(Monografia CURSO DE ESPECIALIZAÇÃO EM TRANSPORTE ... · 2 - sistema de freio para vagÕes...
78
1 CURSO DE ESPECIALIZAÇÃO EM TRANSPORTE FERROVIÁRIO DE CARGA INSTITUTO MILITAR DE ENGENHARIA ACADEMIA MRS LOGÍSTICA S.A. JULIO CESAR MARTINS DA COSTA E SILVA Quais os fatores que influenciam nas aplicações de Emergências Indesejadas na Operação dos Trens da MRS. Rio de Janeiro 2012
Transcript of (Monografia CURSO DE ESPECIALIZAÇÃO EM TRANSPORTE ... · 2 - sistema de freio para vagÕes...
1
CURSO DE ESPECIALIZAÇÃO EM TRANSPORTE FERROVIÁRIO DE CARGA
INSTITUTO MILITAR DE ENGENHARIA
ACADEMIA MRS LOGÍSTICA S.A.
JULIO CESAR MARTINS DA COSTA E SILVA
Quais os fatores que influenciam nas aplicações de Emergências Indesejadas na Operação dos Trens da
MRS.
Rio de Janeiro 2012

2
Quais os fatores que influenciam nas aplicações de Emergências Indesejadas na Operação dos Trens da MRS.
Monografia apresentada no curso de Especialização em Transporte Ferroviário de Cargas do Instituto Militar de Engenharia, como requisito para a obte nção do certifica do de conclusão de curso.
Autor: Julio César Martins da Costa e Silva
Orientadores: Prof. Manoel Mendes e Prof. Paulo Mau ricio Tutor: Engº Cezar Sales Marques

3
AGRADECIMENTOS
A MRS Logística e ao IME pela oportunidade e confiança depositada. A todas as pessoas que direta ou indiretamente me ajudaram e apoiaram sempre que solicitadas. Em Especial a minha família, Rosana, Arthur, Bernardo e Caio que souberam com paciência e compreensão aceitar a minha ausência nos finais de semana e feriados, completamente dedicados a pesquisa cientifica. A Deus pela ajuda na escolha do caminho a ser trilhado, pela saúde e perseverança nos desafios.

4
SUMÁRIO
1 - INTRODUÇÃO............................................................................................10 1.1 – CONSIDERAÇÕES GERAIS...................................................................10 1.2 – JUSTIFICATIVA.......................................................................................12 1.3 – OBJETIVOS.............................................................................................13 1.4 – ORGANIZAÇÃO.......................................................................................13
2 - SISTEMA DE FREIO PARA VAGÕES .......................................................14 2.1 - DIAGRAMA BASICO DO SISTEMA DE FREIO PNEUMÁTICO..........14 2.2 - VÁLVULAS DE CONTROLE DO SISTEMA AUTOMÁTICO....................16 2.2.1 – VALVULA DE CONTROLE AB..............................................................17 2.2.2 – CARACTERIDSTICAS DA VALVULA AB..............................................17 2.2.3 – VALVULAS DE CONTROLE ABD E ABDX...........................................22 2.2.4 – VALVULA DE CONTROLE DB-60........................................................24 2.3 – EVOLUÇÃO DO SISTEMA DE FREIO PARA VAGÕES..........................26 2.3.1 – SISTEMA PNEUMÁTICO......................................................................26 2.3.2 – SISTEMA DE FREIO ELETRO-PNEUMÁTICO.....................................27 3 – EMERGÊNCIA INDESEJADA (EI) (UDE) – CONCEITOS .........................29 3.1 – EI EM OUTRAS FERROVIAS...............................................................30 3.1.1 – ESTUDOS REALIZADOS NA CP RAIL ; SF; CHC&NW.......................30 3.1.2 – ESTUDOS DA NYAB.............................................................................35 3.2 – EMERGÊNCIA INDESEJADA NO BRASIL..............................................36 4 – EMRGÊNCIA INDESEJADA NOS TRENS DA MRS ..................................37 4.1 – PRIMEIRA FASE DE ESTUDOS EI NOS TRENS MRS..........................39 4.1.1 – SUBSTITUIÇÃO DE VALVULAS DB-60 TABELA GDTS......................43 4.1.2 – VERIFICAÇÃO DO SISTEMA CCBII DAS LOCOMOTIVAS.................44
5
4.1.3 – VAGÃO MADRINHA - RESERVATORIO ADICIONAL.........................45 4.1.4 – SUBSTITUIÇÃO VALVULAS DB-60 TABELA GDTS04........................47 4.1.5 – INVESTIGAÇÃO DAS EI’S EQUIPE NYAB USA..............................49 4.1.5.1 – REUNIÃO ENGª MRS E NYAB USA..............................................49 4.1.5.2 – REUNIÃO MRS ; WABTEC E NYAB.................................................52 4.1.5.3 – INSPEÇÃO E TESTES NA TABELA GDTS03...................................53 4.1.5.4 – TESTE DA LINHA – STRING TEST...................................................54 4.2 – SEGUNDA FASE DAS EI’S NOS TRENS MRS.......................................56 4.2.1 – ESTUDOS EI FASE2 TRENS HOPPERS.............................................58 4.2.2 – AÇÕES DE COMBATE ÀS EI’S TRENS HOPPERS............................61 4.2.2.1 – SUBSTITUIÇÃO DAS PORÇÕES DE EMRGENCIA AB...................61 4.2.2.2 – CONTROLE DA FORÇA DE DESLOCAMENTO PISTÃO.................63 4.2.2.3 – TESTE TABELA HAT02 ORDENAÇÃO DE VALVULAS....................65 4.2.2.4 – SUBSTITUIÇÃO DE AB POR VALVULAS MODERNAS...................68 4.3 – TERCEIRA DE ESTUDOS DAS EI’S TRENS MRS.................................69 4.3.1 – TERCEIRA FASE DE ESTUDOS – AÇÕES DE COMBATE.................71 5 – CONCLUSÕES............................................................................................72 5.1 – EI NAS VALVULAS DB-60 DE 2005 E 2006...........................................72 5.2 – EI NOS TRENS HOPPERS.....................................................................74 5.3 – CONTRIBUIÇÃO DAS LOCOMOTIVAS NAS EI’S...................................73 6 – RECOMENDAÇÕES...................................................................................76 7 – REFERÊNCIAS BIBLIOGRÁFICAS ...........................................................77

6
LISTA DE FIGURAS
Fig.1 – Esquema Básico Triple Válvula .................................................................10
Fig.2 – George Westinghouse ...............................................................................11
Fig.3 – Sistema de Freio a Ar Direto .....................................................................14
Fig. 4 – Sistema Básico com Válvula AB...............................................................15
Fig. 5 – Evolução do Sistema de Freio para vagões.............................................16
Fig. 6 – Válvula de Controle AB.............................................................................17
Fig.7 – Aplicação de Freio de Serviço – válvula AB..............................................18
Fig.8 – Padrão de Cores para todos os sistemas de freio.....................................19
Fig.9 – Aplicação de Freio de Emergência – válvula AB........................................22
Fig.10 – Válvula de Controle ABD.........................................................................23
Fig.11 – Válvula de Controle ABD – Carregamento e Alivio..................................24
Fig.12 – Válvula de Controle DB-60......................................................................24
Fig.13 – Válvula de Controle DB-60 – Carregamento e Alivio..............................24
Fig.14 – Sistema de Freio Pneumático Moderno DB-60.......................................27
Fig. 15 - Válvula de Controle Knorr Freio Eletrônico EP-60 Overlay...................28
Fig. 16 – Válvula de Controle Wabtec Freio Eletrônico ECP – 4200....................29
Fig. 17 – Gráfico da distribuição de EI’s MRS janeiro 2009 a abril 2011.............39
Fig. 18 – Vagão GDT Singelo de 130 ton. válvula DB-60 Knorr...........................39
Fig. 19 – Bucha do pistão de Emergência e destaque do furo calibrado..............40
Fig. 20 – Vista explodida da porção DB-20 da válvula de controle DB-60............42
Fig.21 – Cópia do e-mail da KBB sugerindo o recall2...........................................43
Fig. 22 – E-mail Knorr-Bremse sobre o tamanho do EG recomendado................46
Fig. 23 – Diagrama de instalação do reservatório adicional Delfim.......................47

7
Fig. 24 – Gráfico nº EI’s antes e depois troca de DB-60 GDTS04..................48
Fig. 25 – Agenda de Atividades Engª NYAB na MRS em 2010.......................50
Fig.26 – Apresentação MRS na reunião com NYAB em abril 2010..................51
Fig.27 – Apresentação NYAB - reunião MRS NYAB em abril 2010.................51
Fig. 28 – Instalação do String Test nos Bocais de Mangueiras de Freio..........54
Fig. 29 – Identificação do vagão causador de EI com String Test...................55
Fig. 30 – Gráfico da distribuição de EI’s em dezembro de 2010.......................56
Fig. 31 – Gráfico da distribuição de EI’s jan2009 a abril 2011..........................56
Fig. 32 – Vagão HAT tipo Hopper de 120 ton. fluxo minério exportação...........57
Fig. 33 – Vagão HAS tipo Hopper de 100 ton. fluxo minério exportação..........58
Fig. 34 – Diagrama válvula de controle AB aplicação de serviço......................59
Fig. 35 – Diagrama válvula de controle AB aplicação de emergência..............60
Fig. 36 – Levantamento de Válvulas de Controle tabelas Hoppers...................61
Fig. 37 – Gráfico da evolução de EI’s 2009 a 2011...........................................62
Fig. 38 – Parte do Manual de Instruções de Reparação de Válvulas AB..........63
Fig. 39 – Resultado medição da força de deslocamento pistão ABE................64
Fig. 40 – Foto da checagem da força de deslocamento do pistão ABE............64
Fig. 41 – Foto da instalação de válvula AB em vagão Hopper HAT..................65
Fig. 42 –Ocorrências EI’s teste de ordenação dos vagões com AB.................66
Fig. 43 – Gráfico da evolução das ocorrências de EI’s 2009 a 2011.................68
Fig. 44 – Gráfico da evolução das ocorrências de EI’s 2011 e 2012.................69
Fig. 45 – Gráfico da evolução das ocorrências de EI’s 2009 a 2011.................70
Fig. 47 – Planilha de Controle das ações da Engª de Locomotivas..................72
Fig. 48 – Gráfico da evolução das ocorrências de EI’s......................................73
Fig. 49 – Gráfico da evolução das ocorrências de EI’s 2011 e 2012................75

8
LISTA DE SIGLAS E UNIDADES
AAR ............Association of American Railroads
AB...............Válvula de Controle do sistema de Freio WABCO
ABD............Válvula de Controle do Sistema de Freio WABCO
ABDX......... Válvula de Controle do Sistema de Freio WABTEC
CAR.............Câmara de Ação Rápida
CP................Canadian Pacific
CSN……....Companhia Siderúrgica Nacional
DB-60...........Válvula de Controle do Sistema de Freio KNORR
EI.................Emergência Indesejada
EI’s..............Emergências Indesejadas
EG...............Encanamento Geral
GDT……….Vagão Gôndola de 130 ton.
GDTS……..Vagão Gôndola de 130 ton. Singelo
GDTS03…..3ª Tabela de Trem com vagões GDT Singelos
GDTS04…..4ª Tabela de Trem com vagões GDT Singelos
HAT………..Vagão Hopper de 120 ton.
HAT02…….2ª Tabela de Trem com vagões HAT
HAS……….Vagão Hopper de 100 ton.
NYAB……...New York Air Brake
SF………….Santa Fé
TTCI………..Transportation Technology Center, Inc.
TKU……….Toneladas Transportadas por Quilômetro Útil
UDE............Undesired Emergency
PSI…………Unidade de Pressão – Pound Square Inch

9
RESUMO
Desde o final de 2008 a MRS tem observado um aumento significativo do
número de Emergências Indesejadas EI (Undesired Emergency UDE),
sobretudo nos trens Heavy Haul (minério de ferro), nas rotas CSN Usina Volta
Redonda e Minério Exportação, com grande impacto na Operação.
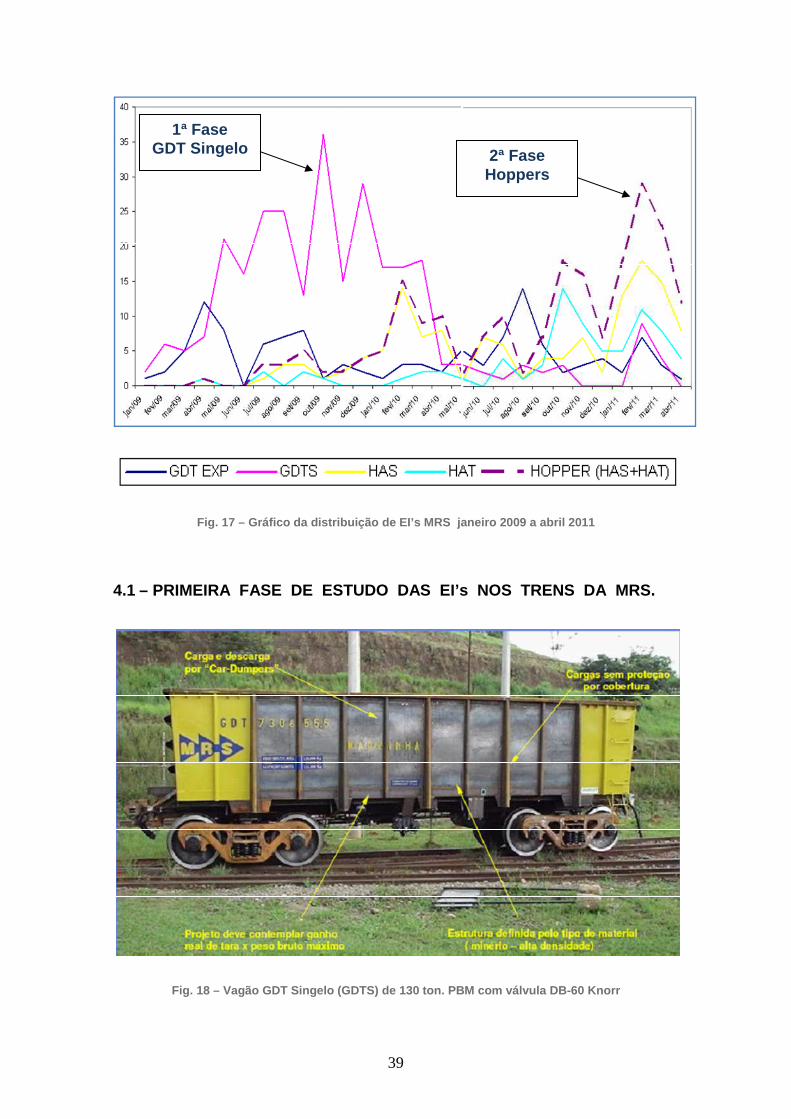
Podemos destacar a evolução das EI’s em duas fases bastante distintas;
1ª Fase: entre janeiro 2009 e maio de 2010 onde as ocorrências de Eis se
concentraram no Fluxo dos trens de minério da CSN, formados com vagões
GDT’s Singelos equipados com válvulas de controle DB60. Nesta fase após
recall 1 e 2 realizado nas porções DB20, identificamos a necessidade do recall 3
e solução definitiva dos problemas de EI.
2ª Fase: entre maio 2010 e abril de 2011 nos trens de Minério Exportação,
formados por vagões Hoppers do tipo HAS e HAT e equipados com expressivo
numero de válvulas de controle AB.
3ª Fase: em junho de 2011 a contribuição do sistema de freio das locomotivas
modernas.
Palavras-Chaves: Vagões; Emergência Indesejada; Sistema de Freio de
Vagões e válvula DB60 e válvula AB.
10
Quais os fatores que influenciam nas aplicações de Emergências Indesejadas na Operação dos Trens da
MRS.
1 – INTRODUÇÃO
1.1 – CONSIDERAÇÕES GERAIS
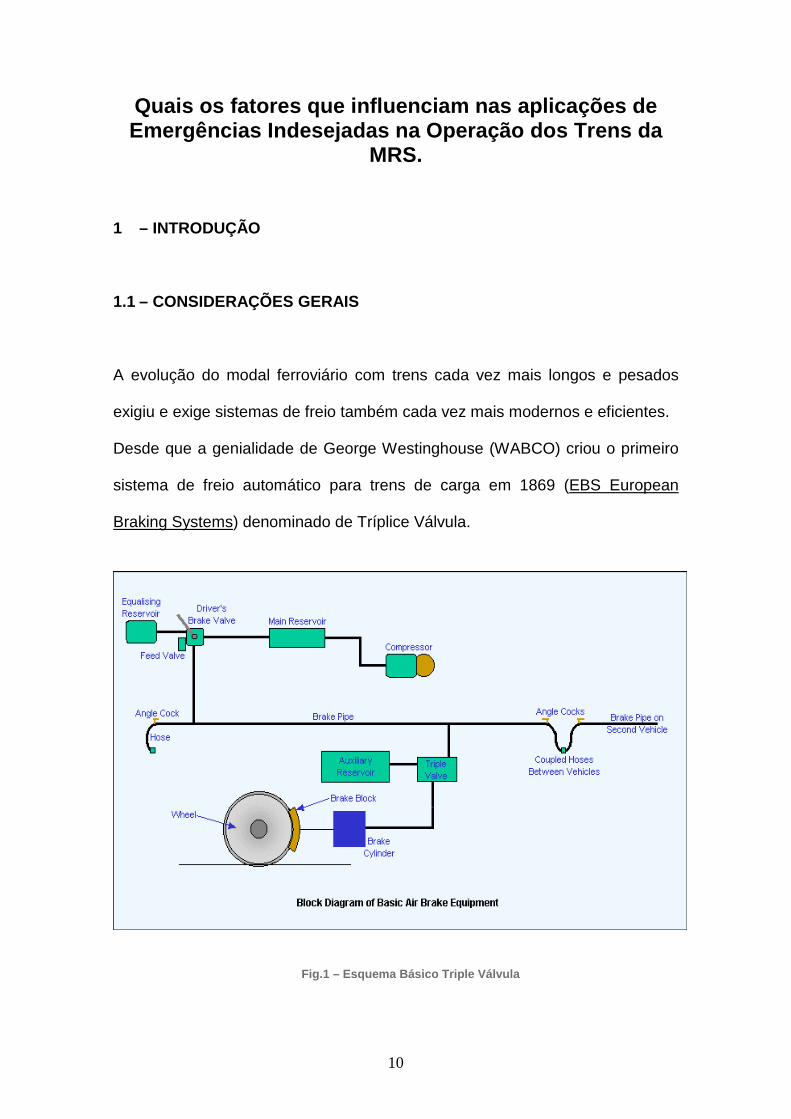
A evolução do modal ferroviário com trens cada vez mais longos e pesados
exigiu e exige sistemas de freio também cada vez mais modernos e eficientes.
Desde que a genialidade de George Westinghouse (WABCO) criou o primeiro
sistema de freio automático para trens de carga em 1869 (EBS European
Braking Systems) denominado de Tríplice Válvula.
Fig.1 – Esquema Básico Triple Válvula
11
Fig.2 – George Westinghouse
várias evoluções já foram inseridas para que esses sistemas se tornassem
cada vez mais eficientes e confiáveis.
Na década de 30 a Westinghouse Air Brake Company (WABCO) lançou um
revolucionário sistema de freio para vagões de carga denominado AB Control
Valve que trouxe confiabilidade e segurança para os trens mais longos e
pesados (máximo 80 vagões).
George Westinghouse inovou introduzindo um Suporte de Encanamentos (Pipe
Bracket), uma porção de serviço (service portion) e uma porção de emergência
(emergency portion), naturalmente que combinados com o Encanamento Geral,
Reservatórios e Cilindro de Freio.
A crescente demanda do transporte para insumos, produtos e commodities,
obrigou as empresas do setor ferroviário a operar trens cada vez mais longos e
pesados (Heavy Haul – trens acima de 100 vagões e mais de 25 ton/eixo).
Nesse cenário o sistema AB Control Valve deixava de ser eficiente e
adequado em decorrência do seu projeto construtivo. De qualquer forma
equipou por muito tempo os vagões das principais ferrovias de carga do
Continente Americano (referencia mundial em ferrovia de carga).

