Otimização da Rede de Vapor - fenix.tecnico.ulisboa.pt · meses. Na terceira parte verificaram-se...
83
Otimização da Rede de Vapor Susana Patrícia Dias Marques Dissertação para obtenção do Grau de Mestre em: Engenharia Química Júri Presidente: Prof. José Manuel Félix Madeira Lopes Orientador: Profª. Ana Maria de Figueiredo Alves Orientador: Doutor Renato Henriques de Carvalho Vogal: Profª Maria de Fátima Guerreiro Coelho Soares Rosa Novembro de 2012
Transcript of Otimização da Rede de Vapor - fenix.tecnico.ulisboa.pt · meses. Na terceira parte verificaram-se...
Otimização da Rede de Vapor
Susana Patrícia Dias Marques
Dissertação para obtenção do Grau de Mestre em:
Engenharia Química
Júri
Presidente: Prof. José Manuel Félix Madeira Lopes
Orientador: Profª. Ana Maria de Figueiredo Alves
Orientador: Doutor Renato Henriques de Carvalho
Vogal: Profª Maria de Fátima Guerreiro Coelho Soares Rosa
Novembro de 2012

i
Agradecimentos
Quero registar o meu apreço a todas as pessoas que de alguma maneira me ajudaram
na realização deste trabalho.
À minha família simplesmente por existirem e fazerem parte da minha vida e por nunca
deixarem de acreditar em mim e principalmente ao meu avô por todos os valores que me
ensinou e por ser a minha estrela.
À professora Ana Maria Alves por todo o apoio prestado durante a realização deste
trabalho.
Ao Doutor Renato Carvalho pela paciência, generosidade e disponibilidade para ajudar.
Aos restantes engenheiros da fábrica como: Eng.º Juscelino Tomas, Eng.º Francisco
Nunes, Eng.º Carlos Zeferino, Eng.º João Costa, Sr. Barquinha, Eng.º Cristóvão Casimiro, Sr.
Malaca Durão, Eng.º Jorge Salgueiro pela simpatia e carinho com que me receberam, bem
como toda a ajuda que me deram quando precisei.
A todos os restantes trabalhadores da Iberol que me receberam de braços abertos.
Por último, mas não menos importante, às pessoas que eu amo e que estiveram
sempre do meu lado principalmente ao meu anjo. Às restantes pessoas que acompanharam o
meu percurso não querendo correr o risco de me esquecer de alguém, vocês sabem quem são.
ii
Resumo
A empresa Iberol – Sociedade Ibérica de Biocombustíveis e Oleaginosas, S.A. já existe
desde 1967 e tem vindo desde então a inserir-se no mercado de produção de farinha e óleo de
soja. Em 2006 entrou também no mercado dos biocombustíveis através da produção de
Biodiesel. Mais tarde introduziu-se no mercado da farinha e óleo de colza.
Este trabalho teve como objetivo estudar e encontrar soluções para melhorar a
qualidade e eficiência do vapor. Com este objetivo o trabalho foi seccionado em três partes. A
primeira parte consistia no estudo e avaliação da viabilidade técnico económica da colocação
de recuperadores de calor nas caldeiras de vapor tendo como base em um estudo [1]. A
implementação de recuperador de calor na caldeira GEVA tem um investimento total de 54.404
€, utilizando capital de tesouraria com um payback de aproximadamente cinco meses. A
segunda parte deste trabalho incidia sobre a monitorização dos purgadores de todas as
unidades da fábrica e respetiva avaliação do seu comportamento. A substituição de purgadores
avariados ou inadequados levaria a um custo total de 9.422 € com um payback time de 1,2
meses. Na terceira parte verificaram-se quais as alterações que se podiam fazer à rede de
vapor. A colocação de separador de humidade na linha de vapor de biodiesel, revestimento de
equipamentos, colocação de purgadores em pontos necessários e aproveitamento de vapor de
flash, entre outros foram analisados e avaliados economicamente. Com base neste estudo foi
estabelecida uma ordem hierárquica conforme a prioridade dos projetos.
Palavras-chave: Vapor, Recuperadores de calor, Purgadores de vapor, Investimento,
Payback.

iii
Abstract
The Iberol - Sociedade Ibérica de Biocombustíveis e Oleaginosas, S.A. company, exists
since 1967 and ever since puts on the market the production of soybean meal and oil. In 2006
also entered the biofuel market through the production of Biodiesel Later, introduced rapeseed
meal and oil.
The aim of this work was to evaluate the strengths and weaknesses of the steam
network in the plant in order to find solutions to improve its quality and efficiency of its usage
With this goal the work was conducted in three independent lines. In the first part the evaluation
of the technical-economic feasibility of installing heat exchangers for heat recovery in steam
boilers, based on a previous study[1].The implementation of heat recovery on GEVA boiler
requires a total investment of 54.404 €, using treasury capital with a payback of approximately
five months. The second part of this work focused on the monitoring of steam traps of all units
of the plant aiming the evaluation of their behavior. The replacement of damaged or inadequate
steam traps would lead to a total cost of 9.422 € with a payback of 1,2 months. In the third part
of this work possible changes of the steam network such as the installation of moisture
separators in the steam line of the biodiesel unit, coating some of the equipment, installation of
steam traps in adequate points and recovery of flash steam among others were analyzed and
economically evaluated. Base on this study a hierarchy of priority projects was set.
Keywords: Steam, Heat Exchanger, Steam Traps, Investment, Payback.
iv
Índice de Conteúdos
Agradecimentos.............................................................................................................................. i
Resumo .......................................................................................................................................... ii
Abstract ......................................................................................................................................... iii
1. Objetivo ................................................................................................................................. 1
2. Estrutura ................................................................................................................................ 1
3. Introdução .............................................................................................................................. 2
3.1. Introdução à empresa ............................................................................................................ 2
3.2. Produção de biodiesel e oleaginosas .................................................................................... 2
3.2.1 Zona de preparação/extração ....................................................................................... 2
3.2.1.1 Zona de preparação .................................................................................................. 2
3.2.1.2 Zona de extração ....................................................................................................... 3
3.2.2 Unidade de produção de biodiesel ................................................................................ 4
3.3 Importância do vapor ......................................................................................................... 4
4. Recuperadores/Economizadores de Calor ........................................................................... 6
4.1 Economizadores de calor para caldeiras a gás natural .................................................... 7
4.1.1 GEVA ............................................................................................................................. 7
4.1.2 STB 1400 ..................................................................................................................... 10
4.2 Economizadores de calor para caldeiras a fuelóleo ....................................................... 11
4.2.1 STB 600 ....................................................................................................................... 12
4.2.2 STB 2000 ..................................................................................................................... 13
4.2.2.1 Aumento do fornecimento de gás e conversão da STB 2000................................. 14
5. Purgadores de vapor ........................................................................................................... 22
5.1 Generalidades ................................................................................................................ 22
5.2 Tipos de purgadores ...................................................................................................... 23
5.2.1 Purgadores mecânicos ................................................................................................ 23
5.2.2 Purgadores termostáticos ........................................................................................... 26
5.2.3 Purgadores especiais .................................................................................................. 28
5.3 Onde devem ser colocados os purgadores? .................................................................. 29
5.4 Como escolher o purgador adequado? ........................................................................... 30
5.5 Monitorização de purgadores .......................................................................................... 31
5.5.1 Medição da temperatura a montante e a jusante do purgador ................................... 32
5.5.2 Ultrassonografia .......................................................................................................... 34
5.6 Avaliação dos purgadores ............................................................................................... 37
5.6.1 Central de Vapor ......................................................................................................... 38
5.6.2 Preparação .................................................................................................................. 39
5.6.3 Extração ...................................................................................................................... 41
5.6.4 Unidade de produção de biodiesel .............................................................................. 44
5.6.5 Parque de tanques ...................................................................................................... 45
v
6. Condições das linhas de vapor da fábrica .......................................................................... 47
6.1 Revestimento de equipamentos ...................................................................................... 47
6.2 Melhorias na Unidade de Preparação ............................................................................. 51
6.2.1 Revestimento dos Expander’s ..................................................................................... 51
6.2.2 Colocação de válvulas anti-retorno ............................................................................. 54
6.3 Melhorias na Unidade de Extração ................................................................................. 54
6.3.1 Drenagem da tubagem de vapor direto....................................................................... 54
6.3.2 Drenagem coletiva de equipamentos .......................................................................... 55
6.4 Melhorias na unidade de produção de biodiesel ............................................................. 56
6.4.1 Colocação de separador de humidade ....................................................................... 56
6.4.2 Aproveitamento do vapor de flash............................................................................... 59
6.4.3 Secionamento de condensados .................................................................................. 63
6.4.4 Colocação de filtros ..................................................................................................... 64
6.5 Melhorias no Parque de tanques .................................................................................... 65
6.5.1 Colocação de purgadores de fins de linha .................................................................. 65
6.5.2 Colocação de purgadores em pontos baixos .............................................................. 66
6.5.3 Colocação de purgadores em coletores de vapor ...................................................... 67
6.5.4 Colocação de flanges cegas na válvula de ligação entre a rede de vapor e
condensados. .............................................................................................................................. 67
Bibliografia ................................................................................................................................... 72
vi
Índice de Figuras
Figura 1: Gráfico de rede para a escolha do fornecedor do recuperador de calor da caldeira
GEVA. ............................................................................................................................................ 9
Figura 2: Hierarquização dos fornecedores para o recuperador de calor GEVA. ........................ 9
Figura 3: Esquema de colocação do recuperador de calor com pré-aquecimento. ................... 12
Figura 4: Diagrama de rede para a UAG e o gasoduto. ............................................................. 18
Figura 5: Hierarquização de projetos. ......................................................................................... 19
Figura 6: Tipos de purgadores. ................................................................................................... 23
Figura 7: Funcionamento de um purgador de boia com elemento termostático de ar. .............. 24
Figura 8: Válvula eliminadora de vapor preso. ............................................................................ 24
Figura 9: Modo de funcionamento do purgador termostático de membrana. ............................. 26
Figura 10: Modo de funcionamento do purgador termostático bimetálico. ................................. 27
Figura 11: Modo de funcionamento do purgador termodinâmico. .............................................. 28
Figura 12: Pontos de colocação de purgadores de vapor. ......................................................... 29
Figura 13: Modo de colocação de purgadores numa linha de vapor. ......................................... 30
Figura 14: Diferença visual entre perda de vapor vivo e vapor flash. ......................................... 32
Figura 15: Termografia num purgador de boia. .......................................................................... 33
Figura 16: Termografia num purgador termostático .................................................................... 33
Figura 17: Aparelho VKP40 EX. .................................................................................................. 34
Figura 18: Exemplo do gráfico de resultados para uma descarga de purgador. ........................ 37
Figura 19: Percentagem de purgadores testados e não testados. ............................................. 37
Figura 20: Funcionamento para o purgador termostático desadequado (esq) e para o purgador
termostático adequado às dimensões da linha de vapor (dta). .................................................. 38
Figura 21: Funcionamento para o purgador de boia com ∆Pmáx desadequado (esq) e ∆Pmáx
corrigido (dta). ............................................................................................................................. 40
Figura 22: Purgador termostático com montagem na horizontal e na vertical. .......................... 40
Figura 23: Gráfico de funcionamento para o purgador de boia desadequado (esq) e para o
purgador de boia adequado às condições operatórias (dta). ..................................................... 41
Figura 24: Funcionamento para o purgador termostático de membrana antes da reparação
(esq) e depois da reparação (dta). .............................................................................................. 43
Figura 25: Funcionamento para o purgador termodinâmico antes (esq) e depois (dta) da
limpeza. ....................................................................................................................................... 44
Figura 26: Funcionamento para o purgador termostático de membrana com defeito (esq) e sem
defeito (dta). ................................................................................................................................ 45
Figura 27: Purgadores operacionais e defeituosos antes (esq) e depois (dta) de intervenção. 46
Figura 28: Termografia de filtros e válvulas. ............................................................................... 48
Figura 29: Camisa de isolamento para válvula. .......................................................................... 48
Figura 30: Prioridade na colocação do revestimento em válvulas e filtros. ................................ 51
Figura 31: Termografia do expander. .......................................................................................... 52
vii
Figura 32: Estágios a revestir no expander. ............................................................................... 52
Figura 33: Válvulas anti-retorno. ................................................................................................. 54
Figura 34: Modo incorreto (esq) e correto (dta) de drenagem de uma linha de vapor. .............. 55
Figura 35: Inundação dos equipamentos 1 e 2 devido à drenagem coletiva. ............................ 55
Figura 36: Condições das linhas de condensados da extração situação atual (cima) situação
recomendada (baixo). ................................................................................................................. 56
Figura 37: Esquema do separador de humidade. ....................................................................... 57
Figura 38: Separador de humidade do fornecedor D (esq) e do fornecedor E (dta). ................. 58
Figura 39: Tanque/ Separador Flash .......................................................................................... 59
Figura 40: Modo de funcionamento da bomba de condensados. ............................................... 64
Figura 41: Formação de bolsa de condensados num filtro colocado na horizontal. ................... 65
Figura 42: Acumulação de condensado num ponto baixo. ......................................................... 67
Figura 43: Rede de condensados e vapor em um dos tanques de aquecimento. ..................... 68
viii
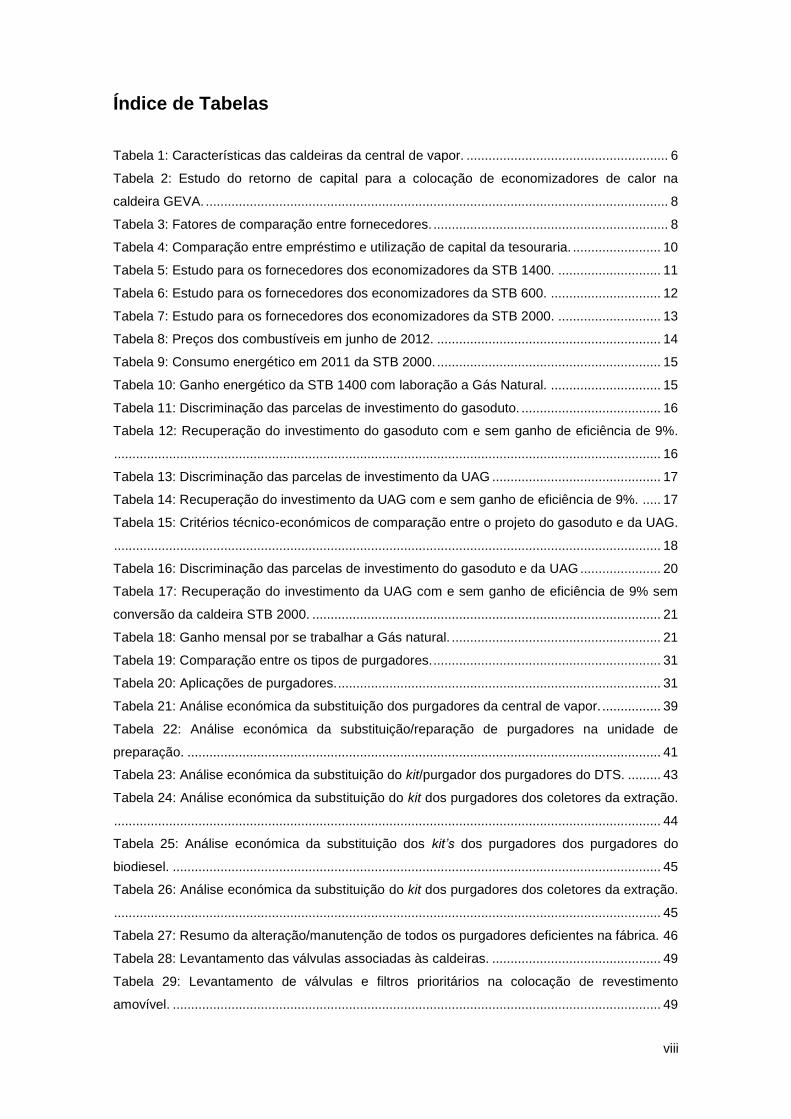
Índice de Tabelas
Tabela 1: Características das caldeiras da central de vapor. ....................................................... 6
Tabela 2: Estudo do retorno de capital para a colocação de economizadores de calor na
caldeira GEVA. .............................................................................................................................. 8
Tabela 3: Fatores de comparação entre fornecedores. ................................................................ 8
Tabela 4: Comparação entre empréstimo e utilização de capital da tesouraria. ........................ 10
Tabela 5: Estudo para os fornecedores dos economizadores da STB 1400. ............................ 11
Tabela 6: Estudo para os fornecedores dos economizadores da STB 600. .............................. 12
Tabela 7: Estudo para os fornecedores dos economizadores da STB 2000. ............................ 13
Tabela 8: Preços dos combustíveis em junho de 2012. ............................................................. 14
Tabela 9: Consumo energético em 2011 da STB 2000. ............................................................. 15
Tabela 10: Ganho energético da STB 1400 com laboração a Gás Natural. .............................. 15
Tabela 11: Discriminação das parcelas de investimento do gasoduto. ...................................... 16
Tabela 12: Recuperação do investimento do gasoduto com e sem ganho de eficiência de 9%.
..................................................................................................................................................... 16
Tabela 13: Discriminação das parcelas de investimento da UAG .............................................. 17
Tabela 14: Recuperação do investimento da UAG com e sem ganho de eficiência de 9%. ..... 17
Tabela 15: Critérios técnico-económicos de comparação entre o projeto do gasoduto e da UAG.
..................................................................................................................................................... 18
Tabela 16: Discriminação das parcelas de investimento do gasoduto e da UAG ...................... 20
Tabela 17: Recuperação do investimento da UAG com e sem ganho de eficiência de 9% sem
conversão da caldeira STB 2000. ............................................................................................... 21
Tabela 18: Ganho mensal por se trabalhar a Gás natural. ......................................................... 21
Tabela 19: Comparação entre os tipos de purgadores. .............................................................. 31
Tabela 20: Aplicações de purgadores. ........................................................................................ 31
Tabela 21: Análise económica da substituição dos purgadores da central de vapor. ................ 39
Tabela 22: Análise económica da substituição/reparação de purgadores na unidade de
preparação. ................................................................................................................................. 41
Tabela 23: Análise económica da substituição do kit/purgador dos purgadores do DTS. ......... 43
Tabela 24: Análise económica da substituição do kit dos purgadores dos coletores da extração.
..................................................................................................................................................... 44
Tabela 25: Análise económica da substituição dos kit’s dos purgadores dos purgadores do
biodiesel. ..................................................................................................................................... 45
Tabela 26: Análise económica da substituição do kit dos purgadores dos coletores da extração.
..................................................................................................................................................... 45
Tabela 27: Resumo da alteração/manutenção de todos os purgadores deficientes na fábrica. 46
Tabela 28: Levantamento das válvulas associadas às caldeiras. .............................................. 49
Tabela 29: Levantamento de válvulas e filtros prioritários na colocação de revestimento
amovível. ..................................................................................................................................... 49
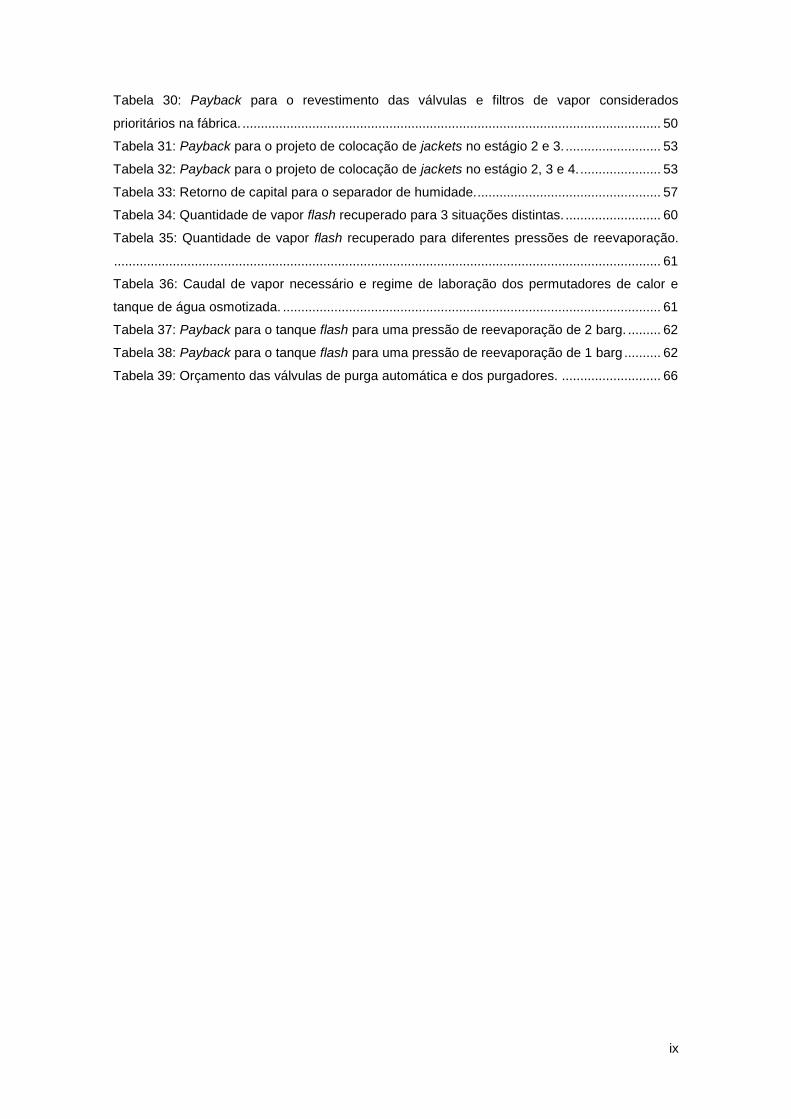
ix
Tabela 30: Payback para o revestimento das válvulas e filtros de vapor considerados
prioritários na fábrica. .................................................................................................................. 50
Tabela 31: Payback para o projeto de colocação de jackets no estágio 2 e 3. .......................... 53
Tabela 32: Payback para o projeto de colocação de jackets no estágio 2, 3 e 4. ...................... 53
Tabela 33: Retorno de capital para o separador de humidade. .................................................. 57
Tabela 34: Quantidade de vapor flash recuperado para 3 situações distintas. .......................... 60
Tabela 35: Quantidade de vapor flash recuperado para diferentes pressões de reevaporação.
..................................................................................................................................................... 61
Tabela 36: Caudal de vapor necessário e regime de laboração dos permutadores de calor e
tanque de água osmotizada. ....................................................................................................... 61
Tabela 37: Payback para o tanque flash para uma pressão de reevaporação de 2 barg. ......... 62
Tabela 38: Payback para o tanque flash para uma pressão de reevaporação de 1 barg .......... 62
Tabela 39: Orçamento das válvulas de purga automática e dos purgadores. ........................... 66
x
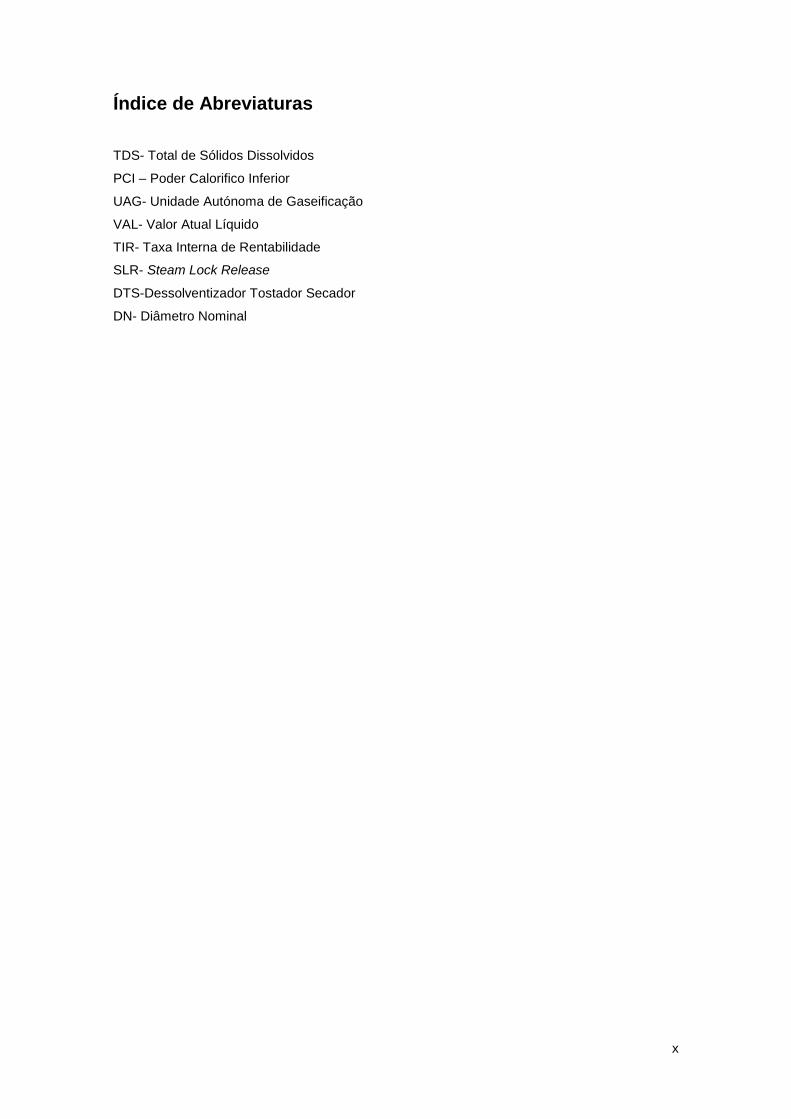
Índice de Abreviaturas
TDS- Total de Sólidos Dissolvidos
PCI – Poder Calorifico Inferior
UAG- Unidade Autónoma de Gaseificação
VAL- Valor Atual Líquido
TIR- Taxa Interna de Rentabilidade
SLR- Steam Lock Release
DTS-Dessolventizador Tostador Secador
DN- Diâmetro Nominal
1
1. Objetivo
Esta dissertação ao Mestrado Integrado em Engenharia Química tem como objetivo o
levantamento do funcionamento da rede de vapor, para análise e avaliação de possíveis
melhoramentos na mesma. Constituíram-se assim como objetivos desta tese:
i) Estudo do projeto de implementação de recuperadores de calor nas caldeiras
da central de vapor;
ii) Monitorização e avaliação dos purgadores de vapor existentes na fábrica;
iii) Possíveis alterações na rede de vapor que podiam levar a uma melhoria na
qualidade do vapor ou a uma poupança do mesmo.
2. Estrutura
Esta dissertação está dividida em quatro capítulos:
Introdução
Recuperadores/Economizadores de calor
Purgadores de vapor
Condições das linhas de vapor
Após a introdução, onde o trabalho desenvolvido é contextualizado, segue-se o
capítulo 3 respeitante aos recuperadores/economizadores de calor. Neste capítulo é descrita a
avaliação técnico-económica do projeto de colocação de recuperadores de calor nas caldeiras
a vapor tendo como base um estudo realizado anteriormente [1].
No capítulo seguinte avaliou-se e monitorizou-se o funcionamento dos purgadores de
toda a fábrica, onde se realizou uma análise económica para prever o investimento e retorno
de capital da substituição ou alteração dos purgadores para cada unidade.
Por fim, no capítulo das condições das linhas de vapor analisaram-se as redes de
vapor atuais e identificou-se quais poderiam ser os melhoramentos a implementar.
Posteriormente realizou-se a análise económica às respetivas melhorias.
2
3. Introdução
3.1. Introdução à empresa [2] [3] [4]
A IBEROL foi constituída em 1967 com a denominação social de IBEROL – Sociedade
Ibérica de Oleaginosas. Nesta altura o objetivo da empresa era a venda de sementes
oleaginosas, seus derivados e subprodutos.
Em abril de 2006 entrou no mercado dos biocombustíveis com a conclusão da
construção da fábrica de Biodiesel, passando este a ser o seu produto principal.
3.2. Produção de biodiesel e oleaginosas
As etapas e respetivas unidades mais relevantes no fabrico dos produtos da Iberol são
descritas seguidamente.
3.2.1 Zona de preparação/extração
3.2.1.1 Zona de preparação
Inicialmente a matéria-prima armazenada em silos que chega à unidade de preparação
é peneirada em dois peneiros vibratórios que separam os grãos de oleaginosas dos restantes
constituintes e impurezas arrastados na matéria-prima. O material que resulta da peneiração
passa por cinco trituradores para reduzir a dimensão dos sólidos passando em seguida para
uma zona de tratamento térmico. No tratamento térmico o grão é cozido com vapor indireto em
condicionadores onde o teor em humidade é corrigido e a sua temperatura aumentada. O novo
grão vai ser posteriormente laminado para possibilitar um melhor contacto sólido/solvente. Na
zona final da preparação os flocos resultantes do somatório das etapas anteriores vão sofrer
uma expansão para diminuição da densidade do material sólido, formando uma rede porosa e
facilitando assim a extração do óleo dos flocos. Nesta expansão utiliza-se vapor direto e
indireto. O vapor direto serve para aumentar o grau de humidade do sólido para que a
expansão seja eficiente, uma vez que essa expansão deve-se à redução brusca de pressão e
evaporação da água presente e impregnada no sólido (flash). A injeção de vapor indireto serve
para aumentar a temperatura da mistura, ajudando a diminuir a atividade da enzima urease, e
melhorando a qualidade microbiológica do produto. A diminuição da atividade da enzima
urease é de extrema importância. Embora esta enzima não seja perigosa, ao ser inativada faz
com que outros compostos não saudáveis também o sejam. Os compostos não saudáveis
presentes no grão não são tão facilmente detetados como a urease, no entanto, possuem um
nível semelhante de intolerância ao calor e, assim se não existir atividade enzimática por parte
da urease pode-se seguramente afirmar que os outros componentes prejudiciais à composição
3
do grão também foram desativados. O teste à atividade desta enzima funciona desta forma
como um método indireto.
No final, pode haver uma etapa de secagem para retificar a humidade da oleaginosa
antes de prosseguir para a etapa da extração.
3.2.1.2 Zona de extração
A zona da extração começa precisamente com a remoção do óleo da oleaginosa
floculada e expandida, utilizando um extrator e como solvente o hexano. É nesta fase que os
dois produtos do processo são separados, estando num lado o bagaço (que posteriormente
será farinha para ração animal) e do outro a miscela constituída por uma mistura de óleo e
hexano (de onde resultará o óleo para o fabrico de biodiesel).
O bagaço obtido é encaminhado para um Dessolventizador-Tostador-Secador (DTS). O
principal objetivo deste equipamento é remover o hexano presente (dessolventizar), receber
um tratamento de calor e humidade para melhorar a qualidade nutricional (tostar) e por fim
secar obtendo-se como produto final a farinha. Para a realização destas etapas é usado num
só equipamento vapor indireto, vapor direto e ar por convecção forçada.
O hexano contido na miscela tem que ser removido. Para isso, esta é destilada em três
colunas de destilação. Após estas destilações, a miscela é encaminhada para uma coluna de
stripping para afinar/remover praticamente todo o teor de hexano do óleo. As três colunas de
destilação trabalham com vapor indireto e a coluna de stripping com a adição de vapor direto
para promover uma destilação por arraste. Todos estes equipamentos operam sob vácuo a fim
de manter intactas as propriedades do óleo. O óleo bruto resultante possui quantidades
significativas de compostos orgânicos de fósforo (fosfatídeos) que têm de ser removidos
(devido à possível formação de gomas nos tanques de armazenamento em contacto com o ar).
Dos compostos fosfatídicos obtidos, 90% são insolúveis em óleo após hidratação, pelo que
antes da etapa seguinte de centrifugação adiciona-se água ao óleo e só depois se centrífuga.
O óleo resultante tem ainda de ser seco antes de ir para os tanques de armazenamento, de
onde servirá de matéria-prima para a unidade de neutralização e desgomagem química (pré-
tratamento da unidade de biodiesel). Por fim o hexano removido tem de ser purificado antes de
ser reciclado ao processo. A primeira etapa de separação (hexano/água) consiste na
condensação do hexano em vários condensadores. Também estes equipamentos estão sobre
vácuo para melhorar a eficiência da separação a baixas temperaturas. O pouco hexano que
não condensa é enviado para a zona de recuperação final do hexano onde é utilizado óleo
mineral em circuito fechado, absorvendo o restante hexano (numa coluna de absorção) e
reciclando-o ao processo.
4
3.2.2 Unidade de produção de biodiesel
O óleo que é obtido na extração é reencaminhado para a unidade de pré-tratamento da
produção de biodiesel, neutralização e desgomagem química. Este óleo tem uma acidez livre
(acidez natural dos óleos devido à presença de ácidos gordos livres) e alguns fosfatídeos não
hidratáveis que têm de se eliminados antes da unidade de transesterificação (biodiesel) dado
que são prejudiciais e influenciam no rendimento do processo. A transesterificação consiste
numa reação entre o óleo e o metanol, utilizando um catalisador para facilitar a reação. Da
reação de transesterificação obtêm-se o biodiesel que é vendido como combustível e o
subproduto desta reação, a glicerina, que é vendida como aditivo para rações animais e outros
fins.
3.3 Importância do vapor
O vapor é uma das utilidades mais usadas na indústria nomeadamente em
equipamentos onde é necessária troca térmica. Geralmente o vapor é utilizado para esta
finalidade porque apresenta as seguintes características:
i) É uma utilidade gerada a partir da água que é um fluido relativamente barato,
seguro e acessível em grande parte do mundo;
ii) É facilmente transportado por tubagens podendo percorrer grandes distâncias
entre os pontos de geração e os pontos de consumo;
iii) Permite armazenar e transportar uma quantidade de calor razoável, a uma
temperatura satisfatória à maioria dos processos industriais.
A quantidade de energia térmica total disponível no vapor (calor) é dada pela soma
entre o calor latente e o calor sensível. O calor sensível é designado pela quantidade de
energia necessária para aumentar a temperatura da água sem que esta tenha uma alteração
no seu estado físico. A quantidade de calor necessária para alterar o estado da água à sua
temperatura de ebulição é denominada de calor latente. O calor latente não envolve qualquer
alteração na temperatura da mistura vapor / água, toda a energia é usada para alterar o estado
físico da água para vapor (vapor saturado). Dependendo da pressão do vapor, o calor latente
representa entre 70 a 80% do valor total do calor aplicado. Este calor é o que vai ser cedido em
primeiro lugar a equipamentos em que se pretenda promover o aquecimento. Na indústria os
equipamentos que utilizam mais este tipo de utilidade são os permutadores de calor. Após o
fornecimento do calor latente, o vapor condensa e deve ser eliminado por purgadores de vapor
adequados à aplicação em causa. O condensado se não for eliminado contínua a transferir
energia, sob a forma de calor sensível começando a ocorrer o arrefecimento do condensado. A
drenagem dos condensados torna-se por este motivo fundamental, pois, ao haver uma
diminuição na temperatura dos condensados os equipamentos começam também a arrefecer.
5
A manutenção das temperaturas nos equipamentos é, portanto garantida por uma drenagem
adequada por parte dos purgadores de vapor.
O vapor industrial é produzido em caldeiras que necessitam de combustível para
promover a vaporização da água. No caso da empresa Iberol os combustíveis utilizados são o
gás natural ou o fuelóleo consoante a caldeira que esteja a ser utilizada. Estes combustíveis
por serem derivados do petróleo têm vindo a sofrer aumentos no seu preço ao longo dos anos
o que leva a que o preço por tonelada de vapor também sofra este aumento. Atendendo a esta
realidade e tendo em conta que esta utilidade é indispensável para o funcionamento dos
processos, cada vez se torna mais importante a adoção de medidas que levem à redução do
consumo de vapor e da quantidade de combustível necessária para a sua produção. O
aproveitamento do vapor de flash contido nos condensados provenientes da purga de
equipamentos que utilizam vapor como utilidade é uma medida bastante interessante que tem
vindo a ser implementada como resposta à necessidade de redução do consumo de vapor e de
combustíveis. Os condensados quando passam de uma pressão mais elevada para uma
pressão mais baixa formam vapor de expansão que pode ter um potencial interesse em
equipamentos que necessitem desta utilidade a baixa pressão. O vapor que se formar através
desta reevaporação é vapor que não é necessário produzir pelas caldeiras levando a uma
diminuição dos combustíveis alimentados às mesmas. Atualmente a empresa Iberol faz uso
deste reaproveitamento em todas as unidades da fábrica exceto na unidade de biodiesel. Esta
melhoria na unidade de biodiesel vai ser objeto de estudo no capítulo 6.4.2.
6
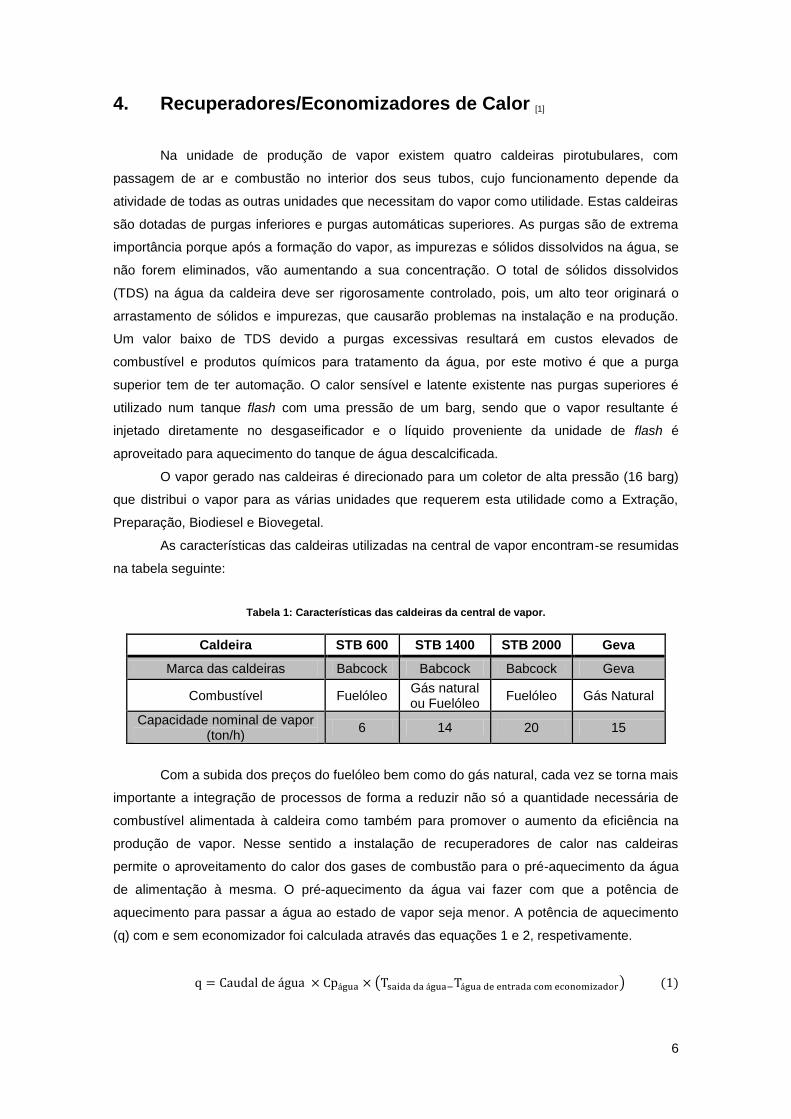
4. Recuperadores/Economizadores de Calor [1]
Na unidade de produção de vapor existem quatro caldeiras pirotubulares, com
passagem de ar e combustão no interior dos seus tubos, cujo funcionamento depende da
atividade de todas as outras unidades que necessitam do vapor como utilidade. Estas caldeiras
são dotadas de purgas inferiores e purgas automáticas superiores. As purgas são de extrema
importância porque após a formação do vapor, as impurezas e sólidos dissolvidos na água, se
não forem eliminados, vão aumentando a sua concentração. O total de sólidos dissolvidos
(TDS) na água da caldeira deve ser rigorosamente controlado, pois, um alto teor originará o
arrastamento de sólidos e impurezas, que causarão problemas na instalação e na produção.
