Om Hpr260xd Auto Gas Ptb
294
Gás automático Manual de instruções 806357 – Revisão 1 HyPerformance ® Plasma HPR260XD ®
-
Upload
jean-paulo-salvati -
Category
Documents
-
view
108 -
download
22
description
d
Transcript of Om Hpr260xd Auto Gas Ptb

Gás automático
Manual de instruções
806357 – Revisão 1
HyPerformance® Plasma HPR260XD®

Registre seu novo sistema Hypertherm
Registre o seu produto online em www.hypertherm.com/registration para receber suporte técnico e garantia mais facilmente. Você também pode receber atualizações sobre novos produtos Hypertherm e um presente grátis, como um sinal de nosso reconhecimento.
Para suas anotações
Número de série: ______________________________________________________
Data de compra: ______________________________________________________
Distribuidor: ______________________________________________________
___________________________________________________________________
___________________________________________________________________
Notas de manutenção:
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________

HyPerformance PlasmaHPR260XD Gás automático
Manual de instruções
Português / Portuguese
Revisão 1 – Outubro, 2009
© 2009 Hypertherm, Inc.Todos os direitos reservados
Hypertherm, HyPerformance, HyDefinition, LongLife e CommandTHC são marcas comerciais da Hypertherm, Inc.e podem ser registradas nos Estados Unidos e/ou outros países
Hypertherm, Inc.Hanover, NH USA
www.hypertherm.com
12/17/09
Hypertherm, Inc.Etna Road, P.O. Box 5010Hanover, NH 03755 USA603-643-3441 Tel (Main Office)603-643-5352 Fax (All Departments)[email protected] (Main Office Email)800-643-9878 Tel (Technical Service)[email protected] (Technical Service Email)800-737-2978 Tel (Customer Service)[email protected] (Customer Service Email)
Hypertherm Automation5 Technology Drive, Suite 300West Lebanon, NH 03784 USA603-298-7970 Tel 603-298-7977 Fax
Hypertherm Plasmatechnik GmbHTechnologiepark HanauRodenbacher Chaussee 6 D-63457 Hanau-Wolfgang, Deutschland49 6181 58 2100 Tel49 6181 58 2134 Fax49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.82 Genting LaneMedia CentreAnnexe Block #A01-01Singapore 349567, Republic of Singapore65 6841 2489 Tel65 6841 2490 Fax 65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.Unit A, 5th Floor, Careri Building432 West Huai Hai RoadShanghai, 200052PR China86-21 5258 3330/1 Tel86-21 5258 3332 Fax
Hypertherm Europe B.V.Vaartveld 94704 SE Roosendaal, Nederland31 165 596907 Tel31 165 596901 Fax31 165 596908 Tel (Marketing)31 165 596900 Tel (Technical Service)00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.Level 9, Edobori Center Building2-1-1 Edobori, Nishi-kuOsaka 550-0002 Japan81 6 6225 1183 Tel81 6 6225 1184 Fax
Hypertherm Brasil Ltda.Avenida Doutor Renato de
Andrade Maia 350Parque Renato MaiaCEP 07114-000Guarulhos, SP Brasil55 11 2409 2636 Tel55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.Avenida Toluca No. 444, Anexo 1,Colonia Olivar de los PadresDelegación Álvaro ObregónMéxico, D.F. C.P. 0178052 55 5681 8109 Tel52 55 5683 2127 Fax
COMPATIBILIDADE ELETROMAGNÉTICA
Hypertherm i4-08
Introdução à EMCO equipamento da Hypertherm marcado CE foi elaboradode acordo com o padrão EN60974-10. O equipamentodeve ser instalado e usado em concordância com asinformações a seguir para se obter compatibilidadeeletromagnética (EMC – Eletromagnetic Compatibility).
Os limites exigidos pelo padrão EN60974-10 podemnão ser adequados para eliminar completamente ainterferência quando o equipamento afetado encontra-semuito próximo ou tem um grau de sensibilidade elevado.Em tais casos, pode ser necessário usar outras medidaspara uma redução adicional da interferência.
Este equipamento de corte é destinado somente parauso industrial.
Instalação e usoO usuário é responsável pela instalação e pelo uso doequipamento de plasma de acordo com as instruçõesdo fabricante. Se forem detectados distúrbioseletromagnéticos, será responsabilidade do usuárioresolver a situação com a assistência técnica dofabricante. Em alguns casos, essa ação corretiva poderáser o simples aterramento do circuito de corte; consulteAterramento da peça de trabalho. Em outros casos, elapoderá significar a construção de uma tela eletromagnéticaenvolvendo por completo a fonte plasma e o trabalho,incluindo os filtros de entrada associados. Em todos oscasos, os distúrbios eletromagnéticos deverão se reduziraté o ponto em que deixem de causar problemas.
Avaliação da áreaAntes de instalar o equipamento, o usuário deverá fazeruma avaliação dos problemas eletromagnéticospotenciais na área circundante. Os itens a seguir deverãoser levados em consideração:
a. Outros cabos de alimentação, cabos de controle,cabos de sinalização e telefonia; acima, abaixo eadjacentes ao equipamento de corte.
b. Transmissores e receptores de rádio e televisão.
c. Computadores e outros equipamentos de controle.
d. Equipamento de segurança crítica; por exemplo,proteção de equipamentos industriais.
e. Condições de saúde do pessoal em torno doequipamento, por exemplo, o uso de aparelhosmarcapasso e de surdez.
f. Equipamento usado para calibração ou medição.
g. Imunidade de outros equipamentos no ambiente.O usuário deverá garantir que os outros equipamentosusados no ambiente sejam compatíveis. Isso podeexigir medidas de proteção adicionais.
h. Hora do dia em que as atividades de corte ououtras atividades devem ser executadas.
O tamanho da área circundante a ser consideradadependerá da estrutura do edifício e de outras atividadesque estejam ocorrendo. A área circundante pode seestender além dos limites das instalações locais.
Métodos de redução de emissõesDistribuição de energiaO equipamento de corte deve estar conectado à fonte dedistribuição de energia de acordo com as recomendaçõesdo fabricante. Se ocorrer interferência, poderá sernecessário tomar precauções adicionais, como afiltragem da distribuição de energia. Deve ser levada emconsideração a blindagem do cabo de distribuição doequipamento de corte instalado permanentemente emconduíte metálico ou material equivalente. A blindagemdeve ser eletricamente contínua em todo o seucomprimento. A blindagem deve estar conectada àalimentação principal do equipamento de corte, para queseja mantido um bom contato elétrico entre o conduítee o gabinete da fonte plasma do equipamento de corte.
Manutenção do equipamento de corteO equipamento de corte deve passar pela manutençãode rotina, de acordo com as recomendações do fabricante.Todas as portas e tampas de acesso e serviço devemestar fechadas e aparafusadas de forma apropriadaquando o equipamento de corte estiver em operação.O equipamento de corte não deve ser modificado de modoalgum, exceto pelas mudanças e ajustes mencionadosnas instruções do fabricante. Em particular, as distânciasde explosão do curso do arco e dos dispositivos deestabilização devem ser ajustadas e mantidas de acordocom as recomendações do fabricante.
Cabos de corteOs cabos de corte devem ser tão curtos quanto possívele devem estar posicionados próximos uns dos outros,estendidos no nível do piso ou perto dele.
Ligação equipotencialA ligação de todos os componentes metálicos nainstalação de corte e em áreas adjacentes a ela deveser levada em consideração. No entanto, componentes

COMPATIBILIDADE ELETROMAGNÉTICA
ii Hypertherm4-08
metálicos fixados à peça de trabalho, irão aumentaro risco de o operador receber um choque se tocar essescomponentes metálicos e o eletrodo (bico para cabeçasLASER) ao mesmo tempo. O operador deve estar isoladode todos esses componentes metálicos ligados.
Aterramento da peça de trabalhoNos locais em que a peça de trabalho não está ligada àterra para garantir a segurança elétrica, nem conectadaà terra devido a seu tamanho e sua posição, por exemplo,cascos de navios ou estruturas de edifícios, uma conexãoligando a peça de trabalho à terra pode reduzir asemissões em alguns casos, mas não em todos. Deve-seter cuidado para evitar que o aterramento da peça detrabalho aumente o risco de ferimentos nos usuários oudanos a outros equipamentos elétricos. Onde fornecessário, a conexão da peça de trabalho à terra deveser feita por meio de uma conexão direta à peça detrabalho mas, em alguns países nos quais a conexãodireta não é permitida, a ligação deve ser obtida atravésde capacitâncias adequadas, selecionadas de acordocom regulamentações nacionais.
Nota: O circuito de corte pode ou não ser aterrado porrazões de segurança. A mudança nas disposições deaterramento só deve ser autorizada por uma pessoa comcompetência para avaliar se as mudanças aumentarãoo risco de ferimentos, por exemplo, permitindo caminhosde retorno de corrente do corte em paralelo que possamdanificar os circuitos de aterramento de outrosequipamentos. É dada orientação adicional nos padrõesIEC (International Electrotechnical Comission –Comissão Eletrotécnica Internacional) TS 62081“Arc Welding Equipment Installation and Use”(Instalação e Uso de Equipamento de Solda em Arco).
Blindagem e proteçãoA blindagem e proteção seletiva de outros cabose equipamentos na área circundante pode atenuaros problemas de interferência. A blindagem de todaa instalação de corte por plasma pode ser consideradano caso de aplicações especiais.

GARANTIA
4-08
Hypertherm iii
AtençãoAs peças genuínas Hypertherm são as peças dereposição recomendadas pela fábrica para o sistemaHypertherm. Quaisquer danos causados pelo uso deoutras peças que não as peças genuínas Hyperthermpodem não ser cobertos pela garantia da Hypertherm.
Você é responsável pelo uso seguro do Produto.A Hyper therm não oferece nem pode oferecer qualquergarantia relacionada ao uso seguro do Produto emseu ambiente.
GeralA Hypertherm, Inc. garante que seus produtos sãoisentos de defeitos nos materiais e mão-de-obra, casoa Hypertherm seja notificada sobre um defeito (i) comrelação à fonte plasma, no prazo de (2) dois anos,contado a partir da data de entrega, com exceção dasfontes plasma marca Powermax que têm um prazo degarantia de (3) três anos, a partir da data da entrega,e (ii) com relação à tocha e condutores, no prazo de(1) um ano, contado a partir da data de entrega; e comrelação aos conjuntos do suporte motorizado da tocha,no prazo de (1) um ano, contado a partir da data deentrega, e com relação às cabeças LASER, no prazo de(1) um ano, contado a partir da data de entrega. Estagarantia não se aplica a qualquer fonte plasma da marcaPowermax que tenha sido usada com conversores defase. Além disso, a Hypertherm não cobre sistemas quetenham sido danificados em conseqüência de baixaqualidade de alimentação, seja de conversores de faseou de alimentação de linha de entrada. Esta garantia nãose aplica a qualquer Produto que tenha sido instaladoincorretamente, modificado ou danificado de qualqueroutra forma. A Hypertherm, por sua opção exclusiva,deverá reparar, substituir ou ajustar, gratuitamente,quaisquer Produtos defeituosos cobertos por estagarantia, que devem ser devolvidos, com autorizaçãoprévia da Hypertherm (que não será recusadaarbitrariamente), embalados de forma apropriada, à sededa Hypertherm em Hanover, New Hampshire, ou a umrepresentante da assistência técnica autorizada daHypertherm, com todos os custos, seguro e fretepagos antecipadamente. A Hypertherm não deve serresponsabilizada por quaisquer reparos, substituiçõesou ajustes de Produtos cobertos por esta garantia,exceto aqueles realizados de acordo com os termosdeste parágrafo ou com a concordância prévia porescrito da Hypertherm. A garantia acima é exclusivae substitui todas as outras garantias, expressas,implícitas, legais ou quaisquer outras, comrespeito aos Produtos ou relativas aos resultados
que possam ser obtidos a partir deles, e todas asgarantias ou condições implícitas de qualidadeou de comercialização ou de adequação a umpropósito específico ou contra transgressões.O texto precedente constituirá o único e exclusivorecurso no caso de qualquer violação pelaHypertherm de sua garantia. Os distribuidores/fabricantes de equipamentos podem oferecer garantiasdiferentes ou adicionais, mas os distribuidores/fabricantes de equipamentos não estão autorizadosa fornecer-lhe qualquer proteção adicional de garantiaou a fazer qualquer representação que impliqueobrigatoriedade por parte da Hypertherm.
Marcas de teste de certificaçãoOs produtos certificados são identificados por uma oumais marcas de teste de laboratórios credenciados. Asmarcas de teste de certificação se encontram perto daplaca de data. Cada marca de teste de certificaçãosignifica que o produto e seus componentes de segurançacrítica estão em conformidade como os padrões desegurança nacionais aplicáveis, conforme avaliado poraquele laboratório de teste. A Hypertherm coloca umamarca de teste de certificação em seus produtos somentedepois que esse produto é fabricado com componentesde segurança crítica que tenham sido autorizados pelolaboratório de teste credenciado.
Depois que o produto sai da fábrica da Hypertherm, asmarcas de teste de certificação são invalidadas, casoocorra qualquer uma das seguintes situações:
• O produto for significativamente alterado de modo a criarum perigo ou não conformidade.
• Os componentes de segurança crítica foremsubstituídos por sobressalentes não autorizados.
• For adicionado qualquer conjunto ou acessório nãoautorizado que use ou gere uma tensão perigosa.
• Haja qualquer adulteração em um circuito de segurançaou em outra característica que seja incorporada aoproduto como parte da certificação.
A marcação CE (CE marking) constitui uma declaração deconformidade do fabricante a diretivas e padrões europeusaplicáveis. Somente as versões dos produtos Hyperthermcom uma marcação CE, localizada na placa de data ouperto dela, foram testadas para conformidade com aDiretiva de Baixa Tensão e com a Diretiva EMC, ambaseuropéias. Os filtros EMC necessários para atender aDiretiva EMC Européia estão incorporados nas versõesde suprimento de energia com a marcação CE.
GARANTIA
4-08
iv Hypertherm
Diferenças entre os padrões nacionaisAs diferenças entre os padrões incluem, mas não estãolimitados a:
• Tensão• Classificação do plugue e do cabo• Requisitos de idioma• Requisitos de compatibilidade eletromagnética
Essas diferenças nos padrões nacionais podemimpossibilitar ou inviabilizar que todas as marcas de testede certificação sejam colocadas na mesma versão de umproduto. Por exemplo, as versões CSA dos produtosHypertherm não atendem aos requisitos decompatibilidade eletromagnética e não têm a marcaçãoCE na placa de dados.
Os países que exigem a marcação CE ou têmregulamentos obrigatórios de compatibilidadeeletromagnética devem usar as versões CE dos produtosHypertherm com a marcação CE na placa de dados.Entre eles estão:
• Austrália
• Nova Zelândia
• Países da União Européia
• Rússia
É importante que o produto e sua marca de teste decertificação sejam apropriados para o local de instalaçãodo usuário final. Quando os produtos da Hyperthermsão enviados para um país para exportar para outro país,o produto deve ser adequadamente configuradoe certificado para o local do usuário final.
Sistemas de alto nívelQuando um integrador de sistemas acrescenta outrosequipamentos, como mesas de trabalho, acionamentosde motor, controladores de movimento ou robôs, a umsistema de corte a plasma Hypertherm, o sistemacombinado pode ser considerado um sistema de altonível. Um sistema de alto nível, com peças móveisperigosas, pode constituir um maquinário industrial ouequipamento robótico, onde a OEM ou o usuário finalpode estar sujeito a regulamentos adicionais, alémdaqueles pertinentes ao sistema de corte a plasmafabricado pela Hypertherm.
É de responsabilidade do usuário final e da OEMrealizar uma avaliação de risco para sistemas de altonível e oferecer proteção contra peças móveis perigosas.A menos que o sistema de alto nível seja certificadoquando a OEM incorporar produtos Hypertherm a ele,a instalação também pode estar sujeita à aprovação
pelas autoridades locais. Peça orientação a umaassessorial jurídica e especialistas em direito regulatóriolocal caso tenha dúvidas quanto à conformidade.
Os cabos de interconexão externa, entre as peças quecompõem o sistema de alto nível, devem ser apropriadospara contaminantes e movimentação, conforme requeridopelo local de instalação do usuário final. Quando os cabosde interconexão externa estiverem sujeitos à exposição aóleo, poeira ou água, uma rígida avaliação de uso podeser necessária. Quando os cabos de interconexão externaestiverem sujeitos a movimentos contínuos, constantesavaliações de flexão podem ser necessárias. É deresponsabilidade do usuário final ou da OEM que oscabos sejam adequados para a aplicação. Considerandoque existem diferenças entre as classificações e custosque podem ser exigidos pelos regulamentos locais parasistemas de alto nível, é necessário verificar se qualquercabo de interconexão externa é adequado para o localde instalação do usuário final.
Ressarcimento de patentesExceto apenas em casos de Produtos não manufaturadospela Hypertherm ou manufaturados por outra pessoa quenão a Hypertherm e que não estejam em estritaconformidade com as especificações da Hypertherm,e em casos de projetos, processos, fórmulas oucombinações não desenvolvidas ou supostamentedesenvolvidas pela Hypertherm, a Hypertherm defenderáou estabelecerá, a suas expensas, qualquer processo ouação penal contra você, alegando que o uso do Produtoda Hypertherm, sozinho e não em combinação comqualquer outro Produto não fornecido pela Hypertherm,infringe qualquer patente de terceiros. Você notificaráprontamente a Hypertherm ao tomar conhecimento dequalquer ação ou ameaça de ação com relação aqualquer infração alegada, e a obrigação de indenizaçãoda Hypertherm estará condicionada ao controle exclusivoda Hypertherm à cooperação e assistência da parteindenizada na defesa da reclamação.
Responsabilidade limitadaEm nenhuma hipótese a Hypertherm assumiráa responsabilidade perante qualquer pessoa ou entidade por quaisquer danos incidentais,conseqüentes, indiretos ou punitivos (inclusive mas não limitados a lucros cessantes)independentemente do fato de tal responsabilidadese basear em quebra de contrato, prejuízo,responsabilidade estrita, violação de garantias,perda de propósito essencial ou qualquer outromotivo, e ainda que tenha sido alertada sobre a possibilidade de tais danos.

GARANTIA
4-08
Hypertherm v
Limite da responsabilidadeEm nenhuma hipótese, a responsabilidade daHypertherm, independentemente do fato de talresponsabilidade se basear em quebra decontrato, prejuízo, responsabilidade estrita,violação de garantias, perda de propósitoessencial ou qualquer outro motivo, por qualqueração de reclamação ou processo judicial quevenha a surgir em decorrência de ou relacionadoao uso dos Produtos, excederá no total o valorpago pelos Produtos que deram origem a talreclamação.
SeguroVocê deverá possuir e manter permanentemente apólicesde seguros em tais quantidades e tipos, e com coberturasuficiente e apropriada, para defender e resguardar aintegridade da Hypertherm na eventualidade de qualquercausa de ação penal que possa surgir em conseqüênciado uso dos Produtos.
Códigos nacionais e locaisOs códigos nacionais e locais que regulam a instalaçãohidráulica e elétrica terão precedência sobre quaisquerinstruções contidas neste manual. Em nenhum evento,a Hypertherm será responsável por ferimentos empessoas ou por danos ou avarias em propriedades emconseqüência de qualquer violação de códigos ou devidoa práticas de trabalho incorretas.
Transferência de direitosVocê só poderá transferir quaisquer outros direitos depropriedade aqui descritos em conjunto com a venda deuma parte substancial ou de todos os seus ativos ou bensde capital a um sucessor beneficiário que concorde em seobrigar a todos os termos e condições desta Garantia.
Disposição correta dos produtosHyperthermOs sistemas de corte a plasma Hypertherm, assim comotodos os produtos eletrônicos, podem conter materiaisou componentes, tais como placas de circuito impresso,que podem ser descartados como dejetos comuns.É de sua responsabilidade descartar qualquer peçade produto ou componente Hypertherm, de uma formaaceitável, de acordo com os códigos locais e nacionais.
• Nos Estado Unidos, consulte todas as leis locais,estaduais e federais.
• Na União Européia, consulte as diretivas e leis locaise nacionais. Para mais informações, visitewww.hypertherm.com/weee.
• Em outros países, consulte as leis locais e nacionais.

CONteNIdO
vi HPR400XD Auto Gas Manual de Instrucciones
GARANTIA
vi Hypertherm4-08

íNdICe
HPR260XD Gás automático Manual de instruções vii
Compatibilidade eletromagnética ......................................................................................................................................... iGarantia...................................................................................................................... ................................................................. iii
Seção 1 SeGURANÇA ........................................................................................................................................................1-1Reconheça as informações de segurança ...........................................................................................................................................1-2Siga as instruções de segurança ..........................................................................................................................................................1-2O trabalho de corte pode provocar incêndio ou explosão ..............................................................................................................1-2O choque elétrico pode matar ...............................................................................................................................................................1-3A eletricidade estática pode danificar as placas de circuito ...........................................................................................................1-3Vapores tóxicos podem causar ferimentos ou até a morte ..............................................................................................................1-4O arco de plasma pode causar ferimentos e queimaduras ............................................................................................................1-5Os raios do arco podem queimar os olhos e a pele ........................................................................................................................1-5Segurança de aterramento ......................................................................................................................................................................1-6Segurança de equipamentos de gás comprimido .............................................................................................................................1-6Cilindros de gás podem explodir se forem danificados ...................................................................................................................1-6O ruído pode prejudicar a audição .......................................................................................................................................................1-7Operação de aparelhos marcapasso e de surdez ............................................................................................................................1-7O arco plasma pode danificar canos congelados .............................................................................................................................1-7Símbolos e marcas ....................................................................................................................................................................................1-8Etiqueta de advertência ............................................................................................................................................................................1-9Informação sobre coleta de pó seco ..................................................................................................................................................1-11
Seção 2 eSPeCIfICAÇõeS ..............................................................................................................................................2-1Descrição do sistema ...............................................................................................................................................................................2-3
Geral ...................................................................................................................................................................................................2-3Fonte de alimentação .....................................................................................................................................................................2-3Console de ignição .........................................................................................................................................................................2-3Console de seleção ........................................................................................................................................................................2-3Console de medidas ......................................................................................................................................................................2-3Tocha ..................................................................................................................................................................................................2-3
Especificações ...........................................................................................................................................................................................2-4Requisitos do sistema de gás ......................................................................................................................................................2-4Fonte de alimentação .....................................................................................................................................................................2-5Console de ignição – 078172 ....................................................................................................................................................2-6Console de seleção – 078533 ...................................................................................................................................................2-8Console de medidas – 078535 ..................................................................................................................................................2-9Tocha – 228521 ..........................................................................................................................................................................2-10
Seção 3 INStAlAÇãO ........................................................................................................................................................3-1Ao receber ...................................................................................................................................................................................................3-3Reclamações ..............................................................................................................................................................................................3-3Requisitos de instalação ..........................................................................................................................................................................3-3Níveis de ruído ............................................................................................................................................................................................3-3Posicionamento dos componentes do sistema ..................................................................................................................................3-3
Especificações de torque ..............................................................................................................................................................3-3

íNdICe
viii HPR260XD Gás automático Manual de instruções
Requisitos de instalação ..........................................................................................................................................................................3-4Componentes do sistema .............................................................................................................................................................3-5Cabos e mangueiras .......................................................................................................................................................................3-5Mangueira de suprimento de gás ................................................................................................................................................3-5Cabo de alimentação fornecido pelo cliente ............................................................................................................................3-5
Práticas recomendadas de aterramento e blindagem ......................................................................................................................3-6Introdução ....................................................................................................................................................................................................3-6
Tipos de aterramento .....................................................................................................................................................................3-6Orientações ......................................................................................................................................................................................3-7Diagrama de aterramento ...........................................................................................................................................................3-10Posicionamento da fonte de alimentação ...............................................................................................................................3-11Instalação do Console de ignição ............................................................................................................................................3-12Instalação do console de medidas ...........................................................................................................................................3-14Posicionamento do console de seleção .................................................................................................................................3-15
Fonte de alimentação para cabos do console de ignição .............................................................................................................3-16Fio do arco piloto ..........................................................................................................................................................................3-16Cabo negativo ...............................................................................................................................................................................3-16Cabo de alimentação do console de ignição ........................................................................................................................3-18Mangueiras do líquido refrigerante do console de ignição ................................................................................................3-19
Fonte de alimentação para cabos do console de seleção............................................................................................................3-20Cabo de controle..........................................................................................................................................................................3-20Cabo de alimentação ..................................................................................................................................................................3-20
Console de seleção para conexões do console de medidas .......................................................................................................3-22Conjunto de cabo e mangueira de gás ...................................................................................................................................3-22
Fonte de alimentação para cabo de interface do CNC .................................................................................................................3-24Cabo opcional de interface multissistema do CNC.............................................................................................................3-24Notas sobre a lista de execução do cabo de interface do CNC ......................................................................................3-25Exemplos de circuitos de saída ................................................................................................................................................3-26Exemplos de circuitos de entrada ............................................................................................................................................3-27
Chave de força remota ..........................................................................................................................................................................3-28Cabo da tocha completo ......................................................................................................................................................................3-29Cabo-obra ................................................................................................................................................................................................3-30Conexões da tocha ................................................................................................................................................................................3-31
Conexão da tocha com o cabo da tocha completo .............................................................................................................3-31Conexão da tocha com o engate rápido .................................................................................................................................3-35
Montagem e alinhamento da tocha ....................................................................................................................................................3-36Montagem da tocha .....................................................................................................................................................................3-36Alinhamento da tocha ..................................................................................................................................................................3-36
Requisito do suporte motorizado da tocha .......................................................................................................................................3-36Requisitos de alimentação ....................................................................................................................................................................3-37
Geral ................................................................................................................................................................................................3-37Chave de desconexão da linha .................................................................................................................................................3-38Cabo de alimentação principal .................................................................................................................................................3-38
Conexão da alimentação .......................................................................................................................................................................3-39Requisitos do líquido refrigerante da tocha .....................................................................................................................................3-40
Líquido refrigerante pré-misturado para temperaturas normais de funcionamento .....................................................3-40

íNdICe
HPR260XD Gás automático Manual de instruções ix
Mistura personalizada de líquido refrigerante para baixas temperaturas de funcionamento .....................................3-41Mistura personalizada de líquido refrigerante para altas temperaturas de funcionamento ........................................3-42
Requisitos de pureza da água .............................................................................................................................................................3-42Abastecimento da fonte de alimentação com líquido refrigerante .............................................................................................3-43Requisitos de gás ...................................................................................................................................................................................3-44
Definição dos reguladores de suprimento .............................................................................................................................3-44Reguladores de gás ...............................................................................................................................................................................3-45Tubulação do suprimento de gás .......................................................................................................................................................3-46
Conexão dos gases de suprimento .........................................................................................................................................3-47Mangueira de suprimento de gás .......................................................................................................................................................3-48
Seção 4 OPeRAÇãO ...........................................................................................................................................................4-1Partida diária ...............................................................................................................................................................................................4-2
Verificação da tocha .......................................................................................................................................................................4-2Indicadores de energia .............................................................................................................................................................................4-3
Geral ...................................................................................................................................................................................................4-3Fonte de alimentação .....................................................................................................................................................................4-3Console de seleção ........................................................................................................................................................................4-3Console de medidas ......................................................................................................................................................................4-3
Requisitos do controlador de CNC ......................................................................................................................................................4-4Exemplos de telas do CNC ....................................................................................................................................................................4-5
Tela principal (controle) .................................................................................................................................................................4-5Diagnostic screen (Tela de diagnósticos) .................................................................................................................................4-6Test screen (Tela de testes) .........................................................................................................................................................4-7Tela da tabela de corte ..................................................................................................................................................................4-8
Seleção de consumíveis ..........................................................................................................................................................................4-9Corte padrão ....................................................................................................................................................................................4-9Corte chanfrado ...............................................................................................................................................................................4-9Marcação ...........................................................................................................................................................................................4-9Consumíveis para corte de imagem espelhada .......................................................................................................................4-9Eletrodos SilverPlus ........................................................................................................................................................................4-9Aço-carbono ..................................................................................................................................................................................4-10Aço inoxidável ...............................................................................................................................................................................4-11Alumínio ..........................................................................................................................................................................................4-11Corte chanfrado de aço-carbono.............................................................................................................................................4-12Corte chanfrado de aço inoxidável ..........................................................................................................................................4-12
Instalação e inspeção de consumíveis ..............................................................................................................................................4-13Manutenção da tocha ............................................................................................................................................................................4-15Conexões da tocha ................................................................................................................................................................................4-16Troca do tubo de água da tocha ........................................................................................................................................................4-16Falhas de corte comuns ........................................................................................................................................................................4-17Como otimizar a qualidade do corte ..................................................................................................................................................4-18
Dicas para a mesa e a tocha .....................................................................................................................................................4-18Dicas de configuração do plasma ...........................................................................................................................................4-18Maximização da vida útil de peças consumíveis ...................................................................................................................4-18Fatores adicionais da qualidade do corte ..............................................................................................................................4-19Melhorias adicionais ....................................................................................................................................................................4-20
íNdICe
x HPR260XD Gás automático Manual de instruções
Tabelas de corte .....................................................................................................................................................................................4-21Tabelas de corte chanfrado .......................................................................................................................................................4-21
Definições de corte chanfrado ............................................................................................................................................................4-22Compensação estimada da largura de kerf .....................................................................................................................................4-23
Seção 5 MANUteNÇãO .....................................................................................................................................................5-1Introdução ....................................................................................................................................................................................................5-3Manutenção de rotina ...............................................................................................................................................................................5-3Descrição do sistema ...............................................................................................................................................................................5-4
Cabos de controle e sinal .............................................................................................................................................................5-4Sequência de operações .........................................................................................................................................................................5-5Ciclo de purga do sistema de gás ........................................................................................................................................................5-6Uso da válvula do sistema de gás .........................................................................................................................................................5-6
Processo de marcação ..................................................................................................................................................................5-8Diagrama em blocos do PCB .................................................................................................................................................................5-9Códigos de erro ......................................................................................................................................................................................5-10
Localização de defeitos por código de erro – 000 a 020 ...............................................................................................5-11Localização de defeitos por código de erro – 021 a 028 ...............................................................................................5-12Localização de defeitos por código de erro – 030 a 042 ...............................................................................................5-13Localização de defeitos por código de erro – 044 a 046 ...............................................................................................5-14Localização de defeitos por código de erro – 047 a 053 ...............................................................................................5-15Localização de defeitos por código de erro – 054 a 061 ...............................................................................................5-16Localização de defeitos por código de erro – 062 a 067 ...............................................................................................5-17Localização de defeitos por código de erro – 071 a 076 ...............................................................................................5-18Localização de defeitos por código de erro – 093 a 105 ...............................................................................................5-19Localização de defeitos por código de erro – 106 a 123 ...............................................................................................5-20Localização de defeitos por código de erro – 124 a 134 ...............................................................................................5-21Localização de defeitos por código de erro – 138 a 143 ...............................................................................................5-22Localização de defeitos por código de erro – 144 a 154 ...............................................................................................5-23Localização de defeitos por código de erro – 155 a 158 ...............................................................................................5-24Localização de defeitos por código de erro – 159 a 160 ...............................................................................................5-25Localização de defeitos por código de erro – 180 a 181 ...............................................................................................5-26
Estados da fonte de alimentação .......................................................................................................................................................5-27Operação do sistema de plasma com tempo limite de bomba ..................................................................................................5-28Operação do CNC com tempo limite de bomba ...........................................................................................................................5-29Verificações iniciais ................................................................................................................................................................................5-30Medição de energia ...............................................................................................................................................................................5-31Substituição do elemento filtrante de ar ...........................................................................................................................................3-32Manutenção do sistema de resfriamento da fonte de alimentação ............................................................................................5-33
Drenagem do sistema de líquido refrigerante. ......................................................................................................................5-33Filtro do sistema de líquido refrigerante ............................................................................................................................................5-34
Substituição do filtro ...................................................................................................................................................................5-34Tabela de localização de defeitos no fluxo do líquido refrigerante ............................................................................................5-35Testes no fluxo do líquido refrigerante ..............................................................................................................................................5-36
Antes de testar..............................................................................................................................................................................5-36Uso do fluxômetro Hypertherm .................................................................................................................................................5-36
íNdICe
HPR260XD Gás automático Manual de instruções xi
Operação manual da bomba .....................................................................................................................................................5-37Teste 1 – linha de retorno ........................................................................................................................................................5-38Teste 2 – linha de alimentação no Console de ignição ...................................................................................................5-38Teste 3 – troca da tocha ..........................................................................................................................................................5-39Teste 4 – linha de alimentação para o receptáculo da tocha .........................................................................................5-39Teste 5 – linha de retorno do receptáculo da tocha .........................................................................................................5-39Teste 6 – teste do “balde” na bomba ...................................................................................................................................5-40Teste 7 – desvio da válvula de retenção ..............................................................................................................................5-40Localização de defeitos na bomba e no motor .....................................................................................................................5-41Teste do sensor de fluxo ............................................................................................................................................................5-42
Testes de vazamento de gás ...............................................................................................................................................................5-43PCB3 da placa de controle da fonte de alimentação ...................................................................................................................5-45PCB2 do painel de distribuição de alimentação da fonte ............................................................................................................5-46PCB1 do circuito de partida ................................................................................................................................................................5-47
Operação .......................................................................................................................................................................................5-47Esquema funcional do circuito de partida ..............................................................................................................................5-47Localização de defeitos no circuito de partida .....................................................................................................................5-47Níveis atuais do arco piloto .......................................................................................................................................................5-49
PCB2 da placa de controle do console de seleção ......................................................................................................................5-50PCB1 do painel de distribuição de alimentação do console de seleção ................................................................................5-51Console de seleção, PCB3 da placa do acionamento da válvula de CA ................................................................................5-52PCB2 da placa de controle do console de medidas ....................................................................................................................5-53PCB1 do painel de distribuição de alimentação do console de medidas ...............................................................................5-54Testes de chopper .................................................................................................................................................................................5-55Teste de detecção de perda de fase ................................................................................................................................................5-57Teste do cabo da tocha ........................................................................................................................................................................5-58
Manutenção preventiva ...............................................................................................................................................................5-59
Seção 6 lIStA de PeÇAS .................................................................................................................................................6-1Fonte de alimentação ...............................................................................................................................................................................6-2Console de ignição ...................................................................................................................................................................................6-7Console de seleção – 1 de 2 .................................................................................................................................................................6-8Console de seleção – 2 de 2 .................................................................................................................................................................6-9Console de medidas ..............................................................................................................................................................................6-10Tocha HyPerformance ...........................................................................................................................................................................6-11
Conjunto da tocha .......................................................................................................................................................................6-11Cabos da tocha ............................................................................................................................................................................6-12Cabo de contato ôhmico............................................................................................................................................................6-12
Conjuntos de consumíveis ...................................................................................................................................................................6-13Consumíveis para corte de imagem espelhada ..............................................................................................................................6-15Peças de reposição recomendadas ..................................................................................................................................................6-16
Seção 7 dIAGRAMAS de fIAÇãO ..................................................................................................................................7-1Introdução ....................................................................................................................................................................................................7-1Símbolos do diagrama de fiação ...........................................................................................................................................................7-5
íNdICe
xii HPR260XD Gás automático Manual de instruções
Apêndice A dAdOS de SeGURANÇA dO líqUIdO RefRIGeRANte dA tOCHA HyPeRtHeRM ............ a-1Seção 1 Identificação da empresa e do produto químico .........................................................................................................a-2Seção 2 Informações sobre ingredientes ......................................................................................................................................a-2Seção 3 Identificação de riscos .......................................................................................................................................................a-2Seção 4 Procedimentos de primeiros socorros ...........................................................................................................................a-3Seção 5 Medidas de extinção de incêndios .................................................................................................................................a-3Seção 6 Medidas contra vazamentos acidentais .........................................................................................................................a-3Seção 7 Administração e armazenamento .....................................................................................................................................a-3Seção 8 Controles contra exposição/proteção pessoal ............................................................................................................a-4Seção 9 Propriedades físicas e químicas ......................................................................................................................................a-4Seção 10 Estabilidade e reatividade .................................................................................................................................................a-4Seção 11 Informações toxicológicas .................................................................................................................................................a-4Seção 12 Informações ecológicas .....................................................................................................................................................a-5Seção 13 Considerações sobre eliminação ....................................................................................................................................a-5Seção 14 Informações sobre transporte ..........................................................................................................................................a-5Seção 15 Informações regulamentares ............................................................................................................................................a-5Seção 16 Outras informações ............................................................................................................................................................a-5Ponto de congelamento da solução de propileno glicol .................................................................................................................a-6
Apêndice B PROtOCOlO de INteRfACe dO CNC ................................................................................................. b-1Hardware da interface ..............................................................................................................................................................................b-2Lista de sinais .............................................................................................................................................................................................b-2
Sinais ..................................................................................................................................................................................................b-2Hardware ...........................................................................................................................................................................................b-3Fiação multiponto ............................................................................................................................................................................b-4Endereçamento multiponto ...........................................................................................................................................................b-5
Comandos seriais ......................................................................................................................................................................................b-5Formato ..............................................................................................................................................................................................b-5Enquadramento ................................................................................................................................................................................b-5Comandos .........................................................................................................................................................................................b-5Tabelas de comandos ....................................................................................................................................................................b-6Respostas a erros ........................................................................................................................................................................ b-19Cálculo de somas de verificação ............................................................................................................................................. b-19
Códigos de erro ...................................................................................................................................................................................... b-20Códigos de status .................................................................................................................................................................................. b-23Códigos de tipos de gás ...................................................................................................................................................................... b-23Requisitos do CNC ................................................................................................................................................................................ b-24
Console de gás automático ....................................................................................................................................................... b-24Diretrizes da interface serial ................................................................................................................................................................. b-25
Apêndice C APlICAÇõeS eM ROBótICA ....................................................................................................................c-1Componentes de aplicações em robótica ..........................................................................................................................................c-2
Cabos da tocha ...............................................................................................................................................................................c-2Extensão de contato ôhmico ........................................................................................................................................................c-2Capa isolante rotacional (opcional) ............................................................................................................................................c-3Invólucro de couro ..........................................................................................................................................................................c-3Tocha robótica de ensino (indicador de laser) ........................................................................................................................c-3
Hypertherm 1-111-08
Seção 1
SEGURANÇA
Nesta seção:
Reconheça as informações de segurança...........................................................................................................................................1-2Siga as instruções de segurança...........................................................................................................................................................1-2O trabalho de corte pode provocar incêndio ou explosão...............................................................................................................1-2O choque elétrico pode matar................................................................................................................................................................1-3A eletricidade estática pode danificar as placas de circuito ...........................................................................................................1-3Vapores tóxicos podem causar ferimentos ou até a morte ..............................................................................................................1-4O arco de plasma pode causar ferimentos e queimaduras.............................................................................................................1-5Os raios do arco podem queimar os olhos e a pele..........................................................................................................................1-5Segurança de aterramento ......................................................................................................................................................................1-6Segurança de equipamentos de gás comprimido .............................................................................................................................1-6Cilindros de gás podem explodir se forem danificados....................................................................................................................1-6O ruído pode prejudicar a audição ........................................................................................................................................................1-7Operação de aparelhos marcapasso e de surdez .............................................................................................................................1-7O arco plasma pode danificar canos congelados..............................................................................................................................1-7Símbolos e marcas ....................................................................................................................................................................................1-8Etiqueta de advertência............................................................................................................................................................................1-9Informação sobre coleta de pó seco..................................................................................................................................................1-11

SEGURANÇA
1-2 Hypertherm11-08
RECONHEÇA AS INFORMAÇÕES DE SEGURANÇA
Os símbolos mostrados nesta seção são usados paraidentificar riscos potenciais. Quando vir um símbolo desegurança neste manual ou em sua máquina, compreendao potencial de ferimentos pessoais e siga as instruçõesrelacionadas para evitar o risco.
SIGA AS INSTRUÇÕESDE SEGURANÇA
Leia cuidadosamente todas as mensagens de segurançadeste manual e as etiquetas de segurança na suamáquina.• Conserve as etiquetas de segurança na sua máquina
em boas condições. Substitua imediatamente etiquetasque faltem ou estejam danificadas.
• Aprenda a operar a máquina e a utilizar os controles deforma correta. Não permita que ninguém a opere semconhecimento.
• Mantenha a máquina em condições de trabalhoapropriadas. Modificações não autorizadas na máquinapodem afetar a segurança e a vida útil da máquina.
PERIGO ADVERTÊNCIA CUIDADOA Hypertherm segue os procedimentos ANSI (AmericanNational Standards Institute, Instituto Americano dePadrões Nacionais) para palavras e símbolos nos sinaisde segurança. As palavras de aviso de PERIGO ouADVERTÊNCIA são usadas com um símbolo desegurança. PERIGO identifica os riscos mais sérios.• As etiquetas de segurança PERIGO e ADVERTÊNCIA
ficam localizadas na máquina próximas aos riscosespecíficos.
• As mensagens de segurança de PERIGO precedemas respectivas instruções, constantes no manual, queirão resultar em grave acidente, caso não sejamseguidas corretamente.
• Mensagens de segurança de ADVERTÊNCIAprecedem as instruções relacionadas neste manualque poderão resultar em ferimentos ou morte se nãoforem seguidas corretamente.
• Mensagens de segurança de CUIDADO precedem as respectivas instruções, constantes no manual, quepodem resultar em acidente ou danos menos gravesaos equipamentos, caso não sejam seguidascorretamente.
Prevenção de incêndios• Certifique-se de que a área é segura antes de executar
qualquer corte. Mantenha um extintor de incêndio nasimediações.
• Remova todos os materiais inflamáveis dentro de umraio de 10 m da área de corte.
• Resfrie o metal quente ou deixe que ele esfrie antesde manuseá-lo ou antes de encostá-lo em materiaiscombustíveis.
• Nunca corte recipientes que contenham materiaispotencialmente inflamáveis em seu interior – primeiroeles devem ser esvaziados e limpos de maneiraapropriada.
• Ventile atmosferas potencialmente inflamáveis antesde executar o corte.
• Ao cortar usando o oxigênio como gás de plasma,é necessário utilizar um sistema de ventilação deexaustão.
Prevenção de explosões• Não utilize o sistema de plasma se houver possibilidade
de estarem presentes poeira ou vapores explosivos.• Não corte cilindros pressurizados, tubos ou qualquer
recipiente fechado.• Não corte recipientes que tenham armazenado
materiais combustíveis.
O TRABALHO DE CORTE PODE PROVOCAR INCÊNDIOOU EXPLOSÃO
ADVERTÊNCIAPerigo de explosão
Argônio-hidrogênio e metano
O hidrogênio e o metano são gases inflamáveis queapresentam perigo de explosão. Mantenha as chamasafastadas de cilindros e mangueiras que contenhammisturas de metano ou hidrogênio. Mantenha chamase fagulhas afastadas da tocha quando usar plasmade metano ou argônio-hidrogênio.
ADVERTÊNCIADetonação de hidrogênio
com corte de alumínio
• Ao se cortar alumínio sob a água ou com a águaencostando na face inferior do alumínio, pode ocorrero acúmulo de gás hidrogênio sob a peça de trabalhoe sua detonação durante operações de corte de plasma.
• Instale um tubo de aeração no piso da mesa d’água paraeliminar a possibilidade de detonação de hidrogênio.Consulte a seção Anexo deste manual para ver detalhesdo tubo de aeração.
SEGURANÇA
Hypertherm 1-311-08
O contato com peças elétricas energizadas pode causarchoque fatal ou queimaduras graves.• A operação do sistema de plasma fecha um circuito
elétrico entre a tocha e a peça de trabalho. A peçade trabalho e qualquer objeto que a tocar farão partedo circuito elétrico.
• Nunca toque o corpo da tocha, a peça de trabalhoou a água em uma mesa d’água quando o sistemade plasma estiver em operação.
Prevenção de choques elétricos
Todos os sistemas de plasma Hypertherm usamalta tensão no processo de corte (200 a 400 VCCsão comuns). Tome as seguintes precauçõesquando operar esses sistemas:
• Use luvas e botas isoladas e mantenha secos seucorpo e suas roupas.
• Você não deve ficar de pé, sentar-se ou se apoiar –ou tocar – em qualquer superfície úmida quando usaro sistema de plasma.
• Isole-se do trabalho e do piso usando capachos oucoberturas isolantes secos e grandes o bastantepara impedir qualquer contato físico com o trabalhoou o piso. Se precisar trabalhar próximo de ou emuma área úmida, tenha o máximo de cuidado.
• Instale uma chave de desconexão perto da fonteplasma com fusíveis corretamente dimensionados.Essa chave permitirá ao operador desligar a fonteplasma rapidamente em uma situação de emergência.
• Quando usar uma mesa d’água, certifique-se de queela está conectada corretamente à terra.
O CHOQUE ELÉTRICO PODE MATAR
• Instale e aterre esse equipamento de acordo como manual de instruções e em concordância comcódigos nacionais e locais.
• Inspecione com freqüência o cabo de alimentação embusca de danos ou rachaduras na cobertura do cabo.Substitua imediatamente o cabo de alimentaçãodanificado. A fiação sem revestimento podematar.
• Inspecione e substitua quaisquer condutoresdesgastados ou danificados da tocha.
• Não toque a peça de trabalho, inclusive as sobrasde corte, enquanto cortar. Deixe a peça de trabalhono lugar ou sobre a bancada com o cabo de trabalhoconectado a ela durante o processo de corte.
• Antes de verificar, limpar ou trocar peças da tocha,desconecte a alimentação elétrica principal ou afonte plasma.
• Nunca ignore ou contorne os mecanismos de segurança.• Antes de remover qualquer cobertura da fonte plasma
ou do sistema, desconecte a entrada de energiaelétrica. Aguarde por 5 minutos após desconectara energia para permitir que os capacitores sedescarreguem.
• Nunca opere o sistema de plasma, a menos que ascapas da fonte plasma estejam no lugar. As conexõesda fonte plasma expostas representam um graveperigo de acidentes elétricos.
• Ao realizar conexões de entrada, fixe primeiro o condutorde aterramento apropriado.
• Cada sistema de plasma Hypertherm é projetado paraser usado apenas com tochas Hypertherm específicos.Não use outros tochas como substitutos, pois issopoderia provocar superaquecimento e apresentar umrisco de segurança.
Tome as precauções necessárias ao manusear asplacas de circuito impresso.
A ELETRICIDADE ESTÁTICA PODE DANIFICAR AS PLACAS DE CIRCUITO
• Mantenha as placas de circuito impresso emrecipientes antiestáticos.
• Use uma pulseira antiestática ao manusear as placasde circuito impresso.
SEGURANÇA
1-4 Hypertherm11-08
O arco de plasma por si só é a fonte de calor usadapara o corte. Assim sendo, embora o arco de plasmanão tenha sido identificado como uma fonte de vaporestóxicos, o material em processo de corte pode seruma fonte de vapores ou gases tóxicos que esgotamo oxigênio.
Os vapores produzidos variam de acordo com o materialque é cortado. Os metais que podem liberar vaporestóxicos incluem, mas não se limitam a aço inoxidável,aço-carbono, zinco (galvanizado) e cobre.
Em alguns casos, o metal pode ser revestido comuma substância que pode liberar vapores tóxicos.Os revestimentos tóxicos incluem, mas não se limitama chumbo (em algumas tintas), cádmio (em algumastintas e filtros) e berílio.
Os gases produzidos pelo corte a plasma variam deacordo com o material a ser cortado e o método decorte, mas podem incluir ozônio, óxidos de nitrogênio,cromo hexavalente, hidrogênio e outras substâncias queestiverem contidas ou forem liberadas pelo material emprocesso de corte.
Precauções devem ser tomadas para minimizar aexposição a vapores produzidos por qualquer processoindustrial. Dependendo da composição química e daconcentração dos vapores (como também de outrosfatores como ventilação), pode haver risco de doençafísica, como defeitos congênitos ou câncer.
É de responsabilidade do proprietário do local e doequipamento testar a qualidade do ar na área ondeo equipamento é usado e garantir que a qualidadedo ar no local de trabalho atenda aos padrõese regulamentações locais e nacionais.
O nível da qualidade do ar em qualquer local de trabalhopertinente depende de variáveis especificas do local,tais como:
• Projeto da mesa (úmida, seca, submersa).
• Composição do material, acabamento da superfíciee composição dos revestimentos.
• Volume do material removido.
VAPORES TÓXICOS PODEM CAUSAR FERIMENTOS OU ATÉ A MORTE
• Duração do corte ou goivagem.
• Dimensão, volume de ar, ventilação e filtração da áreade trabalho.
• Equipamento de proteção individual (EPI).
• Número de sistemas de soldagem e de corte naoperação.
• Outros processos na fábrica que podem produzirvapores.
Se o local de trabalho deve estar em conformidadecom os regulamentos locais ou nacionais, somente amonitoração ou o teste realizado no local pode determinarse ele está acima ou abaixo dos níveis permitidos.
Para reduzir o risco de exposição a vapores:
• Remova todos os solventes de revestimentos dometal antes do corte.
• Use ventilação de exaustão local para removervapores do ar.
• Não inale vapores. Use um respirador de adução dear ao cortar qualquer metal revestido com, contendoou com suspeita de conter elementos tóxicos.
• Certifique-se de que todos aqueles que estão usandoequipamentos de solda ou corte, bem comorespiradores de adução de ar estejam qualificadose treinados para o uso correto desses equipamentos.
• Nunca corte contêineres com materiais potencialmentetóxicos no seu interior. Primeiro esvazie e limpeadequadamente o recipiente.
• Monitore ou faça testes da qualidade do ar do local,conforme necessário.
• Consulte um especialista local para implementarum plano de área para garantir uma qualidade doar segura.
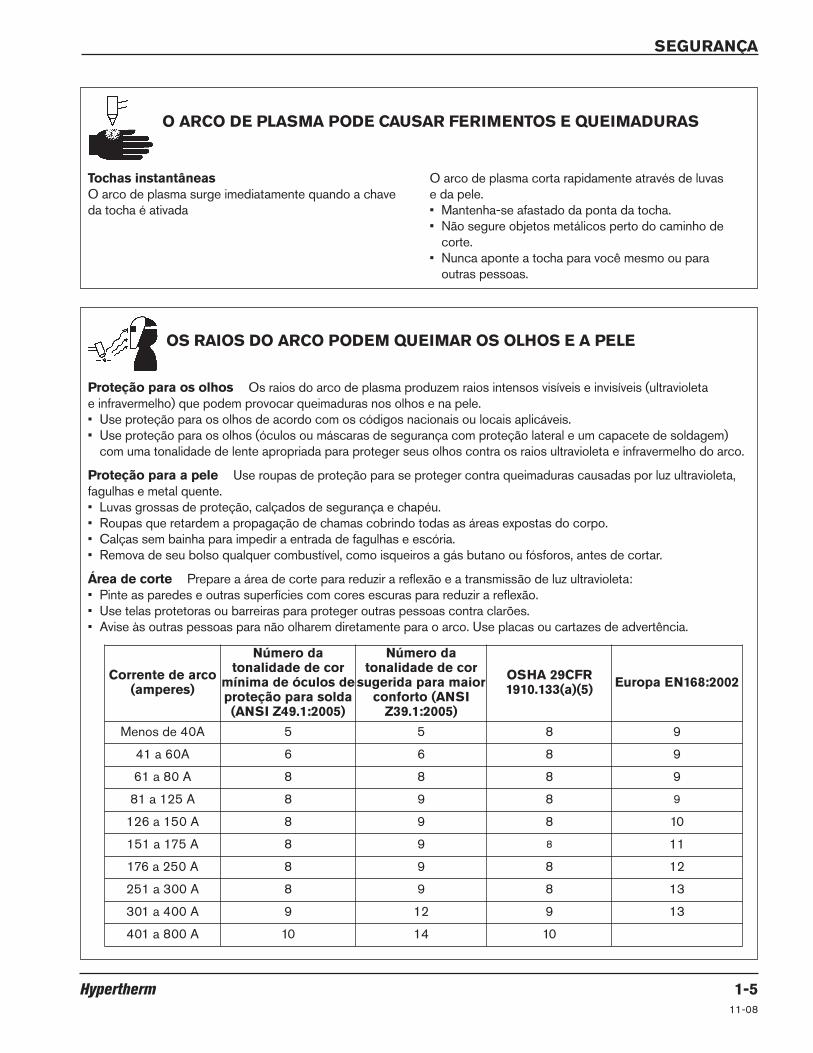
SEGURANÇA
Hypertherm 1-511-08
Tochas instantâneasO arco de plasma surge imediatamente quando a chaveda tocha é ativada
O ARCO DE PLASMA PODE CAUSAR FERIMENTOS E QUEIMADURAS
O arco de plasma corta rapidamente através de luvase da pele.• Mantenha-se afastado da ponta da tocha.• Não segure objetos metálicos perto do caminho de
corte.• Nunca aponte a tocha para você mesmo ou para
outras pessoas.
Proteção para os olhos Os raios do arco de plasma produzem raios intensos visíveis e invisíveis (ultravioletae infravermelho) que podem provocar queimaduras nos olhos e na pele.• Use proteção para os olhos de acordo com os códigos nacionais ou locais aplicáveis.• Use proteção para os olhos (óculos ou máscaras de segurança com proteção lateral e um capacete de soldagem)
com uma tonalidade de lente apropriada para proteger seus olhos contra os raios ultravioleta e infravermelho do arco.
Proteção para a pele Use roupas de proteção para se proteger contra queimaduras causadas por luz ultravioleta,fagulhas e metal quente.• Luvas grossas de proteção, calçados de segurança e chapéu.• Roupas que retardem a propagação de chamas cobrindo todas as áreas expostas do corpo.• Calças sem bainha para impedir a entrada de fagulhas e escória.• Remova de seu bolso qualquer combustível, como isqueiros a gás butano ou fósforos, antes de cortar.
Área de corte Prepare a área de corte para reduzir a reflexão e a transmissão de luz ultravioleta:• Pinte as paredes e outras superfícies com cores escuras para reduzir a reflexão.• Use telas protetoras ou barreiras para proteger outras pessoas contra clarões.• Avise às outras pessoas para não olharem diretamente para o arco. Use placas ou cartazes de advertência.
OS RAIOS DO ARCO PODEM QUEIMAR OS OLHOS E A PELE
Corrente de arco(amperes)
Número datonalidade de cor
mínima de óculos deproteção para solda(ANSI Z49.1:2005)
Número datonalidade de cor
sugerida para maiorconforto (ANSI
Z39.1:2005)
OSHA 29CFR1910.133(a)(5) Europa EN168:2002
Menos de 40A 5 5 8 9
41 a 60A 6 6 8 9
61 a 80 A 8 8 8 9
81 a 125 A 8 9 8 9
126 a 150 A 8 9 8 10
151 a 175 A 8 9 8 11
176 a 250 A 8 9 8 12
251 a 300 A 8 9 8 13
301 a 400 A 9 12 9 13
401 a 800 A 10 14 10
SEGURANÇA
1-6 Hypertherm11-08
• Nunca lubrifique válvulas ou reguladores de cilindroscom óleo ou graxa.
• Use apenas cilindros de gás, reguladores, mangueirase acessórios projetados para a aplicação específica.
• Mantenha todo o equipamento de gás comprimidoe as peças associadas em boas condições.
• Coloque etiquetas e códigos de cores em todas asmangueiras de gás para identificar o tipo de gás emcada uma. Consulte os códigos nacionais ou locaisaplicáveis.
CILINDROS DE GÁS PODEMEXPLODIR SE FOREMDANIFICADOS
SEGURANÇA DE EQUIPAMENTOS DE GÁS COMPRIMIDO
Os cilindros de gás contêm gás sob alta pressão. Se fordanificado, um cilindro poderá explodir.
• Manuseie e use cilindros de gás comprimido de acordocom os códigos nacionais e locais aplicáveis.
• Nunca use um cilindro que não esteja em posiçãovertical e preso com firmeza ao local adequado.
• Mantenha a tampa protetora em seu lugar sobre a válvula, exceto quando o cilindro estiver em uso ou conectado para uso.
• Nunca permita o contato elétrico entre o arco deplasma e um cilindro.
• Nunca exponha cilindros a calor excessivo, fagulhas,escória ou chama aberta.
• Nunca use um martelo, uma chave de boca ou outraferramenta para abrir uma válvula de cilindroemperrada.
Cabo de trabalho Conecte o cabo de trabalho comfirmeza à peça de trabalho ou à bancada com um bomcontato entre os metais. Não o conecte à parte da peçaque cairá quando o corte for concluído.
Bancada de trabalho Conecte a bancada detrabalho a um ponto de aterramento, de acordo comcódigos elétricos nacionais ou locais apropriados.
Alimentação elétrica• Certifique-se de conectar o fio terra do cabo de força
ao terra da caixa de desconexão.• Se a instalação do sistema de plasma envolver
a conexão do cabo de força à fonte plasma,certifique-se de conectar o fio terra do cabo de forçade maneira apropriada.
• Fixe primeiro o fio terra do cabo de força ao pinosuporte, depois coloque quaisquer outros fios terrasobre o terra do cabo de força. Aperte com firmezaa porca de retenção.
• Aperte todas as conexões elétricas para evitaro aquecimento excessivo.
SEGURANÇA DE ATERRAMENTO
SEGURANÇA
Hypertherm 1-711-08
A exposição prolongada ao ruído resultante de corteou goivadura pode prejudicar a audição.
• Use proteção aprovada para os ouvidos ao utilizaro sistema de plasma.
• Avise outras pessoas próximas sobre os perigosdo ruído.
O RUÍDO PODE PREJUDICARA AUDIÇÃO
A operação de aparelhos marcapasso e de surdez podeser afetada por campos magnéticos produzidos porcorrentes elevadas.
Os portadores de aparelhos marcapasso e de surdezdevem consultar um médico antes de se aproximaremde qualquer operação de corte e goivagem.
Para reduzir os riscos de campos magnéticos:
• Mantenha o cabo de trabalho e o condutor da tochado mesmo lado, afastados do seu corpo.
• Mantenha os condutores da tocha o mais próximopossível do cabo de trabalho.
• Não enrole ou dobre o condutor da tocha ou o cabode trabalho em torno do seu corpo.
• Mantenha-se o mais longe possível da fonte plasma.
OPERAÇÃO DE APARELHOSMARCAPASSO E DE SURDEZ
Os canos congelados podem se danificar ou atéexplodir se você tentar degelo com a tocha plasma.
O ARCO PLASMA PODEDANIFICAR CANOSCONGELADOS
SÍMBOLOS E MARCASSeu produto Hypertherm pode ter uma ou mais das seguintes marcas na placa de dados ou próximo dela. Devido àsdiferenças e conflitos nos regulamentos nacionais, nem todas as marcas são aplicadas a todas as versões de umproduto.
Marca-símbolo SA marca-símbolo S indica que a fonte plasma e a tocha são compatíveis com as operações realizadas emambientes com maior risco de choque elétrico por IEC 60974-1.
Marca CSAOs produtos Hypertherm com a marca CSA atendem aos regulamentos norte-americanos e canadenses parasegurança de produtos. Os produtos foram avaliados, testados e certificados pela CSA – International. Comoalternativa, o produto pode ter a marca de um outro Laboratório de Teste Nacionalmente Reconhecido (NRTL –Nationally Recognized Testing Laboratories) autorizado tanto nos Estados Unidos quanto no Canadá, comoo Underwriters Laboratories, Incorporated (UL) ou TÜV.
Marca CEA marca CE significa uma declaração de conformidade do fabricante com as diretivas e padrões europeusaplicáveis. Somente as versões dos produtos Hypertherm com a marcação CE, localizada na placa de dadosou próxima dela, tiveram sua conformidade testada de acordo com a Diretiva Européia de Baixa Tensão e coma Diretiva de Compatibilidade Eletromagnética (EMC). Os filtros EMC necessários para atender a DiretivaEMC são incorporados nas versões de produtos com marcação CE.
Marca GOST-RAs versões CE dos produtos Hypertherm, que incluem a marca GOST-R de conformidade, atendem aosrequisitos EMC e de segurança do produto para exportação para a Federação Russa.
Marca c-TickAs versões CE dos produtos Hypertherm com a marca c-Tick atendem aos requisitos EMC exigidos paracomercialização na Austrália e Nova Zelândia.
Marca CCCA marca de Certificação Compulsória da China (CCC) indica que o produto foi testado e considerado emconformidade com os regulamentos de segurança do produto, exigidos para venda na China.
SEGURANÇA
1-8 Hypertherm11-08
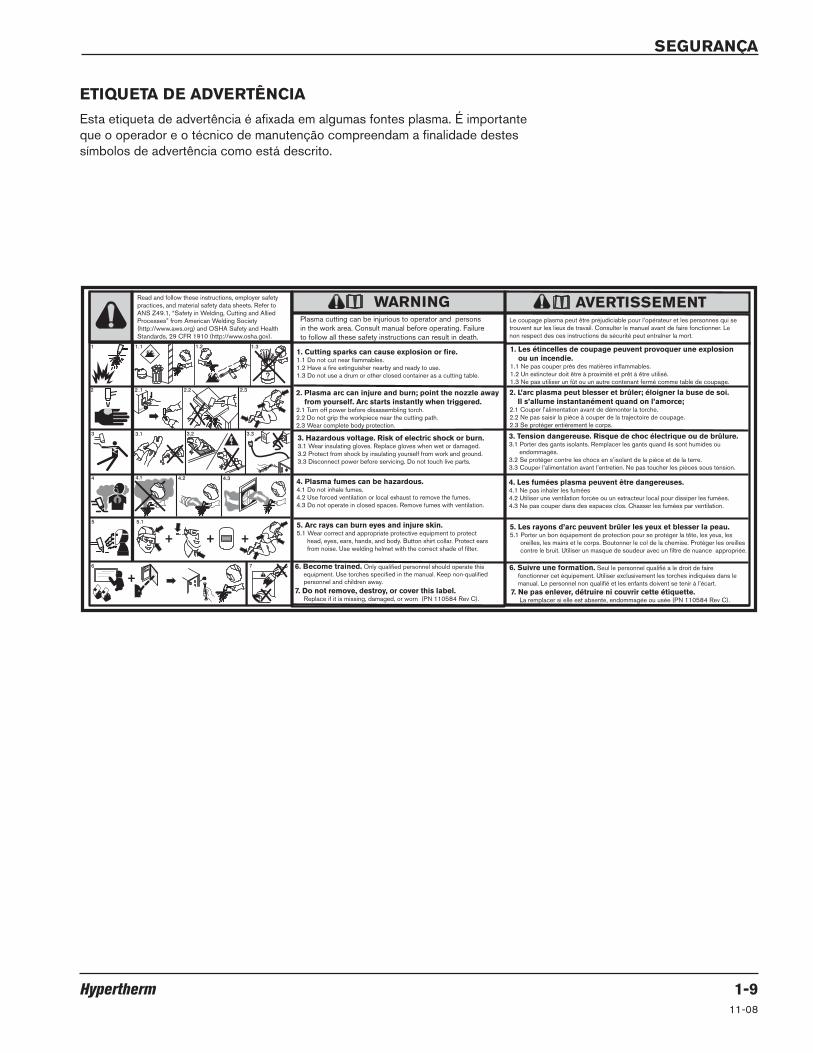
SEGURANÇA
Hypertherm 1-911-08
ETIQUETA DE ADVERTÊNCIAEsta etiqueta de advertência é afixada em algumas fontes plasma. É importanteque o operador e o técnico de manutenção compreendam a finalidade destessímbolos de advertência como está descrito.
Read and follow these instructions, employer safetypractices, and material safety data sheets. Refer to ANS Z49.1, “Safety in Welding, Cutting and Allied Processes” from American Welding Society (http://www.aws.org) and OSHA Safety and Health Standards, 29 CFR 1910 (http://www.osha.gov).
WARNING
1. Cutting sparks can cause explosion or fire.1.1 Do not cut near flammables.1.2 Have a fire extinguisher nearby and ready to use.1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away from yourself. Arc starts instantly when triggered. 2.1 Turn off power before disassembling torch.2.2 Do not grip the workpiece near the cutting path.2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.3.1 Wear insulating gloves. Replace gloves when wet or damaged.3.2 Protect from shock by insulating yourself from work and ground.3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.4.1 Do not inhale fumes. 4.2 Use forced ventilation or local exhaust to remove the fumes.4.3 Do not operate in closed spaces. Remove fumes with ventilation.
6. Become trained. Only qualified personnel should operate this equipment. Use torches specified in the manual. Keep non-qualified personnel and children away.
5. Arc rays can burn eyes and injure skin.5.1 Wear correct and appropriate protective equipment to protect head, eyes, ears, hands, and body. Button shirt collar. Protect ears from noise. Use welding helmet with the correct shade of filter.
7. Do not remove, destroy, or cover this label. Replace if it is missing, damaged, or worn (PN 110584 Rev C).
Plasma cutting can be injurious to operator and persons in the work area. Consult manual before operating. Failure to follow all these safety instructions can result in death.
AVERTISSEMENTLe coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion ou un incendie.1.1 Ne pas couper près des matières inflammables. 1.2 Un extincteur doit être à proximité et prêt à être utilisé.1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi. Il s’allume instantanément quand on l’amorce; 2.1 Couper l’alimentation avant de démonter la torche. 2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage. 2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure. 3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou endommagés. 3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre. 3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses. 4.1 Ne pas inhaler les fumées 4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées. 4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau. 5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.7. Ne pas enlever, détruire ni couvrir cette étiquette. La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).

SEGURANÇA
1-10 Hypertherm11-08
ETIQUETA DE ADVERTÊNCIAEsta etiqueta de advertência é afixada em algumas fontes plasma.É importante que o operador e o técnico de manutenção compreendama finalidade destes símbolos de advertência como está descrito. O textonumerado corresponde às caixas numeradas na etiqueta.
1. As fagulhas do corte podem causarexplosão ou incêndios.
1.1 Não corte perto de inflamáveis.1.2 Tenha um extintor de incêndios nas
proximidades, pronto para uso.1.3 Não use barril ou outro contêiner fechado
como mesa de corte.2. O arco plasma pode causar ferimentos
e queimaduras; aponte o bico para longede você. O arco inicia instantaneamentequando disparado.
2.1 Desligue a fonte plasma antes dedesmontar o maçarico.
2.2 Não prenda a peça de trabalho próximodo caminho de corte.
2.3 Use proteção corporal completa.3. Tensões perigosas. Risco de choque
elétrico ou queimadura.3.1 Use luvas isolantes. Substitua as luvas se
estiverem úmidas ou danificadas.3.2 Proteja contra choque, isolando-se da
obra e do aterramento.3.3 Desligue a energia antes de qualquer
manutenção. Não toque em peçasenergizadas.
4. Os vapores de plasma podem serperigosos.
4.1 Não inale os vapores.4.2 Use ventilação forçada ou exaustão local
para remover os vapores.4.3 Não opere em espaços fechados. Remova
os vapores com ventilação.5. Os raios do arco podem queimar os olhos
e ferir a pele.5.1 Use equipamento de proteção adequado
para proteger a cabeça, olhos, ouvidos,mãos e corpo. Abotoe o colarinho dacamisa. Proteja os ouvidos contra ruídos.Use máscara de solda com a corretatonalidade de filtro.
6. Faça treinamentos. Somente pessoalqualificado deve operar este equipamento.Use as tochas especificadas no manual.Mantenha pessoal não qualificado e crianças longe deste equipamento.
7. Não remova, destrua ou cubra estaetiqueta. Substitua se estiver faltando,danificada ou gasta.

SEGURANÇA
Hypertherm 1-1111-08
INFORMAÇÃO SOBRE COLETA DE PÓ SECOEm alguns locais, o pó seco pode representar um potencial perigo de explosão.
A edição de 2007 da norma NFPA 68 da Associação Nacional de Combate a Incêndios dos Estados Unidos –“Proteção contra Explosão por Alívio de Deflagração”, estabelece requisitos para o projeto, local, instalação,manutenção e uso de dispositivos e sistemas para aliviar gases e pressões de combustão, depois de qualquer evento de deflagração. Consulte o fabricante ou empresa de instalação de qualquer sistema de coleta de pó seco, para informações sobre os requisitos aplicáveis, antes de instalar um novo sistema de coleta de pó seco ou realizarmudanças significativas no processo ou materiais usados em um sistema já existente.
Consulte a “Authority Having Jurisdiction – AHJ” (Autoridade com Jurisdição) em sua região para determinar qualedição da NFPA 68 foi “adotada como referência” em seus códigos de construção locais.
Consulte a NFPA 68 para obter definições e explicações sobre os termos regulatórios como “deflagração, AHJ,adotada como referência, valor Kst, índice de deflagração” e outros.
Nota 1 – A interpretação da Hypertherm desses novos requisitos é a seguinte, a menos que uma avaliação específicano local tenha sido realizada par determinar que todo o pó gerado não é combustível: a edição de 2007 da NFPA 68exige o uso de alívios de explosão projetados para o caso mais extremo de valor de Kst (ver anexo F), que possam ser gerados de pó, de modo que o tamanho e tipo de alívio possam ser projetados. A NFPA 68 não identificaespecificamente o corte a plasma ou outros processos de corte térmicos como procedimentos que exijam sistemas de alívio de deflagração, mas ela aplica esses novos requisitos a todos os sistemas de coleta de pó seco.
Nota 2 – Os usuários de manuais da Hypertherm devem consultar e cumprir todas as leis e regulamentos locais,estaduais e federais aplicáveis. A Hypertherm, com a publicação de qualquer um de seus manuais, não pretende incitarações que não estão em conformidade com todos os regulamentos e normas e este manual não deve nunca serinterpretado desta maneira.

SEGURANÇA
1-12 Hypertherm
HPR260XD Gás automático Manual de instruções 2-1
Seção 2
ESpEcificaçõES
Nesta seção:
Descrição do sistema ...............................................................................................................................................................................2-3Geral ...................................................................................................................................................................................................2-3Fonte de alimentação .....................................................................................................................................................................2-3Console de ignição .........................................................................................................................................................................2-3Console de seleção ........................................................................................................................................................................2-3Console de medidas .......................................................................................................................................................................2-3Tocha ..................................................................................................................................................................................................2-3
Especificações ...........................................................................................................................................................................................2-4Requisitos do sistema de gás ......................................................................................................................................................2-4Fonte de alimentação .....................................................................................................................................................................2-5Console de ignição – 078172 .....................................................................................................................................................2-6Console de seleção – 078533 ....................................................................................................................................................2-8Console de medidas – 078535 ...................................................................................................................................................2-9Tocha – 228521 ........................................................................................................................................................................... 2-10
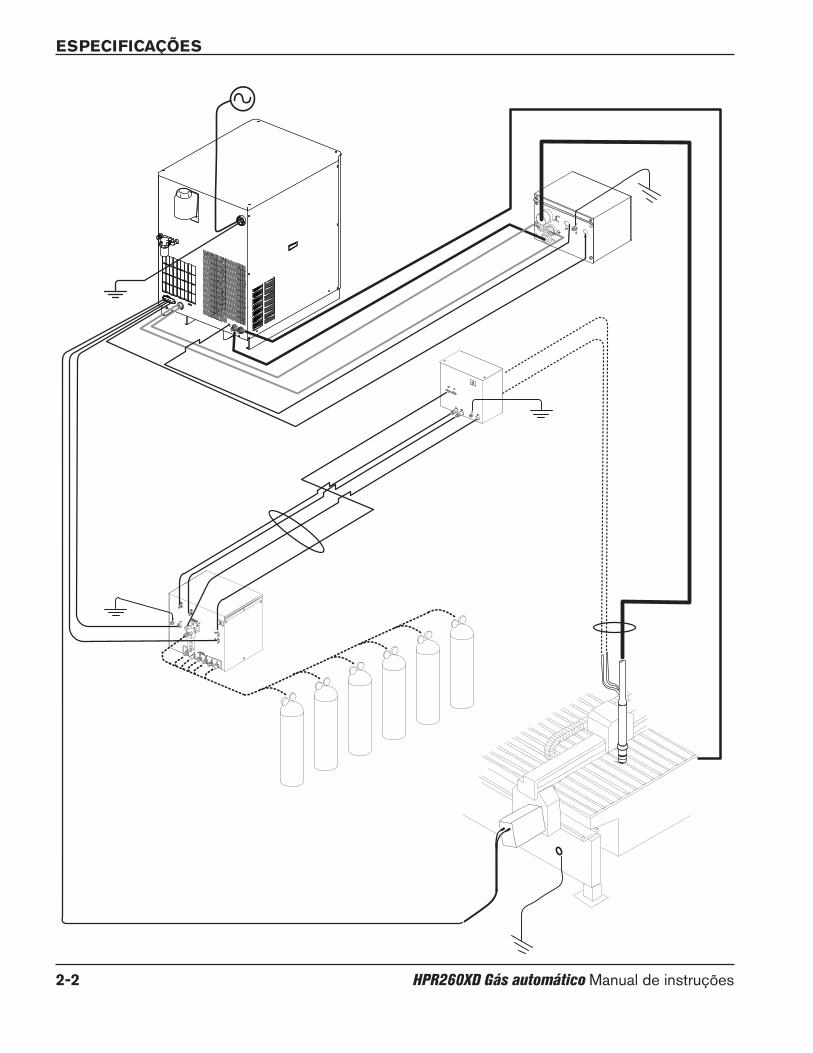
ESpEcificaçõES
2-2 HPR260XD Gás automático Manual de instruções

ESpEcificaçõES
HPR260XD Gás automático Manual de instruções 2-3
Descrição do sistema
GeralOs sistemas de plasma HyPerformance são projetados para cortar uma grande variedade de espessuras de aço-carbono, aço inoxidável e alumínio.
fonte de alimentaçãoA fonte de alimentação é de 260 A, 150 VCC, com suprimento de corrente constante. Contém os circuitos elétricos para acender a tocha, um trocador de calor e uma bomba para resfriar a tocha. A fonte de alimentação tem uma interface serial que fornece comunicação com um controlador de CNC.
console de igniçãoO Console de Ignição usa um conjunto de centelhador. O Console de Ignição converte a tensão de controle de 120 VCA da fonte de alimentação em pulsos de alta frequência e alta tensão (9 kV a 10 kV) para quebrar o intervalo do bico de eletrodo da tocha. O sinal de alta tensão e alta frequência é acoplado ao fio do catodo e ao fio do arco piloto.
console de seleçãoO Console de Seleção gerencia a seleção e a mistura dos gases de plasma. Contém válvulas motorizadas, válvulas solenoides e transdutores de pressão. Também contém uma placa de controle em circuito impresso, placa de relé de CA e um painel de distribuição de alimentação. O Console de Seleção tem uma lâmpada LED que acende quando a alimentação é fornecida ao sistema.
console de medidasO Console de Medidas pode ser colocado a até 1,8 m de distância da tocha e controla em tempo real a faixa de vazão de gases para a tocha. Também controla a quantidade de gás do processo LongLife®. O Console de Medidas contém válvulas de controle proporcional, uma placa de controle em circuito impresso e um painel de distribuição de alimentação.
TochaA capacidade de corte praticamente isento de escória da tocha é de 38 mm (1,5 pol.) para o corte HyDefinition. A capacidade de perfuração de produção é de 38 mm (1,5 pol.) para aço-carbono, de 32 mm (1,25 pol.) para aço inoxidável e de 25 mm (1,5 pol.) para alumínio. A capacidade máxima de corte (com início pela borda) é de 64 mm (2,5 pol.) para aço-carbono e aço inoxidável e de 50 mm (2 pol.) para alumínio.
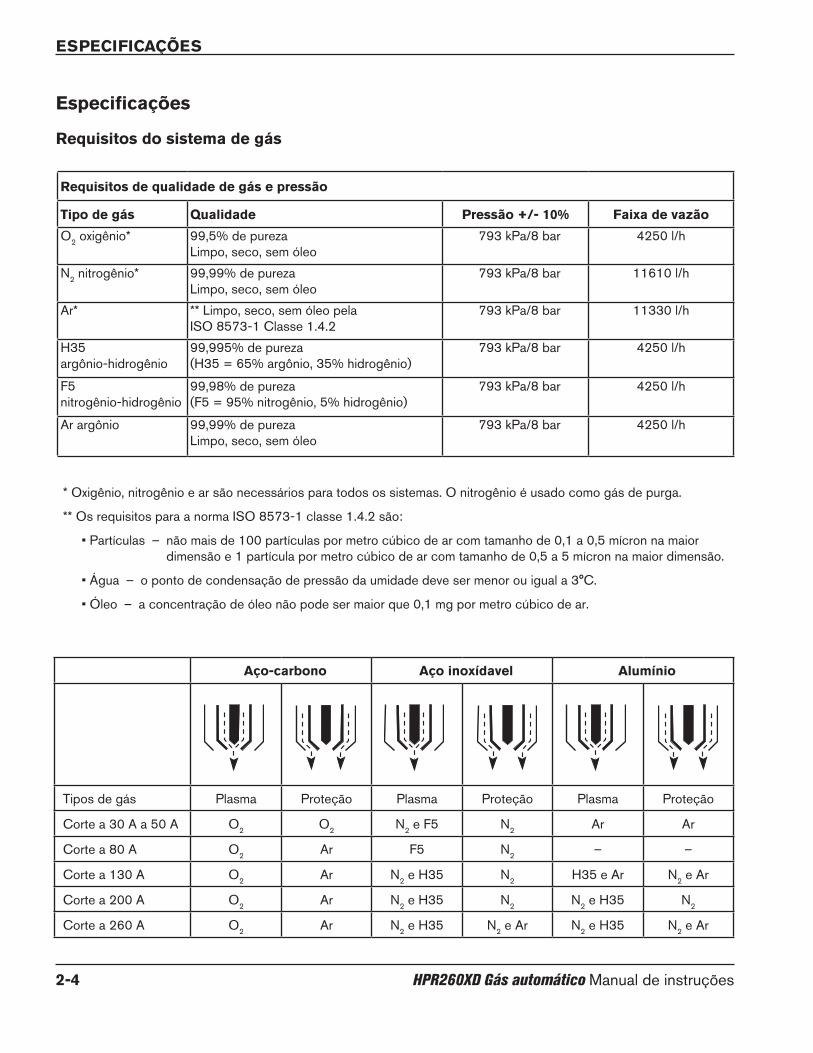
ESpEcificaçõES
2-4 HPR260XD Gás automático Manual de instruções
Especificações
Requisitos do sistema de gás
aço-carbono aço inoxídavel alumínio
Tipos de gás Plasma Proteção Plasma Proteção Plasma Proteção
Corte a 30 A a 50 A O2 O2 N2 e F5 N2 Ar Ar
Corte a 80 A O2 Ar F5 N2 – –
Corte a 130 A O2 Ar N2 e H35 N2 H35 e Ar N2 e Ar
Corte a 200 A O2 Ar N2 e H35 N2 N2 e H35 N2
Corte a 260 A O2 Ar N2 e H35 N2 e Ar N2 e H35 N2 e Ar
* Oxigênio, nitrogênio e ar são necessários para todos os sistemas. O nitrogênio é usado como gás de purga.
** Os requisitos para a norma ISO 8573-1 classe 1.4.2 são:
• Partículas – não mais de 100 partículas por metro cúbico de ar com tamanho de 0,1 a 0,5 mícron na maior dimensão e 1 partícula por metro cúbico de ar com tamanho de 0,5 a 5 mícron na maior dimensão.
• Água – o ponto de condensação de pressão da umidade deve ser menor ou igual a 3°C.
• Óleo – a concentração de óleo não pode ser maior que 0,1 mg por metro cúbico de ar.
Requisitos de qualidade de gás e pressão
Tipo de gás Qualidade pressão +/- 10% faixa de vazão
O2 oxigênio* 99,5% de purezaLimpo, seco, sem óleo
793 kPa/8 bar 4250 l/h
N2 nitrogênio* 99,99% de purezaLimpo, seco, sem óleo
793 kPa/8 bar 11610 l/h
Ar* ** Limpo, seco, sem óleo pelaISO 8573-1 Classe 1.4.2
793 kPa/8 bar 11330 l/h
H35argônio-hidrogênio
99,995% de pureza(H35 = 65% argônio, 35% hidrogênio)
793 kPa/8 bar 4250 l/h
F5nitrogênio-hidrogênio
99,98% de pureza(F5 = 95% nitrogênio, 5% hidrogênio)
793 kPa/8 bar 4250 l/h
Ar argônio 99,99% de purezaLimpo, seco, sem óleo
793 kPa/8 bar 4250 l/h
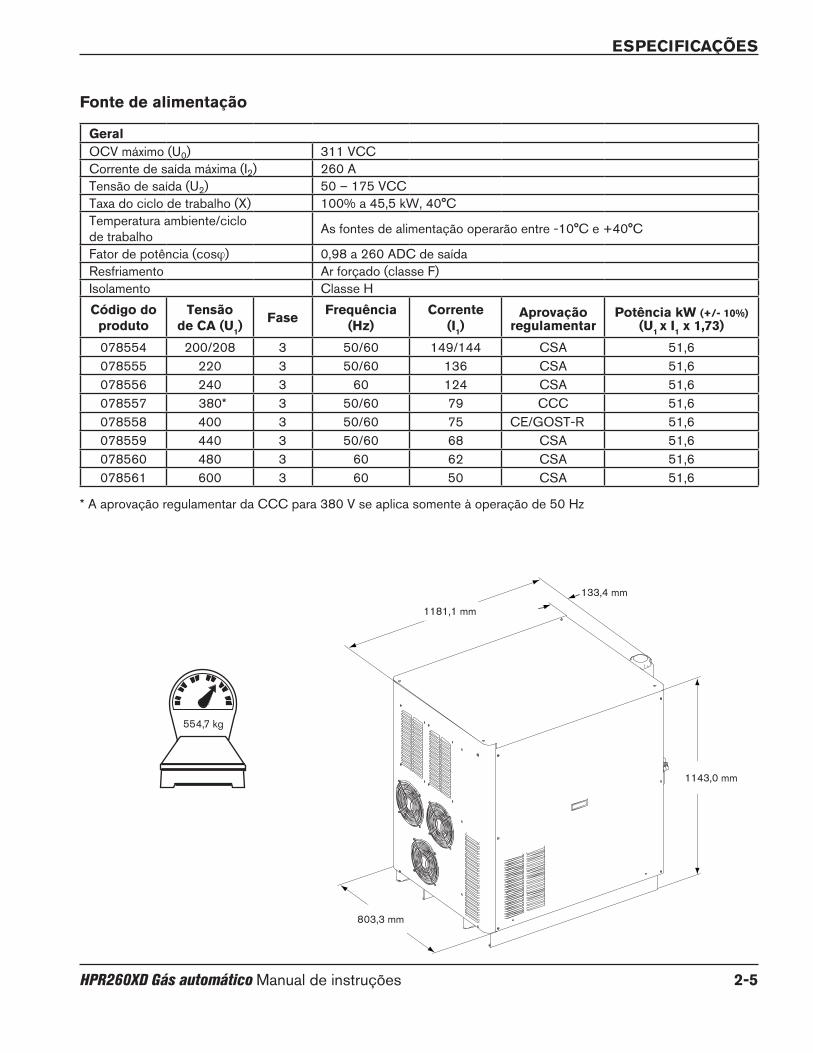
ESpEcificaçõES
HPR260XD Gás automático Manual de instruções 2-5
fonte de alimentação
133,4 mm
1181,1 mm
1143,0 mm
803,3 mm
554,7 kg
* A aprovação regulamentar da CCC para 380 V se aplica somente à operação de 50 Hz
GeralOCV máximo (U0) 311 VCCCorrente de saída máxima (I2) 260 ATensão de saída (U2) 50 – 175 VCCTaxa do ciclo de trabalho (X) 100% a 45,5 kW, 40°CTemperatura ambiente/ciclo de trabalho As fontes de alimentação operarão entre -10°C e +40°C
Fator de potência (cosϕ) 0,98 a 260 ADC de saídaResfriamento Ar forçado (classe F)Isolamento Classe Hcódigo do
produtoTensão
de ca (U1)fase frequência
(Hz)corrente
(i1)aprovação
regulamentarpotência kW (+/- 10%)
(U1 x i1 x 1,73)
078554 200/208 3 50/60 149/144 CSA 51,6078555 220 3 50/60 136 CSA 51,6078556 240 3 60 124 CSA 51,6078557 380* 3 50/60 79 CCC 51,6078558 400 3 50/60 75 CE/GOST-R 51,6078559 440 3 50/60 68 CSA 51,6078560 480 3 60 62 CSA 51,6078561 600 3 60 50 CSA 51,6

ESpEcificaçõES
2-6 HPR260XD Gás automático Manual de instruções
console de ignição – 078172• O console de ignição pode ser montado localmente na fonte de alimentação (LHF) ou remotamente na ponte
da mesa de corte (RHF). Consulte a seção Instalação para obter detalhes.
• O comprimento máximo do cabo, do console de ignição até o suporte motorizado da tocha, é de 20 m. Deixe espaço para remover a parte superior ao fazer manutenção.
• O console de ignição pode ser montado horizontalmente ou verticalmente.
9,1 kg
283 mm
219 mm
194 mm
152 mm
216 mm

ESpEcificaçõES
HPR260XD Gás automático Manual de instruções 2-7
Montagem horizontal
Montagem vertical
Montagem LHf (local)
Montado na mesa
Montagem RHf (remota)
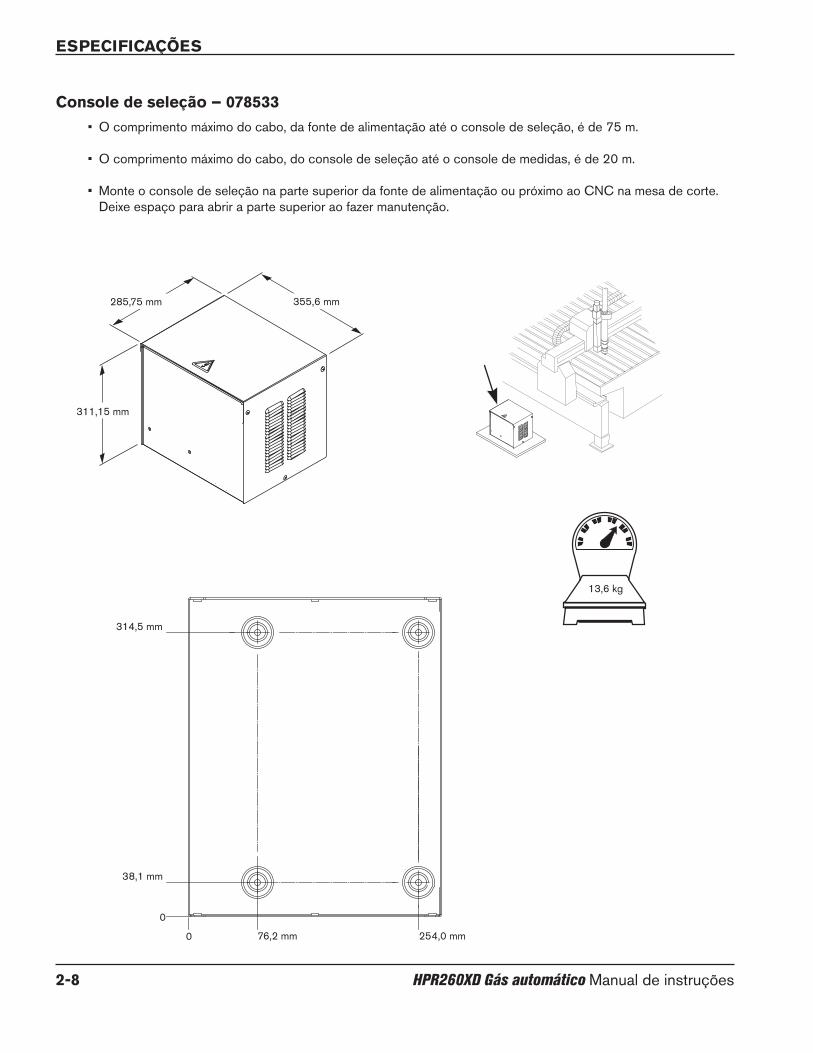
ESpEcificaçõES
2-8 HPR260XD Gás automático Manual de instruções
console de seleção – 078533• O comprimento máximo do cabo, da fonte de alimentação até o console de seleção, é de 75 m.
• O comprimento máximo do cabo, do console de seleção até o console de medidas, é de 20 m.
• Monte o console de seleção na parte superior da fonte de alimentação ou próximo ao CNC na mesa de corte. Deixe espaço para abrir a parte superior ao fazer manutenção.
355,6 mm285,75 mm
311,15 mm
314,5 mm
254,0 mm
13,6 kg
0
38,1 mm
0 76,2 mm
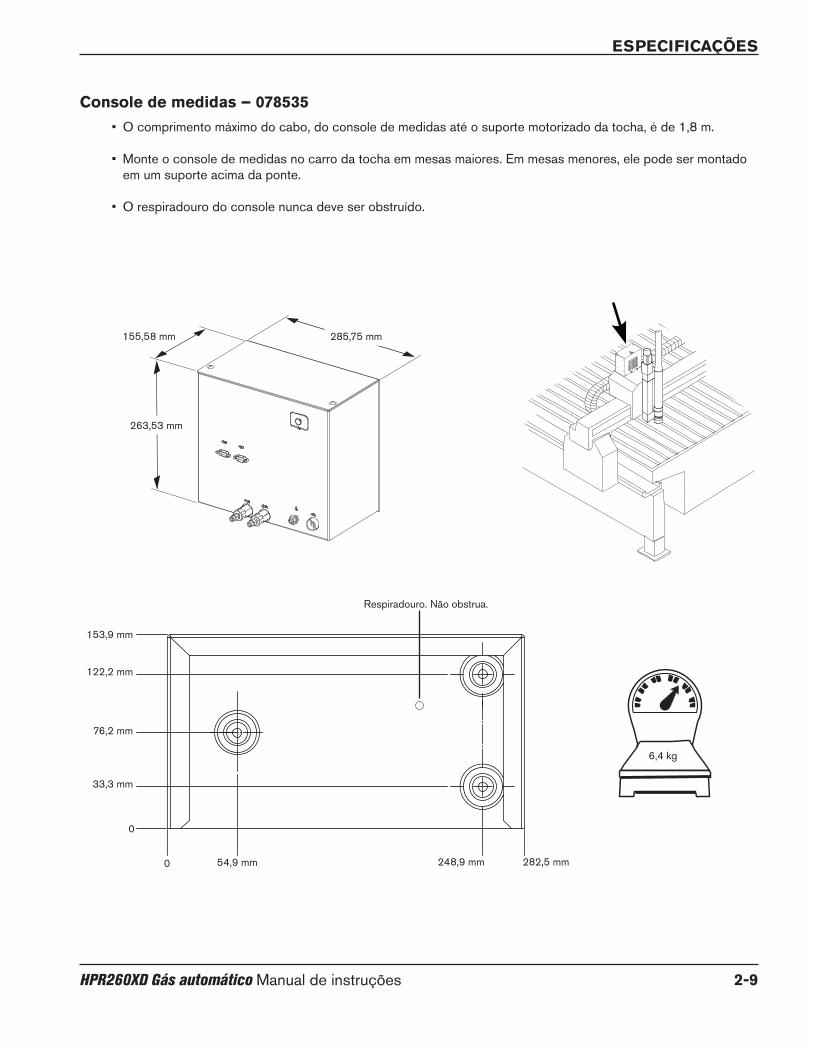
ESpEcificaçõES
HPR260XD Gás automático Manual de instruções 2-9
console de medidas – 078535• O comprimento máximo do cabo, do console de medidas até o suporte motorizado da tocha, é de 1,8 m.
• Monte o console de medidas no carro da tocha em mesas maiores. Em mesas menores, ele pode ser montado em um suporte acima da ponte.
• O respiradouro do console nunca deve ser obstruído.
153,9 mm
33,3 mm
122,2 mm
0
54,9 mm
76,2 mm
6,4 kg
282,5 mm0 248,9 mm
Respiradouro. Não obstrua.
263,53 mm
155,58 mm 285,75 mm

ESpEcificaçõES
2-10 HPR260XD Gás automático Manual de instruções
Tocha – 228521• O diâmetro externo da capa isolante da tocha é de 50,8 mm.
• O raio mínimo de curvatura dos cabos da tocha é de 152,4 mm.
1,8 m
1,9 kg
193 mm49 mm
104 mm
57 mm51 mm
95 mm
51 mm
345 mm43 °

HPR260XD Gás automático Manual de instruções 3-1
Seção 3
InStalação
Nesta seção:
Ao receber ...................................................................................................................................................................................................3-3Reclamações ..............................................................................................................................................................................................3-3Requisitos de instalação ..........................................................................................................................................................................3-3Níveis de ruído ............................................................................................................................................................................................3-3Posicionamento dos componentes do sistema ..................................................................................................................................3-3
Especificações de torque ..............................................................................................................................................................3-3Requisitos de instalação ..........................................................................................................................................................................3-4
Componentes do sistema .............................................................................................................................................................3-5Cabos e mangueiras .......................................................................................................................................................................3-5Mangueira de suprimento de gás ................................................................................................................................................3-5Cabo de alimentação fornecido pelo cliente ............................................................................................................................3-5
Práticas recomendadas de aterramento e blindagem .......................................................................................................................3-6Introdução ....................................................................................................................................................................................................3-6
Tipos de aterramento ......................................................................................................................................................................3-6Orientações ......................................................................................................................................................................................3-7Diagrama de aterramento ........................................................................................................................................................... 3-10Posicionamento da fonte de alimentação ...............................................................................................................................3-11Instalação do console de ignição .............................................................................................................................................3-12Instalação do console de medidas ...........................................................................................................................................3-14Posicionamento do console de seleção .................................................................................................................................3-15
Fonte de alimentação para cabos do console de ignição .............................................................................................................3-16Fio do arco piloto ..........................................................................................................................................................................3-16Cabo negativo ...............................................................................................................................................................................3-16Cabo de alimentação do console de ignição ........................................................................................................................3-18Mangueiras do líquido refrigerante do console de ignição ................................................................................................3-19
Fonte de alimentação para cabos do console de seleção............................................................................................................3-20Cabo de controle..........................................................................................................................................................................3-20Cabo de alimentação ..................................................................................................................................................................3-20
Console de seleção para conexões do console de medidas .......................................................................................................3-22Conjunto de cabo e mangueira de gás ...................................................................................................................................3-22
Fonte de alimentação para cabo de interface do CNC .................................................................................................................3-24Cabo opcional de interface multissistema do CNC.............................................................................................................3-24Notas sobre a lista de execução do cabo de interface do CNC ......................................................................................3-25

InStalação
3-2 HPR260XD Gás automático Manual de instruções
Exemplos de circuitos de saída ................................................................................................................................................3-26Exemplos de circuitos de entrada ............................................................................................................................................3-27
Chave de força remota ..........................................................................................................................................................................3-28Cabo da tocha completo ......................................................................................................................................................................3-29Cabo-obra ................................................................................................................................................................................................3-30Conexões da tocha ................................................................................................................................................................................3-31
Conexão da tocha com o cabo da tocha completo .............................................................................................................3-31Conexão da tocha com o engate rápido .................................................................................................................................3-35
Montagem e alinhamento da tocha ....................................................................................................................................................3-36Montagem da tocha .....................................................................................................................................................................3-36Alinhamento da tocha ..................................................................................................................................................................3-36
Requisito do suporte motorizado da tocha .......................................................................................................................................3-36Requisitos de alimentação ....................................................................................................................................................................3-37
Geral ................................................................................................................................................................................................3-37Chave de desconexão da linha .................................................................................................................................................3-38Cabo de alimentação principal .................................................................................................................................................3-38
Conexão da alimentação .......................................................................................................................................................................3-39Requisitos do líquido refrigerante da tocha ......................................................................................................................................3-40
Líquido refrigerante pré-misturado para temperaturas normais de funcionamento ......................................................3-40Mistura personalizada de líquido refrigerante para baixas temperaturas de funcionamento ......................................3-41Mistura personalizada de líquido refrigerante para altas temperaturas de funcionamento .........................................3-42
Requisitos de pureza da água .............................................................................................................................................................3-42Abastecimento da fonte de alimentação com líquido refrigerante ..............................................................................................3-43Requisitos de gás ...................................................................................................................................................................................3-44
Definição dos reguladores de suprimento ..............................................................................................................................3-44Reguladores de gás ...............................................................................................................................................................................3-45Tubulação do suprimento de gás ........................................................................................................................................................3-46
Conexão dos gases de suprimento ......................................................................................................................................... 3-47Mangueira de suprimento de gás .......................................................................................................................................................3-48
InStalação
HPR260XD Gás automático Manual de instruções 3-3
ao receber• Verifique se todos os componentes do sistema do seu pedido foram recebidos. Entre em contato com
o fornecedor se algum item estiver faltando.
• Verifique se os componentes do sistema apresentam alguma avaria física que possa ter sido causada durante o transporte. Se houver evidência disso, consulte Reclamações. Qualquer comunicação a respeito de reclamações deve incluir o número do modelo e o número de série localizados na parte posterior da fonte de alimentação.
ReclamaçõesReclamações por avarias durante o transporte – Se a sua unidade foi danificada durante o transporte, você deve registrar uma reclamação na transportadora. A Hypertherm fornecerá a você uma cópia do conhecimento de carga mediante pedido. Caso você precise de mais assistência, ligue para o serviço de atendimento ao cliente listado no começo deste manual ou ligue para o seu distribuidor autorizado Hypertherm.
Reclamações por mercadoria avariada ou ausente — Se qualquer uma das mercadorias estiver avariada ou ausente, entre em contato com seu fornecedor. Caso você precise de mais assistência, ligue para o serviço de atendimento ao cliente listado no começo deste manual ou ligue para o seu distribuidor autorizado Hypertherm.
Requisitos de instalaçãoQualquer instalação e manutenção dos sistemas de eletricidade e de tubulação deve estar em conformidade com a regulamentação regional ou nacional de eletricidade e de tubulação. Esse serviço deverá ser prestado apenas por um profissional qualificado e credenciado.
Envie qualquer pergunta técnica ao departamento de assistência técnica da Hypertherm listado no começo deste manual ou ao seu distribuidor autorizado Hypertherm.
níveis de ruídoOs níveis aceitáveis de ruído, definidos conforme as normas nacionais ou regionais, podem ser ultrapassados por este sistema de plasma. Use sempre a proteção auricular adequada durante o corte ou a goivagem. Consulte também Ruídos podem danificar a audição na seção Segurança deste manual.
Os dados foram obtidos durante o corte de 12,7 mm (0,5 pol.) de aço-carbono a 260 A usando um processo de O2/Ar a 76,2 mm acima da água. A medida de decibéis a 914,4 mm da frente da tocha e 330,2 mm acima do arco são: Nível máx. de 120,7, dBC (MaxP) e 98,6 Lav5, dBA.
Posicionamento dos componentes do sistema• Posicione todos os componentes do sistema antes de fazer as conexões elétricas, de gás e da interface.
Use o diagrama desta seção para obter orientações sobre o posicionamento dos componentes.
• Aterre todos os componentes do sistema no solo. Consulte Práticas recomendadas de aterramento e blindagem nesta seção para detalhes.
• Para prevenir vazamentos no sistema, aperte todas as conexões de gás e água conforme demonstrado abaixo:
2WRENCHES
Especificações de torque
tamanho da mangueira de água ou de gás kgf-cm lbf-pol. lbf-pés
Até 10 mm 8,6-9,8 75-85 6,25-7
12 mm 41,5-55 360-480 30-40

InStalação
3-4 HPR260XD Gás automático Manual de instruções
Requisitos de instalação
AB
C
D
1
2
34
56
7
8 9
10
11
13
E
1514
12
19
13
15
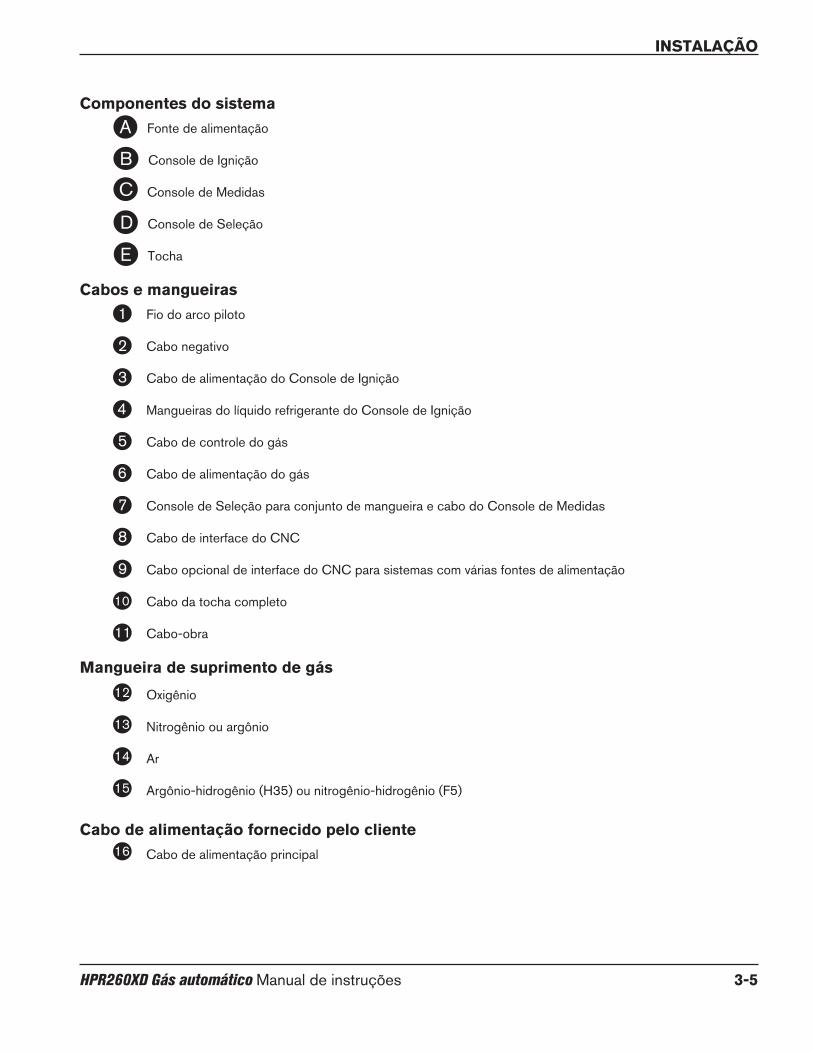
InStalação
HPR260XD Gás automático Manual de instruções 3-5
Componentes do sistemaA Fonte de alimentação
B Console de Ignição
C Console de Medidas
D Console de Seleção
E Tocha
Cabos e mangueiras1 Fio do arco piloto
2 Cabo negativo
3 Cabo de alimentação do Console de Ignição
4 Mangueiras do líquido refrigerante do Console de Ignição
5 Cabo de controle do gás
6 Cabo de alimentação do gás
7 Console de Seleção para conjunto de mangueira e cabo do Console de Medidas
8 Cabo de interface do CNC
9 Cabo opcional de interface do CNC para sistemas com várias fontes de alimentação
10 Cabo da tocha completo
11 Cabo-obra
Mangueira de suprimento de gás12 Oxigênio
13 Nitrogênio ou argônio
14 Ar
15 Argônio-hidrogênio (H35) ou nitrogênio-hidrogênio (F5)
Cabo de alimentação fornecido pelo cliente16 Cabo de alimentação principal

