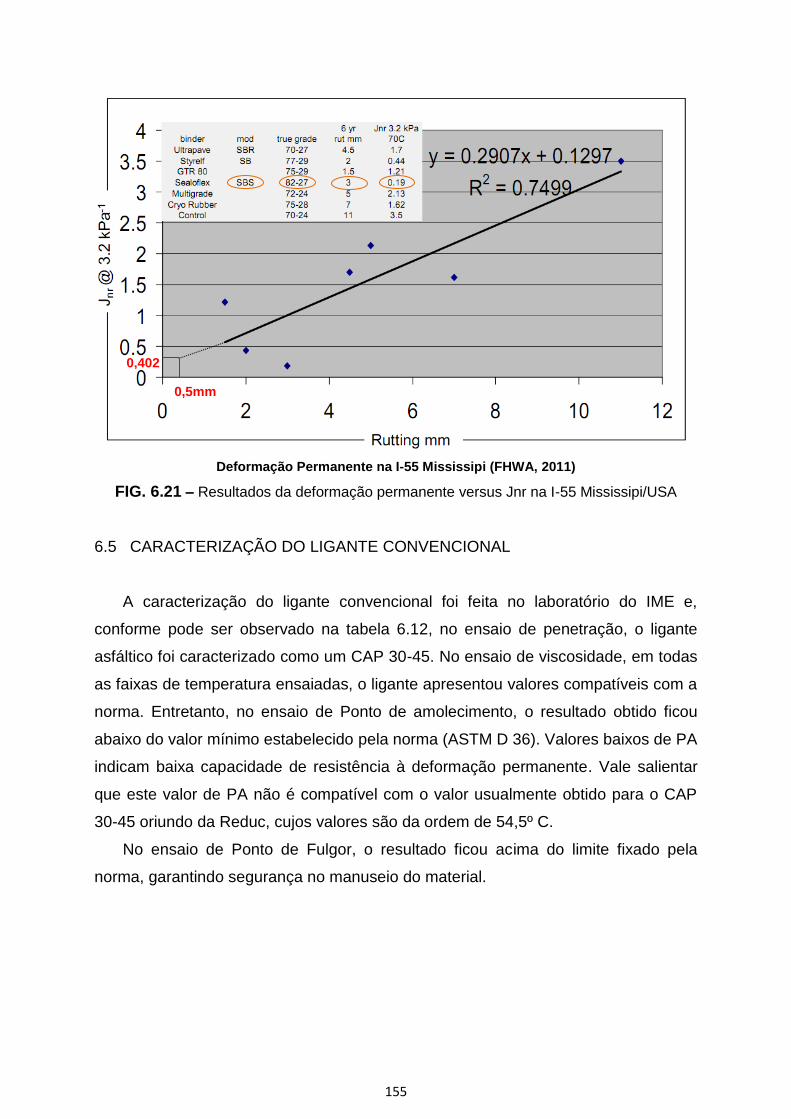
155
Deformação Permanente na I-55 Mississipi (FHWA, 2011)
FIG. 6.21 – Resultados da deformação permanente versus Jnr na I-55 Mississipi/USA
6.5 CARACTERIZAÇÃO DO LIGANTE CONVENCIONAL
A caracterização do ligante convencional foi feita no laboratório do IME e,
conforme pode ser observado na tabela 6.12, no ensaio de penetração, o ligante
asfáltico foi caracterizado como um CAP 30-45. No ensaio de viscosidade, em todas
as faixas de temperatura ensaiadas, o ligante apresentou valores compatíveis com a
norma. Entretanto, no ensaio de Ponto de amolecimento, o resultado obtido ficou
abaixo do valor mínimo estabelecido pela norma (ASTM D 36). Valores baixos de PA
indicam baixa capacidade de resistência à deformação permanente. Vale salientar
que este valor de PA não é compatível com o valor usualmente obtido para o CAP
30-45 oriundo da Reduc, cujos valores são da ordem de 54,5º C.
No ensaio de Ponto de Fulgor, o resultado ficou acima do limite fixado pela
norma, garantindo segurança no manuseio do material.
0,402
0,5mm

156
TAB. 6.12 - Caracterização do ligante CAP 30/45 utilizado nesse estudo.
6.6 MISTURAS ASFÁLTICAS MODIFICADAS – GAP e OPEN GRADED
6.6.1 PROPRIEDADES VOLUMÉTRICAS DAS MISTURAS ASFÁLTICAS
MODIFICADAS COM BORRACHA
Através dos métodos de dosagem de misturas asfálticas, são determinadas as
propriedades volumétricas dessas misturas, as quais são dependentes da origem do
agregado, da sua graduação, do tipo de ligante e do volume de vazios da mistura. O
conhecimento das propriedades volumétricas é de fundamental importância, pois
condicionam o desempenho de uma mistura em pista.
O Volume de vazios (Vv) é a propriedade volumétrica mais importante do
concreto asfáltico, pois sempre são necessários vazios de ar no interior da mistura
compactada para permitir a expansão térmica dos ligantes e suportar a
compactação provocada pela passagem do tráfego. A maior viscosidade do asfalto-
borracha beneficia o envolvimento entre o ligante e o agregado, aumentando a
espessura do recobrimento do agregado e melhorando a durabilidade da mistura. O
volume de vazios das misturas de GAP (4,5 a 6,5%) e Open Graded (14 a 22%)
usadas na RJ-122 foi estabelecido pelo consultor do projeto da restauração da RJ-
122.
Os vazios do agregado mineral (VAM) representam o espaço intergranular do
esqueleto mineral. Valores muito reduzidos de VAM levam a teores baixos de
ligante, o que pode comprometer o desempenho à fadiga e a durabilidade das
MÍN. MÁX.
30 45
100 -
235 -
1,00 1,05
52 -
- 8o C
- 0,5 %
- 60 %
192 s -
90 s -
40 s 150 s
Viscosidade Brookfield Saybolt Furol, s, a 150o C
Viscosidade Brookfield Saybolt Furol, s, a 177o C
275 s
ASTM D 2872
Aumento do Ponto de amolecimento após RTFOT
Perda de massa após RTFOT
52,5
0.06%
ASTM E 102
NBR 14950170 s
67 s
Viscosidade Brookfield Saybolt Furol, s, a 135o C
RESULTADOS
44 mm
328o C
1,05
50,5o C
Dutilidade 110 cm
Ponto de fulgor, oC
Densidade relativa, 25oC
NBR 6560 / ASTM D36
MÉTODO ENSAIO E CARACTERÍSTICASEXIGÊNCIA
NBR 6576 / ASTM D5
DNER-ME 148/94
DNER-ME 193/96
Penetração, 25oC, 100g, 5s, 0,1 mm
NBR 6560 / ASTM D36
Ponto de amolecimento, oC
NBR 6560 / ASTM D39 Penetração retida após RTFOT (Penet. RTFOT / Penet.) 48 %
NBR 6560 / ASTM D37

157
misturas asfálticas. Valores excessivamente altos de VAM podem levar à perda de
intertravamento do esqueleto mineral e redução da resistência ao cisalhamento.
SPECHT (2004) observou em seu trabalho que o emprego de borracha incorporada
ao ligante leva a um aumento do valor de VAM.
O valor da estabilidade mede, de forma indireta, a resistência ao cisalhamento, o
intertravamento, o atrito e a coesão entre as partículas da mistura asfáltica. A
fluência mede, também indiretamente, a elasticidade da mistura. Segundo Kandhall
e Koehler (1985), nos EUA, os valores de estabilidade e fluência, propriedades da
metodologia Marshall, variam de estado para estado, e uma média entre 38 estados
apontou um valor mínimo de 5,2 kN para estabilidade e uma faixa de aceitação para
os valores de fluência entre 2 e 4,6 mm. Segundo SPECHT (2004), com o aumento
do teor de borracha (até 18%), os valores de estabilidade apresentam uma leve
redução, enquanto os valores de fluência não tiveram aumento significativo. Ainda
segundo SPECHT (2004), o tempo de digestão da mistura asfáltica não influencia as
propriedades volumétricas das misturas nem altera os valores de Estabilidade e
Fluência.
Na tabela 6.13, são apresentadas as propriedades Marshall de três misturas
asfálticas produzidas pelo processo Continuous Blend. A primeira mistura é o Gap
Graded, produzido no laboratório da obra de restauração da RJ-122; a segunda é o
Open Graded, também produzido no mesmo laboratório; a terceira é a mistura
produzida em laboratório por FONTES et al. (2007). As diferenças na concepção das
misturas são mostradas na parte de baixo da Tabela 6.13. Os parâmetros das
amostras da RJ-122 convergem para os valores determinados pelo consultor do
projeto de restauração da RJ-122.

