
ACV de Painéis de Blocos Cerâmicos e Concreto Armado: Um ...
Upload
zacarias-juniorCategory
view
134download
0
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
2
RIO GRANDE
2016
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
4
Copyright ©2016 Zacarias Linhares Junior & Roberto Arruda Lima Soares
Todos os direitos reservados ao autor, cedidos exclusivamente para a presente edição à
Pluscom Editora - um selo da Editora Casaletras
Projeto gráfico, diagramação e capa:
Equipe Casaletras
Editor: Marcelo França de Oliveira
Conselho Editorial
Prof. Dr. Elio Flores (UFPB)
Prof. Dr. Francisco das Neves Alves (FURG)
Prof. Dr. Luiz Henrique Torres (FURG)
Prof. Dr. Moacyr Flores (IHGRGS)
Prof. Dr. Rodrigo Santos de Oliveira (FURG)
Dados Internacionais de Catalogação na Publicação (CIP)
O881
Otimização de massa cerâmica utilizando delineamento estatístico para produção de
bloco cerâmico / Zacarias Linhares Junior e Roberto Arruda Lima Soares. Rio
Grande: Pluscom Editora, 2016.
106p. Bibliografia ISBN: 978-85-9491-004-2
1. Engenharia de Materiais 2. Otimização de massa cerâmica 3. Bloco cerâmico -
produção I. Linhares Junior, Zacarias. II. Soares, Roberto Arruda Lima III. Título.
CDD: 620.146
PLUSCOM EDITORA (Marcelo França de Oliveira - MEI)
Rua Dona Santa, 971 – S. João
96410-540 - Bagé - RS - Brasil
+55 53 3232.1972 - [email protected]
www.casaletras.com.br
Publicado no Inverno de 2016

O conhecimento é dinâmico e democrático. De tudo o que há, só a aprendizagem significativa edifica. Destarte, os passos fincam caminhos que o destino constrói. Lá no início, o meu pai ensinou-me os primeiros passos. Proporcionou o estarte de minha vida. Enquanto pode, e viveu, foi GPS para os meus rumos. Hoje, momento em que encontro outro azimute, Só posso olhar para trás e reverenciar a sua memória e agradecer. Obrigado meu pai!

AGRADECIMENTOS
De tanto o que eu já fiz e por tudo o que me propus, só consegui edificar meus elementos fractais
porque mereci amigos e familiares que me ajudaram.
Destarte, agradeço...
Ao meu Pai do céu, pela imensa benevolência de permitir-me lutar com coragem e determinação, na
realização de todos os eventos que permitiram a elaboração deste trabalho de pesquisa científica.
Aos meus pais que estão no céu, pelos exemplos de honestidade, coerência e, acima de tudo, clareza
de propósitos quando me orientaram e educaram, mostrando-me os atalhos da vida que me trouxeram
até aqui.
Aos meus irmãos e irmã, pela compreensão, paciência e apoio que sempre me dispensaram em todos
os momentos.
À minha esposa e filhos pela cooperação e apoio ao longo dessa jornada.
Às minhas amigas Elizângela Brito, Yáscara Lopes de Oliveira, Luciana Mendes Ribeiro de Sousa e a
todos os que se propuseram a compor comigo essa sonata de realizações.
Aos Senhores Carlos Ednardo Alves Pereira, Igor Nascimento, Jairo Rufino e a todos que empenharam
inequívoca contribuição para esse trabalho.
Ao Professor Doutor Marcos José Sasaki, pelo apoio junto aos Laboratórios de Raios X e MEV da
Universidade Federal do Ceará.
Ao Sr. Rui Barbosa de Sousa pelo apoio nos eventos experimentais no Laboratório de Ensaios
Tecnológicos de Argila – LETA – SENAI – SUL.
Aos meus Orientador e Co – orientador, por terem acreditado em meus propósitos e por contribuirem
efetivamente para a realização e conclusão desse trabalho de pesquisa científica.
Enfim, pelo que me propus, agradeço aos que, de uma forma ou de outra, contribuíram positivamente,
para a realização e conclusão desta contenda.
Orgulhoso por tudo e grato a todos!

OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
2
“A construção dos dias Dorme à noite
Mas eu, Por alternativa,
Uso a madrugada como ferramenta Para perfazer minhas pegadas”.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
3
SUMÁRIO
1 INTRODUÇÃO ............................................................................................................................. 5
2 REVISÃO DA LITERATURA ........................................................................................................... 9
2.1 CERÂMICA ESTRUTURAL ..................................................................................................... 9
2.2 PERFIL INDUSTRIAL BRASILEIRO .......................................................................................... 9
2.3 SETOR CERÂMICO DO PIAUÍ .............................................................................................. 10
2.4 PRODUTOS DA CERÂMICA ESTRUTURAL........................................................................... 12
2.4.1 TIJOLOS: ...................................................................................................................... 13
2.5 MATÉRIAS-PRIMAS DA CERÂMICA ESTRUTURAL .............................................................. 16
2.5.1 ARGILAS ...................................................................................................................... 16
2.5.1.1 PROPRIEDADES DAS ARGILAS.............................................................................. 18
2.5.1.1.1 PLASTICIDADE ............................................................................................... 19
2.5.1.1.2 RESISTÊNCIA MECÂNICA: ............................................................................. 20
2.5.1.1.3. RETRAÇÃO LINEAR DE SECAGEM E QUEIMA:.............................................. 20
2.5.1.2 ARGILAS USADAS NA CERÂMICA ESTRUTURAL: .................................................. 21
2.5.1.3. IMPUREZAS ENCONTRADAS NAS ARGILAS: ....................................................... 23
2.6 PROCESSAMENTO CERÂMICO ........................................................................................... 26
2.7 AVALIAÇÃO DAS MATÉRIAS-PRIMAS E DAS PROPRIEDADES TECNOLÓGICAS DO
MATERIAL CERÂMICO. ............................................................................................................ 28
2.7.1 DIFRAÇÃO DE RAIOS-X (DRX) ................................................................................... 30
2.7.2 FLUORESCÊNCIA DE RAIOS-X (FRX).......................................................................... 30
2.7.3 ANÁLISES TÉRMICAS ................................................................................................ 30
2.7.4 MICROSCOPIA ELETRÔNICA DE VARREDURA (MEV) ................................................ 32
2.7.5 ANÁLISE GRANULOMÉTRICA .................................................................................... 33
2.7.6 PLASTICIDADE ........................................................................................................... 35
2.7.7 RETRAÇÃO LINEAR (RL) ............................................................................................ 36
2.7.8 PERDA AO FOGO (PF) ............................................................................................... 36
2.7.9 ABSORÇÃO DE ÁGUA (AA) ....................................................................................... 37
2.7.10 POROSIDADE APARENTE (PA).................................................................................. 37
2.7.11 MASSA ESPECÍFICA APARENTE (MEA) ..................................................................... 38
2.7.12 TENSÃO DE RUPTURA À FLEXÃO (TRF) .................................................................... 39
2.7.13 CONSTITUINTES DAS FORMULAÇÕES CERÂMICAS .................................................. 41
2.8 DELINEAMENTO ESTATÍSTICO DE MISTURAS .................................................................... 46
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
4
2.8.1 PLANEJAMENTO DE EXPERIMENTOS COM MISTURAS ............................................ 47
2.8.2. ANÁLISE DE EXPERIMENTOS DE FORMULAÇÃO ..................................................... 48
2.8.3 PLANEJAMENTO DE ANÁLISE DE EXPERIMENTOS EM CERÂMICA – EXEMPLO DE
APLICAÇÃO .......................................................................................................................... 52
3 MATERIAIS E MÉTODOS ........................................................................................................... 53
3.1 MATÉRIAS-PRIMAS ............................................................................................................ 54
3.1.1 ARGILAS ...................................................................................................................... 54
3.2 CARACTERIZAÇÃO DAS MATÉRIAS-PRIMAS ...................................................................... 54
3.2.1. ANÁLISE QUÍMICA .................................................................................................. 55
3.2.2. ANÁLISE MINERALÓGICA ........................................................................................ 55
3.2.3. ANÁLISES TÉRMICAS ............................................................................................... 55
3.2.4. ANÁLISES GRANULOMÉTRICAS............................................................................... 56
3.2.5. ANÁLISE DE PLASTICIDADE ..................................................................................... 56
3.3 PREPARAÇÃO DAS MASSAS CERÂMICAS ........................................................................... 56
3.4 PREPARAÇÃO DOS CORPOS DE PROVA ............................................................................. 57
3.5 SECAGEM E QUEIMA DOS CORPOS DE PROVA ................................................................. 57
3.6 CARACTERIZAÇÃO DOS CP QUEIMADOS ........................................................................... 58
3.6.1. DIFRAÇÃO DE RAIOS X (DRX) ................................................................................... 58
3.6.2 RETRAÇÃO LINEAR (RL) ............................................................................................ 58
3.6.3 PERDA AO FOGO (PF) ............................................................................................... 58
3.6.4 ABSORÇÃO DE ÁGUA (AA) ........................................................................................ 59
3.6.5 POROSIDADE APARENTE (PA) .................................................................................. 59
3.6.6 MASSA ESPECÍFICA APARENTE (MEA) ...................................................................... 59
3.6.7 TENSÃO DE RUPTURA À FLEXÃO (TRF) .................................................................... 59
3.6.8 ANÁLISE MACROESTRUTURAL ................................................................................. 60
3.6.9 ANÁLISE MICROESTRUTURAL .................................................................................. 60
3.7 DELINEAMENTO ESTATÍSTICO DE MISTURAS .................................................................... 60
3.7.1 GRUPOS DE VARIÁVEIS ............................................................................................ 60
3.7.2 PLANEJAMENTO EXPERIMENTAL DE DELINEAMENTO ............................................ 61
3.7.3. VALIDAÇÃO DA CAPACIDADE PREDITIVA ............................................................... 61
4 RESULTADOS E DISCUSSÕES ..................................................................................................... 62
4.1 CARACTERIZAÇÃO DAS MATÉRIAS-PRIMAS ...................................................................... 62
4.1.1 MEV E EDS DAS ARGILAS NATURAIS .......................................................................... 62
4.1.2 ANÁLISE QUÍMICA POR FLUORESCÊNCIA DE RAIOS X (FRX) ...................................... 64
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
5
4.1.3 DIFRAÇÃO DE RAIOS X (DRX) ...................................................................................... 64
4.1.4 ANÁLISE TÉRMICA (AT) ............................................................................................... 65
4.1.5 ANÁLISES GRANULOMÉTRICAS .................................................................................. 66
4.1.6 ANÁLISES DE PLASTICIDADE ....................................................................................... 67
4.2. ENSAIOS TECNOLÓGICOS ................................................................................................. 68
4.2.1. RETRAÇÃO LINEAR DE SECAGEM A 110 ºC (RLs) ....................................................... 68
4.2.2. RETRAÇÃO LINEAR DE QUEIMA (RLq) ..................................................................... 68
4.2.3. ABSORÇÃO DE ÁGUA (AA) ...................................................................................... 70
4.2.4. POROSIDADE APARENTE (PA) ................................................................................. 73
4.2.5. PERDA AO FOGO (PF) .............................................................................................. 74
4.2.6. MASSA ESPECÍFICA APARENTE (MEA) .................................................................... 75
4.2.7. TENSÃO DE RUPTURA A FLEXÃO APÓS SECAGEM A 110°C ..................................... 77
4.2.8 TENSÃO DE RUPTURA A FLEXÃO APÓS QUEIMA .................................................... 78
4.3 ANÁLISE MACROESTRUTURAL DOS CP QUEIMADOS ................................................... 81
4.4 ANÁLISE MICROESTRUTURAL POR MEV E EDS.................................................................. 83
4.5 ANÁLISE DO DELINEAMENTO ESTATÍSTICO DE MISTURAS ........................................... 85
4.5.1 ABSORÇÃO DE ÁGUA (AA) ........................................................................................ 86
4.5.2 TENSÃO DE RUPTURA APÓS QUEIMA (TRFq) ........................................................... 87
5 CONCLUSÕES ............................................................................................................................ 88
SUGESTÃO PARA TRABALHOS FUTUROS..................................................................................... 89
REFERÊNCIAS ............................................................................................................................... 90
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
6
1 INTRODUÇÃO
O Brasil, um país emergente que destaca-se entre as maiores potências econômicas mundiais, tem uma produção de argila extensiva, apresentando-se como um dos maiores produtores e consumidores de cerâmica (Souza Santos, 2001; Vieira at al, 2005).
Nesse cenário econômico, o Estado do Piauí apresenta-se com um forte panorama na indústria cerâmica, tendo seu maior polo em Teresina (FUNDAÇÃO CEPRO, 2005). Nesse polo existem muitas indústrias cerâmicas, são responsáveis por larga produção de telhas e de blocos cerâmicos (Figura 01).
FIGURA 1 – Produção de tijolos
Foto: O Dia/Raoni Barbosa
De acordo com o Departamento Nacional de Produção Mineral (DNPM) do Estado, órgão do Ministério das Minas e Energia, o Piauí é o segundo Estado do Nordeste em incidência de minérios. O destaque fica por conta da argila, que é a principal matéria prima para a produção de cerâmica vermelha.
Em se tratando especificamente da produção de blocos cerâmicos, esse segmento apresenta-se como um dos mais representativos do Estado. Essa configuração não ocorre apenas pela disponibilidade de matérias-primas adequadas, mas também pelo menor custo de instalação de empreendimentos fabris e pela qualidade do produto final.
A cerâmica vermelha piauiense, por esses termos, apresenta uma boa aceitação mercadológica, seja no cenário regional ou nacional. Grande parte da produção do Estado (50%) é exportada para os oito Estados do Nordeste, além do Pará, Tocantins (Região Norte) e Distrito Federal (Região Centro – Oeste). (PEDROSA, 2012).
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
7
Em referência ao desenvolvimento tecnológico, essas indústrias, atualmente, detêm maior conhecimento da matéria-prima que utilizam, a partir do planejamento da lavra e pré-preparo da matéria-prima, melhorando a qualidade de produto final e reduzindo os custos de produção (SINDICER-PI, 2008).
Numa caracterização geral, a argila apresenta textura terrosa e granulação fina, sendo constituída essencialmente de argilominerais, podendo conter outros minerais tais como quartzo, mica, pirita e hematita, matéria orgânica e outras impurezas. Na presença de água desenvolvem uma série de propriedades tais como: plasticidade, resistência mecânica a úmido, retração linear de secagem, compactação, tixotropia e viscosidade de suspensões aquosas que explicam sua grande variedade de aplicação. (GOMES, 1988).
Numa necessária sequência investigativa, por ser a argila um material resultante de formação geológica típica, há de se proceder com estudos de caracterização, de modo a se ter o adequado conhecimento de seu potencial tecnológico. Na sequência, vem a fase empírica de sua formulação, esta que deverá ser compatível com uma otimização industrial, que, além de economizar a matéria prima extrativista, proporcione uma evolução otimizada de todo processo produtivo da cerâmica vermelha.
Quanto à formulação, a maioria das indústrias de cerâmicas vermelhas, opta por utilizar a mistura de uma argila de alta plasticidade, granulometria fina e composição essencialmente de argilominerais; com uma argila rica em quartzo e menos plástica (TEIXEIRA et al, 2001; CABRAL JUNIOR et al, 2008). A formulação com dois ou mais tipos de argilas, se feita de maneira criteriosa e com o conhecimento prévio da composição da matéria-prima, pelo pressuposto, resultará num produto final de qualidade e sem desperdícios e, claro, com viés economicamente viável para comercialização competitiva do produto final.
Com efeito, o presente trabalho tem como objetivo geral otimizar a formulação de massas cerâmicas, a partir de simulações de misturas das três argilas utilizadas na produção de blocos cerâmicos em uma indústria da cidade de Teresina, nos modos prático e por delineamento estatístico, de modo a proporcionar um produto industrial de qualidade.
Como objetivos específicos têm-se:
Caracterizar mineralogicamente e quimicamente as argilas, utilizando as técnicas: análise térmica gravimétrica (TG), índice de plasticidade (IP), microscopia eletrônica de varredura (MEV), calorimetria exploratória diferencial (DSC), difratometria de raios-X (DRX) e espectometria de fluorescência de raios-X por energia dispersiva (FRX);
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
8
Fazer a caracetrização física dos corpos de prova processados, através das análises de: Perda ao Fogo (PF), Retração Linear (RL) de secagem e de queima, Absorção de Água (AA), Porosidade Aparente (PA), Massa Específica Aparente (MEA), Tensão de Ruptura e Flexão (TRF) de secagem e de queima;
Simular formulações de argilas para utilização na fabricação de tijolos, tomando como referência a massa básica atualmente utilizada pela indústria.
Fazer delineamento estatístico, ampliando o universo de possibilidades.
Recomendar formulações mais viáveis, sem comprometimento da qualidade do produto final, a partir do delineamento estatístico.
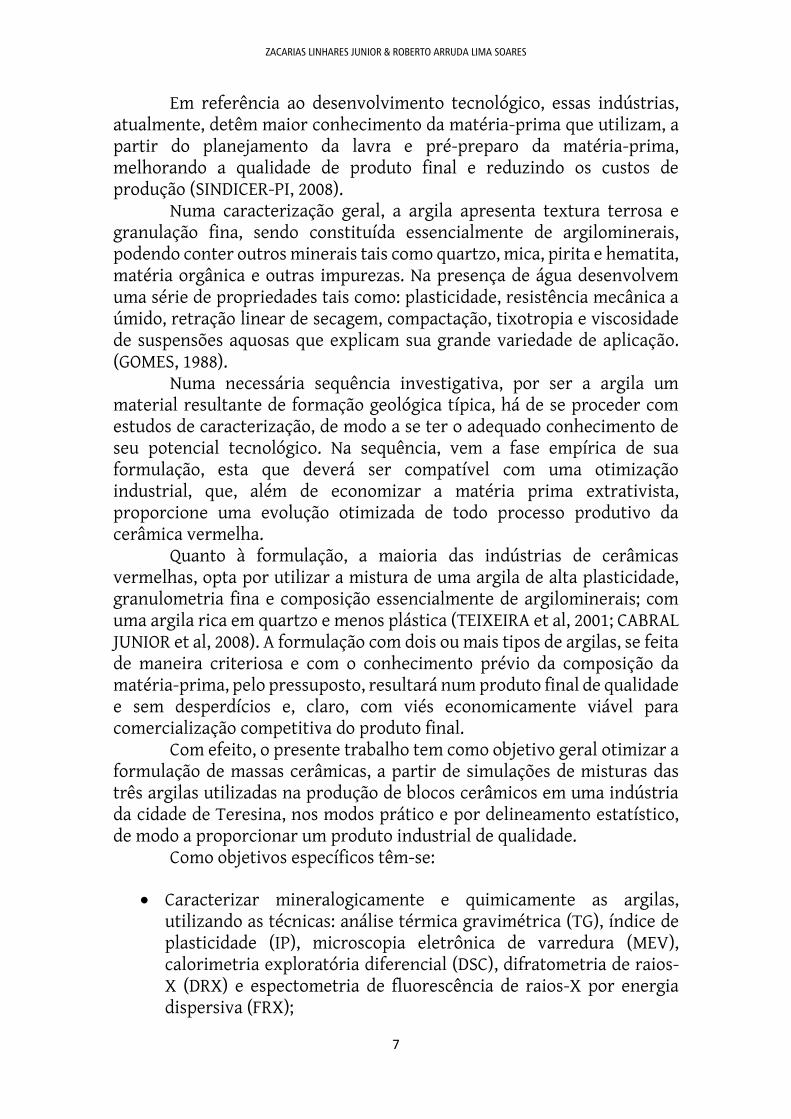
Para tanto, foram escolhidas as três argilas utilizadas por uma
indústria de Teresina: argilas buriti, bananeira e taguá mafrense. Neste trabalho essas argilas foram identificadas, respectivamente, como amarela (A), preta (B) e taguá mafrense (C). A Figura 2 apresenta as ilustrações dessas argilas, devidamente identificadas.
FIGURA 2 – Argilas Coletadas em uma Industria de Teresina
Argila Amarela (A) Argila Preta (B) Argila Taguá Mafrense (C)
Fonte: o autor
Numa configuração de formatação, o trabalho está organizado em 5 capítulos: o capítulo inicial, em que a introdução apresenta a justificativa e os objetivos; o segundo capítulo que trata da revisão de literatura, numa fundamentação bibliográfica sobre a caracterização da argila e do produto acabado, no caso tijolos, considerando o processo de fabricação e as propriedades tecnológicas; o terceiro capítulo, apresenta os materiais e métodos utilizados; o quarto capítulo em que estão as discursões sobre os resultados alcançados, sendo esses últimos também ali apresentados; e o quinto capítulo, onde são apresentadas as principais conclusões sobre os resultados da pesquisa. Ainda completam o trabalho uma sugestão para trabalhos futuros e as referências.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
9
2 REVISÃO DA LITERATURA
2.1 CERÂMICA ESTRUTURAL
Segundo a Associação Brasileira de Cerâmica (ABCERAM), a cerâmica estrutural compreende argila expandida, tijolos, blocos, elementos vazados, lajes, telhas e tubos cerâmicos, sendo os produtos acabados de coloração predominante avermelhada. E é essa última característica que torna usual a denominação de cerâmica vermelha em vez de cerâmica estrutural. (ABCERAM, 2014).
Especificamente quanto aos blocos cerâmicos, são componentes construtivos utilizados em alvenaria, podendo apresentar furos de variados formatos, paralelos a qualquer de seus eixos. São produzidos com argilas de queima vermelha, ao serem submetidas a temperaturas entre 800 oC e 1000 oC, em fornos contínuos ou intermitentes que operam em três fases:
1. aquecimento da temperatura ambiente até a temperatura desejada;
2. patamar estacionário durante certo tempo na temperatura especificada;
3. resfriamento até temperaturas inferiores a 200 ºC. (ABCERAM, 2014).
2.2 PERFIL INDUSTRIAL BRASILEIRO
Segundo os Estudos para Elaboração do Plano Duodecenal 2010 – 2030 de Geologia, Mineração e Transformação Mineral, o setor cerâmico brasileiro experimentou significativo crescimento nos anos 90. Nesse período, fatores como elevada produtividade, baixos custos de produção, disponibilidade de insumos minerais e energéticos, além de uma configuração mercadológica em expansão, elevaram o Brasil à condição de segundo maior produtor e consumidor mundial de revestimentos cerâmicos, perdendo apenas para o mercado chinês. (ANFACER, 2011).
O estudo já referido, informa que em 2008, a produção brasileira de revestimentos cerâmicos atingiu 713,4 milhões de m². Em termos de faturamento, esse volume representou um valor estimado de R$ 6,5 bilhões. O que, deveras, subentende um parque industrial brasileiro sólido e bem estruturado.
A propósito, segundo a mesma fonte, o cenário brasileiro englobava 86 empresas, com 103 plantas industriais e capacidade instalada estimada
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
10
de 781 milhões de m2/ano. Toda essa produção estava concentrada nas regiões Sudeste e Sul, espalhando-se por 13 (treze) Estados, embora a Região Nordeste já despontasse como promissora. (J. MENDO, 2009).
Em termos de postos de trabalho, todo o potencial da indústria de revestimento, em 2008, totalizou 23.968 postos de trabalho, dos quais 78% estavam na produção, 14% no setor de apoio administrativo e 8% no setor de vendas. (J. MENDO, 2009).
Em se tratando da Região Nordeste, segundo o Informe Setorial Cerâmica Vermelha (BNB, 2010), a produção de cerâmica vermelha estava localizada principalmente nos Estados do Ceará, Bahia, Pernambuco, Rio Grande do Norte, Maranhão e Piauí. Segundo dados do Ministério de Minas e Energia, a produção nordestina representava aproximadamente 21% da produção nacional, revelando-se, naquela ocasião, como uma região importadora visto que necessitava de aproximadamente 22% (BNB, 2010; ANFACER, 2011).
Atualmente, segundo a matéria “Da argila à sala de estar: a indústria da cerâmica do Pará” o setor vive um momento de crescimento ainda mais significativo, impulsionado principalmente pelo programa Minha Casa, Minha Vida. (ANICER, 2014).
Para termos de comparação, o que comprova uma evolução significativa de 2008 até início de 2013, a atividade no Brasil alcançou aproximadamente 6.900 empresas. Isso significa em torno de 293 mil empregos diretos, 900 mil indiretos e um faturamento anual acima de R$ 18 bilhões. (TELHAS MAFRENSE, 2013).
Em termos tecnológicos e de processos, as indústrias brasileiras encontram-se perfeitamente alinhadas com a melhor tecnologia disponível no mundo, o que favorece uma produção de qualidade, em conformidade com as normas vigentes. (SEBRAE, 2012).
2.3 SETOR CERÂMICO DO PIAUÍ
O setor cerâmico no Estado do Piauí é representado por algo em torno de 80 empresas instaladas, que produzem 20.000 milheiros de telhas e 25.000 milheiros de tijolos por mês. A característica natural da argila piauiense aliada à uma boa tecnologia, favorece, sobremaneira, uma produção industrial de qualidade (PORTAL O DIA, 2012).
Essa decantada qualidade da cerâmica vermelha local, deve-se a um adequado conforto térmico e a uma boa isolação acústica; além de ótima resistência ao fogo e a grandes variações térmicas. Sua leveza também favorece sua larga aceitação em Estados do Nordeste, Norte e Distrito Federal. (PORTAL O DIA, 2012).
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
11
O avanço tecnológico da Industria Cerâmica Piauiense, ganhou impulso no início desse século em função de parcerias com o SEBRAE (Serviço de Apoio às Micros e Pequenas Empresas), SENAI – PI (Serviço Nacional de Aprendizagem Industrial do Piaui) e com a Agência de Cooperação Técnica Alemã (GTZ). O projeto de cooperação denominava-se “Competir” e teve a função de melhorar a tecnologia de produção (Figura 3), reduzindo, inclusive, a perda de material. (PORTAL O DIA, 2012).
FIGURA 3 – Avanço Tecnológico das Cerâmicas do Piauí
Fonte: Raoni Barbosa / O DIA
Há que destacar-se algumas características do tijolo piauiense, por exemplo, que justificam tamanha aceitação: regularidade de formas e dimensões; arestas vivas e cantos resistentes; inexistência de fendas, trincas, cavidades etc (massa homogênea); cozimento uniforme (produz som metálico quando percutido); facilidade de corte (grãos finos) e cor uniforme. (PORTAL O DIA, 2012).
Em termos de reconhecimento nacional dessa qualidade inequívoca, vale destacar o fato de que uma Industria Piauiense foi agraciada com o prêmio João – de – Barro – 2012. (TELHAS MAFRENSE, 2013). Esse prêmio anual, destaca personalidades, cerâmicas e instituições que contribuem com a melhoria e com o desenvolvimento do setor cerâmico, inclusive no que se refere à tecnologia de processos e de maquinário.
Evidentemente, esse grande avanço não seria necessário se não houvesse demanda. No Piauí, os tijolos cerâmicos ainda são preferência dos engenheiros na construção civil, tanto nas pequenas edificações, como nas maiores. Nas primeiras têm função estrutural e nas últimas assumem a função de vedação. Suas características básicas como resistência a esforços de compressão estrutural, facilidade de manuseio, baixa porosidade e homogeneidade, favorecem essa preferência (OLIVEIRA, 2011).
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
12
A questão ambiental também é um fator que tem merecido atenção do setor cerâmico do Estado do Piauí. A significativa melhoria na relação entre queima e produto, tem proporcionado maior produção com menos combustível. (SOUZA, 2012).
Por tudo, considerando as questões logísticas e mercadológicas, ainda faltava a questão da certificação do setor, que pudesse atestar o já reconhecido padrão do produto cerâmico. Essa necessidade começou a ser resolvida em maio de 2013, quando o SINDICER – PI lançou o Programa Setorial de Qualidade, ocasião em que foi firmado um acordo de consultoria com o SEBRAE (SOUZA, 2013).
2.4 PRODUTOS DA CERÂMICA ESTRUTURAL
A cerâmica vermelha estrutural tem duas aplicações básicas: estrutural e de vedação. A estrutural propriamente dita, assume uma função de sustentação de peso e é normalmente utilizada em pequenas construções. Quando usada na função de vedação, é normalmente aplicada em construções prediais de grande porte. Usualmente, no entanto, o termo cerâmica estrutural é usado tanto na designação de blocos estruturais, como na designação de blocos de vedação.
Quanto às inúmeras vantagens de sua utilização, uma construção
executada com materiais cerâmicos é resistente a impacto e peso, além de apresentar boa isolação térmica e isolação acústica. Além do mais, o uso de materiais cerâmicos reduz consideravelmente o custo total da obra, não só pelo seu menor preço em comparação ao concreto, mas também porque proporciona maior agilidade na construção e uma redução considerável de desperdício de material. Em suma, o uso de material cerâmico proporciona: flexibilidade, economia, valor estético, velocidade de construção; racionalização, produtividade e qualidade; bom desempenho tecnológico e baixo custo. (THOMAZ, 2009).
Pelo que se expôs, oportuno faz-se informar que muitas instituições como a Politécnica da USP, a Universidade Federal de São Carlos (SP), a Federal do Rio Grande do Sul e a Universidade Federal do Rio Grande do Norte, comprovam que a alvenaria estrutural permite reduzir o custo das obras em até 30% (para até quatro pavimentos) e 15% (para 20 pavimentos), sem gerar rejeitos significativos e sem a necessidade de utilizar fôrmas e escoras de madeira. (SALEMA, 2014).
Em se tratando de normatização, a Associação Brasileira de Normas Técnicas (ABNT), para efeito de cálculo, execução e controle de obras em alvenaria estrutural, estabelece um balizamento pelas: NBR 15812-1 - Alvenaria estrutural - Blocos Cerâmicos - Parte 1: Projetos; NBR 15812-2 -
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
13
Alvenaria estrutural - Blocos Cerâmicos - Parte 2: Execução e controle de obras; NBR 15270 - 1 - Componentes cerâmicos - Parte 1: Blocos cerâmicos para alvenaria estrutural - Terminologia e requisitos; NBR 15270-2 - Componentes cerâmicos - Parte 2: Blocos cerâmicos para alvenaria estrutural - Tipologia e requisitos; NBR 15270-3 - Componentes cerâmicos - Parte 3: Blocos cerâmicos para alvenaria estrutural e de vedação - Métodos de Ensaio.
2.4.1 TIJOLOS
Os tijolos, também chamados de blocos cerâmicos, são os componentes básicos de construções de alvenaria, podendo cumprir a função de vedação ou estrutural. No primeiro caso, preenchem paredes divisórias submetidas apenas ao peso próprio e são utilizados com os furos na posição horizontal. No segundo caso, exercem a função de paredes que constituirão a estrutura resistente da edificação, podendo substituir pilares e vigas de concreto. Nesse caso são utilizados com os furos na vertical. (INMETRO, 2001).
Os tijolos são produzidos a partir de uma massa de argilas. Apresentam o formato de paralelepípedo, cor avermelhada e canais ao longo de seu comprimento.
Quanto aos ensaios para aferição de conformidades, principalmente relativas às dimensões (largura, altura e comprimento) e às marcações, devem ser utilizadas as normas e os documentos de referência: NBR 7.171 - Bloco Cerâmico para Alvenaria: Especificação; NBR 6.461 - Bloco Cerâmico para Alvenaria – Verificação da Resistência à Compressão: Método de Ensaio; Portaria Inmetro nº 152 – Dimensões e Marcações para comercialização dos blocos cerâmicos para alvenaria e a metodologia de verificação da conformidade metrológica. (INMETRO, 2001).
A esse propósito, no Brasil, para efeito de legitimidade, os ensaios devem ser efetivados em laboratórios integrantes da Rede Brasileira de Laboratórios de Ensaios – RBLE.
A seguir serão enumerados alguns dos ensaios recomendados pelo INMETRO para verificação das características físicas e mecânicas:
Determinação de absorção d’água: esse ensaio verifica o percentual de água absorvido pelo bloco cerâmico, obtido a partir da diferença entre a massa seca e a massa úmida da amostra. O parâmetro é: 8% < Absorção de Água < 25%);
Determinação da resistência à compressão mínima: esse ensaio verifica a capacidade de carga que os blocos cerâmicos suportam quando submetidos a forças exercidas perpendicularmente sobre suas faces opostas. Determina se
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
14
as amostras oferecem resistência mecânica adequada, simulando a pressão exercida pelo peso da construção sobre os tijolos. O parâmetro mínimo é: Resistência à Compressão > 1,0 MPa.
Para verificação das características geométricas, os ensaios dessa classe têm por objetivo principal verificar a homogeneidade da fabricação dos blocos cerâmicos de um determinado fornecedor.
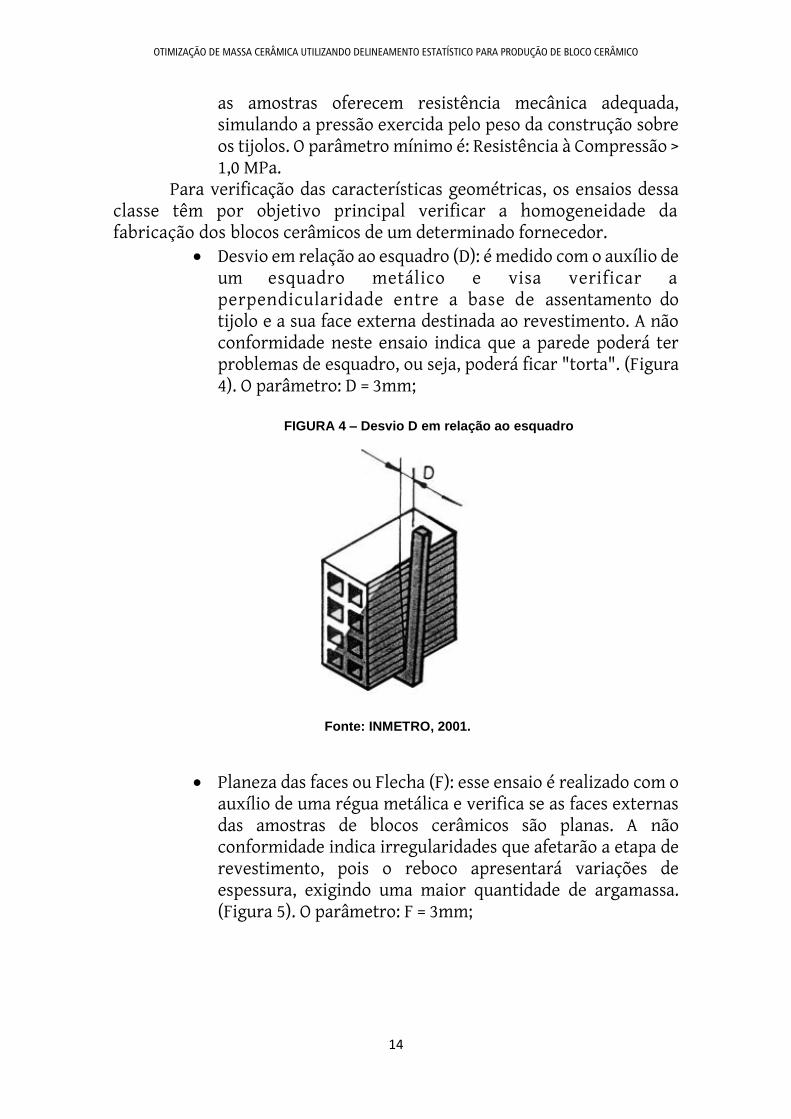
Desvio em relação ao esquadro (D): é medido com o auxílio de um esquadro metálico e visa verificar a perpendicularidade entre a base de assentamento do tijolo e a sua face externa destinada ao revestimento. A não conformidade neste ensaio indica que a parede poderá ter problemas de esquadro, ou seja, poderá ficar "torta". (Figura 4). O parâmetro: D = 3mm;
FIGURA 4 – Desvio D em relação ao esquadro
Fonte: INMETRO, 2001.
