MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO...
79
MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO-GRANDENSE CAMPUS SAPUCAIA DO SUL Curso Superior de Tecnologia em Fabricação mecânica DOS SANTOS, Voldoir FORGARINI, Rafael Análise da influência da oxidação nas propriedades mecânicas e na estampabilidade dos aços Dual Phase DP800 Sapucaia do Sul 2015
Transcript of MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO...
MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO-GRANDENSE
CAMPUS SAPUCAIA DO SUL
Curso Superior de Tecnologia em Fabricação mecânica
DOS SANTOS, Voldoir
FORGARINI, Rafael
Análise da influência da oxidação nas propriedades
mecânicas e na estampabilidade dos aços Dual Phase DP800
Sapucaia do Sul
2015

MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO-GRANDENSE
CAMPUS SAPUCAIA DO SUL
Curso Superior de Tecnologia em Fabricação mecânica
ANÁLISE DA INFLUÊNCIA DA OXIDAÇÃO NAS PROPRIEDADES
MECÂNICAS E NA ESTAMPABILIDADE DOS AÇOS DUAL PHASE DP800
CAMPUS SAPUCAIA DO SUL
Autores: Voldoir dos Santos de Paula e Rafael Forgarini
Orientador: Prof. Me. Vinícius Martins
Sapucaia do Sul
2015
III
ANÁLISE DA INFLUÊNCIA DA OXIDAÇÃO NAS PROPRIEDADES
MECÂNICAS E NA ESTAMPABILIDADE DOS AÇOS DUAL PHASE DP800
CAMPUS SAPUCAIA DO SUL
Aprovado (a) em__________________.
BANCA EXAMINADORA
_________________________________________
Orientador: Me. Vinicius Martins
_________________________________________
Co-orientador: Me. Eng. Uilian Boff - UFRGS
_________________________________________
Avaliador: Prof. Eng. Paulo Ricardo Böesch Júnior
_________________________________________
Prof. da Disciplina Projeto de Graduação:
M.Sc. David Garcia Neto
Trabalho de Conclusão de Curso apresentado ao
Curso Superior em Tecnologia de Fabricação Mecânica
do Instituto Federal Sul-Rio-Grandesense, como requisito
parcial para a obtenção do título de Tecnólogo em
Fabricação Mecânica.

IV
Voldoir de Paula
Dedico este trabalho
À Deus, por me iluminar, me dar forças e me guiar em mais esta jornada,
À minha esposa Janete, pelo amor e compreensão em todos os momentos,
À minha amada filha, Maria Eduarda,
In memoriam, a meu pai Worlin de Paula.

V
Rafael Forgarini
Dedico este trabalho
À Deus primeiramente, por me dar forças para concluir este curso,
À toda a minha família, que entendeu os momentos ausentes,
À minha esposa Edilaine e meu filho Luriel.
VI
AGRADECIMENTOS
À deus que nos permitiu concluir este trabalho;
À UFRGS, pela Utilização do laboratório de transformação mecânica, e
de todos os equipamentos necessários à realização do trabalho, na pessoa de
Me. Eng. Uilian Boff.
Em especial aos amigos do Laboratório de Transformação Mecânica –
LdTM da UFRGS nos apoiaram e auxiliaram neste trabalho;
À Usiminas Usinas Siderúrgicas S.A, pela doação do material estudado.
À todos os professores do IfSul de Sapucaia do Sul, que de alguma
forma contribuíram para a conclusão deste trabalho;
Ao professor Lírio Schaeffer pela utilização dos equipamentos do LDTM
UFRGS.

VII
“Quando fizeres algo nobre e belo e ninguém notar, não fique triste. Pois o sol
toda manhã faz um lindo espetáculo e, no entanto, a maioria da plateia ainda
dorme..”
John Lennon
VIII
RESUMO
A contínua evolução tecnológica é uma exigência do mercado globalizado às
indústrias de bens de consumo duráveis, no caso da siderurgia, o atendimento
a crescente expectativa dos clientes por maior competitividade e a necessidade
de se adequar as regras cada vez mais rígidas em relação ao consumo de
energia e preservação do meio ambiente levaram ao desenvolvimento dos
aços de alta resistência (A.H.S.S.Advanced high Strength Steels). A indústria
automobilística é a grande força motriz dessas transformações e inovações em
relação ao desenvolvimento de novas ligas metálicas, pois tem a grande
necessidade de reduzir cada vez mais o peso de seus produtos para assim
minimizar o consumo de combustível, diminuindo assim o custo e o prejuízo ao
meio ambiente relacionado ao seu uso. Nesse contexto surgiram os aços
bifásicos, seguidos de outros tipos de aços de alta resistência, tendo como
principal características, a resistência mecânica elevada, baixo peso, aliada a
um alto grau de estampabilidade. Chapas mais finas, com maior resistência
mecânica, permitem a redução significativa de peso nas peças, sem que estas
percam as características originais e muitas vezes melhorando a performance
destas peças. O objetivo deste trabalho foi analisar o comportamento de aços
bifásicos DP 800, relacionando o efeito da oxidação nas propriedades
mecânicas do material. Para alcançar esses resultados foram realizados
ensaios metalográficos, onde as fases presentes na microestrutura foram
analisadas e discutidas, foram realizados também ensaios mecânicos de tração
e estampagem Erichsen, seguido de análises fractográficas, para as análises
de corrosão, utilizando para isto, um microscópio eletrônico de varredura
(MEV).
Palavras-chave: Estampagem, Aços Dual Phase, DP800, Oxidação, AHSS.

IX
ABSTRACT
The continuous technological evolution is a requirement of the global market for
durable consumer goods industries, in the case of steel, the service the growing
customer expectations for greater competitiveness and the need to adjust the
increasingly strict rules regarding consumption energy and environmental
protection led to the development of high-strength steels (AHSS Advanced high
strength steels). The automobile industry is the major driving force of these
changes and innovations in relation to the development of new metal alloys, it
has the great need to reduce more and more the weight of their products so as
to minimize fuel consumption, thus reducing the cost and damage to the
environment associated with its use. In this context emerged the dual phase
steels, followed by other types of high strength steels, whose main
characteristics, high strength, low weight combined with a high degree of
formability. Thinner sheets with greater mechanical strength, permit a significant
reduction in weight parts, without these lose the original features and many
times improving the performance of these parts. The objective of this study was
to analyze the behavior of dual phase steels DP 800, relating the effect of
oxidation on the mechanical properties of the material. To achieve these results
we did metallographic tests, where the phases present in the microstructure
were analyzed and discussed, were also performed mechanical tests of traction
and stamping Erichsen, followed by analyzes for corrosion analysis, using for
this purpose, an electronic microscope (MEV).
Keywords: Printing, Dual Phase Steel, DP800, Rust, AHSS.
X
LISTA DE FIGURAS
Figura 4.1 Principais componentes de uma ferramenta de embutimento...........................24
Figura 4.2 Demonstração das etapas que compõem o processo de estampagem - Fonte:
FERRARINI, 2004 ......................................................................................................................24
Figura 4.3 Diagrama convencional tensão x deformação relativa. Fonte: Schaeffer, 2004
...................................................................................................................................................25
Figura 4.4 Resistência à tração de aços de várias classes (CASTRO, 2010) ......................28
Figura 4.5 Microestrutura dos aços bifásicos, consistindo de ferrita encapsulando
martensita. Fonte: GUTZ, 2007. ...............................................................................................30
Figura 4.6 Representação esquemática da microestrutura bifásica (Hornbogen, 1980) ...32
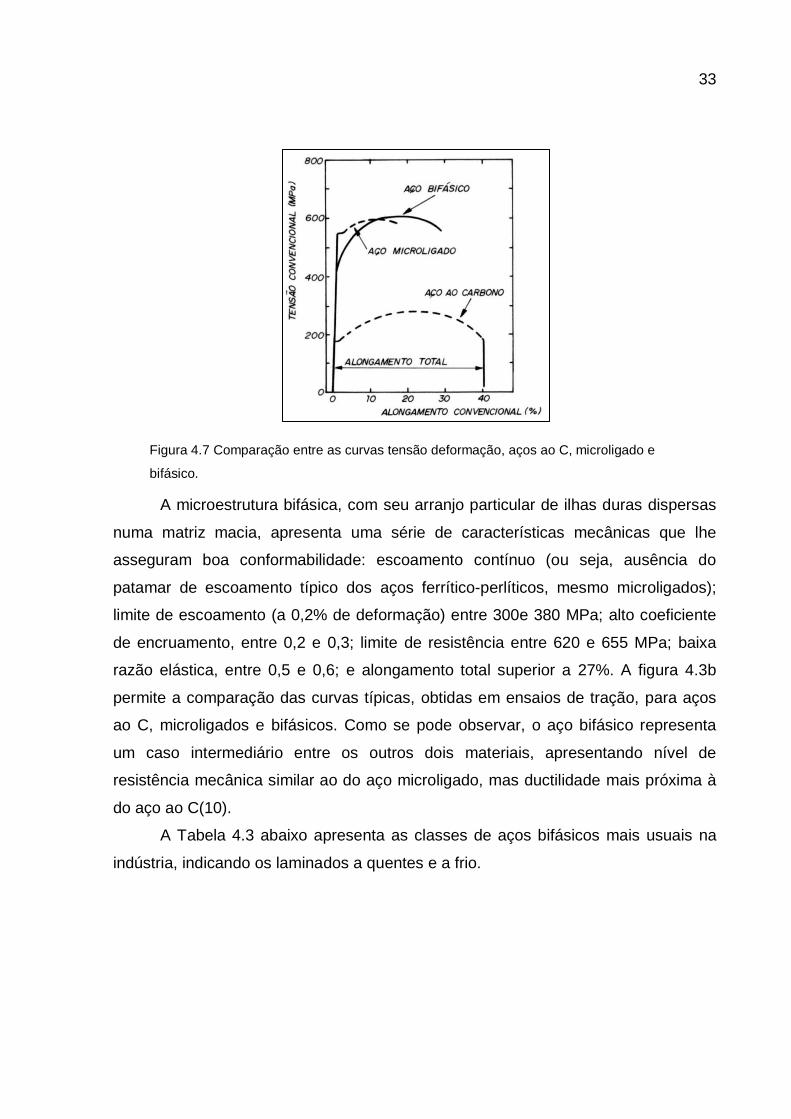
Figura 4.7 Comparação entre as curvas tensão deformação, aços ao C, microligado e
bifásico. .....................................................................................................................................33
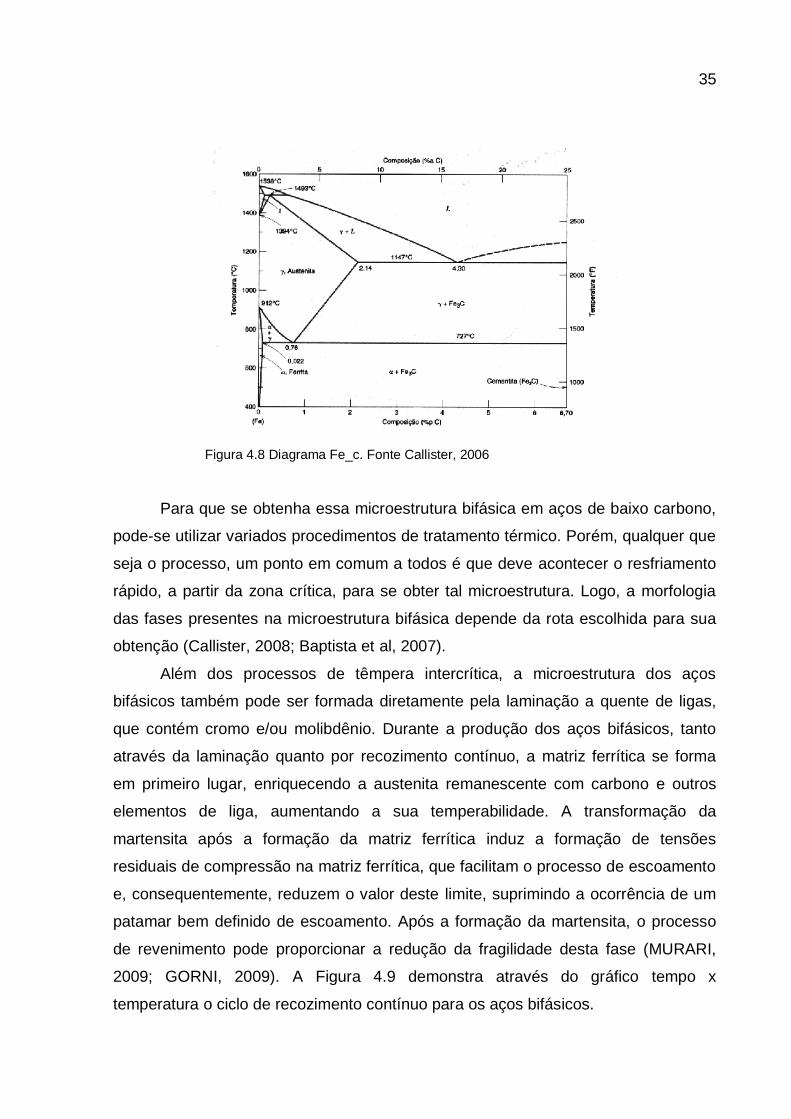
Figura 4.8 Diagrama Fe_c. Fonte Callister, 2006 ...................................................................35
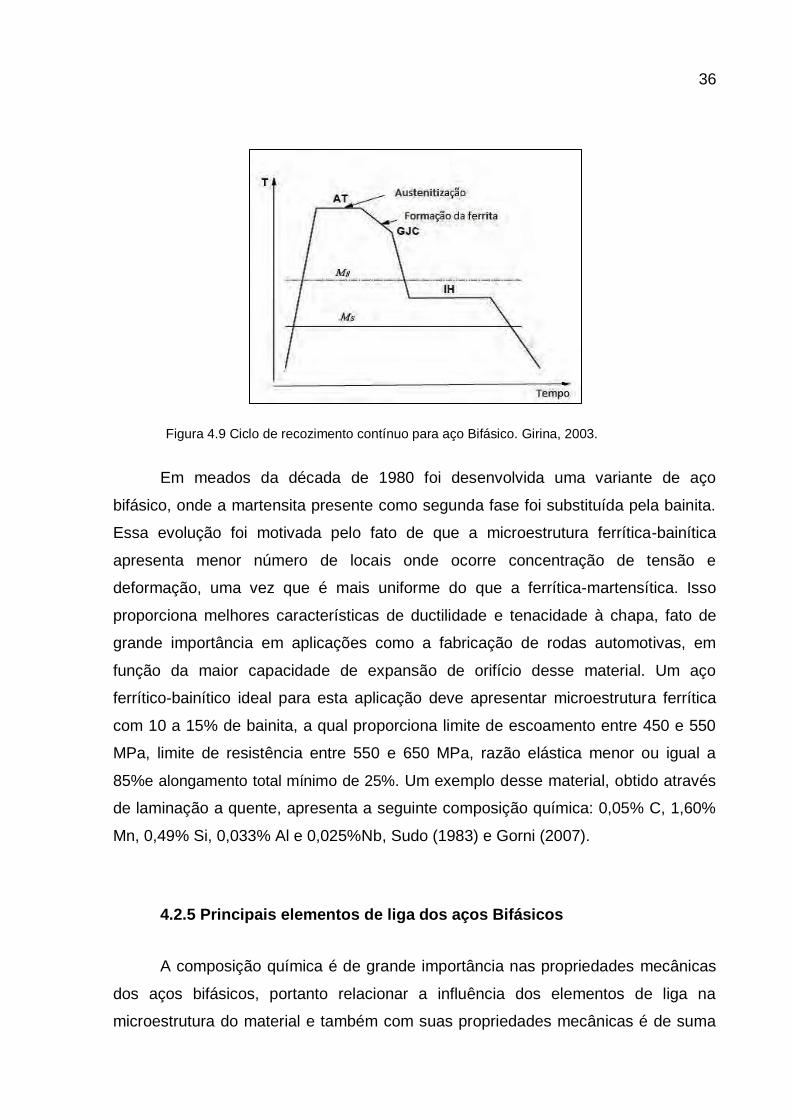
Figura 4.9 Ciclo de recozimento contínuo para aço Bifásico. Girina, 2003.........................36
Figura 4.10 Relação do teor de Mn com tensão máxima de resistência e volume de
martensita Fonte: Girina 2003 ................................................................................................38
Figura 4.11 Estrutura veicular ULSAB Fonte: (MARRA, 2008) .............................................39
Figura 4.13 Corrosão por pite em tubo aço inoxidável AISI 304 (MAINIER,2011). ..............42
Figura 4.14 Corrosão em frestas Fonte: CASTRO, 2011. .....................................................43
Figura 4.15 Corrosão Intergranular. Fonte: Mainier, 2011. ..................................................44
Figura 4.16 Corrosão intragranular aço Inoxidável Fonte: Tridapalli, 2011 .......................44
Figura 4.17 Corrosão sob tensão, zona de ligação junta soldada com metal de adição ...45
Figura 4.18 Ensaio de tração Fonte: www.pesquisa.una.br. Acessado em agosto 2014. .46
Figura 4.19 Representação esquemática dos equipamentos utilizados no ensaio Erichsen
(a) e do índice de embutimento, h (b). ....................................................................................47
Figura 4.20 Esquema do ensaio Swift para estampagem de uma peça em formato
cilíndrico. Fonte: Folle, 2012 ...................................................................................................48
Figura 4.21 Esquema ensaio Bulge test .................................................................................48
Figura 4.22 Seção esquemática de um revestimento galvanizado típico, mostrando as
camadas de intermetálicos [Pannoni, 2010] ..........................................................................53
Figura 4.23 Microestrutura típica de revestimento galvanizado a fogo [Galvanizers
association, 2002] ....................................................................................................................54
Figura 5.1 Microscópio Óptico Olympus GX51 do LdTm/Ufrgs ...........................................57
Figura 5.2 Microscópio eletrônico de varredura MEV JSM 5800, instalado no CME-
UFRGS .......................................................................................................................................58
Figura 5.3 Corpo de prova durante ensaio de tração. Fonte: O autor ................................59
XI
Figura 5.4 Máquina universal de ensaios Emic DL60000, instalada no Ldtm da Ufrgs.
Fonte: O autor ...........................................................................................................................60
Figura 5.5 Corpos de prova obtidos no Ensaio Erichsen. ....................................................61
Figura 5.6 Corpos de prova utilizados no ensaio de imersão. Fonte: O autor ...................62
Figura 5.7 Amostras imersas na solução de Sulfato de Zinco, à esquerda amostras sem
revestimento e a direita amostras revestidas. Fonte: O autor .............................................62
Figura 6.1 Curva tensão x deformação para o aço DP 800, comparativo médio entre os
aços revestido e não revestidos a 0º ......................................................................................63
Figura 6.2 Micrografias do aço DP800. (a) Não revestida (b) Revestida. Ataque químico
com Nital 2% e aumento de 200X ............................................................................................66
Figura 6.3 Micrografia da amostra submetida ao ataque com Nital 2%, aumento de 500 x,
mostrando: (a) Microestrutura da ferrita nas áreas claras e (b) resultado da identificação
das áreas ocupadas pela martensita através do software Imagej. ......................................67
Figura 6.4 Amostras imersas na solução de NaCl, revestidas à direita e não revestidas à
esquerda. Fonte: O autor ........................................................................................................68
Figura 6.5 Micrografia da amostra de aço revestido, aumento de 100 x. ............................69
Figura 6.6 Micrografia da amostra de aço revestido, aumento de 200x ..............................69
Figura 6.7 Micrografia da amostra aço não revestido, aumento de 500x ............................70
Figura 6.8 Corrosão por pite localizado, observada na amostra sem revestimento ..........70
Figura 6.9 Espectro de EDS para região da amostra com revestimento, imersão em
sulfato de zinco, deixada ao relento. Fonte: O autor ............................................................71
Figura 6.10 Espectro de EDS para região de amostra sem revestimento, imersão em
sulfato de zinco. Fonte: O autor. .............................................................................................71
Figura 6.11 Detalhe da calota esférica formada após o ensaio, em uma amostra de aço
não revestido. Fonte: O autor .................................................................................................72
Figura 6.12 Gráfico curva força x deformação para os corpos de prova do aço DP800 não
revestido ...................................................................................................................................74
Figura 6.13 Gráfico curva força x deformação para os corpos de prova do aço DP800
com revestimento .....................................................................................................................75

XII
LISTA DE TABELAS
Tabela 4.1 – Aços AHSS mais utilizados. .............................................................................28
Tabela 4.2 Composição química dos aços Bifásicos ............................................................31
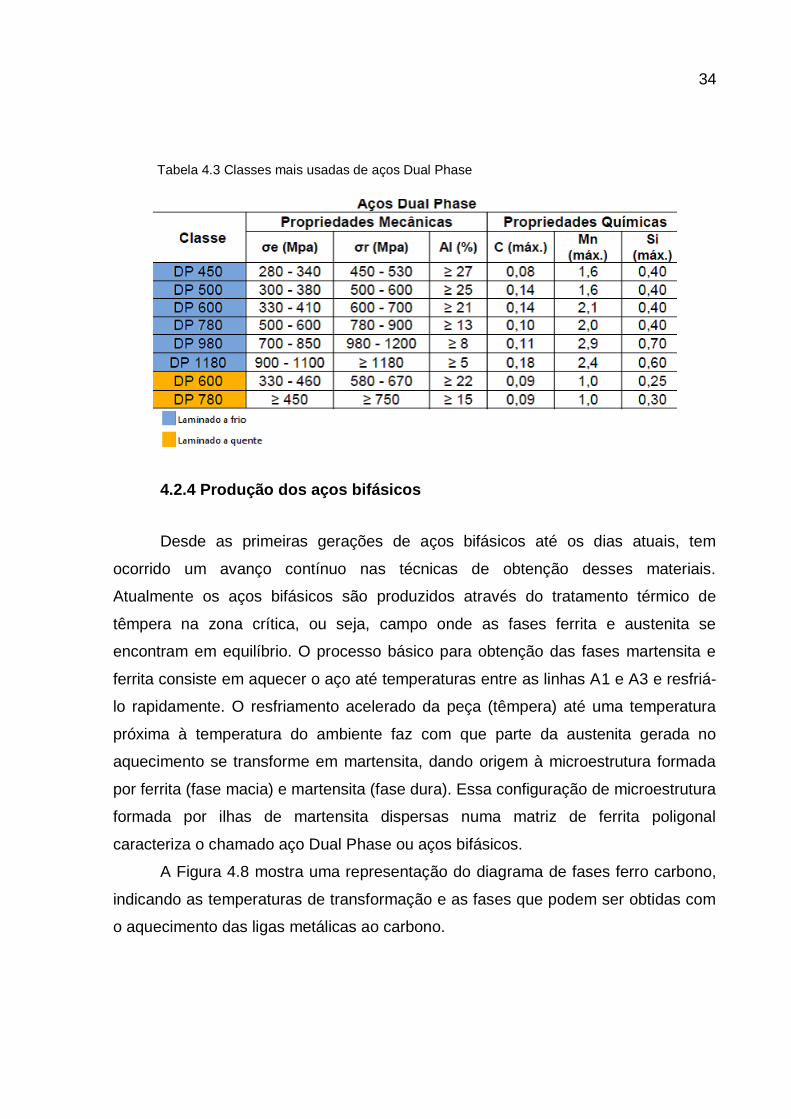
Tabela 4.3 Classes mais usadas de aços Dual Phase ..........................................................34
Tabela 4.4 Metas e resultados do projeto ULSAB – fase 1 ...................................................39
Tabela 5.1 Composição química dos aços DP800................................................................ 54
Tabela 6.1 Ensaio de tração DP800 sem revestimento.........................................................63
Tabela 6.2 Ensaio de tração DP800 com revestimento.........................................................64
Tabela 6.3 Relatório de ensaio Erichsen para CP's não revestidos...................................70
Tabela 6.4 Relatório de ensaio Erichsen para CP's com revestimento...............................71
XIII
LISTA DE SIGLAS
AL – Alongamento total do aço;
B – Fase Bainita;
LE – Limite de escoamento;
LR – Limite de resistência à tração;
CP – Corpo-de-prova;
CR – Aço no estado como-recebido;
DP – Aço Dual Phase;
F – Fase Ferrita;
MO – Microscópio Óptico;
MEV – Microscópio Eletrônico de Varredura;
MO Microscópio óptico
HV – Dureza Vicker;
CCC – Estrutura cristalina cúbica de corpo centrado;
TCC – Estrutura cristalina tetragonal de corpo centrado;
CSN – Companhia Siderúrgica Nacional;
NGV – Next Generation Vehicle;
TRIP – Transformation Induced Plasticity;
ARBL – Aços de alta resistência e baixa liga;
HSLA – High Strength Low Alloy;
ABNT-NBR – Associação Brasileira de Normas Técnicas
AHSS – Advanced High Strength Steels;
ASTM – American Society for Testing and Materials;
ULSAB – Ultra Light Steel Auto Body;
AVC – Advanced Vehicle Concepts;
XIV
LISTA DE SÍMBOLOS
Al Alongamento máximo Al Alumínio C Carbono Cr Cromo Cu Cobre dp Diâmetro do punção e Deformação convencional K Constante plástica de resistência kgf Quilograma força L Comprimento LE Limite de escoamento LR Limite de resistência à tração mm Milímetro Mn Manganês Mo Molibdênio MPa Mega Pascal N Coeficiente de encruamento Nb Nióbio Ni Níquel P Fósforo r Raio de dobra R Coeficiente de anisotropia S Enxofre Si Silício t Espessura Ti Titânio V Vanádio vs “versus” W Largura R Anisotropia plano
XVII
SUMÁRIO
LISTA DE TABELAS ....................................................................................... XII
LISTA DE SIGLAS ......................................................................................... XIII
LISTA DE SÍMBOLOS ................................................................................... XIV
1 INTRODUÇÃO ............................................................................................. 19
2 JUSTIFICATIVA ........................................................................................... 21
3 OBJETIVOS ................................................................................................. 22
3.1 Objetivo Geral ............................................................................. 22
3.2 Objetivos Específicos .................................................................. 22
4 REVISÃO DE LITERATURA ........................................................................ 23
4.1 Estampagem ............................................................................... 23
4.1.2 Histórico e conceitos ............................................................. 23
4.1.3 Parâmetros importantes das chapas para estampagem ........ 25
4.2 Aços especiais ............................................................................ 26
4.2.1 Aços de alta resistência e baixa liga - ARBL ......................... 29
4.2.2 Aços Bifásicos ....................................................................... 30
4.2.3 Microestrutura dos aços bifásicos ......................................... 31
4.2.4 Produção dos aços bifásicos ................................................. 34
4.2.5 Principais elementos de liga dos aços Bifásicos .................... 36
4.2.6 Projeto ULSAB–AVC ............................................................. 38
4.3 Oxidação em Metais .................................................................... 40
4.3.1 Considerações iniciais ........................................................... 40
4.3.2 Formas de corrosão .............................................................. 41
4.3.3 Influência do atrito na Estampagem profunda ....................... 45
4.4 Ensaios mecânicos de Estampabilidade...................................... 46
4.4.1 Ensaio de Tração para chapas .............................................. 46
4.4.2 Ensaio ERICHSEN ................................................................ 47
4.4.3 Ensaio Swift .......................................................................... 47
XVIII
4.4.4 Ensaio sob Pressão hidráulica (Bulge test) ........................... 48
4.5 Ensaios acelerados para avaliação da corrosão .......................... 49
4.5.1 Ensaio de névoa Salina ......................................................... 50
4.5.2. Ensaios Cíclicos ................................................................... 51
4.5.3. Ensaios por Imersão ............................................................ 52
4.6 Revestimento galvânico .............................................................. 52
5 MATERIAIS E MÉTODOS ........................................................................... 55
5.1 Materiais ...................................................................................... 55
5.2 Considerações sobre o revestimento metálico ............................ 55
5.3 Métodos ...................................................................................... 56
5.3.1 Análise Metalográfica ............................................................ 56
5.3.2 Análise das imagens ............................................................. 57
5.3.3 Microscopia Eletrônica de Varredura (MEV) .......................... 57
5.3.4 Ensaio Mecânicos ................................................................. 58
5.3.5 Ensaio de tração ................................................................... 59
5.3.6 Ensaio estampagem ERICHSEN .......................................... 60
5.3.7 Ensaio de corrosão por imersão ............................................ 61
6 RESULTADOS E DISCUSSÕES ................................................................. 63
6.1 Ensaio de tração ......................................................................... 63
6.2 Análise Metalográfica qualitativa e quantitativa ........................... 65
6.3 Ensaio corrosão por imersão ....................................................... 67
6.4 Microscopia eletrônica de varredura (MEV) ................................. 68
6.5 Ensaio estampagem Método Erichsen ........................................ 72
7 CONCLUSÕES ............................................................................................ 76
8 REFERÊNCIAS ........................................................................................... 78
19
1 INTRODUÇÃO
Ao longo da história, a partir da I revolução industrial, em meados do século
IX, onde as primeiras máquinas a vapor impulsionaram a produção mundial de bens
de consumo, a indústria vem se reinventando e evoluindo.
