Ronaldo Celso Messias Correia [email protected] Programação Concorrente Threads.
Upload
valdir-oliveiraCategory
view
696download
1
Ir p/ primeira página
Apresentação Trainees 2000
Polpação Química
-
Processo Alcalino

Ir p/ primeira página
Sexta-feira, 02 de Junho Noções sobre Polpação Química Ronaldo M. Aguilar
Coordenador Técnico de Processo GFI

Ir p/ primeira página
Introdução Noções sobre Polpação Química Tipos de Polpação
Polpação sulfito Processos Sulfitos
Polpação alcalina Processo Soda Processo Kraft

Ir p/ primeira página
Noções sobre polpação
O que é? É o processo de separação pelo qual
obtemos fibras, vegetais, animais, minerais ou artificiais para uma utilização posterior.
Pode ser em meio alcalino, neutro ou ácido.
Em nosso caso, é o meio pelo qual separamos as fibras das madeiras utilizando energia térmica e química.

Ir p/ primeira página
Noções sobre polpação
O que é? Apresenta rendimento entre 30 a 75%
no caso do processo para polpa solúvel, temos um rendimento médio de 35%.
Para o processo semi-químico da madeira de eucalipto, o rendimento pode alcançar 75%.

Ir p/ primeira página
Noções sobre polpação Exemplos de fibras:
vegetal:• fibras do fruto algodão• fibras do caule pinus• fibras da folha: sisal
animal:• lã• seda
mineral:• asbestos• lã de vidro
artificial:• poliamida• poliéster

Ir p/ primeira página
Noções sobre polpação Objetivo principal:
É a separação ou individualização das fibras, obtendo-as com as
qualidades desejadas.

Ir p/ primeira página
Noções sobre polpação Celulose:
carboidrato pertencente ao grupo dos glicídeos;
fórmula geral Cn(H2O)m na molécula, cada unidade de glucose
contém três grupos livres, ligados aos carbonos 2,3 e 6.
a fibra de celulose possui grau de polimerização entre 1000 e 15000; podemos relacionar a viscosidade com o GP

Ir p/ primeira página
Noções sobre polpação Lignina:
é a substância química que confere rigidez à parede da célula;
nas madeiras, age como um agente permanente de ligação intercelular;
sua estrutura complexa é resistente a compressão, tração, impacto e dobra;
é um produto polimérico natural; precursores:
álcool trans-coniferílico; álcool trans-sinapílico; álcool trans-para-cumário

Ir p/ primeira página
Noções sobre polpação Lignina:
as ligninas presentes nas paredes celulares dos vegetais estão associadas sempre com hemiceluloses ligações covalentes interação física
na verdade, não é uma substância única, mas sim uma classe de materiais correlatos. lignina das gymnospermas (pinus) lignina das angiospermas (eucalipto) lignina das gramíneas

Ir p/ primeira página
Noções sobre polpação Lignina:
a melhor divisão dos grupos são: lignina guaiacil - coníferas lignina guaiacil-siringil - todas as
angiospermas (árboreas e gramíneas) suas móleculas são apenas modelos,
não houve a determinação completa. sua reação com os reagentes do licor
de cozimento é um dos objetivos da polpação.

Ir p/ primeira página
Noções sobre polpação Hemiceluloses:
refere-se a uma mistura de polímeros polissacarídeos de baixa massa molecular;
estão sempre associadas com a celulose nos tecidos vegetais;
são polímeros, cuja composição pode ser: B-D-manose; B-D-glucose; A-L-arabinose; A-D-galactose; e seus respectivos ácidos

Ir p/ primeira página
Noções sobre polpação Hemiceluloses:
sempre participam pelo menos dois tipos de unidades de açucares. glucouranoxilanas; arabinoglucouranoxilanas; glucomananas; arabinogalactanas galactoglucomananas.

Ir p/ primeira página
Noções sobre polpação Hemiceluloses:
são bastante desejáveis para a produção de alguns tipos de papéis;
no caso de polpas solúveis, sua hidrólise é indispensável. Devido à ausência de cristalinidade; baixa massa molecular; configuração irregula e ramificada
absorvem água facilmente; para as fibras:
favorecem o intumescimento; a mobilidade interna; aumentam a flexibilidade

Ir p/ primeira página
Noções sobre polpação Hemiceluloses:
com isso: reduzem o tempo de refino; reduzem a energia necessária para o
refino; aumenta a ligação entre as fibras; aumenta a área específica da fibra.
aumentam o contato fibra-fibra na formação da folha.
depois de secas tornam-se inacessíveis à água.

Ir p/ primeira página
Noções sobre polpação Licores:
Branco: nome dado ao licor obtido pela
caustificação do licor verde. Verde:
é o licor obtido pela dissolução dos reagentes recuperados em água e licor fraco, preparatório para a caustificação.
Negro: é o nome aplicado ao licor recuperado dos
digestores até o ponto de sua incineração na caldeira de recuperação.

Ir p/ primeira página
Noções sobre polpação Licores:
Branco: licor utilizado para o cozimento da polpa, fonte
de reagentes para o processode polpação Verde:
dissolução do smelt gerado na CDR em água, gerando licor fraco, de tonalidade verde (ferro e orgânicos).
Negro: licor destinado a evaporação e recuperação
dos químicos do processo, geralmente com concentração entre 14 e 18%.

