Módulo de Furação Instrumentada para a Medição de ... M... · todo o apoio que me deu pela...
48
UNIVERSIDADE FEDERAL DE SANTA CATARINA CURSO DE ENGENHARIA DE CONTROLE E AUTOMAÇÃO INDUSTRIAL Módulo de Furação Instrumentada para a Medição de Tensões Residuais e de Propriedades Mecânicas Relatório submetido à Universidade Federal de Santa Catarina como requisito para a aprovação da disciplina: DAS 5511 Projeto de Fim de Curso Rafael Marana Scala Florianópolis, Março de 2009
Transcript of Módulo de Furação Instrumentada para a Medição de ... M... · todo o apoio que me deu pela...
UNIVERSIDADE FEDERAL DE SANTA CATARINA CURSO DE ENGENHARIA DE CONTROLE E AUTOMAÇÃO INDUSTRIAL
Módulo de Furação Instrumentada para a
Medição de Tensões Residuais e de Propriedades Mecânicas
Relatório submetido à Universidade Federal de Santa Catarina como requisito para a aprovação da disciplina:
DAS 5511 Projeto de Fim de Curso
Rafael Marana Scala
Florianópolis, Março de 2009
Módulo de Furação Instrumentada para a Medição de Tensões Residuais
e de Propriedades Mecânicas
Relatório submetido à Universidade Federal de Santa Catarina
como requisito para a aprovação da disciplina:
DAS 5501: Estágio em Controle e Automação Industrial
Rafael Marana Scala
Florianópolis, Março de 2009
2
Módulo de Furação Instrumentada para a Medição de Tensões Residuais e de Propriedades Mecânicas
Rafael Marana Scala
Orientador:
Armando Albertazzi Gonçalves Junior, Dr. ______________________________
Assinatura do Orientador
Este relatório foi julgado no contexto da disciplina DAS 5501: Estágio em Controle e Automação Industrial
e aprovado na sua forma final pelo Curso de Engenharia de Controle e Automação

3
Agradecimentos
Gostaria de agradecer primeiramente a meu co-orientador Matias Viotti por
todo o apoio que me deu pela compreensão nos momentos mais tensos do
semestre.
Agradecimentos também a Agência Nacional do Petróleo, Gás Natural e
Biocombustíveis (ANP) e a Financiadora de Estudos e Projetos (FINEP) pelo apoio
financeiro fornecido através do Programa de Formação de Recursos Humanos PRH
34 ANP/MCT e a todos os colegas de trabalho que ajudaram ao meu crescimento
tanto pessoal como profissional.
Muitas salvas a todas as boas bandas como AC/DC, Iron Maiden e Metallica
pela companhia nas horas mais longas do dia ou da noite e ainda a Felipe Augusto
de Souza e Vinícius Berndsen Peccin pelas discussões e pelas dicas para a
realização desse trabalho.
Agradeço demais a meus pais Norival Scala e Maria Helena Marana Scala,
também a meu irmão Norival Marana Scala e minha cunhada Julia Trevisan pela
presença imprescindível em todos os momentos mais difíceis que tive, nunca
imaginei que mesmo tão longe eles estariam tão presentes, e que ainda o maior
prêmio que recebi nesses anos viria pelo telefone, um pequeno choro do meu
sobrinho alguns minutos depois de nascer.
Obrigado, muito obrigado.

4
Resumo:
Neste trabalho, será apresentado o desenvolvimento da automatização e
controle de posição/velocidade de deslocamento de um módulo de furação
instrumentado para a medição de tensões residuais em materiais. O sistema de
medição combina as técnicas do furo cego e de holografia eletrônica e atualmente
está constituído por um módulo de medição óptico (já operacional) e por um módulo
de furação (acionamento manual).
O sistema de furação automático é composto de uma furadeira pneumática e
um motor de passo. A transformação de deslocamento angular para o deslocamento
linear é realizada por um sistema de fuso e porca, e a fixação na superfície a ser
medida é feita através de uma base magnética.
A automatização do módulo deu-se através do desenvolvimento de hardware
e software visando maior precisão, repetitividade, assim como velocidade de
perfuração constante entre outras melhorias.
5
Abstract:
This work presents the automation of an instrumented drilling module for
measurement of residual stresses in order to control position and speed of the drilling
process. The measurement system combines techniques of the blind hole-drilling and
holography electronic; being constituted by an optical measurement module (already
operational) and a drilling module (manual).
The positioning system is composed of a pneumatic turbine and a stepper
motor, angular movement is transformed to linear one by means of a system of
screw-nut. Drilling module is clamped to the surface to be measured with a magnetic
base.
The automation module was performed through the development of hardware
and software achieving greater accuracy, repeatability, and constant drilling speed
among other improvements.
6
Sumário:
�
Agradecimentos................................................................................................3�
Resumo: ...........................................................................................................4�
Abstract: ...........................................................................................................5�
Sumário: ...........................................................................................................6�
Simbologia:.......................................................................................................7�
Capítulo 1: Introdução ......................................................................................9�
1.1: Metodologia..........................................................................................10�
1.2: Aplicação na Indústria do Petróleo.......................................................10�
Capítulo 2: Medição de Tensões Mecânicas por Holografia Eletrônica..........14�
Capítulo 3: O Método do Furo Cego...............................................................19�
Capítulo 4: O Módulo de Furação Manual ......................................................22�
Capítulo 5: Conceitos Básicos do Motor de Passo.........................................24�
5.1: Transferência de deslocamento angular em linear ..............................25�
Capítulo 6: Projeto do Módulo de Aquisição e Controle .................................27�
6.1: Comunicação Placa/PC .......................................................................30�
Capítulo 7: Interface do Usuário .....................................................................33�
Capítulo 8: Saídas Analógicas........................................................................37�
8.1: Base de apoio do sistema....................................................................37�
8.2: Circuito do conversor D/A (MCP4822) .................................................38�
Capítulo 9: Integração Hardware Software.....................................................40�
Capítulo 10: Resultados .................................................................................43�
Capítulo 11: Conclusões.................................................................................46�
Capítulo 12: Bibliografia:.................................................................................47�
7
Simbologia:
nm – nanometros
UML – Unified Modeling Language
rad - radianos
TV - televisão
mm - milímetros
CC - Corrente contínua
CA - Corrente alternada
GND - Ground
I/O - input/output
SPI - Serial Peripheral Interface
USB - Universal Serial Bus
MHz - Mega Hertz
CPU - Central Processing Unit
V - Volts
Mbytes - Mega bytes
PC - Personal Computer
mA - Mili amperes
Mbps - Mega bits por segundo
Mbits - Mega bits
SCSI - Small Computer System Interface

8
PIC - Linha de microcontroladores da Microchip Technology
CI - Circuito integrado
D/A - Digital/analógico
LABMETRO - Laboratório de Metrologia e Automatização
rpm – revoluções por minuto
PZT - Piezoelétrico

9
Capítulo 1: Introdução
A integridade de estruturas, dutos e componentes mecânicos usados na
indústria do petróleo e gás encontram-se fortemente influenciados pelos níveis de
tensões mecânicas e/ou tensões residuais presentes nos mesmos. A determinação
experimental através de medições é o caminho mais utilizado e confiável. Um dos
métodos experimentais mais amplamente usado no mundo é o método do furo cego
[1]. Esta técnica envolve a medição das deformações produzidas quando um
pequeno furo é introduzido em um material com tensões.
Figura 1 - Esquema de Tensões nas vizinhanças do furo [4]
O método do furo está perfeitamente estabelecido e sua potencialidade,
precisão e faixa de medição o fazem apto para a análise de componentes mecânicas
fora do laboratório. Para tal é necessário o uso de um módulo de furação para a
realização do ensaio, dessa forma há necessidade de uma furadeira de altas
revoluções (por volta de 300.000 rpm) para evitar a inserção de tensões residuais
durante a furação [5]. Atualmente o controle de posição do sistema é realizado
manualmente e apresenta as deficiências listadas abaixo:
• Baixa repetitividade;
• Alto desgaste da broca;
• Controle de velocidade do deslocamento da furadeira, inadequado e
impreciso, produzindo uma velocidade de avanço variável;
10
Estas deficiências mostram a viabilidade do desenvolvimento de um sistema
automatizado para controle da posição da furadeira uma vez que pequenas
variações no furo introduzem erros durante o processo de medição.
Os principais objetivos da automatização do módulo de furação são obter as
seguintes vantagens em relação ao método manual:
• Independência da habilidade manual do usuário;
• Maior repetitividade;
• Sistema controlado computacionalmente;
• Maior precisão (na profundidade e na geometria do furo);
• Controle da velocidade de avanço durante a furação adequado a cada tipo
de material.
1.1: Metodologia
Para a completa execução do programa de trabalho, as atividades foram
subdivididas em dez etapas:
(E1) Pesquisa bibliográfica
Esta etapa teve o objetivo de fornecer os conhecimentos básicos necessários
para a compreensão do problema que está sendo abordado para que o estagiário
disponha dos conhecimentos adequados sobre medição de tensões residuais,
métodos de furação e sensores de deslocamento.
(E2) Definição dos requisitos necessários que deviam ser cumpridos pelo
módulo de Furação e
(E3) Definição da concepção básica do módulo de furação instrumentado
Nestas etapas foi definida a concepção básica do módulo usando os
conhecimentos adquiridos na etapa prévia. A definição do sistema de acionamento
mais adequado para o módulo foi executada e documentada em um documento de
referência o qual foi usado nas etapas posteriores. Também foi realizado e
documentado o estudo para determinação dos sistemas de controle e medição de
parâmetros tais como profundidade e velocidade.