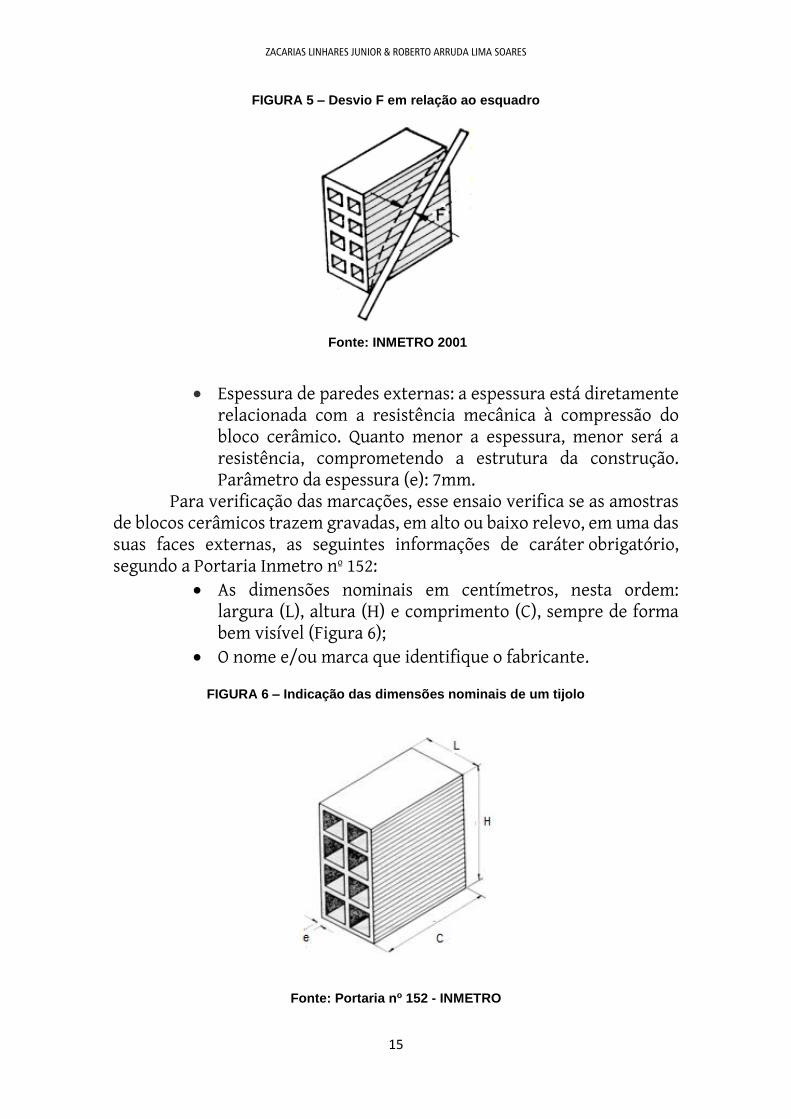
Planeza das faces ou Flecha (F): esse ensaio é realizado com o auxílio de uma régua metálica e verifica se as faces externas das amostras de blocos cerâmicos são planas. A não conformidade indica irregularidades que afetarão a etapa de revestimento, pois o reboco apresentará variações de espessura, exigindo uma maior quantidade de argamassa. (Figura 5). O parâmetro: F = 3mm;
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
15
FIGURA 5 – Desvio F em relação ao esquadro
Fonte: INMETRO 2001
Espessura de paredes externas: a espessura está diretamente relacionada com a resistência mecânica à compressão do bloco cerâmico. Quanto menor a espessura, menor será a resistência, comprometendo a estrutura da construção. Parâmetro da espessura (e): 7mm.
Para verificação das marcações, esse ensaio verifica se as amostras de blocos cerâmicos trazem gravadas, em alto ou baixo relevo, em uma das suas faces externas, as seguintes informações de caráter obrigatório, segundo a Portaria Inmetro nº 152:
As dimensões nominais em centímetros, nesta ordem: largura (L), altura (H) e comprimento (C), sempre de forma bem visível (Figura 6);
O nome e/ou marca que identifique o fabricante.
FIGURA 6 – Indicação das dimensões nominais de um tijolo
Fonte: Portaria no 152 - INMETRO
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
16
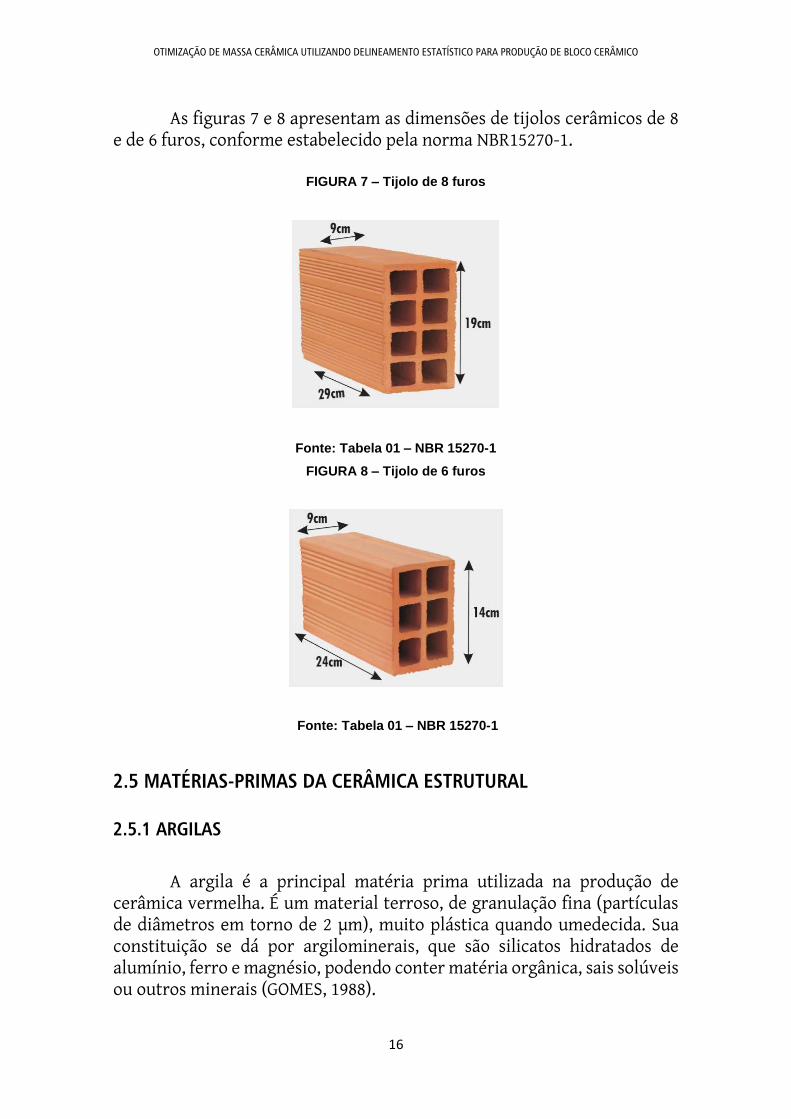
As figuras 7 e 8 apresentam as dimensões de tijolos cerâmicos de 8 e de 6 furos, conforme estabelecido pela norma NBR15270-1.
FIGURA 7 – Tijolo de 8 furos
Fonte: Tabela 01 – NBR 15270-1
FIGURA 8 – Tijolo de 6 furos
Fonte: Tabela 01 – NBR 15270-1
2.5 MATÉRIAS-PRIMAS DA CERÂMICA ESTRUTURAL
2.5.1 ARGILAS
A argila é a principal matéria prima utilizada na produção de cerâmica vermelha. É um material terroso, de granulação fina (partículas de diâmetros em torno de 2 µm), muito plástica quando umedecida. Sua constituição se dá por argilominerais, que são silicatos hidratados de alumínio, ferro e magnésio, podendo conter matéria orgânica, sais solúveis ou outros minerais (GOMES, 1988).
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
17
FIGURA 9 – Argilas
Fonte: Ecomáquinas
No contexto geológico brasileiro, existem dois tipos principais de argila: argilas quaternárias e argilas de bacias sedimentares (EMBRAPA, 2000). As argilas quaternárias, normalmente relacionadas ao preenchimento de fundo de vales e às planícies costeiras, formam depósitos lenticulares, com distribuição em áreas extensas, variando de acordo com a extensão da planície de inundação (CABRAL JR, 2008).
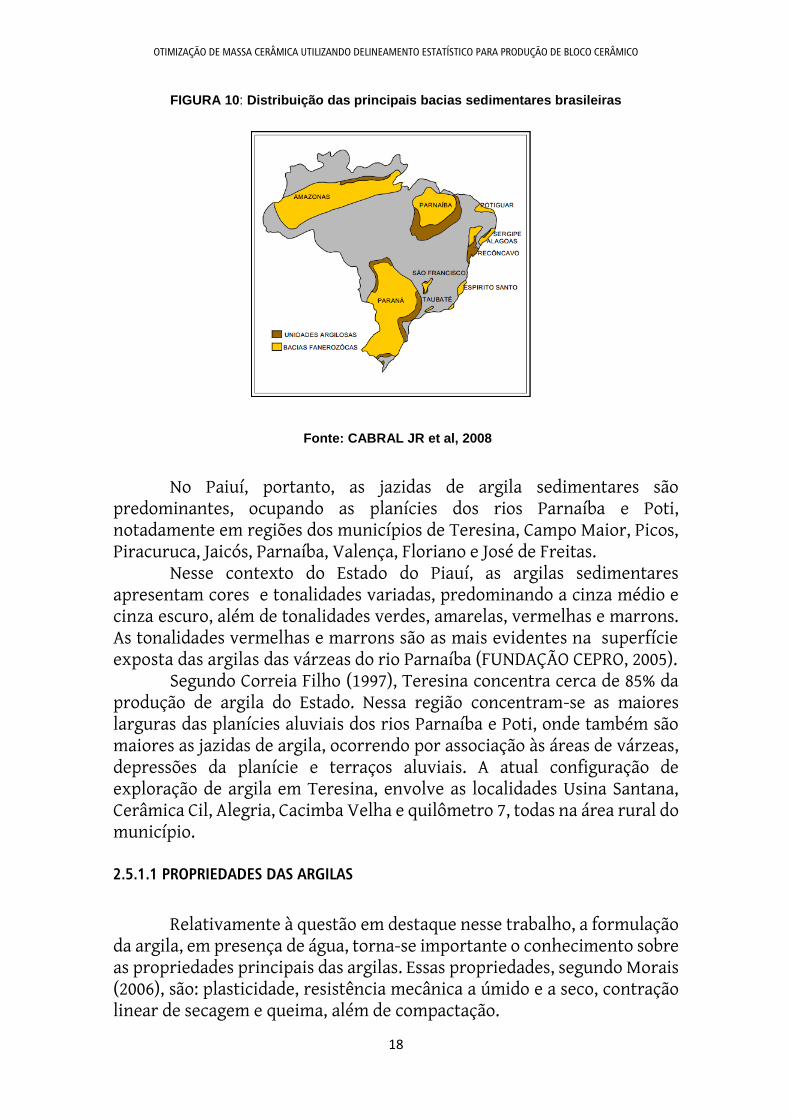
Quanto as argilas secundárias ou sedimentares, por sua vez, são transportadas pela água, vento ou desgelo, para mais longe da rocha mãe. São mais finas e mais plásticas que outros tipos de argila, no entanto contêm mais impurezas, como matérias orgânicas e metais, que são incorporadas durante o processo de transporte. Ocorrem nas diversas bacias sedimentares brasileiras, como a Bacia Sedimentar do Paraná, nos Estados de São Paulo, Santa Catarina, Rio Grande do Sul, Mato Grosso do Sul, Rio de Janeiro, Bahia e Estados do Nordeste Oriental e do Nordeste Ocidental, estando nesse último grupo a bacia do Rio Parnaíba. (Ilustração na Figura 10).
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
18
FIGURA 10: Distribuição das principais bacias sedimentares brasileiras
Fonte: CABRAL JR et al, 2008
No Paiuí, portanto, as jazidas de argila sedimentares são predominantes, ocupando as planícies dos rios Parnaíba e Poti, notadamente em regiões dos municípios de Teresina, Campo Maior, Picos, Piracuruca, Jaicós, Parnaíba, Valença, Floriano e José de Freitas.
Nesse contexto do Estado do Piauí, as argilas sedimentares apresentam cores e tonalidades variadas, predominando a cinza médio e cinza escuro, além de tonalidades verdes, amarelas, vermelhas e marrons. As tonalidades vermelhas e marrons são as mais evidentes na superfície exposta das argilas das várzeas do rio Parnaíba (FUNDAÇÃO CEPRO, 2005).
Segundo Correia Filho (1997), Teresina concentra cerca de 85% da produção de argila do Estado. Nessa região concentram-se as maiores larguras das planícies aluviais dos rios Parnaíba e Poti, onde também são maiores as jazidas de argila, ocorrendo por associação às áreas de várzeas, depressões da planície e terraços aluviais. A atual configuração de exploração de argila em Teresina, envolve as localidades Usina Santana, Cerâmica Cil, Alegria, Cacimba Velha e quilômetro 7, todas na área rural do município.
2.5.1.1 PROPRIEDADES DAS ARGILAS
Relativamente à questão em destaque nesse trabalho, a formulação da argila, em presença de água, torna-se importante o conhecimento sobre as propriedades principais das argilas. Essas propriedades, segundo Morais (2006), são: plasticidade, resistência mecânica a úmido e a seco, contração linear de secagem e queima, além de compactação.

ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
19
2.5.1.1.1 PLASTICIDADE
A Plasticidade de uma argila propicia a mudança de forma sem ruptura da massa úmida, ainda que na presença de esforço externo. Permite a trabalhabilidade do formato, visto que a água funciona como lubrificante que facilita o deslizamento mútuo das partículas quando há a aplicação de uma tensão superficial. Os principais fatores que afetam a plasticidade são a mineralogia, granulometria, forma dos cristais e o estado de desfloculação da argila. (MEIRA, 2001). É essa propriedade do sistema argila-água que, por exemplo, torna possível a moldagem de produtos de cerâmica vermelha por extrusão. (CAMPOS, 1999).
Em termos microestruturais, a plasticidade resulta de forças interativas entre as partículas lamelares dos argilominerais que constituem a argila. Desenvolve-se em presença pelicular de água, meio lubrificante que facilita o deslizamento biunívoco das placas sob tensão tangencial. A água é expressa porcentualmente em relação à massa da argila seca, constituindo os índices de plasticidade. (CAMPOS, 1999).
Sobre o exposto, importante ainda ressaltar que as moléculas da água encontram-se presas às superfícies dos argilominerais por pontes de hidrogênios. Essa caracteristica revela-se no papel ativo que exercem na orientação das partículas lamelares na direção do fluxo. Além do mais, por esses termos, a úmido, ligam as partículas de argilominerais entre si, formatando a resistência mecânica. (CAMPOS, 1999).
Isto posto, as características da plasticidade são: Limite de plasticidade (LP): é o teor de água de uma massa
plástica, expresso em percentual de argila seca a 110 oC, acima do qual pode ser moldada em cilindros de diâmetros entre 3 mm e 4 mm e com 15 cm de comprimento. As argilas que não permitem a formação desses cilindros são consideradas não-plásticas.
Limite de liquidez (LL): é o teor de água de uma massa plástica, expresso em percentual de argila seca a 110 oC, acima do qual, quando agitada, ela flui como um líquido.
Índice de plasticidade (IP) ou índice de de Atteberg: é a diferença entre o limite de liquidez e o limite de plasticidade. (EQUAÇÃO 1).
IP = LL – LP EQUAÇÃO 1
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
20
2.5.1.1.2 RESISTÊNCIA MECÂNICA:
Resistência mecânica é a propriedade que as argilas adquirem após a secagem e depois da cozedura, de não sofrer deformações do seu aspecto, resistindo ao calor e à corrosão. (SANTOS, 2009). Está intrinsecamente atrelada à plasticidade, visto que reflete-se na flexão e contração à seco. Além do mais pode facilitar o manuseio da peça cerâmica entre o secador e o forno. (NOTORN, 1973).
Considerando a massa verde e crua, a resistência mecânica confere coesão e solidez às peças moldadas, permitindo a sua trabalhabilidade na fase pré-queima.
Após tratamento térmico a partir de 800 oC, as argilas apresentam significativa resistência mecânica, dependendo de alguns fatores como: a granulometria, forma e anisotropia das partículas; fenômeno da aglomeração, adensamento e sinterização (SOARES, 2008).
Em termos, para o que se aplica na produção de cerâmica vermelha, a resistência mecânica depende da granulometria, além de uma composição adequada: 60% de substâncias argilosas e complementação equitativa dentre silte, areia fina e média. (PETRUCCI, 1998).
2.5.1.1.3. RETRAÇÃO LINEAR DE SECAGEM E QUEIMA:
As retrações lineares de secagem e de queima, nada mais são do que a variação volumétrica decorrente da constante evaporação de água que ocorre durante o processo, ocasionando a aproximação das partículas em função dos vazios decorrentes. (MORAIS, 2006).
Como está claro, ocorrem retrações tanto na fase de secagem (RS), quanto na fase de queima (RQ), somando-se como resultado a Retração Linear de Secagem e Queima (RT). (EQUAÇÃO 2).
RT = RS + RQ EQUAÇÃO 2
Lembrando que a Retração Linear de Queima (RQ) poderá ser calculada percentualmente conforme mostrado na EQUAÇÃO 3, envolvendo os comprimentos após secagem (LS) e após queima (LQ).
EQUAÇÃO 3 (LOPES, 2005).
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
21
2.5.1.2 ARGILAS USADAS NA CERÂMICA ESTRUTURAL:
As argilas usadas na indústria cerâmica, de uma forma geral, são naturais, provenientes de rocha fragmentada. Após a extração, precedendo o processo de industrialização, passam por uma redução granulométrica, a partir de moagem, mistura e homogeneização. Na fase extrativista podem ser classificadas em: secas (umidade relativa ≤ 6%), semissecas (7% < umidade relativa ≤ 10%), semiúmidas (11% < umidade relativa ≤ 18%) e úmidas (umidade relativa > 18%). (DANTAS NETO, 2007).
As argilas, num processo de composição de massas para produção de cerâmicas vermelhas, como o tijolo, além do nível de umidade, apresentam variáveis intrísecas que lhes conferem características peculiares importantes. Por essa razão, ensaios laboratoriais são necessários para que sejam possíveis suas caracterizações. Dentre outras, devem merecer considerações analíticas o tipo de jazida, o clima regional e o próprio processo produtivo.
De certo, a granulometria da argila também é um fator a ser considerado, já que, de um modo ou de outro, vai interferir no processo industrial, podendo ou não favorecer a metodologia utilizada. Torrões com grandes dimensões (até 600mm), por exemplo, devem ser pré-triturados para compatibilização com o tamanho das bocas de alimentação dos moinhos primários, cujas dimensões, em média, alcançam os 200 mm.
Outros fatores como a dureza, a trabalhabilidade e a triturabilidade, também ganham atenção para a caracterização. Nos termos de comparação para determinação da dureza, podem ser categorizadas pela escala de Mohs: argilas Duras (de 6 a 7 Mohs), Semiduras (de 5 a 6 Mohs) ou Moles (abaixo de 4 Mohs). Para moagem, ainda em processo de pré-industrialização, por exemplo, a argila deve ser dura ou semidura, com umidade em torno de 18%. (SILVA, 2009).
Quanto a metodologia de preparação, há que se considerar os períodos de menor ou maior incidência de chuva. No período de menor incidência pluviométrica, as argilas, depois de extraídas, são armazenadas ao ar livre. Depois de um descanso de 1 a 2 dias, para o caso de produção de tijolos, devem ser revolvidas e espalhadas, para que, sob o calor do sol, percam umidade. Isto posto, haverá possibilidade de processamento a seco.
Em termos de preservação exploratória de jazidas de melhor qualidade, seja apenas por si, ou por necessidades outras, a cerâmica vermelha geralmente é produzida a partir da composição de dois ou mais tipos diferentes de argilas. Para tanto, a dosagem é feita em misturadores e deve seguir os percentuais previamente determinados nos ensaios de caracterização.
Por esses termos, a grande questão é como gerir as variações das massas originadas em jazidas diferentes, de modo a serem otimizadas,
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
22
tanto quanto ao comportamento físico e de plasticidade, como quanto às características mecânicas do produto final. Já foi demonstrado que o gerenciamento de diferentes dipos de argilas e a preparação da mistura podem melhorar as características das peças (Figura 11) após as etapas de queima e de secagem. (CHAVES E SANTOS, 2006).
FIGURA 11: Blocos cerâmicos
Fonte: Juarez Oliveira (Portal AZ, 2012)
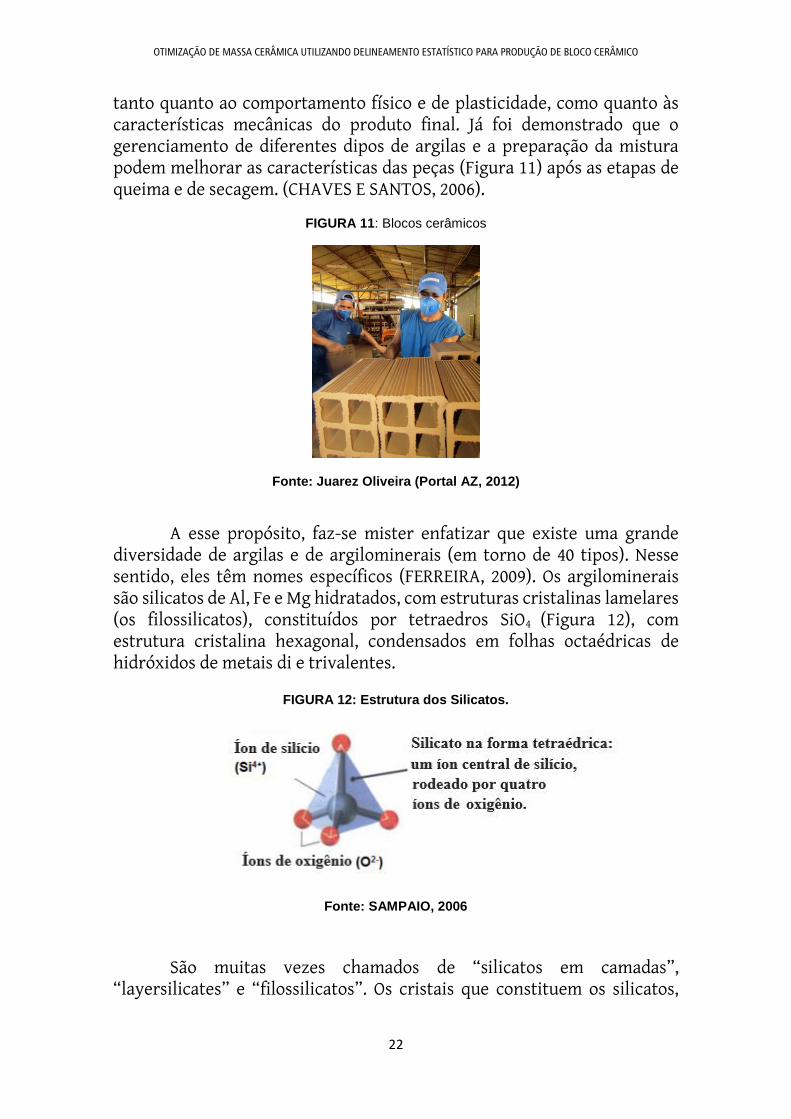
A esse propósito, faz-se mister enfatizar que existe uma grande diversidade de argilas e de argilominerais (em torno de 40 tipos). Nesse sentido, eles têm nomes específicos (FERREIRA, 2009). Os argilominerais são silicatos de Al, Fe e Mg hidratados, com estruturas cristalinas lamelares (os filossilicatos), constituídos por tetraedros SiO4 (Figura 12), com estrutura cristalina hexagonal, condensados em folhas octaédricas de hidróxidos de metais di e trivalentes.
FIGURA 12: Estrutura dos Silicatos.
Fonte: SAMPAIO, 2006
São muitas vezes chamados de “silicatos em camadas”, “layersilicates” e “filossilicatos”. Os cristais que constituem os silicatos,
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
23
têm em média 2 μm. Alguns deles, no entanto, podem assumir dimensões nanométricas, na faixa de 1 a 100 nm. (FERREIRA, 2009).
As argilas de interesse cerâmico nas bacias sedimentares, como as disponíveis na bacia do rio Parnaíba, são: argilitos, siltitos, ritmitos e outras rochas de natureza pelítica, que são denominadas no jargão cerâmico, genericamente, de “taguá”.
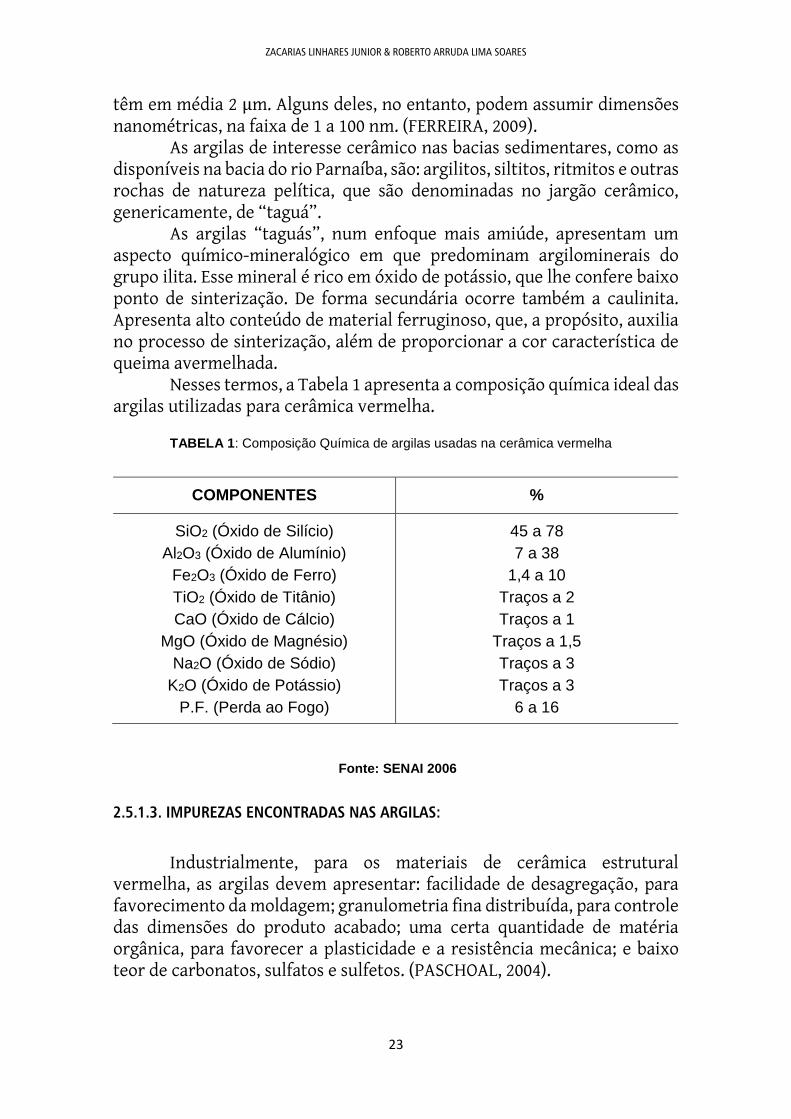
As argilas “taguás”, num enfoque mais amiúde, apresentam um aspecto químico-mineralógico em que predominam argilominerais do grupo ilita. Esse mineral é rico em óxido de potássio, que lhe confere baixo ponto de sinterização. De forma secundária ocorre também a caulinita. Apresenta alto conteúdo de material ferruginoso, que, a propósito, auxilia no processo de sinterização, além de proporcionar a cor característica de queima avermelhada.
Nesses termos, a Tabela 1 apresenta a composição química ideal das argilas utilizadas para cerâmica vermelha.
TABELA 1: Composição Química de argilas usadas na cerâmica vermelha
COMPONENTES %
SiO2 (Óxido de Silício)
Al2O3 (Óxido de Alumínio)
Fe2O3 (Óxido de Ferro)
TiO2 (Óxido de Titânio)
CaO (Óxido de Cálcio)
MgO (Óxido de Magnésio)
Na2O (Óxido de Sódio)
K2O (Óxido de Potássio)
P.F. (Perda ao Fogo)
45 a 78
7 a 38
1,4 a 10
Traços a 2
Traços a 1
Traços a 1,5
Traços a 3
Traços a 3
6 a 16
Fonte: SENAI 2006
2.5.1.3. IMPUREZAS ENCONTRADAS NAS ARGILAS:
Industrialmente, para os materiais de cerâmica estrutural vermelha, as argilas devem apresentar: facilidade de desagregação, para favorecimento da moldagem; granulometria fina distribuída, para controle das dimensões do produto acabado; uma certa quantidade de matéria orgânica, para favorecer a plasticidade e a resistência mecânica; e baixo teor de carbonatos, sulfatos e sulfetos. (PASCHOAL, 2004).
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
24
De certo, as argilas, de acordo com suas origens, podem apresentar algumas impurezas importantes que precisam ser consideradas. As argilas de várzea, por exemplo, normalmente apresentam quartzo, mica e matéria orgânica; as argilas de morro, apresentam feldspatos, alguma matéria orgânica, quartzo, seixo, cascalhos e carbonatos; as argilas tipo taguá, com poucos impurezas. (FILHO, 1999).
O fato é que muitas impurezas são encontradas nas argilas. Algumas delas serão dissertadas a seguir.
Feldspatos: Feldspato é uma nomenclatura que abrange uma série de alumino-
silicatos alcalinos ou alcalinos terrosos. Os feldspatos naturais, por exemplo, são constituídos por proporções diversas de alumino-silicatos de potássio, de sódio, de cálcio, de lítio, de bário e de césio. Para o caso das argilas utilizadas na indústria cerâmica, os feldspatos de maior importância são os de potássio (K2O.Al2O3.6SiO2) e os de sódio (Na2O.Al2O3. 6SiO2), por terem temperaturas de fusão relativamente baixa. Essa característica os fazem geradores de massa vítrea nas massas cerâmicas e nos vidrados. (ABCERAM, 2014).
Matéria Orgânica: As argilas podem apresentar, em sua composição, diferentes
percentuais de matéria orgânica (colóides orgânicos como tanino ou húmus). Se esses percentuais forem mínimos, algumas características serão favorecidas: aumento da plasticidade, facilitação da moldagem e aumento da resistência do produto a seco. O problema é o excesso. Nesse caso, por certo, devido a contração decorrente, surgirão trincas na secagem e na queima. Um forte indício de que há excesso de matéria orgânica, em função da dificuldade de oxidação, é a alma negra que aparece no produto cerâmico. (PUREZA, 2004).
Enfatizando, a presença de matéria orgânica nas argilas, pode funcionar como uma cola capaz de promover aderência e aumentar a coesão após secagem, contribuindo para uma maior trabalhabilidade. (RIBEIRO, 2004).
Micas: As micas são filossilicatos de fórmula geral [Si3AlO10](OH,F)2R7, onde
o R7 representa sete valências saturáveis pelos cátions K, Na, Li, Fe2+, Mg, Ti, Al, Fe3+, etc. (SCHRANK, 2010).
Os minerais de mica são cristais monoclínicos, que apresentam um comportamento inerte quando na composição das argilas. Têm baixo grau de dureza e clivagem proeminente. Em referência à aparência brilhante, são classificados como alocromáticos devido sua variedade de cores (branco, preto, marrom, roxo, verde). Todas os minerais do grupo dos
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
25
filossilicatos são similares na composição química e apresentam uma característica muito importante: são resistentes ao calor. (IBGE, 1998).
Quartzo (SiO2): O quartzo é um mineral formado principalmente por dióxido de
silício (SiO2), podendo apresentar em sua composição: lítio, sódio, potássio e titânio. Seus átomos constituem uma rede iônica cristalina que pode apresentar duas formas: alfa (formadas a T < 573 oC) e beta (formadas entre 573 oC e 870 oC). Ademais apresenta dureza elevada (7 Mohs), brilho que pode ir do vítreo ao fosco e cores diversas: incolor, rosada, amarela, marrom e cinza. Além de tudo, apresenta piezeletricidade acentuada, ótima estabilidade química e térmica. (FREITAS, 2012).
Em se tratando das argilas utilizadas para produção de cerâmica vermelha, a presença do quartzo ocasiona a diminuição da plasticidade da mistura, aumenta a permeabilidade da peça crua, aumenta o coeficiente de expansão térmica linear da peça queimada, evitando sua deformação ou retração excessiva, tanto a seco como durante a queima (FERNANDES, 2002).
Seixos, cascalhos e carbonatos: Seixos, cascalhos ou calhaus rolados e fixados em uma matriz ou
massa finamente granulada, são conglomerados originários de praias, lagos e depósitos fluviais. São quase sempre associados a depósitos de arenito e arcósio. Apresentam textura variável. (MUSEU DE ROCHAS E MINERAIS, 2014).
Os seixos são fragmentos arredondados, com diâmetro acima de 2 mm, que podem formar rochas quando cimentados por argilas, sílica, óxidos ou carbonatos. (PERONI, 2003).
Quanto aos carbonatos, tanto podem resultar da combinação do íon CO3
-2 com metais e metalóides, como da reação do ácido carbônico com esses mesmos elementos. Na natureza o carbono forma estruturas orgânicas, podendo constituir o gás carbônico e o radical carbonato. O radical carbonato em presença do íon H+ torna-se instável e decompõe-se, gerando o CO2, que é uma estrutura mais estável, produzindo uma reação de efervescência na presença de ácidos. (PÁDUA, 2004).
Existem vários tipos de carbonatos. As argilas empregadas na fabricação de tijolos, por exemplo, são constituídas por carbonatos de cálcio e por carbonatos de magnésio. Suas granulometrias podem variar de muito fina a muito grossa. (SOARES, 2008).
Na produção da cerâmica, durante a queima, os carbonatos presentes nas argilas, são dissociados e liberam CO2 na atmosfera do forno. Os óxidos constituintes, no entanto, permanecem no interior do produto, podendo reagir com outras substâncias presentes. Quanto às dissociações, acima de 800 oC ocorre a do carbonato de cálcio e próximo a 600 oC ocorre
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
26
a do carbonato de magnésio, com significativa absorção de calor (OLIVIEIRA, 2011).
2.6 PROCESSAMENTO CERÂMICO
Ao longo das eras, o ser humano foi sentindo necessidade de habitações seguras. Diversos materiais foram sendo utilizados até que o tijolo cerâmico, o conhecido tijolo de barro cozido, surgiu como alternativa acessível e prática.
Largamente utilizado na construção civil em nosso momento histórico, de certo, fatores preponderantes como a disponibilidade de matéria-prima e de mão de obra especializada, a qualidade dos produtos, o preço e a demanda, influenciam na localização e na decisão de investimentos no setor de produção industrial.
Nesses termos, quanto à localização, uma indústria cerâmica deverá ser instalada em terreno plano, o mais próximo possível da jazida de argila. Logicamente, também é indispensável a disponibilidade de uma infraestrutura básica, como: disponibilidade de energia elétrica, sistema de água e esgoto, sistema de telefonia e internet, acessibilidade rodoviária, dentre tantos. (SEBRAE, 2012).