158
TAB. 6.13 – Características Marshall das camadas de GG e OG segmento monitorado da
RJ-122 desta pesquisa.
6.6.2 CARACTERIZAÇÃO MECÂNICA DAS MISTURAS ASFÁLTICAS
MODIFICADAS
Para a maioria das aplicações rodoviárias, os asfaltos convencionais têm bom
comportamento, satisfazendo os requisitos necessários para o desempenho
adequado das misturas asfálticas sob tráfego e condições climáticas. Entretanto,
para condições de volume de veículos comerciais e peso por eixo crescente, ano a
ano, em rodovias especiais ou corredores de tráfego, tem sido cada vez mais
necessário o uso de modificadores das propriedades dos asfaltos, especialmente os
polímeros. (BERNUCCI et al., 2008).
Média Desvio
7,5 0,4
Média
9,5
8,5
GAP - RJ-122
CPs extraídos no
Seg. Monitorado
Teor ótimo de
ligante (%)
Teor de ligante (%)
8,5
7,7 0,3
24,7 0,2
8826 22
12,7 0,2
2,3 0,0
Estabilidade (N)
Densidade (g/cm3)
Fluência ( mm)
30-45
OPEN - RJ-122
CPs extraídos no
Seg. Monitorado
20
Continuous
Blend
Continuous
Blend
8
21
Continuous
Blend
20Teor de borracha
(%)
Processo de
Produção
5884
-
-
30-45
35
2,39
20
1241
2,4Gmm 2,6
CAP
FONTES et al.,
2006
6,0
19,0
PROPRIEDADES
Vv (%) 16
31VAM (%)
159
6.6.2.1 ENSAIOS DE MÓDULO RESILIENTE E RESISTÊNCIA À TRAÇÃO
Nesta pesquisa, foi utilizado o ensaio de tração por compressão diametral
dinâmico para determinação do MR. Para determinação da RT, foi usado o ensaio
de tração por compressão diametral estático. As amostras foram ensaiadas a 25º C.
Todos os corpos de prova foram moldados no laboratório da Dynatest, de acordo
com o procedimento preconizado pelo método Marshall, sem o envelhecimento
prévio em estufa. No IME (vide Figuras 6.22 e 6.23), foram usados 3 corpos de
prova cilíndricos, da mistura Gap Graded, com dimensões aproximadas de 10 cm
por 7 cm de diâmetro e altura, respectivamente. Na COPPE, foram ensaiados 8
corpos de prova, com dimensões aproximadas de 10 cm de diâmetro e 6,5 cm de
altura, de uma primeira mistura de Open Graded e, posteriormente, 3 corpos de
prova moldados em um outro período com dimensões aproximadamente iguais aos
da primeira.
FIG. 6.22 e FIG. 6.23 - Vistas do ensaio de MR feito no laboratório do IME
Na tabela 6.14, são mostrados os resultados dos módulos de resiliência das
camadas de Open Graded e Gap Graded ensaiados na COPPE e no IME,
respectivamente. Pode-se observar que os módulos da camada de Open Graded
(MR médio = 2586 MPa) são muito menores que os da camada de Gap Graded (MR
médio = 7710MPa). Tal diferença pode ser explicada pela granulometria da camada
de Open Graded mais aberta (Vv maior) e sem função estrutural, levando a um MR
mais baixo. Já a camada de Gap Graded, que possui uma função estrutural no
sistema de multicamadas projetado e uma granulometria mais homogênea, em
princípio justifica o MR maior. O teor de ligante modificado é 1% maior na camada
160
de Open Graded. Vale lembrar que os CPs de OG não foram compactados
estaticamente com 75 golpes em cada face, pois havia a preocupação de que o
impacto dos golpes do soquete pudesse quebrar o agregado. Por isso, os corpos de
prova de Open Graded foram compactados na prensa com 4100 kg/cm2.
Os valores de RT, média de 1,58 MPa, dos corpos de prova GG, ensaiados no
IME, estão ligeiramente acima dos valores normalmente encontrados para este tipo
de mistura. Quando a massa asfáltica é mantida aquecida por algum tempo,
acontece o amolecimento da borracha, tanto pelo efeito térmico quanto pela
presença do asfalto. Este amolecimento permite um maior contato intergranular, o
que eleva os valores de MR e RT.
A relação MR/RT indica a compatibilidade entre rigidez e resistência da mistura,
onde misturas muito rígidas necessitam de uma alta resistência à tração devido à
concentração de esforços no seu interior. Na Tabela 6.15, são apresentados
resultados de ensaios mecânicos de diferentes misturas asfálticas. A norma DNIT
031/2004 – ES especifica o valor de RT mínimo de 0,6MPa para concretos
asfálticos. O valor de RT das misturas Gap Graded ensaiadas no IME e Open
Graded ensaiadas na COPPE ficaram abaixo do valor mínimo da norma, devendo
ser desconsideradas na análise. Segundo Bernucci et al. (2008), misturas asfálticas
drenantes, como o Open Graded, tendem a ter valores mais baixos para RT, da
ordem de 0,5 a 0,8 MPa. Desta forma, o valor de RT do Open Graded usado na RJ-
122 se ajusta a esta tendência. Misturas asfálticas tipo CPA, tal como a camada de
Open Graded, costumam apresentar valores entre 0,5 e 0,8 MPa; misturas asfálticas
do tipo SMA a RT situam-se geralmente entre 0,8 e 1,2 MPa. A redução da
Resistência à Tração na Compressão está relacionada ao aumento da viscosidade
do asfalto-borracha, que interfere no intertravamento entre os agregados e atua
como um lubrificante. FAXINA (2002) relata valores de RT de misturas asfalto-
borracha 40% menores que o valor de referência. Estudo conduzido por SPECHT et
al. (2002) chegou a conclusões semelhantes em relação à redução da RT. O valor
de MR/RT da mistura Open Graded (COPPE) converge para os valores das outras
misturas apresentadas na Tabela 6.15.
A relação MR/RT indica a compatibilidade entre rigidez e resistência da mistura,
onde misturas muito rígidas necessitam de uma alta resistência à tração devido à
concentração de esforços no seu interior. Na Tabela 6.15, são apresentados
resultados de ensaios mecânicos de diferentes misturas asfálticas. A norma DNIT
161
031/2004 – ES especifica o valor de RT mínimo de 0,6MPa para concretos
asfálticos. O valor de RT das misturas Gap Graded ensaiadas no IME e Open
Graded ensaiadas na COPPE ficaram abaixo do valor mínimo da norma, devendo
ser desconsideradas na análise. Segundo Bernucci et al. (2008), misturas asfálticas
drenantes, como o Open Graded, tendem a ter valores mais baixos para RT, da
ordem de 0,5 a 0,8 MPa. Desta forma, o valor de RT do Open Graded usado na RJ-
122 se ajusta a esta tendência. Misturas asfálticas tipo CPA, tal como a camada de
Open Graded, costumam apresentar valores entre 0,5 e 0,8 MPa; misturas asfálticas
do tipo SMA a RT situam-se geralmente entre 0,8 e 1,2 MPa. A redução da
Resistência à Tração na Compressão está relacionada ao aumento da viscosidade
do asfalto-borracha, que interfere no intertravamento entre os agregados e atua
como um lubrificante. FAXINA (2002) relata valores de RT de misturas asfalto-
borracha 40% menores que o valor de referência. Estudo conduzido por SPECHT et
al. (2002) chegou a conclusões semelhantes em relação à redução da RT. O valor
de MR/RT da mistura Open Graded (COPPE) converge para os valores das outras
misturas apresentadas na Tabela 6.15.

162
TAB. 6.14 – Valores dos ensaios de MR e RT (COPPE e IME, 2011)
TAB. 6.15 – Comparando MR e RT de misturas variadas
LOCAL DO ENSAIO
TIPO DE MISTURANO CP
Mr
A 25O C
(Mpa)
Mr MÉDIA
(Mpa)
Desvio
Padrão
RT
(Mpa)
RT MÉDIA
(Mpa)
Mr / RT
Média
275026612797352326612797189220962096205320772107199720771947205619881975139213711444167715441651151615731532650081408100830090309020720070706030
IME / GAP
0,54 3270
0,75
0,86
0,51
1,58 4880
CP-16659
CP-16660
CP-16661
CP-16801 0,67
0,71 3659
0,60
0,58
0,21
0,53
1,69
COPPE / OPEN
PROTOC.: 50-11
CP-16804
7710 1006
CP-16802
CP-16803
CP-473-1
1,51
0,67
COPPE / OPEN
PROTOC.: 63-11
CP-16805
CP-16806
1,54CP-473-2
CP-473-3
2586
1777
496
266

163
FIG. 6.24 – Resultado comparativo de RT entre as misturas estudadas nesta pesquisa
6.6.2.2 DETERMINAÇÃO DA VIDA DE FADIGA DAS MISTURAS
No Brasil, utiliza-se comumente para determinação da vida de fadiga o ensaio
de compressão diametral à tensão controlada. A simplicidade do ensaio, tanto na
execução quanto na preparação das amostras, faz com que ele seja muito utilizado
2012
Open Graded
COPPE - I
Continuous
Blending
CAP 30/45
2.586 0,71 3642 9,5 20
2012
Open Graded
COPPE - II
Continuous
Blending
CAP 30/45
1.777 0,54 3291 9,5 20
2012
Gap Graded
IME
Continuous
Blending
CAP 30/45
7.710 1,58 4880 8,5 20
SMA
Oda et al., 2006
CAPFLEX B
Petrobras2.616 0,77 3397 6,8 -
Pinheiro et al., 2004LABORATÓRIO
CAP 50/602.393 0,50 4786 6,3
20 + 20%
AR-75
Bernucci et al., 1999LABORATÓRIO
CAP 201.806 0,78 2315 7,1 20
Teor
Asfalto
Borrach
a
TIPO DE MISTURAMr
(Média)
RT
(Média)
Mr / RT
(Média)
%
Borracha
MÉTODO DE
PRODUÇÃO
Tipo de CAP
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
OPEN GRADED - 50-11
OPEN GRADED - 63-11
GAP GRADED
Re
sist
ên
cia
a Tr
ação
(M
Pa)
RESISTÊNCIA A TRAÇÃO DAS MISTURAS