InStalação
3-6 HPR260XD Gás automático Manual de instruções
Práticas recomendadas de aterramento e blindagem
IntroduçãoEste documento descreve o aterramento e a blindagem necessários para proteger a instalação de um sistema de corte a plasma contra ruídos de interferências de radio frequência (RFI) e interferências eletromagnéticas (EMI). Ele aborda os três sistemas de aterramento descritos abaixo. Consulte o diagrama da página 3-5 como referência.
Nota: Não se sabe se estes procedimentos e práticas funcionarão em todos os casos para eliminar ruídos RFI/EMI. As práticas relacionadas aqui foram usadas em muitas instalações com excelentes resultados, e recomendamos que elas façam parte da rotina do processo de instalação. Os métodos usados para implementar essas práticas podem variar de um sistema para o outro, mas devem permanecer o mais consistentes que for possível em toda linha de produção.
tipos de aterramentoA. O aterramento de proteção (PE) ou aterramento de serviço. Esse é o sistema de aterramento que se aplica à tensão
de entrada da linha. Ele previne contra perigos de choque elétrico aos funcionários em qualquer equipamento ou na mesa de trabalho. Inclui o aterramento de serviço que entra na fonte de alimentação de plasma e outros sistemas como o controlador de CNC e as transmissões de motor, bem como o eletrodo de aterramento adicional ligado à mesa de trabalho. Nos circuitos de plasma, o aterramento é levado do chassi da fonte de alimentação de plasma ao chassi de cada console através dos cabos de interconexão.
B. O aterramento da alimentação CC ou corrente de corte. Esse é o sistema de aterramento que completa o caminho da corrente de corte da tocha à fonte de alimentação. É necessário que o cabo positivo da fonte de alimentação esteja conectado firmemente à barra de aterramento da mesa de trabalho com um cabo de tamanho adequado. Também é necessário que as esteiras nas quais fica a peça de trabalho tenham bom contato com a mesa e a peça.
C. Aterramento e blindagem RFI e EMI. Este é o sistema de aterramento que limita a quantidade de “ruído” elétrico emitido pelos sistemas de transmissão de plasma e motor. Também limita a quantidade de ruído recebido pelo CNC e outros circuitos de controle e de medidas. O processo de aterramento/blindagem é o assunto principal deste documento.
PERIGoo CHoQUE ElÉtRICo PoDE MataR
Desligue a alimentação elétrica antes de realizar qualquer manutenção. Qualquer trabalho que exija a remoção da tampa da fonte de alimentação deve ser realizado por um técnico qualificado.
Consulte a Seção 1 do manual de instruções do sistema de plasma para conhecer mais precauções de segurança.
11-08
InStalação
HPR260XD Gás automático Manual de instruções 3-7
orientações 1. A menos que seja indicado, use somente um cabo de solda de 16 mm2 (cód. produto Hypertherm 047040) para
os cabos de aterramento EMI mostrados no diagrama.
2. A mesa de corte é usada para o ponto de aterramento EMI comum, ou em estrela, e deve ter terminais rosqueados e soldados à mesa com uma barra de distribuição de cobre montada sobre eles. Uma barra de distribuição separada deve ser montada sobre a mesa de corte do tipo pórtico o mais próximo possível de cada motor de transmissão. Se houver motores de transmissão em cada extremidade da mesa de corte do tipo pórtico, passe um cabo de aterramento EMI separado do motor de transmissão mais distante à barra de distribuição da mesa. A barra de distribuição da mesa de corte deve ter um cabo pesado de aterramento EMI separado (4 AWG, cód. produto 047031) que alcance a barra de distribuição da mesa. Os cabos de aterramento EMI para o suporte motorizado da tocha e o console RHF devem ser passados separadamente à barra de aterramento da mesa.
3. Deve ser instalado um eletrodo de aterramento, que esteja de acordo com todas as normas regionais e nacionais de eletricidade, a 6 m da mesa. Este é um aterramento PE e deve ser conectado à barra de aterramento da mesa de corte com um cabo de aterramento 6 AWG verde/amarelo (código do produto Hypertherm 047121) ou equivalente. Todos os aterramentos PE são mostrados em verde no diagrama.
4. Para uma blindagem mais eficiente, use os cabos de interface de CNC Hypertherm para sinais de E/S, sinais de comunicação em série, conexões multiponto de fonte para fonte e interconexões entre todas as partes do sistema Hypertherm.
5. Toda a aparelhagem usada no sistema de aterramento deve ser de latão ou cobre. A única exceção são os terminais soldados à mesa para a montagem da barra de aterramento, que podem ser de aço. Aparelhagem de alumínio ou aço não deve ser usada em qualquer circunstância.
6. A alimentação de CA, o condutor de proteção e os aterramentos de serviço devem ser conectados a todo o equipamento de acordo com normas regionais e nacionais.
7. *O positivo, o negativo e os fios do arco piloto devem estar agrupados na maior distância possível. O cabo da tocha, o cabo-obra e os cabos do arco piloto (bico) só podem ficar em paralelo a outros fios ou cabos se estiverem separados por no mínimo 150 mm. Se possível, passe os cabos de alimentação e de sinal em trilhas separadas.
8. *O Console de Ignição deve ser montado o mais próximo possível da tocha e deve ter um cabo de aterramento separado com a barra de distribuição da mesa de corte.
9. Cada componente Hypertherm, bem como qualquer outro CNC ou gabinete/compartimento de transmissão de motor, deve ter um cabo de aterramento separado com o ponto comum (em estrela) na mesa. Isso inclui o Console de Ignição, mesmo que esteja aparafusado na fonte de alimentação ou na máquina de corte.
10. A blindagem de malha metálica protetora dos cabos da tocha devem estar conectadas firmemente ao Console de Ignição e à tocha. Ela deve ser isolada eletricamente de qualquer metal e de qualquer tipo de contato com o chão ou a parede. Os cabos podem ser passados em trilhas de plástico ou cobertos com um estojo de metal ou couro.
11. O suporte e o mecanismo de deslocamento da tocha – a peça montada no suporte motorizado e não na tocha – devem estar conectados à peça imóvel do suporte motorizado com uma malha protetora de cobre de pelo menos 12,7 mm de largura. Um cabo separado deve ser passado do suporte motorizado para a barra de distribuição na mesa de corte do tipo pórtico. O conjunto de válvulas também deve ter uma conexão de aterramento separada com a barra de distribuição da mesa de corte do tipo pórtico.
* Aplicado a sistemas que usam um console de alta frequência remota
11-08
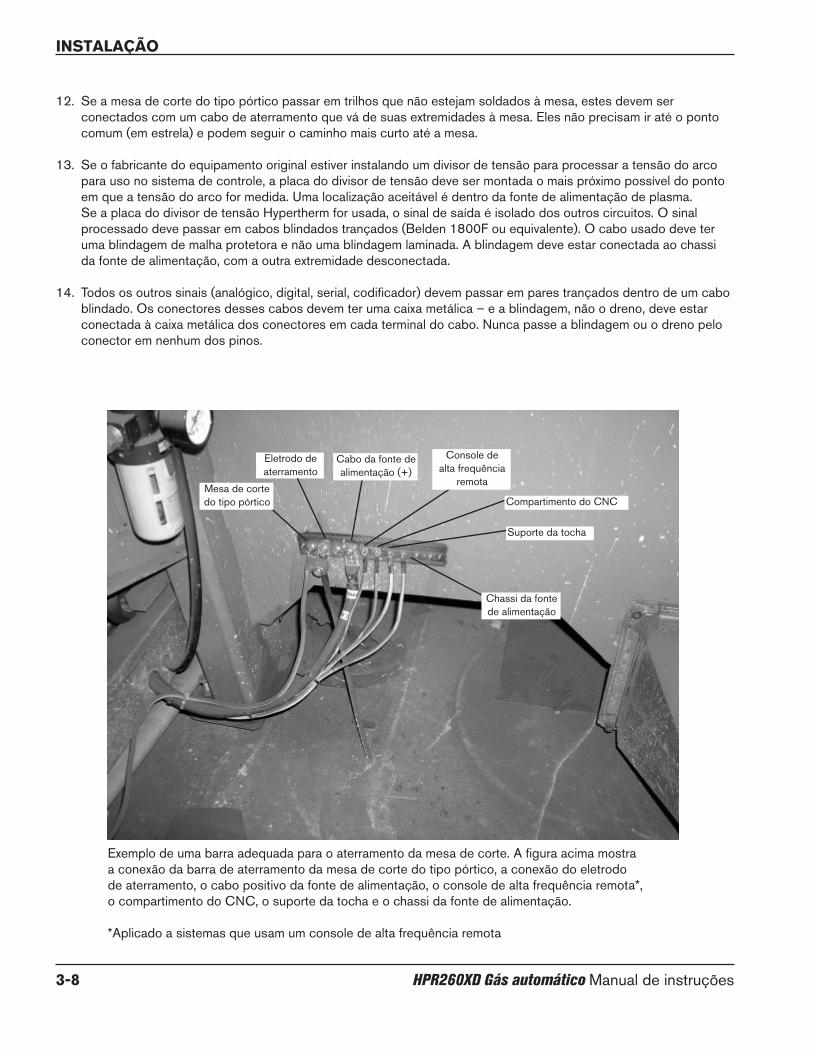
InStalação
3-8 HPR260XD Gás automático Manual de instruções
12. Se a mesa de corte do tipo pórtico passar em trilhos que não estejam soldados à mesa, estes devem ser conectados com um cabo de aterramento que vá de suas extremidades à mesa. Eles não precisam ir até o ponto comum (em estrela) e podem seguir o caminho mais curto até a mesa.
13. Se o fabricante do equipamento original estiver instalando um divisor de tensão para processar a tensão do arco para uso no sistema de controle, a placa do divisor de tensão deve ser montada o mais próximo possível do ponto em que a tensão do arco for medida. Uma localização aceitável é dentro da fonte de alimentação de plasma. Se a placa do divisor de tensão Hypertherm for usada, o sinal de saída é isolado dos outros circuitos. O sinal processado deve passar em cabos blindados trançados (Belden 1800F ou equivalente). O cabo usado deve ter uma blindagem de malha protetora e não uma blindagem laminada. A blindagem deve estar conectada ao chassi da fonte de alimentação, com a outra extremidade desconectada.
14. Todos os outros sinais (analógico, digital, serial, codificador) devem passar em pares trançados dentro de um cabo blindado. Os conectores desses cabos devem ter uma caixa metálica – e a blindagem, não o dreno, deve estar conectada à caixa metálica dos conectores em cada terminal do cabo. Nunca passe a blindagem ou o dreno pelo conector em nenhum dos pinos.
Exemplo de uma barra adequada para o aterramento da mesa de corte. A figura acima mostra a conexão da barra de aterramento da mesa de corte do tipo pórtico, a conexão do eletrodo de aterramento, o cabo positivo da fonte de alimentação, o console de alta frequência remota*, o compartimento do CNC, o suporte da tocha e o chassi da fonte de alimentação.
*Aplicado a sistemas que usam um console de alta frequência remota
Eletrodo de aterramento
Mesa de corte do tipo pórtico
Console dealta frequência
remota
Chassi da fonte de alimentação
Compartimento do CNC
Suporte da tocha
Cabo da fonte de alimentação (+)
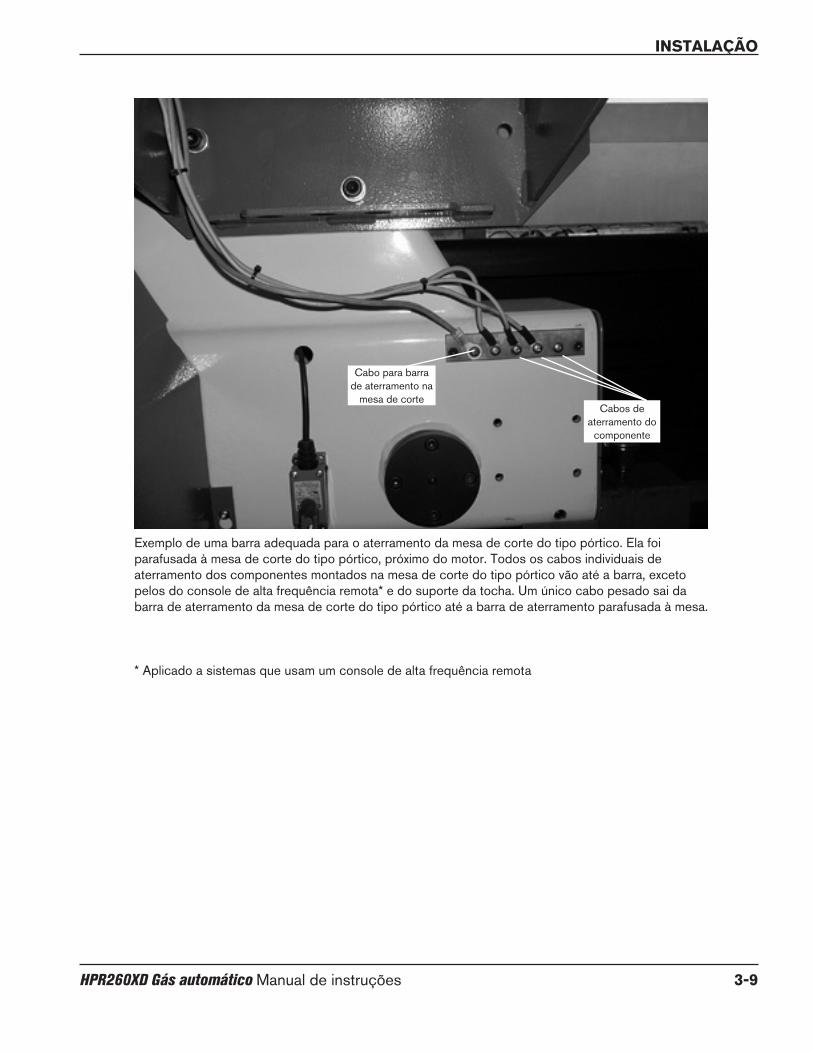
InStalação
HPR260XD Gás automático Manual de instruções 3-9
Exemplo de uma barra adequada para o aterramento da mesa de corte do tipo pórtico. Ela foi parafusada à mesa de corte do tipo pórtico, próximo do motor. Todos os cabos individuais de aterramento dos componentes montados na mesa de corte do tipo pórtico vão até a barra, exceto pelos do console de alta frequência remota* e do suporte da tocha. Um único cabo pesado sai da barra de aterramento da mesa de corte do tipo pórtico até a barra de aterramento parafusada à mesa.
* Aplicado a sistemas que usam um console de alta frequência remota
Cabos de aterramento do
componente
Cabo para barra de aterramento na
mesa de corte
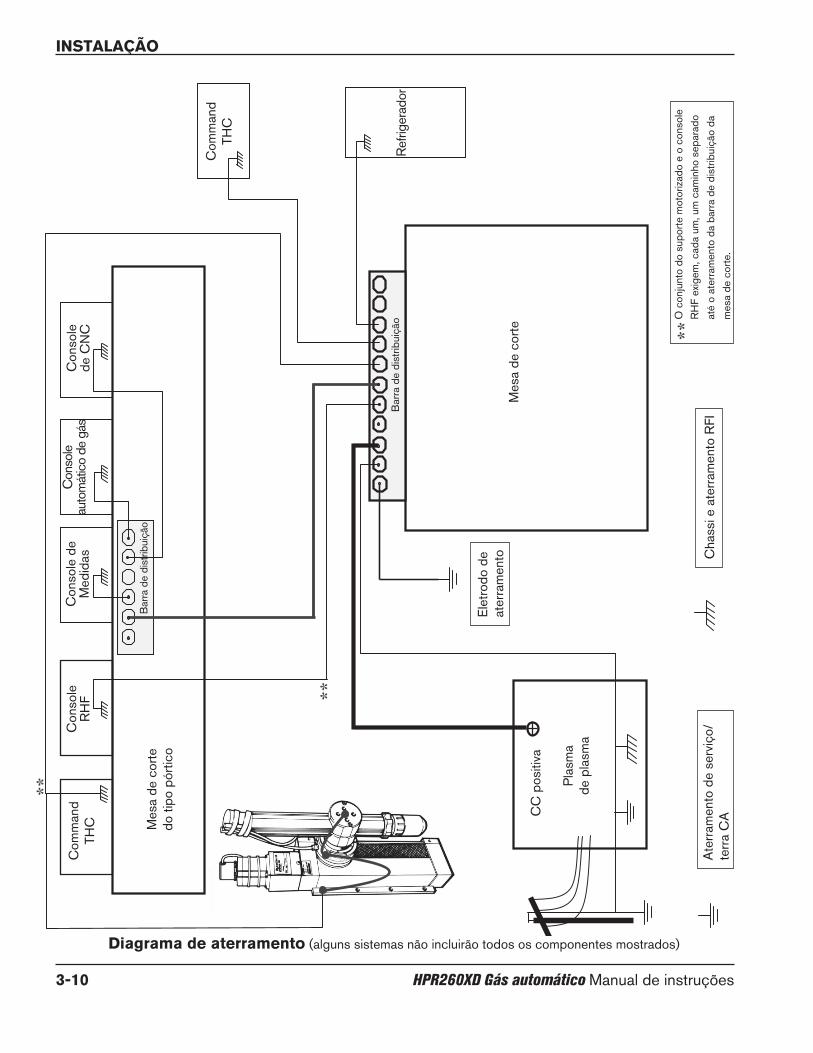
InStalação
3-10 HPR260XD Gás automático Manual de instruções
**
**
**
Ate
rram
ento
de
serv
iço/
terra
CA
Elet
rodo
de
ater
ram
ento C
hass
i e a
terra
men
to R
FI
O c
onju
nto
do s
upor
te m
otor
izado
e o
con
sole
R
HF
exig
em, c
ada
um, u
m c
amin
ho s
epar
ado
até
o at
erra
men
to d
a ba
rra d
e di
strib
uiçã
o da
m
esa
de c
orte
.
Mes
a de
cor
te
Plas
ma
de p
lasm
a
CC
pos
itiva
Com
man
d TH
C
Bar
ra d
e di
strib
uiçã
o
Bar
ra d
e di
strib
uiçã
o
Com
man
d TH
CC
onso
leR
HF
Con
sole
de
Med
idas
Con
sole
au
tom
átic
o de
gás
Con
sole
de C
NC
Diagrama de aterramento (alguns sistemas não incluirão todos os componentes mostrados)
Mes
a de
cor
te
do ti
po p
órtic
o
Ref
riger
ador
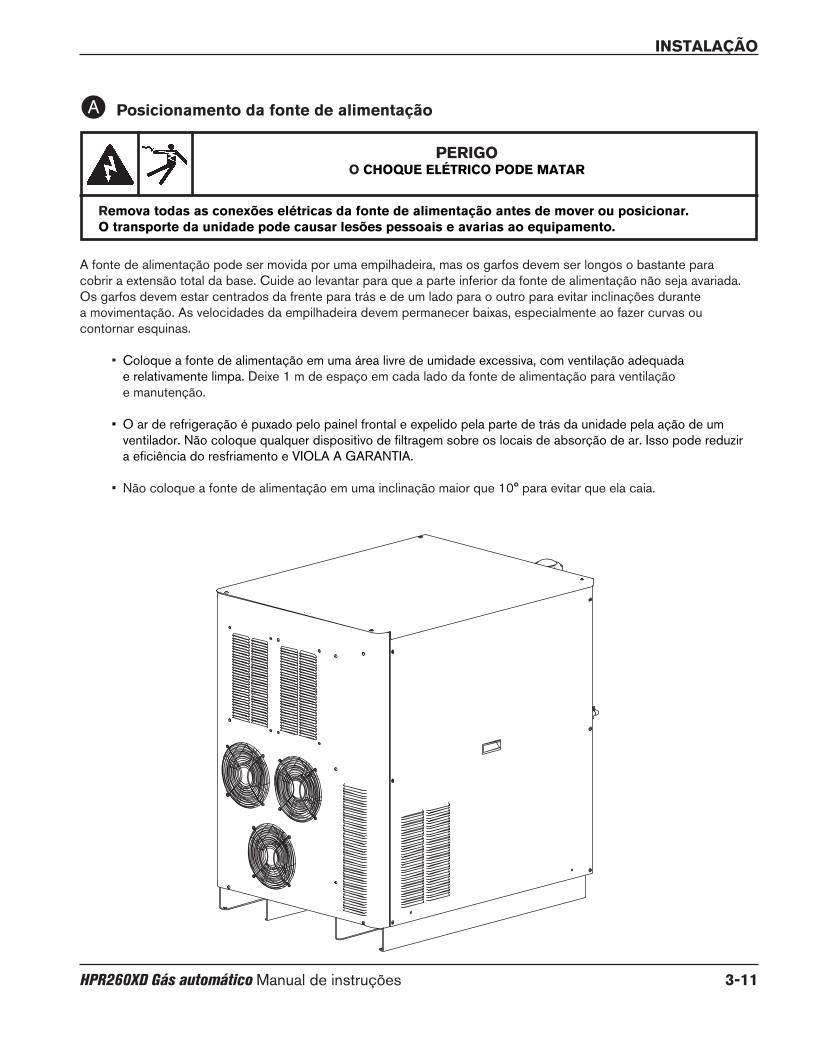
InStalação
HPR260XD Gás automático Manual de instruções 3-11
A Posicionamento da fonte de alimentação
PERIGo o CHoQUE ElÉtRICo PoDE MataR
Remova todas as conexões elétricas da fonte de alimentação antes de mover ou posicionar. o transporte da unidade pode causar lesões pessoais e avarias ao equipamento.
A fonte de alimentação pode ser movida por uma empilhadeira, mas os garfos devem ser longos o bastante para cobrir a extensão total da base. Cuide ao levantar para que a parte inferior da fonte de alimentação não seja avariada. Os garfos devem estar centrados da frente para trás e de um lado para o outro para evitar inclinações durante a movimentação. As velocidades da empilhadeira devem permanecer baixas, especialmente ao fazer curvas ou contornar esquinas.
• Coloque a fonte de alimentação em uma área livre de umidade excessiva, com ventilação adequada e relativamente limpa. Deixe 1 m de espaço em cada lado da fonte de alimentação para ventilação e manutenção.
• O ar de refrigeração é puxado pelo painel frontal e expelido pela parte de trás da unidade pela ação de um ventilador. Não coloque qualquer dispositivo de filtragem sobre os locais de absorção de ar. Isso pode reduzir a eficiência do resfriamento e VIOLA A GARANTIA.
• Não coloque a fonte de alimentação em uma inclinação maior que 10° para evitar que ela caia.
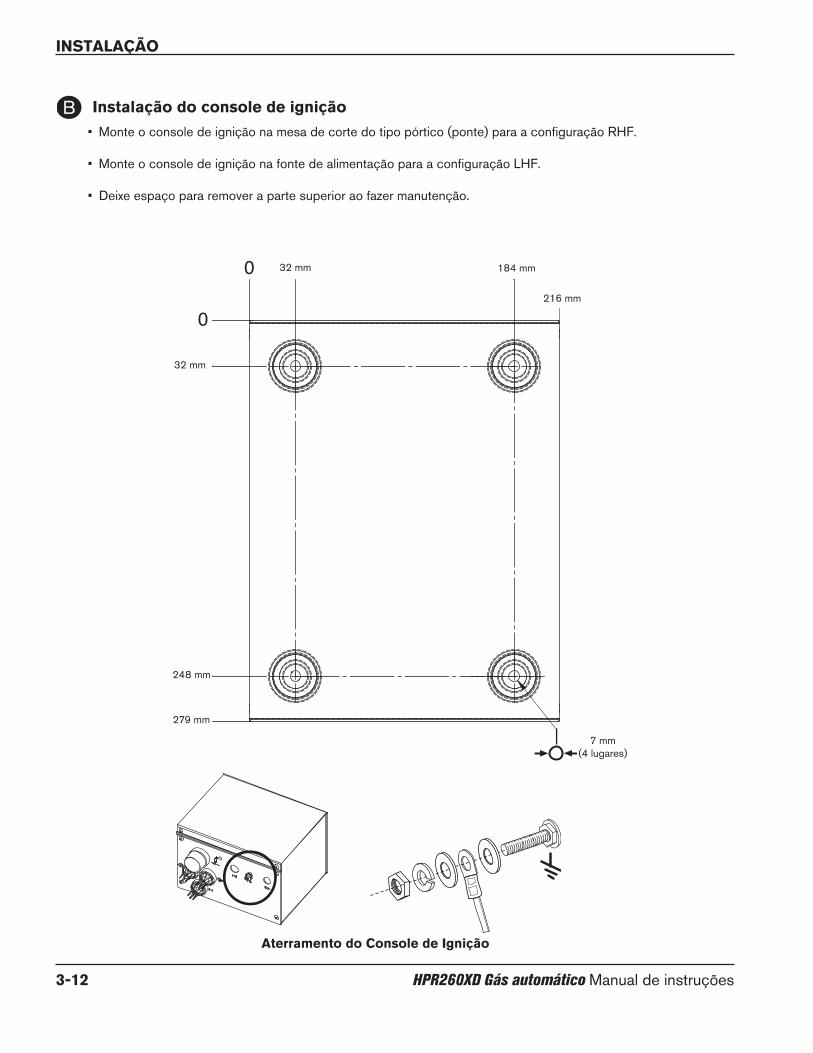
InStalação
3-12 HPR260XD Gás automático Manual de instruções
B Instalação do console de ignição• Monte o console de ignição na mesa de corte do tipo pórtico (ponte) para a configuração RHF.
• Monte o console de ignição na fonte de alimentação para a configuração LHF.
• Deixe espaço para remover a parte superior ao fazer manutenção.
aterramento do Console de Ignição
7 mm (4 lugares)
32 mm
32 mm 184 mm
279 mm
248 mm
216 mm
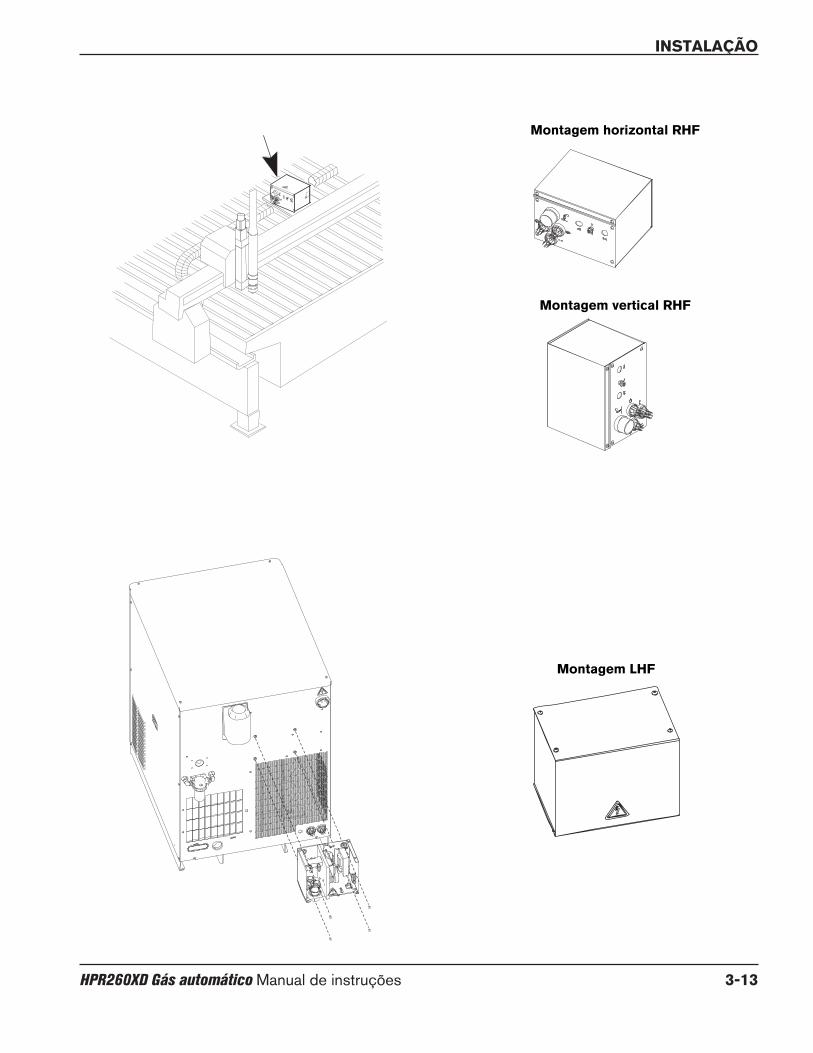
InStalação
HPR260XD Gás automático Manual de instruções 3-13
Montagem lHF
Montagem horizontal RHF
Montagem vertical RHF

InStalação
3-14 HPR260XD Gás automático Manual de instruções
C Instalação do console de medidas• Monte o console de medidas próximo ao suporte motorizado da tocha. O comprimento máximo das mangueiras
de gás entre o console de medidas e a tocha é de 1,8 m.
aterramento do Console de Medidas
153,9 mm
33,3 mm
122,2 mm
0
54,9 mm
76,2 mm
282,5 mm0 248,9 mm
Respiradouro:Não obstrua
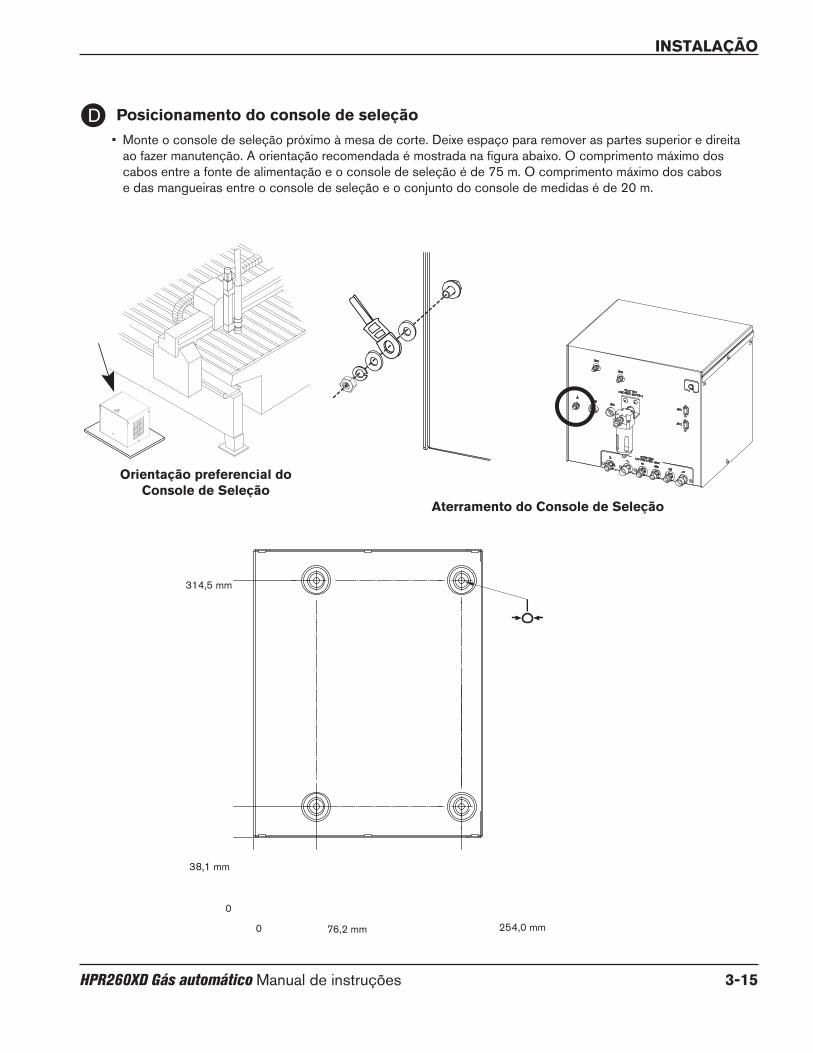
InStalação
HPR260XD Gás automático Manual de instruções 3-15
D Posicionamento do console de seleção• Monte o console de seleção próximo à mesa de corte. Deixe espaço para remover as partes superior e direita
ao fazer manutenção. A orientação recomendada é mostrada na figura abaixo. O comprimento máximo dos cabos entre a fonte de alimentação e o console de seleção é de 75 m. O comprimento máximo dos cabos e das mangueiras entre o console de seleção e o conjunto do console de medidas é de 20 m.
orientação preferencial do Console de Seleção
aterramento do Console de Seleção
314,5 mm
254,0 mm
0
38,1 mm
0 76,2 mm

InStalação
3-16 HPR260XD Gás automático Manual de instruções
Fonte de alimentação para cabos do console de ignição
1 Fio do arco piloto
2 Cabo negativo
Fio do arco piloto
Cabo negativo
Console de ignição Fonte de alimentação
Console de ignição Placa de E/S
* Os cabos número 123683 e 123829 devem ser usados em sistemas que têm o console de ignição montado na fonte de alimentação
Cód. produto Comprimento Cód. produto Comprimento123683* 1,5 m 123823 20 m123820 3 m 123735 25 m123821 4,5 m 123668 35 m123666 7,5 m 123669 45 m123822 10 m 123824 60 m 123667 15 m 123825 75 m
Cód. produto Comprimento Cód. produto Comprimento123829* 1,5 m 123819 20 m 123816 3 m 123775 25 m 123817 4,5 m 123776 35 m 123773 7,5 m 123777 45 m 123818 10 m 123778 60 m 123774 15 m 123779 75 m
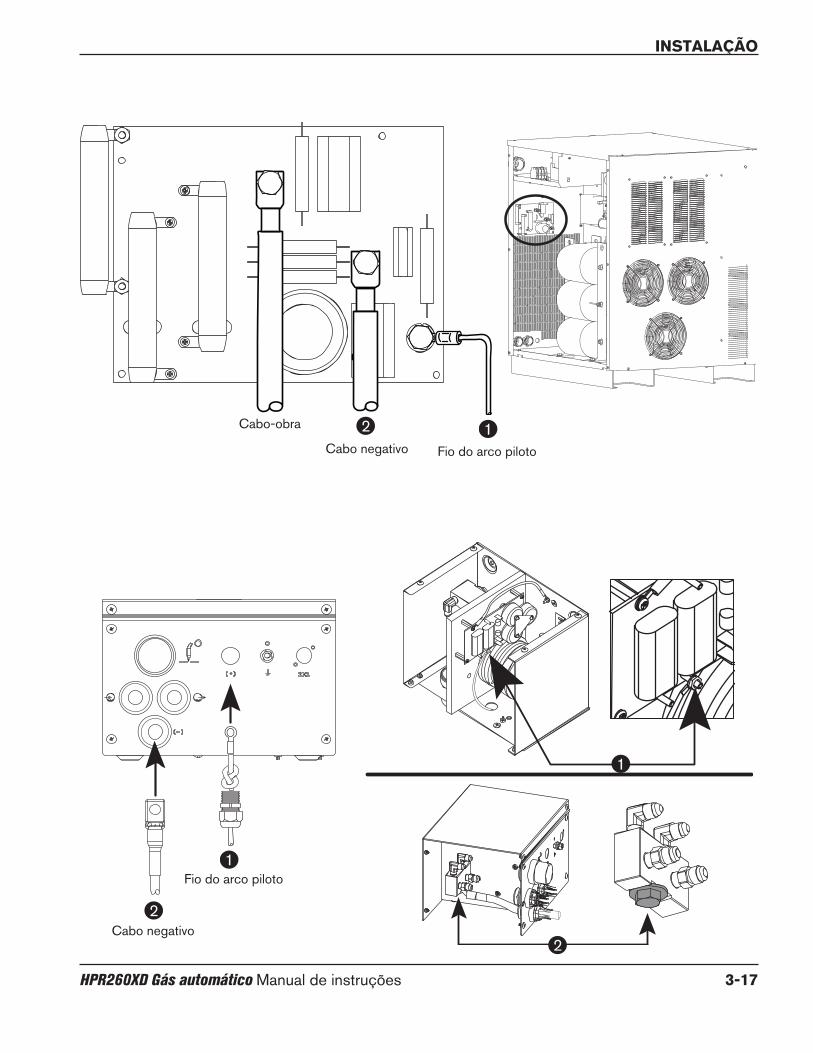
InStalação
HPR260XD Gás automático Manual de instruções 3-17
Fio do arco piloto
Cabo negativo
Fio do arco pilotoCabo negativo12
2
1
Cabo-obra
2
1

InStalação
3-18 HPR260XD Gás automático Manual de instruções
3 Cabo de alimentação do console de ignição
3
* O cabo número 123865 deve ser usado em sistemas que têm o console de ignição montado na fonte de alimentação
Lista de sinais do cabo – fonte de alimentação para console de ignição
terminal da fonte de alimentação
terminal do Console de Ignição
Nº do pino Descrição Nº do pino
1 120 VCA – direta 1
2 120 VCA – retorno 2
3 Aterramento 3
4 Não usado 4
Cód. produto Comprimento Cód. produto Comprimento123865* 2,1 m 123836 20 m123419 3 m 123425 22,5 m123834 4,5 m 123736 25 m123420 6 m 123426 30 m123670 7,5 m 123672 35 m123422 9 m 123938 37,5 m123835 10 m 123673 45 m123423 12 m 123837 60 m123671 15 m 123838 75 m

InStalação
HPR260XD Gás automático Manual de instruções 3-19
4 Mangueiras do líquido refrigerante do console de ignição
Vermelho
Verde
Verde
Vermelho
4
* O conjunto de mangueira número 228031 deve ser usado em sistemas que têm o console de ignição montado na fonte de alimentação
Cód. produto Comprimento Cód. produto Comprimento228031* 0,7 m 128984 20 m028652 3 m 128078 25 m028440 4,5 m 028896 35 m028441 7,5 m 028445 45 m128173 10 m 028637 60 m028442 15 m 128985 75 m

InStalação
3-20 HPR260XD Gás automático Manual de instruções
Fonte de alimentação para cabos do console de seleção
5 Cabo de controle
6 Cabo de alimentação
* Os cabos número 123784 e 123785 devem ser usados em sistemas que têm o console de seleção montado na fonte de alimentação
Cód. produto Comprimento Cód. produto Comprimento123785* 3 m 123848 20 m123846 4,5 m 123740 25 m123964 6 m 123676 35 m123674 7,5 m 123677 45 m123847 10 m 123849 60 m123675 15 m 123850 75 m
Lista de sinais do cabo – fonte de alimentação para console de gás
terminal da fonte de alimentação
terminal do console de gás
Nº do pino Descrição Nº do pino
1 120 VCA – direta 1
2 120 VCA – retorno 2
3 Aterramento 3
4 Não usado 4
5 Não usado 5
6 24 VCA – direta 6
7 24 VCA – retorno 7
Lista de sinais do cabo – fonte de alimentação para console de gás
terminal da fonte de alimentação terminal do console de gás
Nº do pino Entrada/saída Descrição Nº do pino Entrada/saída Função
1 Não usado 1 Não usado
6 Não usado 6 Não usado
2 Entrada/saída CAN L 2 Entrada/saída Comunicação serial CAN
7 Entrada/saída CAN H 7 Entrada/saída Comunicação serial CAN
3 Aterramento CAN 3 Referência de aterramento CAN
9 Não usado 9 Não usado
8 Não usado 8 Não usado
4 Não usado 4 Não usado
5 Não usado 5 Não usado
Cód. produto Comprimento Cód. produto Comprimento123784* 3 m 123841 20 m123839 4,5 m 123737 25 m123963 6 m 123738 35 m123691 7,5 m 123739 45 m123840 10 m 123842 60 m123711 15 m 123843 75 m
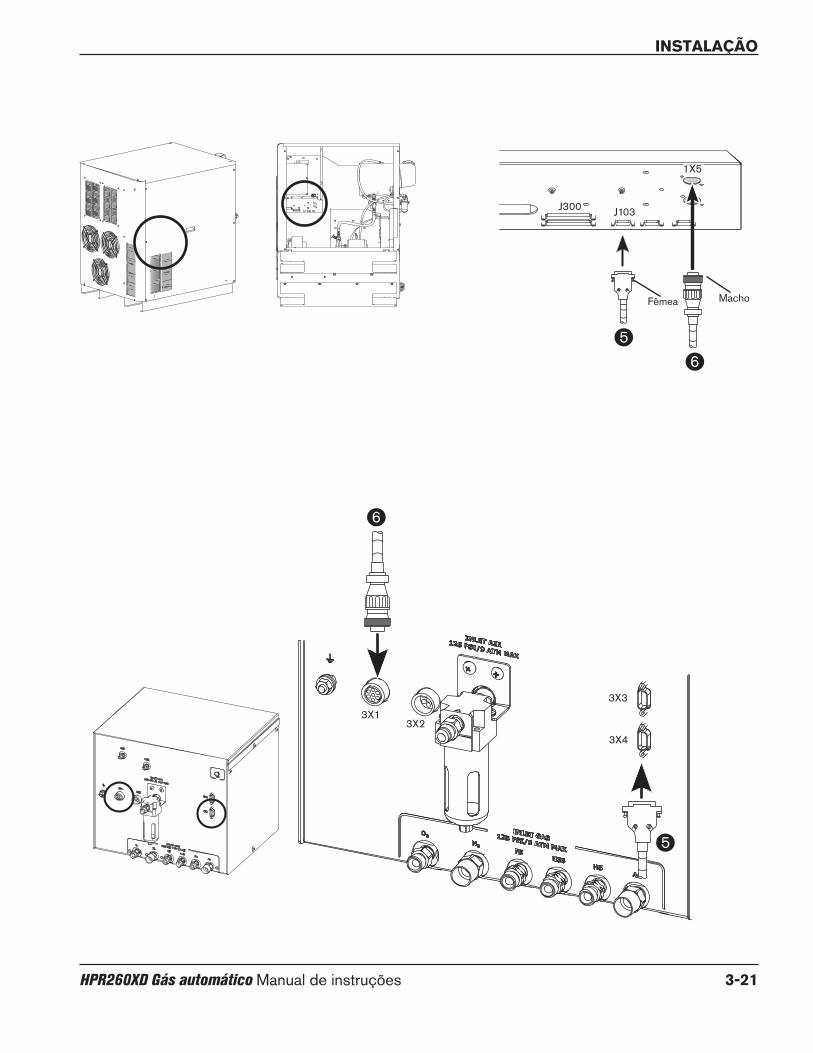
InStalação
HPR260XD Gás automático Manual de instruções 3-21
1X5
J103J300
Fêmea Macho
5
6
56
3X13X2
3X3
3X4
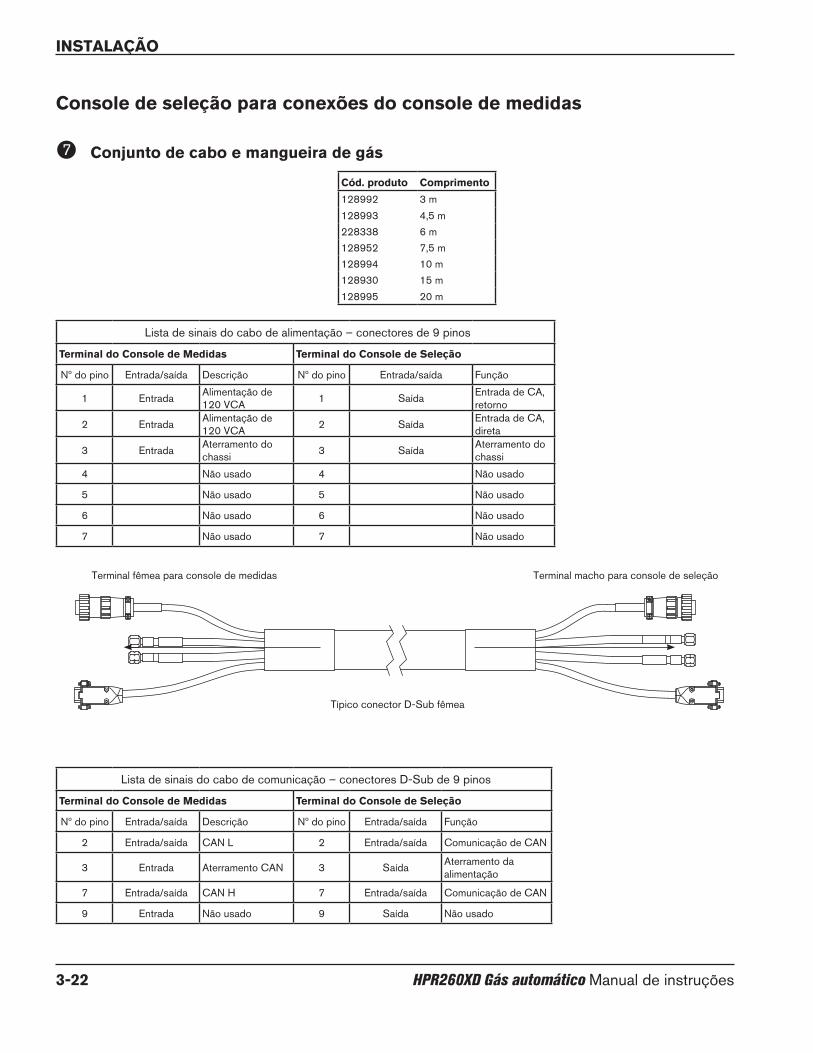
InStalação
3-22 HPR260XD Gás automático Manual de instruções
7 Conjunto de cabo e mangueira de gás
Console de seleção para conexões do console de medidas
Terminal fêmea para console de medidas Terminal macho para console de seleção
Típico conector D-Sub fêmea
Cód. produto Comprimento128992 3 m128993 4,5 m228338 6 m128952 7,5 m128994 10 m128930 15 m128995 20 m
Lista de sinais do cabo de alimentação – conectores de 9 pinos
terminal do Console de Medidas terminal do Console de Seleção
Nº do pino Entrada/saída Descrição Nº do pino Entrada/saída Função
1 Entrada Alimentação de 120 VCA 1 Saída Entrada de CA,
retorno
2 Entrada Alimentação de 120 VCA 2 Saída Entrada de CA,
direta
3 Entrada Aterramento do chassi 3 Saída Aterramento do
chassi4 Não usado 4 Não usado
5 Não usado 5 Não usado
6 Não usado 6 Não usado
7 Não usado 7 Não usado
Lista de sinais do cabo de comunicação – conectores D-Sub de 9 pinos
terminal do Console de Medidas terminal do Console de Seleção
Nº do pino Entrada/saída Descrição Nº do pino Entrada/saída Função
2 Entrada/saída CAN L 2 Entrada/saída Comunicação de CAN
3 Entrada Aterramento CAN 3 Saída Aterramento da alimentação
7 Entrada/saída CAN H 7 Entrada/saída Comunicação de CAN
9 Entrada Não usado 9 Saída Não usado
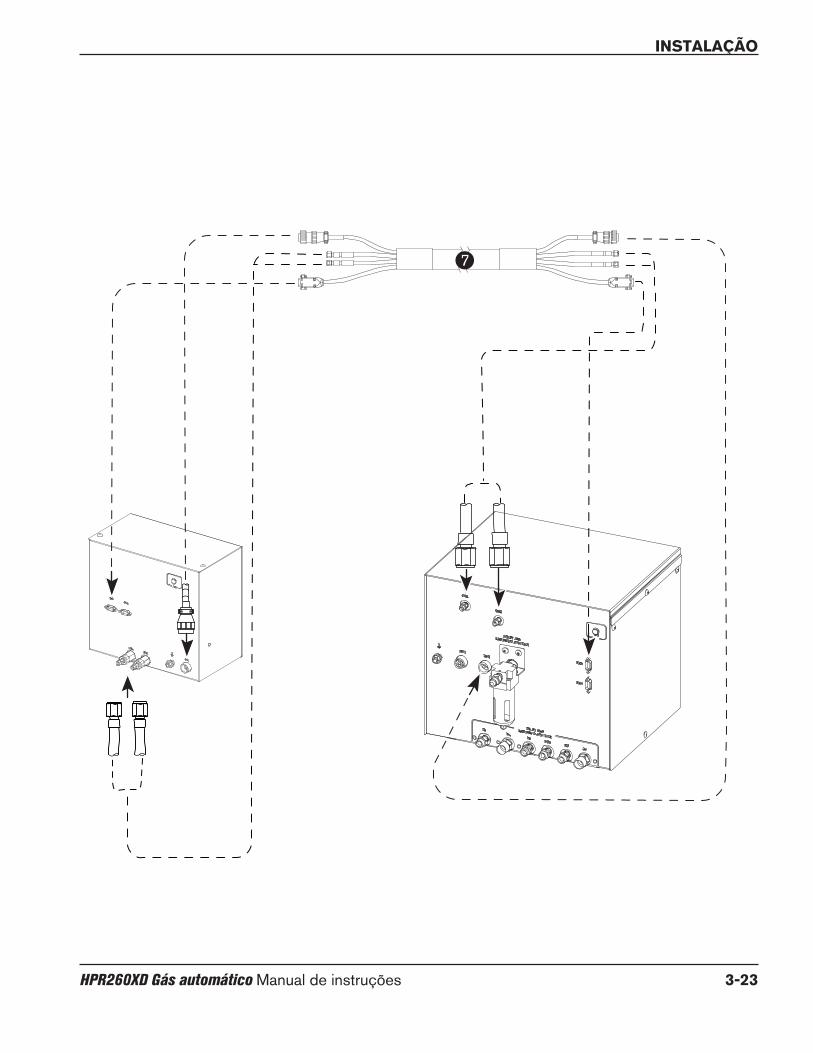
InStalação
HPR260XD Gás automático Manual de instruções 3-23
7
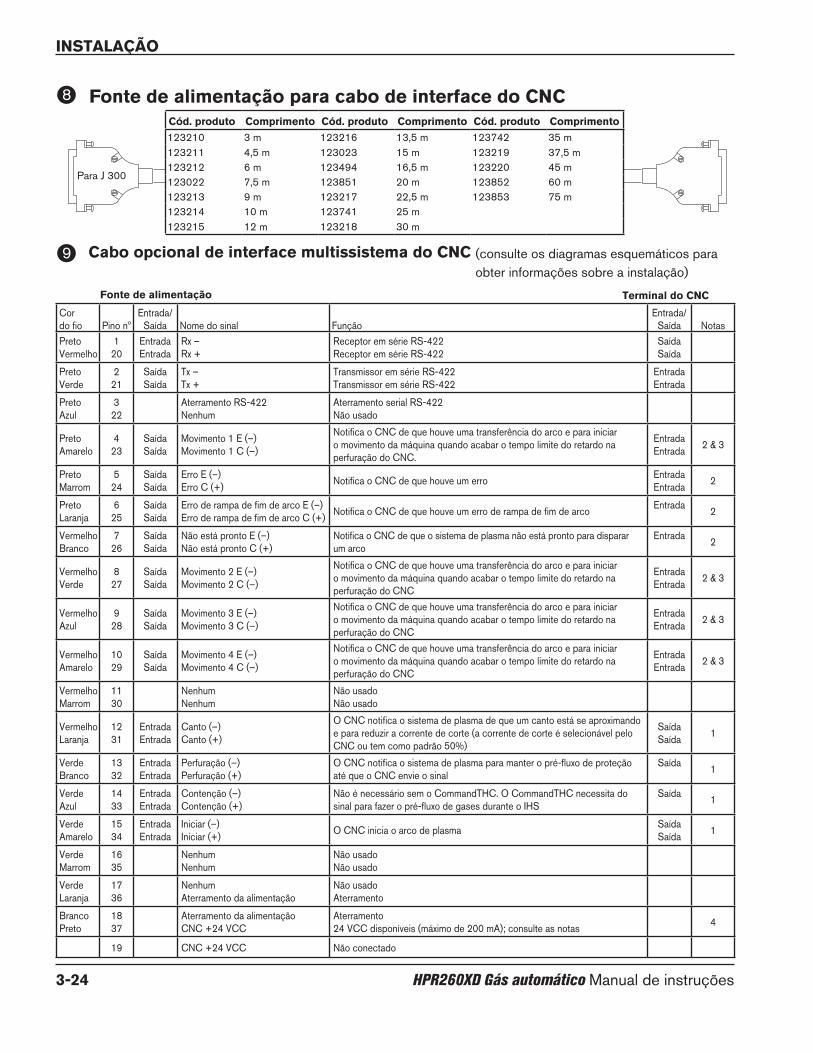
InStalação
3-24 HPR260XD Gás automático Manual de instruções
8 Fonte de alimentação para cabo de interface do CnC
Para J 300
9 Cabo opcional de interface multissistema do CnC (consulte os diagramas esquemáticos para obter informações sobre a instalação)
Cor do fio Pino nº
Entrada/Saída Nome do sinal Função
Entrada/Saída Notas
PretoVermelho
120
EntradaEntrada
Rx –Rx +
Receptor em série RS-422Receptor em série RS-422
SaídaSaída
PretoVerde
221
SaídaSaída
Tx –Tx +
Transmissor em série RS-422Transmissor em série RS-422
EntradaEntrada
PretoAzul
322
Aterramento RS-422Nenhum
Aterramento serial RS-422Não usado
PretoAmarelo
423
SaídaSaída
Movimento 1 E (–)Movimento 1 C (–)
Notifica o CNC de que houve uma transferência do arco e para iniciaro movimento da máquina quando acabar o tempo limite do retardo na perfuração do CNC.
EntradaEntrada 2 & 3
PretoMarrom
524
SaídaSaída
Erro E (–)Erro C (+) Notifica o CNC de que houve um erro Entrada
Entrada 2
PretoLaranja
625
SaídaSaída
Erro de rampa de fim de arco E (–)Erro de rampa de fim de arco C (+) Notifica o CNC de que houve um erro de rampa de fim de arco Entrada 2
VermelhoBranco
726
SaídaSaída
Não está pronto E (–)Não está pronto C (+)
Notifica o CNC de que o sistema de plasma não está pronto para disparar um arco
Entrada 2
VermelhoVerde
827
SaídaSaída
Movimento 2 E (–)Movimento 2 C (–)
Notifica o CNC de que houve uma transferência do arco e para iniciar o movimento da máquina quando acabar o tempo limite do retardo na perfuração do CNC
EntradaEntrada 2 & 3
VermelhoAzul
928
SaídaSaída
Movimento 3 E (–)Movimento 3 C (–)
Notifica o CNC de que houve uma transferência do arco e para iniciar o movimento da máquina quando acabar o tempo limite do retardo na perfuração do CNC
EntradaEntrada 2 & 3
VermelhoAmarelo
1029
SaídaSaída
Movimento 4 E (–)Movimento 4 C (–)
Notifica o CNC de que houve uma transferência do arco e para iniciar o movimento da máquina quando acabar o tempo limite do retardo na perfuração do CNC
EntradaEntrada 2 & 3
VermelhoMarrom
1130
NenhumNenhum
Não usadoNão usado
VermelhoLaranja
1231
EntradaEntrada
Canto (–)Canto (+)
O CNC notifica o sistema de plasma de que um canto está se aproximando e para reduzir a corrente de corte (a corrente de corte é selecionável pelo CNC ou tem como padrão 50%)
SaídaSaída 1
VerdeBranco
1332
EntradaEntrada
Perfuração (–)Perfuração (+)
O CNC notifica o sistema de plasma para manter o pré-fluxo de proteção até que o CNC envie o sinal
Saída 1
VerdeAzul
1433
EntradaEntrada
Contenção (–)Contenção (+)
Não é necessário sem o CommandTHC. O CommandTHC necessita do sinal para fazer o pré-fluxo de gases durante o IHS
Saída 1
VerdeAmarelo
1534
EntradaEntrada
Iniciar (–)Iniciar (+) O CNC inicia o arco de plasma Saída
Saída 1
VerdeMarrom
1635
NenhumNenhum
Não usadoNão usado
VerdeLaranja
1736
NenhumAterramento da alimentação
Não usadoAterramento
BrancoPreto
1837
Aterramento da alimentaçãoCNC +24 VCC
Aterramento24 VCC disponíveis (máximo de 200 mA); consulte as notas 4
19 CNC +24 VCC Não conectado
Fonte de alimentação terminal do CnC
Cód. produto Comprimento Cód. produto Comprimento Cód. produto Comprimento123210 3 m 123216 13,5 m 123742 35 m123211 4,5 m 123023 15 m 123219 37,5 m123212 6 m 123494 16,5 m 123220 45 m123022 7,5 m 123851 20 m 123852 60 m123213 9 m 123217 22,5 m 123853 75 m123214 10 m 123741 25 m123215 12 m 123218 30 m

InStalação
HPR260XD Gás automático Manual de instruções 3-25
Cuidado: o cabo do CnC deve ser construído usando um cabo com blindagem de 360° e conectores com caixa metálica em cada terminação. a blindagem deve se estender até as caixas metálicas de cada terminação para garantir um aterramento adequado e fornecer a melhor proteção.
notas sobre a lista de execução do cabo de interface do CnCNota 1. As entradas são isoladas opticamente. Elas exigem 24 VCC a 7,3 mA ou fechamento de contato seco.
A vida útil do relé externo pode ser melhorada com a adição de um capacitor de poliéster metalizado (0,022 µF 100 V ou maior) em paralelo com os contatos do relé.
Nota 2. As saídas são transistores opticamente isolados de coletor aberto. A taxa máxima é de 24 VCC a 10 mA.
Nota 3. O movimento da máquina é selecionável e usado para configurações com vários sistemas de plasma.
Nota 4. CNC +24 VCC fornece um máximo de 24 VCC a 200 mA. Um jumper em J304 é necessário para usar a alimentação de 24 V.
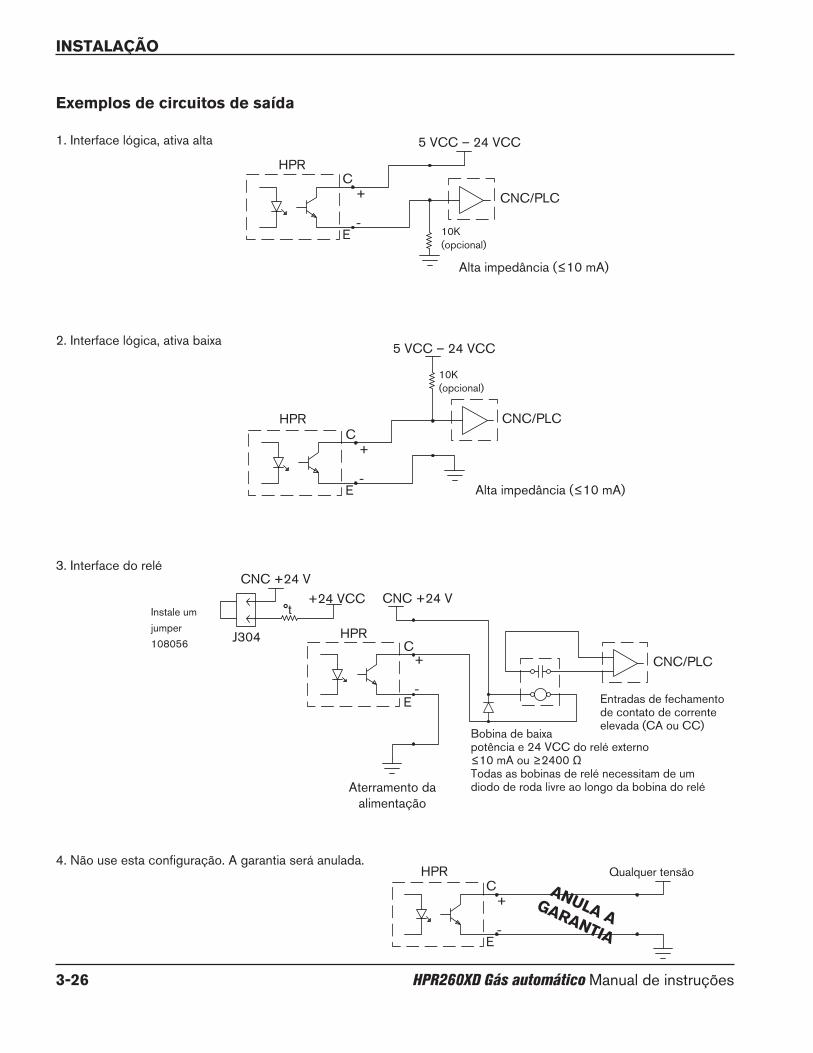
InStalação
3-26 HPR260XD Gás automático Manual de instruções
Exemplos de circuitos de saída
1. Interface lógica, ativa alta
2. Interface lógica, ativa baixa
3. Interface do relé
4. Não use esta configuração. A garantia será anulada.
Alta impedância (≤10 mA)
10K(opcional)
CNC/PLC
5 VCC – 24 VCC
CHPR
E
+
-
HPRC
E
+
-
5 VCC – 24 VCC
Alta impedância (≤10 mA)
CNC/PLC
10K(opcional)
CNC/PLC
CNC +24 V+24 VCC CNC +24 V
HPRC
E
+
-
Aterramento da alimentação
Entradas de fechamento de contato de corrente elevada (CA ou CC)
°t
Qualquer tensãoanUla a
GaRantIa
HPR
Instale um jumper 108056 J304
C
E
+
-
Bobina de baixa potência e 24 VCC do relé externo≤10 mA ou ≥2400 ΩTodas as bobinas de relé necessitam de um diodo de roda livre ao longo da bobina do relé
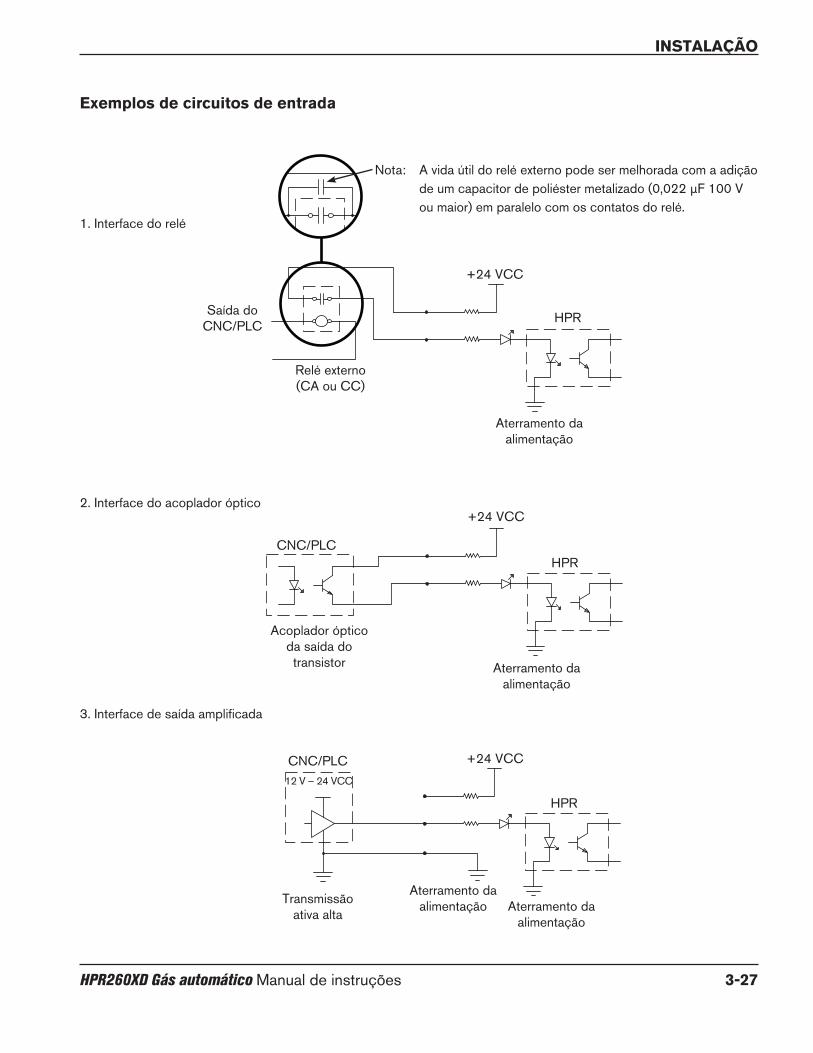
InStalação
HPR260XD Gás automático Manual de instruções 3-27
Exemplos de circuitos de entrada
Saída do CNC/PLC
Relé externo (CA ou CC)
1. Interface do relé
+24 VCC
HPR
Aterramento da alimentação
2. Interface do acoplador óptico
CNC/PLC
+24 VCC
HPR
Aterramento da alimentação
Acoplador óptico da saída do transistor
12 V – 24 VCC
CNC/PLC +24 VCC
HPR
Aterramento da alimentação Aterramento da
alimentação
Transmissão ativa alta
3. Interface de saída amplificada
Nota: A vida útil do relé externo pode ser melhorada com a adição de um capacitor de poliéster metalizado (0,022 µF 100 V ou maior) em paralelo com os contatos do relé.

InStalação
3-28 HPR260XD Gás automático Manual de instruções
1. Localize o bloco terminal 2 (TB2) na fonte de alimentação.
2. Remova os fios 1 e 3 conforme mostrado. Esses fios não precisam ser religados.
3. Conecte a chave aos terminais 1 e 3 conforme mostrado.
Local do BT2
1 2 3
1 3
TB2
1 3
1 2 3TB2
1 3
Nota: Use uma chave, relé ou relé de estado sólido que suportem 24 VCA a 100 mA. Esta deve ser uma chave de contato permanente, não uma chave de contato momentâneo.
Chave de força remota (fornecida pelo cliente)
PERIGo
o CHoQUE ElÉtRICo PoDE MataR
Desligue a alimentação elétrica antes de realizar qualquer manutenção. Consulte a seção Segurança neste manual para conhecer mais cuidados de segurança.
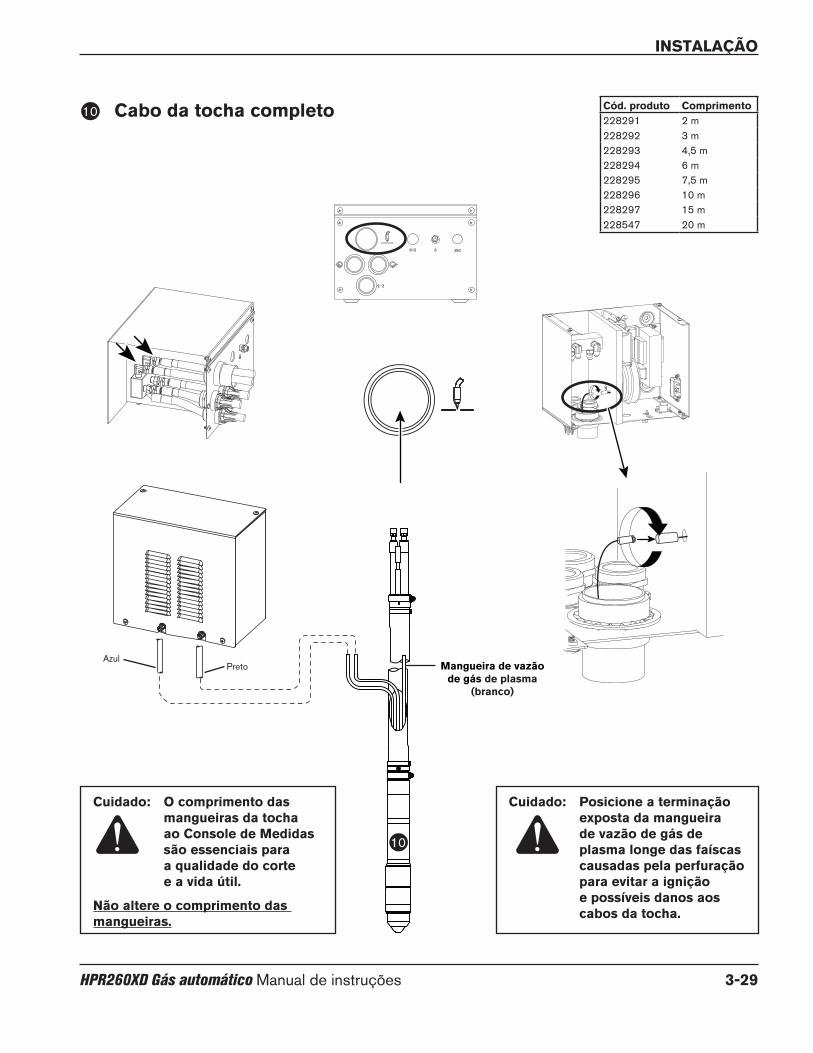
InStalação
HPR260XD Gás automático Manual de instruções 3-29
10 Cabo da tocha completo
Mangueira de vazão de gás de plasma
(branco)
AzulPreto
Cuidado: Posicione a terminação exposta da mangueira de vazão de gás de plasma longe das faíscas causadas pela perfuração para evitar a ignição e possíveis danos aos cabos da tocha.
Cuidado: o comprimento das mangueiras da tochaao Console de Medidas são essenciais para a qualidade do corte e a vida útil.
não altere o comprimento das mangueiras.
10
Cód. produto Comprimento228291 2 m228292 3 m228293 4,5 m228294 6 m228295 7,5 m228296 10 m228297 15 m228547 20 m
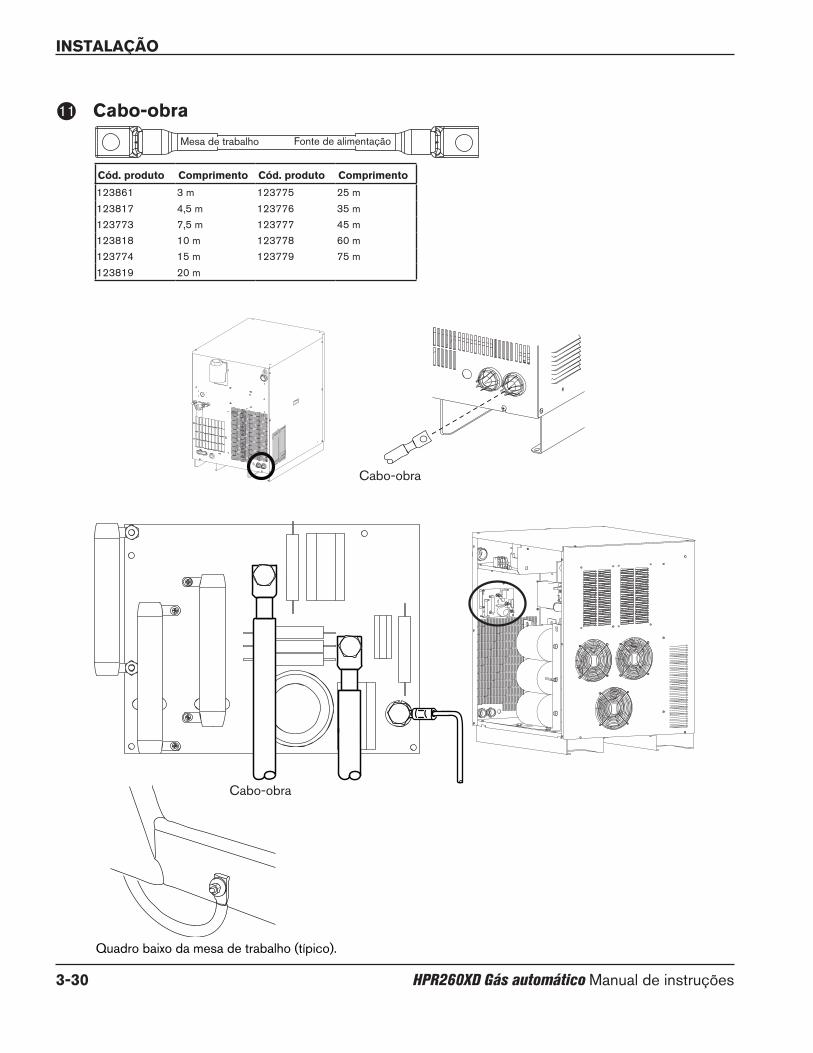
InStalação
3-30 HPR260XD Gás automático Manual de instruções
11 Cabo-obra
Cabo-obra
Cabo-obra
Quadro baixo da mesa de trabalho (típico).
Mesa de trabalho Fonte de alimentação
Cód. produto Comprimento Cód. produto Comprimento
123861 3 m 123775 25 m123817 4,5 m 123776 35 m123773 7,5 m 123777 45 m123818 10 m 123778 60 m123774 15 m 123779 75 m123819 20 m
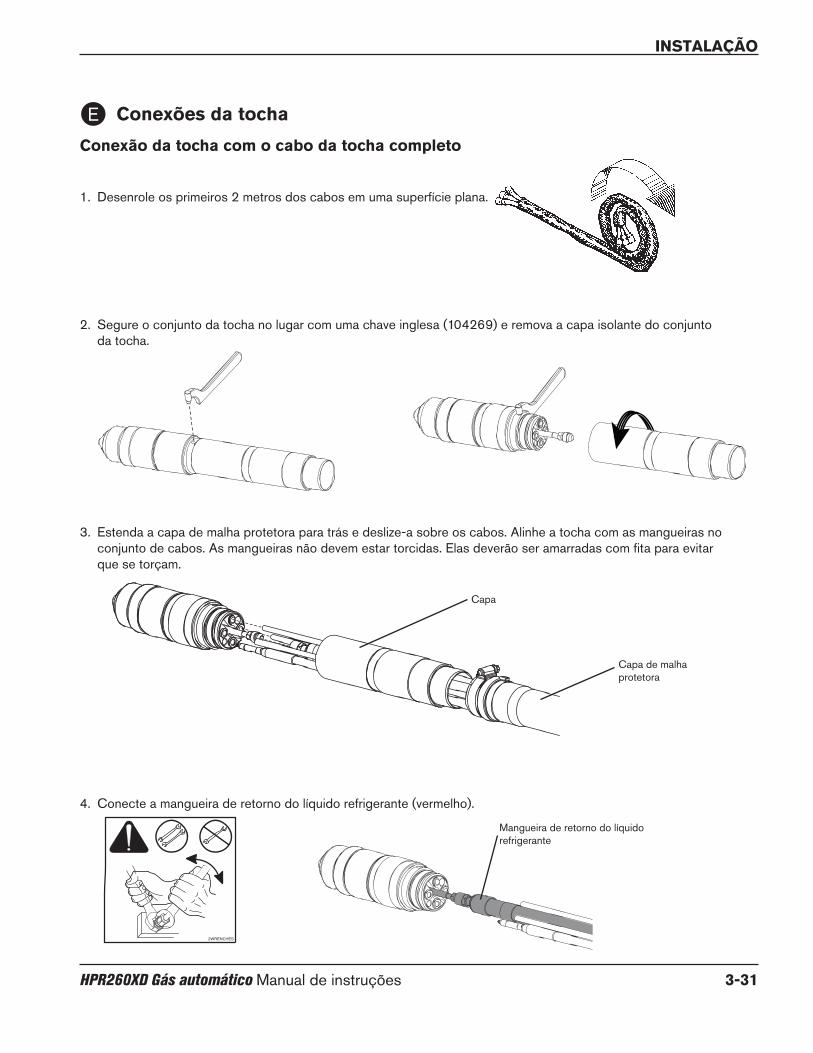
InStalação
HPR260XD Gás automático Manual de instruções 3-31
E Conexões da tocha
Conexão da tocha com o cabo da tocha completo
1. Desenrole os primeiros 2 metros dos cabos em uma superfície plana.
2. Segure o conjunto da tocha no lugar com uma chave inglesa (104269) e remova a capa isolante do conjunto da tocha.
3. Estenda a capa de malha protetora para trás e deslize-a sobre os cabos. Alinhe a tocha com as mangueiras no conjunto de cabos. As mangueiras não devem estar torcidas. Elas deverão ser amarradas com fita para evitar que se torçam.
4. Conecte a mangueira de retorno do líquido refrigerante (vermelho).
Capa de malha protetora
Capa
Mangueira de retorno do líquido refrigerante
2WRENCHES
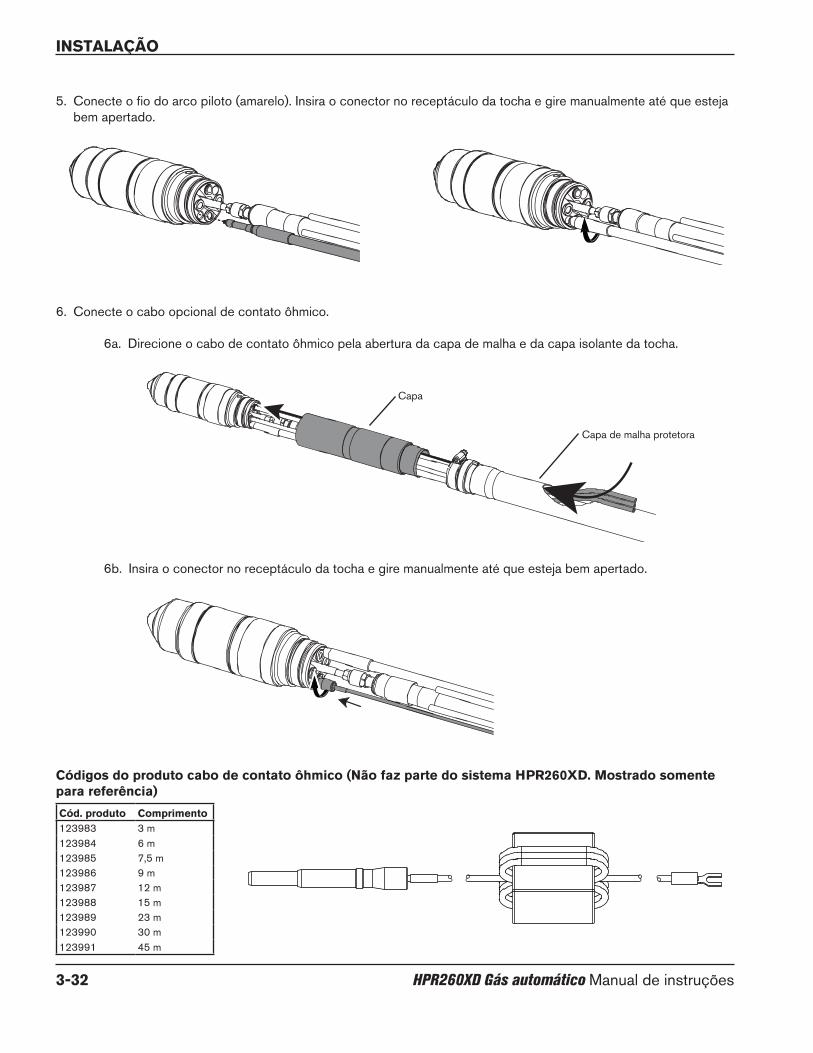
InStalação
3-32 HPR260XD Gás automático Manual de instruções
5. Conecte o fio do arco piloto (amarelo). Insira o conector no receptáculo da tocha e gire manualmente até que esteja bem apertado.
6. Conecte o cabo opcional de contato ôhmico.
6a. Direcione o cabo de contato ôhmico pela abertura da capa de malha e da capa isolante da tocha.
Capa de malha protetora
Capa
6b. Insira o conector no receptáculo da tocha e gire manualmente até que esteja bem apertado.
Códigos do produto cabo de contato ôhmico (não faz parte do sistema HPR260XD. Mostrado somente para referência)
Cód. produto Comprimento123983 3 m123984 6 m123985 7,5 m123986 9 m123987 12 m123988 15 m123989 23 m123990 30 m123991 45 m
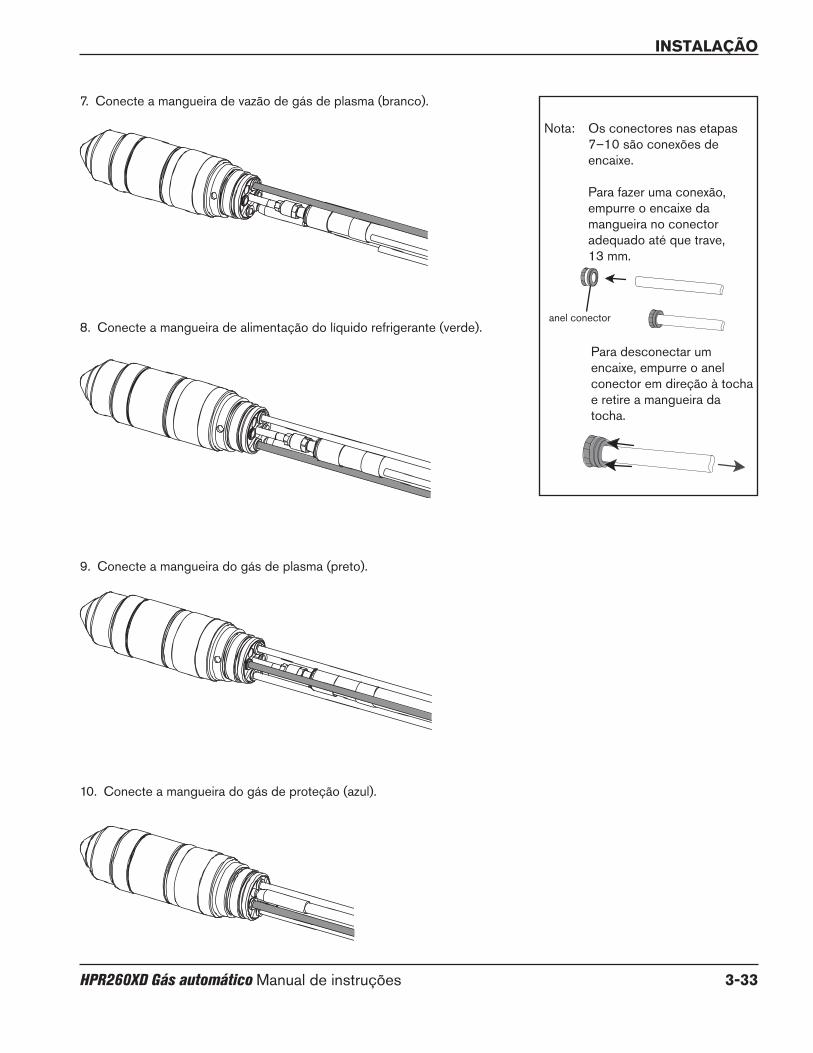
InStalação
HPR260XD Gás automático Manual de instruções 3-33
Nota: Os conectores nas etapas7–10 são conexões de encaixe. Para fazer uma conexão, empurre o encaixe da mangueira no conector adequado até que trave, 13 mm.
Para desconectar um encaixe, empurre o anel conector em direção à tocha e retire a mangueira da tocha.
10. Conecte a mangueira do gás de proteção (azul).
7. Conecte a mangueira de vazão de gás de plasma (branco).
anel conector8. Conecte a mangueira de alimentação do líquido refrigerante (verde).
9. Conecte a mangueira do gás de plasma (preto).
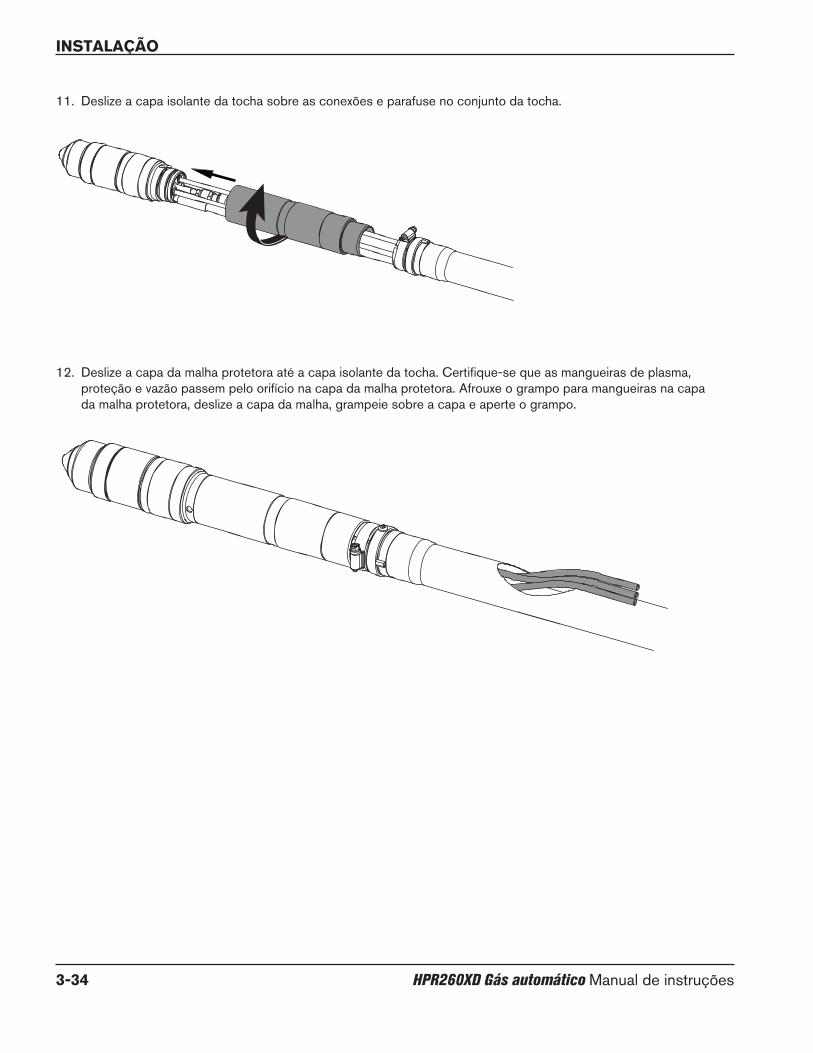
InStalação
3-34 HPR260XD Gás automático Manual de instruções
11. Deslize a capa isolante da tocha sobre as conexões e parafuse no conjunto da tocha.
12. Deslize a capa da malha protetora até a capa isolante da tocha. Certifique-se que as mangueiras de plasma, proteção e vazão passem pelo orifício na capa da malha protetora. Afrouxe o grampo para mangueiras na capa da malha protetora, deslize a capa da malha, grampeie sobre a capa e aperte o grampo.
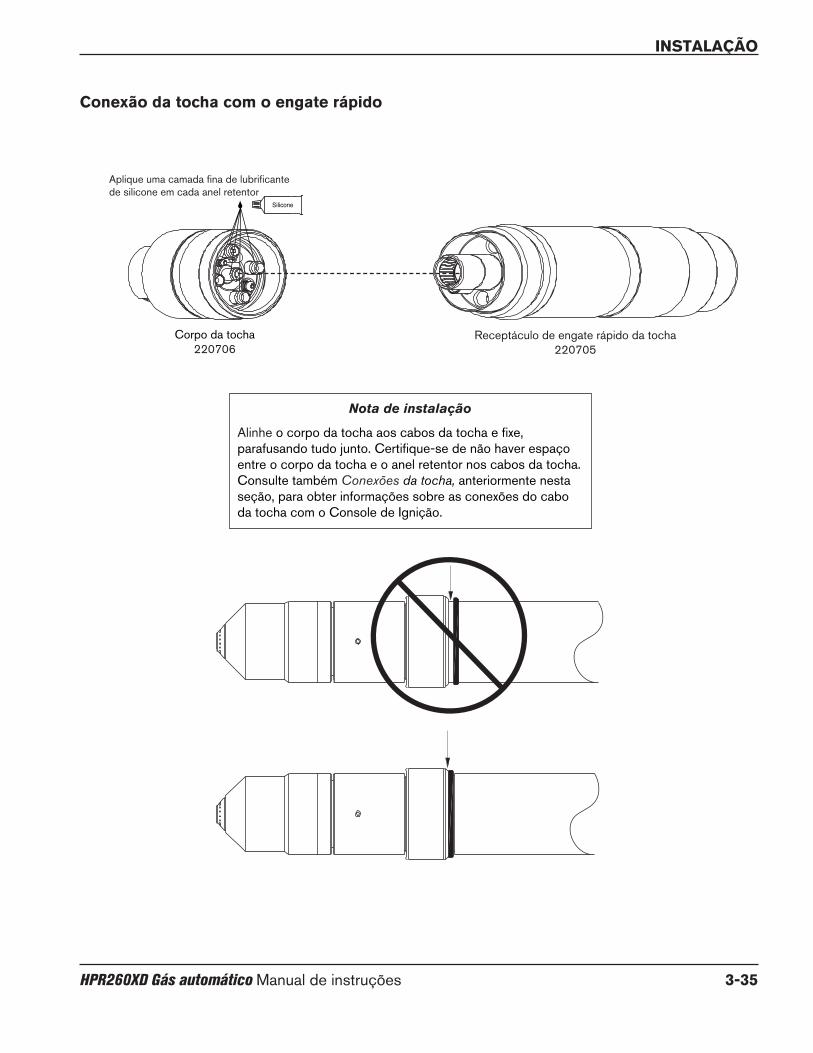
InStalação
HPR260XD Gás automático Manual de instruções 3-35
Conexão da tocha com o engate rápido
Nota de instalação
Alinhe o corpo da tocha aos cabos da tocha e fixe, parafusando tudo junto. Certifique-se de não haver espaço entre o corpo da tocha e o anel retentor nos cabos da tocha. Consulte também Conexões da tocha, anteriormente nesta seção, para obter informações sobre as conexões do cabo da tocha com o Console de Ignição.
Aplique uma camada fina de lubrificante de silicone em cada anel retentor
Corpo da tocha220706
Receptáculo de engate rápido da tocha220705
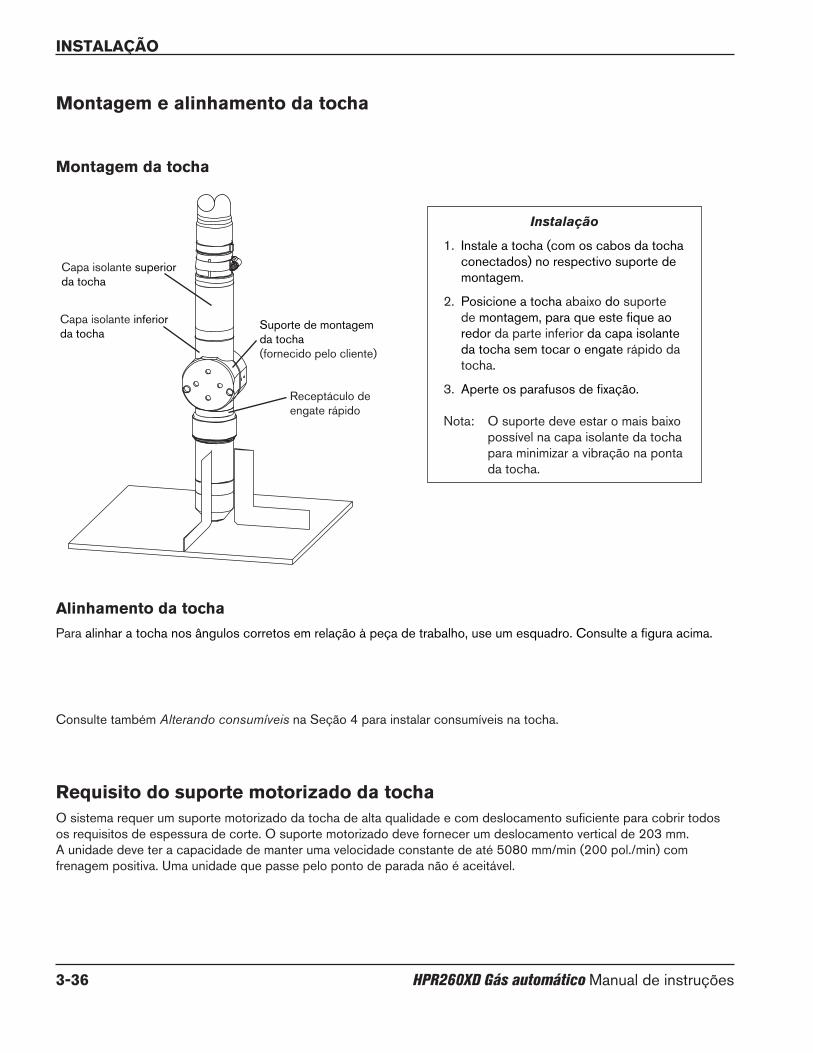
InStalação
3-36 HPR260XD Gás automático Manual de instruções
Montagem e alinhamento da tocha
Montagem da tocha
alinhamento da tochaPara alinhar a tocha nos ângulos corretos em relação à peça de trabalho, use um esquadro. Consulte a figura acima.
Consulte também Alterando consumíveis na Seção 4 para instalar consumíveis na tocha.
Requisito do suporte motorizado da tochaO sistema requer um suporte motorizado da tocha de alta qualidade e com deslocamento suficiente para cobrir todos os requisitos de espessura de corte. O suporte motorizado deve fornecer um deslocamento vertical de 203 mm. A unidade deve ter a capacidade de manter uma velocidade constante de até 5080 mm/min (200 pol./min) com frenagem positiva. Uma unidade que passe pelo ponto de parada não é aceitável.
Instalação
1. Instale a tocha (com os cabos da tocha conectados) no respectivo suporte de montagem.
2. Posicione a tocha abaixo do suporte de montagem, para que este fique ao redor da parte inferior da capa isolante da tocha sem tocar o engate rápido da tocha.
3. Aperte os parafusos de fixação.
Nota: O suporte deve estar o mais baixo possível na capa isolante da tocha para minimizar a vibração na ponta da tocha.
Capa isolante inferior da tocha
Suporte de montagemda tocha(fornecido pelo cliente)
Capa isolante superior da tocha
Receptáculo de engate rápido
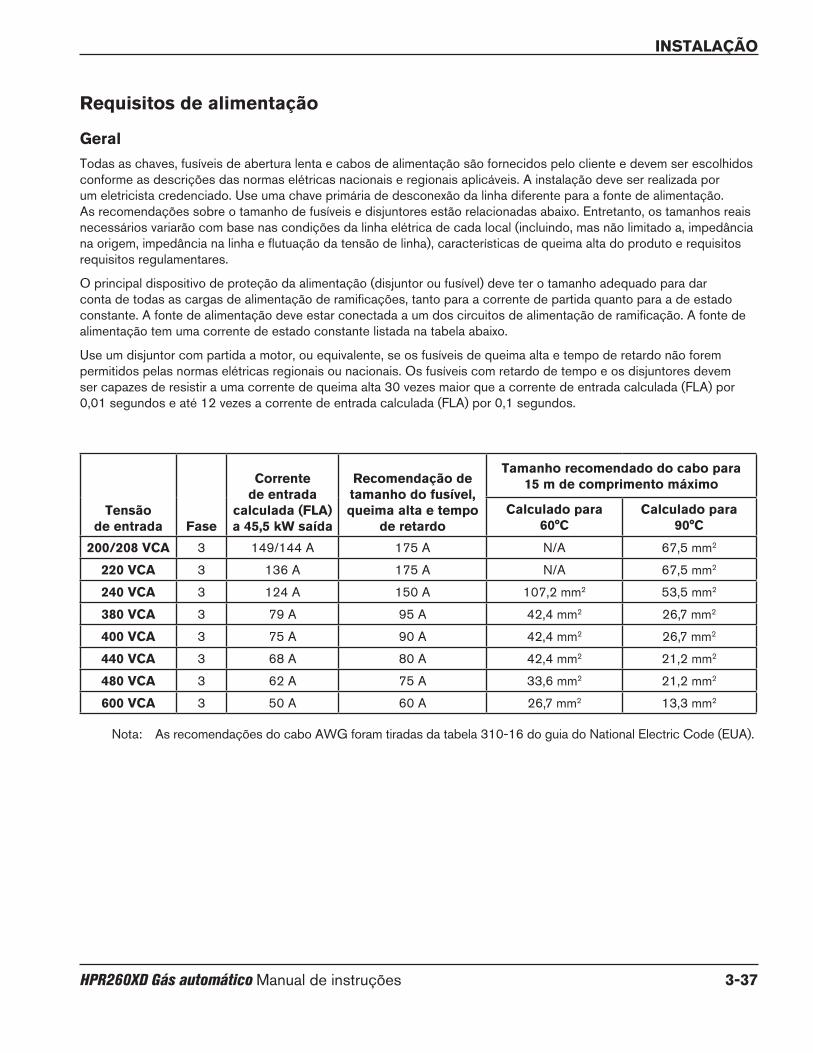
InStalação
HPR260XD Gás automático Manual de instruções 3-37
Nota: As recomendações do cabo AWG foram tiradas da tabela 310-16 do guia do National Electric Code (EUA).
tensão de entrada Fase
Corrente de entrada
calculada (Fla)a 45,5 kW saída
Recomendação de tamanho do fusível, queima alta e tempo
de retardo
tamanho recomendado do cabo para 15 m de comprimento máximo
Calculado para 60°C
Calculado para 90°C
200/208 VCa 3 149/144 A 175 A N/A 67,5 mm2
220 VCa 3 136 A 175 A N/A 67,5 mm2
240 VCa 3 124 A 150 A 107,2 mm2 53,5 mm2
380 VCa 3 79 A 95 A 42,4 mm2 26,7 mm2
400 VCa 3 75 A 90 A 42,4 mm2 26,7 mm2
440 VCa 3 68 A 80 A 42,4 mm2 21,2 mm2
480 VCa 3 62 A 75 A 33,6 mm2 21,2 mm2
600 VCa 3 50 A 60 A 26,7 mm2 13,3 mm2
Requisitos de alimentação
GeralTodas as chaves, fusíveis de abertura lenta e cabos de alimentação são fornecidos pelo cliente e devem ser escolhidos conforme as descrições das normas elétricas nacionais e regionais aplicáveis. A instalação deve ser realizada por um eletricista credenciado. Use uma chave primária de desconexão da linha diferente para a fonte de alimentação. As recomendações sobre o tamanho de fusíveis e disjuntores estão relacionadas abaixo. Entretanto, os tamanhos reais necessários variarão com base nas condições da linha elétrica de cada local (incluindo, mas não limitado a, impedância na origem, impedância na linha e flutuação da tensão de linha), características de queima alta do produto e requisitos requisitos regulamentares.
O principal dispositivo de proteção da alimentação (disjuntor ou fusível) deve ter o tamanho adequado para dar conta de todas as cargas de alimentação de ramificações, tanto para a corrente de partida quanto para a de estado constante. A fonte de alimentação deve estar conectada a um dos circuitos de alimentação de ramificação. A fonte de alimentação tem uma corrente de estado constante listada na tabela abaixo.
Use um disjuntor com partida a motor, ou equivalente, se os fusíveis de queima alta e tempo de retardo não forem permitidos pelas normas elétricas regionais ou nacionais. Os fusíveis com retardo de tempo e os disjuntores devem ser capazes de resistir a uma corrente de queima alta 30 vezes maior que a corrente de entrada calculada (FLA) por 0,01 segundos e até 12 vezes a corrente de entrada calculada (FLA) por 0,1 segundos.
InStalação
3-38 HPR260XD Gás automático Manual de instruções
Chave de desconexão da linhaA chave de desconexão da linha funciona como o dispositivo de desligamento (isolamento) da tensão de alimentação. Instale esta chave perto da fonte de alimentação para que o operador tenha acesso fácil a ela.
A instalação deve ser realizada por um eletricista credenciado e de acordo com normas nacionais e regionais aplicáveis.
A chave deve:
• Isolar o equipamento elétrico e desconectar da tensão de alimentação todos os condutores energizados quando estiver na posição desligada
• Ter uma posição desligada e outra ligada claramente indicadas por “D” (desligada) e “L” (ligada)• Ter uma alavanca externa de operação capaz de ser travada na posição desligada• Conter um mecanismo acionado eletricamente para servir de parada de emergência• Ter fusíveis de queima lenta instalados para a capacidade adequada de ruptura dos fusíveis (consulte a tabela
acima).
16 Cabo de alimentação principalOs tamanhos dos fios variam de acordo com a distância do receptáculo da caixa principal. Os tamanhos dos fios listados na tabela acima foram tirados do guia do National Electric Code de 1990, tabela 310.16 (EUA). Use um cabo de alimentação de entrada de 4 condutores (tipo SO) com uma taxa de temperatura de condutor de 60°C. A instalação deve ser realizada por um eletricista credenciado.
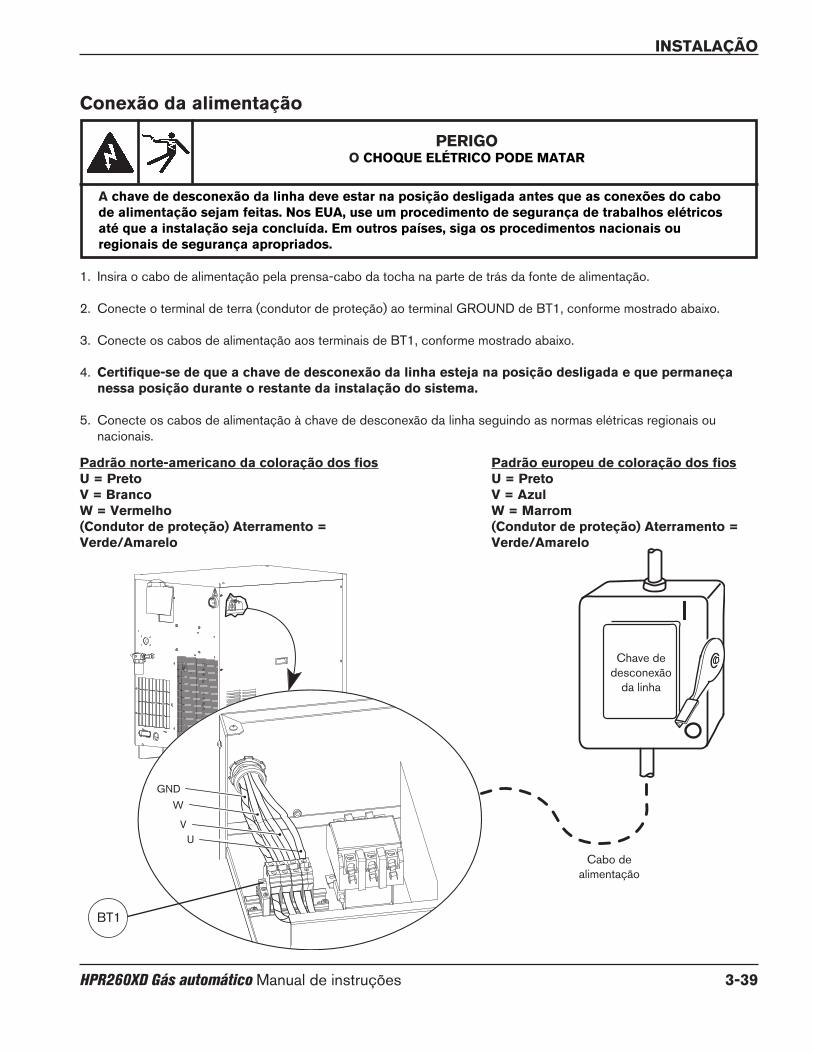
InStalação
HPR260XD Gás automático Manual de instruções 3-39
Conexão da alimentação
1. Insira o cabo de alimentação pela prensa-cabo da tocha na parte de trás da fonte de alimentação.
2. Conecte o terminal de terra (condutor de proteção) ao terminal GROUND de BT1, conforme mostrado abaixo.
3. Conecte os cabos de alimentação aos terminais de BT1, conforme mostrado abaixo.
4. Certifique-se de que a chave de desconexão da linha esteja na posição desligada e que permaneça nessa posição durante o restante da instalação do sistema.
5. Conecte os cabos de alimentação à chave de desconexão da linha seguindo as normas elétricas regionais ou nacionais.
Padrão norte-americano da coloração dos fiosU = PretoV = BrancoW = Vermelho(Condutor de proteção) aterramento = Verde/amarelo
PERIGo o CHoQUE ElÉtRICo PoDE MataR
a chave de desconexão da linha deve estar na posição desligada antes que as conexões do cabo de alimentação sejam feitas. nos EUa, use um procedimento de segurança de trabalhos elétricos até que a instalação seja concluída. Em outros países, siga os procedimentos nacionais ou regionais de segurança apropriados.
Chave de desconexão
da linha
Cabo de alimentação
BT1
W
V
GND
U
Padrão europeu de coloração dos fiosU = PretoV = azulW = Marrom(Condutor de proteção) aterramento = Verde/amarelo

InStalação
3-40 HPR260XD Gás automático Manual de instruções
Requisitos do líquido refrigerante da tochaO sistema é enviado sem líquido refrigerante no tanque. Antes de encher o sistema do líquido refrigerante, determine que mistura desse tipo de líquido seja a correta para as suas condições de operação.
Observe as advertências e os cuidados abaixo. Consulte o apêndice Ficha de dados sobre segurança de materiais para encontrar dados sobre segurança, administração e armazenamento do propileno glicol e do benzotriazol.
Cuidado: nunca use anticongelante automotivo no lugar de propileno glicol. o anticongelante contém inibidores de corrosão que danificarão o sistema do líquido refrigerante da tocha.
Sempre use água purificada na mistura do líquido refrigerante de forma a prevenir contra avarias na bomba e corrosão no sistema do líquido refrigerante da tocha.
PERIGo o lÍQUIDo REFRIGERantE PoDE IRRItaR a PElE E oS olHoS,
alÉM DE SER PREJUDICIal oU Fatal SE InGERIDo
o propileno glicol e o benzotriazol irritam a pele e os olhos, além de ser prejudiciais ou fatais se ingeridos. Se houver contato, enxágue a pele ou os olhos com água. Se ingerido, procure um médico imediatamente.
líquido refrigerante pré-misturado para temperaturas normais de funcionamentoUse um líquido refrigerante pré-misturado da Hypertherm (028872) quando estiver operando numa faixa de temperatura entre -12°C e 40°C. Consulte as recomendações para a mistura personalizada de líquido refrigerante se, em algum momento, as temperaturas de operação saírem dessa faixa.
O líquido refrigerante pré-misturado da Hypertherm consiste em água 69,9%, propileno glicol 30% e benzotriazol 0,1%.
10/16/08
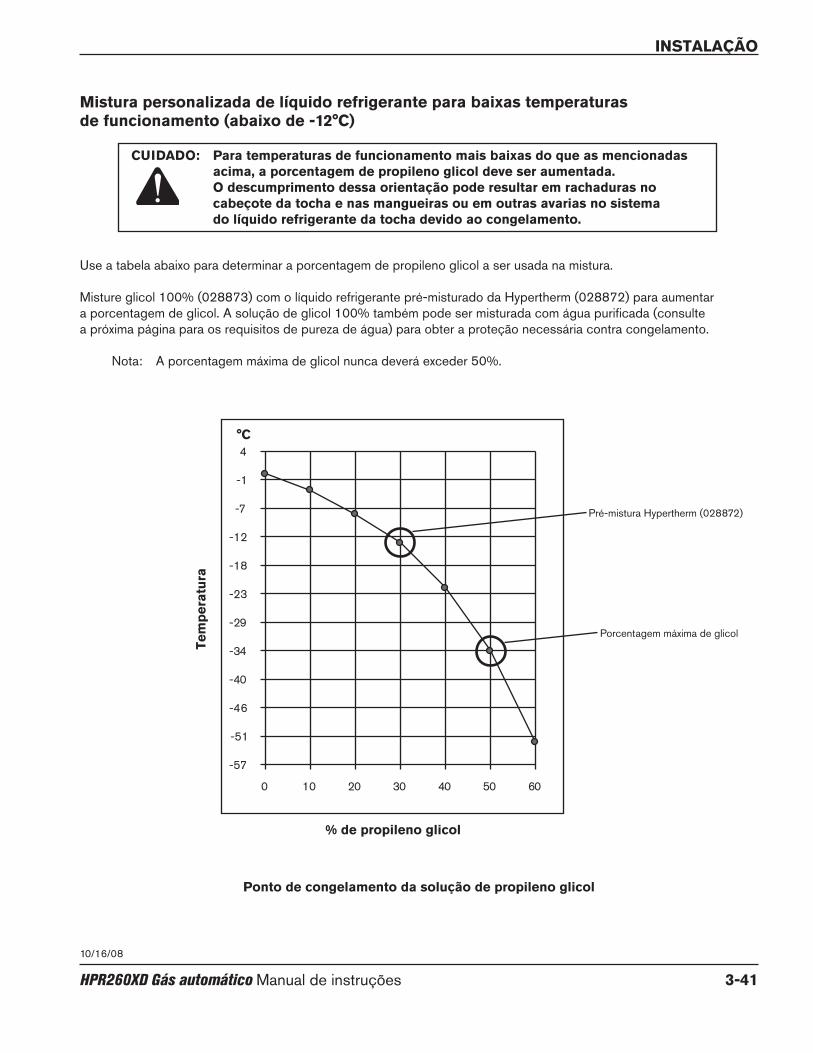
InStalação
HPR260XD Gás automático Manual de instruções 3-41
Mistura personalizada de líquido refrigerante para baixas temperaturas de funcionamento (abaixo de -12°C)
Use a tabela abaixo para determinar a porcentagem de propileno glicol a ser usada na mistura.
Misture glicol 100% (028873) com o líquido refrigerante pré-misturado da Hypertherm (028872) para aumentar a porcentagem de glicol. A solução de glicol 100% também pode ser misturada com água purificada (consulte a próxima página para os requisitos de pureza de água) para obter a proteção necessária contra congelamento.
Nota: A porcentagem máxima de glicol nunca deverá exceder 50%.
CUIDaDo: Para temperaturas de funcionamento mais baixas do que as mencionadas acima, a porcentagem de propileno glicol deve ser aumentada. o descumprimento dessa orientação pode resultar em rachaduras no cabeçote da tocha e nas mangueiras ou em outras avarias no sistema do líquido refrigerante da tocha devido ao congelamento.
Pré-mistura Hypertherm (028872)
Porcentagem máxima de glicol
0 10 20 30 40 50 60
-57
-51
-46
-40
-34
-29
-23
-18
-12
-7
-1
4
tem
pera
tura
% de propileno glicol
°C
Ponto de congelamento da solução de propileno glicol
10/16/08

InStalação
3-42 HPR260XD Gás automático Manual de instruções
Requisitos de pureza da águaÉ essencial manter um nível baixo de carbonato de cálcio no líquido refrigerante para evitar a diminuição no desempenho da tocha ou do sistema de refrigeração.
Sempre use água que atenda às especificações máximas e mínimas da tabela abaixo quando usar uma mistura personalizada de líquido refrigerante.
A água que não atenda às especificações mínimas de pureza abaixo pode causar depósitos excessivos no bico que alterarão o fluxo da água e produzir um arco instável.
A água que não atenda às especificações máximas de pureza abaixo também pode causar problemas. Água deionizada muito pura causará problemas de lixiviação com a tubulação do sistema do líquido refrigerante.
Use água purificada por qualquer método (desionização, osmose inversa, filtros de areia, amaciantes de água etc.) contanto que a pureza da água atenda às especificações da tabela abaixo. Entre em contato com um especialista em água para obter orientações sobre a escolha do sistema de filtragem de água.
Mistura personalizada de líquido refrigerante para altas temperaturas de funcionamento (acima de 38°C)Água tratada (sem propileno glicol) só poderá ser usada como líquido refrigerante quando as temperaturas de funcionamento nunca estiverem abaixo de 0°C. Para operações em temperaturas muito altas, a água tratada fornecerá as melhores propriedades de refrigeração.
A água tratada se refere a uma mistura de água purificada, que atenda às especificações abaixo, e uma parte de benzotriazol (BZT) para 300 partes de água. O BZT (128020) funciona como um inibidor de corrosão para os sistemas de líquido refrigerante à base de cobre contidos no sistema de plasma.
Método de medição da pureza da água
Pureza da água
CondutividadeμS/cma 25°C
ResistividademΩ-cma 25°C
Sólidos dissolvidos
(ppm de NaCl)
Grãos por galão(gpg de CaCO2)
Água pura (somente para referência) 0,055 18,3 0 0
Pureza máxima 0,5 2 0,206 0,010
Pureza mínima 18 0,054 8,5 0,43
Água potável máxima(somente para referência) 1000 0,001 495 25
10/16/08

InStalação
HPR260XD Gás automático Manual de instruções 3-43
abastecimento da fonte de alimentação com líquido refrigeranteO sistema usará de 11,4 a 15,1 litros de líquido refrigerante, dependendo do comprimento dos cabos da tocha ou da presença no sistema de um Console de Ignição local ou remoto.
3 Localize a tela do CNC para o controle manual da bomba. A bomba precisa estar funcionando para encher os cabos.
4 Adicione o líquido refrigerante na fonte de alimentação até que o tanque esteja cheio e recoloque a tampa.
1 Adicione o líquido refrigerante na fonte de alimentação até que o tanque esteja cheio.
2 Ligue a fonte de alimentação usando a chave de força remota ou o CNC.
Cuidado: Usar o líquido refrigerante da maneira incorreta pode causar avarias no sistema. Consulte Requisitos do líquido refrigerante da tocha nesta seção para obter mais informações.
não encha demais o tanque do líquido refrigerante.