Ir p/ primeira página
Noções sobre polpação Fator H:
método de se expressar o tempo e a temperatura de cozimento com uma única variável, de modo que o tempo e a temperatura de qualquer cozimento podem ser representados por um único valor numérico.
O cálculo do fator H, para qualquer cozimento, consiste na determinação da área sob a curva de velocidade relativa em função do tempo.

Ir p/ primeira página
Noções sobre polpação Fator H:
este método permite que: mudanças de tempo e temperatura de
cozimento, enquanto o grau de cozimento é mantido constante.
ajustar o tempo da descarga do digestor; quando não for possível ser realizado o controle, calcula-se o fator H e descarrega-se o digestor quando o cozimento alcançar o fator H desejado.
volta

Ir p/ primeira página
Tipos de Polpação
Polpação Sufito Polpação Alcalina

Ir p/ primeira página
Polpação Sulfito
Processo sulfito ácido Processo sulfito neutro Processo sulfito alcalino processo sulfito multiestágio Processo bissulfito - “Magnefite”

Ir p/ primeira página
Polpação Sulfito Processo sulfito ácido
O ácido do cozimento contém alta teor de SO2 livre;
pH de cozimento varia entre 1 a 2; reagentes podem ser:
cálcio; sódio; magnésio; amônio.

Ir p/ primeira página
Polpação Sulfito Processo sulfito neutro
não utilizado em processos inteiramente químicos;
pH de cozimento varia entre 6 e 9; tempo de cozimento muito grande; temperatura mais elevadas; predominante em sistemas mecanoquímicos; reagentes podem ser:
sódio; amônio; magnésio

Ir p/ primeira página
Polpação Sulfito Processo sulfito alcalino
pouco difere-se dos demais processos sulfito ácido;
base do licor formada por sulfito, --SO3 adicionado de outro reagente quando o pH é superior a 10
fácil preparação do licor de cozimento, com base na barrilha (Na2CO3), como fonte de íons sódio, necessita geralmente apenas uma torre para sua preparação.

Ir p/ primeira página
Polpação Sulfito Processo sulfito multiestágio
representa um dos maiores avanços tecnológicos na polpação sulfito;
por ser multiestágio, permite que se combine os processos ácidos e alcalinos, da seguinte maneira: primeiro os estágios de melhor
penetração do licor e sulfonação da lignina;
após os estágios de melhores condições para solubilização e remoção da lignina

Ir p/ primeira página
Polpação Sulfito Processo sulfito multiestágio
para o mesmo tempo e temperatura de cozimento: apresenta maiores taxas de remoção de
lignina do que processos de apenas um estágio de polpação sulfito;
para um mesmo grau de cozimento: apresenta uma menor degradação da celulose.
Diversas variações/combinações de estágios são patenteadas pelas fábricas de celulose. Stora, Rauma, Sivola

Ir p/ primeira página
Polpação Sulfito Processo bissulfito - “Magnefite”
este processo se caracteria pelo uso de um licor de cozimento que com reduzidas taxas de SO2 livre, sendo quase todo formado pelo bissulfito de magnésio.
pH do cozimento varia entre 3 e 4. temperatura usual de 160ºC; baixa degradação da polpa; pastas de fácil alvejamento; permite a recuperação mais simples do
reagente de cozimento.

Ir p/ primeira página
Polpação Sulfito Principais características
principal reagente: CaCO3,
na recuperação dos reagentes utiliza-se o óxido de magnésio, MgO, gerado na queima do licor concentrado.
pH da polpação entre 1 e 3; Temperaturas até 160º C Representa menos de 1% da
produção de polpas no Brasil.

Ir p/ primeira página
Polpação Alcalina

Ir p/ primeira página
Polpação Alcalina Principais características
o termo confere a todos os métodos de produção de pasta celulósica, nos quais os vegetais são tratados com soluções alcalinas aquosas.
Estes vegetais podem ser: algodão, linho ou trapos com pouca
lignina; palha, bagaço de cana, bambu madeiras de fibra curta - folhosas madeiras de fibra longa - coníferas

Ir p/ primeira página
Polpação Alcalina Principais características
os dois principais processos alcalinos são:
Processo Soda (NaOH) Processo Kraft ( Sulfato)

Ir p/ primeira página
Processo Soda Principais características
principal reagente: NaOH
na recuperação dos reagentes utiliza-se o carbonato de sódio, Na2CO3
pH da polpação entre 13 e 14; Temperaturas até 160º C Representa 12% da produção de
polpas no Brasil.

Ir p/ primeira página
Processo Kraft História
Acredita-se que tenha surgido durante as Guerras Napoleônicas, 1805 e 1814.
originou-se (oficialmente) em 1879, por Carl Ferdinand Dahl
com cozimentos de palha. logo foi aplicado ao cozimento de
coníferas, 1885, na fábrica de Munksjo, Jonkoping, Suécia.

Ir p/ primeira página
Processo Kraft História
curiosamente, neste momento, ocorreu um erro operacional;
o digestor foi descarregado antes do tempo;
para não perder a produção, foi ordenado que refinassem os cavacos deste cozimento;
o papel que deveria ser de pior qualidade e era de cor escura, apresentou-se mais forte do que qualquer outro.