11
(E4) Detalhamento e obtenção dos elementos necessários para a produção
do protótipo
Embora, nesta etapa, o estagiário trabalhou indiretamente, pois o projeto
mecânico e detalhamento para a fabricação do módulo de furação foram realizados
pela equipe de engenharia do laboratório, sua participação foi de fundamental
importância aplicando os conhecimentos adquiridos nas etapas prévias os quais
nortearam o projeto mecânico do módulo de furação.
(E5) Desenvolvimento do software de controle do módulo de furação e de
processamento
Nesta etapa foi desenvolvido o software de operação e medição do sistema.
Ele foi integralmente desenvolvido em linguagem C#, usando técnicas de orientação
a objetos. Está formado por dois módulos. Um módulo é o firmware responsável pelo
processamento das informações no microcontrolador e posicionamento do atuador
(furadeira). O outro módulo é o módulo que permite o interfaceamento homem-
máquina. Neste último, são apresentados os dados em tempo real para o usuário
(posição broca de furação, avanço escolhido, profundidade do furo) permitindo total
controle do processo de furação. Uma versão piloto plenamente funcional foi
inicialmente implementada e, gradativamente, evoluída para resultar na versão final
do software de operação, análise e apresentação de resultados.
(E6) Montagem e integração do software e hardware.
Testes de avaliação funcional foram realizados com o intuito de deixar o
sistema de furação automático totalmente operacional .
(E7) Ensaios controlados em laboratório.
As partes físicas e o software foram integrados ao protótipo construído pela
equipe de engenharia. SO mesmo foi calibrado em uma bancada de laboratório já
existente no LABMETRO. O mesmo foi testado em materiais livres de tensões assim
como em materiais com estado de tensões uniaxiais.
(E8) Revisões necessárias no software e no módulo de furação
Como foi indicado previamente, os ensaios em laboratório visaram avaliar o
desempenho do sistema de medição assim como os possíveis problemas presentes
no novo módulo de furação e no software desenvolvido para seu controle e na
12
avaliação de resultados. Estas revisões foram executadas nesta etapa com o intuito
de preparar o sistema para trabalho em campo.
(E9) Documentação do software e relatório final.
Todas as fases de desenvolvimento e teste do software de medição foram
documentadas. O uso de regras estruturadas para denominação das variáveis e a
freqüente utilização de comentários no próprio código do software fizeram parte da
documentação. Para cada classe foi produzido um documento descritivo das suas
funcionalidades assim como da forma de utilização. As melhores práticas de uso do
software foram registradas em um manual de utilização com o intuito de orientar o
usuário permitindo a realização de medições bem sucedidas. Durante o processo de
documentação, teve-se como principal objetivo que a mesma fosse clara para
permitir que posteriores modificações no mesmo sejam realizadas com facilidade por
outros programadores. Finalmente, a documentação foi realizada buscando-se os
modelos atuais de documentação de software como, por exemplo, a linguagem
UML.
1.2: Aplicação na Indústria do Petróleo
As tensões residuais são particularmente perigosas pelo fato de se somarem
às tensões de serviço, podendo elevar o nível total das tensões combinadas a
valores muito próximos, ou mesmo superiores, aos admissíveis para o material,
provocando seu colapso silencioso sem nenhum aviso ou causa aparente. São as
responsáveis por falhas inexplicáveis em estruturas de grande porte como navios,
tanques e dutos. A determinação e quantificação das mesmas são cruciais na
indústria de petróleo e gás, principalmente quando são considerados os efeitos
catastróficos (a nível ambiental) decorrentes de rompimentos de polidutos e
gasodutos por falta de seu controle.

13
Figura 2 - Ambientes propícios à medição de tensões
Um grande problema apresentado na rede brasileira de gasodutos é a falta de
conhecimento do material usado na construção de certos trechos da mesma devido
à antiguidade dos dutos usados e à falta de informação confiável. Como
conseqüência, a falta de conhecimento do material usado implica no total
desconhecimento das propriedades mecânicas usadas para o cálculo das tensões
residuais presentes nos dutos. Desta forma, é evidente a necessidade de um
dispositivo que permita determinar estas propriedades localmente com o intuito de
não só identificar o material como também de dispor de uma avaliação confiável das
propriedades mecânicas o qual implicará em uma determinação adequada das
tensões residuais presentes na área estudada.
Finalmente a utilização do sistema será intensa na indústria do petróleo e gás.
Ensaios de integridade em dutos, tanques, vasos de pressão, cascos de
embarcações, estruturas soldadas estão dentre as principais aplicações do setor.
14
Capítulo 2: Medição de Tensões Mecânicas por Holografia
Eletrônica
O presente projeto visa o desenvolvimento de um sistema para medição de
tensões e propriedades mecânicas de materiais, o qual combina: (a) a técnica de
indentação e (b) um sensor óptico com óptica difrativa.
O novo sistema envolve um interferômetro para holografia eletrônica, que
combina elementos ópticos difrativos (elementos nanoestruturados), indentação
localizada, algoritmos e técnicas de processamento de imagens para medir campos
de deslocamentos radiais com incertezas melhores que cinco nanômetros. Este
princípio de medição foi aplicado na materialização de um extensômetro óptico
portátil, o qual combinado com o método de indentação permitirá a análise
experimental de tensões assim como a determinação localizada das propriedades
mecânicas do material em questão.
O embrião da tecnologia envolvida neste projeto foi originado na própria
Universidade Federal de Santa Catarina com o desenvolvimento de um
interferômetro radial para medição de tensões mecânicas e de tensões residuais em
metais. Sua concepção compacta o tornou robusto o suficiente para medições fora
do ambiente de laboratório. De fato, hoje operacional o sistema está em uso na
prestação de serviços. Este sistema resultou em uma patente já depositada no INPI
[1-3] e outra em preparação.
Entretanto, para que se torne compacto e suficientemente robusto para
aplicações fora do ambiente de laboratório, o interferômetro utiliza laser diodo como
fonte de luz e espelhos cônicos para promover a sensibilidade radial. Nesta
concepção, a instabilidade do comprimento de onda do laser diodo é um fator crítico
que limita o desempenho deste sistema.
Embora pareça a solução natural, a utilização de um laser estabilizado, que
melhoraria consideravelmente o desempenho deste sensor, não é a solução ideal,
pois comprometeria sua portabilidade, robustez e custo. Uma alternativa que é o uso
de um elemento óptico difrativo, com base em nanotecnologia, aplicada no sensor
15
óptico usado neste trabalho para tornar o desempenho do interferômetro
independente do comprimento de onda do laser diodo.
O princípio de funcionamento do sensor é visualizado na figura 1. A luz de um
laser diodo é expandida e colimada pela lente. Ao incidir em um espelho orientado a
45°, a luz é dirigida para baixo e incide no elemento óptico difrativo. Formado por
uma série de nanoestruturas periódicas com um desenho especial, a luz incidente
neste elemento é difratada de um ângulo � e incide obliquamente na superfície a
medir. Como o elemento óptico difrativo é um disco radialmente simétrico, a luz é
direcionada de todas as direções radiais, formando uma região de iluminação dupla
em todos os pontos da superfície medida. A única exceção é o ponto central, um
ponto singular que recebe luz de todas as direções. Um furo no espelho de 45° tem
a dupla função de impedir a incidência de um triplo feixe de iluminação na região
medida e, ao mesmo tempo, formar uma janela por onde a região medida pode ser
observada pela câmera de TV. O deslocamento radial da superfície medida (ur) está
relacionado com a ordem de franja (N) pela equação (1).
Nur )cos(.2 θλ= (1)
Sendo:
ur = componente radial do deslocamento [nm]
� = comprimento de onda do laser diodo [nm]
� = ângulo que o feixe de incidência forma com a normal [rad]
N = ordem de franja [1]
16
superfície medida
laser diodo
elemento óptico difrativo
camera de TV
espelho furado
p
�
lente colimadora
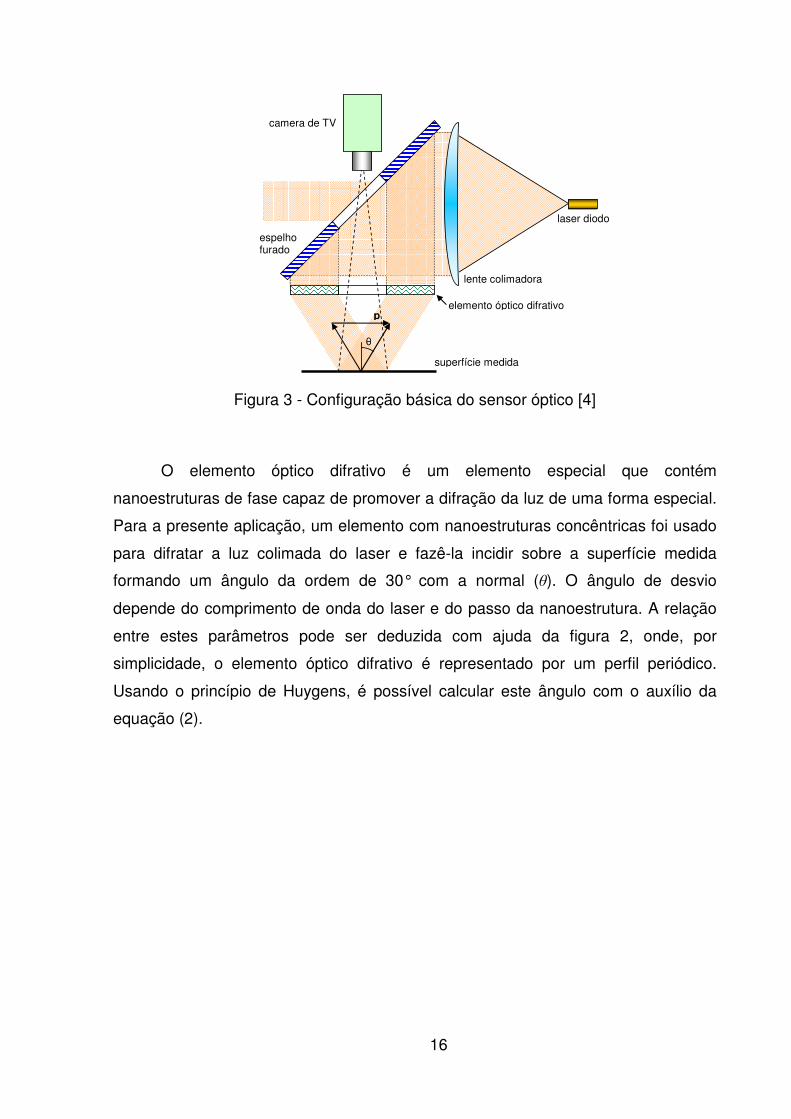
Figura 3 - Configuração básica do sensor óptico [4]
O elemento óptico difrativo é um elemento especial que contém
nanoestruturas de fase capaz de promover a difração da luz de uma forma especial.
Para a presente aplicação, um elemento com nanoestruturas concêntricas foi usado
para difratar a luz colimada do laser e fazê-la incidir sobre a superfície medida
formando um ângulo da ordem de 30° com a normal (�). O ângulo de desvio
depende do comprimento de onda do laser e do passo da nanoestrutura. A relação
entre estes parâmetros pode ser deduzida com ajuda da figura 2, onde, por
simplicidade, o elemento óptico difrativo é representado por um perfil periódico.
Usando o princípio de Huygens, é possível calcular este ângulo com o auxílio da
equação (2).