Por tudo, a estrutura de um empreendimento cerâmico deverá constar de equipamentos tecnologicamente adequados ao processo: caixa de alimentação, misturador, laminador, esteira automática, maromba, caldeira, sistema de exaustão, retroescavadeira, caminhão basculante, além de acervo de escritório administrativo. (SEBRAE, 2012).
Para melhor compreensão: Caixa de alimentação: serve de receptáculo para depósito das
matérias-primas; Misturador: onde é feito o controle da umidade, faz jus ao
nome permitindo a mistura dos tipos diferentes de argila; Laminador: realiza o processo de eliminação dos pedregulhos
e completa a mistura da massa, distribuindo melhor a água na argila (NATREB, 2014);
Esteira automática: transporta a argila de uma máquina para outra;
Maromba (extrusora): é uma máquina que transforma a argila em uma massa compacta, homogênea e perfeitamente desareada. (FLYEVER, 2014).
Caldeira + exaustor: utilizados no processo de secagem artificial;
Fornos: produzem calor para a queima uniforme do tijolo;
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
27
Retroescavadeira + caminhão basculante: usados na colheita, revolvimento e transporte de argilas.
Em referência à mão de obra mínima necessária para garantir um processo de produção cerâmico, vale enumerar (SEBRAE, 2012):
Auxiliares de produção; Encarregados de produção; Encarretado administrativo; Auxiliar de escritório; Profissional responsável; Gestor.
Embora todos os elementos enumerados sejam essenciais, a principal variável que influencia os investimentos do setor, é a disponibilidade de jazidas de argilas. Há que se considerar jazidas próprias e próximas ao empreendimento e o direito de lavra fornecido pelo Ministérios de Minas e Energia para exploração de terceiros (SEBRAE, 2012).
Isso posto, há que se dissertar sobre o processo produtivo, na sequência fordiana normalmente adotada:
I. A argila é extraída por retroescavadeira, que faz o carregamento de um caminhão basculante;
II. Este último leva o material ao depósito despejando-o na caixa de alimentação;
III. Deste ponto, o material é carregado manualmente à transportadora automática, que o conduzirá ao misturador;
IV. Daí, a argila desce por gravidade ao laminador, que tem por objetivo reduzir a argila pastosa em lâminas finas, fazendo-a passar entre dois cilindros de ferro fundido, onde há o esmagamento das pedrinhas ou torrões ainda não desfeitos, misturando ainda mais a matéria prima;
V. O material laminado é transportado por uma esteira automática até a maromba;
VI. Nessa máquina os calcadores/alimentadores forçam o material a passar através das grelhas, fragmentando-o em pequenas porções nas quais se processa a desaeração, reduzindo, ao mínimo, o ar contido na massa cerâmica;
VII. Em seguida, caindo na prensa de parafuso – sem – fim, a argila é empurrada para a frente, passando através da câmara de vácuo e da boquilha, que é o molde dos tijolos;
VIII. O bloco de argila extrusada, saindo da boquilha, corre sobre os rolos da máquina cortadora e é automaticamente cortado em tamanhos pré-fixados, que correspondem ao comprimento dos tijolos furados;
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
28
IX. Os tijolos cortados são classificados fazendo-se retornar à maromba as peças refugadas;
X. As demais peças são transportadas por esteira rolante às estantes de secagem, as quais são carregadas manualmente;
XI. Nelas, permanecerão para secagem natural por um período médio de 10 dias com tempo bom e aproximadamente 30 dias no caso de tempo frio/úmido. A alternativa para redução do tempo de secagem é o uso de caldeira e de exaustores;
XII. Após a secagem, as peças são manualmente transportadas até os fornos e empilhadas a fim de que a queima se processe de forma homogênea em todas as peças;
XIII. Após o cozimento, as peças deverão descansar até que adquiram a temperatura ambiente;
XIV. A partir do resfriamento, as peças são encaminhadas para o controle de qualidade;
XV. A última fase do processo consiste na expedição e consumo. (SEBRAE, 2012).
Em síntese, já estando as argilas disponíveis na indústria, as etapas são: preparação da matéria prima e da massa básica; formação das peças, tratamento térmico e acabamento.
Esmiuçando os eventos do processo executivo da fabricação de tijolos, convém uma dissertação amiúde sobre cada etapa:
Preparação da matéria prima: após a mineração, a argila é beneficiada por desagregação ou moagem e classificada de acordo com a granulometria;
Preparação da massa: dosagem de dois ou mais tipos de argilas com características diferentes, seguindo as formulações de massas pré - estabelecidas;
Formação das peças: por colagem, prensagem, extrusão e torneamento;
Tratamento térmico: etapas de secagem (lenta e gradual, a temperaturas entre 50 oC e 150 oC) e queima (a temperaturas entre 800 oC e 1.700 oC, nas fases de aquecimento até a temperatura desejada, patamar de temperatura e resfriamento);
Acabamento: normalmente não há necessidade. Os produtos cerâmicos são retirados dos fornos, inspecionados e remetidos ao consumo. (ABCERAM, 2014).
2.7 AVALIAÇÃO DAS MATÉRIAS-PRIMAS E DAS PROPRIEDADES
TECNOLÓGICAS DO MATERIAL CERÂMICO.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
29
Os blocos cerâmicos têm sua qualidade estreitamente relacionada com as propriedades tecnológicas das argilas, tais como granulometria, plasticidade e composição mineralógica.
A granulometria, por exemplo, influencia a resistência mecânica do bloco no estado seco (GOMES, 1988), interferindo também na plasticidade, na permeabilidade, no comportamento de retração na secagem, empenamento e resistência à flexão. (MACEDO, 1997). Para ser adequada, a argila utilizada na produção industrial de cerâmica vermelha, precisa ter uma composição granulométrica com 60% de substâncias argilosas e 40% distribuídos equitativamente entre silte, areia fina e areia média (PETRUCCI, 1998). Para tanto, procura-se misturar pequena parte de argila de grãos finos, esta que exige mais água, mas que apresenta significativo índice de plasticidade, com argila de grãos mais robustos, contrabalançando, com a mistura, a necessidade de água, promovendo uma plasticidade mais compatível com a qualidade final a ser conferida ao produto.
A propósito da plasticidade das argilas, há uma influência direta com o processo de conformação, podendo ou não favorecê-la (RIBEIRO, 2003). Essa propriedade não depende só da granulometria como já referido, mas também de outros fatores como a composição mineralógica, dimensões e formato das partículas, presença de quartzo e de outras impurezas, inclusive matéria orgânica (BAUER, 2000).
A despeito da influência da plasticidade na conformação, há que se concordar que o excesso de água requerido pelas argilas muito plásticas, as tornam proibitivas na fabricação de produtos cerâmicos, pois dificultariam o processo. Esse fato justifica as formulações de misturas de duas ou mais argilas de diferentes plasticidade, utilizadas nas massas básicas cerâmicas. Dessa forma, pequenos ajustes de dosimetria, proporcionam a plasticidade adequada ao processo de extrusão (MORAIS e SPOSTO, 2006).
Quanto ao conhecimento mineralógico das argilas, torna-se necessário para que seja possível uma adequada aplicação industrial da produção de blocos cerâmicos.
Enfim, esses estudos visam o atendimento dos requisitos dimensionais, físicos e mecânicos exigidos pelas normas brasileiras, mais especificamente para os blocos cerâmicos, no caso a NBR 15270/2005. Há que se preocupar, portanto, com suas características visuais, geométricas, físicas e mecânicas. Para tanto há que se determinar formulações de massas que resultem em produtos adequados às exigências legais e mercadológicas de qualidade e preço. Por isso a necessidade da realização de alguns ensaios laboratoriais nas matérias-primas e no produto final para verificação de características químicas, físicas, mecânicas e microestruturais que levem às metas já referidas. (SOARES, 2008).
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
30
2.7.1 DIFRAÇÃO DE RAIOS-X (DRX)
A difração de raios-X (DRX) é uma das principais técnicas de caracterização microestrutural de materiais cristalinos. Permite a visualização direta de imperfeições de planos atômicos, além de possibilitar a quantificação da dinâmica de transformações de fases, crescimento de cristais, geração de defeitos, processos e mecanismos de precipitação e difusão. A esse propósito, é muito indicada na caracterização de argilominerais, indo além da análise dos elementos químicos, indicando a configuração estrutural do material. Além do mais, um perfil de DRX é característico para cada fase cristalina (ALBERS et al., 2002).
Amiúde, ao atingirem um material, os raios-X se espalham elasticamente, conservando a energia eletrônica. Após a colisão com um elétron, o fóton de raios-X muda sua trajetória, mas conserva a mesma fase e energia originais. Dessa forma, cada elétron atua como um centro de emissão de raios -X. (Kahn, 2014).
2.7.2 FLUORESCÊNCIA DE RAIOS-X (FRX)
A técnica de análise por espectrometria de fluorescência de raios-X, tanto pode ser qualitativa como quantitativa. Baseia-se na medição das intensidades dos raios-X característicos emitidos pelos elementos da amostra, quando excitados por elétrons, prótons ou íons. Esses elementos são produzidos em aceleradores de partículas, por ondas eletromagnéticas ou através de tubos de raios-X. (MELO JÚNIOR, 2007). Esses raios-X primários são produzidos nos tubos a partir de uma diferença de potencial entre um cátodo de tungstênio e um ânodo de metal. (CIENFUEGOS & VAITSMAN, 2000).
Essa técnica, porquanto, fundamenta-se na produção e detecção de raios-X, que são radiações eletromagnéticas com comprimentos de ondas entre 0,003 e 3 nm. A radiação eletromagnética incidente interage com a amostra, podendo ocorrer absorção, emissão e espalhamento de radiação eletromagnética (SKOOG et al., 2009). Destarte, essa técnica determina os elementos químicos, sem destruir a matriz, permitindo a rápida obtenção do perfil de constituintes metálicos e não metálicos. (NAGATA et al., 2001).
2.7.3 ANÁLISES TÉRMICAS
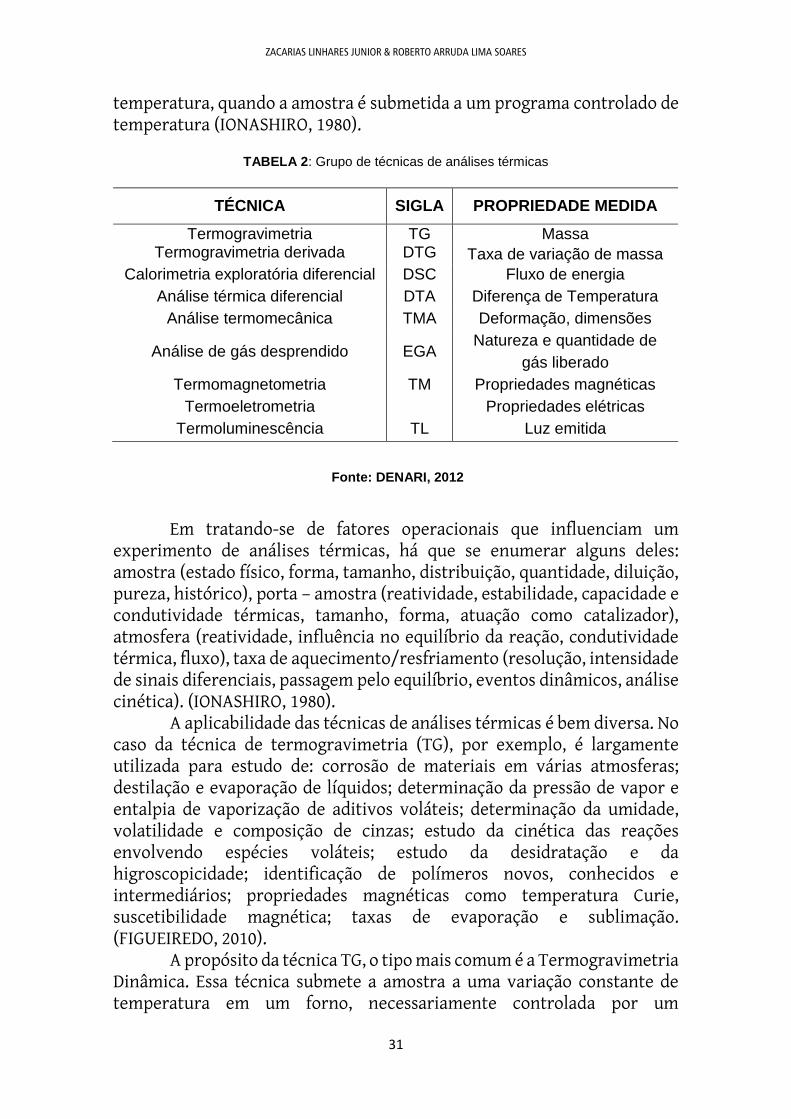
Esse grupo de técnicas (Tabela 2) analisa a propriedade física de uma substância, a partir de sua medição em função do tempo ou da
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
31
temperatura, quando a amostra é submetida a um programa controlado de temperatura (IONASHIRO, 1980).
TABELA 2: Grupo de técnicas de análises térmicas
TÉCNICA SIGLA PROPRIEDADE MEDIDA
Termogravimetria TG Massa Termogravimetria derivada DTG Taxa de variação de massa
Calorimetria exploratória diferencial DSC Fluxo de energia
Análise térmica diferencial DTA Diferença de Temperatura
Análise termomecânica TMA Deformação, dimensões
Análise de gás desprendido EGA Natureza e quantidade de
gás liberado
Termomagnetometria TM Propriedades magnéticas
Termoeletrometria Propriedades elétricas
Termoluminescência TL Luz emitida
Fonte: DENARI, 2012
Em tratando-se de fatores operacionais que influenciam um experimento de análises térmicas, há que se enumerar alguns deles: amostra (estado físico, forma, tamanho, distribuição, quantidade, diluição, pureza, histórico), porta – amostra (reatividade, estabilidade, capacidade e condutividade térmicas, tamanho, forma, atuação como catalizador), atmosfera (reatividade, influência no equilíbrio da reação, condutividade térmica, fluxo), taxa de aquecimento/resfriamento (resolução, intensidade de sinais diferenciais, passagem pelo equilíbrio, eventos dinâmicos, análise cinética). (IONASHIRO, 1980).
A aplicabilidade das técnicas de análises térmicas é bem diversa. No caso da técnica de termogravimetria (TG), por exemplo, é largamente utilizada para estudo de: corrosão de materiais em várias atmosferas; destilação e evaporação de líquidos; determinação da pressão de vapor e entalpia de vaporização de aditivos voláteis; determinação da umidade, volatilidade e composição de cinzas; estudo da cinética das reações envolvendo espécies voláteis; estudo da desidratação e da higroscopicidade; identificação de polímeros novos, conhecidos e intermediários; propriedades magnéticas como temperatura Curie, suscetibilidade magnética; taxas de evaporação e sublimação. (FIGUEIREDO, 2010).
A propósito da técnica TG, o tipo mais comum é a Termogravimetria Dinâmica. Essa técnica submete a amostra a uma variação constante de temperatura em um forno, necessariamente controlada por um
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
32
programador, ao tempo em que uma balança monitora sua massa. O conjunto de equipamentos é denominado de termobalança. (CAVALHEIRO, 1995).
As aplicações das técnicas DTA e DSC, dentre outras, são: alívio de tensões; análises de copolímeros e blendas; catálises; capacidade calorífica; condutividade térmica; controle de qualidade; determinação de pureza; diagramas de fase; entalpia das transições; estabilidade térmica e oxidativa; grau de cristalinidade; intervalo de fusão; nucleação; transição vítrea; transições mesofase; taxas de cristalização e reações. Em tratando-se especificamente do método de análise térmica diferencial (DTA), é comumente utilizado na identificação dos argilominerais presentes na composição de argilas. (FIGUEIREDO, 2010).
As aplicações da técnica TMA, envolvem industrias de plástico e elastômeros, tintas e corantes, compósitos, adesivos, fibras e películas, cerâmicas, vidro e metais. (NETZSCH, 2014).
Quanto a análise de gás desprendido (EGA), a metodologia de acoplamento de um instrumento de análise térmica a um espectrômetro de massas quadrupolar rápido (QMS), torna possível a detecção da separação de gases e identificação dos seus componentes, simultaneamente com a obtenção dos resultados dos sinais de análise térmica. (NETZSCH, 2014).
A termomagnetometria (TM), por sua vez, é uma técnica que mede a suscetibilidade magnética em função da temperatura, enquanto a substância é submetida a uma programação controlada de temperatura. (IONASHIRO, 1980).
A Termoeletrometria é uma técnica em que, de uma substância, são medidas as características elétricas, tais como resistência, condutância e capacitância, em função da temperatura de programação controlada.
A Termoluminescência (TL) é uma técnica que detecta a emissão de luz apresentada por materiais cerâmicos termoluminescentes, quando aquecidos e expostos à radiação ionizante. Ela permite determinar, de forma segura, a qualidade da radiação em um intervalo de doses Gy (10-6 Gray = 10-6 Joules/kg) a kGy (103 Gray). (CAMPOS, 1998).
2.7.4 MICROSCOPIA ELETRÔNICA DE VARREDURA (MEV)
A microscopia eletrônica de varredura (MEV) utiliza equipamentos com feixes de elétrons em substituição aos fótons da microscopia óptica. O princípio fundamental dessa metodologia é o dualismo onda-partícula e o fato de que o comprimento de onda de um elétron é função de sua energia. Dessa forma, em função dos aparelhos modernos, são possíveis observações
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
33
aumentadas de 300.000 vezes ou mais, sem alteração na profundidade de campo de varredura de superfícies rugosas. (DEDAVID, 2007).
A MEV, por usar aparelhos de resolução com alcance acima de 1 nm, pode identificar a morfologia e os elementos químicos de uma amostra sólida, sendo muito útil nos estudos de biologia, odontologia, farmacologia, engenharia, química, metalurgia, física, medicina, geologia. (NAGATANI et al. 1987).
Uma das características mais uteis dessa metodologia, é a observação de imagem tridimensional da amostra. Além disso, os aparelhos atuais são equipados com estrutura digital, o que permite armazenamento temporário da imagem, tanto para observações futuras, como para transferência via internet para vários centros de pesquisa. (DEDAVID, 2007).
2.7.5 ANÁLISE GRANULOMÉTRICA
Os ensaios de análise granulométrica consistem na separação de frações de uma amostra do agregado, contendo partículas com dimensões entre limites correspondentes às aberturas de peneiras. Deve ser utilizada uma serie especificada de peneiras de maneira a separar o material em diversas classes granulométricas, por granulometria decrescente. (NEVILLE, 1995).
A análise granulométrica, portanto, é realizada a partir da agitação do agregado através de uma série de peneiras, arranjadas por ordem de malha mais larga na parte superior, numa sequência em que a malha mais estreita deverá ficar na parte inferior. Todo o material retido em cada peneira deverá ser pesado e registrado. (MACEDO, 2009).
Conhecendo a massa inicial da amostra, calcula-se o percentual da massa dos resíduos em cada peneira, cada qual particulada com a mesma dimensão granulométrica. Os resultados devem ser registrados em planilha. A partir desses valores registrados e dos valores calculados, traçam-se as curvas granulométricas. As curvas permitem uma boa visão da granulometria do agregado, assim como permitem vislumbrar possíveis deficiências.
Os valores calculados dos retidos acumulados, são usados na determinação do parâmetro de módulo de finura, que corresponde à soma das porcentagens de retidos acumulados da série de peneiros, dividida por 100. Essa sequência de providências permite o conhecimento das percentagens das frações particuladas em finas, médias e grossas. (MACEDO, 2009).
A metodologia de análise granulométrica deve ser efetivada sob a égide das normas da ABNT, como segue: NBR – 7181 – Solo – Análise

OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
34
Granulométrica; NBR – 5734 – Peneiras para ensaios – Especificação; NBR – 6457 (ABNT) – Preparação de amostras de solo para ensaio normal de compactação e caracterização – Método de ensaio; NBR – 6508 (ABNT) – Grãos de solos que passam na peneira de 4,8mm – Determinação da massa específica – Método de ensaio.
A composição granulométrica das argilas, a propósito, é utilizada como base para a formulação de misturas, através do diagrama de Winckler (FIGURA 13). Há uma distribuição granulométrica ideal para cada produto. É óbvio que uma formulação de massa cerâmica não pode ser constituída somente de argilas plásticas. Se assim fosse, apresentaria inconformidades na conformação de peças, secagem e sinterização. Destarte, faz-se uma composição granulométrica dosando-se grãos finos, médios e grossos.
Para tanto, a partir de uma massa básica utilizada na indústria, servindo como parâmetro e termo de comparação, procede-se com simulações de formulações diversas, com o objetivo de otimizá-la. Nesse trabalho os teores das formulações encontram-se na seção 3.3, Tabela 7.
No diagrama de Wincler (Figura 13), a região A tem a ver com a dificuldade de produção de certos materiais; a região B tem a ver com o ideal para telhas, a região C com o material que é próprio para tijolos furados e a região D com o que é próprio para tijolos maciços. (PRACIDELLI et al., 1997).
FIGURA 13: Diagrama de Winckler com regiões de distribuição granulométrica
Fonte: PRACIDELLI et al., 1997.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
35
2.7.6 PLASTICIDADE
Plasticidade é a propriedade que confere a um sistema rígido a capacidade de poder deformar-se sem romper-se e, mais do que isso, de reter essa deformação depois de cessada a força tensora sobre si. No caso de um sistema argila-água, essa propriedade favorece a moldagem de produtos de cerâmica vermelha por extrusão. (RAWET, 1980).
Os ensaios de plasticidade utilizam métodos indiretos de avaliação. Eles determinam os valores de índices de plasticidade, estes que, por sua vez, permitem estimar a adequação da massa cerâmica à conformação pretendida. A plasticidade, em si, está associada à fração argilosa que compõe a massa cerâmica. (ARAÚJO, 2012).
Um dos métodos mais aplicados adota a técnica de determinação do índice de plasticidade através do plasticímetro de Pfefferkorn, que o define como a porcentagem de água na qual a amostra do ensaio experimenta uma retração de 33% em relação à sua altura inicial. O índice de plasticidade de Pfefferkorn é o valor percentual de umidade da amostra quando a altura final for igual a 12mm (AICE/ITC, 1992).
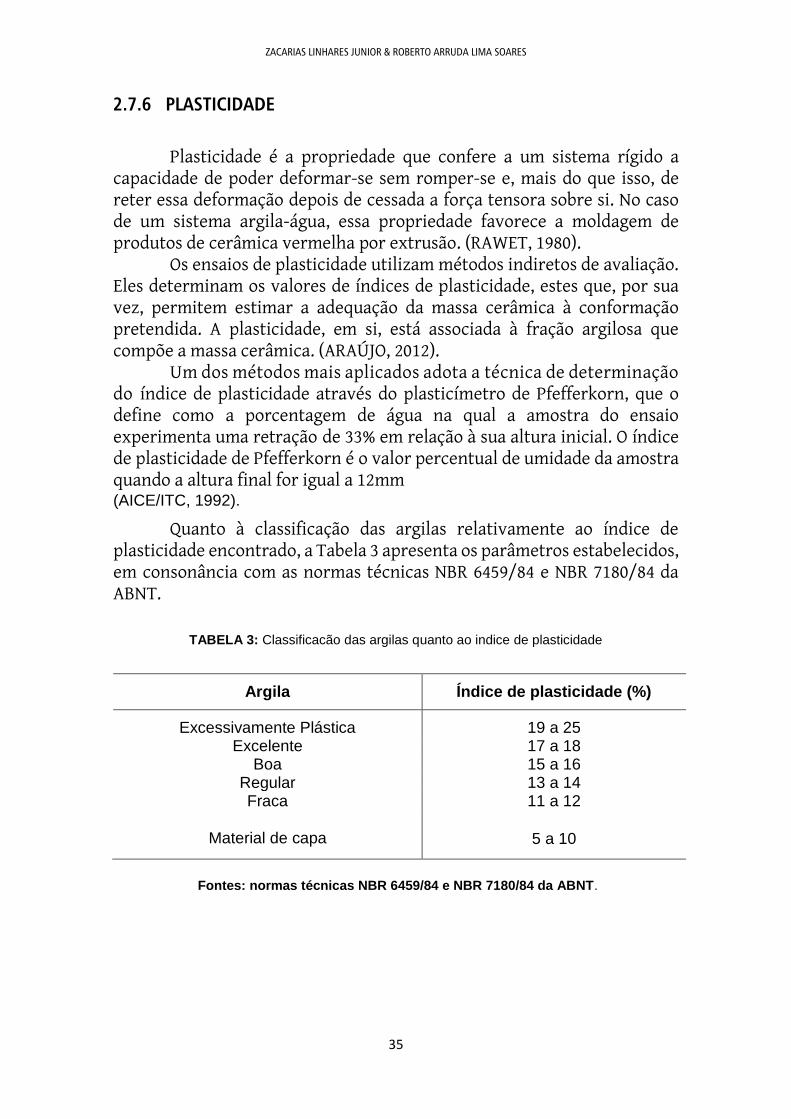
Quanto à classificação das argilas relativamente ao índice de plasticidade encontrado, a Tabela 3 apresenta os parâmetros estabelecidos, em consonância com as normas técnicas NBR 6459/84 e NBR 7180/84 da ABNT.
TABELA 3: Classificacão das argilas quanto ao indice de plasticidade
Argila Índice de plasticidade (%)
Excessivamente Plástica 19 a 25 Excelente 17 a 18
Boa 15 a 16 Regular 13 a 14 Fraca 11 a 12
Material de capa 5 a 10
Fontes: normas técnicas NBR 6459/84 e NBR 7180/84 da ABNT.
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
36
2.7.7 RETRAÇÃO LINEAR (RL)
A Retração Linear representa o quanto a peça perde de tamanho durante a queima. Destarte, essa informação representa um dado importante para o processo industrial e deve ser considerado, visto que poderia ocorrer afetações nas dimensões do produto final, refletindo em futuros problemas de encaixe, alinhamento ou o que o valha. (CALLISTER, 2012).
O procedimento baseia-se em uma sequência de medições das dimensões (comprimento, largura e altura) de um lote de corpos de prova crus, realizadas após secagem à temperatura ambiente por 24 horas. O próximo passo é a sequência de medições após secagem por 24 horas à temperatura de 110ºC (CALLISTER, 2012). Após a divisão do lote em grupos, e depois de serem submetidos, cada qual, a temperaturas de queima, nesse trabalho temperaturas de 800 oC, 850 oC, 900 oC e 950 oC, novas medições das dimensões são aferidas.
Ensaios concluídos e resultados registrados, procede-se com os cálculos da Retração Linear (RL), cuja fórmula consta nesse trabalho na secção 2.5.1.1.3, em consonância com o Método Brasileiro MB 305 da ABNT.
2.7.8 PERDA AO FOGO (PF)
O ensaio de Perda ao Fogo consiste na determinação da perda de massa dos corpos de prova durante a queima em forno (MORUZZI, 2008). Este estudo realiza-se conjuntamente com o da Retração Linear, desde o lote de corpos de prova crus, secagem à temperatura ambiente e queima, medindo-se os valores da massa nas mesmas ocasiões em que são medidas suas dimensões.
Ensaios concluídos e resultados registrados, procede-se com os cálculos da Perda ao fogo, conforme equação 4, onde Ms é a massa seca à temperatura de 110oC e Mq são as massas de cada um dos grupos submetido às respectivas temperaturas de queima. (MORUZZI, 2008).
EQUÇÃO 4 (MORUZZI, 2008).
Quanto aos parâmetros para interpretação de resultados de perda ao fogo de tijolos, encontram-se relacionados na Tabela 4 (MÁS, 2002).
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
37
TABELA 4: Interpretação dos resultados de perda ao fogo para tijolos
PERDA AO FOGO (%) INTERPRETAÇÕES
4 – 8
10 – 12
12 – 50
Valor baixo, provável presença de magros
Provável predomínio de plásticos
Matéria orgânica ou calcária
Fonte: MÁS, 2002.
2.7.9 ABSORÇÃO DE ÁGUA (AA)
Este ensaio é feito nos corpos de prova queimados, quando são pesados antes e depois de imersos em água. Dispondo dos pesos seco e úmido, determinam-se os valores de absorção de água (AA), de acordo com a equação 5, onde Ps é o peso seco e Pu é o peso úmido.
EQUAÇÃO 5 (MORUZZI, 2008).
Quanto aos valores limites para absorção de água após queima, para tijolos, encontram-se relacionados na tabela 5, em conformidade com a norma NBR 15270 da ABNT.
TABELA 5: Absorção de água de tijolos
Tipo de cerâmica AA (%)
Tijolos ≥ 8 e ≤ 22
Fonte: NBR 15270.
2.7.10 POROSIDADE APARENTE (PA)
A porosidade do produto queimado depende da porosidade inicial do material seco, da formação da fase líquida na queima e do rearranjo das
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
38
fases cristalinas. Em função da maior ou menor porosidade, há a penetração de água, o que potencializa danos à sua estrutura. Os tijolos cerâmicos, por serem bastante porosos, estão sujeitos a esse risco, podendo ter suas resistências mecânicas comprometidas, acarretando uma fragilidade indesejada.
A PA é uma propriedade associada à absorção de água, determinando-se seus valores percentuais como mostrado na equação 6, onde Mu é a massa úmida após a queima, Ms é a massa seca e Mi é a massa imersa em água.
EQUAÇÃO 6 (MORUZZI, 2008).
2.7.11 MASSA ESPECÍFICA APARENTE (MEA)
A propriedade MEA relaciona a massa seca do agregado e seu volume e é utilizada para a classificação de sua densidade. Há que intuir-se que esse volume contém poros permeáveis à água, associando essa propriedade às propriedades anteriores. As determinações de volume são feitas na balança hidrostática, pela diferença de massa do material ao ar e submerso. (OLIVEIRA, 2012).
A NBR 12766, estabelece os procedimentos de ensaio, a partir de cinco corpos de prova para cada amostra, cada um com massa em torno de 100 g.
Procedimentos: Lavar os corpos de prova (CP) em água corrente. Colocar os CP em estufa e deixar secar por 24 h. Retirar os CP da estufa e deixar resfriar à temperatura
ambiente. Pesar os CP individualmente ao ar, com precisão de 0,01 g;
anotar massa “A”. Colocar os CP na bandeja e adicionar água até 1/3 de sua altura.
Após 4 h adicionar água até 2/3 da altura dos corpos-de-prova, após 4 h completar a submersão dos corpos-de-prova e deixar completar o tempo total de 24 h, ou proceder à saturação com auxílio da bomba de vácuo por 3 h.
Retirar os CP da água, enxugar suas superfícies com um pano absorvente e pesar ao ar; anotar massa “B”.
Pesar os CP individualmente, na condição submersa, utilizando-se o dispositivo da balança para pesagem
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
39
hidrostática, amarrando-se o corpo de prova com fio de massa desprezível; anotar massa “C”.
Repetir o processo para cada grupo submetido às temperaturas 800 oC, 850 oC, 900 oC e 950 oC;
Registrar os resultados e efetuar os cálculos utilizando a equação 7,
onde ρ é a massa específica aparente, em kg/m³.
EQUAÇÃO 7 (NBR 12766).
2.7.12 TENSÃO DE RUPTURA À FLEXÃO (TRF)
As cerâmicas absorvem a energia aplicada sobre si sem sofrerem deformação até um ponto crítico. A partir desse ponto ocorre uma falha catastrófica, com rompimento. Por ser frágil e de baixa tenacidade, o material cerâmico apresenta um insignificante regime plástico de deformação. Destarte, essas características favorecem dois aspectos fundamentais de sua mecânica da fratura: a baixa tenacidade ocasiona defeitos que concentram tensões estruturais evolutivas até alcançarem um ponto de tensão crítica, com o consequente rompimento; a distribuição aleatória de defeitos dificulta o pleno conhecimento das concentrações de tensão e da localização do defeito crítico, inferindo uma natureza probabilística à resistência mecânica.
Com efeito, uma avaliação empírica da resistência de um material cerâmico, não resulta em um valor definido e único. Obtêm-se sim, um conjunto de dados distribuídos probabilisticamente ao longo de uma ampla faixa de tensões.
Para tal estudo de caracterização, usa-se o ensaio de flexão em três ou quatro pontos (Figura 14). O método é de baixo custo e de rápida execução, admitindo corpos de prova de seção transversal circular, quadrada ou retangular. O inconveniente de apresentar grandes variações no nível de resistência medida em função das dimensões dos corpos de prova e do modo de aplicação da carga, não o inviabiliza. (BEREZOWSKI, 2005).
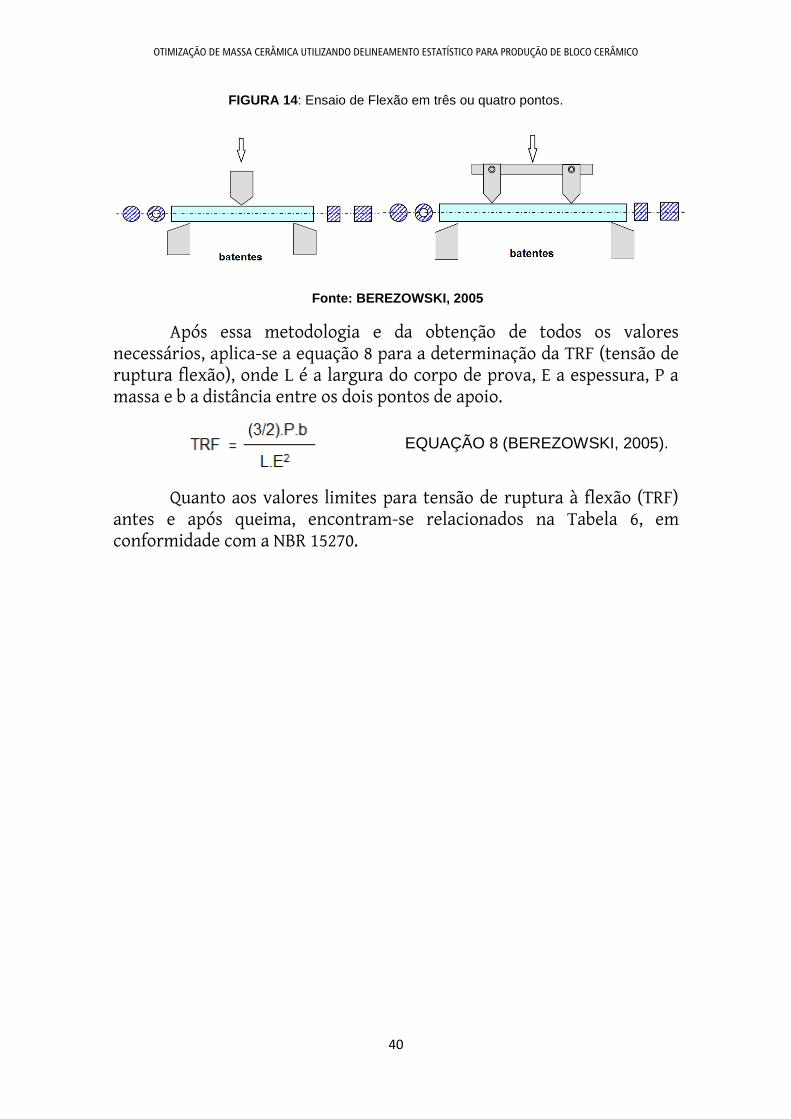
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
40
FIGURA 14: Ensaio de Flexão em três ou quatro pontos.
Fonte: BEREZOWSKI, 2005
Após essa metodologia e da obtenção de todos os valores necessários, aplica-se a equação 8 para a determinação da TRF (tensão de ruptura flexão), onde L é a largura do corpo de prova, E a espessura, P a massa e b a distância entre os dois pontos de apoio.