12
A AAR que é a Associação das Ferrovias Americanas determinou que a partir
de 1994 (Association of American Railroad – Circular Letter C-8258, September
30, 1994) esse tipo de equipamento fosse definitivamente eliminado dos trens
Heavy Haul, exatamente por apresentar diferenças consideráveis dos tempos
de aplicação e alivio dos freios dos vagões da composição. Essas diferenças
geram choques na composição ocasionando desgastes de componentes de
vagões, locomotivas e principalmente Emergências Indesejadas.
Ao contrario das principais ferrovias americanas de Heavy Haul, a MRS ainda
opera trens longos e pesados (acima de 80 vagões) com válvulas de controle
de freio do tipo AB (AB control valve).
No entanto, as EI (UDE) também podem ser causadas por válvulas modernas
desde que associadas a uma falha definida e outros fatores que serão
abordados neste trabalho.
1.2 – JUSTIFICATIVA
Desde que iniciamos (2009) os estudos sobre as Emergências Indesejadas na
MRS, já foram mais de 900 ocorrências com impacto aproximado de 300 horas
de interrupção de trafego. Números extremamente elevados para uma ferrovia
que pretende transportar em 2015 mais de 200 milhões de TKU. Os estudos
até então já conseguiram identificar a grande maioria das causas que levaram
às ocorrências de EI’s, entretanto, alguns casos ainda permanecem nos
incomodado pela incerteza e falta de dados. Dois exemplos claros daquilo que
ainda precisamos aprofundar mais é a contribuição do sistema de freio das
locomotivas modernas, equipadas com sistema de freio CCBII de fabricação

13
New York Air Brake e de que forma acontece as ocorrências de emergência
indesejadas em trens longos e pesados equipados com válvula AB.
1.3 – OBJETIVOS
Esse trabalho tem como principal objetivo a correta identificação dos fatores
(causas) geradores de EI’s, bem como, traçar estratégia de implementação das
soluções de curto, médio e longo prazo.
Também é objeto desse relatório ratificar a incompatibilidade de válvulas de
controle AB na operação de trens Heavy Haul acima de 60 vagões.
1.4 – ORGANIZAÇÃO
Esta Monografia está organizada em 7 (sete) capítulos sendo:
� Primeiro, Introdução com Considerações Gerais, Justificativas, Objetivos
e Organização.
� Segundo, Sistema de Freio para Vagões, Diagramas Básicos, Válvulas
de Controle e suas características e Freio Eletrônico para vagões.
� Terceiro, EI - Conceitos e Histórico em outras ferrovias.
� Quarto, Emergência Indesejada na operação dos trens da MRS fase1.
Fase2 e fase3.
� Quinto, Conclusões por fase
� Sexto, Recomendações
� Sétimo, Referências Bibliográficas
14
2 – SISTEMA DE FREIO PARA VAGÕES
2.1 – DIAGRAMA BASICO DO SISTEMA DE FREIO PNEU MÁTICO
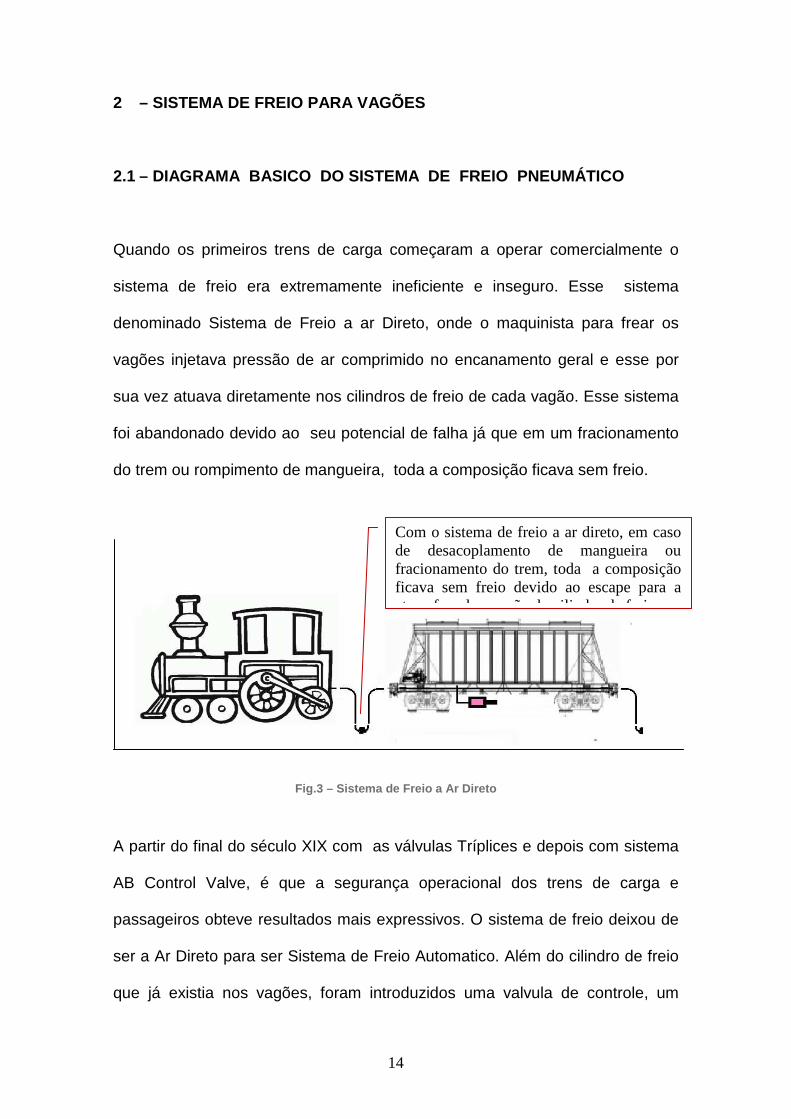
Quando os primeiros trens de carga começaram a operar comercialmente o
sistema de freio era extremamente ineficiente e inseguro. Esse sistema
denominado Sistema de Freio a ar Direto, onde o maquinista para frear os
vagões injetava pressão de ar comprimido no encanamento geral e esse por
sua vez atuava diretamente nos cilindros de freio de cada vagão. Esse sistema
foi abandonado devido ao seu potencial de falha já que em um fracionamento
do trem ou rompimento de mangueira, toda a composição ficava sem freio.
Fig.3 – Sistema de Freio a Ar Direto
A partir do final do século XIX com as válvulas Tríplices e depois com sistema
AB Control Valve, é que a segurança operacional dos trens de carga e
passageiros obteve resultados mais expressivos. O sistema de freio deixou de
ser a Ar Direto para ser Sistema de Freio Automatico. Além do cilindro de freio
que já existia nos vagões, foram introduzidos uma valvula de controle, um
Com o sistema de freio a ar direto, em caso de desacoplamento de mangueira ou fracionamento do trem, toda a composição ficava sem freio devido ao escape para a atmosfera da pressão do cilindro de freio.
15
reservatorio de ar e um retentor de controle de alivio, mudando completamente
o conceito de aplicação dos freios.
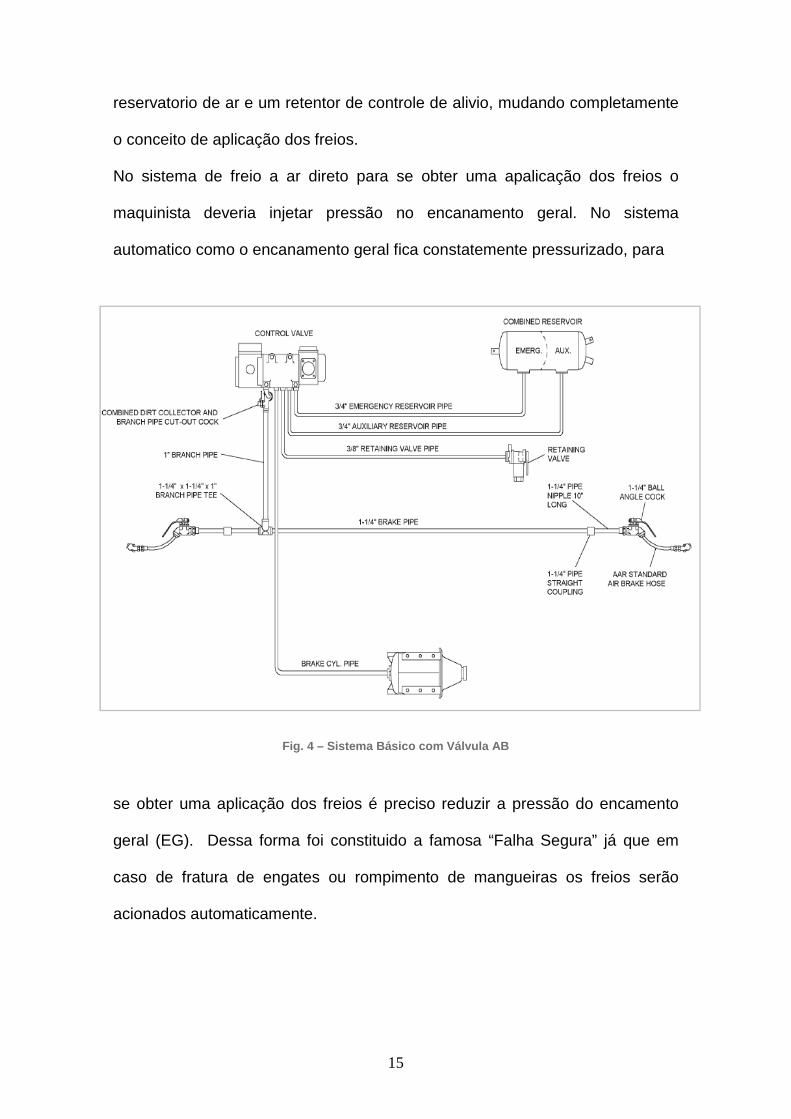
No sistema de freio a ar direto para se obter uma apalicação dos freios o
maquinista deveria injetar pressão no encanamento geral. No sistema
automatico como o encanamento geral fica constatemente pressurizado, para
Fig. 4 – Sistema Básico com Válvula AB
se obter uma aplicação dos freios é preciso reduzir a pressão do encamento
geral (EG). Dessa forma foi constituido a famosa “Falha Segura” já que em
caso de fratura de engates ou rompimento de mangueiras os freios serão
acionados automaticamente.
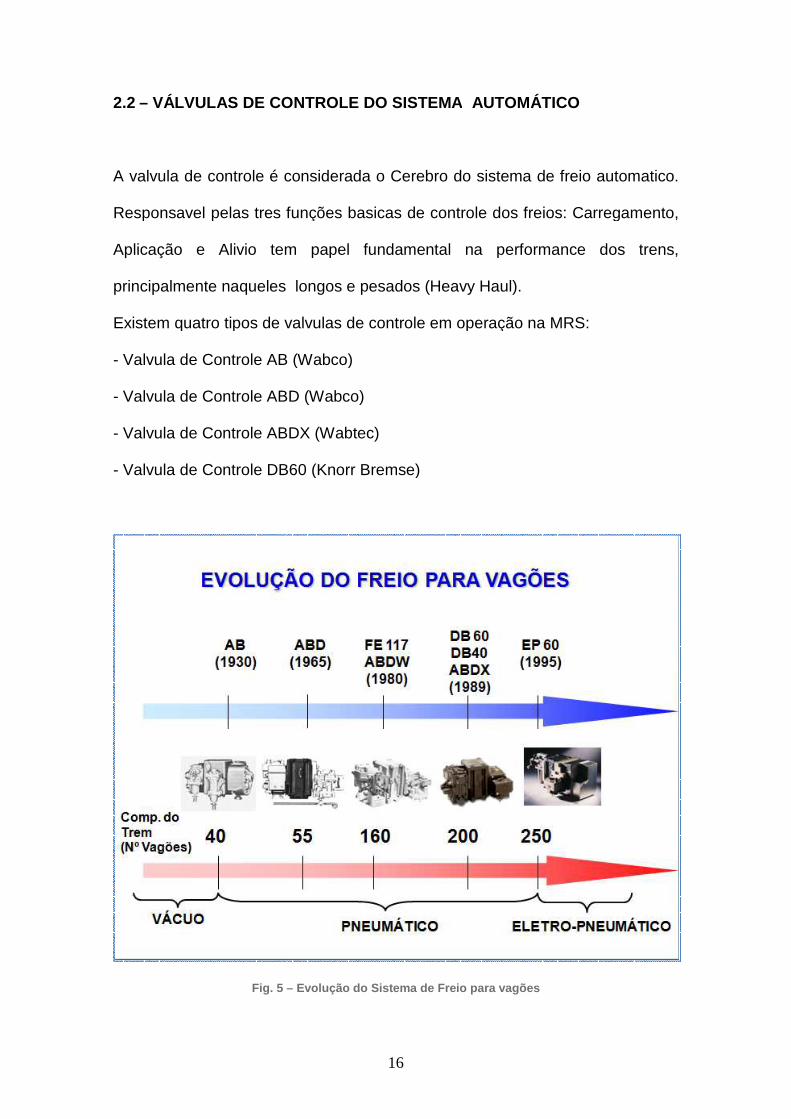
2.2 – VÁLVULAS DE CONTROLE DO SISTEMA
A valvula de controle é considerada o C
Responsavel pelas tres funções basicas de controle dos freios: Carregamento,
Aplicação e Alivio tem papel fundamental na performance dos
principalmente naqueles longos e pesados (Heavy Haul)
Existem quatro tipos de valvulas de controle em operação na MRS:
- Valvula de Controle AB (Wabco)
- Valvula de Controle ABD (Wabco)
- Valvula de Controle ABDX (Wabtec)
- Valvula de Controle DB60 (Knorr Bremse)
Fig. 5
16
ULAS DE CONTROLE DO SISTEMA AUTOMÁTICO
é considerada o Cerebro do sistema de freio automatico.
Responsavel pelas tres funções basicas de controle dos freios: Carregamento,
ão e Alivio tem papel fundamental na performance dos
principalmente naqueles longos e pesados (Heavy Haul).
quatro tipos de valvulas de controle em operação na MRS:
Valvula de Controle AB (Wabco)
Valvula de Controle ABD (Wabco)
Valvula de Controle ABDX (Wabtec)
DB60 (Knorr Bremse)
Fig. 5 – Evolução do Sistema de Freio para vagões
TICO
erebro do sistema de freio automatico.
Responsavel pelas tres funções basicas de controle dos freios: Carregamento,
ão e Alivio tem papel fundamental na performance dos trens,
quatro tipos de valvulas de controle em operação na MRS:

2.2.1 – VÁLVULA DE CONTROLE AB
È a valvula de controle
mencionado anteriormente essa valvula foi lançada no mercado em 1933 como
uma grande evolução no sistema de freio para vagões de carga, entretanto
com o aumento da demanda de produtos e transportes os trens passaram a
operar com um numero maior de vagões e com maior carga por eixo. Essas
mudanças inviabilizaram a aplicação de valvulas AB’s
velocidades de propagação na aplicação e alivio dos freios. Contudo a MRS
continua a operar alguns trens de Heavy Haul com valvulas AB o que tem
gerado problemas relacionados a choques ao longo da composição devido a
diferença de velocidades de aplicação e alivio entre a valvula AB e as mais
modernas.
2.2.2 – CARACTERISTICAS
17
VÁLVULA DE CONTROLE AB
le mais antiga em operação na MRS
mencionado anteriormente essa valvula foi lançada no mercado em 1933 como
evolução no sistema de freio para vagões de carga, entretanto
com o aumento da demanda de produtos e transportes os trens passaram a
operar com um numero maior de vagões e com maior carga por eixo. Essas
mudanças inviabilizaram a aplicação de valvulas AB’s devido as baixas
velocidades de propagação na aplicação e alivio dos freios. Contudo a MRS
continua a operar alguns trens de Heavy Haul com valvulas AB o que tem
problemas relacionados a choques ao longo da composição devido a
des de aplicação e alivio entre a valvula AB e as mais
CARACTERISTICAS DA VALVULA AB
Fig. 6 – Valvula de Controle AB
mais antiga em operação na MRS. Conforme já
mencionado anteriormente essa valvula foi lançada no mercado em 1933 como
evolução no sistema de freio para vagões de carga, entretanto
com o aumento da demanda de produtos e transportes os trens passaram a
operar com um numero maior de vagões e com maior carga por eixo. Essas
devido as baixas
velocidades de propagação na aplicação e alivio dos freios. Contudo a MRS
continua a operar alguns trens de Heavy Haul com valvulas AB o que tem
problemas relacionados a choques ao longo da composição devido a
des de aplicação e alivio entre a valvula AB e as mais

18
Possui caracterisiticas contrutivas bastante diferentes das valvulas mais
modernas, além de funções limitadas de aplicação e alivio. A principal
caracteristica que podemos destacar é extamente a posição dos pistãos de
Emergencia e Serviço que operam sempre na Horizontal e no sentido
longitudinal da linha de comprimento do vagão. Esse modelo construtivo foi
abandonado nos projetos posteriores, como ABD e ABDX, bem como nas
valvulas de controle DB 60 de fabricação Knorr Bremse.
As desvantagens dessa carcteristica das valvulas de controle AB serão
abordadas no capitulo Emergencia Indesejada.
Fig.7 – Aplicação de Freio de Serviço – válvula AB
Pressão do Encanamento Geral
Pressão do Reservatório Auxiliar
Pressão da Câmara de Ação Rápida
Pressão do Reservatório de Emergência
Porção de Serviço AB Porção de Emergência AB
19
Fig.8 – Padrão de Cores para todos os sistemas de fr eio de vagões.
A Porção de serviço é responsável pelo carregamento de todo sistema de freio
do vagão incluindo os reservatórios de Emergência e Auxiliar; pela aplicação
dos freios em serviço (reduções de pressão no EG de forma lenta) e também
pelo alivio dos freios.
A porção de emergência tem a função de efetuar aplicação de freio de
emergência contribuindo para um aumento de 20% na pressão final do cilindro
de freio.
Com o sistema de freio completamente carregado a pressão interna na válvula
e encanamento geral (laranja) atingem 90 psi. Assim os reservatórios auxiliar
(amarelo) e emergência (vermelho) e câmara de ação rápida (azul) se mantém
em equilíbrio até que uma redução de pressão no EG seja reduzida para
aplicação dos freios.
Quando a pressão do encanamento geral é reduzida em ritmo de serviço
(redução lenta) com objetivo de reduzir a velocidade do trem ou parar
completamente a composição, ocorre um desequilíbrio na frente do pistão de
serviço e emergência fazendo com que os dois se desloquem para frente.
Nesse momento o pistão de emergência assume a posição de serviço ligando
ao ar da câmara de ação rápida para a atmosfera, no mesmo ritmo em que o
encanamento geral é reduzido. Isso precisa acontecer para que uma aplicação
de emergência não seja observada (ver figura 7).
De forma semelhante quando o pistão de serviço se desloca para frente efetua
a ligação entre o reservatório auxiliar e cilindro de freio quando a sua pressão
Pressão Atmosférica