17
� �
d
elementos nanoestruturados
d = passo
Figura 4 - Determinação do ângulo da primeira ordem de difração usando o
princípio de Huygens [4]
dλθ =)cos( (2)
sendo:
� = ângulo que o feixe de incidência forma com a normal [rad]
� = comprimento de onda do laser diodo [nm]
d = passo do elemento óptico difrativo (nanoestruturado) [nm]
Quando um elemento óptico difrativo com estas características é integrado no
interferômetro radial da forma representada na figura 1, algumas propriedades muito
interessantes ocorrem. Da equação (2) fica claro que cos(�) se modifica quando o
comprimento de onda do laser muda. O efeito desta alteração na equação que
relaciona o deslocamento radial com a ordem de franja pode ser analisado
substituindo a equação (2) na equação (1):
Nd
Nd
ur 2)/.(2==
λλ
(3)
Sendo:
ur = componente radial do deslocamento [nm]
d = passo do elemento óptico difrativo (nanoestruturado) [nm]
N = ordem de franja [19]
18
Assim, quando o ângulo de incidência dos feixes de laser é determinado por
um elemento óptico difrativo (nanoestruturado) com um desenho apropriado, o
interferômetro fica completamente insensível às variações do comprimento de onda
do laser. A sensibilidade do interferômetro, isto é, a relação entre o deslocamento
radial e a ordem de franja, passa a não depender do comprimento de onda do laser,
mas apenas do passo (d) do elemento óptico difrativo. Esta característica eleva
consideravelmente o potencial metrológico do interferômetro uma vez que não é
mais necessário o uso de um laser com comprimento de onda estabilizado. Lasers
diodo de baixo custo e tamanho reduzido podem ser usados sem comprometer o
desempenho do sistema.
19
Capítulo 3: O Método do Furo Cego
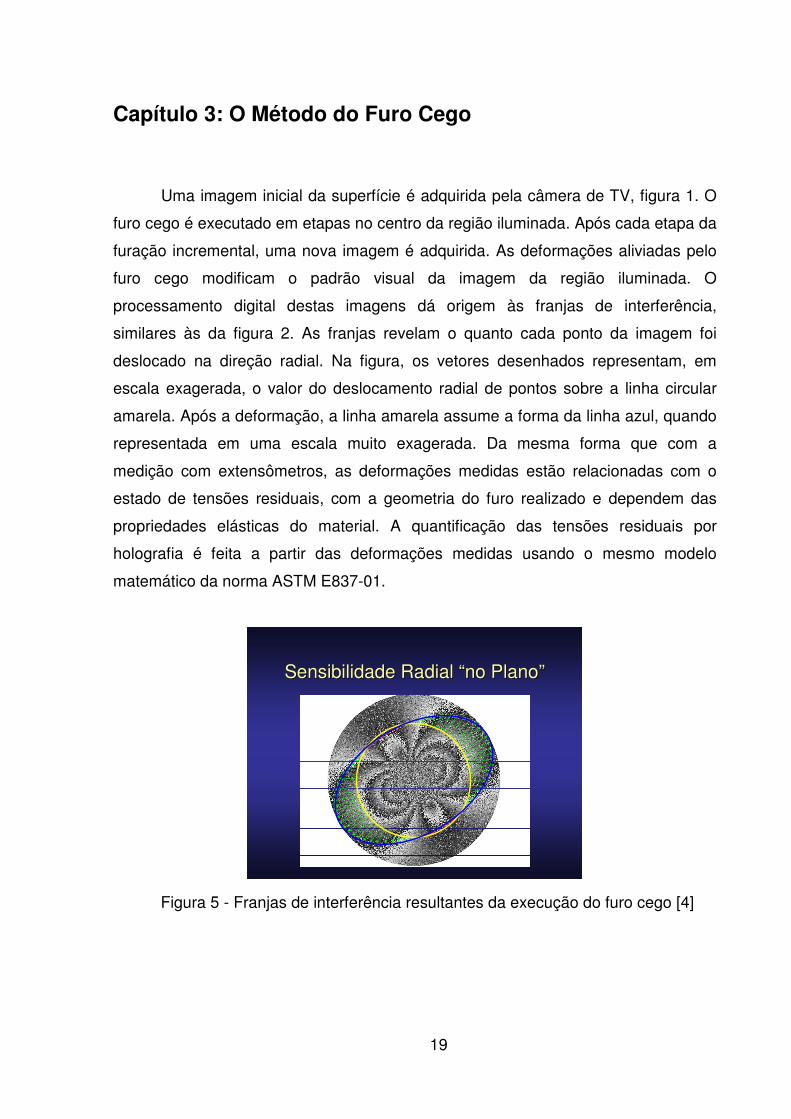
Uma imagem inicial da superfície é adquirida pela câmera de TV, figura 1. O
furo cego é executado em etapas no centro da região iluminada. Após cada etapa da
furação incremental, uma nova imagem é adquirida. As deformações aliviadas pelo
furo cego modificam o padrão visual da imagem da região iluminada. O
processamento digital destas imagens dá origem às franjas de interferência,
similares às da figura 2. As franjas revelam o quanto cada ponto da imagem foi
deslocado na direção radial. Na figura, os vetores desenhados representam, em
escala exagerada, o valor do deslocamento radial de pontos sobre a linha circular
amarela. Após a deformação, a linha amarela assume a forma da linha azul, quando
representada em uma escala muito exagerada. Da mesma forma que com a
medição com extensômetros, as deformações medidas estão relacionadas com o
estado de tensões residuais, com a geometria do furo realizado e dependem das
propriedades elásticas do material. A quantificação das tensões residuais por
holografia é feita a partir das deformações medidas usando o mesmo modelo
matemático da norma ASTM E837-01.
Sensibilidade Radial Sensibilidade Radial ““no Planono Plano””