Um valor baixo de TDS devido a purgas excessivas resultará em custos elevados de
combustível e produtos químicos para tratamento da água, por este motivo é que a purga
superior tem de ter automação. O calor sensível e latente existente nas purgas superiores é
utilizado num tanque flash com uma pressão de um barg, sendo que o vapor resultante é
injetado diretamente no desgaseificador e o líquido proveniente da unidade de flash é
aproveitado para aquecimento do tanque de água descalcificada.
O vapor gerado nas caldeiras é direcionado para um coletor de alta pressão (16 barg)
que distribui o vapor para as várias unidades que requerem esta utilidade como a Extração,
Preparação, Biodiesel e Biovegetal.
As características das caldeiras utilizadas na central de vapor encontram-se resumidas
na tabela seguinte:
Tabela 1: Características das caldeiras da central de vapor.
Caldeira STB 600 STB 1400 STB 2000 Geva
Marca das caldeiras Babcock Babcock Babcock Geva
Combustível Fuelóleo Gás natural ou Fuelóleo
Fuelóleo Gás Natural
Capacidade nominal de vapor (ton/h)
6 14 20 15
Com a subida dos preços do fuelóleo bem como do gás natural, cada vez se torna mais
importante a integração de processos de forma a reduzir não só a quantidade necessária de
combustível alimentada à caldeira como também para promover o aumento da eficiência na
produção de vapor. Nesse sentido a instalação de recuperadores de calor nas caldeiras
permite o aproveitamento do calor dos gases de combustão para o pré-aquecimento da água
de alimentação à mesma. O pré-aquecimento da água vai fazer com que a potência de
aquecimento para passar a água ao estado de vapor seja menor. A potência de aquecimento
(q) com e sem economizador foi calculada através das equações 1 e 2, respetivamente.
( )

7
( )
Com a colocação do economizador, a temperatura de alimentação à caldeira aumenta
o que leva a que a potência de aquecimento com economizador seja inferior à potência de
aquecimento sem economizador, uma vez que o diferencial de temperaturas é menor. O ganho
de potência adquirido com a execução deste projeto foi calculado através da subtração das
duas equações anteriores.
De acordo com a referência bibliográfica [1] já tinha sido estudada a viabilidade
económica da colocação de recuperadores de calor nas caldeiras. Como o projeto não foi
implementado é necessário reanalisar o mesmo.
Tendo por base os últimos dois anos de laboração da fábrica e atendendo aos valores
registados para o consumo de combustível e produção de vapor para as quatro caldeiras, com
o objetivo de contactar fornecedores de recuperadores de calor e obter o orçamento chave-na-
mão para este projeto.
Atendendo aos preços médios dos combustíveis entre junho de 2011 e junho de 2012,
o custo das ações das emissões de carbono [5] e aos orçamentos dados pelos fornecedores A,
B, C e D foi possível verificar qual o payback de cada projeto. Para além da poupança direta
que se regista através do menor consumo de combustível, existe também um ganho indireto no
que diz respeito às ações das emissões de dióxido de carbono. Ao reduzir-se o consumo do
combustível produz-se menos CO2, o que para além de ser uma vantagem a nível ambiental
também pode ser uma vantagem económica, pois permite a venda de créditos no mercado de
carbono. Neste momento o valor do carbono é de apenas 3,5 €/ton CO2, o que pode não
compensar a venda, no entanto, não deixa de ser importante contabilizar este ganho.
Com a colocação de recuperadores de calor também se melhora a qualidade das
condições da água de alimentação devido à ocorrência de menores choques térmicos
resultantes do aumento de temperatura da água à entrada da caldeira.
4.1 Economizadores de calor para caldeiras a gás natural
4.1.1 GEVA
O economizador de calor da caldeira GEVA tem o objetivo de promover o aquecimento
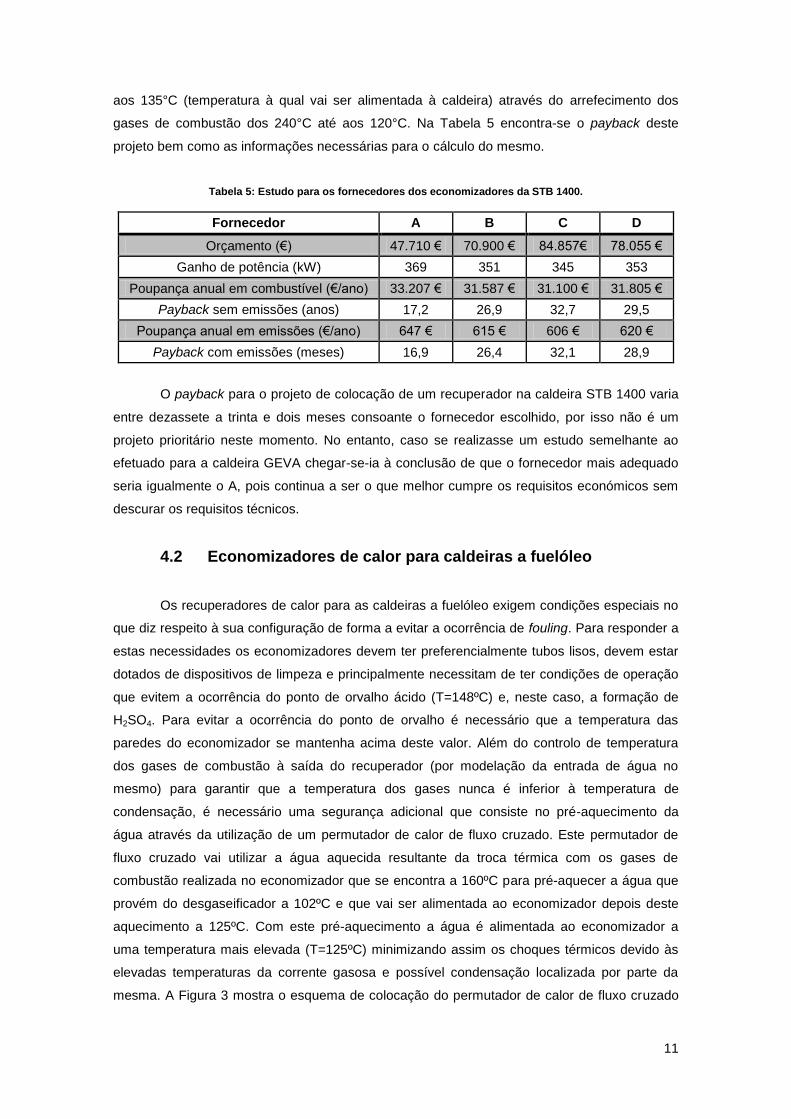
da água que provém do desgaseificador a 102°C até aos 135°C (temperatura à qual vai ser
alimentada à caldeira) através do arrefecimento dos gases de combustão dos 225°C até aos
120°C. Na Tabela 2 encontram-se os ganhos que advém deste aproveitamento energético, a
poupança anual em combustível e em emissões de dióxido de carbono que se obtém ao longo
de um ano de laboração e finalmente o payback deste projeto tendo em conta os orçamentos
disponibilizados pelos quatro fornecedores.
8
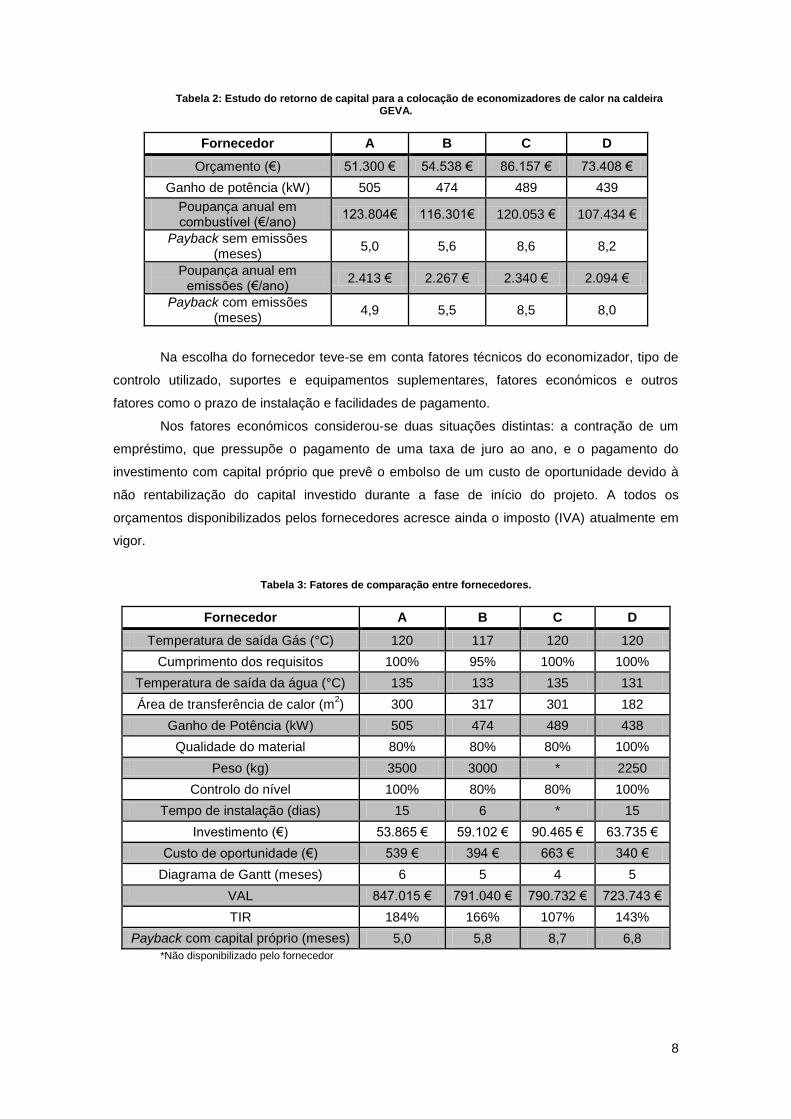
Tabela 2: Estudo do retorno de capital para a colocação de economizadores de calor na caldeira GEVA.
Fornecedor A B C D
Orçamento (€) 51.300 € 54.538 € 86.157 € 73.408 €
Ganho de potência (kW) 505 474 489 439
Poupança anual em combustível (€/ano)
123.804€ 116.301€ 120.053 € 107.434 €
Payback sem emissões (meses)
5,0 5,6 8,6 8,2
Poupança anual em emissões (€/ano)
2.413 € 2.267 € 2.340 € 2.094 €
Payback com emissões (meses)
4,9 5,5 8,5 8,0
Na escolha do fornecedor teve-se em conta fatores técnicos do economizador, tipo de
controlo utilizado, suportes e equipamentos suplementares, fatores económicos e outros
fatores como o prazo de instalação e facilidades de pagamento.
Nos fatores económicos considerou-se duas situações distintas: a contração de um
empréstimo, que pressupõe o pagamento de uma taxa de juro ao ano, e o pagamento do
investimento com capital próprio que prevê o embolso de um custo de oportunidade devido à
não rentabilização do capital investido durante a fase de início do projeto. A todos os
orçamentos disponibilizados pelos fornecedores acresce ainda o imposto (IVA) atualmente em
vigor.
Tabela 3: Fatores de comparação entre fornecedores.
Fornecedor A B C D
Temperatura de saída Gás (°C) 120 117 120 120
Cumprimento dos requisitos 100% 95% 100% 100%
Temperatura de saída da água (°C) 135 133 135 131
Área de transferência de calor (m2) 300 317 301 182
Ganho de Potência (kW) 505 474 489 438
Qualidade do material 80% 80% 80% 100%
Peso (kg) 3500 3000 * 2250
Controlo do nível 100% 80% 80% 100%
Tempo de instalação (dias) 15 6 * 15
Investimento (€) 53.865 € 59.102 € 90.465 € 63.735 €
Custo de oportunidade (€) 539 € 394 € 663 € 340 €
Diagrama de Gantt (meses) 6 5 4 5
VAL 847.015 € 791.040 € 790.732 € 723.743 €
TIR 184% 166% 107% 143%
Payback com capital próprio (meses) 5,0 5,8 8,7 6,8
*Não disponibilizado pelo fornecedor
9
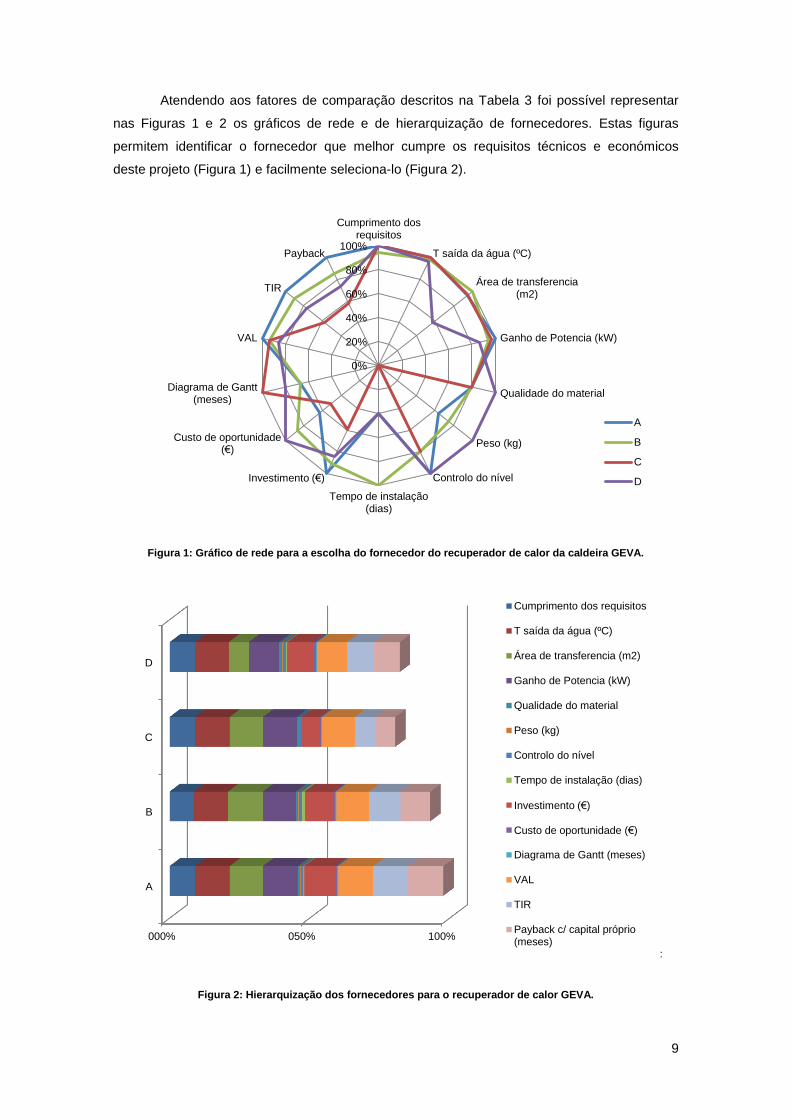
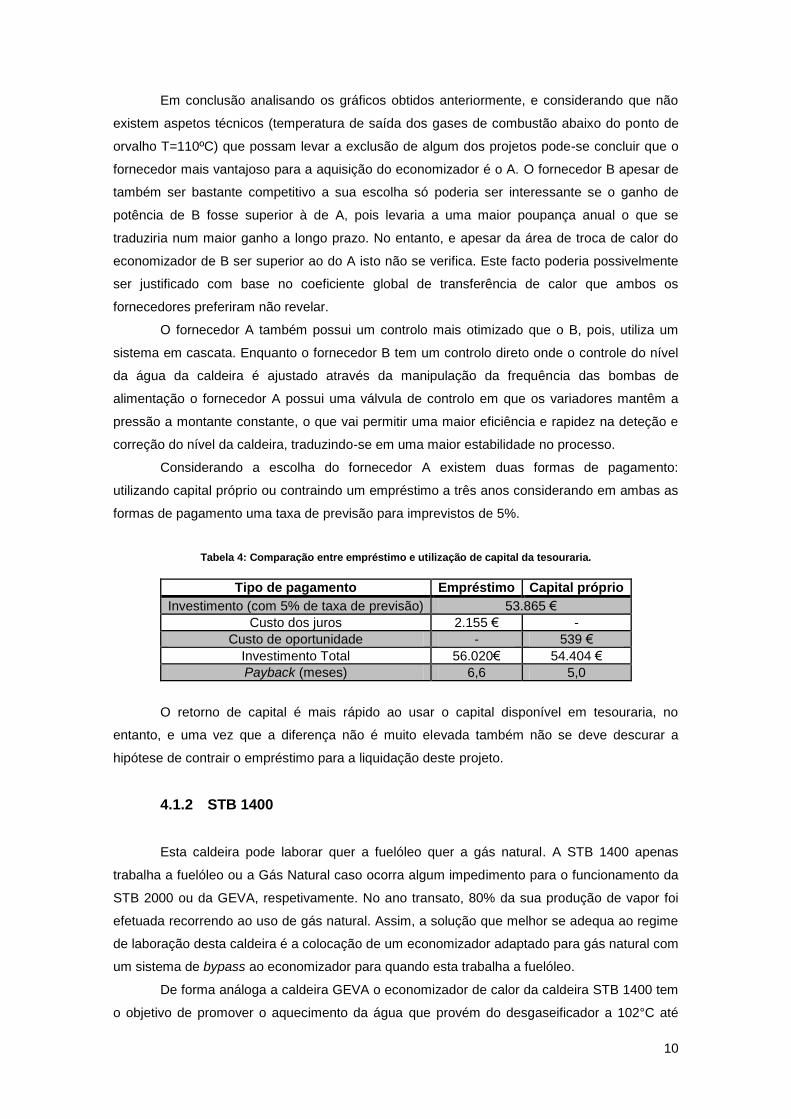
Atendendo aos fatores de comparação descritos na Tabela 3 foi possível representar
nas Figuras 1 e 2 os gráficos de rede e de hierarquização de fornecedores. Estas figuras
permitem identificar o fornecedor que melhor cumpre os requisitos técnicos e económicos
deste projeto (Figura 1) e facilmente seleciona-lo (Figura 2).
Figura 1: Gráfico de rede para a escolha do fornecedor do recuperador de calor da caldeira GEVA.
:
Figura 2: Hierarquização dos fornecedores para o recuperador de calor GEVA.
0%
20%
40%
60%
80%
100%
Cumprimento dosrequisitos
T saída da água (ºC)
Área de transferencia(m2)
Ganho de Potencia (kW)
Qualidade do material
Peso (kg)
Controlo do nível
Tempo de instalação(dias)
Investimento (€)
Custo de oportunidade (€)
Diagrama de Gantt(meses)
VAL
TIR
Payback
A
B
C
D
000% 050% 100%
A
B
C
D
Cumprimento dos requisitos
T saída da água (ºC)
Área de transferencia (m2)
Ganho de Potencia (kW)
Qualidade do material
Peso (kg)
Controlo do nível
Tempo de instalação (dias)
Investimento (€)
Custo de oportunidade (€)
Diagrama de Gantt (meses)
VAL
TIR
Payback c/ capital próprio(meses)
10
Em conclusão analisando os gráficos obtidos anteriormente, e considerando que não
existem aspetos técnicos (temperatura de saída dos gases de combustão abaixo do ponto de
orvalho T=110ºC) que possam levar a exclusão de algum dos projetos pode-se concluir que o
fornecedor mais vantajoso para a aquisição do economizador é o A. O fornecedor B apesar de
também ser bastante competitivo a sua escolha só poderia ser interessante se o ganho de
potência de B fosse superior à de A, pois levaria a uma maior poupança anual o que se
traduziria num maior ganho a longo prazo. No entanto, e apesar da área de troca de calor do
economizador de B ser superior ao do A isto não se verifica. Este facto poderia possivelmente
ser justificado com base no coeficiente global de transferência de calor que ambos os
fornecedores preferiram não revelar.
O fornecedor A também possui um controlo mais otimizado que o B, pois, utiliza um
sistema em cascata. Enquanto o fornecedor B tem um controlo direto onde o controle do nível
da água da caldeira é ajustado através da manipulação da frequência das bombas de
alimentação o fornecedor A possui uma válvula de controlo em que os variadores mantêm a
pressão a montante constante, o que vai permitir uma maior eficiência e rapidez na deteção e
correção do nível da caldeira, traduzindo-se em uma maior estabilidade no processo.
Considerando a escolha do fornecedor A existem duas formas de pagamento:
utilizando capital próprio ou contraindo um empréstimo a três anos considerando em ambas as
formas de pagamento uma taxa de previsão para imprevistos de 5%.
Tabela 4: Comparação entre empréstimo e utilização de capital da tesouraria.
Tipo de pagamento Empréstimo Capital próprio
Investimento (com 5% de taxa de previsão) 53.865 €
Custo dos juros 2.155 € -
Custo de oportunidade - 539 €
Investimento Total 56.020€ 54.404 €
Payback (meses) 6,6 5,0
O retorno de capital é mais rápido ao usar o capital disponível em tesouraria, no
entanto, e uma vez que a diferença não é muito elevada também não se deve descurar a
hipótese de contrair o empréstimo para a liquidação deste projeto.
4.1.2 STB 1400
Esta caldeira pode laborar quer a fuelóleo quer a gás natural. A STB 1400 apenas
trabalha a fuelóleo ou a Gás Natural caso ocorra algum impedimento para o funcionamento da
STB 2000 ou da GEVA, respetivamente. No ano transato, 80% da sua produção de vapor foi
efetuada recorrendo ao uso de gás natural. Assim, a solução que melhor se adequa ao regime
de laboração desta caldeira é a colocação de um economizador adaptado para gás natural com
um sistema de bypass ao economizador para quando esta trabalha a fuelóleo.
De forma análoga a caldeira GEVA o economizador de calor da caldeira STB 1400 tem
o objetivo de promover o aquecimento da água que provém do desgaseificador a 102°C até
11
aos 135°C (temperatura à qual vai ser alimentada à caldeira) através do arrefecimento dos
gases de combustão dos 240°C até aos 120°C. Na Tabela 5 encontra-se o payback deste
projeto bem como as informações necessárias para o cálculo do mesmo.
Tabela 5: Estudo para os fornecedores dos economizadores da STB 1400.
Fornecedor A B C D
Orçamento (€) 47.710 € 70.900 € 84.857€ 78.055 €
Ganho de potência (kW) 369 351 345 353
Poupança anual em combustível (€/ano) 33.207 € 31.587 € 31.100 € 31.805 €
Payback sem emissões (anos) 17,2 26,9 32,7 29,5
Poupança anual em emissões (€/ano) 647 € 615 € 606 € 620 €
Payback com emissões (meses) 16,9 26,4 32,1 28,9
O payback para o projeto de colocação de um recuperador na caldeira STB 1400 varia
entre dezassete a trinta e dois meses consoante o fornecedor escolhido, por isso não é um
projeto prioritário neste momento. No entanto, caso se realizasse um estudo semelhante ao
efetuado para a caldeira GEVA chegar-se-ia à conclusão de que o fornecedor mais adequado
seria igualmente o A, pois continua a ser o que melhor cumpre os requisitos económicos sem
descurar os requisitos técnicos.
4.2 Economizadores de calor para caldeiras a fuelóleo
Os recuperadores de calor para as caldeiras a fuelóleo exigem condições especiais no
que diz respeito à sua configuração de forma a evitar a ocorrência de fouling. Para responder a
estas necessidades os economizadores devem ter preferencialmente tubos lisos, devem estar
dotados de dispositivos de limpeza e principalmente necessitam de ter condições de operação
que evitem a ocorrência do ponto de orvalho ácido (T=148ºC) e, neste caso, a formação de
H2SO4. Para evitar a ocorrência do ponto de orvalho é necessário que a temperatura das
paredes do economizador se mantenha acima deste valor. Além do controlo de temperatura
dos gases de combustão à saída do recuperador (por modelação da entrada de água no
mesmo) para garantir que a temperatura dos gases nunca é inferior à temperatura de
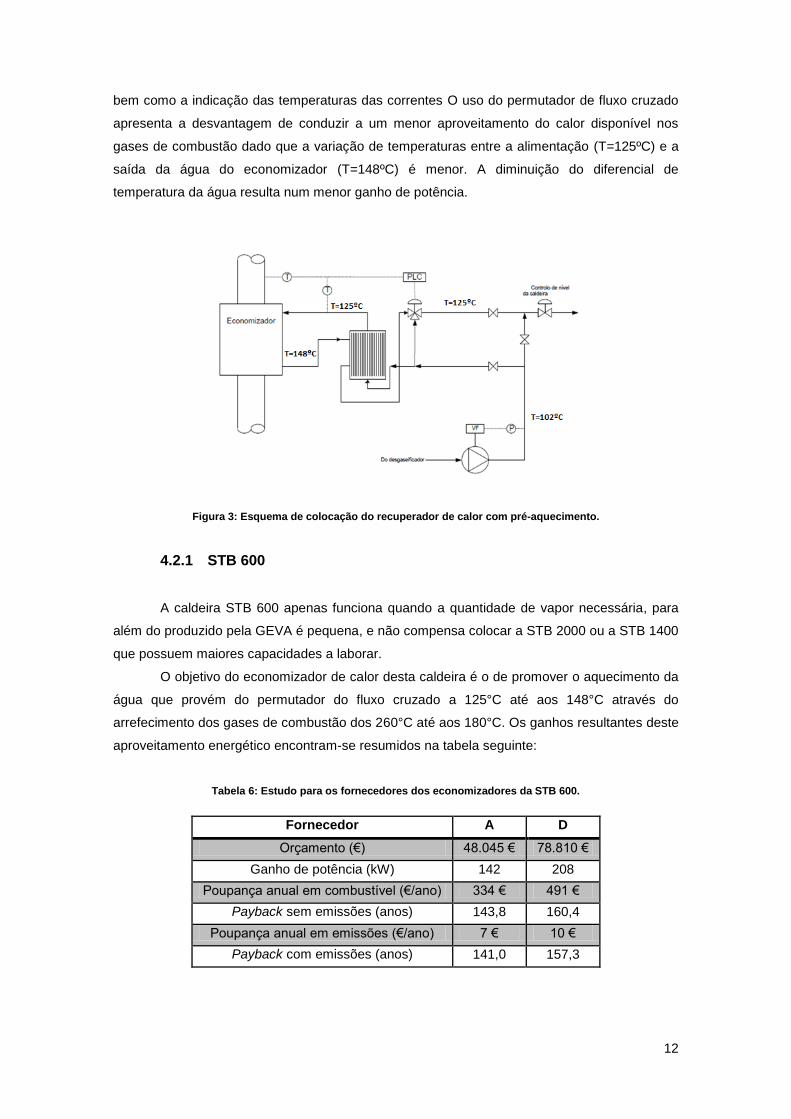
condensação, é necessário uma segurança adicional que consiste no pré-aquecimento da
água através da utilização de um permutador de calor de fluxo cruzado. Este permutador de
fluxo cruzado vai utilizar a água aquecida resultante da troca térmica com os gases de
combustão realizada no economizador que se encontra a 160ºC para pré-aquecer a água que
provém do desgaseificador a 102ºC e que vai ser alimentada ao economizador depois deste
aquecimento a 125ºC. Com este pré-aquecimento a água é alimentada ao economizador a
uma temperatura mais elevada (T=125ºC) minimizando assim os choques térmicos devido às
elevadas temperaturas da corrente gasosa e possível condensação localizada por parte da
mesma. A Figura 3 mostra o esquema de colocação do permutador de calor de fluxo cruzado
12
bem como a indicação das temperaturas das correntes O uso do permutador de fluxo cruzado
apresenta a desvantagem de conduzir a um menor aproveitamento do calor disponível nos
gases de combustão dado que a variação de temperaturas entre a alimentação (T=125ºC) e a
saída da água do economizador (T=148ºC) é menor. A diminuição do diferencial de
temperatura da água resulta num menor ganho de potência.
Figura 3: Esquema de colocação do recuperador de calor com pré-aquecimento.
4.2.1 STB 600
A caldeira STB 600 apenas funciona quando a quantidade de vapor necessária, para
além do produzido pela GEVA é pequena, e não compensa colocar a STB 2000 ou a STB 1400
que possuem maiores capacidades a laborar.
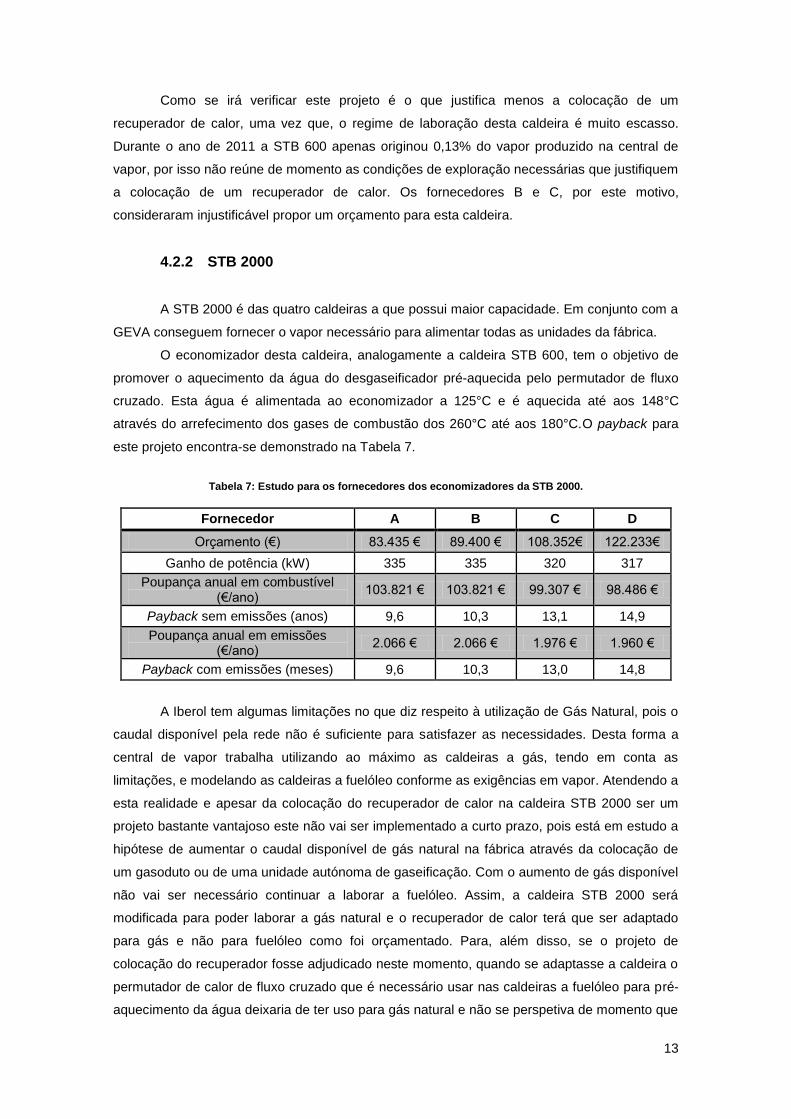
O objetivo do economizador de calor desta caldeira é o de promover o aquecimento da
água que provém do permutador do fluxo cruzado a 125°C até aos 148°C através do
arrefecimento dos gases de combustão dos 260°C até aos 180°C. Os ganhos resultantes deste
aproveitamento energético encontram-se resumidos na tabela seguinte:
Tabela 6: Estudo para os fornecedores dos economizadores da STB 600.
Fornecedor A D
Orçamento (€) 48.045 € 78.810 €
Ganho de potência (kW) 142 208
Poupança anual em combustível (€/ano) 334 € 491 €
Payback sem emissões (anos) 143,8 160,4
Poupança anual em emissões (€/ano) 7 € 10 €
Payback com emissões (anos) 141,0 157,3
13
Como se irá verificar este projeto é o que justifica menos a colocação de um
recuperador de calor, uma vez que, o regime de laboração desta caldeira é muito escasso.
Durante o ano de 2011 a STB 600 apenas originou 0,13% do vapor produzido na central de
vapor, por isso não reúne de momento as condições de exploração necessárias que justifiquem
a colocação de um recuperador de calor. Os fornecedores B e C, por este motivo,
consideraram injustificável propor um orçamento para esta caldeira.
4.2.2 STB 2000
A STB 2000 é das quatro caldeiras a que possui maior capacidade. Em conjunto com a
GEVA conseguem fornecer o vapor necessário para alimentar todas as unidades da fábrica.
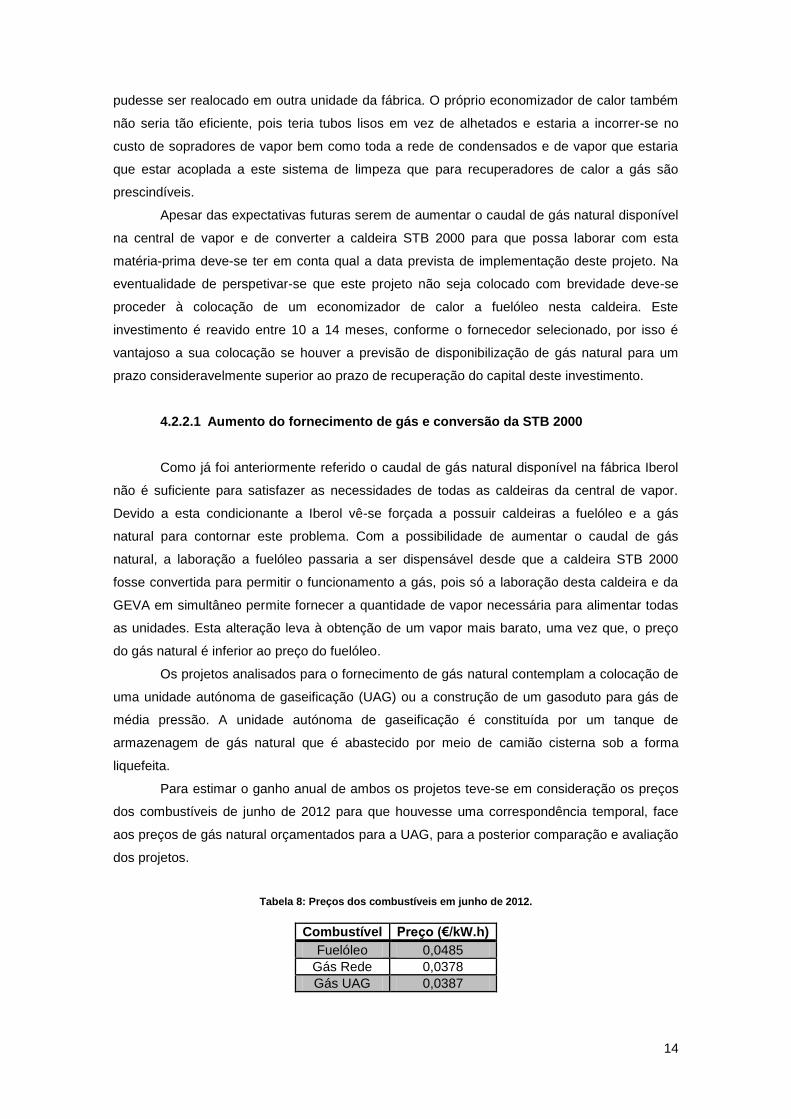
O economizador desta caldeira, analogamente a caldeira STB 600, tem o objetivo de
promover o aquecimento da água do desgaseificador pré-aquecida pelo permutador de fluxo
cruzado. Esta água é alimentada ao economizador a 125°C e é aquecida até aos 148°C
através do arrefecimento dos gases de combustão dos 260°C até aos 180°C.O payback para
este projeto encontra-se demonstrado na Tabela 7.
Tabela 7: Estudo para os fornecedores dos economizadores da STB 2000.
Fornecedor A B C D
Orçamento (€) 83.435 € 89.400 € 108.352€ 122.233€
Ganho de potência (kW) 335 335 320 317
Poupança anual em combustível (€/ano)
103.821 € 103.821 € 99.307 € 98.486 €
Payback sem emissões (anos) 9,6 10,3 13,1 14,9
Poupança anual em emissões (€/ano)
2.066 € 2.066 € 1.976 € 1.960 €
Payback com emissões (meses) 9,6 10,3 13,0 14,8
A Iberol tem algumas limitações no que diz respeito à utilização de Gás Natural, pois o
caudal disponível pela rede não é suficiente para satisfazer as necessidades. Desta forma a
central de vapor trabalha utilizando ao máximo as caldeiras a gás, tendo em conta as
limitações, e modelando as caldeiras a fuelóleo conforme as exigências em vapor. Atendendo a
esta realidade e apesar da colocação do recuperador de calor na caldeira STB 2000 ser um
projeto bastante vantajoso este não vai ser implementado a curto prazo, pois está em estudo a
hipótese de aumentar o caudal disponível de gás natural na fábrica através da colocação de
um gasoduto ou de uma unidade autónoma de gaseificação. Com o aumento de gás disponível
não vai ser necessário continuar a laborar a fuelóleo. Assim, a caldeira STB 2000 será
modificada para poder laborar a gás natural e o recuperador de calor terá que ser adaptado
para gás e não para fuelóleo como foi orçamentado. Para, além disso, se o projeto de
colocação do recuperador fosse adjudicado neste momento, quando se adaptasse a caldeira o
permutador de calor de fluxo cruzado que é necessário usar nas caldeiras a fuelóleo para pré-
aquecimento da água deixaria de ter uso para gás natural e não se perspetiva de momento que
14
pudesse ser realocado em outra unidade da fábrica. O próprio economizador de calor também
não seria tão eficiente, pois teria tubos lisos em vez de alhetados e estaria a incorrer-se no
custo de sopradores de vapor bem como toda a rede de condensados e de vapor que estaria
que estar acoplada a este sistema de limpeza que para recuperadores de calor a gás são
prescindíveis.
Apesar das expectativas futuras serem de aumentar o caudal de gás natural disponível
na central de vapor e de converter a caldeira STB 2000 para que possa laborar com esta
matéria-prima deve-se ter em conta qual a data prevista de implementação deste projeto. Na
eventualidade de perspetivar-se que este projeto não seja colocado com brevidade deve-se
proceder à colocação de um economizador de calor a fuelóleo nesta caldeira. Este
investimento é reavido entre 10 a 14 meses, conforme o fornecedor selecionado, por isso é
vantajoso a sua colocação se houver a previsão de disponibilização de gás natural para um
prazo consideravelmente superior ao prazo de recuperação do capital deste investimento.
4.2.2.1 Aumento do fornecimento de gás e conversão da STB 2000
Como já foi anteriormente referido o caudal de gás natural disponível na fábrica Iberol
não é suficiente para satisfazer as necessidades de todas as caldeiras da central de vapor.
Devido a esta condicionante a Iberol vê-se forçada a possuir caldeiras a fuelóleo e a gás
natural para contornar este problema. Com a possibilidade de aumentar o caudal de gás
natural, a laboração a fuelóleo passaria a ser dispensável desde que a caldeira STB 2000
fosse convertida para permitir o funcionamento a gás, pois só a laboração desta caldeira e da
GEVA em simultâneo permite fornecer a quantidade de vapor necessária para alimentar todas
as unidades. Esta alteração leva à obtenção de um vapor mais barato, uma vez que, o preço
do gás natural é inferior ao preço do fuelóleo.
Os projetos analisados para o fornecimento de gás natural contemplam a colocação de
uma unidade autónoma de gaseificação (UAG) ou a construção de um gasoduto para gás de
média pressão. A unidade autónoma de gaseificação é constituída por um tanque de
armazenagem de gás natural que é abastecido por meio de camião cisterna sob a forma
liquefeita.
Para estimar o ganho anual de ambos os projetos teve-se em consideração os preços
dos combustíveis de junho de 2012 para que houvesse uma correspondência temporal, face
aos preços de gás natural orçamentados para a UAG, para a posterior comparação e avaliação
dos projetos.
Tabela 8: Preços dos combustíveis em junho de 2012.