20
interna começa a subir e a do reservatório auxiliar inicia uma queda. A pressão
do cilindro de freio será deverá subir no mesmo ritmo em que a pressão do
encanamento geral é reduzida, limitada a 64 psi.
A formula que calcula a formação de pressão no cilindro de freio pode ser
descrita da seguinte forma:
��� = �. 3,235 − 14,7
Onde: • RRRR é a redução de pressão realizada pelo maquinista (entre 8 e 26
psi);
• 3,2353,2353,2353,235 a relação entre o Volume do Reservatório Auxiliar e Volume do Cilindro de Freio
• 14,714,714,714,7 psipsipsipsi a pressão atmosférica que atua fora do cilindro.
Observe que durante uma aplicação de serviço o pistão de emergência
(esquerda) se mantém em posição de serviço, evitando dessa forma uma
aplicação indesejada de emergência. Quando a redução da pressão do EG é
interrompida o sistema se mantém em equilíbrio com os freios aplicados e
assim deverá permanecer até que uma mudança na pressão do EG seja
observada.
Para que se obtenha o alivio dos freios é preciso que a pressão do
encanamento geral aumente para que o equilíbrio entre as pressões do EG,
Câmara de Ação Rápida e Reservatório Auxiliar seja desfeito. Quando ocorre
um aumento de pressão de encanamento geral, ela se torna ligeiramente maior
que a pressão do reservatório auxiliar e reservatório de emergência, fazendo
21
com que os pistões de serviço e emergência sejam deslocados para trás
assumindo a posição de alivio.
Da mesma forma, para que tenhamos uma aplicação de Emergência no trem é
preciso que a pressão do EG seja reduzida, porém com uma velocidade muito
maior para que o diferencial de pressão entre EG e Câmara de Ação Rápida
seja demasiado.
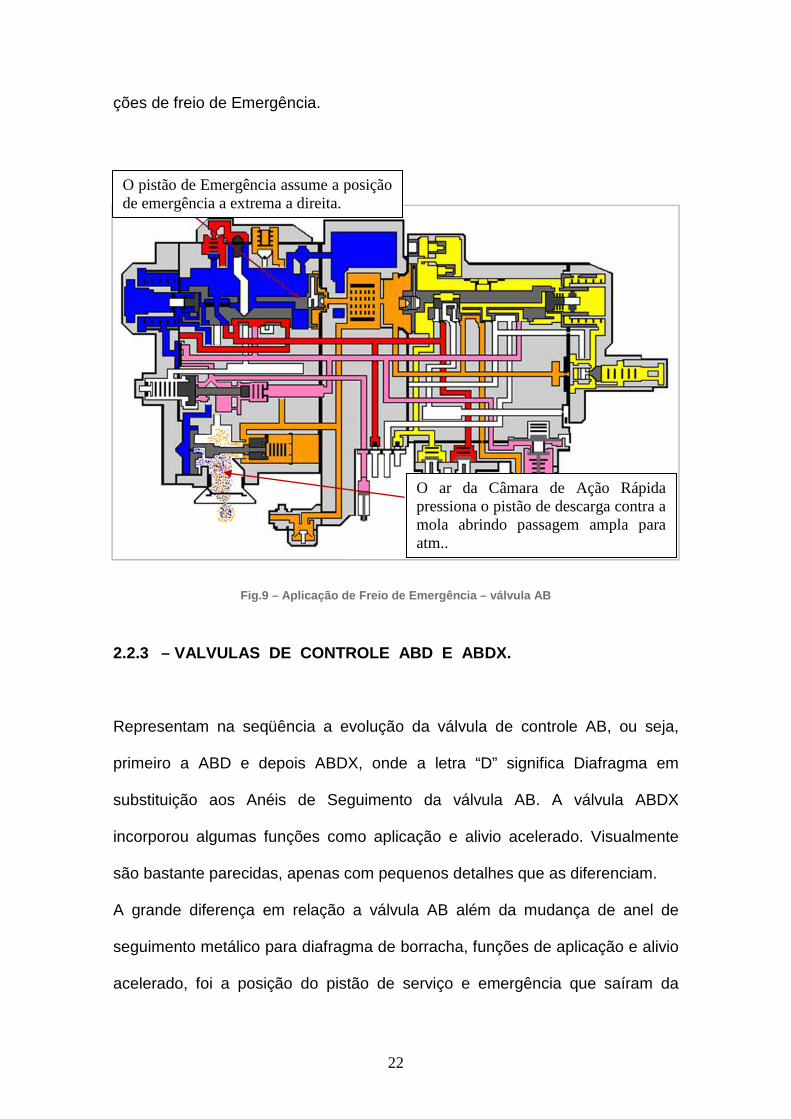
Assim, o pistão de emergência movimenta rapidamente e assume a posição de
emergência ligando a CAR com o orifício do pistão de descarga comprimindo a
mola e abrindo uma passagem ampla do EG para a atmosfera. Nesse
momento todo o trem entra em Emergência (ver figura 9).
Quando efetuamos uma aplicação total de serviço a pressão máxima no
cilindro de freio, considerando seu curso nominal, é de 64 psi. Quando o trem
entra em freio de emergência e a pressão cresce 20% devido a contribuição do
reservatório de emergência conforme mostrado na figura 4.
Algumas ferrovias não utilizam a porção de emergência da válvula de controle
e naturalmente não possuem freio de emergência (acréscimo de 20% na
pressão do cilindro) mesmo que a redução do EG aconteça em ritmo
acelerado.
Para essa configuração do sistema de freio as distancias de parada do trem
são aumentadas considerando as mesmas condições operacionais, nas aplica-
22
ções de freio de Emergência.
Fig.9 – Aplicação de Freio de Emergência – válvula A B
2.2.3 – VALVULAS DE CONTROLE ABD E ABDX.
Representam na seqüência a evolução da válvula de controle AB, ou seja,
primeiro a ABD e depois ABDX, onde a letra “D” significa Diafragma em
substituição aos Anéis de Seguimento da válvula AB. A válvula ABDX
incorporou algumas funções como aplicação e alivio acelerado. Visualmente
são bastante parecidas, apenas com pequenos detalhes que as diferenciam.
A grande diferença em relação a válvula AB além da mudança de anel de
seguimento metálico para diafragma de borracha, funções de aplicação e alivio
acelerado, foi a posição do pistão de serviço e emergência que saíram da
O pistão de Emergência assume a posição de emergência a extrema a direita.
O ar da Câmara de Ação Rápida pressiona o pistão de descarga contra a mola abrindo passagem ampla para atm..

23
Horizontal para a Vertical. Essa mudança trouxe mais estabilidade nas
aplicações de serviço.
O funcionamento básico não sofreu nenhuma alteração, ou seja, carregamento,
aplicação e alivio como atribuição da porção de serviço e aplicação de
emergência, da porção de emergência.
Naturalmente que as funções de aplicação e alivio acelerados trouxe
expressivas vantagens na operação dos trens longos e pesados reduzindo as
distancias de parada e aumentando a segurança operacional.
.
Fig.10 – Válvula de Controle ABD
A semelhança construtiva com a válvula AB é que tanto a válvula ABD quanto
a válvula ABDX possuem válvulas de Gaveta, ou seja, nos dois projetos
mantiveram a vedação metálica iniciada com as primeiras válvulas Tríplices.
Porção de Serviço ABD
Porção de Emergência ABD
Suporte dos Encanamentos

24
Fig.11 – Válvula de Controle ABD – Posição de Carrega mento e Alivio
2.2.4 – VALVULAS DE CONTROLE DB-60
Essa válvula fabricada a partir dos padrões AAR é perfeitamente
intercambiável com as válvulas de controle AB; ABD e ABDX apesar do seu
projeto pertencer a uma empresa alemã, que é a Knorr Bremse.
Entretanto não é permitido a mistura de porções, já que essa pratica pode
alterar de forma significativa a estabilidade do conjunto. Possui um novo
conceito de vedações com o exclusivo anel de borracha de perfil “K”.
Da mesma forma que ocorre com as válvulas AB; ABD ou ABDX, é função da
porção de serviço DB 10 o carregamento, aplicação e alivio, com a aplicação
de emergência pela porção de emergência DB-20.
Pistão de Serviço na vertical Pistão de Emergência na vertical
25
Fig.9 – Válvula de Controle DB 60
Ao contrario das válvulas de fabricação WABCO / WABTEC a DB 60 não
possui nenhuma vedação metálica, somente utiliza anéis de borracha e
diafragmas. Essa característica facilita a manutenção reduzindo custo e mão
de obra aplicada.
Por ser fabricada sob padrões AAR mantém funcionamento do sistema de freio
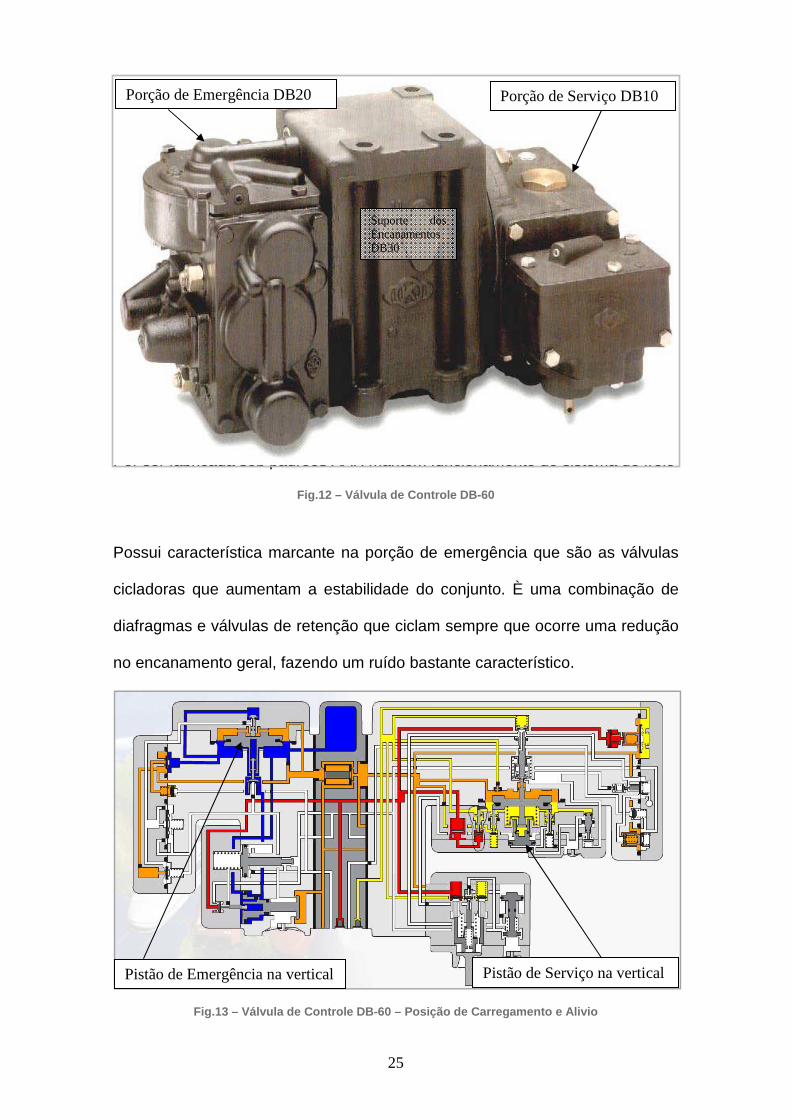
Fig.12 – Válvula de Controle DB-60
Possui característica marcante na porção de emergência que são as válvulas
cicladoras que aumentam a estabilidade do conjunto. È uma combinação de
diafragmas e válvulas de retenção que ciclam sempre que ocorre uma redução
no encanamento geral, fazendo um ruído bastante característico.
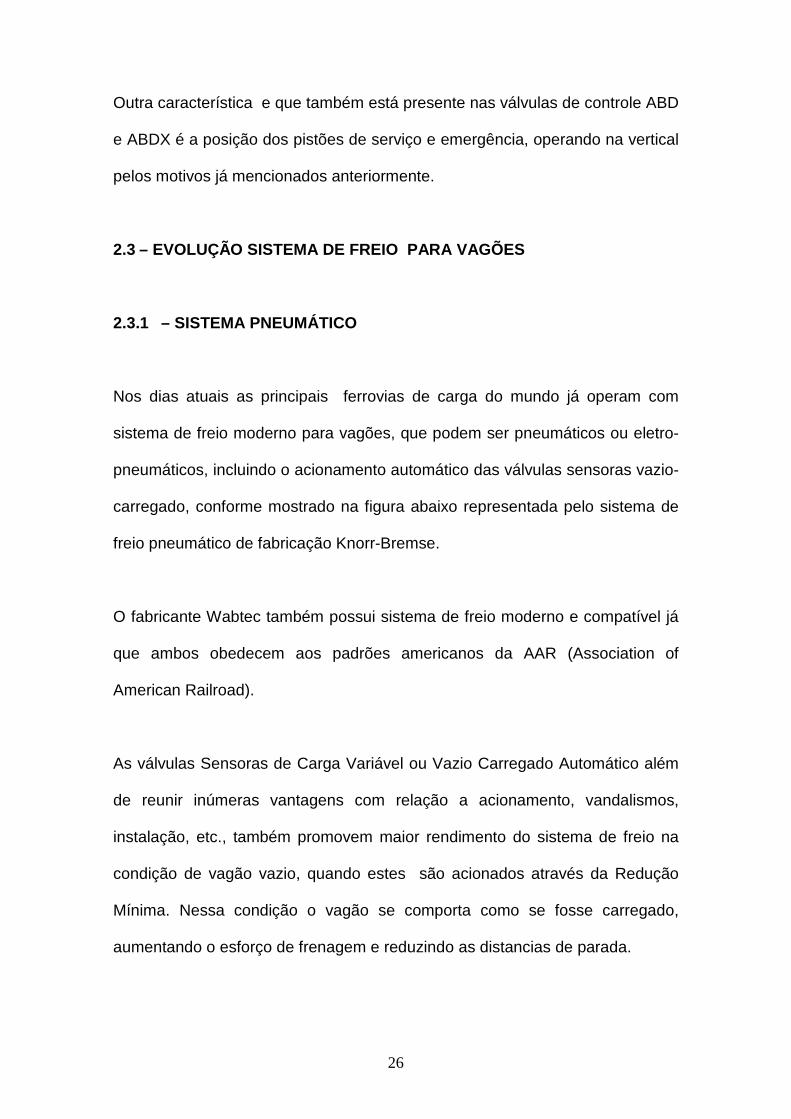
Fig.13 – Válvula de Controle DB-60 – Posição de Carre gamento e Alivio
Porção de Serviço DB10 Porção de Emergência DB20
Suporte dos Encanamentos DB30
Pistão de Serviço na vertical Pistão de Emergência na vertical
26
Outra característica e que também está presente nas válvulas de controle ABD
e ABDX é a posição dos pistões de serviço e emergência, operando na vertical
pelos motivos já mencionados anteriormente.
2.3 – EVOLUÇÃO SISTEMA DE FREIO PARA VAGÕES
2.3.1 – SISTEMA PNEUMÁTICO
Nos dias atuais as principais ferrovias de carga do mundo já operam com
sistema de freio moderno para vagões, que podem ser pneumáticos ou eletro-
pneumáticos, incluindo o acionamento automático das válvulas sensoras vazio-
carregado, conforme mostrado na figura abaixo representada pelo sistema de
freio pneumático de fabricação Knorr-Bremse.
O fabricante Wabtec também possui sistema de freio moderno e compatível já
que ambos obedecem aos padrões americanos da AAR (Association of
American Railroad).
As válvulas Sensoras de Carga Variável ou Vazio Carregado Automático além
de reunir inúmeras vantagens com relação a acionamento, vandalismos,
instalação, etc., também promovem maior rendimento do sistema de freio na
condição de vagão vazio, quando estes são acionados através da Redução
Mínima. Nessa condição o vagão se comporta como se fosse carregado,
aumentando o esforço de frenagem e reduzindo as distancias de parada.

27
Fig.14 – Sistema de Freio Pneumático Moderno DB-60
2.3.2 SISTEMA DE FREIO ELETRO-PNEUMÁTICO
Comumente chamado de Freio Eletrônico para Vagões o sistema eletro-
pneumático apresenta uma expressiva evolução em relação aos sistemas de
freio convencionais. Disponível em duas versões “Standalone e Overlay”
oferecem ganhos significativos tais como:
� Menor distancia de parada (redução de 30 a 70%)
� Aplicação simultânea de todos os vagões do trem
� Redução dos choques gerados nas aplicações de freio
� Eliminação dos riscos relacionados a ciclagem curta
� Eliminação dos problemas relacionados a segurança quando da parada
do trem na serra (elimina necessidade de apertar freios manuais)

� Eliminação das Emergências Indesejadas, já que as aplicações de freio
não ocorrem com a redução da press
através de acionamentos de válvulas eletro
O sistema Standalone
compatível com sistema convencional, ou seja, em um trem somente deverão
ser anexados vagões com
também deverão estar preparadas para o Freio Eletrônico, na verdad
basta que sejam equipadas com sistema CCBII Knorr ou
precisam receber os módulos eletrônicos exclusivos para operação dos
vagões.
A comunicação entre sistema de freio da locomotiva e vagões do trem é feita
através de cabos elétrico
é fabricado de acordo com a
Fig. 15 - Válvula de Controle
28
Eliminação das Emergências Indesejadas, já que as aplicações de freio
ocorrem com a redução da pressão do encanamento geral e sim
através de acionamentos de válvulas eletro-pneumáticas.
somente opera no modulo eletrônico não sendo
compatível com sistema convencional, ou seja, em um trem somente deverão
ser anexados vagões com válvulas do sistema Standalone. As locomotivas
também deverão estar preparadas para o Freio Eletrônico, na verdad
basta que sejam equipadas com sistema CCBII Knorr ou Fastbrake
precisam receber os módulos eletrônicos exclusivos para operação dos
A comunicação entre sistema de freio da locomotiva e vagões do trem é feita
através de cabos elétricos e conectores. O sistema de freio eletro
cado de acordo com a norma AAR-4200.
Válvula de Controle Knorr do Sistema de Freio Eletrônico EP- 60 Overlay
Eliminação das Emergências Indesejadas, já que as aplicações de freio
ão do encanamento geral e sim
somente opera no modulo eletrônico não sendo
compatível com sistema convencional, ou seja, em um trem somente deverão
As locomotivas
também deverão estar preparadas para o Freio Eletrônico, na verdade não
Fastbrake Wabtec,
precisam receber os módulos eletrônicos exclusivos para operação dos
A comunicação entre sistema de freio da locomotiva e vagões do trem é feita
s e conectores. O sistema de freio eletro-pneumatico
60 Overlay