Figura 5 - Franjas de interferência resultantes da execução do furo cego [4]
20
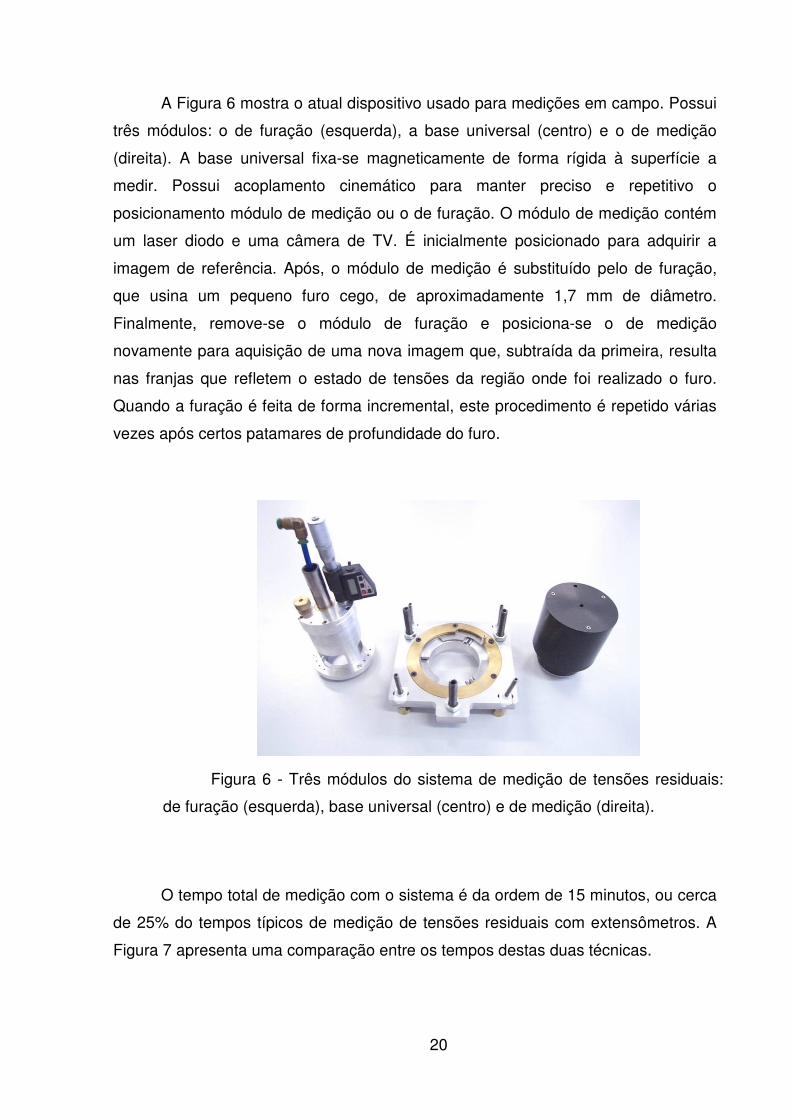
A Figura 6 mostra o atual dispositivo usado para medições em campo. Possui
três módulos: o de furação (esquerda), a base universal (centro) e o de medição
(direita). A base universal fixa-se magneticamente de forma rígida à superfície a
medir. Possui acoplamento cinemático para manter preciso e repetitivo o
posicionamento módulo de medição ou o de furação. O módulo de medição contém
um laser diodo e uma câmera de TV. É inicialmente posicionado para adquirir a
imagem de referência. Após, o módulo de medição é substituído pelo de furação,
que usina um pequeno furo cego, de aproximadamente 1,7 mm de diâmetro.
Finalmente, remove-se o módulo de furação e posiciona-se o de medição
novamente para aquisição de uma nova imagem que, subtraída da primeira, resulta
nas franjas que refletem o estado de tensões da região onde foi realizado o furo.
Quando a furação é feita de forma incremental, este procedimento é repetido várias
vezes após certos patamares de profundidade do furo.
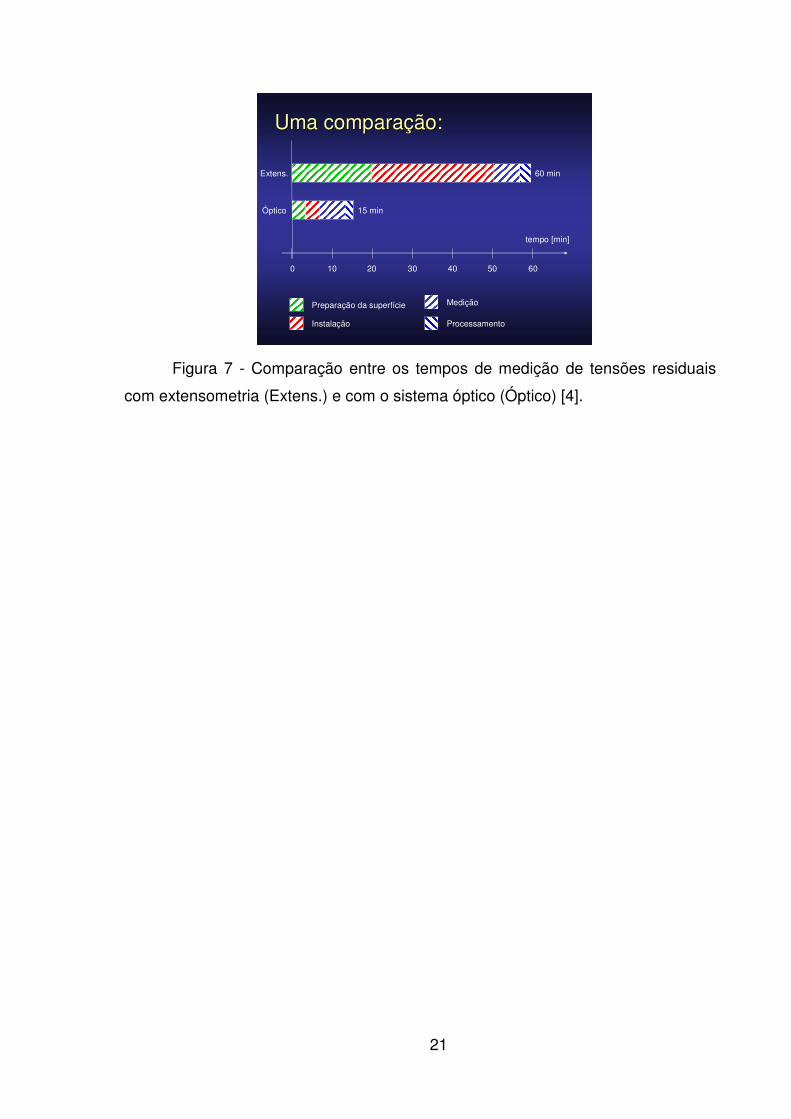
O tempo total de medição com o sistema é da ordem de 15 minutos, ou cerca
de 25% do tempos típicos de medição de tensões residuais com extensômetros. A
Figura 7 apresenta uma comparação entre os tempos destas duas técnicas.
Figura 6 - Três módulos do sistema de medição de tensões residuais:
de furação (esquerda), base universal (centro) e de medição (direita).
21
Uma comparaUma comparaçção:ão:
Preparação da superfície
Instalação
Medição
Processamento
0 10 20 30 40 50 60
15 min
60 minExtens.
Óptico
tempo [min]
Figura 7 - Comparação entre os tempos de medição de tensões residuais
com extensometria (Extens.) e com o sistema óptico (Óptico) [4].
22
Capítulo 4: O Módulo de Furação Manual
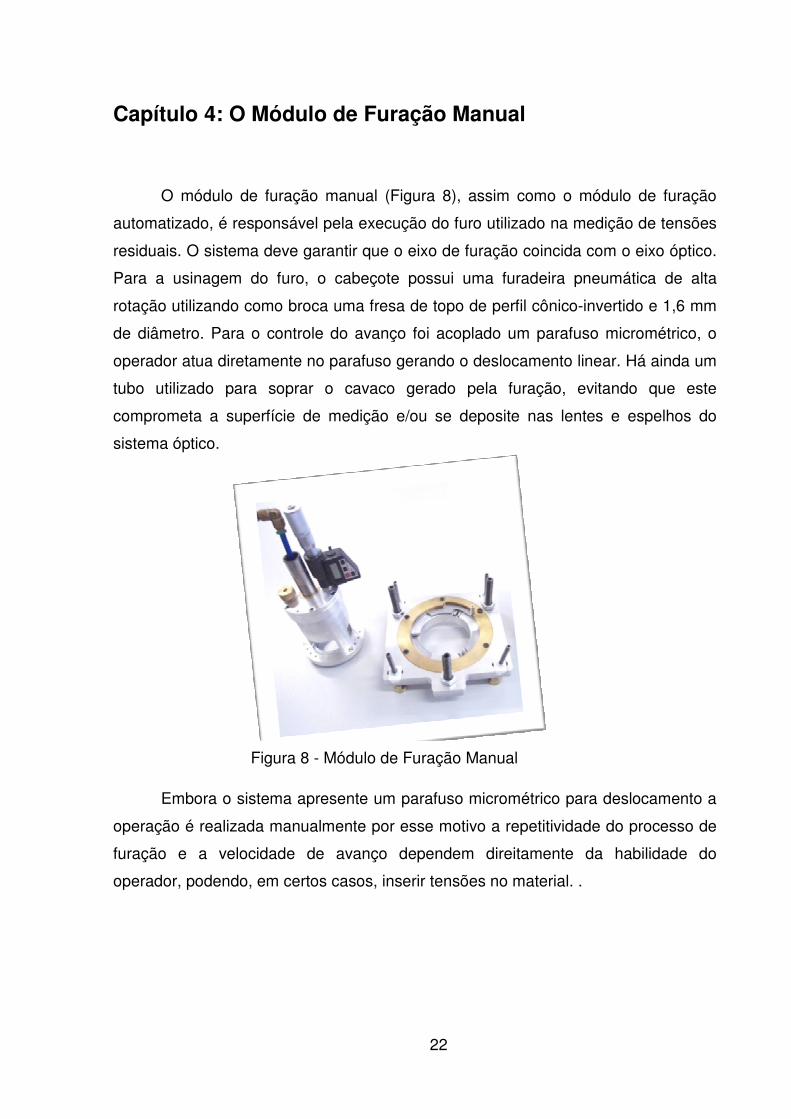
O módulo de furação manual (Figura 8), assim como o módulo de furação
automatizado, é responsável pela execução do furo utilizado na medição de tensões
residuais. O sistema deve garantir que o eixo de furação coincida com o eixo óptico.
Para a usinagem do furo, o cabeçote possui uma furadeira pneumática de alta
rotação utilizando como broca uma fresa de topo de perfil cônico-invertido e 1,6 mm
de diâmetro. Para o controle do avanço foi acoplado um parafuso micrométrico, o
operador atua diretamente no parafuso gerando o deslocamento linear. Há ainda um
tubo utilizado para soprar o cavaco gerado pela furação, evitando que este
comprometa a superfície de medição e/ou se deposite nas lentes e espelhos do
sistema óptico.
Embora o sistema apresente um parafuso micrométrico para deslocamento a
operação é realizada manualmente por esse motivo a repetitividade do processo de
furação e a velocidade de avanço dependem direitamente da habilidade do
operador, podendo, em certos casos, inserir tensões no material. .
Figura 8 - Módulo de Furação Manual