Neste cenário de transformações e busca por inovações, a indústria
automobilística toma a iniciativa, o ambiente competitivo em escala global que surgiu
a partir dos anos 1990 e os desafios ecológicos do início do milênio impuseram
desafios cada vez mais sérios a esse setor. A resposta da siderurgia mundial foi o
desenvolvimento contínuo de novos tipos de aços com características cada vez mais
adequadas a aplicações específicas, com o propósito principal de produzir carros
mais seguros, mais leves, econômicos e menos poluentes. Finalmente, a pressão da
indústria automobilística pela redução de preço e melhoria do design dos
automóveis forçou as usinas a evoluir tecnologicamente para produzir aços mais
resistentes que permitissem a fabricação de componentes com alta resistência
mecânica, mas com menor quantidade de material. Surgiram então os chamados,
aços de Alta Resistência e Baixa Liga – ARBL (High StrengthLowAlloy – HSLA),
contendo micro adições de Nb (nióbio), Ti (titânio) e V (vanádio), cuja microestrutura
ferrítica-perlítica mais refinada e capacidade de endurecimento por precipitação lhe
proporcionavam maior resistência. Contudo, a contrapartida por essas vantagens foi
uma ligeira perda da estampabilidade nesses novos produtos. A reação a isso foi o
surgimento dos aços bifásicos (dual phase), cuja microestrutura peculiar minimizava
as perdas de estampabilidade decorrentes dos maiores níveis de resistência
mecânica (TIGRINHO, 2011).
A partir da década de 1990 todos esses novos aços foram englobados numa
só família, designada como Aços Avançados de Alta Resistência (Advanced High
StrengthSteels – AHSS). Aliando alta resistência e boa conformabilidade, os aços
bifásicos (Dual-PhaseSteels) são obtidos através de tratamentos térmicos

20
intercríticos, baseado no conceito de reforçamento por fibras, na combinação das
fases ferrita e martensita, consistindo na dispersão, em forma de ilhas, de uma fase
dura, a martensita, em uma macia matriz ferrítica (SPEER, 2005). Nestes aços, a
distância média entre asilhas de martensita é o parâmetro microestrutural que define
o limite de escoamento, ao invés do tamanho de grão.
O desenvolvimento do aço bifásico para aplicações na indústria automotiva é
muito importante, pois suas características e propriedades mecânicas podem levar
ao desenvolvimento de veículos mais econômicos, leves e menos poluentes do que
os produzidos até então. Portanto, dentro desse contexto, esta pesquisa contribui,
analisando de forma científica, através de ensaio mecânicos, os impactos e os
efeitos da corrosão nos aços bifásicos DP 800.
21
2 JUSTIFICATIVA
Este trabalho é justificado quando se considera a importância e relevância do
uso dos aços de alta resistência, no âmbito da indústria automobilística.
Considerando a crescente demanda da indústria pelo uso dos aços de alta
resistência e a as escassas bibliografias publicadas que relacionam o estudo dos
efeitos da corrosão em aços com essas propriedades.
O propósito do estudo surgiu a partir de uma quantidade de chapas DP800 doadas
para fins de estudo ao Ldtm da Ufrgs, estas chapas apresentaram problemas de
oxidação devido a transporte e armazenamento inadequados. Estas chapas
estavam apresentando um processo de corrosão, aparentemente superficial, porém
não era possível garantir sem um estudo científico, surgiu então à demanda de
estudar este processo de oxidação e verificar se esta condição poderia interferir nas
propriedades mecânicas da chapa em relação a sua estampabilidade.
22
3 OBJETIVOS
3.1 Objetivo Geral
Analisar o comportamento mecânico de um aço bifásico DP800, submetido a
um processo de oxidação não intencional devido à exposição do aço a chuva e
intempéries do tempo em decorrência de um armazenamento inadequado. Definindo
com o auxílio de análises metalográficas e ensaios mecânicos, como o ensaio de
tração e principalmente através de ensaio de estampabilidade Erichsen se existe
relação entre a oxidação e a possível alteração das propriedades mecânicas deste
aço de alta resistência.
3.2 Objetivos Específicos
Realizar um diagnóstico comparativo entre as propriedades mecânicas e de
estampabilidade de um aço bifásico DP800. Tendo como objetivo principal do
estudo, determinar, através dos ensaios mecânicos, a possibilidade de se utilizar as
chapas oxidadas na linha de produção, garantindo através dos testes realizados que
a oxidação não interfere de forma efetivamente negativa nas propriedades de
estampabilidade da chapa.
23
4 REVISÃO DE LITERATURA
4.1 Estampagem
4.1.2 Histórico e conceitos
O processo de estampagem caracteriza-se pela conformação (corte,
dobramento e embutimento ou repuxo) de materiais de espessura finas como
chapas, perfis e tubos de parede fina, a frio. Segundo Shaeffer, (2004), os primeiros
produtos de chapa foram produzidos na Mesopotâmia e no Egito em 4000 a. C.
Eram copos de ouro e prata que eram produzidos através do processo de
embutimento manual usando martelos de pedra como ferramentas. Martelos de
embutir feitos de ferro e equipados com cabos foram desenvolvidos e usados
somente a partir de 900 a.C. O desenvolvimento do processo de laminação e a
fabricação das primeiras chapas finas de aço no século 18 possibilitaram uma
produção em série de chapas. A construção das primeiras prensas e ferramentas de
corte e embutimento profundo no fim do século 19 deram início à fabricação em
série de produtos estampados. O rápido crescimento da indústria automobilística
nos anos vinte do século 20 impulsionou de forma significativa o desenvolvimento e
aperfeiçoamento das máquinas e ferramentas para os processos de estampagem.
Atualmente a grande maioria de produtos estampados é produzida de chapas
de aço. Exemplos para estes produtos são: autopeças, talheres, embalagens, etc. O
processo de estampagem tem muita importância para a economia do Brasil, pois
nos últimos cinco anos a produção siderúrgica aumentou entre 14% e 15% a
produção de chapas (laminados planos). Todas as chapas são produzidas pelo
processo de laminação e são classificadas conforme a sua espessura: para chapas
de até 3 mm são classificadas como chapas finas, e com espessuras entre 3 mm e
4,76 mm são chamadas de chapas médias e acima desta medida são denominadas
chapas grossas. Através deste processo é produzido desde panelas, até partes da
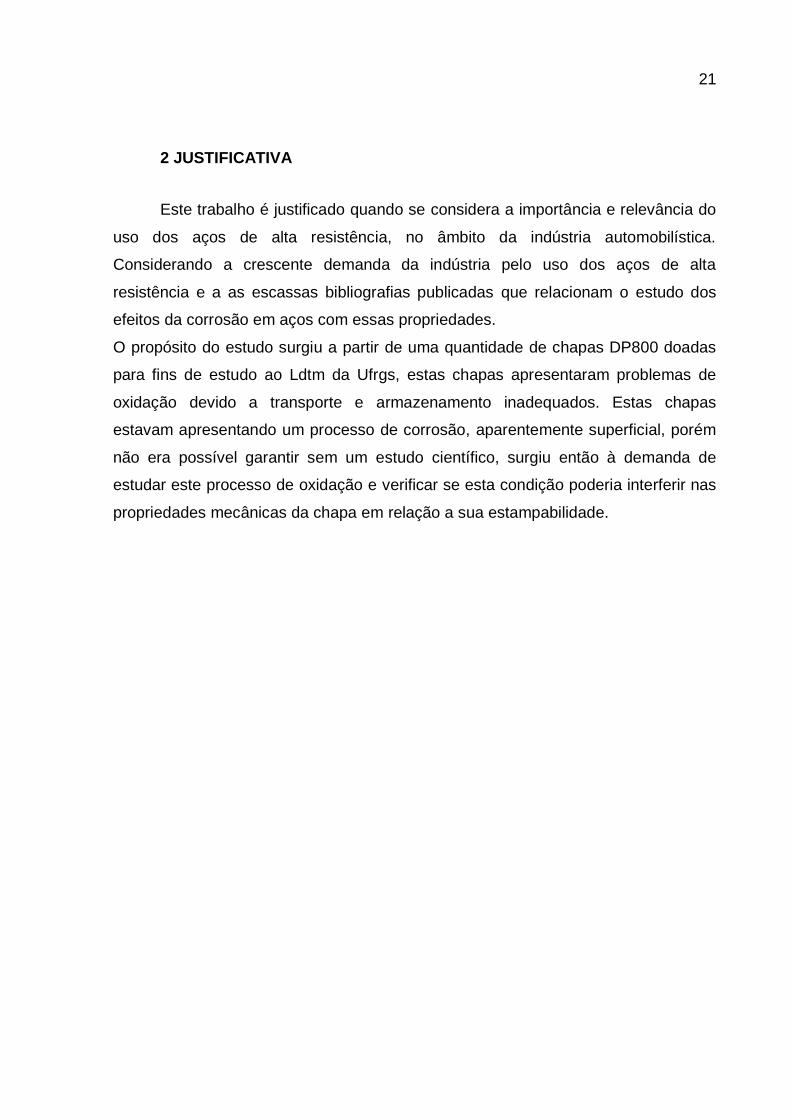
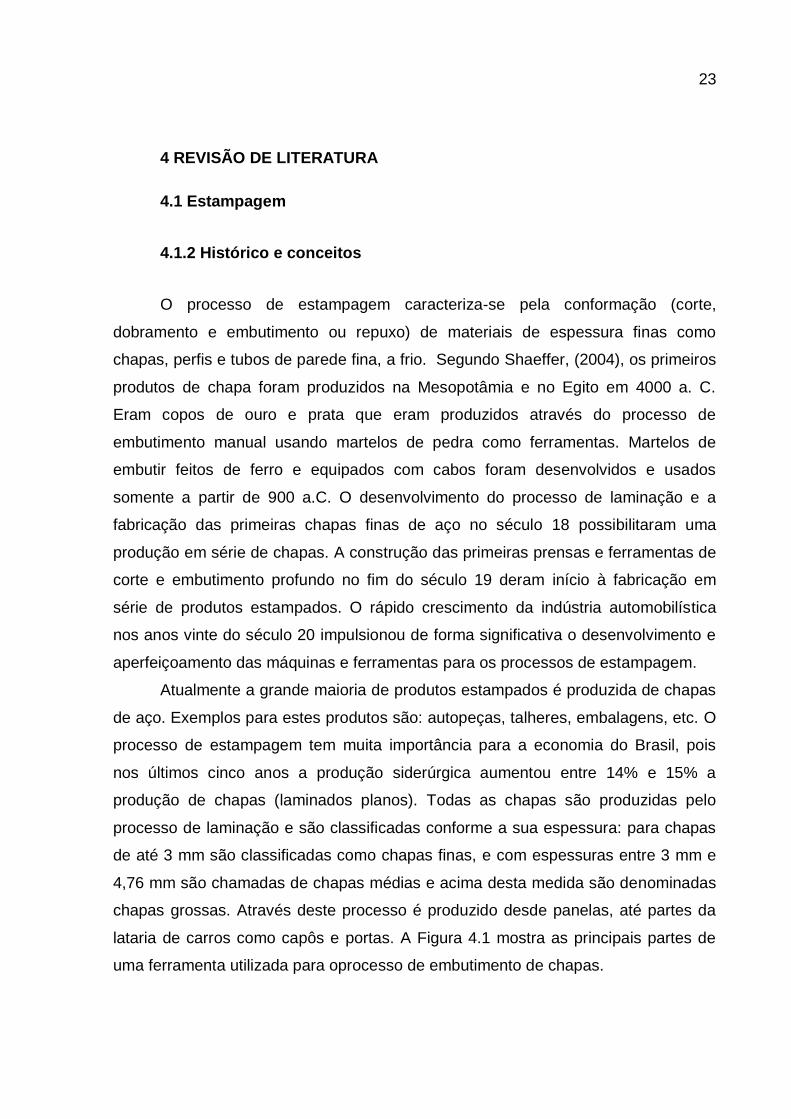
lataria de carros como capôs e portas. A Figura 4.1 mostra as principais partes de
uma ferramenta utilizada para oprocesso de embutimento de chapas.
24
Segundo a norma DIN 8580 o processo de estampo pertence a dois grupos
principais. O grupo dos processos de conformação que é basicamente o processo
que altera a forma geométrica da peça sem separar ou adicionar material, como por
exemplo: o embutimento profundo, a dobra e o repuxamento; e o grupo de
separação que pertence os processos de corte como, por exemplo: o cisalhamento e
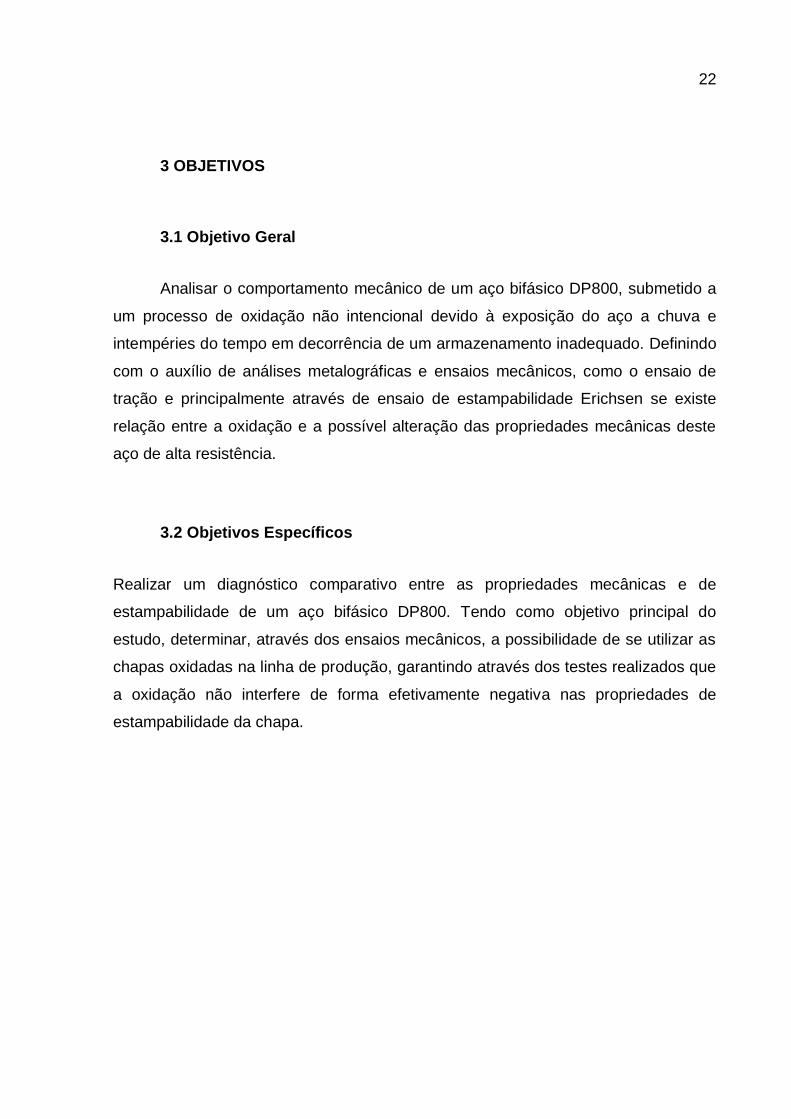
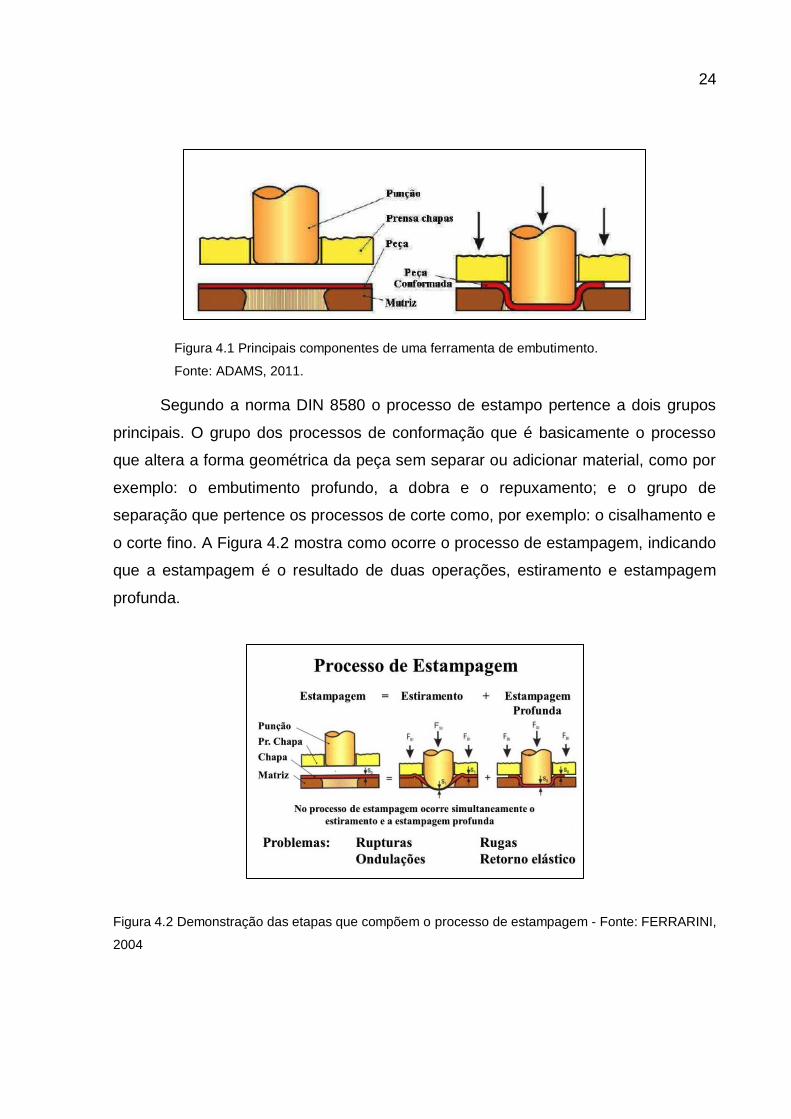
o corte fino. A Figura 4.2 mostra como ocorre o processo de estampagem, indicando
que a estampagem é o resultado de duas operações, estiramento e estampagem
profunda.
Figura 4.2 Demonstração das etapas que compõem o processo de estampagem - Fonte: FERRARINI,
2004
Figura 4.1 Principais componentes de uma ferramenta de embutimento.
Fonte: ADAMS, 2011.
25
4.1.3 Parâmetros importantes das chapas para estampagem
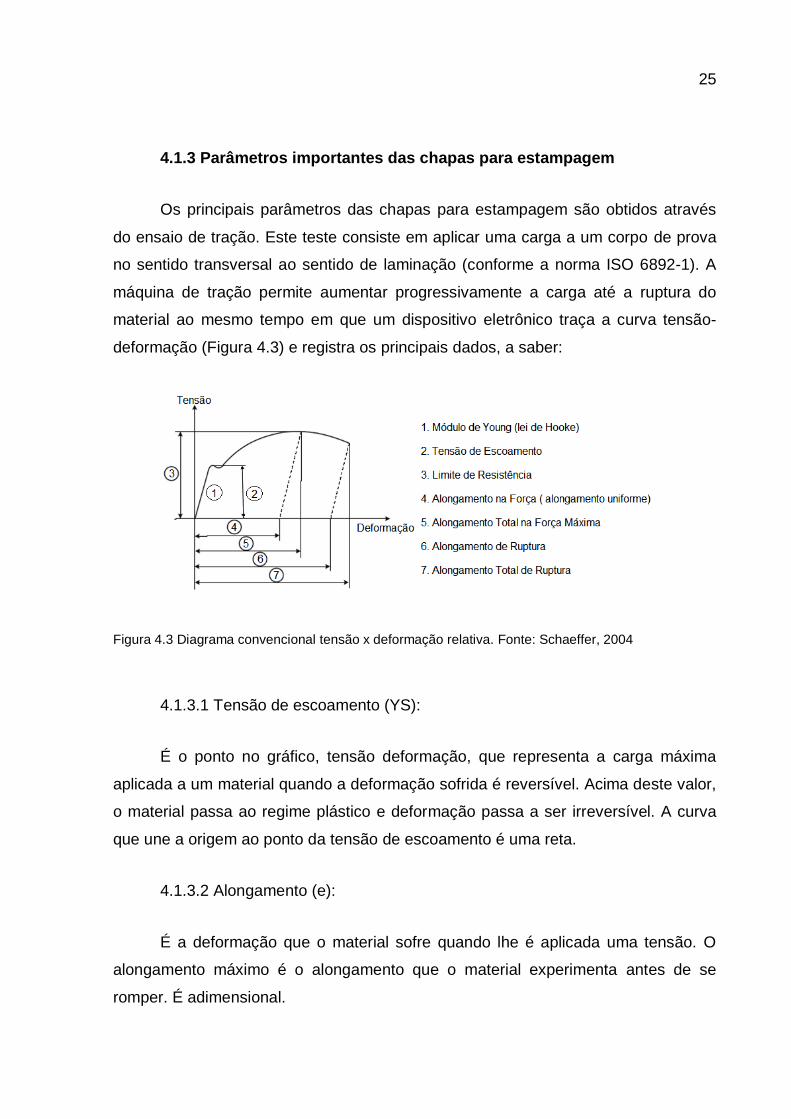
Os principais parâmetros das chapas para estampagem são obtidos através
do ensaio de tração. Este teste consiste em aplicar uma carga a um corpo de prova
no sentido transversal ao sentido de laminação (conforme a norma ISO 6892-1). A
máquina de tração permite aumentar progressivamente a carga até a ruptura do
material ao mesmo tempo em que um dispositivo eletrônico traça a curva tensão-
deformação (Figura 4.3) e registra os principais dados, a saber:
Figura 4.3 Diagrama convencional tensão x deformação relativa. Fonte: Schaeffer, 2004
4.1.3.1 Tensão de escoamento (YS):
É o ponto no gráfico, tensão deformação, que representa a carga máxima
aplicada a um material quando a deformação sofrida é reversível. Acima deste valor,
o material passa ao regime plástico e deformação passa a ser irreversível. A curva
que une a origem ao ponto da tensão de escoamento é uma reta.
4.1.3.2 Alongamento (e):
É a deformação que o material sofre quando lhe é aplicada uma tensão. O
alongamento máximo é o alongamento que o material experimenta antes de se
romper. É adimensional.
26
4.1.3.3 Coeficiente de encruamento (n):
Esse coeficiente descreve a propensão do material em endurecer durante a
deformação no regime plástico.
4.1.3.4 Coeficiente de anisotropia (r):
Segundo Castro (2012), as chapas de aço em virtude do processo de
fabricação não são materiais isotrópicos. Na conformação, grãos cristalinos são
alongados na direção da maior deformação de tração. Os materiais passam a ser
então anisotrópicos. A distribuição de orientações tem um ou mais máximos, que
são as orientações preferenciais. Essas orientações irão ocasionar variações nas
propriedades mecânicas de acordo com a direção do processo de conformação.
Para um material isotrópico, r = 1. Altos valores de r sugerem alta resistência
ao afinamento de chapas sob tração, já que por definição, a anisotropia é o razão
entre a deformação verdadeira na largura (εw) e na espessura (εt) de um corpo de
prova no ensaio de tração. Para obtenção de coeficientes médios de anisotropia o
ensaio de tração é feito em três direções: sentido de laminação da chapa,
transversal ao sentido de laminação e 45° em relação ao sentido de laminação.
4.2 Aços especiais
Os aços especiais foram e continuam a ser, pois a evolução dos processos
metalúrgicos é constante, uma resposta da siderurgia mundial à necessidade de
evolução nas ligas de aço utilizadas na indústria. Os produtos planos de aço
(chapas) possuem aplicação universal, devido à capacidade que tem de assumir
diferentes perfis de propriedades por meio da escolha dos elementos de liga e da
aplicação de tratamentos termomecânicos e térmicos específicos. Por isso, esses
produtos foram impulsionados por uma necessidade de evolução dos bens de
consumo duráveis, para que pudessem atender às novas demandas do mercado
mundial, ou seja, materiais de custo relativamente baixo, cujo desempenho
atendesse aos requisitos mecânicos, químicos e físico necessário as mais diferentes
aplicações (GORNI, 2008).
27
A indústria automobilística esteve sempre na vanguarda deste processo
evolutivo, que começou logo após o fim da 2º Guerra mundial, nos anos 40, até essa
época os automóveis tinham um feitio quadrado, com design muito simplificado, isso
se devia principalmente, a inadequada estampabilidade das chapas dos aços
ferrítico-perlíticos da época, uma consequência do escasso conhecimento da ciência
metalúrgica e das limitações nos processos de refino e conformação (NETO 2009).
Contudo, a pressão da indústria do automóvel a evoluir e buscar um aço que
fosse barato e de alta estampabilidade. Essa fase foi dos anos 50, tendo seu auge
nos famosos carros “rabo-de-peixe”, que mostravam curvas exuberantes, até
meados dos anos 70, onde a primeira crise do petróleo, fez com o preço dos
combustíveis subissem de forma exorbitante, forçando mais uma vez uma nova
evolução. Fez-se necessário reduzir o consumo dos automóveis, e uma das
maneiras mais eficazes para se atingir esse objetivo seria a redução do peso dos
automóveis, diminuindo o tamanho, e principalmente, utilizando materiais mais
leves, como alumínio e plásticos, Gorni (2008).
Nesse contexto, a siderurgia precisa dar resposta, para não perder espaço
diante de novas possibilidades de matérias, por isso, teve de buscar novos meio
para produzir aços mais resistentes que permitissem a fabricação de componentes
com grande nível de exigência mecânica, porém, com menor quantidade de
material. Surgiram então os aços de alta resistência e baixa liga (ARBL High
StrengthLowAlloy – HSLA),contendo micro adições de Nb, Ti e V, cuja
microestrutura ferrítica-perlítica mais refinada lhe proporcionava melhor resistência
mecânica. Contudo, esse ganho de resistência teve um efeito indesejado, uma
ligeira perda de estampabilidade desses novos aços.