29
Fig. 16 – Válvula de Controle Wabtec do Sistema de Fr eio Eletrônico ECP – 4200
3 – EMERGÊNCIA INDESEJADA (EI) (UDE) – CONCEITOS
Consideramos uma aplicação de freio de emergência como uma Emergência
Indesejada quando esta ocorre sem a atuação do maquinista. Podem ser
divididas em Devidas ou Indevidas.
� DEVIDAS: Constituem a chamada “Falha Segura” e ocorrem quando
uma outra falha se relaciona, tais como: rompimento de mangueiras de
freio do encanamento geral; fratura de engates; acionamento do DDV
(dispositivo de descarrilamento do vagão) e vazamentos excessivos.
� INDEVIDAS: São aquelas que após ocorrerem nenhuma causa aparente
é identificada durante a inspeção do trem
Independente do tipo de ocorrência da EI, normalmente causam grandes
impactos na operação, principalmente quando ocorrem em trechos de Serra.
30
Normalmente acontecem logo após a uma Redução Mínima do encanamento
geral, que corresponde a uma redução de pressão de 6 a 8 psi.
Nossos estudos serão concentrados apenas nas Emergências Indevidas na
operação dos trens da MRS, tendo em vista a grande quantidade de
ocorrências observadas durante o período de 2009 a 2011.
3.1 – EMERGÊNCIA INDESEJADA EM OUTRAS FERROVIAS (UDE)
Emergências Indesejadas acontecem em todas as ferrovias do mundo (UDE –
Undesired Emergency). Registros e estudos datam de mais de 30 anos, com
causas variadas e suposições decorrentes.
3.1.1 – ESTUDOS REALIZADOS NA CP RAIL; SF E CHC& NW
A fase inicial do estudo UDE começou com os testes nos trens unitários de
carvão da Canadian Pacific equipados com Locotrol , trens Santa Fe TOFC e
trens da Chicago & North West ("AAR undesired emergency brake study
complete - Association of American Railroads Vehicle Track Systems
Newsletter". Railway Age. FindArticles.com. 08 Dec, 2011).
Os testes com os trens da CP registraram dez ocorrências de EIs ", todos as
quais foram localizados em partes do trem, onde a atividade de serviço rápido
foi o mais elevado. As válvulas de controle foram prontamente inspecionados
pela AAR e pelos fabricantes de freio a ar e nenhum defeito foi encontrado. No
entanto, registros de pressão do encanamento geral durante as aplicações de
31
serviço mostrou que os pulsos de pressão, composta por pequenas reduções
rápidas de curta duração, ocorreram em algumas das aplicações do freio. Uma
das reduções registrou 23,5 psi / seg. com duração de 12 milissegundos. As
taxas de maior redução foram em torno de 20 a 30 psi por segundo e durou
cerca de 10 a 15 milissegundos.
Testes nos trens convencionais da Santa Fe produziram sete UDEs iniciadas
por quatro válvulas de controle, e mais uma vez não foram encontrados
defeitos. No entanto, a ação da folga dos engates no sentido leste era muito
mais acentuada do que no sentido oeste, o que levou à teoria de que a ação
dessas folgas contribuíram para o aumento do número de UDEs durante as
viagens no sentido leste. Os registros de pressão no encanamento geral,
também mostraram pulsos muito semelhantes aos observados nos testes
anteriores CP.
Testes nos trens da Chicago & North Western confirmaram que a ação das
folgas nos engates também tinham algum efeito sobre a pressão interna do
encanamento geral. Registros dessa pressão no último vagão do trem foram
feitos, durante a folgas de encolhimento e compressão dos engates, sem
frenagens.
Uma teoria foi desenvolvida para explicar o efeito observado sobre estes
testes. O ar tem massa e, portanto, tem inércia. Quando uma folga de
encolhimento dos engates ocorre, cada vagão desacelera de repente. À
medida que o vagão e o seu encanamento de geral desaceleraram, o ar dentro
32
do tubo de freio continua a sua velocidade original. Isso provoca efeito
"sloshes” para a frente,", que gera um aumento de pressão na extremidade
dianteira do encanamento e uma queda de pressão na extremidade traseira do
mesmo.
Para verificar esta teoria, a AAR contratou com a Universidade de New
Hampshire para desenvolver software que pudesse modelar e simular os
efeitos da ação folgas dos engates, dentro do encanamento geral. Esse
software confirmou a teoria das folgas e também previu que ocorre um fluxo
contrario , que produziu um pulso de pressão negativa que se propagou de
volta no encanamento, quase à velocidade do som. UDEs foram criadas no
modelo de computador, usando folgas acentuadas de encolhimento
combinando com atividade normal de serviço rápido das válvulas de controle.
Testes de laboratório realizados no Centro Técnico Chicago AAR confirmaram
ainda, que as taxas de redução previstas pelo modelo de computador poderiam
realmente induzir uma válvula de controle em condições normais de operação
a entrar em emergência (UDE). Além disso, uma possível correção "foi
desenvolvido sob a forma de um estrangulamento 0,43 polegadas de diâmetro
entre o suporte dos encanamentos e a porção de emergência.
Toda esta atividade levou à seguinte teoria: “ As folgas de encolhimento dos
engates poderiam, sob certas condições, causar sensíveis flutuações de curta
duração na pressão do encanamento geral que, quando combinadas com a
atividade de serviço rápido de uma aplicação de freio normal, causariam
aplicações de emergências indesejadas (UDE) mesmo em válvulas em
33
perfeitas condições operacionais. Devido à natureza imprevisível e pontual de
ação folga, esta teoria parecia se encaixar nos fatos.
Para verificar a teoria das folgas e para avaliar os efeitos do estrangulamento
de 0,43 polegadas, nas flutuações do encanamento geral, um trem teste com
36 vagões foi operado no TTCI. O teste constituiu na instrumentação de cinco
vagões espaçados ao longo do trem para: pressão do EG, a força de
compressão e movimento do engate. O trem foi tratado de tal modo que os
impulsos de pressão criados pela folga de encolhimento dos engates coincidiu
com aplicações de freio de redução mínima. Os testes provaram
conclusivamente que a ação da folga sozinha, sem quaisquer aplicação de
freio, poderia produzir sensíveis reduções de pressão EG de até 2 psi. Apesar
de não ter ocorrido nenhuma emergência (UDE) durante os testes, as taxas de
redução criadas foram quase iguais ao que é exigido para produzir UDEs em
testes de laboratório. Nos testes a pressão do EG do vagão 36 caiu 2 psi,
devido à ação única da folga dos engates. A taxa máxima de redução de
pressão foi de 27 psi / seg. durante cerca de 20 milissegundos. Esta taxa é
muito próxima das taxas necessárias para criar uma UDE em condições
laboratoriais.
As juntas com furação de 0,43 polegadas foram testadas no TTCI em Pueblo e
no Banco de Provas de 150 vagões da New York Air Brake. Os resultados não
mostraram deterioração significativa de desempenho na aplicação desejada de
emergência. Os testes de 150 carros no simulador test rack mostraram que há
uma grave deterioração da performance de travamento em vagões equipados
com válvulas de controle ABDW e válvulas B1 de aplicação rápida. Não foram
observados problemas nos vagões equipados com válvulas AB e ABD.
34
Durante o curso do estudo UDE, três outros fatores foram estudados.
� Em primeiro lugar, verificou-se que o procedimento de teste utilizados
nos testes de freio Single Car, não tiveram a mesma eficiência quando
comparados com vagões longos e curtos. Estes procedimentos de teste
foram atualizados e estão sob a consideração da Divisão de Mecânica
AAR Comissão Geral.
� Em segundo lugar, o estudo revelou alguns indícios de umidade no
encanamento geral que podem, sob condições de temperatura
ambiente, condensar e congelar. Isto poderá causar congelamento de
orifícios no interior da válvula de controle e, assim, prejudicar a
estabilidade da válvula de controle.
� E, finalmente, o spill-over (válvula de retenção) dentro da porção de
emergência foi considerada obsoleta, e uma possível causa de UDEs
quando defeituoso.
Com base nos resultados da pesquisa, as seguintes recomendações foram
feitas para reduzir o problema UDE.
1. Reduzir a ação de folga em trens de hoje. A experiência tem mostrado que
UDEs são virtualmente não existentes em vagões Double-Stack articulados
onde as folgas são bastante reduzidas.
2. Elimine o spill-over função da válvula de retenção em toda a ABD, ABDW,
DB60 quando estas válvulas são enviadas para oficina para remanufatura.
3. Continuar a pesquisa sobre os efeitos da temperatura do ar do freio tubo e
teor de umidade sobre o desempenho da válvula de controle.
4. Implementar os novos procedimentos de testes de freio a ar que têm sido

35
desenvolvidos pelo Chicago AAR Centro Técnico e da Comissão equipamento
de freio. Estes procedimentos de testes vão ajudar a identificar essas válvulas
de controle com defeito e possíveis vazamentos que são responsáveis pelas
UDEs não causadas pela ação das folgas dos engates. Estes testes são mais
eficazes em carros longos do que os atuais métodos de ensaio.
5. Estabilize válvulas de controle AB e ABD em relação a oscilações de
pressão do encanamento geral, colocando um orifício da placa, 0,43 cm de
diâmetro plana entre o suporte dos encanamentos e a porção de emergência.
6. Estabilizar as válvulas de controle ABDW e em todos os vagões equipados
com válvulas B1 de serviço de rápido com a colocação da junta com orifício
0,43” de diâmetro.
7. Em todos os vagões novos, instalar válvulas de controle que foram
concebidos para suportar as flutuações de pressão do encanamento geral.
As sete recomendações constantes são baseados em observações, dados de
teste e / ou trabalho analítico de acompanhamento, utilizando modelos de
softwares. A capacidade de reduzir o número de em serviço UDEs depende o
sucesso do setor ferroviário na implementação generalizada destas
recomendações em todo o complexo ferroviário.
3.1.2 – ESTUDOS DA NEW YORK AIR BRAKE
Outro estudo que também trouxe resultados diferentes com relação as causas
das ocorrências de Emergências Indesejadas (UDE), foi aquele conduzido
pelo Engº Bruce Shute quando apresentou um Paper intitulado “Uma
Investigação das Emergências Indevidas” (An Insvestigation of Undesired

36
Emergencies). Nesse estudo concluiu se que nas válvulas ABDW e ABD que
operam com válvulas de gaveta, ocorre um fenômeno chamado de “Stiction” ou
“Sticking Friction” que na tradução seria Atrito Estático entre a válvula de
gaveta e sede da bucha da porção de emergência. Isso ocorre principalmente
quando o sistema de freio fica por longos períodos sem aplicação de freio.
Situação semelhante ao que acontece na MRS em determinados trens.
A válvula de gaveta por ser uma vedação metálica cria uma aderência natural
entre as duas sedes, dificultando o movimento do conjunto válvula de gaveta e
pistão de emergência, quando de uma aplicação de freio. Dessa forma quando
ocorre a primeira aplicação de freio (após longo período sem aplicação de
freio) o pistão de emergência não assume a posição de serviço criando um
diferencial de pressão significativo entre a Câmara de Ação Rápida e
Encanamento Geral, fazendo com que o pistão “pule” (jump) para a posição de
emergência e assim desencadeando uma aplicação indesejada em toda a
composição. Contudo essa teoria não foi completamente comprovada devido
as inconsistências observadas em alguns testes e em algumas ocorrências de
EI. O fato é que existe uma grande interrogação quando o assunto é
Emergência Indesejada. O que existe mesmo de concreto é que somente os
trens com freio eletrônico e aqueles desprovidos de porção de emergência é
que estão isentos dessas ocorrências. O sistema de freio eletrônico porque não
opera os freios com a redução do encanamento geral e sim através de sinais
elétricos e os trens desprovidos de porção de emergência por razões obvias.
37
3.2 – EMERGÊNCIA INDESEJADA NO BRASIL
Vale, FCA e ALL também registram uma expressiva quantidade de
Emergências Indesejadas e de forma semelhante a MRS, investem tempo e
dinheiro nos estudos de combates a essa anomalia operacional.
4 – EMERGÊNCIAS INDESEJADAS NA OPERAÇÃO DOS TRENS D A MRS
Desde o final de 2008, a MRS tem observado um aumento do número de
Emergências Indesejadas EI (UDE), sobretudo nos trens Heavy Haul de
minério de ferro, nas rotas CSN Usina Volta Redonda e Minério Exportação,
com grande impacto na Operação. Com fluxo bem definido, esses trens
carregam entre Congonhas do Campo e Belo Horizonte, descendo pela
Ferrovia do Aço e retornando vazios pela Linha do Centro. Dessa forma, as
ocorrências de EI têm sua concentração mais acentuada nos trens
carregados, devido às exigências operacionais, onde ocorre maior número de
aplicações de freio.
A Engenharia de Vagões e Equipes de Análise de Falha (GAF), desde então,
tem se dedicado aos estudos das possíveis causas, bem como na definição de
Ações para combater de forma sustentável, tais ocorrências.
Consideramos como Emergência Indesejada, aquela aplicação de freio de
Emergência, sem nenhuma causa aparente. As aplicações de emergências
oriundas de um fracionamento de trem, desacoplamento de mangueiras ou
devido ao acionamento de um DDV (Dispositivo de Descarrilamento de
Vagões), apesar de não ter nenhuma ação do Maquinista, não são

38
consideradas Indesejadas, mas sim Devidas, constituindo Falha Segura do
Sistema de Freio. Na sua grande maioria, as Emergências Indesejadas
ocorrem logo após a uma aplicação de freio de redução mínima.
Podemos dividir em Três fases distintas a evolução das EIs na MRS:
1ª Fase: entre janeiro 2009 e Maio de 2010 onde as ocorrências de Eis se
concentraram no Fluxo dos trens de minério da CSN Usina de Volta Redonda,
formados com vagões GDT’s Singelos equipados com válvulas de controle
DB60. Nesta fase após recall 1 e 2 realizado nas porções DB20, identificamos
a necessidade do recall 3 e solução definitiva dos problemas de EI.
2ª Fase: entre maio 2010 e dezembro de 2011 nos trens de Minério
Exportação, formados por vagões Hoppers do tipo HAS e HAT e equipados
com expressivo numero de válvulas de controle AB. Nesta fase nosso foco foi
identificar no trem, as válvulas ABs com período entre de manutenções mais
extenso, considerando seu potencial de falha em decorrência da baixa
resistência ao deslocamento do pistão de emergência.
3ª Fase: A contribuição do sistema de freio eletrônico das locomotivas na
aplicação das emergências indesejadas. Apesar dos estudos ainda bastante
incipientes, possuímos evidencias de EI’s provocadas por locomotivas
modernas na frota Heavy Haul.
39
Fig. 17 – Gráfico da distribuição de EI’s MRS janeir o 2009 a abril 2011
4.1 – PRIMEIRA FASE DE ESTUDO DAS EI’s NOS T RENS DA MRS.
Fig. 18 – Vagão GDT Singelo (GDTS) de 130 ton. PBM com válvula DB-60 Knorr
1ª Fase GDT Singelo 2ª Fase
Hoppers

40
Quando a MRS a adquiriu os 996 vagões GDT's Singelos (GDTS) em 2005 e
2006 observamos o inicio das emergências indevidas nesta frota,
principalmente quando estes vagões estavam agrupados nos trens de minério
de ferro.
Após vários testes realizados em campo com a presença da Maxion fabricante
dos vagões e da Knorr-Bremse fabricante das válvulas de controle, constatou-
se a necessidade de realizarmos o recall 1 nas válvulas DB -20 para a
calibração do orifício da Bucha do pistão de emergência e descarga do ar da
câmara de ação rápida. Na medida em que o Recall 1 era realizado, esses
vagões eram anexados (misturados) a outros vagões GDT’s antigos de
120ton., com válvulas ABDX e ABD. com conseqüente redução das
emergências indevidas (EI).
Fig. 19 – Bucha do pistão de Emergência e destaque d o furo calibrado

41
A partir de janeiro de 2009 e já com uma quantidade significativa de válvulas
DB-20 (porção de emergência da válvula de controle DB-60) com recall 1
realizado, a MRS com o objetivo de otimizar a utilização dos vagões GDT’s de
130t, iniciou a segregação dos vagões de 120t vagões antigos e 130t vagões
novos em trens distintos.
Logo que os trens de minério com vagões de 130 ton. iniciaram a operação
observamos uma serie de Emergências Indesejadas (UDE), indicando que o
Recall 1 não havia sido eficaz, para essa condição operacional.
Dessa forma após um novo estudo da Knorr-Bremse, identificou a
necessidade do Recall 2, cujo objetivo era a substituição da mola do pistão de
Emergência e dessa forma obter maior estabilidade dessas válvulas.
As porções com recall2 realizado recebiam uma letra “A” tipada sobre a
plaqueta amarela (recall1) de identificação, indicando que já possuíam as duas
intervenções concluídas.
A bucha com furo calibrado (recall1) e a mola que foi substituída no pistão de
emergência estão destacadas no diagrama abaixo.
Ambas fazem parte do Kit Reparo fornecidos pela Knorr-Bremse.
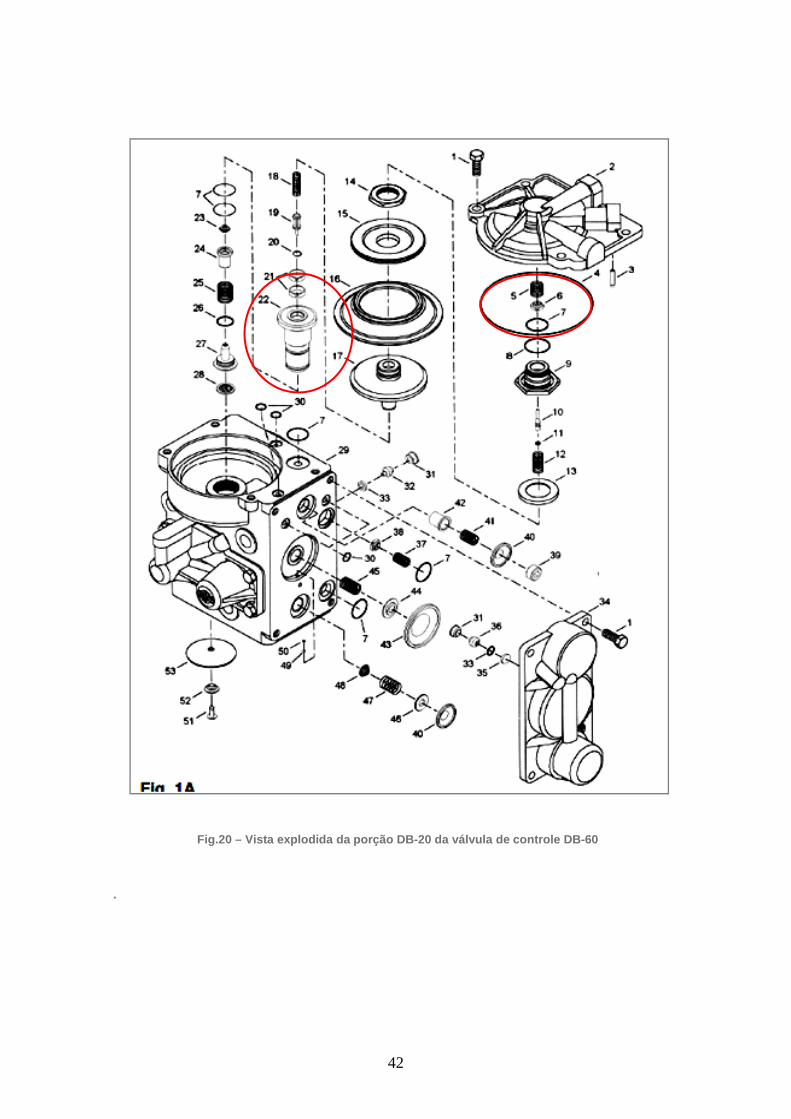
42
Fig.20 – Vista explodida da porção DB-20 da válvula de controle DB-60
.

43
Fig.21 – Cópia do e-mail da KBB sugerindo o recall2
4.1.1 – SUBSTITUIÇÃO DE VALVULAS DB-60 NAS TABELAS GDTS CSN
Ao mesmo tempo em que o Recall2 era realizado a Engª de Vagões da MRS
decidiu sobre a substituição de forma gradativa, das válvulas DB-60 nos
vagões GDTS do fluxo da CSN Usina e assim reduzir os impactos na operação
dos trens, com as ocorrências de EI. Contudo, tanto o ritmo de realização do
recall2 quanto a substituição das válvulas de controle DB-60 por válvulas ABD
e/ou ABDX eram lentos e não evitava novas ocorrências de Emergências
Indesejadas (UDE). A situação estava insustentável e sem expectativa de
melhora, pelo menos até que o recall2 e a substituição das válvulas DB-60
fossem concluídos.
A Engª da MRS em decorrência do numero cada vez maior de EI’s, mesmo
com o aumento da quantidade de válvulas já com o recall2 realizado e
substituição de algumas válvulas por ABD e ABDX, decide buscar outras
44
possíveis causas que não estivessem relacionadas com as válvulas de controle
DB-60.
4.1.2 – VERIFICAÇÃO DO SISTEMA CCBII DAS LOCOM OTIVAS
Com a participação da GE Transportation fabricante das locomotivas C44 e
AC44, duas ações foram implementadas para que as interferências do sistema
de Freio Eletrônico CCBII pudessem ser identificadas, já que as analises das
Caixas Pretas não definiam com precisão o inicio das EI’s (vagão ou
locomotiva).
� Testes foram realizados substituindo a válvula de descarga VX por uma
válvula Descarga n°8, considerando que as originais VX poderiam ter
sido fornecidas com baixa estabilidade.
- Essa suspeita não foi confirmada já que tivemos ocorrências de EI’s
com as válvulas de Descarga nº8 instaladas em caráter experimental.
� Atualização dos Softwares do sistema de freio CCBII das locomotivas
C44 e AC44.
- A Engª de Vagões da MRS e Assistência Técnica da GE também não
confirmaram a eficácia dessa ação, por observar ocorrências de EI com
locomotivas atualizadas.
Na seqüência uma nova reunião entre Engª da MRS e Knorr-Brasil foi realizada
e algumas ações foram definidas para tentar mitigar as ocorrências de EI:
45
� A MRS decidiu não adquirir novas válvulas DB-60 de fabricação Knorr-
Bremse até que a uma solução definitiva fosse implementada.
� A Knorr-Bremse comunicou que seriam disponibilizadas para a MRS
(sem ônus) 140 válvulas DB-60 de Alumínio fabricadas sob o mais
rigoroso padrão de qualidade. O objetivo dessa ação era comprovar
para a MRS que somente as válvulas fabricadas em 2005 e 2006
possuíam falhas de fabricação.
� A Knorr-Bremse também confirmou a vinda dos Engenheiros de Serviço
da NYAB para que realizassem rigorosa investigação das ocorrências de
EI.
� A Knorr-Bremse sugeriu que as EI’s poderiam estar ocorrendo devido ao
comprimento do EG nos vagões GDTS, inadequado (menor) para as
válvulas DB-60. A AAR recomenda 35 pés para o comprimento do EG e
os vagões GDTS possuíam apenas 31,82 pés.
4.1.3 – TESTE DO VAGÃO MADRINHA COM RESERATÓRIO ADI CIONAL
Em uma tentativa de compensar a diferença de volume provocada pela
redução do comprimento do Encanamento Geral do vagão GDTS, a Engª de
Vagões da MRS definiu através de cálculos, um reservatório com volume
adicional para que fosse anexado a um vagão Madrinha (primeiro vagão do
trem conectado a locomotiva), para que o efeito desse volume adicional
pudesse ser sentido em toda composição.
46
Fig. 22 – Copia do e- mail Knorr-Bremse sobre o tamanho do EG recomendado
Para o calculo desse volume consideraram o seguinte:
- Diferença entre comprimento do EG do Vagão GDTS e o que recomenda a
AAR, ou seja,
=> 35’ – 31,82’ = 3,18*134 (vgs trem) = 426,12*12= 5113,44 pol =>
5113,44 pol*π*(1,25)²/4 = 6275,15 pol³ = 100 litros. Como o valor encontrado não era de um reservatório comercialmente
disponível na ferrovia, a MRS optou para instalação de um reservatório de 150
litros utilizado pelos vagões GDT Duais. Essa diferença não deveria
comprometer os testes já que a recomendação da AAR é para um
comprimento mínimo 35’ e Maximo de 75’.
47
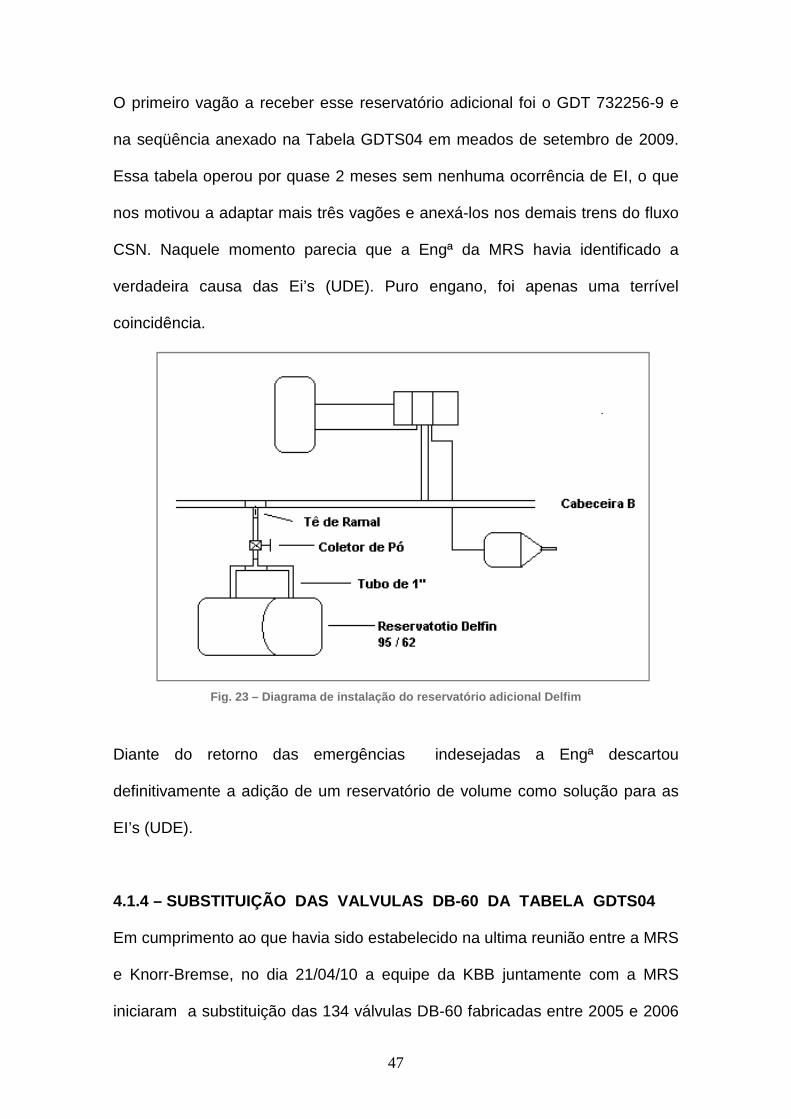
O primeiro vagão a receber esse reservatório adicional foi o GDT 732256-9 e
na seqüência anexado na Tabela GDTS04 em meados de setembro de 2009.
Essa tabela operou por quase 2 meses sem nenhuma ocorrência de EI, o que
nos motivou a adaptar mais três vagões e anexá-los nos demais trens do fluxo
CSN. Naquele momento parecia que a Engª da MRS havia identificado a
verdadeira causa das Ei’s (UDE). Puro engano, foi apenas uma terrível
coincidência.
Fig. 23 – Diagrama de instalação do reservatório ad icional Delfim
Diante do retorno das emergências indesejadas a Engª descartou
definitivamente a adição de um reservatório de volume como solução para as
EI’s (UDE).
4.1.4 – SUBSTITUIÇÃO DAS VALVULAS DB-60 DA TAB ELA GDTS04
Em cumprimento ao que havia sido estabelecido na ultima reunião entre a MRS
e Knorr-Bremse, no dia 21/04/10 a equipe da KBB juntamente com a MRS
iniciaram a substituição das 134 válvulas DB-60 fabricadas entre 2005 e 2006