InStalação
3-44 HPR260XD Gás automático Manual de instruções
Requisitos de gásO cliente deve fornecer todos os gases e reguladores de suprimento de gás para o sistema. Use um regulador de pressão de dois estágios de alta qualidade, localizado a 3 m do console de seleção. Consulte os reguladores de gás nesta seção para encontrar recomendações. Consulte a Seção 2 para obter especificações de gás e fluxo.
Nota: Oxigênio, ar e nitrogênio são necessários em todos os sistemas. O nitrogênio é usado como gás de purga.
Definição dos reguladores de suprimento
1. Desligue a alimentação do sistema. Ajuste todas as pressões do regulador de gás para 8 bar.
2. Ligue o sistema usando a chave de força remota ou o CNC.
3. Defina em Testar pré-fluxo.
4. Enquanto o gás estiver passando, ajuste o regulador de suprimento para a pressão do gás de proteção a 8 bar.
5. Desligue Testar pré-fluxo.
6. Defina o sistema em Testar fluxo de corte.
7. Enquanto o gás estiver passando, ajuste o regulador de suprimento para o gás de plasma a 8 bar.
8. Desligue Testar fluxo de corte.
Cuidado: as pressões do suprimento de gás que não estejam dentro das especificações da Seção 2 podem causar baixa qualidade de corte, redução da vida útil e problemas operacionais. Se o nível de pureza do gás estiver muito baixo (ou muito alto, no caso de metano) ou se houver vazamentos nas mangueiras ou conexões do suprimento, pode ocorrer: • Redução das velocidades de corte • Deterioração da qualidade do corte • Diminuição da capacidade de espessura dos cortes • Redução da vida útil das peças
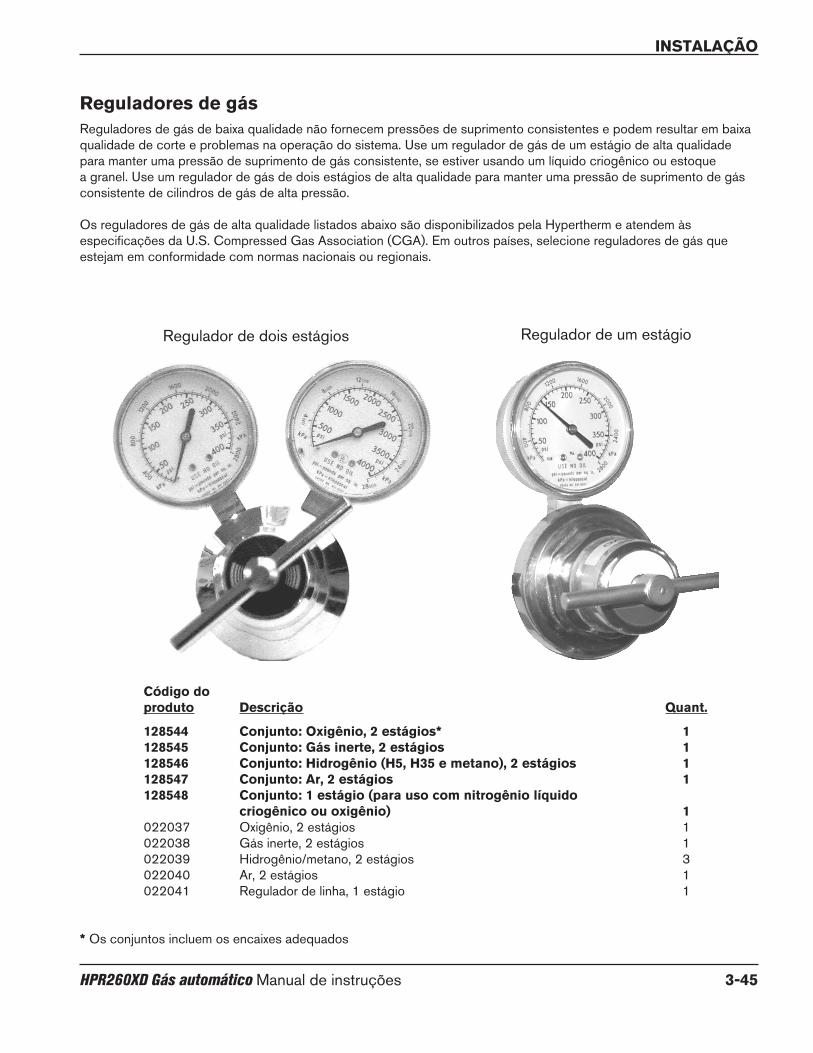
InStalação
HPR260XD Gás automático Manual de instruções 3-45
Reguladores de gásReguladores de gás de baixa qualidade não fornecem pressões de suprimento consistentes e podem resultar em baixa qualidade de corte e problemas na operação do sistema. Use um regulador de gás de um estágio de alta qualidade para manter uma pressão de suprimento de gás consistente, se estiver usando um líquido criogênico ou estoque a granel. Use um regulador de gás de dois estágios de alta qualidade para manter uma pressão de suprimento de gás consistente de cilindros de gás de alta pressão.
Os reguladores de gás de alta qualidade listados abaixo são disponibilizados pela Hypertherm e atendem às especificações da U.S. Compressed Gas Association (CGA). Em outros países, selecione reguladores de gás que estejam em conformidade com normas nacionais ou regionais.
Código do produto Descrição Quant.
128544 Conjunto: oxigênio, 2 estágios* 1 128545 Conjunto: Gás inerte, 2 estágios 1 128546 Conjunto: Hidrogênio (H5, H35 e metano), 2 estágios 1 128547 Conjunto: ar, 2 estágios 1 128548 Conjunto: 1 estágio (para uso com nitrogênio líquido
criogênico ou oxigênio) 1 022037 Oxigênio, 2 estágios 1 022038 Gás inerte, 2 estágios 1 022039 Hidrogênio/metano, 2 estágios 3 022040 Ar, 2 estágios 1 022041 Regulador de linha, 1 estágio 1
* Os conjuntos incluem os encaixes adequados
Regulador de dois estágios Regulador de um estágio
InStalação
3-46 HPR260XD Gás automático Manual de instruções
tubulação do suprimento de gásUma tubulação rígida de cobre ou uma mangueira flexível adequada pode ser usada para todos os suprimentos de gás. Não use tubos de aço ou alumínio.Após a instalação, pressurize todo o sistema e procure vazamentos.Os diâmetros recomendados para as mangueiras são de 9,5 mm para comprimentos < 23 m e 12,5 mm para comprimentos > 23 m.
Para sistemas com mangueiras flexíveis, use uma mangueira projetada para que gases inertes carregarem ar, nitrogênio ou argônio-hidrogênio.
aDVERtÊnCIa CoRtaR CoM oXIGÊnIo PoDE CaUSaR InCÊnDIoS oU EXPloSÕES
Cortar com oxigênio, bem como com gás de plasma, pode trazer risco de incêndios em decorrência da atmosfera enriquecida com oxigênio que é criada. Como precaução, a Hypertherm recomenda que um sistema de ventilação por exaustão seja instalado ao cortar com oxigênio.tapa-chamas são necessários (a menos que não estejam disponíveis para certos gases ou pressões exigidas) para prevenir que o fogo se alastre até o suprimento de gás.
Nota: Ao cortar usando o oxigênio como o gás de plasma, o ar também deve estar conectado ao Console de Seleção para resultar nas misturas adequadas nos modos de pré-fluxo e fluxo de corte.
Cuidado: ao conectar o Console de Seleção com os suprimentos de gás, certifiquese de que todas as mangueiras, conexões de mangueiras e encaixes sejam aceitáveis para o uso de oxigênio, argônio-hidrogênio e metano. a instalação deve ser feita de acordo com normas nacionais e regionais.
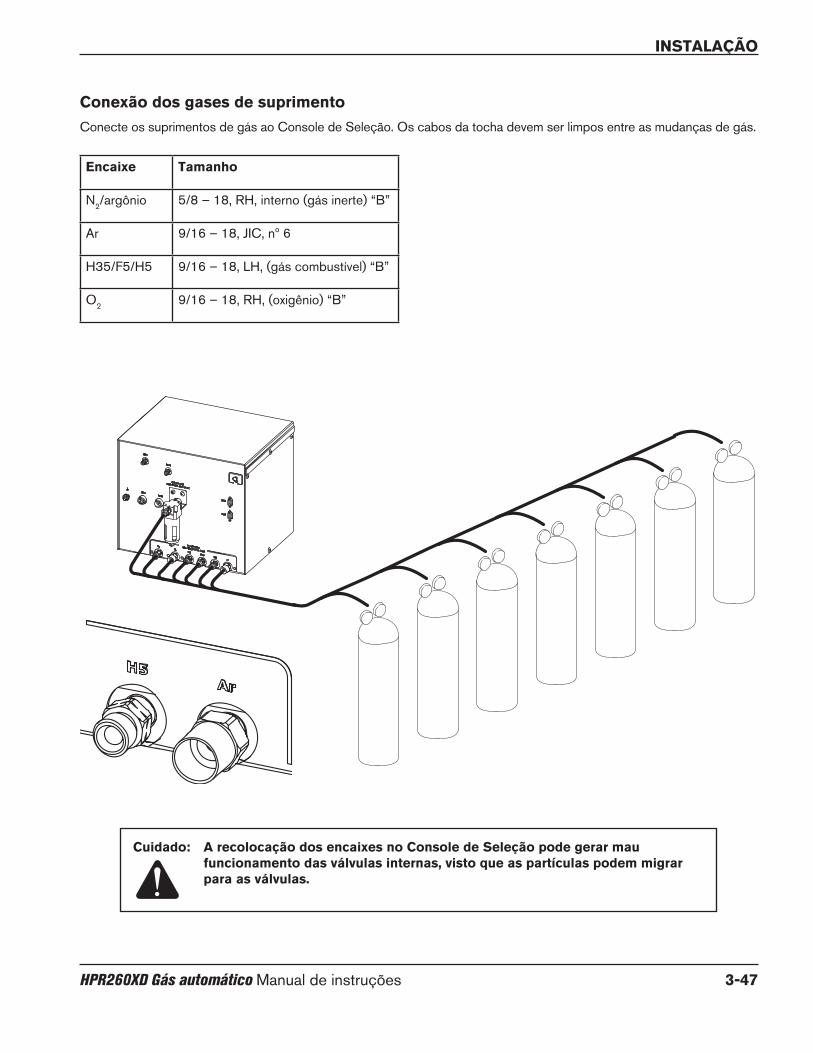
InStalação
HPR260XD Gás automático Manual de instruções 3-47
Conexão dos gases de suprimentoConecte os suprimentos de gás ao Console de Seleção. Os cabos da tocha devem ser limpos entre as mudanças de gás.
Cuidado: a recolocação dos encaixes no Console de Seleção pode gerar mau funcionamento das válvulas internas, visto que as partículas podem migrar para as válvulas.
Encaixe tamanho
N2/argônio 5/8 – 18, RH, interno (gás inerte) “B”
Ar 9/16 – 18, JIC, nº 6
H35/F5/H5 9/16 – 18, LH, (gás combustível) “B”
O2 9/16 – 18, RH, (oxigênio) “B”

InStalação
3-48 HPR260XD Gás automático Manual de instruções
Mangueira de suprimento de gás
12 Mangueira de oxigênio
14 Mangueira de ar
15 argônio-hidrogênio (H35) ou nitrogênio-hidrogênio (F5)
13 Mangueira de nitrogênio ou argônio
Cód. produto Comprimento Cód. produto Comprimento024607 3 m 024738 25 m024204 4,5 m 024450 35 m024205 7,5 m 024159 45 m024760 10 m 024333 60 m024155 15 m 024762 75 m024761 20 m
Cód. produto Comprimento Cód. produto Comprimento024210 3 m 024739 25 m024203 4,5 m 024451 35 m024134 7,5 m 024120 45 m024211 10 m 024124 60 m024112 15 m 024764 75 m024763 20 m
Cód. produto Comprimento Cód. produto Comprimento024671 3 m 024740 25 m024658 4,5 m 024744 35 m024659 7,5 m 024678 45 m024765 10 m 024680 60 m024660 15 m 024767 75 m024766 20 m
Cód. produto Comprimento Cód. produto Comprimento024768 3 m 024741 25 m024655 4,5 m 024742 35 m024384 7,5 m 024743 45 m024769 10 m 024771 60 m024656 15 m 024772 75 m024770 20 m
HPR260XD Gás automático Manual de instruções 4-1
Seção 4
OperaçãO
Nesta seção:
Partida diária ...............................................................................................................................................................................................4-2Verificação da tocha .......................................................................................................................................................................4-2
Indicadores de energia .............................................................................................................................................................................4-3Geral ...................................................................................................................................................................................................4-3Fonte de alimentação .....................................................................................................................................................................4-3Console de seleção ........................................................................................................................................................................4-3Console de medidas .......................................................................................................................................................................4-3
Requisitos do controlador de CNC .......................................................................................................................................................4-4Exemplos de telas do CNC .....................................................................................................................................................................4-5
Tela principal (controle) ..................................................................................................................................................................4-5Diagnostic screen (Tela de diagnósticos)..................................................................................................................................4-6Test screen (Tela de testes) ..........................................................................................................................................................4-7Tela da tabela de corte ...................................................................................................................................................................4-8
Seleção de consumíveis...........................................................................................................................................................................4-9Corte padrão ....................................................................................................................................................................................4-9Corte chanfrado ...............................................................................................................................................................................4-9Marcação ...........................................................................................................................................................................................4-9Consumíveis para corte de imagem espelhada .......................................................................................................................4-9Eletrodos SilverPlus ........................................................................................................................................................................4-9Aço-carbono .................................................................................................................................................................................. 4-10Aço inoxidável ................................................................................................................................................................................4-11Alumínio ..........................................................................................................................................................................................4-11Corte chanfrado de aço-carbono .............................................................................................................................................4-12Corte chanfrado de aço inoxidável ...........................................................................................................................................4-12
Instalação e inspeção de consumíveis ..............................................................................................................................................4-13Manutenção da tocha ............................................................................................................................................................................4-15Conexões da tocha.................................................................................................................................................................................4-16Troca do tubo de água da tocha .........................................................................................................................................................4-16Falhas de corte comuns ........................................................................................................................................................................ 4-17Como otimizar a qualidade do corte ..................................................................................................................................................4-18
Dicas para a mesa e a tocha .....................................................................................................................................................4-18Dicas de configuração do plasma ............................................................................................................................................4-18Maximização da vida útil de peças consumíveis ...................................................................................................................4-18Fatores adicionais da qualidade do corte ...............................................................................................................................4-19Melhorias adicionais ....................................................................................................................................................................4-20
Tabelas de corte ......................................................................................................................................................................................4-21Tabelas de corte chanfrado ........................................................................................................................................................4-21
Definições de corte chanfrado .............................................................................................................................................................4-22Compensação estimada da largura de kerf ......................................................................................................................................4-23
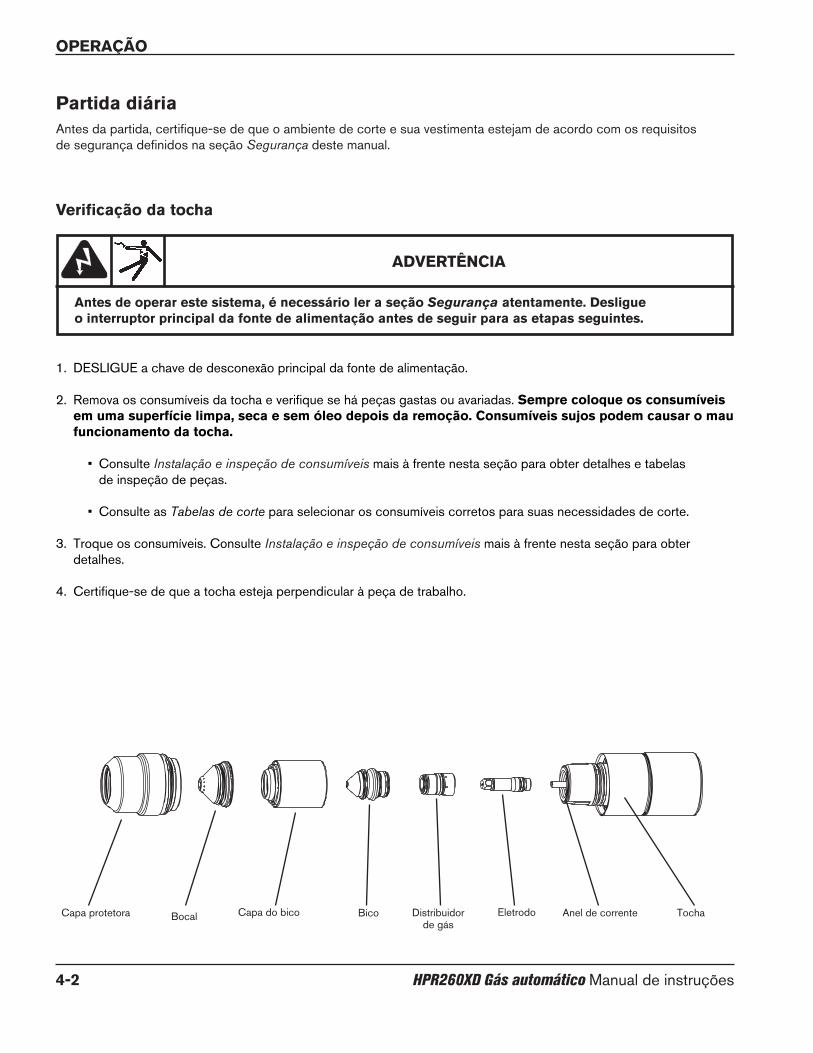
OperaçãO
4-2 HPR260XD Gás automático Manual de instruções
partida diáriaAntes da partida, certifique-se de que o ambiente de corte e sua vestimenta estejam de acordo com os requisitos de segurança definidos na seção Segurança deste manual.
Verificação da tocha
1. DESLIGUE a chave de desconexão principal da fonte de alimentação.
2. Remova os consumíveis da tocha e verifique se há peças gastas ou avariadas. Sempre coloque os consumíveis em uma superfície limpa, seca e sem óleo depois da remoção. Consumíveis sujos podem causar o mau funcionamento da tocha.
• Consulte Instalação e inspeção de consumíveis mais à frente nesta seção para obter detalhes e tabelas de inspeção de peças.
• Consulte as Tabelas de corte para selecionar os consumíveis corretos para suas necessidades de corte.
3. Troque os consumíveis. Consulte Instalação e inspeção de consumíveis mais à frente nesta seção para obter detalhes.
4. Certifique-se de que a tocha esteja perpendicular à peça de trabalho.
aDVerTÊNCIa
antes de operar este sistema, é necessário ler a seção Segurança atentamente. Desligue o interruptor principal da fonte de alimentação antes de seguir para as etapas seguintes.
Capa protetora TochaAnel de correnteEletrodoDistribuidor de gás
BicoBocal Capa do bico
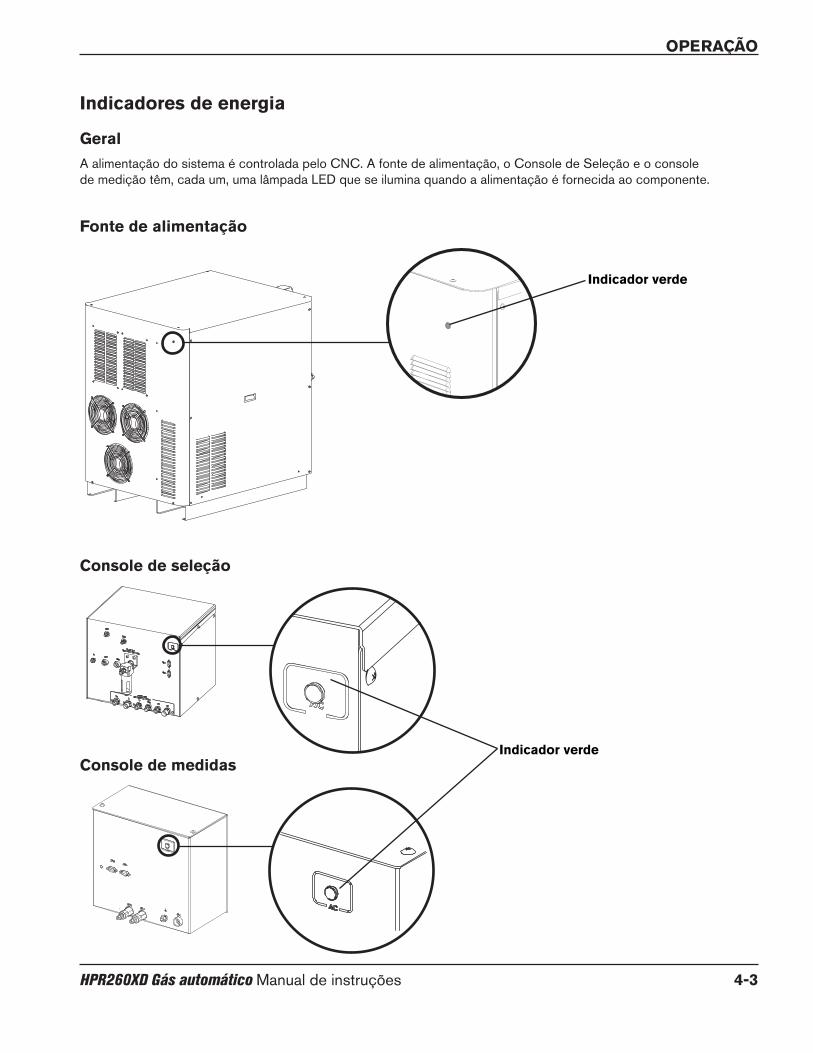
OperaçãO
HPR260XD Gás automático Manual de instruções 4-3
Indicadores de energia
GeralA alimentação do sistema é controlada pelo CNC. A fonte de alimentação, o Console de Seleção e o console de medição têm, cada um, uma lâmpada LED que se ilumina quando a alimentação é fornecida ao componente.
Indicador verde
Fonte de alimentação
Console de seleção
Console de medidasIndicador verde
OperaçãO
4-4 HPR260XD Gás automático Manual de instruções
requisitos do controlador de CNC
elementos básicos necessáriosOs elementos a seguir devem poder ser exibidos e regulados no CNC para a configuração e informações básicas do sistema. O sistema de plasma precisa desse grupo para o recurso básico de configuração e operação.
1. Acionamento/desligamento remoto 2. Capacidade de exibir e regular os pontos de ajuste básicos do processo de plasma (ID de comando nº 95)
a. Ponto de regulagem da correnteb. Pré-fluxo de plasmac. Fluxo de corte do plasmad. Pré-fluxo da proteçãoe. Fluxo de corte da proteçãof. Tipo de gás de plasmag. Tipo de gás de proteçãoh. Pontos de regulagem da mistura de gás
3. Exibição de informações básicas do sistemaa. Código de erro do sistemab. Gás e versão de firmware da fonte
4. Controle manual da bomba
elementos exigidos em tempo realOs elementos a seguir devem poder ser exibidos em tempo real durante o corte. Isso é necessário para fins de diagnóstico e solução de problemas.
5. Exibição da tensão da linha 6. Exibição da corrente do chopper 7. Exibição da corrente do cabo-obra 8. Exibição do código de status do sistema 9. Exibição da temperatura do chopper10. Exibição da temperatura do transformador11. Exibição da temperatura do líquido refrigerante12. Exibição do fluxo do líquido refrigerante13. Exibição dos transdutores de pressão
elementos de diagnóstico necessáriosEsses elementos fornecem um recurso de diagnóstico adicional para o sistema a fim de localizar defeitos na distribuição de gás. O CNC deve ser capaz de executar esses comandos e exibir as informações relevantes quanto ao respectivo teste de acordo com as diretrizes do protocolo serial.
14. Teste dos gases de pré-fluxo15. Teste dos gases do fluxo de corte16. Teste de vazamento na entrada17. Teste de vazamento no sistema18. Teste de fluxo do sistema
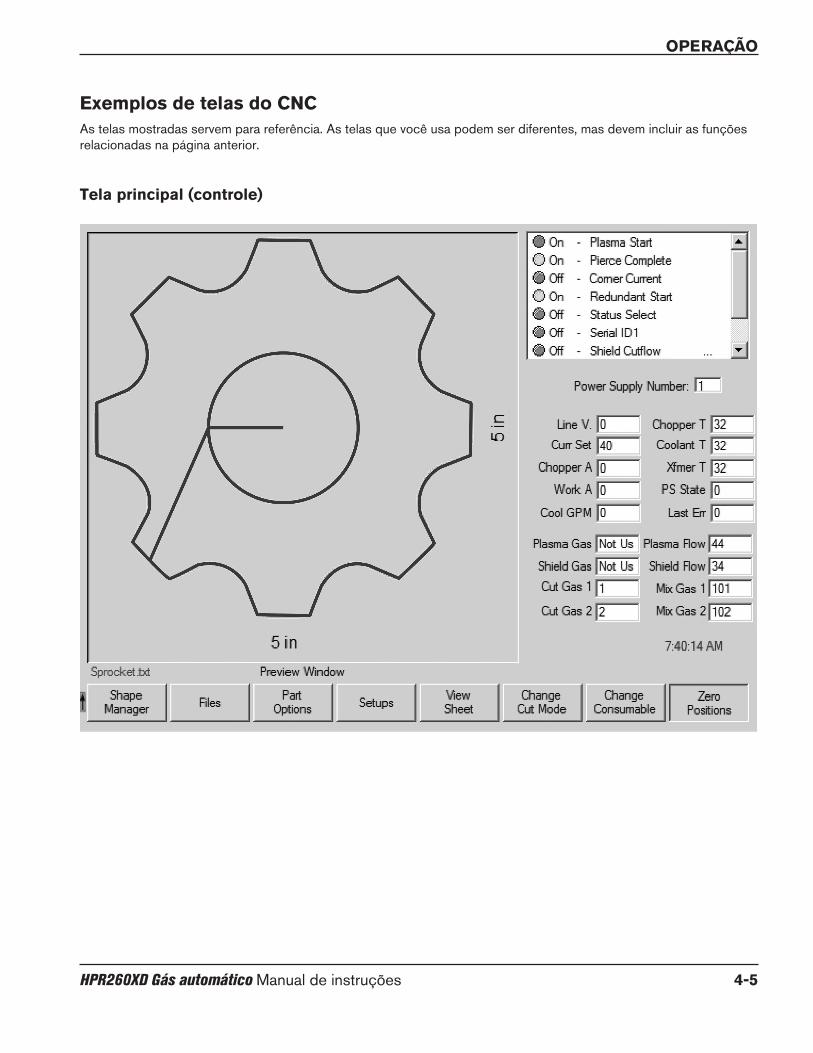
OperaçãO
HPR260XD Gás automático Manual de instruções 4-5
exemplos de telas do CNCAs telas mostradas servem para referência. As telas que você usa podem ser diferentes, mas devem incluir as funções relacionadas na página anterior.
Tela principal (controle)

OperaçãO
4-6 HPR260XD Gás automático Manual de instruções
Diagnostic screen (Tela de diagnósticos)

OperaçãO
HPR260XD Gás automático Manual de instruções 4-7
Test screen (Tela de testes)

OperaçãO
4-8 HPR260XD Gás automático Manual de instruções
Tela da tabela de corte

OperaçãO
HPR260XD Gás automático Manual de instruções 4-9
Seleção de consumíveis
Corte padrão (0°)A maioria dos consumíveis nas páginas a seguir se destinam ao corte padrão (reto), quando a tocha está perpendicular à peça de trabalho.
Corte chanfrado (0° a 45°)Os consumíveis para o corte chanfrado de 130 A e 260 A se destinam especificamente ao corte chanfrado. Os consumíveis de 400 A podem ser usados para o corte padrão e para o chanfrado, mas, para fins de praticidade, são fornecidas as tabelas de corte a 400 A específicas de chanfros.
MarcaçãoQualquer um dos conjuntos de consumíveis pode ser usado para marcação com argônio ou nitrogênio. Os parâmetros de marcação são mostrados na parte inferior de cada tabela de corte. A qualidade das marcas deverá variar de acordo com o processo de marcação, o processo de corte, o tipo de material, a espessura do material e o acabamento superficial do material. Para obter a melhor qualidade de marca, use as configurações do processo de marcação a argônio. Para todos os processos de marcação, a profundidade da marca pode ser aumentada com a redução da velocidade de marcação, ou reduzida, com o aumento dessa velocidade. As correntes de marcação a argônio podem ser aumentadas em até 30% para ampliar a profundidade da marca. Pode ocorrer marcação de qualidade insatisfatória ou abertura com material de espessura inferior a 1,5 mm (0,060 pol.).
Consumíveis para corte de imagem espelhadaConsulte a seção Lista de peças neste manual para obter os códigos dos produtos.
eletrodos SilverplusOs eletrodos SilverPlus oferecem maior vida útil quando a duração média do corte é pequena (< 60 segundos) e a qualidade do corte não é o requisito mais crítico. Os eletrodos SilverPlus estão disponíveis para o corte a O2 /Ar de aço-carbono a 130 A, 200 A e 260 A. Os códigos dos produtos podem ser encontrados na página seguinte.
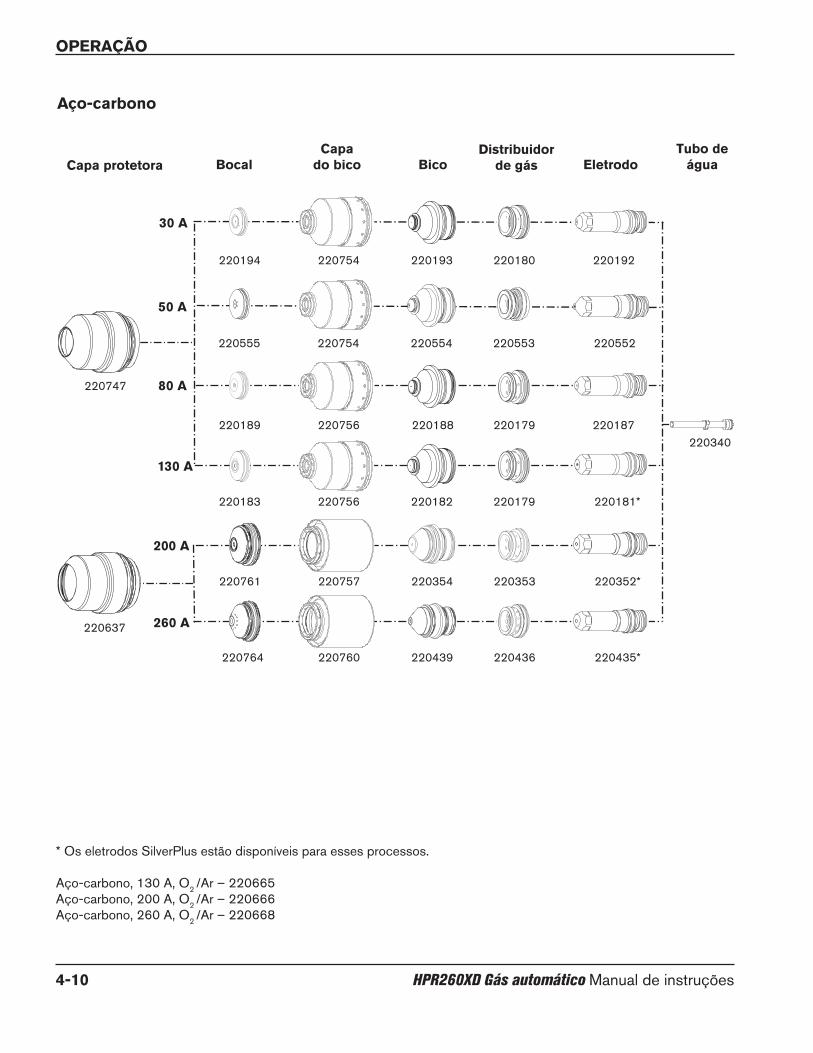
OperaçãO
4-10 HPR260XD Gás automático Manual de instruções
* Os eletrodos SilverPlus estão disponíveis para esses processos.
Aço-carbono, 130 A, O2 /Ar – 220665Aço-carbono, 200 A, O2 /Ar – 220666Aço-carbono, 260 A, O2 /Ar – 220668
aço-carbono
220193 220192220180
30 a
220187
80 a
220181*
130 a
220179
220179
220188
220182220183
220189
220194
220756
220756
220754
220747
200 a
220352*220353220354220761 220757
220435*220436220439220764 220760
220637
Bocal BicoDistribuidor
de gás eletrodoCapa
do bicoCapa protetora
220552220553220554220555 220754
50 a
220340
260 a
Tubo de água

OperaçãO
HPR260XD Gás automático Manual de instruções 4-11
aço inoxidável
220201 220308220180
45 a
220339
80 a
220307
130 a
220179
220179
220337
220197220198
220338
220202
220755 (H35)220756 (N2)
220755
220755
220747
200 a
220307220342220343220762 220758
220307220405220406220763 220758
Bocal BicoDistribuidor
de gás eletrodoCapa
do bicoCapa protetora
220340
Tubo de água
260 a
alumínio
220201 220308220180
220307 (H35)220181 (Ar)
220179220197220198
220202 220756
220747
220755 (H35)220756 (Ar)
220307220342220346220762
220307220405220406220763 220758
220759
Bocal BicoDistribuidor
de gás eletrodoCapa
do bicoCapa protetora
260 a
220340
45 a
130 a
200 a
Tubo de água
220637
220637

OperaçãO
4-12 HPR260XD Gás automático Manual de instruções
Bocal BicoDistribuidor
de gás eletrodo Tubo de água
Bocal BicoDistribuidor
de gás eletrodo Tubo de água
Corte chanfrado de aço-carbono
Corte chanfrado de aço inoxidável
260 a
220541220436220542 220571
260 a
220606220405220607 220571
130 a
220649220179220646 220700
130 a
220606220179220656 220571
220741
220742 220740220637
220739220738220637
220740220637
220738 220739220637
80 a
220802220179220806 220700220742 220845220637
Capado bicoCapa protetora
Capado bicoCapa protetora

OperaçãO
HPR260XD Gás automático Manual de instruções 4-13
Instalação e inspeção de consumíveis
Limpe as superfícies interna e externa da tocha com um pano limpo ou papel-toalha.
Ferramenta: 104119
Aplique uma camada fina de lubrificante de silicone em cada anel retentor. O anel retentor deve ficar brilhante, mas não deve ter nenhum excesso ou acúmulo de pasta.
1. Instale o eletrodo
2. Instale o distribuidor de gás
3. Instale o bico e o distribuidor de gás
4. Instale o capa do bico
5. Instale o bocal
6. Instale a capa protetora
Instale os consumíveisVerifique diariamente se há desgaste nas peças consumíveis antes do corte. Antes de remover os consumíveis, leve a tocha até a borda da mesa de corte, com o suporte motorizado da tocha elevado até seu ponto mais alto para evitar que os consumíveis caiam na mesa de água.
Nota: Não aperte as peças excessivamente! aperte apenas até que as peças de contato se assentem.
aDVerTÊNCIa
O sistema foi projetado para entrar em modo ocioso se a capa for removida. Contudo, NãO TrOQUe CONSUMÍVeIS DUraNTe O MODO OCIOSO. Sempre desconecte a alimentação da fonte antes de inspecionar ou trocar os consumíveis da tocha. Use luvas ao remover os consumíveis. a tocha pode estar quente.
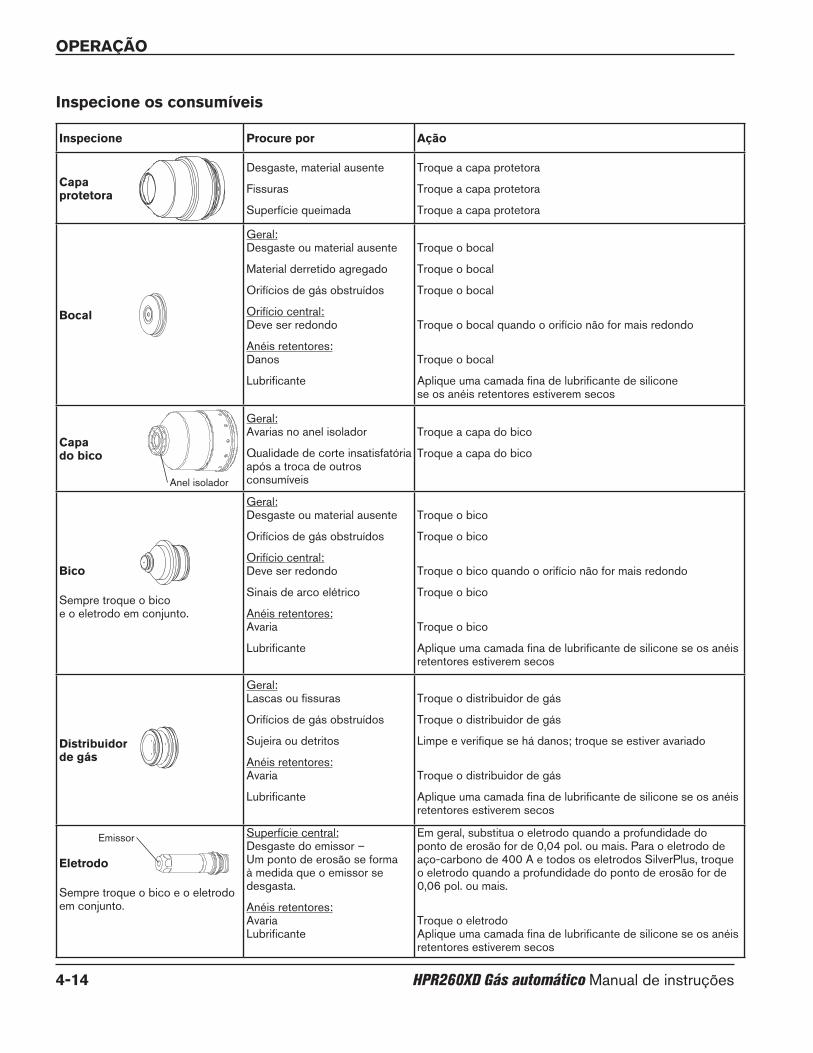
OperaçãO
4-14 HPR260XD Gás automático Manual de instruções
Inspecione os consumíveis
Inspecione procure por ação
Capa protetora
Desgaste, material ausente
Fissuras
Superfície queimada
Troque a capa protetora
Troque a capa protetora
Troque a capa protetora
Bocal
Geral:Desgaste ou material ausente
Material derretido agregado
Orifícios de gás obstruídos
Orifício central:Deve ser redondo
Anéis retentores:Danos
Lubrificante
Troque o bocal
Troque o bocal
Troque o bocal
Troque o bocal quando o orifício não for mais redondo
Troque o bocal
Aplique uma camada fina de lubrificante de silicone se os anéis retentores estiverem secos
Capado bico
Geral:Avarias no anel isolador
Qualidade de corte insatisfatória após a troca de outros consumíveis
Troque a capa do bico
Troque a capa do bico
Bico
Sempre troque o bico e o eletrodo em conjunto.
Geral:Desgaste ou material ausente
Orifícios de gás obstruídos
Orifício central:Deve ser redondo
Sinais de arco elétrico
Anéis retentores:Avaria
Lubrificante
Troque o bico
Troque o bico
Troque o bico quando o orifício não for mais redondo
Troque o bico
Troque o bico
Aplique uma camada fina de lubrificante de silicone se os anéis retentores estiverem secos
Distribuidor de gás
Geral:Lascas ou fissuras
Orifícios de gás obstruídos
Sujeira ou detritos
Anéis retentores:Avaria
Lubrificante
Troque o distribuidor de gás
Troque o distribuidor de gás
Limpe e verifique se há danos; troque se estiver avariado
Troque o distribuidor de gás
Aplique uma camada fina de lubrificante de silicone se os anéis retentores estiverem secos
eletrodo
Sempre troque o bico e o eletrodo em conjunto.
Superfície central:Desgaste do emissor – Um ponto de erosão se forma à medida que o emissor se desgasta.
Anéis retentores:AvariaLubrificante
Em geral, substitua o eletrodo quando a profundidade do ponto de erosão for de 0,04 pol. ou mais. Para o eletrodo de aço-carbono de 400 A e todos os eletrodos SilverPlus, troque o eletrodo quando a profundidade do ponto de erosão for de 0,06 pol. ou mais.
Troque o eletrodoAplique uma camada fina de lubrificante de silicone se os anéis retentores estiverem secos
Anel isolador
Emissor
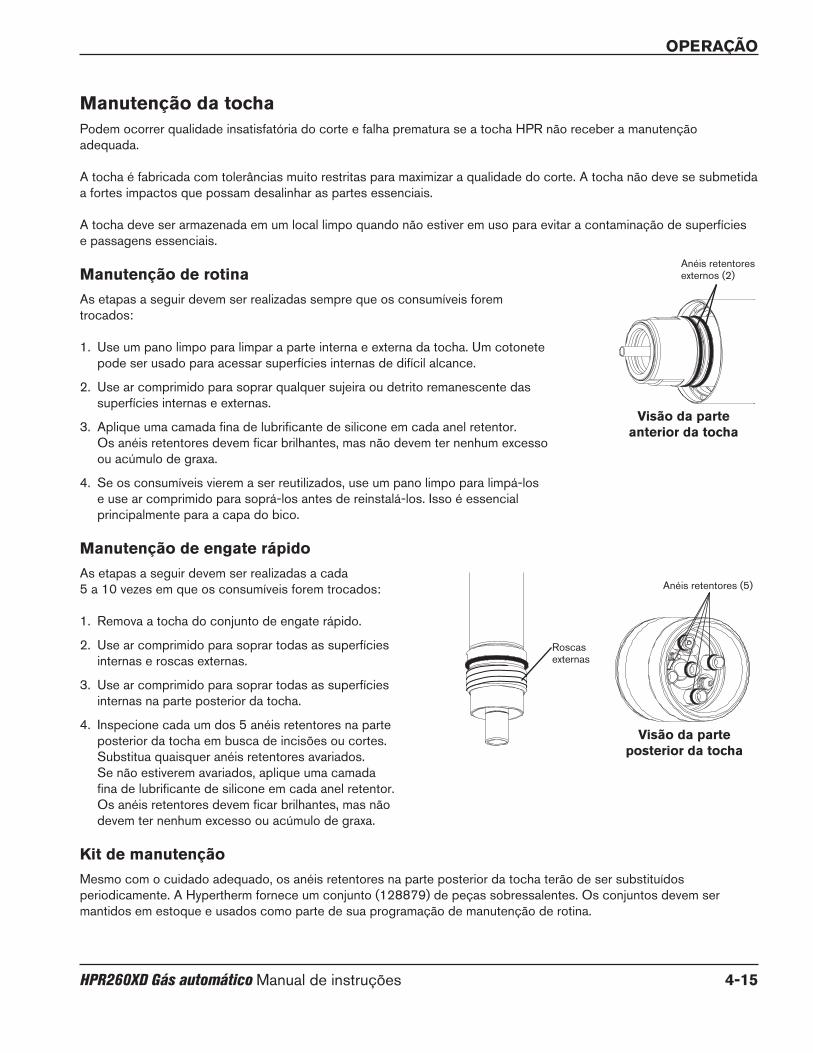
OperaçãO
HPR260XD Gás automático Manual de instruções 4-15
Manutenção da tochaPodem ocorrer qualidade insatisfatória do corte e falha prematura se a tocha HPR não receber a manutenção adequada.
A tocha é fabricada com tolerâncias muito restritas para maximizar a qualidade do corte. A tocha não deve se submetida a fortes impactos que possam desalinhar as partes essenciais.
A tocha deve ser armazenada em um local limpo quando não estiver em uso para evitar a contaminação de superfícies e passagens essenciais.
Manutenção de rotinaAs etapas a seguir devem ser realizadas sempre que os consumíveis forem trocados:
1. Use um pano limpo para limpar a parte interna e externa da tocha. Um cotonete pode ser usado para acessar superfícies internas de difícil alcance.
2. Use ar comprimido para soprar qualquer sujeira ou detrito remanescente das superfícies internas e externas.
3. Aplique uma camada fina de lubrificante de silicone em cada anel retentor. Os anéis retentores devem ficar brilhantes, mas não devem ter nenhum excesso ou acúmulo de graxa.
4. Se os consumíveis vierem a ser reutilizados, use um pano limpo para limpá-los e use ar comprimido para soprá-los antes de reinstalá-los. Isso é essencial principalmente para a capa do bico.
Manutenção de engate rápidoAs etapas a seguir devem ser realizadas a cada 5 a 10 vezes em que os consumíveis forem trocados:
1. Remova a tocha do conjunto de engate rápido.
2. Use ar comprimido para soprar todas as superfícies internas e roscas externas.
3. Use ar comprimido para soprar todas as superfícies internas na parte posterior da tocha.
4. Inspecione cada um dos 5 anéis retentores na parte posterior da tocha em busca de incisões ou cortes. Substitua quaisquer anéis retentores avariados. Se não estiverem avariados, aplique uma camada fina de lubrificante de silicone em cada anel retentor. Os anéis retentores devem ficar brilhantes, mas não devem ter nenhum excesso ou acúmulo de graxa.
Kit de manutençãoMesmo com o cuidado adequado, os anéis retentores na parte posterior da tocha terão de ser substituídos periodicamente. A Hypertherm fornece um conjunto (128879) de peças sobressalentes. Os conjuntos devem ser mantidos em estoque e usados como parte de sua programação de manutenção de rotina.
Anéis retentores externos (2)
Roscas externas
Visão da parte posterior da tocha
Anéis retentores (5)
Visão da parte anterior da tocha

OperaçãO
4-16 HPR260XD Gás automático Manual de instruções
Nota: O tubo de água pode parecer solto quando inserido corretamente, porém, qualquer folga de lado a lado desaparecerá depois que o eletrodo for instalado.
1. Desligue toda a alimentação do sistema.
2. Remova os consumíveis da tocha. Consulte Instalação e inspeção de consumíveis nesta seção.
3. Remova o tubo de água antigo.
4. Aplique uma fina camada de lubrificante de silicone no anel retentor e instale um novo tubo de água. O anel retentor deve ficar brilhante, mas não deve ter nenhum excesso ou acúmulo de pasta.
5. Substitua os consumíveis. Consulte Instalação e inspeção de consumíveis nesta seção.
Troca do tubo de água da tocha
aDVerTÊNCIa
O sistema foi projetado para entrar em modo ocioso se a capa for removida. Contudo, NãO reMOVa CONSUMÍVeIS DUraNTe O MODO OCIOSO. Sempre desconecte a alimentação da fonte antes de remover os consumíveis da tocha. Use luvas ao remover os consumíveis. a tocha pode estar quente.
Gás de plasma
Vazão de plasma
Entrada de líquido refrigerante
Arco piloto
Gás de proteção
Retorno de líquido refrigerante
Conexões da tocha
Pino de contato ôhmico
receptáculo de engate rápido da tochaTocha
Entrada de líquido refrigerante
Retorno de líquido refrigerante
Nota: As linhas de entrada de líquido refrigerante e de retorno de líquido refrigerante no engate rápido estão em posições opostas às linhas de líquido refrigerante da tocha. Isso ajuda a reduzir a temperatura do líquido refrigerante.
OperaçãO
HPR260XD Gás automático Manual de instruções 4-17
Falhas de corte comuns• O arco piloto da tocha será iniciado, mas não transferido. As causas podem ser:
1. Falta de bom contato da conexão do cabo obra na mesa de corte.
2. Defeito no sistema. Consulte a Seção 5.
3. A distância da tocha à obra é muito grande.
• A peça de trabalho não é penetrada totalmente e há excesso de formação de fagulhas na parte superior dessa peça. As causas podem ser:
1. A corrente está em nível muito baixo (verifique as informações da Tabela de corte).
2. A velocidade de corte está muito alta (verifique as informações da Tabela de corte).
3. As peças da tocha estão gastas (consulte Instalação e inspeção de consumíveis).
4. O metal em corte é muito espesso.
• Forma-se escória na parte inferior do corte. As causas podem ser:
1. A velocidade de corte não é a correta (verifique as informações da Tabela de corte).
2. A corrente do arco está em nível muito baixo (verifique as informações da Tabela de corte).
3. As peças da tocha estão gastas (consulte Instalação e inspeção de consumíveis).
• O ângulo do corte não é perpendicular. As causas podem ser:
1. Direção errada do curso da máquina. O lado de alta qualidade está à direita com relação ao movimento de avanço da tocha.
2. A distância da tocha à obra não é a correta (verifique as informações da Tabela de corte).
3. A velocidade de corte não é a correta (verifique as informações da Tabela de corte).
4. A corrente do arco não é a correta (verifique as informações da Tabela de corte).
5. Os consumíveis estão avariados (consulte Instalação e inspeção de consumíveis).
• Curta vida útil do consumível. As causas podem ser:
1. A corrente do arco, a tensão do arco, a velocidade de corte, o retardo no movimento, as taxas de fluxo de gás ou a altura inicial da tocha não estão definidos conforme especificado nas Tabelas de corte.
2. A tentativa de cortar chapa metálica altamente magnética, como uma blindagem com um alto teor de níquel, reduzirá a vida útil do consumível. É difícil alcançar a vida útil do consumível quando a chapa em corte está magnetizada ou fica magnetizada facilmente.
3. Início ou fim do corte fora da superfície da chapa. para alcançar a vida útil longa do consumível, todos os cortes devem começar e terminar sobre a superfície da chapa.
OperaçãO
4-18 HPR260XD Gás automático Manual de instruções
Como otimizar a qualidade do corteAs dicas e procedimentos a seguir ajudarão a produzir cortes perfeitos, retos, lisos e sem escória.
Dicas para a mesa e a tocha• Use um esquadro para alinhar a tocha nos ângulos
corretos em relação à peça de trabalho.
• A tocha pode se deslocar mais suavemente se você limpar, verificar e ajustar os trilhos e o sistema de condução na mesa de corte. Um movimento instável da máquina pode causar um padrão regular e ondulado na superfície de corte.
• A tocha não deve tocar a peça de trabalho durante o corte. O contato pode avariar o bocal e o bico, além de afetar a superfície de corte.
Dicas de configuração do plasma Siga cuidadosamente cada etapa no procedimento Partida diária descrito anteriormente nesta seção.
Purgue as linhas de gás antes do corte.
Maximização da vida útil de peças consumíveisO processo LongLife® da Hypertherm faz automaticamente a rampa de início de arco dos fluxos de gás e de corrente na partida e a rampa de fim de arco no final de cada corte para minimizar o desgaste da superfície central do eletrodo. O processo LongLife também exige que os cortes iniciem e parem sobre a peça de trabalho.
• A tocha nunca deve acender no ar.
– O início do corte na borda da peça de trabalho é aceitável, contanto que o arco não acenda no ar.
– Para iniciar uma perfuração, use uma altura de perfuração de 1,5 a 2 vezes a distância da tocha à obra. Consulte as Tabelas de corte.
• Cada corte deve terminar com o arco ainda ligado à peça de trabalho para evitar extinções de arco (erros de rampa de fim de arco).
– Ao cortar peças com queda (pequenas peças que caem depois de serem cortadas da peça de trabalho), verifique se o arco continua ligado à borda da peça de trabalho para confirmar a rampa de fim de arco adequada.
• Se ocorrerem extinções de arco, tente uma ou mais das seguintes alternativas:
– Reduza a velocidade de corte durante a parte final do corte.
– Interrompa o arco antes que a peça seja cortada completamente para permitir a conclusão do corte durante a rampa de fim de arco.
– Programe o caminho da tocha dentro da área de recorte para a rampa de fim de arco.
Nota: Use um “corte encadeado”, se possível, para que o caminho da tocha possa ir diretamente de uma peça de corte para a próxima, sem parar e iniciar o arco. Contudo, não permita que o caminho saia e volte para a peça de trabalho e lembre-se de que um corte encadeado de longa duração causará o desgaste do eletrodo.
Nota: Pode ser difícil alcançar os plenos benefícios do processo LongLife em algumas condições.
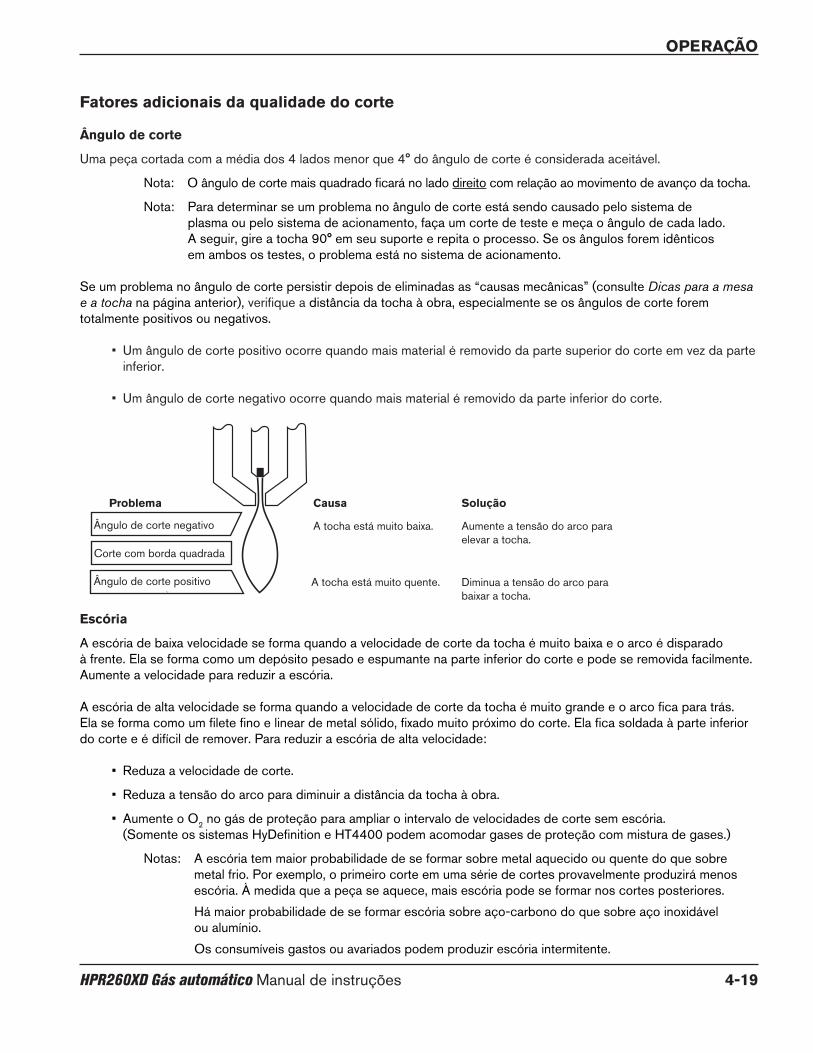
OperaçãO
HPR260XD Gás automático Manual de instruções 4-19
Fatores adicionais da qualidade do corte
Ângulo de corte
Uma peça cortada com a média dos 4 lados menor que 4° do ângulo de corte é considerada aceitável.
Nota: O ângulo de corte mais quadrado ficará no lado direito com relação ao movimento de avanço da tocha.
Nota: Para determinar se um problema no ângulo de corte está sendo causado pelo sistema de plasma ou pelo sistema de acionamento, faça um corte de teste e meça o ângulo de cada lado. A seguir, gire a tocha 90° em seu suporte e repita o processo. Se os ângulos forem idênticos em ambos os testes, o problema está no sistema de acionamento.
Se um problema no ângulo de corte persistir depois de eliminadas as “causas mecânicas” (consulte Dicas para a mesa e a tocha na página anterior), verifique a distância da tocha à obra, especialmente se os ângulos de corte forem totalmente positivos ou negativos.
• Um ângulo de corte positivo ocorre quando mais material é removido da parte superior do corte em vez da parte inferior.
• Um ângulo de corte negativo ocorre quando mais material é removido da parte inferior do corte.
escória
A escória de baixa velocidade se forma quando a velocidade de corte da tocha é muito baixa e o arco é disparado à frente. Ela se forma como um depósito pesado e espumante na parte inferior do corte e pode se removida facilmente. Aumente a velocidade para reduzir a escória.
A escória de alta velocidade se forma quando a velocidade de corte da tocha é muito grande e o arco fica para trás. Ela se forma como um filete fino e linear de metal sólido, fixado muito próximo do corte. Ela fica soldada à parte inferior do corte e é difícil de remover. Para reduzir a escória de alta velocidade:
• Reduza a velocidade de corte.
• Reduza a tensão do arco para diminuir a distância da tocha à obra.
• Aumente o O2 no gás de proteção para ampliar o intervalo de velocidades de corte sem escória. (Somente os sistemas HyDefinition e HT4400 podem acomodar gases de proteção com mistura de gases.)
Notas: A escória tem maior probabilidade de se formar sobre metal aquecido ou quente do que sobre metal frio. Por exemplo, o primeiro corte em uma série de cortes provavelmente produzirá menos escória. À medida que a peça se aquece, mais escória pode se formar nos cortes posteriores.Há maior probabilidade de se formar escória sobre aço-carbono do que sobre aço inoxidável ou alumínio.Os consumíveis gastos ou avariados podem produzir escória intermitente.
Causa
A tocha está muito baixa.
A tocha está muito quente.
\
Solução
Aumente a tensão do arco para elevar a tocha.
Diminua a tensão do arco para baixar a tocha.
Ângulo de corte positivo
Ângulo de corte negativo
problema
Corte com borda quadrada
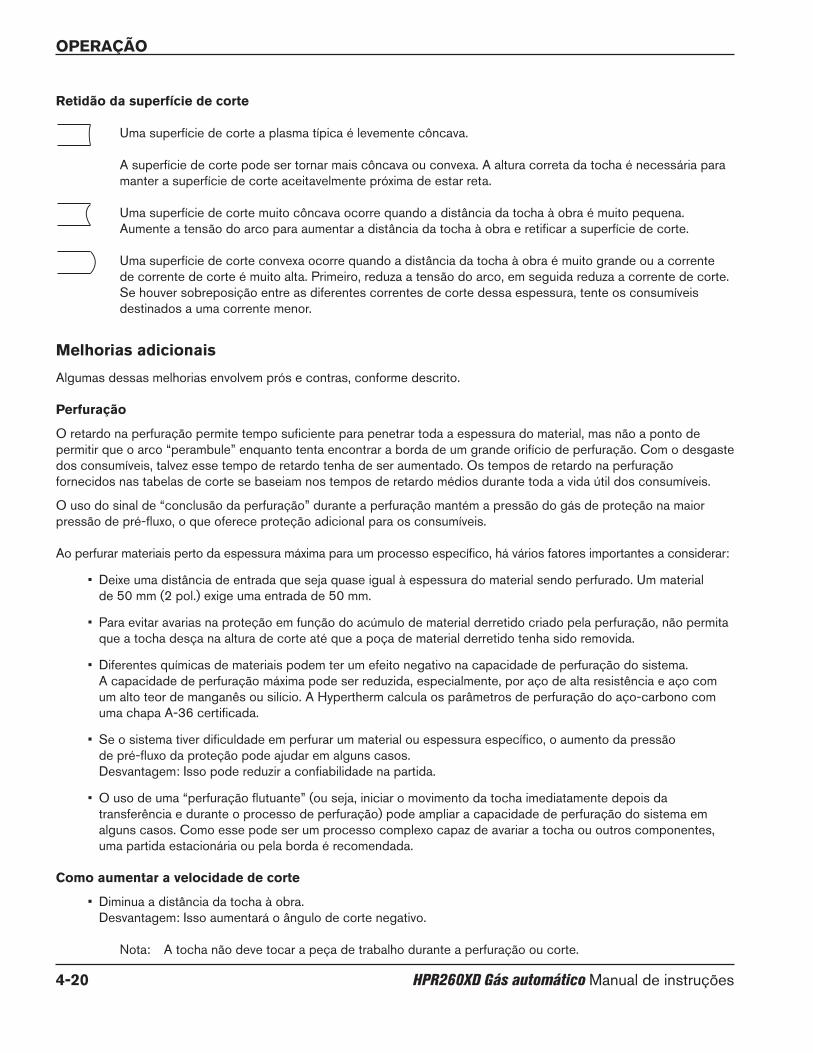
OperaçãO
4-20 HPR260XD Gás automático Manual de instruções
retidão da superfície de corte
Uma superfície de corte a plasma típica é levemente côncava.
A superfície de corte pode ser tornar mais côncava ou convexa. A altura correta da tocha é necessária para manter a superfície de corte aceitavelmente próxima de estar reta.
Uma superfície de corte muito côncava ocorre quando a distância da tocha à obra é muito pequena. Aumente a tensão do arco para aumentar a distância da tocha à obra e retificar a superfície de corte.
Uma superfície de corte convexa ocorre quando a distância da tocha à obra é muito grande ou a corrente de corrente de corte é muito alta. Primeiro, reduza a tensão do arco, em seguida reduza a corrente de corte. Se houver sobreposição entre as diferentes correntes de corte dessa espessura, tente os consumíveis destinados a uma corrente menor.
Melhorias adicionais
Algumas dessas melhorias envolvem prós e contras, conforme descrito.
perfuração
O retardo na perfuração permite tempo suficiente para penetrar toda a espessura do material, mas não a ponto de permitir que o arco “perambule” enquanto tenta encontrar a borda de um grande orifício de perfuração. Com o desgaste dos consumíveis, talvez esse tempo de retardo tenha de ser aumentado. Os tempos de retardo na perfuração fornecidos nas tabelas de corte se baseiam nos tempos de retardo médios durante toda a vida útil dos consumíveis.
O uso do sinal de “conclusão da perfuração” durante a perfuração mantém a pressão do gás de proteção na maior pressão de pré-fluxo, o que oferece proteção adicional para os consumíveis.
Ao perfurar materiais perto da espessura máxima para um processo específico, há vários fatores importantes a considerar:
• Deixe uma distância de entrada que seja quase igual à espessura do material sendo perfurado. Um material de 50 mm (2 pol.) exige uma entrada de 50 mm.
• Para evitar avarias na proteção em função do acúmulo de material derretido criado pela perfuração, não permita que a tocha desça na altura de corte até que a poça de material derretido tenha sido removida.
• Diferentes químicas de materiais podem ter um efeito negativo na capacidade de perfuração do sistema. A capacidade de perfuração máxima pode ser reduzida, especialmente, por aço de alta resistência e aço com um alto teor de manganês ou silício. A Hypertherm calcula os parâmetros de perfuração do aço-carbono com uma chapa A-36 certificada.
• Se o sistema tiver dificuldade em perfurar um material ou espessura específico, o aumento da pressão de pré-fluxo da proteção pode ajudar em alguns casos.Desvantagem: Isso pode reduzir a confiabilidade na partida.
• O uso de uma “perfuração flutuante” (ou seja, iniciar o movimento da tocha imediatamente depois da transferência e durante o processo de perfuração) pode ampliar a capacidade de perfuração do sistema em alguns casos. Como esse pode ser um processo complexo capaz de avariar a tocha ou outros componentes, uma partida estacionária ou pela borda é recomendada.
Como aumentar a velocidade de corte
• Diminua a distância da tocha à obra. Desvantagem: Isso aumentará o ângulo de corte negativo.
Nota: A tocha não deve tocar a peça de trabalho durante a perfuração ou corte.

OperaçãO
HPR260XD Gás automático Manual de instruções 4-21
Tabelas de corteAs Tabelas de corte a seguir mostram as peças consumíveis, as velocidades de corte e as configurações de gás e da tocha necessárias para cada processo.
Os números mostrados nas Tabelas de corte são recomendados para proporcionar cortes de alta qualidade com o mínimo de escória. Em função das diferenças entre as instalações e a composição de materiais, podem ser necessários ajustes para se obter os resultados desejados.
Tabelas de corte chanfradoAs tabelas de corte chanfrado são um pouco diferentes das tabelas de corte padrão. A distância da tocha à obra é um intervalo, e não um valor único, a espessura do material é dada como um valor equivalente, uma coluna referente à folga mínima foi adicionada e não há coluna referente à tensão do arco.
As espessuras equivalentes e as tensões do arco devem variar dependendo do ângulo de corte. O ângulo para o corte chanfrado pode variar de 0° a 45°.
Consulte Definições de corte chanfrado na próxima página para obter informações detalhadas.

OperaçãO
4-22 HPR260XD Gás automático Manual de instruções
Definições de corte chanfrado
Ângulo do chanfro O ângulo entre a linha central da tocha e uma linha perpendicular à peça de trabalho. Se a tocha estiver perpendicular à peça de trabalho, o ângulo do chanfro é zero. O ângulo de chanfro máximo é de 45°.
Espessura normal A espessura vertical da peça de trabalho.
Espessura equivalente O comprimento da borda de corte ou a distância que o arco percorre pelo material durante o corte. A espessura equivalente é igual à nominal dividida pelo cosseno do ângulo de chanfro. As espessuras equivalentes estão relacionadas na tabela de corte.
Folga A distância vertical do ponto mais baixo da tocha até a superfície da peça de trabalho.
Distância da tocha à obra A distância linear do centro da saída da tocha até a superfície da peça de trabalho, junto com a linha central da tocha. Há várias distâncias da tocha à obra relacionadas na tabela de corte. O menor número se refere a um corte reto (ângulo de chanfro = 0°). O maior número se refere a um corte chanfrado de 45° com uma folga de 3 mm.
Tensão do arco O ajuste da tensão do arco depende do ângulo de chanfro e da configuração do sistema. O ajuste da tensão do arco em um sistema pode ser diferente do feito em outro sistema, mesmo que a peça de trabalho seja da mesma espessura. As tensões do arco para o corte chanfrado não são fornecidas nas tabelas de corte chanfrado.
Ângulo do chanfro
Distância da tocha à obra
Tochada tocha
Folga
Espessura normal
Espessura equivalente
0°

OperaçãO
HPR260XD Gás automático Manual de instruções 4-23
Compensação estimada da largura de kerfAs larguras na tabela a seguir servem como referência. As diferenças entre as instalações e a composição de materiais podem fazer com que os resultados reais variem com relação aos mostrados na tabela.
Métricoespessura (mm)
processo 1,5 3 6 10 12 20 25 32 38
aço-carbono
260A O2/Ar 2,54 2,79 3,43 3,81 4,32 4,45
200A O2/Ar 2,18 2,26 2,95
130A O2/Ar 1,803 2,032 2,108 2,642 3,429
80A O2/Ar 1,372 1,727 1,905
50A O2/O2 1,516 1,740 1,854
30A O2/O2 1,346 1,448
aço inoxidável
260A, N2/Ar 2,54 3,08 3,30
260A H35/N2 3,81 4,06 4,32
200A N2/N2 2,16 2,29 2,92
200A H35/N2 3,68 3,81 3,94
130A H35/N2 2,718 2,769 2,896
130A N2/N2 1,829 1,879 2,413
80A F5/N2 1,194
45A F5/N2 0,584 0,381 0,533
45A N2/N2 0,483 0,229 0,152
alumínio
260A, N2/Ar 3,05 3,05 3,30
260A H35/N2 2,79 3,30 3,56
200A N2/N2 2,03 2,58 3,01
200A H35/N2 2,67 2,92 3,30
130A H35/N2 2,718 2,769 2,896
130A Ar/Ar 2,083 2,083 2,184
45A Ar/Ar 1,067 1,092 1,245

OperaçãO
4-24 HPR260XD Gás automático Manual de instruções
Imperialespessura (pol.)
processo 0.060 0.135 1/4 3/8 1/2 3/4 1 1-1/4 1-1/2
aço-carbono
260A O2/Ar 0.100 0.110 0.135 0.150 0.170 0.175
200A O2/Ar 0.086 0.089 0.116
130A O2/Ar 0.071 0.080 0.083 0.104 0.135
80A O2/Ar 0.054 0.068 0.075
50A O2/O2 0.060 0.073 0.073
30A O2/O2 0.053 0.057
aço inoxidável
260A, N2/Ar 0.100 0.120 0.130
260A H35/N2 0.150 0.160 0.170
200A N2/N2 0.085 0.090 0.115
200A H35/N2 0.145 0.150 0.155
130A H35/N2 0.107 0.109 0.114
130A N2/N2 0.072 0.074 0.095
80A F5/N2 0.047
45A F5/N2 0.023 0.015 0.021
45A N2/N2 0.019 0.009 0.006
alumínio
260A, N2/Ar 0.120 0.120 0.130
260A H35/N2 0.110 0.130 0.140
200A N2/N2 0.080 0.090 0.105
200A H35/N2 0.105 0.115 0.130
130A H35/N2 0.107 0.109 0.114
130A Ar/Ar 0.082 0.082 0.086
45A Ar/Ar 0.042 0.043 0.049
Compensação estimada da largura de kerf – continuação
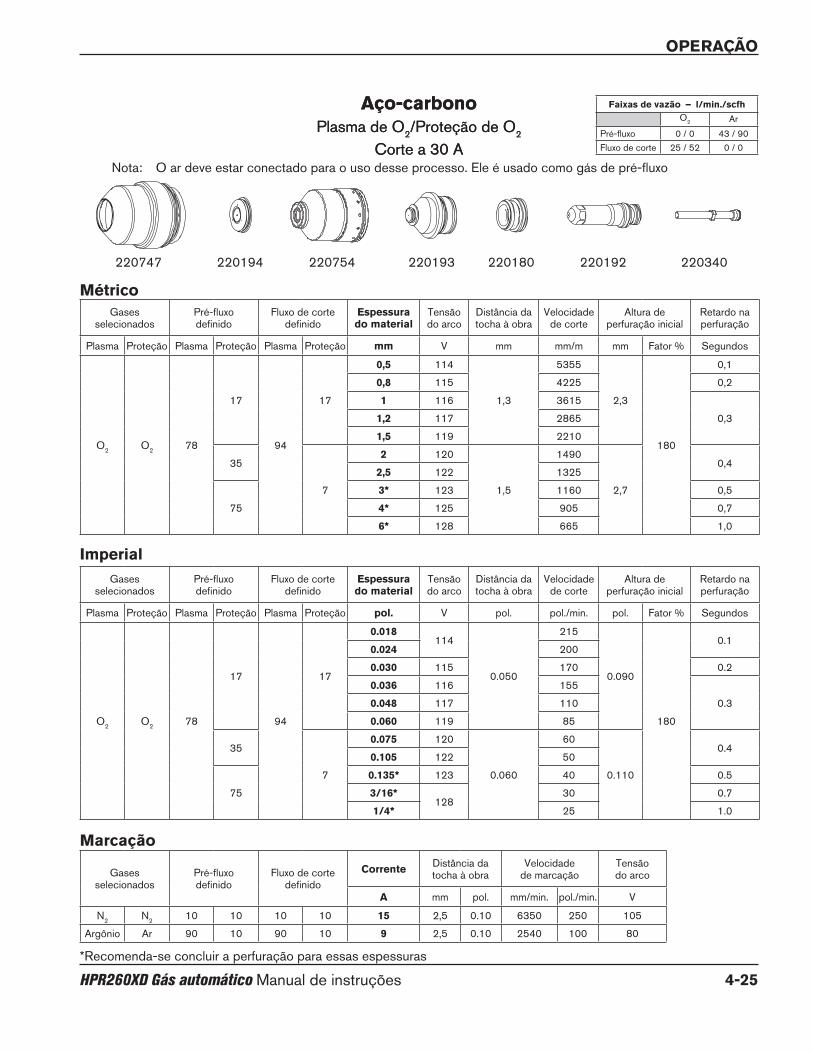
OperaçãO
HPR260XD Gás automático Manual de instruções 4-25
aço-carbonoPlasma de O2/Proteção de O2
Corte a 30 A
220194220747 220192220754 220180220193
*Recomenda-se concluir a perfuração para essas espessuras
Nota: O ar deve estar conectado para o uso desse processo. Ele é usado como gás de pré-fluxo
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
O2 O2 78
17
94
17
0,5 114
1,3
5355
2,3
180
0,1
0,8 115 4225 0,2
1 116 3615
0,31,2 117 2865
1,5 119 2210
35
7
2 120
1,5
1490
2,7
0,42,5 122 1325
75
3* 123 1160 0,5
4* 125 905 0,7
6* 128 665 1,0
Métrico
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
O2 O2 78
17
94
17
0.018114
0.050
215
0.090
180
0.10.024 200
0.030 115 170 0.2
0.036 116 155
0.30.048 117 110
0.060 119 85
35
7
0.075 120
0.060
60
0.110
0.40.105 122 50
75
0.135* 123 40 0.5
3/16*128
30 0.7
1/4* 25 1.0
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 15 2,5 0.10 6350 250 105
Argônio Ar 90 10 90 10 9 2,5 0.10 2540 100 80
Marcação
aço-carbonoPlasma de O2/Proteção de O2
Corte a 30 A
Faixas de vazão – l/min./scfhO2 Ar
Pré-fluxo 0 / 0 43 / 90Fluxo de corte 25 / 52 0 / 0
220340
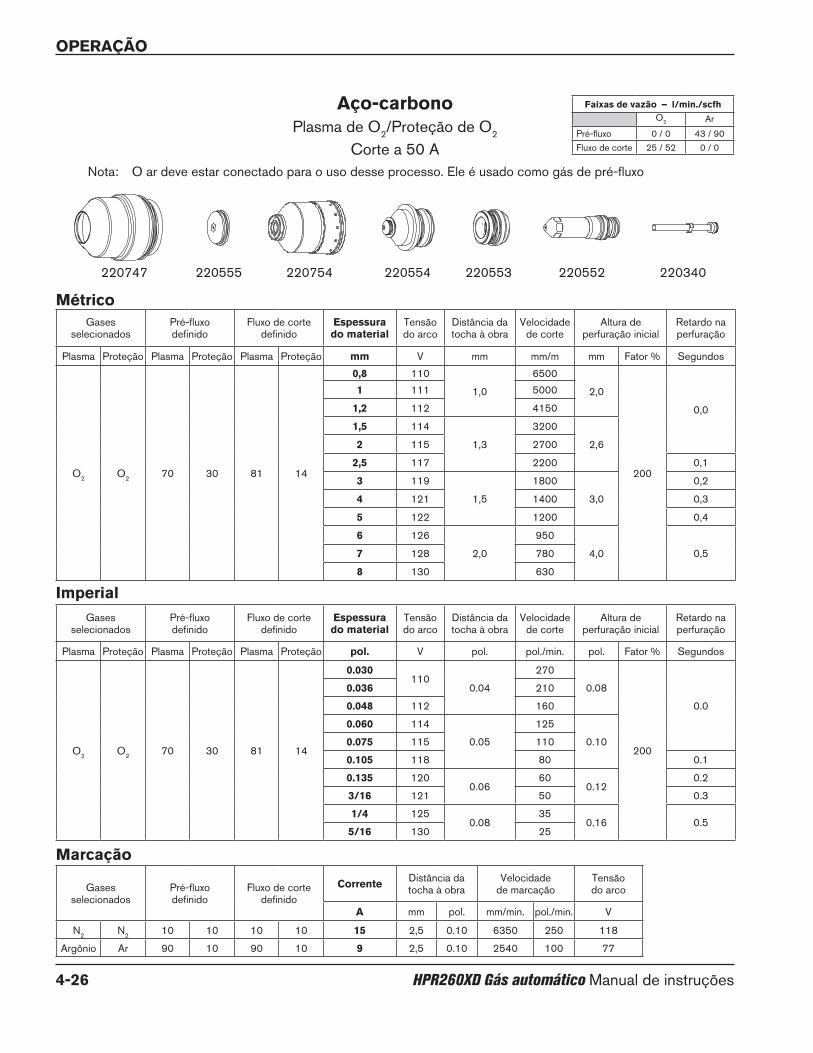
OperaçãO
4-26 HPR260XD Gás automático Manual de instruções
aço-carbonoPlasma de O2/Proteção de O2
Corte a 50 ANota: O ar deve estar conectado para o uso desse processo. Ele é usado como gás de pré-fluxo
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
O2 O2 70 30 81 14
0.030110
0.04
270
0.08
200
0.0
0.036 210
0.048 112 160
0.060 114
0.05
125
0.100.075 115 110
0.105 118 80 0.1
0.135 1200.06
600.12
0.2
3/16 121 50 0.3
1/4 1250.08
350.16 0.5
5/16 130 25
Imperial
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
O2 O2 70 30 81 14
0,8 110
1,0
6500
2,0
200
0,0
1 111 5000
1,2 112 4150
1,5 114
1,3
3200
2,62 115 2700
2,5 117 2200 0,1
3 119
1,5
1800
3,0
0,2
4 121 1400 0,3
5 122 1200 0,4
6 126
2,0
950
4,0 0,57 128 780
8 130 630
Métrico
Faixas de vazão – l/min./scfhO2 Ar
Pré-fluxo 0 / 0 43 / 90Fluxo de corte 25 / 52 0 / 0
220555220747 220552220754 220553220554 220340
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 15 2,5 0.10 6350 250 118
Argônio Ar 90 10 90 10 9 2,5 0.10 2540 100 77

OperaçãO
HPR260XD Gás automático Manual de instruções 4-27
aço-carbonoPlasma de O2/Proteção de ar
Corte a 80 A
220189220747 220187220756 220179220188
Métrico
Imperial
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
O2 Ar 48 23 78
23
2 112
2,5
9810
3,8 1500,1
2,5 115 7980
3 117 61450,2
4 120
2,0
4300
4,0 2006 123 3045 0,3
10 127 1810 0,5
10
12 130 14105,0
250
0,7
15 133 1030 0,8
20 135 2,5 545 6,3 0,9
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
O2 Ar 48 23 78
23
0.075 112
0.100
400
0.150 1500.1
0.105 115 290
0.135 117 1800.2
3/16 120
0.080
155
0.160 2001/4 123 110 0.3
3/8 127 75 0.5
10
1/2 130 500.200
250
0.7
5/8 133 37 0.8
3/4 135 0.100 25 0.250 0.9
Faixas de vazão – l/min./scfhO2 Ar
Pré-fluxo 0 / 0 76 / 161Fluxo de corte 23 / 48 41 / 87
220340
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 15 2,5 0.10 6350 250 130
Argônio Ar 50 10 50 10 15 3,0 0.12 2540 100 78
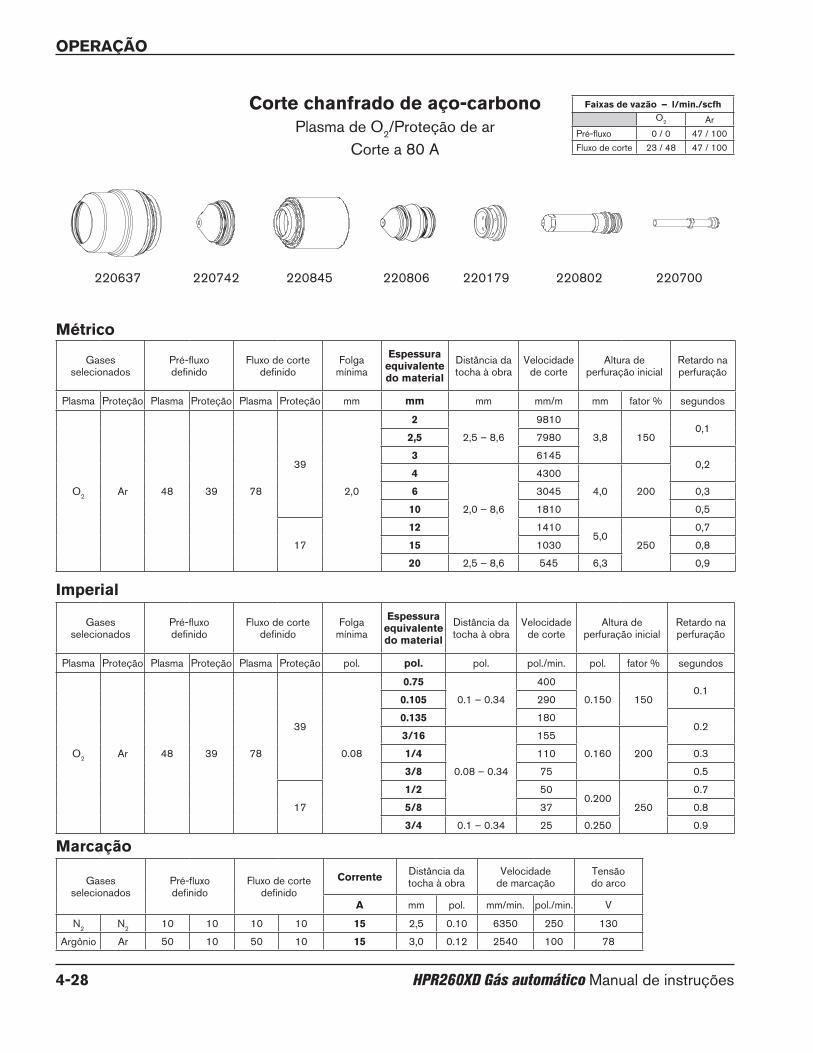
OperaçãO
4-28 HPR260XD Gás automático Manual de instruções
Corte chanfrado de aço-carbonoPlasma de O2/Proteção de ar
Corte a 80 A
Faixas de vazão – l/min./scfhO2 Ar
Pré-fluxo 0 / 0 47 / 100Fluxo de corte 23 / 48 47 / 100
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm mm mm mm/m mm fator % segundos
O2 Ar 48 39 78
39
2,0
2
2,5 – 8,6
9810
3,8 1500,1
2,5 7980
3 61450,2
4
2,0 – 8,6
4300
4,0 2006 3045 0,3
10 1810 0,5
17
12 14105,0
250
0,7
15 1030 0,8
20 2,5 – 8,6 545 6,3 0,9
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 15 2,5 0.10 6350 250 130
Argônio Ar 50 10 50 10 15 3,0 0.12 2540 100 78
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. pol. pol. pol./min. pol. fator % segundos
O2 Ar 48 39 78
39
0.08
0.75
0.1 – 0.34
400
0.150 1500.1
0.105 290
0.135 1800.2
3/16
0.08 – 0.34
155
0.160 2001/4 110 0.3
3/8 75 0.5
17
1/2 500.200
250
0.7
5/8 37 0.8
3/4 0.1 – 0.34 25 0.250 0.9
220742220637 220802220845 220179220806 220700

OperaçãO
HPR260XD Gás automático Manual de instruções 4-29
aço-carbonoPlasma de O2/Proteção de ar
Corte a 130 A
220183220747 220756 220179220182
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
O2 Ar 32
32
84
28
3 124 2,5 6505 5,0
200
0,1
4 1262,8
55505,6
0,2
6 127 40350,3
22
10 130 3,0 2680 6,0
12 132 3,3 2200 6,6 0,5
15 1353,8
1665
7,6
0,7
52
20 138 1050 1,0
25 141 4,0 550 190 1,8
32 1604,5
375Partida pela borda
38 167 255
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
O2 Ar 32
32
84
28
0.135 124 0.100 240 0.200
200
0.1
3/16 1260.110
1900.220
0.2
1/4 127 1500.3
22
3/8 130 0.120 110 0.240
1/2 132 0.130 80 0.260 0.5
5/8 1350.150
60
0.300
0.7
52
3/4 138 45 1.0
1 141 0.160 20 190 1.8
1-1/4 1600.180
15Partida pela borda
1-1/2 167 10
Marcação
Faixas de vazão – l/min./scfhO2 Ar
Pré-fluxo 0 / 0 102 / 215Fluxo de corte 33 / 70 45 / 96
220340
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 15 2,5 0.10 6350 250 130
Argônio Ar 50 10 50 10 15 3,0 0.12 2540 100 75
220181

OperaçãO
4-30 HPR260XD Gás automático Manual de instruções
Corte chanfrado de aço-carbonoPlasma de O2/Proteção de ar
130 A
Faixas de vazão – l/min./scfhO2 Ar
Pré-fluxo 0 / 0 64 / 135Fluxo de corte 33 / 70 45 / 96
220742220637 220649220740 220179220646
Nota: A faixa do ângulo de chanfro é de 0° a 45°
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm mm mm mm/m mm Fator % Segundos
O2 Ar 15
23
84
21
2,0
3 2,5 – 8,6 6505 5,0
200
0,1
42,8 – 8,6
55505,6
0,2
6 40350,3
15
10 3,0 – 8,6 2680 6,0
12 3,3 – 8,6 2200 6,6 0,5
153,8 – 8,6
1665
7,6
0,7
20 1050 1,0
25 4,0 – 8,6 550 190 1,8
3332*
4,5 – 8,6375 10,2 220 4,0
38 255 Partida pela borda
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. pol. pol. pol./min. pol. Fator % Segundos
O2 Ar 15
23
84
21
0.080
0.135 0.100 – 0.340 240 0.200
200
0.1
3/160.110 – 0.340
1900.220
0.2
1/4 1500.3
15
3/8 0.120 – 0.340 110 0.240
1/2 0.130 – 0.340 80 0.260 0.5
5/80.150 – 0.340
60
0.300
0.7
3/4 45 1.0
1 0.160 – 0.340 20 190 1.8
331-1/4*
0.180 – 0.34015 0.4 220 4.0
1-1/2 10 Partida pela borda
220700
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 15 2,5 0.10 6350 250 130
Argônio Ar 50 10 50 10 15 3,0 0.12 2540 100 75
Marcação
* Sugestões para perfurar aço-carbono de 32 mm (1-1/2 pol.): 1. Ative o recurso de pré-fluxo durante IHS, 2. Use o contato ôhmico durante o IHS, 3. Use a conclusão da perfuração ao perfurar

OperaçãO
HPR260XD Gás automático Manual de instruções 4-31
aço-carbonoPlasma de O2/Proteção de ar
Corte a 200 A
220761220637 220757 220353220354
Métrico
Imperial
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
O2 Ar 23 42 74 18
6 124
3,3
5250
6,6
200
0,2
10 126 3460 0,3
12 128 3060 0,5
15 1314,1
22758,2
0,6
20 133 1575 0,8
25 143
5,1
1165
10.2
1,0
32 145 750Partida pela
borda38 152 510
50 163 255
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
O2 Ar 23 42 74 18
3/16124
0.130
230
0.260
200
0.21/4 200
3/8 126 140 0.3
1/2 128 115 0.5
5/8 1310.160
800.320
0.6
3/4 133 65 0.8
1 143
0.200
45
0.400
1.0
1-1/4 145 30Partida pela
borda1-1/2 152 20
2 163 10
Faixas de vazão – l/min./scfhO2 Ar
Pré-fluxo 0 / 0 128 / 270Fluxo de corte 39 / 82 48 / 101
220340
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. VN2 N2 10 10 10 10 15 2,5 0.10 6350 250 130
Argônio Ar 30 10 30 10 20 3,0 0.12 2540 100 63
220352

OperaçãO
4-32 HPR260XD Gás automático Manual de instruções
aço-carbonoPlasma de O2/Proteção de ar
Corte a 260 A
220764220637 220760 220436220439
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
O2 Ar 22 49
76 466
150 2,86500
8,5 3000,3
10 444012 3850 0,4
80
49
15 155
3,6
3130
9,0 250
0,520 159 2170 0,622 166 1930 0,7
84
25 171 1685 0,828 170
4,8
14459,5 200
0,932 172 1135 1,038 174 895
Partida pela borda44 185 58050 188 40558 193 29064 202 195
Métrico
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
O2 Ar 22 49
76 461/4
150 0.110250
0.330 3000.3
3/8 1801/2 145 0.4
80
49
5/8 155
0.140
115
0.350 250
0.53/4 159 90 0.67/8 166 75 0.7
84
1 171 65 0.81-1/8 170
0.190
550.380 200
0.91-1/4 172 45 1.01-1/2 174 35
Partida pela borda1-3/4 185 22
2 188 152-1/4 193 122-1/2 202 8
Imperial
Faixas de vazão – l/min./scfhO2 Ar
Pré-fluxo 0 / 0 130 / 275Fluxo de corte 42 / 88 104 / 220
220340
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 135
Argônio Ar 30 10 30 10 24 3,0 0.12 2540 100 68
220435

OperaçãO
HPR260XD Gás automático Manual de instruções 4-33
Corte chanfrado de aço-carbono (padrão)Plasma de O2/Proteção de ar
260 A
220741220637 220541220740 220436220542
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm mm mm mm/m mm Fator % Segundos
O2 Ar 22 49
76 46
2,0
62,8 – 7,6
65008,5 300
0,310 444012 3850 0,4
80
49
15
3,6 – 7,6
3130
9,0 250
0,520 2170 0,622 1930 0,7
84
25 1685 0,828
4,8 – 7,6
14459,5 200
0,932 1135 1,038* 895 2,044 580
Partida pela borda50 40558 29064 195
Métrico
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. pol. pol. pol./min. pol. Fator % Segundos
O2 Ar 22 49
76 46
0.080
1/40.110 – 0.300
2500.330 300
0.33/8 1801/2 145 0.4
80
49
5/8
0.140 – 0.300
115
0.350 250
0.53/4 90 0.67/8 75 0.7
84
1 65 0.81-1/8
0.190 – 0.300
550.380 200
0.91-1/4 45 1.01-1/2* 35 2.01-3/4 22
Partida pela borda2 15
2-1/4 122-1/2 8
Imperial
220571
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. VN2 N2 10 10 10 10 18 2,5 0.10 6350 250 135
Argônio Ar 30 10 30 10 24 3,0 0.12 2540 100 68
Marcação
* Consulte a tabela de corte alternativa com perfuração de metal espesso se tiver problemas com excesso de escória ou com falha na ignição da tocha.
Faixas de vazão – l/min./scfhO2 Ar
Pré-fluxo 0 / 0 130 / 275Fluxo de corte 42 / 88 104 / 220

OperaçãO
4-34 HPR260XD Gás automático Manual de instruções
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm mm mm mm/m mm fator % segundos
O2 Ar 22 20 74 19 2,0
25 3,6 – 7,6 1685 9,0 250 0,828
4,8 – 7,6
14459,5 200
1,032 1135 1,238* 895 3,044 580
Partida pela borda50 40558 29064 195
Métrico
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. pol. pol. pol./min. pol. fator % segundos
O2 Ar 22 20 74 19 0.08
1 0.140 – 0.300 65 0.350 250 0.81-1/8
0.190 – 0.300
550.380 200
1.01-1/4 45 1.21-1/2* 35 3.01-3/4 22
Partida pela borda2 15
2-1/4 122-1/2 8
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. VN2 N2 10 10 10 10 18 2,5 0.10 6350 250 122
Argônio Ar 30 20 30 20 24 3,0 0.12 2540 100 62
Marcação
Corte chanfrado de aço-carbono (alternativo)perfuração de metal espesso
Plasma de O2/Proteção de ar260 A
220897220637 220899220896 220436220898 220571
Faixas de vazão – l/min./scfhO2 Ar
Pré-fluxo 0 / 0 85 / 180Fluxo de corte 47 / 99 54 / 115
Os consumíveis dessa página são projetados para perfuração de metal espesso. Eles são recomendados somente se você tiver problemas com excesso de escória ou com falha na ignição da tocha ao usar os consumíveis chanfrados padrão. O uso do processo de perfuração de metal espesso poderá resultar em uma redução de 20% na vida útil dos consumíveis.
* Sugestões para perfurar aço-carbono de 38 mm (1-1/2 pol.):1. Ative o recurso de pré-fluxo durante IHS2. Use a força crítica durante o IHS3. Use a conclusão da perfuração ao perfurar