23
Figura 9 - Projeto 3D do Módulo de Furação
Podemos ver na Figura 9 o projeto conceitual desenvolvido pelo LABMETRO
– UFSC, onde são notados: parafuso micrométrico, estrutura de sustentação turbina
pneumática e sistema de guias para o deslocamento linear.
24
Capítulo 5: Conceitos Básicos do Motor de Passo
Os motores elétricos são dispositivos eletromecânicos que transformam
energia elétrica em movimento rotativo por meio de ímãs e indutores em seu interior.
Os modelos de motores de aplicação mais difundida são os motores de corrente
contínua (CC ou DC), os de corrente alternada (CA ou AC), os universais, que
funcionam tanto com corrente contínua quanto alternada, os servomotores e os de
passo.
O motor de passo é um motor com uma precisão muito grande do seu
movimento. São utilizados onde o controle do número de rotações é muito
importante, tais como: impressoras, drivers de disquete e sistemas de automação
industrial e robótica, pois, se não houvesse esse controle, o movimento contínuo
poderia estragá-los. O passo que esse motor pode dar é o menor deslocamento
angular para o qual está projetado. O número de passos destes motores depende do
número de pólos que seu rotor possui. Assim, existem diversas resoluções para eles
como, por exemplo, 0,72; 1,8; 3,6; 7,5; 15 e até 90 graus, ou seja, 500, 200, 100, 48,
24 e quatro passos.
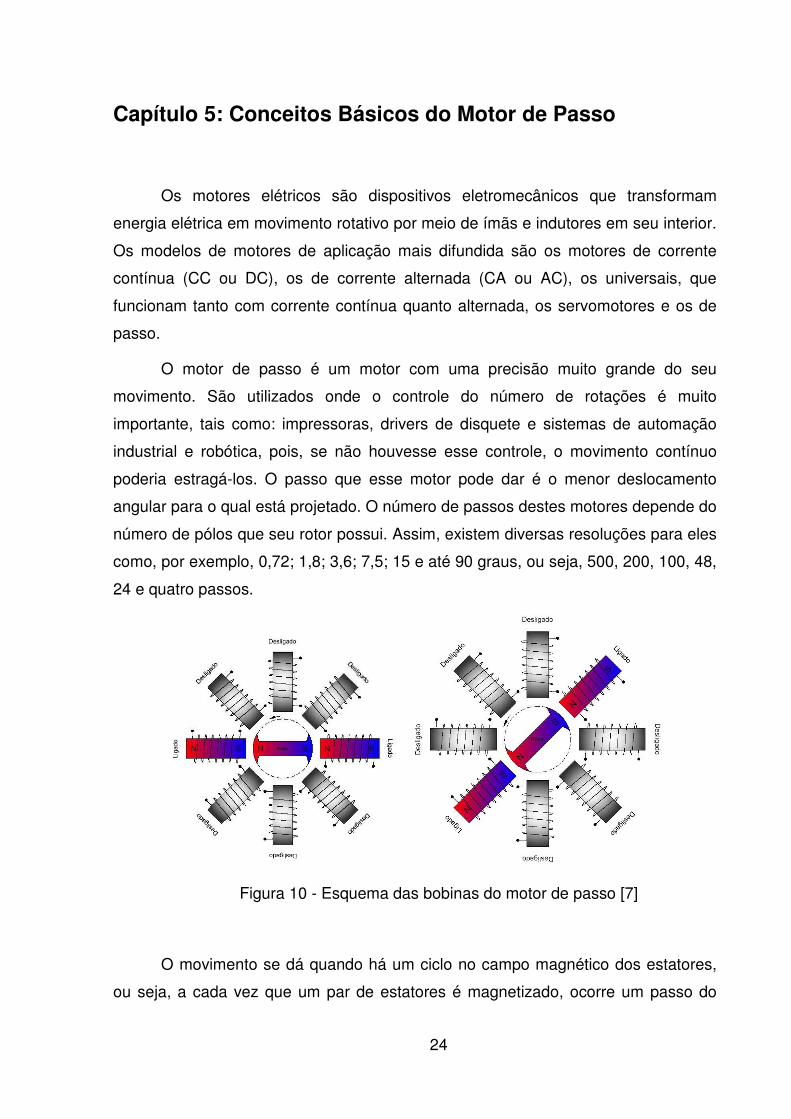
Figura 10 - Esquema das bobinas do motor de passo [7]
O movimento se dá quando há um ciclo no campo magnético dos estatores,
ou seja, a cada vez que um par de estatores é magnetizado, ocorre um passo do
25
eixo do motor. É necessário construir o oscilador para o motor de passo
corretamente, conforme o número de passos que se queira adquirir. No nosso caso,
estaremos utilizando um motor com quatro pares de estatores e um rotor com doze
pólos. Desse modo, estaremos trabalhando com um motor que dá quarenta e oito
passos por rotação ou um passo a cada 7,5º. Alguns controladores de motor de
passo dividem passos completos em meio-passos ou micro passos. Um controlador
de motor de passo provê precisamente controle de velocidade e de posicionando. O
motor gira em incrementos precisos com cada pulsação de controle.
O controlador de micro-passos usado nesse trabalho foi o PH3020 da Photon
Sistemas de Controle e Comando, o conversor PH3020 é controlado com quatro
sinais de controle, pulso de comando, habilitação, direção e redução de corrente.
Os sinais de controle são digitais, ativos quando conectados ao nível lógico
ZERO (GND). A impedância de entrada dos bornes de controle é de 10 kOhm.
As entradas podem ser comandadas por contato seco ou chave eletrônica
tipo NPN. O PH3020 prove 200, 400, 800, 1600 micro-passos por volta, aumentando
várias vezes a resolução do motor de passo.
Para a aplicação necessitamos de uma configuração de 800 passos por volta
e dessa forma conseguiremos a resolução desejada
5.1: Transferência de deslocamento angular em linear
O sistema de transferência é composto por fuso e porca, além de ser dotado
de um sistema de molas projetado para eliminar as folgas provenientes do desgaste
Figura 11 – Conversor PH3020
26
entre as partes móveis ou mesmo por falhas durante a fabricação das mesmas,
pode-se ver na Figura 12 modelos comerciais.
Figura 12 - Sistema Fuso Parafuso (www.thk.com/br/products/class/screwnut/index.html)
O fuso e a porca foram projetados e fabricados de maneira a deslocar
linearmente 0,5 mm, quando uma volta do motor fosse concluída. Através da
configuração de 800 passos por rotação do motor de passo obtivemos micro-passos,
que representam 6,25 x 10-4 mm (0, 625 µm), suficiente para garantir precisão e
suavidade durante o deslocamento.
27
Capítulo 6: Projeto do Módulo de Aquisição e Controle
Levantadas todas as características físicas do módulo de furação iniciou-se o
projeto do módulo de monitoração e controle do processo de furação.
Inicialmente a placa NI USB-6009 da National Instruments era utilizada no
laboratório para desenvolvimento de aplicações que necessitam de aquisição
controle e monitoração via USB-PC. A primeira abordagem foi verificar a
possibilidade da utilização da placa, pois esta já estava integrada ao módulo de
medição. Verificando as especificações da mesma nota-se a impossibilidade de sua
utilização, uma vez que apresenta 2 saídas analógicas, e freqüência máxima de
saída na ordem de 50 Hz, muito abaixo da desejada que é de 1 kHz.
Um estudo foi realizado para verificar e escolher qual seria a melhor opção
para adquirir os dados e controlar o módulo de furação.Através desse estudo e de
uma avaliação por pesos entre praticidade e custo, a melhor opção encontrada foi o
desenvolvimento de uma placa de aquisição baseada no microcontrolador PIC da
fabricante Microchip Inc. Para tanto foram levantadas as principais características
que a mesma deveria satisfazer, como resolução, tipo de comunicação, amplitude do
sinal de entrada e corrente máxima de entrada e saída.
A partir das especificações foi selecionado o PIC 18f2455, como principais
características do dispositivo temos:
• 24 pinos de I/O
• Comunicação SPI
• Comunicação USB
• Tensão de Operação de 2.2 a 5.5V
• Encapsulamento SOIC 28
• Velocidade da CPU 48 MHz
• Memória flash de 2 Mbytes
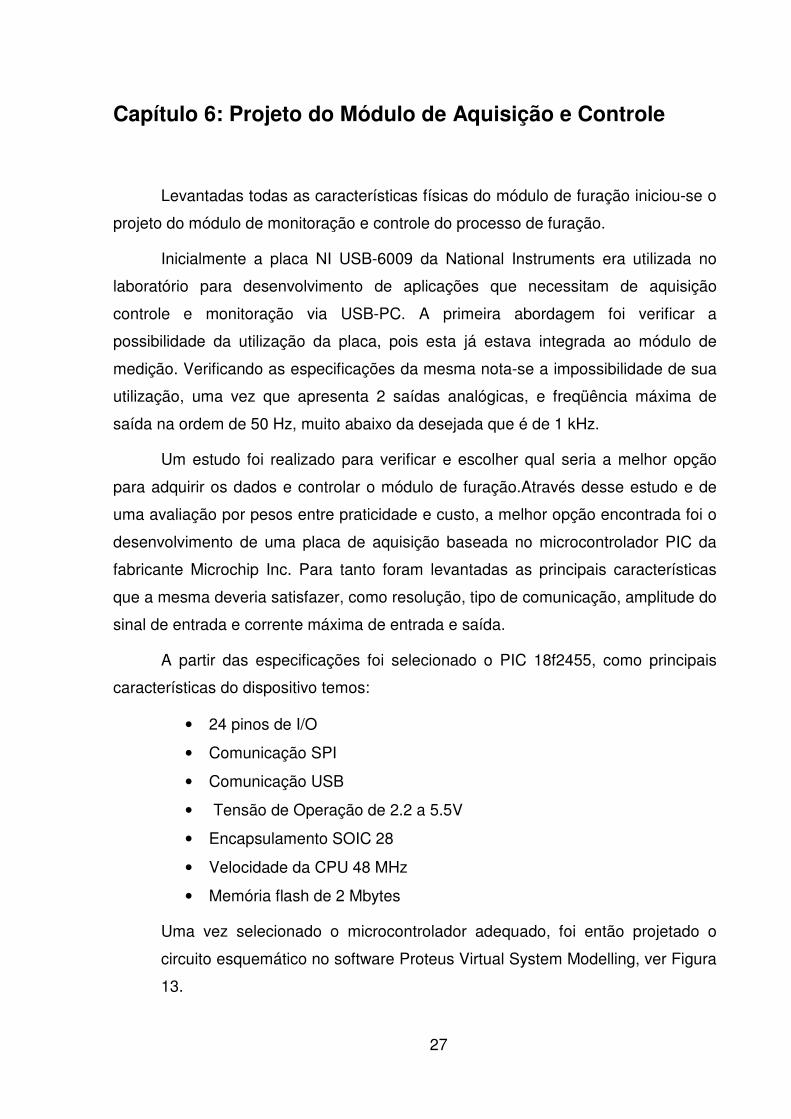
Uma vez selecionado o microcontrolador adequado, foi então projetado o
circuito esquemático no software Proteus Virtual System Modelling, ver Figura
13.
28
Uma vez desenvolvido o esquemático foi então feito um protótipo em matriz
de contato para verificar a consistência do mesmo. Posteriormente a verificação da
comunicação e das portas de I/O foi então gerado o PCB, layout da placa e
finalmente foi realizado o pedido de fabricação da mesma para a empresa Digicart
de Nova Trento Santa Catarina.
Figura 13 - Esquemático do circuito
Figura 14 - Placa Fabricada e Montada
29
Uma vez que a placa já havia sido entregue pela Digicart, foi iniciada a
montagem dos componentes e testes de robustez da placa, Figura 14.
Com a fabricação do módulo eletrônico obteve-se um ganho bastante alto de
confiabilidade e agilidade nos testes e no desenvolvimento tanto do firmware quanto
do software.
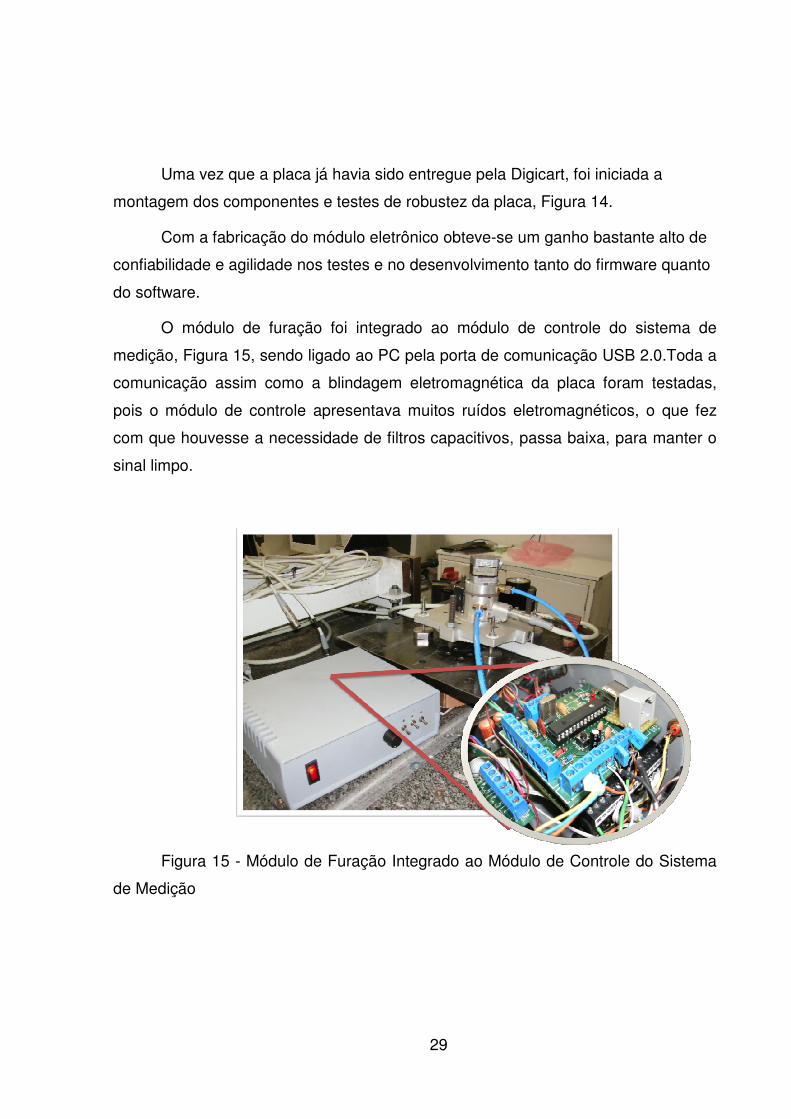
O módulo de furação foi integrado ao módulo de controle do sistema de
medição, Figura 15, sendo ligado ao PC pela porta de comunicação USB 2.0.Toda a
comunicação assim como a blindagem eletromagnética da placa foram testadas,
pois o módulo de controle apresentava muitos ruídos eletromagnéticos, o que fez
com que houvesse a necessidade de filtros capacitivos, passa baixa, para manter o
sinal limpo.
Figura 15 - Módulo de Furação Integrado ao Módulo de Controle do Sistema
de Medição