Combustível Preço (€/kW.h)
Fuelóleo 0,0485
Gás Rede 0,0378
Gás UAG 0,0387
15
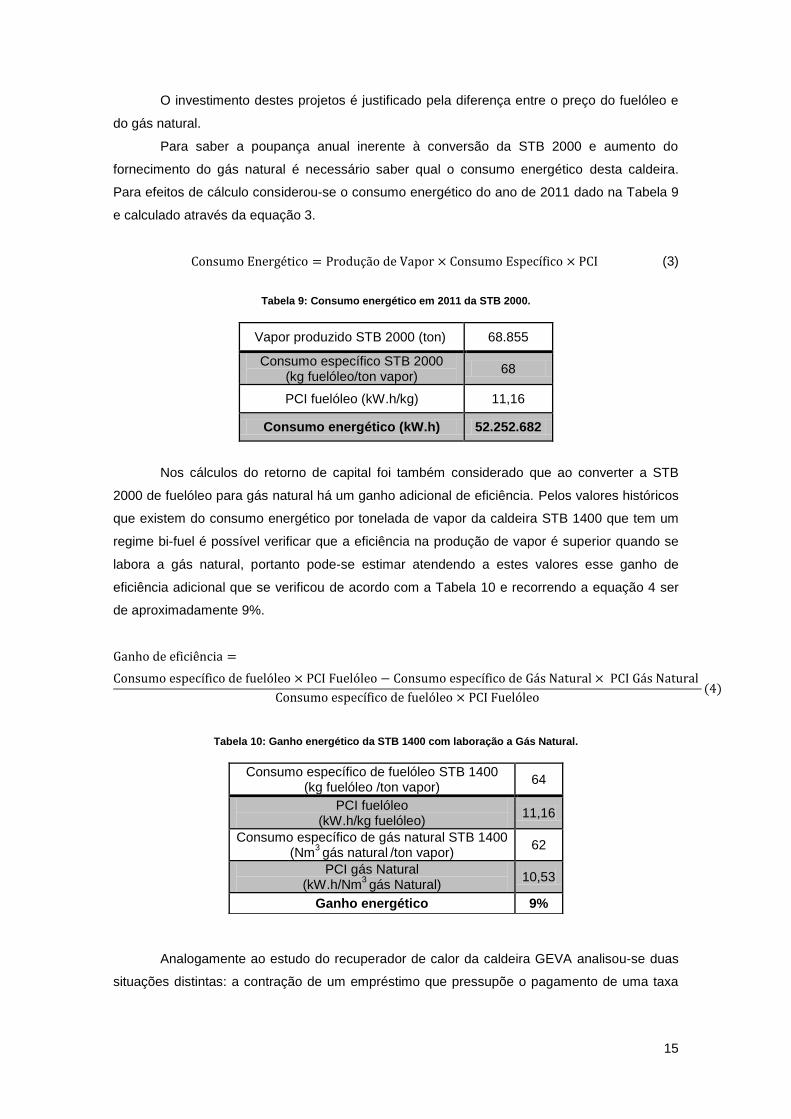
O investimento destes projetos é justificado pela diferença entre o preço do fuelóleo e
do gás natural.
Para saber a poupança anual inerente à conversão da STB 2000 e aumento do
fornecimento do gás natural é necessário saber qual o consumo energético desta caldeira.
Para efeitos de cálculo considerou-se o consumo energético do ano de 2011 dado na Tabela 9
e calculado através da equação 3.
(3)
Tabela 9: Consumo energético em 2011 da STB 2000.
Vapor produzido STB 2000 (ton) 68.855
Consumo específico STB 2000 (kg fuelóleo/ton vapor)
68
PCI fuelóleo (kW.h/kg) 11,16
Consumo energético (kW.h) 52.252.682
Nos cálculos do retorno de capital foi também considerado que ao converter a STB
2000 de fuelóleo para gás natural há um ganho adicional de eficiência. Pelos valores históricos
que existem do consumo energético por tonelada de vapor da caldeira STB 1400 que tem um
regime bi-fuel é possível verificar que a eficiência na produção de vapor é superior quando se
labora a gás natural, portanto pode-se estimar atendendo a estes valores esse ganho de
eficiência adicional que se verificou de acordo com a Tabela 10 e recorrendo a equação 4 ser
de aproximadamente 9%.
Tabela 10: Ganho energético da STB 1400 com laboração a Gás Natural.
Analogamente ao estudo do recuperador de calor da caldeira GEVA analisou-se duas
situações distintas: a contração de um empréstimo que pressupõe o pagamento de uma taxa
Consumo específico de fuelóleo STB 1400 (kg fuelóleo /ton vapor)
64
PCI fuelóleo (kW.h/kg fuelóleo)
11,16
Consumo específico de gás natural STB 1400 (Nm
3 gás natural
/ton vapor)
62
PCI gás Natural (kW.h/Nm
3 gás Natural)
10,53
Ganho energético 9%
16
de juro ao ano e o pagamento do investimento com capital próprio que prevê o embolso de um
custo de oportunidade.
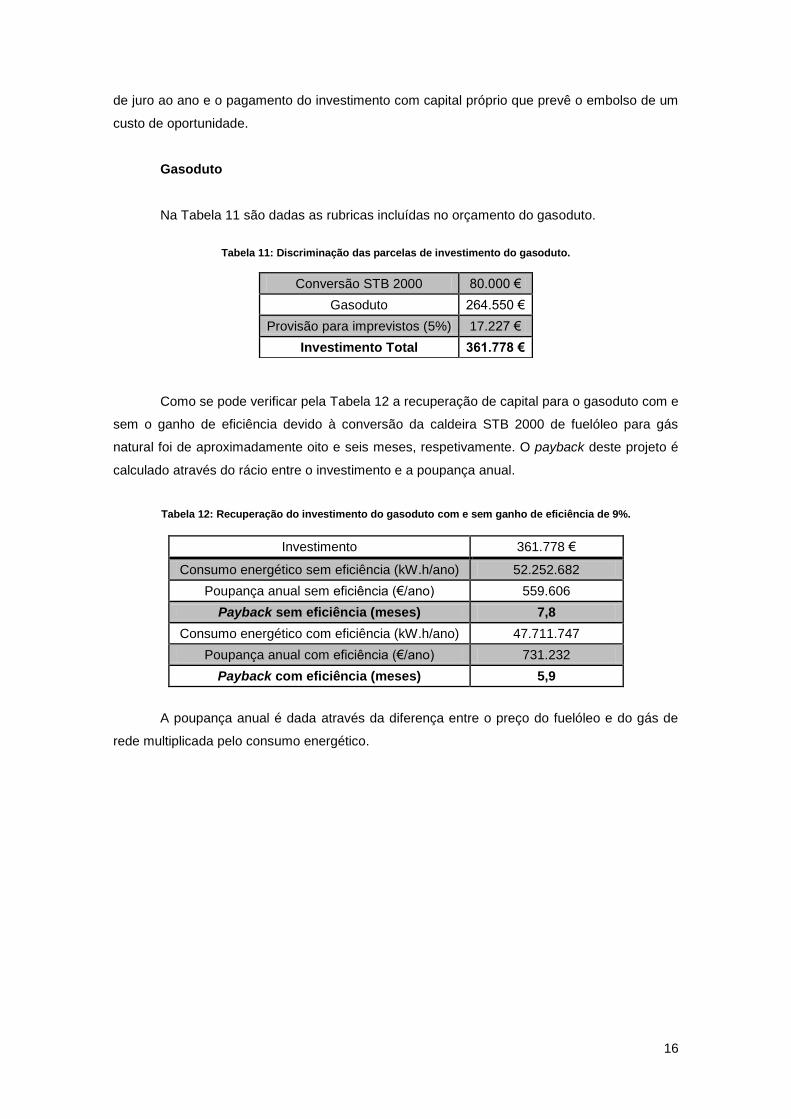
Gasoduto
Na Tabela 11 são dadas as rubricas incluídas no orçamento do gasoduto.
Tabela 11: Discriminação das parcelas de investimento do gasoduto.
Como se pode verificar pela Tabela 12 a recuperação de capital para o gasoduto com e
sem o ganho de eficiência devido à conversão da caldeira STB 2000 de fuelóleo para gás
natural foi de aproximadamente oito e seis meses, respetivamente. O payback deste projeto é
calculado através do rácio entre o investimento e a poupança anual.
Tabela 12: Recuperação do investimento do gasoduto com e sem ganho de eficiência de 9%.
Investimento 361.778 €
Consumo energético sem eficiência (kW.h/ano) 52.252.682
Poupança anual sem eficiência (€/ano) 559.606
Payback sem eficiência (meses) 7,8
Consumo energético com eficiência (kW.h/ano) 47.711.747
Poupança anual com eficiência (€/ano) 731.232
Payback com eficiência (meses) 5,9
A poupança anual é dada através da diferença entre o preço do fuelóleo e do gás de
rede multiplicada pelo consumo energético.
Conversão STB 2000 80.000 €
Gasoduto 264.550 €
Provisão para imprevistos (5%) 17.227 €
Investimento Total 361.778 €
17
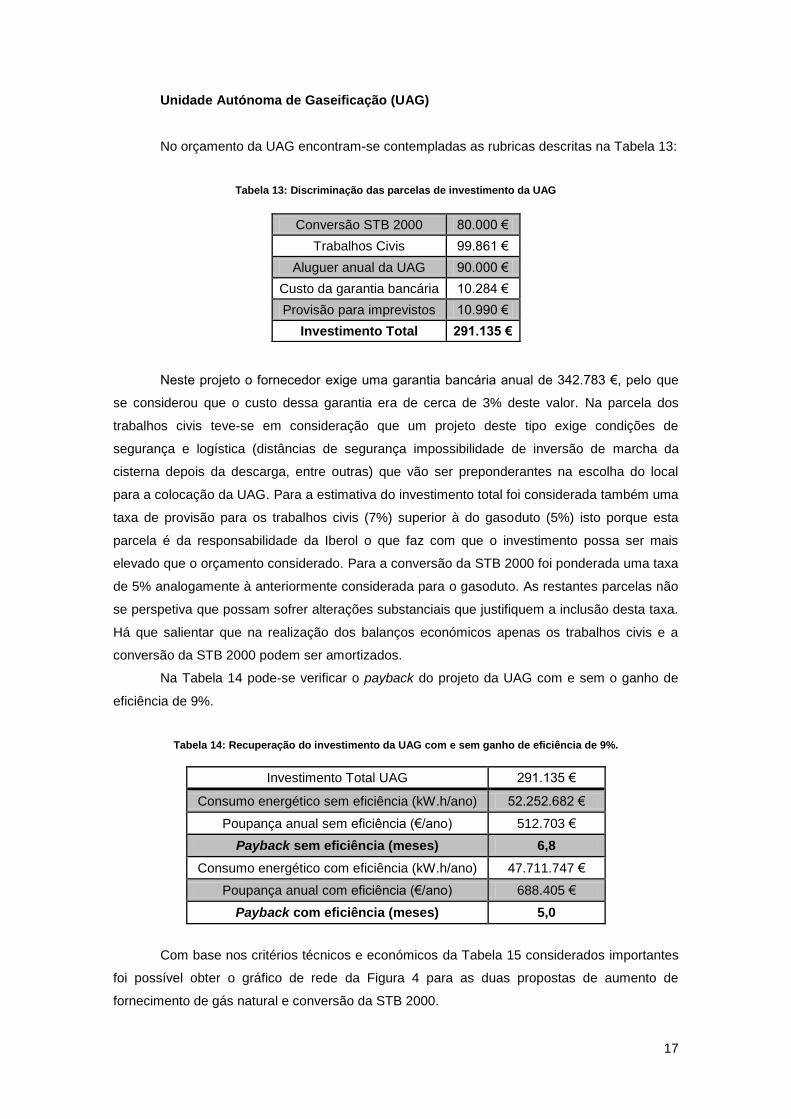
Unidade Autónoma de Gaseificação (UAG)
No orçamento da UAG encontram-se contempladas as rubricas descritas na Tabela 13:
Tabela 13: Discriminação das parcelas de investimento da UAG
Neste projeto o fornecedor exige uma garantia bancária anual de 342.783 €, pelo que
se considerou que o custo dessa garantia era de cerca de 3% deste valor. Na parcela dos
trabalhos civis teve-se em consideração que um projeto deste tipo exige condições de
segurança e logística (distâncias de segurança impossibilidade de inversão de marcha da
cisterna depois da descarga, entre outras) que vão ser preponderantes na escolha do local
para a colocação da UAG. Para a estimativa do investimento total foi considerada também uma
taxa de provisão para os trabalhos civis (7%) superior à do gasoduto (5%) isto porque esta
parcela é da responsabilidade da Iberol o que faz com que o investimento possa ser mais
elevado que o orçamento considerado. Para a conversão da STB 2000 foi ponderada uma taxa
de 5% analogamente à anteriormente considerada para o gasoduto. As restantes parcelas não
se perspetiva que possam sofrer alterações substanciais que justifiquem a inclusão desta taxa.
Há que salientar que na realização dos balanços económicos apenas os trabalhos civis e a
conversão da STB 2000 podem ser amortizados.
Na Tabela 14 pode-se verificar o payback do projeto da UAG com e sem o ganho de
eficiência de 9%.
Tabela 14: Recuperação do investimento da UAG com e sem ganho de eficiência de 9%.
Investimento Total UAG 291.135 €
Consumo energético sem eficiência (kW.h/ano) 52.252.682 €
Poupança anual sem eficiência (€/ano) 512.703 €
Payback sem eficiência (meses) 6,8
Consumo energético com eficiência (kW.h/ano) 47.711.747 €
Poupança anual com eficiência (€/ano) 688.405 €
Payback com eficiência (meses) 5,0
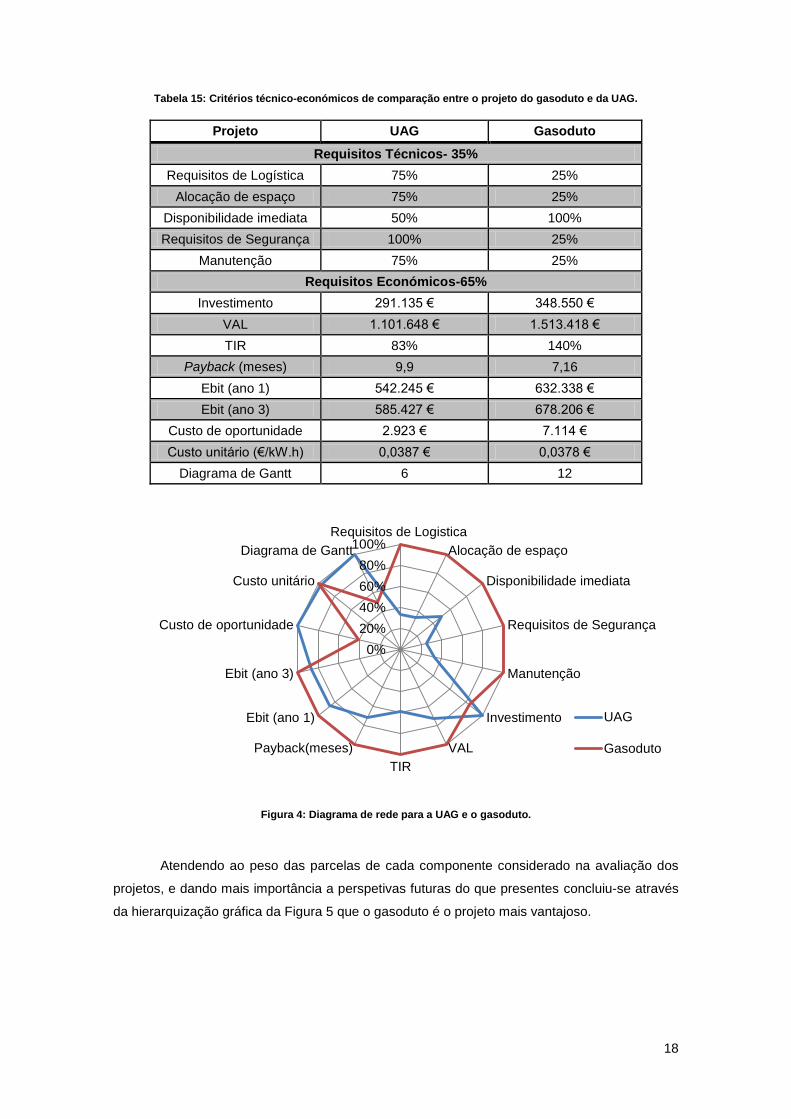
Com base nos critérios técnicos e económicos da Tabela 15 considerados importantes
foi possível obter o gráfico de rede da Figura 4 para as duas propostas de aumento de
fornecimento de gás natural e conversão da STB 2000.
Conversão STB 2000 80.000 €
Trabalhos Civis 99.861 €
Aluguer anual da UAG 90.000 €
Custo da garantia bancária 10.284 €
Provisão para imprevistos 10.990 €
Investimento Total 291.135 €
18
Tabela 15: Critérios técnico-económicos de comparação entre o projeto do gasoduto e da UAG.
Projeto UAG Gasoduto
Requisitos Técnicos- 35%
Requisitos de Logística 75% 25%
Alocação de espaço 75% 25%
Disponibilidade imediata 50% 100%
Requisitos de Segurança 100% 25%
Manutenção 75% 25%
Requisitos Económicos-65%
Investimento 291.135 € 348.550 €
VAL 1.101.648 € 1.513.418 €
TIR 83% 140%
Payback (meses) 9,9 7,16
Ebit (ano 1) 542.245 € 632.338 €
Ebit (ano 3) 585.427 € 678.206 €
Custo de oportunidade 2.923 € 7.114 €
Custo unitário (€/kW.h) 0,0387 € 0,0378 €
Diagrama de Gantt 6 12
Figura 4: Diagrama de rede para a UAG e o gasoduto.
Atendendo ao peso das parcelas de cada componente considerado na avaliação dos
projetos, e dando mais importância a perspetivas futuras do que presentes concluiu-se através
da hierarquização gráfica da Figura 5 que o gasoduto é o projeto mais vantajoso.
0%
20%
40%
60%
80%
100%Requisitos de Logistica
Alocação de espaço
Disponibilidade imediata
Requisitos de Segurança
Manutenção
Investimento
VAL
TIR
Payback(meses)
Ebit (ano 1)
Ebit (ano 3)
Custo de oportunidade
Custo unitário
Diagrama de Gantt
UAG
Gasoduto
19
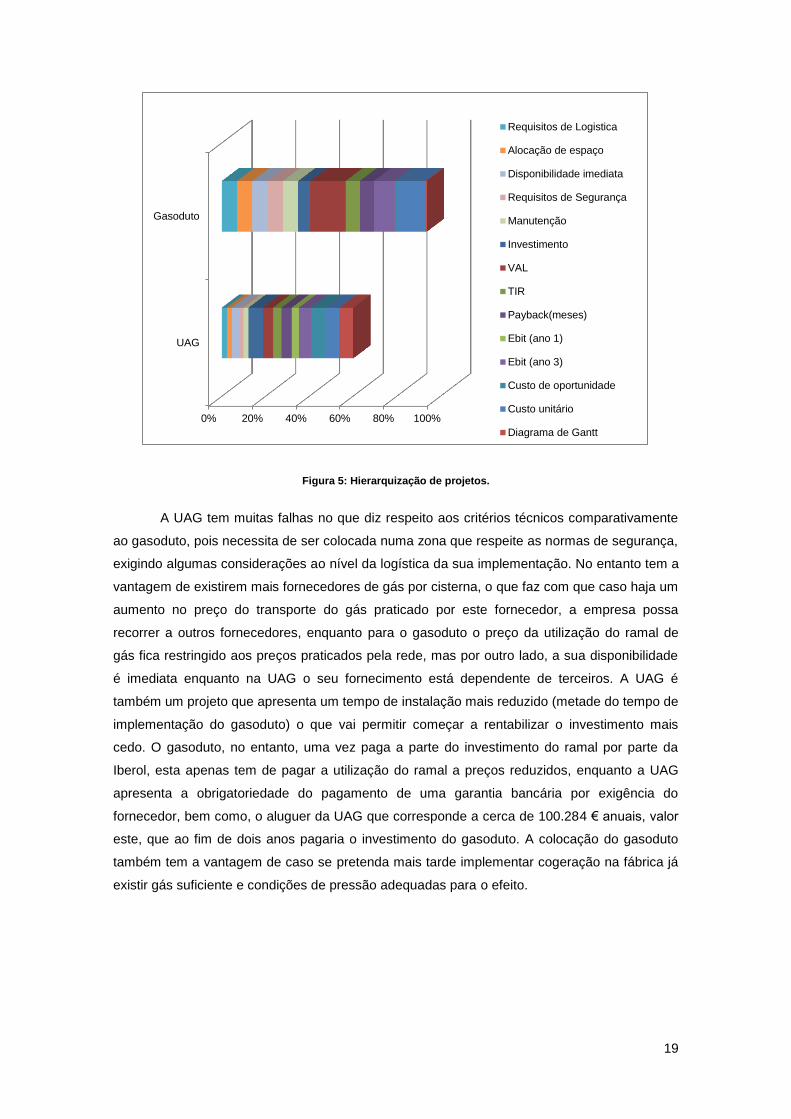
Figura 5: Hierarquização de projetos.
A UAG tem muitas falhas no que diz respeito aos critérios técnicos comparativamente
ao gasoduto, pois necessita de ser colocada numa zona que respeite as normas de segurança,
exigindo algumas considerações ao nível da logística da sua implementação. No entanto tem a
vantagem de existirem mais fornecedores de gás por cisterna, o que faz com que caso haja um
aumento no preço do transporte do gás praticado por este fornecedor, a empresa possa
recorrer a outros fornecedores, enquanto para o gasoduto o preço da utilização do ramal de
gás fica restringido aos preços praticados pela rede, mas por outro lado, a sua disponibilidade
é imediata enquanto na UAG o seu fornecimento está dependente de terceiros. A UAG é
também um projeto que apresenta um tempo de instalação mais reduzido (metade do tempo de
implementação do gasoduto) o que vai permitir começar a rentabilizar o investimento mais
cedo. O gasoduto, no entanto, uma vez paga a parte do investimento do ramal por parte da
Iberol, esta apenas tem de pagar a utilização do ramal a preços reduzidos, enquanto a UAG
apresenta a obrigatoriedade do pagamento de uma garantia bancária por exigência do
fornecedor, bem como, o aluguer da UAG que corresponde a cerca de 100.284 € anuais, valor
este, que ao fim de dois anos pagaria o investimento do gasoduto. A colocação do gasoduto
também tem a vantagem de caso se pretenda mais tarde implementar cogeração na fábrica já
existir gás suficiente e condições de pressão adequadas para o efeito.
0% 20% 40% 60% 80% 100%
UAG
Gasoduto
Requisitos de Logistica
Alocação de espaço
Disponibilidade imediata
Requisitos de Segurança
Manutenção
Investimento
VAL
TIR
Payback(meses)
Ebit (ano 1)
Ebit (ano 3)
Custo de oportunidade
Custo unitário
Diagrama de Gantt
20
UAG e Gasoduto em simultâneo
O gasoduto é um projeto cuja instalação demora no mínimo um ano a ser executada
por isso pode justificar considerar a colocação de uma UAG, que possui um tempo de
implementação de apenas seis meses, para se usufruir de gás natural enquanto o gasoduto
não se encontra concluído. A utilização de gás proveniente da UAG seria desta forma apenas
durante um período de seis meses. Estes seis meses correspondem ao intervalo que existe
entre a conclusão do projeto UAG e a conclusão do gasoduto. A finalidade da colocação dos
dois projetos em prática é de usufruir de gás natural o mais previamente possível dada a
diferença considerável que existe entre o preço deste combustível e do fuelóleo. Com a
conclusão do projeto do gasoduto cessa-se o contrato de fornecimento de gás natural por via
de cisterna para armazenar na UAG e inicia-se unicamente o consumo de gás natural
proveniente do ramal construído.
Para que a implementação em simultâneo dos dois projetos seja viável é necessário
que o ganho económico que se tem por trabalhar a gás natural durante os seis meses que
existem entre a conclusão do projeto UAG e a conclusão do projeto gasoduto seja superior ao
investimento da UAG sem a conversão da STB 2000, pois este é um investimento afundado.
Qualquer que seja o projeto escolhido a conversão da caldeira tem sempre de ser efetuada,
por ser um custo inevitável.
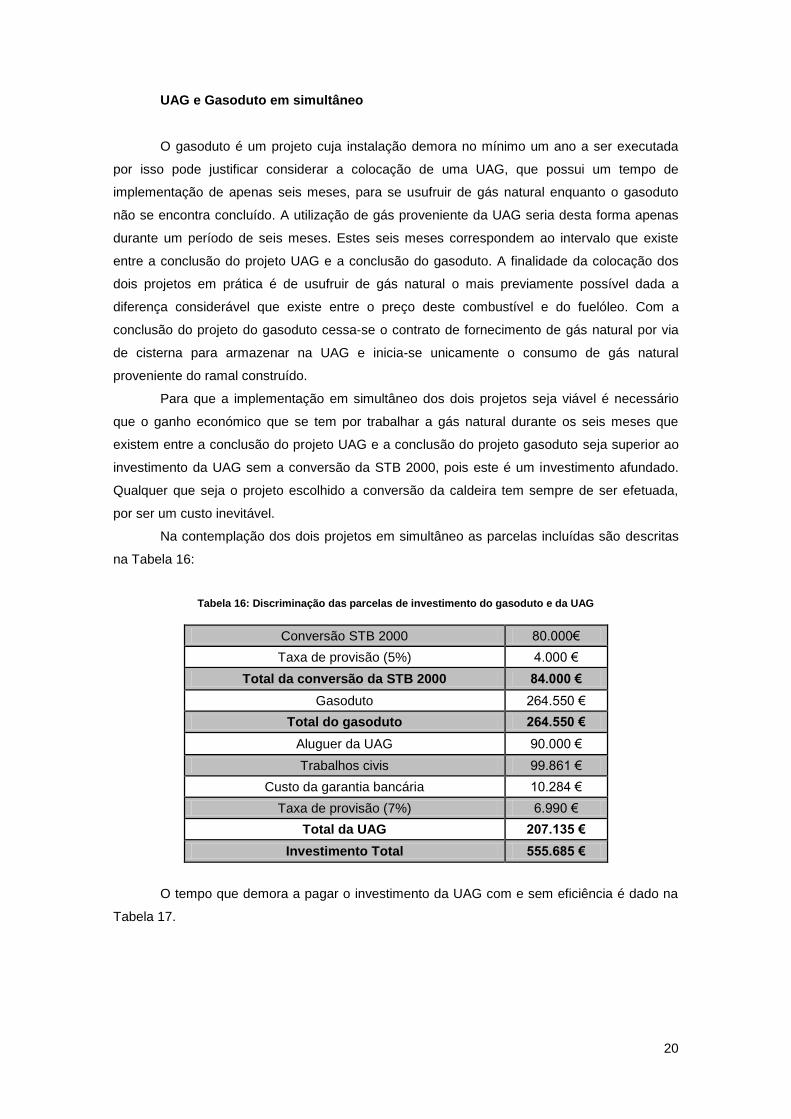
Na contemplação dos dois projetos em simultâneo as parcelas incluídas são descritas
na Tabela 16:
Tabela 16: Discriminação das parcelas de investimento do gasoduto e da UAG
Conversão STB 2000 80.000€
Taxa de provisão (5%) 4.000 €
Total da conversão da STB 2000 84.000 €
Gasoduto 264.550 €
Total do gasoduto 264.550 €
Aluguer da UAG 90.000 €
Trabalhos civis 99.861 €
Custo da garantia bancária 10.284 €
Taxa de provisão (7%) 6.990 €
Total da UAG 207.135 €
Investimento Total 555.685 €
O tempo que demora a pagar o investimento da UAG com e sem eficiência é dado na
Tabela 17.
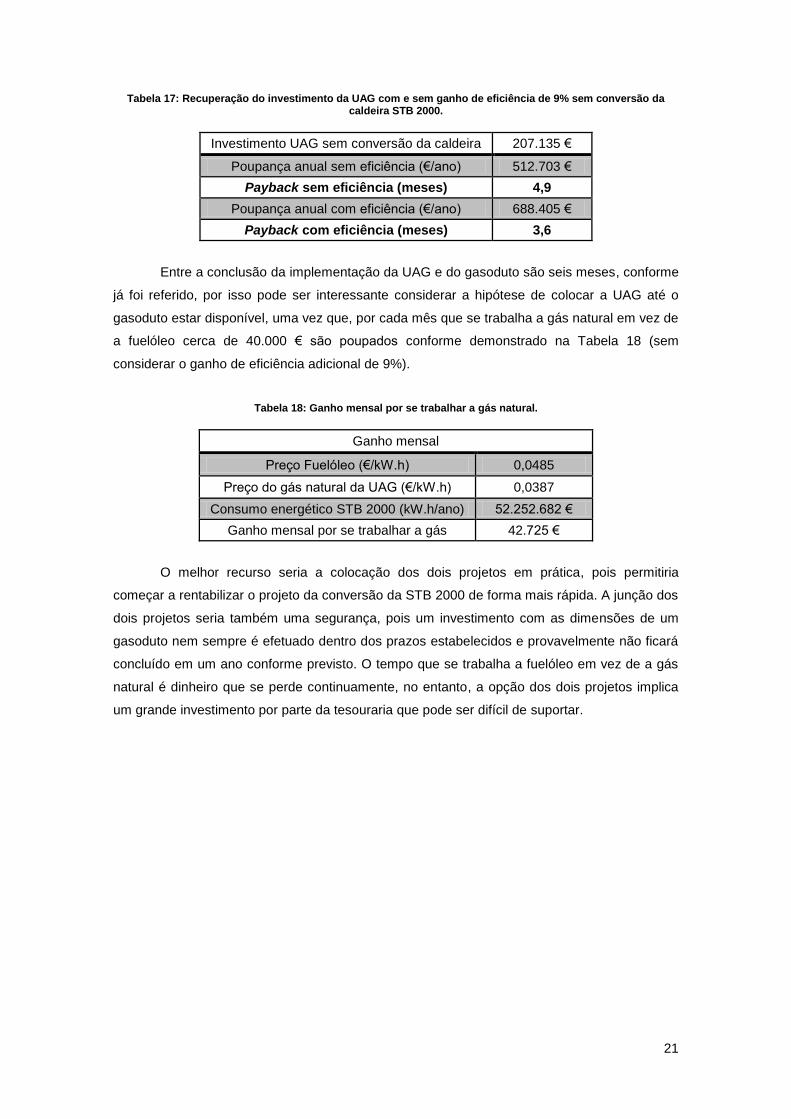
21
Tabela 17: Recuperação do investimento da UAG com e sem ganho de eficiência de 9% sem conversão da caldeira STB 2000.
Investimento UAG sem conversão da caldeira 207.135 €
Poupança anual sem eficiência (€/ano) 512.703 €
Payback sem eficiência (meses) 4,9
Poupança anual com eficiência (€/ano) 688.405 €
Payback com eficiência (meses) 3,6
Entre a conclusão da implementação da UAG e do gasoduto são seis meses, conforme
já foi referido, por isso pode ser interessante considerar a hipótese de colocar a UAG até o
gasoduto estar disponível, uma vez que, por cada mês que se trabalha a gás natural em vez de
a fuelóleo cerca de 40.000 € são poupados conforme demonstrado na Tabela 18 (sem
considerar o ganho de eficiência adicional de 9%).
Tabela 18: Ganho mensal por se trabalhar a gás natural.
Ganho mensal
Preço Fuelóleo (€/kW.h) 0,0485
Preço do gás natural da UAG (€/kW.h) 0,0387
Consumo energético STB 2000 (kW.h/ano) 52.252.682 €
Ganho mensal por se trabalhar a gás 42.725 €
O melhor recurso seria a colocação dos dois projetos em prática, pois permitiria
começar a rentabilizar o projeto da conversão da STB 2000 de forma mais rápida. A junção dos
dois projetos seria também uma segurança, pois um investimento com as dimensões de um
gasoduto nem sempre é efetuado dentro dos prazos estabelecidos e provavelmente não ficará
concluído em um ano conforme previsto. O tempo que se trabalha a fuelóleo em vez de a gás
natural é dinheiro que se perde continuamente, no entanto, a opção dos dois projetos implica
um grande investimento por parte da tesouraria que pode ser difícil de suportar.
22
5. Purgadores de vapor
Os purgadores de vapor são equipamentos muito importantes nas redes de vapor e
condensado. Para além de escoarem os condensados que se formam depois do vapor ceder
todo o seu calor latente e condensar, prendem o vapor até garantir que grande parte deste
calor seja cedido ao equipamento. Assim, um purgador que funcione corretamente encontra-se
fechado na presença de vapor e aberto na presença de condensado. Caso não existissem
purgadores o vapor circularia livremente pelos equipamentos sem garantir que o seu calor
fosse fornecido aos mesmos, incorrendo em custos de vapor bastante avultados. Esta situação
pode acontecer se o purgador associado a um equipamento não estiver a funcionar
corretamente ou não estiver adequado à aplicação em causa. Por isso é que uma correta
drenagem é tão importante.
5.1 Generalidades [6]
Os purgadores de vapor são dispositivos automáticos cuja finalidade é separar e
eliminar o condensado formado nas tubagens de vapor e nos equipamentos de aquecimento,
sem deixar escapar o vapor. O condensado que se forma não tem a ação motora do vapor e
por isso deve ser eliminado pelo purgador. Os purgadores ao removerem os condensados,
bem como o ar e outros gases nas linhas de vapor permitem a conservação da energia do
vapor permitindo uma boa eficiência nos equipamentos que utilizam esta utilidade. A
eliminação dos condensados permite a diminuição das vibrações e golpes de ariete nas
tubagens principalmente em condições de arranque quando estes são impulsionados pelo
vapor. Ao eliminarem os condensados diminuem a disponibilidade da água para se combinar
com o CO2 do vapor evitando a formação do ácido carbónico que tem uma elevada ação
corrosiva. Por fim tem também como objetivo evitar a redução da secção transversal útil de
escoamento do vapor devido à acumulação do condensado e evitar o arrefecimento do vapor
em consequência da mistura com o ar e outros gases.
O condensado nas tubagens de vapor húmido pode ter a sua origem nas perdas de
calor por radiação ao longo da linha, no arrastamento de água proveniente da caldeira, no
arranque devido ao warm-up (ocorre quando os tubos se encontram frios), na paragem, pois, o
vapor vai-se condensando no interior dos tubos e por perda de calor do vapor em
equipamentos de aquecimento a vapor.
23
5.2 Tipos de purgadores [7] [8] [9]
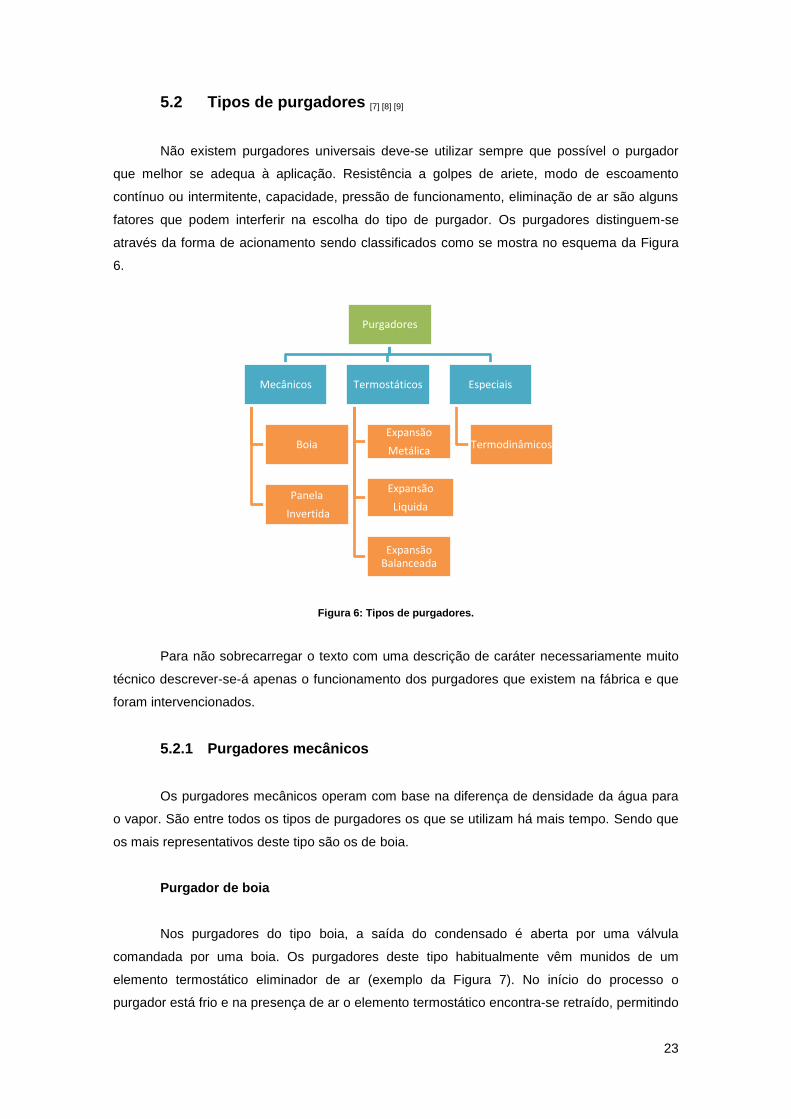
Não existem purgadores universais deve-se utilizar sempre que possível o purgador
que melhor se adequa à aplicação. Resistência a golpes de ariete, modo de escoamento
contínuo ou intermitente, capacidade, pressão de funcionamento, eliminação de ar são alguns
fatores que podem interferir na escolha do tipo de purgador. Os purgadores distinguem-se
através da forma de acionamento sendo classificados como se mostra no esquema da Figura
6.
Figura 6: Tipos de purgadores.
Para não sobrecarregar o texto com uma descrição de caráter necessariamente muito
técnico descrever-se-á apenas o funcionamento dos purgadores que existem na fábrica e que
foram intervencionados.
5.2.1 Purgadores mecânicos
Os purgadores mecânicos operam com base na diferença de densidade da água para
o vapor. São entre todos os tipos de purgadores os que se utilizam há mais tempo. Sendo que
os mais representativos deste tipo são os de boia.