OperaçãO
HPR260XD Gás automático Manual de instruções 4-35
aço inoxidávelPlasma de N2/Proteção de N2
Corte a 45 A
220202220747 220308220755 220180220201
Nota: Esse processo produz uma borda de corte mais escura que o processo de aço inoxidável de 45 A, F5/N2.
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
N2 N2 35 5 62 49
0,8
94
2,5
6380
3,8 150
0,0
1 5880 0,1
1,2 5380
0,21,5 95 4630
2 97 3935
2,5 101 3270
3103
25500,3
4 1580
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
N2 N2 35 5 62 49
0.03694
0.100
240
0.150 150
0.0
0.048 210 0.1
0.060 95 180
0.20.075 97 160
0.105 101 120
0.135 103 75 0.3
Marcação
Faixas de vazão – l/min./scfhN2
Pré-fluxo 24 / 51Fluxo de corte 75 / 159
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 15 2,5 0.10 6350 250 85
Argônio N2 90 10 90 10 12 2,5 0.10 2540 100 65
220340

OperaçãO
4-36 HPR260XD Gás automático Manual de instruções
aço inoxidávelPlasma de F5/Proteção de N2
Corte a 45 A
Nota: Esse processo produz uma borda de corte mais brilhante que o processo de aço inoxidável de 45 A, N2/N2.
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
F5 N2 35 18 6249
0,8
99
2,5
6570
3,8150
0,2
1 5740
1,2 4905
1,5 3890
2 101 3175
2,5 102 2510
3 103 20100,3
4 104 1435
11 6 110 2,0 845 190 0,5
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
F5 N2 35 18 62
49
0.036
99
0.100
240
0.150
1500.2
0.048 190
0.060 150
0.075 100 130
0.105 102 90
0.135 104 65 0.3
113/16 108
0.08045
1900.4
1/4 110 30 0.5
Marcação
Faixas de vazão – l/min./scfh
F5 N2
Pré-fluxo 0 / 0 43 / 91Fluxo de corte 8 / 17 65 / 138
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 15 2,5 0.10 6350 250 85Argônio N2 90 10 90 10 12 2,5 0.10 2540 100 65
220202220747 220308220755 220180220201 220340

OperaçãO
HPR260XD Gás automático Manual de instruções 4-37
aço inoxidávelPlasma de F5/Proteção de N2
Corte a 80 A
220338220747 220339220755 220179220337
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
F5 N2 33 23 65 60
4 108 3,0 2180 4,5
150
0,2
6 112 2,5 1225 3,8 0,3
10 120 3,0 560 4,5 0,5
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
F5 N2 33 23 65 60
0.135 108 0.120 105 0.180
150
0.2
3/16 110 0.110 60 0.1700.3
1/4 112 0.100 45 0.150
3/8 120 0.120 25 0.180 0.5
Marcação
Faixas de vazão – l/min./scfh
F5 N2
Pré-fluxo 0 / 0 67 / 142Fluxo de corte 31 / 65 55 / 116
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 15 2,5 0.10 6350 250 95
Argônio N2 50 10 50 10 12 3,0 0.12 2540 100 60
220340

OperaçãO
4-38 HPR260XD Gás automático Manual de instruções
aço inoxidávelPlasma de N2/Proteção de N2
Corte a 130 A
220198 220307220179220197220756
Nota: Este processo produz uma extremidade de corte mais resistente, mais escura e com mais escória, além de mais próxima a perpendicular, do que o processo de H35/N2 a 130 A.
Métrico
ImperialGases
selecionadosPré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
N2 N2 19 51 75 23
1/4 1530.120
750.240
200
0.3
3/8 156 55 0.5
1/2 162 0.140 30 0.280 0.8
5/8 167 0.150 25Partida pela borda
3/4 176 0.170 15
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
N2 N2 19 51 75 23
6 1533,0
19606,0
200
0,3
10 156 1300 0,5
12 162 3,5 900 7,0 0,8
15 167 3,8 670Partida pela borda
20 176 4,3 305
Marcação
Faixas de vazão – l/min./scfhN2
Pré-fluxo 97 / 205Fluxo de corte 79 / 168
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 140Argônio N2 50 10 50 10 15 3,0 0.12 2540 100 75
220747 220340
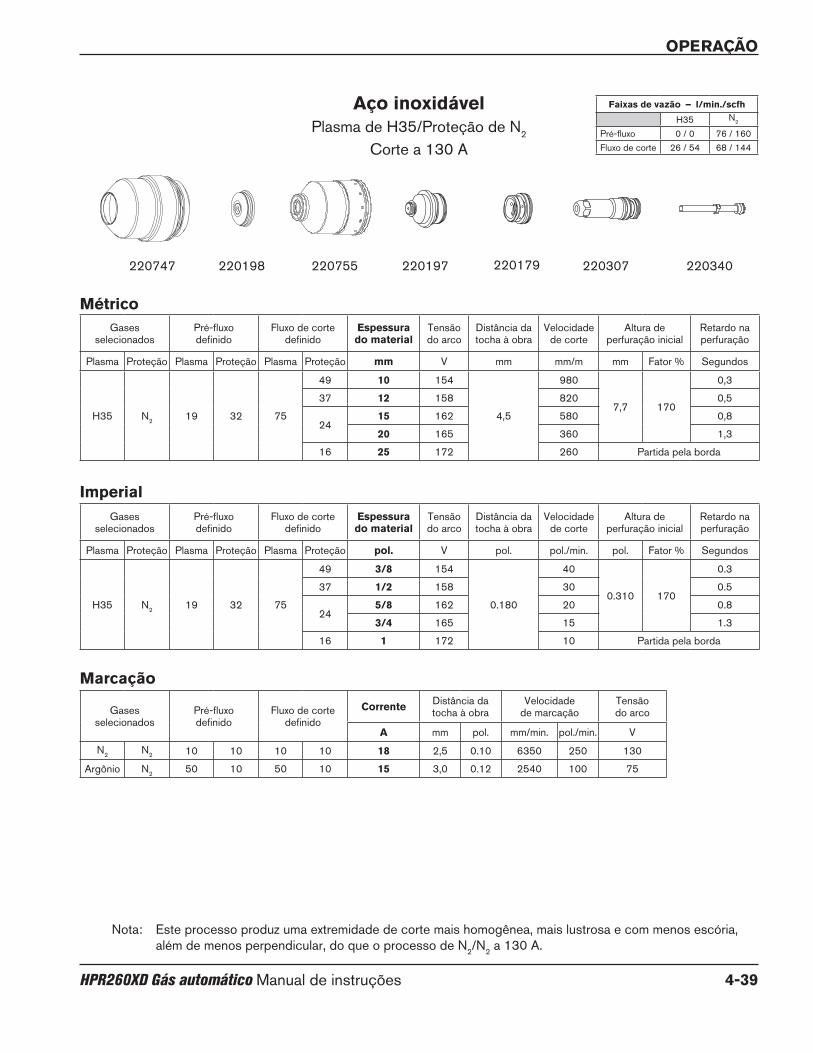
OperaçãO
HPR260XD Gás automático Manual de instruções 4-39
aço inoxidávelPlasma de H35/Proteção de N2
Corte a 130 A
Nota: Este processo produz uma extremidade de corte mais homogênea, mais lustrosa e com menos escória, além de menos perpendicular, do que o processo de N2/N2 a 130 A.
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
H35 N2 19 32 75
49 10 154
4,5
980
7,7 170
0,3
37 12 158 820 0,5
2415 162 580 0,8
20 165 360 1,3
16 25 172 260 Partida pela borda
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 19 32 75
49 3/8 154
0.180
40
0.310 170
0.3
37 1/2 158 30 0.5
245/8 162 20 0.8
3/4 165 15 1.3
16 1 172 10 Partida pela borda
Marcação
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 76 / 160Fluxo de corte 26 / 54 68 / 144
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 130
Argônio N2 50 10 50 10 15 3,0 0.12 2540 100 75
220198 220307220179220197220755220747 220340
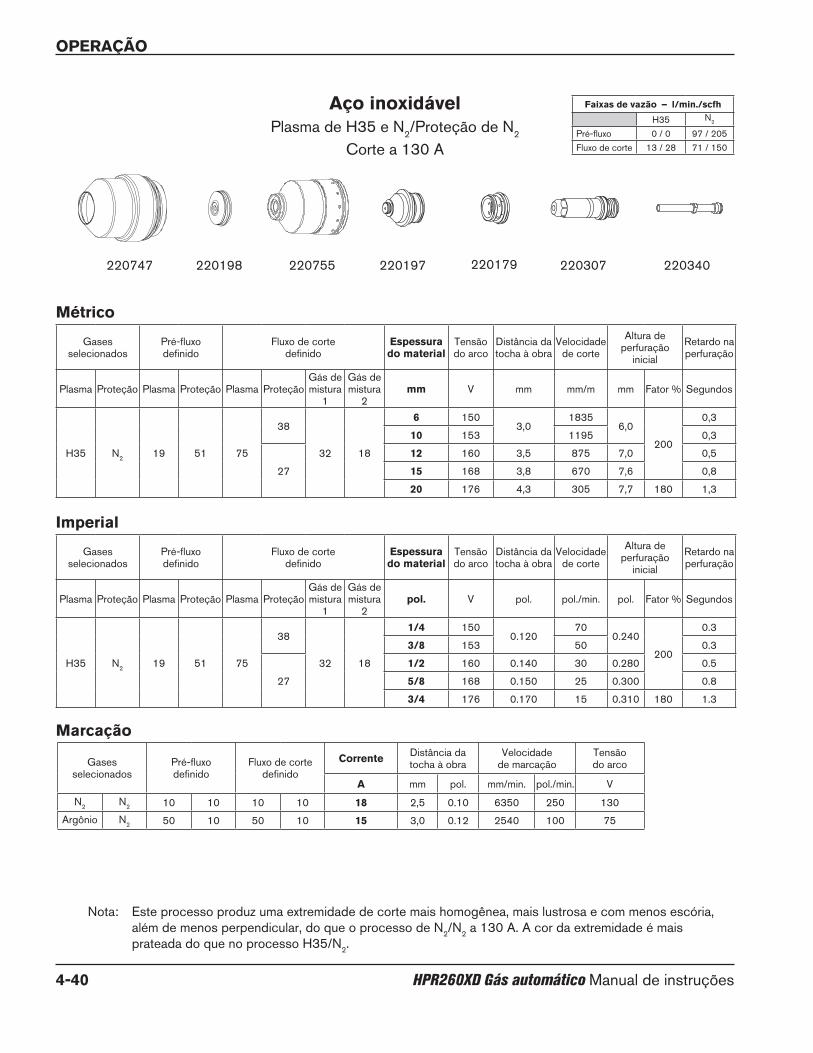
OperaçãO
4-40 HPR260XD Gás automático Manual de instruções
aço inoxidávelPlasma de H35 e N2/Proteção de N2
Corte a 130 A
Nota: Este processo produz uma extremidade de corte mais homogênea, mais lustrosa e com menos escória, além de menos perpendicular, do que o processo de N2/N2 a 130 A. A cor da extremidade é mais prateada do que no processo H35/N2.
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2mm V mm mm/m mm Fator % Segundos
H35 N2 19 51 75
38
32 18
6 1503,0
18356,0
200
0,3
10 153 1195 0,3
27
12 160 3,5 875 7,0 0,5
15 168 3,8 670 7,6 0,8
20 176 4,3 305 7,7 180 1,3
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 19 51 75
38
32 18
1/4 1500.120
700.240
200
0.3
3/8 153 50 0.3
27
1/2 160 0.140 30 0.280 0.5
5/8 168 0.150 25 0.300 0.8
3/4 176 0.170 15 0.310 180 1.3
Marcação
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 97 / 205Fluxo de corte 13 / 28 71 / 150
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 130Argônio N2 50 10 50 10 15 3,0 0.12 2540 100 75
220198 220307220179220197220755220747 220340

OperaçãO
HPR260XD Gás automático Manual de instruções 4-41
Corte chanfrado de aço inoxidávelPlasma de N2/Proteção de N2
130 A
Nota: A faixa do ângulo de chanfro é de 0° a 45°
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm mm mm mm/m mm Fator % Segundos
N2 N2 19 51 75 63 2,0
63,0 – 10,0
19606,0
200
0,3
10 1300 0,5
12 3,5 – 10,0 900 7,0 0,8
15 3,8 – 10,0 670Partida pela borda
20 4,3 – 10,0 305
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. pol. pol. pol./min. pol. Fator % Segundos
N2 N2 19 51 75 63 0.080
1/40.120 – 0.400
750.240
200
0.3
3/8 55 0.5
1/2 0.140 – 0.400 30 0.280 0.8
5/8 0.150 – 0.400 25Partida pela borda
3/4 0.170 – 0.400 15
Faixas de vazão – l/min./scfhN2
Pré-fluxo 97 / 205Fluxo de corte 125 / 260
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 140Argônio N2 50 10 50 10 15 3,0 0.12 2540 100 75
220738220637 220606220739 220179220656 220571
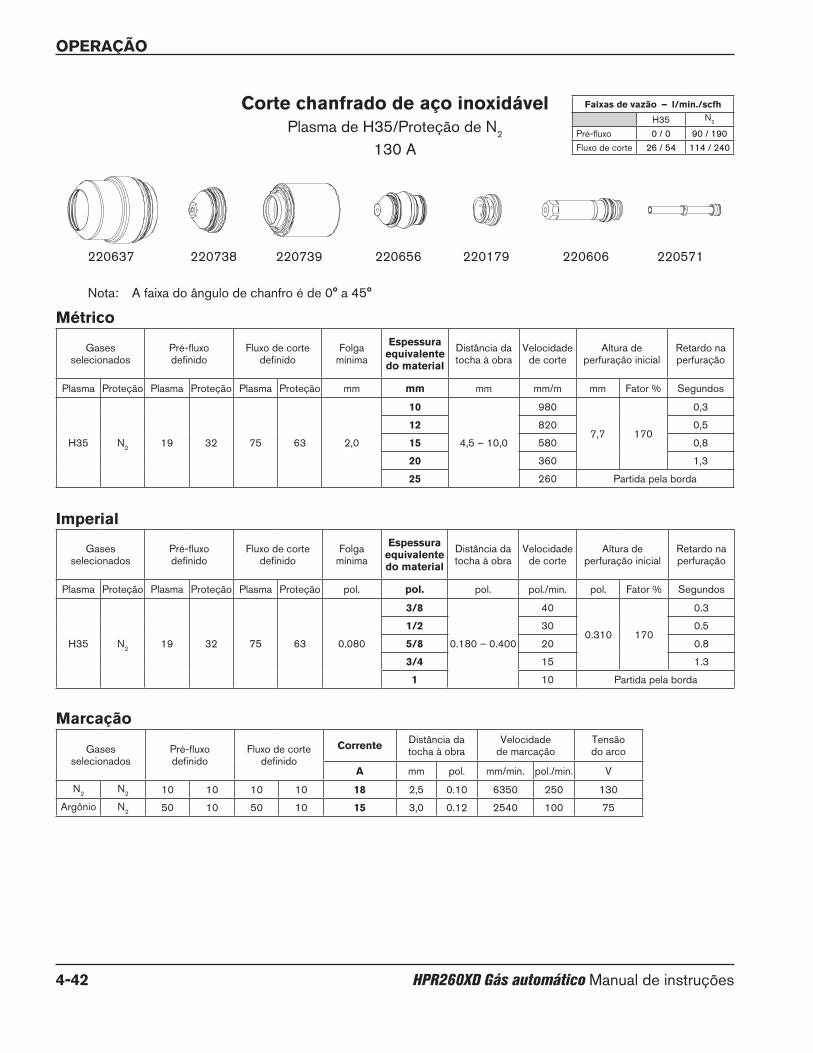
OperaçãO
4-42 HPR260XD Gás automático Manual de instruções
Corte chanfrado de aço inoxidávelPlasma de H35/Proteção de N2
130 A
220738220637 220606220739 220179220656
Nota: A faixa do ângulo de chanfro é de 0° a 45°
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 90 / 190Fluxo de corte 26 / 54 114 / 240
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm mm mm mm/m mm Fator % Segundos
H35 N2 19 32 75 63 2,0
10
4,5 – 10,0
980
7,7 170
0,3
12 820 0,5
15 580 0,8
20 360 1,3
25 260 Partida pela borda
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. pol. pol. pol./min. pol. Fator % Segundos
H35 N2 19 32 75 63 0.080
3/8
0.180 – 0.400
40
0.310 170
0.3
1/2 30 0.5
5/8 20 0.8
3/4 15 1.3
1 10 Partida pela borda
220571
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 130Argônio N2 50 10 50 10 15 3,0 0.12 2540 100 75

OperaçãO
HPR260XD Gás automático Manual de instruções 4-43
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2mm mm mm mm/m mm Fator % Segundos
H35 N2 19 51 75 80 32 18 2,0
63,0 – 10,0
18356,0
200
0,310 1195
12 3,5 – 10,0 875 7,0 0,5
15 3,8 – 10,0 670 7,6 0,8
20 3,0 – 10,0 305 7,7 180 1,3
Nota: A faixa do ângulo de chanfro é de 0° a 45°
Corte chanfrado de aço inoxidávelPlasma de H35 e N2/Proteção de N2
130 A
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2pol. pol. pol. pol./min. pol. Fator % Segundos
H35 N2 19 51 75 80 32 18 0.080
1/40.120 – 0.400
700.240
200
0.33/8 50
1/2 0.140 – 0.400 30 0.280 0.5
5/8 0.150 – 0.400 25 0.300 0.8
3/4 0.170 – 0.400 15 0.310 180 1.3
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 130Argônio N2 50 10 50 10 15 3,0 0.12 2540 100 75
220738220637 220606220739 220179220656 220571
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 97 / 205Fluxo de corte 13 / 28 120 / 250
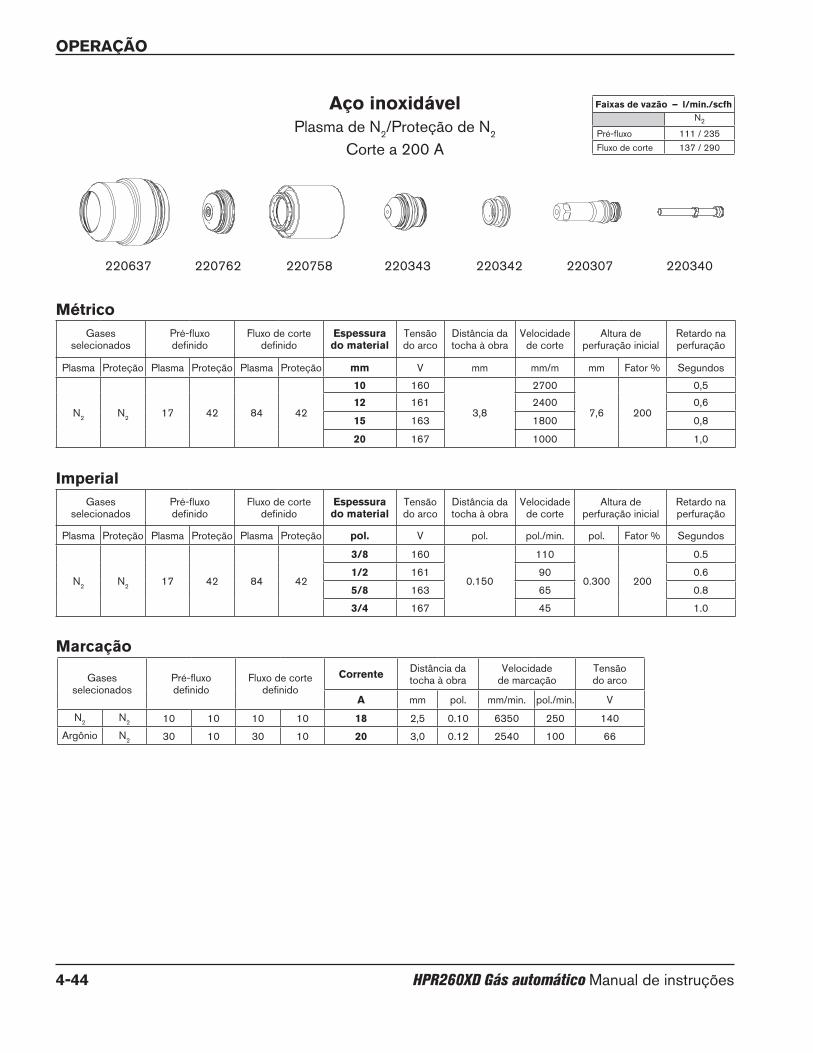
OperaçãO
4-44 HPR260XD Gás automático Manual de instruções
aço inoxidávelPlasma de N2/Proteção de N2
Corte a 200 A
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
N2 N2 17 42 84 42
10 160
3,8
2700
7,6 200
0,512 161 2400 0,6
15 163 1800 0,8
20 167 1000 1,0
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
N2 N2 17 42 84 42
3/8 160
0.150
110
0.300 200
0.5
1/2 161 90 0.6
5/8 163 65 0.8
3/4 167 45 1.0
Faixas de vazão – l/min./scfhN2
Pré-fluxo 111 / 235Fluxo de corte 137 / 290
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 140Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 66
220762 220307220758 220342220343220637 220340
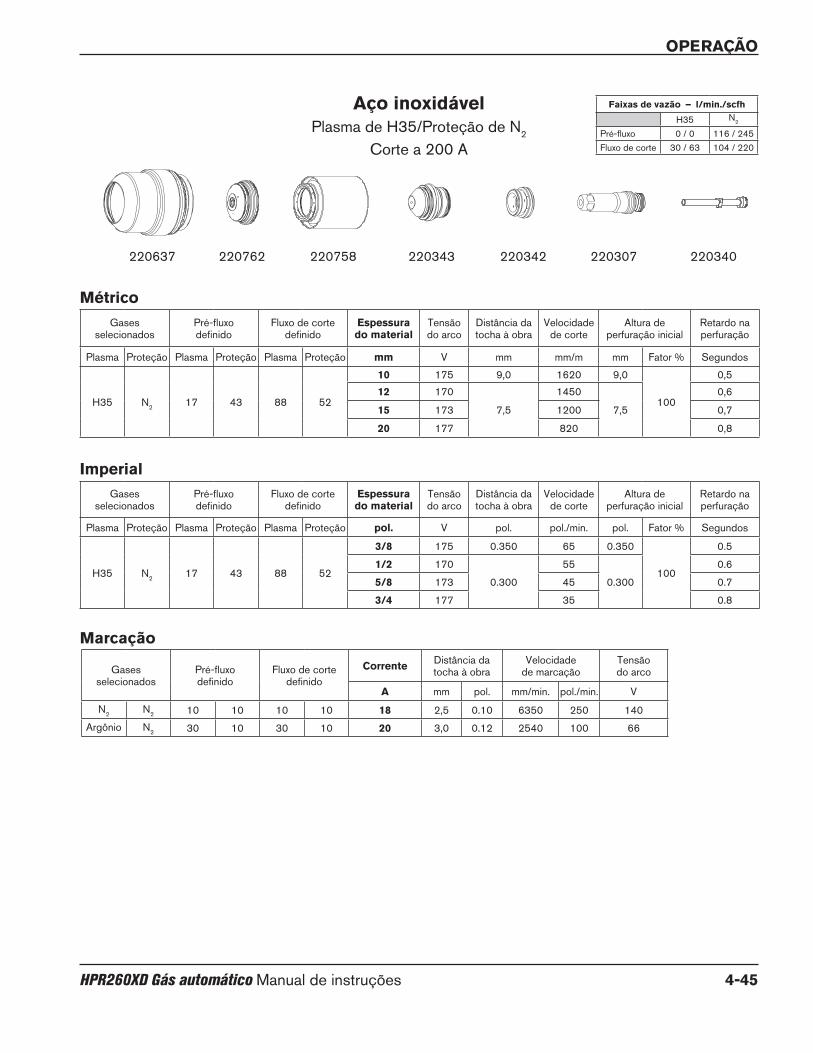
OperaçãO
HPR260XD Gás automático Manual de instruções 4-45
aço inoxidávelPlasma de H35/Proteção de N2
Corte a 200 A
220762 220307220758 220342220343
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
H35 N2 17 43 88 52
10 175 9,0 1620 9,0
100
0,512 170
7,5
1450
7,5
0,6
15 173 1200 0,7
20 177 820 0,8
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 17 43 88 52
3/8 175 0.350 65 0.350
100
0.5
1/2 170
0.300
55
0.300
0.6
5/8 173 45 0.7
3/4 177 35 0.8
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 116 / 245Fluxo de corte 30 / 63 104 / 220
220637 220340
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 140Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 66
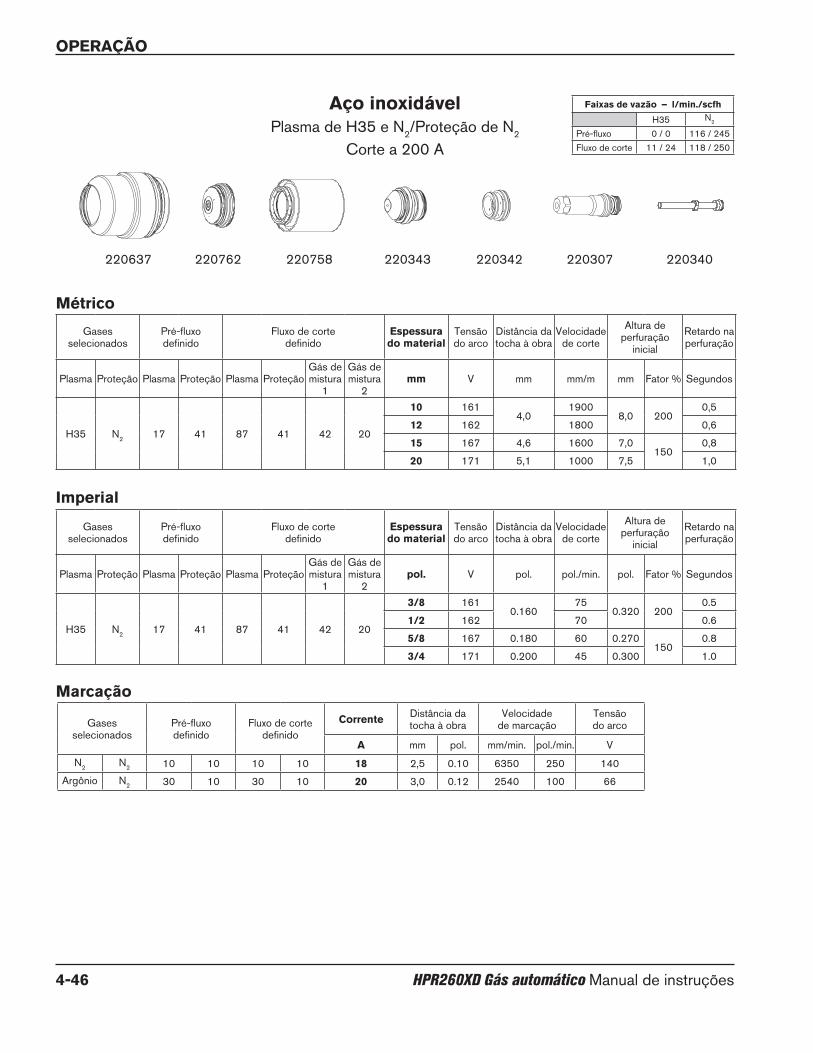
OperaçãO
4-46 HPR260XD Gás automático Manual de instruções
aço inoxidávelPlasma de H35 e N2/Proteção de N2
Corte a 200 A
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2mm V mm mm/m mm Fator % Segundos
H35 N2 17 41 87 41 42 20
10 1614,0
19008,0 200
0,5
12 162 1800 0,6
15 167 4,6 1600 7,0150
0,8
20 171 5,1 1000 7,5 1,0
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 17 41 87 41 42 20
3/8 1610.160
750.320 200
0.5
1/2 162 70 0.6
5/8 167 0.180 60 0.270150
0.8
3/4 171 0.200 45 0.300 1.0
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 116 / 245Fluxo de corte 11 / 24 118 / 250
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 140Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 66
220762 220307220758 220342220343220637 220340

OperaçãO
HPR260XD Gás automático Manual de instruções 4-47
aço inoxidávelPlasma de N2/Proteção de ar
Corte a 260 A
220763220637 220307220758 220405220406
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
N2 Ar 12 47 79 56
6 160
3,8
6375
7,5 200
0,310 157 3440
12 161 2960 0,4
15 163 2520 0,5
20 164 1590 0,6
25 168 1300 0,8
32 171 875 1,0
38 179 515
Partida pela borda44 190 365
50 195 180
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
N2 Ar 12 47 79 56
1/4 160
0.150
240
0.300 200
0.33/8 157 140
1/2 161 110 0.4
5/8 163 95 0.5
3/4 164 70 0.6
1 168 50 0.8
1-1/4 171 35 1.0
1-1/2 179 20
Partida pela borda1-3/4 190 14
2 200 6
Faixas de vazão – l/min./scfhN2 Ar
Pré-fluxo 127 / 270 0 / 0Fluxo de corte 54 / 114 116 / 245
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 120Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 63
220340
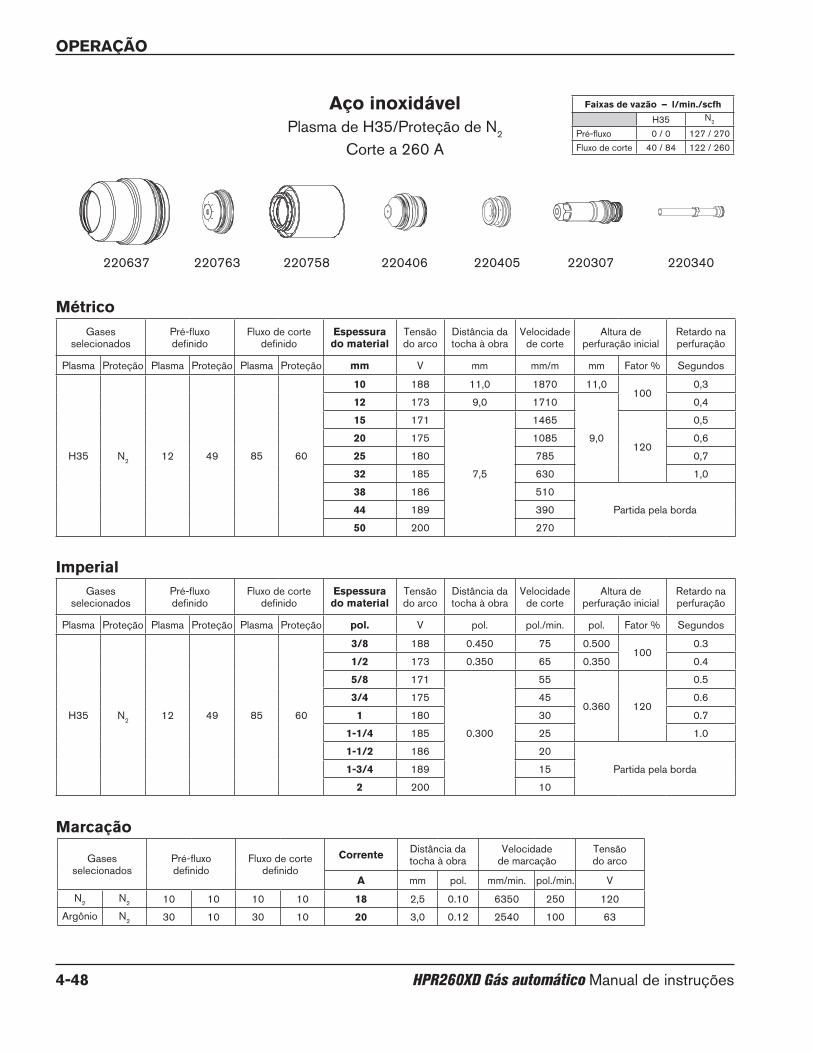
OperaçãO
4-48 HPR260XD Gás automático Manual de instruções
aço inoxidávelPlasma de H35/Proteção de N2
Corte a 260 A
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
H35 N2 12 49 85 60
10 188 11,0 1870 11,0100
0,3
12 173 9,0 1710
9,0
0,4
15 171
7,5
1465
120
0,5
20 175 1085 0,6
25 180 785 0,7
32 185 630 1,0
38 186 510
Partida pela borda44 189 390
50 200 270
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 12 49 85 60
3/8 188 0.450 75 0.500100
0.3
1/2 173 0.350 65 0.350 0.4
5/8 171
0.300
55
0.360 120
0.5
3/4 175 45 0.6
1 180 30 0.7
1-1/4 185 25 1.0
1-1/2 186 20
Partida pela borda1-3/4 189 15
2 200 10
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 127 / 270Fluxo de corte 40 / 84 122 / 260
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 120Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 63
220763220637 220307220758 220405220406 220340
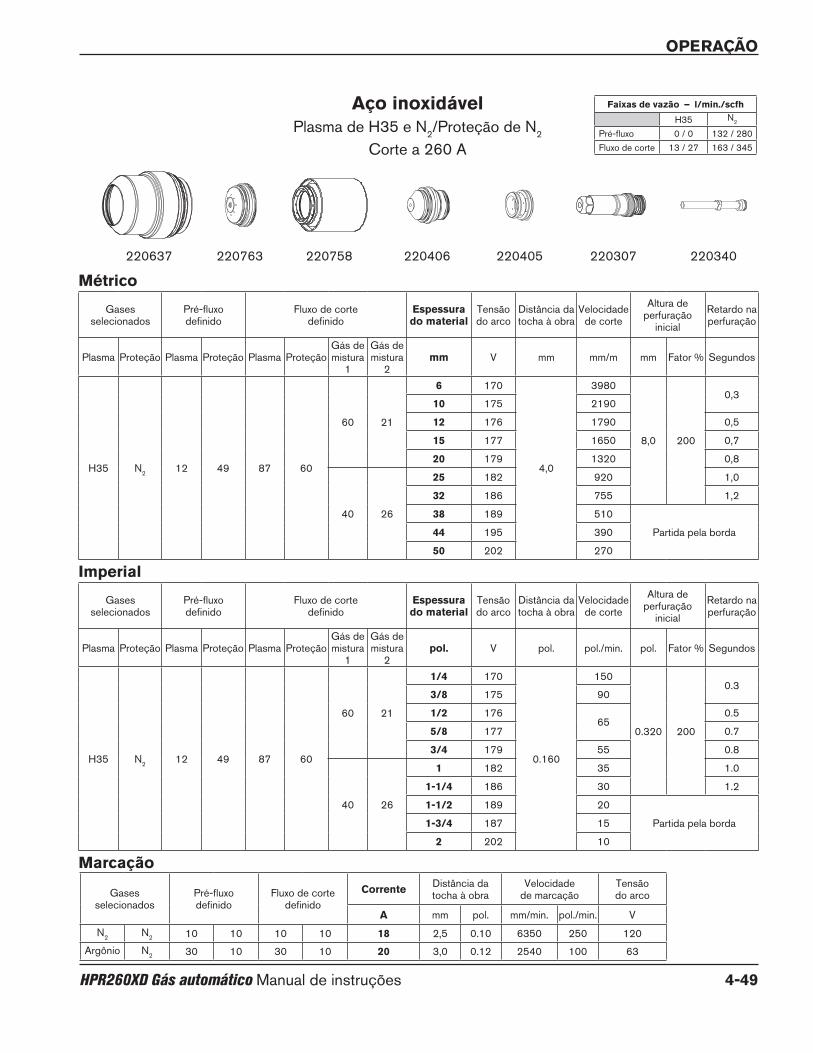
OperaçãO
HPR260XD Gás automático Manual de instruções 4-49
aço inoxidávelPlasma de H35 e N2/Proteção de N2
Corte a 260 A
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2mm V mm mm/m mm Fator % Segundos
H35 N2 12 49 87 60
60 21
6 170
4,0
3980
8,0 200
0,310 175 2190
12 176 1790 0,5
15 177 1650 0,7
20 179 1320 0,8
40 26
25 182 920 1,0
32 186 755 1,2
38 189 510
Partida pela borda44 195 390
50 202 270
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 12 49 87 60
60 21
1/4 170
0.160
150
0.320 200
0.33/8 175 90
1/2 17665
0.5
5/8 177 0.7
3/4 179 55 0.8
40 26
1 182 35 1.0
1-1/4 186 30 1.2
1-1/2 189 20
Partida pela borda1-3/4 187 15
2 202 10
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 132 / 280Fluxo de corte 13 / 27 163 / 345
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 120Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 63
220763220637 220307220758 220405220406 220340
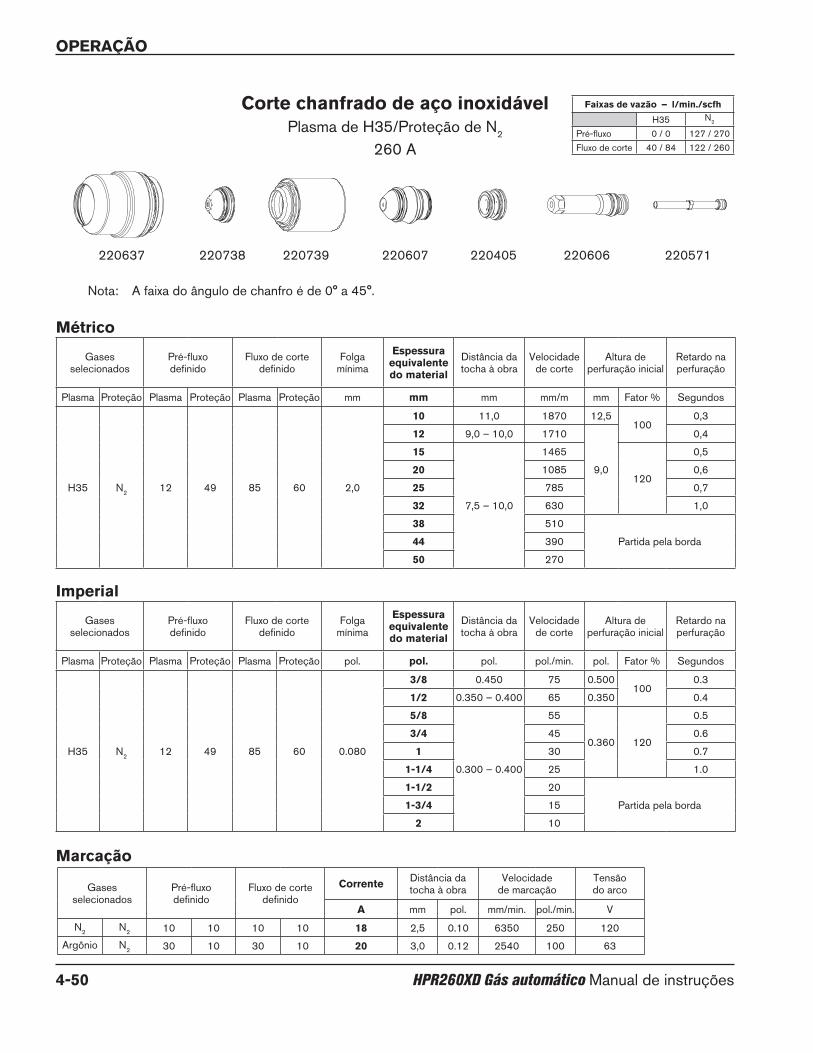
OperaçãO
4-50 HPR260XD Gás automático Manual de instruções
Corte chanfrado de aço inoxidávelPlasma de H35/Proteção de N2
260 A
220738220637 220606220739 220405220607
Nota: A faixa do ângulo de chanfro é de 0° a 45°.
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm mm mm mm/m mm Fator % Segundos
H35 N2 12 49 85 60 2,0
10 11,0 1870 12,5100
0,3
12 9,0 – 10,0 1710
9,0
0,4
15
7,5 – 10,0
1465
120
0,5
20 1085 0,6
25 785 0,7
32 630 1,0
38 510
Partida pela borda44 390
50 270
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. pol. pol. pol./min. pol. Fator % Segundos
H35 N2 12 49 85 60 0.080
3/8 0.450 75 0.500100
0.3
1/2 0.350 – 0.400 65 0.350 0.4
5/8
0.300 – 0.400
55
0.360 120
0.5
3/4 45 0.6
1 30 0.7
1-1/4 25 1.0
1-1/2 20
Partida pela borda1-3/4 15
2 10
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 120Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 63
220571
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 127 / 270Fluxo de corte 40 / 84 122 / 260

OperaçãO
HPR260XD Gás automático Manual de instruções 4-51
Corte chanfrado de aço inoxidávelPlasma de N2/Proteção de ar
260 A
Nota: A faixa do ângulo de chanfro é de 0° a 45°Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm mm mm mm/m mm Fator % Segundos
N2 Ar 12 47 79 56 2,0
6
3,8 – 10,0
6375
7,5 200
0,310 3440
12 2960 0,4
15 2520 0,5
20 1590 0,6
25 1300 0,8
32 875 1,0
38 515
Partida pela borda44 365
50 180
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. pol. pol. pol./min. pol. Fator % Segundos
N2 Ar 12 47 79 56 0.080
1/4
0.150 – 0.400
240
0.300 200
0.33/8 140
1/2 110 0.4
5/8 95 0.5
3/4 70 0.6
1 50 0.8
1-1/4 35 1.0
1-1/2 20
Partida pela borda1-3/4 14
2 6
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 120Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 63
220738220637 220606220739 220405220607 220571
Faixas de vazão – l/min./scfhN2 Ar
Pré-fluxo 127 / 270 0 / 0Fluxo de corte 54 / 114 116 / 245
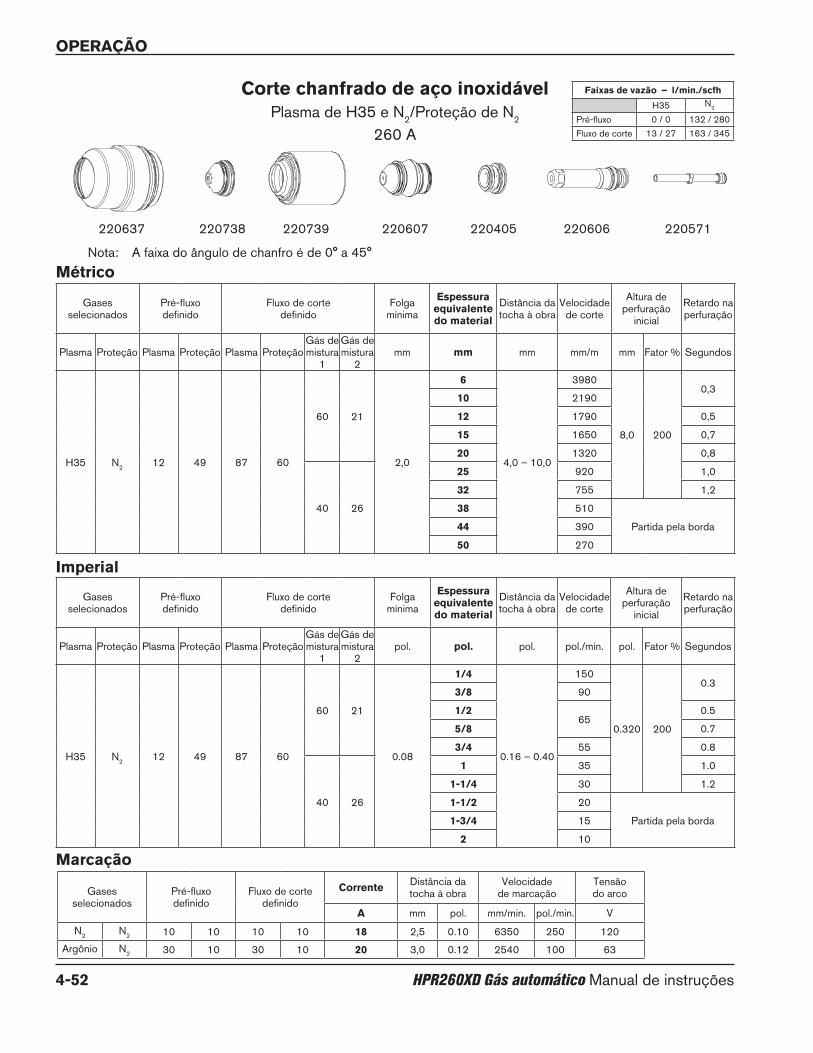
OperaçãO
4-52 HPR260XD Gás automático Manual de instruções
Corte chanfrado de aço inoxidávelPlasma de H35 e N2/Proteção de N2
260 A
Nota: A faixa do ângulo de chanfro é de 0° a 45°Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2mm mm mm mm/m mm Fator % Segundos
H35 N2 12 49 87 60
60 21
2,0
6
4,0 – 10,0
3980
8,0 200
0,310 2190
12 1790 0,5
15 1650 0,7
20 1320 0,8
40 26
25 920 1,0
32 755 1,2
38 510
Partida pela borda44 390
50 270
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Folga mínima
espessura equivalente do material
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2pol. pol. pol. pol./min. pol. Fator % Segundos
H35 N2 12 49 87 60
60 21
0.08
1/4
0.16 – 0.40
150
0.320 200
0.33/8 90
1/265
0.5
5/8 0.7
3/4 55 0.8
40 26
1 35 1.0
1-1/4 30 1.2
1-1/2 20
Partida pela borda1-3/4 15
2 10
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 120Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 63
220738220637 220606220739 220405220607 220571
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 132 / 280Fluxo de corte 13 / 27 163 / 345
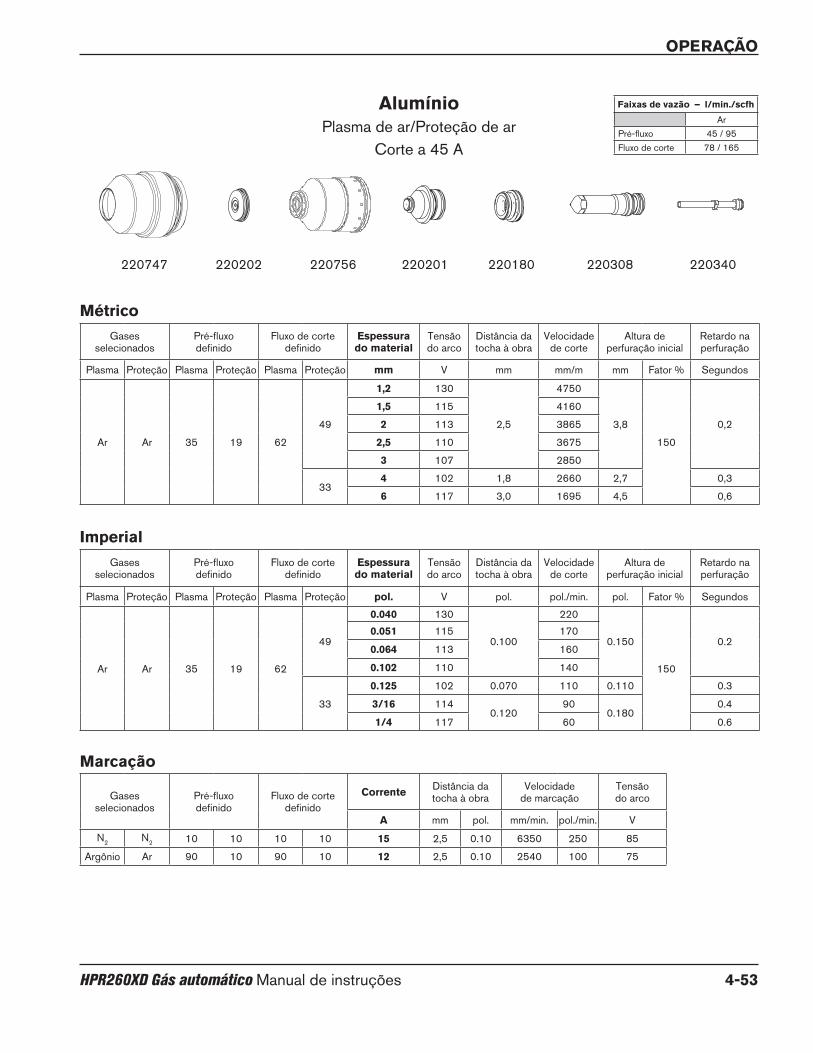
OperaçãO
HPR260XD Gás automático Manual de instruções 4-53
alumínioPlasma de ar/Proteção de ar
Corte a 45 A
220202220747 220308220756 220180220201
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
Ar Ar 35 19 62
49
1,2 130
2,5
4750
3,8
150
0,2
1,5 115 4160
2 113 3865
2,5 110 3675
3 107 2850
334 102 1,8 2660 2,7 0,3
6 117 3,0 1695 4,5 0,6
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
Ar Ar 35 19 62
49
0.040 130
0.100
220
0.150
150
0.20.051 115 170
0.064 113 160
0.102 110 140
33
0.125 102 0.070 110 0.110 0.3
3/16 1140.120
900.180
0.4
1/4 117 60 0.6
Faixas de vazão – l/min./scfh
ArPré-fluxo 45 / 95Fluxo de corte 78 / 165
Marcação
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 15 2,5 0.10 6350 250 85
Argônio Ar 90 10 90 10 12 2,5 0.10 2540 100 75
220340
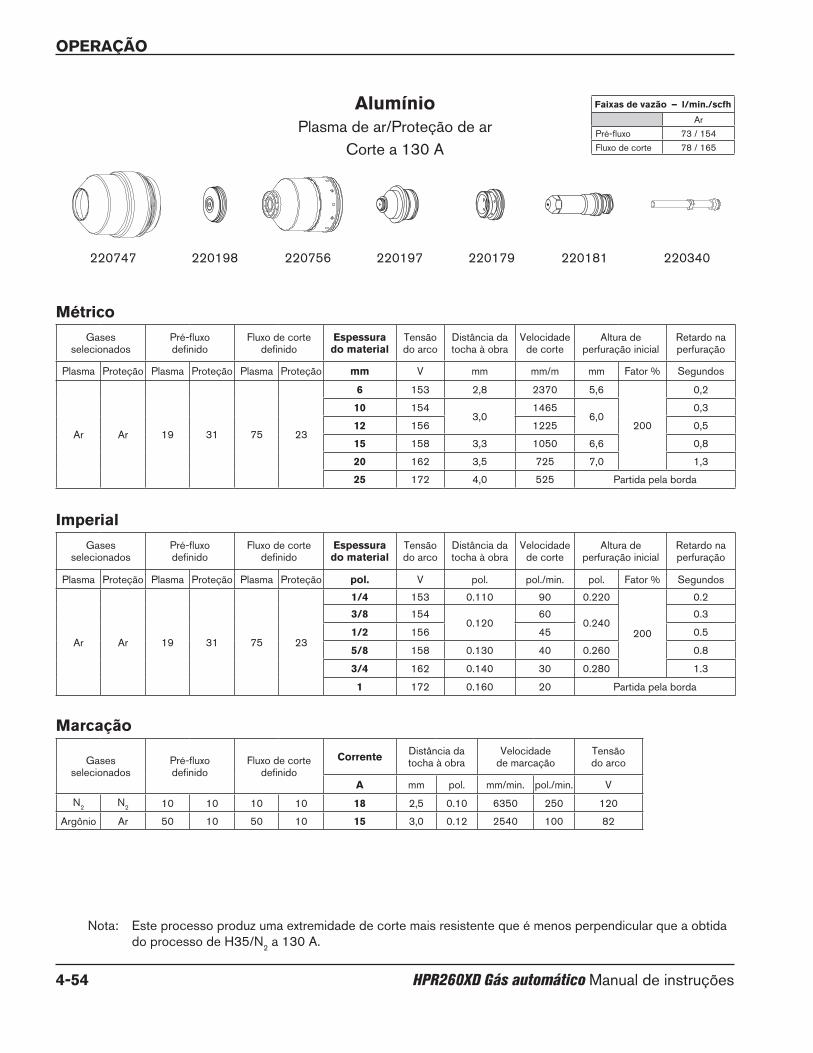
OperaçãO
4-54 HPR260XD Gás automático Manual de instruções
alumínioPlasma de ar/Proteção de ar
Corte a 130 A
220198220747 220181220756 220179220197
Nota: Este processo produz uma extremidade de corte mais resistente que é menos perpendicular que a obtida do processo de H35/N2 a 130 A.
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
Ar Ar 19 31 75 23
6 153 2,8 2370 5,6
200
0,2
10 1543,0
14656,0
0,3
12 156 1225 0,5
15 158 3,3 1050 6,6 0,8
20 162 3,5 725 7,0 1,3
25 172 4,0 525 Partida pela borda
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
Ar Ar 19 31 75 23
1/4 153 0.110 90 0.220
200
0.23/8 154
0.12060
0.2400.3
1/2 156 45 0.5
5/8 158 0.130 40 0.260 0.8
3/4 162 0.140 30 0.280 1.3
1 172 0.160 20 Partida pela borda
Marcação
Faixas de vazão – l/min./scfh
ArPré-fluxo 73 / 154Fluxo de corte 78 / 165
220340
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 120
Argônio Ar 50 10 50 10 15 3,0 0.12 2540 100 82

OperaçãO
HPR260XD Gás automático Manual de instruções 4-55
alumínioPlasma de H35/Proteção de N2
Corte a 130 A
Nota: Este processo produz uma extremidade de corte mais homogênea que é mais perpendicular que a obtida do processo de Ar/Ar a 130 A.
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
H35 N2 19 32 75
49 10 158 5,0 1615 6,5 130 0,3
37 12156
4,5
1455
7,7 170
0,5
2415 1305 0,8
20 157 940 1,3
16 25 176 540 Partida pela borda
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 19 32 75
49 3/8 158 0.200 65 0.260 130 0.3
37 1/2156
0.180
55
0.310 170
0.5
245/8 50 0.8
3/4 157 40 1.3
16 1 176 20 Partida pela borda
Marcação
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 76 / 160Fluxo de corte 26 / 54 68 / 144
220198220747 220307220755 220179220197 220340
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 130Argônio N2 50 10 50 10 15 3,0 0.12 2540 100 75

OperaçãO
4-56 HPR260XD Gás automático Manual de instruções
alumínioPlasma de H35 e N2/Proteção de N2
Corte a 130 A
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2mm V mm mm/m mm Fator % Segundos
H35 N2 19 51 75 27 32 18
6 1563,5
22157,0
200
0,310 158 1615
12 159
3,0
1455
6,0
0,5
15 160 1215 0,8
20 163 815 1,3
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 19 51 75 27 32 18
1/4 1560.140
850.280
200
0.33/8 158 65
1/2 159
0.120
55
0.240
0.5
5/8 160 45 0.8
3/4 163 35 1.3
Marcação
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 97 / 205Fluxo de corte 13 / 28 71 / 150
220198220747 220307220755 220179220197 220340
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 130Argônio N2 50 10 50 10 15 3,0 0.12 2540 100 75
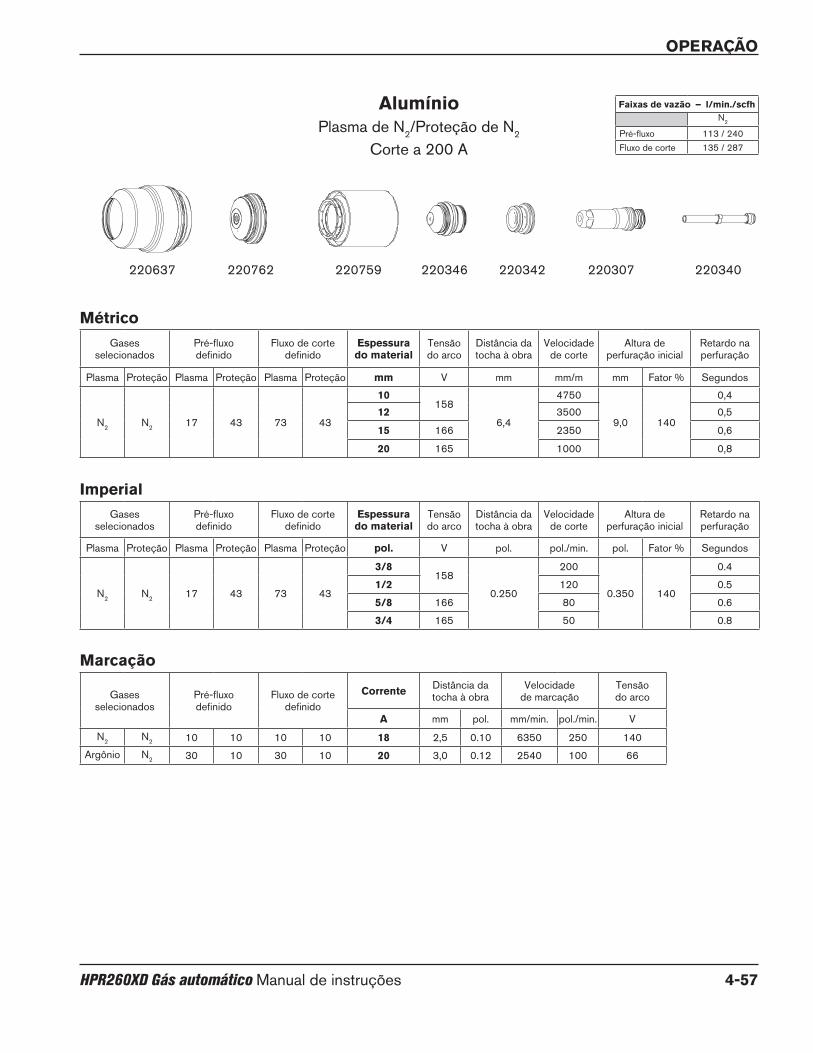
OperaçãO
HPR260XD Gás automático Manual de instruções 4-57
alumínioPlasma de N2/Proteção de N2
Corte a 200 A
220762220637 220307220759 220342220346
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
N2 N2 17 43 73 43
10158
6,4
4750
9,0 140
0,412 3500 0,5
15 166 2350 0,6
20 165 1000 0,8
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
N2 N2 17 43 73 43
3/8158
0.250
200
0.350 140
0.4
1/2 120 0.5
5/8 166 80 0.6
3/4 165 50 0.8
Marcação
Faixas de vazão – l/min./scfhN2
Pré-fluxo 113 / 240Fluxo de corte 135 / 287
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 140Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 66
220340

OperaçãO
4-58 HPR260XD Gás automático Manual de instruções
alumínioPlasma de H35/Proteção de N2
Corte a 200 A
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
H35 N2 17 43 73 43
10 152
6,4
4400
9,0 140
0,312
1503800 0,4
15 3000 0,5
20 159 1450 0,6
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 17 43 73 43
3/8 152
0.250
180
0.350 140
0.3
1/2150
140 0.4
5/8 110 0.5
3/4 159 70 0.6
Marcação
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 113 / 240Fluxo de corte 34 / 72 90 / 190
220762220637 220307220759 220342220346
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 140Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 66
220340
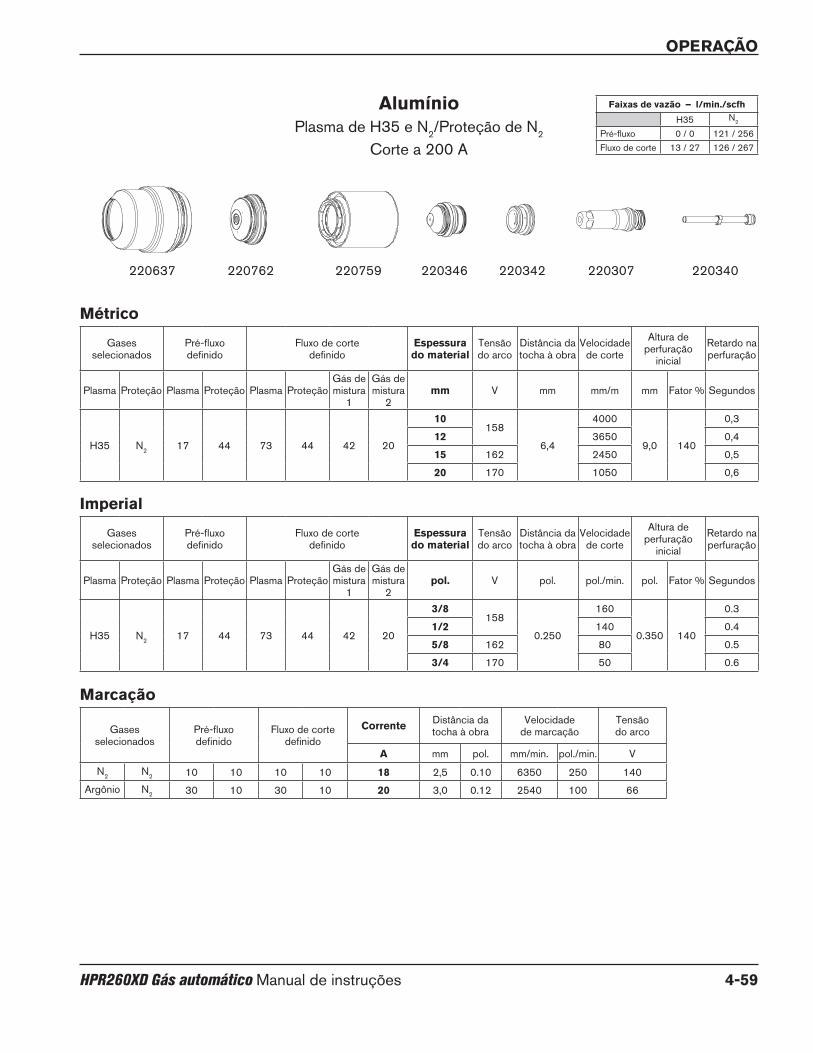
OperaçãO
HPR260XD Gás automático Manual de instruções 4-59
alumínioPlasma de H35 e N2/Proteção de N2
Corte a 200 A
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2mm V mm mm/m mm Fator % Segundos
H35 N2 17 44 73 44 42 20
10158
6,4
4000
9,0 140
0,3
12 3650 0,4
15 162 2450 0,5
20 170 1050 0,6
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração
inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma ProteçãoGás de mistura
1
Gás de mistura
2pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 17 44 73 44 42 20
3/8158
0.250
160
0.350 140
0.3
1/2 140 0.4
5/8 162 80 0.5
3/4 170 50 0.6
Marcação
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 121 / 256Fluxo de corte 13 / 27 126 / 267
220762220637 220307220759 220342220346
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 140Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 66
220340

OperaçãO
4-60 HPR260XD Gás automático Manual de instruções
alumínioPlasma de N2/Proteção de ar
Corte a 260 A
220763220637 220307220758 220405220406
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
N2 Ar 12 49 74 56
6 1726,4
79009,0 140
0,2
10 171 4930 0,4
12 164
4,0
4290
8,0 200
0,5
15 165 33300,6
20 171 1940
25 177 1440 11,0 260 0,8
32 191 940
Partida pela borda38 195 520
44 202 320
50 205 215
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
N2 Ar 12 49 74 56
1/4 1720.250
3000.350 140
0.2
3/8 171 200 0.4
1/2 164
0.160
160
0.320 200
0.5
5/8 165 1200.6
3/4 171 80
1 177 55 0.420 260 0.8
1-1/4 190 40
Partida pela borda1-1/2 195 20
1-3/4 202 12
2 205 8
Marcação
Faixas de vazão – l/min./scfhN2 Ar
Pré-fluxo 125 / 265 0 / 0Fluxo de corte 50 / 105 113 / 240
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 120Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 63
220340

OperaçãO
HPR260XD Gás automático Manual de instruções 4-61
alumínioPlasma de H35/Proteção de N2
Corte a 260 A
Métrico
Imperial
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção mm V mm mm/m mm Fator % Segundos
H35 N2 12 49 76 58
6170
11,0 7200 11,0100
0,2
10 10,0 6120 10,0 0,4
12 162
7,6
5160
8,5 110
0,5
15 163 37200,6
20 166 2230
25 174 1930 11,0 150 0,8
32 175 1510
Partida pela borda38 176 1150
44 183 670
50 190 390
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
espessura do material
Tensão do arco
Distância da tocha à obra
Velocidade de corte
Altura de perfuração inicial
Retardo na perfuração
Plasma Proteção Plasma Proteção Plasma Proteção pol. V pol. pol./min. pol. Fator % Segundos
H35 N2 12 49 76 58
1/4170
0.450 280 0.450100
0.2
3/8 0.400 250 0.400 0.4
1/2 162
0.300
190
0.330 110
0.5
5/8 163 1300.6
3/4 166 90
1 174 75 0.450 150 0.8
1-1/4 175 60
Partida pela borda1-1/2 176 45
1-3/4 183 25
2 190 14
Marcação
Faixas de vazão – l/min./scfh
H35 N2
Pré-fluxo 0 / 0 127 / 270Fluxo de corte 33 / 70 118 / 250
Gasesselecionados
Pré-fluxodefinido
Fluxo de cortedefinido
Corrente Distância da tocha à obra
Velocidadede marcação
Tensãodo arco
a mm pol. mm/min. pol./min. V
N2 N2 10 10 10 10 18 2,5 0.10 6350 250 120Argônio N2 30 10 30 10 20 3,0 0.12 2540 100 63
220763220637 220307220758 220405220406 220340

OperaçãO
4-62 HPR260XD Gás automático Manual de instruções

HPR260XD Gás automático Manual de instruções 5-1
Seção 5
Manutenção
Nesta seção:
Introdução ....................................................................................................................................................................................................5-3Manutenção de rotina ...............................................................................................................................................................................5-3Descrição do sistema ...............................................................................................................................................................................5-4
Cabos de controle e sinal .............................................................................................................................................................5-4Sequência de operações .........................................................................................................................................................................5-5Ciclo de purga do sistema de gás .........................................................................................................................................................5-6Uso da válvula do sistema de gás ..........................................................................................................................................................5-6
Processo de marcação ..................................................................................................................................................................5-8Diagrama em blocos do PCB .................................................................................................................................................................5-9Códigos de erro ...................................................................................................................................................................................... 5-10
Localização de defeitos por código de erro – 000 a 020 ................................................................................................5-11Localização de defeitos por código de erro – 021 a 028 ................................................................................................5-12Localização de defeitos por código de erro – 030 a 042................................................................................................5-13Localização de defeitos por código de erro – 044 a 046 ...............................................................................................5-14Localização de defeitos por código de erro – 047 a 053 ................................................................................................5-15Localização de defeitos por código de erro – 054 a 061................................................................................................5-16Localização de defeitos por código de erro – 062 a 067 ................................................................................................ 5-17Localização de defeitos por código de erro – 071 a 076 ................................................................................................5-18Localização de defeitos por código de erro – 093 a 105 ................................................................................................5-19Localização de defeitos por código de erro – 106 a 123 ................................................................................................5-20Localização de defeitos por código de erro – 124 a 134 ................................................................................................5-21Localização de defeitos por código de erro – 138 a 143 ................................................................................................5-22Localização de defeitos por código de erro – 144 a 154................................................................................................5-23Localização de defeitos por código de erro – 155 a 158 ................................................................................................5-24Localização de defeitos por código de erro – 159 a 160................................................................................................5-25Localização de defeitos por código de erro – 180 a 181 ................................................................................................5-26
Estados da fonte de alimentação ........................................................................................................................................................ 5-27Operação do sistema de plasma com tempo limite de bomba ...................................................................................................5-28Operação do CNC com tempo limite de bomba ............................................................................................................................5-29Verificações iniciais ................................................................................................................................................................................5-30Medição de energia ................................................................................................................................................................................5-31Substituição do elemento filtrante de ar ............................................................................................................................................3-32Manutenção do sistema de resfriamento da fonte de alimentação ............................................................................................5-33
Drenagem do sistema de líquido refrigerante. .......................................................................................................................5-33Filtro do sistema de líquido refrigerante ............................................................................................................................................5-34
Substituição do filtro ....................................................................................................................................................................5-34Tabela de localização de defeitos no fluxo do líquido refrigerante ..............................................................................................5-35

Manutenção
5-2 HPR260XD Gás automático Manual de instruções
Testes no fluxo do líquido refrigerante ...............................................................................................................................................5-36Antes de testar ..............................................................................................................................................................................5-36Uso do fluxômetro Hypertherm .................................................................................................................................................5-36Operação manual da bomba ..................................................................................................................................................... 5-37Teste 1 – linha de retorno .........................................................................................................................................................5-38Teste 2 – linha de alimentação no Console de Ignição ....................................................................................................5-38Teste 3 – troca da tocha ...........................................................................................................................................................5-39Teste 4 – linha de alimentação para o receptáculo da tocha ..........................................................................................5-39Teste 5 – linha de retorno do receptáculo da tocha ..........................................................................................................5-39Teste 6 – teste do “balde” na bomba ....................................................................................................................................5-40Teste 7 – desvio da válvula de retenção ...............................................................................................................................5-40Localização de defeitos na bomba e no motor......................................................................................................................5-41Teste do sensor de fluxo .............................................................................................................................................................5-42
Testes de vazamento de gás ................................................................................................................................................................5-43PCB3 da placa de controle da fonte de alimentação ....................................................................................................................5-45PCB2 do painel de distribuição de alimentação da fonte ............................................................................................................5-46PCB1 do circuito de partida ................................................................................................................................................................ 5-47
Operação ....................................................................................................................................................................................... 5-47Esquema funcional do circuito de partida .............................................................................................................................. 5-47Localização de defeitos no circuito de partida ...................................................................................................................... 5-47Níveis atuais do arco piloto ........................................................................................................................................................5-49
PCB2 da placa de controle do console de seleção ......................................................................................................................5-50PCB1 do painel de distribuição de alimentação do console de seleção .................................................................................5-51Console de seleção, PCB3 da placa do acionamento da válvula de CA .................................................................................5-52PCB2 da placa de controle do console de medidas .....................................................................................................................5-53PCB1 do painel de distribuição de alimentação do console de medidas ................................................................................5-54Testes de chopper ..................................................................................................................................................................................5-55Teste de detecção de perda de fase .................................................................................................................................................. 5-57Teste do cabo da tocha .........................................................................................................................................................................5-58Manutenção preventiva ..........................................................................................................................................................................5-59
Manutenção
HPR260XD Gás automático Manual de instruções 5-3
aDVeRtÊnCIa PeRIgo De Choque elétRICo
Procure ter muito cuidado ao trabalhar próximo aos módulos do chopper. os capacitores azuis grandes armazenam alta tensão. Mesmo com a alimentação desligada, existem tensões perigosas nos terminais dos capacitores, no chopper e nos dissipadores. a descarga de qualquer capacitor com uma chave de fenda ou outra ferramenta pode ocasionar uma explosão, danos à propriedade ou lesão pessoal. espere no mínimo 5 minutos depois de desligar a fonte de alimentação antes de tocar no chopper ou nos capacitores.
Introduçãoa hypertherm supõe que a equipe de manutenção que realiza os testes de localização de defeitos são técnicos em manutenção eletrônica de alto nível que já trabalharam com sistemas eletromecânicos de alta tensão. Também é presumido o conhecimento de técnicas de isolamento final para localização de defeitos.
além de qualificados tecnicamente, os técnicos em manutenção devem realizar todos os testes com a segurança em mente. Consulte a seção Segurança para saber sobre as precauções operacionais e os formatos de advertência.
Manutenção de rotinaPara obter uma lista completa de recomendações de manutenção de rotina, consulte a Programação de manutenção preventiva localizada no final desta seção. Entre em contato com o departamento de assistência técnica indicado no começo deste manual com qualquer pergunta relacionada à programação ou aos procedimentos de manutenção.
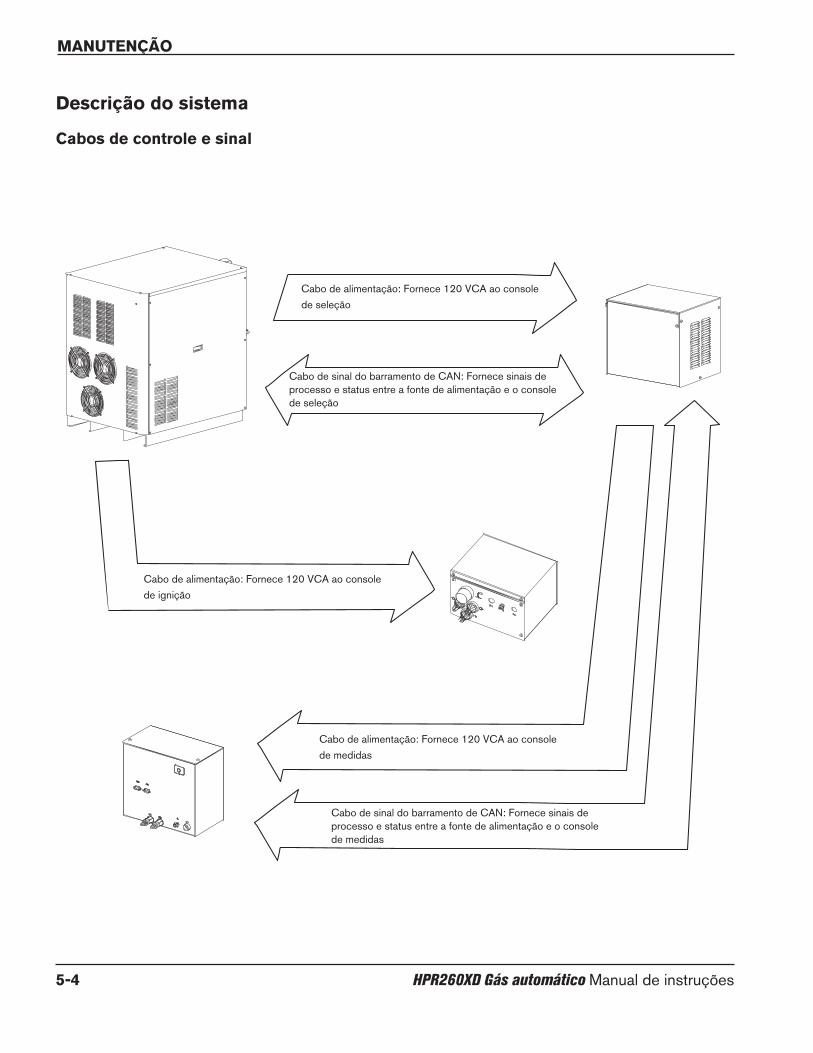
Manutenção
5-4 HPR260XD Gás automático Manual de instruções
Descrição do sistema
Cabos de controle e sinal
Cabo de alimentação: Fornece 120 VCA ao console de seleção
Cabo de sinal do barramento de CAN: Fornece sinais de processo e status entre a fonte de alimentação e o console de seleção
Cabo de sinal do barramento de CAN: Fornece sinais de processo e status entre a fonte de alimentação e o console de medidas
Cabo de alimentação: Fornece 120 VCA ao console de ignição
Cabo de alimentação: Fornece 120 VCA ao console de medidas

Manutenção
HPR260XD Gás automático Manual de instruções 5-5
Sequência de operações
1. Partida – O sistema verifica se todos estes sinais estão desligados na partida Fluxo do líquido refrigerante desativado Corrente do chopper desligada Transferência desativada Perda de fase desativada Superaquecimento do chopper 1 desativado Superaquecimento magnético desativado Superaquecimento do líquido refrigerante desativado Partida de plasma desativada
2. Purga – Ar ou gás N2 flui através da tocha por 20 segundos O contator se fecha e o chopper realiza um teste do chopper e um teste do sensor de corrente Partida de plasma desativada O contator se abre quando o ciclo de purga termina
3. Inatividade Pressão do gás adequada Fluxo do líquido refrigerante ativado Corrente do chopper desligada Tensão de linha adequada
4. Pré-fluxo – Fluxo de 2 segundos de gás
5. Arco piloto – A corrente flui entre o eletrodo e o bico O chopper, o contator principal e o relé do arco piloto estão ligados Alta frequência presente Sensor de corrente do chopper = corrente do arco piloto
6. Transferência – A corrente do arco piloto foi detectada no cabo-obra
7. Rampa de início de arco – A corrente do chopper aumenta até o seu ponto de regulagem e o gás muda para fluxo de corte
Fluxo do líquido refrigerante ativado Pressão do gás adequada Perda de fase ativada Tensão de linha adequada
8. Regime constante – Parâmetros de operação normal Fluxo do líquido refrigerante ativado Pressão do gás adequada Perda de fase ativada Superaquecimento do chopper 1 desativado Superaquecimento magnético desativado Superaquecimento do líquido refrigerante desativado
9. Rampa de fim de arco – A corrente e a vazão do gás diminuem depois que a partida de plasma foi removida Gás de fluxo de corte desligado
10. Desligamento automático – Pós-fluxo de 10 segundos Contatores principais desligados Choppers desligados
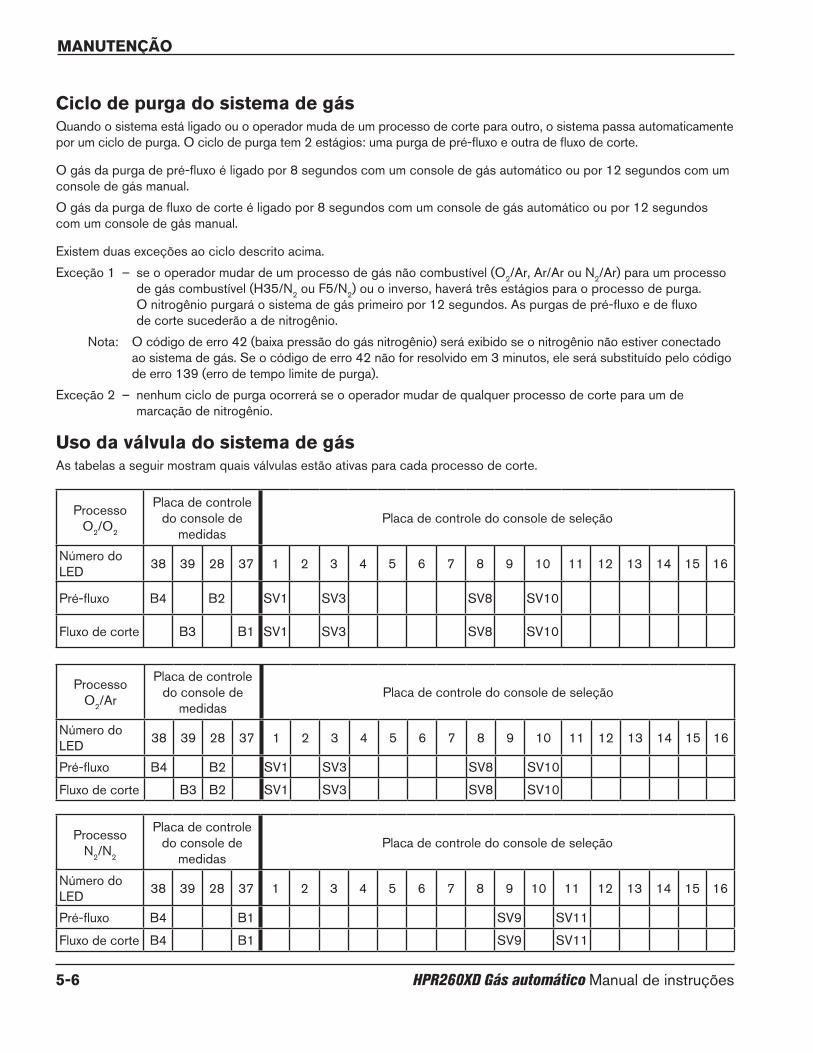
Manutenção
5-6 HPR260XD Gás automático Manual de instruções
Ciclo de purga do sistema de gásQuando o sistema está ligado ou o operador muda de um processo de corte para outro, o sistema passa automaticamente por um ciclo de purga. O ciclo de purga tem 2 estágios: uma purga de pré-fluxo e outra de fluxo de corte.
O gás da purga de pré-fluxo é ligado por 8 segundos com um console de gás automático ou por 12 segundos com um console de gás manual.O gás da purga de fluxo de corte é ligado por 8 segundos com um console de gás automático ou por 12 segundos com um console de gás manual.
Existem duas exceções ao ciclo descrito acima.Exceção 1 – se o operador mudar de um processo de gás não combustível (O2/Ar, Ar/Ar ou N2/Ar) para um processo
de gás combustível (H35/N2 ou F5/N2) ou o inverso, haverá três estágios para o processo de purga. O nitrogênio purgará o sistema de gás primeiro por 12 segundos. As purgas de pré-fluxo e de fluxo de corte sucederão a de nitrogênio.
Nota: O código de erro 42 (baixa pressão do gás nitrogênio) será exibido se o nitrogênio não estiver conectado ao sistema de gás. Se o código de erro 42 não for resolvido em 3 minutos, ele será substituído pelo código de erro 139 (erro de tempo limite de purga).
Exceção 2 – nenhum ciclo de purga ocorrerá se o operador mudar de qualquer processo de corte para um de marcação de nitrogênio.
uso da válvula do sistema de gásAs tabelas a seguir mostram quais válvulas estão ativas para cada processo de corte.
Processo O2/O2
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B4 B2 SV1 SV3 SV8 SV10
Fluxo de corte B3 B1 SV1 SV3 SV8 SV10
Processo O2/Ar
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B4 B2 SV1 SV3 SV8 SV10
Fluxo de corte B3 B2 SV1 SV3 SV8 SV10
Processo N2/N2
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B4 B1 SV9 SV11
Fluxo de corte B4 B1 SV9 SV11

Manutenção
HPR260XD Gás automático Manual de instruções 5-7
Processo F5/N2
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B3 B1 SV6 SV9
Fluxo de corte B4 B1 SV6 SV9 SV14
Processo H35/N2
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B3 B1 SV5 SV9
Fluxo de corte B4 B1 SV5 SV9 SV14
Processo H35 e N2/N2
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B3 B1 SV5 SV9
Fluxo de corte B4 B1 SV5 SV9 SV12 SV13
Processo N2/Ar
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B3 B2 SV3 SV9 SV10
Fluxo de corte B3 B2 SV3 SV9 SV10
Processo Ar/Ar
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B3 B2 SV2 SV3 SV9 SV10
Fluxo de corte B3 B2 SV2 SV3 SV9 SV10
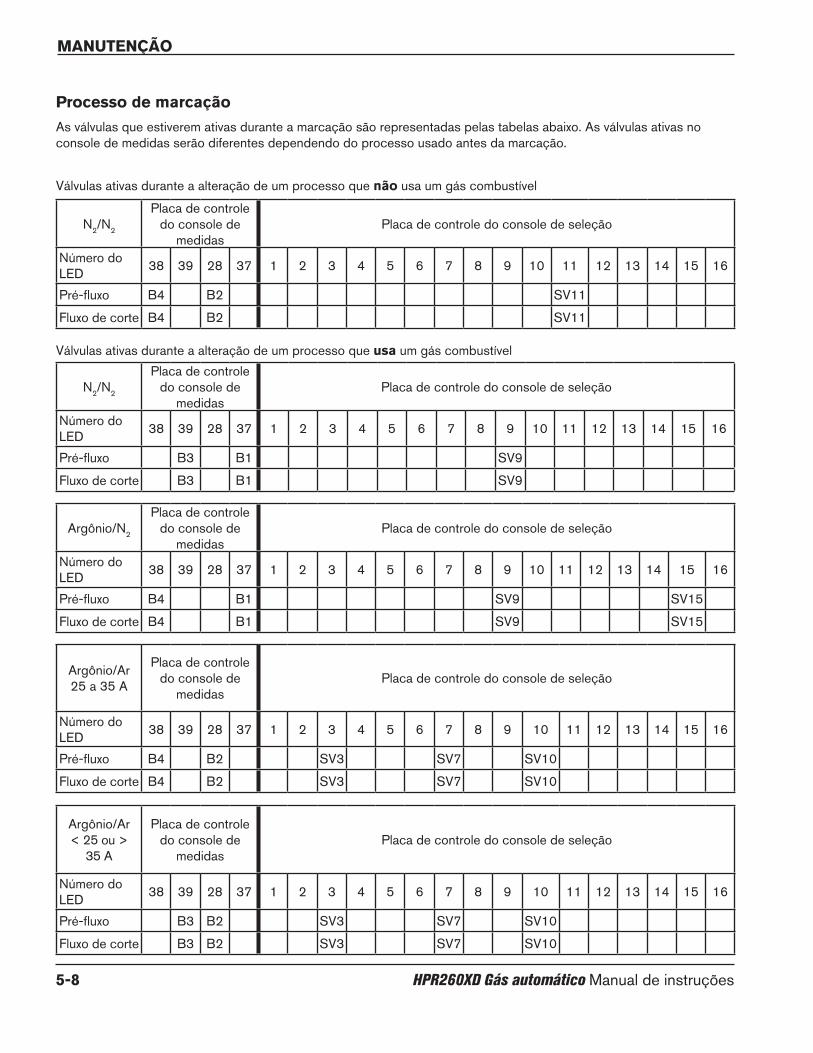
Manutenção
5-8 HPR260XD Gás automático Manual de instruções
Processo de marcaçãoAs válvulas que estiverem ativas durante a marcação são representadas pelas tabelas abaixo. As válvulas ativas no console de medidas serão diferentes dependendo do processo usado antes da marcação.
N2/N2
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B4 B2 SV11
Fluxo de corte B4 B2 SV11
N2/N2
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B3 B1 SV9
Fluxo de corte B3 B1 SV9
Válvulas ativas durante a alteração de um processo que não usa um gás combustível
Válvulas ativas durante a alteração de um processo que usa um gás combustível
Argônio/N2
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B4 B1 SV9 SV15
Fluxo de corte B4 B1 SV9 SV15
Argônio/Ar25 a 35 A
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B4 B2 SV3 SV7 SV10
Fluxo de corte B4 B2 SV3 SV7 SV10
Argônio/Ar< 25 ou >
35 A
Placa de controle do console de
medidasPlaca de controle do console de seleção
Número do LED 38 39 28 37 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Pré-fluxo B3 B2 SV3 SV7 SV10
Fluxo de corte B3 B2 SV3 SV7 SV10
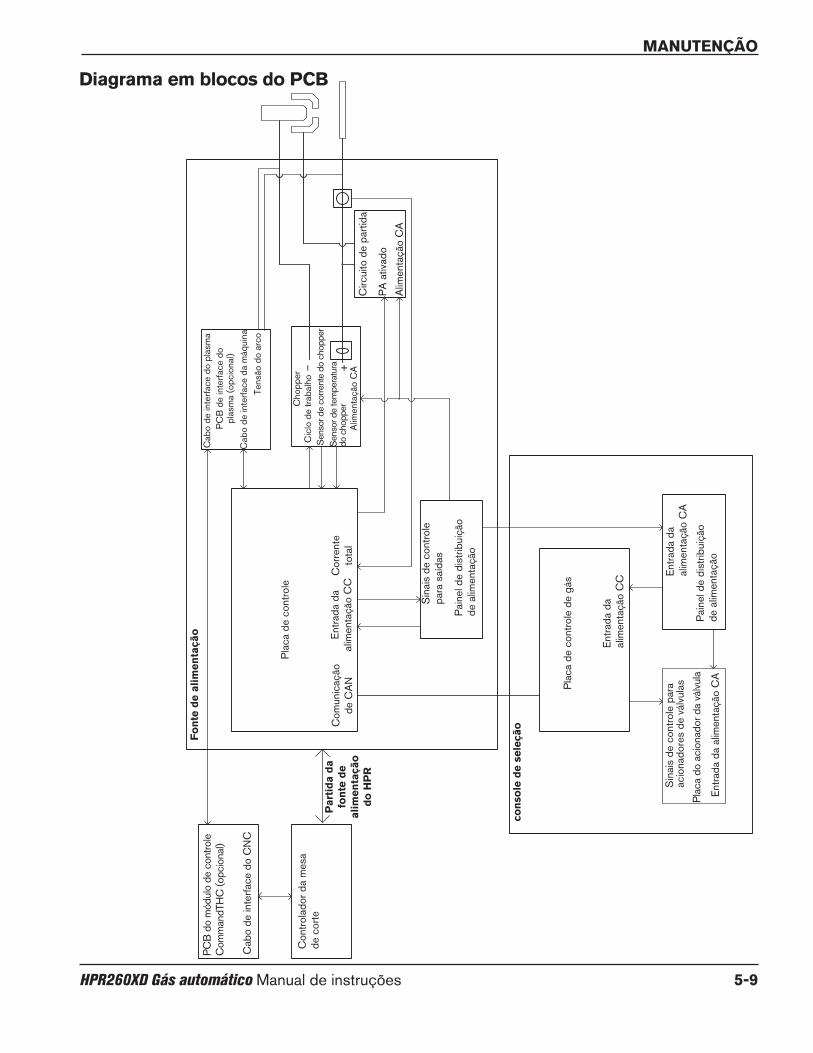
Manutenção
HPR260XD Gás automático Manual de instruções 5-9
PCB
do
mód
ulo
de c
ontro
le
Com
man
dTH
C (o
pcio
nal)
Cab
o de
inte
rface
do
CN
C
Con
trola
dor d
a m
esa
de c
orte
Par
tida
da
font
e de
al
imen
taçã
odo
hP
R
Font
e de
alim
enta
ção
cons
ole
de s
eleç
ão
Plac
a de
con
trole
Com
unic
ação
de
CA
NEn
trada
da
alim
enta
ção
CC
Cor
rent
eto
tal
Cab
o de
inte
rface
do
plas
ma
PCB
de
inte
rface
do
plas
ma
(opc
iona
l)C
abo
de in
terfa
ce d
a m
áqui
naTe
nsão
do
arco
Cho
pper
Cic
lo d
e tra
balh
o– +
Sens
or d
e co
rrent
e do
cho
pper
Sens
or d
e te
mpe
ratu
rado
cho
pper
Alim
enta
ção
CA
Circ
uito
de
parti
da
PA a
tivad
oA
limen
taçã
o C
A
Sin
ais
de c
ontro
le
para
saí
das
Pain
el d
e di
strib
uiçã
o de
alim
enta
ção
Plac
a de
con
trole
de
gás
Entra
da d
a al
imen
taçã
o C
C Entra
da d
a al
imen
taçã
o C
A
Pain
el d
e di
strib
uiçã
o de
alim
enta
ção
Entra
da d
a al
imen
taçã
o C
A
Plac
a do
aci
onad
or d
a vá
lvula
Sin
ais
de c
ontro
le p
ara
acio
nado
res
de v
álvu
las
Diagrama em blocos do PCB
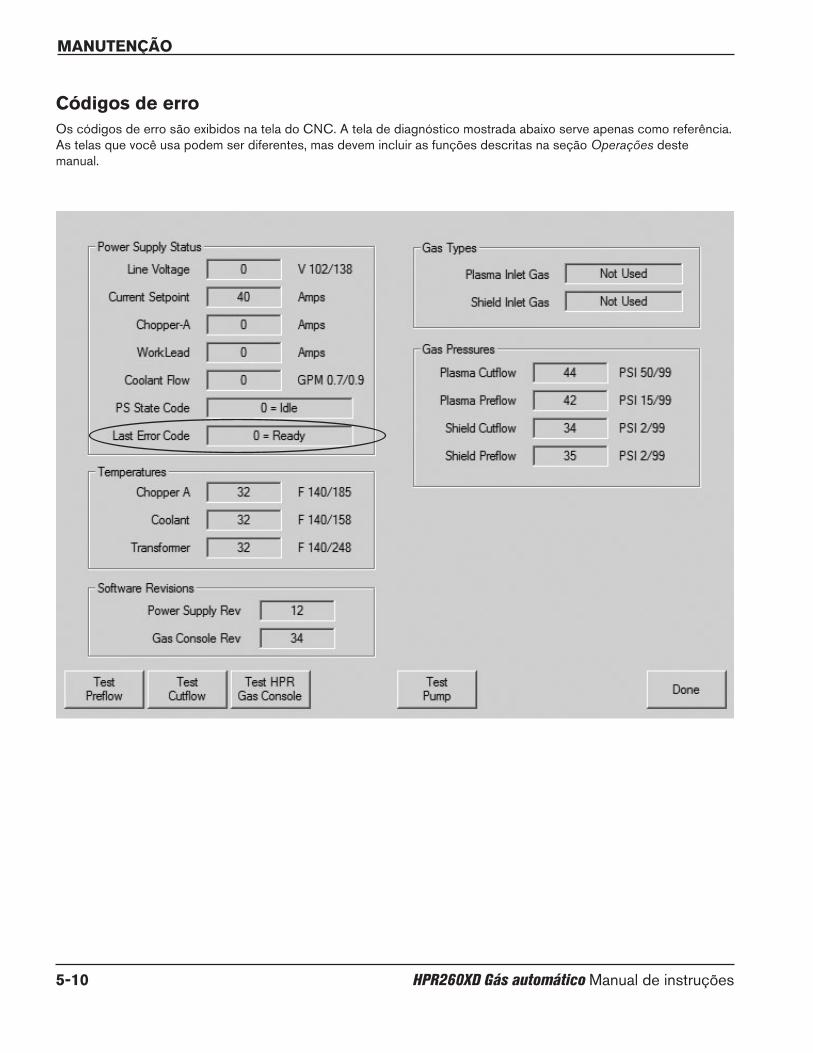
Manutenção
5-10 HPR260XD Gás automático Manual de instruções
Códigos de erroOs códigos de erro são exibidos na tela do CNC. A tela de diagnóstico mostrada abaixo serve apenas como referência. As telas que você usa podem ser diferentes, mas devem incluir as funções descritas na seção Operações deste manual.

Manutenção
HPR260XD Gás automático Manual de instruções 5-11
localização de defeitos por código de erro – 000 a 020
Código de erro nome Descrição ação corretiva
000 Nenhum erro O sistema está pronto para operar. Nenhuma necessária.
009 Teste do fluxostato
O fluxostato é testado quando a bomba dá nova partida depois de decorrido um tempo limite (30 minutos sem um sinal de partida). O teste assegura que o fluxo do líquido refrigerante esteja correto antes de acender a tocha.
Espere 10 segundos para que a faixa de vazão se estabilize.
012 Teste em andamento
Um dos modos de teste de gás está em execução. Espere a conclusão do teste.
013 Teste aprovado O teste foi bem-sucedido. Nenhuma ação necessária.
014Falha no canal 1 do gás de
corte
A pressão do gás no canal 1 está diminuindo, o que indica um vazamento.
Procure por vazamentos e conexões soltas entre o console de seleção e o console de medidas.
015Falha no canal 2 do gás de
corte
A pressão do gás no canal 2 está diminuindo, o que indica um vazamento.
Procure por vazamentos e conexões soltas entre o console de seleção e o console de medidas.
016
Falha na rampa de fim de arco do
plasma
A pressão do plasma não diminuiu no tempo permitido
Verifique se não há obstrução na mangueira de vazão de plasma.
017
Falha na rampa de fim de arco de proteção
A pressão de proteção não diminuiu no tempo permitido
Inspecione os furos na proteção para ver se há obstruções. Substitua a proteção se os furos estiverem bloqueados.
018
Pressão da bomba excedidaSomente hPR260
A saída da bomba ultrapassou 15,5 bar.
1. Verifique se os filtros do líquido refrigerante estão em boas condições.
2. Verifique se não existem restrições no sistema de líquido refrigerante.
020 Nenhum arco piloto
Nenhuma corrente detectada originária do chopper na ignição e antes do tempo limite de 1 segundo.
1. Verifique se os consumíveis estão em boas condições.2. Verifique os ajustes adequados de pré-fluxo e de fluxo de corte.3. Execute testes de vazamento de gás (consulte a seção Manutenção).4. Verifique se há fagulhas no centelhador.5. Inspecione se há desgaste excessivo em CON1 e no relé do arco
piloto.6. Execute um teste de vazão de gás (consulte a seção Manutenção).7. Execute um teste do cabo da tocha (consulte a seção Manutenção).8. Execute um teste do circuito de partida (consulte a seção
Manutenção).9. Execute um teste de chopper (consulte a seção Manutenção).