EQUAÇÃO 8 (BEREZOWSKI, 2005).
Quanto aos valores limites para tensão de ruptura à flexão (TRF) antes e após queima, encontram-se relacionados na Tabela 6, em conformidade com a NBR 15270.
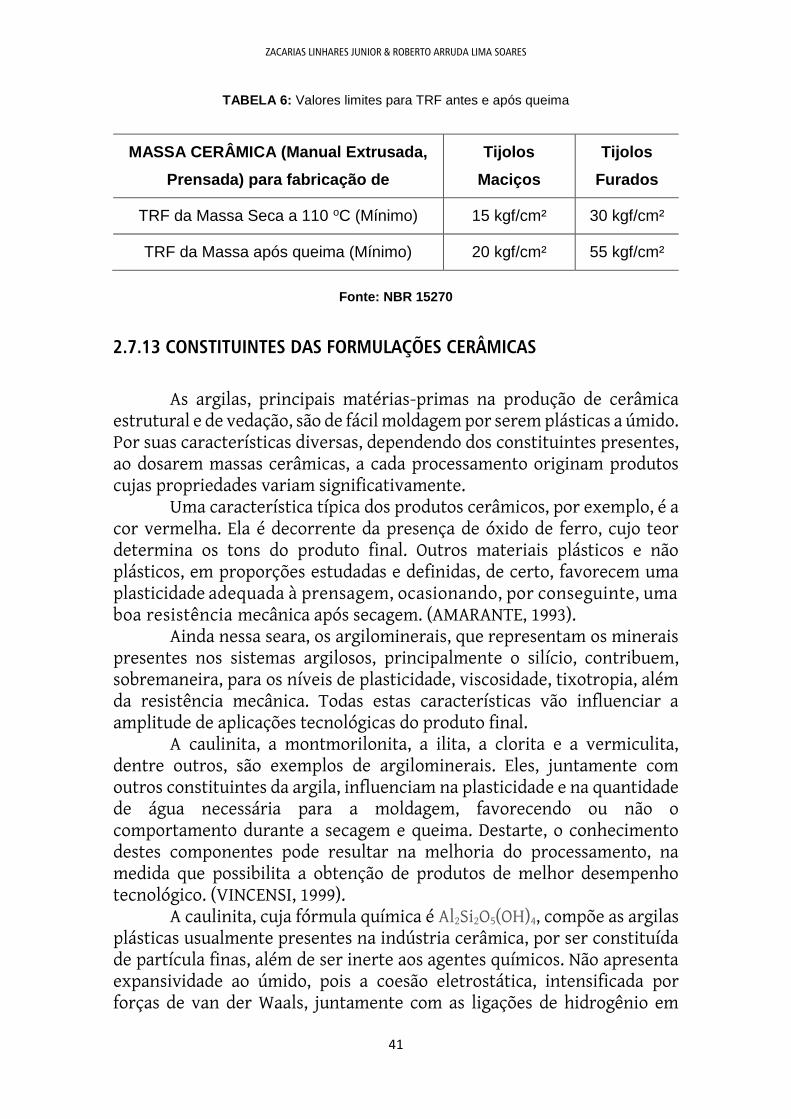
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
41
TABELA 6: Valores limites para TRF antes e após queima
MASSA CERÂMICA (Manual Extrusada,
Prensada) para fabricação de
Tijolos
Maciços
Tijolos
Furados
TRF da Massa Seca a 110 oC (Mínimo) 15 kgf/cm² 30 kgf/cm²
TRF da Massa após queima (Mínimo) 20 kgf/cm² 55 kgf/cm²
Fonte: NBR 15270
2.7.13 CONSTITUINTES DAS FORMULAÇÕES CERÂMICAS
As argilas, principais matérias-primas na produção de cerâmica estrutural e de vedação, são de fácil moldagem por serem plásticas a úmido. Por suas características diversas, dependendo dos constituintes presentes, ao dosarem massas cerâmicas, a cada processamento originam produtos cujas propriedades variam significativamente.
Uma característica típica dos produtos cerâmicos, por exemplo, é a cor vermelha. Ela é decorrente da presença de óxido de ferro, cujo teor determina os tons do produto final. Outros materiais plásticos e não plásticos, em proporções estudadas e definidas, de certo, favorecem uma plasticidade adequada à prensagem, ocasionando, por conseguinte, uma boa resistência mecânica após secagem. (AMARANTE, 1993).
Ainda nessa seara, os argilominerais, que representam os minerais presentes nos sistemas argilosos, principalmente o silício, contribuem, sobremaneira, para os níveis de plasticidade, viscosidade, tixotropia, além da resistência mecânica. Todas estas características vão influenciar a amplitude de aplicações tecnológicas do produto final.
A caulinita, a montmorilonita, a ilita, a clorita e a vermiculita, dentre outros, são exemplos de argilominerais. Eles, juntamente com outros constituintes da argila, influenciam na plasticidade e na quantidade de água necessária para a moldagem, favorecendo ou não o comportamento durante a secagem e queima. Destarte, o conhecimento destes componentes pode resultar na melhoria do processamento, na medida que possibilita a obtenção de produtos de melhor desempenho tecnológico. (VINCENSI, 1999).
A caulinita, cuja fórmula química é Al2Si2O5(OH)4, compõe as argilas plásticas usualmente presentes na indústria cerâmica, por ser constituída de partícula finas, além de ser inerte aos agentes químicos. Não apresenta expansividade ao úmido, pois a coesão eletrostática, intensificada por forças de van der Waals, juntamente com as ligações de hidrogênio em
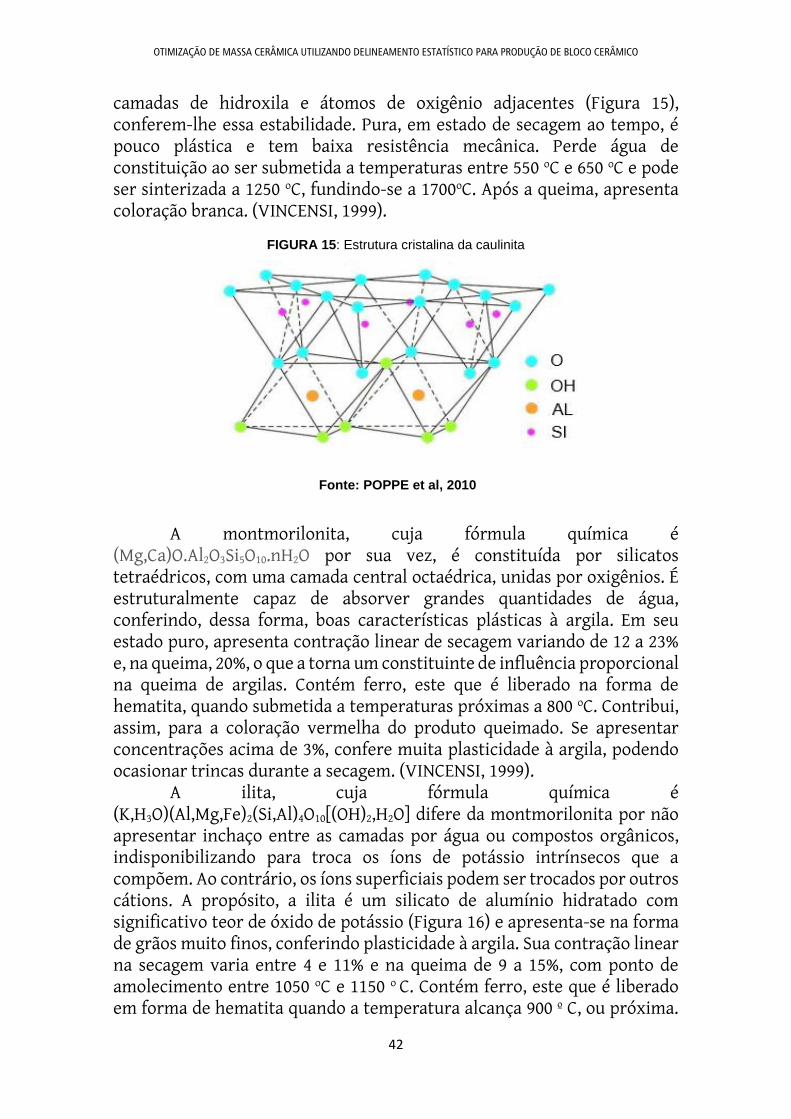
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
42
camadas de hidroxila e átomos de oxigênio adjacentes (Figura 15), conferem-lhe essa estabilidade. Pura, em estado de secagem ao tempo, é pouco plástica e tem baixa resistência mecânica. Perde água de constituição ao ser submetida a temperaturas entre 550 oC e 650 oC e pode ser sinterizada a 1250 oC, fundindo-se a 1700oC. Após a queima, apresenta coloração branca. (VINCENSI, 1999).
FIGURA 15: Estrutura cristalina da caulinita
Fonte: POPPE et al, 2010
A montmorilonita, cuja fórmula química é (Mg,Ca)O.Al2O3Si5O10.nH2O por sua vez, é constituída por silicatos tetraédricos, com uma camada central octaédrica, unidas por oxigênios. É estruturalmente capaz de absorver grandes quantidades de água, conferindo, dessa forma, boas características plásticas à argila. Em seu estado puro, apresenta contração linear de secagem variando de 12 a 23% e, na queima, 20%, o que a torna um constituinte de influência proporcional na queima de argilas. Contém ferro, este que é liberado na forma de hematita, quando submetida a temperaturas próximas a 800 oC. Contribui, assim, para a coloração vermelha do produto queimado. Se apresentar concentrações acima de 3%, confere muita plasticidade à argila, podendo ocasionar trincas durante a secagem. (VINCENSI, 1999).
A ilita, cuja fórmula química é (K,H3O)(Al,Mg,Fe)2(Si,Al)4O10[(OH)2,H2O] difere da montmorilonita por não apresentar inchaço entre as camadas por água ou compostos orgânicos, indisponibilizando para troca os íons de potássio intrínsecos que a compõem. Ao contrário, os íons superficiais podem ser trocados por outros cátions. A propósito, a ilita é um silicato de alumínio hidratado com significativo teor de óxido de potássio (Figura 16) e apresenta-se na forma de grãos muito finos, conferindo plasticidade à argila. Sua contração linear na secagem varia entre 4 e 11% e na queima de 9 a 15%, com ponto de amolecimento entre 1050 oC e 1150 o C. Contém ferro, este que é liberado em forma de hematita quando a temperatura alcança 900 º C, ou próxima.

ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
43
Dessa forma, contribui para a cor avermelhada do produto final. (VINCENSI, 1999).
FIGURA 16: Estrutura cristalina da ilita
Fonte: POPPE et al, 2010
As cloritas, fórmula química (Mg,Al,Fe)12(Si, Al)8O20(OH)16, pertencem ao grupo dos filossilicatos hidratados sem alcalinos e quimicamente podem ser subdividas em quatro grupos: magnesianas, ferro-magnesianas, ferro-cloritas e lepto-cloritas. Todas possuem em comum uma clivagem p (001), resultando em lamelas flexíveis, porém não elásticas. Apresentam uma coloração de incolor à verde. Além do mais, são comuns inclusões ferruginosas opacas ao longo das clivagens. (SCHRANK, 2010). É constituída de camadas regulares de mica, ligadas e alternadas por folhas octaédricas de brucita (Figura 17).

OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
44
FIGURA 17: Estrutura cristalina da clorita
Fonte: POPPE et al, 2010
A vermiculita, cuja fórmula química é (Mg,Ca)0.7(Mg,Fe,Al)6.0[(Al,Si)8O20)](OH)4.8H2O, é formada por hidratação de minerais basálticos. Expande-se a nível granulométrico em até 12 vezes quando aquecida em até 1000 oC. Os espaços vazios desta expansão são preenchidos por ar, o que confere-lhe leveza e capacidade de isolação térmica e acústica. Por esta razão as argilas e o próprio minério na composição do cimento, são muito utilizados na construção civil. (LUFA, 2014).
Constituintes orgânicos, em teores variados, também estão presentes nas argilas. Se esse teor for pequeno, poderá favorecer o aumento da plasticidade da argila, facilitando a moldagem e aumentando a resistência do produto a seco. No entanto se o teor for significativo, pode causar contrações excessivas, o que resulta em trincas na secagem e na queima. A alma negra formada em produtos cerâmicos é um forte indício da presença de matéria orgânica na matéria prima. Isso ocorre pela difícil oxidação total durante a queima. (PUREZA, 2004).
Os constituintes argilosos, pelo exposto, favorecem ou não às características das formulações de argila utilizadas na produção de cerâmica vermelha. No caso de argilas de granulometria muito fina, de plasticidade muito significativa, para poderem ser aproveitadas, exigem a adição de materiais não plásticos. Essa providência reduz sua fácil interação com a água, porque produz uma descontinuidade nas forças de coesão entre as partículas. Os poros decorrentes, conduzem a água até a superfície da peça, favorecendo sua secagem, com consequente diminuição do gradiente e umidade. Destarte, ficam diminuídas consideravelmente as retrações diferenciadas e deformações no produto final. (PRADCIDELLI, 1997).
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
45
Como desplastificantes são usados materiais inertes como: areias e chamotes, ambos de granulometrias adequadas; serragem e cinzas. Importante ressaltar que a adição desse material à massa básica, tem um limite. Em excesso vai comprometer a resistência mecânica do produto. Dessa forma há necessidade de um balanceamento entre as matérias-primas constituintes, além de ajustes granulométricos, de forma a prevenir afetações importantes nas propriedades finais almejadas. (PRADCIDELLI, 1997).
A esse propósito, os materiais não plásticos podem atuar na fase de queima como formadores de fases cristalinas, fundentes ou como inertes. Os formadores de fases cristalinas, se decompõem e formam óxidos e dióxido de carbono; esses elementos óxidos vão reagir com o quartzo, feldspato, sílica e alumina, todos resultantes da decomposição dos minerais argilosos, formando os cristais e estabilizando as fases amorfas presentes.
Os fundentes favorecem uma fase vítrea na queima, conferindo uma boa resistência mecânica; melhoram também a sinterabilidade via fase vítrea da argila, diminuem a perda por calcinação, reduzem a absorção de água, diminuem a porosidade da peça quando em altas temperaturas e aumentam a contração linear. (BARBA, 1997).
Com efeito, muitos constituintes podem favorecer as massas cerâmicas, corrigindo ou diferenciando suas propriedades. Dentre outros, são de destaque: óxidos de ferro, óxido de silício, sais solúveis e carbonatos. (MACHADO, 2000).
A seguir algumas dessas propriedades: Os óxidos de ferro conferem a cor vermelha aos produtos
cerâmicos; O óxido de silício não sofre contração durante a secagem e
queima, reduz a plasticidade e a concentração de secagem, mas
expande volumetricamente a 573 ºC. Em excesso, torna-se prejudicial, pois reduz demasiadamente a plasticidade, a trabalhabilidade e a resistência mecânica da massa cerâmica;
Os sais solúveis são ricos em sulfatos de cálcio hidratado, de magnésio, de sódio, de potássio e fluoretos. Em concentrações menores de 1%, favorecem a diminuição da temperatura de queima, visto que reage significativamente com a sílica e argilominerais a temperaturas superiores a 800oC. Além do mais, aumentam a contração linear de secagem;
Os carbonatos, presentes como calcita, magnesita ou dolomita, quando em quantidades inferiores a 7%, granulometricamente finos e dispersão uniforme, reagem
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
46
com os argilominerais e quartzo, formando silicatos de cálcio. Isso ocorre quando a massa é submetida a temperaturas próximas de 950oC. Porquanto, o patamar de queima precisa ser mantido para garantia dessas ocorrências, sob pena de haver uma hidratação prejudicial ao processo. Além de tudo, rebaixam muito a plasticidade, diminuem a massa especifica aparente, tornam mínima as contrações na secagem e na queima. Podem afetar a coloração final do produto, por neutralizarem os efeitos dos óxidos e hidróxidos.
2.8 DELINEAMENTO ESTATÍSTICO DE MISTURAS
A mistura de matérias-primas é necessária para obtenção de características adequadas à produção de tijolos de boa qualidade. Os trabalhos experimentais para o estudo de misturas de argila, podem ser enriquecidos a partir de um delineamento estatístico, quando é possível verificar-se alterações em propriedades de interesse pela variação das proporções de seus componentes.
O delineamento de misturas permite a previsão quantitativa das propriedades de qualquer formulação no sistema estudado, realizando somente alguns experimentos (ALEXANDRE, 2001). A aplicação da modelagem de misturas, metodologia de superfícies de resposta e otimização matemática e gráfica conduz à definição de composições diversas, dentro de um universo de resultados delimitado como adequado. (GOMES, 2004).
Os planejamentos experimentais aplicados mais frequentes são os fatoriais completos, fatoriais fracionados e delineamento de misturas. A
metodologia adotada neste trabalho foi o delineamento de misturas, este que visa a explicação do comportamento das matérias-primas, otimização e previsão das variáveis de resposta em estudo.
Dado um processo ou sistema, com determinadas variáveis de controle, x = (x1, x2, ..., xk) e uma variável de resposta y, a metodologia normalmente consiste em:
a) planejar um experimento para estimar uma equação de regressão;
b) com os dados do experimento, estimar os parâmetros desta equação, avaliando a significância estatística da equação e de seus componentes;
c) estudar o comportamento e otimizar a variável de resposta y.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
47
Em experimentos com misturas, a propósito, a resposta medida depende apenas da proporção de cada ingrediente presente na mistura segundo (CORNELL, 2002). Esta proporção que pode ser em volume, massa ou fração molar não negativa, expressa na forma de fração da mistura e a soma deve ser igual a um. Para uma mistura de q componentes pode-se escrever:
xi ≥ 0; i = 1, 2, ..., q Inequação 1
Equação 9
Onde xi representa a proporção do i - ésimo componente. De acordo com a Equação 9 a proporção de cada componente deve
ser um valor não negativo e a Equação 10 o somatório de cada i-ésimo componente deve ser igual a unidade.
2.8.1 PLANEJAMENTO DE EXPERIMENTOS COM MISTURAS
Ao otimizar-se as propriedades de uma mistura mudando-se a sua formulação, as novas proporções têm de continuar obedecendo a Equação 9. (BARROS NETO, 1996). Para uma mistura com 3 componentes, a Equação 9 reduz-se a x1 + x2 + x3 = 1.
A região representada no espaço, obtida a partir de um experimento com
mistura com q componentes é chamada simplex, o qual contém q vértices e (q - 1) dimensões. Para uma mistura com três componentes, o simplex corresponde geometricamente a um triangulo equilátero inscrito no cubo, que é mostrado na
Figura 18. As técnicas de seleção dos pontos experimentais basicamente
utilizadas quando se trabalha com até três componentes, são os arranjos simplex segundo (CORNELL, 2002). Os pontos experimentais são selecionados em espaçamento uniforme, incluindo os vértices da figura. No arranjo simplex - centróide, além dos vértices é selecionado um ponto central ao arranjo. No arranjo simplex expandido, além dos pontos selecionados no simplex - centróide, também são selecionados pontos distribuídos pelo interior do simplex.
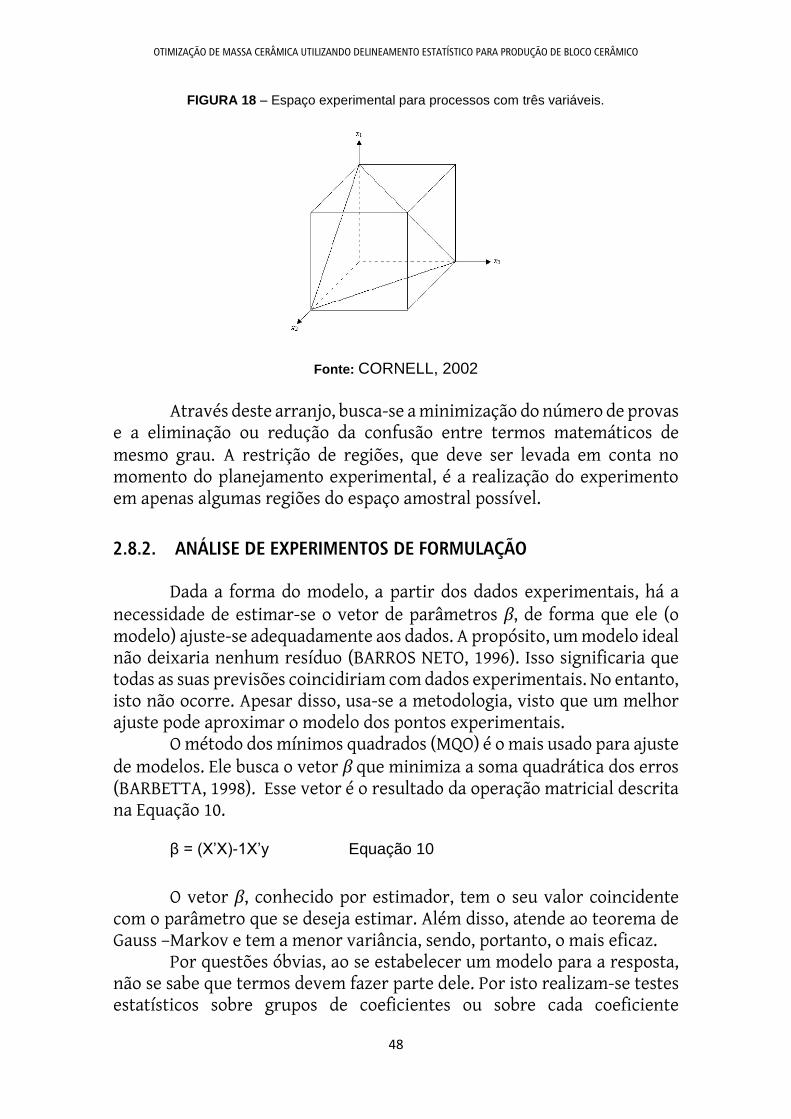
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
48
FIGURA 18 – Espaço experimental para processos com três variáveis.
Fonte: CORNELL, 2002
Através deste arranjo, busca-se a minimização do número de provas e a eliminação ou redução da confusão entre termos matemáticos de mesmo grau. A restrição de regiões, que deve ser levada em conta no momento do planejamento experimental, é a realização do experimento em apenas algumas regiões do espaço amostral possível.
2.8.2. ANÁLISE DE EXPERIMENTOS DE FORMULAÇÃO
Dada a forma do modelo, a partir dos dados experimentais, há a necessidade de estimar-se o vetor de parâmetros β, de forma que ele (o modelo) ajuste-se adequadamente aos dados. A propósito, um modelo ideal não deixaria nenhum resíduo (BARROS NETO, 1996). Isso significaria que todas as suas previsões coincidiriam com dados experimentais. No entanto, isto não ocorre. Apesar disso, usa-se a metodologia, visto que um melhor ajuste pode aproximar o modelo dos pontos experimentais.
O método dos mínimos quadrados (MQO) é o mais usado para ajuste de modelos. Ele busca o vetor β que minimiza a soma quadrática dos erros (BARBETTA, 1998). Esse vetor é o resultado da operação matricial descrita na Equação 10.
β = (X’X)-1X’y Equação 10
O vetor β, conhecido por estimador, tem o seu valor coincidente com o parâmetro que se deseja estimar. Além disso, atende ao teorema de Gauss –Markov e tem a menor variância, sendo, portanto, o mais eficaz.
Por questões óbvias, ao se estabelecer um modelo para a resposta, não se sabe que termos devem fazer parte dele. Por isto realizam-se testes estatísticos sobre grupos de coeficientes ou sobre cada coeficiente

ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
49
individualmente, de modo que os erros apresentem distribuição normal de probabilidade.
O teste mais geral é o teste F de análise de variância (estatística apresentada na equação 11), que verifica a significância do modelo de uma forma global. Numa hipótese nula, deve-se entender que todos os coeficientes são nulos e, portanto, deve ser rejeitada para que se continue trabalhando em termos da família de modelos e dos fatores de entrada selecionados. O termo p é o número de parâmetros do modelo e o termo n é o número de observações.
Equação 11
SSE = (y – Xβ)’(y – Xβ) = y’y – β’X’y Equação 12
SSE → soma de quadrados devida ao erro;
SSR → soma de quadrados devida a regressão.
Equação 13
Para o caso de uma hipótese nula, F0 tem distribuição F com (p – 1) graus de liberdade no numerador e (n – p) graus de liberdade no denominador. O teste, portanto, rejeita a hipótese nula se F0 exceder Fα, p-1, n - p, onde α é o nível de significância adotado (por exemplo, α = 0,05) e Fα, p-1, n - p é a correspondente abscissa da distribuição F.
Em situações em que o experimento tem replicações, torna-se possível realizar um teste estatístico para a falta de ajustamento. O teste baseia-se na decomposição da soma dos quadrados dos erros (SSE) em erro puro (SSPE – equação 13) e falta de ajuste (SSLOF – equação 16).
Equação 14
Equação 15
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
50
M → número de diferentes condições experimentais (níveis);
m → número de replicações;
n = Mm;
p → número de parâmetros do modelo;
→ valor predito pela regressão em cada
ponto experimental;
→ média aritmética da resposta em cada
ponto experimental;
A estatística do teste por sua vez, é apresentada na equação
16.
Nesses termos, há que se enfatizar o fato que o teste rejeita o modelo por
falta de ajuste quando F0 > F α, M – p, n – M.
Equação 16
Um teste F também permite avaliar a significância de grupo de coeficientes. Pode verificar também, por exemplo, se existe necessidade de se considerar uma superfície de resposta quadrática. Nestes casos, considera-se no modelo os termos lineares e testam-se os coeficientes dos termos quadráticos quanto ao fato de poderem ser admitidos como nulos. Para testar a hipótese nula de que o vetor de parâmetros β1, com r elementos, pode ser nulo, considerando que o vetor β2 já esteja contemplado no modelo, aplica-se a estatística mostrada na Equação 17. Importante ainda destacar que, para este caso, o teste rejeita a hipótese nula quando F0 > F α, r, n - p.
Equação 17

ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
51
→ incremento na soma de quadrados devido à
inclusão de β1
Em sendo ajustado o modelo, há que se avaliar a sua capacidade preditiva. Isto é feito a partir do coeficiente de determinação R2 (equação 18). Este coeficiente fornece a proporção da variabilidade da resposta que pode ser explicada pelos fatores utilizados no modelo, admitindo correta sua forma.
Equação 18
→ coeficiente que pode variar de 0 a 1.
Nota analítica:
Quanto mais próximo de 1 for o coeficiente SST, melhor será a capacidade preditiva do modelo.
Relativamente ao custo de inserção de termos adicionais, pode-se descontar os graus de liberdade perdidos com cada termo do modelo, resultando no coeficiente de determinação ajustado, dado pela Equação 19.
Equação 19.
Pelo modelo ajustado, pode-se obter a combinação de variáveis de controle que proporcionará a melhor resposta do sistema em estudo, com o menor custo. Quanto à otimização de respostas para uma superfície de resposta, é realizada de forma gráfica. Para o caso da otimização de uma equação de regressão, realiza-se de forma algébrica.
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
52
2.8.3 PLANEJAMENTO DE ANÁLISE DE EXPERIMENTOS EM CERÂMICA –
EXEMPLO DE APLICAÇÃO
Para efeito de ilustração, Correia (2003) utilizou a metodologia de delineamento e otimização de misturas na formulação de massas cerâmicas. Em seu trabalho, devido ao número de matérias-primas utilizadas, realizou uma otimização gráfica das propriedades tratadas. Ele estudou o efeito da microestrutura nas propriedades finais do produto. Foram determinadas regiões ótimas de trabalho e combinações de matérias-primas com o objetivo de obter massas adequadas a processos de prensagem e extrusão.
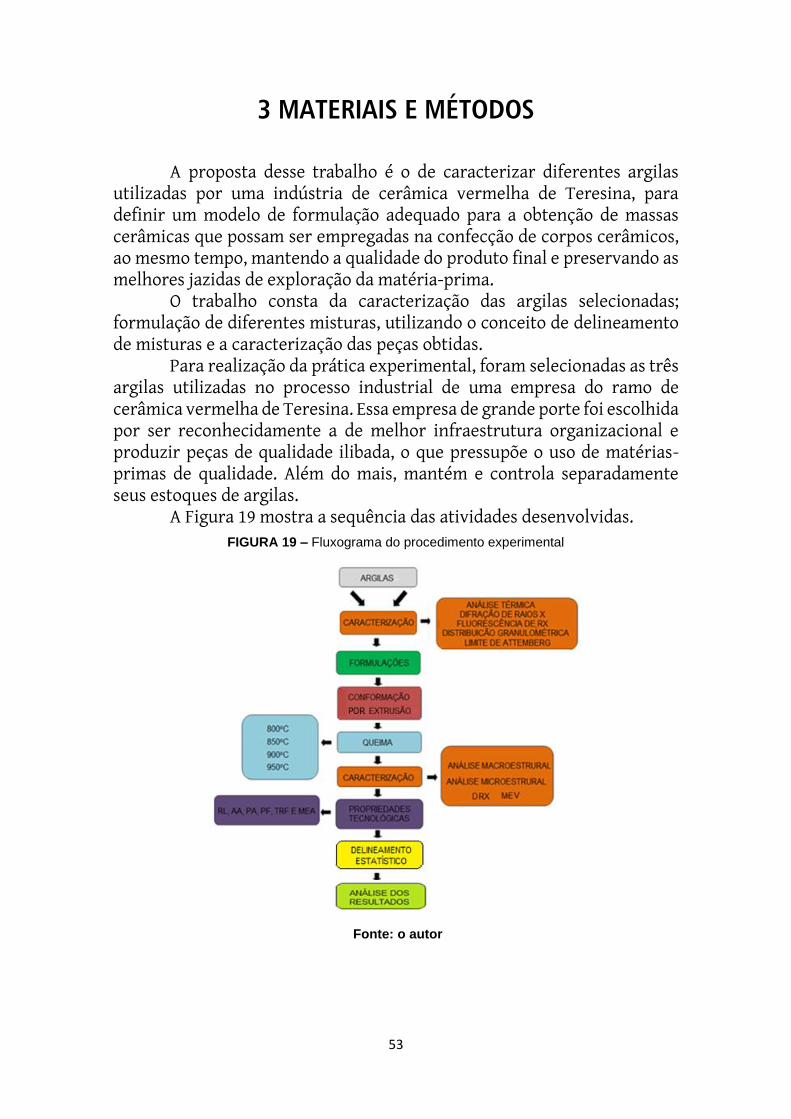
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
53
3 MATERIAIS E MÉTODOS
A proposta desse trabalho é o de caracterizar diferentes argilas utilizadas por uma indústria de cerâmica vermelha de Teresina, para definir um modelo de formulação adequado para a obtenção de massas cerâmicas que possam ser empregadas na confecção de corpos cerâmicos, ao mesmo tempo, mantendo a qualidade do produto final e preservando as melhores jazidas de exploração da matéria-prima.
O trabalho consta da caracterização das argilas selecionadas; formulação de diferentes misturas, utilizando o conceito de delineamento de misturas e a caracterização das peças obtidas.
Para realização da prática experimental, foram selecionadas as três argilas utilizadas no processo industrial de uma empresa do ramo de cerâmica vermelha de Teresina. Essa empresa de grande porte foi escolhida por ser reconhecidamente a de melhor infraestrutura organizacional e produzir peças de qualidade ilibada, o que pressupõe o uso de matérias-primas de qualidade. Além do mais, mantém e controla separadamente seus estoques de argilas.
A Figura 19 mostra a sequência das atividades desenvolvidas. FIGURA 19 – Fluxograma do procedimento experimental
Fonte: o autor
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
54
3.1 MATÉRIAS-PRIMAS
3.1.1 ARGILAS
As argilas que foram objetos de análise, são as mesmas utilizadas pela indústria na fabricação de blocos cerâmicos. Estas argilas foram identificadas como mostrado na Figura 2.
Para efeito de caracterização, incialmente as argilas foram beneficiadas. Para tanto, ensaios preliminares foram necessários para levantamento de algumas de suas propriedades, importantes para a escolha das que mais se ajustariam às composições desejadas.
A caracterização inicial das argilas, a preparação das formulações das massas, a granulometria e plasticidade das formulações, conformação dos corpos de prova por extrusão, queima e os ensaios tecnológicos (RL, AA, PA, PF, TRF e MEA) foram realizados no Laboratório de Ensaios Tecnológicos de Argila – LETA do Serviço Nacional de Aprendizagem Industrial do Piauí – SENAI – SUL - Teresina. Os ensaios e análises FRX, TG e DRX, foram realizados no Laboratório Interdisciplinar de Materiais LEM - IFPI.
As amostras de argilas foram secas ao ar livre e moídas em moinho de martelo, com abertura de malha de 4,5 mm. Em seguida permaneceram em estufa à 110 oC por aproximadamente 24 h, com o objetivo de eliminar a água livre. Após secagem, as argilas foram homogeneizadas e passadas por peneiras, conforme estabelecido na ABNT NBR 5734. Os resíduos retornaram à peneira, depois de terem passado por desaglomeração, até não haver mais resíduos. Este procedimento foi repetido para cada uma das argilas e, por último, foram submetidas aos ensaios de caracterização.
3.2 CARACTERIZAÇÃO DAS MATÉRIAS-PRIMAS
A observação das características químicas das argilas, foi efetuada através de ensaios de fluorescência de raios-X – FRX (análise química), difração de raios-X – DRX (indicação das fases cristalinas do material analisado – análise mineralógica). As características físicas, por sua vez, foram observadas a partir do índice de plasticidade – IP (representa a quantidade máxima de água que pode ser adicionada a uma massa, a partir de seu limite de plasticidade, de modo que a argila mantenha a sua consistência plástica) e das análises térmicas por gravimetria - TG e DTG (monitora a variação da massa de uma amostra em função da temperatura ou do tempo em um ambiente de temperatura e atmosfera controladas).
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
55
3.2.1. ANÁLISE QUÍMICA
A composição química das argilas foi determinada por fluorescência de raios-X por energia dispersiva (FRX). Os elementos presentes em cada amostra foram determinados qualitativamente e quantitativamente. Para este tipo de análise utilizou-se um Espectrômetro por Fluorescência de Raios-X, modelo Epsilon 30 da Panalytical, alocado no Laboratório Interdisciplinar de Materiais – IFPI. O método utilizado foi o semi quantitativo, em uma atmosfera de vácuo. As matérias-primas utilizadas foram moídas até granulometria inferior a 325 mesh (44 μm). Os resultados obtidos foram apresentados na forma dos óxidos mais estáveis dos elementos químicos presentes. Por limitação do método, somente elementos entre Na (12) e U (92), na tabela periódica, foram detectados.
3.2.2. ANÁLISE MINERALÓGICA
O método de análise mineralógica DRX, possibilitou a identificação das espécies minerais presentes nas amostras de argilas e subsidiou o estudo das características cristalográficas desses minerais.
As análises mineralógicas das argilas a partir dos ensaios de DRX realizados com material moído, cujo tamanho do grão ficou abaixo de 325 mesh (44 μm). O equipamento foi um XRD-6000 Shimadzu com tubo de Cu (λ = 1,54056 A), alocado no Laboratório Interdisciplinar de Materiais – IFPI. A tensão utilizada foi de 40 kV e a corrente foi de 30 mA, com varredura de 2 º a 80 º para 2θ, com velocidade de 2 º/min e passo de 0,02 º. A avaliação das fases de cada matéria prima e produto final analisados foi dada por comparação entre os picos gerados no difratograma com cartas padrões do programa de computador JCPDF, cadastradas no ICDD (Internacional Center for Difraction Data).