Ir p/ primeira página
Processo Kraft História
foi então que este processo recebeu o nome de Kraft;
Kraft em sueco e alemão significa FORTE.
Segundo registros, a idéia original da adição de sulfato de sódio ao licor negro na evaporação era para baixar o ponto de fusão do resíduo fundido produzido pela queima na caldeira.

Ir p/ primeira página
Processo Kraft História
porém a razão mais aceita é: o custo do sulfato era menor do que
do carbonato e Dahl apenas tentava reduzir o custo
do processo.

Ir p/ primeira página
Processo Kraft Principais características
principais reagentes: NaOH e Na2SO4
na recuperação dos reagentes utiliza-se o carbonato de sódio, Na2SO4
Neste processo, o sulfato é reduzido para sulfeto (Na2S)
O sulfeto promove uma aceleração da velocidade de polpação considerável e um incremento na qualidade da polpa.
Representa 81% da polpa produzida no Brasil.

Ir p/ primeira página
Processo Kraft Principais características
vantagens sobre os demais processos: grande flexibilidade com relação às espécies de
madeira; ciclos de cozimento mais curtos que os
processos sulfitos ácidos; a pasta pode alcançar altos níveis de alvura no
branqueamento; pode ser utilizado com madeiras resinosas; produção de pastas de alta resistência; recuperação de subprodutos (tall oil e terebintina) recuperação econômica do licor de cozimento;

Ir p/ primeira página
Processo Kraft Principais características
desvantagens sobre os demais processos: alto custo inicial para implantação da
fábrica; geração de odores, devido a presença S; baixa alvura da pasta não branqueada; maior custo de branqueamento; baixo rendimento de polpação (em relação
aos mecânicos)

Ir p/ primeira página
Processo Kraft Principais características
Motivos que explicam sua expansão e aceitação: desenvolvimento de um sistema de
recuperação eficiente; desenvolvimento de seqüências de
branqueamento capazes de atingir altos pontos de alvura;
trabalhar com todos os tipos de madeiras comerciais (ou não).

Ir p/ primeira página
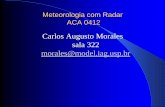
Processo Kraft Fluxograma do processo :
Digestor Blow Tank
Separ. De Nós
Estocagem
Lavador
Depuração
Engrossador
Recuperação Química
cavacos
Licor Branco
Licor NegroÁgua / filtrado
Rejeitos
Nós

Ir p/ primeira página
Processos Alcalinos Tendência da tecnologia.
Para um novo processo substituir o atual processo Kraft, ele deverá apresentar as seguintes características: ser livres de sulfetos inorgânicos capazes de causar os
compostos malcheirosos de S. utilizar-se de reagentes que não degradem os
carbohidratos, aumentando o rendimento. Ser capaz de solubilizar grande parte da lignina, ou ainda,
diminuir seu tamanho para que lea possa “sair” da fibra. Requerer de condições mais brandas de energia. Ser ambientalmente amigável. Possuir um sistema de recuperção mais simples. Ter um custo inferior ao atual.

Ir p/ primeira página
Parte 2 Detalhes da Operação Equipamentos Principais

Ir p/ primeira página
Detalhes de operação Variáveis de Processo
Variáveis Operacionais Objetivos do Processo Vantagens e desvantagens da
polpação contínua sobre a descontínua tradicional

Ir p/ primeira página
Variáveis de Processo Madeira
Tipo; espécies Idade Uniformidade Teor de Umidade Granulometria dos cavacos
Carga Alcalina Carga aplicada Concentração Sulfididade Distribuição Alcalina
Temperatura Tempo de Cozimento Reações dos carbohidratos

Ir p/ primeira página
Madeira / matéria-prima Tipos e espécies Idade Uniformidade Teor de Umidade Granulometria dos cavacos

Ir p/ primeira página
Variáveis de Processo Madeira
Madeiras são normalmente o maior custo individual de cada fábrica; podemos afirmar que as fábricas são planejadas em função das disponibilidades de madeiras possíveis em cada site.
As madeiras podem variar: rendimento na cultura; geometria da árvore; características das fibras; densidades básicas propriedades das polpas resultantes; etc.

Ir p/ primeira página
Variáveis de Processo Madeira
Madeiras que hoje são normalmente utilizadas comercialmente são: Pinus (elliot, taeda, radiata, ...) Eucalipto ( grandis, saligna, ...) Araucária Spruce (Europa)
É importante lembrar que também são utilizados como fonte de celulose: Sisal; Bagaço de cana; Bambu etc.

Ir p/ primeira página
Variáveis de Processo Madeira
Idade da madeira: As árvores mais jovens, tem menor densidade
básica e são mais fáceis de cozinhar; na verdade, o fator determinante para a idade ideal de corte e conseqüente idade da madeira para a polpação será a curva de crescimento da espécie no site.
Uniformidade: Outro fator importante a ser considerado é a
uniformidade da espécie a ser utilizada, mantendo suas características praticamente constantes para uma boa estabilização do processo de polpação.