164
em todo o mundo. As amostras podem ser preparadas com o uso do soquete
Marshall ou extraídas da pista. O ensaio tem boa repetibilidade e reprodutibilidade,
além de ser comercialmente viável e experimentalmente sensível. Nesta pesquisa,
foi utilizado o mesmo carregamento do ensaio de Módulo Resiliente, entretanto as
amostras foram submetidas a diversos níveis de tensão e levadas à ruptura por
fadiga. A temperatura do ensaio utilizada foi de 25º C, e a tensão máxima à tração
estática (σMÁX.) usada foi de 0,65 MPa para as 7 amostras de Protocolo 63-11 com
Módulo resiliente médio igual a 1.516MPa. Para as amostras de Protocolo 50-11,
foram usados 10 cp’s com σMÁX. igual a 0,93MPa e Módulo Resiliente médio igual a
2.736MPa. As amostras das misturas Open Graded descritas acima foram
ensaiadas na COPPE, e todas moldadas pela Dynatest, de acordo com o método
descrito no Capítulo 5 para misturas Open Graded.
No caso dos modelos de representação por diferença de tensões, “n” (inclinação
da curva) indica a suscetibilidade ao estado de tensões, ou seja, maiores valores de
“n” indicam maior sensibilidade do comportamento à fadiga das misturas em relação
às mudanças na diferença de tensões. Segundo MAGALHÃES (2004), essa maior
suscetibilidade se reflete no maior risco de a mistura sofrer trincamento prematuro
devido a erros de projeto ou construtivo, significando que pequenas variações nas
espessuras das camadas podem acarretar redução expressiva na vida de fadiga da
estrutura. Não foram feitos ensaios de fadiga das misturas asfálticas do tipo GG.
A diferença entre as vidas de fadiga das duas amostras ensaiadas são
analisadas a seguir.

165
TAB. 6.16 - Características de fadiga a tensão controlada das misturas estudadas neste trabalho comparada a uma mistura convencional.
FIG. 6.25 – Vida de Fadiga versus Diferença de tensões da amostra OG em estudo
FIG. 6.26 – Vida de Fadiga versus Deformação Específica Resiliente da
amostra OG em estudo
y = 5282,5x-1,992
R² = 0,753
y = 2265,1x-0,633
R² = 0,6897
100
1000
10000
100000
1000000
0,1 1 10
Nú
mero
de a
pli
caçõ
es,
N
Diferença de tensões, Ds (MPa)
VIDA DE FADIGA X DIFERENÇA DE TENSÕES
• Amostra 1 - Open Graded • Amostra 2 - Open Graded
y = 5E-05x-1,992
R² = 0,753
y = 9,0794x-0,634
R² = 0,686
100
1000
10000
100000
1000000
0,00001 0,0001 0,001
Nú
mero
de a
pli
caçõ
es,
N
Deformação Específica Resiliente, ε1
VIDA DE FADIGA x DEFORMAÇÃO ESPECÍFICA RESILIENTE
• Amostra 1 - Open Graded • Amostra 2 - Open Graded

166
6.7 CAPACIDADE DO SIMULADOR DE TRÁFEGO UTILIZADO NA RJ-122
O simulador de tráfego utilizado na RJ-122 consistiu de um semi-eixo rodoviário
com rodas duplas e limite de carregamento com até 15 tf, o qual corresponde a um
eixo simples de rodas duplas com carga total de até 30 tf, que se movimenta
alternadamente no sentido longitudinal com deslocamentos de até 9 metros e,
transversal, até 1 metro, com capacidade de executar 1000 passagens ou
aplicações de carga por hora em uma determinada área da seção de ensaio. Dessa
forma, a combinação de velocidade de deslocamento longitudinal do semi-eixo com
os demais recursos do equipamento, ou seja, deslocamento transversal e carga
aplicada, permite reproduzir em curtos períodos de tempo e com bastante
aproximação da realidade as consequências da ação das cargas do tráfego nas
estruturas do pavimento (Fundação DER-RJ, 2009).
6.7.1 ENSAIO COM HVS NO SEGMENTO MONITORADO
Foram aplicadas 113.063 passagens do semi-eixo, em períodos sucessivos: no
primeiro, com carga dinâmica de 6,7 tf e, no segundo, 79.017 passagens utilizando
carga dinâmica de 8,6 tf, em sentido bidirecional, no trecho monitorado (estaca
1415), cuja seção transversal é apresentada na Figura 4.7. Tal carga associada ao
número de passagens (total de 192.080 passadas), no período entre os dias 10 a 17
de julho de 2012, corresponde à imposição de carga equivalente superior à vida de
projeto (20 anos), de acordo com o critério da Rubber Pavement Assossiation (RPA).
Por essa metodologia, completar 192.080 passagens de carga, nas condições
descritas acima, equivaleria ao número de operações de carga de 3,24 x 106,
superior ao número N ( 2,49 x 106) determinado pelo projeto para 20 anos. Verifica-
se então, que o número de passadas com o semi-eixo, executadas pelo simulador
de tráfego, produziu um tráfego aproximadamente 30% maior do que o tráfego
projetado para os 20 anos de vida útil da restauração da RJ-122, conforme
apresentado na Tabela 6.17.
Para concentrar cargas e permitir que os ensaios acelerados atendam às
premissas da pesquisa, resolveu-se incrementar a aplicação de carga no centro do

167
trajeto da roda com um deslocamento lateral mínimo de 20 cm. Com essa dispersão
lateral, foi possível varrer com o semi-eixo uma largura aproximada de 75 cm. A
carga de trabalho aplicada foi garantida através do controle de inflação dos pneus e
da carga hidráulica registrada no manômetro do equipamento. A partir do modelo do
programa SHRP, foi estabelecida a temperatura máxima do pavimento em 59º C e a
temperatura máxima anual da região, registrada em 37,5º C (Tabela 4.1). Já o
modelo do programa LTPP (Long-Term Pavement Performance) permitiu
estabelecer a temperatura mínima do pavimento como sendo 12º C para este local a
partir do histórico da temperatura do ar e considerando um grau de confiabilidade de
98%. Foi recomendado que durante os ensaios acelerados, caso a temperatura do
pavimento excedesse 58º C ou estivesse inferior a 12º C, fosse interrompido o
ensaio. Foi feita aspersão de água para simulação de chuvas em pelo menos uma
hora por dia.
TAB. 6.17 – Operações equivalentes simuladas com HVS no trecho monitorado desta
pesquisa
O acompanhamento da condição estrutural do pavimento indicou que este se
manteve estável ao longo de todo o período em que esteve submetido aos ensaios
acelerados. As deflexões medidas com viga Benkelman eletrônica foram da ordem
de 50 x 10-2 mm ao final de 180.000 passadas, com carga padrão (6,72 a 8,63 tf no
eixo simples de roda dupla) e com temperatura de 25º C. A vida útil proposta pelo
projeto de restauração da RJ-122 foi alcançada com 146.080 passadas do eixo
padrão, conforme mostrado na Figura 6.33. A carga de 6,7 tf foi mantida até 113.063
passadas, sendo incrementada para 8,63 tf a partir deste ponto até alcançar 192.080
passadas.
MetodologiaCarga no
semi-eixo(tf)Passagens FEC Número N
Anos equiv. por
mês de simulação
6,7 113.063 8,33 9,41E+05 7,6
8,6 79.017 29,03 2,29E+06 18,4
192.080 3,24E+06 26,0
RPA
TOTAIS

168
FIG. 6.27 – Deflexão medida dentro do HVS com VB, no segmento monitorado desse
estudo
O revestimento asfáltico executado mostrou-se resistente à deformação
permanente em trilha de roda durante o período de 192.080 passagens do semi-
eixo, tendo apresentado um afundamento máximo de 2,1 mm ao fim do horizonte de
projeto, correspondentes a 146.080 passadas do eixo padrão, como pode ser
observado na Figura 6.28. Tal valor baixo de afundamento ( 2,1 mm) evidencia uma
ótima capacidade estrutural das camadas asfálticas constituintes do pavimento
(Open e Gap Graded).
0
10
20
30
40
50
60
0 30000 60000 90000 120000 150000 180000
De
fle
xão
x 0
,01
mm
Nº Passadas
Deflexão medidas com VBe
Deflexão 0,01 mm
113.063
6,7 tf 8,6 tf
146.080

169
FIG. 6.28 – Afundamento na trilha de roda medida com viga Benkelman (VB) no segmento
monitorado desse estudo
Não foram observadas trincas ou defeitos no revestimento asfáltico na seção
ensaiada dentro do trecho monitorado. Na figura 6.29, pode-se observar que as
espessuras obtidas no ensaio de mancha de areia estão entre 0,63 e 0,76. Segundo
BROSSEAUD (2006), os valores aceitáveis de macrotextura estão entre 0,4 mm,
para garantir boa aderência, e 0,7 mm, para garantir uma boa drenagem superficial.
Por esse critério, alguns pontos estariam fora do limite aceitável. Pela classificação
adotada pelo ABPV (1999), a textura superficial da pista, após o ensaio, pode ser
classificada como Média (entre 0,4 e 0,8 mm).
0
2
4
6
8
10
0 30000 60000 90000 120000 150000 180000
Afu
nd
ame
nto
mm
Nº Passadas
Afundamento de Trilha de roda (mm)
Afundamento mm
113.063
6,7 tf 8,6 tf
146.080