30
6.1: Comunicação Placa/PC
A comunicação entre placa e PC foi o fator limitante da escolha do dispositivo
a ser utilizado, como dito anteriormente, sendo que a grande importância da escolha
seria a portabilidade para várias plataformas, como Desktops e Notebooks além de
ser indiferente ao sistema operacional da máquina.
Uma vez que o sistema de furação se torne comercial, seria interessante que
a porta de comunicação fosse bastante durável, por todos estes aspectos, a
comunicação USB foi adotada, e correspondeu às expectativas.
USB é a sigla de Universal Serial Bus, trata-se de uma tecnologia, que tornou
mais fácil, a ligação de diversos tipos de aparelhos (câmaras digitais, drives
externos, Telefones, Leitores Vídeo + MP3, adaptadores de comunicação móvel,
modems, mouse, teclado, etc..) ao computador, evitando o uso de um tipo específico
conector para cada dispositivo, Figura 17.
Figura 17 - Conector USB Padrão
Figura 16 - Fluxograma de Integração
31
Uma característica importante e interessante do USB, é que sua interface
permite que o dispositivo conectado seja alimentado pelo cabo de dados, ou seja,
não é necessário ter outro cabo para ligar o aparelho à tomada. Mas, essa
possibilidade existe apenas em equipamentos que requerem baixas correntes (500
mA).
É importante frisar que os cabos USB devem ter até 5 metros de
comprimento. Acima disso, o dispositivo pode não funcionar corretamente. Caso seja
necessário instalar dispositivos em distâncias longas, é recomendável o uso de hubs
USB a cada cinco metros.
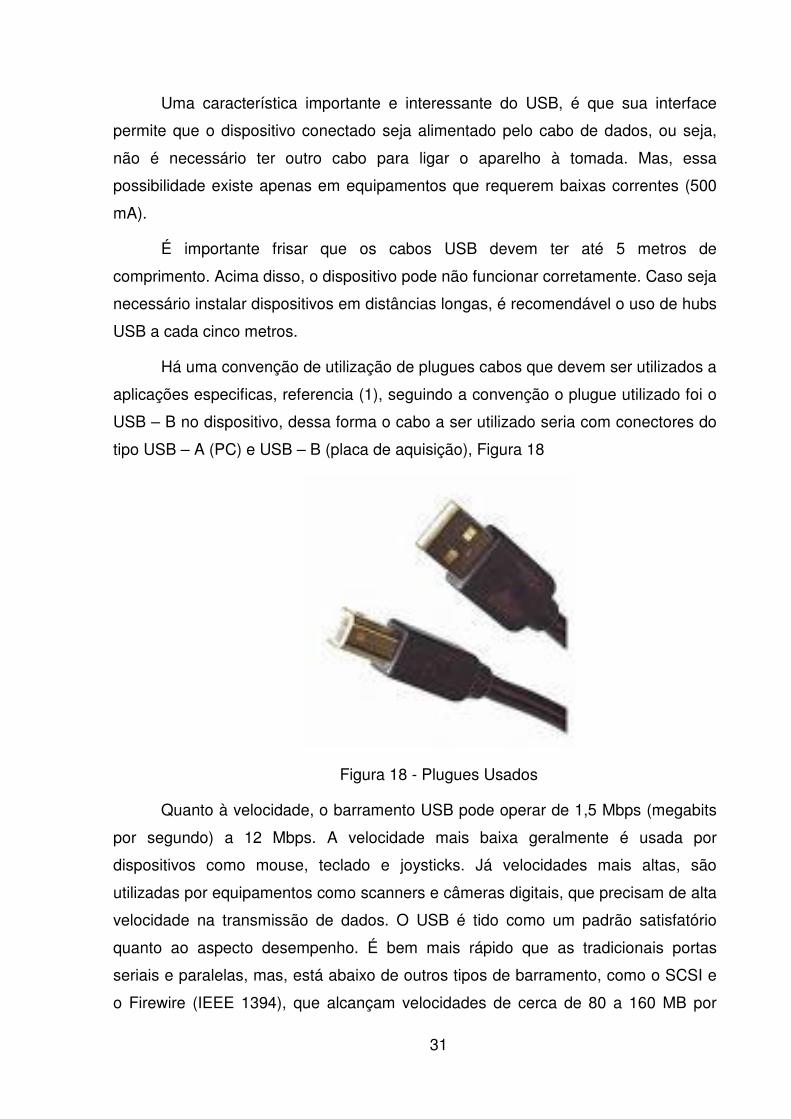
Há uma convenção de utilização de plugues cabos que devem ser utilizados a
aplicações especificas, referencia (1), seguindo a convenção o plugue utilizado foi o
USB – B no dispositivo, dessa forma o cabo a ser utilizado seria com conectores do
tipo USB – A (PC) e USB – B (placa de aquisição), Figura 18
Figura 18 - Plugues Usados
Quanto à velocidade, o barramento USB pode operar de 1,5 Mbps (megabits
por segundo) a 12 Mbps. A velocidade mais baixa geralmente é usada por
dispositivos como mouse, teclado e joysticks. Já velocidades mais altas, são
utilizadas por equipamentos como scanners e câmeras digitais, que precisam de alta
velocidade na transmissão de dados. O USB é tido como um padrão satisfatório
quanto ao aspecto desempenho. É bem mais rápido que as tradicionais portas
seriais e paralelas, mas, está abaixo de outros tipos de barramento, como o SCSI e
o Firewire (IEEE 1394), que alcançam velocidades de cerca de 80 a 160 MB por
32
segundo e 400 mega bits por segundo, respectivamente. A maioria dos
computadores com mais de uma porta USB divide o barramento entre os diversos
dispositivos conectados. Assim, uma impressora trabalhará mais lentamente
quando, por exemplo, imagens estiverem sendo transferidas de uma câmara digital
para o computador. O USB com essas características é conhecido como USB 1.1.
Já existe uma nova versão, chamada de USB 2.0 (400 Mbps), que é bem mais
rápida e está se tornando o tipo mais usado.
A USB 2.0 também é conhecida por USB Hi-Speed. A USB 2.0 transmite
dados a 480 Mbits/s (aproximadamente 60 MB/s), e é compatível com a USB 1.0. Ou
seja, pode transfer (2)ir dados 40 vezes mais rapidamente entre o computador e
periféricos, do que com o USB original. A porta USB 2.0 continua 100% compatível
com periféricos USB 1.1. Ao iniciar a comunicação com um periférico, a porta tenta
ligar-se a 480 Mbits/s. Caso não tenha êxito, reduz a velocidade de ligação para 12
Mbits/s. Caso a ligação também não consiga ser realizada, a velocidade é então
reduzida para 1,5 Mbits/s. Assim, os utilizadores não precisam de se preocupar com
os periféricos USB que já possuam, pois a compatibilidade com o novo padrão não é
alterada. Um detalhe importantíssimo é que hubs USB 1.1 não conseguem
estabelecer ligações a 480 Mbits/s com periféricos ligados aos mesmos (2).
33
Capítulo 7: Interface do Usuário
A interface PC/Usuário é bastante relevante, pois como se espera que o
protótipo venha a se tornar um produto comercial, deveremos possuir uma interface
bastante simples e de fácil utilização.
Graficamente deveria apresentar dados importantes ao usuário como:
profundidade do furo, posição atual, velocidade de deslocamento, sentido e também
ser dotada de uma animação gráfica que mostre onde a broca esta em relação à
superfície da amostra que está sendo ensaiada.
O projeto da interface foi iniciado com a busca das restrições que essa poderia
apresentar, inicialmente houve a necessidade de escolher uma linguagem de
programação que correspondesse às seguintes necessidades:
1. Comunicar-se com o PIC
2. Apresentar um bom desempenho computacional
3. Ser simples e de fácil compreensão a novos estagiários
4. Possuir características de portabilidade entre sistemas operacionais
Diante de todas as restrições algumas linguagens foram pré-selecionadas,
como Java, C++, Python e C#. Após a primeira pré-seleção foram levantadas as
vantagens e desvantagens de cada uma delas para o projeto. Em posse de todos
esses dados e de que o laboratório (LABMETRO) possui uma licença da ferramenta
de desenvolvimento Visual Studio 2005 a linguagem C# foi selecionada por ser uma
linguagem bastante flexível, ser de fácil integração entre o software do sistema de
medição e do módulo de furação, e por ser de fácil compreensão para futuros
desenvolvimentos do software do módulo de furação.
Posteriormente a escolha da linguagem iniciou-se o desenvolvimento de uma
interface de teste baseada exclusivamente na funcionalidade do módulo protótipo,
foram testadas as seguintes funcionalidades, liga/desliga o motor e inverte o sentido
de rotação Figura 19.