Manutenção
5-12 HPR260XD Gás automático Manual de instruções
Código de erro nome Descrição ação corretiva
021Nenhuma
transferência de arco
Nenhuma corrente detectada no cabo-obra 500 milissegundos depois que a corrente do arco piloto foi estabelecida.
1. Verifique a altura apropriada de perfuração.2. Verifique os ajustes adequados de pré-fluxo e de fluxo de corte.3. Inspecione o cabo-obra quanto a avarias ou conexões soltas.
024Perda de corrente
Chopper 1
O sinal de corrente foi perdido no chopper 1 após a transferência.
1. Verifique se os consumíveis estão em boas condições.2. Verifique os ajustes corretos do gás de fluxo de corte.3. Verifique o retardo na perfuração.4. Verifique se o arco não perdeu o contato com a chapa durante
o corte (orifício, recorte etc.).5. Execute um teste de chopper (consulte a seção Manutenção).
025
Perda de corrente
Chopper 2hPR260 hPR400Somente
O sinal de corrente foi perdido no chopper 2 após a transferência.
1. Verifique se os consumíveis estão em boas condições.2. Verifique os ajustes corretos do gás de fluxo de corte.3. Verifique o retardo na perfuração.4. Verifique se o arco não perdeu o contato com a chapa durante
o corte (orifício, recorte etc.).5. Execute um teste de chopper (consulte a seção Manutenção).
026 Perda de transferência
O sinal de transferência foi perdido após o término da transferência.
1. Verifique se os consumíveis estão em boas condições.2. Verifique os ajustes corretos do gás de fluxo de corte.3. Verifique o retardo na perfuração.4. Verifique se o arco não perdeu o contato com a chapa durante
o corte (orifício, recorte etc.).5. Inspecione o cabo-obra quanto a avarias ou conexões soltas.6. Tente conectar o cabo-obra diretamente à chapa.7. Execute um teste de chopper (consulte a seção Manutenção).
027 Perda de fase
Instabilidade de fase para o chopper depois que o contator é acoplado ou durante o corte.
1. Verifique a tensão de fase a fase da fonte de alimentação.2. Desconecte a alimentação da fonte, remova a tampa do contator
e inspecione os contatos quanto a desgaste excessivo.3. Inspecione o cabo de alimentação, o contator e a entrada do
chopper quanto a conexões soltas. 4. Inspecione os fusíveis de perda de fase no painel de distribuição
de alimentação. Substitua o painel se os fusíveis estiverem queimados.
5. Execute um teste de perda de fase (consulte a seção Manutenção).
028
Perda de corrente
Chopper 3 hPR400Somente
O sinal de corrente foi perdido no chopper 3 após a transferência.
1. Verifique se os consumíveis estão em boas condições.2. Verifique os ajustes corretos do gás de fluxo de corte.3. Verifique o retardo na perfuração.4. Verifique se o arco não perdeu o contato com a chapa durante
o corte (orifício, recorte etc.).5. Execute um teste de chopper (consulte a seção Manutenção).
localização de defeitos por código de erro – 021 a 028
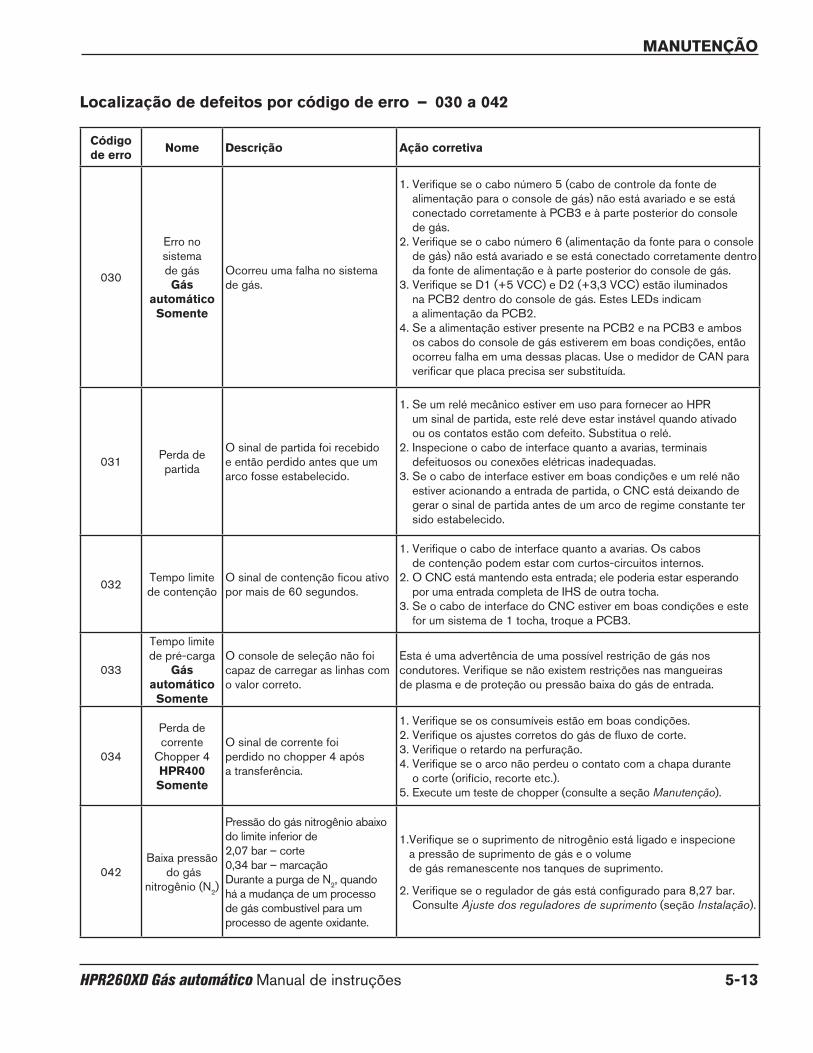
Manutenção
HPR260XD Gás automático Manual de instruções 5-13
localização de defeitos por código de erro – 030 a 042
Código de erro nome Descrição ação corretiva
030
Erro no sistema de gásgás
automáticoSomente
Ocorreu uma falha no sistema de gás.
1. Verifique se o cabo número 5 (cabo de controle da fonte de alimentação para o console de gás) não está avariado e se está conectado corretamente à PCB3 e à parte posterior do console de gás.
2. Verifique se o cabo número 6 (alimentação da fonte para o console de gás) não está avariado e se está conectado corretamente dentro da fonte de alimentação e à parte posterior do console de gás.
3. Verifique se D1 (+5 VCC) e D2 (+3,3 VCC) estão iluminados na PCB2 dentro do console de gás. Estes LEDs indicam a alimentação da PCB2.
4. Se a alimentação estiver presente na PCB2 e na PCB3 e ambos os cabos do console de gás estiverem em boas condições, então ocorreu falha em uma dessas placas. Use o medidor de CAN para verificar que placa precisa ser substituída.
031 Perda de partida
O sinal de partida foi recebido e então perdido antes que um arco fosse estabelecido.
1. Se um relé mecânico estiver em uso para fornecer ao HPR um sinal de partida, este relé deve estar instável quando ativado ou os contatos estão com defeito. Substitua o relé.
2. Inspecione o cabo de interface quanto a avarias, terminais defeituosos ou conexões elétricas inadequadas.
3. Se o cabo de interface estiver em boas condições e um relé não estiver acionando a entrada de partida, o CNC está deixando de gerar o sinal de partida antes de um arco de regime constante ter sido estabelecido.
032 Tempo limite de contenção
O sinal de contenção ficou ativo por mais de 60 segundos.
1. Verifique o cabo de interface quanto a avarias. Os cabos de contenção podem estar com curtos-circuitos internos.
2. O CNC está mantendo esta entrada; ele poderia estar esperando por uma entrada completa de IHS de outra tocha.
3. Se o cabo de interface do CNC estiver em boas condições e este for um sistema de 1 tocha, troque a PCB3.
033
Tempo limite de pré-carga
gás automáticoSomente
O console de seleção não foi capaz de carregar as linhas com o valor correto.
Esta é uma advertência de uma possível restrição de gás nos condutores. Verifique se não existem restrições nas mangueiras de plasma e de proteção ou pressão baixa do gás de entrada.
034
Perda de corrente
Chopper 4 hPR400Somente
O sinal de corrente foi perdido no chopper 4 após a transferência.
1. Verifique se os consumíveis estão em boas condições.2. Verifique os ajustes corretos do gás de fluxo de corte.3. Verifique o retardo na perfuração.4. Verifique se o arco não perdeu o contato com a chapa durante
o corte (orifício, recorte etc.).5. Execute um teste de chopper (consulte a seção Manutenção).
042Baixa pressão
do gás nitrogênio (N2)
Pressão do gás nitrogênio abaixo do limite inferior de2,07 bar – corte0,34 bar – marcaçãoDurante a purga de N2, quando há a mudança de um processo de gás combustível para um processo de agente oxidante.
1. Verifique se o suprimento de nitrogênio está ligado e inspecione a pressão de suprimento de gás e o volume de gás remanescente nos tanques de suprimento.
2. Verifique se o regulador de gás está configurado para 8,27 bar. Consulte Ajuste dos reguladores de suprimento (seção Instalação).
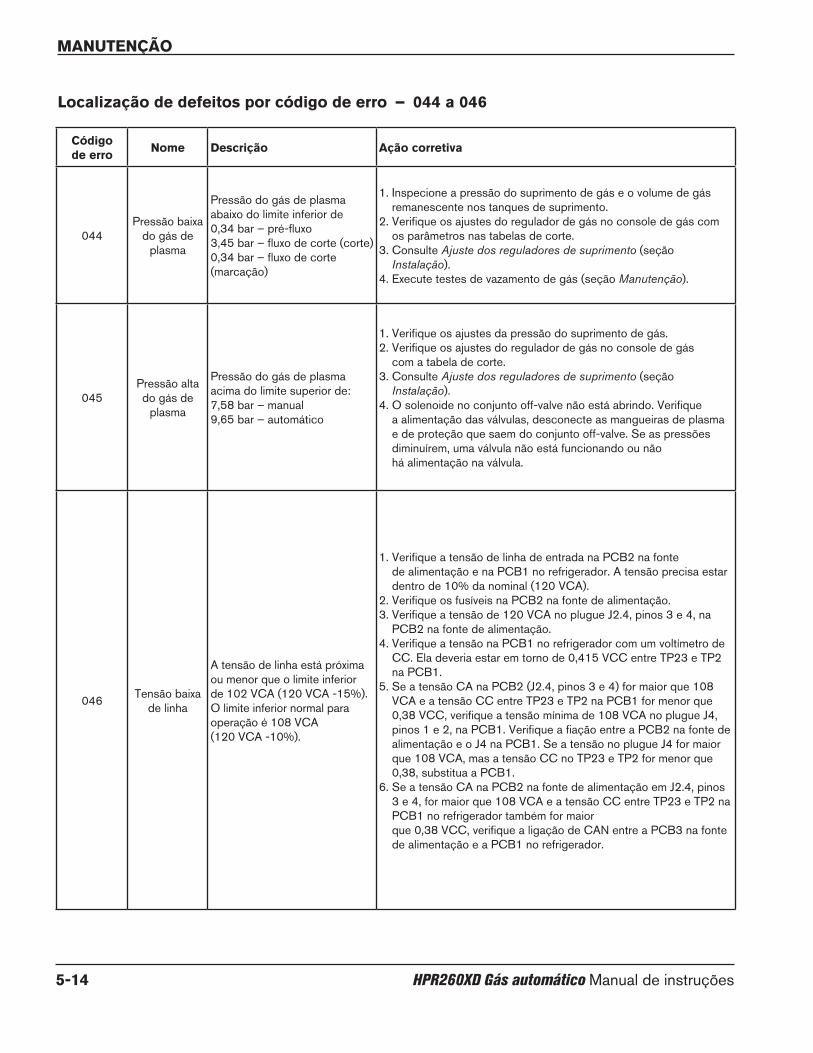
Manutenção
5-14 HPR260XD Gás automático Manual de instruções
localização de defeitos por código de erro – 044 a 046
Código de erro nome Descrição ação corretiva
044Pressão baixa
do gás de plasma
Pressão do gás de plasma abaixo do limite inferior de0,34 bar – pré-fluxo3,45 bar – fluxo de corte (corte)0,34 bar – fluxo de corte (marcação)
1. Inspecione a pressão do suprimento de gás e o volume de gás remanescente nos tanques de suprimento.
2. Verifique os ajustes do regulador de gás no console de gás com os parâmetros nas tabelas de corte.
3. Consulte Ajuste dos reguladores de suprimento (seção Instalação).
4. Execute testes de vazamento de gás (seção Manutenção).
045Pressão alta do gás de
plasma
Pressão do gás de plasma acima do limite superior de:7,58 bar – manual9,65 bar – automático
1. Verifique os ajustes da pressão do suprimento de gás.2. Verifique os ajustes do regulador de gás no console de gás
com a tabela de corte.3. Consulte Ajuste dos reguladores de suprimento (seção
Instalação).4. O solenoide no conjunto off-valve não está abrindo. Verifique
a alimentação das válvulas, desconecte as mangueiras de plasma e de proteção que saem do conjunto off-valve. Se as pressões diminuírem, uma válvula não está funcionando ou não há alimentação na válvula.
046 Tensão baixa de linha
A tensão de linha está próxima ou menor que o limite inferior de 102 VCA (120 VCA -15%). O limite inferior normal para operação é 108 VCA (120 VCA -10%).
1. Verifique a tensão de linha de entrada na PCB2 na fonte de alimentação e na PCB1 no refrigerador. A tensão precisa estar dentro de 10% da nominal (120 VCA).
2. Verifique os fusíveis na PCB2 na fonte de alimentação.3. Verifique a tensão de 120 VCA no plugue J2.4, pinos 3 e 4, na
PCB2 na fonte de alimentação.4. Verifique a tensão na PCB1 no refrigerador com um voltímetro de
CC. Ela deveria estar em torno de 0,415 VCC entre TP23 e TP2 na PCB1.
5. Se a tensão CA na PCB2 (J2.4, pinos 3 e 4) for maior que 108 VCA e a tensão CC entre TP23 e TP2 na PCB1 for menor que 0,38 VCC, verifique a tensão mínima de 108 VCA no plugue J4, pinos 1 e 2, na PCB1. Verifique a fiação entre a PCB2 na fonte de alimentação e o J4 na PCB1. Se a tensão no plugue J4 for maior que 108 VCA, mas a tensão CC no TP23 e TP2 for menor que 0,38, substitua a PCB1.
6. Se a tensão CA na PCB2 na fonte de alimentação em J2.4, pinos 3 e 4, for maior que 108 VCA e a tensão CC entre TP23 e TP2 na PCB1 no refrigerador também for maior que 0,38 VCC, verifique a ligação de CAN entre a PCB3 na fonte de alimentação e a PCB1 no refrigerador.

Manutenção
HPR260XD Gás automático Manual de instruções 5-15
localização de defeitos por código de erro – 047 a 053
Código de erro nome Descrição ação corretiva
047 Tensão alta de linha
A tensão de linha está próxima ou maior que o limite superior de 138 VCA (120 VCA +15%).O limite superior normal para operação é 132 VCA (120 VCA +10%).
1. Verifique a tensão de linha de entrada na PCB2 na fonte de alimentação e na PCB1 no refrigerador. A tensão precisa estar dentro de 10% da nominal (120 VCA).
2. Verifique os fusíveis na PCB2 na fonte de alimentação.3. Verifique a tensão de 120 VCA no plugue J2.4, pinos 3 e 4,
na PCB2 na fonte de alimentação.4. Verifique a tensão na PCB1 no refrigerador com um voltímetro de
CC. Ela deveria estar em torno de 0,415 VCC entre TP23 e TP2 na PCB1.
5. Se a tensão CA na PCB2 (J2.4, pinos 3 e 4) for menor que 132 VCA e a tensão CC entre TP23 e TP2 na PCB1 for maior que 0,44 VCC, verifique a tensão máxima de 132 VCA no plugue J4, pinos 1 e 2, na PCB1. Verifique a fiação entre a PCB2 na fonte de alimentação e o J4 na PCB1. Se a tensão no plugue J4 for menor que 132 VCA, mas a tensão CC no TP23 e TP2 for maior que 0,44, substitua a PCB1.
6. Se a tensão CA na PCB2 na fonte de alimentação no plugue J2.4, pinos 3 e 4, for menor que 132 VCA e a tensão CC entre TP23 e TP2 na PCB1 no refrigerador também for menor que 0,44 VCC, verifique a ligação de CAN entre a PCB3 na fonte de alimentação e a PCB1 no refrigerador.
048 Erro de CAN
Ocorreu um erro com a comunicação de CAN entre a fonte de alimentação e o console de gás.
1. Verifique se o cabo número 5 (cabo de controle da fonte de alimentação para o console de gás) não está avariado e se está conectado corretamente à PCB3 e à parte posterior do console de gás.
2. Verifique se o cabo número 6 (alimentação da fonte para o console de gás) não está avariado e se está conectado corretamente dentro da fonte de alimentação e à parte posterior do console de gás.
3. Verifique se D1 (+5 VCC) e D2 (+3,3 VCC) estão iluminados na PCB2 dentro do console de gás. Estes LEDs indicam a alimentação da PCB2.
4. Se a alimentação estiver presente na PCB2 e na PCB3 e ambos os cabos do console de gás estiverem em boas condições, então ocorreu falha em uma dessas placas. Use o medidor de CAN para verificar que placa precisa ser substituída.
050
O sinal de partida está
ligado na partida
A entrada do sinal de partida do plasma está ativa durante a inicialização da fonte de alimentação.
1. Pare ou apague o programa de corte. O sinal de partida para o plasma não caiu depois do último corte.
2. Verifique se o cabo de interface do CNC não está avariado.3. Remova o cabo de interface do CNC da PCB3 e verifique se há
um circuito aberto entre os pinos 15 e 34.4. Se o circuito estiver fechado, o CNC está emitindo uma partida
de plasma ou o cabo de interface do CNC está avariado.5. Se o circuito estiver aberto e o LEDN300J estiver iluminado com
o cabo de interface do CNC removido da PCB3, substitua a PCB3.
053Pressão baixa
do gás de proteção
A pressão de proteção está abaixo do limite inferior de 0,14 bar.
1. Verifique a pressão de suprimento de gás e se um volume suficiente de gás é mantido no seu suprimento.
2. Verifique os ajustes do regulador de gás no console de gás com a tabela de corte.
3. Consulte Ajuste dos reguladores de suprimento (seção Instalação).4. Execute testes de vazamento de gás (seção Manutenção).
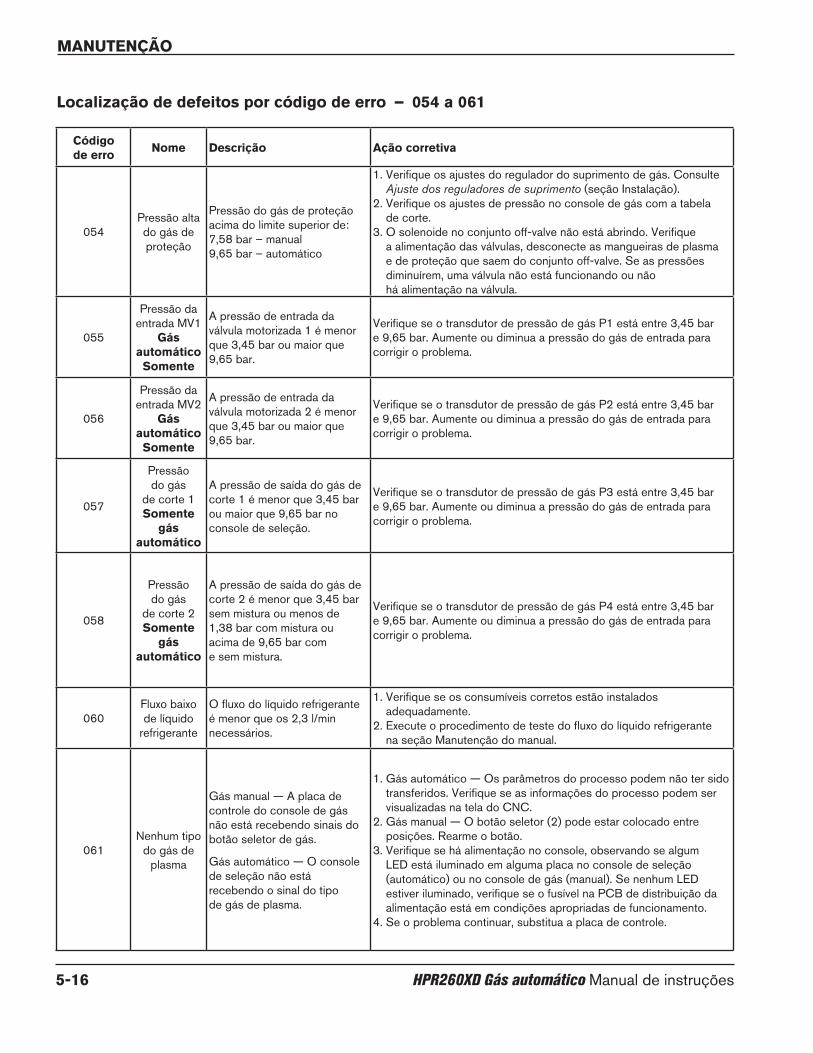
Manutenção
5-16 HPR260XD Gás automático Manual de instruções
localização de defeitos por código de erro – 054 a 061
Código de erro nome Descrição ação corretiva
054Pressão alta do gás de proteção
Pressão do gás de proteção acima do limite superior de:7,58 bar – manual9,65 bar – automático
1. Verifique os ajustes do regulador do suprimento de gás. Consulte Ajuste dos reguladores de suprimento (seção Instalação).
2. Verifique os ajustes de pressão no console de gás com a tabela de corte.
3. O solenoide no conjunto off-valve não está abrindo. Verifique a alimentação das válvulas, desconecte as mangueiras de plasma e de proteção que saem do conjunto off-valve. Se as pressões diminuírem, uma válvula não está funcionando ou não há alimentação na válvula.
055
Pressão da entrada MV1
gás automáticoSomente
A pressão de entrada da válvula motorizada 1 é menor que 3,45 bar ou maior que 9,65 bar.
Verifique se o transdutor de pressão de gás P1 está entre 3,45 bar e 9,65 bar. Aumente ou diminua a pressão do gás de entrada para corrigir o problema.
056
Pressão da entrada MV2
gás automáticoSomente
A pressão de entrada da válvula motorizada 2 é menor que 3,45 bar ou maior que 9,65 bar.
Verifique se o transdutor de pressão de gás P2 está entre 3,45 bar e 9,65 bar. Aumente ou diminua a pressão do gás de entrada para corrigir o problema.
057
Pressão do gás
de corte 1Somente
gás automático
A pressão de saída do gás de corte 1 é menor que 3,45 bar ou maior que 9,65 bar no console de seleção.
Verifique se o transdutor de pressão de gás P3 está entre 3,45 bar e 9,65 bar. Aumente ou diminua a pressão do gás de entrada para corrigir o problema.
058
Pressão do gás
de corte 2Somente
gás automático
A pressão de saída do gás de corte 2 é menor que 3,45 bar sem mistura ou menos de 1,38 bar com mistura ou acima de 9,65 bar com e sem mistura.
Verifique se o transdutor de pressão de gás P4 está entre 3,45 bar e 9,65 bar. Aumente ou diminua a pressão do gás de entrada para corrigir o problema.
060Fluxo baixo de líquido
refrigerante
O fluxo do líquido refrigerante é menor que os 2,3 l/min necessários.
1. Verifique se os consumíveis corretos estão instalados adequadamente.
2. Execute o procedimento de teste do fluxo do líquido refrigerante na seção Manutenção do manual.
061Nenhum tipo
do gás de plasma
Gás manual — A placa de controle do console de gás não está recebendo sinais do botão seletor de gás.
Gás automático — O console de seleção não está recebendo o sinal do tipo de gás de plasma.
1. Gás automático — Os parâmetros do processo podem não ter sido transferidos. Verifique se as informações do processo podem ser visualizadas na tela do CNC.
2. Gás manual — O botão seletor (2) pode estar colocado entre posições. Rearme o botão.
3. Verifique se há alimentação no console, observando se algum LED está iluminado em alguma placa no console de seleção (automático) ou no console de gás (manual). Se nenhum LED estiver iluminado, verifique se o fusível na PCB de distribuição da alimentação está em condições apropriadas de funcionamento.
4. Se o problema continuar, substitua a placa de controle.
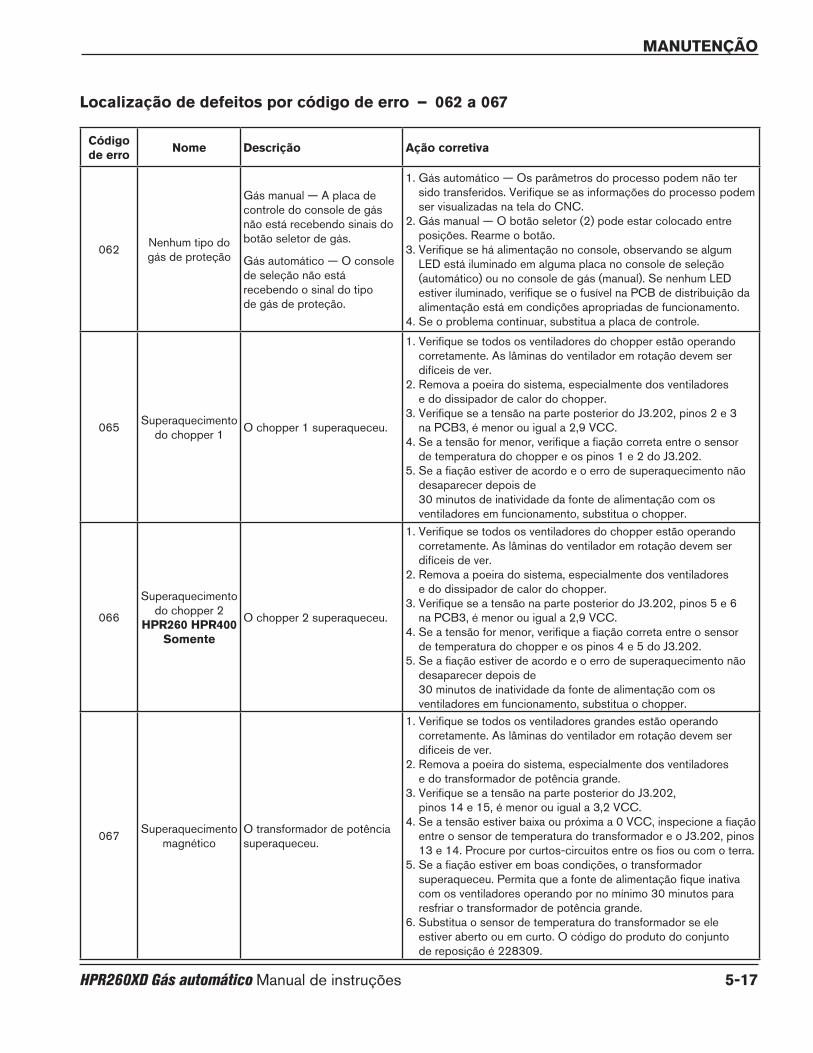
Manutenção
HPR260XD Gás automático Manual de instruções 5-17
localização de defeitos por código de erro – 062 a 067
Código de erro nome Descrição ação corretiva
062 Nenhum tipo do gás de proteção
Gás manual — A placa de controle do console de gás não está recebendo sinais do botão seletor de gás.
Gás automático — O console de seleção não está recebendo o sinal do tipo de gás de proteção.
1. Gás automático — Os parâmetros do processo podem não ter sido transferidos. Verifique se as informações do processo podem ser visualizadas na tela do CNC.
2. Gás manual — O botão seletor (2) pode estar colocado entre posições. Rearme o botão.
3. Verifique se há alimentação no console, observando se algum LED está iluminado em alguma placa no console de seleção (automático) ou no console de gás (manual). Se nenhum LED estiver iluminado, verifique se o fusível na PCB de distribuição da alimentação está em condições apropriadas de funcionamento.
4. Se o problema continuar, substitua a placa de controle.
065 Superaquecimento do chopper 1 O chopper 1 superaqueceu.
1. Verifique se todos os ventiladores do chopper estão operando corretamente. As lâminas do ventilador em rotação devem ser difíceis de ver.
2. Remova a poeira do sistema, especialmente dos ventiladores e do dissipador de calor do chopper.
3. Verifique se a tensão na parte posterior do J3.202, pinos 2 e 3 na PCB3, é menor ou igual a 2,9 VCC.
4. Se a tensão for menor, verifique a fiação correta entre o sensor de temperatura do chopper e os pinos 1 e 2 do J3.202.
5. Se a fiação estiver de acordo e o erro de superaquecimento não desaparecer depois de30 minutos de inatividade da fonte de alimentação com os ventiladores em funcionamento, substitua o chopper.
066
Superaquecimento do chopper 2
hPR260 hPR400Somente
O chopper 2 superaqueceu.
1. Verifique se todos os ventiladores do chopper estão operando corretamente. As lâminas do ventilador em rotação devem ser difíceis de ver.
2. Remova a poeira do sistema, especialmente dos ventiladores e do dissipador de calor do chopper.
3. Verifique se a tensão na parte posterior do J3.202, pinos 5 e 6 na PCB3, é menor ou igual a 2,9 VCC.
4. Se a tensão for menor, verifique a fiação correta entre o sensor de temperatura do chopper e os pinos 4 e 5 do J3.202.
5. Se a fiação estiver de acordo e o erro de superaquecimento não desaparecer depois de30 minutos de inatividade da fonte de alimentação com os ventiladores em funcionamento, substitua o chopper.
067 Superaquecimento magnético
O transformador de potência superaqueceu.
1. Verifique se todos os ventiladores grandes estão operando corretamente. As lâminas do ventilador em rotação devem ser difíceis de ver.
2. Remova a poeira do sistema, especialmente dos ventiladores e do transformador de potência grande.
3. Verifique se a tensão na parte posterior do J3.202,pinos 14 e 15, é menor ou igual a 3,2 VCC.
4. Se a tensão estiver baixa ou próxima a 0 VCC, inspecione a fiação entre o sensor de temperatura do transformador e o J3.202, pinos 13 e 14. Procure por curtos-circuitos entre os fios ou com o terra.
5. Se a fiação estiver em boas condições, o transformador superaqueceu. Permita que a fonte de alimentação fique inativa com os ventiladores operando por no mínimo 30 minutos para resfriar o transformador de potência grande.
6. Substitua o sensor de temperatura do transformador se ele estiver aberto ou em curto. O código do produto do conjunto de reposição é 228309.
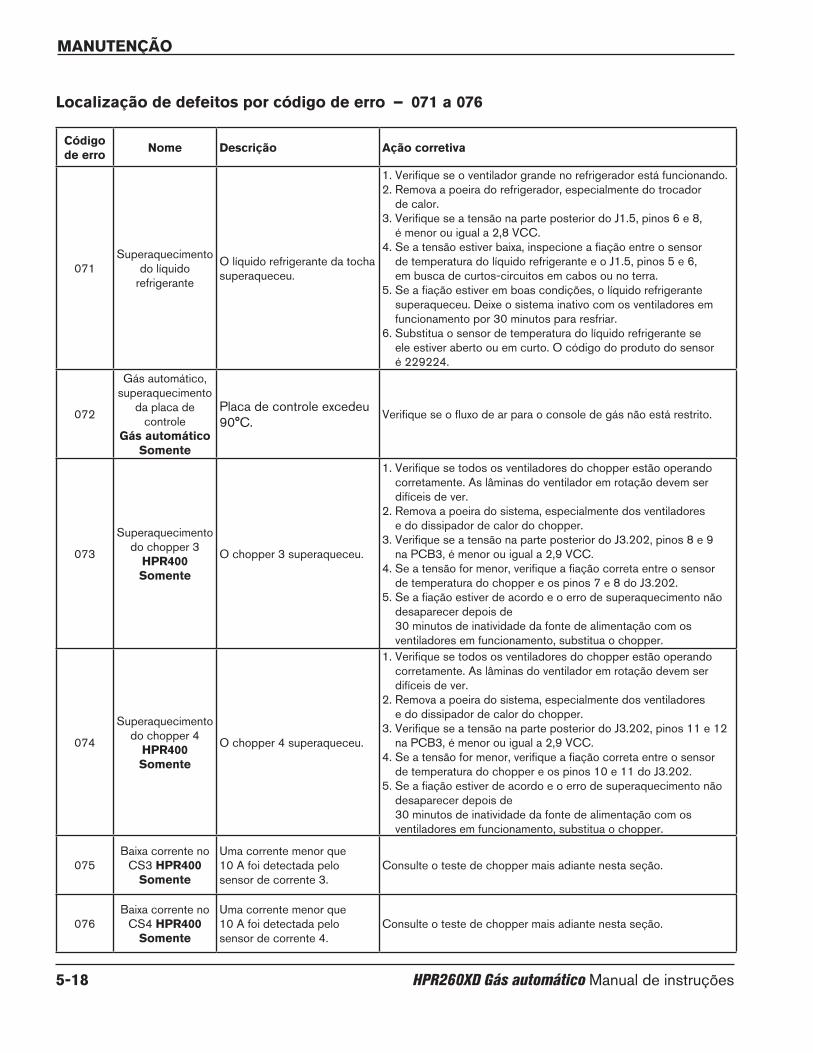
Manutenção
5-18 HPR260XD Gás automático Manual de instruções
localização de defeitos por código de erro – 071 a 076
Código de erro nome Descrição ação corretiva
071Superaquecimento
do líquido refrigerante
O líquido refrigerante da tocha superaqueceu.
1. Verifique se o ventilador grande no refrigerador está funcionando.2. Remova a poeira do refrigerador, especialmente do trocador
de calor.3. Verifique se a tensão na parte posterior do J1.5, pinos 6 e 8,
é menor ou igual a 2,8 VCC.4. Se a tensão estiver baixa, inspecione a fiação entre o sensor
de temperatura do líquido refrigerante e o J1.5, pinos 5 e 6, em busca de curtos-circuitos em cabos ou no terra.
5. Se a fiação estiver em boas condições, o líquido refrigerante superaqueceu. Deixe o sistema inativo com os ventiladores em funcionamento por 30 minutos para resfriar.
6. Substitua o sensor de temperatura do líquido refrigerante se ele estiver aberto ou em curto. O código do produto do sensor é 229224.
072
Gás automático, superaquecimento
da placa de controle
gás automáticoSomente
Placa de controle excedeu 90°C. Verifique se o fluxo de ar para o console de gás não está restrito.
073
Superaquecimento do chopper 3
hPR400Somente
O chopper 3 superaqueceu.
1. Verifique se todos os ventiladores do chopper estão operando corretamente. As lâminas do ventilador em rotação devem ser difíceis de ver.
2. Remova a poeira do sistema, especialmente dos ventiladores e do dissipador de calor do chopper.
3. Verifique se a tensão na parte posterior do J3.202, pinos 8 e 9 na PCB3, é menor ou igual a 2,9 VCC.
4. Se a tensão for menor, verifique a fiação correta entre o sensor de temperatura do chopper e os pinos 7 e 8 do J3.202.
5. Se a fiação estiver de acordo e o erro de superaquecimento não desaparecer depois de30 minutos de inatividade da fonte de alimentação com os ventiladores em funcionamento, substitua o chopper.
074
Superaquecimento do chopper 4
hPR400Somente
O chopper 4 superaqueceu.
1. Verifique se todos os ventiladores do chopper estão operando corretamente. As lâminas do ventilador em rotação devem ser difíceis de ver.
2. Remova a poeira do sistema, especialmente dos ventiladores e do dissipador de calor do chopper.
3. Verifique se a tensão na parte posterior do J3.202, pinos 11 e 12 na PCB3, é menor ou igual a 2,9 VCC.
4. Se a tensão for menor, verifique a fiação correta entre o sensor de temperatura do chopper e os pinos 10 e 11 do J3.202.
5. Se a fiação estiver de acordo e o erro de superaquecimento não desaparecer depois de30 minutos de inatividade da fonte de alimentação com os ventiladores em funcionamento, substitua o chopper.
075Baixa corrente no
CS3 hPR400Somente
Uma corrente menor que10 A foi detectada pelosensor de corrente 3.
Consulte o teste de chopper mais adiante nesta seção.
076Baixa corrente no
CS4 hPR400Somente
Uma corrente menor que10 A foi detectada pelosensor de corrente 4.
Consulte o teste de chopper mais adiante nesta seção.

Manutenção
HPR260XD Gás automático Manual de instruções 5-19
localização de defeitos por código de erro – 093 a 105
Código de erro nome Descrição ação corretiva
093 Nenhum fluxo de líquido refrigerante
O sinal do fluxo do líquido refrigerante foi perdido ou nunca foi satisfeito.
1. Se este for um sistema novo, siga o procedimento de partida.
2. Verifique se o filtro de líquido refrigerante está em boas condições.3. Execute testes de fluxo do líquido refrigerante (seção Manutenção).4. Verifique se o CNC aciona o sinal de partida do plasma por pelo
menos 10 segundos para permitir que a bomba com tempo limite esgotado seja ligada novamente.
095
Alta corrente no CS4 hPR400Somente
Uma corrente maior que 35 A foi detectada pelo sensor de corrente 4.
Consulte o teste de chopper mais adiante nesta seção.
099Superaquecimento
do chopper 1 durante a partida
O chopper 1 indica superaquecimento durante a partida.
1. Verifique se não há um curto sobre o sensor de temperatura do chopper ou sobre os fios da chave de temperatura no chicote ou se o sensor está aberto.
2. Se nenhum jumper estiver presente, o chopper superaqueceu e precisa de tempo para ser resfriado a 83°C.
100
Superaquecimento do chopper 2
durante a partida hPR260 hPR400Somente
O chopper 2 indica superaquecimento durante a partida.
1. Verifique se não há um curto sobre o sensor de temperatura do chopper ou sobre os fios da chave de temperatura no chicote ou se o sensor está aberto.
2. Se nenhum jumper estiver presente, o chopper superaqueceu e precisa de tempo para ser resfriado a 83°C.
101
Superaquecimento do sistema
magnético durante a partida
O transformador principal está indicando um superaquecimento durante a partida.
1. Verifique se não há um curto sobre o sensor de temperatura do transformador ou sobre os fios do sensor de temperatura no chicote.
2. Verifique se o sensor não está aberto ou em curto; se ele estiver aberto ou em curto, o transformador principal superaqueceu e precisa de tempo para ser resfriado a 150°C.
102Corrente do
chopper 1 durante a partida
O sinal de corrente do chopper 1 está ativo durante a partida
Consulte os diagramas de fiação na seção 7
1. Verifique se a tensão no CS1 está correta.2. Verifique se a fiação entre CS1 e PCB3 está correta e não
avariada.3. Troque CS1 por CS2. Se o código de erro muda para 156,
substitua o CS1 original.
103 Alta corrente no CS1
Uma corrente maior que 35 A foi detectada pelo sensor de corrente 1.
Consulte o teste de chopper mais adiante nesta seção.
104
Alta corrente no CS2hPR260 hPR400Somente
Uma corrente maior que 35 A foi detectada pelo sensor de corrente 2.
Consulte o teste de chopper mais adiante nesta seção.
105 Baixa corrente no CS1
Uma corrente menor que 10 A foi detectada pelo sensor de corrente 1.
Consulte o teste de chopper mais adiante nesta seção.
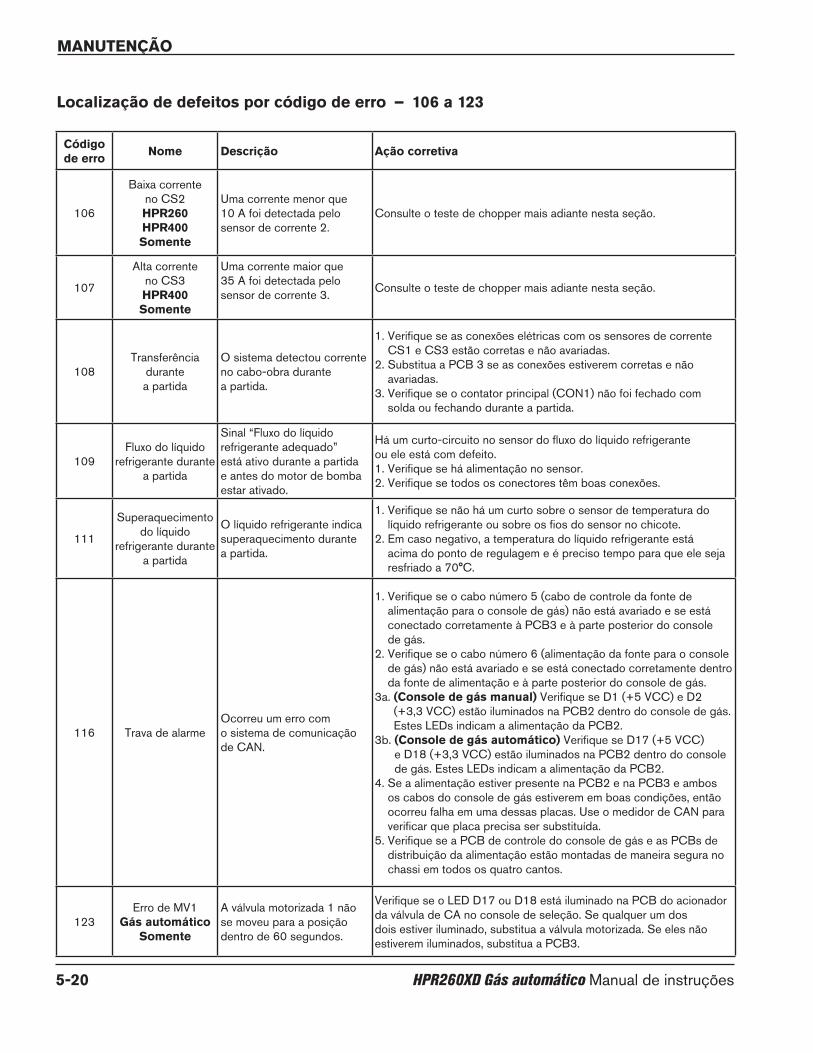
Manutenção
5-20 HPR260XD Gás automático Manual de instruções
localização de defeitos por código de erro – 106 a 123
Código de erro nome Descrição ação corretiva
106
Baixa corrente no CS2hPR260 hPR400Somente
Uma corrente menor que10 A foi detectada pelosensor de corrente 2.
Consulte o teste de chopper mais adiante nesta seção.
107
Alta corrente no CS3 hPR400Somente
Uma corrente maior que35 A foi detectada pelo sensor de corrente 3. Consulte o teste de chopper mais adiante nesta seção.
108Transferência
durante a partida
O sistema detectou corrente no cabo-obra durante a partida.
1. Verifique se as conexões elétricas com os sensores de corrente CS1 e CS3 estão corretas e não avariadas.
2. Substitua a PCB 3 se as conexões estiverem corretas e não avariadas.
3. Verifique se o contator principal (CON1) não foi fechado com solda ou fechando durante a partida.
109Fluxo do líquido
refrigerante durante a partida
Sinal “Fluxo do líquido refrigerante adequado” está ativo durante a partida e antes do motor de bomba estar ativado.
Há um curto-circuito no sensor do fluxo do líquido refrigerante ou ele está com defeito.1. Verifique se há alimentação no sensor.2. Verifique se todos os conectores têm boas conexões.
111
Superaquecimento do líquido
refrigerante durante a partida
O líquido refrigerante indica superaquecimento durante a partida.
1. Verifique se não há um curto sobre o sensor de temperatura do líquido refrigerante ou sobre os fios do sensor no chicote.
2. Em caso negativo, a temperatura do líquido refrigerante está acima do ponto de regulagem e é preciso tempo para que ele seja resfriado a 70°C.
116 Trava de alarmeOcorreu um erro com o sistema de comunicação de CAN.
1. Verifique se o cabo número 5 (cabo de controle da fonte de alimentação para o console de gás) não está avariado e se está conectado corretamente à PCB3 e à parte posterior do console de gás.
2. Verifique se o cabo número 6 (alimentação da fonte para o console de gás) não está avariado e se está conectado corretamente dentro da fonte de alimentação e à parte posterior do console de gás.
3a. (Console de gás manual) Verifique se D1 (+5 VCC) e D2 (+3,3 VCC) estão iluminados na PCB2 dentro do console de gás. Estes LEDs indicam a alimentação da PCB2.
3b. (Console de gás automático) Verifique se D17 (+5 VCC) e D18 (+3,3 VCC) estão iluminados na PCB2 dentro do console de gás. Estes LEDs indicam a alimentação da PCB2.
4. Se a alimentação estiver presente na PCB2 e na PCB3 e ambos os cabos do console de gás estiverem em boas condições, então ocorreu falha em uma dessas placas. Use o medidor de CAN para verificar que placa precisa ser substituída.
5. Verifique se a PCB de controle do console de gás e as PCBs de distribuição da alimentação estão montadas de maneira segura no chassi em todos os quatro cantos.
123Erro de MV1
gás automáticoSomente
A válvula motorizada 1 não se moveu para a posição dentro de 60 segundos.
Verifique se o LED D17 ou D18 está iluminado na PCB do acionador da válvula de CA no console de seleção. Se qualquer um dos dois estiver iluminado, substitua a válvula motorizada. Se eles não estiverem iluminados, substitua a PCB3.

Manutenção
HPR260XD Gás automático Manual de instruções 5-21
localização de defeitos por código de erro – 124 a 134
Código de erro nome Descrição ação corretiva
124
Erro de MV2gás
automáticoSomente
A válvula motorizada 2 não se moveu para a posição dentro de 60 segundos.
Verifique se o LED D19 ou D20 está iluminado na PCB do acionador da válvula de CA no console de seleção. Se qualquer um dos dois estiver iluminado, substitua a válvula motorizada. Se eles não estiverem iluminados, substitua a PCB3.
133Tipo de
console de gás desconhecido
A placa de controle da fonte de alimentação não reconheceu o console de gás que está instalado ou não recebeu uma mensagem de CAN.
1. Verifique se os códigos dos produtos da PCB2 e da PCB3 estão corretos.
2. Verifique se o cabo número 5 (cabo de controle da fonte de alimentação para o console de gás) não está avariado e se está conectado corretamente à PCB3 e à parte posterior do console de gás.
3. Verifique se o cabo número 6 (alimentação da fonte para o console de gás) não está avariado e se está conectado corretamente dentro da fonte de alimentação e à parte posterior do console de gás.
4. Verifique se D1 (+5 VCC) e D2 (+3,3 VCC) estão iluminados na PCB2 dentro do console de gás. Estes LEDs indicam a alimentação da PCB2.
5. Se a alimentação estiver presente na PCB2 e na PCB3 e ambos os cabos do console de gás estiverem em boas condições, então ocorreu falha em uma dessas placas. Use o medidor de CAN para verificar que placa precisa ser substituída.
134 Sobrecorrente de chopper 1
O retorno de corrente do chopper 1 ultrapassou 160 A.
1. Verifique se a fiação entre CS1 e PCB3 está correta e não avariada.
2. Meça a tensão no sensor de corrente.a) Vermelho para preto = +15 VCC, verde para preto =
-15 VCC, branco para preto = 0 VCC em inatividade e varia com a saída da corrente (4 VCC = 100 A).
b) Se possível, faça a leitura da tensão no sensor de corrente durante uma tentativa de corte. A proporção é 4 VCC = 100 A.
c) Se a tensão do sensor de corrente for de aproximadamente 6,4 VCC ou superior em inatividade, substitua o sensor de corrente.
3. Remova o conector JA.1 do chopper e verifique se o LED1 está apagado.
a) Se o LED1 estiver apagado com o conector removido, então reconecte JA.1 e tente acender a tocha. Se o chopper ainda apresentar sobrecorrente, substitua-o.
b) Se o chopper não apresentar sobrecorrente, substitua a PCB3.
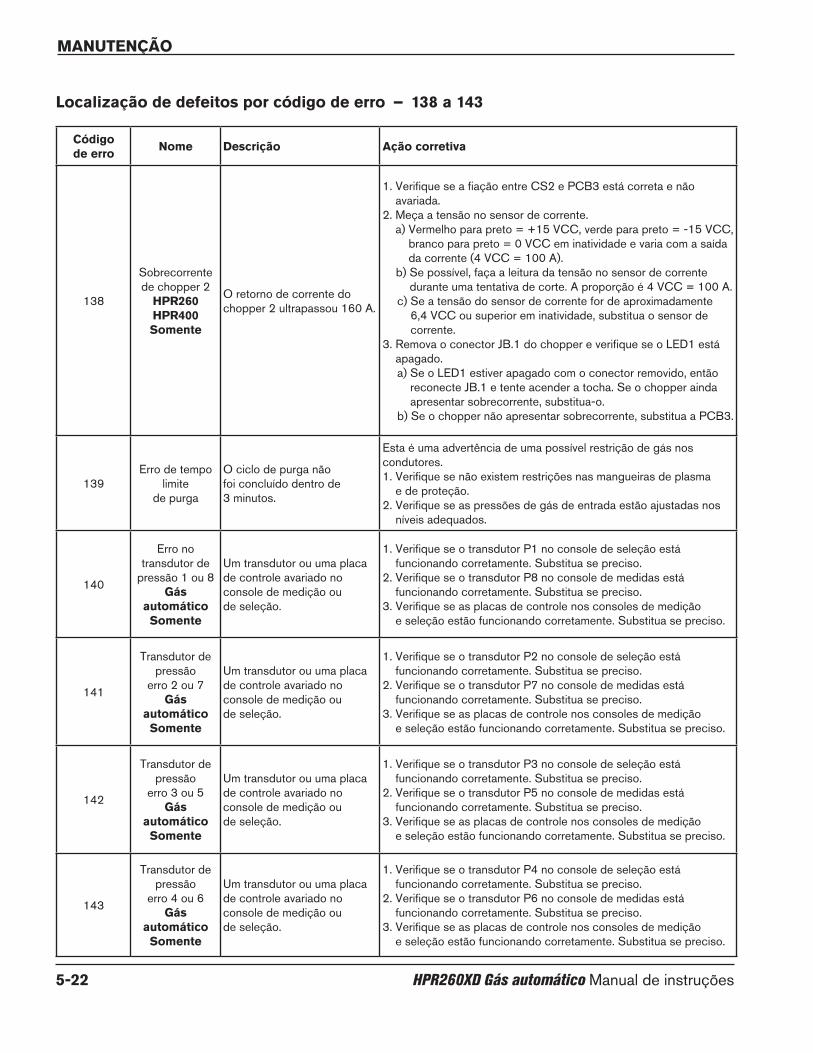
Manutenção
5-22 HPR260XD Gás automático Manual de instruções
Código de erro nome Descrição ação corretiva
138
Sobrecorrente de chopper 2
hPR260 hPR400Somente
O retorno de corrente do chopper 2 ultrapassou 160 A.
1. Verifique se a fiação entre CS2 e PCB3 está correta e não avariada.
2. Meça a tensão no sensor de corrente.a) Vermelho para preto = +15 VCC, verde para preto = -15 VCC,
branco para preto = 0 VCC em inatividade e varia com a saída da corrente (4 VCC = 100 A).
b) Se possível, faça a leitura da tensão no sensor de corrente durante uma tentativa de corte. A proporção é 4 VCC = 100 A.
c) Se a tensão do sensor de corrente for de aproximadamente 6,4 VCC ou superior em inatividade, substitua o sensor de corrente.
3. Remova o conector JB.1 do chopper e verifique se o LED1 está apagado.
a) Se o LED1 estiver apagado com o conector removido, então reconecte JB.1 e tente acender a tocha. Se o chopper ainda apresentar sobrecorrente, substitua-o.
b) Se o chopper não apresentar sobrecorrente, substitua a PCB3.
139Erro de tempo
limitede purga
O ciclo de purga não foi concluído dentro de 3 minutos.
Esta é uma advertência de uma possível restrição de gás nos condutores.1. Verifique se não existem restrições nas mangueiras de plasma
e de proteção.2. Verifique se as pressões de gás de entrada estão ajustadas nos
níveis adequados.
140
Erro no transdutor de
pressão 1 ou 8gás
automáticoSomente
Um transdutor ou uma placa de controle avariado no console de medição ou de seleção.
1. Verifique se o transdutor P1 no console de seleção está funcionando corretamente. Substitua se preciso.
2. Verifique se o transdutor P8 no console de medidas está funcionando corretamente. Substitua se preciso.
3. Verifique se as placas de controle nos consoles de medição e seleção estão funcionando corretamente. Substitua se preciso.
141
Transdutor de pressão
erro 2 ou 7gás
automáticoSomente
Um transdutor ou uma placa de controle avariado no console de medição ou de seleção.
1. Verifique se o transdutor P2 no console de seleção está funcionando corretamente. Substitua se preciso.
2. Verifique se o transdutor P7 no console de medidas está funcionando corretamente. Substitua se preciso.
3. Verifique se as placas de controle nos consoles de medição e seleção estão funcionando corretamente. Substitua se preciso.
142
Transdutor de pressão
erro 3 ou 5gás
automáticoSomente
Um transdutor ou uma placa de controle avariado no console de medição ou de seleção.
1. Verifique se o transdutor P3 no console de seleção está funcionando corretamente. Substitua se preciso.
2. Verifique se o transdutor P5 no console de medidas está funcionando corretamente. Substitua se preciso.
3. Verifique se as placas de controle nos consoles de medição e seleção estão funcionando corretamente. Substitua se preciso.
143
Transdutor de pressão
erro 4 ou 6gás
automáticoSomente
Um transdutor ou uma placa de controle avariado no console de medição ou de seleção.
1. Verifique se o transdutor P4 no console de seleção está funcionando corretamente. Substitua se preciso.
2. Verifique se o transdutor P6 no console de medidas está funcionando corretamente. Substitua se preciso.
3. Verifique se as placas de controle nos consoles de medição e seleção estão funcionando corretamente. Substitua se preciso.
localização de defeitos por código de erro – 138 a 143

Manutenção
HPR260XD Gás automático Manual de instruções 5-23
Código de erro nome Descrição ação corretiva
144
Erro de flash interno
gás manualSomente
Problema de comunicação com o chip de memória flash na placa de controle do console de gás.
Substitua a placa de controle.
145
Erro de flash interno
gás automáticoSomente
Problema de comunicação com o chip de memória flash na placa de controle do console de seleção.
Substitua a placa de controle.
146
Superaquecimento do chopper 3
durante a partida hPR400Somente
O chopper 3 indica superaquecimento durante a partida.
1. Verifique se não há um curto sobre o sensor de temperatura do chopper ou sobre os fios da chave de temperatura no chicote ou se o sensor está aberto.
2. Se nenhum jumper estiver presente, o chopper superaqueceu e precisa de tempo para ser resfriado a 83°C.
147
Superaquecimento do chopper 4
durante a partida hPR400Somente
O chopper 4 indica superaquecimento durante a partida.
1. Verifique se não há um curto sobre o sensor de temperatura do chopper ou sobre os fios da chave de temperatura no chicote ou se o sensor está aberto.
2. Se nenhum jumper estiver presente, o chopper superaqueceu e precisa de tempo para ser resfriado a 83°C.
151 Falha de software O software detectou um estado ou condição incorreto. Substitua a placa de controle da fonte de alimentação.
152 Erro de flash interno
Problema de comunicação com o chip de memória flash na placa de controle da fonte de alimentação.
Substitua a placa de controle.
153 Erro de EEPROM da fonte
A memória EEPROM na placa de controle da fonte de alimentação não está funcionando.
Substitua a placa de controle.
154
Sobrecorrente no chopper 3
hPR400Somente
O retorno de corrente do chopper 3 ultrapassou 160 A.
1. Verifique se a fiação entre CS3 e PCB3 está correta e não avariada.
2. Meça a tensão no sensor de corrente.a) Vermelho para preto = +15 VCC, verde para preto = -15 VCC,
branco para preto = 0 VCC em inatividade e varia com a saída da corrente (4 VCC = 100 A).
b) Se possível, faça a leitura da tensão no sensor de corrente durante uma tentativa de corte. A proporção é 4 VCC = 100 A.
c) Se a tensão do sensor de corrente for de aproximadamente 6,4 VCC ou superior em inatividade, substitua o sensor de corrente.
3. Remova o conector JC.1 do chopper e verifique se o LED1 está apagado.
a) Se o LED1 estiver apagado com o conector removido, então reconecte JC.1 e tente acender a tocha. Se o chopper ainda apresentar sobrecorrente, substitua-o.
b) Se o chopper não apresentar sobrecorrente, substitua a PCB3.
localização de defeitos por código de erro – 144 a 154
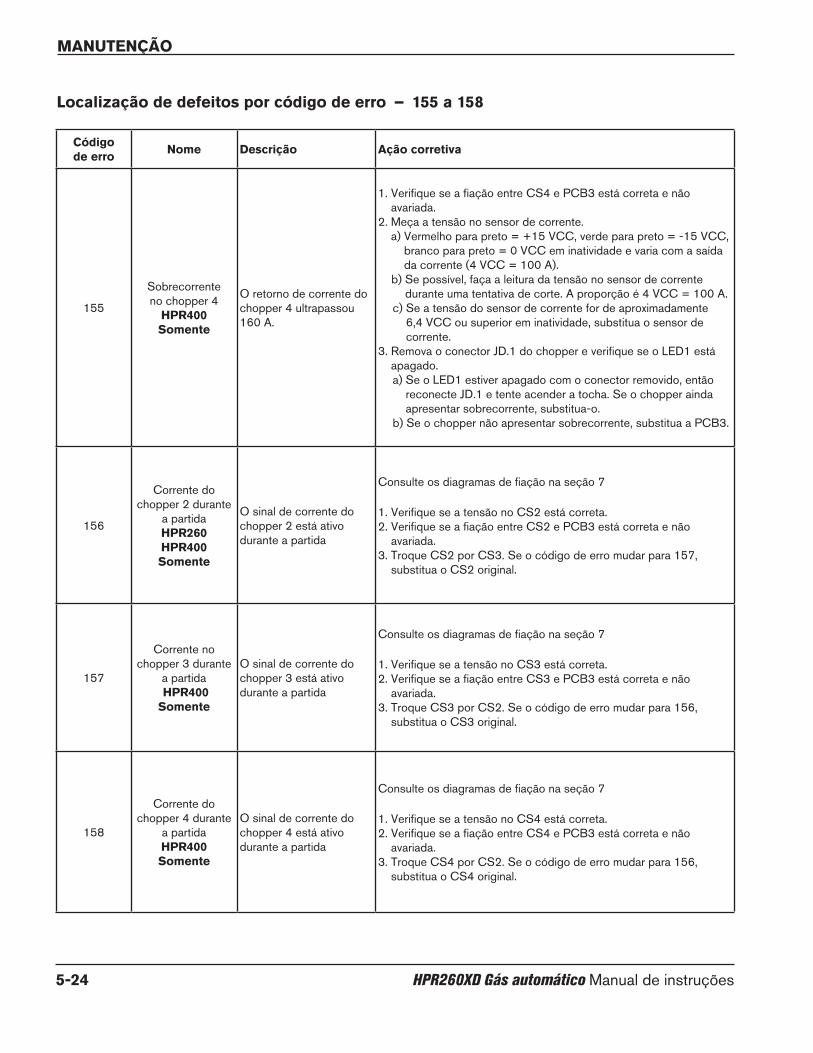
Manutenção
5-24 HPR260XD Gás automático Manual de instruções
Código de erro nome Descrição ação corretiva
155
Sobrecorrente no chopper 4
hPR400Somente
O retorno de corrente do chopper 4 ultrapassou 160 A.
1. Verifique se a fiação entre CS4 e PCB3 está correta e não avariada.
2. Meça a tensão no sensor de corrente.a) Vermelho para preto = +15 VCC, verde para preto = -15 VCC,
branco para preto = 0 VCC em inatividade e varia com a saída da corrente (4 VCC = 100 A).
b) Se possível, faça a leitura da tensão no sensor de corrente durante uma tentativa de corte. A proporção é 4 VCC = 100 A.
c) Se a tensão do sensor de corrente for de aproximadamente 6,4 VCC ou superior em inatividade, substitua o sensor de corrente.
3. Remova o conector JD.1 do chopper e verifique se o LED1 está apagado.
a) Se o LED1 estiver apagado com o conector removido, então reconecte JD.1 e tente acender a tocha. Se o chopper ainda apresentar sobrecorrente, substitua-o.
b) Se o chopper não apresentar sobrecorrente, substitua a PCB3.
156
Corrente do chopper 2 durante
a partidahPR260 hPR400Somente
O sinal de corrente do chopper 2 está ativo durante a partida
Consulte os diagramas de fiação na seção 7
1. Verifique se a tensão no CS2 está correta.2. Verifique se a fiação entre CS2 e PCB3 está correta e não
avariada.3. Troque CS2 por CS3. Se o código de erro mudar para 157,
substitua o CS2 original.
157
Corrente no chopper 3 durante
a partida hPR400Somente
O sinal de corrente do chopper 3 está ativo durante a partida
Consulte os diagramas de fiação na seção 7
1. Verifique se a tensão no CS3 está correta.2. Verifique se a fiação entre CS3 e PCB3 está correta e não
avariada.3. Troque CS3 por CS2. Se o código de erro mudar para 156,
substitua o CS3 original.
158
Corrente do chopper 4 durante
a partida hPR400Somente
O sinal de corrente do chopper 4 está ativo durante a partida
Consulte os diagramas de fiação na seção 7
1. Verifique se a tensão no CS4 está correta.2. Verifique se a fiação entre CS4 e PCB3 está correta e não
avariada.3. Troque CS4 por CS2. Se o código de erro mudar para 156,
substitua o CS4 original.
localização de defeitos por código de erro – 155 a 158
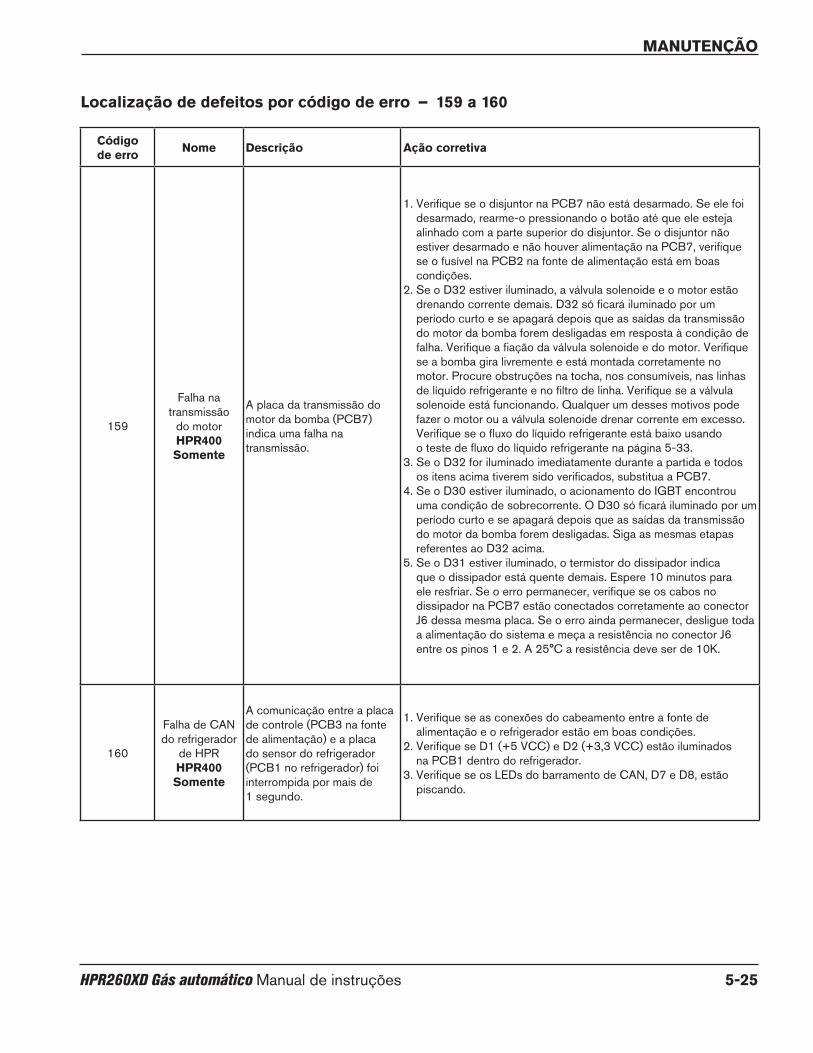
Manutenção
HPR260XD Gás automático Manual de instruções 5-25
Código de erro nome Descrição ação corretiva
159
Falha na transmissão
do motorhPR400Somente
A placa da transmissão do motor da bomba (PCB7) indica uma falha na transmissão.
1. Verifique se o disjuntor na PCB7 não está desarmado. Se ele foi desarmado, rearme-o pressionando o botão até que ele esteja alinhado com a parte superior do disjuntor. Se o disjuntor não estiver desarmado e não houver alimentação na PCB7, verifique se o fusível na PCB2 na fonte de alimentação está em boas condições.
2. Se o D32 estiver iluminado, a válvula solenoide e o motor estão drenando corrente demais. D32 só ficará iluminado por um período curto e se apagará depois que as saídas da transmissão do motor da bomba forem desligadas em resposta à condição de falha. Verifique a fiação da válvula solenoide e do motor. Verifique se a bomba gira livremente e está montada corretamente no motor. Procure obstruções na tocha, nos consumíveis, nas linhas de líquido refrigerante e no filtro de linha. Verifique se a válvula solenoide está funcionando. Qualquer um desses motivos pode fazer o motor ou a válvula solenoide drenar corrente em excesso. Verifique se o fluxo do líquido refrigerante está baixo usando o teste de fluxo do líquido refrigerante na página 5-33.
3. Se o D32 for iluminado imediatamente durante a partida e todos os itens acima tiverem sido verificados, substitua a PCB7.
4. Se o D30 estiver iluminado, o acionamento do IGBT encontrou uma condição de sobrecorrente. O D30 só ficará iluminado por um período curto e se apagará depois que as saídas da transmissão do motor da bomba forem desligadas. Siga as mesmas etapas referentes ao D32 acima.
5. Se o D31 estiver iluminado, o termistor do dissipador indica que o dissipador está quente demais. Espere 10 minutos para ele resfriar. Se o erro permanecer, verifique se os cabos no dissipador na PCB7 estão conectados corretamente ao conector J6 dessa mesma placa. Se o erro ainda permanecer, desligue toda a alimentação do sistema e meça a resistência no conector J6 entre os pinos 1 e 2. A 25°C a resistência deve ser de 10K.
160
Falha de CAN do refrigerador
de HPR hPR400Somente
A comunicação entre a placa de controle (PCB3 na fonte de alimentação) e a placa do sensor do refrigerador (PCB1 no refrigerador) foi interrompida por mais de 1 segundo.
1. Verifique se as conexões do cabeamento entre a fonte de alimentação e o refrigerador estão em boas condições.
2. Verifique se D1 (+5 VCC) e D2 (+3,3 VCC) estão iluminados na PCB1 dentro do refrigerador.
3. Verifique se os LEDs do barramento de CAN, D7 e D8, estão piscando.
localização de defeitos por código de erro – 159 a 160
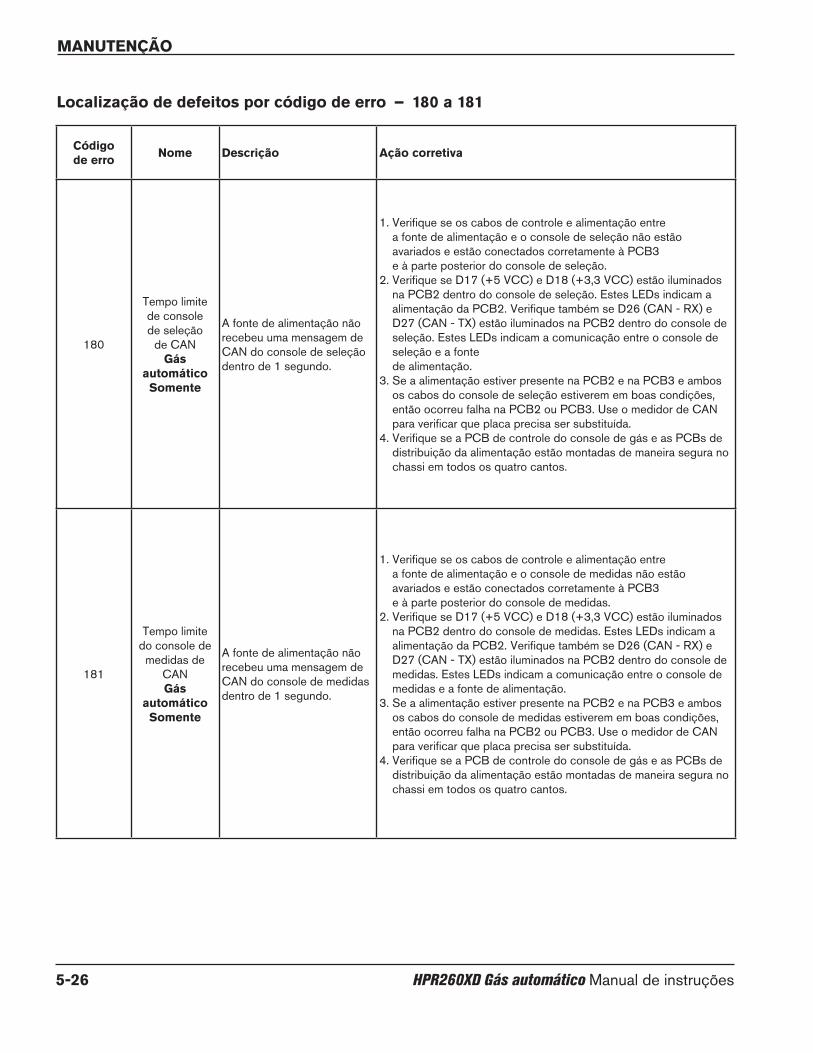
Manutenção
5-26 HPR260XD Gás automático Manual de instruções
Código de erro nome Descrição ação corretiva
180
Tempo limite de console de seleção
de CANgás
automáticoSomente
A fonte de alimentação não recebeu uma mensagem de CAN do console de seleção dentro de 1 segundo.
1. Verifique se os cabos de controle e alimentação entre a fonte de alimentação e o console de seleção não estão avariados e estão conectados corretamente à PCB3 e à parte posterior do console de seleção.
2. Verifique se D17 (+5 VCC) e D18 (+3,3 VCC) estão iluminados na PCB2 dentro do console de seleção. Estes LEDs indicam a alimentação da PCB2. Verifique também se D26 (CAN - RX) e D27 (CAN - TX) estão iluminados na PCB2 dentro do console de seleção. Estes LEDs indicam a comunicação entre o console de seleção e a fonte de alimentação.
3. Se a alimentação estiver presente na PCB2 e na PCB3 e ambos os cabos do console de seleção estiverem em boas condições, então ocorreu falha na PCB2 ou PCB3. Use o medidor de CAN para verificar que placa precisa ser substituída.
4. Verifique se a PCB de controle do console de gás e as PCBs de distribuição da alimentação estão montadas de maneira segura no chassi em todos os quatro cantos.
181
Tempo limite do console de
medidas de CANgás
automáticoSomente
A fonte de alimentação não recebeu uma mensagem de CAN do console de medidas dentro de 1 segundo.
1. Verifique se os cabos de controle e alimentação entre a fonte de alimentação e o console de medidas não estão avariados e estão conectados corretamente à PCB3 e à parte posterior do console de medidas.
2. Verifique se D17 (+5 VCC) e D18 (+3,3 VCC) estão iluminados na PCB2 dentro do console de medidas. Estes LEDs indicam a alimentação da PCB2. Verifique também se D26 (CAN - RX) e D27 (CAN - TX) estão iluminados na PCB2 dentro do console de medidas. Estes LEDs indicam a comunicação entre o console de medidas e a fonte de alimentação.
3. Se a alimentação estiver presente na PCB2 e na PCB3 e ambos os cabos do console de medidas estiverem em boas condições, então ocorreu falha na PCB2 ou PCB3. Use o medidor de CAN para verificar que placa precisa ser substituída.
4. Verifique se a PCB de controle do console de gás e as PCBs de distribuição da alimentação estão montadas de maneira segura no chassi em todos os quatro cantos.
localização de defeitos por código de erro – 180 a 181
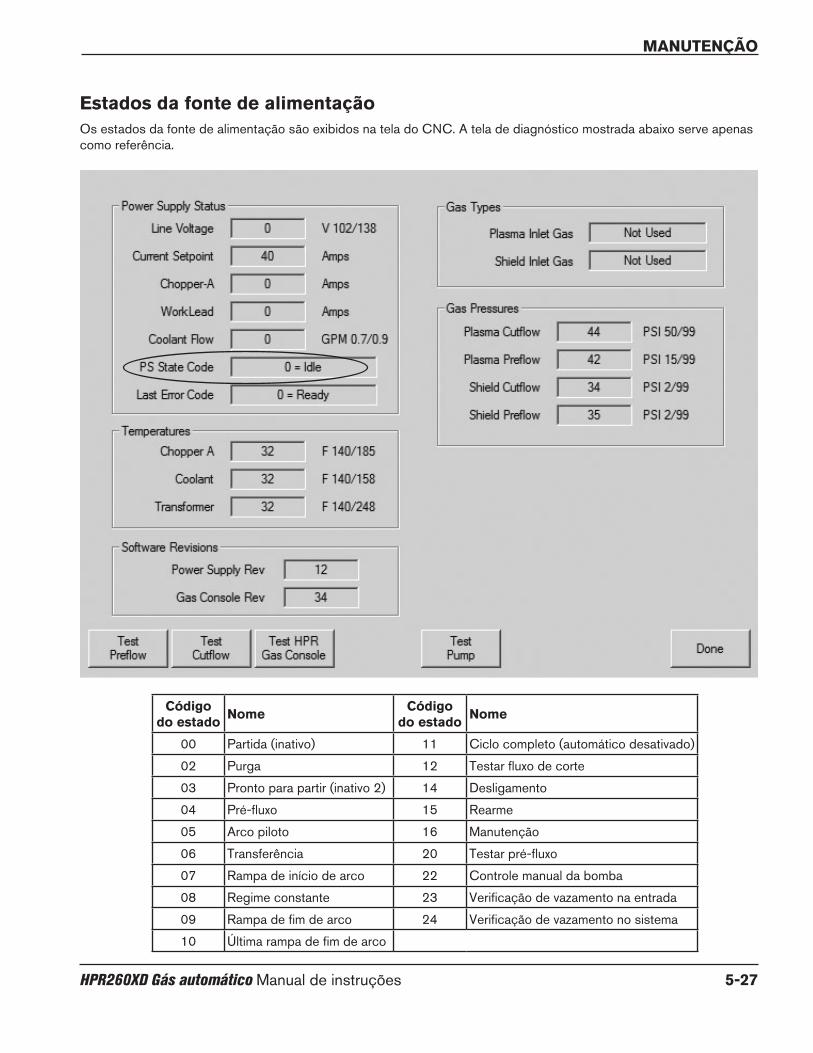
Manutenção
HPR260XD Gás automático Manual de instruções 5-27
estados da fonte de alimentaçãoOs estados da fonte de alimentação são exibidos na tela do CNC. A tela de diagnóstico mostrada abaixo serve apenas como referência.
Código do estado nome Código
do estado nome
00 Partida (inativo) 11 Ciclo completo (automático desativado)
02 Purga 12 Testar fluxo de corte
03 Pronto para partir (inativo 2) 14 Desligamento
04 Pré-fluxo 15 Rearme
05 Arco piloto 16 Manutenção
06 Transferência 20 Testar pré-fluxo
07 Rampa de início de arco 22 Controle manual da bomba
08 Regime constante 23 Verificação de vazamento na entrada
09 Rampa de fim de arco 24 Verificação de vazamento no sistema
10 Última rampa de fim de arco
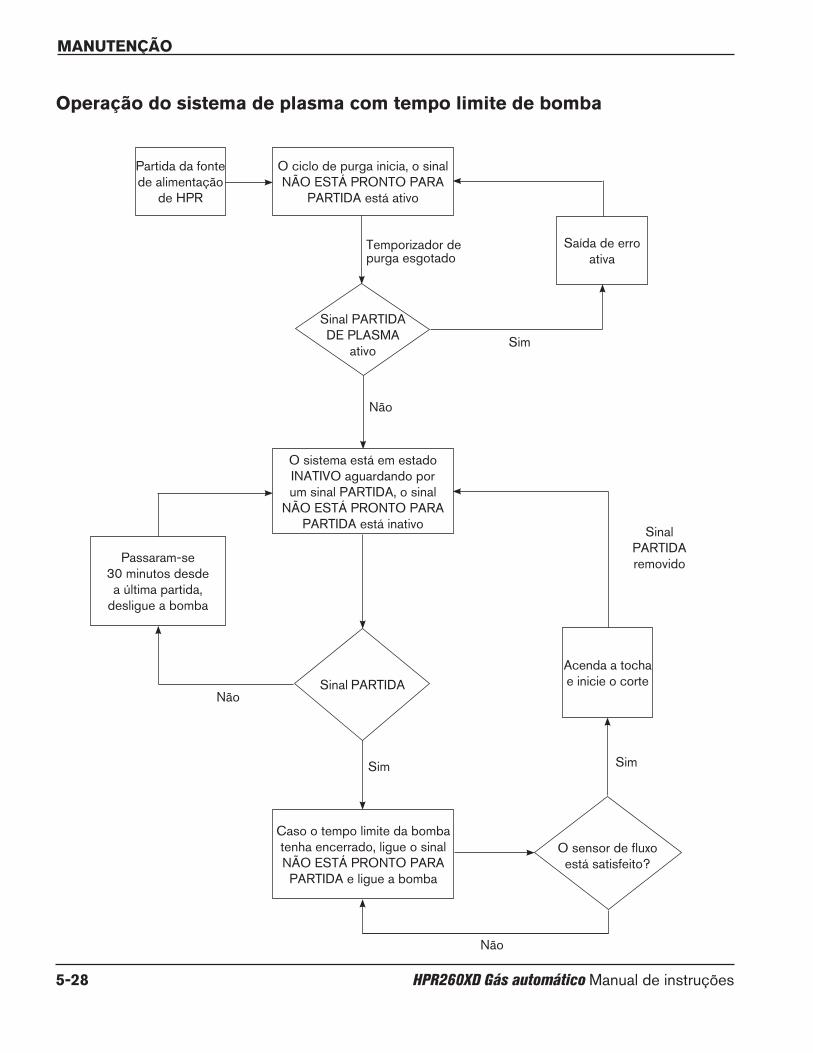
Manutenção
5-28 HPR260XD Gás automático Manual de instruções
operação do sistema de plasma com tempo limite de bomba
Não
Partida da fonte de alimentação
de HPR
Saída de erro ativa
Passaram-se 30 minutos desde a última partida,
desligue a bomba
Acenda a tocha e inicie o corte
Caso o tempo limite da bomba tenha encerrado, ligue o sinal NÃO ESTÁ PRONTO PARA PARTIDA e ligue a bomba
O ciclo de purga inicia, o sinal NÃO ESTÁ PRONTO PARA
PARTIDA está ativo
O sistema está em estado INATIVO aguardando por um sinal PARTIDA, o sinal
NÃO ESTÁ PRONTO PARA PARTIDA está inativo
Sinal PARTIDA DE PLASMA
ativo
Sinal PARTIDA
O sensor de fluxo está satisfeito?
Temporizador de purga esgotado
Sim
Sim Sim
Sinal PARTIDA removido
Não
Não

Manutenção
HPR260XD Gás automático Manual de instruções 5-29
operação do CnC com tempo limite de bomba
O usuário pressiona
INICIAR no CNC
Imponha os sinais PARTIDA DE PLASMA e CONTENÇÃO para
todos os sistemas de plasma
Remova os sinais PARTIDA e CONTENÇÃO
Conclua o ciclo de corte
Aplique o sinal de PARTIDA
e remova o sinal de CONTENÇÃO
Sim
Não
O sinal NÃO ESTÁ PRONTO PARA PARTIDA
está ativo em qualquer sistema de plasma
Manutenção
5-30 HPR260XD Gás automático Manual de instruções
Manutenção
Verificações iniciaisAntes da localização de defeitos, faça uma verificação visual e veja se as tensões corretas estão presentes na fonte de alimentação, nos transformadores e no painel de distribuição de alimentação.
1. Desligue a alimentação da linha desligando a chave de desconexão principal.
2. Remova o painel superior e os dois painéis laterais da fonte de alimentação.
3. Inspecione a parte interna da fonte de alimentação em busca de descoloração nas placas de circuito impresso ou outro dano aparente. Se um componente ou módulo estiver evidentemente com defeito, substitua-o antes de realizar qualquer teste. Consulte a seção Lista de peças para identificar peças e códigos dos produtos.
4. Se nenhum dano for aparente, conecte a alimentação na fonte e ligue a chave de desconexão principal.
5. Meça a tensão entre os terminais W, V e U de TB1, localizados no lado direito da fonte de alimentação. Consulte a figura na próxima página. Consulte também o diagrama de fiação na Seção 7, se necessário. A tensão entre qualquer par dos três terminais deve ser igual a da fonte. Se houver um problema neste ponto, desconecte a alimentação principal e verifique as conexões, o cabo de alimentação e os fusíveis na chave de desconexão da linha. Conserte ou substitua qualquer componente defeituoso.
PeRIgo
PeRIgo De Choque: Sempre tome cuidado ao fazer manutenção em uma fonte de alimentação ligada e aberta. tensões perigosas estão presentes na fonte de alimentação que podem causar ferimentos ou morte.

Manutenção
HPR260XD Gás automático Manual de instruções 5-31
PE
Manutenção
Medição de energia
Nota: Verifique as linhas na seguinte ordem: U para V U para W V para W Verifique a ligação de cada linha com o terra. Se uma linha estiver a uma proporção de 10% ou superior sobre as outras 2, ligue a ramificação em U.
PeRIgo
existe tensão de linha no contator e no painel de distribuição de alimentação (PCB2) quando a chave de desconexão da linha está ligada. tome muito cuidado quando medir a alimentação principal nestas áreas. as tensões presentes no bloco terminal e nos contatores podem causar lesões ou morte.
W V U

Manutenção
5-32 HPR260XD Gás automático Manual de instruções
Substituição do elemento filtrante de ar1. Desligue toda a energia elétrica e desconecte a mangueira de ar do filtro.
2. Remova o copo do filtro, girando-o no sentido anti-horário até ele ser liberado.
3. Puxe com firmeza para baixo o invólucro de liberação do filtro para removê-lo. O invólucro do filtro tem um anel retentor ao redor da parte superior. Aplique uma camada fina de lubrificante de silicone no anel retentor para aumentar a sua vida útil. O anel retentor deve ficar brilhante, mas não deve ter nenhum excesso ou acúmulo de pasta.
4. Use uma chave de fenda para remover o elemento filtrante do invólucro do filtro. Então instale o novo elemento filtrante.
Nota: Não permita que o elemento filtrante vire quando estiver soltando o parafuso.
Copo do filtro
Invólucro de liberação do filtro
5. Reinstale o invólucro de liberação do filtro e o copo do filtro.
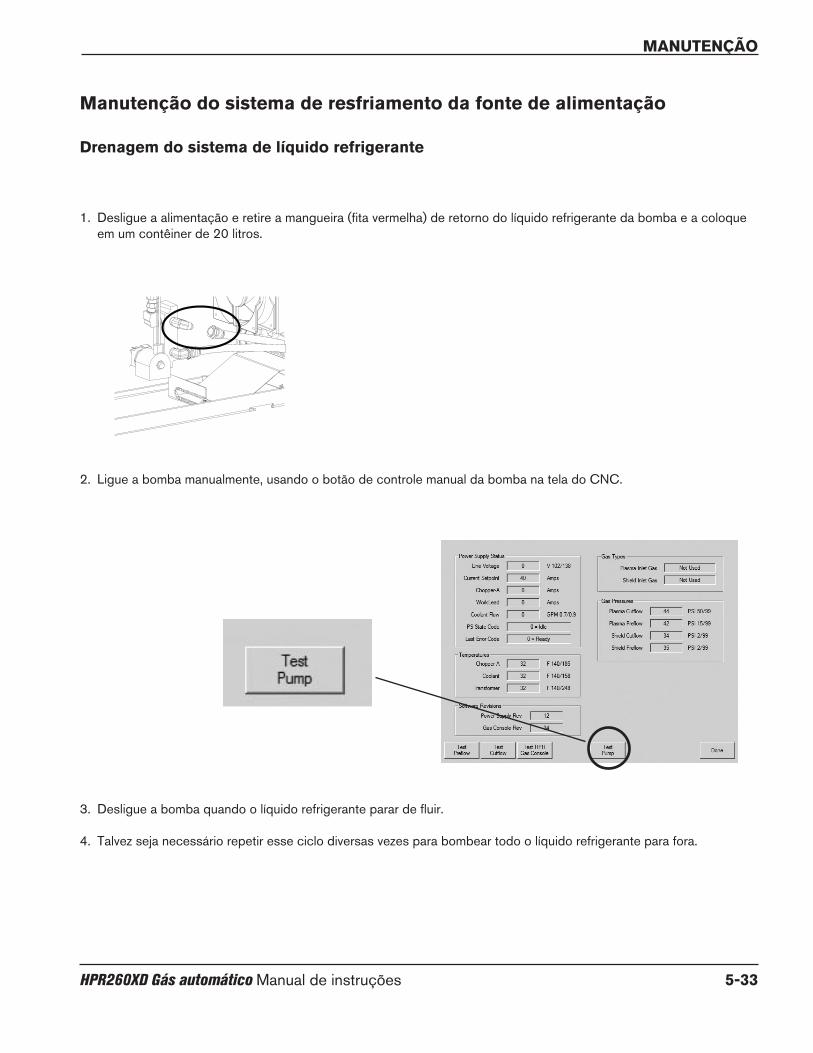
Manutenção
HPR260XD Gás automático Manual de instruções 5-33
Manutenção do sistema de resfriamento da fonte de alimentação
Drenagem do sistema de líquido refrigerante
1. Desligue a alimentação e retire a mangueira (fita vermelha) de retorno do líquido refrigerante da bomba e a coloque em um contêiner de 20 litros.
3. Desligue a bomba quando o líquido refrigerante parar de fluir.
4. Talvez seja necessário repetir esse ciclo diversas vezes para bombear todo o líquido refrigerante para fora.
2. Ligue a bomba manualmente, usando o botão de controle manual da bomba na tela do CNC.
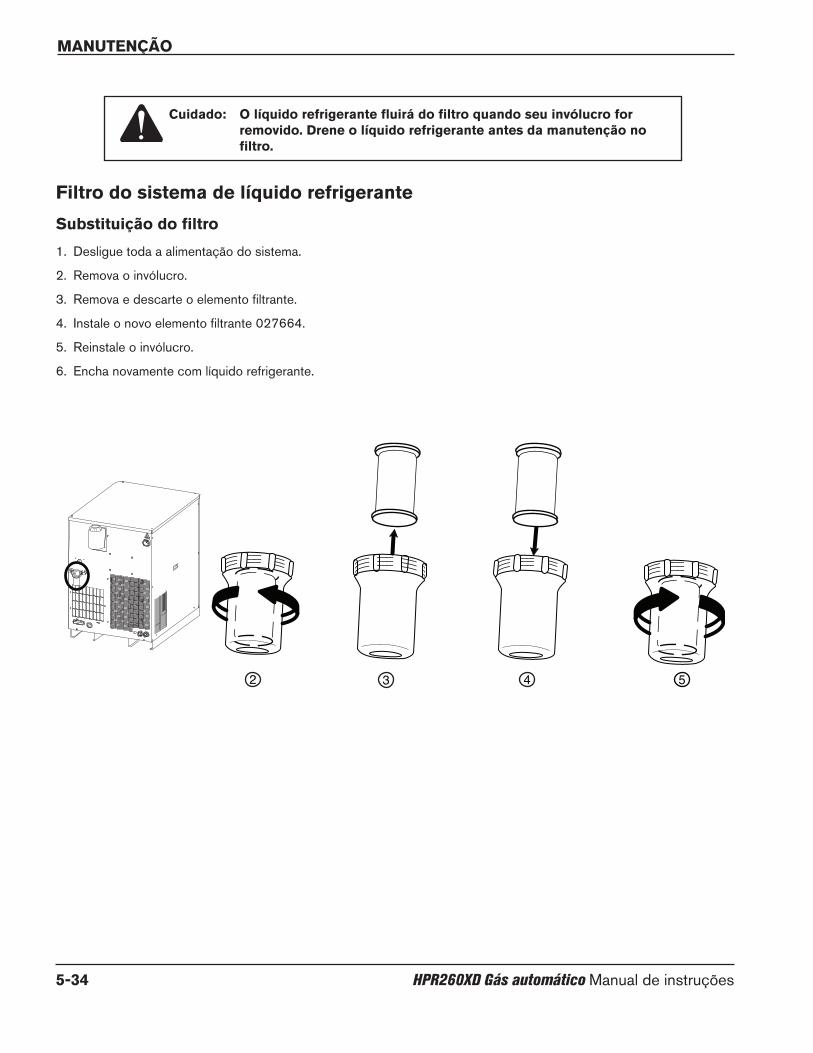
Manutenção
5-34 HPR260XD Gás automático Manual de instruções
2 3 4 5
Filtro do sistema de líquido refrigerante
Substituição do filtro
1. Desligue toda a alimentação do sistema.
2. Remova o invólucro.
3. Remova e descarte o elemento filtrante.
4. Instale o novo elemento filtrante 027664.
5. Reinstale o invólucro.
6. Encha novamente com líquido refrigerante.
Cuidado: o líquido refrigerante fluirá do filtro quando seu invólucro for removido. Drene o líquido refrigerante antes da manutenção no filtro.

Manutenção
HPR260XD Gás automático Manual de instruções 5-35
tabe
la d
e lo
caliz
ação
de
defe
itos
no
flux
o do
líqu
ido
refr
iger
ante
Erro
de
líqui
do re
frige
rant
e(0
93) o
u (0
60)
Vá p
ara
“loca
lizaç
ão
de d
efei
tos
na b
omba
/m
otor
”
Solic
ite u
ma
subs
titui
ção
Verifi
que
a vá
lvula
ou s
eu líq
uido
re
frige
rant
e se
rá d
rena
do
em c
ada
troca
de
cons
umíve
l
Exist
e um
a to
rção
na
man
guei
ra d
e re
torn
o pa
ra a
font
e de
alim
enta
ção.
Se
não
houv
er
nenh
uma
torç
ão, s
ubst
itua
a m
angu
eira
.
Vá p
ara
“eta
pas
a se
rem
seg
uida
s an
tes
do te
ste”
na
pró
xima
pági
na
Vá p
ara
o te
ste
1Vá
par
a o
test
e 2
Vá p
ara
o te
ste
7
Subs
titua
o fl
uxos
tato
Vá p
ara
o te
ste
3Su
bstit
ua a
toch
a se
o fl
uxo
mos
trado
no
CNC
for
> 3
,4 l/
min
Vá p
ara
o te
ste
4
Vá p
ara
o te
ste
5
Verifi
que
se h
á to
rçõe
s na
man
guei
ra d
e sa
ída
da s
ua fo
nte
de a
limen
taçã
o. S
e nã
o ho
uver
torç
ões,
subs
titua
o vá
lvula
de d
esvio
e
o co
njun
to d
e m
angu
eira
s en
tre a
font
e de
ali
men
taçã
o e
o co
nsol
e de
alta
freq
uênc
ia.
Exist
e um
a to
rção
ou
obst
ruçã
o en
tre
o co
nsol
e de
alta
freq
uênc
ia e
a fo
nte
de a
limen
taçã
o. S
e nã
o ho
uver
nen
hum
a to
rção
, sub
stitu
a os
con
duto
res.
Exist
e um
a to
rção
nos
con
duto
res
entre
o
cons
ole
de a
lta fr
equê
ncia
e a
toch
a.
Se n
ão h
ouve
r nen
hum
a to
rção
, su
bstit
ua o
s co
ndut
ores
.
Vá p
ara
o te
ste
6
Subs
titua
a b
omba
e in
spec
ione
o
eixo
qua
nto
a av
arias
nen
hum
flu
xo
Faix
a de
vaz
ão d
o te
ste
do “
bald
e”<
3,4
l/m
in
Faix
a de
vaz
ão
do tu
bo d
e flu
xo<
3,0
l/m
in
Faix
a de
vaz
ão d
o te
ste
do “
bald
e”<
3,4
l/m
in
Faix
a de
vaz
ão d
o te
ste
do “
bald
e”>
3,4
l/m
in
Faix
a de
vaz
ão d
o te
ste
do “
bald
e”>
3,4
l/m
in
Faix
a de
vaz
ão
do tu
bo d
e flu
xo>
3,0
l/m
in
Faix
a de
vaz
ão
do C
nC
> 3
,0 l/
min
Faix
a de
vaz
ão
do C
nC
< 3
,0 l/
min
Faix
a de
vaz
ão
do C
nC
< 3
,4 l/
min
Faix
a de
vaz
ão d
o te
ste
do “
bald
e”>
3,4
l/m
in
Faix
a de
vaz
ão d
o te
ste
do “
bald
e”<
3,4
l/m
in
Faix
a de
vaz
ão d
o te
ste
do “
bald
e”<
3,4
l/m
in
Faix
a de
vaz
ão d
o te
ste
do “
bald
e”>
3,4
l/m
in
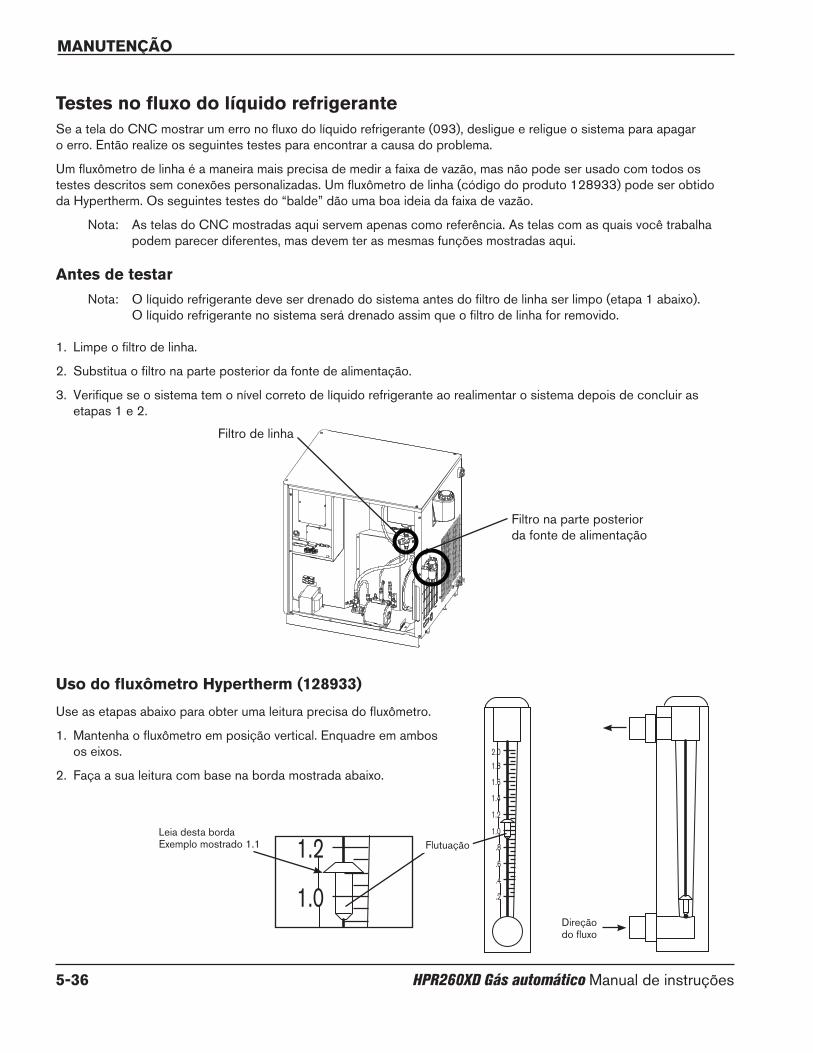
Manutenção
5-36 HPR260XD Gás automático Manual de instruções
testes no fluxo do líquido refrigeranteSe a tela do CNC mostrar um erro no fluxo do líquido refrigerante (093), desligue e religue o sistema para apagar o erro. Então realize os seguintes testes para encontrar a causa do problema.
Um fluxômetro de linha é a maneira mais precisa de medir a faixa de vazão, mas não pode ser usado com todos os testes descritos sem conexões personalizadas. Um fluxômetro de linha (código do produto 128933) pode ser obtido da Hypertherm. Os seguintes testes do “balde” dão uma boa ideia da faixa de vazão.
Nota: As telas do CNC mostradas aqui servem apenas como referência. As telas com as quais você trabalha podem parecer diferentes, mas devem ter as mesmas funções mostradas aqui.
antes de testarNota: O líquido refrigerante deve ser drenado do sistema antes do filtro de linha ser limpo (etapa 1 abaixo).
O líquido refrigerante no sistema será drenado assim que o filtro de linha for removido.
1. Limpe o filtro de linha.
2. Substitua o filtro na parte posterior da fonte de alimentação.
3. Verifique se o sistema tem o nível correto de líquido refrigerante ao realimentar o sistema depois de concluir as etapas 1 e 2.
uso do fluxômetro hypertherm (128933)
Use as etapas abaixo para obter uma leitura precisa do fluxômetro.
1. Mantenha o fluxômetro em posição vertical. Enquadre em ambos os eixos.
2. Faça a sua leitura com base na borda mostrada abaixo.
Filtro na parte posterior da fonte de alimentação
Filtro de linha
2.0
1.8
1.6
1.4
1.2
1.0
.8
.6
.4
.2
1.2
1.0Direção do fluxo
Leia desta bordaExemplo mostrado 1.1 Flutuação

Manutenção
HPR260XD Gás automático Manual de instruções 5-37
operação manual da bomba1. Vá para a tela do CNC que liga a bomba manualmente (consulte as instruções de operação para o CNC que está
sendo usado). Se o console de seleção exibir o erro de fluxo do líquido refrigerante 093, a bomba deverá ser ligada manualmente dentro de 8 segundos depois de ligar a fonte de alimentação, ou a energia terá de ser desligada e então religada.
2. Ligue a alimentação. Ligue a bomba manualmente e permita que o líquido refrigerante flua por 60 segundos.
3. Anote a faixa de vazão do líquido refrigerante na tela do CNC. A faixa de vazão registrada será usada para comparação durante alguns dos testes. O fluxo do líquido refrigerante deve ser maior que 2,3 l/min para o sistema operar.
Nota: Um fluxograma pode ser encontrado no esquema 013378, página 18 de 20
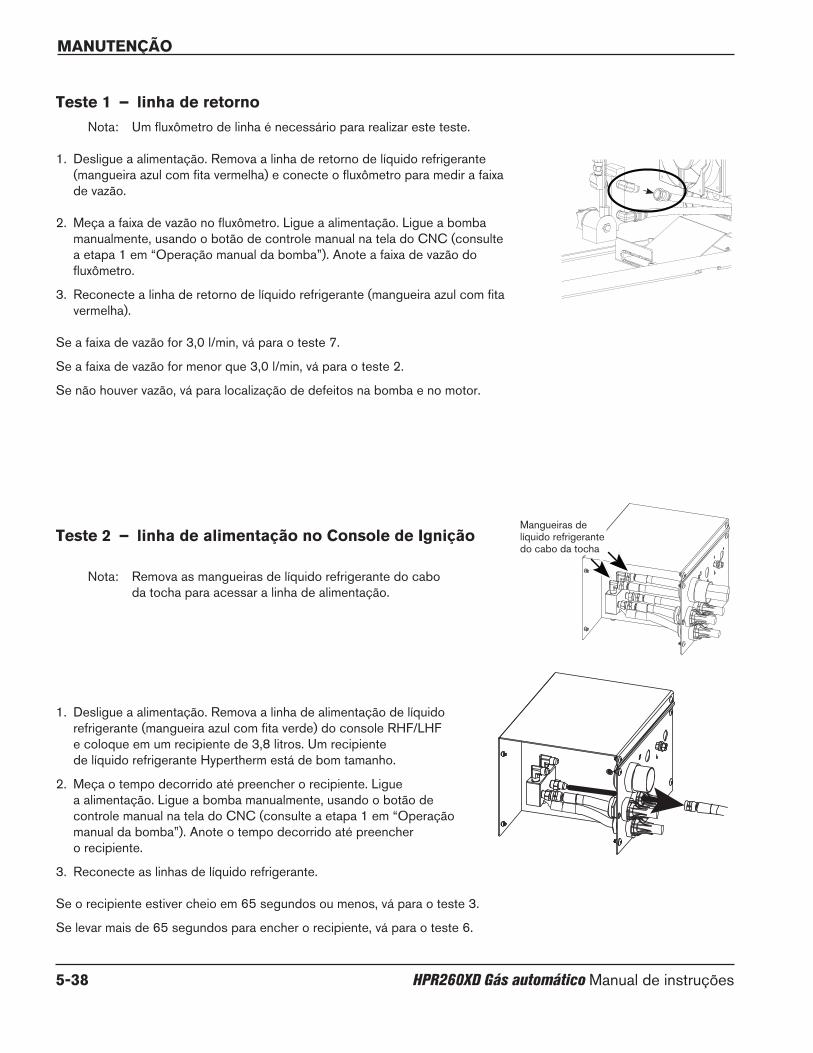
Manutenção
5-38 HPR260XD Gás automático Manual de instruções
teste 1 – linha de retornoNota: Um fluxômetro de linha é necessário para realizar este teste.
1. Desligue a alimentação. Remova a linha de retorno de líquido refrigerante (mangueira azul com fita vermelha) e conecte o fluxômetro para medir a faixa de vazão.
2. Meça a faixa de vazão no fluxômetro. Ligue a alimentação. Ligue a bomba manualmente, usando o botão de controle manual na tela do CNC (consulte a etapa 1 em “Operação manual da bomba”). Anote a faixa de vazão do fluxômetro.
3. Reconecte a linha de retorno de líquido refrigerante (mangueira azul com fita vermelha).
Se a faixa de vazão for 3,0 l/min, vá para o teste 7.
Se a faixa de vazão for menor que 3,0 l/min, vá para o teste 2.
Se não houver vazão, vá para localização de defeitos na bomba e no motor.
teste 2 – linha de alimentação no Console de Ignição
Nota: Remova as mangueiras de líquido refrigerante do cabo da tocha para acessar a linha de alimentação.
1. Desligue a alimentação. Remova a linha de alimentação de líquido refrigerante (mangueira azul com fita verde) do console RHF/LHF e coloque em um recipiente de 3,8 litros. Um recipiente de líquido refrigerante Hypertherm está de bom tamanho.
2. Meça o tempo decorrido até preencher o recipiente. Ligue a alimentação. Ligue a bomba manualmente, usando o botão de controle manual na tela do CNC (consulte a etapa 1 em “Operação manual da bomba”). Anote o tempo decorrido até preencher o recipiente.
3. Reconecte as linhas de líquido refrigerante.
Se o recipiente estiver cheio em 65 segundos ou menos, vá para o teste 3.
Se levar mais de 65 segundos para encher o recipiente, vá para o teste 6.
Mangueiras de líquido refrigerante do cabo da tocha
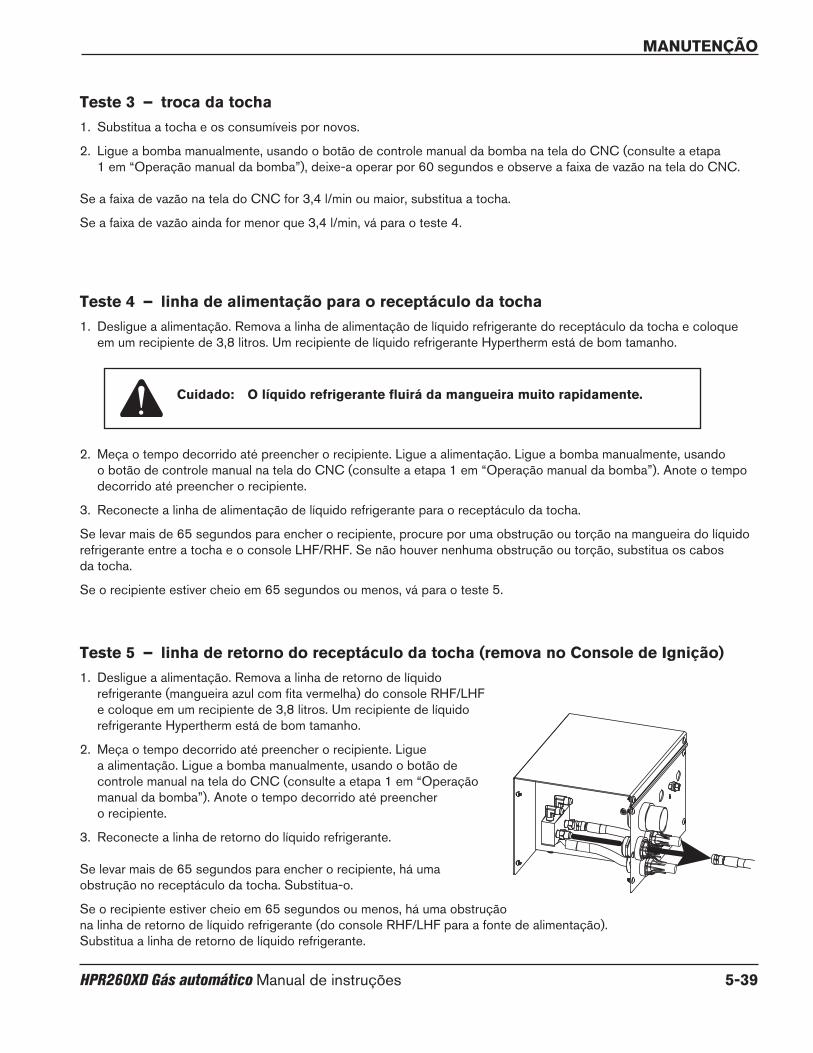
Manutenção
HPR260XD Gás automático Manual de instruções 5-39
teste 3 – troca da tocha1. Substitua a tocha e os consumíveis por novos.
2. Ligue a bomba manualmente, usando o botão de controle manual da bomba na tela do CNC (consulte a etapa 1 em “Operação manual da bomba”), deixe-a operar por 60 segundos e observe a faixa de vazão na tela do CNC.
Se a faixa de vazão na tela do CNC for 3,4 l/min ou maior, substitua a tocha.
Se a faixa de vazão ainda for menor que 3,4 l/min, vá para o teste 4.
teste 4 – linha de alimentação para o receptáculo da tocha1. Desligue a alimentação. Remova a linha de alimentação de líquido refrigerante do receptáculo da tocha e coloque
em um recipiente de 3,8 litros. Um recipiente de líquido refrigerante Hypertherm está de bom tamanho.
2. Meça o tempo decorrido até preencher o recipiente. Ligue a alimentação. Ligue a bomba manualmente, usando o botão de controle manual na tela do CNC (consulte a etapa 1 em “Operação manual da bomba”). Anote o tempo decorrido até preencher o recipiente.
3. Reconecte a linha de alimentação de líquido refrigerante para o receptáculo da tocha.
Se levar mais de 65 segundos para encher o recipiente, procure por uma obstrução ou torção na mangueira do líquido refrigerante entre a tocha e o console LHF/RHF. Se não houver nenhuma obstrução ou torção, substitua os cabos da tocha.
Se o recipiente estiver cheio em 65 segundos ou menos, vá para o teste 5.
teste 5 – linha de retorno do receptáculo da tocha (remova no Console de Ignição)1. Desligue a alimentação. Remova a linha de retorno de líquido
refrigerante (mangueira azul com fita vermelha) do console RHF/LHF e coloque em um recipiente de 3,8 litros. Um recipiente de líquido refrigerante Hypertherm está de bom tamanho.
2. Meça o tempo decorrido até preencher o recipiente. Ligue a alimentação. Ligue a bomba manualmente, usando o botão de controle manual na tela do CNC (consulte a etapa 1 em “Operação manual da bomba”). Anote o tempo decorrido até preencher o recipiente.
3. Reconecte a linha de retorno do líquido refrigerante.
Se levar mais de 65 segundos para encher o recipiente, há uma obstrução no receptáculo da tocha. Substitua-o.
Se o recipiente estiver cheio em 65 segundos ou menos, há uma obstrução na linha de retorno de líquido refrigerante (do console RHF/LHF para a fonte de alimentação). Substitua a linha de retorno de líquido refrigerante.
Cuidado: o líquido refrigerante fluirá da mangueira muito rapidamente.
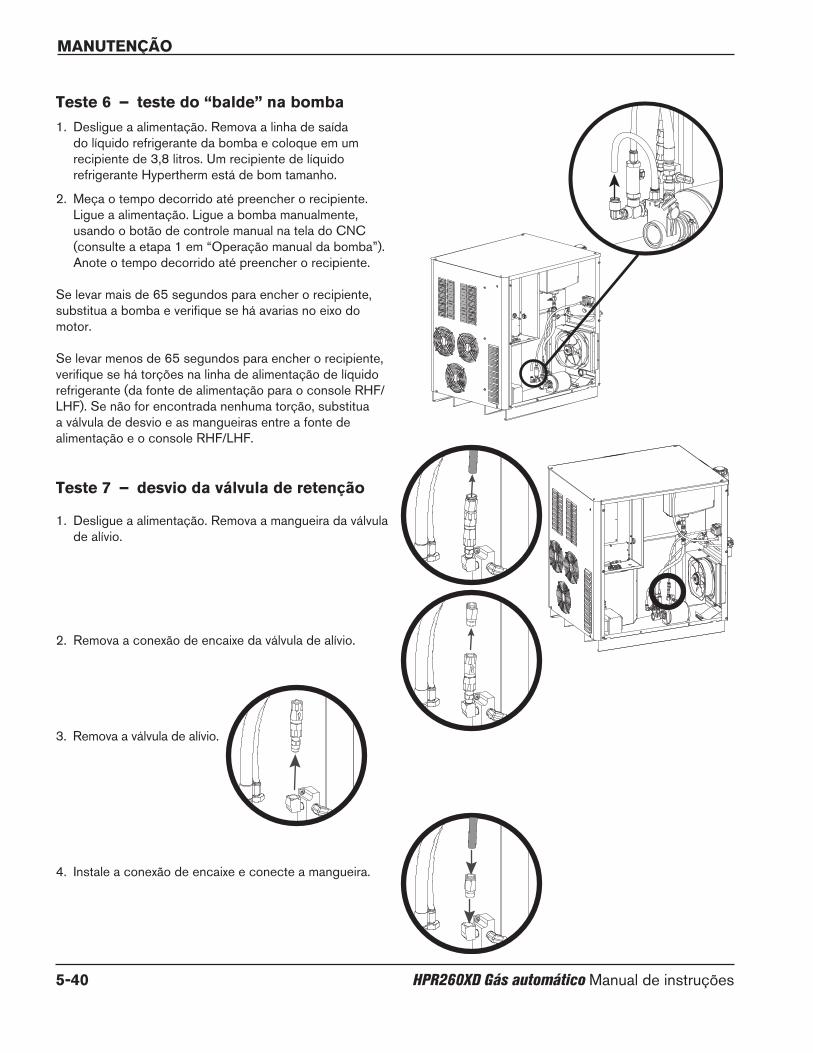
Manutenção
5-40 HPR260XD Gás automático Manual de instruções
teste 6 – teste do “balde” na bomba 1. Desligue a alimentação. Remova a linha de saída
do líquido refrigerante da bomba e coloque em um recipiente de 3,8 litros. Um recipiente de líquido refrigerante Hypertherm está de bom tamanho.
2. Meça o tempo decorrido até preencher o recipiente. Ligue a alimentação. Ligue a bomba manualmente, usando o botão de controle manual na tela do CNC (consulte a etapa 1 em “Operação manual da bomba”). Anote o tempo decorrido até preencher o recipiente.
Se levar mais de 65 segundos para encher o recipiente, substitua a bomba e verifique se há avarias no eixo do motor.
Se levar menos de 65 segundos para encher o recipiente, verifique se há torções na linha de alimentação de líquido refrigerante (da fonte de alimentação para o console RHF/LHF). Se não for encontrada nenhuma torção, substitua a válvula de desvio e as mangueiras entre a fonte de alimentação e o console RHF/LHF.
teste 7 – desvio da válvula de retenção
1. Desligue a alimentação. Remova a mangueira da válvula de alívio.
2. Remova a conexão de encaixe da válvula de alívio.
3. Remova a válvula de alívio.
4. Instale a conexão de encaixe e conecte a mangueira.
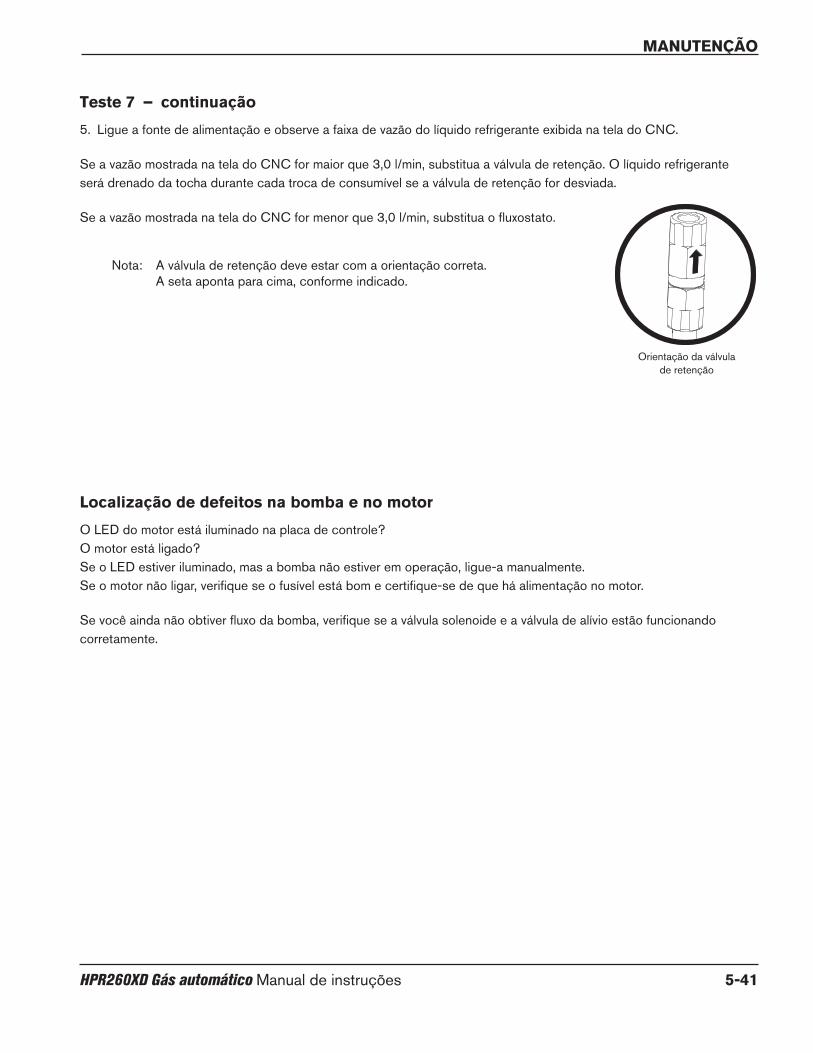
Manutenção
HPR260XD Gás automático Manual de instruções 5-41
teste 7 – continuação
5. Ligue a fonte de alimentação e observe a faixa de vazão do líquido refrigerante exibida na tela do CNC.
Se a vazão mostrada na tela do CNC for maior que 3,0 l/min, substitua a válvula de retenção. O líquido refrigerante será drenado da tocha durante cada troca de consumível se a válvula de retenção for desviada.
Se a vazão mostrada na tela do CNC for menor que 3,0 l/min, substitua o fluxostato.
Nota: A válvula de retenção deve estar com a orientação correta. A seta aponta para cima, conforme indicado.
Orientação da válvula de retenção
localização de defeitos na bomba e no motor
O LED do motor está iluminado na placa de controle?O motor está ligado?Se o LED estiver iluminado, mas a bomba não estiver em operação, ligue-a manualmente.Se o motor não ligar, verifique se o fusível está bom e certifique-se de que há alimentação no motor.
Se você ainda não obtiver fluxo da bomba, verifique se a válvula solenoide e a válvula de alívio estão funcionando corretamente.
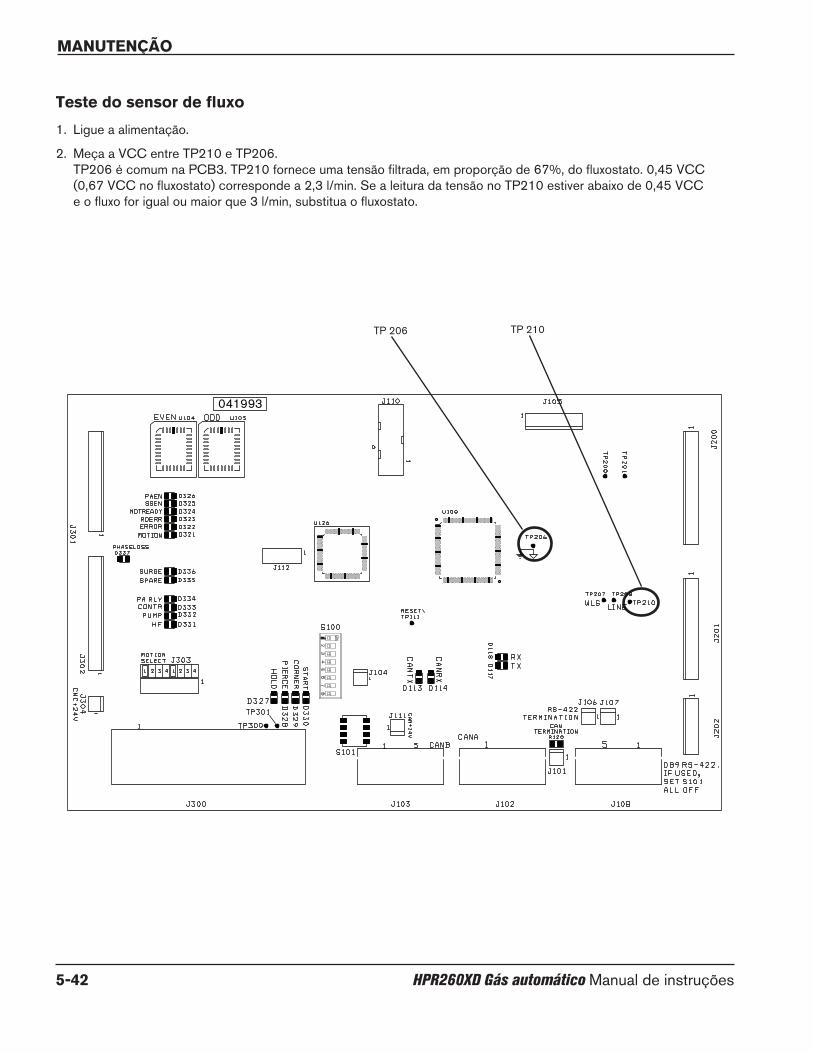
Manutenção
5-42 HPR260XD Gás automático Manual de instruções
teste do sensor de fluxo
1. Ligue a alimentação.
2. Meça a VCC entre TP210 e TP206. TP206 é comum na PCB3. TP210 fornece uma tensão filtrada, em proporção de 67%, do fluxostato. 0,45 VCC (0,67 VCC no fluxostato) corresponde a 2,3 l/min. Se a leitura da tensão no TP210 estiver abaixo de 0,45 VCC e o fluxo for igual ou maior que 3 l/min, substitua o fluxostato.
041993
TP 206 TP 210

Manutenção
HPR260XD Gás automático Manual de instruções 5-43
testes de vazamento de gásNotas: A tela do CNC mostrada abaixo é de um controlador Hypertherm Automation que usa o software versão
6, servindo apenas como referência. Outros controladores devem ter uma tela de teste semelhante a essa. Entre em contato com o fabricante do equipamento original para obter instruções sobre como acessar a tela de teste necessária.
Consulte a página 17 de 22 no esquema 013376, neste manual, para obter mais detalhes sobre o sistema de fornecimento de gás.
teste de vazamento 1 (na entrada)
Finalidade: Verifica se há vazamentos nos solenoides da válvula de entrada no console de seleção.
Descrição do teste: As válvulas no console de medidas (B1 a B4) se abrem para liberar toda a pressão do gás para a atmosfera, depois as válvulas se fecham e a pressão é monitorada por P3 e P4 no Console de Seleção. A pressão aumentará se uma válvula de entrada estiver com vazamento. O número de código 14 (falha no canal de gás de corte número 1) ou 15 (falha no canal de gás de corte número 2) será exibido se houver um vazamento. O número de código 13 (teste aprovado) será exibido se nenhum vazamento for detectado.
Procedimento:
1. Ligue o sistema de plasma.
2. Realize a verificação de vazamento na entrada no controlador de CNC.
3. Desligue e depois religue a alimentação. Isso eliminará os gases do sistema.