Purgador de boia
Nos purgadores do tipo boia, a saída do condensado é aberta por uma válvula
comandada por uma boia. Os purgadores deste tipo habitualmente vêm munidos de um
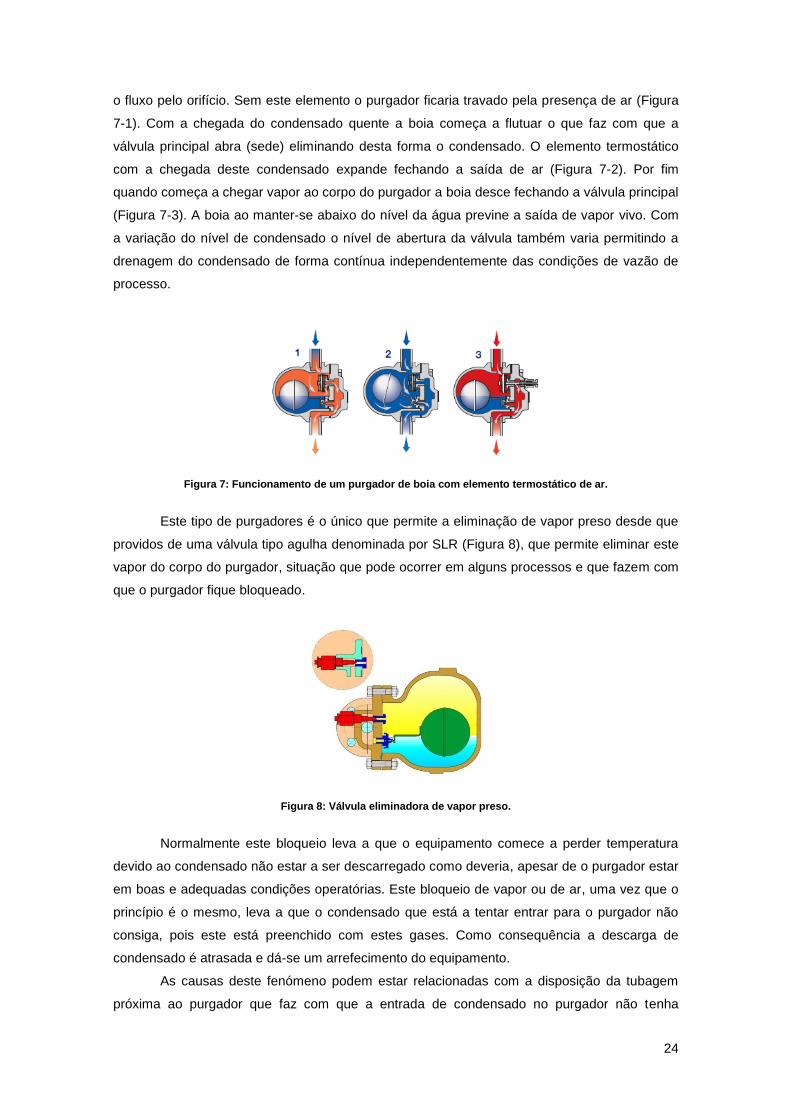
elemento termostático eliminador de ar (exemplo da Figura 7). No início do processo o
purgador está frio e na presença de ar o elemento termostático encontra-se retraído, permitindo
Purgadores
Mecânicos
Boia
Panela
Invertida
Termostáticos
Expansão
Metálica
Expansão
Liquida
Expansão Balanceada
Especiais
Termodinâmicos
24
o fluxo pelo orifício. Sem este elemento o purgador ficaria travado pela presença de ar (Figura
7-1). Com a chegada do condensado quente a boia começa a flutuar o que faz com que a
válvula principal abra (sede) eliminando desta forma o condensado. O elemento termostático
com a chegada deste condensado expande fechando a saída de ar (Figura 7-2). Por fim
quando começa a chegar vapor ao corpo do purgador a boia desce fechando a válvula principal
(Figura 7-3). A boia ao manter-se abaixo do nível da água previne a saída de vapor vivo. Com
a variação do nível de condensado o nível de abertura da válvula também varia permitindo a
drenagem do condensado de forma contínua independentemente das condições de vazão de
processo.
Figura 7: Funcionamento de um purgador de boia com elemento termostático de ar.
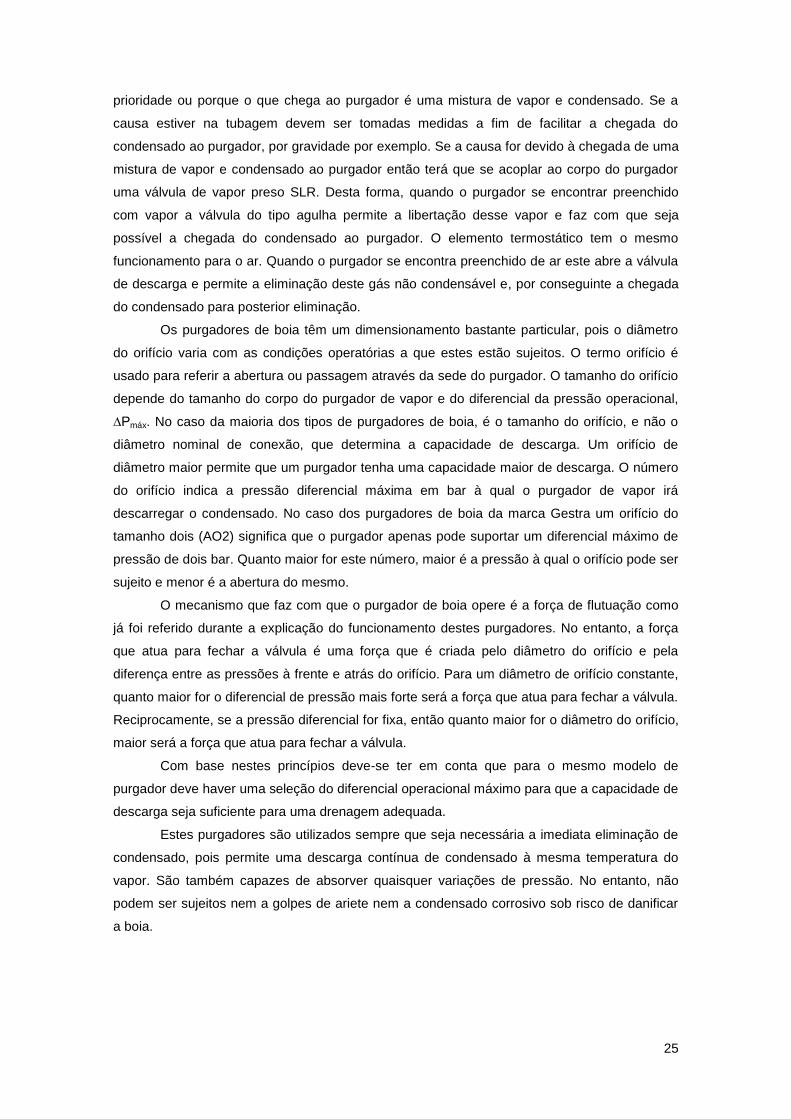
Este tipo de purgadores é o único que permite a eliminação de vapor preso desde que
providos de uma válvula tipo agulha denominada por SLR (Figura 8), que permite eliminar este
vapor do corpo do purgador, situação que pode ocorrer em alguns processos e que fazem com
que o purgador fique bloqueado.
Figura 8: Válvula eliminadora de vapor preso.
Normalmente este bloqueio leva a que o equipamento comece a perder temperatura
devido ao condensado não estar a ser descarregado como deveria, apesar de o purgador estar
em boas e adequadas condições operatórias. Este bloqueio de vapor ou de ar, uma vez que o
princípio é o mesmo, leva a que o condensado que está a tentar entrar para o purgador não
consiga, pois este está preenchido com estes gases. Como consequência a descarga de
condensado é atrasada e dá-se um arrefecimento do equipamento.
As causas deste fenómeno podem estar relacionadas com a disposição da tubagem
próxima ao purgador que faz com que a entrada de condensado no purgador não tenha
25
prioridade ou porque o que chega ao purgador é uma mistura de vapor e condensado. Se a
causa estiver na tubagem devem ser tomadas medidas a fim de facilitar a chegada do
condensado ao purgador, por gravidade por exemplo. Se a causa for devido à chegada de uma
mistura de vapor e condensado ao purgador então terá que se acoplar ao corpo do purgador
uma válvula de vapor preso SLR. Desta forma, quando o purgador se encontrar preenchido
com vapor a válvula do tipo agulha permite a libertação desse vapor e faz com que seja
possível a chegada do condensado ao purgador. O elemento termostático tem o mesmo
funcionamento para o ar. Quando o purgador se encontra preenchido de ar este abre a válvula
de descarga e permite a eliminação deste gás não condensável e, por conseguinte a chegada
do condensado para posterior eliminação.
Os purgadores de boia têm um dimensionamento bastante particular, pois o diâmetro
do orifício varia com as condições operatórias a que estes estão sujeitos. O termo orifício é
usado para referir a abertura ou passagem através da sede do purgador. O tamanho do orifício
depende do tamanho do corpo do purgador de vapor e do diferencial da pressão operacional,
∆Pmáx. No caso da maioria dos tipos de purgadores de boia, é o tamanho do orifício, e não o
diâmetro nominal de conexão, que determina a capacidade de descarga. Um orifício de
diâmetro maior permite que um purgador tenha uma capacidade maior de descarga. O número
do orifício indica a pressão diferencial máxima em bar à qual o purgador de vapor irá
descarregar o condensado. No caso dos purgadores de boia da marca Gestra um orifício do
tamanho dois (AO2) significa que o purgador apenas pode suportar um diferencial máximo de
pressão de dois bar. Quanto maior for este número, maior é a pressão à qual o orifício pode ser
sujeito e menor é a abertura do mesmo.
O mecanismo que faz com que o purgador de boia opere é a força de flutuação como
já foi referido durante a explicação do funcionamento destes purgadores. No entanto, a força
que atua para fechar a válvula é uma força que é criada pelo diâmetro do orifício e pela
diferença entre as pressões à frente e atrás do orifício. Para um diâmetro de orifício constante,
quanto maior for o diferencial de pressão mais forte será a força que atua para fechar a válvula.
Reciprocamente, se a pressão diferencial for fixa, então quanto maior for o diâmetro do orifício,
maior será a força que atua para fechar a válvula.
Com base nestes princípios deve-se ter em conta que para o mesmo modelo de
purgador deve haver uma seleção do diferencial operacional máximo para que a capacidade de
descarga seja suficiente para uma drenagem adequada.
Estes purgadores são utilizados sempre que seja necessária a imediata eliminação de
condensado, pois permite uma descarga contínua de condensado à mesma temperatura do
vapor. São também capazes de absorver quaisquer variações de pressão. No entanto, não
podem ser sujeitos nem a golpes de ariete nem a condensado corrosivo sob risco de danificar
a boia.
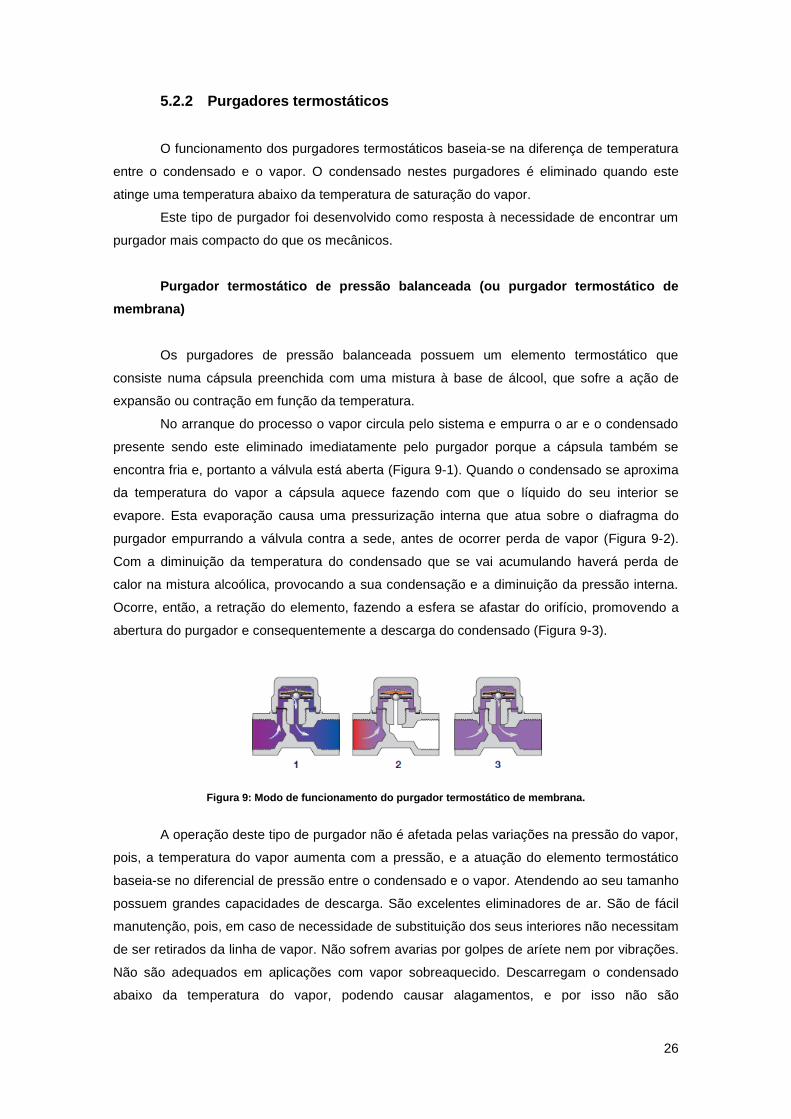
26
5.2.2 Purgadores termostáticos
O funcionamento dos purgadores termostáticos baseia-se na diferença de temperatura
entre o condensado e o vapor. O condensado nestes purgadores é eliminado quando este
atinge uma temperatura abaixo da temperatura de saturação do vapor.
Este tipo de purgador foi desenvolvido como resposta à necessidade de encontrar um
purgador mais compacto do que os mecânicos.
Purgador termostático de pressão balanceada (ou purgador termostático de
membrana)
Os purgadores de pressão balanceada possuem um elemento termostático que
consiste numa cápsula preenchida com uma mistura à base de álcool, que sofre a ação de
expansão ou contração em função da temperatura.
No arranque do processo o vapor circula pelo sistema e empurra o ar e o condensado
presente sendo este eliminado imediatamente pelo purgador porque a cápsula também se
encontra fria e, portanto a válvula está aberta (Figura 9-1). Quando o condensado se aproxima
da temperatura do vapor a cápsula aquece fazendo com que o líquido do seu interior se
evapore. Esta evaporação causa uma pressurização interna que atua sobre o diafragma do
purgador empurrando a válvula contra a sede, antes de ocorrer perda de vapor (Figura 9-2).
Com a diminuição da temperatura do condensado que se vai acumulando haverá perda de
calor na mistura alcoólica, provocando a sua condensação e a diminuição da pressão interna.
Ocorre, então, a retração do elemento, fazendo a esfera se afastar do orifício, promovendo a
abertura do purgador e consequentemente a descarga do condensado (Figura 9-3).
Figura 9: Modo de funcionamento do purgador termostático de membrana.
A operação deste tipo de purgador não é afetada pelas variações na pressão do vapor,
pois, a temperatura do vapor aumenta com a pressão, e a atuação do elemento termostático
baseia-se no diferencial de pressão entre o condensado e o vapor. Atendendo ao seu tamanho
possuem grandes capacidades de descarga. São excelentes eliminadores de ar. São de fácil
manutenção, pois, em caso de necessidade de substituição dos seus interiores não necessitam
de ser retirados da linha de vapor. Não sofrem avarias por golpes de aríete nem por vibrações.
Não são adequados em aplicações com vapor sobreaquecido. Descarregam o condensado
abaixo da temperatura do vapor, podendo causar alagamentos, e por isso não são
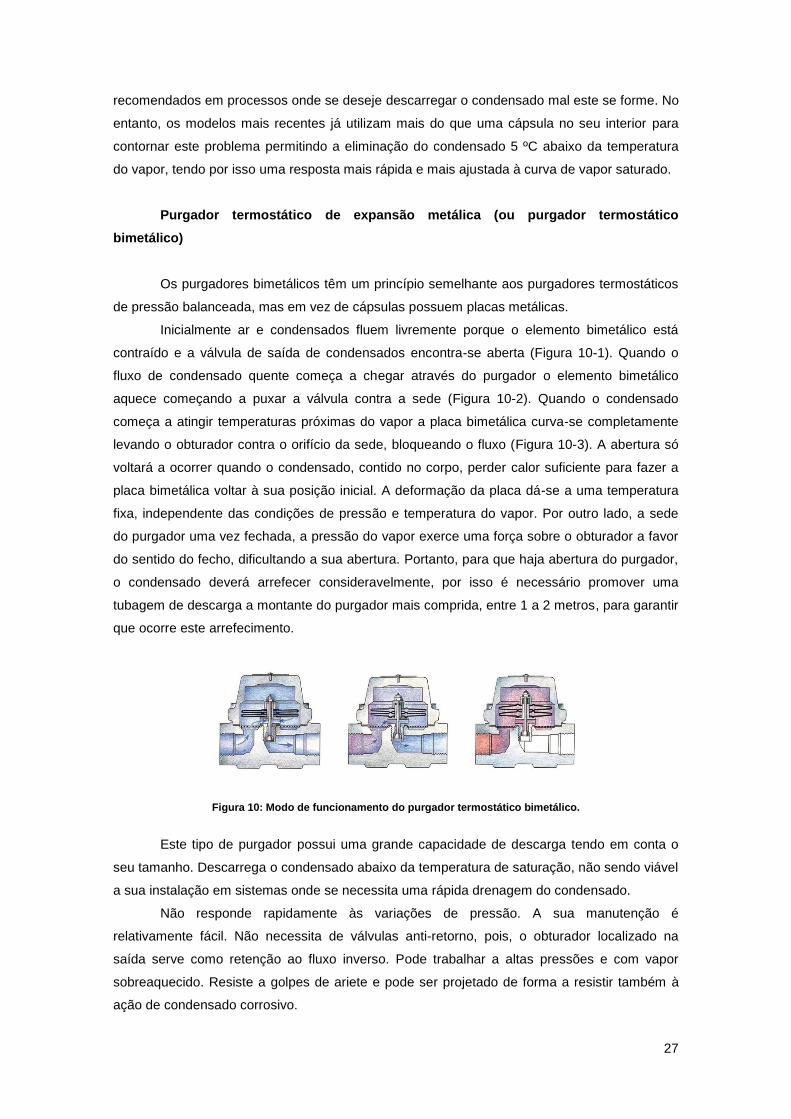
27
recomendados em processos onde se deseje descarregar o condensado mal este se forme. No
entanto, os modelos mais recentes já utilizam mais do que uma cápsula no seu interior para
contornar este problema permitindo a eliminação do condensado 5 ºC abaixo da temperatura
do vapor, tendo por isso uma resposta mais rápida e mais ajustada à curva de vapor saturado.
Purgador termostático de expansão metálica (ou purgador termostático
bimetálico)
Os purgadores bimetálicos têm um princípio semelhante aos purgadores termostáticos
de pressão balanceada, mas em vez de cápsulas possuem placas metálicas.
Inicialmente ar e condensados fluem livremente porque o elemento bimetálico está
contraído e a válvula de saída de condensados encontra-se aberta (Figura 10-1). Quando o
fluxo de condensado quente começa a chegar através do purgador o elemento bimetálico
aquece começando a puxar a válvula contra a sede (Figura 10-2). Quando o condensado
começa a atingir temperaturas próximas do vapor a placa bimetálica curva-se completamente
levando o obturador contra o orifício da sede, bloqueando o fluxo (Figura 10-3). A abertura só
voltará a ocorrer quando o condensado, contido no corpo, perder calor suficiente para fazer a
placa bimetálica voltar à sua posição inicial. A deformação da placa dá-se a uma temperatura
fixa, independente das condições de pressão e temperatura do vapor. Por outro lado, a sede
do purgador uma vez fechada, a pressão do vapor exerce uma força sobre o obturador a favor
do sentido do fecho, dificultando a sua abertura. Portanto, para que haja abertura do purgador,
o condensado deverá arrefecer consideravelmente, por isso é necessário promover uma
tubagem de descarga a montante do purgador mais comprida, entre 1 a 2 metros, para garantir
que ocorre este arrefecimento.
Figura 10: Modo de funcionamento do purgador termostático bimetálico.
Este tipo de purgador possui uma grande capacidade de descarga tendo em conta o
seu tamanho. Descarrega o condensado abaixo da temperatura de saturação, não sendo viável
a sua instalação em sistemas onde se necessita uma rápida drenagem do condensado.
Não responde rapidamente às variações de pressão. A sua manutenção é
relativamente fácil. Não necessita de válvulas anti-retorno, pois, o obturador localizado na
saída serve como retenção ao fluxo inverso. Pode trabalhar a altas pressões e com vapor
sobreaquecido. Resiste a golpes de ariete e pode ser projetado de forma a resistir também à
ação de condensado corrosivo.
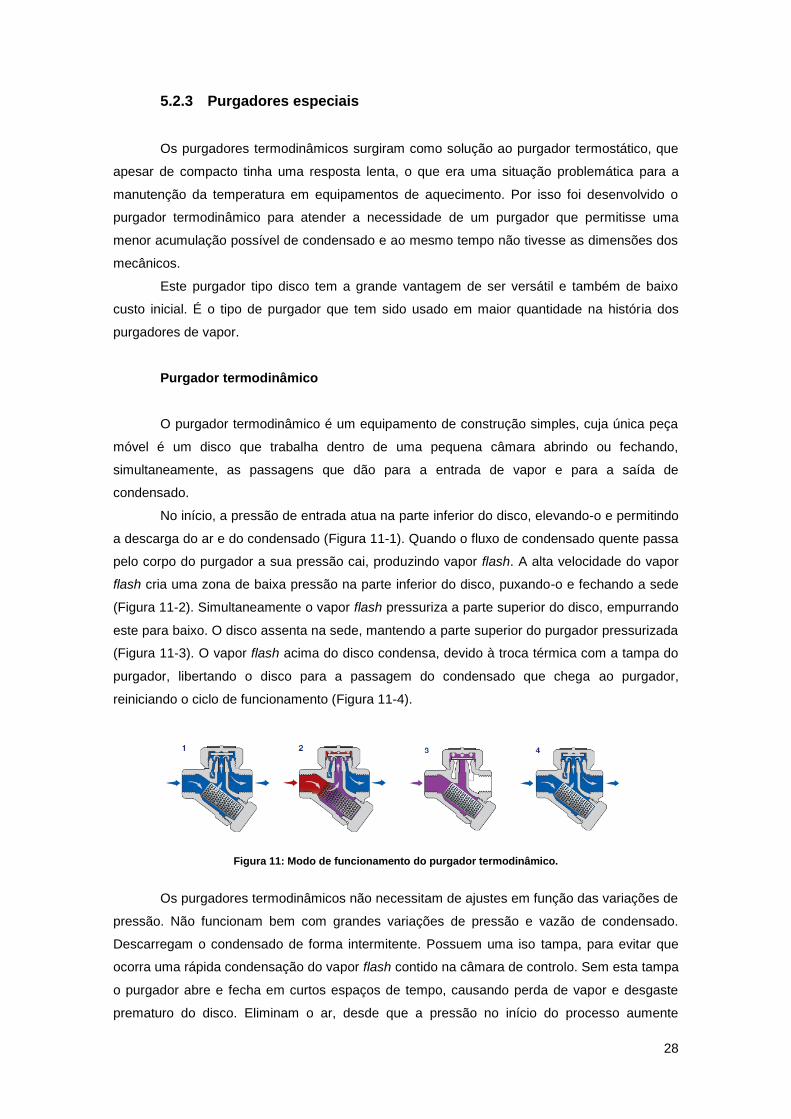
28
5.2.3 Purgadores especiais
Os purgadores termodinâmicos surgiram como solução ao purgador termostático, que
apesar de compacto tinha uma resposta lenta, o que era uma situação problemática para a
manutenção da temperatura em equipamentos de aquecimento. Por isso foi desenvolvido o
purgador termodinâmico para atender a necessidade de um purgador que permitisse uma
menor acumulação possível de condensado e ao mesmo tempo não tivesse as dimensões dos
mecânicos.
Este purgador tipo disco tem a grande vantagem de ser versátil e também de baixo
custo inicial. É o tipo de purgador que tem sido usado em maior quantidade na história dos
purgadores de vapor.
Purgador termodinâmico
O purgador termodinâmico é um equipamento de construção simples, cuja única peça
móvel é um disco que trabalha dentro de uma pequena câmara abrindo ou fechando,
simultaneamente, as passagens que dão para a entrada de vapor e para a saída de
condensado.
No início, a pressão de entrada atua na parte inferior do disco, elevando-o e permitindo
a descarga do ar e do condensado (Figura 11-1). Quando o fluxo de condensado quente passa
pelo corpo do purgador a sua pressão cai, produzindo vapor flash. A alta velocidade do vapor
flash cria uma zona de baixa pressão na parte inferior do disco, puxando-o e fechando a sede
(Figura 11-2). Simultaneamente o vapor flash pressuriza a parte superior do disco, empurrando
este para baixo. O disco assenta na sede, mantendo a parte superior do purgador pressurizada
(Figura 11-3). O vapor flash acima do disco condensa, devido à troca térmica com a tampa do
purgador, libertando o disco para a passagem do condensado que chega ao purgador,
reiniciando o ciclo de funcionamento (Figura 11-4).
Figura 11: Modo de funcionamento do purgador termodinâmico.
Os purgadores termodinâmicos não necessitam de ajustes em função das variações de
pressão. Não funcionam bem com grandes variações de pressão e vazão de condensado.
Descarregam o condensado de forma intermitente. Possuem uma iso tampa, para evitar que
ocorra uma rápida condensação do vapor flash contido na câmara de controlo. Sem esta tampa
o purgador abre e fecha em curtos espaços de tempo, causando perda de vapor e desgaste
prematuro do disco. Eliminam o ar, desde que a pressão no início do processo aumente
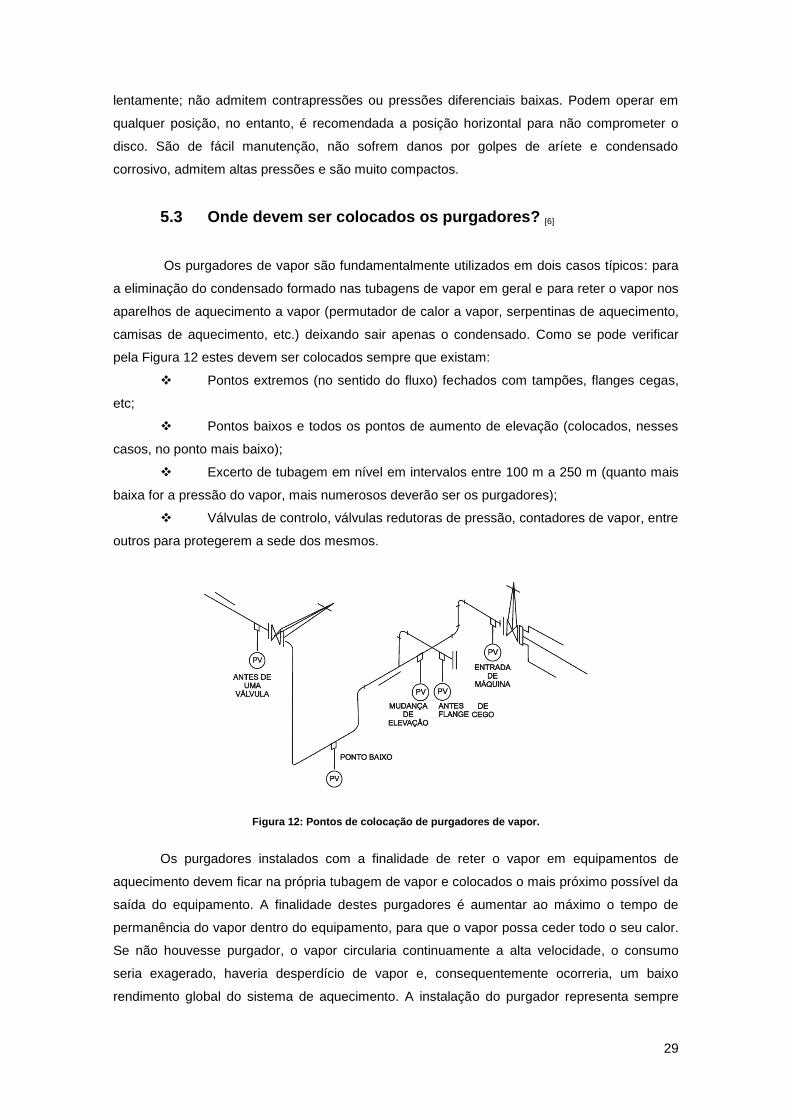
29
lentamente; não admitem contrapressões ou pressões diferenciais baixas. Podem operar em
qualquer posição, no entanto, é recomendada a posição horizontal para não comprometer o
disco. São de fácil manutenção, não sofrem danos por golpes de aríete e condensado
corrosivo, admitem altas pressões e são muito compactos.
5.3 Onde devem ser colocados os purgadores? [6]
Os purgadores de vapor são fundamentalmente utilizados em dois casos típicos: para
a eliminação do condensado formado nas tubagens de vapor em geral e para reter o vapor nos
aparelhos de aquecimento a vapor (permutador de calor a vapor, serpentinas de aquecimento,
camisas de aquecimento, etc.) deixando sair apenas o condensado. Como se pode verificar
pela Figura 12 estes devem ser colocados sempre que existam:
Pontos extremos (no sentido do fluxo) fechados com tampões, flanges cegas,
etc;
Pontos baixos e todos os pontos de aumento de elevação (colocados, nesses
casos, no ponto mais baixo);
Excerto de tubagem em nível em intervalos entre 100 m a 250 m (quanto mais
baixa for a pressão do vapor, mais numerosos deverão ser os purgadores);
Válvulas de controlo, válvulas redutoras de pressão, contadores de vapor, entre
outros para protegerem a sede dos mesmos.
Figura 12: Pontos de colocação de purgadores de vapor.
Os purgadores instalados com a finalidade de reter o vapor em equipamentos de
aquecimento devem ficar na própria tubagem de vapor e colocados o mais próximo possível da
saída do equipamento. A finalidade destes purgadores é aumentar ao máximo o tempo de
permanência do vapor dentro do equipamento, para que o vapor possa ceder todo o seu calor.
Se não houvesse purgador, o vapor circularia continuamente a alta velocidade, o consumo
seria exagerado, haveria desperdício de vapor e, consequentemente ocorreria, um baixo
rendimento global do sistema de aquecimento. A instalação do purgador representa sempre
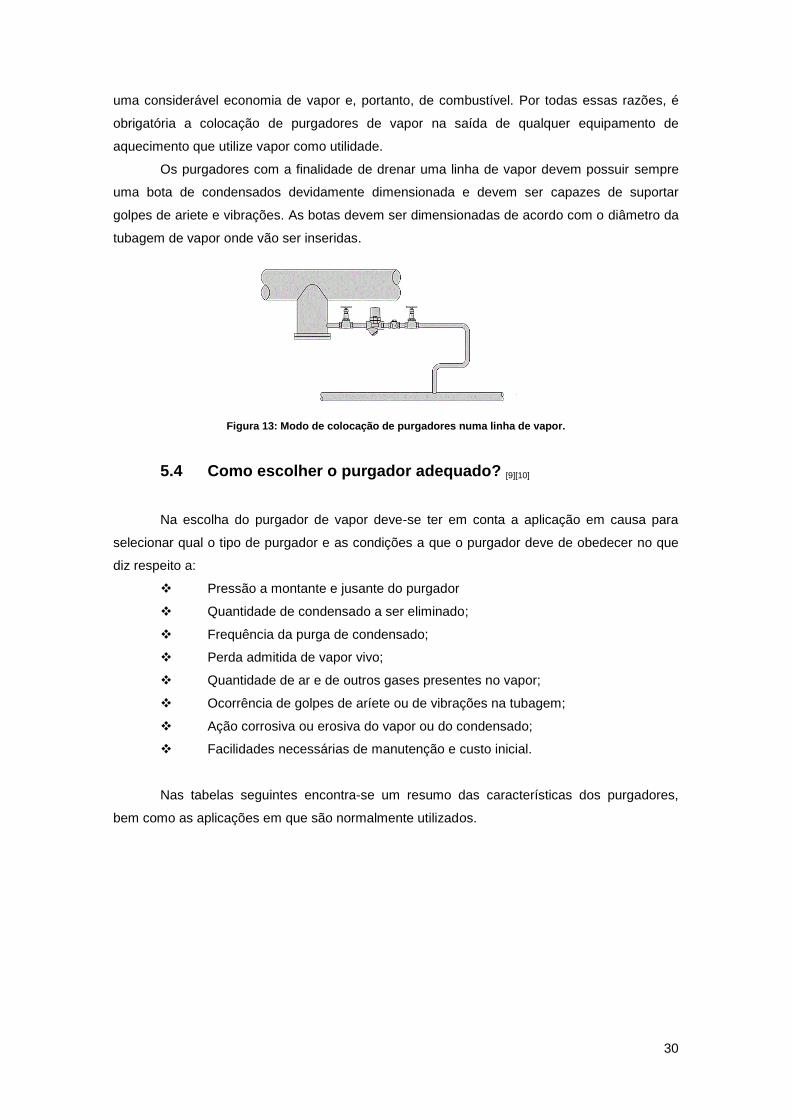
30
uma considerável economia de vapor e, portanto, de combustível. Por todas essas razões, é
obrigatória a colocação de purgadores de vapor na saída de qualquer equipamento de
aquecimento que utilize vapor como utilidade.
Os purgadores com a finalidade de drenar uma linha de vapor devem possuir sempre
uma bota de condensados devidamente dimensionada e devem ser capazes de suportar
golpes de ariete e vibrações. As botas devem ser dimensionadas de acordo com o diâmetro da
tubagem de vapor onde vão ser inseridas.
Figura 13: Modo de colocação de purgadores numa linha de vapor.
5.4 Como escolher o purgador adequado? [9][10]
Na escolha do purgador de vapor deve-se ter em conta a aplicação em causa para
selecionar qual o tipo de purgador e as condições a que o purgador deve de obedecer no que
diz respeito a:
Pressão a montante e jusante do purgador
Quantidade de condensado a ser eliminado;
Frequência da purga de condensado;
Perda admitida de vapor vivo;
Quantidade de ar e de outros gases presentes no vapor;
Ocorrência de golpes de aríete ou de vibrações na tubagem;
Ação corrosiva ou erosiva do vapor ou do condensado;
Facilidades necessárias de manutenção e custo inicial.
Nas tabelas seguintes encontra-se um resumo das características dos purgadores,
bem como as aplicações em que são normalmente utilizados.
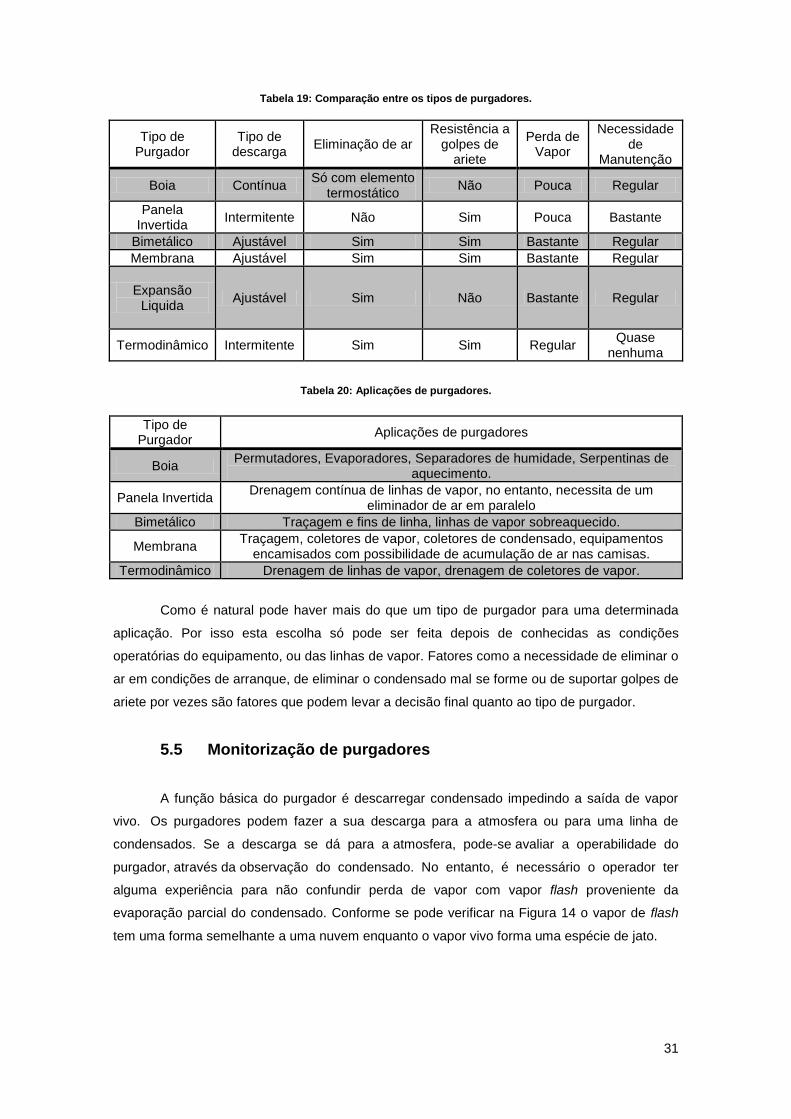
31
Tabela 19: Comparação entre os tipos de purgadores.
Tipo de Purgador
Tipo de descarga
Eliminação de ar Resistência a
golpes de ariete
Perda de Vapor
Necessidade de
Manutenção
Boia Contínua Só com elemento
termostático Não Pouca Regular
Panela Invertida
Intermitente Não Sim Pouca Bastante
Bimetálico Ajustável Sim Sim Bastante Regular
Membrana Ajustável Sim Sim Bastante Regular
Expansão Liquida
Ajustável Sim Não Bastante Regular
Termodinâmico Intermitente Sim Sim Regular Quase
nenhuma
Tabela 20: Aplicações de purgadores.
Tipo de Purgador
Aplicações de purgadores
Boia Permutadores, Evaporadores, Separadores de humidade, Serpentinas de
aquecimento.
Panela Invertida Drenagem contínua de linhas de vapor, no entanto, necessita de um
eliminador de ar em paralelo
Bimetálico Traçagem e fins de linha, linhas de vapor sobreaquecido.
Membrana Traçagem, coletores de vapor, coletores de condensado, equipamentos
encamisados com possibilidade de acumulação de ar nas camisas.
Termodinâmico Drenagem de linhas de vapor, drenagem de coletores de vapor.
Como é natural pode haver mais do que um tipo de purgador para uma determinada
aplicação. Por isso esta escolha só pode ser feita depois de conhecidas as condições
operatórias do equipamento, ou das linhas de vapor. Fatores como a necessidade de eliminar o
ar em condições de arranque, de eliminar o condensado mal se forme ou de suportar golpes de
ariete por vezes são fatores que podem levar a decisão final quanto ao tipo de purgador.
5.5 Monitorização de purgadores
A função básica do purgador é descarregar condensado impedindo a saída de vapor
vivo. Os purgadores podem fazer a sua descarga para a atmosfera ou para uma linha de
condensados. Se a descarga se dá para a atmosfera, pode-se avaliar a operabilidade do
purgador, através da observação do condensado. No entanto, é necessário o operador ter
alguma experiência para não confundir perda de vapor com vapor flash proveniente da
evaporação parcial do condensado. Conforme se pode verificar na Figura 14 o vapor de flash
tem uma forma semelhante a uma nuvem enquanto o vapor vivo forma uma espécie de jato.
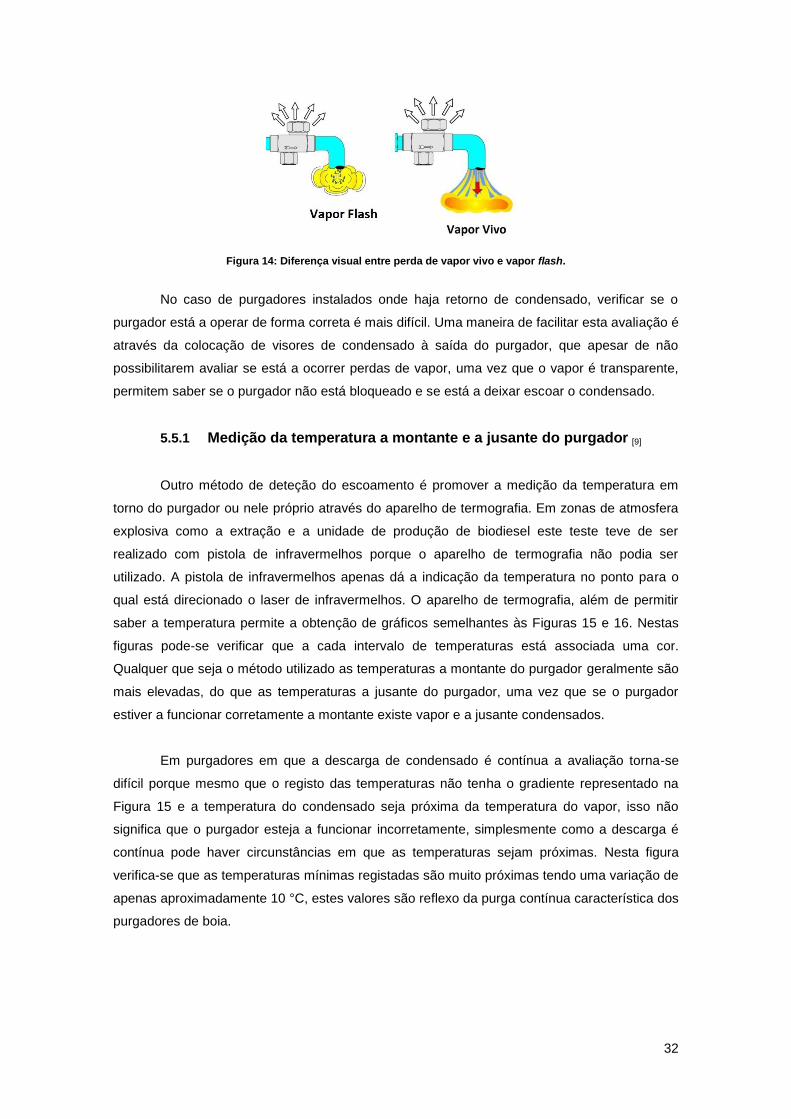
32
Figura 14: Diferença visual entre perda de vapor vivo e vapor flash.