Ir p/ primeira página
Variáveis de Processo Madeira
Teor de Umidade: A quantidade de água presente na madeira vai
influenciar em:• em uma mais fácil impregnação dos cavacos
pelos químicos de cozimento• manutenção da concentração de químicos
durante o cozimento• quantidade de calor necessário para o
cozimento• concentração do licor de extração
Desta maneira, é importante que o teor de umidade dos cavacos não sofra variações bruscas em curtos intervalos de tempo .

Ir p/ primeira página
Variáveis de Processo Madeira
Granulometria dos Cavacos: Usualmente relegada a um segundo plano, a
granulometria dos cavcos tem uma grande importância na polpação. Sabe-se que cavacos maiores tem uma impregnação mais difcíl, gerando mais rejeitos. Da mesma forma que cavacos muito pequenos são dissolvidos no processo. O tamanho ideal dependerá do sistema e condições de polpação utilizados, mas com noção:
• 45 a 65mm de comprimento
• 4 a 6mm de espessura
• 20 a 25 mm de largura

Ir p/ primeira página
Variáveis de Processo Madeira
Outras variáveis: Madeira de primavera (pinus)
• parede de fibra mais fina;• menor densidade;• mais lignina e mais extrativo;• menor rendimento;• melhores ligações entre fibras
– maior tração;– e menor rasgo.

Ir p/ primeira página
Variáveis de Processo Madeira
Outras variáveis: Madeira de compressão (coníferas)
• parede mais espessa;• parte inferior de troncos inclinados e de galhos;• traqueídeos menores;• maior densidade;• mais lignina e mais extrativo;• menor rendimento;• propriedades f[isico-mecânicas mais baixas;• celulose mais escura e difícil de branquear;

Ir p/ primeira página
Variáveis de Processo Madeira
Outras variáveis: Madeira de tensão (folhosas)
• camada gelatinosa;• parte superior de troncos inclinados e de
galhos;• vasos menores e menos espessos;• maior densidade;• menos lignina e mais celulose;• maior rendimento;• propriedades f[isico-mecânicas mais baixas;

Ir p/ primeira página
Variáveis de Processo Madeira
Outras variáveis: Madeira juvenil e de topo (top logs)
• coníferas tem mais lignina;• folhosas tem mais celulose;• mais hemiceluloses;• menor densidade;• fibras mais curtas e de paredes mais finas;• menor rendimento, maior consumo de reagentes;• propriedades f[isico-mecânicas:
– maior tração;– maior arrebentamento;– menor rasgo;– menor opacidade.

Ir p/ primeira página
Carga Alcalina Carga alcalina aplicada Concentração Sulfididade Distribuição alcalina Consumo de álcali

Ir p/ primeira página
Variáveis de Processo Carga Alcalina
Carga alcalina: A polpação alcalina, ou processo kraft
modificado, utiliza-se da soda caustica e do sulfeto de sódio.
A dosagem destes produtos é proporcional à quantidade de madeira e das demais variáveis de processo:
• tempo de cozimento
• temperatura
• umidade

Ir p/ primeira página
Variáveis de Processo Carga Alcalina
Carga alcalina: A percentagem de alcalí ativo em relação à
madeira será dado pela fórmula:• to ( NaOH + Na2S) / to (madeira seca)
A percentagem de alcalí efetivo em relação à madeira será dado pela fórmula:
• to ( NaOH + 1/2 Na2S) / to (madeira seca)
Condições mais brandas de polpação, cargas alcalinas menores, temperaturas mais baixas e tempos de maiores favorecem a qualidade da polpa obtida, entretanto, aumentam o custo.

Ir p/ primeira página
Variáveis de Processo Carga Alcalina
Concentração: Sabemos que as reações químicas em geral são
mais rápidas quanto maiores forem as concentrações dos reagentes. Assim, para uma mesma carga alcalina, podemos ter diferentes concentrações no cozimento na medida em que usamos mais ou menos diluição da carga alcalina.
Acreditando que os cavacos tragam apenas água em seus interiores, é necessário que a penetração do reagente seja o mais rápida o possível, o que ocorre com concentrações mais altas, porém menos uniformes e vice-versa.
O ideal é determinado para cada processo.

Ir p/ primeira página
Variáveis de Processo Carga Alcalina
Sulfididade: A sulfidade é expressa percentualmente
pela seguinte fórmula:• to (Na2S) / to (NaOH) + (Na2S)
Sabe-se que o Na2S permite uma deslignificação seletiva, acelerando o ataque a lignina. O processo Kraft modificado se caracteriza pelo uso de Na2S. Normalmente, procuramos trabalhar com valores próximos a 33%, ponto ótimo do processo.

Ir p/ primeira página
Variáveis de Processo Carga Alcalina
Sulfididade: Percentuais acima deste valor não
demonstraram o efeito desejado, lembrando que os licores contendo maior teor de enxofre tendem a provocar uma maior poluição ambiental, fato hoje não admitido em nossa sociedade. Outro aspecto negativo relacionado pelos autores a alta sulfididade é a corrosão nos sistemas e plantas.

Ir p/ primeira página
Variáveis de Processo Carga Alcalina
Distribuição alcalina: Tem sido observado o fato de que se
distribuirmos mais os pontos de adição de carga alcalina, obteremos um melhor controle do processo e uma melhor polpa.
Com base neste conceito, surgiram novos conceitos/modelos de cozinhadores e cozimentos.

