PLAST-SOP
23
-
Upload
henrique-murakami -
Category
Documents
-
view
6 -
download
4
description
Material de Estrutura de fabricação de Plastico de sopro
Transcript of PLAST-SOP


Moldagem a sopro é um processo usado para a produção de peças plásticas ocas. Mais comumente usado para garrafas e jarras.

Foi desenvolvido originalmente para a indústria de vidro, mas, hoje em dia, é utilizado extensamente na indústria de plásticos, porém limitado a materiais termoplásticos.

Características:
Permite a produção de peças grandes.
O acabamento superficial é bom, porém inferior daquele obtido por moldagem por injeção.
Alta produtividade;
Os custos de ferramenta são moderados;
O refugo pode ser reciclado.

É utilizado na confecção de garrafas, galões, brinquedos, enfim, peças que tenham paredes finas e grande volume interno.
Atualmente o uso de termoplásticos de engenharia, permite a produção de tanques de combustível, encostos de cadeiras, etc.

Materiais que podem ser soprados:
Polietileno de baixa densidade (PEBD),
Polietileno de alta densidade (PEAD), que está dominando a indústria de sopro.
PP (polipropileno) também usado largamente.
UPVC (PVC não plastificado)
PET (polietileno tereftalato).
Plásticos de engenharia.

Os dois principais processos para produzir componentes plásticos são:
A moldagem a partir da extrusão (EBM) e
A moldagem a partir da injeção (IBM).

A UNIDADE DE PRODUÇÃO É COMPOSTA PELOS SEGUINTES COMPONENTES:
◦ Maquina para produzir plástico fundido (extrusora ou injetora).
◦ O sistema para formar o parison.
◦ Os moldes de sopro

Em ambos os processos o primeiro passo envolve a produção de uma mangueira. Esta mangueira é conhecida como parison (o termo foi emprestado da indústria de vidro).
Na moldagem por extrusão (EBM), o parison é produzido por extrusão, e na moldagem por injeção (IBM) o parison (também conhecido como pré-forma) é produzido por injeção.


O parison é depositada dentro de um molde de sopro
O molde fecha em volta do mesmo
O parison aquecido é soprado (inflado) contra as paredes do molde, adquirindo a forma
O produto é então, refrigerado e expelido.
Operações de acabamento posterior : rebarbação, impressão, etiquetagem, enchimento etc. Podem ser executadas fora do molde (off-line) ou dentro (on-line).

O corte pode ser feito com faca fria ou quente, dependendo do tipo de material a ser moldado.
O sopro é feito através da introdução de um pino, pela injeção de ar no parison, a uma pressão de aproximadamente 7 bar (100 PSI).

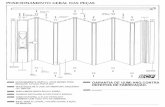
Moldagem por sopro a partir de extrusão
Esquema do Processo

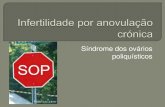
Esquema do Processo
Moldagem por sopro a partir de injeção

Utilizados para a moldagem por extrusão e sopro normalmente são fixados em placas que fazem parte de um carro situado por baixo do cabeçote de extrusão. As partes de muitos moldes são guiadas mediante pinos e buchas de guia.






Baseados em microprocessadores, são capazes de executar as funções de controle, avaliações de erros e funções estatísticas, que possibilitam maior rapidez e melhor qualidade.

O produto pode ser colocado dentro do artigo soprado antes de sair do molde (maquina de moldagem e enchimento).
O artigo pode ser rebarbado antes de sair do molde.
O artigo soprado pode ser etiquetado antes da ejeção (In-Mold Labelling).

O artigo soprado recebe um tratamento para ficar mais impermeável contra gases ou líquidos, isso pode ser feito por fluoração antes da ejeção.
O parison pode receber um estiramento antes do sopro com a finalidade de melhorar a resistência do artigo.