3.2.3. ANÁLISES TÉRMICAS
As principais técnicas de análise térmicas utilizadas em argilas são as análises termogravimétricas (TG) e as análises térmicas derivadas (DTG). Nas análises termogravimétricas (TG), a curva revela as modificações de peso que ocorrem durante o aquecimento da argila, seja por decomposição ou por oxidação. As análises térmicas derivadas (DTG), por sua vez, fornece a primeira derivada da curva TG, em função do tempo ou da temperatura, substituindo por picos a representação das perdas de massa constantes nas curvas de TG.
Para avaliação térmica das argilas, utilizou-se um Analisador Termogravimétrico SDT Q 600 V20.9 Build 20 da marca Universal V4.5 TA
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
56
Instruments, alocado no laboratório da Universidade Federal do Piauí. Para os dois tipos de análise, foram utilizadas massas respectivas de 6,374 mg para a Argila A, 4,89 mg para a argila B e 4,852 mg para a argila C, com granulometria inferior a 325 mesh. A taxa de aquecimento foi de 10 ºC/min entre 25 ºC e 1000 ºC, em atmosfera de nitrogênio.
A análise dos resultados e a obtenção da curva derivada da TG denominada DTG, foram realizadas utilizando-se o software TA-60.
3.2.4. ANÁLISES GRANULOMÉTRICAS
Para realização da granulometria, foram utilizados 100 g de cada uma das argilas em estudo, após etapa da moagem e levadas a secagem em estufa a 110 oC (±10 oC), por 24 h.
A análise granulométrica das matérias-primas foi determinada por peneiramento, utilizando cinco peneiras da ABNT, mais o fundo. As peneiras foram colocadas de cima para baixo segundo a ordem de maior abertura (710 μm) para menor (45 μm) seguido do fundo, passando em seguida por um agitador elétrico por um período de 20 minutos. Em seguida foi pesado o material retido em cada peneira e fundo.
3.2.5. ANÁLISE DE PLASTICIDADE
A análise foi realizada para a massa básica de argilas e para cada formulação. O objeto de estudo foi a quantidade mínima de água que se deveria adicionar à massa, para que esta obtivesse plasticidade suficiente para ser conformada por extrusão. A determinação do limite de plasticidade foi obtida segundo o método de Casagrande, calculado pela ABNT NBR 7180:1984.
O limite de plasticidade (LP) indica a quantidade de água mínima que a argila ou massa cerâmica devem conter para serem conformadas. O limite de liquidez (LL) corresponde à máxima quantidade de água que a argila ou massa cerâmica possam conter para ainda serem moldáveis. Já o índice de plasticidade (IP) representa a diferença entre o limite de liquidez e limite de plasticidade.
3.3 PREPARAÇÃO DAS MASSAS CERÂMICAS
As formulações experimentais das massas cerâmicas foram feitas com os teores constantes na Tabela 7.
A partir da utilização de uma balança digital com resolução de 0,1 g, as três argilas selecionadas, em forma de pó, foram misturadas nas proporções enumeradas para homogeneização.
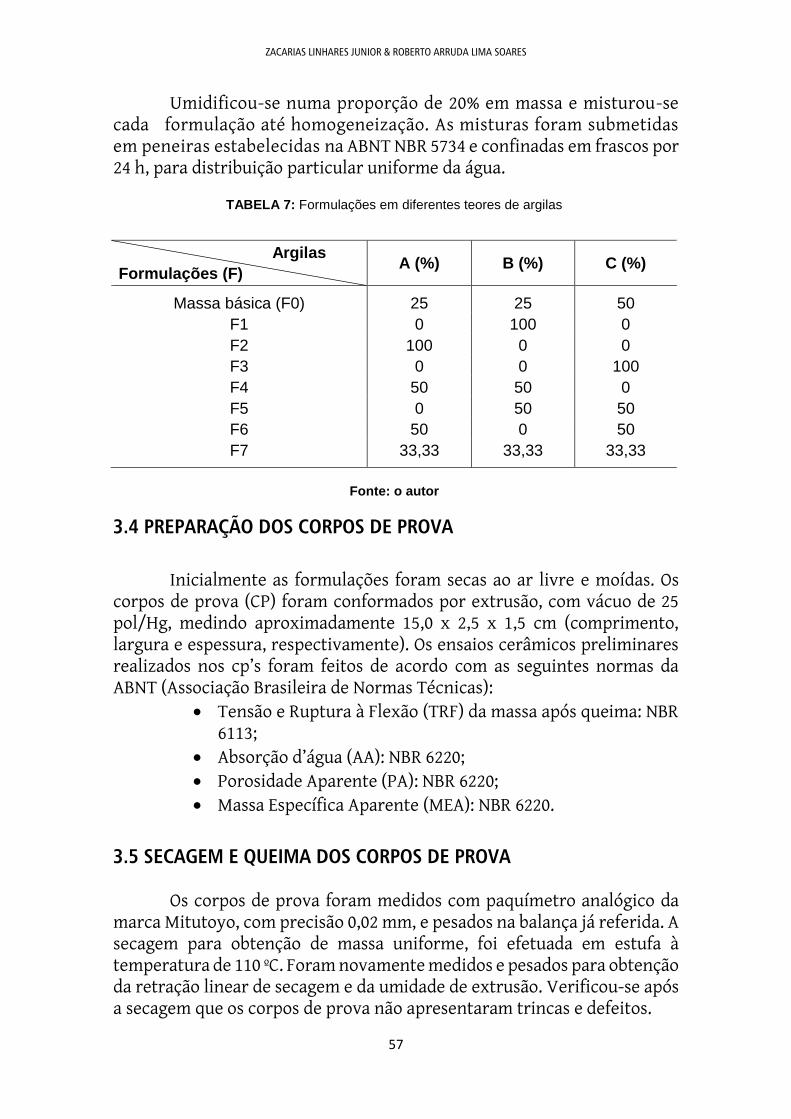
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
57
Umidificou-se numa proporção de 20% em massa e misturou-se cada formulação até homogeneização. As misturas foram submetidas em peneiras estabelecidas na ABNT NBR 5734 e confinadas em frascos por 24 h, para distribuição particular uniforme da água.
TABELA 7: Formulações em diferentes teores de argilas
Argilas
Formulações (F) A (%) B (%) C (%)
Massa básica (F0) 25 25 50
F1 0 100 0
F2 100 0 0
F3 0 0 100
F4 50 50 0
F5 0 50 50
F6 50 0 50
F7 33,33 33,33 33,33
Fonte: o autor
3.4 PREPARAÇÃO DOS CORPOS DE PROVA
Inicialmente as formulações foram secas ao ar livre e moídas. Os corpos de prova (CP) foram conformados por extrusão, com vácuo de 25 pol/Hg, medindo aproximadamente 15,0 x 2,5 x 1,5 cm (comprimento, largura e espessura, respectivamente). Os ensaios cerâmicos preliminares realizados nos cp’s foram feitos de acordo com as seguintes normas da ABNT (Associação Brasileira de Normas Técnicas):
Tensão e Ruptura à Flexão (TRF) da massa após queima: NBR 6113;
Absorção d’água (AA): NBR 6220; Porosidade Aparente (PA): NBR 6220; Massa Específica Aparente (MEA): NBR 6220.
3.5 SECAGEM E QUEIMA DOS CORPOS DE PROVA
Os corpos de prova foram medidos com paquímetro analógico da marca Mitutoyo, com precisão 0,02 mm, e pesados na balança já referida. A secagem para obtenção de massa uniforme, foi efetuada em estufa à temperatura de 110 ºC. Foram novamente medidos e pesados para obtenção da retração linear de secagem e da umidade de extrusão. Verificou-se após a secagem que os corpos de prova não apresentaram trincas e defeitos.
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
58
A queima dos corpos de prova foi realizada em uma mufla TH 91D 301-000 da BP Engenharia, em ciclo total de 8h. As temperaturas utilizadas foram 800 ºC, 850 ºC, 900 ºC e 950 ºC. A taxa de aquecimento foi de 2 ºC/min para cada queima, com patamar de temperatura máxima mantido por 45 minutos. O resfriamento ocorreu de forma natural, com as amostras dentro do forno desligado, até alcançarem a temperatura ambiente.
3.6 CARACTERIZAÇÃO DOS CP QUEIMADOS
As propriedades de cada corpo de prova (CP) queimado, foram analisadas a partir da realização de ensaios de avaliação mineralógica por difração de raios X (DRX), retração linear (RL), perda ao fogo (PF), absorção de água (AA), porosidade aparente (PA), massa específica aparente (MEA), tensão de ruptura à flexão em três pontos (TRF) e análise microestrutural (MEV).
3.6.1. DIFRAÇÃO DE RAIOS X (DRX)
A análise mineralógica DRX dos corpos de prova queimados foi realizada para possibilitar a identificação das espécies minerais que perduraram ou se modificaram após a queima, utilizando o mesmo equipamento da etapa de análise das matérias-primas.
3.6.2 RETRAÇÃO LINEAR (RL)
Usando o mesmo paquímetro já especificado, foram efetuadas as medições dos comprimentos dos corpos de prova, tanto na fase pós secagem quanto na fase pós queima. Medições concluídos e resultados registrados, procedeu-se com os cálculos da Retração Linear, cuja fórmula consta nesse trabalho na secção 2.5.1.1.3. A média aritmética de cinco valores em corpos de prova diferentes compôs os resultados finais obtidos.
3.6.3 PERDA AO FOGO (PF)
O ensaio de Perda ao Fogo consistiu na determinação da perda de massa dos corpos de prova durante a queima em forno, nas temperaturas em estudo. Pesagens concluídos e resultados registrados, procedeu-se com os cálculos, utilizando a equação 4 constante nesse trabalho na secção 2.7.8. A média aritmética de cinco valores em corpos de prova diferentes compôs os resultado finais obtidos.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
59
3.6.4 ABSORÇÃO DE ÁGUA (AA)
Este ensaio foi feito nos corpos de prova queimados, quando foram pesados antes e depois de imersos em água. A imersão por 24 h em água limpa, precedeu a secagem, que foi feita em duas etapas: 24 h à temperatura ambiente de 35 oC e 24 h em estufa a 110 oC, conforme estabelecido pela NBR 6220. Dispondo dos pesos seco e úmido, determinaram-se os valores de absorção de água (AA), de acordo com a equação 5, constante na seção 2.7.9. A média aritmética de cinco valores em corpos de prova diferentes compôs os resultados finais.
3.6.5 POROSIDADE APARENTE (PA)
A porosidade, por ser uma propriedade associada, foi determinada conjuntamente com a absorção de água, a partir da pesagem das massas dos corpos de prova imersos, por uma balança hidrostática. Dispondo das massas a seco e a úmido, determinaram-se os valores de porosidade aparente, utilizando a equação 6, constante na seção 2.7.10. A média aritmética de cinco valores em corpos de prova diferentes compôs os resultados finais.
3.6.6 MASSA ESPECÍFICA APARENTE (MEA)
Seguindo os procedimentos descritos na seção 2.7.11 e usando a equação 7, ali também exposta, as massas específicas aparentes (MEA) das formulações foram determinadas para as temperaturas em estudo. Para tanto utilizou-se a média aritmética de cinco valores anotados para corpos de prova diferentes, compondo, dessa forma, os resultados finais.
3.6.7 TENSÃO DE RUPTURA À FLEXÃO (TRF)
Para o estudo de tensão de ruptura à flexão, usou-se o ensaio de flexão em três pontos, a partir de um deflectômetro do LETA (Laboratório de Ensaios Tecnológicos de Argila – SENAI). Todos os corpos tiveram medidos os seus respectivos comprimentos, largura e altura, de forma a permitir o uso da equação 8, constante na seção 2.7.12. A média aritmética de cinco valores em corpos de prova diferentes compôs os resultados finais.
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
60
3.6.8 ANÁLISE MACROESTRUTURAL
A análise macroestrutural tratou da observação da evolução de possíveis defeitos nas amostras queimadas, ao longo de um período longo de seis meses.
3.6.9 ANÁLISE MICROESTRUTURAL
Para analisar a textura do material, identificar defeitos e porosidade nos corpos de prova, foi utilizado o microscópio de varredura do IFPI. Uma pequena parte de cada um dos CP conformados com as formulações F0 e F4, queimados a 800 oC e 950 oC, temperaturas em que, dentre as simulações propostas, F4 registrou a menor e a maior TRF, respectivamente. Para tal, procedeu-se conforme necessário para permitir a varredura microestrutural.
3.7 DELINEAMENTO ESTATÍSTICO DE MISTURAS
3.7.1 GRUPOS DE VARIÁVEIS
O primeiro grupo de variáveis é formado pelos parâmetros de processo, que são as condições experimentais. Dentre elas estão as temperaturas de secagem e de queima.
O segundo grupo de variáveis é constituído pela variável de controle (entrada), que nesse caso é o intervalo de participação de matérias-primas no delineamento.
O terceiro grupo é composto pela variável de resposta (saída), que são as propriedades de interesse tecnológico das misturas processadas, caracterizadas e descritas nesse trabalho.
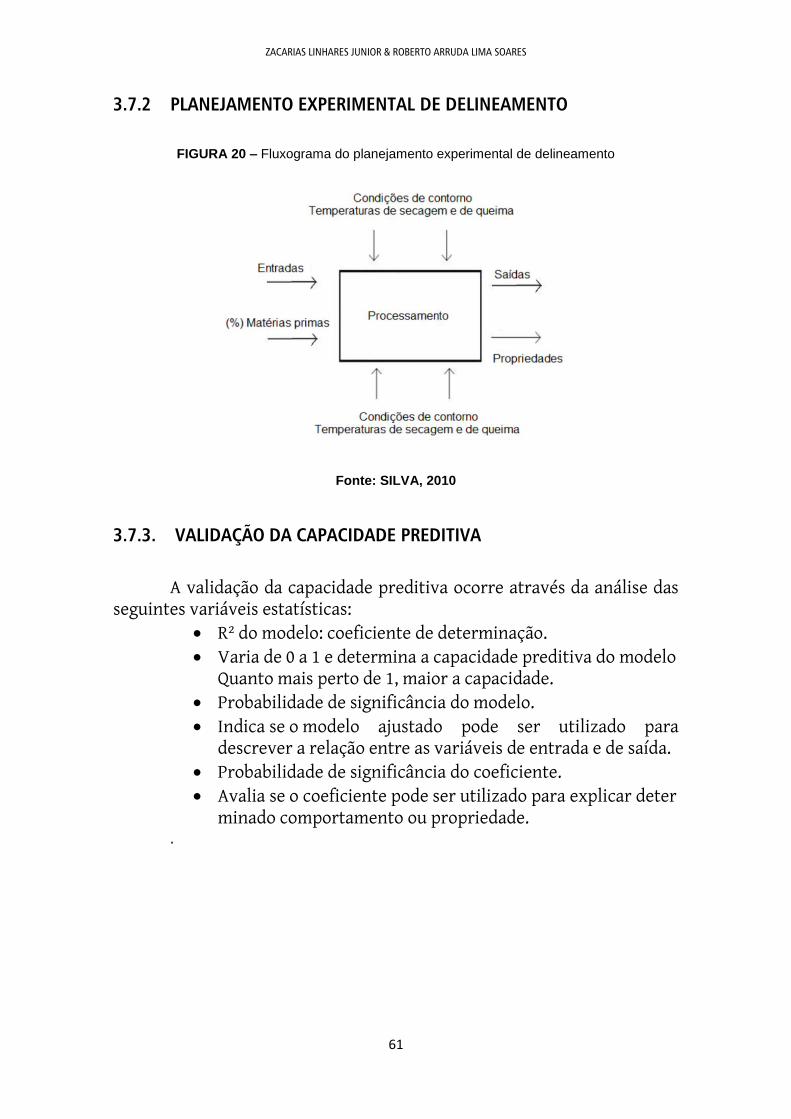
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
61
3.7.2 PLANEJAMENTO EXPERIMENTAL DE DELINEAMENTO
FIGURA 20 – Fluxograma do planejamento experimental de delineamento
Fonte: SILVA, 2010
3.7.3. VALIDAÇÃO DA CAPACIDADE PREDITIVA
A validação da capacidade preditiva ocorre através da análise das seguintes variáveis estatísticas:
R² do modelo: coeficiente de determinação. Varia de 0 a 1 e determina a capacidade preditiva do modelo
Quanto mais perto de 1, maior a capacidade. Probabilidade de significância do modelo. Indica se o modelo ajustado pode ser utilizado para
descrever a relação entre as variáveis de entrada e de saída. Probabilidade de significância do coeficiente. Avalia se o coeficiente pode ser utilizado para explicar deter
minado comportamento ou propriedade. .

OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
62
4 RESULTADOS E DISCUSSÕES
4.1 CARACTERIZAÇÃO DAS MATÉRIAS-PRIMAS
4.1.1 MEV E EDS DAS ARGILAS NATURAIS
A Figura 21 mostra micrografias das argilas A, B e C com aumento de 500x, obtidas no MEV do IFPI (Instituto Federal do Piauí).
FIGURA 21 – Micrografias das Argilas A, B e C, com aumento de 500x.
ARGILA A (AMARELA)
ARGILA B (PRETA)
ARGILA C (TAGUÁ MAFRENSE)
Fonte: o autor
Observando as micrografias, as amostras apresentaram variações significativas na morfologia dos grãos, o que justifica-se por serem originárias de jazidas de regiões diferentes. As argilas A e B apresentaram grãos de morfologia semelhante, sendo ambos bem maiores do que os grão da argila C, apresentando graus de esfericidade e arredondamento
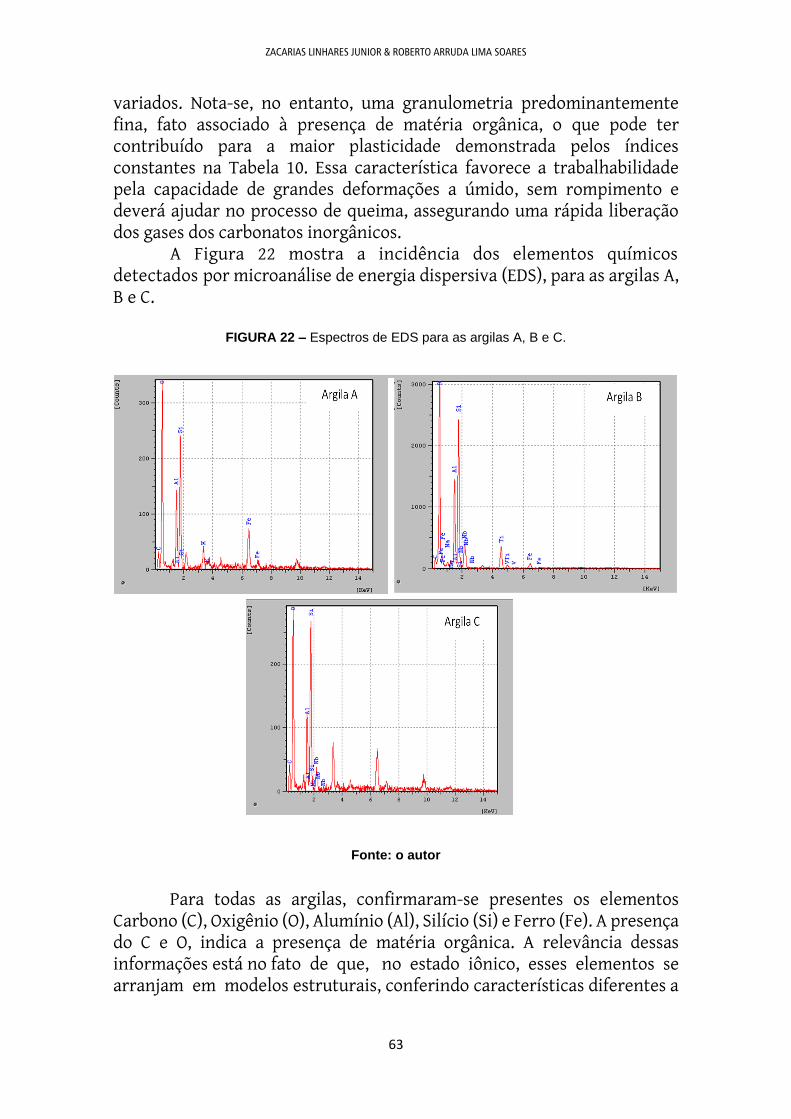
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
63
variados. Nota-se, no entanto, uma granulometria predominantemente fina, fato associado à presença de matéria orgânica, o que pode ter contribuído para a maior plasticidade demonstrada pelos índices constantes na Tabela 10. Essa característica favorece a trabalhabilidade pela capacidade de grandes deformações a úmido, sem rompimento e deverá ajudar no processo de queima, assegurando uma rápida liberação dos gases dos carbonatos inorgânicos.
A Figura 22 mostra a incidência dos elementos químicos detectados por microanálise de energia dispersiva (EDS), para as argilas A, B e C.
FIGURA 22 – Espectros de EDS para as argilas A, B e C.
Fonte: o autor
Para todas as argilas, confirmaram-se presentes os elementos Carbono (C), Oxigênio (O), Alumínio (Al), Silício (Si) e Ferro (Fe). A presença do C e O, indica a presença de matéria orgânica. A relevância dessas informações está no fato de que, no estado iônico, esses elementos se arranjam em modelos estruturais, conferindo características diferentes a
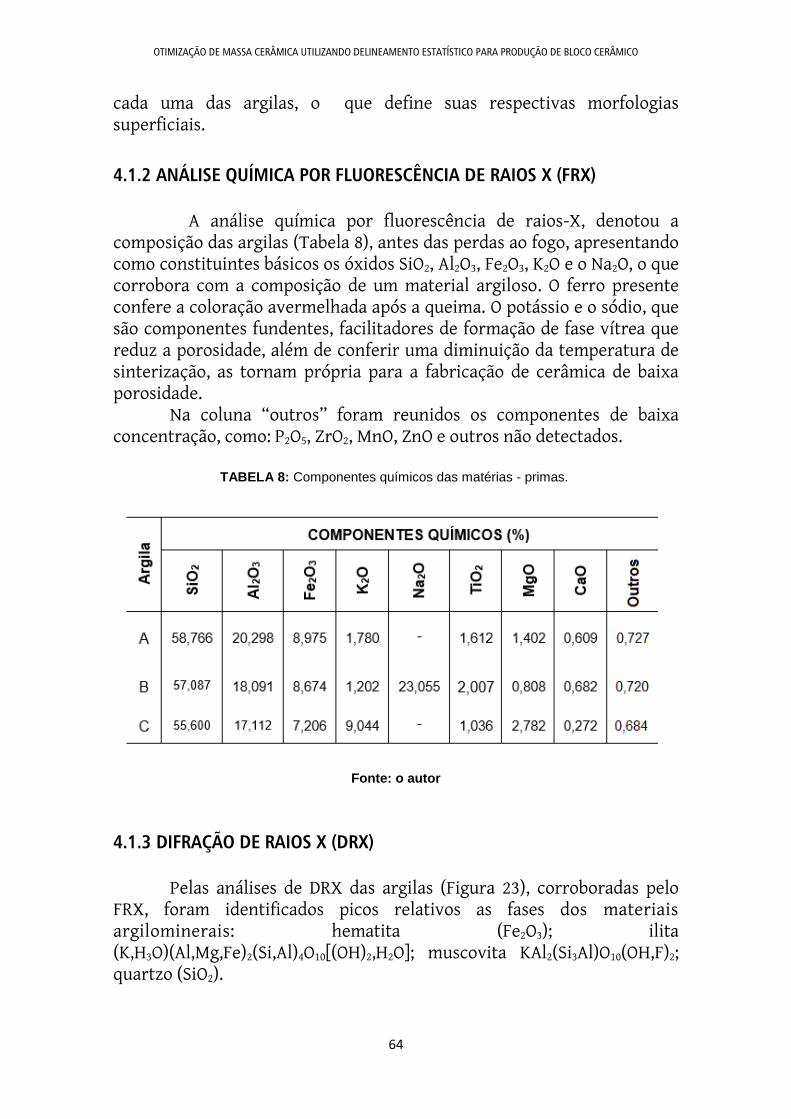
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
64
cada uma das argilas, o que define suas respectivas morfologias superficiais.
4.1.2 ANÁLISE QUÍMICA POR FLUORESCÊNCIA DE RAIOS X (FRX)
A análise química por fluorescência de raios-X, denotou a composição das argilas (Tabela 8), antes das perdas ao fogo, apresentando como constituintes básicos os óxidos SiO2, Al2O3, Fe2O3, K2O e o Na2O, o que corrobora com a composição de um material argiloso. O ferro presente confere a coloração avermelhada após a queima. O potássio e o sódio, que são componentes fundentes, facilitadores de formação de fase vítrea que reduz a porosidade, além de conferir uma diminuição da temperatura de sinterização, as tornam própria para a fabricação de cerâmica de baixa porosidade.
Na coluna “outros” foram reunidos os componentes de baixa concentração, como: P2O5, ZrO2, MnO, ZnO e outros não detectados.
TABELA 8: Componentes químicos das matérias - primas.
Fonte: o autor
4.1.3 DIFRAÇÃO DE RAIOS X (DRX)
Pelas análises de DRX das argilas (Figura 23), corroboradas pelo FRX, foram identificados picos relativos as fases dos materiais argilominerais: hematita (Fe2O3); ilita (K,H3O)(Al,Mg,Fe)2(Si,Al)4O10[(OH)2,H2O]; muscovita KAl2(Si3Al)O10(OH,F)2; quartzo (SiO2).

ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
65
FIGURA 23 – DRX das argilas A, B e C.
Fonte: o autor
A ocorrência do argilomineral hematita, confere a cor marrom avermelhada ao bloco cerâmico após queima. O argilomineral ilita corrobora a plasticidade elevada, conferindo às argilas adequação à fabricação de blocos cerâmicos (Effting, 2014), o que foi confirmado pelos bons resultados desse trabalho de pesquisa. O argilomineral muscovita, deve-se à transformação de feldspato por ação do intemperismo ou hidrotermal em caulinita, visto que é uma fase intermediária, dado que há K2O, conforme detectado na análise química. Sua presença confere aos corpos de prova boa resistência mecânica a seco e após queima, característica que será confirmada pelos resultados para a tensão de ruptura a flexão (TRF). A presença do quartzo, combinado com o CaO, K2O e Na2O, contribue para a baixa retração linear de queima (RLq).
4.1.4 ANÁLISE TÉRMICA (AT)
A Figura 24 apresenta as análises térmicas de TG (Peso), DTG (Derivada do Peso) e DTA (Fluxo de calor).
Observa-se uma perda de massa nas três argilas num intervalo de 6 % a 8%, o que corresponde, principalmente, à eliminação de água adsorvida e pela desidroxilação das argilas durante o processo de aquecimento.
Para as três argilas, verificam-se picos endotérmicos entre as temperaturas de 460 oC e 490 oC, atribuindo-se à carbonização da matéria orgânica ou pode estar associado a desidroxilação dos grupos OH presentes
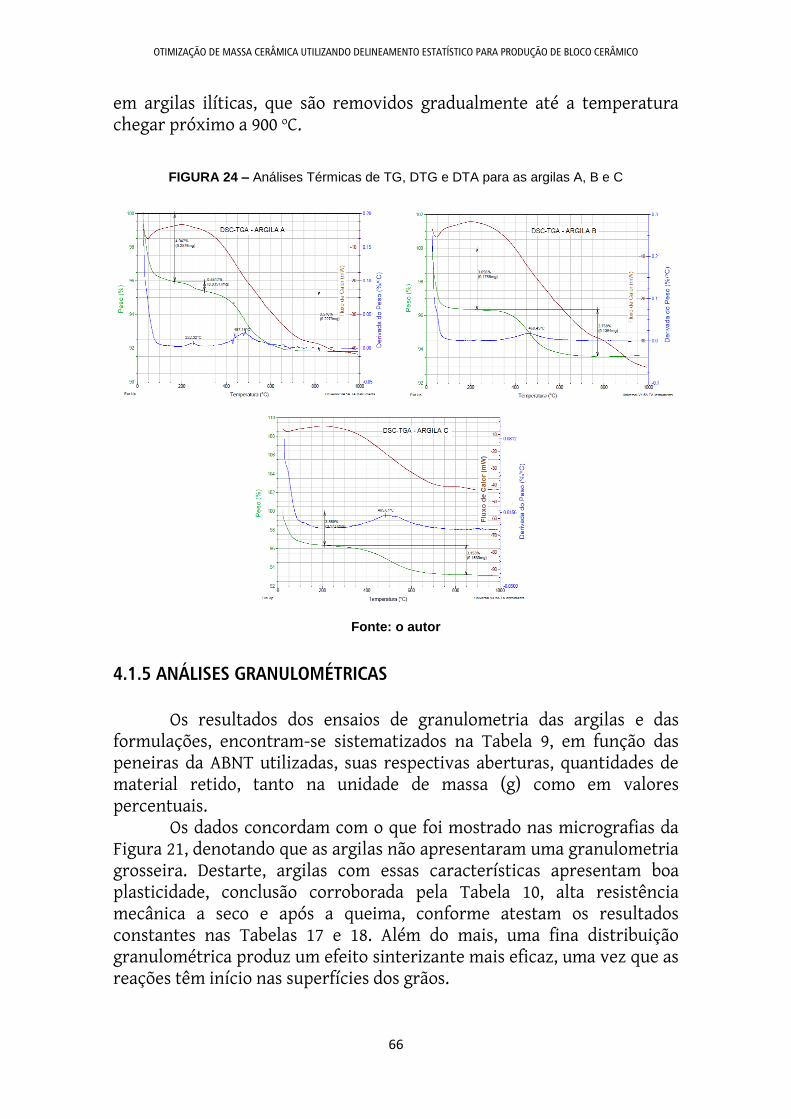
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
66
em argilas ilíticas, que são removidos gradualmente até a temperatura chegar próximo a 900 oC.
FIGURA 24 – Análises Térmicas de TG, DTG e DTA para as argilas A, B e C
Fonte: o autor
4.1.5 ANÁLISES GRANULOMÉTRICAS
Os resultados dos ensaios de granulometria das argilas e das formulações, encontram-se sistematizados na Tabela 9, em função das peneiras da ABNT utilizadas, suas respectivas aberturas, quantidades de material retido, tanto na unidade de massa (g) como em valores percentuais.
Os dados concordam com o que foi mostrado nas micrografias da Figura 21, denotando que as argilas não apresentaram uma granulometria grosseira. Destarte, argilas com essas características apresentam boa plasticidade, conclusão corroborada pela Tabela 10, alta resistência mecânica a seco e após a queima, conforme atestam os resultados constantes nas Tabelas 17 e 18. Além do mais, uma fina distribuição granulométrica produz um efeito sinterizante mais eficaz, uma vez que as reações têm início nas superfícies dos grãos.
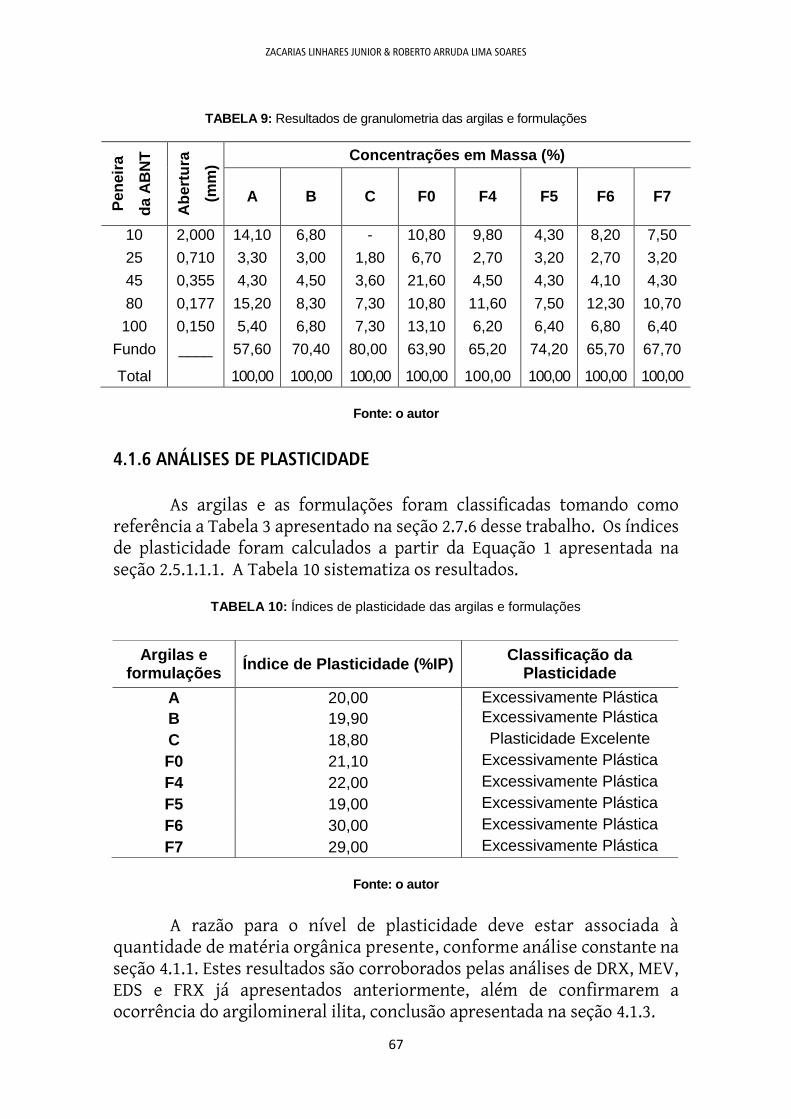
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
67
TABELA 9: Resultados de granulometria das argilas e formulações
Pen
eir
a
da A
BN
T
Ab
ert
ura
(mm
)
Concentrações em Massa (%)
A B C F0 F4 F5 F6 F7
10
25
45
80
100
Fundo
2,000
0,710
0,355
0,177
0,150
____
14,10
3,30
4,30
15,20
5,40
57,60
6,80
3,00
4,50
8,30
6,80
70,40
-
1,80
3,60
7,30
7,30
80,00
10,80
6,70
21,60
10,80
13,10
63,90
9,80
2,70
4,50
11,60
6,20
65,20
4,30
3,20
4,30
7,50
6,40
74,20
8,20
2,70
4,10
12,30
6,80
65,70
7,50
3,20
4,30
10,70
6,40
67,70
Total 100,00 100,00 100,00 100,00 100,00 100,00 100,00 100,00
Fonte: o autor
4.1.6 ANÁLISES DE PLASTICIDADE
As argilas e as formulações foram classificadas tomando como referência a Tabela 3 apresentado na seção 2.7.6 desse trabalho. Os índices de plasticidade foram calculados a partir da Equação 1 apresentada na seção 2.5.1.1.1. A Tabela 10 sistematiza os resultados.
TABELA 10: Índices de plasticidade das argilas e formulações
Fonte: o autor
A razão para o nível de plasticidade deve estar associada à quantidade de matéria orgânica presente, conforme análise constante na seção 4.1.1. Estes resultados são corroborados pelas análises de DRX, MEV, EDS e FRX já apresentados anteriormente, além de confirmarem a ocorrência do argilomineral ilita, conclusão apresentada na seção 4.1.3.