Ir p/ primeira página
Variáveis de Processo Carga Alcalina
Consumo de álcali durante a polpação: reações com a lignina; dissolução dos carbohidratos; reações com ácidos orgânicos (originais e
produzidos); reações com extrativos da madeira; adsorção pelas fibras (pequena
quantidade).

Ir p/ primeira página
Temperatura
Fator H Utilizações Conseqüências
eTempo de Cozimento

Ir p/ primeira página
Variáveis de Processo Variáveis
Temperatura: A reação da deslignificação só se processa
em velocidades viáveis a partir dos 145º C na industria. Para obtermos então o aquecimento dos cavacos e do licor de cozimento até as temperaturas de processo utilizamos VAPOR.
A adição de vapor inicia-se na rosca do pre-steaming. Neste equipamento e nos demais, vapores reaproveitados ou vivos cumprem a tarefa de elevar a temperatura do processo até os objetivos para cada etapa.

Ir p/ primeira página
Variáveis de Processo Variáveis
Temperatura: O vapor é mais um dos insumos de alto custo em
uma fábrica de celulose. Para redução deste custo, a tecnologia vem desenvolvendo novos processos, no sentido de reciclar e economizar ao máximo o calor adicionado ao processo.
No início haviam os digestores bacth, excelentes para fábricas com mais de um tipo de polpa/produto, fácil operação, mas com grande desperdício de energia. Após estes, surgiram os digestores contínuos, aonde todo licor extraído passa por ciclones de expansão, gerando vapor para o processo.

Ir p/ primeira página
Variáveis de Processo Variáveis
Temperatura: Por um bom tempo os digestores batch
ficaram esquecidos até o surgimento dos super-batch, nos quais por meio de tanques isolados e pressurizados, preserva-se boa parte do calor do processo.
Atualmente, existem para os digestores contínuos, mais de um sistema/modelo de cozimento e operação, fazendo com que o aquecimento dos cavacos dentro do vaso possa ser direto ou indireto.

Ir p/ primeira página
Variáveis de Processo Variáveis
Tempo de Cozimento: Para uma dada taxa de produção, o tempo de
retenção na zona de cozimento do digestor é constante; assim, as vezes esta variável não é considerada como de “processo”.
Um fator muito importante para um bom cozimento é o FATOR H, que vem a ser uma variável que relaciona a temperatura e o tempo de cozimento, normalmente utilizado nos programas de auto-gerênciamento do digestor. Este fator nos indica o quanto precisamos subir a temperatura para obtermos a redução no tempo de cozimento desejada e vice-versa.

Ir p/ primeira página
Variáveis de Processo Variáveis
Tempo de Cozimento: Precisamos lembrar que ao passo que
reduzimos o tempo de cozimento, a temperatura sobe; porém temos que observar que existem temperaturas limitantes para cada processo/produto, onde ultrapassa-las recorresse em degradar as fibras, diminuindo a qualidade final da polpa.

Ir p/ primeira página
Reações da Polpação Inchamento Alcalino Solubilização Alcalina Hidrólise dos Grupos Acetila Despolimerização Terminal Reação de Bloqueio Reações Alcalinas de Fragmentação Reação de Reprecipitação e
Adsorção dos Carbohidratos

Ir p/ primeira página
Variáveis de Processo reações dos carboidratos:
Inchamento alcalino:• os carbohidratos são hidrofílicos, mas
geralmente insolúveis devido às pontes de H. Solvatação em meio alcalino causa inchamento da madeira
Solubilização Alcalina:• Solvatação pode ser suficiente para dissolução
dos carboidratos de baixo peso molecular
Hidrólise dos Grupos Acetila:• Os grupos acetila das hemiceluloses são
facilmente hidrolisados pelo forte licor alcalino. Ocorre desde os estágios iniciais do cozimento.

Ir p/ primeira página
Variáveis de Processo reações dos carboidratos:
Despolimerização terminal:• é a principal reação de degradação dos
carboidratos, com grande efeito no rendimento, sendo mais pronunciado nas hemiceluloses que na celulose(GP). Remove cerca de 65 monômeros da extremidade redutora da cadeia até a estabilização. Ocorre desde 60ºC até 150ºC e é a principal reação dos carboidratos.

Ir p/ primeira página
Variáveis de Processo reações dos carboidratos:
Reação de bloqueio:• a reação de despolimerização terminal ocorre até a
formação de estrutura estável de ácido (metassacarínico)
Reações alcalinas de fragmentação:• Os ácidos sacarínicos eliminados podem sofrer
degradação resultando em mistura complexa de carboidratos degradados no licor residual. Ácidos eliminados sofrem reação de adição de H2o na dupla ligação.
Reação de repricipitação e adsorção:• Diminuição do pH pode tornar a solvatação
insuficiente e causar reprecipitação (adsorção) dos carboidratos.