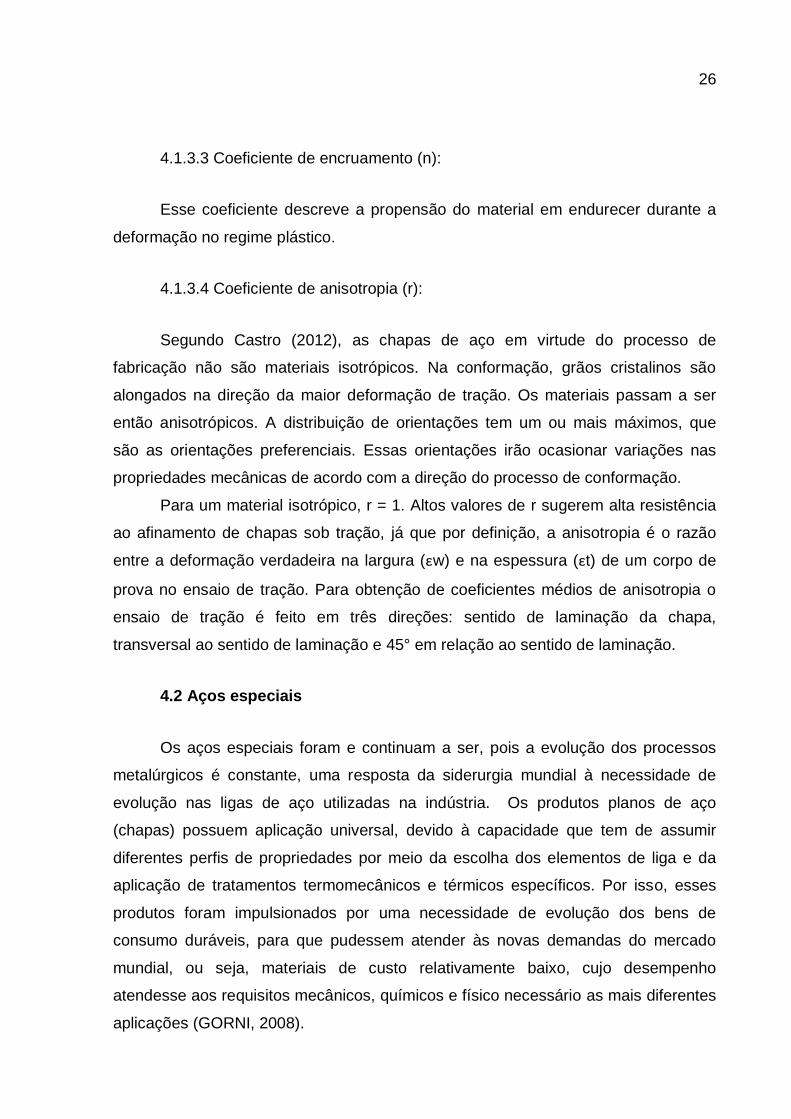
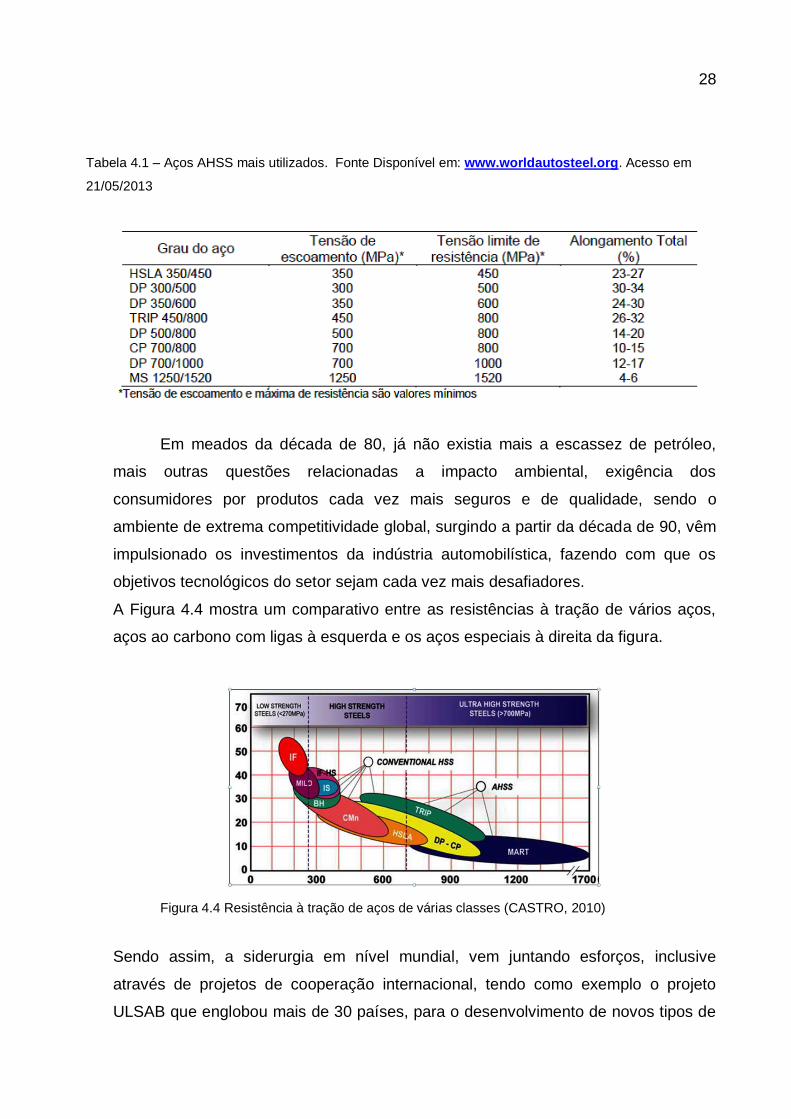
Em resposta a esse problema surgiram os aços Bifásicos (dual phase), cuja
microestrutura diferenciada minimizava as perdas de estampabilidade em
decorrência do ganho de resistência mecânica (GORNI 2009). A Tabela 4.1 mostra
as classes de aços de alta resistência mais utilizados na indústria.
28
Em meados da década de 80, já não existia mais a escassez de petróleo,
mais outras questões relacionadas a impacto ambiental, exigência dos
consumidores por produtos cada vez mais seguros e de qualidade, sendo o
ambiente de extrema competitividade global, surgindo a partir da década de 90, vêm
impulsionado os investimentos da indústria automobilística, fazendo com que os
objetivos tecnológicos do setor sejam cada vez mais desafiadores.
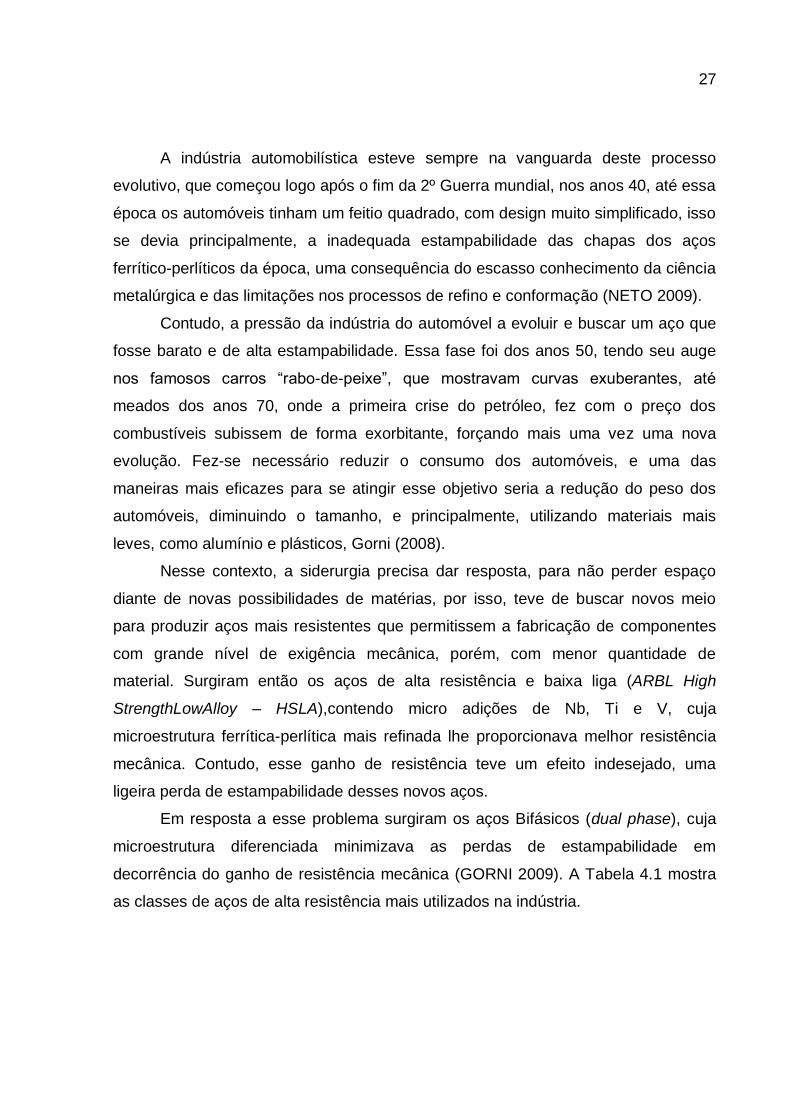
A Figura 4.4 mostra um comparativo entre as resistências à tração de vários aços,
aços ao carbono com ligas à esquerda e os aços especiais à direita da figura.
Figura 4.4 Resistência à tração de aços de várias classes (CASTRO, 2010)
Sendo assim, a siderurgia em nível mundial, vem juntando esforços, inclusive
através de projetos de cooperação internacional, tendo como exemplo o projeto
ULSAB que englobou mais de 30 países, para o desenvolvimento de novos tipos de
Tabela 4.1 – Aços AHSS mais utilizados. Fonte Disponível em: www.worldautosteel.org. Acesso em
21/05/2013
29
chapas de aço, com características cada vez mais específicas e adequadas as mais
diversas aplicações. A partir da década de 1990, todos esses novos aços foram
englobados numa só família, designada como Aços Avançados de Alta Resistência
(Advanced High StrengthSteels – AHSS).
4.2.1 Aços de alta resistência e baixa liga - ARBL
Aços de alta resistência e baixa liga, como diz o nome, são aços com baixos
teores de liga com altos limites de resistência. Eles têm as chamadas micro adições
de elementos de liga como o Nb, Ti e/ou V e associados com os tratamentos termo
mecânicos tem microestrutura com grãos finos, o que garante uma maior
capacidade de endurecimento por precipitação e consequentemente um aumento de
resistência. Em contrapartida, este ganho de resistência mecânica acarretou uma
ligeira perda de sua estampabilidade.
Pesquisas posteriores buscaram o desenvolvimento de aços com
microestruturas constituídas de ferrita e perlita com melhores níveis de tenacidade,
tornando possível obter combinações de alta resistência e boa conformabilidade.
Tudo isso, por meio de balanceamentos rigorosos de microadições de outros
elementos e da maximização do refino de grão obtido com o aperfeiçoamento da
laminação controlada. Entretanto, observou-se que esta perda de estampabilidade,
nos aços que possuíam essa microestrutura, não poderia ser melhorada de forma
significativa, tornando imprescindível o desenvolvimento de novos aços que
pudessem agregar tais características, benéficas a estas aplicações (GUIMARÃES,
1997; FILHO, 2011).Os aços ARBL podem ser produzidos na condição de laminados
com resistência ao escoamento na faixa de 290 a 550 MPa e resistência à tração na
faixa de 415 a 700 MPa. Por causa de seu baixo teor de carbono apresentam
excelente soldabilidade. Seu desenvolvimento foi impulsionado pela demanda por
aços resistentes, tenazes e soldáveis para tubulações de transporte de óleo e gás,
navios e plataformas de perfuração “off-shore”. Também podem ser usados para
reduzir o peso (massa), e assim o consumo de combustível, de (componentes de)
automóveis. Os graus de classificação de aços ARBL são definidos pelos níveis de
resistência ao escoamento e não pela composição química.
30
4.2.2 Aços Bifásicos
Os aços bifásicos constituem um grupo específico dentre os aços avançados
de alta resistência (AHSS). Esses aços tiveram sua concepção na década de 30,
mas somente após a década de 60 começaram a ser pesquisados mais
intensamente, tendo sua produção industrial efetivamente iniciada nos anos 70.
Trata-se de aços de baixo teor de carbono na faixa de 0,06 a 0,15%, com adições de
manganês de 1,2% a 2,0% e silício de 0,25% a 0,5%. Estes aços são processados
de forma a apresentarem uma microestrutura constituída de ferrita (Fase macia) e
quantidades variáveis de martensita (Fase dura), que permitem o controle da
resistência e, simultaneamente, o controle do comportamento da deformação, ou
seja, da forma das curvas de tensão-deformação (MATLOCK, 2011; MURARI,
2009).
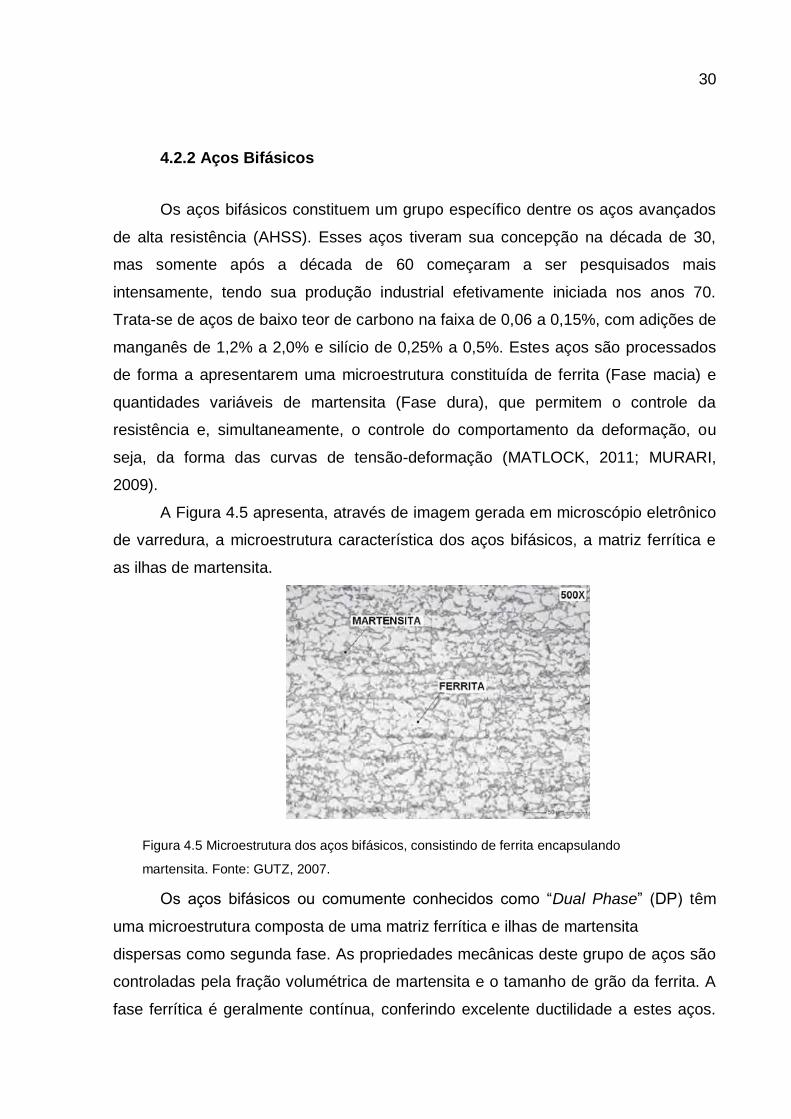
A Figura 4.5 apresenta, através de imagem gerada em microscópio eletrônico
de varredura, a microestrutura característica dos aços bifásicos, a matriz ferrítica e
as ilhas de martensita.
Os aços bifásicos ou comumente conhecidos como “Dual Phase” (DP) têm
uma microestrutura composta de uma matriz ferrítica e ilhas de martensita
dispersas como segunda fase. As propriedades mecânicas deste grupo de aços são
controladas pela fração volumétrica de martensita e o tamanho de grão da ferrita. A
fase ferrítica é geralmente contínua, conferindo excelente ductilidade a estes aços.
Figura 4.5 Microestrutura dos aços bifásicos, consistindo de ferrita encapsulando
martensita. Fonte: GUTZ, 2007.
31
Quando estes aços deformam, a deformação é concentrada na fase ferrítica de
menor resistência envolvendo as ilhas de martensita, criando uma taxa de
encruamento excepcional. A taxa de encruamento somada a um excelente
alongamento confere aos aços DP um limite de resistência à tração maior quando
comparado a aços convencionais com limite de elasticidade semelhante.
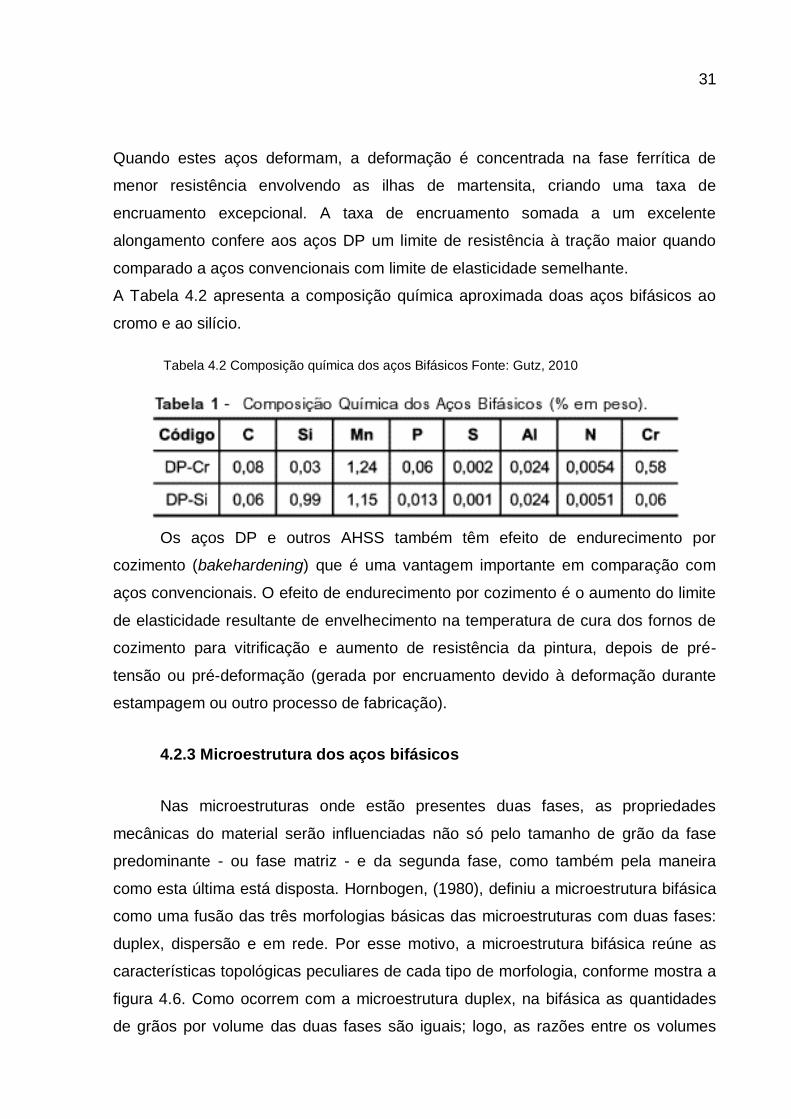
A Tabela 4.2 apresenta a composição química aproximada doas aços bifásicos ao
cromo e ao silício.
Os aços DP e outros AHSS também têm efeito de endurecimento por
cozimento (bakehardening) que é uma vantagem importante em comparação com
aços convencionais. O efeito de endurecimento por cozimento é o aumento do limite
de elasticidade resultante de envelhecimento na temperatura de cura dos fornos de
cozimento para vitrificação e aumento de resistência da pintura, depois de pré-
tensão ou pré-deformação (gerada por encruamento devido à deformação durante
estampagem ou outro processo de fabricação).
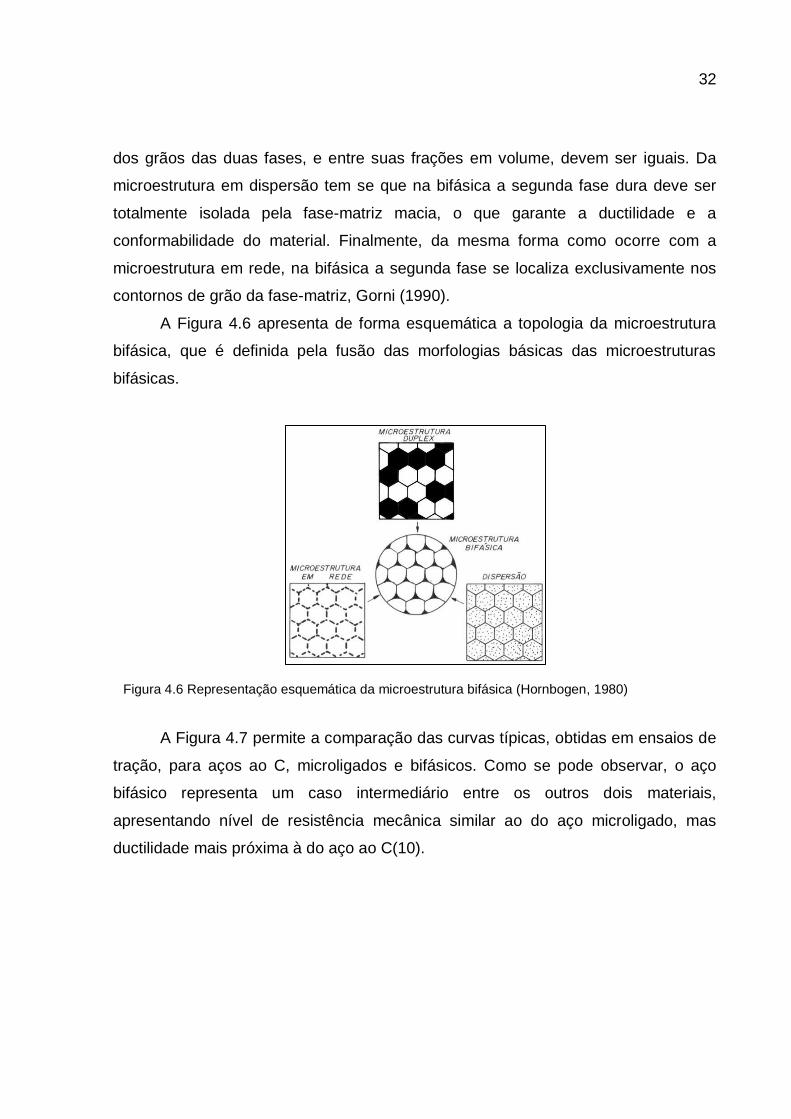
4.2.3 Microestrutura dos aços bifásicos
Nas microestruturas onde estão presentes duas fases, as propriedades
mecânicas do material serão influenciadas não só pelo tamanho de grão da fase
predominante - ou fase matriz - e da segunda fase, como também pela maneira
como esta última está disposta. Hornbogen, (1980), definiu a microestrutura bifásica
como uma fusão das três morfologias básicas das microestruturas com duas fases:
duplex, dispersão e em rede. Por esse motivo, a microestrutura bifásica reúne as
características topológicas peculiares de cada tipo de morfologia, conforme mostra a
figura 4.6. Como ocorrem com a microestrutura duplex, na bifásica as quantidades
de grãos por volume das duas fases são iguais; logo, as razões entre os volumes
Tabela 4.2 Composição química dos aços Bifásicos Fonte: Gutz, 2010
32
dos grãos das duas fases, e entre suas frações em volume, devem ser iguais. Da
microestrutura em dispersão tem se que na bifásica a segunda fase dura deve ser
totalmente isolada pela fase-matriz macia, o que garante a ductilidade e a
conformabilidade do material. Finalmente, da mesma forma como ocorre com a
microestrutura em rede, na bifásica a segunda fase se localiza exclusivamente nos
contornos de grão da fase-matriz, Gorni (1990).
A Figura 4.6 apresenta de forma esquemática a topologia da microestrutura
bifásica, que é definida pela fusão das morfologias básicas das microestruturas
bifásicas.
A Figura 4.7 permite a comparação das curvas típicas, obtidas em ensaios de
tração, para aços ao C, microligados e bifásicos. Como se pode observar, o aço
bifásico representa um caso intermediário entre os outros dois materiais,
apresentando nível de resistência mecânica similar ao do aço microligado, mas
ductilidade mais próxima à do aço ao C(10).
Figura 4.6 Representação esquemática da microestrutura bifásica (Hornbogen, 1980)
33
A microestrutura bifásica, com seu arranjo particular de ilhas duras dispersas
numa matriz macia, apresenta uma série de características mecânicas que lhe
asseguram boa conformabilidade: escoamento contínuo (ou seja, ausência do
patamar de escoamento típico dos aços ferrítico-perlíticos, mesmo microligados);
limite de escoamento (a 0,2% de deformação) entre 300e 380 MPa; alto coeficiente
de encruamento, entre 0,2 e 0,3; limite de resistência entre 620 e 655 MPa; baixa
razão elástica, entre 0,5 e 0,6; e alongamento total superior a 27%. A figura 4.3b
permite a comparação das curvas típicas, obtidas em ensaios de tração, para aços
ao C, microligados e bifásicos. Como se pode observar, o aço bifásico representa
um caso intermediário entre os outros dois materiais, apresentando nível de
resistência mecânica similar ao do aço microligado, mas ductilidade mais próxima à
do aço ao C(10).
A Tabela 4.3 abaixo apresenta as classes de aços bifásicos mais usuais na
indústria, indicando os laminados a quentes e a frio.
Figura 4.7 Comparação entre as curvas tensão deformação, aços ao C, microligado e
bifásico.
34
4.2.4 Produção dos aços bifásicos
Desde as primeiras gerações de aços bifásicos até os dias atuais, tem
ocorrido um avanço contínuo nas técnicas de obtenção desses materiais.
Atualmente os aços bifásicos são produzidos através do tratamento térmico de
têmpera na zona crítica, ou seja, campo onde as fases ferrita e austenita se
encontram em equilíbrio. O processo básico para obtenção das fases martensita e
ferrita consiste em aquecer o aço até temperaturas entre as linhas A1 e A3 e resfriá-
lo rapidamente. O resfriamento acelerado da peça (têmpera) até uma temperatura
próxima à temperatura do ambiente faz com que parte da austenita gerada no
aquecimento se transforme em martensita, dando origem à microestrutura formada
por ferrita (fase macia) e martensita (fase dura). Essa configuração de microestrutura
formada por ilhas de martensita dispersas numa matriz de ferrita poligonal
caracteriza o chamado aço Dual Phase ou aços bifásicos.
A Figura 4.8 mostra uma representação do diagrama de fases ferro carbono,
indicando as temperaturas de transformação e as fases que podem ser obtidas com
o aquecimento das ligas metálicas ao carbono.
Tabela 4.3 Classes mais usadas de aços Dual Phase
35
Para que se obtenha essa microestrutura bifásica em aços de baixo carbono,
pode-se utilizar variados procedimentos de tratamento térmico. Porém, qualquer que
seja o processo, um ponto em comum a todos é que deve acontecer o resfriamento
rápido, a partir da zona crítica, para se obter tal microestrutura. Logo, a morfologia
das fases presentes na microestrutura bifásica depende da rota escolhida para sua
obtenção (Callister, 2008; Baptista et al, 2007).