170
FIG. 6.29 – Valores de macrotextura medida com mancha de areia, no segmento
monitorado desse estudo
Na Figura 6.30, é apresentada a representação gráfica da microtextura do trecho
monitorado. Pela faixa de classificação do ABPV (1999), a textura é dita Mediamente
Rugosa (faixa entre 47 e 54 de VRD).
Fig 6.30 – Micro Rugosidade medida com o Pêndulo Britânico, no segmento monitorado
desse estudo
6,7 tf
0
0,2
0,4
0,6
0,8
1
1,2
1,4
0 30000 60000 90000 120000 150000 180000
Esp
ess
ura
mm
Nº Passadas
Mancha de Areia (Espessura) mm
Mancha de Areia (Espessura) mm
113.063
8,6 tf
146.080
6,7 tf
Faixa Média de Macro-Textura, ABPV,1999
40
45
50
55
60
65
70
75
80
0 30000 60000 90000 120000 150000 180000
VR
D
Nº Passadas
Pêndulo Britânico (VRD)
Pêndulo Britânico (VRD)
113.063
8,6 tf
146.080
6,7 tf
Faixa Medianamente Rugosa, ABPV,1999

171
7 AVALIAÇÃO NUMÉRICA DO COMPORTAMENTO ESTRUTURAL DO
PAVIMENTO ATRAVÉS DO PROGRAMA SISPAV
A seguir são mostradas as telas do programa SISPAV 2009, desenvolvido por
FRANCO (2007), relativas à análise efetuada do pavimento projetado para a
restauração da rodovia RJ-122.
Na Figura 7.1, pode-se observar os dados de entrada no SISPAV com as
camadas do pavimento onde a capa de rolamento constituída por mistura asfáltica
Open Graded, espessura de 2,5 cm foi omitida. A omissão da camada de OG faz
com que o programa analise a vida de fadiga na camada de GG, considerada crítica
em relação à fadiga, por concentrar as tensões geradas pelas cargas do tráfego. A
primeira camada portanto, é a camada estrutural, constituída pela mistura asfáltica
GG (Gap Graded) com espessura de 4,5 cm, seguida pela camada de
reperfilamento com espessura de 3,5 cm e constituída pela mistura Gap Graded
(dentro do segmento monitorado). O revestimento antigo forma a terceira camada,
com espessura de 7,0 cm. As camadas de base e sub-base são constituídas por
material granular e têm juntas, a espessura de 28,0 cm. A última camada, formada
pelo sub-leito, é constituída por solo fino, cuja espessura é adotada pelo programa
como semi-infinita. Foi utilizado o valor médio de MR para a camada de Gap
ensaiada (7.710 MPa). As equações de fadiga obtidas no ensaio da camada de OG
foram usadas como modelo de fadiga da camada de GG no Sispav porque não foi
feito ensaio de fadiga da camada de GG. O modelo normalmente adotado pelo
programa é em função do MR, onde os valores de K1 e K2 são os valores das
curvas de fadiga. Para o valor de k3, foi adotado zero. O fator campo laboratório
adotado foi igual a 103.
A análise apresentada pelo programa, na Figura 7.1, mostra que o dano
crítico causado à estrutura projetada dentro segmento monitorado, considerando o
tráfego previsto, com nível de confiabilidade de 95%, é irrelevante e, portanto,
resiste com sobras ao período de projeto de 20 anos. A deformação permanente
determinada no segmento monitorado foi de 0,531 cm, abaixo do limite de 1 cm mas
acima da deformação permanente determinada no ensaio acelerado (HVS), que foi
de 0,2 cm no limite da vida útil estimada no projeto de restauração da RJ-122. Os
MR das camadas inseridas no Programa SISPAV foram: camada de GG, MR = 7710

172
MPa; camada de reperfilamento, MR = 7710 MPa (como camada de GG); camada
do revestimento antigo, adotado MR = 5.000 MPa; camada de base e sub-base,
adotado MR = 350 MPa.
FIG. 7.1 – Tela com a análise da vida de projeto da RJ-122
Na Figura 7.2, foram inseridos os dados de tráfego, considerando os dados de
pesagem (efetuados durante 7 dias), apurados durante a fase de projeto. O número
N, determinado durante o projeto de restauração, em destaque (2,49e+6).
FIG. 7.2 – Tela com dados de tráfego da RJ-122

173
FIG. 7.3 – Tela com dados pluviométricos da RJ-122
Na Figura 7.4, foram inseridos os parâmetros K1 e K2 obtidos na curva de
fadiga da mistura de Open Graded (vide Tabela 6.19).
FIG. 7.4 – Tela com o modelo de fadiga de misturas asfálticas usado.

174
FIG. 7.5 – Tela com o modelo de comportamento para deflexões admissíveis.
FIG. 7.6 – Tela com o modelo de comportamento para deformação permanente de mistura
asfáltica.

175
FIG. 7.7 – Tela com o modelo de comportamento para tensão no topo do sub-leito.
Na Figura 7.8, pode-se observar, no gráfico, que não há dano acumulado à
fadiga na base do revestimento asfáltico (eixo x), ao longo da vida útil do pavimento.
FIG. 7.8 – Tela com o resultado para o dano acumulado relativo à fadiga na base da
camada de GG (eixo X).
Na Figura 7.9, podemos observar, no gráfico, que não há dano acumulado à
fadiga na base do revestimento asfáltico (eixo y), ao longo da vida útil do pavimento.
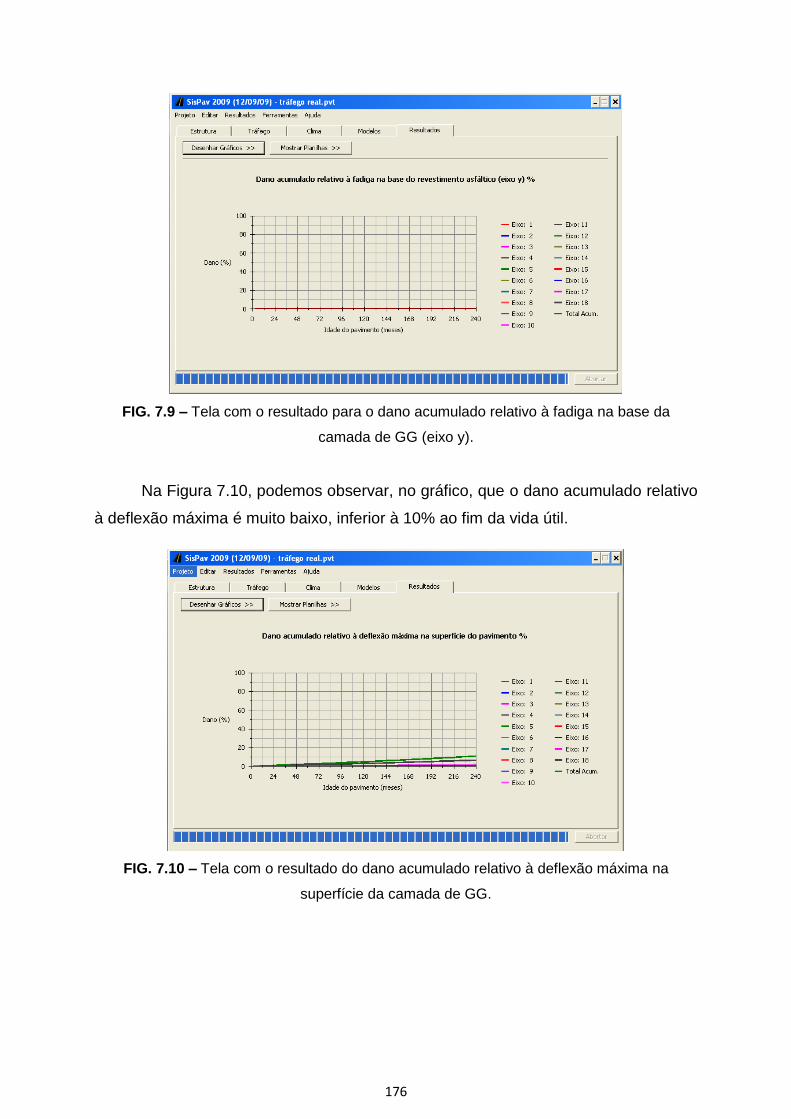
176
FIG. 7.9 – Tela com o resultado para o dano acumulado relativo à fadiga na base da
camada de GG (eixo y).
Na Figura 7.10, podemos observar, no gráfico, que o dano acumulado relativo
à deflexão máxima é muito baixo, inferior à 10% ao fim da vida útil.
FIG. 7.10 – Tela com o resultado do dano acumulado relativo à deflexão máxima na
superfície da camada de GG.