Manutenção
5-44 HPR260XD Gás automático Manual de instruções
teste de vazamento 2 (no sistema)
Finalidade: Testes de vazamentos para a atmosfera do sistema de gás.
Descrição do teste: O gás para o processo selecionado é purgado através do sistema de gás. As válvulas do console de medidas (B1 a B4) e as válvulas de entrada (para o processo selecionado) no console de seleção estão fechadas. A pressão do gás está agora presa no sistema. A pressão aprisionada é monitorada. O número de código 14 (falha no canal de gás de corte número 1) ou 15 (falha no canal de gás de corte número 2) será exibido se a pressão cair mais rápido que 0,14 bar/min. O número de código 13 será exibido se a pressão diminuir dentro do limite aceitável de 0,14 bar/min.
Procedimento:
1. Realize a verificação de vazamento no sistema no controlador de CNC.
2. Desligue e depois religue a alimentação. Isso eliminará os gases do sistema.
teste de vazamento 3 (válvula proporcional no console de medidas)
Finalidade: Testa as válvulas de Burkert (B1 e B3) no console de medidas para assegurar que elas estejam funcionando dentro dos parâmetros corretos.
Descrição do teste: Consumíveis de aço-carbono de 130 A e o processo de aço-carbono de O2/O2 de 30 A são usados para este teste, pois existe uma faixa de vazão conhecida. O gás flui da tocha e a válvula de Burkert que controla o canal do gás de plasma (B3) tenta manter a pressão definida do gás de plasma (monitorado por P7 e P8) ajustando a válvula dinamicamente. A porcentagem do sinal para a válvula é medida (exemplo: 65% ativado) e o valor é verificado com relação à faixa esperada (55% a 75%). O teste é bem-sucedido se a porcentagem do sinal estiver dentro da faixa esperada. O número de código 14 (falha no canal do gás de proteção) ou 15 (falha no canal do gás de plasma) será exibido se houver falha no teste. O mesmo teste é repetido para a válvula de Burkert que controla o canal do gás de proteção (B1).
Para a próxima parte do teste, a válvula de Burkert que controla o canal do gás de plasma (B3) é fechada e a pressão é medida alguns milissegundos mais tarde (a pressão deve diminuir). O teste é bem-sucedido se a pressão estiver abaixo de um determinado limite (0,69 bar). O mesmo teste é repetido no canal do gás de proteção (B1). O número do código 16 (falha no teste de rampa de fim de arco) ou 17 (falha no teste de rampa de fim de arco de proteção) será exibido se a porcentagem do sinal estiver fora da faixa esperada. O número de código 13 (teste aprovado) será exibido se a porcentagem do sinal estiver dentro da faixa esperada.
Procedimento:
1. Instale consumíveis de aço-carbono de 130 A na tocha e selecione o processo de aço-carbono de O2/O2 de 30 A.
2. Realize a verificação da vazão da válvula medidora no controlador de CNC (teste 3).
3. Desligue e depois religue a alimentação. Isso eliminará os gases do sistema.
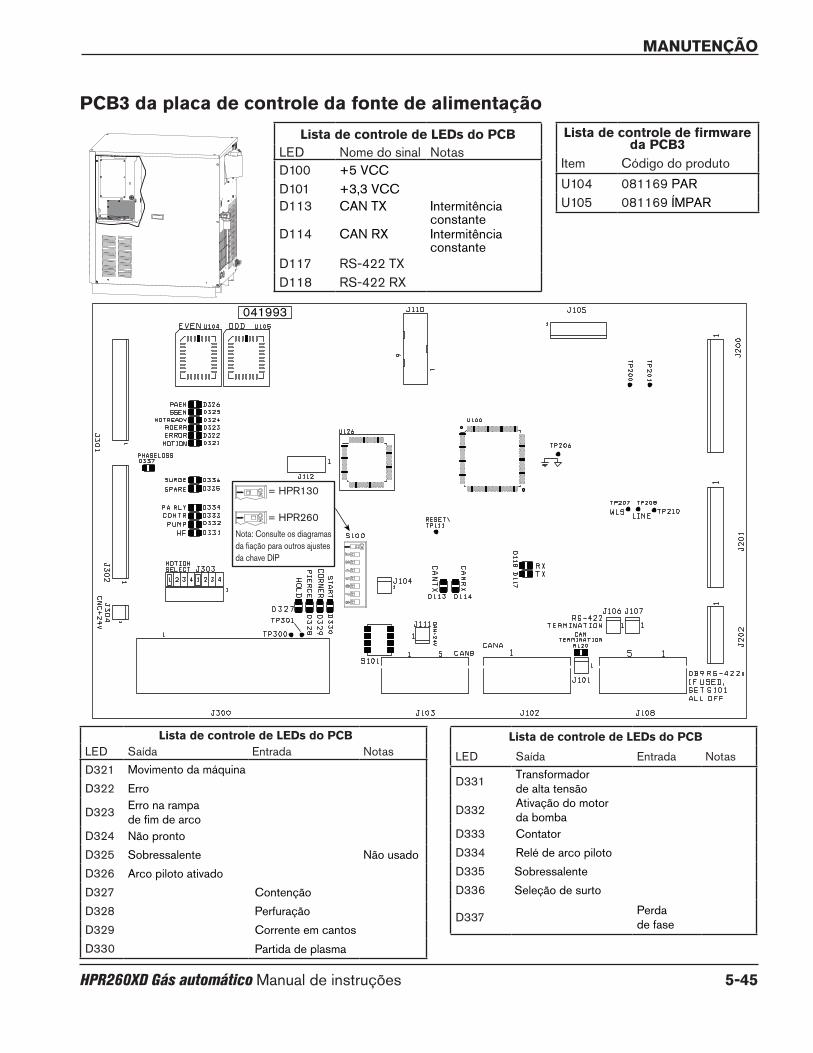
Manutenção
HPR260XD Gás automático Manual de instruções 5-45
PCB3 da placa de controle da fonte de alimentação
041993
= HPR130
= HPR260Nota: Consulte os diagramas da fiação para outros ajustes da chave DIP
lista de controle de leDs do PCBLED Saída Entrada NotasD321 Movimento da máquinaD322 Erro
D323 Erro na rampa de fim de arco
D324 Não prontoD325 Sobressalente Não usadoD326 Arco piloto ativadoD327 ContençãoD328 PerfuraçãoD329 Corrente em cantosD330 Partida de plasma
lista de controle de leDs do PCB
LED Saída Entrada Notas
D331 Transformador de alta tensão
D332 Ativação do motor da bomba
D333 ContatorD334 Relé de arco pilotoD335 SobressalenteD336 Seleção de surto
D337 Perda de fase
lista de controle de leDs do PCBLED Nome do sinal NotasD100 +5 VCCD101 +3,3 VCCD113 CAN TX Intermitência
constanteD114 CAN RX Intermitência
constanteD117 RS-422 TXD118 RS-422 RX
lista de controle de firmware da PCB3
Item Código do produtoU104 081169 PARU105 081169 ÍMPAR

Manutenção
5-46 HPR260XD Gás automático Manual de instruções
PCB2 do painel de distribuição de alimentação da fonte
D23
D12
D26
D31
D32
D33
D3
D25
D1
D7
D5
D2
D35
lista de leDs do PCB de distribuição de alimentação
LED Saída CorD1 Contator VermelhoD2 Relé de arco piloto VermelhoD3 120 VCA (chaveada) VerdeD5 Ignição de alta frequência VermelhoD7 Seleção de surto VermelhoD12 24 VCA (chaveada) VerdeD23 240 VCA (chaveada) VerdeD25 + 24 VCC VermelhoD26 Motor da bomba VerdeD31 + 5 VCC VermelhoD32 – 15 VCC VermelhoD33 + 15 VCC VermelhoD35 24 VCA Verde

Manutenção
HPR260XD Gás automático Manual de instruções 5-47
esquema funcional do circuito de partida
localização de defeitos no circuito de partida
PeRIgo
PeRIgo De Choque: Sempre tome cuidado ao fazer manutenção em uma fonte de alimentação ligada e aberta. tensões perigosas estão presentes na fonte de alimentação que podem causar ferimentos ou morte.
PCB1 do circuito de partida
operação
O circuito de partida é uma chave de alta velocidade que transfere rapidamente a corrente do arco piloto do condutor do arco piloto para o cabo-obra. O circuito de partida realiza 2 funções:
1. Ele permite que a corrente inicial do arco piloto flua rapidamente através do condutor do arco piloto com pouca impedância.
2. Depois que a corrente inicial do arco piloto é estabelecida, o circuito de partida introduz impedância no condutor do arco piloto para ajudar na transferência do arco para a peça de trabalho. Consulte o esquema abaixo.
Fonte de alimentação de plasma
Indutor
Diodo
Circuito de partida
arco de corte
arco piloto
Resistor de
potência
Lógica de
controle
Capacitores ALEL
Chopper
IGBT
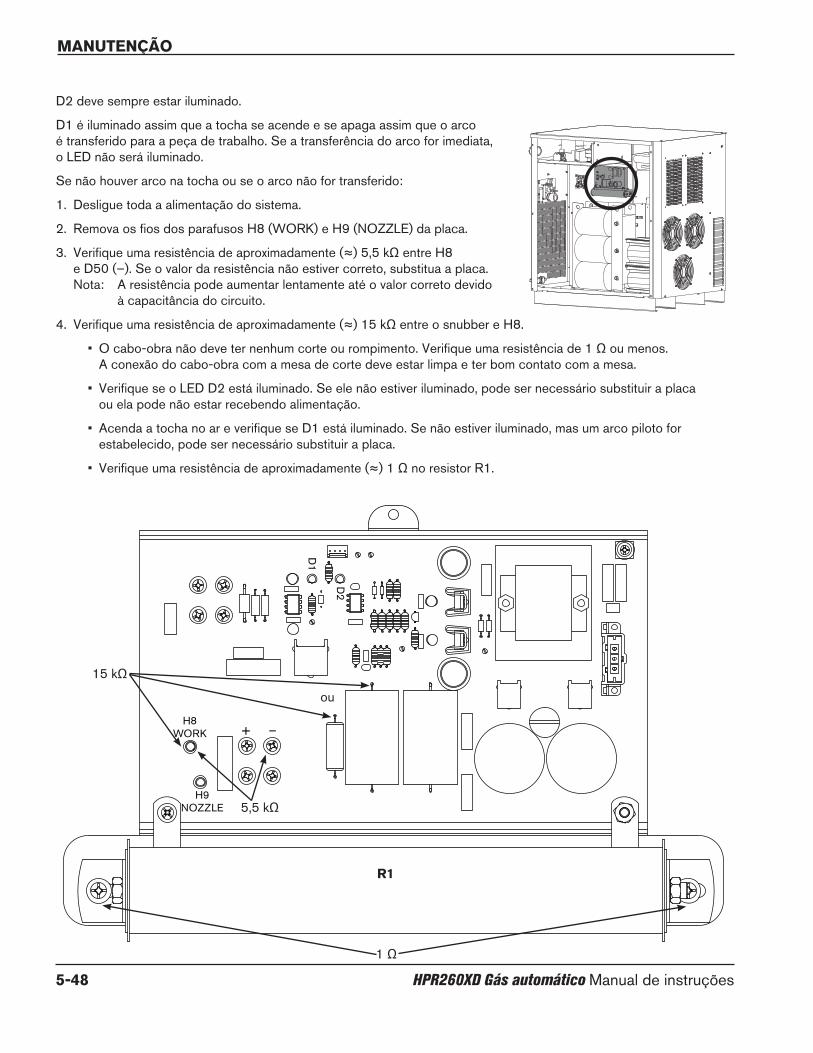
Manutenção
5-48 HPR260XD Gás automático Manual de instruções
D2 deve sempre estar iluminado.
D1 é iluminado assim que a tocha se acende e se apaga assim que o arco é transferido para a peça de trabalho. Se a transferência do arco for imediata, o LED não será iluminado.
Se não houver arco na tocha ou se o arco não for transferido:
1. Desligue toda a alimentação do sistema.
2. Remova os fios dos parafusos H8 (WORK) e H9 (NOZZLE) da placa.
3. Verifique uma resistência de aproximadamente (≈) 5,5 kΩ entre H8 e D50 (–). Se o valor da resistência não estiver correto, substitua a placa. Nota: A resistência pode aumentar lentamente até o valor correto devido
à capacitância do circuito.
4. Verifique uma resistência de aproximadamente (≈) 15 kΩ entre o snubber e H8.
• O cabo-obra não deve ter nenhum corte ou rompimento. Verifique uma resistência de 1 Ω ou menos. A conexão do cabo-obra com a mesa de corte deve estar limpa e ter bom contato com a mesa.
• Verifique se o LED D2 está iluminado. Se ele não estiver iluminado, pode ser necessário substituir a placa ou ela pode não estar recebendo alimentação.
• Acenda a tocha no ar e verifique se D1 está iluminado. Se não estiver iluminado, mas um arco piloto for estabelecido, pode ser necessário substituir a placa.
• Verifique uma resistência de aproximadamente (≈) 1 Ω no resistor R1.
H8WORK
H9NOZZLE
+ –
D1
D2
1 Ω
5,5 kΩ
15 kΩ
R1
ou

Manutenção
HPR260XD Gás automático Manual de instruções 5-49
níveis atuais do arco pilotoO nível de corrente do arco piloto variará de acordo com a corrente selecionada do arco e o processo. Consulte a tabela abaixo.
Corrente do arco pilotoGás de plasma 30 A 45 A 50 A 80 A 130 A 200 A 260 A
O2 25 30 30 30 30 40 40
N2 25 30 30 30 35 40 40
H35 25 30 30 30 35 40 40
F5 25 30 30 30 35 40 40
Ar 25 30 30 30 35 40 40
Corrente de transferênciaGás de plasma 30 A 45 A 50 A 80 A 130 A 200 A 260 A
O2 10 10 10 10 15 20 20
N2 10 10 10 10 15 20 20
H35 10 10 10 10 15 20 20
F5 10 10 10 10 15 20 20
Ar 10 10 10 10 15 20 20
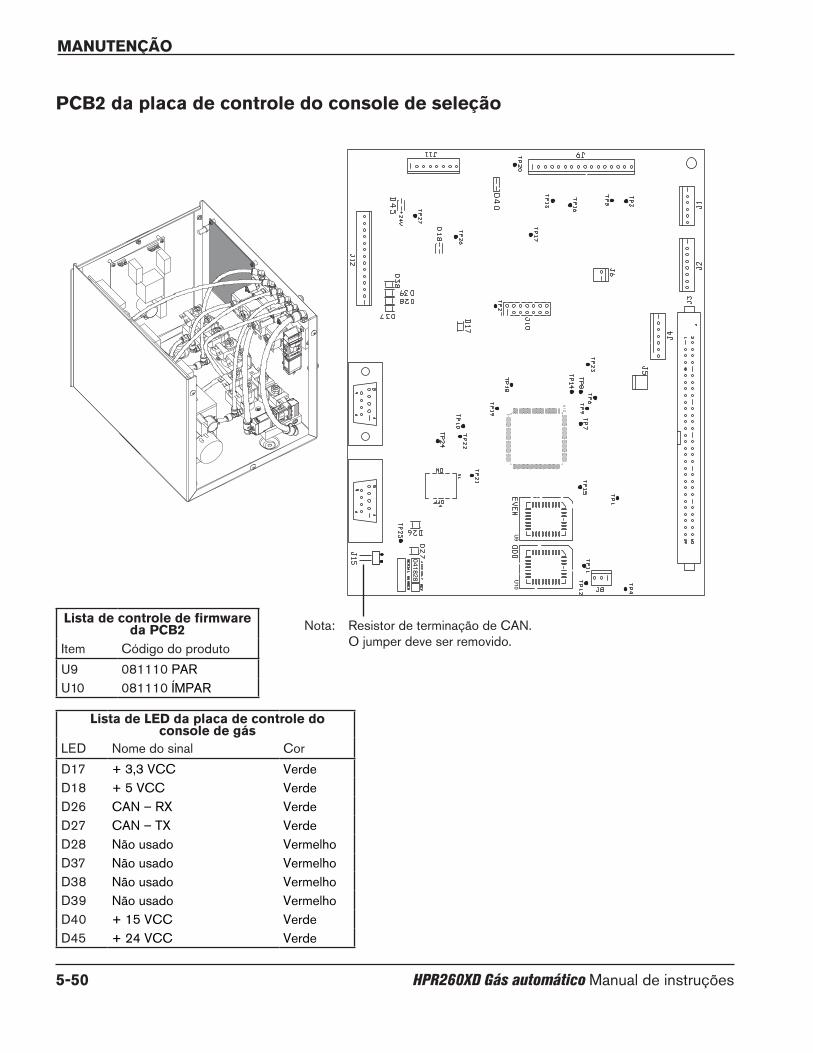
Manutenção
5-50 HPR260XD Gás automático Manual de instruções
PCB2 da placa de controle do console de seleção
Nota: Resistor de terminação de CAN. O jumper deve ser removido.
lista de controle de firmware da PCB2
Item Código do produtoU9 081110 PARU10 081110 ÍMPAR
lista de leD da placa de controle do console de gás
LED Nome do sinal CorD17 + 3,3 VCC VerdeD18 + 5 VCC VerdeD26 CAN – RX VerdeD27 CAN – TX VerdeD28 Não usado VermelhoD37 Não usado VermelhoD38 Não usado VermelhoD39 Não usado VermelhoD40 + 15 VCC VerdeD45 + 24 VCC Verde
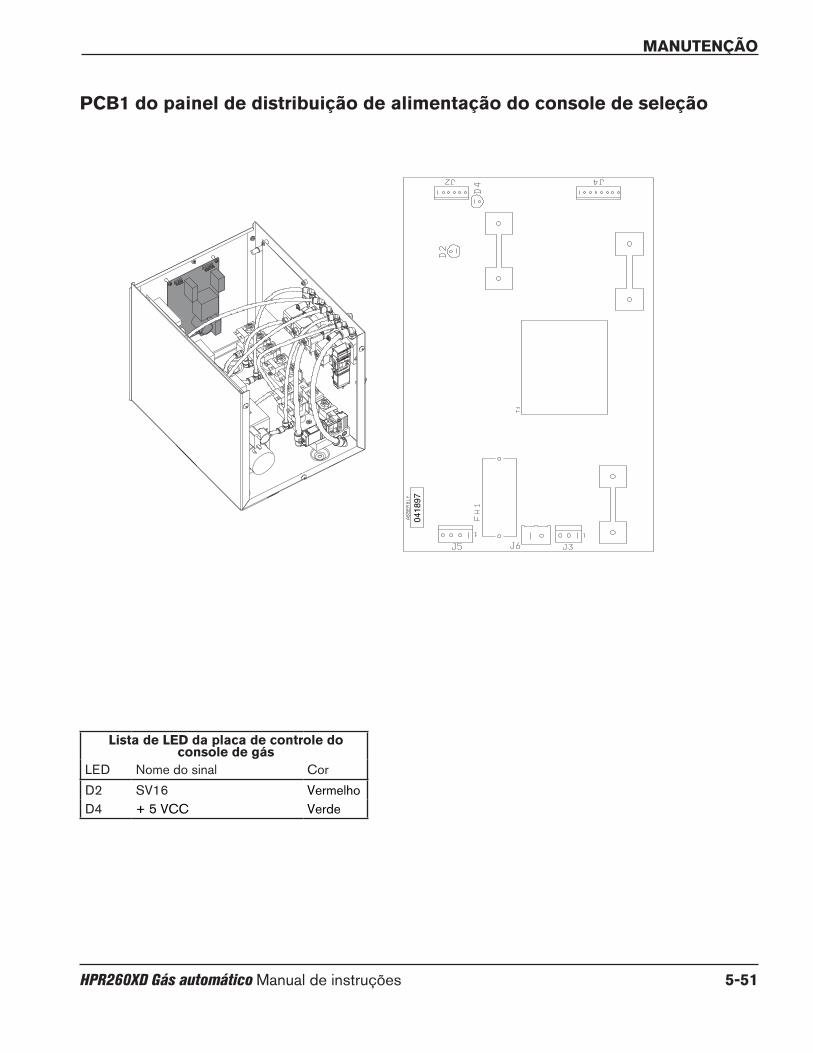
Manutenção
HPR260XD Gás automático Manual de instruções 5-51
PCB1 do painel de distribuição de alimentação do console de seleção
lista de leD da placa de controle do console de gás
LED Nome do sinal CorD2 SV16 VermelhoD4 + 5 VCC Verde

Manutenção
5-52 HPR260XD Gás automático Manual de instruções
SV14
SV9
SV13
SV10
SV12
SV11
SV8
SV3
SV2
SV1
SV7
SV15
SV5
SV6
P2
P1
P3
P4
console de seleção, PCB3 da placa do acionamento da válvula de Ca
SV4
LED Nome do sinal Cor LED Nome do sinal CorD1 SV1 Vermelho D11 SV11 VermelhoD2 SV2 Vermelho D12 SV12 VermelhoD3 SV3 Vermelho D13 SV13 VermelhoD4 SV4 Vermelho D14 SV14 VermelhoD5 SV5 Vermelho D15 SV15 Vermelho
D6 SV6 Vermelho D16 Solenoide de respiro do console de medidas Vermelho
D7 SV7 Vermelho D17 MV1 fechado VermelhoD8 SV8 Vermelho D18 MV1 aberto VermelhoD9 SV9 Vermelho D19 MV2 fechado VermelhoD10 SV10 Vermelho D20 MV2 aberto Vermelho

Manutenção
HPR260XD Gás automático Manual de instruções 5-53
PCB2 da placa de controle do console de medidas
Nota: Resistor de terminação de CAN. O jumper deve ser instalado.
B1
B2B3
B4
P8
P7
P6
SV16
P5 (não visível)
lista de controle de firmware da PCB2
Item Código do produtoU9 081110 PARU10 081110 ÍMPAR
lista de leD da placa de controle do console de gás
LED Nome do sinal CorD17 + 3,3 VCC VerdeD18 + 5 VCC VerdeD26 CAN – RX VerdeD27 CAN – TX VerdeD28 Válvula de Burkert 2 VermelhoD37 Válvula de Burkert 1 VermelhoD38 Válvula de Burkert 4 VermelhoD39 Válvula de Burkert 3 VermelhoD40 + 15 VCC VerdeD45 + 24 VCC Verde

Manutenção
5-54 HPR260XD Gás automático Manual de instruções
PCB1 do painel de distribuição de alimentação do console de medidas
lista de leD da placa de controle do console de gás
LED Nome do sinal CorD2 SV16 VermelhoD4 + 5 VCC Verde
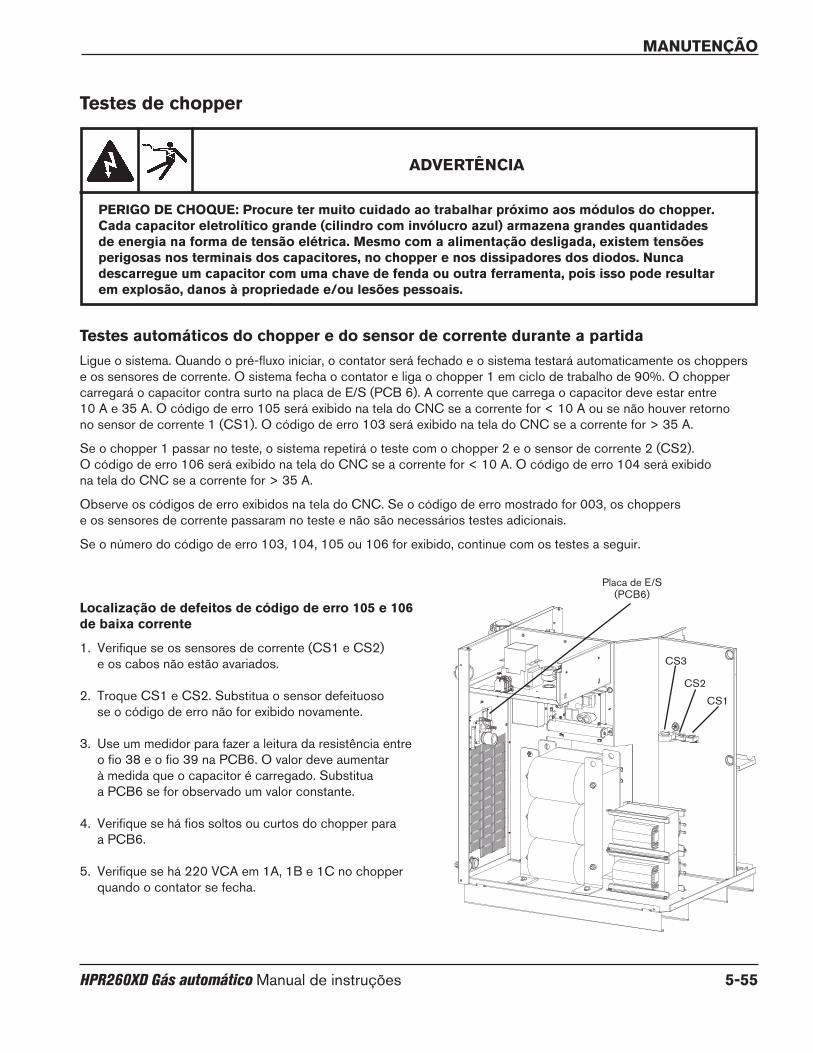
Manutenção
HPR260XD Gás automático Manual de instruções 5-55
testes automáticos do chopper e do sensor de corrente durante a partidaLigue o sistema. Quando o pré-fluxo iniciar, o contator será fechado e o sistema testará automaticamente os choppers e os sensores de corrente. O sistema fecha o contator e liga o chopper 1 em ciclo de trabalho de 90%. O chopper carregará o capacitor contra surto na placa de E/S (PCB 6). A corrente que carrega o capacitor deve estar entre 10 A e 35 A. O código de erro 105 será exibido na tela do CNC se a corrente for < 10 A ou se não houver retorno no sensor de corrente 1 (CS1). O código de erro 103 será exibido na tela do CNC se a corrente for > 35 A.
Se o chopper 1 passar no teste, o sistema repetirá o teste com o chopper 2 e o sensor de corrente 2 (CS2). O código de erro 106 será exibido na tela do CNC se a corrente for < 10 A. O código de erro 104 será exibido na tela do CNC se a corrente for > 35 A.
Observe os códigos de erro exibidos na tela do CNC. Se o código de erro mostrado for 003, os choppers e os sensores de corrente passaram no teste e não são necessários testes adicionais.
Se o número do código de erro 103, 104, 105 ou 106 for exibido, continue com os testes a seguir.
localização de defeitos de código de erro 105 e 106 de baixa corrente
1. Verifique se os sensores de corrente (CS1 e CS2) e os cabos não estão avariados.
2. Troque CS1 e CS2. Substitua o sensor defeituoso se o código de erro não for exibido novamente.
3. Use um medidor para fazer a leitura da resistência entre o fio 38 e o fio 39 na PCB6. O valor deve aumentar à medida que o capacitor é carregado. Substitua a PCB6 se for observado um valor constante.
4. Verifique se há fios soltos ou curtos do chopper para a PCB6.
5. Verifique se há 220 VCA em 1A, 1B e 1C no chopper quando o contator se fecha.
CS1
CS3
Placa de E/S(PCB6)
CS2
testes de chopper
aDVeRtÊnCIa
PeRIgo De Choque: Procure ter muito cuidado ao trabalhar próximo aos módulos do chopper. Cada capacitor eletrolítico grande (cilindro com invólucro azul) armazena grandes quantidades de energia na forma de tensão elétrica. Mesmo com a alimentação desligada, existem tensões perigosas nos terminais dos capacitores, no chopper e nos dissipadores dos diodos. nunca descarregue um capacitor com uma chave de fenda ou outra ferramenta, pois isso pode resultar em explosão, danos à propriedade e/ou lesões pessoais.

Manutenção
5-56 HPR260XD Gás automático Manual de instruções
localização de defeitos de código de erro 103 e 104 de alta corrente
1. Verifique se os sensores de corrente (CS1 e CS2) e os cabos não estão avariados.
2. Troque CS1 e CS2. Substitua o sensor defeituoso se o código de erro não for exibido novamente.
3. Observe o capacitor contra surto para verificar se ele não está em curto. Substitua a PCB6 se o capacitor contra surto estiver em curto.
4. Verifique se já curtos-circuitos entre o terminal de trabalho e o terminal negativo na PCB6. A resistência deve ser em torno de 100 kΩ entre o terminal de trabalho e o terminal negativo. A resistência variará se você tiver um divisor de tensão para um sistema de controle de altura.
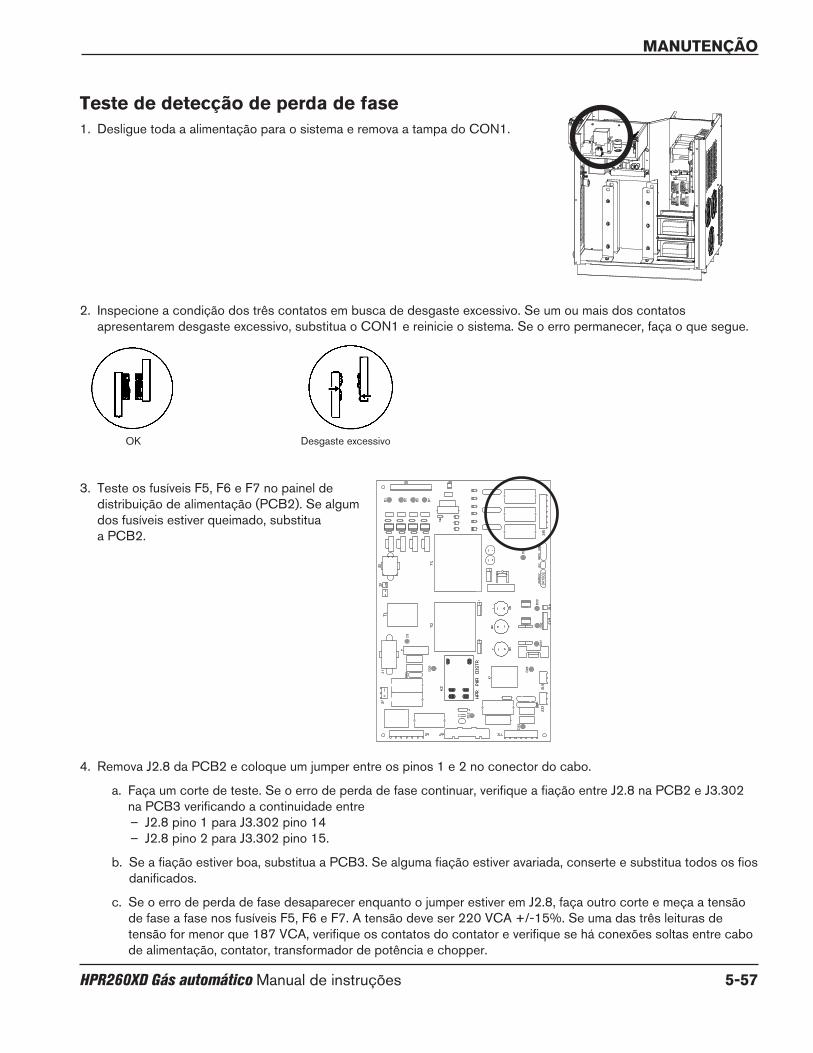
Manutenção
HPR260XD Gás automático Manual de instruções 5-57
teste de detecção de perda de fase1. Desligue toda a alimentação para o sistema e remova a tampa do CON1.
2. Inspecione a condição dos três contatos em busca de desgaste excessivo. Se um ou mais dos contatos apresentarem desgaste excessivo, substitua o CON1 e reinicie o sistema. Se o erro permanecer, faça o que segue.
3. Teste os fusíveis F5, F6 e F7 no painel de distribuição de alimentação (PCB2). Se algum dos fusíveis estiver queimado, substitua a PCB2.
4. Remova J2.8 da PCB2 e coloque um jumper entre os pinos 1 e 2 no conector do cabo.
a. Faça um corte de teste. Se o erro de perda de fase continuar, verifique a fiação entre J2.8 na PCB2 e J3.302 na PCB3 verificando a continuidade entre– J2.8 pino 1 para J3.302 pino 14– J2.8 pino 2 para J3.302 pino 15.
b. Se a fiação estiver boa, substitua a PCB3. Se alguma fiação estiver avariada, conserte e substitua todos os fios danificados.
c. Se o erro de perda de fase desaparecer enquanto o jumper estiver em J2.8, faça outro corte e meça a tensão de fase a fase nos fusíveis F5, F6 e F7. A tensão deve ser 220 VCA +/-15%. Se uma das três leituras de tensão for menor que 187 VCA, verifique os contatos do contator e verifique se há conexões soltas entre cabo de alimentação, contator, transformador de potência e chopper.
OK Desgaste excessivo
D23
D12
D26
D31
D32
D33
D3
D25
D1
D7
D5
D2
D35
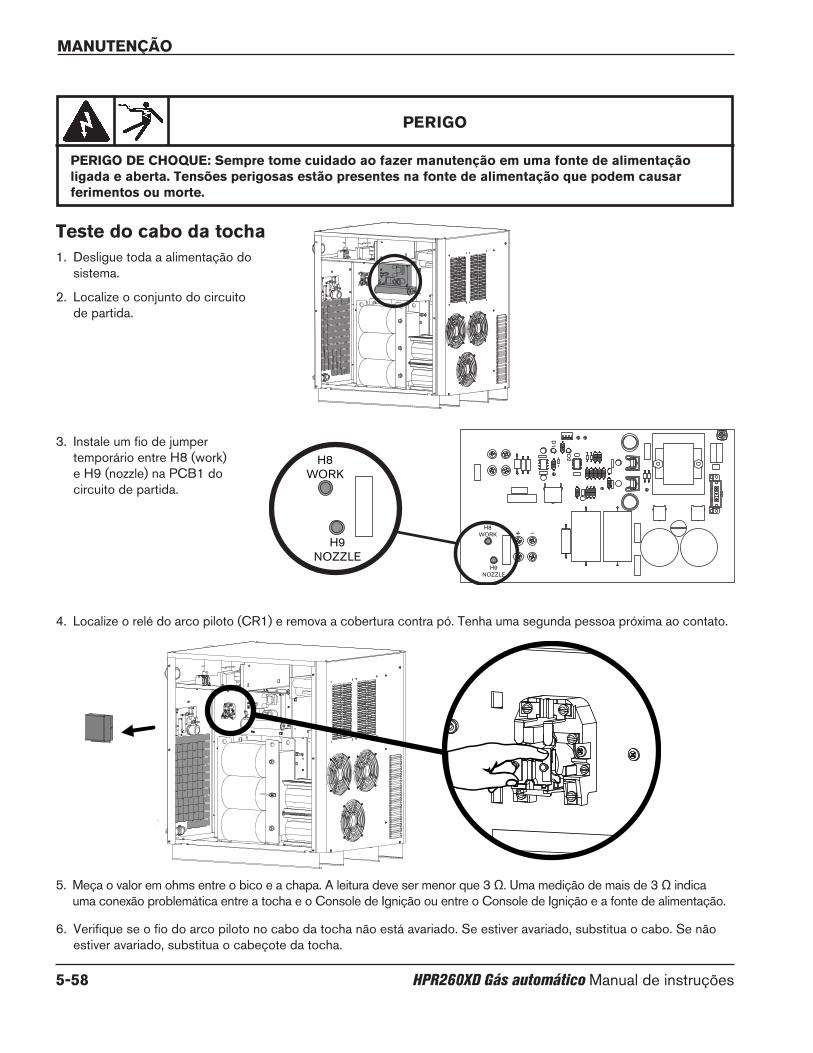
Manutenção
5-58 HPR260XD Gás automático Manual de instruções
teste do cabo da tocha1. Desligue toda a alimentação do
sistema.
2. Localize o conjunto do circuito de partida.
PeRIgo
PeRIgo De Choque: Sempre tome cuidado ao fazer manutenção em uma fonte de alimentação ligada e aberta. tensões perigosas estão presentes na fonte de alimentação que podem causar ferimentos ou morte.
3. Instale um fio de jumper temporário entre H8 (work) e H9 (nozzle) na PCB1 do circuito de partida.
4. Localize o relé do arco piloto (CR1) e remova a cobertura contra pó. Tenha uma segunda pessoa próxima ao contato.
5. Meça o valor em ohms entre o bico e a chapa. A leitura deve ser menor que 3 Ω. Uma medição de mais de 3 Ω indica uma conexão problemática entre a tocha e o Console de Ignição ou entre o Console de Ignição e a fonte de alimentação.
6. Verifique se o fio do arco piloto no cabo da tocha não está avariado. Se estiver avariado, substitua o cabo. Se não estiver avariado, substitua o cabeçote da tocha.
H8WORK
H9NOZZLE
H8WORK
H9NOZZLE
+ –
D1
D2

Manutenção
HPR260XD Gás automático Manual de instruções 5-59
Manutenção preventiva
IntroduçãoA deterioração da vida útil dos consumíveis é uma das primeiras indicações de que há algo errado com o sistema de plasma. A vida útil reduzida das peças aumenta os custos operacionais de duas maneiras: o operador deve usar mais eletrodos e bicos para cortar a mesma quantidade de metal, e o trabalho de corte deve parar com mais frequência para a troca de consumíveis.
A manutenção adequada frequentemente elimina os problemas que reduzem a vida útil dos consumíveis. Como a mão-de-obra e as despesas gerais podem somar 80% do custo do corte, uma produtividade maior pode reduzir drasticamente os custos de corte.
Protocolo de manutenção preventivaO seguinte protocolo envolve os elementos básicos de todos os sistemas de plasma Hypertherm HyPerformance.
Se a inspeção sugerir que um componente está gasto e talvez precise de substituição e você gostaria de confirmar sua decisão, entre em contato com a assistência técnica da Hypertherm.
PeRIgo o Choque elétRICo PoDe MataR
Desligue toda a alimentação elétrica antes de remover a tampa da fonte de alimentação e coloque a chave de desconexão da linha na posição de desligado. nos eua, use um procedimento de segurança de trabalhos elétricos até que o serviço ou a manutenção seja concluído. em outros países, siga os procedimentos regionais ou nacionais de segurança apropriados.
a fonte de alimentação
1. Com a fonte de alimentação desligada, remova todos os painéis laterais. Use ar comprimido para remover qualquer acúmulo de poeira e partículas.
2. Inspecione os chicotes e conexões da fiação quanto a desgaste, avarias ou conexões soltas. Se você observar alguma descoloração que possa indicar superaquecimento, entre em contato com a assistência técnica da Hypertherm.
3. Inspecione o contator principal quanto à corrosão excessiva dos contatos, caracterizada por uma superfície áspera enegrecida em qualquer um dos contatos. Se esta condição existir, a substituição é recomendada.
4. Inspecione o relé do arco piloto (CR1) quanto à corrosão excessiva dos contatos, caracterizada por uma superfície áspera enegrecida. Substitua se preciso.

Manutenção
5-60 HPR260XD Gás automático Manual de instruções
Sistema de refrigeração 5. Inspecione o elemento filtrante do sistema de circulação do líquido refrigerante na parte posterior da fonte de
alimentação. Se o filtro estiver com cor acastanhada, substitua-o. Consulte a Lista de peças neste manual para obter os códigos dos produtos.
6. Realize um teste de fluxo do líquido refrigerante conforme descrito neste manual, então verifique se há vazamentos de líquido refrigerante. Os principais locais a serem inspecionados são:
A. A parte posterior da fonte de alimentação;
B. O Console de Ignição; e
C. O corpo principal da tocha.
Além disso, verifique se há sujeira e partículas no tanque de líquido refrigerante. Verifique se está sendo usado o líquido refrigerante Hypertherm correto. O líquido refrigerante Hypertherm correto (028872) é um líquido vermelho.
Corpo principal da tocha 7. Verifique se o tubo de água está reto e não apresenta corrosão na extremidade.
8. Inspecione o anel de corrente dentro do corpo principal da tocha. O anel de corrente deve estar liso e sem corrosão. Se nenhuma corrosão for observada, limpe o anel de corrente com uma estopa de algodão limpa e peróxido de hidrogênio. Não use álcool. Corrosão no anel de corrente normalmente indica manutenção inadequada (isto é, falta de limpeza regular).
9. Limpe todas as roscas da extremidade frontal do cabeçote da tocha com peróxido de hidrogênio e uma estopa de algodão, um limpador de tubo ou um pano limpo. Não use álcool. Avarias nas roscas normalmente resultam da falta de limpeza adequada da tocha e das roscas da capa, de forma que essa sujeira e partículas se acumulam nelas.
10. Inspecione se há rachaduras no isolamento da tocha. Substitua a tocha se encontrar rachaduras.
11. Inspecione todos os anéis retentores no corpo da tocha e nos consumíveis. Certifique-se de que a quantidade correta de lubrificante – uma camada fina – esteja aplicada nesses anéis retentores. Lubrificante demais pode obstruir a vazão de gás.
12. Verifique se a capa de retenção ou proteção está firmemente fixada ao corpo principal da tocha.
13. Inspecione se há desgaste em todas as conexões da mangueira na parte posterior da tocha. Avarias nas roscas das conexões podem indicar que ocorreu aperto excessivo.
14. Verifique se todas as conexões entre a tocha e os cabos da tocha estão apertadas, mas não demais. Consulte as especificações de torque na seção Instalação deste manual.
Quando estiver removendo os consumíveis, sempre os coloque sobre uma superfície limpa, seca e sem óleo, já que consumíveis sujos podem causar mau funcionamento da tocha.
Vazão de gás15. Verifique cada linha do suprimento de gás da seguinte forma:
A. Remova e conecte o plugue de gás de entrada no console de gás.
B. Pressurize a linha de gás em 8 bar.
C. Feche a válvula de suprimento de gás na fonte. Tenha cuidado com uma queda de pressão. Se a linha de suprimento de gás for uma mangueira, poderá haver uma queda de 0,3 a 0,5 bar devido ao estiramento da mangueira.
D. Repita para cada linha de uma fonte de suprimento de gás. Se qualquer pressão continuar a cair, localize o vazamento dentro do sistema.
Manutenção
HPR260XD Gás automático Manual de instruções 5-61
16. Se as pressões na linha de gás permanecerem estáveis, realize testes de vazamento de gás do sistema conforme especificado neste manual.
17. Verifique se há restrições na mangueira, como segue:
A. Examine todas as mangueiras para verificar se elas têm torções ou dobras estreitas, que possam restringir a vazão de gás.
B. Se a mesa de corte usar um sistema de esteira porta-cabos para apoiar os condutores da fonte de alimentação para o console de gás ou a tocha, verifique a posição dos condutores na esteira porta-cabos para garantir que os cabos não se deformem ou torçam, causando uma possível limitação.
Conexões de cabos18. Todos os cabos devem ser verificados quanto a aquecimento por atrito ou desgaste incomum. Se o isolamento
externo tiver sido cortado ou de outra forma avariado, substitua o cabo.
Console de Ignição19. Abra a tampa e use ar comprimido para remover qualquer acúmulo de poeira e partículas. Se houver umidade, seque
a parte interna do console com um pano e tente identificar a origem da umidade.
20. Inspecione o conjunto do centelhador. Certifique-se de que as conexões da fiação para o conjunto do centelhador estejam protegidas. Verifique se as portas do console foram fechadas corretamente.
21. Inspecione os cabos da tocha. Assegure-se que eles estejam fixados firmemente à parte externa do Console de Ignição.
aterramento do sistema22. Verifique se todos os componentes do sistema estão ligados individualmente a um aterramento, conforme descrito
nas seções Instalação e Aterramento deste manual.
A. Todos os compartimentos de metal, como a fonte de alimentação, o Console de Ignição e o console de seleção, devem estar conectados individualmente a um ponto de aterramento. Essas conexões devem ser feitas com fio de 10 mm2 (Nº 8 AWG, EUA) ou fio de seção equivalente.
23. Verifique a conexão do cabo-obra (+), especialmente onde esse cabo (+) se conecta à mesa de corte. Esta deve ser uma conexão boa e limpa, porque uma conexão inadequada pode causar problemas de transferência do arco.
24. Preencha a planilha Manutenção preventiva na próxima página para referência futura.
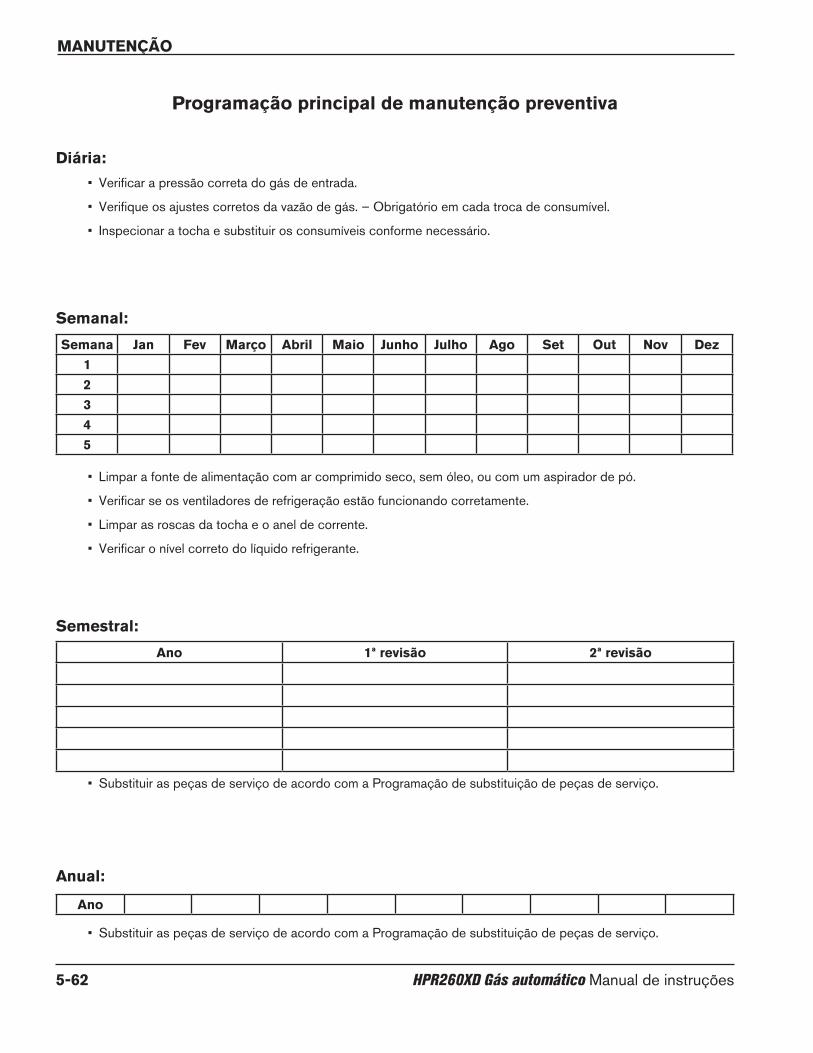
Manutenção
5-62 HPR260XD Gás automático Manual de instruções
Programação principal de manutenção preventiva
Diária:• Verificar a pressão correta do gás de entrada.
• Verifique os ajustes corretos da vazão de gás. – Obrigatório em cada troca de consumível.
• Inspecionar a tocha e substituir os consumíveis conforme necessário.
Semanal:
Semestral:
• Limpar a fonte de alimentação com ar comprimido seco, sem óleo, ou com um aspirador de pó.
• Verificar se os ventiladores de refrigeração estão funcionando corretamente.
• Limpar as roscas da tocha e o anel de corrente.
• Verificar o nível correto do líquido refrigerante.
anual:
• Substituir as peças de serviço de acordo com a Programação de substituição de peças de serviço.
• Substituir as peças de serviço de acordo com a Programação de substituição de peças de serviço.
Semana Jan Fev Março abril Maio Junho Julho ago Set out nov Dez12345
ano 1ª revisão 2ª revisão
ano
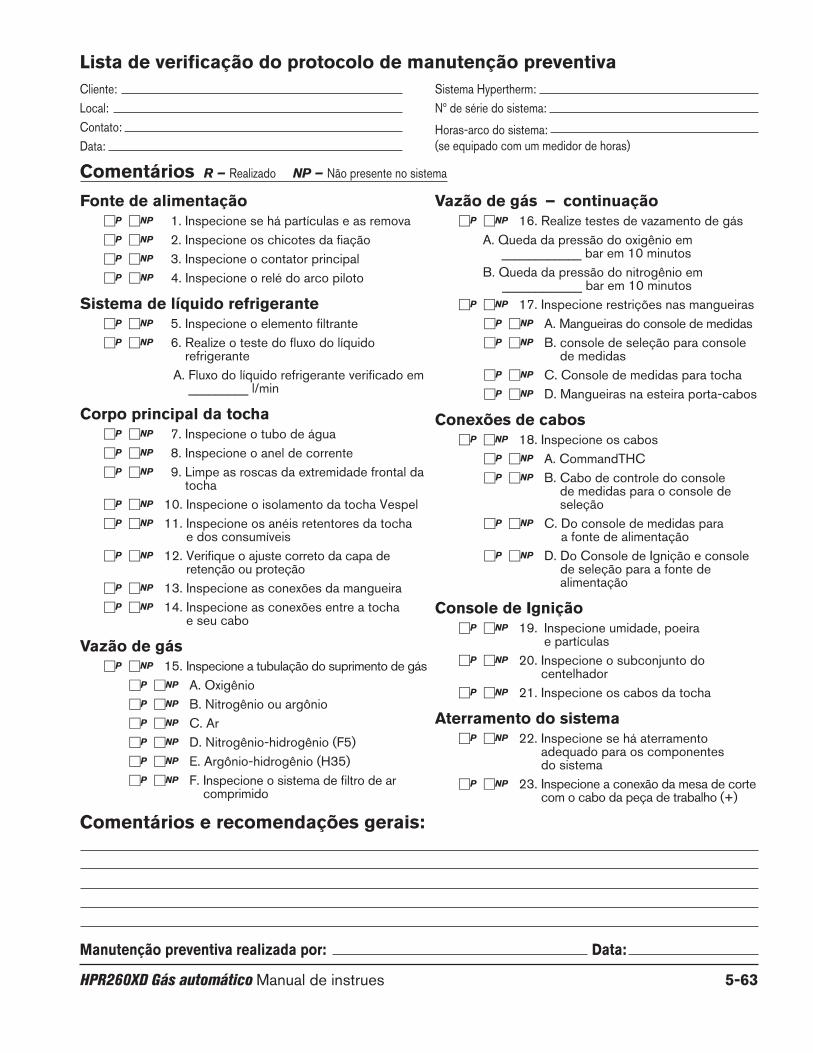
Vazão de gás – continuaçãowP wNP 16. Realize testes de vazamento de gás
A. Queda da pressão do oxigênio em ____________ bar em 10 minutos
B. Queda da pressão do nitrogênio em ____________ bar em 10 minutos
wP wNP 17. Inspecione restrições nas mangueiraswP wNP A. Mangueiras do console de medidaswP wNP B. console de seleção para console
de medidaswP wNP C. Console de medidas para tochawP wNP D. Mangueiras na esteira porta-cabos
Conexões de caboswP wNP 18. Inspecione os cabos
wP wNP A. CommandTHCwP wNP B. Cabo de controle do console
de medidas para o console de seleção
wP wNP C. Do console de medidas para a fonte de alimentação
wP wNP D. Do Console de Ignição e console de seleção para a fonte de alimentação
Console de IgniçãowP wNP 19. Inspecione umidade, poeira
e partículaswP wNP 20. Inspecione o subconjunto do
centelhadorwP wNP 21. Inspecione os cabos da tocha
aterramento do sistemawP wNP 22. Inspecione se há aterramento
adequado para os componentes do sistema
wP wNP 23. Inspecione a conexão da mesa de corte com o cabo da peça de trabalho (+)
Fonte de alimentaçãowP wNP 1. Inspecione se há partículas e as removawP wNP 2. Inspecione os chicotes da fiaçãowP wNP 3. Inspecione o contator principalwP wNP 4. Inspecione o relé do arco piloto
Sistema de líquido refrigerantewP wNP 5. Inspecione o elemento filtrantewP wNP 6. Realize o teste do fluxo do líquido
refrigeranteA. Fluxo do líquido refrigerante verificado em
_________ l/min
Corpo principal da tochawP wNP 7. Inspecione o tubo de águawP wNP 8. Inspecione o anel de correntewP wNP 9. Limpe as roscas da extremidade frontal da
tochawP wNP 10. Inspecione o isolamento da tocha VespelwP wNP 11. Inspecione os anéis retentores da tocha
e dos consumíveiswP wNP 12. Verifique o ajuste correto da capa de
retenção ou proteçãowP wNP 13. Inspecione as conexões da mangueira
wP wNP 14. Inspecione as conexões entre a tocha e seu cabo
Vazão de gáswP wNP 15. Inspecione a tubulação do suprimento de gás
wP wNP A. OxigêniowP wNP B. Nitrogênio ou argôniowP wNP C. ArwP wNP D. Nitrogênio-hidrogênio (F5)wP wNP E. Argônio-hidrogênio (H35)wP wNP F. Inspecione o sistema de filtro de ar
comprimido
lista de verificação do protocolo de manutenção preventivaCliente:Local:Contato:Data:
Sistema Hypertherm:Nº de série do sistema:
Horas-arco do sistema: (se equipado com um medidor de horas)
Comentários R – Realizado NP – Não presente no sistema
Manutenção preventiva realizada por: Data:
Comentários e recomendações gerais:
HPR260XD Gás automático Manual de instrues 5-63
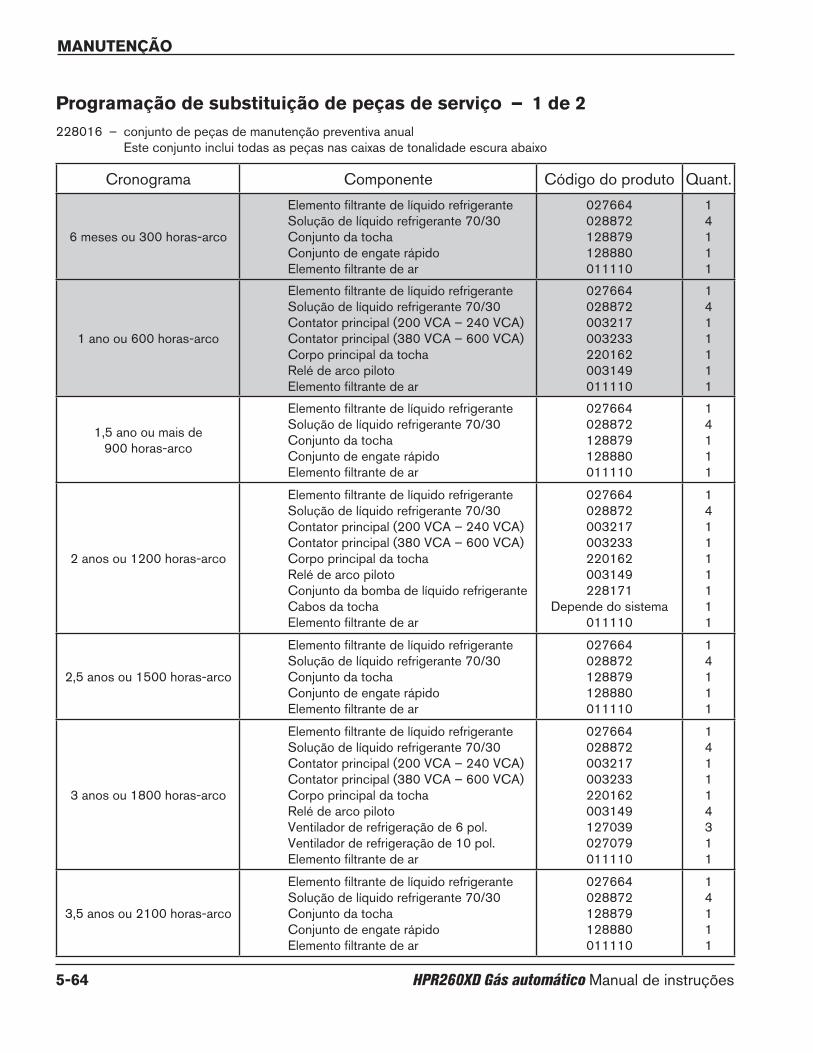
Manutenção
5-64 HPR260XD Gás automático Manual de instruções
Programação de substituição de peças de serviço – 1 de 2228016 – conjunto de peças de manutenção preventiva anual
Este conjunto inclui todas as peças nas caixas de tonalidade escura abaixo
Cronograma Componente Código do produto Quant.
6 meses ou 300 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Conjunto da tochaConjunto de engate rápidoElemento filtrante de ar
027664028872128879128880011110
14111
1 ano ou 600 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Contator principal (200 VCA – 240 VCA)Contator principal (380 VCA – 600 VCA)Corpo principal da tochaRelé de arco pilotoElemento filtrante de ar
027664028872003217003233220162003149011110
1411111
1,5 ano ou mais de 900 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Conjunto da tochaConjunto de engate rápidoElemento filtrante de ar
027664028872128879128880011110
14111
2 anos ou 1200 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Contator principal (200 VCA – 240 VCA)Contator principal (380 VCA – 600 VCA)Corpo principal da tochaRelé de arco pilotoConjunto da bomba de líquido refrigeranteCabos da tochaElemento filtrante de ar
027664028872003217003233220162003149228171
Depende do sistema011110
141111111
2,5 anos ou 1500 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Conjunto da tochaConjunto de engate rápidoElemento filtrante de ar
027664028872128879128880011110
14111
3 anos ou 1800 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Contator principal (200 VCA – 240 VCA)Contator principal (380 VCA – 600 VCA)Corpo principal da tochaRelé de arco pilotoVentilador de refrigeração de 6 pol.Ventilador de refrigeração de 10 pol.Elemento filtrante de ar
027664028872003217003233220162003149127039027079011110
141114311
3,5 anos ou 2100 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Conjunto da tochaConjunto de engate rápidoElemento filtrante de ar
027664028872128879128880011110
14111

Manutenção
HPR260XD Gás automático Manual de instruções 5-65
Programação de substituição de peças de serviço – 2 de 2
Cronograma Componente Código do produto Quant.
4 anos ou 2400 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Contator principal (200 VCA – 240 VCA)Contator principal (380 VCA – 600 VCA)Corpo principal da tochaRelé de arco pilotoConjunto da bomba de líquido refrigeranteCabos da tochaConjunto do motor da bomba de líquido refrigeranteElemento filtrante de ar
027664028872003217003233220162003149228171
Depende do sistema
128385011110
1411111111
4,5 anos ou 2700 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Conjunto da tochaConjunto de engate rápidoElemento filtrante de ar
027664028872128879128880011110
14111
5 anos ou 3000 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Contator principal (200 VCA – 240 VCA)Contator principal (380 VCA – 600 VCA)Corpo principal da tochaRelé de arco pilotoTransformador de alta tensãoPainel de distribuição de alimentaçãoConsole de medidasFio do arco pilotoCondutores de gásElemento filtrante de ar
027664028872003217003233220162003149129854041802078184
Depende do sistemaDepende do sistema
011110
141111111111
5 anos e meio ou 3300 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Conjunto da tochaConjunto de engate rápidoElemento filtrante de ar
027664028872128879128880011110
14111
6 anos ou 3600 horas-arco
Elemento filtrante de líquido refrigeranteSolução de líquido refrigerante 70/30Contator principal (200 VCA – 240 VCA)Contator principal (380 VCA – 600 VCA)Corpo principal da tochaRelé de arco pilotoConjunto da bomba de líquido refrigeranteCabos da tochaVentilador de refrigeração de 6 pol.Ventilador de refrigeração de 10 pol.Elemento filtrante de ar
027664028872003217003233220162003149228171
Depende do sistema127039027079011110
14111114311
6,5 anos ou 3900 horas-arco Repita a programação iniciando em 6 meses ou 300 horas-arco

Manutenção
5-66 HPR260XD Gás automático Manual de instruções

HPR260XD Gás automático Manual de instruções 6-1
Seção 6
LiSta de peçaS
Nesta seção:
Fonte de alimentação ................................................................................................................................................................................6-2Console de ignição ...................................................................................................................................................................................6-7Console de seleção – 1 de 2 .................................................................................................................................................................6-8Console de seleção – 2 de 2 .................................................................................................................................................................6-9Console de medidas .............................................................................................................................................................................. 6-10Tocha HyPerformance ............................................................................................................................................................................6-11
Conjunto da tocha ........................................................................................................................................................................6-11Cabos da tocha ............................................................................................................................................................................6-12Cabo de contato ôhmico ............................................................................................................................................................6-12
Conjuntos de consumíveis....................................................................................................................................................................6-13Consumíveis para corte de imagem espelhada ...............................................................................................................................6-15Peças de reposição recomendadas ...................................................................................................................................................6-16

LiSta de peçaS
6-2 HPR260XD Gás automático Manual de instruções
Fonte de alimentação
Código do item produto descrição designador Quant.
1 078554 Fonte de alimentação HyPerformance Plasma: 200/208 V 078555 Fonte de alimentação HyPerformance Plasma: 220 V 078556 Fonte de alimentação HyPerformance Plasma: 240 V 078557 Fonte de alimentação HyPerformance Plasma: 380 V 078558 Fonte de alimentação HyPerformance Plasma: 400 V 078559 Fonte de alimentação HyPerformance Plasma: 440 V 078560 Fonte de alimentação HyPerformance Plasma: 480 V 078561 Fonte de alimentação HyPerformance Plasma: 600 V 2 228332 Painel: parte superior, com etiqueta 1 3 075241 Parafusos da lâmina metálica 1 4 228535 Painel: lado direito ou esquerdo, com etiqueta 1 5 228534 Painel: frente, com etiqueta 1 6 129633 Conjunto de lâmpadas ecológicas 1
1
3
6
2
4
5

LiSta de peçaS
HPR260XD Gás automático Manual de instruções 6-3
Fonte de alimentação
Código do item produto descrição designador Quant.
1 027634 Invólucro do filtro 1 027664 Elemento filtrante 1 2 127014 Capa: Reservatório de líquido refrigerante 1 3 229034* Filtro EMI: 80 A, 50 a 60 Hz 1 4 129792 Conjunto do chopper CH1, CH2 2 5 127039 Ventilador de 6 pol.: 230 CFM, 115 VCA 50 a 60 Hz 2 6 027079 Ventilador de 10 pol.: 450 a 550 CFM,
120 VCA de 50 a 60 Hz 3 7 014280 Indutor 2 8 014295 Transformador principal de 200 V: 45,5 KW, 3 ph, 50 HZ T2 1 014296 Transformador principal de 220 V: 45,5 KW, 3 ph, 50 a 60 HZ 1 014297 Transformador principal de 240 V: 45,5 KW, 3 ph, 60 HZ 1 014302 Transformador principal de 380 V: 45,5 KW, 3 ph, 50 HZ 1 014295 Transformador principal de 400 V: 45,5 KW, 3 ph, 50 HZ 1 014296 Transformador principal de 440 V: 45,5 KW, 3 ph, 50 a 60 HZ 1 014297 Transformador principal de 480 V: 45,5 KW, 3 ph, 60 HZ 1 014298 Transformador principal de 600 V: 45,5 KW, 3 ph, 60 HZ 1 228309 Conjunto: Substituição do termistor no transformador principal 1
* Somente fonte de alimentação de 400 V
2
1
5
4
6
3
78
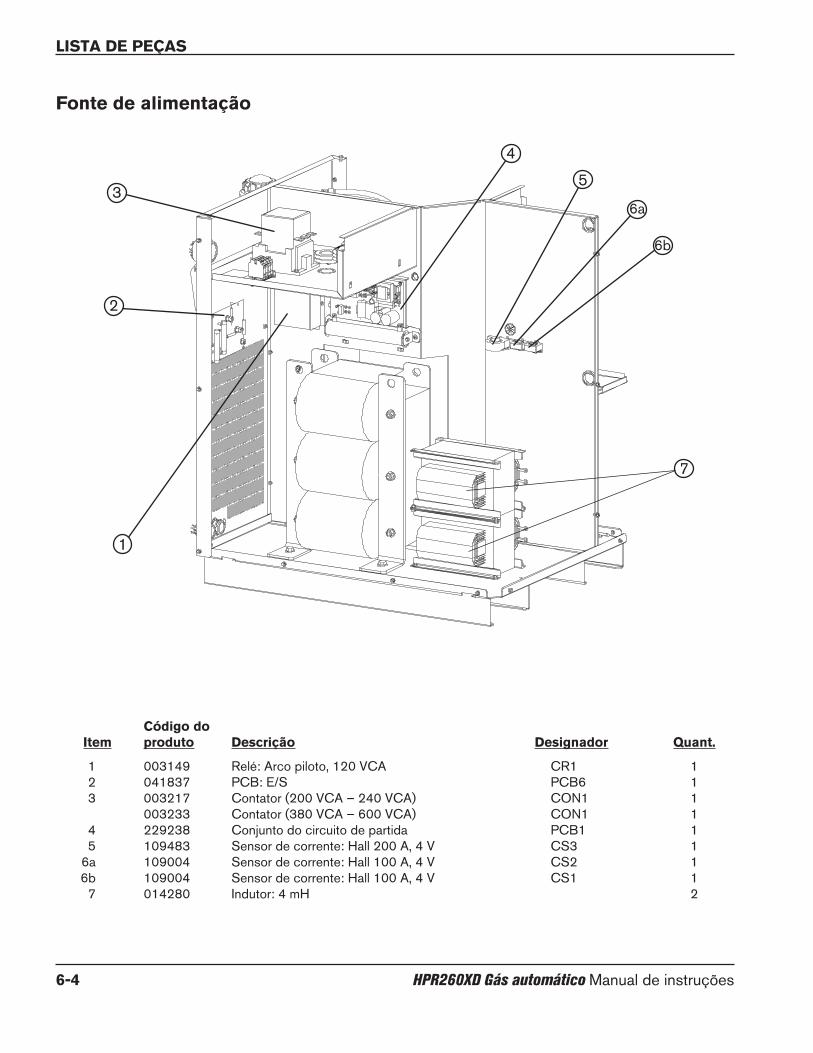
LiSta de peçaS
6-4 HPR260XD Gás automático Manual de instruções
Fonte de alimentação
Código do item produto descrição designador Quant.
1 003149 Relé: Arco piloto, 120 VCA CR1 1 2 041837 PCB: E/S PCB6 1 3 003217 Contator (200 VCA – 240 VCA) CON1 1 003233 Contator (380 VCA – 600 VCA) CON1 1 4 229238 Conjunto do circuito de partida PCB1 1 5 109483 Sensor de corrente: Hall 200 A, 4 V CS3 1 6a 109004 Sensor de corrente: Hall 100 A, 4 V CS2 1 6b 109004 Sensor de corrente: Hall 100 A, 4 V CS1 1 7 014280 Indutor: 4 mH 2
3
4
5
1
2
6a
6b
7
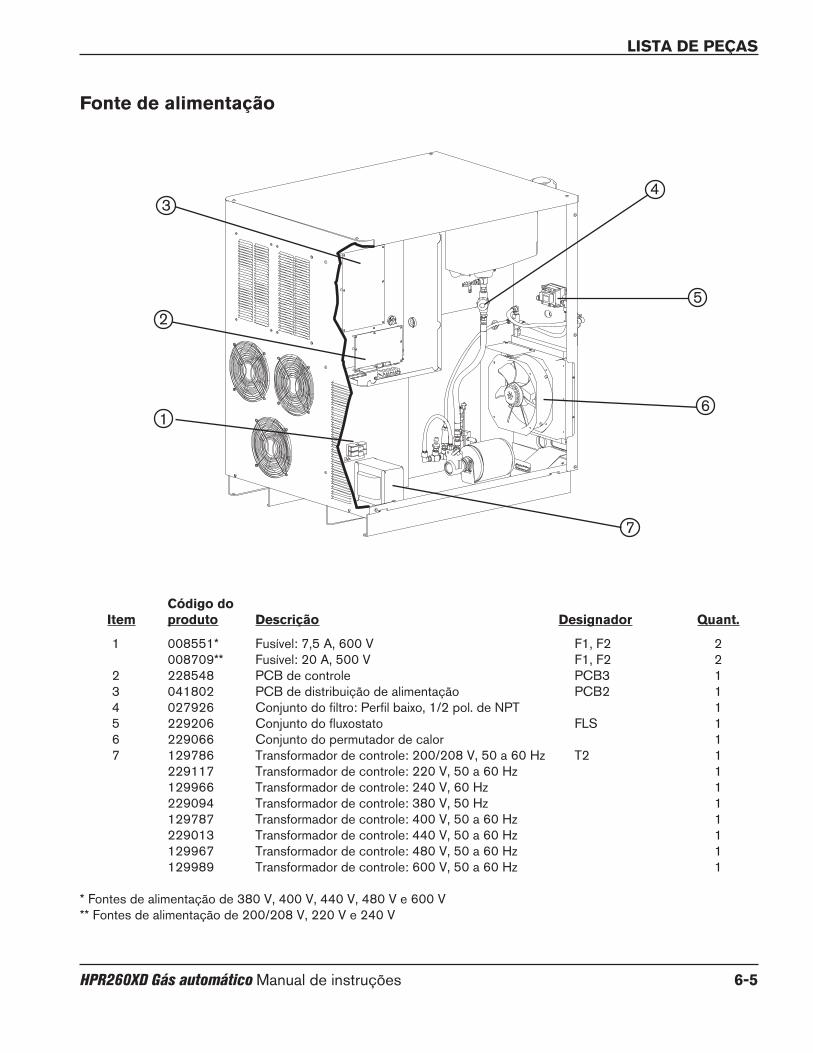
LiSta de peçaS
HPR260XD Gás automático Manual de instruções 6-5
Fonte de alimentação
Código do item produto descrição designador Quant.
1 008551* Fusível: 7,5 A, 600 V F1, F2 2 008709** Fusível: 20 A, 500 V F1, F2 2 2 228548 PCB de controle PCB3 1 3 041802 PCB de distribuição de alimentação PCB2 1 4 027926 Conjunto do filtro: Perfil baixo, 1/2 pol. de NPT 1 5 229206 Conjunto do fluxostato FLS 1 6 229066 Conjunto do permutador de calor 1 7 129786 Transformador de controle: 200/208 V, 50 a 60 Hz T2 1 229117 Transformador de controle: 220 V, 50 a 60 Hz 1 129966 Transformador de controle: 240 V, 60 Hz 1 229094 Transformador de controle: 380 V, 50 Hz 1 129787 Transformador de controle: 400 V, 50 a 60 Hz 1 229013 Transformador de controle: 440 V, 50 a 60 Hz 1 129967 Transformador de controle: 480 V, 50 a 60 Hz 1 129989 Transformador de controle: 600 V, 50 a 60 Hz 1
* Fontes de alimentação de 380 V, 400 V, 440 V, 480 V e 600 V** Fontes de alimentação de 200/208 V, 220 V e 240 V
1
2
34
5
6
7

LiSta de peçaS
6-6 HPR260XD Gás automático Manual de instruções
Código do item produto descrição designador Quant.
1 109393 Sensor de temperatura T2 1 2 006132 Válvula de retenção (válvula de alívio):
1/4 pol. de NPT, 200 lb/pol² 1 3 006075 Válvula de retenção: 1/4 pol. FPT 1 4 229229 Conjunto da válvula solenoide: 3/8 pol., 240 V CLT SOL 1 5 228171 Conjunto: Bomba com grampo 1 6 228230 Conjunto: Motor com grampo 1
4
5
6
Fonte de alimentação
1 23
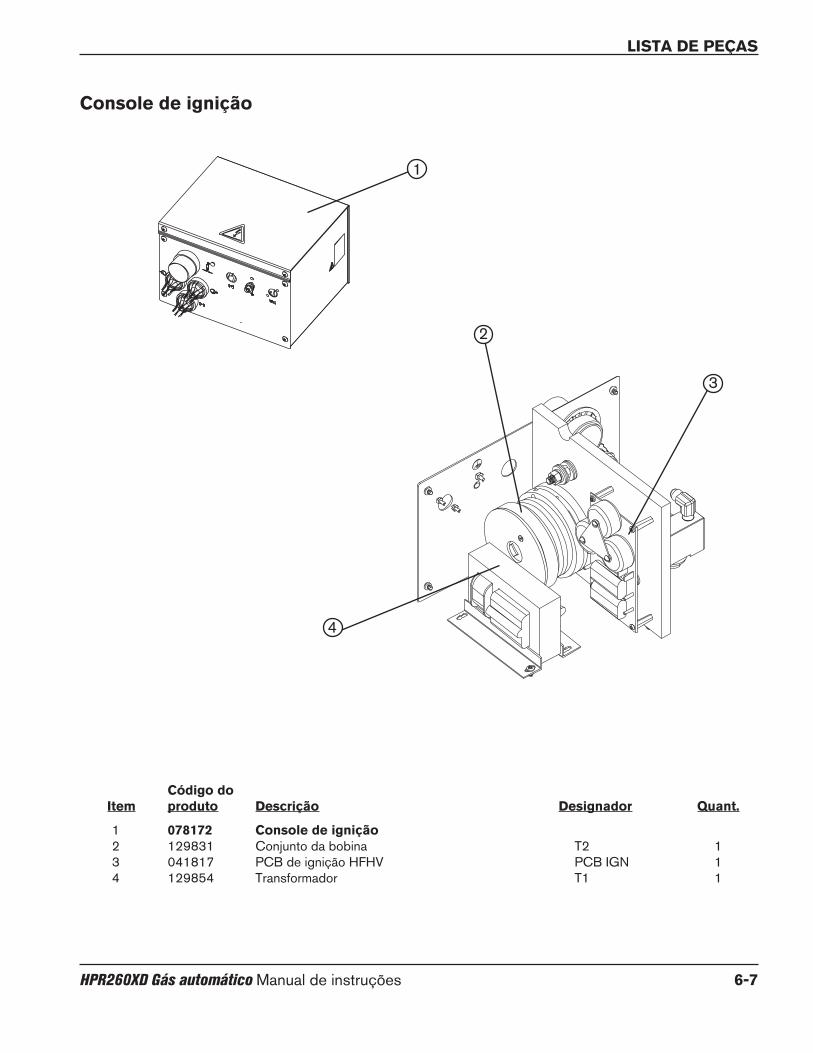
LiSta de peçaS
HPR260XD Gás automático Manual de instruções 6-7
Console de ignição
Código do item produto descrição designador Quant.
1 078172 Console de ignição 2 129831 Conjunto da bobina T2 1 3 041817 PCB de ignição HFHV PCB IGN 1 4 129854 Transformador T1 1
1
2
3
4

LiSta de peçaS
6-8 HPR260XD Gás automático Manual de instruções
Console de seleção
1
2
5
6
Código do item produto descrição designador Quant.
1 078533 Console de seleção 2 129633 Lâmpada ecológica 1 3 011109 Conjunto do filtro 1 011110 Elemento filtrante 1 4 228069 Conjunto: PCB de controle PCB2 1 5 005263 Sensor de pressão P1 – P4 4 6 006109 Válvula solenoide SV3 e SV10S 2 006112 Bobina de solenoide sobressalente 7 006136 Válvula solenoide SV2, SV4 – SV9, SV11 – SV15 1 8 041897 PCB de distribuição de alimentação PCB1 1 008756 Fusível: 5 A, 250 V, ruptura lenta F1 1
4
7
3
8

LiSta de peçaS
HPR260XD Gás automático Manual de instruções 6-9
Console de seleção
Código do item produto descrição designador Quant.
1 041822 PCB do acionamento da válvula PCB3 1 008756 Fusível: 5 A, 250 V, ruptura lenta F1 1 2 129999 Conjunto de válvulas motorizadas MV1, MV2 2
1
2
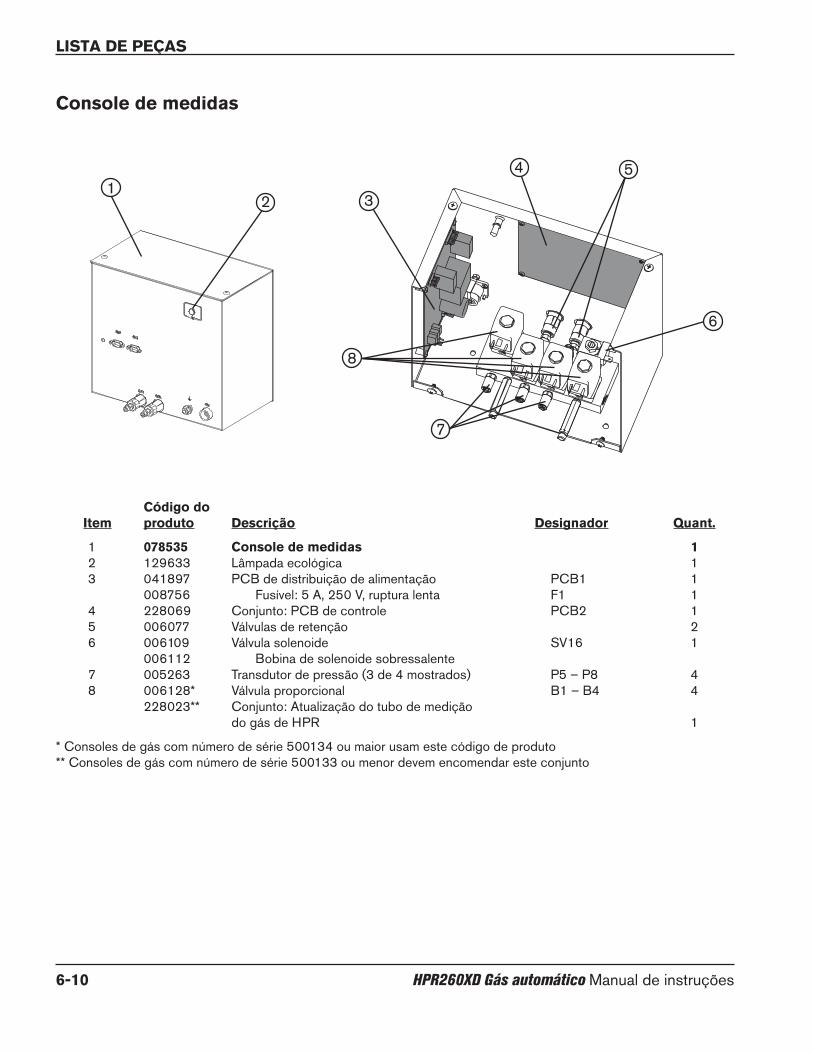
LiSta de peçaS
6-10 HPR260XD Gás automático Manual de instruções
Código do item produto descrição designador Quant.
1 078535 Console de medidas 1 2 129633 Lâmpada ecológica 1 3 041897 PCB de distribuição de alimentação PCB1 1 008756 Fusível: 5 A, 250 V, ruptura lenta F1 1 4 228069 Conjunto: PCB de controle PCB2 1 5 006077 Válvulas de retenção 2 6 006109 Válvula solenoide SV16 1 006112 Bobina de solenoide sobressalente 7 005263 Transdutor de pressão (3 de 4 mostrados) P5 – P8 4 8 006128* Válvula proporcional B1 – B4 4 228023** Conjunto: Atualização do tubo de medição
do gás de HPR 1
* Consoles de gás com número de série 500134 ou maior usam este código de produto** Consoles de gás com número de série 500133 ou menor devem encomendar este conjunto
Console de medidas
12
4 5
6
7
8
3
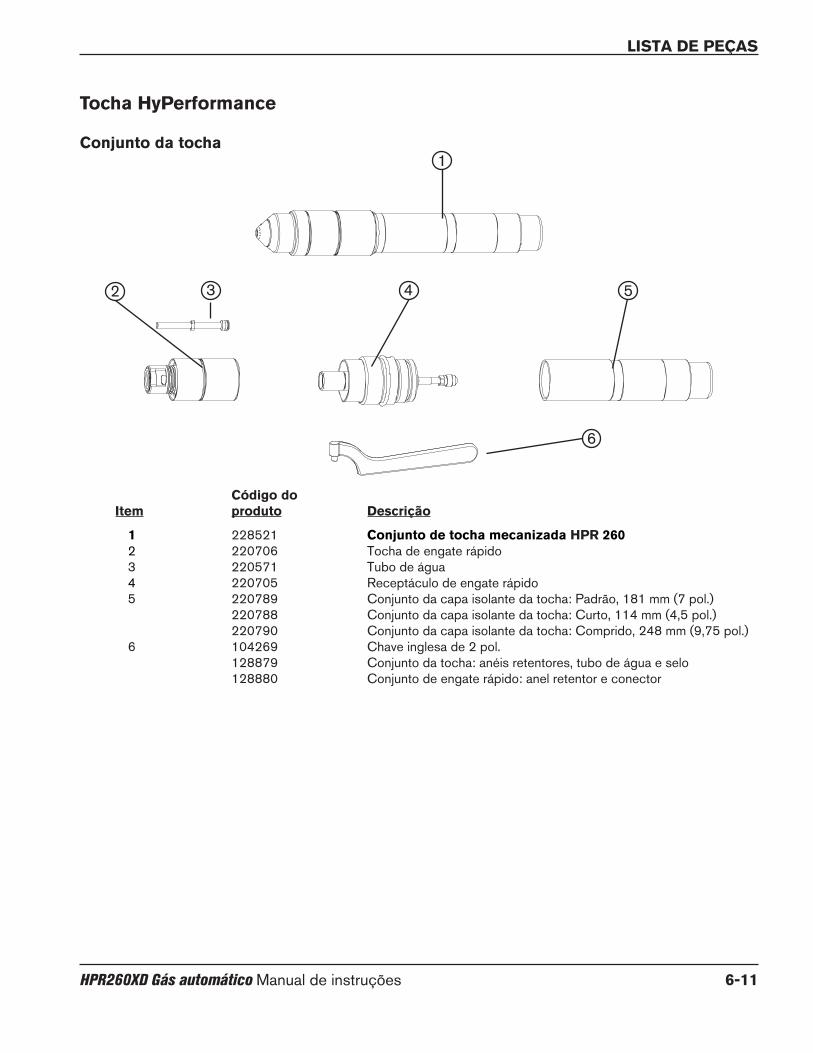
LiSta de peçaS
HPR260XD Gás automático Manual de instruções 6-11
tocha Hyperformance
Conjunto da tocha
Código do item produto descrição
1 228521 Conjunto de tocha mecanizada HpR 260 2 220706 Tocha de engate rápido 3 220571 Tubo de água 4 220705 Receptáculo de engate rápido 5 220789 Conjunto da capa isolante da tocha: Padrão, 181 mm (7 pol.) 220788 Conjunto da capa isolante da tocha: Curto, 114 mm (4,5 pol.) 220790 Conjunto da capa isolante da tocha: Comprido, 248 mm (9,75 pol.) 6 104269 Chave inglesa de 2 pol. 128879 Conjunto da tocha: anéis retentores, tubo de água e selo 128880 Conjunto de engate rápido: anel retentor e conector
1
32 4
6
5
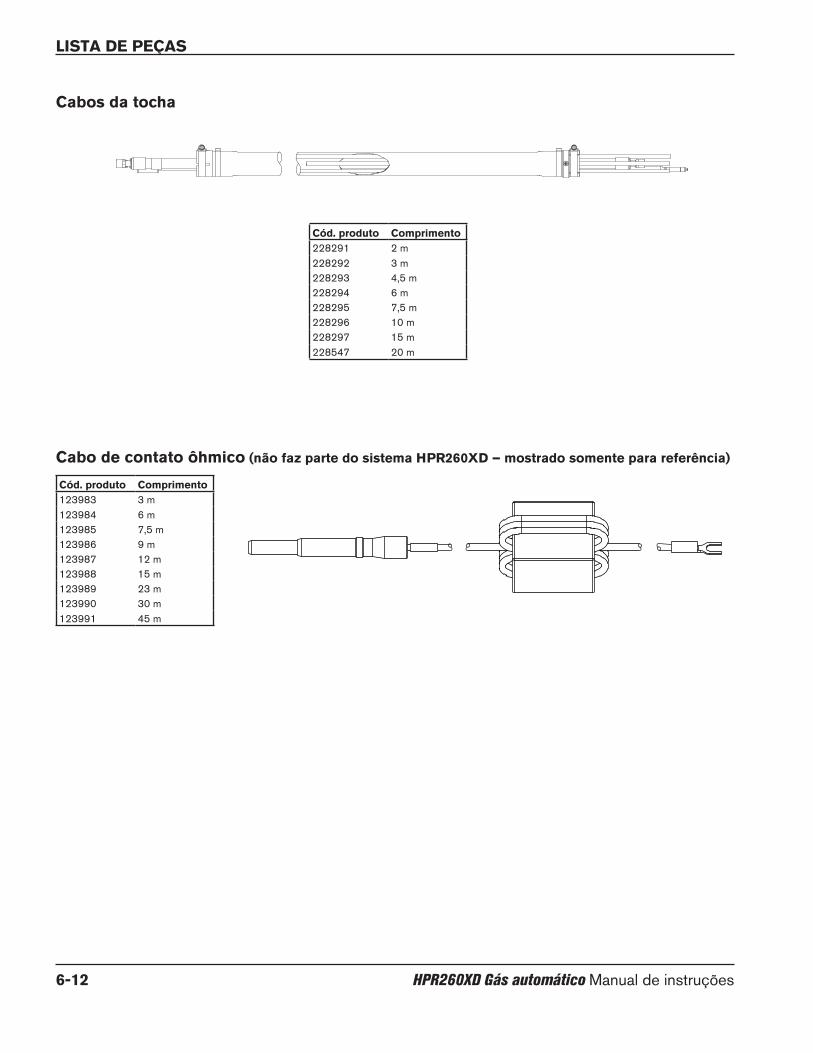
LiSta de peçaS
6-12 HPR260XD Gás automático Manual de instruções
Cabos da tocha
Cabo de contato ôhmico (não faz parte do sistema HpR260Xd – mostrado somente para referência)
Cód. produto Comprimento123983 3 m123984 6 m123985 7,5 m123986 9 m123987 12 m 123988 15 m123989 23 m123990 30 m123991 45 m
Cód. produto Comprimento228291 2 m228292 3 m228293 4,5 m228294 6 m228295 7,5 m228296 10 m228297 15 m228547 20 m
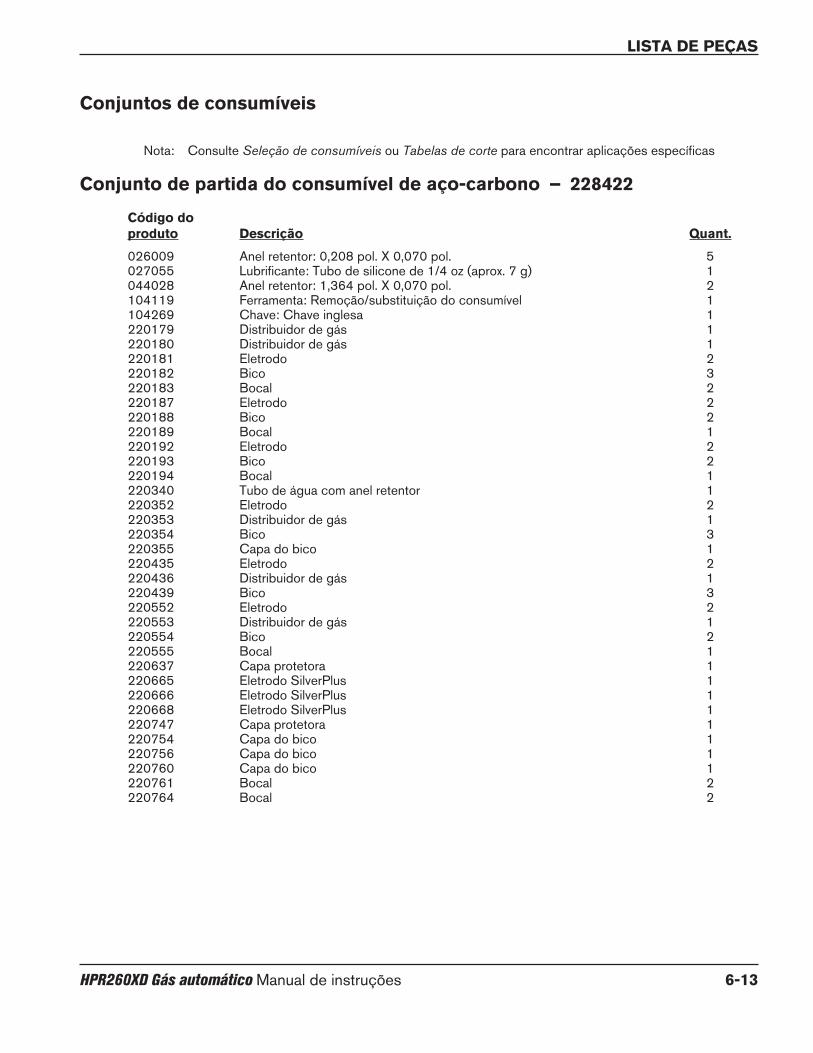
LiSta de peçaS
HPR260XD Gás automático Manual de instruções 6-13
Nota: Consulte Seleção de consumíveis ou Tabelas de corte para encontrar aplicações específicas
Conjunto de partida do consumível de aço-carbono – 228422
Código do produto descrição Quant.
026009 Anel retentor: 0,208 pol. X 0,070 pol. 5027055 Lubrificante: Tubo de silicone de 1/4 oz (aprox. 7 g) 1044028 Anel retentor: 1,364 pol. X 0,070 pol. 2104119 Ferramenta: Remoção/substituição do consumível 1104269 Chave: Chave inglesa 1220179 Distribuidor de gás 1220180 Distribuidor de gás 1220181 Eletrodo 2220182 Bico 3220183 Bocal 2220187 Eletrodo 2220188 Bico 2220189 Bocal 1220192 Eletrodo 2220193 Bico 2220194 Bocal 1220340 Tubo de água com anel retentor 1220352 Eletrodo 2220353 Distribuidor de gás 1220354 Bico 3220355 Capa do bico 1220435 Eletrodo 2220436 Distribuidor de gás 1220439 Bico 3220552 Eletrodo 2220553 Distribuidor de gás 1220554 Bico 2220555 Bocal 1220637 Capa protetora 1220665 Eletrodo SilverPlus 1220666 Eletrodo SilverPlus 1220668 Eletrodo SilverPlus 1220747 Capa protetora 1220754 Capa do bico 1220756 Capa do bico 1220760 Capa do bico 1220761 Bocal 2220764 Bocal 2
Conjuntos de consumíveis
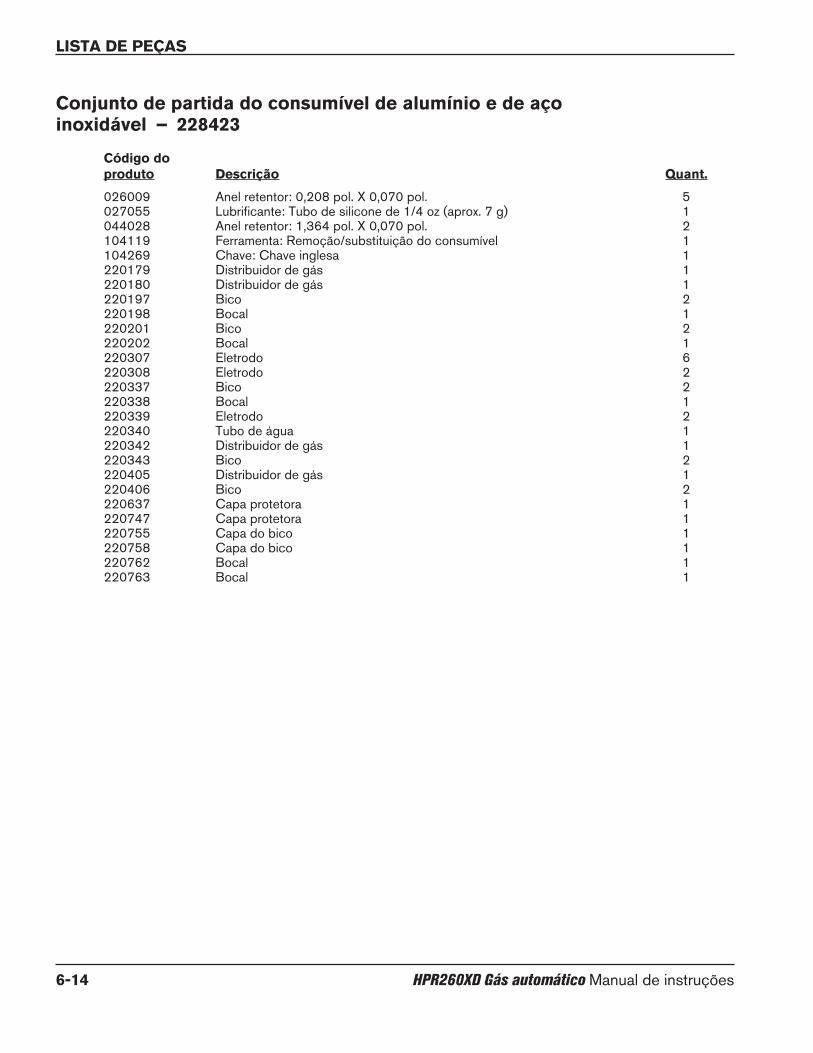
LiSta de peçaS
6-14 HPR260XD Gás automático Manual de instruções
Conjunto de partida do consumível de alumínio e de aço inoxidável – 228423
Código do produto descrição Quant.
026009 Anel retentor: 0,208 pol. X 0,070 pol. 5027055 Lubrificante: Tubo de silicone de 1/4 oz (aprox. 7 g) 1044028 Anel retentor: 1,364 pol. X 0,070 pol. 2104119 Ferramenta: Remoção/substituição do consumível 1104269 Chave: Chave inglesa 1220179 Distribuidor de gás 1220180 Distribuidor de gás 1220197 Bico 2220198 Bocal 1220201 Bico 2220202 Bocal 1220307 Eletrodo 6220308 Eletrodo 2220337 Bico 2220338 Bocal 1220339 Eletrodo 2220340 Tubo de água 1220342 Distribuidor de gás 1220343 Bico 2220405 Distribuidor de gás 1220406 Bico 2220637 Capa protetora 1220747 Capa protetora 1220755 Capa do bico 1220758 Capa do bico 1220762 Bocal 1220763 Bocal 1