No caso de purgadores instalados onde haja retorno de condensado, verificar se o
purgador está a operar de forma correta é mais difícil. Uma maneira de facilitar esta avaliação é
através da colocação de visores de condensado à saída do purgador, que apesar de não
possibilitarem avaliar se está a ocorrer perdas de vapor, uma vez que o vapor é transparente,
permitem saber se o purgador não está bloqueado e se está a deixar escoar o condensado.
5.5.1 Medição da temperatura a montante e a jusante do purgador [9]
Outro método de deteção do escoamento é promover a medição da temperatura em
torno do purgador ou nele próprio através do aparelho de termografia. Em zonas de atmosfera
explosiva como a extração e a unidade de produção de biodiesel este teste teve de ser
realizado com pistola de infravermelhos porque o aparelho de termografia não podia ser
utilizado. A pistola de infravermelhos apenas dá a indicação da temperatura no ponto para o
qual está direcionado o laser de infravermelhos. O aparelho de termografia, além de permitir
saber a temperatura permite a obtenção de gráficos semelhantes às Figuras 15 e 16. Nestas
figuras pode-se verificar que a cada intervalo de temperaturas está associada uma cor.
Qualquer que seja o método utilizado as temperaturas a montante do purgador geralmente são
mais elevadas, do que as temperaturas a jusante do purgador, uma vez que se o purgador
estiver a funcionar corretamente a montante existe vapor e a jusante condensados.
Em purgadores em que a descarga de condensado é contínua a avaliação torna-se
difícil porque mesmo que o registo das temperaturas não tenha o gradiente representado na
Figura 15 e a temperatura do condensado seja próxima da temperatura do vapor, isso não
significa que o purgador esteja a funcionar incorretamente, simplesmente como a descarga é
contínua pode haver circunstâncias em que as temperaturas sejam próximas. Nesta figura
verifica-se que as temperaturas mínimas registadas são muito próximas tendo uma variação de
apenas aproximadamente 10 °C, estes valores são reflexo da purga contínua característica dos
purgadores de boia.
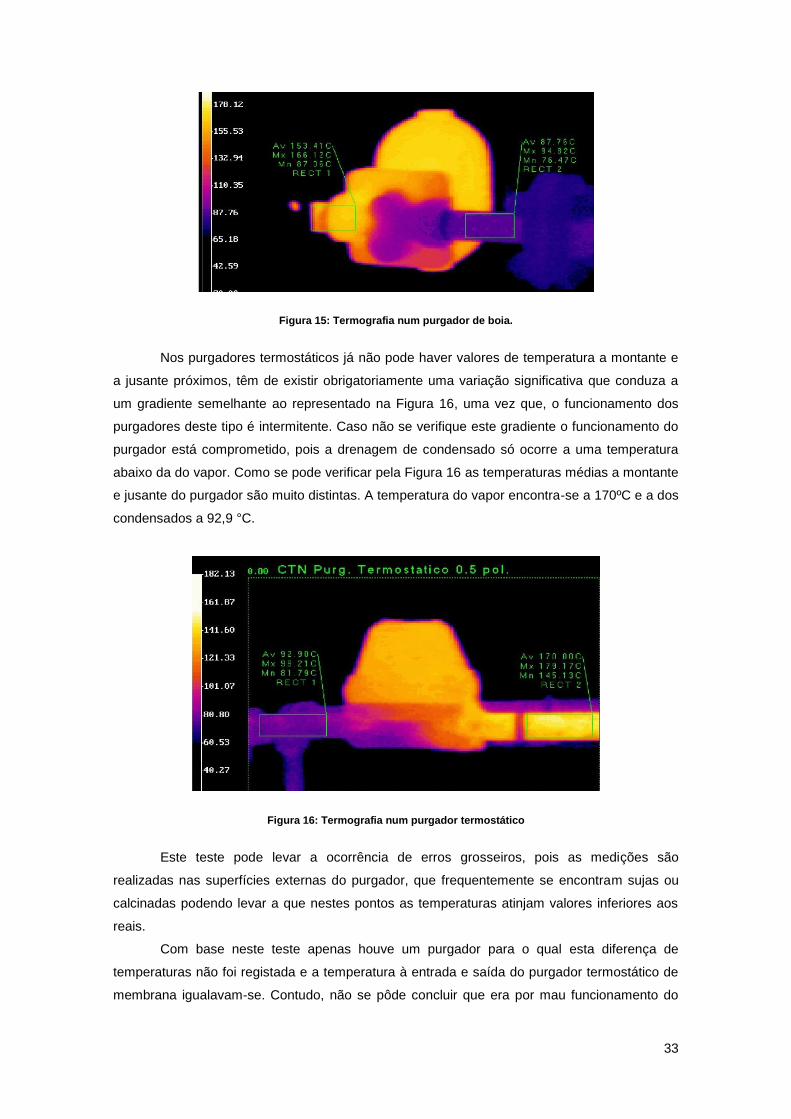
33
Figura 15: Termografia num purgador de boia.
Nos purgadores termostáticos já não pode haver valores de temperatura a montante e
a jusante próximos, têm de existir obrigatoriamente uma variação significativa que conduza a
um gradiente semelhante ao representado na Figura 16, uma vez que, o funcionamento dos
purgadores deste tipo é intermitente. Caso não se verifique este gradiente o funcionamento do
purgador está comprometido, pois a drenagem de condensado só ocorre a uma temperatura
abaixo da do vapor. Como se pode verificar pela Figura 16 as temperaturas médias a montante
e jusante do purgador são muito distintas. A temperatura do vapor encontra-se a 170ºC e a dos
condensados a 92,9 °C.
Figura 16: Termografia num purgador termostático
Este teste pode levar a ocorrência de erros grosseiros, pois as medições são
realizadas nas superfícies externas do purgador, que frequentemente se encontram sujas ou
calcinadas podendo levar a que nestes pontos as temperaturas atinjam valores inferiores aos
reais.
Com base neste teste apenas houve um purgador para o qual esta diferença de
temperaturas não foi registada e a temperatura à entrada e saída do purgador termostático de
membrana igualavam-se. Contudo, não se pôde concluir que era por mau funcionamento do
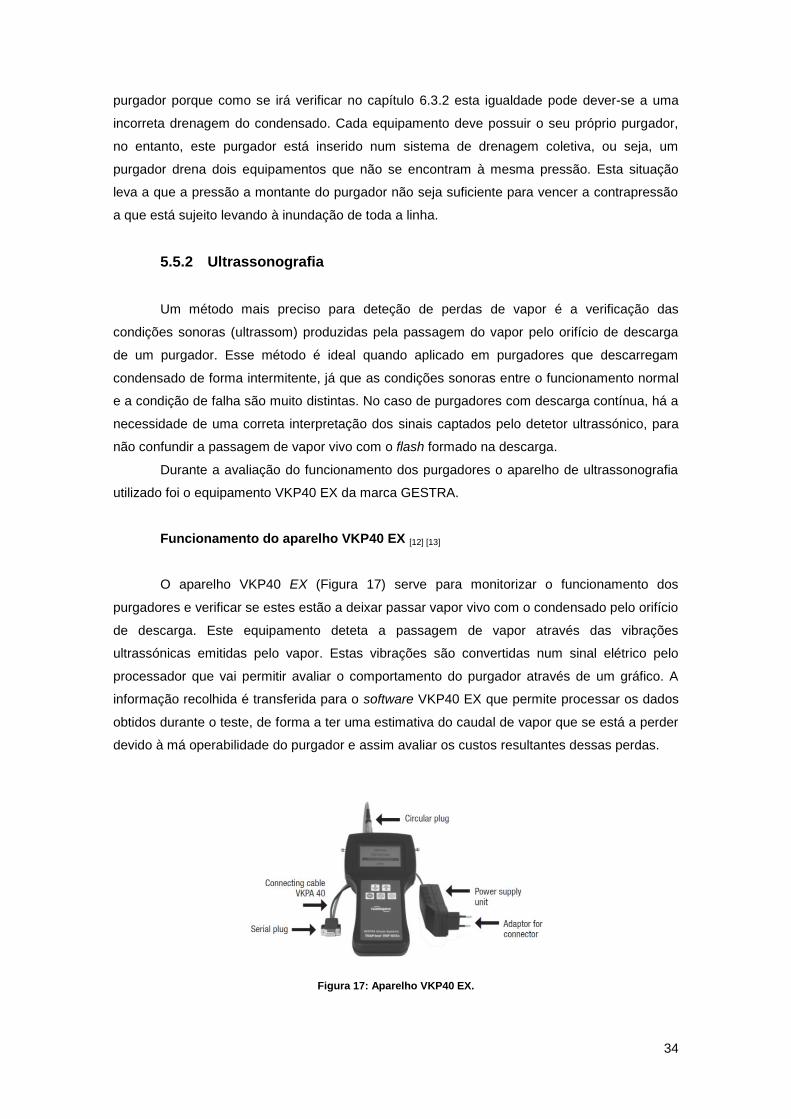
34
purgador porque como se irá verificar no capítulo 6.3.2 esta igualdade pode dever-se a uma
incorreta drenagem do condensado. Cada equipamento deve possuir o seu próprio purgador,
no entanto, este purgador está inserido num sistema de drenagem coletiva, ou seja, um
purgador drena dois equipamentos que não se encontram à mesma pressão. Esta situação
leva a que a pressão a montante do purgador não seja suficiente para vencer a contrapressão
a que está sujeito levando à inundação de toda a linha.
5.5.2 Ultrassonografia
Um método mais preciso para deteção de perdas de vapor é a verificação das
condições sonoras (ultrassom) produzidas pela passagem do vapor pelo orifício de descarga
de um purgador. Esse método é ideal quando aplicado em purgadores que descarregam
condensado de forma intermitente, já que as condições sonoras entre o funcionamento normal
e a condição de falha são muito distintas. No caso de purgadores com descarga contínua, há a
necessidade de uma correta interpretação dos sinais captados pelo detetor ultrassónico, para
não confundir a passagem de vapor vivo com o flash formado na descarga.
Durante a avaliação do funcionamento dos purgadores o aparelho de ultrassonografia
utilizado foi o equipamento VKP40 EX da marca GESTRA.
Funcionamento do aparelho VKP40 EX [12] [13]
O aparelho VKP40 EX (Figura 17) serve para monitorizar o funcionamento dos
purgadores e verificar se estes estão a deixar passar vapor vivo com o condensado pelo orifício
de descarga. Este equipamento deteta a passagem de vapor através das vibrações
ultrassónicas emitidas pelo vapor. Estas vibrações são convertidas num sinal elétrico pelo
processador que vai permitir avaliar o comportamento do purgador através de um gráfico. A
informação recolhida é transferida para o software VKP40 EX que permite processar os dados
obtidos durante o teste, de forma a ter uma estimativa do caudal de vapor que se está a perder
devido à má operabilidade do purgador e assim avaliar os custos resultantes dessas perdas.
Figura 17: Aparelho VKP40 EX.
35
Este aparelho permite também identificar se o purgador se encontra bloqueado. No
entanto, para que isso seja possível, é necessário saber qual a pressão à entrada e à saída do
purgador e introduzi-la no aparelho.
Durante a monitorização aos purgadores existem três variáveis que permitem ajuizar
sobre o funcionamento do purgador que são:
Valor limite (Threshold Value TV)
O valor limite corresponde ao som emitido por um purgador a funcionar corretamente
quando se encontra fechado numa fábrica praticamente isenta de ruídos. Normalmente este
valor é inferior a 5%. Se durante o teste o purgador atingir um valor menor ou igual a este
pode-se concluir que o purgador se encontra fechado e que não está a perder vapor.
Valor máximo de som (Limit Sound Value, LV)
O valor máximo de som denota a máxima emissão sonora admissível que pode ser
emitida por um purgador a funcionar corretamente (ou seja, sem perda de vapor).
Os valores limite de som dependem do tipo de purgador e foram determinados
empiricamente pelo fabricante.
Valor médio (Mean Value, MV)
O valor médio de som emitido é calculado pelo processador durante o teste. Como o
próprio nome indica corresponde ao valor médio de som obtido pelo recetor ao longo do teste.
Se durante a monitorização do funcionamento do purgador, o nível de som estiver
abaixo do valor limite conclui-se que o equipamento está a funcionar corretamente e com
grande probabilidade de não estar a perder vapor. Se o nível de som não for inferior a este
limite, mas estiver abaixo do valor limite máximo também se encontra a funcionar corretamente.
Pelo contrário, se o nível de som durante o teste se mantiver acima do valor máximo de
som então pode-se concluir que o purgador se encontra com um problema (pode estar
simplesmente sujo ou pode necessitar de reparação/substituição).
O equipamento ultrassónico é adequado principalmente para purgadores que
descarregam de forma intermitente, uma vez que, as condições sonoras do vapor e do
condensado diferem bastante. No caso dos purgadores que descarregam de forma contínua,
como os purgadores de boia, este método já não é tão eficaz. Poder-se-á concluir que este
está danificado uma vez que o aparelho assim o indica, no entanto, o que está a ocorrer não é
perda de vapor no purgador mas reevaporação dos condensados (vapor de flash) devido a
diferença de pressão entre a entrada e saída do purgador, ou seja, o equipamento não
distingue vapor vivo de vapor de flash.
Para além do vapor de flash este equipamento também não distingue o ruído do vapor
de outros tipos de ruído que podem ser propagados na tubagem. Antes de concluir que o
purgador se encontra com avaria é necessário excluir a possibilidade de existirem outras fontes
de propagação de som pela tubagem resultante de suportes de montagem provenientes de
rolamentos de bombas em mau estado, redutores de pressão, entre outros. Em todas as
situações em que o nível de som se encontra acima do valor máximo é necessário verificar se
36
a tubagem é afetada por ruído. Uma das maneiras mais simples de verificar essa ocorrência é
colocar o recetor numa válvula de bypass tendo a certeza de que esta não dá passagem de
vapor. Caso o purgador não esteja munido de válvula de bypass poderá fechar-se a válvula de
entrada e saída do purgador e medir novamente no purgador, neste caso é preciso também
garantir que as válvulas não dão passagem.
Na eventualidade de um purgador estar a ter níveis de som elevados, mas, por outro
lado, um purgador do mesmo modelo associado ao mesmo equipamento, ou a equipamentos
semelhantes, que está sujeito às mesmas pressões de entrada de vapor e saída de
condensado se encontra com um funcionamento adequado, pode-se desde logo concluir que o
purgador está com um mau funcionamento.
Caso se conclua que a tubagem tem ruído não é possível aferir nada sobre o estado do
purgador, mas se depois de testar as tubagens para a presença de ruído se concluir que está
se encontra sem ruído a avaliação é feita com base na localização do purgador (linha de vapor,
linha de traçagem ou permuta de calor). Assim, se o purgador se situar numa linha de permuta
de calor o equipamento é considerado válido (o condensado a ser descarregado é maior do
que o limite máximo de som para o fluxo do condensado) se por outro lado se encontrar numa
linha de vapor ou traçagem é inválido (o condensado a ser descarregado é menor do que o
limite do fluxo de condensado).
Se o operador chegar à conclusão de que a linha não possui ruído deverá ainda
realizar outro teste que consiste em medir o som a jusante e a montante do purgador. Este
teste deve ser realizado principalmente nos purgadores de boia, pois o corpo do purgador
encontra-se preenchido com vapor e condensado. Devido à presença de vapor, o purgador até
pode estar a trabalhar de forma correta, mas o processador dá indicação do contrário, pois
deteta o som proveniente do vapor. Assim, com as medições de som à entrada e saída do
purgador é possível verificar graficamente se há um decréscimo na quantidade de vapor. Se
houver esse decréscimo e o nível de som à saída estiver abaixo do nível máximo significa que
o purgador está a realizar corretamente a função de prender o vapor e escoar o condensado e
sendo assim, pode-se concluir que está a funcionar corretamente.
Nos purgadores de boia quanto maior é o diferencial de pressão entre a entrada e
saída do purgador mais difícil é a sua monitorização porque maior é a quantidade de vapor
flash que se forma. Nestes casos o teste deve ser feito a uma distância considerável da saída
do purgador, um metro é suficiente, onde o vapor de flash já não se confunde com vapor vivo.
Existem purgadores que por não terem um funcionamento contínuo, mas sim
intermitente apresentam gráficos um pouco oscilantes e em algumas circunstâncias o seu
mean value é superior ao seu limit value. Apesar disto o coletor de dados VKPN 40EX pode
indicar que o seu funcionamento é válido, isto porque, quando o elemento termostático nos
purgadores termostáticos, ou o disco nos purgadores termodinâmicos abre para deixar escoar
o condensado, inicialmente há sempre uma pequena passagem de vapor. Apesar desta
situação, o que é importante acontecer, é que durante o seu normal funcionamento, haja uma
estabilização. Na Figura 18 a linha a vermelho é o limit sound value, a linha a verde é o
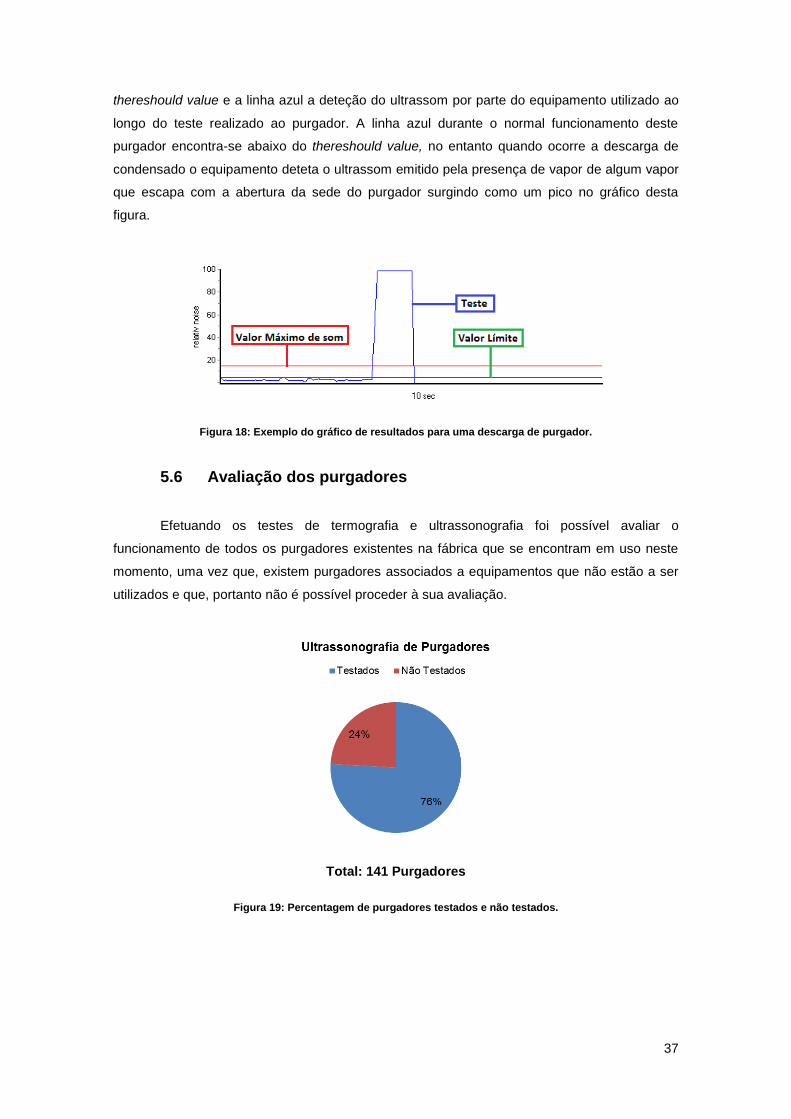
37
thereshould value e a linha azul a deteção do ultrassom por parte do equipamento utilizado ao
longo do teste realizado ao purgador. A linha azul durante o normal funcionamento deste
purgador encontra-se abaixo do thereshould value, no entanto quando ocorre a descarga de
condensado o equipamento deteta o ultrassom emitido pela presença de vapor de algum vapor
que escapa com a abertura da sede do purgador surgindo como um pico no gráfico desta
figura.
Figura 18: Exemplo do gráfico de resultados para uma descarga de purgador.
5.6 Avaliação dos purgadores
Efetuando os testes de termografia e ultrassonografia foi possível avaliar o
funcionamento de todos os purgadores existentes na fábrica que se encontram em uso neste
momento, uma vez que, existem purgadores associados a equipamentos que não estão a ser
utilizados e que, portanto não é possível proceder à sua avaliação.
Total: 141 Purgadores
Figura 19: Percentagem de purgadores testados e não testados.
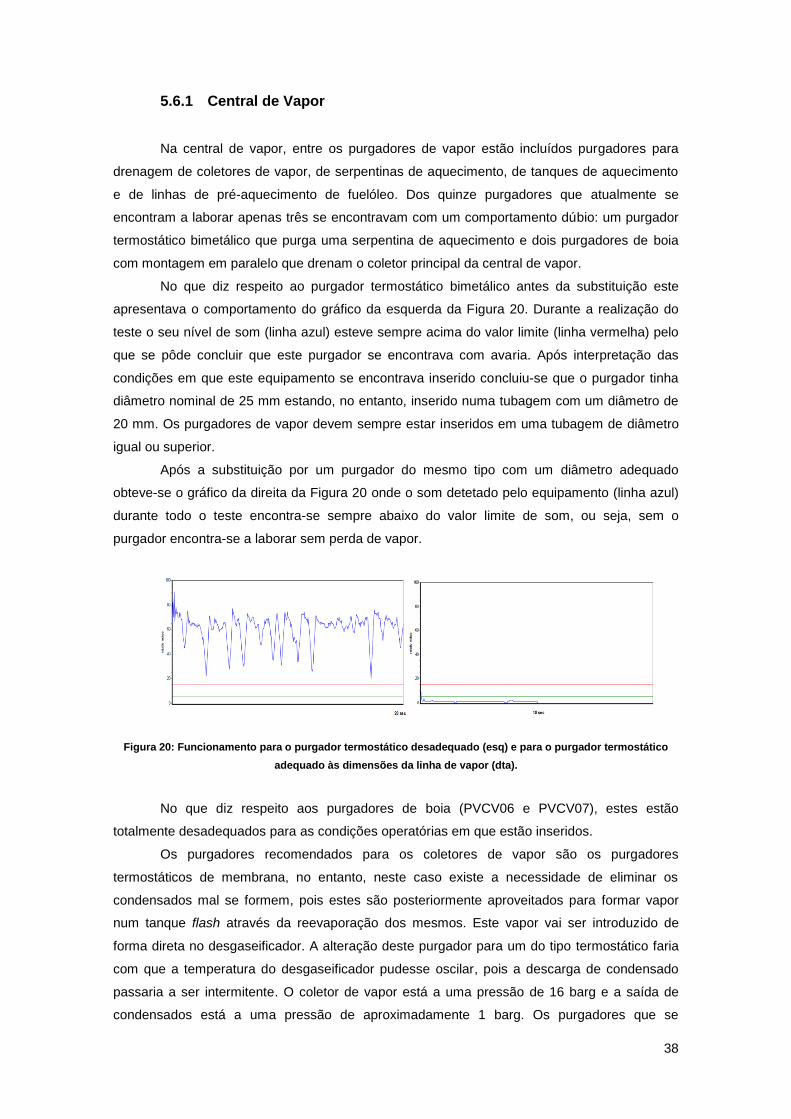
38
5.6.1 Central de Vapor
Na central de vapor, entre os purgadores de vapor estão incluídos purgadores para
drenagem de coletores de vapor, de serpentinas de aquecimento, de tanques de aquecimento
e de linhas de pré-aquecimento de fuelóleo. Dos quinze purgadores que atualmente se
encontram a laborar apenas três se encontravam com um comportamento dúbio: um purgador
termostático bimetálico que purga uma serpentina de aquecimento e dois purgadores de boia
com montagem em paralelo que drenam o coletor principal da central de vapor.
No que diz respeito ao purgador termostático bimetálico antes da substituição este
apresentava o comportamento do gráfico da esquerda da Figura 20. Durante a realização do
teste o seu nível de som (linha azul) esteve sempre acima do valor limite (linha vermelha) pelo
que se pôde concluir que este purgador se encontrava com avaria. Após interpretação das
condições em que este equipamento se encontrava inserido concluiu-se que o purgador tinha
diâmetro nominal de 25 mm estando, no entanto, inserido numa tubagem com um diâmetro de
20 mm. Os purgadores de vapor devem sempre estar inseridos em uma tubagem de diâmetro
igual ou superior.
Após a substituição por um purgador do mesmo tipo com um diâmetro adequado
obteve-se o gráfico da direita da Figura 20 onde o som detetado pelo equipamento (linha azul)
durante todo o teste encontra-se sempre abaixo do valor limite de som, ou seja, sem o
purgador encontra-se a laborar sem perda de vapor.
Figura 20: Funcionamento para o purgador termostático desadequado (esq) e para o purgador termostático
adequado às dimensões da linha de vapor (dta).
No que diz respeito aos purgadores de boia (PVCV06 e PVCV07), estes estão
totalmente desadequados para as condições operatórias em que estão inseridos.
Os purgadores recomendados para os coletores de vapor são os purgadores
termostáticos de membrana, no entanto, neste caso existe a necessidade de eliminar os
condensados mal se formem, pois estes são posteriormente aproveitados para formar vapor
num tanque flash através da reevaporação dos mesmos. Este vapor vai ser introduzido de
forma direta no desgaseificador. A alteração deste purgador para um do tipo termostático faria
com que a temperatura do desgaseificador pudesse oscilar, pois a descarga de condensado
passaria a ser intermitente. O coletor de vapor está a uma pressão de 16 barg e a saída de
condensados está a uma pressão de aproximadamente 1 barg. Os purgadores que se
39
encontram dispostos neste coletor apesar de terem uma pressão nominal de 16 barg possuem
uma pressão máxima operacional de 14 barg [14]. Assim sendo a pressão a montante do
purgador está acima da pressão operacional do purgador. Outra questão incorreta no
dimensionamento destes purgadores é o ∆Pmáx do purgador. Para as condições operatórias em
que nos encontramos a diferença entre a pressão de vapor e a pressão dos condensados é de
15 barg contudo os purgadores que se encontram inseridos no coletor apresentam um ∆Pmáx de
4,5 barg. A capacidade dos purgadores de boia como já foi referido é maior para purgadores
com menor ∆Pmáx, no entanto, quando este valor é ultrapassado a sua capacidade de
escoamento fica bastante reduzida. O purgador ideal para esta aplicação seria um purgador
com uma pressão nominal de 40 barg e com ∆Pmáx superior a 15 barg. Para o caudal de
condensados formado neste coletor de vapor apenas é necessário a colocação de um
purgador. Por questões relacionadas com o stock disponível do fornecedor não foi possível
testar o purgador sugerido para este efeito.
De acordo com a estimativa realizada pelo equipamento de ultrassonografia para as
perdas de vapor por purgador foi possível estimar o payback para o investimento necessário
para substituição dos purgadores atuais que apresentaram defeito por purgadores adequados
Sabendo o custo do vapor e o tempo de laboração da central de vapor foi possível estimar o
custo anual inerente à utilização de purgadores com avaria. Esse custo anual deixa de ocorrer
caso os purgadores estejam a funcionar corretamente. O cálculo do payback (dado na Tabela
21) teve assim em conta o rácio entre o orçamento disponibilizado pelos fornecedores e o
custo anual em vapor resultante do mau funcionamento dos purgadores.
Tabela 21: Análise económica da substituição dos purgadores da central de vapor.
Perda de vapor nos purgadores (kg/h) 15
Custo anual 3.723 €
Custo dos purgadores 1.425 €
Payback (meses) 4,6
5.6.2 Preparação
Na unidade de preparação os únicos purgadores que não cumpriam os requisitos eram
os de drenagem das camisas de aquecimento de um dos cinco condicionadores e o do
separador de humidade. Os dois purgadores que drenam as camisas de aquecimento do
condicionador encontravam-se com defeito de operação como se pode verificar pelo gráfico da
esquerda da Figura 21. Após avaliação das condições operatórias do equipamento ao qual os
purgadores se encontram associados concluiu-se que de forma análoga ao purgador do coletor
de vapor da central de vapor estes purgadores também não cumpriam os requisitos do ∆Pmax.
Após a substituição de um dos purgadores por um de ∆Pmax mais elevado e adequado às
condições operatórias em causa a linha representativa do som provocado pela passagem de
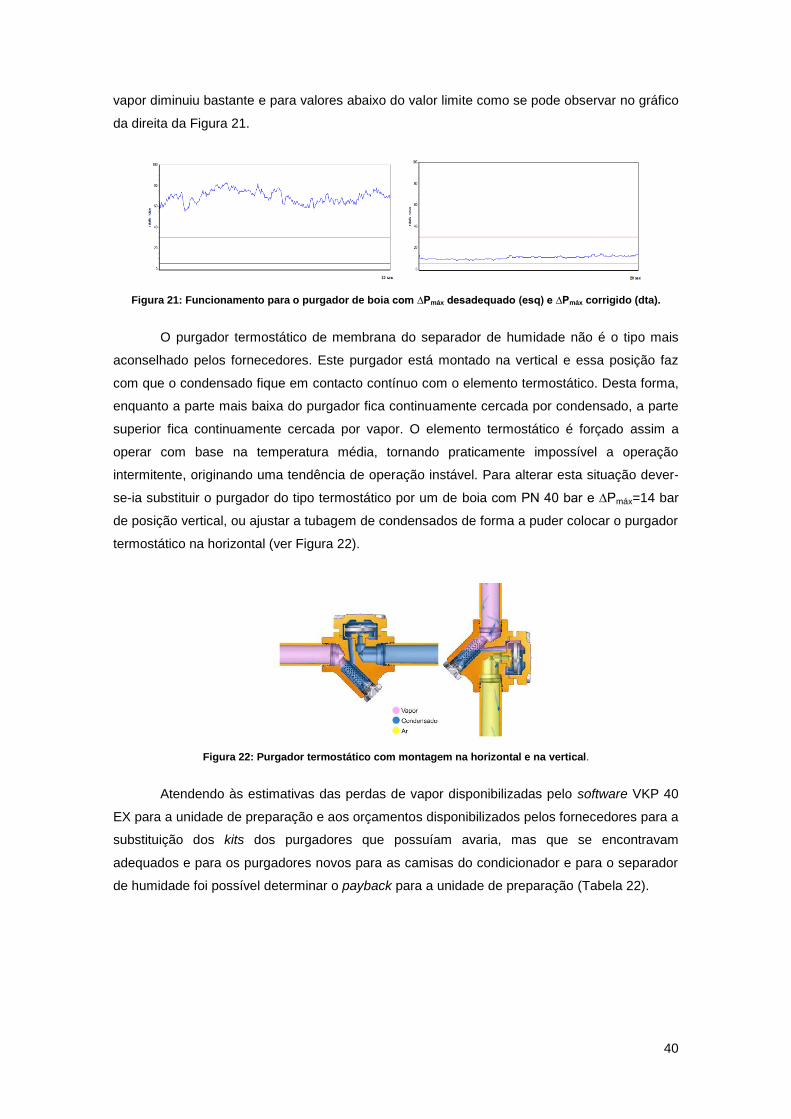
40
vapor diminuiu bastante e para valores abaixo do valor limite como se pode observar no gráfico
da direita da Figura 21.
Figura 21: Funcionamento para o purgador de boia com ∆Pmáx desadequado (esq) e ∆Pmáx corrigido (dta).
O purgador termostático de membrana do separador de humidade não é o tipo mais
aconselhado pelos fornecedores. Este purgador está montado na vertical e essa posição faz
com que o condensado fique em contacto contínuo com o elemento termostático. Desta forma,
enquanto a parte mais baixa do purgador fica continuamente cercada por condensado, a parte
superior fica continuamente cercada por vapor. O elemento termostático é forçado assim a
operar com base na temperatura média, tornando praticamente impossível a operação
intermitente, originando uma tendência de operação instável. Para alterar esta situação dever-
se-ia substituir o purgador do tipo termostático por um de boia com PN 40 bar e ∆Pmáx=14 bar
de posição vertical, ou ajustar a tubagem de condensados de forma a puder colocar o purgador
termostático na horizontal (ver Figura 22).
Figura 22: Purgador termostático com montagem na horizontal e na vertical.
Atendendo às estimativas das perdas de vapor disponibilizadas pelo software VKP 40
EX para a unidade de preparação e aos orçamentos disponibilizados pelos fornecedores para a
substituição dos kits dos purgadores que possuíam avaria, mas que se encontravam
adequados e para os purgadores novos para as camisas do condicionador e para o separador
de humidade foi possível determinar o payback para a unidade de preparação (Tabela 22).
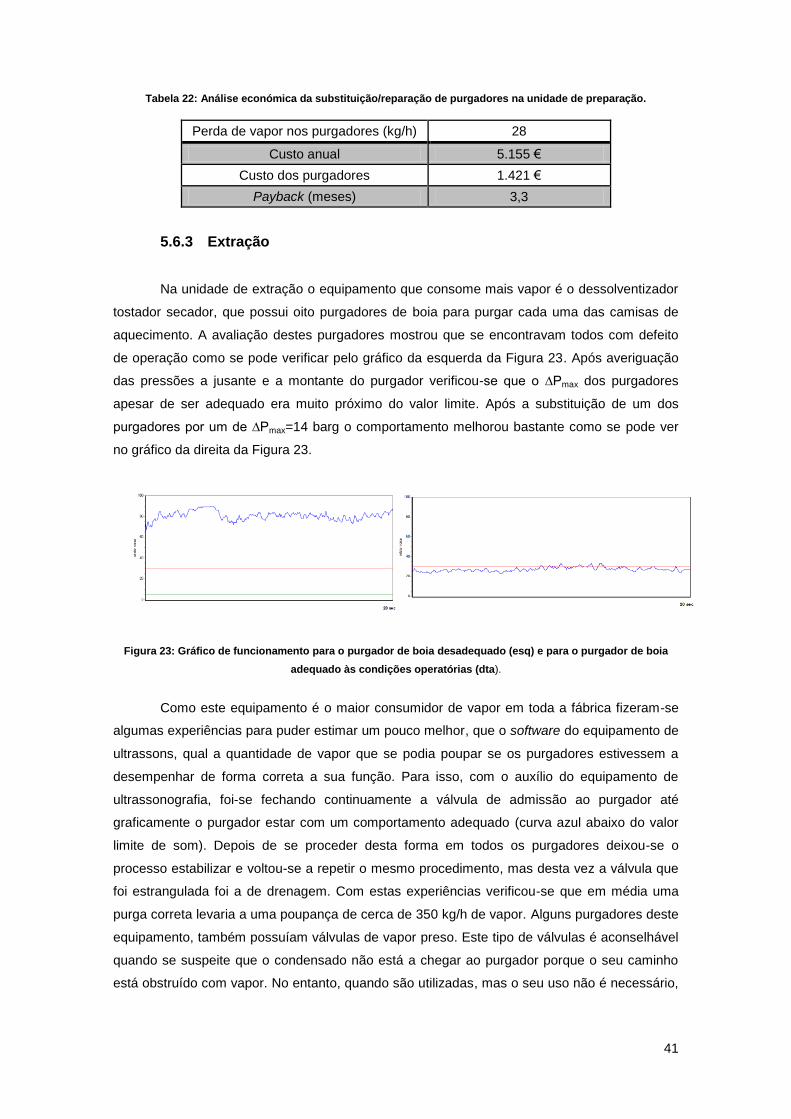
41
Tabela 22: Análise económica da substituição/reparação de purgadores na unidade de preparação.
Perda de vapor nos purgadores (kg/h) 28
Custo anual 5.155 €
Custo dos purgadores 1.421 €
Payback (meses) 3,3
5.6.3 Extração
Na unidade de extração o equipamento que consome mais vapor é o dessolventizador
tostador secador, que possui oito purgadores de boia para purgar cada uma das camisas de
aquecimento. A avaliação destes purgadores mostrou que se encontravam todos com defeito
de operação como se pode verificar pelo gráfico da esquerda da Figura 23. Após averiguação
das pressões a jusante e a montante do purgador verificou-se que o ∆Pmax dos purgadores
apesar de ser adequado era muito próximo do valor limite. Após a substituição de um dos
purgadores por um de ∆Pmax=14 barg o comportamento melhorou bastante como se pode ver
no gráfico da direita da Figura 23.
Figura 23: Gráfico de funcionamento para o purgador de boia desadequado (esq) e para o purgador de boia
adequado às condições operatórias (dta).
Como este equipamento é o maior consumidor de vapor em toda a fábrica fizeram-se
algumas experiências para puder estimar um pouco melhor, que o software do equipamento de
ultrassons, qual a quantidade de vapor que se podia poupar se os purgadores estivessem a
desempenhar de forma correta a sua função. Para isso, com o auxílio do equipamento de
ultrassonografia, foi-se fechando continuamente a válvula de admissão ao purgador até
graficamente o purgador estar com um comportamento adequado (curva azul abaixo do valor
limite de som). Depois de se proceder desta forma em todos os purgadores deixou-se o
processo estabilizar e voltou-se a repetir o mesmo procedimento, mas desta vez a válvula que
foi estrangulada foi a de drenagem. Com estas experiências verificou-se que em média uma
purga correta levaria a uma poupança de cerca de 350 kg/h de vapor. Alguns purgadores deste
equipamento, também possuíam válvulas de vapor preso. Este tipo de válvulas é aconselhável
quando se suspeite que o condensado não está a chegar ao purgador porque o seu caminho
está obstruído com vapor. No entanto, quando são utilizadas, mas o seu uso não é necessário,
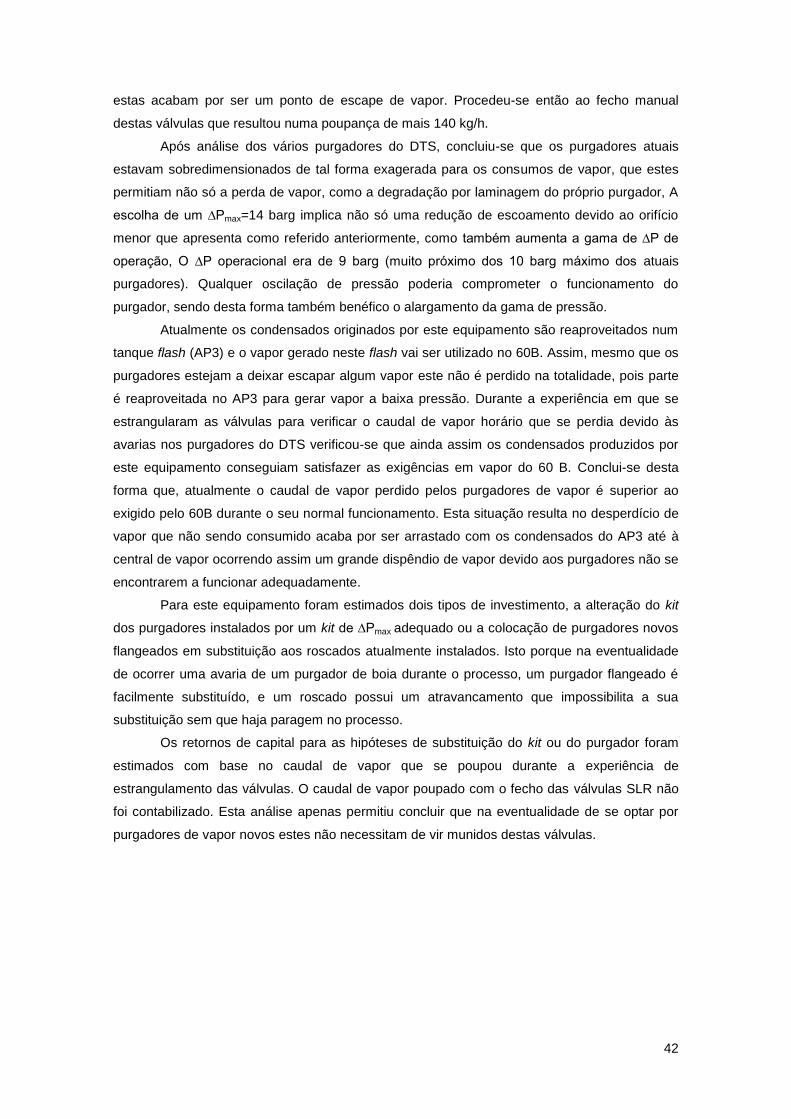
42
estas acabam por ser um ponto de escape de vapor. Procedeu-se então ao fecho manual
destas válvulas que resultou numa poupança de mais 140 kg/h.