177
FIG. 7.11– Tela com o resultado do dano acumulado relativo à tensão máxima no topo da
camada de GG.
7.1 LEVANTAMENTOS DEFLECTOMÉTRICOS NO SEGMENTO MONITORADO
Foram analisadas as médias das deflexões (FWD), e o raio de curvatura nos
dois períodos da obra, conforme mostrado nas Tabelas 7.1, 7.2 e 7.3. Observamos
que a média das deflexões medidas no segmento monitorado após a obra é menor
que a média das deflexões medidas antes da obra. As deflexões foram medidas no
período anterior a obra a cada 40 m e no período posterior a obra a cada 20 metros.
A deflexão máxima (DF1) é o parâmetro indicativo do comportamento global da
estrutura, entretanto deve-se fazer a análise observando também o valor do raio de
curvatura. Sabe-se que este último parâmetro é afetado diretamente pelas
características elásticas das camadas superiores da estrutura, ou seja, revestimento
e base. Um valor baixo para o raio de curvatura de uma estrutura é normalmente um
indicativo de que o módulo elástico das camadas superiores do pavimento apresenta
valores abaixo do desejável. Considerando o MR das camadas de Gap e Open
Graded, este parâmetro mostra-se dentro dos limites considerados “normais” para
misturas semelhantes, como exposto na Tabela 6.1. O cálculo do Raio de curvatura
foi feito com base na Equação 7.1 ( PINTO & PREUSLER, 2010).
R(m) = (10 x X2) / 2(d0 – dx) Eq. (7.1)

178
Onde:
R – Raio de Curvatura em metros;
X – Distância da deflexão DF3, em relação à DF0;
Do e D30 – Deflexões em o e 30 cm.
TAB. 7.1 – Média das Deflexões nos dois períodos dentro do segmento monitorado
7.2.1 DETERMINAÇÃO DAS BACIAS DE CÁLCULO
Foram calculadas as deflexões médias e o desvio padrão do segmento
monitorado (300 m entre as estacas 1405 e 1420), sentido BR-116, para os períodos
antes e após a obra (vide Tabelas 7.2 e 7.3). Foi determinado também o coeficiente
de variação das deflexões, assim como o valor médio (M) somado ao desvio padrão
(S) das bacias deflectométricas. As deflexões foram medidas, nos dois períodos,
através do equipamento FWD, porém com equipamentos diferentes, como
referenciado na Tabela 7.1. Nota-se pela Tabela 7.2 que as deflexões ao longo do
segmento monitorado era muito dispare no Período anterior a obra, demonstrando a
falta de homogeneidade do pavimento no segmento de 300 metros. Já no
levantamento feito apos a obra, na Tabela 7.3, verifica-se homogeneidade no
mesmo segmento.

179
TAB. 7.2 - Estudo estatístico das deflexões, medidas a cada 40 metros, no Segmento
monitorado – antes da obra
TAB. 7.3 Estudo estatístico das deflexões, medidas a cada 20 metros, no Segmento
monitorado – após a obra.
Na Figura 7.12, são mostradas as bacias de deformação em 2 períodos, dentro
do segmento monitorado, antes e após a obra de restauração da RJ-122. Podemos
verificar, pelo gráfico, que houve um decréscimo das deflexões medidas no segundo
período, o que denota um ganho estrutural do pavimento após a obra.
DF1
(0 cm)
DF2
(20 cm)
DF3
( 30 cm)
DF4
(45 cm)
DF5
(60 cm)
DF6
(90 cm)
DF7
(120 cm)
Média 38,2 29,7 24,7 18,4 13,7 8,0 5,3
Raio de curvatura
Desvio Padrão 8 6 5 3 2 1 1
Média + Desvio Padrão 47 36 30 22 16 9 6
Coef. Var. 0,2 0,2 0,2 0,2 0,2 0,2 0,1
332,4
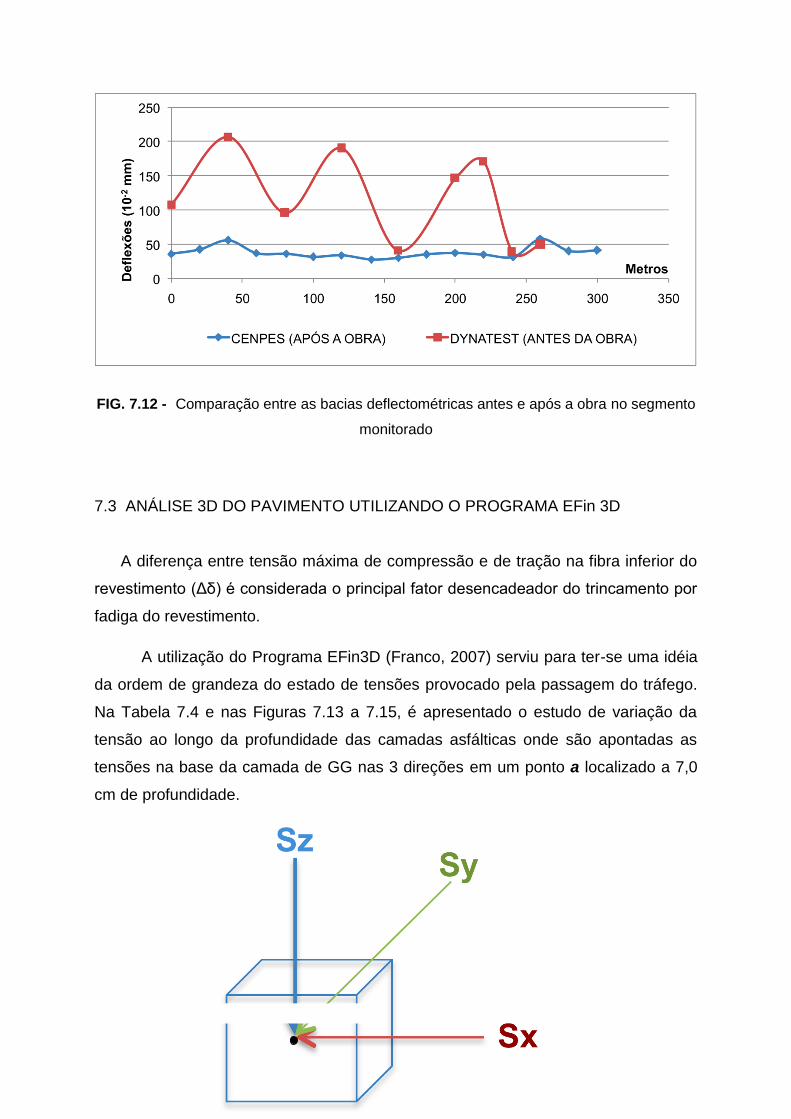
180
FIG. 7.12 - Comparação entre as bacias deflectométricas antes e após a obra no segmento
monitorado
7.3 ANÁLISE 3D DO PAVIMENTO UTILIZANDO O PROGRAMA EFin 3D
A diferença entre tensão máxima de compressão e de tração na fibra inferior do
revestimento (Δδ) é considerada o principal fator desencadeador do trincamento por
fadiga do revestimento.
A utilização do Programa EFin3D (Franco, 2007) serviu para ter-se uma idéia
da ordem de grandeza do estado de tensões provocado pela passagem do tráfego.
Na Tabela 7.4 e nas Figuras 7.13 a 7.15, é apresentado o estudo de variação da
tensão ao longo da profundidade das camadas asfálticas onde são apontadas as
tensões na base da camada de GG nas 3 direções em um ponto a localizado a 7,0
cm de profundidade.
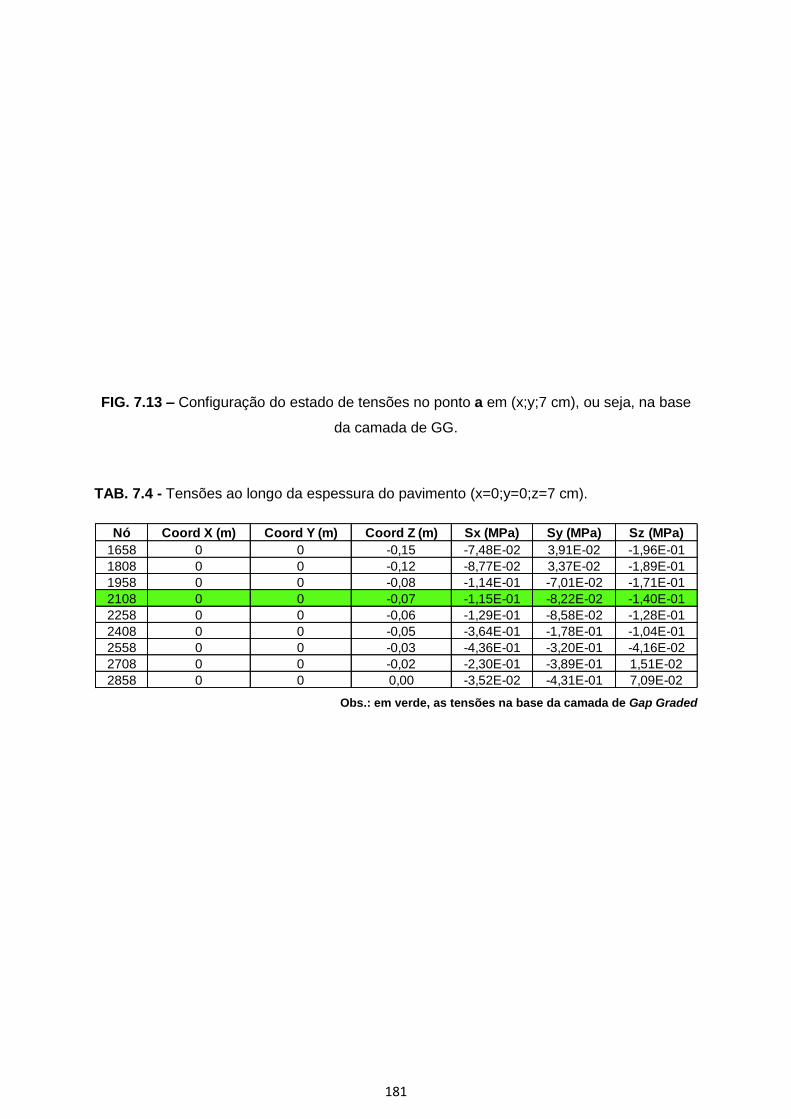
181
FIG. 7.13 – Configuração do estado de tensões no ponto a em (x;y;7 cm), ou seja, na base
da camada de GG.
TAB. 7.4 - Tensões ao longo da espessura do pavimento (x=0;y=0;z=7 cm).
Obs.: em verde, as tensões na base da camada de Gap Graded
Nó Coord X (m) Coord Y (m) Coord Z (m) Sx (MPa) Sy (MPa) Sz (MPa)
1658 0 0 -0,15 -7,48E-02 3,91E-02 -1,96E-01
1808 0 0 -0,12 -8,77E-02 3,37E-02 -1,89E-01
1958 0 0 -0,08 -1,14E-01 -7,01E-02 -1,71E-01
2108 0 0 -0,07 -1,15E-01 -8,22E-02 -1,40E-01
2258 0 0 -0,06 -1,29E-01 -8,58E-02 -1,28E-01
2408 0 0 -0,05 -3,64E-01 -1,78E-01 -1,04E-01
2558 0 0 -0,03 -4,36E-01 -3,20E-01 -4,16E-02
2708 0 0 -0,02 -2,30E-01 -3,89E-01 1,51E-02
2858 0 0 0,00 -3,52E-02 -4,31E-01 7,09E-02