Ir p/ primeira página
Variáveis de Processo
Variáveis Fator H:

Ir p/ primeira página
Variáveis Operacionais Taxa de alimentação de cavacos Impregnação com vapor Impregnação com químicos Adição de químicos Controle de temperatura de
Cozimento Final de Cozimento Lavagem no Digestor

Ir p/ primeira página
Variáveis Operacionais Taxa de Alimentação de Cavacos
Taxa de produção do digestor: Ambas são sinônimos; todas as demais
variáveis se relacionam com a taxa de produção e consequentemente com a alimentação de cavacos, sendo assim, muito importante que se disponha de um sistema preciso para controle e medição do fluxo de cavacos. Nos digestores contínuos, existe uma válvula rotativa, com bolsos que se assemelha a um motor Henkel, que são continuamente enchidos na parte superior e esvaziados na inferior.

Ir p/ primeira página
Variáveis Operacionais Taxa de Alimentação de Cavacos
Taxa de produção do digestor: A taxa de produção se da pela seguinte
fórmula então: TAC = rph * CR * 0,024 TAC normalmente expressa em adt/d
• rph = rotações por hora
• CR = capacidade em kg de cavacos por rotação, geralmente fornecido pelo fabricante
Para garantir um perfeito enchimento desta válvula, atualmente os silos de cavacos utilizam-se de vibradores.

Ir p/ primeira página
Variáveis Operacionais Impregnação, conceito
entrada do licor / vapor nas fibras: Lúmen - S3 - S2 - S1 - P - LM
saída da madeira dissolvida (lignina): LM - P - S1 - S2 - S3 - Lúmen

Ir p/ primeira página
Variáveis Operacionais Impregnação Com Vapor
Grande parte dos capilares da madeira estão preenchidos por ar. Este ar dificulta o processo de penetração dos reagentes pelo interior do cavaco por dois motivos: ele forma bolhas dentro do cavaco, o que
impede o acesso de líquidos nestes pontos; Impedindo o gradiente de concentração que
geraria a necessária “diferença de potencial químico”; os íons químicos caminham em direção à região de menor concentração.

Ir p/ primeira página
Variáveis Operacionais Impregnação Com Vapor
Os dois motivos citados, fazem com que seja altamente desejável e necessária, a expulsão de todo o ar do interior dos cavacos No sistema contínuo Kamyr, esse
processo inicia-se no Pre-steaming e termina no vaso de pré-impregnação.
• Nestes locais, primeiro teremos o almento da temperatura que dilata o cavaco ajudando a expulsar o ar e depois a ação da pressão, que força a entrada do vapor para o interior das fibras.

Ir p/ primeira página
Variáveis Operacionais Impregnação Com Químicos
É muito importante que antes de se iniciar o cozimento realmente, o cavaco esteja uniformemente impregnado com os químicos do cozimento. Nos digestores contínuos convencionais, esta impregnação com químicos se processa ao mesmo tempo em que a temperatura dos cavacos é elevada até o objetivo.
Alguns processos atualmente utilizam-se de vasos de pré-impregnação, que visa obter a melhor impregnação possível em termos industriais, antes de uma elevação de temperatura muito forte.

Ir p/ primeira página
Variáveis Operacionais Impregnação Com Químicos
Vantagens deste sistema: Aumento do rendimento do cozimento; Melhor aproveitamento do alcali aplicado; Polpas com melhores qualidades; Maior uniformidade do produto/polpa final; Menor teor de rejeitos.
Desvantagens deste sistema: Maior custo inicial; Necessidade de uma maior área para a
planta; Maior manutenção (bombas, válvulas)

Ir p/ primeira página
Variáveis Operacionais Adição de Químicos
Esta adição pode ser feita em um, dois, três ou mais pontos, o que irá determinar é a tecnologia do projeto de polpação.
Atualmente, utiliza-se quatro ou cinco pontos ao total: vaso de pré-impregnação; circulação de transferência; topo do digestor; circulação de licor do digestor; contra corrente da lavagem do final de
cozimento.

Ir p/ primeira página
Variáveis Operacionais Controle de Temperatura de Cozimento
A temperatura é uma das variáveis mais sensíveis no processo. Seu controle deve portanto ser cuidadoso.
A adição de vapor pode ser de forma direta ou indireta.
No sistema Kamyr temos ambas, no topo do digestor, ela é direta e na linha de circulação de licor de cozimento ela é indireta. Direta = quando o vapor entra em contato com o
cavaco Indireta = quando utiliza-se algum líquido para o
aquecimento

Ir p/ primeira página
Variáveis Operacionais Final do Cozimento
O final do cozimento ocorre nos digestores contínuos Kamyr , na altura média do vaso. Nesta região encontramos as Peneiras de Extração através das quais o licor de cozimento é extraído e substituído por um licor mais frio, proveniente da zona de lavagem do digestor.
Esta redução de temperatura provoca uma uniformização no final do cozimento, pelo tempo ainda que estará toda a massa de cavacos exposta, até a zona de lavagem.

Ir p/ primeira página
Variáveis Operacionais Lavagem no Digestor
No fundo do digestor injetamos licor diluído originário das etapas posteriores do processo; este procedimento substitui o licor de cozimento por um licor menos diluido, o que se mostra na pratica um eficiente processo de pré-lavagem.
O licor antes de ser injetado é aquecido, para que este seja menos viscoso, permitindo uma melhor penetração entre as fibras.