Além dos processos de têmpera intercrítica, a microestrutura dos aços
bifásicos também pode ser formada diretamente pela laminação a quente de ligas,
que contém cromo e/ou molibdênio. Durante a produção dos aços bifásicos, tanto
através da laminação quanto por recozimento contínuo, a matriz ferrítica se forma
em primeiro lugar, enriquecendo a austenita remanescente com carbono e outros
elementos de liga, aumentando a sua temperabilidade. A transformação da
martensita após a formação da matriz ferrítica induz a formação de tensões
residuais de compressão na matriz ferrítica, que facilitam o processo de escoamento
e, consequentemente, reduzem o valor deste limite, suprimindo a ocorrência de um
patamar bem definido de escoamento. Após a formação da martensita, o processo
de revenimento pode proporcionar a redução da fragilidade desta fase (MURARI,
2009; GORNI, 2009). A Figura 4.9 demonstra através do gráfico tempo x
temperatura o ciclo de recozimento contínuo para os aços bifásicos.
Figura 4.8 Diagrama Fe_c. Fonte Callister, 2006
36
Em meados da década de 1980 foi desenvolvida uma variante de aço
bifásico, onde a martensita presente como segunda fase foi substituída pela bainita.
Essa evolução foi motivada pelo fato de que a microestrutura ferrítica-bainítica
apresenta menor número de locais onde ocorre concentração de tensão e
deformação, uma vez que é mais uniforme do que a ferrítica-martensítica. Isso
proporciona melhores características de ductilidade e tenacidade à chapa, fato de
grande importância em aplicações como a fabricação de rodas automotivas, em
função da maior capacidade de expansão de orifício desse material. Um aço
ferrítico-bainítico ideal para esta aplicação deve apresentar microestrutura ferrítica
com 10 a 15% de bainita, a qual proporciona limite de escoamento entre 450 e 550
MPa, limite de resistência entre 550 e 650 MPa, razão elástica menor ou igual a
85%e alongamento total mínimo de 25%. Um exemplo desse material, obtido através
de laminação a quente, apresenta a seguinte composição química: 0,05% C, 1,60%
Mn, 0,49% Si, 0,033% Al e 0,025%Nb, Sudo (1983) e Gorni (2007).
4.2.5 Principais elementos de liga dos aços Bifásicos
A composição química é de grande importância nas propriedades mecânicas
dos aços bifásicos, portanto relacionar a influência dos elementos de liga na
microestrutura do material e também com suas propriedades mecânicas é de suma
Figura 4.9 Ciclo de recozimento contínuo para aço Bifásico. Girina, 2003.
37
importância. Nos aços bifásicos, os elementos de liga podem formar uma solução
sólida com o ferro (intersticial ou substitucional) e carbonetos ou outros compostos
junto ao carbono, como carbonitretos, inclusões não metálicas e compostos
intermetálicos (FORGAS Jr., 2009). A dureza e a resistência mecânica do aço
bifásico podem ser aumentadas através de precipitados produzidos pelos elementos
microligantes ou pelo encruamento do material. Em contrapartida, há uma
consequente perda em sua ductilidade e tenacidade. O mecanismo de
endurecimento mais importante que confere resistência mecânica ao aço bifásico é
o endurecimento por redução do tamanho do grão. Em um aço estrutural
convencional, produzido por laminação a quente, o tamanho do grão ferrítico é de
aproximadamente 20 ou 30μm, já em um aço bifásico, é possível obter um tamanho
de grão de aproximadamente 5μm. O maior responsável por reduzir o tamanho de
grão ferrítico é a adição de pequenos teores de elementos de liga. O mais
importante dentre eles é o Nb, que produz um efeito significativo nas propriedades
mecânicas do aço bifásico, mesmo em teores abaixo de 0,05% (FORGAS Jr, 2009;
REED-HILL; ABBASCHIAN, 1994). A adição de microligantes nos aços bifásicos é
importante para garantir sua estrutura ferrítica-martensítica e inibir o aparecimento
de outras microestruturas na etapa de resfriamento rápido (têmpera), como austenita
retida, perlita ou bainita, além de controlar melhor a dureza e as propriedades
mecânicas finais (MARRA; TAISS; MIYAMURA, 2008). Os principais elementos
químicos, normalmente adicionados nos aços bifásicos e suas influências nas
propriedades mecânicas são: Carbono (C), manganês (Mn), silício (Si), cromo (Cr),
vanádio (V), titânio (Ti), Boro(B), Nióbio (Nb) – O nióbio é considerado o elemento
mais efetivo na melhoria das propriedades dos aços microligados, oferecendo
endurecimento de 35 a 40 MPa para cada 0,01% de adição((LAURITO, 2010; OLEA,
2002; ASM, 1999).
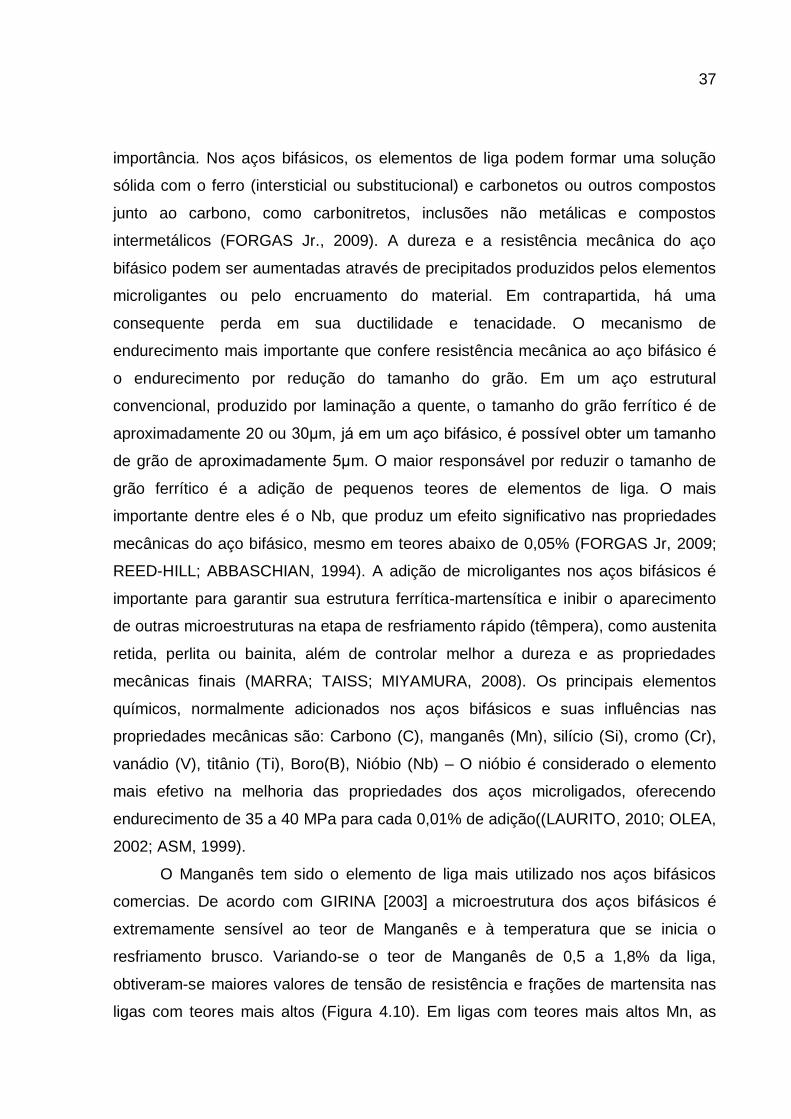
O Manganês tem sido o elemento de liga mais utilizado nos aços bifásicos
comercias. De acordo com GIRINA [2003] a microestrutura dos aços bifásicos é
extremamente sensível ao teor de Manganês e à temperatura que se inicia o
resfriamento brusco. Variando-se o teor de Manganês de 0,5 a 1,8% da liga,
obtiveram-se maiores valores de tensão de resistência e frações de martensita nas
ligas com teores mais altos (Figura 4.10). Em ligas com teores mais altos Mn, as
38
faixas de temperatura para o início da transformação da martensita foram maiores o
que reduz o rigor no controle de temperatura no processo.
4.2.6 Projeto ULSAB–AVC
Por consequência das crescentes exigências do mercado automotivo,
principalmente em relação à redução do peso dos veículos, e à eficiência no
consumo de combustível, questões estas relacionadas ao ganho de energia e à
questões de meio ambiente, as indústrias metalúrgicas de todo mundo têm se unido
em torno do objetivo de fazer com que as ligas de aço permaneçam competitivas no
mercado, e não sejam substituídas por outras ligas como as ligas de alumínio e
compostos poliméricos, com reforço de fibra de carbono.
Nesse contexto, foi desenvolvido em nível internacional o consórcio chamado
“ULSAB-AVC”, que reuniu nas últimas décadas praticamente todas as indústrias
siderúrgicas importantes do mundo, com o objetivo de propor novos aços para
aplicações automotivas. Um documento publicado a partir das experiências
desenvolvidas por esse consórcio de empresas, dentre as quais, a Usiminas, que
representou o Brasil nesse projeto, mostrou a existência de inúmeros aços capazes
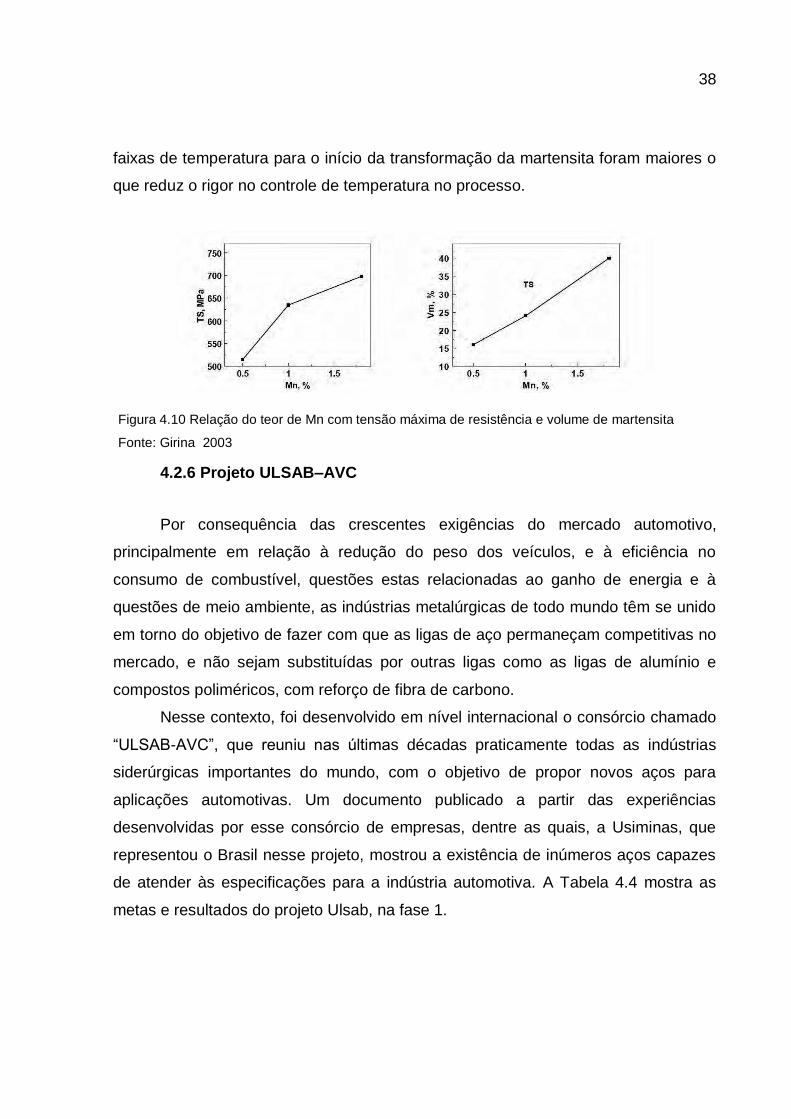
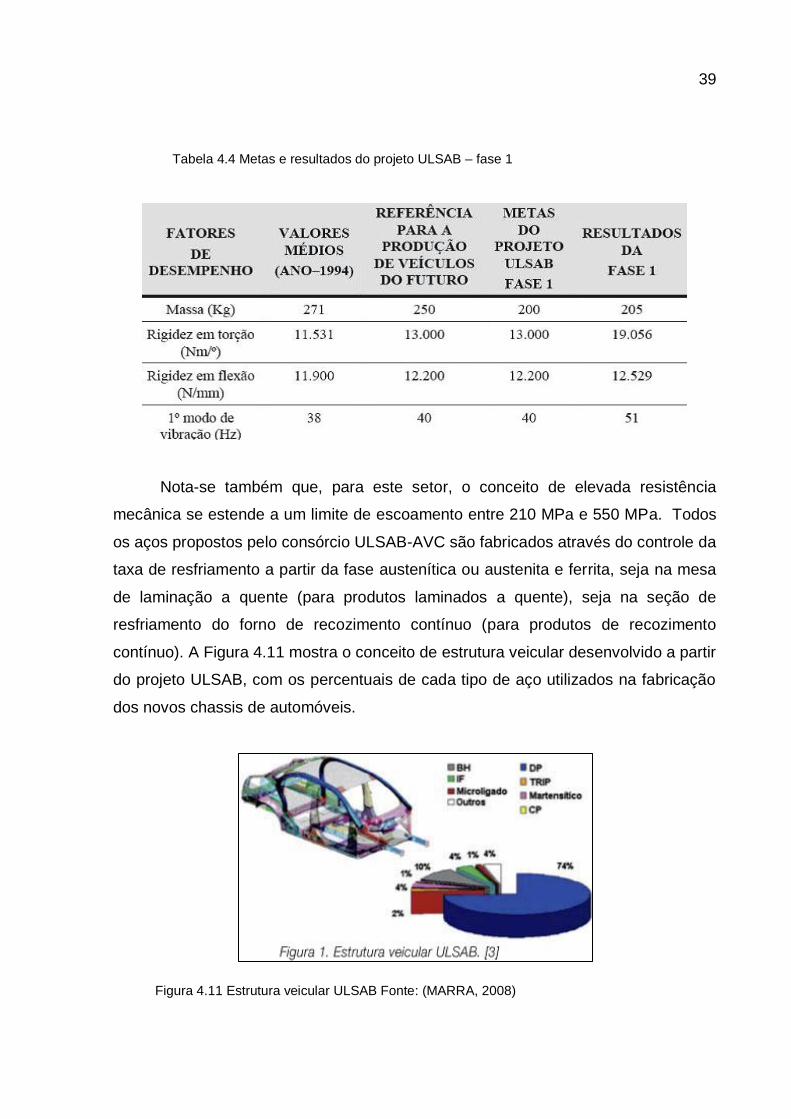
de atender às especificações para a indústria automotiva. A Tabela 4.4 mostra as
metas e resultados do projeto Ulsab, na fase 1.
Figura 4.10 Relação do teor de Mn com tensão máxima de resistência e volume de martensita
Fonte: Girina 2003
39
Nota-se também que, para este setor, o conceito de elevada resistência
mecânica se estende a um limite de escoamento entre 210 MPa e 550 MPa. Todos
os aços propostos pelo consórcio ULSAB-AVC são fabricados através do controle da
taxa de resfriamento a partir da fase austenítica ou austenita e ferrita, seja na mesa
de laminação a quente (para produtos laminados a quente), seja na seção de
resfriamento do forno de recozimento contínuo (para produtos de recozimento
contínuo). A Figura 4.11 mostra o conceito de estrutura veicular desenvolvido a partir
do projeto ULSAB, com os percentuais de cada tipo de aço utilizados na fabricação
dos novos chassis de automóveis.
Figura 4.11 Estrutura veicular ULSAB Fonte: (MARRA, 2008)
Tabela 4.4 Metas e resultados do projeto ULSAB – fase 1
40
4.3 Oxidação em Metais
4.3.1 Considerações iniciais
A oxidação é um dos vários mecanismos de deterioração dos materiais
metálicos e geralmente ocorre quando eles estão submetidos a um ambiente
propício a esse fenômeno (umidade, temperaturas elevadas, gases ou vapores). Ela
é caracterizada pela formação de uma incrustação ou filme não metálico (também
conhecidos como óxidos) sob a superfície do metal. A oxidação ocorre através da
perda de elétrons do metal, os quais são transferidos para outra espécie química e
que acabam se tornando parte dela, realizando a reação de redução que é um
processo que ocorre paralelamente com a oxidação. Um exemplo típico desse
fenômeno é a oxidação do ferro em presença de água. Ela ocorre em duas etapas:
na primeira etapa o elemento Fe é oxidado à Fe2+ (perde dois elétrons) e se
transforma em Fe (OH)2, na segunda ele é oxidado a Fe3+(perde 3elétrons) e se
transforma em Fe(OH)3+, também conhecido como óxido de ferro ou ferrugem
(mostrado nas figuras abaixo).
A facilidade com que um metal cede seus elétrons (se oxida) é dada através
de uma propriedade dos metais, chamada de potencial padrão de redução.
Geralmente, metais com um potencial de redução menor tenderão a oxidar mais
facilmente, o que explica porque alguns metais se oxidam mais que os outros. A
Redução, por sua vez, é o inverso e ocorre também de três maneiras: quando uma
substância perde oxigênio, quando ganha hidrogênio ou quando ganha elétrons.
Exemplo: quando o óxido de cobre (negro) é colocado em aparelhagem apropriada
(câmara) para que ocorra sua redução, o gás hidrogênio entra em contato com o
óxido de cobre superaquecido e, como resultado, ele perde oxigênio e vai aos
poucos se tornando rosa, pois está sendo reduzido a cobre. Segundo (Gentil, 1987),
o estudo da oxidação dos metais é um tema de grande importância devido ao
enorme número de aplicações que estes encontram na fabricação dos mais variados
produtos.
Os processos de oxidação e de redução são necessariamente concorrentes,
pois os elétrons liberados na oxidação são usados na redução. Considerando-se os
41
diferentes potenciais de redução, é possível observar, experimentalmente, que
metais com potenciais de redução menores têm maior tendência a transferirem seus
elétrons em presença de água e oxigênio, formando, portanto, seus respectivos
óxidos. A oxidação de diferentes metais gera diferentes óxidos, muitos dos quais são
caracterizados por cores particulares. O óxido de ferro, por exemplo, apresenta uma
cor castanha avermelhada, enquanto o hidroxicarbonato de cobre apresenta uma
coloração azul esverdeada. Por outro lado, é possível também que a oxidação leve à
formação de uma camada superficial de óxido, aderente e protetora, que impede a
oxidação do metal subjacente, como é o caso do alumínio.
Muitas empresas utilizam graxas ou óleos protetivos em metais para evitar sua
oxidação (METALS, 1987).
4.3.2 Formas de corrosão
A corrosão pode ocorrer de diferentes formas ou tipos, e podem ser
apresentadas considerando-se a aparência ou forma de ataque e as diferentes
causas da corrosão e seus mecanismos. Assim, pode-se ter corrosão segundo
(Gentil, 2007):
Morfologia: uniforme, por placas, alveolar, puntiforme ou pite, intergranular
(ou intercristalina), intragranular (ou transgranular ou transcristalina), filiforme, por
esfoliação, grafítica, dezincificação, em torno de cordão de solda e emploamento
pelo hidrogênio;
Mecanismos: por aeração diferencial, eletrolítica ou por correntes de fuga,
galvânica, associada a solicitações mecânicas corrosão sob tensãofraturante, em
torno de cordão de solda, seletiva (grafítica e dezincificação), emploamento ou
fragilização pelo hidrogênio;
Fatores mecânicos: sob tensão, sob fadiga, por atrito e associada à erosão;
Meios corrosivos: atmosférica, no solo, em águas naturais (rios, lagos e do
subsolo), na água do mar, microrganismos, produtos químicos, etc.;
Uma lista com os principais tipos de corrosão nunca será completa, contudo,
algumas das principais classes podem ser mencionadas:
Corrosão atmosférica: a corrosão atmosférica dos aços-carbono, como o
próprio nome indica, trata da reação do oxigênio, constituinte da atmosfera, à
42
temperatura ambiente, com o metal, estando à superfície recoberta por uma película
(macroscópica ou microscópica) de água e agentes poluentes dissolvidos, chamado
de eletrólito (PANNONI, 2007).
Segundo PANNONI (2007), a corrosão atmosférica do aço carbono pode ser
descrita esquematicamente pela Equação 3, onde o composto formado FeOOH (2
FeOOH ↔ Fe2O3 + H2O), é a ferrugem.
Equação 3→4 Fe + 3 O2 + 2 H2O → 4 FeOOH
Quando a superfície de aço é exposta à atmosfera, ela é rapidamente
recoberta por uma fina camada de produtos de corrosão. Esta reação acontece tão
mais rapidamente quanto mais contaminada for à superfície pelos poluentes
existentes e também quanto mais elevada for à umidade e a temperatura (GENTIL,
2007).
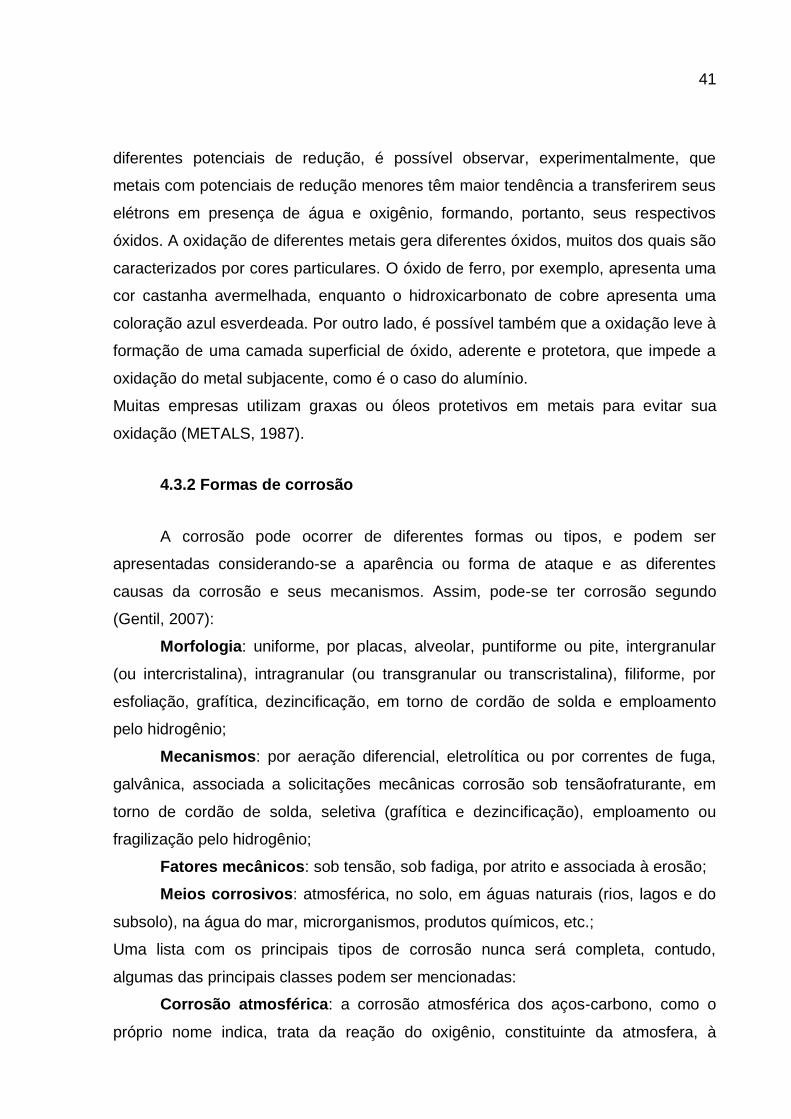
Corrosão Puntiforme (pite): durante a corrosão puntiforme, ou pite, o ataque
se localiza em um ponto isolado da superfície metálica e se propaga até o interior do
metal, muitas vezes transpassando-o. Essa forma de corrosão localizada consiste
na formação de cavidades de pequeno diâmetro e maior profundidade na peça
metálica. É uma forma de corrosão que não há perda da espessura da peça
(MAINIER, 2011). Entre os motivos que causam a corrosão por pites pode-se citar:
danificação ou destruição da camada passivadora, defeitos superficiais locais no
material, defeitos que permitam a penetração do meio corrosivo, ou a formação de
crostas. A Figura 4.13 mostra um exemplo de corrosão por pite em tubo de aço
inoxidável.
Figura 4.12 Corrosão por pite em tubo aço inoxidável AISI 304 (MAINIER,2011).
43
Corrosão alveolar: A corrosão alveolar se processa na superfície metálica
produzindo sulcos ou escavações semelhantes a alvéolos apresentando fundo
arredondado e profundidade geralmente menor que seu diâmetro e diâmetro maior
que a profundidade do sulco (MAINIER, 2011 e PONTE, 2003). A corrosão alveolar
é uma variante da corrosão por pites onde a cavidades apresentam um maior
diâmetro e uma menor profundidade.
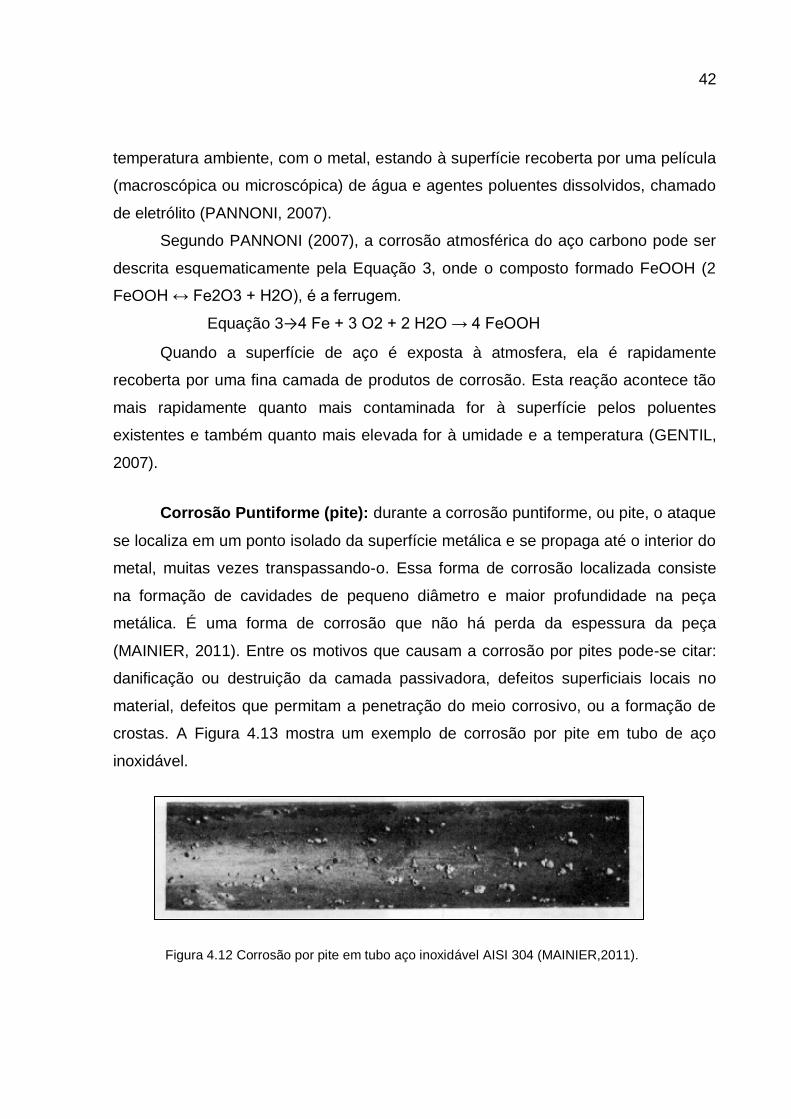
Corrosão em Frestas: a corrosão em frestas é uma forma localizada de
corrosão que ocorre quando pequenas quantidades de um meio corrosivo ficam
retidas ou estagnadas em frestas, cavidades ou quaisquer espaços confinados, de
acordo com o exemplo na Figura 4.14, ou seja, onde o fluxo de fluido corrosível é
muito difícil ou nulo, e o suprimento de oxigênio fica assim diminuído (FARIA, [200-]).