Após análise dos vários purgadores do DTS, concluiu-se que os purgadores atuais
estavam sobredimensionados de tal forma exagerada para os consumos de vapor, que estes
permitiam não só a perda de vapor, como a degradação por laminagem do próprio purgador, A
escolha de um ∆Pmax=14 barg implica não só uma redução de escoamento devido ao orifício
menor que apresenta como referido anteriormente, como também aumenta a gama de ∆P de
operação, O ∆P operacional era de 9 barg (muito próximo dos 10 barg máximo dos atuais
purgadores). Qualquer oscilação de pressão poderia comprometer o funcionamento do
purgador, sendo desta forma também benéfico o alargamento da gama de pressão.
Atualmente os condensados originados por este equipamento são reaproveitados num
tanque flash (AP3) e o vapor gerado neste flash vai ser utilizado no 60B. Assim, mesmo que os
purgadores estejam a deixar escapar algum vapor este não é perdido na totalidade, pois parte
é reaproveitada no AP3 para gerar vapor a baixa pressão. Durante a experiência em que se
estrangularam as válvulas para verificar o caudal de vapor horário que se perdia devido às
avarias nos purgadores do DTS verificou-se que ainda assim os condensados produzidos por
este equipamento conseguiam satisfazer as exigências em vapor do 60 B. Conclui-se desta
forma que, atualmente o caudal de vapor perdido pelos purgadores de vapor é superior ao
exigido pelo 60B durante o seu normal funcionamento. Esta situação resulta no desperdício de
vapor que não sendo consumido acaba por ser arrastado com os condensados do AP3 até à
central de vapor ocorrendo assim um grande dispêndio de vapor devido aos purgadores não se
encontrarem a funcionar adequadamente.
Para este equipamento foram estimados dois tipos de investimento, a alteração do kit
dos purgadores instalados por um kit de ∆Pmax adequado ou a colocação de purgadores novos
flangeados em substituição aos roscados atualmente instalados. Isto porque na eventualidade
de ocorrer uma avaria de um purgador de boia durante o processo, um purgador flangeado é
facilmente substituído, e um roscado possui um atravancamento que impossibilita a sua
substituição sem que haja paragem no processo.
Os retornos de capital para as hipóteses de substituição do kit ou do purgador foram
estimados com base no caudal de vapor que se poupou durante a experiência de
estrangulamento das válvulas. O caudal de vapor poupado com o fecho das válvulas SLR não
foi contabilizado. Esta análise apenas permitiu concluir que na eventualidade de se optar por
purgadores de vapor novos estes não necessitam de vir munidos destas válvulas.
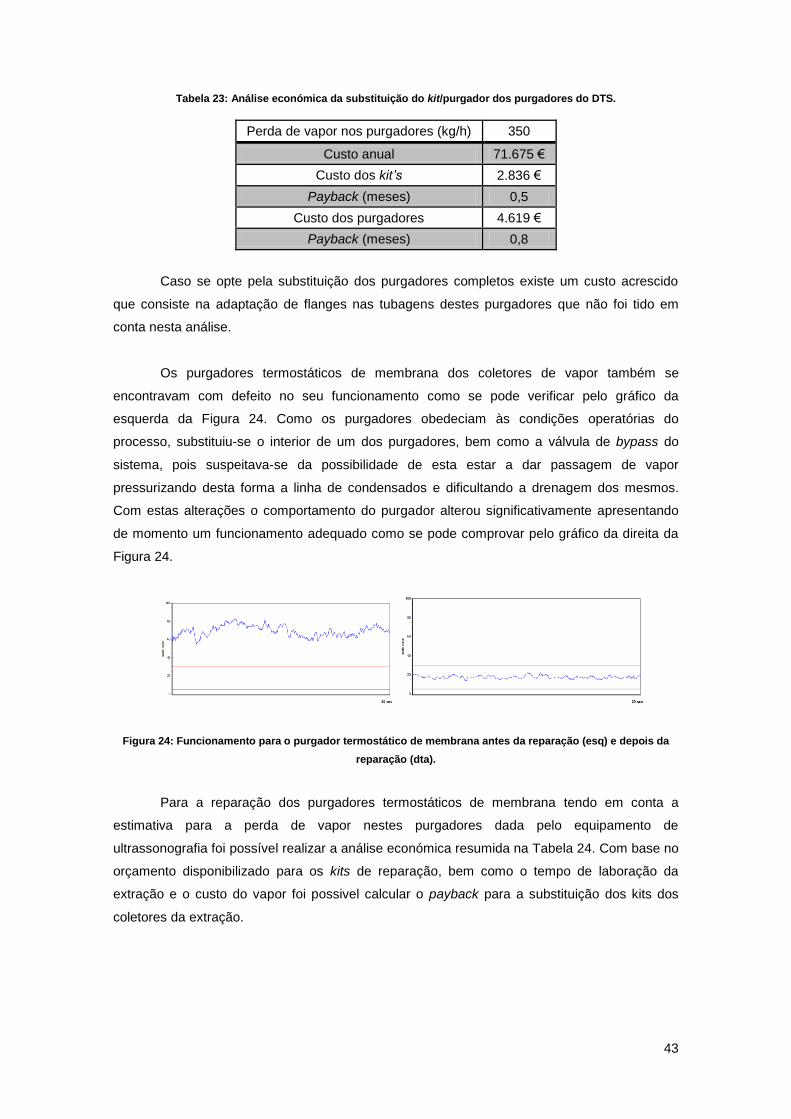
43
Tabela 23: Análise económica da substituição do kit/purgador dos purgadores do DTS.
Perda de vapor nos purgadores (kg/h) 350
Custo anual 71.675 €
Custo dos kit’s 2.836 €
Payback (meses) 0,5
Custo dos purgadores 4.619 €
Payback (meses) 0,8
Caso se opte pela substituição dos purgadores completos existe um custo acrescido
que consiste na adaptação de flanges nas tubagens destes purgadores que não foi tido em
conta nesta análise.
Os purgadores termostáticos de membrana dos coletores de vapor também se
encontravam com defeito no seu funcionamento como se pode verificar pelo gráfico da
esquerda da Figura 24. Como os purgadores obedeciam às condições operatórias do
processo, substituiu-se o interior de um dos purgadores, bem como a válvula de bypass do
sistema, pois suspeitava-se da possibilidade de esta estar a dar passagem de vapor
pressurizando desta forma a linha de condensados e dificultando a drenagem dos mesmos.
Com estas alterações o comportamento do purgador alterou significativamente apresentando
de momento um funcionamento adequado como se pode comprovar pelo gráfico da direita da
Figura 24.
Figura 24: Funcionamento para o purgador termostático de membrana antes da reparação (esq) e depois da
reparação (dta).
Para a reparação dos purgadores termostáticos de membrana tendo em conta a
estimativa para a perda de vapor nestes purgadores dada pelo equipamento de
ultrassonografia foi possível realizar a análise económica resumida na Tabela 24. Com base no
orçamento disponibilizado para os kits de reparação, bem como o tempo de laboração da
extração e o custo do vapor foi possivel calcular o payback para a substituição dos kits dos
coletores da extração.
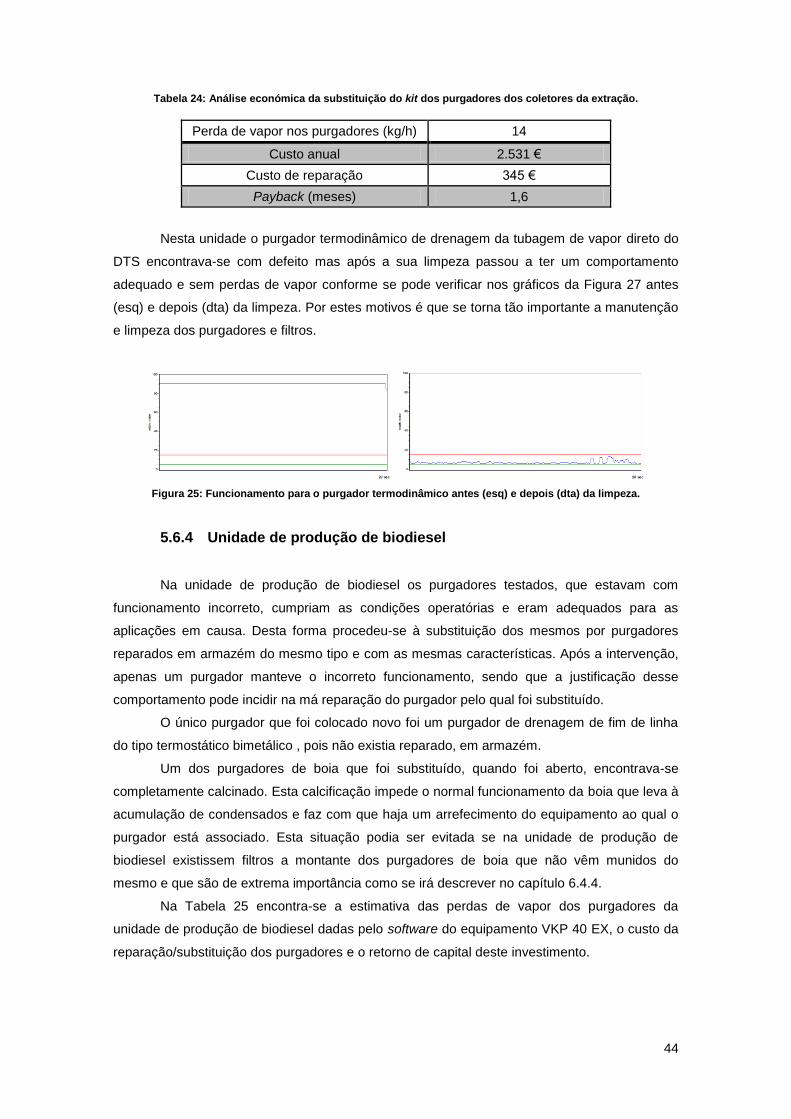
44
Tabela 24: Análise económica da substituição do kit dos purgadores dos coletores da extração.
Perda de vapor nos purgadores (kg/h) 14
Custo anual 2.531 €
Custo de reparação 345 €
Payback (meses) 1,6
Nesta unidade o purgador termodinâmico de drenagem da tubagem de vapor direto do
DTS encontrava-se com defeito mas após a sua limpeza passou a ter um comportamento
adequado e sem perdas de vapor conforme se pode verificar nos gráficos da Figura 27 antes
(esq) e depois (dta) da limpeza. Por estes motivos é que se torna tão importante a manutenção
e limpeza dos purgadores e filtros.
Figura 25: Funcionamento para o purgador termodinâmico antes (esq) e depois (dta) da limpeza.
5.6.4 Unidade de produção de biodiesel
Na unidade de produção de biodiesel os purgadores testados, que estavam com
funcionamento incorreto, cumpriam as condições operatórias e eram adequados para as
aplicações em causa. Desta forma procedeu-se à substituição dos mesmos por purgadores
reparados em armazém do mesmo tipo e com as mesmas características. Após a intervenção,
apenas um purgador manteve o incorreto funcionamento, sendo que a justificação desse
comportamento pode incidir na má reparação do purgador pelo qual foi substituído.
O único purgador que foi colocado novo foi um purgador de drenagem de fim de linha
do tipo termostático bimetálico , pois não existia reparado, em armazém.
Um dos purgadores de boia que foi substituído, quando foi aberto, encontrava-se
completamente calcinado. Esta calcificação impede o normal funcionamento da boia que leva à
acumulação de condensados e faz com que haja um arrefecimento do equipamento ao qual o
purgador está associado. Esta situação podia ser evitada se na unidade de produção de
biodiesel existissem filtros a montante dos purgadores de boia que não vêm munidos do
mesmo e que são de extrema importância como se irá descrever no capítulo 6.4.4.
Na Tabela 25 encontra-se a estimativa das perdas de vapor dos purgadores da
unidade de produção de biodiesel dadas pelo software do equipamento VKP 40 EX, o custo da
reparação/substituição dos purgadores e o retorno de capital deste investimento.
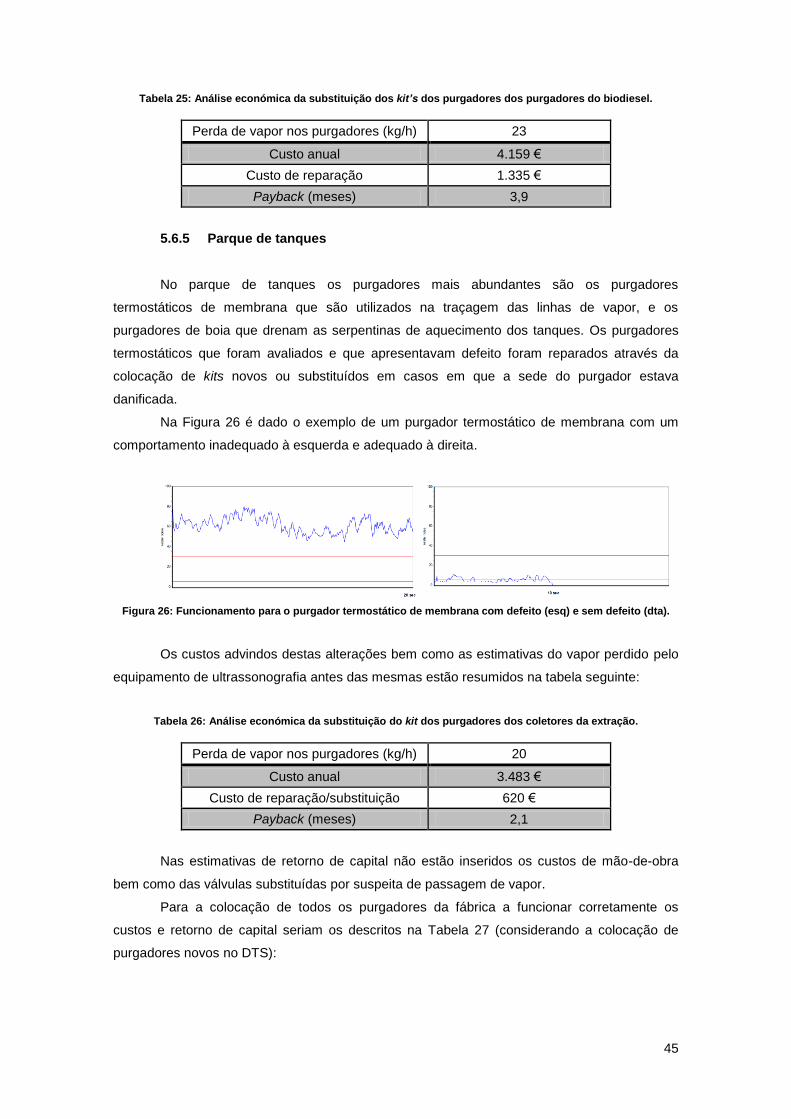
45
Tabela 25: Análise económica da substituição dos kit’s dos purgadores dos purgadores do biodiesel.
Perda de vapor nos purgadores (kg/h) 23
Custo anual 4.159 €
Custo de reparação 1.335 €
Payback (meses) 3,9
5.6.5 Parque de tanques
No parque de tanques os purgadores mais abundantes são os purgadores
termostáticos de membrana que são utilizados na traçagem das linhas de vapor, e os
purgadores de boia que drenam as serpentinas de aquecimento dos tanques. Os purgadores
termostáticos que foram avaliados e que apresentavam defeito foram reparados através da
colocação de kits novos ou substituídos em casos em que a sede do purgador estava
danificada.
Na Figura 26 é dado o exemplo de um purgador termostático de membrana com um
comportamento inadequado à esquerda e adequado à direita.
Figura 26: Funcionamento para o purgador termostático de membrana com defeito (esq) e sem defeito (dta).
Os custos advindos destas alterações bem como as estimativas do vapor perdido pelo
equipamento de ultrassonografia antes das mesmas estão resumidos na tabela seguinte:
Tabela 26: Análise económica da substituição do kit dos purgadores dos coletores da extração.
Perda de vapor nos purgadores (kg/h) 20
Custo anual 3.483 €
Custo de reparação/substituição 620 €
Payback (meses) 2,1
Nas estimativas de retorno de capital não estão inseridos os custos de mão-de-obra
bem como das válvulas substituídas por suspeita de passagem de vapor.
Para a colocação de todos os purgadores da fábrica a funcionar corretamente os
custos e retorno de capital seriam os descritos na Tabela 27 (considerando a colocação de
purgadores novos no DTS):
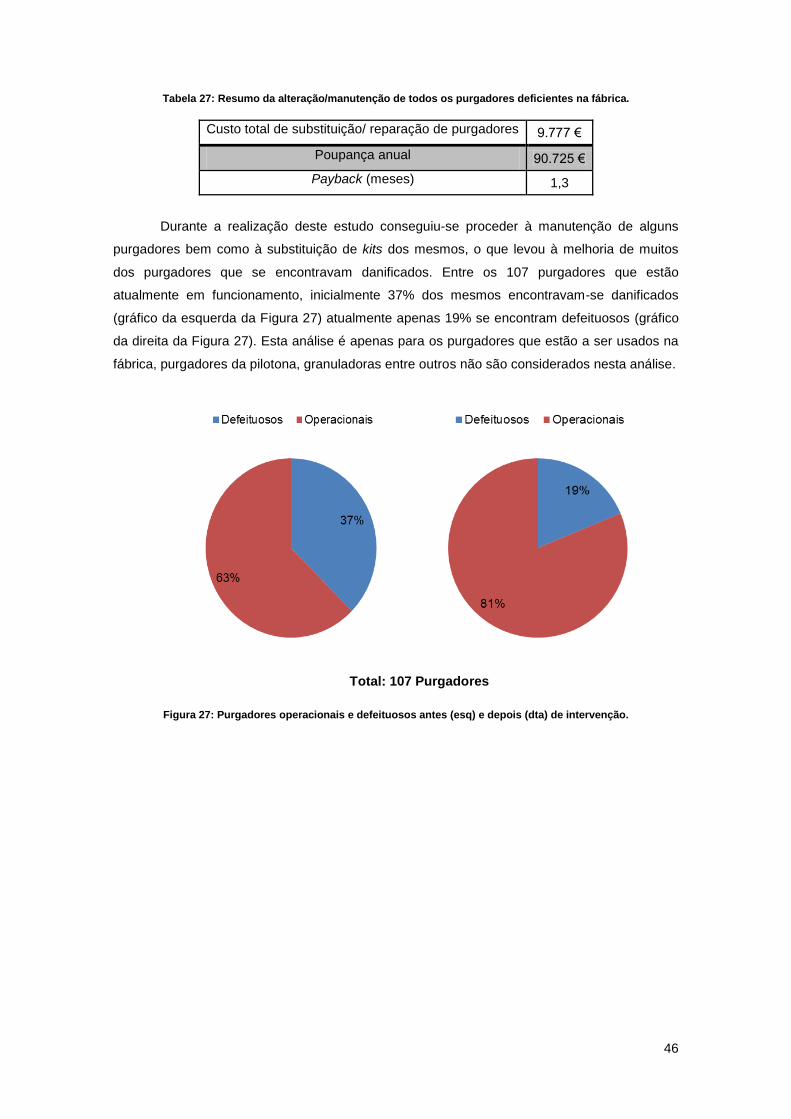
46
Tabela 27: Resumo da alteração/manutenção de todos os purgadores deficientes na fábrica.
Custo total de substituição/ reparação de purgadores 9.777 €
Poupança anual 90.725 €
Payback (meses) 1,3
Durante a realização deste estudo conseguiu-se proceder à manutenção de alguns
purgadores bem como à substituição de kits dos mesmos, o que levou à melhoria de muitos
dos purgadores que se encontravam danificados. Entre os 107 purgadores que estão
atualmente em funcionamento, inicialmente 37% dos mesmos encontravam-se danificados
(gráfico da esquerda da Figura 27) atualmente apenas 19% se encontram defeituosos (gráfico
da direita da Figura 27). Esta análise é apenas para os purgadores que estão a ser usados na
fábrica, purgadores da pilotona, granuladoras entre outros não são considerados nesta análise.
Total: 107 Purgadores
Figura 27: Purgadores operacionais e defeituosos antes (esq) e depois (dta) de intervenção.
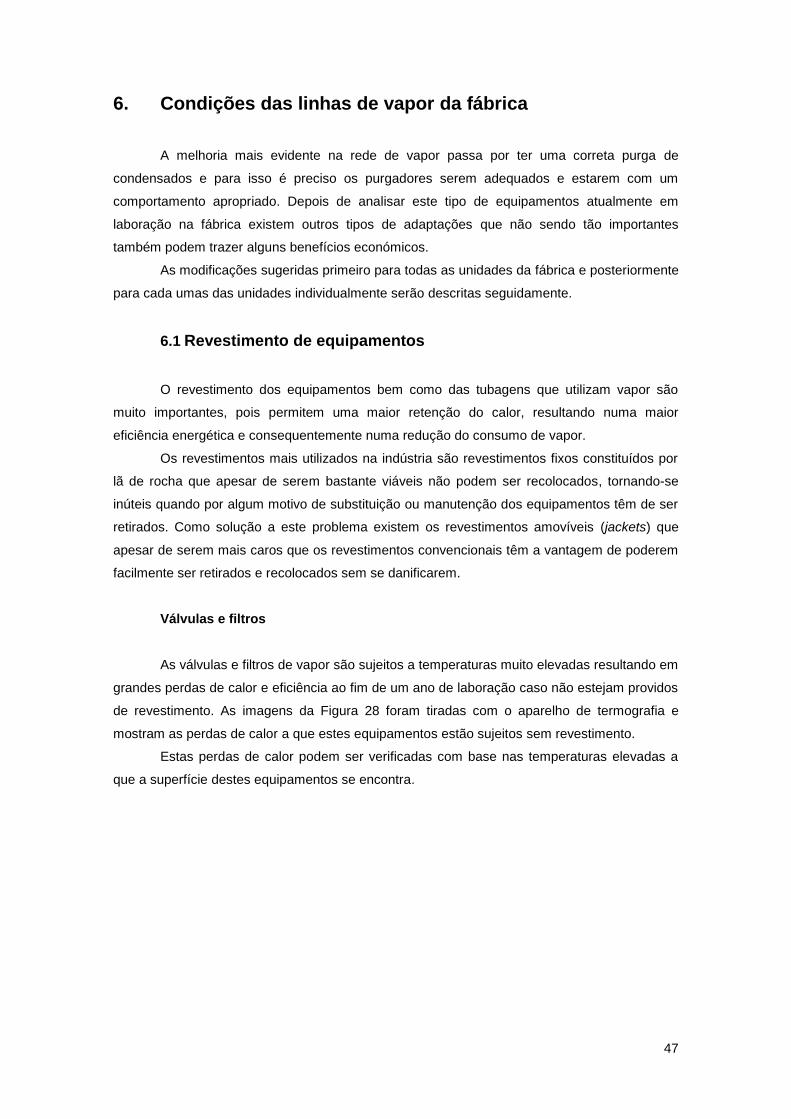
47
6. Condições das linhas de vapor da fábrica
A melhoria mais evidente na rede de vapor passa por ter uma correta purga de
condensados e para isso é preciso os purgadores serem adequados e estarem com um
comportamento apropriado. Depois de analisar este tipo de equipamentos atualmente em
laboração na fábrica existem outros tipos de adaptações que não sendo tão importantes
também podem trazer alguns benefícios económicos.
As modificações sugeridas primeiro para todas as unidades da fábrica e posteriormente
para cada umas das unidades individualmente serão descritas seguidamente.
6.1 Revestimento de equipamentos
O revestimento dos equipamentos bem como das tubagens que utilizam vapor são
muito importantes, pois permitem uma maior retenção do calor, resultando numa maior
eficiência energética e consequentemente numa redução do consumo de vapor.
Os revestimentos mais utilizados na indústria são revestimentos fixos constituídos por
lã de rocha que apesar de serem bastante viáveis não podem ser recolocados, tornando-se
inúteis quando por algum motivo de substituição ou manutenção dos equipamentos têm de ser
retirados. Como solução a este problema existem os revestimentos amovíveis (jackets) que
apesar de serem mais caros que os revestimentos convencionais têm a vantagem de poderem
facilmente ser retirados e recolocados sem se danificarem.
Válvulas e filtros
As válvulas e filtros de vapor são sujeitos a temperaturas muito elevadas resultando em
grandes perdas de calor e eficiência ao fim de um ano de laboração caso não estejam providos
de revestimento. As imagens da Figura 28 foram tiradas com o aparelho de termografia e
mostram as perdas de calor a que estes equipamentos estão sujeitos sem revestimento.
Estas perdas de calor podem ser verificadas com base nas temperaturas elevadas a
que a superfície destes equipamentos se encontra.
48
Figura 28: Termografia de filtros e válvulas.
Os revestimentos amovíveis, designados por camisas de isolamento, das válvulas são
semelhantes aos mostrados na Figura 29 sendo que o seu tamanho e forma variam consoante
o diâmetro e o tipo de válvula, respetivamente.
Figura 29: Camisa de isolamento para válvula.
A colocação deste tipo de revestimentos apenas se justifica para válvulas e filtros cujo
tempo de laboração ou diâmetro nominal (DN) explique o investimento. Quanto maior for o
diâmetro da válvula maior é a área da mesma e, portanto maior é o calor perdido por condução
por isso deve-se dar prioridade a válvulas e filtros de maior diâmetro. Com base nesse princípio
fez-se o levantamento do número desses equipamentos que se encontra resumido na Tabela
29.
A unidade de produção de biodiesel está dividida em duas subunidades: a
transesterificação e a neutralização, como o tempo de laboração destas subunidades é
diferente as contabilizações das válvulas foram feitas de forma independente, uma vez que
tempo de laboração influencia o cálculo do payback.
Em equipamentos onde existia o conhecimento do tempo de laboração, caso das
caldeiras da central de vapor, foi calculado o payback separadamente das restantes válvulas
da central de vapor. Atendendo ao tempo de laboração das caldeiras da central de vapor
considerou-se que as válvulas prioritárias para a colocação de revestimento eram somente as
válvulas das caldeiras GEVA e STB 2000.
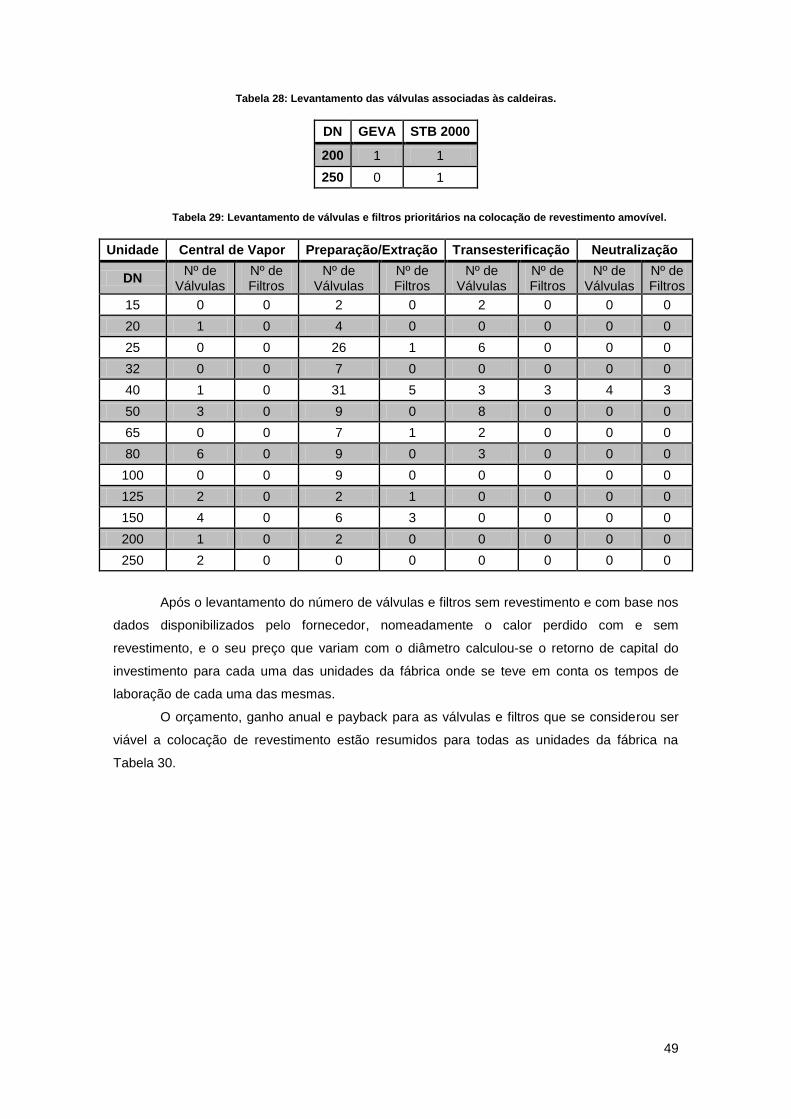
49
Tabela 28: Levantamento das válvulas associadas às caldeiras.
DN GEVA STB 2000
200 1 1
250 0 1
Tabela 29: Levantamento de válvulas e filtros prioritários na colocação de revestimento amovível.
Unidade Central de Vapor Preparação/Extração Transesterificação Neutralização
DN Nº de
Válvulas Nº de Filtros
Nº de Válvulas
Nº de Filtros
Nº de Válvulas
Nº de Filtros
Nº de Válvulas
Nº de Filtros
15 0 0 2 0 2 0 0 0
20 1 0 4 0 0 0 0 0
25 0 0 26 1 6 0 0 0
32 0 0 7 0 0 0 0 0
40 1 0 31 5 3 3 4 3
50 3 0 9 0 8 0 0 0
65 0 0 7 1 2 0 0 0
80 6 0 9 0 3 0 0 0
100 0 0 9 0 0 0 0 0
125 2 0 2 1 0 0 0 0
150 4 0 6 3 0 0 0 0
200 1 0 2 0 0 0 0 0
250 2 0 0 0 0 0 0 0
Após o levantamento do número de válvulas e filtros sem revestimento e com base nos
dados disponibilizados pelo fornecedor, nomeadamente o calor perdido com e sem
revestimento, e o seu preço que variam com o diâmetro calculou-se o retorno de capital do
investimento para cada uma das unidades da fábrica onde se teve em conta os tempos de
laboração de cada uma das mesmas.
O orçamento, ganho anual e payback para as válvulas e filtros que se considerou ser
viável a colocação de revestimento estão resumidos para todas as unidades da fábrica na
Tabela 30.
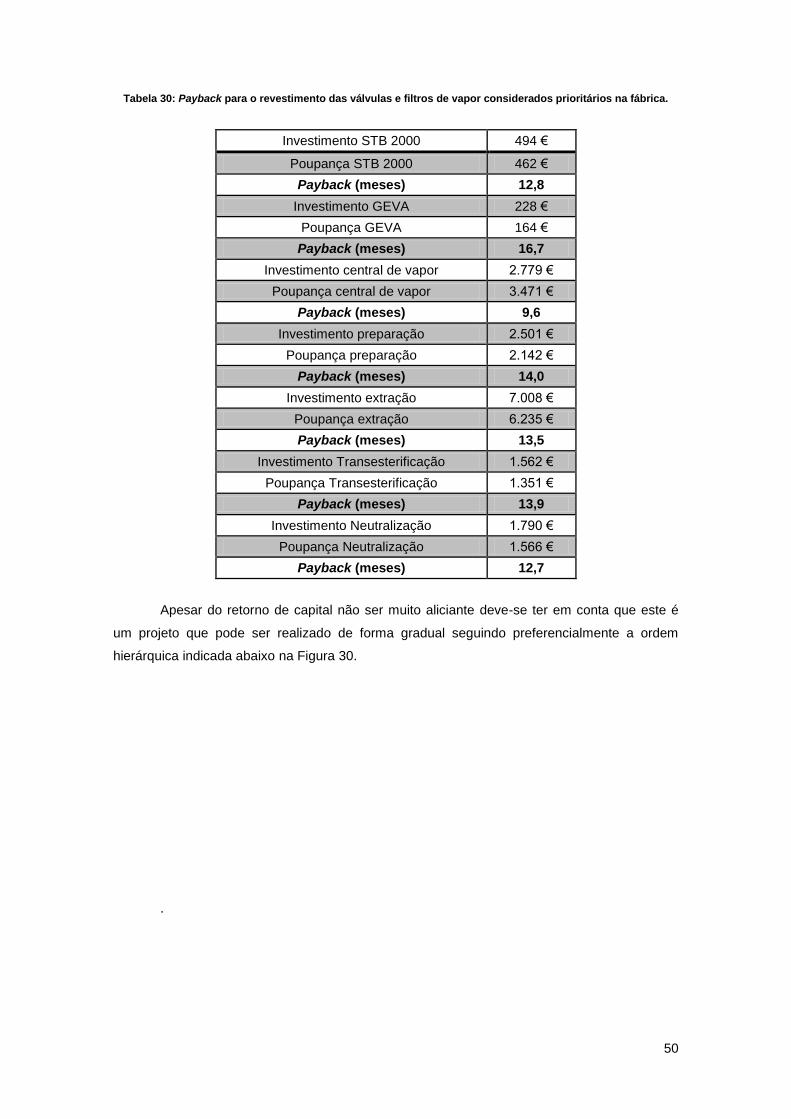
50
Tabela 30: Payback para o revestimento das válvulas e filtros de vapor considerados prioritários na fábrica.
Investimento STB 2000 494 €
Poupança STB 2000 462 €
Payback (meses) 12,8
Investimento GEVA 228 €
Poupança GEVA 164 €
Payback (meses) 16,7
Investimento central de vapor 2.779 €
Poupança central de vapor 3.471 €
Payback (meses) 9,6
Investimento preparação 2.501 €
Poupança preparação 2.142 €
Payback (meses) 14,0
Investimento extração 7.008 €
Poupança extração 6.235 €
Payback (meses) 13,5
Investimento Transesterificação 1.562 €
Poupança Transesterificação 1.351 €
Payback (meses) 13,9
Investimento Neutralização 1.790 €
Poupança Neutralização 1.566 €
Payback (meses) 12,7
Apesar do retorno de capital não ser muito aliciante deve-se ter em conta que este é
um projeto que pode ser realizado de forma gradual seguindo preferencialmente a ordem
hierárquica indicada abaixo na Figura 30.
.
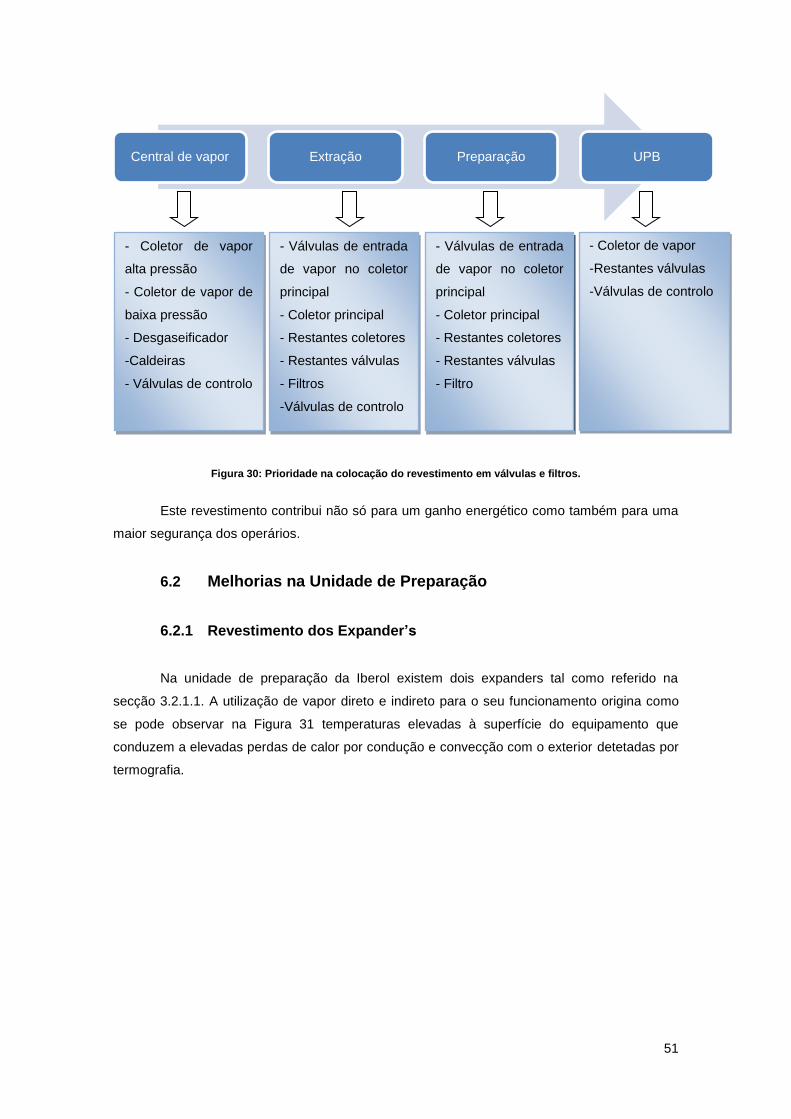
51
Figura 30: Prioridade na colocação do revestimento em válvulas e filtros.
Este revestimento contribui não só para um ganho energético como também para uma
maior segurança dos operários.
6.2 Melhorias na Unidade de Preparação
6.2.1 Revestimento dos Expander’s
Na unidade de preparação da Iberol existem dois expanders tal como referido na
secção 3.2.1.1. A utilização de vapor direto e indireto para o seu funcionamento origina como
se pode observar na Figura 31 temperaturas elevadas à superfície do equipamento que
conduzem a elevadas perdas de calor por condução e convecção com o exterior detetadas por
termografia.