Ir p/ primeira página
Variáveis Operacionais Lavagem no Digestor
Fator Diluição: Mede a taxa líquida de adição de licor ao
fundo do digestor• trabalha-se normalmente com valores entre
0,9 e 3,0
Taxa de Deslocamento: Mede a eficiência de transporte de químicos
ou orgânicos no processo de lavagem.• A concentração de sólidos no licor destinado
a evaporação deve estar entre 13,5 à 17,5%

Ir p/ primeira página
Variáveis Operacionais Lavagem no Digestor
Perda Alcalina: Mede a quantidade de sódio que
acompanha a polpa após a descarga do digestor;
Atualmente costuma-se realizar esta medição após o último estágio de lavagem antes da estocagem, pois todo sódio recuperado até este ponto volta para o sistema de recuperação.

Ir p/ primeira página
Objetivos do Processo Grau de cozimento
número Kappa e/ou Permanganato
Viscosidade Rendimento Teor de rejeitos

Ir p/ primeira página
Objetivos do Processo Grau de cozimento
Indica até qual ponto conseguimos separar a lignina das fibras durante o cozimento;
É usualmente medido através de testes de laboratório e/ou medidores “on-line”, que indicam o Número Kappa, Número de Permanganato ou outro similar;
O Grau de Cozimento é o mais importante forma de se acompanhar o comportamento deste processo;

Ir p/ primeira página
Objetivos do Processo Grau de cozimento
Caso o grau de cozimento diminuir, o teor de rejeitos certamente aumentará;
O contrário é também é verdadeiro, ainda acarretando em uma polpa mais “mole”
Sua variação acarreta na diferenciação do produto/polpa final;

Ir p/ primeira página
Objetivos do Processo Viscosidade
Existe uma correlação muito importante entre as propriedades físicas do papel e o estado físico das fibras.
Quando ocorrem excessos no cozimento , começa ocorrer o processo de “pilling”, ou seja, as cadeias de celulose começam a perdem suas moléculas das extremidades;
A viscosidade é proporcional ao peso molecular médio e comprimento da solução de fibras.

Ir p/ primeira página
Objetivos do Processo Viscosidade
A viscosidade sofre prejuízos quando ocorre alguns dos seguintes fatores: energia empregada no cozimento é mais
térmica do que química; sulfididade muito baixa no licor branco; aquecimento muito localizado; impregnação deficiente; descarga a quente - zona de lavagem mal
operada/defeito ou inexistência da mesma.

Ir p/ primeira página
Objetivos do Processo Teor de Rejeitos
Qualquer que seja o tipo de madeira ou processo de cozimento, sempre existirão os “nós”. Com densidade muito alta e baixíssima
porosidade, é praticamente impossível obter destes o mesmo grau de cozimento do que um cavaco
normalmente são refinados após o cozimento;
ou são recozidos.

Ir p/ primeira página
Objetivos do Processo Teor de Rejeitos
A geração de cavacos mau cozidos geralmente é provocada por: cavacos de dimensões desuniformes; impregnação com vapor deficiente; impregnação com licor deficiente; polpa pouco cozida; cozimento desuniforme; relação líquido madeira muito baixa.

Ir p/ primeira página
Objetivos do Processo Teor de Rejeitos
Também ocorre o cozimento de cavacos além do desejado, que provocam os seguintes problemas: distúrbio na depuração; necessidade de um novo processamento:
• mais energia;
• perda de capacidade;
• queda da qualidade. desequílibrio na planta.

Ir p/ primeira página
Vantagens
Vantagens e desvantagens dos digestores contínuos sobre os tradicionais digestores batchs.

Ir p/ primeira página
Vantagens Unidades de capacidade moderada a alta exigem
menores custos de instalação e de operação; economia de vapor de pleo menos 33%; melhor qualidade de polpa, sendo de 10 a 22% mais
resistente; menor corrosão dos digestores; alvuras maiores para as mesmas condições de
cozimento; fluxos de madeira, vapor e reagentes químicos
menores, se comparados com as grandes demandas cíclicas dos batchs;
poluição atmosférica é mais facilmente controlada que as descargas súbitas de digestores batchs.

Ir p/ primeira página
Desvantagens Custo de manutenção maior; possibilidade de um crescente aumento de
problemas com incrustações; menor recuperação de terebintina (coníferas); produção dependente de uma única unidade; grandes perdas de produção ou qualidade com a
variação do suprimento de utilidades.

Ir p/ primeira página
Equipamentos Principais

Ir p/ primeira página
Equipamentos Principais Silo de cavacos Medidor de cavacos Alimentador de baixa pressão Vaso de vaporização
Pré-steaming Separador de Materiais Pesados Calha de cavacos Separador de areia Vaso de impregnação Separador de topo Digestor Dispositivo de descarga Ciclones de expansão

Ir p/ primeira página
Equipamentos Principais Silo de cavacos
Tem a função de manter um pequeno estoque de cavacos de forma a garantir uma alimentação contínua ao digestor;
Capacidade para 15 a 30 min de produção;
Pode ser estático, móvel ou vibratório.

Ir p/ primeira página
Equipamentos Principais Medidor de Cavacos
Constitui-se de uma válvula rotativa e um conjunto moto-redutor.
Com a contagem de suas rotações determinamos a quantidade de cavacos alimentada no sistema e a respectiva taxa de produção do digestor.