A corrosão em frestas é também chamada de corrosão sob contato, de corrosão
“por célula de concentração” e de corrosão intersticial.
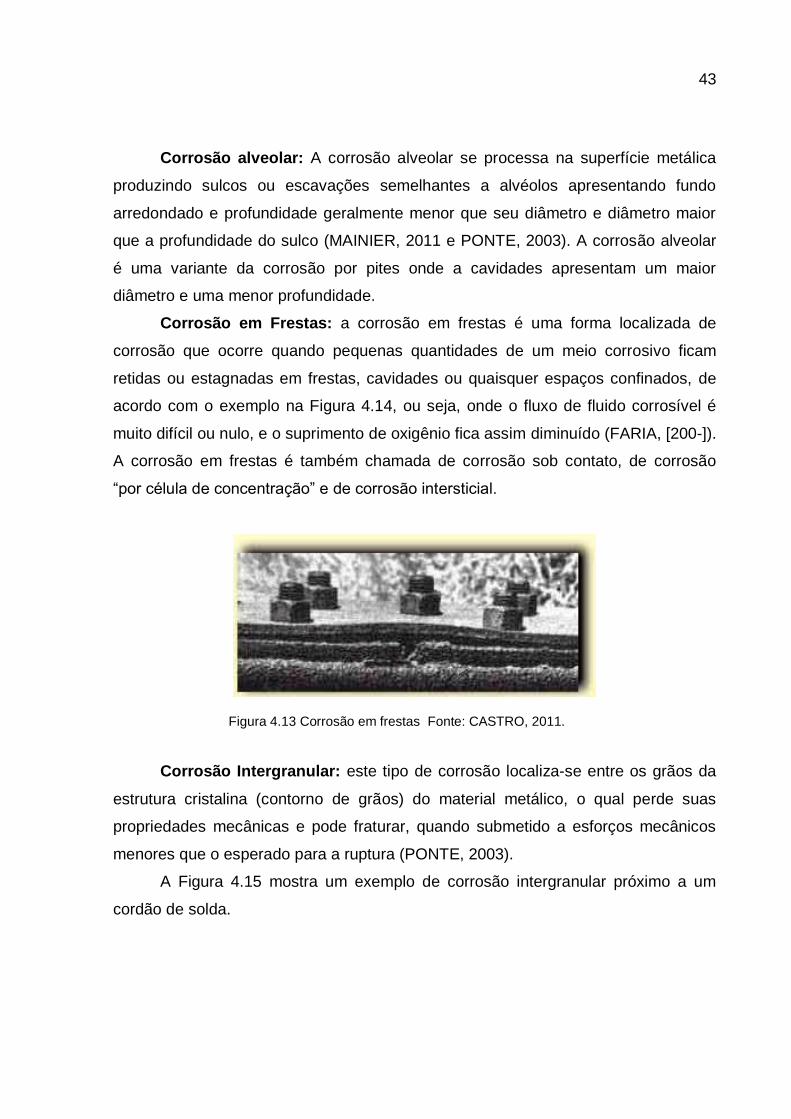
Corrosão Intergranular: este tipo de corrosão localiza-se entre os grãos da
estrutura cristalina (contorno de grãos) do material metálico, o qual perde suas
propriedades mecânicas e pode fraturar, quando submetido a esforços mecânicos
menores que o esperado para a ruptura (PONTE, 2003).
A Figura 4.15 mostra um exemplo de corrosão intergranular próximo a um
cordão de solda.
Figura 4.13 Corrosão em frestas Fonte: CASTRO, 2011.
44
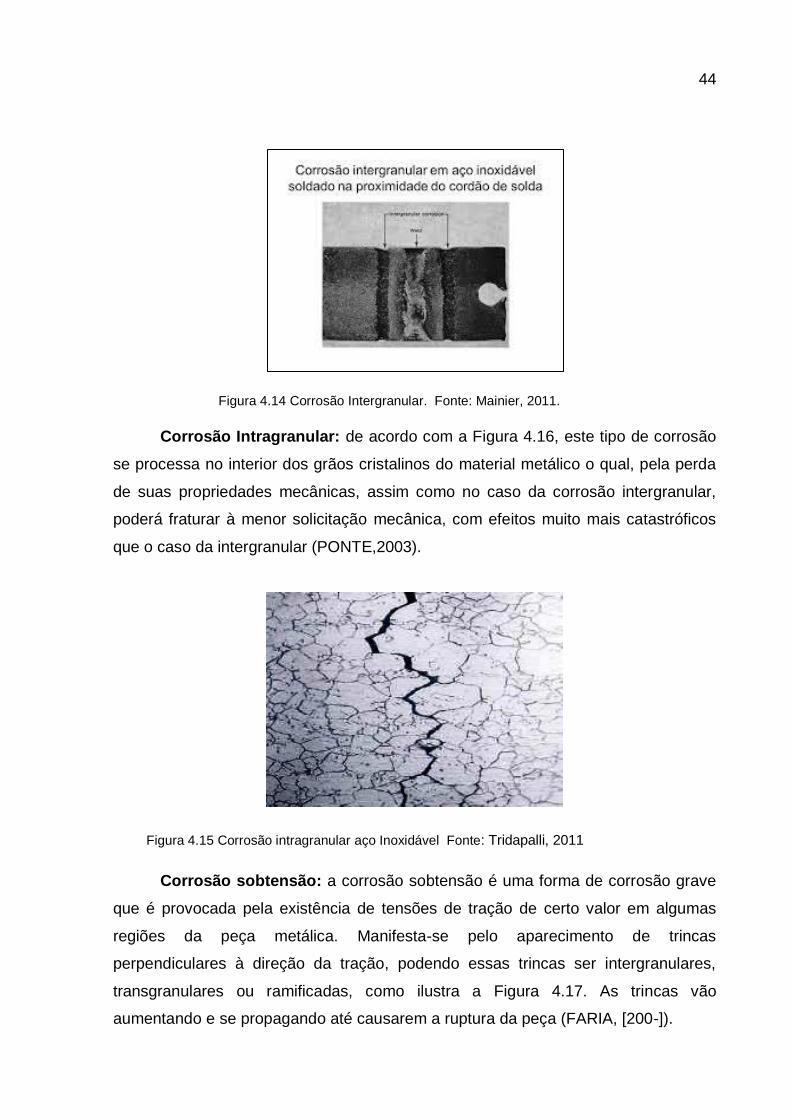
Corrosão Intragranular: de acordo com a Figura 4.16, este tipo de corrosão
se processa no interior dos grãos cristalinos do material metálico o qual, pela perda
de suas propriedades mecânicas, assim como no caso da corrosão intergranular,
poderá fraturar à menor solicitação mecânica, com efeitos muito mais catastróficos
que o caso da intergranular (PONTE,2003).
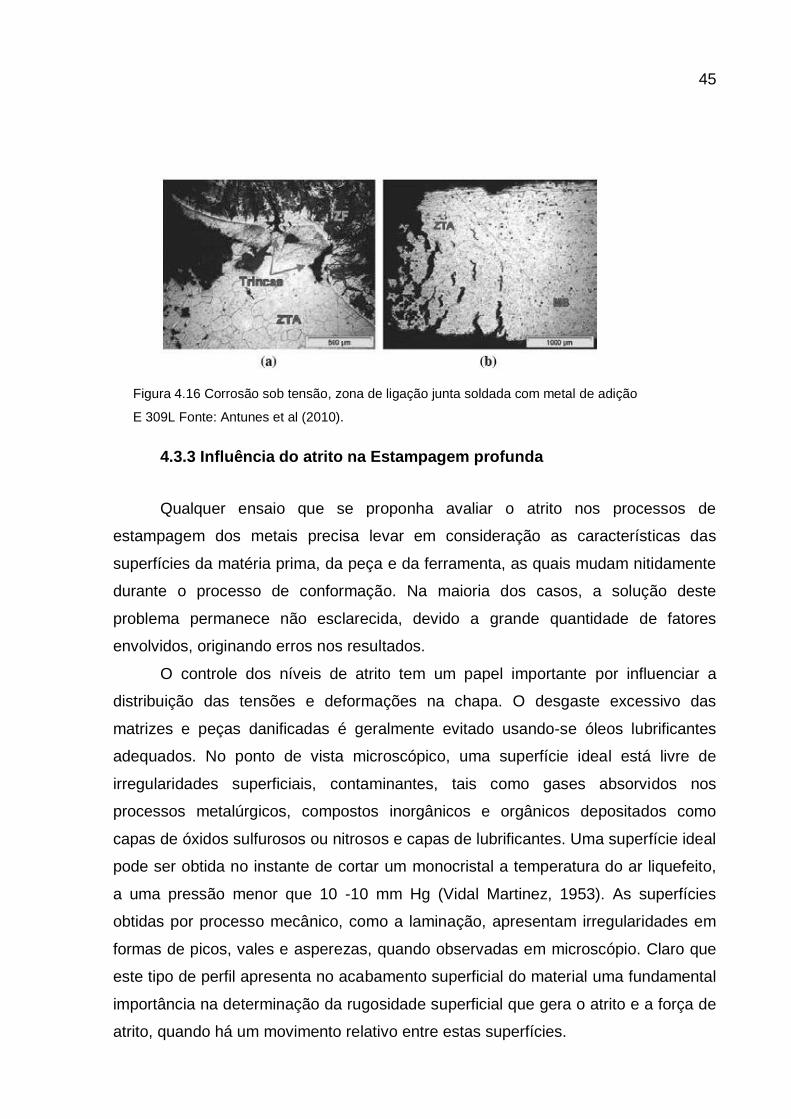
Corrosão sobtensão: a corrosão sobtensão é uma forma de corrosão grave
que é provocada pela existência de tensões de tração de certo valor em algumas
regiões da peça metálica. Manifesta-se pelo aparecimento de trincas
perpendiculares à direção da tração, podendo essas trincas ser intergranulares,
transgranulares ou ramificadas, como ilustra a Figura 4.17. As trincas vão
aumentando e se propagando até causarem a ruptura da peça (FARIA, [200-]).
Figura 4.14 Corrosão Intergranular. Fonte: Mainier, 2011.
Figura 4.15 Corrosão intragranular aço Inoxidável Fonte: Tridapalli, 2011
45
4.3.3 Influência do atrito na Estampagem profunda
Qualquer ensaio que se proponha avaliar o atrito nos processos de
estampagem dos metais precisa levar em consideração as características das
superfícies da matéria prima, da peça e da ferramenta, as quais mudam nitidamente
durante o processo de conformação. Na maioria dos casos, a solução deste
problema permanece não esclarecida, devido a grande quantidade de fatores
envolvidos, originando erros nos resultados.
O controle dos níveis de atrito tem um papel importante por influenciar a
distribuição das tensões e deformações na chapa. O desgaste excessivo das
matrizes e peças danificadas é geralmente evitado usando-se óleos lubrificantes
adequados. No ponto de vista microscópico, uma superfície ideal está livre de
irregularidades superficiais, contaminantes, tais como gases absorvidos nos
processos metalúrgicos, compostos inorgânicos e orgânicos depositados como
capas de óxidos sulfurosos ou nitrosos e capas de lubrificantes. Uma superfície ideal
pode ser obtida no instante de cortar um monocristal a temperatura do ar liquefeito,
a uma pressão menor que 10 -10 mm Hg (Vidal Martinez, 1953). As superfícies
obtidas por processo mecânico, como a laminação, apresentam irregularidades em
formas de picos, vales e asperezas, quando observadas em microscópio. Claro que
este tipo de perfil apresenta no acabamento superficial do material uma fundamental
importância na determinação da rugosidade superficial que gera o atrito e a força de
atrito, quando há um movimento relativo entre estas superfícies.
Figura 4.16 Corrosão sob tensão, zona de ligação junta soldada com metal de adição
E 309L Fonte: Antunes et al (2010).
46
As condições de contato da chapa metálica no raio de entrada na ferramenta
são de importância fundamental para a resposta de desgaste para muitos processos
de estampagem (Pereira, M. P., 2009). Uma compreensão detalhada da pressão de
contato na interface (peça-ferramenta) é essencial para a aplicação de testes de
desgaste representativos. O uso de revestimento na ferramenta e de materiais
resistentes ao desgaste, no desenvolvimento de
modelos de atrito adequados é fundamental para prever a vida útil da ferramenta.
4.4 Ensaios mecânicos de Estampabilidade
4.4.1 Ensaio de Tração para chapas
Este é um ensaio uniaxial e sem atrito mais utilizado em chapas de aço para
estampo, para determinar as suas propriedades mecânicas. Este permite obter o
limite de resistência, o limite de escoamento, o grau de encruamento e o índice de
anisotropia. A máquina para este teste é composta por uma garra fixa que se
posiciona abaixo de uma garra móvel e se move com velocidade constante
esticando o corpo de prova no sentido vertical. Estas máquinas são equipadas com
sensores para registrar a força e alongamento do corpo de prova. Termina o ensaio
quando o corpo de prova se rompe. Na Figura 4.18 é mostrado um ensaio de tração
em andamento, chapa sendo tracionada.
Figura 4.17 Ensaio de tração Fonte: www.pesquisa.una.br. Acessado em agosto 2014.
47
O resultado do ensaio de tração é o diagrama força vs. Alongamento ou tensão convencional vs. Deformação relativa.
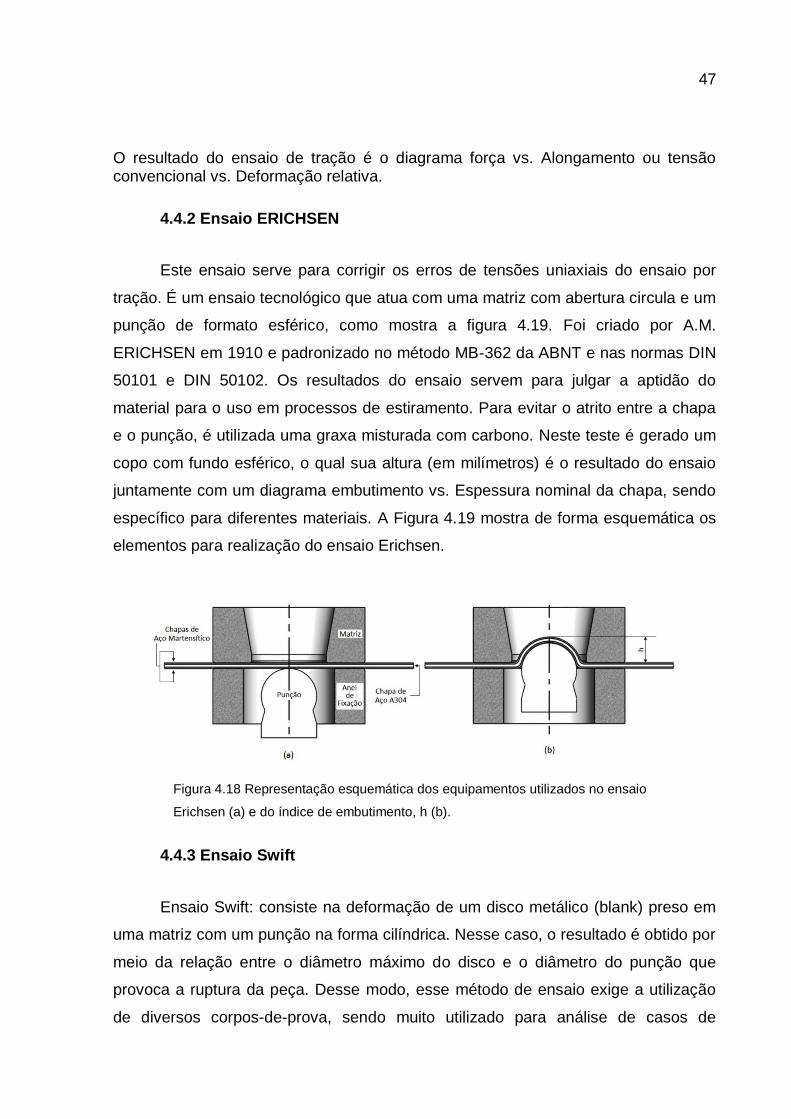
4.4.2 Ensaio ERICHSEN
Este ensaio serve para corrigir os erros de tensões uniaxiais do ensaio por
tração. É um ensaio tecnológico que atua com uma matriz com abertura circula e um
punção de formato esférico, como mostra a figura 4.19. Foi criado por A.M.
ERICHSEN em 1910 e padronizado no método MB-362 da ABNT e nas normas DIN
50101 e DIN 50102. Os resultados do ensaio servem para julgar a aptidão do
material para o uso em processos de estiramento. Para evitar o atrito entre a chapa
e o punção, é utilizada uma graxa misturada com carbono. Neste teste é gerado um
copo com fundo esférico, o qual sua altura (em milímetros) é o resultado do ensaio
juntamente com um diagrama embutimento vs. Espessura nominal da chapa, sendo
específico para diferentes materiais. A Figura 4.19 mostra de forma esquemática os
elementos para realização do ensaio Erichsen.
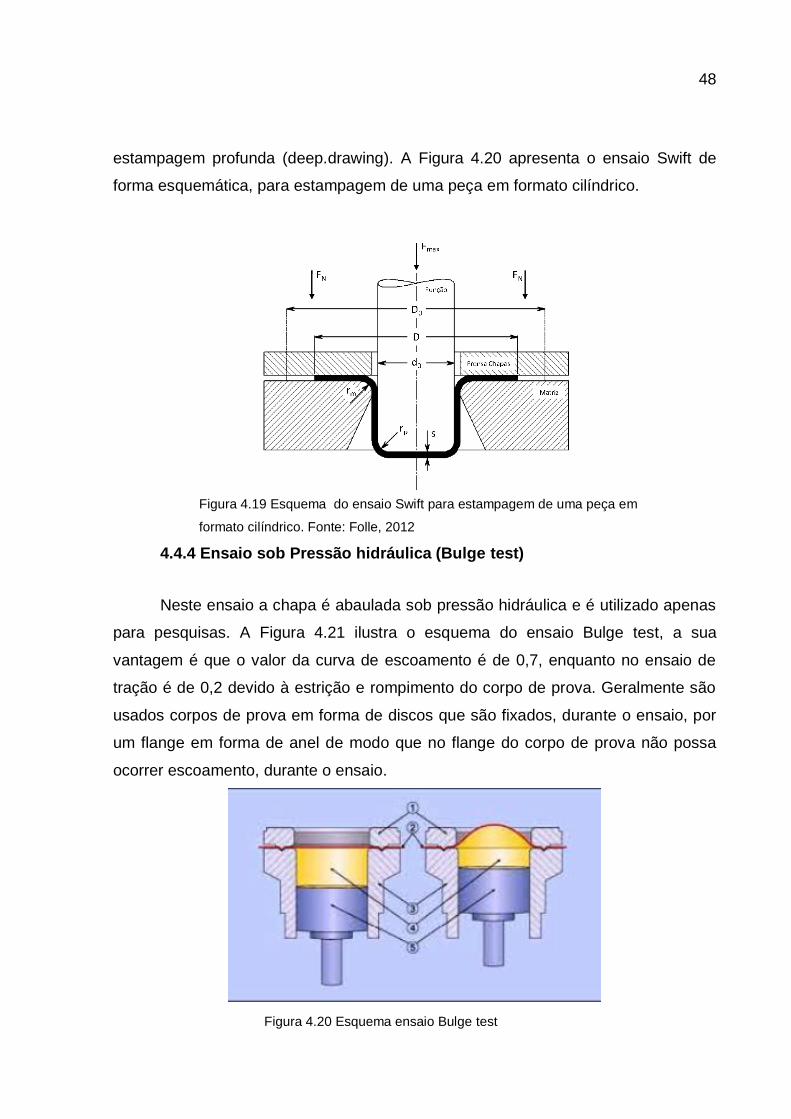
4.4.3 Ensaio Swift
Ensaio Swift: consiste na deformação de um disco metálico (blank) preso em
uma matriz com um punção na forma cilíndrica. Nesse caso, o resultado é obtido por
meio da relação entre o diâmetro máximo do disco e o diâmetro do punção que
provoca a ruptura da peça. Desse modo, esse método de ensaio exige a utilização
de diversos corpos-de-prova, sendo muito utilizado para análise de casos de
Figura 4.18 Representação esquemática dos equipamentos utilizados no ensaio
Erichsen (a) e do índice de embutimento, h (b).
48
estampagem profunda (deep.drawing). A Figura 4.20 apresenta o ensaio Swift de
forma esquemática, para estampagem de uma peça em formato cilíndrico.
4.4.4 Ensaio sob Pressão hidráulica (Bulge test)
Neste ensaio a chapa é abaulada sob pressão hidráulica e é utilizado apenas
para pesquisas. A Figura 4.21 ilustra o esquema do ensaio Bulge test, a sua
vantagem é que o valor da curva de escoamento é de 0,7, enquanto no ensaio de
tração é de 0,2 devido à estrição e rompimento do corpo de prova. Geralmente são
usados corpos de prova em forma de discos que são fixados, durante o ensaio, por
um flange em forma de anel de modo que no flange do corpo de prova não possa
ocorrer escoamento, durante o ensaio.
Figura 4.19 Esquema do ensaio Swift para estampagem de uma peça em
formato cilíndrico. Fonte: Folle, 2012
Figura 4.20 Esquema ensaio Bulge test
49
4.5 Ensaios acelerados para avaliação da corrosão
Avaliar antecipadamente o desempenho e o comportamento de materiais
metálicos, com ou sem revestimentos, projetados para uso em exposição
atmosférica, é uma tarefa complicada, devido principalmente à complexidade e aos
diferentes modos de atuação dos fatores atmosféricos. Os ensaios de corrosão são
utilizados para selecionar e avaliar o desempenho de materiais como aço e pintura.
Estes ensaios podem ser classificados como acelerados e não acelerados (Assis,
2000).
Os testes não acelerados são realizados em estações de corrosão
atmosférica, ficando os corpos de prova expostos ao intemperismo natural. Este tipo
de avaliação geralmente demanda tempo excessivo o que pode comprometer
prazos de desenvolvimentos de produtos. No entanto segundo Alvarenga seus
resultados são mais confiáveis, pois representam melhor o mecanismo de corrosão
que ocorre em serviço (Alvarenga, 2001).
Os testes acelerados são realizados em escala laboratorial utilizando
equipamentos específicos para simular condições críticas sob as quais o material
em avaliação ficará exposto. Este tipo de ensaio é o mais utilizado por sua
simplicidade e tempo de teste relativamente curto. Dependendo do tipo de material,
aplicação final e objetivo do teste serão selecionados um ensaio ou conjunto de
ensaios específicos.
Para prover bons resultados os métodos acelerados devem preencher os
seguintes critérios:
● produzir resultados em um tempo relativamente curto;
●produzir resultados que se correlacionem com dados obtidos de exposição ao
intemperismo natural e produzir modos de degradação similares;
●ser válido para uma grande variedade de materiais e condições;
●ser reproduzível em câmaras e em outros ambientes de teste;
●ser de fácil execução, sem a necessidade de operadores especializados e
equipamentos de custos altíssimos.
50
Nenhum dos ensaios comumente utilizados preenche todos estes requisitos.
Por exemplo, o ensaio de névoa salina (ASTM B-117), promove uma rápida
degradação, mas não apresenta boa correlação quando comparado com resultados
de exposições externas, e muitas vezes os mecanismos de degradação também são
distintos. Câmaras de umidade, frequentemente, produzem degradação lenta nos
revestimentos, particularmente em sistemas de revestimentos com alta tecnologia
(Alvarenga, 2001).
4.5.1 Ensaio de névoa Salina
O ensaio de névoa salina é conduzido em uma câmara fechada com controle
sobre as condições de exposição da amostra. Estes ensaios têm como objetivo
permitir o controle dos fatores que contribuem para a corrosão, porém sem provocar
alterações nos mecanismos de corrosão.
O mais antigo e mais utilizado ensaio acelerado de laboratório para simulação
de intempéries é o ensaio de névoa salina ASTM B-117[l], o qual foi originalmente
desenvolvido entre 1910-1920 e padronizado em 1939. Este ensaio procura simular
as condições encontradas em atmosferas marítimas, através da névoa contínua de
solução NaCl a uma concentração de 5% em peso e temperatura de 35°C ± 2°C. O
pH da solução oscila entre 6,5 e 7,2 e a umidade relativa é de 100% (Assis, 2000).
Apesar dos ensaios em câmaras serem projetados para reproduzir resultados
similares aos que ocorrem em condições reais, existe comprovações de que eles
frequentemente não alcançam plenamente estes objetivos. A exposição contínua
dos materiais à solução de NaCl no ensaio de névoa salina é uma condição
extremamente crítica e leva a graus de corrosão muito elevados em pouco tempo.
Na maior parte das aplicações, como o caso da linha branca, o material, durante seu
uso, fica exposto a condições úmidas alternadamente a condições secas, enquanto
no teste de névoa salina a amostras estão continuamente úmidas. Segundo
(Romanchik, 2000), há outras diferenças como a concentração e o tipo de sal
utilizado no teste e os encontrados no ambiente final de exposição e as alterações
de temperatura durante a vida útil do material.
Deve-se ser cauteloso ao utilizar esta metodologia de avaliação, pois o
mecanismo de corrosão pode não ser o mesmo a que o material será exposto em
51
sua aplicação. Este método apresenta melhor resultado utilizando-se sempre um
comparativo ou uma especificação já conhecida para evitar conclusões errôneas.
4.5.2. Ensaios Cíclicos
De acordo com Esforços têm sido realizados para desenvolver novos tipos de
ensaios acelerados, ou combinar os ensaios já existentes, com o intuito de produzir
um método que possa reproduzir a degradação e corrosão dos revestimentos e
substratos, quando expostos às condições de serviço. Alguns destes ensaios
baseiam-se em exposições cíclicas, Assis, (2000).
Segundo Chagas et al. (2010), a característica básica de um Ensaio Cíclico
de Corrosão é a apresentação de falhas ocorridas pelo processo corrosivo, quanto à
morfologia e estrutura, similares a aquelas observadas em exposições naturais. Os
ensaios cíclicos permitem uma melhor representatividade do ambiente em que o
material estará exposto, submetendo o mesmo a diferentes condições ambientais
intercaladamente em um mesmo teste.
Não existe uma metodologia única para este tipo de ensaio, ele deve ser
estruturado de forma a melhor representar as variações ambientais que ocorrerão
durante a aplicação final, além de simular os processos corrosivos mais agressivos
ao material sendo avaliado.
Os ambientes de exposição mais utilizados neste tipo e teste são:
●Névoa Salina
● Umidade elevada
●Umidade baixa
●Condição ambiente
●Imersão
De acordo com Chagas et al. (2010), através de uma análise prévia da
condição à que o material estará exposta durante sua vida útil, define-se um ciclo
envolvendo qualquer uma das etapas listadas. Existem métodos simples de ensaios
cíclicos que envolvem apenas molhamento com soluções específicas, intercalados
de períodos de secagem. Porém existem também testes que requerem ciclos com
52
várias etapas, podendo incorporar condições de imersão, umidade, condensação,
pulverização e condições de secagem.