Central de vapor Extração Preparação UPB
- Coletor de vapor
alta pressão
- Coletor de vapor de
baixa pressão
- Desgaseificador
-Caldeiras
- Válvulas de controlo
- Válvulas de entrada
de vapor no coletor
principal
- Coletor principal
- Restantes coletores
- Restantes válvulas
- Filtros
-Válvulas de controlo
- Válvulas de entrada
de vapor no coletor
principal
- Coletor principal
- Restantes coletores
- Restantes válvulas
- Filtro
- Coletor de vapor
-Restantes válvulas
-Válvulas de controlo
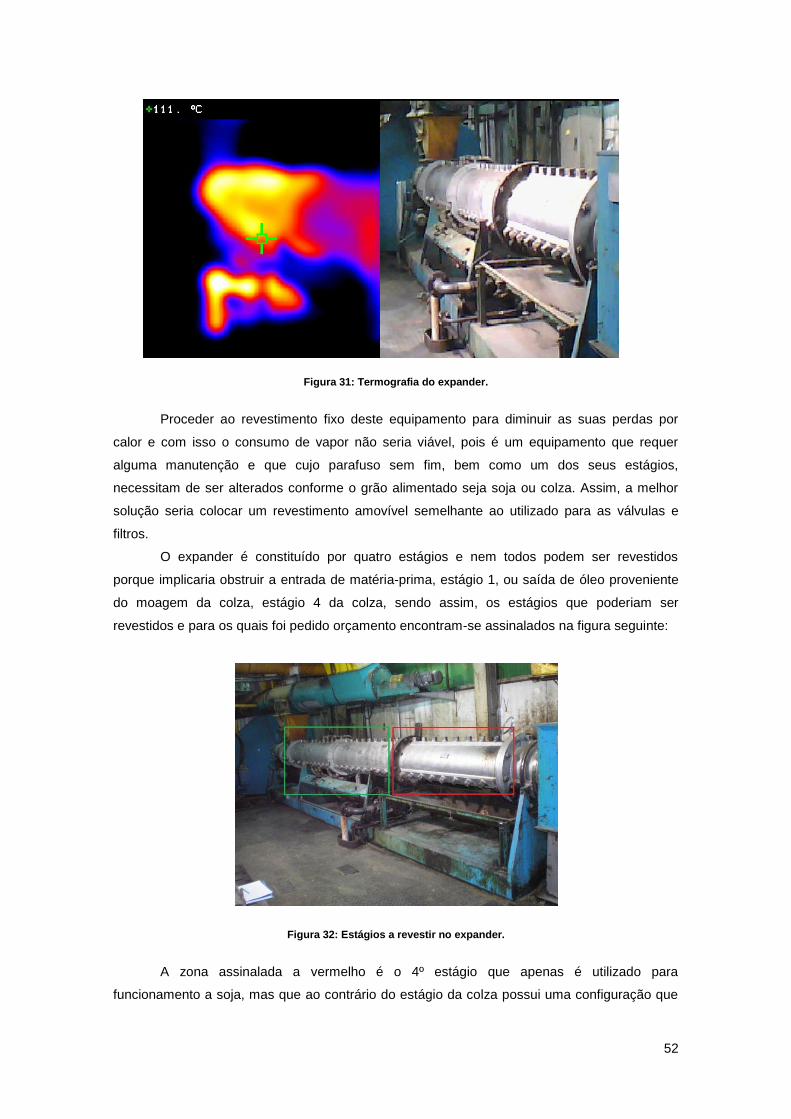
52
Figura 31: Termografia do expander.
Proceder ao revestimento fixo deste equipamento para diminuir as suas perdas por
calor e com isso o consumo de vapor não seria viável, pois é um equipamento que requer
alguma manutenção e que cujo parafuso sem fim, bem como um dos seus estágios,
necessitam de ser alterados conforme o grão alimentado seja soja ou colza. Assim, a melhor
solução seria colocar um revestimento amovível semelhante ao utilizado para as válvulas e
filtros.
O expander é constituído por quatro estágios e nem todos podem ser revestidos
porque implicaria obstruir a entrada de matéria-prima, estágio 1, ou saída de óleo proveniente
do moagem da colza, estágio 4 da colza, sendo assim, os estágios que poderiam ser
revestidos e para os quais foi pedido orçamento encontram-se assinalados na figura seguinte:
Figura 32: Estágios a revestir no expander.
A zona assinalada a vermelho é o 4º estágio que apenas é utilizado para
funcionamento a soja, mas que ao contrário do estágio da colza possui uma configuração que
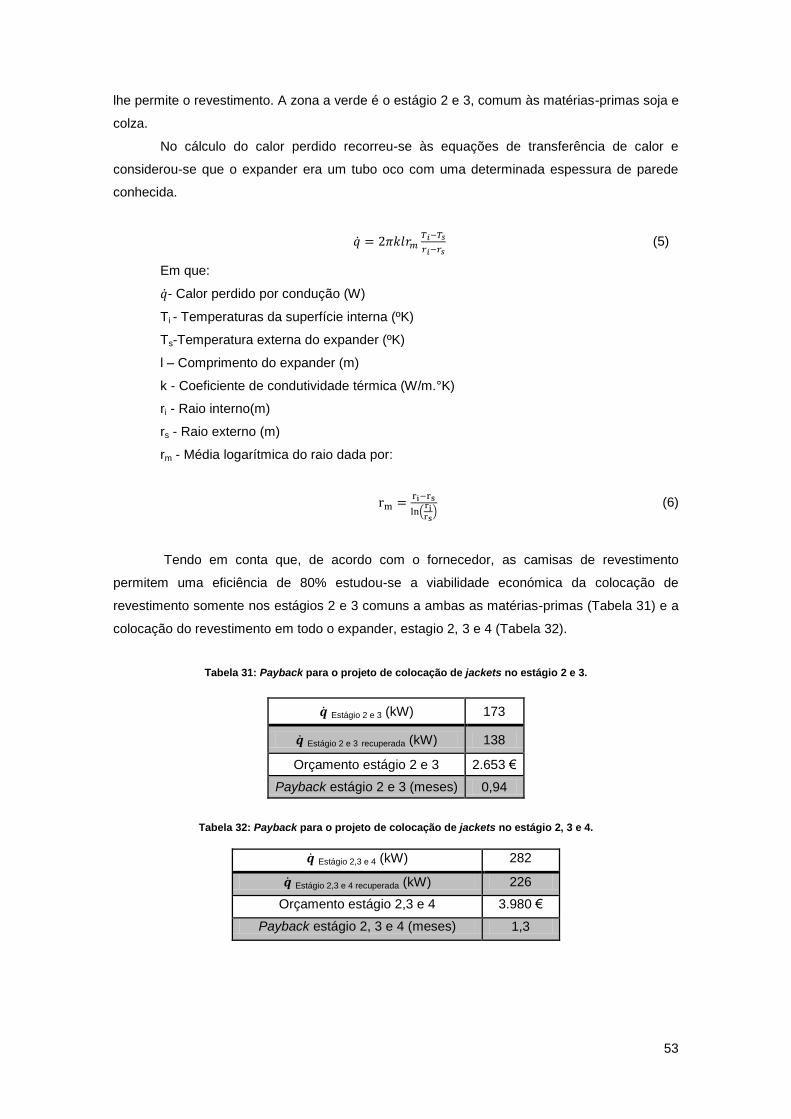
53
lhe permite o revestimento. A zona a verde é o estágio 2 e 3, comum às matérias-primas soja e
colza.
No cálculo do calor perdido recorreu-se às equações de transferência de calor e
considerou-se que o expander era um tubo oco com uma determinada espessura de parede
conhecida.
(5)
Em que:
- Calor perdido por condução (W)
Ti - Temperaturas da superfície interna (ºK)
Ts-Temperatura externa do expander (ºK)
l – Comprimento do expander (m)
k - Coeficiente de condutividade térmica (W/m.°K)
ri - Raio interno(m)
rs - Raio externo (m)
rm - Média logarítmica do raio dada por:
(
) (6)
Tendo em conta que, de acordo com o fornecedor, as camisas de revestimento
permitem uma eficiência de 80% estudou-se a viabilidade económica da colocação de
revestimento somente nos estágios 2 e 3 comuns a ambas as matérias-primas (Tabela 31) e a
colocação do revestimento em todo o expander, estagio 2, 3 e 4 (Tabela 32).
Tabela 31: Payback para o projeto de colocação de jackets no estágio 2 e 3.
Estágio 2 e 3 (kW) 173
Estágio 2 e 3 recuperada (kW) 138
Orçamento estágio 2 e 3 2.653 €
Payback estágio 2 e 3 (meses) 0,94
Tabela 32: Payback para o projeto de colocação de jackets no estágio 2, 3 e 4.
Estágio 2,3 e 4 (kW) 282
Estágio 2,3 e 4 recuperada (kW) 226
Orçamento estágio 2,3 e 4 3.980 €
Payback estágio 2, 3 e 4 (meses) 1,3
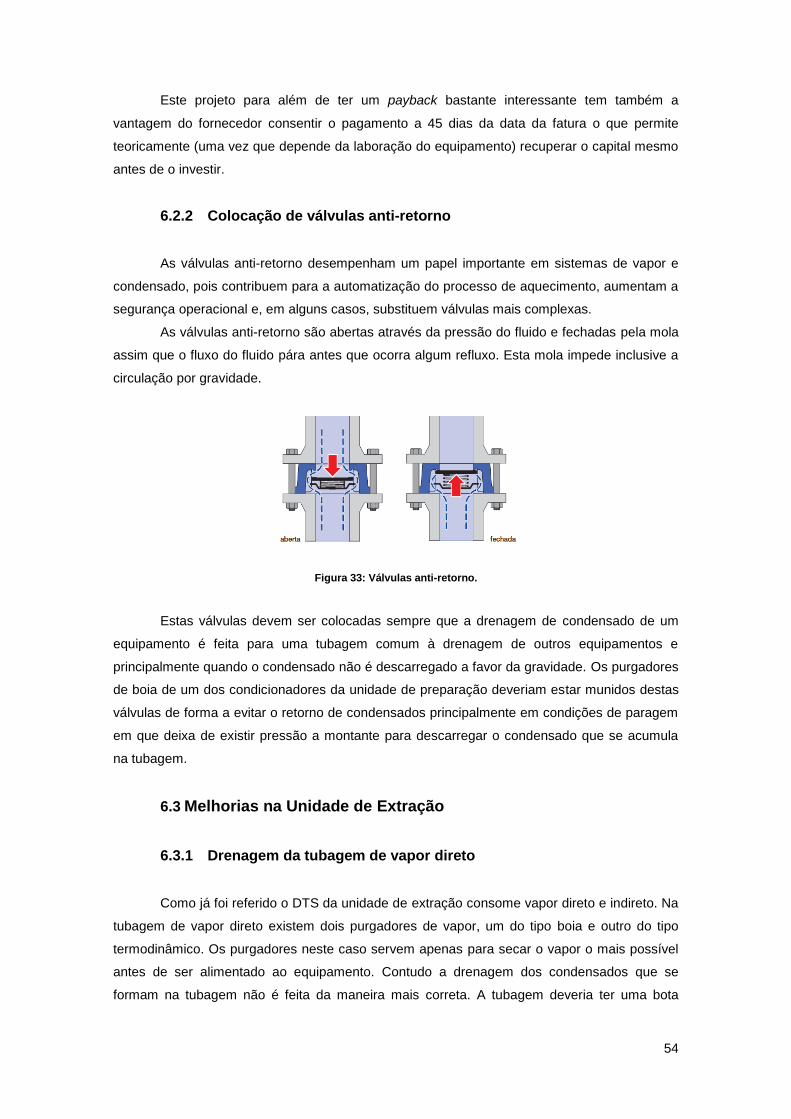
54
Este projeto para além de ter um payback bastante interessante tem também a
vantagem do fornecedor consentir o pagamento a 45 dias da data da fatura o que permite
teoricamente (uma vez que depende da laboração do equipamento) recuperar o capital mesmo
antes de o investir.
6.2.2 Colocação de válvulas anti-retorno
As válvulas anti-retorno desempenham um papel importante em sistemas de vapor e
condensado, pois contribuem para a automatização do processo de aquecimento, aumentam a
segurança operacional e, em alguns casos, substituem válvulas mais complexas.
As válvulas anti-retorno são abertas através da pressão do fluido e fechadas pela mola
assim que o fluxo do fluido pára antes que ocorra algum refluxo. Esta mola impede inclusive a
circulação por gravidade.
Figura 33: Válvulas anti-retorno.
Estas válvulas devem ser colocadas sempre que a drenagem de condensado de um
equipamento é feita para uma tubagem comum à drenagem de outros equipamentos e
principalmente quando o condensado não é descarregado a favor da gravidade. Os purgadores
de boia de um dos condicionadores da unidade de preparação deveriam estar munidos destas
válvulas de forma a evitar o retorno de condensados principalmente em condições de paragem
em que deixa de existir pressão a montante para descarregar o condensado que se acumula
na tubagem.
6.3 Melhorias na Unidade de Extração
6.3.1 Drenagem da tubagem de vapor direto
Como já foi referido o DTS da unidade de extração consome vapor direto e indireto. Na
tubagem de vapor direto existem dois purgadores de vapor, um do tipo boia e outro do tipo
termodinâmico. Os purgadores neste caso servem apenas para secar o vapor o mais possível
antes de ser alimentado ao equipamento. Contudo a drenagem dos condensados que se
formam na tubagem não é feita da maneira mais correta. A tubagem deveria ter uma bota
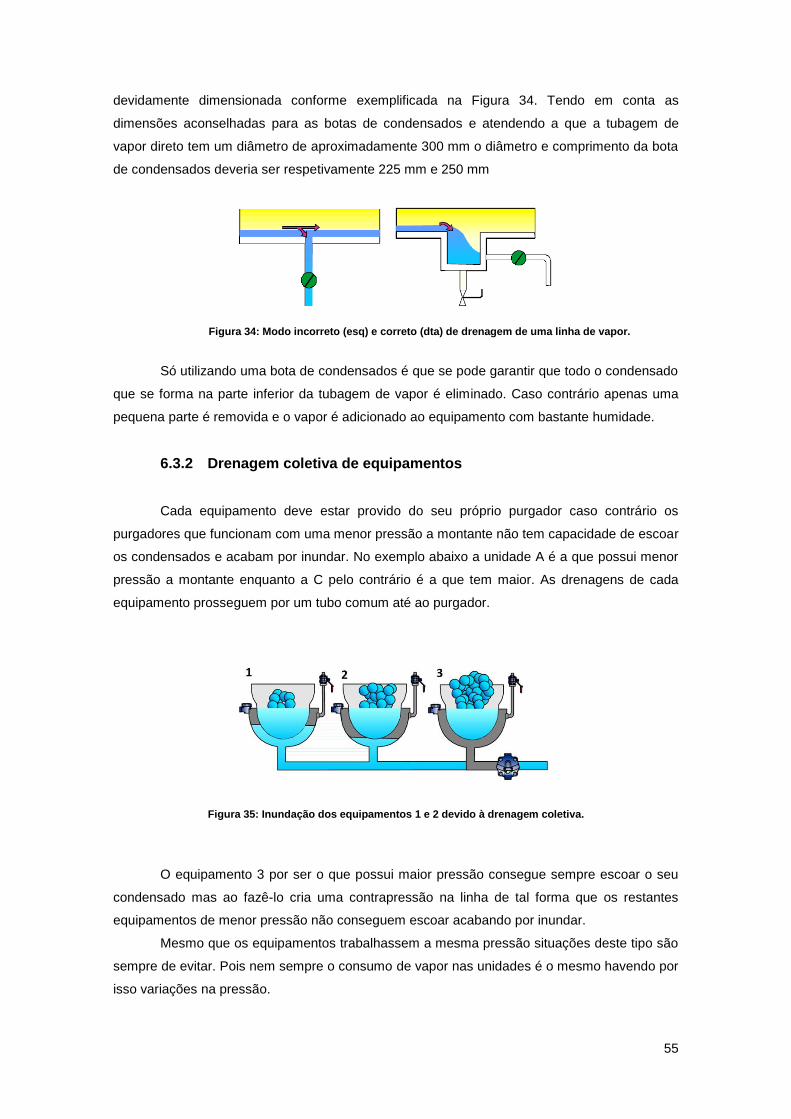
55
devidamente dimensionada conforme exemplificada na Figura 34. Tendo em conta as
dimensões aconselhadas para as botas de condensados e atendendo a que a tubagem de
vapor direto tem um diâmetro de aproximadamente 300 mm o diâmetro e comprimento da bota
de condensados deveria ser respetivamente 225 mm e 250 mm
Figura 34: Modo incorreto (esq) e correto (dta) de drenagem de uma linha de vapor.
Só utilizando uma bota de condensados é que se pode garantir que todo o condensado
que se forma na parte inferior da tubagem de vapor é eliminado. Caso contrário apenas uma
pequena parte é removida e o vapor é adicionado ao equipamento com bastante humidade.
6.3.2 Drenagem coletiva de equipamentos
Cada equipamento deve estar provido do seu próprio purgador caso contrário os
purgadores que funcionam com uma menor pressão a montante não tem capacidade de escoar
os condensados e acabam por inundar. No exemplo abaixo a unidade A é a que possui menor
pressão a montante enquanto a C pelo contrário é a que tem maior. As drenagens de cada
equipamento prosseguem por um tubo comum até ao purgador.
Figura 35: Inundação dos equipamentos 1 e 2 devido à drenagem coletiva.
O equipamento 3 por ser o que possui maior pressão consegue sempre escoar o seu
condensado mas ao fazê-lo cria uma contrapressão na linha de tal forma que os restantes
equipamentos de menor pressão não conseguem escoar acabando por inundar.
Mesmo que os equipamentos trabalhassem a mesma pressão situações deste tipo são
sempre de evitar. Pois nem sempre o consumo de vapor nas unidades é o mesmo havendo por
isso variações na pressão.
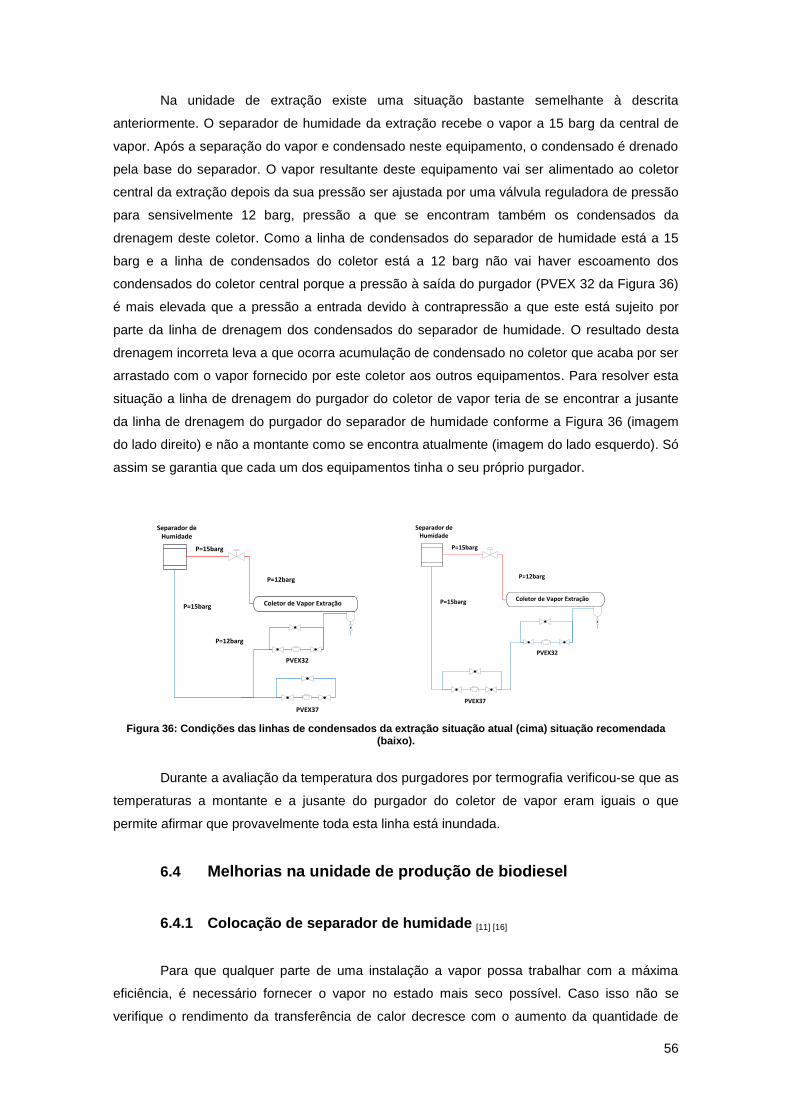
56
Na unidade de extração existe uma situação bastante semelhante à descrita
anteriormente. O separador de humidade da extração recebe o vapor a 15 barg da central de
vapor. Após a separação do vapor e condensado neste equipamento, o condensado é drenado
pela base do separador. O vapor resultante deste equipamento vai ser alimentado ao coletor
central da extração depois da sua pressão ser ajustada por uma válvula reguladora de pressão
para sensivelmente 12 barg, pressão a que se encontram também os condensados da
drenagem deste coletor. Como a linha de condensados do separador de humidade está a 15
barg e a linha de condensados do coletor está a 12 barg não vai haver escoamento dos
condensados do coletor central porque a pressão à saída do purgador (PVEX 32 da Figura 36)
é mais elevada que a pressão a entrada devido à contrapressão a que este está sujeito por
parte da linha de drenagem dos condensados do separador de humidade. O resultado desta
drenagem incorreta leva a que ocorra acumulação de condensado no coletor que acaba por ser
arrastado com o vapor fornecido por este coletor aos outros equipamentos. Para resolver esta
situação a linha de drenagem do purgador do coletor de vapor teria de se encontrar a jusante
da linha de drenagem do purgador do separador de humidade conforme a Figura 36 (imagem
do lado direito) e não a montante como se encontra atualmente (imagem do lado esquerdo). Só
assim se garantia que cada um dos equipamentos tinha o seu próprio purgador.
Figura 36: Condições das linhas de condensados da extração situação atual (cima) situação recomendada (baixo).
Durante a avaliação da temperatura dos purgadores por termografia verificou-se que as
temperaturas a montante e a jusante do purgador do coletor de vapor eram iguais o que
permite afirmar que provavelmente toda esta linha está inundada.
6.4 Melhorias na unidade de produção de biodiesel
6.4.1 Colocação de separador de humidade [11] [16]
Para que qualquer parte de uma instalação a vapor possa trabalhar com a máxima
eficiência, é necessário fornecer o vapor no estado mais seco possível. Caso isso não se
verifique o rendimento da transferência de calor decresce com o aumento da quantidade de
Coletor de Vapor Extração
PVEX37
Separador de Humidade
P=15barg
PVEX32
P=15barg
P=12barg
P=12barg
Coletor de Vapor Extração
PVEX37
Separador de Humidade
P=15barg
PVEX32
P=15barg
P=12barg
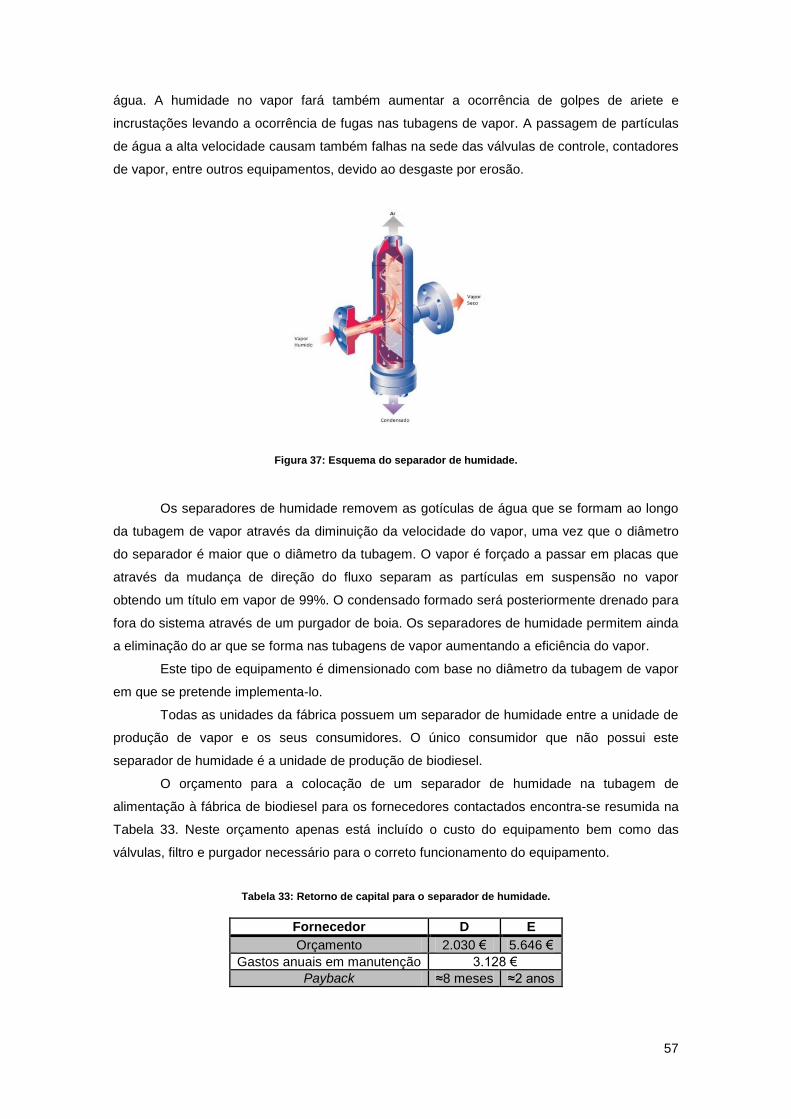
57
água. A humidade no vapor fará também aumentar a ocorrência de golpes de ariete e
incrustações levando a ocorrência de fugas nas tubagens de vapor. A passagem de partículas
de água a alta velocidade causam também falhas na sede das válvulas de controle, contadores
de vapor, entre outros equipamentos, devido ao desgaste por erosão.
Figura 37: Esquema do separador de humidade.
Os separadores de humidade removem as gotículas de água que se formam ao longo
da tubagem de vapor através da diminuição da velocidade do vapor, uma vez que o diâmetro
do separador é maior que o diâmetro da tubagem. O vapor é forçado a passar em placas que
através da mudança de direção do fluxo separam as partículas em suspensão no vapor
obtendo um título em vapor de 99%. O condensado formado será posteriormente drenado para
fora do sistema através de um purgador de boia. Os separadores de humidade permitem ainda
a eliminação do ar que se forma nas tubagens de vapor aumentando a eficiência do vapor.
Este tipo de equipamento é dimensionado com base no diâmetro da tubagem de vapor
em que se pretende implementa-lo.
Todas as unidades da fábrica possuem um separador de humidade entre a unidade de
produção de vapor e os seus consumidores. O único consumidor que não possui este
separador de humidade é a unidade de produção de biodiesel.
O orçamento para a colocação de um separador de humidade na tubagem de
alimentação à fábrica de biodiesel para os fornecedores contactados encontra-se resumida na
Tabela 33. Neste orçamento apenas está incluído o custo do equipamento bem como das
válvulas, filtro e purgador necessário para o correto funcionamento do equipamento.
Tabela 33: Retorno de capital para o separador de humidade.
Fornecedor D E
Orçamento 2.030 € 5.646 €
Gastos anuais em manutenção 3.128 €
Payback ≈8 meses ≈2 anos

58
Considerou-se que a colocação de um separador de humidade levaria a uma
diminuição dos gastos anuais em manutenção no que diz respeito à substituição de válvulas,
contadores de vapor, juntas de dilatação e fugas nas tubagens de vapor originadas pelo vapor
húmido. Esta estimativa teve como base os últimos três anos de laboração da fábrica. O
payback para este investimento é dado pelo rácio entre o orçamento dado pelos fornecedores
para este projeto e os gastos anuais em manutenção
Existem dois pontos de potencial interesse de colocação de separadores de humidade,
antes do contador de vapor da tubagem do biodiesel ou num ponto baixo da tubagem de vapor
onde existe acumulação de condensado que não sendo drenado é arrastado com o vapor.
Caso se opte pela colocação do separador de humidade antes do contador de vapor
para poder proteger o orifício calibrado do mesmo deve-se escolher o separador de humidade
do fornecedor D. Se pelo contrário se optar por colocar no ponto baixo da tubagem de vapor
então a configuração mais conveniente para a aplicação será a do fornecedor E. Os dois tipos
de configuração para os separadores de humidade encontram-se na Figura 38.
Figura 38: Separador de humidade do fornecedor D (esq) e do fornecedor E (dta).
Há que salientar também que os purgadores, filtro e válvulas do fornecedor E possuem
uniões flangeadas ao contrário dos do D que são roscadas.
A opção mais interessante do ponto de vista técnico seria a colocação de ambos os
separadores de humidade, assim garantia-se que o contador de vapor se encontrava protegido
de condensado e que o vapor alimentado à unidade de biodiesel se encontrava completamente
seco.
Esta opção pode não ser exequível em termos económicos e pode-se optar por colocar
num dos pontos um purgador em substituição do separador de humidade. Nesse caso a
prioridade é a proteção do contador de vapor e a colocação de um purgador de vapor no ponto
baixo. Esta solução é mais eficiente do que colocar o separador de humidade no ponto baixo e
um purgador antes do contador de vapor. Os purgadores de vapor só eliminam o condensado
que se forma na parte inferior da tubagem de vapor não eliminam o condensado que circula
com o vapor, desta forma, o contador de vapor não iria ficar devidamente protegido. Pelo que
se deve optar em primeiro lugar por colocar ambos os separadores de humidade e em caso de
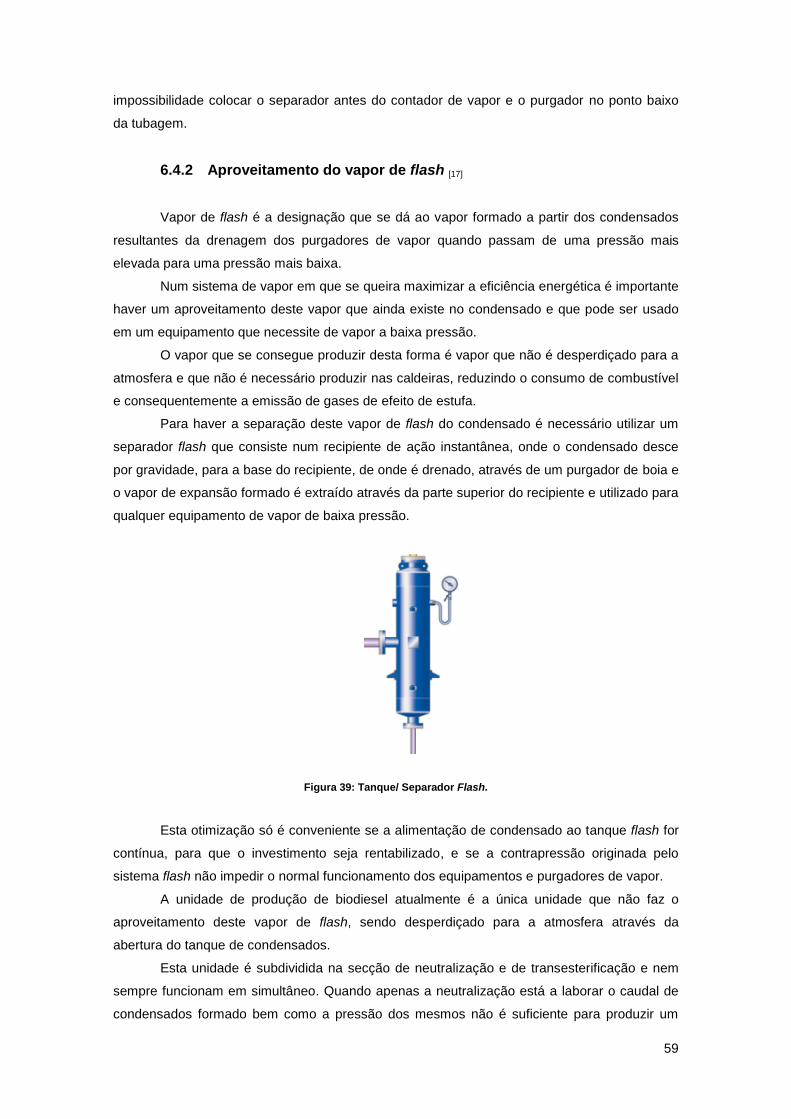
59
impossibilidade colocar o separador antes do contador de vapor e o purgador no ponto baixo
da tubagem.
6.4.2 Aproveitamento do vapor de flash [17]
Vapor de flash é a designação que se dá ao vapor formado a partir dos condensados
resultantes da drenagem dos purgadores de vapor quando passam de uma pressão mais
elevada para uma pressão mais baixa.
Num sistema de vapor em que se queira maximizar a eficiência energética é importante
haver um aproveitamento deste vapor que ainda existe no condensado e que pode ser usado
em um equipamento que necessite de vapor a baixa pressão.
O vapor que se consegue produzir desta forma é vapor que não é desperdiçado para a
atmosfera e que não é necessário produzir nas caldeiras, reduzindo o consumo de combustível
e consequentemente a emissão de gases de efeito de estufa.
Para haver a separação deste vapor de flash do condensado é necessário utilizar um
separador flash que consiste num recipiente de ação instantânea, onde o condensado desce
por gravidade, para a base do recipiente, de onde é drenado, através de um purgador de boia e
o vapor de expansão formado é extraído através da parte superior do recipiente e utilizado para
qualquer equipamento de vapor de baixa pressão.
Figura 39: Tanque/ Separador Flash.
Esta otimização só é conveniente se a alimentação de condensado ao tanque flash for
contínua, para que o investimento seja rentabilizado, e se a contrapressão originada pelo
sistema flash não impedir o normal funcionamento dos equipamentos e purgadores de vapor.
A unidade de produção de biodiesel atualmente é a única unidade que não faz o
aproveitamento deste vapor de flash, sendo desperdiçado para a atmosfera através da
abertura do tanque de condensados.
Esta unidade é subdividida na secção de neutralização e de transesterificação e nem
sempre funcionam em simultâneo. Quando apenas a neutralização está a laborar o caudal de
condensados formado bem como a pressão dos mesmos não é suficiente para produzir um
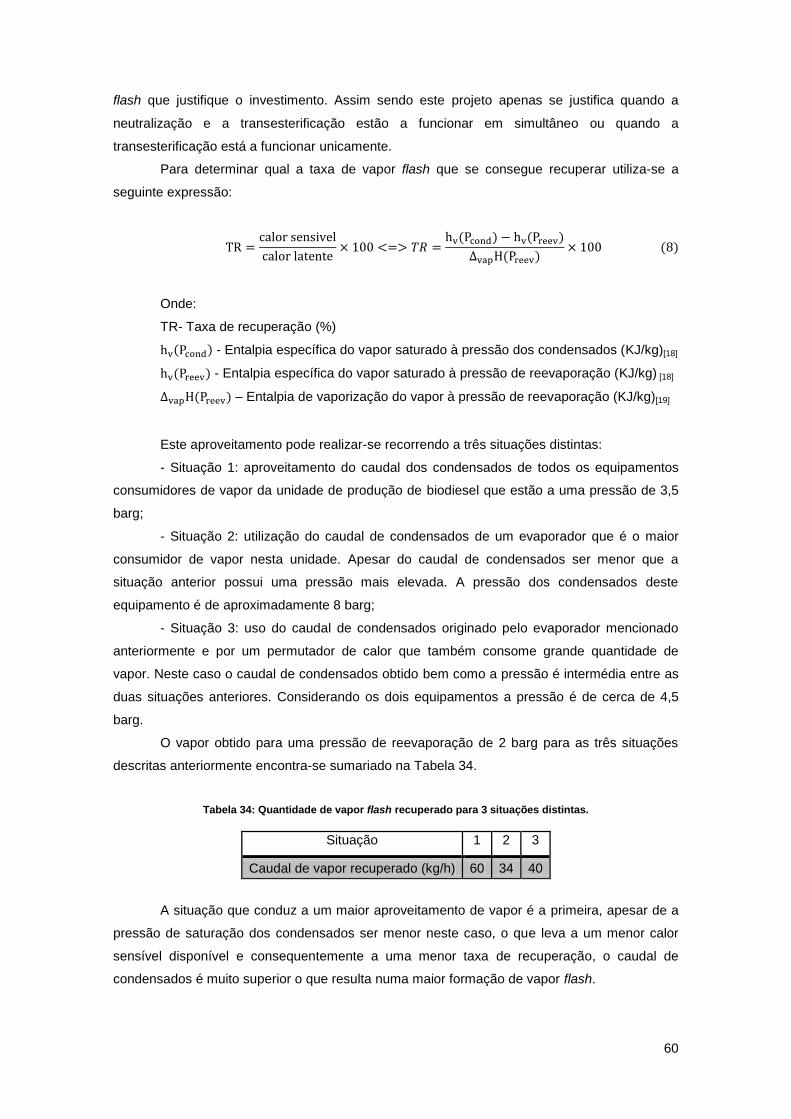
60
flash que justifique o investimento. Assim sendo este projeto apenas se justifica quando a
neutralização e a transesterificação estão a funcionar em simultâneo ou quando a
transesterificação está a funcionar unicamente.
Para determinar qual a taxa de vapor flash que se consegue recuperar utiliza-se a
seguinte expressão:
Onde:
TR- Taxa de recuperação (%)
- Entalpia específica do vapor saturado à pressão dos condensados (KJ/kg)[18]
- Entalpia específica do vapor saturado à pressão de reevaporação (KJ/kg) [18]
– Entalpia de vaporização do vapor à pressão de reevaporação (KJ/kg)[19]
Este aproveitamento pode realizar-se recorrendo a três situações distintas:
- Situação 1: aproveitamento do caudal dos condensados de todos os equipamentos
consumidores de vapor da unidade de produção de biodiesel que estão a uma pressão de 3,5
barg;
- Situação 2: utilização do caudal de condensados de um evaporador que é o maior
consumidor de vapor nesta unidade. Apesar do caudal de condensados ser menor que a
situação anterior possui uma pressão mais elevada. A pressão dos condensados deste
equipamento é de aproximadamente 8 barg;
- Situação 3: uso do caudal de condensados originado pelo evaporador mencionado
anteriormente e por um permutador de calor que também consome grande quantidade de
vapor. Neste caso o caudal de condensados obtido bem como a pressão é intermédia entre as
duas situações anteriores. Considerando os dois equipamentos a pressão é de cerca de 4,5
barg.
O vapor obtido para uma pressão de reevaporação de 2 barg para as três situações
descritas anteriormente encontra-se sumariado na Tabela 34.
Tabela 34: Quantidade de vapor flash recuperado para 3 situações distintas.
Situação 1 2 3
Caudal de vapor recuperado (kg/h) 60 34 40
A situação que conduz a um maior aproveitamento de vapor é a primeira, apesar de a
pressão de saturação dos condensados ser menor neste caso, o que leva a um menor calor
sensível disponível e consequentemente a uma menor taxa de recuperação, o caudal de
condensados é muito superior o que resulta numa maior formação de vapor flash.