34
Figura 19 - Interface de Testes
Estando todas as funcionalidades testadas e em operação, foi iniciado o
desenvolvimento do algoritmo de conversão dos passos em unidades que o
operador entendesse, o desenvolvimento foi dado através dos dados conhecidos do
motor como passos e incremento linear por rotação concluída.
O passo posterior de desenvolvimento foi deixar a possibilidade de o usuário
determinar qual a velocidade de deslocamento e qual a amplitude do mesmo, além
da possibilidade de zerar a posição em que a furadeira se encontra, esta opção é
bastante importante, pois uma vez que o ensaio é iniciado precisamos conhecer o
ponto em que a broca está na iminência de tocar a superfície da peça e assim
saberemos exatamente qual é a profundidade do furo que faremos e o local onde a
broca esta em cada instante de tempo Figura 20.
Figura 20 - Interface com Controle de Posição

35
Uma vez que o sistema estava operando inicio-se a customização da
interface para que o usuário soubesse o status atual da posição da furadeira, tanto
graficamente como através da posição exata da furadeira expressa em números,
paralelamente três saídas analógicas foram desenvolvidas na placa e foram
anexadas na interface possibilitando a escolha do canal de saída e a amplitude do
sinal. (ver Erro! Fonte de referência não encontrada.).
Figura 21 - Interface Completa
A interface apresentou muitas facilidades de visualização, porém ainda
não foi integrada ao módulo de medição, mas esta integração será feita assim que o
software do sistema estiver em fase de acabamento.

36
37
Capítulo 8: Saídas Analógicas
Durante o desenvolvimento da placa de aquisição e controle do sistema de
furação notou-se a necessidade da presença de saídas analógicas para controle de
atuadores piezoelétricos que estão na base de fixação do sistema, tanto de furação
como de medição. A presença dos mesmos na base é indispensável para correção
dos deslocamentos de corpo rígido gerados pelo processo de medição e furação.
Sendo a placa desenvolvida com o objetivo de ser bastante flexível, o projeto
de saídas analógicas da mesma foi rápido e eficiente, para tanto foi utilizado um CI
(MCP4822) da Microchip Inc. que realiza a conversão D/A na porta de saída sendo
que é através da comunicação SPI entre o MCP4822 e o PIC que são enviadas as
informações da amplitude do sinal de saída.
Foram alterados software, firmware e hardware para que fosse possível a
obtenção de três portas analógicas, visando a possibilidade de utilização das
mesmas no futuro.
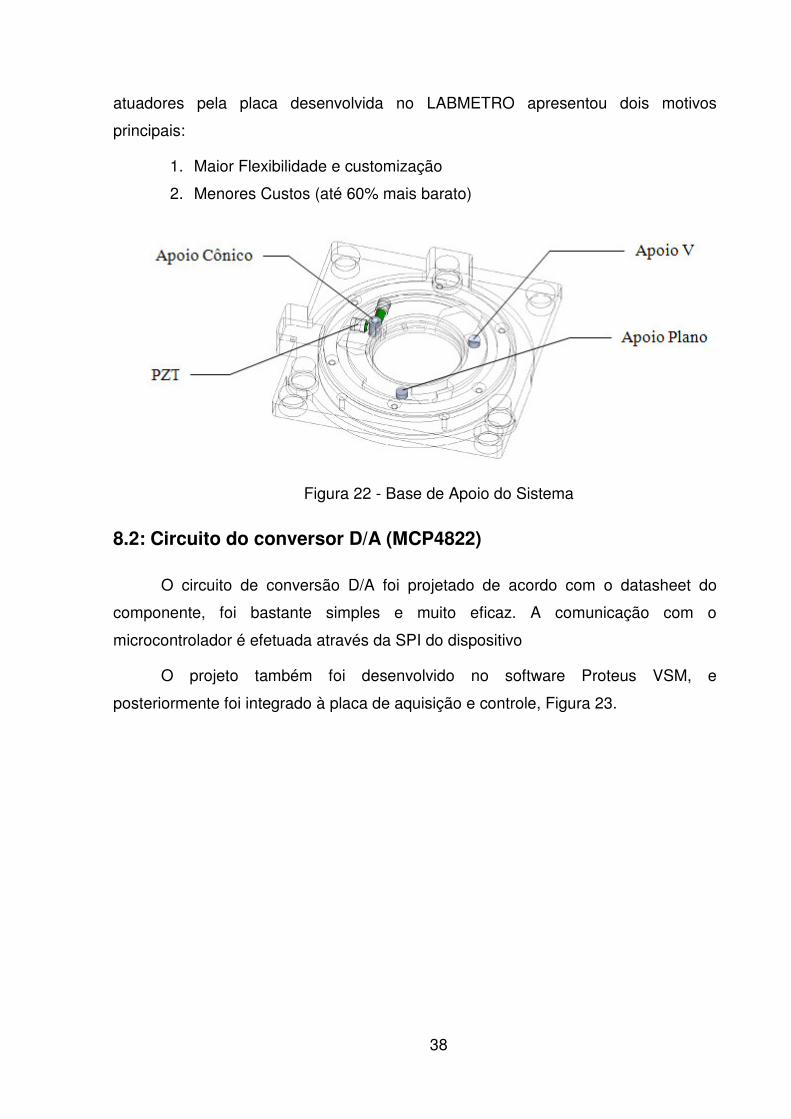
8.1: Base de apoio do sistema
Em etapas prévias do projeto, a concepção do mecanismo de apoio isostático a
ser usado havia sido definida. Este sistema isostático tem o objetivo de produzir um
reposicionamento preciso tanto do módulo de furação quanto de medição permitindo
uma alta intercambiabilidade entre ambos os módulos. O sistema isostático está
composto por: (a) um apoio cônico, (b) um apoio em V e (c) um apoio plano, Figura
22.
Em certos casos, deslocamentos de corpo rígido podem acontecer, com o intuito
de diminuir o processamento matemático nestes casos, foi definida a utilização de
dois atuadores piezoelétricos para fazer o deslocamento em duas direções do
módulo posicionado sobre os apoios isostáticos.
O projeto mecânico já estava pronto, sendo necessário apenas o controle dos
piezoelétricos, este também estava em operação controlado através da NI USB 6009
da National Instruments, porém a necessidade de desenvolver o controle dos
38
atuadores pela placa desenvolvida no LABMETRO apresentou dois motivos
principais:
1. Maior Flexibilidade e customização
2. Menores Custos (até 60% mais barato)
Figura 22 - Base de Apoio do Sistema
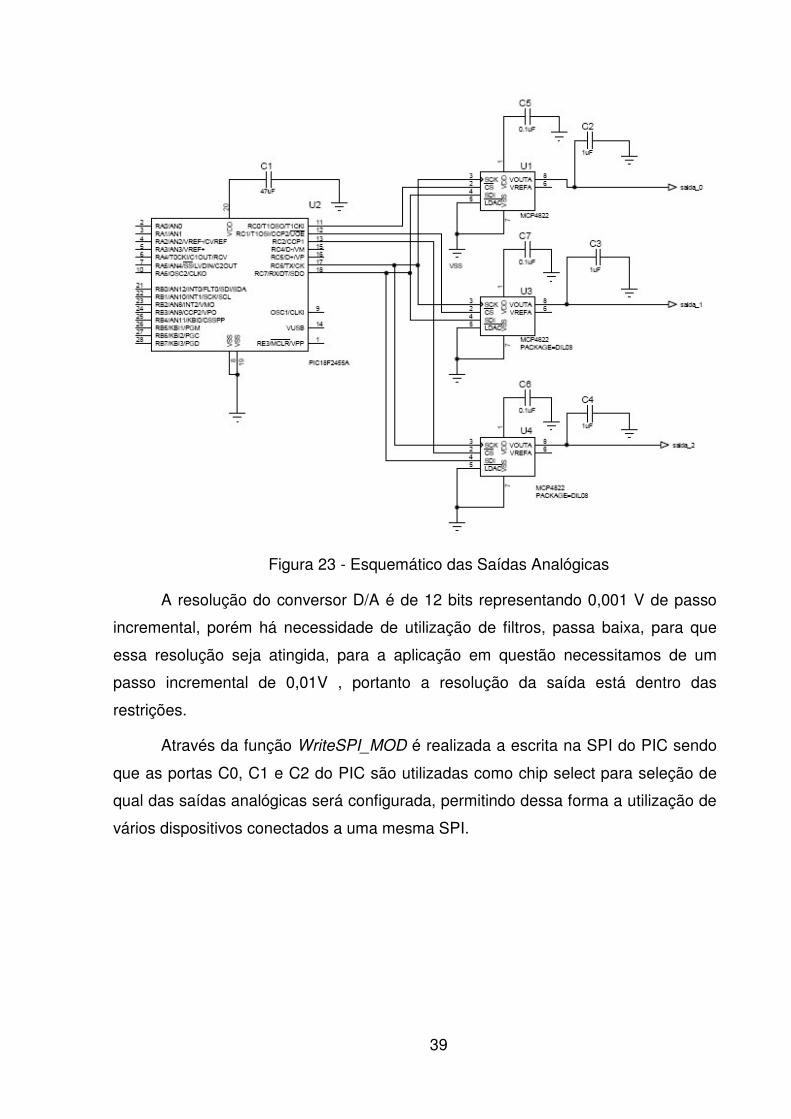
8.2: Circuito do conversor D/A (MCP4822)
O circuito de conversão D/A foi projetado de acordo com o datasheet do
componente, foi bastante simples e muito eficaz. A comunicação com o
microcontrolador é efetuada através da SPI do dispositivo
O projeto também foi desenvolvido no software Proteus VSM, e
posteriormente foi integrado à placa de aquisição e controle, Figura 23.
39
Figura 23 - Esquemático das Saídas Analógicas
A resolução do conversor D/A é de 12 bits representando 0,001 V de passo
incremental, porém há necessidade de utilização de filtros, passa baixa, para que
essa resolução seja atingida, para a aplicação em questão necessitamos de um
passo incremental de 0,01V , portanto a resolução da saída está dentro das
restrições.
Através da função WriteSPI_MOD é realizada a escrita na SPI do PIC sendo
que as portas C0, C1 e C2 do PIC são utilizadas como chip select para seleção de
qual das saídas analógicas será configurada, permitindo dessa forma a utilização de
vários dispositivos conectados a uma mesma SPI.