Argilas e formulações
Índice de Plasticidade (%IP) Classificação da
Plasticidade
A 20,00 Excessivamente Plástica
B 19,90 Excessivamente Plástica
C 18,80 Plasticidade Excelente
F0 21,10 Excessivamente Plástica
F4 22,00 Excessivamente Plástica
F5 19,00 Excessivamente Plástica
F6 30,00 Excessivamente Plástica
F7 29,00 Excessivamente Plástica
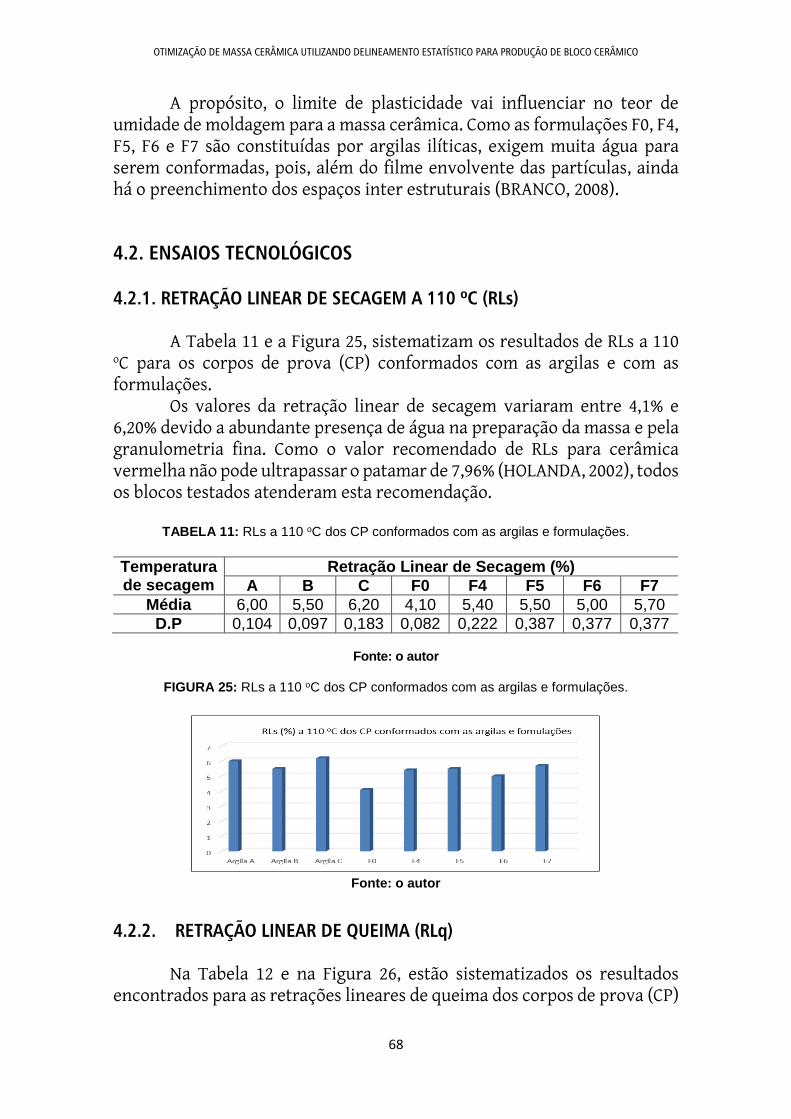
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
68
A propósito, o limite de plasticidade vai influenciar no teor de umidade de moldagem para a massa cerâmica. Como as formulações F0, F4, F5, F6 e F7 são constituídas por argilas ilíticas, exigem muita água para serem conformadas, pois, além do filme envolvente das partículas, ainda há o preenchimento dos espaços inter estruturais (BRANCO, 2008).
4.2. ENSAIOS TECNOLÓGICOS
4.2.1. RETRAÇÃO LINEAR DE SECAGEM A 110 ºC (RLs)
A Tabela 11 e a Figura 25, sistematizam os resultados de RLs a 110 oC para os corpos de prova (CP) conformados com as argilas e com as formulações.
Os valores da retração linear de secagem variaram entre 4,1% e 6,20% devido a abundante presença de água na preparação da massa e pela granulometria fina. Como o valor recomendado de RLs para cerâmica vermelha não pode ultrapassar o patamar de 7,96% (HOLANDA, 2002), todos os blocos testados atenderam esta recomendação.
TABELA 11: RLs a 110 oC dos CP conformados com as argilas e formulações.
Temperatura de secagem
Retração Linear de Secagem (%)
A B C F0 F4 F5 F6 F7
Média 6,00 5,50 6,20 4,10 5,40 5,50 5,00 5,70
D.P 0,104 0,097 0,183 0,082 0,222 0,387 0,377 0,377
Fonte: o autor
FIGURA 25: RLs a 110 oC dos CP conformados com as argilas e formulações.
Fonte: o autor
4.2.2. RETRAÇÃO LINEAR DE QUEIMA (RLq)
Na Tabela 12 e na Figura 26, estão sistematizados os resultados encontrados para as retrações lineares de queima dos corpos de prova (CP)
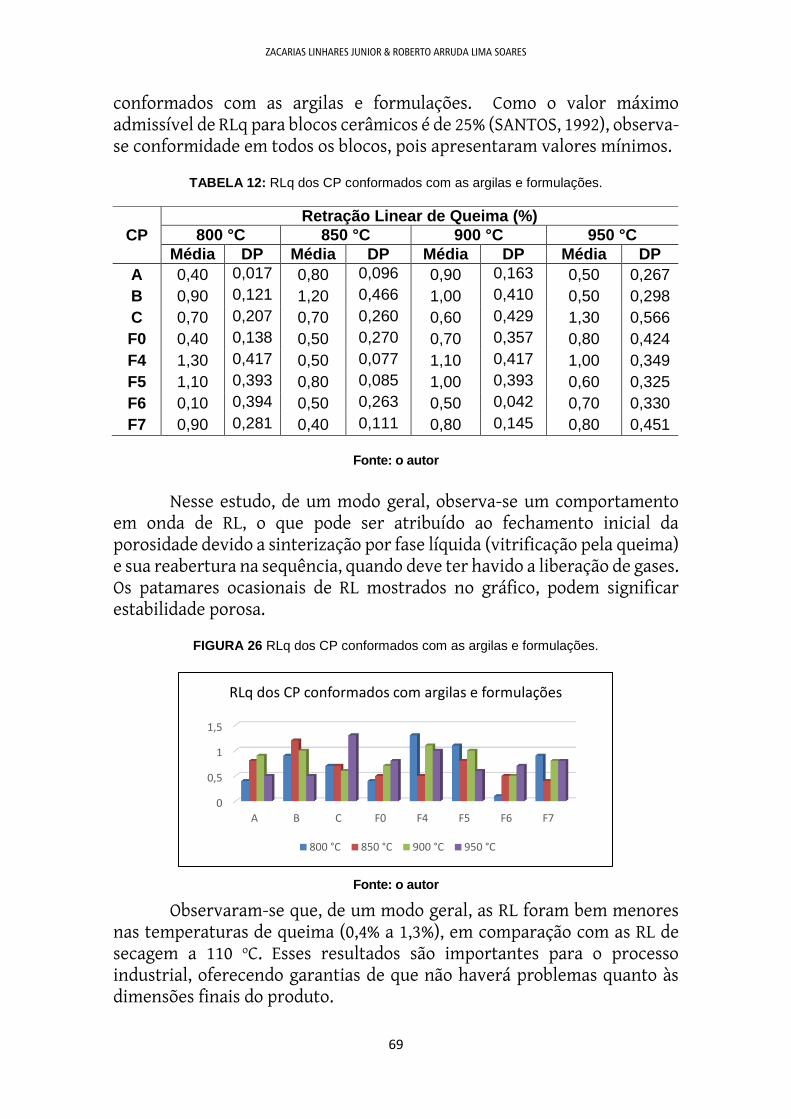
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
69
conformados com as argilas e formulações. Como o valor máximo admissível de RLq para blocos cerâmicos é de 25% (SANTOS, 1992), observa-se conformidade em todos os blocos, pois apresentaram valores mínimos.
TABELA 12: RLq dos CP conformados com as argilas e formulações.
Fonte: o autor
Nesse estudo, de um modo geral, observa-se um comportamento em onda de RL, o que pode ser atribuído ao fechamento inicial da porosidade devido a sinterização por fase líquida (vitrificação pela queima) e sua reabertura na sequência, quando deve ter havido a liberação de gases. Os patamares ocasionais de RL mostrados no gráfico, podem significar estabilidade porosa.
FIGURA 26 RLq dos CP conformados com as argilas e formulações.
Fonte: o autor
Observaram-se que, de um modo geral, as RL foram bem menores nas temperaturas de queima (0,4% a 1,3%), em comparação com as RL de secagem a 110 oC. Esses resultados são importantes para o processo industrial, oferecendo garantias de que não haverá problemas quanto às dimensões finais do produto.
0
0,5
1
1,5
A B C F0 F4 F5 F6 F7
RLq dos CP conformados com argilas e formulações
800 °C 850 °C 900 °C 950 °C
CP
Retração Linear de Queima (%)
800 °C 850 °C 900 °C 950 °C
Média DP Média DP Média DP Média DP
A 0,40 0,017 0,80 0,096 0,90 0,163 0,50 0,267
B 0,90 0,121 1,20 0,466 1,00 0,410 0,50 0,298
C 0,70 0,207 0,70 0,260 0,60 0,429 1,30 0,566
F0 0,40 0,138 0,50 0,270 0,70 0,357 0,80 0,424
F4 1,30 0,417 0,50 0,077 1,10 0,417 1,00 0,349
F5 1,10 0,393 0,80 0,085 1,00 0,393 0,60 0,325
F6 0,10 0,394 0,50 0,263 0,50 0,042 0,70 0,330
F7 0,90 0,281 0,40 0,111 0,80 0,145 0,80 0,451
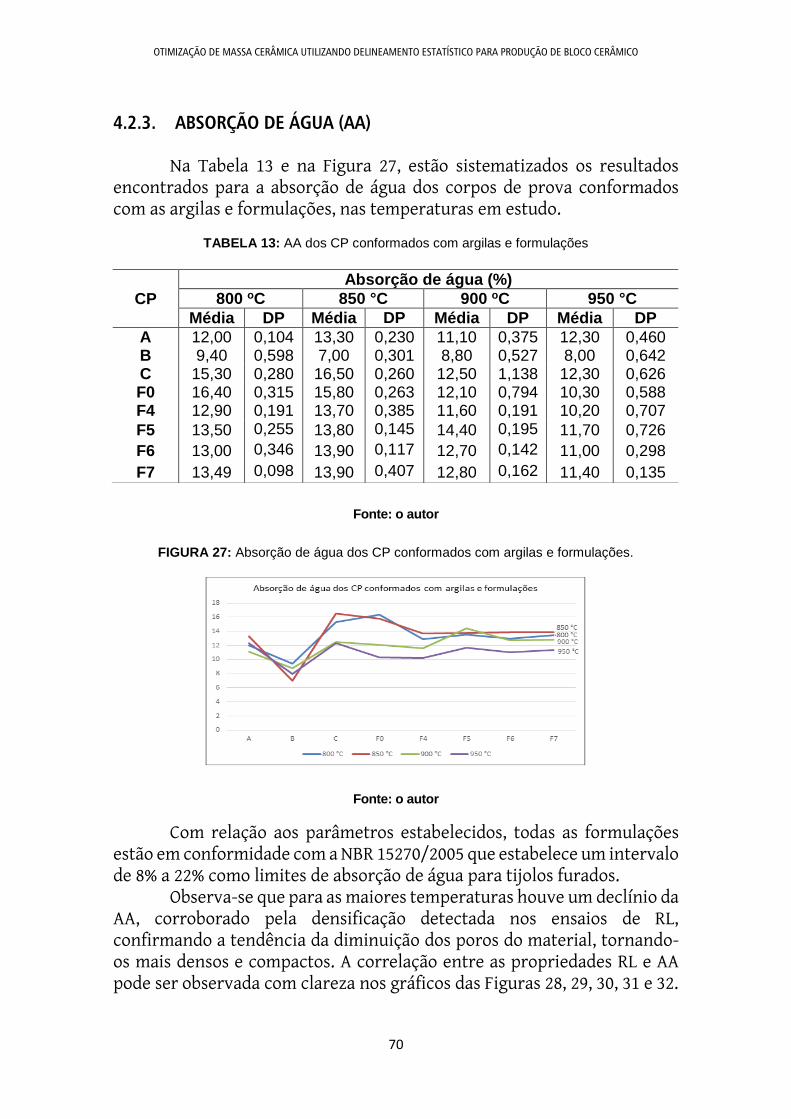
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
70
4.2.3. ABSORÇÃO DE ÁGUA (AA)
Na Tabela 13 e na Figura 27, estão sistematizados os resultados encontrados para a absorção de água dos corpos de prova conformados com as argilas e formulações, nas temperaturas em estudo.
TABELA 13: AA dos CP conformados com argilas e formulações
Fonte: o autor
FIGURA 27: Absorção de água dos CP conformados com argilas e formulações.
Fonte: o autor
Com relação aos parâmetros estabelecidos, todas as formulações estão em conformidade com a NBR 15270/2005 que estabelece um intervalo de 8% a 22% como limites de absorção de água para tijolos furados.
Observa-se que para as maiores temperaturas houve um declínio da AA, corroborado pela densificação detectada nos ensaios de RL, confirmando a tendência da diminuição dos poros do material, tornando-os mais densos e compactos. A correlação entre as propriedades RL e AA pode ser observada com clareza nos gráficos das Figuras 28, 29, 30, 31 e 32.
CP
Absorção de água (%)
800 oC 850 °C 900 oC 950 °C
Média DP Média DP Média DP Média DP
A 12,00 0,104 13,30 0,230 11,10 0,375 12,30 0,460 B 9,40 0,598 7,00 0,301 8,80 0,527 8,00 0,642 C 15,30 0,280 16,50 0,260 12,50 1,138 12,30 0,626 F0 16,40 0,315 15,80 0,263 12,10 0,794 10,30 0,588 F4 12,90 0,191 13,70 0,385 11,60 0,191 10,20 0,707
F5 13,50 0,255 13,80 0,145 14,40 0,195 11,70 0,726
F6 13,00 0,346 13,90 0,117 12,70 0,142 11,00 0,298
F7 13,49 0,098 13,90 0,407 12,80 0,162 11,40 0,135
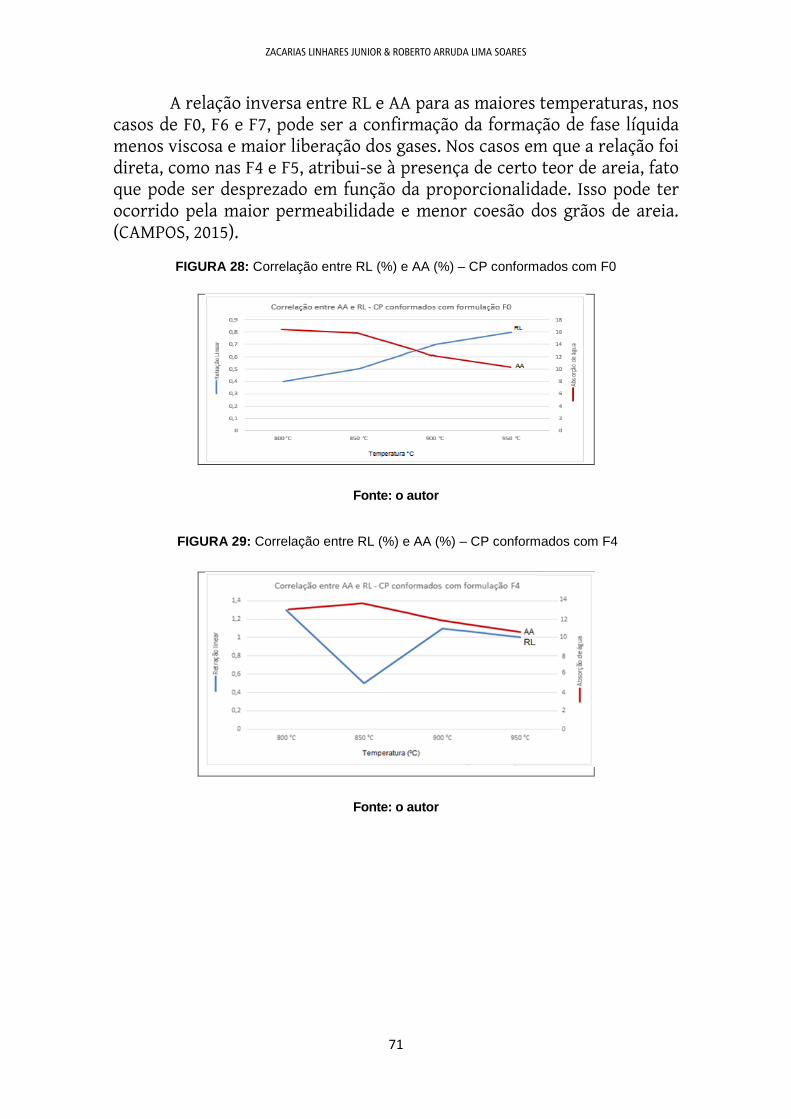
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
71
A relação inversa entre RL e AA para as maiores temperaturas, nos casos de F0, F6 e F7, pode ser a confirmação da formação de fase líquida menos viscosa e maior liberação dos gases. Nos casos em que a relação foi direta, como nas F4 e F5, atribui-se à presença de certo teor de areia, fato que pode ser desprezado em função da proporcionalidade. Isso pode ter ocorrido pela maior permeabilidade e menor coesão dos grãos de areia. (CAMPOS, 2015).
FIGURA 28: Correlação entre RL (%) e AA (%) – CP conformados com F0
Fonte: o autor
FIGURA 29: Correlação entre RL (%) e AA (%) – CP conformados com F4
Fonte: o autor
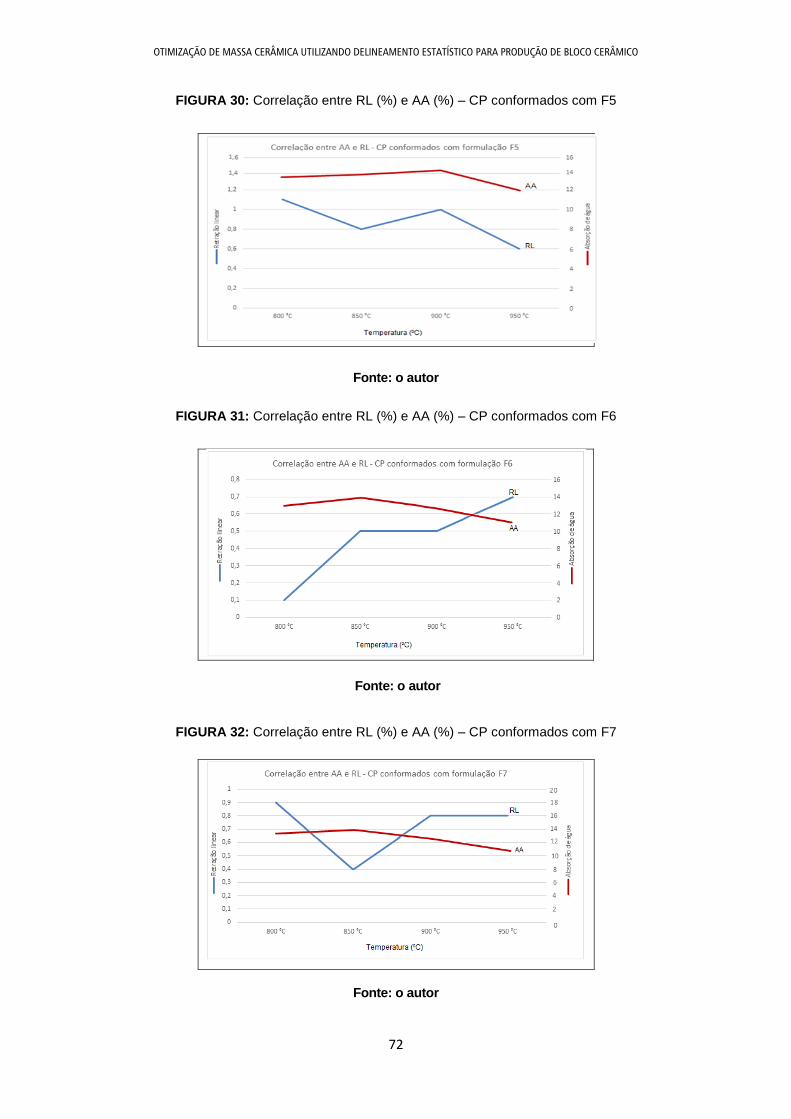
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
72
FIGURA 30: Correlação entre RL (%) e AA (%) – CP conformados com F5
Fonte: o autor
FIGURA 31: Correlação entre RL (%) e AA (%) – CP conformados com F6
Fonte: o autor
FIGURA 32: Correlação entre RL (%) e AA (%) – CP conformados com F7
Fonte: o autor
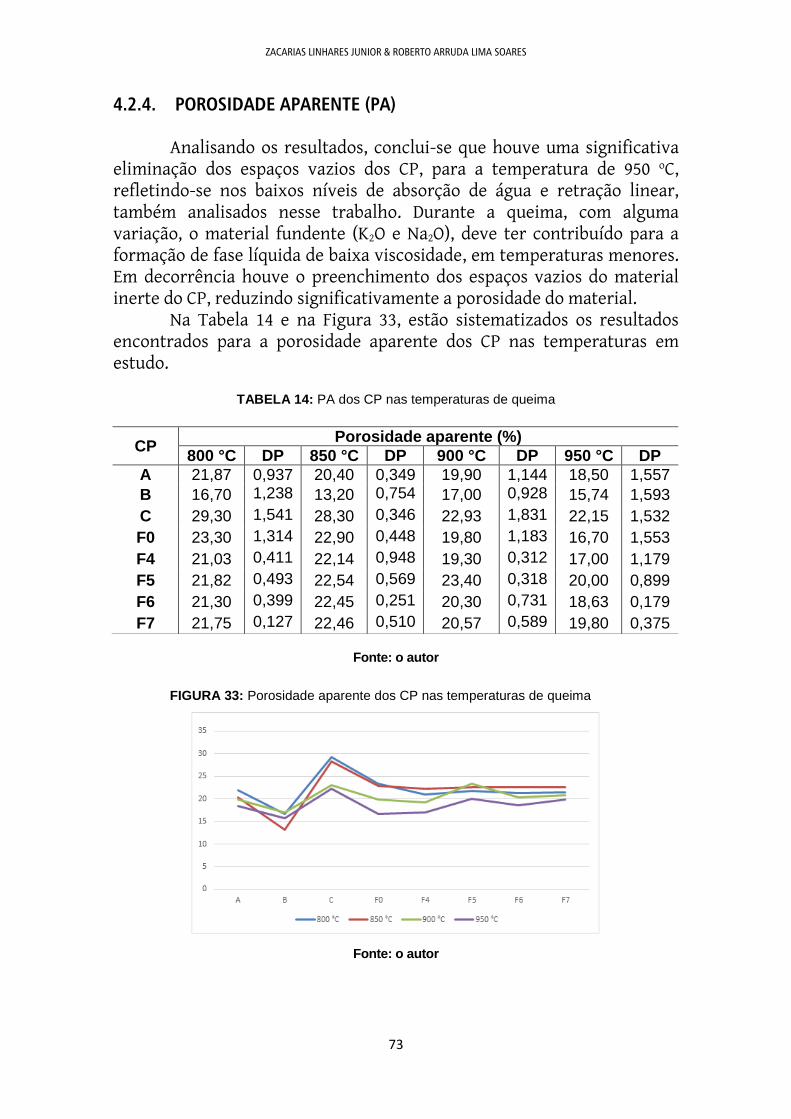
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
73
4.2.4. POROSIDADE APARENTE (PA)
Analisando os resultados, conclui-se que houve uma significativa eliminação dos espaços vazios dos CP, para a temperatura de 950 oC, refletindo-se nos baixos níveis de absorção de água e retração linear, também analisados nesse trabalho. Durante a queima, com alguma variação, o material fundente (K2O e Na2O), deve ter contribuído para a formação de fase líquida de baixa viscosidade, em temperaturas menores. Em decorrência houve o preenchimento dos espaços vazios do material inerte do CP, reduzindo significativamente a porosidade do material.
Na Tabela 14 e na Figura 33, estão sistematizados os resultados encontrados para a porosidade aparente dos CP nas temperaturas em estudo.
TABELA 14: PA dos CP nas temperaturas de queima
Fonte: o autor
FIGURA 33: Porosidade aparente dos CP nas temperaturas de queima
Fonte: o autor
CP Porosidade aparente (%)
800 °C DP 850 °C DP 900 °C DP 950 °C DP
A 21,87 0,937 20,40 0,349 19,90 1,144 18,50 1,557
B 16,70 1,238 13,20 0,754 17,00 0,928 15,74 1,593
C 29,30 1,541 28,30 0,346 22,93 1,831 22,15 1,532
F0 23,30 1,314 22,90 0,448 19,80 1,183 16,70 1,553
F4 21,03 0,411 22,14 0,948 19,30 0,312 17,00 1,179
F5 21,82 0,493 22,54 0,569 23,40 0,318 20,00 0,899
F6 21,30 0,399 22,45 0,251 20,30 0,731 18,63 0,179
F7 21,75 0,127 22,46 0,510 20,57 0,589 19,80 0,375
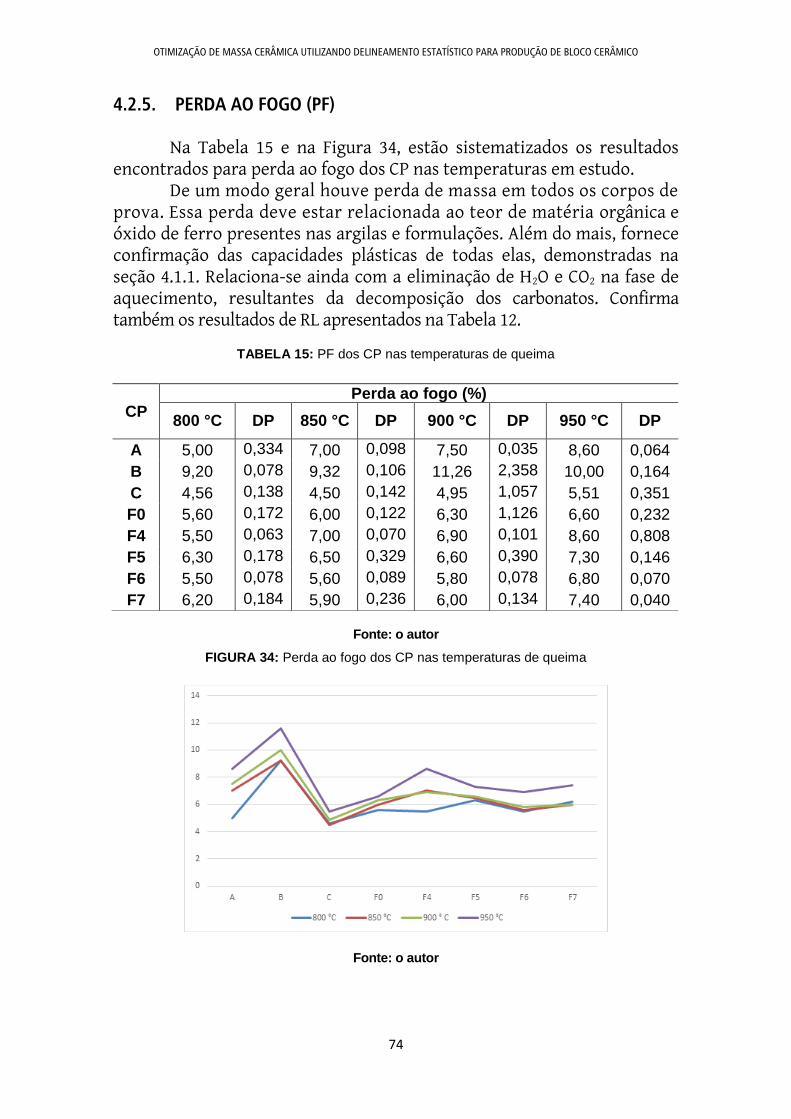
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
74
4.2.5. PERDA AO FOGO (PF)
Na Tabela 15 e na Figura 34, estão sistematizados os resultados encontrados para perda ao fogo dos CP nas temperaturas em estudo.
De um modo geral houve perda de massa em todos os corpos de prova. Essa perda deve estar relacionada ao teor de matéria orgânica e óxido de ferro presentes nas argilas e formulações. Além do mais, fornece confirmação das capacidades plásticas de todas elas, demonstradas na seção 4.1.1. Relaciona-se ainda com a eliminação de H2O e CO2 na fase de aquecimento, resultantes da decomposição dos carbonatos. Confirma também os resultados de RL apresentados na Tabela 12.
TABELA 15: PF dos CP nas temperaturas de queima
Fonte: o autor
FIGURA 34: Perda ao fogo dos CP nas temperaturas de queima
Fonte: o autor
CP Perda ao fogo (%)
800 °C DP 850 °C DP 900 °C DP 950 °C DP
A 5,00 0,334 7,00 0,098 7,50 0,035 8,60 0,064
B 9,20 0,078 9,32 0,106 11,26 2,358 10,00 0,164
C 4,56 0,138 4,50 0,142 4,95 1,057 5,51 0,351
F0 5,60 0,172 6,00 0,122 6,30 1,126 6,60 0,232
F4 5,50 0,063 7,00 0,070 6,90 0,101 8,60 0,808
F5 6,30 0,178 6,50 0,329 6,60 0,390 7,30 0,146
F6 5,50 0,078 5,60 0,089 5,80 0,078 6,80 0,070
F7 6,20 0,184 5,90 0,236 6,00 0,134 7,40 0,040
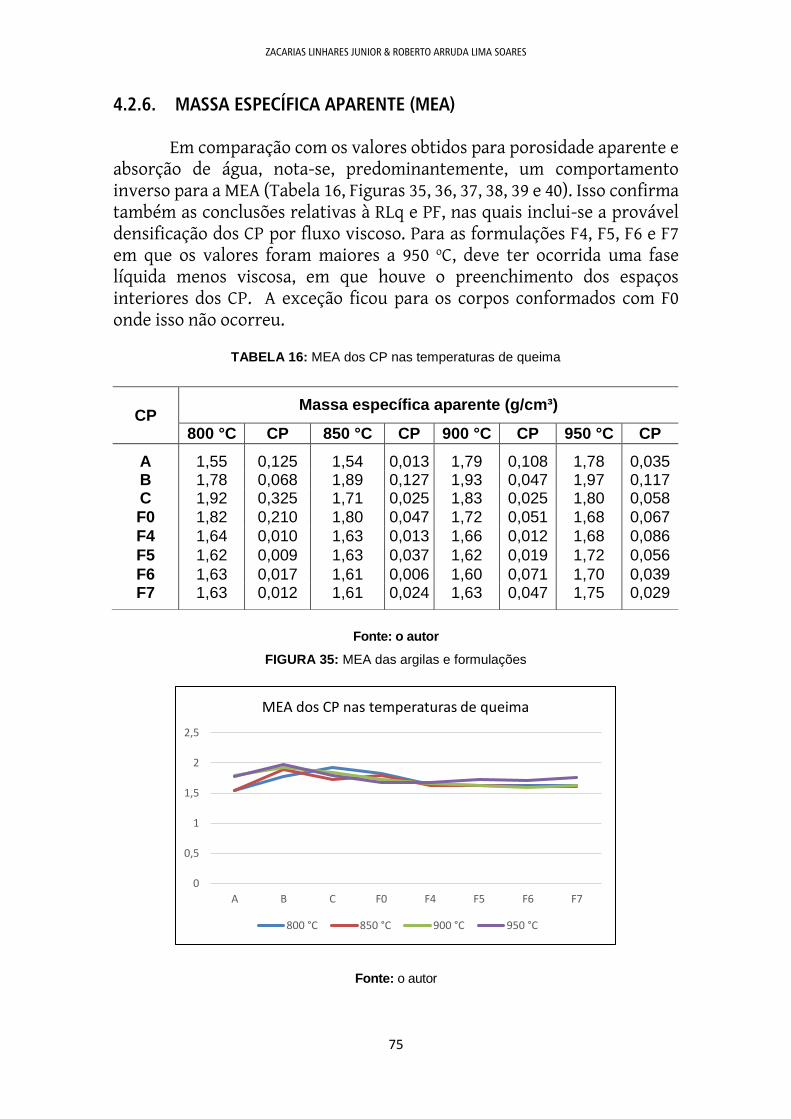
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
75
4.2.6. MASSA ESPECÍFICA APARENTE (MEA)
Em comparação com os valores obtidos para porosidade aparente e absorção de água, nota-se, predominantemente, um comportamento inverso para a MEA (Tabela 16, Figuras 35, 36, 37, 38, 39 e 40). Isso confirma também as conclusões relativas à RLq e PF, nas quais inclui-se a provável densificação dos CP por fluxo viscoso. Para as formulações F4, F5, F6 e F7 em que os valores foram maiores a 950 oC, deve ter ocorrida uma fase líquida menos viscosa, em que houve o preenchimento dos espaços interiores dos CP. A exceção ficou para os corpos conformados com F0 onde isso não ocorreu.