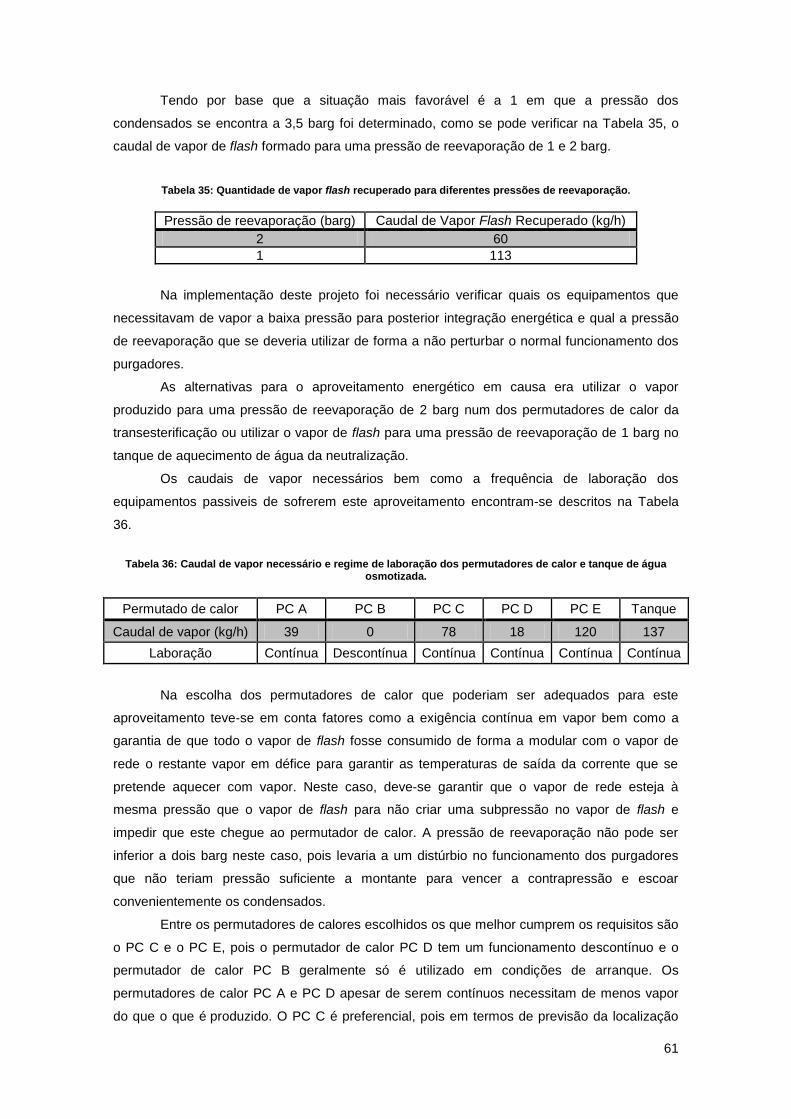
61
Tendo por base que a situação mais favorável é a 1 em que a pressão dos
condensados se encontra a 3,5 barg foi determinado, como se pode verificar na Tabela 35, o
caudal de vapor de flash formado para uma pressão de reevaporação de 1 e 2 barg.
Tabela 35: Quantidade de vapor flash recuperado para diferentes pressões de reevaporação.
Pressão de reevaporação (barg) Caudal de Vapor Flash Recuperado (kg/h)
2 60
1 113
Na implementação deste projeto foi necessário verificar quais os equipamentos que
necessitavam de vapor a baixa pressão para posterior integração energética e qual a pressão
de reevaporação que se deveria utilizar de forma a não perturbar o normal funcionamento dos
purgadores.
As alternativas para o aproveitamento energético em causa era utilizar o vapor
produzido para uma pressão de reevaporação de 2 barg num dos permutadores de calor da
transesterificação ou utilizar o vapor de flash para uma pressão de reevaporação de 1 barg no
tanque de aquecimento de água da neutralização.
Os caudais de vapor necessários bem como a frequência de laboração dos
equipamentos passiveis de sofrerem este aproveitamento encontram-se descritos na Tabela
36.
Tabela 36: Caudal de vapor necessário e regime de laboração dos permutadores de calor e tanque de água osmotizada.
Permutado de calor PC A PC B PC C PC D PC E Tanque
Caudal de vapor (kg/h) 39 0 78 18 120 137
Laboração Contínua Descontínua Contínua Contínua Contínua Contínua
Na escolha dos permutadores de calor que poderiam ser adequados para este
aproveitamento teve-se em conta fatores como a exigência contínua em vapor bem como a
garantia de que todo o vapor de flash fosse consumido de forma a modular com o vapor de
rede o restante vapor em défice para garantir as temperaturas de saída da corrente que se
pretende aquecer com vapor. Neste caso, deve-se garantir que o vapor de rede esteja à
mesma pressão que o vapor de flash para não criar uma subpressão no vapor de flash e
impedir que este chegue ao permutador de calor. A pressão de reevaporação não pode ser
inferior a dois barg neste caso, pois levaria a um distúrbio no funcionamento dos purgadores
que não teriam pressão suficiente a montante para vencer a contrapressão e escoar
convenientemente os condensados.
Entre os permutadores de calores escolhidos os que melhor cumprem os requisitos são
o PC C e o PC E, pois o permutador de calor PC D tem um funcionamento descontínuo e o
permutador de calor PC B geralmente só é utilizado em condições de arranque. Os
permutadores de calor PC A e PC D apesar de serem contínuos necessitam de menos vapor
do que o que é produzido. O PC C é preferencial, pois em termos de previsão da localização
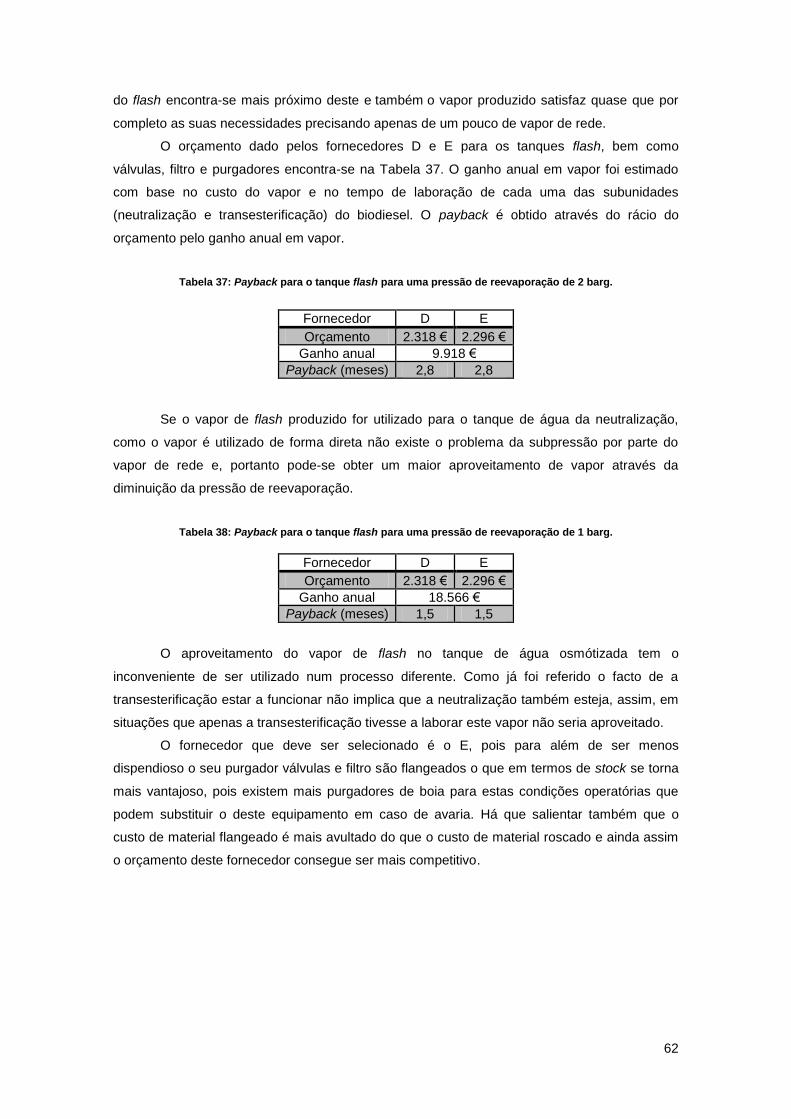
62
do flash encontra-se mais próximo deste e também o vapor produzido satisfaz quase que por
completo as suas necessidades precisando apenas de um pouco de vapor de rede.
O orçamento dado pelos fornecedores D e E para os tanques flash, bem como
válvulas, filtro e purgadores encontra-se na Tabela 37. O ganho anual em vapor foi estimado
com base no custo do vapor e no tempo de laboração de cada uma das subunidades
(neutralização e transesterificação) do biodiesel. O payback é obtido através do rácio do
orçamento pelo ganho anual em vapor.
Tabela 37: Payback para o tanque flash para uma pressão de reevaporação de 2 barg.
Fornecedor D E
Orçamento 2.318 € 2.296 €
Ganho anual 9.918 €
Payback (meses) 2,8 2,8
Se o vapor de flash produzido for utilizado para o tanque de água da neutralização,
como o vapor é utilizado de forma direta não existe o problema da subpressão por parte do
vapor de rede e, portanto pode-se obter um maior aproveitamento de vapor através da
diminuição da pressão de reevaporação.
Tabela 38: Payback para o tanque flash para uma pressão de reevaporação de 1 barg.
Fornecedor D E
Orçamento 2.318 € 2.296 €
Ganho anual 18.566 €
Payback (meses) 1,5 1,5
O aproveitamento do vapor de flash no tanque de água osmótizada tem o
inconveniente de ser utilizado num processo diferente. Como já foi referido o facto de a
transesterificação estar a funcionar não implica que a neutralização também esteja, assim, em
situações que apenas a transesterificação tivesse a laborar este vapor não seria aproveitado.
O fornecedor que deve ser selecionado é o E, pois para além de ser menos
dispendioso o seu purgador válvulas e filtro são flangeados o que em termos de stock se torna
mais vantajoso, pois existem mais purgadores de boia para estas condições operatórias que
podem substituir o deste equipamento em caso de avaria. Há que salientar também que o
custo de material flangeado é mais avultado do que o custo de material roscado e ainda assim
o orçamento deste fornecedor consegue ser mais competitivo.
63
6.4.3 Secionamento de condensados
Os condensados da unidade de produção de biodiesel atualmente são colocados num
tanque que não é o mais adequado para o efeito. Posteriormente estes condensados são
reencaminhados para um tanque comum à unidade de preparação e extração e depois em
conjunto, enviados para a central de vapor para serem reaproveitados para produzir vapor. Os
condensados deveriam estar a ser enviados para um tanque adequado. Este tanque deve estar
munido de um visor e de uma purga para que caso exista uma contaminação por parte do óleo,
ou de outro produto contaminante desta unidade, seja facilmente visível e se possa purgar
imediatamente os condensados não permitindo o arraste de condensados contaminados. O
orçamento disponibilizado apenas pelo fornecedor E para um tanque de condensados
adequado a recolha de condensados foi de 3.510 € sem incluir o sistema de bombagem.
Neste momento se houver contaminação dos condensados só é detetado quando
começar a existir formação e arraste de espumas nas caldeiras da central de vapor. Uma vez
contaminados os condensados do biodiesel todos os outros condensados ficam contaminados.
Historicamente já aconteceu este contágio de óleo nos condensados, no entanto, não existe
um registo de qual o custo a nível de processo que adveio dessa contaminação. Por isso este
projeto não é de todo um investimento que possua retorno económico de forma direta, mas é
importante que exista este seccionamento para prevenir este tipo de situações no futuro.
Após a recolha dos condensados no tanque adequado para o efeito é necessário
bombear os condensados até à central de vapor para serem novamente alimentados às
caldeiras de vapor.
O sistema de bombagem sugerido pelos fornecedores possui como força motriz de
acionamento vapor, gás comprimido ou outro gás inerte. O seu princípio de funcionamento é
muito semelhante ao do purgador de boia.
O condensado ao entrar no corpo da bomba através da válvula de retenção de
portinhola provoca a flutuação das boias. As bombas flutuarão até que o mecanismo da bomba
dispare, quando isto acontece a válvula de admissão abre e a válvula de exaustão fecha. O
vapor que entra na válvula de admissão é suficiente para vencer a contrapressão da linha e
escoar os condensados. O ciclo de purga ou bombeamento inicia-se novamente.
Este tipo de bombagem também se pode realizar quando a pressão a montante num
purgador não é suficiente para vencer a contrapressão a que está sujeito. Neste caso as
bombas de condensado estão conectadas ao mecanismo do purgador e só atuam se o
purgador não conseguir escoar o condensado. O sistema de bombagem neste caso previne o
alagamento do sistema.
64
Figura 40: Modo de funcionamento da bomba de condensados.
O orçamento para a adaptação de um sistema de bombagem ao tanque de
condensados atualmente existente na unidade de biodiesel que apesar de não ser o mais
indicado para o efeito pode continuar a ser utilizado é de 6.834 € para o fornecedor D e de
6.047 € para o fornecedor E. Se para além desta unidade de recolha de condensados se optar
pela colocação de um depósito de condensados adequado para o efeito, munido de visor e de
válvula de purga este projeto terá um custo acrescido de 3.510 € orçamentado pelo fornecedor
E, conforme já foi mencionado.
Apesar do custo do sistema de bombagem do fornecedor D ser um pouco mais elevado
do que o do fornecedor E este tem incluído um sistema automático de deteção de condensado
contaminado. Através da determinação da condutividade do condensado este sistema
consegue aferir sobre o estado do mesmo. Esta possibilidade para os condensados do
biodiesel não é interessante pois a contaminação por óleo (contaminação mais frequente no
processamento do biodisel) forma uma camada de gordura que é facilmente visível, por este
motivo é que se torna tão importante munir o tanque de condensados de visor.
6.4.4 Colocação de filtros
Válvulas reguladoras, contadores de vapor, purgadores cujo interior já não tenha filtro
acoplado ou outros equipamentos em que os resíduos prejudiquem o seu normal
funcionamento, devem sempre que possível ter um filtro a montante para prevenir o
arrastamento de depósitos de óxidos e carbonatos que, ao se desprenderem da tubagem ao
longo do tempo, passam a circular juntamente com o vapor. Normalmente estas partículas
depositam-se nas sedes impedindo o fecho e ocasionando, por exemplo, nos purgadores
perdas de vapor. Estas perdas passam a ser cada vez maiores,em função do desgaste
provocado pela passagem do vapor a alta velocidade. Os filtros servem precisamente para
evitar esse tipo de situações. A unidade de produção de biodiesel bem como o parque de
tanques não possuem filtros de vapor antes dos purgadores, o que faz com que a longo prazo,
principalmente os purgadores de boia (uma vez que os termostáticos possuem filtro acoplado),
fiquem com os seus interiores danificados. Situação que se verificou durante a reparação do
purgador do evaporador da glicerina do biodiesel.
A disposição dos filtros nas linhas de vapor deve ser na vertical, pois, desta forma
evita-se a formação da bolsa de condensado que leva a ocorrência de golpes de ariete bem
como a uma maior dificuldade de fixação das partículas no filtro. A maior parte dos filtros de
vapor da fábrica encontram-se dispostos na horizontal. A colocação do purgador numa posição
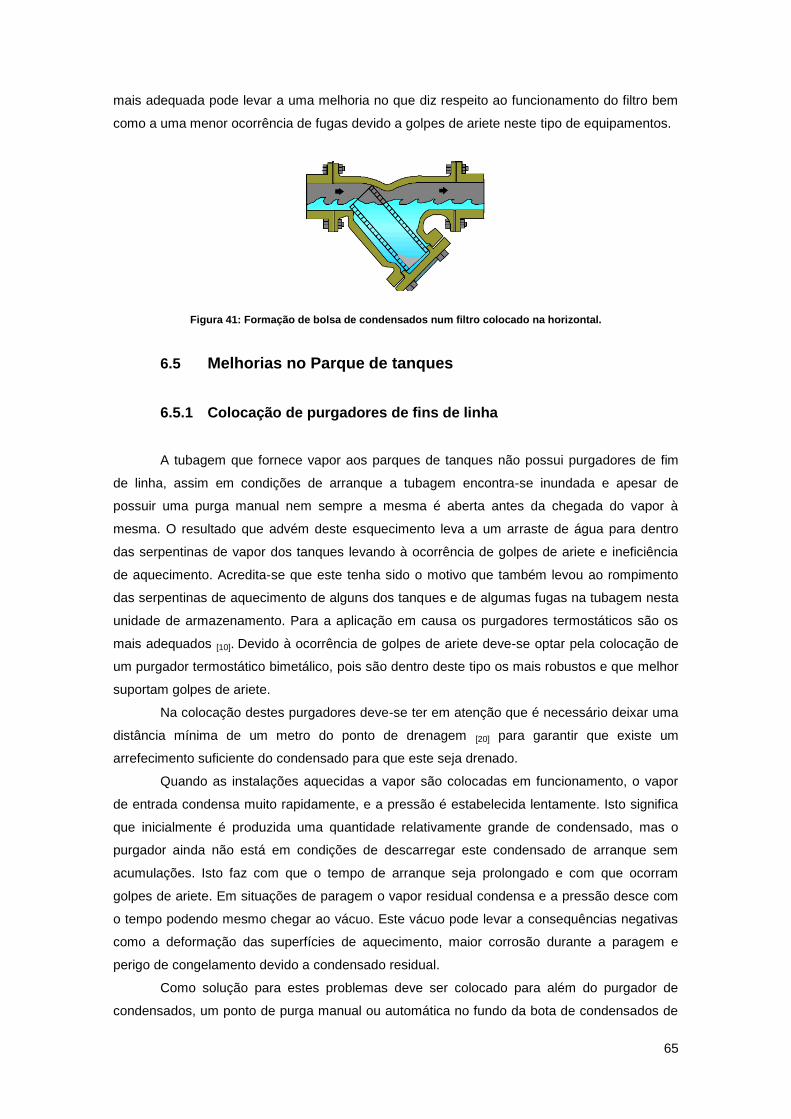
65
mais adequada pode levar a uma melhoria no que diz respeito ao funcionamento do filtro bem
como a uma menor ocorrência de fugas devido a golpes de ariete neste tipo de equipamentos.
Figura 41: Formação de bolsa de condensados num filtro colocado na horizontal.
6.5 Melhorias no Parque de tanques
6.5.1 Colocação de purgadores de fins de linha
A tubagem que fornece vapor aos parques de tanques não possui purgadores de fim
de linha, assim em condições de arranque a tubagem encontra-se inundada e apesar de
possuir uma purga manual nem sempre a mesma é aberta antes da chegada do vapor à
mesma. O resultado que advém deste esquecimento leva a um arraste de água para dentro
das serpentinas de vapor dos tanques levando à ocorrência de golpes de ariete e ineficiência
de aquecimento. Acredita-se que este tenha sido o motivo que também levou ao rompimento
das serpentinas de aquecimento de alguns dos tanques e de algumas fugas na tubagem nesta
unidade de armazenamento. Para a aplicação em causa os purgadores termostáticos são os
mais adequados [10]. Devido à ocorrência de golpes de ariete deve-se optar pela colocação de
um purgador termostático bimetálico, pois são dentro deste tipo os mais robustos e que melhor
suportam golpes de ariete.
Na colocação destes purgadores deve-se ter em atenção que é necessário deixar uma
distância mínima de um metro do ponto de drenagem [20] para garantir que existe um
arrefecimento suficiente do condensado para que este seja drenado.
Quando as instalações aquecidas a vapor são colocadas em funcionamento, o vapor
de entrada condensa muito rapidamente, e a pressão é estabelecida lentamente. Isto significa
que inicialmente é produzida uma quantidade relativamente grande de condensado, mas o
purgador ainda não está em condições de descarregar este condensado de arranque sem
acumulações. Isto faz com que o tempo de arranque seja prolongado e com que ocorram
golpes de ariete. Em situações de paragem o vapor residual condensa e a pressão desce com
o tempo podendo mesmo chegar ao vácuo. Este vácuo pode levar a consequências negativas
como a deformação das superfícies de aquecimento, maior corrosão durante a paragem e
perigo de congelamento devido a condensado residual.
Como solução para estes problemas deve ser colocado para além do purgador de
condensados, um ponto de purga manual ou automática no fundo da bota de condensados de
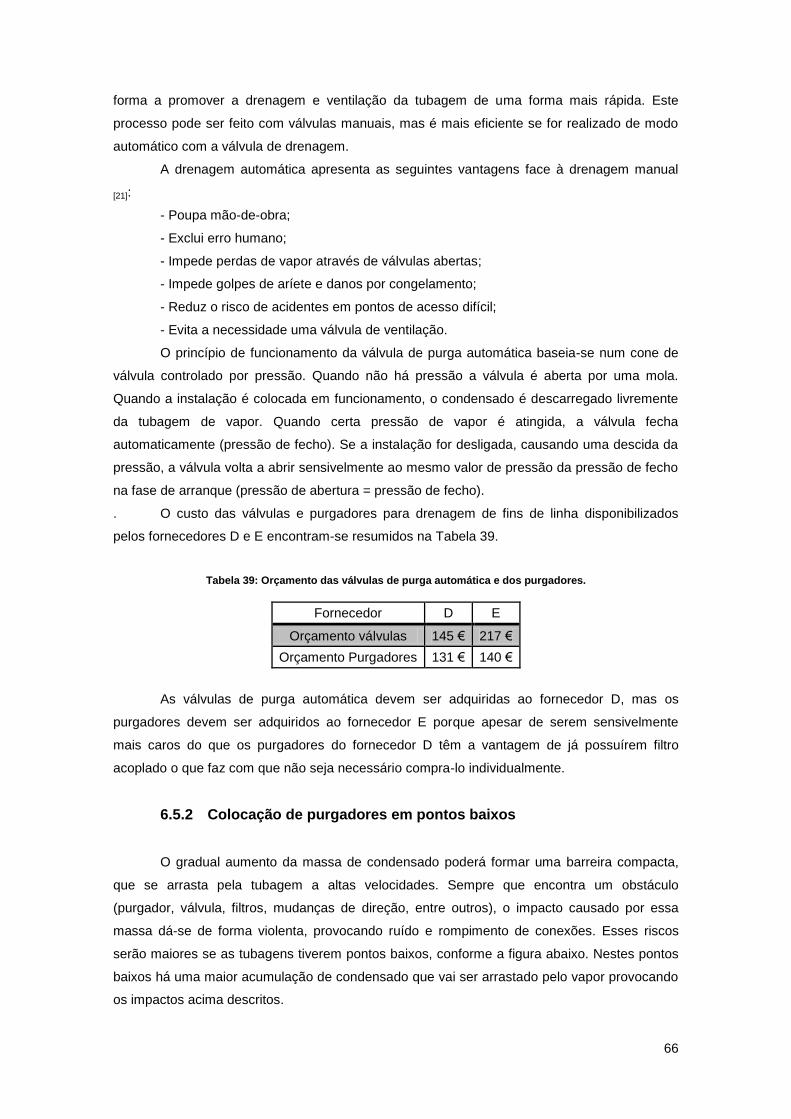
66
forma a promover a drenagem e ventilação da tubagem de uma forma mais rápida. Este
processo pode ser feito com válvulas manuais, mas é mais eficiente se for realizado de modo
automático com a válvula de drenagem.
A drenagem automática apresenta as seguintes vantagens face à drenagem manual
[21]:
- Poupa mão-de-obra;
- Exclui erro humano;
- Impede perdas de vapor através de válvulas abertas;
- Impede golpes de aríete e danos por congelamento;
- Reduz o risco de acidentes em pontos de acesso difícil;
- Evita a necessidade uma válvula de ventilação.
O princípio de funcionamento da válvula de purga automática baseia-se num cone de
válvula controlado por pressão. Quando não há pressão a válvula é aberta por uma mola.
Quando a instalação é colocada em funcionamento, o condensado é descarregado livremente
da tubagem de vapor. Quando certa pressão de vapor é atingida, a válvula fecha
automaticamente (pressão de fecho). Se a instalação for desligada, causando uma descida da
pressão, a válvula volta a abrir sensivelmente ao mesmo valor de pressão da pressão de fecho
na fase de arranque (pressão de abertura = pressão de fecho).
. O custo das válvulas e purgadores para drenagem de fins de linha disponibilizados
pelos fornecedores D e E encontram-se resumidos na Tabela 39.
Tabela 39: Orçamento das válvulas de purga automática e dos purgadores.
Fornecedor D E
Orçamento válvulas 145 € 217 €
Orçamento Purgadores 131 € 140 €
As válvulas de purga automática devem ser adquiridas ao fornecedor D, mas os
purgadores devem ser adquiridos ao fornecedor E porque apesar de serem sensivelmente
mais caros do que os purgadores do fornecedor D têm a vantagem de já possuírem filtro
acoplado o que faz com que não seja necessário compra-lo individualmente.
6.5.2 Colocação de purgadores em pontos baixos
O gradual aumento da massa de condensado poderá formar uma barreira compacta,
que se arrasta pela tubagem a altas velocidades. Sempre que encontra um obstáculo
(purgador, válvula, filtros, mudanças de direção, entre outros), o impacto causado por essa
massa dá-se de forma violenta, provocando ruído e rompimento de conexões. Esses riscos
serão maiores se as tubagens tiverem pontos baixos, conforme a figura abaixo. Nestes pontos
baixos há uma maior acumulação de condensado que vai ser arrastado pelo vapor provocando
os impactos acima descritos.
67
Figura 42: Acumulação de condensado num ponto baixo.
No parque de tanques existem dois pontos baixos que deviam de possuir purgadores
termostáticos bimetálicos, mas que não possuem qualquer tipo de purga. Esta é também uma
melhoria a introduzir no sistema de vapor desta unidade. Analogamente ao ponto anterior deve
possuir em paralelo, válvula de purga automática para uma drenagem mais rápida e eficiente
em condições de arranque e paragem.
6.5.3 Colocação de purgadores em coletores de vapor
Todos os coletores de vapor devem possuir um purgador de vapor por menor que o
coletor seja, pois existe sempre alguma formação de condensado que se não for eliminado
será arrastado com o vapor. O coletor de traçagem existente no parque de tanques entre os
tanques B06 e B07 não possui purgador. Deve-se, portanto colocar um purgador de membrana
para este efeito. A saída de condensados deve ser preferencialmente colocada do lado oposto
à entrada de vapor. Desta forma garante-se que todo o condensado formado é empurrado para
o purgador de vapor e que a sua saída é facilitada.
6.5.4 Colocação de flanges cegas na válvula de ligação entre a rede de
vapor e condensados.
A configuração da rede de condensados e de vapor do parque de tanques para cada
um dos tanques de armazenamento está esquematizada na Figura 43. A válvula assinalada faz
uma ligação entre a linha de condensados e de vapor. Esta válvula não deveria de existir
porque pode ocorrer desgaste ou acumulação de lixo na sede que a impeça de vedar e faça
com que esta comece a deixar escoar o vapor para a linha de condensados. Se isto acontecer
vai existir não só perda de vapor como também pressurização da linha de condensados de tal
forma que os tanques deixem de conseguir escoar os seus condensados, pois deixam de
conseguir vencer a contrapressão a que estão sujeitos.
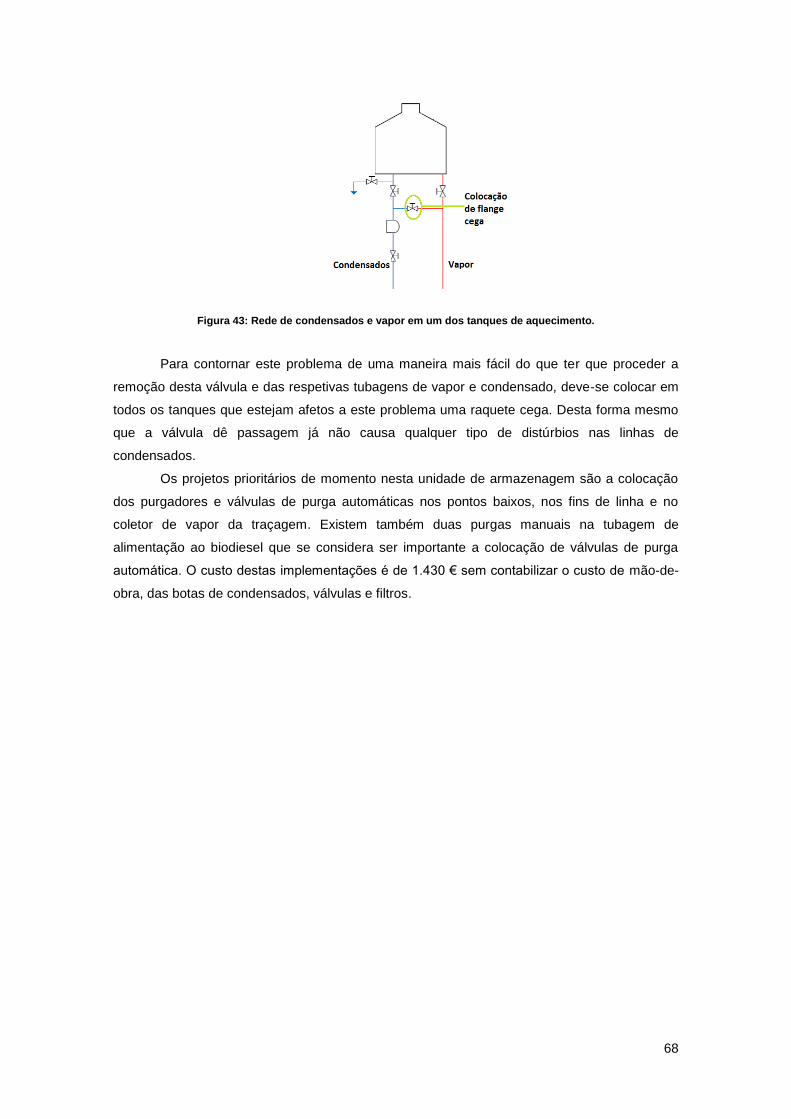
68
Figura 43: Rede de condensados e vapor em um dos tanques de aquecimento.
Para contornar este problema de uma maneira mais fácil do que ter que proceder a
remoção desta válvula e das respetivas tubagens de vapor e condensado, deve-se colocar em
todos os tanques que estejam afetos a este problema uma raquete cega. Desta forma mesmo
que a válvula dê passagem já não causa qualquer tipo de distúrbios nas linhas de
condensados.
Os projetos prioritários de momento nesta unidade de armazenagem são a colocação
dos purgadores e válvulas de purga automáticas nos pontos baixos, nos fins de linha e no
coletor de vapor da traçagem. Existem também duas purgas manuais na tubagem de
alimentação ao biodiesel que se considera ser importante a colocação de válvulas de purga
automática. O custo destas implementações é de 1.430 € sem contabilizar o custo de mão-de-
obra, das botas de condensados, válvulas e filtros.
69
7. Conclusões
No estudo efetuado às condições atuais da rede de vapor da fábrica, durante a
realização deste trabalho, foi possível propor várias medidas com potencial interesse de
implementação futura para promover a poupança em vapor
Numa primeira parte estudou-se a viabilidade da colocação de economizadores de
calor nas quatro caldeiras existentes na central de vapor tendo por base uma dissertação já
realizada que abordava este tema [1]. Através da análise económica realizada às propostas de
investimento de cada um dos fornecedores e sabendo que nem todas as caldeiras são
utilizadas com a mesma frequência, concluiu-se que apenas seria vantajoso colocar
recuperadores de calor nas caldeiras GEVA e STB 2000. Para a caldeira GEVA, o fornecedor
que apresentava maiores vantagens económicas sem descurar os aspetos técnicos era o
fornecedor A. Recaindo a escolha sobre este fornecedor o projeto ficaria em 54.404 €,
utilizando capital de tesouraria e teria um payback de aproximadamente cinco meses. Não se
avaliou qual o melhor fornecedor para a colocação do recuperador de calor da STB 2000, pois
estava previsto o aumento do caudal de gás natural e assim esta caldeira iria ser convertida
para poder laborar utilizando este combustível. O aumento do caudal de gás natural da fábrica
podia ser conseguido utilizando uma unidade autónoma de gaseificação ou por gasoduto. Com
a avaliação técnico-económica deste investimento concluiu-se que em termos técnicos o
gasoduto apresentava mais vantagens, pois com a colocação de uma UAG teriam que ser
tomadas muitas medidas de segurança e logística para poder alocar este projeto. O aumento
de fornecimento de gás natural por gasoduto ficaria em 361.777 € com um payback de 5,9
meses, tendo em conta que a conversão da STB 2000 levaria a um aumento de eficiência de
9%.
Posteriormente fez-se o levantamento no terreno e monitorizaram-se os purgadores de
vapor de toda a fábrica, tendo sido analisadas as possíveis causas que poderiam estar na
origem da ineficiência de alguns purgadores. Existiam alguns purgadores que não estavam
adequados às condições operatórias e foram sugeridos purgadores alternativos. Os restantes
purgadores que apenas apresentavam avarias foram substituídos ou reparados. As reparações
e substituições sugeridas tinham um custo total de 9.777 € e um payback de 1,3 meses
(considerando que o equipamento DTS iria ser reparado com purgadores novos e flangeados)
Por fim analisaram-se as condições gerais das linhas de vapor de cada uma das
unidades da fábrica. Para todas as unidades da fábrica foi sugerida a colocação de
revestimentos amovíveis em válvulas e filtros de vapor. Desta forma, caso fosse necessário a
substituição ou reparação destes equipamentos o revestimento podia ser recolocado ao
contrário dos revestimentos convencionais que ficariam sem utilidade. O revestimento de
válvulas e filtros considerados prioritários devido à sua frequência de utilização tinham um
custo total de 14.800 € com um payback de 12,6 meses.
Na unidade de preparação as melhorias sugeridas foram a colocação de camisas de
revestimento nos expander's que eram equipamentos que funcionavam a temperaturas muito
70
elevadas e que estavam expostos a grandes perdas térmicas para a atmosfera. O investimento
para a colocação de camisas de revestimento em apenas um dos expander's era de 3.980 €
com um payback de 1,3 meses.
Na unidade de extração as melhorias que foram sugeridas foram a colocação de botas
de condensados na drenagem da tubagem de vapor direto do DTS e alteração da picagem do
coletor principal de vapor, para que este purgador tivesse uma contrapressão que lhe
permitisse drenar os condensados que se formavam no mesmo. Estas alterações são trabalhos
civis que podiam ser realizadas internamente e que traziam benefícios na qualidade do vapor,
nomeadamente na eliminação da humidade do mesmo.
Na unidade de produção de biodiesel vários projetos foram propostos. O primeiro
consistia na colocação de um separador de humidade antes do coletor de vapor do biodiesel
para que o vapor fosse fornecido o mais seco possível a esta unidade. Como os separadores
de humidade tinham configurações diferentes a opção de escolha do fornecedor iria depender
de onde se pretendesse colocar o separador. Caso se pretendesse colocar o separador de
humidade antes do contador de vapor devia-se optar pelo separador do fornecedor D que tem
um custo de 2.029 € e um payback inferior a um ano. Caso se quisesse colocar o separador de
humidade no ponto baixo da rede de vapor do biodiesel devia-se optar pelo separador de
humidade do fornecedor E que tem um custo de 5.646 € e um payback de aproximadamente
dois anos. Como em ambos os casos devia ter-se um separador de humidade o ideal seria
colocar estes dois separadores de humidade, pois assim garantia-se que o contador de vapor
estava protegido e que o vapor alimentado à fábrica se encontrava seco. Outra alteração que
se propôs na unidade de biodiesel foi o aproveitamento do vapor de flash que ainda se
encontra nos condensados desta unidade e que podia ser aproveitado para equipamentos de
baixa pressão. Este vapor gerado podia ser utilizado num permutador de calor da
transesterificação ou num tanque de água osmotizada da neutralização. Se fosse considerada
a utilização no permutador de calor da transesterificação apenas se podia reevaporar o vapor
até dois barg. Pressões mais baixas iriam trazer complicações no escoamento do condensado
que deixava de ter pressão suficiente a montante para vencer a contrapressão da linha de
condensados a jusante. Se o vapor fosse utilizado no tanque de água osmotizada o vapor
reevaporado podia ir até a uma pressão de um barg o que se traduzia num maior caudal de
vapor e num maior ganho económico. No entanto, o facto de o vapor ser utilizado neste
equipamento levava a que nem sempre se pudesse usufruir do mesmo, pois a
transesterificação não está sempre a trabalhar em conjunto com a neutralização. Ainda assim
concluiu-se ser um projeto bem mais vantajoso de se realizar, pois ao contrário do permutador
de calor a entrada de vapor flash não seria a mesma da rede e não haveria perturbações
devido ao vapor flash e de rede não estarem exatamente à mesma pressão. Em termos de
controlo esta situação podia ser problemática se este projeto fosse instalado no permutador de
calor. Escolhendo a alimentação do vapor de flash ao tanque de água osmotizada e o
orçamento dado pelo fornecedor E o projeto ficaria em 2.296 € com um payback de 1,5 meses.
Por último avaliou-se também a hipótese de colocação de um tanque de condensados nesta
71
unidade de forma a seccionar os condensados e puder observar a qualidade dos mesmos
antes dos enviar para a unidade de extração e preparação. Este projeto, considerando que não
seria necessário o equipamento de deteção de condensado contaminado sugerido pelo
fornecedor D, teria um custo de 6.047 €.
Para o parque de tanques a melhoria mais importante sugerida compreendia a
colocação de purgadores em fins de linha e em pontos baixos, bem como a colocação em
paralelo de válvulas de purga automática para auxiliar estes purgadores em condições de
arranque e paragem. O custo total deste investimento seria de 1.430 €. Para este projeto não
foi possível prever o payback destas modificações, no entanto são alterações que visavam
melhorar bastante a qualidade do vapor alimentado a esta unidade de armazenagem.
Como registo para trabalhos futuros na área da otimização da rede de vapor da fábrica
Iberol, sugere-se a análise económica do economizador de calor a gás natural para a caldeira
STB 2000 e respetiva avaliação técnico-económica, bem como a monitorização dos
purgadores para os quais foi sugerida subtituição ou manutenção.
72
Bibliografia
[1] Moço, Tiago – “Estudo e Integração de Processos de uma fábrica de Extração de
Óleos Vegetais e Produção de Farinha”, Setembro de 2009.
[2] http://www.iberol.com.pt/download_pdf/1.pdf consultado a 12/10/2012.
[3] Freitas, S., Auditoria Energética da Fabrica de Óleos e Bagaços Iberol – Balanços
de Massa e Energia e Análise do Ponto de Estrangulamento, 2009.
[4] Iberol, S.A.; Manual da Gestão da Qualidade e Ambiente – Procedimentos da
Preparação e Extração, Documento Interno, 2004.
[5] http://www.forexpros.com/commoditiesemcarbon-emissions consultado a
20/05/2012.
[6] CENTRAIS ELÉTRICAS BRASILEIRAS, FUPAI/EFFICIENTIA- “Eficiência
Energética no Uso de Vapor”. Rio de Janeiro: Eletrobrás, 2005.
[7]http://www.tlv.com/global/BR/steam-theory/history-of-steam-traps-pt2.html consultado
a 15/06/2012.
[8]http://pt.scribd.com/docom99509313/Drenagem-de-Condensado consultado a
15/06/2012.
[9] http://pt.scribd.com/docom67002342/aplicacao-purgador consultado a 20/06/2012.
[10] Aplicação em pdf disponibilizada pelo fornecedor Gestra.
[11] http://pt.scribd.com/docom109822857/Apostila-de-Vapor consultado a 12/05/2012.
[12] Installation & Operating Instructions of VKP40 EX.
[13] Documentação disponibilizada no software do equipamento VKP 40 EX.
[14] Adca, Valsteam- Product handbook, May 2011.
[15]http://www.tlv.com/global/BR/steam-theory/trap-installation-orientation.html
consultado a 30/05/2012.
[16] http://www.spiraxsarco.com/pdfsemSB/s33_01.pdf consultado a 11/06/2012.
[17]http://www.spiraxsarco.com/resourcesemsteam-engineering-tutorialsemcondensate-
recovery/flash-steam.asp consultado a 10/08/2012.
[18]http://www.spiraxsarco.com/resourcesemsteam-tablesemsaturated-water.asp
consultado a 02/08/2012
[19]http://www.spiraxsarco.com/resourcesemsteam-tablesemsaturated-steam.asp
consultado a 02/08/2012
[20] http://www.spiraxsarco.com/resourcesemsteam-engineering-tutorialsemsteam-
traps-and-steam-trapping/thermostatic-steam-traps.asp consultado a 09/09/2012.
[21] gestra.de/filesemdocomPRO_819152_00_Condensate-Manual_pt.pdf consultado a
20/09/2012.
[22]http://www.apambiente.pt/_zdata/DPAACOMCELE/tab_val_PCI_FE_FO.pdf
consultado a 20/05/2012.
[23] Spirax Sarco – “The steam and the condensate loop book”
[24] ITT Industries- “Steam traps engineering data manual” Hoffman Specialty