48
por válvulas DB-60 em Alumínio de ultima geração. A Tabela (trem) escolhida
foi a GDTS04 já que era a vice campeã em numero de ocorrências, perdendo
somente para GDTS03 que naquele momento seria fruto de Investigação por
parte da equipe NYAB USA, que chegaria ao Brasil nos próximos dias.
A principio a Engª MRS determinou um ritmo de troca de 10 válvulas por dia,
mas a crescente demanda no transporte de minério fez com que esse
cronograma se estendesse mais do que deveria, entretanto, logo no começo
percebemos uma significativa redução das ocorrências. Podemos constatar
esse ganho nos gráficos que se seguem:
Fig. 24 – Gráfico do número de EI’s antes e depois troca de DB-60 GDTS04
Essa tabela como as demais do fluxo do minério CSN Usina já estavam
recebendo válvulas ABD e ABDX, o que ajudou a acelerar a resposta da troca
de DB-60 2005 e 2006, traduzindo em redução do numero das ocorrências de
EI.
49
Aparentemente não existem diferenças entre a Válvula DB60 Alumínio e a DB-
60 fabricada em 2005/2006, somente mudanças internas de alguns
componentes e o material com os blocos foram fabricados
Naturalmente que somente com Freio Eletrônico é que conseguiremos eliminar
100% das ocorrências de EI’s (UDE), mas conseguimos reduzir essas
ocorrências para níveis aceitáveis na operação dos trens, e foi exatamente isso
que aconteceu com a Tabela GDTS04.
Podemos também observar no gráfico acima que a Tabela GDTS03
apresentou redução do numero de EI’s e a explicação será discutida no
próximo tópico.
4.1.5 – INVESTIGAÇÃO DAS EI’s NA MRS PELA EQUIPE DA NYAB USA
4.1.5.1 – REUNIÃO ENGª MRS E NYAB USA EM JUIZ DE FO RA
Apesar dos números apresentarem redução significativa ainda não existia a
conclusão da verdadeira causa, considerando que o recall2 já havia avançado
de tal forma que somente válvulas retrabalhadas, ABD ou ABDX estavam
instaladas na tabela GDTS03, que continuava a apresentar emergência
indesejada (UDE).
No dia 27/04/10 a MRS recebeu em Juiz de Fora MG a equipe da NYAB
composta dos seguintes técnicos:
Joe Pinto – Advanced Manufacturing Engineer
50
Larry Vaughn – NYAB Sr. Systems Engineer
Com suporte e assistência dos Engenheiros:
Edson Alves dos Santos – KBB Application Engineer
Jose Renato Abreu Rocha – KBB Consultant
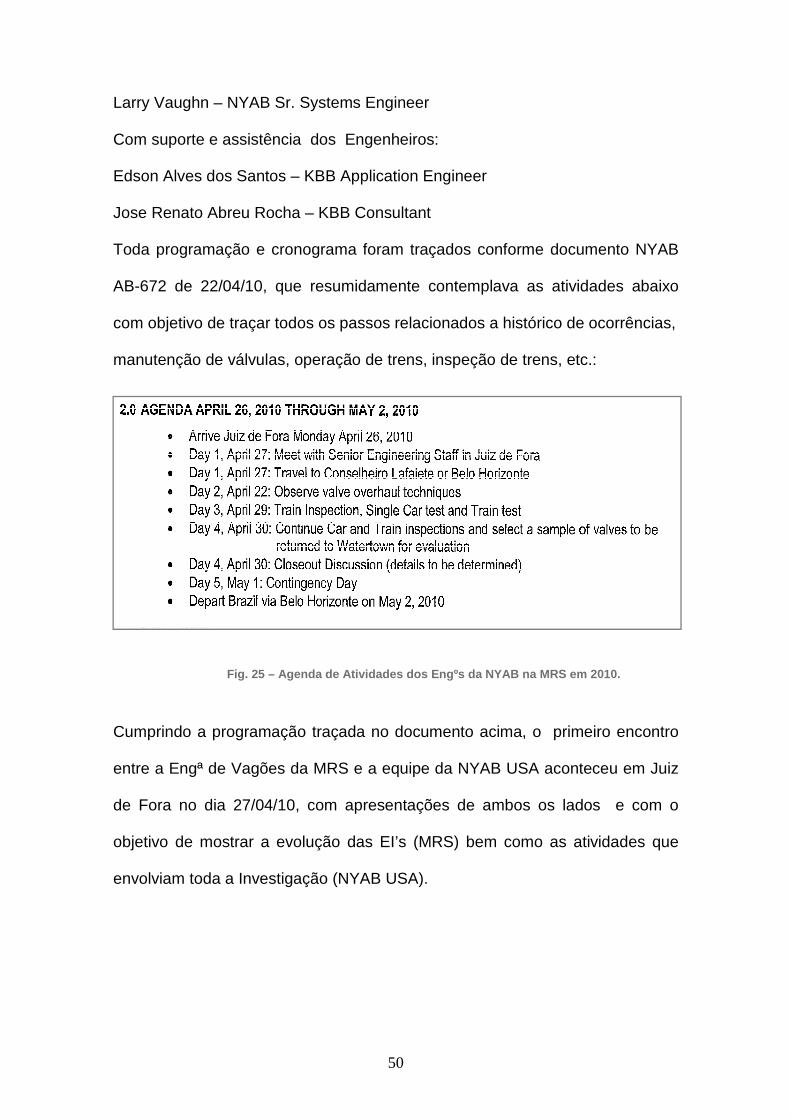
Toda programação e cronograma foram traçados conforme documento NYAB
AB-672 de 22/04/10, que resumidamente contemplava as atividades abaixo
com objetivo de traçar todos os passos relacionados a histórico de ocorrências,
manutenção de válvulas, operação de trens, inspeção de trens, etc.:
Fig. 25 – Agenda de Atividades dos Engºs da NYAB na MRS em 2010.
Cumprindo a programação traçada no documento acima, o primeiro encontro
entre a Engª de Vagões da MRS e a equipe da NYAB USA aconteceu em Juiz
de Fora no dia 27/04/10, com apresentações de ambos os lados e com o
objetivo de mostrar a evolução das EI’s (MRS) bem como as atividades que
envolviam toda a Investigação (NYAB USA).
51
Fig.26 – Apresentação MRS na reunião com NYAB em abril 2010
Fig.27 – Apresentação NYAB - reu nião MRS NYAB em abril 2010
52
4.1.5.2 – REUNIÃO MRS /WABTEC/NYAB – MANUTENÇÃO DE VÁLVULAS
Esta reunião aconteceu no dia 28/04/10 na Oficina Central de Manutenção da
MRS em Belo Horizonte, onde a Wabtec possui uma planta para remanufatura
de componentes do sistema de freio de vagões e locomotivas, incluindo as
válvulas DB-20 e DB-10 de fabricação Knorr – Bremse.
O objetivo dessa reunião era conhecer o processo de remanuatura das
válvulas de controle DB-60, sugerir melhorias e assumir o compromisso de
enviar os Kits originais para remanufatura dessas válvulas, sem ônus para a
MRS.
Pontos de Melhorias Identificados após a reunião:
� Adotar procedimento de Teste de bancada AB atualizado, já
enviado para a Wabtec. Mudança: Teste especifico da Sensibilidade
de Válvulas DB 20.
� Adotar pressão de Teste de 100 psi e não 80 psi, como realizado até
então.
� Implementar na Rotina de Remanufatura das Porções de
Emergências DB20, checagem das Buchas de restrição, a fim de
identificar necessidade de Troca obrigatória. Utilizar procedimento
enviado pela NYAB.
� Implementar na Rotina de Remanufatura das Porções de
Emergências DB20, checagem das Molas do Pistão de Emergência,
a fim de identificar necessidade de Troca obrigatória. Utilizar
procedimento enviado pela NYAB.
53
� Utilizar Kit s Originais Knorr ou Qualificado pela mesma. Os Kits
utilizados na ocasião não tinham respaldo técnico da Knorr ou NYAB,
além de incompletos.
Assim, mais uma etapa do processo de investigação havia sido concluída e
com toda certeza trouxe ganhos na qualidade das válvulas remanufaturadas.
4.1.5.3 – INSPEÇÃO E TESTES NA TABELA GDTS03 DESVIA DA EM PÁTIO
No dia 29/04/10 a equipe NYAB e Engª de Vagões partiram cedo para a cidade
de Conselheiro Lafaiete MG, onde a Tabela GDTS03 seria desviada no Pátio
de Mario Castilho para inspeções e testes de freio. Alguns problemas
operacionais atrasaram a chegada do trem no local indicado e os trabalhos
somente começaram nas primeiras horas da manhã do 30/04/10.
Com o apoio da equipe manutenção de vagões e operação de trens a primeira
atividade determinada pelos Engºs da NYAB foi a identificação de vazamentos
ao longo da composição e qualquer outra falha que pudesse contribuir para a
aplicação de EI’s.
Toda composição foi inspecionada pelos Engºs da NYAB com checagem do
torqueamento dos parafusos de aperto das válvulas de controle e identificação
de vazamentos com equipamento de ultrasom.
Nenhuma falha ou vazamento encontrado que pudesse gerar ou contribuir com
as aplicações de Emergências Indesejadas.
54
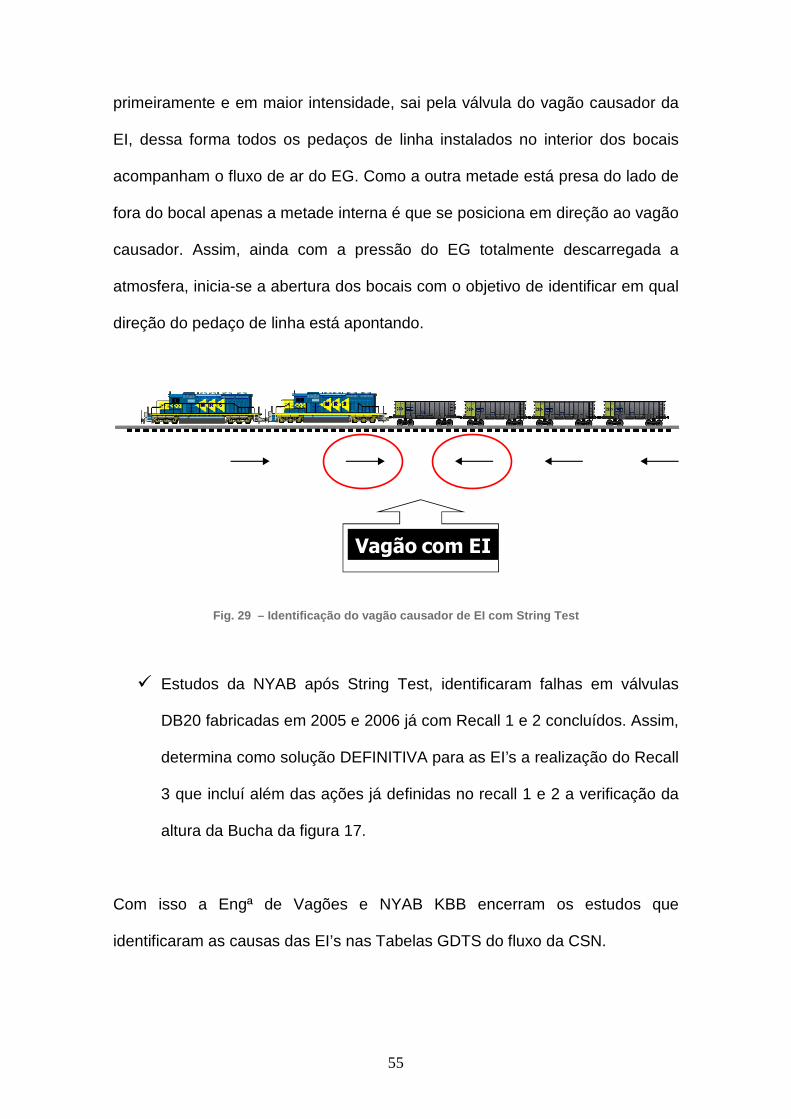
4.1.5.4 – TESTE DA LINHA NA TABELA GDTS03 – ST RING TEST
Com o objetivo de identificar corretamente o vagão com a válvula defeituosa e
causadora das aplicações de EI’s, os Engºs da NYAB iniciaram aplicação do
String Test na tabela.
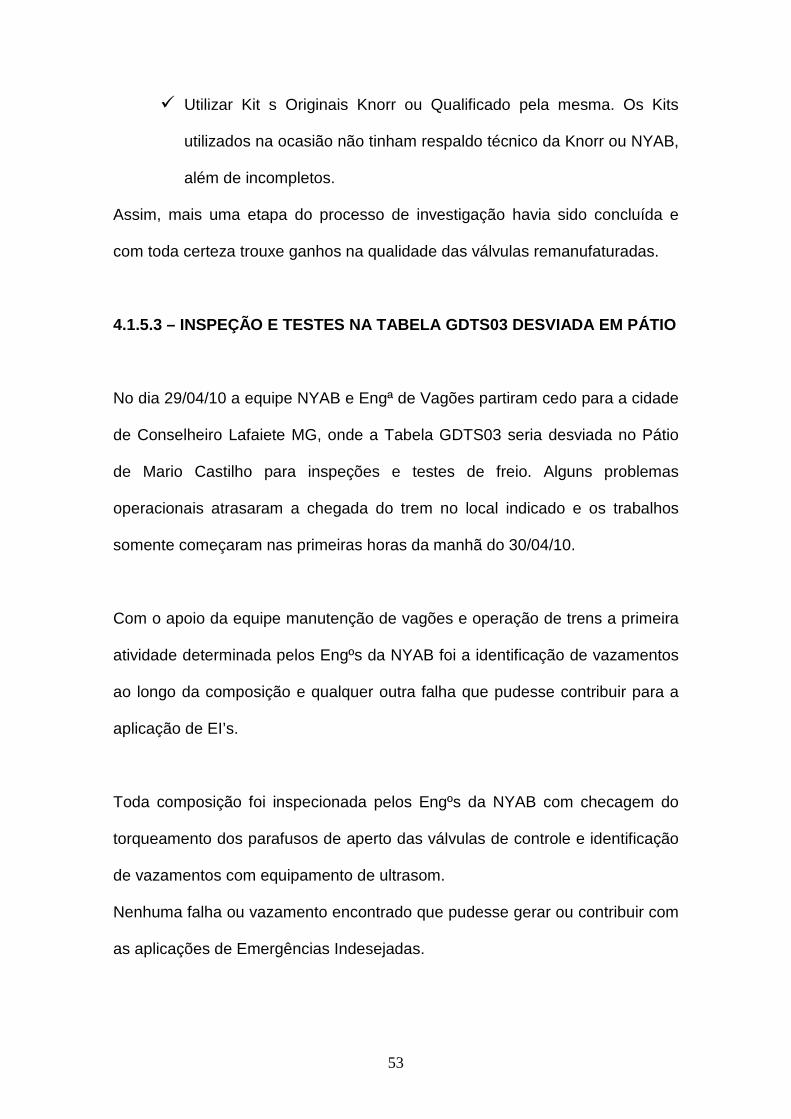
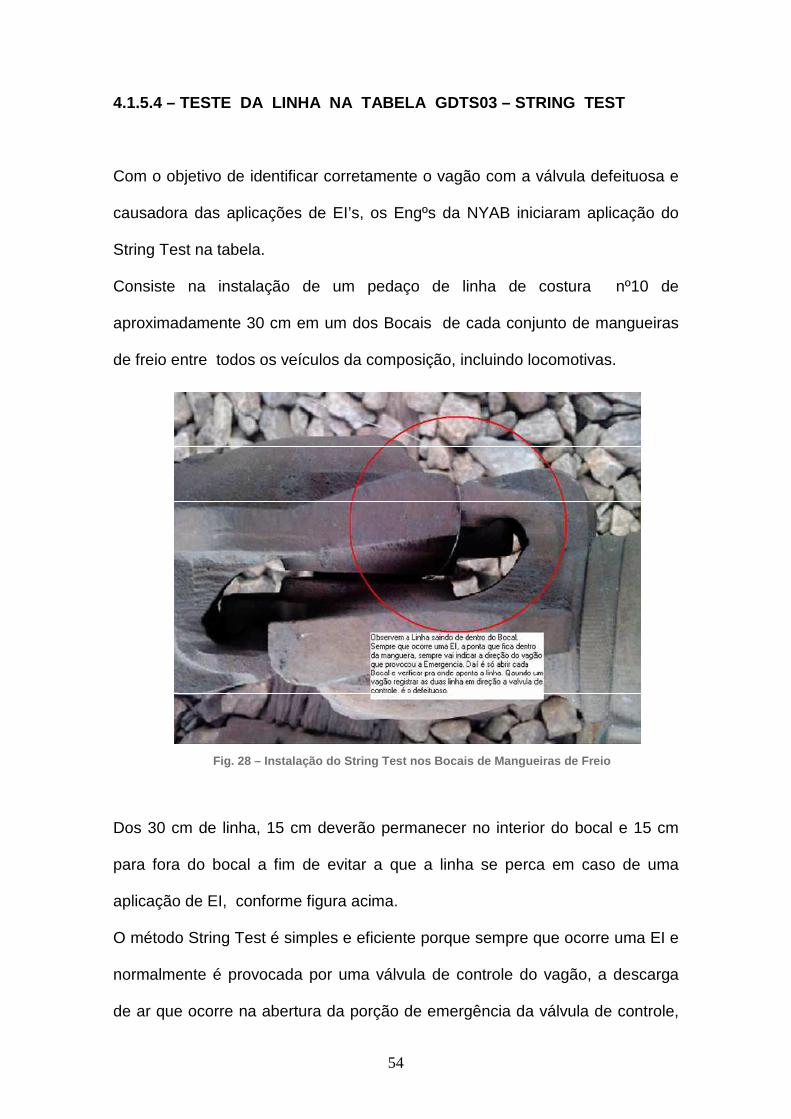
Consiste na instalação de um pedaço de linha de costura nº10 de
aproximadamente 30 cm em um dos Bocais de cada conjunto de mangueiras
de freio entre todos os veículos da composição, incluindo locomotivas.
Fig. 28 – Instalação do String Test nos Bocais de Mangueiras de Freio
Dos 30 cm de linha, 15 cm deverão permanecer no interior do bocal e 15 cm
para fora do bocal a fim de evitar a que a linha se perca em caso de uma
aplicação de EI, conforme figura acima.
O método String Test é simples e eficiente porque sempre que ocorre uma EI e
normalmente é provocada por uma válvula de controle do vagão, a descarga
de ar que ocorre na abertura da porção de emergência da válvula de controle,
55
primeiramente e em maior intensidade, sai pela válvula do vagão causador da
EI, dessa forma todos os pedaços de linha instalados no interior dos bocais
acompanham o fluxo de ar do EG. Como a outra metade está presa do lado de
fora do bocal apenas a metade interna é que se posiciona em direção ao vagão
causador. Assim, ainda com a pressão do EG totalmente descarregada a
atmosfera, inicia-se a abertura dos bocais com o objetivo de identificar em qual
direção do pedaço de linha está apontando.
Fig. 29 – Identifica ção do vagão causador de EI com String Test
� Estudos da NYAB após String Test, identificaram falhas em válvulas
DB20 fabricadas em 2005 e 2006 já com Recall 1 e 2 concluídos. Assim,
determina como solução DEFINITIVA para as EI’s a realização do Recall
3 que incluí além das ações já definidas no recall 1 e 2 a verificação da
altura da Bucha da figura 17.
Com isso a Engª de Vagões e NYAB KBB encerram os estudos que
identificaram as causas das EI’s nas Tabelas GDTS do fluxo da CSN.
Vagão com EI