TABELA 16: MEA dos CP nas temperaturas de queima
Fonte: o autor
FIGURA 35: MEA das argilas e formulações
Fonte: o autor
0
0,5
1
1,5
2
2,5
A B C F0 F4 F5 F6 F7
MEA dos CP nas temperaturas de queima
800 °C 850 °C 900 °C 950 °C
CP Massa específica aparente (g/cm³)
800 °C CP 850 °C CP 900 °C CP 950 °C CP
A 1,55 0,125 1,54 0,013 1,79 0,108 1,78 0,035 B 1,78 0,068 1,89 0,127 1,93 0,047 1,97 0,117 C 1,92 0,325 1,71 0,025 1,83 0,025 1,80 0,058
F0 1,82 0,210 1,80 0,047 1,72 0,051 1,68 0,067
F4 1,64 0,010 1,63 0,013 1,66 0,012 1,68 0,086
F5 1,62 0,009 1,63 0,037 1,62 0,019 1,72 0,056
F6 1,63 0,017 1,61 0,006 1,60 0,071 1,70 0,039 F7 1,63 0,012 1,61 0,024 1,63 0,047 1,75 0,029
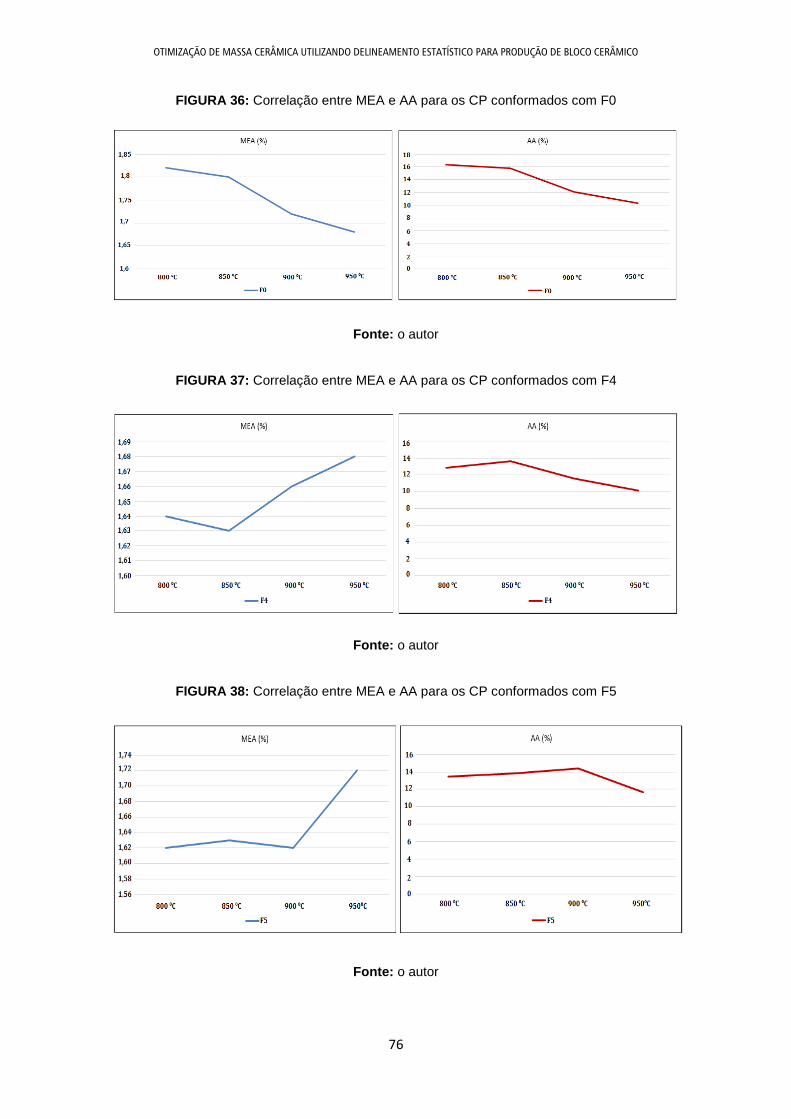
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
76
FIGURA 36: Correlação entre MEA e AA para os CP conformados com F0
Fonte: o autor
FIGURA 37: Correlação entre MEA e AA para os CP conformados com F4
Fonte: o autor
FIGURA 38: Correlação entre MEA e AA para os CP conformados com F5
Fonte: o autor
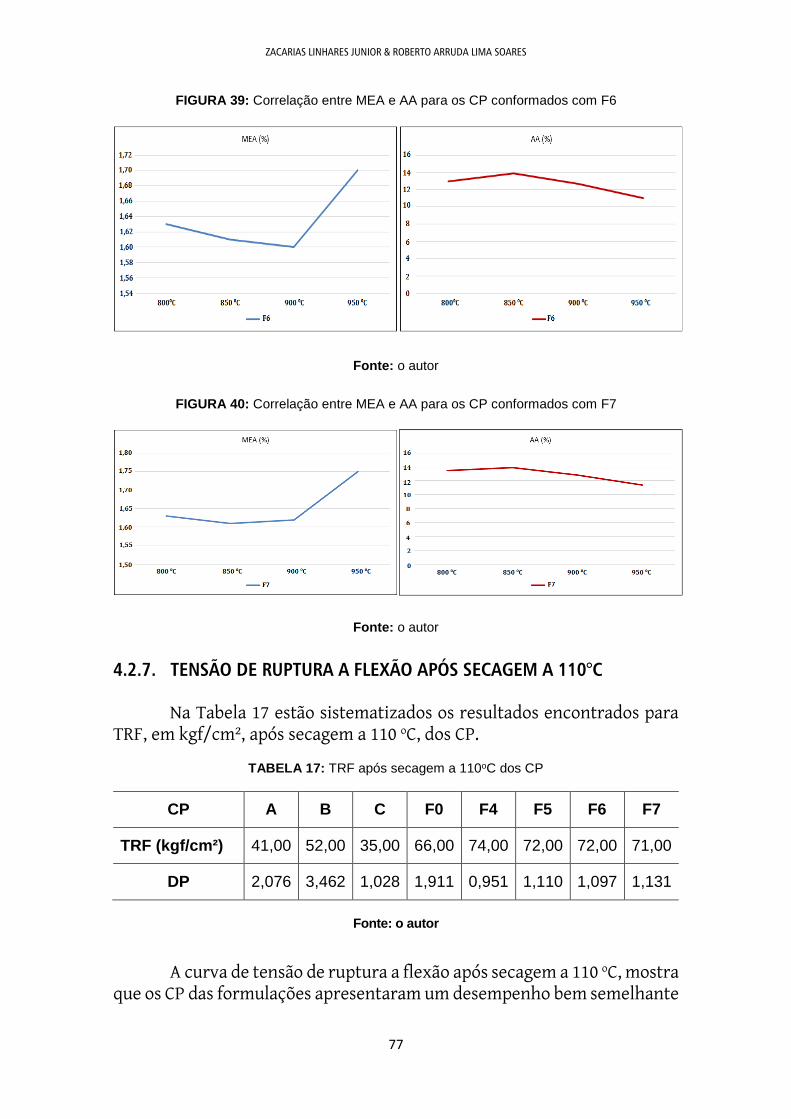
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
77
FIGURA 39: Correlação entre MEA e AA para os CP conformados com F6
Fonte: o autor
FIGURA 40: Correlação entre MEA e AA para os CP conformados com F7
Fonte: o autor
4.2.7. TENSÃO DE RUPTURA A FLEXÃO APÓS SECAGEM A 110°C
Na Tabela 17 estão sistematizados os resultados encontrados para TRF, em kgf/cm², após secagem a 110 oC, dos CP.
TABELA 17: TRF após secagem a 110oC dos CP
CP A B C F0 F4 F5 F6 F7
TRF (kgf/cm²) 41,00 52,00 35,00 66,00 74,00 72,00 72,00 71,00
DP 2,076 3,462 1,028 1,911 0,951 1,110 1,097 1,131
Fonte: o autor
A curva de tensão de ruptura a flexão após secagem a 110 oC, mostra que os CP das formulações apresentaram um desempenho bem semelhante
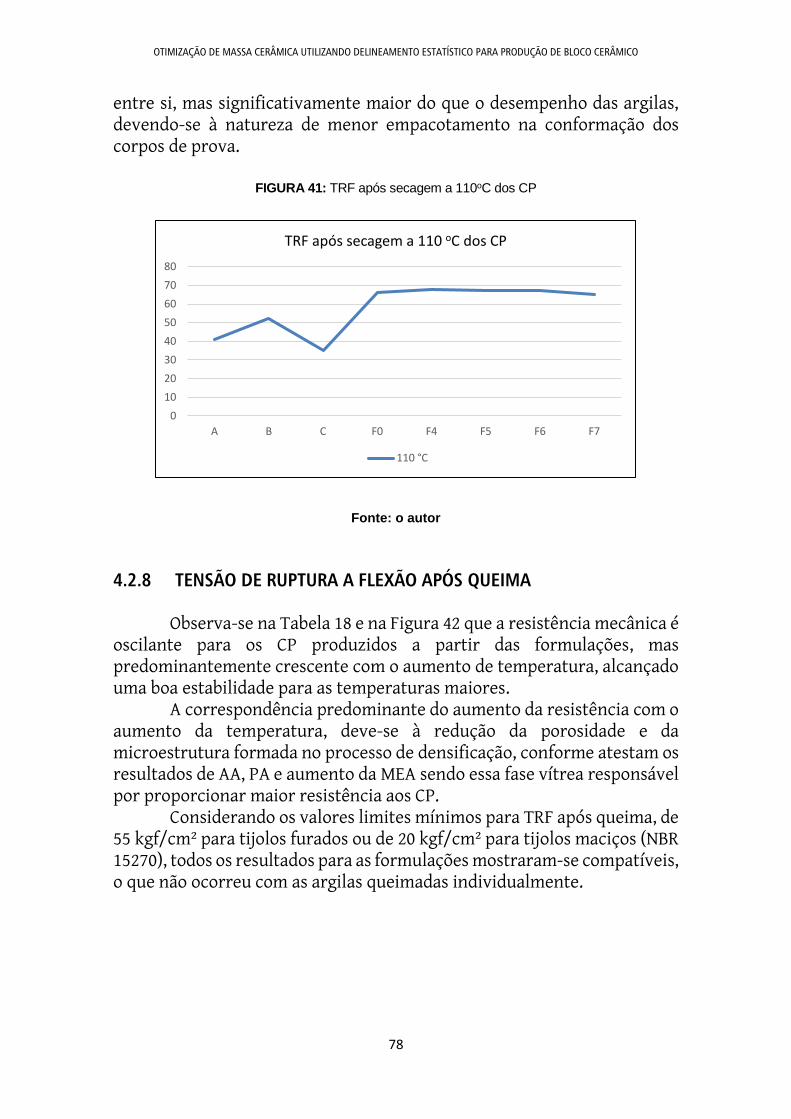
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
78
entre si, mas significativamente maior do que o desempenho das argilas, devendo-se à natureza de menor empacotamento na conformação dos corpos de prova.
FIGURA 41: TRF após secagem a 110oC dos CP
Fonte: o autor
4.2.8 TENSÃO DE RUPTURA A FLEXÃO APÓS QUEIMA
Observa-se na Tabela 18 e na Figura 42 que a resistência mecânica é oscilante para os CP produzidos a partir das formulações, mas predominantemente crescente com o aumento de temperatura, alcançado uma boa estabilidade para as temperaturas maiores.
A correspondência predominante do aumento da resistência com o aumento da temperatura, deve-se à redução da porosidade e da microestrutura formada no processo de densificação, conforme atestam os resultados de AA, PA e aumento da MEA sendo essa fase vítrea responsável por proporcionar maior resistência aos CP.
Considerando os valores limites mínimos para TRF após queima, de 55 kgf/cm² para tijolos furados ou de 20 kgf/cm² para tijolos maciços (NBR 15270), todos os resultados para as formulações mostraram-se compatíveis, o que não ocorreu com as argilas queimadas individualmente.
0
10
20
30
40
50
60
70
80
A B C F0 F4 F5 F6 F7
TRF após secagem a 110 oC dos CP
110 °C
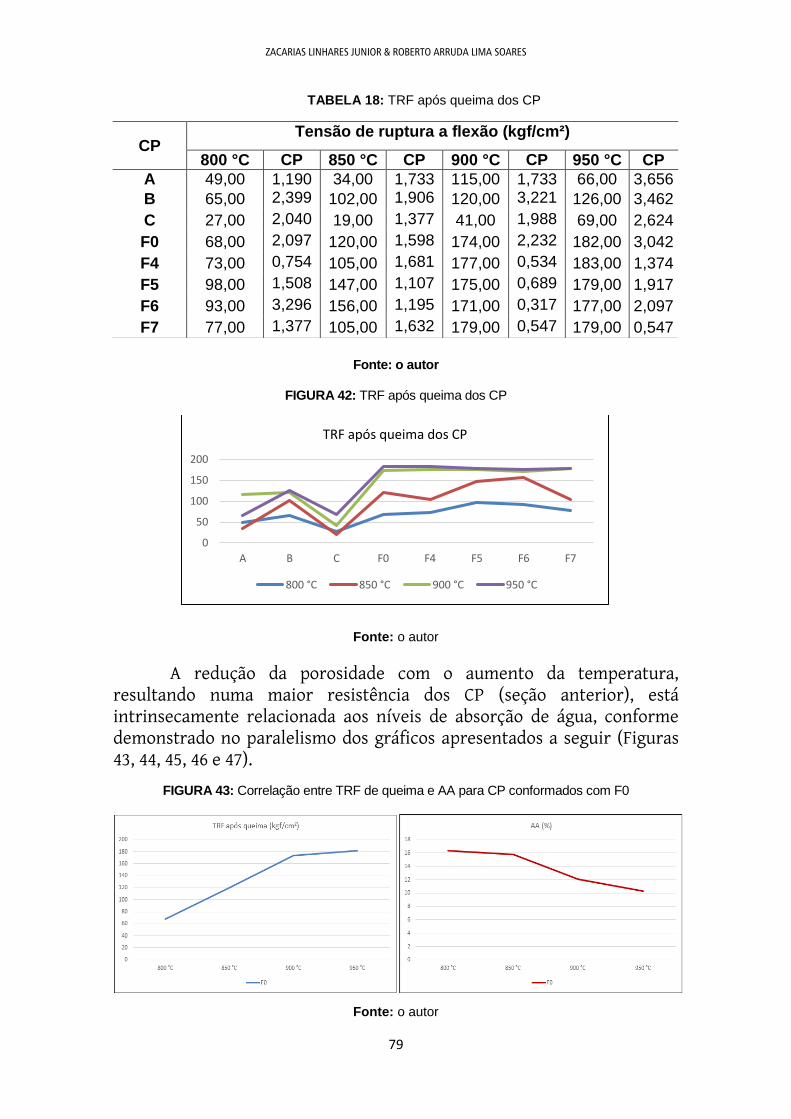
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
79
TABELA 18: TRF após queima dos CP
Fonte: o autor
FIGURA 42: TRF após queima dos CP
Fonte: o autor
A redução da porosidade com o aumento da temperatura, resultando numa maior resistência dos CP (seção anterior), está intrinsecamente relacionada aos níveis de absorção de água, conforme demonstrado no paralelismo dos gráficos apresentados a seguir (Figuras 43, 44, 45, 46 e 47).
FIGURA 43: Correlação entre TRF de queima e AA para CP conformados com F0
Fonte: o autor
0
50
100
150
200
A B C F0 F4 F5 F6 F7
TRF após queima dos CP
800 °C 850 °C 900 °C 950 °C
CP Tensão de ruptura a flexão (kgf/cm²)
800 °C CP 850 °C CP 900 °C CP 950 °C CP
A 49,00 1,190 34,00 1,733 115,00 1,733 66,00 3,656
B 65,00 2,399 102,00 1,906 120,00 3,221 126,00 3,462
C 27,00 2,040 19,00 1,377 41,00 1,988 69,00 2,624
F0 68,00 2,097 120,00 1,598 174,00 2,232 182,00 3,042
F4 73,00 0,754 105,00 1,681 177,00 0,534 183,00 1,374
F5 98,00 1,508 147,00 1,107 175,00 0,689 179,00 1,917
F6 93,00 3,296 156,00 1,195 171,00 0,317 177,00 2,097
F7 77,00 1,377 105,00 1,632 179,00 0,547 179,00 0,547
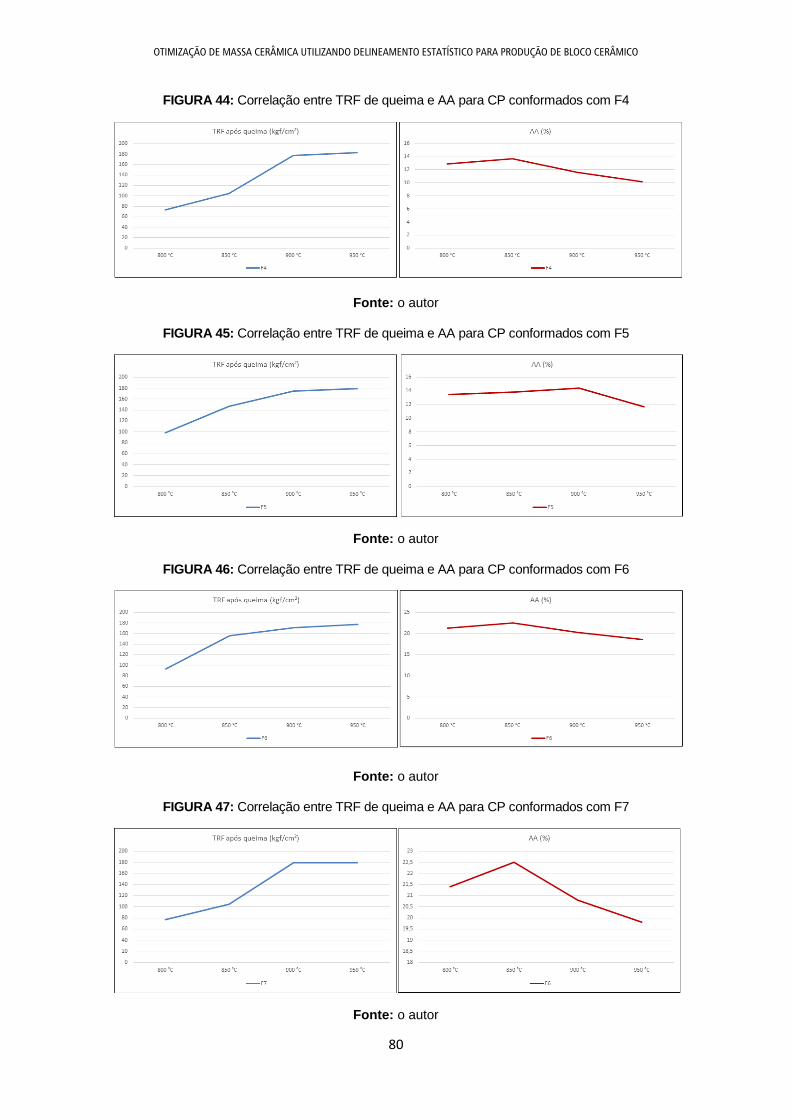
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
80
FIGURA 44: Correlação entre TRF de queima e AA para CP conformados com F4
Fonte: o autor
FIGURA 45: Correlação entre TRF de queima e AA para CP conformados com F5
Fonte: o autor
FIGURA 46: Correlação entre TRF de queima e AA para CP conformados com F6
Fonte: o autor
FIGURA 47: Correlação entre TRF de queima e AA para CP conformados com F7
Fonte: o autor
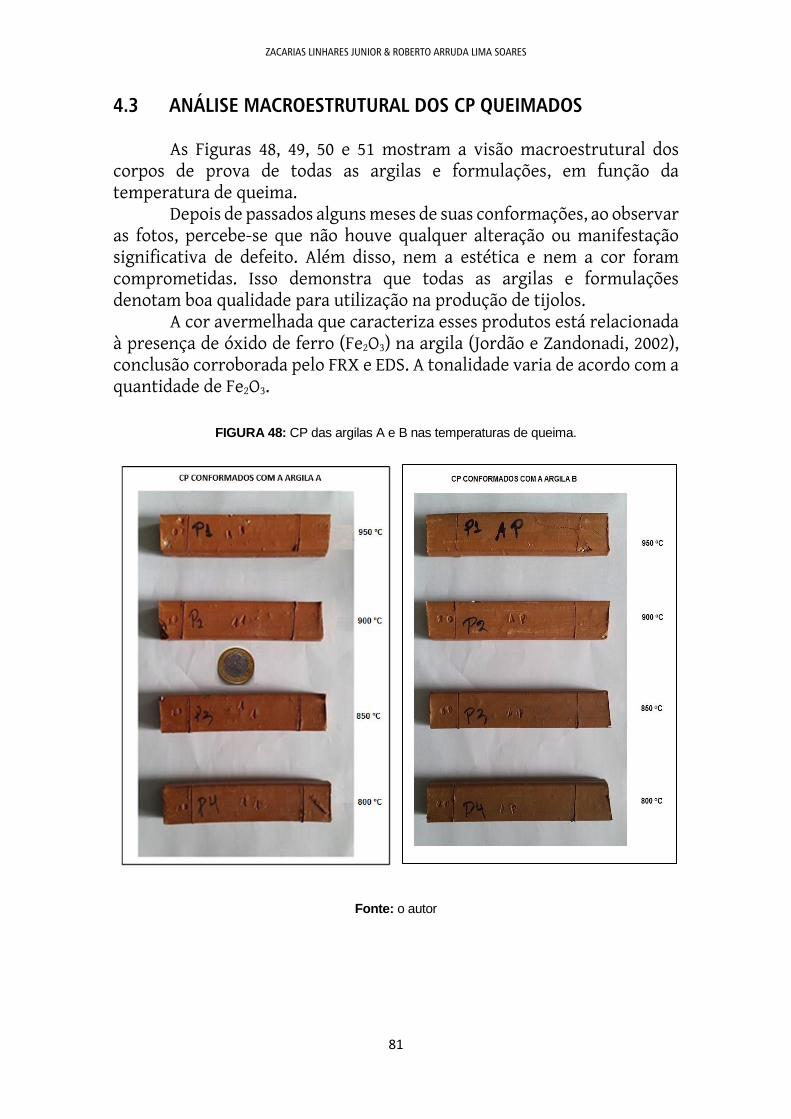
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
81
4.3 ANÁLISE MACROESTRUTURAL DOS CP QUEIMADOS
As Figuras 48, 49, 50 e 51 mostram a visão macroestrutural dos corpos de prova de todas as argilas e formulações, em função da temperatura de queima.
Depois de passados alguns meses de suas conformações, ao observar as fotos, percebe-se que não houve qualquer alteração ou manifestação significativa de defeito. Além disso, nem a estética e nem a cor foram comprometidas. Isso demonstra que todas as argilas e formulações denotam boa qualidade para utilização na produção de tijolos.
A cor avermelhada que caracteriza esses produtos está relacionada à presença de óxido de ferro (Fe2O3) na argila (Jordão e Zandonadi, 2002), conclusão corroborada pelo FRX e EDS. A tonalidade varia de acordo com a quantidade de Fe2O3.
FIGURA 48: CP das argilas A e B nas temperaturas de queima.
Fonte: o autor
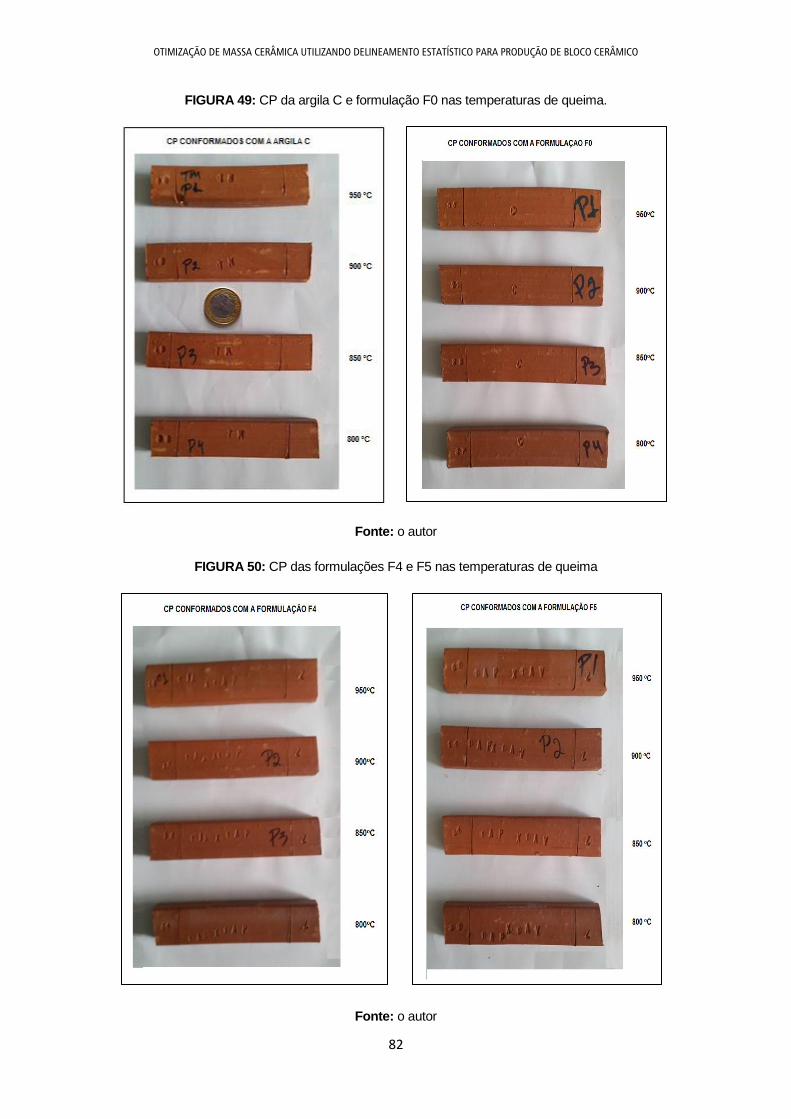
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
82
FIGURA 49: CP da argila C e formulação F0 nas temperaturas de queima.
Fonte: o autor
FIGURA 50: CP das formulações F4 e F5 nas temperaturas de queima
Fonte: o autor
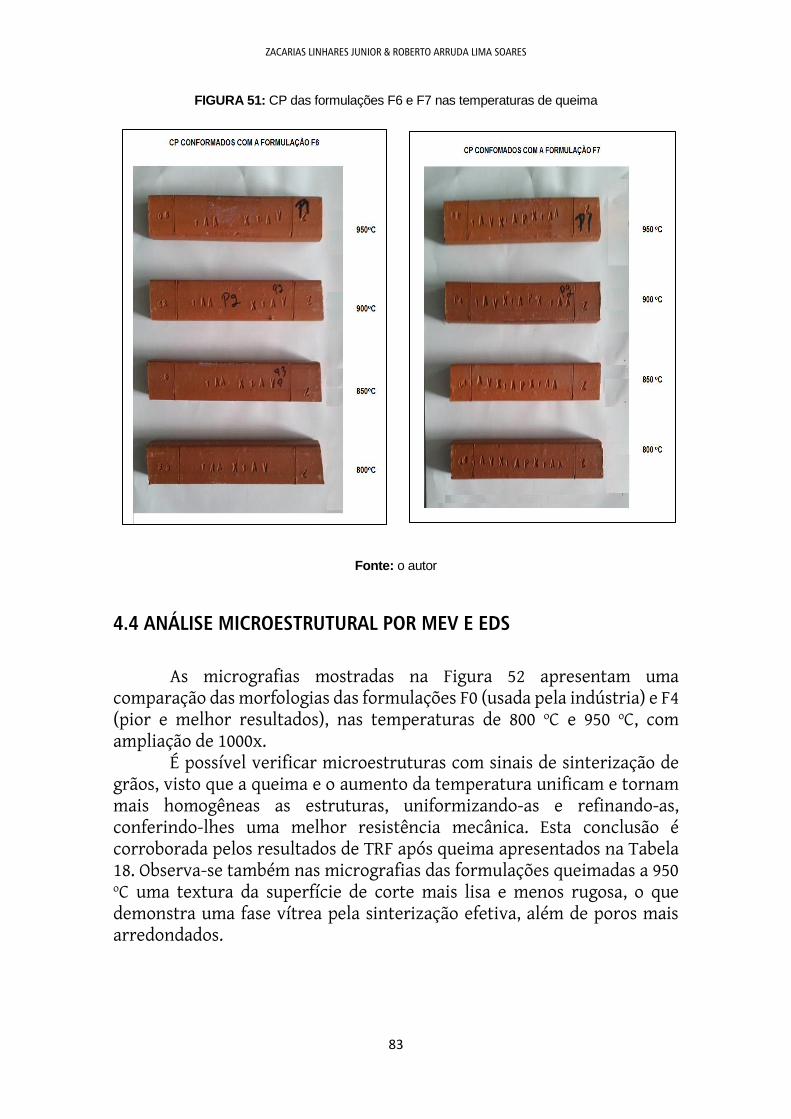
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
83
FIGURA 51: CP das formulações F6 e F7 nas temperaturas de queima
Fonte: o autor
4.4 ANÁLISE MICROESTRUTURAL POR MEV E EDS
As micrografias mostradas na Figura 52 apresentam uma comparação das morfologias das formulações F0 (usada pela indústria) e F4 (pior e melhor resultados), nas temperaturas de 800 oC e 950 oC, com ampliação de 1000x.
É possível verificar microestruturas com sinais de sinterização de grãos, visto que a queima e o aumento da temperatura unificam e tornam mais homogêneas as estruturas, uniformizando-as e refinando-as, conferindo-lhes uma melhor resistência mecânica. Esta conclusão é corroborada pelos resultados de TRF após queima apresentados na Tabela 18. Observa-se também nas micrografias das formulações queimadas a 950 oC uma textura da superfície de corte mais lisa e menos rugosa, o que demonstra uma fase vítrea pela sinterização efetiva, além de poros mais arredondados.
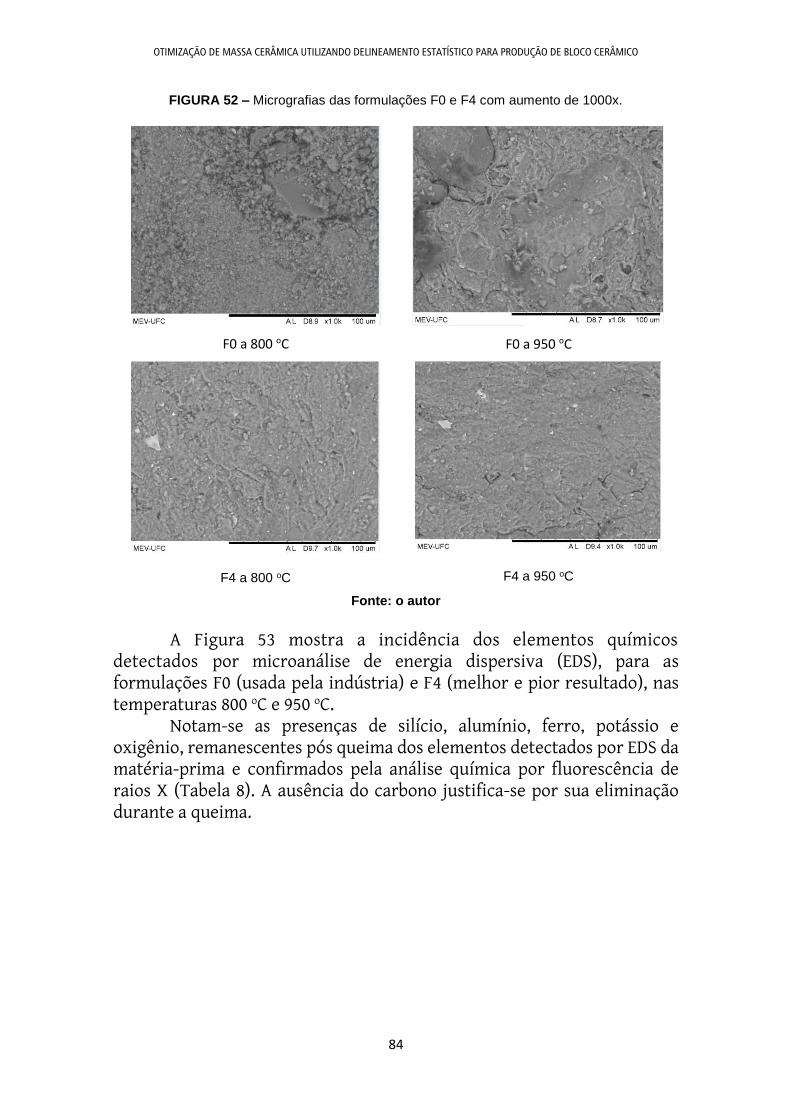
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
84
FIGURA 52 – Micrografias das formulações F0 e F4 com aumento de 1000x.
F0 a 800 oC
F0 a 950 oC
F4 a 800 oC
F4 a 950 oC
Fonte: o autor
A Figura 53 mostra a incidência dos elementos químicos detectados por microanálise de energia dispersiva (EDS), para as formulações F0 (usada pela indústria) e F4 (melhor e pior resultado), nas temperaturas 800 oC e 950 oC.
Notam-se as presenças de silício, alumínio, ferro, potássio e oxigênio, remanescentes pós queima dos elementos detectados por EDS da matéria-prima e confirmados pela análise química por fluorescência de raios X (Tabela 8). A ausência do carbono justifica-se por sua eliminação durante a queima.
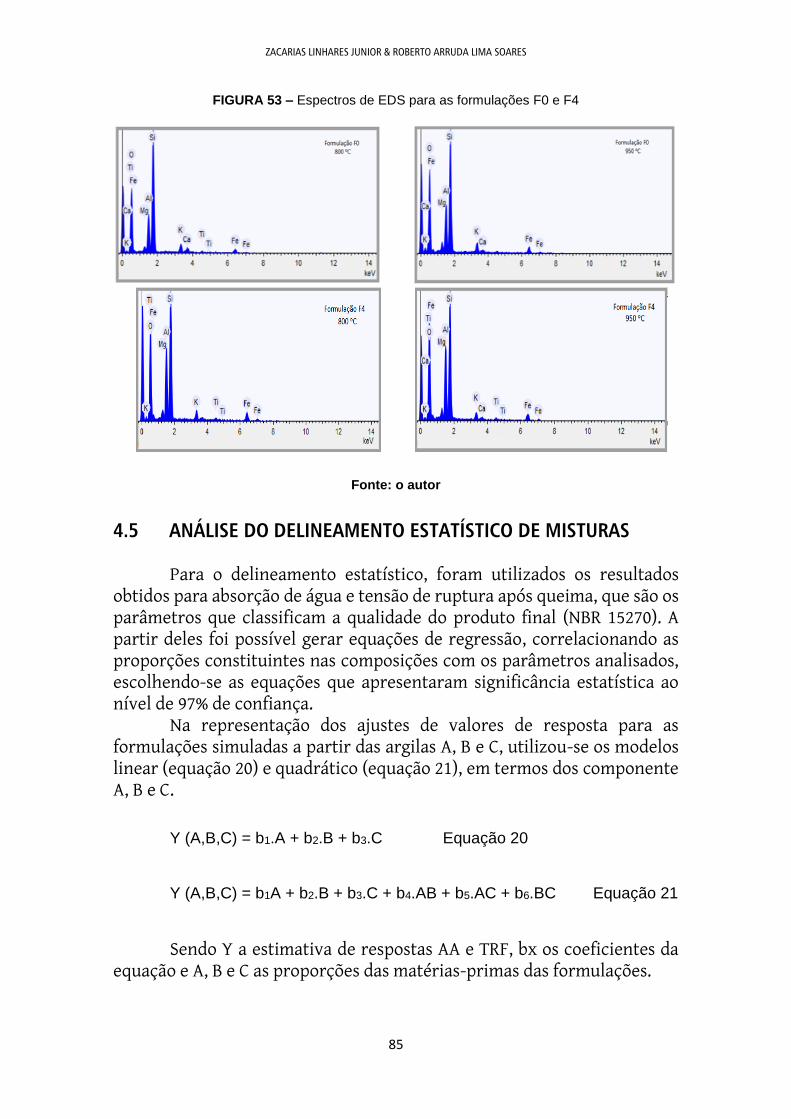
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
85
FIGURA 53 – Espectros de EDS para as formulações F0 e F4
Fonte: o autor
4.5 ANÁLISE DO DELINEAMENTO ESTATÍSTICO DE MISTURAS
Para o delineamento estatístico, foram utilizados os resultados obtidos para absorção de água e tensão de ruptura após queima, que são os parâmetros que classificam a qualidade do produto final (NBR 15270). A partir deles foi possível gerar equações de regressão, correlacionando as proporções constituintes nas composições com os parâmetros analisados, escolhendo-se as equações que apresentaram significância estatística ao nível de 97% de confiança.
Na representação dos ajustes de valores de resposta para as formulações simuladas a partir das argilas A, B e C, utilizou-se os modelos linear (equação 20) e quadrático (equação 21), em termos dos componente A, B e C.
Y (A,B,C) = b1.A + b2.B + b3.C Equação 20
Y (A,B,C) = b1A + b2.B + b3.C + b4.AB + b5.AC + b6.BC Equação 21
Sendo Y a estimativa de respostas AA e TRF, bx os coeficientes da equação e A, B e C as proporções das matérias-primas das formulações.