182
FIG. 7.14 – Variação da tensão nas 3 direções
Através do Programa EFin3D (Módulo do Sispav), foram determinadas as
tensões na base da camada de GG (7,0 cm). Posteriormente foi calculado o módulo
da diferença vetorial entre as tensões Tx e Tz, conforme a Equação 7.2, cujo o valor
foi inserido no gráfico de VIDA DE FADIGA X DIFERENÇA DE TENSÕES,
permitindo a determinação da vida de fadiga das duas amostras, as quais,
considerando o fator campo laboratório, são superiores ao N de projeto.
Δδ2 = Δδx2 + Δδz2 = (-0,15)2 + (-0,14)2 → Δδ = 0,23 MPa EQ. (7.2)
NPROJETO = 2,49 x 106 < N1 CALCULADO = 1,0 x 109
-0,16
-0,14
-0,12
-0,10
-0,08
-0,06
-0,04
-0,02
0,00
-5,00E-01 -4,00E-01 -3,00E-01 -2,00E-01 -1,00E-01 0,00E+00 1,00E-01
Pro
fun
did
ad
e (
me
tro
s)
Tensão (MPa)
sx (MPa) sy (MPa) sz (MPa)

183
FIG. 7.15 – Determinação da vida de fadiga da camada de Open Graded
N1 = 9.980 x FCL = 9.980 x 104 = 9,98x107
N2 = 1,0 x 105 x FCL = 1,0 x 105 x 104 = 1,0 x 109
Nas Figuras 7.16 a 7.19, são apresentadas as telas capturadas do programa
EFin3D geradas com os dados relativos à RJ-122.
A primeira camada alimentada no Programa EFin3D corresponde à soma das
camadas de Open Graded, Gap Graded e Reperfilamento, totalizando 0,105 m.
Como MR adotou-se a média ponderada entre as camadas de GG (0,025 m), OG
(0,045 m) e Reperfilamento (0,035 m), cujos Módulos são: MRGG = 2.182 MPa; MROG
= MRRep. = 7.710 MPa. A segunda camada constituída pelo antigo revestimento foi
adotado como MR o valor de 5.000 MPa e tem como espessura 0,07 m. As camadas
granulares totalizam uma espessura de 0,28 cm, onde foi adotado MR = 350 MPa. A
última camada, sub-leito, o programa adota zero como espessura.

184
FIG. 7.16 – Dados das espessuras das camadas asfálticas e seus MR.
FIG. 7.17 – Dados da configuração do carregamento adotado.

185
FIG. 7.18 – Malha de Elementos Finitos calculada.
Na Figura 7.19, podemos observar que o cálculo da vida de fadiga estimada
pelo EF3D foi de 3,91e +06, valor superior ao tráfego estimado no projeto para os 20
anos de vida útil (2,49 e+06).
FIG. 7.19 – Tela do resultado do cálculo da análise 3D.
O pavimento da RJ-122 terá vida útil longa, pois o número N de projeto, tanto
em termos de vida de fadiga quanto afundamento de trilha de roda, porque o tráfego

186
na rodovia é baixo. Logo, a princípio, as dimensões das camadas de Open Graded e
Gap Graded poderiam ser reduzidas. Entretanto deve ser considerado que o
pavimento previamente existente encontrava-se bastante trincado, fato que não é
considerado quando se faz previsão de desempenho quando utiliza-se o Programa
Sispav. A possibilidade de propagação prematura das trincas, não obtante o
excelente comportamento estrutural comentado no item anterior, é uma realidade
que só pode ser analisada através dos ensaios com equipamento simulador
acelerado de tráfego (tipo HVS). Mas, mesmo os estudos com HVS devem ser vistos
com ressalva pois não consideram adequadamente o envelhecimento da mistura
asfáltica no longo prazo, que tende a enrijecê-la, contribuindo para o aumento da
fadiga. Assim, pode-se considerar que a solução adotada para o pavimento foi válida
e que somente o monitoramento do desempenho de longo prazo poderá esclarecer
se os fatores campo-laboratório e metodologias adotadas são adequados para este
tipo de mistura asfáltica.

187
8 CONCLUSÕES E RECOMENDAÇÕES
Neste capítulo são apresentadas as principais conclusões relativas ao estudo
das propriedades do ligante modificado com borracha e das misturas
confeccionadas com esse ligante. Serão apresentados, também, a análise numérica
feita através do programa Sispav e a análise dos resultados da simulação acelerada
de tráfego realizada no pavimento da RJ-122. Por fim, serão feitas algumas
sugestões para trabalhos futuros, visando à complementação dos resultados obtidos
neste trabalho.
8.1 CONCLUSÕES
O processo de produção Continuous Blend utilizado na restauração da RJ-122
exigiu um controle rigoroso nas diversas etapas de fabricação do ligante com alta
viscosidade, característica deste processo. Ele foi exercido desde a verificação do
percentual e granulometria da borracha, fatores estipulados pelo projeto, passando
pelo controle da temperatura na qual a borracha é adicionada, e finalmente no
tempo necessário para que haja a fusão dos componentes da mistura. Tal zelo na
fase de produção foi fundamental para a obtenção da qualidade final das misturas
asfálticas modificadas. A integração ágil entre a produção do ligante e as
necessidades de execução da frente de serviço na acabadora é uma das vantagens
do processo.
As misturas asfálticas modificadas com borracha moída, produzidas pelo
processo Contínuo em Usina (Continuous Blend), tiveram um desempenho ótimo
em relação à fadiga e à deformação permanente dentro do segmento monitorado
acompanhado por essa pesquisa. A verificação do desempenho foi feita através de
ensaios mecânicos com as misturas asfálticas modificadas do tipo GG e OG, dos
ensaios do comportamento reológico do ligante modificado, executado através das
metodologias convencional e Superpave. Por intermédio da simulação numérica,
feita com o Programa Sispav e EFin3D, foi verificada a capacidade do pavimento
restaurado em resistir ao afundamento de trilha de roda e à fadiga, considerando
dados de pesagem dos veículos comerciais durante 7 dias e dados de contagem
188
volumétrica e classificatória do tráfego. Por último foi feito o ensaio de simulação
acelerada do tráfego, através do equipamento HVS, o qual comprovou a resistência
do pavimento da RJ-122, no segmento monitorado, ao afundamento de trilha de
roda.
Nos ensaios de simulação numérica a vida de fadiga calculada apresentou
valores superiores àqueles apresentados pelo projeto de restauração da RJ-122
(Fundação DER-RJ, 2009). Resultados semelhantes foram obtidos através do
simulador de tráfego, onde parâmetros avaliados como afundamento de trilha de
roda e deflexão, indicaram uma vida útil para o pavimento superior aos 20 anos
pretendidos pelo projeto da Fundação DER-RJ.
Nos ensaios mecânicos realizados com as misturas asfálticas modificadas com
borracha do tipo OG e GG, os valores obtidos foram compatíveis com valores de
misturas de referência executadas pelo processo CB.
Nos ensaios reológicos tradicionais feitos com o ligante modificado os valores
dos ensaios de penetração, viscosidade, ponto de amolecimento e resiliência
ficaram dentro das faixas estabelecidas pelas normas vigentes. No ensaio
Superpave o ligante modificado usado na RJ-122 obteve uma classificação quanto
ao grau de desempenho (PG), superior à classificação adotada pelo projetista,
indicando que o ligante é apropriado para a região que foi utilizado.
A borracha moída destinada à modificação do ligante atendeu, tanto à
granulometria (Faixa B – ADOT, 2005) quanto à proporção de 50% de pneus de
carga e 50% de pneus de passeio, estabelecidos no projeto.
Quanto aos agregados utilizados na restauração da rodovia RJ-122, estes não
atenderam ao critério de resistência ao desgaste no ensaio Los Angeles,
estabelecido pelo projeto de restauração. Os agregados foram aceitos com um
desgaste à abrasão Los Angeles em uma faixa entre 50 a 65 %, onde o valor
requerido no projeto era inferior a 26%.
8.2 SUGESTÕES PARA FUTUROS TRABALHOS
Para a elaboração de futuros trabalhos e pesquisas, tendo em vista o
aprimoramento deste estudo, são apresentadas abaixo algumas recomendações:
189
Um item que deve ser mais bem avaliado em obras futuras é o
aproveitamento de pneus inservíveis da própria região da obra. Tal iniciativa irá ao
encontro do tema Sustentabilidade e também da questão da viabilidade econômica.
O pavimento da RJ-122 deve ser objeto de um estudo futuro para
monitoramento, ao longo do tempo, sob o ponto de vista funcional e estrutural para
que, de fato, sejam comprovadas as boas condições simuladas para o pavimento
através do ensaio acelerado de tráfego com HVS e seja estudada a relação campo /
laboratório. Outra questão que deve ser avaliada através do monitoramento de longo
prazo é o desempenho dos agregados.
190
9 REFERÊNCIAS BIBLIOGRÁFICAS
ABDELRAHMAN, M. A. Engineering Charactrization of the Interaction of Asphalt with Crum Rubber Modifier (CRM). USA: Tese de Doutorado, University of Illinois, Urban-Champaign - Illinois, 1996.
ABDELRAHMAN, M. A.; CARPENTER, S. H. Mechanism of Interaction of Asphalt
Cement with Crumb Rubber Modifier. Washington: Transportation Research Record, v. 1661, n. 0295, p. 106-113, 1999.
ADOT. Arizona: Arizona Department of Transportation (ADOT), 1996.
ADOT. Construction Manual, Section 1009 (Rubber Material). Arizona: Arizona Department of Transportation (ADOT), 2005A.
ADOT. Construction Manual, Section 414 ARAC (Asphalt Rubber Asphaltic Concrete). Arizona: Arizona Department of Transportation (ADOT), 2005B.
ANIP, Associação Nacional da Indústria de Pneumáticos (www.anip.com.br), acesso em 20 de fevereiro de 2012.
ASTM D 8. Standard Terminology Relating to Materials for Roads and Pavements. USA: Annual Book of ASTM Standard, 2011.
ASTM D 6114M-09. Standard Specification for Asphalt-Rubber Binder Asphalt Rubber Usage Guide. USA: Caltrans State of California Department of Transportation, 2003.
ASTM D 6114, Standard Specification for Asphalt-Rubber Binder. USA: Annual Book of ASTM Standard, vol.04.02., 1997. ASTM D 36. Standard Test Method for Softening Point of Betumen (Ring-and-
Ball Apparatus). USA: Annual Book of ASTM Standard, vol.04.02., 1995..
ASPHALT RUBBER – Brasília: Proceedings Conference, 2003.
ARTS - Asphalt Rubber Thecnology Service – www.ces.clemson.edu/arts/index.html. Acesso em março de 2012.
AASHTO. The AASHTO Road Test. Washington: Highway Research Board of the NAS-NRC Division of Engineering and Industrial Research, Report 5, Special Report 61E, 1962.
AYRES JR. M. Development of a Rational Probabilistic Aproach for Flexible Pavement Analysis. USA: PH. D. Dissertation, Univ. of Maryland, College Park, 1997. BAKER, T. E.; ALLEN, T. M.; JENKINS, D. V.; MOONEY, T. M.; PIERCE, L. M.; CHRITIE, R. A.; WESTON, J. T. Evaluation of the use of scrap tires in
transportation Related Applications in the state of Washington. Report to