Fig. 30 – Gráfico da distribuição de EI’s em dezembro de 2010
Já em dezembro de 2010 nenhuma EI no fluxo dos trens da CSN Usina era
observada conforme gráfico de distribuição acima, indicando que a solução
adotada no recall 3 realmente havia sido eficaz.
4.2 – SEGUNDA FASE DE ESTUDO DAS EI’s NOS TRENS DA MRS.
Fig. 31 – Gráfico da distribuição de EI’s jan2009 a abril 2011
Fase 1 EI em GDTS
56
Gráfico da distribuição de EI’s em dezembro de 2010
dezembro de 2010 nenhuma EI no fluxo dos trens da CSN Usina era
observada conforme gráfico de distribuição acima, indicando que a solução
adotada no recall 3 realmente havia sido eficaz.
FASE DE ESTUDO DAS EI’s NOS TRENS DA MRS.
Gráfico da distribuição de EI’s jan2009 a abril 2011
Fase 2 EI em Hoppers
dezembro de 2010 nenhuma EI no fluxo dos trens da CSN Usina era
observada conforme gráfico de distribuição acima, indicando que a solução
FASE DE ESTUDO DAS EI’s NOS TRENS DA MRS.

57
O gráfico acima mostra com bastante clareza que enquanto que as
Emergências Indesejadas nas Tabelas GDTS eram identificadas e combatidas
a Engª de Vagões da MRS identificada o aumento do numero de ocorrências
de EI’s nos trens Hoppers compostos de vagões HAT e HAS (linha tracejada).
Esse aumento teve inicio em meados maio de 2009 e de uma certa forma
coincidiu com o aumento do numero de vagões nesses trens.
HAT – trem antigo 96 vagões – trem atual 112 vagões
HAS – trem antigo com 115 – trem atual 120 vagões
Fig. 32 – Vagão HAT tipo Hopper de 120 ton. fluxo mi nério exportação
Vagão HAT tipo Hopper fabricados a partir de 1975 pela empresa HUDNAP
com sistema de freio ABEL e válvulas de controle AB e 120 ton. de PBM.
Foram 777 unidades entregues a RFFSA para transporte de minério de ferro
que atendiam ao fluxo CSN; COSIPA. Com o aumento da demanda para
minério exportação passaram também a atender este fluxo com descarga em
Moegas.
58
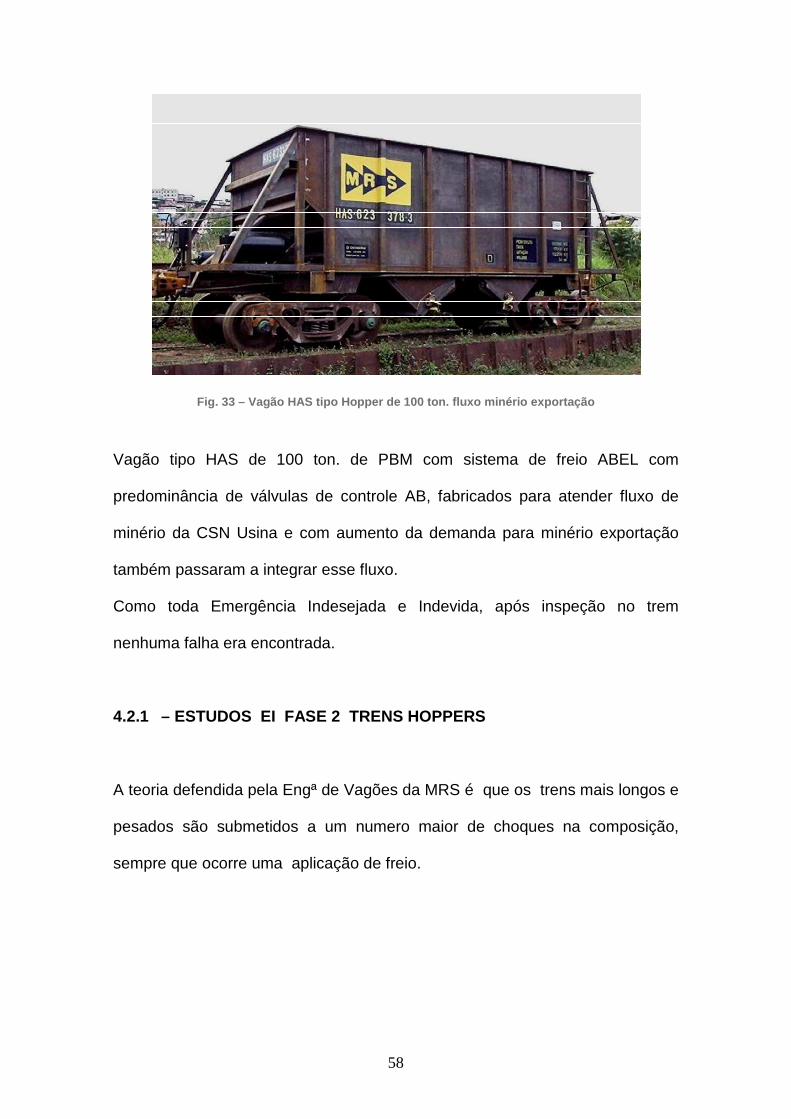
Fig. 33 – Vagão HAS tipo Hopper de 100 ton. fluxo min ério exportação
Vagão tipo HAS de 100 ton. de PBM com sistema de freio ABEL com
predominância de válvulas de controle AB, fabricados para atender fluxo de
minério da CSN Usina e com aumento da demanda para minério exportação
também passaram a integrar esse fluxo.
Como toda Emergência Indesejada e Indevida, após inspeção no trem
nenhuma falha era encontrada.
4.2.1 – ESTUDOS EI FASE 2 TRENS HOPPERS
A teoria defendida pela Engª de Vagões da MRS é que os trens mais longos e
pesados são submetidos a um numero maior de choques na composição,
sempre que ocorre uma aplicação de freio.
59
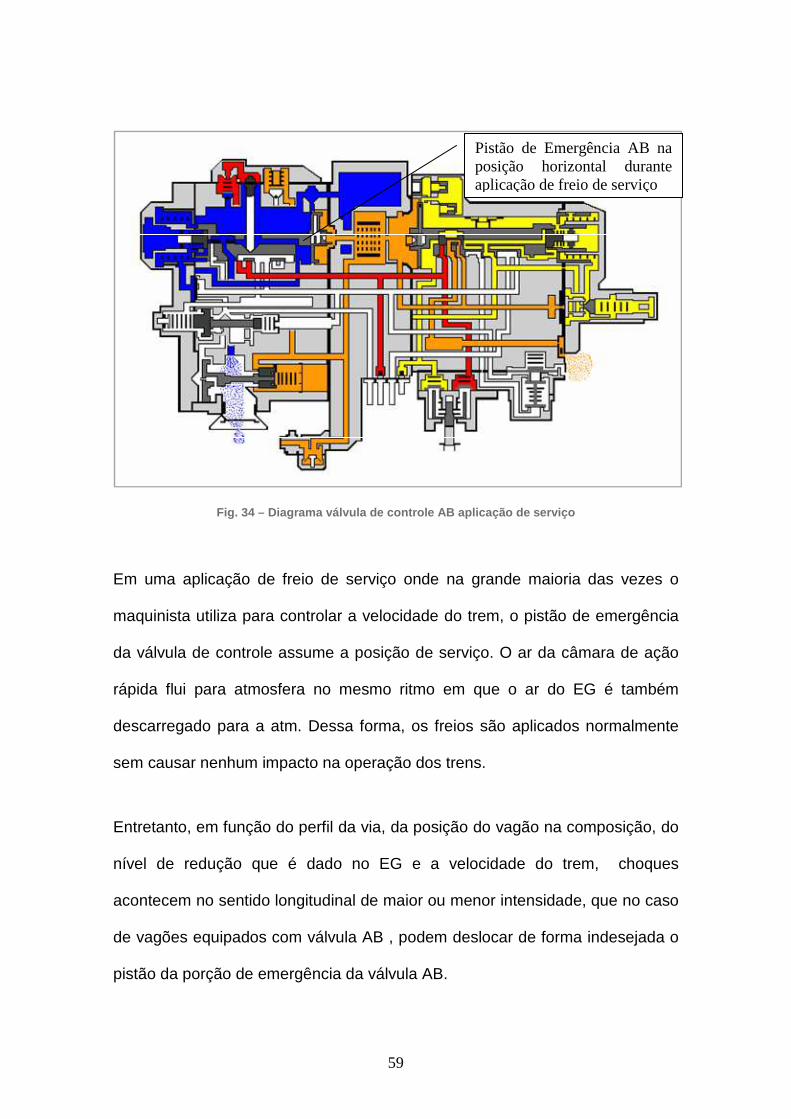
Fig. 34 – Diagrama válvula de controle AB aplicação de serviço
Em uma aplicação de freio de serviço onde na grande maioria das vezes o
maquinista utiliza para controlar a velocidade do trem, o pistão de emergência
da válvula de controle assume a posição de serviço. O ar da câmara de ação
rápida flui para atmosfera no mesmo ritmo em que o ar do EG é também
descarregado para a atm. Dessa forma, os freios são aplicados normalmente
sem causar nenhum impacto na operação dos trens.
Entretanto, em função do perfil da via, da posição do vagão na composição, do
nível de redução que é dado no EG e a velocidade do trem, choques
acontecem no sentido longitudinal de maior ou menor intensidade, que no caso
de vagões equipados com válvula AB , podem deslocar de forma indesejada o
pistão da porção de emergência da válvula AB.
Pistão de Emergência AB na posição horizontal durante aplicação de freio de serviço

60
Esse deslocamento promove a ligação da câmara de ação rápida com a parte
da frente do pistão de descarga e assim abrindo uma passagem ampla do EG
para a Atm, provocando uma aplicação de emergência indesejada e indevida.
Fig. 35 – Diagrama válvula de controle AB aplicação de emergência
Em todos os tipos de válvulas de controle a posição de serviço e posição de
emergência do pistão da porção de emergência são próximas com
deslocamentos delicados e precisos. Contudo na válvula de controle AB pelo
fato do pistão ter sido projetado na horizontal EI’s acontecem devido a
facilidade de se deslocar.
De acordo com os estudos da Engª de Vagões o deslocamento indesejado do
pistão poderá ser intensificado caso a força resistência seja reduzida com o
desgaste do anel do seguimento e tensão elástica da mola da haste de
posicionamento da válvula de gaveta.
Deslocamento indesejado do pistão de emergência durante uma aplicação de freio de serviço.
61
Naturalmente que a posição dos pistãos de serviço e emergência foi
modificada nos projetos seguintes de válvulas de controle ABD, ABDX e DB 60.
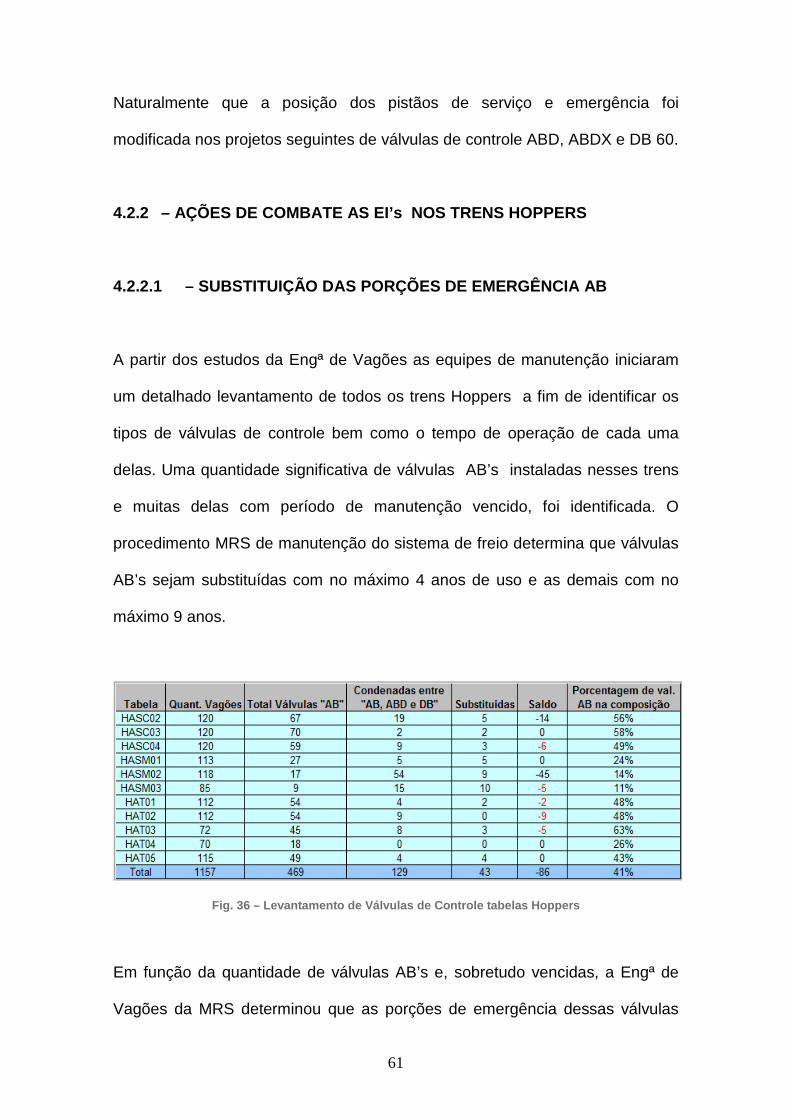
4.2.2 – AÇÕES DE COMBATE AS EI’s NOS TRENS HOPPERS
4.2.2.1 – SUBSTITUIÇÃO DAS PORÇÕES DE EMERGÊNCIA AB
A partir dos estudos da Engª de Vagões as equipes de manutenção iniciaram
um detalhado levantamento de todos os trens Hoppers a fim de identificar os
tipos de válvulas de controle bem como o tempo de operação de cada uma
delas. Uma quantidade significativa de válvulas AB’s instaladas nesses trens
e muitas delas com período de manutenção vencido, foi identificada. O
procedimento MRS de manutenção do sistema de freio determina que válvulas
AB’s sejam substituídas com no máximo 4 anos de uso e as demais com no
máximo 9 anos.
Fig. 36 – Levantamento de Válvulas de Controle tabe las Hoppers
Em função da quantidade de válvulas AB’s e, sobretudo vencidas, a Engª de
Vagões da MRS determinou que as porções de emergência dessas válvulas
62
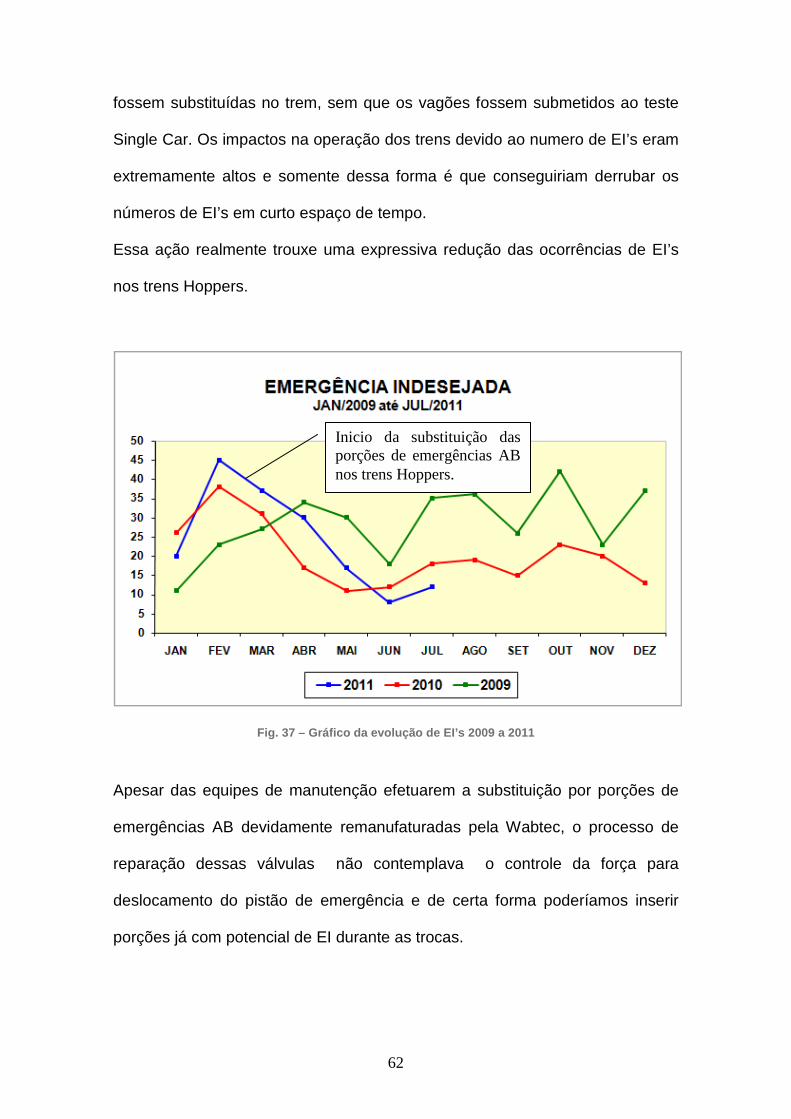
fossem substituídas no trem, sem que os vagões fossem submetidos ao teste
Single Car. Os impactos na operação dos trens devido ao numero de EI’s eram
extremamente altos e somente dessa forma é que conseguiriam derrubar os
números de EI’s em curto espaço de tempo.
Essa ação realmente trouxe uma expressiva redução das ocorrências de EI’s
nos trens Hoppers.
Fig. 37 – Gráfico da evolução de EI’s 2009 a 2011
Apesar das equipes de manutenção efetuarem a substituição por porções de
emergências AB devidamente remanufaturadas pela Wabtec, o processo de
reparação dessas válvulas não contemplava o controle da força para
deslocamento do pistão de emergência e de certa forma poderíamos inserir
porções já com potencial de EI durante as trocas.
Inicio da substituição das porções de emergências AB nos trens Hoppers.
63
4.2.2.2 – CONTROLE DA FORÇA DE DESLOCAMENTO DO PIST ÃO ABE
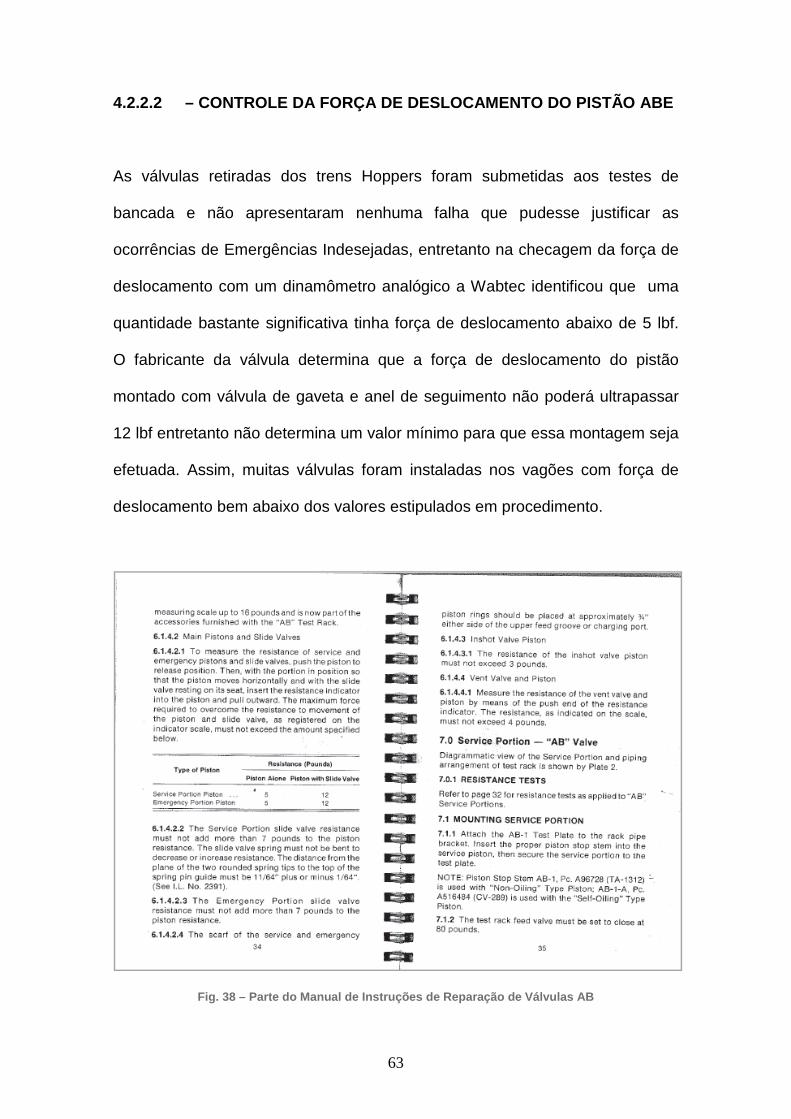
As válvulas retiradas dos trens Hoppers foram submetidas aos testes de
bancada e não apresentaram nenhuma falha que pudesse justificar as
ocorrências de Emergências Indesejadas, entretanto na checagem da força de
deslocamento com um dinamômetro analógico a Wabtec identificou que uma
quantidade bastante significativa tinha força de deslocamento abaixo de 5 lbf.
O fabricante da válvula determina que a força de deslocamento do pistão
montado com válvula de gaveta e anel de seguimento não poderá ultrapassar
12 lbf entretanto não determina um valor mínimo para que essa montagem seja
efetuada. Assim, muitas válvulas foram instaladas nos vagões com força de
deslocamento bem abaixo dos valores estipulados em procedimento.
Fig. 38 – Parte do Manual de Instruções de Reparação de Válvulas AB
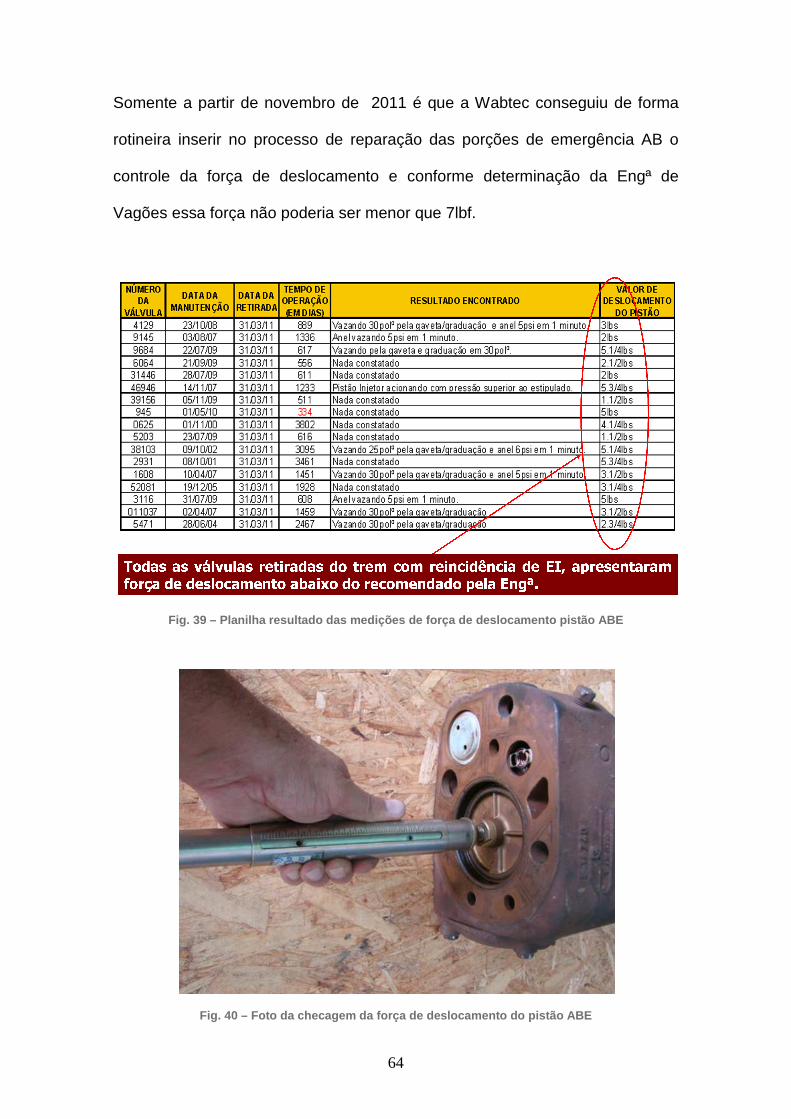
Somente a partir de novembro de 2011 é que a
rotineira inserir no processo de reparação das porções de emergência AB o
controle da força de deslocamento e conforme determinação da Engª de
Vagões essa força não poderia ser menor que 7lbf.
Fig. 39 – Planilha resultado das m
Fig. 40 – Foto da checagem da força de deslocamento do pistão ABE
64
Somente a partir de novembro de 2011 é que a Wabtec conseguiu de forma
rotineira inserir no processo de reparação das porções de emergência AB o
controle da força de deslocamento e conforme determinação da Engª de
Vagões essa força não poderia ser menor que 7lbf.
Planilha resultado das m edições de força de deslocamento pistão ABE
Foto da checagem da força de deslocamento do pistão ABE
Wabtec conseguiu de forma
rotineira inserir no processo de reparação das porções de emergência AB o
controle da força de deslocamento e conforme determinação da Engª de
edições de força de deslocamento pistão ABE
Foto da checagem da força de deslocamento do pistão ABE