40
Capítulo 9: Integração entre Hardware e Software
Uma vez que todos os módulos estavam testados e funcionando era
necessária a integração dos mesmos, primeiramente foram integrados hardware e
software de testes, após a integração vários ensaios foram realizados e alguns
ajustes efetuados de maneira a fazer com que a interface se tornasse mais amigável
ao usuário e também mais prática ao processo de furação.
Finalmente, a fase de integração do módulo de furação ao módulo de
medição de tensões residuais foi realizada, esta fase ocorreu em parceria com dois
outros estagiários, Hélio Nonose e Mônica Masue Murakami, que estão
desenvolvendo o software de aquisição e processamento do módulo de medição.
O processo de integração foi bastante rápido e pouco custoso, pois tanto
módulo de furação como módulo de medição apresentavam uma configuração
modular. Por este motivo, as classes foram facilmente incorporadas e sincronizadas.
Uma vez que todas as classes estavam prontas iniciamos a integração das
funcionalidades do software com a interface do módulo de medição, Figura 24.
Figura 24 - Interface Após Integração

41
A integração das funcionalidades foi efetuada em um período bastante curto e
apresentou uma usabilidade bastante satisfatória.
Feita a integração do módulo de furação ao módulo de medição iniciou-se
então a integração das funções que correspondem às saídas analógicas da placa de
aquisição e controle, essa fase também foi realizada em parceria com os outros dois
estagiários. Da mesma forma que nas outras fases, foi bastante simples realizar a
integração, sendo necessários apenas alguns ajustes nas funções do módulo de
medição.
Figura 25 - Interface de Controle dos PZT's da Base

42
Através da interface de controle, Figura 25, os PZT’s podem atuar de maneira
a corrigir deslocamentos de corpo rígido provenientes da remoção do módulo de
furação e do módulo de medição e dessa forma evitar a leitura de falsas tensões no
material, aumentando ainda mais a confiabilidade do sistema.
Figura 26 - Esquema Após a Integração
Todas as fases da Integração foram acompanhadas pelo Dr. Engenheiro
Matias Viotti e foram aprovadas por ele, e a integração resultou em um sistema
bastante robusto, Figura 26.
43
Capítulo 10: Resultados
O sistema foi projetado, desenvolvido, testado e está em funcionamento nos
ensaios no LABMETRO. Por motivos estéticos e funcionais o motor de passo será
substituído por um atuador linear que apresenta tamanho menor, incerteza menor
além de proporcionar um acoplamento mecânico mais simples.
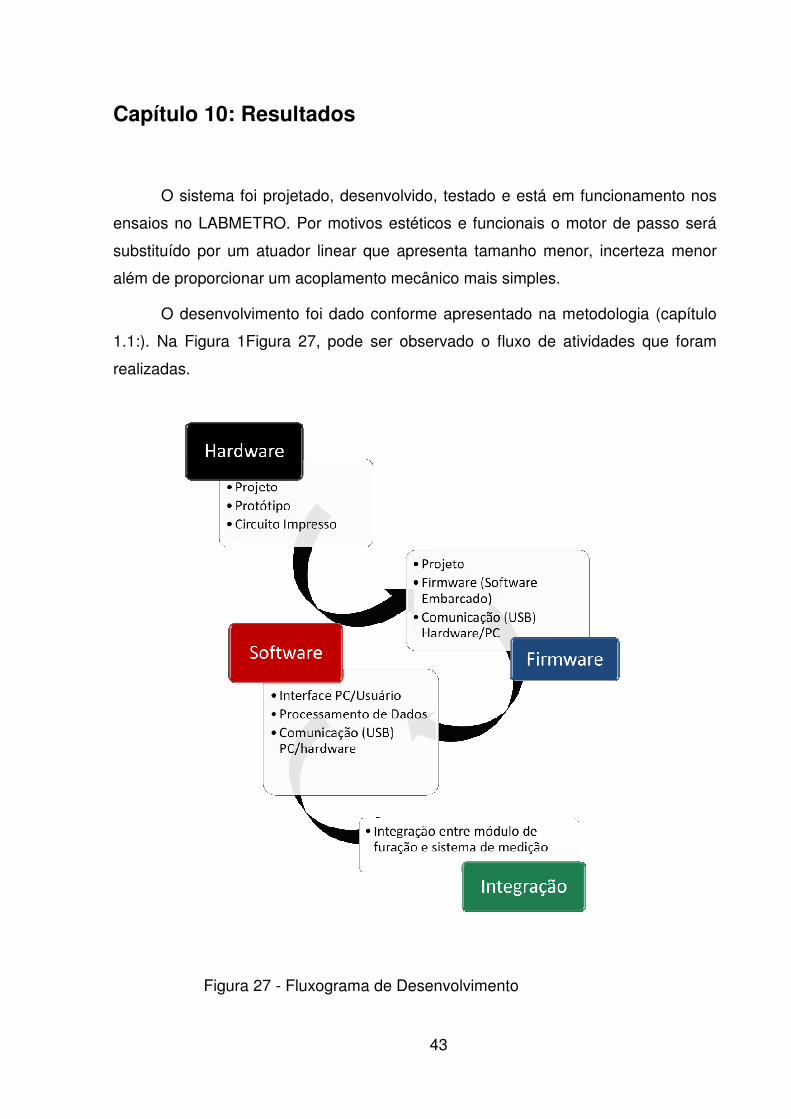
O desenvolvimento foi dado conforme apresentado na metodologia (capítulo
1.1:). Na Figura 1Figura 27, pode ser observado o fluxo de atividades que foram
realizadas.
Figura 27 - Fluxograma de Desenvolvimento

44
Como esperado o sistema automatizado apresentou as seguintes melhorias
em relação ao sistema manual:
1. Maior repetitividade
2. Redução no desgaste da broca
3. Controle da velocidade do avanço
4. Independência do operador
5. Redução no tempo de perfuração
6. Furo com cilindricidade 400 vezes melhor
Figura 28 - Imagem do sistema em funcionamento
Os primeiros furos foram avaliados e mapeados pelo Laboratório de
Metrologia Dimensional Prof. Jaroslav Kozel da Fundação Certi de Florianópolis –
SC. Os resultados foram muito surpreendentes sendo que a amostra apresentou
uma melhora na qualidade de cerca de quatrocentas vezes quando comparada com
a amostra realizada pelo processo manual.
A placa de controle que foi projetada apresentou-se bastante eficiente,
robusta e após vários testes substitui a placa NI USB da National Instruments que
era utilizada, sendo que a placa está sendo incorporada no mesmo módulo

45
eletrônico do sistema de medição, evitando incompatibilidades e reduzindo a
possibilidade de existência de mau-contato.
A substituição do motor de passo pelo atuador linear não apresentaram
nenhum problema de incompatibilidade, pois o software desenvolvido é bastante
modular o que deixou bastante simples essa alteração.
A placa projetada é bastante flexível e modular possibilitando seu uso em
várias aplicações.

46
Capítulo 11: Conclusões
O trabalho foi bastante gratificante, a convivência com a equipe de
desenvolvimento foi de extrema valia e responsável por um aprendizado bastante
acentuado.
Os resultados, do trabalho, foram muito satisfatórios, o processo de furação
foi otimizado, os furos apresentam maior cilindricidade e a independência do
operador faz com que o processo que já estava bastante confiável fique ainda mais.

47
Capítulo 12: Bibliografia:
[1]. usb.org. usb.org. USB.org. [Online] [Citado em: 06 de 05 de 2008.]
http://www.usb.org/home.
[2]. Victor, João. Wiki. wikipedia. [Online] [Citado em: 14 de agosto de 2008.]
https://wikiac.dei.uc.pt/index.php/USB.
[3]. A. Albertazzi G. Jr., M.R. Borges and C. Kanda. A radial in-plane
interferometer for residual stressesmeasurement using ESPI. In Proc of SEM IX
Int.Congress on Exp. Mech. Society of Experimental Mechanics, 2000, Vol. 1.
[4]. M.R. Viotti, A. Albertazzi G. Jr. and G.H. Kaufmann. Measurement of
residual stresses using local heating and a radial in-plane speckle interfer-ometer.
2005. 9.
[5]. MT., Flaman. Brief investigation of induced drilling stresses in the centre-
hole method of residual-stress measurement. Exp Mech : s.n., 1982. 22:26-30..
[6]. Rendler NJ, Vigness I. Hole-drilling strain-gage method of measuring
residual stresses. Exp Mech : s.n., 1966. 6:577-86.
[7]. Luis Fernando Patsko. Tutorial controle de motor de passo.
maxwellbohr. [Online] [Citado em: 02 de 06 de 2008.]
www.maxwellbohr.com.br/downloads/Tutorial%20Eletronica%20-
%20Motor%20de%20passo.pdf.