LiSta de peçaS
HPR260XD Gás automático Manual de instruções 6-15
Consumíveis para corte de imagem espelhada
aço-carbono
220193 220192220306
30 a
220187
80 a
220181
130 a
220305
220305
220188
220182220183
220189
220194
220755
220755
220810
220747
200 a
220352220350220354220811
220435220442220439220812220637
Bocal Bicodistribuidor
de gás eletrodo
220552220549220554220555 220810
50 a
220761
220764
Capado bicoCapa protetora
tubo de água
220340
260 a

LiSta de peçaS
6-16 HPR260XD Gás automático Manual de instruções
peças de reposição recomendadasFonte de alimentação
Códigodo produto descrição designador Quant.
129633 Conjunto de lâmpadas ecológicas 1 027634 Invólucro do filtro 1 027664 Elemento filtrante 1 129792 Conjunto do chopper CH1 1 127039 Ventilador de 6 pol.: 230 CFM, 115 VCA 50 a 60 Hz 1 027079 Ventilador de 10 pol.: 450 a 550 CFM,
120 VCA de 50 a 60 Hz 1 003149 Relé: Arco piloto, 120 VCA CR1 1 041837 PCB: E/S 1 003217 Contator (200 VCA – 240 VCA) CON1 1 003233 Contator (380 VCA – 600 VCA) CON1 1 109004 Sensor de corrente: Hall 100 A, 4 V 1 229238 Conjunto do circuito de partida PCB1 1 008551* Fusível: 7,5 A, 600 V F1, F2 2 041993 PCB de controle PCB3 1 041802 PCB de distribuição de alimentação PCB2 1 229206 Conjunto do fluxostato FLS 1 006075 Válvula de retenção: 1/4 pol. FPT 1 229229 Conjunto da válvula solenoide CLT SOL 1 228171 Conjunto da bomba com grampo: 80 gpm, 200 lb/pol² 1 228230 Motor com grampo: 1/3 HP, 240 V, 50 a 60 Hz 1
* Fontes de alimentação de 400 V, 480 V e 600 V
Console de ignição
Códigodo produto descrição designador Quant.
041817 PCB de ignição HFHV 1 129854 Transformador T1 1
Consoles de medição e de seleção
Códigodo produto descrição designador Quant.
041828 PCB de controle 1 041897 PCB de distribuição de alimentação 1 041822 PCB do acionamento da válvula 1 006109 Válvula solenoide 2 005263 Sensor de pressão 1 006136 Bobina de solenoide 1 006112 Bobina de solenoide sobressalente 1

HPR260XD Gás automático Manual de instruções 7-1
Seção 7
DiagramaS De fiação
introduçãoEsta seção contém os diagramas de fiação do sistema. Ao localizar algum trajeto de sinal ou alguma referência às seções Lista de peças ou Localização de defeitos, fique atento ao seguinte formato, que deverá ajudá-lo a entender a organização dos diagramas de fiação:
• Os números das lâminas estão localizados no canto inferior direito.• A referência de cada página é feita da seguinte forma:
C CHAPA4-D3
CCHAPA4-D3
Coordenadas de origem e de destino referem-se às letras de A a D no eixo Y de cada chapa e aos números de 1 a 4 no eixo X de cada chapa. O alinhamento das coordenadas levará você aos blocos de origem e de destino (similar a um mapa rodoviário).
Símbolos do diagrama de fiaçãoOs símbolos do diagrama de fiação e suas identificações antecedem os diagramas de fiação do sistema nesta seção.
Conexão da origem Bloco de referência de origem
Nº da chapa de destino
Coordenadas de destino
Nº da chapa de origem
Coordenadas de origem
Bloco de referência de origem
Coordenadas de destino

7-2 HPR260XD Gás automático Manual de instruções
DiagramaS De fiação
Bat
eria
Cap
acit
or, p
olar
izad
o
Cap
acit
or, n
ão p
olar
izad
o
Cap
acit
or, p
assa
gem
Dis
junt
or
Boc
al c
oaxi
al
Sen
sor
de c
orre
nte
Sen
sor
de c
orre
nte
Dio
do
Trav
amen
to d
a po
rta
Ven
tila
dor
LC d
e pa
ssag
em
filt
ro, C
a
font
e C
C
fusí
vel
Bra
çade
ira
de m
assa
ate
rram
ento
, cha
ssi
ate
rram
ento
, ter
ra
igB
T
indu
tor
LeD
Lâm
pada
Pin
o
Soq
uete
Plu
gue
Tran
sist
or P
NP
Pot
enci
ômet
ro
Bot
ão d
e pr
essã
o,
norm
alm
ente
fec
hado
mo
V
Bot
ão d
e pr
essã
o,
norm
alm
ente
abe
rto
rec
eptá
culo
rel
é, b
obin
a
rel
é, n
orm
alm
ente
fe
chad
o
rel
é, n
orm
alm
ente
ab
erto
rel
é, e
stad
o só
lido,
C
a
rel
é, e
stad
o só
lido,
C
C
rel
é, e
stad
o só
lido,
sec
o
SC
r
Boc
al
Shu
nt
Cen
telh
ador
res
isto
r
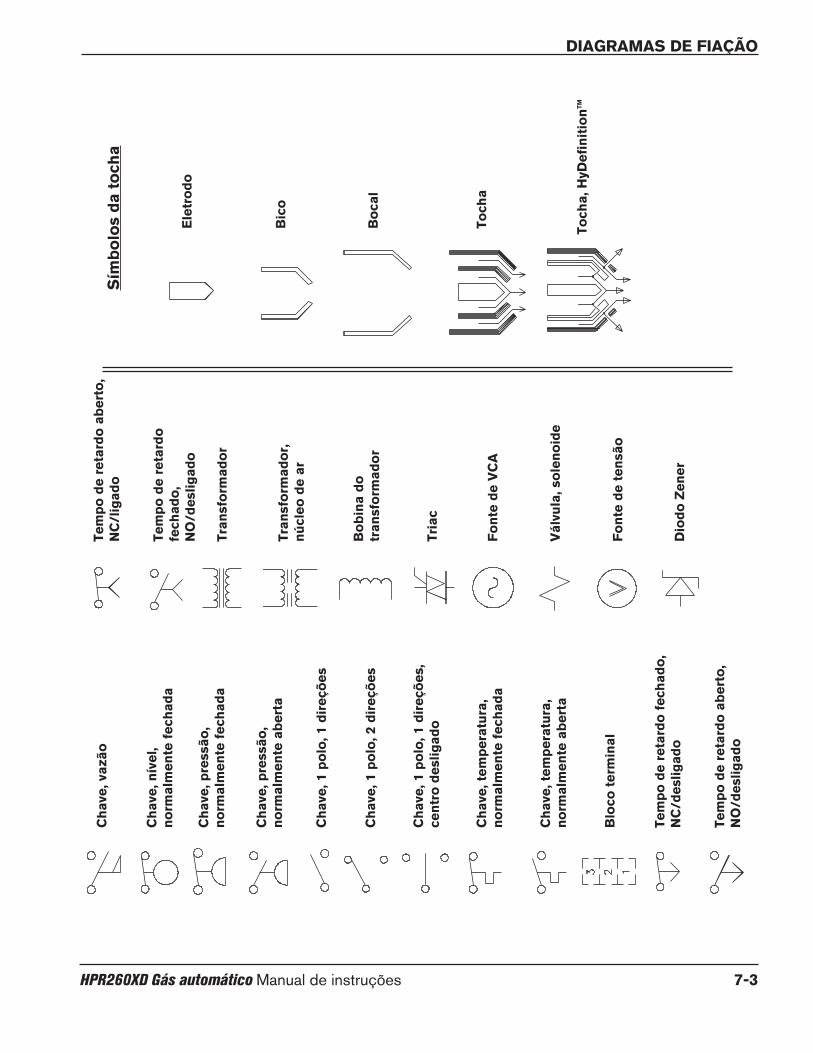
HPR260XD Gás automático Manual de instruções 7-3
DiagramaS De fiação
Cha
ve, n
ível
, no
rmal
men
te f
echa
daTe
mpo
de
reta
rdo
fech
ado,
N
o/d
eslig
ado
Tran
sfor
mad
or
ele
trod
o
Sím
bolo
s da
toc
ha
Bic
o
Boc
al
Toch
a
Tran
sfor
mad
or,
núcl
eo d
e ar
Bob
ina
do
tran
sfor
mad
or
Vál
vula
, sol
enoi
de
font
e de
ten
são
Dio
do Z
ener
font
e de
VC
a
Tria
c
Cha
ve, p
ress
ão,
norm
alm
ente
fec
hada
Cha
ve, p
ress
ão,
norm
alm
ente
abe
rta
Cha
ve, 1
pol
o, 1
dir
eçõe
s
Cha
ve, 1
pol
o, 2
dir
eçõe
s
Cha
ve, 1
pol
o, 1
dir
eçõe
s,
cent
ro d
eslig
ado
Cha
ve, t
empe
ratu
ra,
norm
alm
ente
fec
hada
Cha
ve, t
empe
ratu
ra,
norm
alm
ente
abe
rta
Tem
po d
e re
tard
o fe
chad
o,
NC
/des
ligad
o
Tem
po d
e re
tard
o ab
erto
, N
o/d
eslig
ado
Tem
po d
e re
tard
o ab
erto
, N
C/l
igad
o
Blo
co t
erm
inal
Toch
a, H
yDef
init
ion™
Cha
ve, v
azão

7-4 HPR260XD Gás automático Manual de instrues
DiagramaS De fiação
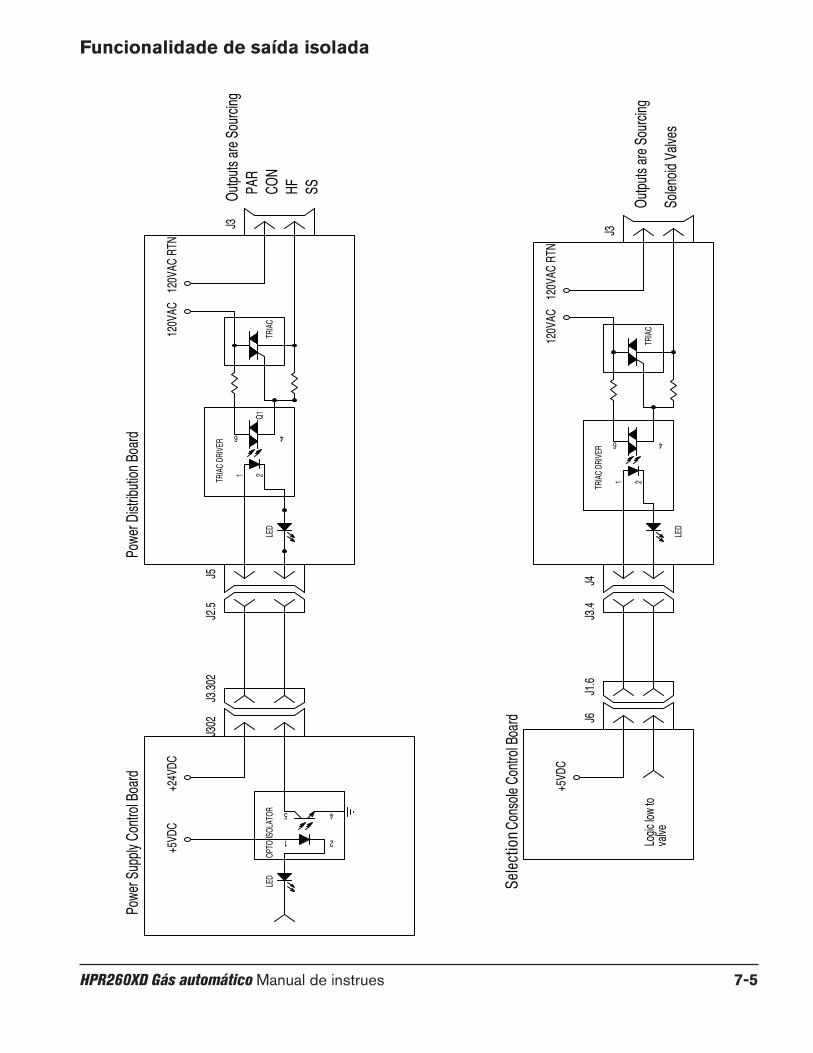
funcionalidade de saída isolada
HPR260XD Gás automático Manual de instrues 7-5

7-6 HPR260XD Gás automático Manual de instruções
DiagramaS De fiação

7-7
4 3 2 1
1
A
4 3 2
A
B
C
D
B
C
D
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 1 OF 22
3 PhasePowerw/ Ground
Unit 2
Torch Lead Assembly
Ignition Console
HF/PS Cable
Unit 1Power Supply
Gas Power Cable
Torch
InterfaceCNC
(Customer Supplied)
Workpiece
Plasma
1X3 2X1
1X1
Unit 6
Pilot Arc Lead
Shield
Plasma Interface Cable1X4
Unit 5
(Optional Unit)THC
CNC Interface Cable
Pendant Ext. Cable
(Optional Unit)
OperatorUnit N
Pendant
LifterTorch
(Optional Unit)
Unit M
Work Lead
72"
1X2Gas Control Cable
Negative Lead
1X5
Motor Drive Cable
CNC Interface Cable
Lifter I/O Interface Cable
4X1
Metering Console
3X23X1 3X4
N2O2Air
Selection ConsoleUnit 3
128930
Power Cable
Cut Gas 2
Cut Gas 1
Atm VentUnit 4
3X3 4X2 4X3
Gas Control Cable
ArF5
H35H5
1X6CNC Interface Cable
Cooling Supply LeadCooling Return Lead
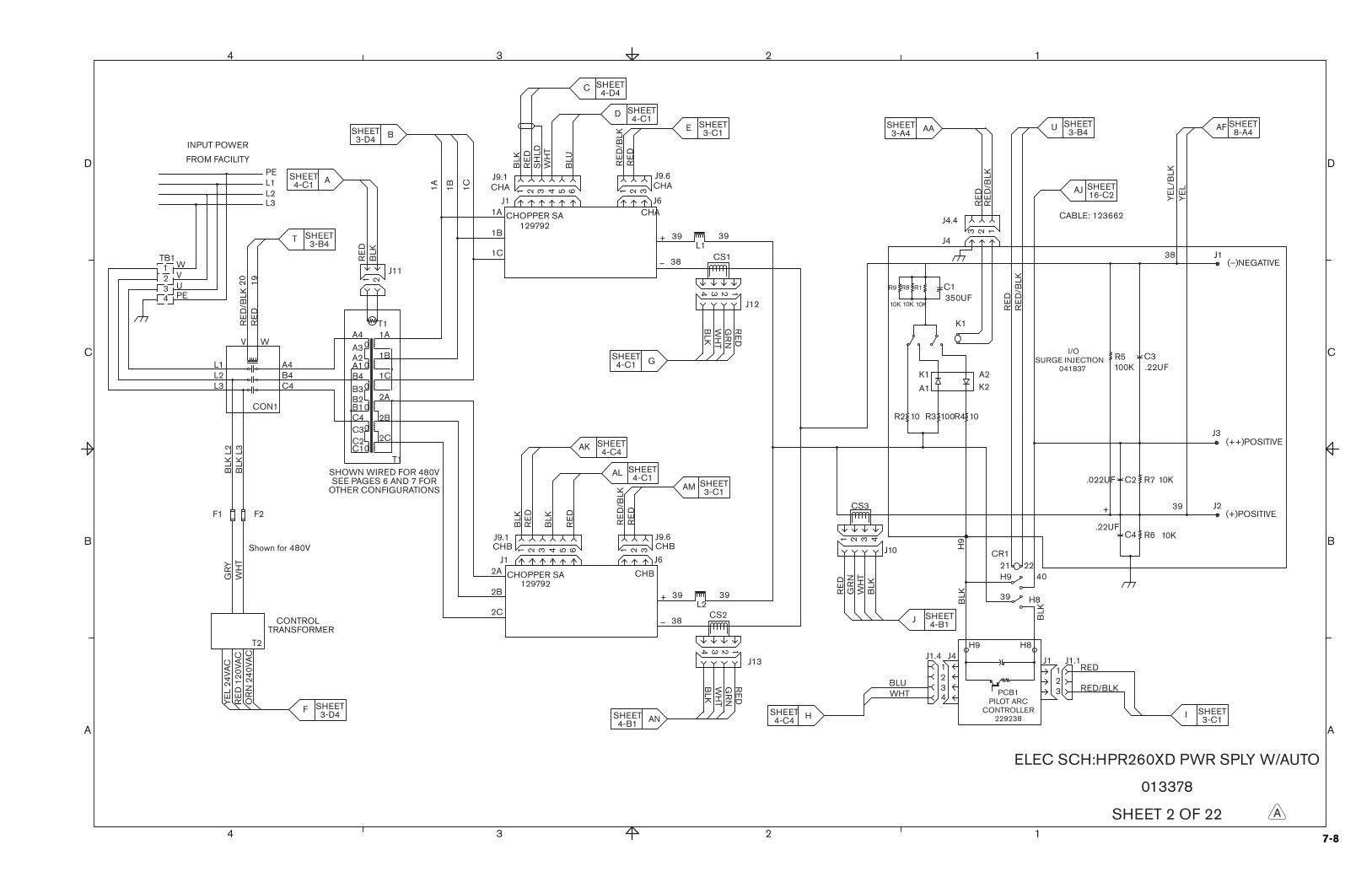
7-8
SHEET
SHEET
TB1WVUPE
L3L2L1PE
INPUT POWER
FROM FACILITY
L3L2L1
C4B4A4
V W
RE
D/B
LKR
ED
3-B4T
1920
CON1
3-D4F
BLK
L3
BLK
L2
A4A3A2A1B4B3B2B1C4C3C2C1
0
0
0
0
0
0
1A
1B
1C
T1SHOWN WIRED FOR 480VSEE PAGES 6 AND 7 FOR
OTHER CONFIGURATIONS
1A
1B
1C
J9.6
BLK
SH
LDR
ED
J1
RE
D/B
LKR
ED
J6CHA
1 2 31 32 4 5 6
3-C1E
–
+L1
39 39
4-D4C
WH
T
RE
DG
RN
BLK
CONTROLTRANSFORMER
R1 C1
R3
2
CS3
1
J10
3 4
BLUWHT
40
R5
+
C2 R7
C4 R6
C3
21 22
H9
(–)NEGATIVE
(+)POSITIVE
H9 H8
BLK
BLK
PCB1PILOT ARC
CONTROLLER229238
21
3
3-C1I
RED
RED/BLK
J1.1J1
3-B4U
RE
DR
ED
/BLK
I/OSURGE INJECTION
21
T2
YEL
24VA
CR
ED
120
VAC
OR
N 2
40VA
C
J11
BLK
RE
D
CHOPPER SA129792
4 2 13
T1
BLU
WH
T
CS2
J1.4 J4
21
34
4-C4 H
GR
N
BLK
WH
T
RE
D
4-B1J
(++)POSITIVE
1C1B1A
4-C1D
GRY
WH
T
F1 F2
38
.22UF10K
.022UF 10K
.22UF100K
100
10K350UF
R2 10 R4 10
3-A4 AA
K1A1
A2K2
RE
D/B
LK2 1
RE
D
J4.4
J4
3
K1
H9
39 H8
J2
J3
J1
041837
8-A4AF
16-C2AJ
CABLE: 123662
YEL/
BLK
YEL
3-C1AM
2C
CHOPPER SA129792
2B
2AJ1
1 2 53 4 6
–
+
21
CHBJ6
J9.6
3
4-C4AK
BLK
RE
D
BLK
RE
D
4-C1AL
RE
D/B
LKR
ED
L239
38
2A
2C
2B
4-C1 A
3-D4 B
39
4-B1 AN
4-C1 G
GR
NW
HT
BLK
RE
D
4 3 2 1
CS1
CR1
J13
J12
J9.1
J9.1
38
39
Shown for 480V
CHA CHA
CHB CHB
R8
10K
R9
10K
1234
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEETSHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
1
A
B
C
D
4 3 2 1
A
B
C
D
4 3 2
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 2 OF 22

7-9
1718
16
1415
13
910
87
56
4
12
321
11
3 65421
1
456
23
6
3
54
21
J11 J2.11
J1 J2.1
J2.B J4
ORN 240VAC
RED 120VAC
YEL 24 VAC
J15
J9
041802POWER DISTRIBUTION
PCB2
1 2 21J12 J13
120VAC HOT
120VAC RTN
24VAC
120VAC
240VAC
123456
240VAC HOT
240VAC RTN
12
J8 J2.8
PHASE LOSS OUTPUT
1A
1B
1C
J2.15
65
34
2
J141
J71 2
J21 2
J2.12 J2.13 J2.2 J2.7
J2.14
+5V
–15V
+5V COM+15V+/–15V COM
+24V+24V COM
24VA
C H
OT
24VA
C R
TN
CO
M24
0VAC
–
LIN
E VO
LTAG
E O
UTP
UT
24VA
C
+–
PU
MP
MO
TOR
+ CO
M
CO
M
PU
MP
MO
TOR
CN
TRL
RE
MO
TE O
N/O
FF
SIG
NA
L
BLK
WH
T
1 2
1 2
WH
TB
LU
WH
TB
LU RED
WHT
4-B4OBLUWHT
RED/BLKRED/BLK
REDRED
BLK
WHT
6 R
ED
7 R
ED
/BLK
BLUWHT
5-D4 MBLUWHT
REDBLKYEL
2-C3 B
BLK
BLK
BLK
RED/BLK
2-D2E
RED
RED/BLK
RED
2-A1I
RED/BLK
RED
221 1BLK
WHT
CLT SOL
HF
4
RE
D/B
LKR
ED
3 2 1
RED/BLK
RED
AC PWR LT
TB2J8
J5
K1
K2
F3
F1
F4F2
RED/BLK
RED
F5
F6
F7
D3 120VAC
D26 Pump motor signalD12 24VAC
D32 -15V
D23 240VACD31 +5V
D25 +24V
D33 +15V
78
D1 CONTACTOR
D2 PILOT ARC RELAY
D5 HV XFMR
D7 SURGE SELECT
J2.3
J321 3 4 5 6 1110987 12
87
J2.5
56
4
23
1J5
1211109
+
+
+
+
CONTACTOR
PILOT ARC RELAY
HV XFMR
SURGE SELECT
120V
AC R
TN
SS
CO
NPA
RH
F
2-D4 T
REDRED/BLK2-D1 U
REDRED/BLK
RED/BLKRED
WHTBLU4-B4 L
WHTBLU
WHTBLU
PHASE LOSS INPUT
BLUWHT
2-A1 AAREDRED/BLK
REMOTE ON/OFF
7W
HT
6 5
RE
D
1234
RE
DR
ED
/BLK
RED/BLK
RED
4-C1Q
4-C4P
4-D1 Y
1X3
16-D3AI
WH
TG
RN
BLK CABLE: 123670
10-A4UCABLE: 123674
1X1
DC POWEROUTPUTS
240V
AC H
OT
AC1
AC2
K3
+
U5
START CIRCUITPOWER
AUTO GASCONSOLE POWER
FLS POWER
–
21J13
ORN 240VAC
RED 120VAC
YEL 24VAC
2-A4 F
1
456
23
J2.4 J2.A
9-D4 BC
RED/BLKRED
HARNESS: 229329FOR ARCGLIDE THC ONLY
9-B4 BD
RED
RED/BLK
HARNESS: 229329FOR ARCGLIDE THC ONLY
CHOPPERPOWER CH A
RED/BLKRED
2RED
1RED 2RED/BLK
RED/BLK 1
12
J152
FAN 1
FAN 1CH B
1 FAN 1
FAN 2 FAN 3
FAN 2CH B
FAN 2J14 CH A CH A
2-B2AM
POWER CH BCHOPPER
RED/BLKRED
RED/BLKRED
CLT FAN BLKWHTBLK
WHT
1 2 3 4 5 6 7521 3 4 76
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
A
B
C
4 3 2
D
4 3 2
1
A
B
C
1
D
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 3 OF 22

7-10
BLK
J300B
1413
RED
1
7
10
1211
98
4
65
32
J3.302 J302
SS-C10
89
2-D3 C
2
5
76
BLKRED
PWM DRV A4+5V3
J3.301ARC BREAKOVERCOM
1
J301 POWER SUPPLY CONTROL041993
PCB3
BLK
GRNWHT
RED
BLK
GRNWHT
RED
11121314
PWM DRV B
PA-CBLUWHT
2-A2 H
SHIELD
1516
+24VHF
PUMP
CONTACTOR
PILOT ARC RELAY
SPARE
SURGE
PHASE LOSSPWR GND
WHTBLU
WHTBLU
3-A2 P WHTBLU
WHTBLU
WHTBLU
3-D1 O
1 20 2 21 3 22 4 23 5 24 6 25 7 26 8 27 9 281029113012 351634153314321331 183617 1937
RX3
7–R
X37+
TX37
–TX
37+
MO
TIO
N-E
MO
TIO
N-C
ER
RO
R-E
ER
RO
R-C
RD
ER
R-E
RD
ER
R-C
NO
T R
EAD
Y-E
NO
T R
EAD
Y-C
CO
RN
ER
CU
RR
EN
T–C
OR
NE
R C
UR
RE
NT+
PIE
RC
E–P
IER
CE+
HO
LD–
HO
LD+
STA
RT–
STA
RT+
CN
C +
24V
PW
R G
ND
CNC1615
1314
1
7
10
1211
98
4
65
32
J3.200J200
14
1213
111098
2
76543
J3.201
1
J201
+24VCOM
COOLANTFLOW SENSOR
A+3.3VCOOLANT TEMP SENSOR
XFMR TEMP SENSOR
CHOPPER TEMP SENSOR A
CHOPPER TEMP SENSOR BLINE VOLTAGE INPUT
+15V–15V
CHOPPER SENSOR ACOM
CHOPPER SENSOR B
WORK LEAD SENSOR
BLUWHTBLUWHT
BLUWHT
3-C4 L
BLUWHT
PA-E
SS-E
1 2J107
21J106
121
121
REDRED/BLK
3-B1 Y
SHIELD
FLS
12J1
3J8.1
12
J4
J3
J8.4
FLOWCOM
COMNO
120VAC R
TN
120VAC H
OT
J3.107 J3.106
START CIRCUITENABLE
TP210
TP206
23
12
TP200
12
TP201
12
TP207
21J304J108
21 43 65 87 9
S101
TX–
RX–
TX+
RX+
422
GN
D0t
+24
V
MO
TIO
N2-
EM
OTI
ON
2-C
MO
TIO
N3-
EM
OTI
ON
3-C
MO
TIO
N4-
EM
OTI
ON
4-C
422
GN
D
J6
BLKRED 1 1
2 2
2-D4A
2-D2D
3-B2Q
SHIELD
SHIELD
REDBLK
REDBLKSHIELD 2-B3AL
2-B1J
2-C2G
SHIELD
2-A2AN
SHIELD
SHIELD
2-C3 AK
RED
SHIELDBLK
SHEET
A
4 3
B
2 1
A
B
C
D
4 3
C
2 1
D
SHEET
SHEET
SHEET
SHEET
SHEET
T2
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
SHEET
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 4 OF 22
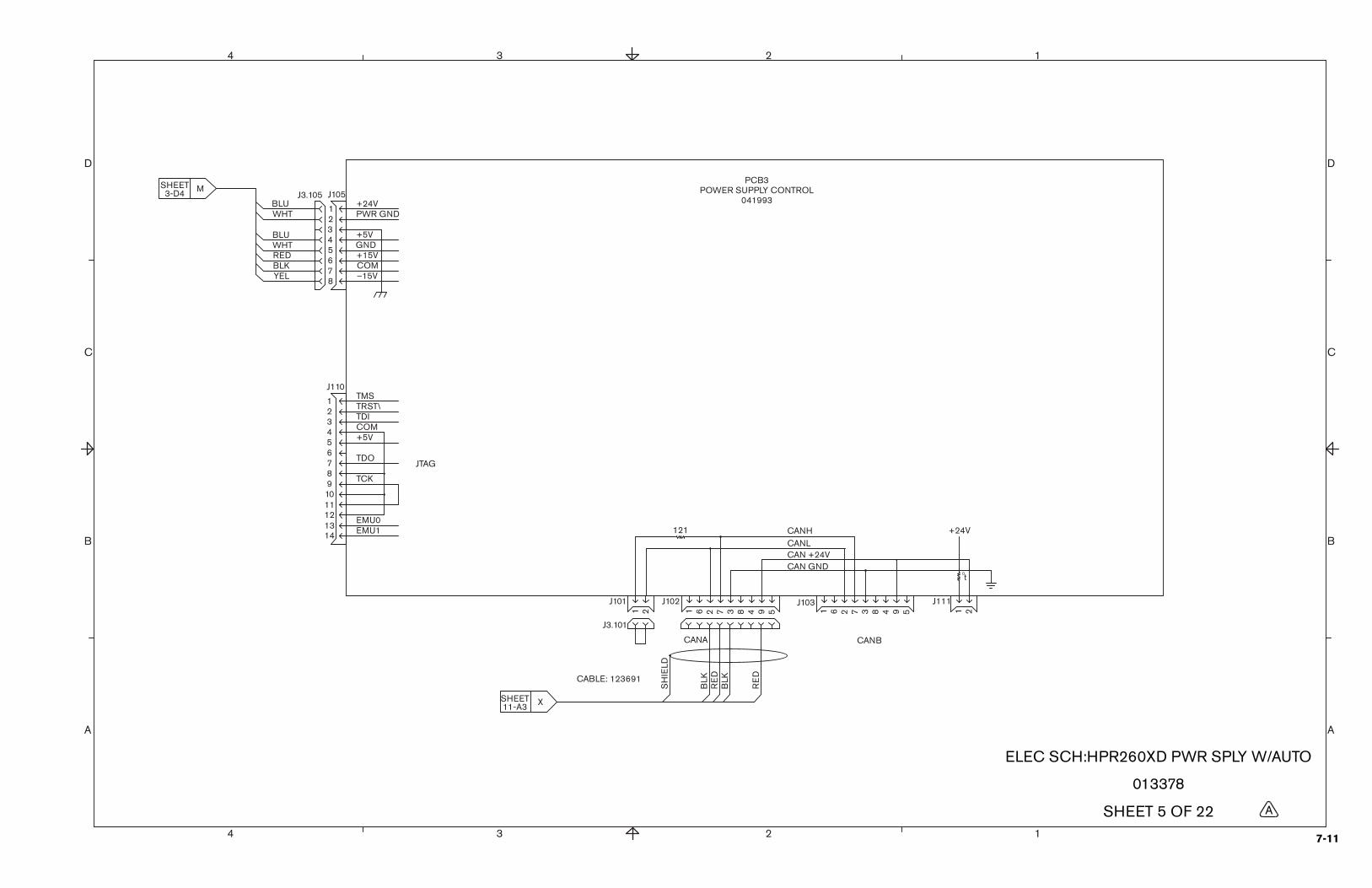
7-11
041993POWER SUPPLY CONTROL
PCB3
1413121110
89
7
56
4
23
1
J110
2
54
6
87
1
3
J3.105 J105
3 8 94 52 761
J103
1
J102
6 2 7 3 98 4 5
J101
1 2
3-D4 M
BLUWHT
BLUWHT
REDBLKYEL
+24VPWR GND
+5VGND+15V
–15VCOM
TMSTRST\TDICOM+5V
TDO
TCK
EMU0EMU1
JTAG
CAN GNDCAN +24VCANLCANH121
CANA CANB
CABLE: 123691
RE
D
11-A3 X
BLK
RE
DB
LK
SH
IELD
J111
1 2
+24V
J3.101
0t
A
B
C
4 3 2
D
4 3 2
1
A
B
C
1
D
SHEET
SHEET
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 5 OF 22
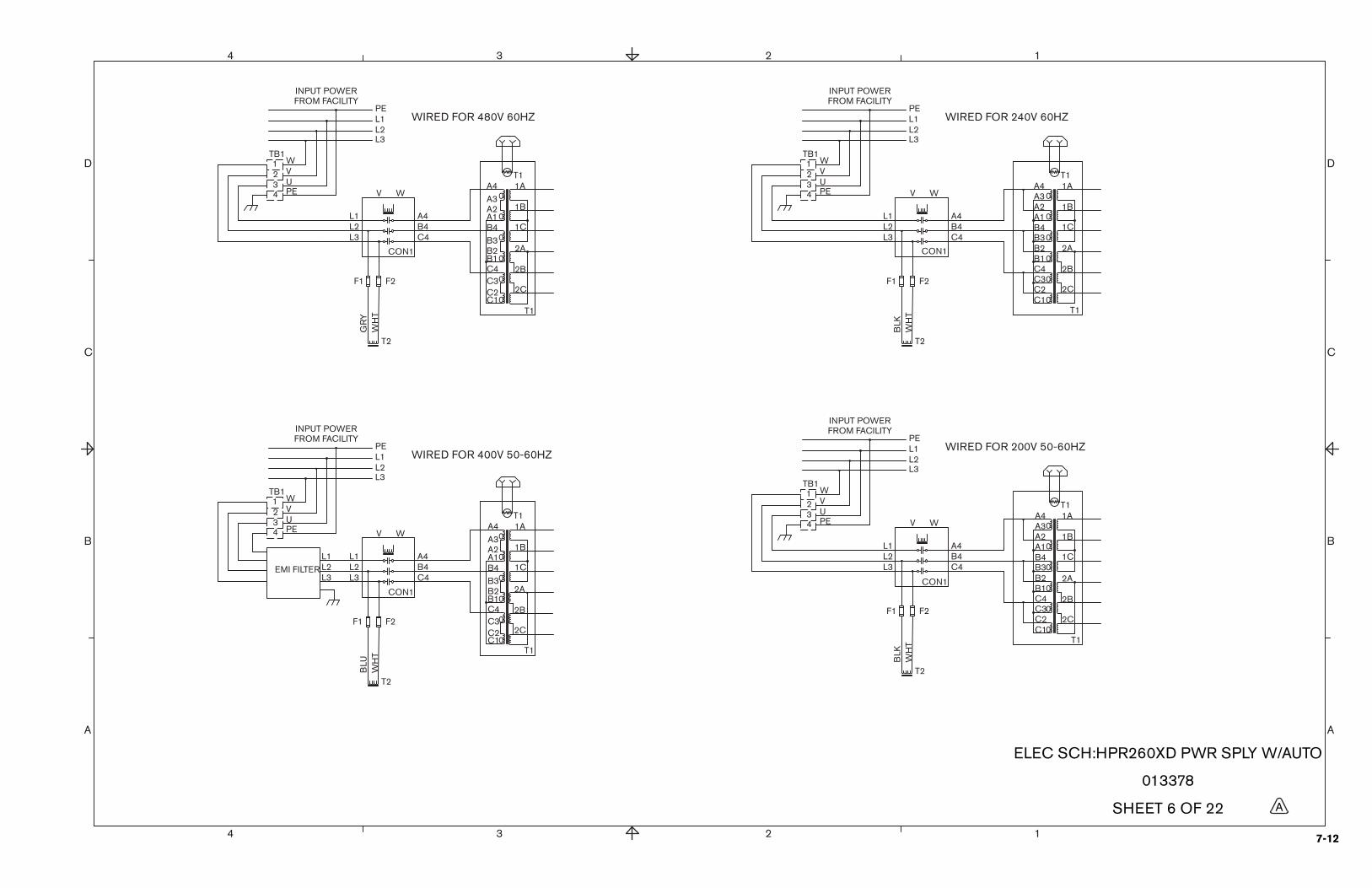
7-12
FROM FACILITYINPUT POWER
L1L2L3
PE
L1L2L3
TB1
VUPE
W
A4
CON1
B4C4
V W
A1
T1
0C3C2
0C1
B20B1
C4
0B4
0B31C
1AA40A3
A2 1B
T2
GRY
WH
T
WIRED FOR 480V 60HZ
C4B4A4
CON1
TB1
PE
L2L3
V
L1
WUVW
L3L2
B2
T1
B1
C2C3C4
C10
0
0
A2
B4A1
B3
A3
1C0
01B
0A4 1A
WIRED FOR 400V 50-60HZ
INPUT POWERFROM FACILITY
PEL1
C4B4A4
CON1
TB1
PE
L2L3
V
L1
WUVW
L3L2
B2
T1
B1
C2C3C4
C10
0
0
A2
B4A1
B3
A3
1C0
01B
0A4 1A
WIRED FOR 240V 60HZ
INPUT POWERFROM FACILITY
PEL1
WIRED FOR 200V 50-60HZ
L2 B4
CON1
L3 C4
TB1
VUPE
W
L1
WV
A4
L3
L1PE
L2
B4 1C
C2C10
T1
B10
C3C4
0
B2B30
A30A2A10
1B
A4 1A
FROM FACILITYINPUT POWER
F1 F2
WH
TB
LU
T2
F1 F2
WH
TB
LK
T2
F1 F2
T2
BLK
WH
T
F1 F2
L3L2L1
EMI FILTER
2C
2B
2A
2C
2B
2A2A
2B
2C
2A
2B
2C
4
1
32
12
43
12
43
1
432
4 3
A
2 1
A
B
C
D
4 3 2 1
B
C
DT1 T1
T1T1
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 6 OF 22
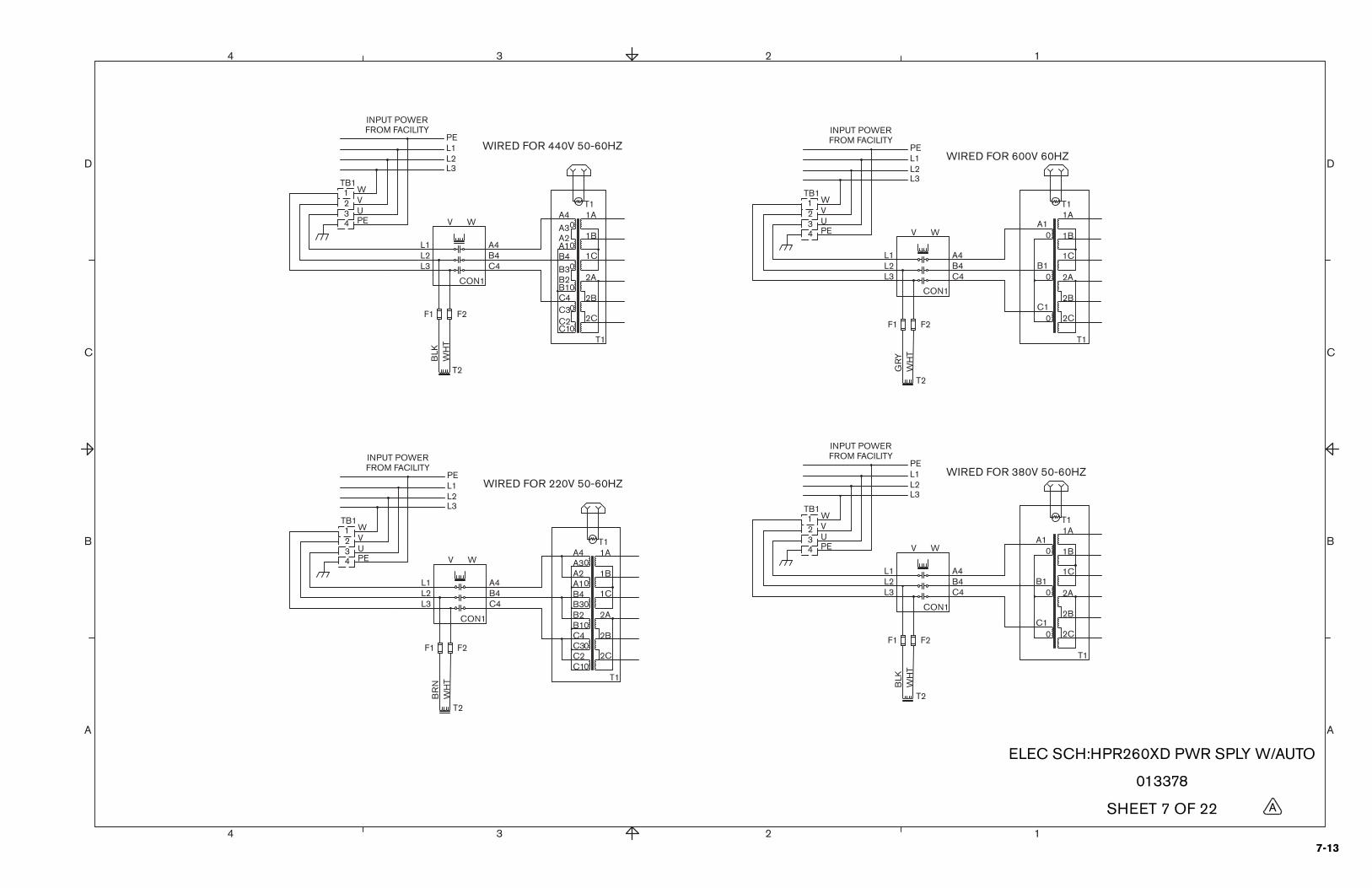
7-13
WIRED FOR 440V 50-60HZ
A4B4C4
L2
WH
T
T2
BLK
L3
CON1
TB1
VUPE
L1
V W
W
L3
PE
L2L1
1CB4
C1C2
T10
B3
C4C3
B1B2
0
0
0
A4A3
A1A2
01B
0
1A
FROM FACILITYINPUT POWER
C10
WIRED FOR 600V 60HZ
PEU
WV
TB1
CON1
L3
L1L2
C4
A4B4
V W
INPUT POWERFROM FACILITY
L2L1
L3
PE
0B1
A10
F1 F2
GRY
WH
T
T2
F1 F2
2B
2C
2A
2C
2B
2A
1B
1C
T1
1A
WH
TB
RN
T2
C10T1
WIRED FOR 220V 50-60HZ
V
PEU
F1 F2
L3 C4
CON1
L1L2
V
B4A4
W
TB1W
FROM FACILITYINPUT POWER
L3L2L1PE
C3C2
0C4
2C
2B
B2B10
B302A
A10B4
A2
1C
1B
A4A30
1A
WTB1
T2
BLK
F1
L3L2
PEUV
L1
WH
T
F2
T1
CON1
C4B4
V W
A4
0
0C1
B1
2C
2B
2A
0A1
1C
1B
1A
FROM FACILITYINPUT POWER
WIRED FOR 380V 50-60HZL2L3
L1PE
34
21
234
1
234
11234
A
B
C
4 3 2
D
4 3 2
1
A
B
C
1
D
T1 T1
T1
T1
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 7 OF 22

7-14
J300A
POWER SUPPLY CONTROL041993
PCB3
RX37–RX37+TX37–TX37+
MOTION 1-EMOTION 1-CERROR-EERROR-CRDERR-ERDERR-CNOT READY-ENOT READY-C
CORNER–CORNER+PIERCE–PIERCE+HOLD–HOLD+START–START+
PWR GND
COMMAND PLASMA INTERFACE041842
THC OPTION
SPARE OUT 1–SPARE OUT 1+
PIERCE COMPLETE OUT–
HOLD IGNITION OUT+HOLE IGNITION OUT–
PIERCE COMPLETE OUT+
TX–TX+
RX–RX+
J2A
TO COMMAND CONTROL MODULE
J5
EM
I GN
D
ELE
CTR
OD
E
WO
RK
SH
IELD 19
1837
36
3517
16
1534
33
3214
13
1231
30
2911
10289
27
268
7
625
24
235
4
322
212
201
3719
1836
3517
3416
15
1433
32
3113
12
J2B
9
30
2911
1028
827
267
256
3
23
245
422
20
212
1
3719
1836
3517
3416
15
1433
32
3113
12
9
30
2911
1028
827
267
256
3
23
245
422
20
212
1
PLASMA START OUT+PLASMA START OUT–
GND
+24VDC
CABLE: 123760
J12.2B J3.300A
TO POWER SUPPLY
2-D1 AF
YEL/
BLK
YEL
2 3
J304
12 +24V
CNC +24V
422 GND
0t
MOTION 2-EMOTION 2-CMOTION 3-EMOTION 3-CMOTION 4-EMOTION 4-C
1 2 3 4 5
A
4 3
B
2 1
A
B
C
D
4 3
C
2 1
D
SHEET
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 8 OF 22

7-15
J303B POWER SUPPLY CONTROL041993
PCB3
RX37–RX37+TX37–TX37+
MOTION 1-EMOTION 1-CERROR-EERROR-CRDERR-ERDERR-CNOT READY-ENOT READY-C
CORNER–CORNER+PIERCE–PIERCE+HOLD–HOLD+START–START+
PWR GND
ARCGLIDE ETHERNET INTERFACE141131
THC OPTION
CORNER OUT–CORNER OUT+
PIERCE COMPLETE OUT–
HOLD IGNITION OUT+HOLE IGNITION OUT–
PIERCE COMPLETE OUT+
TX–TX+
RX–RX+
J1
TO ARCGLIDE MODULE(S)
J4
ELE
CTR
OD
E
WO
RK 19
1837
36
3517
16
1534
33
3214
13
1231
30
2911
10289
27
268
7
625
24
235
4
322
212
201
3719
1836
3517
3416
15
1433
32
3113
12
J5
9
30
2911
1028
827
267
256
3
23
245
422
20
212
1
78
56
4321
PLASMA START OUT+PLASMA START OUT–
CABLE: 123760
J13.5 J3.303B
TO POWER SUPPLY
2-D1 AF
YEL/
BLK
YEL
2 1
J301
12 +24V
CNC +24V
422 GND
0t
MOTION 2-EMOTION 2-CMOTION 3-EMOTION 3-CMOTION 4-EMOTION 4-C
MOTION IN
ERROR IN
RAMPDOWN ERROR IN
NOT READY IN
+5V
+5V
+5V
+5V
J7
12
24VAC RTN24VAC
J6
12
ON/OFF OUT+ON/OFF OUT–
3-D4
BC
RED/BLKRED
3-A
2B
D
RED/BLKRED
J13.7
J13.6
2 1
SH
EET
SH
EET
A
4 3
B
2 1
A
B
C
D
4 3
C
2 1
D
SHEET
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 9 OF 22
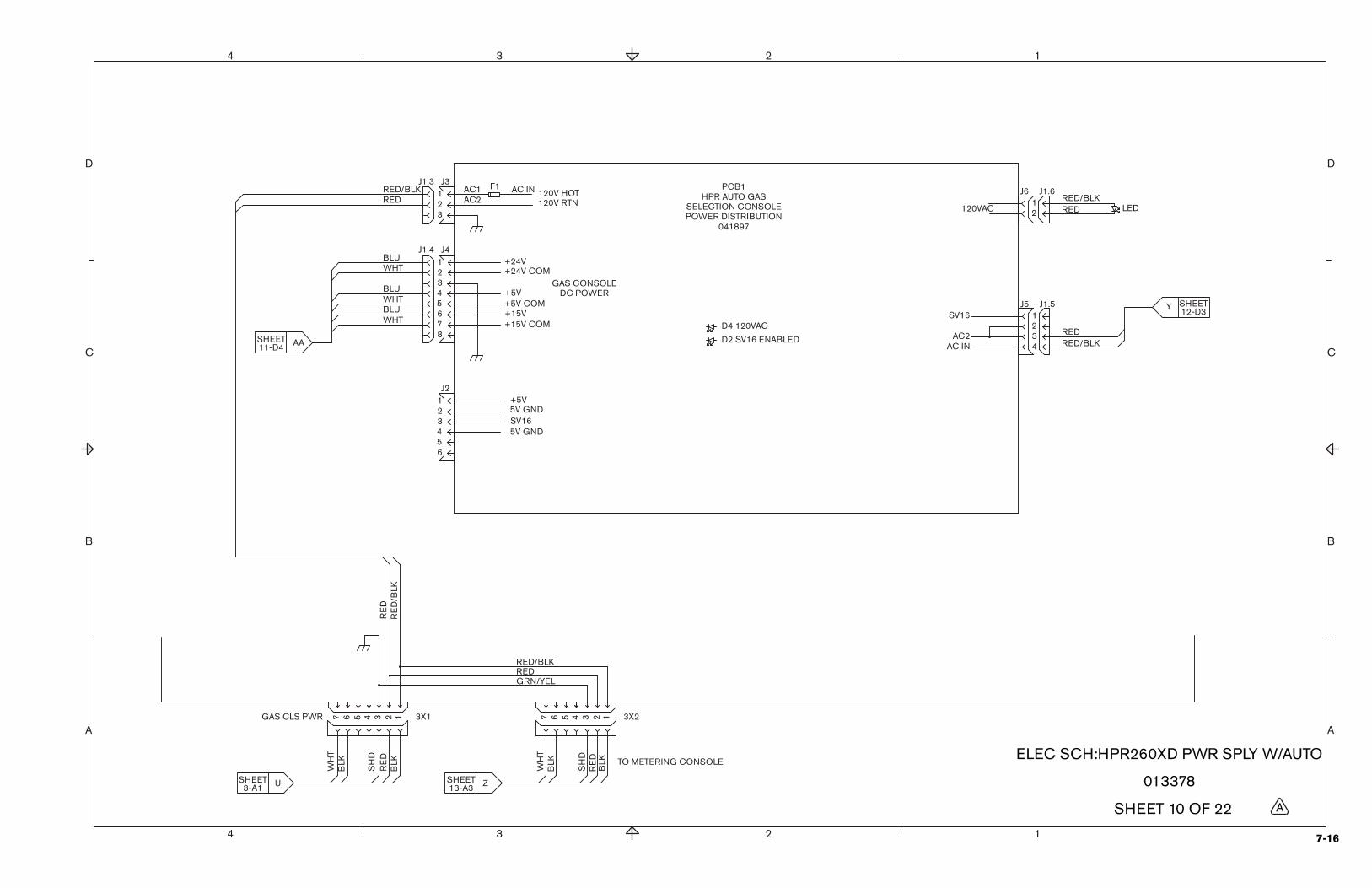
7-16
SHEET
4 3 2 1GAS CLS PWR
POWER DISTRIBUTION32
J31
65
34
2
J41
J1.3
J1.4
120V RTN
+5V COM
120V HOT
+5V
+24V+24V COM
11-D4 AA
RE
DR
ED
/BLK
7 56
F1
D4 120VACD2 SV16 ENABLED8
7
SELECTION CONSOLE
3X1
DC POWERGAS CONSOLE
HPR AUTO GAS
5V GND+5V
SV165V GND
6
43
5
21J2
1120VAC 2
J1.6J6
LED
13-A3 Z
RED/BLKRED
46 57 23 1 3X2
GRN/YEL
RED/BLKRED
REDAC2
SV1623
1
RED/BLK
J1.5J5
4AC IN
12-D3Y
PCB1
041897
BLUWHT
WHTBLU
REDRED/BLK
AC2AC1 AC IN
TO METERING CONSOLE
WHTBLU +15V
+15V COM
3-A1 U
RE
DB
LK
BLK
WH
T
BLK
WH
T
RE
DS
HD
SH
D
BLK
SHEET
SHEETSHEET
A
B
C
4 3 2
D
4 3 2
1
A
B
C
1
D
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 10 OF 22
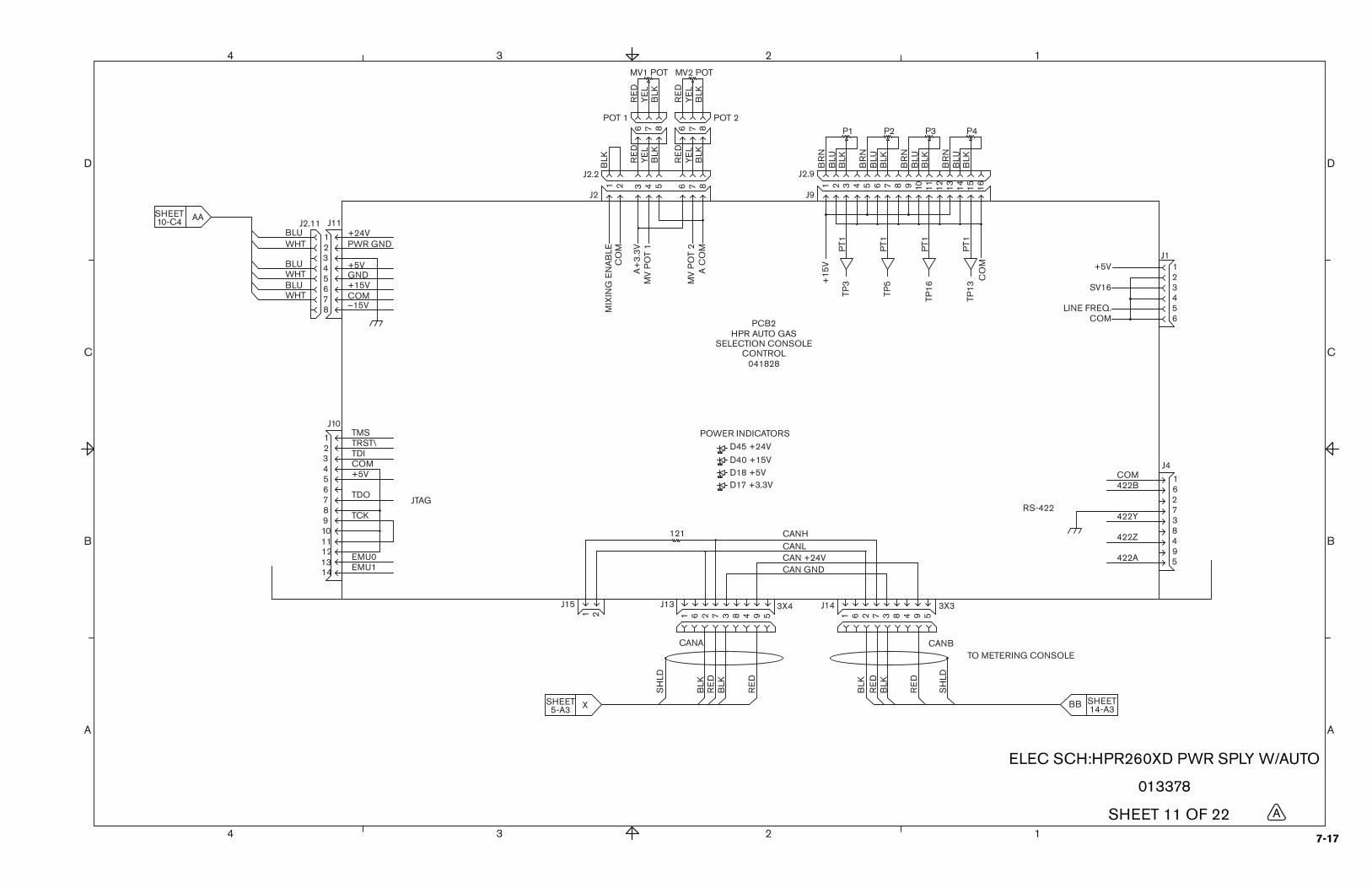
7-17
SHEET
1413121110
89
7
56
4
23
1J10
2
54
6
87
1
3
J2.11 J11
3 8 94 52 761
J14
1
J13
6 2 7 3 98 4 5
J15
1 2
10-C4 AA
TMSTRST\TDICOM+5V
TDO
TCK
EMU0EMU1
JTAG
1
4
59
422A
7
83422Y
26
J4
RS-422
121
CAN GNDCAN +24VCANLCANH
CANA CANB
COM422B
422Z
SV162
+5VJ1
1
3456
LINE FREQ.COM
6 873 5421
MV2 POT
BLK R
ED
YEL
BLK
BLK
YEL
RE
D
J2
MIX
ING
EN
AB
LEC
OM
A+
3.3V
MV
PO
T 1
MV
PO
T 2
A C
OM
+15
V
J9
1 2 3 4 765
BLK
BLU
BR
N
P1
8 9 10 11 1312 1614 15
P2
BR
NB
LUB
LK
P3
BR
NB
LUB
LK
P4
BR
NB
LUB
LK
PT1
TP3
TP5
PT1
TP16
PT1
TP13
PT1
CO
M
POWER INDICATORSD45 +24VD40 +15VD18 +5VD17 +3.3V
BLUWHT
BLUWHTBLUWHT
+24VPWR GND
+5VGND+15VCOM–15V
J2.9
3X4 3X3
BLK
RE
DB
LK
RE
D
SH
LD
SH
LD
RE
DB
LK
BLK
RE
D
14-A3BB76 886 7
MV1 POT
RE
DYE
LB
LK
RE
DYE
LB
LK
J2.2
POT 2POT 1
TO METERING CONSOLE
HPR AUTO GASSELECTION CONSOLE
CONTROL041828
PCB2
5-A3 X
A
B
C
4 3 2
D
4 3 2
1
A
B
C
1
D
SHEET
SHEET
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 11 OF 22
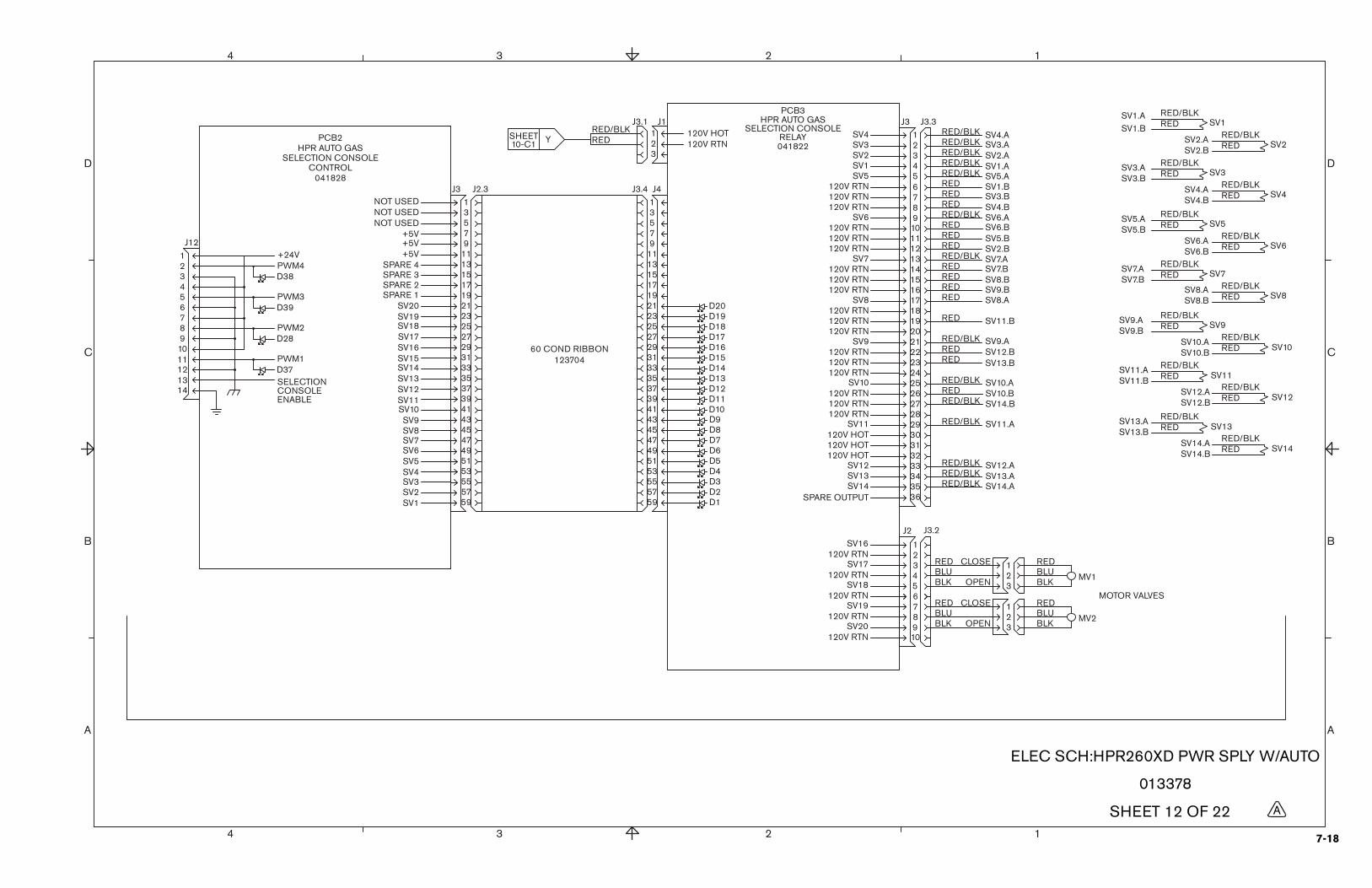
7-18
15
9
1311
3
75
J2.31
J3
5957
49
555351
19
272931
2321
25
17
35
434547
3937
41
33
NOT USEDNOT USEDNOT USED
+5V
SPARE 3SPARE 4
+5V+5V
SV17SV18
SV16SV15
SV19SV20
SPARE 2SPARE 1
SV9SV10
SV8SV7
SV11SV12
SV14SV13
SV1SV2SV3SV4
SV6SV5
595755
47
535149
454341
33
393735
2931
27
19
252321
1517
13
5
1197
13
J3.4 J4
120V HOT120V RTN2
1J1J3.1
302928
24
272625
232221
17
201918
1516
14
10
131211
89
7
3
654
12
J3
5
34
2
J2 J3.2
1
910
876
60 COND RIBBON
313233343536SPARE OUTPUT
3
J3.3
10-C1 YSV1.B
RED/BLKRED SV1
SV2.BSV2.A
SV4.ASV4.B
SV3.BSV3.A
SV8.BSV8.A
SV6.ASV6.B
SV7.ASV7.B
SV5.BSV5.A
SV12.B
SV14.BSV14.A
SV13.BSV13.A
SV12.A
SV10.ASV10.B
SV11.ASV11.B
SV9.BSV9.A
SV1.A
D1
D38
D39
D28
D37123704
RED/BLKRED
D2D3D4D5D6D7D8D9D10D11D12D13D14D15D16D17D18D19D20
SV2
SV3
SV4
SV5
SV6
SV7
SV8
REDRED/BLK
REDRED/BLK
REDRED/BLK
REDRED/BLK
REDRED/BLK
REDRED/BLK
REDRED/BLK
RED/BLKRED
RED/BLKRED
RED/BLKRED
RED/BLKRED
RED/BLKRED
RED/BLKRED SV9
SV10
SV11
SV12
SV13
SV14
RED/BLKRED/BLKRED/BLKRED/BLKRED/BLK
RED/BLK
RED/BLK
RED/BLK
RED/BLK
RED/BLKRED/BLKRED/BLK
RED/BLKRED
REDRED
RED
REDREDREDRED
REDREDRED
REDREDRED
SV10.ASV10.BSV14.B
SV11.A
SV12.ASV13.ASV14.A
RED/BLK
SV4.ASV3.ASV2.ASV1.ASV5.ASV1.BSV3.BSV4.BSV6.ASV6.BSV5.BSV2.BSV7.ASV7.BSV8.BSV9.BSV8.A
SV11.B
SV9.ASV12.BSV13.B
120V RTN120V RTN120V RTN
120V RTN120V RTN120V RTN
120V RTN120V RTN120V RTN
120V RTN120V RTN120V RTN
120V RTN120V RTN120V RTN
120V RTN120V RTN120V RTN
120V HOT120V HOT120V HOT
SV4SV3SV2SV1SV5
SV6
SV7
SV8
SV9
SV10
SV11
SV12SV13SV14
120V RTN
120V RTN
120V RTN
120V RTN
120V RTN
SV16
SV17
SV18
SV19
SV20
1
32 MV2
REDBLUBLKBLK
BLURED CLOSE
OPEN
OPENBLK
REDBLU
CLOSE
3 BLK
REDBLU2
1MV1
MOTOR VALVES
14
1213
11
910
87654321
HPR AUTO GASSELECTION CONSOLE
CONTROL041828
PCB2
HPR AUTO GASSELECTION CONSOLE
RELAY041822
PCB3
J12+24VPWM4
PWM3
PWM2
PWM1
SELECTIONCONSOLEENABLE
SHEET
A
B
C
4 3 2
D
4 3 2
1
A
B
C
1
D
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 12 OF 22
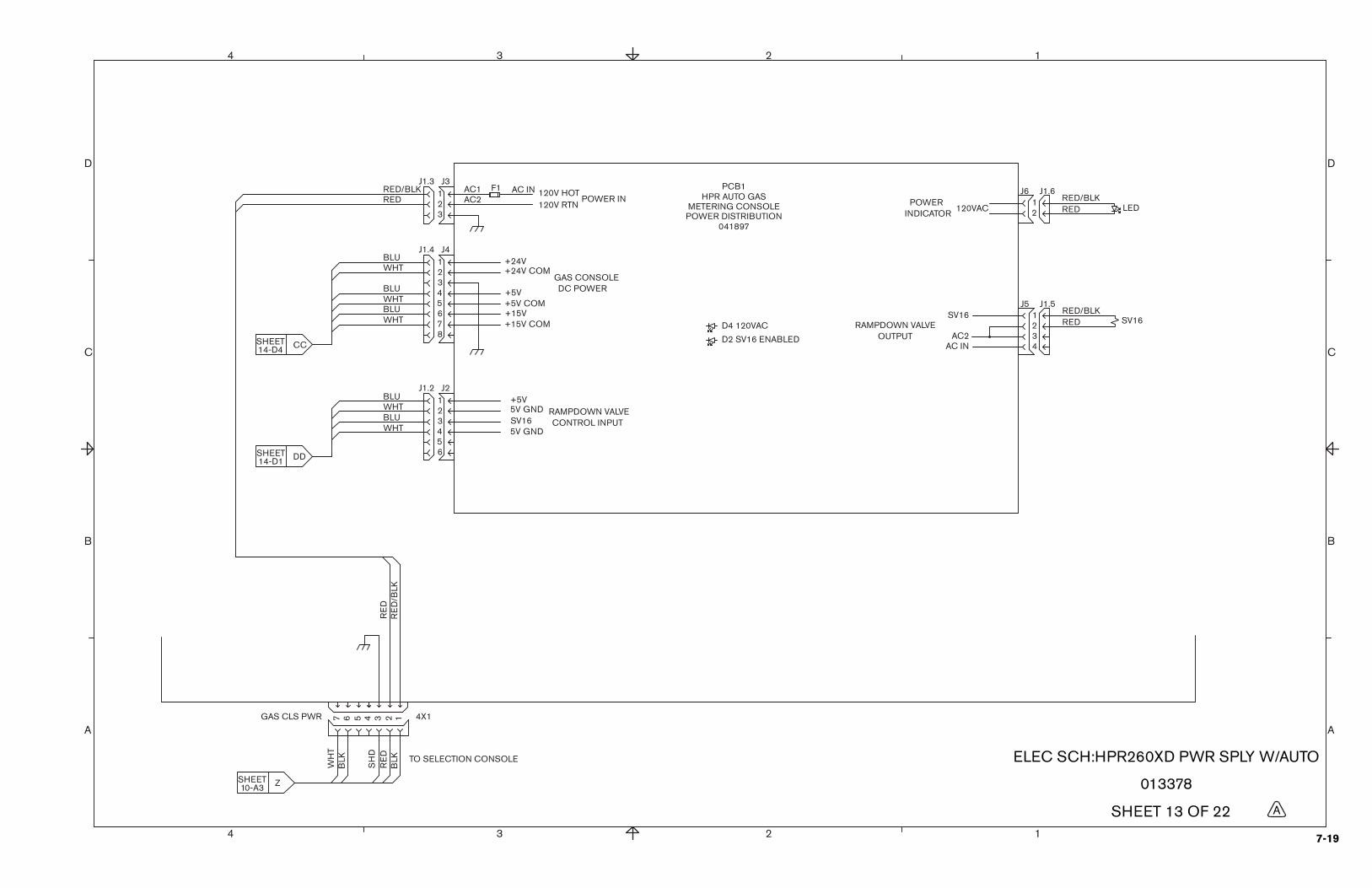
7-19
4 3 2 1GAS CLS PWR
POWER DISTRIBUTION32
J31
65
34
2
J41
J1.3
J1.4
120V RTN
+5V COM
120V HOT
+5V
+24V+24V COM
14-D4 CC
RE
DR
ED
/BLK
7 56
F1
D4 120VACD2 SV16 ENABLED8
7
METERING CONSOLE
4X1
TO SELECTION CONSOLE
DC POWERGAS CONSOLE
HPR AUTO GAS
14-D1 DD
5V GND+5V
SV165V GND
6
43
5
21
J1.2 J2
1120VAC 2
J1.6J6
LED
10-A3 Z
RED/BLKRED
AC2
SV1623
1J1.5J5
4AC IN
PCB1
041897
BLUWHTBLUWHT
BLUWHT
WHTBLU
REDRED/BLK
AC2AC1 AC IN
POWER IN
RAMPDOWN VALVECONTROL INPUT
RAMPDOWN VALVEOUTPUT
POWERINDICATOR
RED/BLKRED SV16
+15V+15V COMWHT
BLU
RE
DB
LK
SH
D
BLK
WH
TSHEET
SHEET
SHEET
A
B
C
4 3 2
D
4 3 2
1
A
B
C
1
D
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 13 OF 22
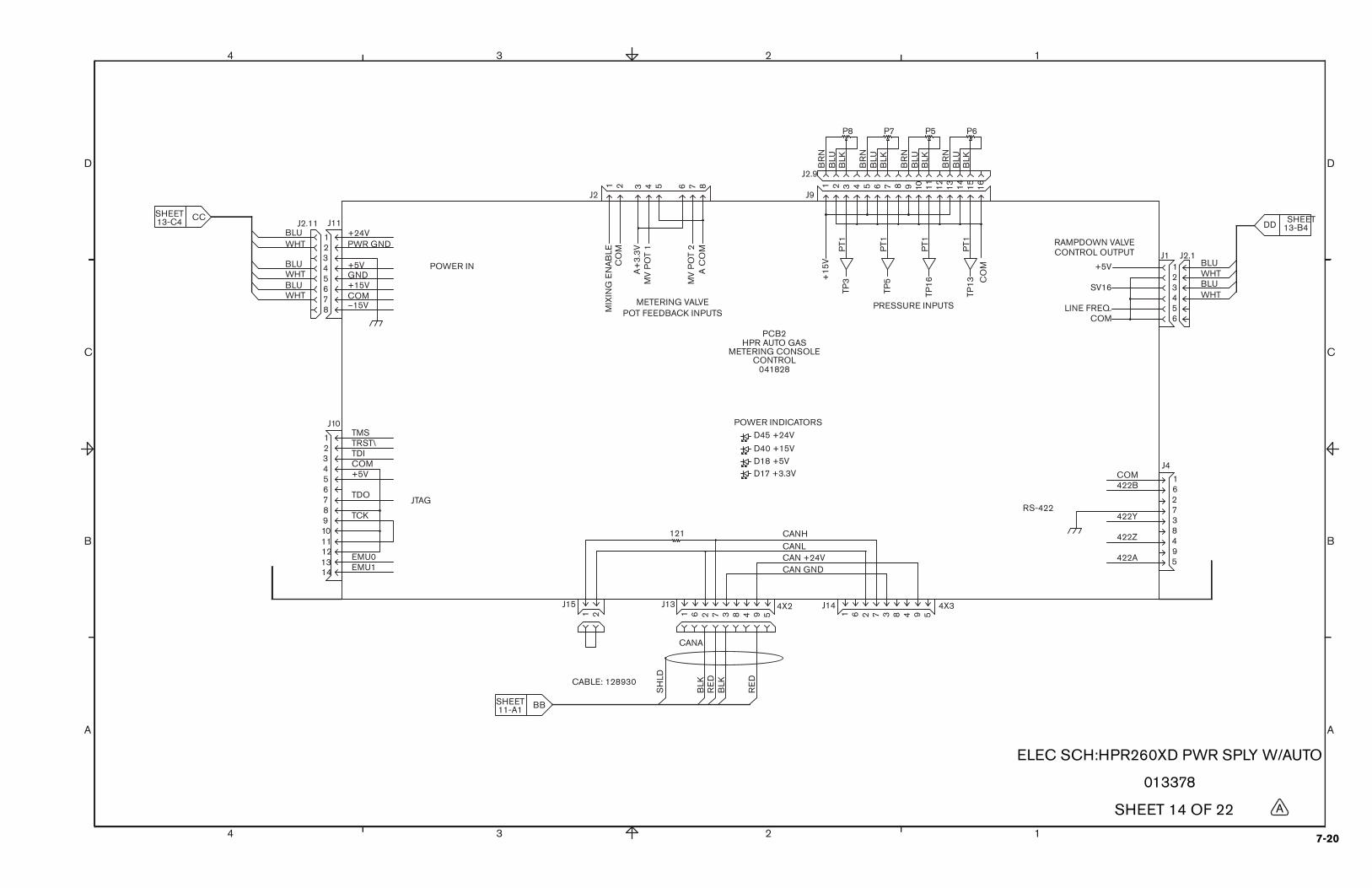
7-20
SHEET
1413121110
89
7
56
4
23
1
J10
2
54
6
87
1
3
J2.11 J11
3 8 94 52 761
J14
1
J13
6 2 7 3 98 4 5
J15
1 2
13-C4 CC
TMSTRST\TDICOM+5V
TDO
TCK
EMU0EMU1
JTAG
1
4
59
422A
7
83422Y
26
J4
RS-422
121
CAN GNDCAN +24VCANLCANH
CANA
CABLE: 128930
11-A1 BB
COM422B
422Z
SV162
+5VJ2.1J1
1
3456
LINE FREQ.COM
13-B4DD
6 873 5421
J2
MIX
ING
EN
AB
LEC
OM
A+
3.3V
MV
PO
T 1
MV
PO
T 2
A C
OM
+15
V
J9
1 2 3 4 765
BLK
BLU
BR
N
P8
8 9 10 11 1312 1614 15
P7
BR
NB
LUB
LK
P5
BR
NB
LUB
LK
P6
BR
NB
LUB
LK
PT1
TP3
TP5
PT1
TP16
PT1
TP13
PT1
CO
M
POWER INDICATORSD45 +24VD40 +15VD18 +5VD17 +3.3V
BLUWHT
BLUWHTBLUWHT
+24VPWR GND
+5VGND+15VCOM–15V
J2.9
BLUWHTBLUWHT
4X2 4X3
SH
LD
RE
DB
LK
BLK
RE
D
RAMPDOWN VALVECONTROL OUTPUT
PRESSURE INPUTSMETERING VALVEPOT FEEDBACK INPUTS
POWER IN
HPR AUTO GASMETERING CONSOLE
CONTROL041828
PCB2
A
B
C
4 3 2
D
4 3 2
1
A
B
C
1
D
SHEET
SHEET
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 14 OF 22

7-21
15
9
1311
3
75
1J3
5957
49
555351
19
272931
2321
25
17
35
434547
3937
41
33
NOT USEDNOT USEDNOT USED
+5V
SPARE 3SPARE 4
+5V+5V
SV17SV18
SV16SV15
SV19SV20
SPARE 2SPARE 1
SV9SV10
SV8SV7
SV11SV12
SV14SV13
SV1SV2SV3SV4
SV6SV5
2
4
6
3
7
98
111213
10
14
1
5
D38
+24VPWM4
D39PWM3
D28PWM2
D37PWM1
BURKERT 4
BURKERT 3
BURKERT 2
BURKERT 1
BLK METERINGCONSOLEENABLE
J2.12 J12
HPR AUTO GASMETERING CONSOLE
CONTROL041828
PCB2
A
B
C
4 3 2
D
4 3 2
1
A
B
C
1
D
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 15 OF 22

7-22
SHEET
COIL PRIMARY 1
COIL PRIMARY 2
COIL SECONDARY IN
1093445kV
J2
5kVSG2
109344SG1
J1
009975
J3
1400pF 20kV
1400pF 20kV
1400pF 20kV
009975C5
C4009975
C3
J6
129854T1
2X1
0.22uF 1kVDC
0.22uF 1kVDCJ4TORCH
C1
009224
009224
C2
BLOCKCATHODE
PILOT ARCJ5
009793
CONNECTIONNOZZLE
T2
COILSECONDARY
OUT
2-D1AJ
3 421
3-A4 AI
BLK
WH
TG
RN
CABLE: 123670
CABLE: 123662
009045 FLTR
A
B
C
4 3 2
D
4 3 2
1
A
B
C
1
D
SHEET
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 16 OF 22
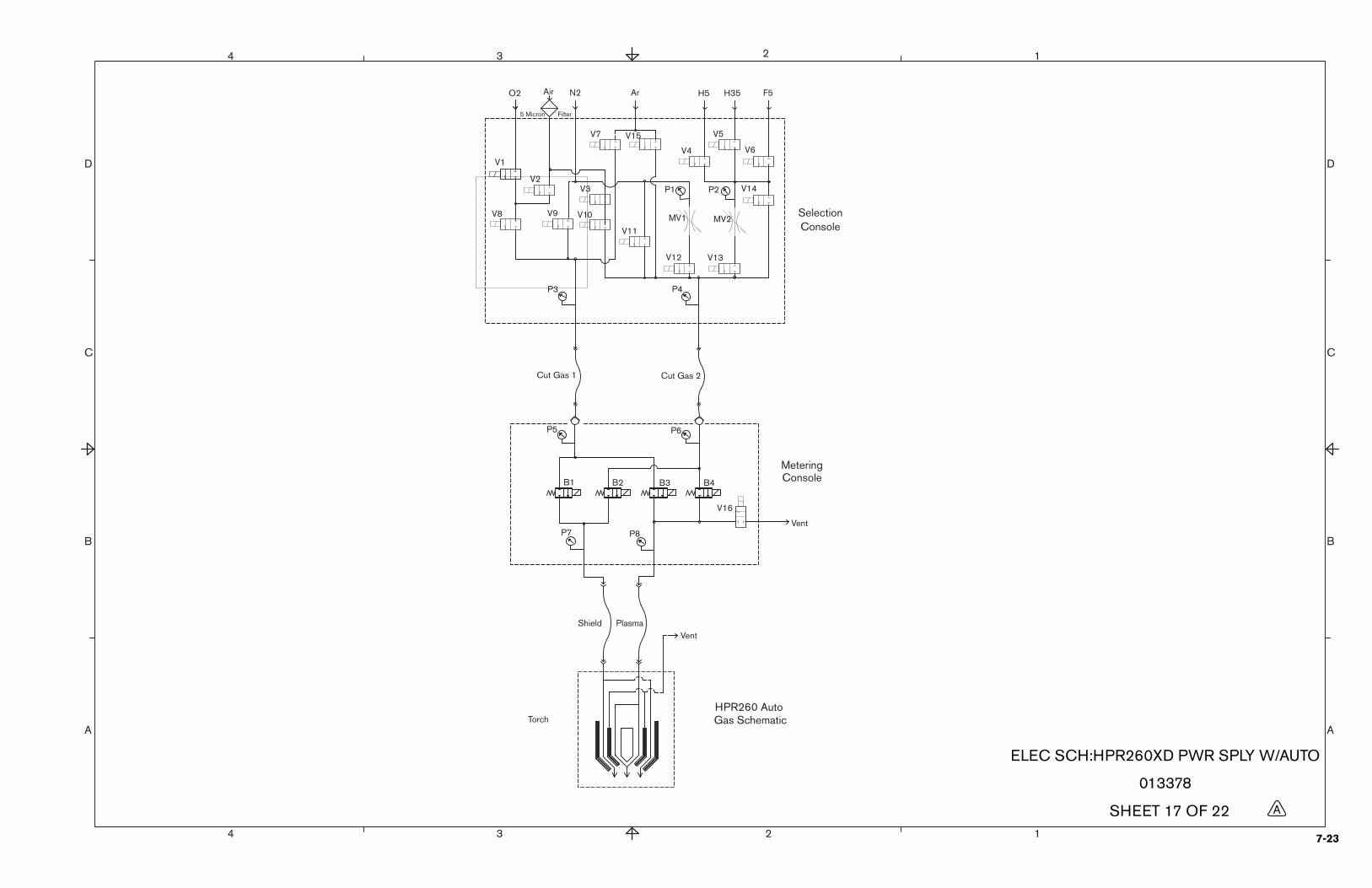
7-23
Shield Plasma
A
4
B
3
C
D
4 3
2 1
A
B
2 1
C
D
Air N2 H5 H35 F5Ar
Cut Gas 1 Cut Gas 2
Selection
O2
V1
V2V3
V4
V5
V6
V7
V8 V9 V10
V11
V12 V13
V14P1 P2
P3 P4
MV1 MV2
B1 B2 B4
P5 P6
P7 P8
V16
B3
Vent
Metering
Torch
Vent
HPR260 Auto
Console
V15
5 Micron Filter
Gas Schematic
Console
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 17 OF 22

7-24
A
B
C
D
4 3 2 1
A
B
C
D
4 3 2 1
HEAT EXCHANGERRESERVOIR
PUMP
SHUT OFF VALVE
CHECK VALVE
FILTER
THERMISTOR
FLOW SENSOR
RHF
MANIFOLD
FILTER
RELIEF VALVE
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 18 OF 22

7-25
120
RXTermination Termination
120
TX
4 3 2 1
1
A
4 3 2
A
B
C
D
B
C
D
Unit 1
InterfaceCNC
(Customer Supplied)
041993CONTROL BOARD
1 2 3 4
S100
43
J303
21 2 3 41
J300A J300B
CNC Interface Cable
J300A
S100
J300B
J303
CONTROL BOARD
Unit 2
J300A
S100
J300B
J303
CONTROL BOARD
Unit 3
J300A J300B
S100 J303
CONTROL BOARD
Unit 4
CNC Interface CableCNC Interface Cable CNC Interface Cable
Serial IDDipswitch
Machine MotionJumper Block Jumper Block
Machine MotionDipswitchSerial ID
Jumper BlockMachine Motion
DipswitchSerial ID
Jumper BlockMachine Motion
DipswitchSerial ID
J106
21
J107
1 2
J106
1 2 1 2
J107 J106
1 2 1 2
J107 J106
1 2 1 2
J107
Optional Multi-System Interface
5 6 7 8
Switch 1 is in the On positionSwitches 2-8 are in the Off position
ON
1 2 3 4 5 6 7 8
ON
1 2 3 4 5 6 7 8
ON
1 2 3 4 5 6 7 8
ON
1 2 3 4
S101ON
041993
1 2 3 4
S101ON
041993
1 2 3 4
S101ON
041993
1 2 3 4
S101ON
4321 2 3 41 4321 2 3 41 4321 2 3 41
Notes:
1) For single system installations set Serial ID (S100), and Machine Motion (J303) as shown in Unit 1, jumpers J106 and J107 must be closed.2) On multi-system installations refer to the illustration. Jumpers J106 and J107 are left open on all systems except for the very last system where they are in the closed position. Termination resistors (120-ohm) or termination jumpers must be installed/set at the CNC for each of the RS-422 RX and TX signal pairs.3) If a Hypertherm Automation Controller is being used, and there are intermittent communication failures (PS Link Failure), try removing the jumpers on J106 and J107 on the control board, and the termination jumper (J6 or J8) on the serial isolation board in the controler. Only remove the termination jumper on the serial isolation board that is connected to the HPR power supply. See sheet 17 for more details.
HPR PACDry Cutting System
HPR PACDry Cutting System
HPR PACDry Cutting System
HPR PACDry Cutting System
S100
1 2 3 4 5 6 7 8
Dipswitch setting example:
213 4 5 6 7 8ON
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 19 OF 22
ON
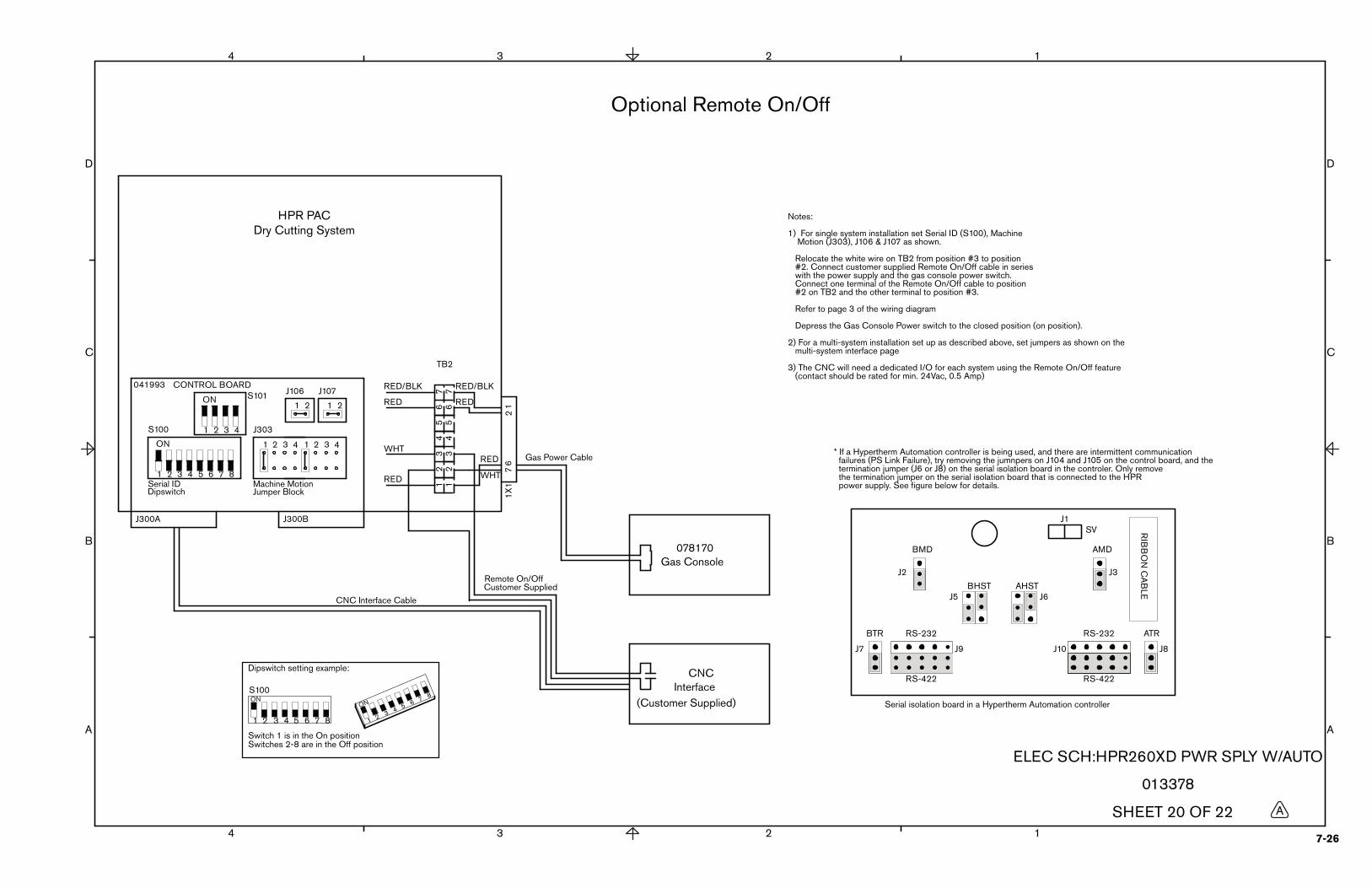
12
43
57
65
13
24
76
4 3 2 1
1
A
4 3 2
A
B
C
D
B
C
D
InterfaceCNC
(Customer Supplied)
041993 CONTROL BOARD
S100
1 2
J303
3 4 321 4
J300A J300B
Serial IDDipswitch Jumper Block
Machine Motion
CNC Interface Cable
7
RED/BLK
RED
WHT
RED
Gas Console078170
Gas Power Cable
Customer SuppliedRemote On/Off
J106
21 21
J107
Optional Remote On/Off
TB2
WHT
RED
RED/BLK
RED
62
11X
1
Switches 2-8 are in the Off positionSwitch 1 is in the On position
BMD
J2
BTR
J7
RS-232
J9
RS-422
BHST AHSTJ3
AMD
J5 J6
RS-422
J10
RS-232 ATR
J8
J1SV R
IBB
ON
CA
BLE
Serial isolation board in a Hypertherm Automation controller
1 2 3 4 5 6 7 8
ON1 2 3 4
S101ON
Notes:
1) For single system installation set Serial ID (S100), Machine Motion (J303), J106 & J107 as shown. Relocate the white wire on TB2 from position #3 to position #2. Connect customer supplied Remote On/Off cable in series with the power supply and the gas console power switch. Connect one terminal of the Remote On/Off cable to position #2 on TB2 and the other terminal to position #3.
Refer to page 3 of the wiring diagram
Depress the Gas Console Power switch to the closed position (on position).
2) For a multi-system installation set up as described above, set jumpers as shown on the multi-system interface page
3) The CNC will need a dedicated I/O for each system using the Remote On/Off feature (contact should be rated for min. 24Vac, 0.5 Amp)
HPR PACDry Cutting System
S100
31 2
654
87
Dipswitch setting example:
1 2 3 4 5 6 7 8
ON
* If a Hypertherm Automation controller is being used, and there are intermittent communication failures (PS Link Failure), try removing the jumnpers on J104 and J105 on the control board, and the termination jumper (J6 or J8) on the serial isolation board in the controler. Only remove the termination jumper on the serial isolation board that is connected to the HPR power supply. See figure below for details.
ON
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 20 OF 22
7-26
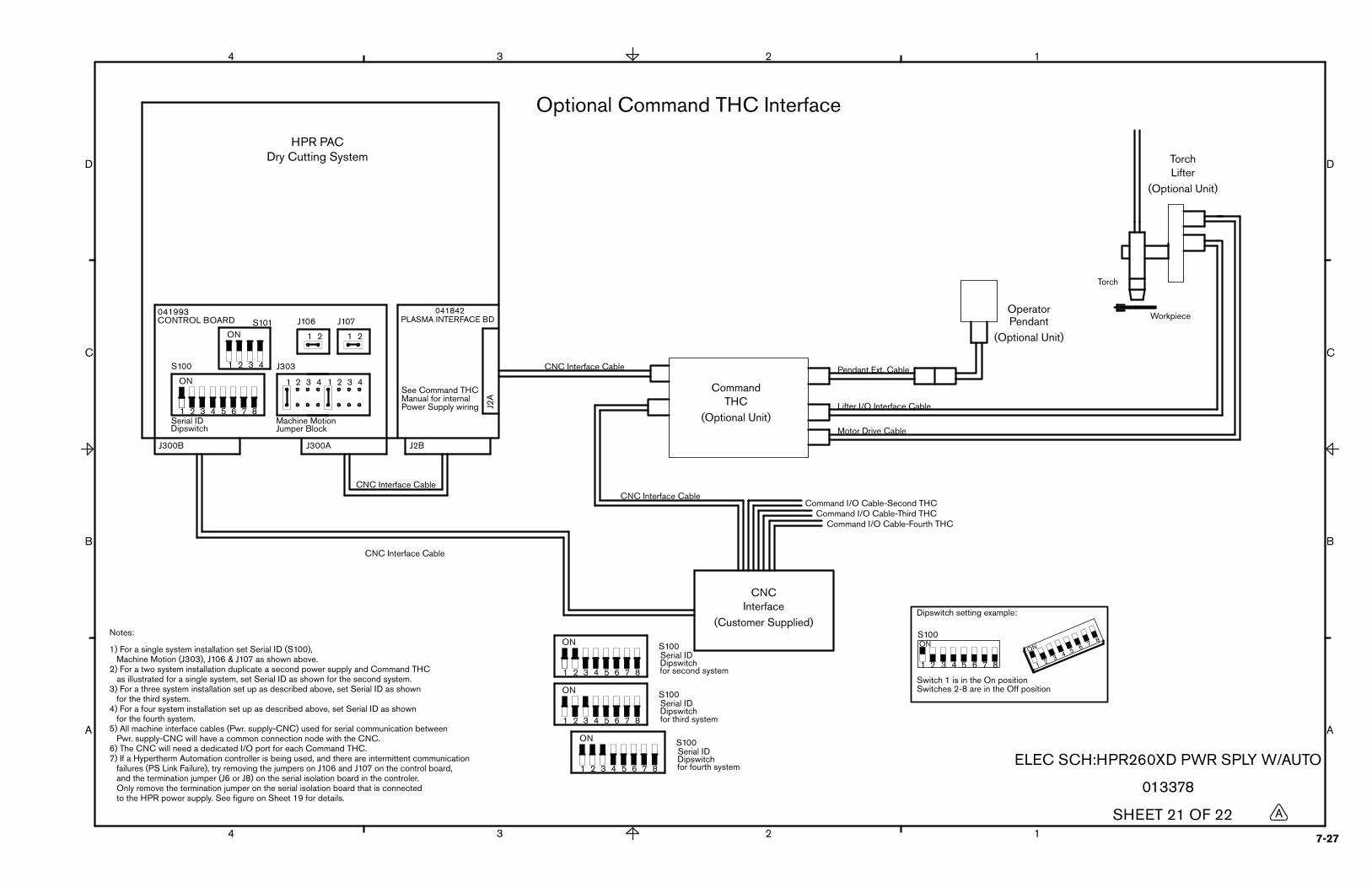
7-27
4 3 2 1
1
A
4 3 2
A
B
C
D
B
C
D
InterfaceCNC
(Customer Supplied)
041993CONTROL BOARD
S100 J303
J300B J300A
CNC Interface Cable
Workpiece
CNC Interface Cable
(Optional Unit)THC
Command
CNC Interface Cable Pendant Ext. Cable
(Optional Unit)
OperatorPendant
LifterTorch
(Optional Unit)
Motor Drive Cable
Lifter I/O Interface Cable
J2B
J2A
PLASMA INTERFACE BD041842
Serial IDDipswitch Jumper Block
Machine Motion
CNC Interface Cable
Command I/O Cable-Second THCCommand I/O Cable-Third THC
Command I/O Cable-Fourth THC
DipswitchSerial IDS100
S100
DipswitchSerial ID
S100
DipswitchSerial ID
1 2
J106
1 2
J107
Optional Command THC Interface
Torch
Switches 2-8 are in the Off positionSwitch 1 is in the On position
1 2 3 4 5 6 7 8
ON
1 2 3 4 5 6 7 8
ON
1 2 3 4 5 6 7 8
ON
1 2 3 4 5 6 7 8
ON
for second system
for third system
for fourth system
1 2 3 4
S101ON
4321 2 3 41
Notes:
1) For a single system installation set Serial ID (S100), Machine Motion (J303), J106 & J107 as shown above.2) For a two system installation duplicate a second power supply and Command THC as illustrated for a single system, set Serial ID as shown for the second system.3) For a three system installation set up as described above, set Serial ID as shown for the third system.4) For a four system installation set up as described above, set Serial ID as shown for the fourth system. 5) All machine interface cables (Pwr. supply-CNC) used for serial communication between Pwr. supply-CNC will have a common connection node with the CNC.6) The CNC will need a dedicated I/O port for each Command THC.7) If a Hypertherm Automation controller is being used, and there are intermittent communication failures (PS Link Failure), try removing the jumpers on J106 and J107 on the control board, and the termination jumper (J6 or J8) on the serial isolation board in the controler. Only remove the termination jumper on the serial isolation board that is connected to the HPR power supply. See figure on Sheet 19 for details.
HPR PACDry Cutting System
Dipswitch setting example:
S100
1
42 3
75 6
8
1 2 3 4 5 6 7 8
ON
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 21 OF 22
See Command THCManual for internalPower Supply wiring
ON
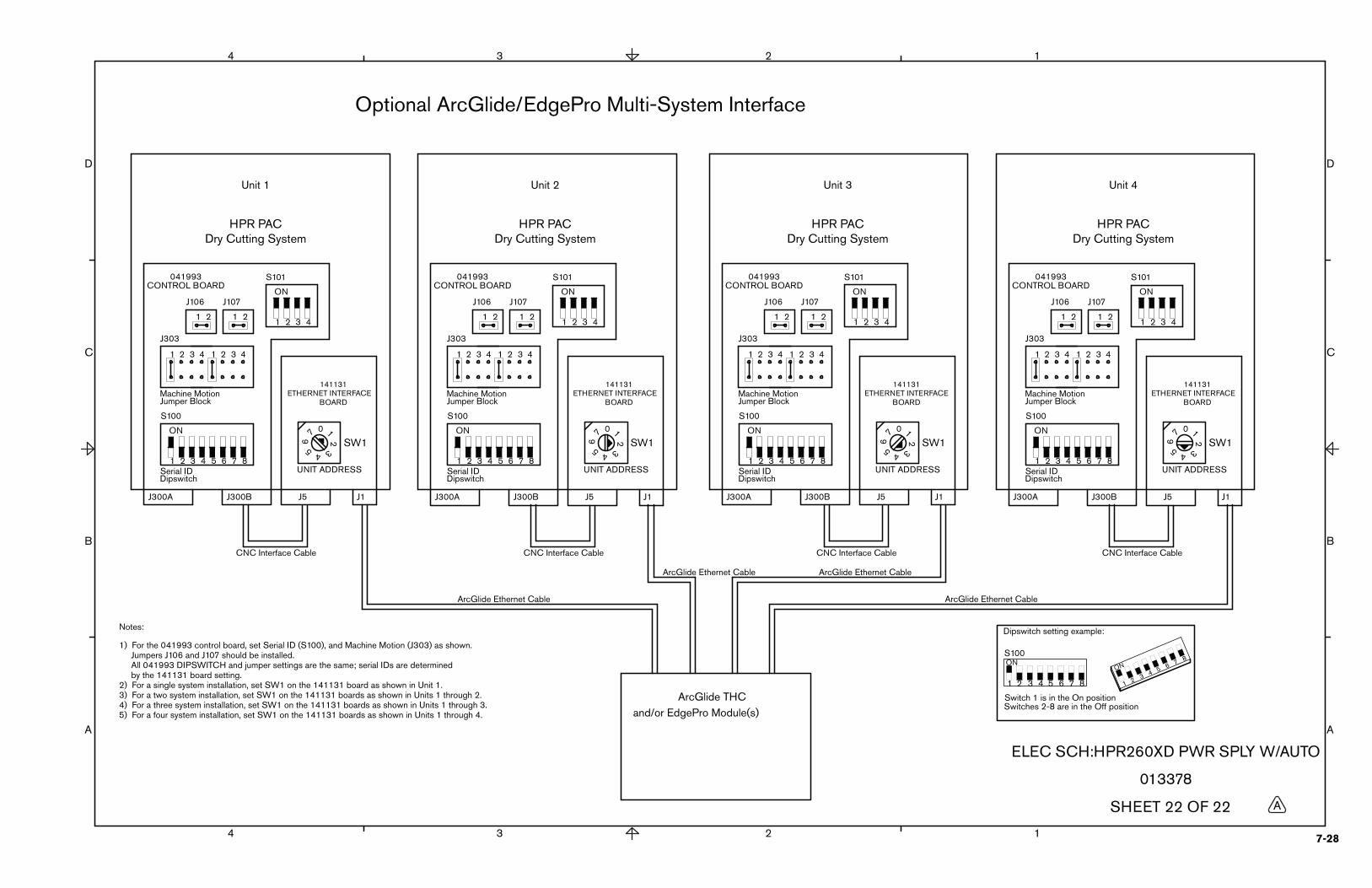
7-28
4 3 2 1
1
A
4 3 2
A
B
C
D
B
C
D
Unit 1
and/or EdgePro Module(s)ArcGlide THC
041993CONTROL BOARD
1 2 3 4
S100
1 2
J303
3 4 321 4
J300A J1
ArcGlide Ethernet Cable
Unit 2 Unit 3 Unit 4
CNC Interface Cable
Serial IDDipswitch
Machine MotionJumper Block
J106
21
J107
1 2
Optional ArcGlide/EdgePro Multi-System Interface
5 6 7 8
ON
J300B J5
141131ETHERNET INTERFACE
BOARD
07 1
5 4
6 2
3 SW1
UNIT ADDRESS
CONTROL BOARD
1 2 3 4
J1
Serial IDDipswitch
Machine MotionJumper Block
21 1 2
5 6 7 8
ON
J5
141131ETHERNET INTERFACE
BOARD
07 1
5 4
6 2
3 SW1
UNIT ADDRESS
CONTROL BOARD
1 2 3 4
J1
Serial IDDipswitch
Machine MotionJumper Block
21 1 2
5 6 7 8
ON
J5
141131ETHERNET INTERFACE
BOARD
07 1
5 4
6 23 SW1
UNIT ADDRESS
CONTROL BOARD
1 2 3 4
J1
Serial IDDipswitch
Machine MotionJumper Block
21 1 2
5 6 7 8
ON
J5
141131ETHERNET INTERFACE
BOARD
07 1
5 4
6 2
3 SW1
UNIT ADDRESS
CNC Interface Cable CNC Interface Cable CNC Interface Cable
ArcGlide Ethernet Cable
ArcGlide Ethernet Cable ArcGlide Ethernet Cable
S100
J303
J300A
J106 J107
J300B
041993 041993
S100
J303
J300A
J106 J107
J300B
S100
J303
J300A
J106 J107
J300B
041993
1 2 3 4
S101
ON
1 2 3 4
S101
ON
1 2 3 4
S101
ON
1 2 3 4
S101
ON
1 2 3 4 321 4 1 2 3 4 321 4 1 2 3 4 321 4
Notes:
1) For the 041993 control board, set Serial ID (S100), and Machine Motion (J303) as shown. Jumpers J106 and J107 should be installed. All 041993 DIPSWITCH and jumper settings are the same; serial IDs are determined by the 141131 board setting.2) For a single system installation, set SW1 on the 141131 board as shown in Unit 1.3) For a two system installation, set SW1 on the 141131 boards as shown in Units 1 through 2.4) For a three system installation, set SW1 on the 141131 boards as shown in Units 1 through 3.5) For a four system installation, set SW1 on the 141131 boards as shown in Units 1 through 4.
Switch 1 is in the On positionSwitches 2-8 are in the Off position
HPR PACDry Cutting System
HPR PACDry Cutting System
HPR PACDry Cutting System
HPR PACDry Cutting System
S100
1 2 3 4 5 6 7 8
Dipswitch setting example:
213 4 5 6 7 8ON
ON
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 22 OF 22