65
4.2.2.3 – TESTE COM TABELA HAT02 COM VÀLVULAS ORDEN ADAS
Com base nos estudos sobre a influência dos choques gerados na composição
e potencial de EI’s, sobretudo nos vagões equipados com válvulas AB a Engª
de Vagões sugeriu e realizou durante 30 dias testes com tabela Hopper HAT02
com todas as válvulas AB ordenadas. Ora para cauda do trem, ora para
cabeça do trem.
Como as válvulas de controle são instaladas na cabeceira “B” dos vagões e a
porção de emergência no lado interno do vagão, espera-se com este teste que
os choques gerados durante as aplicações de freio fossem minimizados no
interior da válvula em função dessa ordenação.
Fig. 41 – Foto da instalação de válvula AB em vagão Hopper HAT
Porção de Emergência AB instalada na cabeceira B do vagão
Sentido da cauda do trem.
66
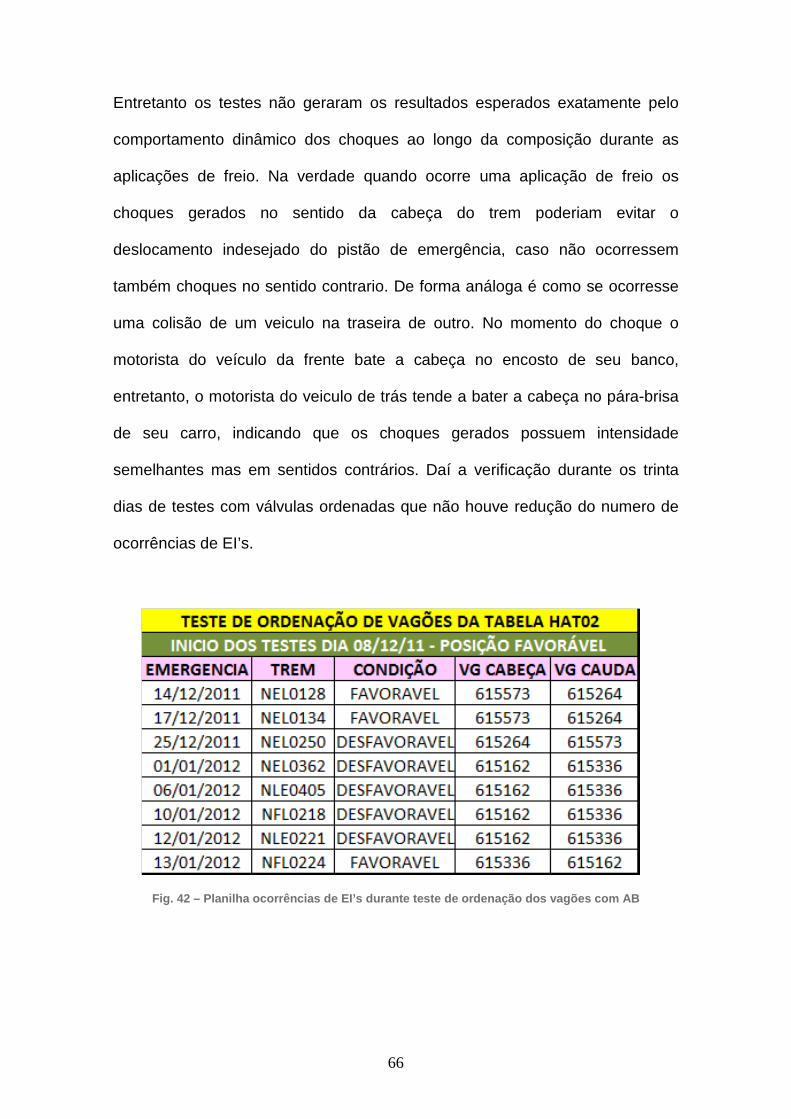
Entretanto os testes não geraram os resultados esperados exatamente pelo
comportamento dinâmico dos choques ao longo da composição durante as
aplicações de freio. Na verdade quando ocorre uma aplicação de freio os
choques gerados no sentido da cabeça do trem poderiam evitar o
deslocamento indesejado do pistão de emergência, caso não ocorressem
também choques no sentido contrario. De forma análoga é como se ocorresse
uma colisão de um veiculo na traseira de outro. No momento do choque o
motorista do veículo da frente bate a cabeça no encosto de seu banco,
entretanto, o motorista do veiculo de trás tende a bater a cabeça no pára-brisa
de seu carro, indicando que os choques gerados possuem intensidade
semelhantes mas em sentidos contrários. Daí a verificação durante os trinta
dias de testes com válvulas ordenadas que não houve redução do numero de
ocorrências de EI’s.
Fig. 42 – Planilha ocorrências de EI’s durante teste de ordenação dos vagões com AB
67
A Engª de Vagões observou que na condição desfavorável à aplicação de EI,
ocorreram mais eventos do que na condição favorável, indicando que os
choques ocorreram nas duas direções.
Os testes de Ordenação foram abandonados por não produzirem os resultados
esperados no combate as Emergências Indesejadas.
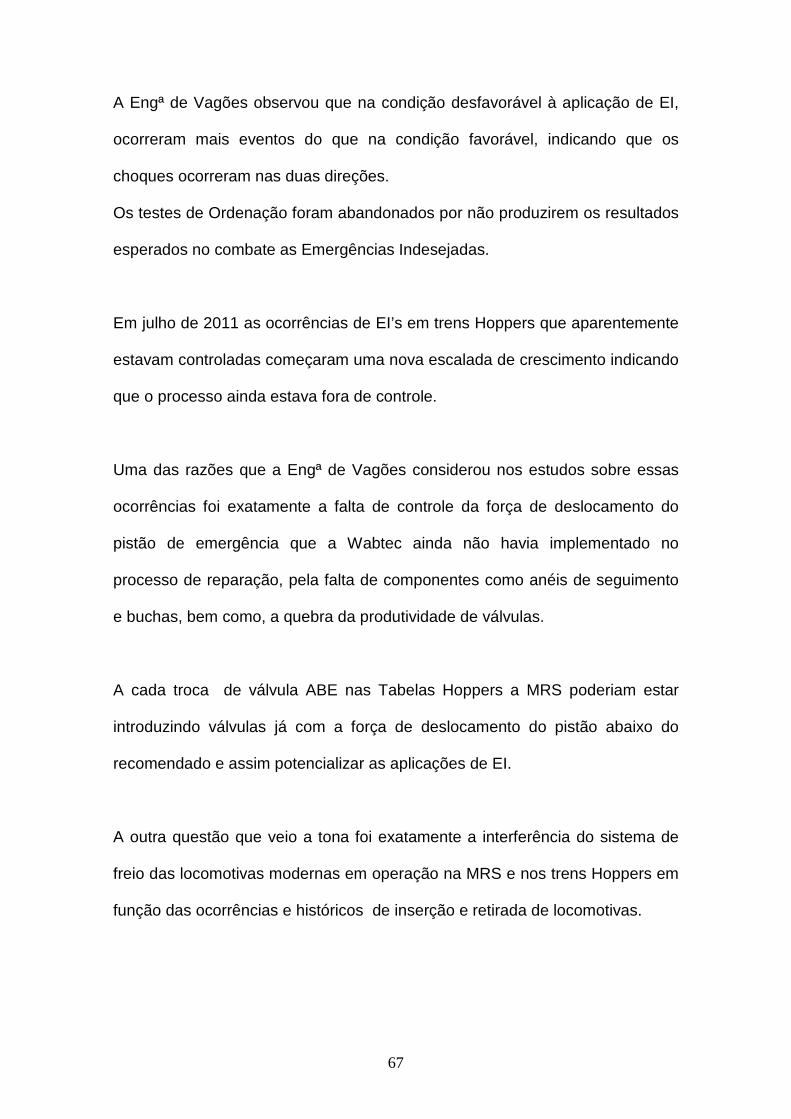
Em julho de 2011 as ocorrências de EI’s em trens Hoppers que aparentemente
estavam controladas começaram uma nova escalada de crescimento indicando
que o processo ainda estava fora de controle.
Uma das razões que a Engª de Vagões considerou nos estudos sobre essas
ocorrências foi exatamente a falta de controle da força de deslocamento do
pistão de emergência que a Wabtec ainda não havia implementado no
processo de reparação, pela falta de componentes como anéis de seguimento
e buchas, bem como, a quebra da produtividade de válvulas.
A cada troca de válvula ABE nas Tabelas Hoppers a MRS poderiam estar
introduzindo válvulas já com a força de deslocamento do pistão abaixo do
recomendado e assim potencializar as aplicações de EI.
A outra questão que veio a tona foi exatamente a interferência do sistema de
freio das locomotivas modernas em operação na MRS e nos trens Hoppers em
função das ocorrências e históricos de inserção e retirada de locomotivas.
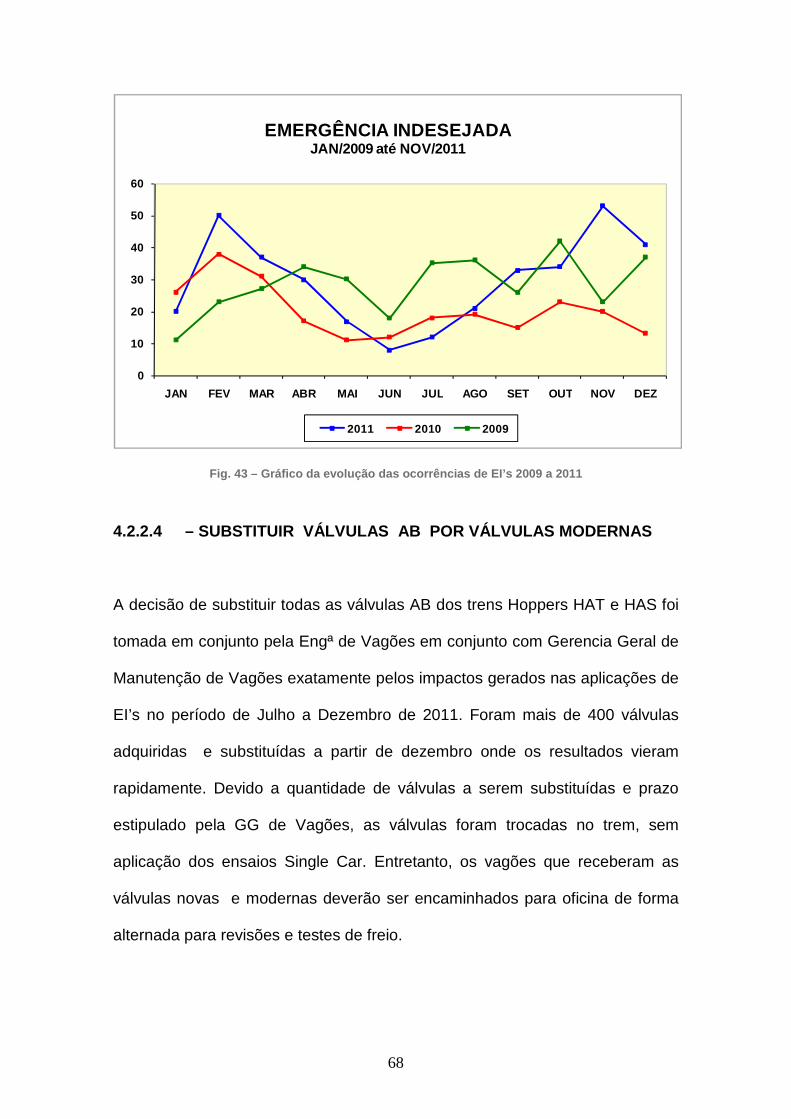
68
Fig. 43 – Gráfico da evolução das ocorrências de EI’ s 2009 a 2011
4.2.2.4 – SUBSTITUIR VÁLVULAS AB POR VÁLVULAS MO DERNAS
A decisão de substituir todas as válvulas AB dos trens Hoppers HAT e HAS foi
tomada em conjunto pela Engª de Vagões em conjunto com Gerencia Geral de
Manutenção de Vagões exatamente pelos impactos gerados nas aplicações de
EI’s no período de Julho a Dezembro de 2011. Foram mais de 400 válvulas
adquiridas e substituídas a partir de dezembro onde os resultados vieram
rapidamente. Devido a quantidade de válvulas a serem substituídas e prazo
estipulado pela GG de Vagões, as válvulas foram trocadas no trem, sem
aplicação dos ensaios Single Car. Entretanto, os vagões que receberam as
válvulas novas e modernas deverão ser encaminhados para oficina de forma
alternada para revisões e testes de freio.
0
10
20
30
40
50
60
JAN FEV MAR ABR MAI JUN JUL AGO SET OUT NOV DEZ
EMERGÊNCIA INDESEJADAJAN/2009 até NOV/2011
2011 2010 2009