Ir p/ primeira página
Equipamentos Principais Alimentador de baixa pressão
Constitui-se de uma válvula rotativa, com rotor cônico (ajustavél) e um conjunto moto-redutor.
Sua principal função é separar a região de baixa pressão do sistema da parte de alimentação de cavacos.
Suas bordas são revestidas de metal duro e ainda possui um sistema para exaustão de vapor/pressão.

Ir p/ primeira página
Equipamentos Principais Vaso de vaporização
Constitui-se de tubo de grande diâmetro, com uma rosca-sem-fim em seu interior, para a movimentação e transporte dos cavacos pelo seu interior.
Paralelo ao tubo central, existem dois tubos de menor diâmetro (4 a 6”) que injetam o vapor no interior do vaso.
Sua principal função é expulsar o ar presente no interior dos cavacos, substituindo-o por vapor.

Ir p/ primeira página
Equipamentos Principais Vaso de vaporização
Pode utilizar vapor vivo ou vapor gerado nos ciclones de expansão.
Também executa a função de pré-aquecer os cavacos, 60 a 70º C.

Ir p/ primeira página
Equipamentos Principais Separador de materiais pesados
Impede que quaisquer materiais que não sejam cavacos ou finos, tais como pedras, metais e concreto sigam adiante no sistema.
Utiliza o princípio da densidade. Trabalha cheio de licor, sobre o qual os
cavacos flutuam, enquanto que materiais mais pesados vão ao fundo.
Um sistema de eclusas permite a retirada do material não desejado.

Ir p/ primeira página
Equipamentos Principais Calha de cavacos:
É neste equipamento que os cavacos juntam-se ao licor, para possibilitar seu transporte hidraulicamente, para os demais equipamentos.
Ajuda na garantia de uma alimentação contínua para o alimentador de alta pressão.

Ir p/ primeira página
Equipamentos Principais Separador de areia:
Basicamente se constitui em um ciclone, pelo qual circula boa parte do licor.
A areia, mais densa, vai para um sistema de eclusas, possibilitando sua retirada periódica.
O principal objetivo deste equipamento é aumentar a vida útil dos demais, reduzindo a abrasão.

Ir p/ primeira página
Equipamentos Principais Vaso de Impregnação:
Desenvolvido a 14 anos, como importante etapa para um melhor cozimento.
Destina-se a impregnar completamente os cavacos com licor;
Aquece-los até 100 ou 110º C, ainda uma temperatura insuficiente para o cozimento;
Aumentar (pouco) a pressão do sistema

Ir p/ primeira página
Equipamentos Principais Vaso de Impregnação:
Com estas funções, obtemos: Aumentar e estabilizar a
qualidade; Aumentar o rendimento; Reduzir a quantidade de rejeitos.
Sua construção é análoga a do digestor, porem em escala reduzida.

Ir p/ primeira página
Equipamentos Principais Separador de topo:
Basicamente é constituído de uma peneira / cesto e uma rosca;
Localizado na parte superior (topo) do digestor;
Tem a função de separar os cavacos de seu licor de transporte; enquanto que a rosca transporta (fluxo ascendente) os cavacos, grande parte do licor passa pela peneira, retornando à circulação de topo (reintegrando sua função de transporte).

Ir p/ primeira página
Equipamentos Principais Digestor:
Basicamente é um reator, cilíndrico, vertical, de fluxo contínuo descendente;
Opera pressurizado: 7 a 11 kgf/m2
Temperaturas variam entre 148 a 178ºC Geralmente possui três regiôes:
aquecimento; cozimento; lavagem.

Ir p/ primeira página
Equipamentos Principais Dispositivo de descarga:
Trata-se de um “raspador”, montado junto ao fundo do digestor;
Tem a função de promover uma descarga uniforme, sem gerar canalizações;
Pode-se controlar através de sua velocidade, a consistência de descarga.

Ir p/ primeira página
Equipamentos Principais Ciclones de expansão:
São em número de dois. O licor extraído do digestor, com a
temperatura próxima de 150 a 170ºC passa pelos ciclones, expandindo-se, gerando vapor para várias aplicações da própria planta.
Esta geração é contínua, alimentando o vaso de pré-vaporização, geração de água quente, etc.
Após os ciclones, o licor já perdeu boa parte de sua temperatura (45 a 60ºC)

Ir p/ primeira página
Equipamentos Principais TESTE:
QUAIS SÃO OS REAGENTES DO PROCESSO SODA?
QUAIS SÃO OS REAGENTES DO PROCESSO KRAFT?
QUAL A SEQÜÊNCIA DOS EQUIPAMENTOS DA PLANTA KAMYR DE KPP?
QUAL É O OBJETIVO DA POLPAÇÃO? CITE TRÊS EXEMPLOS DE MATERIAIS
QUE FORNECEM FIBRAS PARA PROCESSOS INDUSTRIAIS?

Ir p/ primeira página
Próximas etapas Deverão rever a apresentação de
hoje para a próxima aula; Próxima aula será o sistema de
polpação kraft “Low Solids”, patenteado pela empresa Ahlstron. Prof. Engº Marco Andrade
Ahlstron Machinery