O ciclo deve ser repetido quantas vezes foram necessárias a fim de se obter
discriminação entre as amostras em teste.
4.5.3. Ensaios por Imersão
O teste por imersão é o mais simples e mais popular dos testes acelerados de
corrosão. Existem normas já desenvolvidas especificando procedimentos para
condução destes testes como ASTM, NACE, ISO e MTI. Os ensaios por imersão são
bastante flexíveis e podem ser adaptados para atender qualquer aplicação
específica. Os equipamentos podem ser configurados para permitir a exposição dos
espécimes a vários tipos de solução (líquidos, vapor, condensado, interface
líquido/vapor, etc.). As amostras podem ser adaptadas a fim de simular diferentes
condições de risco como frestas, tensão, pintura entre outros, Alvarenga, (2003).
O tempo de exposição varia muito com o tipo de material sendo testado e da
solução sendo utilizada para imersão da amostra. Em geral são os ensaios onde se
consegue um maior grau de corrosão em menor tempo, por isso é muito utilizado
quando se necessita respostas rápidas. Como qualquer outro teste acelerado de
corrosão, o ideal é sempre avaliar amostras comparativamente a fim de se obter
melhores interpretações do resultado.
4.6 Revestimento galvânico
Basicamente, o revestimento metálico tem o objetivo de aumentar a
resistência à corrosão e pode ser dividido em duas categorias: nobres e de
sacrifício. Os revestimentos de sacrifício (galvânico) são aqueles que apresentam
velocidade de corrosão maior que o metal de base. Desta forma, o revestimento é
oxidado ao invés do metal base [Pannoni, 2010; Scatolin, 2005].
No revestimento de sacrifício, o metal de base é catodicamente protegido, ou
seja, o metal que sofre corrosão é o de revestimento e não o metal de base. Isso
ocorre porque a direção da corrente galvânica é inversa a dos revestimentos nobres.
Dessa forma, o grau de porosidade deste revestimento não tem grande importância,
53
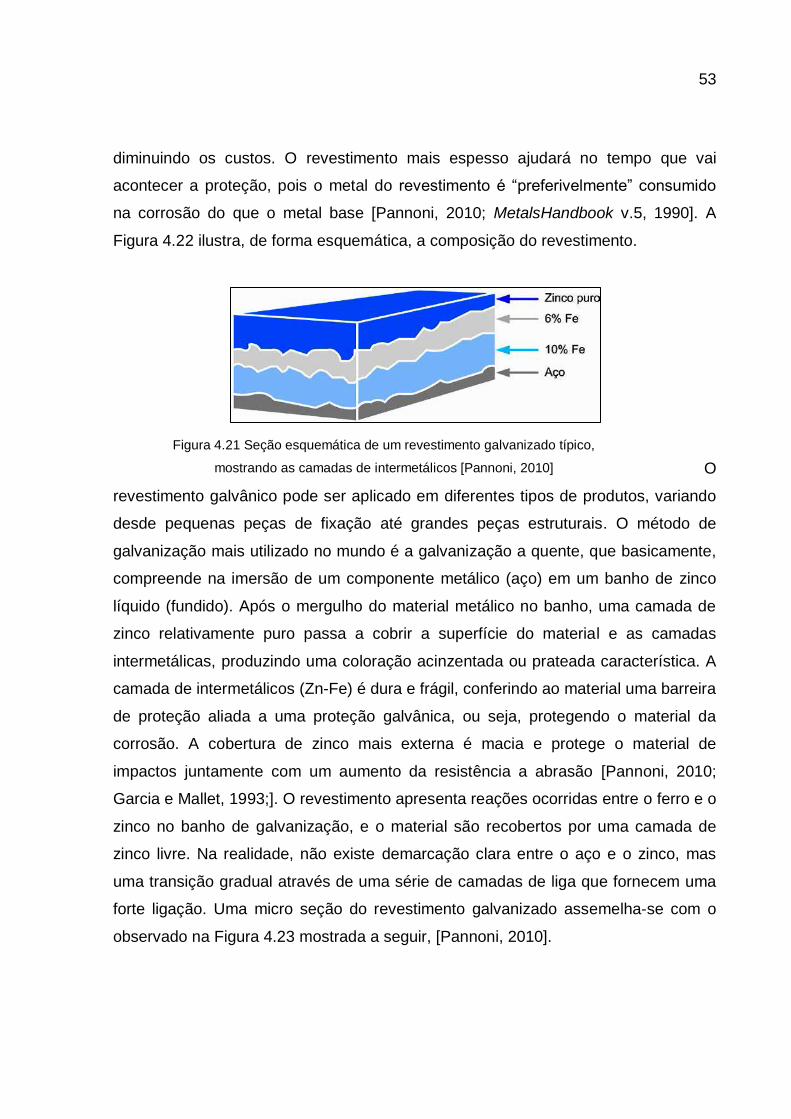
diminuindo os custos. O revestimento mais espesso ajudará no tempo que vai
acontecer a proteção, pois o metal do revestimento é “preferivelmente” consumido
na corrosão do que o metal base [Pannoni, 2010; MetalsHandbook v.5, 1990]. A
Figura 4.22 ilustra, de forma esquemática, a composição do revestimento.
O
revestimento galvânico pode ser aplicado em diferentes tipos de produtos, variando
desde pequenas peças de fixação até grandes peças estruturais. O método de
galvanização mais utilizado no mundo é a galvanização a quente, que basicamente,
compreende na imersão de um componente metálico (aço) em um banho de zinco
líquido (fundido). Após o mergulho do material metálico no banho, uma camada de
zinco relativamente puro passa a cobrir a superfície do material e as camadas
intermetálicas, produzindo uma coloração acinzentada ou prateada característica. A
camada de intermetálicos (Zn-Fe) é dura e frágil, conferindo ao material uma barreira
de proteção aliada a uma proteção galvânica, ou seja, protegendo o material da
corrosão. A cobertura de zinco mais externa é macia e protege o material de
impactos juntamente com um aumento da resistência a abrasão [Pannoni, 2010;
Garcia e Mallet, 1993;]. O revestimento apresenta reações ocorridas entre o ferro e o
zinco no banho de galvanização, e o material são recobertos por uma camada de
zinco livre. Na realidade, não existe demarcação clara entre o aço e o zinco, mas
uma transição gradual através de uma série de camadas de liga que fornecem uma
forte ligação. Uma micro seção do revestimento galvanizado assemelha-se com o
observado na Figura 4.23 mostrada a seguir, [Pannoni, 2010].
Figura 4.21 Seção esquemática de um revestimento galvanizado típico,
mostrando as camadas de intermetálicos [Pannoni, 2010]
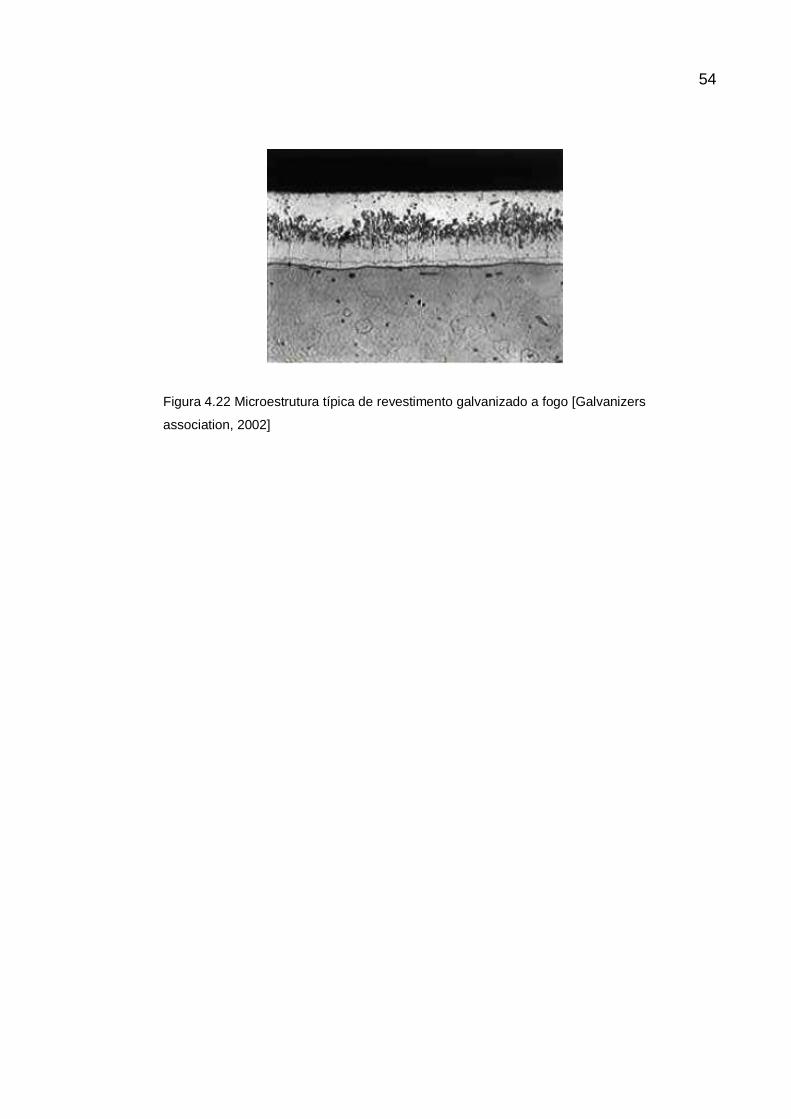
54
Figura 4.22 Microestrutura típica de revestimento galvanizado a fogo [Galvanizers
association, 2002]
55
5 MATERIAIS E MÉTODOS
A seguir serão apresentados os materiais e métodos que foram utilizados no
trabalho. O foco do trabalho concentrou-se em aço bifásico DP800, fabricado pela
empresa USIMINAS, com o objetivo de avaliar o comportamento mecânico desse
aço em relação a sua estabilidade mediante à oxidação por exposição do material a
condições climáticas inadequadas.
5.1 Materiais
A Tabela 5.1 apresenta as propriedades mecânicas nominais do aço
estudado neste trabalho. Foram utilizadas chapas de aço DP800, com 2,1mm de
espessura, produzido e fornecido pela Usiminas-MG, que tem como principais
características, segundo informações do fabricante, tensão de escoamento de 800 a
820MPa, limite mínimo de resistência a tração de 900MPa e alongamento mínimo de
10%.
Tabela 5.1 Composição química (% peso) do aço DP800 Fonte: Lajarin et. al 2012
C Mn Si P Al Ti Nb B Mo N
0,12 1,68 0,026 0,018 0,044 0,002 0,025 0,0002 0,18 0,0053
5.2 Considerações sobre o revestimento metálico
Não foi possível obter informações precisas com o fabricante do aço em
estudo, a Usiminas, sobre o revestimento metálico utilizado no processo de
obtenção do produto, por questões de regras da empresa em relação à divulgação
de composição química dos produtos. Porém, levando em conta a tendência mundial
dos aços utilizados na indústria automotiva, é possível indicar com bom nível de
acerto que se trata de uma liga de zinco. O zinco possui uma excelente capacidade
de proteger o substrato de aço contra a corrosão, mantendo, ainda, boas
características como baixo custo e baixo peso, o qual leva a uma melhora na
performance de consumo de combustível, (uma exigência do governo para a
56
indústria automobilísticas receber incentivos fiscais) e reciclabilidade que, por sua
vez, transformam o revestimento galvanizado em uma das melhores alternativas
para aumentar a resistência contra a corrosão (ALMEIDA; ELIZABETE, 2000).
5.3 Métodos
O trabalho envolveu as seguintes metodologias experimentais:
Caracterização microestrutural por meio de metalografia qualitativa via microscopia
óptica, e quantitativa, com auxílio do programa “Image J” para quantificação das
fases. Ensaios mecânicos de tração, ensaio de corrosão pelo método de Imersão, e
análise via microscópio eletrônico de varredura (MEV), e ensaio de estampagem
Erichsen.
5.3.1 Análise Metalográfica
A preparação metalográfica seguiu os procedimentos normais de
metalografia. A técnica de lixamento manual consiste em se lixar a amostra
sucessivamente com lixas de granulometria cada vez menor, mudando-se de
direção (90°) em cada lixa subsequente até desaparecerem os traços da lixa
anterior. As amostras foram embutidas a quente, em seguida foi executado o
processo de lixamento manual, utilizando uma sequência de lixas com diferentes
granulometrias (lixas 100, 220, 320, 400, 600 e 1200), após foram utilizadas as lixas
de SiC, na lixadeira metalográfica e polidas com solução de alumina, de 0,3 e 0,05
μ. Após a preparação metalográfica, as amostras foram atacadas quimicamente com
solução de nital 2% (98% de alcool e 2% de ácido nítrico). As amostras foram
atacadas por imersão por tempos que variaram de 3 a 6 segundos.
As fases presentes nas amostras foram caracterizadas em um microscópio
ótico Olympus GX51, com analisador de imagens, apresentado na Figura 5.1.
57
5.3.2 Análise das imagens
De cada amostra, após polimento e ataque, foram capturadas imagens ao
longo de toda superfície preparada, evitando-se regiões que, eventualmente,
apresentaram alguma imperfeição de polimento e as regiões muito próximas às
bordas. Mantendo-se a imagem sempre bem-focada, foram capturadas pelo menos
vinte imagens de cada amostra.
Após a captura das vinte imagens, de cada amostra, como estabelece a
norma ASTM E 1382, elas foram analisadas através do software Image J, disponível
para uso livre na Internet. Aplicou-se, em algumas imagens, o threshold, (recurso
pelo qual o software estabelece o limiar entre as fases brancas e pretas de uma
imagem), escolhendo-se o valor de forma a se separar, o melhor possível, as áreas
claras (não atacadas ou tingidas) das áreas escuras (atacadas ou tingidas pelos
reagentes). Dessa forma foi possível definir o percentual de cada fase micro
estrutural presente nas amostras.
5.3.3 Microscopia Eletrônica de Varredura (MEV)
As fractografias foram obtidas no microscópio eletrônico de varredura JSM,
modelo JSM-5800, instalado no Centro de Microscopia Eletrônica da UFRGS,
mostrado na Figura 5.2. A microscopia eletrônica de varredura (MEV) é um método
Figura 5.1 Microscópio Óptico Olympus GX51 do LdTm/Ufrgs
58
de análise de superfície de alta resolução de imagem, que usa elétrons na formação
da imagem, tal como o microscópio óptico usa a luz visível. A vantagem da MEV
sobre a microscopia óptica inclui a alta magnificação (aumento superior a 100.000
vezes) e a profundidade de campo acima de 100 vezes. As informações quanto à
análise química qualitativa e quantitativa são também obtidas usando-se o
espectrofotômetro em energia dispersiva de raios-X (EDS) associada à MEV
(Padilha e Ambrózio, 1985; Skoog e Leary, 1992; Hanke, 2000). Este método foi
utilizado para realizar a análise das amostras do ensaio de corrosão por imersão,
com o propósito de observar mais detalhadamente a superfície dos corpos de prova
expostos à corrosão ao ar e corrosão por imersão, e dessa forma verificar os
mecanismos de corrosão que podem surgir nas chapas e a eficácia do revestimento
como proteção contra a corrosão.
5.3.4 Ensaio Mecânicos
Os corpos de prova foram confeccionados conforme a norma NBR 6152.
Figura 5.2 Microscópio eletrônico de varredura MEV JSM 5800, instalado
no CME- UFRGS
59
5.3.5 Ensaio de tração
Esse ensaio baseia-se em submeter corpos-de-prova, no caso barras de aço,
a forças de tração, monitorando-se as deformações, depois, seguindo o ensaio até a
ruptura para se determinar uma ou mais das propriedades mecânicas, tais como a
força máxima suportada, o alongamento, o limite de resistência à tração, o
alongamento específico e o módulo de elasticidade.
A Figura 5.3 mostra o ensaio sendo realizado no laboratório do Ldtm, sendo
possível observar o posicionamento do extensômetro e a chapa presa entre os
mordentes da máquina.
A máquina de tração é da marca EMIC, com capacidade de 60 toneladas e
está alocada no Laboratório de Transformação Mecânica – LdTm, no Campus do
Vale da UFRGS, conforme mostra a figura 5.3, mostrada acima.
Para realização dos testes, seleciona-se inicialmente o programa para
determinação dos resultados desejados no ensaio. Em seguida toma-se um dos
corpos de prova, no qual se mede os valores da espessura e da largura da região
útil, acopla-se o extensômetro, entra com os dados pedidos pelo programa
(espessura inicial, largura inicial, comprimento útil e direção de laminação). Retirado
o corpo de prova da máquina, mediram-se novamente os valores da espessura e da
largura da região útil, estes agora tomados como valores finais, após a deformação
Figura 5.3 Corpo de prova durante ensaio de tração. Fonte: O autor
60
do corpo de prova. Para os ensaios seguintes apenas repete-se o procedimento
descrito anteriormente. Para plotagem dos gráficos de tensão vs deformação foi
utilizado o programa Tesc com tratamento dos dados obtidos das curvas de carga vs
deslocamento, geradas durante os ensaios.
Foram determinados os valores de tensão de escoamento, além do limite de
resistência, alongamento e módulo de elasticidade. Estes dados auxiliam na
avaliação das características de estampabilidade das chapas, servindo de parâmetro
para análise das condições do material em relação ao grau de conformabilidade ao
qual será submetido durante o processo de fabricação do componente.
A Figura 5.4 mostra a máquina Universal de ensaios do LDTM da UFRGS.
5.3.6 Ensaio estampagem ERICHSEN
O ensaio de estampagem foi realizado na máquina universal de ensaio Emic
DL60000 do Ldtm – Ufrgs, de acordo com o método Erichsen modificado, descrito
na norma ABNT NBR 16.281:2014, segundo Garcia et al.(2000) o ensaio consiste
em deformar - à temperatura ambiente, com um penetrador provido de uma ponta
esférica - um corpo de prova, preso entre uma matriz e um anel de fixação, até
ocorrer a queda na carga impressa pelo punção no CP, quando este começa a
Figura 5.4 Máquina universal de ensaios Emic DL60000, instalada no Ldtm da Ufrgs.
Fonte: O autor
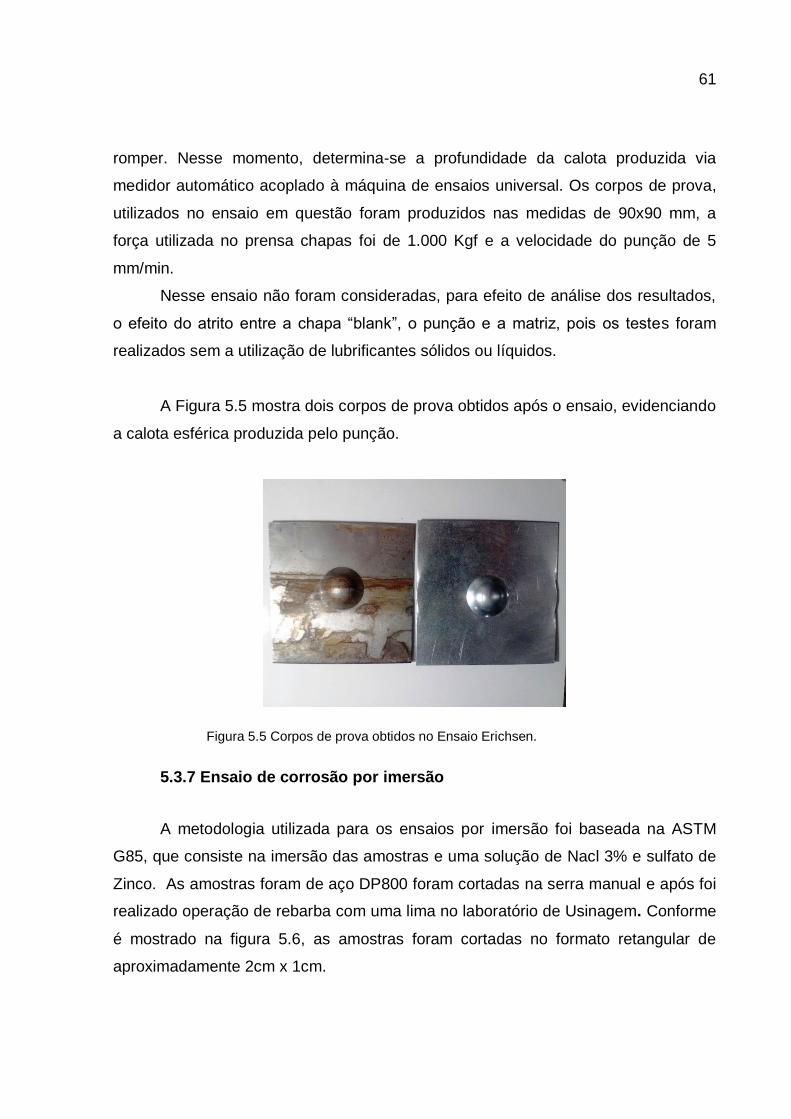
61
romper. Nesse momento, determina-se a profundidade da calota produzida via
medidor automático acoplado à máquina de ensaios universal. Os corpos de prova,
utilizados no ensaio em questão foram produzidos nas medidas de 90x90 mm, a
força utilizada no prensa chapas foi de 1.000 Kgf e a velocidade do punção de 5
mm/min.
Nesse ensaio não foram consideradas, para efeito de análise dos resultados,
o efeito do atrito entre a chapa “blank”, o punção e a matriz, pois os testes foram
realizados sem a utilização de lubrificantes sólidos ou líquidos.
A Figura 5.5 mostra dois corpos de prova obtidos após o ensaio, evidenciando
a calota esférica produzida pelo punção.
5.3.7 Ensaio de corrosão por imersão
A metodologia utilizada para os ensaios por imersão foi baseada na ASTM
G85, que consiste na imersão das amostras e uma solução de Nacl 3% e sulfato de
Zinco. As amostras foram de aço DP800 foram cortadas na serra manual e após foi
realizado operação de rebarba com uma lima no laboratório de Usinagem. Conforme
é mostrado na figura 5.6, as amostras foram cortadas no formato retangular de
aproximadamente 2cm x 1cm.
Figura 5.5 Corpos de prova obtidos no Ensaio Erichsen.
62
Figura 5.6 Corpos de prova utilizados no ensaio de imersão. Fonte: O autor
A ASTM G85 não especifica um tempo padrão de ensaio, portanto para
determinação do tempo de 168 h foram conduzidos ensaios preliminares com
tempos diferentes a fim de identificar o ideal para obter discriminação entre as
amostras. A norma também não cita temperatura de teste, portanto o mesmo foi
conduzido à temperatura ambiente. Após o término das diferentes metodologias
todas as amostras passaram por um processo de limpeza com álcool etílico para
realização de análises via Microscópio eletrônico de varredura. As amostras após
preparadas foram totalmente imersas na solução por 168 horas, conforme ilustrado
na Figura 5.7.
Figura 5.7 Amostras imersas na solução de Sulfato de Zinco, à esquerda
amostras sem revestimento e a direita amostras revestidas. Fonte: O autor
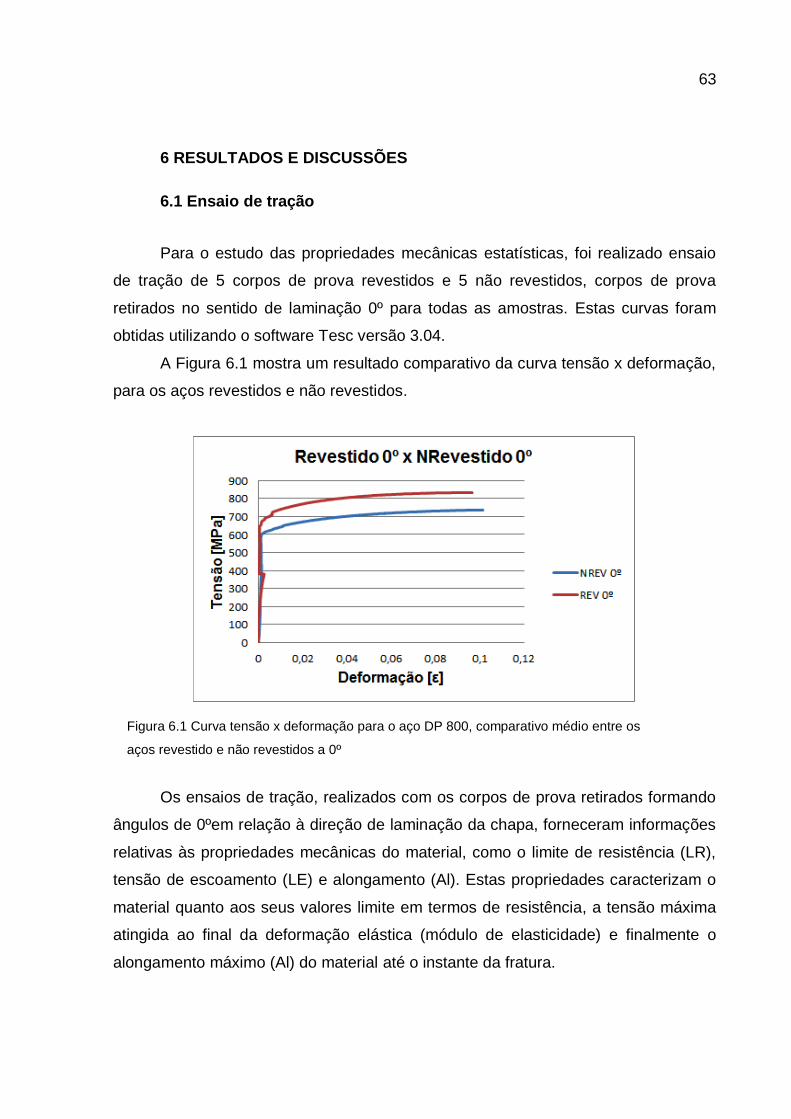
63
6 RESULTADOS E DISCUSSÕES
6.1 Ensaio de tração
Para o estudo das propriedades mecânicas estatísticas, foi realizado ensaio
de tração de 5 corpos de prova revestidos e 5 não revestidos, corpos de prova
retirados no sentido de laminação 0º para todas as amostras. Estas curvas foram
obtidas utilizando o software Tesc versão 3.04.
A Figura 6.1 mostra um resultado comparativo da curva tensão x deformação,
para os aços revestidos e não revestidos.
Os ensaios de tração, realizados com os corpos de prova retirados formando
ângulos de 0ºem relação à direção de laminação da chapa, forneceram informações
relativas às propriedades mecânicas do material, como o limite de resistência (LR),
tensão de escoamento (LE) e alongamento (Al). Estas propriedades caracterizam o
material quanto aos seus valores limite em termos de resistência, a tensão máxima
atingida ao final da deformação elástica (módulo de elasticidade) e finalmente o
alongamento máximo (Al) do material até o instante da fratura.