191
the legislature as Required by SHB 2308. Washington: Washington State Department of Transportation - Olympia, 2003.
BALBO, J. T. Pavimentação Asfáltica: materiais, projeto e restauração, São
Paulo: Oficina de textos, 2007.
BANDINI, P. Rubberized Asphalt Concrete Pavements in New Mexico. Mexico: Department of Civil Engineering of New Mexico State University, 2011.
BERNUCCI, L. L. B.; MOTA, L. M. G.; CERATTI, J. A. P.; SOARES, J. B. Pavimentação Asfáltica: formação básica para engenheiros. Rio de Janeiro: PETROBRAS - ABEDA, 2008. BERTOLLO, S. A. M.; FERNANDES JR, J. L.; BERNUCCI, L. B.; MOURA, E.
Avaliação Laboratorial de Mistura Asfáltica Densa Modificada com Adição de Borracha. Rio de Janeiro: Revista Transportes, v. 10, n. 1, p. 65-83, 2002.
BROSSEAUD, Y. Les Enrobés à Module Eleve Bilan de L’ expérience de
Française et Transfert de Tecnologie. França: 7º Congrès National de La Route, Maroc, 2006.
CALTRANS. Design Guide for ARHM-GG. California: California Department of Transportation - Materials and Testing Services, Office of Flexible Pavement Materials, 1999.
CALTRANS. Maintenance Technical Advisory Guide (TAG). California: State of
California Department of Transportation, Materials and Testing Services, Office of Flexible Pavement Materials, 2003.
CALTRANS. Use of scrap Tire Rubber. California: State of California State of
California Department of Transportation, Materials and Testing Services, Office of Flexible Pavement Materials, 2005.
CALTRANS. Open Graded Friction Usage Guide. California: State of California State of California Department of Transportation. Materials and Testing Services, Office of Flexible Pavement Materials, 2006.
CNT - Confederação Nacional de Transportes, Relatório – 2011. CAVALCANTI, L. S. Efeito de alguns modificadores de ligantes na vida de
fadiga e deformação permanente de misturas asfálticas. Rio de Janeiro: Dissertação (Mestrado em Engenharia) - defendida na COPPE/UFRJ, 2010.
CEZARO JR, T. Estudo das Propriedades Mecânicas de Misturas Asfálticas Convencionais e Modificadas. Porto Alegre: Dissertação de Mestrado em Engenharia – Programa de Pós-Graduação em Engenharia Civil, UFRGS, 2008.
CURY, M. V. Q.; MURTA, A. L. S.; FIGUEIREDO, L. H. F.; MONTENEGRO, L. C. S.
Análise Econômica e Ambiental para o uso de asfalto emborrachado na construção de rodovias. Rio de Janeiro: Instituto Militar de Engenharia, 2008.

192
CWC – Best Practices in scrap tires & rubber recycling - Ambient versus Cryogenic, USA, 1998.
DNER 697/96. Manual de Pavimentação. Rio de Janeiro: 2a ed., 1996.
DNER-ES 313/97. Pavimentação – Concreto Betuminoso. Rio de Janeiro:
Departamento Nacional de Estradas de Rodagem – Especificação de Serviço, 1997.
DNIT – Departamento Nacional de Infra-estrutura de Transportes – www.dnit.gov.
INSTITUTO DE ASFALTO. Tradução do Manual de Asfalto (MS-4). Rio de Janeiro:
Instituto de Asfalto, 2001.
IBP. Informações Básicas sobre Materiais Asfálticos. Rio de Janeiro: IBP/Comissão do Asfalto, 7ª ed., 1999.
IPR – Instituto de Pesquisas Rodoviárias – Manual de Estudos de Tráfego/2006.
Acesso ao Site em Abril de 2012, www.ipr.dnit.gov.br/.
FAXINA, A. L. Estudo em laboratório do Desempenho de Concreto Asfáltico Usinado a Quente Empregando Ligante Tipo Asfalto-Borracha. São Paulo: Dissertação de Mestrado apresentada à Escola de Engenharia de São Carlos, 2002.
FAXINA, A. L.; SÓRIA, M. H. A.; LEITE, L. F. M.; TAHARA, C. S. Efeito do
Envelhecimento a curto prazo em asfaltos modificados com borracha de pneu e Óleo de Xisto. Florianópolis: Anais do 28º Congresso de Pesquisa e Ensino em Transportes - ANPET, 2006.
FHWA/USDOT. HIF-11-038. Crumb Rubber Modifiers (CRM) in Asphalt Pavements. Washington: Federal Highway Administration / U.S. Department of Transportation, 2011.
FONTES, P. T. L. Otimização de Misturas Asfálticas com Asfalto Borracha. Santa Catarina: Tese de Doutorado apresentada à Universidade Federal de Santa Catarina, 2006.
FONTES, P. T. L.; PEREIRA, P.; PAIS, J.; TRICHÊS, G. Comparação
do desempenho de asfaltos produzidos através dos sistemas Continuous blending e Terminal Blend. Manaus: 38a Reunião Anual de Pavimentação Rodoviária, 2007.
FONTES, P. T. L.; PEREIRA, P.; PAIS, J.; TRICHÊS, G. Redução de espessura
dos Pavimentos utilizando misturas com asfalto-borracha. Fortaleza: IV Simpósio Internacional de avaliação de pavimentos e projetos de reforço – ABPV, 2009.
FUNDAÇÃO DER-RJ. Projeto de Restauração da RJ-122. Rio de Janeiro, 2009.