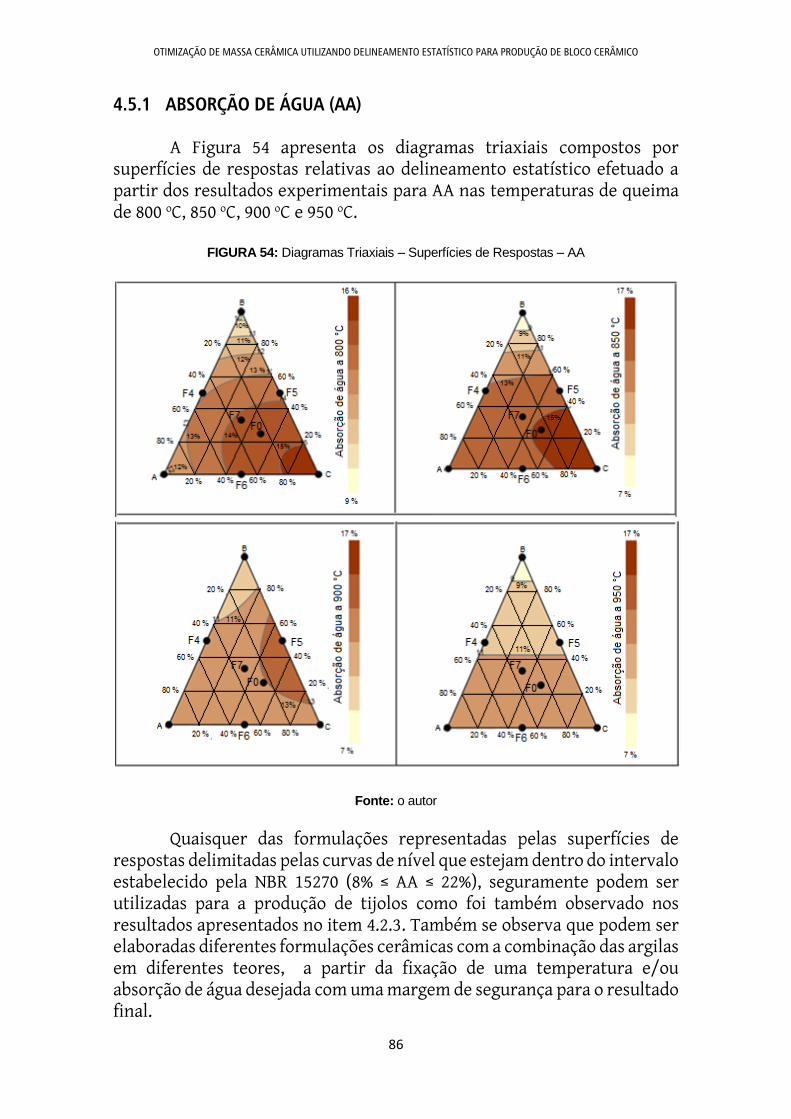
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
86
4.5.1 ABSORÇÃO DE ÁGUA (AA)
A Figura 54 apresenta os diagramas triaxiais compostos por superfícies de respostas relativas ao delineamento estatístico efetuado a partir dos resultados experimentais para AA nas temperaturas de queima de 800 oC, 850 oC, 900 oC e 950 oC.
FIGURA 54: Diagramas Triaxiais – Superfícies de Respostas – AA
Fonte: o autor
Quaisquer das formulações representadas pelas superfícies de respostas delimitadas pelas curvas de nível que estejam dentro do intervalo estabelecido pela NBR 15270 (8% ≤ AA ≤ 22%), seguramente podem ser utilizadas para a produção de tijolos como foi também observado nos resultados apresentados no item 4.2.3. Também se observa que podem ser elaboradas diferentes formulações cerâmicas com a combinação das argilas em diferentes teores, a partir da fixação de uma temperatura e/ou absorção de água desejada com uma margem de segurança para o resultado final.
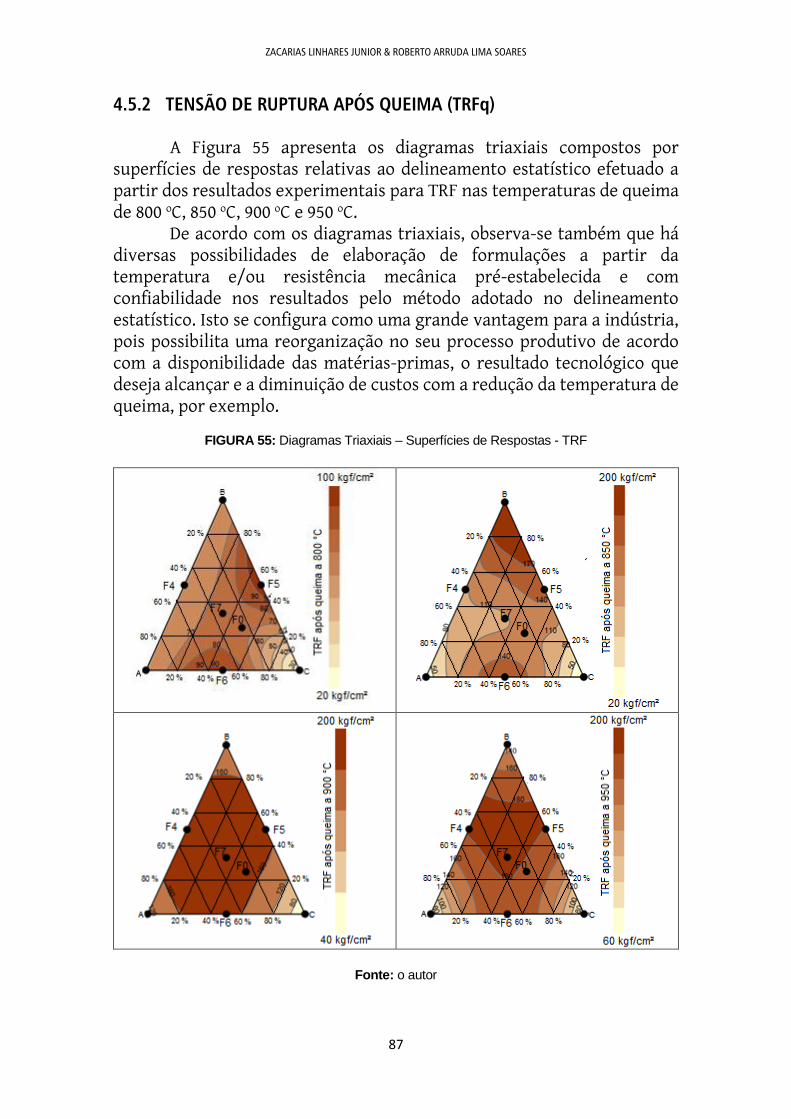
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
87
4.5.2 TENSÃO DE RUPTURA APÓS QUEIMA (TRFq)
A Figura 55 apresenta os diagramas triaxiais compostos por superfícies de respostas relativas ao delineamento estatístico efetuado a partir dos resultados experimentais para TRF nas temperaturas de queima de 800 oC, 850 oC, 900 oC e 950 oC.
De acordo com os diagramas triaxiais, observa-se também que há diversas possibilidades de elaboração de formulações a partir da temperatura e/ou resistência mecânica pré-estabelecida e com confiabilidade nos resultados pelo método adotado no delineamento estatístico. Isto se configura como uma grande vantagem para a indústria, pois possibilita uma reorganização no seu processo produtivo de acordo com a disponibilidade das matérias-primas, o resultado tecnológico que deseja alcançar e a diminuição de custos com a redução da temperatura de queima, por exemplo.
FIGURA 55: Diagramas Triaxiais – Superfícies de Respostas - TRF
Fonte: o autor
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
88
5 CONCLUSÕES
Esse trabalho teve como objetivo otimizar a formulação de massas
cerâmicas a partir das misturas de três argilas utilizadas como matérias-primas na produção de blocos cerâmicos. Com base nos resultados obtidos pode-se concluir que:
As argilas apresentaram distribuição granulométrica compatíveis com a produção de blocos cerâmicos;
Todas as argilas têm os mesmos componentes químicos e fases mineralógicas, porém em proporções diferentes. A exceção é o sódio que só foi detectado na argila B;
Todas as massas cerâmicas simuladas apresentaram resultados compatíveis com as especificações da ABNT para uso na produção de blocos cerâmicos;
A análise macroestrutural dos corpos de prova queimados, para todas as formulações e temperaturas, demonstrou estabilidade de forma e cor, mesmo depois de seis meses de conformados;
Foi possível verificar microestruturas com sinais de sinterização de grãos, o que justifica os resultados de TRF após queima.
O delineamento estatístico de misturas mostrou-se adequado para a obtenção de modelos matemáticos que relacionam as propriedades físico-mecânicas com as proporções das matérias-primas utilizadas;
A aplicação do método de delineamento estatístico possibilita a obtenção de um resultado satisfatório das propriedades tecnológicas desejadas com uma grande margem de segurança. Também possibilita a variação de formulações que visa o uso mais adequado das matérias-primas disponíveis, economia de gastos energéticos e melhoria da qualidade do produto final.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
89
SUGESTÃO PARA TRABALHOS FUTUROS
Realizar um estudo de delineamento estatístico, a partir de dados experimentais que possam estabelecer as características globais de formulações, extensivo a telhas cerâmicas. .
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
90
REFERÊNCIAS
ABCERAM – ASSOCIAÇÃO BRASILEIRA DE CERÂMICA – Informações Técnicas – Matérias – Primas Naturais. 2014. Disponível em: <http://www.abceram.org.br/site/?area=4&submenu=47>. Acesso em 10 de Outubro de 2014. ____________. Processos de Fabricação. 2014. Disponível em: <http://www.abceram.org.br/site/?area=4&submenu=50>. Acesso em 20 de Dezembro de 2014. ABNT, ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Blocos cerâmicos para alvenaria, especificação: NBR 15270/2005. ___________. Rochas para revestimento – Determinação da massa específica aparente, porosidade aparente e absorção de água aparente: NBR 12766/1992. ___________. Solo - Determinação do limite de liquidez: NBR 6459/84 ___________. Solo - Determinação do limite de plasticidade: NBR 7180/1984. ___________. Solo: Determinação da Retração Linear: NBR MB-305/1984. ___________. Componentes cerâmicos – Telhas – Terminologia, Requisitos e Métodos de Ensaio: NBR 15310/2005. ___________. Peneiras para ensaio - especificação: NBR 5734. ___________. Alvenaria estrutural - Blocos Cerâmicos - Parte 1: Projetos; NBR 15812-1. ___________. Alvenaria estrutural - Blocos Cerâmicos - Parte 2: Execução e controle de obras; NBR 15812-2. ___________. Solo – Análise Granulométrica; NBR 7181. ___________. Preparação de amostras de solo para ensaio normal de compactação e caracterização – Método de ensaio; NBR 6457. ___________. Grãos de solos que passam na peneira de 4,8mm – Determinação da massa específica – Método de ensaio; NBR 6508. ALBERS, A. P. F., MELCHIADES, F. G., MACHADO, R. et al. Um método simples de caracterização de argilominerais por difração de raios X. Cerâmica, vol. 48, p 305, 34-37, 2002. ALEXANDRE, J. R. Toledo, F. Saboya, M. Pereira, Cerâmica 47, 303 (2001) 170.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
91
AMARANTE, Jr. A. Revestimentos Cerâmicos. Massas Cerâmicas. Associação Brasileira de Cerâmica, p. 1 – 26, 1993. ANFACER – ASSOCIAÇÃO NACIONAL DOS FABRICANTES DE CERÊMICA PARA REVESTIMENTO. Relatório de Atividades 2011 – 2014. Principais Resultados. Disponível em: <http://www.anfacer.org.br/site/default.aspx?idConteudo=175&n=Principais-Resultados>. Acesso em 02 de novembro de 2014. ANICER – ASSOCIAÇÃO NACIONAO DA INDUSTRIA CERÂMICA. Solução Cerâmica – Minha Casa Minha Vida. Disponível em: < http://portal.anicer.com.br/wp-content/uploads/2014/08/Release_Solu%C3%A7%C3%A3o-Cer%C3%A2mica-2014.pdf>. Acesso em 02 de novembro de 2014. ARAUJO, R. N.; R. S. de Macedo. Estudo comparativo entre métodos de determinação da plasticidade em argilas vermelhas do Estado da Paraíba. IX Congresso de Iniciação Científica da Universidade Federal de Campina Grande. 2012. ASOCIACION DE INVESTIGACION DE LAS INDUSTRIA CERÁMICAS (AICE) E INSTITUTO DE TECNOLOGIA CERÁMICA (ITC). Manual para el Control de la Calidad de Materias primas Arcillosas. Valência. Espanha, 1992. BANCO DO NORDESTE DO BRASIL S/A – BNB - Escritório Técnico de Estudos Econômicos do Nordeste - ETENE. Informe Setorial Cerâmica Vermelha. 2010. BAUER, L. A. F. Materiais de construção. 5. ed. Rio de Janeiro: Livros Técnicos e Científico, 2000. v. 1, 705 p. BARBA, A. et al. Matérias Primas para la Fabricacion de Suportes de Baldosas Cerâmicas. Espanha. 1997. BARBETTA, P.A. Construção de modelos para medias e variâncias na otimização experimental de produtos e processos. Florianópolis, 1998. 246p. Tese de Doutorado, Universidade Federal de Santa Catarina. BEREZOWSKI, L. R.; C. de Moura N.; F. C. L. de Melo. Artigo: Avaliação da resistência mecânica de cerâmicas à base de carbeto de silício. Instituto Tecnológico da Aeronáutica. 2005. Disponível em: < http://www.bibl.ita.br/viiiencita/Avaliacao%20da%20resistencia%20meccnica%20de%20ceramicas%20a%20base%20de%20carbeto%20de%20silicio.pdf> Acesso em 25 de dezembro de 2014. BARROS NETO, B. et al. Planejamento e otimização de experimentos. 2.ed. Campinas: Unicamp, 1996. BORGO, S. C. Minimização e reciclagem de lodo galvânico e poeira de jateamento.141 p. Dissertação de Mestrado em Engenharia de Recursos Hídricos e Ambiental – Departamento de Hidráulica e Saneamento, Universidade Federal do Paraná. Curitiba, 2005. BORLINI, M. C. Cerâmicas preparadas a partir de argila sedimentar com adição
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
92
de cinzas da matéria orgânica do lixo e celulignina do processo de pré-hidrólise de biomassas: propriedades mecânicas e inertização de metais pesados. 186 p. Dissertação de Mestrado em Engenharia de Materiais e Metalúrgica – Faculdade de Engenharia Química de Lorena, Universidade de São Paulo, São Paulo, 2002. BRANCO, Pércio de Moraes. Dicionário de Mineralogia e Gemologia. São Paulo: Oficina de Textos, 2008. 608 p. Il CABRAL JUNIOR, M.; MOTTA, J.F.M.; ALMEIDA, A.S.; TANNO, L.C. Argila para Cerâmica Vermelha. In: Rochas e Minerais Industriais. Rio de Janeiro: Luz, A. B.; Lins, F. A. F. 2008. Cap 33, p. 747-770. CALLISTER, Willian. Ciência e engenharia de materiais: uma introdução. 8ª. ed. Rio de Janeiro: LTC, 2012. CAMPO, Iberê M. Conheça os três tipos principais de solo: areia, silte e argila. 2015. Disponível em: < http://www.forumdaconstrucao.com.br/conteudo.php?a=9&Cod=59>. Acesso em 28.Abril.2015. CAMPOS, L. F. A.; MACEDO, R. S. de; KIYOHARA, P. K.; FERREIRA, H. C. Características de plasticidade de argilas para uso em cerâmica vermelha ou estrutural. 1999. Disponível em: <http://www.scielo.br/scielo.php?pid=S0366-69131999000500006&script=sci_arttext>. Acesso em 12 de dezembro de 2014. CAMPOS, Letícia L. Termoluminescência de materiais e sua aplicação em dosimetria da radiação. Cerâmica vol.44 n.290 São Paulo Nov./Dec. 1998. Disponível em: <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0366-69131998000600007>. Acesso em 23 de dezembro de 2014. CAVALHEIRO, Eder T. G.; Massao Ionashiro. Artigo: A influência de fatores experimentais nos resultados de análises termogravimétricas. FAPESP, 1995. CHAVES, P. V., SANTOS, R. S. Artigo ‘Estudo de Composições com Argila, objetivando um processo de fabricação eficiente’. Revista da ANICER, Seção Artigo, edição 42, 2006. CIENFUEGOS, F.; VAITSMAN, D. Análise Instrumental. Rio de Janeiro: Interciência, 2000. p. 606. COELHO, C.; N. Roqueiro, D. Hotza, Rational mineralogical analysis of ceramics, Mater. Lett. 52, 6. 2002. CORNELL, J.A. Experiments with mixtures: designs, models, and analysis of mixture data. 3.ed. New York: John Wiley & Sons, 2002. CORREIA FILHO. F. L. Projeto Avaliação de Depósitos Minerais para a Construção Civil PI/MA. Teresina: CPRM, 1997. v.1.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
93
CORREIA, S.L. Desenvolvimento de metodologia de formulação de massas cerâmicas triaxiais utilizando delineamento de misturas e otimização. Florianópolis, 2003. 140p. Tese de Doutorado, Programa de Pós-graduação em Engenharia de Materiais, Universidade Federal de Santa Catarina. DANTAS NETO, Silvrano Adonias. Mecânica dos Solos I: curso de Engenharia Civil da Universidade Federal do Ceará. Fortaleza: UFC, 2007. Notas de Aula do Professor. DEDAVID, Berenice Anina; C. I. Gomes; G. Machado. Microscopia eletrônica de varredura: aplicações e preparação de amostras: materiais poliméricos, metálicos e semicondutores [recurso eletrônico]. Porto Alegre: EDIPUCRS, 2007. DENARI, G. B.; E. T. G. Cavalheiro. Princípios e aplicações de análise térmica. São Carlos: IQSC, 2012. 40p. EFFTING, C. Produtos de Cerâmica Vermelha. UDESC Joinville. 2014. Disponível em: < http://www.joinville.udesc.br/portal/professores/carmeane/materiais/AULA_5___Cer_mica_Vermelha_1.pdf> Acesso em 20 de março de 2014. EMBRAPA – Empresa Brasileira de Pesquisa Agropecuária. Boletim de pesquisa número 11: Levantamento de Reconhecimento de Baixa e Média Intensidade dos Solos do Estado de Pernambuco. 2000. Disponível em: <http://www.uep.cnps.embrapa.br/zape/Boletim_de_Pesquisa_Final.pdf> Acesso em 10 de dezembro de 2014. FABBRI, B.; C. Fiori, A. Ravaglioli, Comparation between traditional mineralogical and computarized rational analysis of ceramic raw-materials, J. Physique 47, C-1. 1986. 57 - 62 FERNANDES, P. F. Reaproveitamento do lodo da estação de tratamento de efluentes de uma indústria cerâmica. Universidade Federal de Santa Catarina, 2002. Dissertação de Mestrado em Ciência e Engenharia de Materiais. FERREIRA, M. J. D. Argilominerais puro e quimicamente modificados como adsorventes para corantes catiônicos. 2009. 80 p. Dissertação (Mestrado em Química) – Universidade Federal da Paraíba, João Pessoa. 2009. FIGUEIREDO, K.; D. Ribeiro. Análises Térmicas. Universidade Federal da Paraíba. 2010. Disponível em: <http://www.quimica.ufpb.br/monitoria/Disciplinas/termodinamica2/material/M7_Analises_termicas.pdf>. Acesso em 22 de dezembro de 2014. FILHO, João Baptista. A utilização de substâncias minerais pelos povos indígenas. Breves comentários. Anuário do Instituto de Geociências. UFRJ. 1999. FLYEVER, Tecnologia Eletrônica. 2014. Disponível em: <http://www.flyever.com.br/web/noticias/>. Acesso em 20 de dezembro de 2014.
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
94
FREITAS, Ricardo Luiz Barros. Fabricação, caracterização e aplicações do compósito PZT/PVDF. Tese (doutorado). Universidade Estadual Paulista. Faculdade de Engenharia de Ilha Solteira. Área de Conhecimento: automação, 2012. FUNDAÇÃO CEPRO. Diagnóstico e diretrizes para o setor mineral do estado do Piauí. Teresina: Fundação Centro de Pesquisas Econômicas e Sociais. 2005. GIBERTONI, C.; P. I. Paulin F.; M. R. Morelli. Artigo: Caracterização de cerâmicas sinterizadas
por fluxo viscoso. 2005. Disponível em: <http://www.scielo.br/scielo.php?pid=S0366-
69132005000400005&script=sci_arttext> Acesso em 25 de dezembro 2014.
GOMES, C. F. Argilas, o que são e para que servem. Lisboa: Fundação Calouste Gulbenkian, 1988. 457 p. GOMES, C. M. Avaliação do comportamento reológico de suspensões cerâmicas triaxiais utilizando abordagem do delineamento de misturas, Diss. Mestrado, UFSC, Florianópolis (2004). HOLANDA, José N. F.; VIEIRA, Carlos M. F. Análise da situação Atual e Perspectivas de Crescimento do Setor de Cerâmica Vermelha Estrutural de Campos dos Goytacazes.RJ. Mundo Cerâmico, São Paulo, n. 82, p. 29-31, 2002 IBGE – Instituto Brasileiro de Geografia e Estatística. Manual Técnico de Geologia. ISSN 0103.9598. ISBN 85240.0641-2. RJ. 1998. INMETRO – Instituto Nacional de Metrologia. Bloco Cerâmico (Tijolo). 2001. Disponível em:
<http://www.inmetro.gov.br/consumidor/produtos/tijolo.asp?iacao=imprimir>. Acesso em
05 de novembro de 2014.
IONASHIRO M., Giolito I., Cerâmica, V, 26, P 17 - 24. 1980. Arquivo: nomenclatura_anal_termica.pdf. Acesso em 22 de dezembro de 2014. ____________. Nomenclatura, padrões e apresentação dos resultados em análise térmica. FAPESP. 1980. Arquivo: http://abratec.lugar.com.br/download/nomenclatura_anal_termica.pdf. Acesso em 23 de dezembro de 2014. J. MENDO CONSULTORIA, Relatório Técnico 05 - Evolução do Mercado Mineral Mundial a Longo Prazo. Contrato nº 48000.003155/2007-17: Desenvolvimento de Estudos para Elaboração do Plano Duodecenal (2010 - 2030) de Geologia, Mineração e Transformação Mineral. Ministério de Minas e Energia – MME, 2009. JORDÃO, M.A.P., Zandonadi, A.R. (2002) Informações Técnicas: Anuário brasileira de cerâmica. Associação Brasileira de Cerâmica, São Paulo. 26-64.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
95
KAHN, H. Difração de Raios X – Ciências dos Materiais. Escola Politécnica da Universidade de São Paulo. 2014. Disponível em: < http://www.ebah.com.br/content/ABAAABplUAA/difracao-raio-x-ciencia-dos-materiais> Acesso em 21 de dezembro de 2014. LAWSON, C. L., R. J. Hanson, Solving least squares problems, 2nd Ed., Philadelphia, SIAM - Society for Industrial and Applied Mathematics. 1995. 337 pp. LIEBERMANN, H.; W. Schulle. Basic properties of clay mineral raw materials and their influence on the microstructural formation during sintering, Ceram. Forum Int. 76, 10 (1999) 31-34. LOPES, D. C. Estudo da viabilidade de adição de resíduo de pó de fumo à massa cerâmica. Santa Maria, RS, Dissertação (Mestrado em Engenharia Civil), Universidade Federal de Santa Maria, 2005. LUFA. Concreto Leve de Vermiculita Expandida. Disponível em: <http://www.lufa.com.br/refratarios/vermicultura/29-concreto-leve-de-vermiculita-expandida.html> Acesso em 26 de dezembro de 2014. MACEDO, R. S. Estudo das matérias-primas e tijolos cerâmicos furados produzidos no Estado da Paraíba. 1997. 112 f., Dissertação (Mestrado) - Universidade Federal da Paraíba, João Pessoa. MACEDO, E.; M. Miranda; R. Oliveira; Sara G. Relatório de Ensaio Análise Granulométrica -
Método de Peneiração. Universidade de Minho. Escola de Engenharia. 2009.
MACHADO, A. C. M. Utilização de Resíduos de Tinta em Pós como Matéria Prima Secundária
na Obtenção de Materiais Cerâmicos. Dissertação de Mestrado em Engenharia – PPGEM,
UFRGS. Porto Alegre, 2000, 138p.
MÁS, E. Diagnóstico das matérias primas e metodologia da extração das matérias primas.
Qualidade e tecnologia em cerâmica vermelha. São Paulo, Pólo Produções, 2002. 3 v.
MEIRA, João M. L. Comunicações Técnicas: Argilas: o que são, suas propriedades e
classificações. 2001. Disponível em:
<http://www.visaconsultores.com/pdf/VISA_com09.pdf>. Acesso em 11 de dezembro de
2014.
MELO JÚNIOR, A. S. Análise quantitativa do material particulado na região de campinas através das técnicas de microfluorescência de raios-X e reflexão total usando radiação síncrotron. Tese (Doutorado em Química) - Unicamp, Campinas, São Paulo, 2007. MORAIS, D. M.; SPOSTO R. M., Propriedades Tecnológicas e Mineralógicas das Argilas e suas Influências na Qualidade de Blocos Cerâmicos de Vedação que Abastecem o Mercado do Distrito Federal. Cerâmica industrial. São Paulo, v. 11, n. 5, p.35-38, 2006.
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
96
MOREIRA, J. M. S.; J. P. V. T. MANHÃES; J. N. F. HOLANDA /Reaproveitamento de resíduo de rocha ornamental proveniente do Noroeste Fluminense em cerâmica vermelha. Cerâmica vol.51 no 319. São Paulo, 2005. MORUZZI, Rodrigo B. Incorporação do lodo gerado na Estação de tratamento de água (ETAII) do município de Rio Claro - SP em argila utilizada para a produção de cerâmica vermelha. 4º Encontro de Engenharia e Tecnologia dos Campos Gerais. 2008. MUSEU DE ROCHAS MINERAIS. Sedimentares. Disponível em
<http://www.fla.matrix.com.br/luciojr/museuderochaseminerais.htm.>. Acesso em 12 de
novembro de 2014.
NAGATA, N.; BUENO, M. I. M. S.; PERALTA-ZAMORA, P. G. Métodos Matemáticos para
Correção de Interferências Espectrais e Efeitos Inter -elementos na Análise Quantitativa por
Fluorescência de Raios-X. Química Nova, v. 24, n. 4, p. 531-539, 2001.
NAGATANI, T.; SAITO S,; SATO, M.; YAMADA, M. Development of an ultra high resolution scanning electron microscope by means of a field emission source and in-lens system. Scanning Microscopy. v.11, 901-909, 1987. NATREB. Soluções inteligentes para Industria Cerâmica. 2014. Disponível em:
http://www.natreb.com.br/catalogos/laminador/laminador_mn500_mn600c_mn700_mn800.
pdf. Acesso em 20 de dezembro 2014.
NETZSCH. Análise Termomecânica. 2014. Disponível em: <http://www.netzsch-thermal-analysis.com/pt/produtos-solucoes/analise-termomecanica.html?tx_solr%5Bfilter%5D%5B0%5D=productCategory%253AAn%25C3%25A1lise%2BTermomec%25C3%25A2nica&tx_solr%5Bfilter%5D%5B1%5D=productPurpose%253AAlta%2BTemperatura>. Acesso em 22 de dezembro de 2014. ____________. Análise de Gases/Acoplamentos. 2014. Disponível em: < http://www.netzsch-thermal-analysis.com/pt/produtos-solucoes/analise-de-gases-desprendidos.html>. Acesso em 23 de dezembro de 2014. NEVILLE, A.M. Properties of concrete. Harlow: Longman, 1995. NORTON, F. H. Introdução à tecnologia cerâmica. São Paulo: Edgard Blucher, 1973. OLIVEIRA, Antônio Pedro Novaes de; HOTZA, Dachamir. Tecnologia de Fabricação de Revestimentos Cerâmicos. Florianópolis: Ed. Da UFSC, 2011. OLIVEIRA, Izelman. Agregados. Pontifícia Universidade Católica de Goiás. 2012. Disponível em: <http://professor.ucg.br/siteDocente/admin/arquivosUpload/14878/material/Agregados%202012-2%20Jana%C3%ADna.pdf>. Acesso em 24 de dezembro de 2014.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
97
PÁDUA, Hélcias Bernardo de. Série: Água – Parte XII. 2004. Disponível em: <www.fernandosantiago/aguadura.htm>. Acesso em 20 de dezembro de 2014. PASCHOAL, José Antonio Armani. Estudos de parâmetros de qualidade para a cerâmica estrutural vermelha. São Carlos: UFSCar, 2004. PAIVA, L. B. de; MORALES, A. R.; DÌAZ, F. R. V. Argilas organofílicas: características, metodologias de preparação, compostos de intercalação e técnicas de caracterização. Cerâmica vol.54 no.330 São Paulo Apr./June 2008. PEDROSA, Robert. Indústria cerâmica piauiense: reconhecimento internacional e emprego na zona rural. 2012. Disponível em: <http://www.portalodia.com/noticias/economia/industria-ceramica-piauiense-reconhecimento-internacional-e-emprego-na-zona-rural-128924.html>. Acesso em 16 de novembro de 2014. PERONI, Rodrigo. Rochas Sedimentares. Aula 10. Geologia de Engenharia. Departamento de Engenharia de Minas. UFRGS. 2003. Disponível em: < http://www.ufrgs.br/demin/discpl_grad/geologia1/peroni/apostilas/10sedimentares_2003.pdf>. Acesso em 10 de Outubro de 2014. PETRUCCI, E. G. R. Materiais de construção. 11. ed. São Paulo: Globo, 1998. 435 p. POPPE, l. J.; Paskevich, V. F.; Hathaway, J. C.; Blackwood, D. S. A Laboratory Manual for X –
ray Powder Diffraction: Individual Clay Minerals. U. S. Geological Survey. Disponível em:
<http://pubs.usgs.gov/of/2001/of01-041> Acesso em 26 de dezembro de 2014.
PORTAL O DIA. Indústria cerâmica piauiense: reconhecimento internacional e emprego na zona rural. 2012. Disponível em: <http://www.portalodia.com/noticias/economia/industria-ceramica-piauiense-reconhecimento-internacional-e-emprego-na-zona-rural-128924.html>. Acesso em 20 de Outubro de 2014.
PRACIDELLI, S. Meclchiades F. G. Importância da Composição Granulométrica de Massas para
a Cerâmica. Cerâmica Industrial 02, Janeiro/Abril, 1997, p. 31 – 35.
PUREZA, J. C. C. Utilização de resíduos industriais de baixa granulometria em massas cerâmicas de argila vermelha. 2004. 148f. Dissertação (Mestrado). Programa de Pós-Graduação em Engenharia de Materiais, UFRGS. Porto Alegre, 2004. RAWET, J.; P. S. Santos. Cerâmica 26, 128 – 193. 1980. RIBEIRO, C. G. et al. Estudo sobre a Influência da Matéria Orgânica na Plasticidade e no
Comportamento Térmico de uma Argila, Cerâmica Industrial. 2004.
RIBEIRO, M. J. et al. Aspectos fundamentais sobre a extrusão de massa cerâmica vermelha. Cerâmica Industrial, v. 8, n. 1, p. 37-42, jan./fev. 2003. SAMPAIO, E. Mineralogia do Solo. 2006. Disponível em: <http://home.dgeo.uevora.pt/~ems/files/Anexo%20B-03.pdf>. Acesso em 11 de
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
98
novembro de 2014. SANTOS, A. S. do. As argilas como matérias-primas cerâmicas.2009. Disponível em:<http://www.ebah.com.br/content/ABAAAAh5cAE/as-argilas-como-materias-primas-ceramicas>. Acesso em 30 de Outubro de 2014. SANTOS, P. de S. Ciência e Tecnologia de Argilas. 5 Ed. São Paulo: Edgar Blücher, 1992. V1. Pág 397. SALEMA, Blog. Estoque de matéria prima. 2014. Disponível em: < http://www.salema.com.br/artigos/noticias/estoque-de-materia-prima/ >. Acesso em 29 de julho 2014. SEBRAE – SERVIÇO BRASILEIRO DE APOIO DA MICRO E PEQUENA EMPRESA. Ideias de Negócios: Como montar uma Industria de Cerâmica. Empreendedorismo. 2012. SCHRANK, Alfonso. Micas. Instituto de Geociências. UNICAMP, 2010. Disponível em: http://www.ige.unicamp.br/site/aulas/30/Micas%20%28c%29.pdf. Acesso em 15 de dezembro 2014. ____________. Cloritas. Instituo de Geociências. UNICAMP, 2010. Disponível em: <http://www.ige.unicamp.br/site/aulas/30/Cloritas%20e%20argilas.pdf>. Acesso em 26 de dezembro de 2014. SENAI – SERVINÇO NACIONAL DE APRENDIZAGEM INDUSTRIAL. Departamento Regional do Piauí. Especial de Tecnologia em Cerâmica Vermelha. Teresina – PI, 2006. SILVA, A. V. Monografia: Análise do processo produtivo dos tijolos cerâmicos no Estado do Ceará: da extração da matéria prima à fabricação. Fortaleza, CE, 2009. SILVA, N. S. Modelagem experimental por delineamento de misturas aplicada no desenvolvimento de massa de porcelanato esmaltado. T‐cota Engenharia e Minerais Industriais Ltda., 2010. SINDICER-PI, Sindicato da Indústria Cerâmica do Estado do Piauí. Informações Técnicas – Cerâmica Vermelha. Piauí, 2008. SKOOG, D.A.; HOLLER, F.J.; NIEMAN, T. A. Princípios de Análise Instrumental, 5ª ed. Porto Alegre: Bookman, p. 31-36; p. 317-342, 2009. SOARES, Roberto Arruda Lima. Dissertação de mestrado: Influência do teor de calcário no comportamento físico, mecânico e microestrutural de cerâmicas estruturais. Natal, RN, 2008. SOUZA, Andreia. Industria Cerâmica Piauiense é uma das menos poluentes. 2012.
Disponível em: <http://fiepi.com.br/fiepi/noticias/industria-ceramica-piauiense-e-uma-das-
menos-poluentes-1509.html>. Acesso em 10 de dezembro de 2014.
ZACARIAS LINHARES JUNIOR & ROBERTO ARRUDA LIMA SOARES
99
____________. SINDICER-PI lança Programa Setorial de Qualidade. 2013. Disponível em:
<http://fiepi.com.br/fiepi/noticias/sindicer-pi-lanca-programa-setorial-de-qualidade-
1561.html>. Acesso em 10 de Novembro de 2014.
SOUZA SANTOS, P. Industrial clays of Brazil: a review. In: A Clay Odyssey 2001. Domingues, E.A; G.R; Cravero, F. 2001, p 23-30. ____________. Ciência e Tecnologia de Argilas, S. Paulo, Editora Edgard Blücher Ltda. 1989, p. 210. TEIXEIRA, S. R; SOUZA, S.A.; MOURA, C.A.I. Mineralogical Characterization of Clays used in the Structural Ceramic Industry in West of S. Paulo State, Brazil. Cerâmica, 47, p204-207, 2001). TELHAS MAFRENSE. O Piauí é o melhor do Brasil na Indústria Cerâmica. 2013. Disponível em: http://www.telhasmafrense.com.br/noticias/piaui-e-o-melhor-do-brasil-na-industria-ceramica/. Acesso em 17 de outubro de 2014. THOMAZ, Ercio; MITIDIERE, C. V. Filho; CLETO, Fabiana da Rocha; CARDOSO, Francisca Ferreira. Código de Práticas no 1: Alvenaria em Blocos Cerâmicos. Escola Politécnica da Universidade de São Paulo. 2009. VICENZI, J. Efeito da Adição de Chamota em uma Massa Cerâmica de Argila Vermelha. Dissertação de Mestrado em Engenharia – PPGEM, UFRGS. Porto Alegre, 1999. VIEIRA, C.M.F.; MOTEIRO, S.N.; DUAILIBI FH, J. Considerações sobre o uso da granulometria como parâmetro de controle de uma argila sedimentar. Cerâmica Industrial, 10, p. 23-26, 2005.
OTIMIZAÇÃO DE MASSA CERÂMICA UTILIZANDO DELINEAMENTO ESTATÍSTICO PARA PRODUÇÃO DE BLOCO CERÂMICO
100


