69
Fig. 44 – Gráfico da evolução das ocorrências de EI’ s 2011 e 2012
4.3 – TERCEIRA FASE DE ESTUDO DAS EI’s NOS T RENS DA MRS.
Em decorrência do aumento expressivo do numero de EI’s observado entre os
meses de julho e dezembro de 2011 a Engª de Vagões da MRS realizou novos
estudos sobre a influência do sistema de freio das locomotivas tendo em vista
as evidencias coletadas durante esses estudos.
A Engª de Vagões também efetuou alguns estudos considerando as mudanças
no histórico de aplicação de locomotivas em tabelas Hoppers com reincidência
nas aplicações de EI’s.
0
10
20
30
40
50
60
JAN FEV MAR ABR MAI JUN JUL AGO SET OUT NOV DEZ
EMERGÊNCIA INDESEJADAJAN/2011 até JUN/2012
2011 2012
Inicio da substituição das válvulas AB por válvulas modernas ABDX.
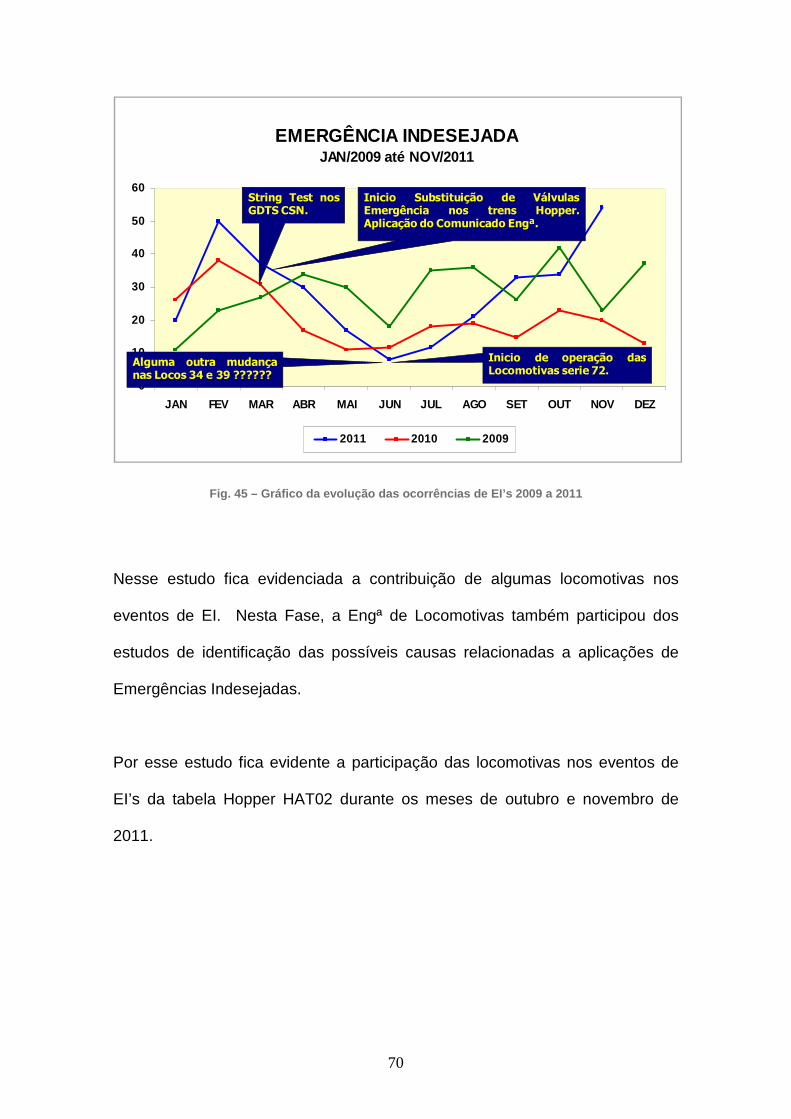
70
Fig. 45 – Gráfico da evolução das ocorrências de EI’ s 2009 a 2011
Nesse estudo fica evidenciada a contribuição de algumas locomotivas nos
eventos de EI. Nesta Fase, a Engª de Locomotivas também participou dos
estudos de identificação das possíveis causas relacionadas a aplicações de
Emergências Indesejadas.
Por esse estudo fica evidente a participação das locomotivas nos eventos de
EI’s da tabela Hopper HAT02 durante os meses de outubro e novembro de
2011.
EMERGÊNCIA INDESEJADAJAN/2009 até NOV/2011
0
10
20
30
40
50
60
JAN FEV MAR ABR MAI JUN JUL AGO SET OUT NOV DEZ
2011 2010 2009
String Test nosGDTS CSN.
Inicio Substituição de VálvulasEmergência nos trens Hopper.Aplicação do Comunicado Engª.
Inicio de operação dasLocomotivas serie 72.
Alguma outra mudançanas Locos 34 e 39 ??????
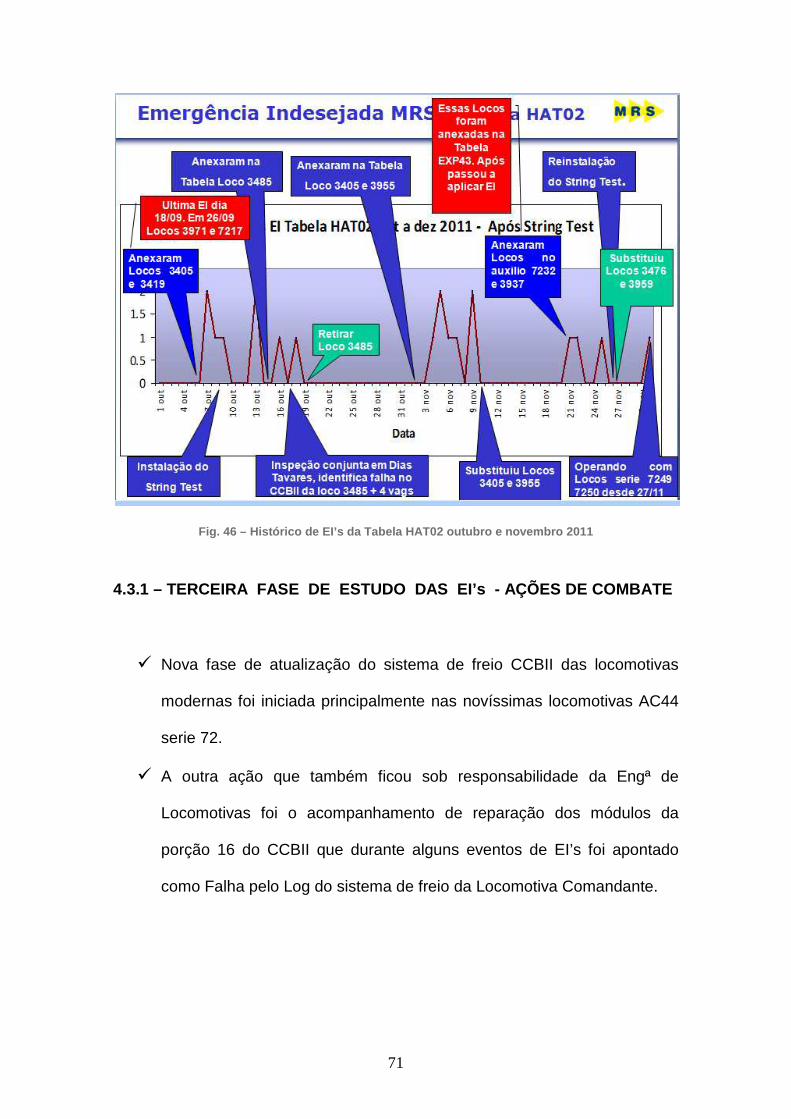
71
Fig. 46 – Histórico de EI’s da Tabela HAT02 outubro e novembro 2011
4.3.1 – TERCEIRA FASE DE ESTUDO DAS EI’s - AÇ ÕES DE COMBATE
� Nova fase de atualização do sistema de freio CCBII das locomotivas
modernas foi iniciada principalmente nas novíssimas locomotivas AC44
serie 72.
� A outra ação que também ficou sob responsabilidade da Engª de
Locomotivas foi o acompanhamento de reparação dos módulos da
porção 16 do CCBII que durante alguns eventos de EI’s foi apontado
como Falha pelo Log do sistema de freio da Locomotiva Comandante.
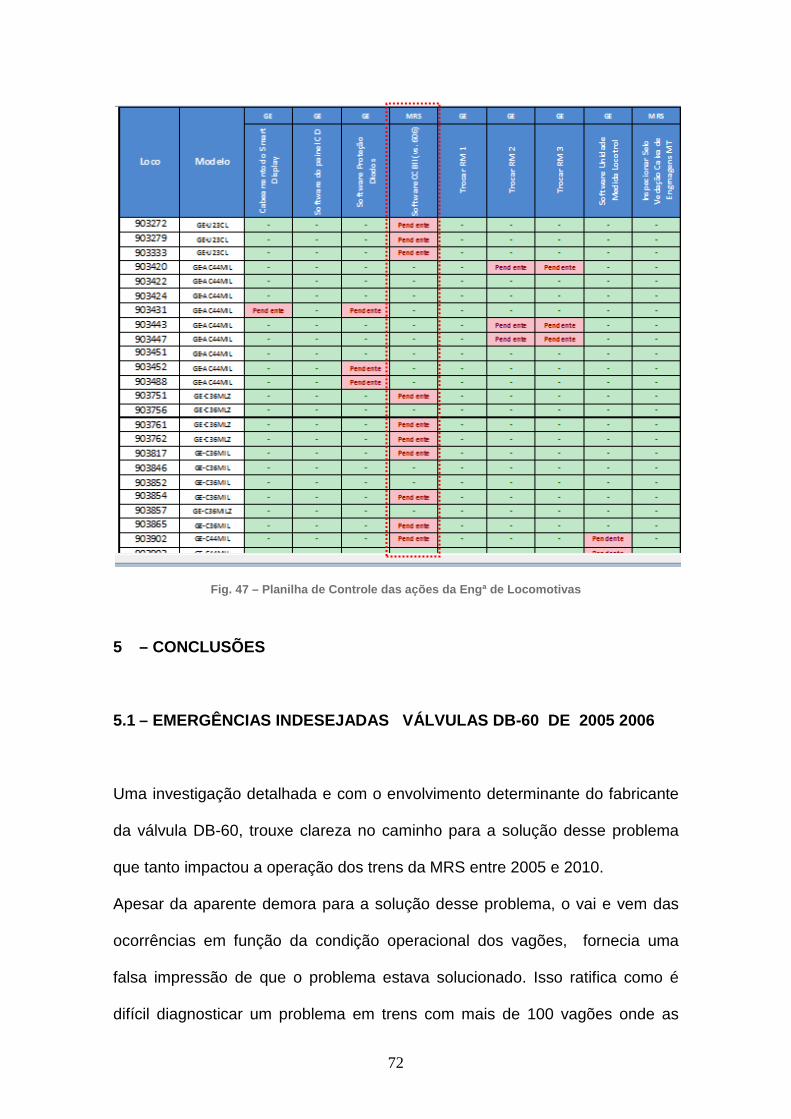
72
Fig. 47 – Planilha de Controle das ações da Engª de Locomotivas
5 – CONCLUSÕES
5.1 – EMERGÊNCIAS INDESEJADAS VÁLVULAS DB-60 DE 2005 2006
Uma investigação detalhada e com o envolvimento determinante do fabricante
da válvula DB-60, trouxe clareza no caminho para a solução desse problema
que tanto impactou a operação dos trens da MRS entre 2005 e 2010.
Apesar da aparente demora para a solução desse problema, o vai e vem das
ocorrências em função da condição operacional dos vagões, fornecia uma
falsa impressão de que o problema estava solucionado. Isso ratifica como é
difícil diagnosticar um problema em trens com mais de 100 vagões onde as

73
variáveis operacionais são enormes. A prova concreta desta afirmativa foi
exatamente o comportamento das válvulas defeituosas quando espalhadas ou
misturadas com válvulas de outros fabricantes, onde as ocorrências
praticamente desapareceram. Contudo quando essas válvulas eram agrupadas
em pequenos lotes de 10 ou mais vagões as ocorrências de EI’s eram
inevitáveis.
A realização do String Test ou o Teste da Linha nos trens da MRS (apesar de
não ser um recurso recente), sobretudo nas Tabelas do fluxo CSN Usina trouxe
um expressivo ganho na identificação de válvulas defeituosas em trens longos
e pesados, já que o grande desafio em uma Emergência Indesejada e Indevida
é a identificação do ativo causador.
O gráfico referente às ocorrências de EI’s após a realização do recall3 nas
porções de emergência DB-60 fabricadas entre 2005 e 2006 comprovam a
eficácia dessa solução a partir de sua realização.
Fig. 48 – Gráfico da evolução das ocorrências de EI’ s.
0
10
20
30
40
50
60
EMERGÊNCIA INVOLUNTÁRIA JAN 2009 a MAI 2012FLUXO
MINÉRIO EXPORTAÇÃO CSN UPV COSIPA OUTROS FLUXOS
DIVERSOS VGS (K + F) DIVERSOS VGS TOTAL MÉDIA MÓVEL 12 MESES
Redução das ocorrências de EI nos trens da CSN vagões GDTS.
74
5.2 – EMERGÊNCIAS INDESEJADAS NOS TRENS HOPPERS
Esses trens não possuíam as válvulas defeituosas da Fase1 e que portanto a
linha de investigação não poderia ser a mesma adota para os trens da CSN
Usina.
O nível de vazamento dessas tabelas também não explicaria por si só as
ocorrências de EI considerando que uma das primeiras ações implementadas
foi o “Vazamento Zero” nos trens de minério.
Um grande número de válvulas AB nessas frotas e algumas em operação a
mais de 4 (quatro) anos, o que contraria os procedimentos de manutenção
atuais da MRS.
O aumento do numero de ocorrências das EI’s nos trens Hoppers
coincidentemente teve inicio com o aumento do numero de vagões dos trens
HAS e HAT conforme detalhado no item 4.2. Isso ratifica a incompatibilidade da
aplicação de válvulas de controle AB nos trens longos e pesados.
A teoria considerada pela Engª de Vagões da MRS de que a dinâmica dos
trens longos e pesados geram choques sempre que uma aplicação de freio é
realizada, ainda não foi completamente comprovada, entretanto algumas
evidencias ajudam a esclarecer essa questão:
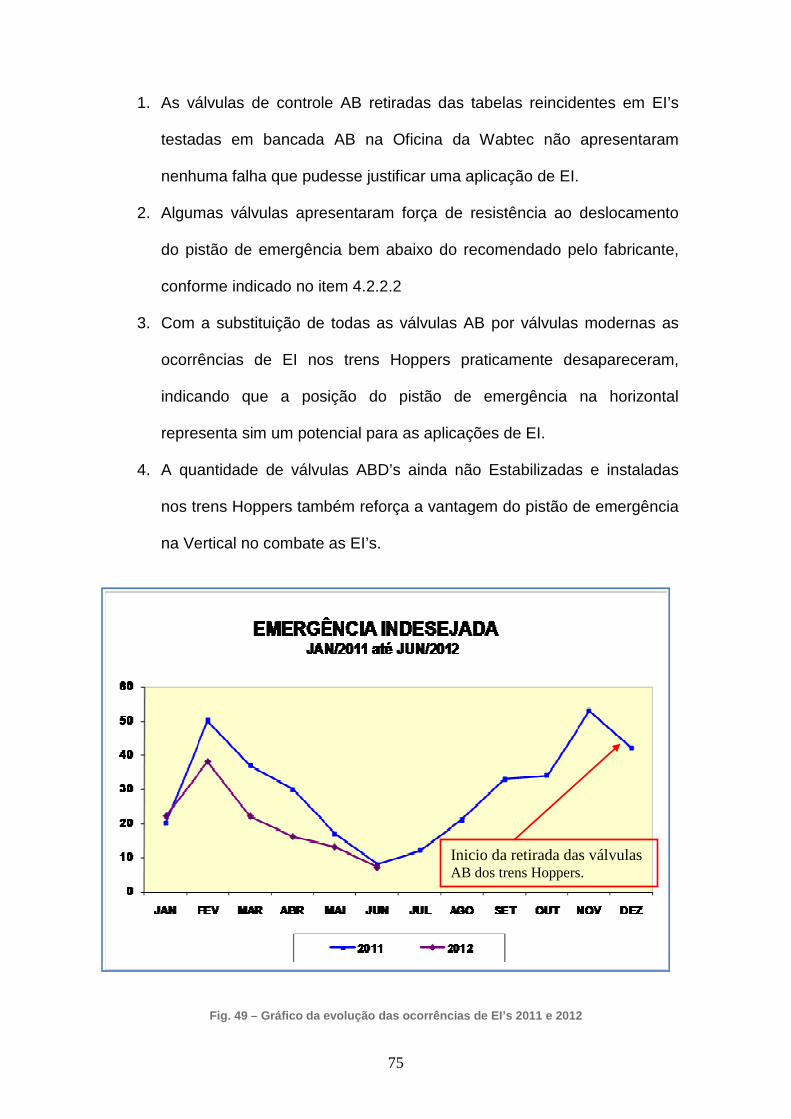
75
1. As válvulas de controle AB retiradas das tabelas reincidentes em EI’s
testadas em bancada AB na Oficina da Wabtec não apresentaram
nenhuma falha que pudesse justificar uma aplicação de EI.
2. Algumas válvulas apresentaram força de resistência ao deslocamento
do pistão de emergência bem abaixo do recomendado pelo fabricante,
conforme indicado no item 4.2.2.2
3. Com a substituição de todas as válvulas AB por válvulas modernas as
ocorrências de EI nos trens Hoppers praticamente desapareceram,
indicando que a posição do pistão de emergência na horizontal
representa sim um potencial para as aplicações de EI.
4. A quantidade de válvulas ABD’s ainda não Estabilizadas e instaladas
nos trens Hoppers também reforça a vantagem do pistão de emergência
na Vertical no combate as EI’s.
Fig. 49 – Gráfico da evolução das ocorrências de EI’ s 2011 e 2012
Inicio da retirada das válvulas AB dos trens Hoppers.
76
5.3 – EMERGÊNCIA INDESEJADA CONTRIBUIÇÃO DAS LOC OMOTIVAS
Apesar de algumas evidencias quando o histórico de algum trem com
reincidência de EI é detalhado, do ponto de vista inserção e retirada de
locomotivas, as Engenharias de Vagões e Locomotivas não conseguiram
efetivamente definir como causa de EI algum Modulo do sistema de freio
CCBII.
Coincidência ou não com as atualizações nos softwares do CCBII iniciadas no
final de 2011 passamos a observar expressiva redução nas ocorrências de EI.
6 – RECOMENDAÇÕES
- O String Test deverá ser aplicado em um trem quando este apresentar
reincidência nas aplicações de Emergências Indesejadas e Indevidas. È o meio
mais rápido de se identificar o vagão causador, entretanto, precisa ter
acompanhamento (no trem) das equipes de manutenção e/ou Engenharia.
- Fundamental o envolvimento dos fabricantes de sistemas de freio e material
rodante na investigação das Emergências Indevidas, sobretudo em veículos
novos.
- Válvulas de Controle AB não devem ser instaladas em trens longos e
pesados. As ocorrências de EI’s na MRS se concentraram em trens com mais
de 80 vagões.
77
- As porções de emergência das válvulas de controle ABD devem ser
Estabilizadas como Combate as ocorrências de EI.
7 – REFERÊNCIAS BIBLIOGRÁFICAS
- Association of American Railroad – Circular Letter C-8258, September 30,
1994
- AB Control Valve Shop Repair Manual – Westinghouse Air Brake
- AB – 672 MRS UDE Investigation – FN 20 49 – April 2010 – New York Air
Brake
- ("AAR undesired emergency brake study complete - Association of American
Railroads Vehicle Track Systems Newsletter". Railway Age. FindArticles.com.
08 Dec, 2011)
- An Investigation of Undesired Emergencies – Engº Bruce Shute
- Curso de Especialização em Transporte Ferroviário de Cargas – Engº Paulo
Mauricio Furtado Rosa
- EBS European Braking Systems – Website consulta Wikipedia
- Conjunto de Estudos sobre Emergência Indesejada da Engª de Vagões da
MRS Logística SA.
- Freio Ferroviário para Vagões – Walfredo Nicolau Choen - 1982
- Sistema de Freio Eletrônico para Locomotivas CCBII – New York Air Brake
- Treinamento em Válvulas de Freio versão 2.0 – Unicamp 1996 Simulação
CVRD – Coordenação Prof. Leopoldo Correa Roza e Prof. Dr. Fausto
Rodrigues Filho.
78
- Manual de Manutenção ABDX MM-5062-19
- Válvula de Controle DB-60 Manual de Instruções Knorr-Bremse
- Apresentação freio eletrônico Knorr e Wabtec
- Sistema de Freio AAR Vagão Singelo com Válvula Vazio Carregado – Knorr-
Bremse
- Sistema de Freio Eletrônico para Vagões EP60 NYAB
- Sistema de Freio Eletrônico para Vagões ECP WABTEC
- EPT 03809 – Relatório de Visita Técnica – Informação Técnica – Junho de
2009 – Knorr-Bremse