Figura 6.1 Curva tensão x deformação para o aço DP 800, comparativo médio entre os
aços revestido e não revestidos a 0º
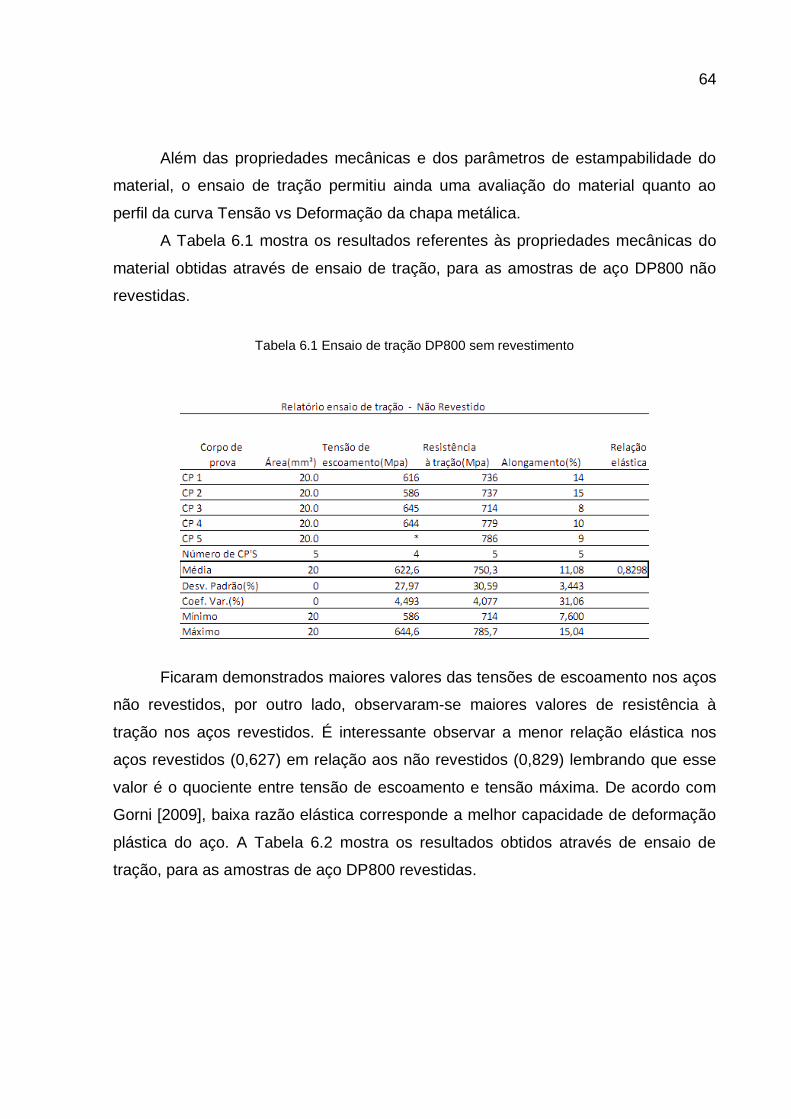
64
Além das propriedades mecânicas e dos parâmetros de estampabilidade do
material, o ensaio de tração permitiu ainda uma avaliação do material quanto ao
perfil da curva Tensão vs Deformação da chapa metálica.
A Tabela 6.1 mostra os resultados referentes às propriedades mecânicas do
material obtidas através de ensaio de tração, para as amostras de aço DP800 não
revestidas.
Tabela 6.1 Ensaio de tração DP800 sem revestimento
Ficaram demonstrados maiores valores das tensões de escoamento nos aços
não revestidos, por outro lado, observaram-se maiores valores de resistência à
tração nos aços revestidos. É interessante observar a menor relação elástica nos
aços revestidos (0,627) em relação aos não revestidos (0,829) lembrando que esse
valor é o quociente entre tensão de escoamento e tensão máxima. De acordo com
Gorni [2009], baixa razão elástica corresponde a melhor capacidade de deformação
plástica do aço. A Tabela 6.2 mostra os resultados obtidos através de ensaio de
tração, para as amostras de aço DP800 revestidas.
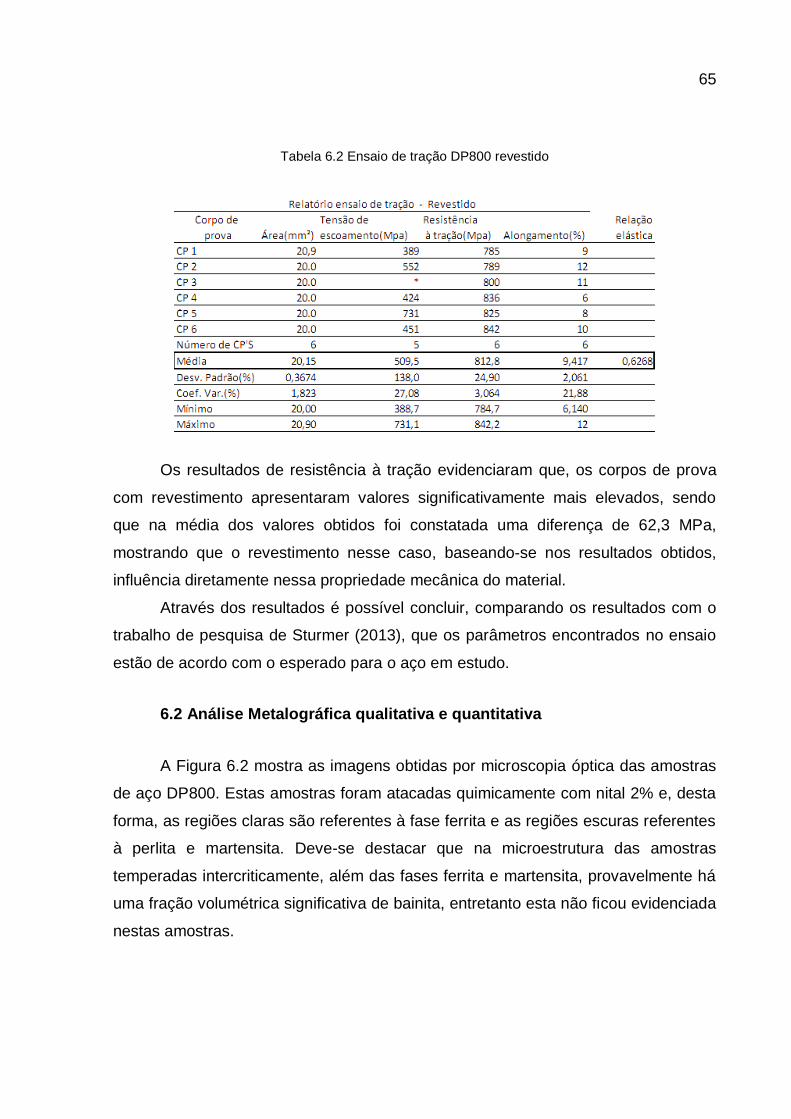
65
Tabela 6.2 Ensaio de tração DP800 revestido
Os resultados de resistência à tração evidenciaram que, os corpos de prova
com revestimento apresentaram valores significativamente mais elevados, sendo
que na média dos valores obtidos foi constatada uma diferença de 62,3 MPa,
mostrando que o revestimento nesse caso, baseando-se nos resultados obtidos,
influência diretamente nessa propriedade mecânica do material.
Através dos resultados é possível concluir, comparando os resultados com o
trabalho de pesquisa de Sturmer (2013), que os parâmetros encontrados no ensaio
estão de acordo com o esperado para o aço em estudo.
6.2 Análise Metalográfica qualitativa e quantitativa
A Figura 6.2 mostra as imagens obtidas por microscopia óptica das amostras
de aço DP800. Estas amostras foram atacadas quimicamente com nital 2% e, desta
forma, as regiões claras são referentes à fase ferrita e as regiões escuras referentes
à perlita e martensita. Deve-se destacar que na microestrutura das amostras
temperadas intercriticamente, além das fases ferrita e martensita, provavelmente há
uma fração volumétrica significativa de bainita, entretanto esta não ficou evidenciada
nestas amostras.
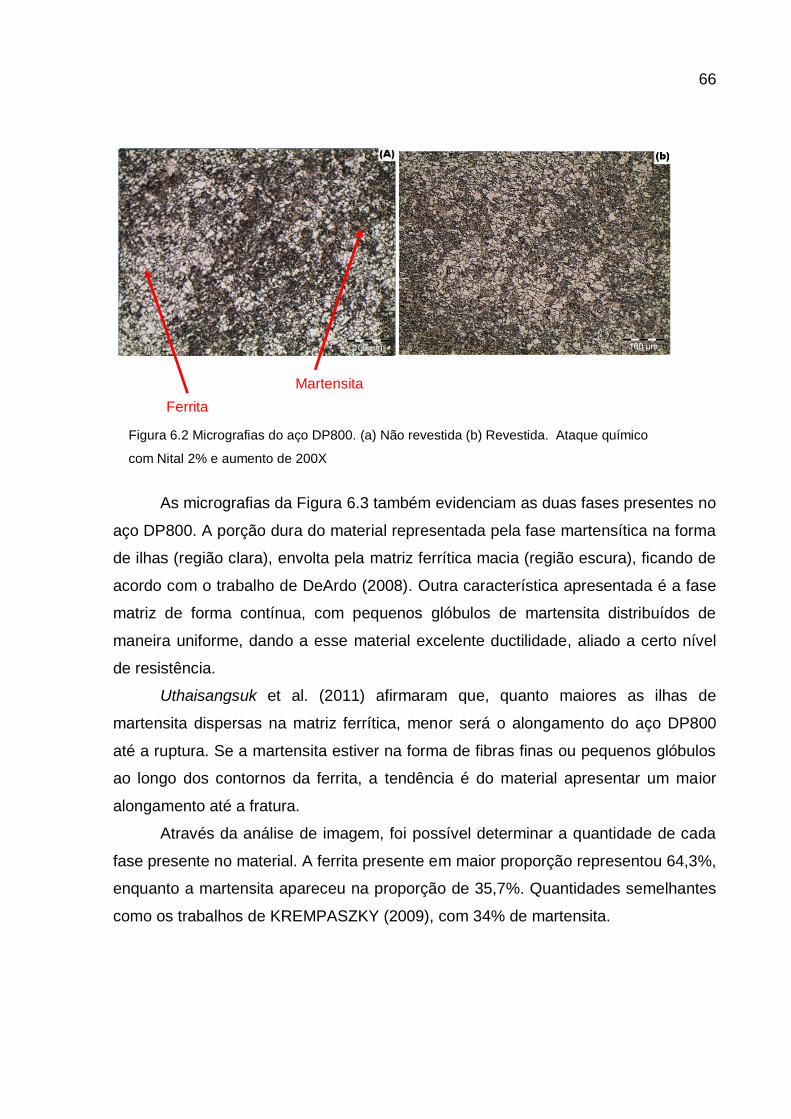
66
Ferrita
Martensita
As micrografias da Figura 6.3 também evidenciam as duas fases presentes no
aço DP800. A porção dura do material representada pela fase martensítica na forma
de ilhas (região clara), envolta pela matriz ferrítica macia (região escura), ficando de
acordo com o trabalho de DeArdo (2008). Outra característica apresentada é a fase
matriz de forma contínua, com pequenos glóbulos de martensita distribuídos de
maneira uniforme, dando a esse material excelente ductilidade, aliado a certo nível
de resistência.
Uthaisangsuk et al. (2011) afirmaram que, quanto maiores as ilhas de
martensita dispersas na matriz ferrítica, menor será o alongamento do aço DP800
até a ruptura. Se a martensita estiver na forma de fibras finas ou pequenos glóbulos
ao longo dos contornos da ferrita, a tendência é do material apresentar um maior
alongamento até a fratura.
Através da análise de imagem, foi possível determinar a quantidade de cada
fase presente no material. A ferrita presente em maior proporção representou 64,3%,
enquanto a martensita apareceu na proporção de 35,7%. Quantidades semelhantes
como os trabalhos de KREMPASZKY (2009), com 34% de martensita.
Figura 6.2 Micrografias do aço DP800. (a) Não revestida (b) Revestida. Ataque químico
com Nital 2% e aumento de 200X
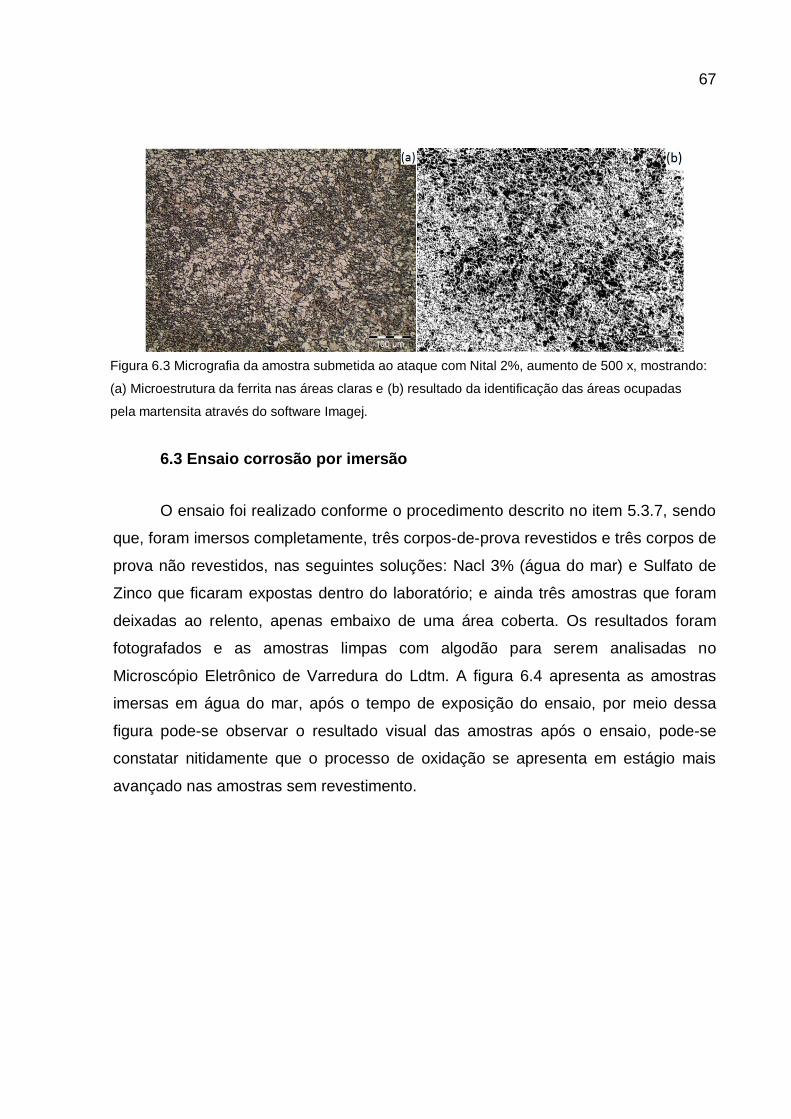
67
6.3 Ensaio corrosão por imersão
O ensaio foi realizado conforme o procedimento descrito no item 5.3.7, sendo
que, foram imersos completamente, três corpos-de-prova revestidos e três corpos de
prova não revestidos, nas seguintes soluções: Nacl 3% (água do mar) e Sulfato de
Zinco que ficaram expostas dentro do laboratório; e ainda três amostras que foram
deixadas ao relento, apenas embaixo de uma área coberta. Os resultados foram
fotografados e as amostras limpas com algodão para serem analisadas no
Microscópio Eletrônico de Varredura do Ldtm. A figura 6.4 apresenta as amostras
imersas em água do mar, após o tempo de exposição do ensaio, por meio dessa
figura pode-se observar o resultado visual das amostras após o ensaio, pode-se
constatar nitidamente que o processo de oxidação se apresenta em estágio mais
avançado nas amostras sem revestimento.
Figura 6.3 Micrografia da amostra submetida ao ataque com Nital 2%, aumento de 500 x, mostrando:
(a) Microestrutura da ferrita nas áreas claras e (b) resultado da identificação das áreas ocupadas
pela martensita através do software Imagej.
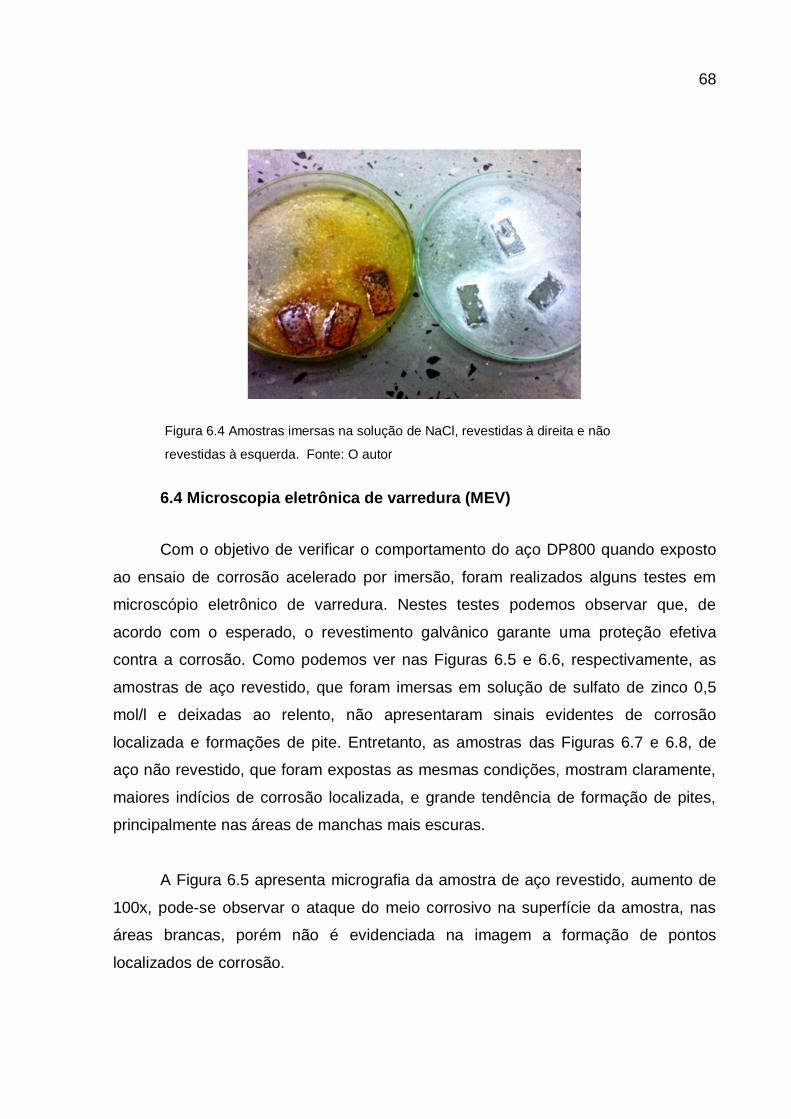
68
6.4 Microscopia eletrônica de varredura (MEV)
Com o objetivo de verificar o comportamento do aço DP800 quando exposto
ao ensaio de corrosão acelerado por imersão, foram realizados alguns testes em
microscópio eletrônico de varredura. Nestes testes podemos observar que, de
acordo com o esperado, o revestimento galvânico garante uma proteção efetiva
contra a corrosão. Como podemos ver nas Figuras 6.5 e 6.6, respectivamente, as
amostras de aço revestido, que foram imersas em solução de sulfato de zinco 0,5
mol/l e deixadas ao relento, não apresentaram sinais evidentes de corrosão
localizada e formações de pite. Entretanto, as amostras das Figuras 6.7 e 6.8, de
aço não revestido, que foram expostas as mesmas condições, mostram claramente,
maiores indícios de corrosão localizada, e grande tendência de formação de pites,
principalmente nas áreas de manchas mais escuras.
A Figura 6.5 apresenta micrografia da amostra de aço revestido, aumento de
100x, pode-se observar o ataque do meio corrosivo na superfície da amostra, nas
áreas brancas, porém não é evidenciada na imagem a formação de pontos
localizados de corrosão.
Figura 6.4 Amostras imersas na solução de NaCl, revestidas à direita e não
revestidas à esquerda. Fonte: O autor
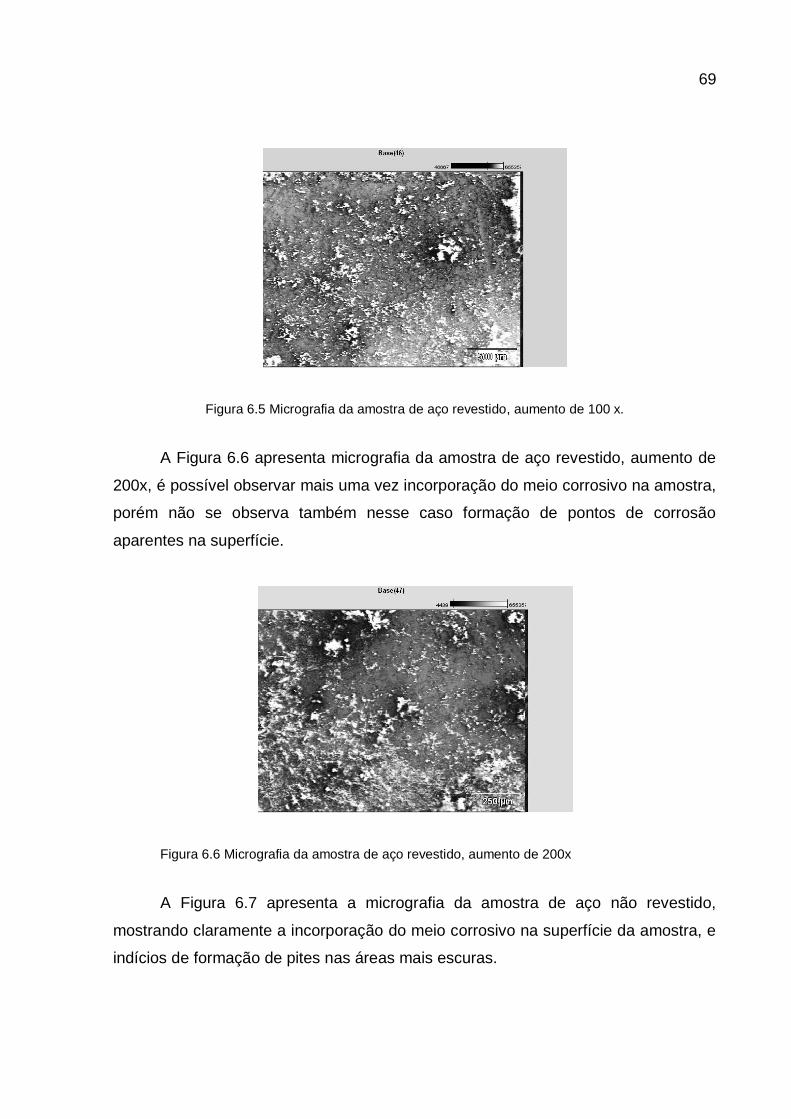
69
Figura 6.5 Micrografia da amostra de aço revestido, aumento de 100 x.
A Figura 6.6 apresenta micrografia da amostra de aço revestido, aumento de
200x, é possível observar mais uma vez incorporação do meio corrosivo na amostra,
porém não se observa também nesse caso formação de pontos de corrosão
aparentes na superfície.
Figura 6.6 Micrografia da amostra de aço revestido, aumento de 200x
A Figura 6.7 apresenta a micrografia da amostra de aço não revestido,
mostrando claramente a incorporação do meio corrosivo na superfície da amostra, e
indícios de formação de pites nas áreas mais escuras.
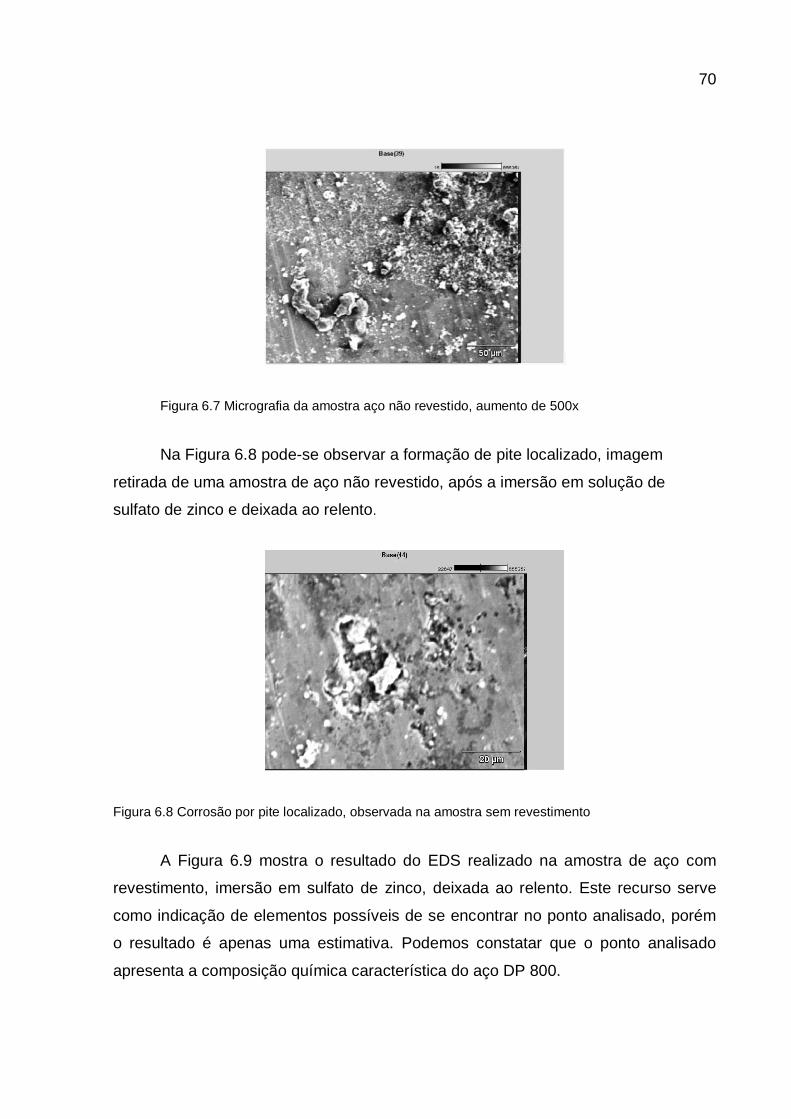
70
Figura 6.7 Micrografia da amostra aço não revestido, aumento de 500x
Na Figura 6.8 pode-se observar a formação de pite localizado, imagem
retirada de uma amostra de aço não revestido, após a imersão em solução de
sulfato de zinco e deixada ao relento.
Figura 6.8 Corrosão por pite localizado, observada na amostra sem revestimento
A Figura 6.9 mostra o resultado do EDS realizado na amostra de aço com
revestimento, imersão em sulfato de zinco, deixada ao relento. Este recurso serve
como indicação de elementos possíveis de se encontrar no ponto analisado, porém
o resultado é apenas uma estimativa. Podemos constatar que o ponto analisado
apresenta a composição química característica do aço DP 800.