193
HEITZMAN, M. Design and Construction of Asphalt Paving Materials with Crumb Rubber. Washington: Transportation Research Record nº 1339, Transportation Research Board, 1992.
KALOUSH, K. E.; ZBOROWSKI, A.; SOTIL, A.; WAY, G. B. Material
Characteristics of Asphalt Rubber Mixtures. Asphalt Rubber in Brazil: Pavement Performance and Laboratory Study. Brasília: Asphalt Rubber 2003, Proceedings, 2003.
KANDHAL, P. S., KOEHLER, W. S. Marshall Mix Design Method: Current
Practice. Denver: Journal of Association of Asphalt Pavement Technologist. V.54, p.284-303, 1985.
KANDHAL, P. S. Waste Materials in Hot Mix Asphalt – an Overview. Alburn: NCAT – National Center for Asphalt Technology report nº 92-6, 1992.
GREEN, P. J.; BINDERS, J. C. Asphalt Surfacings. E&FN Spon. Londres, 1998. FWA, T. F. Handbook of Highway Engineering. USA: Edited by Taylor &
Francis Group, 2006. Página da Internet site: http\\www.amazon.com/The-Hanbook-Highway- Engineering-T-F/dp/0849
HOLLERAM, G. Rubber Hits the Road. USA: Pavement Maintenance Specialists,
2000.
HUANG, Y. H. Pavements Analysis and Design. New Jersey: Prentice Hall Inc., 1993.
INSTITUTO ILOS / Logística – Relatório , 2011. LEITE, L. F. M.; MOTTA, L. M. G.; BERNUCCI, L. B.; SOARES, J. B. Mechanical
Behaviour of Asphalt Rubber Mixes Prepared in Laboratory. Portugal: Asphalt Rubber 2000 - Proceedings, 2000.
LEITE, L. F. M.; SILVA, P. A.; EDEL, G.; MOTTA, L. M. G.; NASCIMENTO, L. A. H.
Asphalt Rubber in Brazil: Pavement Performance and Laboratory Study. Brasília: Asphalt Rubber 2003 - Proceedings, 2003.
LEITE, L. F. M.; TONIAL, I. A. Qualidade dos cimentos asfálticos brasileiros segundo as especificações SHRP. Rio de Janeiro: Anais do 12° Encontro de
Asfalto, 1994. LEITE, L. F. M. Estudo de Preparo e Caracterização de Asfaltos Modificados por Polímeros. Rio de Janeiro: Tese de Doutorado apresentada à COPPE/UFRJ,
1999.
LEITE, L. F. M.; CONSTANTINO, R. S.; TONIAL, I. A. Evolução das especificações de cimentos asfálticos nos países desenvolvidos. Rio de Janeiro: Anais da Rio Oil & Gas Expo and Conference, 2000.
LEITE, L. F. M. Declaração oral em 07 de agosto de 2012, em defesa de

194
Dissertação no Instituto Militar de Engenharia. LEWANDOWSKI, L. H. Polymer Modification of Paving Asphalt Binders. USA:
Rubber Chemistry and Technology: Polymers in Asphalt, 1994. MARTIN, S. A. T.; LEITE, L. F. M.; CRAVO M. C.; NASCIMENTO, L. A. H.
Fluência e Relaxação sob Múltipla Tensão: Novo Teste para Avaliar Resistência à Deformação Permanente. Belo Horizonte: 16a Reunião de Pavimentação Urbana, 2009.
MEDINA, J. Mecânica dos Pavimentos. Rio de Janeiro: Editora UFRJ, 1a ed., 1997.
MEDINA, J.; MOTTA, L. M. G. Mecânica dos Pavimentos. Rio de Janeiro: Editora UFRJ, 2ª Edição, 2005. MEREGHI, J. V.; PAPALARDO JR, A.; RAIA, F.; FORTES, R. Análise das tensões
e deformações de placas utilizadas no simulador de tráfego com base no método de elementos finitos. Brasília: 32ª Reunião de Pavimentação, 2003.
MORILHA JR, A.; TRICHÊS, G. Análise comparativa de envelhecimento em laboratório de nove ligantes asfálticos. São Paulo: 34ª Reunião Anual de
Pavimentação, 2003.
MOTTA, L. M. G. Método de Dimensionamento de Pavimentos Flexíveis; Critério de Confiabilidade e Ensaios de Cargas Repetidas. Rio de Janeiro: Tese de Doutorado apresentada à COPPE/UFRJ, 1991.
MOTTA, L. M. G.; TONIAL, I.; LEITE, L. F. Princípios do Projeto e Análise Superpave de Misturas Asfálticas. Rio de Janeiro: Tradução comentada:
Background of SUPERPAVE Asphalt Misture Design and Analysis, nº FHWA-SA-95-003, Petrobrás, 1996.
MOTTA, L. M. G.; LEITE, L. F. Efeito do fíler nas características mecânicas das misturas asfálticas. Gramado: Congresso Pan-americano de Engenharia de
Trânsito e Transporte – ANPET, 2000.
MOTTA, L. M. G.; MEDINA, J.; SOUZA, A. M. Características de fadiga e resiliência de concretos asfálticos brasileiros. Rio de Janeiro: Anais do 16°
Encontro de Asfalto, 2002.
MORILHA JR., A. Estudo sobre a Ação de Modificadores no Envelhecimento dos Ligantes Asfálticos e nas Propriedades Mecânicas e de Fadiga das Misturas Asfálticas. Santa Catarina: Dissertação de Mestrado apresentada à Universidade Federal de Santa Catarina - Programa de Pós-Graduação em Engenharia Civil, 2004.
ODA, S. Análise da Viabilidade Técnica da Utilização do Ligante Asfalto-
Borracha em Obras de Pavimentação. São Carlos: Tese de Doutorado apresentada ao curso de Engenharia Civil – Área de Transportes da Escola de Engenharia de São Carlos, 2000.
195
ODA, S.; FERNANDES, J. L. Resultados da avaliação de Asfalto-Borracha através de ensaios tradicionais e de ensaios da especificação Superpave. São Paulo, 2004.
PAGE, G. C.; RUTH, B. R.; WEST, R. C. Florida’s Approach Using Ground Tire
Rubber in Asphalt Concrete Mixtures. Washington: Transportation Research Record 1339, 1992.
PEREIRA, P. A. A.; PAIS, J. C.; TRICHÊS, G.; FONTES, L. P. T. L. Rehabilitation
Alternatives Using new Asphalt Rubber Mixtures with Brazilian Materials. Portugal, 2009.
PEREIRA, P. A. A.; PAIS, J. C.; TRICHÊS, G.; FONTES, L. P. T. L. Laboratory Optimization of Continuous Blend Asphalt Rubber. Portugal, 2009.
PINTO, S. Estudo do Comportamento à Fadiga de Misturas Betuminosas e Aplicação na Avaliação Estrutural de Pavimentos. Rio de Janeiro: Tese de
Doutorado apresentada à COPPE/UFRJ, 1991.
PINTO, S.; PREUSLER, E. Pavimentação Rodoviária: conceitos fundamentais sobre pavimentos flexíveis. Rio de Janeiro: Synergia - IBP, 2010.
PATRIOTA, M. B. Análise laboratorial de Concreto Betuminoso Usinado a Quente Modificado com Adição de Borracha Reciclada de Pneus - Processo Seco. Sergipe, 2004. RESCHENER, K. Scrap Tire Recycling – A Summary of Prevalent Disposal
and Recycling Methods. Germany, 2006.
ROBERTS, F. L.; KANDHAL, P. S.; BROWN, E. R.; DUNNING, R. L. Investigation and Evaluation of Ground Tire Rubber in Hot Mix Asphalt. Auburn: National Center for Asphalt Technology nº 89- 3, 1989.
PEREIRA, P. A. A.; PAIS, J. C.; TRICHÊS, G.; FONTES, L. P. T. L. Laboratory optimization of continuous blend asphalt rubber. Portugal: 3º European
Pavement and Asset Management EPAM 3, 2008.
SANTUCCI, L. Rubber Roads: Waste Tires Find a Home. California: University of California - Pavement Research Center, 2009.
SHELL - Pavement Design Manual – Asphalt Pavements, an Overlays for Road
Traffic. London: Shell International Petroleum Company, 1998.
SOUSA, J. B.; FONSECA, P.; FREIRE, A.; PAIS, J. C. Comparação da Vida à Fadiga e Deformação Permanente entre Misturas com Betume Modificado com Borracha Reciclada de Pneus Convencionais. Portugal: Relatório Consulpav EST 99-07, Portugal, 1999.
SOUSA, J. B; PAIS, J. C.; SAIM, R. The Effect of Mode of Loading on the Comparison Between Asphalt Rubber and Traditional Hot Mixes Laboratory Performance. Portugal: Asphalt Rubber – Proceedings, 2000.

196
SOUSA, J. B.; FONSECA, P.; FREIRE, A.; PAIS, J. C. Comparação da Vida à
Fadiga e Deformação Permanente entre Misturas com Betume Modificado com Borracha Reciclada de Pneus Convencionais. Portugal: Relatório Consulpav EST 99-07, 1999.
SPECHT, L. P. Avaliação de Misturas Asfálticas com Incorporação de Borracha
Reciclada de Pneus. Porto Alegre: Tese de Doutorado apresentada ao Programa de Pós-Graduação em Engenharia Civil da Universidade Federal do Rio Grande do Sul (PPGEC/UFRGS), 2004.
TONIAL, I. A. Influência do envelhecimento do revestimento asfáltico na vida de fadiga de pavimentos. Rio de Janeiro: Tese de Mestrado apresentada à
COPPE/UFRJ, 2001. TFHRC. User Guidelines for Waste and Byproduct Materials in Pavement
Construction. Washington: Turner Fairbank Highway Research Center - FHWA, Federal Highway Administration, 2005.
TTP – Technology Transfer Program. California: University of California - Davis, Berkeley and Pavement Research Center / Caltrans, vol.1, nº.2, 2009.
VOLLE, T. H. Performance of Rubberized Asphalt Pavements in Illinois. Illinois:
Illinois Department of Transportation, 2000.
WAY, G. B. OGFC Meets CRM: Where the Rubber Meets the Rubber: 15 Years of Durable Success. Brasília: Asphalt Rubber 2003 – Proceedings, 2003.
YODER, E. J.; WITCZAK, M. W. Principles of Pavements Design. New York: John Wiley & Sons , 2ª Ed., 1975.