11/07/08
Sistemas Hypertherm Plasma a-1
Apêndice A
DADOS DE SEGURANÇA DO LÍQUIDO REFRIGERANTE
DA TOCHA HYPERTHERM
Nesta seção:
Seção 1 Identificação da empresa e do produto químico ..........................................................................................................a-2Seção 2 Informações sobre ingredientes .......................................................................................................................................a-2Seção 3 Identificação de riscos .......................................................................................................................................................a-2Seção 4 Procedimentos de primeiros socorros ............................................................................................................................a-3Seção 5 Medidas de extinção de incêndios ..................................................................................................................................a-3Seção 6 Medidas contra vazamentos acidentais .........................................................................................................................a-3Seção 7 Administração e armazenamento .....................................................................................................................................a-3Seção 8 Controles contra exposição/proteção pessoal .............................................................................................................a-4Seção 9 Propriedades físicas e químicas ......................................................................................................................................a-4Seção 10 Estabilidade e reatividade ..................................................................................................................................................a-4Seção 11 Informações toxicológicas .................................................................................................................................................a-4Seção 12 Informações ecológicas .....................................................................................................................................................a-5Seção 13 Considerações sobre eliminação ....................................................................................................................................a-5Seção 14 Informações sobre transporte ..........................................................................................................................................a-5Seção 15 Informações regulamentares ............................................................................................................................................a-5Seção 16 Outras informações ............................................................................................................................................................a-5Ponto de congelamento da solução de propileno glicol ..................................................................................................................a-6

11/7/2008
a-2 Sistemas Hypertherm Plasma
FICHA DE DADOS SOBRE SEGURANÇA DE MATERIAIS
SEÇÃO 1 – IDENTIFICAÇÃO DA EMPRESA E DO PRODUTO QUÍMICO
SEÇÃO 2 – COMPOSIÇÃO/INFORMAÇÕES SOBRE INGREDIENTES
SEÇÃO 3 – IDENTIFICAÇÃO DE RISCOS
NÚMEROS DE TELEFONE PARA EMERGÊNCIA
DISTRIBUIDOR: Hypertherm, Inc.
21 Great Hollow RoadHanover, N.H. 03755, USA
Informações sobre o produto:
(603) 643-3441
NOME DO PRODUTO Líquido refrigerante da tocha Hypertherm
Data da última revisão 7 de novembro de 2008
DATA DE EMISSÃO 7 de novembro de 2008
LIMITES DE EXPOSIÇÃOComponente
perigosos Nº CAS% por peso OSHA PEL ACGIH TLV Frases R
Benzotriazol 95 – 14 – 7 <1,0 N.E. N.E. R22,36/37/38
Propileno glicol 57 – 55 – 6 <50,0 N.E. N.E. R36/37/38
Resumo de emergências
Causa irritação nos olhos.Pode ser perigoso se ingerido.Pode causar irritação na pele.
Possíveis efeitos sobre a saúde
Ingestão .................................................A DL 50 (rato) oral, conforme registrado para benzotriazol 100%, é de 560 mg./Kg.
Inalação ................................................. Os vapores são perigosos.
Contato com os olhos ....................... Causa irritação nos olhos.
Contato com a pele ............................ Pode causar irritação na pele.
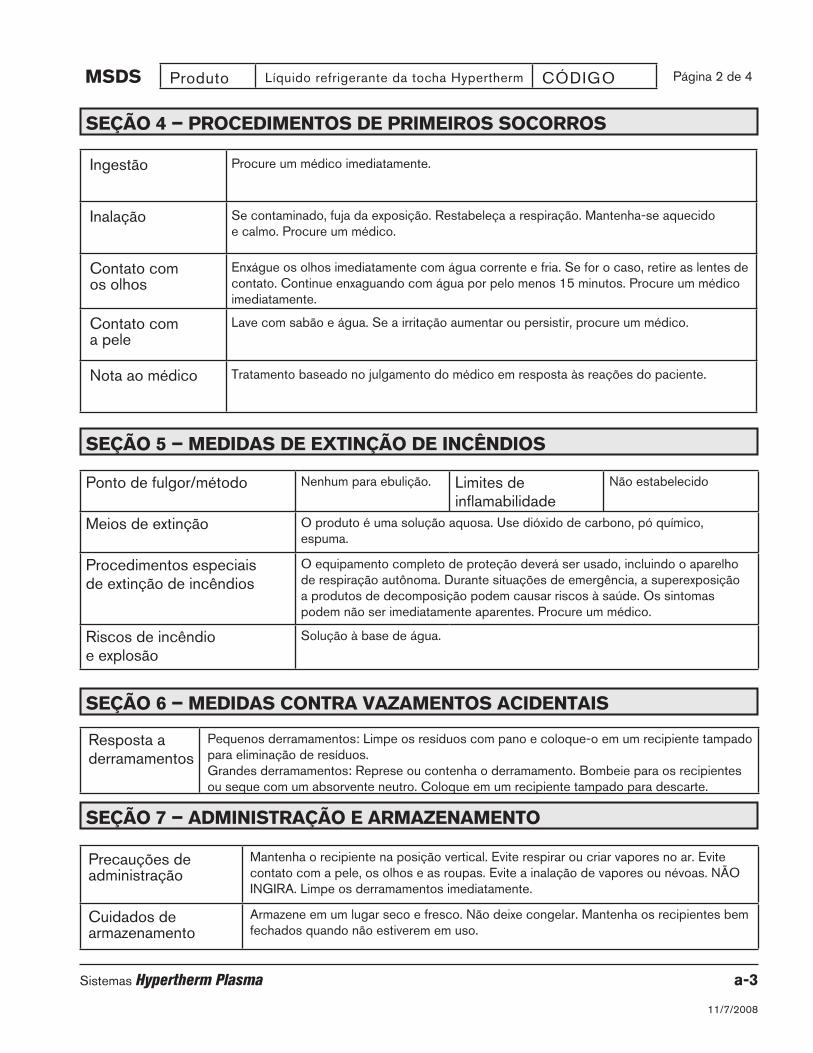
11/7/2008
Sistemas Hypertherm Plasma a-3
SEÇÃO 4 – PROCEDIMENTOS DE PRIMEIROS SOCORROS
SEÇÃO 5 – MEDIDAS DE EXTINÇÃO DE INCÊNDIOS
SEÇÃO 6 – MEDIDAS CONTRA VAZAMENTOS ACIDENTAIS
SEÇÃO 7 – ADMINISTRAÇÃO E ARMAZENAMENTO
MSDS Produto Líquido refrigerante da tocha Hypertherm CÓDIGO Página 2 de 4
Ingestão Procure um médico imediatamente.
Inalação Se contaminado, fuja da exposição. Restabeleça a respiração. Mantenha-se aquecido e calmo. Procure um médico.
Contato com os olhos
Enxágue os olhos imediatamente com água corrente e fria. Se for o caso, retire as lentes de contato. Continue enxaguando com água por pelo menos 15 minutos. Procure um médico imediatamente.
Contato com a pele
Lave com sabão e água. Se a irritação aumentar ou persistir, procure um médico.
Nota ao médico Tratamento baseado no julgamento do médico em resposta às reações do paciente.
Ponto de fulgor/método Nenhum para ebulição. Limites de inflamabilidade
Não estabelecido
Meios de extinção O produto é uma solução aquosa. Use dióxido de carbono, pó químico, espuma.
Procedimentos especiais de extinção de incêndios
O equipamento completo de proteção deverá ser usado, incluindo o aparelho de respiração autônoma. Durante situações de emergência, a superexposição a produtos de decomposição podem causar riscos à saúde. Os sintomas podem não ser imediatamente aparentes. Procure um médico.
Riscos de incêndio e explosão
Solução à base de água.
Resposta a derramamentos
Pequenos derramamentos: Limpe os resíduos com pano e coloque-o em um recipiente tampado para eliminação de resíduos.Grandes derramamentos: Represe ou contenha o derramamento. Bombeie para os recipientes ou seque com um absorvente neutro. Coloque em um recipiente tampado para descarte.
Precauções de administração
Mantenha o recipiente na posição vertical. Evite respirar ou criar vapores no ar. Evite contato com a pele, os olhos e as roupas. Evite a inalação de vapores ou névoas. NÃO INGIRA. Limpe os derramamentos imediatamente.
Cuidados de armazenamento
Armazene em um lugar seco e fresco. Não deixe congelar. Mantenha os recipientes bem fechados quando não estiverem em uso.
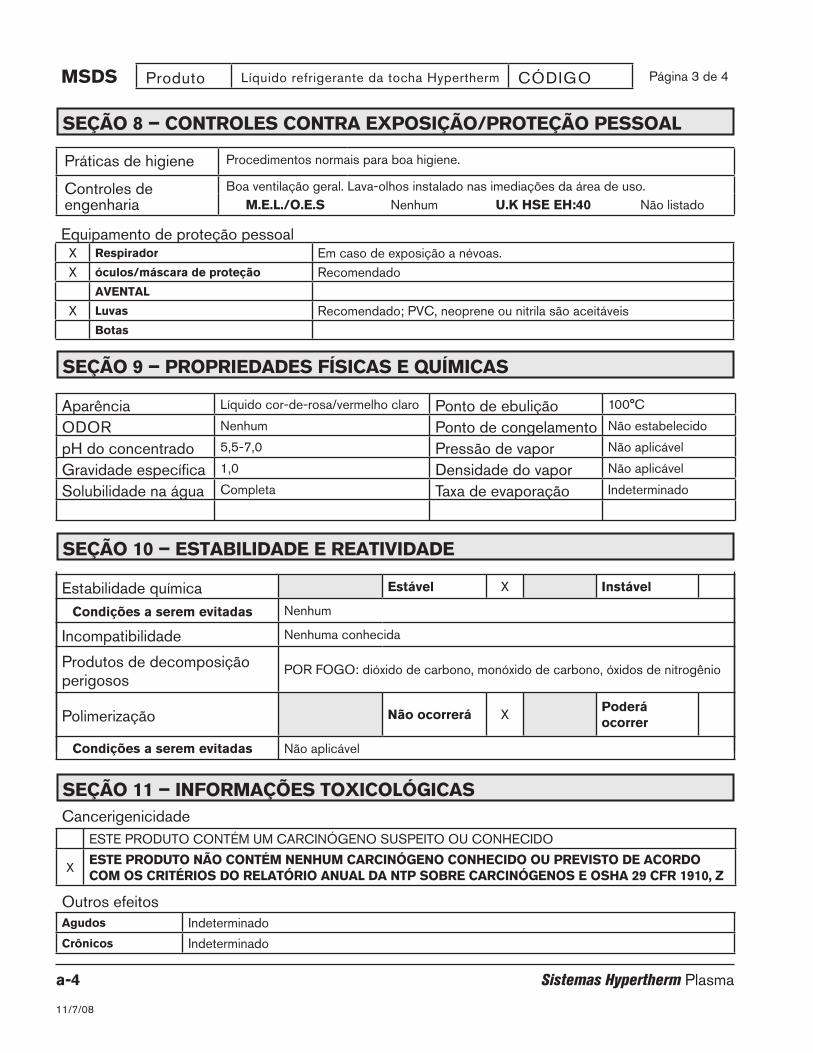
11/7/08
a-4 Sistemas Hypertherm Plasma
SEÇÃO 8 – CONTROLES CONTRA EXPOSIÇÃO/PROTEÇÃO PESSOAL
SEÇÃO 9 – PROPRIEDADES FÍSICAS E QUÍMICAS
SEÇÃO 10 – ESTABILIDADE E REATIVIDADE
SEÇÃO 11 – INFORMAÇÕES TOXICOLÓGICAS
MSDS Produto Líquido refrigerante da tocha Hypertherm CÓDIGO Página 3 de 4
Práticas de higiene Procedimentos normais para boa higiene.
Controles de engenharia
Boa ventilação geral. Lava-olhos instalado nas imediações da área de uso.M.E.L./O.E.S Nenhum U.K HSE EH:40 Não listado
Equipamento de proteção pessoalX Respirador Em caso de exposição a névoas.X óculos/máscara de proteção Recomendado
AVENTAL
X Luvas Recomendado; PVC, neoprene ou nitrila são aceitáveisBotas
Aparência Líquido cor-de-rosa/vermelho claro Ponto de ebulição 100°C
ODOR Nenhum Ponto de congelamento Não estabelecido
pH do concentrado 5,5-7,0 Pressão de vapor Não aplicável
Gravidade específica 1,0 Densidade do vapor Não aplicável
Solubilidade na água Completa Taxa de evaporação Indeterminado
Estabilidade química Estável X Instável
Condições a serem evitadas Nenhum
Incompatibilidade Nenhuma conhecida
Produtos de decomposição perigosos
POR FOGO: dióxido de carbono, monóxido de carbono, óxidos de nitrogênio
Polimerização Não ocorrerá X Poderá
ocorrer
Condições a serem evitadas Não aplicável
CancerigenicidadeESTE PRODUTO CONTÉM UM CARCINÓGENO SUSPEITO OU CONHECIDO
X ESTE PRODUTO NÃO CONTÉM NENHUM CARCINÓGENO CONHECIDO OU PREVISTO DE ACORDO
COM OS CRITÉRIOS DO RELATÓRIO ANUAL DA NTP SOBRE CARCINÓGENOS E OSHA 29 CFR 1910, Z
Outros efeitosAgudos IndeterminadoCrônicos Indeterminado

SEÇÃO 12 – INFORMAÇÕES ECOLÓGICAS
SEÇÃO 13 – CONSIDERAÇÕES SOBRE ELIMINAÇÃO
SEÇÃO 14 – INFORMAÇÕES SOBRE TRANSPORTE
SEÇÃO 15 – INFORMAÇÕES REGULAMENTARES
SEÇÃO 16 – OUTRAS INFORMAÇÕES
As informações contidas nesta MSDS se referem somente ao material específico designado e têm relação com qualquer outro
processo ou uso que envolva outros materiais. Essas informações são baseadas em dados tidos como confiáveis, e o Produto
se destina ao uso habitual e razoavelmente previsível. Já que o uso e a administração reais estão fora do nosso controle,
a Hypertherm, Inc., não dá garantia, expressa ou implícita, e não assume responsabilidade em relação ao uso dessas informações.
11/7/08
Sistemas Hypertherm Plasma a-5
MSDS Produto Líquido refrigerante da tocha Hypertherm CÓDIGO Página 4 de 4
Classificação da Agencia Nacional de Proteção contra Incêndio dos USA1 AZUL Perigo à saúde0 VERMELHO Inflamabilidade0 AMARELO Reatividade— BRANCO Perigo especial
STATUS REGULAMENTAR: benzotriazol1. Informações do rótulo Irritante2. Frases R R 36/37/38, 223. Frases S S 24/25, 264. Nº EI NECS Não listado5. Classificação EC anexo 1 Nenhum6. WGK alemã —
Classificação do Departamento de Transporte dos EUA
Perigoso Não perigoso X
Descrição Não aplicável
Método de eliminação de resíduos
O material residual deve ser eliminado de acordo com as exigências legislativas nacionais/regionais.
Classificação RCRA (Ato de Recuperação e Conservação de Recursos)
Não perigoso
Recipiente para reciclagem Sim X CÓDIGO 2 – HDPE Não
BiodegradabilidadeConsiderado
biodegradávelNão biodegradável
Valor CBO/NQO Não estabelecido
EcotoxicidadeConforme registrado para benzotriazol 100%: Bluegill sunfish (96 h Tlm):28 mg/l; Minnow (96 h Tlm): 28 mg/l; Truta (96 h DL 50): 39 mg/l; Algas (96 h EC 50): 15,4 mg/l; Daphina magna (48 h DL 50): 141,6 mg/l

11/7/08
a-6 Sistemas Hypertherm Plasma
Ponto de congelamento da solução de propileno glicol
0 10 20 30 40 50 60
-57
-51
-46
-40
-34
-29
-23
-18
-12
-7
-1
4
Tem
pera
tura
% de propileno glicol
°C

HPR260XD Gás automático Manual de instruções b-1
Apêndice B
Protocolo de interfAce do cnc
Nesta seção:
Hardware da interface ..............................................................................................................................................................................b-2Lista de sinais .............................................................................................................................................................................................b-2
Sinais ..................................................................................................................................................................................................b-2Hardware ...........................................................................................................................................................................................b-3Fiação multiponto ............................................................................................................................................................................b-4Endereçamento multiponto ...........................................................................................................................................................b-5
Comandos seriais ......................................................................................................................................................................................b-5Formato ..............................................................................................................................................................................................b-5Enquadramento ................................................................................................................................................................................b-5Comandos .........................................................................................................................................................................................b-5Tabelas de comandos .....................................................................................................................................................................b-6Respostas a erros ........................................................................................................................................................................ b-19Cálculo de somas de verificação .............................................................................................................................................. b-19
Códigos de erro ...................................................................................................................................................................................... b-20Códigos de status .................................................................................................................................................................................. b-23Códigos de tipos de gás ....................................................................................................................................................................... b-23Requisitos do CNC ................................................................................................................................................................................ b-24
Console de gás automático ....................................................................................................................................................... b-24Diretrizes da interface serial ................................................................................................................................................................. b-25

APêndice B – Protocolo de interfAce do cnc
b-2 HPR260XD Gás automático Manual de instruções
Hardware da interface• A interface usará uma combinação de sinais isolados (5 entradas, 3 saídas e 24 VCC ativa baixa) e uma
interface RS422 endereçável.
• O hardware fornecerá 4 endereços exclusivos, permitindo que 4 sistemas sejam conectados a uma porta serial do CNC. O mecanismo de endereçamento estará dentro da fonte de alimentação em uma PCB. (Nota: Um total de 32 pontos de E/S [20 entradas, 12 saídas] será necessário para 4 sistemas.)
• O hardware do RS422 terá um transmissor de três estados para se desconectar da linha quando não estiver se comunicando.
• Orifícios de montagem para a área da placa de interface do plasma CommandTHC.
• É necessária uma interface compatível com o CommandTHC/HD4070.
lista de sinais
Sinais
nome do sinal tipo descrição
Partida de plasma Entrada Quando ativo, o sistema de plasma acenderá um arco.
Movimento da máquina 1 Saída Indica que o arco foi transferido para a chapa. Este sinal é selecionado por um jumper na placa de controle da fonte de alimentação. Apenas 1 sinal de movimento é necessário por sistema. Os sinais de movimento restantes podem ser usados para ligar vários sistemas em uma configuração daisy-chain.
Movimento da máquina 2 Saída Indica que o arco foi transferido para a chapa. Este sinal é selecionado por um jumper na placa de controle da fonte de alimentação. Apenas 1 sinal de movimento é necessário por sistema. Os sinais de movimento restantes podem ser usados para ligar vários sistemas em uma configuração daisy-chain.
Movimento da máquina 3 Saída Indica que o arco foi transferido para a chapa. Este sinal é selecionado por um jumper na placa de controle da fonte de alimentação. Apenas 1 sinal de movimento é necessário por sistema. Os sinais de movimento restantes podem ser usados para ligar vários sistemas em uma configuração daisy-chain.
Movimento da máquina 4 Saída Indica que o arco foi transferido para a chapa. Este sinal é selecionado por um jumper na placa de controle da fonte de alimentação. Apenas 1 sinal de movimento é necessário por sistema. Os sinais de movimento restantes podem ser usados para ligar vários sistemas em uma configuração daisy-chain.
Conter ignição Entrada Quando ativo, o sistema permanecerá em pré-fluxo e atrasará a ignição da tocha. O sinal deverá ser aplicado simultaneamente ao sinal de partida.
Erro no sistema Saída Indica que houve um erro no sistema de plasma. Use a interface serial para consultar o número do código de erro específico.
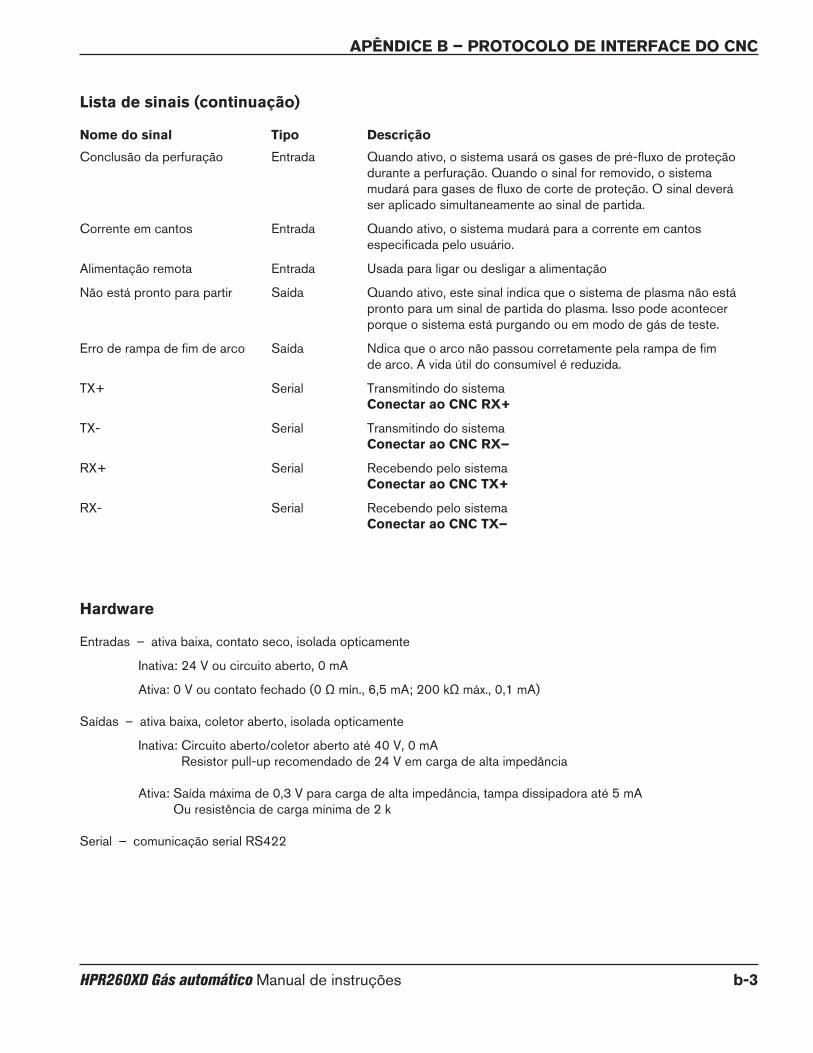
APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-3
Conclusão da perfuração Entrada Quando ativo, o sistema usará os gases de pré-fluxo de proteção durante a perfuração. Quando o sinal for removido, o sistema mudará para gases de fluxo de corte de proteção. O sinal deverá ser aplicado simultaneamente ao sinal de partida.
Corrente em cantos Entrada Quando ativo, o sistema mudará para a corrente em cantos especificada pelo usuário.
Alimentação remota Entrada Usada para ligar ou desligar a alimentação
Não está pronto para partir Saída Quando ativo, este sinal indica que o sistema de plasma não está pronto para um sinal de partida do plasma. Isso pode acontecer porque o sistema está purgando ou em modo de gás de teste.
Erro de rampa de fim de arco Saída Ndica que o arco não passou corretamente pela rampa de fim de arco. A vida útil do consumível é reduzida.
TX+ Serial Transmitindo do sistema conectar ao cnc rX+
TX- Serial Transmitindo do sistema conectar ao cnc rX–
RX+ Serial Recebendo pelo sistema conectar ao cnc tX+
RX- Serial Recebendo pelo sistema conectar ao cnc tX–
lista de sinais (continuação)
nome do sinal tipo descrição
Hardware
Entradas – ativa baixa, contato seco, isolada opticamente
Inativa: 24 V ou circuito aberto, 0 mA
Ativa: 0 V ou contato fechado (0 Ω mín., 6,5 mA; 200 kΩ máx., 0,1 mA)
Saídas – ativa baixa, coletor aberto, isolada opticamente
Inativa: Circuito aberto/coletor aberto até 40 V, 0 mAResistor pull-up recomendado de 24 V em carga de alta impedância
Ativa: Saída máxima de 0,3 V para carga de alta impedância, tampa dissipadora até 5 mAOu resistência de carga mínima de 2 k
Serial – comunicação serial RS422

APêndice B – Protocolo de interfAce do cnc
b-4 HPR260XD Gás automático Manual de instruções
fiação multiponto
Partida de plasma
Conter ignição
Conclusão da perfuração
Corrente em cantos
Movimento da máquina 1
Movimento da máquina 2
Movimento da máquina 3
Movimento da máquina 4
Erro no sistemaErro na rampa de fim de arco
RS422 serialAlimentação remota “ativada/desativada”
Sistema HPR 1
Alimentação remota “ativada/desativada”
Sistema HPR 2
CNC
Alimentação remota “ativada/desativada”
Sistema HPR 3
Alimentação remota “ativada/desativada”
Sistema HPR 4
––DB37
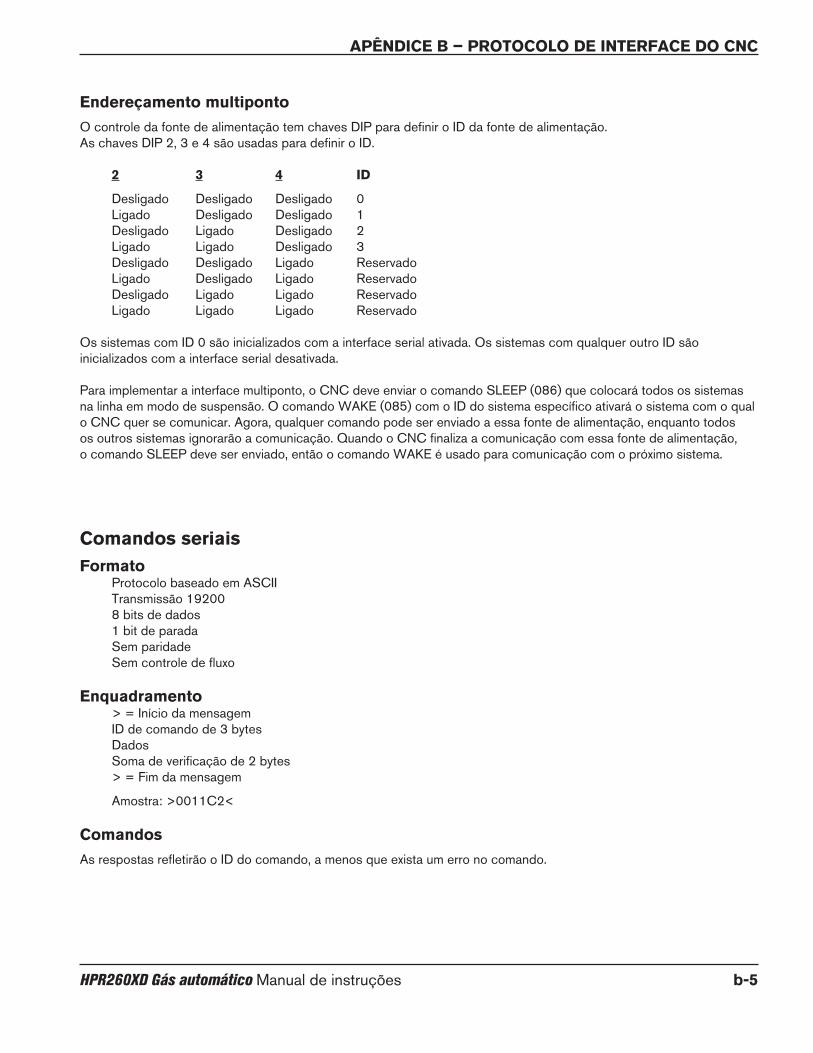
APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-5
endereçamento multipontoO controle da fonte de alimentação tem chaves DIP para definir o ID da fonte de alimentação. As chaves DIP 2, 3 e 4 são usadas para definir o ID.
2 3 4 id
Desligado Desligado Desligado 0Ligado Desligado Desligado 1Desligado Ligado Desligado 2Ligado Ligado Desligado 3Desligado Desligado Ligado ReservadoLigado Desligado Ligado ReservadoDesligado Ligado Ligado ReservadoLigado Ligado Ligado Reservado
Os sistemas com ID 0 são inicializados com a interface serial ativada. Os sistemas com qualquer outro ID são inicializados com a interface serial desativada.
Para implementar a interface multiponto, o CNC deve enviar o comando SLEEP (086) que colocará todos os sistemas na linha em modo de suspensão. O comando WAKE (085) com o ID do sistema específico ativará o sistema com o qual o CNC quer se comunicar. Agora, qualquer comando pode ser enviado a essa fonte de alimentação, enquanto todos os outros sistemas ignorarão a comunicação. Quando o CNC finaliza a comunicação com essa fonte de alimentação, o comando SLEEP deve ser enviado, então o comando WAKE é usado para comunicação com o próximo sistema.
comandos seriaisformato
Protocolo baseado em ASCIITransmissão 192008 bits de dados1 bit de paradaSem paridadeSem controle de fluxo
enquadramento> = Início da mensagemID de comando de 3 bytesDadosSoma de verificação de 2 bytes> = Fim da mensagem
Amostra: >0011C2<
comandosAs respostas refletirão o ID do comando, a menos que exista um erro no comando.
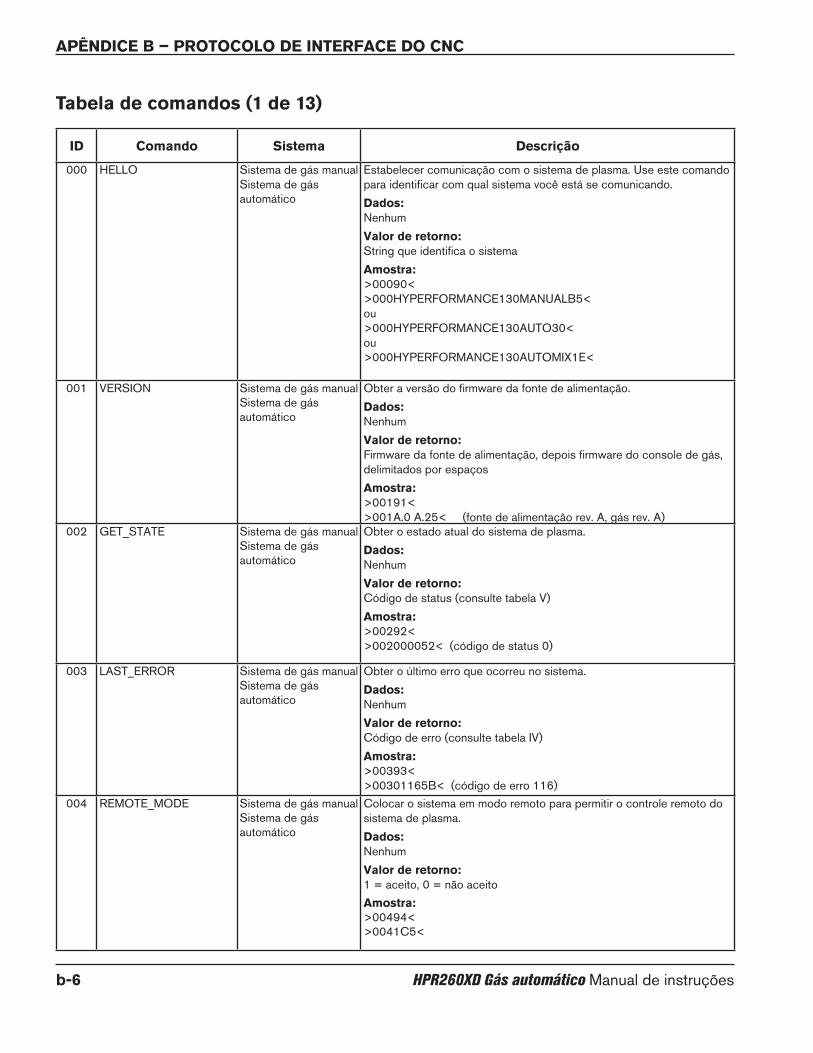
APêndice B – Protocolo de interfAce do cnc
b-6 HPR260XD Gás automático Manual de instruções
tabela de comandos (1 de 13)
id comando Sistema descrição
000 HELLO Sistema de gás manualSistema de gás automático
Estabelecer comunicação com o sistema de plasma. Use este comando para identificar com qual sistema você está se comunicando.dados:NenhumValor de retorno:String que identifica o sistemaAmostra:>00090<>000HYPERFORMANCE130MANUALB5<ou>000HYPERFORMANCE130AUTO30<ou>000HYPERFORMANCE130AUTOMIX1E<
001 VERSION Sistema de gás manualSistema de gás automático
Obter a versão do firmware da fonte de alimentação.dados:NenhumValor de retorno: Firmware da fonte de alimentação, depois firmware do console de gás, delimitados por espaçosAmostra:>00191<>001A.0 A.25< (fonte de alimentação rev. A, gás rev. A)
002 GET_STATE Sistema de gás manualSistema de gás automático
Obter o estado atual do sistema de plasma. dados:NenhumValor de retorno: Código de status (consulte tabela V)Amostra:>00292<>002000052< (código de status 0)
003 LAST_ERROR Sistema de gás manualSistema de gás automático
Obter o último erro que ocorreu no sistema.dados:NenhumValor de retorno:Código de erro (consulte tabela IV)Amostra:>00393<>00301165B< (código de erro 116)
004 REMOTE_MODE Sistema de gás manualSistema de gás automático
Colocar o sistema em modo remoto para permitir o controle remoto do sistema de plasma.dados:NenhumValor de retorno: 1 = aceito, 0 = não aceitoAmostra:>00494<>0041C5<

APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-7
id comando Sistema descrição
028 READ_PLASMA_AMPS Sistema de gás manualSistema de gás automático
Ler a corrente real da fonte de alimentação. dados:NenhumValor de retorno: Corrente da fonte de alimentação em ampèresAmostra:>0289A<>02801305E< (130 A)
058 SET_NOMINAL_AMPS Sistema de gás automático
Definir a corrente da fonte de alimentação em ampères.dados:5 A a 260 A (limitada a 130 A no HPR130) Valor de retorno: Valor real da corrente definidoAmostra:>05813031<>058013061< (definir 130 A)
064 GAS_PREFLOW_TEST_START Sistema de gás manualSistema de gás automático
Ligar os gases de pré-fluxo. Não permitido durante o corte.dados:NenhumValor de retorno: 1 = aceito, 0 = não aceitoAmostra:>0649A<>0641CB<
065 GAS_PREFLOW_TEST_STOP Sistema de gás manualSistema de gás automático
Desligar os gases de pré-fluxo. Não permitido durante o corte.dados:NenhumValor de retorno: 1 = aceito, 0 = não aceitoAmostra:>0659B<>0651CC<
066 GAS_CUTFLOW_TEST_START Sistema de gás manualSistema de gás automático
Ligar os gases do fluxo de corte. Não permitido durante o corte.dados:NenhumValor de retorno:1 = aceito, 0 = não aceitoAmostra:>0669C<>0661CD<
067 GAS_CUTFLOW_TEST_STOP Sistema de gás manualSistema de gás automático
Desligar os gases do fluxo de corte. Não permitido durante o corte.dados:NenhumValor de retorno: 1 = aceito, 0 = não aceitoAmostra:>0679D<>0671CE<)
tabela de comandos (2 de 13)
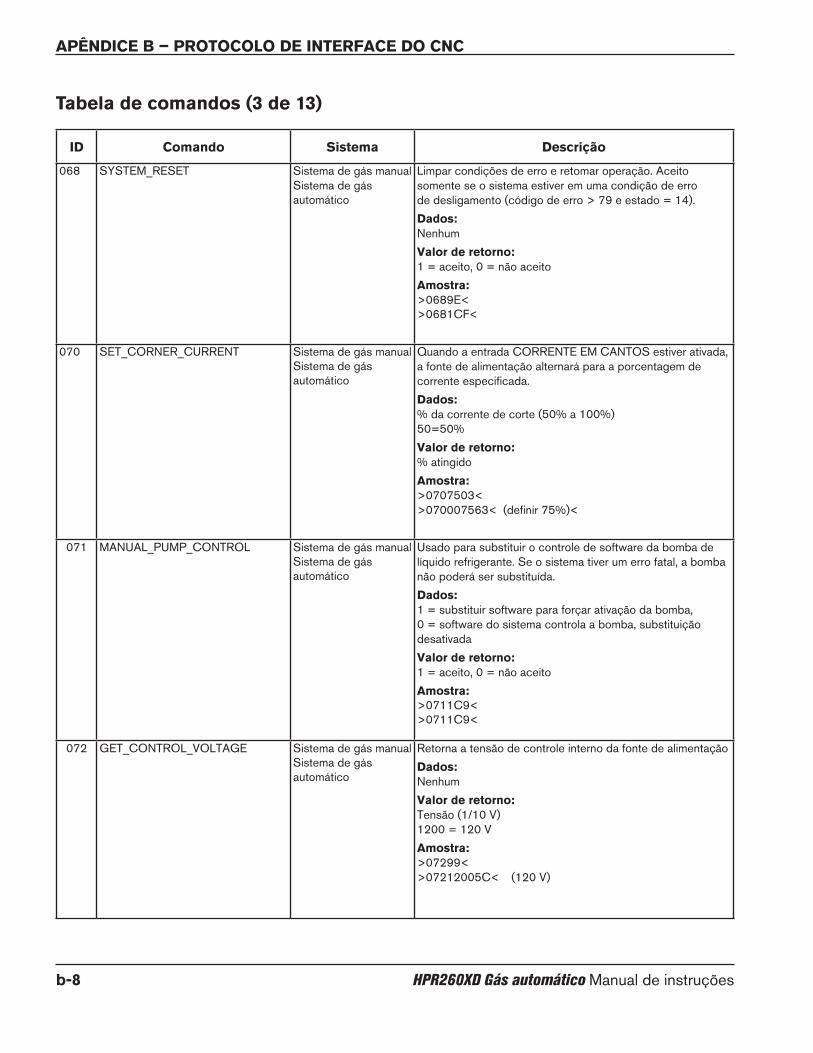
APêndice B – Protocolo de interfAce do cnc
b-8 HPR260XD Gás automático Manual de instruções
tabela de comandos (3 de 13)
id comando Sistema descrição
068 SYSTEM_RESET Sistema de gás manualSistema de gás automático
Limpar condições de erro e retomar operação. Aceito somente se o sistema estiver em uma condição de erro de desligamento (código de erro > 79 e estado = 14).dados:NenhumValor de retorno: 1 = aceito, 0 = não aceitoAmostra:>0689E<>0681CF<
070 SET_CORNER_CURRENT Sistema de gás manualSistema de gás automático
Quando a entrada CORRENTE EM CANTOS estiver ativada, a fonte de alimentação alternará para a porcentagem de corrente especificada.dados:% da corrente de corte (50% a 100%)50=50% Valor de retorno: % atingidoAmostra:>0707503<>070007563< (definir 75%)<
071 MANUAL_PUMP_CONTROL Sistema de gás manualSistema de gás automático
Usado para substituir o controle de software da bomba de líquido refrigerante. Se o sistema tiver um erro fatal, a bomba não poderá ser substituída.dados:1 = substituir software para forçar ativação da bomba, 0 = software do sistema controla a bomba, substituição desativadaValor de retorno:1 = aceito, 0 = não aceitoAmostra:>0711C9<>0711C9<
072 GET_CONTROL_VOLTAGE Sistema de gás manualSistema de gás automático
Retorna a tensão de controle interno da fonte de alimentaçãodados:NenhumValor de retorno: Tensão (1/10 V)1200 = 120 VAmostra:>07299<>07212005C< (120 V)
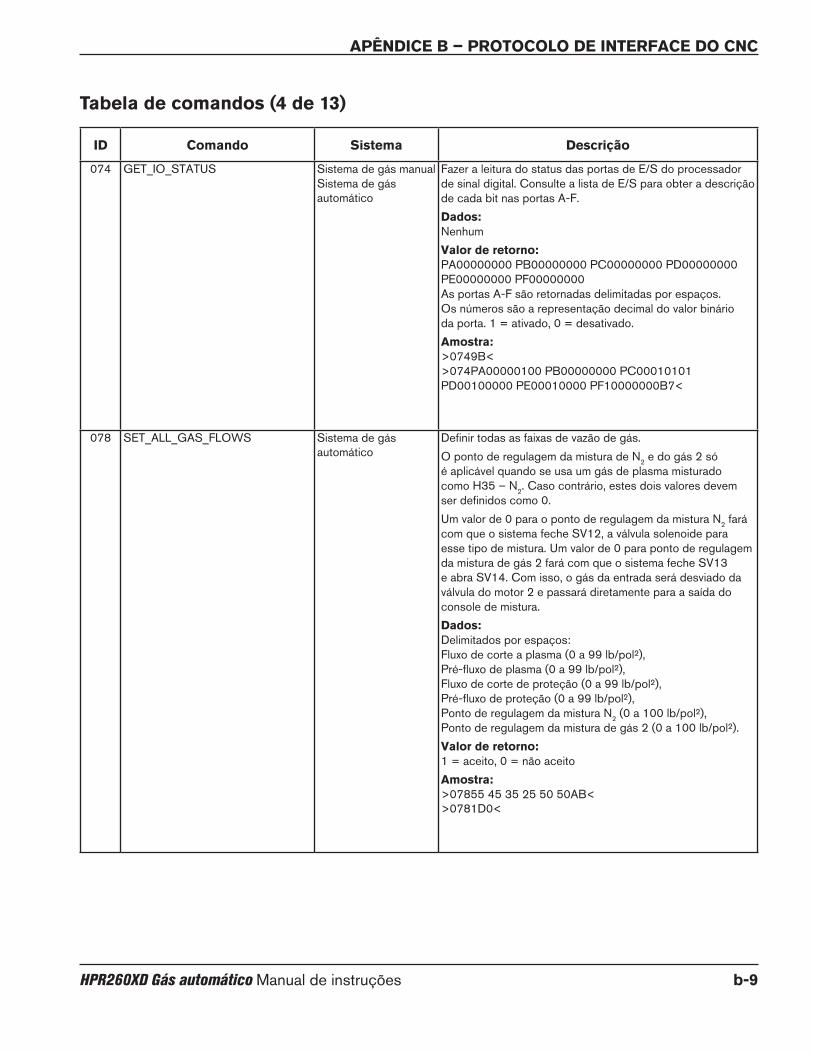
APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-9
tabela de comandos (4 de 13)
id comando Sistema descrição
074 GET_IO_STATUS Sistema de gás manualSistema de gás automático
Fazer a leitura do status das portas de E/S do processador de sinal digital. Consulte a lista de E/S para obter a descrição de cada bit nas portas A-F.dados:NenhumValor de retorno: PA00000000 PB00000000 PC00000000 PD00000000 PE00000000 PF00000000As portas A-F são retornadas delimitadas por espaços. Os números são a representação decimal do valor binário da porta. 1 = ativado, 0 = desativado.Amostra:>0749B<>074PA00000100 PB00000000 PC00010101 PD00100000 PE00010000 PF10000000B7<
078 SET_ALL_GAS_FLOWS Sistema de gás automático
Definir todas as faixas de vazão de gás. O ponto de regulagem da mistura de N2 e do gás 2 só é aplicável quando se usa um gás de plasma misturado como H35 – N2. Caso contrário, estes dois valores devem ser definidos como 0.Um valor de 0 para o ponto de regulagem da mistura N2 fará com que o sistema feche SV12, a válvula solenoide para esse tipo de mistura. Um valor de 0 para ponto de regulagem da mistura de gás 2 fará com que o sistema feche SV13 e abra SV14. Com isso, o gás da entrada será desviado da válvula do motor 2 e passará diretamente para a saída do console de mistura.dados: Delimitados por espaços: Fluxo de corte a plasma (0 a 99 lb/pol²), Pré-fluxo de plasma (0 a 99 lb/pol²), Fluxo de corte de proteção (0 a 99 lb/pol²), Pré-fluxo de proteção (0 a 99 lb/pol²),Ponto de regulagem da mistura N2 (0 a 100 lb/pol²), Ponto de regulagem da mistura de gás 2 (0 a 100 lb/pol²).Valor de retorno:1 = aceito, 0 = não aceito Amostra:>07855 45 35 25 50 50AB<>0781D0<

APêndice B – Protocolo de interfAce do cnc
b-10 HPR260XD Gás automático Manual de instruções
tabela de comandos (5 de 13)
id comando Sistema descrição
079 GET_PS_INFO Sistema de gás manualSistema de gás automático
Retorna pressões, estado do sistema e erro do sistema, delimitados por espaçosdados:NenhumValor de retorno: Pressão do fluxo de corte a plasma (0044 = 44 lb/pol²)Pressão do pré-fluxo de plasma (0044 = 44 lb/pol²)Pressão do fluxo de corte de proteção (0044 = 44 lb/pol²)Pressão do pré-fluxo de proteção (0044 = 44 lb/pol²)Ponto de regulagem da corrente (A)Estado do sistema (consulte a tabela V) (0003 = estado 3)Erro no sistema (consulte a tabela IV) (0000 = erro 0)Pressão do gás de corte 1 (0044 = 44 lb/pol²)Pressão do gás de corte 2 (0044 = 44 lb/pol²)Pressão na entrada da mistura N2 (0044 = 44 lb/pol²)Pressão na entrada da mistura de gás 2 (0044 = 44 lb/pol²)nota: Gás de corte 1, gás de corte 2, entrada da mistura N2 e entrada da mistura de gás 2 não são medidos na configuração do console de gás manual.Amostra: >079A0<>079PC0044 PP0042 SC0034 SP0035 CS0040 ST0003 ER0000 CG0000 CG0000 MV0000 MV0000DE<
084 DOWNLOAD_SOFTWARE
Não implementado atualmente nos sistemas HD4070 ou HPR
A definir Download do novo firmware no sistema de plasma.dados: A definirValor de retorno: 1 = pacote aceito, 0 = não aceitoAmostra: A definir
085 WAKE Sistema de gás manualSistema de gás automático
Este comando é usado para ativar um sistema e permitir que seu transmissor se comunique em uma linha multiponto.dados: ID do sistema, definido por chaves DIP na PCB.Valor de retorno: Eco do comandoAmostra: >0850CD<>0850CD<
086 SLEEP Sistema de gás manualSistema de gás automático
Comandar todos os sistemas na linha para desconectar seus transmissores dados: NenhumValor de retorno: NenhumAmostra: >0869E< Sem resposta
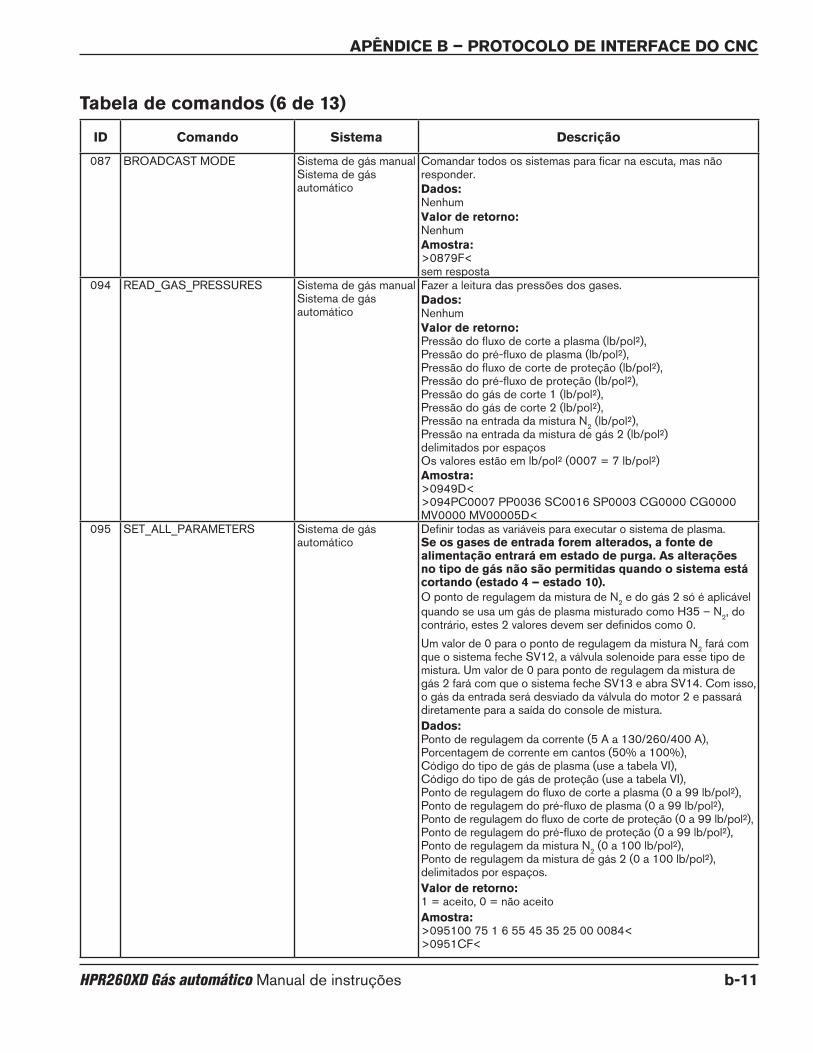
APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-11
tabela de comandos (6 de 13)
id comando Sistema descrição
087 BROADCAST MODE Sistema de gás manualSistema de gás automático
Comandar todos os sistemas para ficar na escuta, mas não responder.dados:NenhumValor de retorno:NenhumAmostra:>0879F<sem resposta
094 READ_GAS_PRESSURES Sistema de gás manualSistema de gás automático
Fazer a leitura das pressões dos gases. dados: NenhumValor de retorno: Pressão do fluxo de corte a plasma (lb/pol²), Pressão do pré-fluxo de plasma (lb/pol²), Pressão do fluxo de corte de proteção (lb/pol²), Pressão do pré-fluxo de proteção (lb/pol²), Pressão do gás de corte 1 (lb/pol²),Pressão do gás de corte 2 (lb/pol²),Pressão na entrada da mistura N2 (lb/pol²),Pressão na entrada da mistura de gás 2 (lb/pol²)delimitados por espaços Os valores estão em lb/pol² (0007 = 7 lb/pol²)Amostra: >0949D<>094PC0007 PP0036 SC0016 SP0003 CG0000 CG0000 MV0000 MV00005D<
095 SET_ALL_PARAMETERS Sistema de gás automático
Definir todas as variáveis para executar o sistema de plasma. Se os gases de entrada forem alterados, a fonte de alimentação entrará em estado de purga. As alterações no tipo de gás não são permitidas quando o sistema está cortando (estado 4 – estado 10).O ponto de regulagem da mistura de N2 e do gás 2 só é aplicável quando se usa um gás de plasma misturado como H35 – N2, do contrário, estes 2 valores devem ser definidos como 0.Um valor de 0 para o ponto de regulagem da mistura N2 fará com que o sistema feche SV12, a válvula solenoide para esse tipo de mistura. Um valor de 0 para ponto de regulagem da mistura de gás 2 fará com que o sistema feche SV13 e abra SV14. Com isso, o gás da entrada será desviado da válvula do motor 2 e passará diretamente para a saída do console de mistura.dados: Ponto de regulagem da corrente (5 A a 130/260/400 A), Porcentagem de corrente em cantos (50% a 100%), Código do tipo de gás de plasma (use a tabela VI), Código do tipo de gás de proteção (use a tabela VI), Ponto de regulagem do fluxo de corte a plasma (0 a 99 lb/pol²), Ponto de regulagem do pré-fluxo de plasma (0 a 99 lb/pol²), Ponto de regulagem do fluxo de corte de proteção (0 a 99 lb/pol²), Ponto de regulagem do pré-fluxo de proteção (0 a 99 lb/pol²), Ponto de regulagem da mistura N2 (0 a 100 lb/pol²), Ponto de regulagem da mistura de gás 2 (0 a 100 lb/pol²), delimitados por espaços.Valor de retorno: 1 = aceito, 0 = não aceitoAmostra: >095100 75 1 6 55 45 35 25 00 0084<>0951CF<
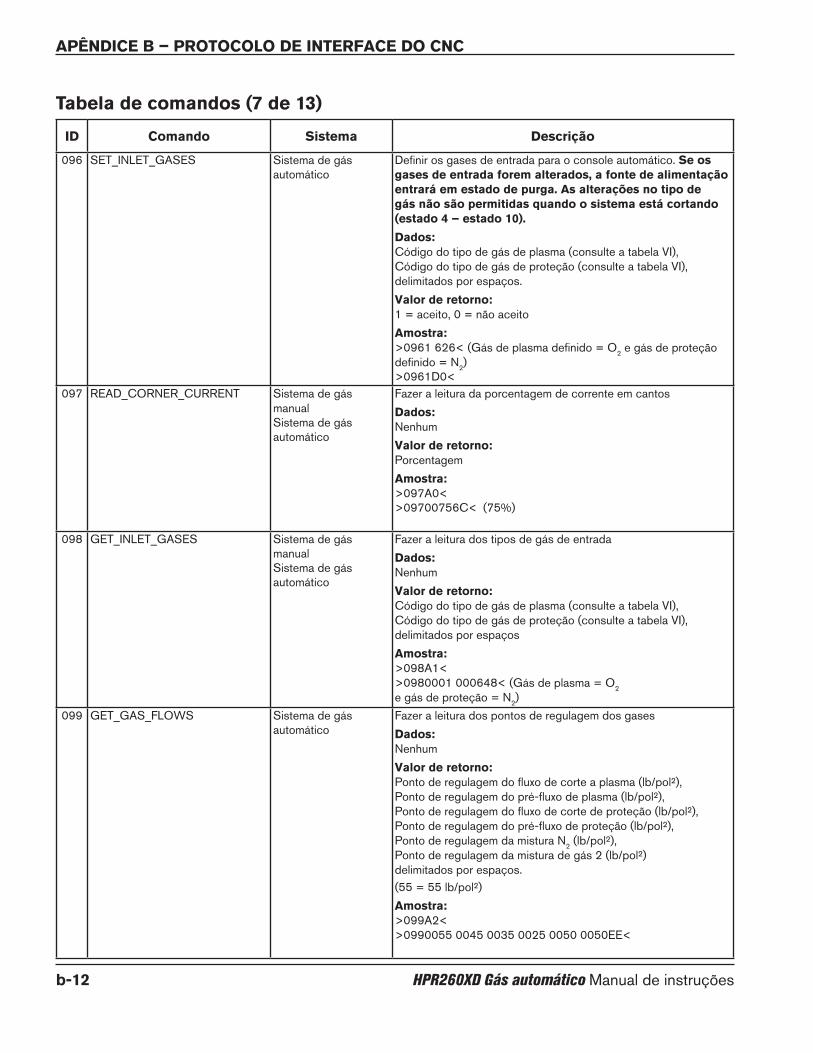
APêndice B – Protocolo de interfAce do cnc
b-12 HPR260XD Gás automático Manual de instruções
tabela de comandos (7 de 13)
id comando Sistema descrição
096 SET_INLET_GASES Sistema de gás automático
Definir os gases de entrada para o console automático. Se os gases de entrada forem alterados, a fonte de alimentação entrará em estado de purga. As alterações no tipo de gás não são permitidas quando o sistema está cortando (estado 4 – estado 10).dados: Código do tipo de gás de plasma (consulte a tabela VI), Código do tipo de gás de proteção (consulte a tabela VI), delimitados por espaços.Valor de retorno: 1 = aceito, 0 = não aceitoAmostra: >0961 626< (Gás de plasma definido = O2 e gás de proteção definido = N2)>0961D0<
097 READ_CORNER_CURRENT Sistema de gás manualSistema de gás automático
Fazer a leitura da porcentagem de corrente em cantos dados: NenhumValor de retorno: PorcentagemAmostra: >097A0<>09700756C< (75%)
098 GET_INLET_GASES Sistema de gás manualSistema de gás automático
Fazer a leitura dos tipos de gás de entrada dados: NenhumValor de retorno: Código do tipo de gás de plasma (consulte a tabela VI), Código do tipo de gás de proteção (consulte a tabela VI), delimitados por espaçosAmostra: >098A1<>0980001 000648< (Gás de plasma = O2 e gás de proteção = N2)
099 GET_GAS_FLOWS Sistema de gás automático
Fazer a leitura dos pontos de regulagem dos gases dados: NenhumValor de retorno: Ponto de regulagem do fluxo de corte a plasma (lb/pol²), Ponto de regulagem do pré-fluxo de plasma (lb/pol²), Ponto de regulagem do fluxo de corte de proteção (lb/pol²), Ponto de regulagem do pré-fluxo de proteção (lb/pol²),Ponto de regulagem da mistura N2 (lb/pol²),Ponto de regulagem da mistura de gás 2 (lb/pol²) delimitados por espaços.(55 = 55 lb/pol²)Amostra: >099A2<>0990055 0045 0035 0025 0050 0050EE<

APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-13
tabela de comandos (8 de 13)
id comando Sistema descrição
100 GET_CONTROL_DATA Sistema de gás manualSistema de gás automático
Fazer a leitura dos dados de controle interno: Chopper A usado em HPR130/HPR260Chopper B usado em HPR260A string de retorno será idêntica se o sistema for um HPR130 ou HPR260. Os dados do chopper B podem ser ignorados para HPR130.Temperatura do chopper A (A/D bruta, 0 a 1023), Temperatura do chopper B (A/D bruta, 0 a 1023), Tensão de linha (1/10 V, 0 a 2400), 240 VCA Fluxo do líquido refrigerante (1/100 gpm, 0 a 440), 4,40 gpm Temperatura do líquido refrigerante (A/D bruta, 0 a 1023), Temperatura do transformador (A/D bruta, 0 a 1023), Corrente do chopper A (0 a 130 A), Corrente do chopper B (0 a 130 A), Corrente do cabo-obra (0 a 130/260 A), Ponto de regulagem do chopper A (5 A a 130 A), Ponto de regulagem do chopper B (5 A a 130 A), PWM do chopper A (100% = 1070), PWM do chopper B (100% = 1070).dados: NenhumValor de retorno: As informações acima são delimitadas por espaços.Amostra: >10091<>100CAT0482 CBT0021 LVO0118 CFL0009 CTP0481 TTP0481 CAC0001 CBC0014 WLC0005 CAS0000 CBS0534 PWMA0000 PWMB00000B<
101 SET_IO_STATUS Sistema de gás manualSistema de gás automático
Este comando permitirá que o usuário ligue ou desligue cada saída do processador. Depois de enviar este comando, o comando SYSTEM_RESET deve ser emitido para restaurar o estado do processador. A E/S está na seguinte ordem:dados: 1 = Ativada, 0 = Desativada para cada ponto de E/SValor de retorno:1 = aceito, 0 = não aceitofonte de alimentaçãoRelé de arco pilotoRelé de surto de marcaçãoArco piloto ativadoMotor da bomba de líquido refrigerantePartida suave ativadaErro no CNCErro de rampa de fim de arco no CNCIgnitorContatorMovimento da máquina de CNCSaída sobressalente de CNCSaída sobressalenteAmostra: >101111111111111DD< = Todas as saídas ativadas>1011C3<

APêndice B – Protocolo de interfAce do cnc
b-14 HPR260XD Gás automático Manual de instruções
tabela de comandos (9 de 13)
id comando Sistema descrição
102 SET_GAS_IO_FROM_PS Sistema de gás manualSistema de gás automático
Este comando permitirá que o usuário ligue ou desligue cada saída do processador. Depois de enviar este comando, o comando SYSTEM_RESET deve ser emitido para restaurar o estado do processador. A E/S está na seguinte ordem:dados:1 = Ativada, 0 = Desativada para cada ponto de E/SValor de retorno:1 = aceito, 0 = não aceitoconsole de gás manualFluxo de corte de proteção (SV16)Derivação de calibração (SV13)Fluxo de corte a plasma 1 (SV14)Válvula da rampa de fim de arco (SV20)Pré-fluxo de proteção (SV17)Pré-fluxo de plasma (SV18)Fluxo de corte a plasma 2 (SV 19)Fluxo de corte a plasma de H35 2 (SV12)Válvula sobressalente (SV15)Fluxo de corte de proteção de O2 (SV4)Fluxo de corte de proteção de ar (SV5)Fluxo de corte de proteção de N2 (SV6)Pré-fluxo de ar (SV7)Pré-fluxo de N2 (SV8)Fluxo de corte a plasma de ar 2 (SV9)Fluxo de corte a plasma de ar 1 (SV1)Fluxo de corte a plasma de O2 1 (SV2)Fluxo de corte a plasma de H35 1 (SV3)Fluxo de corte a plasma de O2 2 (SV10)Fluxo de corte a plasma de N2 (SV11)console de gás automáticoEntrada de O2 (SV1)Entrada de ar (SV2)Entrada de ar 2 (SV3)Entrada de H5 (SV4)Entrada de H35 (SV5)Entrada de F5 (SV6)Saída sobressalente 1 (sobressalente)Válvula da rampa de fim de arco (SV16)Saída sobressalente 2 (sobressalente)Nenhuma mistura de gás 2 (SV14)Mistura de gás 2 (SV13)Mistura de N2 (SV12)Entrada de N2 2 (SV11)Entrada de ar 3 (SV10)Entrada de N2 (SV9)Entrada de ar O2 (SV8)Entrada de CH4 (SV7)Amostra: >1021111111111111111111167<>1021C4<

APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-15
tabela de comandos (10 de 13)id comando Sistema descrição
114 READ_INPUTS Sistema de gás manualSistema de gás automático
Este comando retornará o status das entradas para a PCB. dados: NenhumValor de retorno:1 = ativado, 0 = desativadofonte de alimentaçãoPrograma serialPartida de plasmaConter igniçãoFase OKDetecção de arcoConclusão da perfuraçãoCorrente em cantosPartida redundanteID0 serialID1 serialID2 serialChave DIP nº 1Chave DIP nº 5Chave DIP nº 6Chave DIP nº 7Chave DIP nº 8Sobrecorrente no chopper ASobrecorrente no chopper BAmostra: >11496<>114000000000000000000F6<
117 READ_GAS_INPUTS_FROM_PS Sistema de gás manualSistema de gás automático
Este comando permitirá que o CNC consulte a E/S do console de gás, enviando o comando para a porta serial na placa de controle da fonte de alimentação.dados:NenhumValor de retorno:1 = ativado, 0 = desativadoconsole de gás manualSeleção de erro Seleção de status Testar pré-fluxoTestar fluxo de corteID serial bit 0ID serial bit 1ID serial bit 2console de gás automáticoMedindo chave DIP 2Medindo chave DIP 3Medindo chave DIP 4Selecionar chave DIP 1 Selecionar chave DIP 2 Selecionar chave DIP 3 Selecionar chave DIP 4 Medindo chave DIP 1Amostra:>11799<>1170000000E9<

APêndice B – Protocolo de interfAce do cnc
b-16 HPR260XD Gás automático Manual de instruções
id comando Sistema descrição
121 LEAK_CHECK_MODE Sistema de gás manualSistema de gás automático
Este comando colocará o sistema no modo de vazamento. Existem 3 modos: o primeiro é o modo de verificação de vazamento na entrada. Este é usado para ver se os solenoides de entrada permitem que o gás passe através da válvula, mesmo quando estão fechados.O segundo é o modo de verificação de vazamento no sistema que executará testes em busca de vazamentos para a atmosfera dentro do sistema. O modo 3 é o teste de vazão da válvula de Burkert. Somente para consoles de gás automático.
Para o teste de vazamento de entrada, o sistema deve ter 0 lb/pol² em todos os canais de gás e manter esta pressão.
Para o teste de vazamento no sistema, o sistema deve carregar todas as linhas de gás e manter a pressão.
O teste de vazão de Burkert verifica se há um valor de PWM esperado para uma pressão definida e realiza um teste de rampa de fim de arco de gás. notA: este teste é realizado com consumíveis o2/Ar de 130 A e com a definição do processo o2/o2 de 30 A.
Cada teste leva aproximadamente 40 segundos para ser concluído.
Este comando só será aceito quando a fonte de alimentação estiver no estado IDLE2 (03).
Depois que a verificação de vazamento for concluída, o sistema deve ser definido no modo 0.
Um código de erro refletirá o estado do teste. Usando o comando GET_LAST_ERROR, você pode obter o resultado do teste.12 = Teste em andamento13 = Teste aprovado14 = Falha no canal nº 1 do gás de corte15 = Falha no canal nº 2 do gás de corte16 = Falha no teste de rampa de fim de arco de plasma
(somente teste de Burkert)17 = Falha no teste de rampa de fim de arco de proteção
(somente teste de Burkert)dados:Modo 0 = Execução
1 = Verificação de vazamento na entrada2 = Verificação de vazamento no sistema3 = Verificação de vazão de Burkert
Valor de retorno:Tempo para o teste ser executado em segundos, 0 = não aceitoAmostra:>1211C5<>12140F8<“teste de 40 segundos”
tabela de comandos (11 de 13)
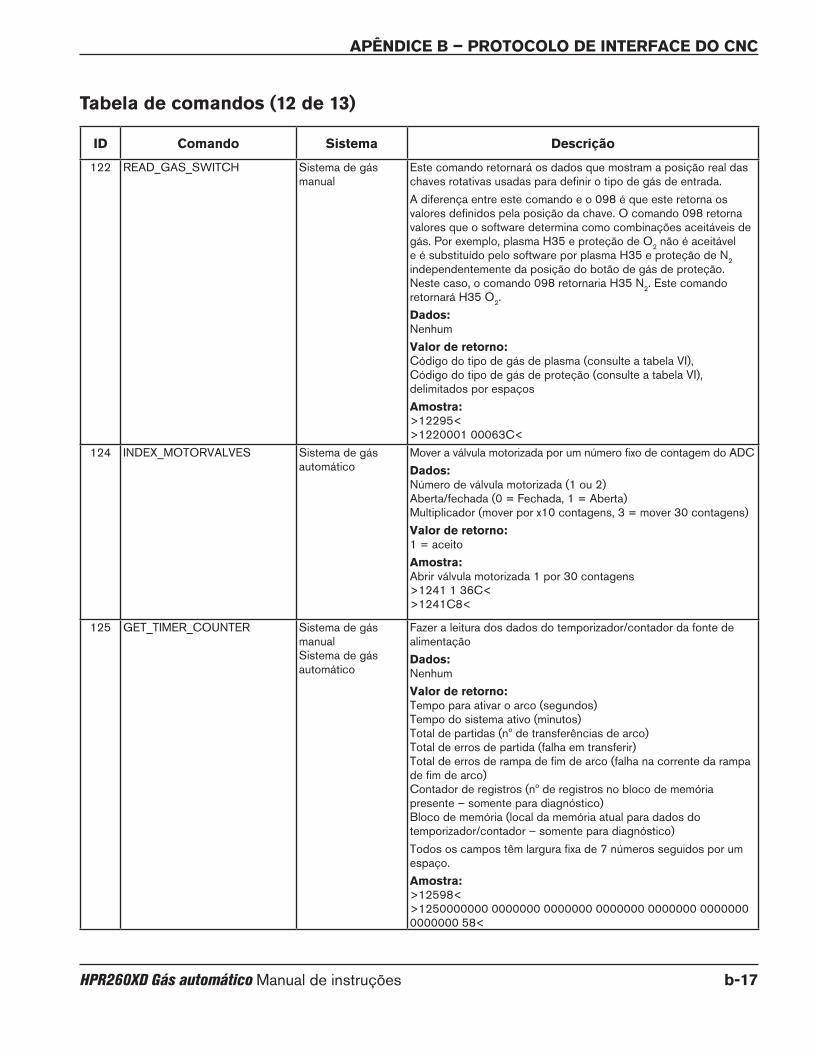
APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-17
id comando Sistema descrição
122 READ_GAS_SWITCH Sistema de gás manual
Este comando retornará os dados que mostram a posição real das chaves rotativas usadas para definir o tipo de gás de entrada.A diferença entre este comando e o 098 é que este retorna os valores definidos pela posição da chave. O comando 098 retorna valores que o software determina como combinações aceitáveis de gás. Por exemplo, plasma H35 e proteção de O2 não é aceitável e é substituído pelo software por plasma H35 e proteção de N2 independentemente da posição do botão de gás de proteção. Neste caso, o comando 098 retornaria H35 N2. Este comando retornará H35 O2.dados: NenhumValor de retorno: Código do tipo de gás de plasma (consulte a tabela VI), Código do tipo de gás de proteção (consulte a tabela VI), delimitados por espaçosAmostra: >12295<>1220001 00063C<
124 INDEX_MOTORVALVES Sistema de gás automático
Mover a válvula motorizada por um número fixo de contagem do ADCdados:Número de válvula motorizada (1 ou 2)Aberta/fechada (0 = Fechada, 1 = Aberta)Multiplicador (mover por x10 contagens, 3 = mover 30 contagens)Valor de retorno:1 = aceitoAmostra:Abrir válvula motorizada 1 por 30 contagens>1241 1 36C<>1241C8<
125 GET_TIMER_COUNTER Sistema de gás manualSistema de gás automático
Fazer a leitura dos dados do temporizador/contador da fonte de alimentaçãodados:NenhumValor de retorno:Tempo para ativar o arco (segundos)Tempo do sistema ativo (minutos)Total de partidas (nº de transferências de arco)Total de erros de partida (falha em transferir)Total de erros de rampa de fim de arco (falha na corrente da rampa de fim de arco)Contador de registros (nº de registros no bloco de memória presente – somente para diagnóstico)Bloco de memória (local da memória atual para dados do temporizador/contador – somente para diagnóstico)Todos os campos têm largura fixa de 7 números seguidos por um espaço.Amostra:>12598<>1250000000 0000000 0000000 0000000 0000000 0000000 0000000 58<
tabela de comandos (12 de 13)
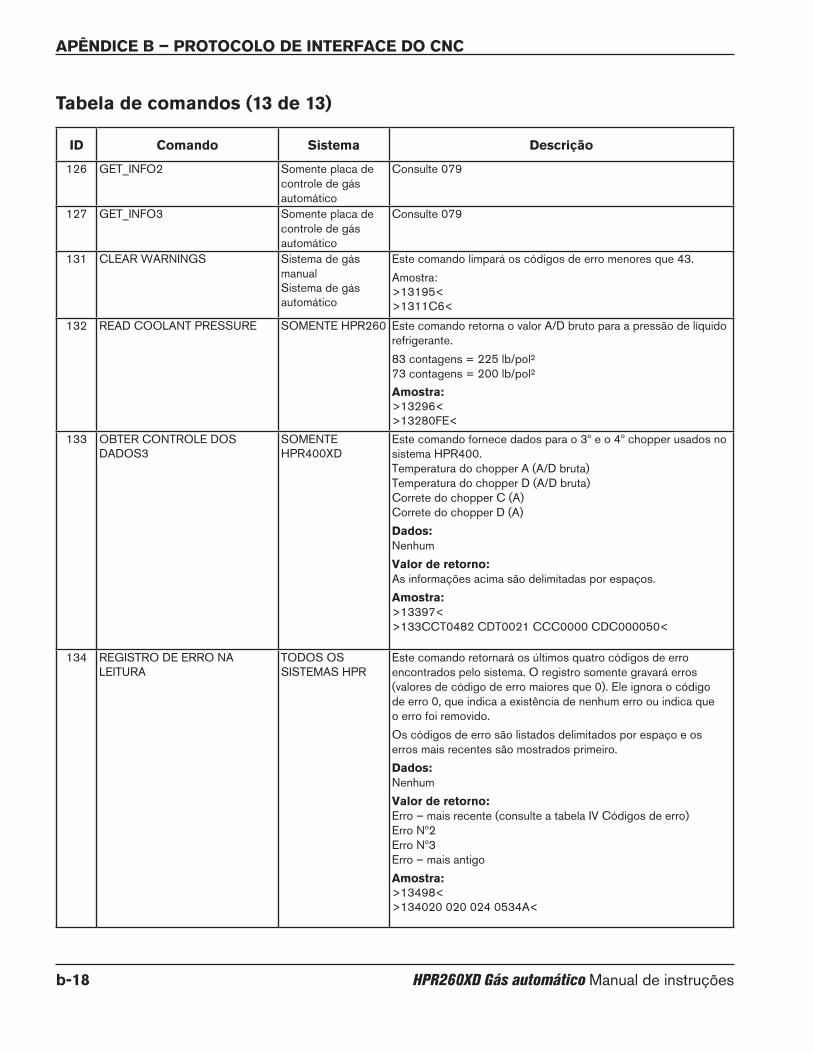
APêndice B – Protocolo de interfAce do cnc
b-18 HPR260XD Gás automático Manual de instruções
id comando Sistema descrição
126 GET_INFO2 Somente placa de controle de gás automático
Consulte 079
127 GET_INFO3 Somente placa de controle de gás automático
Consulte 079
131 CLEAR WARNINGS Sistema de gás manualSistema de gás automático
Este comando limpará os códigos de erro menores que 43.Amostra:>13195<>1311C6<
132 READ COOLANT PRESSURE SOMENTE HPR260 Este comando retorna o valor A/D bruto para a pressão de líquido refrigerante.83 contagens = 225 lb/pol²73 contagens = 200 lb/pol²Amostra:>13296<>13280FE<
133 OBTER CONTROLE DOS DADOS3
SOMENTE HPR400XD
Este comando fornece dados para o 3º e o 4º chopper usados no sistema HPR400.Temperatura do chopper A (A/D bruta) Temperatura do chopper D (A/D bruta) Correte do chopper C (A) Correte do chopper D (A)dados: NenhumValor de retorno: As informações acima são delimitadas por espaços.Amostra: >13397<>133CCT0482 CDT0021 CCC0000 CDC000050<
134 REGISTRO DE ERRO NA LEITURA
TODOS OS SISTEMAS HPR
Este comando retornará os últimos quatro códigos de erro encontrados pelo sistema. O registro somente gravará erros (valores de código de erro maiores que 0). Ele ignora o código de erro 0, que indica a existência de nenhum erro ou indica que o erro foi removido.Os códigos de erro são listados delimitados por espaço e os erros mais recentes são mostrados primeiro.dados:NenhumValor de retorno:Erro – mais recente (consulte a tabela IV Códigos de erro)Erro Nº2Erro Nº3Erro – mais antigo Amostra:>13498<>134020 020 024 0534A<
tabela de comandos (13 de 13)

APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-19
respostas a errosSe houver um problema com o comando serial, o módulo retornará um erro.
Soma de verificação incorretaID de retorno: 500Descrição: O comando serial recebido não tem a soma de verificação correta.Amostra: >00091< – a soma de verificação deve ser 90, não 91
>50095< – soma de verificação incorreta
comando inválidoID de retorno: 501Descrição: Se o módulo não reconhecer o ID do comando, ele retornará ID 501.Amostra >999AB< – ID desconhecido
>50196< – comando inválido
cálculo de somas de verificaçãoA soma de verificação é calculada somente sobre o ID e os dados do comando.
Comando HELLO: >00090<0 = 0x30 (valor ASCII para número 0)0 = 0x300 = 0x30—————Soma de verificação = 0x30 + 0x30 + 0x30 = 90
Resposta da fonte de alimentação a READ_INPUTS: >107000058<1 = 0x310 = 0x307 = 0x370 = 0x300 = 0x300 = 0x300 = 0x30—————Soma de verificação = 0x31 + 0x30 + 0x37 + 0x30 + 0x30 + 0x30 + 0x30 = 0x158 Usamos somente os 2 dígitos menos significativos, de forma que a soma de verificação = 58

APêndice B – Protocolo de interfAce do cnc
b-20 HPR260XD Gás automático Manual de instruções
códigos de erroid nome descrição
000 NENHUM ERRO O sistema está pronto para operar.
009 TESTE DO FLUXOSTATOQuando a bomba for reiniciada após um tempo limite (30 minutos sem um sinal de partida), o sistema testará o fluxostato para assegurar que haja fluxo suficiente antes de acender a tocha.
012 TESTE EM ANDAMENTO Um dos modos de teste de gás está em execução.013 TESTE APROVADO O teste foi concluído com êxito.014 FALHA NO CANAL Nº 1 DO GÁS DE CORTE A pressão do gás no canal nº 1 está caindo, o que indica um vazamento.015 FALHA NO CANAL Nº 2 DO GÁS DE CORTE A pressão do gás no canal nº 2 está caindo, o que indica um vazamento.016 FALHA DE DIMINUIÇÃO DO PLASMA A saída da bomba ultrapassou 200 lb/pol².017 FALHA DE DIMINUIÇÃO DE PROTEÇÃO A pressão de proteção não diminuiu no tempo designado.018 PRESSÃO DA BOMBA EXCEDIDA A saída da bomba ultrapassou 13,79 bar.
020 NENHUM ARCO PILOTO Nenhuma corrente detectada originária do chopper na ignição e antes do tempo limite de 1 segundo.
021 NENHUMA TRANSFERÊNCIA DE ARCO Nenhum sinal de transferência detectado antes do tempo limite de 500 ms.
024 PERDA DE CORRENTE CH1 Depois da transferência, o sinal de corrente de chopper foi perdido.025 PERDA DE CORRENTE CH2 Depois da transferência, o sinal de corrente de chopper foi perdido.026 PERDA DE TRANSFERÊNCIA Depois da transferência, o sinal de transferência foi perdido.027 PERDA DE FASE Quando o contator é ligado, não há entrada de fase.028 PERDA DE CORRENTE CH3 Depois da transferência, o sinal de corrente de chopper foi perdido.030 ERRO NO SISTEMA DE GÁS Ocorreu falha no sistema de gás.031 PERDA DE PARTIDA O sinal de partida foi perdido antes de operação em regime constante.032 TEMPO LIMITE DE CONTENÇÃO O sinal de contenção foi aplicado para mais de 60 s.
033 TEMPO LIMITE DE PRÉ-CARGA O console de gás não pôde carregar as linhas de gás com o valor correto.
042 BAIXA PRESSÃO DO NITROGÊNIO Pressão do gás nitrogênio abaixo do limite inferior de 2,07 bar – durante corte, 0,34 bar – durante marcação
044 PRESSÃO BAIXA DO GÁS DE PLASMA Pressão do gás abaixo do limite inferior de 0,34 bar – pré-fluxo 3,45 bar – fluxo de corte (corte), 0,34 bar – fluxo de corte (marcação).
045 PRESSÃO ALTA DO GÁS DE PLASMA Pressão do gás está acima do limite superior de 7,58 bar.
046 TENSÃO BAIXA DE LINHA A tensão de linha está abaixo do limite inferior de 102 VCA (120 VCA -15%).
047 TENSÃO ALTA DE LINHA A tensão da linha está acima do limite superior de 138 VCA (120 VCA +15%).
048 ERRO DE CAN Ocorreu um erro com o sistema de comunicação CAN.050 INÍCIO DO CICLO ATIVADO EM INICIALIZAÇÃO A entrada do sinal de partida está ativa durante a inicialização.053 PRESSÃO BAIXA DO GÁS DE PROTEÇÃO A pressão de gás está abaixo do limite inferior de 0,14 bar.054 PRESSÃO ALTA DO GÁS DE PROTEÇÃO A pressão de gás está acima do limite superior de 7,58 bar.
055 PRESSÃO DE ENTRADA DE MV1 A pressão de entrada da válvula motorizada 1 é menor que 3,45 bar ou maior que 9,65 bar.
056 PRESSÃO DE ENTRADA DE MV2 A pressão de entrada da válvula motorizada 2 é menor que 3,45 bar ou maior que 9,65 bar.
057 PRESSÃO DO GÁS DE CORTE 1 No Console de Seleção, a pressão de saída do gás de corte 1 está abaixo de 3,45 bar ou acima de 9,65 bar.
058 PRESSÃO DO GÁS DE CORTE 2No Console de Seleção, se a pressão de saída do gás de corte 2 está abaixo de 3,45 bar sem mistura ou acima de 1,38 bar com mistura ou acima de 9,65 bar com e sem mistura.
060 FLUXO BAIXO DE LÍQUIDO REFRIGERANTE O fluxo do líquido refrigerante é menor que os 2,3 l/min necessários.061 NENHUM TIPO DO GÁS DE PLASMA O gás de plasma não foi selecionado.

APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-21
id nome descrição
062 NENHUM TIPO DO GÁS DE PROTEÇÃO O gás de proteção não foi selecionado ou o sistema está em modo de teste.
065 SUPERAQUECIMENTO DO CHOPPER 1 O chopper nº 1 superaqueceu.066 SUPERAQUECIMENTO DO CHOPPER 2 O chopper nº 2 superaqueceu.067 SUPERAQUECIMENTO MAGNÉTICO O transformador superaqueceu.
071 SUPERAQUECIMENTO DO LÍQUIDO REFRIGERANTE O líquido refrigerante da tocha superaqueceu.
072 SUPERAQUECIMENTO DA PLACA DE CONTROLE DE GÁS AUTOMÁTICO Placa de controle excedeu 90°C.
073 SUPERAQUECIMENTO DO CHOPPER 3 O chopper nº 3 superaqueceu074 SUPERAQUECIMENTO DO CHOPPER 4 O chopper nº 4 superaqueceu
075 CORRENTE ALTA DEMAIS EM LEM 3 Uma corrente menor que 10 A foi detectada pelo sensor de corrente 3.
076 CORRENTE ALTA DEMAIS EM LEM 4 Uma corrente menor que 10 A foi detectada pelo sensor de corrente 4.
093 NENHUM FLUXO DE LÍQUIDO REFRIGERANTE O fluxo do líquido refrigerante é menor que 0,6 gpm.
095 CORRENTE BAIXA DEMAIS EM LEM 4 A corrente excedeu 35 A durante o teste do chopper
099 SUPERAQUECIMENTO DO CHOPPER 1 NA INICIALIZAÇÃO O chopper 1 indica superaquecimento na partida.
100 SUPERAQUECIMENTO DO CHOPPER 2 NA INICIALIZAÇÃO O chopper 2 indica superaquecimento na partida.
101 SUPERAQUECIMENTO MAGNÉTICO NA INICIALIZAÇÃO O transformador indica superaquecimento na partida.
102 CORRENTE DE SAÍDA NA INICIALIZAÇÃO O sinal de corrente do chopper está ativo durante a partida.
103 CORRENTE BAIXA DEMAIS EM LEM 1 Uma corrente maior que 35 A foi detectada pelo sensor de corrente 1.
104 CORRENTE BAIXA DEMAIS EM LEM 2 Uma corrente maior que 35 A foi detectada pelo sensor de corrente 2.
105 CORRENTE ALTA DEMAIS EM LEM 1 Uma corrente menor que 10 A foi detectada pelo sensor de corrente 1.
106 CORRENTE ALTA DEMAIS EM LEM 2 Uma corrente menor que 10 A foi detectada pelo sensor de corrente 2.
107 CORRENTE BAIXA DEMAIS EM LEM 3 Uma corrente maior que 35 A foi detectada pelo sensor de corrente 3.
108 TRANSFERÊNCIA DURANTE INICIALIZAÇÃO O sistema detectou corrente no cabo-obra durante a partida.
109 FLUXO DE LÍQUIDO REFRIGERANTE DURANTE INICIALIZAÇÃO
O fluxo de líquido refrigerante está a mais de 1,14 l/min. com a bomba desligada.
111 SUPERAQUECIMENTO DE FLUÍDO REFRIGERANTE DURANTE INICIALIZAÇÃO O líquido refrigerante indica superaquecimento na partida.
116 TRAVA DE ALARME Erro de comunicação de CAN.
123 ERRO DE MV 1 A válvula motorizada 1 não se moveu para a posição dentro de 60 segundos.
124 ERRO DE MV 2 A válvula motorizada 2 não se moveu para a posição dentro de 60 segundos.
133 TIPO DE CONSOLE DE GÁS DESCONHECIDO
A placa de controle da fonte de alimentação não reconhece o console de gás instalado ou não recebeu uma mensagem de CAN que identifique o tipo de console instalado.
134 SOBRECORRENTE DE CHOPPER 1 O retorno de corrente do chopper 1 ultrapassou 160 A.138 SOBRECORRENTE DE CHOPPER 2 O retorno de corrente do chopper 2 ultrapassou 160 A.139 ERRO DE TEMPO LIMITE DE ELIMINAÇÃO O ciclo de purga não foi concluído dentro de 3 minutos.

APêndice B – Protocolo de interfAce do cnc
b-22 HPR260XD Gás automático Manual de instruções
id nome descrição
140 ERRO DO TRANSDUTOR DE PRESSÃO DO GÁS AUTOMÁTICO Nº 1 Transdutor ou PCB de controle de gás automático com defeito
141 ERRO DO TRANSDUTOR DE PRESSÃO DO GÁS AUTOMÁTICO Nº 2 Transdutor ou PCB de controle de gás automático com defeito
142 ERRO DO TRANSDUTOR DE PRESSÃO DO GÁS AUTOMÁTICO Nº 3 Transdutor ou PCB de controle de gás automático com defeito
143 ERRO DO TRANSDUTOR DE PRESSÃO DO GÁS AUTOMÁTICO Nº 4 Transdutor ou PCB de controle de gás automático com defeito
144 ERRO DE MEMÓRIA FLASH INTERNA DE GÁS MANUAL Substitua a PCB de controle do console de gás manual
145 ERRO DE MEMÓRIA FLASH INTERNA DE GÁS AUTOMÁTICO Substitua a PCB de controle do console de gás automático
146 SUPERAQUECIMENTO DO CHOPPER Nº3 DURANTE INICIALIZAÇÃO O chopper nº 3 indica superaquecimento na partida
147 SUPERAQUECIMENTO DO CHOPPER Nº4 DURANTE INICIALIZAÇÃO O chopper nº 4 indica superaquecimento na partida
151 FALHA DE SOFTWARE O software detectou um estado ou condição incorreto.
152 ERRO DE FLASH INTERNO A memória do processador de sinal digital não está funcionando corretamente.
153 ERRO DE EEPROM DA FONTE A memória EEPROM na placa da fonte de alimentação não está funcionando.
154 SOBRECARGA DO CHOPPER 3 O retorno de corrente do chopper 3 ultrapassou 160 A
155 SOBRECARGA DO CHOPPER 4 O retorno de corrente do chopper 4 ultrapassou 160 A
156 CORRENTE DO CHOPPER 2 DURANTE INICIALIZAÇÃO O sinal de corrente do chopper 2 está ativo durante a partida
157 CORRENTE DO CHOPPER 3 DURANTE INICIALIZAÇÃO O sinal de corrente do chopper 3 está ativo durante a partida
158 CORRENTE DO CHOPPER 4 DURANTE INICIALIZAÇÃO O sinal de corrente do chopper 4 está ativo durante a partida
159 FALHA NA TRANSMISSÃO DO MOTORO módulo de alimentação da placa da transmissão do motor indica um alarme – isso pode ser comparado a “queimar um fusível” – e não indica necessariamente um problema com a placa.
160 FALHA DE CAN DO REFRIGERADOR DE HPR
As comunicações entre a placa de controle e a placa de transmissão da bomba/do motor foram interrompidas por mais de 1 segundo.
180 TEMPO LIMITE DE CONSOLE DE SELEÇÃO DE CAN
A fonte de alimentação não recebeu uma mensagem de CAN do Console de Seleção em 1 s.
181 TEMPO LIMITE DO Console de Medidas DE CAN
A fonte de alimentação não recebeu uma mensagem de CAN do Console de Medidas em 1 s.
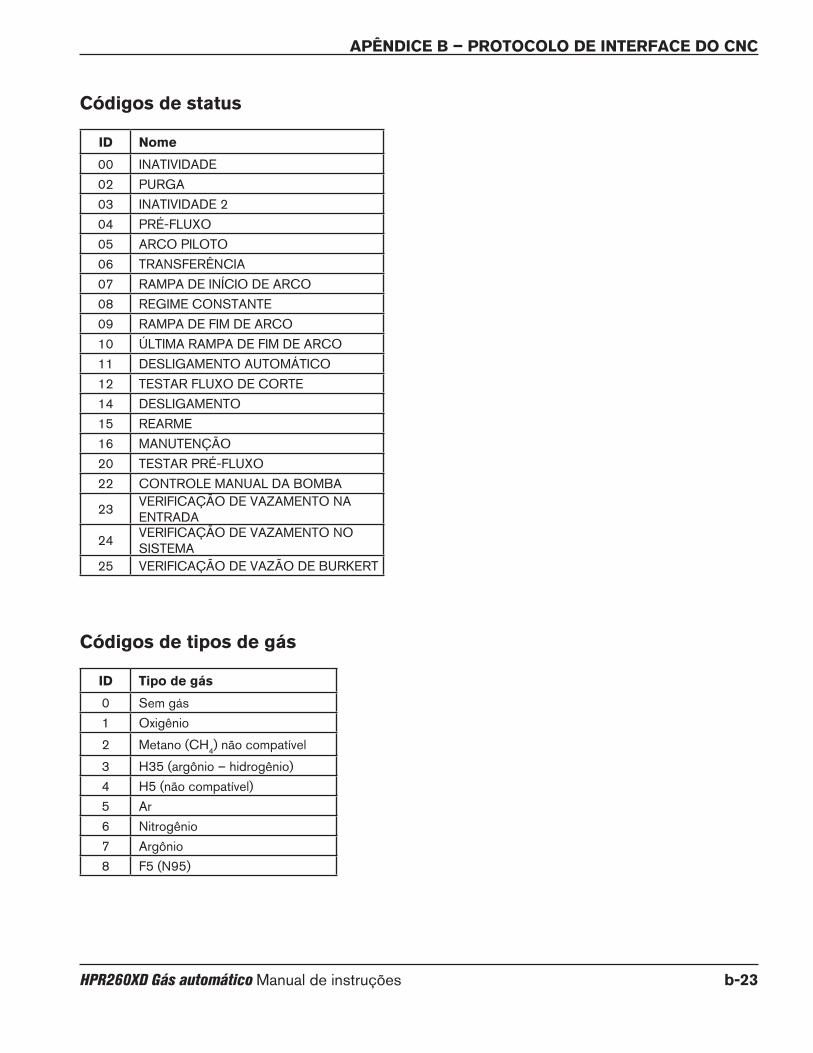
APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-23
códigos de status
códigos de tipos de gás
id nome
00 INATIVIDADE02 PURGA03 INATIVIDADE 204 PRÉ-FLUXO05 ARCO PILOTO06 TRANSFERÊNCIA07 RAMPA DE INÍCIO DE ARCO08 REGIME CONSTANTE09 RAMPA DE FIM DE ARCO10 ÚLTIMA RAMPA DE FIM DE ARCO11 DESLIGAMENTO AUTOMÁTICO12 TESTAR FLUXO DE CORTE14 DESLIGAMENTO15 REARME16 MANUTENÇÃO20 TESTAR PRÉ-FLUXO22 CONTROLE MANUAL DA BOMBA
23 VERIFICAÇÃO DE VAZAMENTO NA ENTRADA
24 VERIFICAÇÃO DE VAZAMENTO NO SISTEMA
25 VERIFICAÇÃO DE VAZÃO DE BURKERT
id tipo de gás
0 Sem gás1 Oxigênio
2 Metano (CH4) não compatível
3 H35 (argônio – hidrogênio)4 H5 (não compatível)5 Ar6 Nitrogênio7 Argônio8 F5 (N95)
APêndice B – Protocolo de interfAce do cnc
b-24 HPR260XD Gás automático Manual de instruções
requisitos do cnc
console de gás automáticoA seguir se encontra uma lista de recursos que os CNCs devem oferecer para a versão do console de gás automático do sistema de HPR. Nesta configuração do sistema, não existe controle local do sistema de plasma. Todos os ajustes e as informações de diagnóstico estarão sob o controle do CNC.
1. Exibir e ajustar o ponto de regulagem de corrente — corrente de corte, consulte o comando ID nº 95
2. Exibir e ajustar o ponto de regulagem de pré-fluxo de plasma — ajuste de pressão, consulte o comando ID nº 95
3. Exibir e ajustar o ponto de regulagem de fluxo de corte a plasma — ajuste de pressão, consulte o comando ID nº 95
4. Exibir e ajustar o ponto de regulagem de pré-fluxo de proteção — ajuste de pressão, consulte o comando ID nº 95
5. Exibir e ajustar o ponto de regulagem de fluxo de corte de proteção — ajuste de pressão, consulte o comando ID nº 95
6. Exibir e ajustar o tipo de gás de plasma — seleção do gás de entrada, consulte o comando ID nº 95
7. Exibir e ajustar o tipo de gás de proteção — seleção do gás de entrada, consulte o comando ID nº 95
8. Exibir e ajustar o ponto de regulagem da mistura de gás — ponto de regulagem de pressão, consulte o comando ID nº 95
9. Exibir o código de erro do sistema — números de códigos de erro, consulte o comando ID nº 3
10. Exibir o código do status do sistema — números de códigos de status, consulte o comando ID nº 2
11. Controle manual da bomba — desligar/ligar a bomba manualmente, consulte o comando ID nº 71
12. Exibir a versão do firmware — versão do firmware da fonte de alimentação e do console de gás, consulte o comando ID nº 1
13. Testar gases de pré-fluxo — colocar o sistema em modo de teste de gás, consulte o comando ID nº 64, 65
14. Testar gases de fluxo de corte — colocar o sistema em modo de teste de gás, consulte o comando ID nº 66, 67
15. Ligar/desligar — ligar/desligar o sistema de plasma, não um comando serial (ativo baixo, contato seco, isolado opticamente)
16. Exibir tensão de linha — consulte o comando ID nº 100
17. Exibir corrente(s) do chopper — consulte o comando ID nº 100
18. Exibir corrente do cabo-obra — consulte o comando ID nº 100
19. Exibir temperatura(s) do chopper — consulte o comando ID nº 100
20. Exibir temperatura do transformador — consulte o comando ID nº 100
21. Exibir pressões de gás — consulte o comando ID nº 79
22. Exibir faixa de vazão do líquido refrigerante — consulte o comando ID nº 100
APêndice B – Protocolo de interfAce do cnc
HPR260XD Gás automático Manual de instruções b-25
diretrizes da interface serialSoma de verificaçãoO protocolo usado para a interface serial entre o sistema Hypertherm e o CNC contém uma soma de verificação na mensagem que está sendo enviada. A soma de verificação deve ser validada para cada mensagem, a fim de garantir que as informações não estejam corrompidas.
repetições da mensagemRecomendamos repetir uma mensagem se a original não for reconhecida pelo sistema. Isso é importante em especial quando a ignição de alta frequência está ativa. A ignição de alta frequência pode ficar ativa por até 1 segundo e pode corromper a comunicação serial. É importante deixar um intervalo entre as tentativas para que o sistema possa administrar uma interrupção na comunicação serial por até 1 segundo. Outra alternativa para tratar da ignição de alta frequência é sondar o estado da fonte de alimentação usando o comando GET_STATE. Se o estado for (5 – arco piloto), pare a comunicação serial até que o estado deixe de ser (5 – arco piloto).
Blindagem do caboOptamos por usar cabos de máquina/interface serial estilo DB com revestimento de metal em alguns dos nossos sistemas mais recentes. Uma das razões para este tipo de cabo ser selecionado é devido a sua capacidade de proteção contra EMI. É importante que a integridade da blindagem deste cabo seja mantida. A blindagem fornece a proteção do sistema de ignição de alta frequência. Se as blindagens dos cabos não estiverem com as terminações corretas, a proteção não será tão eficaz. A melhor maneira de se fazer isso é garantindo que a blindagem tenha uma terminação de 360° em ambas as extremidades dos cabos. Usar um fio de dreno não proporcionará a blindagem adequada. O cabo também deve ser tão curto quanto possível e sem espiras.

APêndice B – Protocolo de interfAce do cnc
b-26 HPR260XD Gás automático Manual de instruções
HPR260XD Gás automático Manual de instruções c-1
Apêndice C
ApliCAções em robótiCA
Nesta seção:
Componentes de aplicações em robótica ...........................................................................................................................................c-2Cabos da tocha ...............................................................................................................................................................................c-2Extensão de contato ôhmico ........................................................................................................................................................c-2Capa isolante rotacional (opcional) ............................................................................................................................................c-3Invólucro de couro ...........................................................................................................................................................................c-3Tocha robótica de ensino (indicador de laser) .........................................................................................................................c-3

ApêndiCe C – ApliCAções em robótiCA
c-2 HPR260XD Gás automático Manual de instruções
Código do produto Comprimento Código do produto Comprimento223059 1,5 m 223064 12 m223060 3 m 223065 15 m223061 4,5 m 223066 22,5 m223062 6 m 223067 30 m223063 9 m 223068 45 m
extensão de contato ôhmico
Um fio de contato ôhmico de 2,4 m compõe o conjunto de cabos. As extensões podem ser encontradas na tabela abaixo
Comprimento total Condutor de gás de 6 pés
Condutor de gás de 8 pés
2 m 228514 2285162,5 m 228515 2285173 m 228475 2284823,5 m 228476 2284834,5 m 228477 2284846 m 228478 2284857,5 m 228479 22848610 m 228480 22848715 m 228481 228488
Componentes de aplicações em robótica
Cabos da tocha
Os cabos da tocha relacionados abaixo foram projetados para resistir às tensões adicionais encontradas em aplicações de robótica ou chanfro. Eles estão disponíveis em condutores de gás de 2 m ou 2,5 m.
Nota: A vida útil do consumível será reduzida se os condutores de gás de 2,5 m forem usados.
ApêndiCe C – ApliCAções em robótiCA
HPR260XD Gás automático Manual de instruções c-3
Capa isolante rotacional (opcional) – 220864
A capa rotacional foi projetada para ser usada em aplicações nas quais os cabos da tocha são torcidos repetidamente. É um componente opcional e não precisa ser usado para utilizar os cabos da tocha relacionados acima. O comprimento da capa rotacional é de 142,5 mm.
Grampo da capa isolante rotacional (opcional) – 220900
A capa rotacional tem um diâmetro maior do que as capas padrão (57 mm).
invólucro de couro – 024866
O invólucro de courp tem 3 m de extensão e foi projetado para ser instalado sobre os cabos nos quais é conectada a tocha. Isso oferece mais proteção a aplicações nas quais o metal fundido respingará nos cabos.
tocha robótica de ensino (indicador de laser) – 228394• Monte o indicador de laser na capa da tocha a fim de oferecer posicionamento e alinhamento precisos da tocha.
• Use em sistemas on-line de alinhamento robótico e de programação/ensino.

ApêndiCe C – ApliCAções em robótiCA
c-4 HPR260XD Gás automático Manual de instruções