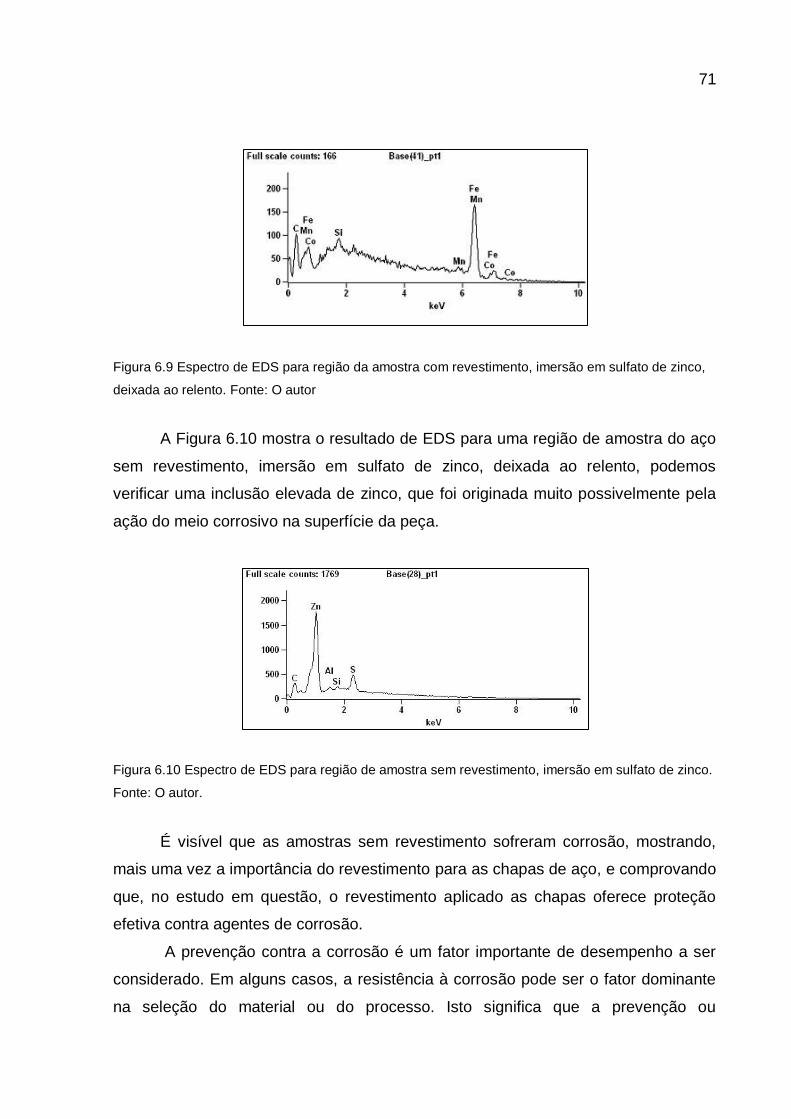
71
Figura 6.9 Espectro de EDS para região da amostra com revestimento, imersão em sulfato de zinco,
deixada ao relento. Fonte: O autor
A Figura 6.10 mostra o resultado de EDS para uma região de amostra do aço
sem revestimento, imersão em sulfato de zinco, deixada ao relento, podemos
verificar uma inclusão elevada de zinco, que foi originada muito possivelmente pela
ação do meio corrosivo na superfície da peça.
Figura 6.10 Espectro de EDS para região de amostra sem revestimento, imersão em sulfato de zinco.
Fonte: O autor.
É visível que as amostras sem revestimento sofreram corrosão, mostrando,
mais uma vez a importância do revestimento para as chapas de aço, e comprovando
que, no estudo em questão, o revestimento aplicado as chapas oferece proteção
efetiva contra agentes de corrosão.
A prevenção contra a corrosão é um fator importante de desempenho a ser
considerado. Em alguns casos, a resistência à corrosão pode ser o fator dominante
na seleção do material ou do processo. Isto significa que a prevenção ou
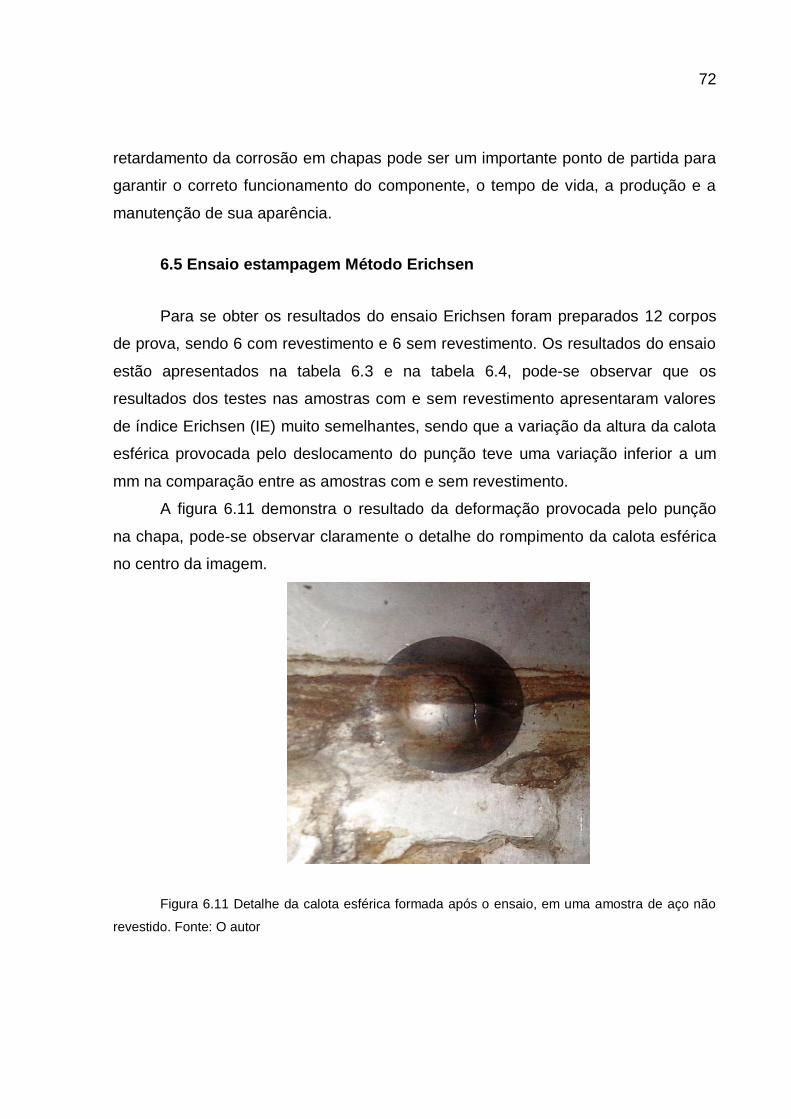
72
retardamento da corrosão em chapas pode ser um importante ponto de partida para
garantir o correto funcionamento do componente, o tempo de vida, a produção e a
manutenção de sua aparência.
6.5 Ensaio estampagem Método Erichsen
Para se obter os resultados do ensaio Erichsen foram preparados 12 corpos
de prova, sendo 6 com revestimento e 6 sem revestimento. Os resultados do ensaio
estão apresentados na tabela 6.3 e na tabela 6.4, pode-se observar que os
resultados dos testes nas amostras com e sem revestimento apresentaram valores
de índice Erichsen (IE) muito semelhantes, sendo que a variação da altura da calota
esférica provocada pelo deslocamento do punção teve uma variação inferior a um
mm na comparação entre as amostras com e sem revestimento.
A figura 6.11 demonstra o resultado da deformação provocada pelo punção
na chapa, pode-se observar claramente o detalhe do rompimento da calota esférica
no centro da imagem.
Figura 6.11 Detalhe da calota esférica formada após o ensaio, em uma amostra de aço não
revestido. Fonte: O autor
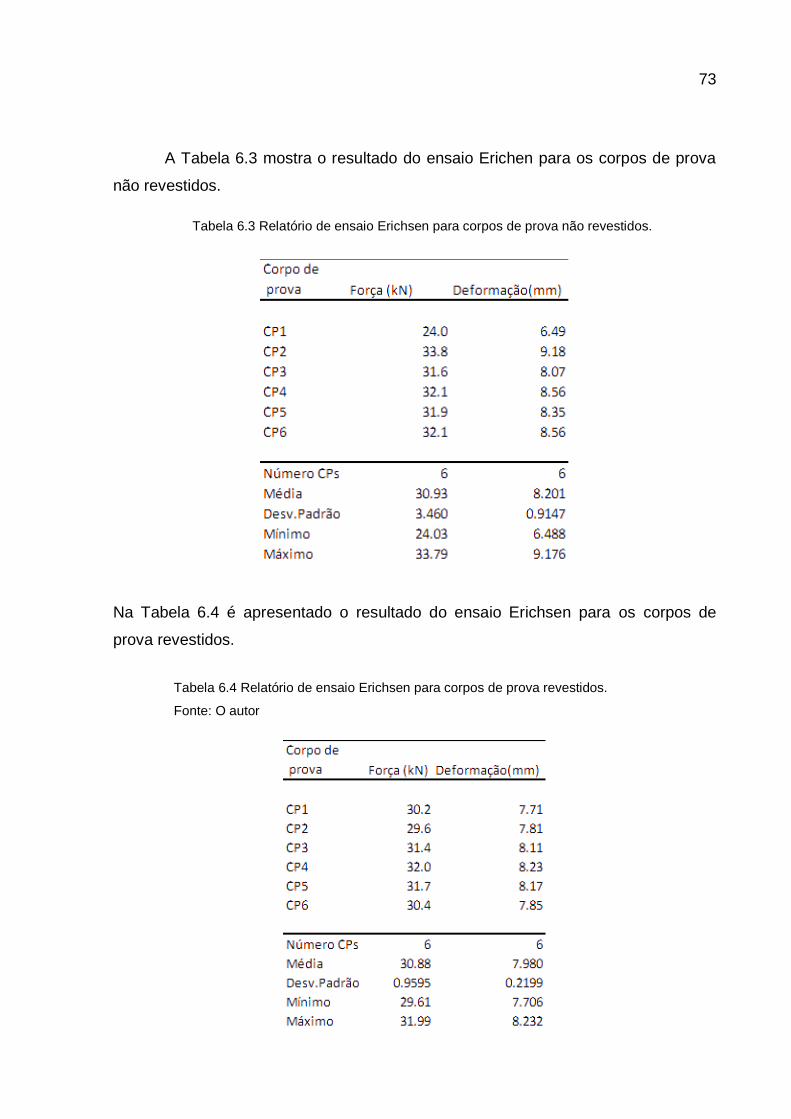
73
A Tabela 6.3 mostra o resultado do ensaio Erichen para os corpos de prova
não revestidos.
Na Tabela 6.4 é apresentado o resultado do ensaio Erichsen para os corpos de
prova revestidos.
Tabela 6.4 Relatório de ensaio Erichsen para corpos de prova revestidos.
Fonte: O autor
Tabela 6.3 Relatório de ensaio Erichsen para corpos de prova não revestidos.
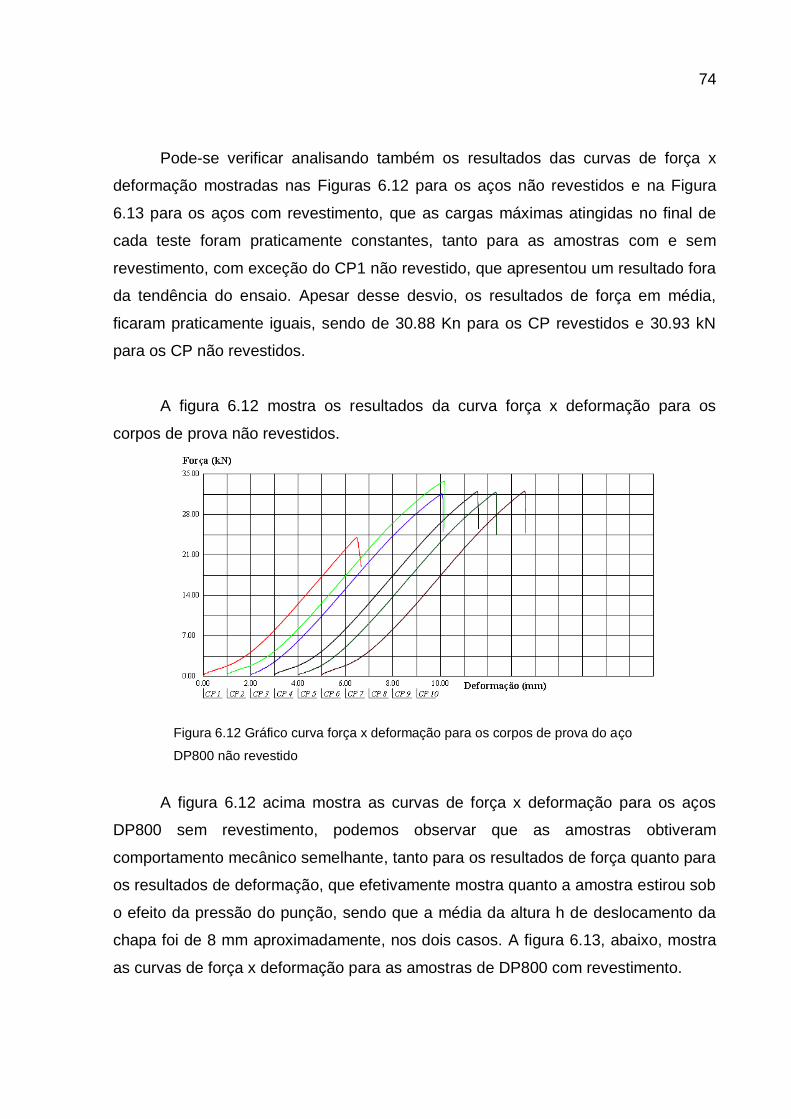
74
Pode-se verificar analisando também os resultados das curvas de força x
deformação mostradas nas Figuras 6.12 para os aços não revestidos e na Figura
6.13 para os aços com revestimento, que as cargas máximas atingidas no final de
cada teste foram praticamente constantes, tanto para as amostras com e sem
revestimento, com exceção do CP1 não revestido, que apresentou um resultado fora
da tendência do ensaio. Apesar desse desvio, os resultados de força em média,
ficaram praticamente iguais, sendo de 30.88 Kn para os CP revestidos e 30.93 kN
para os CP não revestidos.
A figura 6.12 mostra os resultados da curva força x deformação para os
corpos de prova não revestidos.
A figura 6.12 acima mostra as curvas de força x deformação para os aços
DP800 sem revestimento, podemos observar que as amostras obtiveram
comportamento mecânico semelhante, tanto para os resultados de força quanto para
os resultados de deformação, que efetivamente mostra quanto a amostra estirou sob
o efeito da pressão do punção, sendo que a média da altura h de deslocamento da
chapa foi de 8 mm aproximadamente, nos dois casos. A figura 6.13, abaixo, mostra
as curvas de força x deformação para as amostras de DP800 com revestimento.
Figura 6.12 Gráfico curva força x deformação para os corpos de prova do aço
DP800 não revestido
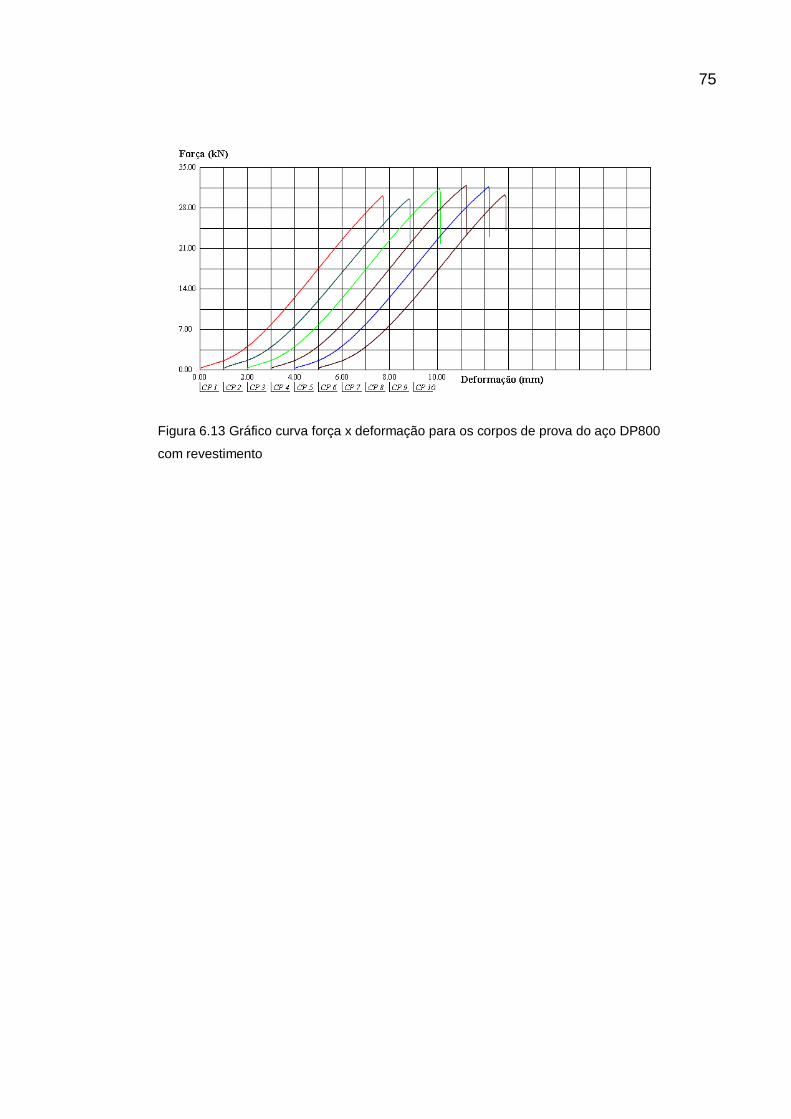
75
Figura 6.13 Gráfico curva força x deformação para os corpos de prova do aço DP800
com revestimento
76
7 CONCLUSÕES
Com os resultados obtidos, podemos avaliar que o aço DP 800 demonstrou
as características esperadas para um material desenvolvido especialmente para os
processos de estampagem (embutimento e estiramento), ou seja, em termos de
caracterização do material, através da análise microestrutural, foi possível observar
que o material demonstrou características compatíveis com as fornecidas pelo
fabricante e por autores que utilizaram o mesmo aço em seus trabalhos, da mesma
forma, foi possível a visualização da matriz ferrítica com as ilhas de martensita. A
presença dessas fases na microestrutura do aço foi demonstrada pela microscopia
óptica, através de análise metalográfica quantitativa.
De acordo com os resultados obtidos através do ensaio de tração, verificou-se
que as amostras com revestimento, sem oxidação, mostraram uma menor razão
elástica, parâmetro normalmente relacionado a uma boa estampabilidade, também
em relação à resistência a tração, as amostras com revestimento, revelaram valores
significativamente maiores que as amostras sem revestimento, indicando que o
revestimento, neste caso, determinou uma melhora de desempenho em relação à
estampabilidade. No geral, pode-se caracterizar o aço DP800, independentemente
do revestimento, como um aço indicado para as operações que exigem um bom
nível de estampabilidade.
Nos testes de corrosão por imersão, ficou evidenciado que as amostras com
revestimento, sem oxidação, resistiram com êxito aos ataques químicos realizados,
indicando que o revestimento utilizado pode ser considerado efetivo na proteção das
chapas contra a corrosão, sendo que as chapas, dentro da cadeia produtiva, não
enfrentam condições extremas de exposição à corrosão.
Finalmente, os testes de estampagem Erichsen indicaram que, independente
do revestimento e do grau de corrosão superficial das chapas, os índices de
estampagem Erichsen (IE), que indicam, no teste em questão, o grau de
estampabilidade das chapas, e que foram determinados para as chapas com
revestimento, sem oxidação, e sem revestimento, com oxidação, não apresentaram
diferenças significativas, indicando que as chapas sem revestimento e com oxidação
77
superficial, podem ser utilizadas, sem nenhum decréscimo de qualidade para os
processos de estampagem destinados ao produto chapa de aço laminado DP800.
78
8 REFERÊNCIAS
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6656 - Chapas e bobinas de aço acalmado com características especiais de propriedades mecânicas, conformabilidade e soldabilidade - Rio de Janeiro: ABNT (2008). ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6892 – Materiais Metálicos – Ensaios de tração à temperatura ambiente - Rio de Janeiro: ABNT (2002). ASTM E18 – 12 - Standard Test Methods for Rockwell Hardness of Metallic Materials. ASTM International. 2008. ADAMS, Adriano: Otimização De Estruturas Utilizando Aços De Alta Resistência. Trabalho de Conclusão de Curso. Universidade Regional do Noroeste do Estado do Rio Grande do Sul –UNIJUÍ, Panambi – 2011 ABDALLA, A. J.; HASHIMOTO, T. M.; PEREIRA, M. S.; ANAZAWA, R. M. Otimização das Propriedades Mecânicas de um aço ARBL através de Tratamentos Térmicos, Congresso Ibero-americano de Metalurgia e Materiais, Havana, Cuba, 2006. ABDALLA, A. J.; MONTEIRO, W. A. Modelo de Discordâncias em um aço ARBL Submetido à Fadiga, Congresso Ibero-americano de Metalurgia e Materiais, Havana, Cuba, 2006. ALVARENGA, E. A. Influência do substrato metálico e da camada de zinco na resistência à corrosão de aços eletrogalvanizados. Tese de doutorado. Departamento de e Engenharia Metalúrgica e de Minas. Belo Horizonte, 2007. Arcelor Mittal. Desenvolvimento de Produtos. 2010. Disponível em: http://www.cst.com.br/produtos/desenvolvimento_produtos/desenvolvimento_produtos.asp . Acesso em 05 de outubro de 2014. ANDRADE, S. L.; BATISTA, J. F.; TAISS, J. M.; ROSA, L. K. ULSAB-AVC – O aço no automóvel do futuro: A estratégia da USIMINAS. In: 55º Congresso da Associação Brasileira de Metalurgia e Materiais, 2000, Rio de Janeiro, Anais... Rio de Janeiro, Julho 2000. CALLISTER, Jr., W. D. Ciência e Engenharia de Materiais - Uma Introdução. 7. ed. Rio de Janeiro: Livros Técnicos e Científicos Editora, 2008, 239p, ISBN 978-85- 216-1595-8. Catálogo de aços planos Arcelor-Mittal, São Paulo, 2008. CASTRO, D. B. V. Influência da temperatura de austenitização para têmpera e de revenimento na tenacidade e na vida em fadiga do aço SAE 5160 com diferentes
79
teores de fósforo. 2007. Dissertação (Mestrado) - Escola de Engenharia de São Carlos, Universidade de São Paulo, 2007. CASTRO, I. Aços Avançados. DEARDO, A. J. de; GARCIA, C. I.; CHO, K.; HUA, M. New method of Characterizing and quantifying complex microstructures in steels. In: New Developments on Metallurgy and Applications of High Strength Steels, 2008, Buenos Aires. FARIAS, D. Bake Hardening Response of DP 800 and the Influence on the .In Service Performance.. Technische Universiteit Eindhoven, Eindhoven (Netherlands), 2006. FOLLE, L. F. Estudo do Coeficiente de Atrito para Processos de Estampagem, 2012. Universidade Federal do Rio Grande DO sul – Ufrgs. Garcia, J. A. Spim, C. A. Santos, “Ensaios dos materiais”, Rio de Janeiro, Livros Técnicos eCientíficos Editora S.A., Cap. 8: Ensaio de fadiga, p.129-153, 2000. GENTIL, V. Corrosão. 5 ed. – Rio de Janeiro: LTC, 2007. GIRINA, O.A.; FONSTEIN, N.M.; BHATTACHARYA, D. Effect of Annealing Parameterson Austenite Decomposition in a Continuously Annealed Dual-Phase Steel. MS&T, Chicago (USA) 2003. GIRINA, O.A.; BHATTACHARYA, D. Effect of Mn on the Stability of Austenite in a Continuously Annealed Dual-Phase Steel. MS&T, Chicago (USA) 2003. GIRALT, E. Bainitic transformations in TRIP-assited steels its influence on mechanical properties. PH.D. Thesis. Katholieke Universiteit Leuvew, Mar. 1999. GORNI, A. A. Aços Avançados de Alta Resistência: Microestrutura e Propriedades Mecânicas. 5° Congresso de Corte e Conformação de Metais, Aranda Eventos, São Paulo, Outubro de 2009. GORNI, A. A.; XAVIER, M. D.; CHIVITES, B. D.; CAMPOS JR., M. D. Desenvolvimento de Aços Microligados com Alta Resistência e Boa Ductilidade. In: Congresso Anual da ABM. Anais. Associação Brasileira de Metalurgia e Materiais, Vitória, p. 3269-3272, Julho 2007. HORNBOGEN, E.; BECKER, J.; STRATMANN, P. Dual-Phase Gefüge. Zeitschrift für Metallkunde, 71(1), p. 27-31, January 1980. IISI - International Iron and Steel Institute, UltraLight Steel Auto Body - Advanced Vehicle Concepts (ULSAB–AVC) Overview Report (2002), disponível em: www.worldautosteel.org. IWATA, N.; MATSUI, M.; GOTOH, M. Jpn. Soc. Technol. Plast., 33., no 381, p. 1196, 1992a.
80
KEELER, S. P. Determination of forming limits in automotive stampings. Sheet Met Ind, 42., p. 683-691, 1965. MACHADO, F. A. Influência do grau de deformação e do tratamento de "bake hardening" na propagação de trinca por fadiga em dois aços bifásicos usados em rodas automobilísticas. 2005. 125p. Dissertação (Mestrado em Engenharia de Materiais) – Universidade Federal de Ouro Preto, Ouro Preto, 2005. MARRA, K. M. Aços Dual-Phase da Usiminas: características e potencial de aplicação em veículos automotores. 2º Workshop sobre inovações para o desenvolvimento de aços de elevado valor agregado - Foco indústria automotiva, Santos/ SP, 2008. MARRA, K. M.; TAISS, E. J.; MIYAMURA, R. T. Aços Dual-Phase na construção automotiva e implementos rodoviários. Ipatinga/ MG: Usiminas, 2008. SAMPAIO, A. P.; MARTINS, C. A.; SOUZA, P. C. Caracterização da Conformabilidade de Aço Livre de Intersticiais – IF – Produzido Via Recozimento em Caixa na Companhia Siderúrgica Nacional. In: CONFERÊNCIA NACIONAL DE CONFORMAÇÃO DE CHAPAS, 1., 1998, Porto Alegre. Anais... Porto Alegre: UFRGS – Centro de Tecnologia, p. 89-100, 1998. SCHAEFFER, L. Conformação Mecânica. Porto Alegre: Imprensa Livre, 1999. SCHAEFFER, L.; FOLLE, L. F.; ARRUDA, R. P.; MARCA, D. Escolha do lubrificante correto torna mais precisa a curva-limite de conformação. Corte & Conformação de Metais, p. 64-76, Abril 2008. TAISS, E. J. M. FSV - Future Steel Vehicle e a Nova Geração de Aços AHSS – Advanced High Strength Steel na Construção Automotiva. SAE Brasil, simpósio de materiais automotivos e nanotecnologia, São Paulo, 7 de junho 2010. Taylor M. I. Fonseca Jr., “Métodos de Previsão da Curva Deformação-vida em Fadiga para as Ligas de Alumínio AA6261-T6 e AA6351-T6”, Tese de Mestrado da Universidade Estadual de Campinas, 2003. TIGRINHO, L. M. V. Estudo da fratura do aço DP600 submetido a diferentes estados de tensão/ deformação. 2011. Tese (Doutorado em Engenharia Mecânica) – Universidade Federal do Paraná, Curitiba, 2011. TUMULURU, D. M. Resistance Spot Welding of Coated High-Strength Dual-Phase Steels, Welding Journal, Miami, USA, v.85, n.8, pp. 31-37, Aug. 2006. United States, Patent Application Publication. HOYDICK, D. P. Method for production of Dual Phase sheet steel. USA n. US 2004/0099349 A1, May 27, 2004.
81
ULSAB, Executive Summary. 1998. Disponível em: http://c315221.r21.cf1.rackcdn.com/2_2_1_ULSAB_EngRpt_ExecutiveSum.pdf. Acesso em 05 de abril 2014. ULSAB-AVC, Engineering Report. 2001. Disponível em: http://c315221.r21.cf1.rackcdn.com/ULSABAVC_EngRpt_1Preface%26ExecutiveSummary.pdf. Acesso em 20 de julho 2014.